










































































































































































































































































Author: Афанасьев А.А.
Tags: каменная кладка и подобные строительные работы технология строительного производства строительство бетон строительные конструкции бетонные конструкции издательство высшая школа бетонные работы
ISBN: 5-06-001810-5
Year: 1991




А.А.Афанасьев
Бетонные
работы
ИЗДАНИЕ ВТОРОЕ,
ПЕРЕРАБОТАННОЕ
И ДОПОЛНЕННОЕ
Допущено
Государственным комитетом СССР
по народному образованию
в качестве учебника
для профессионального
обучения
рабочих на производстве
МОСКВА «ВЫСШАЯ ШКОЛА» 1991
ББК 38.626
А94
УДК 693.54
Рецензент — В. А. Дорф, канд. техн, наук
Афанасьев А. А.
А94 Бетонные работы: Учеб, для проф. обучения рабочих на
пр-ве.— 2-е изд., перераб. и доп.— М.: Высш, шк., 1991.—
288 с.: ил.
ISBN 5-06-001810-5
Описаны виды бетонов и их свойства, приготовление бетонной смеси, опа-
лубочные и арматурные работы, производство бетонных работ, машины и меха-
низмы для их выполнения, производство сборного железобетона, в том числе из-
готовление железобетонных изделий на полигонах.
Во второе издание (1-е— 1986 г.) включены сведения о монолитном домо-
строении.
3307000000 (4307000000)—020
052 (01)—91 97-91
ББК 38.626
6С6.3
ISBN 5-06-001810-5
© А. А. Афанасьев, 1991
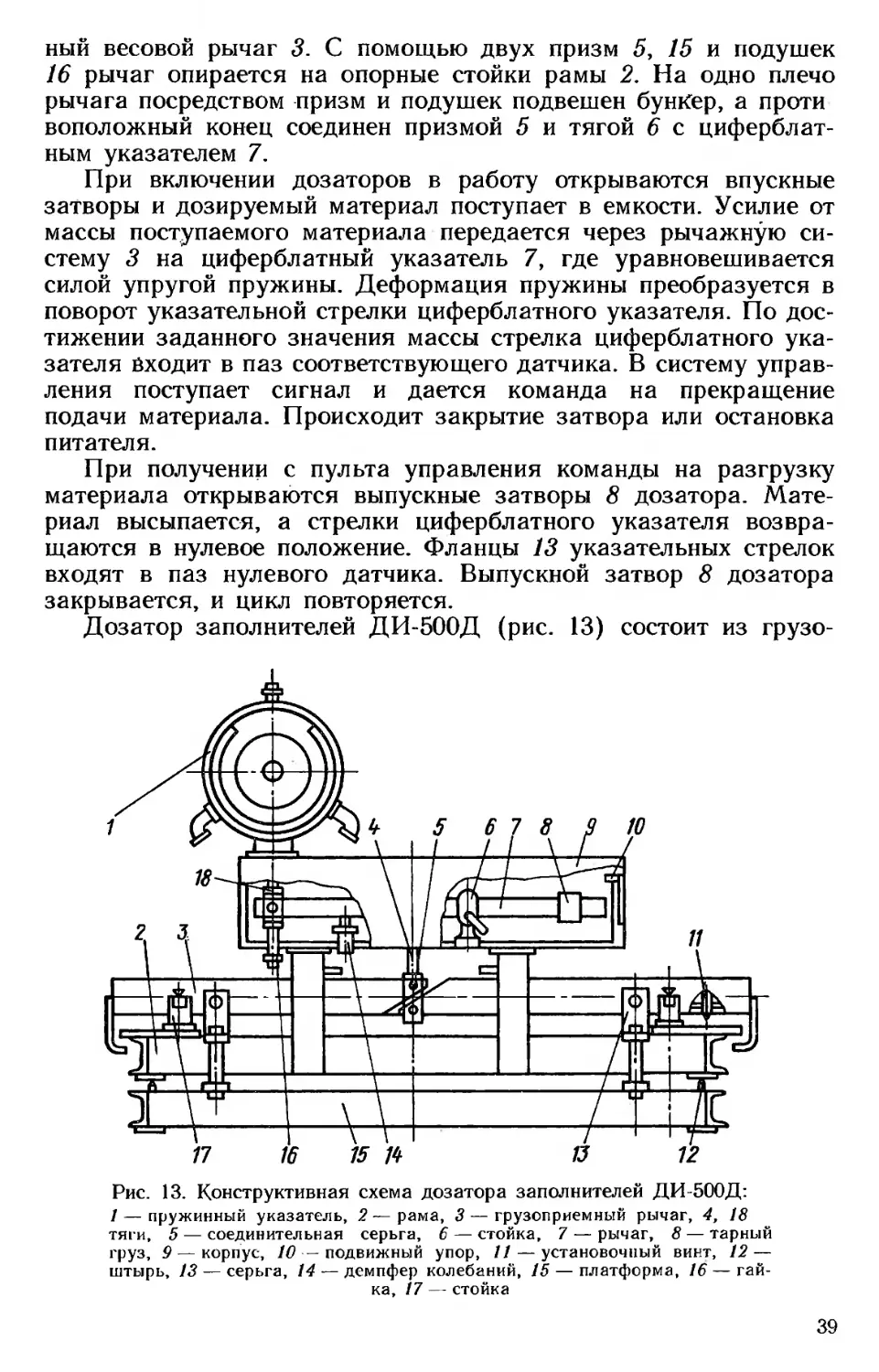
Предисловие
Данный учебник предназначен для подготовки рабочих на
производстве и в профессионально-технических училищах по
профессии бетонщик. В учебнике освещены вопросы, связанные
с индустриальными методами ведения бетонных работ при воз-
ведении конструкций зданий и сооружений, а также производст-
ва сборного железобетона.
По структуре учебник разделен на три раздела.
Первый раздел учебника посвящен общим вопросам бетоно-
ведения, где знакомятся с бетонами, их структурой, технологи-
ческими и механическими свойствами. Даются сведения о соста-
ве бетонов и методах их подбора, механизированных и автома-
тизированных способах приготовления.
Второй раздел отведен опалубочным и арматурным работам,
где приводятся сведения об опалубках и опалубочных системах,
индустриальных методах ведения работ, а также технологии
изготовления арматурных изделий.
В третьем разделе в технологической последовательности
рассмотрены вопросы производства бетонных работ. Отражены
прогрессивные методы и средства транспортирования, подачи и
распределения бетонной смеси, ее уплотнения. Даны технологи-
ческие особенности бетонирования различных типов конструк-
ций, в том числе методы ведения бетонных работ при отрица-
тельных температурах. Отдельная глава посвящена вопросам
производства железобетонных изделий на полигонах.
Второе издание учебника переработано и дополнено новыми
сведениями 'О технологии ведения работ. Более широкое осве-
щение получили методы возведения монолитных зданий с исполь-
зованием различных опалубочных систем. Должное внимание
уделено технологии транспортирования бетонных смесей бетоно-
пасосными установками, способам регулирования технологиче-
ских свойств смесей с помощью химических добавок. Получили
развитие и дополнительные методы ускоренного твердения бе-
тона, а также прогрессивные технологии изготовления сборного
железобетона.
Для проверки усвоения учебного материала в конце каждой
главы приведены контрольные вопросы.
Изучение основных положений учебника будет способство-
вать расширению кругозора рабочих, повышению их профессио-
нальной подготовки, культуры производства и качества работ.
3
Введение
Бетон — один из древнейших строительных материалов. Исто-
рия существования бетона насчитывает тысячелетия. Еще во
II в. до н. э. римляне применяли бетонные массивы при строи-
тельстве портовых сооружений близ Неаполя. Сеть бетон-
ных дорог в Римской империи во II в. н. э. составляла более
120 тыс. км.
Главными вяжущими материалами в те времена были гипс,
известь, глина. С падением Римской империи применение бетона
прекратилось и возобновилось лишь с появлением гидравличе-
ских вяжущих в начале IX в.
Лишь в XIX в. был применен цементный бетон. Он был стоек
к воде, прочен на сжатие, но имел существенный дефект — плохо
сопротивлялся растяжению. В 1865 г. в Англии был выдан пер-
вый патент на возведение бетонных сооружений в деревянной
опалубке. В 1885 г. появились первые железобетонные конст-
рукции.
Открытие железобетона принадлежит парижскому садовнику
Иосифу Монье, который решил вместо деревянных кадок для
цветов сделать бетонные. Для прочности он уложил в бетон
проволоку. Получились очень прочные и долговечные изделия.
Так появился железобетон, в котором ужились сталь и цементо-
бетон, дополняя и защищая друг друга. Металл предотвращает
образование трещин в бетоне и воспринимает растягивающие
усилия, а цементный камень защищает металл от коррозии и вос-
принимает сжимающие усилия.
Русские ученые внесли большой вклад в развитие науки о
бетоне и в его практическое использование. Результаты первых
исследований профессора И. Г. Малюги по технологии бетона
«Составы и способы приготовления цементного раствора (бе-
тона) для получения наибольшей крепости» были опубликованы
в 1845 г. Профессор Петербургского института инженеров путей
сообщения Н. А. Белелюбский в 1891 г. провел широкие экспе-
рименты с железобетонными конструкциями и сделал ряд важ-
ных практических выводов. Перед началом первой мировой
войны русские инженеры широко и успешно вели строительство
4
бетонных и железобетонных сооружений при возведении объек-
тов транспортного строительства.
Важный вклад в технологию бетона внес труд русского уче-
ного Н. А. Житкевича «Бетон и бетонные работы», который был
опубликован в 1912 г. Первые исследования по применению ме-
тода научного подбора состава бетона были проведены в 1929 г.
под руководством Н. М. Беляева.
В годы первых пятилеток значительно возросло применение
железобетона в гидротехническом, промышленном и граждан-
ском строительстве. Большой объем бетонных и железобетонных
работ был выполнен при строительстве Волховской ГЭС (1921 —
1926), Днепрогэса (1927—1932), Днепровского и Магнитогор-
ского металлургических комбинатов и других важных народно-
хозяйственных объектов. Широко применяли железобетон при
возведении зерновых элеваторов, силосных и водонапорных ба-
шен, заводских дымовых труб. В это время начинают применять
сборный железобетон, т. е. железобетонные конструкции, которые
изготовляют в специальных формах на площадках, расположен-
ных в непосредственной близости от возводимого объекта. Затем
после набора прочности эти конструкции устанавливают в про-
ектное положение с креплением между собой с помощью сварки
закладных деталей или омоноличивания стыков.
Только в период 1930—1932 гг. при строительстве промыш-
ленных зданий было использовано около 2,5 млн. м3 сборных
железобетонных конструкций.
В послевоенный период производство сборного железобетона
резко возросло. Были созданы высокомеханизированные техно-
логические линии и заводы железобетонных изделий.
Наряду с основным направлением наращивания производства
строительных конструкций и изделий полной заводской готовно-
сти дальнейшее развитие получает возведение зданий и соору-
жений из монолитного железобетона. Практика подтвердила
тех нико-экономические преимущества строительства жилых и
общественных зданий, отдельных элементов и конструкций про-
мышленного и производственного назначения в монолитном испол-
нении. Монолитное строительство позволяет реализовать его ре-
сурсосберегающую возможность, повысить качество и архитектур-
ную выразительность отдельных зданий и комплексов.
В ряде случаев монолитный железобетон более эффективен
но расходу металла, суммарной трудоемкости, характеризуется
меньшим расходом цемента. Его применение может быть рацио-
нально в первую очередь в районах со сложными геологическими
условиями, при повышенной сейсмичности, в районах, где отсут-
ствуют или недостаточны мощности полносборного домостро-
ения, имеет место слабое развитие дорог. Увеличение объемов
монолитного строительства стало возможным благодаря интен-
сивному развитию средств комплексной механизации и автома-
тизации производства. К ним относятся применение бетонных
5
заводов с автоматизированной системой управления; широкое
использование мобильных бетононасосных установок и средств
транспортирования; применение прогрессивных конструкций опа-
лубок и опалубочных систем, обеспечивающих высокую индуст-
риальность работ. В предстоящие годы материальные и трудовые
ресурсы будут направляться прежде всего на техническое перево-
оружение и реконструкцию действующих предприятий.
Раздел первый
БЕТОНЫ
Глава I
БЕТОНЫ И ИХ СВОЙСТВА
§ 1. Общие сведения. Классификация
Бетон — искусственный каменный материал, получаемый в
результате затвердевания смеси вяжущего материала, воды, за-
полнителей и специальных добавок (в определенных пропорци-
ях), тщательно перемешанной и уплотненной. До затвердевания
указанная смесь называется бетонной смесью.
Одно из основных свойств бетона — высокая сопротивляе-
мость сжимающим нагрузкам и низкая растягивающим; проч-
ность бетона на сжатие в 10... 12 раз выше, чем на растяжение.
Для повышения сопротивляемости растяжению в бетонные кон-
струкции укладывают арматуру, которая в основном восприни-
мает растягивающие усилия. Армированный бетон называют
железобетоном, он обладает свойствами стали и бетона, хорошо
сопротивляется как сжатию, так и растяжению.
В строительной практике широко применяют предварительно
напряженный железобетон. Сущность предварительного напря-
жения состоит в том, что зона бетона, подверженная растяже-
нию, обжимается натянутой арматурой. Поэтому при воздейст-
вии на конструкцию растягивающие силы воспринимаются арма-
турой, уменьшая напряжение сжатия в бетоне. Таким приемом
обеспечивают высокую трещиностойкость бетона. Предваритель-
но напряженные железобетонные конструкции по сравнению с
обычными железобетонными экономичнее, так как в результате
эффективного использования высокопрочных материалов (стали
и бетона) расход арматурной стали снижается.
Бетоны классифицируют по ряду признаков.
По назначению различают конструкционные бетоны, из ко-
торых изготовляют несущие и ограждающие конструкции, не
выполняющие теплозащитных функций (колонны, балки, сте-
новые и фундаментные блоки, панели неотапливаемых зданий и
сооружений), и специальные.
К специальным бетонам относятся следующие:
7
гидротехнический - для возведения гидротехнических соору-
жений, который характеризуется стойкостью к увлажнению, мно-
гократному замораживанию и оттаиванию, водонепроницаемо-
стью;
для дорожного строительства и покрытий аэродромных по-
лей — обладает высокой морозостойкостью и стойкостью к исти-
раемости, способен воспринимать динамические знакоперемен
ные нагрузки;
жаростойкий — для выполнения специальных конструкций и
сооружений, эксплуатируемых при высоких температурах, ко-
торый изготовляют на жаростойких заполнителях (бой глиня-
ного кирпича, доменных шлаков, хромита) с тонкомолотыми
добавками из шамота, глиняного и магнезитового кирпича. Наи-
большую температуру (до 1700° С) выдерживает жаростойкий
бетон на портландцементе с добавкой молотого хромита и маг-
незита.
Бетон на глиноземистом цементе и хромитовом заполнителе
используют в конструкциях, нагреваемых до 1400° С, а на шла-
копортландцементе — до 700° С.
Кр$ме того, выпускают химически стойкие бетоны, радиаци-
онно-защитные, теплоизоляционные и др.
По плотности бетоны делят на особо тяжелые (более
2500 кг/м3), тяжелые (1800...2500 кг/м3), легкие (500...
...1800 кг/м3), особо легкие (менее 500 кг/м3).
Для приготовления особо тяжелых бетонов используют за-
полнители в виде стальных опилок или стружек, чугунной дроби,
окалины, железной руды. Такие бетоны применяют для радиа-
ционной защиты при строительстве атомных электростанций.
Защитные свойства особо тяжелых бетонов повышают введением
добавок, содержащих легкие элементы (водород, бор, кадмий,
литий, карбид бора, хлористый литий).
Наибольшее применение в практике строительства для возве-
дения подземных и надземных несущих конструкций и сооруже-
ний (фундаментов, стен, колонн, балок, ферм, плит перекрытий
и покрытий и др.) получил тяжелый бетон, в качестве заполни-
теля для которого используют щебень плотных горных пород
(гранита, известняка, диабаза и др.).
Легкие и особо легкие бетоны получают с использованием
легких заполнителей (пемзы, туфа, шлака, керамзита) или путем
придания пористой структуры (поризованные бетоны) цемент-
ному камню введением в бетонную смесь воздухововлекающих
добавок (микропенообразователей), предварительно взбитой пены
или газообразующих добавок.
К числу легких бетонов относят также ячеистые, которые
обладают высокопористой структурой. Объем пор в таких бето-
нах достигает 80%, а плотность — 300... 1200 кг/м3. Такие бетоны
обладают низкой теплопроводностью и используются как эффек-
тивный теплоизоляционный материал.
8
По виду вяжущего вещества различают бетоны: цементные,
силикатные, гипсовые, шлакощелочные, полимербетоны, поли-
мсрцементные и специальные бетоны.
Среди цементных бетонов основное место (около 65% от об
|цгю объема производства) занимают бетоны на портландце-
менте и его разновидностях, а бетоны на шлакопортландцементе
и нуццолановом цементе не более 20%.
С применением известкового вяжущего изготовляют силикат-
ные бетоны. Для обеспечения процесса твердения таких бетонов
используют автоклавы, где бетон подвергают тепловой обработке
под давлением.
Гипсовые бетоны обладают малой водостойкостью, поэтому
из них изготовляют конструкции, находящиеся внутри здания
(например, подвесные потолки, перегородки).
Шлакощелочные бетоны (вяжущее — молотые шлаки и ще
лонные растворы) обладают высокой прочностью и стойкостью
к агрессивным средам.
Полимербетоны (вяжущее — эпоксидные, полиэфирные, фу-
рановые и другие смолы) высокостойкие к агрессивным средам,
поэтому их примейяют при возведении сооружений медеплавиль-
ной и химической промышленности, предприятий по переработке
сельскохозяйственной продукции (сахарные и пивоваренные за-
воды), емкостей для хранения кислот, минеральных вод и др.
//олимерцементные бетоны изготовляют с добавкой водных
дисперсий различных полимеров (латексов, винилацетата, ви-
нилхлорида, водорастворимых модификаций диоксидных и поли-
амидных смол), которые вводят в смесь вместе с водой затво-
рения. Полимеры осаждаются в виде пленки на поверхности за-
полнителя, увеличивая сцепление между элементами структуры
истопи. Такие бетоны хорошо сопротивляются растяжению, обла-
дают повышенной морозостойкостью, водонепроницаемостью и
химической стойкостью.
По виду заполнителей бетоны могут быть на плотных, пори-
стых и специальных заполнителях.
По структуре бетоны бывают с плотной, поризованной, яче-
истой и крупнопористой структурой.
§ 2. Материалы для бетона
Вяжущее вещество и вода — активные составляющие бетона,
так как в результате химической реакции они переходят в твер-
дую фазу и образуют цементный камень. В качестве заполните-
лей применяют песок, щебень, гравий, шлаки и другие материалы
горных пород и отходов производства. Заполнители и вода со-
ставляют 85...90%, вяжущие (цемент и др.) — 10... 15% массы
бетона. Заполнители в реакции твердения не участвуют, поэтому
называются инертными материалами. Цементный камень связы-
вает мелкий и крупный заполнители и образуют жесткий скелет,
9
который воспринимает внешние нагрузки. Вяжущее выбирают
с учетом особенностей эксплуатации конструкции, требуемой
прочности и условий твердения бетона.
В некоторых бетонах крупный заполнитель отсутствует. К ним
относятся пено- и газосиликатные бетоны, которые используют
в ограждающих тепло-, звуко- и вибропоглощающих конструк-
циях.
Составляющие бетона должны по своим свойствам отвечать
определенным требованиям, которые устанавливаются Государ-
ственными стандартами (ГОСТами). Отклонения от требований
стандарта для вяжущего, заполнителей или воды, как правило,
приводят к изменению свойств бетона, а следовательно, его фи
зико-механических и эксплуатационных характеристик.
Вяжущие материалы. Для приготовления бетона широко ис-
пользуют неорганические вяжущие вещества, которые При сме-
шивании с водой в результате физико-химических процессов спо-
собны переходить из жидкого или тестообразного состояния в
камневидное, т. е. твердеть, постепенно набирая прочность.
Вяжущие вещества подразделяют на гидравлические (цемен-
ты), твердеющие как на воздухе, так и в воде, и воздушные
(например, известь, гипс), твердеющие только на воздухе. Отли-
чительное свойство гидравлических вяжущих — способность в
течение длительного периода (многие годы) повышать свою
прочность. Достигнув воздушно-сухого состояния, они прекра-
щают дальнейшее упрочнение. В строительстве в основном ис-
пользуют бетоны на цементных вяжущих.
Виды цементов. В зависимости от вида сырья цементы под-
разделяют на портландцемент обычный, с минеральными добав-
ками и быстротвердеющий, шлакопортландцемент, быстротвер-
деющий шлакопортландцемент, сульфатостойкие портландцемент
и шлакопортландцемент, пуццолановый портландцемент. Выпус-
кают специальные виды цементов. К ним относятся белый и
цветные портландцементы, напрягающийся, расширяющийся и
безусадочные цементы, фосфатные (жаростойкие), кислотоупор-
ный.
Исходным сырьем для получения цемента являются извест-
няковые мергели или сырьевые смеси, состоящие в основном из
75...78% известняка и 22...25% глины. Вместо глины иногда ис-
пользуют диатомит, трепел, глинистые сланцы, доменные шлаки,
которые близки по химическому составу глине.
При подготовке сырьевой смеси известняки и глину измель-
чают и смешивают, затем смесь подают в печь для обжига.
При обжиге при 1200... 1450° С в смеси происходят сложные фи-
зико-химические процессы. В результате обжига получают спек-
шуюся твердую массу (клинкер), состоящую из гранул размером
с горошину или орех. Раскаленный клинкер охлаждают струей
воздуха, после чего измельчают в мелкий порошок.
Основные свойства. Немаловажное влияние на свойства це-
ю
мента оказывает тонкость помола клинкера: чем тоньше его
измельчают, тем большей склеивающей способностью он обла-
дает. Это объясняется тем, что при уменьшении размеров частиц
процесс твердения цемента ускоряется.
Для регулирования свойств цемента при помоле в клинкер
вводят гидравлические добавки (до 15% от общей массы), такие,
как диатомиты, трепелы, опоки и гипс (до 3%), которые улуч-
шают качество и удешевляют стоимость цемента.
Основным свойством, характеризующим качество любого це-
мента, является его прочность на сжатие (марка). За показа-
тель прочности цемента принимается его так называемая актив-
ность, которая соответствует пределу прочности при сжатии.
Марка цемента определяется пределом прочности при сжа-
тии образцов, изготовленных по ГОСТ 310.4— 81 и испытанных
через 28 сут с момента изготовления.
Прочность цементов на сжатие колеблется от 30 до 60 МПа,
что соответствует маркам М300, М400, М500, М600. Если проч-
ность контрольных образцов окажется 47 МПа, то активность
этого цемента будет также 47 МПа, а его марка — М400. При
проектировании состава бетона лучше учитывать активность це-
мента, так как при длительном хранении его активность может
оказаться ниже марки.
Промышленность выпускает в основном цементы М400 и
М500. В настоящее время налажено производство цементов
марок М600 и выше, прочность которых нарастает быстрее, чем
цемента низких марок: через 3 сут цемент М500 имеет прочность
20...25 МПа, в то время как М400 — 10... 12 МПа. При применении
цементов высоких марок сокращаются сроки изготовления же-
лезобетонных конструкций, снижаются транспортные расходы,
так как расход на приготовление 1 м3 бетона ниже, чем цементов
низких марок.
При смешивании цемента с водой получают цементное тесто,
которое постепенно загустевает, т. е. начинает схватываться.
Характеризуют цементное тесто двумя показателями: нормаль-
ной густотой “И сррками схватывания.
Сроки схватывания цемента определяют специальным прибо-
ром, принцип действия которого основан на измерении глубины
погружением иглы в цементное тесто в начальный и конечный
моменты схватывания, т. е. начало и конец превращения мате-
риала в твердое тело.
Начало схватывания должно наступать не ранее 45 мин, а
конец — не позднее 10 ч от начала затворения. Такие сроки
дают возможность транспортировать и укладывать бетонные
смеси до начала их схватывания.
Процесс твердения цемента — химическая реакция, которая
сопровождается выделением теплоты (экзотермией). Это при-
водит к значительному нагреву бетона при бетонировании боль-
ших массивов. Неравномерность распределения температуры по
11
объему конструкции, вызванная охлаждением поверхностных час-
тей, приводит к возникновению внутренних напряжений, способ-
ствующих растрескиванию бетона. Поэтому при возведении мас-
сивных конструкций применяют бетоны на цементах, выделяю-
щих меньше теплоты. При этом поверхности бетонируемых кон-
струкций предохраняют от охлаждения с таким расчетом, чтобы
разница температур на поверхности и внутри конструкций была
незначительной. Это позволяет снизить внутреннее напряжение
в бетонируемом массиве и предотвратить образование трещин.
Тепловыделение цемента при твердении является полезным,
так как с повышением температуры скорость набора прочности
бетоном возрастает. Это особенно важно при возведении моно-
литных конструкций в холодный период.
Цемент используют в строительстве в огромных количествах.
Несмотря на то что выпуск его постоянно увеличивается, растет
и его потребление. Поэтому необходимо относиться к нему бе-
режно: соблюдать правила и сроки хранения и транспортирова-
ния, предохранять от увлажнения, не допускать потерь, экономно
расходовать. Например, за год хранения цемента активность
снижается на 30...40%, поэтому запасы его не должны превы
шать 7... 10-дневного расхода при доставке цемента по железной
дороге и 5...7-дневного — автотранспортом.
Цемент, который длительное время хранился на складе, перед
употреблением подвергают лабораторным испытаниям (опреде-
ляют его активность или марку).
Заполнители занимают в бетоне до 80% объема и сущест-
венно влияют на его прочность, долговечность и стоимость. За
счет заполнителей сокращают расход цемента, повышают проч
ность бетона, чем увеличивают долговечность сооружений.
Стоимость заполнителя составляет почти половину стоимости
бетонных и железобетонных конструкций, поэтому применение
в качестве заполнителей местных или более дешевых материалов
позволяет снизить стоимость строительства, уменьшить объем
транспортных перевозок, сократить сроки строительства.
Заполнители для бетона делятся на мелкие и крупные. Мел-
ким заполнителем может служить естественный или искусствен-
ный песок, а крупным — щебень и гравий. Требования к запол-
нителям регламентируются ГОСТ 10268—80 и 9757-87. Зерно-
вой состав, прочность и чистота заполнителя существенно вли-
яют на свойства бетона.
Песок представляет собой рыхлую смесь зерен. Крупность
зерен колеблется от 0,14 до 5 мм. Пески делятся на природные,
образовавшиеся в результате выветривания горных пород, и
искусственные, получаемые путем дробления твердых горных
пород, материалов или отходов производства (доменных или
топливных шлаков, керамзита, перлита и др.).
Чаще всего в природе встречаются кварцевые пески с при-
месью полевого шпата, слюды и зерен других минералов, которые
12
наиболее пригодны для бетонов. Наибольший эффект достигает-
ся при использовании кварцевых песков с шероховатой поверх-
ностью зерен. Такие пески, обладая большим сцеплением, повы-
шают прочность бетона.
Зерновой состав определяют просеиванием 1 кг сухого песка
через стандартный набор сит с отверстиями диаметром 5; 2,5;
1,25; 0,63; 0,3 и 0,14 мм. Просеивание начинают с сита с отвер:
стиями 5 мм. В результате просеивания определяют остаток
песка на каждом сите по массе. Зерна песка, оставшиеся на каж-
дом сите, называют частным остатком. Масса этого остатка
выражается в процентах от общей массы просеиваемого песка.
Для бетона наличие зерен крупнее 10 мм не допускается, а
зерен размером 5... 10 мм должно быть не более 5%. Содержа-
ние в песке зерен, проходящих через сито с диаметром отверстий
0,14 мм, не должно превышать 10%, а содержание глинистых и
пылеватых примесей - 3%. Наиболее вредна примесь глины,
так как она препятствует сцеплению составляющих. От глини-
стых примесей песок очищают промывкой.
Крупность песка оценивают модулем крупности Мкр, который
является суммой полных остатков G (%) на ситах стандартного
набора, деленной на 100:
ДД __ 25+606з+С0,з+С014
7WKP— — — —— .
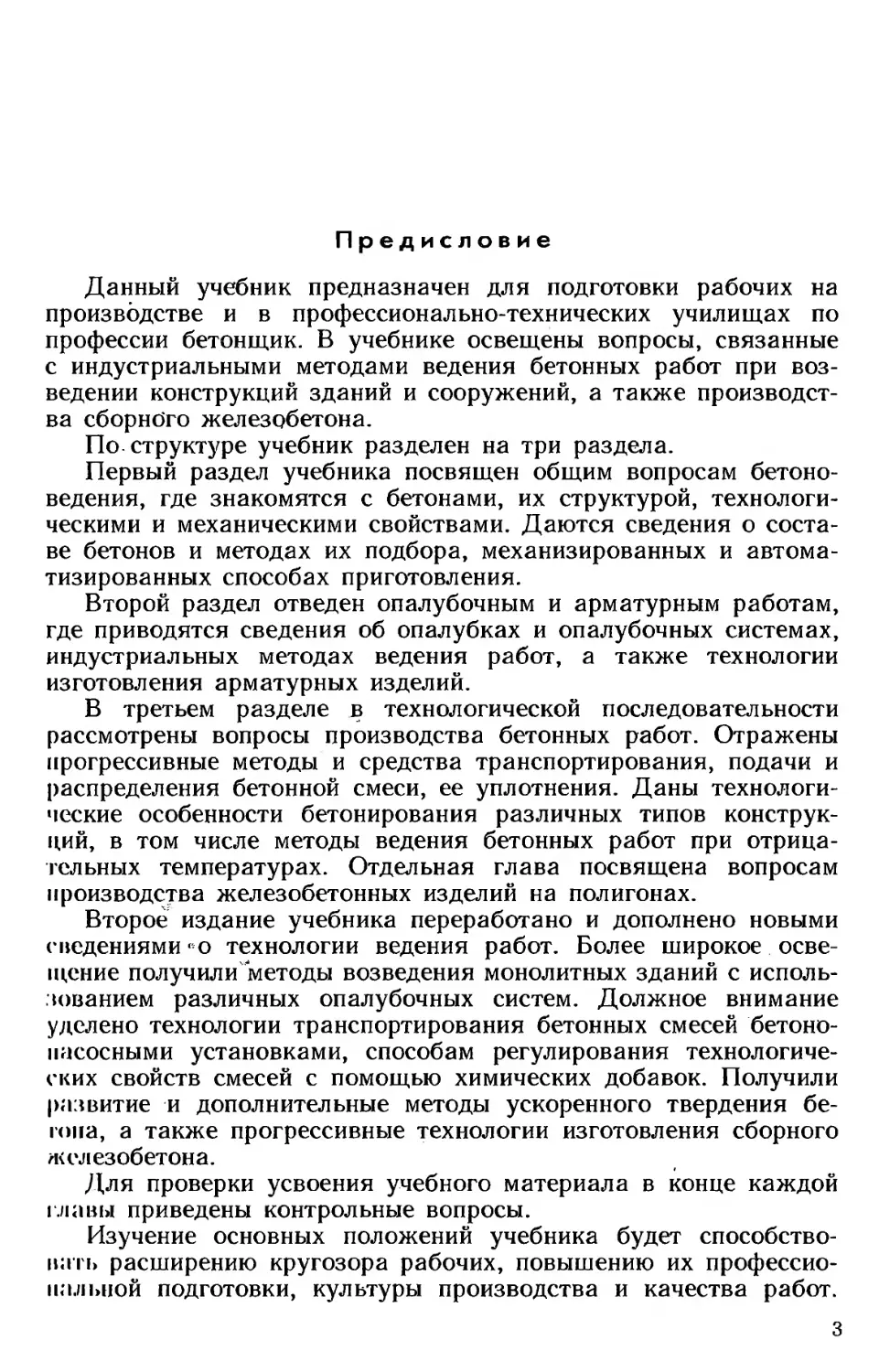
Результаты просеивания
песка выражают графически.
По оси абсцисс (рис. 1, а)
откладывают полные остатки
(%), по оси ординат -- диа-
метр отверстий контрольных
сит. Точки соединяют линия-
ми и получают кривую про-
сеивания. Если кривая про-
сеивания песка находится в
заштрихованной зоне, такой
песок соответствует предъ-
являемым к нему требова-
ниям.
По модулю крупности и
полному остатку на сите с
диаметром отверстий 0,63 мм
пески подразделяют на груп-
пы (табл. 1).
Для бетона наиболее при-
годна смесь среднего и круп-
ного песка. Использовать
песок с модулем крупности
менее 1,5 и более 3,5 не ре-
комендуется. Крупный песок
Dmin
/ 0,5(Dmaximin) ^mln
Dmtn у
Рис. 1. Зерновой состав песка (а) и
гравия (щебня) (б):
А — полные остатки, D — диаметр отверстий
контрольных сит
13
Таблица 1. Характеристика песка по крупности
Группа песка Полный остаток на сите с диаметром отверстий 0,63 мм, % но массе
Крупный 3,5...2,5 50...75
Средний 2,5...2,0 35 50
Мелкий 2,0... 1,5 20...36
Очень мелкий 1—1,5 Менее 20
имеет большой объем межзерновых пустот, который придется
заполнять цементным тестом, что невыгодно.
Гравий — рыхлый материал, образовавшийся в результате
естественного разрушения (выветривания) горных пород,— со-
стоит из окатанных зерен размером 3...70 мм. У морского и реч-
ного гравия зерна более округлой (окатанной) формы, чем у
горного. Для бетонов предпочтительнее гравий с зернами мало-
окатанной формы, что улучшает их сцепление с цементным кам-
нем.
Крупность гравия определяют путем просеивания через стан-
дартный набор сит с круглыми отверстиями диаметром 70; 40;
20; 10 и 5 (или 3) мм. Наибольший размер зерен гравия (а так-
же щебня) не должен превышать */4 размера наименьшего се-
чения конструкции и 3/4 наименьшего расстояния между арма-
турными стержнями. Например, для изготовления балок шири-
ной 200 мм размер зерен гравия должен быть не более 50 мм.
При бетонировании малоармированных массивных конструкций
(фундаментов, эстакад, стенок) допускается применять гравий
с зернами крупностью 120... 150 мм.
Результаты просеивания гравия, так же как и песка, нано-
сят на стандартный график (рис. 1, б). Зерновой состав испы-
туемого гравия должен находиться в пределах заштрихованной
зоны.
Щебень получают дроблением горных пород (например, гра-
нита, диабаза, прочного известняка) на камнедробилках с отде-
лением зерен размером менее 3 мм. Форма зерен щебня остро-
угольная. Для изготовления бетона лучше всего подходит ще-
бень, близкий по форме к кубу или тетраэдру.
Щебень не должен содержать комков глины, суглинка и дру-
гих примесей. Загрязнение заполнителя ухудшает качество бе-
тона. Присутствие глинистых и других примесей снижает проч-
ность и морозостойкость затвердевшего бетона. Пылеватые гли-
нистые частицы, обволакивающие зерна заполнителя, ухудшают
их сцепление с цементным камнем. При нагружении такой бетон
начинает разрушаться в контактных зонах между цементным
камнем и зернами заполнителя.
Находящиеся в заполнителе комья глины или суглинка впи-
тывают и хорошо удерживают воду. При отрицательных темпе-
14
ратурах вода замерзает, увеличиваясь в объеме. Это приводит
к возникновению дополнительных напряжений в бетоне и его
разрушению, т. е. снижению морозостойкости конструкций.
При выборе крупного заполнителя для бетона оценивают его
физико-механические свойства. Использование заполнителей с
низкими физико-механическими характеристиками снижает проч-
ность бетона, и более высокие прочностные характеристики це-
ментного камня в этом случае оказываются неиспользованными.
Таким образом, повышением прочности цементного камня при
низкопрочном заполнителе невозможно получить бетон высокой
прочности.
При выборе следует учитывать и экономический показатель —
стоимость 1 м3 заполнителя. Предпочтительнее использовать
местные материалы, так как они не требуют высоких транспорт
ных расходов.
Для приготовления легких бетонов используют легкие порис-
тые заполнители. Они бывают природные, которые получают
дроблением пористых горных пород (пемзы, вулканических ту-
фов, ракушечников), и искусственные, изготовляемые из про-
мышленных отходов (например, топливных шлаков, гранулиро-
ванных доменных шлаков, зольного гравия), а также специально
приготовленные.
Промышленность строительных материалов выпускает искус-
ственные легкие заполнители (керамзитовый гравий, песок, вспу-
ченный вермикулит, перлитовые вспученные песок и щебень,
аглопоритовые, шлакопемзовые и шенгузитовые песок и щебень)
с заданными свойствами, что позволяет получать более прочные
и более легкие бетоны.
Вода. Для приготовления бетона применяют воду (ГОСТ
23732—79), которая не должна содержать примесей, задержи-
вающих твердение цемента, вызывающих его коррозию и обра-
зующих высолы на открытых поверхностях конструкций. К та-
ким примерим относятся соли и кислоты. Болотная вода, богатая
органическими примесями, а также сточные воды, содержащие
жир, сахар,f кислоты и другие включения, для приготовления
бетона непригодны. Обычно используют водопроводную воду,
л в ряде случаев — морскую, если содержание солей в ней не
превышает 5000 мг/л. Нельзя применять морскую воду при бе-
тонировании внутренних конструкций жилых и общественных
зданий в жарком и сухом климате, так как морские соли могут
выступить на поверхность бетона или вызвать коррозию арма-
гуры.
§ 3. Структура бетонной смеси и бетона
Бетонная смесь представляет собой многокомпонентную сис-
тему, состоящую из цемента, воды и заполнителя. Заполнитель,
в свою очередь, также является совокупностью мелких и круп-
15
ных частиц. В ряде случаев в смесь вводят специальные добавки.
В процессе ее приготовления часть объема занимает воздух.
Таким образом, смесь представляет собой многофазную среду,
которая по сбоим свойствам занимает промежуточное положение
между вязкими жидкостями и сыпучими средами.
Свойства смеси зависят от количественного соотношения
различных фаз, которые в целом определяют ее структуру.
По количественному состоянию растворной составляющей и
заполнителя можно выделить три типа структур бетонной смеси.
В первой структуре зерна крупного заполнителя раздвинуты
и не взаимодействуют между собой. Такая структура отличается
более высоким содержанием цементного теста, и ее свойства в
целом определяются этим компонентом. Это так называемая
смесь с плавающим заполнителем, который при транспортиро-
вании, укладке и уплотнении смеси может оседать или всплы-
вать, что значительно снижает однородность бетона и его проч-
ностные характеристики.
Во второй структуре цементная прослойка только незначи-
тельно раздвигает заполнитель и его зерна перекрывают друг
друга — образуется плотная упаковка заполнителя. В отличие
от первого типа рассматриваемая структура обладает меньшими
подвижностью и текучестью.
Третья структура представляет собой крупнопористую смесь
с недостатком цементного теста, зерна заполнителя контакти-
руют друг с другом. В пространстве между частицами имеются
воздушные полости.
Анализируя три типа структур, можно сделать вывод, что в
первом случае наблюдается избыток цементного теста, в послед-
нем — недостаток. Физико-механические свойства бетона струк-
туры первого типа определяются только свойствами цементного
теста, в бетонах структуры второго, а особенно третьего типов
заполнители существенно влияют на физико-механические и тех-
нологические свойства смеси. Бетоны второй и третьей структур
характеризуются меньшим расходом цемента, что снижает их
стоимость, но усложняет процесс укладки и получения плотных
бетонов.
Структура тяжелых бетонных смесей относится ко второму
типу. Эти смеси наиболее экономичны, легко уплотняются, обра-
зуя достаточно плотную структуру. Цементное тесто играет роль
смазки между частицами заполнителя; при повышении водоце-
ментного отношения свойства смеси приближаются к свойствам
вязкой жидкости. Такая смесь хорошо транспортируется и укла-
дывается в дело.
Вода в бетонной смеси находится в двух состояниях: химиче-
ски связанном и свободном. Химически связанная — это вода,
необходимая для процесса твердения (гидратации) цемента, она
вступает в реакцию с цементом. Свободная вода в виде тонких
пленок обволакивает частицы заполнителя. С увеличением со-
16
держания воды повышается подвижность цементного теста, но,
как правило, снижаются его связующие свойства.
На свойства бетона существенное влияние оказывает плот-
ность или пористость бетонной смеси. С учетом этого фактора
(по классификации проф. Ю. М. Баженова) структура бе-
тона может быть разделена на четыре типа (рис. 2): плотная,
с пористым заполнителем, ячеистая и зернистая.
Первый тип — плотная структура — состоит из сплошной
матрицы цементного камня, в которую вкраплены зерна плотно-
го заполнителя, достаточно прочно связанные с цементным кам-
нем. Между зернами заполнителя может быть много прослойки
(в которой они находятся как бы в плавающем положении) или
немного. В случае, когда прослойка настолько тонка, что зерна
контактируют между собой, прочность бетона будет определять
ся механическими характеристиками заполнителя и в меньшей
степени матрицей цементного камня.
Второй тип состоит также из сплошной матрицы, но в нее
вкраплен пористый заполнитель. При этом цементный камень
проникает в поры и неровности заполнителя, чем обеспечивает-
ся их прочное сцепление, и основную прочность несет матрица,
которая служит как бы каркасом в системе.
Третий тип — ячеистая структура, которая представляет со-
бой матрицу с пустотами, причем пустоты замкнуты и не соеди-
няются друг с другом. В зависимости от концентрации пустот
и размеров ячеек могут быть крупно- и мелкопористые ячеистые
бетоны.
Четвертый тип — зернистая структура — представляет собой
совокупность скрепленных между собой зерен твердого материа-
ла. Пористость такого материала непрерывна, т. е. воздушные
поры сообщаются друг с другом.
Наибольшей прочностью из всех рассмотренных обладают
плотные структуры бетона.
Мы рассмотрели так называемые макроструктуры бетонов,
г. е. структуры, видимые невооруженным глазом. Определенное
влияние на свойства бетона оказывает также микроструктура
бетона. Изменяя "минералогический состав вяжущего и условия
твердения, можно получать различные микроструктуры цемент-
ного камня: ячеистую, зернистую, волокнистую или сотовую.
Рис. 2. Макроструктура бетонов:
/ плотная. II— плотная с пористым заполнителем, III— ячеистая, IV —
зернистая; I — матрица из цементного камня, 2 — заполнитель
17
Микроструктура существенное влияние оказывает на прочность
матрицы и в целом бетона. Оценивают ее и рассматривают под
микроскопом.
§ Технологические свойства бетонной смеси
Качество бетонных работ и производительность труда во мно-
гом определяются технологическими свойствами бетонной смеси.
К ним относятся: удобоукладываемость — способность смеси
растекаться под действием силы тяжести, легко укладываться
в опалубку, заполнять заданную форму и связность — способ-
ность сохранять свою однородность при транспортировании, по-
грузке, выгрузке, укладке и уплотнении. Эти свойства опреде
ляются составом смеси.
Основным фактором, влияющим на удобоукладываемость бе-
тонной смеси, является количество воды, израсходованное на
ее приготовление. Это связано с тем, что от расхода воды зави-
сит вязкость смеси в целом. На практике удобоукладываемость
оценивают показателем подвижности или жесткости бетонной
смеси.
В соответствии с классификацией по удобоукладываемости
(ГОСТ 7473—85) бетонные смеси разделяются на четыре типа
по подвижности П и на четыре типа по жесткости Ж:
По подвижно По жестко-
сти П, см сти Ж, с
П1 4 и менее Ж1—5...10
П2—5...9 Ж2—11...20
ПЗ—10...15 ЖЗ—21...30
П4—16 и более Ж4—30 и более
Определяют подвижность с помощью эталонного конуса
(рис. 3), размеры которого зависят от крупности заполнителя:
Крупность заполнителя, мм ........................... <40 >40
Размеры конуса, мм:
высота ........................................... 300 450
диаметр основания:
нижнего .......................................... 200 300
верхнего ....................................... 100 150
Рис. 3. Схема определения подвижности бетонной смеси с по-
мощью эталонного конуса (а) и примеры оценки бетонной смеси
различной подвижности (б):
/ — малоподвижная, // — подвижная, III — пластичная, IV — литая; 1 —
воронка, 2 — конус, 3 — поддон, 4 — мерная линейка
18
Конус усеченный, открытый сверху и снизу. Выполняют его
из листовой стали толщиной 1 мм. Внутреннюю поверхность
конуса и поддон перед испытанием смачивают водой, затем конус
устанавливают на поддон и заполняют бетонной смесыО (через
воронку) в три слоя, каждый одинаковой высоты. Каждый слой
смеси уплотняют штыкованием металлическим стержнем 25 раз.
Конус во время наполнения и штыкования плотно прижимают
к поддону.
После уплотнения бетонной смеси воронку снимают и избы-
ток смеси срезают кельмой вровень с верхними краями конуса.
Конус плавно снимают с отформованной бетонной смеси и уста-
навливают рядом с ней. Затем определяют осадку конуса бетон-
ной смеси: укладывают металлическую линейку ребром на верх
конуса и измеряют расстояние от нижней грани линейки до верха
бетонной смеси.
Бетонные смеси с осадкой конуса 4 см и менее называют ма-
лоподвижными, 5...9 см — подвижными, 10... 15 см — пластичны-
ми, с осадкой более 16 см - - литыми.
Осадку конуса бетонной смеси определяют дважды и вычис-
ляют с округлением до 1 см. Время одного испытания с начала
наполнения конуса бетонной смесью не должно превышать
10 мин. В зависимости от назначения, вида монолитных конст
рукций, их степени армирования рекомендуются следующие по-
казатели подвижности бетонной смеси, см:
Подготовка под фундаменты и полы, основания дорог . 0...1
Покрытия дорог, полы, массивные неармированные или
малоармированные конструкции ................... 1...3
Массивные армированные конструкции, балки, колонны,
стены ........................................... 3—6
Тонкостенные конструкции, плиты, балки, колонны сече-
нием до 40 см .................................. 6...8
Густоармированные конструкции ..................... 8—16
Конструкции с большим насыщением арматуры и заклад-
ных деталей, препятствующих укладке смеси вибрато-
рами .............................................. 18—20
Смесь с осадкой конуса, равной нулю, не обладает подвиж-
ностью, и ее технологические свойства характеризуют показа-
телем жесткости.
Жесткость бетонной смеси характеризуется временем вибра-
ции (в секундах), необходимым для выравнивания и уплотнения
предварительно отформованного конуса бетонной смеси в при-
боре для определения жесткости (рис. 4).
Прибор плотно закрепляют на виброплощадке 7. Затем в
кольцо 1 помещают эталонный конус 2 с воронкой 3. Конус спе-
циальным кольцом-держателем закрепляют в приборе и запол-
няют в три слоя бетонной смесью, уплотняя каждый слой шты-
кованием. Затем конус снимают, поворачивают штатив 4 так,
чтобы диск 5 установился на поверхности бетонной смеси. По
периметру диска расположены шесть отверстий. Включают одно-
19
Рис. 4. Схема прибора и последовательность определения жест-
кости бетонной смеси:
а — установка прибора и за1рузка бегонией смеси, б-- установка дне
ка на поверхность бетонного конуса, в — момент окончания испытаний;
1 цилиндрическое кольцо, 2 — эталонный конус, 3 — воронка, 4 —
штатив, 5 — диск с отверстиями, 6 — штанга, 7 — виброплощадка
временно виброплощадку 7 и секундомер. Вибрируют до тех пор,
пока не начнется выделение цементного теста из любых двух
отверстий диска. В тот момент выключают секундомер и вибро-
площадку. Время в секундах с начала вибрации до выделения
цементного теста характеризует жесткость бетонной смеси.
Жесткость определяют дважды. Общее время испытаний не дол-
жно превышать 15 мин.
В испытаниях используют стандартную лабораторную вибро-
площадку с частотой колебаний 50 Гц и амплитудой 0,5 мм.
Допускается измерять жесткость бетонной смеси другими при-
борами и средствам, например в формах для изготовления бе-
тонных образцов размером 200X200X200 мм. Форму закрепля-
ют на виброплощадке, вставляют эталонный конус, заполняют
его бетонной смесью, которую послойно штыкуют. Затем конус
осторожно снимают и одновременно включают виброплощадку
и секундомер. Вибрируют до тех пор, пока поверхность бетонной
смеси не станет горизонтальной и не заполнит все углы формы.
В этом случае для оценки показателя жесткости применяют
переводной коэффициент 0,7.
Для оценки показателя жесткости мелкозернистых смесей
допускается применять формы размером 100Х Ю0Х 100 мм.
Для получения бетона требуемой прочности соблюдают за-
данные состав и водоцементное отношение. Снижение расхода
воды приводит к заметному повышению жесткости бетонной
смеси. Жесткие бетоны при . хорошем уплотнении обладают
большей прочностью, чем подвижные, при одном и том же рас-
ходе цемента. Применение жестких бетонов позволяет экономить
10...20% цемента, но для их уплотнения требуются дополнитель-
ные усилия и время. Как правило, такие смеси используют для
изготовления изделий сборного железобетона, которые формуют
на виброплощадках.
20
По жесткости различают смеси: особо жесткие (Ж4) — с по-
казателем жесткости более 31 с; повышенно жесткие (ЖЗ) —
21...30 с; жесткие — (Ж2) — 11...20 с; умеренно жесткие (Ж1)-
5...10 с.
Подвижность бетонной смеси возрастает с увеличением круп-
ности зерен заполнителя. Это объясняется увеличением толщины
прослойки цементного теста между зернами и снижением удель-
ной поверхности заполнителя, что приводит к уменьшению коли-
чества воды для его смачивания.
Подвижность смеси зависит также от соотношения в ней
объемов песка и щебня. Наилучшая удобоукладываемость дос-
тигается при оптимальном соотношении песка и крупного за-
полнителя. Отклонение в ту или другую сторону приводит к ухуд-
шению технологических свойств. Например, при превышении
песка сверх оптимальных значений наблюдаются снижение под-
вижности и повышение жесткости смеси.
На удобоукладываемость значительно влияют чистота запол-
нителя и вид цемента. Примеси пылеватых, глинистых и илис-
тых частиц требуют большего расхода воды на смачивание, что
снижает удобоукладываемость. При одинаковом водоцементном
отношении более подвижна смесь, в которой использован цемент
с меньшей водопотребностью. Например, бетонная смесь на пуц-
цолановом портландцементе менее подвижна, чем бетонная
смесь того же состава на портландцементе.
Подвижность смесей можно повышать введением пластифи-
цирующих добавок. Эффективно используют пластификаторы,
которые значительно повышают подвижность и снижают водо-
потребность смесей.
§ 5. Меха&жческме свойства бетонов
Прочность — свойство бетона сопротивляться разрушению от
действия внешних нагрузок — характеризуется прочностью це-
ментного 1$амня и его сцепления с заполнителем. Как уже отме-
чалось, бетон относится к материалам, которые хорошо воспри-
нимают сжимающие усилия и плохо сопротивляются растяже-
нию. Поэтому строительные конструкции проектируют таким
образом, чтобы бетон воспринимал нагрузки сжатия. Для вос-
приятия растягивающих нагрузок конструкции армируют. Арма-
тура обладает высоким сопротивлением растяжению.
Разрушение бетона начинается с разрушения наименее прочной
составляющей — цементного камня или зоны контакта цементного
камня и заполнителя. Испытания образцов под нагрузкой пока-
зывают, что в зависимости от свойств цементного камня и
заполнителя возможны следующие случаи разрушения образцов
(рис. 5):
если прочность заполнителя выше прочности цементного
камня, разрушение происходит по цементному камню и не
затрагивает крупный заполнитель;
21
если прочность цементного камня выше прочности заполни-
теля, разрушение происходит по заполнителю.
Большое влияние на прочность бетона оказывают плотность
и однородность цементного камня. Вследствие неоднородности
материала в бетоне появляются зоны высокой концентрации
напряжений, которые приводят к образованию трещин. Процесс
разрушения бетона очень сложен. Советские ученые О. Я. Берг,
А. Е. Шейкин, Б. Г. Скрамтаев и другие разработали ряд рабо-
чих гипотез, позволяющих достаточно точно описать явление
разрушения бетона.
Определить прочность бетона можно как на образцах, так
и непосредственно в изделиях и конструкциях. Образцы для
испытаний могут изготовляться из бетонной смеси, а также
извлекаться сверлением и пилением из затвердевшего бетона.
Испытания проводят в соответствии с ГОСТ 10180- 78.
Образцы изготовляют и хранят в условиях, близких к усло-
виям твердения конструкции или сооружения. Прочность опре-
деляют, испытывая кубы с ребрами 7, 10, 15 и 20 см или
цилиндры диаметром (£>) 7, 10, 15 и 20 см и высотой, равной
двум диаметрам (Н—2D).
При определении прочности на сжатие за эталон (образец
базового размера) принимают куб с ребром 15 см. При испытании
образцов-кубов других размеров полученный результат умно-
жают на коэффициент а:
Размер ребра образца, см.......... 7 10 15 20
а ................................ 0,85 0,85 1,00 1,05
Прочность бетона на сжатие в 28-суточном возрасте при
нормальных условиях твердения выражается в МПа. В зави-
симости от показателя прочности бетоны разделяются на классы
(СНиП 2.03. 01—84): В1; В1,5; В2; В3,5; В5; В7.5; В10; В12,5;
В15; В20; В25; В35; В40; В45; В50; В55; В60. Для перехода от
класса бетона В к средней прочности бетона (МПа) необходимо
В разделить на коэффициент 0,778. Например, для класса В5
средняя прочность 5/0,778=6,43 МПа.
Рис. 5. Схема разрушения бетонных
образцов по цементному камню (а)
и с разрывом зерен заполнителя (б)
Рис. 6. Зависимость прочности бетона
от водоцементного отношения
22
Прочность и класс бетона находятся округленно в следующих
соотношениях: В7,5 соответствует прочности 10 МПа; В10 —
15 МПа; В15 — 20; В25 - 30; В35 — 40; В40 - - 50; В45—
60 МПа.
Рассмотрим факторы, влияющие на прочность бетона.
1. Водоцементное отношение В/Ц, которое характеризует
пористость цементного камня в бетоне. С увеличением количества
воды, взятой для приготовления бетонной смеси, при одном и
том же количестве цемента прочность бетона снижается (рис. 6).
Объясняется это тем, что для твердения цемента требуется
20...25% воды от его массы, что соответствует В/Ц=0,2...0,25.
Но такая смесь получается сухой и трудноукладываемой. Поэто-
му для повышения удобоукладываемости расход воды увеличи-
вают. Избыток воды испаряется, оставляя воздушные поры,
которые ослабляют прочность цементного камня.
Для монолитного строительства требуется использование
бетонных смесей достаточно высокой подвижности. Это позво-
ляет облегчить ее укладку. Для бетонов на плотных заполните-
лях В/Ц принимается 0,4...0,6, а для бетонов на пористых легких
заполнителях — 0,5...0,7.
2. Качество заполнителя и цемента. Материалы подразделяют
на высококачественные (щебень из плотных горных пород высо-
кой прочности, песок оптимальной крупности и зернового соста-
ва, портландцемент высокой активности), рядовые и низкого
качества (крупный заполнитель низкой прочности, мелкие пески
с содержанием пыли й органических примесей, цементы низкой
активности).
Высокопрочные бетоны можно получать только с использова-
нием высококачественных заполнителей и высокомарочных це-
ментов. Снижение качества заполнителей непременно приводит
к резкому снижению физико-механических и эксплуатационных
характеристик бетонов и конструкций в целом.
3. Формд зерен заполнителя. Зерна с более окатанной по-
верхностью обладают меньшим сцеплением с цементным камнем
по сравнению с зернами остроугольной неправильной формы.
4. Степень однородного перемешивания составляющих.
5. Условия транспортирования и уплотнения. При транспор-
тировании и укладке бетонная смесь не должна высыхать,
замерзать, чрезмерно увлажняться и расслаиваться, т. е. круп-
ный заполнитель не должен оседать, а цементное тесто и вода
подниматься на поверхность.
6. Условия твердения: влажность и температура окружающей
среды. Для нормального твердения бетонов на портландцементе
п других гидравлических вяжущих требуется высокая влажность,
при которой вода из бетона не будет испаряться. Влажные
условия твердения создают поливкой бетонных конструкций
водой, покрытием специальными эмульсиями и пленками, пред-
отвращающими испарение воды из бетона.
23
Набор прочности во времени происходит за счет увеличения
прочности цементного камня и сил сцепления между цементным
камнем и заполнителем. После укладки бетона в конструкцию
в начальный период прочность растет интенсивно, а в после-
дующем замедляется (кривая /, рис. 7).
Влияние температуры на набор прочности бетона рассмотрим
на графике: повышение температуры значительно ускоряет набор
прочности (кривая 2), а понижение (кривая 3) — замедляет.
Особое влияние на набор прочности оказывает раннее замора-
живание бетонной смеси (кривая 4). Оттаявшая бетонная смесь
плохо набирает прочность, что приводит к опасным последстви-
ям: если бетон не наберет достаточной прочности, конструкция
может разрушиться.
Между прочностью бетона на сжатие R6 на 28-е сутки
твердения, активностью цемента /?ц, цементно-водным отноше-
нием Ц/В и качеством заполнителя имеется математическая
зависимость, позволяющая определить прочность:
₽б=Л/?ц(Ц/В-0,5),
где А - коэффициент, зависящий от качества крупного заполни-
теля. Для бетона с В/Ц=0,4...0,7 коэффициент А принимают
равным 0,65 при использовании высококачественных заполните-
лей, 0,6 — рядовых и 0,55 — пониженного качества.
Для бетонов с В/Ц<0,4
/?б=Л/?ц(Ц/В+0,5),
где Л=0,43 для высококачественных заполнителей; 0,4 — для
рядовых и 0,37 -- для заполнителей пониженного качества.
Плотность — важная физическая характеристика бетона.
С повышением ''-'плотности улучшаются такие свойства, как
прочность, водонепроницаемость, морозостойкость. Повышают
плотность подбором состава заполнителей, качественным уплот-
нением смеси и введением специальных пластифицирующих
добавок.
Следует различать плотность незатвердевшей бетонной смеси
и плотность бетона. Плотность бетонной смеси зависит от коли-
чества вовлеченного в нее воздуха: чем больше воздуха, тем
ниже плотность. При уплотнении смеси большая часть воздуш-
Рис. 7. Влияние температуры ок-
ружающей среды на интенсив-
ность набора прочности бетона:
/ — при 15...20° С, 2 — при 40° С,
3— при 12° С, 4 — при заморажи-
вании и дальнейшем оттаивании
24
ных включений удаляется. Качество уплотнения оценивают
коэффициентом уплотнения Купл=р/рр, где q — действительная
плотность, qp — расчетная. Обычно Kynjl=0,97...0,98.
При твердении бетона свободная часть воды испаряется, тем
самым повышается пористость и снижается плотность. По-
ристость бетона можно определить по значениям расхода воды
и цемента. Используется следующая зависимость:
П=(В—ЖЦ) 100/1000,
где В — расход воды, л/м3; W — содержание химически связан-
ной воды, л/м3; Ц — расход цемента, кг/м3.
Определяют плотность бетонной смеси по ГОСТ 10181.2—81.
Для проведения испытаний применяют цилиндрические металли-
ческие сосуды, лабораторную виброплощадку и лабораторные
весы. Сосуд с бетонной смесью устанавливают на вибропло-
щадку и после уплотнения взвешивают. Плотность смеси
qcm— (m—mi)/V, где т, mi — массы мерного сосуда с бетонной
смесью и без нее; V — объем мерного сосуда.
Водонепроницаемость зависит от пористости и структуры пор
(замкнутые, капиллярные или сообщающиеся) бетона. Микро-
поры и капилляры размером более 10-5 см доступны для
фильтрации воды. Пористость бетона уменьшается при пониже-
нии В/Ц, увеличении гидратации цемента, применении вибрации
при укладке смеси.
Испытания на водонепроницаемость (ГОСТ 1273.5—84)
проводят на образцах-цилиндрах, диаметр и высота которых
равны 150 мм. Подготовленные образцы устанавливают в испы-
тательный прибор, в котором к нижней поверхности образца
подводится под заданным давлением вода. Наблюдая за верхней
плоскостью, фиксируют момент начала просачивания воды через
бетон. Испытания начинают при давлении 0,1 МПа, а затем
его повышают по 0,1 МПа через каждые 8 ч. По давлению,
при котором на поверхности образцов появляется вода, судят
о водонепроницаемости бетона. По водонепроницаемости бетоны
делят на шесть марок. Каждой марке соответствует определенное
давление, при котором наблюдается появление воды на по-
верхности образцов:
Марка ................. W2 W4 W6 W8 WI0 W12
Давление, МПа ...... 0,2 0,4 0,6 0,8 1 1,2
В некоторых случаях к бетонам предъявляют требования
но газопроницаемости, так как газы существенно влияют на
протекание процессов коррозии бетона и стали.
Для повышения непроницаемости бетоны пропитывают спе-
циальными составами; вводят в смеси специальные вещества
из термопластичных полимеров; покрывают поверхности бетона
пленкообразующими составами; пропитывают бетон мономером
<* последующей его полимеризацией. Все эти средства повышают
25
непроницаемость бетонов и повышают их долговечность и
эксплуатационную стойкость.
Морозостойкость — способность бетона выдерживать много-
кратное замораживание и оттаивание. Перед испытаниями бетон
насыщают водой. При замерзании вода в порах бетона увели-
чивается в объеме на 9% и вызывает большие внутренние
напряжения, которые постепенно разрушают его структуру:
сначала образуются мелкие трещины и разрушаются поверхно-
стные слои, а затем и более глубокие.
Морозостойкость оценивают по числу циклов замораживания
и оттаивания, при которых масса образца изменяется не более
чем на 5%, а его прочность снижается не более чем на 15%.
При испытании кубы замораживают в течение 4 ч (не менее)
при температуре —15° С, затем оттаивают их в ванне с водой
при t= 15...20° С также не менее 4 ч. Ускоренный способ преду-
сматривает замораживание образцов при t=—50° С. По морозо-
стойкости тяжелые бетоны делят на следующие марки: F50;
F75; F100; F150; F200; F300; F400; F500 (цифры обозначают
число циклов замораживания и оттаивания). Для мелкозер-
нистых и легких бетонов кроме указанных введены марки F25
и F35, а для ячеистых — F15.
Для повышения морозостойкости в бетонную смесь вводят
воздухововлекающие добавки, которые способствуют образова-
нию в бетоне воздушных пор. В порах замерзшая вода пере-
распределяется и внутреннее давление снижается.
Морозостойкость повышается также при увеличении плот-
ности бетона и снижении В/Ц.
В настоящее время созданы бетоны с морозостойкостью
600...800 циклов (например, уплотненные прессованием бетоны
на мелкозернистых заполнителях — песках).
Современная технология позволяет получать бетон высокой
плотности, обеспечивающей низкую водопроницаемость и со-
ответственно высокую морозостойкость. Такие бетоны необхо-
димы для сооружения плотин, дорожных покрытий, резервуаров
и др.
§ 6. Свойства легких, ячеистых
и мелкозернистых бетонов
Легкие бетоны применяют для снижения массы и повышена
теплотехнических свойств строительных конструкций.
Легкие бетоны разделяют по плотности — особо легкие
(плотность менее 500 кг/м3, прочность 1,5...2 МПа) и легкш
(плотность 500... 1800 кг/м3, прочность 2,5...30 МПа и выше^
и по назначению — конструкционные и специальные (теплоизо
ляционные).
Прочность легких бетонов (рис. 8) зависит от В/Ц отношение
и механической прочности заполнителя. Как правило, легки]
26
заполнитель имеет невысокую прочность, поэтому чем больше
заполнителя в бетоне, тем меньше его прочность. В отличие
от тяжелых бетонов избыточная вода в легкобетонной смеси
поглощается порами заполнителя и не оказывает значительного
влияния на прочность цементного камня. По мере добавления
в бетонную смесь воды его прочность сначала повышается и
достигает максимального значения при оптимальном В/Ц. При
дальнейшем увеличении воды его прочность начинает снижаться,
приближаясь к минимальному значению. Зависимость прочности
от В/Ц имеет восходящую и нисходящую ветви. Точка перегиба
на кривой /?б — В/Ц дает оптимальный расход воды с учетом
свойств заполнителя.
Особенностью бетонных смесей на пористых заполнителях
является их способность после приготовления быстро утрачивать
начальную подвижность в результате поглощения воды зернами
заполнителя, что затрудняет укладку и уплотнение смеси.
Физические свойства легких бетонов определяются их порис-
тостью. С увеличением пористости улучшаются теплотехнические
н акустические характеристики, но возрастают гигроскопи-
чесность и водопоглощение. Это обстоятельство приводит к сни-
жению морозостойкости. Поэтому нельзя применять легкие
бетоны в увлажненной среде. Из легких бетонов можно изго-
товлять конструкции меньшей толщины и массы, чем из тяжелых,
что снижает стоимость и повышает качество строительства.
К классу легких бетонов можно отнести ячеистые бетоны и
бетоны поризованной структуры. Ячеистые бетоны представляют
гобой затвердевшую смесь вяжущего и кремнеземистого компо-
нента, в которой равномерно распределены поры в виде мелких
н средних ячеек размером до 1...2 мм, образованных газо- и
пенообразователями. Объем пор составляет до 80% от всего
объема бетона.
I'lir 8. Зависимость прочности легкого
o« niiia от водоцементного отношения
Рис. 9. Зависимость прочности
ячеистого бетона 7?сж от его
ПЛОТНОСТИ Q
27
У бетонов пористой структуры все пространство между зерна-
ми крупного заполнителя заполнено затвердевшим вяжущим,
поризованными пенообразующими и газообразующими добавка-
ми. Если пористость создают механическим путем при смешива-
нии специальной пены с вяжущим и заполнителем, то такой
пористый материал .называют пенобетоном. При введении в смесь
специальных газообразующих добавок в результате химической
реакции структура бетона также становится пористой. Такой
материал после затвердения называют газобетоном.
В качестве пенообразователей используют поверхностно-ак-
тивные вещества, состоящие из костного клея, канифоли и водно-
го раствора едкого натра; пенообразователи из мыльного корня,
воды и стабилизатора стойкости пены — жидкого стекла и др.
В качестве газообразователя применяют алюминиевую пудру,
в которую добавляют парафин. Парафин обволакивает каждую
частицу пудры тонкой пленкой и придает ей гидрофобность.
Перед внесением порошка в бетонную смесь парафин удаляют
нагреванием.
Прочность ячеистого бетона зависит от плотности (рис. 9):
чем выше плотность, тем прочнее бетон.
Мелкозернистые бетоны в отличие от бетонов на крупных
заполнителях обладают более однородной структурой, повышен-
ным содержанием цементного камня (с уменьшением расхода
цемента прочность резко падает), большей пористостью, но
меньшей прочностью, повышенной проницаемостью и более низ-
кой морозостойкостью. Приготовление смеси требует большего
расхода воды.
§ 7. Влияние химических добавок
на свойства бетонов
Применение химических добавок — одно из перспективных
направлений снижения расхода цемента и регулирования техно-
логических свойств бетонной смеси и физико-механических
характеристик бетонов. В настоящее время применяют большое
количество добавок, которые можно классифицировать по хими-
ческому составу, механизму действия, основным техническому
и технологическому эффектам и другим свойствам.
Добавки разделяют на пластифицирующие, воздухововле-
кающие, ускорители твердения и ингибиторы, предохраняющие
арматуру от коррозии (табл. 2).
Добавки в количестве от 0,1 до 2,5% от массы цемента
используют для снижения его расхода, улучшения технологи-
ческих свойств смесей, снижения сроков распалубки конструк-
ций, повышения прочности, морозостойкости, теплотехнических
свойств бетонов, водо-, газонепроницаемости, усиления защитно-
го действия бетона по отношению к стальной арматуре.
