/






















































































































































































































Text
и. Л. ПЕРЛИН, М. 3. ЕРМАНОК
ТЕОРИЯ ВОЛОЧЕНИЯ
Издание второе, переработанное и дополненное
ИЗДАТЕЛЬСТВО „МЕТАЛЛУРГИЯ^ Москва 1971
УДК 621.778
Теория волочения. Перлин И. Л., Е р м а но к М. 3. Изд-во «Металлургия», 1971, 2-е изд., 448 с.
С учетом новейших материалов изложены основные элементы теории волочения круглых фасонных и полых профилей, теории многократного волочения, а также методов расчета рабочих напряжений и переходов при всех основных видах процесса волочения. Дано описание основных закономерностей действия смазок в процессе волочения, напряженного и деформированного состояний и характера изменения механических свойств продуктов волочения в зависимости от условий процесса.
Предназначена для инженерно-технических работников научно-исследовательских институтов и заводских лабораторий, работающих в области волочения. Может быть полезна аспирантам и студентам, специализирующимся в области обработки металлов давлением. Илл. 239. Табл. 46. Библ. 414 назв.
ПЕРЛИН Илья Львович ЕРМАНОК Михаил Зиновьевич
ТЕОРИЯ ВОЛОЧЕНИЯ
Редактор издательства М. С. Архангельская Технический редактор В. В. Баталова Переплет художника В. В. Евдокимова
Сдано в производство 31/III 1971 г. Подписано в печать 1/XI 1971 г.
Бумага-№ 1, типографская 60 x 90‘/ie 14 бум. л. 28 печ. л. Уч.-изд. л. 27,64
Изд. № 4799 Т-18226 Тираж 2500 экз. Заказ 1086 Цена 3 руб.
Издательство «Металлургия», Москва, Г-34, 2-й Обыденский пер., 14
Ленинградская типография № 6 Главполиграфпрома Комитета по печати при'Совете Министров СССР Ленинград, С-144, ул. Моисеенко, 10
3-12-3 144-70
ПРЕДИСЛОВИЕ КО ВТОРОМУ ИЗДАНИЮ
В последнее десятилетие интенсивно развивались теория и технология процесса волочения, совершенствовалось обору-дование.
Это развитие было обусловлено необходимостью получения новых полуфабрикатов (полиметаллические проволока и трубы, особо тонкостенные трубы большого диаметра, тонкостенные профили сложной конфигурации со значительным соотношением толщин элементов и др.), а также вовлечением в процесс волочения новых металлов, которые прежде или вообще не обрабатывали, или обрабатывали в очень ограниченном объеме.
Со времени выхода в свет первого издания книги «Теория волочения» (Металлургиздат, 1957) были разработаны и освоены новые прогрессивные технологические процессы (волочение в условиях жидкостного трения, бухтовое волочение труб на самоуста-навливающейся оправке, многократное волочение прутков и труб на станах тракового типа и др.). В стадии исследования и промышленного опробования находится процесс волочения с вибрацией.
В связи с этим появилась необходимость внесения в книгу значительных дополнений и некоторых изменений.
Во втором издании внесены некоторые изменения в гл. I и II.
Глава III написана заново с учетом последних достижений в области теории процессов волочения труб.
Главы IV и VI дополнены материалами, относящимися к волочению с вибрацией.
В книгу включена новая глава «Контактное трение и смазка при волочении» (гл. V).
Существенно переработаны главы, рассматривающие методы аналитического определения напряжений волочения и построение переходов при волочении (гл. X).
Для определения силовых условий процессов авторы приводят только формулы, основанные на дифференциальных уравнениях равновесия сил и дифференциальных уравнениях работ внешних и внутренних сил, а также некоторые упрощенные формулы. Сведения о других формулах читатель может получить в литературных источниках, ссылки на которые даны в тексте книги.
Структура книги в основном сохранена прежней, однако, поскольку гл. VI (по первому изданию) значительно дополнена и в ней, кроме методов экспериментального определения сил воло-р 3
чения, рассмотрены также методы определения деформационных параметров процесса и свойств продуктов волочения, эта глава отнесена в конец книги (гл. XIV).
В последней главе рассмотрены основные направления совершенствования и развития процесса волочения.
§ 4 и § 6 гл. III написаны канд. техн, наук В. Я. Шапиро, гл. V, §§ 3, 5 и 7 гл. III написаны И. Л. Перлиным и В. Я. Шапиро совместно, а § 4 гл. IV, § 8 гл. VI и гл. XIV — канд. техн, наук Л. С. Ватрушиным; остальной материал книги написан совместно И. Л. Перлиным и М. 3. Ерманком.
При работе над рукописью были использованы ценные замечания рецензента докт. техн, наук Л. Е. Альшевского, которому авторы выражают глубокую благодарность.
В подготовке рукописи к печати принимали участие М. В. Харитонович, В. В. Гуляев и Л. А. Помогаева, которым авторы весьма признательны.
ОСНОВНЫЕ ТЕРМИНЫ И ОБОЗНАЧЕНИЯ
/. Термины
Ниже приведены использованные в книге термины, обозначающие основные понятия и величины, по которым до сих пор не установлены однозначные представления, а также некоторые условно сокращенные термины, позволяющие избежать применения многословных наименований. Термины, относящиеся к процессу волочения, соответствуют рекомендациям Комитета по терминологии АН СССР [1].
Термин Сущность термина
Пластичность Состояние твердого тела, при котором под доста-
точным силовым воздействием может произойти необратимое, без разрушения изменение расстояний между элементарными частицами.
Вязкость Свойство металла разрушаться под действием
непрерывно приложенной одноосной растягивающей нагрузки только после большой пластической деформации.
Вязкое состояние Состояние, в котором металл при статическом одно-
осном растяжении разрушается только после большой предварительной пластической деформации.
Хрупкость Свойство металла разрушаться под воздействием
растягивающих сил без заметной пластической деформации.
Хрупкое состояние Состояние, в котором металл при статическом
растяжении разрушается без заметной предварительной пластической деформации.
Сопротивление пласти- Прочностная характеристика металла, обуслов-ческой деформации ливающая начало пластической деформации. Такой характеристикой является либо напряжение чистого пластического сдвига, либо линейное напряжение текучести, равное удвоенному напряжению чистого пластического сдвига [2]. В данной книге за сопротивление пластической деформации принято линейное напряжение текучести.
Напряжение Величина, характеризующая интенсивность на-
гружения (действующей силы) на заданную поверхность.
Поверхность нагруже- Поверхность пластической зоны, образующаяся ния контактными поверхностями деформируемого металла
с инструментом и поверхностями, отделяющими пластические зоны от упругих.
Рабочие напряжения Нормальные (действующие перпендикулярно
к рассматриваемой площадке) и касательные (действующие в плоскости рассматриваемой площадки) напряжения, возникающие вследствие воздействия внешних сил на поверхность нагружения.
5
Степень деформации
Интегральная деформация
Полоса
Профиль
Относительная главная деформация удлинения.
Показатель конечной относительной деформации» выраженный определенным, интегралом бесконечно малых относительных деформаций.
Общее наименование протягиваемого металла независимо от формы поперечного сечения.
Общее наименование формы поперечного сечения протягиваемой полосы.
//. Обозначения
Линейные размеры, площади, объемы, углы
D — общее обозначение диаметра круглого сплошного профиля и наружного диаметра трубы, а также диаметра тяговой шайбы.
Do или Dh
и Di или DK — начальный и конечный наружные диаметры трубы, а также диаметры проволоки или прутка.
Dc — общее обозначение среднего диаметра трубы.
£>Сн и £)Ск — средние начальный и конечный диаметры трубы.
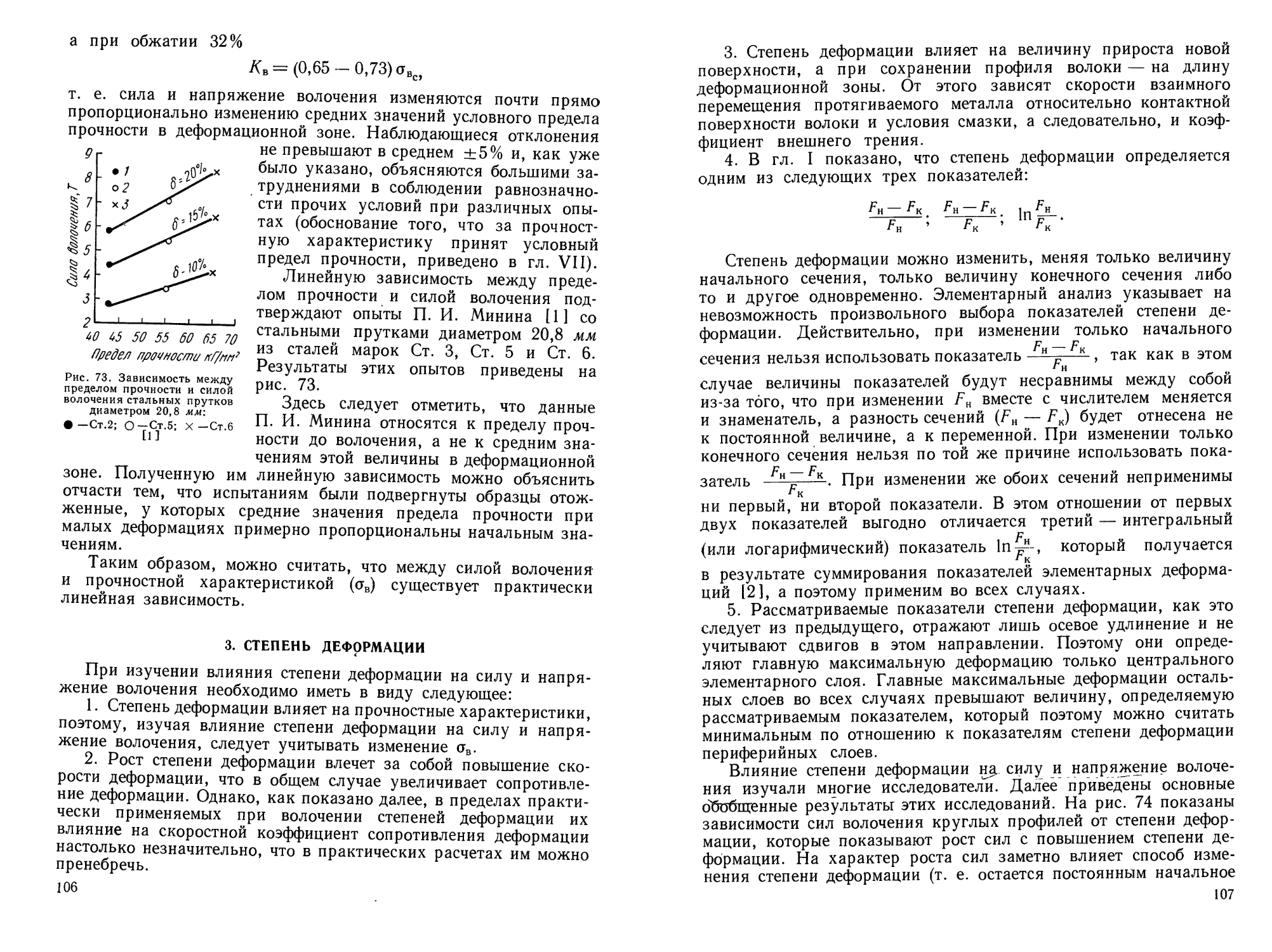
d — общее обозначение внутреннего диаметра трубы.
d0 или dH
и di или dK — начальный и конечный внутренние диаметры трубы, if — общее обозначение толщины стенки трубы.
i — относительная толщина стенки трубы; t — .
t0 или tu
и ti или tK — начальная и конечная толщины стенки трубы. dOn — диаметр оправки.
L — общее обозначение длины протягиваемого полуфабриката или изделия.
£0 или LH
и Li или LK — начальная и конечная длины протягиваемого полуфабриката или изделия.
/общ или Н — общая длина рабочей и калибрующей зон волочильного канала.
/р. з — длина рабочей зоны волочильного канала.
/кал — длина калибрующей зоны волочильного канала.
/у. з — длина упругой зоны волочильного канала.
F — общее обозначение поперечного сечения протягиваемого металла или площади какой-либо поверхности, выделенной в деформационной зоне.
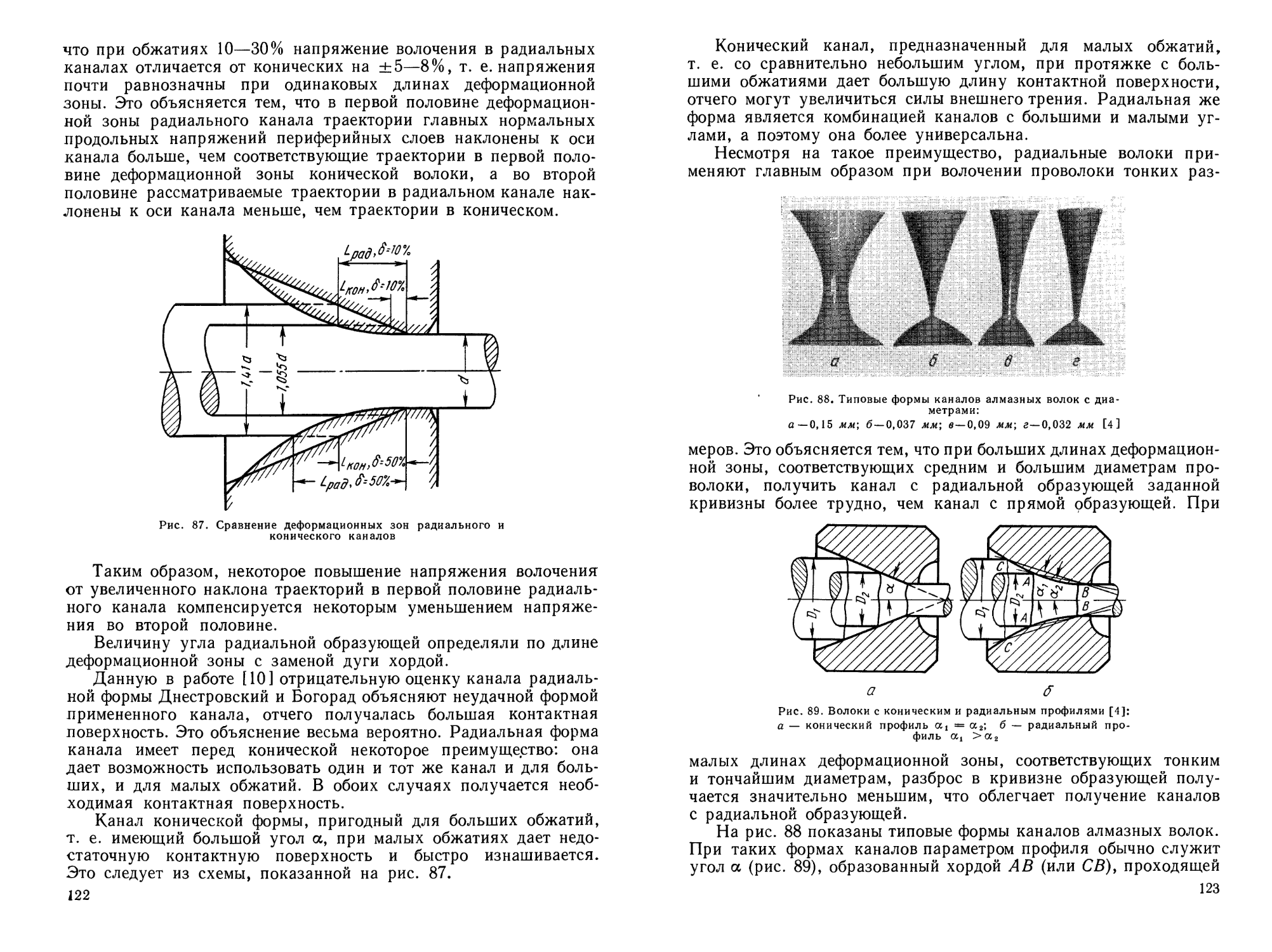
Fq или Fh; Fr,
F2; FK — начальное, промежуточные и конечное поперечные сечения.
В — общее обозначение обрабатываемого объема.
#сек — секундный объем.
Вд. з — объем деформационной зоны.
а — рабочий угол волоки, т. е. угол наклона образующей волочильного канала к его оси.
ас — средняя величина этого угла (при некруглом канале). ап — приведенный угол волочильного канала.
ап. с — средняя величина угла ап (при некруглом канале), р — угол трения.
6
Силы
Р и Рв — общее обозначение силы волочения или вдавливания. Q — сила противонатяжения.
Ро — сила волочения при отсутствии внешнего противонатяжения.
Pq — сила волочения при внешнем противонатяжении.
Mq — сила, действующая на волоку в осевом направлении, при внешнем противонатяжении.
Т — общее обозначение силы трения.
W — общее обозначение нормальной силы.
Напряжения
<тг, <?2', (Тз — главные нормальные напряжения в данной точке.
тх; Тг; т3 — главные касательные напряжения в данной точке, о в — предел прочности (условный) при растяжении.
<уВн и оВк — пределы прочности металла до входа в волоку и после выхода из нее.
ST — сопротивление пластической деформации при растяжении (или истинный предел текучести при растяжении).
5Тн и *$тк — сопротивления пластической деформации металла в состоянии до входа в волоку и после выхода из нее.
STc — среднее значение сопротивления пластической деформации в деформационной зоне.
tmax — максимальное касательное напряжение; ттах — (0,5— — 0,57) Зт.
оп — нормальное напряжение на контактной поверхности.
— напряжение трения на контактной поверхности.
°пол — полное напряжение на контактной поверхности.
о9 — главное нормальное окружное напряжение.
Gr — главное нормальное радиальное напряжение.
Gi — главное нормальное продольное напряжение, действующее вдоль канала по траекториям, в общем случае не параллельным оси канала.
Q
Gq — напряжение противонатяжения; Gq = -=г—.
Г н
— продольное главное нормальное напряжение, создаваемое у входа в деформационную аону противонатяжением.
и/уп — продольное главное нормальное напряжение, создаваемое при волочении на границе зон упругих и пластических деформаций при отсутствии внешнего противонатяжения. К и Кв — общее обозначение напряжения волочения.
КСоб — средняя величина напряжения волочения у выхода из обжимающей части канала.
Апер — напряжение волочения в периферийном слое круглого сплошного профиля.
Акал — составляющая часть напряжения волочения, расходуемая на преодоление сил трения, возникающих в калибрующей части волоки.
Апсл — полное напряжение волочения сплошного профиля. Аосви АОсд — полное напряжение при осаживании круглой трубы волочением и вдавливанием.
К3. 0; Ас. о; Ап. о — полное напряжение волочения круглой трубы на закрепленной, на самоустанавливающейся и на подвижной оправке (стержне).
7
Кр. в и Кр. д — полное напряжение при раздаче трубы волочением и вдавливанием.
Кпроф — полное напряжение волочения при профилировании.
Коэффициенты
|Л — общее обозначение вытяжки.
|Лоб — общая вытяжка за несколько переходов.
р,п — частная вытяжка за n-й переход.
п ____
Нср — средняя вытяжка в ряде п переходов р,ср — ]/роб-
X — относительное удлинение — —— или — - .
л х & — f к Fq — Fi
о — относительное обжатие о = —~—— или —.
Fh Fq
р
// — интегральная деформация удлинения; i— in = * к
= In In |1.
8 — общее обозначение степени деформации, показателем которой по ходу изложения принимают либо относительное обжатие 6, либо интегральную деформацию удлинения I/.
fn — коэффициент трения по нормальному давлению.
Тс и Тпер — коэффициенты, учитывающие увеличение общего напряжения волочения и напряжения волочения периферийных слоев от изменения направления траекторий продольных главных напряжений.
yq — коэффициент использования противонатяжения.
7в — коэффициент запаса напряжения волочения.
Р^ — коэффициент использования работы противонатяжения. р — коэффициент Л оде, входящий в условие пластичности, для учета влияния среднего главного напряжения; Р= 14-1,155.
v — коэффициент Пуассона.
Прочие величины
ув — скорость волочения.
— скорость локальной деформации.
W{ — скорость интегральной деформации.
Г лава I
СУЩНОСТЬ ПРОЦЕССА ВОЛОЧЕНИЯ, ЕГО ОСНОВНЫЕ РАЗНОВИДНОСТИ И ДЕФОРМАЦИОННЫЕ ПОКАЗАТЕЛИ
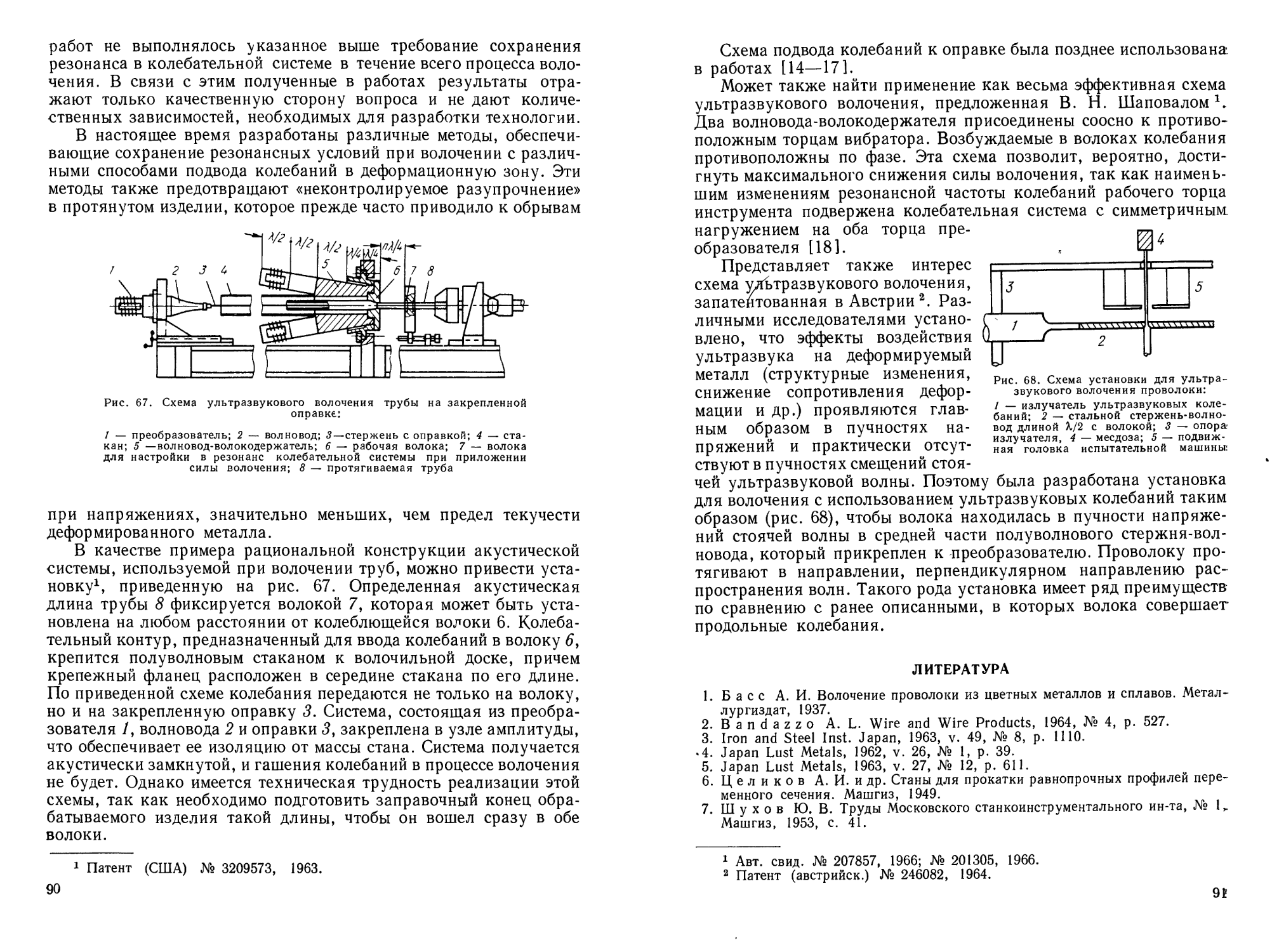
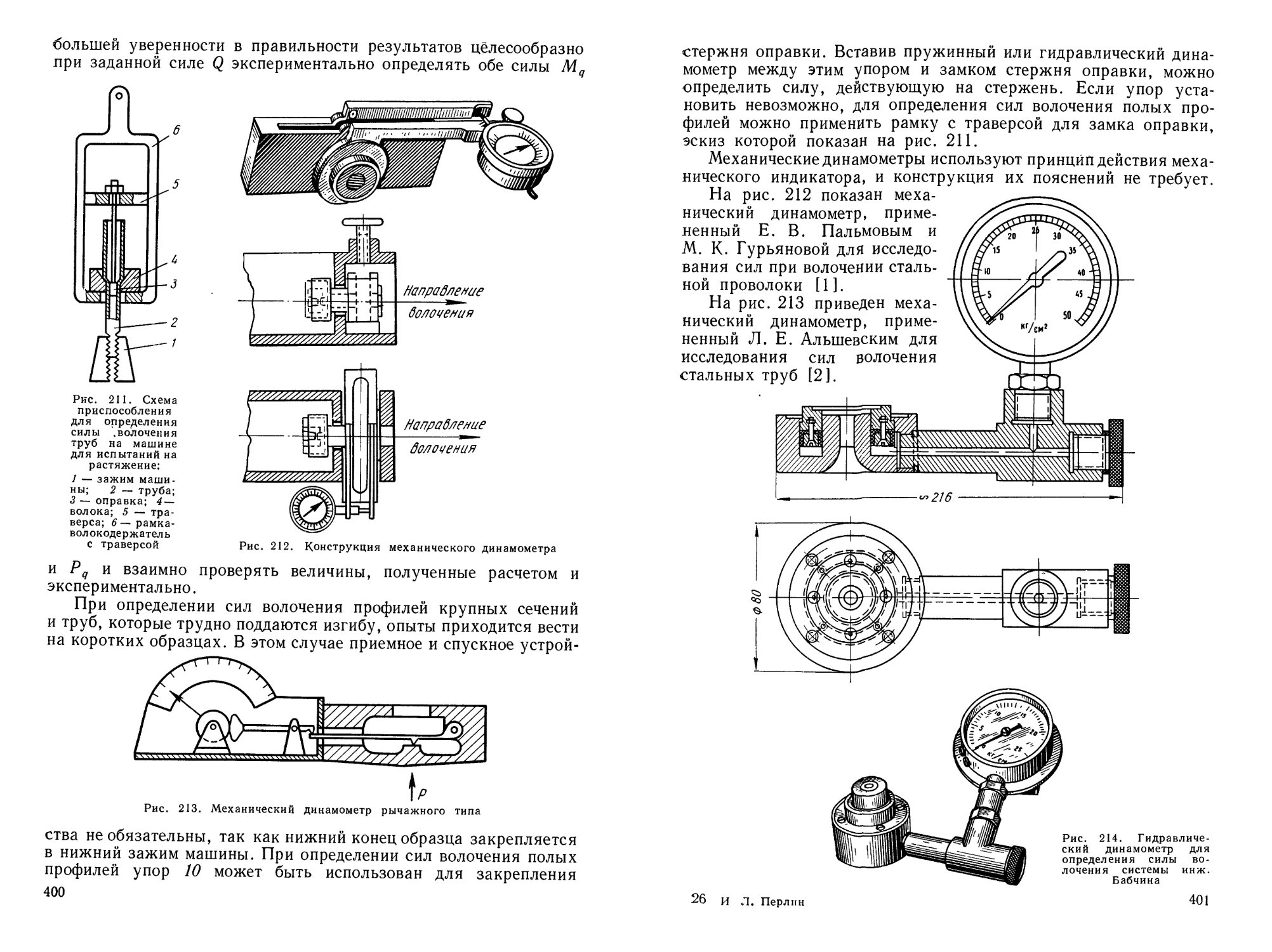
Волочением называется способ обработки металла давлением, при котором обрабатываемый металл в виде заготовки постоянного поперечного сечения вводится в канал волочильного инструмента (волоки) и протягивается (проволакивается) через него. Форма поперечного сечения канала одинакова или близка к форме поперечного сечения протягиваемого металла. Сечение канала плавно уменьшается от места входа металла в инструмент к месту выхода из него. Выходное сечение канала всегда меньше поперечного сечения протягиваемой заготовки. Поэтому заготовка, проходя через волоку, деформируется, поперечное сечение ее изменяется, и она после выхода из волоки принимает форму и размеры наименьшего сечения канала. Длина полосы при этом возрастает прямо пропорционально уменьшению поперечного сечения. Перед волочением на специальных станках заостряют передний конец заготовки, предназначенной для обработки, с таким расчетом, чтобы этот конец легко входил в волоку и частично выходил с ее противоположной стороны. Этот конец захватывают специальным тянущим механизмом. При волочении полых профилей с утонением стенки волочильный канал образуется волокой и оправкой, которая может быть закрепленной, подвижной и свободной — самоустанавливающейся. Назначение, особенности и области применения каждой из них рассмотрены в гл. III.
Схемы основных разновидностей процесса волочения показаны на рис. 1.
Чтобы уменьшить внешнее трение, между поверхностями протягиваемого металла и волочильного канала вводят смазку. Это уменьшает расход энергии на волочение, способствует получению у протягиваемого металла гладкой поверхности, сильно уменьшает износ самого канала и позволяет проводить процесс с повышенными степенями деформации.
Для уменьшения внешнего трения и повышения стойкости канала часто применяют волочение с противонатяжением (рис. 2). Сущность его заключается в следующем. К протягиваемому металлу со стороны входа его в волоку прикладывают силу Q, направленную в сторону, противоположную движению металла, и потому называемую внешним (или просто) противонатяжением в отличие от внутреннего, о котором указано в гл. II и VI. От этого в заготовке еще до ее входа в волочильный канал в осевом направлении создаются растягивающие напряжения. Они вызывают,
9
как это показано далее, уменьшение давления металла на стенки канала, что, естественно, увеличивает его стойкость. Этот метод отличается и некоторыми недостатками, отмеченными ниже, и потому не всегда применяется.
В большинстве случаев металл, обрабатываемый волочением, предварительно не нагревают (холодное волочение), а образу-
Рис. 1. Схемы основных разновидностей процесса волочения:
а — круглого сплошного профиля; б — некруглого сплошного профиля; в — круглой трубы, без оправки; г — круглой трубы, на закрепленной оправке; д — круглой трубы, на самоустанавливающейся оправке; е — круглой трубы, на подвижной оправке; 1 — волока; 2 — протягиваемое изделие; 3 — оправка
ющееся в канале тепло деформации и внешнего трения отводится окружающей средой или охлаждающими эмульсиями, водой, маслами, непрерывно омывающими волоку. Холодное волочение с использованием качественной смазки и инструмента рационального 10
профиля позволяет получать протянутое изделие с гладкой блестящей поверхностью и достаточно точными размерами поперечного сечения.
В некоторых специальных случаях, когда деформируемый металл в ненагретом (холодном) состоянии имеет недостаточную вязкость или высокое сопротивление деформации, волочение ведут с предварительным подогревом. Например, при волочении цинковой проволоки для увеличения вязкости заготовки ее предварительно подогревают до 80—90° С, погружая моток в нагретую воду. В деформационной зоне температура проволоки доходит до 120—150° С, т. е. до температуры, при которой у цинка образуется максимальное число систем скольжения. При волочении
Рис. 2. Схема процесса волочения с внешним противонатяжением
Рис. 3. Схема процесса волочения с предварительным нагревом
труднодеформируемых сталей, например быстрорежущей, сталей мартенситного класса типа ВНС-2, ВНС-5, а также титановых сплавов предварительный нагрев доводят до 500—700° С. При волочении вольфрама и молибдена, отличающихся в холодном состоянии особо высоким сопротивлением пластической деформации, их предварительно нагревают до 800—900° С. Нагрев осуществляют, пропуская протягиваемый металл через нагревательную камеру, установленную перед волокой (рис. 3), электрокон-тактным способом и т. д.
В настоящее время процессы волочения с предварительным нагревом внедряют при производстве профилей сложных форм и для уменьшения сопротивления деформации в тех случаях, когда это допускается требованиями к поверхности, механическим свойствам и точности размеров поперечного сечения.
Иногда волочение ведут с предварительным охлаждением металла до —100° С и ниже, например при волочении проволоки из некоторых сталей аустенитного класса для увеличения ее прочности. Для этой же цели охлаждение используют при волочении наитончайших размеров проволоки из чистейшего алюминия.
Применяют волочение с вибрацией волоки и металла. В некоторых случаях такой процесс приводит к значительному улучшению деформационных условий.
Все способы волочения характеризуются тремя особенностями, отличающими их от прочих видов обработки металлов давлением:
а) линейные размеры сечения протягиваемого металла уменьшаются до заданных величин во всех направлениях одновременно;
б) возможность получения сплошных и полых профилей с произвольной конфигурацией поперечного сечения, не изменяющегося по длине профиля;
в) величина деформации за один переход ограничивается максимально допустимым напряжением растяжения, возникающим в поперечном сечении протягиваемого металла у выхода из деформационной зоны.
Естественно, что это не ограничивает величины суммарной деформации, которой может быть подвергнут металл при волочении. Рядом последовательных протяжек с промежуточными отжигами можно получить суммарную деформацию любой величины.
Волочение применяют:
1. Для производства профилей большой длины, малых и очень малых сечений различных форм с отношением ширины к толщине поперечного сечения, не превышающим примерно 12. Такие изделия называются проволокой.
Вследствие большой длины проволоку либо свертывают в мотки, либо наматывают на катушки. Волочением можно получить проволоку диаметром до 6—8 мкм. Для дальнейшего утонения приходится применять другие, «безволочные» процессы, например равномерное растяжение, рассмотренное в конце данной главы или электролитическое растворение периферийных слоев.
2. Для производства сплошных профилей средних и больших сечений разных форм с отношением ширины к толщине поперечного сечения, не превышающим примерно 20, а также в том случае, когда требуется получить сечение с минимально возможными отклонениями от заданных размеров или чистую и гладкую поверхность. Такие профили обычно протягивают до небольшой длины (7—12 м) и не сматывают.
3. Для производства полых профилей (труб) разных форм и сечений и особенно тонкостенных. Волочением получают трубы диаметром до 0,5 мм с толщиной стенки до 0,05 мм, а иногда и меньше.
Процесс волочения принято характеризовать следующими основными геометрическими показателями: а) вытяжка; б) интегральная деформация удлинения; в) относительное обжатие; г) относительное удлинение
По своему существу все эти показатели в разных математических выражениях характеризуют главную деформацию удлинения осевого слоя, которая в процессе волочения является максимальной по отношению к поперечным и поэтому достаточно полно отражающей деформационную сторону процесса. Это следует иметь в виду, так как в дальнейшем изложении под термином «степень деформации» (если нет специальных указаний) подразумевается именно эта, т. е. главная деформация удлинения осевого слоя. 12
Каждый из показателей, приведенных в табл. 1, характеризует изменение поперечного сечения деформируемого металла и длины полосы в процессе волочения. Поэтому все перечисленные показатели связаны между собой точными геометрическими соотношениями, приведенными в табл. 1 и основанными на законе практического постоянства объема при пластических деформациях. В расчетах часто применяют показатель 6 — «относительное обжатие», представляющий собой отношение уменьшения поперечного сечения протягиваемого металла к начальному поперечному сечению (до волочения). Применение этого показателя, перенесенного из теории упругих деформаций, нельзя считать достаточно теоретически обоснованным.
Таблица 1
Показатели относительной деформации металла при волочении и зависимость между ними
Показатели Показатель, выраженный через
название СО <1> О я* \О Л S о я я ^н и ^к LH и LK ч 6
Вытяжка р А Fk ^к ^н р exp ii 1 1-6 1 4- к
Интегральная деформация удлинения и г к 1п^ ^н 1п р il 1п 1п(1+%)
Относительное обжатие 6 я 1 ^к ^н Lk 1= 1 а — 6 X 1 4-х
Относительное удлинение X 1 я я <1 р,— 1 — ю «о | X
Если мысленно разделить любой процесс волочения на несколько этапов и соответственно распределить (по этим этапам) полное уменьшение поперечного сечения протягиваемой полосы за рассматриваемый процесс, то станет очевидной необоснованность определения степени деформации конечного и любого промежуточного этапа процесса, при котором уменьшение сечения полосы на этом участке относят к начальному сечению первого этапа, а не к начальному сечению данного этапа. Иначе говоря, если начальные сечения каждого из этапов обозначить через FH; Fr; F2\ Fm; Fm+i, то степень деформации т-го этапа логичнее определить по отношению — —+1, чем по отношению
гт ' н
13
Между тем, применяя показатель «относительное обжатие» рц + Рк ,
для всего процесса в виде выражения ——-, степень деформации на каждом этапе учитывают по второму, менее обоснованному отношению. При этом получают заниженные значения и общей степени деформации, и для каждого участка, потому что Гн > Fm.
Необоснованность применения показателя «относительное обжатие» становится особенно заметной при сравнении больших пластических деформаций. Пусть для примера сравниваются процессы с обжатиями 98 и 99%. На первый взгляд может показаться, что эти процессы по степени деформации почти одинаковы (отличаются всего на 1%). Между тем, если определить вытяжку р для обоих процессов по формуле, приведенной в табл. 1 (р = = 1 "д'), станет очевидным, что вытяжка при втором процессе вдвое больше, чем при первом, так как
юо юо
^98 100 — 98 —50, а р99 — 100__99 — ЮО.
Поэтому рассматриваемые степени деформации считать близкими нельзя. Если сравнить обжатия еще большей величины, то получатся еще более заметные расхождения.
Рассуждая так же, можно считать недостаточно обоснованным и применение показателя «относительное удлинение» X, который в отличие от показателя б дает завышение степени деформации. Только в области упругих деформаций металлов, отличающихся, как известно, весьма небольшими относительными значениями, в итоге практически получаются одни и те же величины независимо от того, отнесена разность сечений к начальному или конечному сечению.
В связи с изложенным большое значение в расчетах имеет интегральная деформация удлинения, численные значения которой находятся между соответствующими значениями б и X:
6<ln^<%. (1-1)
Интегральные деформации удлинения, соответствующие обжатиям 98 и 99%, сравнивавшимся ранее, равны соответственно 3,9 и 4,6, т. е. заметно отличаются одна от другой и этим создают более правильные представления о степенях деформации в подобных процессах. Важным расчетным свойством этого интегрального показателя является его «аддитивность», т. е. возможность суммирования показателей нескольких следующих один за другим переходов. Таким свойством показатели б и X не обладают. Однако то, что в теории пластических деформаций продолжают применять показатели б и X, объясняется, с одной стороны, влиянием теории упругих деформаций, а с другой — простотой определения этих показателей.
14
Следует, однако, иметь в виду, что все перечисленные показатели степени деформации полностью не отражают деформированного состояния обрабатываемого металла. В волочении, как и во всяком техническом процессе обработки металлов давлением, удлинение или укорочение отдельных элементов обрабатываемого металла в общем случае, помимо основных, или «чистых», сдвигов, сопровождается дополнительными, или «простыми», сдвигами [3— 7]. Только при удлинениях или укорочениях, протекающих в направлениях главных деформаций, дополнительные сдвиги отсутствуют.
В гл. II показано, что даже в самом простом процессе волочения круглого сплошного профиля из сплошной круглой заготовки удлиняются без дополнительных сдвигов только те бесконечно малые элементы деформируемого объема, которые расположены на оси волочильного канала и у которых направления их главной оси деформации совпадают с направлением оси канала. У всех же остальных бесконечно малых элементов деформируемого объема направления главной оси деформации не совпадают с направлением оси волочильного канала и поэтому удлинения элементов в направлении оси канала сопровождаются дополнительными сдвиговыми деформациями. Величины этих деформаций зависят от формы волочильного канала и других деформационных условий процессов. Доказано (см. гл. II), что удлинения всех элементов, не расположенных на оси канала, в направлениях их главных осей деформации превышают соответствующие удлинения элементов, расположенных на оси канала.
Поэтому следует иметь в виду, что приведенные ранее показатели степени деформации отражают лишь удлинения в направлении оси канала, не учитывают дополнительных сдвигов, возникающих во всех слоях в направлении этой оси, и поэтому занижены по сравнению с деформациями удлинения каждого из элементарных слоев, кроме центрального, и, следовательно, по сравнению со средним значением действительных деформаций удлинения. При волочении некруглых и полых профилей необходимо привлекать дополнительные показатели относительных деформаций, которые приведены при рассмотрении этих процессов.
Скорость волочения, под которой обычно понимают скорость движения металла после выхода его из волоки, колеблется в очень больших пределах: от 2 до 3000 м!мин. Скорости волочения зависят от множества самых разнообразных факторов, влияние которых подробно разобрано дальше. В основном можно считать, что заготовки больших сечений подвергают волочению с меньшими скоростями, чем заготовки малых сечений. Твердые и маловязкие сплавы (например, легированную сталь, нихром, бронзу, вольфрам и т. п.), а также малопрочные металлы (например, свинец) протягивают с малыми скоростями. Наибольшие скорости применяют при волочении медной проволоки.
15
Волочение можно вести либо через одну волоку, либо при помощи специальных устройств одновременно через несколько волок. В первом случае волочение называется однократным, во втором — многократным. Соответственно этому различают две группы волочильных машин: однократного и многократного волочения.
Уменьшить диаметр круглого сплошного профиля можно и простым растяжением. Такой метод основан на известном из теории пластической деформации свойстве всякого круглого металлического образца под действием приложенных сил сравнительно равномерно растягиваться до определенного предела с соответствующим уменьшением диаметра и сохранением формы поперечного сечения (круга). Чем больше разность между пределом текучести металла до растяжения и напряжения разрыва, тем больше равномерное удлинение образца до образования шейки. Таким способом можно, например, медную отожженную проволоку удлинить примерно на 15% и соответственно уменьшить площадь ее поперечного сечения и диаметр, не применяя никакой волоки [8].
Основные недостатки этого метода, препятствующие его массовому применению, — понижение вязкости обрабатываемого металла и необходимость после каждого сравнительно небольшого растяжения отжигать обрабатываемый металл.
При обычном методе волочения частые отжиги не всегда необходимы; так, например, медь можно протягивать без отжига с общим обжатием, доходящим до 99% (20—25переходов). Однако, если отсутствуют волоки или имеются другие препятствия применению традиционного метода волочения, утонение растяжением может дать требуемые результаты. Следует отметить явление «самоогранения» тончайших проволок при растяжении, замеченное и описанное П. Д. Новокрещеновым [9]. Сущность этого явления заключается в том, что круглое до растяжения поперечное сечение проволоки после растяжения вследствие организованных поворотов кристаллов становится квадратным (Си, Си 4- Zn, Al, Sn) или шестигранным (Zn, Mg) в соответствии с видом решетки.
ЛИТЕРАТУРА
1. Терминология. Обработка металлов давлением. Волочение, вып. 61. Изд-во АН СССР, 1962.
2. Гильденгорн М. С. и Шеламов В. А. Основные понятия и терминология в общей теории О. М. Д. Изд. Московского ин-та стали и сплавов, 1969.
3. П а в л о в И. М. Теория прокатки. Металлургиздат, 1950.
4. Ф р и д м а н Я. Б. Механические свойства металлов. Оборонгиз, 1952.
5. Г у б к и н С. И. Теория обработки металлов давлением. Металлургиздат, 1947.
6. Смирнов-Аляев Г. А. Сопротивление материалов пластическому деформированию. Машгиз, 1961.
7. Безухов Н. И. Теория упругости и пластичности. ТИТЛ, 1953.
8. The Wire Industry, 1951, v. 18, № 209, p. 445.
9. Новокрещенов П. Д. ДАН СССР, 1953, т. 91, вып. 1, с. 123.
Глава II
ВОЛОЧЕНИЕ СПЛОШНЫХ ПРОФИЛЕЙ
1. ОБЩИЕ СВЕДЕНИЯ
Несмотря на кажущуюся простоту процесса волочения и то, что он применяется в состоянии, близком к современному, более 100 лет [1 ], многие его элементы изучены еще недостаточно. На этот процесс влияет большое число самых разнообразных факторов, причем пока для многих из них трудно установить не только количественные, но иногда даже и качественные зависимости.
Как будет показано далее, преимущественное влияние на течение процесса оказывают прочностные и пластические свойства протягиваемого металла, степень и скорость деформации, форма профиля волочильного канала, материал волоки, качество трущихся поверхностей и смазка, а также тепловые процессы, происходящие при волочении. В течение последних 35 лет проведено много работ по изучению характера течения металла и его напряженного состояния при волочении. Цель этих исследований — установить условия, способствующие получению оптимальных характеристик протянутого изделия (точность размеров, минимум остаточных напряжений, чистота обработки поверхности, уровень механических свойств, качество макро- и микроструктуры), а также условия, препятствующие получению этих свойств, т. е. способствующие появлению тех или иных дефектов. чЗная эти условия, можно так организовать процесс, чтобы получить оптимальные результаты.
Наиболее прост и распространен, а потому и лучше изучен процесс волочения круглого сплошного профиля через канал конической или близкой к ней формы. Такой процесс может служить базой для исследования процессов волочения, протекающих в более сложных условиях, поэтому далее приведен детальный анализ этого наиболее простого процесса.
2. ДЕФОРМАЦИОННЫЕ УСЛОВИЯ ПРОЦЕССА ВОЛОЧЕНИЯ КРУГЛОГО ПРОФИЛЯ
Процесс деформации протягиваемого металла в круглом волочильном канале состоит в следующем.
К круглой заготовке А с начальным сечением FH приложена сила волочения Р, под воздействием которой полоса протягивается через канал волоки В (рис. 4) с выходным сечением FK. Стенки канала давят на протягиваемую полосу и обжимают ее по всей контактной поверхности в каждой ее точке. Элементарные силы давления волоки на протяги^аемый--*4леФ&йй\^А^гвизН,4ают
И. Л. Перлин 17
со стороны металла элементарные реактивные силы, одинаковые по величине с активными, но направленные в противоположные стороны. Вследствие движения металла в канале на контактной поверхности возникают элементарные силы трения dT, направленные по касательным к поверхности канала в различных ее точках и действующие на металл в направлении, обратном его движению. Величина этих элементарных сил трения определяется по закону Кулона (точнее Кулона—Аммонтона) dT = fn dN, где fn — коэффициент* трения по нормальному давлению [2], не зависящий от давления. Этот закон, учитывая силы от меха-
Рис. 4. Механическая схема процесса волочения круглого сплошного профиля
нического взаимодействия трущейся пары, не принимает во внимание силы межатомного или межмолекулярного притяжения, возникающие на контактной поверхности. Более точным законом, учитывающим эти силы, является закон трения в формулировке, предложенной Б. В. Дерягиным [3]. Однако ввиду того, что межатомные силы притяжения в технических процессах обработки металлов давлением из-за влияния смазки, окислов, газовой среды, разделяющих контактные поверхности, ничтожно малы по сравнению с силами механического взаимодействия трущейся пары; в практических расчетах эти силы не учитывают. В гл. VII дано обоснование применения закона Кулона—Аммонтона для учета сил трения при волочении.
Скорость скольжения на контактной поверхности возрастает от входа в канал к выходу из него, так как по закону практического постоянства объема скорость движения металла в канале увеличивается пропорционально уменьшению его поперечного сечения. Таким образом, скорость скольжения на выходе из канала равна скорости волочения ив, а скорость скольжения у входа в канал FK равна vB~. г н
18
Соответственно изменяются и скорости скольжения протягиваемого металла по контактной поверхности. Коэффициент трения скольжения зависит от скорости скольжения и ряда других факторов, также изменяющихся подлине канала (температура, качество поверхности, условия смазки и т. п.). Это следует иметь в виду при разработке элементов, связанных с величиной коэффициента трения на контактной поверхности волочильного канала. Весь комплекс перечисленных сил, действующих на протягиваемый металл в деформационной зоне, вызывает в подавляющем большинстве элементарных объемов напряженно-деформированное состояние, характеризующееся двумя сжимающими напряжениями, из которых одно радиальное, а другое окружное (в отличие от тангенциального — касательного [4]), и одним осевым, преимущественно растягивающим напряжением (рис. 4), а также двумя поперечными деформациями укорочения и одной деформацией удлинения, являющейся максимальной, так как эта деформация по своему знаку отличается от двух других.
3. ХАРАКТЕР ТЕЧЕНИЯ И ДЕФОРМИРОВАННОЕ СОСТОЯНИЕ МЕТАЛЛА В ДЕФОРМАЦИОННОЙ ЗОНЕ
Опыт показывает, что характер взаимного перемещения частиц металла в деформационной зоне при волочении симметричных профилей хорошо иллюстрируется изменением формы и линейных размеров ячеек и линий квадратной или прямоугольной координатной сетки, нанесенной на плоскости симметрии протягиваемого профиля. Чтобы провести такой опыт, готовят состоящий из двух одинаковых частей разъемный по плоскости симметрии образец с размерами поперечного сечения и длины, позволяющими нанести на плоскости разъема сетку с небольшими ячейками и протянуть этот образец через волоку. Плоскости разъема хорошо пришлифовывают одну к другой, на одну из них наносят резцом или накаткой [5, 6] тонкую координатную сетку, затем обе части образца соединяют и протягивают через волоку. После этого разбирают образец и изучают изменения угловых и линейных размеров ячеек координатной сетки.
Ввиду того что на плоскостях симметрии частицы металла взаимно не перемещаются, сдвигающие силы на этих плоскостях не возникают. Поэтому можно считать, что характер течения металла образца, составленного из таких частей, совпадает с характером течения металла из цельной заготовки такого же профиля. Разъемный образец круглого профиля в разобранном и собранном виде показан на рис. 5. Описанным методом проведено много исследований (П. И. Минин [7], Э. Зибель [8] и др.), которые дали в основном совпадающие результаты. По ним можно составить ясное представление о характере течения металла при волочении
2* 19
круглых сплошных профилей через конический канал. На рис. 6-приведена схема изменения координатной сетки, составленная в соответствии с упомянутыми результатами и практическими наблюдениями. На основании этой схемы можно составить представление о характере течения металла при волочении круглого сплош-
Рис. 5. Разъемный образец круглого сплошного профиля для изучения характера деформаций при волочении: а — в сборке; б — в разобранном виде
ного профиля в коническом канале. Он определяется положениями, приведенными ниже.
1. Ячейки координатной сетки, имевшие до волочения форму квадрата, после волочения принимают формы:
а) в центральных слоях — близкие к.прямоугольникам, вытянутым в направлении волочения и укороченным в радиальном направлении;
б) в периферийных слоях — близкие к параллелограммам, также вытянутым в направлении волочения и укороченным в радиальном направлении.
Прямые углы ячеек переходят соответственно в тупые и острые, причем интенсивность искажения углов увеличивается от центра к периферии и становится тем больше, чем больше угол наклона образующей канала а и коэффициент трения /п;
в) вписанные в квадратные ячейки круги, попадая в деформационную зону, сжимаются в направлении нормальных сил dN, сдвигаются от силы трения dT (сжимаются в направлении результирующей dR) и превращаются в эллипсы, постепенно вытягивающиеся к выходу из канала. Большие оси эллипсов, находящиеся в одном продольном ряду ячеек, обычно не совпадают с линией, соединяющей центры ячеек эллипсов (сравнить направления линий 2—3, 5—5, 6—6 и т. д.), и составляют с осью канала (X—X) углы, постепенно уменьшающиеся к выходу. При этом следует заметить, что направления линий /—2, 2—3, 3—4 не совпадают не из-за поворотов ячеек и эллипсов, а в результате их деформаций и проявления так называемого «геометрического фактора», отмеченного И. М. Павловым [9].
20
Задняя днеко/шакопная зона деформации Плоскость входа
|/ \ д деформационную зону
2. Поперечные линии координатной сетки, прямые до волочения, становятся после волочения дугообразными с выпуклостью, направленной в сторону волочения (рис. 6). Кривизна этих линий увеличивается по мере их продвижения в деформационной зоне.
Такой характер изменения формы поперечных линий координатной сетки указывает на то, что скорость движения в осевом направлении элементарных частиц, более удаленных от оси воло
чильного канала, меньше скорости частиц, менее удаленных от этой оси, в результате чего первые отстают от вторых. Этому, очевидно, способствует рост
Рис. 7. Искривление задних торцовых, ранее плоских поверхностей круглых профилей, после волочения [10]
сил трения и угла а, но препятствует целостность металла в деформационной зоне и
вне ее, вызывающая соот
ветствующее сопротивление сдвигу и, следовательно, отставанию. Это сопротивление приводит к тому, что в установившемся процессе при большой длине протягиваемой полосы прогибы поперечных линий координатной сетки получаются сравнительно небольшими. И только при подходе заднего конца заготовки к деформационной зоне
сопротивление сдвигу в осе
вом направлении уменьшается, а отставание периферийных частиц от центральных
увеличивается, в результате чего плоская торцовая поверхность заднего конца всякой целой однородной по своим механическим •свойствам протягиваемой заготовки прогибается внутрь, образуя большие лунки (рис. 7). Небольшой прогиб поперечных линий
позволяет в некоторых расчетах, относящихся к установившемуся процессу, применять гипотезу плоских сечений.
3. Прямые до волочения линии координатной сетки, параллельные оси канала, остаются прямыми и после волочения (см. рис. 6); •однако расстояние между ними от входа в канал к выходу из него уменьшается так, что в самой деформационной зоне они становятся наклонными к оси канала, изгибаясь у входа и выхода из него. .Эти линии являются геометрическими местами центров ячеек или их траекториями. Поэтому изгибы (или повороты) этих линий не связаны с поворотами ячеек, о чем было указано раньше.
4. Изменение формы ячеек координатной сетки начинается до их входа в рабочий волочильный канал, представляющий собой объем, ограниченный контактной поверхностью и двумя плоско-
22
стями, проходящими через окружности начала и конца контактной поверхности. Об этом свидетельствует тот факт, что начала искривления поперечных линий и точки поворота продольных, линий координатной сетки находятся на некотором расстоянии от плоскости входа в рабочий канал и образуют у входа в деформационную зону поверхность, близкую к сфере. Ячейки А (см. рис. 6)^ расположенные в центральных слоях, при волочении начинают вытягиваться в осевом направлении и сжиматься в радиальном. Линейные размеры ячеек Б, расположенных в периферийных, слоях перед самым входом в рабочий канал, уменьшаются (заметно лишь при точных измерениях) вдоль оси канала и увеличи-
Рис. 9. Схема зоны внеконтактного увеличения диаметра профиля:
А — кольцевой периферийный участок со сжимающими осевыми о^, растягивающими окружными Од, сжимающими радиальными аг напряжениями
Рис. 8. Схема зоны внеконтактного уменьшения диаметра профиля
ваются в радиальном направлении. Если уменьшение размеров центральных ячеек в радиаль?
ном направлении превышает уве-
личение таких же размеров периферийных ячеек, то еще до входа, в рабочий канал диаметр прутка несколько уменьшается (рис. 8).. При обратном положении, когда увеличение радиальных размеров периферийных ячеек превышает уменьшение соответствующих размеров центральных ячеек, происходит внеконтактное увеличение диаметра прутка (рис. 9). Это часто заметно на образцах, заторможенных в деформационной зоне при протяжке в волоки с большими углами, с высокими степенями деформации и коэффициентами трения. Подтверждением тому служат также результаты изучения деформации многослойного круглого прутка, показавшими отслаивание и подъем верхнего слоя перед самым началом контакта (рис. 10). Следует, однако, заметить, что увеличение диаметра у входа в деформационную зону может наблюдаться лишь-при заметном удалении этой зоны от заднего конца заготовки, когда целостность еще не протянутой части металла препятствует сдвигу наружных кольцевых слоев относительно внутренних в направлении, противоположном волочению. При небольшом расстоянии заднего конца заготовки от деформационной зоны сопротивление сдвигу периферийных слоев относительно центральных Уменьшается и в конце концов полностью исчезает, в результате
23.
чего на торцовой, ранее плоской поверхностр^ образуется углубление, о котором упоминалось ранее, а диаметр заготовки у входа
в канал практически н? возрастает.
Внеконтактное сужение хорошо заметно при волочении резины — материала, показывающего большие упругие удлинения при небольших напряжениях. На рис. 11 дана схема образования
такого сужения при волочении резинового стержня круглого сечения через цилиндрическое отверстие. Здесь хорошо заметна внеконтактная зона деформации. Эта зона образуется вследствие упругого растяжения периферийных слоев по образующей стержня; при этом создаются растягивающие напряжения, уравнове-
шивающиеся сжимающими радиальными напряжениями, которые
создаются во внеконтактной зоне. Такой процесс безусловно может произойти и при
Рис. 10. Отставание верхнего слоя составного многослойного профиля у входа в канал с а = 30°
Рис. И. Зона внеконтактного сужения при протягивании резинового стержня через цилиндрический канал
волочении металла, поскольку здесь при известных условиях могут возникнуть деформации, аналогичные по характеру, но значительно меньшие по величине, а потому трудно замечаемые. Таким образом, перед входом в канал на протягиваемом металле образуется первая (задняя) зона внеконтактной деформации, вид которой зависит от условий процесса и свойств протягиваемого металла.
5. Деформационная зона на стороне выхода из канала заканчивается поверхностью, близкой к сферической, обращенной выпуклостью внутрь канала. Это видно по расположению точек изменения кривизны поперечных линий сетки и точек перегиба у выхода продольных линий сетки. Из теории деформации твердого тела следует, что всякая пластическая деформация наступает после соответствующей упругой и ею сопровождается. Поэтому и в самом начале деформационной зоны, и в ее конце имеются зоны упругих деформаций, после выхода металла из зоны пластической деформации наблюдается упругое последействие, проявляющееся в некотором увеличении поперечных размеров й связанном с ним небольшом уменьшении кривизны поперечных линий. Таким образом, появляется вторая, передняя зона внеконтактной деформации.
6. Из сказанного следует, что при волочении:
а) деформационная зона состоит из трех частей: одной контактной и двух внеконтактных — задней и передней;
24
б) протяженность и форма задней внеконтактной зоны изменяются в зависимости от расстояния торцовой плоскости деформационной зоны до заднего конца заготовки и от условий процесса (/«, a, i и т. д.);
в) в задней внеконтактной и контактной зонах центральные слои металла движутся с большей осевой скоростью, чем периферийные слои; переход от одинаковых осевых скоростей движения в заднем, непротянутом конце к разным скоростям осуществляется за счет деформаций в задней и центральной зонах;
г) в передней внеконтактной зоне движение центральных слоев относительно периферийных несколько замедляется вследствие упругого последействия, а по выходе из этой зоны скорости движения центральных и периферийных слоев выравниваются.
7. Кроме указанного, деформационную зону можно условно-разделить на две части по видам деформации:
а) зону преимущественно упругих деформаций, расположенную в самом начале канала; эту зону называют упругой зоной;
б) зону преимущественно пластических деформаций, которую называют пластической.
Границы этих зон, как известно из теории пластических деформаций поликристаллических тел, установить очень трудно-ввиду условности их деления. Но уже одно указание о наличии таких зон способствует правильному представлению о процессе волочения. Здесь имеется ввиду, что, хотя упругие деформации по своей величине (они в большинстве случаев не превышают нескольких десятых долей процента) ничтожны по сравнению с пластическими, осуществляемыми при волочении, для их возникновения требуются напряжения, соизмеримые с напряжениями, необходимыми для возникновения пластических деформаций. Так, при малых деформациях за переход волочения напряжения для осуществления упругих деформаций могут составлять 50—70% от полного напряжения волочения. Поэтому учет напряжений, возникающих на границе упругой и пластической зон, совершенно необходим.
8. Применяя гипотезу плоских сечений (см. стр. 22), можно считать, что линейные размеры ячеек координатной сетки, нанесенной на поперечном сечении деформационной зоны, при деформации металла изменяются в окружном и радиальном направлениях пропорционально одни другим. Об этом свидетельствуют простые геометрические зависимости.
Пусть поперечное сечение деформационной зоны переходит из положения / с радиусом 7?! в положение Ис радиусомR2 (рис. 12). Тогда дуги ах и сг и прямые отрезки, равные drlt ограничивающие ячейку сечения /, примут в сечении // размеры a2f с2 и dr2, но
Ri _ г 1 _ ri + drr __ (II-1)
Яг ~ ~ Г2 + dr2 с2 ’ ' 7
25
откуда
= Л и А = (Г1 + dri) ф = _£1_ dr2 с2 «2 (г2 + dr2) Ф с2
Следовательно,
Qi = ^1 а2 drz
Это доказывает, что при волочении круглого сплошного про-филя в установившемся процессе степени деформации в окружном и радиальном направлениях в каждой точке деформационной зоны можно считать взаимно равными.
9. Линейные размеры ячеек после их выхода из деформацион
Рис. 12. Схема изменения ячеек координатной сетки в деформационной зоне (от сечения I до сечения II)
Рис. 13. Оттиск координатной сетки, получившейся на ранее гладкой поверхности половины образца после протяжки его в канале с а = 16° [7]
ной зоны уменьшаются практически одинаково в радиальном направлении независимо от своего положения относительно оси канала, т. е. поперечные сечения всех слоев круглого профиля получают почти одинаковые относительные деформации. Это не наблюдается только на самом конце заготовки, на котором образуется лунка. Хотя толщины периферийных и центральных слоев уменьшаются практически на одну и ту же величину, происходит это под нагрузками разных видов. Периферийные слои значительно утоняются в радиальном направлении под действием радиальных сжимающих напряжений и в меньшей степени под действием продольных растягивающих напряжений. Центральные слои, наоборот, становятся значительно тоньше в радиальном направлении иод действием осевых растягивающих напряжений и в меньшей степени — под действием радиальных сжимающих напряжений. При некоторых условиях процесса (например, большой угол образующей канала) радиальные сжимающие напряжения в центральных слоях ничтожно малы.
На рис. 13 показаны результаты опытов П. И. Минина [7] при волочении разъемного стального прутка диаметром 30 мм 26
с координатной сеткой, нанесенной резцом, через волоку с углом а* равным 16 град. На разъемной плоскости той половины образцов,, на которой до волочения координатной сетки не наносилось, отпечатки сетки от другой половины образца довольно отчетливо видны только у периферии. Ближе к оси образца, как это видно на рисунке, отпечатки становятся слабее и совсем исчезают. Это показывает, что периферийные слои деформировались по действием радиальных, окружных и осевых напряжений, а центральные слои ближе к выходу деформировались главным образом под действием осевых растягивающих напряжений при полном или почти полном отсутствии радиальных и окружных напряжений.
10. Превращение квадрат-
ных ячеек в вытянутые парал- _____
лелограммы (рис. 6) свидетель- L*Jr—т(~— ствует о дополнительных сдви- I (г----т(------тС —......Х-()
гах в осевом направлении во \*vr—3J7----------
всех слоях протягиваемого ме- направление волочения
талла, кроме элементарного
ттритпя тткилгл Рис. 14. Схема текстуры упрочненной при
центрального. волочении крутой проволоки
Эти.сдвиги, конечная величина которых может быть для каждой точки охарактеризована углом касательной к поперечной линии деформированной сетки в исследуемой точке и направлением не-деформированной поперечной линии, возрастают от центра к периферии. Соответственно увеличиваются углы наклона конечного-положения главных осей деформации удлинения к оси канала, являющейся одновременно главной осью деформации удлинения центрального элементарного слоя, а с ними увеличиваются и главные деформации удлинения. Все это ведет к образованию текстуры (т. е. появлению преимущественной направленности отдельных зерен металла по главным осям деформации) в центральных слоях параллельно направлению оси канала, а в периферийных — под. некоторым углом к нему. Схематически такая направленность может быть изображена так, как это показано на рис. 14. Величина главных деформаций элементарных ячеек в зависимости от величины сдвигов может быть определена по методу Закса, описанному в работе [11 ], на основании геометрических соотношений, полученных при сравнении диаметра круга, вписанного в недефор-мированную квадратную ячейку, и осей эллипса деформации, вписанного в ту же деформированную ячейку (рис. 15). Главные деформации и их конечные направления (угол 0) определяются следующими выражениями:
деформация удлинения, являющаяся в рассматриваемом процессе максимальной главной
8i = ln-p-, (П-2)
го
27
главная деформация укорочения
82 = In —,
2 го
(П-3)
где
<? + (4-У-4а2&2
1 \siny/
-4/а2+Ш2-4^
Рис. 15. Схема превращения квадратной ячейки координатной сетки (?) в прямоугольник (II) при отсутствии дополнительного сдвига и в параллелограмм (III) при дополнительном сдвиге
конечные направления (угол Р)
/г2 \ / ГТ2 \ 7"
tgp=-tgv 4-i +1/ tg*v 4-i -4 4- (п-4)
\ rl / F \ rl / rl
Эти выражения показывают, что в центральном элементарном слое {при у = 90°)
= а и r2 = bf а во всех остальных слоях
> а и г2 < Ь.
(П-5)
(П-6)
Следовательно,
1п-^ го
1п-^ = 1п^-, Го
(П-7)
т. е. главные деформации удлинения всех слоев больше таких же деформаций центрального слоя и возрастают от центра к периферии. Соответственно этому на рис. 6 показана схема эпюры главных деформаций удлинения, отражающая неравномерность деформации по поперечному сечению протянутой полосы и уточняющая представление об основном показателе процесса волочения it = = In р- как о величине, характеризующей лишь удлинение в направлении оси полосы и являющейся лишь частью полной деформации. В связи с этим целесообразно отметить, что и смещаемый 28
при волочении объем превышает величину В In -^-(В — объем протянутого металла).
Целесообразно также отметить, что направления главных деформаций различных слоев, определяемые углами 0 (см. рис. 6 и 15), относятся лишь к конечным (после деформации) положениям деформированных ячеек координатной сетки. Эти направления не совпадают, как это видно на рис. 6, с направлениями главных деформаций ячеек в промежуточных состояниях, поскольку главные деформации в этих ячейках на всем протяжении деформационной зоны меняют свои направления. Изложенное показывает, что в действительности деформации отдельных слоев превышают величины, определяемые выражениями (П-2) и (П-З), а также то, что в процессе волочения не во всех направлениях и не все деформации изменяются монотонно.
В частности, сравнение характера деформации ячеек у входа в канал (см. ячейку Ну рис. 6) с характером деформации ячеек у выхода из канала (см. также ячейку К) указывает на сдвиги у этих ячеек, направленные во взаимно противоположные стороны (см. стрелки) в плоскостях, перпендикулярных оси канала, т. е. на немонотонные деформации.
Об этом свидетельствует также то, что при волочении цилиндр переходит в конус и конус в цилиндр, что неизбежно влечет за собой появление деформаций, направленных во взаимно противоположные стороны, и, следовательно, увеличение работы на заданную деформацию по сравнению с процессом равномерного растяжения, протекающим монотонно.
11. Величина дополнительных сдвигов в осевом направлении, а с ними и величины главных деформаций всех элементарных объемов деформационной зоны и, следовательно, неравномерность деформаций по поперечным сечениям возрастают с увеличением рабочего угла канала и обжатия.
Влияние рабочего угла канала на величину дополнительных сдвигов следует из результатов работы П. И. Минина [7]. На рис. 16 показаны три деформированные координатные сетки, полученные волочением разъемных образцов диаметром 30 мм при обжатии 20% через волоки с рабочими углами 8, 12 и 16 град. Сравнивая эти сетки, можно отчетливо заметить рост кривизны поперечных линий с увеличением рабочего угла волоки. Примерно такой же характер изменения кривизны поперечных линий координатной сетки наблюдали многие исследователи при увеличении обжатия. Зависимость дополнительных сдвигов в осевом направлении от величины рабочего угла волоки и обжатия подтверждается и соответствующими изменениями глубины лунки на торцовой поверхности заднего конца протянутого профиля. На рис. 17 показана зависимость глубины лунки от величины рабочего угла волоки и обжатия при волочении прутка меди диаметром 15 мм.
29
Рис. 16. Деформированные координатные сетки при волочении профилей диаметром 30 мм при обжатии 20% череа канал с а, град.:
а — 8; б — 12; в — 16 [7]
30
2,0
уменьшение сечения, °/>
Рис. 17. Зависимость глубины лунки задней торцовой поверхности протянутых медных профилей диаметром 15 мм от рабочего угла и обжатия [10]
Рис* 18. Искажение ранее плоских поперечных сечений в зависимости от суммарных деформаций [12]
31
Весьма рельефно выявлено влияние степени деформации на величину искривления ранее плоских поперечных сечений проволоки в работе А. М. Рура [12]. Волочению подвергали предварительно сваренные встык многократным холодным осаживанием образцы медной и алюминиевой проволоки и исследовали изменение формы стыка. Результаты показаны на рис. 18.
12. Дополнительные сдвиги увеличиваются в осевом направлении и. при повышении коэффициента внешнего трения, на который существенно влияют чистота обработки поверхностей волочильного канала и протягиваемого профиля, а также качество смазки.
13. Рост дробности деформации ведет к увеличению дополнительных сдвигов и соответственно повышает неравномерность деформированного, а следовательно, и напряженного состояния протягиваемого металла.
4. НАПРЯЖЕННОЕ СОСТОЯНИЕ ДЕФОРМАЦИОННОЙ ЗОНЫ
Напряженное состояние деформационной зоны при волочении круглого профиля через коническую волоку можно объяснить на основе общих положений теории пластических деформаций и изложенных выше сведений о силах, действующих в этой зоне, а
Рис. 19. Схема системы напряжений, действующих в общем случае на элементарный объем деформационной зоны при волочении
также о характере деформаций.
1. Поскольку в деформационной зоне периферийные слои отстают от центральных, в деформируемом волочением металле между этими слоями неминуемо возникают дополнительные напряжения.
Величины этих напряжений возрастают с увеличением коэффициента трения и рабочего угла волоки.
2. В основной части деформационной зоны, не считая возмож
ной зоны увеличения диаметра протягиваемой полосы, система напряжений, действующих на элементарный объем, может быть представлена схемой, приведенной на рис. 19. На каждый элементарный объем действуют следующие напряжения, создаваемые
активными силами:
а) растягивающее, по направлению к выходу из зоны;
б) сжимающее, перпендикулярное плоскости чертежа;
в) сжимающее, находящееся в плоскости чертежа перпендикулярно оси канала;
г) касательные, показанные на схеме стрелками без обозначений, действующие в плоскостях, нормальных к направлениям ty,
32
00 и вг (касательные напряжения, действующие в плоскости, перпендикулярной направлению о0, т. е. в плоскости чертежа, на схеме не показаны). В тех случаях, когда направления <rz, и совпадают с направлениями главных нормальных напряжений, они становятся главными, а соответствующие им касательные напряжения становятся равными нулю.
В дальнейшем для облегчения представлений о напряженном состоянии деформационной зоны оно будет характеризоваться в основном главными нормальными напряжениями.
Направления главных нормальных напряжений во всех точках деформационной зоны схематически определяются объемной орто-
гональной сеткой траекторий главных напряжений, состоящей из трех групп линий, пересекающихся между собой под прямыми углами (рис. 20).
Теория пластических деформаций, используя свойства линий скольжения и связь их с траекториями главных нормальных напряжений (углы между линиями скольжения и траекториями главных нормальных напряжений составляют , доказывает, что направления траекторий главных нормальных напряжений у контактной поверхности дают с нормалями к этой поверхности углы у, находящиеся в пределах 0—в зависимости от величины отношения —- = При отсутствии трения, т. е. fn =
Оу Оу
= 0 и i = 0, угол у = 0.
3 И. л. Перлин 33
При максимально возможном напряжении трения, равном максимальному сдвигающему напряжению, т. е. при
Xf _ Tmax __ л г
ST 2ттах ’
(П-7а)
JT
угол Т = -4-.
При определении угла у встречаются большие затруднения ввиду изменения и ST по длине деформационной зоны. Поэтому такое определение приходится вести методом логических допущений. Таким допущением может быть предположение, что угол у близок к углу трения р (tg р = /„), т. е. что траектории главных нормальных напряжений на контактной поверхности совпадают с направлениями полных напряжений Опол. Это предположение основано на следующем:
1. Углы у и р монотонно увеличиваются с ростом fn-
2. В условиях разноименного напряженного состояния и, следовательно, при волочении, когда нормальные напряжения на контактной поверхности по условию пластичности по своей абсолютной величине не превышают двойной величины максимального сдвигающего напряжения, коэффициент трения fn может превысить величину 0,5. Многочисленные исследования показали, что в технических процессах этот коэффициент не бывает больше 1 и, следовательно, угол трения не превышает Это показывает, что не только нижние пределы углов у и р равны между собой (Тшш = Pmm = 0), н0 и верхние пределы этих углов можно считать примерно одинаковыми.
3. На элементарных контактных площадках плоскостей, перпендикулярных направлениям полных напряжений сгпол, нет явно выраженных касательных напряжений.
В работе [21] получена зависимость для определения изменения угла у по длине деформационной зоны.
Каждая образующая контактной поверхности имеет в меридиональной плоскости симметричную образующую. Поэтому рассматриваемые траектории главных нормальных напряжений должны представлять собой симметричные относительно оси канала кривые и пересекать эту ось под прямыми углами, так как на элементарных площадках, нормальных к этой оси как оси симметрии деформационной зоны, касательных напряжений быть не может. Такими кривыми, вероятнее всего, должны быть линии, близкие к линиям равной кривизны, т. е. к дугам окружностей.
На основании изложенного в инженерных расчетах можно считать, что первую группу траекторий главных нормальных напряжений составляют дуги окружностей, лежащих в меридиональных (осевых) плоскостях (/ъ /2, /3), симметричные к оси канала и примыкающие к контактной поверхности под углами трения р 34
к направлениям нормальных напряжений ол, или, что то же самое, в направлениях, совпадающих с направлениями полных напряжений аПОл, возникающих на контактной поверхности. Углы, под которыми рассматриваемые окружности примыкают к контактной поверхности, непостоянны. Их величины меняются по всей контактной поверхности примерно соответственно изменению коэффициента трения, зависящего от основных параметров процесса (скорость скольжения металла относительно контактной поверхности, увеличивающаяся к выходу из канала, условия смазки, температура, величина нормального давления и т. д.).
У самого выхода из конического канала кривизна рассматриваемых углов уменьшается (дуга /6) и они переходят в прямые (линия /7). Это происходит потому, что у выхода направление образующей канала на некоторой его длине (в зависимости от величины радиуса закругления г) изменяется, наклон ее к оси уменьшается и она становится параллельной оси у самого выхода.
Вторую группу линий, определяющих траектории окружных главных нормальных напряжений, составляют окружности, лежащие в плоскостях, перпендикулярных оси канала, и симметричные относительно нее. Эти линии пересекают все осевые плоскости, а следовательно, и линии первой группы под прямыми углами. Но в осевых плоскостях, являющихся одновременно плоскостями симметрии деформационной зоны, не могут возникнуть касательные напряжения. Поэтому рассматриваемые окружности приняты за траектории окружных главных нормальных напряжений.
Третью группу линий составляют кривые, лежащие в осевых плоскостях и пересекающиеся с линиями первой группы под прямыми углами. На рис. 20 это кривые Зг, <32, <33, . . ., 37, лежащие в осевой плоскости, совмещенной с плоскостью чертежа. Кривые этой группы могут быть приняты за траектории продольных главных напряжений, потому что других траекторий, пересекающихся с линиями первых двух групп под прямыми углами, быть не может.
В соответствии с изложенным главными нормальными напряжениями в какой-либо точке М деформационной зоны (рис. 20) являются:
О/м — продольное напряжение, направленное по касательной к линии 3 м ортогональной сетки траекторий главных напряжений. Продольные напряжения в рассматриваемом процессе, как правило, растягивающие. Только в тех случаях, когда у входа в канал образуется утолщение (см. рис. 9), в небольших кольцевых периферийных участках деформационной зоны появляются продольные сжимающие напряжения;
оГм — радиальное напряжение, направленное по касательной к дуге окружности 1м. Радиальные напряжения всегда сжимающие;
3*
35
<j0M — окружное напряжение, направленное по касательной к окружности 2 м, проходящей через точку М, в плоскости, перпендикулярной оси деформационной зоны. Окружные напряжения, как правило, сжимающие. Только в тех случаях, когда у входа в канал образуется утолщение, в этих небольших периферийных участках появляются окружные растягивающие напряжения.
Таким образом, можно считать, что при волочении круглого сплошного профиля во всех участках деформационной зоны, кроме возможных кольцевых периферийных утолщений у входа в канал, имеется по одному главному нормальному напряжению растяжения и по два главных напряжения сжатия. Последние в рассматриваемом процессе равны между собой в каждой точке деформационной зоны.
Это следует из доказанного ранее равенства окружных и радиальных деформаций и общеизвестной связи между пластическими деформациями и напряжениями, выражающейся формулой (П-11):
(11 — О2 <^2 — О'з а3 — ^1
81 — 8g 82 — 83 83 — 81
(IL8)
Эта зависимость показывает, что при = в3 == tf3 или в принятых обозначениях при
er = е0 = Ц0. (П-8а)
Что касается указанных выше утолщенных кольцевых участков, то в них могут быть зоны с тремя сжимающими главными нормальными напряжениями. Образование таких зон экспериментально подтвержедено Ю. М. Матвеевым и др. в работе [20]. Эти зоны, как будет показано далее, можно ликвидировать, применяя противонатяжение.
Поскольку любое напряжение растяжения принято считать положительным, а любое напряжение сжатия отрицательным, напряжение crz является в каждой точке максимальным (первым крайним) [13], а радиальное напряжение сгг, равное окружному (У0, — минимальным (т. е. вторым крайним). Отсюда условие пластичности в каждой точке пластической зоны (кроме иногда появляющегося участка всестороннего сжатия), согласно третьей и” четвертой теории предельного состояния (П-11), выражается уравнением
или
oz — (—or) = ST | — ST. J
(II-9)
Уравнение (11-9) показывает, что продольное (tfz), окружное (а0) и радиальное (сгг) напряжения каждое в отдельности не могут превышать величины сопротивления деформации (ST).
Условие (П-9) в упругой зоне не соблюдается. В ней по на
36
правлению к пластической зоне все главные напряжения растут до тех пор, пока не наступит условие (II-9) и вместе с ним не начнется пластическая деформация. Это показывает, что в упругой зоне (если она имеется) напряжение <гг, а с ним и <т0 могут превышать ST, что подтверждается данными работы [14].
Наблюдающееся иногда у входа в волочильный канал (см. рис. 9 и 10) увеличение диаметра (подъем металла) является прямым следствием отклонения траекторий главных радиальных напряжений от направлений, перпендикулярных оси волочильного канала (рис. 20). С увеличением а и fn возрастает это отклонение, а с ним и вероятность подъема металла. Это подтверждается и практикой. Небольшие кольцевые участки, образующиеся в зоне
подъема металла у входа в волочильный канал, могут не иметь растягивающих напряжений, и поэтому такие участки можно считать участками трехосного сжатия.
Окружные и, следовательно, равные им радиальные напряжения сжатия в направлении от периферии к оси деформационной зоны убывают. Это подтверждается описанным ранее уменьшением интенсивности оттиска координатной сетки в центральной зоне составного
Рис. 21. Схема радиальных напряжений, действующих на наружной и внутренней поверхностях кольцевого слоя деформационной зоны
образца (см. рис. 13). Уменьшение интенсивности отпечатков более заметно у выхода металла из деформационной зоны и значительно менее заметно у входа в нее. Это дает основание предположить, что сжимающие напряжения (и окружные, и радиальные) в центральных участках пластической зоны уменьшаются от входа к выходу интенсивнее, чем в периферийных слоях. При некоторых условиях процесса (большие рабочие углы, коэффициенты трения и вытяжки) на участке осевой части деформационной зоны, прилегающем к выходу, напряжения сжатия могут
уменьшиться до нуля, а напряжения растяжения увеличиться До величины сопротивления пластической деформации ST.
Уменьшение сжимающих окружных и радиальных напряжений от периферии к центру объясняется тем, что каждый кольцевой слой (рис. 21) можно рассматривать как кольцевую оболочку, на наружной поверхности которой действует активное нормальное напряжение аГн, а на внутренней — реактивное сгГв. Вследствие разгружающего действия окружных напряжений, возникающих в стенках кольца, агв<(ГГн.
По мере приближения поперечного сечения протягиваемого металла к выходу из волочильного канала продольные растяги-37
вающие напряжения в1 возрастают. Это происходит потому, что
в установившемся процессе волочения поперечное сечение по направлению к выходу уменьшается, а объем металла между этим сечением и сферой входа в деформационную зону, т. е. металла, деформируемого от силы, передаваемой рассматриваемым попереч
ным сечением, увеличивается.
Так как в деформационной зоне упрочнение при волочении обычно идет менее интенсивно, чем рост продольных напряжений
Рис. 22. Схема изменения радиальных и продольных напряжений в деформационной зоне
растяжения, то, согласно уравнению (П-9), рост этих напряжений вызывает в пластической зоне снижение сжимающих окружных и радиальных напряжений. Это снижение может быть большим или малым в зависимости от степени деформации при волочении и интенсивности упрочнения. Изучение продольных и радиальных напряжений при волочении, проведенное Томпсоном и Бароном [15] на образцах из прозрачной пластмассы оптическим методом, показало (рис. 22) такой же характер изменения напряжений по длине деформационной зоны. К данной схеме следует добавить, что изменение продольных и радиальных напряжений вдоль каждого концентрического слоя связано с условием пластичности (П-9). Указанная связь схематически представлена на рис. 23, не требующем
особых пояснений. Это объясняет упоминавшееся ранее увеличение интенсивности отпечатков координатной сетки у входа
в деформационную зону, где ввиду малых продольных растягивающих напряжений возникают большие радиальные и окружные напряжения, обусловливающие высокую интенсивность рас-
сматриваемых отпечатков.
Из рис. 23 можно заключить, что при больших обжатиях, когда oz сильно увеличивается, сильно уменьшается. Это подтверждается известным в практике волочения более медленным износом в выходной части волочильного канала при больших обжатиях за переход, чем при малых. Это происходит потому, что при повышении обжатия растягивающие напряжения у выхода возрастают, а радиальные падают. Уменьшение радиальных напряжений снижает силы трения и износ волоки у выходной части. При малых' обжатиях растягивающие напряжения невелики, следовательно,
38
большими становятся радиальные напряжения, а с ними повышаются силы трения и износ.
При отсутствии противонатяжения у входа полосы в волочильный канал радиальные напряжения вг и, следовательно, нормальные напряжения на контактной поверхности вп имеют наибольшие значения, особенно высокие в зоне трехосного сжатия. Они и вызывают наибольшие силы трения, от которых происходит интенсивный износ канала. Это полностью подтверждается практикой. На рис. 24 схематически показан обычно наблюдающийся при волочении без противонатяжения износ круглых волок в виде сравнительно
Рис. 23. Схема взаимосвязи между продольными и радиальными напряжениями вдоль кольцевых слоев деформационной зоны, определяемой условием пластичности [9]
глубоких колец,
образования кольце-
Рис. 24. Схема вого углубления в начале контактной поверхности волочильного канала при волочении без противонатяжения:
1 — кольцевое углубление; 2— контур волочильного канала до эксплуатации волоки; 3 — после эксплуатации волоки
расположенных в начале контактной поверхности. Износ увеличивается от образования зон трехосного сжатия и соответствующего повышения напряжений на контактной поверхности. Ниже (см. п. 5) показано, что при достаточном противонатяжении такой вид износа волок наблюдается значительно реже.
На рис. 22 представлены кривые, показывающие характер изменения продольных и радиальных главных нормальных напряжений вдоль деформационной зоны в различных ее концентрических слоях, а также неравномерное распределение растягивающих напряжений в плоских поперечных сечениях, параллельных оси. Растягивающие напряжения в центральных слоях больше, чем в периферийных, а после выхода — меньше, чем в периферийных. Такое перераспределение происходит вследствие того, что у выхода из рабочей зоны канала траектории продольных главных нормальных напряжений периферийных слоев изгибаются резче, чем соответствующие траектории центральных слоев, а изгиб траекторий, как это показано далее, вызывает увеличение продольных напряжений.
Кроме того, у выхода радиальные напряжения вследствие окончания обжимающего действия волоки падают до нуля, а продоль
39
ные растягивающие напряжения от сил контактного трения растут от центра к периферии. Характер распределения продольных растягивающих напряжений по плоским поперечным сечениям деформационной зоны схематически показан на рис. 25. Характер
распределения этих напряжении
Рис. 25. Схема эпюр распределения растягивающих напряжений, параллельных оси канала, по плоским поперечным сечениям внутри деформационной зоны (/) и по выходе из нее (2)
жайших к центру слоях как
изменяется у выхода на участке закругления (радиус г), представляющем переход от обжимающей к калибрующей части волочильного канала.
Возникающие в центральных слоях растягивающие напряжения могут при некоторых условиях (большой рабочий угол волоки, большое обжатие, большой коэффициент трения, пористость центральной зоны) вызывать нарушение целостности протягиваемого металла в этих слоях. Естественно, что это нарушение начинается в бли-наиболее нагруженных растя
жением, и затем по мере продвижения металла в канале и увеличении растягивающих напряжений это нагружение передается близлежащим, но более отдаленным от центра слоям металла. Эти
слои во время продвижения по каналу, как было показано ранее, несколько отстают от центральных, в результате . чего обе поверхности разрыва принимают форму конусов с углом при вершине, направленным в сторону волочения, а сами поверхности несколько отходят одна от другой, и в протягиваемом металле образуется примерно через одинаковые промежут-
Рис. 26. Схема образования внутренних разрывов при волочении:
КИ рЯД ДОВОЛЬНО 6ЛИЗКИХ ПО £>ц — Диаметр целого прутка; D? — диаметр величине И форме пустот. прутка в месте разрыва
Схема образования таких пус-
тот приведена на рис. 26, а на рис. 27—фотография продольного разреза медного протянутого прутка диаметром 30 мм с такими пустотами. Заготовка для волочения этого прутка была получена
прессованием, и исследование его макроструктуры показало значительную пористость в центральных слоях, которая частично и послужила причиной внутренних разрывов. На рис. 28 приведена фотография продольного разреза вольфрамовой проволоки диа-
40
Рис. 28. Внутренние разрывы в вольфрамовой прово- Рис 29 Форма разрыва прутка при волоче-
локе диаметром 340 мкм (из образцов, подобранных нии 110 J
инж. Н. И. Филиновой)
метром 340 мкм с внутренним разрывом. Возможность образования внутренних разрывов указанной формы присуща процессу волочения. Для этого же процесса при одинаковом состоянии протягиваемого металла во всем объеме деформационной зоны характерна невозможность образования на нем поверхностных поперечных трещин без общего разрушения металла.
Однако при волочении сильно упрочненных или интенсивно упрочняющихся во время процесса волочения металлов, особенно при использовании волок с большим рабочим углом, разрушение может начаться и у поверхностных слоев. Причина этого в том, что наиболее деформированные и, следовательно, наиболее упрочненные поверхностные слои становятся более чувствительными к продольным растягивающим напряжениям. При волочении поверхности полного разрыва имеют такую же форму, как и поверхности описанных выше пустот. На рис. 29 показана форма поверхности разрыва, полученного при волочении медного прутка. При прессовании прутков часто наблюдается обратное явление, а именно частое образование поверхностных трещин и редкое, за исключением утяжин, образование внутренних трещин, связанное с ненормальным ведением процесса (например, недостаточный прогрев осевой зоны слитка). Периодичность образования внутренних пустот объясняется тем, что каждый разрыв, создающий пустоту, разгружает последующую по движению металла часть деформационной зоны, а возникающие в этой части напряжения растут по направлению к выходу, и после того, как они достигнут предела прочности, произойдет последующий разрыв с разгрузкой остальной части зоны и т. д. Таким образом, создаются периодические нагрузки и разгрузки центральных слоев с образованием периодических разрывов. Наличие внутренних пустот может быть установлено измерением наружного диаметра протянутого прутка. Диаметр сечения протянутого прутка в том месте, где имеется пустота, обычно уменьшен. При волочении проволоки средних сечений такие периодические уменьшения диаметра легко обнаруживаются на ощупь. Волочильщики называют это явление «перетяжкой». Схема таких дефектов показана на рис. 26.
Все эти явления подтверждают высказанное ранее положение, что при волочении в деформационной зоне центральные слои движутся несколько быстрее периферийных.
Изложенное указывает на большую неравномерность напряженного состояния не только вдоль канала, но и в его радиальных направлениях. Эта неравномерность усиливается с увеличением рабочего угла волоки — одного из факторов, вызывающих возникновение дополнительных напряжений.
Большая неравномерность напряженного состояния мешает любому процессу обработки давлением, в том числе и волочению, так как при этом требуется повышенный расход энергии и часто 42
разрушается металл. Поэтому в практике волочения обычно применяют волоки с рабочим углом не более 15 град. Напряженное состояние протягиваемого металла может быть охарактеризовано ортогональной сеткой линий скольжения, являющихся траекториями наибольших (главных) касательных напряжений [16]. Эти линии, как известно из теории пластических деформаций, располагаются под углами 45 град, к направлениям главных нормальных напряжений. На рис. 20, чтобы не загружать чертежа, была показана для примера лишь одна ячейка абвг, образованная линиями скольжения, находящимися в осевой плоскости, а на
Рис. 30, Сетки траекторий главных нормальных напряжений (сплошные линии) и линий скольжения (пунктирные линии), находящихся^ в меридиональной плоскости деформационной зоны
Рис. 31. Схема сил, действующих при подъеме груза по наклонной плоскости
рис. 30 даны ортогональные сетки главных нормальных напряжений (сплошные линии) и линий скольжения (штриховые линии) в деформационной зоне.
Из теории пластических деформаций известно, что чем резче меняется направление линий скольжения, т. е. чем больше угол их поворота, тем сильнее изменяется среднее нормальное напряжение.
Это положение полностью соответствует элементарным законам механики, согласно которым активная сила, предназначенная для уравновешивания соответствующей ей реактивной, будет по своей абсолютной величине равна последней только в том случае, когда обе они находятся на одной прямой. Во всех остальных случаях величина активной силы будет превышать величину соответствующей ей реактивной, потому что часть активной силы пойдет на уравновешивание дополнительных реактивных сил, неизбежно возникающих в результате несовпадения направлений активной и основной реактивной сил. Это видно, например, при сравнении сил, действующих для подъема груза по наклонной плоскости в направлении этой плоскости и параллельно горизонтальной плоскости (рис. 31):
4=/?; 4, = -^. ' (П-10)
’ 1 COS р V 7
Из сказанного следует, что с увеличением рабочего угла волоки и с уменьшением радиуса закругления у выхода из канала 43
возрастает резкость поворотов линий скольжения и, следовательно, траекторий главных нормальных напряжений, что неизбежно ведет к повышению продольных напряжений и, следовательно, напряжений волочения. Поэтому волочение ведут через волоки с небольшими рабочими углами (5—10 град.) и с возможно большими радиусами закруглений образующих у выхода из канала.
Направление наиболее отклоненных от оси канала продольных главных нормальных напряжений, очевидно, не может составлять с этой осью угла более прямого, так как в противном случае (рис. 32) траектории этих напряжений должны принять совершенно невероятные формы (кривые 1—1 и 2—2), указывающие на тече-
Рис. 32. Схема к определению теоретического максимума рабочего угла волочильного канала
ние металла в периферийных слоях с изменением направления на противоположное. При таких параметрах процесса произойдет отрыв периферийных слоев либо образуется большая внекон-тактная зона, которую можно принять за «естественную» деформационную зону (см. штриховую кривую на рис. 32).
На основе изложенного теоретический максимум угла наклона образующей волочильного канала определяется выражением
a.Mx + p=-f- или агаах=-у- — р. (П-11)
Увеличение угла а и уменьшение радиуса г, как было указано ранее, приводят к повышению на периферийных слоях продольных растягивающих напряжений. Эти напряжения, возрастая, при известных условиях (очень большие а и очень малые г) могут вызывать разрушение периферийных слоев. В этом случае процесс волочения превратится в процесс строгания, схематически представленный на рис. 33.
В практике волочильного производства такой процесс строгания волокой иногда применяют для удаления с протягиваемого металла поверхностных дефектов. Здесь следует, однако, иметь в виду, что, помимо увеличения а и уменьшения г, процесс разрушения поверхностных слоев вызывается и повышением степени деформации. Происходит это потому, что с ее увеличением растут напряжения волочения во всех слоях протягиваемого металла. 44
Следовательно, чем меньше относительная толщина удаляемого слоя (т. е. толщина стружки), тем больше должен быть угол а и меньше радиус закругления г. Иначе говоря, волока должна превратиться в своеобразный трубчатый острый резец. При малых толщинах предполагаемого к удалению слоя и больших радиусах г (т. е. при тупом резце) процесса строгания даже при больших углах а не произойдет. Вместо него будет осуществляться обычный
процесс волочения.
Резкие повороты траекторий главных нормальных напряжений у выхода создают значительные силы на поверхности закругления канала (см. рис. 30). Поэтому при очень малых радиусах закруглений эта поверхность быстро изнашивается, что также заставляет делать максимально возможные радиусы закруглений у выхода из рабочей зоны волоки и применять. калибрующие цилиндрические участки.
Рис. 33. Схема срезания периферийных слоев протягиваемого металла при очень больших углах а и очень малых радиусах г
5. ПРОТИВОНАТЯЖЕНИЕ И ЕГО ВЛИЯНИЕ НА ХАРАКТЕР ДЕФОРМАЦИЙ
И НАПРЯЖЕННОЕ СОСТОЯНИЕ
При рассмотрении различных методов волочения было указано на применение в некоторых случаях противонатяжения (см. рис. 2), которое создает растягивающие напряжения у протягиваемого металла еще до вступления этого металла в канал волоки. Это в общем случае ведет к повышению осевых растягивающих напряжений в пластической зоне.
В гл. VI показано, что практически заметное повышение осевых растягивающих напряжений в пластической зоне начинается не сразу, а только по достижении некоторой величины противонатяжения (критическое противонатяжение). Поэтому противонатяжения нецелесообразно доводить до больших величин, например равных пределу текучести, особенно при волочении предварительно упрочненного металла.
Подвергаясь только упругим или малым упругопластическим деформациям от противонатяжения, протягиваемый металл входит в основную пластическую зону с небольшим уменьшением своего первоначального поперечного сечения. Так как, условие пластичности*(П-9) остается неизменным, то вызываемое противонатяжением общее увеличение растягивающих напряжений неизбежно влечет снижение сжимающих напряжений вг и и напряжений трения т?. Как следствие этого, уменьшается износ
45
волочильного канала, например при достаточном противонатяжении значительно реже появляются кольцевые углубления в начале контактной поверхности. Но общее увеличение растягивающих напряжений вызывает необходимость снижения обжатия за переход.
Таким образом, волочение с противонатяжением повышает стойкость инструмента, но в общем случае вызывает увеличение
Рис. 34. Схема изменения продольных и радиальных главных нормальных напряжений вдоль деформационной зоны при волочении с внешним противонатяжением (crz ) и без него (g/q) (aq ~ напряжение противонатяжения)
дробности деформации. Это может в некоторых условиях привести к менее экономичным суммарным результатам.
На рис. 34 показана схема изменения напряжений в деформационной зоне при волочении с противонатяжением и без него.
Изменение продольных напряжений при отсутствии противонатяжения представлено линией aZo, при противонатяжении <sq — линией ^iq. Линией (07 + сгг) представлено изменение суммы продольных и радиальных напряжений каждой точки зоны. Положение этой линии в пластической зоне не зависит от наличия или отсутствия противонатяжения, т. е. от величины противонатяжения, так как отражает лишь изменение величины ST, связанное с упрочнением в процессе волочения. Поэтому в любом поперечном сечении пластической зоны YY часть ординаты ас показывает величину главного радиального нормального напряжения какой-то точки при отсутствии противонатяжения, а часть ординаты ab — величину главного радиального нормального напряжения в этой же точке при противонатяжении. Но ab меньше ас, 46
что и подтверждает указанное ранее уменьшение радиальных напряжений с применением противонатяжения.
При волочении с противонатяжением увеличиваются растягивающие и уменьшаются сжимающие напряжения, а следовательно, снижаются напряжения трения. В этом случае линия oZo займет положение линии (рис. 34).
Из сказанного также следует, что при противонатяжении укорачивается, а при достаточной величине его полностью ликвиди-
Рис. 35. Дополнительная схема изменения продольных (стр и радиальных (аг) главных нормальных напряжений и напряжения трения (тр в зависимости от отсутствия (а) или наличия (б) внешнего противонатяжения (Q) [17]
руется зона трехосного сжатия, возникающая при волочении без противонатяжения. На рис. 35 приведена схема, дополняющая представления о характере влияния противонатяжения на силовые условия волочения [17].
6. ПЛАСТИЧНОСТЬ ПРИ ВОЛОЧЕНИИ
При напряженном состоянии (одно растягивающее и два сжимающих главных нормальных напряжения), в котором находятся почти все элементарные объемы деформационной зоны (за исключением очень небольшой зоны трехосного сжатия, которая может образоваться у входа в рабочую зону канала), создаются условия, при которых пластичность протягиваемого металла становится наименьшей по сравнению с пластичностью этих же металлов почти при всех других технических процессах обработки металла давлением. Исключение составляет лишь процесс листовой штамповки, при котором пластичность примерно такая же, как при волочении, и процесс растяжения, пластичность при котором понижается
47
еще сильнее, чем при волочении. Это объясняется тем, что при деформации растяжением растягивающие напряжения, возникающие в деформируемом металле, в общем случае больше, чем напряжения, возникающие в таком же металле, при волочении с такой же степенью деформации. Это следует из условия пластичности (П-9), поскольку в процессе равномерного линейного растяжения = 0, а также из того, что сила при растяжении Ррас действует лишь на пути ДЛН, тогда как сила волочения на пути LK = LH + ДЛН. Следовательно, сравнительно небольшое превышение работы волочения над работой растяжения приводит к тому, что Ррас Рв- Об этом же свидетельствует и то, что при волочении одна главная деформация — продольная — является активной (удлинение), а две другие — радиальная и окружная (укорочение) — пассивные, способствующие удлинению без разрушения. Иначе говоря, процесс волочения идет при активнопассивных деформациях, тогда как линейное растяжение ведется только при активной деформации. Относительно невысокая пластичность металла в процессе волочения обусловливает то, что серийные процессы волочения, например проволоки, ведутся со сравнительно небольшими частными деформациями. Так, при волочении проволоки даже из наиболее вязких металлов вытяжка в осевом направлении практически не превышает 1,75 (интегральная деформация I = 0,56, обжатие 6 = 43%). В гл. X показана необходимость снижения деформаций от перехода к переходу в связи с упрочнением и постепенным снижением пластических свойств металла, а также необходимость вследствие этого при очень больших суммарных деформациях применения промежуточных отжигов, место которых в технологическом цикле определяется допустимой суммарной степенью деформации. Пониженная по сравнению с остальными техническими процессами обработки металлов давлением пластичность при волочении уменьшает и допустимую суммарную степень деформации, что приводит к более частым отжигам, чем при других процессах при равных общих степенях деформаций.
Здесь следует отметить влияние гидростатического давления на пластичность.
Теоретические и опытные данные П. Бриджмена [18] показали, что при внешних всесторонних сжимающих давлениях 10 000—30 000 кГ/см2, соответственно повышающих гидростатические давления, возникающие при пластических деформациях, заметно повышается пластичность при растяжении. Так, полное сужение при внешнем давлении 25 000 кГ/см2 составляло при разрыве твердых сталей 90—95%, чугуна — до 45%, фосфористой бронзы для припоя (93% Си и 7% Ph) —до 80%.
Эти результаты позволили предположить, что, применяя большие гидростатические давления, можно заметно повысить пластичность при волочении и этим увеличить суммарные степени де-48
а 6
Рис. 36. Схема установки для гидростатического волочения проволоки [18]: а — исходное положение; б — положение в начале процесса волочения; 1 — металлический стержень, подвергаемый волочению; 2 — волока; 3 — первая камера высокого давления; 4 — вторая камера высокого давления; 5 — соединительная камера; 6 — тяга; 7 — втулка; 8 — вентиль; 5 — поршень
формации от отжига до отжига. Такие опыты по волочению при больших давлениях описаны П. Бриджменом. Эти опыты проводили с нагартованной стальной проволокой диаметром 1,93 мм с пределом прочности до волочения 230 кГ/мм2 на установке, схематически показанной на рис. 36. Проволоку волочили под внешним давлением 120 кПмм2 и за шесть переходов без промежуточных отжигов при средней вытяжке за переход 1,43 протянули на 0,66 жж.
Такая же проволока для сравнения была протянута до диаметра 0,66 жж при атмосферном давлении. Эту операцию удалось выполнить лишь за 15 переходов со средней вытяжкой за переход только 1,15. При сопоставлении механических свойств проволок, протянутых при примерно одинаковых суммарных деформациях в условиях повышенного внешнего и атмосферного давления, было обнаружено, что до диаметра примерно 1 жж проволока, протянутая обоими методами, отличалась почти одинаковыми механическими свойствами. При дальнейших протяжках на проволоке, полученной волочением при атмосферном давлении, в некоторых местах были обнаружены нарушения целостности и уменьшение пределов прочности. Проволока диаметром 0,66 мм ломалась при изгибе и имела практически нуле
вую остаточную вязкость. Проволока, полученная волочением при давлении 120 кГ/жж2, была менее хрупкой и отличалась заметной остаточной вязкостью.