При изготовлении конструкций из легкого бетона химические
28
Таблица 2. Основные виды химических добавок к бетону
Добавка Рекомендуемое количество доба- вок, % по массе цемента Ориентиро- вочное сниже- ние расхода цемента, %
Пластифицирующие С ул ьфитно-дрожжевая бражка (С ДБ) | Пластификатор (ПАЩ-1) | | 0,1...0,6 I 1 0,1...0,25 | 4...8
Пластифицирующие — воздухововлекающие
Омыленная растворимая смола (ВЛКХ) I 0,1...0,2 I —
Этилсиликонат натрия (КГЖО-10) 0,1...0,2 —
Мстилсиликонат натрия (ГКЖ-Н) | 0,1...0,2 1 4. .8
Воздухововлекающие
Смола нейтрализованная 0,01...0,02 —
воздухововлекающая (СНВ) Синтетическая поверхностно-активная добавка 0,01 ..0,02 4...10
(СПД) Омыленный древесный пек (ЦНИПС-1) 0,005...0,02 —
Ускорители твердения
Сульфат натрия (СН) 0,05...0,1 —
Нитрит натрия (НН) 0,5... 1,0 2...10
Хлорид кальция (ХК) 0,5... 1,0 —
Нитрит кальция (НК) 1,0—2,0 —
Ингибиторы
Нитрит натрия (НН) I 2,0...2,5 I —
Питрит-нитрат кальция (ННЖ) 2,0...2,5 1 —
11 итрит-нитрат сульфат натрия (НН|СН) | 1,0-2,0 | | 2...8
добавки применяют для поризации растворной составляющей
и снижения ее плотности.
Особое значение имеют добавки, регулирующие потерю по-
движности бетонной смеси во времени, скорость процессов схва-
Таблица 3. Основные виды суперпластификаторов
Суперпл верификатор Условное обо- значение Рекомендуемое количество до- бавки, % по мас- се цемента Снижение ра- схода цемен- та, %
('ульфированные меламиноформаль- 10-03 0,3-0,9 10...20
цегидные смолы НИЛ-10 0,3-0,9 10...20
11родукты конденсации нафталино- С-3 0,4...!,0 10...20
сульфокислоты 30-03 0,4-0,8 10-20
Модифицированные лингосульфонаты лтм 0,5-0,9 10...20
лстм 0,15-0,3 —
НИЛ-20 0,4-0,6 5-8
МТС-1 0,3-0,6 5-8
29
тывания и тепловыделения, а также придание уложенной бетон-
ной смеси способности твердеть при отрицательных температурах.
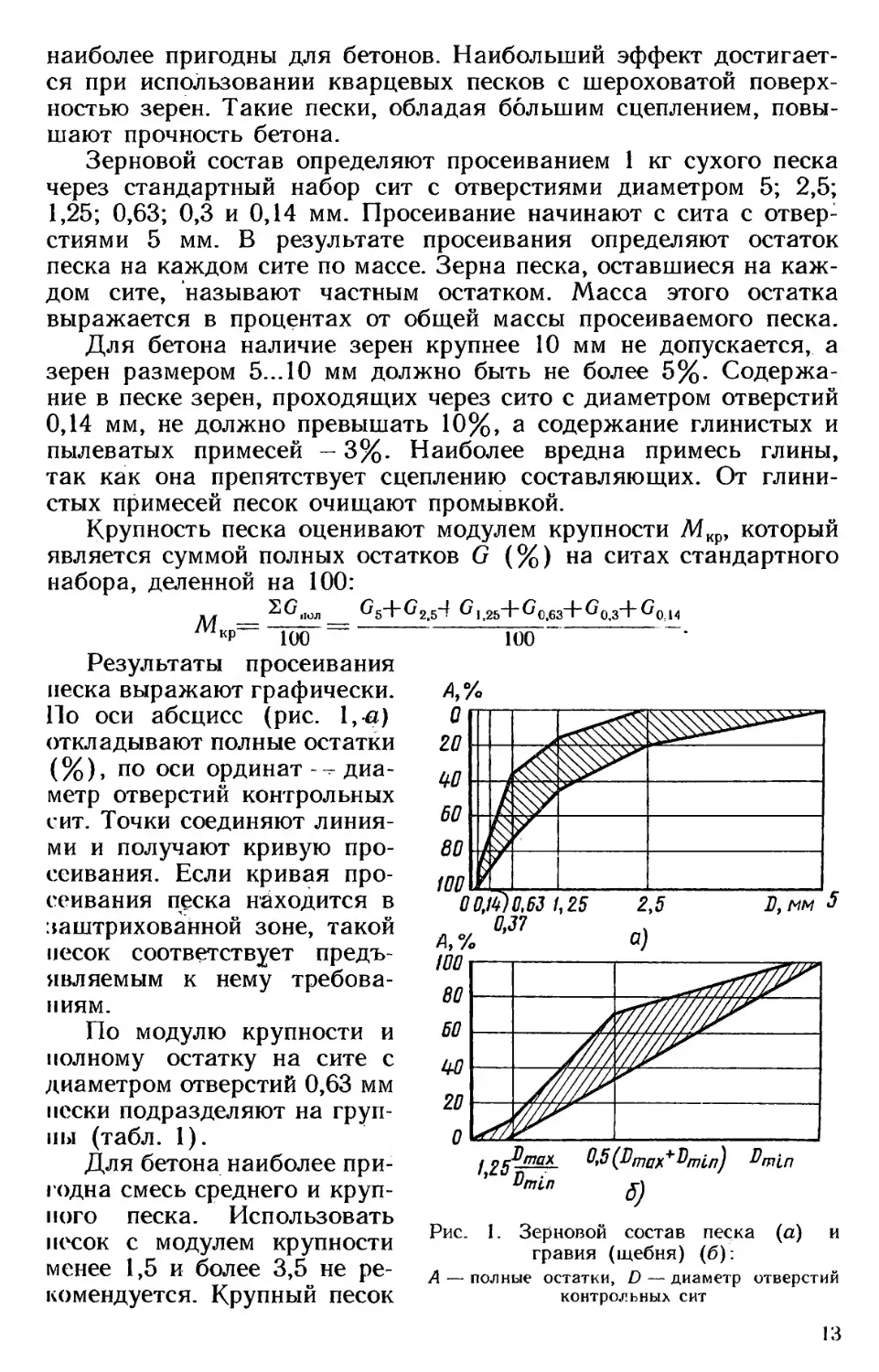
Рис. 10. Изменение подвижности
бетонной смеси с добавкой С-3:
1 — без добавки; с объемами до-
бавки: 2 0,4%, 5—0,8%;
4-1,2%
Наряду с индивидуальными до-
бавками все большее распростра-
нение получают комплексные. Они
обладают более универсальным
эффектом. Соединение разнород-
ных добавок дает возможность
ослабить или усилить положи-
тельные особенности каждого из
компонентов.
Наибольшим технологическим
эффектом обладают суперпласти-
фикаторы. Они приготавливаются
на основе меламино и нафталино-
формальдегидных смол (табл. 3).
Основное назначение супер-
пластификаторов — разжижение
бетонной смеси до высокопод-
вижной и литой консистенции.
Введение суперпластификатора
в количестве 0,3...0,6% обеспечи-
вает снижение расхода воды и
повышает физико-механические
характеристики бетона.
ранних стадиях взаимодействия
Суперпластификатор на
цемента с водой дезагрегирует и частично объединяет цементные
частицы до крупных образований, а также обволакивает их
поверхности. При этом снижаются силы межмолекулярного
притяжения.
Это способствует замедлению процесса структурообразова-
ния, но обеспечивает более полное протекание процессов гидра-
тации и образование однородной мелкокристаллической структу-
ры.- В результате адсорбции олигомера количество воды сольват-
ных оболочек снижается, суспензия разжижается, подвижность
смеси резко возрастает.
Графики изменения подвижности бетонной смеСи при введе-
нии суперпластификатора С-3 в количествах 0,4; 0,8 и 1,2%
от массы цемента приведены на рис. 10. По отношению к контроль-
ной смеси без добавки изменение подвижности возрастает с 2 см
по осадке конуса до 10 см при объеме добавки 0,4% (кривая 2),
до 18 см при 0,8% (кривая 5) и 22 см при объеме добавки 1,2%
(кривая 4).
Отличительной особенностью действия суперпластификаторов
является их кратковременность. Спустя 1...1.5 ч после их введе-
ния подвижность смесей резко снижается. Это обстоятельство
требует укладки смеси в конструкцию или форму за промежуток
времени, когда суперпластификатор еще оказывает свое действие.
30
Контрольные вопросы
1. Какова история бетона как строительного материала? 2. Какие виды бетонов
используют для несущих и Ограждающих конструкций? 3. Из каких материалов
и компонентов приготавливают бетонные смеси? 4. Какие типы структур бетонов
вы знаете? 5. Перечислите технологические свойства бетонных смесей и методы
их оценки. 6. Как определить подвижность и жесткость бетонной смеси? 7. Что
такое прочность бетона и как она определяется? 8. Перечислите факторы,
влияющие, на прочность бетона. 9. Как определить класс бетона по его прочности
на сжатие? 10. Каково влияние химических добавок на технологические и
физико-механические свойства бетонов? 11. Какими средствами можно увеличить
подвижность бетонной смеси при одинаковом водоцементном отношении? 12. Ка-
кое влияние оказывает суперпластификатор на бетонные смеси и свойства бетона?
Глава II
ПРИГОТОВЛЕНИЕ БЕТОННОЙ СМЕСИ
§ 8. Общие сведения
В зависимости от потребностей бетонную смесь приготовляют
на приобъектных бетоносмесительных установках циклического
или непрерывного действия, а при большом расходе — на бетон-
ных заводах. Бетонные заводы комплектуют одним или несколь-
кими бетоносмесителями, производительность которых обеспе
чивает бесперебойную работу заводов железобетонных изделий
(ЖБИ) и строек. Как правило, процесс приготовления бетонной
смеси комплексно механизирован. На некоторых бетонных заво-
дах все процессы автоматизированы.
Процесс приготовления бетонной смеси состоит из следующих
операций: прием и складирование заполнителей, вяжущего,
перемещение их, дозирование, перемешивание и выдача готовой
бетонной смеси на транспортные средства.
Основой получения бетонов заданных свойств и экономного
расходования материалов является тщательное соблюдение про-
порций состава бетонной смеси с учетом свойств и качества
заполнителей, воды и вяжущих.
По технологическим требованиям бетонная смесь должна
сохранять однородность при транспортировании, перегрузке и
укладке в опалубку или форму; удобоукладываемость ее должна
соответствовать типу бетонируемой конструкции, принятым мето-
дам уплотнения и формования.
Однородность смеси обусловливается правильным подбором
состава бетона, технологическими приемами дозирования и пере-
мешивания составляющих, выполнением основных требований
при транспортировании и укладке.
В каждом конкретном случае показатель подвижности или
жесткости смеси назначают из условий производства работ.
В зависимости от способов укладки, транспортирования, уплотне-
31
ния, конструктивных особенностей бетонируемых конструкций и
степени армирования могут использоваться особо жесткие (Ж4),
жесткие (Ж2, ЖЗ), умеренно жесткие (Ж1), малоподвижные
(П1), подвижные (П2), весьма подвижные (ПЗ) и литые (П4)
смеси.
Так, литые подвижные смеси применяют, например, при изго-
товлении густоармированных тонкостенных конструкций, бето-
нируемых в вертикальном положении; при устройстве бурона-
бивных свай, когда бетонную смесь транспортируют в тело сваи
по трубопроводу; при подводном бетонировании.
Подвижные и малоподвижные смеси применяют при возве-
дении фундаментов, стен, колонн и других элементов сооружений,
где ее укладывают с использованием вибраторов.
Умеренно жесткие и жесткие, а также смеси повышенной
жесткости применяют в заводском производстве сборных кон-
струкций, где их формуют на мощных вибрационных площадках
и стендах, с помощью которых создают высокую плотность
материала.
Особо жесткие смеси используют при изготовлении изделий
по технологии, предусматривающей их немедленную распалубку,
а также конструкций с пустотами и отверстиями. Так, плиты
перекрытия многопустотного настила изготовляют из смесей с
показателем жесткости более 20 с. Использование менее жестких
смесей не обеспечивает устойчивость стенок между пустотообра-
зователями, что приводит к снижению качества изделий.
Для повышения морозостойкости конструкций и увеличения
их механических характеристик в дорожном и гидротехническом
строительстве применяют бетонные смеси повышенной жесткости.
Приготовление бетонных смесей различной удобоуклады-
ваемости требует использования специального технологического
оборудования.
В состав предприятия по производству бетонной смеси поми-
мо бетоносмесительной установки входят склады цемента и
заполнителей, лаборатория и отдел контроля, энергетическое
хозяйство. Учитывая круглогодичность работы, такие предприя-
тия оснащают устройствами для подогрева составляющих бетон-
ной смеси, приготовления растворов добавок, оборудованием
для промывки и сортировки (обогащения) заполнителей.
Отдел контроля следит за соблюдением технологии приго-
товления, дает оценку качества заполнителей и вяжущих, а
также соответствия бетонной смеси проектным требованиям.
Заводы выпускают также сухие бетонные смеси. Сухая бетон-
ная смесь необходима в тех случаях, когда объекты строитель-
ства значительно удалены от завода и трудно сохранить высокое
качество готовой смеси при транспортировании. Сухую бетонную
смесь на заводе загружают в автобетоносмеситель и смешивают
ее с водой затворения в пути или на строительной площадке.
При использовании химических добавок в технологическую
32
схему производства включают специальные агрегаты для приго-
товления водных растворов добавок (твердых, пастообразных
или жидких продуктов) необходимой концентрации. Такие агре-
гаты оснащают приспособлениями для перемешивания раствора
сжатым воздухом, а иногда системами для их подогрева. После
приготовления раствор добавок поступает в расходную емкость,
из которой через дозатор подается в бетоносмеситель.
| 9. Подбор состава бетона
Составом бетона называется массовое или объемное соотно-
шение вяжущего, заполнителей и воды. Наиболее часто состав
бетона выражают в виде отношения Ц:П:Щ, которое показывает,
во сколько раз количество мелкого заполнителя П (песка) и
крупного заполнителя Щ (щебня) больше, чем цемента (Ц).
Расход цемента в пропорции принимается за единицу. Обязатель-
но указывают расход воды, который выражается водоцементным
отношением В/Ц. Например, бетон состава 1:2,5:5 при В/Ц=0,5
соответствует расходу на одну единицу массы цемента 2,5
единиц песка и 5 единиц щебня.
Выражают состав бетона и в виде массового расхода мате-
риалов (кг), необходимых для приготовления 1 м3 (1000 л)
бетонной смеси. Например: цемент — 320, песок — 800, ще-
бень — 1200, вода — 160. Всего 2480 кг.
Состав бетона подбирают специальные лаборатории на осно-
вании сведений о вяжущем и заполнителях (активность цемента,
наибольшая прочность гравия или щебня, модуль крупности
песка) таким образом, чтобы при минимальном расходе цемента
получить бетон с заданными свойствами (заданные сроки тверде-
ния, класс бетона, морозостойкость, водонепроницаемость, под-
вижность или жесткость смеси).
Состав-тяжелого бетона подбирают в определенной последо-
вательности:
определяют значения водоцементного отношения (по графи-
кам и таблицам) и расход цемента (Ц) и воды (В) на 1 м3
бетона;
находят наивыгоднейшее соотношение массы песка, щебня
или гравия;
устанавливают зерновой состав заполнителей;
определяют предварительный состав бетона;
пробным замесом проверяют подвижность и удобоуклады-
васмость бетонной смеси (при необходимости вносят поправки
в расчет состава бетона);
окончательно уточняют расход материалов на 1 м3 бетонной
смеси;
готовят опытные замесы для контрольных образцов и испы-
тывают эти образцы для определения прочности бетона. Если
зз
прочность соответствует заданному классу бетона, состав утвер-
ждают для производства.
При подборе состава учитывают естественную влажность
материалов.
Расчет состава бетона на пористых заполнителях несколько
отличается от ранее изложенной методики и включает следующие
этапы.
1. Определяют расход цемента в зависимости от класса
бетона, марки цемента, наибольшей крупности и прочности
пористого заполнителя с учетом требуемой подвижности бетон-
ной смеси.
2. Определяют начальный расход воды в зависимости от
подвижности (жесткости) бетонной смеси, наибольшей крупности
и вида заполнителя.
3. Находят объемную концентрацию крупного заполнителя
в зависимости от расхода цемента и воды, плотности бетона,
зерен крупного заполнителя и водопотребности песка.
4. Определяют расход крупного заполнителя, плотного или
пористого песка.
5. Определяют общий расход воды с учетом водопотребности
песка и крупного заполнителя.
6. Подобранный состав проверяют в лабораторных условиях.
При получении удовлетворительных результатов устанавли-
вают рабочий состав бетона и дозировку материалов на замес
с учетом их влажности.
Особые требования к расчету состава бетонной смеси
предъявляются для их подачи бетононасосами. Они должны быть
пластичными и обладать повышенной связностью и однород-
ностью. Их подвижность должна находится от 4... 16 см по осадке
стандартного конуса до 22...24 см при использовании суперплас-
тификаторов и других эффективных добавок.
В качестве крупного заполнителя применяют щебень или гра-
вий. Максимальный размер крупного заполнителя не должен
превышать 1/3 внутреннего диаметра трубопровода. Песок дол-
жен содержать 3...7% пылевидных частиц размером менее 0,14 мм
и 15...20% — размером менее 0,315 мм. Рекомендуется приме-
нять пески с модулем крупности 1,6...2,8.
Для обеспечения удобоперекачиваемости легкобетонных сме-
сей пористые заполнители подвергают предварительному водо-
насыщению. Расчет состава бетонной смеси осуществляется в
следующем порядке.
1. Назначают расход цемента в зависимости от класса бетона,
его подвижности, марки цемента, наибольшей крупности и проч-
ности заполнителя.
2. Определяют максимально допустимый объем крупного за-
полнителя с учетом модуля крупности песка.
3. Рассчитывают расход мелкого заполнителя в зависимости
от требуемой плотности бетона в сухом состоянии.
34
4. Устанавливают пустотность мелкого и крупного заполни-
теля.
5. Рассчитывают концентрацию цементного теста, обеспечи-
вающую удобоперекачиваемость бетонной смеси.
6. Определяют водоцементное отношение по расходу цемента.
7. Рассчитывают общий расход воды с учетом водопотреб-
ности песка и крупного заполнителя.
Рассмотрим пример подбора состава тяжелого бетона класса
В25 с /?б = 30 МПа и осадкой конуса 4...5 см. Материал: порт-
ландцемент активностью /?ц=37,5 МПа, истинной плотностью
рц= 3,1 кг/л (3100 кг/м3); песок средней крупности, истинной
плотностью рп—2,63 кг/л (2630 кг/м3); гранитный щебень пре-
дельной крупности 40 мм, истинной плотностью рщ—2,6 кг/л
(2600 кг/м3) и насыпной плотностью рн= 1,48 кг/л (1480 кг/м3).
1. Определяют водоцементное отношение:
В/Ц =_____— ™= 0,54,
' Т?5 + 4-0,5/?ц 30 + 0,6*0,5-37,5
где А — коэффициент, зависящий от качества заполнителей.
2. По графикам (рис. 11) определяют расход воды В (в дан-
ном случае В= 178 л/м3).
3. Вычисляют расход цемента:
Ц = щц -- = 330 кг/м3.
4. Определяют пустотность щебня:
гг —1_____—1______- - л 4Q
щ ^- 1 2 6 — 0,43.
5. По табл. 4 определяют коэффициент раздвижки а, который
показывает, на сколько объем растворной части (песок, цемент,
вода) превышает объем пустот в щебне. Для данного случая
и — 1,38.
6. Определяют расход щебня:
1000
= 1280 кг/м3.
1’нс. 11. Определение водопотребно-
< гн бетонной смеси на портландцемен-
те для щебня крупностью:
I 80 мм, 2 — 40 мм; 3 — 20 мм, 4 —
10 мм
0 2 4 6 в 10 12 К
ОсаОка конуса, см
35
Таблиц а 4. Значение коэффициента раздвижки
Pile ход цемента, м/м’’ В/Ц
о’з 0,4 0,5 0,6 0,7 0,8
250 — — 1,26 1,32 1,38
300 — — 1,3 1,36 1,42 —
350 — 1,32 1,38 1,44 — —
400 1,31 1,4 1,52 1,46 — — —
500 1,44 1,56 — — —
600 1,52 1,56 — — — —
7. Определяют расход песка:
П=[1000-(У-+В+^)]е„= [1000 (|^ + 178 +
+ ~)] 2,63=587 кг/“3-
Таким образом, состав бетона на 1 м3 (1000 л):
Ц + П + Щ + В = 330 | 587 + 1280 + 178 = 2375 кг.
§ 10- Дозирование составляющих
В процессе приготовления бетонной смеси ведущей операцией
является дозирование материала на один замес бетоносмесителя.
На бетонных заводах используют в основном весовые дозаторы,
которые обеспечивают дозирование составляющих по массе с
точностью ± 1...2%. От точности дозирования зависит точность
состава бетона. Так, цемент дозируют с точностью до 5 кг, во-
ду — до 2 л, песок и шебень — до 10 кг.
В условиях строительной площадки для приготовления тя-
желых бетонных смесей заполнители иногда дозируют по объему,
но при этом необходимо учитывать их влажность, так как увлаж-
нение (особенно песка) резко изменяет объем материалов. Ис-
пользуют также объемно-весовое дозирование: крупный заполни-
тель дозируют по объему, а песок — по массе.
Чтобы определить расход материалов на один замес, надо
знать состав бетона, а также коэффициент выхода бетонной сме-
си из бетоносмесителя после ее перемешивания. Коэффициент
выхода определяют как отношение объема полученной бетон-
ной смеси к сумме объемов сухих составляющих и обычно он
составляет 0,65...0,68. Это объясняется тем, что при перемеши-
вании более мелкие составляющие распределяются в пустотах
между крупным заполнителем. В зависимости от вместимости
бетоносмесителя и коэффициента выхода бетонной смеси уста-
навливают нормы расхода материалов ша один замес.
При дозировании по объему используют объемные дозаторы.
Они просты по устройству, позволяют легко и в широких преде-
лах регулировать количество дозируемого материала, однако их
36
точность дозирования недостаточно высока, что снижает качест-
во бетонной смеси.
В качестве объемных дозаторов используют различные мер-
ные емкости. Дозатор для заполнителей (песка, гравия, щебня)
представляет собой прямоугольный мерный сосуд, состоящий из
двух секций. Верхнюю секцию крепят к бункеру под затвором, а
нижнюю прикрепляют к верхней. Конструктивное решение та-
ково, что ее можно поднимать и опускать, тем самым изменяя
объем порции материала. Для выдачи дозированного материала
нижняя секция снабжается выпускным затвором.
Весовые дозаторы обеспечивают более высокую точность
отмеривания материала. Они выполняются цикличного и непре-
рывного действия. Дозаторы цикличного действия отвешивают
заданные порции компонентов смеси на один замес и после
новой загрузки повторяют цикл; дозаторы непрерывного дейст-
вия подают составляющие непрерывным потоком.
Дозаторы цикличного действия могут быть одно- и много-
фракциоными. Однофракционные дозаторы располагают непо-
средственно под расходной емкостью дозируемого материала.
Цикл работы состоит из загрузки, отсечки заданного количества
материала и его перемещения в бетоносмеситель. Многофрак-
ционные дозаторы последовательно взвешивают две и более
фракций заполнителя. Для таких дозаторов цикл дозирования
оказывается более продолжительным. Все дозаторы преимущест-
венно автоматического действия, что обеспечивает улучшение
условий труда оператора, так как зона работы находится в ус-
ловиях сильной запыленности.
Автоматические дозаторы обеспечивают прекращение поступ-
ления материала в емкость дозатора по окончании набора задан-
ного количества. Автоматические весовые дозаторы выполняются
нескольких типов, они отличаются конструктивным решением
исполнительных механизмов рабочих органов загрузки и разгруз-
ки, системы передачи данных управления.
По принципу действия весовые дозаторы аналогичны обыч-
ным весам. В .весоизмерительных устройствах используют ры-
чажные весы. Более совершенным является весоизмерительное
устройство квадрантного типа. Наиболее прогрессивной и на-
дежной является система тензорезисторных и тензометрических
датчиков массы. Тензовесоизмерительное устройство легко под-
дается автоматизации и переключению на взвешивание различ-
ных доз материалов.
Дозаторы выпускаются в комплекте, их применяют для осна-
щения мобильных (передвижных), секционированных (сборно-
разборных) и стационарных бетоносмесительных установок типов
СБ-134, СБ-140, СБ-135 и других со смесителями вместимостью
250, 500, 750 и 1500 л.
Для установок такого типа используют комплекты весовых
дозаторов ВДБ-250Д, ВДБ-500/750Д, ВДБ-1500. Комплекты
37
поставляют в следующем составе: ВДБ-250Д — дозаторы жид-
кости ДЖ-100Д, цемента — ДЦ-100Д, инертных (заполнителей)
ДИ-500Д, блок аппаратуры управления БАУ-9 или БАУ-5;
В ДБ-500/750Д — дозаторы ДЖ-200Д, ДЦ-200Д, ДИ-1200Д
с блоком управления БАУ-5; ВДБ-1500 — дозаторы ДЖ-200Д,
ДЖ-ЮОД, ДЦ-500Д, ДИ-2000Д с блоком управления БАУ-9.
Рассмотрим устройство весового дозатора цемента ДЦ-100Д
(рис. 12). Он состоит из бункера 1 с затвором, рамы 2, весового
рычага 5, циферблатного пружинного указателя 7. Бункер 1 —
цилиндрической формы, в основании его расположен выпускной
затвор 8. В горловине затвора закреплена заслонка 9, повора-
чивающаяся на оси через рычаг 14 под действием пневмока-
меры 12. Затвор 8 открывается давлением сжатого воздуха
0,4...0,6 МПа и закрывается усилием пружин, расположенных на
штоке пневмокамеры. Закрытое положение затвора контроли-
руется путем вхождения фланца 13 в* паз преобразователя 11
Чтобы не допустить распыления материала, верхняя часть бун-
кера и затвор имеют горловины для подсоединения транспорт-
ных рукавов 10. Рядом с горловиной в верхней части бункера
имеется отверстие /7, закрываемое крышкой и предназначенное
для выхода воздуха при загрузке цемента.
Рычажная система представляет собой неравноплечий сдвоен-
Рис. 12. Конструктивная схема дозатора цемента ДЦ-100Д:
1 — бункер, 2 рама, 3, 14 — весовые рычаги, 4 — установочный
винт, 5, 15 — призма, 6 - тяга, 7 — пружинный указатель, 8 — зат-
вор, 9 — заслонка, 10 — рукав, 11 — преобразователь, 12 пневмо-
камера, 13 — фланец, 16 — подушка, 17 — отверстие
38
ный весовой рычаг 3. С помощью двух призм 5, 15 и подушек
16 рычаг опирается на опорные стойки рамы 2. На одно плечо
рычага посредством призм и подушек подвешен бункер, а проти
воположный конец соединен призмой 5 и тягой 6 с циферблат-
ным указателем 7.
При включении дозаторов в работу открываются впускные
затворы и дозируемый материал поступает в емкости. Усилие от
массы поступаемого материала передается через рычажную си-
стему 3 на циферблатный указатель 7, где уравновешивается
силой упругой пружины. Деформация пружины преобразуется в
поворот указательной стрелки циферблатного указателя. По дос-
тижении заданного значения массы стрелка циферблатного ука-
зателя бходит в паз соответствующего датчика. В систему управ-
ления поступает сигнал и дается команда на прекращение
подачи материала. Происходит закрытие затвора или остановка
питателя.
При получении с пульта управления команды на разгрузку
материала открываются выпускные затворы 8 дозатора. Мате-
риал высыпается, а стрелки циферблатного указателя возвра-
щаются в нулевое положение. Фланцы 13 указательных стрелок
входят в паз нулевого датчика. Выпускной затвор 8 дозатора
закрывается, и цикл повторяется.
Дозатор заполнителей ДИ-500Д (рис. 13) состоит из грузо-
Рис. 13. Конструктивная схема дозатора заполнителей ДИ-500Д:
1 — пружинный указатель, 2 — рама, 3 — грузоприемный рычаг, 4, 18
тяги, 5 — соединительная серьга, 6 — стойка, 7 — рычаг, 8 — тарный
груз, 9—корпус, 10 — подвижный упор, 11 — установочный винт, 12—
штырь, 13 — серьга, 14 — демпфер колебаний, 15 — платформа, 16 — гай-
ка, 17 — стойка
39
приемного устройства, весового рычажного механизма, цифер-
блатного пружинного указателя 1. Грузоприемное устройство
включает раму 2, два грузоприемных рычага 3 и платформу 15.
Грузоприемные рычаги опираются призмами на подушки опор-
ных стоек 17, установленных по углам рамы. Между собой и
рычажным механизмом рычаги соединены с помощью серьги 5 и
тяги 4. В каждом рычаге имеется по два установочных винта
11, предназначенных для приведения дозатора в транспортное и
рабочее положения.
Платформа 15 с помощью четырех серег 13 с подушками
подвешена на призмы грузоприемных рычагов 3 и имеет свобод-
ное качание в горизонтальной плоскости. Для ограничения ка-
чания платформы и гашения возможных ударов предусмотрены
штыри 12. Отмериваемая масса дозатором 100...500 кг.
Дозатор работает следующим образом. Материал из расход-
ных бункеров поступает на грузоприемное устройство. Усилие
от массы поступаемого материала передается через рычажную
систему на циферблатный указатель. По достижении заданного
значения массы флажок стрелки циферблатного указателя вхо-
дит в паз соответствующего датчика. В систему управления
поступает сигнал на прекращение подачи материала и закрытие
затвора. Отвешенная порция материала поступает в смеситель.
Затем цикл повторяется.
Дозатор жидкости ДЖ-200Д (ДЖ-100Д) конструктивно ана-
логичен дозатору цемента ДЦ-100Д (ДЦ-200Д) и отличается
только конструкцией затворов.
Конструкция дозаторов серии АВД (цемента — АВДЦ-425М,
АВДЦ- 1200М, АВДЦ-2400М; заполнителей — АВД И-425М,
АВДИ-1200М, АВДИ-2400М; жидкости — АВ ДЖ 425/1200М,
АВДЖ-2400М) базируется на использовании квадрантного
взвешивающего устройства. Эти дозаторы мало отличаются от
серии ВДВ и постепенно вытесняются более прогрессивными
конструкциями, основанными на тензометрической системе взве-
шивания материала.
Современным дозировочным оборудованием является комп-
лект КД-1500 с системой управления, предназначенной для
оснащения бетоносмесительных установок типа СБ-145. В состав
комплекта входят: дозатор цемента ДТЦ-500, дозаторы жидкости
ДТЖ-200 и ДТЖ-Ю0, весовое устройство дозатора инертных
ДТИ-2500, прибор контроля уровня ПКУ-1, пульт управления
БМУ-1.
Пульт управления БМУ-1 в совокупности с дозаторами и ис-
полнительными механизмами технологического оборудования об-
разуют управляющую систему, позволяющую готовить бетонные
смеси в автоматическом режиме с высокой степенью точности
(класс точности дозаторов 2). Допустимая погрешность нагру-
женного весового устройства составляет: для цемента ± 1,5,
жидкости ±0,6, добавок ±0,3, инертных ± 10 кг.
40
Рис. 14. Конструкция дозатора цемента ДТЦ-500:
/, 15 - крышки, 2, 6—призма, 3, 17 — рычаг, 4— болт, 5 —
тензометрический преобразователь силы, 7 — тяга, 8 — бункер,
9 - - затвор, 10 — заслонка, 11, 19 — кожух, 12 - - датчик, 13 —
флажок, 14 — поршень, 16 - шток, 18 — вилка
Требуемые массы компонентов смеси и время перемешивания
кодируется на перфошаблонах.
Конструкция дозатора цемента ДТЦ-500 (рис. 14) состоит из
наполнительного бункера 8 цилиндрической формы. В основании
конической части расположен выпускной затвор 9. Используется
весовая рычажная система из двух рычагов: верхнего неравно-
плечего 3 и нижнего 17 с передаточным отношением 1:2. Верх-
ний рычаг 3 призмами 2, 6 опирается на подушки опорных
стоек рамы. На одно плечо рычага подвешен бункер 5, а проти-
воположный конец рычага соединен призмой 6 и тягой 7 с ниж-
ним рычагом. Нижний рычаг установлен на стойке, закреплен-
ной в основании рамы, а второй конец соединен тягой 7 с тен-
зометрическим преобразователем силы 5 (ПСТ).
Усилие от рычажной системы через тягу, рычаг 3 и нажимной
болт 4 передается на тензометрический датчик 12, который раз-
мещен в герметичном кожухе 11 на основании заслонки 10.
В горловине затвора 9 закреплена заслонка 10, поворачиваю-
щаяся на оси через рычаг 17 под действием штока 16 пневмо-
цилиндра и вилки 18. Плотное прилегание заслонки к горловине
обеспечивается поршнем 14 пневмоцилиндра до упора в
крышку 15.
Закрытое положение затвора контролируется датчиком 12, в
паз которого входит флажок 13. Для безопасности подвижные
части затвора ограждены кожухом 19.
Работает дозатор следующим образом. В накопительный бун-
кер 8 подается из расходного бункера цемент. При достижении
заданной массы сигнал с тензометрического преобразователя
силы 5 подается на тензодатчик 12, оттуда — на блок управле-
ния. С блока управления дается команда пневмоцилиндру на
открытие заслонки 10. Отвешенная доза поступает в смеситель.
Заслонка закрывает горловину затвора 9, и цикл повторяется.
Дозаторы жидкости ДТЖ-100 и ДТЖ-200 аналогичны по
конструкции и отличаются только размерами и количеством
впускных клапанов. Дозаторы жидкости (рис. 15) состоят из
рамы 15, на стойках которой установлены впускные затворы 9 —
один для дозатора ДТЖ-200 и два — для дозатора ДТЖ-100,
накопительного бункера 13 цилиндрической формы, весовой си-
стемы с тензометрическим преобразователем силы 16. На крышке
бункера расположен выпускной затвор 8 клапанного типа. Кла-
пан 11, закрывающий выпускное отверстие, укреплен на штанге
12, которая связана со штоком пневмоцилиндра затвора 8. От-
крывание и закрывание клапана происходят при подаче сжатого
воздуха к пневмоцилиндру.
Закрытое положение впускных и выпускных затворов доза-
тора контролируется дискретными датчиками 7, в пазы которых
входят флажки 6 при закрытом положении затворов.
Рычажная система представляет собой неравноплечий сдво-
енный рычаг 3. С помощью двух призм 14 и подушек 5 рычаг
42
Рис. 15. Дозатор жидкости ДТЖ-ЮО:
/ — тяга, 2, 14 — призмы, 3 — рычаг, 4 — болт, 5 — подуш-
ка, 6 — флажок, 7 - датчик, 8 — выпускной затвор, 9 —
впускной затвор, 10 — чехол, 11 - клапан, 12 — штанга,
13 — бункер, 15 — рама, 16 — тензометрический преобразо-
ватель силы, 17 — крюк
опирается на опорные стойки рамы. На одно плечо рычага с
помощью призм и подушек подвешен бункер, а противоположный
конец соединен через призму 2 и тягу 1 с тензометрическим
преобразователем силы (ПСТ). Для предотвращения разбрыз-
гивания воды при ее сливе в бетоносмеситель выпускная горло-
пипа закрыта резиновым чехлом 10.
Весовая система фиксируется болтами 4 и накидным крюком
17 при ее транспортировании. Принцип работы дозатора жид-
кости аналогичен дозатору цемента. При поступлении необходи-
мой массы жидкости срабатывает ПСТ и дает сигнал на датчик,
кием подается команда на открытие клапана. Жидкость выте-
кает через рукав в бетоносмеситель, клапан закрывается, и цикл
повторяется.
Особое значение имеет приготовление и дозирование хими-
ческих добавок. Оборудование должно обеспечивать однород-
43
ность раствора добавки, необходимую точность их дозирования и
равномерную подачу в бетонную смесь.
Растворы добавок приготовляют путем растворения хими-
ческих веществ. Для улучшения процесса растворения жидкость
подогревают до 40...60° С и интенсивно перемешивают компо-
ненты. Готовый раствор с помощью насоса перекачивают в рас-
ходный бак, откуда он поступает в дозатор.
Цикл дозирования включает в себя набор дозы и ее слив.
Кроме дозаторов типа ДТЖ используют автоматические объем
ные дозаторы СБ-147, ДОП6-12У4, ДОП25-12У4, обеспечиваю-
щие набор дозы с погрешностью =±=2%. Доза рабочего раствора
поступает в дозатор воды бетоносмесительной установки, где
тщательно смешивается и вместе с водой вводится в смеситель.
Дозатор заполнителей ДТИ-2500 (рис. 16) состоит из грузо-
приемного устройства, рычажного механизма и ПСТ. Грузопри-
емное устройство включает сварную раму /, два грузоприемных
рычага 2, на которых подвешена платформа 13. К платформе
крепится накопительный бункер (на рис. 16 не показан). Грузо-
приемные рычаги опираются призмами на подушки опорных
стоек 3, устанавливаемых по углам рамы. Между собой и ры-
чажным механизмом рычаги соединены с помощью серьги 7 и
тяги 6.
В каждом рычаге имеется по два установочных винта 11,
с помощью которых производится фиксация весовой системы при
траспортировке дозатора. Платформа 13 через серьги 4 с по-
душками подвешена на призмы грузоприемных рычагов 2. Для
ограничения качания платформы служат винтовые упоры 12.
Рычажный механизм состоит из корпуса, в котором разме-
щена опорная стойка 8. На подушки стойки опирается рычаг
9, соединенный серьгами с рычагами 2 и ПСТ.
Для учета массы тары имеется груз 10, перемещаемый по
рычагу 9
Рис. 16. Дозатор заполнителей ДТИ-2500:
1— рама, 2—грузоприемный рычаг, 3— стойка, 4, 7 — серьга, 5 — тензометрический
преобразователь силы, 6 — тяга, 8 — опорная стойка, 9— рычаг, 10—груз, 11—
установочный винт, 12—упор, 13.— платформа
44
Для смесителей непрерывного действия используют весовые
дозаторы серии СБ, обеспечивающие непрерывное взвешивание
материала. Они используются на автоматизированных бетоно-
смесительных установках заводов непрерывного действия.
Промышленность выпускает весовые дозаторы СБ-71 А, СБ-90
непрерывного действия для цемента производительностью 4...25 и
25...100 т/ч; дозаторы заполнителей — СБ-26А, СБ-110, СБ-111
производительностью соответственно 8...40, 5...50, 10... 100 и
2...200 т/ч.
Весовой дозатор непрерывного действия состоит из питателя,
подающего материал из расходного бункера, измерительного уст-
ройства, фиксирующего массу материала в потоке определенной
длины, и системы автоматического регулирования размера и
скорости потока материала.
Дозатор СБ-26А (рис. 17) применяют для непрерывного до-
зирования крупного заполнителя (песка, щебня и гравия) с раз-
мером фракций до 40 мм на бетоносмесительных установках
СБ-75.
Работает дозатор следующим образом. Материал из рас-
ходного бункера поступает через воронку-питатель 3 на ленту
конвейера. Высоту слоя материала регулируют с помощью под-
вижной заслонки 7. Конвейер с материалом уравновешивается
противовесами. При отклонении массы материала на ленте от за-
данной равновесие конвейера нарушается и рычаги открывают или
закрывают заслонкой выходное отверстие воронки, чем восста-
навливается необходимый уровень материала на ленте. Когда
конвейер опускается, высота слоя материала уменьшается, соот-
Рис. 17. Дозатор заполнителей СБ-26А:
1 - - вариатор, 2 — рычаг, 3 — воронка-питатель, 4 — подвеска, 5 — приз-
менная опора, 6,7 — неподвижная и подвижная заслонки, 8 — противо-
вес; 9, 10, 12—натяжной и приводной барабаны, 11 — лента, 13— звез-
дочка, 14 — цепная передача, 15 — щека рамы конвейера
45
ветственно уменьшается и скорость его подачи. При увеличении
высоты слоя увеличивается подача материала. Производитель-
ность дозатора регулируют скоростью движения ленты путем
изменения частоты вращения приводного вала конвейера.
§ 11. Приготовление бетонной смеси
Качество бетонной смеси зависит от однородности перемеши-
вания ее компонентов. Основная задача при перемешивании
компонентов бетонной смеси — обеспечить равномерное распре-
деление составляющих, т. е. получить однородную смесь.
Главным условием хорошего перемешивания компонентов
смеси является то, чтобы траектории движения частиц много-
кратно пересекались. Это обеспечивает взаимное проникновение
частиц, хорошее обволакивание крупного и мелкого заполни-
телей цементным тестом.
По режиму работы различают бетоносмесители циклич-
ного и непрерывного действия. В бетоносмесителях цикличного
действия материал загружают порциями (замесами), готовый
замес выгружают, и цикл повторяют. В бетоносмесителях непре-
рывного действия загрузка материалов и выход готовой продук-
ции (бетонной смеси) происходят непрерывно.
По принципу смешивания различают бетоносмесители грави-
тационного действия, основанные на свободном падении и сме-
шивании материала, и принудительного перемешивания — на
принудительном смешивании составляющих, а иногда и дополни-
тельном вибрационном или турбулентном воздействии.
В гравитационных бетоносмесителях на стенках смесительно-
го барабана установлены лопасти, которые при вращении бара-
бана поднимают смешиваемый материал вверх, откуда он под
действием силы тяжести падает и проникает в нижние слои
материала. Такие бетоносмесители выполняют опрокидными и не-
опрокидными. Из тех и других готовая смесь удаляется через
разгрузочное отверстие.
Наиболее распространены гравитационные смесители опро-
кидного, реверсивного и неопрокидного действия (рис. 18).
В бетоносмесителях принудительного перемешивания корпус
смесителя остается неподвижным, а лопасти совершают враща-
тельное движение и смешивают материал. В смесителях прину-
дительного действия частицы смешиваемых материалов много-
кратно перемещаются по сложным траекториям в лотках или
горизонтальных чашах с помощью смешивающих устройств —
движущихся лопастей, лопаток, скребков и кулачков, насажен-
ных на горизонтальные или вертикальные приводные валы. Сме-
сители принудительного действия имеют различные конструктив-
ные решения и принципы работы (рис. 19).
По этим признакам их можно разделить на следующие груп-
пы: лопастные одно- и двухвальные с горизонтальным располо-
46
Рис. 18. Схема гравитационных сме-
сителей:
а — опрокидною, б — реверсивного,
в — неопрокидного с выгрузочным лот-
ком (сплошными тонкими стрелками
показано направление вращения бара-
бана при смешивании; штриливыми —
при выгрузке; пунктиром — положение
барабана или лотка при выгрузке;
сплошными жирными линиями — дви-
жение смеси)
жением валов вдоль смесительного лотка корытообразной или
цилиндрической формы (рис. 19, а — в); прямоточные с верти-
кально расположенными валами и неподвижной чашей (рис. 19,
г — е); противоточные с неподвижной горизонтальной чашей
(рис. 19, ж) и чашей, вращающейся в направлении, противо-
положном вращению вертикального вала со смесительными
устройствами (рис. 19, з — к); роторные турбулентного типа
(рис. 19, л) с вертикальным валом и планетарно-роторные
(рис. 19, м) с вертикальным валом, на котором закреплены
неподвижные лопасти и планетарный механизм с дополнитель-
ными вращающимися лопастями.
Гравитационные смесители получили более широкое распрост-
ранение по сравнению со смесителями принудительного дейст-
вия. Они отличаются конструктивной простотой, меньшей ме-
талле- и энергоемкостью, но процесс перемешивания в них более
длительный (в 1,5...2 раза), чем в бетоносмесителях принуди-
тельного действия. Использование бетоносмесителей принуди-
тельного перемешивания для приготовления жестких смесей, сме-
сей с повышенным содержанием цемента, мелкозернистых бето-
нов не только ускоряет процесс, но и повышает физико-механи-
ческие характеристики бетонов.
По конструктивному исполнению бетоносмесители бывают
стационарные и передвижные. Стационарные бетоносмесители
более производительны и рассчитаны на длительный срок эксп-
луатации. Их устанавливают на заводах. Передвижные бетоно-
смесители используют для приготовления бетонной смеси на
строительной площадке или в непосредственной близости от нее.
47
Рис. 19. Схемы смесителей принудительного дей-
ствия:
а, б, в — одно- и двухвальные с горизонтальным располо-
жением валов, г, д,е — прямоточные с вертикально распо-
ложенными валами и неподвижной чашей, ж — противоточ-
ные с неподвижной горизонтальной чашей, з, и, к — про-
тивоточные с вращающейся чашей, л — роторные турбу-
лентного типа с вертикальным валом, м — планетарно-ро-
торные с неподвижными лопастями
Бетоносмесители цикличного действия. Гравитационные бето-
носмесители передвижные (СБ-ЗОГ и СБ-16Г) и стационарные
(СБ-91 А и СБ-153А, СБ-162) применяют для приготовления под-
вижных бетонных смесей. По форме смесительного барабана они
бывают грушевидные с одним отверстием для загружения ба-
рабана и выгрузки готовой смеси и двухконусные бетоносмеси-
тели с одним отверстием для загрузки, а другим — для выгрузки
48
смеси. Первые устанавливают вертикально, а вторые — на-
клонно.
Бетоносмеситель СБ-ЗОГ (рис. 20) объемом готового замеса
165 л состоит из рамы /, смесительного барабана 2 с механиз-
мом вращения и опрокидывания Зу загрузочного ковша 4 с
механизмом подъема и опускания 5, дозатора воды 6 и пульта
управления 7.
Смесительный барабан представляет собой цилиндрическо-
коническую обечайку, внутри которой укреплено три лопасти. Ба-
рабан укреплен на выходном валу редуктора с помощью шпо-
ночного соединения. Привод барабана состоит из электродвига-
теля и трехступенчатого редуктора.
Ковш, заполненный (дозированно) сыпучими материалами,
поднимают по направляющим и, поворачивая, выгружают в сме-
сительный барабан. Затем включают механизм вращения и одно-
временно заливают определенным количеством воды. Для этой
цели на раме установлен дозатор турбулентного типа. Дозу воды
определяют визуально по стрелке дозатора.
У бетоносмесителя СБ-91Д опрокидной барабан выполнен из
двух полых конусов, соединенных цилиндрической обечайкой.
Внутри конусов укреплены лопасти. Барабан установлен на тра-
версе, которая при опрокидывании перемещается вместе с ним.
Составляющие поступают в барабан из дозаторов через одно
отверстие, а выгружаются через противоположное. Объем гото-
вого замеса 500 л.
Бетоносмеситель СБ-153А с объемом готового замеса 1000 л
также состоит из опрокидного смесительного барабана в виде
Рис. 20. Бетоносмеситель СБ-ЗОГ:
/ рама, 2 — смесительный барабан, 3 — механизм опрокидывания барабана,
/ - загрузочный ковш скипового подъемника, 5 — механизм подъема и опуска-
ния ковша, 6 — дозатор воды, 7 — пульт управления
49
емкости из двух конусов, соединенных цилиндрической обечай
кой. Внутри барабана укреплены шесть лопастей. Все технологи-
ческие операции (опрокидывание барабана при выгрузке готовой
смеси, возврат в рабочее положение) осуществляются с помощью
пневмопривода, барабан вращается от электродвигателя.
Стационарные бетоносмесители принудительного перемеши-
вания (СБ-169, СБ-146А, СБ-138Б) выполняются с объемом го-
тового замеса соответственно 250, 300 и 1000 л.
Бетоносмеситель СБ-146А состоит из неподвижного цилиндри-
ческого корпуса — чаши, ротора со смесительными лопастями,
крышки, редуктора, затвора, пневмоцилиндров, пульта управле-
ния двигателем.
Кольцевое смесительное пространство чаши защищено изнут-
ри сменной броней, что позволяет существенно продлить срок
службы смесителя. В днище корпуса имеется секторное отверстие
для выгрузки смеси, закрываемое затвором. Затвор открывается
и закрывается пневмоцилиндром.
В крышке чаши имеется загрузочный патрубок для раздель-
ной загрузки инертных материалов и цемента, смотровой люк и
труба для залива воды.
На корпусе закреплены держатели смесительных лопастей и
очистные скребки. Внутренний и наружный очистные скребки
жестко закреплены на роторе. В отличие от прежних модифи-
каций держатели лопастей соединяются с корпусом с помощью
торсионов. Торсионная подвеска лопастей предохраняет ротор и
редуктор от поломок при заклинивании крупных кусков мате-
риала.
Бетоносмеситель работает следующим образом. При вращаю-
щемся роторе загружаются сухие составляющие смеси (дозиро-
ванно) и одновременно по трубе подается заданная доза воды.
Материалы перемешиваются до получения однородной массы.
Продолжительность перемешивания 50 с.
Бетоносмеситель СБ-138 Б конструктивно аналогичен смеси-
телю СБ-146А, имеет объем готового замеса 1000 л и использует-
ся на бетонных заводах и заводах по производству сборного
железобетона.
Бетоносмеситель принудительного действия СБ-16У предназ-
начен для приготовления бетонных смесей с крупностью заполни-
теля до 70 мм с объемом готового замеса 250 л. Он состоит из
рамного основания, привода ротора, привода скипового подъем-
ника, выгрузного устройства, системы питания, ковша и крышки.
Конструктивная особенность бетоносмесителя заключается в
применении принципиально нового смесительного органа тор-
сионного типа, представляющего собой свободно движущийся
четырехзвенник, к которому присоединены кронштейны смеши-
вающих лопастей и шарнирно закрепленный очистной скребок.
Такая конструкция позволяет ликвидировать подклинивание
смеси при перемешивании, что снижает мощность привода, повы-
50
шает износостойкость лопастей и брони, увеличивает срок служ-
бы привода редуктора.
Принцип работы состоит в следующем: дозированные состав-
ляющие смеси подаются ковшом скипового подъемника в чашу.
Одновременно в смесь вводится необходимое количество воды.
Лопасти ротора, внедряясь в смесь, перемешивают ее по круго-
вой траектории к периферии или к центру чаши, а также в
вертикальном направлении по глубине.
Бетоносмесители непрерывного действия выполняют гравита-
ционными или принудительного перемешивания. Гравитационные
представляют собой вращающийся вокруг продольной оси гори-
зонтальный цилиндр с укрепленными на его внутренней поверх-
ности лопастями. С одного торца бетоносмесителя непрерывно
загружают компоненты смеси, а с другого готовая к употреб-
лению бетонная смесь выгружается или в транспортные средства
или в специальный бункер-накопитель.
Бетоносмеситель СБ-109А (рис. 21) предназначен для приго-
товления бетонной смеси подвижностью 1...10 см по осадке ко-
нуса. Бетоносмеситель состоит из барабана 6, загрузочной ворон-
ки 5, подвешенной к балке 4, рамы 7, роликовой опоры 5, раз-
грузочной воронки 9, спиц 10, вала 11, подшипников 12, привода
1, кожуха 2 и лопастей 3.
Смесительный барабан представляет собой цилиндрическую
обечайку диаметром 1600 мм, сваренную из листовой стали,
внутренняя поверхность которого облицована бронированными
плитами. Для обеспечения однородного перемешивания на внут-
ренней поверхности барабана расположено 48 лопастей. Рабочая
поверхность лопастей покрыта износостойким материалом. Бара-
бан имеет три точки опоры: две из них через бандаж на роли-
Рис. 21. Бетоносмеситель СБ-109А:
/ — привод, 2 — кожух, 3 — лопасти, 4 — балка, 5,9 — воронки, 6 — барабан,
7 — рама, 8 — опора, 10 — спица, 11 — вал, 12 — подшипник; М — загрузка
материала, С — выход смеси
51
ковые опоры 8, третьей опорой служит подшипник 12, в кото-
ром вращается приводной вал 11. Барабан приводится в дейст-
вие от электродвигателя через редуктор и вал 11, соединенный с
барабаном тремя спицами 10, присоединенными к обечайке бара-
бана 6 и к валу И. Образовавшиеся окна между спицами служат
разгрузочными отверстиями, по которым бетонная смесь про-
ходит к разгрузочной воронке. Разгрузочное пространство бето-
носмесителя защищено кожухом 2, прикрепленным к раме 7.
Загрузочная воронка выполнена так, что позволяет свободно
проходить материалам без образования сводов и пробок. Для
доступа в смесительный барабан воронка сделана откатной на
роликах, перемещаемых по балке.
Бетоносмеситель СБ-75А (рис. 22) состоит из корпуса 6, внут-
ри которого расположены два вала 7 с лопастями 4 специальной
формы. Валы с лопастями, совершая встречное движение, хо-
рошо смешивают материалы. При перемещении составляющих
вдоль корпуса образуется готовая бетонная смесь, которая выда-
ется через разгрузочное отверстие в транспортные средства.
Для приготовления смеси повышенной однородности при ми-
нимальной продолжительности смешивания разработана новая
конструкция двухвального бетоносмесителя СБ-163 с объемом
готового замеса 1000 л. Она отличается высокой производи-
тельностью (50 циклов работ в час) и высоким качеством при-
готовления смеси.
Продолжительность перемешивания зависит от конструкции
бетоносмесителя, вида применяемых материалов, технологиче-
ских требований, предъявляемых к смеси, и определяется
ГОСТ 7473—85. При недостаточной продолжительности пере-
мешивания бетонная смесь получается неоднородной и соответст-
венно снижаются физико-механические свойства бетона. Слиш-
ком длительное перемешивание ухудшает качество смеси вслед-
ствии измельчения заполнителей, а иногда и расслоения материа-
лов в смеси.
Целесообразно в каждом конкретном случае эксперименталь-
но определять продолжительность перемешивания и только в
крайних случаях руководствоваться обобщенными данными
(табл. 5).
Таблица 5. Продолжительность, с, пе-
ремешивания бетонных смесей на плотных за-
полнителях в цикличных гравитационных
смесителях
Объем готового замеса, л Осадка конуса смеси, см
1 2...6 6...8
500 и менее 100 75 60
Более 500 150 120 90
52
Рис. 22. Бетоносмеситель СБ-75А;
1— рама, 2— клиноременная передача, 3 — муфта, 4 — лопасть, 5 — распорная втулка, 6 — корпус, 7 — вал,
8 — крышка, 9 - - шестерня, 10 — редуктор, 11 -- электродвигатель
В цикличных смесителях принудительного перемешивания
продолжительность перемешивания бетонных смесей с осадкой
конуса до 6 см на плотных заполнителях в среднем 60...90 с;
при увеличении осадки конуса до 10 см — 30...45 с, для бетонных
смесей с показателем жесткости 20...30 с цикл перемешивания
увеличивают до 120... 180 с.
Зависимость показателя качества бетона от продолжитель-
ности перемешивания определяют в лабораториях путем конт-
рольных испытаний. Контроль за продолжительностью переме-
шивания осуществляют с помощью специальных датчиков, ре-
гистрирующих однородность перемешивания смеси.
Разработаны эффективные методы турбулентного и вибра-
ционного перемешивания, основанные на беспорядочном движе-
нии частиц не только в направлении движения, но и перпенди-
кулярно потоку. На базе этих принципов создаются новые сме-
сительные агрегаты высокой производительности, обеспечиваю-
щие повышение физико-механических свойств бетонов на
10—15%.
Для приготовления бетонных смесей на пористых заполни-
телях минимальная продолжительность перемешивания выше,
чем для бетонов на плотных заполнителях. Так, для приготов-
ления смесей подвижностью до 3 см цикл перемешивания в
бетоносмесителях объемом 500... 1000 л составляет 150... 180 с,
для смесей с осадкой конуса 3...8 см— 120...150 с, 8...12 см
75... 135 с. Для смесей плотностью 1000... 1400 кг/м3 продолжи-
тельностью перемешивания на */з выше, чем для смесей плот-
ностью 1700 кг/м3.
Для приготовления смесей на пористых заполнителях необ-
ходимо использовать бетоносмесители принудительного переме-
шивания.
Для получения более однородных бетонных смесей на по-
ристых заполнителях производится их предварительная обработ-
ка путем водонасыщения или пропитки растворами хими-
ческих добавок. В зависимости от вида пористого заполнителя
применяют орошение, замачивание, насыщение при перемеши-
вании в воде и вакуум-пропитку. *
Орошение производится для пористых заполнителей из керам-
зитового, шунгизитового гравия плотностью до 600 кг/м3, агло-
порита и шлаковой пемзы, известнякового щебня, керамзитового,
перлитового и пемзового песков с помощью специальных ороси-
тельных установок. Они состоят из опрыскивающего устройства
и площадки для складирования с наклонным бетонным основа-
нием для стока воды. Заполнители складируются в штабель и в
течение 2...3 сут опрыскиваются водой. Опрыскивание прекра-
щается, как только начинается сток воды по наклонному ос-
нованию.
Замачивание пористых заполнителей производится в откры-
тых емкостях, заполненных водой. Для предотвращения всплы-
54
тия зерен заполнителя на поверхность материала укладывают
стальную сетку с ячейкой 5 X 5 мм таким образом, чтобы над
ее поверхностью находился слой воды не менее 25 см.
Перемешивание пористого заполнителя в воде осуществляется
в бетоносмесителях непосредственно в процессе приготовления
11
Рис. 23. Схема вакуум-установки для пропитки пористых заполни-
телей:
‘ 1 — приемный бункер, 2 — загрузочный клапан, 3 - вакуум-камера, 4 —
пневмоцилиндр, 5—разгрузочная емкость, 6—пульт управления,
7 — бак для воды, 8 — гидронасос, 9 — вакуумный насос, 10 — опорная
рама, 11 — пульт управления
55
бетонной смеси. Количество воды, вводимой в бетоносмеситель,
принимается равной сумме 2/з воды затворения бетонной смеси
и объема воды, необходимого на водонасыщение заполнителя.
Наиболее эффективным способом водонасыщения пористых
заполнителей является пропитка их в вакуум-установках, где в
очень короткие сроки достигается наибольшая степень насы-
щения.
Конструктивная схема вакуум-установки (рис. 23) состоит из
вакуум-камеры 3 с приемным бункером /, разгрузочной емкости
5, бака для воды 7, вакуумного и гидравлического насосов 8, 9,
размещенных на опорной раме 10. Для обеспечения работоспо-
собности системы используется загрузочный клапан 2, создаю-
щий герметизацию бункера, пневмоцилиндра 4 для открывания и
закрывания разгрузочного устройства, а также пульта управ-
ления 11.
Пропитка водой или раствором химических добавок осуще-
ствляется в следующем порядке. Пористый заполнитель посту-
пает в приемный бункер /, затем с помощью открывания за-
грузочного клапана 2 направляется в вакуум-камеру. В камере
создается с помощью вакуумного насоса 9 разрежение. Затем
в камеру подается расчетное количество воды или раствора
химических добавок. При достижении необходимой степени на-
сыщения разрежение снимается и насыщенный заполнитель
перегружается в разгрузочную емкость 5, где выдерживается
при атмосферном давлении.
§ 12. Бетоносмесительные установки
Бетоносмесительные установки используют на бетонных заво-
дах в качестве передвижных и временных бетонных цехов, а
также в стационарных бетоносмесительных цехах по производ-
ству сборного железобетона.
Бетоносмесительные установки выполняют в башенной (вер-
тикальной) и двухступенчатой (партерной) компоновках.
В башенных установках составляющие бетонной смеси один
раз поднимают на необходимую высоту, а затем под действием
собственной силы тяжести они перемещаются вниз по ходу тех-
нологического процесса. В двухступенчатых установках состав-
ляющие сначала поднимают в расходные бункера, затем они
опускаются самотеком, проходят через дозаторы, попадают в
общую приемную воронку и снова поднимаются вверх для за-
грузки в бетоносмеситель.
При башенной компоновке (рис. 24, а) составляющие бетон
ной смеси со склада подаются конвейерами 1 и 2 в расходные
бункера 4, откуда, пройдя через дозаторы 6...8, попадают г
бетоносмеситель 11. Готовая смесь поступает в раздаточньп
бункер 12 и из него отгружается в транспортные средства 13
Башенные установки компактнее и экономичнее, занимаю'
56
Рис. 24. Схемы компоновки бетоносмесительных установок:
а—башенная (вертикальная), б двухступенчатая (партерная): 1—конвейер склада
заполнителей, 2 — конвейер подачи заполнителей в расходные бункера, 3, 9, 10 — поворот-
ная направляющая, распределительная воронка, 4 — расходный бункер, 5 — труба пнев
моподачи цемента, 6...8 — дозаторы цемента, заполнителей, воды, И — бетоносмеситель,
Г2 — раздаточный бункер, 13 — автобетоновоз, 14 — автоцементовоз, 15 — скиповый
подъемник или конвейер
небольшое место в плане, но из-за значительной, высоты (до
35 м) их сложно монтировать.
По двухступенчатой схеме (рис. 24, б) эти операции выпол-
няются в двух уровнях.
Двухступенчатые установки занимают значительно большее
место в плане, но высота их небольшая.
Более прогрессивной является башенная двухсекционная
схема с двумя типами бетоносмесительных установок принуди-
тельного и гравитационного действия, с двумя комплектами
бункеров для заполнителей, резервуаром для добавок, бункером
для извести, и различными системами дозаторов. При такой
схеме производство максимально механизировано, а всеми про-
цессами по дозированию и перемешиванию управляют дистан-
ционно с пульта. Наличие двух типов смесителей позволяет
приготовлять различные бетонные смеси: на плотных и легких
заполнителях, подвижные и жесткие.
Бетоносмесительный цех цикличного действия с автоматизи-
рованным управлением (рис. 25) состоит из двух секций, каждая
из которых имеет автономное бункерное, дозировочное и сме-
сительное отделения, расположенные по вертикальной схеме.
Бункерное отделение состоит из шести — восьми отсеков:
грн-четыре — для крупного заполнителя, два — для цемента и
один-два —для песка. Цемент и заполнители поступают со скла-
/|<>в в надбункерное пространство, откуда автоматически по си-
57
бэянАр yruivoxaed — frf ‘чм“ах
-иоэипонохэд инниоипв±ияв(й — gf ‘ttoaoduogAdi — gy ‘BMHodoa wBadocp
— If ‘BiHawah doxBEotf — Qf ‘HiraxHiiifOueE ojoniraw doiBeotf — 5 ‘шгэхишгоивв
oaoHiiAdM doiBEOtf — g ‘иазом^иж doiBEOtf — / ‘iqtfoa «irv mbq — 9 ‘яоавротг
BirV явр — 9 'иэнт — ‘нслгяип — g ‘BBuxodoaou BMHodoa — ^эиэаноя — f
:хэп иннч1гэ±иээ1л1эонохэд gg ohj
гналам датчиков уровня распределяются по расходным бун-
керам.
В дозировочном отделении, расположенном под бункерным,
установлены дозаторы для сыпучих материалов и воды. Для
подачи водных растворов добавок используют резервуар, спе-
циальные дозаторы и систему трубопроводов. Отдозированные
компоненты подаются в бетоносмесители. Узел выдачи готовой
бетонной смеси оборудован двумя расходными бункерами.
Бетоносмесительные установки СБ-145-2, СБ-145-3, СБ-145-4
выполняются в партерном исполнении с производительностью
30...40 м3/ч. Установки изготовляют мобильными, блочнопере-
базируемыми. Используют дозаторы типа ВДБ, а также комп-
лект дозаторов КД-1500-1 с микропроцессорной системой управ-
ления. Все системы имеют летнее и зимнее исполнения, что по-
зволяет их эксплуатировать круглогодично.
Менее производительные установки СБ-140 со смесителем
СБ-169 производительностью 12 м3/ч, а также СБ-134А с двумя
гравитационными смесителями типа СБ-91 А производитель-
ностью до 20 м3/ч используются преимущественно при возве-
дении объектов монолитного домостроения.
Бетоносмесительная установка СБ-134А (рис. 26) цикли-
ческого действия с двухступенчатой подачей исходных материа-
лов предназначена для приготовления подвижных бетонных сме-
сей, ее производительность до 20 м3/ч. Установка укомплекто-
вана современным технологическим оборудованием с электро-,
гидро- и пневмоупрделением. Она состоит из четырех блоков:
первый блок — смесительно-дозировочный включает два смеси-
теля 6, распределительную воронку 9, два дозатора 7, 10 (воды
Рис. 26. Бетоносмесительная установка СБ-134А:
/ - склад заполнителей, 2 — ковш, 3 — стрела, 4, 5 — кабина, 6 - смеси-
тель, 7,10 — дозаторы воды и цемента, 8 — рама, 9 — воронка, 11 — конвей-
ер, 12 — емкость для хранения цемента, 13 — направляющая
59
и цемента), и скиповый подъемник, включающий ковш 2, стрелу
3 и кабину машиниста 4; второй блок включает склад цемента,
который состоит из емкости 12 с винтовым конвейером //; тре-
тий блок — склад 1 заполнителей включает секторный распре-
делитель, на котором смонтировано опорно-поворотное устрой-
ство стрелового скрепера; четвертый блок — дозатор заполните-
лей с бункером расположен под секторным распределителем.
Более мощными установками являются СБ-109 А произво-
дительностью до 120 м3/ч, СБ-167 в комплекте с двумя смеси-
телями СБ-138 производительностью 60 м3/ч и СБ-171 произво-
дительностью 60 м3/ч. Данные установки работают по принципу
непрерывного действия, их применяют на стационарных заводах.
Для приготовления бетонной смеси и раствора на рассредо-
точенных объектах строительства, особенно в сельской местнос-
ти, используется передвижная мобильная механизированная
установка СБ-61 А непрерывного действия производительностью
до 5 м3/ч.
Установка (рис. 27) монтируется на шасси двухосного пнев-
моколесного прицепа и состоит из двухвального смесителя /,
расходных бункеров заполнителей и вяжущего 7, дозаторов це-
мента 6 и заполнителей 5, ленточных питателей 3 и ленточных
конвейеров 2, 8. Для подогрева составляющих используется
отопительный регистр 4.
В процессе эксплуатации платформа установки опирается на
аутригеры. После выполнения заданного объема работ установка
легко демонтируется и дислоцируется на новое место.
В монолитном строительстве при необходимости доставки
бетонной смеси на удаленные объекты ее приготовление осу-
ществляют в автобетоносмесителях. В этом случае на заводе
товарного бетона загружают сухую или частично затворенную
Рис. 27. Схема мобильной автоматизированной бетоносмесительной устано!
. ки СБ-61:
1 — смеситель, 2, 8 — ленточный конвейер, 3 — ленточный питатель, 4 — отопительнь
регистр, 5 — дозатор заполнителей, 6 — дозатор вяжущих, 7—бункер вяжущих, 9-
приемный бункер заполнителей
60
смесь, а ее окончательное приготовление производят в процессе
доставки или непосредственно на строительной площадке. Оте-
чественной промышленностью выпускают автобетоносмесители
объемом готового замеса от 2,5 до 9,0 м3 на базовых автомо-
билях типа МАЗ, КамАЗ, КрАЗ и др.
Одним из условий повышения качества работ в процессах
приготовления бетонных смесей является переход на автомати-
ческое управление производством. Автоматизация предусматри-
вает управление транспортированием заполнителей и вяжущих
со склада в расходные бункера, дозированием составляющих,
процессами смешивания и выдачи готовой смеси, а также сис-
тему заказа смеси.
Налажен выпуск комплекта оборудования для автоматизиро-
ванного управления технологическими процессами приготовления
бетонных смесей.
Автоматическое управление операциями осуществляется с по-
мощью станций управления СУБ-31 и СУБ-32 и др. Станция
СУБ 31 позволяет управлять тремя дозаторами заполнителей,
дозаторами цемента и двумя дозаторами жидкости. Станция
СУБ-32 обеспечивает программное дистанционное управление по-
дачей материалов из расходных бункеров, дозирование, пере-
мешивание и выгрузку готовой смеси. Она позволяет организо-
вать приготовление многорецептурной бетонной смеси.
Для автоматического регулирования и дистанционного
управления технологическим процессом приготовления бетонной
смеси используют систему управления ЦИКЛ БС. Она уста-
навливается в одно- и двухсекционных смесительных узлах
периодического действия, выполненных в башенной компоновке.
Система ЦИКЛ БС обеспечивает дистанционное управление
механизмами подачи цемента и заполнителей, загрузкой шести
отсеков расходного бункера заполнителей и двух отсеков расход-
ного бункера цемента, оперативной и аварийной сигнализацией,
механизмами смесительного отделения.
Система ЦИКЛ БС позволяет в автоматическом режиме
приготавливать любую из 12 классов бетонных смесей с зада-
нием до 99 замесов каждого класса и времени перемешивания
каждого замеса в отдельности 1...9 мин. Выполняет функции
сигнализации заказа класса бетонной смеси и число замесов, сиг-
нализации перегрузки каждого из дозаторов и их разгруженного
состояния, учета расхода цемента, контроля за ходом технологи-
ческого процесса, а также регистрации на диаграммной ленте
процесса дозирования в любом дозаторе.
Наиболее совершенной системой автоматического контроля
приготовления бетонной смеси является комплект оборудования
КД-1500, в котором функции управления выполняет пульт БМУ.
Пульт управления БМК включает блоки: информации (БИН),
дублирующих индикаторов (БДИ), логического контроллера
(БЛК), дистанционного управления (БДУ) и питания (БП).
61
Блок БЛК включает в состав мнемосхему и обеспечивает
считывание требуемой рецептуры смеси, которое происходит при
вложении перфошаблона в считывающее устройство. На перфо-
шаблоне в двоичном коде записаны значения масс всех компо-
нентов смеси для данной рецептуры; управление всеми меха-
низмами и устройствами; контроль выполнения исполнительными
механизмами управляющих сигналов; задание оператором по
задатчику числа замесов; выработку сигналов на прекращение
загрузки дозаторов при достижении заданных значений доз с
учетом влажности заполнителей; учет израсходованного цемента;
контроль и правильность задания доз.
Измерение влажности песка производится датчиком влаго-
мера ВПС-205. Датчик устанавливают в расходном бункере,
а блок преобразователя влагомера ВПС-205 располагают на
пульте БМУ. Входным сигналом для бетона является значе-
ние влажности и заданное значение массы песка. Выходной
сигнал влагомера на блок БЛК обеспечивает автоматическую
компенсацию влияния влажности. На лицевую панель пульта
выведены две ручки, с помощью которых оператор может вруч-
ную вводить значения влажности песка и щебня мелкой фракции
по цифровым шкалам. При этом система автоматически компен-
сирует вводимые данные.
Задание компонентов смеси и времени перемешивания осу-
ществляется с помощью перфошаблона (рис. 28), на котором
устанавливается расход составляющих смеси: В — воды, П —
16
8
4
2
1
256
128
64
32
Рис. 28. Перфошаблон для автоматизированного приготовления
бетонных смесей.
Условные обозначения: В — вода, /7 — песок, ХД — химическая добав-
ка, Ц — цемент, Щ — щебень, К — масса в кг; t — время в с
62
песка; ХД — химической добавки; Ц — цемента; Щ — щебня;
t — время перемешивания в с; КГ — масса в кг.
Блок контроля задания КБЗ позволяет также визуально конт-
ролировать задания по восьми компонентам бетонной смеси и
времени перемешивания.
| 13. Контроль качества приготовления
бетонных смесей
От качества приготовления смесей зависят их технологи-
ческие характеристики и соответственно физико-механические
свойства затвердевшего бетона. Контролирует качество приго-
товления смеси лаборатория.
В процессе приготовления бетонной смеси необходима по-
стоянная корректировка состава с учетом активности цемента,
а также влажности заполнителей и их качества.
Активность цемента проверяют, если партия цемента храни-
лась более 2 мес со дня приготовления или если условия хране-
ния не отвечали тем требованиям, которые предъявляются тех-
ническими условиями (повышенная влажность, температура
И т. д.).
Влажность заполнителей определяют не менее одного раза
в смену, а при получении новых партий заполнителей или изме-
нении климатических условий (выпадение осадков) чаще. При
изменении влажности заполнителей корректируют состав бетона
и изменяют дозировку материала.
Перед началом каждой смены контрольным дозированием
проверяют погрешность взвешивания на дозаторах. Качество ра-
боты дозаторов проверяют: все дозаторы подвергают метроло-
гической проверке не реже одного раза в месяц.
Механизмы дозаторов и смесителей следует содержать в хо-
рошем техническом состоянии, очищенными от пыли, грязи. Тру-
щиеся детали и узлы периодически смазывают, ограждают от
попадания пыли. Система трубопроводов, емкости для жидкостей
(воды и химических добавок) не должны иметь течей.
В процессе приготовления бетонных смесей контролируют
продолжительность их перемешивания автоматически или по
показаниям стрелочных приборов.
Технологические показатели смесей — подвижность и жест-
кость — проверяют не реже 2 раз в смену, а при резком измене-
нии влажности заполнителей — через каждые 2 ч.
Для анализа однородности и качества перемешивания берут-
ся пробы бетонной смеси из трех различных мест замеса. При
приготовлении бетонной смеси в бетоносмесителях непрерывного
действия пробы отбирают в три приема с интервалом в 1 мин.
Рекомендуется производить отбор пробы бетонной смеси из цент-
ральной части замеса.
Не следует отбирать пробы в начале и в конце разгрузки,
особенно из гравитационных бетоносмесителей, так как первые
63
порции выгружаемой смеси чрезмерно обогащены цементным
тестом, а последние содержат увеличенное количество щебня.
Массы отобранной пробы должно хватить для определения
подвижности или жесткости не менее 2 раз. Определяют подвиж-
ность и жесткость не позднее чем через 10 мин с момента отбо-
ра пробы. Перед испытанием отобранную пробу дополнительно
перемешивают.
Непосредственно перед проверкой качества работы бетоно-
смесителя следует изготовить в нем не менее одного-двух заме-
сов. Отклонение подвижности бетонной смеси на плотных запол-
нителях не должно превышать 10%, на пористых — 5, откло-
нение плотности — не более 5% от заданных значений.
| Правил® безопасного ведения работ
К управлению работой всех механизмов бетоносмесителей
допускаются рабочие, прошедшие соответствующее обучение,
знающие правила их эксплуатации и сдавшие экзамены по
правилам техники безопасности. Безопасность работы при приго-
товлении бетонных смесей обеспечивается выполнением комплек-
са требований. Все работающие механизмы должны быть осве-
щены. Подъемники, бункера, лотки, дозаторы, а также вращаю-
щиеся части машин ограждают.
Корпуса электродвигателей, бетоносмесительных установок,
дозаторов и других механизмов заземляют.
Закрытые помещения, в которых работают с цементом, обо-
рудуют вентиляцией, а также устройствами, уменьшающими
распыление цемента. С цементом’ и другими пылящими мате-
риалами работают в спецодежде, защитных очках и респира-
торах.
Ремонт и техническое обслуживание выполняют только на
остановленных машинах и механизмах. До пуска в эксплуата-
цию каждый механизм или установка должны быть осмотрены
и испытаны.
Бетоносмеситель очищают, осматривают и ремонтируют толь-
ко после отключения его от тока. Обязательно вывешивают пла-
кат «Не включать — работают люди!»
Запрещается ускорять выгрузку бетона с использованием ло-
пат и других приспособлений, очищать бетоносмеситель при
вращающемся барабане, находиться под поднятым и незакреп-
ленным ковшом скипового подъемника.
Проходы и проезды, над которыми находятся ленточные или
шнековые конвейеры, защищают навесами.
Запрещается во время работ конвейера очищать барабан,
ролики и ленту от налипшего материала, проверять крепление
ковшей и лент на работающем элеваторе, становиться на крышку
желобка винтового конвейера или снимать ее.
Бункера и силосы для хранения цемента оборудуют устройст-
64
вами для обрушения зависаний (сводов) цемента. Для работ
внутри силосов и бункеров назначают не менее трех рабочих,
два из которых должны следить за безопасностью работающего
в бункере и в случае необходимости оказать помощь постра-
давшим. Работа в бункере или силосе цемента должна произво-
диться со специальной люльки. Рабочие, находящиеся внутри
силоса или бункера, должны быть в спецодежде и респира-
торах.
Во время приготовления растворов с химическими добавками
рабочие должны быть в спецодежде из водоотталкивающей
ткани, очках, резиновых перчатках и сапогах.
Погрузочные отверстия емкостей для хранения материалов
должны снабжаться предохранительными решетками, а люки
в защитных решетках должны быть плотно закрыты.
Контрольные вопросы
1. Перечислите технологические операции процесса приготовления бетонных
смесей. 2. Какими соотношениями определяется состав бетонной смеси? 3. Ка-
кими средствами осуществляется весовое и объемное дозирование? 4. Каков
принцип работы гравитационных смесителей? 5. Перечислите типы бетоносме-
сителей принудительного действия. 6. Каков принцип работы бетоносмесителей
принудительного действия? 7. Чем определяется продолжительность перемеши
вания смесей? 8. Какова компоновка бетоносмесительных установок? 9. В каких
случаях осуществляют приготовление бетонных смесей в автобетоносмесителях?
10. Каковы преимущества автоматизированного управления операциями приго-
товления бетонных смесей? 11. Какие параметры компонентов смеси подлежат
контролю? 12. Каковы основные правила безопасного ведения работ при при-
готовлении бетонных смесей?
Раздел второй
ОПАЛУБОЧНЫЕ И АРМАТУРНЫЕ РАБОТЫ
Глава III
ОПАЛУБОЧНЫЕ РАБОТЫ
§ 15. Общие сведения
Опалубка — временная вспомогательная конструкция, обеспе-
чивающая заданные геометрические размеры и очертания бетон-
ного элемента или конструкции, в которую укладывают бетонную
смесь. Она состоит из несущих, поддерживающих и формообра-
зующих элементов. Основное назначение опалубки — придать
необходимую форму бетонной смеси до ее затвердения и достиже-
ния бетоном требуемой прочности после распалубки. Опалубка
должна отвечать следующим требованиям:
быть достаточно прочной;
не изменять форму в рабочем положении;
воспринимать технологические нагрузки и давление бетонной
смеси без изменения основных геометрических размеров;
обеспечивать высокое качество поверхностей, исключающее
появление наплывов, раковин, искривлений, не иметь щелей и
зазоров;
быть технологичной, т. е. легко устанавливаться и разби-
раться;
многократно использоваться без каких-либо дополнительных
ремонтных работ.
Все соединения опалубки рекомендуется выполнять быстро-
разъемными. Они должны быть непроницаемыми и плотными.
Сварные швы, острые углы и кромки должны быть обработаны.
Для получения высокого качества поверхностей бетона на
металлическую поверхность опалубки наносят слой смазки. Опа-
лубка из специально подобранной древесины позволяет получать
хорошую текстуру поверхности.
Изготовляют опалубку централизованно на специализиро-
ванных заводах и поставляют в комплекте, который состоит из
набора всех необходимых элементов для бетонирования конкрет-
ных монолитных конструкций, а также запасных частей.
На строительной площадке применяют унифицированные кон-
струкции опалубки с максимальным использованием взаимоза-
66
меняемых узлов и деталей. При этом должна обеспечиваться проч-
ность конструкции, соединений и деталей.
Конструкция опалубки, как правило, состоит из поддержи-
вающих элементов и палубы. Поддерживающие элементы опа-
лубки (стойки, прогоны, ригели) главным образом выполняют из
стали, что позволяет использовать их многократно, палубы —
из листовой стали, алюминия и некоторых сплавов металлов,
пиломатериалов хвойных и лиственных пород, древесностружеч-
ных и древесноволокнистых плит, бакелизированной фанеры,
синтетических материалов на основе поливинихлорида, стекло-
пластиков, железобетонных плит.
Для снижения трудовых затрат при возведении однотипных
плоских конструкций, повышения комплексной механизации и ка-
чества работ применяют инвентарные крупноразмерные опалу-
бочные системы, а для разнотипных конструкций — мелкощито-
вую опалубку универсального назначения, которую собирают в
укрупненные панели и блоки.
Наиболее эффективны комбинированные конструкции опа-
лубки, что позволяет использовать в комплексе физические
свойства каждого из применяемых материалов. Так, использо-
вание фанеры с водостойким покрытием в качестве обшивки
увеличивает оборачиваемость опалубки, позволяет получать кон-
струкции с хорошим качеством поверхностей, не требующих до-
полнительной обработки.
Гидрофобные древесностружечные плиты обладают большой
прочностью и высокой стойкостью, поэтому опалубку из них
используют многократно.
Для обеспечения высокой долговечности элементы опалубки
защищают от воздействия влаги и цементного раствора пленками,
полученными пропиткой поверхности фенольными смолами, баке-
литовыми жидкими смолами, спиртовыми лаками, эпоксидно-фе-
польными лаками, кремнийорганическими и бакелитовыми ла-
ками.
ПЛенки наносят на поверхность фанеры, древесностружечных
и древесноволокнистых плит методом прессования при темпера-
туре 130...150° С и давлении 1,4...1,5 МПа.
Из профильной стали устраивают каркасы, опалубочные щиты,
крепления и различные опоры (швеллеры, уголки, короба, трубы);
из листовой стали толщиной 2...3 мм — палубы. Зимой стальную
опалубку утепляют, поэтому ее выполняют трехслойной (внут-
ренний слой — из утеплителя).
Лицевые части металлических поверхностей покрывают анти-
коррозионными составами для меньшего сцепления с бетоном
и предотвращения коррозии металла. Поверхности, не соприка-
сающиеся с бетоном, окрашивают составами, стойкими к окружа-
ющей среде. При длительном хранении опалубку консервируют.
Металлическая опалубка экономически целесообразна в тех
случаях, когда ее оборачиваемость достигает 50 раз и более.
Л'1'
67
Таблица 6. Физико-механические
характеристики синтетических материалов
Материал Плот- ность, кг/м3 Сопротивле- ние при изгибе, МПа
Стеклотекстолит КАСТ-В 1850 260...550
Анизотропный стеклопластик 1900 1150...2500
СВАМ
Полиэфирный плоский стек- 1400 45... 150
лопластик
Гетинакс 1350 400
Винипласт 1400 55...200
Синтетические материалы, по сравнению с деревом и металлом,
обладают меньшей массой, высокой прочностью, более низким
сцеплением с бетоном. Из-за низкой адгезии упрощается опера-
ция очистки формы и нанесения на нее смазки, а значит, сни-
жаются трудовые затраты.
Чаще стали использовать армоцементные, бетонные и железо-
бетонные элементы несъемной опалубки. Опалубочные плиты
готовят на заводах железобетонных изделий (ЖБИ) или поли-
гонах. Наибольший эффект от использования такой опалубки по-
лучен в энергетическом строительстве (при возведении массивов
плотин, строительстве тепловых и атомных электростанций) и
при сооружении объектов промышленного строительства. Несъем-
ная опалубка прочно сцепляется с монолитным бетоном и входит
составной частью в бетонируемую конструкцию.
Более сложные конструкции опалубки (греющие, с токопрово-
дящими покрытиями, нашивными электродами, а также утеп-
ленные) применяют для бетонирования при отрицательных темпе-
ратурах.
Эффективными для изготовления опалубки являются клееные
деревянные конструкции, которые выпускают деревообрабатываю-
щие предприятия.
Синтетические материалы (табл. 6) применяют главным обра-
зом в качестве палубы. Используют такие листовые материалы,
как стеклотекстолит КАСТ-В толщиной 8 мм, анизотропный стек-
лопластик, полипропилен, гетинакс, винипласт и др. Перечислен-
ные материалы обладают высокой прочностью, что позволяет
изготовлять из них облегченные элементы опалубки.
Все листовые материалы (гетинакс, текстолит, фанера с син-
тетическим покрытием) обладают пониженной адгезией с бетоном,
что способствует получению высокого качества наружных поверх-
ностей конструкций.
§ 16. Классификация и конструкция опалубки
Опалубку классифицируют по функциональному назначению
(для получения вертикальных, горизонтальных и наклонных
поверхностей); конструктивным признакам (мелко- и крупнощи-
68
товая, разборно-переставная и подъемно-переставная, объемно-
переставная и скользящая), способу выполнения работ (перестав-
ная, скользящая и горизонтально-скользящая), а также мате-
риалу.
В соответствии с классификацией опалубку в зависимости от
типа возводимых конструкций разделяют на следующие виды.
Разборно-переставную мелкощитовую опалубку применяют
для бетонирования разнотипных монолитных конструкций, в том
числе массивных конструкций и стен, а также для бетонирова-
ния конструкций небольшого объема при многократной оборачи-
ваемости. Мелкощитовую опалубку выполняют из щитов неболь-
шого размера массой до 50 кг, что позволяет монтировать и
демонтировать ее вручную. Площадь каждого щита не превы-
шает 1 м2. Сборными частями опалубки являются несущие эле-
менты — стойки, элементы жесткости, распорки. Из элементов
опалубки собирают крупные панели и блоки, которые устанав-
ливают в проектное положение с помощью крана.
Щиты опалубки делают ребристыми, плоскими и каркасной
конструкции. Плоские щиты из досок (рис. 29, a) , клееные
(рис. 29, б) и сотовые (рис. 29, в) используют редко, так как они
менее долговечны, требуют осторожного обращения и более доро-
гие в изготовлении. Щиты с двойной палубой и сотовым карка-
сом имеют хорошие теплоизоляционные свойства, что позволяет их
использовать зимой.
Наиболее часто применяют щиты с металлическим каркасом
и палубой из металла (рис. 29, г) или комбинированные
(рис. 29; д). Каркас выполняют из металлического уголка 1 с
ребрами жесткости 2, на который крепится палуба в виде метал-
лического листа толщиной 2...3 мм, листа фанеры или пластика.
По периметру каркаса выполнены специальные крепежные от-
верстия 5, предназначенные для соединения щитов друг с дру-
гом. Соединяют щиты между собой быстроразъемными устрой-
ствами, удобными в работе и надежными в эксплуатации. Они
должны обеспечивать высокую точность сборки, прочность, жест-
кость и устойчивость всей конструкции. Наиболее удобны и прос-
ты в эксплуатации клиновые соединения, пружинные скобы,
эксцентриковые, натяжные и другие замки и крепления.
Широко применяют унифицированную (универсальную) опа-
лубку, состоящую из инвентарных щитов (рис. 30, а, б) длиной
0,9; 1,2; 1,5 и 1,8 м и высотой 0,3; 0,4; 0,5 и 0,6 м, элементов креп-
ления и поддерживающих частей. В каркасе щита предусмотрены
круглые отверстия 1 диаметром 20 мм, расположенные с шагом
100 мм, для соединения щитов друг с другом, а также со схват-
ками и фермами.
В комплект опалубки входят раздвижные ригели (рис. 30, и)
для устройства промежуточных опор при бетонировании гори-
зонтальных поверхностей; раздвижные балочные струбцины
(рис. 30, к), фермы (рис. 30, д), телескопические (рис. 30, ж)
69
, Рис. 29. Щиты опалубки:
а — плоский щит на сшивных планках, б каркасный дощатый клееный с фанер-
ной палубой, в — с сотовым каркасом и двойной палубой, г — с металлическим кар-
касом и палубой из металла, синтетических материалов или водостойкой фанеры,
д — комбинированный щит опалубки; 1 — уголок, 2 — ребра жесткости, 3 — кре-
пежные отверстия
стойки, а также приспособления, необходимые для безопасного
и удобного ведения работ: подкосы различной конструкции
(рис. 30, в) и схватки (рис. 30, г), навесные площадки (рис. 30, з),
навесные лестницы.
Щиты между собой крепят специальным замком, а щиты
со схватками — с помощью натяжных крюков с винтовым и кли-
новым замком. Рассмотрим узлы соединения и конструктивную
схему замка для крепления щитов (рис. 31). Палец замка при
соединении щитов входит в отверстия каркаса. При повороте
пальца вокруг оси в клиновидную прорезь опорной пластины
вставляют клин, который ударом молотка заглубляют в прорезь,
чтобы получить плотное соединение уголков- каркаса щита.
70
1
Рис. 30. Комплект унифицированной опалубки:
а — рядовой щит, б — угловой щит, в — подкос, г — схватка, д — ферма, е - - опорная
стойка, ж — телескопическая стойка, з — навесная площадка, и — раздвижной ригель,
к — балочная раздвижная струбцина; 1 — отверстия диаметром 20 мм
Для точной установки щитов опалубки, а также их распа-
лубки используют подкосы с винтовыми домкратами, они обес-
печивают проектную выверку щитов в вертикальное положение, а
также их устойчивость и воспринимают нагрузки от бетона.
Телескопические стойки (см. рис. 30, ж) применяют для точ-
ной установки и рихтовки опалубки перекрытий. Они состоят из
базовой части высотой 1,2... 1,7 м и набора сменных трубчатых
вставок, которые позволяют устанавливать перекрытия высотой
2,5...5 м. Для увеличения несущей способности и устойчивости
стойки объединяют специальными диафрагмами или связями.
Набор элементов позволяет собирать опалубку как для мелко-
размерных, так и для крупногабаритных монолитных конструк-
ций. В этом случае щиты укрупняют до требуемых размеров.
Укрупненные элементы снабжают подкосами с опорными винто-
выми домкратами, а также рабочими подмостями с ограждением.
При устройстве опалубок большой высоты в качестве крепеж-
ных элементов используют составные раскосные фермы, что дает
возможность собирать панели пролетом до 6 м. Для обеспечения
их устойчивости используют леса из схваток, которые жестко
71
Рис. 31. Соединение щитов со схват-
ками с помощью натяжного крюка и
клина (а) и замок для крепления
тяжей (б):
/ — щит, 2 — схватка, 3 - натяжной
крюк, 4 — клин, 5 — пластина, 6 — не
подвижный сухарик, 7 — фиксатор кли-
на, 8 — фиксатор сухарика
Рис. 32. Формирование опалубочных
панелей стен из мелкощитовой опа-
лубки:
1 — щиты, 2 — вертикальная соединитель-
ная балка, 3—рабочая площадка, 4 —
стропы, 5 — продольные схватки, 6 — ин-
вентарный подкос, 7 — струбцина с меха-
ническим домкратом, 8 — инвентарная ма-
ячная доска
крепят к одному из щитов опалубки. Наружную сторону опалубки
раскрепляют телескопическими подкосами.
Из мелкощитовой опалубки монтируют крупные панели для
возведения монолитных стен, колонн, рам и перекрытий.
Для возведения монолитных стен используют опалубочные па-
нели размером на комнату или равным шагу колонн, которые
собирают из мелких щитов. Опалубочная панель с рабочей пло-
щадкой и инвентарными подмостями приведена на рис. 32. Щиты 1
объединяют между собой с помощью болтовых и быстроразъем-
ных соединений. Для обеспечения пространственной жесткости
конструкции используют продольные схватки 5 и балки 2. Выверка
в проектное положение и монтажная устойчивость панели дости-
гаются использованием инвентарных подкосов и струбцин 6,
а также механических домкратов 7. Укрупнение щитов в панели
производится на специальной площадке. Там же производится
оснащение инвентарными подмостями и подкосами. Затем про-
изводится строповка панели стропами 4, подъем с помощью крана
и установка в проектное положение. Ориентиром нижней плос-
72
кости панели служит инвентарная маячная доска 8, устанавли-
ваемая на перекрытии в соответствии с положением разбивочных
осей. Между собой панели опалубки соединяются с помощью
вертикальных соединительных балок 2.
Рассмотрим пример формирования опалубки рамы из мелких
щитов (рис. 33). Первоначально укрупняют вертикальные щиты
опалубки 1, которые объединяют между собой с помощью болто-
вых соединений. Для обеспечения пространственной жесткости по
высоте рамы с шагом 0,4- -0,6 м устанавливают инвентарные хо-
муты 2. Опалубку ригеля располагают на телескопических стой
ках 5 и балочных струбцинах 3. Положение верхнего пояса щи-
тов ригеля фиксируется с помощью распорных планок 4. Устойчи-
вость опалубки достигается путем применения инвентарных расча-
лок и подкосов 6.
Поддерживающими элементами опалубки ригеля служат
инвентарные телескопические стойки 5 с балочными струбцина-
ми 3. Короба опалубки защемляются кронштейнами балочной
струбцины, что обеспечивает ее геометрическую неизменяемость
и устойчивость. Телескопические стойки и балочные струбцины
73
выполняются инвентарными с возможностью плавного изменения
межосевого расстояния и ее длины. Применение домкратных
устройств позволяет регулировать и точно устанавливать опалубку
в проектное положение. Конструктивное решение таких устройств
отличается универсальностью и надежностью в работе. Их можно
быстро демонтировать и переналаживать.
Разборно-переставную крупнощитовую унифицированную опа-
лубку монтируют из щитов длиной 2,1...5,7 м. В комплект опа-
лубки входят рядовые щиты, из которых формируют наружные
и внутренние панели, торцовые угловые щиты, подмости, маяки,
комплект крепежных элементов. Каркас щита выполняют из гори-
зонтальных балок и вертикально установленных ферм, обору-
дованных подкосами с винтовыми домкратами. Для устойчивости
опалубки отдельные щиты крепят к перекрытию регулируемыми
по длине подкосами.
Щиты опалубки соединяют между собой стяжными болтами.
Для обеспечения высокой точности соединения щитов применяют
специальные клиновые замки.
В крупнощитовой опалубке бетонируют протяженные кон-
струкции монолитные стены, резервуары, тоннели высотой
2,8 м и более и толщиной стенок до 20 см; перекрытия толщиной
10... 16 см. В последнем случае в качестве поддерживающих
элементов используют телескопические стойки и рамы.
Сборно-переставная крупнощитовая опалубка (рис. 34),
используемая в промышленном и гражданском строительстве,
состоит из четырех элементов: непосредственно щита с палубой,
поддерживающих элементов, стяжек и подмостей. В зависимости
от толщины бетонируемой конструкции и требований к качеству
поверхности щиты опалубки выполняют из несущего каркаса
и палубы на всю площадь (рис. 34, а) и из отдельных инвен-
тарных щитов, объединенных системой схваток (рис. 34, б, в).
Обеспечения устойчивости опалубки и выверки ее в проект-
ное положение используют различные системы подкосов и раско-
сов, снабженные механическими винтовыми домкратами и регу-
лировочными устройствами. Каркасная крупнощитовая опалубка
состоит из палубы 2, каркаса щита 3, подкоса-расчалки 1. В
каркасе имеются отверстия для крепления подкосов. Подкос-
расчалка имеет механический винтовой домкрат, который поз-
воляет производить выверку щита в вертикальное положение.
Нижний конец подкоса шарнирно крепится к закладным де-
талям перекрытия или другим элементам.
Каркасно-щитовая, конструкция опалубки состоит из от-
дельных инвентарных щитов, объединяемых в панель. Для обес-
печения устойчивости опалубки и выверки ее в проектное поло-
жение используют подкосы 7 с механическими винтовыми дом-
кратами 8. Одна из панелей опалубки снабжается консольными
подмостями 6. Для обеспечения заданной толщины монолитной
конструкции и воспринятия давления бетонной смеси панели
74
Рис. 34. Крупнощитовая опалубка стен:
а — каркасная, б — каркасно-щитовая, в — каркасно-щитовая для массивных стен; 1 — подкос-расчалка, 2 — палуба, 3 — каркас
щита, 4 — фиксатор, 5 — стяжка, 6 •— консольные подмости, 7 — подкос, 8 — механический домкрат, 9 — связь жесткости, 10 — схват-
ка, 11 -— распорка, 12 — маячная доска
Рис. 35. Схема бетонирования ствола трубы:
/ шахтный подъемник, 2 — рабочая площадка, 3 — приемно-раздаточный
бункер для бетонной смеси, 4 — ковш грузовой клети, 5 — тепляк, 6 — внут-
ренние и наружные щиты опалубки, 7 — бетонируемый ствол трубы, 8, 9 —
подвесные леса
опалубки объединяют стяжками 5, которые устанавливают
через специальные отверстия в щитах.
Для возведения массивных стен толщиной более 300 мм
используют каркасно-щитовую опалубку, конструкция которой
приведена на рис. 34, в. Она состоит из палубы 2, усиленной
связями жесткости 9 и схватками 10. Устойчивость щитов и их
76
выверка в проектное положение обеспечиваются с помощью
подкосов 7 с механическими домкратами 8. Один из щитов
снабжается подмостями 6 для ведения работ по укладке бетон-
ной смеси. На подмостях располагаются рабочие и их инвентарь.
Монтаж крупных щитов опалубки проводят с помощью
крана. Для этого щиты снабжают монтажными петлями. Щиты
опалубки стен изготовляют на размер бетонируемой ячейки
здания. Щиты имеют симметричную конструкцию и могут ус-
танавливаться в сочетаниях, обеспечивающих размер панелей
2,8; 3,0; 3,3 м. Соединение щитов в углах производят с помощью
угловых вставок, которые фиксируют винтовыми стяжками
и фигурными прокладками. Таким же образом соединяют добор-
ные элементы к щитам по их длине. Доборные вставки приме-
няют для сопряжения прямолинейных участков стен.
Подъемно-переставную опалубку применяют при бетонирова-
нии сооружений большой высоты постоянного и переменного
сечения (дымовые трубы, телевизионные башни, градирни).
Рассмотрим схему бетонирования ствола трубы в подъемно-
переставной опалубке (рис. 35). Бетонную смесь из автоса-
мосвала выгружают в ковш шахтного подъемника /, поднимают
и подают на рабочую площадку 2, откуда на тележках или
хоботом распределяют ее по периметру опалубки.
Подъемно-переставная опалубка состоит из наружных и
внутренних щитов 6.
Внутренние щиты собирают из элементов размером 1250X550
мм, которые устанавливают в три яруса. Окончив бетонирование
верхнего яруса, элементы нижнего яруса снимают и перестав-
ляют вручную. Наружную опалубку подвешивают к несущему
кольцу с меняющимся диаметром. Для выполнения этой опе-
рации устраивают подвесные леса 8 и 9.
Наружные щиты (рис. 36, а) изготовляют из стального листа.
В местах стыковки щитов располагают ребра жесткости
2 с отверстиями для пропуска стяжных болтов 3 и стяжек 4
таким образом, чтобы обеспечивалось взаимное перекрытие
щитов. Увеличение или уменьшение размера нахлеста щитов
изменяет "диаметр бетонируемого сооружения.
Внутренние щиты (рис. 36, б) выполняют в виде метал-
лических листов 5 размером 1250X550 мм с нашивными план-
ками 6 из стальных полос и крюками. Соединяют щиты метал-
лическими скобами, которые входят в полость крюков. К верхней
кромке щита крепят горизонтальную планку 8 с кольцами,
которая предназначена для выполнения операций по переста-
новке щитов.
Для обеспечения нормальных условий труда на большой
высоте, а также для создания благоприятных температурных
условий твердения бетона верхнюю часть (подъемную головку)
установки покрывают специальной тканью — образуют тепляк 5
(см. рис. 35).
77
Рис. 36. Наружные (а) и внутренние (б) щиты опалубки:
1 — конечная панель щита, 2 — ребра жесткости, 3 — стяжные болты, 4 — стя-
жки, 5 — стальные полосы, 6 — нашивные планки из полосовой стали, 7 - по-
лосовая накладка, 8 — планка
Зону бетонирования и часть ствола сооружения также защи-
щают от температурных воздействий так называемой юбкой те-
пляка.
Блок-формы. Блочную опалубку для бетонирования сту-
пенчатых фундаментов колонн, ростверков, лифтовых шахт,
замкнутых ячеек стен жилых зданий и т. п. собирают из отдель-
ных щитов, объединяемых в блоки с помощью рам, болтов
и других приспособлений.
Для бетонирования ступенчатых фундаментов применяют блок-
формы, которые выполняют неразъемными и разъемными, а также
переналаживаемыми для изготовления разнотипных фундаментов.
Для бетонирования однотипных конструкций предназначены
неразъемные блок-формы жесткой конструкции. Чтобы обес-
печить съем с готовой конструкции фундамента, блок-формы
выполняют с небольшой конусностью. Отрывают формы от кон-
струкции домкратом. Блок-формы для изготовления фунда-
ментов стаканного типа (рис. 37) состоят из двух форм —
подколенника 2 и ступени 4. Формы снабжены монтажными
78
Рис. 37. Неразъемная блок-фор-
ма фундаментов:
1 — монтажные петли. 2 - форма
подколонника, 3 — кронштейны для
упора домкратов, 4 — форма сту-
пени
Рис. 38. Общий вид разъемной блок-формы (а) и узел от-
жимеого устройства (б):
1 — щиты опалубки ступеней, 2 — панели подколенника, 3 —
крепежные элементы, 4 — схваты, 5 — винты, 6 — пружина, 7 —
опорная пластина
петлями 1 и кронштейнами 3 для установки домкратов при их
распалубке.
Для бетонирования замкнутых конструкций больших раз-
меров применяют разъемные формы. При распалубке их по-
верхности раздвигают и сдвигают при установке в рабочее
положение. Разъемные формы выполняют из четырех щитов,
соединенных в углах замками.
Разъемная блок-форма (рис. 38, а) с жестким соединением
элементов состоит из щитов 1 ступеней и пространственных
панелей подколонника 2, которые соединяют в углах крепеж-
ными элементами 3. Крепежные элементы позволяют соединить
панели при установке в рабочее положение и раздвигать их
при распалубке. Устойчивость щитам придают схватки 4. При
распалубке панели отрывают с помощью отжимного устройства
(рис. 38, б): опорная пластина 7 с помощью винта 5 отжимает
щиты от затвердевшего бетона. Под действием пружины 6
пластина после распалубки возвращается в исходное поло-
жение.
Для бетонирования конструкций нескольких типоразмеров
используют переналаживаемые блок-формы. Переналаживают
их с помощью вставок, а также сдвижкой элементов щитов
относительно друг друга. Разработаны блок формы, которые
позволяют бетонировать любые фундаменты типовых секций
под колонны одно- и многоэтажных зданий.
Для бетонирования массивных фундаментов блок-формы
собирают из опалубки ступеней и подколонника. Опалубка
ступеней состоит из рамы со сменными вставками (что поз-
воляет изменять ее размеры), на которую подвешивают щиты
опалубки различных типоразмеров. Опалубку подколонника
по высоте собирают из нескольких секций. Секция, как пра-
вило, состоит из четырех щитов, соединенных по углам, кото-
рые устанавливают друг на друга с помощью конусных штырей
и скрепляют друг с другом специальными шарнирными замками.
Шарнирные замки позволяют одним движением раздвигать
их и отрывать от бетона при распалубке, а также соединять
при установке в рабочее положение.
Блок-формы монтируют в непосредственной близости от
мест установки и подают в проектное положение кранами.
Оборачиваемость их до 300 раз.
Широкое распространение получили вертикально и гори-
зонтально извлекаемые блочные опалубки в монолитном домо-
строении. Имеется ряд конструктивных решений Оргтехстроев
Литвы, Молдовы, Казахстана и других организаций, где блочная
опалубка используется для возведения внутренних и наружных
стен, а также лифтовых шахт жилых зданий.
Основными узлами блочно-щитовой вертикально извлекаемой
опалубки системы Оргстроя являются: общая нижняя рама /, под-
вижное жесткое пространственное ядро 2, боковые крупнопанель-
80
ные щиты 3 и угловые вертикальные элементы 4 (рис. 39). Нижняя
рама является базовым элементом и снабжается аутригерами 5
для выверки в горизонтальное положение; консолями 6, на кото-
рые с помощью шарниров опираются щиты опалубки; трубчатыми
направляющими для перемещения в вертикальном направлении
жесткого пространственного ядра; вертикальными соединитель-
ными элементами 7 для обеспечения связи рамы с ядром.
Подвижное жесткое пространственное ядро состоит из вер-
тикальных угловых трубчатых и промежуточных стоек, верти-
кальных и горизонтальных связей, цилиндрических скоб и кон-
солей, косынок, имеющих отверстия для шарнирного навешива-
ния щитов.
Монтаж блока опалубки производят в следующем порядке.
На нижнюю раму опускают пространственное ядро. Затем
на консоли устанавливают боковые щиты таким образом, чтобы
косынки щитов вошли в пространство между спаренными ко-
сынками жесткого пространственного ядра, после чего уста-
навливают опорные пальцы. Угловые элементы навешиваются
своими фигурными пластинами на штыри пластины щитов.
С помощью болтовых соединений нижнюю раму соединяют
с пространственным ядром. В таком виде блок подают на рабо-
чее место для проектной установки на междуэтажном перекры-
тии.
Блочно-модульная вертикально извлекаемая опалубка кон-
струкции Оргтехстроя Литвы предназначается для возведения жи-
Рис. 39. Блочно-щитовая опалубка
системы Оргстроя Молдовы:
/ общая рама, 2—жесткое прост-
ранственное ядро; 3 — крупнопанель-
ные щиты; 4 — угловые вертикальные
элементы, 5 — аутригеры, 6 — консоли,
7 — вертикальные соединительные эле-
менты
81
лых зданий высотой до 16 этажей. Блок опалубки (рис. 40) соби-
рают на строительной площадке, он состоит из модульных опалу-
бочных щитов /, которые монтируют из модульных элементов,
образуя в плане замкнутый контур. В местах примыкания щитов
устанавливают угловые соединения 2: Щиты навешивают на стой-
ки 4 с помощью кронштейнов 5. Каждая стойка в верхней части
имеет монтажную петлю 6, а в нижней — опорную пяту в виде ме-
ханического домкрата 7.
К опалубочным щитам сверху и снизу прикреплены крон-
штейны 5, которые клиньями 8 фиксируют рабочее положение
щитов. Стойки между собой объединяются связями 3.
Высота внутренних щитов составляет 2550 мм, наружных —
2850 мм. Блочную опалубку собирают из модульных щитов
шириной 900, 1200, 1500, 1800, 2100 мм. Внутренние угловые
элементы имеют длину сторон 150, 180, 220 и 250 мм. Наружные
Рис. 40. Блочная опалубка конст-
рукции Оргстроя Литвы:
а — план опалубки; б — соедини-
тельные щиты со стойкой, в — уг-
ловые соединительные щиты опа-
лубки; 1 — опалубочные щиты, 2 —
угловые соединения, 3 — телеско-
пические связи, 4 — вертикальная
стойка, 5 — кронштейны, 6 — мон-
тажная петля, 7 — механические
домкраты, 8 — фиксирующие клинья
82
угловые элементы выполняют с радиусом закругления 40, 190,
220, 340 и 640 мм.' Элементы опалубки рассчитаны на воспри-
ятие нагрузки бетонной смеси 50 кН. Минимальные размеры
блока опалубки составляют 2,7X2,7 м, максимальные — 7,7X7,2
м. Максимальная длина отдельной панели опалубки — 9 м.
Масса 1 м2 панели опалубки в сборе составляет 75 кг. Общая
приведенная масса 1 м2 опалубки, включая стойки, связи, под-
косы, кронштейны и другие приспособления, составляет 104 кг.
Расчетная оборачиваемость не менее 300 циклов.
Собранные блоки опалубки по разбивочным осям устанав-
ливают на перекрытие. С помощью домкратов производят вы-
верку ой.алубки по вертикали. Класс точности смонтированной
опалубки должен быть на 1 класс точности выше класса бето-
нируемой конструкции, а щели в стыковых соединениях не
должны превышать 2 мм.
Более прогрессивным конструктивным решением является
блочная опалубка КазОргстроя. За счет использования талре-
пов, стяжек и раскосов достигается снижение общей массы бло-
ков и повышается их пространственная жесткость. Каждый
блок снабжается рабочим настилом и направляющими для
укладки бетона.
Опалубочный блок (рис. 41) состоит из модульных щитов 7,
объединенных в панели. Для создания необходимой жесткости
панели снабжаются раскосными фермами 8 с механизмом натя-
жения. Между собой панели соединяются угловыми элементами
6 и раскосами 7. Для получения заданного размера блока ис-
пользуют доборные элементы 4 щитов различного размера.
Опалубочный блок снабжается рабочей площадкой 5. По пери-
метру панелей щитов устанавливают направляющие лотки 3,
что обеспечивает удобство в укладке бетонной смеси. Для ве-
дения работ внутри блока предусмотрен люк 11. На внутрен-
ней стороне блока под люком располагается навесная' лестница
10.
Устройство оконных и дверных проемов достигается путем
установки проемообразователей 2 и 9, которые фиксируют
на наружней стороне щитов. Блок опалубки позволяет бето-
нировать замкнутые ячейки зданий размерами от 100 до 6300 мм,
высотой 2600 ... 2800 мм.
Объемно-переставная горизонтально извлекаемая опалубка
представляет собой крупноразмерный блок, состоящий из опа-
лубки стен и перекрытий. Собирают ее из пространственных
секций П- и Г-образных форм, которые при соединении обра-
зуют элемент на всю длину комнаты или полную ширину зда-
ния. Секции переменной ширины, что позволяет изготовлять
конструкции в соответствии с принятой планировкой здания.
Применяют несколько видов объемно-переставной опалубки,
которые различаются некоторыми конструктивными решениями
основных узлов. Несмотря на конструктивное отличие, их объе-
83
Рис. 41. Блочная опалубка конструкции КазОргстроя:
/ — щиты, 2 — блок опалубки просмообразователя, 3 — направляющий лоток, 4 — добор-
ный элемент, 5 — рабочая площадка, 6 — угловой блокирующий элемент, 7 — раскос,
8 —- раскосные фермы, 9— проемообразователь, 10 — навесная лестница, // — люк
диняет общий принцип, заключающийся в создании необходимых
поверхностей и полостей для укладки бетонной смеси.
Рассмотрим конструкцию секции (рис. 42), состоящей из
Г-образных полусекций /, объединенных вставкой 3. Для рас-
палубки служит специальный механизм 2, представляющий
собой систему трубчатых связей и кронштейнов, изменяемая
длина которых обеспечивает геометрическое изменение положе-
ния полусекций.
Для выверки секций в проектное положение используют меха-
нические домкраты 4, которые располагают у основания секций.
Установив опалубку в проектное положение, соответствующее
размещению в плане, с помощью домкратов 4 выверяют
ее по высоте. Для облегчения сборочных работ каждая секция
снабжена катучей опорой 5.
Для возведения монолитных зданий используют комплект
унифицированной объемно-переставной опалубки, который со-
стоит из основных и коридорных секций, подмостей, щитов тор-
цов стен и перекрытий, щитовой опалубки наружных стен и опа-
лубки лифтовых шахт. Опалубка рассчитана на возведение зда-
ний с высотой этажа 2,8 и 3 м и пролетом перекрытия в осях
2,7...3 м. Ширина секции 1,2; 1,5 и 1,8 м. Это позволяет наби-
рать комплекты необходимой длины и бетонировать стены тол-
щиной 12, 16 и 20 см, перегородки 12, 16, 20, 22, 26 и 30 см
и перекрытия толщиной 14 и 16 см.
В комплект опалубки входят подмости, которые применяют
для монтажа и демонтажа опалубки, движения рабочих, установ-
ки опалубки торцов стен, перекрытий и других работ.
Рис. 42. Секция объемы о-переставной опалубки:
1 — Г-образная полусекция, 2—распалубочный механизм, 3—центральная
вставка, 4 — механический домкрат, 5 — катучая опора
85
Конструктивная схема горизонтально извлекаемой опалубки
(рис. 43), собираемой из Г-образных секций шириной 1,2; 1,5;
1,8 м, пролетом от 2,4 до 5,7 м, состоит из унифицированных
щитов /, 2, объединенных продольными схватками, которые обра-
зуют вертикальные стенки. Системы подкосов 6 и стоек 7 обеспе-
чивают пространственную жесткость опалубки. Щиты и стойки
снабжены катучими опорами S, что облегчает процесс монтажа
и демонтажа опалубки. Для соединения наружных щитов с
внутренними используют стяжные болты 3. Горизонтальные уча-
стки опалубки включают прогоны 4, на которых смонтированы
щиты палубы. Для герметизации стыков используют вставку 5.
Наружные щиты / опалубки снабжают навесными лестницами 9.
В комплект опалубки входят щиты торцовых наружных стен,
опалубка лифтовых шахт, секции для коридоров, подмости. Опа-
лубка торцовых наружных щитов крепится к щитам тоннельной
опалубки с помощью инвентарных стяжек, обеспечивающих ее
неизменяемое геометрическое положение.
Для повышения производительности труда и удобства работы
в комплект опалубки включают набор приспособлений и инстру-
ментов для проведения рихтовки и выверки элементов: шарнир-
ные ключи для вращения винтов установочных домкратов сек-
ции, трещоточный ключ с храповым устройством для вращения
распалубочного винта секции, струбцины для отрыва секции
опалубки от бетона, направляющие для поднятия секций опа-
лубки во время монтажа.
Стропуют секции траверсами или стропами через специаль-
ные отверстия в верхнем опалубочном щите.
Секции опалубки подают краном на заранее установленные
направляющие, затем с помощью катучих опор перемещают к
месту установки. Секции между собой соединяют с помощью
центрирующих замков с системой герметизирующих прокладок,
предотвращающих вытекание цементного теста в местах соеди-
нений.
Скользящую опалубку (рис. 44) применяют при возведении
стен зданий и сооружений различной конфигурации. Она пред-
ставляет соббй пространственную систему щитов 5, скрепленную
кружальными досками 10 и домкратными рамами 3 и установлен-
ную по периметру стен. По мере бетонирования опалубку подни-
мают с помощью домкратов 2, установленных на домкратных
рамах. Через полости домкратов проходят домкратные стержни
6, которые служат опорными элементами для подъема опалубки.
Для удобства и безопасности ведения работ опалубка снабжена
подмостями с рабочим настилом 1. Для контроля качества стен
Рис. 43. Горизонтально извлекаемая (тоннельная) опалубка конструкции КазОрг-
строя:
/ - наружный щит, 2 — внутренний щит, 3 — стяжной болт с вставкой, 4 — прогоны,
И — шиферная вставка, 6 — подкос, 7 — стойка, 8 — катучая опора, 9 — навесная лест-
ница
87
Рис. 44. Унифицированная скользящая
опалубка:
1 — наружные подмости с рабочим настилом;
2 — гидравлический домкрат с регулятором го-
ризонтальности, 3 домкратная рама, 4 — об-
вязочный брус, 5 — щиты опалубки, 6 — дом-
кратный стержень, 7 — подвески, 8, 9 — под-
весные подмости,'’/??— кружильные доски
Рис. 45. Схема гидравлического дом-
крата:
/ — домкратный стержень, 2 — верх-
нее зажимное устройство, 3, 9 — пру-
жины, 4 — полый шток, 5 — поршень,
6 — цилиндр, 7 — возвратная пружи-
на, 8 — нижнее зажимное устройство,
10—ригель домкратной рамы, 11
защитная трубка, 12-- щиты опалубки
используют подвесные подмости, располагаемые с наружной 9 и
внутренней 8 сторон. Они крепятся на металлических под-
весках 7.
Основными несущими элементами являются домкратные
рамы 3, воспринимающие все нагрузки при бетонировании и
подъеме опалубки. Домкратные рамы крепят к кружальным
доскам, которые соединены между собой и являются неотъемле-
мой частью щитов 5 опалубки. Щиты устанавливают с неко-
торым уширением книзу, что обеспечивает снижение сцепления
бетона с опалубкой щитов при их перемещении вверх. Обычно
88
Таблица 7. Технические характеристики гидравлических домкратов
Показатели ОГД-61 ОГД-64У ОГД-74-25 ОГД-74-32 ОГД-77-32
Давление, МПа:
номинальное 3,5 10,0 12,5 12,5 12,5
максимальное 5,0 12,5 13,5 16,0 13,5
Грузоподъемность, т, при
давлении:
номинальном 3,5 5,5 4,5 7,25 9,25
максимальном 6,0 6,8 5,8 9,33 9,98
Масса, кг 14,9 13,8 13,5 18,5 21,5
такой уклон принимают из расчета 5.„6 мм на 1 м высоты опа-
лубочного щита.
Применяют деревянные, металлические и комбинированные
щиты. Деревянная опалубка дешевле металлической, но срок
службы ее значительно ниже.
Поднимают опалубку гидравлическими (табл. 7) или электро-
механическими домкратами, которые устанавливают на домкрат-
ных рамах.
Через внутреннюю полость гидравлического домкрата (рис. 45)
проходит домкратный стержень 1 гладкого или периодического
профиля диаметром 22...28 мм и длиной до 6 м. Между собой
домкратные стержни соединяют с помощью различных муфт,
резьбовых соединений и сварки. Домкратные стержни воспри-
нимают всю нагрузку от веса опалубки, трения бетонной смеси,
рабочих и инструмента. Поэтому подбор их площади сечения
имеет важное значение в технологии производства работ.
Нагрузка на домкратные стержни передается домкратом.
Верхние 2 и нижние 8 зажимные устройства гидравлического
домкрата в исходном положении под действием пружин 3 и 9
автоматически заклинены на домкратном стержне /. При наг-
нетании рабочей жидкости в верхнюю полость гидроцилиндра
поршень 5 со штоком и верхним зажимным устройством 2 оста-
ется неподвижным, а цилиндр 6 под давлением рабочей жид-
кости поднимается вверх, сжимая возвратную пружину 7, и пере-
мещает за собой нижнее зажимное устройство 8, а вместе с
ним и опалубку. После снятия давления цилиндр домкрата под
нагрузкой от опалубки стремится опуститься, в результате чего
нижнее зажимное устройство заклинивает домкратный стержень
и цилиндр остается неподвижным вместе с домкратной рамой
и опалубкой. В момент заклинивания нижнего зажима поршень
5 под действием возвратной пружины 7 поднимается вверх,
верхнее зажимное устройство 2 автоматически расклинивается и
скользит вверх вдоль домкратного стержня. При повторном
нагнетании рабочей жидкости в цилиндр 6 цикл работы повто-
ряется. За один цикл домкрат поднимает опалубку на высо-
ту 20...30 мм.
89
При технологических и других перерывах в бетонировании
домкраты включают в режим «шаг на месте». Для этого отклю-
чают нижний зажим домкрата.
При нагнетании рабочей жидкости цилиндр 6 увлекает за
собой ригель домкратной рамы 10 и опалубку 12. Поскольку
нижний зажим не заклинивает домкратный стержень, цилиндр
после снятия давления от действия нагрузки опалубки опускает-
ся в исходное положение. При повторном нагнетании рабочей
жидкости в цилиндр цикл повторяется и опалубка совершает
возвратно-поступательное движение. Этим приемом предотвра-
щается сцепление бетона с опалубкой.
Для предотвращения сцепления с бетоном домкратный стер-
жень 1 размещают в защитной трубке 11. При бетонировании
трубка образует в бетоне канал, в котором свободно разме-
щается домкратный стержень. По окончании бетонирования
стержни можно извлечь из бетона.
Современное оборудование для бетонирования сооружений
в скользящей опалубке позволяет автоматизировать процесс
контроля горизонтальности подъема, что обеспечивает повыше-
ние качества работ.
Гидравлические домкраты ОГД-64У оснащают автоматиче-
ским регулятором горизонтальности (например, АРГ-64У), кото-
рый обеспечивает автоматический подъем опалубки на заданную
высоту. Регулятор (рис. 46) состоит из зажимного устройст-
ва 2 с опорной шайбой 3, направляющих стержней 4 и возврат-
ных пружин 5. С помощью зажимного устройства 2 на домкрат-
ных стержнях 1 устанавливают уровень горизонта и включают
в работу гидравлические домкраты. Происходит подъем опалуб-
ки. Когда домкрат достигнет горизонта, заданного регулятором,
буферное устройство 6 выключит верхний зажим 7 домкрата,
и при каждом последующем подъеме домкрата будет происходить
«шаг на месте». Такой режим будет продолжаться до тех пор,
пока все домкраты не займут строго горизонтального положения.
После этого переставляют упоры в новое положение /V для
последующего подъема опалубки.
Следует помнить одно из основных условий правильного
ведения бетонных работ — строгое соблюдение горизонтальности
рабочего пола опалубки, что достигается равномерным вер-
тикальным перемещением домкратов. Нарушение горизонталь-
ности может привести к срыву и излому бетона, изгибу домкрат-
ных стержней, отклонениям сооружения от вертикали.
Современные гидравлические домкраты обладают большой
грузоподъемностью при сравнительно малой массе. Тот или иной
тип домкратов применяют в зависимости от конструктивных
особенностей сооружения на основании расчета.
Для привода гидравлических домкратов при подъеме сколь-
зящей опалубки применяют полуавтоматические (ПНС) и автома-
тические (АНС) насосно-распределительные станции.
90
Рис. 46. Циклы подъема гидродомкрата ОГД-64У:
/ — исходное положение, // —рабочий ход, III — контроль горизонтальности, IV — пере-
ход автоматического регулятора на новый уровень; 1 — домкратный стержень, 2 — зажим-
ное устройство регулятора горизонтальности, 3—опорная шайба, 4 — направляющие
стержни, 5 — возвратные пружины, 6 — буферное устройство, 7 — верхний зажим дом-
крата, 8 — нижний зажим домкрата
Станции ПНС применяют в качестве привода гидродомкратов
ОГД-61 и ОГД-64У, они могут работать в ручном, полуавтома-
тическом и автоматических режимах. Станции АНС применяют
в качестве привода гидродомкратов ОГД и регуляторов АРГ
в ручном, полуавтоматическом, автоматическом и автоматиче-
ском — реверсивном режимах.
Ручной и полуавтоматический режимы используют при испы-
таниях и наладке системы. Автоматический — реверсивный —
при извлечении домкратных стержней гидродомкратами типа
1ТД.
Горизонтально-скользящая опалубка (катучая) предназначе-
на для непрерывного поярусного возведения бетонных и желе-
зобетонных стен постоянного и переменного сечений высотой
цо 6 м и толщиной 12...60 см. Ее применяют при возведении
подпорных стенок, каналов, цокольных панелей, прямоугольных
резервуаров, аэротенков и других конструкций.
Конструкция позволяет перемещать опалубочные щиты
вдоль оси бетонируемой стены, поднимать щиты по вертикали
91
для поярусного бетонирования, регулировать уклон поверхности
бетонных стен. Опалубку выполняют самоходной и несамоходной.
Горизонтальная скользящая опалубка (рис. 47) состоит из
жесткой рамы со стойками 2, двух тележек 8 горизонтального
перемещения и соединительной балки 3, которая объединяет
всю систему в виде пространственной рамы. Два металлических
опалубочных щита 5 располагаются в пространстве между на-
правляющими стойками 2. Стойки направляют и фиксируют по-
ложение щитов, воспринимают горизонтальные нагрузки от бето-
на и передают усилия от механизма горизонтального движения
щитам.
Щиты перемещаются по вертикали электрической лебедкой
4, установленной на верхней балке. Выносные консоли 10 на щи-
тах с настилом и ограждением служат рабочим подмостями 6.
К ним присоединяется металлическая лестница 7 с ограждением.
По мере подъема щитов ее удлиняют с помощью секций.
Вдоль возводимой стены опалубку перемещают по рельсовому
пути 9 от автономного механического привода или электриче-
ской лебедкой, установленной в конце бетонируемого участка.
Для приема бетонной смеси на рабочей площадке установлен
бункер 1 с вибратором.
С помощью горизонтально-скользящей опалубки возводят
сооружения высотой до 6 м при скорости бетонирования 6...8 м/ч.
Рис. 47. Общий вид горизонтальной скользящей опалубки:
/ — бункер с вибратором, 2 — направляющие стойки, 3 — соединительная балка,
4 — лебедка привода, 5 — щит опалубки, 6 — рабочие подмости, 7 — металличе-
ская лестница, 8 — привод горизонтального перемещения (тележка), 9— рель-
совый путь, 10 — консоли
92
Пневматическая опалубка предназначена для возведения
купольных диаметром до 36 м и сводчатых тонкостенных кон-
струкций пролетом 12... 18 м с дисперсным армированием стекло-
волокном и обычным сетчатым армированием. Опалубку выпол-
няют из прорезиненной ткани толщиной 0,3.--0,5 мм. С помощью
пневмоопалубки можно возводить склады, производственные
здания, хранилища для техники, зерна, удобрений, различные
системы коллекторов и трубопроводов, спальные корпуса пионер-
ских лагерей, спортивные сооружения.
На рис. 48 приведены конструктивные схемы опалубок для
возведения купольных, сводчатых конструкций силосных башен,
а также водоводов. Опалубку раскраивают по специальным
выкройкам, затем сшивают, а швы проклеивают тем же ма-
териалом. Опалубку распределяют по контуру основания, а за-
тем в нее нагнетают воздух под давлением 0,005 МПа. Перед
бетонированием ее поверхность покрывают эмульсионной смаз-
кой. Бетон наносят набрызгом или послойно. Когда бетон при-
обретает проектную прочность, воздух из опалубки стравляют
Рис. 48. Конструктивные схемы пневматических опалубок для возведения:
а — оболочек складчатого типа, б — купольных покрытий, в — покрытий шедового
типа, г — цилиндрических емкостей; / — пневмоопалубка, 2 — цоколь фундамента,
3 — воздухонагнетатель, 4 — свайные фундаменты, 5 — стены, 6 — скользящая
опалубка
93
Рис. 49. Общий вид железобетонной опалубки (а) и способы ее крепления:
б — скрутками, в — хомутами, г - анкерными болтами; / — железобетонная опа-
лубка, 2 — бетон, 3 — арматурный каркас, 4 — скрутка, 5 хомут, 6 — болт
и отделяют ее от бетона. Для ускоренного твердения бетона
возможна подача в опалубку пара или подогретого воздуха.
Пневматическая опалубка не требует больших затрат на
транспортирование, монтаж и эксплуатацию. С помощью такой
опалубки можно строить даже в труднодоступных местах.
Несъемная опалубка после бетонирования основной конструк-
ции остается в ее теле и работает вместе с ней в качестве
защитной или декоративной облицовки. Иногда такую опалубку
называют опалубкой-облицовкой. Выполняют ее из железобетон-
ных, армоцементных и стеклоцементных плит, асбестоцементных
труб, железобетонных оболочек, стальных листов или тканой
стальной сетки.
Основное требование к несъемной опалубке — хорошее сцеп-
ление с бетоном конструкции.
Железобетонную опалубку применяют при строительстве мо-
нолитных конструкций фундаментов, стен толщиной более 0,5 м,
опускных колодцев и кессонов, опор мостов, гидротехнических
сооружений и атомных электростанций. Изготовляют ее на
заводах железобетонных изделий. Для немассивных конструк-
ций выпускают плоские железобетонные плиты толщиной 5...
...8 см, длиной до 4 м в зависимости от размеров конструкций.
Для лучшего сцепления с бетоном поверхность плит делают
шероховатой, а в ответственных случаях плиты снабжают спе-
циальными анкерующими петлями или выпусками.
Для более массивных сооружений выпускают ребристые пли-
ты (шириной 0,6...1,2 м, длиной 6 м). Для лучшего сцепления
с бетоном в ребрах устраивают сквозные отверстия диаметром
2,5...3 мм, в которые пропускают анкеры.
Железобетонную несъемную опалубку готовят из того же
класса бетона, что и основной массив конструкции. Применять
разные виды цемента и заполнители не допускается, так как
снижается сцепление между ними. Железобетонную опалубку
94
крепят с помощью арматурных выпусков, а если имеется доста-
точно жесткий арматурный каркас, то скрутками или тяжами.
При возведении тонких стен опалубочные плиты крепят с
помощью металлических или деревянных прогонов, которые
после бетонирования снимают. Опалубку из ребристых железо-
бетонных плит крепят с помощью хомутов или сваркой заклад-
ных деталей.
На рис. 49 приведен общий вид железобетонной опалубки
и способы ее крепления.
§17. Технология производств опалубочных работ
Устанавливают и демонтируют опалубку в соответствии с про-
ектом производства работ и инструкцией по ее эксплуатации.
Укрупнительную сборку и монтаж выполняют механизированным
способом. Только опалубку нетиповых конструкций при массе
элементов не более 50 кг разрешается монтировать вручную.
Опорные части опалубки размещают на основании, исклю-
чающем их просадку, для этой цели площадь опоры должна
быть достаточной. По окончании монтажа проверяют правиль-
ность установки несущих и поддерживающих элементов, анкеров
и элементов крепления, а также щитов самой опалубки.
Поверхность опалубки перед укладкой бетонной смеси сма-
зывают специальными составами, уменьшающими ее сцепление
с бетоном.
Демонтируют опалубку при достижении бетоном распалубоч-
ной прочности или прочности, предусмотренной проектом. Спосо-
бы снятия опалубки должны исключить возможность поврежде-
ния поверхностей и целостности конструкции или сооружения.
Выполнение опалубочных работ должно производиться в
соответствии с проектом. Он включает в себя схему организации
работ в увязке с другими процессами, график бетонирования
и оборачиваемости комплекта опалубки на отдельных захватках
или конструкциях, технологические карты на производство работ,
маркировочные чертежи отдельных часто повторяющихся и
сложных конструкций. Маркировочный чертеж выполняют в виде
схематического изображения опалубливаемой поверхности с эле-
ментами опалубки, на которые нанесены условные обозначе-
ния — марки. Для простых по конфигурации конструкций марки-
ровочный чертеж может быть в эскизном исполнении.
На схеме организации опалубочных работ указывают пере-
чень грузоподъемных механизмов, положение площадок склади-
рования и укрупнительной сборки.
Цель организации рабочего места — создать наиболее благо-
приятные условия труда. Опалубочные работы выполняют зве-
ньями, численно-квалификационный состав которых зависит
от вида работ, типа монтируемой опалубки и поддерживающих
элементов (табл. 8).
95
Таблица 8. Операции при возведении опалубки
Операции Элементы опалубки Квалифика ционный разряд рабочего
Разметка положения конструкций (напри- — 4
мер, фундаментов, стен, ригелей)
То же, закладных деталей — 4
Подноска элементов опалубки 1
Сборка каркаса из несущих балок или Несущие балки, щиты 2
щитов
Установка и закрепление схваток ленточ Схватки, подкосы 3
ных фундаментов
Сборка каркасов из схваток для фунда- мента под технологическое оборудование Схватки, подкосы, креп- ления 3,4
Установка и раскрепление телескопических стоек Телескопические стойки, крепления, связи 3
Сборка опор из телескопических стоек То же 3,4
Установка прогонов на стойках Схватки, балки, деревян- ные брусья 3
Установка струбцин и хомутов для опа- лубки балок и ригелей Балочные струбцины, подвесные хомуты 3
Установка раздвижных ригелей Раздвижные ригели 2,3
Выверка опалубки перекрытий и балок То же 4,5
Установка ригелей и балок, наклонных пе- рекрытий и бункеров Схватки, раздвижные ри- гели, балки, брусья 4,5
Выверка опор наклонных перекрытий То же 5
Навеска щитов на каркас из схваток Щиты, крепления 2
Установка щитов опалубки перекрытий, балок, бункеров Щиты, балки, стойки, подкосы 3
Строительные слесари должны обладать профессиональными
знаниями и навыками монтажников, плотников, слесарей-сбор-
щиков.
Расположение продольных и поперечных осей фундаментов
выверяют с помощью отвеса. Перед установкой опалубки вы-
ставляют маяки в виде деревянных клиньев, которые забивают
в уровень с основанием, на маяки краской наносят риски, ука-
зывающие положение рабочей плоскости щитов или положение
поддерживающих элементов. Если опалубку устанавливают на
бетонное основание, то риски наносят краской на бетонную по-
верхность.
Смонтированную опалубку принимает мастер или прораб. Про-
веряют соответствие форм и геометрических размеров опалубки
рабочим чертежам, соответствие осей опалубки разбивочным
осям конструкции, точность высотной отметки опалубочных плос-
костей, вертикальность и горизонтальность опалубки, плотность
стыков и надежность сопряжения углов.
Распалубливают забетонированные конструкции в последова-
тельности, указанной в рабочих чертежах или эскизах, после до-
стижения бетоном заданной прочности и только с разрешения про-
изводителя работ. Рекомендуется поручать разборку опалубки
рабочим, которые в дальнейшем будут осуществлять ее сборку.
96
f 18. И©зведение стуетемчатых
и ленточных фундаментов
Ступенчатые фундаменты объемом не более 1,5...2 м3 можно
изготовлять в деревянной опалубке. Для фундаментов большего
объема используют инвентарную щитовую металлическую опа-
лубку. В этом случае возможны два варианта производства ра-
бот: опалубку собирают непосредственно на месте положения
фундамента или на специальной площадке в непосредственной
близости от места установки. Готовый блок подают в проектное
положение краном.
До сборки опалубки определяют положение продольных и
поперечных осей, центра фундамента и его боковых поверхностей,
отметку низа и устанавливают маяки (рис. 50). Риски наносят
несмываемой краской на основание бетонной подготовки 1. С по-
мощью крана 3 предварительно собранный блок 2 подают к месту
установки. Укрупнительную сборку опалубки фундаментов произ-
водят на специальной площадке 5, находящейся в зоне действия
крана. При установке блока следят за его проектным положе-
нием. Для этого риски, нанесенные на нижнюю ступень опалубки,
совмещают с рисками, имеющимися на бетонной подготовке.
Особое внимание уделяется правильной установке блока опалуб
ки по высоте. При несоответствии уровня бетонной подготовки
проектной отметке низа фундамента устраивают специальные
маяки, которые служат опорами для опалубки фундаментного
блока.
Сборку опалубочных форм из металлической мелкощитовой
опалубки непосредственно на месте установки фундаментов на-
чинают с монтажа нижних коробов: с помощью монтажных
уголков устанавливают и закрепляют угловые щиты, затем к ним
наращивают остальные щиты нижнего короба. На ребра щитов
нижнего короба наносят риски, фиксирующие положение щитов
второй ступени.
Рис. 50. Монтаж опалубочных блоков фундаментов:
/ — бетонная подготовка основания фундаментов, 2 — опалубочный блок, 3 — кран, 4 —
ось движения крана, 5 — площадка для укрупнительной сборки опалубочных блоков
97
Отступив от рисок на расстояние, равное толщине щита, уста-
навливают инвентарные поддерживающие балки. Их закрепляют
на нижнем коробе струбцинами. На поддерживающие балки
устанавливают схватки и соединяют их. На схватки навешивают
щиты второй ступени и скрепляют их натяжными крюками. Щиты
соединяют между собой пружинными скобами. Собранный вто-
рой короб рихтуют по осям. Противоположные панели соединяют
стяжками.
Для удобства работы при сборке вышележащих коробов на
нижний короб укладывают временный рабочий настил, с кото-
рого в том же порядке собирают опалубку очередной ступени.
Сборку опалубки массивного ступенчатого фундамента
(рис. 51) начинают с установки'монтажных уголков и угловых
щитов 1. Щиты крепят к нижним схваткам 2 натяжными струб-
цинами, а между собой — пружинными скобами. Затем на щиты
опалубки подколенника навешивают схватки второго яруса. При
высоте подколенника более 1800 мм опалубку составляют из двух
или более ярусов щитов. На верхнем коробе устанавливают и
закрепляют опалубку 4 стакана или кондукторы для анкерных
Рис. 51. Пример компоновки блока опалубки ступенчатого фундамента:
1 — угловые щиты опалубки, 2 — схватки, 3 — опалубка верхней ступени, 4 —
стаканообразователь,5 — флажки, 6 — монтажные петли, 7,8 — установочные
риски на бетонной подготовке и нижней ступени щитов
98
болтов. Работы по монтажу опалубки выполняет звено из двух
человек.
Разбирают опалубку в обратной последовательности. Ослаб-
ляют соединения, крепящие угловые элементы. С помощью ломика
или домкратов отрывают от бетона стенки стакана, извлекают
стакан, ослабляют крепление угловых соединений опалубки сту-
пеней, после чего таким же приемом отрывают панели от бетона.
За монтажные петли 6 на схватках поднимают демонтированный
блок и временно устанавливают в стороне от фундамента.
Для крепления схваток используют флажки 5. Схватки бол-
тами присоединяют к угловым элементам щитов. Для фундамен-
тов со ступеням^ в одной плоскости используют четыре схватки,
расположенные под одним и тем же углом. Для фундаментов
со ступенями в различных плоскостях используют по две схватки
на каждом углу.
Для массивных фундаментов подколенник устраивают после
бетонирования ступеней, а для легких — одновременно с опа-
лубкой ступеней. Щиты опалубки крепят к угловым элементам
в одном или двух ярусах. Увеличивают устойчивость опалубки
схватками, объединяющими оба яруса щитов. Стаканообразова-
тель располагают на специальных монтажных элементах, кото-
рые устанавливают на кромки верхних щитов и болтами скреп-
ляют с ними.
При устройстве опалубки ступенчатых фундаментов из доща-
тых щитов первоначально устанавливают две пары щитов ниж-
ней ступени: одна пара является закладными щитами, а вторая —
накрывными. На внутреннюю поверхность накрывных щитов при-
бивают упорные планки, фиксирующие один из размеров фунда-
мента. Закладные щиты вставляют между накрывными и прижи-
мают временными распорками к упорным планкам. Опалубку
второй ступени собирают из двух щитов. Нижние доски накрыв-
ных щитов должны опираться на нижележащие щиты. После
установки яруса в проектное положение крепят щиты гвоздями
к нижележащему Коробу. Опалубку стакана устанавливают на
верхнюю ступень с помощью брусьев с последующим креплением.
Щиты нижнего короба дополнительно раскрепляют подкосами.
Опалубку ленточного фундамента выполняют в двух вариан-
тах: со ступенчатым уширением книзу и сплошного прямоуголь-
ного сечения. Для опалубки используют мелко- и крупноразмер-
ные щиты, прогоны, схватки и крепежные детали.
Для фундамента постоянного поперечного сечения первона-
чально устанавливают маяки, определяющие положение в плане
и отметку низа фундамента, и на них краской наносят риски.
Рассмотрим схему и последовательность устройства опалубки
ленточного фундамента (рис. 52). По обе стороны фундамента
через 3...4 м устанавливают маячные щиты 1 и закрепляют их
временными подкосами 4 и распорками 3. Расстояние между
маячными щитами должно быть таким, чтобы между ними уста-
99
Рис. 52. Сборка опалубки ленточного фундамента прямоугольного сечения:
/ — маячные щиты, 2 — схватки, 3 — распорки, 4 — подкосы, 5 — инвентарный
подкос
новилось кратное число щитов. Объединяют маячные щиты схват-
ками 2. Крепят схватки со щитами натяжными крюками. Чтобы
обеспечить устойчивость щитов, к схваткам устанавливают ин-
вентарные подкосы 5 с винтовыми домкратами, с помощью ко-
торых выверяют маячные щиты в вертикальном положении. Для
сохранения заданного размера между маячными щитами их со-
единяют распорками, которые закрепляют клиновыми зажимами.