Установка, на которой Бриджмен проводил опыты (рис. 36), представляет собой сосуд высокого давления, состоящий из двух камер, соединенных между собой. Давление создается при перемещении поршня в той камере, в которой находятся волока и отрезок проволоки, подвергающейся волочению. К выступающему из волоки концу проволоки присоединена тяга в виде длинного стержня, который проходит через соединительную камеру и почти достигает втулки, находящейся у входа во вторую камеру. Тяга плотно пригнана к отверстию втулки. Давление до заданной величины поднимается соответствующим перемещением поршня, после чего поршень срезает предохранительный штифт;1 при этом 4 И. Л. Перлин 49
освобождается пружина, действующая на скользящие втулки (эти втулки и пружина на схеме не показаны). Под действием пружины вся система, состоящая из волоки, проволоки и присоединенной к ней тяги, перемещается до упора в дно первой камеры. При этом тяга входит в отверстие втулки, находящейся у входа во вторую камеру, и вся система занимает положение, показанное на правой стороне рисунка. После этого открывается вентиль (положение б), находящийся в нижнем конце второй камеры, давление постепенно снижается, тяга под повышенным давлением в первой камере проталкивается во вторую, а прикрепленная к ней проволока протягивается через волоку при давлении, созданном в первой камере.
Описанные опыты Бриджмена и повышение пластичности при очень сильном увеличении давления в настоящее время еще в промышленности не используются. Однако они могут быть применены при лабораторных исследованиях, когда необходимо получить в небольших количествах проволоку из сильно упрочненных металлов, в обычных условиях плохо деформирующихся.
7. ОСОБЕННОСТИ И УСЛОВИЯ ВОЛОЧЕНИЯ БИ- И ПОЛИМЕТАЛЛИЧЕСКИХ ПРОДОЛЬНО-СЛОИСТЫХ ПРОФИЛЕЙ
Большое распространение в технике получила биметаллическая проволока, состоящая из пары металлов или сплавов с различными физическими и механическими свойствами, например сталь и медь, сталь и алюминий и др. Один из металлов этой пары расположен в центре в виде сердечника, а второй — на периферии в виде плотно прилегающей к сердечнику концентрической оболочки. Такую проволоку производят главным образом прокаткой или прессованием с последующим волочением биметаллической заготовки. Иногда применяют заготовку, состоящую из трубы со свободно введенным в нее сердечником. В отдельных случаях биметаллическую проволоку получают сверткой оболочки вокруг сердечника при протяжке через волоку с каналом специального профиля (рис. 37). Освоено и применяется в промышленном производстве электролитическое наложение оболочки на сердечник.
Процессы волочения биметаллических полос в общем подчиняются основным закономерностям процесса волочения сплошных круглых профилей. Однако различие механических свойств (прочность, вязкость), а вследствие этого и соотношения величин поперечных сечений сердечника и оболочки создают дополнительные условия, которые могут затруднять течение процесса. Здесь особо важен, как уже было выяснено ранее (см. рис. 16), рост продольных напряжений от периферийных слоев к центральным слоям деформационной зоны, в то время как радиальные и, следовательно, окружные напряжения, наоборот, от периферийных слоев к центральным уменьшаются. Поэтому сжимающие напряжения, 50
повышающие вязкость деформирующего металла, также уменьшаются от периферии к центру, а условия деформации сердечника становятся тяжелее, чем условия деформации оболочки. Это определяет и дополнительные условия, необходимые для удовлетворительного течения процесса волочения биметаллических полос при различных соотношениях размеров и свойств сердечника и оболочки.
В работе [19] описано исследование изменения координатных сеток при волочении круглых биметаллических прутков с более прочным (Ni) сердечником и менее прочной (Си) оболочкой (рис. 38, а), а также прутков с более прочной (Си) оболочкой и менее прочным (А1) сердечником (рис. 38, б). Эти изменения показывают, что при
Рис. 37. Схема процесса получения биметаллической проволоки сверткой полосы около сердечника:
1 — сердечник; 2 — свертываемая полоса; 3 — волока; 4 ~ биметалличе-
ская проволока
более мягкой оболочке крайние участки поперечных линий сетки отстают от среднего участка значительно сильнее, чем при более прочной оболочке. Это значит, что более мягкая оболочка деформируется интенсивнее сердечника, вызывая в нем дополнительные растягивающие напряжения, которые в некоторых условиях (тонкий сердечник, малая его вязкость) могут привести к разрыву сердечника. При более прочной оболочке, очевидно, интенсивнее деформируется сердечник, что может привести к поперечному разрыву оболочки. Поэтому если сердечник маловязкий, т. е. имеет небольшой запас пластичности при растяжении, то необходимо вести процесс с малыми степенями деформации, так как возникающие в этих условиях продольные растягивающие напряжения сравнительно невелики. Соблюдать эти условия особенно важно при очень тонком по сравнению с оболочкой сердечнике, так как в иных условиях неизбежны периодические разрывы его. При более тонкой сравнительно с сердечником оболочке, особенно при повышенной прочности сердечника, помимо надлежащей связи между сердечником и оболочкой, необходимы сравнительно высокие частные деформации. В этих условиях увеличивающиеся к выходу продольные напряжения уменьшают радиальные, а с ними и силы контактного трения, сдвигающие металл оболочки
4* . 51
Рис. 38. Изменение координатных сеток при волочении круглых биметаллических прутков [19]:
а — оболочка медная, сердечник никелевый; б — оболочка медная, сердечник алюминиевый
Рис. 39. Разрыв тонкой алюминиевой оболочки при волочении без схватывания со стальным сердечником [19]
52
в направлении, противоположном волочению (о переходах при волочении полиметаллических профилей см. гл. X). Для уменьшения этого следует применять наиболее эффективные смазки и методы их ввода в деформационную зону, а также противонатяжение, которое понижает силы контактного трения. На рис. 39 показан разрыв тонкой алюминиевой оболочки при волочении на стальном стержне. Оболочка, как это видно по поверхности стержня в месте разрыва, не была достаточно «схвачена» со стержнем.
Иногда волочение применяют в производстве круглых многослойных полос со слоями из весьма хрупких материалов. Примером может служить волочение жаростойких электрических проводов, представляющих собой трехслойную проволоку, в которой сердечником служит медный провод, первой оболочкой — жаростойкая электроизолирующая керамика, а второй оболочкой — легированный свинец.
Чтобы процесс волочения провода такой конструкции протекал удовлетворительно, необходимы достаточная прочность вязких слоев и исключение возможности появления дополнительных растягивающих напряжений, разрушающих хрупкие слои. Для этого используют небольшие частные деформации и проводят мероприятия по уменьшению сил трения на контактной поверхности.
8. ОСОБЕННОСТИ ВОЛОЧЕНИЯ СПЛОШНЫХ НЕКРУГЛЫХ ПРОФИЛЕЙ
Основным отличием волочения сплошных некруглых профилей от волочения сплошных круглых профилей при прочих одинаковых условиях процесса (вытяжка, длина деформационной зоны, напряжение трения и др.) служит отсутствие осесимметричности деформаций, увеличение неравномерности деформации, дополнительных сдвигов в разных направлениях контактной поверхности и, следовательно, продольных напряжений. Все это зависит от сложности формы профиля и от степени отличия форм поперечного сечения профиля до и после пропуска его через волочильный канал. Мерой сложности формы поперечного сечения может до некоторой степени служить отношение его периметра к периметру равновеликого круга, а также отношение расстояний между двумя наиболее удаленными точками каждого контура при равных поперечных сечениях. От условий процесса зависит характер течения металла. Единственный общий закон здесь, как и во всех процессах пластической деформации, — закон наименьшего сопротивления, по которому каждый бесконечно малый объем металла при деформации передвигается в направлении наибольшего градиента падения напряжений или, что то же самое, в направлении наименьшего сопротивления его передвижению. Заготовкой для волочения некруглых профилей служат прессованные, катаные или волоченые полосы круглого или плоского сечения. Реже ис-
53.
Рис. 40. Некоторые формы некруглых профилей, полученных волочением
пользуют профилированную заготовку с конфигурацией сечения, подобной конфигурации готового профиля, но несколько больших размеров. Некоторые формы некруглых профилей, полученных волочением, приведены на рис. 40.
ЛИТЕРАТУРА
1. Л а м а н Н. К. Развитие техники волочения металлов. Изд-во АН СССР, 1963.
2. Пер л и н И. Л. Цветные металлы, 1956, № 2, с. 75.
3. Дерягин Б. В. Что такое трение. Изд-во АН СССР, 1964.
4. Давиденков Н. Н. ЖТФ, 1931, вып. 1, с. 5.
5. 3 и л о в а К. Т., Фридма н Я. Б. ЖТФ, 1949, вып. Ill, с. 431.
•6. 3 и л о в а Т. К., Фридман Я. Б. Заводская лаборатория, 1950, № 1, с. 62.
7. Ми н и н П. И. Исследование волочения прутков и проволоки. Машгиз, 1948.
8. 3 и б е л ь Э, Обработка металлов в пластическом состоянии. ОНТИ, 1934.
9. П а в л о в И. М. Теория прокатки. Металлургиздат, 1950.
10. Б а с с А. И. Волочение проволоки и прутков из цветных металлов. Метал-л ургиздат, 1937.
11. Губкин С. И. Теория обработки металлов давлением. Металлургиз-дат, 1947.
12. Рура А. М. Цветные металлы, 1956, № 10, с. 69.
13. Ф р и д м а н Я- Б. Механические свойства металлов. Оборонгиз, 1952.
14. К о л м о г о р о в В. Л. и др. Волочение в режиме жидкостного трения. Изд-во «Металлургия», 1967.
15. Т h о m р s о п F. С., В а г о п Н. G. Iron and Steel Inst., 1930, p. 39.
16. Томленов А. Д. Теория пластических деформаций металлов. Машгиз, 1951.
17. Боголюбский В. И. и др. Проволочные канаты. Металлургиздат, 1950.
•18. Бриджмен П. Исследование больших пластических деформаций и разрыва. ИЛ, 1955.
19. Е й л ь м а н Л. С. Цветные металлы, 1966, № 2, с. 131.
20. Матвеев Ю. М. и др. В сб. «Производство стальных и бесшовных труб», вып. 12. Изд-во «Металлургия», 1971, с. 92.
21. Истомин В. Н. Технология легких сплавов, 1971, № 2, с. 36.
Глава III
ВОЛОЧЕНИЕ ПОЛЫХ ПРОФИЛЕЙ
1. ОБЩИЕ СВЕДЕНИЯ
Волочение полых профилей можно осуществлять следующими способами:
без оправки — осаживанием;
на неподвижной закрепленной цилиндрической оправке;
на самоустанавливающейся и закрепленной цилиндро-конической оправках;
на подвижной оправке;
на пластически деформируемом стержне;
раздачей;
профилированием.
При волочении полых профилей в общем случае изменяются их наружные и внутренние размеры и толщина стенки. В связи с этим становится необходимым введение дополнительных деформацион-
Рис. 41. Схема к определению дополнительных показателей относительной деформации. Поперечное сечение и размеры трубы:
а — до волочения; б — после волочения
Сечение Fh
а
ных показателей [1]. Применительно к волочению круглых труб такими показателями служат вытяжка по стенке и соответственно интегральная деформация In и вытяжка по диаметру и соответственно In pD.
Связь этих показателей с общей вытяжкой p,F (т. е. вытяжкой по поперечному сечению) вытекает из выражения (рис. 41):
FH /н
^ = 7k=HS-£ = ,W<
или In = In + In p,z,
где
= = (ПМ>
55.
2. ВОЛОЧЕНИЕ КРУГЛЫХ ТРУБ БЕЗ ОПРАВКИ (ОСАЖИВАНИЕ)
Осаживание труб в зависимости от условий приложения внешних сил осуществляется волочением или вдавливанием в волоку (рис. 42). Для осаживания независимо от формы полого профиля характерно уменьшение радиальных (сжимающих) напряжений от периферии к центру. Это напряжение на внутренней поверхности трубы доходит до нуля, так как далее по направлению к оси нет никакой опоры.
Деформационная зона при безоправочном волочении может быть разделена на два основных участка: осаживания и калибровки.
В ряде работ [2, 3], кроме указанных участков, в деформационной зоне выделяют участок внеконтактной деформации. Од-
Рис. 42. Схемы процесса осаживания трубы волочением (а) и вдавливанием (б):
I — участок осаживания; II — участок калибровки
нако величины обжатий на этом участке по сравнению с участком осаживания весьма невелики и на суммарную деформацию трубы и силовые условия заметно не влияют. Поэтому в дальнейшем изложении внеконтактная деформация при осаживании не учитывается.
При осаживании волочением в продольном направлении возникают деформации удлинения 8Z, в окружном — деформации укорочения 80. Знак и величина деформации в радиальном направлении 8Г зависят от соотношения напряжений О/ и о0 (рис. 43).
Продольное напряжение О/ — растягивающее, окружное о0 и радиальное вг — сжимающие.
Из-за отсутствия внутренней опоры при малом проявлении «арочного» эффекта (уменьшения кривизны внутренней поверхности) направлением наименьшего сопротивления будет радиальное к оси, поэтому металл под действием обоих сжимающих напряжений по закону наименьшего сопротивления потечет в направлении к оси и толщина стенки возрастет. Растягивающие напряжения О/ вызывают продольную деформацию удлинения 8/, что приводит к утонению стенки трубы.
Если это утонение больше, чем утолщение, под действием напряжений аг и ое стенка утоняется и 8Г будет деформацией укоро-56
чения (отрицательной, рис. 43, в). При обратном соотношении стенка утолщается и ег будет деформацией удлинения (положительной, рис. 43, г). При всех условиях осаживания |ае| > | ог|, что следует из известных соотношений между наружными радиальными силами, действующими на трубу, и силами, возникающими в меридиональных сечениях трубы, т. е. на ее стенках. Это позволяет записать условие пластичности для рассматриваемого процесса в следующем виде:
Ц/ + оге = PST. (Ш-2)
Так как =/= а0, то р > 1, но ввиду изменения толщины стенки, т. е. отсутствия плоской деформации, коэффициент (3 не
Рис. 43. Схемы видов напряженно-деформированного состояния деформационной зоны при осаживании трубы волочением в условиях малого арочного эффекта:
а — схема деформационной зоны; б — схема напряженного состояния; в — схема деформированного состояния при утолщении стенки; г — то же, при утонении стенки
достигает своего максимума. Вследствие этого 1 < р < 1,155. К выходу из деформационной зоны oz увеличивается и, следовательно, согласно (Ш-2), ае уменьшается. Поэтому по длине деформационной зоны к выходу из нее интенсивность утолщения снижается и при больших обжатиях может быть замечено в начале деформационной зоны утолщение стенки, затем достижение ею максимума и последующее ее утонение.
Таким образом, при больших растягивающих напряжениях (большие обжатия и большой рабочий угол канала) стенка протянутой трубы утоняется, а при малых растягивающих напряжениях (малые обжатия, малые рабочие углы канала) утолщается.
Для рассматриваемого процесса большое значение имеет параметр «относительная толщина стенки» I = Этот параметр
57
для промышленного сортамента труб находится в пределах от 0,01 до 0,3. В зависимости от величины этого параметра трубы условно разделяют на особо тонкостенные (t < 0,1), тонкостенные (0,1 < t < 0,2) и толстостенные (t > 0,2) [4]. При одинако-
вых диаметрах трубы утолщение стенки (т. е. увеличение параметра 1) повышает сопротивление течению металла по направлению к оси и этим уменьшает утолщение стенки при осаживании. С увеличением диаметра при одинаковой толщине стенки (т. е. уменьшением параметра t) ввиду снижения арочного эффекта уменьшается сопротивление течению к оси и возрастает утолщение стенки.
58
Изложенное подтверждается результатами исследований [4— 10], частично приведенными на рис. 44 и 45.
К изложенному следует добавить, что при большом арочном эффекте, т. е. при большой величине 7, утолщения стенки может не произойти и в начале деформационной зоны; в таких условиях будет наблюдаться по всей длине деформационной зоны только утонение стенки. Величина 7, при которой начинается интенсивное проявление арочного эффекта, точно не определена. Эта величина зависит и от деформационных условий, и от прочностных свойств
+ 0,36
+ 0,28 -0,20
-0,12
§ - 0,06
- 0,06 ^66
- 0,12
- 0,20
изме-
0,36
0,28
0,20
0,12
0,06
Рис. 45. Зависимость нения толщины стенки медной трубы при осаживании? волочением от диаметра трубы и угла наклона образующей волоки = 3 мм, ц = 1,2 [5]
36 30 26 2
ин,ММ
металла трубы. В инженерных предположениях эту предельную величину при осаживании волочением можно считать примерно равной 0,2.
Для аналитического определения изменения толщины стенки при осаживании волочением предложен ряд формул [9—15]. Ана-лиз этих формул, проведенный в работе [16], показывает, что наилучшую сходимость с опытными данными дают расчеты по формуле Г. А. Смирнова-Аляева и Г. Я- Гуна:
20
где
1п-£ =
1П
20_(1+М1п—
3V + 1
29Х
(111-3)
0 = 1 + fn ctg а.
Однако расчет по этой формуле весьма трудоемок. Поэтому для инженерных расчетов процесса осаживания волочением, который обычно ведется с обжатием за переход, не превышающим 30%,
Л 59
целесообразно пользоваться формулой Ю. Ф. Шевакина, А. А. Чернявского, А. Б. Ламина [14]:
4£- = 4-Г3—10 (тг)2-13 (#)] D~~T~’ Гн Ь L \Ь>н/ Wh/J Ь)н — /н
расчет по которой значительно менее трудоемок.
В процессе осаживания толщина стенки трубы несколько выравнивается, если она не была равномерной по поперечному сечению. Выравнивание происходит потому, что повышаются окружные сжимающие напряжения, а следовательно, и радиальные деформации в наиболее тонких участках стенки. Это используют на практике, так как трубная заготовка, особенно прессованная, часто отличается заметной поперечной разностенностью, почти не уменьшающейся при оправочном волочении.
Осаживание волочением широко применяют при производстве труб. Его преимущества:
1) организация технологического процесса в комбинации с процессами интенсивного утонения стенки (прокатки, оправочного волочения), обеспечивающего получение труб с достаточно точным наружным диаметром и уменьшенной разностенностью;
2) волочение труб малого диаметра, где применение оправочного волочения затруднено из-за малого диаметра внутреннего канала (например, капиллярные трубы), а также волочение труб большой длины в бухтах.
Основные недостатки безоправочного волочения:
а) невозможность получения калиброванной внутренней поверхности и интенсивного утонения стенки трубы;
б) возможность образования продольных складок (смятия) трубы, а при волочении в бухтах, кроме того, овализации трубы при наматывании ее на приемный барабан. Эти явления, кроме деформационных условий (сила волочения, форма канала и т. п.), зависят также в значительной мере от параметра ?, и вероятность их проявления (при прочих равных деформационных условиях) тем больше, чем меньше t. Количественные зависимости, определяющие деформационные условия, при которых труба не теряет своей устойчивости, рассмотрены в гл. X.
Как указано выше, осаживать круглые трубы можно не только волочением, но и вдавливанием. Этот процесс применяют на современных трубоволочильных станах для задачи переднего конца трубы в волоку, чтобы исключить операцию заковки захваток (схема такого процесса приведена на рис. 46) и при многократном волочении труб (см. гл. XI). В отличие от осаживания волочением при осаживании вдавливанием металл деформируется в условиях всестороннего сжатия, что вызывает существенные изменения напряженно-деформированного состояния деформационной зоны.
Исходя из закона наименьшего сопротивления, можно считать, что одним из направлений течения ввиду отсутствия внутренней 60
опоры будет радиальное — по направлению к оси трубы. При отсутствии интенсивного арочного эффекта толщина стенки на участке осаживания по направлению к выходу из него будет увеличиваться.
Рис. 46. Схема процесса осаживания вдавливанием, применяемого при задаче трубы в волочильный канал:
а — вдавливание в волоку; б — начало процесса волочения; 1 — подвижный зажим; 2 — волока
При утолщении стенки трубы может произойти в зависимости от деформационных условий как укорочение, так и удлинение трубы. При большом утолщении стенки труба укорачивается,
Рис. 47. Схема видов напряженно-деформированного состояния деформационной зоны при осаживании трубы вдавливанием в условиях малого арочного эффекта:
а — схема деформационной зоны; б — схема напряженного состояния; в — схема деформированного состояния при утолщении стенки и укорочении трубы; г — схема деформированного состояния при утонении стенки и удлинении трубы
при небольшом удлиняется. Соответственно изложенному на рис. 47 приведена схема напряженно-деформированного состояния деформационной зоны при осаживании трубы вдавливанием.
Изменение напряженного состояния при осадке вдавливанием по сравнению с осадкой волочением существенно влияет на силовые и деформационные условия процесса.
61
Как показано в работе [17, с. 37], при одинаковых деформационных условиях напряжение осаживания вдавливанием заметно больше, чем напряжение осаживания волочением, причем эта разница тем больше, чем выше величина вытяжки за переход. В работах [17, с. 37; 18] отмечено, что утолщение стенки при вдавливании также выше, чем при волочении. Это различие тем больше, чем выше параметр 7 и степень деформации на переход.
Если при волочении увеличение рабочего угла волоки вызывает или уменьшение утолщения, или увеличение утонения
стенки, то при вдавливании с увеличением рабочего угла или возрастает утолщение, или уменьшается утонение. Кроме того, значение параметра 7, при котором стенка неизменна, при осаживании вдавливанием выше, чем при осаживании волочением. Сказанное хорошо подтверждается пространственной диаграммой (рис. 48), заимствованной из работы К. Н. Рейхерта [19].
Рассмотренное напряженное состояние позволяет для осаживания вдавливанием записать следующее условие пластичности:
—o9 = l,10ST. (Ш-5)
К. Н. Рейхерт, используя методику, разработанную Ю. Ф. Ше-вакиным, А. А. Чернявским и А. Б. Ламиным, вывел следующую зависимость для определения изменения толщины стенки при осаживании вдавливанием:
4h4<['.s+V20O- <ш-6>
62
Проверка этой формулы показала хорошую сходимость расчетных и экспериментальных результатов.
При осаживании вдавливанием также возможно образование продольных складок.
Однако вследствие иной схемы напряженного состояния, а также интенсивного утолщения стенки при осаживании вдавливанием потеря устойчивости трубы в этом процессе может наблюдаться только при более высоких (чем при осаживании волочением) значениях параметра t.
3. ВОЛОЧЕНИЕ КРУГЛЫХ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ
Для получения труб со строго лимитированными значениями диаметра и стенки наиболее часто используют процесс волочения на оправках: закрепленной, самоустанавливающейся и подвижной. Закрепленная оправка чаще всего имеет цилиндрическую форму, иногда ей придают форму цилиндро-коническую.
Процесс волочения на закрепленной оправке цилиндро-конической формы идентичен процессу волочения на самоустанавли-
Рис. 49. Схемы процесса и напряженно-деформированного состояния при волочении трубы на закрепленной цилиндрической оправке
вающейся оправке, поэтому он рассмотрен в следующем разделе. Чтобы цилиндрическая оправка под действием сил трения не увлекалась трубой, ее закрепляют на неподвижном стержне (рис. 49). Ввиду того что вся система закрепления оправки не может быть выполнена абсолютно жесткой, оправка в процессе волочения (при изменении силовых условий) может иметь некоторые продольные перемещения, однако цилиндрическая форма оправки обеспечивает постоянство толщины стенки по всей длине протянутой трубы.
Как видно на рис. 49, деформационную зону можно разделить на три участка: / — осаживания; II — оправочного волочения и 63
HI — калибрующий. Первый участок по своему назначению не отличается от первого участка деформационной зоны при волочении трубы без оправки.
Второй участок ограничивается поперечными сечениями, проходящими через линию контакта внутренней поверхности трубы с оправкой и линию конца деформации наружного диаметра. На этом участке внутренний диаметр трубы остается неизменным.
В деформационной зоне действуют растягивающие напряжения О’/ и сжимающие напряжения о0 и ог, под действием которых длина трубы увеличивается (деформация удлинения 8Z), а ее диаметр и стенка уменьшаются (деформации укорочения 80 и 8Г) (см. рис. 49). Трение на внутренней контактной поверхности повышает удельные затраты энергии на осуществление процесса.
В отличие от безоправочного волочения здесь наблюдается демонотонность деформации, обусловленная изменением знака радиальной деформации. На участке безоправочного волочения деформация 8Г положительная (утолщение стенки), а на участке оправочного волочения 8Г отрицательная (утонение стенки).
Демонотонность деформации увеличивает энергетические затраты на осуществление процесса, поэтому напряжение волочения при прочих равных условиях тем выше, чем больше утолщение стенки на участке безоправочного волочения. Поэтому при волочении на цилиндрической оправке следует по возможности уменьшать зазор С = — don, что приводит к уменьшению утолще-
ния стенки на участке безоправочного волочения, к лучшей центровке оправки и к уменьшению разностенности протягиваемой трубы. Так как зазор С мал, внутренний диаметр трубы почти не уменьшается, а сокращаются лишь наружный диаметр и толщина стенки трубы. Это характерная особенность волочения на цилиндрической оправке.
Третий участок деформационной зоны образуется цилиндрическими поверхностями волочильного канала и оправки. На этом участке пластическая деформация практически не происходит и энергия расходуется лишь на внешнее трение. Поскольку по выходе трубы из волочильного канала внеконтактному уменьшению размеров поперечного сечения препятствует оправка, наружный диаметр трубы вследствие упругого последействия всегда несколько больше диаметра калибрующей зоны канала. Волочение на закрепленной цилиндрической оправке позволяет получить трубы достаточно точных размеров. К дополнительным преимуществам таких оправок относится простота их изготовления и относительная несложность настройки процесса волочения.
Однако использование закрепленной цилиндрической оправки лимитируется величиной внутреннего диаметра трубы, так как при малом диаметре жесткость стержня, на котором крепится оправка, часто недостаточна.
64
В этих условиях приходится использовать другие разновидности оправочного волочения иногда в комбинации с безоправоч-ным волочением. Контактная поверхность при волочении на цилиндрической оправке больше, чем при волочении сплошного профиля, на величину поверхности контакта с оправкой. Это приводит к дополнительным потерям на внешнее трение, отчего при волочении труб на закрепленной оправке приходится применять меньшие обжатия за переход, чем при волочении сплошных круглых профилей.
при оораоотке и транспорти-
I п ш
4. ВОЛОЧЕНИЕ КРУГЛЫХ ТРУБ НА САМОУСТАНАВЛИВАЮЩЕЙСЯ ОПРАВКЕ
При волочении на закрепленной оправке нельзя протягивать свернутую в моток трубную заготовку. Поэтому для получения труб большой длины приходится использовать волочильные станы с такой же рабочей длиной, что создает определенные неудобства при эксплуатации станов, а также ровке длинномерных труб. Этих недостатков лишен процесс волочения труб на самоустанавливающейся цилиндро-конической оправке, предложенный Бассо \ Трубы больших длин протягиваются с высокими скоростями и, следовательно, с высокой производительностью. Первые разработки и исследования этого процесса в СССР провел П. И. Орро [20].
Этот процесс заключается в следующем: в трубную заготовку вместо обычной оправки, прикрепленной к стержню, вводят свободную оправку специальной формы, включающей два цилиндрических участка и расположенный между ними конический участок.
Схемы волочения труб на самоустанавливающейся оправке и сил, действующих в этом процессе, показан^к^на рис. 50.
Благодаря своей форме оправка под действием сил, возникающих между ней и трубой, автоматически устанавливается так, что между оправкой и волокой образуется кольцевая щель, через которую протягивается труба.
Из-за свойства оправки автоматически устанавливаться в деформационной зоне ее и назвали самоустанавливающейся.
Рис. 50. Схема волочения трубы на самоустанавливающейся оправке и сил. действующих в этом процессе:
I — задний цилиндрический участок оправки; II — конический участок; ///—передний цилиндрический участок
1 Французский патент № 683177, 1929.
5 И. Л. Перлин
65
При волочении трубы на оправку действуют две группы сил, из которых нормальные силы NK, действующие на конический участок оправки, выталкивают оправку из деформационной зоны, а силы трения на этом участке Тк = NKfn и на переднем цилиндрическом участке оправки = NJn (fn — коэффициент трения между трубой и оправкой) втягивают ее в деформационную зону.
Проектируя эти силы на ось волочения, получаем уравнение равновесия самоустанавливающейся оправки:
2 ZVK sin аоп — £ Тк cos — = 0
или £TVK(sinaon — /ncosaon) = 2 Тц. (Ш-7)
Из этого уравнения следует, что так как > 0 и 2^ > 0, то Sin (Zon fп COS (Zon
Отсюда tg aon > fn или aon > роп, где роп — угол трения трубы об оправку.
Таким образом, при всех условиях образующая конической части оправки должна быть наклонена к оси оправки под углом аон, большим, чем угол трения трубы об оправку. В противном случае либо оправка вместе с трубой пройдет через волоку,если начальный диаметр оправки с?0Пн будет слишком мал, либо оправка так сильно зажмет трубу в канале волоки, что волочение станет невозможным и труба оборвется. Кроме того, для правильного течения процесса необходимо, чтобы аоп а. При несоблюдении этого условия в начальный момент процесса на оправке не будет создаваться сил, противодействующих силам втягивающим оправку в трубу. Вследствие этого оправка переместится по ходу волочения и зажмет трубу в канале волоки так, что она неизбежно оборвется. Виды напряженного и деформированного состояний деформационной зоны при волочении на цилиндро-конической оправке в основном не отличаются от описанных для волочения на закрепленной цилиндрической оправке (см. рис. 49), однако ее деформационная зона несколько более сложна. В общем случае она может быть разделена на пять участков (рис. 51).
Первый участок (/) — безоправочного волочения. При прочих одинаковых условиях и равенстве зазора С длина этого участка Zj всегда больше такого же участка при волочении на цилиндрической оправке и растет с увеличением угла аоп. Это приводит к утолщению стенки трубы в конце этого участка t\. Теоретический максимум длины Zi можно определить в предположении отсутствия утолщения стенки, т. е. при tx = /н. В работе [23] показано, что при таком предположении
66
Несмотря на некоторую условность этой связи, она указывает на целесообразность возможного уменьшения зазора С и угла аоп, что следует учитывать при разработке геометрии оправки.
Повышенное осаживание (уменьшение диаметра трубы) на первом участке увеличивает вероятность образования на трубе продольных складок вследствие описанной ранее возможной потери поперечной устойчивости. Это проявляется тем интенсивнее, чем меньше величина относительной толщины стенки трубы t.
На втором (//), третьем (111) и четвертом (IV) участках осуществляется основная деформация, при которой уменьшаются внешний и внутренний диаметры трубы и толщина ее стенки,
т. е. изменяются три размера, тогда как при волочении на цилиндрической оправке, как уже было указано, внутренний диаметр трубы уменьшается только на величину зазора, т. е. практически почти не изменяется.
Отсюда следует, что при одинаковых размерах протянутой трубы и одинаковых обших вытяжках pF (см. стр. 55) трубные за-
Рис. 51. Схема деформационной зоны при волочении круглой трубы на самоустанавливающейся оправке
готовки не могут быть одинаковыми. При волочении на цилиндроконической оправке диаметры заготовки должны быть больше, а толщина стенки меньше соответствующих величин при волочении на цилиндрической оправке, т. е. при
Н'ц. к = ц, к > Мрц и к < 14- (Ш-8а)
В этом еще одно важное различие между деформационными условиями обеих рассматриваемых разновидностей процесса.
Третий участок характерен тем, что на нем труба вследствие изменения направления продольных напряжений несколько отходит от поверхности оправки. В работе [24] показано, что в начале этого участка толщина стенки трубы мало отличается от начальной толщины /н и что основное утонение стенки происходит на участке IV. Пятый участок является обычной калибровочной зоной.
Неизбежное колебание нормальных сил и сил трения на оправке, возникающее вследствие некоторой неоднородности механических свойств трубной заготовки по ее длине и условий смазки, вызывает нарушение равновесия сил, действующих на оправку [см. уравнение (Ш-7)], и некоторое периодическое возвратно-поступательное движение оправки, которое может нарушить стабильность процесса. Такое движение экспериментально
5* 67
установлено в работе [25]. Далее показано, что стабильность процесса в некоторой мере зависит от геометрии оправки, качества ее поверхности и условий смазки.
Стабильным следует считать процесс, при котором из заготовки заданных размеров получается труба заданных размеров, одина-
и
Рис. 52. Схемы к определению возможных крайних положений оправки:
а — недопустимое положение; б — возможное крайнее переднее положение; в — теоретически возможное крайнее заднее положение
ковых по всей ее длине. Это условие требует ограничения переднего положения оправки. Действительно, если оправка попадает в положение, показанное на рис. 52, а, когда наименьшее расстояние между коническим участком оправки и каналом волоки /м меньше заданной конечной толщины стенки трубы £Кз, то либо
68
получится труба с уменьшенной толщиной стенки / и увеличенным внутренним диаметром, либо произойдет ее обрыв. Поэтому возможным крайним передним положением оправки может быть лишь такое, при котором это расстояние /м равно /Кз, как показано на рис. 52, б. Чтобы оправка в процессе волочения не проскакивала в волоку и после протяжки трубы оставалась в волоке, диаметр заднего цилиндра оправки должен быть больше диаметра отверстия волоки. В работе [25] показано оптимальное соотношение между этими параметрами donj = DK + 0,5 мм.
Крайнее заднее положение оправки определяется лишь при теоретически возможном предположении отсутствия сил контактного трения (fn = 0). При таком предположении конический участок оправки не может находиться в контакте с трубой, так как в противном случае оправка под влиянием нормальных напряжений на контактной поверхности из-за отсутствия сил трения будет отодвигаться в сторону, противоположную направлению волочения, до момента исчезновения контакта. Такое положение оправки показано на рис. 52, в. В работе [26] приведен подробный теоретический анализ, относящийся к крайним положениям оправки, и доказано, что расстояние между этими положениями / (на рисунках не приведено) должно удовлетворять неравенству
Pj-cosagn z (Ш _9)
к sin аоп— 2 v ’
Интервал возможного (без нарушения процесса) осевого перемещения оправки служит основным критерием стабильности процесса. Чем этот интервал больше, тем больше и стабильность. Неравенство (Ш-9) показывает, что этот интервал, а следовательно, и стабильность растут с уменьшением аоп и увеличением pz, т. е. вытяжки по стенке.
В этой же работе приведен анализ силовых условиймш всех участках оправки и доказано, что процесс становится стабильнее с уменьшением коэффициента трения. С ростом аоп следует увеличить длину переднего цилиндрического участка оправки /Цк, при снижении величины начального диаметра оправки doriH необходимо уменьшить длину /Цк и наоборот. Эти теоретические выводы полностью подтвердились экспериментами, описанными в работах [27—31 ]. В последней из этих работ описаны многочисленные эксперименты с самоустанавливающейся оправкой при волочении стальных труб. Показано, что угол волоки а должен быть несколько более 5°, а угол оправки аоп должен быть меньше а, по крайней мере на 1°. В этой же работе описана методика расчета размеров оправки. Во многих случаях при одинаковых возможных деформационных условиях силы волочения при самоустанавливающейся оправке заметно меньше, чем при закрепленной цилиндрической. Исследованию волочения на самоустанавливаю-
69
щейся оправке труб из алюминиевых сплавов посвящена работа [44].
Первоначально самоустанавливающаяся оправка была предложена для оправочного волочения труб в мотках. Этот процесс в связи с его высокой эффективностью получил большое распространение для волочения труб небольших диаметров, которые можно сравнительно легко принимать на барабаны^или катушки. В последнее время таким образом протягивают трубы из мягких металлов диаметром до 70 мм с приемом их на барабаны диаметром до 3 м.
Последующая практика волочения на таких оправках показала целесообразность применения их при волочении труб в традиционных длинах на «линейных» станах взамен цилиндрических
Рис. 53. Схемы закрепления цилиндро-конической оправки на стержне: а — со свободным осевым перемещением; б — с жестким закреплением
закрепленных оправок. Это позволяет улучшить качество внутренней поверхности трубы в результате уменьшения сил трения вследствие проявления гидродинамического эффекта (смазочный клин),, а также разгрузить механизм крепления оправки [32, 33]. Последнее особенно вал^ю при волочении труб больших диаметров, когда на закрепленную цилиндрическую оправку действуют весьма большие силы. Применение цилиндро-конической оправки при волочении на линейных станах целесообразно, когда необходимо-одновременно уменьшать и толщину стенки, и внутренний диаметр трубы, а также при волочении труб из металлов и сплавов, интенсивно налипающих на оправку. С повышением гидродинамического эффекта смазки такое налипание заметно уменьшается.
В этих процессах цилиндро-коническая оправка, как и цилиндрическая, крепится с помощью стержня. В зависимости от допустимых осевых перемещений эта оправка устанавливается либо с обеспечением ее свободного осевого перемещения относи-70
тельно стержня (рис. 53), либо с жестким закреплением (рис. 53, 6) [271.
В последнем случае оправка совершает ограниченные осевые перемещения (только за счет упругих деформаций стержня в процессе волочения).
При волочении тонкостенных труб, помимо цилиндро-конических самоустанавливаю-щихся оправбк, предложено [34] использовать также оправку другой формы — двухконусной, показанную на рис. 54. При такой форме оправки на ее первом участке происходит небольшая раздача трубы с измене-
нием ее СТеНКИ, а на втором — РИС. 54. Схема волочения трубы на само-.......„ устанавливающейся оправке конструкции
уменьшение обоих диаметров и г. д. Савина
утонение стенки, как на оправке
описанной ранее формы. Такая оправка обеспечивает большую стабильность процесса, на что указывает схема действующих на нее сил, а также уменьшение вероятности образования продольных складок ввиду отсутствия участка осаживания. Однако ввод такой оправки в трубу значительно труднее, поэтому она
пока заметного распространения не получила.
5. ВОЛОЧЕНИЕ КРУГЛЫХ ТРУБ НА ПОДВИЖНОЙ ОПРАВКЕ
Волочение круглых труб на подвижной оправке, представляющей собой цилиндрический стержень, ведут следующим образом. В трубу вводят круглый стержень из твердой стали с вг^соким пределом прочности. Длина стержня несколько больше длины протянутой трубы, а диаметр равен заданному внутреннему диаметру этой трубы. Трубу вместе с введенным в нее стержнем протягивают через волоку, после чего стержень извлекают из трубы. Сила волочения обычно прилагается одновременно к трубе и к стержню. Оправка-стержень в этом процессе не деформируется и движется со скоростью, равной выходной скорости движения трубы.
Схема процесса показана на рис. 55, из которого следует, что деформационную зону при волочении на подвижной оправке можно разделить на три участка.
Первый участок, как и при волочении на закрепленной оправке, является участком безоправочного волочения и заканчивается в плоскости соприкосновения внутренней поверхности трубы с оправкой.
Во втором участке внутренний диаметр трубы остается постоянным, а наружный заметно уменьшается. Стенка интенсивно обжи-
71
Рис. 55. Схема традиционного процесса волочения на подвижной оправке: / — участок безоправочного волочения; II — участок волочения на подвижной оправке; III — калибрующая зона
мается. Хотя этот участок по геометрическим соотношениям соответствует такому же участку при волочении на закрепленной оправке, он отличается тем, что оправка движется вместе с трубой. Труба в процессе волочения удлиняется и скользит по оправке. Величина этого скольжения, максимальная в начале участка //, по мере приближения к участку III убывает и у начала этого участка теоретически исчезает.
Разность скоростей движения трубы и оправки максимальна в начале участка Г. она равна разности скоростей движения трубы у выхода из канала и входа в него и на основании закона постоянства объема определяется выражением
а = V — V — — umax — v в V в с —
г н
Это выражение показывает, что скольжение трубы относительно оправки увеличивается с ростом общей вытяжки за переход. Третий участок является калибрующей зоной с ее обычными свойствами.
Главная особенность волочения на подвижной оправке — отличие напряженного состояния во втором и третьем участках по сравнению с волочением на закрепленной оправке, заключающееся в том, что силы трения на внутренней поверхности трубы направлены в сторону волочения (рис. 55). Это уменьшает продольные растягивающие напряжения в деформируемом металле, в результате чего можно осуществить более высокие деформации за переход, чем при волочении на закрепленной оправке.
Так, при волочении отожженных труб из углеродистых сталей на подвижной оправке оптимальные частные вытяжки доходят до 2,5, в то время как на закрепленной оправке они не превышают 1,55. Получению более высоких частных вытяжек способствует также и то, что сила волочения воспринимается частично оправкой. При этом разгружается и захватка, прочность которой в других процессах волочения лимитирует величину вытяжек.
Из-за разгрузки металла в продольном направлении возрастают и суммарные деформации от отжига до отжига. Например, для труб из высоколегированного сплава АМг5 при волочении на само-устанавливающейся оправке достигнута суммарная вытяжка 1,95,. а при волочении на подвижной оправке она достигает 5.
Изложенные соображения о скольжении и силах трения об оправки полностью применимы лишь к идеальным деформационным условиям (отсутствие разностенности в заготовке и изотропия 72
механических свойств). В действительности таких условий не бывает, поэтому наблюдается некоторая неравномерность деформации, в результате которой скорости выхода трубы на отдельных участках ее поперечного сечения становятся не совсем одинаковыми. Это приводит к тому, что на некоторых участках поперечного сечения у выхода из канала протягиваемый металл опережает оправку и вспучивается. Иногда нарушается связь между оправкой и трубой в месте захвата, иногда, особенно при толстостенных трубах, захватывается только труба, а оправка увлекается силами трения. Б. С. Азаренко 1 описан усовершенствованный способ волочения на подвижной оправке (рис. 56). Он отличается двумя основными особенностями:
Рис. 56. Схема процесса волочения на подвижной оправке по методу Б. С. Азаренко
а) интенсивное увеличение сил трения между оправкой и трубой, предложенное Л. Е. Альшевским 2. Оно достигается применением оправки без смазки ее поверхности и даже с шероховатой поверхностью;
б) приложение тянущей силы после задачи трубы в нолоку только к переднему концу оправки, предложенное В. Я- Шапиро с соавторами 3. В этих условиях волочение происходит только в результате сил трения между оправкой и трубой.
Задача в волоку происходит одновременным вдавливанием переднего конца трубной заготовки силой QTP и оправки — силой Qon (см. рис. 56); при этом оправка проталкивается со скоростью, превышающей скорость переднего выдавленного конца трубы.
При таких деформационных условиях только в передней части пластической зоны возникают небольшие продольные растягивающие напряжения, а в остальной части возникает трехосное сжатие. Это позволяет существенно повысить частные деформации и при многопереходном процессе уменьшить число переходов. Б. С. Азаренко удалось при таком способе протянуть в один переход свинцовую трубу с вытяжкой 30 и медную с вытяжкой 7.
1 Б. С. А з а р е н к о. Автореферат докторской диссертации. Москва, 1969.
2 Л. Е. Альшевский. Авт. свид. № 84357, 1948.
3 В. Я. Ш а п и р о и др. Авт. свид. № 250870, 1967.
73
После волочения подвижную оправку необходимо извлечь, так как труба плотно охватывает ее. Для этого существует несколько способов (рис. 57). У достаточно толстостенных труб оправку извлекают в направлении, обратном волочению, предварительно установив трубу в опорной волоке (рис. 57, а). Диаметр канала опорной волоки больше диаметра оправки, но меньше диаметра
Рис. 57. Схемы процессов извлечения стержня из трубы при помощи волоки:
а — опорной; б — вспомогательной с эллиптическим сечением канала [321; I — основная волока; II — вспомогательная волока
трубы. Этот способ прост, но при извлечении оправки на внутренней поверхности трубы иногда появляются надиры.
Тонкостенные трубы обкатывают в продольно или поперечно расположенных роликах. При этом увеличивается диаметр трубы и она легко снимается с оправки.
Предложен способ [35], при котором в процессе волочения за основной волокой устанавливают одну или несколько волок с каналом эллиптической формы (рис. 57, б). При этом некоторая неравномерность деформации в поперечном сечении трубы способствует отходу трубы от оправки.
Необходимость дополнительной операции — извлечения стержня — является заметным недостатком процесса, поэтому волочение на подвижной оправке применяют в следующих условиях: а) при маловязком или интенсивно упрочняющемся металле независимо от толщины стенки трубы, когда после каждой протяжки необходим отжиг и когда стоимость операций, связанных с извлечением стержня, компенсируется сокращением числа отжигов;
б) для волочения тонкостенных труб, чувствительных к растягивающим напряжениям и их неизбежным колебаниям и поэтому часто рвущихся при волочении на закрепленной или самоустанавливающейся оправке;
в) в условиях возникновения значительных сил трения на закрепленной оправке (налипание), когда либо рвется труба, либо разрушается система закрепления оправки;
74
г) для волочения труб с малым диаметром полости, так как подвижная оправка, как правило, нагружена меньшими растягивающими напряжениями, чем закрепленная;
д) при производстве труб с изменяющейся толщиной стенки, для чего применяют коническую подвижную оправку.
Некоторое дополнительное преимущество рассматриваемого процесса по сравнению с волочением на закрепленной оправке — возможность проведения его на прутково-волочильном стане, так как нет необходимости в устройстве для закрепления оправки.
6. ВОЛОЧЕНИЕ КРУГЛЫХ ТРУБ НА ПЛАСТИЧЕСКОМ СЕРДЕЧНИКЕ
Весьма близко к способу волочения труб на подвижной оправке волочение на пластическом сердечнике [36]. Этот способ предусматривает совместную пластическую деформацию сердечника и трубы. В зависимости от соотношения прочностных свойств трубы и сердечника он может подвергаться большей или меньшей пластической деформации.
В качестве сердечника можно использовать любой металлический стержень (с необходимой прочностью) или заливаемые в трубу.перед волочением расплавленные легкоплавкие сплавы, соли, воду, затем охлаждаемую до льда [37].
При таком сердечнике можно осуществить интенсивную деформацию стенки трубы (волочение на подвижной оправке) и совершенно исключить деформацию стенки, достигая только деформации сердечника — уменьшения диаметров трубы. Пластический сердечник после волочения извлекают, предварительно растягивая его до начала образования шейки, а также выплавлением. Особенности этого процесса, определяющие область его применения: возможность волочения особо тонкостенных труб, так как при удалении стержня труба не подвергается каким-либо силовым воздействиям, и возможность волочения труб в бухтах. В работе [38] этот способ рекомендуется для производства трубЛлалого диаметра с высокой степенью чистоты внутренней поверхности. Однако необходимость дополнительных операций для введения в полость трубы и извлечения из нее сердечников ограничивает области применения этого процесса.
7. РАЗДАЧА КРУГЛЫХ ТРУБ
Раздачей трубы называется увеличение ее внутреннего и соответственно наружного диаметра. Применяют два способа раздачи: вдавливанием или волочением. Схемы способов показаны на рис. 58. Раздача вдавливанием в свою очередь делится на две разновидности. При первой стержень с оправкой диаметром, большим, чем внутренний диаметр заготовки, запрессовывается в заготовку и увеличивает ее диаметр (рис. 58, а). Заготовка при этом закрепляется на неподвижном упоре, а стержень — на подвижной каретке, которая приводится в движение большей частью от гид-
75
равлической системы. После того как стержень полностью введен в трубу и раздача окончена, его извлекают таким же методом, как и при волочении труб на стержне.
Вторая разновидность раздачи вдавливанием заключается в протягивании через трубную заготовку оправки, диаметр рабочей части которой больше внутреннего диаметра заготовки (рис. 58, 6). Передняя часть оправки коническая, что облегчает ее ввод в полость заготовки и центровку в ней.
Преимущество этой, разновидности по сравнению с первой заключается в возможности раздачи труб большей длины из-за по-
вышенной устойчивости всей системы, а также в использовании для процесса раздачи волочильных станов простых конструкций.
При обеих указанных разновидностях каждый элементарный объем металла деформационной зоны находится в условиях разноименного напряженного состояния с двумя сжимающими напряжениями (сГ/ и сгг) и одним растягивающим напряжением (ое). Сжимающее напряжение имеет максимум на внутренней поверхности трубы и уменьшается до нуля на наружной.
Раздачу на стержне можно вести при сравнительно небольшом отношении длины трубы к ее диаметру. При больших длинах труб появление продольного изгиба нарушает процесс.
Раздача волочением на закрепленной оправке заключается в следующем. На конце трубной заготовки, предназначенной к раздаче, параллельно оси трубы делают четыре—шесть прорезей длиной 200—400 мм каждая, расположенных примерно на равных расстояниях одна от другой. Полученные клинообразные концы отгибают в стороны таким образом, чтобы в образовавшуюся воронку можно было ввести коническую оправку (конусом к разда-76
ваемой трубе). После закрепления хвоста оправки в упоре (рис. 58, в) отогнутые клинообразные концы трубы сжимают в общий узел. При этом они закрывают оправку и образуют захватку для протяжки. Во время протяжки трубная заготовка находит на неподвижную коническую оправку и расширяется, ее внутренний диаметр становится равным диаметру большого основания оправки.
Напряженное состояние металла в деформационной зоне характеризуется двумя растягивающими напряжениями ое и а, и одним сжимающим напряжением ог, уменьшающимся от максимума на внутренней поверхности трубы до нуля на ее наружной поверхности.
По сравнению с раздачей вдавливанием раздача волочением отличается существенным дефектом — большими потерями металла на образование захватки. Но этот способ позволяет раздавать трубы большой длины.
При раздаче одновременно с утонением стенки трубы иногда наблюдается некоторое уменьшение длины трубы, несмотря на продольные растягивающие напряжения, возникающие при раздаче волочением.
Величина продольной деформации при обоих методах раздачи зависит от увеличения диаметра трубы, длины деформационной зоны, коэффициента внешнего трения, угла наклона образующей конуса оправки и др.
Если принять, что при раздаче длина трубы остается неизменной, а это допускается при инженерных расчетах [39], то из условий постоянства объема толщина стенки трубы после раздачи может быть определена по формуле
<пи1>
где dH, dK — внутренние диаметры трубы соответственно до и после раздачи.
Процессы раздачи в основном применяют для получения труб, диаметр которых больше диаметра заготовки, а также для калибровки внутреннего контура труб при незначительном увеличении их диаметра.
В Японии предложен 1 метод волочения, при котором увеличивается только внутренний диаметр трубы, а толщина стенки и наружный диаметр уменьшаются.
8. ВОЛОЧЕНИЕ НЕКРУГЛЫХ ТРУБ
Для волочения некруглых труб используют круглую или профилированную заготовку, которую чаще всего получают прессованием. В последнем случае число переходов волочения сокра-
1 Патент (япон.) № 10222, кл. 12С232.2. 1970.
77
щается, так как прессование позволяет приблизить форму заготовки к форме готовой трубы [40, 41]. При волочении труб из некруглой заготовки используют волоку и оправку заданной формы. Оправка может быть закрепленной или подвижной,
Рис. 59. Схема сборной оправки для волочения некруглых труб: 1 — труба; 2 — сборная оправка
а также пластической. Самоустанавливающуюся оправку в таком процессе применяют только в отдельных случаях, например при волочении толстостенных прямоугольных труб с малыми разме-
Рис. 60. Схемы профилирования труб:
а — каплевидная;
б — овальная; в —
шестигранная; г —
квадратная; д — прямоугольная
рами полости [42], для которых использование закрепленной оправки затруднено вследствие недостаточной прочности стержня.
Напряженно-деформированное состояние деформационной зоны при волочении некруглой трубы из профилированной заготовкй практически мало отличается от волочения такими же способами круглых труб, за исключением участков с большой кривизной. При волочении на подвижной оправке, чтобы облегчить ее извлечение, ее делают сборной из нескольких клиновидных частей с продольным разъемом. На рис. 59 приведена схема такой оправки. 78
При волочении некруглой трубы из круглой заготовки применяют заготовку таких размеров, при которых периметр ее поперечного сечения на 2—10% больше периметра поперечного сечения заданной готовой некруглой трубы, а толщина стенки примерно равна толщине стенки этой трубы. Волочение ведут через одну или две фасонные волоки. При этом в основном изменяется форма поперечного сечения трубы, а длина ее меняется незначительно. Этот процесс называется профилированием, для его осуществления используют безоправочное волочение. На рис. 60 приведены схемы профилирования труб, не требующие особых пояснений. Указанные выше некоторые увеличения периметра заготовки объясняются необходимостью компенсации возможного утонения стенки из-за продольных растягивающих напряжений, а иногда необходимостью получения на кромках профилированной трубы закруглений с весьма большой кривизной. Это требует большего увеличения периметра.
Волочение труб более сложных форм поперечного сечения, например крестообразных, звездообразных, желобчатых и т. п., является специальной областью и рассмотрено в монографии А. К. Шурупова и М. А. Фрейберга [43].
9. ОСОБЕННОСТИ ВОЛОЧЕНИЯ БИ- И ПОЛИМЕТАЛЛИЧЕСКИХ ТРУБ
В последние годы большое распространение получили би- и полиметаллические трубы для специальных целей, например обладающие высокой прочностью и коррозионной стойкостью (медь— сталь—медь и др.). Конечным пределом в производстве таких труб является волочение. При этом применяют би- или полиметаллическую (многослойную) заготовку, полученную прессованием^тли прокаткой. Иногда перед волочением заготовленные монометаллические трубы разных диаметров вводят одну в другую и вместе протягивают. И в том, и в другом способе особенности волочения сравнительно мало отличаются от особенностей волочения полиметаллического сплошного профиля, описанных в гл. II.
ЛИТЕРАТУРА
1. Ерманок М. 3. Цветные металлы, 1958, № 5, с. 70.
2. Колмогоров В. Л. и др. Волочение в режиме жидкостного трения. Изд-во «Металлургия», 1967.
3. Тарнавский А. Л. Неконтактная деформация в процессе волочения. Труды конференции по метизному производству. ЦБТИ Челябинского сов-, нархоза, 1961, с. 43.
4. Фатер М., Крон X. Черные металлы, 1969, № 10, с. 3.
5. К о ч к и н В. А. Металлург, 1934, № 6, с. 81.
6. Луденский А. М. и др. Сталь, 1937, № 1, с. 58.
7. Ерманок М. 3. Изв. вузов. Цветная металлургия, 1958, № 4, с. 142.
8. Ерманок М. 3. Применение безоправочного волочения при производстве труб. Цветметинформация, 1965.
9. Р о с t а В. Hutnicke Listy, 1955, № 4.
10. Бернштейн М. М. В сб. «Обработка металлов давлением», вып. 5. Металлургиздат, 1959, с. 179.
79
11. Лебедев Н. Ф. Инженерный сборник, т. VI. Изд-во АН СССР, 1950.
12. Швей кин В. В., Г у н Г. Я- Изв. вузов. Черная металлургия, 1959, № 4, с. 57.
13. Смирнов-Аляев Г. А., Гун Г. Я - Изв. вузов. Черная металлургия, 1961, № 1, с. 89.
14. Ш е в а к и н Ю. Ф. и др. Изв. вузов. Черная металлургия, 1964, № 5, с. 104.
15. А л ь ш е в с к и й Л. Е. и др. В сб. «Обработка металлов и сплавов давлением». ОНТИ, ВИЛС, 1965, с. 123.
16. Е р м а н о к М. 3. Цветные металлы, 1965, № 6, с. 66.
17. Сб. «Прогрессивные процессы производства труб». Цветметинформация, 1966.
18. П е р ц и к о в 3. И. Силовые зависимости при проталкивании и волочении труб. НИИИНФОРМТЯЖМАШ, 1-70-21, 1970.
19. Р е й х е р т К Н. Технология легких сплавов, 1968, № 1, с. 78.
20. О р р о П. И., О с а д а Я. Е. Производство стальных тонкостенных бесшовных труб. Металлургиздат, 1951.
21. Ермолаев Н. Ф. Трубопрокатное производство. Металлургиздат, 1952.
22. П е р л и н И. Л. Теория волочения. Металлургиздат, 1957.
23. Е р м а н о к М. 3. Бюллетень ЦИИН ЦМ, 1959, № 14, с. 33.
24. Г а г е н - Т о р н К. В. В сб. «Волочение труб на плавающей оправке». ЦБТИ Свердловского совнархоза, 1959, с. 26.
25. Ш а п и р о В. Я. Цветные металлы, 1961, № 11, с. 70.
26. П е р л и н И. Л. Цветные металлы, 1958, № 9, с. 58.
27. Шапиро В. Я. Применение самоустанавливающейся оправки при волочении труб. Цветметинформация, 1963.
28. Перлин И. Л., Ш а п и р о В. Я. В сб. «Металлургия и технология цветных металлов». МИЦМиЗ им. М. И. Калинина, № 33. Металлургиздат 1960, с. 229.
29. Чернявский А. А., Л а м и н А. Б. Определение размеров плавающей оправки. В сб. научных трудов Института черной металлургии, т. 28. Изд-во «Металлургия», 1967, с. 218.
30. S с h и е i d е г М. Arch. Hutn., 1968, № 1, S. 77.
31. Павельски О., Армштоф О. Черные металлы (Stahl und Eisen), 1968, № 4, S. 20.
32. Ш а п и p о В. Я. Цветные металлы, 1959, № 9, с. 68.
33. Биек М. Б.,Швейкин В.В. Волочение труб на самоустанавливающейся оправке. Металлургиздат, 1963.
34. Савин Г. А. и др. Труды конференции молодых инженеров трубной промышленности. Изд-во «Металлургия», 1968, с. 73.
35. Г р и н б е р г 3. А. Способ волочения труб на длинной оправке. Авт. свид. № 194732. Бюлл. изобр., № 9, 1967.
36. М а т в е е в Ю. М., Б а т и с т А. И. Волочение труб на деформируемом сердечнике. Челябинск. Южно-Уральское книжное изд-во, 1967.
37. Г е т Н. Н. Способ холодного волочения труб. Авт. свид. № 76883. Бюлл. изобр., № 11, с. 1958.
38. М а т в е е в Ю. М. и др. В сб. «Производство сварных и бесшовных труб», вып. 8. Изд-во «Металлургия», 1968, с. 171.
39. П е р л и н И. Л. Сталь, 1960, № 5, с. 455.
40. Ерманок М. 3., Клейменов В. Ф. Цветные металлы, 1957, № 5, с. 85.
41. Ерманок М. 3., Шапиро В. Я. Бюллетень Цветметинформации. Цветная металлургия, 1964, № 12, с. 30.
42. Шевакин Ю. Ф. и др. Производство труб из цветных металлов. Металлургиздат, 1963.
43. Шурупов А. К-, Фрейберг М. А. Производство труб экономичных профилей. Свердловск. Металлургиздат, 1963.
44. Knap F., Cichon С. Rudy i metale niezel. 1970, № 15, S. 541.
Глава IV
ВОЛОЧЕНИЕ В ВОДОКАХ С подвижными контактными ПОВЕРХНОСТЯМИ
1. ВРАЩАЮЩИЕСЯ МОНОЛИТНЫЕ ВОЛОКИ
В рассмотренных выше процессах значительная часть силы волочения уходит на преодоление внешнего трения. Для повышения интенсивности процесса при волочении круглых профилей волоке сообщают вращательное движение в плоскости, перпендикулярной оси канала. На рис. 61 показана схема сил, действующих на элементарной площадке А контактной поверхности вращающейся волоки. Каждая такая площадка будет двигаться от-
Рис. 61. Схема сил, действующих на металл в канале монолитной вращающейся волоки
носительно протягиваемого металла прямолинейно в направлении, обратном поступательному движению металла, со скоростью vBAf соответствующей скорости волочения vB, и вращаться со скоростью Уокл = согл, (IV-1)
где со — угловая скорость волоки;
гА — расстояние элементарной площадки от оси вращения.
Направление результирующей скорости площадки А относительно металла, очевидно, определяется углом р*.
tgp=^ = ^. (1V-2)
УвЛ Vba
В точке А на металл действуют элементарная сила N, нормальная к его поверхности, и вызываемая ею сила трения Nfn, дей-
6 И. Л. Перлин 81
ствующая в направлении движения волоки относительно металла, т. е. в направлении вектора vp. При проектировании силы трения на ось канала и на плоскость, ей перпендикулярную, эта сила разложится на две: Nf cos 0 и Nf sin 0. Очевидно, что по сравнению с невращающейся цолокой растягивающие силы в каждой элементарной площадке уменьшатся на NA (1 — cos 0). Это уменьшение тем значительнее, чем больше угол 0, т. е., согласно формуле (IV-2), чем больше отношение окружной скорости точки А к скорости волочения," тем меньше силы трения, действующие в направлении, обратном волочению.
Этот вывод подтвердился опытами, которые показали, что при скорости волочения 1,5 мм!сек и при окружной скорости 2,5— 3,0 мм!сек, т. е. при tg 0 = 1,74-2, напряжение волочения снижается примерно на 12—15% [1].
Практического применения этот способ, однако, не получил, так как при обычных скоростях волочения для заметного снижения напряжения пришлось бы вращать волоку с чрезвычайно большим числом оборотов. Действительно, при скорости волочения 100 м!мин и диаметре проволоки 5 мм для получения tg 0 = 2 по 2*100’1000 формуле (IV-2) необходимо, чтобы со = -----------25--- =
= 80 000 об!мин, что совершенно неприемлемо.
Поэтому вращение волоки с возможным (по конструктивным соображениям) числом оборотов может быть применено лишь для достижения равномерной разработки (износа) волочильного канала. Это используют в некоторых устройствах для волочения прутков.
2. ДИСКОВЫЕ ВОЛОКИ
При волочении в монолитных волоках, особенно профилей сложных форм, силы внешнего трения заметно снижают эффективность процесса. Повысить эффективность процесса можно лишь, уменьшив силы внешнего трения, для чего применяют дисковые волоки. Рабочие поверхности волочильного канала в этих волоках частично или полностью образованы поверхностями вращающихся дисков, оси которых заключены в хорошо смазывающиеся подшипники скольжения или качения. Схема таких волок показана на рис. 62. Иногда дисковые волоки применяют для волочения круглых профилей из твердых сталей по системе круг—овал—круг (рис. 62). При таких волоках, по данным работ [2—5], не только облегчается процесс волочения, но и несколько повышаются механические свойства готовой проволоки. Напряженное состояние в деформационной зоне дисковой волоки принципиально не отличается от напряженного состояния в монолитной волоке. Однако соотношение напряжений зависит от формы профиля. Для каждой формы профиля соотношение напряжений должно быть установлено отдельно.
82
Волочение в дисковых волоках отличается следующими особенностями.
Силы внешнего трения в канале отчасти заменяются силами внешнего трения в подшипниках дисков.
Рис. 62. Схемы конструкций дисковых волок для волочения: а — трехгранного профиля; б — трибкового профиля (/ — трибко-вый профиль, 2 — вращающиеся диски); в — круглого профиля по системе круг—овал—круг [2]
Рис. 63. Схема совмещенного волочения прямоугольной полосы через дисковую и клиновую (монолитную) волоки
Характер течения металла в деформационной зоне близок к прокатке в закрытых калибрах с натяжением полосы.
Большое преимущество дисковых волок — возможность изменять в процессе волочения расстояния между дисками, в результате чего получаются профили переменного сечения [6].
Дисковые волоки часто применяют для волочения полос прямоугольного сечения. Возможность изменения расстояния между дисками позволяет через одну и ту же волоку протягивать полосы разных размеров. При этом, однако, трудно устанавливать диски для обработки кромок полосы, т. е. поверхности по узкой стороне поперечного сечения.К процессу волоче
ния в дисковых волоках можно отнести прокатку на станах Стекля.
Ю. В. Шухов [7] предложил метод плющение—волочение, т. е. совмещенное волочение полос прямоугольного сечения через дисковую и клиновидную волоки, схематически показанный на 6* 83
рис. 63. В этом процессе основной деформации обрабатываемый материал подвергается в дисковой волоке. В клиновидной же волоке полоса немного утоняется, кромкам ее придаются точные размеры по ширине. При методе плющение—волочение сила волочения меньше, чем при волочении только через клиновидную волоку (см. гл. VI и VIII), а поэтому, применяя процесс плющение— волочение, можно несколько повысить степень деформации за переход.
3. ШАРИКОВЫЕ И РОЛИКОВЫЕ ВОЛОКИ
На рис. 64 показана схема конструкции вращающейся шариковой волоки.
Обойму волоки, сходную с наружной обоймой обычного шарикового подшипника, вкладывают во вращающийся волокодержа-тель (на рис. 64 не показан). Такой волокодержатель может быть присоединен непосредственно к полому валу электромотора, что
Рис. 64. Схема конструкции шариковой волоки:
1 — торцовое опорное кольцо; 2 — обойма волоки, вложенная во вращающийся волокодержатель
позволяет создать очень большое число оборотов волоки (в одном опытном образце число оборотов доходило до 20 000 в минуту).
Теоретические и экспериментальные данные показывают, что при рационально подобранных вытяжках и размерах шариков можно добиться некоторого снижения сил и напряжений волочения. Это объясняется тем, что при накатывании шариков на трубу часть сил волочения передается не через трубу, а через шарики, в то же время силы трения уменьшаются вследствие замены трения скольжения трением качения. Такое снижение сил волочения может быть весьма полезным при изготовлении тонкостенных труб, особенно из сплавов с высоким сопротивлением деформации.
Для конструктивного осуществления шариковой волоки и процесса накатывания шариков на трубу необходимо соблюдать следующие основные условия:
84
1. Во избежание выжимания металла трубы в пространство между шариками необходимо, чтобы в волоке было не менее шести шариков. Из элементарных геометрических соотношений известно, что вложенные в круглую обойму шесть соприкасающихся между собой шариков могут опереться только на трубу, диаметр которой равен диаметру шарика. При большем же числе шариков диаметр трубы, на которую они могут опереться, превышает их диаметр,
Шарик
Труба х?
направление В 1 ввилгенин трубы
Рис. 65. Схема движений шариков во вращающейся волоке
таким образом, для обеспечения надежности процесса необходимо, чтобы 4^^! (см. рис. 64).
2. Во избежание появления на поверхности протянутой трубы винтовых линий труба за один оборот волоки подается на весьма малую по сравнению с длиной окружности трубы величину т. По данным опытов
т = (0,02—0,04) лЕ*!.
(1V-3}
Соответственно
vTP = (0,02—0,04) уоб,
(IV-4}
где утр — скорость волочения трубы;
уОб — окружная скорость обоймы по поверхности трубы.
Следовательно, каждый шарик волоки во время накатывания совершает два движения (рис. 65): от поступательного движения
трубы (вектор ON) в направлении ОА и от вращения волоки (вектор ОМ) в направлении OD.
Результирующая скорость движения шарика выразится вектором ОЕ, наклоненным к OD под углом ср. Согласно соотношению между утР и vO6,
tg ср 0,024-0,04,
т. е. ср 1 4-2,5°.
Контактная поверхность шарика и трубы, показанная на горизонтальной проекции участком nlk и на вертикальной — участком nxZ, образует своими дугами пг, п2, п3 центральные углы аь а2, а3, величина которых убывает и в точке пх равна нулю. Эти углы можно считать углами захвата. Опыт показывает, что накатывание может надежно осуществляться, если максимальный угол захвата будет не более 15°, т. е. азах 15°.
Ввиду небольших значений этих углов здесь можно применить соответствующие формулы из теории прокатки в гладких валках (см. рис. 64 и 65):
2 (^о — G) < (1 — cos а3),
(IV-5)
•откуда
t0 — /1 0,02с/ш. (IV-6)
(IV-3) нельзя применять шарики больших
Так как по условию диаметров, условие (IV-6) ограничивает возможности утонения стенки трубы. Это — один из основных недостатков шариковой волоки.
3. Число оборотов центров шариков около оси трубы заметно меньше числа оборотов обоймы волоки около той же оси.
Действительно, пусть ось шарика, параллельная оси трубы, неподвижна (см. рис. 64). Тогда за один оборот шарика вокруг своей оси труба повернется вокруг своей оси на оборотов, а обойма за это же время сделает оборотов, но в обратную сторону. Следовательно, обойма и труба за один оборот шарика повернутся одна относительно другой на (-4—оборотов. Если труба сделает один оборот вокруг своей оси, то шарик около своей оси сделает оборотов, а обойма • —L = обо-^об ‘-'об ротов относительно своей оси и (1 + ) оборотов относительно
\ Мэб/ оси трубы.
Если исключить возможность кругового движения трубы, освободить ось шарика и заставить его сделать относительно своей оси оборотов, то ось шарика обойдет трубу один раз, а обойма
36
раз. Следовательно, если пош— число оборотов оси шарика в минуту около трубы и поб — число оборотов обоймы около трубы, то
«ов = 1 + О1_ (JV-7)
^ош £>об
Таким образом, число оборотов обоймы должно быть всегда в (1 + раза больше рабочего числа оборотов волоки.
\ •^'об/
Крупный недостаток шариковой волоки — потери на трение между шариками, а также между шариками и опорными поверхностями обоймы.
Действительно, из схемы рис. 64 следует, что шарики, вращаясь в обойме в одном и том же направлении, противодействуют один другому в своем движении; опорная поверхность на торцовом кольце не позволяет шарикам двигаться без скользящего трения на цилиндрической опорной поверхности обоймы.
Из-за перечисленных условий и недостатков шариковую волоку не используют в массовом производстве.
В роликовых вращающихся волоках шарики заменены косорасположенными роликами.
4. ВИБРИРУЮЩИЕ ВОЛОКИ
Установлено, что, придавая волочильному инструменту вибрации (колебательные движения), можно в некоторых условиях процесса добиться значительного снижения сил и напряжений волочения по сравнению с процессом без вибрации, а при равных силах и напряжениях соответственно повысить деформации за переход. Вибрации могут быть осевыми, поперечными и вращательными (крутильными), На рис. 66 приведены схемы таких вибраций.
Используемые при этом частоты колебаний подразделяются на низкие [звуковые (25—500 гц)] и высокие [ультразвуковые (16 000—800 000 гц)].
При низких частотах колебаний волоки она смещается относительно протягиваемого изделия с частотой, обеспечиваемой вибрационным устройством, однако этот процесс не носит волнового характера, поскольку длина волны при таких частотах больше расстояния от волоки до тянущего устройства. Мощность используемых вибраторов достаточна для обеспечения колебаний волоки без затухания под действием силы волочения. Для получения колебаний низких частот используют вибрационные устройства с механическим или гидравлическим1 приводом [8—10].
1 Патент (англ.) № 1113553, 1968.
87
Изменение силы трения при крутильных колебаниях волоки по «сравнению с обычным волочением определяется коэффициентом
тде Тср — средняя сила трения за период колебаний;
Т — сила трения при обычном волочении.
Наименьшие значения коэффициента п, а следовательно, и величины средней контактной силы трения получаются при минимальных величинах отношения vA/vK (где vA — скорость посту-
Направление колебаний
Направление волочения
Направление колебании
Рис. 66. Возможные виды вибрации при волочении:
а — осевая; б — поперечная; в — вращающаяся; 1 — вибраторы; 2 — волока;
3 — волока с обоймой
нательного движения точки вдоль образующей канала волоки; vK — скорость колебательного движения этой точки, направленная перпендикулярно vA) [111. Таким образом, для достижения максимального эффекта при вибрационном волочении с использованием крутильных колебаний колебательная скорость волоки должна быть возможно большей по сравнению со скоростью волочения.
При использовании продольных колебаний волоки сила волочения снижается только в тех случаях, если скорость колебательного движения волоки значительно превышает скорость волочения.
В английском патенте предложена конструкция гидравлического устройства для обеспечения продольной вибрации волоки в процессе волочения проволоки. В этом устройстве волокодер-жатель прикреплен к полому поршню гидравлического цилиндра. Проволока проходит через полый гидравлический цилиндр, полый поршень и волоку и наматывается на барабан волочильной машины. В процессе волочения жидкость подают попеременно на обе стороны поршня с частотой, регулируемой в пределах 25— 88
500 гц, заставляя волокодержатель с волокой возвратно-поступательно перемещаться вдоль проволоки. Такая продольная вибрация улучшает качество поверхности протягиваемой проволоки,, снижает силу волочения и повышает стойкост^ волоки. Однако' при повышенных скоростях волочения (2—5 м!сек) эффект от использования продольных колебаний резко снижается и вообще исчезает.
В отличие от процесса волочения с использованием вибраций низких частот волочение с приложением механических колебаний ультразвуковой частоты нельзя рассматривать только с позиций механического сложения поступательного движения точки вдоль-образующей канала волоки и движения в направлении распространения колебаний, хотя такое совмещение существует и заметно влияет на величину контактного трения. При волочении с ультразвуковыми колебаниями имеет место волновой процесс, когда длина волны соизмерима с размером инструментальной оснастки и расстоянием от волоки до тянущего устройства.
Мощность колебательного органа (0,5—3,0 кет) значительно меньше мощности, затрачиваемой на осуществление процесса волочения. Поэтому во избежание гашения колебаний при приложении рабочей нагрузки следует создавать колебательную систему, включающую в себя волочильный инструмент и протягиваемое изделие, таким образом, чтобы она работала в режиме стоячей волны (в резонансе) и на холостом ходу, и в процессе волочения.
В качестве источников механических ультразвуковых колебаний, применяемых для процесса волочения, обычно используют пьезоэлектрические или магнитострикционные излучатели.
Работа пьезоэлектрического излучателя основана на использовании обратного пьезоэлектрического эффекта, когда в некоторых кристаллах, например кварца, сегнетовой соли, турмалина и др., под действием переменного электрического поля возникают знакопеременные напряжения и деформации.
В магнитострикционных излучателях используют эффект магнитострикции. Он заключается в способности ферромагнитных материалов изменять свои размеры под действием переменного магнитного поля. В качестве магнитострикционных материалов наиболее часто применяют чистый никель, сплав никеля с железом — пермаллой или сплав кобальта с железом — пермендюр.
Анализ схем подвода ультразвуковых колебаний к деформируемому металлу в процессе волочения дан в работах [12, 131. Рассмотрены схемы ультразвукового волочения проволоки и труб с передачей колебаний на волоку, которая располагалась в пучности смещений и в пучности напряжений.
Чаще использовали схемы с продольными колебаниями волоки, но были опробованы и схемы с поперечными и крутильными колебаниями. При волочении полых изделий на оправке применяли схему с подачей колебаний на оправку. Однако в большинстве
89-
работ не выполнялось указанное выше требование сохранения резонанса в колебательной системе в течение всего процесса волочения. В связи с этим полученные в работах результаты отражают только качественную сторону вопроса и не дают количественных зависимостей, необходимых для разработки технологии.
В настоящее время разработаны различные методы, обеспечивающие сохранение резонансных условий при волочении с различными способами подвода колебаний в деформационную зону. Эти методы также предотвращают «неконтролируемое разупрочнение» в протянутом изделии, которое прежде часто приводило к обрывам
Рис. 67. Схема ультразвукового волочения трубы на закрепленной оправке:
/ — преобразователь; 2 — волновод; <3—стержень с оправкой; 4 — стакан; 5 —волновод-волокодержатель; 6 — рабочая волока; 7 — волока для настройки в резонанс колебательной системы при приложении силы волочения; 8 — протягиваемая труба
при напряжениях, значительно меньших, чем предел текучести деформированного металла.
В качестве примера рациональной конструкции акустической системы, используемой при волочении труб, можно привести установку1, приведенную на рис. 67. Определенная акустическая длина трубы 8 фиксируется волокой 7, которая может быть установлена на любом расстоянии от колеблющейся волоки 6. Колебательный контур, предназначенный для ввода колебаний в волоку 6, крепится полуволновым стаканом к волочильной доске, причем крепежный фланец расположен в середине стакана по его длине. По приведенной схеме колебания передаются не только на волоку, но и на закрепленную оправку 3. Система, состоящая из преобразователя /, волновода 2 и оправки 3, закреплена в узле амплитуды, что обеспечивает ее изоляцию от массы стана. Система получается акустически замкнутой, и гашения колебаний в процессе волочения не будет. Однако имеется техническая трудность реализации этой схемы, так как необходимо подготовить заправочный конец обрабатываемого изделия такой длины, чтобы он вошел сразу в обе волоки.
1 Патент (США) № 3209573, 1963.
90
Рис. 68. Схема установки для ультразвукового волочения проволоки:
1 — излучатель ультразвуковых колебаний; 2 — стальной стержень-волновод длиной Х/2 с волокой; 3 — опора излучателя, 4 — месдоза; 5 — подвижная головка испытательной машины:
Схема подвода колебаний к оправке была позднее использована в работах [14—17].
Может также найти применение как весьма эффективная схема ультразвукового волочения, предложенная В. Н. Шаповалом1. Два волновода-волокодержателя присоединены соосно к противоположным торцам вибратора. Возбуждаемые в волоках колебания противоположны по фазе. Эта схема позволит, вероятно, достигнуть максимального снижения силы волочения, так как наименьшим изменениям резонансной частоты колебаний рабочего торца инструмента подвержена колебательная система с симметричным нагружением на оба торца преобразователя [18].
Представляет также интерес схема ультразвукового волочения, запатентованная в Австрии 2. Различными исследователями установлено, что эффекты воздействия ультразвука на деформируемый металл (структурные изменения, снижение сопротивления деформации и др.) проявляются главным образом в пучностях напряжений и практически отсутствуют в пучностях смещений стоя
чей ультразвуковой волны. Поэтому была разработана установка для волочения с использованием ультразвуковых колебаний таким образом (рис. 68), чтобы волока находилась в пучности напряжений стоячей волны в средней части полуволнового стержня-волновода, который прикреплен к преобразователю. Проволоку протягивают в направлении, перпендикулярном направлению распространения волн. Такого рода установка имеет ряд преимуществ по сравнению с ранее описанными, в которых волока совершает продольные колебания.
ЛИТЕРАТУРА
1. Басс А. И. Волочение проволоки из цветных металлов и сплавов. Метал-лургиздат, 1937.
2. В а п d a z z о A. L. Wire and Wire Products, 1964, № 4, p. 527.
3. Iron and Steel Inst. Japan, 1963, v. 49, № 8, p. 1110.
-4. Japan Lust Metals, 1962, v. 26, № 1, p. 39.
5. Japan Lust Metals, 1963, v. 27, № 12, p. 611.
6. Цел и ко в А. И. и др. Станы для прокатки равнопрочных профилей переменного сечения. Машгиз, 1949.
7. Ш у х о в Ю. В. Труды Московского станкоинструментального ин-та, № 1„ Машгиз, 1953, с. 41.
1 Авт. свид. № 207857, 1966; № 201305, 1966.
2 Патент (австрийск.) № 246082, 1964.
9!
8. Голубев Т. М. и др. Металлургическая и горнорудная промышленность, 1962, № 3, с. 84.
9. Г о л у б е в Т. М. и др. Металлургическая и горнорудная промышленность, № 6, 1962.
10. Г о л у б е в Т. М., Д я д е ч к о Г. П. Изв. вузов. Черная металлургия, 1965, № 2, с. 99.
II. Цейтлин М. Г. О трении цилиндрической оболочки о грунт при колебаниях разной направленности. Труды Волгоградского института мясной и молочной промышленности, № 42. Волгоградское книжное издательство, 1959.
12. Северденко В. П. идр. Прокатка и волочение с ультразвуком. Минск. Изд-во «Наука и техника», 1970.
13. Харитонович М. В.,Эскин Г. И. Ультразвук в процессах пластической деформации металлов и сплавов. Москва. ВИЛС, 1970.
14. В е р д е р е в с к и й В. А. и др. В сб. «Ультразвуковая техника». ЦИН-ТИАМ, 1964, вып. 5.
15. Metalwork Prod., 1967, v. Ill, № 32, p. 50.
16. Steel, 1966, v. 159, № 20, p. 38.
17. Maschinery (USA), 1968, v. 74, № 9, p. 88.
18. 3 a x a p о в В. И. В сб. «Ультразвуковая техника». ЦИНТИАМ, 1966, вып. 5, с. 21.
Глава V
КОНТАКТНОЕ ТРЕНИЕ
И СМАЗКА ПРИ ВОЛОЧЕНИИ
1. ОСОБЕННОСТИ КОНТАКТНОГО ТРЕНИЯ ПРИ ВОЛОЧЕНИИ, СВОБОДНЫЙ ВВОД СМАЗКИ
"Трение протягиваемого металла о стенки волочильного канала • затрудняет процесс волочения, поэтому силы контактного трения необходимо всемерно уменьшать. Это достигается предвари-хтельной обработкой поверхности (травление, анодирование, окисление, нанесение различных покрытий), применением смазок и созданием условий, обеспечивающих возникновение жидкостного трения вместо граничного и тем более сухого. Многочисленные наблюдения показали, что возникновение жидкостного трения зависит от активности и вязкости смазки, условий ее ввода в деформационную зону, а также от скорости волочения, формы волочильного канала и температуры деформационной зоны, поскольку эти параметры влияют на свойства смазки и условия ее ввода.
Однако даже при самых благоприятных условиях не удается обеспечить жидкостное трение по всей контактной поверхности. На это указывает присутствие в отработанной смазке при всех режимах процесса некоторого, иногда весьма значительного количества металлической пыли, отделившейся от поверхности протягиваемого металла.
Рост активности смазки по отношению к протягиваемому металлу, а также повышение до некоторого предела ее вязкости уменьшают силы трения. Это установлено в работах Барона и Томпсона [1—3] при волочении латуни и Турре [41 при волочении меди и алюминия. Уменьшение сил трения с повышением вязкости смазки подтверждается также применением при волочении стали мыльного порошка, который в условиях волочения представляет собой высоковязкую жидкость [51.
В связи с образованием у входа в волочильный канал упругой зоны с трехосным сжатием (см. гл. II) нормальное напряжение на контактных поверхностях в начале деформационной зоны может достигать величины, заметно превышающей сопротивление деформации протягиваемого металла в его состоянии у входа в канал 5Тн. Поэтому для ввода смазки между контактными поверхностями необходимо, чтобы она подавалась под давлением, несколько превышающим указанное нормальное напряжение. В традиционном процессе волочения протягиваемая полоса проходит через некоторый объем смазки, находящейся под атмосферным давлением и расположенной у входа в волочильный канал. Смазка вводится
93
в деформационную зону без дополнительного внешнего воздействия (свободно) только за счет сцепления (адгезии) с протягиваемым: металлом. При этом одновременно значительная часть смазки отгоняется, смазочная пленка резко утоняется, во многих местах разрушается и трение становится на некоторых участках граничным и даже сухим. Утонение пленки и возможности ее разрушения повышаются с увеличением угла волоки. Это показано И. Л. Перлиным и А. И. Ивановым [6], которые сравнивали поверхности протянутой проволоки при прочих равных условиях, но с углами а = 5 и 15 град.
Это же показали Ренджер и Уистрейч [7], измерявшие удельное электросопротивление контактной поверхности при волочении через каналы с разными углами. Толщина смазочной пленки зависит от скорости волочения, так как с изменением скорости меняются температура и адгезионные свойства смазки.
При волочении труб, особенно на закрепленной оправке, на ход процесса большое влияние оказывает качество смазочной пленки на поверхности деформационной зоны, контактирующей с оправкой. В этом процессе смазку вводят в полость трубной заготовки: а) шприцем через ее передний конец перед волочением; б) подводом через полый стержень закрепленной оправки; в) полным погружением прямолинейных пакетов заготовок в ванну с жидкой смазкой. В этом случае выход воздуха из полости трубы обеспечивается погружением ее в ванну под углом. Интенсивность отгона смазки зависит от формы оправки. При цилиндро-конической оправке интенсивность отгона меньше, чем при цилиндрической.
В некоторых условиях применяют так называемые подсмазоч-ные слои, уменьшающие отгон смазки. ' '
Кроме свободного ввода смазки, разработаны и применяются два способа принудительного ввода, обеспечивающие создание условий жидкостного трения: гидростатический и гидродинамический. Иногда эти способы применяют совместно [9].
2. ГИДРОСТАТИЧЕСКИЙ ВВОД СМАЗКИ
Гидростатическим называется ввод, при котором повышенное давление смазки у входа в канал создается специальным насосом высокого давления. При этом способе исключается необходимость в обеспечении условий для возникновения гидродинамического-эффекта, в результате чего напряжение трения практически не зависит от скорости волочения. Этот способ был усовершенствован В. Ф. Мосеевым и А. А. Коростелиным [8].
На рис. 69 приведена схема установки для волочения с гидростатическим вводом смазки, не нуждающаяся в пояснении. Усовершенствование Мосеева и Коростелина заключается в том, что основная волока выполнена без калибрующей зоны, а у вспомогательной5 94
уплотняющей волоки, установленной входным конусом внутрь камеры высокого давления, нет смазочной воронки.
Исследования, проведенные А. А. Коростелиным х, показали, что гидростатический ввод смазки имеет следующие преимущества по сравнению с традиционным вводом смазки:
1. Снижается напряжение волочения; при волочении алюминиевой проволоки — до 39%.
2. Увеличивается толщина смазочной пленки; при этом, когда давление смазки у входа в канал заметно превышает сопротивление деформации протягиваемого металла, перед началом пласти-
5
Рис. 69. Схема экспериментальной установки для волочения с принудительным гидростатическим вводом смазки:
/ — насос; 2 — манометр; 3 — ресивер; 4 — датчик; 5 — уплотняющая волока; 6 — волокодержатель; 7 — ниппель; 8 — рабочая волока; 9 — крышка; 10 — прибор для измерения силы волочения; 11 — тянущий барабан; 12 — отметчик оборотов
ческой деформации наблюдается обильное (фонтанирующее) выбрасывание смазки на стороне выхода. Такое выбрасывание наблюдалось при волочении алюминиевой проволоки и давлении смазки 10 кГ1мм2.
3. Снижается температура проволоки на выходе: при волочении алюминиевой проволоки — примерно на 20%, а при волочении стальной проволоки — примерно на 15%.
4. Уменьшается обрывность и повышается стойкость волок; так, при волочении стальной проволоки с пределом текучести 50 кПмм2, несмотря на недостаточную величину давления смазки (—25 кПмм2 вместо необходимых —50 кПмм2}, наблюдалось значительное уменьшение обрывности и увеличение стойкости волок более чем в два раза.
В то же время гидростатический ввод смазки вызывает следующие основные затруднения:
а) необходимость применения и обслуживания насосов весьма высокого давления;
б) сложность заправки проволоки в волоки и создания необходимого давления в начале процесса. Была попытка ликвидиро-
1 А. А. Коростели н. Автореферат кандидатской диссертации. Москва. ВНИИМЕТМАШ, 1964.
95
вать это затруднение принудительной подачей смазки непосредственно на контактную поверхность через тонкие радиальные каналы в теле самой волоки [10], однако это не дало заметного эффекта и вызывало трудности в изготовлении волок с такими каналами.
Эти затруднения ограничивают применение гидростатического ввода смазки и его используют только в тех условиях, которые исключают возможность применения других способов волочения с жидкостным трением.
3. ГИДРОДИНАМИЧЕСКИЙ ВВОД СМАЗКИ
Гидродинамическим называется ввод смазки, при котором повышение давления смазки у входа в канал создается вследствие гидродинамического эффекта. Этот эффект возникает от трения смазки о движущуюся проволоку. На рис. 70, а приведена схема гидродинамического ввода смазки. Свободно находящаяся в резервуаре 5 смазка 6 адсорбируется движущейся проволокой 1 и во-
Рис. 70. Волочение с гидродинамическим вводом смазки:
а — принципиальная схема процесса; б — схематическая эпюра давлений смазки в микрозазоре; / — проволока; 2 — волока; 3 — трубчатая насадка; 4 — микрозазор заполненный смазкой; 5 — резервуар для смазки; 6 — смазка под атмосферным давлением; 7 — кривая роста давления смазки на поверхности проволоки; 8 — уплотняющая прокладка; 9 — движущаяся поверхность проволоки; 10 — стационарная поверхность насадки
влекается в микрозазор 4 между трубкой-насадкой 3 и проволокой 1. В результате такого вовлечения давление смазки Р у поверхности проволоки, движущейся в насадке, постепенно повышается, что схематически показано кривой 7. Ввиду того, что насадка стационарна, слой смазки, прилегающей к ее поверхности 9, отгоняется в сторону, противоположную движению проволоки. В результате в толще смазочной пленки возникают давления, изменяющиеся по схематической эпюре (рис. 70, б).
В первоначальном виде такой способ был предложен в 1947 г. Мак Леланом и Камероном 1 и несколько усовершенствован Кристоферсоном и Найлором [11—13].
1 Патент (англ.) № 566434, 1944.
96
При гидродинамическом вводе смазки давление, возникающее у входа в деформационную зону, зависит в отличие от гидростатического ввода не только от активности и вязкости смазки, но и от длины насадки, величины зазора (см. рис. 70) и от скорости движения проволоки в насадке. Это — прямое следствие известного закона Бернулли о сопротивлении движению жидкости в трубах.
Установление влияния основных условий гидродинамического ввода смазки на давление у входа в деформационную зону, а также условий, при которых это давление достигает необходимой величины, часто заметно превышающей сопротивление деформации протягиваемого металла в его состоянии перед выходом в канал (STh), является объектом теории гидродинамического ввода смазки. Разработкой этой теории занимались Кристоферсон и Най-лор; Татерсол [14—16] и др. Капитальные исследования и развитие теории гидродинамического ввода проведены В. Л. Колмогоровым и его сотрудниками [17]. Исследования, относящиеся к отдельным элементам этой теории, опубликованы в работах [18—21 ].
Проведенные исследования показали значительные затруднения в установлении достаточно точных количественных связей между условиями процесса волочения, свойствами смазки и длиной насадки /н. Анализ этих исследований привел к возможности приближенного описания характера этих связей следующим выражением:
I =- г (V-1)
Н Пер (h - &Н) увол ’ ( 7
где оГн — главное нормальное радиальное напряжение у входа в рабочую зону волочильного канала;
h — микрозазор между проволокой и насадкой (см. 4 на рис. 70);
Пер — средняя величина вязкости в насадке (зависит от давления и температуры);
b — толщина смазочной пленки у выхода из волочильного канала;
ц — вытяжка в данном переходе;
^вол — скорость волочения;
С — постоянный безразмерный коэффициент, зависящий от прочих условий процесса.
Эксперименты с насадками показали, что при смазках с малой вязкостью (масла, эмульсии) требуются насадки большой длины (—800 мм) [22], а это практически исключает возможность их использования. При густых смазках, таких как натриевое мыло, такие насадки могут быть выполнены в виде сравнительно коротких трубок с коническим каналом. Насадки такой конструкции описаны в работах [17, 22]. Одна из таких конструкций, примененная в сборной волоке, предложенной С. И. Орловым, В. Л. Колмогоровым и др., приведена на рис. 71. Промышленные испытания
7 И. Л. Перлин 97
такой волоки, по данным работы [22], показали повышение ее
стойкости в 5—20 раз.
Для таких же целей и условий А. М. Когос и Е. Л. Школьни-
ков [23] предложили новую конструкцию монолитной волоки,
Рис. 71. Сборная волока с напорной трубкой (насадкой) [22] для волочения в условиях жидкостного трения при густой смазке:
1 — напорная трубка-волока; 2 — рабочая волока; 3 — зажимная втулка; 4 — стальная обойма; 5 — накидная гайка; 6 — уплотнение; 7 — уплотнительное кольцо
схема которой приведена на рис. 72. Новизна такой волоки заключается в уменьшении в 2—2,5 раза угла наклона образующей рабочей зоны канала по сравнению с традиционной волокой (а = 2-^3 град, против 5—6 град.) и в соответственном заметном удлинении этой зоны. Последнее повышает гидродинамический эффект. По данным авторов, применение такой волоки при волочении канатной стали 50, 60 и 70, а также проволоки из ЭИ903 и Х18Н9Т увеличило стойкость волок в 10—12 раз. Снижению интенсивности отгона смазки при цилиндро-конической оправке по сравнению с закрепленной цилиндрической способствует повышение гидродинамического давления в слое смазки вследствие уменьшения угла смазочного клина у [Ш-27], равного разности
углов наклона образующих волочильного канала и оправки у = = а — аоп (см. рис. 51). Поскольку у цилиндрической оправки «оп = о, Y КОН Тцил«
Рис. 72. Схема стандартной (а) и удлиненной (б) волоки:
Вх — входная зона; Р — рабочая; Р' — рабочая зона, объединенная со смазочной; К — калибрующая; Вых — выходная зона
4. ОСОБЕННОСТИ И ВИДЫ ПРИМЕНЯЕМЫХ СМАЗОК
Воронкообразная форма волочильного канала и высокие контактные напряжения способствуют интенсивному отгону (выдавливанию) смазки в направлении, обратном волочению.
98
Во избежание такого отгона необходимо применение смазок с повышенной адгезией с протягиваемым металлом и вязкостью в их состоянии в деформационной зоне, особенно при свободном и гидродинамическом вводах смазки. Повышенная адгезия улучшает процесс волочения, при многопереходном волочении уменьшает количество нанесенной смазки на заготовку, но может затруднять удаление остаточной смазочной пленки с продукта волочения, если такое удаление необходимо. Поэтому иногда приходится применять смазку с меньшей адгезией, легче поддающуюся удалению. Повышенная вязкость смазки уменьшает ее отгон и улучшает ее ввод, но несколько увеличивает работу трения, а с ней и напряжение волочения. При этом в связи с возможной неравномерностью вязкости эти напряжения становятся менее устойчивыми, что при волочении профилей с тонкими и особенно тончайшими поперечными сечениями приводит к увеличенной обрывности. Поэтому, а также потому, что с увеличением вязкости уменьшается скорость обволакивания смазкой заготовки при ее продвижении через смазочную массу, при волочении применяют в зависимости от условий процесса смазки с различными вязкостями, в том числе и с очень небольшими (так называемое «мокрое» волочение), если они обладают достаточной адгезией.
Такие смазки используют при высоких скоростях волочения, а также при волочении профилей тонких и тончайших поперечных сечений. Этому способствует также и сокращение длины деформационной зоны с уменьшением поперечных размеров, и, следовательно, снижение интенсивности отгона смазки.
При высокотемпературном волочении смазка должна легко наноситься и отличаться в деформационной зоне достаточными адгезией и вязкостью. Этому требованию удовлетворяют эмульсии, жидкая часть которых после нанесения смазки на заготовку во время ее нагрева выгорает и оставляет на поверхности-заготовки твердую пленку из смазочного материала, например графита. Иногда, особенно при многократном волочении проволоки, смазка должна одновременно служить охлаждающей средой, поэтому она должна быть жидкой.
При подборе смазки учитывают ее влияние на качество поверхности окончательно протянутого профиля (тусклая, светлая, зеркальная), а также допустимые зольные остатки смазки на изделии после его термической обработки.
Составы смазок должны исключать возможность их заметного химического воздействия на протягиваемый металл и инструмент и удовлетворять соответствующим требованиям техники безопасности — токсичность, воспламеняемость и т. п.
Наилучший смазочный эффект достигается при полном жидкостном трении. Однако условия для такого трения не всегда удается выполнить, так как весьма трудно одновременно удовлетворить всем перечисленным требованиям. Поэтому часто приходится огра-7* 99
ничиваться обеспечением преимущественно граничного трения, т. е. созданием на контактной поверхности, по крайней мере, моно-молекулярной прочной смазочной пленки, хорошо схватывающейся с деформируемым металлом.
Такая пленка может получаться из так называемого «адсорбированного» мыльного слоя, образующегося на поверхности некоторых металлов при покрытии их смазкой, содержащей небольшое количество (1—1,5%) поверхностно активных веществ, например соли жирных кислот, соединения хлора, серы и др.
Сами жирные кислоты при их соприкосновении с такими металлами, как медь или цинк, адсорбируют и образуют прочные, хорошо схватывающиеся с адсорбируемым (в данном случае протягиваемым) металлом пленки соответственно медного или цинкового мыла. Такие пленки обеспечивают, по крайней мере, граничное трение. У некоторых металлов и сплавов непосредственно образование адсорбционного слоя требует дополнительных трудоемких мероприятий или протекает медленно. Некоторые металлы и сплавы вообще не образуют адсорбционного слоя. Так, по данным работы [24], он не возникает на алюминии и его сплавах, а по данным работы [25] — на серебре и платине.
В таких случаях адсорбционный слой может быть образован из другого металла. Так, при мокром волочении стали, которая весьма медленно образует адсорбционный слой, ее поверхность предварительно либо омедняют, либо фосфатируют (наносят слой цинковых солей фосфорной кислоты), затем замачивают в мыльной эмульсии. При этом образуется необходимый слой медного или цинкового мыла. Такая подготовка поверхности называется нанесением «под-смазоьщого слоя» или просто «подслоя».
При невозможности или недопустимости образования адсорбированного слоя на протягиваемом металле таким или иным способом применяемая смазка должна обладать достаточной адгезией с протягиваемым металлом и достаточной вязкостью. Такое сочетание может привести не только к граничному, но и к частично, а иногда и полностью жидкостному трению.
Необходимая вязкость смазки при прочих равных условиях определяется в основном двумя параметрами: прочностью протягиваемого металла и его поперечными размерами. Чем прочнее протягиваемый металл, тем большей должна быть вязкость смазки во избежание обильного ее выдавливания; чем тоньше поперечные размеры профиля, тем менее интенсивным становится выдавливание, а вязкость может быть пониженной. Поэтому при волочении высокопрочной проволоки средних и толстых размеров применяют металлические смазки, например свинец и даже медь, а при волочении тонких и тончайших размеров используют жидкие смазки.
Возможность образования адсорбированного слоя, адгезия и вязкость зависят от температуры окружающей среды, в том числе волочильного инструмента и протягиваемого металла. Эта тем-100
пература может изменяться по длине пластической зоны в результате работы, затрачиваемой на волочение, а также применяемого охлаждения или нагрева. Это следует учитывать при выборе смазки, исключая также возможность ее воспламенения.
Адсорбированный слой и адгезия образуются во времени, поэтому часто перед волочением заготовку погружают на некоторое время в жидкую смазку, а иногда после погружения сушат для образования прочной смазочной пленки. При наложении смазки только протягиванием металла через смазочную массу необходимое время для образования адсорбированного слоя и адгезии приходится обеспечивать, подбирая длину пути заготовки, на котором она соприкасается со смазкой, соответствующую скорости движения заготовки.
При выборе смазки необходимо устанавливать и оценивать ее смазочный эффект. Непосредственное установление этого эффекта весьма трудоемко, поэтому приходится пользоваться следующими косвенными показателями: возникающим напряжением волочения, степенью неравномерности и средней толщиной оставшегося смазочного слоя и стойкостью волочильного канала.
Множество различных требований и условий, которым должна удовлетворять смазка, привело к тому, что в волочильном производстве применяют смазки самых разнообразных составов во всех состояниях, начиная от жидких эмульсий и кончая твердыми веществами — металлами. В соответствии с этим смазки по их видам (состояниям) можно разделить на следующие пять групп: твердые, порошковые (сухие), густые, полужидкие и жидкие.
К твердым смазкам относятся известковые, фосфатные и оксалатные покрытия после их затвердевания, окисные пленки некоторых металлов (например, титана и его сплавов), высушенные масляные пленки, металлические покрытия (свинец, медь). Такие смазки обладают высокой прочностью и применяются при волочении профилей толстых и средних размеров из высокопрочных металлов и сплавов. К этой же группе можно отнести твердые пленки, образующиеся из графитных эмульсий (аквадак), применяющиеся при высокотемпературном волочении.
Типичный представитель порошковой группы — мыльный порошок, применяющийся главным образом при волочении стальной проволоки толстых и средних размеров.
В настоящее время мыльный порошок используют и при волочении проволоки из таких металлов, как никель и сплавы на его основе, а также медноникелевые сплавы [26].
Густыми смазками считаются соли жирных кислот и твердые жиры, а также минеральные масла (в том числе мазут), растительные и животные с загущающими наполнителями (мел) и иногда с добавками поверхностно активных веществ, содержащих хлор, фосфор, серу. Такие смазки чаще всего применяют при волочении прутков, некруглых профилей и труб. К этой же группе можно
101
отнести парафин и пчелиный воск, который чаще всего используют при волочении платины, золота, серебра, а также проволок тончайших размеров из ряда нежелезных металлов, особенно при многопроходном волочении, так как одного нанесения достаточно для 6—8 переходов.
Полужидкими считаются смазки из перечисленных выше масел, но без загустителей. Их применяют главным образом при волочении проволоки, профилей и труб средних, тонких и тончайших размеров.
К жидким относят смазки и различные эмульсии, главным образом водно-мыльные. Такие эмульсии используют при многократном волочении проволоки для смазки и как охлаждающую среду.
Приведенные сведения создают общие представления о смазках, позволяют правильно выбрать необходимый вид смазки и примерный ее состав. Более подробно с теорией и практикой применения смазок при волочении, а также с механизмом и закономерностями контактного трения при обработке давлением можно ознакомиться по работам [24—40]. Смазки, применяемые при волочении, приведены в приложении 2.
ЛИТЕРАТУРА
1. В а г о n Н. G., Tompson F. С. The wire Industry, 1951, v. 18, № 210, p. 543.
2. Baron H. G., T о m p s о n F. C. The wire Industry, 1951, v. 18, № 211, p. 629.
3. В a г о n H. G., Tompson F. C. The wire Industry, 1951, v. 18, № 212, p. 695.
4. Tourret R. Wire and wire products, 1955, v. 30, № 3.
5. У и с т p e й ч Д. Г. Труды Международной конференции по смазке и износу машин. Машгиз, 1962.
6. П е р л и н И. Л., И в а н о в А. И. Цветные металлы, 1953, № 5, с. 54.
7. Banger A. E.,Wistreich G. G. Gorn of the Inst, of Petroleum, 1954, v. 40, № 370, p. 308.
8. Мосеев В. Ф., Коростелин А. А. Сталь, 1962, № 3, с. 280.
9. Tomicharu М. Soc. Lubric Eng., 1970, v. 15, № 1, p. 29.
10. T о u r e t t R. The wire Industry, 1956, v. 23, № 256, p. 44.
11. Christoferson D. G., Naulor H. The wire Industry, 1955, v. 22, № 260, p. 775.
12. C h r i s t о f e r s о n D. G., N au lor H. The wire Industry, 1955, v. 22, № 261, p. 885.
13. Christoferson D. G., N aulor H. The wire Industry, 1956, v. 23, № 276, p. 23.
14. S t u r g e о n G. M., Tattersall G. H. The wire Industry, 1959, v. 26, № 312, p. 1183.
15. T a t t e r s a 1 1 G. H. The wire Industry, 1962, v. 29, № 346, p. 975.
16. T a t t e r s a 1 1 G. H. The Journ. of Meehan. Eng., 1961, v. 3, № 4, p. 31.
17. Колмогоров В. Л. и др. Волочение в режиме жидкостного трения, Изд-во «Металлургия», 1967.
18. П е р л и н И. Л. и др. Изв. вузов. Цветная металлургия, 1963, № 5, с. 130.
19. Производство металлоизделий промышленного назначения. Труды НИИ-МЕТИЗа. Изд-во «Металлургия», 1968.
102
20. Колмогоров В. Л. и др. Труды Уральского института черных металлов. Изд-во «Металлургия», 1968.
21. Колмогоров В. Л., Колмогоров Г. Л. Изв. вузов. Черная металлургия, 1968, № 2, с. 67.
22. Орлов С. И. Сталь, 1967, № 7, с. 663.
23. К о г о с А. М., Школьников Е. Л. Сталь, 1967, № 7, с. 664.
24. В о х d е n F. Р., Т а b о г D. Friction and Lubrication of Solids. Oxford, 1950.
25. Чертавских А. К., Белосевич В. К. Трение и технологические смазки при обработке металлов давлением. Изд-во «Металлургия», 1968.
26. X а я к Г. С. Волочение проволоки из цветных металлов. Изд-во «Металлургия», 1967.
27. А х м а т о в А. С. Молекулярная физика граничного трения. Физматгиз, 1963.
28. В о n s е 1 М. Le Trefilage de Lacier. Paris, 1968,
29. Б p а у н К. Экспресс-информация «Прокатка и прокатное оборудование», 1961, № 4, с. 1.
30. Маги Петер. Экспресс-информация «Прокатка и прокатное оборудование», 1961, № 46, с. 7.
31. Моренгейм А. Экспресс-информация «Прокатка и прокатное оборудование», 1961, № 48, с. 7.
32. Р о ш е р Г. Экспресс-информация «Прокатка и прокатное оборудование», 1964, № 4, с. 1.
33. В е й л е р С. Я., Л и х т м а н В. И. Действие смазок при обработке металлов давлением. Изд-во АН СССР, 1960.
34. Сб. трудов Ленинградской лесотехнической академии, № 108. Ленинград, 1967.
35. Исупов В. Ф. Сталь, 1967, № 12, с. 1137.
36. Крагельский И. В. Трение и износ. Изд-во «Машиностроение», 1968.
37. П е р л и н И. Л., Ш а п и р о В. Я. Механизм и закономерности контактного трения при обработке металлов давлением. ОНТИ, ВИЛС, 1966.
38. С е р е д и н П. И. Технологические смазки, применяемые при обработке металлов давлением. Центральный, ин-т патентной информации, серия 2—68, 1968.
39. О 1 г z u t I. I. Iron Age, 1968, № 4, р. 105.
40. Industrial Heating, 1968, v. 35, № 11, p. 2164.
Глава VI
ВЛИЯНИЕ ДЕФОРМАЦИОННЫХ УСЛОВИЙ НА ОСНОВНЫЕ ПАРАМЕТРЫ ПРОЦЕССА
1. ОБЩИЕ СВЕДЕНИЯ
Напряжение волочения (/(в), т. е. напряжение растяжения, котороё^Тюз^ изделии после выхода
(Р \
= -Л) , должно быть меньше
*к/
величины сопротивления пластической деформации (5Тк), т. е. линейного напряжения текучести протягиваемого металла при его выходе из деформационной зоны. В противном случае пластическая деформация будет происходить и после выхода металла из волоки, что, конечно, недопустимо. Таким образом, всегда должно соблюдаться условие
Сила волочения представляет основной фактор, определяющий ход процесса волочения и при прочих равных условиях максимально возможную степень деформации за переход. В свою очередь сила волочения является функцией ряда технологических параметров, изменение которых в некоторых случаях существенно влияет на силу волочения. Отсюда возникает необходимость установления связи между технологическими условиями процесса и силой, а также напряжением волочения.
Эти связи устанавливают экспериментально с привлечением теории пластических деформаций. Для наиболее часто встречающихся и хорошо изученных условий течения процесса эксперименты дают достаточно точные для практических целей результаты. Многочисленные опыты, проведенные отечественными и зарубежными исследователями, показывают, что основные факторы, влияющие на силу волочения, следующие:
1. Прочностные свойства протягиваемого металла.
2. Степень деформации за переход.
3. Форма продольного профиля канала.
4. Свойства и качество поверхностей скольжения, свойства смазки и способ ее ввода в деформационную зону.
5. Формы начального и конечного поперечных сечений;
6. Противонатяжение.
7. Скорость волочения.
8. Толщина (диаметр) протягиваемой полосы.
104
2. ПРОЧНОСТНЫЕ СВОЙСТВА ПРОТЯГИВАЕМОГО МЕТАЛЛА
Из рассмотрения напряженного состояния деформационной зоны при волочении сплошного круглого профиля (см. гл. II) следует, что между силой волочения и прочностными характеристиками протягиваемого металла имеется непосредственная связь. Характер ее выявляется при экспериментах по определению сил и напряжений волочения для металлов и сплавов с разными прочностными характеристиками. При анализе результатов опыта следует иметь в виду, что:
прочностные характеристики изменяются в процессе волочения;
при волочении разных металлов почти невозможно создать условия, обеспечивающие равенство коэффициентов трения.
В табл. 2 приведены результаты опытов по определению сил волочения проволоки из нескольких сплавов разной прочности. Опыты проводили для двух размеров и двух обжатий, соблюдая, насколько это возможно, равенство прочих условий процесса.
Как видно из табл. 2, при обжатии 20% для всех рассмотренных сплавов
Кв = (0,48 — 0,53) оВс,
Таблица 2
Влияние прочностных свойств протягиваемого металла на напряжение волочения (конечный диаметр проволоки 1 мм; а = 6°; смазка — твердое мыло)
Протягиваемый металл Условный предел прочности, • кГ!ммг Напряжение волочения кГ/ммг Отношение _s_ °Вс
до волочения %н после волоче- ния °ВК среднее значение °»с = gBH + g°K ~ 2
Обжатие за переход 20%
Медь мягкая 22 27 24,5 11,8 0,48
Медь полутвердая 27 32 29,5 13,6 0,46
Латунь Л62 мягкая 24 45 39,5 20,0 0,51
Латунь полутвердая 45 51 48,0 25,7 0,53
Монель мягкий 57 67 62,0 31,0 0,50
Монель полутвердый 67 72 69,5 36,0 0,52
Обжатие за переход 32%
Медь мягкая .... 22 30 26,0 18,0 0,69
Медь полутвердая . . . 27 37 32,0 22,8 0,71
Латунь Л62 мягкая . . 34 51 42,5 27,5 0,65
Латунь полутвердая 45 60 52,5 38,0 0,72
Монель мягкий 57 72 64,5 47,0 0,73
Монель полутвердый 67 85 76,0 53,0 0,70
105
а при обжатии 32%
/Св = (0,65 — 0,73) оВ(
т. е. сила и напряжение волочения изменяются почти прямо
пропорционально изменению средних значений условного предела прочности в деформационной зоне. Наблюдающиеся отклонения
Предел прочности хг/нгр
Рис. 73. Зависимость между пределом прочности и силой волочения стальных прутков диаметром 20,8 мм:
• —Ст.2; О—Ст.5; X —Ст.6 [1]
не превышают в среднем ±5% и, как уже было указано, объясняются большими затруднениями в соблюдении равнозначности прочих условий при различных опытах (обоснование того, что за прочностную характеристику принят условный предел прочности, приведено в гл. VII).
Линейную зависимость между пределом прочности и силой волочения подтверждают опыты П. И. Минина [1] со стальными прутками диаметром 20,8 мм из сталей марок Ст. 3, Ст. 5 и Ст. 6. Результаты этих опытов приведены на рис. 73.
Здесь следует отметить, что данные П. И. Минина относятся к пределу прочности до волочения, а не к средним значениям этой величины в деформационной
зоне. Полученную им линейную зависимость можно объяснить
отчасти тем, что испытаниям были подвергнуты образцы отож-
женные, у которых средние значения предела прочности при малых деформациях примерно пропорциональны начальным значениям.
Таким образом, можно считать, что между силой волочения и прочностной характеристикой (ов) существует практически линейная зависимость.
3. СТЕПЕНЬ ДЕФОРМАЦИИ
При изучении влияния степени деформации на силу и напряжение волочения необходимо иметь в виду следующее:
1. Степень деформации влияет на прочностные характеристики, поэтому, изучая влияние степени деформации на силу и напряжение волочения, следует учитывать изменение ов.
2. Рост степени деформации влечет за собой повышение скорости деформации, что в общем случае увеличивает сопротивление деформации. Однако, как показано далее, в пределах практически применяемых при волочении степеней деформации их влияние на скоростной коэффициент сопротивления деформации настолько незначительно, что в практических расчетах им можно пренебречь.
106
3. Степень деформации влияет на величину прироста новой поверхности, а при сохранении профиля волоки — на длину деформационной зоны. От этого зависят скорости взаимного перемещения протягиваемого металла относительно контактной поверхности волоки и условия смазки, а следовательно, и коэффициент внешнего трения.
4. В гл. I показано, что степень деформации определяется одним из следующих трех показателей:
FH—FK Fn— FK i FH F„ ; FK ; ‘
Степень деформации можно изменить, меняя только величину начального сечения, только величину конечного сечения либо то и другое одновременно. Элементарный анализ указывает на невозможность произвольного выбора показателей степени деформации. Действительно, при изменении только начального
Fn — FK
сечения нельзя использовать показатель —2-=—-, так как в этом F н
случае величины показателей будут несравнимы между собой из-за того, что при изменении FH вместе с числителем меняется и знаменатель, а разность сечений (Лн — FK) будет отнесена не к постоянной величине, а к переменной. При изменении только конечного сечения нельзя по той же причине использовать показатель F- ~F-F--. При изменении же обоих сечений неприменимы ни первый, ни второй показатели. В этом отношении от первых двух показателей выгодно отличается третий — интегральный (или логарифмический) показатель 1п~, который получается
F к
в результате суммирования показателей элементарных деформаций [2], а поэтому применим во всех случаях.
5. Рассматриваемые показатели степени деформации, как это следует из предыдущего, отражают лишь осевое удлинение и не учитывают сдвигов в этом направлении. Поэтому они определяют главную максимальную деформацию только центрального элементарного слоя. Главные максимальные деформации остальных слоев во всех случаях превышают величину, определяемую рассматриваемым показателем, который поэтому можно считать минимальным по отношению к показателям степени деформации периферийных слоев.
Влияние степени деформации на. силу и напряжение волочения изучали многие исследователи. Далее’ приведены основные обобщенные результаты этих исследований. На рис. 74 показаны зависимости сил волочения круглых профилей от степени деформации, которые показывают рост сил с повышением степени деформации. На характер роста сил заметно влияет способ изменения степени деформации (т. е. остается постоянным начальное
107
или конечное сечение) и выбранный показатель степени деформации. На рис. 75 показаны зависимости напряжений волочения от степени деформации. Здесь также во всех случаях наблюдается
Рис. 74. Зависимость сил волочения круглых прутков и проволоки от обжатия и степени деформации:
а — график зависимости силы волочения стального прутка с начальным диаметром 25 мм от обжатия и рабочего угла волоки а при длине калибрующей части канала 5 мм (постоянным является начальный диаметр) [1 ]; б — график зависимости силы волочения никелевой и мельхиоровой проволоки диаметром I мм от обжатия (постоянным является конечный диаметр); в — график зависимости силы волочения мягкой медной проволоки диаметром 6,5; 6,0 и 5,5 мм на диаметр 5 мм от обжатия и угла конуса волоки (постоянным является конечный диаметр) [37]; г — график зависимости силы волочения мягкой мед-Л.
ной проволоки диаметром 6,5; 6,0 и 5,5 мм на диаметр 5 мм от In -=— и рабочего угла гт г к
волоки a L3J; д — график зависимости силы волочения при протяжке молибденовой проволоки диаметром 0,15 мм от обжатия [4]
повышение напряжений с ростом деформации и зависимость интенсивности роста напряжения от способа осуществления деформации и от выбранных ее показателей.
108
Приведенные материалы не могут создать исчерпывающего представления о характере влияния степени деформации на силу и напряжение волочения прежде всего потому, что при постановке опытов и при расчетах исследователи не исключали влияния упрочнения деформируемого металла. Поэтому силы и на-
Рис. 75. Связь между напряжениями и деформациями, выраженными разными показателями:
а — график зависимости напряжения волочения проволоки из латуни (63% Си) от обжатия, постоянным является начальный диаметр [5]; б — график зависимости напряжения
волочения проволоки из латуни (63% Си) от 1п-=Д (пересчитанный график а); о — гра-FK
фик зависимости напряжения волочения медной проволоки диаметром 6,5; 6,0 и 5,5 мм на диаметр 5 мм от обжатия [3 J; г — график зависимости напряжения волочения медной F
проволоки диаметром 6,5; 6,0 и 5,5 мм на диаметр 5 мм от In —- (пересчитанный гра-‘ Г к
фик в)
пряжения увеличивались не только из-за роста деформации, но и вследствие упрочнения. На это увеличение могло повлиять и изменение условий трения.
Чтобы уточнить влияние степени деформации на силу и напряжение волочения, использовали нормаль на силы волочения одного из меднопроволочных цехов, применявшуюся для контроля качества волок. Эти силы были определены многократными замерами при волочении максимально упрочненной (удлинение 1—1,5%) медной проволоки.
109
При этом влияние упрочнения практически полностью исключается. Эта нормаль приведена в табл. 3.
В табл. 4 приведены зависимости сил волочения от степени деформации медной мягкой проволоки по А. И. Бассу [6]. Для уточнения этих зависимостей замеренные силы волочения умень-
ТаблицаЗ Зависимость сил волочения предельно упрочненной медной проволоки от обжатия за период (а — 7°; О = 44 кГ/мм2} шены пропорционально увеличению средних величин предела прочности по сравнению с пределом прочности до волочения. На рис. 76 и 77 приведены графики уточненных зависимостей сил и напряжений волочения от степени деформации, построенные по табл. 3 и 4. Все эти графики, за исключением
Начальный диаметр проволоки, мм Сила волочения, кГ, при обжатиях, %
10 15 20 25
77, а, показывают, что рост сил
0,70 5,8 7,3 8,2 9,0 и напряжений волочения отстает
0,60 0,50 4,2 3,0 5,3 3,6 6,0 4,2 6,4 4,6 от роста степени деформации.
0,40 1,95 2,3 2,’75 3^0 Такое отставание вполне зако-
0,30 1,1 1,35 1,5 1,7 номерно и объясняется извест-
0,20 0,48 0,61 0,68 0,74 ным и всегда подтверждающим-
0,10 0,13 0,16 0,18 0,195 ся положением о том, что интен-
— сификация процессов обработки
давлением уменьшает относительные потери на контактное трение. Поэтому во всех случаях процесс следует вести с максимально возможными деформациями и с применением таких условий смазки, которые не приводили бы к увеличению напряжений трения с ростом деформации. Рис. 77, а показывает, что рост напряжения волоче-
Таблица 4
Силы и напряжения при волочении мягкой медной проволоки с диаметра 6,5 и 5,5 мм на 5 мм
Рабочий угол волоки а, град Диаметр Сечение проволоки после волочения, м м2 окэ 1<м Q 1 Q с Предел прочности кГ/мм2 Замеренные Приведенные
до волочения, £)0 1 после волочения , £>t до волочения после воло-чени я средний сила, кГ напряжение, кГ /мм2 сила, кГ напряжение, к Г/мм2
6 5,53 5,01 19,7 0,197 24 28,9 26,4 145 7,4 132 6,75
12 5,52 4,99 19,6 0,201 24 29,8 26,9 170 8J 152 7,85
6 6,03 5,01 19,7 0,369 24 34,8 29,4 265 14,5 234 11,9
12 6,03 4,99 19,6 0,378 24 39,6 29,3 280 14,3 228 11,7
6 6,54 5,00 19,6 0,533 24 38 31,0 420 21,4 325 16,5
12 6,53 4,99 19,6 0,534 24 38 31,0 400 20,4 310 15,8
по
ния несколько опережает повышение степени деформации, выраженное показателем «обжатие». Это не случайно и объясняется тем, что с ростом абсолютной деформации показатель «обжатие»
Рис. 76. Уточненная зависимость силы волочения от степени деформации:
а — график зависимости силы волочения упрочненной медной проволоки диаметром 0,7 (/) и 0,4 (2) мм от обжатия (а ~ 7°); б — график зависимости силы волочения упрочненной медной проволоки диаметром 0,7 (/) и 0,4 (2) мм от In Ц (пересчитанный график а); в — график зависимости приведенных сил волочения мягкой медной проволоки диаметром от 6,5 и 5,5 мм на диаметр 5,0 мм от In Ц
В этом заключается несовершенство показателя «обжатие», на которое указывалось в начале данной главы.
Графики рис. 74—77 показывают также, что кривые сил и напряжений кажутся проходящими выше начала осей координат.
Рис. 77. Уточненная зависимость напряжения волочения от обжатия и степени деформации:
а — график зависимости напряжения волочения медной упрочненной проволоки диаметром 0,7 мм от обжатия; б — график зависимости напряжения волочения медной F
упрочненной проволоки диаметром 0,7 мм от In -77— (пересчитанный график а); в — гра-Лк
фик зависимости приведенного напряжения волочения мягкой медной проволоки с конечен
ным диаметром 5 мм от In -=—
Fk
Это объясняется резким поворотом кривых в упругой зоне (если бы они были до этой зоны доведены) и подтверждает изложенные в гл. II соображения о характере изменения продольных напряжений вдоль деформационной зоны (сравните с кривыми на рис. 23 и 34).
111
Таблица
Влияние соотношения деформаций по диаметру и толщине стенки на силу и напряжение волочения труб из сплава Д16 [231
ау ‘винэьоеоя аинажвйпвн to ю to to co r- r- — cToTo"~
jj/ ‘кинэьо1гоа В1гиэ о о о о —1 CM Tf tO сч сч сч сч
Вытяжка за переход эмнэхэ ou — СО 00 — сч ~ о о.
э r сН Лдхэиеии ou со о to см о о — см
^ri веТпдо тГ СО СО сч^сч сч^сч
Размеры труб 1 | после волочения | zww ‘iqgXdx винэьээ ntfeYnoifu СП 00 00 — сч сч сч со см см сч сч
WW ‘ИМНЭХЭ вниУшгох BEHtfado £883 г-н —» —Ч
ww ‘dxawBHtf иннжМвн ^—4 —М «ГоГ^о оо
V(Vi ‘aMHBduo вн иэих -ВЖ90 tfadau имнэхэ BHHtnirox KKHtfado СЧ CM 00 to сп оо г- е-
до волочения | zww ‘iqgXdx винэьээ q'E'B'moiru тГ —< сч со 00 00 00 00 сч сч сч сч
WW ‘ИЯНЭХЭ BHHinirox KBHtfado О СО СП о сп п- со со
ww ‘dxawBHtf цнн)кШн Г- -ф сч сч сп сч" to оо" Tji to to to
Аналогичный характер зависимости сил и напряжений от степени деформации при волочении профилей простейших форм показан в работе [7] и труб в работах [8, 9 и др.].
Следует отметить, что при волочении труб на оправках (цилиндрической закрепленной, цилиндроконической и подвижной), кроме общей степени деформации за переход, необходимо учитывать соотношение деформаций по диаметру и толщине стенки трубы. В работе [23] приведены результаты волочения на закрепленной цилиндрической оправке отожженных заготовок сплава Д16 с различными наружными диаметрами и толщиной стенки, но примерно одинаковой площадью поперечного сечения на трубу диаметром 48,1 мм с толщиной стенки 1,56—1,58 мм (табл. 5).
Как показывают данные табл. 5, напряжение волочения тем выше, чем большую долю в общей вытяжке занимает вытяжка по диаметру. Это объясняется тем, что при увеличении вытяжки по диаметру возрастает утолщение стенки на участке безоправочного волочения, приводящее к возрастанию демонотонности деформации и к повышению действительной деформации по сравнению с рассчитанной по отношению площадей.
112
Поэтому при волочении труб на оправках целесообразно увеличивать вытяжку по стенке и уменьшать вытяжку по диаметру.
4. ФОРМА ПРОДОЛЬНОГО , ПРОФИЛЯ ВОЛОЧИЛЬНОГО КАНАЛА И ЕГО ОПТИМАЛЬНЫЕ ПАРАМЕТРЫ
На рис. 78 приведены схемы типовых продольных профилей волочильных каналов. Из этих схем видно, что контактная поверхность волочильного канала состоит из двух основных зон: обжимающей (или рабочей) и калибрующей (рис. 78). Назначение калибрующей зоны, помимо придания выходящему из волоки профилю заданных поперечных размеров, состоит в повышении стойкости выходной части канала. Образующая обжимающей
Рис. 78. Схемы типовых продольных профилей волочильных каналов: а — канал с прямой образующей обжимающей зоны; б — канал с радиальной образующей обжимающей зоны; в — схема сопряжения обжимающей и калибрующей зоны
зоны представляет собой чаще всего прямую линию, наклоненную к оси канала под некоторым небольшим углом (3—15°), а иногда линию, близкую к дуге окружности и для краткости часто называемую радиальной. Образующая калибрующей зоны представляет собой прямую линию, параллельную оси канала. Обжимающая и калибрующая зоны соединяются переходной зоной, которая представляет собой продолжение обжимающей зоны с постепенно уменьшающимся углом наклона образующей к оси канала. Образующую переходной зоны можно считать дугой окружности радиуса г (радиус закругления), касательной к образующим обеих крайних зон. Такая переходная зона резко уменьшает, а чаще практически исключает образование внеконтактной деформации и увеличивает стойкость канала, так как исключается возможность интенсивного износа (истирания) мест сопряжения.
Из схемы сопряжения обжимающей и калибрующей зон, показанной на рис. 78, следует, что при неизменной длине дефор-
8 И. Л. Перлин 118
мационной зоны с увеличением радиуса закругления переходной зоны возрастает общая длина обжимающей зоны, а длина калибрующей зоны канала уменьшается. В том случае, когда образующая обжимающей зоны представляет кривую, близкую к дуге окружности, переходная зона сливается с обжимающей.
Из приведенных типовых схем продольных профилей волочильных каналов видно, что, кроме обжимающей, переходной и калибрующей зон, имеются входная и выходная зоны.
Назначение входной зоны:
а) предотвратить возможность образования царапин и надрывов на поверхности металла у входа в обжимающую зону канала из-за практически всегда имеющегося некоторого несовпадения оси канала с осью протягиваемого профиля;
б) улучшить подачу смазки в деформационную зону в результате скопления во входной зоне смазки, отжимаемой из канала и обволакивания этой смазкой металла у входа в обжимающую зону.
Экспериментально установлено, что оптимальный угол между образующей входной зоны и осью канала должен составлять 40—45°, а длина этой зоны должна равняться (1—1,5)£>н-
Назначение выходной зоны — предохранить поверхность деформированного металла от царапин, которые могут образоваться от трения о кромки канала у выхода при несовпадении оси канала и направления тяговой силы. Форма выходных зон — коническая или полушаровая. Размеры входных и выходных зон зависят от смазки, особенностей волочильного оборудования и материала волоки и регулируются заводскими нормалями, а в некоторых случаях и Государственными стандартами.
Профили с прямой и радиальной образующей сравнивали Н. 3. Днестровский и Н. М. Богорад [7], а также Френсис и Томпсон [10]. Эти сравнения показали, что форма продольного профиля при прочих равных условиях заметно влияет на силу и напряжения волочения.
На рис. 79 приведены результаты разных исследований влияния угла а конической круглой волоки на силу и напряжение волочения, а на рис. 80 — результаты таких же исследований Днестровского и Богорад [7], относящихся к волочению некруглых профилей.
Все эти материалы показывают, что при волочении через канал с прямой образующей существует зона оптимальных углов а, где силы и напряжения волочения при прочих практически равных условиях минимальны.
Существование зоны оптимальных углов объясняется влиянием величины угла а на силовые условия в двух диаметрально противоположных направлениях по следующим причинам:
1. Увеличение угла а, как указано ранее (см. гл. II), ведет к повышению резкости поворотов линий скольжения. Это вызы-114
нпиэьомд dntJsuwdiJDH',
j» ‘ unudhoifog Dt/ng
zuu/jm 'unHdhoi/og dnUdMtrfUDH
zwj/ju ' unua/iouog дпнджийион
о
о in о
co
CQ
x x X 4 s к
*
s
s
«3 и X
о
к X
8*
вает увеличение дополнительных сдвигов, дополнительное упрочнение металла, рост напряжений на контактной поверхности и, следовательно, повышение сил и напряжений волочения.
2. С увеличением угла а уменьшается контактная поверхность. Это способствует понижению общего давления металла на
5 7,5 10 12,5 15 17,5 20 22,5а Q
_____Хо-57,2%
-----*0-21,67,
О 2,5 5 7,5 10 12,5 15 17,5 20 22,5а г
5 7,5 10 12,5 15 17,5 20 <Х •
О
____1___L_ I____|__1_____|---1---1----
О 2,5 5 7,5 10 12,5 15 17,5 20 22,5 а
Рис. 80. Зависимость напряжения волочения шестигранных, квадратных и прямоугольных профилей от величины угла а при разных обжатиях [7]: а — шестигранные; б — квадратные; в, г, д — прямоугольные (в — 2 : L;
г — 4:1; 6 — 8:1)
волоку и, следовательно, силы и напряжения волочения; одновременно увеличивается проекция равнодействующих элементарных нормальных и касательных сил, возникающих на контактной поверхности, на ось канала (рис. 81), что ведет к повышению силы и напряжения волочения.
3. С увеличением угла а повышается скорость деформации (это показано далее), а с ней иногда несколько повышается и сопротивление деформации.
116
4. При вводе смазки в канал без достаточного давления с увеличением угла а неизбежно ухудшаются условия трения и повышается коэффициент трения, точнее, его среднее по всей контактной поверхности значение /Лср. Это подтверждено рядом экспериментов, описанных в работах [11, 12]. Действительно, при
волочении в таких условиях смазка отгоняется в сторону входа в волочильный канал. Об этом свидетельствует накапливание смазки у входа в канал. Чем больше угол а, тем больше нормальное и касательное напряжения на контактной поверхности и
Rj sin(otf *р) R2 Sin(oL2 +p)
Рис. 81. Изменение величины контактной поверхности и проекций равнодействующих (/?! и /?2) элементарных нормальных и тангенциальных сил на направление оси волочильного канала в зависимости от угла а (угол трения р постоянен)
рис. 82 показаны два одинаковых
тем интенсивнее отгоняется смазка. Это подтверждается тем, что более чистая поверхность получается у металла, протянутого при больших углах а,- чем при малых. На
образца медного отожженного прутка диаметром 15 мм, на которые была нанесена тонкая белая масляная пленка (белила с льняным маслом). Оба образца после просушки пленки были про-
Рис. 82. Влияние угла волочильного канала на интенсивность отгона смазки [11]
тянуты на диаметр 13,5 мм: один через волоку с а = 5°, а другой через волоку с а = 15°. На протянутой части первого образца осталось большое число участков, покрытых смазочной пленкой; на втором образце таких участков почти не было заметно.
Чтобы подтвердить повышение интенсивности отгона смазки с увеличением а, провели следующие опыты [13]. Медные отожженные образцы одного и того же диаметра протягивали с одним и тем же обжатием через волоки с разными углами со смазкой и без смазки. Результаты этих опытов приведены в табл. 6.
Эти результаты отчетливо показывают, что при прочих равных усло-
виях сила волочения
заметно понижается от смазки только
в том случае, когда угол волочильного канала невелик. При больших углах сила волочения понижается от смазки, особенно жидкой и малоактивной, очень мало, так как она интен-
сивно выдавливается из волочильного канала и почти не остается на значительной части контактной поверхности. Поэтому с уве-117
Таблица 6
Результаты опытов по волочению меди через волоки с разными углами со смазкой и без нее [13]
Смазка Угол а Сила волочения , кГ Смазка Угол а Сила волочения, кГ
Диаметр образ1 15 мм, после во/ Без смазки Машинное масло щ до воло гонения 13 4° 10' 5° 40' 12° 20' 21° 30' 4° 10' 5° 40' 12° 20' 21° 30' нения ,9 мм 1360 1300 1360 1360 1000 920 1030 1340 Диаметр обра: 8,8 мм, после в Без смазки Сухой мыльный порошок зца до вол олочения ; 3° 4° 30' 8° 30' 15° 3° 4° 30' 8° 30' 15° очения 7,35 мм 740 700 690 690 600 550 680 680
личением угла а повышается коэффициент трения, а с ним сила
и напряжение волочения.
В гл. V на основе производственного опыта показано, что при малых углах (а = 24-3°) вследствие гидродинамического эффекта
значительно уменьшается износ канала волоки. В связи с этим в последние годы волоки с малыми углами начали широко внедрять в производство.
5. С увеличением нормальных напряжений возрастает количество тепла трения. Это ведет к повышению температуры, в основном тонкого поверхностного слоя протягиваемого металла, отчего в большинстве случаев увеличивается ко-
Рис 83. Схема образования зоны опта- эффиЦИеНТ ВНеШНеГО ТреНИЯ И ИНОГ-мальных углов
да ухудшаются условия смазки.
6. Значительное уменьшение угла а вызывает соответствующее
увеличение контактной поверхности, что, несмотря на гидродинамический эффект, может повысить силу и напряжение волочения.
В результате сложного взаимодействия перечисленных факторов образуется оптимальный угол или зона оптимальных углов, при которых сила и напряжение волочения минимальны. На рис. 83 показана схема образования зоны оптимальных углов.
Кривая 1 показывает изменение той части напряжения волочения, которая не зависит от сил контактного трения. Естественно,
что эта кривая с увеличением а монотонно возрастает из-за увеличения углов поворотов линий скольжения. Кривая 2 показы-
118
вает изменение той части напряжения волочения, которая зависит от сил трения. С ростом а контактная поверхность уменьшается в начале (левый участок) интенсивнее, чем повышаются напряжения трения на этой поверхности, в результате чего на этом участке понижается напряжение волочения.
На среднем участке изменения контактной поверхности и напряжения трения взаимно компенсируются. На правом участке контактная поверхность с ростом а уменьшается менее интенсивно, чем повышаются напряжения трения, и напряжение волочения увеличивается. Кривая 3 — это результирующая кривых 1 и 2, т. е. ее ординаты являются суммами ординат соответствующих точек этих кривых, поэтому она показывает полное напряжение волочения 7<в в зависимости от а при прочих равных условиях. Понятно, что эта кривая на среднем участке показывает зону оптимальных углов. При а = 0 кривая 3 должна показывать Кв = ST. Это следует из условия пластичности (П-9) и объясняется тем, что после достижения осевым напряжением волочения величины STk (ST меняется по длине деформационной зоны) радиальное напряжение становится равным нулю и, следовательно, силы трения на последующих участках контактной поверхности не возникают.
Несмотря на сложное взаимодействие различных факторов,, влияющих на образование зоны оптимальных углов, довольно четко выражены следующие закономерности:
1. Положение зоны оптимальных углов зависит от степени деформации. С увеличением деформации начало зоны сдвигается в сторону больших углов (см. рис. 79, а, б, в), сокращая этим величину контактной поверхности (см., например, работу [14]).
2. Положение зоны оптимальных углов зависит от величины коэффициента трения. С ростом его, так же как и с ростом степени деформации, эта зона сдвигается в сторону больших углов. Это подтверждается сравнением графиков, приведенных на рис. 79, б, в. На первом показана зона оптимальных углов при волочении медной проволоки в волоке из твердых сплавов, на втором — при волочении такой же проволоки в стальной волоке, где величина коэффициента внешнего трения при прочих равных условиях всегда несколько выше.
Это же подтверждается и положением зон оптимальных углов для разных металлов и сплавов. Так, начальные границы оптимальных зон у алюминия и меди, коэффициенты внешнего трения которых несколько больше, чем у твердых металлов и сплавов (например, бронзы, никелевых латуней), смещены в сторону больших углов (см. рис. 79, г).
3. На положение зоны оптимальных углов влияет противонатяжение. С его ростом несколько уменьшается величина угла, соответствующего началу зоны. Это следует из рассмотренного
119
далее характера влияния противонатяжения на напряженное состояние деформационной зоны.
4. С увеличением среднего диаметра профиля, т. е. среднего диаметра деформационной зоны, при прочих равных деформационных условиях возрастает контактная поверхность и более быстро затухают продольные сдвиговые деформации от периферийных слоев к осевым. Это приводит к уменьшению влияния поворота траекторий главных нормальных продольных напряжений на
Рис. 84. Напряжения волочения трубы на закрепленной оправке при различных обжатиях и углах наклона образующей волочильного канала [14]
силу волочения. Поэтому с увеличением среднего диаметра профиля зона оптимальных углов при прочих равных условиях сдвигается в сторону больших углов, при которых контактная поверхность уменьшается.
Изложенное необходимо учитывать при проектировании технологических процессов и при исследовании влияния угла а на напряжение волочения. Когда исследование ведется в лабораторных условиях при малых скоростях волочения, следует учитывать влияние скорости, так как она значительно влияет на температуру деформационной зоны.
Все сказанное о зоне оптимальных углов при конической форме волочильного канала в основном
относится и ко всем рассмотренным в гл. III видам волочения.
При волочении труб на закрепленной оправке оптимальные углы больше, чем при волочении сплошных круглых профилей. Это можно объяснить необходимостью уменьшения радиального давления на контактной поверхности закрепленной оправки, так как на эту поверхность трудно подвести смазку, а уменьшение радиального давления достигается увеличением а в результате повышения продольного напряжения (см. гл. II).
На рис. 84 приведены данные о влиянии угла а на напряжение волочения латунной трубы [14].
Увеличение угла а соответствующего началу зоны оптимальных углов при осаживании труб по сравнению с тем же углом при волочении сплошных круглых профилей отметили в своей работе Н. 3. Днестровский и В. И. Карасевич [15]. Это можно объяснить сравнительно невысокими нормальными давлениями, наблюдающимися при таком процессе в связи с отсутствием внутренних давлений и, следовательно, более благоприятными условиями для ввода смазки даже при повышенных углах.
120
В практике волочильного производства углы а выбирают,, руководствуясь не только изложенными соображениями об оптимальных зонах, но и необходимостью создания условий для лучшего совпадения осей канала с направлением силы волочения и для возможного повышения стойкости канала, которая возрастает с уменьшением угла а, так как при этом уменьшаются нормальные давления на контактной поверхности. Поэтому применяемые углы находятся в оптимальной зоне часто ближе к мень-
Рис. 85.. Радиальный канал, Рис. 86. Слепки радиальных каналов, иссле-исследованный Френсисом и дованных Днестровским и Богорад [7 ]
Томпсоном [10]
шим ее углам и даже вне ее. Величины наиболее часто применяемых углов а приведены в приложении 3.
Ранее было указано на возможность применения радиального очертания продольного профиля волочильного канала. Изучение влияния радиального очертания образующей волочильного канала на напряжение волочения дало разные результаты. Френсис и Томпсон ] 10], исследуя волочильный канал, показанный на рис. 85, пришли к выводу, что такая форма канала по сравнению с конической вызывает повышение напряжения волочения на 15—30%. Аналогичное сравнение с радиальными каналами такой формы, при которой длина деформационной зоны была близка к полученной при конической форме канала (см. табл. 7 и рис. 86), проводили Н. 3. Днестровский и Н. М. Богорад [7]. Они нашли,
Таблица 7
Сравнение напряжений волочения при конической и радиальной формах канала [7]
Форма канала а Напряжение волочения, кГ!м.м?, при обжатии, % Форма канала а Напряжение волочения, кГ1м.м?, при обжатии, %
10 | 20 30 10 20 30
Коническая 8° 40' 8,2 11,5 15,9 Коническая 10° 50' 7,8 10,6 15,2
Радиальная 8° 50' 7,5 11,0 16,2 Радиальная 13° 40' 7,4 11,1 15,7
12J
что при обжатиях 10—30% напряжение волочения в радиальных каналах отличается от конических на ±5—8%, т. е. напряжения почти равнозначны при одинаковых длинах деформационной зоны. Это объясняется тем, что в первой половине деформационной зоны радиального канала траектории главных нормальных продольных напряжений периферийных слоев наклонены к оси канала больше, чем соответствующие траектории в первой половине деформационной зоны конической волоки, а во второй половине рассматриваемые траектории в радиальном канале наклонены к оси канала меньше, чем траектории в коническом.
Рис. 87. Сравнение деформационных зон радиального и конического каналов
Таким образом, некоторое повышение напряжения волочения от увеличенного наклона траекторий в первой половине радиального канала компенсируется некоторым уменьшением напряжения во второй половине.
Величину угла радиальной образующей определяли по длине деформационной зоны с заменой дуги хордой.
Данную в работе [10] отрицательную оценку канала радиальной формы Днестровский и Богорад объясняют неудачной формой примененного канала, отчего получалась большая контактная поверхность. Это объяснение весьма вероятно. Радиальная форма канала имеет перед конической некоторое преимущество: она дает возможность использовать один и тот же канал и для больших, и для малых обжатий. В обоих случаях получается необходимая контактная поверхность.
Канал конической формы, пригодный для больших обжатий, т. е. имеющий большой угол а, при малых обжатиях дает недостаточную контактную поверхность и быстро изнашивается. Это следует из схемы, показанной на рис. 87.
122
Конический канал, предназначенный для малых обжатий, т. е. со сравнительно небольшим углом, при протяжке с большими обжатиями дает большую длину контактной поверхности, отчего могут увеличиться силы внешнего трения. Радиальная же форма является комбинацией каналов с большими и малыми углами, а поэтому она более универсальна.
Несмотря на такое преимущество, радиальные волоки применяют главным образом при волочении проволоки тонких раз-
Рис. 88. Типовые формы каналов алмазных волок с диаметрами:
а—0,15 мм; 6—0,037 мм; в—0,09 мм; г—0,032 мм [4]
меров. Это объясняется тем, что при больших длинах деформационной зоны, соответствующих средним и большим диаметрам проволоки, получить канал с радиальной образующей заданной кривизны более трудно, чем канал с прямой образующей. При
Рис. 89. Волоки с коническим и радиальным профилями [4]: а — конический профиль а,! = а2; б — радиальный профиль а, >а2
малых длинах деформационной зоны, соответствующих тонким и тончайшим диаметрам, разброс в кривизне образующей получается значительно меньшим, что облегчает получение каналов с радиальной образующей.
На рис. 88 показаны типовые формы каналов алмазных волок. При таких формах каналов параметром профиля обычно служит угол а (рис. 89), образованный хордой АВ (или СВ), проходящей
123
через начало и конец рабочей части радиальной образующей. Естественно, что этот условный параметр изменяется по длине деформационной зоны. Например, он обязательно увеличивается с ростом обжатия, что следует учитывать при анализе процесса волочения проволоки тонких и тончайших размеров.
В связи с изложенным при волочении проволоки больших и средних диаметров применяют каналы конической и радиальной
Рис. 90. Изменение относительного напряжения волочения -тЛ- по длине деформацион-тх
ной зоны при волочении латуни Л63 через волоки с каналами разного ]профиля [17]: / — а — const, tga = 0,1; 2 — tga^ = 0,1, tg = 0,75, = 0,65; 3 — tga^ = 0,
tg a£ = 0,86, = 0,86
формы (co сравнительно большими радиусами кривизны), для волочения тонких и тончайших размеров используют каналы практически только радиальной формы.
А. В. Юшков и Е. С. Богданов [16] считают радиальную форму канала более рациональной, так как при определенных значениях радиуса кривизны образующей удается сохранить по всей длине деформационной зоны постоянство произведения интенсивности степени деформации 1 на предел текучести STx
1 Интенсивностью степени деформации называется степень деформации, отнесенная к единице длины деформационной зоны, т. е. отношение
/*
где х — текущее расстояние поперечного сечения деформационной зоны от ее начала или конца.
124
в каждом его поперечном сечении и этим обеспечить равномерность износа волочильного канала.
Более эффективно для обеспечения равномерности износа волочильного канала соблюдение условия постоянства произведения интенсивности деформации на напряжение контактного трения. Это произведение может к выходу уменьшаться, вследствие чего более рациональной становится форма канала, приближающаяся к конической.
Сравнение сил волочения через конический и радиальный каналы, выполненное чисто аналитическим путем, описано в более
Рис. 91. Схема профиля волочильного канала, предложенного В. В. Зверевым [18]
поздней работе [17]. Результаты этого сравнения приведены на рис. 90. Они показывают, что напряжения волочения при коническом канале несколько больше только у самого выхода. При этом не учитывается обязательное существование переходной зоны, которая обеспечивает плавный переход от конической зоны к калибрующей и этим уменьшает силу на выходе. К этому следует добавить и то, что в радиальном канале угол у входа при прочих равных условиях больше, чем в коническом, а это увеличивает отгон смазки. Таким образом, и эта работа (несмотря на утверждение ее автора) не указывает на какие-либо заметные преимущества радиальной формы перед конической.
В. В. Зверев [18] предложил форму обжимающей зоны волочильного канала, образованную кривой АБ (рис. 91), вогнутой в тело волоки и построенной по формуле
Fx sin 2ах = const, (VI-1)
где Fx — текущее поперечное сечение канала;
ах— текущий угол наклона касательной к кривой А Б (см. аХ1 и аХ2 на рис. 91).
125
К этой зависимости В. В. Зверев пришел аналитическим путем, задавшись целью получить такой профиль, который, изнашиваясь, сохранял бы свою форму, отчего увеличивался бы срок службы канала. В своих расчетах В. В. Зверев сделал следующие допущения:
а) нормальное давление металла на стенки обжимающей зоны
канала постоянно;
б) отсутствует давление металла на стенки калибрующей части канала и, следовательно, отсутствует износ этой части канала;
в) рассмотрен идеальный случай — совершенно равномерный износ стенок канала под влиянием равномерного распределения
давления.
В работе [7] отмечено заметное повышение силы волочения, вызываемое применением профиля такой формы.
Следует, однако, отметить, что, несмотря на это и указанные допущения, изношенные каналы часто имеют форму, весьма сходную с предложенной В. В. Зверевым. Объясняется это тем, что
Рис. 92. Схема «сигмоидального» профиля волочильного канала [19]
в обжимающей зоне канала поверхность протягиваемого металла увеличивается по направлению его' движения и, следовательно, растет воздействие сил трения на стенки канала, отчего он быстрее изнашивается по направлению к выходу. Это скорее указывает на целесообразность делать профиль обжимающей зоны с выпуклыми стенками волоки, т. е. радиальным.
Дальнейшие исследования [19, 20] привели к предложению так называемого «сигмоидального» профиля волочильного канала, представляющего собой комбинацию конической и радиальной форм (рис. 92), образующую которой можно считать вогнуто-выпуклой линией.
В работе [19] проведено сравнительное исследование волочения полос из алюминия через волоки с каналом четырех форм: сигмоидальной, конической, вогнутой и выпуклой.
Результаты экспериментов приведены в табл. 8.
Эти результаты показывают, что при сигмоидальном профиле напряжения волочения снижаются мало заметно. Но так как
в рассматриваемых экспериментах волочение проводили при малых скоростях, когда гидродинамический эффект не мог проявиться, эти результаты нельзя считать окончательными.
В работах [20] и [86] показано, что волоки с сигмоидальным профилем не имеют заметных преимуществ перед волоками другого профиля.
126
Таблица 8
Напряжения волочения алюминиевых полос шириной 12,7 мм через волоки с различным профилем канала [19]
Профиль канала Толщина полосы, мм Относительное обжатие, % Напряжение волочения, кГ/мм2
до волочения после волочения
Сигмоидальный 9,593 4,915 48,8 9,62
Конический . . 9,588 4,902 48,9 10,00
Радиальный вогнутый 9,588 4,927 48,6 9,67
Радиальный выпуклый 9,58 4,992 49,0 10,38
Недостаток сигмоидальных каналов — повышенная трудность их изготовления и невозможность использования одной волоки для разных относительных деформаций, так как при уменьшении деформации часть канала с малым углом исключается из работы.
Несмотря на указанные отличия профилей волочильного канала, при всех формах профиля основная деформация происходит в той части канала, которая имеет коническую или близкую к ней форму.
Поэтому для всех разновидностей каналов представляет интерес определение величины оптимального угла аопт. Аналитическое определение величины аопт, как показано в гл. VII, встречает заметные трудности.
В связи с этим рядом авторов на основе статистической обработки экспериментальных данных предложены различные эмпирические и полуэмпирические формулы для определения аопт. Основные из этих формул рассмотрены в работе [21]. Сравнение значений аопт, рассчитанных по этим формулам, с приведенными на рис. 79 показывает, что наиболее удовлетворительную сходимость дает формула Ш. Гелей:
sin аопт = ]/g£. (VI-2)
Рассматривая эту, как и другие аналогичные зависимости, следует иметь в виду, что вследствие гидродинамического эффекта с уменьшением угла а (он же угол смазочного клина) понижается и величина /п, а также и то, что эти формулы получены при анализе процессов без внешнего противонатяжения и без учета диаметра профиля.
На силу и напряжение волочения заметно влияет длина калибрующей зоны канала. Это происходит потому, что протягиваемый металл попадает в калибрующую зону под некоторым сжимающим напряжением от упругих деформаций, вследствие чего между металлом и калибрующей поверхностью возникают силы трения. Очевидно, что с увеличением длины калибрующей зоны
127
растут и силы трения, а с ними и сила волочения. По данным Минина (рис. 93), увеличение длины калибрующей зоны в условиях исследованного им процесса в два раза повлекло увеличение силы волочения на 5—10%.
Последующие опыты Н. 3. Днестровского и Р. А. Блюмкиной [22], проведенные с цветными металлами и сплавами, подтвердили указанный характер влияния калибрующей зоны на напряжение волочения.
Ввиду того что по направлению к выходу из канала продоль
ные напряжения повышаются, радиальные напряжения к выходу
Угол конуса волоки а°
Рис. 93. Зависимость силы волочения стальных прутков диаметром 30 мм от длины калибрующей зоны 1К, обжатия и угла а [11:
•-----О — 1К = 12 мм\
О--------О /к = 6 мм
из канала понижаются. С ними соответственно падают и напряжения контактного трения в калибрующей зоне канала. Это, а также воздействие предыдущего участка деформационной зоны на последующий и в некоторой степени релаксация напряжений за время продвижения металла по калибрующей зоне приводят к тому, что с увеличением длины калибрующей зоны повышается и ее стойкость. Однако такое увеличение стойкости приводит к повышению
напряжения волочения, а иногда, как следствие,—к увеличению обрывности. Поэтому практикой установлены сравнительно ограниченные длины калибрующей зоны нового канала. Они колеблются в пределах (0,1 —1,5) DK. Меньшие значения при
меняют при повышенной стойкости на истирание материала волоки и при волочении больших сечений, когда поле допусков сравнительно велико. Более высокие значения используют при
волочении тонких и тончайших размеров, когда поле допусков
мало и когда это позволяют получающиеся напряжения волочения (практически применяющиеся длины калибрующей зоны приведены в приложении 4). Изготовление каналов с заданными длинами калибрующей зоны, особенно каналов тонких и тончайших размеров, встречает серьезные технические затруднения. Поэтому указанные величины, определяющие длину калибрующей зоны, ориентировочны, а их приближенное измерение и учет часто приходится вести методом «приведенного» угла (см. гл. VII).
Влияние длины калибрующей зоны на напряжение волочения зависит от степени деформации: при малых деформациях оно больше, так как в этом случае часть напряжения волочения, идущая на преодоление сил трения в калибрующей зоне, составляет заметную долю общего напряжения волочения, и наоборот.
128
При волочении тонкой проволоки, когда калибрующей зоне (чтобы повысить стойкость) придают длину, равную (0,8—1,5) DK1 ее влияние на напряжение волочения возрастает, особенно при небольших обжатиях (10—15%), часто применяемых при волочении профилей тонких и тончайших размеров. Например, при обжатии 10% и угле волоки 6 град, длина обжимающей зоны составляет около одной трети выходного диаметра, т. е. она в 1,5—4 раза меньше длины калибрующей зоны. Поэтому в практике волочения проволоки тонких и тончайших размеров изменение обжатий в пределах 10—25% сравнительно мало влияет на
Волоки Волокодержа/пель
Рис. 94. Схема осаживания трубы с применением строенной волоки
напряжение волочения. Так, например, при волочении медной проволоки диаметром 0,05—0,3 мм через алмазные волоки увеличение обжатия с 10 до 25% приводит к повышению напряжения волочения не в 1,75—2 раза, как должно быть при отсутствии калибрующей части, а лишь в 1,4—1,5 раза.
При волочении сплошных профилей, осаживании и профилировании труб иногда целесообразно применять сдвоенные и даже строенные (так называемые многосекционные) волоки. Схема осаживания трубы с помощью строенной волоки показана на рис. 94. Сущность такого метода заключается в разделении деформационной зоны на две-три самостоятельные части.
В отличие от многократного волочения общая степень деформации при таком методе не может заметно превышать допустимой степени деформации для волочения через одинарную волоку. Однако этот метод имеет следующие преимущества:
1. Во второй и третьей волоках процесс идет с противонатяжением от предыдущих волок, что, как показано далее, ведет к понижению давления металла на стенки волочильного канала и уменьшает его износ. Поэтому появляется возможность более длительного использования выходных волок и замены каждой из них по мере износа независимо от остальных.
9 И. Л Перлин 129
2. Могут быть значительно улучшены условия смазки и охлаждения протягиваемого металла, так как в межсекционные промежутки легко ввести смазку.
3. При волочении с большими углами наклона образующей канала (а = 20^-25 град.), например при осаживании трубы с обязательным уменьшением толщины стенки, применение многосекционной волоки позволяет достигнуть наименьшего расхождения между осями каналов и направлением тянущей силы, так как при такой конструкции общая длина канала увеличивается и этим облегчается более правильная установка основной центральной секции волоки.
Недостатки многосекционной волоки:
1. Усложнение конструкции волокодержателя.
2. Увеличение отходов металла на захватку.
3. Некоторое повышение силы волочения по сравнению с волочением в односекционной волоке (при прочих одинаковых деформационных условиях). Это увеличение отмечено в работах [15, 23 и др.] и объясняется тем, что в промежутках между секциями волоки размеры протягиваемого металла вследствие его упругости несколько возрастают в радиальном направлении по сравнению с теми, которые у него были в момент выхода из канала предыдущей секции. Для ликвидации этого упругого последействия в каждой последующей секции должна быть проведена определенная работа. Кроме того, при применении многосекционных волок увеличивается суммарная длина калибрующей зоны, что вызывает дополнительные затраты энергии на преодоление трения.
При определении размеров волочильного канала, а также размеров заготовок для волок необходимо учитывать также следующее:
а) длина обжимающей зоны должна быть несколько больше расчетной, чтобы исключить возможность начала деформации за пределами обжимающей зоны (т. е. во входной зоне канала) вследствие несовпадения оси канала с осью заготовки, а также в результате возможного превышения начальных размеров протягиваемой полосы против расчетных (это может быть при разработке канала предыдущей волоки). По этой же причине расчетная длина деформационной зоны должна в производственных условиях определяться по максимальному обжатию;
б) длина входной и выходной зон, кроме чисто технологического назначения, должна обеспечить достаточную прочность волоки против расклинивающего действия радиальных сил, метод определения которых указан на стр. 171.
Эти соображения положены в основу ГОСТов и ведомственных технических условий на заготовки для волок. Методика расчетов заготовок и волочильного канала изложена в п. 17 и в работе [24].
130
Рис. 95. Деформационная зона при несовпадении осей волочильного канала и протягиваемой полосы
втулками у входа, волоки и протягиваемого
5. НЕСОВПАДЕНИЕ ОСЕЙ КАНАЛА И ПРОТЯГИВАЕМОГО ПРОФИЛЯ
Часто, особенно в производственных условиях, ось волочильного канала заметно не совпадает с осью протягиваемого профиля при входе или выходе его из деформационной зоны. Это происходит из-за неточной установки волоки в воло кодер жателе, а также из-за вибрации металла при входе в деформационную зону.
Чтобы обеспечить более равномерный износ канала круглой волоки, продольную ось профиля со стороны входа иногда заставляют описывать конус с небольшим углом при вершине. Это приводит к повышению степени неравномерности деформации, увеличению контактной поверхности и, как следствие к росту сил и напряжений волочения. На рис. 95 показана фотография деформационной зоны, получающейся при несовпадении осей.
Для возможного уменьшения несовпадения осей следует при волочении профилей крупных размеров применять самоустанавливающиеся волокодержатели с направляющими
Существенное улучшение соосност
профиля достигается, как было указано, при использовании многосекционных волок. При волочении проволоки, особенно тонких и тончайших размеров, необходимо, чтобы ось волочильного канала была строго перпендикулярна опорной плоскости волоки.
Однако иногда нарушение соосности целесообразно. Так, например, трубные заготовки часто отличаются значительной разностенностью, при которой утоненная часть стенки заготовки расположена по одной из образующих трубы. Уменьшению такой разностейности может способствовать осаживание (безоправочное волочение) через волоку, наклоненную к продольной оси трубной заготовки так, чтобы утоненная часть имела увеличенную контактную поверхность по сравнению с утолщенной. При таком положении, согласно условию пластичности, продольные напряжения в утолщенной части увеличатся, а окружные уменьшатся, а в утоненной — наоборот. Это приведет к утонению утолщенной части и утолщению утоненной части, т. е. к уменьшению разно-стенности г. Однако практическое осуществление такого процесса довольно сложно и поэтому в производственных условиях его не применяют.
1 Патент (США), кл. 205—4, № 3095083, 1963.
9:
131
6. КАЧЕСТВО ПОВЕРХНОСТЕЙ СКОЛЬЖЕНИЯ, СВОЙСТВА СМАЗКИ И СПОСОБЫ ЕЕ ВВОДА В ДЕФОРМАЦИОННУЮ ЗОНУ
Свойства материала волоки и протягиваемого металла, качество поверхностей скольжения, свойства смазки и способ ее ввода в деформационную зону в основном определяют силы и напряжения контактного трения для данных деформационных условий.
Многочисленными заводскими испытаниями установлено, что при хорошей полировке волочильных каналов и смазывающей пленке на контактной поверхности при прочих равных условиях сила волочения в стальной волоке больше, чем в волоке из твердого сплава, в которой она больше, чем в волоке из технического алмаза (табл. 9), так как чем тверже материал волоки, тем лучше он полируется и тем меньше должен быть и коэффициент трения.
Очевидно, что хорошо подобранная смазка снижает при всех условиях силы внешнего трения. При прочих равных условиях холодного волочения хорошие результаты дают сухие смазки — твердое мыло, особенно натриевое, содержащее не менее 75% омыленных жирных кислот и возможно более свободное от глицерина (табл. 9).
Таблица 9
Влияние смазки и материала волоки на силу волочения
Протягиваемый металл Начальный диаметр проволоки, мм Степень Деформации за переход, % Металл волоки Смазка Сила волочения, кГ
Алюминий 2,0 23,4 Карбид воль- 1 1 13
фрама
Латунь 2,0 25,2 Сталь 24
2,0 20,1 Карбид вольфрама Твердое мыло 20
Бронза фос- 2,0 20, Г Сталь 32
фористая 0,65 18,5 Карбид воль- 15
фрама
0,65 18,5 То же Растительное 26
масло
Мельхиор ЯП/91 0 1,12 20 » Твердое мыло 16
OU/Z1 и » Растительное 20
масло
Алмаз Твердое мыло 15
» Растительное 16
масло
Примечание. Для всех опытов применяли конические волоки с а = 6т-7°.
132
Однако сухую смазку трудно нанести на протягиваемый металл, особенно при волочении профилей больших и малых сечений, а также при высоких скоростях волочения, что часто ограничивает ее применение. Кроме того, при употреблении сухой смазки поверхность протянутой полосы не получается блестящей, так как такая смазка оставляет на ней участки, покрытые тончайшей пленкой. Поэтому сухие смазки чаще применяют при волочении профилей средних сечений, а также профилей и труб из труднодеформируемых металлов в случаях, когда не требуется получать блестящую поверхность протянутого металла. В остальных случаях используют полужидкие (для крупных сечений) и жидкие (для средних и тонких сечений) смазки необходимой физической активности.
В работах [25, 26] показано, что с повышением смазочных свойств смазок зоны оптимальных углов заметно увеличиваются. Это указание полностью соответствует ранее изложенным соображениям о влиянии коэффициента трения на положение зоны оптимальных углов.
Как уже было отмечено, при прочих равных условиях действие смазки ухудшается с увеличением угла наклона образующей волочильного канала. Отрицательно влияет и повышение степени деформации, которое - неизбежно связано с увеличением новых поверхностей металла с утоненными и разрушенными смазывающими пленками. На практике это подтверждается тем, что полоса, протянутая с малой деформацией, отличается менее блестящей поверхностью из-за толстой смазочной пленки, оставшейся после волочения, чем полоса, протянутая с большой деформацией. Смазочный эффект в значительной мере зависит и от метода ввода смазки в деформационную зону. В традиционных процессах смазка просто вовлекается протягиваемым металлом, т. е. при небольшом гидродинамическом эффекте. При этом толщина смазочной пленки невелика и часто недостаточна для обеспечения жидкостного трения. Гидродинамический эффект может быть значительно увеличен применением специальных насадок или волок с малыми углами образующей волочильного канала (см. гл. V). В условиях, при которых увеличение гидродинамического эффекта затруднительно (малые скорости волочения, волочение тонких и тончайших размеров и др.), целесообразно применять гидростатический ввод смазки. Улучшению условий действия смазки также способствует вибрационное волочение.
На ход процесса волочения влияет также и качество поверхности волочильного канала и протягиваемой полосы. Хорошая полировка канала улучшает качество поверхности протягиваемого металла в процессе его деформирования, следовательно, улучшается ход процесса волочения. Гладкая блестящая поверхность протягиваемого металла при активной смазке улучшает процесс. При малоактивной жидкой смазке микроскопические 133
неровности на поверхности, например при волочении травленого металла, могут способствовать удержанию смазочной пленки и этим улучшать процесс. Такие предположения приведены в работе А. И. Басса [6] и подтверждены П. И. Мининым [1], который, изучая волочение стальных прутков в стальных волоках, установил, что при хорошо отполированном канале, шлифованных поверхностях прутков и жидкой смазке часто повышаются силы волочения, на поверхности канала и прутков появляются риски, тогда как при волочении в тех же условиях шлифованных и затем протравленных прутков такие явления не наблюдались. Подтверждается это также тем, что при протяжке травленой катанки процесс в первой волоке идет не хуже, чем в последующих, несмотря на частое применение в первом переходе высоких обжатий.
7. ФОРМЫ НАЧАЛЬНОГО И КОНЕЧНОГО ПОПЕРЕЧНЫХ СЕЧЕНИЙ ПРОТЯГИВАЕМОЙ ПОЛОСЫ
При прочих равных условиях волочения силы внешнего трения растут с увеличением контактной поверхности. При равновеликих сечениях круг имеет наименьший периметр. Следовательно, при прочих равных условиях минимальная контактная поверхность, а поэтому и минимальные значения сил и напряжений волочения должны наблюдаться при волочении круглых профилей. В соответствии с изложенным в работе [27] предложено учитывать влияние формы простых профилей на контактную поверхность коэффициентом формы Л, который равняется отношению площади контактной поверхности, получающейся при волочении некруглого профиля, к площади контактной поверхности, получающейся при волочении равновеликого круглого профиля из круглой заготовки с одинаковыми степенями деформации и одинаковой длиной деформационной зоны. При волочении сплошных профилей, близких по форме поперечного сечения к правильным многоугольникам, отношение площадей контактных поверхностей для профилей с небольшой разностью между максимальными и минимальными линейными размерами поперечного сечения может быть с некоторым приближением заменено отношением их периметров.
Н. 3. Днестровский и Н. М. Богорад [7] определили соотношение между напряжениями волочения равновеликих круга, шестигранника, квадрата и прямоугольников с отношением сторон 2 : 1; 4 : 1 и 8 : 1 при одинаковых обжатиях и углах наклона образующих канала.
Результаты этих определений приведены на рис. 96 и 97, из которых видно, что форма конечного сечения профиля изделия оказывает большое влияние на силы и напряжения. Они растут с увеличением коэффициента формы Л, причем этот рост 134
проявляется более резко с повышением степени деформации. На силу волочения заметно влияет не только форма конечного профиля, но и форма начального профиля; чем больше они отличаются один от другого, тем больше контактная поверхность
Таблица 10
Влияние различных форм начального и конечного профилей на силу волочения (медь, предел прочности до волочения 23 кПмм2)
Форма начального сечения площадью 227 мм2 Форма конечного сечения площадью 170 мм2 Сила волочения, кГ
Круг 0 17 ММ Круг 014,7 мм 1600
Круг 0 17 мм I 2600
2000
Рис. 96. Зависимость напряжения волочения от коэффициента формы А протягиваемого профиля [7 3 для квадрата и шестигранника:
/ - б = 30%, ц = 1,43; // - б = 20%, ц = 1,25; ///-6 = 10%, Ц = 1,11; ---а=5°;---------а = 7°;--------а=9°;
.... а = 12° 30'; — . . — а = 20°
и сила волочения. В табл. 10 приведены результаты опытов, проведенных в лаборатории обработки металлов давлением Московского института цветных металлов и золота им. М. И. Калинина по влиянию различия форм начального и конечного профиля, подтверждающие изложенное.
8. ПРОТИВОНАТЯЖЕНИЕ
Все изложенное в гл. II о влиянии противонатяжения на напряженное состояние потверждено многочисленными исследованиями [28—30], показавшими, что противонатяжение Q (рис. 98), уменьшающее полное давление Mq протягиваемого металла на волоку, в общем случае увеличивает полную силу волочения Pq, т. е. ту силу, которая действует на металл после выхода его из волоки. Однако необходимо отметить, что дальнейшие исследования [31, 32] показали, что сила Mq уменьшается при наложении противонатяжения любой величины. В то же время сила Pq и напряжение волочения начинают заметно расти не при всяком противонатяжении, а лишь начиная с некоторого минимального значения его, условно названного авторами критическим QKP, которое определяет критическое напряжение противонатяжения , зависящее от основных условий процесса и особенно
135
от предела упругости протягиваемого металла. На рис. 99 приведены результаты исследований влияния противонатяжения на силу волочения и давление металла на волоку при волочении латунной проволоки Л62 с разными степенями предварительной деформации, в табл. 11 — критические значения противонатя
жения при волочении проволоки при волочении проволоки из технического циркония [79].
Эти результаты . показывают:
1. [Возникновение критических противонатяжений и заметный рост силы Pq только с того момента, когда противонатяже-
Отношение сторон прямоугольника
Рис. 97. Зависимость напряжения волочения от коэффициента формы А протягиваемого профиля для прямоугольников (обозначения — те же, что на рис. 96)
Рис. 98. Схема сил, действующих на металл и волоку при противонатяжении, и изменение их с увеличением противонатяжения:
а — схема действующих сил; б — схема изменения действующих сил в зависимости от величины противонатяжения
ние достигает значения QkP. Из этого следует, что применять проти-вонатяжение в пределах до QKP во всех случаях полезно, так как сила волочения практически не возрастает, но создаются условия для уменьшения износа волочильного канала (уменьшаются давления на контактной поверхности и выдавливание смазки), сокращаются или ликвидируются зоны трехосного сжатия.
2. Рост критических значений QkP и Gq^ с повышением степени предварительной деформации и, следовательно, упрочнения (оВн) (см. рис. 100).
3. Спад нагрузки на волоку Mq при любой, даже небольшой величине противонатяжения. Этот спад при oq практи-
чески равен противонатяжению, а при oq > всегда меньше 136
Рис. 99. Влияние противонатяжения на силы Pq и Mq при волочении проволоки из латуни Л62 с различной предварительной деформацией [31]:
/-46%, 6qK =3,0 кГ/мм2; II - 0%, с = 0,6 кГ/мм2', ///-56%, =
= 5,1 кГ/мм2? IV — 20%, = 3,65 кГ!мм2-, V — 66%, = 7,6 кПмм2-, VI —
38%, = 3,85 кПмм2-, а — D„ = 1,47 мм, Dv = 1,32 мм, обжатие за переход 20%;
чкр ** **
б — Dn = 1,32 мм, DK ~ 1,16 мм, обжатие за переход 23%; в — DH = 1,16 мм, DK = = 1,03 мм, обжатие за переход 19%
137
его. Поэтому величина спада может быть охарактеризована коэффициентом использования противонатяжения yq, представляющим собой отношение спада к противонатяжению, т. е.
Предварительная де<рорнация,70
Рис. 100. Влияние степени предварительной деформации на величину при волочении дуралюмина Д1 [32]
_ М0 — _ Po~Mq
Q ~ Q- ‘
(VI-3)
В гл. VII показано, что yq в общем случае зависит от р, г, а и отношения ——. Только при волочении отожженных металлов, т. е. при волочении с малыми значениями 07 , величина yq почти не зависит от Gq. Это показали исследования процесса волочения с противонатяжением мягкой медной
проволоки диаметром 0,7 мм, выполненные в лаборатории Мин-цветметзолото А. Д. Апарышевой и Р. Я. Манелисом. Результаты этих исследований приведены в табл. 13 [30].
Таблица 11
Критические противонатяжения при волочении проволоки из сплава Л62 [311
Степень предварительной деформации, % Диаметр проволоки, мм Обжатие за переход, % кГ/мм2
до волочения после волочения
0 1,47 1,32 20 1 0,6
46 1,47 1,32 20 5 3
38 1,16 1,03 19 4,3 3,85
66 1,16 1,03 19 3,4 7,6
Таблица 12
Критические противонатяжения при волочении проволоки из технического циркония (диаметр проволоки до волочения 1,51 мм, после волочения 1,38 мм, обжатие за переход 16.5%) [79]
Степень предварительной деформации, % %кр, кГ/мм2 Степень предварительной деформации, % кГ/мм2
0 1,8 1,0 53 3,5 1,95
18 2,2 1,3 64 3,6 2,0
32,5 2,7 1,5 70 4,0 2,2
45 3,2 1,8 75,5 4,3 2,4
138
Таблица 13
Влияние величины противонатяжения на коэффициент yq при волочении мягкой медной проволоки с диаметра 0,8 мм на диаметр 0,7 мм [301
Коэффициент использования противонатяжения
Ч- Q
Mq, кГ
Q.
кГ
Pqr кГ
0 л
2,0
4,0
5,0
7
6,3
5,5
5,0
7
8,3
9,5
11,0
0,35
0,375
0,33
* Волочение
без противонатяжения.
границе упругой и пластической
Объяснение указанного влияния противонатяжения на силу Pq и на нагрузку на волоку Mq, приведенное в работе [31 ], вытекает из рассмотрения характера изменения продольных и радиальных напряжений по длине деформационной зоны с внешним противонатяжением и без него.
Характер изменения продольных и радиальных напряжений при отсутствии внешнего противонатяжения может быть представлен кривыми 1—2—3—4 и 1—5—6—3 (рис. 101). Ординаты первой кривой показывают продольные напряжения, а ординаты второй — сумму продольных и радиальных напряжений.
Таким образом, в любом поперечном сечении, отстоящем на расстоянии х от входа в деформационную зону, ордината показывает среднее значение продольного растягивающего напряжения, а отрезок ординаты аГх, представляющий собой разность между ординатами кривых 1—5—6—3 и 1—2—3—4, является средним радиальным напряжением в рассматриваемом сечении. Напряжение волочения показывает ордината Kq, а продольное напряжение, возникающее на
зон, ордината а/уп. Перегиб кривой 1—2—3—4 в точке 2 объясняется началом преимущественно пластических деформаций, а резкое уменьшение угла наклона части кривой 2—3 к оси деформационной зоны — тем, что нарастание напряжений протекает всегда значительно интенсивнее в зоне упругих деформаций, чем в зоне пластических деформаций.
Если создать противонатяжение с напряжением < oZyn, то начальный диаметр полосы DHo сократится до DH1 вследствие упругой деформации, а протяженность упругой зоны уменьшится с (аг + «2) Д° й2- Этим уравновесится противонатяжение, в результате чего линия продольных напряжений изменит свое начало и примет форму 7—8—2—3—4. При этом величина продольного напряжения на границе упругой и пластической зон останется почти неизменной. Линия суммарных напряжений также изменит лишь свое начало и примет форму 8—5—6—3, а напряжение волочения останется неизменным, т. е. = К9,
Если создать противонатяжение с напряжением = О/уп, то по тем же причинам начальный диаметр полосы уменьшится 139
до ПН2, упругая зона почти исчезнет и так как силовые условия в пластической зоне не изменятся, то и напряжение волочения останется практически неизменным, т. е. ^2 = = Ко. Линия
продольных напряжений примет вид 9—2—3—4 и покажет неизменность напряжения волочения = Л2)- Линия сум-
марных напряжений в этом случае примет форму 2—5—6—3.
Рис. 101. Схема изменения продольных и радиальных напряжений при волочении без противонатяжения и с противонатяжением [31]
Если создать противонатяжение с напряжением oq , превышающим О7уп, но меньшим, чем сопротивление деформации полосы у входа в канал (т. е. STh > oQ3 > aZyn), то начальный диаметр полосы РНо уменьшится до £>Нз, а протяженность пластической зоны на а3. Однако в связи с тем, что а << 5Тн, остаточная деформация заднего конца полосы, а также длина я3 будут настолько малы по сравнению с протяженностью и деформацией пластической зоны, что ими можно пренебречь и протяженность пластической зоны считать не изменившейся. Поэтому в данных условиях, т. е. при oZyn < < STn, напряжение волочения
140
должно пойти на осуществление заданной пластической деформации, практически такой же, как и без противонатяжения, и, кроме того, на преодоление увеличенного напряжения противонатяжения о^, возникшего в начале пластической зоны. В результате этого напряжение волочения /<3 заметно возрастает. Линия продольных напряжений принимает форму 10—11—12—13 и. показывает рост напряжения волочения /С3 > /Со.
Линия суммарных напряжений принимает форму//—14—6—12. Следовательно, дополнительное увеличение противонатяжения приведет к дальнейшему росту напряжения волочения и только при = STh (когда напряжение противонатяжения станет
равным сопротивлению деформации полосы у входа в канал) начнется процесс пластического растяжения до входа металла в волоку, описанный в гл. I. Такой процесс представляет комбинацию волочения без волоки и в волоке.
Понижение пластичности обрабатываемого таким образом металла, вызываемое увеличением продольных напряжений, делает нецелесообразным применение противонатяжений, вызывающих значительные внеконтактные пластические деформации, особенно при волочении упрочненных металлов.
Во всех рассмотренных случаях появление внешнего противонатяжения приводит к понижению радиальных напряжений, а с ними и к уменьшению сил трения на контактной поверхности. В первых двух случаях (о^ < о/уп и = сг/уп) эти уменьшения происходят в упругой зоне, а в третьем случае (о^ > О/уп) они переходят и в пластическую. Поэтому нагрузка на волоку начинает заметно падать с самого начала появления внешних противонатяжений независимо от их величины. Изложенное полностью подтверждается результатами описанных ранее опытов. В связи с этим критические противонатяжения могут служить косвенным доказательством того, что в деформационной зоне имеется и упругая зона, а критическое напряжение противонатяжения можно считать равным напряжению на границе упругой и пластической зон, т. е. сг/уп. Отсюда следует независимость о9кр от величины деформации за данный переход. Действительно, при прочих одинаковых условиях процесса положение упругой зоны не зависит от степени пластической деформации. Следовательно, от степени деформации не должна зависеть и величина а/уп, а также aq . Снижением нагрузки на волоку Mq объясняется и указанное ранее уменьшение величины угла а, соответствующего началу зоны оптимальных углов при противонатяжении. Этим же можно объяснить и отсутствие заметных различий между силами при волочении через коническую волоку с оптимальным углом и радиальную волоку. Действие всякого предыдущего участка деформационной зоны на последующий (по ходу процесса) можно рассматривать как внутреннее противонатяжение, от 14]
которого уменьшается угол, соответствующий началу зоны оптимальных углов. Следовательно, становится целесообразным уменьшать угол а по направлению к выходу из канала. Это свидетельствует об эффективности радиальной волоки. Из сказанного следует, что противонатяжение в общем случае — фактор положительный, особенно если достаточно полно использовать его работу, как при многократном процессе, а также при плющении — волочении (см. гл. IV) и в некоторых других процессах волочения.
9. О НАПРЯЖЕНИЯХ НА КОНТАКТНОЙ ПОВЕРХНОСТИ УПРУГОЙ ЗОНЫ
При волочении с недостаточным противонатяжением или без него у входа в рабочую зону волочильного канала наблюдается интенсивный кольцевой износ. Он объясняется тем, что при указанных условиях начальный участок деформационной зоны
является упругим.
Достаточно точное положение границы между упругой и пластической зонами и размеры зоны трехосного сжатия, возни-
Рис. 102. Схема к определению величины нормального напряжения на контактной поверхности упругой зоны
кающего при отсутствии противонатяжения, установить весьма сложно, поэтому для оценки напряжений на контактной поверхности упругой зоны, ответственных за образование упомянутого интенсивного износа канала, приходится пользоваться упрощенной схемой, приведенной на рис. 102.
Пусть оЛуп и туп = fnany„ — сред-ние значения нормальных напряжений и напряжений трения на контактной поверхности упругой зоны;
Ц/уп — продольное напряжение на границе упругой и пластической зон; Dyn и Dn —диаметры проволоки в начале упругой и пластической зон; /уп — длина образующей упругой зоны. Из схемы видно
1 Руп Рп уп 2 sin а
(VI-4)
Радиальная деформация в упругой зоне при использовании обобщенного закона Гука для объемного осесимметричного напряженного состояния может быть определена из уравнения
1 _ . (VI5)
' Dyn Е V гуп 1 zyn гуп/, ' 7
где Е — модуль нормальной упругости;
v — коэффициент Пуассона;
аГуп, %п — соответственно радиальное и продольное напряжения в упругой зоне.
142
В гл. VII показано, что при небольших значениях коэффициента трения (/п^0,15) можно с достаточной точностью принять <гг = ап.
На этой основе, а также используя уравнение (VI-5), формулу (VI-4) можно записать в виде
/ = ₽ ^yn(l-v) + v%n
уп г 2 sin а 2Е sin а уп’
(VI-5a)
Проектируя силы, действующие в упругой зоне, на ось волочильного канала, получим
Z)vn + Dn
я ------2---^’уп (Sin “ + fn C0S “) + %п- <VI'6)
Принимая Z)yn Dn, получаем
D oi
/уп%„(1 + fnCtga) Sin а = . (VI-6a)
Из совместного решения уравнений (VI-ба) и (VI-ба) получаем
Qrtyn + 1 — v a/ynQrtyn 2 (1 + fnctg а) (1—v) О* (VI-7)
Откуда
%п— 2(1—v) %п ± У 4(1 _\)2 + 2(1 -bfnctga) (1— v) ’
Поскольку рациональный член формулы (5) неизмеримо мал по сравнению с иррациональным, в котором второй член неизмеримо больше первого, а также учитывая, что отрицательное значение корня физического смысла не имеет, формулу можно существенно упростить:
q/yn^
(VI-8a)
2(1 + fnctgа) (1 —v)’
%п
При наложении внешнего противонатяжения величина о/уп уменьшается и при достижении противонатяжением критического значения <г/уп становится равным нулю. Это приводит к уменьшению, а затем и к полному исчезновению упругой зоны, когда <гй , согласно формуле (VI-8a), становится равным нулю.
Исходные данные и результаты расчета ойуп для волочения проволоки из различных цветных сплавов в отожженном состоянии приведены в табл. 14.
Как показывает таблица, расчетные значения нормальных давлений на контактной поверхности упругой зоны достигают
143
Исходные данные и результаты расчета напряжений на контактной поверхности упругой зоны
«с
Е НО НО ю сост><©сч-*мосчг^ СОСОСЧСЧСОСО^тф сГсГсГсГсГсГсГсГ
Е 13 со о to LQ LQ LQ - LO СО Tt ю (М N 1Л lO LQ Tt” СО СО”
- Ю С'-.’^СТ>’ФГ-.СЧСЧСО 1Л О' СЧ Tfr ю оо” о” — —< —< — — сч
а,гуп кГ /мм2 ’Фоооооог-счсчсо CN^t-LiO^tTfLOQOO сч — — —< —< — сч
’г to* 1 * СО 00 Ю О 00 00 СЧ^ОООиОСОЮтГ1 of со" О1Л г-Г <хГ оо"
Г-МПЮОООО ОООО — — —< о“ <5 о" о~ о~ ©* о” сГ
В град 1Л ь^счспсптгсооГсо
?• ю со со — — — — сососососчсчсчсч сГ o' о o' о~ о" сГ о"
Е, кГ/мм2 \ 88888888 СЧОСЧСЧОООО Т—< н ^-1
сч о to кГ/мм2 СЧ ио тг г- о" СО СО СО СО со тГСЧ — СО'ФтГт^’Ф
Степень предварительной деформации, % 0 0 0 0 09 0 0 66
Металл или сплав Медь Ml . . Медноникелевый сплав МН5 Дуралюмин Д1 . . . . » » Титановый сплав ВТ1 » » » » » » » » »
довольно высоких значений, в 5 и более раз превышающих предел текучести обрабатываемого металла. Такое превышение является результатом принятых допущений, в основном сводящихся к тому, что не учтены:
а) упругая локальная деформация волоки;
б) образование зоны трехосного сжатия у входа в рабочую часть канала волоки;
в) отставание периферийных слоев от центральных.
Между тем все эти процессы происходят и увеличивают контактную поверхность, что в свою очередь уменьшает действительную величину стПуп. Однако, несмотря на некоторое завышение величины оПуп, выражение (VI-8a) позволяет сделать следующие выводы:
1. Интенсивный кольцевой износ волок в самом начале деформационной зоны объясняется возникновением на контактной поверхности упругой зоны весьма больших напряжений трения и больших нормальных напряжений, снижающихся по мере увеличения износа в связи с уменьшением при этом угла наклона образующей зоны к оси волочения и, следовательно, увеличением контактной поверхности.
2. В зонах с разноименным видом напряженного состояния ни одно из главных напряжений по условию пластичности не может превышать предела текучести. Поэтому установленный выражением (VI-8a) порядок величины оПуп подтвер-
144
ждает, что к контактной поверхности примыкает зона трехосного сжатия.
3. Величины оПуп и т>п растут с увеличением угла а. Этим также объясняется использование волок с возможно меньшими углами, а также ограниченность применения волок радиального профиля, в которых в самом начале деформационной зоны угол наклона образующей всегда отличается сравнительно большей величиной, что способствует более интенсивному кольцевому износу канала. Это же указывает и на прогрессивность каналов с сигмоидальным профилем, поскольку в таких каналах в начале деформационной зоны угол а очень мал.
4. Применение внешнего противонатяжения сокращает или ликвидирует зону трехосного сжатия у входа в канал и этим уменьшает или исключает образование кольцевого износа в начале деформационной зоны.
10. НАГРЕВ И ОХЛАЖДЕНИЕ ДЕФОРМИРУЕМОГО МЕТАЛЛА И ИНСТРУМЕНТА ПРИ ВОЛОЧЕНИИ
Механическая энергия, затрачиваемая на волочение, преобразуется в теплоту внешнего трения, теплоту пластической деформации и в потенциальную энергию протягиваемого металла. Эта энергия составляет лишь сотые доли от общей энергии пластической деформации и в инженерных расчетах может не учитываться. Таким образом, в деформационной зоне при волочении выделяется тепло, повышающее температуру деформируемого металла, волоки и окружающей среды (смазка, атмосфера). Выделяющаяся в виде теплоты часть затрачиваемой на деформацию работы распределяется почти равномерно по всему поперечному сечению протягиваемого металла (только энергия на дополнительные сдвиги несколько нарушает эту равномерность, так как эти сдвиги растут от центра к периферии). Теплота от внешнего трения выделяется на контактной поверхности, поэтому при холодном волочении металла периферийные слои его в канале волоки и в течение некоторого времени после выхода из него отличаются более высокой температурой, чем центральные. На рис. 103 показан характер изменения температуры центральных и периферийных слоев металла при холодном волочении.
При горячем волочении, когда протягиваемый металл входит в деформационную зону в подогретом состоянии, характер изменения температуры металла может быть другим. При высокой температуре предварительного подогрева и интенсивном охлаждении волоки отвод тепла охлаждением может превышать его приток от трения и деформации. В этом случае периферийные слои будут охлаждаться быстрее центральных, так как они ближе расположены к поверхности отвода тепла. На рис. 103, б показана схема возможного характера изменения температуры ме-
Ю И. Л. Перлин 145
талла при высоком предварительном подогреве. В этих условиях понижение температуры металла в деформационной зоне по направлению к выходу является положительным фактором, способствующим увеличению деформации за переход. Действительно, в таких условиях с возрастанием продольных растягивающих напряжений в соответствующих поперечных сечениях деформационной зоны к выходу температура понижается и, следовательно,
возрастает прочность протягиваемого металла. При холодном волочении происходит обратное явление: с увеличением продольных растягивающих напряжений температура металла повышается и прочность его понижается. Поэтому в общем случае частные деформации при холодном волочении при прочих равных условиях неизбежно должны быть ниже деформаций при горячем волочении. С. И. Губкин и В. С. Мурас [33] показали, что при горячем волочении с предварительным интенсивным нагревом латунная проволока может быть протянута с обжатием за переход 65—70%. Однако осложнения технического характера (достижение быстрого и дешевого нагрева перед волочением) и технологического (предотвращение окисления при нагреве) ограничивают области применения горячего волочения.
Рис. 103. Схемы изменения температуры металла в деформационной зоне и у выхода из нее при холодном и горячем волочении: а — холодное волочение; б — горячее волочение; 1 — температура периферийного слоя; 2 — температура центрального слоя; 3 — температура окружающей среды; точка А соответствует температуре предварительного подогрева
Характер изменения температуры металла при холодном волочении таков, что необходимо охлаждать металл в основном на стороне выхода, а не входа в деформационную зону, как это иногда делают, стремясь к сочетанию подвода смазки с охлаждением.
Степень неравномерности нагрева металла и температуры его периферийных и центральных слоев зависит от предварительного нагрева и степени деформации протягиваемого металла, условий волочения и системы охлаждения смазкой и специальными охлаждающими устройствами. Увеличение деформации и ее неравномерность, рост сопротивления деформации и сил трения вызывают увеличение теплообразования в единицу времени и повышение температуры металла.
146
При волочении с противонатяжением понижается нормальное давление на стенки волоки, образуется меньше тепла, особенно на контактной поверхности, и от этого не только понижается температура металла на периферии и в центральных слоях, но при холодном волочении уменьшается и разность этих температур. Это особенно важно при высоких скоростях волочения, когда контактные поверхности нагреваются до весьма высоких температур. Так же влияют поперечные размеры и теплопроводность протягиваемого металла. С уменьшением поперечных размеров и ростом теплопроводности улучшаются условия теплоотдачи, в результате чего температура металла в деформационной зоне понижается.
При холодном волочении и прочих равных условиях рост скорости волочения ведет к увеличению разности температур металла на контактной поверхности и в его центральных слоях. Происходит это потому, что температура металла может повышаться за счет тепла деформации только до предельной величины, определяемой работой деформации, которая расходуется на единицу объема, а увеличение температуры на контактной поверхности повышается с ростом скорости волочения и иногда достигает весьма большой величины. В практике известны случаи волочения с выбрасыванием искрового потока из деформационной зоны.
Исследованию изменения температуры металла в зависимости от скорости волочения посвящен ряд работ.
В. Рейхель [34] исследовал характер изменения температуры металла в деформационной зоне в зависимости от скорости волочения при максимальной скорости в 15 м!сек,. Сравнив его с характером изменения температуры при увеличении скорости резания, когда рост температуры затухает, он высказал предположение о «критической» для данных условий скорости волочения, за пределами которой должно наблюдаться падение температуры на контактной поверхности. Свое предположение Рейхель объясняет тем, что с увеличением скорости волочения ухудшаются условия передачи тепла от металла к волоке и уменьшается коэффициент трения. Эта гипотеза Рейхеля ни теоретически, ни практически не доказана и весьма мало правдоподобна. Действительно, трудно предположить, что уменьшение коэффициента трения пропорционально увеличению скорости волочения, а это условие необходимо для существования «критической» скорости волочения, в понимании Рейхеля.
Обширное исследование нагрева металла и инструмента при холодном волочении провел Е. В. Пальмов [35]. Исходя из условий выделения и отвода тепла, он вывел следующую формулу для определения температуры рабочей поверхности волоки:
h = 6-62 Чйг?ln ZT + (VI-9>
ЛА-/ И, Х-Z к
10*
147
где /н — температура наружной поверхности волоки;
<ТП — среднее значение нормального напряжения на контактной поверхности;
ив — скорость волочения;
L — длина деформационной зоны;
Rt — коэффициент термического сопротивления системы, зависящий от теплопроводности и размеров сечения протягиваемой полосы и волоки.
По этой формуле получается, что при волочении стальной проволоки температура на контактной поверхности волоки может дойти до 600° С.
Свои выводы Е. В. Пальмов проверил опытами по определению температуры в различных поверхностях системы обойма—волока. Были измерены:
1. Перепад температур внутренней поверхности волоки и наружной поверхности обоймы, охлаждаемой воздухом; при этом измерении предварительно затянутую в волоку проволоку нагревали электрическим током.
2. Температура наружной поверхности волоки при отсутствии охлаждения.
3. Температура контактной поверхности волоки.
Температуру наружных поверхностей волоки и обоймы замеряли обычными стационарными термопарами, температуру контактной поверхности волоки — методом «естественной термопары» (см. гл. XIV).
Две первые группы измерений дали возможность получить средние значения величин 7?/ и tH, а третья — экспериментальные значения /в. Все это позволило проверить формулу (VI-9), которая, по данным Е. В. Пальмова, показала удовлетворительную сходимость расчетных и экспериментальных значений температуры.
Слишком высокая и слишком низкая температура деформационной зоны может отрицательно повлиять на действие смазки. При очень высокой температуре может понизиться прочность смазочной пленки, а при очень низкой — заметно повысится коэффициент внутреннего трения самой смазки. Очевидно, что в таких условиях процесс волочения не может протекать нормально. Повышенная температура может отрицательно повлиять на стойкость волоки, поэтому в деформационной зоне стремятся поддерживать некоторый оптимальный температурный режим, устанавливаемый опытом. Для этого применяют различные регулируемые системы и устройства для охлаждения металла, волочильного инструмента и смазки (если она жидкая и циркулирующая), как в машинах для многократного волочения со скольжением проволоки.
148
11. ВИБРАЦИЯ
Основная цель вибрационного волочения — увеличение частных деформаций в результате возможного уменьшения сил трения и понижения сопротивления деформации. Методы вибрационного волочения описаны в гл. IV. В табл. 15 приведены результаты нескольких исследований процесса [36—47]. Эти исследования, а также данные, полученные в работах [48—54], позволяют сделать следующие выводы:
1. Вибрация при волочении в определенных условиях процесса (сравнительно невысокие скорости волочения) приводит к снижению напряжения волочения.
2. При высокочастотной вибрации уменьшение напряжения волочения частично вызывается снижением сопротивления деформации в пластической зоне. Механим такого снижения в работах [50—53] объясняется поглощением энергии колебаний в зоне дефектов кристаллической решетки, приводящим к повышению потенциальной энергии дислокаций и уменьшению сдвигающего напряжения, необходимого для перемещения этих дислокаций..
3. Уменьшение напряжения волочения при низко- и высокочастотной осевой вибрации волоки объясняется также уменьшением сил трения вследствие периодического отрыва контактной поверхности вибрирующей волоки от протягиваемого металла, когда направление движения волоки совпадает с направлением волочения [44]. Это может быть только в том случае, если колебательная скорость волоки больше скорости волочения. С повышением скорости волочения указанный эффект уменьшается и в определенный момент (при равенстве скорости волочения и колебательной скорости волоки) вообще исчезает, так как контактная поверхность волоки не отрывается от металла.
4. Предположительным дополнительным источником уменьшения напряжения волочения [42] могут быть частые ударные воздействия вибрирующей волоки на протягиваемый металл поконтактней поверхности. Это вызывает упругие перемещения в микрозонах у контактной поверхности, которые закрепляются осевым перемещением протягиваемого металла. В результате упругие перемещения становятся пластическими, а сила волочения уменьшается на величину, необходимую для преодоления упругих деформаций.
5. Высокочастотная осевая вибрация способствует интенсивному выдавливанию смазки из волочильного канала [39, 42]. Поэтому на контактную поверхность попадает лишь слой смазки „ адсорбционно связанный с обрабатываемым металлом, и возникновение заметного гидродинамического эффекта невозможно. Эта подтверждается результатами работы [42], в которой показано, что волочение в условиях жидкостного трения ведется со значи-
149
Таблица 15
Результаты исследований процесса вибрацйонко^о Волочёнйя
Протягиваемый металл Вид и размеры профиля Направление вибрации Частота и амплитуда Скорость волочения, м/сек Снижение напряжения волочения, % Отличительные особенности Литературный источник
Медь Проволока 0 1,7 мм Осевая 23 кгц, 0,01—0,02 мм 0,001 50 Значительное повышение температуры и обрывы на расстоянии V4 длины волны от волоки [36]
» Проволока » 20 кгц, 0,004 мм 0,5 50 Снижается трение между инструментом и металлом [37]
Медь, вольфрам, сталь » » 22 кгц 0,0005 45—50 Мощность вибратора 150 вт [38]
Медь и медноникеле-вые сплавы Проволока 00,018 » 20 кгц — 30—50 Значительно улучшается качество поверхности. Замечена кавитация во входном конусе волоки [39]
Алюминий, медь, титан Проволока » 20 кгц, 0,02 мм 2,5 10—40 Установлена дополнительная волока на расстоянии полудлины волны [40]
Алюминий, свинец, цинк, сталь » » 20 кгц, 0,01—0,035 мм 0,0005 20—40 Увеличение амплитуды ведет к падению силы волочения [41]
Титан ВТ1 Проволока 0 2,0 мм » 20 кгц, 0,04 мм 0,1—0,3 30—50 Наблюдается кавитация с выбросом смазки из волоки. При жидкостном трении без вибрации результаты лучше [42]
Продолжение табл. 15
Протягиваемый металл Вид и размеры профиля Направление вибрации Частота и амплитуда Скорость • волочения, м/сек Снижение напряжения ВОЛО- ] чения, % 1 Отличительные особенности Литературный источник
Медь Труба 7,95X0,81 Осевая 20 кгц 0,5 60 Мощность вибратора 1000 кет [43]
Сталь » Труба » » Поперечная 21 кгц, 0,004 мм 21 кгц, 0,004 мм 0,5 0,5 40—60 5—9 Направление колебаний 1 составляет угол 12° с осью 1 волочения I [44]
» Проволока Осевая Поперечная и вращательная 23—300 гц 0,5 50 Значительные шумы при ведении процесса [45] [46,
Стали высоколегированные Нержавеющие стали, сплавы никеля, титана, циркония, сплав кадмия с серебром, алюминий, латунь, бериллиевая бронза Проволока 0 6—8,5 мм Особо точные трубы с диаметром 32 мм, трубы коробчатого сечения 6,ЗХ Х8,4X0,38 мм Поперечная Осевая к оправке 150—300 гц, 2 мм 15 кгц 0,5—1,0 1,0 45—50 5—10 Температура при применении вибрации ниже на 15— 20% Мощность вибратора 1,5 кет. Достигнуто улучшение качества поверхности труб. На промышленной установке уменьшено число переходов волочения в одном случае с пяти до двух и в другом случае с восьми до трех. Продолжительность цикла волочения сократилась с 80 до 16 ч 47] [47]
тельно меньшими продольными напряжениями. Поэтому полученное в работах [36—49] снижение напряжений волочения на 20—60% в значительной мере объясняется падением сопротивления деформации, а не интенсивным уменьшением сил трения.
6. При осевой вибрации эффективность процесса с увеличением скорости волочения снижается и полностью исчезает, когда линейная скорость вибрации волоки становится меньше скорости волочения, так как в этих условиях металл периодически не отрывается от волоки. Этим объясняется нецелесообразность применения низкочастотной осевой вибрации, при которой необходимо было бы вести волочение с малыми скоростями.
7. При низкочастотной поперечной или вращательной вибрациях сопротивление деформации не понижается, так как при таких частотах механизм этого изменения, описанный в п. 2, не осуществим. Поэтому наблюдаемое уменьшение напряжения волочения объясняется только снижением сил трения.
8. Высокочастотные поперечная или вращательная вибрации не дают заметного эффекта при скоростях выше 0,01 м!сек. Это •объясняется тем, что при данном виде колебаний возникающая в направлении волочения амплитуда весьма мала, что приводит к низкой линейной скорости вибрации. Поэтому, как показано в работе [43], эффект от применения высокочастотной вибрации падает с ростом скорости. Если при использовании высокочастотной вибрации напряжение волочения при скорости 0,001 м!сек •снижается на 60%, то при скорости 0,5 м!сек — всего на 9%.
9. При волочении труб на закрепленной оправке эффективны высокочастотные осевые вибрации оправки, так как при этом в значительной мере уменьшается трение на ее поверхности.
Рассмотренные исследования и выводы, хотя и не являются исчерпывающими, но позволяют установить, что вибрационное волочение может оказаться целесообразным в тех условиях, когда невозможно или нецелесообразно вести волочение с жидкостным трением, например при необходимости вести волочение с малыми •скоростями.
Волочение с высокочастотной осевой вибрацией можно применять независимо от диаметра протягиваемого профиля. Волочение с поперечной или вращательной вибрацией целесообразно использовать для профилей средних или больших размеров как менее чувствительных к поперечным или окружным ударным нагружениям при скоростях:
а) для высокочастотных вибраций — не более 0,05 ж/сек;
б) для низкочастотных вибраций — не более 1,5 м!сек.
12. ДЛИТЕЛЬНОСТЬ И СКОРОСТЬ ДЕФОРМАЦИИ
На процесс волочения в некоторых условиях заметно влияют длительность и скорость деформации. Под длительностью подразумевается промежуток времени, в течение которого деформи-152
руемый металл находится в деформационной зоне, а под скоростью — относительная деформация в единицу времени. В процессе волочения, как и в большинстве процессов обработки металлов давлением, деформация неравномерна. Поэтому приходится оперировать так называемыми «истинными» и средними скоростями деформации, определяемыми следующими выражениями:
= (vi-io)
агд гд
где wJI и Wi — скорости соответственно локальной и интегральной деформации;
tA — средняя длительность деформации;
8 — расчетная главная деформация.
Длительность деформации при волочении определяется выражением
= (VI-11)
° се к
где Вд<3 — объем деформационной зоны;
Всек — объем металла, проходящего в секунду через деформационную зону.
При волочении сплошного круглого профиля через коническую
максимальная относительная
Рис. 104. Схема деформационной зоны (к определению скорости деформации при волочении круглого сплошного профиля)
волоку с полууглом а объем деформационной зоны можно прибли
зительно считать равным объему усеченного конуса, находящегося
между плоскостями входа в деформационную зону и выхода из нее (рис. 104):
з = т • + D* + ’
а ^сек 4
(VI-12)
Отсюда
t = Вд,з = Рн-Ок)(Он+О2к + ОнОк) = рн-ок)(н+1 + Гн) _
Д ^сек 6 tg $ tg аув
(VI-13)
Если для степени деформации принять интегральный показатель (i = In р), средняя скорость деформации определится выражением
W = 1п И — 6 tg (WB In и ,VI 14ч
с <д (DH_DK)(n+l + /p.) ’
153
Это выражение показывает, что при неизменной степени деформации средняя скорость деформации растет:
1) с увеличением угла а;
2) с увеличением скорости волочения;
3) с уменьшением начального и конечного диаметров.
Рис. 105. Сравнение протяженности деформационных зон при волочении круглых профилей больших и малых размеров с одинаковыми вытяжками
Последнее легко заметить, если сравнить протяженность деформационной зоны профилей большого и малого диаметров при волочении с одинаковыми вытяжками (рис. 105). Профилю с ма-
Таблица 16
Зависимость средней скорости деформации при волочении от диаметра проволоки и интегральной ’деформации i — In Ц
Конечный диаметр проволоки DK, мм Скорость деформации, сек"1, при 1п ц
0,10 0,20
10 0,45-102 0,3-102
5 0,9-102 0,6-102
2,5 1,8-102 1,2 • 102
1,0 0,45-103 0,3-103
0,5 0,9-103 0,6-103
0,25 1,8-103 1,2-103
0,10 0,45-104 0,3-104
лым диаметром соответствует малая протяженность зоны деформации и при одной и той же скорости волочения, время пребывания металла такого профиля в зоне деформации меньше, чем профиля с большим диаметром, и, следовательно, средняя скорость деформации малого профиля выше, чем большого. Для иллюстрации в табл. 16 приведены средние скорости деформации при скорости во-
лочения ув = 1 м!сек и а = 7°. По данным этой таблицы видно также, что при одном и том же конечном диаметре с увеличением степени деформации снижается средняя скорость деформации при волочении. Это объясняется тем,
что в круглой конической волоке интенсивность степени деформации, т. е. степень деформации, приходящаяся на единицу длины деформационной зоны, растет к выходу. Действительно, разделив деформационную зону кони-
154
ческой круглой волоки на несколько участков (7, 2, 3, 4) равной
длины а (рис. 106), можно написать:
h = 21п£° = 2 1п=—, 1 Di D„ — 2а tg а i, = 21nSi = 2 ln”°-2°tga, D2 Do —4atga । (VI-15)
HO
O0 —2atga D„ . . h, (VI-16)
Dq — 4a tg a Dq — 2a tg a 2
_ 5Д. 31 _ Вд. з2 Д1 ~ Веек И Д2 “ Всек ' (VI-17)
£1ВСек w __ Ч^сек (VI-18)
“'Cl D и ^09 О > Вд. 31 £>д. з2
откуда, принимая во внимание формулу (VI-16) и учитывая,
что ВД31 > ВДз2, получаем
^С1 < ^С2. (VI-19)
Точно так же можно показать, что
wC2<wC3, WC3<WC4 и т. д. (VI-20)
Кажущееся на первый взгляд парадоксальным такое уменьшение средней скорости деформации с увеличением ее степени
Рис. 106. Схема к установлению характера изменения интенсивности деформации в конической круглой волоке
объясняется простой взаимосвязью степени деформации со скоростью входа протягиваемого металла в волоку. При постоянной скорости волочения повышение степени деформации неизбежно влечет уменьшение скорости входа металла в волоку. От этого понижается средняя скорость движения металла в деформационной зоне, что вызывает увеличение длительности деформации /д и уменьшение средней скорости деформации wc.
155
Выражение (VI. 14) позволяет определить скорость деформации в любом элементарном объеме, заключенном между двумя бесконечно близкими поперечными сечениями, находящимися на расстоянии х от выхода из волоки (см. рис. 106), т. е. скорость деформации в любом поперечном сечении деформационной зоны w^x.
Действительно, в этом случае в выражении (VI-14)
Z)H * DK > Dх, ув > vx, р > 1
откуда
ц-и(£>н —Рк)(н + Кр + 1) 3Dx’
(VI-21)
(VI-22)
где vx
vBFK
= vB -~2---осевая скорость в рассматриваемом
сечении, определяемом координатой х.
Так как по направлению к выходу из деформационной зоны скорость vx возрастает, а диаметр Dx уменьшается, выражение (VI-22) показывает увеличение истинной скорости деформации
в каждом поперечном сечении зоны по направлению к выходу. Но с уменьшением угла а скорость деформации, согласно уравнению (VI-22), понижается. Поэтому, постепенно уменьшая угол a по направлению к выходу, можно получить такой профиль канала, при котором скорость деформации останется неизменной по всей длине канала или даже будет уменьшаться к выходу. В этом случае образующая канала представляет собой кривую, наклон которой к оси канала плавно уменьшается по направлению к выходу из него, создавая радиальный профиль. Такой профиль канала
ни при холодном, ни при горячем волочении преимуществами не обладает, так как при холодном волочении сопротивление деформации от скорости деформации практически не зависит, при горячем же волочении от применения такого профиля возрастет сопротивление деформации в начале деформационной зоны, т. е. там, где и без того имеются большие радиальные напряжения, вызывающие повышенный износ канала.
При волочении сплошных некруглых профилей или труб скорости деформации можно определить методом равновеликих круглых сечений. Этот метод основан на том, что средняя скорость деформации при волочении профиля произвольного сечения равна средней скорости деформации при волочении круглого сплошного профиля, у которого начальное и конечное сечения, длина деформационной зоны и скорость волочения соответственно равны этим параметрам для рассматриваемого некруглого профиля. Это положение вытекает из получающихся равенств вытяжек, секундных объемов и объемов деформационной зоны. Обозначив через
156
FH, FK и Fjc — начальное, конечное и текущее поперечные сечения какого-либо некруглого профиля;
Z — длину деформационной зоны при волочении;
Dh, Dk и Dx — начальный, конечный и текущий диаметры равновеликого круглого профиля;
ар — угол наклона образующей канала к его оси при волочении равновеликого профиля;
можно написать
о;=2]/§; d;=2]/§
и
tgap=e^=q^, (Vi-23)
откуда по уравнению (VI-22) определяется истинная скорость деформации в поперечном сечении рассматриваемого профиля, находящегося на расстоянии х от выхода:
шДх = 2 = 2 ~ v„, (VI-24)
Формулы (VI-22) и (VI-23) дают возможность построить эпюры скоростей деформации вдоль деформационной зоны, а по ним, если известна зависимость между скоростью деформации и сопротивлением деформации, эпюры сопротивлений деформации вдоль деформационной зоны, уточнив этим расчеты по определению рабочих напряжений.
При зарекристаллизованных процессах сопротивление деформации не определяется только скоростью деформации. При таких процессах большое влияние оказывает степень деформации. Она определяет максимум возможного упрочнения деформируемого металла, противоположно направленного разупрочнению, протекающему во время процесса [55]. В этих случаях все расчеты по определению истинного сопротивления деформации удобнее вести, учитывая раздельно степень деформации и длительность процесса [формула (VI-11) 1, т. е. используя те справочные материалы, которые получены при соответствующих степенях деформации и длительностях процесса.
Кроме того, как и во всех прочих процессах обработки давлением, при волочении имеются зоны затухающей внеконтактной деформации. Во внеконтактной зоне перед входом скорость деформации растет по направлению движения металла, у выхода же из деформационной зоны быстро затухает. Характер общего изменения скорости деформации при волочении через волоки разного профиля схематически показан на рис. 107.
157
Формулы (VI-14), (VI-22) и (VI-24) показывают, что в пределах практически применяемых при волочении степеней деформации и углов наклона образующей канала эти параметры процесса могут изменить скорость деформации не более чем в 2—3 раза. Между тем при холодных процессах сопротивление деформации заметно меняется только при изменении скорости деформации
Рис. 107. Характер изменения скорости деформации вдоль деформационной зоны при волочении:
а — в конической волоке; б — в радиальной волоке
в 102—104 раза [56], а при горячих — примерно в 5 раз. Таким образом, можно считать, что основными параметрами процесса волочения, которые могут влиять на сопротивление деформации через скорость деформации, являются скорость волочения, степень деформации и размеры протягиваемого профиля.