Остальные щиты прикрепляют между маячными к схваткам на-
тяжными крюками или пружинными скобами. Для удобства бето-
нирования опалубку снабжают рабочими площадками и навес-
ными лестницами.
Ленточные фундаменты значительной протяженности разби-
вают на отдельные захватки.
Разбирают опалубку в обратном порядке. Собирают и раз-
бирают опалубку для ленточного фундамента два опалубщика
4-го и 2-го разрядов.
Опалубку ленточного фундамента ступенчатого сечения соби-
рают по двум технологическим схемам. По первой схеме устанав-
ливают опалубку нижней ступени и бетонируют. Затем на за-
твердевший бетон ставят опалубку второй ступени и т. д.
По второй схеме (рис. 53) собирают опалубку на всю высоту
фундамента: сначала устанавливают маячные щиты нижней сту-
пени, которые объединяют схватками и крепежными элементами,
затем устанавливают рядовые щиты и прикрепляют их к схват-
кам 9. Положение низа щитов фиксируют с помощью вставок
и деревянных или инвентарных клиньев. На верхний пояс щитов
первого яруса укладывают балки 2, которые крепят накладками.
На балки 2 наносят риски с указанием расположения внутрен-
100
Рис. 53. Схема сборки опалубки ленточного фундамента ступенча-
того типа:
1,4 — щиты нижнего и верхнего яруса соответственно, 2 — поперечные
5балки, 3, 5 — схватки нижнего и верхнего пояса соответственно, 6 —
стяжки с клиновыми зажимами, 7 — инвентарные подкосы с винтовыми
домкратами, 8 -- рядовой щит нижнего яруса, 9— схватки нижнего по-
яса
ней плоскости щитов второго яруса. По рискам устанавливают
продольные схватки 3, к которым крепят щиты верхнего яруса 4
и объединяют их схваткой 5 верхнего яруса. Между собой щиты
соединяют пружинными скобами, кляммерами и шпонками. Затем
устанавливают через 3...4 м временные распорки и стяжки 6,
которые обеспечивают заданный размер фундамента по высоте.
Для устойчивости системы щиты второго яруса раскрепляют
подкосами 7 с винтовыми домкратами.
Опалубку ленточного фундамента демонтируют в обратном
порядке.
Деревянную опалубку для ленточных фундаментов^ которую
применяют редко, выполняют плотники 2-го и 3-го разрядов.
Для разметки положения щитов делают шаблон из досок дли-
ной, равной. ширине фундамента. Затем маячными колышками
определяют положение осевой линии и линии поверхности фунда-
мента, с помощью шаблона устанавливают стойки с направляю-
щими досками, на которые навешивают щиты. Выверив стойки
по вертикали, раскрепляют их подкосами. В процессе навески
щитов их крепят и устанавливают стяжки.
§ 19. Устройство опалубки колонн, стен
и перекрытий
Опалубку колонн выполняют из металлических щитов и дере-
нянной неинвентарной опалубки.
Металлические щиты требуемого размера предварительно с
помощью монтажных уголков собирают в Г-образные блоки, из
101
которых комплектуют опалубку колонны. Г-образные блоки в ра-
бочем положении соединяют между собой пружинными скобами,
обеспечивающими их быстрый разъем при распалубливании.
При установке опалубки колонн производят дополнительное
крепление хомутами. Хомуты воспринимают горизонтальное дав-
ление бетонной смеси и тем самым предохраняют щиты от дефор-
мации. Отдельные части хомутов соединяют шарнирно, что позво-
ляет быстро их устанавливать и снимать.
Перед началом монтажа опалубки на бетонном основании
краской наносят риски 1 (рис. 54), фиксирующие положение
осей колонны по двум координатам. Такие же риски -наносят на
торцовые нижние ребра щитов опалубки. Положение нижнего
короба опалубки фиксируют специальными ограничителями из
обрезков арматуры, привариваемыми к арматурному каркасу и
выпускам арматуры. Точную выверку смонтированной опалубки
колонны производят с помощью клиновых вкладышей. Второй и
последующие ярусы собирают с передвижных подмостей. Пол-
ностью собранную опалубку колонны выверяют по вертикали и
закрепляют расчалками 7. Щели между нижними щитами и
основанием законопачивают.
При высоте колонн более 3 м и при густом армировании в
Рис. 54. Схема устройства опалубки колонн из металлических щитов:
а — нанесение рисок, б — установка первого яруса опалубки, в — общий вид опа-
лубки; / — риски на бетонном основании, 2 — палубные щиты первого яруса, 3 —
щиты второго яруса, 4 — окно для бетонирования, 5 — хомуты, 6 — щиты третьего
яруса, 7 — расчалки, 8 — схватки
102
одном из щитов второго яруса делают окно 4, через которое
подают бетонную смесь, укладывают и уплотняют ее вибрирова-
нием. Затем окно закрывают специальной заслонкой, а даль-
нейшее бетонирование выполняют через верхнюю часть опа-
лубки.
При возведении колонн высотой менее 3 м целесообразно
использовать инвентарную щитовую опалубку на полную вы-
соту, которая не требует навески хомутов, так как снабжена
поперечными ребрами, воспринимающими боковое давление бе-
тонной смеси.
Опалубка колонн из деревянных щитов более трудоемка, но
значительно дешевле металлической. Ее целесообразно приме-
нять, если необходимо возвести небольшое число колонн.
Деревянную опалубку прямоугольных колонн (рис. 55) устра-
ивают в виде короба из двух пар закладных 6 и накрывных 7
щитов. Короб охватывают деревянными или металлическими
хомутами 2 (хомуты скрепляют клиньями 3) и вставляют в рам-
ку 4, укрепленную на подколеннике или перекрытии. Положение
короба строго фиксирует проектное положение низа опалубки
колонны. В нижней части одного из щитов устраивают отвер-
стие 5, через которое удаляют скопившийся во время работы
мусор. Перед бетонированием это отверстие закрывают. В верх-
ней части опалубки могут быть оставлены проемы для устрой-
ства прогонов или балок.
103
Вертикальность опалубки колонн выверяют с помощью отвеса
или теодолита по рискам на нижней и верхней частях щитов.
Для обеспечения ее устойчивости устраивают раскосы и рас-
порки, которые соединяют с поддерживающими элементами дру-
гих конструкций или лесами.
При высоте колонн более 3 м на отметке 1,5...1,6 м устраи-
вается окно, через которое подают и уплотняют бетон.
Разборку опалубки по достижении бетоном заданной прочно-
сти начинают с демонтажа подкосов и распорок, затем снимают
хомуты и удаляют щиты.
Для возведения стен используют, как правило, крупнощито-
вую инвентарную опалубку (рис. 56). Опалубку собирают в па-
нель на всю ширину стены. Она состоит из щитов /, объединен-
ных между собой соединительными скобами и зажимами 8. На
нижний пояс панели устанавливают рихтовочные домкраты 7
на инвентарных подкосах 6. Для размещения рабочих и ин-
струмента панель опалубки снабжают консольными подмостя-
ми, состоящими из инвентарных кронштейнов 5, настила 2, сто-
ек 4 и ограждения 3. Первоначально устанавливают внутреннюю
панель. Ее положение фиксируют с помощью подкосов и рас-
порок. После выверки в проектное положение рихтовочными
домкратами 7 устанавливают наружную панель опалубки. Для
сохранения проектных размеров стены верхние пояса внутренней
и наружной панелей объединяют распорками. Щиты подают
краном. При возведении стен значительной протяженности ис-
пользуют несколько панелей опалубки. Монтаж опалубки на-
Рис. 56. Панель опалубки стены:
/ щиты, 2 — рабочий настил, 3 — перила ограждения, 4 — трубчатые стойки огражде-
ния, 5 — инвентарные кронштейны, 6 — инвентарные подкосы, 7 — рихтовочные домкраты,
8 — зажимы
104
чинают с угловых щитов, которые служат маячными. Их уста-
навливают в строгом соответствии с разбивочными осями и
маяками и укрепляют временно распорками и раскосами. В вер-
тикальной плоскости щиты выставляют с помощью винтовых
домкратов. К маячным щитам последовательно по длине стены
наращивают остальные. Между собой щиты соединяют болтами.
Ребра жесткости каркаса щитов рассчитаны на установку анке-
ров и тяжей с шагом 1200 мм.
Анкеры и тяжи изготовляют из прутков периодического или
гладкого профиля диаметром 16 мм.
Устойчивость опалубочных панелей обеспечивают инвентар-
ными подкосами 6 и расчалками. Во время монтажа панелей ре-
гулировочные винты домкратов 7 инвентарных подкосов выдви-
гают на столько, чтобы верхнее ребро панели отклонилось от
вертикали на 20...30 мм.
После установки анкеров выверяют опалубку относительно
вертикальной оси с помощью регулировочных домкратов-подко
сов. После установки и выверки всех щитов с одной стороны
опалубки на инвентарных кронштейнах устраивают рабочий на-
стил 2, который обязательно снабжают стойками ограждения 4
с перилами 3.
При возведении стен высотой более 3,6 м опалубку устанав-
ливают в несколько ярусов. По мере бетонирования возводимой
конструкции панели опалубки второго и последующих ярусов мо-
гут или опираться на нижележащие, или крепится на специаль-
ных анкерах, забетонированных в стене, или опираться на спе-
циальные кронштейны или балки.
Демонтируют панели опалубки в такой последовательности:
снимают замки на тяжах или анкерах, и крепления, соединяю-
щие смежные панели, демонтируют расчалки, вывинчивают на
5...8 оборотов регулировочные домкраты, стропят панель, после
чего снимают страховочные замки на анкерах.
Краном отрывают панель от забетонированной конструкции,
отводят ее и переставляют на площадку складирования.
Опалубка перекрытий. Технология устройства опалубки пере-
крытий зависит от конструктивной схемы здания, типа пере-
крытия и имеющихся в наличии технических средств. Рассмот-
рим несколько вариантов.
Опалубка плоского перекрытия, опирающегося на несущие
стены (рис. 57). При пролетах до 6 м в качестве опалубки
целесообразно использовать телескопические ригели 2 в ком-
плекте с инвентарными щитами.
Сборку опалубки перекрытий начинают с подготовки опорных
поверхностей для ригелей. Определяют отметки поверхностей и
при необходимости осуществляют подливку опор или установ-
ку прокладок 3. В гнезда опорных пластинок устанавливают
телескопические ригели. Конструкции ригелей могут иметь шаг
300, 400, 450, 600 и 900 мм. Щиты 1 опалубки должны опираться
105
минимум на три ригеля, что прежде всего диктуется правила-
ми безопасной работы.
Ригели устанавливают с передвижных подмостей или пристав-
ных лестниц с площадками. По установленным ригелям укла-
дывают щиты опалубки. Вместо инвентарных щитов могут быть
использованы доски, древесностружечные плиты, фанера или
другой материал.
После установки опалубку выверяют и рихтуют. Чтобы по-
верхность перекрытия была ровной, щиты инвентарной опалубки
тщательно подгоняют, а дощатый настил целесообразно по-
крывать слоем водостойкой фанеры или синтетической пленки.
Затем конструкцию армируют и бетонируют. После достиже-
ния бетоном заданной прочности элементы перекрытия распа-
лубливают в определенной последовательности: демонтируют ри-
гель № 5, ослабляют соединительный винт, извлекают ригель из
опорных гнезд и опускают на пол. Следующий ригель № 4 ослаб-
ляют, но не выводят из опорных гнезд. Его прогиб в центре
должен быть не менее 5...8 см. Несколько меньший прогиб
оставляют в ригеле № 3. Освободив ригели, демонтируют щиты
опалубки, начиная с центра пролета. Наличие прогиба у двух ри-
гелей позволяет произвести отрыв щита опалубки от бетона пере-
крытия. Щиты снимают и складируют.
Ригели левой части перекрытия демонтируют в таком поряд-
ке: № 2, № 1, № 3. Причем ригель № 3 удаляют, а № 2 и № 1
ослабляют для создания необходимого прогиба их. Затем де-
монтируют щиты опалубки.
106
Последовательность выполнения перечисленных операций
необходимо строго соблюдать, так как при нарушении ее воз-
можен самопроизвольный демонтаж щитов опалубки, что может
привести к несчастным случаям.
Опалубка ребристых перекрытий (рис. 58). Устанавливают
телескопические стойки 1 с раздвижными балочными струбци-
нами 2. Стойки раскрепляют, а струбцины устанавливают на
заданную отметку, что позволяет начать установку прогонов
опалубки железобетонных балок. Опалубка железобетонных ба-
лок состоит из боковых щитов 5, высота которых принимается
равной высоте балок, и щитов 3 днища. Боковые щиты должны
непосредственно опираться на струбцины. Раздвижная струб-
цина имеет натяжные домкраты 9, с помощью которых обеспе-
чивают плотное соединение вертикальных щитов и щитов днища
балки.
После установки опалубки балки армируют, а ребра каркаса
боковых щитов временно раскрепляют. Затем на боковые щиты
устанавливают телескопические ригели 4, по которым укла-
дывают опалубочные щиты 6. В местах их примыкания к балкам
укладывают деревянные бруски 7 треугольного сечения, которые
предохраняют щиты от защемления их бетоном и придают
балке технологический уклон.
Окончательно выверяют положение опалубки с помощью ни-
велира: единый горизонт плиты и одинаковый уровень отметок
низа балок. Рихтуют опалубку с помощью винтовых домкрат-
ных устройств.
Рис. 58. Схема опалубки ребристого перекрытия:
/ — телескопическая стойка, 2 — раздвижная балочная струбцина, 3 — щит
днища балки, 4 — телескопический ригель, 5 — боковой щит; 6 — щиты опа-
лубки плиты; 7 — брусок, 8 — железобетонное перекрытие, 9 — натяжные до-
мкраты
107
Для распалубливания ребристого перекрытия предварительно
ослабляют раздвижные струбцины, затем опускают на 2...3 см
телескопические стойки и отнимают боковые щиты балок. Далее
демонтируют один из средних телескопических ригелей, сни-
мают щиты опалубки плиты, демонтируют стойки и щиты дни-
ща балки. При этом связи снимают с тех стоек, которые демон-
тируют в данный момент.
Опалубка наклонных перекрытий. Особенностью наклонных
перекрытий является то обстоятельство, что кроме вертикаль-
ной нагрузки на нее действует горизонтальная. Поэтому уста-
навливают опоры и связи, воспринимающие горизонтальную
нагрузку.
Опалубка (рис. 59) состоит из вертикальных 2 и наклонных
инвентарных 1 стоек, расположенных по торцам опалубки и в
пролете. На стойках установлены вилочные оголовки 3, в кото-
рых закрепляют продольные нижние балки-ригели 9. По этим
балкам укладывают щиты 8 опалубки и прикрепляют их с по-
мощью крепежных устройств к полкам балок. Сбоку устанавли-
вают опалубочный щит торца плиты 4, который по высоте со-
ответствует толщине бетонируемой плиты. Параллельно нижним
ригелям 9 с помощью крепежных болтов 5 устанавливают верх-
ние ригели 6. К нижней поверхности верхних ригелей прикреп-
ляют щиты 7 опалубки, которые создают заданную форму бето-
нируемой плиты.
В зависимости от угла наклона перекрытия опалубку плиты
выполняют одно- и двусторонней. Одностороннюю опалубку при-
меняют при угле наклона перекрытия до 22°. Для бетонирова
ния, как правило, используют жесткие смеси с осадкой конуса
0...2 см, но при наклоне до 15° может быть использована смесь
с осадкой конуса до 6 см. В зависимости от подвижности бетон-
ной смеси необходимо устраивать двустороннюю опалубку либо
ограничиться односторонней. Двусторонняя опалубка обеспе-
чивает более высокое качество наружной поверхности при ис-
Рис. 59. Опалубки наклонных пере-
крытий:
опалубочный щит торца плиты, 5 — кре-
пежный болт, 6 — верхний ригель,
7,8 — щиты опалубки, 9 — нижняя бал-
ка-ригель
108
пользовании подвижных бетонных смесей, но при этом увели-
чиваются трудовые и материальные затраты на устройство вто-
рой стороны опалубки.
Щиты верхней плиты двусторонней опалубки закрепляют на-
тяжными крюками на схватках, которые, в свою очередь, за-
крепляют болтами 5 с нижними прогонами. Это обеспечивает
геометрическую неизменяемость толщины перекрытия.
Как правило, для бетонирования наклонных конструкций
стараются использовать более жесткие смеси, что позволяет
ограничиться частичным изготовлением верхних щитов опа-
лубки.
Демонтируют опалубку по достижении бетоном распалубоч-
ной прочности, которая обеспечивает заданную несущую спо-
собность конструкции. Начинают с демонтажа верхних ригелей.
Затем снимают верхние щиты опалубки, включая торцовый.
При распалубке нижней плиты освобождают и частично
демонтируют стойки, чтобы обеспечить доступ к щитам опалуб-
ки. Распалубка производится по частям с обеспечением условий
безопасной работы. После снятия щитов опалубки разреша-
ется освободить стойки, частично их снять, а затем демон-
тировать ригели. Процесс демонтажа опалубки наклонного пере-
крытия аналогичен процессу возведения ребристых перекрытий.
§ 20. Устройство горизонтально извлекаемой
(тоннельной) опалубки
До монтажа объемно-переставной (тоннельной) опалубки
производят разбивку осей стен с помощью рулетки, размечают
места установки секций, и устраивают маяки стен.
Несмываемой краской наносят риски, соответствующие по-
ложению осевых линий поперечных и продольных стен. По этим
рискам определяют положение наружной плоскости щитов опа-
лубки: вправо и влево от риски откладывают расстояние, равное
половине толщины стены.
После выполнения операций по разбивке осевых линий
устанавливают опалубку маяков. Используют опалубку в виде
швеллеров или других профилей, которую располагают строго
по толщине стены. Отметку верхнего уровня опалубки прини-
мают единой для всего этажа и определяют с помощью ниве-
лира. Затем бетонируют маяки.
После приобретения бетоном соответствующей прочности
опалубку маяков снимают. Полученные маяки служат ограни-
чителями при установке секций опалубки по высоте и длине.
По поперечным осям стен наносят продольные риски, соответ-
ствующие положению торцового блока тоннельной опалубки, а
также каждой секции.
Перед монтажом опалубку очищают, смазывают, проверяют
состояние замковых соединений, струбцин, роликовых опор и
109
домкратов. При необходимости рихтуют и выверяют элементы
опалубки на специальных стендах. Затем опалубку подают к ме-
сту установки. Первую торцовую секцию I (рис. 60) устанав-
ливают в положение, соответствующее разбивочным рискам.
С помощью механических домкратов Л расположенных по-углам
секции, выверяют положение по высоте, а с помощью струбцин
с изменяемой длиной добиваются контакта внутренних поверх-
ностей щитов опалубки с маяками. Затем доставляют к месту
установки очередную секцию II, которую также устанавливают
в проектное положение. Соединение торцовых граней элементов
секций должно быть максимально плотным. Это достигается пу-
тем использования специальных прокладок и замковых соедине-
ний, обеспечивающих соответствующее натяжение.
После установки тоннеля объемно-переставной опалубки ар-
мируют элементы стен. Как правило, используют пространствен-
Рис. 60. Схема установки объемно-переставной горизонтально извлекаемой (тог
нельной) опалубки:
/—IV — последовательность установки секций объемно-переставной опалубки; / — мех;
нические домкраты, 2 — консольные подмости, 3 — телескопические наклонные стой?
для крепления торцовых щитов, 4, 6 — ограждение, 5 — торцовый щит
110
ные или плоские арматурные каркасы длиной до 6 м, которые
краном транспортируют к месту установки и соединяют с выпу-
сками арматуры нижележащего этажа.
Затем устанавливают торцовый щит 5 опалубки. Для удоб-
ства производства работ и обеспечения прочности и устойчиво-
сти торцовые щиты располагают на специальных консольных
подмостях 2, прикрепляемых к нижележащей стене. Крепят щиты
с помощью телескопических наклонных стоек 3, одним концом
соединенных с консолью подмостей, а другим — с боковыми реб-
рами щитов. Консольные подмости имеют специальные штырье-
вые соединения для жесткой фиксации по вертикали торцового
щита.
Перед монтажом следующего пролета опалубки стену арми-
руют, а затем продолжают устанавливать элементы опалубки.
Для повышения производительности труда и удобства рабо-
ты в комплект опалубки включают набор приспособлений и ин
струмент для проведения рихтовки и выверки элементов: шарнир-
ные ключи для вращения винтов установочных домкратов сек-
ции; трещоточный ключ с храповым устройством для вращения
распалубочного винта секции; струбцины для отрыва секции
опалубки от бетона; направляющие для подкатки секций опалуб-
ки во время монтажа. Вдоль бетонируемой стены устанавливают
направляющие. На них размещают секцию опалубки, которую
подкатывают на роликах до стыковки с соседней. Затем ее вы-
веряют в проектное положение с помощью механических дом-
кратов.
Стропуют секции траверсами или стропами через специаль-
ные отверстия в верхнем опалубочном щите.
В зависимости от применяемой технологии и соответствую-
щих приспособлений используют несколько схем демонтажа
объемно-переставной опалубки.
При демонтаже опалубки секцию (рис. 61, а) отсоединяют
от прилегающей к ней секции. Щиты опалубки отрывают от
бетонных поверхностей и всю секцию опускают на катки. Затем
ее выкатывают на площадку выносных подмостей 2, стропуют
и перемещают краном на участок, подготовленный к монтажу
опалубки. Затем те же операции производят со следующей сек-
цией и т. д.
Более эффективна схема, когда используют специальную тра
версу 3 (рис. 61,6), которая захватывает секцию / без пред-
варительного выкатывания на выносные подмости. В этом слу-
чае выносные подмости не применяют. Остальные операции те
же, что и в первой схеме. Из-за отсутствия выносных подмостей
несколько снижаются трудовые затраты на монтаж и демонтаж
опалубки.
Для демонтажа опалубки можно использовать специальные
проемы в перекрытиях (например, лифтовые шахты или про-
емы специального назначения), демонтаж ведут отдель-
111
Рис. 61. Схема демонтажа объемно-переставной горизонтально из-
влекаемой (тоннельной) опалубки:
а — мелкими секциями с помощью выносных подмостей, б — с помощью
специальной траверсы, в - через проемы в перекрытии, г — крупными
блоками, д — крупными блоками с помощью специальной траверсы и
подмостей с откидным ограждением; 1 — секция опалубки, 2 — вынос-
ные подмости, 3 — траверса, 4 — перекрытие, 5 — проемы в перекрытии,
6 — тележка для выкатывания секций, 7 крупноразмерный блок, 8 —
фиксирующий домкрат, 9 — телескопическая стойка, 10 — траверса,
11 — распределительная ферма, 12 — откидное ограждение
ними секциями в той же очередности (рис. 61, в). Секции вы-
катывают в проем и поднимают краном с последующей установ-
кой их на новую захватку или приобъектный склад.
Наиболее прогрессивными являются технологические схемы
демонтажа нескольких секций, объединенных в одно целое
(рис. 61, г, д). Для этого требуются дополнительные приспособ-
112
ления: фиксирующие домкраты 8 и телескопические стойки 9,
тележки для выкатывания секций 6, а также грузозахватные
устройства специальной конструкции 10 и 11. Эти схемы позво-
ляют существенно увеличивать производительность труда и со-
кращать время на монтаж и демонтаж опалубки.
§ 21. Устройство скользящей опалубки
В настоящее время многие высотные сооружения, жилые и
общественные здания возводят в монолитном бетоне с примене-
нием скользящей опалубки. В отличие от сооружений, возводи-
мых в сборном варианте, монолитное решение исключает нали-
чие стыков, что способствует улучшению эксплуатационных
характеристик зданий. Скользящая опалубка позволяет расши-
рить гамму архитектурно-планировочных решений. Повышаются
звукоизоляция, теплотехнические характеристики зданий. При
возведении зданий и сооружений в сейсмических районах ре-
шается проблема их надежности и сейсмостойкости.
Отечественный опыт показывает, что с применением скользя-
щей опалубки можно возводить жилые здания в 16...24 этажа,
дымовые трубы высотой до 400 м, элеваторы и зернохранилища
и многие другие сооружения.
Скользящую опалубку поставляют на строительную площад-
ку комплектно с оборудованием для ее подъема и бетонирова-
ния перекрытий. Комплект состоит из мелких или крупных щи-
тов высотой 1,1...1,2м, домкратных рам, рабочего пола, козырь-
ка по наружному контуру и подмостей, домкратов, насосных
станций, гидравлической или электрической разводящей систе-
мы, щитов управления и контрольной системы. Каждый ком-
плект снабжают паспортом, содержащим краткое описание,
характеристику, комплектовочную ведомость и монтажную схему.
Приемку комплекта, в процессе которой проверяют соответ-
ствие основных размеров рабочим чертежам, а также оценивают
техническое состояние опалубки, оформляют соответствующим
актом.
Комплекты изготовляют, маркируют и доставляют на строи-
тельную площадку.
До монтажа скользящей опалубки выполняют разбивку осей
продольных и поперечных стен с нанесением рисок на основа-
ние, которым служит перекрытие цокольного или подвального
этажа. Определяют положение щитов опалубки, которое отме-
чают также рисками, и монтажный горизонт, который должен
быть единым для всего перекрытия. Монтажный горизонт фик-
сируют маяками, на которые впоследствии будут опираться щиты
опалубки. Раскладывают щиты опалубки (рис. 62) по периметру
стен, начиная с угловых 3 в соответствии с проектом производ-
ства работ. Затем собирают внутренние щиты опалубки, объеди-
няя их с помощью болтовых соединений. К внутренним щитам
из
12
Рис. 62. Схема монтажа скользящей опалубки:
/ — рабочий настил, 2 — насосная станция, 3 — угловые щиты
опалубки, 4 — рядовые щиты опалубки, 5 — домкратные рамы,
6 — гидравлические домкраты, 7 — инвентарная обноска для
разбивки осей здания, 8 — ригели рабочего настила, 9 — кру-
жальные доски, 10— домкратные стержни, 11— арматурные
каркасы, 12 — основание (перекрытие подвального или цоколь-
ного этажа)
крепят кружальные доски Р, которые объединяют щиты опалуб-
ки в единое целое. Как правило, кружальные доски выполняют
из швеллеров прямоугольного сечения.
Следующий этап — наращивание арматуры стен, которую
выполняют в виде каркасов или отдельных стержней, объеди-
няемых поперечными хомутами и стержнями. После установки
арматуры монтируют наружные щиты опалубки. Сначала уста-
навливают угловые щиты 3, затем рядовые 4. Временно фикси-
руют их с помощью болтовых соединений и кружальных до-
сок 9. Проверяют шаблонами конусность стенок опалубки и за-
данную толщину ее средней части. Конусность должна иметь
уширение вниз. Перпендикулярно щитам опалубки устанавли-
вают домкратные рамы 5 таким образом, чтобы ось домкрата
совпала с осью стены. Домкратные рамы крепят с помощью
болтовых соединений на кружальных досках.
Затем монтируют ригели рабочего настила 8. В зависимости
114
от размера пролета их выполняют в виде балок таврового
или двутаврового сечения, или в виде легких ферм с верхним
поясом, имеющим уширение для установки щитов настила. Щиты
настила 1 служат полом. На нем располагаются рабочие, арма-
тура, бетон, ручной инструмент, насосная станция, система тру-
бопроводов и др.
В некоторых проектах устраивают выносные подмости по
наружному периметру стен, которые устанавливают с помощью
консольных кронштейнов. Они служат рабочими площадками для
выполнения бетонных и арматурных работ.
На домкратные рамы строго вертикально устанавливают
гидравлические домкраты 6, которые соединяют трубопровода-
ми с насосной станцией 2 и жестко крепят к рамам. Собранную
раму с опущенными или снятыми кронштейнами ставят на
щиты таким образом, чтобы упорные уголки, расположенные на
внутренней стороне стоек, легли на верхние кружала щитов.
Навешивают кронштейны на стойки рам и вращением винтов,
расположенных на опорном уголке, раму подтягивают вверх до
упора. При использовании электромеханических домкратов дом-
кратные рамы устанавливают попарно на одном уровне, при-
чем их верхние ригели должны быть горизонтальны. Под стой-
ки домкратных рам ставят деревянные подкладки.
После установки рам повторно проверяют шаблоном конус-
ность стенок опалубки. Для выравнивания положения опалубки
в комплекте с домкратом работает автоматический регулятор
горизонтальности. . Приводом гидравлических домкратов слу-
жат насосные станции 2 с автоматическим или полуавтоматиче-
ским режимом управления, обеспечивающим групповое или оди-
ночное отключение домкратов.
Соблюдение технологической последовательности, контроль
за положением домкратных рам, вертикальностью стен, гори-
зонтальностью расположения рабочего настила обеспечивают
высокое качество работ.
В процессе производства работ допускаются некоторые тех-
нологические отклонения.
Отклонения в размерах и положении опалубки, мм:
Смещение осей стенок опалубки относительно проектных осей
бетонируемой в ней конструкции ............................ +10
Наибольшая разность отметок поверхностей верхних кружал или
поверхности рабочего пола на расстоянии:
до 3 м .................................................. +10
от 3 м и более .......................................... +15
Отклонения от вертикали стоек домкратных рам и осей домкратов не допуска-
ются
Наибольшая разность в отметках ригелей однотипных домкратных
рам ......................................................... -|-4
Изменение конусности скользящей опалубки на одну сторону .... —2
Отклонение расстояния между щитами опалубки ..................... +5
Смещение осей домкратов от оси конструкции .................. +2
Отклонение расстояний между домкратами ........................... ±10
115
Монтаж опалубки завершается проверкой узлов гидросисте-
мы и ее опрессовкой. До заправки домкратов домкратными
стержнями опрессовывают гидросистему рабочей жидкостью под
давлением 4,5...5 МПа — для домкратов типа ОГД-61, 19 МПа—
для домкратов других типов и автоматических регуляторов
АРГ. Сначала производят опрессовку отдельных участков, а за-
тем всей сети одновременно.
Домкраты заряжают домкратными стержнями за 1...2 сут до
начала бетонирования. Домкратные стержни диаметром 25 мм
должны быть длиной 2, 4 и 6 мм, стержни диаметром 32 мм —
2 и 4 м, а стержни для последующего наращивания должны быть
длиной 3 м.
Арматуру стен в виде пространственных или плоских карка-
сов, а также отдельных стержней и сеток устанавливают непре-
рывно по ходу бетонирования. Арматуру фиксируют в проектном
положении, устанавливают прокладки для соблюдения толщины
защитного слоя бетона с внутренней и наружной сторон. Верх-
ний ряд арматуры должен быть выше уровня уплотненного бето-
на.
Первоначально опалубку заполняют бетонной смесью двумя
или тремя слоями на высоту, равную половине высоты щитов,
т. е. 55...60 см. Когда нижний слой бетона приобретет прочность,
обеспечивающую сохранение его формы, производят подъем
опалубки. Вначале производят пробный подъем. Сроки подъема
назначает лаборатория с учетом условий твердения бетонной
смеси. Если при движении опалубки смесь сохраняет свою форму
(не оплывает), можно начинать систематическое движение опа-
лубки. До заполнения бетонной смесью скорость подъема опа-
лубки 6... 10 см/ч. После заполнения скорость движения может
быть оптимальной 30...40 см/ч.' Скорость подъема опалубки наз-
начает строительная лаборатория с учетом того, что каждый
последующий слой бетона должен быть уложен до начала
схватывания предыдущего.
Одно из основных условий правильного ведения бетонных
работ — сохранение горизонтальности рабочего пола. Так как
рабочий пол жестко связан с домкратными рамами, то потеря
горизонтальности может привести к излому бетона, изгибу дом-
кратных стержней, отклонению сооружения от вертикали.
За положением опалубки следят по контрольным рейкам и
рискам, нанесенным на домкратные стержни, и с помощью домк-
ратов с регуляторами горизонтальности.
Демонтаж скользящей опалубки выполняют в порядке, обрат-
ном ее монтажу. Первоначально отключают насосную станцию
и демонтируют гидравлическую систему. Элементы системы
подают вниз.
Опалубку разбирают на крупные блоки (которые демонти-
руют на отдельные элементы на земле). Демонтируют настил
козырька; с подъемных подмостей освобождают болтовые соеди-
116
нения наружных стыков щитов опалубки; частично разбирают
настил наружных подмостей; снимают ригели домкратных рам.
Блок наружных щитов опалубки вместе с наружными стойками
домкратных рам, подвесками наружных подмостей и кронштейна-
ми козырька стропуют и с помощью грузоподъемных устройств
опускают на землю.
Демонтируют рабочий настил. Освобождают болтовые соеди-
нения ригелей с домкратными рамами, плиты рабочего настила.
Эти элементы опускают на землю. Демонтируют внутренние бло-
ки опалубки.
По окончании демонтажа проверяют комплектность и исправ-
ность элементов опалубки и всего оборудования.
По окончании строительства извлекают домкратные стержни
из стен железобетонных сооружений (для повторного их исполь-
зования) вручную с помощью рычажного приспособления или с
помощью гидравлического домкрата.
§ 22. Несъемная опалубка
Собирают несъемную опалубку из плоских или ребристых
железобетонных, армоцементных плит, стальных или асбестоце-
ментных листов, которые являются неотъемлемой частью конст-
рукции и работают с ней как одно целое. При возведении мас-
сивных монолитных конструкций (столбчатых и ленточных фун-
даментов толщиной более 0,5 м, опор мостов, путепроводов,
массивных фундаментов под технологическое оборудование)
наибольшее распространение получила опалубка из железобетон-
ных ребристых и плоских плит.
Железобетонную опалубку изготовляют из бетона класса
В-12..., В-15 на том же цементе, что и бетон конструкции. Ее
монтируют краном. Способ крепления плит (панелей) опалубки
(сваркой закладных деталей между собой с устройством накла-
док; сваркой выпусков арматуры с последующим креплением
опалубки на болтовых соединениях; сваркой монтажных петель
с арматурным каркасом) зависит от типа, толщины, степени
армирования сооружения и размеров плит опалубки.
Если в опалубочных плитах имеются петли-выпуски, а в бето-
не массива достаточно жесткая арматура, то их крепят к этой
арматуре скрутками и с помощью тяжей. Плоские плиты с от-
верстиями крепят между собой с” помощью тяже'й-фиксаторов, а
также сваркой закладных деталей и накладок; ребристые плиты
дополнительно крепят к железобетонным стойкам сваркой или
винтовыми хомутами.
Для воспринятия давления бетонной смеси используют скрут-
ки, стяжные болты в комплектах с бетонными вкладышами.
Вкладыши позволяют сохранять проектный размер сооружения и
обеспечивают получение более устойчивой и прочной конструк-
ции.
117
Рассмотрим схемы установки несъемной опалубки. Панели
опалубки устанавливают ярусами, обеспечивая ее устойчивость и
проектное положение. После установки и крепления первого
яруса, внутренних и наружных панелей 1 (рис. 63, а) бетонируют
конструкцию не менее чем на 2/з высоты яруса. Затем устанавли-
вают опалубку второго яруса и бетонируют его. Чтобы усилить
сцепление опалубки с бетоном, в опалубочных плитах оставляют
Рис. 63. Схема установки несъемной опалубки:
а — железобетонными плитами со свариваемыми закладными де-
талями, б — то же, на арматурных выпусках, в — пространствен-
ными армоопалубочными блоками, г — железобетонными плитами
на стяжных болтах с вкладышами, д — железобетонными ребристыми
плитами; 1 —железобетонная плита-опалубка, 2 — арматурный кар-
кас, 3 — закладные детали, 4 - монолитный бетон, 5 — арматурные
выпуски, 6 — опалубка на стяжных болтах, 7 — стяжные болты,
8 — бетонный вкладыш, 9 — стойка
118
отверстия, через которые определяют момент заполнения бето-
ном опалубки и качество уплотнения смеси.
Устанавливают несъемную опалубку в соответствии с проек-
том производства работ. Отклонения от размеров по вертикали
и горизонтали, от расстояния между опалубочными плитами, и
замена способа их крепления не допускаются.
Для возведения массивных стен используют опалубку из тол-
стых железобетонных плит с выпусками арматуры (рис. 63, б).
Монтируют ее краном. Плиты 1 между собой соединяют сваркой
выпусков арматуры 5. Пространство между плитами заполняют
инвентарной опалубкой из деревянных щитов или брусьев 6, ко-
торые скрепляют между собой стяжными болтами 7. В брусьях
и щитах оставляют отверстия, которые служат для определения
момента заполнения бетоном внутренней полости опалубки.
После бетонирования и набора прочности инвентарную опалубку
снимают и перемещают на новый ярус. Когда бетон массива
наберет прочность не менее 60...70% проектной, швы между
плитами тщательно заделывают цементным раствором.
Для совмещения арматурных и опалубочных работ, а также
для снижения трудовых затрат применяют крупные опалубочные
блоки (рис. 63, в), состоящие из внутренней и наружной железо-
бетонных плит 1, которые соединены между собой стяжными
болтами 7 с бетонными вкладышами 8. В пространстве между
опалубкой размещают арматурный каркас 2, который жестко
крепят с помощью анкерных устройств с опалубкой. Из таких
блоков монтируют массивные фундаменты под оборудование,
стены. Между собой такие блоки соединяют сваркой стержней
арматуры каркаса 2, а также закладных деталей 3 панелей
опалубки.
При возведении массивных конструкций гидротехнических
сооружений, атомных электростанций, фундаментов под турбины
и мощное оборудование используют ребристую железобетонную
опалубку (рис. 63, д). Ее плиты крепят на железобетонных
стойках 9 с помощью стяжных болтов 7, привариваемых к зак-
ладным деталям ребристых плит. Между собой плиты также
крепят стяжными болтами. Опалубку располагают ребрами
внутрь, чем обеспечивается хорошее сцепление монолитного бе-
тона 4 с элементами опалубки.
Опалубочные плиты изготовляют на заводах ЖБИ, перевозят
и хранят в специальных контейнерах. Стропуют их за монтажные
петли или специальные отверстия. Раскладывают плиты по опа-
лубливаемой поверхности в соответствии с проектом производст-
ва работ.
§ 23. Меры по снижению сцепление бетона
с опалубкой
На силу сцепления бетона с опалубкой влияют адгезия (при-
липание) и усадка бетона, шероховатость и пористость поверх-
119
нести При большой силе сцепления бетона с опалубкой услож-
няется работа по распалубке, повышается трудоемкость работ,
ухудшается качество бетонных поверхностей, преждевременно
изнашиваются щиты опалубки.
Бетон прилипает к деревянным и стальным поверхностям опа-
лубки значительно сильнее, чем к пластмассовым. Это объясняет-
ся свойствами материала. Дерево, фанера, сталь и стеклопласти-
ки хорошо смачиваются, поэтому и сцепление бетона с ними
достаточно высокое, со слабо смачиваемыми материалами (на-
пример, текстолитом, гетинаксом, полипропиленом) сцепление бе-
тона в несколько раз ниже.
Сила (Н) сцепления некоторых материалов опалубки с бето-
ном следующая:
Сосна ..................... 11,2
Лиственница................. 8,4
Водостойкая фанера.......... 5,3
Древесностружечная плита ... 8,4
Листовая сталь............. 13,2
Алюминиевый сплав ......... 20,1
Полиэфирный листовой стекло-
пластик .................. 7,4
Текстолит.................. 2,6
Гетинакс .................. 5,3
Фторопласт................. 1,8
Полипропилен .............. 2,4
Поэтому для получения поверхностей высокого качества сле-
дует использовать облицовки из текстолита, гетинакса, полипро-
пилена или применять водостойкую фанеру, обработанную спе-
циальными составами. Когда адгезия мала, поверхность бетона
не нарушается и опалубка легко отходит. С увеличением адгезии
слой бетона, прилегающий к опалубке, разрушается. На проч-
ностные характеристики конструкции это не влияет, но качество
поверхностей существенно снижается. Снизить адгезию можно
нанесением на поверхность опалубки водных суспензий, гидро-
фобизирующих смазок, комбинированных смазок, смазок — за-
медлителей схватывания бетона. Принцип действия водных сус-
пензий и гидрофобизирующих смазок основан на том, что на
поверхности опалубки образуется защитная пленка, которая сни-
жает сцепление бетона с опалубкой.
Комбинированные смазки представляют собой смесь замедли-
телей схватывания бетона и гидрофобизирующих эмульсий. При
изготовлении смазок в них добавляют сульфитно-дрожжевую
барду (СДБ), мылонафт. Такие смазки пластифицируют бетон
прилегающей зоны, и он не разрушается.
Смазки — замедлители схватывания бетона — используют
для получения хорошей фактуры поверхности. К моменту распа-
лубки прочность этих слоев несколько ниже, чем основной массы
бетона. Сразу же после распалубки обнажают структуру бетона
промывкой его струей воды. После такой промывки получают
красивую поверхность с равномерным обнажением крупного за-
полнителя. Смазки наносят на щиты опалубки до установки в
проектное положение путем пневматического распыления. Такой
способ нанесения обеспечивает однородность и постоянную тол-
щину наносимого слоя, а также сокращает расход смазки.
120
Для пневматического нанесения применяют распылители или
удочки-распылители. Более вязкие смазки наносят валиками или
щетками.
§ 24. Технике безопасности
Опалубку, применяемую для возведения монолитных желе-
зобетонных конструкций, изготовляют и применяют в строгом
соответствии с проектом производства работ. При установке опа-
лубки в несколько ярусов каждый последующий ярус устанавли-
вают только после закрепления предыдущего.
Не допускается размещение на опалубке оборудования и
материалов, не предусмотренных проектом производства работ, а
также пребывание людей, не участвующих в производстве работ,
Разбирают опалубку только после достижения бетоном задан
ной прочности с разрешения производителя работ, а особо ответ-
ственных конструкций — с разрешения главного инженера.
Монтируемые элементы опалубки освобождают от крюка
подъемного механизма только после их временного или постоян-
ного закрепления.
При отсутствии монтажных подмостей щиты опалубки закреп-
ляют на несущих конструкциях и только после этого отрывают
их от бетона.
На рабочем месте опалубщиков должны быть созданы безо-
пасные условия труда. Если работы ведут одновременно на
нескольких ярусах, рабочие места надежно защищают сверху и
снизу на случай падения инструментов и элементов опалубки.
В местах складирования элементов опалубки ширина прохо-
дов должна быть не менее 1 м. Спуски в котлованы оборудуют
лестницами с перилами.
Опалубочные щиты, элементы лесов и приспособлений подни-
мают и подают к месту установки в пакетах или специальных
контейнерах подъемными механизмами, пакеты охватывают стро-
пами не менее чем в двух местах. Элементы креплений и соеди-
нений <(замки, зажимы, тяжи и др.) опалубки подают только в
специальных контейнерах.
При нанесении смазок на опалубку пневмораспылителем ра-
бочие должны быть в очках, респираторах, комбинезонах, рука-
вицах и резиновых сапогах.
На время бетонирования назначают дежурного рабочего, ко-
торый периодически (1...2 раза в час) осматривает опалубку и в
случае деформации отдельных ее элементов, поддерживающих
стоек или других частей вызывает мастера для принятия мер по
исправлению обнаруженных дефектов. Все дефекты, связанные
с нарушением структуры уложенной бетонной смеси, можно исп-
равить в течение 1...2 ч после укладки смеси.
При монтаже и демонтаже опалубки соблюдают требования
техники безопасности.
121
Контрольные вопросы
1. Из каких конструктивных элементов состоит опалубка? 2. Какими приемами
обеспечивают повышение оборачиваемости опалубки? 3. Какие типы опалубок
вы знаете? 4. Какие материалы используют для изготовления элементов опалуб-
ки? 5. Приведите схемы вертикально извлекаемой (блочной) и горизонтально
извлекаемой (тоннельной) опалубок. 6. Дайте схему и расскажите принцип
работы скользящей опалубки. 7. Из каких элементов состоит горизонтально-
скользящая опалубка? 8. Дайте схему устройства пневматической опалубки и
назовите область ее применения. 9. Каковы преимущества несъемной опалубки
и где ее используют? 10. Какова последовательность возведения опалубки сту-
пенчатого фундамента? 11. В какой последовательности мошируют опалубку
ленточного фундамента? 12. Приведите схемы демонтажа опалубки тоннельного
типа и используемые при этом средства механизации. 13. Какова последователь
ность монтажа скользящей опалубки? 14. В какой последовательности осущест-
вляют демонтаж скользящей опалубки? 15. Перечислите средства и приемы,
обеспечивающие снижение сцепления бетона с опалубкой. 16. Каковы основные
правила безопасного ведения опалубочных работ?
Глава IV
АРМАТУРНЫЕ РАБОТЫ
§ 25. Назначение, классификация арматуры
и арматурных сталей
Железобетон — это строительный материал, в котором объе-
динены вместе бетон и стальная арматура. Арматуру распола-
гают в растянутой зоне конструкции для воспринятия растяги-
вающих напряжений. Сжимающие напряжения передаются на
бетон. Соединение бетона и стальной арматуры обеспечивает
высокую прочность железобетонной конструкции при сжатии,
растяжении и изгибе. В отдельных случаях арматуру применяют
для усиления бетона против сжимающих усилий, для восприня-
тия усадочных, температурных, транспортных и других времен-
ных и постоянных нагрузок.
По назначению арматура железобетонных конструкций
делится на рабочую, которая воспринимает главным образом
растягивающие усилия, возникающие в процессе эксплуатации
конструкции, распределительную — для распределения усилий
между рабочей арматурой, закрепления стержней в каркасе и
обеспечения их совместной работы, а также для воспринятия
поперечных усилий и предотвращения косых трещин в бетоне
(хомуты), монтажную — для обеспечения проектного положения
отдельных стержней при сборке плоских и пространственных
каркасов.
По условиям работы арматуру подразделяют на нена-
прягаемую и напрягаемую. Ненапрягаемую арматуру применяют
в обычных железобетонных конструкциях, а также в предвари-
тельно напряженных, где она является нерабочей. В качестве
122
напрягаемой рабочей целесообразно применять арматуру из
высокопрочной стали, которая может воспринимать максималь-
ные растягивающие силы.
В зависимости от способа изготовления арматуру
подразделяют на стержневую, изготовляемую горячей прокаткой
стали, и проволочную, получаемую волочением в холодном со-
стоянии. Как стержневую, так и проволочную арматуру выпус-
кают гладкой и периодического профиля (рис. 64). Профильная
арматурная сталь лучше сцепляется с бетоном.
Стержневую арматуру подразделяют на следующие типы:
горячекатаную (классов А I, А-П, А-Ш^ A-IV, A-V), термически
упрочненную (классов Ат-IV, Ат-V, Ат-VI), упрочненную вытяж-
кой (классов А-Пв и А-Шв).
Проволочную арматуру подразделяют на арматурную прово-
локу из низкоуглеродистой стали круглую класса В-I и периоди-
ческого профиля Вр-I из углеродистой стали (высокопрочную),
круглую класса В-II и периодического профиля Вр-П;
арматурные пряди семипроволочные класса К-7 и 19-прово-
лочные класса К-19, а также канаты двухпрядные класса К-2,
трехпрядные — К-3 и многопрядные — Кп.
Марки стали представляют собой условные обозначения их
химического состава. Буквами обозначают металлы, входящие в
состав стали: Г — марганец, С — кремний, Т — титан, Ц — цир-
коний, X — хром, М — молибден. Первые цифры в марке показы-
вают среднее содержание углерода в сотых долях процента,
цифры справа от буквы — среднее содержание металлов в про-
центах. Если за буквой не стоит цифра, значит содержание дан-
Рис. 64. Профили арматуры:
а — гладкая круглая, б, в — горячекатаная периодического профиля,
классов А-П и А-П1, г, д — сплющенная проволока, е — прядевая семи-
проволочная
123
ного металла не превышает 1,5%: Например, сталь 23Х2ГЦ
содержит 0,23% хрома, 2% марганца и не более 1,5% циркония.
Арматурные стали классов A-I, А-П, А-Ш, В-1, Вр-I исполь-
зуют в качестве ненапрягаемой арматуры в обычных и предна-
пряженных конструкциях.
Высокопрочную арматуру горячекатаную класса A-V марок
80С, 20ХГ2Ц, 23Х2Г2Т, термически упрочненную . классов
Ат-IV, Ат-V и Ат-VI применяют в предварительно напряженных
конструкциях. Рабочую арматуру в предварительно напряжен-
ных конструкциях применяют в виде прядей канатов и стержней.
Железобетонные конструкции армируют арматурными изде-
лиями заводского производства; плоскими и гнутыми сетками,
плоскими и пространственными каркасами и различными типами
закладных деталей (рис. 65).
Некоторые арматурные изделия унифицированы, а их произ-
водство централизовано. К таким изделиям относят тяжелые и
Рис. 65. Виды арматурных изделий:
а — плоская сетка, б, в — плоские каркасы; г - пространственный каркас, д, е — прост-
ранственные каркасы таврового и двутаврового сечений соответственно, ж — гнутая
сетка, з — пространственный каркас, гнутый из сеток, и — закладные детали
124
легкие сетки. Тяжелые сетки выполняют с рабочей арматурой
диаметром 12, 14, 16, 18, 20, 22 и 25 мм с шагом 200 мм и мон-
тажной арматурой диаметром 8, 10 и 12 мм с шагом 600 мм. Ра-
бочая арматура выполнена из стали классов А-II и А-III, мон-
тажная — класса A-I. Для изготовления легких сеток используют
проволоку диаметром 3, 4 и 5 мм классов Вр-I и В-I и горяче-
катаную сталь диаметром 6 и 8 мм класса А-Ш. Сетки изготов-
ляют в виде плоских элементов и в рулонах. Длина плоских сеток
до 9 м, рулонные сетки выполняют шириной от 1 до 3,8 м и
массой рулона от 900 до 1300 кг.
Каркасы собирают из унифицированных тяжелых и легких
сеток и стержней в виде замкнутых, прямоугольных и криволи-
нейных конструкций, а также с переменным сечением по длине.
Криволинейными каркасами армируют специальные конструкции
(например, сваи, трубы). Их изготовляют намоткой и сваркой
арматуры в виде спирали по образующим продольных стержней.
Металлические закладные детали (соединение сваркой для
железобетонных и монолитных конструкций со сборными для
образования жесткого пространственного каркаса) различной
конфигурации выполняют из стальных пластин, к которым при-
варивают анкерные стержни. С помощью анкерных стержней
детали закрепляют в бетоне. Допускается крепление закладной
детали в бетоне без стержней путем сварки с рабочей арматурой.
Размеры пластин и анкеров зависят от нагрузок, воспринимае-
мых закладными деталями, и вида стыкуемых элементов.
На изготовление, закладных деталей расходуется около 10%
стали, применяемой для армирования арматурных изделий. По-
этому непрерывно ведутся исследования по совершенствованию
их конструкций и технологии изготовления. Одним из новых
направлений в этой области является изготовление закладных
деталей штампованием. Штампованные детали — это стальные
пластины толщиной 4 мм с анкерными элементами в виде полос,
на которых имеются сферические выступы высотой, равной
’/б---1/? ширины пластины. Благодаря выступам деталь прочно
сцепляется с бетоном.
Закладные детали изготовляют из арматурной стали классов
A-I...A-Ш. Для плоских элементов применяют горячекатаную
листовую, полосовую и фасонную сталь марки СтЗ.
Надежность и долговечность сооружений во многом зависят
от метода антикоррозионной защиты закладных деталей. Приме-
нением лакокрасочных покрытий (масляная краска на железном
сурике, эмаль и лак) не обеспечивают надежной защиты. В таких
покрытиях образуются трещины и в местах их образования воз-
никает интенсивная коррозия металла, которая по истечении не-
которого времени существенно ослабляет стыковое соединение.
Эффективным методом защиты от коррозии является цинко-
вание стали. Цинк обладает большим отрицательным электро-
химическим потенциалом, поэтому в присутствии влаги между
125
слоем защищаемого металла и цинка образуется гальванический
элемент, в котором цинк растворяется и защищает сталь от кор-
розии. Цинкование закладных деталей выполняют гальваниза-
цией, металлизацией или горячим способом.
В местах с повышенным содержанием сернистых соединений,
например в городах, цинкование производят методом металлиза-
ции: закладные детали очищают от коррозии пескоструйными
аппаратами, затем распылением наносят слой расплавленного
цинка. Для металлизации используют электрические или газо-
пламенные металлизаторы.
§ 26. Технология изготовления арматуры
Технологические операции по изготовлению арматуры состоят
из приемки и транспортирования арматурной стали, правки,
чистки, резки, гибки стержней, сварки сеток и каркасов, сборки
пространственных каркасов и транспортирования готовых изде-
лий на склад.
Арматурные изделия изготовляют централизованно на арма-
турно-сварочных заводах, а также в специальных цехах. На
крупных предприятиях по производству арматурных изделий все
технологические процессы механизированы и автоматизированы.
На небольших предприятиях ряд технологических операций вы-
полняют вручную, что увеличивает трудоемкость и стоимость их
изготовления.
Арматурную сталь со склада металла подают в цех на само-
ходных тележках, а затем мостовым краном доставляют к соот-
ветствующим участкам, оснащенным специальным оборудова-
нием для переработки. На этих участках производят правку
стержней, резку, сварку и т. п. Оборудование компонуют таким
образом, чтобы можно было обеспечить поточность производства.
В арматурных цехах, как правило, функционируют две техно-
логические линии: изготовления арматуры из стали, поставляе-
мой в бухтах, и из прутковой стали. Для хранения заготовок
предусматривают специальные стеллажи. Готовую продукцию в
виде плоских или пространственных каркасов складируют в спе-
циально отведенных местах.
Переработка арматурной стали включает в себя операции
размотки, правки, чистки, отмеривания и резки, которые осущест-
вляют на автоматических правильно-отрезных станках.
Правка и резка. В качестве правильных механизмов (рис. 66)
используют барабаны 2, состоящие из системы свободно поса-
женных роликов. Подающие ролики 3 транспортируют выправ-
ленную арматурную сталь к ножам 4. Заданный размер стержней
отмеривают на специальном стенде с концевыми выключателями
6 или мерительными роликами 7.
Работают станки следующим образом. Проволока, помещен-
ная на вертушке 7, протягивается через правильный барабан 2
126
Рис. 66. Принципиальные схемы правильно-отрезных
станков с рычажными ножами и концевым выключателем
(а), с вращающимися ножами и концевым выключате-
лем (б), с вращающимися ножами и мерительным ро-
ликом (в), с летучими ножами и концевым выключате-
лем (а):
/ — вертушка, 2 — барабан правки, 3 — подающие ролики,
4, 5 — ножи, 6 - концевой выключатель, 7 — мерительный
и прижимной ролики
и с помощью вращающихся роликов 3 подается к отрезным но-
жам 4. При упоре конца проволоки в стержень концевого выклю-
чателя 6 или при срабатывании мерительного устройства 7 ножи
4 или 5 включаются и отрезают стержень заданной длины. При
этом вращающиеся ножи 5 (рис. 66, б, в) делают часть оборота или
полный оборот, а рычажные 4 (рис. 66, а) перемещаются вниз
или вверх и после обрезки стержня возвращаются в исходное
положение.
Точность длины арматурных стержней должна соответство-
вать следующим требованиям: отклонение от прямолинейности
стержня на 1 м длины не должно превышать 3 мм для стержней
диаметром до 10 мм и 6 мм — для стержней диаметром более
10 мм.
Выпускают несколько типов правильно-отрезных станков, ко-
торые отличаются конструктивным решением, скоростью подачи
проволоки, системой привода и резки арматурных стержней.
Наибольшее распространение получили установки СМЖ-357,
правильно-отрезные автоматы ИВ-6118, СМЖ-288-2А, ГД-162,
АКС-500 и др.
127
к
Установка СМЖ-357 (рис. 67) для
правки и резки арматурной стали из мот-
ков позволяет точно отмеривать стержни и
править сталь диаметром 6...8 мм гладкого
й 4... 10 мм периодического профиля. Четы-
ре скорости подачи позволяют править ар-
матуру гладкую и периодического профиля.
Правильно-отрезной автомат ИВ-6118
правит круглую сталь диаметром 3...6,3 мм
и режет ее на стержни длиной 1...6 м. Стан-
ки поставляют с приемно-сбрасывающим
устройством, которое позволяет отрезать
стержни большей длины — до 9 м, а также
отрезать короткие прутки длиной 100...
...1000 мм.
Правильно-отрезной станок ГД-162
правит и режет круглую арматурную
сталь диаметром 6... 16 мм и периодического
профиля диаметром 6... 12 мм. На многоро-
ликовом правильном устройстве СМЖ-288-
2А заготовляют короткие стержни диамет-
ром 3...8 мм.
Рабочее место по заготовке стержней
оборудуют консольным краном грузоподъ-
емностью 1,5 т и системой предохранитель-
ных устройств, обеспечивающих безопасное
обслуживание станков.
Перед пуском станков в работу устанав-
ливают бухту на размоточное устройство и
заправляют ее конец в станок. При заправке
конец арматуры длиной 1,..1,5 м выпрямля-
ют вручную, протаскивая через правильный
барабан. Отрезав несколько стержней, ста-
нок останавливают и проверяют качество
правки и точность отмеривания. Станок
снабжен системой автоматического отклю-
чения, которая срабатывает после израсхо-
дования всей бухты арматурной стали, и
системой отсасывающей вентиляции, кото-
рая удаляет металлическую пыль и окали-
ну, образующиеся при правке арматуры.
Стержневая арматурная сталь посту-
пает с металлургических предприятий в
прутках длиной 6... 12 м. В соответствии со спецификацией арма-
туру железобетонных конструкций приходится разрезать на более
короткие стержни, которые должны быть прямыми, без заусен-
цев и загибов по концам. Выполняют это на станках с механи-
ческим и гидравлическим приводом (СМЖ-175А, СМЖ-172Б,
128
СМЖ-322А), которые предназначены для резки арматурной стали
класса A-I диаметром до 40 мм и класса А-Ш диаметром до 25 мм
Станок с гидравлическим приводом СМЖ-175А (рис. 68) для
резки стержней диаметром до 80 мм из стали класса А-Ш раз-
мещен на сварной раме 6, которая крепится к фундаменту
болтами. В верхней части корпуса закреплен неподвижный нож
2, а в нижней — расположен гидроцилиндр 5, на штоке которо-
го закреплен подвижный нож 4. Для опоры арматурных прутков
при их подаче на резку на корпусе установлен поддерживающий
ролик 3. Гидропривод станка состоит из электродвигателя 8,
соединенного муфтой с поршневым гидронасосом 7, гидроаппара-
туры 1 и системы трубопроводов.
В зависимости от класса стали и диаметра арматурной стали
применяют несколько режимов работы. С одного режима работы
на другой станок переводят переключателем, расположенным на
панели управления рядом с кнопкой включения двигателя.
Рис. 68. Станок СМЖ-175А:
/ - гидроаппаратура, 2,4 — неподвижный и подвижный ножи, 3 — поддерживающий ро-
лик, 5 — гидроцилиндр, 6— сварная рама, 7 — гидронасос, 8 — электродвигатель
5—706
129
Производительность станка 4О..:8О резов в час при диаметре
арматурных стержней 14...80 мм; цикл резки 6... 16 с.
Гибку арматурных стержней выполняют на станках СМЖ-
173А (рис. 69) и СМЖ-170А.
На рабочем диске 4 станка расположены осевой 3 и гибочный
2 пальцы. Около рабочего диска на станине станка неподвижно
закреплен упорный палец /. Стержень подается между гибочным
и упорным пальцами и загибается вокруг осевого кольца. На
верхней плите станка предусмотрены два ролика для перемеще-
ния арматурных стержней и две планки для упорных пальцев.
Каждая планка снабжена шестью отверстиями, а каждое отвер-
стие рассчитано на определенные диаметр стержней и их угол
загиба. Максимальный диаметр стержней класса A-I 40 мм,
класса А-Ш 32 мм. Для гибки стержней меньших диаметров
вместо осевого пальца устанавливают вилки различных разме-
ров, а одну из боковых планок заменяют упорной пластинкой.
В комплект станка входит набор сменных гибочных и упорных
пальцев, пластин и оправок, а также набор различных шестерен
для получения нужной скорости вращения рабочего диска.
Станок СМЖ-179 более мощный. Он предназначен для гибки
стержней диаметром до 90 мм, оснащен системой мерных реек,
что позволяет гнуть стержни без предварительной разметки.
Для угловой гибки арматурных сеток предназначен станок
СМЖ-353А. Он состоит из головной гибочнрй секции с одной
дополнительной или двумя линиями, что позволяет работать с
различным размером сеток. Головная секция (рис. 70) снабжена
пультом управления и механизмом угла гибки. Секция состоит из
рамы 13, на которой находится стол 16, гибочной балки 5, меха-
низма прижима сетки 15, пневмоцилиндров 9, пневмораспределите-
ля 8 и электрического оборудования 7.
На раме 13 сварной конструкции с помощью рычагов 2 шар-
нирно подвешена гибочная балка 5, выполненная из трубы. Она
соединена со штоками пневмоцилиндров 9, установленных на
концах нижних рычагов 11. Рычаги соединены с вертикальными
регулируемыми по длине тягами 12, на которых располагается
траверса 15 с крюками 3 для прижима сетки.
Крюки снабжены цилиндрическими пальцами, которые при-
жимают сетку к раме и вокруг которых сетка изгибается гибоч-
ной балкой 5. Крюки при необходимости переставляются вдоль
траверсы, что позволяет изгибать сетки с различными расстоя-
ниями между стержнями.
Для повышения быстродействия пневмоцилиндров 9 станок
снабжен ресивером 14. Станком управляют с переносного пульта
управления 6. Угол гибки сетки изменяется поворотом сектора,
воздействующего кулачками на конечные выключатели, подаю-
щие команды на пневмораспределитель 8.
Станок работает следующим образом. Когда траверса с крю-
ками находится в верхнем положении, на станок укладывают
130
Рис. 69. Станок СМЖ-173А для
гибки арматурных стержней:
1—3 — упорный, гибочный и осевой
пыльцы, 4 — рабочий диск, 5 —
планка с гнездами для установки
упорных пальцев
Рис. 70. Общий вид головней секции станка СМЖ-353 для гибки арматурных
сеток:
1 — сетка, 2 — рычаги подвески гибочной балкн, 3 — крюк с пальцами для прижима
сетки, 4 — гибочная втулка балки, 5 — гибочная балка, 6 — пульт управления, 7 —
электрооборудование, 8 — пневмораспределитель, 9 — пневмоцилиндр, 10 — упор,
11 — нижний рычаг, 12 — тяга. 13 — рама, 14 — ресивер, 15 — прижимная траверса,
16 - стол -
сетку. Продольные стержни при опускании сетки проходят между
пальцами крюков, а затем сдвигом сетки в сторону заводятся
под пальцы. При нажатии одной из двух кнопок или педали
пульта управления от пневмоцилиндров через рычаги и тяги
опускают траверсу, пальцы которой за продольные стержни при-
жимают к столу станка изгибаемую сетку. Штоки пневмоцилинд-
ров движутся вверх, поворачивая гибочную балку, которая заги-
бает конец сетки. Балка останавливается автоматически после
поворота на заданный угол. Затем гибочная балка возвращается
в исходное положение. Траверса с крюками поднимается вверх,
образуя зазор между гибочными пальцами и стержнями сетки.
Сетка либо снимается со стола, либо продвигается для второго
изгиба или изгиба в замкнутый контур.
Размер изгибаемой стороны сетки составляет 300, 600 и
900 см. Наибольший угол изгиба для сеток из арматуры В-1
диаметром 3...5 мм составляет 180°, классов A-I, A-III диаметром
6...8 мм—120°, диаметром 10...12 мм — 90°. Наименьший шаг
стержней — 100 мм.
Для изготовления арматурных сеток используют автоматизи-
рованные линии 7975/1, 7975/2, 7964, 7971, 7972, 7728А/3,
7728А/4...6, обеспечивающие изготовление сеток шириной от
800 до 3800 мм.
Автоматические линии включают вертушки для размотки ус-
тановленных на них мотков проволочной арматуры и размоточ-
ное устройство; правильное устройство для правки проволочной
арматуры, сматываемой из мотков; многоэлектродную машину
для точечной сварки арматурных сеток; сеточные ножницы для
обрезки плоских арматурных сеток и пакетирования их.
Автоматизированная линия 7975/1 (рис. 71) предназначена
для изготовления арматурных сеток шириной до 3,8 м. Мотки
продольной арматуры массой до 1 т укладываются краном на
вертушки (СМЖ 495А) /, с которых арматура пропускается
через ролики правильного устройства (СМЖ-775) 2 с подводом
ее концов к электродам сварочной машины (МТМ-160) 3.
После приварки к продольной арматуре первого поперечного
прутка сетки линия работает в автоматическом режиме. Свари-
ваемое полотно сетки после каждого цикла приварки поперечно-
го прутка подается кареткой сварочной машины на один шаг.
Проходя через портал ножниц (СМЖ-771) 4, заданный размер
сеток отрезается и поступает на направляющие пакетировщика
(СМЖ-61Г) 5. Далее сетка сбрасывается в контейнер, установлен-
ный под раздвигающимися направляющими пакетировщика, кото-
рые затем автоматически возвращаются в исходное положение.
Пакет сеток удаляется из пакетировщика краном.
Сварка арматуры. Для соединения арматурных стержней, при
изготовлении сеток, пространственных и плоских каркасов при-
меняют электродуговую, ванную, электроконтактную точечную и
стыковую сварку. В ряде случаев эти операции производят вруч-
132
Рис. 71. Автоматизированная линия 7975/1 для изготовления арматурных сеток шириной до 3,8 м:
а — вид сбоку, б — вид сверху, / — двухъярусная вертушка СМЖ-495А, 2 — правильное устройство СМЖ-775,
3 — машина для сварки сеток МТМ-160, 4 — ножницы СМЖ-771; 5 — пакетировщик сеток СМЖ-61Г
ную (например, при сварке крестовых соединений стержней боль-
шого диаметра, при соединении стержней накладками и внахле-
стку) .
Для соединения арматуры и закладных деталей железобетон-
ных конструкций применяют сварные соединения (табл. 9).
Таблица 9. Типы сварных соединений арматуры (d — диаметр стержней)
Способ сварки
Класс
стали
Диаметр
арматуры,
мм
Ручная электроду-
говая с наклад
ками и внахлест-
ку протяженны-
ми швами
Многослойная
электродуговая
(а — заготовка,
б — сварка)4
Электродуговая:
ванная
ванная в инвентар-
ных формах (а —
горизонтальный
стык, б — верти-
кальный)
Контактная стыко-
вая:
крестообразная
(di диаметр
монтажной ар-
матуры)
для стыков армату-
ры с пластинами
закладных дета-
лей
Конструкция сварных соединений
A-I...A-III
A-I...A-III
A-I...A-III
A-I...A-III
A-I...A-III
A-I...A-III
AL..А-Ш
A-I...A-III,
В-I, Вр-1
A-I...A-V
Без огра-
ничений
Более 20
То же
Без огра-
ничений
То же
»
20 и более
3...10
10...40
134
Для изготовления широкой номенклатуры арматурных изде-
лий в заводских условиях применяют сварочные машины, рабо-
тающие в полуавтоматическом или автоматическом режимах, и
только некоторую часть сварочных работ, связанных с устрой-
ством и монтажом арматуры на строительной площадке, выпол-
няют вручную.
Арматурные сетки и плоские каркасы изготовляют контактной
точечной сваркой, что позволяет механизировать и автоматизи-
ровать процессы, а также упростить изготовление пространствен
ных каркасов путем их сборки из плоских сварных сеток. Легкие
рулонные и плоские сетки шириной до 3800 мм из арматуры диа-
метром 3...10 мм изготовляют на многоэлектродной сварочной
машине МТМ-160.
Для сваривания сеток шириной до 2650 мм используется мно-
гоэлектродная машина МТМ-166, сеток шириной,, до 450 мм —
машина ММТ-244 и сеток шириной до 800 мм — машина
МТМ-207.
Для контактной точечной электросварки арматурных сеток
шириной до 1450 мм из арматурных стержней диаметром 12...
...40 мм применяется машина МТМ-35.
Многоэлектродная машина МТМ-166 (рис. 72) состоит из
станины 1 с поперечными 10, 13 балками и с установленными на
ней механизмами, пультом управления и электрошкафом.
Со станиной соединена верхняя подвижная балка 3, на кото-
рой закреплены подпружиненные верхние электрододержатели
с электродами 4 и сборная медная шина. Ниже на станине рас-
положены медные токопроводящие шины 11, нижние контактные
части с электродами 5, сварочные трансформаторы /2. Сбоку
к станине крепятся подающее и приемное устройство 20 для
поперечной арматуры, ножницы 6 для ее отрезки, правильное
устройство 7. Для фиксации поперечных прутков между электро-
дами используются крючки 23, каретка 17 с цанговыми зажима-
ми 18, 19, а для крепления продольной арматуры с помощью
пневмоцилиндров 9, 15 осуществляются прижим продольных и
поперечных прутков и перемещение подвижных электродов.
Устройство включает также синхронизирующий вал 25 с зубчато-
реечными передачами 26, систему охлаждения 24, пневматиче-
ские и электрические системы.
Работает многоэлектродная сварочная машина следующим об-
разом. Прутки арматурной стали сматываются с бухт и поступа-
ют в правильное устройство 7, затем направляются в подающие
ролики 8, отмеренные стержни отрезаются механизмом 6 и посту-
пают в приемное устройство 20 поперечной арматуры, фиксиру-
ются с помощью крючков 23.
Синхронизирующий вал 25 с зубчато-реечной передачей 26
обеспечивает перемещение свариваемой сетки на определен-
ный шаг. Кроме того, в машине установлена система охлажде-
ния 24.
135
Рис. 72. Общий вид многоэлектродной машины МТМ-166 для контактной точечной электросварки арматурных сеток:
1 — станина, 2 — серьга, 3 — верхняя балка, 4, 5 — верхний и нижний электроды, 6 — механизм отрезки поперечной арматуры,
7 — правильное устройство, 8 — подающие ролики, 9 — пневмоцилиндр привода каретки, 10, 13 — поперечные балки. 11 — токо-
проводящие шины, 12 — трансформатор, 14 — боковина станины, 15 — пневмоцилиндр привода верхней балки, 16 — боковина
верхней балки, 17 — каретка, 18, 19 — подвижный и неподвижный цанговые зажимы, 20 — приемное устройство поперечной ар-
матуры, 21 — пружина верхних электродов, 22 — верхние контактные части, 23 — крючки фиксации поперечных прутков, 24 —
система охлаждения. 25 — синхронизирующий вал. 26 — реечная передача
Вид A
16 17 18 19 20
Рис. 72. Продолжение
Первоначально арматурщик заправляет концы прутков про-
дольной арматуры. Затем поперечные стержни через правильное
устройство 7 направляются в подающие ролики 8. Отмеренный
стержень обрезается механизмом 6, поступает в приемное уст-
ройство 20, где фиксируется с помощью крючков 23. Затем
производится его сварка с продольными стержнями. После свар-
ки одного из поперечных прутков продольные прутки переме-
щаются на один шаг, равный' расстоянию между ними. В этот
момент срабатывает автомат, подающий очередной поперечный
пруток, и проводится его сварка, затем цикл повторяется.
Элементы пространственных арматурных каркасов сваривают
точечной контактной и дуговой сваркой.
Универсальным оборудованием для изготовления легких
каркасов небольших размеров являются одноточечные сварочные
машины МТ-2201, МТ-1818, МТ-2102, МТ-2827, МТ-4218.
Каркасы для плоских железобетонных изделий изготовляют
на различных установках (вертикальных или горизонтальных)
с использованием подвесных сварочных машин с клещами.
Подвесная сварочная машина К-243В (рис. 73) представляет
собой пневматические клещи с встроенным в них сварочным
трансформатором. Она включает в себя электродную часть, про-
межуточный трансформатор и подвесное устройство. Сварочные
клещи 1 с помощью подвесного устройства 2 подвешиваются на
балке 10. На тележке 5 закреплена поворотная тура 6.
На противоположном конце балки 10 имеется контргруз 7.
Аппаратный шкаф 8 с промежуточным трансформатором под-
вешивается к поворотной балке. От аппаратного шкафа кабель 9
137
Рис. 73. Подвесная сварочная машина К-243В:
1 — сварочные клещи, 2 — подвесное устройство, 3 — электронное реле времени, 4 — моно-
рельс, 5 — тележка, 6 — поворотная турель, 7 — противовес, 8 — аппаратный шкаф, 9 —
кабель, 10 — балка
соединен со сварочными клещами. Для создания необходимого
технологического режима сварки используется электронное реле
времени 3, которое подвешивается на монорельсе.
Сборку и сварку объемных арматурных каркасов из плоских
сеток, стержней и других элементов производят на горизонталь-
ной установке СМЖ-54В (рис. 74). Она содержит закрепленную
на стойке 2 подвесную сварочную машину МТП-1110 и поворачи-
ваемую консоль 4 с подвешенными к ней на стальном канате 5
сварочными клещами 6. Канат огибает блок на консоли и блок
на колонке. На колонке также располагается уравновешивающий
клещи контргруз 1. Стол 8 можно поворачивать вручную вокруг
вертикальной оси на 360° и перекатывать по направляющим
швеллерам на длину 1700 мм. На столе размещается кондуктор 7
для сборки и сварки каркасов. После укладки в кондуктор
элементов каркаса они свариваются клещами.
Контактную стыковую сварку применяют при стыковке стерж-
ней арматуры. Она базируется на использовании выделенной
теплоты в местах контакта стержней при пропускании через
них электрического тока. В зоне контакта происходят оплавление
138
Рис. 74. Установка СМЖ-54В для сварки арматурных
каркасов:
1 — контргруз, 2 — стойка, 3 — сварочный трансформатор, 4 - кон-
соль, 5 — канат, 6 — сварочные клещи, 7 - кондуктор, 8 - поворот-
ный стол
металла и плотное соединение стержней. При контактной сварке
применяют режимы непрерывного и прерывистого оплавления.
Метод стыковой сварки широко используется при безотходной
технологии резки арматурных стержней из стали классов A-I...
...А-V. Машины для стыковой сварки МС-2008 и МС-1602 позво-
ляют сваривать стержни диаметром 10...40 мм и работают в
комплекте с отрезными станками. Подготовка стержней к сварке
заключается в очистке их концов от ржавчины и краски.
По сравнению с другими способами контактная сварка стерж-
ней менее трудоемка и обеспечивает более высокое качество со-
единения стержней.
Нахлесточные соединения с помощью накладок выполняют
ручной дуговой сваркой непрерывными горизонтальными или
вертикальными швами. Размер нахлеста и длина накладок зави-
сят от диаметра стыкуемых стержней, класса арматуры и
должны быть не менее 8... 12 диаметров.
Дуговую ванную сварку применяют для стыковки стержней
арматуры диаметром более 30 мм. Суть этого способа состоит
в получении расплавленного металла в пространстве, ограничен-
ном торцами стыкуемых стержней и скобой-накладкой или
медной формой (рис. 75, а, б). Концы стыкуемых элементов уста-
навливают с зазором, равным 1,5...2 диаметрам электрода. Ванну
заполняют жидким металлом из расплавленных электродов и
частично из металла стыкуемых стержней. Чтобы расплавленный
металл не растекался, применяют медные формы или стальные
139
Рис. 75. Дуговая ванная сварка горизонтальных (а)
и вертикальных (б) стержней в разъемных формах:
! — арматурный стержень, 2 — разъемная медная форма, 3 —
фиксатор
скобы-накладки. Ванную сварку выполняют одним или несколь-
кими электродами, объединенными в гребенку. Одним электро-
дом сваривают стыки гладких стержней диаметром до 32 мм
из стали класса A-I и периодического профиля из стали классов
А-П, А-Ш. Для арматурных стержней диаметром до 80 мм
используют многоэлектродную сварку в медных формах. При
ванной сварке применяют сварочные трансформаторы переменно-
го или постоянного тока.
§ 27. Арматурные работы на строительной площадке
Монолитные железобетонные конструкции армируют каркаса-
ми, сетками или отдельными стержнями.
Плоские и пространственные каркасы изготовляют на арма-
турных заводах или цехах и поставляют на строительную пло-
щадку в комплекте. Если по условиям транспортирования не-
возможно доставить каркас в целом виде, его перевозят по час-
тям, а на строительной площадке выполняют его укрупнитель-
ную сборку с использованием кондукторов и других приспособ-
лений, обеспечивающих точность фиксаций элементов каркасов.
Соединяют элементы дуговой или ванной сваркой.
При больших объемах работ арматурные конструкции укруп-
няют на сборно-комплектовочной площадке, затем транспортиру-
ют в зону установки и действия монтажного крана. При неболь-
ших объемах допускается вязка или сварка каркасов из отдель-
ных арматурных стержней .на месте возведения сооружения или
в непосредственной близости от него, но обязательно в зоне
действия монтажного крана.
При армировании массивных конструкций сварными сетками
их стыкуют нахлесточным соединением или путем установки до-
полнительных стыковых сеток с перепуском концов арматуры,
равным 30...50 ее диаметрам, но не менее 250 мм. При установке
140
нескольких сварных сеток по ширине их стыки располагают
вразбежку.
Применение нахлесточных соединений приводит к существен-
ному перерасходу арматурной стали, требует дополнительных
работ по фиксации положения стыкуемых элементов. Все это
связано со значительными затратами ручного труда. Как прави-
ло, работы по стыковке арматурных каркасов, сеток и стержней
трудоемки, требуют внимательного и напряженного ручного тру-
да сварщиков. Качество производства таких работ еще недоста-
точно высокое.
Советские ученые разработали мобильные машины МСМ-1 и
МСМ-2 для сварки стержневой арматуры максимальным диамет-
ром 25...32 мм, позволяющие существенно механизировать сва-
рочные процессы, повысить качество работ и производительность
труда при армировании горизонтальных поверхностей.
Машина (рис. 76) размещена на самоходном шасси 4 шагаю-
щего типа, которое позволяет ей перемещаться по уложенной
сетке, и состоит из сварочного трансформатора, подвесной
точечной сварочной машины /, насосной гидравлической стан-
ции 7, автономной станции охлаждения 6 и шкафа управления 5.
Сварочные клещи подвесной точечной машины размещены на
стреле 2. С одной позиции сваривают стыки в радиусе поворота
стрелы 4...5 м. Машина в пределах одной захватки совершает
движение вдоль фронта сварки стыковых соединений. На другую
захватку ее переставляют краном.
Наибольший эффект от применения этих машин получают при
устройстве монолитных железобетонных конструкций значитель-
ных размеров в плане: фундаментных плит под жилые и про-
мышленные объекты, монолитных перекрытий, дорожных и
аэродромных покрытий и др. Трудоемкость работ при таком
методе стыковки существенно сокращается.
В практике монолитного строительства широко используют
бессварочные методы установки арматуры, которые являются
более прогрессивными, так как позволяют повысить коррозион-
ную ^стойкость арматуры и снизить энергетические затраты.
К ним относятся соединения рабочих стержней на муфтах и
пластмассовых фиксаторах, соединение пересекающихся стерж-
ней пружинными скобами и др. Механизированный инструмент
для их устройства отличается портативными размерами и позво-
ляет производить гидравлическое обжатие разогретых муфт.
Для скрепления пересекающихся стержней применяют раз-
личные конструкции пружинных фиксаторов (рис. 77). Использу-
ются четыре типа фиксаторов: I, III — для одностороннего соеди-
нения арматурных стержней, II, IV — для двустороннего соеди-
нения.
Пружинный фиксатор обеспечивает гарантированное качество
соединений и снижает трудоемкость установки по сравнению с
ручной вязкой в 2,5...3 раза. Соединение пересекающихся арма-
141
3
Рис. 76. Мобильные стыковые машины МСМ-1 (а) и МСМ-2 (б):
1 — подвесная точечная сварочная машина, 2 — стрела, 3 — гидроцилиндр,
4 — самоходное шасси, 5 — шкаф управления, 6 — станция охлаждения, 7 —
насосная станция
турных стержней фиксаторами можно осуществлять как в опа-
лубке, так и при предварительной сборке арматурных элементов
в кондукторах и шаблонах.
Большой объем арматурных работ занимают вертикальные
конструкции (например, стены, фундаменты, колонны). Их арми-
руют, как правило, пространственными или плоскими каркасами
(блоками). Монтаж таких арматурных изделий состоит из
следующих технологических операций: разгрузка и подача из-
делий непосредственно в сооружение или на площадку временно-
142
Тип I
Рис. 77. Пружинные фиксаторы:
а — типы пружинных фиксаторов, б— схема их установки; I, III — для одно-
стороннего соединения арматурных стержней, II,. IV— для двустороннего
соединения
Тип I
го складирования; установка в проектное положение с времен-
ным раскреплением их сваркой или растяжками; установка в
проектное положение и окончательное соединение стыков свар-
кой; проверка выполненных работ и сдача их мастеру или
производителю работ. Все технологические операции выполняют
с максимальным использованием средств механизации.
Практикой выработан ряд приемов, облегчающих монтаж
арматуры. Так, арматурные каркасы колонн (рис. 78) устанав-
ливают в проектное положение при одной или двух открытых
сторонах опалубки. В многоэтажных сооружениях готовые
каркасы опускают в коробы опалубки сверху, а вертикальные
стержни соединяют с выпусками арматуры фундамента через
нижнее боковое отверстие в опалубке колонн.
Технологическая схема установки тяжелых каркасов 1 фунда-
ментов с использованием монтажного крана 4 и самобаланси-
рующейся траверсы 3 приведена на рис. 79. Такой тип строповки
позволяет переводить тяжелый арматурный каркас в вертикаль-
ное положение без дополнительных усилий за счет перемещения
центра тяжести системы.
Монтаж таких каркасов производится двумя монтажниками.
Проектное положение каркаса на период установки опалубки
фиксируется с помощью расчалок 5 и фиксаторов.
Стены круглых резервуаров и подпорные наклонные стены ар-
мируют каркасами при наличии одного внешнего или внутрен-
143
6
Рис. 78. Технологическая схема монтажа арматурных каркасов колонн:
а — установка каркаса в проектное положение с выверкой раскосами, б — то же, в
опалубку из двух щитов; в — то же, в опалубку из трех щитов, г — при полностью смон-
тированной опалубке; 1 — арматурный каркас, 2 — раскосы для выверки и временного
крепления, 3 - щиты опалубки, 4 - выпуски арматуры, 5 — съемный щит для устройства
стыков арматуры, 6 — строповочное устройство
него щита опалубки. Это позволяет упростить процесс временного
крепления арматуры, так как щит используется в качестве опоры.
Проектное положение арматурных конструкций при монтаже
обеспечивается правильной установкой фиксаторов, прокладок и
подкладок, а также временных крепежных устройств (подкосов,
схваток, растяжек и хомутов).
Допускаемые отклонения в размерах зависят от толщины бето-
нируемого элемента, типа и диаметра применяемой арматуры,
характера работы конструкции. При установке арматурных стерж-
ней диаметром более 90 мм допускаемые отклонения регламенти-
руются данными проекта, в остальных случаях допускаются сле-
дующие отклонения, мм:
В расстояниях между отдельными рабочими стержнями:
для колонн, балок и арок............................................ ±10
для плит, стен и фундаментов под каркасные конструкции.............. ±20
для массивных конструкций .......................................... ±30
В расстояниях между рядами арматуры при армировании в несколько
рядов по высоте:
в конструкциях толщиной более 1 м и фундаментах под конструкции и
технологическое оборудование ....................................... ±20
в балках, арках и плитах толщиной более 100 мм....................... ±5
в плитах толщиной до 100 мм при проектной толщине защитного слоя 10 мм ±3
144
jl
Рис. 79. Технологическая схема установки тяжелых каркасов фундаментов:
а — схема строповки, б — схема монтажа; 1 — каркас, 2 — блок вспомогательного
крюка, 3 — самобалансирующаяся траверса, 4 - монтажный кран, 5 — расчалки
В расстояниях между хомутами балок и колонн и между связями арматурных
каркасов и ферм ................................................... ±10
В толщине защитного слоя:
в массивных конструкциях толщиной более 1 м....................... ±-20
в фундаментах под конструкции и технологическое оборудование....... ±10
в колоннах, балках и арках.......................................... ±5
в плитах и стенах толщиной более 100 мм............................. ±5
в плитах и стенах толщиной до 100 мм при проектной толщине защитного
слоя 10 мм ......................................................... ±3
В расстояниях между распределительными стержнями в одном ряду:
для плит, стен и фундаментов под каркасные конструкции............. ±25
для массивных конструкций.......................................... ±40
От вертикали или горизонтали в положении хомутов (за исключением
случаев, когда отклонения предусмотрены проектом) .................... ± 10
В положении осей стержней в торцах сварных каркасов, стыкуемых на
месте с другими каркасами, при диаметре стержней, мм:
до 40 .............................................................. ±5
40 и более ........................................................ ±10
145
В расположении стыков стержней по длине элемента:
в каркасах и тонкостенных конструкциях............................... ±25
в массивных конструкциях ............................................ ±50
От проектного положения элементов арматуры массивных конструкций
(каркасов, блоков, ферм):
в плане.............................................................. ±50
по высоте .......................................................... ±30
Очень важно обеспечить проектное положение арматурных
стержней. При этом особое влияние на долговечность железобе-
тонных конструкций оказывает наличие защитного слоя арматуры
в бетоне. Защитный слой бетона предохраняет арматуру от корро-
зии, повышая сроки ее службы.
Для обеспечения защитного слоя в конструкциях арматурных
каркасов предусматривают специальные упоры или удлиненные
поперечные стержни, которые, соприкасаясь с опалубкой, фикси-
руют положение арматуры. Такое решение допускается при работе
конструкций в сухих условиях. В остальных случаях защитный
слой достигается установкой бетонных (рис. 80, а, в) и пластмас-
совых (рис. 80, г—е) фиксаторов, которые привязывают или наде-
вают на арматурные стержни. Наиболее эффективны и удобны
Рис. 80. Фиксаторы:
бетонные: а — в виде усеченного конуса, б — продолговатой скобы,
в — бетонной подкладки; пластмассовые: г — решетчатые, д, е — ци-
линдрические в виде разрезных и неразрезных шайб
146
в работе пластмассовые фиксаторы. Их легче устанавливать и они
дешевле.
Защитный слой (мм) в плитах и стенах толщиной до 10 см
должен быть не менее 10, более 10 см — 15; в балках и колоннах
при диаметре рабочей арматуры 20...32 мм — не менее 25, при
больших диаметрах — не менее 30.
Установленная арматура не должна изменять своей формы при
бетонировании. Приемочная комиссия устанавливает качество вы
полненных работ, а также надежность примененных фиксаторов и
каркасов в целом, о чем составляют акт.
Крепление арматурного каркаса к щиту крупнощитовой опа-
лубки 1 (рис. 81) производят следующим образом. В нижней зоне
каркас крепят с выступами арматуры с помощью струбцин для
Рис. 81. Пример крепления арматурного каркаса к опалубке:
1 — опалубочный щит, 2 — струбцина, 3 — фиксаторы, установленные
в шахматном порядке для создания защитного слоя бетона, 4 — струб-
цина для устранения осевого смещения свариваемых стержней
147
устранения осевого смещения соединяемых стержней, а верхней —
струбциной 2, обеспечивающей проектное положение каркаса от-
носительно палубы щита. Для обеспечения защитного слоя на
стержни каркаса устанавливают пластмассовые фиксаторы 3
в трех-четырех уровнях по высоте с расстоянием между ними,
не превышающем 1 м.
Наибольшая эффективность арматурных работ обеспечивается
при использовании арматурных опалубочных блоков. При этом
достигается снижение трудозатрат в 5...6 раз и сокращение рас-
хода материалов на опалубку. Арматурные опалубочные блоки
перекрытий и покрытий (рис. 82) изготовляют на заводах железо-
бетонных изделий или полигонах и сочетают в себе элементы желе-
зобетонной плиты, выполняющей функции несъемной опалубки и
замоноличенного в ее основание укрупненного арматурного кар-
каса. После монтажа таких элементов производят их бетонирова-
ние.
§ 28. Установка напрягаемой арматуры
При изготовлении предварительно напряженных конструк-
ций используют арматуру из высокопрочной стали: горячекатаную
классов A-IV и A-V; термически упрочненную Ат-V, Ат-VI, At-VII;
углеродистую холоднотянутую проволоку Вр-П, В-П, арматурные
канаты классов К-7 и К-19. Используют два метода натяжения
арматуры: на упоры и на бетон.
Натяжение на упоры применяют при изготовлении сборного
железобетона. Напрягаемую арматуру при этом натягивают и
фиксируют на силовом поясе форм или специальных упорах,
вынесенных за пределы форм. Натяжение производят механиче-
ским (с применением гидравлических домкратов) или электротер-
мическим способом. При изготовлении железобетонных предвари-
тельно напряженных конструкций в силовых формах чаще всего
используют электротермический способ натяжения, реже — гид-
равлическими домкратами. При электротермическом способе ар-
матурные стержни нагревают путем пропускания тока, в резуль-
тате чего стержни удлиняются. Затем в горячем состоянии их укла-
дывают на упоры формы. В процессе остывания стержни укора-
чиваются (натягиваются).
Закрепляют стержневую напрягаемую арматуру концевыми
анкерами (рис. 83) в виде инвентарных зажимов 6, опрессованных
в холодном состоянии шайб 2, •приваренных коротышей 5 (для
арматуры из сталей всех классов диаметром до 22 мм), спиралей
и так называемых высаженных головок 3, получаемых в резуль-
тате нагревания конца стержня с последующим сплющиванием
его (для арматуры диаметром до 40 мм из стали классов А-ШВ,
A-IV, A-V, Ат-V, At-VI). Для арматуры диаметром 8...14 мм из
стали классов A-V, Ат-V, At-VI, At-VII применяют спиральные
анкеры из горячекатаной арматуры класса A-I. В качестве анкер-
148
Рис. 82. Арматурные опалубочные блоки
перекрытий:
1 — железобетонная плита, 2 — арматурный
каркас
Рис. 83. Концевые анкеры напрягаемых
арматурных стержней:
/ — стержень, 2 — опрессованная шайба, 3 —
высаженная головка, 4 — опорная шайба, 5 —
коротыши, 6—инвентарный зажим СЗ-16-25,
7 — спиральный анкер
ных устройств для канатов используют опрессованные стальные
гильзы и специальные зажимы (рис. 84).
После того как конструкция забетонирована и бетон достиг
проектной прочности, арматуру освобождают от зажимов и сжи-
мающие усилия передаются непосредственно на бетон.
Натяжение на бетон применяют при изготовлении конструк-
ций в построечных условиях. Первоначально бетонируют конструк-
цию, а затем на бетон, набравший проектную прочность, произво-
дят натяжение арматуры.
В балочных конструкциях пролетных строений мостов, плитах
перекрытий, монолитных поясах и стенах для установки напрягае-
мой арматуры устраивают специальные каналы. Для этого перед
бетонированием в опалубках устанавливают каналообразователи
в виде резиновых, пластмассовых или стальных шлангов с прово-
лочным сердечником, а также стержней с наружной проволочной
обмоткой. Во избежание сцепления с бетоном каналообразователи
при длине канала до 6 м через каждые 20...30 мин после бетони-
рования поворачивают вокруг оси, а через 3...4 ч извлекают.
В крупноразмерных конструкциях каналообразователи выполняют
в виде гофрированных металлических трубок, которые оставляют
в бетоне.
149
Рис. 84. Арматурный пучок с гильзовым (а) и гильзостер-
жневым (б) анкером и полуавтоматическим зажимом (в):
1 — шаблон для образования пучка, 2 — арматурная прядь, 3 —
гильза, 4 — гайка, 5 — анкерный стержень, 6 — зажимные губ-
ки, 7 — пружина, 8 — шайба, 9 — хвостовик
После достижения бетоном проектной прочности в каналы про-
пускают арматуру в виде пучков высокопрочной проволоки, кана-
тов или стержней. Затем один конец арматуры с помощью цанго-
вого зажима закрепляют в торце канала, а другой запрессовы-
вают в стаканный анкер и муфтой соединяют с гидравлическим
домкратом. При длине более 10 м напрягаемую арматуру натя-
гивают одновременно с двух концов двумя домкратами.
Для обеспечения монолитности конструкции и защиты напря-
женной армдтуры от коррозии в каналы с помощью специаль-
ных инъекторов нагнетают раствор безусадочных или расширяю-
щихся цементов, которые улучшают сцепление арматуры со стен-
ками каналов.
Для натяжения арматуры применяют гидродомкраты одиноч-
ного и двойного действия. Гидравлическими домкратами одиноч-
ного действия (рис. 85, а) натягивают пучки арматуры с гильзо-
стержневыми и гильзовыми анкерами и стержневую арматуру с
резьбовым захватом.
Натяжение арматуры производят следующим образом. Соеди-
няют анкерующее устройство с захватом 5 домкрата. С помощью
регулировочных устройств устанавливают домкрат так, чтобы его
упорная часть плотно соприкасалась с торцовой частью конструк-
ции. В правую часть цилиндра 1 подают рабочую жидкость из
150
Рис. 85. Гидравлические домкраты одиночного (а) и
двойного (б) действии:
/ — цилиндр, 2, 3 — поршни, 4 — шток, 5 — захват, 6 —
арматура, 7 — прокладка, 8 — шайбы, 9 - обоймы для
крепления арматуры, 10 - - пробка
гидросистемы, поршень 2 смещается влево, натягивая арматуру.
По достижении необходимой степени натяжения шайбу 8 завин-
чивают до упора с распределительной прокладкой. На этом цикл
натяжения заканчивается, снижают давление в правой части
гидроцилиндра и освобождают захват от стержня.
Гидравлические домкраты двойного действия (рис. 85,6)
используют для натяжения пучков арматуры с использованием
клиновых анкеров. Гидродомкрат представляет собой цилиндр /,
внутри которого помещен второй цилиндр, выполняющий роль
поршня 3. Основной цилиндр снабжен обоймой 9 с клиновыми
пазами, в. которых с помощью клиньев закрепляют натягиваемые
проволоки. С помощью гидронасоса рабочая жидкость подается из
резервуара в левую часть цилиндра, перемещая цилиндр йлево
относительно неподвижного поршня. Когда усилие станет равным
расчетному, поступление жидкости в левую часть цилиндра авто-
матически прекращается и она начинает поступать в правую
часть. При этом начинает движение шток, который расклинивает
напрягаемую проволоку стальной пробкой. На этом цикл натяже-
ния заканчивается. После снятия гидродомкратов выступающие
части арматуры срезают.
Натягивают арматуру плавно, увеличивая силу натяжения
ступенями по 3...5 кН, доводят ее до значения, превышающего
расчетное на 5%. Затем ее снижают до требуемых значений,
после чего закрепляют арматуру. Для выполнения работ по на-
тяжению арматуры промышленность выпускает натяжные уста-
новки, которые включают в себя гидравлические домкраты
151
СМЖ-82А, СМЖ-84А, ДГ-100-2, ДГ-200-2, СМЖ-7Ж8.01 и насос-
ные станции, расположенные на тележке. Гидравлические дом-
краты выпускают с усилием 600, 800, 1500 и 2000 кН.
Для производства предварительно напряженных конструкций
в заводских условиях применяют установку СМЖ-737 (рис. 86).
Она предназначена для натяжения стержней арматуры и состоит
из гидравлического домкрата СМЖ-82А и насосной станции
СМЖ-737.01. Гидродомкрат 2 соединяют с насосной станцией
1 шлангами высокого давления 4 и подвешивают с помощью
тали к монорельсу 3. Насосную станцию размещают на тележке,
она состоит из насоса 5, электродвигателя, системы трубопрово-
дов и контрольно измерительной аппаратуры..
Натяжение стержневой арматуры осуществляют следующим
образом. Арматурный стержень одним концом закрепляют на
форме, а на другой конец навертывают анкерную гайку, которую
закрепляют в захвате домкрата. Масло под давлением подается
в штоковую полость гидроцилиндра и перемещением поршня
производится натяжение арматурного стержня до заданной вели-
чины. Силу натяжения контролируют по манометру.
Для безопасного ведения работ по натяжению арматуры
натяжные устройства снабжают защитными экранами, выпол-
ненными из нескольких слоев досок толщиной 60...80 мм.
Гидравлические домкраты перед применением должны быть
протарированы с тем манометром и насосной станцией, которые
будут использованы в производственных условиях.
Арматуру на стендах рекомендуется натягивать в два этапа:
сначала с усилием 40...50% от расчетного, затем после проверки
правильности ее расположения производят окончательное натя-
жение.
Контролируют натяжение арматуры по удлинению арматур-
ных стержней или прядей и по показаниям манометра. Силу на-
тяжения "определяют по показаниям манометра. От точности на-
тяжения арматуры зависит степень предварительного напряже-
ния бетона и в конечном счете надежность работы конструкции
при эксплуатации. Манометры необходимо тарировать вместе с
гидродомкратами или насосными станциями не реже одного раза
в три месяца и после каждого ремонта.
Силу натяжения арматуры контролируют специальными при-
борами (ПРО-V, ПИН, ИПН), которые измеряют силу оття-
гивания арматурного элемента или регистрируют собственную
частоту колебаний напряженной арматуры.
При выполнении арматурных работ следует строго соблю-
дать требования техники безопасности.
Заготовку арматуры выполняют в специально предназначен-
ных и оборудованных местах. Рабочие места, предназначенные
для растяжения бухт и выпрямления арматуры, а также для об-
работки стержней, выступающих за габариты верстака, ограж-
дают.
152
Рис. 86. Устройство для натяжения стержневой арматуры СМЖ-737:
1 — насосная станция, 2 — гидродомкрат, 3 — монорельс, 4 — шланг, 5 — насос 6 — тележка
В местах общих проходов шириной менее 1 м торцовые части
стержней арматуры закрывают щитами.
Рабочие места, предназначенные для натяжения арматуры, со
стороны прохода ограждают; высота ограждения должна быть
не менее 1,8 м; устройства для натяжения арматуры оборудуют
сигнализацией, которая приводится в действие при включении
привода натяжного устройства.
При монтаже арматуры на объекте руководствуются общими
требованиями безопасности, обязательными при выполнении
строительно-монтажных работ. Особое внимание уделяют меро-
приятиям по защите от поражения электротоком. Все сварочные
трансформаторы заземляют. Рабочие должны иметь средства ин-
дивидуальной защиты (резиновые сапоги и перчатки, брезенто-
вую спецодежду, защитные маски и т. п.).
Запрещается стоять на привязанных или приваренных хому-
тах или стержнях, находиться на опалубочных блоках до полного
их закрепления.
Контрольные вопросы
1. Каково назначение арматуры железобетонных конструкций? 2. Какие виды арма-
туры используются при армировании? 3. Перечислите технологические операции по
изготовлению арматуры. 4. Покажите схемы работы правильно-отрезных станков.
5. С помощью каких механизмов производится гибка арматурных стержней?
6. Перечислите типы сварных соединений арматуры. 7. Какими средствами дости-
гается проектное положение каркаса в опалубке? 8. Какими средствами обеспе-
чить необходимый защитный слой арматуры? 9. Каковы преимущества арматурно-
опалубочных блоков? 10. Дайте технологическую последовательность установки
напрягаемой арматуры. 11. Приведите схему работы гидравлического домкрата
для натяжения арматуры. 12. Перечислите основные правила по безопасному ве-
дению арматурных работ.
Раздел третий
ПРОИЗВОДСТВО БЕТОННЫХ РАБОТ
Глава V
ТРАНСПОРТИРОВАНИЕ, ПОДАЧА И РАСПРЕДЕЛЕНИЕ
БЕТОННОЙ СМЕСИ
§ 29. Транспортирование
При транспортировании от бетонного завода до строящегося
объекта бетонная смесь должна сохранить свои свойства: одно-
родность, показатели подвижности и жесткости. Однородность
смеси нарушается (смесь расслаивается) в результате транс-
портирования по неровной дороге, при высокой скорости движе-
ния и длительном транспортировании. При расслоении смеси
крупный заполнитель оседает вниз, а растворная часть и избы-
ток воды поднимаются вверх. Расслоившуюся бетонную смесь
запрещается укладывать в бетонируемые конструкции, и перед
укладкой необходимо вновь ее перемешивать до однородной
консистенции.
.Чтобы предотвратить расслоение и сохранить технологи-
ческие свойства смеси при транспортировании, соблюдают ряд
требований: перевозят ее в специальном транспорте по дорогам
с жестким покрытием без выбоин и неровностей. Например, при
перевозке в открытых самосвалах качество смеси снижается
под влиянием атмосферных осадков, солнечных лучей, ветра.
Допускаемая продолжительность транспортирования, как
правило, не должна превышать времени схватывания цемента.
Этот параметр для обычных бетонов и бетонов на пористых за-
полнителях находится в диапазоне 45... 120 мин. Кроме того, вре-
мя транспортирования зависит и от температуры бетонной смеси:
45 мин — при температуре бетона 20...30° С, 90 мин — при
10...20° С и 120 мин — при 5... 10° С.
Для сохранения технологических свойств смесей максималь-
но сокращают число перегрузочных операций и разгружают
смесь непосредственно в бетонируемую конструкцию или бето-
155
ноукладочное оборудование. Высота свободного падения бе-
тонной смеси при выгрузке не должна превышать 2 м.
Способы транспортирования бетонных смесей в зависимости
от применяемых средств могут быть порционными, непрерывными
и комбинированными.
Порционное транспортирование осуществляют с использо-
ванием автобетоносмесителей, автосамосвалов, автобетоновозов,
вагонеток, бадей, бункеров, устанавливаемых на автомашины.
Как правило, такой вид транспорта носит название внепостроеч-
ного, т. е. осуществляется перевозка от завода до постройки.
При малых расстояниях между заводом и строительной пло-
щадкой применяют непрерывный способ транспортирования
конвейерами или бетоноводами.
При комбинированном способе сочетают порционное переме-
щение от завода до объекта с последующей непрерывной пода-
чей в бетонируемую конструкцию бетононасосами, бетоновода-
ми, конвейерами или бетоноукладчиками.
Наиболее эффективным средством транспортирования яв-
ляются автобетоносмесители, которые загружают на заводе су-
хими компонентами и в пути следования или на строительном
объекте приготовляют бетонные смеси с осадкой конуса от
1 см и выше при температуре окружающего воздуха не
ниже 0° С.
Автобетоносмеситель может загружаться от передвижных
специализированных установок для выдачи сухих смесей и ста-
ционарных бетоносмесительных установок, приспособленных
для этой цели.
Автобетоносмесители (рис. 87, а) смонтированы на шасси
грузового автомобиля. Смесительный барабан 2 выполнен в виде
двух усеченных конусов, сваренных между собой большими
основаниями, и установлен на раме под углом 15° к горизонту.
Рис. 87. Автобетоносмеситель:
а — общий вид, б — смесительный барабан; 1 — бак для воды, 2 — барабан, 3 — загрузоч-
но-разгрузочное устройство, 4 — привод барабана, 5 — опорная цапфа, 6 — приводная
звездочка, 7 — бандаж, 8 — винтовая лопасть
156
Рис. 88. Автобетоновоз СБ-124:
1 — крышка, 2 — кузов, 3 — выносная опора (штриховыми линиями показано положение кузова при разгрузке)
Он опирается на три точки: подшипник в передней части и два
опорных ролика в концевой части барабана.
Спереди барабан закрыт сферическим днищем, в которое
вварены цапфа 5 и приводная звездочка 6. К задней его части
приварен бандаж 7, который опирается на ролики, установлен-
ные в задней стойке на шарикоподшипниках. Внутри барабана
укреплены две винтовые лопасти 8 (рис. 87,6), обеспечиваю-
щие гравитационное перемешивание бетонной смеси при вра-
щении барабана по часовой стрелке по ходу машины и выгрузку
смеси при обратном вращении.
Серийно выпускают автобетоносмесители с объемом за-
меса от 2,5 до 10 м3: СБ-69 на базе автомобиля МАЗ с объемом
замеса 2,5 м3; СБ-92, СБ-127 и АБС-6 на базах автомобилей
КрАЗ с объемом замесов 2,2? 4,4 и 6 м3 соответственно; СБ-92-1
и СБ-159 на базе автомобиля КамАЗ с объемом замеса 4...5 м3;
СБ-130 на базе специализированного полуприцепа с тягачом
КамАЗ с объемом замеса 8... 10 м3. У автобетоносмесителей с
объемом готового замеса 8... 10 м3 (СБ-130, СБ-127) угол накло-
на барабана 11°, у автобетоносмесителей с объемом замеса
3...6 м§ (СБ-159) — 15...18°.
При загрузке в барабан готовой бетонной смеси автобетоно-
смеситель служит только средством транспортирования. В этом
случае барабан в период транспортирования медленно вращает-
ся, предотвращая расслоение бетонной смеси.
Приготовление смеси в автобетоносмесителе осуществляется
за 30...40 мин до окончания транспортирования. При времени
транспортирования, превышающем эти значения, загрузка произ-
водится сухой смесью.
При транспортировании автосамосвалами общего назна-
чения часть бетонной смеси теряется из-за неплотности бортов
кузова, выплескивается при движении по плохим дорогам, при
спуске в котлованы, кроме того, в жаркое время года с большой
открытой поверхности смеси интенсивно испаряется влага, а в
холодное время смесь остывает. При разгрузке приходится
вручную очищать поверхность кузова. Этих недостатков не
имеют специальные автосамосвалы-бетоновозы (рис. 88) с кузо-
вом корытообразной формы, оснащенные вибровозбудителем.
Плавные сопряжения бортов с днищем исключают налипание
бетона в углах, а наличие вибровозбудителя позволяет быстро,
без затрат ручного труда, выгружать смесь. Для защитц смеси
от воздействия атмосферных осадков, охлаждения и ветра ку-
зов 2 снабжен крышкой 1 с двойной обшивкой, заполненной тер-
моизоляционным материалом. Процессом разгрузки управляют
из кабины автомобиля с помощью пневмогидропривода. Угол
подъема кузова до 90°.
Промышленность выпускает автобетоновоз СБ-124 вмести-
мостью 4 м3 на автомобильном шаеси типа КамАЗ, автобетоно-
воз СБ-113 вместимостью 1,6 м3 на базе автомобиля ЗИЛ.
158
§ 30. Оборудование для подачи и распределения
бетонной смеси
При бетонировании фундаментов неглубокого заложения,
свай, бетонных подготовок под полы и основания автомобиль-
ных дорог бетонную смесь разгружают непосредственно в конст-
рукцию. Как правило, при бетонировании конструкций толщи-
на укладываемого слоя ограничивается глубиной проработки
вибраторов, а так как при разгрузке бетонной смеси из авто-
самосвалов или бетоновозов подавать смесь порциями невоз-
можно, то при устройстве бетонных подготовок (рис. 89, а)
приходится предварительно разравнивать смесь с последующим
ее уплотнением поверхностными или глубинными вибраторами
4, при бетонировании буронабивных свай (рис. 89, в) — ис-
пользовать специальные лотки 7 и воронки 8 для порционной
подачи бетона и бетонблитные трубы 9.
При устройстве ленточных фундаментов и наличии удобного
подъезда (рис. 89, б) возможна непосредственная подача смеси
путем опрокидывания кузова автобетоновоза 2. В этом случае
принимают специальные меры по укреплению щитов опалубки,
так как в момент выгрузки на них существенно возрастают ди-
намические нагрузки. Для обеспечения фиксированного поло-
жения автобетоновоза используют ограничители (отбойные
.брусья 5) движения задних колес.
При подаче смеси в конструкции кранами применяют раз
личные типы бадей вместимостью 0,5...8 м3. Неповоротные
бадьи (рис. 90, а) загружают с помощью перегрузочных эстакад.
Рис. 89. Схемы подачи смеси непосредственно в конструкции при бето-
нировании полов и автодорог (а), ленточных фундаментов (б) и буро-
набивных свай (а):
1 — автосамосвал, 2 — автобетоновоз, 3 — автобетоносмеситель, .4 — вибра-
тор, 5 — отбойный брус, 6 — опалубка, 7 — лоток, 8 — воронка, 9 — труба
159
Рис. 90. Неповоротная (а) и поворотная (б)
бадьи, бункер-игла (е):
1 — каркас, 2 — рычаг,. 3 — корпус, 4 — монтаж-
ные петли, 5 — затвор, 6 — вибратор, 7 — полозья,
8 — гибкий рукав
К каркасу 1 бадьи присоединен корпус 3 конической формы, за-
крываемый снизу затвором 5. Рычагом 2 регулируют степень
раскрытия затвора. К крюку крана бадью подвешивают за мон-
тажные петли 4.
Для интенсификации выгрузки бетонной смеси используют
поворотные бадьи (рис. 90, б). Загружают их с помощью авто
самосвала или бетоновоза. Затем кран поднимает бадью в вер-
тикальное положение и подает ее к месту выгрузки. Корпус
бадьи снабжен полозьями 7, которые служат направляющими
при подъеме бадьи в вертикальное положение. Для предотвра-
щения зависания бетонной смеси на корпус бадьи устанавли-
вают навесной вибратор 6.
Для укладки пластифицированных и высокоподвижных
смесей используется бункер, оснащенный гибким рукавом 8.
Такое приспособление позволяет облегчить укладку бетонных
смесей в труднодоступные места, особенно при производстве
работ в монолитном домостроении.
Если в кузове автобетоновоза или самосвала больше смеси,
чем вместимость одной бадьи, устанавливают вплотную друг
к другу несколько емкостей и загружают их одновременно,
а затем подъемным механизмом (краном, приставными стоеч-
ными или шахтными подъемниками) поочередно подают их к
месту выгрузки.
В каждом конкретном случае назначают способ подачи смеси
в зависимости от конструктивных особенностей возводимого
сооружения и наличия средств механизации. Как правило,
применяют наиболее прогрессивный и менее дорогостоящий
комплект механизмов, обеспечивающий максимальное сниже-
ние доли ручного труда. Так, при бетонировании отдельно стоя-
щих фундаментов и массивных стен бетонную смесь подают
бадьей в опалубку с помощью башенного (рис. 91, а) или стре-
лового (рис. 91,6) крана. Изменяя вылет стрелы крана, бетон-
ную смесь подают в любую точку бетонирования в радиусе
действия крана. Для приема смеси опалубку 2 оснащают пло-
щадками с ограждениями, на которых размещаются рабочие,
лестницами-стремянками для перехода рабочих в рабочую
зону.
При подаче шахтным подъемником 5 (рис. 91, в) доставляе-
мая автосамосвалами или бетоновозами 7 бетонная смесь пере-
гружается в приемный бункер 6. Бункер на тележке перемещают
в зону подъемника 5, который поднимает его по вертикали
до рабочего настила. Там разгружаемую из него смесь уклады-
вают в подъемно-переставную опалубку 8.
При возведении монолитных конструкций стен и перекрытий
зданий для подачи бетонной смеси используют стоечный подъ-
емник 12 (рис. 91, г): из бетоновоза ее загружают в ковш,
который вкатывают с помощью передаточной тележки на пло-
щадку подъемника и перемещают по вертикали в зону бетони-
161
Рис. 91. Схема подачи бетонной смеси с помощью башенного (а) и
стрелового кранов (б), шахтных (в) и приставных (г) подъемников:
1 — бадья с бетонной смесью, 2 — опалубка, 3 — растяжки, 4 — бетонируемая тру-
ба, 5 — шахтный подъемник, 6 — приемный бункер, 7 — автобетоновоз, 8 — подъ-
емно-переставная опалубка, 9 — подъемная головка, 10 — тележка, 11 — бето-
нируемое перекрытие, 12 — стоечный подъемник, 13 — ковш с бетонной смесью
рования, где по катальным ходам на рабочем настиле смесь
транспортируют к месту укладки с помощью тележек 10.
При возведении конструкций, расположенных в котлованах и
других временных выемках, бетонную смесь целесообразно
подавать вибропитателями (рис. 92). Из автобетоновоза 6 смесь
разгружается в вибропитатель 5 — треугольную в плане емкость,
на стенках которой укреплены вибраторы 3. Вибропитатель
устанавливают с небольшим наклоном в сторону бетонируемой
конструкции и соединяют с виброжелобом 2. Виброжелоб
162
6
Рис. 92. Схема подачи бетонной смеси вибропитателями:
1 — опалубка, 2 — виброжелоб (лоток), 3 — вибратор, 4 — стойка, 5 — ви-
бропитатель, 6 — автобетоновоз, 7 — пружинная подвеска
2 собирают из стандартных секций длиной 4 или 6 м и крепят
к инвентарным стойкам 4 на пружинных подвесках 7. Устанав-
ливаемые на желобах вибраторы 3 передают колебания бетон-
ной смеси, которая разжижается и самотеком перемещается по
желобу. Нормальная подача бетонной смеси таким способом
возможна при осадке конуса 4... 12 см и угле наклона желоба
5...30°.
Этим способом нельзя транспортировать малоподвижные
и жесткие смеси, так как в них быстро затухают колебания
и транспортный эффект снижается, а также смеси с осадкой
конуса более 12 см, так как при угле наклона желоба более
10° она выплескивается.
Интенсивность укладки с использованием виброже^обов
в зависимости от состава и подвижности смесей колеблется
в пределах 10...30 м3/ч.
Для подачи бетонной смеси на высоту 2,1...5,5 м при бетони-
ровании отдельно стоящих конструкций с небольшими размерами
в плане применяют ленточные конвейеры ТК-20. Длина конвейе-
ров 5,7... 15,35 м, ширина ленты 400...500 мм. Бетонная смесь
равномерно подается заданным слоем на ленту конвейера через
питатели автобетоносмесителей. Во избежание расслоения
подвижность смеси должна быть не более 6 см, наклон конвей-
ера— не более 15... 18° при перемещении смеси вверх и
10...12° — вниз.
163
При выгрузке с конвейера в бетонируемую конструкцию
используют специальные направляющие воронки, щитки или
козырьки, предотвращающие разброс смеси или ее свободное
падение.
При сооружении конструкций и элементов сооружений и
зданий с верхней отметкой на уровне 3...9 м выше отметки уров-
ня земли используют самоходные ленточные бетоноукладчики
на базе гусеничных тракторов или экскаваторов.
Конструктивные схемы бетоноукладчиков ЛБУ-20, выпол-
ненных на базе экскаватора и на базе трубоукладчика, состоят
из приемного бункера /, ленточных конвейеров 2, 4 телескопи
ческой стрелы 3.
У бетоноукладчика ЛБУ-20 (рис. 93, а) загрузочный бункер
выполнен в скиповом варианте, что позволяет при его подъеме
осуществлять плавную подачу смеси на ленту конвейера. Бе-
тонная смесь из автотранспортных средств перегружается в
приемный бункер, поднимающийся с помощью гидроцилиндров.
Для регулирования подачи смеси на ленту транспортера у вы-
ходного отверстия бункера установлен затвор, приводимый в дей-
ствие от гидроцилиндра.
ЛБУ включает телескопическую систему основного и вы-
Рие. 93. Самоходные ленточные бетоноукладчики на базе экскаватора
ЛБУ-20 (а) и трубоукладчика (б):
1 — приемный бункер, 2,4 — ленточные конвейеры, 3 — телескопическая стрела, 5 —
поворотная платформа, 6—хобот, 7 — бетонируемая конструкция, 8—гаситель,
9 — тросовая система ориентации конвейера
164
движного стволов 3 с реверсивным приводом ленты. С одной
стоянки ЛБУ послойно укладывает и распределяет смесь в ра-
диусе 3...20 м с поворотом конвейера на 360°. Для предотвра-
щения расслоения смесей ЛБУ снабжается хоботом 6,
Бетоноукладчик (рис. 93, а) снабжается неподвижным за-
грузочным бункером /, из которого смесь попадает на ленточ-
ные конвейеры 2, 4. Положение конвейеров изменяется с помощью
тросовой системы 9, увеличивая или уменьшая их вылет.
Максимальный радиус действия конвейеров составляет 16 м.
Для предотвращения расслоения смеси конечный участок систе-
мы конвейеров снабжается гасителем 8.
§ 31- Транспортирование по трубопроводам
Транспортирование бетонной смеси по трубопроводам с по-
мощью бетононасосов и пневмонагнетателей наиболее прогрес-
сивный способ, позволяющий существенно снизить объем ручного
труда, повысить производительность и качество бетонных работ.
По сравнению с открытым способом при этом исключаются такие
отрицательные явления, как испарение влаги и нарушение одно-
родности смеси, потери бетона. Современные установки трубо-
проводного транспорта компактны и мобильны, что снижает
непроизводительный расход рабочего времени на их монтаж и
демонтаж.
Промышленность выпускает поршневые бетононасосы произ-
водительностью 10, 25,40 и 65 м3/ч для транспортирования под
вижных бетонных смесей с осадкой конуса 5...8 см и литых — с
осадкой конуса 15... 16 см на расстояние до 350 м по горизонтали
и до 100... 120 м по высоте. Состав смесей подбирают по спе-
циальной методике: наибольшая крупность заполнителя зависит
от диаметра трубопровода, но не более 60 мм; оптимальное зна-
чение В/Ц смеси 0,5...0,6; количество заполнителя максимальной
крупности не более 15...20%. Меньшие сопротивления движению
возникают при перекачке смесей на гравии, чем на щебне.
Избыточное количество мелких фракций песка, а также нали-
чие пылеватых и глинистых частиц повышают вязкость бетонной
смеси и увеличивают сопротивляемость движению, поэтому та-
кие смеси трудно поддаются перекачиванию. Для снижения
расхода цемента и повышения подвижности смесей используют
пластифицирующие добавки. Так, добавки водного раствора
суперпластификатора С-3 (1,0...3,0% от массы цемента) повы-
шают перекачиваемость смеси и снижают расход цемента (на
10...15%).
При перекачивании легких бетонных смесей пористые запол-
нители до приготовления смеси предварительно насыщают водой
в течение 2...5 сут. В емкостях под вакуумом цикл воды насыще-
ния сокращается до 30...45 мин. Если заполнитель не подвергали
такой обработке, то в процессе транспортирования в результате
165
давления происходит обжатие смеси: воздух в системе сжимается
и его место заполняет вода. В результате резко снижается под-
вижность смеси и ухудшается ее перекачиваемость. Поэтому в
этом случае требуются специальные расчеты состава бетонной
смеси и выбор бетононасосов.
Бетононасосы применяют для подачи смеси во все виды конст-
рукций при интенсивности бетонирования не менее 6 м3/ч, при
возведении их в стесненных условиях, в местах, где использова-
ние другого вида транспорта невозможно.
Промышленность выпускает стационарные и мобильные бето-
нонасосы, которые отличаются принципом действия и техни-
ческими характеристиками. Наиболее дадежен в работе стацио-
нарный поршневой бетононасос с гидравлическим приводом
(рис. 94). Бетонная смесь из приемного бункера 1 под действием
силы тяжести и разрежения, создаваемого поршнями, поступает
в один из транспортных цилиндров 4, откуда поршнем подается
в бетоновод 8. Бетононасос снабжен двумя поршнями, которые
работают в противофазе: если первый всасывает, то второй
нагнетает бетонную смесь в бетоновод. Поршни цилиндров 4
приводятся в действие гидроцилиндрами 2.
Направление движения бетонной смеси при тактах всасыва-
ния и нагнетания изменяется с помощью вертикальной 5 и гори-
зонтальной 7 шиберных пластин, которые совершают движение
от гидроцилиндра 6. Вертикальная пластина поочередно перекры-
вает выходные отверстия транспортных цилиндров 4, а гори-
зонтальная - отверстия приемного бункера.
В приемном бункере расположен побудитель, состоящий из
горизонтального вала с лопастями и привода. Побудитель допол-
нительно перемешивает смесь, повышая ее однородность, не дает
ей зависать на стенках бункера и препятствует образованию
воздушных пробок в бетоноводе.
Рис. 94. Бетононасос СВ-85А:
а — такт всасывания бетонной смеси в левый цилиндр и нагнетания из
правого, б — то же, в правый цилиндр и нагнетания из левого; / - при-
емный бункер, 2 — приводные гидроцилиндры, 3 — камера с промывоч-
ной водой, 4 — транспортный цилиндр, 5,7 — вертикальная и горизон-
тальная шиберные пластины, 6 — гидроцилиндр шиберной пластины, 8 —
бетоновод
166
Бетононасосу придается комплект стальных труб, состоящий
из основных звеньев длиной 3 м, соединяемых с помощью быст-
роразъемных рычажных зажимов, доборных звеньев длиной
0,3; 0,6; 0,9; 1 и 1,5 м и криволинейных звеньев с углами поворо-
та 90, 45 и 30°.
При прокладке бетоновода учитывают сопротивления, возни-
кающие в его вертикальных частях и коленах. Так, сопротивле-
ния на вертикальном участке длиной 1 м и коленах с углами 90,
45 и 30° эквиваленты сопротивлениям на горизонтальных участ-
ках бетоноводов длиной соответственно 8, 12, 7 и 5 м.
Перед началом транспортирования бетонной смеси в прием-
ный бункер загружают так называемую «пусковую» смесь, при-
готовленную из цемента и воды или цементно-песчаного раствора
состава 1:1, подвижностью 6...8 см. Допускается в качестве
«пусковой» смеси использовать порцию пластичной бетонной
смеси с повышенным расходом цемента. При движении по трубо-
проводу такая смесь образует смазочный слой на внутренней
поверхности сухого бетоновода, что предотвращает пробкообра-
зование при перекачке первых порций бетонной смеси. Чтобы
«пусковая» смесь перемещалась по всему сечению, в бетоновод
вставляют пыж из губчатой резины, препятствующий растеканию
смеси.
По окончании бетонирования бетоновод промывают водой
под давлением и пропускают через него эластичный пыж. При
перерыве более чем на 30 мин смесь во избежание образования
пробок в бетоноводе активизируют путем периодического вклю-
чения бетононасоса, а при перерывах более 1 ч бетоновод пол-
ностью освобождают от смеси.
Стационарные бетононасосы СБ-123 и другие с бетоноводом
диаметром 125 мм оснащены двухсекционной распределительной
стрелкой, которая подает бетонную смесь непосредственно к
месту укладки.
Бетононасосы, смонтированы на шасси автомобиля КамАЗ,
в отличие от стационарных представляют собой самоходный
механизм, обеспечивающий интенсивное ведение бетонных работ
при частом перебазировании оборудования вдоль фронта бетони-
рования. Автобетононасосы успешно применяют при бетонирова-
нии тонкостенных конструкций, отдельно стоящих фундаментов,
труднодоступных мест.
Автобетононасосы снабжены трехсекционной распредели-
тельной стрелой и бетоноводом диаметром 125 мм. Они обеспе-
чивают подачу бетонной смеси на расстояние до 400 м по гори-
зонтали и до 80 м по вертикали. Стрела оснащена гидравли-
ческим приводом, что обеспечивает ее разнообразные рабочие
положения, отвечающие технологическим требованиям и усло-
виям производства работ (рис. 95).
В горизонтальном положении радиус действия стрелы 28 м,
в вертикальном положении высота подъема смеси около 25 м.
167
Рис. 95. Зоны действия автобетононасоса с трехсекционной
распределительной стрелой
Автобетононасос с гидравлическим приводом (рис. 96) разме-
щается на раме автомобиля /, состоит из приемного бункера 8
с предохранительной решеткой 6 и мешалкой 7, двух рабочих
гидроцилиндров 2, маятникового патрубка 5 в виде изогнутой
трубы, один конец которой шарнирно соединен с бетоноводом 3,
а второй поочередно соединяется с отверстиями рабочих ци-
линдров. Поршни цилиндров движутся одновременно во взаим-
нопротивоположных направлениях. Когда бетонная смесь всасы-
вается в один из рабочих цилиндров, поршень второго выталки-
вает ее через маятниковый патрубок в бетоновод.
Более наглядное представление о конструкции и работе ав
тобетононасоса дает схема, изображенная на рис. 97.
Бетонная смесь из автобетоносмесителя подается в приемньп
168
3
Рис. 96. Автобетононасос с гидравлическим приводом:
1 — автомобиль, 2 — гидроиилиндр, 3 — бетоновод, 4 — рабочий цилиндр, 5 — маятнико-
вый патрубок, 6 — предохранительная решетка, 7 — мешалка, 8 — приемный бункер
бункер 8, откуда насосом подается в трубопровод 5, смонтиро-
ванный на стреле манипулятора 3. Стрела выполняется шарнир-
но-сочлененной из трех звеньев. Каждая пара звеньев снабжает-
ся гидравлическими домкратами 4, что обеспечивает многообра-
зие геометрического положения. На конце бетоновода располо-
жен гибкий рукав 6, который служит гасителем скорости выхода
бетонной смеси и позволяет расширить зону укладки без изме-
нения положения стрелы. Устойчивое положение автобетононасо-
са обеспечивается выносными опорами 9. Для изменения скоро-
сти перекачивания на шасси автомобиля располагается пульт
управления 7, с него обеспечивается управление положением
стрелы манипулятора (вылет, высота подъема или опускания
каждой из стрел).
Автобетононасосы являются более мобильными, что позво-
ляет выполнять работы в различных условиях строительной пло-
щадки. В последнее время находят применение автобетононасо-
сы-автобетоносмесители (рис. 98). На шасси автомобиля смон-
тированы барабан 4 бетоносмесителя, бетононасос 6 с распре-
делительной стрелой манипулятора 8. Такое техническое решение
позволяет совместить процесс транспортирования, приготовления
и укладки смеси, что очень выгодно при возведении рассредото-
ченных объектов с небольшим объемом работ.
Трубопроводный транспорт позволяет перейти на качественно
новый уровень ведения бетонных работ, резко снижает трудозат-
раты, полностью механизируя процессы. Существенно повы-
шается и культура труда.
Техническая характеристика бетононасосных установок оте-
чественного производства приведена в табл. 10.
169
Рис. 97. Конструктивно-технологическая схема автобетононасоса:
/ — шасси автомобиля, 2 - коробка отбора мощности, 3 — стрела-манипулятора, 4 —
гидравлический привод, 5—трубопровод (бетоновод), 6—гибкий рукав, 7—пулы
управления, 8 — приемный бункер, 9 — выносная опора
Рассмотрим технологическую схему бетонирования (рис. 9£Г
отдельно стоящих фундаментов с подачей бетонной смеси авто
бетононасосом. Смесь из автобетоносмесителя 1 через разгрузоч
ную воронку подается в приемный бункер 2 бетононасоса. Пос
ле ее побуждения она попадает в бетононасос 3 и по бетоновод^
стрелы 4 направляется к месту укладки. Концевое звено бетоно
170
Таблица 10. Технические характеристики бетононасосных установок
с гидравлическим приводом
Показатель СБ-165 СБ 161 СБ-126 1 БН-80-20 БН 40
Тип бетононасоса Прицеп- ной Стацио- нарный Автобетононасосы с распредели- тельными стрела ми Бетононасос на авто- прицепе
Производительность, м3/ч Дальность подачи бетонной смеси, м: 5...20 5...65 5...65 5-65 5-40
по горизонтали 300 350 350 200 200
по вертикали 80 80 80 80 60
Диаметр бетоновода, мм 125 125 125 125 125
Объем приемного бункера, м3 0,5 0,7 0,7 0,4 0,4
Вылет стрелы, м 10 12 13 26,5 30
Число звеньев 2 2 3 3 3
Угол поворота, град 360 360 360 360 360
Масса, кг 1000 3000 5000 6500 9900
вода снабжено гибким шлангом 5, обеспечивающим локальную
подачу смеси к месту укладки.
Процесс подачи бетонной смеси стационарным бетононасосом
состоит из следующих операций: монтаж и демонтаж бетоново-
да; установка средств для распределения бетонной смеси; подго-
товка к эксплуатации бетононасоса; подача бетонной смеси по
бетоноводу; очистка оборудования по окончании работы.
Качество и надежность работы бетононасоса во многом зави-
сят от правильности монтажа элементов бетоновода. Перед мон-
тажом тщательно проверяют и очищают фланцы, замковые сое-
динения, уплотнения. Горизонтальные участки бетоноводов уста-
навливают на специальные опоры с небольшим уклоном в сто-
Рис. 98. Автобетононасос-автобетоносмеситель:
/ — шасси автомобиля, 2 — гидропривод, 3 — гибкий бетоновод, 4 — барабан,
5 — пульт управления, 6 — бетононасос, 7 — раздаточный лоток, 8 — манипуля-
тор, 9 — бак для воды
171
Рис. 99. Технологическая схема бетонирования фундаментов:
1 автобетоносмеситель, 2 — приемный бункер, 3 — бетононасос, 4 — стрела, 5 — гибкий
шланг, 6 — базовый автомобиль
рону бетонирования, чтобы обеспечить спуск воды после промыв-
ки бетоновода. Вертикальные участки прикрепляют к стойкам и
опорам. Между бетононасосом и бетоноводом устанавливают
специальное звено, снабженное обратным клапаном, которое
необходимо в случаях внезапной остановки бетононасоса, смене
или очистке бетоновода.
При попадании в бетононасос частично расслоившейся или
начавшей схватываться смеси, ослаблении или неплотной уста-
новке замковых соединений в стыках бетоновода, через которые
происходит утечка цементного молока, наличии наплывов схва-
тившегося бетона на стенках бетоновода, длительных переры-
вах в подаче бетонной смеси (30...60 мин) в системе бетоновода
могут образоваться пробки. Местоположение их определяют
простукиванием, затем разбирают соответствующее звено и уда-
ляют пробку.
Транспортирование бетонной смеси по трубопроводам должно
быть непрерывным, чтобы она не схватывалась и не загустевала.
А следовательно, и доставка ее должна быть бесперебойной, а
бетонирование непрерывным. Непрерывность работы бетононасо-
сов зависит от своевременности и качества очистки бетоново-
дов. Очищают бетоновод водой, нагнетаемой специальным
центробежным насосом или сжатым воздухом с помощью двух
пыжей 2 из губчатой резины (рис. 100) или пыжа из влажной
мешковины 5. Чтобы промывочная вода не попадала в уложен-
ную бетонную смесь, кран 3 для ее спуска располагают на неко-
тором удалении от концевого звена.
Высота свободного падения бетонной смеси без нарушения ее
однородности 2,5...3 м. При возведении ряда конструкций и
объектов промышленного и гидротехнического строительства,
когда процесс бетонирования ведут с эстакад, высота свободного
172
Рис. 100. Схема промывки бетоновода:
1 — бетоновод, 2 — пыжи, 3 — кран для спуска воды, 4 — манометр,
5 — пыж из мешковины
падения смеси может значительно превышать эти цифры. При
высоте свободного падения до 10 м, чтобы не допустить расслаи-
вания бетонной смеси, применяют. звеньевые хоботы (рис. 101).
Хобот состоит из приемной воронки 3 и звеньев /, снабженных
крюками 2. По мере уменьшения высоты подачи нижние звенья
снимают: расстояние от устья хобота до места укладки должно
быть 0,7... 1 м. Для увеличения радиуса действия разрешается
оттягивать хобот в сторону не более чем на 0,25 м на каждый
метр высоты, при этом два нижних звена должны оставаться
вертикальными.
При высоте свободного падения бетонной смеси 10...80 м при-
меняют виброхоботы в виде секционных трубопроводов. Каждая
секция состоит из пяти труб диаметром 450 мм, длиной 2000 мм
с раструбным соединением. Трубы крепят к двум стальным кана-
там специальными зажимами. Нижняя секция представляет
собой звено из трубы длиной 1000 мм с шарнирными быстро-
разъемными соединениями. Это позволяет быстро укорачивать
виброхобот по мере необходимости. Верхняя секция снабжена
загрузочной воронкой вместимостью 1,6 м3. На загрузочную во-
ронку и звенья виброхобота через каждые 4...8 м навешивают
вибраторы, обеспечивающие виброразжижение смеси и предот-
вращающие ее зависание.
173
600
Рис. 101. Звеньевой хобот:
1 — звено, 2 крюки для подвески звеньев, 3 — при-
емная воронка
Рис. 102. Графики изменения скорости потока смеси
в виброхоботе без гасителей (/) и с гасителями (2)
Рис. 103. Пневмонагнетательная установка:
/ — корпус, 2 — загрузочная воронка, 3 — затвор, 4 —
подводящий трубопровод, 5, 6 — материальный шланг,
7 — секция бетоновода, 8 — сопло, 9 — гаситель
Для снижения скорости выхода бетонной смеси секции снаб-
жают гасителями в виде рассеивателей треугольной формы.
Графики изменения скорости падения смеси для виброхобота без
гасителей 1 и с гасителями 2 приведены на рис. 102. При высоте
до 40 м скорость перемещения бетонной смеси может достигать
25 м/с, в то время как с гасителями она не превышает 10 м/с.
Хоботы и виброхоботы применяют редко, так как они требуют
устройства специальных эстакад, что связано с большими эконо-
мическими затратами.
Пневматические нагнетатели обеспечивают дальность транс-
портирования до 200 м и высоту подъема до 35 м. Пневмонагне-
татель (рис. 103) состоит из корпуса 1 грушеобразной формы с
загрузочной воронкой 2, закрываемой затвором 3. Сжатый воз-
дух подводится по трубопроводу 4. В нижней части корпуса
закрепляют секцию бетоновода 7. Для проведения работ по
бетонированию необходим комплект механизмов, включающий в
себя компрессор с ресивером, секции бетоновода, устройство для
приема бетона и его загрузки в пневмонагнетатель.
Бетонную смесь с осадкой конуса 6...8 см и максимальной
крупностью заполнителя до 40 мм загружают из автобетоносме-
сителя или из бетоновоза с помощью скипового подъемника в
приемную воронку. Закрывают затвор и подают в корпус сжатый
воздух. При давлении 0,25...0,3 МПа бетонная смесь в струе
сжатого воздуха транспортируется по трубопроводам со ско-
ростью 1,5...2 м/с. Чтобы погасить эту скорость, на конце бето-
новода расположен гаситель 9. Из гасителя по резиновому шлан-
гу смесь поступает в опалубку конструкции.
При транспортировании бетона пневмонагнетателями некото-
рые перерывы в бетонировании допускаются, так как процесс
транспортирования сопровождается продувкой трубопровода
сжатым воздухом.
Пневмонагнетатели применяют для бетонирования малоарми-
ровацных небольших конструкций, тонкостенных конструкций, а
также заделки стыков.
Для увеличения несущей способности конструкции исполь-
зуют дисперсное армирование бетонов. Их арматура представ-
ляет собой короткие отрезки тонкой проволоки (фибры). Для
нанесения таких смесей используют специальное распылительное
сопло (рис. 104). Оно состоит из материального шланга 1 для
подачи цементно-песчаной смеси, шланга 2 для подачи фибры
и воздуха. В камере происходит равномерное смешение фибры
с цементно-песчаной смесью, а также ее увлажнение. Водонасы-
щение смеси создается за счет использования специального
водяного кольца 4, в которое под давлением подается вода из
шланга 3.
Путем изменения давления воды достигают требуемой водо-
насыщенности смеси, а соответственно и ее жесткости. Переме-
шанные компоненты со скоростью до 100 м/с вылетают из сопла
175
Рис. 104. Распылительное сопло для нанесения дисперсно-арми-
рованного бетона:
1 шланг для подачи цемента, песка, 2 — материальный шланг для
подачи фибры, 3 — шланг для подачи воды, 4 — водяное кольцо, 5 —
сопло
Рис. 105. Схема бетонирования с помощью пневмонагнетателя:
1 — компрессор, 2 — ресивер, 3 пневмонагнетатель, 4 — вибропитатель, 5 — автобето-
новоз, 6 — бетоновод, 7 — гаситель, 8 — хобот, 9 — опалубка
5 и наносятся на бетонируемую поверхность. Расстояние до
бетонируемой конструкции должно быть 1,2...1,5 м.
При выполнении работ оператор должен быть одет в спе-
циальную одежду и иметь защитные очки, так как в процессе
торкретирования наблюдается некоторый отскок частиц от по-
верхности.
При бетонировании фундаментов с использованием пневмо-
нагнетателя 3 (рис. 105) бетонную смесь доставляют автобето-
новозом 5 и перегружают в вибропитатель 4, оттуда она посту-
пает в загрузочный бункер пневмонагнетателя 3. От компрессора
1 сжатый воздух подается через ресивер 2 и трубопроводы в ка-
меры пневмонагнетателя. Из пневмонагнетателя бетонная смесь
по бетоноводу 6 подается в гаситель 7 и оттуда через воронку
хобота 8 в опалубку 9 фундамента.
Подача бетонной смеси пневмонагнетателем требует допол-
нительных средств механизации, разветвленной системы трубо-
проводов, поэтому по сравнению с бетононасосами этот вид
транспортирования смеси менее экономичен.
176
§ 32. Правила техники безопасности
Правила безопасного ведения работ при транспортировании,
подаче и распределении бетонной смеси отражают в проекте
производства работ с учетом особенностей возведения каждой
конкретной конструкции.
Обслуживать бетонотранспортные машины и механизмы раз-
решается только тем рабочим, которые обучились безопасным
методам работы и имеют об этом удостоверение.
При подаче бетонной смеси кранами принимают меры против
самопроизвольного открывания затворов бадей. При выгрузке
бетонной смеси из бадьи уровень низа затвора должен нахо-
диться не выше 1 м от бетонируемой поверхности. Запрещается
использовать неисправные и непроверенные бадьи, а также стоять
под бадьей во время ее установки и перемещения. Рабочий,
открывающий затвор бадьи, должен стоять на специальном
настиле в безопасном месте.
При конвейерной подаче бетонной смеси все токопроводящие
системы заключают в резиновые шланги, а раму конвейера
заземляют, провода располагают так, чтобы исключалась воз-
можность их повреждения. Очищать работающий барабан, ро-
лики и ленту конвейера вручную запрещается.
При бетонировании с помощью бетононасосов до начала
работы систему бетоноводов испытывают гидравлическим давле-
нием, в 1,5 раза превышающим рабочее. Бетонщики на рабочих
местах должны иметь надежную сигнализацию для связи с ма-
шинистом бетононасоса. Вокруг бетононасоса оставляют проходы
шириной не менее 1 м.