13. СКОРОСТЬ ВОЛОЧЕНИЯ
Влияние скорости волочения на течение процесса при прочих равных условиях очевидно, так как оно следует из основных положений теории пластических деформаций и трения. Характер этого влияния зависит от стадии процесса: начальной или установившейся.
Влияние скорости на силу и напряжение волочения в условиях установившейся стадии изучали многие исследователи. Объясняется это тем, что в практике волочильного производства наблюдается тенденция к повышению скоростей волочения. В связи с этим возникла необходимость выяснить, увеличиваются ли с ростом скорости волочения обрывность, расход энергии на единицу продукции, износ волочильного инструмента, особенно такого, как алмазные волоки.
И. Л. Перлин [57] наблюдал увеличение силы волочения медной проволоки диаметром 0,2—3 мм на 4—7% при повышении скорости волочения только в пределах 0,05—6 м!мин.
Л. Д. Соколов [58] также отметил повышение силы волочения стальной проволоки диаметром 5 мм на 30—40% при изменении скорости волочения в пределах 0,01 —10 мм/сек.
И. М. Павлов и А. А. Шевченко [59] отмечают, что деформация металла в волоке при высоких скоростях волочения (350— 158
400 м/мин) протекает более благоприятно. С увеличением скорости уменьшается удельный расход энергии, понижается сила волочения, улучшается действие смазки, падает число обрывов и улучшается качество проволоки.
Бернгефт [60], сравнивая силы волочения медной отожженной проволоки при скоростях 180—800 м/мин, отмечал некоторое (3—4%) снижение силы волочения с ростом скорости.
Томпсон [61 ] наблюдал следующее: силы в пределах скоростей 6—180 м!мин не изменяются, а при более низких скоростях они увеличиваются с ростом скорости.
Исследования Е. В. Пальмова [62], проведенные в очень широком диапазоне скоростей от 450 до 0,06 м/мин, показали, что сила волочения практически не зависит от скорости волочения и лишь при очень малых скоростях она возрастает с увеличением скорости. Е. В. Пальмов, используя теорию течения вязкопластичного вещества, в частности работу А. Ю. Ишлинского [63], расчетным путем показал, что коэффициент внутреннего трения мягкой стали при обычных для волочения скоростях деформации вообще невелик и по мере увеличения скорости волочения быстро падает. В связи с этим динамическая составляющая напряжения волочения, по расчетам Е. В. Пальмова, весьма мала, отчего сила волочения в пределах исследованных скоростей фактически не зависит от скорости. И. Н. Недовизий и А. Л. Тарнавский [64 ] отмечают снижение сил с повышением скорости в пределах 3—12 м/сек при волочении малоуглеродистой стали диаметром 1,0 мм. По В. Ф. Мосееву [65], при волочении низкоуглеродистой стали диаметром 0,9 мм со скоростями, близкими к 25 м/сек, сила снижалась на 15—17% против обычного. Снижение сил при волочении проволоки из алюминия и его сплавов при скоростях в пределах 0,5—3 м/сек наблюдалось при исследованиях, проведенных в лаборатории Минцветмета Н. Г. Решетниковым \
В. 3. Жилкиным показано, что при волочении титановой проволоки скорость практически не влияет на силу волочения1 2.
Изложенные результаты убеждают в том, что в условиях установившегося процесса холодного волочения небольшой рост силы волочения с повышением скорости наблюдается лишь при малых скоростях (примерно до 5 м/мин). При средних и высоких скоростях (2—12 м/сек и более) наблюдаются стабилизация и снижение сил. Это показывает, что в зависимости от скорости волочения заметно изменяются и условия деформации. Действительно, с ростом скорости волочения повышается скорость деформации, в результате чего при отсутствии физических изменений металла в общем случае возрастает сопротивление деформации.
1Н. Г. Решетников. Кандидатская диссертация. Москва, 1956.
2 В. 3. Жилкин. Докторская диссертация. Минск, 1970.
159
Но с повышением скорости волочения все более начинает проявляться тепловой эффект как результат преобразования механической энергии волочения в тепловую (тепло деформации и внешнего трения), в результате чего от входа в деформационную зону к выходу из нее повышается температура и уменьшается сопротивление деформации протягиваемого металла. Одновременно с этим изменяется и коэффициент контактного трения. На него влияет рост скорости скольжения (в том числе за счет гидродинамического эффекта), а также температура контактной поверхности, в основном определяющая физическое состояние смазки и, следовательно, ее активность.
Под одновременным действием этих основных факторов происходят отмеченные ранее изменения силы волочения в зависимости от скорости. В пределах малых скоростей тепловой эффект заметного влияния на сопротивление деформации не оказывает. Поэтому отсутствует фактор, снижающий это сопротивление, а фактор, повышающий (хотя и не очень значительно) сопротивление, остается, в результате чего в пределах малых скоростей с повышением скорости сила несколько возрастает. В пределах высоких скоростей тепловой эффект больше влияет на сопротивление деформации, к тому же чаще всего смазка становится активнее и коэффициент трения уменьшается. Все это приводит к снижению силы волочения.
Несмотря на возможное понижение сопротивления деформации металла из-за теплового эффекта, и следовательно, понижение напряжения волочения, оно может превысить не только предел текучести, но и предел прочности, соответствующий состоянию металла в момент выхода его из волоки, и это неизбежно приведет к обрыву. С ростом скорости волочения увеличиваются напряжения от вибрации проволоки и от центробежных сил, возникающих при набегании проволоки на приемник (катушку, шайбу).
Скорость, при которой наступит обрыв, и будет предельной для данных условий процесса.
Отвод тепла от деформационной зоны, способствующий упрочнению металла к выходу, хорошая смазка и ее интенсивное вовлечение на контакную поверхность являются важнейшими условиями и для волочения с высокими скоростями. Ввиду того что скорость деформации возрастает с уменьшением поперечных размеров протягиваемой полосы [формула (VI-22)], при значительном росте скоростей волочения проволоки тонких и'тончайших размеров снижение силы волочения становится менее заметным.
Сказанное выше относится к холодному волочению. При волочении металла, предварительно нагретого или нагревающегося в деформационной зоне до температуры рекристаллизации, появляется возможность разупрочнения, которая при прочих рав-160
ных условиях зависит от продолжительности пребывания металла в деформационной зоне. Чем она меньше, т. е. чем больше скорость волочения, тем меньше разупрочнение. Поэтому при горячем волочении рост скорости во всех возможных интервалах может привести и к увеличению силы. Это же наблюдается при повышении скоростей горячей прокатки, прессования, осаживания. Горячее (зарекристаллизационное) волочение пока применяют ограниченно, поэтому влияние скорости на силу при таком процессе исследовано недостаточно. Л. Д. Соколов [58] наблю
дал повышение силы волочения проволоки из свинца диаметром 8 мм на 100% с изменением
скорости волочения от 0,01 до 10 мм!сек при 20° С. Эта температура близка к температуре рекристаллизации свинца и поэтому такое повышение силы вполне объяснимо.
В начале процесса, особенно ,в момент захвата полосы тянущим устройством, силы и напряжения волочения по сравнению
с установившимся процессом повышаются, так как при этом проявляются инерционные силы, коэффициент трения увеличен
Продолжительность остановки, сен
Рис. 108. Влияние продолжительности остановки и скорости на силу волочения стальной проволоки диаметром 1,3 мм с обжатием 21%. Скорости, м!минл
1 — 0,06; 2—13; 3 — 30; 4 — 67; 5 — 130
(трение покоя), а поперечное сечение захваток уменьшено. Е. В. Пальмов [62] показал, что в исследованных им условиях
сила волочения в начальной стадии превышала силу в установившемся процессе в 1,4—2 раза.
Чтобы ослабить отрицательное воздействие этих факторов, необходимо применять захватку с максимально возможным сечением и доводить скорость волочения до рабочей плавно (с минимально возможным ускорением). Для этого, кроме использования специальных устройств, можно увеличивать расстояния между волокой и местом приложения тянущей силы.
Сила волочения в начальной стадии зависит при прочих рав
ных условиях и от длительности паузы между моментом снятия этой силы и началом ее последующего приложения, т. е. от продолжительности остановки. С ее увеличением растет сила волочения. Зависимость силы волочения от длительности паузы — не прямолинейна, а носит затухающий характер. На рис. 108 приведены результаты наблюдений, выполненных Ю. А. Кашиным [66] для нескольких скоростей волочения, указывающих на заметное влияние продолжительности остановки на силу воло-
11 И. Л. Перлин
161
чения. Ю. А. Кашин приводит следующее достаточно убедительное объяснение такому влиянию. Смазочная пленка обладает ярко выраженными реологическими свойствами. Поэтому при остановке процесса:
а) смазка выдавливается и частично разрушается вследствие упругого последействия волоки и металла, находящегося в волочильном канале;
б) прекращается выделение деформационного тепла и, следовательно, охлаждается- контактная поверхность, что вызывает рост сил трения.
С повышением скорости волочения температура контактной поверхности возрастает, снижается вязкость смазочной пленки. Поэтому если остановка происходит после волочения с повышенной скоростью, то в связи с облегчением выдавливания смазки скорость роста силы волочения во времени после остановки будет более интенсивной.
Такое явление указывает на заметное влияние контактного трения покоя на параметры процесса в его начальной стадии. Поэтому необходимы всемерное сокращение длительности пауз и приближение деформационных условий начала процесса к установившемуся (подогрев смазки, ее активизация и др.).
В предыдущей главе показано, что для успешного действия смазки между ней и протягиваемым металлом до его поступления в деформационную зону должны произойти химические, диффузионные или адгезионные процессы. Они, как и все процессы, протекают во времени. Поэтому при выборе скорости волочения следует учитывать время, необходимое для осуществления указанных процессов.
При увеличении скорости волочения в стадии установившегося процесса вследствие повышения гидродинамического эффекта часто заметно возрастает толщина смазочной пленки, что улучшает течение процесса.
При повышении скорости волочения необходимо почти пропор-циальное увеличение мощности двигателя волочильной машины; между тем производительность волочильных машин растет всегда менее интенсивно, чем скорость, и тем меньше, чем больше отношение вспомогательного времени к машинному. Поэтому для заданных условий процесса существует экономический максимум скорости, определяемый минимумом стоимости волочильного передела (см. гл. XII).
14. МАСШТАБНЫЙ ФАКТОР
Влияние диаметра или толщины протягиваемого профиля на напряжение волочения определяется двумя факторами: масштабным и термическим. Влияние масштабного фактора проявляется в том, что наблюдаемый предел прочности при одинаковом физи-162
С. И. Губкину [68], а на
Диаметр образца, мм
Рис. 109. Влияние диаметра образца на предел прочности отожженной проволоки из ЛТ96 [68]
ческом состоянии металла в общем случае растет с уменьшением диаметра или толщины образца. Этот вопрос подробно рассмотрен Я. Б. Фридманом [67].
Для примера на рис. 109 показано изменение предела прочности проволоки из сплава ЛТ96 по рис. 110 — изменение предела прочности алюминия и сплава В65 в зависимости от диаметра образца, отмеченное Н. Г. Решетниковым \ Известно [67], что можно получить тонкую стальную проволоку с пределом прочности, превышающим 400 кПмм1 2. Повышение прочности с уменьшением диаметра или толщины образца по «статистической теории прочности» акад. Я. И. Френкеля объясняется следующим:
«Разброс значений прочности определяется статистической вероятностью существования в объеме металла наиболее снижаю-
Степень предварительной деформации 6\ %
Рис. 110. Изменение предела прочности в зависимости от диаметра образца и степени предварительной деформации [66 J:
а — алюминий А1; б — сплав В65
ния. Чем больше объем образца, тем больше вероятность существования снижающих прочность структурных факторов и тем ниже его прочность».
Однако, по утверждению Я. Б. Фридмана [67], начиная с некоторого размера, в образце достигается полный набор всех возможных неоднородностей и слабых мест и поэтому дальнейшее увеличение размеров уже не понижает прочности.
1 Н. Г. Решетников. Кандидатская диссертация. Москва, 1956.
11* 463
Эти объяснения следует дополнить. Чем тоньше образец, тем более мелкими и направленными становятся кристаллиты, а участки строения, ослабляющие прочность, получают при волочении такую ориентировку, при которой поперечные сечения образца ослабляются меньше, что приводит к повышению его прочности.
Предположение Я- Б. Фридмана о том, что существуют практически предельные размеры образцов, дальнейшее увеличение которых не понижает их прочности, подтверждают приведенные выше данные С. И. Губкина и Н. Г. Решетникова.
Эти же материалы указывают на то, что, по-видимому, рассматриваемые предельные размеры для разных металлов и сплавов не одинаковы и зависят от степени предварительной деформации — чем больше степень предварительной деформации, тем меньше эти размеры. В такой же зависимости от степени предварительной деформации находится и интенсивность изменения предела прочности.
Влияние термического фактора проявляется при прочих равных условиях и различном изменении температуры деформационной зоны при волочении толстых и тонких профилей. Известно, что при уменьшении какого-либо объема любой формы с сохранением подобия его линейных размеров удельная поверхность его (поверхность, приходящаяся на единицу объема) увеличивается, и наоборот. Поэтому объемы, имеющие подобные линейные размеры и одинаковые удельные поверхности, всегда равны. В зависимости от величины удельной поверхности меняется температура деформационной зоны и отдельных ее участков, а следовательно, и сопротивление деформации.
Изменение величины удельной поверхности вызывает также пропорциональное изменение расхода энергии на образование новой поверхности. Поэтому, как и при всех процессах обработки металлов давлением, при волочении практически невозможно создать совершенно подобные условия деформации. Это впервые было отмечено С. И. Губкиным [69].
Действительно, при уменьшении диаметра протягиваемой проволоки при прочих равных условиях процесса (степень деформации, угол волоки и т. д.) растет величина контактной поверхности, приходящаяся на единицу объема деформационной зоны. Это приводит к увеличению расхода энергии на образование новых поверхностей и к изменению температуры металла в волочильном канале. При интенсивном охлаждении волоки и небольших скоростях волочения с увеличением контактной поверхности понижается температура деформационной зоны и растет сопротивление деформации. При больших скоростях волочения, когда теплота, выделяющаяся на контактных поверхностях в единицу времени, достигает значительной величины, температура деформационной зоны может повыситься, отчего уменьшится сопротивление деформации. Это подтверждается практикой волочения 164
проволоки тонких размеров. При волочении с большими скоростями проволока претерпевает в деформационной зоне частичные структурные изменения, приводящие к падению предела прочности и к возможности увеличения суммарных деформаций между отжигами. Так, например, при волочении бронзовой проволоки диаметром 2 мм первый промежуточный отжиг проводят при диаметре 0,9 мм (роб = 4,5), а второй промежуточный отжиг проводят при диаметре 0,25 мм (рОб = 15). С уменьшением диаметра проволоки возрастает скорость деформации [см. формулу (VI-22)], что также оказывает некоторое влияние на сопротивление деформации.
Все изложенное показывает, что величина диаметра или толщины протягиваемого профиля не может не влиять на напряжение волочения. Влияние это, однако, по сравнению с основными факторами, определяющими напряжение волочения толстых и средних профилей, невелико, потому, что, как правило, такие профили протягивают с небольшими скоростями. Оно становится заметным лишь при волочении профилей тонких и тончайших размеров, когда влияние масштабного фактора не компенсируется влиянием термического фактора.
15. стойкость волок
Стойкостью волоки принято считать ее свойство противостоять во время эксплуатации изменению формы и размеров волочильного канала. Это свойство определяется в весовых или линейных единицах протянутого через волочильный канал металла. Применительно к эксплуатационно-расчетным требованиям различают стойкости до налипания, до износа и до разрушения [70].
Стойкость до налипания — количество изделий, протянутых через волочильный канал до появления на их поверхности недопустимых царапин, задиров, рисок из-за налипания протягиваемого металла на поверхность волочильного канала. При этом его форма и размеры находятся в пределах, допускаемых техническими условиями. Налипание протягиваемого металла на поверхность волочильного канала является следствием адгезионного взаимодействия, которое иногда бывает весьма интенсивным, например в парах алюминий — сталь, ниобий — твердые сплавы (карбиды вольфрама). Налипает главным образом протягиваемый металл на инструмент, а не наоборот, потому что протягиваемый металл всегда менее прочен, чем металл инструмента. Чтобы исключить налипание, кроме подбора материала инструмента, самым надежным способом является волочение в режиме жидкостного трения (см. гл. V).
Стойкость до налипания учитывают и количественно определяют только для условий массового проявления налипания.
• Стойкость до износа — количество изделий, протянутых через канал до выхода его формы и размеров из поля допусков.
165
Иногда показателем стойкости до износа служит количество изделий, протянутых через канал, на единицу износа, например на 0,01 мм уменьшения поперечного размера канала.
Волочильный канал по поперечным сечениям и особенно по его длине изнашивается неравномерно. Такая неравномерность по продольным образующим канала объясняется изменением радиальных напряжений и условий смазки, а с ними и величин элементарных сил контактного трения по длине канала. В гл. II было показано, что максимальное радиальное давление наблюдается в самом начале контакта, где продольные растягивающие напряжения еще весьма невелики. Особенно высоки эти радиальные напряжения при волочении без противонатяжения вследствие образования зоны с трехосным сжатием и упругой зоны. Это приводит к интенсивному кольцевому износу, о котором говорилось в гл. II. Там же показано, что, поскольку, противонатяжение сокращает и при значительной его величине даже совсем исключает обе зоны, этот вид износа соответственно уменьшается или не проявляется совсем.
Кроме такого износа, отмечен износ абразивный и от истирания. Первый возникает от абразивного действия мелких твердых частиц (загрязнений) смазки и главным образом не удаленной окалины, а второй — от усталостного состояния контактного слоя канала. Интенсивность такого износа возрастает с повышением радиального давления, которое, как известно, увеличивается с ростом сопротивления деформации протягиваемого металла и углов наклона образующей канала. Увеличение углов наклона образующей канала, как указано выше, способствует отгону смазки и этим еще больше повышает износ. Радиальное давление, как показано в гл. II, в общем случае уменьшается к выходу из канала, но интенсивность этого уменьшения падает с понижением обжатия. Поэтому чем меньше обжатие, тем интенсивнее изнашивается часть канала, расположенная ближе к выходу. Поэтому волочение с малыми обжатиями (2—5%) применяют лишь в заключительных (калибровочных) переходах. При этом износ волок тем меньше, чем больше длина калибрующей зоны.
Износ от истирания снижается с уменьшением сил трения, которые при прочих равных условиях зависят от свойств соответствующей смазки (см. гл. V), особенно при жидкостном трении. Сокращению такого износа способствует повышение скорости волочения, которое приводит к уменьшению сил трения вследствие роста гидродинамического эффекта (см. гл. V), а также уменьшения продолжительности контакта между инструментом и обрабатываемым металлом. Это подтверждается и меньшей стойкостью на истирание первых волок по ходу волочения на многократных машинах.
В этих волоках скорость волочения много ниже, чем в последующих. На рис. 111 приведены результаты изучения стойкости 166
алмазных волок при многократном волочении с различными скоростями тонкой стальной проволоки [71].
Завышение размеров протянутого профиля и выход из поля линейных допусков находятся в прямой связи с соответствующим износом калибрующей зоны волочильного канала. Поэтому необходимо, чтобы форма образующей этой зоны и ее размеры (длина зоны) были оптимальными. Назначение зоны — такое воздействие на протягиваемый металл, при котором образующие поверх
ности продукта волочения были линиями. Для этого необходимо, чтобы образующие калибрующей зоны были также взаимно параллельны. В практике часто, особенно в волоках для тонкой и тончайшей проволоки, образующие канала наклонены к оси канала по направлению к выходу на 1—2°, что обусловливается лишь технологией изготовления таких каналов и трудностями получения строго цилиндрических поверхностей.
Для повышения стойкости выходные диаметры или поперечные размеры канала (при некруглых профилях) выполняют по так называемым «минусовым» допускам, чтобы увеличить поле допустимого износа. Основной параметр калибрующей зоны — ее длина. При недостаточной длине снижается
бы параллельными прямыми
745 130 115 100 55 70 55
Диаметр, мкм
Рис. 111. Зависимость стойкости алмазных волок по переходам при многократном волочении [71] с выходной СКОРОСТЬЮ, 1 — 100; 2 — 45
стойкость зоны. При увеличенной
длине наряду с фактором, повышающим стойкость, заключающимся в запасе калибрующей поверхности (так как каждая
следующая по направлению волочения поверхность становится рабочей после износа предыдущей), заметно проявляются факторы, понижающие стойкость: некоторое ухудшение ввода
смазки, а также повышение сил трения.
Достаточно точное аналитическое определение оптимальной по износу длины калибрующей зоны практически невозможно из-за множества факторов, влияющих на износ, к тому же непостоянных в процессе волочения. Кроме того, при обработке волочильных каналов, особенно для проволоки, в массовом их производстве весьма трудно обеспечить точное соответствие заданной величине. Поэтому приходится руководствоваться результатами многолетнего производственного опыта, который учтен во многих работах, по волочильному производству, например в [24, 72—75].
167
На основе этих материалов и опыта авторов в приложении 4 приведены оптимальные длины калибрующей зоны для типичных новых волочильных каналов.
Стойкость до разрушения — количество изделий, протянутых через волоку до ее разрушения [70]. При этом имеется в виду не только полное, но и частичное разрушение в виде образования трещин, являющихся результатом предельной усталости материала волоки. Два первых показателя стойкости (до налипания и до износа) относятся только к волочильному каналу, а рассматриваемый здесь (до разрушения) относится к волоке в целом, от ее начального состояния, включая все перешлифовки до полного выхода волоки из рабочего состояния. По этому показателю определяют число волок, необходимых для данного выпуска продуктов волочения.
Рассмотренные показатели стойкости и изложенные соображения в одинаковой мере относятся к волочильному инструменту, применяемому в производстве некруглых профилей и труб.
16. ОБРЫВНОСТЬ ПРИ ВОЛОЧЕНИИ
На практике в ходе процесса волочения условия деформации непостоянны. Одни изменяются очень быстро: например, механические свойства входящего в деформационную зону металла, скорость волочения в зависимости от несовершенства передающих механизмов и т. д. Другие условия, например, связанные с износом волочильного инструмента или отработкой смазки, меняются сравнительно медленно. Все эти изменения большей частью затрудняют процесс деформации, в результате чего сила и напряжение при волочении становятся такими, что протягиваемый металл обрывается. Частые обрывы при волочении резко снижают производительность труда и оборудования. Обрывность, определяющаяся числом обрывов в единицу времени, зависит от многих причин. Приведенный в данной главе анализ процесса волочения позволяет определить возможные причины обрывности и помогает разработать меры к ее уменьшению.
Первая группа причин возникает от несовершенства продольного профиля волочильного канала: применение волок с углами, выходящими за пределы оптимального диапазона, большая длина калибрующей зоны, недостаточный радиус закругления переходной зоны, недостаточные углы наклона образующих входной и выходной зон. Все эти причины могут быть установлены при изучении слепков или другими методами (см. гл. XIV) и устранены.
Вторая группа причин связана с повышенными силами контактного трения: большая шероховатость поверхности волочильного канала от плохой полировки или износа; кольцевые углубления на контактной поверхности, часто появляющиеся у входа в деформационную зону при недостаточном противонатя-168
жении; недостаточная активность или вязкость смазки, а также плохое поступление ее на контактную поверхность. Для устранения этих причин положительное влияние может оказать подбор подходящей температуры деформационной зоны, для чего подогревают или охлаждают смазку, улучшают ее ввод, создавая гидродинамическое или гидростатическое давление, и подбирают подходящие скорости волочения.
Многие исследователи (например, И. М. Павлов и А. А. Шевченко [59]) отмечают понижение обрывности с повышением скоростей волочения стальной проволоки на мыльной смазке. Работами ЦНИИТМАШа (В. Ф. Мосеев [65]) показана возможность многократного волочения мягкой стальной проволоки диаметром 0,9 мм на мыльном порошке при скорости 25 м/сек с уменьшенной обрывностью по сравнению с наблюдающейся при волочении на традиционных (6—10 м/сек) скоростях. Обрывность в таких условиях может понизиться только при уменьшении коэффициента внешнего трения в результате улучшения действия смазки при соответственно повышенной температуре на контактной поверхности. Однако иногда слишком высокие температуры деформационной зоны могут вызвать резкое уменьшение вязкости смазки или её выгорание, а это неизбежно приводит к ухудшению процесса и повышению обрывности.
Третья группа причин включает: а) значительный изгиб проволоки у входа в деформационную зону и выхода из неё, вследствие чего резко односторонне возрастает конт актная поверхность-; б) накапливание в канале волоки металлической пыли либо каких-либо других загрязнений из смазки или плен на протягиваемом металле. Эти причины вызывают значительное повышение напряжений волочения и часто приводят к обрыву.
Четвертая группа причин связана с высокими степенями деформации или с большими противонатяжениями. В гл. X (табл. 1) указаны необходимые запасы прочности или коэффициенты запаса, обеспечивающие при прочих хорошо подобранных деформационных условиях надежное течение процесса волочения.
Пятая группа причин зависит от качества протягиваемого металла и имеющегося при волочении запаса пластичности, а также от размеров поперечного сечения протягиваемой полосы. Предварительно сильно деформированный металл обрывается чаще. Поэтому приходится применять промежуточные отжиги, особенно при волочении быстро упрочняющихся металлов и сплавов. Иногда протягиваемая заготовка, особенно проволока, отожженная в мотках или на катушках, имеет на отдельных участках разные запасы пластичности, связанные с неравномерностью проведенного отжига, что приводит к обрыву на участках с малой пластичностью. Тонкая и особенно тончайшая проволока чаще рвется, чем проволока средних и толстых размеров.
169
Шестая группа причин связана с пусковым периодом волочения. Обрывы могут быть вызваны плохим выполнением захваток (слишком утоненные, с большим количеством разных дефектов) и слишком быстрым доведением скорости волочения до рабочей, когда инерционные силы вследствие больших ускорений могут сильно повысить напряжение волочения в заостренных концах и довести их до разрыва. К этой же группе относится вибрация тянущего устройства («динамичность» привода машины, зубчатых передач и т. п. несовершенства). Вибрация тянущего устройства особенно часто вызывает обрывы при волочении тонкой и тончайшей проволоки при высоких скоростях (большие инерционные напряжения).
Седьмая группа причин, вызывающих повышенную обрывность, связана с особенностями многократного волочения со скольжением и разобрана в гл. XI.
Обрывность иногда можно уменьшить, приближая приемное устройство к волоке. Это объясняется тем, что разрыв, как и всякий технический процесс, происходит во времени, следовательно, если удастся принять в месте начинающегося обрыва проволоку на моток или катушку и этим разгрузить место до образования полного разрушения, обрыв будет предупрежден. Однако такой метод не может быть рекомендован, потому что при последующей обработке проволоки начавшийся процесс ее разрушения обязательно продолжится. Поэтому целесообразнее для большей уверенности в хорошем качестве протянутой проволоки удлинить ее путь от волоки к приемнику, чтобы преждевременно ее не разгружать; к тому же такое удлинение увеличивает упругость системы, что уменьшает обрывность в пусковом периоде.
|[17. К ОПРЕДЕЛЕНИЮ ОСНОВНЫХ РАЗМЕРОВ ВОЛОЧИЛЬНОГО ИНСТРУМЕНТА
А, Волочильные каналы и волоки
Для установления конструкционных размеров волочильного канала и волоки, кроме рассмотренных технологических параметров (форма продольного профиля рабочей зоны канала, угол а при коническом профиле, длина калибрующей зоны — см. приложения 3 и 4), необходимо определить следующие величины: длину .рабочей зоны, длину и формы входной и выходной зон, наружные размеры волоки. Ниже приведены основные положения и данные для определения этих величин в волоках с коническим профилем при «свободном» вводе смазки.
Длина рабочей зоны /р для нормального течения процесса должна быть несколько больше длины деформационной зоны /д, как показано на рис. 112. Объясняется это тем, что при равенстве этих длин неизбежно возникает деформация вне- рабочей зоны из-за несоосности канала и протягиваемой полосы, а также и 170
из-за разработки канала предыдущей волоки. На основании изложенного длину рабочей зоны конического канала определяют по формуле
/р = а/д=аО,5(0Ям —DK)ctga, (VI-25)
где £>Нм — максимально возможный диаметр профиля, входящего в канал по условиям максимально возможной разработки предыдущей волоки или задаваемой вытяжки;
а — коэффициент, учитывающий несоосность. Этот коэффициент, по практическим наблюдениям, равен 1,05— 1,3. Большие его значения относятся к тонким профилям, меньшие — к толстым.
Рис. 112. Схема к определению конструкционных размеров волочильного канала и волоки [24]
В соответствии со сказанным определяют длину рабочей зоны для каналов других форм.
Входная зона определяется следующими геометрическими параметрами: углом наклона ее образующей авх и ее длиной ZBX (рис. 112). Эта зона, помимо ранее указанного назначения, служит резервуаром, из которого смазка поступает непосредственно на контактную поверхность. Поэтому очевидно, что авх должен быть больше а. Чаще всего авх = (2-нЗ) а. Длина входной зоны для лучшего обволакивания входящего профиля смазкой должна быть тем больше, чем гуще смазка и чем больше диаметр, а следовательно, и длина рабочей зоны. Чаще всего длина входной зоны составляет (1—1,5) /р. Эти величины зависят также от конструкции обойм волок и метода подвода смазки и частично приведены в соответствующей литературе (например [24, 72—77]).
Параметры выходной зоны определяются аналогичными величинами авых и /вых. Эта зона, помимо ранее указанного назначения, служит для облегчения захвата заостренного конца полосы. Поэтому обычно ее делают с широким раствором: часто авых = 171
== (5-^-6) а. Только в некоторых условиях, например при волочении некруглых профилей малыми сериями и особенно профилей сложной формы, когда возникает необходимость трудоемких операций при изготовлении калибрующей зоны, волоки делают без калибрующей зоны, заостренные концы полосы удлиняют, не-сосность различными способами сводят к минимуму. В этих условиях выходная зона ограничивается лишь обычными радиусами закругления у выхода из канала. Такой же конструкции выходную зону обычно -выполняют на волоках, предназначенных для волочения труб.
Выходная зона в некоторой мере увеличивает прочность калибрующей зоны на срез. Однако расчеты, проведенные в работе [24], показали, что длина калибрующей зоны, определенная по ее стойкости на износ, значительно больше необходимой для обеспечения ее прочности на срез. Поэтому длину выходной зоны определяют, исходя из общей стойкости волоки против разрушения от расклинивающих сил.
Наружные размеры волоки. Высота (или длина) волоки определяется суммой длин всех ее зон. При установлении прочих размеров учитывают необходимость достаточного сопротивления расклинивающим силам и обеспечения требуемой жесткости, что в значительной мере зависит от материала и конструкции волоки. Расклинивающие силы целесообразно рассчитывать по максимальным радиальным напряжениям в начале и конце деформационной зоны. В волоках для волочения (а не вдавливания) расчетное напряжение по условию пластичности (П-9) можно считать равным
%аеч = 5тс = °-5 (5тн + 5Т„), (VI-26)
а в волоках для вдаливания
%аеч = °-5(%ах + 5тк), (VI-26a)
где оГтах — радиальное напряжение у входа в пластическую зону.
При монолитной стальной волоке ее наружный диаметр DB0JI определяют, используя известную задачу Ляме, задаваясь допустимыми деформациями волоки и, следовательно, допустимыми растягивающими напряжениями [78]. Таким путем получают
где Dcp — средний внутренний диаметр рабочей зоны канала; v — коэффициент Пуассона;
Е — модуль упругости материала волоки;
ДИ — допустимое упругое изменение диаметра канала волоки.
172
Волоки из твердых сплавов и алмазов всегда заделывают в стальные или латунные обоймы, размеры которых определяются в предположении, что ими полностью восйринимаются расклинивающие силы.
Б. Оправки [78]
Цилиндрическая закрепленная
Диаметр оправки определяется требуемым внутренним диаметром трубы после волочения с учетом ее упругого последействия. Как видно из схемы рис. 113, длина закрепленной оправки должна обеспечивать хорошее вовлечение смазки — участок 1.2, обжатие стенки трубы Z3, ее калибровку — Z4, калибровку внутреннего контура трубы во избежание его уменьшения вследствие внекон-
Рис. 113. Схема к определению длины закрепленной оправки
тактной деформации—(Z5-Н6), а также регулировку положения оправки в деформационной зоне Zv Таким образом,
7>опр — 4 + ^2+ ^3 + + +
(VI-28)
Значения составляющих формулы (VI-28):
h = n = (0,05-0,2) Пвсл, z2 = (Оя-2Ч),71Дк~2<к) + °-05°к-
2 tg а
Z3 = (ZH— Q-ctga, k = le = (0,14-0,2) DK, Z5 = r5 = (0,05ч-0,2) Овол.
(VI-29)
173
Подвижная
Диаметр подвижной оправки определяют так же, как указано для закрепленной оправки. Длина ее зависит от максимальной длины протянутой трубы с припуском на захватку при волочении и при ее извлечении после волочения.
Цилиндро-коническая
Эта оправка состоит из трех основных элементов: начального (заднего) цилиндра, конечного (переднего) цилиндра и усеченного конуса между ними (см. рис. 51). Диаметр заднего цилиндра б/ОПн определяется внутренним диаметром трубы перед волочением, но его делают несколько меньшим для удобства ввода оправки в трубу. Это уменьшение должно быть возможно малым. Длина этого цилиндра определяется его дополнительным действием — направляющей для заготовки. Практикой установлено, что эта длина составляет 0,4—0,7 от внутреннего диаметра входящей трубы (т. е. заготовки). Длину конуса /к рассчитывают из очевидного соотношения
/K = donH-donKctgaon, (VI-30)
где б/0Пк — диаметр переднего цилиндра, равный конечному внутреннему диаметру трубы;
аоп — угол, выбираемый, как указано в гл. III.
Наиболее сложно определить оптимальную длину переднего цилиндра /ц.к.
Теоретически эту величину вычисляют по уравнению равновесия оправки (формула (II 1-7)1, определяя силу трения Гц, возникающую на поверхности этого цилиндра. Однако ввиду трудностей, возникающих при количественном определении других величин, входящих в эту формулу (нормальных давлений и коэффициентов трения), расчеты по этой формуле для практики неприемлемы.
В связи с этим в ряде работ, например [27—33], предложены упрощенные методы определения этой величины.
Наиболее прост и в то же время достаточно точен расчет, основанный на том, что при крайнем заднем положении оправки (см. рис. 52, в) ее передний конец должен совместиться с концом калибрующей зоны. Это предположение основано на том, что на той части переднего цилиндра, которая выходит за пределы конца калибрующей зоны, ввиду упругого последействия трубы после ее выхода из этой зоны практически не возникает сил трения, затягивающих оправку. К тому же если бы такие силы и появились, то они вызвали бы передвижение оправки за крайнее переднее положение и отход стенки трубы от переднего цилиндра, а следо-174
вательно, и исчезновение сил трения на его поверхности (см. рис. 52, а).
При таком предположении и, если не принимать во внимание утолщение стенки на участке осаживания, максимум рассматриваемой длины определится выражением
41. ктах == ^кал “1“ (VI-31)
где /кал — длина калибрующей зоны волоки.
Очевидно, что минимальная длина переднего цилиндра должна быть такой, чтобы он не выходил за пределы начала калибрующей зоны. Поэтому действительная длина переднего цилиндра должна находиться в следующих пределах:
А<ал Н“ sin ОС /ц, к /н sin (X. (VI-32)
Уточняют эту длину на основе эксперимента одновременно с подбором оптимальной длины калибрующей зоны.
Элементы расчета инструмента для волочения в режиме гидродинамического трения приведены в работе [80].
18. К ОПРЕДЕЛЕНИЮ ДИАМЕТРА ТЯГОВО-ПРИЕМНОГО УСТРОЙСТВА
В большинстве процессов однократного и многократного волочения с приемом проволоки на барабаны или катушки приемные устройства служат одновременно и тяговыми. Основной параметр приемных устройств — их диаметр Dnp. Этот параметр определяется рядом технических ' и экономических условий (емкость устройства, удобство его транспортировки, число оборотов привода и др.), относящихся к области машиностроения, а также важным технологическим условием, исключающим разрушение проволоки при ее наматывании. При этом условии удлинение периферийного слоя проволоки при ее изгибе не должно превышать допустимого. Величина этого удлинения определяется из схемы изгиба, приведенной на рис. 114, а. Очевидно, что удлинение периферийного слоя 6пер равно
л ___ 1/2 (Dnp 2D) а — 1/2 (Dnp -j- D) а _ D А7Т
Апер----------1/2 (Dnp+ D) а ~ Dnp + D *
Но это удлинение должно быть меньше равномерного удлинения проволоки при ее растяжении в состоянии наматывания (А,рав), отсюда определяется минимальная величина диаметра приемника
D (VI-34)
лрав
Приведенное выражение не учитывает напряжения волочения, но так как это напряжение всегда заметно ниже сопротивления деформации (см. гл. VII и X) и, следовательно, до попадания на 175
приемное устройство протягиваемая полоса не удлиняется, то для инженерных расчетов в этом нет необходимости.
Многолетная практика волочения проволоки с приемом на барабаны или катушки показала, что при таком ограничении диаметра приемника ни на нем, ни на проволоке не возникает смятия. К тому же из технико-экономических соображений диаметр приемника делают всегда заметно больше того, который обуслов
лен указанным технологическим ограничением.
При волочении труб с приемом на барабан (волочение без оправки или на самоустанавли-вающейся оправке) величина 2?пр определяется главным образом из следующих соображений и расчетов. При наматывании на приемное устройство в продольных осевых сечениях наматываемой части трубы появляются
Рис. 114. Схема к определению диаметра приемного устройства при волочении: а — проволоки; б — трубы
изгибающие напряжения под действием сил dN, возникающих между приемником и трубой (рис. 114, б).
Под действием этих сил труба деформируется так, что ее поперечное сечение из круглого кольцевого становится овальным. При этом если изгибающие напряжения превысят предел текучести металла трубы в его состоянии при наматывании, то сечение трубы из круглого необратимо превратится в овальное. Очевидно, что эти напряжения находятся в зависимости от размеров трубы (dCp и /), от диаметра приемника и силы, растягивающей трубу в осевом направлении, т. е. в рассматриваемом процессе, от силы волочения Рв.
Из уравнения равновесия элементарного объема гибкого тела, намотанного на цилиндрическую поверхность [см. уравнение 176
(XI-14)], следует, что сила реакции приемника на^трубу возникающая на отрезке трубы длиной /, равна
N = Nyl=^-l, (VI-35)
^пр
где Wy — сила реакции на единицу длины трубы (удельная);
Р — сила, растягивающая трубу в осевом направлении.
Так как осевое натяжение трубы уменьшается в каждом поперечном сечении по мере наматывания, наиболее нагруженным является участок трубы в начале ее соприкосновения с приемником. Поэтому в дальнейшем весь расчет ведут исходя из максимальной силы натяжения, т. е. силы волочения Рв. Отсюда реакция приемника на начальном участке будет
^у/нач = ^/нач- (VI-36)
^пр
На этом участке изгибающий момент в осевом сечении аа, очевидно, равен
Л1изг=А?у/нач^( (VI-37)
напряжение изгиба будет чл/ / МИЗг ЗМизг 6iV^Ha4 2 3PBdC0
а максимальное
Оизг— W -t t2 - z 2 ~ fiD '
нач к нач к к^пр
Во избежание необратимой овализации необходимо, чтобы оизг < о0,2- Отсюда на основании формулы (VI-38) допустимый диаметр приемника определяется выражением
(VI-39)
°0,2 к
В гл. X показано, что сила волочения при коэффициенте запаса 1,4 не может превышать 71,5% от силы разрыва протягиваемой полосы, т. е. что
Рв <0,715 ов/к. (VI-40)
В связи с этим выражению (VI-39) можно придать следующий, более удобный для расчета вид:
Опр >^^ = 6,75^. (VI-41)
°(>Ук ’к °'2
При этом следует иметь в виду, что во время наматывания й укладки трубы слоями диаметр приемника растет; поэтому формула (VI-41) определяет минимальный диаметр приемника. Соотношение (VI-41) следует применять для отделочных переходов.
12 и. Л. Перлин 177
Для промежуточных переходов, где небольшая необратимая ова-лизация допустима, можно в формуле (VI-41) заменить <т0,2 на аВк.
При этом
d2
£>„₽:== 6,75-^. (VI-42)
lK
Соображения и расчеты по определению £>ПР приведены также в ряде других работ, например [81—84].
Уменьшение и даже полное исключение овализации может быь достигнуто путем установки перед приемным устройством дисковой волоки с овальным регулируемым профилем, создающим предварительную овализацию трубы в направлении, противоположном овализации при намотке на приемник [85].
Диаметры промежуточных тяговых устройств при многократном волочении определяют, исходя из ряда дополнительных условий, изложенных в гл. XI.
ЛИТЕРАТУРА
1. Минин П. И. Исследование волочения прутков и проволоки. Машгиз, 1948.
2. Г у б к и н С. И. Теория обработки металлов давлением. Металл у ргиздат, 1947.
3. Pomp A. u. a. Mitt. К.—W. Inst, ftir Eisenforsch, 1929, № 11.
4. Перлин И. Л.,Соколов Ю. А. Цветные металлы, 1953, № 2, с. 65.
5. S а с h G, Zeit. fur Gewandtmalthematik u. Mechanik, 1927, № VII, S. 235.
6. Басс А. А. Волочение прутков и проволоки из цветных металлов. Метал-лургиздат, 1937.
7. Днестровский Н. 3., Богорад Н. М. Исследование волочения простых профилей. Сб. трудов Гипроцветметобработки № 2. Металлург-издат, 1941.
8. Е р м а н о к М. 3. Цветные металлы, 1958, № 5, с. 70.
9. К у з ь м и н а Н. С. Изв. вузов. Цветная металлургия, 1958, № 1, с. 153.
10. F г а п с i s Е. L., Т h о m р s о п Р. С. The Journal of the Institute of Metals, 1931, № 46, p. 313.
11. Чекмарев А. П., Чуйко П. И. Силовые параметры при волочении. Металлургия и коксохимия, № 4. Киев, 1966.
12. Ч у й к о П. И. В сб. «Метизное производство», серия 9. Черметинформа-ция, 1966.
13. П е р л и н И. Л., И в а н о в А. И. Цветные металлы, 1953, № 5, с. 54.
14. 3 а к с Г. Практическое металловедение, ч. II. ОНТИ, 1938.
15. Днестровский Н.З. и К а р а сев и ч В. И. Исследование способов волочения медных труб. В сб. «Специальные бронзы и латуни». Металлург-издат, 1945.
16. Юшков А. В., Б о г д а н о в В. С. Известия АН БССР, 1951, № 1, с. 185.
17. Mahrenholtz О. Archiv fur das Eisenhiittenwesen, 1966, № 11, S. 847.
18. 3 в e p e в В. В. Металлург, 1934, № 1, с. 86.
19. D е v е п р е с k М. L., R i с h m о n d О. Transact A. S. М. Е., 1965, № 4, р. 425.
20. Richmond O.,Movrison Н. L. J. Meeh, and Phys. S. Solids, 1967, № 3, p. 195.
21. Boezor Stefan E. Freiberger Forschungsch, 1963, № 87, p. 113.
22. Д и e с т p о в с к и й H. 3., Б л ю м к и н а Р. А. В сб. трудов Гипроцветметобработки, вып. XIII. Металлургиздат, 1952.
178
23. Е р м а н о к М. 3. Изв. вузов. Цветная металлургия, 1959, № 6, с. 166.
24. Г о х б е р г Я- А. К расчету формы заготовок волок для стальной проволоки, Труды ВНИИМЕТМАШа, 1965, сб. № 15, с. 61.
25. Ч е р т а в с к и х А. К. Трение и смазка при обработке металлов давлением. Металлургиздат, 1949.
26. К о к р о ф т М. Г. Смазка в процессах обработки металлов давлением. Перев. с англ, под ред. М. 3. Ерманка. Изд-во «Металлургия», 1970.
27. П е р л и н И. Л. Волочение цветных металлов. Металлургиздат, 1935.
28. X е й н А. Я. Бюллетень Гипрометиза, 1938, № 3—4, с. 23.
29. Литературный обзор по вопросам применения противонатяжения при волочении. Бюллетень Гипрометиза, 1949, № 3.
30. П е р л и н И. Л. Сталь, 1951, №8, с. 750.
31. П е р л и н И. Л., И в а н о в А. И. В сб. «Обработка цветных металлов и сплавов». Металлургиздат, 1953.
32. Р е ш е т н и к о в Н. Г. Изв. вузов. Цветная металлургия, 1958, №5, с. 131.
33. Губкин С. И., М у р а с В. С. Электролитный нагрев как средство интенсификации процессов волочения. ДАН СССР, 1953, т. XCI, № 4, с. 803.
34. V. R е i с h е 1 Stahl und Eisen, 1950, № 25, S. 1141.
35. П а л ь м о в Е. В. Сталь, 1951, №5, с. 443.
36. Северден ко В. П., Клубович В. В. ДАН БССР, 1963, № 7, с. 97.
37. Р 6 h m G. Kohasz. lapok, 1966, 99, № 10, S. 452.
38. Lan genecker B., Fonnt ai n C. W. Metal Progress, 1964, 85, № 1, p. 96.
39. L о r a n t. Tooling, 1966, v. 20, № 12, p. 51.
40. J. Japan Soc. Technol Plast, 1966, v. 7, № 70, p. 567.
41. О e 1 s c h 1 a ge 1 D., Wei В B. Acta phys. austriaca, 1965, v. 20, № 1, p. 363.
42. В а т p у ш и н Л. С. Цветные металлы, 1967, № 6, с. 75.
43. T a г p 1 e у W. В. а. К a r t 1 u k e H. Acroprojects Inc. AEC, Report,
1961, №40.
44. H о с а л ь В. В., P ы м ш а О. М. Сталь, 1966, № 2, с. 159.
45. Г о л у б е в Т. М. и др. Металлургическая и горнорудная промышлен-
ность. Киев, 1962, № 3, с. 84.
46. Клименко В. М., Шаповал В. Н. Черная металлургия. Черметин-формация, 1967, № 3 (551), с. 46.
47. Metalwork Prod., 1967, v. Ill, № 32, p. 50.
48. Materials Engineering, 1967, v. 65, № 5, p. 21.
49. Ж и л к и н В. 3., Г о г о л ь И. С. В сб. «Литейное производство, металловедение и обработка металлов давлением», вып. 4. Красноярск, 1970, с. 125.
50. О е 1 s с h 1 a g е 1 D., W е i В В. Trans. Amer. Metals, 1966, v. 59, p. 685.
51. Жадан В. T. Изв. вузов. Черная металлургия, 1966, № 11, с 93.
52. В а й н ш т о к И. С. Ультразвук и его применение в машиностроении. Машгиз, 1958.
53. Харитонович М. В.,Эскин Г. И. Ультразвук в процессах пластической деформации металлов и сплавов. ОНТИ, ВИЛС, 1970.
54. В о л ь д м а н Г. Е. и др. Применение ультразвука при обработке цветных металлов. Цветметинформация, 1970.
55. П е р л и н И. Л. В сб. трудов ВНИТО черной металлургии, Металлургиздат, 1955, № 6.
56. Ш а п о ш н и к о в А. А. Механические испытания металлов. Машгиз, 1951.
57. П е р л и н И. Л. Проблемы рационализации русских меднопроволочных заводов. Доклад на втором совещании по цветным металлам. Труды совещания, т: 1. ГОНТИ, 1927.
58. С о к о л о в Л. Д. ЖТФ, 1948, № 5, с. 687.
59. Павлов И. М., Шевченко А. А. Сталь, 1947, № 12, с. 1096.
60. В е г n g е f t. Wire and wire Industry, 1940, № 3.
61. T h о m p s о n P. C. The Iron Age, 1938, № 5.
12* 179
62. Па л ь м ов Е. В. В сб. «Расчеты и конструирование заводского оборудования». Машгиз, 1960, с. 5.
63. И ш л и н с к и й А. Ю. Прикладная математика и механика, 1943, т. VII, вып. 2.
64. Недовизий И. Н.,Тарнавский А. Л. Скоростное волочение низкоуглеродистой стальной проволоки. Металлургиздат, 1954.
65. М о с е е в В. Ф. В сб. трудов ЦНИИТМАШа, кн. № 83. Машгиз, 1956.
66. Кашин Ю. А. Релаксационные колебания при волочении проволоки, Известия АН СССР, Металлургия и горное дело, 1964, № 2.
67. Ф р и д м а н Я. Б. Механические свойства металлов. Оборонгиз, 1952.
68. Губкин С. И. Известия АН СССР, ОТН, 1947, № 12, с. .1663; 1968, № 2, с. 239.
69. Губкин С. И. Сталь, 1947, № 8, с. 711.
70. Терминология по волочению. Комитет по терминологии АН СССР. Изд-во АН СССР, вып. 61, 1962.
71. Г в о з д ы х Г. П., А н д р и а н о в Н. Ф. Сталь, 1958, № 9, с. 840.
72. Днестровский Н. 3. Волочильный инструмент. Госэнергоиздат, 1954.
73. Ю х в е ц И. А. Волочильное производство, т. 1, 1-е изд. Металлургиздат, 1954; 2-е изд. Изд-во «Металлургия», 1965.
74. Справочник «Обработка цветных металлов и сплавов». Под ред. Л. Е. Миллера. Металлургиздат, 1961.
75. В о п z е 1 М. Le Trefillage de I'acier. Donod, Paris, II edition, 1958.
76. Д p о з д о в Г. Д. Цветные металлы, № 5, 1969, с. 89.
77. ГОСТ 6271—68. Волоки алмазные. Изд-во стандартов, 1969.
78. П е р л и н И. Л., Е р м а н о к М. 3. Цветная металлургия. Цветметинформация, 1970, № 11, с. 40.
79. О с и н ц е в В. Г. Технология легких сплавов, 1967, № 1, с. 57.
80. Колмогоров В. Л. и др. Изв. вузов. Черная металлургия, 1970, № 10, с. 73.
81. Г и л ь д е н г о р н М. С. В сб. «Волочение труб на плавающей оправке». ЦБТИ Свердловского совнархоза. Свердловск, 1959, с. 52.
82. Биек М. Б.,Швейкин В.В. Волочение труб на самоустанавливающейся оправке. Металлургиздат, 1963.
83. У р а л ь с к и й В. И. Цветная металлургия. Цветметинформация, 1966, № 20, с. 40.
84. Ш а п и р о В. Я., Ш а м р а е в В. Н. Цветные металлы, 1970, № 1, с. 75.
85. П е р л и н И. Л. и др. Способ барабанного волочения труб. Авт. свид. № 275979. Бюлл. изобр., 1970, № 23.
86. Иванова Э. А. В ст. «Обработка металлов давлением». Изд. Тульского политехнического института, 1971, с. 215
Глава VII
АНАЛИТИЧЕСКИЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ НАПРЯЖЕНИЙ ВОЛОЧЕНИЯ И ВДАВЛИВАНИЯ СПЛОШНЫХ КРУГЛЫХ
ПРОФИЛЕЙ
1. ОБЩИЕ СВЕДЕНИЯ
Г"1ри разработке аналитических методов определения рабочих ’напряжений волочения преследуют следующие цели:
а) установить возможность предварительной оценки запроектированного, а также действующего процесса путем сравнения расчетных и фактических величин напряжений;
б) установить закономерные связи между каждым основным параметром процесса и напряжением волочения и возможности оценки влияния рассматриваемого параметра на весь процесс.
Базой аналитических методов служат:
а) элементарные законы механики пластически деформируемого и твердого тела;
б) некоторые общие результаты экспериментального изучения характера деформаций и напряженного состояния обрабатываемого металла;
в) условие (уравнение) пластичности;
г) уравнения равновесия всех сил, действующих на какой-либо выделенный в деформационной зоне элементарный объем протягиваемого металла, или уравнения работы этих сил.
Уравнения работы, несмотря на равноправность с уравнениями равновесия сил, в расчетной практике применяют реже вследствие того, что количественный учет влияния отдельных условий процесса на величину расхода работы в ряде случаев представляет значительные трудности.
Силы и напряжения при волочении определяют, решая систему, составленную из уравнений равновесия и уравнения пластичности. Такие системы в общем случае статически неопределимы, поэтому их решают, как правило, с рядом допущений, упрощающих задачу и математические операции. Это снижает точность методов.
Теоретическими и экспериментальными работами многих исследователей некоторые допущения и упрощения постепенно исключались или уточнялись. Однако на данном этапе развития теории пластических деформаций без применения некоторых допущений обойтись невозможно. Поэтому пока обе задачи аналитического метода полностью не решены, а сам метод дает лишь приближенные результаты и нуждается в дальнейшем развитии.
181
В наиболее ранних исследованиях (А. П. Гавриленко и др.) применяли упрощенные уравнения равновесия сил, действующих на весь объем металла, находящийся в деформационной зоне, и условие пластичности по первой теории предельного состояния, но которой нормальное напряжение металла на контактной поверхности деформационной зоны равно сопротивлению деформации при линейном растяжении ST. Позднее (С. И. Губкин, П. Т. Емельяненко и др.) стали применять дифференциальные уравнения равновесия в усредненных значениях главных нормальных напряжений с привлечением современных условий пластичности по третьей и четвертой теориям предельного состояния [1] — «инженерный» метод. Затем на базе уравнения равновесия общего вида был разработан метод характеристик (см., например, [2]).
Наибольшей точностью должны были бы отличаться методы, основанные на дифференциальных уравнениях равновесия общего вида. Однако ввиду своей сложности и значительного числа нерешенных вопросов эти методы до сих пор еще не доведены до стадии внедрения их в инженерную практику. Поэтому пока приходится пользоваться уравнениями равновесия в усредненных главных нормальных напряжениях и уравнениями работ, т. е. равенством работ активных и реактивных сил.
При использовании этих методов исследователи применяли разные допущения и поэтому получали различные результаты.
В работе [3] И. Л. Перлин проанализировал наиболее известные формулы, основанные на «инженерном» методе, проверил принятые при выводе этих формул допущения, сравнил результаты и показал, что целесообразно отказаться от некоторых допущений, заменив их новыми, более близкими к действительности. Эта работа, а также работы Н. 3. Днестровского и его сотрудников [4, 5] и последующие исследования И. Л. Перлина и А. И. Иванова [6, 7], Н. Г. Решетникова [8] и др. позволили внести дальнейшие уточнения в рассматриваемый метод и дать формулу, которая вместе с выводом ее описана далее. Таким образом, эта формула для определения напряжений волочения круглых сплошных профилей в конической волоке является результатом развития теоретических и экспериментальных работ многих исследователей.
Работа, затрачиваемая на волочение, состоит из следующих элементов:
а) работы на осуществление основных пластических деформаций, т. е. определяемых начальными и конечными размерами протягиваемого изделия или, точнее, начальными и конечными размерами деформированных ячеек координатной сетки. Эти деформации протекают, в основном не меняя своих знаков, т. е. почти монотонно, и поэтому практически полностью отражают затраченную работу, которая переходит в теплоту деформации и потенциальную энергию металла (искажение решетки, увеличение свободной поверхности);
482
б) работы на осуществление дополнительных пластических деформаций, т. е. тех, которые протекают в изменяющихся направлениях и не монотонно, а поэтому полностью не отражаются изменениями ячеек координатной сетки; о неизбежности, причинах и характере таких деформаций при волочении было указано ранее (см. гл. II); эта работа также переходит в теплоту деформации;
в) работы на образование теплоты трения на контактных поверхностях;
г) работы на создание упругих деформаций;
д) работы' на преодоление внешнего противонатяжения, если оно имеется.
Все эти элементы работы находятся в тесной взаимосвязи. Например, с увеличением основной деформации растут и дополнительные деформации, и работа на контактное трение; величина сдвиговых деформаций в осевом направлении зависит от ряда факторов, в том числе и от сил трения. Поэтому разложить работу волочения на отдельные слагаемые, зависящие каждый только от какого-либо одного фактора, невозможно, что и затрудняет, как уже было указано, использование уравнения работ. Поэтому более эффективный путь—применение уравнений равновесия сил,, действующих на элементарные объемы деформационной зоны.
Сила волочения Р связана с напряжением волочения Къ формулой
Р = KBFK, (VII-1)
Поэтому в дальнейшем все рассуждения и выводы направлены в основном на определение напряжения волочения Кв- Профиль волоки принят коническим с прямой образующей, потому что:
а) это значительно упрощает математическую разработку;
б) такой профиль или близкий к нему чаще всего применяют в практике волочения;
в) разбив профиль с вогнутой, выпуклой или сигмоидальной образующей на отдельные участки, в каждом из которых образующую можно принять за прямую, расчет напряжений при волочении такого профиля можно свести к расчету напряжений при волочении профилей с прямой образующей.
[2. ПРИНЯТЫЕ ДОПУЩЕНИЯ
Ранее было указано, что в связи со сложностью силовых условий в деформационной зоне и недостаточно разработанными некоторыми элементами теории пластических деформаций применяют допущения, упрощающие решение поставленной задачи. В предлагаемом методе аналитического определения напряжения волочения сплошного профиля через коническую волоку, кроме допущений о направлениях траекторий главных нормальных напряжений (см. гл. II), приняты следующие:
18а
1. Во всех точках, расположенных на одной и той же траектории радиальных главных нормальных напряжений 07(см. рис. 20, кривые /х, /2» • • •» /з), их принимают одинаковыми (на контактной поверхности направление <уг совпадает с направлением апол).
Это допущение вместе с условием пластичности (П-9) приводит к равенству в этих точках всех продольных главных нормальных напряжений oz. Описанные ранее опыты Минина |и др. с отпечатками координатных сеток (см. гл. II) такого равенства не подтверждают, однако осесимметричность деформационной зоны позволяет использовать для расчетных целей такое допущение.
В ранее предложенных методах было принято допущение о равенстве нормальных напряжений в пределах плоских поперечных сечений деформационной зоны и неизбежное при таком допущении усреднение направлений продольных и радиальных главных нормальных напряжений. При предлагаемом допущении необходимость в усреднении направлений главных нормальных напряжений отпадает. Поэтому такое допущение более близко к действительности, чем оправдывается его применение.
2. Расчетное сопротивление деформации ST по всей длине деформационной зоны принимают постоянным, равным его среднему значению в пределах этой зоны, т. е. STc. Это допущение не соответствует действительности, но на основании известной «теоремы о средней» оно приемлемо для расчетных целей. Кроме того, это допущение заметно упрощает математические операции при решении задачи. Расчеты, проведенные в работе [3] при исследовании формулы Хорнсбурха, не использующей такого допущения, показали небольшое различие в результатах. В связи с таким допущением и на основании формулы (П-9) условие пластичности принимает следующий вид:
oi + <yr = STc. (VII-2)
3. Силы внешнего трения учитывают коэффициентом трения по нормальному давлению, т. е. Т = fnN. При этом коэффициент трения считается не зависящим от нормального давления. Обосновывается это тем, что волочение — такой вид обработки металлов давлением, при котором нормальные напряжения на контактной поверхности, кроме возможного небольшого участка трехосного сжатия, всегда меньше сопротивления деформации и, следовательно, напряжения трения на этой поверхности не достигают своего максимума. Поэтому в процессе волочения силы трения целесообразно учитывать с помощью коэффициента трения по нормальному давлению. Вопрос этот более подробно разобран в работах [9, 10].
4. Коэффициент трения на контактной поверхности принимают неизменным по всей ее длине. В действительности, как это следует из положений и опытов, изложенных в гл. V и VI, коэффициент трения изменяется по длине деформационной зоны, большей 184
частью увеличиваясь к выходу. Но закон такого изменения пока неизвестен, поэтому в расчетах приходится пользоваться некоторым средним значением этой величины (/„ср). Здесь уместно отметить, что волочение — это процесс, в котором при практически применяемых деформациях потери на трение составляют не более 50% от всей затрачиваемой работы, поэтому ошибки в выборе величины /пср оказывают сравнительно небольшое влияние на результаты расчета сил волочения.
5. Все последующие рассуждения и выводы относятся к установившемуся процессу волочения, при котором деформационная зона находится на таком расстоянии от заднего торцового конца протягиваемой полосы, когда в нем еще не возникает возможность больших сдвигов наружных слоев относительно внутренних и когда на торцовой поверхности конца полосы еще не образуется лунка. Возникновение таких сдвигов изменяет силовые условия и ведет к значительному уменьшению напряжений волочения,. что подтверждено многочисленными опытами.
3. ОСНОВНАЯ ФОРМУЛА НАПРЯЖЕНИЯ ВОЛОЧЕНИЯ
Связь между главными радиальными (cQ и нормальными (оп) напряжениями.
На рис. 115 показана схема взаимосвязи рассматриваемых величин. Пусть на элементарную площадку dF контактной поверхности в окрестности точки А действует нормальное вп и касательное Tf напряжения. Соответствующие элементарные силы будут равны (рис. 115, а)
dN = (JndF, dT = XfdF = fn(JndF.
(VII-3)
Равнодействующая этих двух элементарных сил dR будет равна
dR = V (dN)2 + (dT)2 = <sn /1 + f2n dF, (VI1-4)
а ее направление III—III, совпадающее с направлением апол, определится углом трения р.
В гл. II была обоснована возможность принять направление dR за направление главного радиального напряжения в точке А и, следовательно, допустить отсутствие касательных напряжений на элементарной площадке в плоскости II—II, перпендикулярной направлению III—III.
Проекция рассматриваемой площадки dF на плоскость II—II равна dF cos р, отсюда главное радиальное напряжение определится выражением
а = dR = ° Уl+fndF = а Ki + tg2p = On (VI1-5)
r cos р dF cos р dF п cos р cos2 р *
185
Подставляя полученное значение ог в уравнение (VI1-2), можно представить условие пластичности для процесса волочения в следующем виде:
+ = (VI1-6)
Z 1 COS2P ТС 4
Рис. 115. Схема к установлению связи между главными радиальными и нормальными напряжениями на контактной поверхности при волочении круглого сплошного профиля: а — схема деформационной зоны; б — схема элементарных сил, действующих у точки А
Определение суммы проекций на ось канала элементарных продольных сил, действующих на поверхности равных радиальных напряжений
Пусть дуга АВ (рис. 116) с центром в точке в и центральным углом является траекторией главных радиальных напряжений и одновременно представляет собой пересечение поверхности шарового сегмента деформационной зоны, находящегося на расстоянии х от выхода, с осевой плоскостью, а стрелки <у1х представляют собой главные продольные напряжения, действующие на поверхности этого шарового сегмента. Элементарная сила dP6, действующая на элементарную площадку dF6, находящуюся у точки б, очевидно, равна
dP6 = dFsalx. (VI1-7)
Сила dX6, являющаяся осевой составляющей силы dP6, равна dX6 = dP6 cos [Зб = dF6Cix cos рб. (VI1-8)
186
При суммировании осевых составляющих по поверхности шарового сегмента получается сила X, действующая на эту поверхность в осевом направлении:
Х= S^6a/xcosp6=oZxS(^cosp6). (VII-9)
Рис. 116. Схема к определению суммы проекций элементарных продольных сил, действующих на поверхности равных радиальных напряжений, на ось волочильного канала
Но 2 (^б cos ₽б) есть не чт0 иное» как проекция поверхности шарового сегмента на плоскость, перпендикулярную оси канала,, т. е. круг диаметром DAB = АВ.
Отсюда
Х = (VI1-10)
Величина продольного главного нормального напряжения (о1к) у выхода из деформационной зоны
В общем случае волочения круглого сплошного профиля через коническую волоку напряжения и силы, действующие на металл, находящийся в деформационной зоне, могут быть представлены схемой, приведенной на рис. 117.
На этой схеме показана деформационная зона, ограниченная каналом и двумя сферическими поверхностями ЛНВН и АКВК с действующими на нее противонатяжением Q = oqFn и силой волочения Роб = А’с.об^’к, гДе Кс. об — среднее напряжение волочения у выхода из обжимающей части канала, т. е. без учета сил трения в калибрующей части канала.
Напряжения противонатяжения aq создают на поверхности АКВН продольные главные напряжения с^, метод определения
187
которых указан далее. Напряжения /(с.об создают на поверхности АКВК продольные главные напряжения cqk.
Выделим из деформационной зоны элементарный объем, образованный контактной поверхностью и двумя бесконечно близко расположенными поверхностями равных главных радиальных и продольных напряжений, находящимися на расстоянии X от выхода из обжимающей части деформационной зоны. Эти две поверхности являются поверхностями шаровых сегментов, образо
ванных дугами и Л2В2, примыкающими к контактной поверхности под углами (90° — р) и имеющими своими центрами точки аг и а2. На этот элементарный объем действуют на контактной поверхности нормальное напряжение <уПх и касательное напряжение fnGnx.
Эти два напряжения создают главное радиальное напряжение аГх, определяемое выражением (VI1-5).
Направление этого напряжения совпадает с направлениями касательных и А2С2 к дугам А1В1 и А2В2, поэтому образованные этими дугами шаровые поверхности можно считать поверхностями равных главных нормальных напряжений. В соответствии с этим на схеме (рис. 117) показаны действующие по направлению радиусов дуг А±Вг и А2В2 продольные главные напряжения и + doix, величины которых зависят от расстояния х.
Обозначив через Dx хорду дуги А2В2, представляющую собой диаметр поперечного сечения деформационной зоны, проходя-188
щего через точки Л2В2, а через Fx = -^Dx это поперечное сечение и принимая во внимание связи (VII-6), (VII-7), (VII-8) и (VI1-9), можно составить следующее дифференциальное уравнение равновесия рассматриваемого элементарного объема в осевом направлении:
F>flix + d (F&x) — F*Pix + nDx on (sin a + f„cos a) = 0. (VII-11)
Ho
Ox-Ок 1 . dgx. (VII-12)
2 tg a 2 tg a ' '
И
d (Fxalx) = d = (^D2 + 2olxDx dDx). (VII-13)
Поэтому, разделив обе части уравнения (VII-11) на-^-DjJ, полу-чим
do;x + 2a;x^ + ^an(l+/nCtga) = 0. (VII-14)
Условие пластичности (VI1-6) может быть переписано следующим образом:
a„ = cos2p(STc-cZx). (VII-15)
Принимая во внимание это условие и разделив переменные, дифференциальному уравнению (VI1-14) можно придать следующий вид:
_____________________________ 2dDx
—STc)cos2p(l + fnctga) —ст/х Dx
Обозначив
cos2 р (1 + fn ctg a) — 1 = а.
уравнение (VI1-16) можно представить в виде doix _ 2adDx
а после интегрирования
In — STc = 2a In Dx + In C,
где In C — постоянная интегрирования.
При Dx = DH, т. e. на дуге ДНВН, olx = <slq.
(VI I-16)
(VII-17)
(VI I-18)
(V1M9)
189
Тогда
In [% — STc —£
(VI1-20)
или
с а + 1 % Stc л
1ПС = 1и-^—. (VII-21)
При Dx = Пк, принимая во внимание (VII-19) и (VII-21), продольное напряжение а/к у выхода из деформационной зоны, т. е. на дуге ЛКВК, определяется выражением
__S а + 1
1П (а'к = 2а lnD« + 1П &а а > (VII-22)
откуда
Ol — S. ^±±= (or, —STc^±l?) (%-}2а> (VII-23)
гк тс а \ тс а ) \ОН ) v ’
или
+ (ЙЧ +МЙГ- <VII-24>
При этом следует иметь в виду, что а/к не является напряжением волочения, так как на разных расстояниях от оси канала оно имеет разные направления, не совпадающие с осью канала.
Напряжение волочения без учета калибрующей зоны канала
Это напряжение определяется выражением
Кеоб = ^. (VI1-25)
Для его определения необходимо найти Роб. Пусть на площадку dF в окрестности точки 6 (рис. 118), находящейся на шаровом сегменте ЛКВК, ограничивающем выходную сторону деформационной зоны, действует продольная элементарная сила
д!Рв; = а/к</Л (VI1-26)
Чтобы создать эту элементарную силу, необходимо в осевом направлении приложить элементарную силу dPbx. Связь между силами dP^t и dP§x можно установить, исходя из следующих положений:
1. Направления этих сил определяются траекторией главных продольных напряжений CSD, проходящей через точку 6.
Траектория главных напряжений не может быть ломаной линией, так как в противном случае в точке излома появилось бы 190
вместо трех бесконечное число главных направлений, чего быть не может. Поэтому поворот рассматриваемой траектории происходит в окрестности точки 6 непрерывно с каким-то радиусом г.
2. Если разделить угол между направлениями dP6l и dP^x на п частей (схема в правом углу рис. 118), обозначить
т = 4 (VI1-27)
и предположить, что изменение направления траектории C8D в окрестности точки 6 происходит скачками через каждый угол у, то можно считать, что рассматриваемая элементарная сила dP6l
Рис. 118. Схема к установлению связи между продольными и осевыми силами и напряжениями
3. Учитывая, что активной силой является сила dP6x, на основании элементарных законов механики можно считать, что для возникновения силы dP6l в направлении 6/ следует в этом направлении приложить силу
б/Рл
^6,=^. (VI1-28)
Для возникновения силы dPb необходимо в направлении 62 иметь силу
dP61 = (VI1-29)
°2 cosy cos2 у ' 7
и т.д. и, наконец, для возникновения силы dP§n l необходимо в направлении создать силу
= (VI1-30)
cosy COS у
191
4. Так как скачкообразный переход направлений сил невозможен, то угол у следует предположить бесконечно малым, т. е. по п = оо и определить предел функции
lim у = cos" у = cos" — . (VII-31)
оо П
Прологарифмировав выражение (VI1-31) и переписав его в виде
• г = In у = ------, (VII-32)
( In COS — )
\ п /
можно, применив правило Лопиталя, получить
1 im z = In cos — + — tg — = 0. (VII-33)
co П П П
Но если lim z = lin In у = 0, n->00 n->00
TO
lim у = lim cos" = 1 (VI1-34)
' и
dP6l==dP6x, (VII-35)
Это равенство показывает, что сила волочения Рх = Роб должна представлять собой сумму элементарных сил dP6l, взятых по поверхности (Fm.c) шарового сегмента АКВК1 т. е. что
РО6 = 2 dP6l = 2 <Т(к dF = CtKF<u. с. (VI1-36)
Отсюда среднее значение напряжения волочения is Роб _ Рщ. с А с. об — Fk — %. (VII-37)
Согласно рис. 118 (справа внизу), Л-.с _ я (/? + ft2) _ 1 , to2 JL _ 1 (VI1-38)
1 2 'cos2A
и откуда P = a + p, IS 1 1 (VI1-39)
С. Об — a p a/K — a p cos2 —cos2 — I е a L J 1 я \DhJ J (VII-40)
Отметим, что Кс.об является средним значением напряжений по поперечному сечению профиля. Действительные растягивающие 192
напряжения в концентрических слоях профиля неодинаковы. Они зависят от расстояния этих слоев от оси профиля, определяемого положением бесконечно малой конической кольцевой поверхности, проходящей через точку 6, т. е. углом рб, и отношением этой поверхности к ее проекции на поперечное сечение профиля. Действительно, элементарная сила волочения dP6, проходящая через площадку шарового сегмента АКВК в окрестности точки б, создает после его поворота напряжение в соответствующей площадке плоского поперечного сечения профиля, равное
** = % (VII-40a)
Это напряжение увеличивается с удалением точки б от оси к периферии, т. е. с увеличением угла 0б. Для периферийных слоев Рб = а 4- р. Таким образом,
Ъ.ах = Ynep = созДр) • (VI1-406)
На рис. 118 показана соответствующая эпюра действительных напряжений волочения по сечению профиля вблизи выхода из волочильного канала, частично выравнивающаяся по мере удаления от выхода из канала.
Учет сил трения в калибрующей зоне канала
Изложенные выводы, определяющие напряжение волочения, относятся лишь к обжимающей зоне волочильного канала. В действительности же практически каждый волочильный канал имеет и калибрующую зону, на поверхности которой во время волочения возникают нормальные давления и, следовательно, силы внешнего трения, препятствующие процессу. Эти силы должны быть уравновешены соответствующей долей общей силы волочения, что должно вызвать некоторое повышение напряжения волочения. На рис. 119 приведена схема сил и напряжений, действующих на протягиваемый металл в пределах калибрующей зоны канала. Кс.об» как было указано, обозначает напряжение волочения, возникающее в металле на границе обжимающего и калибрующего участков деформационной зоны, которое определяется формулой (VI1-40).
Чтобы определить рост напряжения волочения в результате действия трения в калибрующей зоне, необходимо знать величину нормального напряжения оЛкал, возникающего на контактной поверхности этой зоны. Эта величина не постоянна. Она уменьшается от входа в калибрующую зону к выходу из нее в соответствии с обратным характером изменения напряжения волочения, которое повышается от входа к выходу. Закон изменения огПкал в калибрующей зоне неизвестен. Однако можно с уверенностью утверждать, что это напряжение не превышает то нормальное напряжение, при котором в калибрующей зоне могли бы возникнуть
13 И. Л. Перлин 193
пластические деформации. Отсюда, принимая во внимание использованное ранее условие пластичности, можно написать, что
а«кал<5-к-^ , (VIb41)
кал к лкал у х
где STr — сопротивление деформации протягиваемого металла в состоянии выхода из обжимающей зоны канала;
о^кал — среднее значение растягивающего напряжения в калибрующей зоне канала в сечении, находящемся на расстоянии х от выхода (рис. 119).
Рис. 119. Схема сил и напряжений, действующих в калибрующей части волочильного канала по [11]
Ввиду неясности закона изменения <тПкал в калибрующей зоне рассматриваемые расчеты приходится вести по максимально возможным значениям <Упкал, т. е. приняв, что
•Чал = Stk ~ °‘х ял* (V11 -41 а)
кал к лкал
При таком допущении несколько завышается величина сил трения на контактной поверхности, однако ввиду того, что длина калибрующей зоны волочильного канала сравнительно невелика, это завышение не может заметно искажать общие результаты. Приняв указанное допущение, можно на основании схемы сил и напряжений, действующих в калибрующей зоне (см. рис. 119), написать следующее уравнение равновесия сил, действующих на элементарный объем в этой зоне:
DK^ + <W'‘‘to,P*‘ = 0 (VI1-42) лкал л 'г кал I
ИЛИ
кал Ч + 4<Чал?"dx = 0 (VII-42a)
194
Принимая во внимание уравнение (VI1-41), получаем Ок + 4 (ST — о, ) fndx = 0. хкал х к хкал' (VI1-43)
Разделив переменные и интегрируя, можно записать 4,f^ = DKlnC(ST — о; ) (VI1-44)
откуда X = In C(S*K-a'x )4fn l \ к хкал7 (VI1-45)
или £к ex = C(ST—<Т/ )4\ х к хкал7 (VI1-46)
Постоянная интегрирования С определится граничным условием, по которому при х = 1К О/хкал = Лс.об» Т. е.
_£к
C = e'K(STK-^.oe) Ч (VII-47)
а при х = 0 Gix кал = Кпол,
где Хпол — полное напряжение волочения с учетом сил трения в калибрующем участке.
Следовательно,
Кпол=31к-е °»[SIk-44 (VII-48)
Отсюда составляющая напряжения волочения, идущая на преодоление сил трения в калибрующей зоне канала, определится выражением
_ ^п1к
/Скал = /<пол-/<с.об = 3Тк-е D- (STk-/(c.o6)-/(c.o6. (VII-49)
Формула (VII-49), предложенная П. Т. Емельяненко и Л. Е. Альшевским 111], показывает, что Акал растет с увеличением длины калибрующей части (/к) и с уменьшением Кс.об, так как при этом растет о„кал, что правильно отражает влияние основных условий на напряжение волочения. Однако сложность техники вычисления по этой формуле не компенсируется точностью получаемых результатов и значимостью величины Акал. Поэтому И. Л. Перлин [3] предложил более простой метод учета сил трения, возникающих в калибрующей части канала, условно названной методом «приведенного угла».
Сущность этого метода заключается в том, что силы, действующие на контактной поверхности, учитывают не по действительному, 13* 195
а по условному профилю канала, контактная поверхность которого представляет собой поверхность усеченного конуса высотой Н (рис. 120), равной сумме высоты обжимающей части канала h и длины калибрующей зоны канала /к. Такая условность не только не вызывает каких-либо дополнительных неточностей по сравнению с формулой (VI1-49), но из-за уменьшения контактной поверхности по сравнению с фактической несколько компенсирует завышение Лкал, внесенное допущением, что в калибрующей зоне выполняется условие пластичности. Величина угла наклона ап образующей
условного (приведенного) профиля к оси канала определяется из следующих соотношений (рис. 120):
н=', + !--^йг-т5^+'» '™-50>
откуда
tg«п = = (D (^HD)D+2l Ша ’ (VII-51>
или, так как длину калибрующей зоны канала часто выражают через конечный диаметр профиля,
lK=fnDK, (VI1-52)
где т = 0,1 -И ,5, то
+о- а _ (£>н —£>K)tga tg a (VII 53)
18 - ID. - + =»».««-, + „ А. ,г „' (V ’
Эта формула показывает, что длина калибрующей зоны заметно влияет на tg ап, особенно при небольших деформациях. Например, при т = 1, a = 6° и р = 1,10 tg an^0,65 tg а.
196
При увеличении а это влияние, а с ним и влияние длины калибрующей зоны канала на силу волочения возрастает. Это особенно следует учитывать при расчетах, относящихся к волочению профилей средних, тонких и тончайших размеров, когда калибрующие зоны канала отличаются значительной длиной при сравнительно небольших деформациях. Положительная сторона применения приведенного угла ап — возможность его экспериментального определения. Для этого определяют общую длину контактной поверхности Н (см. рис. 120), что почти во всех случаях не представляет заметных затруднений. Между тем экспериментальное определение /к, особенно на волоках тончайших диаметров, создает большие затруднения и часто становится вообще невыполнимым. При учете сил, действующих в калибрующей зоне канала методом приведенного угла, следует иметь в виду, что замена в формуле (VI1-40) угла а на ап не должна влиять на направление главных продольных напряжений и величину их поворотов у выхода из обжимающей части. Поэтому предлагаемая замена должна быть проведена только в уравнении равновесия (VII-11) и, следовательно, только в выражении (VI1-17), определяющем величину коэффициента а. В выражении (VI1-40) при определении величины коэффициента----Ц-—
cos2 а 2 Р такую замену делать нельзя.
Величина продольного напряжения в начале пластической зоны
Для определения полного напряжения волочения КП0Л необходимо знать напряжение olq, возникающее на поверхности, ограничивающей зону начала пластических деформаций у входа в канал, т. е. на поверхности шарового сегмента АпВп (см. рис. 117). По соображениям, аналогичным изложенным ранее,
= с, cos2 (-^ф5) • (VI1-54)
В работе [6] показано, что напряжение tilq имеет минимум, отличный от нуля и зависящий от степени предварительной деформации протягиваемого металла и условий процесса (а и Д). При отсутствии внешнего противонатяжения этот минимум идет на создание упругих деформаций, возникающих перед пластической зоной. При внешнем противонатяжении этот минимум остается неизменным до момента, когда напряжение противонатяжения достигает своей критической величины (см. гл. VI). При дальнейшем увеличении противонатяжения ctlq, а с ним и напряжение волочения повышаются. Минимум Qlq находят экспериментально для заданного состояния металла и условий процесса по величине 197
критического противонатяжения, которое определяется моментом начала роста напряжения волочения (VI1-6):
qz = =Gq cos2 (-а I?р V (VII-55)
%in У11 ^КРИТ \ 2 / v 7
где crz — напряжение, возникающее у входной границы зоны пластических деформаций при отсутствии внешнего противонатяжения или в тех случаях, когда напряжение внешнего противонатяжения не достигло своей критической величины;
о^крит — критическое противонатяжение.
Если о^> а<7Крит, то % определяется формулой (VII-54).
Формула для определения полного напряжения волочения
На основании изложенного можно считать, что выражение, определяющее полное напряжение волочения Кпол, получается из формулы (VI1-40) заменой в коэффициенте а (VI1-17) угла а на приведенный угол ап и подстановки вместо al(j его значений, определяемых формулами (VII-54) или (VI1-55). Принимая во внимание, что
/£к\2 =
\ Дн / FH ’
в окончательной записи Кпол определится выражением
Г1 - ®‘] + % (®Ч <™-56> или
- (ЙЛ +”•№)• <™-5ва>
где STc — среднее значение сопротивления деформации в пределах деформационной зоны:
а = cos2 р (1 + fn ctg ап) — 1;
fn и р — коэффициент и угол трения;
ап — приведенный угол;
а — действительный угол образующей канала (полуугол); aq — напряжение противонатяжения, возникающее на задней поперечной границе пластической зоны либо от действия упругой зоны, либо от действия внешнего противонатяжения о^внеш, либо от того и другого вместе. Это напряжение равно о9крит или больше его. ЕсЛИ %неш <а<7крИТ> ТО О<7=^крИТ- ЕСЛИ ^<7внеш ^<7крит ’ ТО ^*4внеш’
198
пикрит определяется из экспериментов, описанных в гл. VI. При отсутствии данных эта величина приближенно может быть определена по следующей эмпирической формуле:
In р
О = *пред (VII-57)
^крит In ’ Пред > V 7
zmax
где М^пред — общая вытяжка металла до волочения от последнего отжига (предварительная);
Ну — возможная максимальная общая вытяжка от от-r ^тах
жига до отжига;
оч^пред — условный предел текучести до волочения.
Формула (VI1-57) основана на том, что при p-smax равномерное удлинение при одноосном растяжении близко к нулю, т. е. на диаграммах деформация — условный предел прочности и деформация — условный предел текучести разность ов — а0,2 становится минимальной.
Если о7внеш превышает предел текучести металла в его состоянии до входа в канал, что может быть при волочении малоупроч-ненных металлов, следует учесть возможную внеконтактную деформацию от противонатяжения. Для этого по кривой зависимости сопротивления деформации от степени деформации определяют деформацию, вызываемую напряжением ^внеш, а по ней, зная поперечное сечение полосы до волочения, определяют действительное начальное сечение Ен полосы у входа в деформационную зону. В этом случае при определении STc сопротивлением деформации, соответствующим состоянию металла в начале деформационной зоны, будет aq.
Для облегчения расчетов в табл. 17 и 18 приведены значения коэффициентов у =--------Ц-— и а. 7
cos2 а-^~ Р
Таблица 17
Значения коэффициента -—----
COS2 у —
а + р. град. 1 а + р, град. 1 а + р. град. 1
cos-Л+Р. cos» А+р. COS>^±₽
0 1,00 25 1,06 50 1,19
5 1,01 30 1,08 60 1,30
10 1,015 35 1,10 70 1,50
15 1,02 40 1,12 80 1,70
20 1,04 45 1,15 90 2,00
199
Таблица 18
Значения коэффициента а = cos2 р (1 + tg р ctg ап) — 1
Значения коэффициента а при ап, град
Ls P-//I 1 2 4 6 10 15 20 25
0,03 1,7 0,8 0,43 0,286 0,17 0,11 0,082 0,064
0,05 2,9 1,34 0,7 0,47 0,27 0,18 0,134 0,11
0,075 4,3 2,0 1,06 0,70 0,42 0,26 0,20 0,16
0,10 5,68 2,64 1,4 0,93 0,55 0,36 0,26 0,21
0,15 8,43 3,96 2,10 1,40 0,83 0,52 0,40 0,32
0,20 10,9 5,05 2,70 1,80 1,05 0,68 0,50 0,38
Согласно формуле (П-11),
ctg«nmax = f„ = tgp (VII-58)
и соответственно из формулы (VI1-17)
amin = cos2 р (1 + tg2 р) - 1 = 0. (VII-59)
4. АНАЛИЗ И РЕАЛЬНОСТЬ ОСНОВНОЙ ФОРМУЛЫ (VII-56)
Реальность всякой формулы определяется в первую очередь результатами ее математического анализа. Такой анализ позволяет установить, как отразились в формуле все основные условия, влияющие на процесс, а также соответствие этих отражений материалам практики. В предлагаемой формуле нашли отражение: прочностные свойства (STc), состояние металла перед волочением (oZyn), степень деформации, силы трения, профиль канала вместе с калибрующей зоной, противонатяжение, т. е. все основные параметры, определяющие процесс волочения. Поэтому ниже рассматриваются лишь характер влияния каждого из этих параметров и степень соответствия этого влияния результатам экспериментов.
Влияние механических свойств протягиваемого металла
Влияние рассматриваемых свойств на напряжение волочения в формуле (VII-56a) отражается через среднее значение сопротивления деформации в деформационной зоне
5тс = ф(3тн, Stk).
По Н. А. Шапошникову [12], с достаточной для практических расчетов точностью можно за STh и STk принять пределы прочности протягиваемого металла до и после волочения. При этом следует учитывать температуру металла и его абсолютные размеры, т. е. масштабный фактор, а при горячем процессе'— и продолжительность пребывания металла в деформационной зоне, влияющей на 200
величину упрочнения. При таком выборе величины STc в рассматриваемой формуле отражаются не только перечисленные ранее основные параметры, но и дополнительные (температура, скорость деформации, абсолютные размеры). Характер зависимости Кпол от STc по формуле (VI1-56) — линейный, что подтверждено экспериментами, описанными в гл. VI (см. рис. 73).
Влияние степени пластической деформации
Здесь прежде всего следует напомнить, что в процессе волочения главные деформации отдельных слоев не равны. Периферий ные слои деформируются с более высокими суммарными деформациями, чем центральные, но все они отличаются примерно одинако
Рис. 121. Схема зависимости напряжения волочения К от степени деформации и коэффициента трения:
а — при отсутствии внешнего противонатяжения; б — при внешнем противонатяжении
выми деформациями удлинения в направлении, параллельном оси канала, определяемыми интегральным показателем:
In = In = In ц. (VII-60)
^Н Г к
Эту величину обычно принимают за практический показатель степени деформации при волочении.
Обозначив для упрощения записей
(VII-61)
и переписав формулу (VI1-56) в виде
КПол = Тср5Тс[-^-(^-^иЧ, (VII-62)
ь I U \ С1 От /
к \ С / /
определим первую производную Кпол напряжения по вытяжке (т. е. /(пол по ц):
/Сл = YepST а (^±1- |Г <»+». (VII-63)
с \ и Отс /
201
Приняв во внимание, что [см. формулу (VII-59)], нетрудно установить, что величина К пол всегда положительна и уменьшается с ростом р.
В соответствии с этим на рис. 121 приведены схемы кривых зависимости напряжения волочения от степени деформации и коэффициента трения fn, построенные, согласно формулам (VI1-56) и (VI1-63). Показанное на этих схемах отставание роста напряжения волочения Кпол от степени деформации In р полностью отражает теоретически обоснованное и подтвержденное практикой представление о том, что интенсификация процесса волочения, т. е. уменьшение дробности деформации, всегда сопровождается увеличением к. п. д. процесса, что указывает на целесообразность применения максимально возможных вытяжек за переход.
Влияние коэффициента трения
В формуле (VII-56a) коэффициент трения отражен в двух коэффициентах: уСр и а. Поэтому, чтобы определить характер влияния коэффициента трения на напряжение волочения целесообразно рассмотреть влияние коэффициента трения на каждый из упомянутых коэффициентов отдельно, а затем установить их совместное влияние. Предварительно необходимо выявить пределы возможных изменений fn.
Пределы возможных изменений коэффициента трения
Очевидно, что минимальным теоретически возможным значением fn является 0, а максимальное значение fn определяется возможностью осуществления процесса волочения. Этот процесс осуществим только в том случае, когда полное напряжение опол на контактной поверхности направлено под некоторым углом у к оси канала и с этой поверхностью пересекается (см. рис. 115), т. е. когда угол у = -^-а — р > 0.
Предельным случаем, очевидно, является
у=-^-а —р = 0 (VII-64)
ИЛИ
fn = tgp<ctg а. (VII-64a)
Однако практически этот максимум fn недостижим, потому что при р —* а, рб = а + р —♦ [см. формулу (VII-39)], a
напряжение растяжения на периферийных слоях металла после его выхода из канала будет стремиться к оо [см. формулу (VI 1-40а)], что неизбежно приводит к разрушению. Поэтому
f„ = tgp«ctga. (VI1-65)
202
Изменение коэффициентов уср и уПер Выражения _ 1 _ 1 „ 1
?СР ГПс2 а + Р И VneP ~~ C0Sfo ~ C0S (а + Р)
[см. формулы (VI1-406) и (VI1-61)]показывают, что эти оба коэффициента с ростом р монотонно растут. Первый имеет своим мини-1 1 о
мумом---------, а максимумом --------= 2; второй же имеет
cos2 cos2
1 1 своим минимумом-----, а максимумом -----= оо.
cos а cos
И з м е н е н и е к о э ф ф и ц и е н т а а
Выражение а = cos2 р (1 + tg р ctg а) — 1 [см. формулы (VI1-17) и (VII-56a) ] показывает, что с ростом р коэффициент а изменяется немонотонно. Действительно, при р = 0 а = 0, а при л р=^--а
а — sin2 а + ctg2 а sin2 а — 1 =0.
По этой формуле коэффициент а должен расти от нуля до какого-то максимума, а затем снова падать до нуля. Этого, однако, не может быть в силу неравенства (VI1-65). Проводя обычные операции с формулой (VI1-17), связанные с определением максимума, можно показать, что своего максимума коэффициент а достигает
х п 1 ла
при tg 2р = ctg а или при Р = ~4--------2~-
Значения fn и р, при которых коэффициент а становится максимальным, приведены в табл. 19.
Таблица 19
Значения fn и р, при которых коэффициент а достигает максимума
Показатели Значения показателей при а, град.
0 5 10 20 30 45 60 70 80 85 90
tga 0 0,087 0,175 0,365 0,577 1 1,73 2,75 5,7 11,5 оо
,g2p=i оо 11,5 5,7 2,75 1,73 1,0 0,577 0,365 0,175 0,087 0
р 45 42,5 40 35 30 22,5 15 10 5 2,5 0
fn = tg Р 1 0,92 0,84 0,70 0,577 0,41 0,27 0,176 0,087 0,044 0
203
Из этой таблицы следует, что при практически применяемых углах а < 30° коэффициент трения не может достичь своей максимальной величины, определяемой выражением (VI 1-64а). Рассмотренный характер изменения коэффициента а определяется условием пластичности (VI1-15). Действительно, учитывая, что напряжение трения if = fntin = tg рсгл, условие (VI1-15) можно переписать так:
= cos2 р (STc — а;), (VII-66)
откуда
Тр
-—!—- = tgpcos2p = sin pcosp — ср (p). (VII-67)
•^тс —
Функция ф (p) = sin p cos p с ростом p увеличивается от нуля до какого-то максимума, затем падает. Это обстоятельство указывает на то, что и напряжение трения с ростом коэффициента трения повышается только до некоторого максимума, после которого начинает снижаться. Объясняется это быстрым снижением нормального напряжения ол, вызываемым условием пластичности (VI1-15), по которому это снижение идет пропорционально cos2 р.
Изменение величины продольного главного нормального напряжения о/к в зависимости от изменения величины коэффициента а
Изменение величины oZr, входящей в формулу (VII-56) сомножителем [см. формулы (VII-24), (VII-40) и (VII-56)], зависит при прочих равных условиях от изменения коэффициента а. При а ~ 0
Нт [’ + Ст)”] = lnH (VH-68) И L \ н / J
% = 5тс1п|л + о;(7. (VII-69)
Это значит, что величина oZr имеет минимум, определяемый выражением (VII-69), и с ростом а возрастает до некоторого предела, определяемого максимумом а, который в свою очередь зависит от соотношения между р и а [см. табл. 19 и выражение (VI1-66)].
Совместное влияние коэффициентов у и а н а и Кпер при изменении угла трения и соответственно коэффициента трения
Это влияние показано на рис. 122, где приведены схемы изменений -^”ол = Zcp и —^ер- = Znep в зависимости от р. При вы-
^тс оТс
полнении этих схем исходили из следующих соображений. Выра-204
жение (VII-56) позволяет написать
где
= ТсрГ И = 2пеР = VnePr,
г>тс оТс
'_а/к __ Д4- 1 fl (^\а~\ ,
$тс ' a \Fh) ^STc\Fr) ’
(VII-70)
Из этой записи следует, что схемы изменений Zcp и Znep определяются схемами изменений коэффициентов у и У. При изменении
Рис. 122. Схемы влияния коэффициента и угла трения на коэффициенты у, У, Z и соответственно на средние значения напряжения волочения и на напряжения у периферийных слоев (Znep) а, ц и STc неизменны
Р А° Ртах = ----а коэффициент уср растет от-----Ц—до 2; коэф-
2 cos2
фициент упер растет от -р1— до коэффициент У изменяется от In iiT^ [см. формулу (VII-69)] до своего максимума и затем падает. Это падение условно, так как может происходить только при нарушении условия (VI1-66) (в связи с этой условностью правые ветви кривых показаны прерывистыми). Коэффициент Zcp как произведение усрУ растет от —1—— Ап р 4- до некоторого cos2 I с /
экстремального значения, а коэффициент Znep как произведение ?перУ растет от - /1п р + до оо.
CUo U- \ Отп /
205
Рассмотренные изменения и конечные значения всех коэффициентов полностью отражают особенности влияния коэффициента трения на ход процесса и его результаты.
Здесь особо следует отметить, что при отсутствии трения (fn = 0 и р = 0) напряжение волочения находится в прямой зависимости от угла а, т. е. растет с его увеличением.
Это соответствует установившимся представлениям о процессе деформации (с ростом угла а увеличиваются углы поворота траекторий продольных главных нормальных напряжений, что приводит к повышению напряжения волочения).
Влияние угла образующей волочильного канала (а)
Так же, как и коэффициент трения, угол а в рассматриваемой формуле (VI1-56) отражен в коэффициентах у и а. Для упрощения анализа здесь не введен приведенный угол ап, так как его соответствующее влияние на изменение Кпол (увеличение /Спол с уменьшением ап) следует из структуры самой формулы и разобрано далее. Пределами изменения угла а, очевидно, являются 0 и --
— р [см. формулу (VI1-64)].
Изменение коэффициентов уср и уПер с изменением а
Аналогично предыдущему, можно написать:
минимум уср = —Ц— (при а = 0), максимум уср = 2 (при а = cos2
л 1
= ~2---р), минимум упер = - (при а = 0), максимум
Упер = оо (^при а = -g--pj .
Изменение коэффициентов а и Y
При а — 0 а = cos2 р (1 + — 1 — оо.
r \ tg а /
При а=— р a=cos2p(l — 1 =0. tVI1 7 )
Соответственно
при а— 0 Y = 1.
При а = 4-р Г = 1п^ + ^-. (VII-72)
Z Г к ОТс
Изменение коэффициентов Zcp и Znep
По характеру изменения этих коэффициентов виден характер изменения среднего (по всему профилю) и периферийного напряжений волочения в зависимости от угла а. На основании указанных 206
предельных величин и характера самих функций на рис. 123 показана схема изменения коэффициентов: У, уср, упер, Zcp, Znep в зависимости от а при неизменных прочих параметрах процесса. Падение Y и увеличение уср определяют минимум Zcp как произведение этих двух величин. То же самое относится и к коэффициенту Znep с тем лишь отличием, что Zcp стремится к конечному / О’/ \
пределу, равному 2 (In р + I, a Znep имеет своим пределом оо. Все это полностью соответствует практическим наблюдениям, по
казывающим наличие оптимальных углов, и обосновывает целесообразность применения малых углов а, вследствие чего напряжения в периферийных слоях не превышают допустимых значений.
Аналитическое определение величины оптимального угла а0пт, т. е. получение «замкнутой» формулы, позволяющей вычислить величину а исходя из минимума Кпол по формуле (VII-56), в зависимости от а представляет заметные трудности и не компенсируется результатами, так как с изменением а трудно учитывать, изменяются ли fn и STc. Поэтому
Рис. 123. Схема зависимости напряжения волочения от угла а при неизменных ц, 0 и *с
для оценки правильности отра-
жения формулой (VI1-56) изменения зоны оптимальных углов в зависимости от двух основных параметров р и fn выполнены точные численные определения безразмерной величины в зависимо-Отс
сти от а при разных fn и р. Эти определения приведены в табл. 20 и 21. Для упрощения расчетов было принято = 0. Из данных этих таблиц следует:
Таблица 20
Результаты расчетов по формулам (VI-61) и (VI1-70) коэффициентов уСр, Y и Zcp при fn = 0,05; = 1,1; ц2 = 1,4; = 0
а, град. | ?ср у“. 1 ZU1 1 zn2
3 1,0026 0,1776 0,1781 0,5614 0,5629
6 1,0060 0,1372 0,1380 0,4580 0,4607
10 1,0128 0,1205 0,1220 0,4113 0,4166
15 1,0247 0,1121 0,1149 0,3864 0,3959
20 1,0410 0,1074 0,1118 0,3734 0,3887
25 1,0616 0,1077 0,1143 0,3654 0,3879
30 1,0871 0,1123 0,1221 0,3600 0,3924
207
Таблица 21
Результаты расчетов по формулам (VII-61) и (VII-70) коэффициентов у , Y и Zcp при |1 = 1,4; fj = 0,05; f2 — 0,15; s = 0
а, град YC₽f, zf. | ?СРЬ z/2
3 1,0026 0,5614 0,5629 1,0112 0,9264 0,9368
6 1,0060 0,4580 0,4607 1,0162 0,6402 0,6506
10 1,0128 0,4113 0,4166 1,0265 0,5334 0,5475
15 1,0247 0,3864 0,3959 1,0436 0,4714 0,4920
20 1,0410 0,3734 0,3887 1,0647 0,4367 0,4650
25 1,0616 0,3654 0,3879 1,0908 0,4152 0,4529
30 1,0871 0,3600 0,3924 1,1222 0,3992 0,4480
35 1,1177 0,3542 0,3959 1,1600 0,3882 0,4503
а) во всех вариантах имеются обширные зоны углов а, при которых напряжение волочения изменяется весьма незначительно. Это указывает на то, что формула (VI1-56) определяет существование зоны оптимальных углов, установленной многочисленными, описанными в гл. VI экспериментами (см. рис. 79).
Некоторое увеличение углов, соответствующих началу этих зон, по сравнению с экспериментом объясняется тем, что рассматриваемая формула не учитывает влияния некоторой обязательной несоос-ности полосы и волочильного канала и влияния отгона смазки. Оба эти фактора с уменьшением угла а уменьшаются и понижают соответственно напряжение волочения;
б) с увеличением вытяжки (р) и коэффициента трения (fn) эти зоны несколько сдвигаются в сторону больших углов, что также подтверждается экспериментами.
Влияние величины калибрующей зоны канала
Ранее было показано, что с увеличением коэффициента а растут коэффициент У, коэффициент Z и, следовательно, напряжение волочения. Но при прочих равных условиях коэффициент а увеличивается с уменьшением приведенного угла ап [см. формулу (VII-56a) ]. Угол же ап уменьшается с увеличением длины калибрующей зоны /к. Таким образом, влияние и этого фактора правильно отражено в анализируемой формуле.
Предельная величина вытяжки за переход при заданных условиях процесса
Предельная величина вытяжки за один переход определяется напряжением волочения, которое должно быть меньше сопротивления растяжению деформируемого металла после выхода его из волоки, т. е.
Кпол = YcPStc —У [1 — (7^) ] +
+ o,(£)a<STK, (VII-73)
208
откуда
FH __ у f YcpSic (а + 0 аад
F к |/ YcpSrc(a+l) а5Тк
(VII-74)
Это условие показывает, что предельная частная вытяжка за переход при прочих равных условиях процесса (fn и а) уменьшается с увеличением которая определяется противонатяжением и имеет свой минимум, равный о’/уп, т. е. тому растягивающему напряжению, которое возникает на границе упругой и пластической зон. Это напряжение растет с повышением степени предварительной холодной деформации протягиваемого металла. Таким образом, условие (VI1-74) показывает, что вытяжка за переход уменьшается:
1. С увеличением противонатяжения, начиная от критического [6].
2. С ростом степени предварительного упрочнения деформируемого металла.
Оба эти положения полностью совпадают с данными опытов.
Наиболее благоприятны, но практически недостижимы те условия процесса волочения, при которых Д = 0. Для определения максимальной вытяжки за переход в этих условиях, т. е. при fn = 0, формуле (VI 1-56а) удобнее придать вид [см. формулу (VII-69)]:
Кпол = TcpSTc (in + а,) < STk. (VII-75)
Выражение (VI1-75) можно переписать так:
(VII-76)
YepSTc ’ '
ST
Так как отношение -------£— в холодных процессах практи-
Тср^тс
чески близко к единице, a всегда положительно, то
1п£-<1 или 4й- = Р-< 2,71. (VII-77)
* К к
Таким образом, вытяжка за один переход при холодном волочении, когда состояние металла после выхода его из деформационной зоны мало отличается от состояния металла, находящегося в деформационной зоне, не может превышать 2,71. Это полностью подтверждается опытом. При процессе с предварительным подоит
гревом и с охлаждением у выхода коэффициент £— может значительно превысить единицу, что соответственно увеличивает предельную и практически применимую вытяжку за переход. В этом несомненное преимущество процесса с предварительным
14 и. Л. Перлин 209
подогревом перед холодным. С. И. Губкин и В. С. Мурас [13] доводили вытяжку за один переход при горячем волочении латунной проволоки до трех и более.
Влияние противонатяжения
Из схемы сил, действующих на металл и волоку при волочении с противонатяжением (см. рис. 98), следует
• Q±Mq = Pq. (VII-78)
Поделив обе части на FK, получим
4+^ = ^- (VII-78a)
ГК гк
Но
-Г = 7- • Т- = и 7* = <VII'79)
Гк ГН ГК гк
следовательно,
^ = Лп0Л_<^. (VII-80)
Левая часть этого уравнения представляет собой ту часть напряжения волочения, которая передается непосредственно волоке.
Формулу (VII-56а), определяющую Кпол, можно переписать следующим образом:
Хпол = [ 1 + (т*) ] < , +
где
°хуп ~ 'frp%n-
В этой формуле сумма первых двух членов правой части представляет собой напряжение волочения при oq = 0. В связи с этим формулу (VI1-81) можно переписать так:
А’пол^ ~ Кполо + <?Хуп) , (VII-82)
где Кюл — напряжение волочения при противонатяжении ^крит’
Аполо — напряжение волочения при противонатяжении, равном нулю.