У выходного отверстия бетоновода устанавливают гибкий
шланг с гасителем, чтобы бетонная смесь не разбрызгивалась
в стороны. Замковые соединения бетоновода перед началом ра-
боты очищают и плотно закрывают.
Во время работы бетононасоса проталкивать крупные камни
заполнителя, способные заклинить воронку бетононасоса, запре-
щается.
Во время промывки бетоновода рабочие должны находиться
от выходного отверстия бетоновода на расстоянии не менее 10 м.
Ремонт бетононасоса и бетоноводов выполняют только после
остановки системы.
При транспортировании бетона по лоткам, виброжелобам,
звеньевым хоботам и виброхоботам загрузочные воронки на-
дежно прикрепляют к подмостям, опалубке или эстакаде. Для
предотвращения разбрызгивания бетонной смеси загрузочную
воронку ограждают сплошным настилом или закрывают козырь-
ком.
Вибраторы виброхоботов и вибролотков надежно крепят к
звеньям. Во время работы виброхобота запрещается находиться
под выходным отверстием.
177
Перед началом работы все системы пневмотранспортных уста-
новок испытывают на надежность. Максимальное давление сжа-
того воздуха не должно превышать рабочее, указанное в паспорте
установки.
Контрольные вопросы
1. Назовите меры, предотвращающие расслоение и потерю технологических свойств
бетонной смеси при ее транспортировании. 2. Какие средства внепостроечного
транспорта используют для перевозки смесей? 3. Назовите оборудование и средства
механизации для подачи бетонной смеси в конструкции. 4. Приведите техноло-
гическую схему подачи бетонной смеси вибропитателями. 5. Каковы преимущества
и особенности укладки бетонной смеси ленточными бетоноукладчиками? 6. Пере-
числите требования к бетонным смесям, транспортируемым по трубопроводам.
7. Опишите схему работы гидравлического бетононасоса. 8. Каковы преимущества
укладки смеси автобетононасосами? 9. Назовите технологические операции при
транспортировании смесей бетононасосами. 10. Для каких целей используют звень-
евые хоботы? 11. Приведите технологическую схему транспортирования бетонных
смесей пневмонагнетателями. 12. Каковы основные правила безопасности при
транспортировании, подаче и распределении бетонной смеси?
Глава VI
БЕТОНИРОВАНИЕ КОНСТРУКЦИЙ
§ 33. Уклада бетонной смеси
Технологический процесс бетонирования состоит из подгото-
вительных, вспомогательных и основных операций.
Подготовительные операции. Перед приемом бетонной смеси
подготавливают территорию объекта, подъездные пути, насти-
лы, места разгрузки бетона, емкости для приема бетона. С по-
мощью геодезических и мерных инструментов проверяют поло-
жение опалубки, арматуры, закладных деталей и анкерных
болтов, наличие защитного слоя у арматуры, устойчивость
арматурных каркасов и элементов опалубки.
Вспомогательные операции. Арматуру, закладные детали и
анкерные болты очищают от грязи и от отслаивающейся ржав-
чины. Резьбовую часть анкерных болтов предохраняют от загряз-
нения: смазывают солидолом и устраивают защитные чехлы из
мешковины или другого материала.
Чтобы бетон не вытекал, щели между стальными и фанер-
ными щитами опалубки конопатят паклей или заделывают план-
ками, шпатлюют или наклеивают полосы из специальной клея-
щей ленты. Распылителем, кистями или валиками наносят
специальные смазочные материалы на прилегающую к бетону
поверхность опалубки для снижения сцепления с ней бетона и
178
повышения качества лицевых поверхностей бетонируемой кон-
струкции.
Поверхность железобетонной или армоцементной опалубки
очищают от пыли сжатым воздухом, а затем увлажняют ее для
лучшего сцепления с бетоном.
К вспомогательным операциям относят также установку,
закрепление и перемещение транспортных устройств и приспо-
соблений (вибропитателей, виброжелобов, хоботов, бетоноводов)
и их техническое обслуживание, очистку и промывку после бето-
нирования. Положение этих машин и механизмов должно быть
устойчивым, исключающим различного рода деформации и по-
ломки.
Для каждого механизма (например, крана, бетоноуклад-
чика, бетононасоса) определяют рабочую зону и схему переме-
щения, проверяют систему электроснабжения, освещения, свето-
вую и звуковую сигнализацию, исправность работы вибраторов.
На рабочих местах устанавливают бадьи, бункера, а также
инструмент бетонщика — лопаты, скребки, гладилки. Для обеспе-
чения безопасных условий труда устраивают ограждения, за-
щитные козырьки, переходные лестницы и др.
При разгрузке бетонной смеси из автотранспортных средств
в бадьи следят за тем, чтобы смесь была однородной, тщательно
перемешанной. Не допускается попадание в нее инородных
тел, грунта.
Основные операции. Укладывают смесь слоями в соответствии
с указаниями проекта производства работ, при этом толщина
каждого слоя должна быть не более глубины проработки вибра-
тора.
Распределение смеси, особенно жесткой и малоподвижной,
в бетонируемой конструкции — мало механизированный и тру-
доемкий процесс.
Укладку и уплотнение бетонной смеси необходимо осуществ-
лять в непрерывной последовательности; задержка в выполне-
нии любой из этих операций приводит к предварительному схва-
тыванию смеси, ухудшению физико-механических характеристик
бетона и повышению трудозатрат.
Смеси с пластифицирующими добавками, обладающие высо-
кой подвижностью и текучестью, хорошо проникают в простран-
ство между арматурными стержнями и заполняют весь заданный
объем бетонируемой конструкции. Они не требуют интенсивной
вибрации, так как непродолжительное вибрирование позволяет
существенно повысить их текучесть. Но схватываются они намного
быстрее, чем смеси без добавок, поэтому даже непродолжи-
тельные перерывы в укладке могут привести к нежелательным
явлениям.
Перед укладкой определяют консистенцию (подвижность или
жесткость) и однородность смеси, а при бетонировании зимой —
еще и температуру.
179
Для оценки прочности бетона берут несколько проб, изго-
товляют из них образцы и испытывают их на сжатие.
В процессе укладки смеси наблюдают за состоянием опа-
лубки, положением арматуры, крепежных элементов, поддержи-
вающих лесов, раскосов и распорок. При обнаружении их де-
формации или смещения от проектного положения прекращают
процесс бетонирования и устраняют нарушения.
§34. Уплотнение бетонной смеси
При приготовлении, транспортировании и укладке бетонная
смесь чаще всего находится в рыхлом состоянии; частицы запол-
нителя расположены неплотно и между ними есть свободное
пространство, заполненное воздухом. Назначение процесса уплот-
нения — обеспечить высокую плотность и однородность бетона.
В основном бетонную смесь уплотняют вибрированием. Под
действием вибрирования частицы заполнителя приходят в коле-
бательное движение, бетонная смесь как бы разжижается, при-
обретает повышенную текучесть и подвижность. В результате
она лучше распределяется в опалубке и заполняет ее, включая
пространство между арматурными стержнями.
Под действием вибрации в бетонной смеси распространя-
ются механические колебания в виде волн, которые создают
в бетонной смеси динамическое давление. Волны, распростра-
няясь в смеси, совершают работу по сближению отдельных
частиц, в результате чего силы трения между зернами заполни-
теля снижаются и смесь приходит в состояние тяжелой вязкой
жидкости.
По мере прохождения в бетоне волна теряет часть своей
энергии (затухает) и на некотором расстоянии от вибратора ста-
новится неспособной к уплотнению смеси. Каждый из вибрато-
ров имеет свой радиус действия, который зависит от его кон-
структивных особенностей и характеристик смесей.
Жесткие смеси требуют длительного воздействия вибрации и
более частой перестановки вибратора. При уплотнении смеси
глубинными вибраторами максимальное давление наблюдается
в нижней зоне наконечника, минимальное — в верхней. Перепад
давлений в слоях смеси способствует выдавливанию воздушных
включений к открытой поверхности бетона, повышает плот-
ность бетона и качество поверхностей. При этом крупный запол-
нитель стремится занять устойчивое положение, обеспечивающее
плотную пространственную структуру бетона.
При прекращении вибрации свойства бетонной смеси резко
изменяются, она приобретает определенную структуру, обла-
дающую некоторой прочностью. Так, после извлечения или пере-
становки вибратора уплотненная смесь может воспринимать
нагрузку: например, рабочий может перемещаться по поверх-
ности бетона, не нарушая его структуры.
180
Вибрационное воздействие характеризуется двумя парамет-
рами: частотой и амплитудой колебаний. Частота колебаний
определяется числом колебаний в единицу времени (минуту,
секунду) и выражается в герцах (Гц). Амплитуда колебаний
выражается в миллиметрах. Параметры амплитуды и частоты
взаимосвязаны. Так, низкочастотные вибраторы имеют большую
амплитуду колебаний, а высокочастотные - меньшую.
Большое влияние на процесс уплотнения оказывает характер
взаимодействия вибратора с бетонной смесью и опалубкой фор-
мы, а также его расположение в плане. Так, очень близкое
расположение глубинного вибратора к опалубке формы способ-
ствует не уплотнению, а разрушению структуры бетонной смеси
за счет высокого динамического давления в этой области. Уда-
ление вибратора от опалубки может привести к недоуплотнению
прилегающих к опалубке участков смеси, что повышает порис-
тость и снижает прочность бетона. Поэтому, в каждом конкрет-
ном случае с учетом радиуса действия вибратора определяют
его местоположение, чтобы обеспечить нормальное и однородное
уплотнение смеси.
Продолжительность вибрирования зависит от типа вибрато-
ра и технологических характеристик бетонной смеси: чем меньше
подвижность уплотняемой смеси, тем более длительной вибрации
она требует. При недостаточной продолжительности вибриро-
вания смесь недоуплотняется, а при избыточной - - расслаива
ется. Такие смеси резко теряют свои физико-механические
свойства. Во избежание этого в каждом конкретном случае
опытным путем определяют оптимальное время вибрирования,
при котором достигается плотная структура бетона без ухудше-
ния его свойств.
При использовании смесей с осадкой конуса более 10 см
во избежание расслоения требуется кратковременное воздействие
вибраций.
Основными признаками достаточного уплотнения являются
прекращение оседания бетонной смеси, появление на ее поверх-
ности цементного молока и прекращение выделения пузырьков
воздуха.
Для получения качественного бетона тщательно уплотняют
смесь в углах опалубки, в густоармированных местах. Чтобы
не нарушить сцепления арматуры и закладных частей с бетоном,
не следует устанавливать на них работающие вибраторы.
В исключительных случаях для уплотнения бетонной смеси
в тонкостенных и густоармированных конструкциях, где невоз-
можно использовать вибраторы, применяют штыкование.
Для уплотнения жестких бетонных смесей при устройстве
бетонных покрытий небольшой толщины может быть использо-
вано трамбование. Применяют пневматические или ручные трам-
бовки, а также виброкатки. Смеси уплотняют слоями толщиной
10...15 см.
181
§ 35. Механизмы для уплотнения бетонных
смесей
Вибраторы подразделяют по способу воздействия на бетонную
смесь: глубинные — с погружаемым в бетонную смесь вибро-
наконечником или корпусом; пог рхностные, устанавливаемые
на уложенную бетонную смесь и передающие ей колебания
через рабочую площадку; наружные, прикрепляемые к опалубке
и передающие через нее колебания бетонной смеси.
Глубинные вибраторы предназначены для уплотнения бетон-
ных смесей с показателем жесткости до 10 с и осадкой конуса
5...6 см при возведении монолитных армированных и неарми-
рованных конструкций, фундаментов, колонн, балок и до 30 с
при изготовлении продукции сборного железобетона. При бето-
нировании больших объемов массивных сооружений применяют
мощные вибраторы со встроенным двигателем, а также под-
весные — тяжелого типа.
Для выполнения работ при бетонировании широкой номенкла-
туры изделий и конструкций применяют ручные глубинные
вибраторы с электрическим и пневматическим приводами.
Ручной электромеханический вибратор с гибким валом
(рис. 106). Гибкий вал 4 заключен в специальную броню <?, на
поверхность которой надет резиновый рукав. На обоих концах
вала имеются винтовые муфты с левой резьбой для присоедине-
ния соответственно к электродвигателю 2 и наконечнику 5. Элек-
тродвигатель установлен на металлической подставке 10у пре-
дохраняющей его от погружения в бетонную смесь. Включают
электродвигатель выключателем /, находящимся на его корпусе.
Наконечник 5 состоит из стального трубчатого корпуса 8У
внутри которого вращается дебаланс 7, соединенный с гибким
Рис. 106. Ручной глубинный вибратор с гибким валом:
1 — выключатель, 2 — электродвигатель, 3 — броня гибкого вала,
4 — гибкий вал, 5 наконечник, 6 — пружинная муфта, 7 — деба-
ланс, 8 — корпус вибратора, 9 — конус, 10 — металлическая подставка
182
валом 4 пружинной муфтой 6. При включении электродвигателя
дебаланс обкатывается по конусу 9 и совершает колебания. При-
меняют две конструктивные схемы вибронаконечников. По первой
схеме (рис. 107, а) вибрация возбуждается в результате обкаты-
вания бегунка-дебаланса 4 по внутренней конической втулке 5,
неподвижно закрепленной в корпусе 1 вибронаконечника. По
второй схеме (рис. 107, б) обкатывание бегунка осуществляется
по коническому пальцу 6, неподвижно закрепленному в корпусе 1.
Бегунок-дебаланс 4 совершает вращательное движение от
гибкого вала через шпиндель 2, заключенный в подшипник. Чтобы
колебания не передавались на гибкий вал, бегунок-дебаланс
соединен со шпинделем упругой резиновой муфтой 3. При обка-
тывании бегунка-дебаланса возбуждаются колебания, которые
вызваны инерционными силами эксцентрично вращающихся масс.
Каждое обкатывание вызывает одно колебание. Следует помнить,
что частота колебаний корпуса вибратора не равна частоте вра-
щения гибкого вала.
При наружном обкатывании бегунка число частот колебаний
при внутреннем обкатывании
где п — частота вращения гибкого вала; D — диаметр беговой
дорожки; Di — диаметр конического пальца; d — диаметр бегун-
ка.
Рис. 107. Схема вибронаконечни-
ков с наружным (а) и внутрен-
ним (б) обкатыванием:
/ - корпус, 2 - шпиндель, 3 - упру-
гая муфта, 4 — бегунок-дебаланс, 5 —
коническая втулка, 6 — конический
палец
183
Таблица 11. Техническая характеристика вибраторов с гибким валом
Система вибрационного механизма — планетарная
с внутренним обкатыванием бегунка
Параметр
ИВ-46 ИВ-102А ИВ-17 ИВ-95А
Частота тока электродвигателя, Гц
Напряжение, В
Частота вращения гибкого вала, мин~
Ресурс работы вибратора, ч
Наружный диаметр вибронаконечника, мм
Частота колебаний, Гц
Длина рабочей части наконечника, мм
Номинальная мощность, кВт
Общая масса вибратора, кг
50
36
2800
500
76 75 51 76
210 210 295 200
430 440 430 440
0,8 0,75 0,75 0,8
38 15 34 12,5
Вибронаконечники должны быть герметичными, при попада-
нии цементного теста или воды они быстро выходят из строя.
Для увеличения их срока службы периодически смазывают
подшипники и выполняют ревизию сборочных единиц.
Для снижения вредного воздействия вибраций на руки рабо-
чего глубинные вибраторы снабжают специальными демпфирую-
щими вставками или рукоятями из пористой резины, которые
размещают в местах, где амплитуда колебаний минимальна.
Промышленность выпускает несколько модификаций вибрато-
ров с гибким валом (табл. 11), которые отличаются наружным
диаметром вибронаконечника, его длиной и частотой колебаний.
Тот или иной тип вибратора с гибким валом выбирают в зави-
симости от показателя жесткости смеси, густоты армирования и
крупности заполнителя. Так, с увеличением крупности заполни-
теля частота колебаний должна снижаться. С увеличением диа-
метра корпуса вибронаконечника повышается радиус действия и
в конечном итоге производительность. Радиус действия глубин-
ных вибраторов (или зона проработки) в среднем равен 4...5
наружным диаметрам вибронаконечника.
Вибратор с встроенным электродвигателем (табл. 12). Вибра-
ционный механизм выполнен в виде вала. На валу насажен груз
(дебаланс), центр тяжести которого не совпадает с осью вала,
поэтому в процессе вращения создаются колебания с частотой,
равной частоте вращения вала. Колебания через опорные части
вала передаются корпусу, а через него — бетонной смеси.
Таблица 12. Техническая характеристика ручных глубинных вибраторов
с встроенным электродвигателем
Параметр ИВ-99А ИВ-101А I ИВ-104А 1 ИВ-105 I ИВ-106
Частота тока, Гц Напряжение, В Мощность, кВт Ресурс работы вибратора, ч Частота колебаний, Гц Масса, кг 0,25 | 50 I 26 50 36...40 | 0,25 | 0,37 500 50 I 25 17 | 26 1,1 1000 25 I 25 90 1 52
184
1630
Рис. 108. Глубинные вибраторы и их динамические харак-
теристики:
а — ИВ-90, б — В1-647, е — ИВ-101А, г — ИВ-116; 1 — рабочая
часть, 2 — электродвигатель, 3 — шарнир, 4 — штанга, 5 —
труба удлинителя, 5 — подвеска, 7 — лопасти, 3,9 — графики
распределения колебаний в воздухе и в бетонной смеси, 10 —
гибкий вал
Вибратор ИВ-99А предназначен для уплотнения бетонных
смесей с осадкой конуса 4...7 см, вибратор ИВ-101 А — 2...5 см,
а вибратор ИВ-104 — для уплотнения малоподвижных смесей с
осадкой конуса 1...3 см.
Разновидности глубинных вибраторов приведены на рис. 108.
Их динамические характеристики представлены графиками рас-
пределения амплитуд колебаний 8 при движении вибраторов в
воздухе и 9 — при погружении его в бетонную смесь. Эти зави-
симости свидетельствуют, что амплитуда колебаний в бетонной
смеси почти в 2 раза ниже, чем в воздухе. Это обстоятельство
объясняет процесс рассеяния энергии колебаний в бетонной смеси
при уплотнении. С увеличением плотности бетона количество
поглощаемой энергии возрастает.
Для повышения производительности вибраторы объединяют в
пакеты из 4...6 шт., которые навешивают на стрелу манипулятора
или раму малогабаритного электрического трактора. Такие ме-
ханизмы широко используют при возведении гидротехнических
сооружений.
Советские ученые разработали ряд глубинных вибраторов
тяжелого типа большой производительности (табл. 13), обеспе-
чивающих высокое качество работ. К ним относятся плоскостные
излучатели, которые представляют собой соединенные жесткой
плитой два вибратора, вращающиеся в противоположные сторо-
ны. Под действием вибраторов плита совершает колебания пер-
пендикулярно ее плоскости. Такая конструкция обладает боль-
шим радиусом действия и большей производительностью, чем
пакет из двух вибраторов.
Плоскостной глубинный вибратор (рис. 109) состоит из двух
стандартных вибраторов 8, соединенных жесткой плитой 9. От
электродвигателя 1 крутящий момент через синхронизатор 3
передается на вал 7, а через него на вибратор 8. Таким образом
рабочая плита 9 совершает синхронные колебания с частотой,
равной частоте вращения валов привода. Кроме указанных эле-
ментов используется кожух 6 для защиты валов от попадания
бетонной смеси и упругий амортизатор 5, выступающий в роли
муфты сцепления приводных валов.
Вибратор подвешивается на стреле манипулятора или крана
с помощью подвески 2.
В гидротехническом строительстве при бетонировании неарми-
Таблица 13. Техническая характеристика мощных глубинных вибраторов
Параметр ИВ-90 1 В1-756 В1-631 В1-697
Размеры рабочей части, мм: диаметр длина Частота колебаний, мин-1 Мощность двигателя, кВт Масса, кг 133 1100 I 1000 8000 2,8 I 3,2 90 | 95 195 1600 2800 3,0 | 4,0 250
186
рованных конструкций блоков
плотин широко используют глу-
бинные вибраторы горизонтально-
го типа (рис. 110, а). Конструк-
тивно они мало отличаются от
глубинных вибраторов вертикаль-
ного расположения и состоят из
встроенного электродвигателя /,
размещенного в герметичном кор-
пусе. К двигателю с одной и про-
тивоположной сторон подсоединя-
ются виброблоки 2, возбуждаю-
щие динамическую составляю-
щую колебаний. С помощью
тяги 3 и кронштейна 4 через
пружинную подвеску 5 вибраторы
навешиваются на подвижную
раму 6 (рис. 110,6) электриче-
ского трактора 8. Рама имеет
возможность с помощью лебед-
ки 7 занимать различное положе-
ние. Протаскивается вибратор в
толще бетонной смеси, чем дости-
гается уплотнение массива тол-
щиной слоя до 1 м. При исполь-
зовании пакета вибраторов из
5...6 шт. уплотняется полоса ши-
риной 4...4,5 м. Такие вибраторы
более производительны и дают
высокое качество уплотнения.
Поверхностные вибраторы при-
меняют при бетонировании неар-
мированных или слабоармирован-
ных' перекрытий, полов, сводов,
дорожных и аэродромных покры-
тий толщиной до 25 см и конструкций толщиной до 12 см с про-
странственным армокаркасом (ИВ-91 А, ИВ-92А, ИВ-98А,
ИВ-107).
Поверхностный вибратор ИВ-91 А (рис. 111) состоит из рабо-
чей площадки 1 размером 1050X 550 мм, на которой смонтирован
электродвигатель 2. Вал электродвигателя снабжен двумя
дебалансами 5. При вращении дебалансов возбуждаются ко-
лебания, которые передаются рабочей площадке, а через нее —
бетонной смеси. Рабочая площадка корытообразной формы, что
исключает попадание бетонной смеси в зону электродвигателя.
Для перестановки по поверхности бетона вибратор снабжен
ручками.
Вибробрусья и виброрейки (рис. 112)—разновидности по-
187
0752
750
Рис. НО. Горизонтальные вибраторы:
а — конструктивная схема, б — схема размещения на электрическом трак-
торе; 1 — электродвигатель, 2 — виброблок, 3 — тяга, 4 — кронштейны
с ножом, 5 — пружинная подвеска, 6 — подвижная рама, 7 — лебедка,
8 — электрический малогабаритный трактор
Рис. 111. Поверхностный вибратор ИВ-91 А:
1 — рабочая площадка, 2 — электродвигатель, 3 — токоподводящий кабель,
4 — подшипники, 5 — дебаланс, 6 — корпус, 7 - ручка
Рис. 112. Конструктивные схемы виброреек (а) и схема их установки (б):
/ — алюминиевый профиль рейки, 2—вибратор, 3 — рукоятка, 4 — кронштейн, 5-
маячная доска, 6—опора маячных досок, 7—инвентарная маячная доска, 8—крон-
штейн
верхностных вибраторов — предназначены для покрытий неболь-
шой толщины. Они представляют собой балку из швеллера или
алюминиевого профиля /, на середине которой установлен виб-
ратор 2. Колебания передаются балке, а через нее — бетонной
смеси. Концы балки снабжены специальными виброизолирован-
ными рукоятками 3. В процессе виброуплотнения виброрейку
медленно перемещают по специальным направляющим 5, устанав-
ливаемым по краям бетонируемой полосы.
Направляющие называются маячными досками. По их верх-
ней поверхности скользит кронштейн 8, прикрепляемый к вибро-
рейке /. Такое решение позволяет получать высокое качество
бетонируемой поверхности при плавном движении рейки по
направляющей.
Использование виброреек из алюминиевых профилей суще-
ственно снижает их массу, облегчает труд бетонщиков и обеспе-
чивает более равномерное распределение амплитуд колебаний
по их длине. Отечественная промышленность выпускает вибро-
рейки марок СО-132А, СО-131 и СО-163 с шириной бетонируемой
полосы соответственно 1,5; 3 и 4 м. Мощность электродвигателя
вибратора 0,26 кВт. Масса виброреек 45, 60 и 85 кг; их произво-
дительность достигает 90, 130 и 180 м2/ч при бетонировании
покрытий толщиной 10... 15 см из бетонов подвижностью 4...6 см
по осадке конуса. При использовании более жестких смесей
продолжительность вибрирования возрастает, что приводит к не-
которому снижению производительности.
Наружные вибраторы применяют для уплотнения бетонной
смеси в различных конструкциях (колоннах, балках, стенах).
Крепят их к опалубке. Вибраторы устанавливают на определен-
ном расстоянии друг от друга. При этом следует располагать
их так, чтобы не происходило взаимного гашения колебаний от
соседних вибраторов, что резко снижает эффект уплотнения.
§ 36. Бетонирование конструкций
Общие сведения. Перед началом бетонирования проверяют
соответствие опалубки проекту, положение арматуры, закладных
деталей, геометрические размеры опалубки, ее прочность и
устойчивость, наличие приспособлений для безопасного и удоб-
ного ведения работ. Результаты проверки оформляют актом.
При укладке бетона на естественное основание проверяют
правильность устройства подготовки основания.
Непосредственно перед бетонированием очищают опалубку от
грязи и мусора, ликвидируют все зазоры и неплотности опалуб-
ки. За час до укладки бетона деревянную опалубку обильно
смачивают, а металлические щиты смазывают специальными
составами. Еще раз проверяют положение арматуры и присту-
пают к укладке бетонной смеси. Массивные и протяженные бе-
тонные и железобетонные конструкции бетонируют отдельными
сопрягаемыми между собой участками. Такой участок называет-
190
ся блоком или картой бетонирования. Разбивают бетонируемую
конструкцию на участки по конструктивным или технологическим
признакам. Например, конструкцию плотины гидротехнического
сооружения разбивают на температурные блоки.
Пространство между отдельными участками называют де-
формационными швами. Деформационные швы подразделяют на
осадочные, температурные и усадочные.
Осадочные швы предназначены для отделения одних кон-
струкций от других. Например, фундамент под оборудование
отделяют от бетонного пола швом толщиной 7... 10 мм, чтобы
нагрузка от оборудования не передавалась элементам пола.
Температурные швы предназначены для компенсации расши-
рения или сжатия сооружений и конструкций при повышении
или понижении температуры (например, при устройстве дорож-
ных и аэродромных покрытий и т. п.) Расстояние между темпе-
ратурными швами и ширину швов определяют путем расчета.
Усадочные швы устраивают при возведении массивных и
протяженных конструкций для предотвращения трещинообразо-
вания при усадке твердеющего бетона.
Деформационные швы заполняют легко деформируемыми
материалами (резинобитумными, битумно-полимерными масти-
ками, тиоколовыми герметиками).
При бетонировании конструкций неизбежны технологические
перерывы (окончание смены, перерывы в доставке бетона,
установка арматуры и др.). В этих случаях устраивают рабочие
швы. Рабочим швом называется плоскость, по которой к ранее
уложенному бетону прилегает свежеуложенный. В отличие от
деформационных рабочие швы исключают перемещение стыкуе-
мых поверхностей относительно друг друга и не должны снижать
несущей способности конструкции. Расположение рабочих швов
определяется проектом производства работ и указывается в
рабочих чертежах. Местоположение рабочего шва назначается
таким образом, чтобы в меньшей степени уменьшилась несущая
способность конструкции. Так, при бетонировании колонн рабо-
чие швы можно устраивать по высоте колонны на уровне верха
фундамента (рис. 113, а), у низа балок, опирающихся на колон-
ны (рис. 113,6), а также у низа подкрановых консолей (рис.
113, в).
При устройстве монолитных ребристых перекрытий рабочие
швы устраивают в сечениях, где меньший изгибающий момент,
т. е. нагрузки на конструкцию минимальны. Такие сечения рас-
положены на расстоянии ’/з от промежуточных опор (колонн)
в одну и другую сторону. Бетонирование осуществляют парал-
лельно балкам 2 (рис. 113, г) или прогонам 1 (рис. 113,6).
В балках, прогонах и плитах рабочий шов располагают вер-
тикально. Шов устраивают путем установки деревянного щита
с прорезями для арматуры (рис. 114).
При перерыве в бетонировании более 2 ч возобновляют уклад-
191
Рис. 113. Расположение рабочих швов при бетонировании:
а—в — колонны, г — перекрытия при бетонировании в направлении, параллельном
балкам, д — то же, перпендикулярно балкам; 1 — прогоны, 2 — балки, /—IV —
места возможных рабочих швов
ку только после набора прочности бетоном не менее 1,5 МПа.
При прочности ниже 1,5 МПа дальнейшая укладка приведет к
разрушению структуры ранее уложенного бетона в результате
динамического воздействия вибраторов и других механизмов.
Перед возобновлением бетонирования очищают поверхность
бетона от пыли, грязи и строительного мусора. Для лучшего
сцепления ранее уложенного бетона со свежим рабочие швы по
192
Рис. 114. Устройство рабочих швов:
а — в плитах, б, в, г—в стенах; / диска, 2 — перегородка в опалубке стены, 3—
медная гофрированная полоса
горизонтальным и наклонным поверхностям очищают от цемент-
ной пленки водяной или воздушной струей, металлическими
щетками или механическими фрезами, а затем покрывают це-
ментным раствором слоем толщиной 1,5...3 см, чтобы заполнить
все неровности.
Фундаменты под оборудование и конструкции с динамическим
режимом работы (опоры ЛЭП, фундаменты турбомашин, кузнеч-
но-прессового оборудования, телебашен и др.), которые совер-
шают колебания и передают их фундаментам, бетонируют
непрерывно независимо от их размеров. Фундаменты, рассчитан-
ные на статическую нагрузку, можно бетонировать с перерывами.
Укладывают бетонную смесь горизонтальными слоями, причем
она должна плотно прилегать к опалубке, арматуре и закладным
деталям сооружения. Слои укладывают в одном направлении и
одинаковой толщины. Последующий слой укладывают только
после соответствующего уплотнения предыдущего. Для получе-
ния однородной степени уплотнения необходимо соблюдать рас-
стояние между каждой постановкой вибратора. Оно не должно
превышать 1,5/?; где — радиус действия вибратора.
Трлщину бетонируемого слоя устанавливают из расчета
глубины вибрационной проработки: 30...50 см при ручном вибри-
рований и чдо 100 см при использовании навесных вибраторов
и вибропакетов.
При возведении массивных конструкций рекомендуется сту-
пенчатое бетонирование. Продолжительность укладки каждого
слоя не должна превышать время схватывания в предыдущем
слое. В каждом конкретном случае время укладки и перекрытия
слоев назначает лаборатория с учетом температурных факторов
и характеристик смеси.
При уплотнении укладываемого слоя глубинный вибратор
должен проникать на 10... 15 см в ранее уложенный слой и разжи-
жать его. Этим достигается более высокая прочность стыкового
соединения слоев. Если при погружении вибратора в ранее уло-
женный слой образуются незаплывающие трещины, что свиде-
тельствует об образовании кристаллизационной структуры бето-
193
на, то прекращают бетонирование и устраивают рабочий шов.
При бетонировании сооружений систематически очищают ар-
матуру, опалубку и закладные детали от налипшего раствора
и предохраняют бетонную смесь от осадков.
Массивные конструкции бетонируют с использованием желе-
зобетонной опалубки, разборно-переставной из унифицированных
элементов или блок форм. Опалубочные панели большой пло
щади, так же как и арматурные каркасные панели, монтируют
с помощью кранов. Их крепление должно быть надежным и
выдерживать технологические нагрузки от бетонной смеси,
машин, механизмов и ручного инвентаря. Смонтированную и
подготовленную к бетонированию опалубку принимают по акту.
Площадь бетонирования расчленяют на блоки. При послой-
ном бетонировании в каждом блоке имеется три зоны: подачи,
разравнивания и уплотнения бетонной смеси. Каждую зону обслу^
живает определенное число механизмов. Ведущим процессом,
определяющим скорость бетонирования, является уплотнение.
Кроме того, необходимую скорость бетонирования определяют
также из условия, что каждая предыдущая порция бетонной
смеси должна быть перекрыта последующей с проработкой вибри-
рованием до начала схватывания бетона в обеих порциях.
С учетом толщины укладываемых слоев на внутренних щи-
тах опалубки обозначают места укладки и уровень поверхности
каждого слоя и расстояния между каждой порцией в ряду.
Подача бетонной смеси в массивные фундаменты осуществля-
ется бетононасосами, пневмотранспортом, виброхоботом, лен-
точными конвейерами, автотранспортом, а также бадьями с
помощью кранов.
При ступенчатом бетонировании сначала укладывают первый
слой, затем второй и т. д. Ширина разрыва между каждым
слоем 4...5 м. Зоны подачи, разравнивания и уплотнения после-
довательно переходят со слоя на слой. Например, при бетони
ровании массивов гидротехнических сооружений применяют тех-
нологию укладки бетонной смеси слоями толщиной 0,8...1 м с
использованием малогабаритных электрических тракторов 7, на
которые навешивают комплект глубинных вибраторов (рис. 115, а).
Смесь уплотняют полосами шириной до 2,5 м при скорости пере-
мещения трактора 1...1,5 м/мин. Смесь подают с эстакады через
приемный бункер 2 и виброхобот 3 в бетоновоз 4, а из него
разгружают на полосу бетонирования. Разравнивают слой буль-
дозером 6, нож которого навешивают на малогабаритный трак-
тор, а уплотняют навешенным на другой такой же трактор
пакетом глубинных вибраторов.
При больших объемах работ используют 2...3 трактора,
которые перемещаются, перекрывая полосы бетонирования на
0,3...0,5 м.
В гидротехническом строительстве широко применяют само-
ходные электрические манипуляторы (рис. 115, б), на стрелы
194
которых навешивают плоские или объемные пакеты вибрато-
ров 11 Манипуляторы перемещаются по свежёуложенной
бетонной смеси и уплотняют слои толщиной более 1 м. Исполь-
зование пакета мощных' вибраторов позволяет умей вшИты ^по-
требность в подъемно-транспортных средствах и обслуживающем
персонале. ' ’:
При бетонировании блоков в бетонной опалубке используют
козловые и башенные краны. Рельсовый путь козлового крана
(рис. 115, г) располагается на железобетонных стенах, выпол-
няющих роль опалубки. Подают смесь бадьями 12, а уплотняют
ее пакетом вибраторов. По окончании бетонирования блока или
секции козловой кран перемещают на новую захватку, и процесс
повторяется.
При использовании башенных кранов (рис. 115, в) зона бето-
нирования в зависимости от радиуса действия стрелы крана
составляет 10...30 м. Башенный кран располагают в соседнем
ранее забетонированном блоке. Бетонную смесь подают бадьями,
а уплотняют пакетом мощных вибраторов, навешиваемых на
крюк крана. Бетонируют послойно (толщиной слоя до 1 м).
Высота ступенчатых фундаментов под колонны промышлен-
ных зданий в зависимости от глубины их заложения может
достигать 3 м и более.
При высоте фундаментов до 3 м (рис. 116, а) их бетонируют
слоями. Первоначально заполняют опалубку 1 ступенчатой части
фундамента. Бетонную смесь подают бадьями 2 или бетононасо-
сом с рабочего настила 3. Каждый слой прорабатывают вибра-
торами 4. Открытые поверхности ступеней защищают щитами,
что исключает утечку смеси, особенно при ее вибрировании. Затем
продолжают укладку бетонной смеси в подколенник.
При высоте фундамента более 3 м (рис. 116, б) в опалубку
ступеней подают бетонную смесь из бадьи, а в опалубку под-
коленника— звеньевым хоботом 5 (рис. 116, в).
Бетонируют слоями или непрерывно с обязательным вибра-
ционным уплотнением каждого слоя ручными вибраторами 4.
Бетонная смесь при уплотнении оказывает большое гидроста-
тическое давление на стенки опалубки, поэтому элементы опа-
лубки должны быть укреплены во избежание перемещений и
деформаций. Свежеуложенная бетонная смесь в начальный
период твердения дает некоторую осадку. Если провести бето-
нирование фундамента сразу на всю высоту, то в зоне перехода
ступенчатой части в подколонник возможно образование уса-
дочных трещин, что снизит несущую способность и долговечность
фундамента. Поэтому по окончании бетонирования ступеней устра-
ивают технологический перерыв для набора прочности .бетоном
и некоторой его осадки. Затем бетонируют подколонник.
Закончив цикл бетонирования, открытые поверхности бетона
заглаживают мастерками или лопатами. Размеры бетонируемого
фундамента и его положение в плане должны соответствовать
195
1
Рис. 115. Схема бетонирования массивов гидротехнических сооружений:
а уплотнение слоев смеси пакетом вибраторов, установленных на тракторе, б — то
же, манипулятором с пакетом вибраторов, в, г — то же, с использованием башенного
и козлового крапов; / — автосамосвал, 2 — бункер, 3 — виброхобот, 4 — бетоновоз,
5—разгрузка бетона, 6—разравнивание электробульдозером, 7—уплотнение пакетом
вибраторов на электротракторе, 8 — манипулятор, 9 — башенный кран, 10 — козловой
крап, 11 — пакет вибраторов, 12 — бадья с бетонной смесью
Рис. 116. Схемы бетонирования ступенчатых фундаментов:
1 — опалубка фундамента, 2 — бадья с бетонной смесью, 3 — рабочий настил с ограж-
дением, 4 — вибратор, 5 — звеньевой хобот
проектным, поэтому перед бетонированием тщательно проверяют
соответствие осевых рисок осям фундаментов, правильность
установки и крепления элементов опалубки, положение арма-
турного каркаса, опалубки стакана фундамента и его высоты
установки. Ориентиром для укладки смеси служат маячные рис-
ки, которые наносят несмываемой краской на внутренние стенки
опалубки.
Обычно на строительной площадке возводят одновременно
целую группу фундаментов, поэтому вопросы организации труда
при выполнении опалубочных и бетонных работ имеют перво-
степенное значение.
Современное производство основано на поточной органи
зации работ, когда выполнение работ по отдельным процессам
производится со сдвигом во времени на некоторый срок, называ-
емый шагом потока. Этот прием позволяет снизить сроки возве-
дения конструкций и повысить качество за счет узкой специали-
зации работ и комплексной механизации. Так, при возведении
фундаментов можно выделить три потока (рис. 117). Первый
поток армирование фундаментов, второй — установка опалуб-
ки, третий — бетонирование.
Арматурные каркасы и щиты опалубки доставляют авто-
транспортом. Разгружают и монтируют их с помощью автомо-
бильного крана /. Транспортируют бетонную смесь автобетоно-
смесителями и автобетононасосом 5.
Сначала звено из 2...3 человек монтирует арматурные карка-
сы. С отставанием в 1...2 смены другое звено устанавливает
опалубку. С отставанием в 2...3 смены от первого начинают
бетонирование. Звено, устанавливающее опалубку, производит
также распалубку.
Ведущий процесс в устройстве фундаментов — процесс бето-
нирования, поэтому число рабочих в каждом потоке рассчиты-
вают таким образом, чтобы их работа не отставала и не опере-
197
Рис. 117. Схема поточного производства работ при устройстве
монолитных фундаментов стаканного типа:
1 — автомобильный кран, 2 — арматурные каркасы, 3 — опалубочные
блоки, 4 — автобетоносмеситель, 5 — автобетононасос
жала работы ведущего потока. При ритмичных поточных про-
цессах время работы звеньев на каждом процессе должно быть
одинаковым.
Для организации поточной работы весь объект разбивают
на захватки. Захваткой может служить пролет, часть пролета
или фундаменты одной оси. Каждое звено, выполнив работы на
одной захватке, переходит на другую, а его место занимает
звено следующего потока. Таким образом, последовательно пе-
реходя с захватки на захватку, выполняют весь объем работ.
При расчете потока следует учитывать сроки распалубки
фундаментов, так как они определяют общую продолжитель-
ность работ и необходимое число комплектов опалубки. Для
сокращения сроков распалубки применяют методы ускоренного
твердения бетона (например, разогрев смеси перед укладкой,
термоактивную опалубку, внесение добавок).
198
Для возведения монолитных железобетонных ленточных фун-
даментов используют различные механизированные комплексы.
Производство работ начинают с разбивки осевых линий и опре-
деления высотных отметок. Затем производят армирование фун-
даментов путем укладки арматурных сеток 1 подошвы фунда-
ментов с помощью стрелового пневмоколесного крана 2
(рис. 118, а). Арматурные сетки с приобъектного склада 8 по-
дают к месту укладки. Перед их установкой на них размещают
фиксаторы для создания защитного слоя бетона. Фиксаторы
устанавливают в шахматном порядке с шагом 1 м. Арматурные
сетки устанавливают на заранее выполненное бетонное основание
толщиной 8... 10 см.
После укладки сеток устанавливают арматурные каркасы 5,
которые выверяют, рихтуют и временно закрепляют с помощью
фиксаторов, оттяжек или подкосов. Затем производят свари-
вание стержней арматурных каркасов с сеткой подошвы фунда-
мента.
После окончательного закрепления каркасов временные кре-
пежные устройства снимают.
Затем приступают к установке опалубки. Используется щи-
товая опалубка 4, которая собирается из отдельных щитов в укруп-
ненные панели. Эта операция выполняется на специальной пло-
щадке 9 в зоне действия крана. Монтаж опалубки производят
после окончательного закрепления арматурных каркасов в проек-
тное положение. Сначала устанавливают и закрепляют опалубку
ступенчатой части фундамента 5, затем опалубочные панели 4
стен. Для обеспечения геометрической неизменяемости конструк-
ций используются специальные средства: подкосы, струбцины
и стяжки. Для объединения щитов применяют продольные
схватки.
Бетонирование ведется захватками длиной 10... 12 м. Перво-
начально укладывают бетонную смесь в ступенчатую часть фун-
дамента, а затем после набора прочности более 1,5 МПа присту-
пают к укладке бетона в стены. Наиболее производительным и
менее трудоемким является подача и укладка бетонной смеси
автобетонон'йсосами. Бетонная смесь доставляется в автобето-
емесителях 7, из которых выгружается в приемный бункер авто-
бетононасоса 6, откуда по бетоноводу смесь подается в опалубку.
Укладку производят слоями толщиной 40...50 см с обязатель-
ным вибрированием глубинными вибраторами.
Автобетононасос по мере выполнения работ на захватке
перемещается по верху котлована на следующую стоянку. Стрела
автобетононасоса с манипулятором имеет радиус действия 17 м,
что позволяет с одной стоянки укладывать смесь в любую точку
опалубки на расстоянии, не превышающем вылета стрелы. После
укладки бетонной смеси на захватке производят перебазиро-
вание автобетононасоса на новую стоянку. Затем цикл повто-
ряется.
199
(г
(S
Технологическая схема установки арматурных каркасов при-
ведена на рис. 118, б, монтажа опалубочных щитов—на
рис. 118, в. Процесс укладки бетонной смеси схематически изо-
бражен на рис. 118, г.'
Выполнение всех видов работ осуществляется поточным
способом, что обеспечивает ритмичное строительство. Комплект
опалубки принимается таким образом, чтобы его было доста-
точно для непрерывного ведения работ. После укладки бетонной
смеси на первой и второй захватках демонтируют опалубку с
первой захватки и устанавливают на третьей. Затем демонти-
руют опалубку со второй захватки и устанавливают на четвер-
тую и т. д. Распалубливание фундаментов производят после
достижения бетоном распалубочной прочности. Демонтаж опалуб-
ки осуществляют в последовательности, обратной монтажу.
Панели щитов разъединяют, освобождают от стяжек и домкра-
тами отрывают от бетона. Затем с помощью крана панели сни-
мают и перемещают на рабочее место для очистки и смазки.
После этого демонтируют ступенчатую часть фундамента.
При выполнении работ следует особое внимание уделять
правильности расположения опалубочных щитов относительно
осевых линий, проектному размещению арматурных каркасов,
соблюдению высотных отметок, обеспечению устойчивости опа-
лубки, а также выполнению всех правил безопасного ведения
работ.
Подготовки, полы и фундаментные плиты. Бетонные подго-
товки под полы укладывают на заранее спланированные участки
основания в виде уплотненного грунта или щебеночного покры-
тия. При транспортировании бетона бетононасосами используют
смеси с осадкой конуса 5...6 см (рис. 119, а), а при подаче бетона
бетоновозами (рис. 119, б) используют малоподвижные бетон-
ные смеси с осадкой конуса 0...2 см.
Площадь бетонирования разбивают на полосы шириной
3...4 м. Устанавливают маячные направляющие доски. Верхняя
грань доски должна находиться на уровне поверхности бетонной
подготовки. Бетонную смесь разгружают на месте бетонирования
непосредственно из автобетоновоза или подают с помощью бето-
нонасоса, частично разравнивают вручную, а затем уплотняют
виброрейками. Полосы бетонируют через одну, причем проме-
жуточные — после затвердения бетона в смежных полосах. Перед
бетонированием промежуточных полос маячные доски снимают.
Рис. 118. Схема устройства ленточных фундаментов:
и — план объекта со схемами движения крана и автобетонснасоса, б — схема монта-
жа арматурных блоков, в — схема монтажа панелей опалубки, г — бетонирование лен-
точного фундамента; / — арматурные сетки ступенчатой части фундамента, 2 — пнев-
моколесный кран, 3 — арматурный каркас, 4 — опалубочные щиты, 5 — ступенчатая
часть фундамента, 6 — автобетононасос, 7 — автобетоносмеситель, 8 — зона складиро-
вания арматурных изделий, 9 — площадка для укрупнительной сборки щитов, чистки
и смазки опалубки; СТ — положение стоянок стрелового крана и автобетононасоса
201
Рис. 119. Бетонирование полов и подготовок с подачей ' бетона автобетоно-
насосом (а) и бетоновозами (б):
1 — автобетоносмеситель, 2 — карта бетонирования, 3 — уплотнение вибраторами, 4 —
опалубка, 5 — автобетононасос, 6 — виброрейка, 7 вибратор, 8 — самосвал, 9 — ма-
ячные доски; I...V — последовательность бетонирования полос
По граням досок образуются рабочие швы. Деформационные
швы устраивают параллельно направлению бетонирования.
Виброрейку устанавливают свободными концами на маячные
доски и за виброизолированные рукояти протягивают по направ-
лению бетонирования таким образом, чтобы избыток бетонной
смеси перемещался в направлении движения. Для получения
заданного уровня поверхности необходим плотный контакт осно-
вания виброрейки с маячными досками. Бетонная смесь хорошо
уплотняется, когда толщина слоя смеси на 3...4 см превышает
проектную толщину покрытия. Под действием вибрации смесь
уплотняется и оседает. При уплотнении виброрейку следует
перемещать плавно, без остановок и рывков. Скорость ее пере-
мещения зависит от удобоукладываемости смеси и толщины
бетонного слоя. В каждом конкретном случае ее определяют
экспериментально.
Комплексный процесс устройства покрытий из высокоподвиж-
ных бетонных смесей (рис. 120) включает: разгрузку смеси
из автобетоносмесителя 1, разравнивание и предварительное
уплотнение глубинным вибратором 2, армирование и уплотне-
ние виброрейкой 5, вакуумирование 6, обработку поверхности
бетона заглаживающими машинами 5, 9.
202
Перед началом укладки бетонной смеси устанавливают опоры
для маячных досок 4, затем сами доски 3. Верхняя поверхность
маячных досок крепится к опоре с помощью винтовых домкра-
тов и должна^^аходиться’ на одинаковой отметке, соответству-
ющей проектному значению. Бетон верхнего слоя укладывается
с некоторым превышением (на 3...5 см), что обеспечивает в
процессе уплотнения его избыток смещать с помощью вибро-
рейки по направлению бетонирования. Перемещение виброрейки
должно быть плавным, со скоростью, необходимой для тщатель-
ной проработки слоев бетона.
После уплотнения на поверхности бетона выступает некото-
рое количество химически несвязанной воды, которая удаля-
ется с помощью вакуумного мата 6. Вакуумирование свежеуло-
женного бетона основано на механическом удалении избыточного
количества воды из бетона (10...20%), т. е. снижение его водо-
цементного отношения.
При вакуумировании прочность бетона повышается на
20...25% и уменьшается его усадка. За счет большей плотности
увеличивается водонепроницаемость, морозостойкость, сопротив-
ление истираемости и другие физико-механические характеристи-
ки, что весьма важно в дорожном строительстве, при устройстве
полов и в других случаях. Сразу после вакуумирования бетон
приобретает прочность 0,3...0,4 МПа.
Вакуумирование эффективно для тонкостенных и плоских кон-
струкций толщиной до 30 см.
Комплект по вакуумированию бетона состоит из вакуумного
насоса 10, ресивера, гибких вакуумных матов 6, комплекта
всасывающих рукавов 7. Одна такая установка с комплектом из
40 вакуумных матов может обработать в смену до 200 м2 свеже-
уложенного бетона.
Вакуумные маты состоят из двух слоев: нижний слой, который
укладывают на обрабатываемый бетон, из фильтрующей поли-
мерной пленки, армированной сеткой, верхний — герметизирую-
щий. В верхнем слое проложен всасывающий рукав, который
создает в вакуумных матах разрежение. При этом нижнее фильт-
ровальной перфорированное полотнище укладывают непосред-
ственно на бетон, а верхнее раскатывают, начиная от середины.
Такой порядок раскатки улучшает герметизацию системы. Ориен-
тировочно время вакуумирования на 1 см толщины покрытия
составляет 1...1,5 мин.
В комплект для вакуумирования входят пульт управления
11, контейнер 12 для хранения и перевозки матов, промывочная
ванна 13. По окончании вакуумирования верхнее, а затем и
нижнее полотнища матов закатывают и снимают. Затем маты
промывают в ванне 13 и укладывают в контейнер. С помощью
машин СО-103 и СО-170 заглаживают свежеуложенный ваку-
умированный бетон. Заглаживание выполняют при достижении
бетоном небольшой прочности (0,1...0,2 МПа), которая дает воз-
203
©
Рис. 121. Заглаживающее устрой-
ство:
1 - сетчатые валики, 2 — крон-
штейн, 3 — рукоятка (штанга)
можность перемещаться рабочему с машиной, не нарушая
структуры бетона.
При бетонировании фундаментных плит, днищ резервуаров,
отстойников и других конструкций толщиной 0,15...1 м с густым
армированием способы укладки и уплотнения бетона определяют
с учетом их конструктивных особенностей. Фундаментные плиты
большой площади разбивают на блоки бетонирования или карты.
При большой толщине плит карты принимают шириной 5... 10 м,
оставляя между ними разделительные полосы шириной 1...1,5 м.
По краям блоков устанавливают деревянную опалубку.
Бетонную смесь подают кранами в бадьях или бетононасосом
в направлении к ранее уложенному бетону. Карты бетонируют
подряд одну за другой в один слой с использованием ручных
или механизированных вибраторов. Выравнивают специальными
гладилками.
При бетонировании плит и покрытий из подвижных смесей
используют заглаживающее устройство (рис. 121), которое сос-
тоит из двух пустотелых валиков 1, соединенных между собой
кронштейном 2. Поверхность валиков обтянута сеткой с ячей-
кой 10Х Ю мм. К оси одного из валиков крепится рукоятка 3.
При возвратно-поступательном перекатывании устройства по-
верхность бетона выравнивается и становится гладкой и одно-
родной.
Для заглаживания поверхностей из малоподвижных бетон-
ных смесей применяют гладилки, полутерки, кельмы, скребки
различной конструкции.
Стены и перегородки. Особенность бетонирования стен и пе-
регорЬдок, зависит от их толщины и высоты, а также вида опа-
лубки, используемой для их возведения.
При возведении стен в разборно-переставной опалубке бето-
нируют участками высотой не более 3 м. В стены толщиной
более 0,5 м при слабом армировании укладывают бетонную
смесь с осадкой конуса 4...6 см. При длине более 20 м стены делят
на участки по 7... 10 м (рис. 122, а), и на границе участков
Рис. 120. Технологическая схема устройства бетонных покрытий из подвижных
бетонных смесей:
/ — автобетоносмеситель, 2 — вибратор, 3 — маячная доска, 4 — опоры для маячных
досок, 5 — виброрейка, 6 — вакуумные маты, 7 — всасывающий рукав, 8 — дисковая
затирочная машина СО-103, 9— заглаживающая машина СО-170, 10— вакуумный
агрегат, //--пульт управления, 12 — контейнер для хранения и перевозки матов,
13 — промывочная ванна
205
От Бетононасоса
Рис. 122. Технологические схемы бетонирования стен толщиной 0,5 и высо-
той более 3 м (а), тонких стен (б) и послойное бетонирование стен с по-
дачей смеси бетононасосами (в):
/ — опалубка, 2 звеньевой хобот с воронкой, 3 — вибратор с гибким валом, 4 —
шланг бетононасоса, 5 — разделительна и опалубка, 6 — ранее забетонированный учас-
ток стены, 7 — наружный щит опалубки, 8 — арматурный каркас, 9 — бадья с бето-
ном, 10— направляющий щит, 11 — подмости для рабочих
устанавливают деревянную разделительную опалубку 5. Бетон-
ную смесь подают непосредственно в опалубку в нескольких
точках по длине участка бадьями 9, виброжелобами, бетоно-
насосами. При высоте стен более 3 м используют звеньевые
хоботы 2. Бетон укладывают горизонтальными слоями толщи-
ной 0,3...0,4 м с обязательным вибрированием смеси.
Подавать смесь в одну точку не рекомендуется, так как при
этом образуются наклонные рыхлые слои, снижающие качество
поверхности и однородность бетона. В процессе бетонирования
следят за положением арматуры и предотвращают ее смещение
от проектного положения. Возобновляют бетонирование на сле-
206
дующем по высоте участке после устройства рабочего шва и
набора прочности бетона не менее 0,15 МПа.
i В.тонкие и густоармированные конструкции стен и перегоро-
док укладывают более подвижные бетонные смеси (6... 10 см).
При толщине стены до 0,15 м бетонирование ведут ярусами вы-
сотой до 1,5 м (рис. 122, б). С одной стороны опалубку возво-
дят на всю высоту, а со стороны бетонирования — на высоту
яруса. Это позволяет обеспечить удобство работы. Забетониро
вав первый ярус, наращивают опалубку следующего и т. д.
При возведении монолитных конструкций стен в крупнощи-
товой опалубке до начала бетонирования очищают опалубку
от мусора и цементного раствора, проверяют положение карка-
сов, состояние оборудования, инвентаря и приспособлений, при-
меняемых при укладке бетонной смеси.
Подают бетонную смесь к месту укладки автобетононасосом.
При подаче на большую высоту автобетононасос подключают
к магистральному бетоноводу. Для распределения бетонной сме-
си в опалубке предусматривают гибкие резиновые рукава длиной
до 8 м. Начинают бетонировать с наиболее удаленного участка,
что позволяет по мере освобождения постепенно демонтировать
линию бетоновода.
Стены бетонируют участками, заключенными между двер-
ными или оконными проемами. Смесь укладывают толщиной
30...40 см с обязательным вибрированием глубинными вибра-
торами.
При бетонировании наружных стен в объемно-переставной
и крупнощитовой опалубках особое внимание уделяют качеству
уплотнения подоконных участков. Для этой цели в верхней и
нижней стенках проемообразователей 4, 5 предусмотрены отвер-
стия 5, в которые пропускается вибратор 9 (рис. 123). В нижнее
отверстие устанавливается вставка 8, которая служит направля-
ющей для вибратора. Она после окончания бетонирования и
демонтажа опалубки извлекается. Верхнее отверстие 3 после
вибрирования закрывается пластиной 2. Особенно тщательно
следует уплотнять бетонную смесь непосредственно у стенок
опалубки; у дверных и оконных проемообразователей и вклады-
шей, в углах стен. Это повышает надежность конструкций, сни-
жает трудозатраты на ликвидацию наплывов и усиление непро-
работанных участков бетона. Получение плотных сопряжений
внутренних и наружных стен повышает несущую способность
здания.
Стены. резервуаров, опускных колодцев и других подобных
сооружений бетонируют слоями толщиной 0,4...0,5 м, равномерно
распределяя бетон по всему периметру. Уложенный бетон уплот-
няют глубинными или навесными вибраторами. Слои бетона
укладывают непрерывно один за другим.
При возведении стен в скользящей опалубке перед бетони-
рованием подготавливают запас необходимых материалов (заго-
207
Рис. 123. Схема уплотнения бе-
тонной смеси под оконными про-
емообразователями:
/ наружная панель опалубли, 2 —
пластина, 3 — верхнее отверстие, 4,
5 — проемсобразователь, 6.— внутрен-
няя панель блочной опалубки, 7 — гиб-
кий шланг, 8 — вставка, 9 — рабочая
часть вибратора
товок арматуры, закладных деталей, утеплителей, домкратных
стержней и т. п.), средства механизации для транспортирования
материалов и полуфабрикатов, надежное электроснабжение
объекта, сварочное оборудование, средства для горизонтального
перемещения бетона, арматуры и закладных деталей.
Сначала бетонируют опорный ярус высотой 70...80 см. Бетон
укладывают по периметру здания или сооружения слоями тол-
щиной 30...40 см с обязательным виброуплотнением. После на-
бора бетоном прочности 1,5...2 МПа плавно поднимают опалубку
со скоростью 20...30 см/ч с одновременной укладкой слоя бето-
на толщиной 20...30 см. Скорость подъема опалубки назначают
из условия набора прочности и твердения бетона. С учетом вре-
мени доставки и перегрузок бетонную смесь приготовляют на
цементах с началом схватывания не менее 3 ч.
Бетон подают к месту укладки кранами в бадьях, а непосред-
ственно к скользящей опалубке — мото- и ручными тележками,
откуда его загружают в пространство между щитами опалубки,
но наиболее эффективно использовать бетононасосы, что позво-
ляет снизить трудоемкость и повысить качество работ.
Начальный период подъема опалубки наиболее ответствен-
ный. Требуется тщательно контролировать сохранение геометри-
ческих размеров опалубки, предотвращать оплыв бетона, дефор-
мации и потери устойчивости опалубки. Бетонную смесь равно-
мерно укладывают по периметру опалубки слоем 20...30 см. Каж-
208
дый последующий слой укладывают до схватывания ранее уло-
женного.
Выходящий из-под опалубки бетон должен сохранять свою
форму ,и обладать прочностью, достаточной для восприпятия
нагрузок от вышележащих слоев. В то же время его прочность
не должна быть более 1,5...2 МПа, так как в этом случае сцепле-
ние щитов опалубки с бетоном возрастает и при ее подъеме
в бетоне могут образоваться разрывы. Поэтому перерывы между
подъемами опалубки не должны превышать 8... 10 мин. При
вынужденных более длительных перерывах для предотвращения
сцепления бетона со щитами переводят гидродомкраты в режим
работы «шаг на месте». Перед возобновлением бетонирования
щиты опалубки и поверхность ранее уложенного бетона смачи-
вают водой.
При уплотнении бетона вибраторы не должны касаться час-
тей опалубки, так как передача ей колебаний может вызвать
разрушение ранее уложенных слоев, имеющих недостаточно вы-
сокую прочность. Режим вибрационного воздействия зависит от
вида используемого бетона. Так, при возведении наружных стен
из бетонов на керамзитовом или перлитовом гравии требуется
менее интенсивная вибрация. В этих случаях целесообразно
использовать ручные механические или пневматические вибрато-
ры с пониженной частотой (20...30 Гц) и увеличенной ампли-
тудой. При использовании малоподвижных и умеренно жестких бе-
тонных смесей на плотных заполнителях применяют вибраторы с
частотой колебанид 100...200 Гц.
Особое внимание уделяют процессу уплотнения бетонных
смесей с пластификаторами. Вследствие высокой подвижности
таких смесей вибрационное воздействие должно быть кратко-
временным и с пониженной частотой колебаний (15...20 Гц),
так как воздействие интенсивной вибрацией приведет к нару-
шению структуры бетона.
Для получения высокого качества поверхностей стен и предо-
твращения трещинообразования в свежем бетоне наружные и
внутренние щиты опалубки должны иметь технологический уклон
из расчета 4...5 мм на 1 м высоты опалубки. Такой уклон обе-
спечивает снижение сцепления между опалубкой и бетоном и пре-
дотвращает образование трещин в бетоне.
Возведение здания в скользящей опалубке — комплексный
процесс, который включает в себя работы по армированию
конструкций, наращиванию домкратных стержней, установке
закладных деталей, оконных и дверных блоков или вкладышей,
устройству специальных ниш, уходу за бетоном и др. Перечислен-
ные работы должны быть увязаны во времени. Так, армирование
стен не должно ни опережать укладку бетона, ни отставать от
нее. Домкратные стержни следует наращивать по мере подъема
опалубки. Вкладыши для образования проемов должны быть
установлены до монтажа арматурных каркасов.
209
Каждый вид работ выполняет специализированное звено,
а весь процесс — комплексная бригада. При этом соблюдают
строгую технологическую последовательность ведения работ. Так
как ведущими являются работы по укладке и уплотнению бетона
ных смесей, го принятой скорости бетонирования подчиняются
все остальные процессы.
Для поточного ведения работ все здание разбивают на зах-
ватки. На каждой из них ведется определенный технологи-
ческий процесс. По мере выполнения работ звено рабочих пере-
ходит с захватки на захватку, предоставляя другому звену
фронт работ. Особое внимание уделяют состоянию средств
механизации, так как выход из строя одного из механизмов
приводит к нарушению ритма всего потока.
Бетононасосом 8 (рис. 124) бетонную смесь подают по бето-
новоду 7 к манипулятору 3, расположенному на рабочей пло-
щадке 4. Манипулятор снабжен стрелой 5, которая обеспечи-
вает подачу смеси в любую точку опалубки 6. По мере возраста-
Рис. 124. Схема возведения здания в скользящей опалубке:
1 — башенный кран, 2— гидродомкрат, 3 — манипулятор, 4 — рабочая пло-
щадка, 5 — стрела манипулятора, 6 — скользящая опалубка, 7 бетоновод,
8 — бетононасос, 9 — автобетоновоз
210
ния высоты здания бетоновод удлиняют дополнительными звень-
ями.
• < Для подъема арматуры, домкратных стержней, закладных
деталей, вкладышей ш других материалов и конструкций исполь-
зуют башенный кран 1 с вылетом стрелы, обеспечивающим
проведение этих работ на всей площадке здания. Башенный
кран используют также при демонтаже опалубки.
Ответственный этап при возведении зданий в скользящей
опалубке — устройство перекрытий. Перекрытия устраивают
снизу вверх или сверху вниз. В первом случае их возводят с
отставанием от бетонирования стен на 2...3 этажа; сразу после
бетонирования стен на высоту этажа, после бетонирования стен
на всю высоту здания.
После возведения стен на 2...3 этажа бетон приобретает
прочность, позволяющую возводить перекрытие. Для устройства
перекрытий используют разборно-переставную опалубку из
щитов небольшого размера. Щиты 2 опалубки (рис. 125, а) уста-
навливают на раздвижные ригели /, расположенные на телеско-
пических стойках 4. Стойки опираются на перекрытие 5 нижеле-
жащего этажа. После установки щитов перекрытие армируют,
а затем бетонируют. Для обеспечения монолитного сопряжения
перекрытия со стеной в стенах при бетонировании оставляют
горизонтальные штрабы 3 (полости), в которые пропускают
арматуру перекрытия. После приобретения бетоном перекрытия
распалубочной прочности опалубку демонтируют: сначала ослаб-
ляют телескопические стойки, затем удаляют поочередно ригели
и отрывают щиты опалубки.
Аналогично бетонируют перекрытие сразу после возведения
стен на высоту этажа.
Если перекрытие бетонируют после возведения стен на всю
высоту здания, то чаще используют разборно-переставную опа-
лубку в комплекте с поддерживающими элементами в виде теле-
скопических стоек, ригелей, кронштейнов. Опалубка (рис. 125, б)
состоит из набора унифицированных элементов щитов 2 раз-
личных типоразмеров: плоских, угловых, криволинейных. Набор
плоских и угловых щитов позволяет собирать блоки опалубки
для бетонирования ячеек перекрытия с размерами 4,2...7,2 м
по длине и 2,7...7,2 м по ширине. Щиты опалубки располагают
на ригелях 1 с телескопическими стойками 4 и домкратами. Опа-
лубка в зависимости от ширины перекрытия может иметь две,
три и четыре телескопические стойки с наклонным или верти-
кальным опиранием в углы сопряжения перекрытия со стеной.
Опалубку перекрытия опирают на возведенные стены с помо-
щью кронштейнов (рис. 125, в). Для этого при бетонировании
в стены закладывают металлические трубы 6, через отверстия
которых пропускают болты для крепления кронштейнов 7. На
кронштейны укладывают ригели 1 с телескопическими стойками
4, а по ним — балки 8, на которых располагают щиты 2 опа-
211
Рис. 125. Схемы устройства опалубки перекрытий:
а — на телескопических подмостях, б — разборно-переставной в комплекте с телеско-
пическими стойками, в — с использованием балок и кронштейнов, г — на подвесных
подмостях; 1 — ригель, 2 — щиты настила, 3 — штраба для стыка перекрытия и сте-
ны, 4 — телескопические стойки, 5—перекрытие нижележащего этажа, 6 — металли-
ческие трубы, 7 — кронштейны, 8 — балки, 9 — опалубка на подвесных подмостях
лубки. Выверяют положение опалубки с помощью винтов, распо-
ложенных на телескопических стойках. Для распалубки винты
телескопических стоек опускают вниз, балки 8 со щитами 2
отрывают от бетона. Затем опалубку разбирают и устанавли-
вают на новом месте.
Бетонирование перекрытий после возведения стен здания
на всю высоту осуществляют сверху вниз с использованием под-
весных подмостей на жестких подвесках (рис. 125, г). С внут-
ренних сторон стен устанавливают крюки или кронштейны 7,
на которые вдоль стен укладывают деревянные или металли-
ческие балки 8. На балки опирают опалубку на подвесных под-
мостях 9. После выверки проектного положения армируют и
бетонируют плиту. При разборке опалубки сначала извлекают
опорные балки 8, затем кронштейны 7, отрывают опалубку от
бетона и опускают ее для устройства нижележащего перекры-
тия. Бетонную смесь подают через отверстия в стенах (оконные
или дверные проемы), а также через технологические проемы,
оставляемые в плитах перекрытия (например, лифтовые шахты).
В некоторых случаях используют сборные железобетонные
перекрытия, которые предварительно складируют в виде пакета
на уровне первого этажа и после возведения стен устанавлива-
ют соответственно с верхнего перекрытия до нижнего.
Колонны, балки, плиты. Наиболее массовыми конструкциями,
возводимыми в монолитном железобетоне, являются колонны
сечением 0,4X0,4...0,6X0,8 м, балки и плиты длиной 6... 18 м.
В зависимости от /требуемой несущей способности они могут
быть слабо и сильно армированы. Конструкции с густым арми-
рованием бетонируют смесью с осадкой конуса 6...8 см и круп-
ностью заполнителя до 20 мм, со слабым армированием — смесью
с осадкой конуса 4...6 см и крупностью заполнителя до 40 мм.
Колонны высотой до 5 м (рис. 126, а) бетонируют непрерывно
на всю высоту. Бетонную смесь загружают сверху с помощью
бадьи 3 или гибкого хобота манипулятора бетоновода и уплот-
няют глубинными вибраторами 4.
Еслми высота колонн более 5 м (рис. 126, б), смесь подают
через воройки 5 по хоботам 6, а уплотняют навесными 7 или
глубинными вибраторами 4. При использовании глубинных виб-
раторов в опалубке устраивают специальные окна с кармана-
ми 5, через которые уплотняют и подают бетонную смесь.
Иногда для подачи бетонной смеси опалубку колонн выполня-
ют со съемными щитами 10 (рис. 126, е), которые устанавли-
вают после бетонирования первого яруса.
Балки и плиты, монолитно связанные с колоннами, бетони-
руют не ранее чем через 1...2 ч по окончании бетонирования
колонн. Такой перерыв необходим для осадки бетона, уложенного
в колонны. В густоармированные балки укладывают подвижную
бетонную смесь с осадкой конуса 6...8 см. Балки высотой более
0,8 м бетонируют отдельно от плит с устройством горизонталь-
213
Рис. 126. Схема бетонирования колонн высотой до 5 м (а) и более
(б), с густой арматурой балок (а), опалубки со съемным щитом (г);
1 — опалубка, 2 — хомут, 3 — бадья, 4 — вибратор с гибким валом, 5 — прием-
ная воронка, 6 — звеньевой хобот, 7—навесной вибратор, 8, 9 — карманы.
10 — съемный щит
ного рабочего шва на уровне низа плиты. Плиты перекрытия
бетонируют в направлении, параллельном главным или второ-
степенным балкам.
При бетонировании плит с арматурным каркасом на него
сверху укладывают легкие переносные щиты, служащие рабочим
местом и предотвращающие деформацию арматуры.
214
§ 37. Выдерживание бетона и уход за ним
Твердение бетона представляет собой сложный физико-хими-
ческий процесс, при котором цемент, взаимодействуя с водой,
образует новые соединения. Вода проникает в глубь частиц
цемента постепенно, в результате чего все новые его порции
вступают в химическую реакцию. Этим объясняется постепенный
и длительный набор прочности бетона.