Умножив обе части на FK, получим
7,= Po + FK(o?-%n)(g)°. <V"-83)
210
Так как
айкХ^-%п) й
то с учетом формул (VI1-80) и (VI1-83)
Pq<P0 + F^q^ и Mq<P0-
(VII-84)
(VII-85)
при противонатяжении нагрузка на волоку при всех условиях становится меньше, чем нагрузка без противонатяжения, что полностью согласуется с опытами, описанными в гл. VI.
В общем случае Pq> Рь, поэтому, учитывая уравнение (VII-78), можно написать
P.-Mq<(i. (VII-86)
Из этой формулы видно, что уменьшение нагрузки на волоку меньше противонатяжения. Поэтому противонатяжение как полезный фактор, уменьшающий нагрузку на волоку, может быть использован лишь частично. Степень этого использования может быть охарактеризована коэффициентом использования противонатяжения yqt упоминавшимся в гл. VI. Обозначив
можно величину коэффициента yq определить следующим образом:
FJ
(VII-87)
Выражение (VI1-87) показывает, что коэффициент использования противонатяжения растет:
а) с увеличением коэффициента трения fn, так как в этом случае возрастает коэффициент а\
б) с уменьшением угла а по той же причине; однако здесь следует иметь в виду, что в пределах используемых значений рабочего угла а = 5-ь 15° при волочении со смазкой уменьшение а часто из-за увеличения контактной поверхности влечет за собой понижение fn, поэтому при одновременном изменении а и fn опыт может и не подтвердить этот вывод;
14* 211
в) с повышением степени деформации;
г) с уменьшением противонатяжения;
д) с увеличением оХуп, т. е. степени предварительной деформации или предварительного упрочнения. Это полностью совпадает с данным в гл. VI объяснением механизма влияния противонатяжения на процесс волочения и указывает на целесообразность применения противонатяжения при волочении металлов и сплавов с относительно большими пределами упругости. Кроме того, выражение (VI1-87) показывает, что при tiq = оХуп противонатяжение используется полностью = 1), а при волочении отожженного металла, когда сгХуп < cfq, коэффициент использования противонатяжения почти не зависит от оХуп, что и было подтверждено экспериментами, приведенными в гл. VI, а также описанными в работе [14].
Противонатяжение в волочильном агрегате может создаваться различными путями:
1) простым торможением спускной катушки;
2) присоединением спускной катушки к валу электрического генератора, который направляет в сеть вырабатываемую им в результате работы противонатяжения энергию;
3) при многократном волочении без скольжения проволоки — применением натяжного устройства;
4) при многократном волочении со скольжением проволоки — автоматически.
В первом случае работа противонатяжения не используется совсем, а во всех остальных случаях она используется частично или полностью.
Пусть Pq — коэффициент использования работы противонатяжения, тогда затрачиваемая при волочении с противонатяжением на единицу объема проволоки энергия Eq будет
= = (VII-88)
Г КЬК Г Н-^Н Г к г н
Энергия Ео, затрачиваемая на единицу объема, при отсутствии противонатяжения соответственно определится выражением р
Ео = Отсутствие перерасхода энергии при волочении с про-тивонатяжением требует, чтобы
Ея __ FK FH 1
Ео ~ Ро ’
Fk т. е. чтобы
'IT- (VII-89)
V ГК
212
или, принимая во внимание, что Ро = yqQ + Mq, и, следовательно, P^Pq = рч~м^~У^ = <№. = 1 - Vg, (VII-90> можно условие (VII-89) записать в виде
7^-. (VII-91)
При многократном волочении с противонатяжением:
а) во всех волоках, кроме первой, протягивается предварительно упрочненный металл, поэтому коэффициент yq достигает довольно большой величины (0,5 и более);
б) работа противонатяжения используется почти полностью и коэффициент (37 1, т. е. он значительно превышает предельное
значение, вытекающее из условия (VI1-91).
Из этого следует, что при многократном волочении с противонатяжением можно добиться большей экономии электроэнергии, чем при однократном волочении.
Поданным В. А. Боголюбского [15], расход энергии при волочении на четырехкратной машине с противонатяжением проволоки из низкоуглеродистой стали диаметром 5 мм на диаметр 2,2 мм был примерно на 15% ниже расхода энергии при волочении без противонатяжения. Условие (VII-91) косвенно подтверждает эффективность волочения с большими частными деформациями. Действительно, всякое повышение степени деформации можно уподобить увеличению внутреннего противонатяжения для той части пластической зоны, которая ближе к выходу. В этом случае всякое увеличение степени деформации должно привести к экономии электроэнергии, поскольку противонатяжение полностью используется для осуществления дополнительной деформации и fiq = 1.
Изложенный анализ влияния противонатяжения позволяет сделать следующие выводы:
1. Формула (VII-56) правильно отражает влияние противонатяжения на процесс волочения.
2. Применение противонатяжения становится особенно полезным в следующих случаях:
а) когда волочение почему-либо ведут с обжатиями меньше предельных, например при волочении через тонкостенные алмазные волоки;
б) при больших скоростях волочения, когда в целях возможного увеличения машинного времени рационально повысить стойкость волок, даже увеличив их число, чтобы часто не прерывать процесс из-за повышенного износа волок;
в) при волочении малопластичных металлов, а также металлов, со значительным предварительным деформационным упрочнением;
г) при многократном волочении.
213.
Рассматривая вопрос об использовании противонатяжения, целесообразно отметить следующее: при традиционном процессе волочения с противонатяжением, т. е. когда волока неподвижна, работа силы волочения определится выражением
PqLK = А + QLH, (VII-91a)
где А — работа внутренних сил.
Применив другой метод волочения (закрепление на неподвижной опоре переднего конца полосы и придание движения волоке), необходимую работу, осуществляемую волокой, определим из вы-жения
MqLK = A -Q(LK-LH). (VII-916)
Сравнение обеих работ показывает, что по расходу энергии при волочении с неиспользуемым противонатяжением выгоднее по сравнению с традиционным вести процесс с подвижной волокой. Однако такой процесс в настоящее время почти не применяют из-за конструктивных сложностей.
Общие выводы по анализу рассматриваемой формулы
Изложенное показывает, что, хотя рекомендуемая формула выведена с применением некоторых допущений, она качественно правильно отражает влияние всех основных условий на процесс волочения и согласуется с граничными условиями. Это дает основание утверждать, что точность формулы зависит главным образом от правильности выбора величин STc и fn.
Формула (VII-56а) использована в отечественных монографиях и справочниках (см., например, [16—19]), а также в зарубежной литературе [20, 21]. Для упрощения расчетов по формуле (VII-56а) в приложении 5 приведена номограмма, разработанная Осинцевым В. Г. и Скугаревым В. С. [22].
5. УПРОЩЕННЫЕ ФОРМУЛЫ
При малых значениях угла а и коэффициента трения, например при fn <0,1, величина cos2 р близка к единице:
0,98 < cos2 р < 1. (VI1-92)
Поэтому коэффициенты а и уср в формуле (VI1-62) можно считать равными
а = fn ctg ап и уср 1, (VI1-93)
а формуле (VII-56а) можно придать следующий вид:
Кпол =STc (1 + [1 - (£)*“"] + о, (£<". (VII-94)
В этой формуле, как и в формуле (VII-56а), oq не может быть меньше о/уп.
214
В обычных процессах холодного волочения, ведущихся при малых углах а и со смазкой, коэффициенты трения, как показано далее (см приложение 6) обычно не превышают 0,1. Поэтому формула (VI1-94) применима для таких процессов. Для упрощения расчетов по формуле (VI1-94) на рис. 124 приведена номограмма, не
Рис. 124. Номограмма к определению напряжения волочения по формуле (VI1-94)
Дальнейшее упрощение формулы за счет некоторого уменьшения точности может быть проведено, исходя из следующих соображений:
у у2 уЗ
+ -г + 1т + 1т+ •••- (vn-95)
где
Х-1П(гк)
215
p f
Ввиду того что часто 1,3 и —<Г 1, можно третий и гк tg ап
последующий члены правой стороны уравнения (VI1-95) как малые не учитывать и принять
/ р \ (§ап f F
Ш (VII-96)
\ гн / tg ап гк
При таком допущении формуле (VII-94) можно придать следующий вид:
Кпол = 1п 77 [sv + fn ctg ап (Stc — СТ,.)] + Oq. (VI1-97)
Преимуществом этой формулы по сравнению с формулой (VI1-94) является отсутствие степенных членов, что несколько облегчает вычисления.
Следует иметь в виду, что дополнительные допущения, принятые при выводе упрощенных формул, исключают возможность проведения их полного математического анализа и что эти формулы отражают влияние отдельных параметров процесса на напряжение волочения только в пределах малых значений ап и fn.
6. ОПРЕДЕЛЕНИЕ СРЕДНЕГО (РАСЧЕТНОГО) ЗНАЧЕНИЯ СОПРОТИВЛЕНИЯ ДЕФОРМАЦИИ
При определении STc необходимо руководствоваться следующим:
1. STc является функцией 3Тн и 5Тк.
2. Сопротивление деформации при растяжении, как известно 112], определяется формулой
Sr = -j-V(l ----), (VII-98)
1 — Ч’ш
где ов — предел прочности при растяжении в заданном состоянии металла;
фш — сужение поперечного сечения в момент образования шейки.
Таким образом, если известны для состояний металла до волочения овн и фШн и после волочения оВк и фШк, то по формуле (VI1-98) легко определить STh и STk.
В холодных (дорекристаллизационных) процессах, когда металл интенсивно упрочняется, даже после первого волочения предварительно хорошо отожженного металла величина фш не превышает 0,15, а при дальнейших протяжках она становится много меньше. Учитывая, что в этих случаях значения ф^, ф^
216
и т. д. становятся несоизмеримо малыми с величиной (1 — фш)„ можно на основании формулы (VI1-98) принять
ST1^oB. (VII-99>
В работе [23] приведено дополнительное доказательство возможности использования зависимости (VI1-99).
3. Известно, что величина предела прочности зависит от масштабного фактора. Поэтому необходимые значения предела прочности следует выбирать из опытов на растяжение с такими образцами, которые по своим поперечным размерам ближе подходят к параметрам рассматриваемого процесса.
По С. И. Губкину [24], заметное увеличение предела прочности наступает у образцов диаметром менее 1 мм. Для пересчета полученных значений предела прочности D = 1 мм и более на предел прочности при D < 1 мм им предложена следующая эмпирическая формула:
%=s(o-88 + pf)> (VII-юо)
где оВ£) — искомый предел прочности при заданном диаметре образца Z), мм;
оВ1 — предел прочности при D = 1 мм и более.
Этой формулой можно пользоваться для диаметров в пределах от 1 до 0,04 мм.
Описанные в гл. VI опыты Н. Г. Решетникова показали, что у алюминиевых сплавов влияние масштабного фактора на предел прочности становится заметным при диаметрах образцов, превышающих 1 мм. Поэтому формула (VI1-100), по-видимому, может быть использована только для медноцинковых сплавов.
4. Среднее значение сопротивления деформации STc обычно определяется как среднее арифметическое между соответствующими значениями сопротивления деформации до и после процесса, т. е.
ST ^Sth+StK;= рвй + °вк (VII-101)
Однако более точно среднее значение сопротивления деформации в деформационной зоне выражает средняя геометрическая величина [25].
В соответствии с этим предлагается следующая формула:
ST =]/'5т ST = 1Z0>вН-Овк . (VII-102)
С f п. х\ у п
При заметной внеконтактной деформации от противонатяжения в формуле (VI1-102) следует принимать STh =
5. Температура металла б деформационной зоне всегда новы-шается и достигает максимума в конце процесса, т. е. у выхода
217
из канала (см. гл. VI). Это вызывает соответствующее снижение сопротивления деформации, которое следует по возможности учитывать.
Металл нагревается в основном теплотой деформации, поэтому повышение температуры металла у выхода с некоторым приближением (без учета потерь на охлаждение) можно определить по формуле
(vn-103>
р
где <Твн In --работа деформации на единицу объема;
С — теплоемкость протягиваемого металла.
Зная Д/ и температуру металла до входа в канал, можно определить температуру у выхода из канала и по кривой температура — предел прочности определить оВк.
6. В деформационной зоне сопротивления деформации не одинаковы по каждому поперечному сечению зоны: чем ближе точка к периферии, тем больше деформации от дополнительных сдвигов и тем, следовательно, больше сопротивление деформации в исследуемой точке. Между тем расчетные значения оВн и оВк являются лишь средними значениями пределов прочности по соответствующим поперечным сечениям, не отражающими полностью действительных средних значений сопротивления деформации. Эти средние значения, по-видимому, превышают рассчитываемые по формулам (VI1-101) или (VI1-102), но величину этого превышения пока установить не^удалось.
7. ВЫБОР РАСЧЕТНОЙ ВЕЛИЧИНЫ КОЭФФИЦИЕНТА КОНТАКТНОГО ТРЕНИЯ
Из сказанного о процессах, протекающих в деформационной зоне, следует:
1. При волочении коэффициент трения в общем случае неизбежно изменяется по всей контактной поверхности. Поэтому при аналитическом определении напряжений волочения приходится пользоваться средними (в пределах деформационной зоны) значениями этого коэффициента.
2. Средние значения коэффициентов трения, кроме обычных факторов, в значительной степени зависят от угла образующей канала и степени деформации. С ростом угла и степени деформации средние значения коэффициента трения растут до максимума, соответствующего условиям сухого трения. Только при волочении без смазки средние значения коэффициента трения мало зависят от этих параметров. Поэтому при выборе рассматриваемых средних значений необходимо пользоваться только такими значениями, которые определены методами, отражающими эти основные осо-218
бенности процесса волочения. В гл. XIV рассмотрены различные методы определения коэффициента трения по нормальному давлению с указанием наиболее подходящих к процессу волочения.
Для ориентировки в предварительном выборе значений /ср в приложении 6 приведены эти значения для некоторых типовых деформационных условий. Результаты многих определений содержатся в гл. XIV, а также в монографиях [16, 26], справочнике [18] и др.
8. О ДРУГИХ ФОРМУЛАХ ДЛЯ ОПРЕДЕЛЕНИЯ СИЛЫ ВОЛОЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ
Разработку аналитических методов определения напряжений при волочении круглых профилей начали около 60 лет назад. За это время было предложено много формул, постепенно уточнявших эти методы. Одной из первых была формула, предложенная в 1915 г. А. П. Гавриленко. Дальнейшим уточнением метода занимались С. И. Губкин, М. В. Заруев, Е. В. Пальмов, А. Зибель, Г. Закс, Г. Я. Гун, Б. Авитцур, Э. Томсен и другие.
В работе И. Л. Перлина [3] проанализированы основные формулы, предложенные до 1955 г., показаны и обсуждены сделанные при выводах этих формул допущения и их результаты.
В первом издании книги И. Л. Перлин дополнил анализ этих формул. В работе Б. Кунды [20] и монографии Э. Томсена и др. [271 даны подробный анализ и сравнение еще нескольких формул, предложенных до 1955 г. После 1955 г. был опубликован ряд формул, выведенных на основе установившихся представлений и расчетных методов теории пластических деформаций, но не учитывающих влияния внешнего противонатяжения упругой зоны. В этом их заметный недостаток, позволяющий использовать данные формулы только для анализа процессов однократного волочения не-упрочненного металла. К таким относятся, например, формулы, предложенные в работах [28—30]. В работе [36] предложен способ эмпирического определения напряжений волочения методом теории размерностей. В связи с изложенным, а также возможностью ознакомления с этими формулами в вышеуказанных работах или оригиналах авторы посчитали целесообразным ограничиться лишь указанием литературных источников.
9. НАПРЯЖЕНИЯ ВОЛОЧЕНИЯ ПОЛИМЕТАЛЛИЧЕСКИХ СПЛОШНЫХ КРУГЛЫХ ПРОФИЛЕЙ
При аналитическом определении напряжений волочения полиметаллических профилей возникают большие затруднения, вызываемые различием механических свойств отдельных слоев и изменением соотношения их толщин в процессе волочения. В связи с этим требуется введение допущений и упрощений, заметно снижающих точность расчетов. Поэтому к рассматриваемым аналити
219
ческим определениям следует подходить лишь как к ориентировочной оценке рассчитываемых напряжений.
В тех случаях, когда, кроме сопротивления деформации каждого из слоев, известна осредненная величина критического противонатяжения, в том числе и при отожженном (т. е. неупрочнен-ном) состоянии металлов всех слоев, когда критическое противонатяжение весьма мало и его можно приравнять нулю и когда необходимо определение лишь осредненной величины напряжения волочения (например, для силы волочения и дальнейших механических расчетов), можно использовать формулы для напряжения волочения сплошных круглых профилей. При этом рекомендуется учитывать следующее:
а) средневзвешенные значения сопротивления деформации определять по формуле
Л$тс + FzStc + • • • + FnSTc
О _ 1 2'
2.П ~
(VII-104)
где Г,, F2, Fn — поперечные сечения (начальные или конечные) каждого слоя;
STci, STC2, STc — средние в пределах деформационной зоны сопротивления деформации каждого слоя;
б) при отсутствии внешнего противонатяжения и отожженном состоянии слоев считать о/уп = 0;
в) коэффициент трения fn выбирать, исходя из условий трения металла наружного слоя в канале волоки.
В работе [31 ] подтверждена применимость этого метода для большинства деформационных условий волочения биметаллической проволоки.
При проектировании переходов, когда напряжение волочения определяет основной показатель устойчивости процесса — коэффициент запаса, необходимо определение напряжений для каждого слоя. Точное определение этих напряжений весьма сложно из-за больших трудностей учета ряда необходимых для аналитического определения величин и на данном этапе состояния общей теории пластических деформаций можно считать практически не осуществимым. Поэтому пока приходится ограничиваться применением методов, дающих лишь ориентировочные результаты.
Такой метод для биметаллических сплошных профилей разработан и опубликован Ейльманом и Маковским [32]. Основой этого метода является дифференциальное уравнение равновесия элементарного объема внешнего слоя (оболочки), не учитывающее влияния различия пластических свойств металлов оболочки и сердечника и поэтому, как показано самими авторами работы [32], приемлемого только при волочении биметаллов со сравнительно близкими свойствами.
220
В работе [331 на основе использования энергетических принципов получена аналитическая зависимость для определения силы волочения биметаллической трубы. Несмотря на значительность допущений (усреднение скоростей перемещений по плоским сечениям, линейный закон упрочнения и др.), конечная зависимость получилась весьма сложной, что затрудняет ее использование в инженерной практике. Кроме того, полученная зависимость не позволяет- определить напряжения в отдельных слоях трубы.
В работе [31 ] приведена формула для определения напряжения волочения биметаллической проволоки,полученная на основе равенства мощностей активных и реактивных сил. При выводе этой формулы также приняты довольно значительные допущения (неизменность соотношения толщин слоев в процессе волочения, пластическая деформация в калибрующем пояске волоки и др.).
Однако, несмотря на указанные допущения и упрощения (использование двух первых членов ряда, полученного при разложении подкорен
О1
см
zWW]jy ‘ВИНЭНОЕОЗ эинэж -BdUBH ЭОНЧ1ГВЛ.НЭИ1ИС1эиЭМе 1 17,5 ! 21,4 25,6
Расчетное напря -жение волочения, кГ/мм2 эоннэгп -эаеаэнУэбэ LO LO LO — 04 b-co of co — 04 04
BMHHhatfdao Ю LQ Ю C© b- — of co о
HMhOIfOQO О Ю Ю of of o" 04 co
Коэффициент трения по нормальному давлению BMHHhattdao Ю 1Л uo co co co ООО o' o" o“
HMhOlfOQO 0,06 0,06 0,06
Предел прочности проволоки после волочения, кГ) мм2 BMHHhaiZdao in O.UO of co uo 04 co co
ияьоцоро О LQ ю cfo of LQ ю LQ
In ц вииньэМээ о co co co о b-0 — 0 — 04 04 o~o~o"
HMhOlfOfJO о co ь-— о QO 0 — 0 — 04 04 cf о o'
1 Вытяжка за переход Ц BMHHhatfdao О LO 838 — 04 co —Г—o~
HHhoirogo co 1Л — b- 00 О co — 04 CO
Площадь сечения проволоки после волочения, мм BMHHhatfdao LO 04 00 co b-LQ О 00 co o~o’'o~
HMhoiroyo CO О b- UO 04 О 04 04 04 o^o"
Размеры сечения проволоки после волочения, мм вминьэМээ CO 04 О о" о” о"
uMhoirogo 0,95X0,76 0,90X0,72 0,87X0,70
221
ного выражения в формуле для определения интенсивности деформации сдвига), конечная зависимость — довольно сложная и так же, как и формула, предложенная в работе [33], не позволяет определить напряжения в отдельных слоях проволоки.
Ввиду ограниченности применения указанных методов ниже приведен другой метод, хотя и приближенный, но имеющий значительно меньше ограничений. Основой этого метода является допущение, что вытяжки всех слоев одинаковы и что каждый кольцевой слой (кроме сердечника) деформируется при волочении так же, как прямоугольная полоса одинаковой толщины. При этом ширина ее равна длине средней линии слоя [34].
Напряжение волочения такой полосы, как показано в гл. VII, определяется теми же формулами, что и волочение круглого сплошного профиля [формулы (VII-56), (VII-94)] с умножением на коэффициент Лоде р, который в рассматриваемых условиях (деформация не полностью плоская и не полностью осесимметричная) можно принять равным 1,10.
Исходя из этого допущения, напряжение волочения каждого слоя полиметаллического профиля определяется выражением
4 = 1.10Kb (VII-105)
где ЛВравн -- напряжение волочения равновеликого круглого сплошного профиля при возможных равных деформационных условиях. При этом принимают fn =
*$тс = kj-1 [34].
Такое определение коэффициента fn показывает, что силы контактного трения зависят от граничных условий на контактной поверхности первого (наружного слоя).
Напряжение волочения сердечника вычисляют по этой же формуле, но с коэффициентом р = 1. Во всех расчетах о/уп принимают соответственно состоянию каждого слоя и сердечника до перехода.
По предложенной методике были рассчитаны напряжения волочения медноникелевой проволоки. Данные для расчета заимствованы из работы [32]. Сравнение расчетных и экспериментальных значений сил приведено в табл. 22 и показывает их достаточную сходимость, что подтверждает приемлемость предлагаемого метода для инженерных расчетов.
10. НАПРЯЖЕНИЯ ПРИ ЗАДАЧЕ В ВОЛОКУ ВДАВЛИВАНИЕМ
Этот процесс иногда применяют, чтобы исключить операцию заковки концов перед задачей в волоку. По существу он является прессованием (вдавливанием) и подробно рассмотрен в соответ-222
ствующих монографиях. По данным работы [35], сила вдавливания в общем случае определяется формулой
= + (VII-106)
т1 ЬШ U» V о CL Ь К '
COS2-y
Учитывая особенности волочильного канала, эту формулу можно упростить.
Рабочий угол волочильного канала сравнительно мал, поэтому коэффициент —!— 1. Последний член формулы, учитываю-
cos2-y
щий силу, идущую на преодоление трения в калибрующей зоне, можно заменить, применяя приведенный угол. При таком упроще-
нии, а также разделив обе части на—, получим
^в = Мк+1)- (VII-107)
При э.том для fn целесообразно брать значения примерно на 25% больше, чем для волочения, ввиду увеличенного нормального давления на контактной поверхности (трехосное сжатие).
Следует иметь в виду, что эта формула пригодна лишь для инженерных расчетов в области малых (С 10°) углов ап.
ЛИТЕРАТУРА
1. Гу-бкин С. И. Теория обработки металлов давлением. Металлургиздат, 1947.
2. Т о м л е н о в А. Д. Теория пластических деформаций металлов. Машгиз, 1951.
3. П е р л и н И. Л. В сб. статей «Обработка металлов давлением», вып. 1. Металлургиздат, 1952, с. 409.
4. Д н е с т р о в с к и й Н. 3., Б о г о р а д Н. М. В сб. научных трудов Ги-процветметобработки, № 2. Металлургиздат, 1941.
5. Д н е с т р о в с к.и й Н. 3., Б л ю м к и н а Р. А. В сб. научных трудов Гипроцветметобработки, вып. XIII. Металлургиздат, 1951.
6. П е р л и н И. Л., И в а н о в А. И. В сб. «Обработка цветных металлов и сплавов». Металлургиздат, 1953, с. 150.
7. П е р л и н И. Л., И в а н о в А. И. Цветные металлы, 1953, № 5, с 54.
8. Решетников Н. Г. Изв. вузов. Цветная металлургия, 1958, №5, с. 131.
9. П е р л и н И. Л. В сб. трудов Минцветметзолото им. М. И. Калинина, № 23. Металлургиздат, 1952, с. 157.
10. П е р л и н И. Л. Цветные металлы, 1956, № 2, с. 75.
11. Емельяненко П. Т., Альшевский Л. Е. Сталь, 1949, № 10, с. 904.
12. Ш а п о ш н и к о в Н. А. Механические испытания металлов. Машгиз, 1951.
13. Губкин С. И., М у р а с В. С. Электролитный нагрев как средство интенсификации процессов волочения. ДАН, т. XCI, 1953, № 4, с. 803.
14. П е р л и н И. Л. Сталь, 1951, № 8, с. 750.
15. Б о г о л ю б с к и й В. А. Бюллетень ЦИИН ЧМ, 1948, № 10 (12), с. 7.
223
16. Юхвец И. А. Волочильное производство. Изд-во «Металлургия», 1965.
17. Громов Н.П. Теория обработки металлов давлением. Изд-во «Металлургия», 1967.
18. Обработка цветных металлов и сплавов. Справочник под ред. Л. Е. Миллера. Металлургиздат, 1961.
19. У р а л ь с к и й В. И. Расчет скоростных трубоволочильных станов. Изд-во «Металлургия», 1969.
20. К u n d а В. Wire Industry, 1967, № 34, р. 161.
21. Made j I., Kostur A. Probl. projekt. hutn. przem. maszyn, 1968, № 2, S. 63.
22. О с и н ц e в В. Г., С к у г a p e в В. С. Технология легких сплавов, 1966, № 4, с. 32.
23. П е р л и н И. Л. Цветные металлы, 1949, № 1, с. 67.
24. Г у б к и н С. И. Известия АН СССР. ОТН, 1947, № 12, с. 1663.
25. 3 л о т и н Л. Б., Глебов Ю. П. Изв. вузов. Цветная металлургия,
1962, № 4, с. 169.
26. Северденко В. П., Жилкин В. 3. Основы теории и технологии волочения проволоки из титановых сплавов. Минск. Изд-во «Наука и техника», 1970.
27. Т о м с е н Э. и др. Механика пластических деформаций при обработке металлов, перевод под ред. Е. П. Унксова. Изд-во «Машиностроение», 1969.
28. Ч е к м а р е в А. П. и Чуйко П. И. Металлургия и коксохимия, № 4. Киев, 1966, с. 55.
29. Гун Г. Я. и др. Пластическое формоизменение металлов. Изд-во «Металлургия», 1968.
30. A v i t z u г В. Metal Forming Procces and analisis. Mebraw-Hill, 1968.
31. Б p и ч к о Г. А. и др. Изв. вузов. Черная металлургия, 1967, № 2, с. 120.
32. Е й л ь м а н Л. С., М а к о в с к и й В. А. Цветная металлургия. Цветметинформация, 1966, № 4, с. 41.
33. Р е з н и к о в Е. А. В сб. «Производство труб», вып. 22. Изд-во «Металлургия», 1969, с. 69.
34. ПерлинИ. Л., Е р м а н о к М. 3. Изв. вузов. Цветная металлургия. 1971, № 2, с. 141.
35. Перлин И. Л. Теория прессования металлов. Изд-во «Металлургия», 1964.
36. L u е g К. Industrie Anreitung, 1970, № 101, S. 2443.
Глава VIII
АНАЛИТИЧЕСКОЕ ОПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ ВОЛОЧЕНИЯ НЕКРУГЛЫХ СПЛОШНЫХ ПРОФИЛЕЙ
1. ОБЩИЕ СВЕДЕНИЯ
Сплошные некруглые профили подвергают волочению в стационарных волоках и в волоках с подвижными контактными поверхностями.
При волочении некруглых сплошных профилей через стационарные волоки деформированное и, следовательно, напряженное состояние металла в деформационной зоне усложняется. Образующие контактной поверхности волочильного канала наклонены к оси канала под разными углами. Появляются дополнительные деформации, определяемые формами начального и конечного поперечных сечений, что ведет к увеличению неравномерности упрочнения отдельных элементарных объемов. Становятся неодинаковыми в пределах каждого элементарного поперечного объема нормальные напряжения на контактной поверхности и т. п.
Все это усложняет аналитические методы расчета напряжений волочения некруглых сплошных профилей. Эти методы становятся применимыми лишь для профилей, близких к круглым или прямоугольным, и лишь при дальнейших упрощениях и допущениях, еще более снижающих точность расчетов, но все же дающих возможность получить ориентировочные данные, часто достаточные для решения практических задач.
Характер необходимых допущений в значительной мере зависит от формы профиля, поэтому приходится пользоваться разными методами расчета в зависимости от этой формы.
По характеру принимаемых допущений и используемых методов расчета сечения сплошных некруглых профилей простейших форм целесообразно разделить на следующие четыре группы:
1. Правильные многоугольники.
2. Профили, близкие к круглым.
3. Прямоугольники.
4. Профили, близкие к прямоугольным.
2. НАПРЯЖЕНИЯ ВОЛОЧЕНИЯ ПРОФИЛЕЙ С ПРАВИЛЬНЫМИ МНОГОУГОЛЬНЫМИ ПОПЕРЕЧНЫМИ СЕЧЕНИЯМИ
В общем случае напряжение волочения некруглых профилей всегда больше, чем напряжение волочения круглых сплошных профилей одинаковых сечений при прочих возможных равных
15 и. л. Перлин 225
условиях. Это объясняется главным образом ростом контактной поверхности и сил трения. Поэтому напряжение волочения правильных многоугольников можно определить по методу увеличенного коэффициента трения [1].
Сущность этого метода заключается в следующем. Предполагают, что сила волочения правильного многоугольника мало отличается от скорректированной специальным коэффициентом А силы волочения равновеликого круглого профиля, протягиваемого черев коническую волоку с приведенным средним углом аПс, образующим деформационную зону равной длины. Этот коэффициент учитывает увеличение контактной поверхности и соответственно сил внешнего трения или, что то же самое, повышение коэффициента трения. Коэффициент А определяется из соотношения
А =
Кпр
FK ккр
(VIII-1)
где FKnp — контактная поверхность, образующаяся при волочении профиля заданной формы;
ГКкр — контактная поверхность, образующаяся при волочении равновеликого круглого профиля через волоку с приведенным углом аПс.
Для упрощения расчетов отношение контактных поверхностей может быть заменено отношением средних периметров протягиваемого профиля к периметрам равновеликих круглых профилей до и после волочения, т. е.
=—+ (VIII-2)
Чр 4 /л v
где /7Н и Пк — начальный и конечный периметры заданного профиля.
При определении угла аПс следует иметь в виду, что при волочении некруглого профиля угол наклона образующей канала к его продольной оси не может быть одинаковым на всех участках. Поэтому определяются средние значения угла ас и аПс из условия равенства длин деформационных зон в рассматриваемом и сравнимом процессах по формулам, выведенным применительно к схеме на рис. 125:
D _D l/K-l/A
tgап = Г Г„ «... (VI11-3)
1 ^*общ ‘Общ,
tgac =
(VIII-3a)
226
где Dlly и DKy — начальный и конечный диаметры профиля в условно сравнимом процессе, определяемые по заданным FH и FK протягиваемого профиля;
/общ — общая длина деформационной зоны в рассматриваемом процессе;
/кал — длина калибрующей зоны в этом процессе.
В связи с изложенным напряжение волочения правильных многоугольникор определяется следующей формулой, в основании которой лежит формула (VII-56а):
=т\ -^±1 Г] _ (^)М +а(VIII-4) пр *с ап L \гн/ J \гн/
где ______________________1
ап = cos2 pn (1 + A f„ ctg «„J — 1;
рп = arctgHf„.
Коэффициент А определяется формулой (VIII-2); аПс и ас опреде? ляются формулами (VIII-3) и (VIII-3a).
Метод увеличенного коэффициента трения, проанализированный Н. 3. Днестровским [2] и А. Т. Бундиным [3], показал приемлемые результаты.
При волочении правильных многоугольников из заготовок подобной им формы проще применять метод равных контактных по-
Рис. 125. Схема деформационной зоны при волочении шестигранного профиля
верхностей, принципиально мало отличающийся от метода «увеличенного коэффициента трения».
Сущность этого метода заключается в выборе такого сравнимого процесса волочения равновеликих круглых профилей, при котором контактная поверхность равна контактной поверхности рассматриваемого процесса. Такое равенство будет только в том случае, если угол аПс сравнимого процесса равен углу наклона граней деформационной зоны аг к оси канала (рис. 125). Это сле-15* 227
дует из равенства проекций контактной поверхности на плоскость, перпендикулярную оси канала
р ____ — Рк __ FH — FK
ккр — sin ап — sin аПс
Поэтому в рассматриваемом случае можно пользоваться формулой (VI1-56), имея в виду, что угол аПс = ап.
(VI11-5)
3. НАПРЯЖЕНИЯ ВОЛОЧЕНИЯ ПРОФИЛЕЙ С ПОПЕРЕЧНЫМИ СЕЧЕНИЯМИ, БЛИЗКИМИ К КРУГЛЫМ
К этой группе можно отнести профили неправильных форм, поперечное сечение которых отличается от поперечного сечения описанного круга не более чем на 20—25% (чем меньше эта разность, тем точнее результаты последующих расчетов). В таких профилях грани деформационной зоны наклонены к оси канала под самыми разнообразными углами, не поддающимися расчетному осреднению и затрудняющими определение фактической контактной поверхности. Поэтому к рассматриваемой группе профилей неприменимы ни метод равных контактных поверхностей, ни метод увеличенного коэффициента трения.
Более прост метод описанных окружностей, основанный на следующем предположении: при одной и той же длине деформационной зоны сила волочения сплошного профиля, близкого по форме к круглому, мало отличается от силы волочения круглого профиля, описанного около заданного, из исходной круглой заготовки, площадь сечения которой соответствует заданной степени деформации.
Если обозначить через Р — силу волочения, предполагаемую одинаковой; Ксрав — напряжение волочения у сравниваемого процесса волочения круглого профиля; Fon — сечение круга, описанного около профиля; /<Впр — напряжение волочения заданного профиля, то эти величины можно связать между собой следующим равенством:
Р=/<сравЕоп = /<ВпрЕк, (VI П-6)
откуда
1Z __ 1Z F оп
Лвпр ~ ДсРав FK •
В соответствии с этим при определении /Ссрав по формуле (VII-56a) напряжение волочения заданного некруглого профиля может быть вычислено по следующей формуле:
к-.,=К.-(тЛ (VI'17, где
V =---/ а + о \ > a„ = cos2pn(l +/nCtganc) — 1.
cos2 ( )
228
4. НАПРЯЖЕНИЯ ВОЛОЧЕНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ
Главные напряжения в рассматриваемом процессе, аналогично ранее проанализированному процессу волочения круглого сплошного профиля, следующие:
ог — радиальные напряжения, траектории которых представляют собой дуги окружностей ЛНВН, . . ., ЛКВК, примыкающие к контактной поверхности под углами трения р (рис. 126);
О/ — продольные напряжения, траектории которых представляют собой линии 1—/, 2—2, . . ., 5—5, расположенные в плоскостях, параллельных плоскостям боковых граней и перпендикулярные радиальным;
оп — поперечные напряжения, траекториями которых являются линии, образующие ортогональную сетку с траекториями первых двух главных напряжений.
2ос R
2 Sine R
ос
В, dx
Ап
Вп
Лг
2 ------ОС —-Г
4 ---------
5 -------
Рис. 126. Схема сил и напряжений, действующих в деформа • ционной зоне при волочении прямоугольного профиля через волоку с клиновидным каналом
Прямоугольные профили обычно подвергают волочению со сравнительно малыми деформациями по ширине, поэтому деформированное состояние этого процесса можно считать плоским. Очевидно, что максимальным главным напряжением будет продольное растягивающее 07, минимальным — радиальное сжимающее сгг и средним — поперечное сжимающее оп, равное, согласно принятому деформированному состоянию, полусумме двух крайних, т. е.
an = ^±^. (VI П-8)
229
Отсюда вытекает и условие пластичности
oz + or = pST= 1,15ST, (VIII-9)
где Р — коэффициент Л оде.
Как и в процессе волочения круглых сплошных профилей, здесь связь между оп и ог определяется выражением (VI1-5).
Сумма проекций элементарных сил, действующих на любой поверхности равных продольных главных напряжений, на ось канала, аналогично расчетам, приведенным в гл. VII [формулы (VII-8) и (VII-10)], в рассматриваемом процессе определяется выражением
Px=^ixt>hx, (VIII-10)
где b — ширина профиля;
hx — толщина профиля в деформационной зоне на расстоянии х от выхода.
При малых деформациях по ширине, а также больших соотношениях ширины и толщины профиля силы контактного трения на кромках по сравнению с такими же силами на основных поверхностях весьма малы и ими можно пренебречь.
Учитывая это, на основании схемы действия сил и напряжений (рис. 126) и по аналогии с уравнением равновесия сил в деформационной зоне при волочении сплошных круглых профилей (VI1-11) для рассматриваемого процесса может быть составлено следующее уравнение равновесия элементарного объема в осевом направлении:
(а/х + d<stx) (Fx + dFx) + <jnb sin a +
+ ^7^—«/Л = °> (VII HI) где
Fx = bhx.
Принимая во внимание, что dFx = bdhx, x = , dx =
= 2^a’ и Умовие пластичности (VIII-9), после проведения рас-четов, аналогичных изложенным в гл. VII, получаем следующее
выражение, определяющее О/к, т. е., продольное главное напряжение у выхода из деформационной зоны:
%=1-15STc^±i [1 + (VIII-12)
где а = cos2 р (1 + f ctg an)—1, an — «приведенный» угол, определяемый по аналогии с формулой (VI1-53) выражением
tg«n =
tga
230
<5 представляет собой либо напряжение противонатяжения, либо осевое напряжение на границе упругой и пластической зон, определяемое экспериментально, как было указано в гл. VII. Но о/к не является средним значением напряжения волочения. Для его вычисления необходимо, как и ранее, учесть повороты траекторий продольных главных напряжений у выхода из деформационной зоны. Они легко учитываются коэффициентом ус, величина которого на основании уравнения (VI1-38) определяется отношением
= dPMA = 2(“±Р) = .....4+/--. (VIII-13)
r dPbAKBK 2sm(a-I-p)R sin(a + p) v
Рис. 127. Схема к установлению зависимости «широкой» контактной поверхности от отношения сторон прямоугольной полосы
Таким образом, искомое напряжение волочения определяется выражением
«,,,= [1 +«.(£)“• (VI1I-14)
где ус определеляется выражением (VIII-13), а все остальные параметры идентичны параметрам формулы (VIII-12).
Для учета сил, возникающих от небольших поперечных деформаций, целесообразно в формуле (VI П-14) отношение высот заменить отношением площадей.
Формула (VIII-14) показывает, что при равных относительных деформациях, одинаковых состояниях протягиваемого металла и одинаковых углах а напряжение волочения прямоугольного профиля не зависит от соотношения его сторон .
Это подтверждается экспериментами и объясняется тем, что в данных условиях величина основной контактной поверхности т. е. по широкой стороне прямоугольника, FK0HlII от соотношения его сторон не зависит.
Действительно, на основании схемы, приведенной на рис. 127, р ___________________ (^н — ^к) ^к _ FH — F к
конш sin a sin a
Это выражение показывает, что FK0Hm зависит лишь от разности
Ь поперечных сечении и угла а, но не зависит от отношения При малых углах а (а это чаще всего применяют на практике) для определения рассматриваемого напряжения волочения целе-231
сообразно пользоваться формулой (VII-97). В монографии [4] приведена такая же формула, выведенная другим методом и без учета упругой зоны и противонатяжения, т. е. при oq = 0. В работе [51 приведено решение для условий волочения полосы в клиновидную волоку с идеально гладкими стенками без учета деформационного упрочнения и напряжений в упругой зоне.
В работе [9] на основе использования энергетических принципов получена формула для определения сил волочения прямоугольного профиля через коническую волоку в условиях плоского деформированного состояния.
5. НАПРЯЖЕНИЯ ВОЛОЧЕНИЯ ПРОФИЛЕЙ
С ПОПЕРЕЧНЫМИ СЕЧЕНИЯМИ, БЛИЗКИМИ К ПРЯМОУГОЛЬНЫМ
Напряжение волочения этой группы профилей целесообразно определять методом описанного прямоугольника. Он основан на предположении, что при прочих равных условиях, в том числе при одинаковой степени деформации и длине деформационной зоны, сила волочения профиля рассматриваемой формы мало отличается от силы волочения описанного прямоугольника из прямоугольной заготовки, величина которой соответствует заданной степени деформации поперечного сечения. В этом случае по аналогии с определением напряжения методом описанной окружности и согласно формуле (VII1-6) искомое напряжение приближенно определится выражением
Кзпр ={l,15TcSTc^ I1 - (й“|
где Fon — площадь поперечного сечения прямоугольника, описанного около конечного профиля; остальные коэффициенты определяются так же, как и в формуле (VIII-14), которая служит основанием для рассматриваемой формулы. Значения углов ас и аПс, необходимых для вычисления коэффициентов а и уср, можно определить из выражений:
йн — йк
tg а„с = ---22-, (VIII- 16а)
с ^общ
где АНоп и АКоп — толщины начального и конечного описанных прямоугольников.
В отдельных частных случаях в зависимости от формы профиля целесообразно применять и другие способы приближенного определения напряжения волочения, основанные на сравнении рассматриваемого процесса с аналогами, особенно при наличии данных о фактических напряжених волочения в процессах — аналогах. 232
6. НАПРЯЖЕНИЯ ВОЛОЧЕНИЯ ПРОФИЛЕЙ С ПОПЕРЕЧНЫМИ СЕЧЕНИЯМИ СЛОЖНЫХ ФОРМ
Метод приближенного определения напряжения волочения профилей таких форм приведен в работе [4]. Этот метод базируется на применении основных положений теории течения идеальной жидкости. Ниже приведена результирующая формула, которая в принятых обозначениях и при малых углах а имеет следующий вид:
^ = PSTc(l+f„7^-)ln^( (VIII-17)
где р — коэффициент Лоде;
П — полусумма начального и конечного контактных периметров;
/п. з — длина обжимающей части пластической зоны.
Эта формула аналогична упрощенной формуле (VI1-97) с применением метода увеличенного коэффициента трения и без учета противонатяжения и упругой зоны, т. е. при = 0, что может быть приемлемо только при волочении металла с малой предварительной деформацией.
7. НАПРЯЖЕНИЯ ВОЛОЧЕНИЯ ЧЕРЕЗ ДИСКОВЫЕ ВОЛОКИ
В дисковых волоках заметно уменьшаются силы внешнего трения между металлом и подвижными деталями волоки — дисками. Действительно, под действием сил внешнего трения во время установившегося процесса волочения диски находятся в равномерном движении. Если не принимать во внимание крутящего момента, необходимого для преодоления трения в подшипниках дисков, то равномерность движения дисков показывает, что сумар-ный момент сил трения, действующих на диск по контактной поверхности, равен нулю. Протягиваемый металл в деформационной зоне течет в направлении волочения со скоростями, возрастающими от входа к выходу. Этот рост при заданных размерах диска всецело зависит от степени деформации. Всякая точка на поверхности диска при его вращении также продвигается с возрастающей скоростью направлении волочения. Это изменение скорости, как известно, происходит по закону
VxA = Цжр COS <рл, (VIII-18)
где vXA — скорость точки А на контактной поверхности диска (рис. 128);
иОкр — окружная скорость диска;
Фл — угол, образуемый радиусом, проходящим через точку Л, и радиусом, находящимся в плоскости выхода металла из деформационной зоны.
233
В зависимости от положения каждой точки на контактной поверхности металла скорость может быть равна, меньше или больше скорости соответствующей ей точки диска:
м д ’
(VIII-19}
-м^д. (VIII-20}
Если в точках контактной поверхности скорости металла и диска равны, то потерь на внешнее
3
трение не будет.
Если на некотором участке, например /, контактной поверхности соблюдается неравенство (VII1-19), то металл отстает от диска и на нем возникают силы трения (результирующая их Ть тор-
X----
в
окр
Рис. 128. Схема к рассмотрению силовых условий в дисковой волоке
мозящие вращение диска. А так как диск движется равномерно* то на участке II возникают силы трения (результирующая их Тп), способствующие движению этого диска, и проявляется неравенство (VI11-20), т. е. протягиваемый металл опережает диск. Результирующие сил трения обеих групп должны быть численно равны между собой и потери на трение выразятся лишь работой на
взаимное перемещение металла и дисков, которая превращается в тепло. Равенство результирующих сил трения позволяет^сле-которым приближением'считать, что участкй~опережения и отста: вания равны между собой: и что вследствие малых2углов_захвата (аз)~ окружная скорость дисков равна средней скорости движения металла в деформационной зоне.
При скорости волочения или скорости выхода металла из де-
формационной зоны ив скорость входа в нее будет равна — цв. Iх
Отсюда средняя скорость движения металла в деформационной зоне и, следовательно, у0кР определится выражением
Цжр г»ср = 4“ + -у v») = 4" Vb 0 + k) ’ (VUl'21)'
Тогда среднюю скорость взаимного перемещения диска и металла можно вычислить по формуле
Vnep ~ 4ЛУв - ^окр) = 4 (’-------J") • (VIII-22)
234
В волоке с неподвижными контактными поверхностями средняя скорость взаимного перемещения определяется средней скоростью движения металла в деформационной зоне (VII1-21). Можно поэтому считать, что потери на внешнеё трение в дисковой волоке будут меньше, чем в обычной, в ипер/уср раз. Соответственно этому и напряжение волочения в дисковой волоке может быть приближенно определено по формуле (VIII-14), в которой коэффициент трения надо умножить на коэффициент Л, определяемый выражением
= ~ = тгар (VIH-23)
иСр * (Н ~г 1)
а углы ас и аПс, необходимые для определения коэффициента а, предполагаются равными и определяются наклоном хорды дуги захвата к направлению волочения (т. е. ас = аПс = 0,5а3). Выражение (VII1-23) показывает, что коэффициент А значительно меньше единицы, что и выражает снижение потерь на внешнее трение в дисковой волоке по сравнению с обычной. К. Н. Шевченко [6] сделана попытка более точного определения силы волочения в- дисковой волоке. В гл. IV показана схема волочения круглой проволоки через дисковые волоки. Исследование силовых условий при таком способе волочения описано в работе [7].
Дополнительную силу волочения, необходимую для преодоления трения в подшипниках дисков, можно определить исходя из условия пластичности (VII1-9) в предположении, что нормальное напряжение на контактной поверхности дисков не превышает STC.
8. НАПРЯЖЕНИЯ В ПРОЦЕССЕ ПЛЮЩЕНИЕ—ВОЛОЧЕНИЕ
В процессе плющение — волочение, предложенном Ю. В. Шуховым [8] и описанном в гл. IV, применяют две волоки: дисковую и обычную коническую, установленные одна за другой. В дисковой волоке толщину профиля с Ан доводят до промежуточной толщины ЛпР, а во второй — с /гпР до конечной hK. Напряжение волочения в дисковой волоке (/Сдис) можно считать напряжением противонатяжения для второй волоки и на основании формулы {VIII-14) написать *
Ктя = l,15VcSTc^±l Г1 - (£.)“] + ^c(-^)\(VIII-24)
где hnP — промежуточная толщина профиля, конечная для дисковой волоки и начальная для конической;
Лдис — напряжение волочения в дисковой волоке, которое определяют по формуле (VII1-14) с учетом формулы (VI11-23) при допущении, что конечной толщиной является АпР.
Остальные обозначения те же, что и в формуле (VIII-12).
235
9. НАПРЯЖЕНИЯ ПРИ ЗАДАЧЕ В ВОЛОКУ ВДАВЛИВАНИЕМ
Для приближенного определения этого напряжения можно применить формулу, аналогичную формуле (VI1-107), относящейся к задаче профиля круглого сечения, с использованием метода увеличенного коэффициента трения. При таком допущении получается
К — Q /• /
Авдав - ОТс£ sin a -\ с
(VIII-25)
где А — коэффициент, рассчитываемый по формуле (VII1-1).
ЛИТЕРАТУРА
1. Перлин И. Л. Волочение цветных металлов. Метал л ургиздат, 1935.
2. Д н е с т р о в с к и й Н. 3., Б о г о р а д Н.' М. В сб. научно-исследовательских работ № 2 Гипроцветметобработки. Металлургиздат, 1941.
3. Б у н д и н А. Т. Цветные металлы, 1938, № 3, с. 68.
4. Г у н Г. Я- и др. Пластическое формоизменение металлов. Изд-во «Металлургия», 1968.
5. Р е н н е И. П. и др. Изв. вузов. Машиностроение, 1968, № 2, с. 176.
6. Ш е в ч е н к о К- Н. Известия АН СССР ОТН, 1946, № 3, с. 329.
7. Iron and Steel Inst. Japan, 1965, № 51, p. 2135.
8. Шухов Ю. В. Экспериментальное исследование процесса плющение—волочение. Сб. трудов Московского станкоинструментального института, № 3. Машгиз, 1953.
9. К л и м е н к о В. М. и др. В сб. трудов НИИ черной металлургии. Донецк, 1970, вып. 19, с. 229.
Глава IX
АНАЛИТИЧЕСКИЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ СИЛ И НАПРЯЖЕНИЙ ВОЛОЧЕНИЯ
И ВДАВЛИВАНИЯ ПОЛЫХ ПРОФИЛЕЙ
1. ОБЩИЕ СВЕДЕНИЯ
В соответствии с используемыми в практике волочильного производства процессами применяют методы расчетов рабочих напряжений при:
1) осаживании круглых труб волочением;
2) осаживании круглых труб вдавливанием;
3) раздаче круглых труб волочением;
4) раздаче круглых труб вдавливанием;
5) волочении круглых труб'с утонением стенки на закрепленной короткой оправке;
6) волочении круглых труб с утонением стенки на подвижной длинной оправке (стержне);
7) волочении круглых труб с утонением стенки на самоуста-навливающейся оправке;
8) профилировании труб.
Во все* этих методах, кроме связанных с особенностями каждого процесса, приняты допущения, указанные в гл. VII. Одной из особенностей этих процессов является волочение с небольшим внешним противонатяжением, не превышающим о/уп, а чаще всего без внешнего противонатяжения. Поэтому во всех приведенных ниже формулах oq = oZyn [см. формулу (VII-56) и пояснения к ней].
В работах [1—8 и др.] приведены другие методы расчета рабочих напряжений для рассматриваемых процессов. Ввиду использования других исходных положений неясности преимуществ, а часто и незначительности расхождений в конечных результатах авторы эти методы не рассматривают и рекомендуют интересующимся читателям обратиться к соответствующей литературе.
2. НАПРЯЖЕНИЯ ПРИ ОСАЖИВАНИИ КРУГЛОЙ ТРУБЫ ВОЛОЧЕНИЕМ
В гл. III и на рис. 43 описаны характер деформаций и напряженное состояние металла в рассматриваемом процессе. В дополнение к этому на рис. 129 приведены схема ортогональной сетки траекторий главных продольных и радиальных напряжений при осаживании круглой трубы и схема эпюры распределения главных радиальных напряжений по толщине стенки. Дуги 1—Г\ 2—2Г и 3—3' построены так, что к контактной поверхности они примы-
237
«ГС
кают под углом ------р, а к внутренней поверхности, где нет
никаких касательных напряжений,—под углом —.
На внутренней поверхности трубы радиальные напряжения во всех ее точках, очевидно, равны нулю, поэтому эпюра радиаль-
Рис. 129. Схема ортогональной сетки траекторий главных продольных и радиальных напряжений при осаживании круглой трубы волочением и вдавливанием
Построенная таким образом схема сетки траекторий главных напряжений показывает, продольных напряжений
в
что за среднее направление главных деформационной зоне целесообразно принять направление линии III— III, являющееся средним между направлениями линий /—I и II—II, ограничивающих направления глав-
6/7
Рис. 130. Схема, характеризующая напряженное состояние в осредненных главных напряжениях при осаживании трубы волочением
ных продольных напряжений. На рис. 130 приведена схема, характеризующая напряженное состояние металла при осаживании круглой трубы волочением в осредненных главных напря-238
жениях. Так как при этом процессе толщина стенки изменяется значительно менее интенсивно, чем диаметр трубы, можно принять, что /н /к /. При этом можно считать, что ан ав и линия III—111 наклонена к оси волочильного канала под углом ан + р/2. Поэтому средним направлением радиальных главных напряжений следует считать перпендикулярное к линии 111— III. Для определения напряжения волочения о/к у выхода из деформационной зоны выделяем в ней на расстоянии х от выхода (рис. 131) элементарное коническое кольцо, ограниченное четырьмя
Рис. 131. Схема к составлению дифференциального уравнения равновесия (1Х-1> элементарного конического кольца деформационной зоны при осаживании волочением
коническими поверхностями с двумя образующими аб, вг, перпендикулярными к осредненному направлению продольных главных напряжений Ill—III и с образующими бв и аг, находящимися на наружной и внутренней поверхностях трубы.
Проектируя все силы, действующие на элементарное кольцо, на ось волочильного канала, можно составить следующее дифференциальное уравнение равновесия:
Otx Fx cos («и + -0 — (oZx + doQ (Fx 4- dFx) cos (aH + —
— (sin aH + fn cos aH) = 0.
(IX-1)
Учитывая, что
239
и бв = —— ---------------------------------- (IX-2)
о р _ р v 7
cos ~~ cos ан cos 2 tg ан cos ан cos
и произведя элементарные операции, уравнение (IX-1) можно переписать следующим образом:
(da'xDcx + °‘xdDcx)Z cos (a„ 4- -у) +
+ dD^n^ (1 + f„ ctg а„) = 0. (IX-3)
Для решения этого уравнения необходимо исключить величину сгПх. Это можно сделать, используя условие пластичности:
-Н = pSTc (IX-4)
и устанавливая связь между а0 и ал. Аналитически определить эту связь трудно, потому что элементарное кольцо ограничено не плоскими, а коническими поверхностями. Для определения этой связи не может быть использовано и то, что при малых изменениях толщины стенки деформированное состояние можно считать плоским, для которого в принятых нами обозначениях
аг = 0,5 (az 4- <у0). ' (IX-5)
Эту связь нельзя использовать, потому что для решения уравнения (IX-3) необходимо знать не среднее значение оЛх, а значение этой величины на контактной поверхности, заметно отличающееся от средней. Кроме того, уравнение (IX-3) представляет собой дифференциальное уравнение нелинейного типа, решение которого вызывает дополнительные осложнения. Поэтому предложены более простые методы, основанные на том, что осаживание труб, как и волочение круглых сплошных профилей, ведут через волоки с малыми углами ан 15°) и при сравнительно небольших коэффициентах трения (fn 0,15), т. е. когда cos (ан + >
> 0,94. При этом можно с достаточной для практических расчетов точностью считать, что среднее направление продольных главных напряжений параллельно оси канала, а элементарное кольцо можно считать ограниченным двумя плоскими кольцевыми поверхностями с разностью внешнего и внутреннего диаметра в 2/', как это указано на схеме рис. 132. Применительно к такой схеме дифференциальное уравнение равновесия элементарного кольца, ограниченного двумя плоскими кольцевыми поверхностями, примет следующий вид:
(Fx + dFx) (aZje + dolx) — Fx<3lx + TiDx6e x
X Onx (sin aH + fn cos aH) = 0 (I X-6)
240
или, принимая во внимание, что
dx DC ~Dc dD
бв = -^-- *=--^ к; dx = -^~^~-cosaH ’ 2tgaH ’ 2 tg aH ’
Fx = fjiDc • dFx — nt' dDc • f = —-— const. x x’ x ex> cosaH
Уравнение (IX-6) может быть переписано следующим образом: (daixDCx + OixdDCx) f + dDQxD,arlx f1 + aJ = 0. (IX-7)
Для исключения из этого уравнения величины вПх можно использовать связи, описанные ниже.
Пусть (jyx — сжимающее напряжение на контактной поверхности, действующее в плоскости, перпендикулярной оси канала.
Рис. 132. Упрощенная схема сил и напряжений, действующих в зоне деформации при осаживании круглой трубы волочением при малых углах a
Это напряжение определяется величиной суммы элементарных сил (£РД сжимающих элементарное кольцо и действующих в плоскости, перпендикулярной оси канала:
2 PtJ = nDxGnx6e cos aH — jiDxfnGnx6e sin aH =
= nDx(5nxdx{\ ~fnigati)==JiDx(jyxdx, (IX-8)
откуда
Напряжение o№ вызывает окружное напряжение о0х в поперечном сечении элементарного кольца, площадь которого равна удвоенной площади параллелограмма абвг, т. е. 2t'dx, откуда == °ух Dx dx
16 И. Л. Перлин
241
или
%=%>• (IX-10>
Принимая во внимание условие (IX-9), можно написать
<4 =%(1 - (1Х-11>
или, учитывая условие пластичности (IX-4),
„Л.<,х-12>
После подстановки этой величины в уравнение (IX-7) и соответствующих сокращений это уравнение примет следующий вид:
Dc/a(x + olxdDCx + dD<x (₽STc - = 0 (1ХЛЗ>
Л Л Л Л Л \ С Л/ 1 — /д [У
или после разделения переменных
do, dD.
х __ X /ТУ 14Y
Постоянная интегрирования определяется из условия, что при ^сх ~ DcH DcH
а‘х = СТ'уп.
а при DCx = DCk DCk
°lx — = Лосв.
учитывая, что ввиду сравнительно небольшого изменения толщины стенки при осаживании деформированное состояние можно принять плоским, а коэффициент (3, учитывающий среднее главное напряжение, считать равным 1,15, получаем следующую формулу для определения напряжения при осаживании круглой трубы волочением:
Кос= l,15STc^±l В V (л л
(IX-15)
где ПСк = DK — t (условие постоянства толщины стенки); 1 + fn ctg aHfl
%п — напряжение на границе упругой и пластической зон (или противонатяжение, если оно больше критического); аНп — приведенный угол, определяемый формулой (VI1-53).
242
По формуле (IX-15) для fn = 0 (после раскрытия неопределенности) получается
Dc
КЖв=\,158Тс]п-^ + <у1ул, (IX-16)
ск
т. е. величина, близкая к теоретическому значению при малых углах ан.
При а - > 0 по формуле (IX-15) а2 — оо и
/СОСв = l,15STc, (IX-17)
что также полностью соответствует установившимся представлениям о процессе, протекающем при разноименном напряженном состоянии.
Формула (IX-15) выведена для волочения в условиях малых величин а и fn и не учитывает работу на осуществление сдвигов у выхода из канала, которой при таких условиях ввиду ее незначительности можно пренебречь. Поэтому следует иметь в виду, что математический анализ этой формулы можно вести только при а <• 15° и 0,15
Формула (IX-15) отличается от большинства соответствующих формул других исследователей, так как она учитывает напряжение на границе упругой и пластической зон, а также влияние калибрующей зоны методом приведенного угла.
Применяя изложенные в гл. VII математические операции и соображения об упрощенных формулах, можно формулу (IX-15) упростить. При этом несколько снижается точность и получается следующая формула:
или еще более простая:
Рс
Косв = 1п-p-S-[l,15STc +f„ctgan(l,15STc-oZyn)]+oZyn. (IX-19) ск
Значения а/уп и коэффициента трения fn при осаживании труб из некоторых алюминиевых сплавов экспериментально определены в работе [6].
16* 243
3. НАПРЯЖЕНИЯ ПРИ ОСАЖИВАНИИ КРУГЛЫХ ТРУБ ВДАВЛИВАНИЕМ
Этот процесс применяют для автоматической задачи труб в волоку при их волочении обычными методами, а также при многократном волочении труб на станах «тракового» типа. Силовые условия этого процесса отличаются от осаживания волочением следующим:
1. Вместо силы, приложенной к вытянутому из волоки концу трубы, к заготовке со стороны входа в канал волоки прикладывают вталкивающую силу (см. рис. 129).
2. При таком методе нагружения вместо разноименного напряженного состояния в любом элементарном коническом кольце создается трехосное сжатие, но не меняется схема ортогональной сетки траекторий главных напряжений. Поэтому схема сетки, показанная на рис. 129, относится и к процессу осаживания волочением, и к процессу осаживания вдавливанием; изменяется лишь знак продольных главных напряжений (плюс на минус) и место приложения внешней силы.
3. Опыт показывает, что при толщине стенки трубы, не превышающей 0,3 ее среднего диаметра, что наблюдается у большинства видоразмеров труб, осаживание вдавливанием сопровождается лишь небольшим удлинением осаженной части, тогда как наружный и внутренний диаметры уменьшаются главным образом вследствие утолщения стенки. Поэтому для упрощения расчетов можно считать, что в отличие от осаживания волочением в рассматриваемом процессе поперечное сечение трубы практически неизменно и максимальной деформацией является уменьшение среднего диаметра трубы, а минимальной — удлинение трубы. Это допущение позволяет считать радиальное напряжение наименьшим по своей абсолютной величине, а окружное — наибольшим, т. е.
lael>lCTd>lCTrl- (IX-20)
Такое соотношение приводит к условию пластичности:
(?е = PStc + (IX-21)
Это условие в целях упрощения дальнейших операций целесообразно заменить на
(Те == >$тс -р (Т/. (1Х-21а)
В результате замены аг на az несколько повышается напряжение а с ним и необходимое рабочее напряжение вдавливания К0Сд, вполне допустимое для рассматриваемого процесса. Для некоторой компенсации этого увеличения можно принять 0 = 1, что и сделано при записи условия пластичности [формула 1Х-21а) ].
244
Затруднения, возникающие при решении дифференциального уравнения равновесия для процесса осаживания волочением^ остаются и при осаживании вдавливанием. Поэтому далее все расчеты ведут по упрощенной схеме силовых условий, приведенной на рис. 133. В этой схеме среднее направление продольных главных напряжений принято параллельным оси канала, что приемлемо для расчетных целей лишь при малых а и fn, обычно имеющих место на практике, так как труба задается в ту же волоку, через которую она после задачи протягивается. Учитывая принятое ранее постоянство поперечного сечения трубы в деформаци*
Рис. 133. Упрощенная схема сил и напряжений, действующих в деформационной зоне пр» осаживании круглой трубы вдавливанием при малых углах а
онной зоне, уравнение равновесия элементарного кольца, определяемого половиной его продольного сечения абвг, может быть представлено в следующем виде:
(a/x + d%)Fx-a;/x-
- dDCx (1 + fn ctg ан) = О (XI-22}
или, имея в виду, что Fx — ntxDCx и cos 1, получаем
daixCDCx - c„Dx dDe 4- (1 + fn ctg a„) = 0. (IX-23>
Л Л Л Л £
Для исключения из этого уравнения величины можно использовать соотношение (IX-11) между о0д, и и на основании условия пластичности (1Х-21а) написать
(1 — fn tg aH) Dx ’
(IX-24)
245-
После подстановки значения аПх и соответствующих сокращений уравнение равновесия (IX-23) примет следующий вид:
- (<"* + Stc) dDCx = 0. (IX-25)
Разделив переменные и обозначив
< +fcctgaH _ а*' (IX-26)
получим do, a? dD lx * CX (IX-27)
°сх ’
а после интегрирования
In (% + *4) = °*ln D-x + (I Х-28)
Так как у выхода из деформационной зоны из-за малости ан
D.x = ^k^DCk, a g1x= 0, (IX-29)
то постоянная интегрирования С определится следующим выражением:
С=1п
5тс о"’
(IX-30)
При DCx = £)'н «=> ОСн
% = (IX-31)
где О/н — продольное напряжение у начала пластической зоны (на стороне входа).
Отсюда на основании выражений (IX-28) и (IX-30) (IX-32)
1н (% + Stc) = а3 In Dc„ + ST UK
•откуда или 001 czf 5JS/ 1 e ° 1 1 +«Q II to - (IX-33)
246
Но, как было указано раньше, а/н является напряжением у начала пластической зоны, а потому составляет лишь часть полного напряжения осаживания /<0Сд.
Пусть а/уп — продольное сжимающее напряжение, которое необходимо приложить к трубе у входа в волочильный канал,, чтобы довести передний конец трубы до начала пластической деформации. Ввиду того что величины упругих деформаций практически несоизмеримы с величинами пластических деформаций^ можно считать, что размеры поперечного сечения трубы на границе упругой и пластической зон практически равны соответствующим начальным размерам трубы. Отсюда полное напряжение осаживания выразится суммой а/н и а/уп, т. е.
|7Dc \°з
Аос = az -L — 5 _« — 1
осд zh ' 'уп тс I D ]
_ \ к /
(1Х-34>
где а3 (при учете сил трения в калибрующей части методом приведенного угла) определяется выражением
„ _ 1 + fn cig ап
3~ 1-Mgan ‘
(IX-35)
Напряжение, необходимое для того, чтобы довести передний конец трубы до границы упругой и пластической зон, практически точно определяется построением с помощью моделирования кривой зависимости 7<0Сд
_ 1
:к'
УП.
и определением методом: экстраполирования величины о/уп на оси ординат, т. е. при (DcAa3 W -1=0-
В работе [9] описано исследование силовых условий при осаживании вдавливанием, показана применимость формулы (IX-34) в инженерных расчетах, для некоторых алюминиевых сплавов, приведены значения oZyn. Исследованию силовых условий при осаживании вдавливанием стальных труб посвящены работы [10—12].
4. НАПРЯЖЕНИЯ ПРИ РАЗДАЧЕ КРУГЛЫХ ТРУБ ВОЛОЧЕНИЕМ
В гл. III указано, что на практике применяют два способа раздачи круглых труб, а именно волочением и вдавливанием. Формулы для приближенного расчета напряжений при раздаче волочением были предложены И. Л. Перлиным в 1947 г. [13], затем Л. Е. Альшевским в 1949 г. [14]. Результаты расчета по этим формулам отличаются незначительно.
247
Однако ввиду того, что формула, предложенная Л. Е. Альшев-•ским, по своей структуре ближе к изложенным ранее методам расчета напряжений при других видах процесса волочения, она принята в основу дальнейшего изложения.
При раздаче трубы в противоположность осаживанию силы трения возникают лишь на ее внутренней поверхности, а на наружной они отсутствуют. Радиальное напряжение на наружной поверхности трубы равно нулю. В соответствии с этим на рис. 134 показаны схема ортогональной сетки продольных и радиальных главных нормальных напряжений, а также схема эпюры радиаль-
Рис. 134. Схема ортогональной сетки продольных и радиальных главных нормальных напряжений при раздаче трубы волочением и вдавливанием
пых напряжений, характеризующие (вместе с приведенными далее дополнениями) напряженное состояние металла в рассматриваемом процессе. При раздаче волочением с закрепленной оправкой к переднему концу трубы прикладывается напряжение /СРв (правая сторона схемы), создающее в деформационной зоне растягивающие напряжения oz (на рис. 134 не показано). При раздаче вдавливанием рабочие напряжения /СРд, создающие продольные сжимающие напряжения, прилагаются к заднему концу трубы (левая сторона схемы). По причинам, рассмотренным при определении рабочих напряжений осаживания, целесообразно все расчеты вести по упрощенным схемам. По этим схемам за среднее направление продольных главных направлений принято направление оси трубы, а за средние направления радиальных главных напряжений — радиусы окружностей, ограничивающих поперечные сечения деформационной зоны, находящиеся в плоскостях, перпендикулярных к оси канала. На рис. 135 приведена такая •схема раздачи волочением. В этом процессе, как показывает опыт, максимальной деформацией удлинения является увеличение наружного и внутреннего (а соответственно и среднего) диаметров трубы. В связи с этим на основе известных положений о связи 248
между напряжениями и деформациями можно считать, что окружное растягивающее напряжение а0 больше продольного az, т. е. ц0 является максимальным главным напряжением. Минимальным же главным напряжением следует считать оу как единственное сжимающее. Отсюда условие пластичности для рассматриваемого процесса определяется выражением
<*0 — PStc. (IX-36)'
Учитывая указанное ранее (эпюры ог, рис. 134) снижение на наружной поверхности трубы радиального напряжения, а с ним
—4 zZr Hz -
Рис. 135. Упрощенная схема сил, действующих в деформационной зоне при раздаче-круглой трубы волочением при малых углах а
и <5у до нуля, целесообразно для упрощения математических операций условие пластичности (IX-36) заменить следующим:
ae-STc. (IX-37)
Исключение из этого условия величины оу несколько повышает расчетное напряжение волочения, для компенсации которого принимают р = 1.
Для определения напряжения при раздаче волочением КРв можно, подобно предыдущим примерам, составить на основе упрощенной схемы (см. рис. 135) уравнение равновесия элементарного кольца. При этом на основе экспериментальных данных о практической неизменности длины трубы при раздаче можно-принять постоянными поперечные сечения, ограничивающие это кольцо:
F = Fn = FK = Fx = nDCxtx. (IX-38)
При таком допущении уравнение равновесия принимает следующий вид:
Fa, — (а, -|- da, ) F — ndxdxa„ (fn + tg а) = 0 (IX-39)-
Л \ Л Л ' л
249-
или
Fd(3lx — ndx dx(Jnx (fn + tg a) = 0. Рассуждая так же, как и ранее, можно написать
, - . гт _ °ух
Х 2 tg a ’ пх 1 — fn tg a »
dx dx = 2dxtxOa, <5UX = ,
ул Л Л tP yX 7
а на основании условия пластичности (IX-37) __\2^
°ух~~лГ'
(IX-40)
(IX-41)
(IX-42)
После соответствующих подстановок и сокращений уравнение равновесия (IX-40) примет следующий вид:
D А - STc dDCx = 0, (IX-43)
а после интегрирования
% = «43тс In Dcx 4- С, (I Х-44)
где п — 1 + fn ctg a 4 1—fntga (IX-45)
При DCx ^уп» (IX-46)
•откуда C = cZyn—а45тс1пОСв. (IX-47)
При DCx °‘x = К?з- (IX-48)
Отсюда *РВ = a4STc In DCr + aZyn — a4STc In Dc„ =
= а45Тс1п^ + а/уп) CH (IX-49)
тде n fn Ctg an (IX-50)
4 l-/ntgan‘
Силовые условия некоторых частных случаев раздачи волочением рассмотрены в работе [15].
250
5. НАПРЯЖЕНИЯ ПРИ РАЗДАЧЕ КРУГЛЫХ ТРУБ ВДАВЛИВАНИЕМ
Максимальным главным нормальным напряжением (рис. 136)„ очевидно, будет единственное растягивающее напряжение о0. Направление минимального главного нормального напряжения неодинаково по длине деформационной зоны. В самом ее конце, т. е. в правой стороне, где продольное сжимающее напряжение oz невелико, минимальным (максимальным по своей абсолютной величине), очевидно, будет су. Ближе к началу деформационной зоны, в левой ее стороне, где oz достигает значительной величины,,
Рис. 136. Упрощенная схема сил, действующих при раздаче круглой трубы вдавливанием при малых углах а
минимальным, очевидно, будет oz. Следовательно, в рассматриваемом процессе действуют следующие условия пластичности:
а04-о^ = р5тс для правой части; ае -|- az == р5тс для левой части.
(IX-51)
Учитывая, что при раздаче вдавливанием может быть допущено некоторое завышение расчетных усилий, целесообразно с целью упрощения математических операций для рассматриваемого процесса принять условие пластичности (IX-37).
Уравнение равновесия элементарного кольца по схеме на рис. 136 может быть записано так:
F (oix + doQ — F(jlx — ndx dxonx (fn + tg a) = О (IX-52) или
Fd (Jix — n.dx dxonx (fn 4- tg a) = 0.
Уравнение (IX-52) аналогично уравнению (IX-40), поэтому все последующие математические операции должны привести к выражению (IX-49), определяющему’/^. Следовательно, можно счи
251
тать, что расчетные напряжения при раздаче вдавливанием и волочением примерно равны между собой, т. е.
Кр ~Л'р8. (IX-53)
Д в
Такое равенство объясняется тем, что в обоих процессах главным максимальным напряжением является окружное растягивающее напряжение.
6. НАПРЯЖЕНИЯ ПРИ ВОЛОЧЕНИИ КРУГЛЫХ ТРУБ НА ЦИЛИНДРИЧЕСКОЙ И ЦИЛИНДРО-КОНИЧЕСКОЙ ОПРАВКАХ
Схема сил, действующих на металл и напряженное состояние в деформационной зоне при волочении круглой трубы на закрепленной цилиндрической оправке, показана на рис. 137. По этой схеме видно, что процесс волочения трубы на закрепленной оправке состоит из следующих операций:
Рис. 137. Схема действия сил и напряженного состояния при волочении круглой трубы на закрепленной оправке:
Гн начальное поперечное сечение; Fqc — поперечное сечение после осаживания; FK — конечное поперечное сечение
м
Осаживание \
I |l|
а) осаживания до внутреннего диаметра, равного диаметру оправки (<ion), — на участке волочильного канала /;
б) волочения с уменьшением наружного диаметра и толщины стенки — на участке канала 77;
в) калибровки — на участке III.
Соответственно этой схеме на рис. 138 приведена схема ортогональной сетки продольных и главных радиальных напряжений, построение которой ясно из чертежа и не требует дальнейших пояснений. Силу и напряжение волочения в рассматриваемом процессе можно определить следующим образом.
Сначала определяют продольное напряжение в конце участка /; это напряжение осаживания трубы с наружного диаметра 252
{dH) до наружного диаметра (don + 2/н), которое можно вычислить по формуле (IX-15) или по упрощенным формулам (IX-18) или (IX-19). Затем, составив по упрощенной схеме сил, действующих на участке II (рис. 139), дифференциальное уравнение равно-
Рис. 138. Схема сетки продольных и радиальных главных нормальных напряжений при волочении круглой трубы на закрепленной оправке
весия и приняв /СОСв за напряжение противонатяжения, можно определить продольное напряжение в конце участка II и в конце участка III. Последнее и будет искомым напряжением волочения
Рнс. 139. Упрощенная схема сил и напряжений, действующих при волочении круглой трубы на закрепленной оправке
трубы на закрепленной оправке/СВз о. Так поступили П. Т. Емельяненко и Л. Е. Алыпевский [16], которые для продольного напряжения на конце второго участка получили следующие выражения:
4“ Аос.
(IX-54)
\ нос )
253
где
+ <>Х-55>
S" — среднее значение сопротивления деформации на участке //;
FHoc — поперечное сечение трубы в конце участка /;
КОСв — продольное напряжение в конце участка I.
Следует, однако, отметить, что, несмотря на применение упрощенной схемы действующих на участке II сил, Емельяненко и Альшевский получили очень сложное дифференциальное уравнение. Решение его потребовало принять некоторые переменные в пределах деформационной зоны величины за постоянные, после чего и получилась формула (IX-54). Кроме того, для решения рассматриваемого дифференциального уравнения равновесия было привлечено условие пластичности
Ч" — ^тс, (IX-56)
т. е. было принято, что максимальным по своей абсолютной величине главным сжимающим напряжением является окружное, чего в действительности может и не быть, особенно при большой степени утонения стенки. Таким образом, формула Емельяненко и Альшевского была получена с использованием значительного числа различных допущений и упрощений, которые не могли не повлиять на ее точность. Примерно аналогичные допущения были сделаны и С. И. Губкиным при выводе им подобной формулы [17].
В связи с изложенным предлагается более простой способ решения этой задачи, основанный на следующих допущениях:
1. Участки II и III деформационной зоны могут быть объединены в один условный конический участок с приведенным углом ап (рис. 139).
2. Сила волочения круглой трубы на закрепленной оправке приблизительно равна силе волочения соответственного круглого сплошного профиля (с равными начальными и конечными поперечными сечениями), протягиваемого в коническую волоку с углом ап, увеличенной на силу трения, возникшую на оправке.
3. Увеличение сил трения учитывают, повышая коэффициенты внешнего трения пропорционально увеличению контактной поверхности, по методу, описанному в гл. VIII.
4. Коэффициенты трения на контактных поверхностях волоки и оправки одинаковы. Это обосновывается приближенным равенством углов смазочного клина (см. гл. V) у волоки и оправки.
5. Ввиду малых значений угла а и коэффициента трения fn за расчетную принята формула (VI1-94).
254
Эти исходные допущения приводят к следующему:
1. Величина полной контактной поверхности трубы определяется выражением
л Ркос —Dk)
t JI* \ ov / | x civ /
ктр 2 sin an tg an
(IX-57)
2. Величина контактной поверхности при волочении соответственного круглого профиля в волоке с углом ап определится выражением
, ___ Л \ нос
ккр 4 sin ап
(IX-58)
3. Увеличение контактной поверхности трубы по отношению к контактной поверхности соответственного круглого профиля будет
At = = 1 4- , (IX-59)
ккр КОС+ к
2
или, так' как = dK + 2/н и DK = dK 4- 2/., ' **ОС к • ** к к • t\7
Л ____ 1 I CQS ап
1 4 + 61 + 6<
(IX-60)
4. Напряжение волочения трубы на закрепленной цилиндрической оправке определится следующей формулой, базирующейся на формуле (VIП-94):
Г Adn 1
(IX-61)
где А 1 — определяется по формуле (IX-60);
3" — среднее значение сопротивления деформации металла между концом участка I и выходом из деформационной зоны;
ЛОсв — растягивающее осевое напряжение в поперечном сечении на границе участка I и //, вычисляемое по формуле (IX-18).
Коэффициент 1,1 учитывает возможное неравенство главных напряжений о0 и ог.
В практических условиях волочения труб, при малых значениях a v fn величина fn tg а становится близкой к нулю, cos ап
255
близким к единице, а формулы (IX-61) и (IX-54) дают почти одинаковые результаты. Достаточная сходимость этих результатов с фактическими напряжениями показана П. Т. Емельяненко и Л. Е. Альшевским [5].
При малых обжатиях (6 < 25%) и небольших зазорах между трубной заготовкой и оправкой на основе изложенного в гл. VII искомое напряжение можно определять по формуле
К»,о = lnft [1>1°5тс+ Atf„ ctgan(l ,10ST- aZyn)] +aZyn. (IX-62)
Сила, действующая на оправку в направлении оси канала,, определяется следующим образом.
По условию пластичности нормальное давление оправки на трубу в начале участка II в'п (см. рис. 137) равно
Ч = Чс “ Ч,’ (IX-63)
где£Тос — сопротивление деформации металла в начале участка II.
То же в конце участка II:
Ч = 4~4.о’ (1Х-64)
где STk — сопротивление деформации металла в конце участка II.
Среднее давление оправки на трубу по всей длине (ZOn) образующей оправки будет
°п "Ь °п — &ос 5т — *в
о о _____ тос оев 'к вз. о
2 ~ 2
(IX-65)
Отсюда сила 03, действующая на оправку:
5 — Кос + 5 — /<
О — ос - в - к 3-° nd I f
^3 -- 2 •’lUK4On/n*
(IX-66)
Расчет напряжения волочения следует вести в таком порядке:
1. Установить исходные параметры: Z)H, d^, D^, dK и степень предварительной деформации металла, т. е. упрочнение перед волочением.
2. Вычислить /н, /к, FH, FK и сечение трубы на границе участков / и II, на которых
^кос~^оп + 2^н и Чс = "Г (^кос “ ^оп ) •
3. Вычислить степень упрочнения, которую будет иметь металл на границе участков I и II и в конце участка II. Определить по диаграмме деформация — сопротивление деформации STh,
256
5Тос, $тк и вычислить средние значения сопротивлений деформации на участках I и II:
Stc = И5тн'5т0С И 5ТС= •
4. Выбрать угол наклона волоки и длину калибрующей зоны канала и вычислить приведенный угол волоки по формуле (VII-51) или (VII-53).
5. Задаться средним значением коэффициента трения.
6. Определить значение Дв з о по формуле (IX-15).
7. Определить значение Л0Св по формуле (IX-61).
При подсчете напряжения волочения по формуле (IX-62) расчеты соответственно упрощаются.
Методы аналитического определения напряжений при волочении труб на цилиндро-конической оправке предложены в работах [18, 19]. При выводе соответствующих формул были сделаны многочисленные дополнительные вынужденные допущения, связанные со сложностью задачи. В связи с этим, а также потому, что, как показано в работах [18—20], напряжения волочения на цилиндрической оправке превышают напряжения волочения на цилиндро-конической оправке не более чем на 20%, для приближенного определения этих напряжений можно пользоваться формулой (IX-61). Такая рекомендация объясняется также и тем, что к настоящему времени не собрано достаточных данных о коэффициенте трения между оправкой и внутренней поверхностью трубы. 7
7. НАПРЯЖЕНИЯ ПРИ ВОЛОЧЕНИИ КРУГЛЫХ ТРУБ НА ПОДВИЖНОЙ ОПРАВКЕ
Схема сил, действующих при волочении круглой трубы на подвижной оправке-стержне, показана на рис. 140. Как и при волочении трубы на закрепленной цилиндрической оправке, здесь происходит сначала осаживание, затем уменьшение наружного диаметра и стенки трубы и калибровка. Волочение на стержне отличается от процесса на закрепленной оправке лишь тем, что силы трения, возникающие на металле от оправки, направлены в сторону волочения трубы и не только не препятствуют, а помогают движению металла через волочильный канал. В соответствии с этим на рис. 141 приведена схема сетки продольных и радиальных главных нормальных напряжений, возникающих при волочении круглой трубы на подвижной оправке.
В традиционных условиях волочение на подвижной оправке ведут с приложением тяговых сил к трубе и оправке либо непосредственно, либо закрепляя оправку в закованной захватке трубы, а также используя обильно смазываемые полированные оправки, чтобы обеспечить высокое качество внутренней поверхности труб и облегчить извлечение из них оправок.
17 и. л Перлин 257
В этих условиях, так же как и на закрепленной цилиндрической оправке, коэффициенты трения на контактных поверхностях оправки и волоки можно считать примерно одинаковыми. Тогда силы трения, действующие на подвижной оправке, при прочих
Рис. 140. Схема сил и напряжений, действующих при волочении круглой трубы на подвижной оправке-стержне
равных условиях должны быть практически равны силам трения, возникающим на закрепленной оправке. Поэтому напряжение волочения в трубе у ее выхода из деформационной зоны при при-
Рис. 141. Схема сеток продольных и радиальных главных напряжений при волочении круглой трубы на подвижной оправке
менении движущейся оправки может быть подсчитано по формулам (IX-61) и (IX-62). Для этого достаточно изменить знаки тех элементов формул, которые учитывают силы трения, возникающие на металле от оправки.
В соответствии с изложенным могут быть использованы следующие две формулы для определения среднего значения напряжения в трубе при волочении на подвижной оправке:
258
а) на базе формулы (IX-61)
Л2=1
dK cos ап .
4- tn + tx ’
где
(IX-68)
б) упрощенная на базе формулы (IX-62)
Квп. О = 1 • 1Sr Jn (1 + Atf„ Ctg ап) + oZyn . (IX-69)
Силовые условия процесса вызывают большое различие напряжений растяжения в наружных и внутренних слоях трубы. Первые выше вторых, а значения Лвп о являются средними. Сила 0с, передаваемая трубе движущейся оправкой (стержнем), определяется, как и 03, по формуле (IX-66). Общая сила волочения в рассматриваемом процессе определяется формулой
Рпол = Лвп,Л + Ос. (IX-70)
Эта сила является расчетной для устройства, осуществляющего волочение с движущейся оправкой.
В гл. III показано, что в некоторых условиях целесообразно применять оправки без смазки или даже с шероховатой поверхностью. В таких условиях заметно повышается коэффициент трения между оправкой и трубой, что исключает возможность использования для силовых расчетов формул (IX-68) и (IX-69). В работе [21] предложен метод расчета напряжений волочения для таких условий, в некоторой мере базирующийся на указанных выше формулах. Введение дополнительных упрощений и необходимость использования ряда величин, требующих предварительного экспериментального определения для каждых отдельных условий волочения, затрудняют использование этого метода. Поэтому, а также учитывая назначение рассматриваемых силовых расчетов, рекомендуется следующий инженерный метод:
1. Напряжение волочения, возникающее в трубе у ее выхода из деформационной зоны, определять, считая, что сила контактного трения отсутствует, т. е. что fn — 0.
2. Силу, тянущую или толкающую оправку, рассчитывать, исходя из максимального напряжения трения.
Пусть тМср — средняя величина максимальных напряжений трения в начале и конце деформационной зоны
ТмсР “ ]/"^тн-^тк/2;
17*
259
1Д — длина деформационной зоны;
уПср — средняя скорость перемещения оправки относительно трубы;
vn — 0,5ув (1 4- — . ср ’ \ 1 и /
Приравнивая суммарную мощность сил трения между оправкой и трубой и мощность силы, действующей на оправку AfOn, получим
^МСр^дЛ^ОП^ПСр — РОП^В> (I Х-71)
(IX-72)
8. НАПРЯЖЕНИЯ ВОЛОЧЕНИЯ ПРИ ПРОФИЛИРОВАНИИ ТРУБ
Процесс профилирования труб и его назначение описаны в гл. III. Силовые условия этого процесса еще более сложны, чем силовые условия прочих видов волочения. Сложность их определяется тем, что:
а) поперечные сечения деформационной зоны не имеют геометрического подобия;
б) в связи с этим напряжения на контактной поверхности в пределах одного и того же поперечного сечения заметно изменяются;
в) возникают большие затруднения в определении контактных сил трения.
Приближенный расчет напряжения волочения может быть проведен на основании следующих соображений.
При профилировании трубы толщина ее стенки практически не изменяется, если принять неизменным поперечное сечение трубы, то основной деформацией здесь будет изменение кривизны трубы в плоскостях, перпендикулярных ее оси. Кроме этой основной деформации, наблюдаются дополнительные деформации изгиба по длине образующей трубы у входа в деформационную зону и выхода из нее, направленные во взаимно противоположные стороны, а также деформации от сил контактного трения. В связи с изложенным можно считать, что при профилировании энергия расходуется на:
а) изменение кривизны всех участков поперечных сечений трубы;
б) взаимно уничтожающиеся изгибы у входа в деформационную зону и выхода из нее;
в) преодоление сил контактного трения.
Чтобы подсчитать расход энергии на изменение кривизны по-260
Рис. 142. Схема к определению работы, необходимой для изгиба плоской ленты
перечного сечения, можно использовать следующий метод определения работы на свертывание плоской ленты в рулон.
Пусть имеется металлическая плоская лента шириной b и толщиной t с сопротивлением деформации ST, которую необходимо свернуть в кольцо со средним радиусом г. Схема, показанная на рис. 142, позволяет установить связь между размерами и механическими свойствами ленты и окружным усилием Q, затрачиваемым для изгиба плоской ленты в дугу радиусом г. Эта связь вытекает из равенства следующих моментов:
Qr = STIFs, (IX-73) где Ws — пластический момент сопротивления.
Пластический момент сопротивления с достаточной для практики точностью в случае пластического изгиба прямоугольных сечений примерно в 1,7 раза больше упругого момента сопротивления W.. Поэтому связь (IX-73) может быть переписана следующим образом: в дугу
Q= ],7±Lf= 1,7^~^0,28 A/2St. (IX-74)
Отсюда работа, необходимая для изгиба плоской ленты длиной а в дугу радиусом г, определится выражением
А а. оо, Г = Qa = 0,28 -у- /2ST. (IX-75)
Здесь индексы при Л обозначают: а — длину изгибаемой ленты;
оо — радиус кривизны ленты до изгиба;
г — радиус кривизны ленты после изгиба.
Работа, необходимая для изгиба ленты длиной а с радиусом кривизны Г1 до радиуса кривизны г2 (где г2 < гх), очевидно, определится разностью работ:
Аа, .о. , -Аа. «о. rt = 0,28aW2ST (A __L). (IX-76)
Этим же выражением, очевидно, определяется работа, необходимая для осуществления обратного процесса, т. е. разгибания дуги длиной а и радиусом г2 в дугу радиусом гг.
Затраты энергии на осуществление одной и той же деформации одинакового количества металла не может зависеть от метода осуществления этой деформации (при условии ее монотонности). Поэтому можно считать, что на изгиб или разгибание ленты наматыванием на ролик или волочением требуется одна и та же работа.
261
Если какой-то участок начального поперечного сечения трубы длиной а и радиусом гг после волочения принимает кривизну с радиусом г2, то, обозначив необходимую силу волочения без учета сил на другие виды деформации через РДа и приняв во вни-
£> а Л
Рис. 143. Схема к разделению поперечных сечений на участки при профилировании труб
мание, что ширина ленты b в рассматриваемом варианте процесса становится равной ее длине, на основании связи (Х-76) можно написать
Аа, , - Ла, , = Ря b = 0,28a6/2ST (-1----------Ц (IX-77)
2 1 а \ r2 fi /
откуда
Р„ = 0,28a/2ST (------(IX-78)
° \ Г 2 Г1 /
При профилировании трубы можно с достаточной для практики точностью разделить начальное поперечное сечение трубы на несколько таких участков, которые до и после профилирования можно принять за дуги окружностей разных радиусов. Например, при профилировании овала в плоский овал поперечные сечения можно разделить на четыре участка (рис. 143, а):
1) аг — с радиусами га1Н и га1К;
2) ц2 — с радиусами rQ2H и гагК;
3) а3, равный участку af,
4) а4, равный участку я2.
При профилировании круга в шестигранник оба поперечных сечения можно разделить на двенадцать участков: две группы по шесть участков (на рис. 143, б показана часть этих участков). При таком допущении необходимое напряжение волочения на осуществление основной деформации, согласно формуле (IX-78), определится выражением
__ ^проф _ 0 28t2 „ VI __1 1 /tv ?д\
Лпроф- р ra ’ (iX-79>
Прямые скобки поставлены, чтобы исключить влияние знака разности, т. е. знака изменения кривизны.
262
Однако известно, что
(IX-80)
где П — периметр средней линии поперечного сечения.
Отсюда формуле (IX-79) можно придать еще более простой вид:
(XI-81)
Работу на осуществление продольных изгибов у входа и выхода из деформационной зоны можно в расчет не принимать по двум причинам:
а) профилирование обычно осуществляют при малых углах наклона образующих волочильного канала, поэтому рассматриваемая работа сама по себе невелика;
б) при малых углах не только мала расходуемая работа, но и деформации изгиба не переходят в пластические, а потому работа, расходуемая при изгибе, компенсируется возвратом работы при разгибании за счет энергии, накопленной при первичной упругой деформации.
Работа на преодоление сил контактного трения пока не поддается более или менее точному расчету. Поэтому ее целесообразно учесть коэффициентом 1 + cfn, где fn — коэффициент трения, ас — некоторый коэффициент, свойственный рассматриваемому процессу и зависящий от длины деформационной зоны и совокупности прочих деформационных условий. Величину этого коэффициента приходится определять моделированием.
Таким образом, напряжение волочения при профилировании Кпроф выразится формулой
/<проФ = (1+^п)0,28-^5тУ a 2>
(IX-82)
По предварительным опытам авторов, при профилировании медных труб через волоку с углом наклона главной образующей1 в 12° и при смазке хлопковым маслом (fn 0,06) и без смазки (fn & 0,15) коэффициент с 0,4.
Формула (IX-82) правильно отражает влияние всех основных факторов, определяющих усилие и напряжение волочения:
а) толщины стенки;
б) разности между кривизной отдельных участков до и после деформации;
в) периметра средней линии поперечного сечения;
г) трения на контактной поверхности.
1 Главной образующей волочильного канала названа та, по которой ось поперечного сечения профиля максимально уменьшается. На рис. 143, а такой осью является линия az—a4, а главными образующими те, которые проходят через точки az—az, a4—a4.
263
Следует иметь в виду, что эта формула выведена в предположении равенства периметров поперечного сечения до и после профилирования. При некотором возможном превышении периметра, сечения заготовки напряжение, полученное по формуле (IX-82), должно быть увеличено на напряжение от соответствующего осаживания трубы волочением [формула (IX-18)].
Формула для определения силы при профилировании трубы волочением, полученная несколько иным методом, приведена в работе [22].
ЛИТЕРАТУРА
1. Томсен Э. идр. Механика пластических деформаций при обработке металла. Изд-во «Машиностроение», 1969.
2. A v i t z и г В. Metal forming: Processes and analysis. Me Craw—Hill Book Company. New York, San Francisco, Toronto, London, Sydney, 1968.
3. Смирнов B.C. и Скорняков A. H. Веб. Обработка металлов давлением. Труды Ленинградского политехнического института, 1969, № 308, с. 80.
4. Степанский Л. Г. Инженерный журнал. Изд. АН СССР, 1965, т. V, вып. 4, с. 789.
5. Емельяненко П. Т., Альшеве кий Л. Е. Сталь, 1949, № 10, с. 904.
6. Е р м а н о к М. 3. Изв. вузов. Цветная металлургия, 1959, № 6, с. 166.
7. Гун Г. Я. идр. Пластическое формоизменение металлов. Изд-во «Металлургия», 1968.
8. Т а р н о в с к и й И. Я. и др. Теория обработки металлов давлением. Металлургиздат, 1963.
9. Ерманок М. 3.,Горохов В. С. Веб. «Прогрессивные процессы производства труб». Цветметинформация, 1966, с. 44.
10. Ш в е й к и н В. В., С л а в и н В. Б. Изв. вузов. Черная металлургия, 1963, № 8.
И. Славин В. Б. Веб. «Инженерные методы расчета технологических процессов обработки металлов давлением». Изд-во «Металлургия», 1964.
12. Пер ци ков 3. И. Силовые зависимости при проталкивании и волочении труб. НИИИНФОРМТЯЖМАШ, 1—70—21. М., 1970.
13. П е р л и н И. Л. Цветные металлы, 1947, № 4, с. 49.
14. А л ь ш е в с к и й Л. Е. Сталь, 1949, № 8, с. 728.
15. Depoitier L.Flipot A. Y. Revue de Metallurgie, 1963, № 12, p. 1205.
16. А л ь ш e в с к и й Л. Е. Тяговые усилия при холодном волочении труб. Металлургиздат, 1952.
17. Губкин С. И. Известия АН СССР, ОТН, 1947, № 12, с. 1663; 1948, № 2, с. 239.
18. Ш а п и р о В. Я. и др. В сб. «Волочение труб на плавающей оправке». ЦБТИ, Свердловск, 1959, с. 70.
19. Б и с к М. Б., Ш в е й к и н В. В. Волочение труб на самоустанавливающейся оправке. Металлургиздат, 1963.
20. Ерманок М. 3. Бюллетень ЦИИН ЦМ, 1959, № 14, с. 33.
21. Ш а п и р о В. Я. и др. В сб. «Интенсификация процессов производства хо-лоднодеформированных труб». Среднеуральское книжное изд-во, Свердловск, 1969, с. 81.
22. Д о р о х о в А. И. Осевые напряжения при волочении фасонных труб без оправки. Труды УкрНИТИ, вып. I. Металлургиздат, 1959.
Г лава X
ПЕРЕХОДЫ ПРИ ПРОСТОМ (ОДНОКРАТНОМ) ПРОЦЕССЕ ВОЛОЧЕНИЯ
1. ОБЩИЕ СВЕДЕНИЯ О ПРОЕКТИРОВАНИИ ПЕРЕХОДОВ
Переходом при волочении называют процесс волочения в одну волоку. Обычно процесс волочения ведут в несколько переходов, при которых профиль, подвергающийся волочению, принимает ряд постепенно уменьшающихся поперечных сечений. Число переходов зависит от начального и конечного размеров профиля, прочностных и пластических характеристик обрабатываемого металла, сложности конфигурации поперечного сечения профиля, вида смазки и способа ее подвода к деформационной зоне, формы продольного профиля волочильного канала и ряда других условий.
Ранее было выяснено, что при волочении практически трудно учесть ряд факторов, например изменение формы и длины деформационной зоны вследствие несовпадения осей волочильного канала и профиля до входа в канал и после выхода из него, неоднородность протягиваемого металла и смазки, наличие поверхностных и внутренних дефектов в металле, снижающих его прочностные характеристики, и т. п. Кроме того, некоторые несовершенства волочильных машин (конструктивные или вследствие износа) вызывают колебания скорости волочения, связанные с применением зубчатых передач, а также вибрацию протягиваемого металла, особенно при больших скоростях волочения.
Все эти факторы заметно изменяют силы и напряжения при волочении и отклоняют их от расчетных или полученных при лабораторном эксперименте. Поэтому для нормального течения процесса необходимо, чтобы металл после выхода из волоки имел некоторый запас прочности, т. е. чтобы напряжение волочения не превышало некоторой доли сопротивления растяжению. Один из основных технологических показателей процесса волочения — запас прочности протянутой части профиля, который может быть определен отношением
или, что применяется более часто, коэффициентом запаса (у3). Этот коэффициент представляет собой отношение величины сопротивления деформации протягиваемого металла в состоянии после 265
его выхода из деформационной зоны (5Тк) к напряжению волочения:
73 = ^- (Х-1а)
При малых коэффициентах запаса в протянутом металле наблюдаются местные утонения (перетяжки), а иногда внутренние и даже полные разрывы. Большие коэффициенты запаса связаны с высокой дробностью деформации (большое число переходов), от которой снижается производительность и увеличивается расход энергии.
Следовательно, лучше вести процесс при оптимальных условиях, т. е. с минимальным числом переходов, при которых обеспечиваются надежные коэффициенты запаса. Это требует применения оптимальных смазок, высококачественного волочильного инструмента, хорошо отрегулированного волочильного оборудования, при котором доведены до минимума колебания скоростей волочения, и соблюдения всех прочих условий, снижающих различные отклонения процесса от нормы. При горячем волочении полезно, интенсивно охлаждать металл у выхода из волоки. Такое охлаждение ведет к увеличению у3 и позволяет заметно интенсифицировать процесс.
Так как практически 5Тк аВк, то предельную величину напряжения волочения можно выразить и через предел прочности металла в состоянии после выхода из волоки оВк. Это создает определенные удобства, потому что кривые предел прочности — степень деформации определены почти для всех промышленных металлов и сплавов и имеются в большинстве справочников [1—5].
Изучение действующих процессов показало, что при хорошо выполненных захватках (отсутствие надрывов и больших местных утонений металла), небольших дополнительных растягивающих напряжениях, возникающих в металле при образовании витков, и при плавном достижении рабочих скоростей волочения процесс идет надежно, если средние значения коэффициента запаса у3 не ниже значений, указанных в табл. 23.
При отделочных протяжках тонкой проволоки, особо тонкостенных труб и изделий особой точности коэффициент запаса несколько повышается. Увеличение коэффициента запаса с уменьшением толщины протягиваемой полосы объясняется увеличением влияния различных дефектов металла и динамических воздействий, проявляющихся вследствие конструктивных особенностей волочильных машин.
Иногда число переходов определяется необходимой минимальной степенью деформации. Это происходит либо при необходимости получения полуфабрикатов с определенным упрочнением, либо при особо высоких требованиях к качеству поверхности полу-266
Таблица 23
Средние значения отношений —— и коэффициентов запаса, % обеспечивающие надежность процесса волочения
Вид и размеры протягиваемого изделия % 1 1 w'* II
Прутки, толстостенные трубы и профили 0,7 ' 1,35ч-1Л
Тонкостенные трубы и профили . 0,6 1,6
Проволока диаметром, мм: 0,7 1,4
1—0,4 0,65 1,5
0,4-0,10 ... 0,60 1,6
0,10—0,05 . 0,55 1,8
0,05—0,015 0,50 2,0
фабриката, так как повышение числа переходов способствует удалению мелких поверхностных дефектов.
Важный элемент проектирования„ переходов — установление формы продольного профиля волочильного канала.
На основе изложенного можно сделать следующие выводы:
1. При прочих равных условиях, в том числе при равных деформациях и напряжениях волочения, следует применять наименьший из возможных углов образующей канала а, В этих условиях волочение проходит с минимальной неравномерностью деформации и с наилучшим захватом смазки.
2. Стойкость волочильного канала возрастает с уменьшением угла а и увеличением длины калибрующей зоны. Поэтому иногда целесообразно, уменьшая деформацию, выбрать угол меньше оптимального и несколько увеличить длину калибрующей зоны. Это особенно важно при волочении профилей тонких и тончайших размеров, поскольку они имеют весьма узкие поля допусков.
При проектировании переходов для волочения биметаллических полос и проволоки следует учитывать соотношение толщин, взаимное положение слоев, их прочностные и пластические свойства, а также обеспечить надежные условия для удовлетворительного течения процесса, указанные в гл. II.
Для всех видов однократного волочения порядок расчета переходов в общем аналогичен и состоит в следующем.
1. По ГОСТу, ведомственным техническим условиям или заводским нормалям определяют минимальную величину поперечного сечения заданного профиля с учетом минусовых допусков. Все дальнейшие расчеты ведут, исходя из этого сечения. Таким образом, учитывают неизбежный износ волоки.
2. Исходя из технических и производственных условий (требования к качеству поверхности; заданное упрочнение конечного
267
профиля, т. е. повышение предела прочности; требования к геометрии готового профиля; стандартные размеры катаных или прессованных заготовок), определяют форму и максимальные размеры начального сечения с учетом плюсовых допусков. Таким образом, учитывают те из отклонений размеров заготовки, которые, если их не учесть, могут отрицательно повлиять на процесс волочения.
3. По литературным данным, по данным сходных действующих процессов, или, наконец, по собственным экспериментам определяют температурный интервал процесса, соответствующее этому интервалу предварительное значение средней вытяжки за переход и предварительное общее число переходов за весь процесс.
При этом необходимо руководствоваться следующими уравнениями общей теории обработки металлов давлением:
п . Я|
Цоб — ~р~ — • • • Цл — Рср>
* К
In 11сб = In р.1 + 1ПЦ2 +-1- lnp„ = nlnpcp>
4>б = 4 + 4 + • • • + 4 =
ШРоб /об. In |АСр icp
4. По диаграммам пластичности определяют максимальную суммарную вытяжку между отжигами или другими видами термообработки и намечают номера переходов, между которыми осуществляются эти промежуточные операции. При этом следует учитывать, что в процессе волочения центральные слои деформируются главным образом за счет растягивающих напряжений, а не сжимающих; поэтому при волочении отжиги проводятся чаще, чем при прокатке.
5. Предварительно рассчитывают величину поперечных сечений промежуточных переходов, имея в виду, что:
а) с увеличением степени предварительной деформации частные вытяжки должны уменьшаться (вследствие роста а, ). При волочении в пределах, деформации, при которых происходит интенсивное упрочнение, целесообразно предусматривать более высокие частные вытяжки, чем в процессах, идущих в пределах деформаций с малым упрочнением, так как в первом случае отношение сопротивления деформации металла после волочения (5Тк) к среднему расчетному значению сопротивления деформации (STc) больше, чем во втором случае;
б) отделочные переходы, в которых должна быть обеспечена значительно большая равномерность сечения по длине полосы, следует вести с более высокими коэффициентами запаса, т. е. с меньшими значениями частных вытяжек; для таких переходов рекомендуются частные вытяжки, близкие к рср. Расчет попереч-268
HbIx сечений промежуточных переходов удобно вести по зависимостям (Х-2);
в) по справочным материалам или данным практики выбирают продольный профиль волочильного канала (угол а и длина калибрующей зоны) и коэффициент трения fn (см. приложения 3, 4, 6) и рассчитывают или определяют экспериментально для каждого перехода силы и напряжения волочения, а затем вычисляют получающиеся при этом коэффициенты запаса. При получении малых или, наоборот, больших коэффициентов запаса изменяют степени деформации, длину калибрующей зоны, смазки, противонатяжение (если его используют) и другие параметры, вторично проверяют коэффициенты запаса и таким образом подбирают подходящие переходы. Последней проверяют правильность запроектированного места отжига. Для этого, задавшись минимальной практически приемлемой степенью деформации для состояния металла перед каждым запроектированным отжигом, определяют возможные напряжения волочения и коэффициент запаса, которые получились бы в следующем переходе без отжига. Если коэффициент запаса получается недостаточным, запроектированное место отжига можно считать правильным. Если коэффициент запаса получается достаточным, место отжига можно соответственно перенести. Используя формулы для определения КпОЛ, можно для различных условий процесса построить графики допустимых частных вытяжек и упростить расчеты. Такие графики применительно к стальной проволоке приведены в работе [6].
В работе [7] рекомендуется следующий метод расчета переходов, применимый при отсутствии литературных или иных данных, помогающих правильному предварительному выбору числа переходов. По этому методу необходимое число переходов рассчитывают по максимально допустимой вытяжке за переход ртах, при которой коэффициент запаса обеспечивает надежность процесса волочения (см. табл. 23):
„ _ In Роб
Пусл ~ ’
(Х-3)
где цоб — общая вытяжка за п переходов.
Затем расчетную величину пусл округляют в полюсовую сторону до ближайшего целого числа.
Поскольку наиболее часто вытяжка лимитируется обрывностью, упрочнение в первом приближении может быть учтено уменьшением вытяжки по переходам пропорционально увеличению условного предела прочности;
Пв 1 1 ! / V Л \
= > (Х-4)
в2 ив3 ВП
269
где p,f, р,2; Из*, • • •; — вытяжки соответственно в 1-, 2-, 3- и
n-м переходах;
• • •; °вп — предел прочности протягиваемого металла соответственно после 1-, 2-, 3- и n-го перехода;
Cfn~ I
Ноб = Н1-Н2‘Из• • • • -Ри = ’<~у • (X-5)
В2 В3 ’ ВП
С достаточной для практики точностью зависимость ав от In р в пределах от рг до рОб может быть аппроксимирована в виде прямой линии, тогда
аРп —пВ1^(/г— 1)Дав, (Х-6)
где Дав — величина упрочнения за переход.
Используя выражение (Х-6), уравнение (Х-5) можно представить в виде
а"-1
Ио6 = (% + (% + 2Да”). . . [а,, + (п - 1) Дае1 • <Х '7>
Расчет ведут следующим образом.
По формуле (Х-3) определяют пусл, а затем и. Принимая Н1усл = Итах, по диаграмме зависимости ав = Ф (In р) находят аВ1 и при известном роб — величину аВд.
По формуле (Х-6) определяют величину Дов. Подставляя в формулу (X-7) значения ов , аВ/г и Дсгв, рассчитывают действительную величину pi, а затем по формулам (Х-4) значения вытяжки по переходам. После определения числа переходов и вытяжки в каждом переходе проверяют и в случае необходимости корректируют полученные переходы по коэффициенту запаса у3 и затем рассчитывают размеры сечения протягиваемого изделия по переходам.
При расчете переходов волочения предлагаемым методом, как показывает формула (Х-3), отношение вытяжки по переходам определяется интенсивностью упрочнения обрабатываемого металла. При малой величине упрочнения вытяжки по переходам отличаются мало и в последнем переходе могут достигать значительных величин.
Однако, как указано выше, в ряде случаев величина вытяжки в последнем переходе лимитируется не обрывностью полосы, а условиями получения точной геометрии поперечного сечения или высокого качества ее поверхности.
В указанных случаях вытяжка в последнем переходе должна быть уменьшена до получения у3 = 24-2,5. Остальные переходы рассчитывают от размеров заготовки до размеров трубы перед последним переходом.
270
2. ПЕРЕХОДЫ ПРИ ВОЛОЧЕНИИ КРУГЛЫХ СПЛОШНЫХ ПРОФИЛЕЙ
Как было указано, при составлении ряда переходов преследуют цель выполнить следующие основные требования:
а) получение профиля заданного размера из стандартной заготовки;
б) получение профиля заданного размера с заданными механическими свойствами;
в) получение профиля заданного размера с заданным качеством поверхности.
Ниже рассмотрены примеры расчета ряда переходов для указанных разновидностей процесса волочения.
Составление ряда переходов при волочении проволоки заданного конечного размера из стандартной катанки
Задание. Спроектировать переходы для волочения отожженной проволоки из латуни Л62 диаметром 1,5 ± 0,02 мм из нормальной катаной проволочной заготовки диаметром 7 ± 0,1 мм.
Определение исходных величин:
Расчетное (минимальное) сечение готовой проволоки FK
fK = ^(l,5 — 0,02)2= i,72 мм1.
Расчетное (максимальное) начальное сечение заготовки FH
Fн = (7 + 0,1 )2 = 39,6 мм1.
Общая вытяжка за весь процесс н - 39»6-Роб । 72 *
Определение числа переходов и размеров проволоки после промежуточных переходов
По анализу действующих процессов волочения сплава Л62 (или по справочным материалам) устанавливают среднюю вытяжку за переход и суммарную вытяжку между отжигами.
Пусть средняя вытяжка за переход рср = 1,4, тогда число переходов составит
„ _ <п2Э _ 3.136 _ In 1,4 ~ 0,337 ~У’А-
За предварительно проектируемое число переходов принимают ближайшее целое число, в данном случае 9; тогда расчетная средняя вытяжка будет равна 1пНср = ^ = о,348 и ц'р= 1,417.
Пусть допустимая общая вытяжка между отжигами составит = 3,5. Тогда число отжигов определится
.. In 23 3,136
w= тзГ5 = Тда =2Л
Принимаем 3 отжига (вместе с конечным): после 3-, 6- и 9-го переходов.
271
В последнем переходе вытяжку принимают равной = = = /1717=1,19,
F8= 1,71 • 1,19 = 2,02 мм2.
Сумма интегральных деформаций всех переходов, начиная от 1-го до 8-го включительно:
1-8 = Н- ^2 1п 23 — In 1,19 = 2,96,
а средняя интегральная деформация в этих восьми проходах получается равной «ср = ^- = 0,37.
Имея в виду, что в 1-, 4- и 7-м переходах деформации могут иметь значения, несколько превышающие среднее, так как перед каждым из этих переходов проволоку отжигают, и что некоторым ориентиром в распределении может служить полученное выше среднее значение интегральной деформации 0,37, общую интегральную деформацию можно разбить примерно следующим образом:
2i,.e = 2,96 = 0,40 + 0,37 + 0,34 + 0,40 + 0,37 + 0,34 + 0,40 + 0,34.
Это разбивка предварительная, ее следует проверить по величине коэффициента запаса в каждом переходе, поэтому для удобства расчетов цифры несколько округляют.
Согласно этой разбивке определены и занесены в табл. 24 все промежуточные деформации, площади сечения и диаметры.
Определение сил волочения и коэффициентов запаса
По диаграмме деформация — предел прочности (рис. 144) определены пределы прочности до и после каждого перехода и средние расчетные значения сопротивлений деформации, в данном случае — пределов прочности (по рекомендациям, данным в гл. VII). Эти величины также занесены в табл. 24. По справочным материалам (см. приложения 3 и 6) выбраны а и fn и на основании рекомендации, данной в гл. VI, а затем по формуле (VII-53) определены значения ап по переходам. Ввиду того что в рассматриваемом примере внешнее противонатяжение отсутствует, напряжения на границе упругой и пластической зон о/уп для каждого перехода определены по критическому напряжению противонатяжения <*<7кр, значения которого для Л62 в зависимости от степени предварительной деформации приведены на рис. 99. Затем по формуле (VII-57) определены значения Кв и значения коэффициентов запаса у3, приведенные в табл. 24.
Полученные величины коэффициентов запаса позволяют уменьшить запроектированное число переходов не более чем на один,что и можно сделать, найдя новое значение р,ср«При этом следует также иметь в виду, что рассчитанные коэффициенты запаса в действительности могут быть и меньшими, например в тех случаях, когда одна из промежуточных волок новая, т. е. с минусовым допуском, а соответствующая ей предыдущая разработана с плюсовым допуском. Поэтому напряжение волочения в новой волоке будет несколько больше расчетного. Задавшись допусками во всех волоках, кроме последней, для которой они были учтены ранее, можно определить коэффициенты запаса для наибольшей деформации в каждой волоке, проведя расчеты, аналогичные предыдущим.
Составление ряда переходов при заданных конечном размере и механических свойствах протянутого изделия
Задание. Спроектировать переходы для производства волочением круглой медной проволоки диаметром 10 мм с пределом прочности 42 кПмм2.
272
18 И. Л. Перлин
Определение диаметра заготовки
Из диаграммы (см. рис. 144) видно, что минимальное обжатие, которому должен быть подвергнут протягиваемый металл, составляет 50%, что соответствует двукратной вытяжке. Это определяет сечение заготовки
Гн = -5- 102-2 = 157 мм2.
Диаметр такой заготовки будет
DH = 157 =. 14,2 мм.
Все остальные расчеты проводят, как описано ранее.
0,25
0,5
1.1Л
Лт
2,0 1,5
Рис. 144. Зависимость предела прочности от предварительной деформации:
1 — латунь [1 ]; 2 — техническая медь [1]; 3 — сплав Д16 [6 ]
Составление ряда переходов при заданных конечном размере и качестве поверхности
Задание. Спроектировать переходы для производства волочением медной проволоки диаметром 5 мм с зеркальной поверхностью.
Определение диаметра заготовки
Расчет ведут только из условия получения заданного качества поверхности проволоки. При нормальном процессе изготовления катанки (малая овальность и отсутствие большого слоя окалины) для удовлетворения поставленного условия достаточно обеспечить съем по 1 —1,5 мм на сторону, т. е. иметь заготовки диаметром —8 мм.
Так же определяют переходы для проглаживания катаной или прессованной заготовки. Эту операцию называют иногда «калиброванием» профиля, а волочение — калибрующим.
В монографии [9] рекомендуется несколько иной метод расчет^ переходов при волочении, равноправный предлагаемым в настоящей книге.
274
3. ПЕРЕХОДЫ ПРИ ВОЛОЧЕНИИ НЕКРУГЛЫХ СПЛОШНЫХ ПРОФИЛЕЙ
Общие сведения
Волочение применяют для производства большого количества профилей самых разнообразных форм поперечных сечений, например треугольников, квадратов, прямоугольников, шестигранников, и более сложных профилей с симметричной и несимметричной формами поперечного сечения, показанных на рис. 40.
Основным элементом проектирования ряда переходов для волочения таких профилей является выбор формы и размеров исходной заготовки, получаемой большей частью либо горячей прокаткой в калибрах, либо горячим прессованием.
Процесс волочения протекает наиболее успешно, если форма исходной заготовки подобна форме конечного профиля. В этих условиях получается минимальная неравномерность деформации.
Прокаткой можно получить квадратные, прямоугольные, шестигранные, клиновидные и некоторые другие простые несимметричные профили. Прессованием иногда трудно получить длинные полосы сложных форм и малых сечений. Поэтому при волочении таких полос большей частью приходится применять круглые, квадратные или прямоугольные заготовки, получаемые горячей прокаткой в калибрах. Однако при этом часто отсутствует геометрическое подобие форм поперечного сечения заготовки и готового профиля. Поэтому при конструировании профилей каналов волок следует иметь в виду, что при одинаковых наклонах всех образующих контактной поверхности к оси волочения неизбежно различие длин контактной поверхности на разных участках деформационной зоны. Следовательно, граница входа профиля в канал не может уложиться на плоскости, перпендикулярной к оси канала, и поэтому деформация протягиваемого металла на разных участках поперечного сечения начинается не одновременно, вследствие чего продукция после волочения иногда отличается заметными дефектами, описанными далее. Поэтому в рассматриваемых условиях приходится отказываться от сохранения одинакового угла наклона образующей для получения плоской или близкой к ней границы входа металла в канал.
Ввиду того что при волочении профилей сложных форм даже при малых углах наклона образующих канала сильно повышается неравномерность деформации, а также того, что при меньших углах наклона образующих к оси легче избежать перекоса металла в деформационной зоне, углы наклона обычно не превышают 5 град.
При конструировании переходов следует иметь в виду, что из-за сравнительно большой дробности деформации, которую приходится применять при волочении некруглых профилей, острые 18* 275
кромки особенно нежелательны, так как, будучи «концентраторами» напряжений, они служат наиболее частым местом появления трещин. Поэтому, если необходимо иметь на готовом профиле
кромку с малым радиусом закругления, следует уменьшать эти
Таблица 25
Переходы для волочения медной полосы 10,8X3,8 мм из заготовки 16X8 мм
№ перехода Размеры полосы по'пере-ходам, мм, при волочении в
5 переходов 4 перехода
1 13,7Х 7,1 13,5X7
2 12,6Х 6,0 12,5Х 5,5
3 11,65Х 5,1 11,6X4,7
4 11,1X4,25 10,8X3,8
5 10,8X3,8 —
радиусы постепенно от перехода к переходу и не допускать промежуточных переходов с острыми кромками и тем более перехода острых кромок в тупые. Это относится и к внешним кромкам, и к углублениям. Из сказанного следует также, что иногда причиной появления трещин на кромках может быть большая дробность деформации, при которой вследствие влияния внешнего трения и увеличения дополнительных деформаций снижается .пластич
ность этих участков.
Такой случай наблюдался при волочении медной полосы 10,8 X 3,8 мм из прямоугольной заготовки 16x8 мм. При волочении в пять переходов на кромках образовывались трещины, а при волочении в четыре перехода (табл. 25) трещин на кромках не наблюдалось.
Переходы, для волочения квадратных, шестигранных и других профилей с поперечным сечением в виде правильных многоугольников или близких к ним
Переходы для волочения квадратных и шестигранных профилей проектируют в основном так же, как и для волочения круглых. Отличия состоят лишь в следующем:
а) предпочтительнее использовать исходную заготовку соот-вественно квадратной или шестигранной формы;
б) среднюю вытяжку за переход при предварительных расчетах принимают несколько меньшей, чем при волочении круглых профилей;
в) напряжение волочения и коэффициент запаса определяют по формулам, указанным в гл. VIII,, в которых средние значения углов наклона граней в канале вычисляют по формулам
д__а
tgaXc = (для квадратов), (Х-8)
tg аА = °-8? И — а> (для шестигранников), (Х-8а) с ^общ
где А и а — соответственно стороны квадратов или шестигранников до и после волочения;
/Общ — общая длина деформационной зоны.
276
Переходы для правильных многоугольников и близких к ним по форме поперечных сечений проектируют в основном аналогично изложенному выше с тем лишь различием, что профиль волочильного канала в последнем переходе имеет заданные форму и размеры, а в предпоследнем форму, приближающуюся к заданной.
Переходы для волочения прямоугольных и близких к ним профилей
Для волочения прямоугольного профиля наиболее рациональна заготовка прямоугольного сечения. При использовании такой заготовки не обязательно, чтобы отношения сторон поперечного сечения готового профиля и поперечного сечения заготовки были равны между собой. Это имеет большое практическое значение, так как сортамент готовых профилей прямоугольного сечения велик, а сортамент заготовок в целях унификации их размеров всегда стремятся сократить.
Пусть Л, В и а, b — стороны прямоугольников до и после А В <-р
волочения, а вытяжки по сторонам = — и №> = -&-. Тогда общая вытяжка p,F будет равна
Мг = (Х-9>
Величины и рь выбирают, исходя из технических и производственных условий.
Если технические условия не предусматривают значительного упрочнения готового профиля, то выбирают заготовку, которая дает минимальные значения ра и обеспечивающие надлежащую чистоту поверхности готового профиля. При большой ширине b и малой толщине а профиля обычно для ра дают большую величину, так как основной задачей является получение чистой, без внешних пороков поверхности широкой стороны, а не кромки.
Так, например, для медной шины 10x100 мм часто выбирают заготовку 12x102 мм, для проволоки 2x5 мм — заготовку 5х Х8 мм. Если требуется значительное упрочнение профиля, заготовку выбирают по необходимой минимальной общей вытяжке, определяемой по диаграмме предел прочности — деформация, как было указано ранее.
Переходы при волочении профилей, близких к прямоугольным, проектируют аналогично описанному выше с тем лишь различием, что профиль волочильного канала в последнем переходе имеет заданные форму и размеры, а в предпоследнем приближающиеся к заданным.
Напряжения волочения и коэффициенты запаса определяют по формулам гл. VIII.
277
В этих формулах
tg04 = -£r <х-10>
где В и b — большая сторона прямоугольника до и после волочения.
Во всех случаях переходы удобнее проектировать от конечного перехода к заготовке, а не наоборот, так как в этом случае обеспечиваются требуемые соотношения в размерах между последними переходами, что более важно, чем обеспечение этих соотношений между первыми переходами.
Переходы для волочения трапециевидных и клиновидных профилей
Пусть А, В, Н и a, b, h — основания и высоты трапеции до и после волочения и
А в Н
Pb ==— и ph=
Для получения более точных размеров профиля желательно, чтобы р,а == р,6, так как только в этом случае все участки профиля будут деформироваться равномерно. Отсюда
А __
Полная вытяжка в переходе определяется выражением
(А ~Ь Н / v 11 \
M'F Р'аР'/г РфН/г- (Х-11)
Обычно < |ха, так как наибольшую точность и чистоту должны иметь поверхности боковых сторон трапеции.
Величины суммарной вытяжки и средней вытяжки за переход выбирают на основании положений, изложенных в начале данной главы.
Напряжения волочения и коэффициенты запаса по переходам определяют по формуле (VIII-14), принимая условно каждую трапецию за прямоугольник одинаковой ширины и средней толщины.
В этих формулах
1 А — ci В — b ,ут , qk
tga,,c = 2^7/ (Х‘12)
где /Обща И /Общ6 — длины деформационной зоны соответственно между основаниями А и а; В и b (рис. 145).
Чтобы сократить сортамент заготовок, на производстве часто не соблюдают пропорциональность между основаниями трапеций заготовок и готового профиля и рь. В этом случае первые два-три перехода конструируют так, чтобы в последующих, особенно в последних двух, было обеспечено равенство вытяжек по 278
основаниям. Между переходами, в которых для увели-
чения вязкости обрабатываемого металла и уменьшения вредного влияния неравномерности деформации производят отжиги1.
После установления профиля деформационной зоны и подсчета величины контактной поверхности в переходах, где =£ рь, величину угла аПс в условно сравнимом процессе определяют по формуле
Рис. 145. Схема деформационной зоны при волочении трапециевидного профиля из трапециевидной заготовки
(VIII-16a).
Как и в предыдущем случае, проектирование переходов следует начинать от конечного к заготовке.
В табл. 26 для примера при-
ведено несколько рядов переходов для волочения трапециевидных профилей из чистой меди, широко используемых в серийном производстве (чаще всего в электромашиностроении под названием «коллекторных»).
Таблица 26
Переходы для волочения трапециевидного профиля
№ перехода Малое основание А, мм Большое основание Б, мм Высота Н, мм Сечение F, мм2 И/?
Заготовка * 1,56 6,25 24 94
I 1,30 5,35 23,2 78 1,20 1,17 1,04 1,21
2 1,10 4,55 22,7 64 1,18 1,18 1,02 1,22
3 0,97 4,0 22,2 55 1,13 1,13 1,02 1,16
Заготовка * 2,62 7,5 14 71 — — — —
1 2,28 6,85 13 59 1,15 1,10 1,08 1,20
2 1,98 5,96 12 48 1,15 1,15 1,08 1,23
3 1,72 5,2 11,5 40 1,15 1,14 1,04 1,20
Заготовка 10,4 17,6 45,5 637 — — — —
1 8,65 14,4 44 510 1,20 1,22 1,03 1,25
2 7,5 12,5 43 430 1,15 1,15 1,02 1,19
3 6,55 10,98 42 370 1,15 1,14 1,02 1,16
Заготовка 6,2 10 136 1100 — — — —
1 5,65 8s 92 135 985 1,10 1,12 1,005 1,12
2 4,91 7,28 134 817 1,15 1,23 1,005 1,20
3 4,27 6,76 133 734 1,15 1,08 1,005 1,10
4 3,61 5,79 132 620 1,18 1,17 1,005 1,19
* Заготовка получена холодной прокаткой.
1 Такие переходы предпочтительнее осуществлять не волочением, а про-
каткой.
279
Переходы для волочения профилей сложных форм
В зависимости от производственных условий и возможностей заготовка для волочения профилей сложных форм может иметь форму поперечного сечения, либо близкую к заданному профилю, которую в большинстве случаев целесообразно получать прессованием, либо одну из простейших форм: круг, квадрат, прямоугольник, которые легко получить прокаткой и в значительно больших длинах, чем при прессовании. В первом случае проектирование переходов не представляет каких-либо затруднений, так как все промежуточные имеют взаимно подобные формы попереч-
ного сечения. Поэтому такие переходы проектируют так, как было указано для проектирования профилей простейших форм, с тем лишь отличием, что выбираемую предварительно среднюю величину вытяжки принимают несколько меньшей, чем для профилей простых форм. Во втором случае, при использовании заготовок простейших форм, появляется необходимость постепенного оптимального приближения. При этом проектирование удобно проводить графическим методом.
Такой метод впервые разработан В. В. Зверевым [10]. проектирования следующие:
номинальным 2584-63
Рис. 146. Форма и номинальные размеры профиля контактного провода с сечением 85 ммг по ГОСТ
Сущность этого метода и порядок
1. Подбирают заготовку одной из простейших форм, наиболее подходящую к форме заданного сложного профиля. Величина поперечного сечения этой заготовки должна быть такой, чтобы готовый профиль получался с заданными механическими свойствами и чистой поверхностью.
2. На основании исследования действующих переходов для волочения аналогичных или более простых профилей из того же металла или сплава намечают число переходов, частные вытяжки и величины промежуточных сечений (Flt F2t. . ., 7\)-
3. Вычерчивают в масштабе, увеличенном в 10—20 раз, контур готового профиля (рис. 146), а также контур выбранной заготовки и внутри него — контур заданного готового профиля (рис. 147). Последний контур после рассмотрения нескольких вариантов располагают так, чтобы кратчайшие расстояния между каждой точкой внутреннего и внешнего контуров имели между 280
собой наименьший разброс, а основные участки заготовки деформировались с наименьшей неравномерностью.
4. На контуре заготовки на равных расстояниях одна от другой и симметрично по отношению к главным осям готового профиля и заготовки наносят 30—60 точек (а иногда и больше—в зависимости от сложности формы готового профиля), через которые проводят плавно изогнутые линии, ортогональные к обоим кон-
турам и наименьшие по длине. Эти линии можно считать проекциями линий, определяющих наиболее вероятные траектории частиц металла от заготовки к готовому профилю при волочении (в дальнейшем эти линии условно называются линиями течения металла). К участкам готового профиля с внешней кривизной (центры кривизны расположены внутри профиля) линии течения подходят, приближаясь одна к другой (участки т на рис. 147). К участкам готового профиля с внутренней кривизной (центры кривизны находятся вне профиля) линии течения подходят, удаляясь одна от другой.
5. Полученные отрезки между обоими контурами делят на части, пропорциональные величинам VFi—
— V77,. . VFk~i — КЛ, где Г0) Г1( Г21. . Fk — началь
281
ное, промежуточные и конечное сечения профиля по переходам. Полученные таким образом точки с одинаковыми индексами соединяют между собой плавными линиями, которые должны образовать с линиями течения ортогональную сетку и одновременно выходные контуры промежуточных переходов. На участках с внутренней кривизной при большом удалении одной линии течения от другой между ними проводят дополнительные линии течения (рис. 147), помогающие построить правильно ортогональные сетки. При таком делении поперечные сечения промежуточных переходов будут близки к намеченным ранее величинам поперечных сечений. Обычно в некоторых точках вследствие недостаточной точности метода или графических погрешностей не получается желаемой ортогональности сетки, в этих местах производят местные поправки.
6. Полученные контуры исследуют на степень неравномерности вытяжек в отдельных участках, и в зависимости от результатов вносят дополнительные поправки или проводят построение заново. Одновременно уточняют и поперечные сечения по переходам. Хорошо подобранные переходы дают наиболее короткие линии течения металла с возможно более равномерным расположением их на плоскости. Всякое удлинение линий течения сверх необходимого или их излишнее искривление свидетельствуют о повышенной затрате работы. Поэтому важным признаком хорошо построенных переходов является ортогональность линий течения и очертания переходов. Всякое чрезмерное сгущение линий течения указывает на создающееся излишнее скопление металла и на повышение напряжений, которые могут привести к нарушению целостности профиля.
7. После проведения изложенной подготовительной работы проектируют волочильные каналы, определяют контактные поверхности, силы и напряжения волочения, а также коэффициенты запаса, которые создают предварительное представление о качестве запроектированного ряда переходов. Два примера проектирования переходов для волочения профилей сложных форм приведены ниже.
Пример проектирования переходов для волочения контактного провода сечением 85 мм2
Форма, номинальные размеры поперечного сечения медного контактного провода и допуски определены ГОСТ 2584—64 и показаны на рис. 146. Этим же ГОСТом определен и минимальный предел прочности провода (37 кГ/лии2).
Согласно диаграмме (см. рис. 144), для обеспечения заданного предела прочности необходима минимальная вытяжка 2,0. Согласно допускам, максимальное сечение провода составляет 86,7 мм2, поэтому минимальное сечение заготовки составляет 86,7-2,0^174 лии2.
Наиболее подходящей формой заготовки, очевидно, является круг. Минимальный диаметр круга заготовки определяется по формуле
d = j/^- 174 =14,9 мм.
282
учитывая неизбежные небольшие колебания механических свойств меди, для заданного профиля выбирают заготовку с ближайшим большим по заводской нормали диаметром в 16,5 мм. Расчетный диаметр заготовки с учетом плюсового допуска (0,5 мм) принимают равным 17 мм (FH = 227 мм2).
По установленным допускам для готового профиля минимальное сечение провода составляет FK = 83,3 мм. Таким образом, общая вытяжка составит 227 ^=8^ = 2’72'
Учитывая, что для увеличения монтажной длины провода заготовку для него перед волочением часто соединяют спайкой встык в 10—12 местах и что места спайки обладают пониженной прочностью, среднюю вытяжку за переход принимаем равной 1,25. Число переходов составит
п
_ In 2,72 _ 1,00 “In 1,25 0,223
= 4,5 (принимаем 5 переходов).
При этом уточненные величины средней вытяжки и интегральной деформации будут равны:
цср = /2,72 = 1,222; /Ср = 0,200.
Исходя из рассчитанной величины icp, величину общей интегральной деформации 1х_5 разделяем по переходам следующим образом:
й-5 = 1,00 = 0,215 (ii) + 0,23 (i2) + 0,225 (i3) + 0,175 (i4) + 0,155 (i5).
Откуда = 1,24; Цг = 1,26; р3 = 1,25; Ц4 — 1,19; ц5 = 1,17; Fi = = J83 mm2}J\= 145 мм2} F3= 1J6 мм2} ^=97,5 лш2 и Vf]— VFi== 1,54 мм} /Fl — VF2= 1,49 мм} Kf2— /F3= 1,27 мм; /F3 — />4 = 0,90 мм и /F4—/^5=0,74 mm.
Пропорционально этим величинам и разделены отрезки «линий течения металла» тп (см. рис. 147), в результате чего получились точки с индексами 1, 2, 3, 4, 5 и 6. Соединение точек с одинаковыми индексами между собой определило форму и размеры поперечных сечений по переходам, указанным на рис. 147. Для оценки степени неравномерности вытяжек по участкам каждый переход разделен на малый и большой секторы и планиметром 1 определены их поперечные сечения.
Результаты проделанных по рис. 147 измерений приведены в табл. 27. Эти результаты по степени неравномерности вытяжек можно считать приемлемыми и не требующими дополнительных коррективов. При правильно запроектированных переходах углы, образующие участки с внутренней кривизной, и в данном случае углы, образующие седловину у и р, должны уменьшаться от перехода к переходу. Невыполнение этого условия вызывает увеличение неравномерности деформации.
Необходимо также отметить, что указанное в табл. 27 распределение вытяжек по отдельным участкам (секторам) профилей будет обеспечено только при совпадении осей волоки и профиля на входе в волоку (соосный вход). Это может быть достигнуто применением направляющей на входе в каждый канал. При отсутствйи такой
1 При отсутствии планиметра поперечные сечения неправильных геометрических форм можно определить взвешиванием вырезанных из плотного и равномерного по толщине картона темплетов и сравнением их массы с массой вырезанного из этого же картона темплета квадратной формы с заранее вычисленной площадью.
283
Таблица 27
Линейные, угловые размеры и другие показатели переходов для волочения контактного провода с номинальным сечением 85 мм2 из круглой заготовки диаметром 17 juju, выполненных по рис. 147 (площадь поперечного сечения заготовки 227 мм2, в том числе большого сектора 160 мм2 и малого сектора 67 мм2)
Линейные размеры, мм
№ перехода А н а с е R
1 2 3 4 5 15,6 14,0 12,8 12,0 11,7 15,6 13,9 12,6 11,5 10,8 12,1 9,6 7,8 6,8 5,7 2,5 2,5 2,5 2,5 2,5 2,5 2,3 2,1 ' 1,7 1,3 7,8 7,0 6,5 6,2 6,0 7,25 7,15 6,65 6,28 6,0
№ перехода Углы, град. Поперечные сечения, мм2 Вытяжки
У 0 общее после перехода большого сектора 1 малого сектора по всему переходу по большому сектору 1 по малому сектору
1 2 3 4 5 78 68 62 57 50 53 46 43 41 35 183 145 116 97,5 83,3 131 105 84 70,5 60,7 52 40 32 27 22,6 1,24 1,26 1,25 1,19 1,17 1,22 1,25 1,25 1,195 1,16 1,29 1,30 1,25 1,18 1,19
направляющей протягиваемый металл в деформационной зоне может расположиться, например, так, как это указано на рис. 148, что совершенно недопустимо.
Для этого профиля можно применять и другой ряд переходов с двумя или даже тремя первыми круглыми формами и с остальными фасонными. На рис. 149 показана схема ряда переходов с двумя первыми круглыми формами. Преимущество такого ряда переходов заключается в уменьшении числа фасонных волок, тре-бующих*увеличенных затрат на их изготовление. Основной недостаток этого ряда — необходимость увеличения высоты выступов первой фасонной волоки, образующих седловину профиля. Вследствие этого угол наклона образующих выступов должен быть больше, так как в противном случае выступы будут иметь слишком большую длину и седловина начнет образовываться значительно 284
раньше начала общей деформации профиля (рис. 150). Такое опережение может вызвать течение металла не к центру профиля, а к его периферии с последующим образованием складок и плен (рис. 151), что недопустимо. С другой стороны, короткие выступы с большим наклоном образующей увеличивают неравномер
ность деформации и сами быстро изнашиваются, поэтому приходится
Рис. 148. Возможное положение протягиваемого металла в деформационной зоне при отсутствии направляющей со стороны входа
Рис. 149. Схема переходов для волочения контактного провода сечением 85 мм2 с двумя первыми круглыми переходами
опытным путем добиваться установления оптимальных конфигураций выступов, образующих седловины. На рис. 152 приведен
Рис. 150. Схема деформационной зоны при волочении контактного провода с опережением образования седловины в первой волоке (в двух проекциях)
эскиз волоки для 3-го перехода, выполненный по первому варианту (см. рис. 147).
Далее в качестве примера приведено определение напряжения волочения в этом переходе. Это напряжение целесообразно определять методом описанного круга по формуле (VIII-7). По эскизу волочильного канала, приведеному на рис. 152, /общ = 4,4 мм; /кал — 2 мм; /обж = 4,4 — 2 = 2,4 мм.
285
\
По табл. 27, в которой размер Н определяет диаметры описанных окружностей DH = 13,9 мм} DK = 12,6 мм. Отсюда по формулам (VIII-3) и (VIII-3a)
tcf а _13,9 12,6 — _ 235 и а too
tg «с — 2/^6» — —о б л---------------и,^оо и ас- id ,
2-2,4
Рис. 151. Схема неправильного течения металла с возможным образованием плены при большом опережении в образовании седловины
13,2 4 4- = 0’128 И аПе = 7“20'.
Рис. 152. Волока для 3-го перехода при волочении контактного провода сечением 85 мм2 по схеме рис. 147
в предыдущем переходе:
1 — начальное сечение; 2 — конечное сечение; 3 — возможный загиб кромки в последующем переходе с образованием продольной плены
Рис. 153. Схема конструкции трубчатого кабеля
Учитывая, чтоас=13°и, следовательно, на некоторых участках волока имеет а> 13°, можно принять/>1=0,10 (см. табл. 46) ир = = 6°. Тогда
а = cos2 Р (1 4- ZnCtg Ctnc) — 1 =
= 0,99 1 4
_pj_\ 0,128 /
1 ^0,8.
Так как в рассматриваемом примере предположено волочение без внешнего противонатяжения, сг/уп принято равным критическому о^кр. Величина этого напряжения может быть определена (для примера) по формуле (VI1-576). Здесь предварительная общая вытяжка до 3-го перехода составляет
Роб1>2 = 1,26-1,27 = 1,62.
Максимальная суммарная вытяжка между отжигами для технической меди может быть принята равной р 100. Услов-286
Рис. 154. Схема переходов при волочении проволоки сечением 26,7мм2 для трубчатого кабеля из прямоугольной заготовки (по В. В. Звереву [10])
Рис. 155. Схема переходов волочения проволоки для трубчатого кабеля из круглой заготовки (по В. В. Звереву [10])
ный предел текучести при вытяжке 1,62 по зависимости о0,2 —8 для меди [11 (У0,2 6 кПмм*.
Отсюда
1п(х°б1.2 ~ 6 0,6 кГ/мм*.
7ТТГ- <>о,2— In 100 ’ '
ШНобтах
S'yn —
ST. На = 36 кГ1мм*\ ST. к3 = 42 кГ!мм^\
ST с, = /36Л2 = 39кГ/ммъ; =1,12;
287
b -----------------
u----a —*4
Рис. 156. Схемы переходов волочения медных профилей
288
специальной формы для электромашиностроения [IО J
19 И. Л. Перлин
289
К110Л = 1,12 {1,03-39 [1 - (^L)0’8] + 0,6 (i^)0'8}
17 кГ{мм2.
Коэффициент запаса
Примеры переходов для волочения полос и проволоки сложных форм
На рис. 153 показана одна из часто применяемых конструкций трубчатого медного кабеля для передачи силовой энергии высокого напряжения на дальние расстояния. В. В. Зверев [10] разработал и проверил в производстве ряд переходов для волочения медной проволоки сечением 26,3 мм2, применяемой для трубчатого кабеля сечением 240 мм2. Основные параметры этих переходов приведены в табл. 28, а их формы показаны на рис. 154.
На рис. 155 показана схема переходов при волочении проволоки для трубчатого кабеля из круглой заготовки, а на рис. 156 схемы переходов для волочения нескольких профилей сложных форм, применяемых в электромашиностроении.
В работе [11] предложен другой метод проектирования переходов для волочения фасонных профилей. Схема проектирования переходов приведена на рис. 157.
Таблица 28
Параметры переходов для волочения проволоки трубчатого кабеля (площадь сечения заготовки 120,2 мм2)
Параметры Значения параметров по переходам
1 2 3 4 5 6 7 8
Поперечное сечение, JUJU2 ... Вытяжка Ц . . 90,9 1,322 70,95 1,281 56,9 1,247 47,3 1,204 40,1 1,180 33,9 1,183 29,8 1,137 26,3 1,136
Этот метод основан на построении с помощью электропроводной бумаги и электрогидродинамцческого интегратора семейства эквипотенциальных линий, по которым строят линии тока. Задавшись числом переходов, строят очертания поперечных сечений протягиваемого профиля по переходам. Преимущество этого метода — повышенная точность нанесения линий тока, свободная от индивидуальных особенностей проектировщика. На рис. 158—161 приведены схемы семейств таких линий и линий тока, полученные 290
У Рис. 158. Схема эквипотенциалей и линий тока, полученных
Рис. 157. Схема построения калиб- при проектировании переходов волочения проволоки для
ровки по методу Г. Я. Гуна, трубчатого кабеля из круглой заготовки 111J
П. И. Полухина и др. [11]
19*
Рис. 159. Схема эквипотенциалей и линий тока, полученных при проектировании переходов волочения проволоки для трубчатого кабеля из прямоугольной заготовки [11]
Рис. 160. Схема эквипотенциалей и линий тока, полученных при проектировании переходов волочения троллейно-кон-/ тактного провода [11]
указанным методом. В работе [27] изложен аналогичный метод, в котором вместо электрогидродинамического интегратора используется обычная электролитическая ванна.
Способы выбора оптимальных обжатий при волочении фасонных профилей рассмотрены также в работах [12, 13].
292
Рис. 161. Схема эквипотенциалей и линий тока, полученных при проектировании переходов волочения Т-образного профиля
4. ПЕРЕХОДЫ ПРИ ВОЛОЧЕНИИ КРУГЛЫХ ТРУБ
Общие сведения
Способы проектирования переходов для волочения круглых труб в основном аналогичны применяющимся для волочения круглых сплошных профилей. Несколько усложняет расчеты лишь необходимость учета одновременно изменения диаметра и толщины стенки, а также некоторых других факторов, характерных для отдельных разновидностей процесса волочения круглых труб.
Проектирование переходов для осаживания труб волочением
Ранее было указано, что при осаживании труб волочением параметром, который может быть наперед задан и получен, является лишь наружный диаметр трубы. Толщина стенки может остаться неизменной, увеличиться или уменьшиться в зависимости от условий процесса, определяющих соотношение напряжений <т0 и О/. При больших вытяжках, больших углах а и высоких значениях параметра t можно ожидать утонения стенки и, наоборот, при малых обжатиях, углах а и относительно малых значениях параметра t стенка утолщается.
Зависимость изменения толщины стенки при безоправочном волочении от основных параметров процесса, как указано выше, может быть рассчитана по формулам (II1-3) и (Ш-4).
293
Силу волочения и коэффициент запаса следует определять по формулам (IX-15), (IX-18) или (IX-19) в зависимости от деформационных условий а и fn. Ввиду отсутствия оправки труба в деформационной зоне может потерять поперечную устойчивость, в результате чего диаметр трубы местами уменьшится из-за образования продольных складок (рис. 162). Устойчивость осаживаемой волочением трубы против образования продольных прогибов и складок в деформационной зоне неодинакова по длине этой зоны ввиду изменения параметра t. Наименьшим это отношение может быть либо в начале контактной поверхности, так как в начале осаживания толщина стенки обычно возрастает, а диаметр
Рис.162. Схема образования складок при потере трубой устойчивости в поперечном направлении
трубы уменьшается, либо при больших вытяжках и рабочих углах волоки в конце этой поверхности, где с сокращением диаметра уменьшается и толщина стенки. Но в последнем случае значительно снижается и радиальное давление. Поэтому можно считать, что наиболее вероятным местом возможной потери устойчивости является начало контактной поверхности, где к минимуму t добавляется и максимум радиального давления, которое по условию пластичности при очень малом продольном напряжении равно сопротивлению деформации (УГтах STh.
Пренебрегая влиянием внешней зоны, которая может лишь повысить устойчивость, используя условия устойчивости круглой трубы, нагруженной внешней равномерной радиальной нагрузкой [14], можно определить критическую величину нормального давления, вызывающего потерю устойчивости трубы:
Стпкр ~ 4(1 —v)J? ’ (Х-13)
где t — толщина стенки трубы;
R — средний радиус сечения трубы;
v — коэффициент Пуассона.
294
Поскольку t, можно получить зависимость, опреде-
ляющую допустимый минимум t, при котором сохраняется устойчивость:
U = 32^ф11. (Х-14)
Использовать формулу (Х-14) для проверки запроектированного перехода на устойчивость трубы затруднительно из-за отсутствия точных зависимостей, определяющих величину а„кр. Приходится пользоваться результатами опытов, которые показывают, что при обычных углах а = 10-4-15° уменьшение диаметра трубы за один переход во избежание потери ее устойчивости не должно превышать шестикратной толщины стенки, т. е.
DH — DK<6t (Х-14а)
При приеме трубы на барабан необходимо проверять его минимальный диаметр на исключение недопустимой овализации трубы по формулам (VI-41) или (VI-42). В том случае, если расчетный диаметр барабана получится больше применяемого, необходимо уменьшить вытяжку и проверку вести по формуле (VI-39).
При осаживании вдавливанием устойчивость трубы против образования продольных складок по сравнению с осаживанием волочением заметно возрастает. Объясняется это значительным увеличением радиальных напряжений ввиду того, что в этом процессе преимущественное напряженное состояние — всестороннее сжатие. В связи с указанным ранее монотонным увеличением толщины стенки по длине деформационной зоны при вдавливании и уменьшением диаметра трубы параметр t растет, а с ним повышается и устойчивость. Поэтому можно считать, что устойчивость минимальна в самом начале контакта (при входе). Это дает возможность теоретического определения допустимого минимума /, при котором обеспечивается устойчивость, по формуле, аналогичной формуле (Х-14), с тем лишь отличием, что вместо радиального напряжения оПкр применяется наружное напряжение оГн, величина которого определяется по формуле (IX-24) с учетом, что /х = /н, Dx = DH и <з1х = К0Сд, приведенной в гл. XI.
Пример составления ряда переходов при осаживании труб волочением
Задание. Спроектировать переходы для осаживания волочением трубы сплава Д16 размером 6~0,15Х l,Oi0,08 мм из заготовки диаметром 18 мм.
295
Определение числа переходов и вытяжек за переход
С учетом допусков наружный диаметр готовой трубы DK — 5,9 мм, толщина стенки tK = 1 мм:
Роб ~ £)Ср 4~9~ = 3’5; In Роб — 1,25.
По данным работы [7], ртах = 1,5; 1п ртах = 0,405. По формуле (Х-3)
In р-об _ 1 >25
усл~тт^~ w3,1 •
Принимаем п — 4:
Р1усл ~ Птах ~ 1,5; 1п ртах ~ 0,405.
Из рис. 144
оВ1 == 25,2 кПмм2',
<з3п — 28,9 кПмм2.
По формуле (Х-6)
Дсв = = 123 кГ/мм*.
и
По формуле (Х-7)
™/3,5 (25,2 + 1,23) (25,2 + 2-1,23) (25,2 + 3-1,23) ,
Н1=|/ --------------------25^-----------------------= 1,465.
95 9
^-1'465 (25,2;i,23)='-395'
95 2
>Ь° 1’466 72572 + 2-1,23) °1’335’
25 2
= 1,465 (25,2 + 3-1,23) = 1,28‘
Определение размеров трубы по переходам Четвертый переход
Р4 = 5,9 мм', =ъ 1 Рср4 == 4,9 мм', Рсрз =4-9-1,28 = 6,3 мм, ДРСр4 = 6,3 — 4,9 = 1,4 мм.
По формуле (Ш-4)
= I [3 - 10 2 - 13 (^L) ] g- (1 - Д14) = 0,04 мм-,
Z3 = 1,0 — 0,04 = 0,96 ММ', D3 = 6,3 + 0,96 = 7,26 мм.
Переход 7.26Х 0,96 — 5,9Х 1,0.
296
Третий переход
РСр2 = 6,3 • 1,335 = 8,4 мм\ ADCP3 ~ 8,4 — 6,3 — 2,10 мм\
А<» = I [3 -10 ®2 -13 ® ] Ж(0’96 - 4/з) = °’06 мм ’
^2 — 0,96 — 0,06 = 0,90 мм\ Di — 8,4 4~ 0,90 = 9,3 мм.
Переход 9,30X0,90—7,26X0,96.
Второй переход
DcP1 = 8,4Х 1,395 = 11,75 мм; ADCP2 ~ И,75 — 8,4 = 3,35 мм;
3--1[3- » ® ~13 (да)] да- “•>-“
h = 0,90 — 0,09 = 0,81 мм; Di = 11,75 4“ 0,81 = 12,56 мм.
Переход 12,56X0,81—9,3X0,90.
Первый переход
DcPo = 11,75X 1,465= 17,2; ДОСР1 = 17,2 — 11,75 = 5,45 мм;
= |[3 -10 ®2 -13 ® ] тй (0’81 -А<1) = ОДО7;
Д/1 0,11 мм; t0 = 0,81 —0,11 = 0,70;
Do = 17,2 4- 0,70= 17,9 мм,
что весьма близко к наружному диаметру заготовки, равному 18 мм. Это свидетельствует о приемлемости допущений, принятых при расчете.
Переход 18X0,7—12,56X0,8.
Переходы для волочения труб на закрепленной цилиндрической оправке
При проектировании переходов для волочения на такой оправке необходимо учесть следующее:
1. При любом переходе начальный внутренний диаметр трубы должен быть больше конечного внутреннего ее диаметра, по крайней мере, на удвоенную величину зазора С, необходимого для ввода оправки в трубу перед волочением:
dQ — d1^2C, (Х-15)
а разность между внутренним диаметром трубной заготовки (dH) и внутренним диаметром трубы (dK) должна удовлетворять условию
dH — dK^2nC, (Х-16)
где п — число переходов.
2. При назначении размеров заготовки по заданному размеру трубы, а также и при заданных размерах заготовки и готовой трубы следует учитывать зависимости между pF, pDc и pz по формуле (Ш-1). Необходимо также иметь в виду, что на соотношения
297
между р,Рс и Ц/ в переходе может повлиять необходимая величина зазора С [см. формулу (Х-15) ]. Влияние величины этого зазора возрастает с уменьшением диаметра трубы, поэтому при волочении труб малых диаметров рекомендуется в первых переходах принимать увеличенную вытяжку по толщине стенки с тем, чтобы в последних переходах можно было, не вызывая очень высоких напряжений волочения, осуществить большую вытяжку по диаметру путем безоправочного волочения. Во всех случаях необходимо иметь в виду, что волочению на оправке всегда предшествует в начальной стадии деформации в каждом переходе процесс осаживания, требующий соблюдения условия (Х-14а).
Напряжения волочения и коэффициент запаса определяют по формулам (IX-61) или (IX-62) в зависимости от требуемой точности расчетов. В табл. 29, заимствованной у А. В. Юшкова [15], указано распределение вытяжек по диаметру и толщине стенки, применяемое на некоторых заводах.
Таблица 29
Распределение вытяжек по диаметру и толщине стенки при волочении труб из сплавов цветных металлов
Металл или сплав Внутренний диаметр, мм Применяемые вытяжки (за переход)
Медь 4—12 13—30 31—60 61—100 101 и более 1,25—1,35 1,35—1,30 1,30—1,18 1,18—1,03 1,03—1,02 1,13—1,18 1,15—1,13 1,13—1,10 1,06—1,03 1,03—1,02
Латунь 4—12 13-30 31—60 61—100 1,25—1,35 1,30—1,25 1,25—1,10 1,10—1,08 1,13—1,18 1,16—1,15 1,15—1,06 1,06—1,02
Мельхиор 14—20 21—30 1,18—1,28 1,18-1,13 1,10—1,15 1,14—1,08
Алюминиевые сплавы 30—50 51—80 81—100 100 и более 1,12—1,11 1,10—1,09 1,09—1,08 1,07—1,05 1,05—1,06 1,01—1,02 1,02-1,015 1,02-1,01
В этой таблице некоторые величины вытяжек, особенно малые, не являются предельными и приняты не по технологическим, а по техническим и производственным соображениям (стандартность заготовки, возможности волочильного стана и т. п.).
298
Вопросы определения допустимых деформаций при волочении стальных труб рассмотрены также в работах [16, 17], а при волочении труб из цветных металлов и сплавов — в работах [18, 191.
Примеры составления переходов при волочении труб на закрепленной цилиндрической оправке
Задание. Спроектировать переходы для волочения медной трубы размером 2О±°’1ХО,5±0’03 с пределом прочности 36 кГ/ мм2.
Конечное максимальное поперечное сечение
Чах = Л «Чах ~ Чах> Чах = * (20 + 0,1 - 0,53) 0,53 = 32,6 ММ*.
Конечное минимальное поперечное сечение
4>п = « (Окт1п - Чип) Чт = л <20 — 0.1 — 0,47) 0,47 = 28,6 мм*.
Минимальная вытяжка для получения заданного предела прочности (см. рис. 144 равна 1,65, отсюда минимальное поперечное сечение заготовки
1,65-32,6 — 54 мм2.
В соответствии с нормалями некоторых заводов выбирают минимальную трубную заготовку, получаемую прессованием, с размерами 27X23 мм и допусками; по наружному диаметру ±0,1 мм и по толщине стенки ±0,05 мм.
Максимальное (расчетное) поперечное сечение такой заготовки
FHmaX = л (27 + 0,1 — 2,05) 2,05 = 158 мм2.
Максимальная (расчетная) общая вытяжка
________^нтах ___158 _____ ^общ- п ~ 28,6 ~ 5,6’ Kmin
Применительно к данным табл. 29 предварительно выбирают HFcp = 1,5.
Тогда число переходов
_ In 5,6 _ 1,73
" “ in 1,5 “ 0,405
= 4,25.
Принимаем п = 5. Уточненная средняя вытяжка составляет lrwcp = = 0,346, Hfcp=1,41.
I1Dz.общ 19,43 ^с-ср 5 ’*29' ^CP 1»05.
Н/общ = g = 4-35= 1" К,6щ = у ш 4,35; Wcp = 1,34.
Ввиду незначительности средней вытяжки по диаметру все частные вытяжки по диаметру принимают равными средней, таким образом:
£>с4 = 1 ,05-Z>c5 = 1,05-19,43 = 20,4 мм\
£>с3 = 1,05-20,4= 21,4 мм и т. д. (табл. 30).
Вытяжка по толщине стенки в последнем (пятом) переходе определяется по формуле
Н, =ГЙ^=ГЕ34-1,15.
299
Таблица 30
Размеры и параметры переходов для волочения медной трубы 20X0,5 из заготовки 27x23
Размеры и параметры Переходы
заготовка 1 2 3 4 5
— 1,05 1,05 1,05 1,05 1,05
De 25,05 23,7 22,5 21,4 20,04 19,43
н/ — 1,44 1,41 1,38 1,35 1,15
t 2,05 1,45 1,06 0,75 0,54 0,47
D 27,1 25,15 23,56 22,15 20,58 19,90
d 23,0 22,25 21,44 20,65 19,50 18,96
dn-i — dn — 0,75 0,81 0,79 1,15 0,54
F 158 107 75 50,5 34,6 28,6
HF — 1,51 1,48 1,45 1,44 1,21
Вытяжки по стенке во всех остальных переходах распределяют, исходя из целесообразности некоторого уменьшения вытяжек по ходу процесса. Это может быть проведено, как показано выше, пропорционально увеличению предела прочности.
Таким образом
1п К>бщ = 1п 4’35 = lt47 = 1п Н/i + In |х/2 + In +
+ In + 1п р/5 = 0,366 + 0,345 + 0,320 Д- 0,290 + 0,14,
откуда вычисляют все частные вытяжки по толщине стенки (табл. 30).
Правильность запроектированного ряда переходов по коэффициентам запаса проверяют по формулам гл. IX. Ввиду однотипности расчетов далее приведена проверка только первого перехода.
Принимаем: ап = 8°; fn = 0,07.
В первом переходе утонение стенки трубы начинается в кольцевом сечении с внутренним диаметром 22,25 мм и наружным диаметром 22,25 + 2-2,05 = = 26,35 мм; отсюда
26,35 + 22,25 2
л-2,05 ~ 153 мм2.
Вытяжка на участке осаживания 158 : 153 = 1,03, отсюда среднее значение предела прочности на участке осаживания (см. рис. 144) равно 23 кПмм2. Так как эта вытяжка мала, используют формулу (Х-19).
Металл отожжен, поэтому принимают о/уп 0; отсюда
К0св = 1,1-23 In 1,03 (1 ± 0,07-7,1)= 1,15 кПмм2.
Для последующих определений применяют формулу (IX-61):
Л =1 + 22,25 cos 8° _
1 + 22,25 -Ь 2,05 4- 1,45 ” 1,81 ’
Aifn _ 1,81-0,07 _ ЛП1 tg ап _ tgan 0,141 и>У1< А^п ~~
1,09.
300
Вытяжка на участке утонения стенки 153: 107= 1,43. STr = 36 кПмм2 соответствует вытяжке 1,51 (см. рис. 144):
STc = /23-36 = 29 кГ/мм\
Г /1О7\о,91п /1О7\о,91
/<В3 О=М-29 (1 + 1,09) 1 - {но) + 1,15 ({^) = 22кГ/л^,
L \1оо/ J \1ОО/
откуда коэффициент запаса
Уз = 36 : 22 = 1,65.
Это указывает на возможность некоторого увеличения вытяжки за исследуемый переход.
Н. П. Белоусов [18] экспериментально определял силы и предельные вытяжки при волочении латунных и медных труб. Результаты этой работы служат ценным материалом при проектировании переходов для волочения таких труб.
Составление ряда переходов для волочения труб на закрепленной цилиндрической оправке с последующим осаживанием
Помимо того что при волочении трубы на оправке в начале деформационной зоны в каждом переходе осуществляется осаживание, часто приходится применять такие ряды переходов, в кото-
рых одни ведут на оправке, а другие — без оправки, т. е. осаживанием. Такая необходимость проявляется в следующих случаях:
1. Когда часть переходов ведут на машине с прямолинейным движением металла, а остальную часть — на волочильной машине с круговым движением металла, т. е. когда труба перед волочением свернута в бухту. Пример такого ряда переходов приведен в табл. 31.
’ 2. Когда трубная заготовка имеет такие размеры, что вытяжка по диаметру значительно превышает вытяжку по толщине стенки. Это может быть в том случае, если заготовка получена на станах холодной прокатки, позволяющих интенсивно уменьшать толщину стенки прокатываемой трубы. Пример такого ряда переходов приведен в табл. 32.
Таблица 31
Ряд переходов для волочения медной трубы 6X1 мм
№ перехода Размеры после осуществления перехода, мм
диаметры толщина стенки длина трубы 1
Заготовка
|27,5Х24| 1,75 | 3,7
С прямолинейным движением
с закрепленной оправкой
1 24X21 1,50 5,3
Резка на 24X21 1,50 2,65
2 части
2 20,5Х 18 1,25 3,8
3 17X15 1,00 5,6
4 13,7X12 0,85 6,9
С круговым движением без оправки
5 12 0,89 8,2
6 10 0,93 10,0
7 8 0,97 13,0
8 5,9 1,00 18,0
301
3. Когда внутренний диаметр готовой трубы мал (3—5 мм). В этом случае ввод оправки в трубу затруднен. Поэтому более эффективно довести толщину стенки до заданных размеров за несколько переходов до конца процесса. Пример такого ряда переходов показан в табл. 33.
Таблица 32
Ряд переходов для волочения бронзовой трубы 4,25X3,35 мм из заготовки 16,55X15,5 мм, полученной холодной прокаткой
Таблица 33
Ряд переходов на последнем этапе волочения радиаторной трубы из сплава ЛТ96 размером 4x3,8 мм
№ перехода Размеры трубы после перехода, мм № перехода Размеры трубы после перехода, мм
диаметр толщина стенки Диаметр толщина стенки
Заготовка 16,55X15,5 0,525 На оправке
16 6,93X6,70 0,115
На закрепленной оправке 17 6,00Х 5,8 0,10
1 14,5Х 13,5 0,5 18 5.47Х 5,30 0,085
2 3 12,35X11,5 10,8X10 0,425 0,40 Без оправки
Без оправки в сдвоенной волоке 19 5,0 0,090
4 5 9/7 5/4,25 0,42 0,45 20 21 4,5 4,0 0,095 0,10
Переходы для волочения труб на цилиндро-конической оправке
Основное отличие переходов волочения на цилиндро-конической оправке от используемых при волочении на цилиндрической закрепленной оправке заключается в том, что в первом случае при прочих равных условиях существенно выше вытяжка по диаметру за каждый переход. Объясняется это следующим.
Чтобы цилиндро-коническая оправка в процессе волочения не затягивалась в отверстие волоки, диаметр заднего цилиндра оправки donH должен быть больше диаметра выходного сечения канала волоки £)к.
По рис. 163
^опн= Рк -F2a (Х-17)
По данным работ [21, 22]
б/оп 0,5 мм.
н mln 1 ’
По рис. 163 внутренний диаметр заготовки
dH=don„ + 2c. (Х-18)
302
Таким образом
dH = DK 4- 2а 4- 2с (Х-18а)
и
__ <^н 4~ __ 4~ 2а + 2с 4~
к dK 4- tK dK 4" 1к
(Х-19)
в то время как при волочении на цилиндрической закрепленной оправке (см. рис. 137):
и ^к (У 901
н°ц = - Л+V”- (Х’20)
Из сравнения формул (Х-19) и (Х-20) видно, что > pD[x. Это необходимо учитывать при выборе заготовки для волочения труб на цилиндро-конической оправке.
Рис. 163. Схема к определению диаметра заднего цилиндра цилиндро-конической оправки
Переходы волочения труб на цилиндро-конической оправке рекомендуется рассчитывать в следующем порядке [21].
1. Исходя из размеров трубы и заготовки определяем общую вытяжку за ряд переходов.
2. Исходя из зависимости коэффициента запаса у3 от степени деформации определяем допустимую вытяжку за переход и число переходов.
3. Используя зависимость (Х-4), рассчитываем частные вытяжки по переходам с учетом упрочнения материала трубы в процессе волочения.
4. Определяем по формуле (Х-18) dH, а затем при известной вытяжке за z-тый переход толщину стенки трубы до перехода: так как
^Н/ 4“ ^Hj ^Н/
^К£ 4* ^К£- ^К/ ’
ТО
t — *Kt) ~~ (Х-21)
f 2
303
При проектировании переходов с приемом труб на барабан необходимо предварительно проверить приемлемость его диаметра, так как это рекомендовано для осаживания волочением (см. стр. 177). Ниже приведен пример расчета переходов для волочения трубы на цилиндро-конической оправке.
Задание. Спроектировать переходы для волочения на цилиндро-конической оправке трубы сплава Д16 размером 1О~о,15Х I-0,08 мм из заготовки 20Х Х2 мм.
Определение общей вытяжки, числа переходов и вытяжек за переход
С учетом допусков наружный диаметр готовой трубы DK = 9,9 мм, толщина стенки tK =1 мм:
ПСрн 20 — 2 2
н°б = ~ = 9JZTT • 7 s 4’05; 1п Ноб - 1,399.
Коэффициент запаса у3 может^ быть определен из зависимости у3 = f (In р), построенной исходя из значений напряжений волочения, рассчитанных по фор-
Рис. 164. Зависимость ств> Дв и у3 от интегральной деформации за переход
мулам или полученных экспериментально. На рис. 164 приведены графики Хв~ f (In р); ов = / (In р), заимствованные из работы [20]. На основе этих графиков построен график y3=f (In р), также приведенный на рис. 164.
Из этого графика при допустимом у3 = = 1,35 (см. табл. 23) In р1Пах — 0,48; Птах ~ 1,62.
По формуле (Х-3)
______ In Роб _ 1,399 о q усл ~ ~ W ’
Принимаем п = 3.
Р1усл = Ртах ~ 1,62.
По рис. 144
оВ1 = 25,6 кПмм2; Озп = 29,4 кПмм2.
По формуле (Х-6)
. 29,4- 25,6 г, 9
Дов =-----------=1,9 кГ/мм2.
По формуле (Х-7)
_ /4,05 (25,6 + 1,9) (25,6 + 2-1,9)
Pi —---------------------------------------- ==!,/!,
25,62
1 -г, 26,6
14 ~ 1,71 25,6+ 1,9 ~ ,6,
1,71 W+2-1.9 =
Определение размеров трубы по переходам Третий переход
DK3 = 9,9 мм; tKs = 1 мм.
304
По формуле (Х-18), принимая а = 0,25 мм; с — 0,25 мм,
dH3 = 9,9+ 2'0,25+ 2*0,25= 10,9 мм.
По формуле (Х-21)
, /10.92 + 4-1,48 (7,9 + 1) 1 — 10,9
?нз =--------------2--------------=1,1 мм,
Dn3 — 10,9+ 2-1,1 = 13,1 мм.
Переход 13,1'1,1—9,9'1 мм.
Второй переход
DK2 — 13,1 мм; /к2 — М мм>
dH2 = 13,1 + 2-0,25 + 2'0,25= 14,1 мм, t /14,12 + 4-1,6(10,9+ 1,1)1,! — 14,1 _ __
Гн2 —----------------2---------------— мм>
Dtt2 = 14,1 + 2-1,37 = 16,84 мм.
Переход 16,84 • 1,37—13,1 • 1,1 мм.
Первый переход
Размеры трубы перед этим переходом не определяют, поскольку они заданы и равны размерам сечения заготовки. Переход 20X2—16,84X 1,37 мм.
В работах [21—23] приведены другие методы расчета переходов на цилиндро-конической оправке.
Переходы для волочения труб на подвижной оправке (стержне)
Проектирование таких переходов отличается от проектирования переходов для волочения труб на закрепленной оправке лишь назначением увеличенных вытяжек, так как движущаяся оправка разгружает трубу.
Проверять переходы по коэффициенту запаса следует по формулам (IX-68) или (IX-69) в зависимости от деформационных условий а и fn.
5. ПЕРЕХОДЫ ПРИ ВОЛОЧЕНИИ ТРУБ НЕКРУГЛЫХ ФОРМ
Трубы некруглых форм чаще всего получают из круглых трубных заготовок. Используя рассмотренные ранее процессы, эти заготовки доводят до- таких размеров, при которых толщина ее стенки становится равной толщине стенки, а периметр на 2—10% больше периметра заданной трубы некруглой формы. Затем в зависимости от сложности конечной формы трубы в 1—3 перехода профилируют. Иногда, например в случае необходимости получить некруглую трубу с острыми кромками или блестящей внутренней поверхностью,- профилирование ведут на оправке с не-
20 И. Л. Перлин 305
большим уменьшением и периметра, и толщины стенки [24], что и учитывается при назначении размеров заготовки. Пока надежных обобщений и методов проектирования переходов для профилирования труб не предложено. Поэтому приходится проектировать такие переходы на основании общих положений, применяемых при проектировании переходов для круглых труб, а также использования опыта аналогичных разработок и некоторых установившихся частных положений:
1. При профилировании труб интенсивно проявляется упругое последействие, заметно изменяющее форму профиля после его выхода из волочильного канала. Поэтому форму поперечного профиля отделочной волоки следует проектировать с учетом упругого
Рис. 165. Схема профиля сечения плоскоовальной трубы
Рис. 166. Схема выходного сечения волочильного канала, применяемого для получения профилированной плоскоовальной трубы
последействия — так, чтобы профиль трубы после его выхода из волоки и прохождения упругого последействия получил заданные размеры. Так, например, для получения плоскоовальной трубы формы, указанной на рис. 165, выходному сечению отделочной волоки придают форму, указанную на рис. 166. Вогнутые грани трубы после выхода из канала становятся вследствие упругого последействия практически прямыми.
Для получения овальной трубы заданных размеров малую ось овала выходного сечения волоки делают несколько меньше малой оси овала трубы. Размеры волоки, обеспечивающие получение трубы заданного профиля, зависят от механических свойств, размеров и формы профиля трубы и подбираются опытным путем.
2. Шестигранную трубу получают из круглой трубы за один переход через шестигранную волоку.
Плоскоовальную трубу (рис. 165) получают в один переход через двухсекционную волоку из круглой трубы, диаметр которой на основе сказанного в гл. III определяют по формуле
заг —
1,01 4- 1,03 [2 (Л ~В)4-лВ]
(Х-22)
Так, например, для плоскоовальной трубы 20x6 мм круглая трубная заготовка должна иметь диаметр
1 по 28 -|- 18,84 1 с о
Пзаг— 1,02 _ .. — 15,2 мм\
0,14
306
для плоскоовальной трубы 5x3 мм D3ar = 4,3 мм (толщина стенки заготовки и готовой трубы одинаковая).
Напряжения волочения и коэффициенты запаса при таких переходах можно определить по формуле (IX-80).
Ввиду того что при некоторых видах профилирования, например при профилировании шестигранника, силы волочения незначительны, профилирующую волоку устанавливают рядом с круглой, в результате чего образуется двухсекционная волока. При таком способе профилирования сокращается одна операция.
В табл. 34 приведено несколько примеров переходов для профилирования труб.
Таблица 34
Переходы при профилировании труб
Металл или сплав Размеры круглой трубы, мм Форма и размеры промежуточного перехода Форма и размеры конечного профиля, мм
1 2
Бронза Б2 ЛТ96 Л62 . . . . 4,3X3,5 13X12 25X23 Овал 17Х 7Х 0,5 Овал 19Х 5Х 0,5 Овал 5Х ЗХ 0,4 Овал 19,5Х 2Х 0,5 Прямоугольник 27X13X1
Примечание. Первая цифра — большая ось, вторая цифра — малая ось (размеры наружные), третья цифра — толщина стенки.
6. ПЕРЕХОДЫ ПРИ РАЗДАЧЕ ТРУБ
При проектировании переходов для раздачи труб необходимо учитывать следующее:
1. Переходы не должны иметь таких удлинений периметров поперечных сечений, которые могут вызвать местное утонение стенки трубы (появление шейки) и тем более разрыв трубы по образующей.
2. При раздаче вдавливанием, когда труба подвержена осевому сжатию, можно применять удлинение периметра поперечного сечения (и соответственно диаметра трубы) до 75% от максимального равномерного удлинения при линейном растяжении.
3. При раздаче волочением на закрепленной оправке, когда труба подвержена осевому растяжению и поэтому напряженное состояние становится наименее благоприятным, удлинение периметра поперечного сечения (и соответственно диаметра трубы) приходится ограничивать еще больше с тем, чтобы оно не превышало примерно 50% от максимального равномерного удлинения при линейном растяжении.
20* 307
4. Осевое напряжение растяжения при раздаче волочением не должно превышать 0,7 от конечного предела прочности, т. е. коэффициент запаса должен быть более 1,4, для ориентировочных расчетов можно использовать формулу (IX-49).
5. Осевая сжимающая сила при раздаче на стержне не должна вызывать в трубе продольного изгиба, проверку следует вести по начальной длине трубы.
Процесс раздачи трубы применяют в двух случаях:
а) когда на имеющемся оборудовании невозможно получить трубную заготовку с наружным диаметром больше, чем диаметр заданной готовой трубы. В табл. 35 приведен пример ряда переходов для получения медной трубы 312x300 мм из трубной заготовки 280x260 мм\
б) когда требуется осуществить большую вытяжку по толщине стенки трубы; в этом случае бывает трудно, а иногда и невозможно без раздачи провести определенное условием (Х-16) обжатие диаметра, которое необходимо при волочении с оправкой для требуемого утонения стенки.
Таблица 35
Переходы для раздачи и волочения медной трубы размером 312X300 мм из заготовки размером 280X260 мм [25]
№ перехода № операции Диаметр, мм i Толщина 1 стенки, мм № перехода № операции Диаметр, мм Толщина стенки мм
наружный [ внутренний наружный внутренний
Заготовка | 280 | 260 Раздача на стержне 10 — 1 1 - L Обточка 338 320 Золочение 1 9
1 I 300 280 10 4 I 330 312 9
2 11 320 300 10 5 II 325,5 309 8,25
3 III 340 320 10 6 7 8 III IV V 321 316,5 312 306 303 300 7,5 6,75 6
ЛИТЕРАТУРА
1. Смиря ги н А. П. Промышленные цветные металлы и сплавы. Металлургиздат, 1956.
2. Справочник по обработке цветных металлов и сплавов под редакцией Л. Е. Миллера. Металлургиздат, 1961.
3. Днестровский Н. 3., Померанцев С. Н. Краткий справочник по обработке цветных металлов и сплавов. Металлургиздат, 1958.
308
4. Третьяков А. В.,Радченко К. М. Изменение механических свойств металлов и сплавов при холодной прокатке. Металлургиздат, 1961.
5. Энциклопедический справочник «Машиностроение», т. IV. Машгиз, 1947.
6. С м и р н о в В. С. Сб. трудов ЛПИ, № 185. Машгиз, 1956, с. 92.
7. Е р м а н о к М. 3. Цветные металлы, 1965, № 1, с. ИЗ.
8. Е р м а н о к М. 3. Бюллетень Цветметинформации, 1960, № 15, с. 42.
9. Г у б к и н С. И. Теория обработки металлов давлением. Металлургиздат,.
1947.
10. 3 в е р е в В. В. Цветные металлы, 1951, № 2, с. 43.
Ц. Гун Г. Я. и др. Пластическое формоизменение металлов. Изд-во «Металлургия», 1968.
12. С м и р н о в В. С. и др. В сб. трудов ЛПИ, № 315. Изд-во «Машиностроение», 1970, с. 63.
13. Махнев И. Ф. и др. Производство и применение стальных фасонных профилей высокой точности. Ижевск. Изд-во «Удмуртия», 1967.
14. Справочник по технической механике под редакцией А. Н. Динника. Гостех-издат, 1949.
15. Ю ш к о в А. В. Известия АН БССР, 1950, № 2.
16. К а с ь я н В. X. Металлургическая и горнорудная промышленность, 1967,. № 6, с. 33.
17. Уральский В. И. и др. В сб. «Интенсификация процессов производства холоднодеформированных труб». Свердловск. Среднеуральское книжное изд-во, 1969, с. 16.
18. Белоусов Н. П. В сб. трудов Ленинградского Политехнического института, № 185. Машгиз, 1956, с. 102.
19. Шевакин Ю. Ф. и др. Производство труб из цветных металлов. Металлургиздат, 1963.
20. Ерманок М. 3. Применение безоправочного волочения при производстве труб. Цветметинформация, 1965.
21. Ш а п и р о В. Я. Применение самоустанавливающейся оправки при производстве труб. Цветметинформация, 1963.
22. Ш а п и р о В. Я-, П а в л о в А. А. Цветные металлы, 1957, № 11, с. 54.
23. Б и с к М. Б., Ш в е й к и н В. В. Волочение труб на самоустанавливающейся оправке. Металлургиздат, 1963.
24. Е р м а н о к М. 3., К л е й м е н о в В. Ф. Цветные металлы, 1957, № 5, с. 85.
25. Л а н д и х о в А. Д. Производство труб, прутков и профилей из цветных металлов. Металлургиздат, 1952.
26. Ерманок М. 3. Цветные металлы. 1970, № 11, с. 62.
27. Witanov D. «Neue Hutte», 1970, № 10, S. 595.
Глава XI
ТЕОРИЯ МНОГОКРАТНОГО ВОЛОЧЕНИЯ
1. ОБЩИЕ СВЕДЕНИЯ
Волочение одновременно в несколько волок, когда между соседними волоками установлены специальные тяговые устройства, называется многократным (в отличие от волочения в многосекционных волоках).
Многократное волочение проводят на станах барабанного и линейного типа. Первые используют для волочения проволоки, а вторые для волочения труб и профилей. Многократное волочение проволоки можно вести со скольжением ее по поверхности тяговых устройств и без скольжения. В соответствии с этим машины для многократного волочения делятся на две подгруппы: машины со скольжением проволоки и машины без скольжения проволоки, отличающиеся кинематическими особенностями, оказывающими большое влияние на технологию волочения (главным образом на переходы) и имеющими преимущества и недостатки, определяющие для каждой подгруппы свои области применения.
2. ОСОБЕННОСТИ И УСЛОВИЯ НАДЕЖНОСТИ ПРОЦЕССА МНОГОКРАТНОГО ВОЛОЧЕНИЯ ПРОВОЛОКИ НА МАШИНАХ
СО СКОЛЬЖЕНИЕМ
Принципиальная схема машины со скольжением приведена на рис. 167. Машина состоит из ряда (до 20) тяговых шайб разных или одинаковых диаметров. Эти шайбы вращаются с окружными скоростями, изменяющимися по определенному закону. Перед каждой тяговой шайбой помещена волока.
Предварительно заостренный конец проволочной заготовки протягивают через первую волоку на длину, соответствующую трем-четырем периметрам первой тяговой шайбы, затем волоку устанавливают в волокодержатель первой шайбы, а проволоку несколькими (3—4) витками наматывают на шайбу. После этого машину запускают в движение на заправочную скорость (10— 30 м/мин). Приложив к переднему концу проволоки силу при помощи первой тяговой шайбы, действующей как кабестан, протягивают проволоку через первую волоку на длину, необходимую для заправки переднего конца во вторую волоку. Затем с помощью затяжного устройства вытянутый конец проволоки протягивают через вторую волоку, установленную во второй волокодержатель, а вытянутый конец навивают на вторую шайбу. Так повторяют операцию заправки в каждую волоку до закрепления переднего конца на приемник (барабан или катушку). Заправленную таким 310
образом машину плавно запускают на рабочую скорость. Назначение каждой промежуточной шайбы — создать для соответствующего ей перехода необходимую тяговую силу (Рп). Эта тяговая сила может быть создана шайбой только в том случае, когда к сбегающему участку проволоки приложена некоторая сила (Q^) и когда силы трения, возникающие на контактных поверхностях шайбы и проволоки, будут действовать на проволоку в направлении волочения, т. е. когда шайба в своем движении будет несколько
Набегающая Сбегающая Набегающая сторона сторона сторона
б
Рис. 167. Схема многократного волочения со скольжением проволоки:
а — схема процесса; б — схема машины; /, 2............ л, ...» к — волоки;
3 — электродвигатель; 4 — коробка скоростей; 5 — автоматический регулятор скоростей; 6 — спускное устройство; 7 — тяговая шайба; 8 — приемная катушка
опережать проволоку, прокручиваясь внутри ее витков. В этом случае величина силы Qn определится известным соотношением между силами, действующими на набегающем и сбегающем участках гибкого тела при трении его о цилиндрическую поверхность [ 1 ]:
= (ХИ>
где — коэффициент трения по нормальному давлению между шайбой и проволокой;
т — число витков проволоки на шайбе.
Значения коэффициента е2шп^ш, соответствующие наиболее часто используемым условиям многократного волочения со скольжением (/ш 0,1 и пг — 2^-3), колеблются в пределах 3,5—6,6.
311
Это показывает, что в таких условиях и при опережении шайбой движения проволоки сила Qn составляет лишь 15—30% от тяговой силы.
Если не соблюдается условие опережения шайбой движения проволоки, силы трения, возникающие на контактной поверхности шайбы, будут действовать в направлении, противоположном направлению волочения, т. е. шайба в этом случае не способствует, л противодействует процессу волочения. При этом сила на сбегающей части проволоки резко возрастает и станет равной q„=p/™4
в результате проволока оборвется. Следовательно, чтобы осуще^ -ствить процесс многократного волочения со скольжением, необходимо соблюдать следующее основное условие:
окружная скорость каждой промежуточной тяговой шайбы должна быть всегда несколько больше скорости движения проволоки по этой шайбе.
Пусть на многократной машине со скольжением (рис. 167) Бо и Бк — входная и выходная (конечная) скорости движения проволоки; Бг, Б2,. . ., Бп,..., Бк_3, Бк_2, Бк_г—промежуточные скорости движения проволоки после выхода ее из волок соответствующих номеров; Blf В2,. . ., Вп,. . ., Вк — окружные скорости тяговых шайб; FQ и FK — поперечные сечения проволоки до и после волочения; Flt F2i. . ., Fn,. . ., FK_± — промежуточные сечения проволоки после ее выхода из волок соответствующих номеров.
Тогда
Г'1!11
г2 Г П
^1. — V • • Вп — V
Bn-i
Приведенное выше основное условие возможности работы многократных машин со скольжением проволоки выразится неравенством
Вп
(XI-2)
или
Вп — Вп Вп
(XI-3)
Левая часть второго неравенства выражает величину относительного скольжения проволоки по соответствующей тяговой шайбе. Она зависит от нескольких факторов, рассмотренных далее, и на отдельных шайбах иногда доходит до 75%.
Число витков проволоки на всех промежуточных шайбах во время волочения не изменяется. Следовательно, через все волоки 312
многократной машины со скольжением в единицу времени проходят одинаковые объемы проволоки:
БoFо ~ Б-^F 1 = B2F2 = BnFn = BKFк, (XI-4}
Бп =-?£.. (XI-5)
Таким образом, при установившемся процессе волочения скорость проволоки в любой промежуточной волоке зависит от конечного сечения проволоки, скорости ее намотки на приемник и поперечного сечения этой волоки и совершенно не зависит от скоростей промежуточных тяговых шайб.
Во время волочения происходит неизбежный износ промежуточных и отделочной волок, учитываемый соответствующими допусками на размеры сечения проволоки. Поэтому обычно каждую новую волоку делают с минимально допустимыми размерами и эксплуатируют до достижения ею максимально допустимых размеров. Различие в размерах выходного сечения канала волоки при этом доходит до нескольких процентов (при волочении проволоки тонких размеров иногда до 10—12%).
Волоки на многократной машине изнашиваются неравномерно^ поэтому их заменяют в разное время. Так как на машинах современных конструкций выходная скорость проволоки Бк в течение всего процесса практически постоянна, то за время эксплуатации одной отделочной волоки с изменением ее сечения скорости волочения на всех промежуточных волоках, согласно уравнению (XI-5), должны измениться. Изменяясь, они по основному условию протекания процесса волочения на машине со скольжением должны всегда быть меньше, чем скорости соответствующих тяговых шайб. Пэтому в начале эксплуатации новой волоки на промежуточных шайбах скольжение всегда повышено и снижается по мере износа отделочной волоки.
Пусть Еп— скольжение на n-й промежуточной шайбе. Согласно уравнению (XI-5),
Г? Вп- Вп _ 1
Е^~ёТ--1
BKF к ВпЕп
(Х1-6>
Рп.
Это выражение показывает, что с ростом отношения у-, т. е. общей вытяжки во всех последующих проходах, растет и скольжение, и для обеспечения нормального течения процесса необходимо, чтобы на всех шайбах было
Рп Вк
р К Вп 1
(XI-7)
т. е. чтобы общая вытяжка во всех последующих волоках была больше отношения конечной скорости волочения к окружной скорости данной шайбы.
313
Во время работы машины бывают моменты, когда из-за густой смазки или местных дефектов на поверхности проволоки или шайбы кратковременно уменьшается скольжение проволоки по шайбе и соответственно возрастает скорость проволоки.
Особенно часто это заметно при волочении тонкой проволоки, как более чувствительной ко всяким, даже мелким отклонениям процесса от нормы. Такое уменьшение скольжения из-за повышения подачи проволоки над ее отбором в последующую волоку вызывает на сбегающей стороне шайбы появление небольшой петли (рис. 168). Это ведет к тому, что действующая на сбегающей стороне сила Q резко уменьшается и доходит до веса петли. При этом, если упругая деформация проволоки от ее изгиба на шайбе достаточно велика, происходит некоторое увеличение диаметра витков, проволока отходит от шайбы, ~ ~~скольжение возрастает и процесс / ([ ) ) автоматически восстанавливается.
/ петля Однако даже кратковременное
X.—' X—/ увеличение скорости волочения
Рис. 168. Схема появления петли при Через ОДНу ИЗ ВОЛОК ДОЛЖНО обя-налипании прсБолоки^иэ предыдущую затеЛЬНО ВЫЗВаТЬ ПОВЫШеНИе СКОРОСТИ движения проволоки через все предыдущие волоки. Если это осуществить невозможно, то неминуемо заметное удлинение, а за ним часто и обрыв проволоки. Такое увеличение скоростей без нарушения процесса возможно лишь при соответствующих соотношениях между величинами
и Y„=-gK
"rt Dri-l
Пусть произошло кратковременное уменьшение скольжения проволоки по n-й шайбе.
В предельном случае можно считать, что скольжение проволоки уменьшилось до нуля и что она стала двигаться со скоростью шайбы Вп\ тогда и на (п—1)-ой шайбе скорость движения про-волоки должна возрасти до величины Но эта скорость во избежание обрыва проволоки должна быть меньше окружной скорости (п—1)-ой шайбы (Вп_^):
^<вп_ъ или >#-> или ц„>7„, (XI-8)
т. е. вытяжка в каждой волоке должна быть несколько больше отношения скорости последующей шайбы к скорости предыдущей. При выполнении этого условия повышается надежность процесса многократного волочения, особенно при прилипании или заклинивании проволоки на промежуточных шайбах. Когда вероятность таких отклонений незначительна, например при воло-314
чении полос крупных сечений из металлов, обладающих достаточными упругими свойствами, выполнять условие (XI-8) необязательно.
В. И. Журин [2] описал переходы при многократном волочении стали, обеспечивающие достаточно устойчивый процесс и без выполнения условия (XI-8).
Машины для многократного волочения со скольжением обычно конструируют с соотношением скоростей соседних промежуточных шайб -, колеблющимся в пределах 1,15—1,35. Только отноше-Вп-1
ние скоростей двух последних шайб BJBK_r делают обычно уменьшенным в пределах 1,05—1,15, чтобы иметь возможность в последней волоке вести процесс с малой вытяжкой. Из уравнения (XI-8) следует, что чем меньше отношение Вп!Вп_1, тем универсальнее волочильная машина. В самом деле если BJB^ = = 1,15, то на такой машине, согласно формуле (XI-8), можно вести волочение по переходам, в которых все частные вытяжки превышают 1,15, т. е. с малыми, средними и большими вытяжками, и следовательно, на одной и той же машине протягивать проволоку из высокоЬязких и маловязких сплавов. Если BJB^ — 1,35, то волочение на такой машине можно вести лишь по переходам с частными вытяжками, превышающими 1,35. В этом случае машина будет пригодна лишь для волочения высоковязких сплавов. Чем меньше соотношение между скоростями соседних шайб, тем меньше отношения между конечной скоростью волочения и скоростью каждой из промежуточных шайб, т. е. чем меньше Вп!Вп_ъ тем меньше Бк!Вп и, согласно (ХШ-6), тем больше при одной и той же общей вытяжке во всех последующих волоках становится скольжение на соответствующей шайбе.
Соотношение скоростей выхода проволоки из каждой волоки и скоростей тяговых шайб можно выразить следующей формулой:
г Вх Б2 bl в2 ’ Б3
54
Вп-1 Бп
£к~1 Г
Б ^к* * *
DK
(XI-9)
или на основании
(XI-4)
5х =
Бк
1
М'гМ'З * * ’ Р'П ’ * ’ Р-к
к—1
и соответственно
1
б2=
Бк
и &п — „ . ,ц Бк,
Н/г-ц гк
(Х1-9а)
р ___ Bj в2
1 ~ в2 ’ в3
Вп-1 #К-1 D Вп ” ’ ВК к
(XI-10)
Из *’’Нп *’’Рк
315
или
в1= Vv..k ...V В*< B^=V ~.v .vB*< (ХМОа)
У2У3 • 'Уп' • 'Ук, Уз* ••?/*’• ‘Ук 4
к^4 к—2
Вп= -----5---Вк.
УП+1‘"У* к—п
На основании формул (XIП-9) и (ХШ-10)
Вп __ Вк . Рп+1 • • • Рк _ &К ( Ртг+1 \ / Р742 \ / рк \ /у т 1 1 \
Вп Вк уп+1 . . . ук Бк \ уЛ+1 / \ уп+2 / \ ук / ' '
Но, согласно (ХШ-8), в выражении (ХШ-11) каждый из множителей —+г-; ---+2-;. . — больше единицы. Следовательно,
Ул+1 Уп+2 Ук
чем больше этих множителей или чем меньше число /г, тем больше Вп величина .
Вп
Таким образом, отношения В2/Б2; В31Б3,. . ВК!БК будут постепенно убывать, оставаясь все время больше единицы, т. е.
&к
Bn-i Вп Бк
Но если ^п~-- > то
Вп-1 Вп
1 Вп_г < Бп
Вп-! Вп
(XI-12)
или
Bn-i — БП-1 Вп — Бп
Bn-i Вп
и, следовательно,
(XI-13)
т. е. при правильно рассчитанных переходах [соблюдение условия (XI-8)] относительное скольжение проволоки максимально на первой шайбе и будет постепенно уменьшаться к последней шайбе.
Формула (XI-11) показывает также, что с увеличением отношений растет и относительное скольжение, т. е. чем универсаль-316
нее машина, тем больше при одних и тех же переходах скольжение проволоки по тяговым шайбам. В табл. 36 для примера приведены фактические соотношения скоростей проволоки и тяговых шайб при волочении меди из катанки диаметром 7,0 мм на проволоку диаметром 2,10 мм на семиволочной машине с выходной скоростью 420 м!мин (7 м!сек).
Таблица 36
Скорости проволоки и тяговых шайб при волочении меди с диаметра 7,0 мм до диаметра 2,1 мм на семиволочной машине
Показатели № тяговой шайбы Приемная катушка
0 1 2 3 4 5 6 7
Dn, мм ... 7,0 5,5 4,5 3,7 3,05 2,60 2,26 2,10 2,10
Рп 1,62 1,5 1,48 1,46 1,38 1,35 1,15 — —.
Бп> м/мин . . 39,2 63,5 94,5 140 206 285 377 420 420
Вп, м/мин . . — 112 153 202 258 318 397 435 420
Ул • — 1,36 1,32 1,28 1,23 1,25 1,10 •— —
Вп—Бп, м! мин — 48,5 58,5 62 52 33 20 15 —
Вп~Б" 100% — 43,3 38,2 30,7 22,5 10,4 5,05 3,5 —
Скольжение проволоки по тяговым шайбам вызывает три вредных явления:
а) потерю энергии на трение между проволокой и шайбой;
б) появление на проволоке мелких поверхностных дефектов, главным образом царапин, которые при недостаточной прочности проволоки могут быть довольно большими по ширине, в результате чего проволока значительно утоняется и выводится из пределов допустимых отклонений по сечению;
в) быстрый износ поверхностей тяговых шайб с образованием на них прорезей, увеличивающих трение между проволокой и шайбой, вследствие чего ухудшается ход процесса. Такой износ особенно заметен при волочении жестких сплавов, так как при этом удельное давление проволоки на шайбу, как показано в работе В. В. Павленко и др. [3, с. 145], близко к пределу текучести материала шайбы.
Зависимость износа тяговых шайб от величины скольжения при волочении на 17-волочной машине исследована в работе [4]. Естественно, что вредность перечисленных явлений возрастает с увеличением скольжения. При определении для оценки процесса величин скольжения необходимо принимать во внимание не относительное (выражаемое обычно в процентах к скорости шайб), а абсолютное скольжение, т. е. разность скоростей движения проволоки и шайбы, так как только эта величина дает возможность правильно оценить влияние скольжения на отдельные
317
элементы процесса. Оценка же по относительной величине скольжения может привести к явно неправильным выводам. Это видно хотя бы из сравнения динамики относительных и абсолютных скольжений, приведенных в табл. 36, которое показывает их несоответствие между собой: относительное скольжение на крайних шайбах отличается в 12 раз, а абсолютное — только в 3 раза. Далее (в табл. 37 и 38 — см. стр. 328 и 332) показаны также большие несоответствия между абсолютным и относительным скольжением и характером их изменения от первой тяговой шайбы к по-
Рис. 169. Схема изгиба проволоки около тяговой шайбы
следней.
Важным условием нормального течения процесса многократного волочения со скольжением является правильный подбор числа витков, обвивающих каждую промежуточную тяговую шайбу. Это число колеблется от одного до четырех и кратно либо 1, либо 0,5 в зависимости от конструкции машины. При большом числе витков (3—4) сила натяжения проволоки на сбегающей стороне шайбы резко снижается, но увеличивается возможность налипания
проволоки на шайбу. Это чаще наблюдается при волочении
проволоки тонких размеров, потому что ее витки, имея значительно больший радиус кривизны относительно диаметра проволоки, менее упруги, меньше раскручиваются на шайбе и, следовательно, хуже скользят по ней. Поэтому обычно при волочении проволоки толстых размеров число витков должно быть боль
шим, а при волочении тонких — меньшим.
Таким же важным условием надежного хода процесса многократного волочения со скольжением является рациональное соотношение между диаметром навиваемой на тяговую шайбу проволоки D и диаметром самой шайбы Dm.
Каждый участок витка (рис. 169) можно уподобить изогнутому брусу, в поперечных сечениях которого произошли упруго-пластические деформации. Упругим деформациям подвергаются участки поперечных сечений, близких к цилиндрической поверхности2, проходящей через центры поперечных сечений витка и расположенной концентрично цилиндрической поверхности тяговых шайб. Пластическим деформациям подвергаются участки, удаленные от этой поверхности. Максимальные пластические деформации испытывают участки сечений, наиболее удаленные от этой поверхности, т. е. более близкие к внешней и внутренней окружности витка.
318
Рис. 170. Схема сил, действующих при трении гибкого тела о цилиндрическую поверхность
Таким образом, схематически каждый виток можно разделить цилиндрическими поверхностями (/, 2 и 3) на четыре участка: с пластическими деформациями растяжения (а) и сжатия (г), с упругими деформациями растяжения (б) и сжатия (в).
С уменьшением отношения напряжения в поперечных сечениях витка от его изгиба будут возрастать и вместе с растягивающими напряжениями волочения могут привести к разрушению в первую очередь участки витка, в которых напряжения от изгиба имеют одинаковые направления с напряжением волочения.
С увеличением отношения ~ напряжения в поперечных сечениях витков от изгиба будут уменьшаться и при очень большой вели-чине отношения пластические деформации в них могут не появиться. В этом случае напряжения будут настолько малы, что при появлении петли между двумя соседними шайбами не смогут преодолеть напряжений, возникающих от веса этой петли, и, следовательно, натяжение на шайбах не будет автоматически регулироваться и процесс волочения нарушится.
Необходимо отметить, что с увеличением Dw уменьшается нормальное давление проволоки на единицу длины дуги соприкосновения. Это следует из теории трения гибкого тела о цилиндрическую поверхность. По этой теории разность натяжения гибкого тела dP (рис. 170) в концах какого-либо элемента дуги соприкосновения должна быть равна силе трения, возникающей вдоль этого элемента. Обозначив через Ny нормальное давление на единицу длины дуги соприкосновения, получим следующее уравнение равновесия элемента дуги dtp:
(Р+ dP)sin-^- + /’sin-^- = ?Vyrd<p. (XI-14)
Принимая sin и пренебрегая бесконечно малой второго
. ~ . dip
порядка dP-sin-y-, получаем
2P-^- = yyrdcp или Ny=^-. (Х1-14а)
Таким образом, увеличение диаметра шайбы, приводящее к уменьшению давления Ny и, следовательно, повышению стой-319
кости шайбы, имеет определенный предел, превышение которого приводит к нарушению автоматического регулирования натяжения проволоки и, следовательно, к нарушению процесса. Большое увеличение неприемлемо и из конструктивных соображений, так как такое увеличение при определенной скорости волочения приводит к значительному снижению числа оборотов шайбы, что особенно неудобно при индивидуальных приводах. Поэтому отношение ~ имеет минимальный и максимальный пределы, точные величины которых пока не установлены. В работе А. А. Виницкого [3, с. 95) сделана такая попытка, требующая дальнейшей разра-
ботки. Практикой установлено, что отношение^ находится в пределах 50 < < 1000. Это отношение больше для жестких ме-
таллов и сплавов и меньше для мягких.
На обрывность проволоки и, следовательно, на эффективность процесса многократного волочения заметно влияет метод наложения витков проволоки на промежуточные тяговые шайбы. Наиболее прост конструктивно и часто применяется метод круглой спирали (рис. 171, а), при котором витки проволоки, образующие круглую спираль на всем своем протяжении, соприкасаются с поверхностью тяговой шайбы. Более сложен по конструктивному оформлению процесс наложения витков методом овальной спирали (рис. 171,6), при котором проволока наматывается на две шайбы — основную 1 и вспомогательную 2.
Вторая шайба может приводиться в движение от общего привода и быть холостой. При таком методе образуемая проволокой овальная спираль лишь периодически соприкасается с каждой из тяговых шайб, на ней имеются большие участки, совершенно не соприкасающиеся с этими шайбами, что и является основным преимуществом овальной спирали. Оно заключается в том, что неизбежное при всех методах наложения витков проволоки их перемещение в направлении образующей тяговой шайбы к сбегающему концу осуществляется значительно легче, когда на изно-320
сившихся машинах вследствие неточного положения или больших колебаний волокодержателя последующий виток набегает на предыдущий (рис. 171, а, участки С). Такое набегание при полном соприкосновении спирали с шайбой, т. е. при наложении витков круглой спиралью, вызывает неизбежный обрыв проволоки в момент ее сбегания с шайбы. При использовании овальной спирали в момент выхода зажатой части витка на участок спирали, свободный от соприкосновения с шайбой, этот виток может занять правильное положение и обрыв будет предотвращен.
Формула (XI-I), определяющая необходимую силу на сбегающем конце проволоки, действительна и для овальной спирали. Это видно из следующих соотношений (рис. 171, 6):
О = ? . О — • О ~ •
1 /ша1 * 2 . /ша2 ’ 3 /шаз ’
9 = =_________р _______ = р
/ш (а1+а2+аз+а4) ’
(XI-15)
где ап а2, аз, а4 — углы охвата (дуги соприкосновения) приводных шайб спиралью;
т — число витков спирали.
Здесь с достаточной степенью точности можно считать, что «1 + «2 ~ «3 + а4 = 2л.
Если вспомогательная шайба 2 не присоединена к приводу машины и вращается от трения проволоки о поверхность шайбы, то, так как число углов охвата приводной шайбы сокращается вдвое, в формуле (XI-1) множитель т должен быть равен половине действительного числа витков овальной спирали.
Изложенное определяет возможные дополнительные причины обрывности при многократном волочении со скольжением. Эта группа возможных причин в основном связана с конструктивными особенностями волочильных машин. К таким причинам относятся: несоответствие скоростей проволоки и шайб [невыполнение условия (XI-2) ], заклинивание проволоки на шайбе, образование поверхностных дефектов на проволоке от трения о шероховатую поверхность шайбы и т. п. При несоответствии скоростей проволоки и шайб и заклиниваний проволоки на шайбе место обрыва находится на сбегающей, а не на набегающей стороне. Этот признак помогает быстрее установить источники обрывов, если они появляются.
При многократном волочении обрыв в одной волоке прекращает процесс во всех остальных, поэтому увеличение числа волок влечет за собой рост общей обрывности. Кроме того, необходима тщательная организация процесса, особенно при волочении проволоки тонких и тончайших размеров.
21 И. Л. Перлин 321
3. ПЕРЕХОДЫ ПРИ МНОГОКРАТНОМ ВОЛОЧЕНИИ СО СКОЛЬЖЕНИЕМ
Описанные выше обязательные связи между скоростями проволоки и соответствующих тяговых шайб определяют методику и порядок проектирования переходов для многократного волочения со скольжением проволоки.
В общем виде они сводятся к следующему:
1. По паспорту или непосредственным измерением устанавливают скорости намотки проволоки на приемник (5К), скорости всех промежуточных шайб (Blt В2,. . ., Вк) и отношения скоростей соседних шайб (у2, Уз,- • •» Тк)-
2. По заданным номинальным размерам конечного сечения проволоки, для которого проектируется ряд переходов, соответственно действующим техническим условиям определяют минимально и максимально допустимые сечения этой проволоки, т. е. сечения, линейные размеры которых имеют максимальные отрицательные и положительные допуски FKmln и FKmwL,
3. По определенным ранее у2, Уз, • • •» Ук и на основании условия (XI-8) назначают в первом приближении частные вытяжки по общему уравнению
= СпУп = (1 + ря)ь, (XI-16)
Fn ~ Fn
где = —2^--------— представляет собой коэффициент, учи-
"сред
тывающий допустимое увеличение сечения волок вследствие их износа. Этот коэффициент для последней волоки точно определяется полем допусков. Для промежуточных волок его принимают в пределах 0,02—0,1 в зависимости от степени предварительной деформации протягиваемого металла и от величины уп. С ростом предварительного упрочнения величина рп приближается к меньшему пределу, так как большие значения рп могут привести к слишком большой вытяжке. То же будет и при большом значении уп. Поэтому предварительную величину р„ назначают, исходя из необходимости получения приемлемых вытяжек.
4. По вычисленным р2. . . рк и FK определяют номинальные значения FK_i, FK_2\.. .\ F2; Fr и £>к_х; Z)K_2; D2; DP
5. По вычисленному значению F\ назначают размеры проволочной заготовки, поступающей в первую волоку, чтобы получить допустимый коэффициент запаса напряжения волочения у3 = = с учетом поля допусков заготовок.
АцоЛ
6. Определяют максимально возможные вытяжки в каждой волоке, основываясь на следующем: в каждой волоке вытяжка может достигнуть своего максимума в том случае, когда эта волока имеет минимальный диаметр, а предыдущая — максимальный, т. е. когда предыдущая волока разработалась до максимально 322
допустимого диаметра, а вытяжка в ней уменьшилась до минимума.
Обозначив через:
п — 1 — номер предыдущей волоки;
Fn^ — номинальное (минимальное) сечение этой волоки;
— номинальную вытяжку в этой волоке;
Fn-i — максимально возможное сечение этой волоки;
Ня-1 — вытяжку в этой волоке при ее максимальной разработке;
Fn — номинальное сечение последующей волоки;
рМ/г — максимально возможную вытяжку в этой волоке и, имея в виду, что Cn_i = , момент наступления
Ул-1 максимальной разработки предыдущей волоки можно определить равенством
Н;_1=7П_1, (XI-17)
вытекающим из условия (XI-8). Действительно, при
это условие нарушается и процесс становится малонадежным. Но
откуда
г-' _ г' __ ?п-1__________ Pn-illn-i ___ Fn-i
F п—1 — 1 — Нп—1 — Т. р — р >
Ря-1 H-rt-ibn-i ^n-i
.. __ Fn Fn р _______________и Г*
— _г — “г 1 — Ртг'-'Я—1-
п Fn-1
(XI-18)
По формуле (XI-18) может быть вычислена максимальная вытяжка для всех волок, кроме первой и второй.
В первой волоке максимальную вытяжку определяют в зависимости от максимального сечения заготовки, учитывая поле допусков на размеры ее сечения. Во второй волоке максимальную вытяжку выбирают, исходя из наименьшего допустимого коэффициента запаса, потому что максимально возможная разработка предшествующей ей, т. е. первой волоки, не ограничивается условием (XI-18), поскольку перед первой волокой никакой тяговой шайбы нет.
По вычисленным максимальным вытяжкам обычным способом определяют максимально возможные сечения FMn и диаметры DMrl промежуточных волок. Величину DMn рассчитывают исходя из следующих зависимостей:
FМп_г ~ Цм/п ~ l^nCn-lFп.1
откуда pnCn-iDn, точно так же D2Mn = pn+iCnjD„+i.
21*
323
Однако
Pn+i^rt-i-i — Dn, откуда __
D„n=DnVCn. (XI-19)
7. Определяют коэффициенты запаса во всех промежуточных волоках с учетом их максимальных разработок и противонатяже-ний, возникающих перед каждой волокой.
Противонатяжение перед каждой волокой слагается из двух сил: Qn, определяемой по формуле (XI-1), и центробежной силы Цп> возникающей в каждом витке проволоки вследствие его вра
Рис. 172. Схема влияния центробежной силы витка проволоки на противонатяжение
Налравление волочения
щения (рис. 172). Величина силы Цп определяется по известной формуле технической механики [1]:
Цп = FnOun = Fnyv2„ 1(Г4 кГ, (XI-20)
где Fn — сечение проволоки после n-й волоки, мм2;
аЦп — растягивающие напряжения от центробежных сил, возникающие в витке, кПмм2;
у — плотность металла проволоки, г/см3;
vn — скорость движения проволоки после n-й волоки.
Таким образом, противонатяжение в каждой волоке выражается общей формулой
Qn+1 = '--+ F^- 10-4 КГ- (Х1’21>
е ш
Напряжения от центробежных сил, незначительные при малых и средних скоростях волочения, становятся заметными при больших. Так, для медной проволоки при скорости 60 м!сек это напряжение доходит до 3,25 кПмм2.
Ниже приведены значения напряжений от центробежных сил, возникающих в медной проволоке в зависимости от скорости волочения.
и, м/сек ... 10 20 30 40 50 60
ац, кГ/мм* . . 0,09 0,35 0,8 1,5 2,25 3,25
324
Поэтому только при малых и средних скоростях волочения напряжения от центробежных сил можно во внимание не принимать. При больших же скоростях от этих напряжений может увеличиться противонатяжение и возникнет необходимость применять уменьшенные частные вытяжки. Силы и напряжения волочения следует рассчитывать от волоки к волоке по ходу процесса, так как при волочении со скольжением проволоки напряжение волочения в последующей (n-й) волоке зависит от противонатяжения, которое в свою очередь зависит от силы волочения в предыдущей^—1) волоке. Поэтому после предварительного определения указанным ранее методом максимальных и номинальных вытяжек и промежуточных сечений или диаметров проволоки поверочные расчеты рекомендуется вести в следующем порядке:
1. По выбранным номинальным вытяжкам, переходам и профилям каналов определяют экспериментально или по формуле (VI П-94) (поскольку в рассматриваемых процессах волочение ведут при малых а и fn) полное напряжение волочения для каждой волоки при отсутствии внешнего противонатяжения (/СО17(О2. . .