При благоприятных условиях твердения прочность бетона
непрерывно повышается. Для нормального твердения бетона
необходима температура (20±2) ° С с относительной влажностью
воздуха не менее 90%. При таких условиях бетон через 7... 14 сут
набирает прочность 60...70% своей 28-суточной прочности. Затем
рост прочности замедляется.
Для бетона, находящегося в воде, его прочность выше, чем
при твердении бетона в сухой среде. При твердении бетона на
воздухе вода быстро испаряется и твердение практически прек-
ращается. Поэтому для достижения бетоном необходимой проч-
ности нельзя допускать его преждевременного высыхания. В теп-
лую сухую и ветреную погоду выступающие части (углы, ребра)
и открытые поверхности бетонных конструкций высыхают быстрее,
чем внутренние его части. Необходимо предохранять эти эле-
менты от высыхания и давать им возможность достигать необ-
ходимую прочность.
При твердении бетона изменяется его объем. Твердея, он
дает усадку, которая в поверхностных слоях происходит быстрее,
чем во внутренних. Поэтому при недостаточной влажности
бетона в период твердения на его поверхности появляются мел-
кие усадочные трещины. Кроме того, трещинообразование воз
можно в результате неравномерного разогрева бетона вслед-
ствие выделения теплоты при схватывании и твердении (гидра-
тации) цемента. Трещины снижают качество, прочность и долго-
вечность конструкций.
Рост прочности бетона в значительной степени зависит от
температуры, при которой происходит твердение. При температу-
ре ниже нормальной твердение бетона замедляется, а при темпе-
ратуре —5° С практически прекращается. При повышенной тем-
пературе и достаточной влажности процесс твердения ускоряет-
ся.
Продолжительность твердения имеет большое практическое
значение. Ускорять твердение необходимо, когда требуется быст-
ро нагрузить конструкции эксплуатационной нагрузкой или
распалубить ее в ранние сроки, при бетонировании зимой и
других случаях.
Для ускорения твердения бетона применяют добавки-ускори-
тели, вводимые при приготовлении бетонной смеси. Количество
добавок-ускорителей твердения берется в процентах от массы
цемента и не должно превышать следующих величин: сульфат
215
натрия - 2, нитрат натрия, нитрат кальция, нитрит-натрат
кальция — 4, хлорид кальция в бетоне армированных конструк-
ций— 2, в бетоне неармированных конструкций — 3. г т
Д-обавки.-ускорители твердения не следует вводить при? ис-
пользовании глиноземистого цемента, а также в конструкциях,
армированных термически упрочненной сталью, в железобетон-
ных конструкциях, предназначенных для эксплуатации в зонах
действия блуждающих токов, в конструкциях с напрягаемой
арматурой. Полный перечень ограничений по применению доба-
вок ускорителей приведен в СНиП 3.03.01—87.
При производстве сборного железобетона для ускорения твер-
дения широко применяют тепловую обработку бетона паром или
электрическим током.
Ускоряют процесс твердения бетона путем использования
быстротвердеющих цементов. Обычно такие бетоны используют
при аварийных работах, а также при устройстве стыков различ-
ных конструкций.
Чтобы свежеуложенный бетон получил требуемую прочность
в назначенный срок, за ним необходим правильный уход: под-
держание его во влажном состоянии, предохранение от сотрясе-
ний, повреждений, ударов, а также от резких перепадов темпера-
туры. Нарушение режима ухода за бетоном может привести к
получению низкого качества и непригодного для эксплуатации
бетона, а иногда к разрушению конструкций. Особенно важен
уход за бетоном, в течение первых дней после укладки. Недостат
ки ухода в первые дни могут настолько ухудшить качество бето-
на, что практически их нельзя будет исправить в последующие
дни.
Благоприятные температурно-влажностные условия для твер-
дения бетона создают, предохраняя его от вредного воздействия
ветра и попадания прямых солнечных лучей, путем системати-
ческой поливки. Для этого открытые поверхности свежеуложен-
ного бетона укрывают влагоемким покрытием (брезентом или
мешковиной), а при отсутствии этих материалов поверхность бе-
тона закрывают через 3...4 ч после укладки бетона слоем песка
или опилок и поливают водой. В зависимости от климатических
условий частота поливки должна быть такой, чтобы поверхность
бетона в период ухода все время была во влажном состоянии.
В сухую погоду открытые поверхности поддерживают во влаж-
ном состоянии до достижении бетоном 50...70% проектной проч-
ности. В жаркую погоду поливают также деревянную опалубку.
При снятии опалубки (например, опалубки колонн, стен, балок)
увлажняют вертикальные поверхности конструкций. Наиболее
эффективно вертикальные и наклонные поверхности поливать
непрерывным потоком воды через систему трубок с мелкими
отверстиями. В жарком сухом климате этот способ полива обя-
зателен.
Укрытие и поливка бетона требуют значительных затрат тру-
216
да, поэтому тонкостенные конструкции с большой открытой по-
верхностью (например, площадки, дороги, аэродромные покры-
тия, полы, перекрытия) вместо укрытия и поливки целесообразно
покрывать;специальными окрасочными составами ,и защитными
пленками. Наиболее пригодны полимерные композиции. Они
обеспечивают наилучшее предохранение от влагопотерь как
свежеуложенной бетонной смеси в условиях воздушно-сухого
твердения, так и бетона при термообработке и раннему распа-^
лубливанию. Полимерные композиции практически безвредны,
менее огнеопасны, а их малая вязкость позволяет механизиро-
вать процесс нанесения и снизить расход вещества до 0,5 кг на
1 м2 поверхности. Применение пленкообразующих веществ яв-
ляется одним из простых и технологичных условий обеспечения
необходимых качественных показателей при раннем распалубли-
вании бетона.
§ 38. Расианубетикани® комсврувщий. Исправление
дефектов бетонирование
При установке опалубки предусматривают конструктивные
решения, обеспечивающие не только быстрый и простой съем
опалубки, но и предотвращающие повреждения бетона.
Распалубливают конструкции после достижения бетоном
прочности, обеспечивающей сохранность углов, кромок и поверх-
ностей. Сроки распалубки зависят от режима твердения и марки
бетона, вида цемента и конструктивных особенностей элементов.
Несущие элементы опалубки снимают по достижении бетоном
прочности, обеспечивающей необходимую несущую способность
конструкции. Если фактическая нагрузка на элементы конструк-
ции будет менее 70% от расчетной, то для элементов конструк-
ций пролетом до 6 м эта прочность должна быть 70% от норма-
тивной, пролетом более 6 м и конструкций с напрягаемой армату-
рой—80%. При нагрузке более 70% от расчетной несущие эле-
менты опалубки снимают после набора бетоном проектной проч-
ности.^ При наличии несущих сварных армокаркасов опалубку
снимают При достижении бетоном 25% проектной прочности.
При распалубливании междуэтажных перекрытий под балка-
ми и прогонами оставляют так называемые стойки безопасности
на расстоянии не более 3 м друг от друга. Опорные стойки
нижележащих перекрытий удаляют тогда, когда прочность бето-
на возводимого перекрытия достигнет проектных значений.
Для демонтажа опалубки используют комплект ломиков,
гаечные и специальные ключи, рычажные ножницы, кусачки,
кувалды, гидравлические домкраты. Крупнощитовую опалубку
массивов, стен и фундаментов снимают кранами с помощью спе-
циальных рычажных приспособлений (рис. 127).
Для съема опалубки стен при их двухярусном расположении
(рис. 127, а) угол штанги 5 через ролик 4 упирают в стальную
217
Рис. 127. Схема распалубли-
вания крупнощитовой опа-
лубки стен:
а — наружного щита, б — вну-
треннего щита; / - стальная
пластина, 2 —- ребро верхнего
щита, 3 — петля, 4 — опорный
ролик, б — штанга, 6 — гори-
зонтальный упорный прогон,
7 — вертикальное ребро, 8 —
палуба, 9 — винт
пластину 1 верхней панели. При этом конец короткого плеча
рычага давит на прогон нижней панели 7 и отрывает ее от бето-
на. Оторванную панель переставляют краном в новое положение.
Для съема одноярусных опалубочных панелей крупнощитовой
опалубки (рис. 127, б) ролик 4 рычажного приспособления упи-
рают в стальную пластину /, врезанную в палубу панели. Обойма
упирается в прогон 6. При повороте рычага в положение II
опалубочная панель отрывается от бетона.
Для распалубливания конструкций стен, возводимых в
крупно-щитовой и объемно-переставной опалубках используют
специальные домкраты (рис. 128, а). Их устанавливают в верх-
ней части щитов. Состоят они из кронштейнов 2 и винта 3 меха-
низма смещения. Кронштейны 2 устанавливают неподвижно на
наружной части щитов опалубки 1, 5. При движении винта 3 с
помощью рукояти 4 в системе возникают силы, обеспечивающие
отделение поверхности щита от забетонированной конструкции.
В качестве средств распалубливания крупнощитовой опалуб-
ки могут служить подкосы с механическими домкратами 7
(рис. 128, б). При укорочении длины подкоса щит от поверхности
стены отрывается. В практике монолитного строительства для
распалубливания конструкций используют домкратные системы
гидравлического действия, что позволяет исключить ручной труд
и механизировать процесс.
Наиболее универсальным средством для распалубливания
щитов опалубки служат механические домкраты или отжимные
218
Рис, 128. Схема устройств для распалубливания конструкций:
а — с помощью домкратов, б — с использованием подкосов, в, г — с помощью
отжимных устройств; 1,5 — наружный и внутренний щиты опалубки, 2 — крон-
штейны, 3 - винт, 4 — рукоять, 6 — стяжные болты, 7 — домкрат подкоса,
8 - отжимное устройство, 9--щит опалубки перекрытия, 10— телескопическая
стойка, И — риг&ль, 12— опорная пластина, 13— пружина, 14 - стакан, 15 —
шток с рукоятью
устройства. Конструкция отжимного устройства выполнена в
виде стакана 14, внутри которого расположен шток 15 с ру-
коятью и рабочей пластиной 12 и возвратной пружиной 13. Стакан
жестко крепится в отверстие палубы щита, а рабочая пластина
шарнирно соединена со штоком.
В конструкции щита их устанавливают таким образом (узел
Л), что рабочая часть в виде опорной пластины 12 в свободном
состоянии находится за подлицо с палубой щита. С помощью
рукояти 15 достигается вращение винта и выдвижение опорной
пластины из плоскости палубы щита. Оказывая давление на
бетон, достигается отрыв щита от конструкции.
219
Для возврата в исходное положение отжимное устройство
снабжено пружиной 13.
Отжимные устройства устанавливают в верхней части крупно-
щитовой опалубки (рис. 128, в), в инвентарных щитах опалубки
перекрытий (рис. 128, г), в бл очно-щитовой опалубке, разъемных
блок-формах и других типах опалубки.
Следует иметь в виду, что несмазанная опалубка прочно сцеп-
ляется с бетоном и для ее отделения требуются большие усилия.
Перед повторным использованием элементы опалубки очи-
щают от остатков бетона. Формующие поверхности щитов покры-
вают специальными смазками. Цикл работ повторяют.
Распалубливание следует вести аккуратно и тщательно, что-
бы исключить изломы и не нарушить геометрические размеры
щитов опалубки. От качества распалубливания зависит много-
кратность ее использования.
После распалубливания возможны некоторые дефекты моно-
литных конструкций: раковины, неровности и наплывы. Мелкие
неровности и наплывы на стенах, колоннах, балках срубают
вручную или с помощью пневматических инструментов, а затем
затирают цементным раствором состава 1:2...1:3. Раковины и
ноздреватости расчищают, смачивают водой и затирают раство-
ром. Перечисленные дефекты, как правило, после расчистки и
затирки раствором не снижают несущей способности конструк-
ции.
Часто правильно установленная опалубка в момент укладки
бетона деформируется вследствие ударов по ней бадьями, уклад-
ки чрезмерно толстых слоев смеси, удаления отдельных узлов
крепления и других причин. Это может отразиться и на качестве
бетонируемой конструкции.
Наличие сквозных отверстий, глубоких раковин и пустот, от-
клонений конструкции от проектных размеров, образование
трещин вследствие неравномерной осадки основания влияют на
несущую способность конструкции. Такие дефекты в ряде слу-
чаев требуют частичной разборки или дополнительного усиления
элементов конструкций.
Большие раковины заделывают мелкозернистой бетонной
смесью той же марки, что и бетон конструкции. Перед укладкой
смеси дефектную зону расчищают на всю глубину, продувают
сжатым воздухом, промывают водой. После укладки смесь обя-
зательно уплотняют вибрированием.
В плитах, полах или балках ослабленный бетон вырубают с
уширением по глубине. Такая форма обеспечивает большее
сцепление бетона с ранее уложенным.
Все дефекты бетонирования следует исправлять, когда бетон
находится в раннем возрасте. При этом снижается трудоемкость
работ и увеличивается адгезия бетона. В возрасте до трех дней
наплывы на бетонных поверхностях срубают с помощью кельмы
и молотков, а позже приходится применять зубила или отбойные
220
молотки. Механизированный инструмент ударного действия при-
меняют только при прочности бетона не менее 50% проектной
Иногда в конструкциях имеются скрытые раковины и пусто-
ты, которые резко снижают водонепроницаемость сооружения.
Для устранения течи в конструкциях, воспринимающих гидро-
статический напор грунтовых вод, проводят инъецирование це-
ментным раствором или раствором на полимерном вяжущем
внутрь конструкций. Для этого в местах дефектов бурят шпуры,
вставляют в них стальные трубки и через них под давлением за-
качивают раствор. Наиболее эффективны растворы на безусадоч-
ном или расширяющемся цементах. В последнее время широко
используют для этих целей полимерное вяжущее, способное твер-
деть в водной среде.
При грубых нарушениях технологии бетонных работ (напри-
мер, недостаточное уплотнение, чрезмерное вибрирование, при-
водящее к расслоению смеси, нарушение технологии ухода за бе-
тоном, неправильный подбор состава, наличие большого коли-
чества глинистых и пылеватых частиц) возможны серьезные
дефекты, снижающие прочность бетона. Залогом успеха при
производстве бетонных работ является тщательное выполнение
всех технологических процессов.
§ 39. Контроль качества бетомньзх работ
на строительном площадке
Качество бетонных и железобетонных конструкций зависит
от тщательного соблюдения технологии на бетонном заводе и
строительной площадке. Четкое соблюдение правил приготовле-
ния и транспортирования смесей позволяет получать бетоны
заданных марок и необходимых технологических свойств. Качест-
во приготовления смесей на заводе контролирует, как правило,
лаборатория.
На строительной площадке осуществляется контроль за соб-
людением правил производства работ, который охватывает все
технологические операции, включая установку опалубки, армату-
ры, транспортирование смеси, укладку и уплотнение ее в опалуб-
ке, уход за твердеющим бетоном и распалубливание. Эти прави-
ла отражены в Строительных нормах и правилах (СНиП
3.03.01—87). Нарушение технологии производства бетонных ра-
бот приводит к снижению надежности и долговечности конструк-
ций, а в некоторых случаях — к аварийным ситуациям. Часто
большинство нарушений технологии может быть скрыто от
заказчика. В этих условиях особое значение приобретает добро-
совестность рабочих, внимательность, техническая грамотность и
принципиальность.
Несмотря на то что характеристики бетонной смеси и затвер-
девшего бетона контролирует лаборатория бетонного завода, их
необходимо проверять и непосредственно на стройке. У места
221
укладки проверяют однородность и подвижность бетонной смеси.
Если замечено, что смесь при транспортировании расслоилась,
немедленно принимают меры по ее восстановлению.
Контролирует качество подачи, распределение и укладку бе-
тонной смеси инженерно технический персонал стройки. Особен-
но тщательно контролируют качество вибриунлотнения бетонной
смеси. Контролируют процесс виброуплотнения визуально, по
степени осадки смеси, прекращению выхода из нее пузырьков
воздуха и появлению цементного молока. В некоторых случаях
используют радиоизотопные плотномеры, принцип действия ко-
торых основан на измерении поглощения бетонной смесью гамма-
лучей. С помощью плотномеров определяют степень уплотнения
смеси в процессе вибрирования.
При бетонировании больших массивов однородность уплотне-
ния бетона контролируют с помощью электрических преобразова-
телей (датчиков) сопротивления в виде цилиндрических щупов,
располагаемых по толщине укладываемого слоя. Принцип дейст-
вия датчиков основан на свойстве бетона с увеличением плот-
ности снижать сопротивление прохождению тока. Размещают их
в зоне действия вибраторов. В момент приобретения бетоном
заданной плотности оператор-бетонщик получает световой или
звуковой сигнал.
На месте укладки бетонной смеси в конструкцию отбирают
серию из 2...3 одинаковых контрольных образцов-кубов. Число
серий зависит от объема укладываемого бетона. При объеме
возводимого сооружения более 1000 м3 — одна серия на каждые
500 м3 укладываемого бетона, менее 1000 м3 — одна серия на
каждые 250 м3, до 100 м3 — не менее одной серии на каждый
бетонируемый элемент. Для сооружений, возводимых в скользя-
щей опалубке, на каждые 50 м3, но не менее трех серий, которые
испытывают соответственно в возрасте 3, 7 и 28 сут.
Размеры образцов зависят от наибольшей крупности заполни-
теля.
Крупность заполнителя, мм. до 20 до 40 до 70 до 150
Длина ребра куба, см. 10 15 20 30
Результаты испытаний образцов приводят к пределу прочнос-
ти при сжатии эталонного образца размером 15X15X15 см.
Прочность бетона оценивают по результатам испытания конт-
рольных образцов согласно ГОСТ 18105—86.
Выдерживают образцы в тех же условиях, в которых находит-
ся бетонируемая конструкция. Прочность бетона считается до-
статочной, если ни в одной из испытанных серий не обнаружено
снижения прочности по сравнению с проектной. Если испытания
показали снижение прочности более чем на 15% от проектной,
состав бетона для дальнейшего бетонирования корректируют.
Для получения более реальной картины прочностных характе-
ристик бетона из тела конструкций выбуривают керны, которые в
дальнейшем испытывают на прочность.
222
2
Рис. 129. Эталонный молоток Кашкарова (а), определение прочности бетона (б):
1 — рукоятка, 2 -корпус, 3—подпружиненный С1акан, 4 — эталонный стержень, 5 —
шарик
В практике строительства применяют также неразрушающие
методы контроля прочности бетона непосредственно в конструк-
ции. Для определения прочности поверхностного слоя массивных
и тонкостенных железобетонных конструкций пользуются эталон-
ным молотком Кашкарова (рис. 129, а), который состоит из кор-
пуса 2, подпружиненного стакана 3 и рукоятки 1. В основании
стакана находится стальной шарик 5. В пространство между ша-
риком и корпусом устанавливают эталонный стержень 4. Моло-
ток ставят шариком на поверхность бетона и ударяют слесарным
молотком по его корпусу. В результате удара на бетонной по-
верхности и эталонном стержне остаются отпечатки шарика. За
тем определяют диаметр лунки в бетоне и эталонном стержне
dy Чем больше диаметр лунки в бетоне, тем меньше его проч-
ность. Для оценки прочности бетона пользуются тарировочным
графиком зависимости отношения d6/d3 и прочности бетона на
сжатие /?б (рис. 129, б). Определив среднее значение djd9 по
десяти замерам, с помощью тарировочной кривой определяют
/?б. Например, если среднее значение d6/d3=2, то 7?б=15 МПа.
Прочность конструкций средней массивности определяют
ультразвуковым методом с помощью дефектоскопов бетона
12 УК10А, УКЮМ и др. Этот метод основан на определении ско-
рости прохождения ультразвуковых волн в бетоне. Чем плотнее
и соответственно прочнее бетон, тем выше скорость прохождения
волн. Дефектоскоп (рис. 130) состоит из источника ультразвуко-
вых колебаний 4, щупов /, усилителя 3 со шкалой и кабеля 2.
Перед измерением места прозвучивания конструкции смазывают
техническим вазелином и к ним подводят щупы /. На конструк-
циях с небольшим поперечным сечением (колонны, ригели, бал-
ки) щупы устанавливают напротив друг друга, а на плоских
элементах (перегородки, стены) — с одной стороны с расстоянием
между ними равным 1,5...2 толщинам испытываемой конст-
рукции.
На шкале усилителя фиксируется время прохождения ульт-
развуковых колебаний. По известному значению расстояния
между щупами S определяют скорость продольных волн
22S
Рис. 130. Ультразвуковой дефектоскоп:
а — общий вид дефектоскопа УК10П, б—принципиальная схема; 1 — щупы,
2 — кабели, 3 — усилитель со шкалой цифровой индексации, 4— источник ульт-
тразвуковых колебаний; S — толщина прозвучиваемого изделия
где t — время прохождения ультразвука; to — постоянная поправ-
ка прибора, определяемая при сомкнутых щупах.
Прочность бетона на сжатие определяют по известному значе-
нию скорости с помощью тарировочных графиков.
Ультразвуковые дефектоскопы легки, удобны в работе и по-
зволяют с высокой точностью оценивать однородность и проч-
ность затвердевшего бетона, а также выявлять скрытые в нем
дефекты.
Контрольные вопросы
1. Расскажите о технологическом процессе бетонирования конструкций. 2. С ка-
кой целью производится уплотнение бетонной смеси? 3. Каковы физические осно-
вы вибрационного уплотнения? 4. Перечислите механизмы для уплотнения
бетонных смесей и раскройте принцип их действия. 5. Расскажите о технологии
устройства рабочих швов. 6. Каковы особенности бетонирования массивных
конструкций? 7. Расскажите об основных положениях технологии вакуумирован-
ного бетона. Какие преимущества у данной технологии? 8. Каков состав техно-
логического процесса по бетонированию стен в крупнощитовой опалубке?
9. Расскажите об особенностях бетонирования стен в скользящей опалубке.
10. Какие требования предъявляются при выдерживании бетона? 11. Как обе-
спечить уход за бетоном? 12. Когда можно производить распялубливание конст-
рукций? 13. Какие химические добавки используют для ускорения набора проч-
ности бетона? 14. Какие средства используют для контроля качества бетонных
работ? 15. Расскажите о принципе контроля однородности бетона с помощью
ультразвуковой дефектоскопии.
Глава ViI
СПЕЦИАЖНЫЕ МЕТОДЫ БЕТОНИРОВАНИЯ
§ 40. Торкретирование и пневмобетонирование
Торкретирование — это нанесение на поверхность опалубки,
бетона или железобетона под давлением сжатого воздуха од-
ного или нескольких слоев цементно-песчаного раствора (торк-
224
рета). Его применяют для устройства гидроизоляции, защитно-
го слоя предварительно напряженной навиваемой арматуры,
укрепления тонкостенных конструкций, замоноличивания швов,
при ремонтных работах и исправлении дефектов в бетоне и желе-
зобетоне.
Оборудование для торкретирования (рис. 131) включает
в себя цемент-пушку, компрессор, шланги для воды и воздуха,
воздушный и водяной фильтры, сопла, бак для воды.
Сжатый ^воздух под давлением 0,2...0,25 МПа подается от
компрессора 1 по воздушным шлангам 2 в воздушный фильтр 3,
где очищается от пыли, масла и других включений. Очищенный
воздух подается в цемент-пушку 4, которую предварительно
загружают сухой смесью песка и цемента. Сухая смесь далее
направляется по шлангу 5 в сопло 6 и одновременно вода из
бака 9 под давлением 0,35...0,5 МПа также подается в сопло
для увлажнения смеси. Увлажненная смесь со скоростью 100 м/с
вылетает из сопла в виде веерообразного факела. Частицы пес-
ка, покрытые цементной пленкой, сталкиваются с опалубкой
или железобетонной конструкцией и прилипают к ней. Вслед-
ствие высоких скоростей движения смеси имеющийся избыток
химически несвязанной воды в полете удаляется с частиц. Таким
образом на поверхности постепенно наращивается слой песча
ного бетона, причем частицы песка проникают в ранее нане-
сенный слой и уплотняют его. Получается плотная структура
бетона, которая обладает низкой водопроницаемостью и высокой
прочностью.
За один цикл наносят торкретный слой толщиной 25...30 мм.
При многослойном торкретировании время между нанесением
каждого слоя определяют экспериментальным путем. Ранее на-
несенный торкрет должен обладать достаточной прочностью
и в то же время пластичностью для воспринятия динамической
нагрузки при нанесении последующего слоя.
Для торкретирования используют чистый песок влажностью
не более 6% и модулем крупности 2,5...3. Включения зерен раз-
мером более 8 мм не допускаются. В качестве вяжущего приме-
Рис. 131. Комплект оборудования для торкретирования:
1 компрессор, 2—воздушные шланги, 3— воздушный фильтр, 4 — цемент-
пушка, 5 — шланг для подачи сухой смеси, 6 — сопло, 7 — торкретируемая поверх-
ность, 8 — шланг для воды, 9 — бак
225
няют цемент марки 500 и выше, а для создания водонепро-
ницаемых оболочек и ремонта железобетонных конструкций —
быстротвердеющие цементы.
Чтобы получить плотный слой торкрета равномерной толщи-
ны, сопло при нанесении держат на расстоянии 0,7... 1 м от
торкретируемой поверхности (перемещают его круговыми дви
жениями), а струю смеси направляют перпендикулярно ей.
На вертикальные, наклонные и криволинейные поверхности
торкретный слой наносят снизу вверх, чтобы свеженанесенный
торкрет не сползал с них. Регулируют вязкость смеси дозиро-
ванием подачи воды.
Толщину наносимого слоя контролируют по маякам. Потол-
ки и вертикальные поверхности торкретируют в несколько слоев,
а полы — сразу на всю толщину.
Перед торкретированием поверхность очищают сжатым воз-
духом и увлажняют. Первый раз наносят слой торкрета снизу
на высоту 1,3... 1,5 м. При нанесении последующих слоев зоны
их перекрытия должны быть не менее 20 см.
Вышележащие слои наносят с передвижных или стационар-
ных подмостей. После нанесения первого слоя бетон выдержи-
вают и при этом увлажняют. В жаркую погоду поверхность
торкретного слоя накрывают брезентом или пленочным покры-
тием, исключающим быстрое испарение влаги. Когда бетон на-
берет необходимую прочность, наносят второй слой и т. д.
Пневмобетонирование это нанесение на поверхность пла-
стичных бетонных смесей на мелкозернистом заполнителе. Сме-
си, как правило, приготовляют централизованно на бетонном
заводе или на строительной площадке в смесителе установки
«Пневмобетон».
Таким способом бетонируют конструкции толщиной до
150 мм: тонкостенные покрытия куполов, оболочки, сооружения
для хранения жидкостей (резервуары), плавательные бассейны,
градирни, замоноличивают стыки сборных железобетонных кон-
струкций, а также ремонтируют (восстанавливают) бетонные
и железобетонные конструкции.
Уложенный этим способом бетон отличается высокими физи-
ко-механическими показателями (плотность, водонепроницае-
мость, морозостойкость и сцепление с различными поверхно-
стями).
Наносят бетонные смеси установкой (рис. 132), которая
включает в себя приемно-перемешивающее устройство 2 со
смесителем принудительного действия, питатель, вибросито 3
с ячейками 10X10 мм, шланги 5, воздушный трубопровод,
сопло с гасителем 6 скорости движения смеси.
В качестве приемно-перемешивающего устройства 2 исполь-
зуют растворосмеситель СБ-97 или принудительного действия
СБ-80, оборудованный скиповым подъемником /. Транспортиру-
ют смесь растворонасосами С-683, С-684 или С-317Б с подачей
226
Рис. 132. Схема установки «Пневмобетон»:
/ — скиповый подъемник, 2 — приемно-перемешивающее устройство, 3 — ви-
бросито, 4 - растворонасос, 5 — шланг, 6 — сопло, 7 — поверхность бетони-
рования
2,4...6 м3/п, переоборудованными на прямоточную схему и снаб-
женными дополнительной смесительной камерой.
Шланг 5 монтируют из отдельных секций с внутренним диа-
метром 50 или 63 мм. На конце шланга закреплено сопло. При
вылете из сопла скорость смеси 70...90 м/с. Конфигурация и
геометрические размеры сопла зависят от вида работ, применяе-
мых материалов и положения сопла по отношению к бетони-
руемой поверхности. Расход сжатого воздуха давлением 0,7 МПа
составляет 7...9 м3/мин.
До начала работ подключают установку к электросети и
водопроводу, монтируют леса или передвижные подмости так,
чтобы расстояние между настилом и рабочей поверхностью было
1,2... 1,5 м, а высота яруса 2 м.
Для вертикальных конструкций устанавливают опалубку об-
легченного типа. Щели шириной более 5 мм в опалубке не до-
пускаются.
При нанесении смеси сопло держат перпендикулярно бето-
нируемой поверхности и на расстоянии 0,7... 1,2 м от нее. Бе-
тонную смесь на вертикальные поверхности наносят снизу вверх.
Для получения равномерной толщины бетонируемой поверхно-
сти соплом совершают спиралеобразные поступательные дви-
жения.
Для создания нормальных условий твердения бетон предо-
храняют от воздействия ветра и прямых солнечных лучей, уда-
ров, сотрясений и других механических воздействий, периоди-
чески его увлажняют.
§ 41. Раздельное бетонирование
При раздельном бетонировании сначала укладывают круп-
ный заполнитель, а затем нагнетают в него (инъецируют)
раствор.
227
При возведении массивных монолитных конструкций сначала
устанавливают опалубку, затем внутри нее монтируют арматур-
ное заполнение и инъекционные трубки. Заполняют опалубку
щебнем двух фракций: до 100 (50...60%) и до 20 мм (40...50%).
При этом каждый слой вибрируют, чтобы получить более плот-
ную структуру бетона. Подают щебень в опалубку бадьями.
По окончании укладки щебня к инъекционным трубкам пооче-
редно подключают растворонасос, с помощью которого
закачивают цементно-песчаный раствор.
Инъекционные трубки в нижней части на длине 0,25...0,5 м
имеют перфорированные отверстия. Раствор под давлением 0,15...
0,2 МПа заполняет пространство между частицами щебня.
Рассмотрим технологическую схему раздельного бетонирова-
ния массивных фундаментов (рис. 133). Инъекционные трубки
устанавливают на таком расстоянии друг от друга, которое
обеспечивает взаимное пересечение зон их действия не менее
чем на половину радиуса действия. Раствор нагнетают непрерыв-
но до полного заполнения пространства между щебнем, о чем
свидетельствует появление в контрольных отверстиях, остав-
ляемых в щитах опалубки, раствора. Затем трубы поднимают
на высоту 1...1,5 м и процесс нагнетания повторяют. При воз-
ведении фундаментов большой высоты после бетонирования
одного-двух ярусов инъекционные трубки укорачивают путем
исключения их звеньев.
Технология бетонирования тонкостенных конструкций имеет
свои особенности. Прежде всего в конструкции опалубки
Рис. 133. Схема раздельного
бетонирования массивных
фундаментов:
/ — опалубка фундамента, 2
инъекционные трубы, 3 — шс
беночная засыпка, 4 — область
распространения раствора
228
Рис. 134. Схема раздельного бетонирования тонкостенных конструкций:
/ — опалубка, 2 — арматурное заполнение, 3 — крупный заполнитель, 4 — отверстия
дли инъекции раствора, 5 — инъектор, 6 — контрольное отверстие, 7 - металлическая
( спираль
предусмотрено двустороннее расположение отверстий 4 (рис. 134)
в шахматном порядке для инъекции раствора.
Первоначально в опалубку 1 устанавливают арматурное за-
полнение 2 и одновременно укладывают крупный заполнитель 3
фракции 40...20 мм слоями и уплотняют его вибраторами. Высота
каждого слоя должна быть на уровне отверстий для инъекции.
После укладки очередного слоя крупного заполнителя устанав-
ливают металлические спирали 7, которые служат направляющи-
ми при движении раствора от инъектора. Перед бетонированием
крупный заполнитель смачивают водой.
Инъектор 5 направляют в отверстие 4 опалубки. Раствор
под давлением 0,15...0,2 МПа распространяется сначала по спи-
рали 7, а через пространство между ее витками — в заполнитель.
Момент окончания нагнетания определяют по появлению раст-
вора в контрольных отверстиях 6. Процесс бетонирования, как
правило, ведут с двух сторон двумя инъекторами снизу вверх.
Такой метод обеспечивает получение плотного водонепроницае-
мого бетона независимо от степени его армирования.
При раздельном бетонировании упрощается технологическая
схема укладки бетона, снижаются транспортные расходы, по-
вышается качество, работ, но усложняется контроль качества
работ и повышаются требования к конструкции опалубки (дол-
жна быть жесткой без щелей и неплотностей).
§ 42. Подробное бетонирование
Подводное бетонирование — укладка бетонной смеси под
иодой без применения водоотлива — применяют при возведении
подводных частей опор мостов, днищ опускных колодцев и дру-
гих массивных сооружений на глубине 1,5...50 м. Бетонную смесь
к месту укладки в основном подают двумя способами.
229
Способ вертикально перемещающихся труб (ВПТ) основан
на непрерывной подаче бетонной смеси по вертикально располо-
женной трубе, которую по мере увеличения толщины бетонного
слоя поднимают с помощью кранов и\лебедок так, чтобы нижний
конец трубы всегда находился в толще бетона. Расстояние
между трубами зависит от их диаметра, подвижности бетонной
смеси и интенсивности бетонирования. В среднем для труб диа-
метром 200...300 мм их радиус бетонирования около 6 м. При
этом расстояние между трубами должно быть 10... 11 м.
При подводном бетонировании (рис. 135) трубы 3 устанав-
ливают с рабочего настила 2. Каждую трубу собирают из сек-
ций длиной 1...1,2 м. Верхняя секция оканчивается загрузочной
воронкой 4, на одну из сторон которой навешивают вибратор 5.
Смесь от бетононасоса по бетоноводу 7 поступает непрерывно
и заполняет весь объем трубы. Затем смесь под гидростатиче-
ским давлением вытекает из нижнего отверстия трубы. Чтобы
предотвратить размыв бетона, низ трубы должен быть погружен
в бетон на глубину 0,5...0,8 м. Таким образом свежие порции
бетона как бы вытесняют ранее уложенный и не контактируют
с водой.
По мере роста толщины бетонной подушки трубу постепенно
извлекают и лишние секции демонтируют. Бетонирование счи-
Рис. 135. Схема подводного бетонирования способом вертикально пе-
ремещающихся труб:
1 — опалубка, 2 — рабочий настил, 3 — звенья труб, 4 — загрузочная во-
ронка, 5 - вибраторы, 6 — стойка, 7 -бетоновод, 3— плавучий кран
230
Рис. 136. Схема подводного бетонирования способом восходящего раст-
вора:
1 — каменно-щебеночная отсыпка, 2 раствор, 3 - шпунтовое ограждение (опа
лубка), 4 — ограждение, 5 — настил, 6 — шахта, 7 — труба, 8 — лебедка, 9 —
рукав, 10 — растворонасос
тается оконченным, когда уровень бетона дойдет до проектной
отметки.
Бетон подают непрерывно. При перерывах, больших, чем
время схватывания цемента, ухудшается монолитность кон-
струкции.
Способ восходящего раствора (ВР) является разновидно-
стью раздельного бетонирования. Он состоит в нагнетании с
помощью растворонасосов 10 (рис. 136) в каменную наброску
или гравийно-щебеночную отсыпку 1 цементного раствора 2 с
осадкой конуса 10... 12 см. Для этой цели устанавливают ре-
шетчатые шахты 6, в которые пропускают трубы 7 для нагне-
тания по ним раствора. Радиус действия каждой трубы 2...3 м.
При нагнетании раствор, выходя из нижнего конца трубы,
поднимается вверх и, вытесняя из пустот воду, заполняет их.
Гак создается бетонный монолит. По мере повышения уровня
раствора в шахте трубы поднимают, оставляя нижний конец
трубы длиной 0,8... 1 м в растворе.
Контрольные вопросы
I. Изложите принципы торкретирования бетона. 2. Какое оборудование исполь-
«уют при торкретировании? 3. Изложите основные положения по технологии
нфкретирования. 4. Каковы особенности возведения конструкций методом пнев-
мобетонирования? 5. Каковы основные положения технологии раздельного
бетонирования? 6. Какими методами производится подводное бетонирование?
7. Каковы особенности бетонирования методами ВПТ и ВР?
231
Глава VIII
ПРОИЗВОДСТВО БЕТОННЫХ РАБОТ В ЗИМНИХ
УСЛОВИЯХ
§ 43. Общие сведения
В нашей стране здания и сооружения из монолитного бе-
тона возводят круглогодично. Известно, что при температу-
ре +5° С бетонные смеси резко снижают набор прочно-
сти. Все реакции гидратации замедляются. При температуре
ниже 0° С химически несвязанная вода превращается в лед
и увеличивается в объеме приблизительно на 9%. В результате
в бетоне возникают напряжения, разрушающие его структуру.
Замерзший бетон обладает высокой прочностью, но только за
счет сцепления замерзшей воды. При оттаивании процесс гидра-
тации цемента возобновляется, но из-за нарушений структуры
бетон не может набрать проектной прочности, т. е. его прочность
значительно ниже, чем прочность бетона, не подвергавшегося
замерзанию.
Экспериментами установлено, что на процесс набора проч-
ности бетона существенно влияют условия твердения. Если
бетон до замерзания наберет 30...50% прочности от. проектной,
то дальнейшее воздействие низких температур не влияет на его
физико-механические характеристики.
Прочность, после набора которой дальнейшее воздействие
замерзания не влияет на физико-механические характеристики
бетона, называется критической. Значение критической прочно-
сти зависит от класса бетона:
Класс бетона ........... В10,5иниже В15...В25,5 ВЗО и выше
Критическая прочность, %
(от 28-суточной прочно-
сти) ...................... 50 40 30
Для бетонов с химическими противоморозными добавками:
Класс бетона ................... В15 В22,5 ВЗО и выше
Критическая прочность, % (от 28-су-
точной прочности) .......... 30 25 20
При возведении предварительно напряженных конструкций
критическая прочность бетона должна составлять 100% про-
ектной.
Таким образом, созданием благоприятных условий твердения
бетона в начальный период получают конструкции требуемого
качества.
Необходимый температурный режим твердения бетона со-
здают различными приемами: разогревом бетона при его при-
готовлении; выдерживанием бетона в утепленных опалубках
(метод термоса); внесением в бетон химических добавок, сни-
жающих температуру замерзания; тепловым воздействием на
свежеуложенный бетон греющих опалубок; электродным про-
232
гревом; инфракрасными источниками теплоты и т. д. Выбирают
технологический прием с учетом условий бетонирования, вида
конструкций и особенностей используемых бетонов, наличия
дешевых источников теплоты, экономической эффективности.
§ 44. Приготовление и транспортирование бетонных
смесей
Составляющие бетонных смесей при низких температурах пре-
дохраняют от попадания снега, образования наледи и замерза-
ния. Цемент хранят в закрытых емкостях.
На бетонных заводах организуют подогрев составляющих
и воды затворения, а сам процесс приготовления осуществляют
в утепленном помещении, чем обеспечивают выход бетонной
смеси заданной температуры.
Для подогрева песка и щебня используют специальные ре-
гистры, через которые пропускают разогретую до 90° С воду
или пар. Воду подогревают (табл. 14) преимущественно паром
в водонагревателях, откуда ее подают в расходные баки, уста
навливаемые в дозировочном отделении, а из них - в дозаторы.
Для получения заданной температуры бетонную смесь мож-
но приготовлять в бетоносмесителях принудительного действия
с паропрогревом.
Транспортируют бетонную смесь зимой в утепленных бетоно-
возах, специальных контейнерах, автосамосвалах с подогревом
кузова выхлопными газами. Кузов накрывают брезентом или
утепленными щитами, бадьи и бункера — деревянными утеп-
ленными крышками. При этом исключают дополнительные
перегрузки, во время которых температура смеси интенсивно
падает.
При транспортировании смесей к месту укладки по бетоново-
дам перед началом бетонирования звенья бетоновода утепляют
(например, матами из минеральной ваты) и обогревают паром
или горячей водой. При температуре ниже —10° С магистраль-
Таблица 14. Температура разогрева воды в зависимости
от вида цемента и требуемой температуры бетонной смеси
на выходе
Цемент Температура, °C
разогрева воды бетонной смеси на выходе
Портландцемент и шлакопортландцемент марок ниже 500 80 35
Портландцемент быстротвердеющий мар- ки 500 и портландцемент марки 500 и выше 60 30
Глиноземистый марки 500 40 25
233
ный бетоновод прокладывают в утепленном коробе вместе с па-
ропроводом.
При разборке звенья бетоновода прочищают скребками, щет-
ками, пыжами; промывать их водой во избежание образования
наледи запрещается.
§ 45. Метод термоса
При методе термоса бетонную смесь температурой 20...80° С
укладывают в утепленную опалубку, а открытие поверхности
защищают от охлаждения. Обогревать ее при этом не требуется,
так как количество теплоты, внесенное в смесь при приготовле-
нии, а также выделяющееся в результате физико-химических
процессов взаимодействия цемента с водой (экзотермии), до-
статочно для ее твердения и набора критической прочности.
Метод термоса применяют при бетонировании массивных кон-
струкций. Степень массивности оценивают модулем поверхно-
сти Mn—F/V, где F — площадь суммарной охлаждаемой по-
верхности конструкции, м2; V — объем конструкции, м3.
Конструкция считается массивной при Мп<^6, средней
массивности при 7ИП=6...9 и ажурной при 7ИП>9.
При определении М„ не учитывают площадь поверхностей
конструкций, соприкасающуюся с талым грунтом, хорошо про-
гретой бетонной поверхностью или каменной кладкой. Для
длинномерных изделий и конструкций (например, колонн, ри-
гелей, балок) Мп определяют отношением периметра их попереч-
ного сечения к его площади.
Метод термоса применяют для конструкций с Мп<16, а при
предварительном разогреве бетона до 60...80° С — с Мп=8... 10.
При проектировании термосного выдерживания бетона под-
бирают тип опалубки и степень ее утепления. Сущность метода
термоса состоит в том, чтобы бетон, остывая до 0° С, смог за
это время набрать критическую прочность. Учитывая это, назна-
чают толщину и вид утеплителя опалубки. Утепление опалубки
выполняют без зазоров и щелей, особенно в местах стыкования
теплоизоляции. Для уменьшения продуваемости опалубки и пре-
дохранения ее от увлажнения по обшивке прокладывают слой
толя.
Опалубку из железобетонных плит утепляют с наружной сто-
роны, навешивая на них маты. Поверхность, соприкасающуюся
с бетоном, перед началом бетонирования обязательно прогре-
вают. По окончании бетонирования немедленно утепляют верх-
ние открытые поверхности, при этом теплотехнические свой-
ства этого утеплителя (покрытия) должны быть не ниже, чем
у основных элементов опалубки.
Опалубку и утеплитель демонтируют по достижении бетоном
критической прочности. Поверхности распалубленной конструк-
ции ограждают от резкого перепада температур во избежание
трещинообразований.
234
§ 46. Бетонирование с предварительным
электроразогревом смеси
Доставка разогретой в процессе приготовления бетонной сме-
си к месту бетонирования сопровождается значительными поте-
рями теплоты, повышением жесткости смеси и снижением ее
удобоукладываемости. При транспортировании на большое рас-
стояние смеси могут схватываться и изменять свои свойства.
Для исключения этих недостатков разогревать бетон целесооб-
разнее непосредственно у места бетонирования. Для этого
используют специальные электроды, которые погружают в бетон-
ную смесь, находящуюся в кузове самосвала или в бункере.
Подводя к ним электрический ток промышленной частоты на-
пряжением 380 В, нагревают бетонную смесь в течение 5... 10 мин
до необходимой температуры (75...90° С).
В процессе разогрева бетонные смеси резко теряют свою под-
вижность, что затрудняет их укладку и уплотнение. Повышают
удобоукладываемость введением в смеси пластифицирующих
добавок.
Бадья, оснащенная пластинчатыми электродами (рис. 137),
представляет собой поворотный корпус 1 с сегментным затвором
5, в котором размещены три электрода 2, одной стороной за-
крепленные на вертикальной стенке, а другой — на наклонной
стенке бадьи. На наклонную поверхность бадьи навешивают
вибратор 4. Число бадей зависит от средств доставки бетона,
а также скорости и объема бетонирования. Электроразогрев
бетона в бадьях требует строгого соблюдения правил электро-
безопасности.
Пост электроразогрева (рис. 138) устраивают на горизон-
тально спланированной площадке. Ограждают ее забором 3
высотой 1,5...1,7 м, в котором устраивают въездные ворота 6.
Площадку оборудуют светильниками 4 и световрй сигнализа-
цией. Корпуса бадей 7 размещают на деревянном настиле, за-
земляют и присоединяют к зажимам электродов кабель 8.
Рис. 137. Бадья для предвари-
тельного электроразогрева смесей:
/ — корпус бадьи, 2 — пластинчатые
электроды, 3, 6 — элементы крепления
электрода, 4 — навесной вибратор,
5 — затвор
235
3
.4
Рис. 138. Пост электроразогрева смеси в бадьях:
1 — бадьи, 2 — деревянный настил, 3 — забор, 4 — светильник, 5 —
контур заземления, 6 — ворота, 7 — щит, 8 — кабель
Бетонную смесь из транспортных средств выгружают и равно-
мерно распределяют в бадьях с помощью кратковременного
вибрирования. Затем подают электрический ток на электроды.
Для контроля за температурой разогрева смеси в бадьях уста-
навливают термометры. Так как в процессе разогрева находить-
ся обслуживающему персоналу в зоне ограждения запрещает-
ся, контролируют разогрев с пульта управления 7, вынесенного
за пределы площадки. Въездные ворота снабжают концевыми
выключателями. Если электроды включены в сеть, то на свето-
вом табло загорается красная лампочка.
Для бесперебойной подачи смеси на строительную площадку
пост предварительного разогрева выполняют двухсекционным:
в то время как в одной секции происходит разогрев, из другой
секции бадьи с разогретой смесью краном подают к месту
укладки.
В практике зимнего бетонирования используют метод электро-
нагрева бетонных смесей непосредственно в кузовах автосамо-
свалов специальным пакетом электродов 4 (рис. 139), авто-
самосвал 5 со смесью въезжает на специальную площадку,
кузов его заземляют, с помощью тельфера 2 в смесь опускают
пакет электродов 4 так, чтобы они не касались корпуса кузова.
Обслуживающий персонал и водитель выходят из опасной зоны.
Затем на электроды подают ток и начинается процесс разогрева.
По окончании разогрева отключают ток и извлекают электроды.
Есть опыт электроразогрева смесей в автобетоносмесителях.
Для этого в чаше автобетоносмесителя устанавливают специаль-
ные стержневые электроды, которые подключают к сети с по-
мощью выносных пультов. Смесь доставляют на строительный
объект, где электроды автобетоносмесителя подключают к ис-
точникам электроснабжения. В процессе перемешивания смесь
соприкасается с электродами и разогревается. Момент оконча-
236
Рис. 139. Схема электроразогрева бёторной смеси
в кузове автосамосвала:
1 рама,- 2 — тельфер, 3 — ригель, 4 — пакет электро-
дов, 5 — автосамосвал, 6 — металлическая лестница
ния разогрева контролируют по термодатчику. Разогретую
смесь транспортируют к месту укладки.
§ 47. Электропрогрев смеси в конструкциях
Способ электропрогрева бетона в конструкциях основан на
использовании выделяемой теплоты при прохождении через
него электрического тока. Для подведения напряжения исполь-
зуют электроды различной конструкции и формы. В зависимости
от расположения электродов прогрев подразделяют на сквоз-
ной и периферийный. При сквозном прогреве электроды распо-
лагают по всему сечению, а при периферийном — по наружной
поверхности конструкций. Во избежание отложения солей на
электродах и прилегающей зоне бетона постоянный ток исполь-
зовать запрещается.
Для сквозного прогрева колонн, балок, стен и других конст-
рукций, возводимых в деревянной опалубке, применяют стерж-
невые электроды (рис. 140, а), которые изготовляют из отрезков
арматурной стали диаметром до 6 мм с заостренным концом.
Для установки электродов высверливают отверстия в одном из
237
Фазы
Рис. 140. Электроды для прогрева бетона:
а—стержневые электроды, б — плавающие ра-
мочные, в — нашивные пластинчатые, г — плава-
ющие пластинчатые, д — струнные
Рис. 141. Схема прогрева бетона с исполь-
зованием в качестве электродов металличе-
ских щитов опалубки (д) и арматуры (б):
1 — арматурный каркас, 2 — металлический щит
опалубки, 3 — деревянный брус
щитов опалубки таким образом, чтобы электроды не соприкаса-
лись с арматурой каркаса. Затем вставляют электрод и ударом
молотка фиксируют еГо в противоположном щите. Расстояние
между электродами по горизонтали и вертикали принимают по
расчету. Затем осуществляют их коммутацию.
Для периферийного прогрева при слабом армировании и
когда исключен контакт с арматурой применяют плавающие
электроды в виде замкнутой петли (рис. 140,6). При прогреве
плоских конструкций (например, подготовка под полы, дорожные
покрытия, ребристые плиты) применяют плавающие пластинча-
тые электроды (рис. 140, г).
В качестве (плавающих электродов применяют полосовую
сталь толщиной 3...5, шириной 30...50 мм. Расстояние между
ними определяют расчетом. Электроды должны контактировать
с бетоном и могут быть несколько утоплены в него. Между ними
и бетоном не должно быть зазора. Для этого их нагружают
токонепроводящими материалами (досками, кирпичами), сами
электроды-дол^кны быть без искривлений и перегибов.
Нашивные электроды (рис. 140, в), так же как и плавающие,
относятся к элементам периферийного прогрева. Их изготовляют
из круглой арматурной стали или металлических пластин толщи-
ной 2...3 мм. Электроды нашивают на щиты опалубки для ее
установки, а концы загибают под углом 90° и выводят наружу.
После установки опалубки производят коммутацию электродов.
Необходимо помнить, что электроды не должны иметь контакта
с арматурой конструкции во избежание короткого замыкания.
Поэтому при установке арматурных каркасов используют пласт-
массовые прокладки и фиксаторы, которые обеспечивают задан-
ную толщину защитного слоя и предотвращают контакт с
электродами.
При изготовлении длинномерных конструкций (колонн, ри-
гелей, балок, свай) используют струнные электроды (рис. 140, д).
Выполняют их из гладкой арматурной стали диаметром 4...6 мм.
Располагают в центральной части сечения конструкции. Концы
электродов дтгибают под углом 90° и выводят через отверстия
в опалубке для подключения коммутирующих проводов.
При периферийном прогреве массивных конструкций, а также
элементов зданий малой массивности (стен, резервуаров, ленточ-
ных фундаментов) в качестве электродов используют металли-
ческие щиты опалубки и арматуру конструкции. В первом слу-
чае используют однофазный ток (рис. 141, а) : первую фазу
подключают к щитам 2 опалубки, а нулевую — к арматурному
каркасу 1. Во втором случае (рис. 141,6) арматурный каркас не
подключают к сети, а каждый элемент опалубки присоединяют
к одной из трех фаз. Изоляторами между щитами опалубки слу-
жат деревянные брусья 3.
Пример электропрогрева бетона колонны с использованием
щитов металлической опалубки в качестве электродов приведен
239
на рис. 142. Между опалубочными щитами 2 устанавливают
диэлектрические прокладки 3. Напряжение от трансформатора
5 через кабели 4 передаются щитам опалубки соответственно
первого, второго и третьего ярусов (при трехфазном токе).
Мощность трансформатора подбирается таким образом, чтобы
обеспечить прогрев одновременно 6...9 колонн.
Однородность температуры поля зависит от схемы располо-
жения электродов и расстояния между ними. Чем ближе друг к
другу электроды и чем сильнее армирование конструкции, тем
больше будут температурные перепады в твердеющем бетоне,
в результате чего режим твердения будет неоднородным и ка-
чество бетона ухудшится. Поэтому в каждом конкретном слу-
чае рассчитывают схему расположения электродов с учетом сте-
Рис. 142. Электропрогрев бетона колонны с помощью щитов
опалубки:
1 — арматурный каркас, 2 — щиты опалубки, 3 — диэлектрические
прокладки, 4 — кабели, 5 — трансформатор
240
пени армирования конструкции. При напряжении на электродах
50...60 В расстояние между электродами и арматурой должно
быть не менее 25 мм, а при 70...85 В — не менее 40 мм.
Стержневые электроды применяют, как правило, в виде плос-
ких групп, которые подключают к одной фазе. При большой
длине конструкций вместо одного электрода устанавливают
два или три по длине.
Допустимую длину полосового, стержневого или струнного
электродов принимают путем расчета минимальной потери на-
пряжения по его длине.
Для получения высокого качества железобетона строго соб-
людают температурный режим прогрева, который разделяют
на три стадии:
1. Подъем температуры бетона. Скорость подъема зависит
от модуля поверхности:
М„ ........................... 2...6 6...9 9...15
Скорость подъема, град/ч ... 8 10 15
2. Изотермический прогрев. На этой стадии в бетоне поддер-
живают заданную температуру. Продолжительность стадии за-
висит от вида конструкции (прогревают до получения необходи-
мой прочности бетона). Чаще всего на стадии изотермического
прогрева достигают критическую прочность бетона.
3. Остывание конструкций. При остывании до 0е С бетон
продолжает набирать прочность, что особенно важно при бето-
нировании массивных конструкций.
Для конструкций с Мп= 6...9 применяют режим, при котором
к моменту остывания бетон должен набрать прочность не менее
критической. Для конструкций с Л4П=9...15 режим такой же, но
в конце изотермического прогрева бетон должен набрать не менее
50% прочности. Этим обстоятельством определяется время изо-
термического прогрева. При изготовлении предварительно напря-
женных конструкций к моменту окончания изотермического
прбгрева прочность бетона должна быть не менее 80%.
Нарушение технологического режима электропрогрева может
привести jk пережогу бетона в результате перегрева бетонной
смеси выше 100° С, недостаточному набору прочности, образова-
нию трещин в результате неоднородности температурного поля.
Таблица 15. Максимально допускаемые температуры бетона,
° С, при электропрогреве
Цемент
6...9 10...15 16...20
Шлакопортландцемент и пуццолано- вый портландцемент 80 70 60
Портландцемент и быстротвердею- щий портландцемент (БТЦ) 70 65 55
241
Таблица 16. Допускаемая скорость остывания бетонных
конструкций
Конструкции
Скорость
остывания,
v С/ч
Бетонные
слабоармированные и железобетон-
ные
15...10
8...6
12
5
Железобетонные
средне- и сильноармированные
5...3
8...15
2...3
Не более 15
Температура разогрева, бетона зависит от конструкции и вида
цемента (табл. 15).
Максимальную температуру прогрева более массивных конст-
рукций назначают из условия получения равномерного темпера-
турного поля и исключения в них высоких термонапряжений.
Необходимую температуру прогрева бетона получают измере-
нием напряжения, периодическим отключением и включением все-
го прогрева или части электродов.
Скорость остывания бетона также регулируют (табл. 16).
Если скорость остывания превысит допустимую, в бетонной
смеси возникнут температурные напряжения, способные разру-
шить структуру бетона или образовать в нем трещины. Регули-
руют скорость остывания путем правильного подбора теплоизоля-
ции опалубки.
При электропрогреве бетонных конструкций с помощью конт-
рольно-измерительных приборов постоянно контролируют напря-
жение, силу тока и температуру бетона. В первые 3 ч прогрева
температуру измеряют каждый час, а затем — через 2...3 ч.
Перед началом бетонирования проверяют правильность уста
новки электродов и их коммутацию, качество утепления опалуб-
ки, определяют надежность контактов электродов с токоподводя-
щими проводами.
При электропрогреве необходимо тщательно выполнять требо-
вания электробезопасности и охраны труда.
§ 48. Бетонирование в термоактивной опалубке
Термоактивной (греющей) опалубкой называются многослой-
ные щиты, которые оснащены нагревательными элементами и утеп-
лены. Теплота через палубу щита передается в поверхностный
слой бетона, а затем распространяется по всей его толщине. Обо-
грев бетона таким способом не зависит от температуры наружного
воздуха. Греющую опалубку применяют при возведении тонкостен-
ных и среднемассивных конструкций, а также при замонолдчи-
вании стыков и швов при температуре наружного воздуха до
-40° С.
Конструкции греющей опалубки многообразны. Основное тре-
242
бование, предъявляемое к ним,— равномерность распределения
температуры по опалубке щита.
В качестве нагревательных элементов применяют трубчатые
электронагреватели (ТЭНы), греющие провода и кабели, гибкие
тканевые ленты, а также нагреватели, изготовленные из нихро-
мовой проволоки, композиции полимерных материалов с графитом
(углеродные ленточные нагреватели) и токопроводящими элемен-
тами и др.
Трубчатые электронагреватели состоят из трубок (стальных,
медных, латунных) диаметром 9... 18 мм, внутри которых находит-
ся нихромовая спираль. Пространство между спиралью и стен-
ками трубки заполнено кристаллическим оксидом магния. Тем-
пература разогрева ТЭНов 300...600° С, поэтому они не должны
контактировать с поверхностью опалубки, прилегающей к бетону,
а располагаться от нее на расстоянии 15...20 мм.
Проволочные нагревательные элементы выполняют из нихро-
мовой проволоки диаметром 0,8...3 мм, которую наматывают на
каркас из изоляционного материала и изолируют асбестом. Та-
кие нагреватели менее надежны,’так как подвержены деформа-
циям при погрузочно-разгрузочных работах, поэтому требуют
бережного отношения.
В качестве нагревательных кабелей применяют кабели типа
КСОП или КВМС. Они состоят из константановой проволоки
диаметром 0,7...0,8 мм, помещенной в термостойкую изоляцию.
Поверхность изоляции защищена от механических повреждений
металлическим защитным чулком.
Размещают нагреватели на щите опалубки в зависимости от
режимов обогрева и мощности: греющие провода и кабели уста-
навливают вплотную к палубе, ТЭНы — на небольшом расстоя-
нии от нее.
В фанерной греющей опалубке нагревательные кабели и прово-
да запрессовывают в защитные покрытия, состоящие из пакета
тонких полимерных пленок.
Углеродные ленточные нагреватели наклеивают специальны-
ми клеями на палубу щита. Для обеспечения прочного контакта
с коммутирующими проводами концы лент подвергают мед-
нению.
ТЭНы (рис. 143, а) крепят к внутренней стороне палубы
щитов с помощью специальных фиксаторов и прижимных пла-
нок 5, а греющие провода (кабели) — с помощью листовых пла-
стин асбеста 9 (рис. 143,6). Утеплитель 4 предохраняется от
повреждений защитным кожухом 5. Для соединения щитов опа-
лубки между собой в защитном кожухе оставляют выемки 7
в соответствии с положением крепежных отверстий.
Для подключения щитов используют вилочные разъемы 8.
Перед установкой термоактивной щитовой опалубки прове-
ряют осмотром целостность изоляции и электрической разводки.
Опалубку устанавливают в блок бетонирования отдельными щи-
243
S f
щими элементами (а) и с нагревательными кабелями (б):
1 каркас щита, 2 — нагреватель, 3 прижимная планка,
4 — утеплитель (минераловатные маты толщиной 40 мм), 5 —
защитный кожух (фанера толщиной 3...4 мм), 6 — шпилька
крепления кожуха, 7 вырез для установки соединительных
устройств, 8 — вилочный разъем, 9 — листовая пластина ас-
беста
тами вручную или укрупненными панелями с помощью кранов.
Крепят щиты и панели так же, как и в летних условиях. После
крепления щиты и панели подсоединяют к электрической сети.
Установки для питания термоактивной опалубки и управления
режимом прогрева бетона состоят из понижающего трансформа-
тора, системы разводки, щита управления и помещения для
дежурного электрика или оператора. Установка обеспечивает
питание 100... 150 м2 опалубки.
Подключают опалубку к специальным клеммным коробкам,
которые располагаются над поверхностью опалубки не ниже
0,5 м. При обогреве элементов каркаса (колонн, ригелей, ба-
лок) клеммные коробки подвешивают на раздвижные струбцины,
устанавливаемые на расстоянии 50...70 см от прогреваемого
элемента.
Перед бетонированием прогревают арматуру и ранее уло-
244
женный бетон. Для этого на непродолжительное время включают
термоактивную опалубку, предварительно укрыв сверху блок бе-
тонирования брезентом или полиэтиленовой пленкой.
Минимальная температура укладываемой бетонной смеси 5°С.
Укладывают ее обычными методами, при этом следят за тем,
чтобы не повредить электрокабель и не увлажнить утеплитель.
При скорости ветра более 12 м/с опалубочные формы укрывают
брезентом или полимерной пленкой.
Соблюдение технологического режима прогрева позволяет
получить бетон требуемых физико-механических характеристик.
Контролируемыми параметрами прогрева являются скорость разо-
грева бетона, температура на палубе щитов и продолжительность
обогрева.
Транспортируют и хранят щиты в вертикальном положении
в, кассетах или штабелях. При хранении в штабелях устанав-
ливают деревянные прокладки, чтобы не повредить электриче-
ские разъемы.
Зимой для обогрева монолитного бетона покрытий и основа
ний дорог, подготовки под полы, стыков между сборными кон-
струкциями применяют термоактивные гибкие покрытия
(ТАГП) — легкое, гибкое устройство с углеродными ленточны-
ми нагревателями и проводами, которые обеспечивают нагрев
до 50° С. Изготовляют покрытие путем горячего прессования
пакета, состоящего из слоя листовой невулканизированной рези-
ны, армирующих стеклотканевых прокладок, углеродных ткане-
вых электронагревателей или проводов и утеплителя. Термо-
активные гибкие покрытия можно изготовлять различных разме-
ров, что позволяет их использовать как нагреватели термоак-
тивной опалубки.
Сборно-разборная швейная конструкция (рис. 144, а) состоит
из стеклотканевой прокладки 8 с отверстиями 9 по периметру,
углеродных ленточных электронагревателей 7, прикрепляемых
к стоклохолсту 5 через отверстия, утеплителя 4 и защитного
чехла 3. Собирают ее с помощью специальных фиксаторов.
В цельнок^ееной конструкции (рис. 144, б) углеродные ленточ-
ные электронагреватели 7 приклеены к листовой резине 13, а
сверху укладывают теплоизоляционную прокладку 4, которую
покрывают защитным чехлом 3.
Конструкция с источником теплоты в виде нагревательных
проводов 14 (рис. 144, в) также многослойная: лист резины 13,
лист алюминиевой фольги 15, слой утеплителя 4, защитный
слой 3.
Коммутационную разводку выполняют из гибких медных
проводов 16, сечение которых в 2...3 раза превышает сечение
греющего элемента. Такая разводка сохраняет прочность и дол-
говечность при многократных перегибах.
Для теплоизоляции используют штапельное стекловолокно 4
с экранирующим слоем из фольги 15. Покрытие должно обла-
245
2
Рис. 144. Конструкция термоактивпых гибких покрытий (ТАГП):
а—сборно-разборная швейная, б — цельноклееная, в - с греющим проводом;
1 — прижимные планки, 2, 10 — вилочные разъемы токопривода и датчика,
3 — защитный чехол, 4 — утеплитель, 5 - стеклохолст, 6 — отверстия для креп-
ления утеплителя, 7 — углеродные ленточные электронагреватели, 8 — стекло-
тканевая прокладка, 9 - отверстие для крепления пакета утеплителя, 11 - тер-
моконтактор, 12 — отверстия для крепления покрытия, 13 — листовая резина,
14 — нагревательный провод, 15 — алюминиевая фольга, 16 — коммутационные
выводы
дать хорошей гидроизоляцией, так как ее поверхность находит-
ся в контакте с жидкой фазой бетона. В качестве гидроизоля-
ции используют прорезиненную ткань. Рабочий слой резины, как
правило, армируют стекловолокном. Детали из хлопчатобумаж-
ной ткани пропитывают огнезащитными составами.
Для крепления покрытий между собой предусмотрены от-
246
верстия 9 для пропуска тесьмы или зажимов. Покрытия можно
располагать на вертикальных, горизонтальных и наклонных кон-
струкциях. Электропитание ТАГП осуществляется от понижаю-
щих трансформаторов напряжением 36... 120 В. Как и щиты
термоопалубки, ТАГП снабжено датчиками температуры с вы-
водом показателей на пульт управления. Это позволяет опера-
тивно контролировать режим прогрева.
Термоактивное гибкое покрытие удобно в эксплуатации, ком-
пактно и надежно в работе. По окончании производства работ
его сворачивают в рулон и укладывают в специальный двух-
секционный шкаф. В одной секции расположен трансформатор с
щитом управления, а в другой — отсеки для хранения покрытия.
Применяют специальные передвижные пункты, оснащенные
трансформаторами, отсеками для хранения кабельной разводки
и комплекта ТАГП.
Перед началом работ проверяют состояние и работоспособ-
ность греющей оснастки и автоматики температурного регули-
рования. Общая схема укладки покрытия на бетонируемую кон-
струкцию, его коммутация и режимы прогрева должны быть
приведены в проекте производства работ. Для соблюдения техно-
логического режима прогрева бетона следует не реже чем через
1 ч измерять температуру бетона и не менее одного раза изме-
рять температуру наружного воздуха.
Движение людей по обогреваемым конструкциям допускает-
ся при наборе прочности бетоном не менее 1,5 МПа.
§ 49. Обогрев бетома инфракрасными лучами
Источником инфракрасных (тепловых) лучей служат ТЭНы
мощностью 0,6... 1,2 кВт с рабочим напряжением 127, 220 и 380 В,
керамические стержневые излучатели диаметром 6...50 мм, мощ-
ностью 1...10 кВт, кварцевые трубчатые излучатели и другие
средства.
Для создания направленного потока инфракрасных лучей
применяют отражатели параболического, сферического или тра-
пецеидального типа. Инфракрасные установки в комплекте с от-
ражателями и поддерживающими устройствами используют для
прогрева конструкций, возводимых в скользящей опалубке, тон-
костенных элементов стен, подготовки под полы, плитных кон-
струкций, стыков крупнопанельных зданий.
При обогреве плитных конструкций используют излучатели
с отражателями коробчатого типа (рис. 145, а), которые или
устанавливают на бетонную поверхность, или подвешивают на
расстоянии от нее. Чтобы предотвратить быстрое испарение вла-
ги, поверхность бетона покрывают пленкой.
При возведении стен в щитовой и объемно-переставной
опалубке применяют односторонний обогрев излучателями сфе-
рического типа (рис. 145, б). Для обеспечения прогрева всей
247
Рис. 145. Схемы инфракрасных установок:
а — инфракрасные излучатели с отражателем коробчатого типа, б — сфериче-
ские излучатели, в — излучатели для прогрева бетона стен, , возводимых в
скользящей опалубке, г — излучатели-нащельника для прогрева стыков круп-
нопанельных зданий; / — прогреваемый бетон, 2 — инфракрасные излучатели,
3 — отражатели, 4 — телескопические стойки, 5 — нащельники, 6 — брезентовый
чехол
плоскости стены отражатели располагают на разных уровнях на
телескопических стойках 4 и на расчетном расстоянии от стены.
При возведении конструкций в скользящей опалубке бетон,
выходящий из опалубки, прогревают двусторонним расположе-
нием инфракрасных излучателей (рис. 145, в). Их подвешивают
к щитам опалубки или размещают на подвесных подмостях.
Чтобы исключить потери теплоты, возводимые конструкции изо-
лируют от окружающей среды брезентовым чехлом, выполняю-
щим роль тепляка.
Для прогрева стыков сборных железобетонных конструкций
крупнопанельных зданий применяют различные типы нащель-
ников (рис. 145, г) в виде прямоугольных коробов (при устрой-
стве плоских стыков элементов) или сегментных (для стыков,
расположенных под прямым углом).
Для лучшего поглощения инфракрасного излучения поверх-
ность опалубки покрывают черным матовым лаком. Температура
на поверхности бетона не должна превышать 80...90° С.
Инфракрасные установки располагают на таком расстоянии
друг от друга, чтобы прогревалась вся поверхность бетона.
248
Инфракрасный обогрев обеспечивает хорошее качество ггр
мообработки бетона при условии соблюдения теплового рг
жима выдерживания бетона.
§ 50. Бетонирование с применением химических
добавок
Основная причина прекращения процесса твердения бетонных
смесей при воздействии низких температур — замерзание в них
воды. Известно, что содержание в воде солей резко снижает тем-
пературу ее замерзания. Если в процессе приготовления в бе-
тонную смесь ввести определенное количество растворенных со
лей, то процесс твердения будет протекать и при температуре
ниже 0° С.
В качестве противоморозных добавок применяют поташ (П),
нитрит натрия (НН), нйтрат кальция (НК) с мочевиной, со-
единение нитрата кальция с мочевиной (НКМ), нитрит-нитрат
кальция (ННК), хлорид кальция (ХК) с хлоридом натрия (ХН),
хлорид кальция (ХК) с нитритом натрия (НН) и др. Выбор
противоморозных добавок и их оптимальное количество зависят
от вида бетонируемой конструкции, Степени ее армирования, на-
личия агрессивных сред и блуждающих токов, температуры
окружающей среды.