2. По. справочным материалам или эмпирической формуле (VI1-57) для каждой волоки определяют напряжение на границе упругой и пластической зон (о/уп) в зависимости от степени упрочнения металла до входа его в волоку. Эта степень упрочнения определяется либо общим обжатием:
боб„-1 = -^жГг1-’ <Х1-22>
где FM — поперечное сечение деформируемой заготовки при ее последнем отжиге, т. е. в неупрочненном состоянии;
Fn_i — поперечное сечение проволоки, входящее вп-юволоку; либо общей вытяжкой ^обп_! перед входом в п-ю волоку:
Н°бп_1 P'npP'lM'S • * • И?*—Ь (XI-23)
где рпР — предварительная вытяжка от последнего отжига до первого перехода.
3. Для каждой волоки вычисляют долю (Кп) полного напряжения волочения, идущего на преодоление пластической деформации. Эту долю применительно к формуле (VI1-94) определяют по выражению
fn к'п=к.-О1 (^-Ув“п я УплуЛм/
или, обозначив
325
по выражению
— Ко„ — %„>
где 7<Ол — полное напряжение волочения в n-й волоке при отсутствии внешнего противонатяжения (oqn = 0).
4. В соответствии с изложенным ранее устанавливают число (т) витков проволоки на каждой шайбе. Выбирают соответственно состоянию и материалу шайб и проволоки коэффициент трения скольжения витков проволоки по шайбам /ш, а также соответственно применяемой смазке, материалу трубы и шайбы для каждой шайбы величину коэффициента
5. По формуле (XI-20) вычисляют добавочные растягивающие напряжения в каждом витке от центробежной силы. >
6. Определив по напряжению волочения Л01 силу волочения в первой волоке, рассчитывают по формуле (XI-21) противонатяжение для второй волоки Q2 (в первой волоке, как уже было указано, внешнее противонатяжение почти всегда равно нулю) и напряжение противонатяжения для второй волоки на основании формулы (XI-1):
. _ 02 _ Ч
Fl ~
и величину
(XI-24)
7. Определяют фактическое напряжение волочения во второй волоке. При этом если [см. пояснения к формуле (VIII-56) 1 % < а/Уп22» то фактическое напряжение принимают равным ранее определенному [формула (XI-24)]. Если % > %П2, то фактическое напряжение принимают равным
= + (XI-25)
По принятому напряжению Л2 определяют номинальный (т. е. соответствующий номинальной вытяжке) коэффициент запаса во второй волоке:
8. Зная Л2, определяют противонатяжение в третьей волоке, а затем таким же методом, как для второй волоки, напряжение волочения и номинальный коэффициент запаса в этой волоке и т. д.
9. По определенным номинальным коэффициентам запаса для оценки надежности процесса при разработанных волоках опре-326
деляют минимальные значения коэффициента запаса у', исходя Из того, что при небольших колебаниях вытяжки напряжения волочения примерно пропорциональны интегральным деформациям, а коэффициенты запаса соответственно обратно пропорциональны этим деформациям, т. е.
У =У -^я-. (XI-26)
Если коэффициенты запаса получаются недостаточными, а запроектированные переходы нельзя изменить без нарушения условий (XI-2) и(Х1-8), то процесс на машине с заданной характеристикой становится ненадежным или невозможным.
Если коэффициенты запаса велики, то следует соответственно увеличить частные вытяжки и провести заново весь расчет.
Многократное волочение со скольжением можно вести только при наличии на сбегающем участке проволоки силы Qn, т. е. противонатяжения перед каждой волокой (кроме первой). Такой процесс по сравнению с процессом однократного волочения в общем случае (за исключением случаев, когда cq < oZyn) следует вести только с несколько пониженными частными вытяжками, т. е. с несколько увеличенной дробностью деформации.
Силы противонатяжения Qn растут с уменьшением числа витков на шайбе [формула (XI-!)]. При многократном волочении тонкой проволоки число витков на каждой шайбе, как было указано ранее, не может быть большим и колеблется в пределах 1—2. Поэтому здесь противонатяжение становится сравнительно высоким и при многократном волочении проволоки тонких размеров необходимо применять уменьшенные вытяжки, т. е. еще больше увеличивать дробность деформации.
В соответствии с изложенным выполнены поверочные расчеты переходов при волочении медной проволоки диаметрами 1,18— 1,22 мм из отожженной медной заготовки диаметром 7,0—7,2 мм и диаметром 0,19—0,21 мм из нагартованной заготовки диаметром 1,70—1,65 мм со средней степенью предварительной деформации (обжатие) 94% (табл. 37 и 38). Порядок выполнения этих расчетов следующий:
1. Строки 1 и 2 заполнены по техническим характеристикам машин.
2. Строки 4, 6, 7, 8, 9 и 11 заполнены по данным о действующих переходах.
3. Данные строки 3 определяли расчетом как частное от деления данных строки 4 на данные строки 2. Если бы переходы пришлось рассчитывать, то вначале следует заполнить строку 3 по выбранным значениям коэффициента 0 в формуле (XI-16), а затем расчетом получить данные строк 4, 6, 9 и 11.
327
Материалы к расчету переходов при волочении медной проволоки 7—7,2 мм на многократной 13-волочной машине. Проволока принимаете*
Na строки 1 Параметры процесса № волок* 3 1
заготовка 1 2
1 Вп, м/сек — 1,0 1,26 1,55
2 Уп — Bn/Bn-i — — 1,25 1,23
3 Сп — 1 + Рп = ^п/Уп *1 — 1,07 1,08
4 = Pn-i/P п — 1,40 1,325 1,34
5 Р-Мп — №пСп-1 — 1,48 1,45 1,42
6 Иобп=НпрН1Н2'--Ип*2 1 1,40 1,85 2,58
7 с I*3 Обп Рп Нобн 0 0,29 0,46 0,61
8 Fn, мм2 38,1 31,6 22,5 15,2
9 Dn, мм 7,0 6,34 5,35 4,4
10 Р>мп = Р^п VСп 7,2 6,52 5,50 4,57
11 Бп — , м/сек Р п — 0,41 0,58 0,85
12 Вп—Р>п> м/сек — 0,59 0,68 0,70
13 Вп~Бя -100% Dn — 59 54 45
14 aBiz , &Р/мм2 *4 23 29 32,5 36
15 =v^n-a^n^>кг/ммг — 26 30,75 34,25
16 а'упп=<Чр„- *Г/ММ*** — 1,2 1,5 2,0
fn *S
( Рп \ — 0,76 0,8 0,79
17 \ Рп-1 /
/п
al — § п > кГ /мм2 — 0,91 1,2 1,58
18 упп ‘упп \Гп-1 /
fn I*6
19 М'+тн'-шЧ — 0,52 0,43 0,44
328
Таблица 37
иаметром 1,20+0,02 мм из отожженной медной заготовки диаметром катушку с постоянной скоростью 12 м/сек (Бк = 12 м/сек)
й последующей за ней шайбы, п
4 5 6 7 8 9 10 11 12 13
1,95 2,44 3,20 3,76 4,65 5,80 7,2 9 11,2 12,6
1,25 1,25 1,24 1,24 1,24 1,24 1,24 1,24 1,24 1,12
1,07 1,07 1,07 1,07 1,07 1,07 1,05 1,05 1,05 1,05
1,325 1,325 1,325 1,325 1,325 1,325 1,30 1,30 1,30 1,18
1,43 1,42 1,42 1,42 1,42 1,39 1,39 1,36 1,36 1,24
3,30 4,37 5,81 7,70 10,2 13,5 17,5 22,8 29,6 35
0,70 0,77 0,83 0,87 0,902 0,926 0,943 0,956 0,965 0,971
11,6 8,7 6,60 4,95 3,78 2,84 2,18 1,67 1,28 1,09
3,85 3,33 2,90 2,51 2,20 1,90 1,67 1,46 1,28 1,18
8,96 3,42 3,00 2,59 2,27 1,96 1,71 1,5 1,32 1,22
1,14 1,49 1,97 2,62 3,45 4,6 6 7,8 10,1 12,0
0,81 0,95 1,23 1,14 1,20 1,20 1,20 1,20 1,1 0,6
41 39 38,5 30 26 21 16,5 13,5 9,8 4,75
37,5 38 40 41,5 42 42,5 43 43,5 44,5 45
36,5 37,5 39 40,75 41,75 42,25 42,75 43,25 44 44,25
2,5 2,8 3,4 3,7 4,2 4,6 5,0 5,3 6,1 6,7
0,8 0,8 0,8 0,8 0,8 0,8 0,81 0,81 0,81 0,87
2 2,24 2,7 2,96 3,35 3,7 4,05 4,3 4,95 5,8
0,43 0,43 0,43 0,43 0,43 0,43 0,43 0,42 0,42 0,28
329
Продолжение табл. 37
S о н Параметры процесса № в°Локи й последующей за ней шайбы, п
заготовке 1 2 4 5 6 7 8 9 10 I 1 П 12 13
20 ~ \ п ~ ^0 — а/ сп п упп — 12,6 1 12,1 13,5 13,7 14,0 14,1 14,5 14,6 14,5 14,3 13,9 13,6 6,6
21 ~ К> КГ 1мм* п УПЛ — 13,5 13,2 15,1 15,7 16,2 16,8 17,5 18,0 18,2 18,3 18,2 18,5 12,4
22 Одл*7 Не определялось ввиду Hl еболыпих : значени! й задаю юй скорости волочения
23 тп — 4 3 3 3 3 3 3 2 2 2 2 2 2
24 е'п == е2птп?т *8 — 6,46 4,1 4,1 4,1 4,1 4,1 4,1 2,56 2,56 2,56 2,56 2,56 2,56
25 Oqn = *» еп-1 — — 2,2 3,7 4,4 4,7 4,9 5,1 5,25 8,7 9,8 10 10 10,5
26 *8“П- кГ/ммг — — 1,78 2,9 3,5 3,8. 3,9 4,1 4,2 7,0 8,0 8,1 8,1 8,5
27 = + » кГ/мм2 14,4 15,3 18,0 19,2 20,0 20,7 21,6 22,6 25,2 25,7 26,3 26,6 20,9
28 Ов К/7 V3,! = “7C — 2,0 2,1 2,0 1,9 1,9 1,9 1,9 1,9 1,7 1,65 1,65 1,7 2,1
29 in — 0,85 0,75 0,84 0,78 0,79 0,79 0,79 0,79 0,84 0,80 0,85 0,85 0,77
30 — 1,7 1,6 1,7 1,49 1,5 1,5 1,5 1,5 1,43 1,32 1,40 1,45 1,6
♦ * См. формулу (XI-16).
* 2 Так как заготовка отожжена перед волочением, цпр = 1.
* 8 FM — сечение, которое имела заготовка при последнем отжиге. Здесь FM — 38 jwjw2,
* * По кривой на рис. 173.
♦ 6 Принято ап ~ 60; fn — 0,08 (с учетом износа волоки).
* в По кривой на рис. 124.
* 7 В других случаях определяется по формуле (XI-20).
♦ « /щ принято равным 0,075.
По аналогии с формулой (XI-24).
330
331
Материалы к расчету переходов при волочении медной проволоки диаметром на многократной 19-волочной машине. Проволока принимается на
1 № строки I Параметры процесса № волоки
заго- товка 1 2 3 4 5 6
1 Вп, м/сек - — 1,6 1,99 2,44 3,1 3,75 4,5 5,4
2 Вп — 1,20 1,24 1,24 1,20 1,20 1,20
1 И Q Dn-1
3 Сп= 1 4- Рп = — — 1,04 1,04 1,04 1,04 1,05 1,05
Y/7
4 1 1,30 1,29 1,29 1,29 1,29 1,26 1,26
Fn
5 Нмц — ^пСп-1 1 1,40 1,35 1,34 1,34 1,34 1,31 1,32
6 Нобл = НпрНгНг • ’ • Рп * 2 16 22,4 29 37 52 67 85 107
А _FM-Fn*3 0,938 0,955 0,955 0,973 0,981 0,985 0,988 0,991
7 °об« ~ р г м
8 Fn> мм2 2,10 1,62 1,26 0,975 0,755 0,855 0,465 0,37
9 Dn, мм 1,64 1,44 1,26 1,12 0,98 0,86 0,77 0,69
10 Вмп~ Dn VСп, мм 1,70 1,48 1,29 1,15 1,00 0,88 0,79 0,71
И Бп = ^, м/сек Г п — 0,61 0,79 1,0 1,3 1,68 2,12 2,7
12 Вп— Бп, м/сек — 1,0 1,18 1,44 1,8 2,07 2,38 2,7
13 Б-п -100% Вп — 63 60 59 58 55 52,5 50
14 (К , кГ/мм2 *4 кл 44 44,4 44,8 45,2 45,6 46 46,4 46,8
15 <7 = 1/а .а всп V вкп ВКи-1’ кГ/мм2 — 44,2 44,6 45 45,4 45,8 46,2 46,6
16 а/Упп^%Фл’ — 5,5 6,0 6,5 7,0 7,7 8,3 8,8
кГ/мм2 *4
17 fn (Fn ) tga„ « — 0,81 0,82 0,82 0,82 0,82 0,83 0,83
332
Таблица 38
О 20+0,01 мм из нагартованной медной заготовки диаметром 1,70—1,65 мм катушку с постоянной скоростью 35 м/сек. (Бк = 35 м/сек}
к следующей за ней шайбы п
8 9 10 11 12 13 14 15 16 17 18 19
6,5 7,8 9,25 10,9 12,9 15,2 18 21 25 29 33,5 37
1,20 1,20 1,18 1,18 1,18 1,18 1,18 1,18 1,18 1,16 1,16 1,10
1,05 1,05 1,05 1,05 1,05 1,05 1,05 1,05 1,05 1,06 1,06 1,10
1,26 1,26 1,24 1,24 1,24 1,24 1,24 1,24 1,24 1,23 1,23 1,21
1,32 1,32 1,30 1,35 1,35 1,35 1,30 . 1,30 1,30 1,29 1,30 1,28
135 170 210 260 325 400 500 615 760 935 1150 1390
0,993 0,994 0,995 0,996 0,977 0,9775 0,998 0,9984 0,9987 0,9989 0,9991 0,993
0,292 0,232 0,187 0,152 0,122 0,099 0,08 0,0645 0,052 0,042 0,0342 0,0283
0,61 0,55 . 0,49 0,44 0,40 0,35 0,32 0,29 0,26 0,23 0,21 0,19
0,625 0,565 0,505 0,45 0,41 0,36 0,328 0,298 0,266 0,266 0,215 0,21
3,4 4,3 5,3 6,5 8,1 10,0 12,5 15,5 19 23,5 29 35
3,1 3,5 4,0 4,4 4,8 5,2 5,5 5,5 6 5,5 4,5 2
48 45 42 40 37 34 30 26 24 19 13,5 5,5
47,2 47,6 48 48,2 48,4 48,6 48,8 49 49,2 49,4 49,6 49,8
47 47,4 47,8 48,1 48,3 48,5 48,7 48,9 49,1 49,3 49,5 49,7
9,2 9,7 10,2 10,7 11,2 11,7 12,2 13 13,5 14,0 14,6 15,2
0,83 0,83 0,87 0,87 0,87 0,87 0,87 0,87 0,87 0,88 0,88 0,89
333
Продолжение табл. 38
2 * С С Параметры процесса № волоки и следующей за ней шайбы п
заготовка 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
18 19 20 21 22 23 24 25 26 27 28 == а, X упл zynn - о А кГ /мм2 \ in / Г /п 1 *6 4-йГ"1 Kn = S^ Y кГ/мм2 СП ~ + а/ п упп кГ/мм2 кГ/мм2 *7 тп еп = е^Пгпп^ш*^ п — Qqn ' , en-i кГ/мм2 *» ч=чх ?п кГ/мм2 кГ /мм2 OR V - Кп ¥зп к Кп 1 1 1 III II 1 1 4,5 0,43 19 23,5 3 4,08 23,5 1,87 4,9 0,42 18,7 23,6 2,5 3,21 5,75 4,65 23,6 1,8 5,3 0,42 18,8 24,1 2,5 3,21 7,35 6,0 24,8 1,83 5,7Е 0,42 19,0 24,75 2,5 3,21 7,5 6,15 25,35 1,8 6,ЗЕ 0,42 19,2 25,55 В ви. 2,5 3,21 7,7 6,3 25,65 1,78 6,9 0,38 17,5 24,4 ду небе 2,5 3,21 7,9 6,55 24,4 1,9 7,3 0,38 17,7 25,0 )ЛЬШИХ 2,51 3,21 7,6 6,3 24,6 1,9 7,6 0,38 17,8 25,4 значен! 2,5 3,21 7,8 6,45 25,4 1,83 8,0 0,38 18,0 26,0 ий не ( 2,5 3,21 7,9 6,55 26,0 1,83 8,9 0,33 15,8 24,7 ^предел 2,5 3,21 8,1 7,05 24,7 1,95 1 9,3 0,33 15,9 25,2 [ЯЛОСЬ 2,5 3,21 7,7 6,7 25,2 1,9 9,75 0,33 16,0 15,75 1,5 2,03 7,8 6,8 25,75 1,87 10,2 0,33 16,0 26,2 1,5 2,03 12,7 11,0 27,0 1,8 10,5 0,33 16,1 26,6 1,5 2,03 13,1 11,4 27,7 1,76 11,3 0,33 16,2 27,5 0,2 1,5 2,03 13,6 11,8. 28,2 1,75 11,7 0,33 16,2 27,9 0,35 1,5 2,03 13,8 12,0 28,45 1,73 12,3 0,31 15,3 27,6 0,5 1,5 2,03 13,6 12,0 27,8 1,77 12,8 0,31 15,4 28,2 0,8 1,5 2,03 13,9 12,2 29,1 1,70 13,5 0,29 14,5 28,0 0,9 1,5 2,03 13,8 12,3 28,1 1,77
334
335
№ волоки
♦* См. формулу (XI-16).
*2 Так как заготовка диаметром —1,65 получена из катанки диаметром 7 мм и не
*а FM — сечение, которое имела заготовка при последнем отжиге, т. е. сечение медной
*4 По кривой на рис. 173.
*6 Принято ап = 6° и fn ~ 0,08 для первых 10 переходов (волоки из карбида воль f ветственно т----= 0,8 и 0,6.
tgan
*® По кривой на рис. 124.
*’ По формуле (XI-20).
♦8 /ш принято 0,075.
*9 По аналогии с формулой (XI-24)
4. Данные строк 5 и 10 определены по формулам (XI-18) и (XI-19).
5. По данным строк 1 и 11 определены данные строк 12 и 13.
6. Данные строки 14 — пределы прочности проволоки после каждой волоки — определены по диаграмме суммарная деформация — предел прочности для меди (рис. 173) с учетом строки 6.
7. Строка 16 определена по диаграмме суммарная деформация— напряжение на границе упругой и пластичной зон (рис. 173) с учетом величины рпр в строке 6.
8. Данные строки 21 определены по формуле (VI1-94) с использованием вспомогательных строк 17—20.
При определении величин KQn (строка 21) экспериментальным путем надобности в определении данных строк 19—20 не было бы.
9. Данные строки 22 определены по формуле (XI-20).
10. Строка 23 заполнена на основе рассмотренных выше положений теории многократного волочения со скольжением.
11. Приняв коэффициент трения проволоки о шайбу = 0,075 и принимая во внимание данные строки 23, определили величины еп в графе 24.
12. На основании первых цифр строк 21 и 24 (табл. 37) определена первая цифра строки 25 (о^ = 2,2), а затем первая цифра строки 26 (о' = 1,78), и, наконец, вторая цифра строки 27 (Л2 = 15,3).
336
Продолжение табл. 38
и следующей за ней шайбы п
8 9 10 11 12 13 14 15 16 17 18 19
0,82 0,82 0,82 0,82 0,82 0,82 0,82 0,82 0,82 0,82 0,81 0,77
1,50 1,50 1,6 1,56 1,53 1,47 1,44 1,44 1,42 1,45 1,35 1,38
отжигалась, Цпр = 16.
катанки диаметром ~7 мм, FM = 38 лш2.
фрама) и fn = 0,06 для последующих 10 переходов (волоки из технических алмазов) соот-
13. На основании вторых цифр строки 21 и 24 определена вторая цифра строки 25 (а9з = 3,7), затем вторые цифры строки 26 (о’^з = 2,9) и третья цифра строки 27 = 18) и т. д. до
конца.
14. Данные строки 28 (номинальные коэффициенты запаса) определены делением данных строки 14 на данные строки 27.
15. Данные строки 29 определены по данным строк 4 и 5, а данные строки 30 (коэффициенты запаса при максимальных разработках волок) умножением данных строки 28 на данные строки 29.
Приведенные в табл. 37 и 38 данные показывают, что:
1. В надежно действующих переходах соотношения между скоростями проволоки и тяговых шайб удовлетворяют условиям (XI-2) и (XI-8).
2. Относительное скольжение интенсивно уменьшается по ходу процесса, тогда как абсолютное скольжение изменяется гораздо меньше и в обратном направлении.
3. Частные деформации в каждом переходе уменьшаются по ходу процесса.
4. При волочении проволоки тонких размеров частные деформации по переходам заметно меньше, чем при волочении проволоки толстых и средних размеров при почти одинаковых или даже меньших коэффициентах запаса.
22 И. Л. Перлин
337
Рис. 173. Кривые зависимости напряжения на границе упругой и пластической зон (Oj ) и предела прочности чистой меди от общей вытяжки при а = 6° и f — 0,06 4-0,08 [$}
338
5. При многократном волочении со скольжением проволоки часто превышает о/уп. В таких переходах частные деформации меньше частных деформаций при однократном волочении и одинаковых коэффициентах запаса. Это свидетельствует о том, что при таком методе волочения дробность деформации в общем случае увеличивается. Даже небольшие колебания в диаметрах промежуточных волок, особенно малых размеров, сильно влияют на коэффициент запаса. Все это подтверждает ранее изложенные положения общей теории волочения, в частности теории многократного волочения со скольжением проволоки.
Все расчеты по предварительному определению переходов удобно вести графическим методом, сущность которого заключается в следующем [5].
Строят прямоугольную сетку, по горизонтальной оси которой на равных промежутках указывают номера тяговых шайб и приемных устройств, а по вертикальной наносят в логарифмическом масштабе шкалы скорости, отношения площадей промежуточных „ Fn
поперечных сечении проволоки к площади ее конечного сечения ~~
Dn и отношения промежуточных диаметров к конечному диаметру
Затем наносят ряд вспомогательных прямых лучевых линий, проходящих через какую-либо одну точку оси абсцисс, соответствующих разным отношениям скоростей на соседних ординатах или, что то же самое, одинаковым частным вытяжкам между соседними волоками. Эти линии строят для отношений от 1,05 — до 1,5 в зависимости от вязкости протягиваемого металла или сплава. На ординатах тяговых шайб и приемника наносят точки, определяющие скорость намотки Бк = Вк и скорость этих шайб ВГВ2 . . Вк_г. Соединение этих точек прямыми линиями дает линию В скоростей тяговых шайб (см. график на рис. 174, выполненный применительно к семиволочной машине). Задавшись вытяжкой в последней волоке piK, проводят через точку Blt находящуюся на ординате последней тяговой шайбы и показывающую скорость проволоки на этой шайбе, равную скорости намотки (на графике 8 м!сек), линию, параллельную той из лучевых вспомогательных линий, которая соответствует выбранной вытяжке piK. Эта линия покажет на ординате предпоследней шайбы (по графику ордината 6) точку Ьк_! (Ь6), соответствующую скорости проволоки на этой шайбе (по графику —7,2 м!сек). При составлении графика (рис. 174) было выбрано |хк = р,7 = 1,10. В соответствии с этим отрезок Ь6 — проведен параллельно лучевой линии с индексом 1,10.
Рассчитав вытяжки для всех промежуточных волок по формуле (XIII-16) и для первой по коэффициенту запаса, из точки 5К_Т (£6) проводят прямую или ломаную линию, соответствующую расчетным значениям для каждой волоки. Эта линия на
22* 339
всех ординатах тяговых шайб покажет все скорости движения проволоки (Вк_2, Бк_3 . . . Б]) и соответствующие им отноше-Fн ту ту
ния ~р---- и "п---, по которым, зная ик , определяют Dlt
Kmax Kmax ,nax
D2, . . . DK_i.
При построении рассматриваемого графика для упрощения расчетов во всех волоках, кроме последней, вытяжки приняты
Рис. 174. График для расчета переходов на семиволочной машине при конечной скорости волочения 8 м/сек
одинаковыми, равными —1,28. В связи с этим линия скоростей Б проволоки оказалась прямой, параллельной лучевой линии с индексом 1,28.
При правильном построении графика линия скоростей проволоки (линия Б) между всеми ординатами должна быть наклонена к горизонтали больше линии скоростей шайб (линия В). Если при проверке коэффициента запаса выяснится возможность увеличения частных вытяжек, то соответственно изменится положение линии В.
Но эта линия должна всегда находится ниже линии В и на всех участках иметь больший наклон к горизонтали, чем у линии В. Только при таком положении линии В будет удовлетворяться условие (XI-8), т. е. > уп.
340
Чтобы проверить соответствие для данной машины ранее запроектированного ряда переходов, на график наносят линию скоростей проволоки, определенных на основании постоянства секундного объема, и устанавливают наличие или отсутствие двух указанных выше положений этой линии по отношению к линии В скоростей тяговых шайб.
На графике (рис. 174), кроме точек Бг, Б2, . . ., 57, определяющих расчетный ряд переходов, показаны еще точки Б2,. . ., Б^ полученные следующим образом: из точки Бг проведена линия, параллельная BrB2, до пересечения с вертикалью 2; из точки Б2 — линия, параллельная В2В3, до вертикали 3, из точки Б3 — линия, параллельная В3В4, до пересечения с вертикалью 4 и т. д. Точки Б2, Б'3, . . ., В' показывают возможные пределы разработки промежуточных волок, до достижения которых процесс волочения будет проходить вполне надежно, так как во всех случаях соблюдается условие (XI-8).
Если бы заданный конечный диаметр проволоки был, например, 1,5 ± 0,2 мм, то, согласно приведенному графику (рис. 174), расчетный ряд переходов определился бы данными, указанными в табл. 39.
Таблица 391
Ряд переходов, составленный по графику на рис. 174 для проволоки диаметром 1,5 ±0,2 мм
Показатели процесса Номер волоки Заготовки
7 6 5 4 3 2 1
£>л/£>к : П1 кгпах по линии Б . . . 1 1,05 1,19 1,34 1,52 1,72 1,95
по точкам £>2—£>б 1 1,08 1,22 1,38 1,57 1,77 — —
Dn, мм, соответственно линии Б .... 1,52 1,59 1,81 2,02 2,41 2,61 2,97 3,60
DK , мм, соответ-ственно точкам Б2—Б$ 1,52 1,64 1,86 2,2 2,49 2,69 3,06 3,75
Первые две строки таблицы взяты непосредственно из графика £)л г,
по шкале D ; третья строка получена перемножением DK = ктах
= 1,52 мм на соответствующие значения указанные в перстах
вой строке; четвертая строка получена перемножением Z)Kmax = = 1,52 на соответствующие значения nDn , указанные во второй ^ктах
строке.
341
Величина возможной разработки первой волоки и допуски на размеры заготовки рассчитаны по напряжениям волочения, так как график не дает возможности определить эти величины другим путем. Все расчеты проведены по Z)Kmax = 1,52 мм, так как при уменьшении его до Z)Km.n = 1,48 соотношения скоростей на промежуточных переходах волочения не изменятся, т. е. будет соблюдаться условие (XI-8).
График указывает на. следующее: чем больше разность между углами наклона к оси абсцисс линий В и Б, тем большими ста-
V, м/сек
Номера тяговых шайб Номера тяговых шайб
б 6
Рис. 175. Графики соотношения скоростей тяговых шайб и медной проволоки на действующих машинах для многократного волочения со скольжением:
а — 13-волочная машина BM-13 для получения диаметра 1,5—2,1 мм из заготовки 7,2 мм\ б — 19-волочная машина С-212 для получения диаметра 0,2—0,4 мм\ в — 18-волочная машина для получения диаметра 0,05—0,12 мм; Б — линия скоростей проволоки; В — линия скоростей тяговых шайб
новятся отрезки Б2Б'2 и Б3Б'3 и т. д., т. е. диапазоны возможных разработок волок, соответствующие коэффициентам
₽2 = -^--1; 0,= -g--l; 0„ = -g--l. (XI-27)
Но это одновременно вызывает и повышение относительного скольжения, так как увеличиваются отрезки Б1В1, Б2В2, . . ., БпВп, определяющие величину скольжения проволоки на каждой шайбе. Таким образом, при уменьшении скольжения необходимо вести процесс с малыми разработками волок, т. е. с низким коэффициентом их использования, частой заменой и частыми перерывами в процессе. С ростом допустимых разработок увеличивается скольжение.
3 42
График показывает также, что с уменьшением у, т. е. угла наклона линии В, можно увеличивать коэффициент р [см. формулу (XI-16)], так как в этом случае наклон линии скоростей проволоки Б не будет слишком большим, т. е. не потребуются очень высокие вытяжки.
Из сказанного следует, что одной из основных технологических характеристик любой машины для многократного волочения со скольжением является линия скоростей тяговых шайб. Поэтому график скоростей тяговых шайб должен быть основной частью паспорта волочильной машины.
На рис. 175 приведены графики соотношения скоростей тяговых шайб и проволоки на нескольких типовых действующих машинах для многократного волочения со скольжением проволоки. Эти графики также подтверждают правильность изложенных ранее условий, необходимых для надежного хода процесса волочения на таких машинах. Аналогичные выводы получены в работах [6—8].
4. ОСОБЕННОСТИ ПРОЦЕССА И ПЕРЕХОДЫ ПРИ МНОГОКРАТНОМ ВОЛОЧЕНИИ НА МАШИНАХ С СИНХРОНИЗАЦИЕЙ СКОРОСТЕЙ
Скольжение проволоки по шайбе, нежелательное вообще, особенно вредно при многократном волочении жестких или очень вязких металлов или сплавов. В первом случае наблюдается быстрый износ шайб, а во втором — большое количество царапин и прочих поверхностных дефектов на проволоке.
Одним из путей устранения скольжения является автоматическое регулирование окружных скоростей тяговых шайб, с помощью которого можно довести скорости шайб и проволоки практически до полного совпадения. Конструкция такой машины описана, например, А. М. Когосом [9]. Схема ее показана на рис. 176. Здесь каждая шайба работает от индивидуального привода с регулируемым числом оборотов. Между соседними шайбами при помощи специальных натяжных устройств из протягиваемой проволоки образуется петля, длина которой изменяется в зависимости от натяжения проволоки. При уменьшении или удлинении петли она действует на систему рычагов, связанных с механизмами, регулирующими скорости. При удлинении петли, происходящем от каких-либо изменений процесса, скорость предыдущей шайбы уменьшается и петля снова укорачивается до нормальной*длины. При укорачивании петли скорость предыдущей шайбы возрастает и петля удлиняется. Этим достигается синхронизация скоростей проволоки и шайб.
Особенность такого процесса — возможность некоторого отклонения от условия постоянства секундного объема проволоки (вследствие изменения длины петли) и обязательное во всех волоках, кроме первой,-довольно значительное противонатяжение, 343
«определяемое конструкцией натяжного устройства. Переходы здесь должны рассчитываться только по коэффициенту запаса, так как отпадает необходимость выполнения условий (XI-2) и (XI-8). Однако при расчете переходов обязательно следует учитывать противонатяжение.
Рис. 176. Схема машины для многократного волочения с автоматическим регулированием скоростей шайб 19]:
1 — двигатель; 2 — волока; 3 — холостой ролик; 4 — барабан; 5 — заготовка; 6 — автома-
варьерный
тический реостат; 7 — натяжной ролик; 8 —-реостат; 9 — главный реостат; 10—генератор, с регулируемым напряжением; 11 — пусковое сопротивление
5. ОСОБЕННОСТИ ПРОЦЕССА И ПЕРЕХОДЫ ПРИ МНОГОКРАТНОМ ВОЛОЧЕНИИ НА МАШИНАХ БЕЗ СКОЛЬЖЕНИЯ С МАГАЗИННЫМИ ШАЙБАМИ
Принципиальная схема конструкции машин с магазинными шайбами показана на рис. 177. Основная особенность процесса многократного волочения на такой машине — постоянное наличие на каждой шайбе некоторого числа витков проволоки (не менее 7—12), исключающих возможность скольжения шайбы внутри витков и изменение числа витков на промежуточных шайбах во время хода процесса. Последнее достигается тем, что проволока сбегает с предыдущей шайбы не по кратчайшему пути, а через верхнюю часть шайбы и направляющий ролик А. При таком методе сбегания проволоки всякая предыдущая шайба может вращаться с окружной скоростью, которая больше, равна или меньше скорости входа проволоки в последующую волоку, т. е. каждая 344
промежуточная шайба может принимать на себя в единицу времени большее, равное или меньшее число витков, чем отдаваемое ею в ту же единицу времени.
Пусть псб — количество витков проволоки, которое сбегает в минуту с какой-либо предыдущей шайбы; пнаб — количество оборотов в минуту этой шайбы, или, что то же самое, число витков проволоки, набегающее на шайбу в минуту.
Если псб = пнаб, то число витков на шайбе останется неизменным и при таком положении проволока, сбегая с шайбы, совершенно не будет закручиваться около своей оси.
Если псб > /гнаб, то число витков на шайбе будет уменьшаться, а проволока — закручиваться около своей оси и тем больше, чем больше разность псб — пнаб.
Если же псб < пнаб, то произойдет обратное явление и число
Рис. 177. Схема машины для многократного волочения без скольжения с магазинными шайбами [10]
витков на барабане возрастет^ проволока закрутится, но в обратную сторону, и опять тем больше, чем больше разность инаб — псб.
Если остановить последующую шайбу, то псб = 0, тогда проволока начнет закручиваться на участке у ролика А (рис. 177) и через небольшой промежуток времени разрушится от перекручивания. Такое же перекручивание может получиться и при очень большой разности между пнаб и псб. Во избежание такого перекручивания не следует допускать больших разрывов между пна&< и псб. Практикой установлено следующее соотношение между числом витков на каждой шайбе:
— Псб <0,1 Псб- (XI-28)’
При соблюдении этого условия можно вести процесс волочения так, что при вращении двух соседних шайб проволока будет приниматься последующей и медленно накапливаться на предыдущей.
Как только на предыдущей шайбе накопится максимальное число витков проволоки, шайбу выключают и дожидаются момента,
345»
когда весь накопленный запас витков проволоки, исключая необходимые для осуществления тяги 7—12 витков, перейдет на вторую шайбу, затем опять включают первую и накапливают на ней проволоку. Вследствие накапливания проволоки на таких шайбах их стали называть магазинными (или аккумуляторными). Очевидно, что такие машины работают без соблюдения постоянства секундного объема проволоки. Так как при этом для всех шайб должно быть соблюдено условие (ХЬ28), то
или
Гп Ьп-1
Ввиду того что отсутствует скольжение и Бп = Вп, а Бп_! = = В п-1, то
Р R
или ^п>Уп. (XI-29)
Схема рассматриваемой машины показывает, что здесь волочение ведется практически без внешнего противонатяжения, так как силы, необходимые для преодоления трения, на направляющих роликах А и других деталях настолько незначительны, что их можно во внимание не принимать. Следовательно, переходы для волочения на таких машинах проектируют только по нормальному коэффициенту запаса, т. е. как для однократного процесса без противонатяжения — с соблюдением условия (XI-29) и учетом возможной разработки волок. Поэтому такие машины позволяют вести многократное волочение с минимальной дробностью деформации. В этом заключается их основное преимущество.
Кроме того, эти машины отличаются еще одним важным преимуществом: проволока из волоки в волоку попадает через довольно значительный промежуток времени, за который она успевает основательно охладиться. Это особенно важно при волочении жестких сплавов с густой смазкой, которая мало охлаждает проволоку в процессе волочения.
Однако указанные машины имеют существенные недостатки: а) при волочении проволока перекручивается, что делает невозможным применение таких машин для волочения проволоки некруглых сечений;
б) в связи со сложным переходом проволоки от одной волоки к другой машины не допускают использования высоких скоростей (максимум 8 м/сек) и поэтому мало пригодны для волочения тонкой проволоки.
6. МНОГОКРАТНОЕ ВОЛОЧЕНИЕ НЕКРУГЛЫХ ПРОФИЛЕЙ И ПЕРЕХОДЫ ДЛЯ НИХ
Многократное волочение широко применяют в производстве проволоки некруглых сечений средних размеров: прямоугольных, трапециевидных и даже таких сложных, как у проволоки для трубчатых кабелей.
346
Переходы при многократном волочении таких профилей должны подчиняться разработанным ранее скоростным закономерностям для переходов, применяемых при многократном волочении круглых профилей со скольжением. Поэтому проектирование ряда таких переходов следует начинать с определения промежуточных вытяжек, удовлетворяющих указанным выше скоростным закономерностям. После такого предварительного определения вытяжек проектирование переходов ведут так, как это указано в гл. X для однократных процессов. Затем расчетным или экспериментальным путем определяют коэффициент запаса для каждого перехода и вносят необходимые корректировки.
При многократном волочении профилей средних размеров число витков на промежуточных шайбах, как уже было указано, колеблется в пределах 3—4. Такое число витков создает сравнительно небольшие напряжения противонатяжения, что облегчает определение коэффициентов запаса по переходам, так как оно становится аналогичным определению таких коэффициентов при однократном процессе. В связи с этим ряды переходов, приведенные в табл. 26—28, могут быть применены для многократного волочения, но только на машинах с соответствующими кинематическими характеристиками, при которых соблюдаются рассмотренные ранее закономерности в соотношениях между скоростями проволоки и окружными скоростями тяговых шайб.
7. МНОГОКРАТНОЕ ВОЛОЧЕНИЕ ТРУБ
Многократное волочение труб применяют главным образом при их осаживании и лишь при достаточно большой относительной толщине стенки что обосновано далее.
При небольших диаметрах такое волочение может осуществляться на машинах для многократного волочения проволоки со всеми ранее рассмотренными особенностями и закономерностями. При больших диаметрах, когда трубу трудно согнуть, целесообразно применять линейные станы специальной конструкции с траковыми (гусеничными) подающе-тяговыми механизмами. На рис. 178 схематически показан общий вид такого стана конструкции А. И. Целикова и др. [11, 12]. На этом стане первый переход может быть осуществлен на закрепленной самоустанавли-вающейся или подвижной оправке (стержне). Стан состоит из трех подающе-тяговых механизмов (клетей) /, 2, 3, установленных на общей раме 4. Каждая клеть имеет две приводные бесконечные цепи (гусеницы), расположенные одна над другой. Цепи составлены из звеньев с призматическими пазами 5, с помощью которых зажимается труба. Такой способ захвата трубы может быть использован только при значительной относительной толщине стенки. Зажимные звенья рабочих цепей опираются на роликовую цепь 6, которая перекатывается по планкам 7, установленным при по-
347
д.
мощи тарельчатых пружин на опорных балках машины. Балки закреплены на эксцентриковых валах, с помощью которых они могут сводиться и раздвигаться, зажимая трубу. Волоки устанавливают в люнетах 8, расположенных между клетями.
При волочении трубы на закрепленной оправке стержень оправки крепится в упоре, установленном перед первой клетью.
Как показано Б. С. Азаренко \ процесс волочения труб на трако-вом стане описанной конструкции можно разделить на следующие стадии (рис. 179):
I. Захват переднего конца трубы первым подающе-тяговым механизмом (рис. 179, а).
II. Проталкивание переднего конца трубы первым тяговым механизмом через первую волоку (рис. 179, б).
III. Волочение трубы через первую волоку при совместной работе первого и второго пода-юще-тяговых механизмов (рис. 179, в).
IV. Совместное волочение трубы первым и вторым подающе-тяго-выми механизмами через первую волоку и
1 Азаренко Б. С. Автореферат диссертации. Москва, 1969.
348
вдавливание переднего конца трубы через вторую волоку (рис. 179, г).
V. Совместное волочение трубы первым, вторым и третьим подающе-тяговыми механизмами через первую и вторую волоки (рис. 179, д).
VI. Волочение трубы вторым и третьим подающе-тяговыми механизмами через первую и вторую волоки (рис. 179, ё).
3-и кеханизп
2-й механизм
1-й механизм
2- я волока 1- я волока
Направление волочения
Рис. 179. Стадии процесса многократного волочения трубы без оправки (по Б. С. Аза» ренко)
349
VII. Волочение вторым и третьим подающе-тяговыми механизмами через вторую волоку.
VIII. Свободное волочение третьим подающе-тяговым механизмом через вторую волоку (рис. 179, ж).
Стадии I—IV соответствуют заполнению стана трубой.
Стадия V соответствует установившемуся процессу непрерывного волочения. Стадия VI—VIII соответствуют выходу трубы из стана Продолжительность стадий I—IV и VI—VIII определяется конструктивными размерами стана (длиной контакта рабочих цепей с трубой, расстоянием от волоки до нажимных балок подающих механизмов и т. д.), продолжительность стадии V определяется длиной протягиваемой трубы. На стадиях!—IV и VI—VIII длина трубы, находящейся в стане, переменна, этим определяется изменение скорости волочения и сил, действующих на волоки.
Из приведенного описания стана видно, что силы вдавливания трубы при ее задаче в волоку и силы волочения создаются силами трения, возникающими между зажатой трубой и траками. Такой способ создания сил волочения исключает необходимость противонатяжения, без которого нельзя обойтись на машинах многократного волочения проволоки со скольжением (при отсутствии силы Q на сбегающей стороне тяговой шайбы сила волочения будет равна нулю [см. формулу (XI-1) ]. Поэтому для обоих процессов особенно важна необходимость того, чтобы силы трения, действующие от подающе-тяговых устройств на трубу, были направлены в сторону волочения, а это требует, чтобы поступательные скорости гусениц В были, по крайней мере, несколько больше (на 1—2°6) соответствующих скоростей движения трубы Б, т. е. чтобы выполнялось условие (XI-2).
Естественно, что и здесь должно выполняться равенство секундных объемов, выражаемое уравнением (XI-4). При этом в расчетах за выходную скорость движения трубы, т. е. скорость волочения через последнюю волоку, целесообразно принимать поступательную скорость движения гусеницы последней клети.
Методика расчета переходов на таких станах отличается от изложенных в гл. X тем, что здесь приходится учитывать следующие два обстоятельства:
1) ограничение сил вдавливания и волочения возможностью потери устойчивости трубы, зажатой траками;
2) на переднем конце трубы, деформируемом при задаче в волоку вдавливанием, утолщение стенки больше, чем на остальной части трубы, деформируемой волочением, причем, как показано в гл. III, разница в утолщениях тем больше, чем выше вытяжка за переход. Специальные исследования, проведенные в работах [13, 14], показали, что для получения труб с допусками по толщине стенки, соответствующими требованиям ГОСТов, вытяжка за переход при многократном волочении труб не должна превышать 1,15—1,2. При использовании более высоких вытяжек передний 350
конец трубы длиной 300—500 мм приходится удалять, что, естественно, снижает выход годного.
Однако при волочении труб большой длины, особенно при волочении в мотках, такая мера оправдана, поскольку снижение выхода годного при этом незначительно и окупается сокращением числа переходов и длительности технологического цикла.
Как показали исследования К. Н. Рейхерта х, многократные станы тракового типа могут быть использованы для волочения прутков.
8. ОБ ОПТИМАЛЬНОМ ЧИСЛЕ ВОЛОК МАШИН ДЛЯ МНОГОКРАТНОГО ВОЛОЧЕНИЯ
Процесс многократного волочения от катанки или прессованной заготовки до проволоки заданного размера может осуществляться на одной или нескольких машинах для многократного волочения. Чем больше общая вытяжка за весь передел, тем вероятнее необходимость применения двух и более машин с оптимальным числом волок в каждой.
Первым фактором, определяющим оптимальное число волок на машине, является максимально допустимая вытяжка от отжига до отжига р-обтах, устанавливаемая так же, как и в однократных процессах (гл. X). Следует, однако, иметь в виду, что современное состояние техники нагрева проволоки позволяет предположить возможность организации промежуточных отжигов без перерыва процесса. При таком положении фактор р-обтах не будет влиять на число волок в машине.
Вторым фактором является обрывность, повышающаяся с увеличением числа волок на машине, занятых в процессе. Этот фактор может быть учтен только статистической обработкой результатов наблюдений при правильно организованном процессе волочения, обеспечивающем выполнение всех условий, рассмотренных в данной главе и в гл. V.
Третий фактор — неизбежный, часто большой разрыв между технически оптимальными и фактическими скоростями волочения в каждой волоке, кроме выходной. Фактические скорости волочения определяются условием постоянства секундных объемов проволоки и поэтому обратно пропорциональны поперечным сечениям проволоки или квадратам ее диаметров. Оптимальные скорости волочения такому соотношению не подчиняются, поэтому они отличаются одна от другой значительно меньше (см. гл. XII). Отклонения от постоянства секундных объемов, допускаемые машинами с регулируемыми скоростями шайб и с магазинами, не вносят больших изменений в указанные соотношения и не позволяют вести процесс с оптимальными скоростями во всех волоках
1 К. Н. Рейхерт. Диссертация. Москва, 1969.
351
С увеличением числа волок на одной машине возрастает и разрыв между действительными и оптимальными скоростями, особенно на первых волоках. Это видно из следующего примера.
Пусть требуется протянуть медную проволоку из катанки диаметром 7 мм до диаметра 0,2 мм. Медь допускает применение очень больших вытяжек между отжигами, поэтому заданный передел можно было бы выполнить на одной многократной машине в 33 волоки при средней вытяжке 1,25 и выходной скорости 35 м/сек. При таком процессе скорость волочения в первой волоке была бы равна
О1- 1,25-0,22 п .
35 —= 0,036 м/сек.
Такая скорость явно резко занижена по сравнению с оптимальной и указывает на нерациональное использование тяговых мет ханизмов первой и нескольких последующих волок и на целесообразность распределения всего передела на 2—3 машины.
Первая из этих машин (по ходу передела) работала бы с повышенными скоростями и смогла бы обслужить несколько последующих машин и этим понизить стоимость передела.
Место разделения передела зависит от параметров оборудования (габариты, скорости, стоимость, удобство обслуживания и др.) и может быть определено сравнительным технико-экономическим анализом технологического процесса волочения в нескольких возможных вариантах.
Таким образом, оптимальное число волок машины для многократного волочения должно определяться отдельно для каждого передела в зависимости от технологических, технических и экономических условий.
ЛИТЕРАТУРА
1. Справочник по технической механике под редакцией А. Н. Динника. Гостех-издат, 1949.
2. Ж у р и н В. Н. Сталь, 1953, № 9, с. 830.
3. Труды Фрунзенского политехнического института, вып. 35. Обработка металлов давлением. Фрунзе, 1969.
4. М а г t о и К. Acta techn. Acad, scient Hung, 1968, № 1—2, p. 185.
5. П e p л и н И. Л. Сталь, 1948, № 4, c. 375.
6. P у p a A. M. Опыт эксплуатации волочильной машины С-212. ЦБТИ МЭГГ, 1955.
7. Р у р а А. М. Цветные металлы, 1956, № 10, с. 69.
8. К i s s Ervin. Neue hutte, 1968, H. 13, № 3, S. 164.
9. К о г о с А. М. Механическое оборудование волочильных и лентопрокатных цехов. Изд-во «Металлургия», 1964.
10. Три к ке Н. А. Труды Горьковского индустриального института им.
А. А. Жданова, № 1, вып. 2, 1948.
11, Ц е л и к о в А. И. и др. Изв. вузов. Машиностроение, 1962, № 9, с. 145. 12. Ц е л и к о в А. И. и др. Сталь, 1966, № 7, с. 634.
13. Альшевский Л. Е. и др. В сб. «Обработка металлов и сплавов давлением». ОНТИ, ВИЛС, 1965, с. 123.
14. Ерманок М. 3.,Горохов В. С. Веб. «Прогрессивные процессы производства труб». Цветметинформация, 1966, с. 37.
352
Глава XII
ПРОИЗВОДИТЕЛЬНОСТЬ, СКОРОСТЬ ВОЛОЧЕНИЯ И МОЩНОСТЬ ДВИГАТЕЛЕЙ ВОЛОЧИЛЬНЫХ МАШИН
1. ОПРЕДЕЛЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ ВОЛОЧИЛЬНЫХ МАШИН
Производительность волочильных, как и всяких других машин, определяют по количеству выпущенной продукции в единицу времени. Выпуск может выражаться в единицах массы (производительность по массе) и в линейных (линейная производительность) и может быть отнесен:
1. К машинному времени (при этом условии линейная производительность будет равна скорости волочения).
2. К оперативному времени, т. е. к сумме машинного времени и времени, затраченного на проведение операций, связанных со съемом с машины протянутого металла, заправкой следующей партии металла, на ликвидацию обрывов и запуск машины (паузы).
3. К общему времени, т. е. к сумме оперативного времени и подготовительно-заключительного, затрачиваемого рабочим в начале и конце смены на подготовку машины и инструмента к работе, а также уборку рабочего места и передачу его в связи с окончанием смены.
Далее приведены расчеты производительности машин лишь за оперативное время, так как расчет затрат времени на подготовительно-заключительные операции относится к элементам организации производства [1].
Для упрощения расчетов и анализа их результатов все определения отнесены к линейной производительности, что никак не влияет на расчетные показатели процессов. Чтобы перейти от линейной производительности к весовой, следует, как известно, умножить первую на массу одной линейной единицы заданной продукции.
Для определения линейной производительности однониточной машины однократного волочения при нескольких переходах необходимы следующие исходные данные:
а) длины протягиваемой полосы после каждого перехода: Lu L2, . . Ln, определяющиеся по ее объему и поперечным сечениям после каждого перехода;
б) скорость волочения при каждом переходе vlf v2, . . vnt выбираемая, согласно соображениям, приводимым далее;
23 И. Л. Перлин 353
в) длительность пауз перед началом каждого перехода tn tn , • • •> определяющаяся хронометрированием или соответствующими нормативами времени;
г) время на ликвидацию обрывов и прочих мелких неполадок, определяемое в долях машинного времени коэффициентом
Линейную производительность (Z) рассматриваемой машины можно определить, исходя из следующего. Промежуток времени Т, необходимый для протяжки полосы заданного сечения Ео на сечение Fn в п переходов, определяется суммой
7’=(1+?) (4г+<+-"+-^) + ч+ч+---+ч.
Отсюда линейная производительность за оперативное время определится выражением
__ Ln _ _____________________Ln____________________ “ т ~ о+в (4+4j-+-+4г) + '.+'.+-+ч ’
(ХП-1)
Если скорость волочения ув во всех переходах остается неизменной, а паузы одинаковыми, то выражение (ХП-1) упрощается и принимает следующий вид:
/ = -------i-----. (ХП-1 а)
(1 4- 4- * • • + Ln) ——h ntn
VB
Линейная производительность многониточной машины для однократного волочения равна произведению производительности, полученной по формулам (ХП-1) или (ХП-la), на число ниток. В то же время повышение числа ниток увеличивает длительность пауз и общую обрывность. Поэтому линейная производительность многониточной машины всегда меньше производительности однониточной машины, помноженной на число ниток, т. е. производительность не возрастает пропорционально числу ниток.
В работе [2] на примере волочения прутков предлагается метод приближенной оценки эффективности многониточного процесса, основанный на предположении об изменении с увеличением числа ниток коэффициента машинного времени по закону убывающей геометрической прогрессии, знаменателем которой является коэффициент машинного времени при однониточном процессе:
^маш<
V1 ~t 4-1 •
‘вещ ‘маш!
Следует иметь в виду, что такое предположение может реализовываться лишь при самом неблагоприятном сочетании произ-354
водственных условий. Поэтому результаты приводимых далее расчетов эффективности многониточных процессов построены на основе минимальных показателей.
При таком предположении коэффициенты машинного времени будут: при двухниточном процессе у2 = при трехниточном ?3 = У? и при n-ниточном уп = у*.
Линейная производительность Q (т. е. число единиц длины, протянутых в единицу времени) определится выражениями: при однониточном процессе Qx = при двухниточном процессе <?2 = Ti*2t>B, при n-ниточном процессе Qn = yizmB.
Эффективность перехода с однониточного процесса на многониточный будет определена выражением
т = (ХП-2)
Приравняв первую производную т по п нулю, получим, что максимум эффективности будет достигнут при
1 п —-------,-----.
1ПУ1
(ХП-З)
По приведенным формулам вычислены /птах и п0ПТим для различных значений уъ позволяющие создать представление о результатах применения многониточных процессов при наименее благоприятных сочетаниях производственных условий:
?!••• . . 0,9 0,8 0,7 0,6 0,5
поптим • • . . 10 4,6 2,9 2 1,45
m.7iax • • • . . 3,85 2 1,5 1,2 1,05
Эти закономерности показывают следующее:
а) эффективность многониточного процесса растет с увеличением коэффициента машинного времени при однониточном процессе yf,
б) эффективность увеличения числа ниток имеет свой максимум, заврсящий от величины Чем больше тем больше оптимальное число ниток поптим;
в) начиная с некоторого минимального значения ух 0,5 многониточный процесс становится нецелесообразным.
Все эти выводы соответствуют практике многониточных процессов, полностью соответствуют установившимся представлениям об условиях эффективности таких процессов и поэтому оправдывают применение рассматриваемого метода приближенной оценки эффективности многониточного процесса.
Приведенные значения поптим, хотя и являются ориентировочными, изменяющимися от условий процесса и применения различных технических усовершенствований, однако показывают, что 23* 355
даже при неблагоприятных сочетаниях производственных условий многониточные процессы часто могут быть весьма эффективными.
Нужно также иметь в виду, что повышение производительности оборудования с увеличением числа ниток может повлечь за собой соответствующий рост производительности труда только в том случае, если при переходе на многониточную обработку число машин, обслуживаемых бригадой или одним рабочим, при этом не уменьшится. Поэтому, анализируя эффективность перехода на многониточную обработку, следует раздельно оценивать повышение производительности оборудования и производительности труда.
Анализ эффективности процессов многониточного волочения стальных труб, проведенный в работе [3], и многониточной прокатки труб на станах ХПТ, проведенный в работе [4], подтверждает изложенные выводы.
Линейная производительность машины для многократного волочения определяется длиной протянутого металла L в промежуток времени между заправками машины для смены инструмента или для заправки другой партии металла, длительностью заправки Z3an, длительностью (/п) и числом (С) остановок (пауз) для снятия протянутого металла за рассматриваемый промежуток времени и затратами времени на ликвидацию обрывов и мелких неполадок (g).
Промежуток времени Т, необходимый для протяжки металла длиной L, очевидно, определится выражением
7,= (l+g)^ + 4an + C/n, (ХП-4)
откуда линейная производительность машины для многократного волочения в оперативное время будет
I = 4 =---------------------• (ХП-5)
О + £) --F ^зап + Ct и
Анализируя выражения (XII-1), (ХП-la) и (ХП-5), можно прийти к следующим выводам:
1. На производительность волочильных машин оказывает большое влияние длительность пауз: чем больше паузы, тем ниже производительность, и наоборот. Влияние длительности пауз возрастает со снижением доли машинного времени и наоборот. Поэтому при волочении полос малой длины (например, на станах с прямолинейным движением металла) основным источником повышения производительности является уменьшение длительности пауз вследствие механизации и автоматизации вспомогательных операций.
Машинное время можно также увеличить, понизив скорость волочения, но такой путь может быть оправдан только в тех ред-356
ких случаях, когда применяемая скорость выше оптимальной, метод выбора которой изложен далее.
2. Производительность машины повышается с увеличением скорости волочения, но не пропорционально: производительность машины всегда растет меньше, чем скорость волочения. Чем меньше доля машинного времени в оперативном, тем меньше повышение скорости волочения влияет на производительность, и наоборот. Поэтому при больших длинах протягиваемого изделия рост скорости волочения является главным источником повышения производительности.
2. СКОРОСТЬ ВОЛОЧЕНИЯ
Общие сведения
Скорость волочения определяется тремя группами факторов: технологическими, техническими и экономическими [5].
Основным технологическим фактором является, напряжение волочения. Влияние скорости на напряжение золочения разобрано в гл. VI.- Из сказанного в этой главе следует, что при прочих заданных параметрах процесса волочения имеется максимум скорости, при переходе за пределы которого процесс становится неустойчивым и даже зачастую технически неосуществимым. Этот максимум можно считать технологическим максимумом скорости. При заданных конструкциях волочильной машины и мощности ее привода скорость волочения имеет также технический максимум, определяемый прочностными характеристиками машины и мощностью ее двигателя. При проектировании волочильных машин новых конструкций с новыми параметрами, поскольку не возникает ограничений в мощности привода, а также в прочностных характеристиках машины и особенно ее вращающихся деталей, технический максимум скорости волочения может быть очень высоким.
Основные экономические факторы, зависящие от скорости волочения: заработная плата, стоимость электроэнергии, затрачиваемой на технологический процесс, и амортизация оборудования, приходящиеся на единицу протянутого металла. Заработная плата непосредственно связана с производительностью; с увеличением скорости волочения производительность растет, а заработная плата на единицу изделия уменьшается. Однако рост производительности, как это видно из предыдущего, отстает от роста скорости волочения. Поэтому и уменьшение зарплаты на единицу изделия с ростом скорости замедляется. На рис. 180 соответственно этому приведена кривая /, показывающая характер изменения заработной платы на единицу изделия в зависимости от скорости волочения. С увеличением скорости волочения в большинстве случаев несколько снижается напряжение волочения, а с ним и удельный
357
расход энергии на осуществление процесса. В то же время растет мощность привода, а значит и удельный расход энергии, потребляемой приводом во время пауз, поскольку длительность их не меняется. Следовательно, с повышением скорости удельный расход энергии падает не так быстро, как увеличивается скорость. На рис. 180 соответственно этому приведена кривая 2, показывающая характер изменения стоимости электроэнергии, затрачиваемой на единицу продукции, при повышении скорости волочения. При увеличении скорости волочения усложняется конструкция ма
Рис. 180. Схема изменения зарплаты (/), стоимости электроэнергии (2), амортизации (3) и цеховой стоимости (4),
падающих на единицу продукции, в зависимости от изменения скорости волочения; Эм — экономический максимум скорости волочения
шины и привода, повышается их стоимость.
Поскольку рост скорости волочения при прочих равных условиях ведет к уменьшению машинного времени и увеличению длительности пауз, неизбежно появление таких условий, при которых дальнейшее увеличение скорости волочения приведет к повышению стоимости оборудования, опережающему рост его производительности. Это повлечет за собой увеличение амортизационных отчислений на единицу продукции, в результате чего кривая скорость
волочения — амортизация на единицу продукции будет иметь минимум. На рис. 180 приведена кривая 5, показывающая характер
зависимости удельной амортизации от скорости волочения. Суммируя ординаты кривых /, 2 и 3, можно построить кривую 4,
схематически показывающую изменение цеховой стоимости единицы продукции (без учета части накладных расходов) в зависимости от скорости волочения. Эта кривая имеет минимум, который показывает ту максимальную скорость волочения, при которой цеховая стоимость продукции будет минимальной. Этот максимум
скорости волочения в отличие от предыдущих можно назвать экономическим. Такой максимум установлен и в аналогичном процессе холодной прокатки ленты [5].
Технологический, технический и экономический максимумы скорости волочения в общем случае не совпадают, поэтому приходится выбирать скорость по минимальному из этих трех максимумов, т. е. считать оптимальной скоростью волочения такую, которая технологически и технически осуществима и экономически целесообразна.
Из перечисленных трех максимумов расчетному определению поддается технический, остальные два расчетом определить весьма
358
трудно. К тому же все эти максимумы неустойчивы, потому что прогресс науки и техники непрерывно ведет к усовершенствованию процессов волочения и, следовательно, к изменению условий, определяющих эти максимумы. Применение устройств для непрерывного приема проволоки в мотки или на катушки, дальнейшее внедрение сварки заготовок, повышение стойкости волок, улучшение качества смазок, разработка новых методов нанесения смазки или ее подвода к деформационной зоне и т. п. являются примерами таких усовершенствований. Поэтому оптимальные скорости приходится выбирать на основании изучения и анализа действующих и опытных установок, руководствуясь при этом изложенными ранее положениями о связи скорости волочения с технологическими и техническими условиями процесса волочения и его экономическими результатами.
Между технологическим и экономическим максимумами скорости волочения имеется определенное соотношение. При малой доле машинного времени в оперативном, например при волочении на станах с прямолинейным движением или при волочении металла в полосах малой длины, экономический максимум ниже технологического. Поэтому оптимальные скорости приходится выбирать только по результатам анализа технико-экономических показателей. При большой доле машинного времени в оперативном, например при многократном волочении проволоки в полосах большой длины, технологический максимум меньше экономического. В этом случае оптимальные скорости приходится выбирать, исходя из технологических показателей, так как при этом всякое технологически возможное увеличение скорости обязательно приводит к улучшению экономических показателей (при этом, конечно, должна быть обеспечена и техническая возможность повышения скоростей волочения).
При многониточном волочении в некоторых условиях (например, высокая обрывность, связанная с высокой скоростью) не исключена целесообразность уменьшения скорости волочения и одновременного увеличения числа ниток.
В соответствии с изложенным далее приведены некоторые критерии для выбора оптимальных скоростей волочения применительно к основным типам волочильных машин и основным группам и размерам протягиваемых металлов и сплавов. Эти данные следует рассматривать лишь как исходные, определяющие порядок величин скоростей волочения.
Скорость волочения на станах с прямолинейным движением протягиваемого металла
На таких станах протягивают металл в полосах длиной, обычно не превышающей 10 м (эта длина — максимальная, при которой удобна транспортировка без укладки витками). Небольшая длина протягиваемой полосы резко снижает долю машинного времени, 35$
составляющую 20—40% оперативного. Поэтому в рассматриваемых установках скорости волочения выбирают применительно к экономическому максимуму. Чем меньше сечение и масса погонного метра протягиваемой полосы, тем легче выполнять все вспомогательные операции, сокращаются паузы и становится целесообразным увеличение скоростей. Уменьшение сечения полосы совпадает со снижением сил волочения, поэтому в данных условиях скорости волочения прямо связаны с силами. Ниже приведены скорости волочения, применяемые на рассматриваемых станах независимо от прочностных и пластических характеристик протягиваемого металла, поскольку, как уже было указано, скорости здесь определяются не технологическим, а экономическим максимумом*
Сила волочения, Т .. 0,25 0,5 1 2 3 5 8 10 15 20 30 50
Скорость волочения, м/мин .............. 45 42 40 36 32 28 24 22 20 18 15 12
При длинах полос, заметно превышающих Юж, и при уменьшении вспомогательного времени, особенно при задаче в волоку вдавливанием, оптимальная скорость волочения может быть в 1,5—2 и более раза выше указанных.
Скорость па однократных машинах с круговым движением протягиваемого металла
На машинах этого типа протягивают несколько групп полуфабрикатов, в том числе сплошные профили, допускающие изгиб; полосы сравнительно небольшой длины (^100 ж); трубы сравнительно небольшого диаметра; проволоку из металлов и сплавов, интенсивно упрочняющихся и требующих поэтому частых отжигов, и проволоку с весьма малыми поперечными сечениями, при волочении которой ввиду малых величин разрывных сил трудно создать устойчивый многократный процесс. Поэтому на машинах рассматриваемого типа оптимальные скорости выбирают по экономическому (для первой группы) и по технологическому (для второй и третьей групп) максимуму. К технологическим факторам, связанным со скоростью волочения, следует добавить еще один, а именно скорость сматывания заготовки, которая составляет 75—90% от скорости волочения (по условию постоянства секундных объемов). При высоких скоростях сматывания, если они не синхронизированы со скоростями входа проволоки в деформационную зону и создаются простым натяжением сматывающейся проволоки (что чаще всего применяют на практике), витки могут западать один за другой, отчего происходят обрывы и нарушается устойчивость процесса.
Ниже приведены скорости на машинах для однократного волочения (при несинхронизированном сматывании заготовки):
360
Диаметр проволоки, мм Скорость волочения, м/мин
Диаметр проволоки, мм Скорость волочения, м/мин,
15 10 7,5 5 4 3 2
60 75 100 120 150 180 200
1 0,5 0,25 0,1 0,05 0,03 0,01
200 150 100 75 50 25 5
Применяя синхронизацию сматывания проволочной заготовки, можно значительно повысить технический максимум скорости волочения. Так, по данным И. Л. Перлина, скорость волочения медной проволоки диаметром 0,04—0,15 мм может быть доведена до 12 м/сек. Скорости волочения труб на станах барабанного типа также в значительной мере зависят от диаметра трубы, однако здесь обычно не наблюдается максимума скорости с уменьшением диаметра трубы, отмеченного при волочении проволоки. Ниже приведены скорости волочения труб различного диаметра на стане с приемником диаметром 1500 мм:
Диаметр трубы, мм .......... 30 20 15 10 8
Скорость волочения, м/сек ... 1,5 2,25 3,5 7 9
Скорость на машинах многократного волочения без скольжения проволоки с магазинными промежуточными шайбами-приемниками
На машинах этого типа применение больших скоростей волочения затруднено главным образом из-за сложности механизма сбегания проволоки с предыдущей шайбы, связанной с закручиванием проволоки около собственной оси. Поэтому при больших длинах протягиваемых полос или при их сварке между собой до волочения применяемые скорости почти не зависят от свойств протягиваемого металла. Ниже приведены выходные скорости волочения, применяемые на машинах рассматриваемого типа:
Диаметр протягиваемой проволоки, мм ............... 3 2 1,5 1 0,5 0,3
Выходные скорости волочения, м/сек, ........ 5,0 6,0 11 18 10 8
Скорость на машинах многократного волочения со скольжением проволоки или с синхронизацией скоростей проволоки и тяговых шайб
Так как скорости, применяемые на машинах этого типа, в большой степени зависят от свойств протягиваемого металла и размеров полосы, они определяются технологическим максимумом. Наибольшие скорости применяют при волочении чистой меди (до 40 м/сек для диаметра 0,2 мм) [7]; имеются указания о волочении медной проволоки диаметром 0,3 мм со скоростью 50 м/сек и диаметром 0,9 мм со скоростью 30 м/сек.
Проволоку диаметром меньше 0,10 мм протягивают с уменьшенными скоростями. Это объясняется следующим:
361
1. Более интенсивным ростом температуры протягиваемой проволоки в деформационной зоне при уменьшении ее диаметра и повышении скорости. Это происходит из-за увеличения относительной поверхности деформационной зоны (на единицу ее объема) и вследствие этого повышенного выделения тепла контактного трения на единицу объема проволоки.
2. Увеличением доли дополнительных напряжений от вибрации проволоки во время волочения в общей величине напряжения. Такая вибрация вызывается колебанием скорости волочения за период одного оборота тяговой шайбы или приемника, возникающим даже при малейшей несоосности вследствие неточностей в сборке вращающихся механизмов.
Практически применяемые выходные скорости при больших длинах протягиваемых полос или при сварке их между собой и хорошо организованном спуске заготовки в процессе волочения приведены в табл. 40.
Таблица 40
Выходные скорости волочения на многократных машинах со скольжением проволоки или при синхронизации скоростей проволок и шайб (при больших длинах полос), м/сек
Металл Скорость волочения, м/сек, при диаметре проволоки, мм*
3 1 2 1 1 | 0,5 0,3 | 0,2 ОД | 0,04
Медь 5 8 15 25 30 40 30 10
Алюминий 5 8 12 15 12 — — —
Никель Цинк с нагревом до 90— 5 8 10 15 15 15 15 15
100° С 4 6 8 — — — — —
Латунь 5 6 10 15 15 15 15 15
Бронза Никелевые и медноникеле- 4 5 6 9 10 10 10 10
вые сплавы 4 5 6 9 10 10 10 10
Сталь мягкая 4 8 15 20 26 25 25 10
Высокопрочные стали . . . Молибден с нагревом до 2 3 5 6 8 6 4 —
600—700° С — 0,1 0,2 0,3 0,4 0,5 0,6 0,7
♦ При диаметре 5 мм скорость волочения равна 2,5 м/сек, а при диаметре 10 мм 1 м/сек.
3. ОПРЕДЕЛЕНИЕ МОЩНОСТИ ПРИВОДА ВОЛОЧИЛЬНЫХ МАШИН
Все виды энергетических затрат отражены в процессе многократного волочения со скольжением проволоки. Поэтому далее приведен вывод формулы, определяющей мощность привода машины для многократного волочения со скольжением. В такой машине мощность, передаваемая приводом, расходуется на: 362
1. Осуществление процесса волочения.
2. Потери на трение, возникающее между витками проволоки и шайбами.
3. Изгиб проволоки около шайбы, происходящий при набегании проволоки на шайбу и сбегании с нее.
4. Потери на трение в механизмах машины.
5. Холостой ход машины.
На осуществление процесса волочения шайбе расходуется мощность, равная
(Pn-Qn)En = Pn^ Бп- (ХП-6)
На осуществление процесса волочения всеми тяговыми шайбами, учитывая, что QK = 0, расходуется мощность
п=к
Nвол “ (Рп Q”) “
П=1
в каждой тяговой
Рис. 181. Схема к определению мощности, расходуемой на изгиб проволоки около шайбы: М — усилие, необходимое для осуществления изгиба
И=1
Дг)5л+РкБк. (ХП-7)
Так как скорость взаимного перемещения шайбы относительно проволоки равна (Вп — Бп), то потери на трение между витками проволоки и каждой шайбой определяются выражением
(Рп - Q„)(Вп - Б„) = Рп I1 - \ (Вл - £„). (ХП-8)
\ е J
Потери на трение на всех шайбах равны
А^ТР = (Pn-Qn)(Bn-Bn) =
п=1
2ят1ш j (Вп — Бп).
(ХП-9)
На изгиб или разгибание витка проволоки около одной шайбы расходуется мощность, определяемая следующим образом.
Окружная сила М (рис. 181) на шайбе радиуса г, необходимая для изгиба полосы, имеющей момент сопротивления пластическому изгибу Ws, определяется из равенства моментов
Mr = ST№s, (XII-10)
откуда при скорости движения проволоки после n-й волоки Бп мощность, необходимая для изгиба проволоки на п-и шайбе, определится выражением
363
5т
МБп = -~~-п Бп. (XII-11)
' п
Мощность, расходуемая на изгиб и разгибание проволоки на всех шайбах и приемнике, определится выражением
Vl’ ST IF ST IF
А^„зг = ? , 2 Б„+ —u- Бк. (XII-12)
rn rnp
n=l
Здесь множитель 2 учитывает изгиб и разгибание проволоки на каждой шайбе, а последний член — только один изгиб проволоки на приемнике (гпР — средний радиус приемника).
Мощность, необходимая для преодоления потерь на трение в механизмах, обычно учитывается коэффициентом я, который вычисляют на основании кинематической схемы машины и качества передающих механизмов.
Мощность, необходимую для осуществления холостого хода машины (Мх.х), определяют обычно на основании v кинематической схемы, качественных характеристик передающих механизмов и массы вращающихся деталей.
В общем виде необходимая мощность на валу двигателя волочильной машины определяется выражением
п=к— 1
Д) __ Nвол 4- NTp 4~ Мизг | ДГ *___ _j_
п—к—1
5т ws
п П Г I
—I-----Бп +
ГП
1
е2л^ш
\ WS
-^^Бк
Г np
+Р*БК+ 2 -
п—1
Здесь /ш — коэффициент т — число витков
+ Wx.x. (XII-13)
(XII-14)
трения между проволокой и шайбой; на шайбе;
= CW, где W — момент сопротивления упругого изгиба;
С — коэффициент, равный 1,7 для круглого сечения и 1,5 для прямоугольного сечения.
Для определения мощности на валу двигателя машины без скольжения с синхронизацией скоростей достаточно в этой формуле величинам Бп придать значения средних скоростей каждой шайбы.
Для определения мощности на валу двигателя машины без скольжения с магазинными шайбами достаточно в формуле (XI1-13) исключить член —, так как при большом числе витков он практически превращается в нуль.
Для определения мощности на валу двигателя однократной
364
машины с круговым движением металла (к = 1) преобразуем формулу (XII-13):
+ К*. х
(XII-15)
Для определения -мощности; на- валу двигателя однократной машины с прямолинейным движением металла (к = 1, гпР == оо) формула (X11-13) принимает вид
N = — + N.
1
(ХП-16)
Все формулы данной главы основаны на элементарных законах механики, поэтому сходимость полученных по этим формулам результатов с фактическими будет зависеть только от правильности вычислений или выбора параметров, входящих в эти формулы.
Если отсутствуют надежные данные по напряжениям волочения и коэффициентам трения проволоки о тяговые шайбы и имеются данные о деформациях по переходам (т. е. Fo, F . . ., Fn), то мощность двигателя волочильной машины можно часто с достаточной для практических расчетов точностью определить, задавшись минимально допустимыми коэффициентами запаса (Узап, Узап2> Тзап8> • • •» ТзаПк)«
Определив по диаграмме предел прочности сгв — степень деформации величины ав, по коэффициентам запаса устанавливают расчетное напряжение волочения в каждой волоке. Если считать, что Тзап
каждая тяговая шайба передает мощность, равную усилию волочения ——, помноженному на окружную скорость шайбы В
Узап '
(что создает некоторый запас, так как В всегда больше скорости движения проволоки Б), мощность двигателя многократной машины определится • выражением
п—к
= + (ХП-17)
IJ >зап
п~1 п
ЛИТЕРАТУРА
1. Разумов И. М., Перл ин И. Л. Техническое нормирование в цветной металлообрабатывающей промышленности. Металлургиздат, 1951.
2. П е р л и н И. Л. Цветные металлы, 1959, № 3, с. 66.
3. Шевакин Ю. Ф., Касьян В. X. Сталь, 1966, № 5, с. 444.
4. Богданов Н.Т. Выбор оптимального числа одновременно прокатываемых труб на многониточных станах ХПТ. Труды ВНИИМЕТМАШа, № 19. ОНТИ ВНИИМЕТМАШ, 1968.
5. П е р л и н И. Л. Цветные металлы, 1950, № 1, с. 56.
6. П е р л и н И. Л., В и л е н с к и й Е. Я. В сб. трудов института цветных металлов и золота им. М. И. Калинина «Технология цветных металлов», № 23, Металлургиздат, 1951.
7. Р у р а А. М. Цветные металлы, 1956, № 10, с. 69.
Глава XIII
НАПРЯЖЕННОЕ СОСТОЯНИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ПРОДУКТОВ ВОЛОЧЕНИЯ
1. ОБЩИЕ СВЕДЕНИЯ
Условия процесса волочения, как и всякого реального процесса пластической деформации, таковы, что создается неравномерность деформации между отдельными большими и малыми участками деформируемого объема. Вследствие этого в продуктах волочения возникают остаточные напряжения. При волочении проявляются обычные причины, вызывающие неравномерность деформации и напряженного состояния: внешнее трение, целостность обрабатываемого металла, внутреннее трение, неоднородность структуры, неодинаковые температурные условия деформации на отдельных участках протягиваемого металла, а в отдельных случаях и особые причины: пластический изгиб при образовании витков, отсутствие подобия начального и конечного поперечных сечений протягиваемой полосы и др. Характер и неравномерность напряженного состояния у входа в деформационную зону и в самой зоне при волочении были изложены в гл. II.
В данной главе рассмотрен характер напряженного состояния продуктов волочения и, поскольку оно влияет на их механические свойства, описан ряд мероприятий для возможного улучшения этих свойств. Металлический полуфабрикат, находящийся под действием остаточных напряжений, хуже сопротивляется механической нагрузке от внешних сил, так как в некоторых его зонах действуют напряжения одинакового знака с напряжениями, возникающими от приложенных сил и, следовательно, увеличивающими нагруженность металла в этих зонах. Основная внешняя сила, осуществляющая процесс волочения, прикладывается к части объема металла, вышедшего из деформационной зоны. Поэтому следует различать характер и степень неравномерности напряженного состояния части объема металла, вышедшей из деформационной зоны, но еще передающей основную силу, и объема протянутого металла, вышедшего из сферы действия этой силы. На характер и степень неравномерности напряженного состояния и, следовательно, величину остаточных напряжений в основном влияют вид и режим процесса, величина противонатяжения, дробность деформации и ряд других факторов, от которых зависят также и механические свойства протянутого металла.
Характер и степень неравномерности напряженного состояния, как известно, в большинстве случаев определяют по характеру и 366
величине пластических и упругих деформаций в различных участках деформированного объема. Поэтому точность этого определения в значительной степени зависит от методов измерения деформаций, которые следует выбирать в соответствии с порядком измеряемых абсолютных величин.
Для круглых профилей могут быть использованы методы координатной сетки, стачивания, высверливания и травления [1, 2]. Для профилей небольших сечений применяют методы микромеха-нических испытаний [3]. В зависимости от свойств металла, формы профиля и поставленной задачи могут быть использованы методы: поляризационно-оптический [2], тензометрирования [2], лаковых покрытий [4], накатной сетки [5], рентгеновский [6], магнитный и др.
2. ВОЗДЕЙСТВИЕ УПРУГИХ ДЕФОРМАЦИЙ МЕТАЛЛА И ВОЛОКИ НА ПРОТЯНУТУЮ ПОЛОСУ
Поперечные сечения и линейные размеры протянутой через волоку полосы в общем случае не равны соответствующим размерам выходного сечения волоки. Они либо больше, либо меньше и только в очень редких случаях равны между собой. Это объясняется следующим:
1. Волока не может быть абсолютно жесткой, поэтому в нагруженном состоянии, когда через нее протягивается металл, ее выходное сечение всегда больше, чем в ненагруженном состоянии, на некоторую величину AFB.
2. При выходе из канала волоки протягиваемая полоса находится под действием растягивающих напряжений; если эти напряжения близки к пределу текучести или превышают его даже только на некоторых участках, то величина поперечного сечения полосы, вышедшей из волоки, будет меньше поперечного выходного сечения волоки в нагруженном состоянии на некотору величину AFW.
3. После окончания процесса волочения и, следовательно, снятия растягивающей силы на протянутой полосе проявляется упругое последействие, которое увеличивает поперечное сечение полосы на некоторую величину AFM, в результате чего поперечное сечение протянутого металла становится равным
FM = FB + AFB - AFm + AFM, (ХШ-1)
где FB — выходное сечение волоки в ненагруженном состоянии, a AFB и AFM всегда положительны.
При нормальном течении процесса, при достаточной величине коэффициента запаса величина AFm 0, таким образом
FM = FB + AFB + AFM, (XIII-2)
т. e. поперечное сечение профиля после волочения больше выходного сечения волоки в ненагруженном состоянии.
367
При волочении профилей больших сечений разность FM — FB становится заметной и, если ее не учесть при расчете величины F3, поперечные размеры протянутого профиля могут получиться не соответствующими установленному техническими условиями полю допусков, особенно при износе волоки.
Величину FM — FB или соответствующую этой разности при круглых профилях разность диаметров DM — D3 иногда на практике называют «подъемом металла».
Величины AFB и соответствующая ей ADB зависят:
1. От размеров и материала волоки; чем больше размеры и мо-
дуль упругости материала волоки, тем жестче волока и меньше при прочих равных условиях AFB и ДЕ>В.
2. От величины силы, расклинивающей волоку. При волочении круглого профиля величина расклинивающей волоку силы с некоторым приближением может быть определена следующим образом. Величина максимального радиального напряжения определяется по формуле
(XHI-3)
Величина расклинивающей силы R (рис. 182), разрывающей волоку в направлении, перпендикулярном оси канала, может быть принята равной произведению максимального радиального напряжения на величину продольного сечения деформационной зоны, проходящего через ось канала:
= STc(D2„-D2k)-^_. (ХШ-4)
Из этого выражения следует, что максимальная расклинивающая сила уменьшается:
368
уменьшается, то
Рис. 183. Схема двух-заходной волоки
а) с уменьшением STc, т. е. со снижением прочности протягиваемого металла;
б) с уменьшением обжатия;
в) с увеличением угла а.
Уменьшение расклинивающей силы и, следовательно, деформации волоки с увеличением угла а подтверждено практикой волочильного производства [71 и используется для повышения срока службы волоки при волочении круглых профилей больших сечений. Для этого новую волоку делают с малым углом а (7—10е), а после ее износа растачивают канал таким образом, что угол а возрастает до 20—25°, а выходной диаметр остается неизменным. Так как при а = 20н-25° деформация волоки становится возможным использовать волоку до полного износа при большом угле а. В работе [8] для этой же цели предложена так называемая «двухзаходная» волока (рис. 183), у которой рабочая часть канала при волочении в разных направлениях имеет разные углы. В период до первого износа используют канал с а = 10°, затем волоку поворачивают и волочение ведут через канал с а = 25° до второго, полного износа. При многосекционной волоке протягиваемый металл входит в каждую после
дующую секцию с увеличивающимся противонатяжением, уменьшающим расклинивающую силу. Поэтому для уменьшения AFB применение волок такой конструкции целесообразно.
Все изложенные выводы о влиянии формы канала и других параметров процесса волочения круглых сплошных профилей на величину расклинивающей силы и деформацию волоки в общем применимы и для других профилей.
Величина AFM и соответствующая ей величина AZ)M зависят от:
1. Размеров протягиваемой полосы и ее механических свойств в состоянии после выхода из канала; чем больше линейные размеры поперечного сечения и чем меньше модуль упругости, тем больше должна быть величина AFM.
2. Скорости деформации, которая находится в прямой зависимости от скорости волочения и степени деформации и в обратной — от длины деформационной зоны.
3. Промежутка времени между изменением AFM и окончанием процесса; AFM с увеличением этого промежутка изменяется по затухающей кривой.
Отсюда AFM уменьшается:
а) с уменьшением скорости волочения;
б) с понижением степени деформации;
в) с уменьшением промежутка времени от конца процесса до испытания;
24 И. Л. Перлин 369
г) с увеличением длины деформационной зоны, т. е. с уменьшением угла а и ростом длины калибрующей зоны канала.
В. И. Карасевич [9] указывает на заметное влияние угла волоки на величину упругого последействия при осаживании трубы; его эксперименты показывают, что отклонение наружного диаметра осаженной трубы от диаметра выходного сечения канала ненагру-женной волоки повышается с увеличением а и составляет при осадке медных труб диаметром 20—40 мм на 5 мм через волоку с а = 10 град. 0,9%, с а = 20 град. 1,8%, с а = 30 град. 2,6% от диаметра трубы.
Множественность факторов, влияющих на величину упругого последействия протягиваемого металла, и практически необходимая высокая точность определения ее пока не дают возможности применить аналитический метод расчета. Величину упругого последействия приходится определять опытным путем для каждой группы более или менее аналогичных процессов.
Н. И. Шефтель и В. В. Исупов [7] сделали попытку применить аналитический метод с упрощениями для расчета величины упругого последействия. Однако он не может быть признан обобщающим. Так, проверка П. И. Мининым [10] формул, предложенных в работе [7], не подтвердила возможности их использования во всех случаях.
Упругое последействие наблюдается и по длине протягиваемого металла. Об этом свидетельствуют обязательное укорочение полосы вследствие проявления упругой продольной деформации, а также общеизвестный факт некоторого искривления всякой протянутой полосы после окончания процесса. Такое искривление происходит из-за неполного совпадения оси волочильного канала с направлением силы волочения, некоторой неравномерности и несимметричности механических свойств протягиваемой полосы по ее сечению, некоторого различия условий трения на контактной поверхности, появляющейся из-за неоднородности смазки и качества обработки поверхности канала волоки, а также других явлений, отличающих производственный процесс волочения. Все эти явления вызывают неравномерные дополнительные деформации и напряжения, которые сопровождаются неравномерными проявлениями упругого последействия.
При волочении полосы в мотках, особенно когда диаметр мотка примерно в 700 и более раз превышает диаметр самой проволоки, что бывает главным образом при волочении проволоки тонких и тончайших размеров, неравномерность продольного укорочения проволоки бывает настолько большой, что в своем стремлении к достижению естественной кривизны каждое кольцо, а часто и целые мотки коробятся и иногда принимают форму «восьмерки».
Для предупреждения такого коробления необходимо проволоку после выхода ее из волоки, перед наматыванием пропустить через правильное устройство, устанавливаемое между волокой и прием-370
ником. Такое устройство чаще всего представляет собой коробку с несколькими вращающимися роликами, перегибающими проволоку в разные стороны с затухающей стрелой прогиба (рис. 184).
Рис. 184. Схема правильного аппарата и его установки:
1 — волока; 2 — правильное устройство; 3 — приемник проволоки
3. ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ
Остаточные напряжения в круглых прутках и проволоке
В условиях волочения круглого профиля при полной симметрии деформаций и напряжений относительно продольной оси профиля, а также полной гомогенности металла неравномерность деформаций и напряжений возникает только вследствие трех причин:
1. Конусообразная форма деформационной зоны, при которой нормальные силы, возникающие на контактной поверхности, даже при полном отсутствии сил трения (абстрактный случай) вызывают отставание периферийных слоев от центральных и приводят к искривлениям ранее плоских поперечных сечений (см. гл. II).
2. Действие сил трения на контактной поверхности волочильного канала, усиливающих отставание периферийных слоев от центральных; поэтому периферийные слои испытывают большие удлинения, чем центральные.
3. Неравномерность передачи радиальных напряжений от волоки на металл и в обратном направлении (так же, как и окружных) аналогична тому, как это происходит при передаче напряжений, приложенных к внешней или внутренней поверхности трубы [11].
Во время процесса волочения периферийные слои подвергаются повышенным деформациям сдвига в продольном направлении, чем центральные. Поэтому после окончания процесса волочения периферийные слои вследствие упругого последействия укорачиваются больше, чем центральные. Целостность металла как бы выравнивает эти укорочения. Поэтому неизбежно появление растягивающих остаточных напряжений в периферийных и сжимающих остаточных напряжений в центральных слоях сплошного круглого протянутого прутка. В соответствии с этим характер распределения продольных напряжений в протянутом круглом прутке может быть представлен схемой, изображенной на рис. 185, а. Существование остаточных продольных растягивающих напряжений на поверхности протянутого профиля подтверждает форма плен, иногда 24* 371
встречающихся на этих поверхностях, обычно отстающих в виде изогнутых чешуек.
Вследствие явления упругого последействия все кольцевые слои круглого профиля увеличиваются по диаметру, однако этому в какой-то мере противодействует соседний, обволакивающий слой. Поэтому в радиальном-направлении все концентрические кольцевые слои, подобно трубам, нагруженным внутренним равномерным давлением, находятся под напряжениями сжатия, снижающимися до нуля у самого поверхностного слоя.
В соответствии с этим характер остаточных радиальных напряжений круглого протянутого прутка может быть представлен схемой, изображенной на рис. 185, б.
Остаточные напряжения при всех условиях взаимно уравновешиваются. Этому, на первый взгляд, не соответствует характер
Рис. 185. Эпюры продольных (а), радиальных (б) и окружных (в) остаточных напряжений в протянутом круглом прутке при отсутствии какой-либо дальнейшей обработки
эпюры напряжений, изображенной на рис. 185, б, которая показывает наличие только сжимающих радиальных напряжений. Но эти напряжения симметричны относительно оси прутка, поэтому создаваемые ими элементарные сжимающие силы попарно уравновешиваются и соблюдается упоминавшееся выше условие взаимного уравновешивания остаточных напряжений.
Такой характер эпюры остаточных напряжений подтверждается известным в производстве проволоки расщеплением ее по меридиональной плоскости (рис. 186, в), появляющимся при волочении сплавов малой вязкости (например, вольфрам, легированная сталь) в результате их интенсивного упрочнения, когда вызываемые остаточными напряжениями деформации превышают предельные для упрочненного металла.
Если сточить некоторый наружный слой круглого протянутого прутка, то диаметр оставшегося прутка вследствие упругого последействия несколько увеличится. Это показывает, что каждый на-372
ружный слой нагружен растягивающими окружными напряжениями от действия внутреннего слоя.
Если высверлить некоторый центральный объем прутка в виде продольного круглого канала, то диаметр высверленного канала несколько уменьшится. Это показывает, что внутренние концентрические слои находятся под окружными напряжениями сжатия.
Таким образом, у протянутого круглого прутка внешние концентрические слои находятся под окружными напряжениями растяжения, а внутренние — под окружными напряжениями сжатия. Следовательно, имеется какая-то нейтральная цилиндрическая поверхность с нулевым окружным напряжением. В соответствии с этим характер остаточных окружных напряжений круглого протянутого прутка может быть представлен схемой, изображенной на рис. 185, в.
в
Рис. 186. Схема расположения трещин на латунном прутке от сезонного растрескивания (а и б) и на сплавах малой вязкости при их , чрезмерном упрочнении (в)
Такой характер остаточных напряжений подтверждается непосредственным их измерением [1, 12, 13], а также расположением трещин, иногда появляющихся на прутках из латуни и некоторых других сплавов вследствие проявления процесса так называемого сезонного растрескивания. Эти трещины, как известно, являются последствием газовой коррозии металла, находящегося под растягивающими напряжениями, и располагаются обычно либо по образующей цилиндрической поверхности (рис. 186, а), либо перпендикулярно к ней (рис. 186, б), либо в обоих этих направлениях, что подтверждает описанный ранее характер остаточных напряжений.
Большие растягивающие продольные и окружные напряжения, возникающие на периферийных слоях, могут служить причиной продольных расщеплений, наблюдающихся иногда на концах протянутого прутка. Остаточные напряжения можно заметно снизить низкотемпературным отпуском ранее протянутого металла, способствующим осуществлению «возврата» [14].
Такие напряжения могут быть также заметно снижены дополнительной механической обработкой, создающей небольшие пластические деформации, которые, распространяясь только по по-373-
верхностным слоям, вызывают их удлинение и увеличение диаметров. Удлинение в первую очередь уничтожает имевшиеся до дополнительной обработки в этих слоях продольные упругие деформации растяжения. Если это удлинение не затухает, то вследствие сопротивления к удлинению более глубоких слоев появляются поверхностные упругие деформации сжатия, вызывающие остаточные напряжения сжатия. Стремление наружных слоев
Рис. 187. Схема обкатки круглого прутка гиперболо-идальными роликами
к увеличению диаметра возникает вследствие невозможности их полного удлинения. Это приводит к уменьшению растягивающих окружных напряжений, а иногда и к образованию сжимающих окружных напряжений. При этом в наружных слоях (вследствие
Рис 188 Эпюры остаточных напряжений в прутке, подвергнутом обкатке:
а — продольные; б — радиальные; в — окружные; — — — до обкатки; ----------------------- после обкатки
их стремления оторваться от внутренних слоев) вместо имевшихся ранее сжимающих создаются радиальные растягивающие напряжения.
Одним из таких распространенных видов дополнительной механической обработки является правка прутков обкаткой гипер-болоидальными роликами по схеме, приведенной на рис. 187. В результате такой правки эпюры остаточных напряжений изменяются по схеме, показанной на рис. 188, описанной С. И. Губкиным [11 и Заксом [13]. При этом несколько увеличивается диаметр правленого прутка по сравнению с волоченым. Это увеличение диаметра объясняется осевым сжатием центральных и соответству-374
Уменьшение сечения при волочении, %
Рис. 189. Зависимость величины продольных остаточных напряжений в латунной проволоке от степени деформации и угла волоки, град.:
7 — 4; 2 — 8; 3 — 16
ютим расширением периферийных слоев и становится заметным при диаметре примерно 30 мм и более. Последнее обстоятельство необходимо учитывать при волочении прутков больших диаметров и подборе соответствующих диаметров волок, чтобы правленый пруток не вышел из поля допусков.
Имеются указания [15], что волочение с обжатием в последнем переходе в пределах 0,8—1,5% дает примерно такие же результаты, как и обкатка. Такое обжатие, как и при обкатке, создавая небольшие пластические деформации только поверхностных слоев, помогает переходу в этих слоях упругих продольных и окружных деформаций растяжения в деформации сжатия. В результате остаточные напряжения несколько выравниваются, а следовательно, выравниваются и механические свойства протянутого металла. Величина остаточных напряжений в большой мере зависит от профиля волочильного канала, сил внешнего. трения, степени и дробности деформации, противонатяжения, времени действия остаточных напряжений и ряда других факторов.
С ростом угла наклона образующей волоки увеличивается и составляющая нормального напряжения на контактной поверхности, параллельная оси канала, ч'
ванию периферийных слоев от центральных и, следовательно* к большим дополнительным напряжениям и к росту остаточных осевых напряжений. Закс [13], измеряя стрелы прогиба обточенных проволок, подсчитал величину продольных напряжений, возникающих в центральных слоях латунной проволоки при разных углах а и деформациях. Результаты его расчетов приведены на рис. 189. Они подтверждают указанное предположение. Повышение коэффициента внешнего трения приводит к тем же результатам, что и увеличение угла а, так как в том и другом случае растет осевая составляющая давления инструмента на протягиваемый металл. Это подтверждается известным в волочильном производстве увеличением продольной кривизны полосы, протянутой с плохой смазкой (большой коэффициент трения), по сравнению с кривизной такой же полосы, протянутой при прочих равных условиях с хорошей смазкой (малый коэффициент трения).
Опыты Закса показали, что величины остаточных продольных напряжений в центральных слоях изменяются в зависимости от степени деформации не монотонно, а растут от малых деформа-375.
приводит к большему отста-
ций к некоторым предельным (в опытах Закса эти пределы колеблются между 20—30%) и затем падают. Примерно такой же характер зависимости величины остаточных напряжений от степени деформации показали опыты Форстера и Штамбке [15] при магнитном исследовании напряжений в никелевой проволоке. Такой характер изменения рассматриваемых напряжений объясняется следующим образом. Пусть:
Lo — длина проволоки до волочения;
Ln — длина поверхностного слоя этой же проволоки после во-
лочения;
Ьц — длина бесконечно тонкого слоя, прилегающего к оси проволоки после волочения.
Упругие деформации, которые произойдут после процесса волочения и вызовут остаточные продольные напряжения, можно считать прямо пропорциональными отношению разности удлинений периферийного и центрального слоев к конечному размеру проволоки:
(Ln + ^о) — (Дц ^о)
(ХШ-5)
2
При повышении деформации в пределах небольших величин значение (Ln — Ьц) растет интенсивнее общей длины проволоки, т. е. повышается величина и поэтому увеличиваются
упругие деформации и остаточные продольные напряжения. При росте деформации в пределах больших величин наблюдается обратное явление, значение (Ln — £ц) увеличивается медленнее общей длины проволоки, величина ~~ -у—; падает, а с ней пони-
/2 (Дп “Г ^ц)
жаются остаточные напряжения.
Противонатяжение уменьшает остаточные напряжения. Это подтверждается известным в волочильном производстве фактом, что проволока, протянутая с противонатяжением, всегда изгибается заметно меньше проволоки, протянутой при прочих равных условиях без противонатяжения. Это происходит потому, что при про-
тивонатяжении напряжение волочения возрастает, а с ним увеличиваются абсолютные значения упругих продольных деформаций, нормальные же напряжения на контактной поверхности падают (согласно условию пластичности), а с ними уменьшается и отставание периферийных слоев от центральных, т. е. в выражении (ХШ-5) числитель уменьшается, а знаменатель увеличивается.
Рассмотренные положения позволяют установить характер влияния дробности деформации на величину остаточных напряжений. С увеличением дробности деформации, т. е. с уменьшением частных вытяжек в каждом отдельном переходе, понижается на
.376
пряжение волочения и повышаются радиальные напряжения, а с ними и силы трения. Вследствие этого неравномерность деформации, свойственная процессу волочения, суммарно увеличивается и возрастают остаточные напряжения.
На первый взгляд, может показаться, что на развитие продольных остаточных напряжений могут заметно влиять периоди
ческие изменения направления волочения. Форстер и Штамбке [151 проделали опыт: они протянули два образца одной и той же никелевой проволоки, одинаково предварительно термически обработанные (отжиг в продолжение 1 ч при 700° С в вакууме); при волочении одного образца направление не меняли, при волочении второго изменяли от перехода к переходу. На рис. 190 показаны изменения.продольных остаточных напряжений, определенных магнитным методом, у обоих образцов. Они показывают, что изменение направления волочения обычно не понижает вели
Рис. 190. Развитие остаточных продольных напряжений в никелевой проволоке при изменении степени деформации при волочении в одном и в разных направлениях [161:
/ — волочение в одном направлении; 2 — волочение в разных направлениях
чину продольных остаточных
напряжений, а иногда может привести и к их повышению.
Это можно объяснить, если рассмотреть схему изменения конфигурации плоских поперечных сечений во время волочения (рис. 191). Поперечное сечение 1—1 (рис. 191, а), бывшее до воло
Рис. 191. Схема изменения поперечных сечений при двукратном волочении в одном и в разных направлениях:
а — после первого перехода; б — после второго перехода с сохранением направления; в — после второго перехода с волочением в противоположном направлении
чения плоским, после первого перехода превратилось в выпуклое. Плоское сечение 2—2, проходящее через вершину выпуклости сечения 1—1, после второго перехода (рис. 191, б), выполненного в одинаковом направлении с первым, также стало выпуклым. Кривизна сечения 1—1 за второй переход сильно увеличилась главным образом вследствие положительной деформации в про
377
дольном направлении и отрицательной в поперечном или в результате «геометрического фактора». Расстояние между точками 1—2 возросло (сравните рис. 191, а и б). Если второй переход выполнить в направлении, обратном первому (сравните рис. 191, а и в), то кривизна сечения 1—1 обязательно увеличится в прежнем направ
лении из-за того же геометрического фактора, хотя и в несколько меньшей степени, чем в предыдущем случае (вследствие отставания периферийных слоев от центральных). Кривизна же сечения 2—2 за второй переход изменится не по величине, а по направлению,
г——
Рис. 192. Изменение формы поперечных штифтов при двукратном волочении медного прутка в одном и двух направлениях (по опытам А. И. Иванова)
в результате чего точки 1 и 2 удалятся одна от другой на такое же расстояние, как и в первом случае.
На рис. 192 показаны образцы с проволочными штифтами, подтверждающими изложенное. Отсутствие заметного влияния изменения направления волочения на развитие остаточных продольных напряжений объясняется также и тем, что при волочении независимо от его направления периферийные слои удлиняются больше центральных. Следует также иметь в виду, что осуществление двух последовательных деформаций равной степени, но разных по
знаку (например, растяжение и последующее сжатие) не уменьшает упрочнения, а увеличивает его. На величину остаточных напряжений вследствие релаксации
влияет продолжительность действия этих напряжений, т. е. про-
межуток времени от момента осуществления процесса волочения до момента испытания. Обычно эти напряжения с течением времени снижаются. Форстер и Штамбке [15] при изучении остаточных продольных напряжений у никелевой проволоки, протянутой с суммарным обжатием 69%, нашли, что в течение первого часа у этой проволоки остаточные напряжения снизились примерно на 25%. Это следует учитывать при установлении методики испытаний для контроля остаточных напряжений в протянутых профилях.
К сказанному о влиянии различных факторов на характер и величину остаточных напряжений следует добавить, что в реальных процессах на волочение поступает катаная или прессованная заготовка, имеющая свои остаточные напряжения от предыдущей обработки давлением, не точно круглая и не совершенно однородная по своему составу и структуре. Все это в значительной
378
степени приводит к отступлению от закономерностей, выведенных без учета этих дополнительных, но неизбежных факторов. Поэтому, изучая остаточные напряжения в круглых прутках, полученных в производственных условиях, можно встретиться и с заметными отклонениями от схем эпюр, показанных на рис. 185 и 188.
Остаточные напряжения в сплошных некруглых профилях
При волочении сплошных некруглых профилей к изложенным факторам, вызывающим появление остаточных напряжений в круглых профилях, часто добавляется еще один решающий фактор — большая неравномерность деформации по отдельным участкам поперечного сечения профиля. Упругие деформации, возникающие при волочении профиля с большой неравномерностью пластической деформации по поперечному сечению, накладываясь на
Рис. 193. Продольный изгиб профиля КЛИНОВИДНОЙ формы, протянутого из прямоугольной заготовки
упругие деформации, возникающие по другим причинам, могут резко изменить напряженное состояние.
Рассмотрим напряженное состояние профиля клиновидной формы, протянутого из прямоугольной заготовки. Такой профиль после волочения обязательно изгибается и принимает форму дуги (рис. 193). Это происходит потому, что слои металла, лежащие ближе к грани Л, удлиняются больше, чем лежащие ближе к грани Б. Целостность металла препятствует достижению каждым из слоев своей «естественной длины», т. е. длины, которую имели бы эти слои в таких же деформационных условиях, но без воздействия на них соседних слоев. В результате этого происходит некоторое выравнивание слоев по их длинам, вызывающее у слоев, лежащих вблизи грани Л, остаточные сжимающие напряжения, а у слоев, лежащих ближе к грани Б, остаточные растягивающие напряжения. Очевидно, что с уменьшением неравномерности деформации по отдельным участкам поперечного сечения профиля дополнительные остаточные напряжения меньше влияют на напряженное состояние, которое в этом случае приближается к напряженному состоянию круглого профиля.
В подтверждение этого на рис. 194 приведены шестигранные латунные образцы с продольными и поперечными трещинами, аналогичными появляющимся у круглых профилей. Следует отметить, что у профилей, имеющих углубления, на поверхностных слоях этих углублений никогда не замечается поперечных
379
(окружных) растягивающих напряжений. Это объясняется тем, что при проявлении упругого последействия в поперечных сечениях протянутого некруглого профиля углубления как бы выжимаются наружу. Благодаря этому слои металла, находящиеся
Рис. 194. Продольные и поперечные трещины на шестигранном латунном прутке, появившиеся в результате остаточных напряжений и газовой коррозии
у поверхности углублений, должны уменьшаться в поперечном направлении, а это обязательно сопровождается появлением сжимающих напряжений. Основным мероприятием для снижения остаточных напряжений в некруглых сплошных профилях является низкотемпературный отпуск.
Остаточные напряжения в круглых трубах и полых профилях
Во всякой трубе, предварительно хорошо отожженной и затем протянутой через волоку, независимо от разновидности процесса возникают продольные, радиальные и окружные остаточные напряжения.
Это подтверждают следующие простые эксперименты:
а) если образец такой трубы разрезать по образующей, то радиус кривизны его цилиндрической поверхности обязательно увеличится (рис. 195, а):
б) если U-образным прорезом (рис. 195, б) освободить сегмент, то он обязательно отогнется наружу, т. е. увеличится радиус его кривизны (оба эти эксперимента указывают на растягивающие окружные напряжения в поверхностных- слоях и сжимающие во внутренних слоях трубы);
в) если прорезами по двум образующим освободить корытообразную полоску (рис. 195, в), то она обязательно отогнется наружу, что указывает на продольные растягивающие напряжения в поверхностных слоях трубы и сжимающие во внутренних.