Противоморозные химические добавки запрещается исполь-
зовать при бетонировании предварительно напряженных кон-
струкций, армированных термически упрочненной сталью; при
возведении железобетонных конструкций для электрифицирован-
ных железных дорог и промышленных предприятий, где возмож.:
но возникновение блуждающих токов, способствующих разру-
шению бетона.
Внесение химических добавок приводит к некоторому замед-
лению набора прочности бетоном по сравнению со скоростью
твердения бетона в нормальных условиях. Так, при внесении
поташа прочность бетона в возрасте 28 сут при температуре
окружающего воздуха —25° С составляет 50%, а в возрасте
90 сут —60%. При температуре —5° С набор прочности про-
текает более интенсивно и к 28-суточному возрасту он может
составлять 75%.
В зависимости от температуры наружного воздуха возмож-
ны различные сочетания добавок. Скорости набора прочности
бетонами с противоморозными добавками в зависимости от
температуры твердения даны в табл. 17.
Бетон с противоморозными добавками применяют в тех слу-
чаях, когда достигается набор критической прочности до их
замерзания.
При выборе добавок учитывают их стоимость и влияние
на физико-механические и технологические свойства бетонов
и бетонных смесей. Так, при внесении поташа сокращаются
249
Таблица 17. Скорость набора прочности бетона
на портландцементах с противоморозными добавками,
% ОТ /?28
Температура
твердения, °C
Твердение бекона, сут
14 28 90
Нитрит натрия
—5
— 10
— 15
50
35
25
90
70
50
Хлорид натрия + хлорид кальция
—5
— 10
— 15
—20
65
35
25
15
80
45
35
20
100
70
50
40
Нитрит кальция с мочевиной
—5
—10
— 15
—20
70
50
35
30
90
70
60
50
Нитрит натрия с хлоридом кальция и мочевиной
—5 40 60 80 100
— 10 25 40 50 80
— 15 20 35 45 70
—20 15 30 40 60
—25 10 15 25 40
—5 50 65 75 100
— 10 30 50 70 90
— 15 25 40 65 80
- 20 25 40 55 70
—25 20 30 50 60
сроки схватывания цемента, в результате чего ухудшается удо-
боукладываемость смеси. Для сохранения удобоукладываемости
вместе с поташем вносят пластификаторы. Наиболее дешевые
и доступные добавки — хлориды кальция и натрия.
Добавки вводят в виде водяных растворов в процессе при-
готовления бетонных смесей в количестве 3...18% от массы це-
мента. Применение добавок целесообразно в сочетании с допол-
нительным прогревом.
Некоторые добавки, например хлористые соли, ухудшают ка-
чество поверхности возводимых конструкций вследствие обра-
зования высолов. Поэтому их применяют при возведении со-
оружений небольших объемов, к качеству поверхностей которых
не предъявляют высоких требований (например, фундаменты,
балки).
Процесс укладки и уплотнения смесей не отличается от
обычных методов бетонирования.
250
§ 51. Охрана труда при производстве бетонных
работ зимой
При производстве бетонных работ в зимних условиях по-
являются факторы, представляющие дополнительные источники
опасности для рабочих: повышенное напряжение тока (до 380 В)
при электропрогреве и обогреве конструкций; образование на-
ледей; плохая видимость; низкая температура и др. Поэтому
необходимо хорошо знать и строго соблюдать требования безо-
пасной работы.
При электропрогреве бетонных и железобетонных конструк-
ций рабочую зону оборудуют защитным ограждением, установ-
ленным на расстоянии не менее 3 м от прогреваемых элемен-
тов, системой блокировки, световой и звуковой сигнализацией,
сосвещением в темное время, а также снабжают предупредитель-
ными плакатами.
Измерять температуру бетона, находящегося под напряже-
нием, разрешается только в резиновой обуви и перчатках. При-
касаться к термоактивной опалубке запрещается.
В сырую погоду и во время оттепели все виды электропро-
грева бетона на открытом воздухе прекращают.
Некоторые противоморозные добавки вредно влияют на орга-
низм человека. Так, добавки нитрита натрия ядовиты, а при
взаимодействии с кислотами и растворами кислых сред образуют
ядовитые газы, поэтому в помещениях, где хранят кристалли-
ческий нитрит натрия, запрещается курить, а также хранить кис-
лоты и их растворы.
Работают с нитритом натрия в специальной одежде, респира-
торах и очках.
Неумелое и небрежное обращение с поташем может при-
вести к раздражению дыхательных путей и появлению желудоч-
но-кишечных заболеваний.
Химические добавки хлористого кальция, нитрата кальция и
нитрит-нитрата хлорида кальция безопасны для организма че-
ловека и при работе с ними не требуется специальных мер
защиты.
Контрольные вопросы
1. Объясните понятие «критическая прочность бетона». 2. Каковы особенности
приготовления и транспортирования бетонных смесей при отрицательных тем-
пературах? 3. Перечислите основные положения выдерживания бетона по ме-
тоду термоса. 4. Каким образом произвести электроразогрев смеси? 5. Какие
средства используют при электроразогреве бетонной смеси? 6. Как произвести
разогрев смеси в кузове автобетоновоза? 7. Какие виды электродов применяют
при электропрогреве бетона различных конструкций? 8. Каковы конструктивные
особенности термоактивных опалубок? 9. Приведите конструкцию термоактивных
гибких покрытий и область их применения. 10. Перечислите виды противомо-
розных химических добавок и область их применения. 11. Каковы основные
положения по охране труда в производстве бетонных работ в зимнее время?
251
Глава IX
ПРОИЗВОДСТВО БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ
ИЗДЕЛИИ НА ПОЛИГОНАХ
Использование в промышленном и гражданском строитель-
стве строительных конструкций из сборного железобетона позво-
ляет существенно снизить трудоемкость работ по возведению
зданий, сократить сроки строительства, обеспечить круглогодич-
ность производства работ независимо от климатических условий.
Сборные железобетонные элементы в основном выполняют
линейными (колонны, ригели, балки, прогоны, фермы, сваи),
плоскостными (плиты покрытий и перекрытий, дорожные, панели
стен и перегородок, стены резервуаров, лестничные марши) и
блочными (элементы фундаментов, стен подвалов и т. п.). Изго-
товляют также пространственные конструкции — блоки пролет-
ных строений мостов, объемные блок-комнаты, трубы, кольцевые
элементы, коробчатые элементы силосов.
В промышленности сборного' железобетона в зависимости от
вида изготовляемой продукции различают специализированные
предприятия (домостроительные комбинаты, заводы крупнопа-
нельного домостроения и т. д.) и полигоны.
Заводы оборудованы современными грузоподъемными крана-
ми, автоматизированными средствами для изготовления арма-
турных сеток и каркасов, высокомеханизированными формовоч-
ными линиями и установками для тепловой обработки бетона.
Полигоны — предприятия сезонного типа сравнительно неболь-
шой мощности — делятся на комплексные, призаводские и по-
строечные.
В состав комплексного полигона входят основные и вспо-
могательные производства: бетоносмесительный узел, арматур-
ный цех и механические мастерские, технологическая линия фор-
мования изделий, склад готовой продукции. Призаводские и по-
строечные полигоны имеют только технологические линии по
формованию изделий и их тепловой обработке. Призаводские
полигоны входят в состав завода железобетонных изделий
(ЖБИ), построечные — предназначены в основном для изготов-
ления изделий вблизи строящихся объектов, что позволяет рез-
ко снизить транспортные расходы, а следовательно, и стоимость
строительства.
На построечных полигонах целесообразно изготовлять круп-
норазмерные элементы, несерийные мелкие изделия, отдельные
конструкции с большим числом типоразмеров и др. Как и заводы
ЖБИ, полигоны оборудуют современными средствами механи-
зации на всех стадиях производства.
§ 52. Виды бетонных и железобетонных изделий
Бетонные и железобетонные изделия классифицируют по
типу возводимых сооружений (конструкции промышленного,
252
гражданского, сельскохозяйственного и специального строп
тельства — дорожного, гидротехнического, теплоэнергетического
и т. д.), назначению (элементы фундаментов, каркаса, покрытия
и перекрытия, ограждения стен и перегородок и др.), характе-
ру армирования (бетонные неармированные, железобетонные с
обычной и предварительно напряженной арматурой), геометри-
ческой форме (линейные — колонны, балки, ригели; решетча
тые — фермы, арки; криволинейные — плиты оболочек, рамы;
трубчатые — трубы, колодцы, кольца, сваи-оболочки и др.).
Разработана система унификации объемно-планировочных
решений промышленных зданий, объектов жилищно-граждан-
ского строительства, а также сооружений различного назна-
чения. Созданы каталоги типовых бетонных и железобетонных
изделий. Унифицированные изделия составляют около 80% об-
щего объема железобетона.
К железобетонным конструкциям предъявляют ряд техниче-
ских требований: точность геометрических форм и размеров,
оптимальное решение узлов и соединений, точность расположе-
ния закладных деталей, соответствие массы и габаритов сбор-
ных элементов возможностям транспортных и грузоподъемных
средств.
Размеры изготовляемых конструкций должны находиться
в пределах установленных допусков и отклонений (ГОСТ
13045.4—84). Размеры закладных деталей должны отвечать про-
ектным значениям с отклонениями в плане не более ±5 мм.
Смещение осей закладных деталей допускается для колонн, ферм
и балок не более чем на 5 мм, для остальных изделий — не
более 10 мм. Закладные детали должны находиться заподлицо
с плоскостью изделия или выступать из него не более чем на
3 мм.
Качество поверхностей изделий должно быть таким, чтобы
не требовалось их дополнительной отделки.
Для возведения промышленных, жилых и общественных зда-
ний й сооружений применяют следующие виды конструкций.
Фундаменты под колонны — массивные элементы стаканного
типа с квадратным или прямоугольным основанием в виде усе-
ченной пирамиды или ступенчатые. Размеры стакана должны
быть на 50...70 мм больше, чем размеры колонны, глубина ста-
кана равна 1,5 наибольшей ширины колонны. Стаканный фун-
дамент в виде усеченной пирамиды (рис. 146, а) предназначен
для колонн небольшого сечения и малой нагрузки, одноступен-
чатые фундаменты (рис. 146, б) — для колонн неглубокого за-
ложения, многоступенчатые (рис. 146, в)—для более мощных
колонн. Если глубина заложения подошвы фундамента более
1 м, высоту верхней части фундамента можно увеличить. Раз-
меры сборных фундаментов зависят от их массы, условий транс-
портирования и средств монтажа. Массивные фундаменты изго-
товляют из нескольких элементов, например нижнюю плиту вы-
253
Рис. 146. Сборные железобетонные элементы фун-
даментов:
фундаменты — стаканного типа (в виде усеченной пира-
миды), одноступенчатый (б), многоступенчатый (в);
блоки ленточных фундаментов — подушки (г, д), сте-
новые блоки (е)
полняют и монтируют из отдельных частей, а затем на нее уста-
навливают верхнюю часть фундамента со стаканом.
Ленточные фундаменты состоят из железобетонных блоков
подушек и бетонных блоков стен подвалов (рис. 146, г—е). При
ширине фундамента 1...3,2 м блоки подушки выполняют трапе-
цеидального сечения, при ширине фундамента 0,6...0,8 м - пря-
моугольного сечения. Выпускают блоки длиной 0,76...2,38 м,
высотой 300 и 500 мм, массой 0,5...4 т.
Стены подвалов выполняют в виде сплошных блоков или
с пустотами длиной до 2,5 м, высотой 700 мм и шириной до
500 мм. Блоки на торцах снабжены пазами, которые заполняют
при монтаже раствором для лучшего их сцепления между собой.
Колонны для одноэтажных промышленных зданий выполняют
сплошного (рис. 147, а, б) или решетчатого (рис. 147, в) сечения
(двухветвевые колонны). Колонны сплошного сечения могут
иметь консоли в верхней части для установки ригелей или кро-
вельных балок, а также подкрановых балок. У колонн с кон-
солями под подкрановые балки в верхней ветви сечение несколь-
ко меньше, чем в нижней.
Двухветвевые колонны применяются в цехах пролетом 18,
24, 30 м и рассчитаны для установки больших мостовых кра-
нов.
Для возведения многоэтажных промышленных и граждан-
ских зданий применяют колонны (рис. 147, г) сплошного сече-
254
Рис. 147. Типы колонн:
а — для одноэтажных зданий без консолей, б — с консолями для подкра-
новых балок, в — двухветвевые, г — для одноэтажных и многоэтажных зда-
ний многоярусные
ния с консолями высотой на один, два, три этажа. Применение
колонн на несколько этажей позволяет снизить трудозатраты
на монтаж и повысить точность установки элементов. В зави-
симости от нагрузки сечение колонн может приниматься в ши-
роких пределах. Армируют колонны сварными каркасами. Диа-
метр арматуры и <ее количество в каждом конкретном слу-
чае рассчитывают.
Кровельные балки и фермы используют для устройства по-
крытия одноэтажных промышленных зданий. Кровельные балки
(рис. 148, а) изготовляют длиной 6...18 м, двускатными и с па-
раллельными поясами. Как правило, армируют их предваритель-
но напряженной арматурой.
Пролеты длиной 18...30 м перекрывают фермами (рис. 147, б)
сегментными или с параллельными поясами. Для больших про-
летов (более 30 м) изготовляют полуфермы, которые на строи-
тельной площадке объединяют на специальных кондукторах.
Подкрановые балки (рис. 148, в) выпускают длиной 6 и 12 м.
Чаще всего сечение балок принимается тавровым. Балки длиной
12 м армируют предварительно напряженной арматурой.
Ригели (рис. 148, г) бывают прямоугольного или таврового
сечения длиной 2,7...8,3 м.
Ребристые плиты длиной 6... 12 м применяют для устройства
покрытий промышленных зданий с предварительно напряжен-
ной арматурой. Ширина плит 0,75...3 м (рис. 149, а, б). Изго-
товляют эффективные конструкции покрытий в виде предвари-
тельно напряженных плит размерами 3X18 и 3X24 м; сводча-
тые плиты-оболочки (рис. 149, в) и плиты с малоуклонной пол-
кой (рис. 149, г). Такие плиты совмещают в себе функции балок
255
Рис. 148. Сборные железобетонные элементы:
а — кровельные балки, б — фермы, в — подкрановые балки,
г — ригели
и плит покрытий. Укладывают их поперек пролета по балкам
или фермам, которые устанавливают на колонны.
Для устройства перекрытий объектов гражданского и жи-
лищного строительства используют многопустотные предвари-
тельно напряженные плиты (рис. 149, д) различной длины. Тол-
щина плит 22 см. Их выполняют трех-, пяти- и восьмипустотны-
ми в зависимости от требуемой ширины. Такие плиты являются
самой массовой продукцией заводов сборного железобетона.
Стеновые панели (рис. 150) для жилых, общественных и про-
мышленных зданий выполняют из легких бетонов одно- и много-
слойными. Наружные поверхности однослойных панелей обли-
256
Рис. 149. Плиты покрытий промышленных зданий:
а, б—ребристые плиты размерами 1,5X6 и 3X6 м, в, г — предварительно напря-
женные плиты КЖС и типа Т, д — многопустотная панель перекрытия
цовывают керамической плиткой (рис. 150, а) или наносят на
них слой раствора. Внутреннюю поверхность делают гладкой,
пригодной под окраску или оклейку обоями.
Многослойные панели выполняют, как правило, из трех слоев:
один из тяжелого бетона, средний — из легкого бетона или утеп-
лителя, третий — из легкого бетона на пористых заполнителях.
Заводы сборного железобетона освоили выпуск стеновых па-
нелей для жилищного строительства площадью на одну или две
комнаты, а для промышленного — длиной 6, 9 или 12 м. Панели
выпускают полной заводской готовности. Так, для жилищного
строительства панели имеют оконное заполнение с остекле-
нием. Толщина панели стен 20...50 см в зависимости от клима-
тического района строительства и теплотехнических свойств
используемых материалов.
Кроме этой номенклатуры заводы выпускают лестничные мар-
257
Рис. 150. Стеновые панели:
а—с облицовкой керамической плиткой, б — без облицовки, в, г -панели промыш-
ленных зданий
ши, комбинированные марши с площадками, стеновые блоки,
объемные блоки на комнату и др.
§ 53= Формы для изготовления железобетонных
изделий
Правильный выбор конструкции и материала форм для из-
готовления железобетонных изделий оказывает большое влияние
на эффективность производства. Наиболее массовыми являются
стальные формы, комбинированные (сочетание металла и пласт-
массы, металла и фанеры) и железобетонные.
От качества изготовления форм и их состояния зависит ка-
чество изготовляемых изделий. Если форма выполнена с откло-
нениями от допустимых размеров, то и изделия, копирующие
форму, будут иметь те же отклонения. Поэтому необходимо со-
блюдать предъявляемые к ним требования.
Формы изготовляют для изделий с ненапрягаемой арматурой
и предварительно напряженных конструкций.
Напряжение арматуры при изготовлении, сборного предва-
рительно напряженного железобетона осуществляют на формы и
упоры. В первом случае усилия от натяжения воспринимают
элементы формы, поэтому такие формы называют силовыми.
Во втором случае усилия натяжения передаются на упоры, на-
ходящиеся за пределами формы. Форма воспринимает только
258
давление бетона на ее борта и поддон, а также динамическое
давление от действия вибраторов. Формы для изделий с пспаирм
гаемым армированием менее массивны.
В зависимости от принятой технологии производства сбор
ного железобетона формы выполняют передвижными (при кон-
вейерной схеме), переносными (при агрегатно-поточном произ-
водстве) и стационарными (при стендовом производстве).
Форма, в которой изготовляют только одно изделие, назы-
вается индивидуальной. Для изготовления нескольких однотип-
ных несложных конструкций (свай, балок, перемычек) приме-
няют групповые формы, что существенно повышает производи-
тельность работ.
Для изготовления изделий с немедленным распалубливанием
(например, многопустотных плит, труб, перемычек, небольших
балок) используют жесткие бетонные смеси в сочетании с интен-
сивной вибрацией. В этом случае применяют формы в виде спе-
циальных поддонов с бортовой оснасткой. Отформованное изде-
лие остается на поддоне и направляется на тепловую обработку,
а бортовую оснастку используют для формования следующего
изделия.
В зависимости от способа тепловой обработки бетона приме-
няют обычные формы, которые вместе с изделием пропаривают
в тепловой камере, и термоформы, у которых в бортах или под-
доне расположены тепловые отсеки. Термоформы используют
при стендовом производстве, как правило, массивных изделий
(балки пролетных строений мостов, кровельные балки, фер-
мы и др.).
Формы должны быть надежными и долговечными. Оборачи-
ваемость стальных форм должна быть не менее 1000... 1500. Для
повышения качества поверхностей изделий поддоны форм и бор-
товые элементы выполняют из шлифованного металла. В процес-
се эксплуатации систематически очищают и смазывают формы,
проверяют надежность замковых соединений, крепление формы
к виброплощадке, правильность строповки. Нарушение техноло-
гического режима эксплуатации приводит к преждевременному
износу, коррозии, изменению геометрических размеров формы.
Форма состоит из поддона и бортовой оснастки (системы
замковых соединений и устройства для ее подъема). Чаще всего
формы выполняют с шарнирными откидными бортами.
У силовой формы для изготовления предварительно напря-
женных подкрановых балок и ригелей (рис. 151) поддон 1 выпол-
нен в виде силовой траверсы, которая воспринимает нагрузку
от натяжения стержней. Продольные борта 2 соединены с под-
доном шарнирными связями, что позволяет открывать борт на
угол 15...20°. Любое неплотное примыкание элементов приводит
к утечке цементного молока и снижению качества изделий, по-
этому борта с поддоном должны быть точно сопряжены. Форма
должна быть прочной и устойчивой к вибрациям, для предот-
259
Рис. 151. Формы для изготов-
ления железобетонных балочных
конструкций:
а — для изготовления предвари-
тельно напряженных ригелей,
б, в — силовые для изготовления
подкрановых балок и ригелей, г —
с открывающимися бортами для
изготовления двускатных балок;
/ — поддон, 2 — борта формы, 3 —
торцовый щит формы, 4 — вибра-
торы
1650
700
б)
1
вращения самопроизвольного открывания бортов нредугмотрг
ны специальные замковые соединения: накидные или резьбовые
замки натяжного типа, Последние обеспечивают плотное соеди
нение бортов, не ослабляемое при продолжительной вибрации.
Сборно разборные формы применяют для конструкций, высо-
та которых превышает ширину в несколько раз (например, под-
крановые балки, балки покрытия). Формы для балок таврового
сечения (рис. 151, а) состоят из поддона /, двух боковых бор-
тов 2 и двух торцовых щитов 3. Днище сварено из швеллеров,
а боковые щиты усилены ребрами жесткости.
При формовании балок на стендах применяют сборно-раз-
борные формы или формы с шарнирно открывающимися борта-
ми (рис. 151, в). Боковые стенки формы 2 с двойной обшивкой
служат паровой рубашкой при тепловой обработке бетона. Для
уплотнения смеси на борта формы навешиваются вибраторы 4.
У формы с откидными бортами для формования многопу-
стотных плит (рис. 152) в торцовых бортах 2 сделаны круглые
отверстия 3 для пропуска пустотообразователей. Борта связаны
с поддоном 1 шарнирными соединениями 4. Плотность соедине-
ния обеспечивается замком 5 с натяжным болтом.
Групповая форма (рис. 153, а) состоит из поддона /, откид-
ных бортов 2, разделительных стенок 3, шарнирных соединений 4.
Для извлечения из нее готовых изделий разделительные стенки
выполняют с небольшим технологическим уклоном, что снижает
сцепление бетона с опалубкой.
У всех рассмотренных форм максимальный износ происходит
в узлах соединения бортов с поддоном. Этого недостатка не
имеют формы с . упругими бортами. Например, в формах для
изготовления колонн вместо петель для открывания бортов при-
меняют сплошной металлический лист 6, служащий одновремен-
но элементом продольных бортов 2 и поддона / (рис. 153,6).
Борта открываются с помощью винтовых домкратов 5, которые
Рис. 152. Форма с откидными бортами для изготовления мно-
гопустотного настила:
1 — поддон, 2 — борта, 3 — отверстия, 4 — шарнир, 5 — замок.
261
Рис. 153. Групповые (а) и одиночные (6) формы для изготовле-
ния длинномерных изделий:
1— поддон, 2 6opia, 3— разделительные стенки, 4 — шарниры борта,
5 — винтовой домкрат для распалубки, 6 — лист формы
несколько раздвигают верхние кромки бортов 2, освобождая кон-
струкцию от формы. После извлечения элемента из формы бор-
та с помощью домкратов приводятся в проектное положение.
Для формования крупноразмерных тонкостенных плит,
криволинейных элементов сборных оболочек применяют нераз-
борные железобетонные формы-матрицы, изготовляемые из
бетона класса В14...В20. В толщу бетона закладывают обогре-
вательный регистр из металлических труб на расстоянии 25...40 мм
от рабочей поверхности.
§ 5^. Подготоежэ форм к производству
Чистка. На металлической форме или поддоне после распалуб-
ливания остаются мелкие кусочки бетона, цементная пленка,
смазка. Если их не счищать, образуется слой затвердевшего
бетона, который ухудшает качество поверхностей изделия и за-
трудняет распалубливание. Поэтому после каждого цикла фор-
мования металлические формы очищают различными механиз-
мами, рабочим органом .которых являются металлические щетки,
абразивные круги, инерционные фрезы из металлических колец.
Для периодической (один раз в 2—3 месяца) очистки форм
используют машины с абразивными кругами, а после каждого
цикла формования — машины с металлическими мягкими щет-
ками. Жесткие щетки оставляют царапины на поверхности
металла, что увеличивает сцепление бетона с поддоном.
Используют также химическую очистку кислотами, которые'
растворяют цементную пленку. Для очистки используют 7...
262
. .15%-ный раствор технической соляной кислоты. Pact вор нано
сят тонким слоем (0,5...1 мм) на поверхность формы. Через
5... 10 мин цементная пленка растворяется и легко удаляется с
формы. Процесс подготовки раствора ускоряется при повыше
нии температуры растворителя. Химическую очистку форм
производят 1...2 раза в год на специальном посту с соблюде-
нием всех правил безопасности.
Смазывание. Правильно подобранная и хорошо нанесенная
смазка обеспечивает легкое освобождение изделий из формы
и способствует получению ровной и гладкой поверхности изде-
лия,1 не оказывает вредного воздействия на бетон, не образует
пятен и потеков на его поверхности, не вызывает коррозии по-
верхности форм. Она должна быть нетоксичной и безопасной
в пожарном отношении.
В качестве смазок применяют суспензии, эмульсии и масла.
Суспензии (известковая, меловая и глиняная) представляют
собой водные растворы тонкодисперсных минеральных веществ.
Эти смазки просты в приготовлении, но не всегда дают хороший
эффект, так как легко размываются водой.
Эмульсии (коллоидные системы) состоят из двух малораство-
римых или нерастворимых друг в друге жидкостей. Они бывают
прямые и обратные. Прямые эмульсии («масло в воде») приго-
товляют из масла и воды. При этом отдельные капельки масла
размером 0,1...1 мкм равномерно распределены в воде. Состав
прямых эмульсий может быть следующим (% по массе): масло
трансмиссионное автотракторное—10...15; мыло хозяйствен-
ное— 0,6... 1; вода — 84...89,4 или эмульсол кислот синтетиче-
ский -10; кальцинированная сода — 0,6.
Состав обратных эмульсий («вода в масле») (% по массе):
эмульсол ЭКС — 20; соляровое масло — 5...10; насыщенный
раствор извести — 70...75.
Приготовляют эмульсионные смазки в диспергаторах. В бак
диспергатора заливают 250 л воды, нагревают до 50....70° С,
затем добавляют необходимое количество хозяйственного мыла.
Включают установку. Через 2...3 мин доливают необходимое
количество масла. Продолжительность эмульгирования 12...
...15 мин. Готовую смазку переливают в емкость и подают к
постам потребления.
Для приготовления эмульсий используют также акустиче-
ские диспергаторы, основным элементом которых является гидро-
динамический преобразователь. Преобразователь состоит из соп-
ла и металлической вибрационной пластины. Жидкость прохо-
дит через сопло и попадает на вибрирующую пластину, где мас-
ло дробится на мелкие частицы и равномерно перемешивается
с водой. Прямую эмульсию можно приготавливать в сатурато-
рах, пропеллерных мешалках и других установках.
Смазку на поверхности форм наносят с помощью специаль-
ных наконечников (удочек), распылителей, кистей. Иногда
263
смазочные посты оборудуют комплектом стационарных или
передвижных распылителей.
Расход смазки-200...300 г/м2 в зависимости от ее консистен-
ции, конструкции и типа формы, способа нанесения, а также
качества поверхности формы.
| 55. Уешадка арматуры и бетонной смеси ез формы
При изготовлении сборного железобетона используют прост-
ранственные или плоские арматурные каркасы, а также пред-
варительно напрягаемую арматуру.
Арматурный каркас устанавливают в подготовленную и сма-
занную форму таким образом, чтобы он не менял своего поло-
жения при укладке бетонной смеси и ее уплотнении. Между
арматурой и стенками формы оставляют зазоры, которые об-
разуют защитный слой из бетона. Проектное положение арма-
туры обеспечивают специальными фиксаторами многократного
и одноразового пользования. Например, прутковые фиксаторы
•многоразового пользования в виде гладких стержней арматуры
диаметром, равным толщине защитного слоя, пропускают через
отверстия в стенках формы и извлекают перед окончанием уплот-
нения смеси. Фиксаторы одноразового пользования выполняют из
отрезков арматурной стали в виде гнутых проволочных скоб,
сварных рамок и др.
Одновременно с укладкой арматуры устанавливают и фикси-
руют монтажные петли с помощью струбцин, держателей и дру-
гих приспособлений. При этом следят за правильным положе-
нием закладных деталей. В некоторых случаях положение за-
кладных деталей фиксируют сваркой с арматурным каркасом.
Для установки напрягаемой арматуры применяют специальные
стенды и агрегаты натяжения. Для изготовления сборного желе-
зобетона используют методы электротермического и механиче-
ского (с помощью гидравлических домкратов) натяжения стерж-
невой арматуры. Заполняют формы бетонной смесью с примене-
нием средств механизации (например, самоходных раздаточных
бункеров, бадей, бетоноукладчиков, ленточных конвейеров).
Раздаточные бункера и бадьи широко применяют для подачи
бетонной смеси из бетоносмесительных цехов в формовочные.
Самоходный раздаточный бункер СМЖ-1А (рис. 154) пред
ставляет собой агрегат, состоящий из собственно бункера СМЖ
2А, прицепной тележки 2 и бадьи СМЖ-ЗА /. Вместимость
бункера 2,4 м3, скорость передвижения 40 и 60 м/мин. Бункер
СМЖ-2А представляет собой пространственную раму, включи
ющую ходовую часть 3, передвигающуюся на четырех колесах но
рельсовому пути. На раме установлен раздаточный бункер 4, на
боковой части которого имеется шибер 5, открывающий и за
крывающий выходное отверстие. Для ускорения выдачи бетонной
смеси на торцовой наклонной стенке бункера установлены вибра
264
Рис. 154. Бункер СМЖ-1А:
1 — бадья СМЖ-ЗД. 2 — прицепная тележка, 3 — ходовая часть тележки, 4 — раздаточный бункер СМЖ-2А,
5 — шибер, 6 — вибратор
1^65
тор 6 и два привода: для передвижения бункера и для открывания
шибера.
Два ведущих колеса тележки получают вращение от двигателя
через редуктор и цепную передачу.
Для транспортирования бетонной смеси применяют бадью
СМЖ-ЗА с затвором в виде сектора. По дуге сектора установле-
ны ролики, поддерживающие конвейерную ленту. Лента проходит
над роликами до противоположной стенки бадьи, где закрепля-
ется на затворе, перекрывая выходное отверстие. Затвор откры-
вают и закрывают вручную маховиком через цепную передачу и
два зубчатых сектора. Для ускорения выдачи бетонной смеси
из бадьи на одной из торцовых стенок установлен вибратор
ИВ-104.
Применяют также самоходные бадьи СМЖ-219Б вместимостью
1,4 м\
Для непрерывной подачи большого количества бетонной сме-
си используют ленточные конвейеры. Они требуют тщательного
ухода за лентой, так как налипание бетонной смеси приводит
к загрязнению и поломке механизмов.
В формы бетонную смесь подают бетоноукладчиками, которые и
разравнивают ее. Бетоноукладчик представляет собой бункер,
установленный на самоходной раме и перемещающийся над
формируемым изделием. Бункера могут устанавливаться на раме
стационарно или перемещаться по ней в поперечном направ-
лении.
Для обеспечения непрерывной или порционной выгрузки бе-
тонной смеси бункера оборудуют секторными, шиберными, че-
люстными, клапанными затворами и ленточными питателями.
Для укладки бетонной смеси бетоноукладчиками с различны
ми распределительными устройствами (рис. 155) применяют
вибронасадки 2, поворотные воронки 7, вибролотки 5 и другие
приспособления. В бетоноукладчике с вибронасадком (рис.
115, а) одновременно с распределением бетонной смеси ее уплот-
няют. Смесь из бункера 3 попадает на ленточный питатель 4
и оттуда в вибронасадок 2. В этой зоне она подвергается вибри-
рованию, разжижается и в уплотненном состоянии заполняет фор-
му 1. Эту конструкцию применяют при формовании плоских и
ребристых плит. Бункера с вибролотковым питателем (рис. 115, б)
применяют для загрузки жесткой бетонной смеси, склонной к
зависанию на стенках бункера. Для распределения и разрав-
нивания подвижных смесей используется плужниковый разрав-
ниватель (рис. 115, в), который уплотняет и разравнивает смесь,
формируя хорошее качество наружной поверхности. Такой ме-
ханизм применяют при изготовлении стеновых панелей, а также
плит.
Бункер с поворотной воронкой (рис. 115, г) используют
преимущественно для укладки смесей в формы криволинейного
очертания (фермы, стеновые панели с проемами и др.)- Он, как
266
Рис. 155. Схема укладки бетонной смеси бетоноукладчиками с
различными распределяющими устройствами:
а — вибронасадком, б — вибролоткоьым питателем, в — плужковым
выравнивателем, г — поворотной воронкой; 1 — форма, 2 — вибро-
насадок, 3 — бункер, 4 — ленточный питатель, 5 — вибролотковый пи-
татель, 6 — плужковый разравниватель, 7 — поворотная воронка
правило, оборудуется вибратором, что ускоряет процесс истече
ния бетонной смеси и заполнение формы.
Кроме перечисленных распределительных устройств исполь-
зуют шнековые разравниватели, роторные и дисковые заглажи-
ватели. Их монтируют на базе бетоноукладчиков и они входят
в комплект машин технологических линий.
§ 56. Уплотнение бетонной смеси
Основной способ уплотнения — вибрирование глубинными,
поверхностными, наружными вибраторами, станковые. Приме-
няют тйкж£ уплотнение центрифугированием, роликовым формо-
ванием, штампованием в сочетании с вибрацией.
Глубинное вибрирование глубинными вибраторами (электро-
механическими, пневматическими, гидравлическими) применяют
для умеренно подвижных и подвижных смесей с осадкой конуса
2...6 см в основном при стендовом и агрегатно-поточном произ-
водстве изделий на полигонах и заводах ЖБИ.
Применение вибраторов малоэффективно, требует больших
затрат ручного труда. После уплотнения смеси в форме вручную
заглаживают поверхность.
Производство работ мало отличается от бетонирования конст-
рукций в условиях строительной площадки.
Поверхностные вибрационные устройства (поверхностные
вибраторы, вибробрусья, виброштампы, вибро- и роликовые прес-
267
сы, вибропротяжные устройства) выполняют одновременно функ-
ции вибровозбудителей, заглаживающих устройств и пригруза.
Виброштампами уплотняют изделия из жестких бетонных
смесей (чаще мелкозернистых песчаных с низким В/Ц) с немед-
ленным распалубливанием: тротуарную плитку, бордюрный
камень.
Вибробрусьями формуют в основном плоские и ребристые
плиты из бетонов с показателем жесткости до 15...20 с по агре-
гатно-поточной и конвейерной технологии. Вибробрусьями осна-
щают бетоноукладчики типа СМЖ-162. Бетонная смесь посту-
пает в рабочую полость вибробрусьев, где под действием вибра-
ции приходит в состояние течения и заполняет заданный объем
формы.
Вибропротяжное устройство предназначено для изготовления
конструкций тонкостенных плоских и сложного геометрического
профиля (например, лотки ирригационных сооружений, оболочки
двоякой кривизны). Из расходного бункера бетонная смесь по-
ступает в приемный бункер. Под действием вибрации бетонная
смесь уплотняется и поступает под стабилизирующую опалубку.
Опалубка предохраняет смесь от выдавливания из-под форму-
ющей поверхности.
Изменяя форму стабилизирующей опалубки, можно получать
изделия различной конфигурации.
Наружное вибрирование с помощью виброформ (рис. 156)
применяют при изготовлении густоармированных длинномерных
Рис. 156. Виброформы для изготовления длинномерных из-
делий:
а — с навесными вибраторами, б — с вибровалами; 1 — борта
формы, 2 — навесные вибраторы, 3 — вибровалы, 4 — электродви-
гатель
268
A -A
Рис. 157. Виброплощадка СМЖ-187Г:
/ — электропривод, 2 — карданные валы, 3 — рама, 4 — виброблоки. 5 — синхронизатор, 6 — звукоизолирующий кожух, 7 — электромагниты
изделий (ригели, подкрановые, стропильные балки, балки про-
летных строений мостов и др.).
Виброформы выполняют с навесными, вибраторами 2, которые
устанавливают на борта /, и с вибровалами 3, которые монти-
руют по всей длине продольных бортов формы (рис. 115, б).
Для повышения эффективности вибрации опалубку делают
разрезной, чем увеличивают амлитуду колебаний отдельных ее
частей.
Станковое вибрирование производится на виброплощадках
различных систем. Наиболее распространенным типом являются
площадки с круговыми и эллиптическими колебаниями. Для
создания таких колебаний применяют один или несколько соеди-
ненных между собой карданными валами дебалансных вибро-
возбудителей. Для получения направленных колебаний приме
няют двух- или одновальные вибровозбудители, соединенные
синхронизаторами. Привод вибровозбудителей располагается на
специальном виброизолированном фундаменте.
Выпускают виброплощадки СМЖ-187Г, СМЖ-200Б и СМЖ-
199А соответственно грузоподъемностью 10, 15 и 24 т с амплитудой
колебаний 0,2...0,5 мм и частотой 45...50 Гщ
Многосекционная виброплощадка СМЖ-187Г (рис. 157) со-
стоит из опорных рам <?, объединенных с помощью карданных
валов 2, виброблоков 4 и синхронизатора 5 и соединенных с
электроприводом 1. Для крепления форм к виброплощадке при-
меняют электромагниты 7. На каждой опорной раме установлено
по четыре виброблока, огражденных звукоизолирующими кожу-
хами 6. Они выполнены сборно-разборными из металлических
щитов. Каждый щит облицован изнутри шумопоглощающим
материалом.
Для изготовления изделий длиной до 18 м используют го-
ризонтально направленные виброплощадки резонансного типа
(рис. 158). Колебания передаются от вибровозбудителя /, ко-
торый устанавливают на так называемой «активной массе». Фор-
ма 3 со смесью представляет собой «пассивную массу». Обе
массы соединены между собой упругими элементами 2 и 4. Упру-
Рис. 158. Резонансная виброплощадка с горизонтально направленными коле-
баниями:
/ — вибровозбудитель, 2 — пружины, 3 — форма, 4 — упругие элементы рамы
270
Рис. 159. Ударно-’рс-зонансная виброплощадка
СМЖ-460:
1,2 — верхняя и нижняя рамы, 3 — буферы, 4 — форма с
бетонной смесью, 5 — кривошипно-ползунный механизм,
6, 7 — резиновый амортизатор
гим элементом рамы являются пружины 2, а опорами формы —
пластинчатые пружины 4.
При совпадении частоты вынужденных и собственных коле
баний вибровозбудителя и формы с бетоном наступает явление
резонанса. При работе виброплощадок в резонансном режиме до-
стигается малое потребление мощности.
В зависимости от характера работы вибровозбудителя воз-
можно получение горизонтально направленных и круговых коле-
баний системы. Частота колебаний резонансных виброплощадок
45...50 Гц, амплитуда 0,6...0,8 мм.
Ударная виброплощадка резонансного действия (рис. 159)
состоит из двух рам 1 и 2, установленных одна над другой на
резиновых амортизаторах 6 и 7. Кривошипно-ползунный меха-
низм .5 возбуждает вертикальное перемещение верхней рамы 7.
Ударный режим колебаний достигается за счет соударения ниж-
ней и верхней рам о буферы 3. Промышленность выпускает
виброплощадки грузоподъемностью до 15 т с частотой колебаний
600...800 в минуту и амплитудами 2...8 мм.
Воздействие шума и вибрации на работающего снижают
применением упругих резинометаллических амортизаторов, а так-
же низкой частоты колебаний.
Для изготовления плоских изделий используют кулачковые
виброплощадки ударного действия СМЖ-538 (рис. 160). Такие
виброплощадки применяют для изготовления преимущественно
плоских элементов (например, облицовочных плит, ограждений
лоджий и балконов и др.), лицевые поверхности у которых
должны быть высокого качества.
Виброплощадки с многокомпонентными колебаниями (го-
ризонтальными, вертикальными и эллиптической формы) пред-
271
Рис. 160. Кулачковая виброплощадка ударного действия СМЖ-538:
/ — форма с бетонной смесью, 2, 3 — продольная и поперечная балки,
4— направляющая, 5—ролик рамы, 6, 7 — ударные балки, 8 — кулачки
ставляют собой подвижную мощную раму 2 (рис. 161), установ-
ленную на упругие резинометаллические опоры 3 и 4. На раме
расположен вибровозбудитель 5 с некоторым смещением отно-
сительно оси центра тяжести. Это позволяет получать сложные
колебания. Вибровозбудитель приводится от электродвигателя 1.
Такие виброплощадки не требуют устройства массивных фунда-
ментов, так как вертикальные колебания воспринимаются и час
тично гасятся с помощью упругих резинометаллических опор.
Их применяют для изготовления массивных конструкций с густым
армированием.
Наиболее совершенной по эффективности уплотнения и вибро-
акустических параметрам является виброплощадка системы ВБК
(рис. 162). Она состоит из рабочей рамы 1, свободного опира-
ющейся на резинометаллические амортизаторы 3. В центральной
части рамы на шарнире 5 располагается возбудитель гармо
нических колебаний 4, который опирается также на резинометал-
лические амортизаторы. Колебания от возбудителя передаются
через шарнир на рабочую раму площадки, а через нее на бетон-
ную смесь в форме.
Для обеспечения устойчивого положения формы при вибри-
ровании она крепится к раме с помощью электромагнитов 2.
Рис. 161. Виброплощадка
с многокомпонентными ко-
лебаниями:
/ — электродвигатель, 2 — под-
вижная рама, 3 — опорные
элементы, 4 — упругие резино-
металлические опоры, 5 — ви-
бровозбудитель
272
Рис. 162. Конструктивная схема виброплощадки на упругих опорах:
1 — рама виброплощадки, 2 — электромагниты, 3 — резинометаллические
упругие элементы, 4 — виброблок, 5 — шарнир
Виброплощадка работает в режиме гармонических колебаний
с частотой 50 или 25 Гц. Ее грузоподъемность составляет 10...20 т,
а установленная мощность привода — 4...7,5 кВт.
Конструктивно виброплощадки данной системы отличаются
простотой, удобны в эксплуатации, с пониженным уровнем шума.
Главным преимуществом таких виброплощадок является их
высокая надежность. Они обеспечивают эффективное формова-
ние изделий из смесей с показателем жесткости до 30 с на плот-
ных и пористых заполнителях.
§ 57» Технологические процессы изготовления
конструкций на полигонах
При изготовлении железобетонных изделий на полигонах
применяют стендовый и агрегатно-поточный способы производ-
ства.
При стендовом способе изделие в процессе производства на-
ходится стационарно в одном месте, в то время как бетоноук-
ладчики и вибраторы передвигаются от одного изготовляемого
изделия к другому. Изделия формуют на открытых площадках
или в пропарочных камерах. Смесь в опалубку подают бадьями
и бетоноукладчиками, а уплотняют глубинными или навесными
вибраторами.
Стендовым способом изготовляют крупногабаритные кон-
струкции, в том числе предварительно напряженные. Различают
короткие и длинные стенды. На коротких стендах изготовляют
одновременно одно-два изделия, а на длинных — пять изделий и
более, расположенных в одну линию.
273
Стендовое производство очень трудоемко и требует больших
производственных площадей.
При агрегатно-поточном способе изделия в процессе произ-
водства перемещаются одно за другим через ряд технологиче-
ских постов: посты подготовки форм (чистки и смазывания),
армирования, укладки смеси и уплотнения, тепловой обработки,
распалубки. Длительность пребывания изделий на каждом пос-
ту — от нескольких минут (при виброуплотнении на вибропло-
щадке) до нескольких часов (в пропарочной камере).
Мостовые железобетонные конструкции (предварительно на-
пряженные балки пролетных строений авто- и железнодорожных
мостов длиной 18, 24, 33 м, высотой 0,9...1,7 м; многопустотные
настилы длиной до 18 м; мостовые элементы коробчатого сече-
ния) — массивные многотонные элементы.
Балочные конструкции изготовляют на стационарных железо-
бетонных и передвижных (катучих) металлических стендах. Ког-
да нецелесообразно транспортировать конструкции на большие
расстояния, устраивают сборно-разборные стенды, которые после
их использования на одном предприятии демонтируют и сооружа-
ют вблизи другого строящегося объекта.
Стационарные стенды делают заглубленными в виде камер,
которые служат также местом тепловой обработки забетониро-
ванных конструкций. Стенды выполняют распорно-камерными и
распорно-балочными. Распорно-камерные стенды (рис. 163, а)
Рис. 163. Стационарные стенды для изготовления балок пролетных строений
мостов:
а — распорно-камерный, б — распорно-балочный; / — упорная плита, 2 — оголовок, 3 —
изготовляемая балка, 4 — пучок арматуры, 5 — крышка, 6 — щит опалубки, 7 — под-
дон, 8 — распорная балка
274
имеют мощные железобетонные оголовки 2 на уровне земли,
которые служат упорами для предварительно напряженной ар-
матуры. В распорно-балочных стендах (рис. 163, . б) натяжные
арматурных пучков осуществляется также на железобетонный
оголовок 2, который является продолжением силовой балки.
Оголовки делают выше уровня земли. Воспринимает усилия на-
тяжения арматуры распорная железобетонная балка 8. Смесь
с осадкой конуса 6...8 см подают в полость формы и послойно
уплотняют глубинными вибраторами. Учитывая, что степень
армирования конструкций велика, смесь вибрируют особенно
тщательно. Продолжительность бетонирования таких балок не-
сколько часов. Обязательным условием производства работ яв-
ляется непрерывность бетонирования. Технологические перерывы
в бетонировании не должны быть более 1 ч.
По окончании укладки бетона закрывают крышку 5 распорно-
камерного стенда и в камеру подают пар. На распорно-балочном
стенде паровые рубашки находятся в стенках опалубки. По
окончании цикла бетонирования изделие подвергают тепловой
обработке.
В распорно-камерных стендах изготовляют, как правило,
сразу несколько балок по длине. Такие стенды называют длин-
ными. Для натяжения арматуры используют мощные гидравли-
ческие домкраты. Так, при изготовлении балок длиной 33 м
мощность домкратов должна быть 500 т.
На распорно-балочных стендах можно изготовлять балки
различной длины.
Передвижные стенды размещают на шасси железнодорожных
вагонов, что позволяет транспортировать их не только по полиго-
ну, но и на более далекие расстояния.
Передвижной стенд (рис. 164) состоит из тележек /, объеди-
ненных рамой, поддона 4 формы, откидных бортов 3 и крепежных
устройств. Поддон формы имеет гибкое покрытие, что позволяет
использовать навесные вибраторы 5 с вибровалами для уплот-
нения бетона нижней зоны балки. Для уплотнения стенки и
полокс балок используют обычные ручные глубинные вибра-
торы.
Арматуру натягивают гидродомкратами на торцовые упоры
2 — мощные силовые консольные балки, объединенные с поддо-
ном. Домкрат расположен на специальной тележке.
Современные полигоны по производству балок пролетных
строений мостов состоят из ряда постов: подготовки форм, арми-
рования, бетонирования, тепловой обработки, распалубки изде-
лия и контроля качества работ.
Посты располагают в закрытых помещениях (цехах), а также
на открытых площадках. Пост тепловой обработки размещают
на специальных площадках, оборудованных источниками пара,
или в специальных щелевых камерах, куда завозится изделие
в форме и где пропаривается.
275
Особое место в технологии производства работ отводится по
операционному контролю качества работ: подготовки форм, на-
тяжения арматуры и расположения монтажных арматурных
каркасов, обеспечения требуемого защитного слоя, цикла формо-
вания и тепловой обработки.
После распалубливания проверяют общий вид изделий: нали-
чие трещин, непроработанные участки бетона, оголенную арма
туру. При наличии существенных дефектов изделие бракуют
(его можно использовать в дальнейшем в неответственных со-
оружениях) .
Однородность структуры бетона конструкции проверяют
ультразвуковой дефектоскопией. Осуществляют также контроль
воздухонепроницаемости бетона.
Тщательный контроль всего цикла работ позволяет получить
доброкачественные изделия, обеспечивающие заданную долго-
вечность и надежность сооружений.
При стендовом производстве изделия изготовляют в перенос-
ных или стационарных формах. Переносные формы устанавли-
вают на специально оборудованных постах (площадках), где их
подготавливают (чистят и смазывают), армируют и затем бето-
нируют.
Уплотняют бетонную смесь на виброплощадках или с исполь-
зованием глубинных вибраторов. Подают и распределяют ее с
помощью бетоноукладчиков или бетонораздатчиков. Отформо-
ванные изделия направляют в ямные камеры для тепловой обра-
276
7
-/2
товления армированных цементных и
железобетонных плит:
/ — отделение выдержки и контроля,
II — отделение подготовки форм, III —
пропарочное отделение, IV — формовочное
отделение, 1, 3 — готовые опалубочные
плиты, 2 — тележка. 4 — форма- поддон,
5 — пескоструйный аппарат, 6 — закром,
7 — насадка, 8 — мостовой кран, 9 — про-
парочные камеры, 10 —пост ‘ формова-
ния, // — каркас здания, 12 — бункер,
13, /4 — бетоноукладчики, 45, 16 — ви-
бростолы, /7 — пост выдержки и контро-
ля, 18 — пост очистки форм, 19 — пост
смазки
ботки. Как правило, после пропаривания бетон конструкций дол-
жен иметь не менее 70% прочности.
Цикл получения готовых изделий 7... 12 ч, из которых 1,5...2 ч
приходится на подготовку форм, армирование, бетонирование,
остальное — на цикл тепловой обработки.
Для изготовления длинномерных предварительно напряжен-
ных изделий используют длинные стенды, на которых формуют
по 4...6 изделий (рис. 165) одновременно. Арматуру натягивают
мощными гидравлическими домкратами 1 на упоры 3. Натяжение
арматуры производят с двух сторон. Для этой цели арматуру
пропускают через специальные направляющие 4 в упор стенда 3
и соединяют с тягами и захватами 2. Затем гидравлические
домкраты с одной и другой стороны подводят поочередно к каж-
дому стержню и производят его натяжение. После натяжения
фиксируют его положение в упоре стенда. Формы 7 выполняют
стационарными с неподвижным поддоном, откидными бортами и
паровыми рубашками. Паровые рубашки позволяют осуществ-
лять тепловую обработку смеси непосредственно на стенде.
К каждому стенду подведен паропровод с распределителями.
Для сборки форм применяют специальные приспособления, а
также грузоподъемные механизмы (краны, кран-балки, автокра-
ны).
Бетонную смесь укладывают послойно с использованием
самоходных бетоноукладчиков или бадей, а уплотняют навесны-
ми или глубинными вибраторами 8.
По окончании цикла тепловой обработки распалубливают
продольные борта и снимают торцовые, обрезают предваритель-
но напряженную арматуру и перемещают изделие на склад.
Технология изготовления железобетонных плит несъемной
опалубки приведена на рис. 166. Общая территория полигона
разделена на четыре отделения: / — выдержки изделий и контро-
ля, II — подготовки форм, III — пропарочное, IV- формовоч-
ное. Имеются две линии производства, расположенные парал-
лельно продольной оси цеха.
Бетонная смесь из смесительного отделения с помощью раз-
даточного бункера 12 подается в бетоноукладчики 13, 14. Далее
ее подают в формы, установленные на вибростолах 15, 16. После
формования изделия в формах направляют в пропарочные ка-
меры 9. Готовые изделия извлекают из форм 4 и подвергают
пескоструйной обработке с помощью аппарата 5. Этот процесс
предусматривает удаление с внутренней поверхности плит це-
ментной пленки для улучшения адгезии бетона. Готовые изделия
3 складируют в кассетах на посту выдержки и контроля 17. Пос-
ле выполнения всех операций по оценке качества изделия уста-
навливают на тележки 2 и вывозят на внешний склад.
Освободившиеся от изделий формы чистят на участке 18, сма-
зывают — на 19. После подготовки форм укладывают арматуру.
Готовая форма подается на вибростол. Далее цикл повторяется.
279
§ 58. Способы и средства тепловой обработки
бетонных изделий
При изготовлении сборного железобетона применяют различ-
ные виды тепловой и тепловлажностной обработки бетонных и
железобетонных изделий: пропаривание в камерах при нормаль-
ном атмосферном давлении пара или паровоздушной смеси при
температуре 60... 100° С; нагрев бетона в формах при контактной
передаче теплоты бетону через поверхности формы; нагрев бето-
на индукционными токами в электромагнитном поле; предвари-
тельный электро- и пароразогрев перед укладкой с последующей
тепловой обработкой, инфракрасный прогрев конструкций, сол-
нечные лучи.
Для повышения производительности предприятий ЖБИ стре-
мятся ускорить цикл набора прочности бетона. Для этого исполь-
зуют не только рациональные режимы тепловлажностной обра-
ботки, но и применяют бетонные смеси на быстротвердеющих и
высокомарочных цементах. Так, некоторые виды цементов позво-
ляют получать 70% прочности бетона после 3...4 ч тепловой об-
работки изделий. Однако для массового производства таких
цементов еще недостаточно.
Оптимальное сочетание различных технологических приемов
и прогрессивных средств ускоренного твердения позволяет дове-
сти цикл тепловой обработки до 5...8 ч.
Для большинства конструкций процесс тепловой обработки
продолжают до получения бетоном не менее 70% проектной
прочности, которая позволяет освободить конструкцию от опа-
лубки, воспринять бетону усилия от напрягаемой арматуры; без
его разрушения, транспортировать изделия, не опасаясь, что в
них появятся трещины, монтировать изделия на строительной
площадке.
Для некоторых видов конструкций (например, блоки фунда-
ментов, перегородки и плиты перекрытий) тепловая обработка
ведется до достижения бетоном распалубочной прочности
25...30%, т. е. прочности, при которой можно производить распа-
лубливание изделия без нарушения структуры бетона. Дальней-
ший набор прочности до 70% осуществляется при положитель-
ной температуре твердения. В этом случае необходимо иметь
производственные площадки для дозревания конструкций.
Наибольшее распространение на полигонах и заводах ЖБИ
получило пропаривание конструкций. При остывании конструк-
ций скорость понижения температуры не должна превышать
25...30° С/ч.
Цикл тепловой обработки изделий состоит из трех стадий:
подъема температуры, изотермического выдерживания при
постоянной температуре и охлаждения изделий. Перед тепловой
обработкой бетон выдерживают 2...4 ч, чтобы он получил неко-
торую начальную прочность.
280
Чтобы исключить предварительное выдерживание, применяют
ускорители схватывания, используют бетонные смеси с низким
В/Ц или смеси повышенной жесткости, проводят тепловую обра-
ботку с плавным и длительным подъемом температуры. Следует
помнить, что быстрая скорость подъема температуры и остыва-
ния конструкций может привести к образованию трещин, что
вызвано возникновением внутренних напряжений за счет темпе-
ратурного перепада. Это следует учитывать особенно при прогре-
ве изделий сложного профиля или с большим количеством высту-
пов.
Подъем температуры среды в камере со скоростью более
60° С/ч не допускается. С увеличением крупности изделий, что
равноценно снижению модуля поверхности, уменьшают скорость
подъема температуры. Для изделий толщиной до 10 см скорость
подъема температуры не должна превышать 30° С/ч, толщиной
до 25 см — 25° С/ч и толщиной более 25 см — 15...20° С/ч.
При тепловой обработке неопалубленных изделий (с немед-
ленной распалубкой) независимо от толщины изделий скорость
подъема температуры в первый час принимают 10...15, во вто-
рой — 15...20, в третий — 25...35° С/ч.
Тепловую обработку изделий из легких бетонов ведут в одну
стадию. Причем период изотермического прогрева несколько
увеличивается, так как теплопроводность таких бетонов ниже,
чем тяжелых.
Ямная камера паропрогрева (рис. 167) представляет собой
напольную или заглубленную в землю герметичную камеру, куда
помещают изделия в формах таким образом, чтобы была достиг-
нута наибольшая равномерность тепловой обработки во всем
объеме камеры. Между изделием и нижней поверхностью камеры
должен быть просвет не менее 150 мм. Нельзя устанавливать
формы вплотную друг к другу.
Рис. 167. Ямная камера паропрогрева:
/ — ограждение камеры, 2 — паровая гребенка с паровыпускными соплами, 3 — гидро-
затвор, 4 — крышка камеры с теплоизоляцией, 5 — затвор — конденсатор для избыточ-
ной паровоздушной смеси, 6 — воздуховод, 7 — вентиляционный клапан
281
Конструкции стен, пола и крышки камеры должны быть
герметичными и теплоизолированными. Для стока конденсата
пол камеры устраивают с наклоном. Камеры оборудуют парораз-
водящим коллектором для циркуляции пара, вентиляционными
отверстиями, воздуховодами, гидрозатворами, различными кла-
панами, манометрами и датчиками температуры.
Удельный расход пара 200...400 кг/м3 бетона.
При изготовлении изделий по стендовой технологии пар по-
дают по трубам, проложенным в заглубленных и утепленных ка-
налах, в паровые отсеки (рубашку) бортов формы. Расход
пара 400... 1000 кг/м3.
На ряде заводов ЖБИ используют вертикальные камеры
непрерывного действия (рис. 168), в верхней зоне которых, где
температура выше, осуществляется изотермический прогрев, а
в нижней зоне — прогрев при подъеме температуры и охлажде-
ние изделий.
Камеры оснащают системой автоматического регулирования,
что позволяет устойчиво соблюдать теплотехнический режим про-
грева. Для опускания в камеры элементов сборного железобето-
на в формах используют передаточную тележку /, роликовый
конвейер 5, гидроподъемник 5 с плунжерным цилиндром б.
Наиболее прогрессивной является энергосберегающая техно-
логия тепловой обработки бетона: индукционный прогрев, тепло-
вая обработка с использованием инфракрасных лучей, использо-
вание солнечной энергии. В республиках Средней Азии, Казах-
стана и Закавказья для тепловой обработки изделий на поли-
Рис. 168. Поперечный разрез
камеры вертикального типа:
/ — передаточная тележка, 2 —
формы с изделиями, 3 — рольганг,
4 — направляющие колонки, 5 - -
стол гидроподъемника, 6 — плун-
жерный цилиндр, 7 — траншеи для
стока конденсата, 8 — отсекатель,
9 — перфорированный паропровод
282
гонах используют гелиоустановки со светопрозрачным тепло-
изолирующим покрытием на основе полиэтиленовых и полихлорви-
ниловых пленок. Установки просты в изготовлении и позволяют
резко экономить энергию.
§ 59. контроль вшчестеа железобетонных изделий
Отдел технического контроля предприятий сборного железо-
бетона осуществляет пооперационный (на всех этапах производ-
ства), текущий и приемный (качества готовой продукции)
контроль.
При пооперационном контроле проверяют качество состав-
ляющих, состав бетона, режимы приготовления и тепловой обра-
ботки, качество уплотнения, качество арматурной стали и соот-
ветствие арматурных каркасов проектным значениям, проектное
положение закладных деталей, расстояние между стержнями,
защитный слой бетона. При изготовлении предварительно на-
пряженных конструкций определяют качество и степень натяже-
ния арматуры.
Для оценки соответствия данного состава бетонной смеси
проектному производят механические испытания образцов и
дефектоскопию готового изделия, чтобы установить фактическую
прочность бетона. При текущем контроле проверяют качество
поверхности форм, их геометрические размеры, состояние замко-
вых соединений, расстояние между упорами, параметры и режи-
мы вибрационного воздействия, работу гидродомкратов и др.
Особое внимание уделяют контролю режима тепловой обработки.
Цель текущего контроля — проверить выполнение всех техноло-
гических операций, предусмотренных проектом производства
работ. Он позволяет выявить и ликвидировать отклонения от
проекта и исключить возможность появления брака.
При контроле качества готовых изделий устанавливают фак-
тическое значение прочности бетона, размеры элементов, качест-
во поверхностей, положение закладных деталей. Периодически
испытывают конструкции для определения их несущей способ-
ности. Изделия принимают партиями. Партия должна состоять
из однотипных, изготовленных из одного и того же материала и
по одинаковой технологии изделий. При массовом производстве
в состав партии входят однотипные изделия, изготовленные в
течение суток.
Крупноразмерные изделия (балки длиной более 12 м, формы,
оболочки) ОТК принимает поштучно. Каждое изделие маркируют
и ставят на нем штамп ОТК- На каждую несущую конструкцию
составляют технологический паспорт. Изделия маркируют в
соответствии с требованиями ГОСТ 23009—78. Марка — это ус-
ловное обозначение сборного элемента. Например, балка подкра-
новая обозначается БСЖ-12 — 3AtV, что означает: балка стро^
пильная железобетонная, пролетом 12 м, первого типоразмера,
283
третьей категории несущей способности, с напрягаемой стержне-
вой арматурой класса Ат-V. Марку наносят на готовое изделие
в местах, заметных при хранении и монтаже.
Для определения качества железобетонных конструкций про-
водят их аттестацию. Имеются три категории качества: высшая
(соответствует по технико-экономическим показателям лучшим
отечественным и мировым образцам), первая (соответствует тре-
бованиям стандартов), вторая (морально устаревшие конструк-
ции, которые не соответствуют современным требованиям
строительства).
Качество продукции сборного железобетона во многом зави-
сит от умения и навыков рабочих, их уровня знаний и культуры
производства, добросовестного отношения к труду и социалисти-
ческой собственности.
Контрольные вопросы
1. Какие типы форм используют в производстве сборного железобетона? 2. Как
осуществляют подготовку форм? 3. Какие виды смазок использую! для подго-
товки форм? 4. Какими средствами проводят укладку бетонной смеси в формы?
5. Какие средства уплотнения используют в производстве сборного железобето-
на? 6. Перечислите типы виброплощадок, используемых для формования раз-
личных изделий. 7. Каковы особенности стендового и агрегатно-поточного изго
товления железобетонных изделий? 8. Перечислите способы тепловой обработки
изделий. 9. Назовите характерные режимы тепловой обработки изделий в зави-
симости от их крупности. 10. Какие типы пропарочных камер используют в
производстве сборного железобетона? 11. Перечислите основные положения по
контролю качества железобетонных изделий.
Заключение
Возведение бетонных и железобетонных конструкций, зданий
и сооружений по сравнению со сборным строительством позволя-
ет снизить расход стали, цемента, уменьшить общие затраты.
Поэтому предусматривается более широкое использование моно-
литного железобетона в промышленном и гражданском строи-
тельстве.
Начато широкое освоение технологии возведения жилых и
общественных зданий из монолитного железобетона. В тринадца-
той пятилетке объем возводимых зданий увеличится в несколько
раз.
Работы по возведению монолитных конструкций постоянно
механизируются. Широко используют механизированные средст-
ва транспортирования, подачи и укладки бетонных смесей, мон-
тажа арматуры и опалубки. Процесс возведения становится
индустриальным и высокомеханизированным. В этой связи при-
обретает большое значение подготовка и повышение квалифика-
ции рабочих, занятых на бетонных работах. Особое внимание
уделяется изучению передовых технологий, повышению культуры
производства, овладению современными методами и приемами
ведения работ, правильному использованию средств комплексной
механизации технологических процессов.
Конечной целью является снижение трудозатрат и сроков
строительства при одновременном улучшении качества работ.
Постоянное повышение знаний и практического опыта является
важным резервом повышения производительности труда.
Чтобы стать высококвалифицированным специалистом, рабо-
чий должен систематически повышать свою квалификацию, изу-
чать и внедрять передовой опыт, знакомиться с достижениями
науки и техники в этой области.
Список рекомендуемой литературы
1. Атаев С. С. Интенсификация работ при возведении зданий из монолитного
железобетона. М., 1990.
2. Баженов Ю. М. Технология бетонных и железобетонных изделий. М., 1984.
3. Евдокимов Н. И., Мацкевич А. Ф., СытникВ. С. Технология
монолитного бетона и железобетона. М., 1980.
4. Королев К- М. Механизация приготовления и укладки бетонной смеси. М.,
1986.
5. Королев К- М. Передвижные бетоно-, растворосмесители и бетононасосные
установки. М., 1986.
6. Слесарев Ю. М. Приготовление бетонной смеси и строительного раствора.
М., 1984.
7. Ч и р к о в Ю. М. Возведение монолитных конструкций и сооружений из легкого
бетона. М., 1984.
8. Ха ют ин Ю. Г. Монолитный бетон. М.» 1990.
9. Третьяков А. К., РожненкоМ. Д. Арматурные и бетонные работы.
М., 1988.
ОГЛАВЛЕНИЕ
Предисловие .............................................................. 3
Введение ................................................................ 4
Раздел первый
Бетоны
Глава I. Бетоны и их свойства............................................. 7
§ I. Общие сведения. Классификация .................................. 7
§ 2. Материалы для бетона............................................ 9
§3. Структура бетонной смеси и бетона............................ 15
§ 4. Технологические свойства бетонной смеси........................ 18
§ 5. Механические свойства бегонов.................................. 21
§ 6. Свойства легких, ячеистых и мелкозернистых бетонов............. 26
§ 7. Влияние химических добавок на свойства бетонов................. 28
Глава II. Приготовление бетонной смеси................................... 31
§ 8. Общие сведения ................................................ 31
§ 9. Подбор состава бетона.......................................... 33
§ 10. Дозирование составляющих ..................................... 36
§11. Приготовление бетонной смеси.................................. 46
§ 12. Бетоносмесительные установки............................... 56
§ 13. Контроль качества приготовления бетонных смесей............... 63
§ 14. Правила безопасного ведения работ............................. 64
Раздел второй
Опалубочные и арматурные работы
Глава III. Опалубочные работы............................................ 66
§ 15. Общие сведения ............................................... 66
§ 16. Классификация и конструкция опалубки.......................... 68
§ 17. Технология производства опалубочных работ...................... 95
§ 18. Возведение опалубки ступенчатых и ленточных фундаментов... 97
§ 19. Устройство опалубки колонн, стен и перекрытий................. 101
§ 20. Устройство горизонтально извлекаемой (тоннельной) опалубки ... 109
§ 21. Устройство скользящей опалубки ............................... 113
§ 22. Несъемная опалубка............................................ 117
§ 23. Меры по снижению сцепления бетона с опалубкой............ 119
§ 24. Техника безопасности ........................................ 121
Глава IV. Арматурные работы............................................. 122
§ 25. . Назначение, классификация арматуры и арматурных сталей. 122
§26. Технология изготовления арматуры .......................... 126
§ 27. Арматурные работы на строительной площадке................... 140
§ 28. Установка напрягаемой арматуры............................... 148
Раздел третий
Производство бетонных работ
Глава V. Транспортирование, подача и распределение бетонной смеси... 155
§ 29. Транспортирование ........................................... 155
287
§ 30. Оборудование для подачи и распределения бетонной смеси.... 159
§31. Транспортирование по трубопроводам......................... 165
§32. Правила техники безопасности............................. 177
Глава VI. Бетонирование.конструкций.................................. 178
§ 33. Укладка бетонной смеси..................................... 178
§ 34. Уплотнение бетонной смеси.................................. 180
§ 35. Механизмы для уплотнения бетонных смесей................... 182
§ 36. Бетонирование конструкций..................................... 190
§ 37. Выдерживание бетона и уход за ним............................. 215
§ 38. Распалубливание конструкций. Исправление дефектов бетони-
рования ........................................................ 217
§ 39. Контроль качества бетонных работ на строительной площадке .... 221
Глава VII. Специальные методы .бетонирования............................. 224
§ 40. Торкретирование и пневмобетонирование ........................ 224
§ 41. Раздельное бетонирование...................................... 227
§ 42. Подводное бетонирование....................................... 229
Глава VIII. Производство бетонных работ в зимних условиях................ 232
§ 43. Общие сведения ............................................... 232
§ 44. Приготовление и транспортирование бетонных смесей............. 233
§ 45. Метод термоса ................................................ 234
§ 46. Бетонирование с предварительным электроразогревом смеси. 235
§ 47. Электропрогрев смеси в конструкциях........................... 237
§ 48. Бетонирование в термоактивной опалубке........................ 242
§ 49. Обогрев бетона инфракрасными лучами........................... 247
§ 50. Бетонирование с применением химических добавок................ 249
§ 51. Охрана труда при производстве бетонных работ зимой............ 251
Глава IX. Производство бетонных и железобетонных изделий на полигонах 252
§ 52. Виды бетонных и железобетонных изделий........................ 252
§ 53. Формы для изготовления железобетонных изделий................. 258
§ 54. Подготовка форм к производству................................ 262
§ 55. Укладка арматуры и бетонной смеси в формы.................... 264
§ 56. Уплотнение бетонной смеси..................................... 267
§ 57. Технологические процессы изготовления конструкций на поли
гонах .......................................................... 273
§ 58. Способы и средства тепловой обработки бетонных изделий.. 280
§ 59. Контроль качества железобетонных изделий...................... 283
Заключение............................................................... 285
Список рекомендуемой литературы.......................................... 286
Учебное издание
Афанасьев Александр Алексеевич
Бетонные работы
Редактор А. А. Степанова. Художественный редактор Е. Д. Косырева. Технический
редактор Т. Д. Гарина. Корректор Р. К- Косинова
ИБ № 8855
Изд. № ИНД-522. Сдано в набор 05.06.90. Подп. в печать 14.09.90. Формат 60Х90‘/1б-
Бум. офс. № 2. Гарнитура тайме. Печать офсетная. Объем 18,0 усл. печ. л. 18,25 усл. кр.-отт.
18,60 уч.-изд. л. Тираж 55 000 экз. Зак. № 706. Цена 50 коп.
Издательство «Высшая школа», 101430, Москва ГСП-4, Неглинная ул., д. 29/14
Ордена Октябрьской Революции и ордена Трудового Красного Знамени МПО
«Первая Образцовая типография» Государственного комитета СССР по печати.
113054, Москва, Валовая, 28