Остаточные напряжения в трубе, осаженной вдавливанием, хорошо иллюстрируются формой переднего конца такой трубы, похожей на раструб. Передний конец такой трубы показан на 380
рис. 196. Раструб у передней торцовой поверхности трубы образуется без дополнительного воздействия при выходе конца трубы из волоки под действием остаточных продольных растягивающих напряжений на поверхности трубы, а также в связи с отсутствием
захватки, которая воспрепятствовала бы его образованию. При образовании раструба появляются растягивающие напря-
Рис. 195. Схема опытов, подтверждающих наличие и характер остаточных напряжений в трубе после волочения
Рис. 196. Продольный разрез переднего конца трубы, продавленной через коническую волоку
жения и на внутренней поверхности трубы, которые действуют в таких направлениях, что. препятствуют образованию этого раструба. Поэтому процесс образования раструба заканчивается
в момент достижения равновесия сил, вызываемых продольными напряжениями на наружной и внутренней поверхностях трубы.
Наличие на поверхностных слоях, трубы после волочения растягивающих окружных -и продольных напряжений подтверждается также исследованиями методом травления. На рис. 197 показаны образцы протянутых из латуни Л70 трубок, подвергнутых травлению в 1%-ном растворе азотнокислой соли закиси ртути. На рис. 197, б представлен образец после травления. Напряжения концентрируются на концах образца, отчего они более интенсивно подвергаются коррозии. В результате этого на концах образца быстрее по
Рис. 197. Образцы латунной (Л70) трубки:
а — перед травлением — концы покрыты парафином; б — после травления—концы не были покрыты парафином; в — после травления — концы покрыты парафином
являются продольные трещины, кото-
рые позволяют расщепленным <• концам трубы отгибаться и этим способствуют снятию продольных напряжений. Поэтому на приведенном образце не появились поперечные трещины. На рис. 197, а показан такой же образец трубы, у которого оба конца
381
перед травлением покрыты слоем парафина, а на рис. 197, в — этот же образец после травления. Ввиду того что концы, покрытые парафином, не подвергались травлению, их действие можно уподобить действию двух бандажей, надетых на оба конца образца, в результате чего на этом образце появились поперечные и продольные трещины, указывающие на существование в его верхних слоях продольных и окружных растягивающих напряжений.
Исследованию остаточных напряжений в трубах после волочения посвящен также ряд других работ, например [16, 17].
Общие меры по уменьшению остаточных напряжений
После окончания процесса волочения и осуществления упругого последействия силы, вызываемые остаточными напряжениями, приходят во временное равновесие. Поэтому в каждом протянутом, но дополнительно не обработанном профиле одни участки находятся под напряжениями сжатия, другие — под напряжением растяжения. Механическое испытание такого профиля показывает уменьшение его прочности, так как напряжение от этого испытания обязательно складывается с одноименным остаточным напряжением, а полученные показатели прочности уменьшаются на величину одноименных остаточных напряжений. Упругие деформации переходят в остаточные во времени. Поэтому каждый объем металла, находящийся под действием остаточных напряжений, непрерывно изменяет свои размеры, а иногда и форму. Известны, например, случаи появления дополнительного продольного изгиба вольфрамовой проволоки примерно через 1—1,5 года после окончания ее механической обработки. Ранее также •было показано, что профили, находящиеся под остаточными напряжениями, хуже сопротивляются газовой коррозии. Поэтому необходимо применять мероприятия для снижения остаточных напряжений. К таким мероприятиям относятся:
1. Уменьшение неравномерности деформации при волочении, достигаемое в результате снижения дробности деформации, суммарной деформации (частые отжиги), уменьшения неравномерности деформаций по отдельным участкам поперечного сечения, обеспечения лучшего совпадения направления входа металла в волоку и выхода из нее с осью волочильного канала, возможного уменьшения наклона образующих канала к его оси и снижения трения на контактной поверхности.
2. Перевод упругих деформаций, вызываемых остаточными напряжениями, в пластические дополнительной обработкой давлением с малыми пластическими деформациями, например правкой круглых профилей, волочением с обжатиями порядка 1—2%. Эти мероприятия приводят к переходу упругих деформаций поверхностных слоев профиля в пластические, в результате чего на профиле образуется замкнутый поверхностный слой со значи-382
тельно уменьшенными остаточными напряжениями, который немного улучшает среднюю прочность профиля и заметно повышает его стойкость против газовой коррозии.
3. Применение низкотемпературного отпуска, т. е. нагрева до температуры, заметно меньшей температуры рекристаллизации (например, для латунных прутков до 200—250° С).
При таком отпуске вследствие некоторого уменьшения сопротивления обрабатываемого металла пластическим деформациям в значительной степени снижаются остаточные напряжения между отдельными участками деформированного металла и даже между
отдельными кристаллитами. Одновременно с этим частично перестраивается решетка металла, что ведет к некоторому уменьшению остаточных напряжений внутри кристаллита. Это проис-
а
Рис. 198. Распределение остаточных напряжений в прутке диаметром 7,4 см никелевой стали до (а) и после (6) отжига при температуре 850° С
ходит в результате «упругого» возврата и возврата, сопровождающегося пластической деформацией кристаллита [18]. Все эти явления могут привести не только к изменению размеров профиля вследствие уменьшения упругих деформаций, но и к некоторому изменению его формы — «короблению». Положительное действие низкотемпературного отпуска подтверждено многочисленными исследованиями. В настоящее время все профили из сплавов, плохо сопротивляющихся газовой коррозии (например, латунь Л62, ЛС59 и др.), после обработки волочением обязательно подвергают низкотемпературному отпуску. Отжиг почти полностью снимает остаточные напряжения. На рис. 198 приведены подтверждающие изложенное результаты исследований остаточных напряжений в подвергнутом волочению прутке диаметром 37 мм из никелевой стали до и после отжига [10].
Снятие остаточных напряжений может привести и к улучшению прочностных характеристик. Примером такого процесса служит известное в производстве вольфрамовой проволоки некоторое повышение предела прочности при низкотемпературном отпуске. Так, проволока диаметром 30 мкм, имевшая после волочения предел прочности 238 кПмм\ при нагреве до 400° С показывает увеличение предела прочности до 250—260 кПмм*,
383
4. НЕРАВНОМЕРНОСТЬ МЕХАНИЧЕСКИХ СВОЙСТВ ПРОДУКТОВ ВОЛОЧЕНИЯ
В результате неравномерности деформаций, неизбежной при волочении, протянутый металл обладает неравномерными структурой и механическими свойствами. На рис. 199 показан микрошлиф продольного сечения никелевой проволоки диаметром 0,8 мм,
Рис. 199. Микрошлиф продольного сечения никелевой проволоки диаметром 0,8 мм
а на рис. 200 — схема изменения величины зерна в поперечном сечении медного троллейного провода, полученного волочением.
Обширные материалы, указывающие на измельчение кристаллитов, а также на неравномерность деформации отдельных слоев
прутка при волочении, приводят П. И. Минин [10] и Г. И. Погодин [19]. Эти материалы показывают, что измельчение зерна увеличивается от центра к периферии и что периферийные слои при волочении подвергаются дополнительной деформации.
Доказательством неравномерности механических свойств в поперечных сечениях профиля после волочения служит описанное в гл. 11 появление в протянутом профиле внутренних разрывов. Обстоятель-
Рис. 200. Изменение величины зерна в поперечном сечении троллейного провода, полученного волочением
ные исследования неравномерности механических свойств по поперечному сечению протянутого круглого профиля провели Г. И. Погодин 119], И. М. Ройтман и Я. П. Фридман [3] и П. И. Минин [10].
В работе [3] исследовали механические свойства по сечению прутков из стали состава, %: 0,025 С; 0,07 Si; 0,05 Мп; 0,01 Р; 0,25 Си. Испытанию подвергали микрообразцы диаметром 1,2 мм, вырезанные из различных слоев прутка параллельно его оси.
384
Для испытаний использовали отожженные прутки диаметром 18,5 мм, а также прутки диаметром 17; 14,5 и 10,5 мм, протянутые с обжатиями соответственно 15,5; 39 и 68% (угол волоки а = = 10°, скорость волочения 15 мм!мин). Результаты их испытаний
в виде диаграмм зависимости предела прочности (<гв) и сужения шейки (ф) приведены на рис. 201. Они показывают следующее:
1. ов и ф у разных слоев прутка неодинаковы. Средние значения ов поверхностных слоев несколько выше, чем у центральных слоев.
2. При увеличении обжатия ов в поверхностных и центральных слоях прутка изменяется аналогично.
3. Вязкость металла, характеризующаяся величиной ф, при росте обжатия у поверхностных
Рис. 201. Зависимость ав и ф от степени обжатия у поверхностной (П. 3.) и центральной (Ц. 3.) зон прутка после волочения [3]:
/ — ав; 2 — ф
слоев, несмотря на заметное увеличение ов, почти не изменяется и остается довольно большой (ф 70%), тогда как у центральных слоев она резко уменьшается (ф 15).
И. М. Ройтман и Я. П. Фридман проверили и подтвердили резкое понижение вязкости центральных слоев. Были проведены
Рис. 202. Образцы после испытания на изгиб (И. М. Ройтман и Я- Б. Фридман): а — схема вырезки образцов для испытания на изгиб из прутка после волочения; б — образец, у которого растягивающие напряжения соответствуют центральной зоне прутка; в — образец, у которого растягивающие напряжения соответствуют поверхностной зоне прутка
дополнительные испытания на изгиб образцов, вырезанных из прутка диаметром 10,5 мм; результаты этих испытаний приведены на рис. 202.
Понижение вязкости в центральных и сохранение вязкости периферийных слоев является дополнительным доказательством
25 И. Л. Перлин 385
того, что при волочении центральные слои деформируются главным образом вследствие растягивающих напряжений, а поверхностные слои — в значительной мере в результате сжимающих напряжений, уменьшающих по условию пластичности величину растягивающих напряжений. Этим также подтверждается схема напряженного состояния металла деформационной зоны, описанная в гл. II.
В работе [3] была также измерена твердость (по Виккерсу) в различных точках поперечного сечения прутка, обжатого на 68%. Эти измерения показали небольшое увеличение твердости от центра (твердость 188) к периферии (на расстоянии 1 мм от поверхности образца твердость 196,5).
10
Рис. 203. Схема размещения точек замера зональной твердости на поперечном сечении стального прутка диаметром 30 мм после волочения
Расстояние от центра прутка до его поверхности, tin
Рис. 204. График изменения твердости прутка диаметром 30 мм из стали 45 в зависимости от обжатия при волочении (а = 8 °):
/—исходный материал; 2—7%; 3—15%; 4 — 20%
Более детально исследовал изменение твердости по сечению прутка после волочения П. И. Минин. Объектом его исследования были подвергнутые волочению прутки диаметром 30 мм из стали марки сталь 45, протянутые с обжатиями в 10, 15 и 20%.
На рис. 203 показана схема расположения точек, в которых была замерена твердость по Роквеллу, а на рис. 204 — распределение показателей твердости по сечению относительно оси прутка в зависимости от расположения точек и от степени обжатия при а = 8° [10].
Результаты этих, а также ранее описанных испытаний показывают, что твердость по сечению подвергнутого волочению профиля неравномерна: она несколько возрастает от центра к периферии и заметно снижается у самой поверхности. Это объясняется положением поверхностных слоев, не испытывающих достаточных радиальных противодавлений со стороны ненагруженной поверхности профиля во время образования лунки при определении их твердости, а также некоторым уменьшением сопротивления 386
деформации, вызванным нагревом от трансформированной в тепло части работы контактного трения.
Примерно такая же закономерность в изменении твердости получена и Г. И. Погодиным [19].
5. ВЛИЯНИЕ УСЛОВИЙ ВОЛОЧЕНИЯ НА ФИЗИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ПРОДУКТОВ ВОЛОЧЕНИЯ
Характер изменения физических и механических свойств при волочении
Волочение, как всякий процесс пластической деформации, сопровождается изменением физических и механических свойств протягиваемого металла. Так, при холодном волочении увеличиваются прочностные характеристики, уменьшаются показатели вязкости и несколько снижается плотность, с чем в некоторой степени связан рост омического сопротивления. В опытах, описанных в работе [20], уменьшение плотности составляло 0,09— 0,25% (табл. 41).
Таблица 41 Уменьшение плотности при волочении
Проволока Плотность, г/см3 Уменьшение плотности, %
после отжига после холодного волочения
Стальная 7,7970 7,7772 0,25
Алюминиевая 2,7030 2,6995 0,13
Из алюминиевой бронза 8,2388 8,2188 0,24
Платиновая 21,4332 21,4134 0,09
Поданным, приведенным в работе [21], уменьшение плотности может достигать 2,5% (табл. 42).
Снижение плотности вызывается увеличением количества микроразрушений, а это в свою очередь уменьшает прочность. Это
Таблица 42
Уменьшение плотности при волочении горячекатаной медной заготовки диам. 17 мм (плотность заготовки 8,90 г/см3)
Образец Вытяжка при волочении Плотность, г/см3 Уменьшение плотности, %
Троллейный (контактный провод) 2,65 8,71 2,1
Плоский профиль, протянутый со свободным уширением 3,08 8,86 0,45
Круглая проволока 4,35 8,68 2,5
25
387
подтверждается известным фактом уменьшения прочности продуктов волочения по сравнению с аналогичными продуктами прокатки при прочих возможно одинаковых деформационных условиях [21].
Интенсивность изменения показателей состояния металла при волочении не, всегда одинакова и зависит от условий процесса, которые определяют степень неравномерности деформации и величину остаточных напряжений, а они влияют на средние значения показателей механических свойств. К таким условиям относятся: состояние трущихся поверхностей и смазка, форма и размеры деформационной зоны, величина противонатяжения, дробность деформации и степень неравномерности свойств заготовки, подвергаемой волочению. Влияние каждого из перечисленных условий на характер изменения основных показателей прочностных и пластических характеристик при волочении рассмотрено ниже. При этом степень неравномерности свойств заготовки, как очень трудно учитываемая, исключается, т. е. принимается, что заготовка хорошо отожжена, однородна по структуре и имеет поперечное сечение в форме точного круга.
Влияние смазки и контактного трения
В гл. V были приведены материалы, указывающие, что влияние смазки может заметно проявиться лишь при малых углах а, так как при больших углах смазка быстро отгоняется и в большей части деформационной зоны деформация идет практически при сухом трении. И. Л. Перлиным были проведены опыты по определению влияния смазки на механические свойства проволоки, протянутой через волоки с оптимальными углами (а = 5-4-6°). Для исследования были взяты образцы медной проволоки с начальным диаметром 4 мм, предварительно полностью отожженные и затем последовательно протянутые на диаметры 3,4; 3,0 и 2,74 мм, а также образцы латунной (Л62) проволоки диаметром 2 мм, протянутые на диаметры 1,63; 1,5 и 1,26, мм. Волочение одних и тех же образцов и с одинаковыми переходами было проведено со смазкой твердым мылом и совсем без смазки. Результаты этих опытов приведены в табл. 43.
Результаты указывают на тенденцию к уменьшению предела прочности при волочении без смазки, что объясняется остаточными напряжениями растяжения в периферийных слоях, уменьшающих дальнейшее сопротивление разрыву. Но, так как при малом а различия в степени деформации центральных и периферийных слоев незначительны, тенденция эта едва заметна.
Влияние рабочего угла волоки а
С увеличением рабочего угла волоки: а) уменьшается контактная поверхность и на ней повышаются нормальные напряжения; б) ухудшаются условия смазки в деформационной зоне и воз-388
Влийние смазки при волочении на механические свойства проволоки
со
S
X X о % ‘9 co s‘s co 2,5 co 2,5 — 0,8 — — —"
ie 3-й в< gitrn'/jx ,а£) 43,5 i 43,0 42,6 42,8 42,8 43,0 79,0 80,6 80,6 80,6 79,8 79,0
8 с ww ‘diawBHtf 2,74 2,74 2,74 2,74 2,74 2,74 1,26 1,26 1,26 1,26 CO СЧ 1,26
X X о % ‘9 co 3,5 co co co co ю co CO ю ю ю
ie 2-й в< ZWW/JH *я£) 40,4 40,7 40,7 39,9 39,9 39,9 72,2 71,0 71,0 71,0 О 70,7
8 с ww ‘diawBHtf i 3,0 3,0 3,0 3,0 3,0 3,0 uo Ю uo 1,5 ю ю
X X о 5 % ‘9 ю 4,5 4,5 сч сч 1,5 2,5 2,5 сч
ie 1-й в< ZWW/J* ‘3D 36,05 36,05 36,9 co co" co 36,7 64,9 65,9 65,9 64,9 63,9 64,9
ч о С ww ‘diawBHtf xt< co co 3,4 3,4 co 3,4 1,63 1,63 1,63 1,63 1,63 1,63
X X % ‘9 co co co о CO co co О co co сч co сч co co co сч со сч со
0) X о § и ZWW/JX ,aD 26,4 26,3 i 25,9 26,4 26,3 25,9 44,6 44,9 ! 45,5 44,6 44,9 45,5
о Ч ww ‘diawBHtf о 0‘t о 4,0 о о 2,0 2,0 2,0 2,0 2,0 2,0
B'nEBdgo бд[ — СЧ co — сч co сч co — сч СО
Условия волочения Co смазкой Без смазки Co смазкой Без смазки
Металл Медь (М2) Латунь (Л62)
Рис. 205. Изменение механических свойств латунной проволоки при волочении через волоку с разными углами [13]
растают напряжения трения; в) увеличиваются и отклоняются в сторону входа металла результирующие напряжения на контактной поверхности.
Все это вызывает увеличение дополнительных сдвигов, отчего соответственно растет общая деформация каждого концентрического слоя протягиваемого металла. Это должно вызвать при небольших степенях деформации увеличение интенсив-. ности изменения показателей механических свойств, а при возрастании деформации—затухание изменений,поскольку эти показатели при некоторых минимальных степенях деформации приобретают практически одинаковые предельные значения..
На рис. 205 приведены диаграммы изменения показателей механических свойств латунной проволоки при волочении ее через волоки с углами 4, 8, 16 и 32° по опытам Закса, показывающие повышение предела прочности с увеличением угла а.
Более поздние аналогичные опыты Н. 3. Днестровского и Р. А. Блюмкиной [22], проведенные с медью, уточняют отмеченную Заксом закономерность, а именно: ов повышается с ростом а лишь при малых степенях деформации; при больших степенях деформации наблюдается обратное явление — снижение ов, что может быть объяснено развитием микроразрушений.
На рис. 206 приведены графики изменения твердости по поперечному сечению стального прутка в зависимости от угла волоки [10], подтверждающие изложенные выводы.
1k 12 10 8 6 k 2 О 2 4 6 8 10 12 /4
Расстояние от центра прутка до его поверхности, нн
Рис. 206. График зависимости твердости волоченой стали от угла конуса волоки (сталь 45, диаметр 30 мм, обжатие ' 15%):
1 — 8°; 2—12°; 3 — 16°
390
Влияние противонатяжения
От противонатяжения при прочих равных условиях процесса
волочения снижаются силы трения и уменьшается неравномерность деформации и остаточных напряжений. В результате умень-
шения остаточных напряжений несколько увеличиваются средние значения предела прочности на растяжение (ов). Опыты, прове-
денные в лаборатории института «Мин-цветметзолото», подтвердили это предположение. На рис. 207 приведены результаты сравнения предела прочности при растяжении медной проволоки диаметром 2 мм, протянутой из предварительно отожженных заготовок разных размеров, методом однократного волочения без противонатяжения и с противонатяжением, равным 20% от предела прочности заготовки.
Такой же характер влияния противонатяжения на предел прочности показали опыты Стрингфелла [23] с проволоками из нержавеющей стали и стали с содержанием 0,6% С.
Рис. 207. Влияние противонатяжения (а^ = 0,2пв) на сРеД' нее значение механических свойств медной отожженной проволоки с конечным диаметром 2 мм, протянутой из отожженной заготовки:
Таким образом, противонатяжение 1 -r ’ г без противонатяжения
при прочих равных условиях волочения положительно влияет на прочностные характеристики. Однако
применение высоких противонатяжений (значительно выше критических) может быть связано с увеличением дробности деформации, что, как показано далее, отрицательно действует на прочностные характеристики протянутого изделия. Поэтому следует применять волочение с такими величинами противонатяжений, которые не вызывают необходимости уменьшать частные деформации и повышать их дробность.
Влияние дробности деформации
Повышение дробности деформации, т. е. увеличение числа переходов при одной и той же суммарной деформации или уменьшение вытяжек за один переход, ведет к росту сдвиговых деформаций на периферийных слоях, отчего в этих слоях несколько повышаются остаточные растягивающие напряжения и соответственно возрастают сжимающие остаточные напряжения в глубинных слоях протягиваемого металла. Такое перераспределение продольных остаточных напряжений приводит к более раннему разрушению периферийных слоев при растяжении и, следовательно, к уменьшению предела прочности при растяжении, что подтверждено многочисленными наблюдениями.
391
В работе [24] изучено влияние числа протяжек на предел прочности алюминиевой проволоки. Волочение вели со скоростью 40 м!мин на мазутной смазке. Протягивали алюминиевую катанку с обжатиями за переход в 15, 25 и 35% на диаметр 2,35 мм. После каждого перехода определяли пределы прочности при растяжении. Результаты опытов А. И. Басса приведены на рис. 208 [24]. Им же описаны опыты Алкинса с медной проволокой, протянутой в 1; 5 и 9 переходов с суммарной вытяжкой, равной
Рис. 208. Изменение предела прочности алюминиевой проволоки в зависимости от дробности деформации при вытяжке за переход:
/ - 1.54 (б = 35%); 2 - 1,33 (б = 25%); 3 - 1,18 (б =15%)
Рис. 209. Изменение предела прочности медной проволоки в зависимости от дробности деформации:
/ — при одной протяжке; 2 — при пяти протяжках;
3 — при девяти протяжках
двум. Результаты этих опытов приведены на рис. 209 [24]. Такие же результаты показали исследования Гарриса [25] со стальной проволокой, Потемкина К. Д. [27] с ультрапрочной проволокой.
Следовательно, для получения протянутого металла с более высокими прочностными характеристиками волочение необходимо вести либо при максимальных частных вытяжках, либо при соответствующих противонатяжениях. Худшие механические характеристики дают проволоки, протянутые при малых частных вытяжках и отсутствии противонатяжения.
Увеличение дробности деформации, согласно исследованиям Г, И. Погодина [19], проведенным на стальных прутках, не оказывает заметного влияния на показатели твердости и на ее распределение в поперечных сечениях прутка.
392
Влияние направления волочения .
По приведенной на рис. 191 схеме и установленному ранее незначительному влиянию изменения направления волочения на остаточные напряжения следует, что эти факторы незначительно влияют на механические свойства продуктов волочения. Это подтверждают также многократные опыты и практика, которая не обнаруживает каких-либо заметных преимуществ того или другого метода. Поэтому можно считать, что постоянство или изменение направления волочения практически не меняет прочностные характеристики.
Влияние изгиба полосы при наматывании ее после волочения
Проволока после выхода из волоки наматывается на промежуточную тяговую шайбу либо на приемный конус или катушку и, следовательно, изгибается. Это сопровождается остаточными деформациями. Изгиб проволоки в разных направлениях применяют также при ее правке. Опыт показывает, что такой изгиб ведет к .перераспределению остаточных напряжений и вызывает изменение показателей механических свойств. Изучением этих изменений занимался К. П. Колчин [28]. Он нашел, что дополнительные деформации проволоки от изгиба вызывают некоторое уменьшение предела прочности и увеличение удлинения и что изменение этих прочностных характеристик повышается с увеличением упрочнения.
Гаррис [26] установил такое же влияние изгиба на предел прочности и показал, что понижение прочности растет с увеличением кривизны изгиба, т. е. с уменьшением диаметра шайб или приемных устройств. По его измерениям, изгиб не вызывает заметных изменений механических свойств проволоки лишь в тех случаях, когда диаметр шайбы или приемника в 250 и более раз превышает диаметр наматываемой провлоки, т. е. когда изгиб не вызывает заметных пластических деформаций.
Влияние температуры деформационной зоны и скорости волочения
От скорости волочения зависят температурные условия процесса и коэффициент трения, эти факторы соответственно влияют и на механические свойства металла после волочения.
Известно, что предел прочности медной тонкой (0,2 мм и меньше) проволоки, протягиваемой на многократных машинах с высокими скоростями (25—35 м!сек), составляет 44—48 кПмм2, а такой же проволоки, протянутой при прочих равных условиях со скоростью 3—4 м!сек, 50—52 кПмм2.
Такое снижение прочности с увеличением скорости волочения объясняется повышением температуры деформационной зоны и,
393
как следствие, отпуском протягиваемого металла. Убедительным примером такого влияния скорости может служить возможность повышения суммарной вытяжки до 7—8 (от отжига до отжига) при бухтовсм волочении латунных труб на самоустанавлизаю-щейся оправке со скоростью ~100 м!мин по сравнению с волочением на линейных станах со скоростью 20—30 м!ми,н, при котором суммарная вытяжка не превышает 4. Однако предел прочности может понизиться с уменьшением скорости, когда основное влияние оказывает не температура, а коэффициент контактного трения . С уменьшением скорости волочения в общем случае коэффициент контактного трения увеличивается, а при таком увеличении (см. табл. 43) наблюдается тенденция к снижению предела прочности.
Наварро [29] исследовал влияние скорости волочения медной проволоки диаметром 0,5 мм из заготовки диаметром 7,5 мм и получил следующие результаты (табл. 44), подтверждающие изложенное.
Таблица 44
Изменение предела прочности медной проволоки диаметром 0,5 мм в зависимости от скорости волочения
Состояние проволоки перед испытанием Предел прочности, кГ/мм2 при скорости волочения
16 м/сек 5 м/сек 50 мм/мин 0,80 мм/мин
Немедленно после волочения . . 55 50 50 47
После 15 дней 53,4 48,8 — —
После отжига 25-31 25,5—35 — —
ЛИТЕРАТУРА
1. Г у б к и н С. И. Теория обработки металлов давлением. Металлургиздат, 1947.
2. Р у р а А. М. Методы определения остаточных напряжений. Энциклопедический справочник «Машиностроение», т. 3. Машгиз, 1947.
3. Ройтман И. М., Фридман Я. Б. Микромеханический метод испытаний металлов. Оборонгиз, 1950.
4. Прокофьев И. П. Методика изучения деформаций методом лаковых покрытий. Вестник инженеров и техников, 1936, № 7.
5. Ф р и д м а н Я. Б., 3 и л о в а Т. К. Заводская лаборатория, 1950, № 1, с. 62.
6. Ку р дю мо в Г. В. и др. ЖТФ, 1937, т. VII, вып. 17.
7. Шефтель Н. И., Исупов В. Ф. Сталь, 1946, № 3, с. 170.
8. Исупов В. Ф., Меньшиков А. И. Сталь, 1950, № 3, с. 251.
9. Карасевич В. И. Цветные металлы, 1948, № 5, с. 49.
10. М и н и н П. И. Исследование волочения прутков и проволоки. Машгиз, 1948.
11. Справочник по технической механике под ред. А. Н. Динника. Гостехиздат, 1949.
12. 3 и б е л ь Э. Обработка металлов в пластическом состоянии. ОНТИ, 1934.
13. 3 а к с Г. Практическое металловедение, ч. II. ОНТИ, 1938.
14. Б о ч в а р А. А. Металловедение. Металлургиздат, 1956.
394
15. Forster und S t a m b к e. Zeitschrift fur Metallkunde, 1941, № 3.
16. А к с e н о в Г. И., Курилех Д. Г. ЖТФ, 1948, № 5, с. 342.
17. С о к о л о в И. А. и др. В сб. «Интенсификация производства холодноде-формированных труб». Свердловск, 1969, с. 32.
18. Б о ч в а р А. А. Основы термической обработки сплавов. Металлургиздат, 1948.
19. П о г о д и н Г. И. Качественная сталь, 1936, № 5, с. 41.
20. П а в л о в И. М. Теория прокатки. Металлургиздат, 1950.
21. Перлин И. Л., В а т р у ш и н Л. С. В сб. «Исследование сплавов цветных металлов», № 4. Изд-во АН СССР, 1963, с. 204.
22. Днестровский Н. 3. и Блюмкина Р. А. Веб. научных работ ин-та «Гипроцветметобработка», вып. XIII. Металлургиздат, 1952.
23. Stringfell. Wire and wire products, 1940, v. 15, № 10.
24. Басс А. И. Волочение прутков и проволоки из цветных металлов. Металлургиздат, 1937.
25. Harris. Technical Publication of American Institute of Miningand and Metallurgical Engineers, 1928, № 93.
26. Bon sei M. Le Trefillage de L'acier. Dunod, Paris, II edition. 1958.
27. П о т e м к и н К. Д. Сталь, 1958, № 7, с. 654.
28. К о л ч и н К. П. Влияние формы волочильного канала на распределение напряжений и предельную деформацию. Информационный бюллетень Гипро-метиза, 1938.
29. N a w а г г о J. Revue de Metalurgie, 1950, № 8, р. 601.
Глава XIV
МЕТОДЫ ЭКСПЕРИМЕНТАЛЬНОГО ОПРЕДЕЛЕНИЯ СИЛОВЫХ И ДЕФОРМАЦИОННЫХ УСЛОВИЙ, ПАРАМЕТРОВ ПРОЦЕССА И СВОЙСТВ ПРОДУКТОВ ВОЛОЧЕНИЯ
1. ОБЩИЕ СВЕДЕНИЯ
Основными параметрами, определяющими оптимальные условия деформации в рассматриваемом процессе, являются сила и напряжение волочения. Эти параметры используют для контроля качества волок, сравнения качества смазок, определения размеров деталей волочильных машин, мощности двигателя и т. п. Сила волочения для заданных условий процесса может быть определена экспериментальными и аналитическими методами. Более точные результаты дают экспериментальные методы, которые позволяют воспроизвести деформационные условия, близкие к производственным. Аналитические методы отражают влияние лишь основных факторов процесса и требуют предварительного определения некоторых необходимых для расчета параметров и коэффициентов (в частности, сопротивления деформации и коэффициента трения в деформационной зоне), установление которых представляет серьезные трудности. Поэтому аналитические методы дают обычно менее точные результаты. Преимущество аналитических методов — их сравнительно небольшая трудоемкость, отсутствие необходимости в специальном оборудовании, измерительной аппаратуре и заготовках с соответствующим исходным состоянием. С помощью этих методов создаются ясные представления о характере влияния того или иного параметра процесса на силу и напряжение волочения.
Методы определения силы волочения выбирают в зависимости от необходимой степени точности. Экспериментально силу волочения можно установить либо непосредственным замером, либо пересчетом после определения мощности привода или расхода энергии.
Несмотря на то что обычно непосредственное определение силы волочения более точно, при определении ее через мощность двигателя или расход энергии можно достичь достаточно точного соответствия условий опыта условиям производства, что не всегда удается осуществить при непосредственном определении. В большинстве случаев выбор того или иного метода экспериментального определения сил волочения зависит от возможностей экспериментатора.
39 С
Непосредственно силы волочения во всех случаях измеряют динамометрами, конструкция и точность показаний которых соответствуют условиям эксперимента, размерам и прочностным характеристикам протягиваемой полосы.
В то же время радиальные напряжения определяют с помощью специальных волок или оправок, конструкция которых включает в себя и силоизмерительные элементы. Поскольку величина контактных касательных напряжений зависит от радиальных напряжений, естественно стремление определить обе эти величины. Это может быть проделано более точно с помощью точечных месдоз, одни из которых расположены под углом 45, а другие под углом 90° по отношению к поверхности канала волоки.
К другим параметрам, представление о которых позволяет разработать рациональную технологию волочения, относятся скоростные условия процесса, профиль волочильного канала, температурные условия и остаточные напряжения в продуктах волочения.
2. ОСОБЕННОСТИ МОДЕЛИРОВАНИЯ ПРОЦЕССА ВОЛОЧЕНИЯ
При моделировании изучаемого процесса волочения ведут лабораторное исследование процесса, подобного изучаемому, но отличающегося от него некоторыми условиями и параметрами.
При решении заданной задачи моделирования учитывают: а) деформационно-силовую схему;
б) температурно-скоростной режим;
в) механический режим;
г) контактные условия.
В подавляющем большинстве случаев рассматриваемая задача моделирования осуществляется при одинаковых деформационносиловых схемах модели и натуры и с различными степенями изменения формы тела, одинаковыми для модели и натуры.
Химический состав модели должен точно соответствовать химическому составу натуры, а исходная структура модели — структуре натуры. Трудности вызывает поддержание подобия температурно-скоростного режима и контактных условий модели и натуры. При этом может возникнуть одно из следующих условий:
а) распределение температур в модели однородно и температура модели не изменяется от контакта с инструментом;
б) распределение температур в модели неоднородно, но изменение температур модели и натуры одинаково. Это условие дополняет условие идентичности температурно-скоростного режима и возникает в том случае, если температура натуры отличается от температуры деформирующего его инструмента.
Можно считать, что изменение температур идентично в одном из трех вариантов:
397
1) если отношение контактной поверхности к объему одинаково у модели и натуры (в том случае, если не обязательно соблюдение условия геометрического подобия);
2) если отношение скорости деформации модели к скорости .деформации натуры принимается равным масштабу моделирования при условии геометрического подобия модели и натуры;
3) если осуществлена теплоизоляция модели, соблюдены условия геометрического подобия, идентичность температурно-скоростного режима и изменения температур.
При соблюдении первого условия наблюдается одинаковое изменение температур модели и натуры. В некоторых случаях это условие неприемлемо, так как требует разных скоростей деформации модели и натуры и, следовательно, различной длительности деформации. Идентичность изменения температур модели и натуры наиболее надежно обеспечивается по третьему варианту.
Моделирование контактных условий (смазки и их ввод, форма и состояние контактной поверхности, поверхностные окислы, контактное трение, анизотропия трения, температуры зон и т. п.) представляется особенно важным. Здесь каждый, на первый взгляд, незначительный фактор может иметь решающее значение. Так, изменение угла рабочей зоны волоки только на 1—2 град, может повлиять на режим трения, что изменит характеристики процесса волочения. То же можно сказать и об изменении условий охлаждения металла в зоне деформации в зависимости от скорости — факторов, тесно связанных с режимом трения. Изменение противонатяжения также резко скажется на величине контактного давления, условиях контактного трения и движения смазки в зоне деформации.
Таким образом, при моделировании следует тщательно учитывать все особенности процесса волочения, которые могут вызвать отклонение условий деформации модели от деформации натуры и стремиться уменьшить величину этих отклонений.
3. ОПРЕДЕЛЕНИЕ СИЛ ВОЛОЧЕНИЯ С ПРОТИВОНАТЯЖЕНИЕМ И БЕЗ НЕГО ПРИ ПОМОЩИ МЕХАНИЧЕСКИХ
И ГИДРАВЛИЧЕСКИХ ДИНАМОМЕТРОВ И ДАТЧИКОВ
Чтобы определить силы волочения, можно использовать машину для испытания на растяжение почти любой конструкции. Схема приспособления, необходимого для волочения на испытательной машине, показана на рис. 210. Металлическая рамка-вол о кодер жатель прикреплена к верхнему зажиму машины, на рамку установлена волока.
При определении силы волочения в процессе, ведущемся без внешнего противонатяжения (рис. 210, а), проволока, проходя со спускной катушки 12, через направлющие ролики 7 и 8 по-398
падает в волоку 2, а затем на приемную катушку. Сила волочения Р, вызывающая осевую реактивную силу М, передается через волоку и рамку 11 силоизмерительным механизмом
машины, которые ее регистрируют.
Для определения осевой реактивной силы Mqi действующей на волоку при внешнем противонатяжении, можно на спускной катушке установить тормоз с грузом, создающим заданное противонатяжение Q (рис. 210, б), либо прикрепить к стойке машины упор 10 (рис. 210, в) так, чтобы на нем могла быть установлена вторая— вспомогательная волока 4\ ось канала ее должна совпадать с осью первой основной волоки 2, для которой определяют силовые условия. Этот упор должен быть прикреплен так, чтобы не мешать возможным возвратно-поступательным движениям рамки И. При такой конструкции приспособления силу волочения предварительно определяют через вспомогательную волоку. Эта сила будет противонатяжением Q для основной волоки. Затем определяют силу Mq, которую покажет регистрирующий механизм
Рис. 210. Схемы приспособлений к машине для испытаний на растяжение, позволяющие определять силы волочения проволоки:
1 — направляющий ролик; 2 — волока; 3 — смазочная насадка; 4 — волока для противонатяжения; 5 — измерительная шкала; 6 — зажим машины; 7 — направляющий ролик; 8 — спускная катушка; 9 — груз и тормоз для создания противонатяжения; 10 — упор; 11 — рамка-волокодер-жатель; 12 — приемная катушка; 13 — привод приемной катушки
машины, а полная сила волочения Pq получится простым суммированием сил Q и Mq [см. формулу (VII-78) ]. Можно упор 10 прикрепить к рамке 11 (рис. 210, г). При таком положе-
нии упора регистрирующий механизм машины покажет полную силу волочения Pq, а осевая реактивная сила Mq по указанной формуле получится вычитанием силы Q из Pq.
Изложенное показывает, что при определении сил в условиях
внешнего противонатяжения достаточно экспериментально определить какие-либо две из трех указанных выше сил, однзко для
399
большей уверенности в правильности результатов целесообразно при заданной силе Q экспериментально определять обе силы Mq
Рис. 211. Схема приспособления для определения силы '.волочения труб на машине для испытаний на растяжение:
1 — зажим машины; 2 — труба;
3 — оправка; 4 — волока; 5 — траверса; 6 — рамка-вол окодержатель с траверсой
Направление волочения
Рис. 212. Конструкция механического динамометра
и Pq и взаимно проверять величины, полученные расчетом и экспериментально.
При определении сил волочения профилей крупных сечений и труб, которые трудно поддаются изгибу, опыты приходится вести на коротких образцах. В этом случае приемное и спускное устрой
Рис. 213. Механический динамометр рычажного типа
ства необязательны, так как нижний конец образца закрепляется в нижний зажим машины. При определении сил волочения полых профилей упор 10 может быть использован для закрепления 400
стержня оправки. Вставив пружинный или гидравлический динамометр между этим упором и замком стержня оправки, можно определить силу, действующую на стержень. Если упор установить невозможно, для определения сил волочения полых профилей можно применить рамку с траверсой для замка оправки, эскиз которой показан на рис. 211.
Механические динамометры используют принцип действия механического индикатора, и конструкция их пояснений не требует.
На рис. 212 показан механический динамометр, примененный Е. В. Пальмовым и М. К. Гурьяновой для исследования сил при волочении стальной проволоки [1].
На рис. 213 приведен механический динамометр, примененный Л. Е. Алыпевским для исследования сил волочения стальных труб [2].
”216
401
26 ИЛ. Перл пн
ди-
Рис. 215. Схема гидравлического намометра ВИСХОМ:
1 — корпус; 2 — волока; 3 — гидравлический датчик; 4 — шаровая опора;
5 — каток
Гидравлические динамометры получили значительное распространение для определения сил волочения непосредственно на волочильных машинах. На рис. 214 показано устройство гидравлического динамометра, сконструированного А. С. Бабчиным специально для измерений сил волочения прутков и проволоки. Как видно из чертежа, давление, действующее на волоку, передается кольцевому поршню, а давление в масляном цилиндре регистрируется манометром. А. И. Басс [3] характеризует этот динамометр как вполне надежный прибор, портативность которого позволяет применять его и в лабораторных, и в цеховых условиях.
На рис. 215 показана схема гидравлического динамометра конструкции Всесоюзного института сельскохозяйственного машиностроения (ВИСХОМ). В корпус прибора вставлена волока. В кор-опоры. Между одной из них
пусе имеются три шаровые и корпусом вмонтирован гидравлический датчик, соединенный с манометром. Шаровые опоры расположены таким образом,
Рис. 216. Схема гидравлического дина- Рис. 217. Схема волокодержателя с гидра-мометра с шарнирным волокодержа- влическим датчиком
телем:
/ — поршень; 2 — цилиндр с маслом;
3 — волока; 4 — станина машины
что Ь 2а. Поэтому сила волочения Р создает в датчике давле-Р
ние, равное —, соответственно чему и градуируют прибор.
На рис. 216 показана схема гидравлического динамометра Помпа, отличающегося тем, что измеряемая сила увеличивается 402
вращающимся рычагом, вследствие чего соответственно повышается точность измерений.
На рис. 217 показана схема волокодержателя, применяемого на машинах для волочения проволоки толстых и средних размеров, с вмонтированным в него гидравлическим датчиком, который соединен с манометром.
Механические и гидравлические динамометры и датчики не дают возможности измерять нагрузки в начале процесса и регистрировать их изменение при установившемся процессе. Их целесообразно применять только для массовых замеров сил волочения, цель которых — получить средние значения сил, например при контроле качества волок, при проверке в производственных условиях результатов лабораторных исследований, а также для дополнительных или параллельных определений и исследований при малых скоростях.
4. ОПРЕДЕЛЕНИЕ СИЛ ВОЛОЧЕНИЯ ПРИ ПОМОЩИ ЭЛЕКТРОМЕХАНИЧЕСКИХ ДАТЧИКОВ
Между волокой и волокодержателем можно установить датчик индукционный, емкостный, сопротивления или другой системы. Упругая деформация датчика вызывает изменение определенных электрических параметров. Соединив датчик с соответствующими регистрирующими приборами, можно измерить и записать силу волочения. Индукционный датчик для измерения сил волочения разработан лабораторией силоизмерительных приборов в ЦНИИчермете 14].
На рис. 218 показана схема установки для одновременного измерения сил волочения и температуры деформационной зоны проволочными датчиками, предложенная Н. Г. Решетниковым. Установка состоит из четырех проволочных датчиков — двух рабочих и Rpz и двух компенсационных RKi и RK*, наклеенных на поверхность втулки 1 (названной на схеме корпусом месдозы), усилителя и осциллографа, механического динамометра Д для параллельных замеров и двух термопар: контактной и экранной.
Особенность этой установки состоит в том, что практически исключается влияние температуры волоки на электросопротивление проволочных датчиков и, следовательно, исключается возможность искажений в показаниях датчиков.
На рис. 219 приведена схема измерительного моста, примененного Л. Б. Вульфовичем. Преимущество этого моста состоит в возможности применения одних и тех же месдоз для усилительной и безусилителной схем замеров сил волочения. Мост питается от батареи, что позволяет полностью исключить появление наведенных токов на шлейфах осциллографа. При этом зарегистрированные на осциллограмме колебания с большой степенью точности воспроизводят колебания процесса. Если условия
403
процесса позволяют использовать безусилительную схему замеров сил волочения, то замкнутый мост месдозы балансируется с помощью переменного резистора с сопротивлением, в 50—100 раз большим сопротивления плеча моста. Резистор включен
Рис. 218. Установка для определения силы волочения и температуры проволоки: а — схема установки: Т — контактная термопара; ЭТ — экранная термопара; Д — дина* мометр; 1 — корпус месдозы; 2 — втулка изолирующая; 3 — блок питания; 4 — усилитель; 5 — осциллограф; б — схема соединения датчиков и включения их в измерительную аппаратуру: 1 — блок питания; 2 — усилитель; 3 — осциллограф
404
параллельно одной из диагоналей моста в цепь из трех резисторов равного сопротивления, причем движок переменного резистора соединен со второй диагональю моста. При малой мощности сигнала та же месдоза может быть подсоединена к каналу усилителя.
Силы волочения профилей крупных размеров целесообразно измерять с помощью проволочных датчиков, наклеенных на деформирующийся растяжением металлический стержень, соединяющий захватывающее и тянущее устройство. Схема такой установки приведена в работах
Рис. 219. Схема измерительного моста для усилительной и безусилительной месдоз
[5, 6].
Более подробные сведения о применении проволочных дат-
Рис. 220. Схема прибора для определения натяжения проволоки при волочении с электромеханическим 'динамометром:
1 — проволока; 2 — волока; 3 — батарея; 4 — гальванометр; 5 — пружина;
6 — реостат; 7 — подвижный контакт; 8 — приемная катушка
чиков в силовых измерениях приведены в монографии Н. И. Раевского [7].
С конца пятидесятых годов начали применять полупроводниковые тензодатчики. Их высокая чувствительность, а также зна-
чительные величины характеристик выходного сигнала позволяют избавиться от тяжелого и громоздкого усилительного оборудования, получать измерительные системы с бесконтактной передачей информации от быстро вращающегося объекта. В таких установках используют смонтированный на вращающемся объекте миниатюрный передатчик, несущая частота которого модулируется сигналом, снимаемым с тензодатчиков [8].
Датчики давления, созданные на основе полупроводников, выдерживают большие ударные нагрузки и вибрации. Известны попытки 19) использовать полупроводниковые тензодатчики в мес-дозах давления, работающих при криогенных температурах. Это представляет несомненный интерес для некоторых разновидностей волочения.
При волочении проволок тонких и тончайших размеров, чтобы предупредить обрывность, рекомендуется наблюдать за натяжением проволоки во время всего процесса волочения. Для этой
405
цели при однократном волочении может быть использована схема прибора, разработанного Научно-исследовательским институтом легкого и текстильного машиностроения для определения натя-
жения нити основы (рис. 220) жине, к которой прикреплены ного реостата, соединенного <
Рис. 221. Схема прибора для определения натяжения проволоки при волочении с пружинным динамометром:
1 — волока; 2 — пружина; 3 — приемная катушка
Натяжение нити передается пру-подвижные контакты чувствитель-гальванометром. При изменении натяжения пружина растягивается или сжимается, контакты реостата движутся и перемещают стрелку отградуированного гальванометра. Для этой же цели могут быть использованы приборы,z работающие по другим схемам, в том числе и по упрощенной механической схеме, показанной на рис. 221.
5. ОПРЕДЕЛЕНИЕ СИЛ ВОЛОЧЕНИЯ ПО РАСХОДУ ЭНЕРГИИ
При использовании для определения силы волочения аналитических зависимостей погрешность расчета складывается из неточностей определения прочностной характеристики, коэффициента трения, угла рабочего конуса и скорости проволоки
при ее скольжении по тяговой шайбе. Однако коэффициент трения, как было указано в начале главы, должен быть определен из ранее проведенных опытов, это же относится и к прочностным характеристикам. При волочении тонких и особенно тончайших размеров проволоки образующая волочильного канала, как правило, отличается некоторой кривизной, в то время как в аналитические расчеты заложена коническая форма канала.
В то же время вследствие сложившихся условий процесса воло-
Рис. 222. Схема замера расхода электроэнергии при волочении:
1 — вольтметр зеркальный класса 0,5;
2 — универсальный трансформатор тока УТТ-5
чения неточность при использовании экспериментальных замеров удельных расходов электроэнергии вызывается неполным соответствием мощности холостого хода той мощности, которая идет на приведение в движение барабана или тяговой шайбы при рабочей нагрузке. В результате рабочей нагрузки изменяются зазоры в приводе и условия смазки, однако точное влияние может быть определено лишь при непосредственном замере сил волочения одновременно с определением удельного расхода электро-
406
§ § S? s? S? Ss
i /л -uigu' nnidSHeoauuwe ounoon тимэдя
энергии. Это сказывается при определении сил и напряжений волочения с использованием рассматриваемого метода,, особенно при определении силовых условий многократного волочения.
Для замеров удельных расходов электроэнергии достаточно иметь простые, но вполне надежные приборы: ваттметр зеркальный класса 0,5 или самопишущий, универсальный трансформатор тока № 5 и три сопротивления, соединенные по схеме, показанной на рис. 222. Данные по удельному расходу электроэнергии при волочении приведены на рис. 223 и 224. Ниже приведены выражения, определяющие мощность, силу и напряжение необходимые для волочения:
W = 2,83-10~6 wd2vy кет, (XIV-1)
Р = 2,88-10-3 wd2y кГ, (XIV-2)
Kw = 3,67-10"4 шу кГ/мм2, (XIV-3)
где w — удельный расход электроэнергии, квт-ч/т;
у — плотность протягиваемого металла, кг/м3;
Kw — напряжение волочения по удельному расходу электроэнергии [10];
ув — скорость волочения, м/сек.
6. ОПРЕДЕЛЕНИЕ ГЛАВНЫХ НОРМАЛЬНЫХ, РАДИАЛЬНЫХ И КАСАТЕЛЬНЫХ НАПРЯЖЕНИЙ И КОЭФФИЦИЕНТА ТРЕНИЯ
Наиболее ранним можно считать метод экспериментального определения нормальных радиальных и касательных сил при помощи разрезной волоки. Эта волока состоит из двух полуцилиндров, соприкасающихся по диаметральной плоскости. В полуцилиндрах выполнены половины конического канала таким образом, чтобы ось канала строго совпадала с осью цилиндра. При волочении измеряют силу, стремящуюся развести обе части волоки, и из несложных геометрических соотношений определяют усредненное по поверхности контакта протягиваемого металла и волоки нормальное давление.
На подобном принципе основан прибор А. А. Динника [11], схема которого приведена на рис. 225. Прибор состоит из разрезной рамки 1, в которой укреплены плашки 2, образующие волоку с клиновым каналом. Через него протягивается плоский образец 3 силой Рх. Давление от протягиваемого металла на плашки Ру передается механической месдозе 4, снабженной индикатором 5. Схема действия сил на плашки показана на рис. 226. Для вычисления коэффициента трения определяют силу волочения Рх и давление на плашки Ру, связь между которыми легко представить из следующих соотношений: силы R (полное давле-408
ние) вызываются действием силы волочения РХ9 следовательно» при проектировании этих сил на ось волочения можно записать 27? sin р = Рх, (XIV-4)
где, как и в гл. VII, р = а + р.
Рис. 225. Схема установки для определения контактных напряжений, по А. А. Диннику:
1 — разрезная рамка; 2 — плашки; 3 — образец; 4— мес-доза; 5 — индикатор месдозы; 6—обойма месдозы с винтом установки нуля
R COS Р
формулу (XIV-4) значения Р
Вычисляя значение угла Р, а затем угла р,
При подстановке в
получаем tg Р =
получаем величину коэффициента трения fn = tg р. Этот способ дает лишь приближенные значения коэффициента трения.
Рис. 226. Схема действия сил на плашку разъемной волоки
В работе А. П. Чекмарева и П: И. Чуйко [12] приведен метод измерения контактных напряжений в обжимном и калибрующем участках волоки при помощи точечных месдоз, расположенных попарно под углом 45 и 90 град, к поверхности канала волоки.
409
На рис. 227 приведена схема действия сил на штифты месдозы. Как следует из этого рисунка,
Рп = anF, а Р45о = onF — xfF,
Рис. 227. Схема действия сил на штифты месдозы, по А.П. Чекмареву и П. И. Чуйко
где F — площадь поперечного сечения штифта.
Замерив значения Рп и Р^*, определяют величины ал, и fn.
Можно одновременно замерять нормальные и касательные напряжения одним штифтом [13, 14] при помощи специального силоизмерительного элемента с тензодатчиками; один из вариантов такого элемента приведен на рис. 228, а. Давление Р, воспринимаемое штифтом II, вызывает упругий про
гиб балки III. Сила трения через штифт и балку упруго деформирует поперечины. Упругие деформации обеих частей элемента фиксируются с помощью тензодатчиков сопротивления и регистрирующей аппаратуры.
Расположение точечных месдоз по винтовой линии вдоль рабочей зоны волоки позволяет замерить величину и распределе
I а б
Рис. 228. Схема силоизмерительного элемента для определения нормального давления и сил трения:
а — силоизмерительный элемент: / — кронштейн; // — контактный штифт; /// — балка; б — схема соединения датчиков: /, 2, 3, 4 — датчики нормальных давлений; А, В, С, D — • датчики измерения сил трения
ние напряжений по длине рабочей зоны волоки. Примером такого устройства может служить приведенная на рис. 229 схема волоки с точечными месдозами, разработанная В. 3. Жилкиным [15].
В последние годы под руководством Г. Я. Гуна и П. И. Полухина [16] проведены работы с использованием модели волок из оптически активного материала. При этом методе полосы из технически чистого свинца протягивают при скорости не более 2—3 см/сек через модель волоки, представляющую собой стальную кассету, боковые стенки которой изготовлены из пластин оптически нечувствительного стекла. Пластины вставлены в кассету 410
так, что в зазор между ними можно поместить два боковых вкладыша рабочей части волоки из оптически чувствительного материала (эпоксидной смолы) толщиной, равной ширине протягиваемых полос. Такая конструкция образца обеспечивает^/слови я деформации, близкие к плоской.
Рис. 229. Схема месдозы для определения давлений по длине рабочей зоны волоки:
/ — штифт; 2 — стакан с датчиком; 3 — крышка; 4 — пружина; 5 — образец
411
В процессе экспериментов один из вкладышей, образующих волоку, заменяют вкладышем, изготовленным из материала, обладающего меньшей оптической чувствительностью (органическое стекло), что не вносит заметных погрешностей, но позволяет получить достаточно четкую картину изоклин на контактной поверхности.
Поляризационно-оптическое изображение фиксируют киноаппаратом со скоростью 20 кадров в секунду, полосы (изохромы) и изоклины переносят с увеличением на бумагу и их совмещенная картина позволяет получить все необходимые данные для определения нормальных и касательных напряжений.
Кроме описанных, имеется ряд упрощенных методов, позволяющих определить коэффициенты трения. В гл. VII было показано, что значения коэффициентов трения при волочении необходимо находить с помощью методов, отражающих особенности этого процесса. Поэтому такие известные методы определения fn, как метод конических бойков, бочкообразности [17] и др., не отражающие особенностей процесса волочения, могут быть использованы только при определении ориентировочных значений коэффициентов трения при волочении. Еще менее приемлем для определения коэффициента трения метод вращающейся волоки, предложенный Заксом в 1931 г. и описанный в некоторых трудах [15, 17, 18]. Закс, анализируя силы, действующие на контактной поверхности круглого профиля (см. гл. IV), применяя упрощенное уравнение равновесия сил в деформационной зоне, приходит к выводу, что величина коэффициента трения определяется выражением
= ^-tga, (XIV-5)
г вр
где Рст — сила волочения при стационарной волоке;
Рвр — сила волочения при вращающейся волоке.
Определяя экспериментальным путем Рст, Рвр и а, можно получить значения fn.
Элементарный анализ показывает, что метод вращающейся волоки не имеет ни теоретической, ни практической ценности по следующим причинам:
1. Вывод формулы (XIV-5) основан на использовании упрощенного уравнения равновесия.
2. Условия введения смазки в деформационную зону при вращающейся и стационарной волоках неодинаковы.
3. Чтобы получить величину fn, соответствующую обычным скоростным условиям процессов, необходимо придать волоке весьма большую угловую скорость (см. гл. IV), что делает почти неосуществимым эксперимент. Значительные затруднения в постановке опыта вызывают большой разброс результатов. Это подтверждают опыты Закса, а также опыты К. И. Туленкова и Н. В. Соколова [19].
412
Следовательно, можно считать, что определение коэффициента внешнего трения при помощи вращающейся волоки не может дать достаточно точных результатов.
В работе [20] опубликован метод определения коэффициента трения при волочении, основанный на экспериментальном определении окружной деформации нагруженной волоки. Сущность этого метода заключается в следующем: волоку с наклеенным на нее проволочным датчиком подвергают окружной деформации,
вводя в ее канал масло под высоким давлением (рис. 230).
Изменяя давление масла и фиксируя показания датчика, строят тарировочную кривую волоки. После такой тарировки через волоки протягивают исследуемый металл, замеряют силу волочения Рв и фиксируют показание датчика, по которому (используя тарировочную кривую) определяют среднее нормальное напряжение °«Ср’ возникающее на контактной поверхности. Затем определяют коэффициент трения fn по формуле, выведенной с использованием условия равновесия в направлении оси канала сил, действующих на металл в деформационной зоне:
Рис. 230. Схема приспособления для тарировки волоки и датчиков:
Рв /1 I £ 4-^ \ ( Л /VTVCX /—патрубок для подачи
—------= (1 -f- f Ctg Л) 1-р---1) . (XlV-O) масла под высоким давле-
Гк<Зп \ <*к / нием; 2 — втулка; 3 — во-
СР лока; 4 — проволочный дат-
чик; 5 — резиновые про-
Этот метод также нельзя признать ДО- кладки; 6 - опора статочно точным, потому что условия деформации волоки при ее тарировании отличаются от условий ее деформации в процессе волочения: при тарировании давление на контактной поверхности распределяется равномерно. В процессе же волочения распределение давления неравномерно: наблюдается различие в давлениях, возникающих на торцовой поверхности волоки, примыкающей к поверхности ее опоры. Кроме того, предполагается равенство не только нормальных, но и касательных напряжений по всей контактной поверхности, чего в действительности быть не может, и, наконец, рассматриваемый метод применим лишь для волок, сделанных из сравнительно упругих материалов.
В работе [21] предложено определять коэффициент трения при волочении труб, исходя из силы растяжения, действующего на закрепленную оправку.
Как показано в гл. IX, сила, действующая на закрепленную оправку, может быть рассчитана по формуле (IX-66). Подставляя в формулу (IX-66) значения сопротивлений деформации, напря
413
жений, волочения и геометрических параметров оправки, полученные экспериментально, получаем значения fn.
В табл. 45 приведены данные и результаты расчетов по определению fn при волочении на закрепленной цилиндрической оправке отожженных труб из сплава Д16, полученные таким методом.
Как показывают результаты расчета, с возрастанием вытяжки за переход коэффициент трения повышается. Это объясняется ухудшением условий трения с увеличением длины контакта трубы с оправкой и подтверждает выводы работ [12, 22].
Большинство изложенных методов разработано с рядом допущений для проведения замеров на моделях, а не на натуре. При экспериментах по описанным методам не выполняются натурные условия действия смазки, а также скоростные условия, что в значительной мере снижает точность рассмотренных методов. Поэтому на данном этапе можно считать более целесообразным замерять силы волочения и определять frtcp по достаточно теоретически обоснованной формуле для напряжений волочения. Такой формулой может быть (VII-56a), теоретическое обоснование которой приведено ранее. Этот метод определения /Лср в некоторой мере учитывает и те, пока неизбежные допущения и упрощения, которые были сделаны при выводе этой формулы.
В табл. 46 для иллюстрации приведены полученные расчетом по формуле (VII-56а) средние значения fn (по результатам опытов Н. 3. Днестровского и Р. А. Блюмкиной [23]) при волочении отожженной меди без внешнего противонатяжения. Значения о/уп приняты по визуальной экстраполяции, выполненной исследователями при составлении кривых степень деформации — напряжение волочения. Несмотря на некоторую условность в определении о/уп, полученные средние значения fn подтверждают сказанное о росте fn с увеличением а.
Таблица 45
Данные и результаты расчета fn при волочении труб из сплава Д16 (конечный размер трубы 48,1X 1,58 мм)
Размеры трубы после волочения, мм В ыт я ж к а 5 X о 03 X , к.Г/мм2 вз. о <л су 5 , кГ!мм2 тос S , кГ/мм2 тоб. ст а? а* с о ср
на участке осадки на участке обжатия стенки полная за переход
49,3X1,70 1,019 1,077 1,105 1,85 5,93 220 20,9 22,5 2,18 0,0405
49,4Х 1,80 1,018 1,127 1,152 1,90 7,62 280 20,9 23,15 2,50 0,0460
49,7X1,90 1,019 1,210 1,243 1,80 9,33 380 20,9 24,15 3,09 0,0515
49,8X1,97 1,018 1,247 1,281 1,85 10,60 470 20,9 24,55 3,45 0,0575
414
Таблица 46
Средние значения коэффициентов трения при волочении круглой медной проволоки 0 9 мм, полученные расчетом по результатам испытаний Н. 3. Днестровского и Р. А. Блюмкиной [23] с применением формулы (VII-56a). Материал волоки — твердый сплав; смазка — льняное масло; калибрующая часть в канале и внешнее противонатяжение отсутствуют
Диаметр до волочения, мм D2 1 н In ~-г ^к ‘уп Предел прочности, кГ/мм2 Рабочий угол волоки, град. Зарегистрированное напряжение волочения, к Г /мм2 Мср
после волочения среднее значение
9,4 0,094 1,5 25 24,0 5 3,8 0,04
9,8 0,185 1,5 28 25,1 5 7,6 0,05
10,7 0,357 1,5 32 26,9 5 13,8 0,05
11,7 0,510 1,5 34 27,2 5 18,8 0,05
9,4 0,094 1,75 25 24,0 8 5,0 0,05
9,8 0,185 1,75 28 25,1 8 7,7 0,06
10,7 0,357 1,75 32 26,9 8 13,5 0,06
11,7 0,510 1,75 34 27,2 8 18,8 0,06
9,4 0,094 2,0 25 24,0 12,5 4,4 0,05
9,8 0,185 2,0 28 25,1 12,5 7,7 0,06
10,7 0,357 2,0 32 26,9 12,5 14,5 0,07
Н,7 0,510 2,0 34 27,2 12,5 20,0 0,06
9,4 •0,094 3,0 25 24,0 20,0 5,5 0,11
9,8 0,185 3,0 28 25,1 20,0 8,4 0,10
10,7 0,357 3,0 32 26,9 20,0 14,9 0,11
11,7 0,510 3,0 35 27,2 20,0 19,7 0,11
* Предел прочности до волочения 23 кГ/мм2 \
Отсутствие роста fn& с повышением степени деформации, которое, по тем же соображениям, должно было бы происходить, объясняется тем, что в проведенных расчетах из-за отсутствия необ-
ходимых данных не учтено влияние на конечный предел прочности повышения температуры металла, наблюдающееся при увеличении степени деформации за переход. На рис. 231 приведены графики зависимости коэффициента трения от степени деформации, полученные Н. Г. Решетниковым
In
Рис. 231. Средние значения коэффициентов трения f при волочении алюминия и его сплавов в зависимости от степени деформации (по Н. Г. Решетникову); а = 18°, скорость волочения 0,5 м/сек, смазка — мазут:
/ — АД1; 2 — В65; 3 — Д1
при изучении процесса волочения алюминия и его сплавов. Сила волочения определена экспериментально, а /Пср рассчитана по формуле (VII-56а) (а = 8°, скорость волочения 0,5 м!сек, смазка — ма-
зут). Эти результаты хорошо согласуются с данными, приведенными в гл. VI, и показывают резко выраженное влияние степени деформации на величину коэффициента трения при волочении со смазкой.
415
В приложении 6 приведены расчетные значения [Пср для некоторых условий процесса волочения, рекомендуемые авторами на основании их многочисленных вычислений по результатам работ разных исследователей и собственных экспериментов. Некоторые данные о коэффициентах трения при волочении различных металлов и сплавов приведены в работах [24, 25]. Следует, однако,
иметь в виду, что эти данные, как отмечают авторы, получены с применением ряда допущений.
В. Люег и К. Трептов [26] провели большое число опреде-
лений средних значений
Рис. 232. Изменение среднего значения коэффициента трения при волочении стальной проволоки со смазкой сухим мылом (а = 30°) при изменении среднего удельного давления на стенки волоки [26]
коэффициента трения при волочении стальной проволоки в разных условиях. При этом экспериментально полученные значения силы волочения пересчитывали с применением формулы для аналитического определения.
Полученные ими закономерности совпадают с изложенными выше. На рис. 232 приведена зависимость /Пср
от давления на стенках волоки, указывающая на выжимание даже сухой смазки из деформационной зоны при больших нормальных напряжениях.
Поскольку определение /„ср по формуле (VII-56) затруднительно из-за
невозможности решить эту формулу относительно frt , приходится прибегнуть к некоторому упрощению и представить формулу в виде
К ПОЛИ --------- 1,025тс
(XIV-7)
считая, что а^=0,15тс.
Решение этого уравнения относительно а, дающее погрешность не более 1—3%, может быть представлено графически (рис. 233) и позволяет сравнительно легко определить значение /ср [27].
Пример расчета. Волочению подвергают сплав ВТ1 с диаметра 1,95 на 1,74 мм. Угол волоки а = 8 град., угол ап = 2° 15', сила волочения 56 кг, предел текучести 43,5 кГ/мм2. Чтобы определить коэффициент трения, находим отношение = 0,8; КПолн == 23,4 кПмм2\ -полн - = 0,55. На рис. 233 проводи *->Тс
К F
дим линию от ординаты —= 0,55 до встречи с кривой = 0,8; затем до Отн
пересечения с абсциссой и далее до пересечения с ординатой, соответствующей ап = 0,04 рад. В точке пересечения находим искомый коэффициент трения, равный 0,06.
Очевидно, что при fn < 0,2 в формуле
а = cos2 р (1 + fn ctgan) — 1
416
cos2 p весьма близок к единице. Тогда /Пср можно определять из соотношения ^ср ~ ctgan *
Таким образом, исключается расчет коэффициента трения методом последовательных приближений.
X F
Рис. 233. Изменение отношения - в зависимости от величин an, ив упрощение СР Fn
ной формуле (XIV-7)
7. ОПРЕДЕЛЕНИЕ СКОРОСТНЫХ УСЛОВИЙ ВОЛОЧЕНИЯ
Под скоростными условиями понимают скорости волочения и их изменение в различных стадиях процесса. В начальной стадии скорость быстро нарастает до рабочей, затем она остается почти неизменной (если не считать изменений скорости от несовершенства тяговых механизмов), а иногда медленно возрастает, например при приеме проволоки на катушки с неизменным числом оборотов. Рабочие скорости измеряются без каких-либо затруднений при помощи тахометров, определяющих число оборотов тянущего устройства, или обычных ходографов при замере скорости поступательного движения тягового устройства на линейных станах.
Заметно труднее определять скорость в начальной стадии, что объясняется кратковременностью этой стадии, часто составля-
27 и Л. Перлин 417
ющей десятые и сотые доли секунды. Поэтому для измерения скоростных условий начальной стадии процесс осциллографируют методами, описанными в п. 4 данной главы. Ускорение определяют из осциллограмм, дифференцируя кривую скорость—время.
8. ОПРЕДЕЛЕНИЕ ПРОФИЛЯ ВОЛОЧИЛЬНОГО КАНАЛА
Профиль волоки, как было указано в гл. VI, состоит из входной, смазочной, рабочей, калибрующей и выходной зон. Обычно профиль входной, смазочной и выходной зон не контролируется, так как возможные отклонения в размерах этих зон заметно не сказываются на работе волоки. В то же время от геометрии рабочей и калибрующей зон прямо зависят параметры процесса волочения.
Наиболее простой и одновременно надежный способ, позволяющий определить форму волочильного канала, — получение
с него слепка с помощью быстро-твердеющих материалов или заторможенной в канале волоки полосы. Часть полосы или слепка, выдающуюся над выходной зоной волоки, удаляют, затем полосу или слепок извлекают из канала и по полученному отпечатку составляют представление о форме канала волоки. При этом всю работу по измерению параметров рабочей и
Рис. 234. Схема действия прибора Трурнита
калибрующей зон проводят на инструментальном микроскопе.
Для контроля профиля волочильного канала фирмой BISRA сконструирован прибор, в котором расходящийся пучок света поворотным отражателем направляется на волоку, причем ось светового пучка составляет с осью волоки угол, который можно измерить по шкале прибора [28]. Прошедший через волоку свет образует на экране прибора фигуру, которая позволяет оценить профиль волоки. Световой полукруг у края экрана дает представление о кривизне поверхности рабочей зоны: при конической форме рабочей зоны он выглядит в виде тонкой линии, толщина которой растет с увеличением кривизны. Ее расстояние от центрального светового пятна позволяет определить величину угла рабочей зоны: тангенс угла 2а равен отношению этого расстояния к удалению экрана от конца рабочей зоны волоки. Прибор используют преимущественно для контроля профиля алмазных волок.
В приборе Трурнита, также описанном в работе [28], параллельный пучок света проходит через волоку /, часть лучей непосредственно попадает на матовое стекло 2 прибора (рис. 234), а часть — только после отражения от стенок рабочей зоны волоки. Вид получающегося изображения показан на рис. 235.
418
Прибор позволяет определить по степени размытости кольца на изображении кривизну рабочей зоны волоки, по степени неравномерности ширины кольца соосность отдельных частей рабочей зоны, величину же угла рабочей зоны измеряют так же, как и в приборе BISRA. Прибор дает возможность ориентировочно оценить длину калибрующей зоны: изображение кольца на мато-
Рис. 235. Изображение, получаемое на приборе Трурнита: а — идеальная конусная волока; б — волока с радиальной рабочей зоной, несколько скошенной; в — волока с двумя конусными рабочими зонами, имеющими разные оси; г — сильно изношенная волока
вом стекле появится в том случае, если длина этой зоны менее 1,7 диаметра калибрующей зоны при угле рабочей зоны 12 град, и менее трех диаметров калибрующей зоны при угле рабочей зоны 6 град.
Форму и величину поперечного сечения контролируют лишь у фасонных волок при изготовлении, например, профилей для трубчатых кабелей или контактных проводов. В приборах ИЗП-25, УИМ-21, МП-20 пучок света, пройдя через оптическую систему, дает увеличенное до пятидесяти крат изображение, которое может
27* 419
быть совмещено с вычерченным при таком же увеличении контуром поперечного сечения волоки (по калибрующей зоне).
Устройством, позволяющим контролировать продольный профиль волоки и получать при необходимости фотографию этого профиля, является прибор Л. И. Царева [29]. Прибор содержит осветитель, микроскоп, колеблющиеся зеркала, матовый экран или фотокамеру и систему линз, позволяющих получить развернутое изображение профиля волоки, сделанной из прозрачного или непрозрачного материала.
9. ОПРЕДЕЛЕНИЕ ТЕМПЕРАТУРНЫХ УСЛОВИЙ
Работа деформации при волочении переходит главным образом в тепловую энергию, часть которой остается в продуктах волочения, а часть воспринимается волокой [30]. В итоге повышается температура волоки и продуктов волочения, что ведет к изменению сопротивления деформации и сил трения. Это указывает на необходимость измерения температур волоки и продуктов волочения в зоне контакта металла и волоки, а также изменения температур волоки и изделия по длине и сечениям деформационной зоны.
Температуру при волочении можно измерять с помощью контактных термопар, закрепляемых на поверхности проволоки и волоки [31]. Однако следует учитывать, что проволока с волокой создает естественную термопару, величина т. э. д. с. в которой не однозначно зависит от толщины примененной в работе смазочной пленки. Поэтому создающаяся вследствие смазочной пленки разность потенциалов будет приниматься за дополнительное повышение температуры, что может привести к существенной ошибке. Имеются приборы, позволяющие определять температуру по интенсивности инфракрасного излучения от нагретой проволоки на датчик прибора. Таким методом может быть измерена температура в интервале 200—600° С, т. е. видимого свечения нагретого металла.
В этом же интервале температур и выше можно измерять температуру с помощью специальных «спектрозональных» пленок, цвет изображения на которых зависит от температуры измеряемого объекта, что позволяет, пользуясь калориметрической шкалой, определять температуру на выходе металла из волоки [32, 33 ].
10. ИЗМЕРЕНИЕ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРОДУКТОВ ВОЛОЧЕНИЯ
Методы качественного определения остаточных напряжений основаны на том, что хрупкие материалы разрушаются в плоском поле напряжений под действием растягивающих напряжений. Разрушение происходит по линии, нормальной к направлению 420
этих напряжений. Для выявления растягивающих напряжений образец покрывают лаком под действием сжимающей нагрузки. После высыхания лака нагрузку снимают и по расположению трещин определяют траектории растягивающих напряжений [34].
Этот метод может быть использован в сочетании с высверливанием отверстий [35]. Действие напряжений определяется характером распределения трещин лака вокруг высверленного отверстия. При линейном напряженном состоянии трещины лака располагаются концентрически с прерыванием трещин в направлении растяжения, при двухосном сжатии от остаточных напряжений трещины будут концентрическими без прерывания, при двухосном растяжении — радиальными.
Качественно остаточные напряжения можно определить по растрескиванию образцов в коррозионно-агрессивной среде. По времени до растрескивания судят о величине остаточных напряжений.
Количественно остаточные напряжения могут быть определены по изменению твердости, магнитной проницаемости [35, 36], изменению частоты колебаний струны, жестко скрепленной с иссле дуемым объектом [37]; оптическим методом, основанным на двойном лучепреломлении поляризованного луча при прохождении через прозрачную пластину [38]; рентгеновским методом [39, 40]; замером величины деформации после удаления части образца механическими индикаторами, а также с помощью инструментального микроскопа УИМ-21 или тензодатчиков.
Рентгеновский метод определения остаточных напряжений основан на измерении расстояний между атомными плоскостями, зависящих от величины упругих напряжений. Элементы микроструктуры, дающие отражение на рентгенограмме, не расположены беспорядочно, а ориентированы определенным образом относительно направлений деформации. В этом случае деформация решетки характеризует совместное действие макро- и микронапряжений. Рентгеновский метод отличается меньшей точностью, чем механические методы, и требует большего времени для измерения деформации. Недостатком рентгеновского метода является и то, что при его использовании можно измерить деформацию лишь по плоскостям, дающим четкие дифракционные линии, и при пересчете на напряжения необходимо знать упругие константы именно этих плоскостей.
Чаще других применяют методы измерения остаточных напряжений с помощью механических индикаторов с ценой деления 0,02—0,001 мм. Для повышения точности стремятся увеличить измеряемую базу и доводят ее до 100—200 мм [41].
Г. И. Аксенов и Д. Г. Курилех [42], определявшие остаточные напряжения на тонкостенных трубах, стремясь увеличить точность измерения деформации разрезанных колец и не исказить эти деформации давлением на них щупа индикатора, включали
421
2
Продольный разрез*"
кольцо и индикатор в электрическую цепь (рис. 236). Когда щуп индикатора соприкасался с кольцом трубы, цепь замыкалась и в телефоне появлялся звук. В этот момент производился отсчет по индикатору, определявший диаметр кольца.
Дальнейшего увеличения точности определения остаточных напряжений можно достичь, применяя для измерений величины деформации инструментальный микроскоп УИМ-21 с ценой деления микрометрических головок 0,0001 мм. Для нанесения базовой длины используют алмазные пирамидки от твердомера Виккерса, закрепленные в оправке, с помощью которой можно проводить две параллельные линии. Толщина получаемой от вершины пирамидки линии составляет около 0,00001 мм, что при средней длине базы 150 мм позволяет замерять деформацию с точностью до 0,0003 мм, или до 0,0002%.
Применение тензодатчиков для определения деформации позволяет в значительной степени избежать субъективности в оценке испытаний. Электрический сигнал', получаемый от наклеенных по направлениям главных деформаций тензодатчиков,регистрируется приборами для замеров статических деформаций с точностью измерения деформаций в пределах
±0,075%. Датчики включаются в прибор по схеме моста, двумя плечами которого служат рабочие и компенсационные датчики, а двумя другими — балансировочное устройство прибора, состоящее из набора сопротивлений и реохорда. Продольную и поперечную деформацию после каждой операции удаления слоя образца проводят раздельно.
Для тарировки используют образец для стандартных испытаний на сжатие, изготовленный из исследуемого металла и включенный в электрическую схему вместо рабочего образца. На основании тарировки определяют величину относительной деформации образца, напряжение, вызвавшее эту деформацию, и цену одного деления прибора. Порядок расчетов для перехода от замеренных деформаций, выраженных в делениях прибора, к напряжениям, вызвавшим эти деформации, подробно изложен в работе К. К. Го-дерзиан [43].
Продолжительность испытания образцов проволоки, прутков или труб с определением величины остаточных напряжений, как правило, велика. За это время успевают покрыться окисной пленкой контакты реохорда приборов ИСД-2 и ИСД-3, что приводит 422
>
Рис. 236. Схема прибора для точного измерения деформации тонкостенной трубы:
1 — кольцевой образец; 2 — индикатор; 3 — телефон; 4 — трансформатор на 4—12 в
к значительному снижению точности замера. Поэтому перед определением величины деформаций необходимо на эталонном образце проверить правильность показаний регистрирующего прибора.
11. ОПРЕДЕЛЕНИЕ ХАРАКТЕРА ТЕЧЕНИЯ МЕТАЛЛА ПРИ ВОЛОЧЕНИИ
Взаимное перемещение частиц обрабатываемого металла в волоке может быть изучено прямыми или косвенными методами. Наиболее распространенным прямым методом, при помощи которого кинематика течения металла изучается непосредственно, является метод координатных сеток.
При этом методе на наружной поверхности или поверхности продольного разреза деформируемой заготовки после шлифовки алмазным резцом или накаткой наносят ряд линий, образующих правильные простые фигуры (квадраты, круги и т. д.). Изменение размеров нанесенных фигур в результате деформации отражает характер течения металла [44, 45].
Чтобы получить более полную характеристику течения металла при волочении, применяют непрерывное наблюдение за изменениями формы и положения линий в процессе деформации. Наблюдение ведут визуально или применяют скоростную киносъемку.
Учитывая искажение формы сетки, вычисляют работу сдвига, необходимую для деформации сетки [46]. Работа сдвига в единице объема определяется интегрированием дифференциального уравнения
г
A=v J Itgrldy, (XIV-8)
г о
где т — напряжение сдвига;
г — радиус проволоки или толщина полосы;
у — текущая координата;
у — угол, образуемый поперечными линиями сетки с осью у.
Величина т может быть определена как среднее сдвигающее напряжение, возникающее в случае плоского или объемного сжатия при соответствующей степени деформации.
Кроме описанного, для исследования течения металла применяют методы, заключающиеся в нанесении углублений или выступов на поверхности и внутри исследуемой заготовки, использовании образцов, составленных из отдельных частей по длине заготовки, и введении в деформируемую заготовку инородных тел в виде проволок, стержней, винтов, шариков. Материал этих тел должен незначительно отличаться от материала заготовки по прочностным характеристикам, но иметь различие в цвете или травимости.
423
К прямым методам исследования характера течения металла при волочении относят методы визуального наблюдения под микроскопом за перемещениями отдельных зерен или их частей, с возможной фиксацией на фото- или кинопленку.
Для этих же целей применяют и такие косвенные методы, как исследование макрошлифов наиболее характерных сечений дефор-
Рис. 237. Линии одинаковой твердости (изодуры) на заторможенном образце: а — пруток, протянутый через волоку с а — 5° ЗГ; б — стальная труба, протянутая с обжатием 39,6%
мируемой заготовки, а также исследование твердости и величины деформированного и рекристаллизованного зерна.
При измерении микротвердости в различных точках зоны деформации или протянутого прутка [47, 48] на разрезанном вдоль образце с помощью измерителя твердости ПМТ-3 или другого прибора удается получить ориентировочное распределение деформации по объему образца, так как считается, что большей величине твердости соответствует большая величина деформации. По результатам измерения твердости строят изодуры (линии одинаковой твердости). При использовании метода сравнения величины рекристаллизованного зерна распределение деформаций 424
и напряжений устанавливают, исходя из того, что величина зерна после деформирования и последующей рекристаллизации зависит от степени деформации.
Примеры распределения изодур и деформаций при волочении прутка и трубы приведены на рис. 237.
Изучение характера течения металла при волочении позволяет сопоставлять скорости течения металла на разных расстояниях от оси волочильного канала, влияние сил трения и угла волоки на распределение послойной деформации, определить форму и размеры зоны деформации, найти величину главных деформаций и их направление, вычислить работу сдвига и т. п.
12. К ОБРАБОТКЕ РЕЗУЛЬТАТОВ НАБЛЮДЕНИЙ
Методы обработки результатов наблюдений разнообразны и в основном зависят от поставленной задачи. Однако в них есть следующие основные приемы:
а) учет отклонений полученных абсолютных показателей количественных наблюдений одной и той же величины и исключение явно ошибочных или относящихся к другим условиям процесса;
б) оценка дисперсии оставшихся количественных показателей и при положительной оценке вычисление среднего (среднего арифметического, средневзвешенного) количественного показателя рассматриваемой величины;
в) определение относительных (удельных) количественных показателей одной и той же величины по оставшимся абсолютным, например нормальных напряжений, напряжений трения и др.;
г) установление искомой закономерности путем составления таблиц и графиков с привлечением научно обоснованных методов обработки результатов наблюдений [49—51]. При составлении графиков часто целесообразно, кроме «кривых» средних значений рассматриваемой величины, строить «кривые» максимальных и минимальных значений, т. е. определять поле значений рассматриваемой величины;
д) подбор эмпирической формулы, наиболее близко отвечающей эмпирической зависимости, и определение значений коэффициентов формулы методом наименьших квадратов [51];
е) определение степени точности эмпирической формулы путем вычисления коэффициента корреляции [52].
ЛИТЕРАТУРА
1. Пальмов Е. В.,Гурьянова М. К. Веб. «Расчеты и конструирование заводского оборудования». Машгиз, 1950, с. 43.
2. Альшевский Л. Е. Тяговые усилия при холодном волочении труб. Металлургиздат, 1952.
3. Б а с с А. И. Волочение прутков и проволоки из цветных металлов. Металлургиздат, 1937.
425
4. Гросвальд В. Г.,Смирнова А. Г. Заводская лаборатория, 1956, № 3, с. 357.
5. Калугин В. Ф. Веб. «Исследование деформируемости сплавов». Обо-ронгиз, 1955, с. 27.
6. Е р м а н о к М. 3. Бюллетень Цветметинформации, 1959, № 4, с. 33.
7. Раевский Н.И. Методы экспериментального исследования механических параметров машин. Изд-во АН СССР, 1952.
8. Brewer G. A. Measurement of Stresses on Rotating Metbers Utilizing Solid State Telemetry, ISA Paper. New York, Oct., 1962.
9. Adams I. E. Paper at the Western Regional Strain Gage Committee Meeting, Denver, Colo, Oct. 30 — Nov. 1, 1963.
10. В а т p у ш и н Л. С. Технология легких сплавов. ВИЛС. ОНТИ, 1967, № 3, с. 65.
11. Д и н н и к А. А. В сб. «Прокатное производство», № 27. Металлургиздат, 1960.
12. Ч е к м а р е в А. П., Ч у й к о П. И. В сб. «Металлургия и коксохимия». Киев. Изд-во «Техника», 1966, вып. IV, с. 183.
13. К а р т а к Б. Р. и др. Труды Института метизной промышленности, 1967, сб. 1, с. 88.
14. К а р а с е в О. В. и др. Технология легких сплавов. ВИЛС. ОНТИ, .1969, № 4, с. 56.
15. Северденко В. П., Жилкин В. 3. Основы теории и технологии волочения проволоки из титановых сплавов. Минск. Изд-во «Наука и техника», 1970.
16. Гун Г. Я. и др. Пластическое формоизменение металлов. Изд-во «Металлургия», 1968.
17. Г у б к и н С. И. Теория обработки металлов давлением. Металлургиздат, 1947.
18. Кузнецов В. Д. ФТТ. Томск. Изд-во «Красное Знамя», 1944.
19. Туленков К. И., Соколов Н. В. Волочение оцинкованной стальной проволоки. Металлургиздат, 1951.
20. Transactions of ASME, 1956, № 1.
21. Е р м а н о к М. 3. Изв. вузов. Цветная металлургия, 1959, № 6, с. 166.
22. Ш а п и р о В. Я., А н и с и м о в А. В. В сб. «Интенсификация процессов производства холоднодеформированных труб». Свердловск. Среднеуральское книжное изд-во, 1969, с. 115.
23. Днестровский Н. 3., Блюмкина Р. А. Веб. научных работ ин-та Гипроцветметобработки, вып. XIII. Металлургиздат, 1952.
24. К о к р о ф т М. Г. Смазка в процессах обработки металлов давлением. Изд-во «Металлургия», 1970.
25. Крагельский И. В., Виноградова И. Э. Коэффициенты трения. Машгиз, 1955.
26. L u е g W., Treptow К. Stahl u. Eisen, 1952, 8, S. 1236.
27. В а т p у ш и н Л. С. Технология легких сплавов. ВИЛС. ОНТИ, 1966, № 4, с. 28.
28. В о и s е 1. Le Trafilage de I'acier. Dunod, Paris, 1961.
29. Ц a p e в Л. И. Авторское свидетельство № 203607, кл. В23. Изобр., промышленные образцы и тов. зн., 1967, № 23.
30. R е i s.z G. Y. Reprint from publications of the Technical University for Heavy Industry, Miskolc, Hungary, 1969, XXVIII, S. 323.
31. П а л ь м о в E. В. Сталь, 1951, № 5, с. 571.
32. П л а т у н о в Е. С., Ф е д о р о в В. Б. Теплофизика высоких температур,
1964, № 4, с. 628.
33. С в е т Д. Я- В сб. «Металлургия СССР за 40 лет». Металлургиздат, 1958.
34. П р о ш к о В. М. Некоторые экспериментальные методы исследования
деформаций и напряжений. Машгиз, 1960.
35. Р о m е у В. La mesure destensions zesiduelle Analyse des Contraintes, 1959, v. IV, № 1.
36. L e i r i s W. L'analyse des Contraintesen France, 1960, v. 5, p. 3.
426
37. Канторович И. Е.,Лившиц Л. С. Остаточные напряжения в стали. Оборонгиз, 1943.
38. Land шапп F. Experimental Mechanics, 1962, № 8, р. 225.
39. У м а н с к и й Я. С. и др. Рентгенография. Машгиз, 1951.
40. Ф у к с М. 3. Заводская лаборатория, 1953, № 7, с. 814.
41. Николаев Г. А. В сб. «Теоретические и экспериментальные исследования напряжений и деформированного состояния некоторых элементов конструкций». Труды МВТУ. Машгиз, 1947.
42. А к с е н о в Г. И., К у р и лех Д. Г. ЖТФ, 1948, № 5, с. 342.
43. Г о д е р з и а н К- К. Внутренние напряжения в металлах и сплавах, ме-
тоды их измерения и устранение. Цветметинформация, 1962.
44. S i е b е 1 Е., М i t t К- Wilh. Inst. Eisenforsch, 1931, № 13, S. 43.
45. P о m p A., S c h у 11 a U. Mitt K. — Wilh. Inst. Eisenforsch, 1934, № 16,
S. 51.
46. D e v e n p e c k M. L., Richmond O. J. Transaction ASME, 1965, v. 87, № 4, p. 35.
47. Vater M., Kron H. Stahl u. Eisen, 1969, № 10, p. 509.
48. G e 1 e j i A., Gulyas J. Acta Technica Academial Scientiarum Hungarical, 1967, v. 58, p. 181.
49. Смирнов M. В., Дунин-Барковский И. В. Краткий курс математической статистики для технических приложений. Физматгиз, 1959.
50. Д л и н А. М. Математическая статистика в технике. Изд-во «Советская наука», 1953.
51. Б л а н т е р М. Е. Методика исследования металлов и обработки опытных данных. Металлургиздат, 1952.
52. Л у к о м с к и й Я. И. Теория корреляции и ее применение к анализу производства. Госстатиздат, 1958.
Глава XV
ОСНОВНЫЕ НАПРАВЛЕНИЯ ДАЛЬНЕЙШЕГО РАЗВИТИЯ И СОВЕРШЕНСТВОВАНИЯ ТЕОРИИ ВОЛОЧЕНИЯ
Теория волочения в современном ее состоянии во многих вопросах еще не удовлетворяет требованиям практики. Многие закономерности установлены количественно лишь приближенно, часто с недостаточной точностью и только для простейших разновидностей процесса и сравнительно узкого диапазона изменения деформационных условий. Некоторые закономерности установлены только качественно, т. е. показан лишь характер изменения основных параметров процесса в зависимости от деформационных условий. Это в значительной мере является результатом несовершенства общей теории больших пластических деформаций кристаллических тел, что в свою очередь связано с недостаточной разработкой теории и практики моделирования, особенно высокоскоростных процессов, из-за которого наиболее точные количественные показатели получаются только при натурных исследованиях. Последнее же представляет большие сложности вследствие значительного числа деформируемых волочением металлов и большого сортамента полуфабрикатов, получаемых с использованием этого процесса. Поэтому теория волочения требует дальнейшего развития и совершенствования.
Поскольку базой для развития и совершенствования любого научного направления, в том числе и теории волочения, служит современное состояние не только данного научного направления, но и смежных областей знания (в рассматриваемом случае теории пластических деформаций, физики металлов, металловедения, сопротивления материалов, реологии, гидравлики, физической химии поверхностных явлений, теории моделирования и др.), в настоящее время трудно определить направление развития и совершенствования теории волочения на сколь-либо значительный период времени. Тем не менее современное состояние этой и смежных наук позволяют наметить следующие основные направления совершенствования теории волочения на ближайшие годы:
1. Дальнейшее совершенствование профиля волочильного канала и уточнение оптимальных параметров его отдельных основных и переходных участков.
2. Разработка методов экспериментального и аналитического определения напряжений на границе упругой и пластической деформационных зон и установление влияния на эти напряжения параметров профиля начального рабочего участка волочильного канала, прочностных свойств протягиваемого металла, смазки 428
и прочих деформационных условий. Использование этих результатов для определения максимально возможной деформации за переход и за ряд переходов (от отжига до отжига).
3. Дальнейшее совершенствование и развитие процесса волочения круглых и некруглых профилей в волоках с подвижными контактными поверхностями.
4. Дальнейшее совершенствование теории трения и действия смазок в процессах волочения.
5. Исследование и разработка новых составов смазок и методов их подвода к деформационной зоне, обеспечивающих условия трения в максимальной степени, приближающихся к жидкостным.
6. Развитие теории процессов волочения профилей сложных форм из круглых и профилированных заготовок.
7. Установление прочностных характеристик металлов и сплавов, подвергающихся волочению в зависимости от степени и скорости деформации, температуры и геометрии (форма, масштабный фактор).
8. Дальнейшие исследования процесса виброволочения.
9. Уточнение геометрических параметров и дальнейшее совершенствование профиля цилиндро-конических оправок, а также изыскание других, более совершенных конструкций самоуста-навливающихся оправок.
10. Дальнейшее совершенствование проектирования переходов, особенно при волочении труб и некруглых профилей.
11. Дальнейшие исследования процесса волочения в условиях высоких гидростатических давлений.
12. Дальнейшее совершенствование моделирования основных разновидностей процесса волочения с максимально возможным приближением к натуре.
13. Исследование силовых, деформационных и скоростных параметров процессов горячего и теплого волочения материалов, обработка которых в холодном состоянии затруднена или вообще невозможна.
14. Разработка аналитических методов определения технически возможных максимальных скоростей волочения в зависимости от деформационных условий.
15. Дальнейшее совершенствование методов аналитического определения диаметров тяговых устройств.
16. Дальнейшие исследования влияния деформационных условий на напряженно-деформированное состояние продуктов волочения.
17. Разработка новых, более совершенных методов и аппаратуры для измерения силовых и тепловых условий при волочении на промышленных установках, в том числе методов определения коэффициентов трения и локальных удельных давлений металла на инструмент, а также температурных полей деформационной зоны.
429
18. Разработка новых, более совершенных методов контроля качества волочильных каналов (форма, профиля, качество отделки рабочих поверхностей и т. д.) и качества поверхности продуктов волочения.
19. Разработка новых, более совершенных методов определения напряженно-деформированного состояния продуктов волочения.
20. Статистическая обработка параметров основных разновидностей процесса волочения, применяющихся в промышленных условиях для получения полуфабрикатов, стандартизованного сортамента из различных металлов и сплавов и установление статистических оптимумов этих параметров.
21. Анализ и сравнение наиболее обоснованных формул, определяющих напряжение волочения.
22. Сопоставление и схематизация данных о величинах коэффициентов трения при волочении в различных деформационных условиях.
Указанные направления не исчерпывают всех вопросов, которые должны быть решены теорией волочения, однако даже эти направления убедительно показывают, что дальнейшее совершенствование и развитие теории волочения имеет не только теоретическое, но и большое прикладное значение.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
ФОРМУЛЫ ДЛЯ ОПРЕДЕЛЕНИЯ НАПРЯЖЕНИЙ И УСИЛИЙ ВОЛОЧЕНИЯ
Протягиваемый профиль или вид процесса
№ формулы
Круглый пруток и проволока:
при любых значениях а и [п
при 10° и 0,1...................
при а gr 10°; fn^ 0,1; А- < 1; и < 1,3 ig а гк
то же, при вдавливании в волоку ... Правильный многоугольник......................
Профиль, близкий к правильным многоугольникам и кругу ........................................
Прямоугольный профиль...........................
Профиль, близкий к прямоугольному...............
Профиль сложной формы.................
Прямоугольный профиль:
при волочении через дисковые волоки
в процессе плющение—волочение ...............
Профиль сложной формы при вдавливании в волоку Осаживание круглой трубы волочением: при 15° и fn^. 0,15 ...........................
при а 10° и fn 0,1.........................
при 10°; 1; |.i^ 1,3 . .
Осаживание круглой трубы вдавливанием при а <с: 15° и fn^ 0,15 ... ....................
Раздача круглой трубы волочением при 15° и /п^0,15 .............................
Раздача круглой трубы вдавливанием при 15 и 0,15 ............................
Волочение круглой трубы на закрепленной цилиндрической и цилиндро-конической оправках:
при а<: 10°; fn^ 0,1 ......................
при 10°; 0,1; 1; 1,3 (упро-
щенная) .................................
Волочение круглой трубы на подвижной оправке: при а 10°; 0,1 ..................
при 10°; fn^. 0,1; 1; fi-с 1,3 (упро-
tg а щенная)....................................
Усилие, действующее на закрепленную и подвижную оправки при волочении круглой трубы .........
Полное усилие волочения круглой трубы на подвижной оправке .....................................
Профилирование круглой трубы ....................
Рекомендуемые коэффициенты запаса ...............
VI1-56 и VII-56a
VII-94
V11-97
VII-107
VIII-4
VIII-7
VIII-14
VIII-15
VIII-17
VIII-14 с учетом формулы VII1-23
VIII-24
VIII-25
IX-15
IX-18
IX-19
1Х-34
IX-49
IX-49 с учетом IX-53
IX-61
IX-62
IX-68
IX-69
IX-66
IX-70
IX-77
Табл. 23
431
ПРИЛОЖЕНИЕ 2
СМАЗКИ, ПРИМЕНЯЕМЫЕ ПРИ ВОЛОЧЕНИИ
СТАЛЬ
Холодное волочение
А. Пастообразные, консистентные и масляные смазки
1. Мел (33%), вода (33%), мыло хозяйственное (33%).
2. Эмульсол (20%), сульфофрезол (15%), мыло хозяйственное (10%), тальк (20%), вода (35%).
3. Технический вазелин (60%), мыло хозяйственное (20%), графит (20%).
4. Технический вазелин (60%), мыло хозяйственное (10%), графит (30%).
5. Солидол (62%), тальк (30%), сера (4%), графит (4%).
6. Этиленцеллюлоза (20—40%), ди-бутилфталат (80—60%).
7. Битум № 5.
8. Сульфофрезол.
9. Машинное масло.
10. Каприловая кислота.
11. Изобутиловый спирт.
12. Масло Вапор «Т».
13. Хлопковое масло.
14. Лауриловая кислота.
15. Цетилацетат.
16. Сурепное масло.
17. Дибутилфталат.
18. Пальмитиновая кислота.
19. Мылонафт.
20. Окисленный петролатум.
21. Окисленный цезарин.
22. Торфосало.
23. Сульфированный кашалотовый жир.
24. Парафин.
25. Воск натуральный.
26. Олеиловый спирт (50%), цетиловый спирт (50%).
27. Вареное льняное масло.
28. Мыло натровое (4—5%); H2SO4 (0,5%); мука ржаная (25—50%), остальное вода.
29. Стеариновая кислота.
30. Вазелин очищенный.
432
31. Ланолин.
32. Солидол.
33. Хлорпарафин (70%), велоситовое масло (30%).
34. Машинное масло (60%), битум № 5 (35%), петролатум (5%).
35. Машинное масло (60%), битум № 5 (40%).
Б. Эмульсии
1. Хозяйственное мыло (0,4%-ный водный раствор).
2. Хозяйственное мыло (5%-ный водный раствор).
3. Олеат натрия (5%-ный водный раствор) .
4. 0,5%-ный водный раствор мыла+ -г 1% ализаринового масла.
5. Хозяйственное мыло (0,4%), олеиновая кислота (0,8%), веретенное масло (0,8%), остальное вода.
6. Бентонитовая глина (0,5%), хозяйственное мыло (0,4%), остальное — вода.
7. Олеиновая кислота (1%), триэтаноламин (0,5%), веретенное масло (1 %), остальное — вода.
8. Олеиновая кислота (0,5%), кальцинированная сода (0,15%), масло веретенное или трансформаторное (1%), остальное — вода.
9. Олеиновая кислота (0,4%), кальцинированная сода (0,1%), мыльная стружка (0,6%), масло вазелиновое (0,6%), остальное — вода.
В. Сухие смазки
1. Тефлон.
2. Термографит.
3. Бентон.
4. Цианамид.
5. Дисульфид молибдена.
• 6. Стеарат алюминия.
7. Стеарат натрия.
8. Стеарат калия.
9. Стеарат алюминия.
10. Стеарат магния.
11. Стеарат кобальта.
12. Стеарат цинка.
13. Алюминиевое мыло (98%), MoSo (2%).
14. Натровое мыло (98%), MoS2 (2%).
15. Мыльный порошок (99—92%), дисульфит молибдена (1—8%).
16. Препарат «Новость».
Горячее волочение
1. Li2SO4 (52,2%), NaCl (17,1%), КС1 (30,7%).
2. КС1 (50,5%), ZnSO4 (49,5%).
3. KC1 (50,1%), ZnSO4 (49%), K2CrO4 (0,9%).
4. CdCl2 (55,3%), KC1 (31,7%), NaCl (13%). •
5. MgCl2 (42,2%), KC1 (44,4%), NaCl (13,4%).
6. MgCl2 (48,7%), KC1 (38,1%), NaCl (13,2%).
7. Природный обезвоженный карналлит.
8. Веретенное масло (80%), графит КТ2 (20%).
9. Бура техническая (11%), графит КТ2 (27%), тальк (7%), поверхностно активная добавка ОП7 (0,1%), остальное — вода.
10. Хромовокислый калий (19%), графит КТ2 (25%), тальк (6%), ОП7 (0,1%), остальное — вода.
11. Жидкое стекло (10—15%), графит КТ2 (35—40%), остальное — вода.
АЛЮМИНИЙ И СПЛАВЫ НА ЕГО ОСНОВЕ
А.Жидкие, п астообр азные и масляные смазки
1. Трансформаторное масло (80— 95%), олеиновая кислота (20— 5%).
2. Цетиловый спирт.
3. Стеариновая кислота.
4. Керосин (73%), веретенное масло (25%), стеарат алюминия (2%).
5. Керосин (73%), веретенное масло (25%), мыльный порошок (2%).
6. 5%-ная мыльная эмульсия + 2% порошкообразной серы.
7. 5%-ная мыльная эмульсия + 1 — 2% графита.
8. 5%-ная мыльная эмульсия + 1 — 2% стеарата алюминия.
28 и. л । Перлин
9. Веретенное масло (98—99%), стеарат алюминия (2—1%)
10. Масло Вапор «Т».
11. Масло Вапор «Т» (95—98%), олеиновая кислота (5—2%).
12. Солидол.
13. Машинное масло № 2.
14. Машинное масло № 3.
15. Касторовое масло.
16. Веретенное масло (95%), растительное масло (5%).
17. Техническое сало (52%), 60%-ное мыло (16%), вода (32%).
18. Олеонафт.
Б. Эмульсии
1. 60%-ный раствор мыла (3%), керосин (12%), остальное — вода.
2. Олеиновая кислота (1,5%), веретенное масло (9%), триэтаноламин (0,5%), остальное — вода.
3. 60%-ный раствор мыла (3%), техническое сало (10%), остальное — вода.
4. Веретенное масло (11%), олеиновая кислота (2,2%), сера природная молотая (0,1%), триэтаноламин (3,7%), сульфидированное касторовое масло (2,5%), остальное — вода.
В. Сухие смазки
1. Мыльный порошок.
2. Препарат «Новость».
3. Стеарат калия.
4. Стеарат магния.
5. Стеарат кальция.
6. Стеарат цинка.
7. Стеарат кадмия.
8. Стеарат меди.
9. Стеарат железа.
МЕДЬ И СПЛАВЫ НА ЕЕ ОСНОВЕ
А. Пастообразные, консистентные и масляные смазки
1. Машинное масло № 2.
2. Машинное масло № 3.
3. Олеиновая кислота.
4. Касторовое масло.
433
5. Мазут № 9.
6. Солидол.
7. Парафин.
8. Олеиновый спирт.
9. Цетиловый спирт.
10. Машинное масло № 2 (90%), растительное масло (10%).
11. Вазелиновое масло (99%), олеиновая кислота (1%).
Б. Эмульсии
1. Олеат натрия (5%-ный водный раствор).
2. 5—10% компаунда К-30, 95—90% воды.
3. Минеральное масло (0,4—0,8%), олеиновая кислота (0,4—0,8%), кальцинированная сода (0,2—
0,4%), остальное — вода.
4. Масло растительное (1—1,5%), мыло хозяйственное (1—1,5%), остальное — вода.
5. 4—5% пасты СМ (техническое сало 40%, хозяйственное мыло 20%, вода 40%), остальное — вода.
6. Мыло зеленое (1%), остальное — вода.
7. Мыло хозяйственное (0,8%), масло растительное (0,3%), олеиновая кислота (0,5%), сода кальцинированная (0,05%), остальное — вода.
8. Мыло (0,3—0,6%); олеиновая кислота (0,2—0,45%); масло растительное (0,08%); сода кальцинированная (0,08%) или каустическая (0,04%), остальное — вода.
9. Мыло (0,4—0,7%), олеиновая кислота (0,1%), масло минеральное (0,2%), сода кальцинированная (0,08%) или каустическая (0,04%), остальное — вода.
10. Мылонафт (0,4—0,8%), олеиновая кислота (0,1—0,3%), каустик (0,02%), остальное — вода.
11. Эмульсия Ц4: масло минеральное (0,4—0,8%), олеиновая кислота (0,4—0,8%), сода кальцинированная (0,2-0,4%).
12 Водный раствор 1—2% пасты Ц4: масло минеральное (57%); олеиновая кислота (29%), сода кальцинированная (14%).
13. Мыло (2—4%), масло растительное (2—4%), остальное — вода.
14. Водный раствор 5—8%-ный пасты Ц1 (масло растительное 83%, сода кальцинированная 17%).
15Г Сало техническое (3%), мыло (1,2%), остальное — вода.
16. Мыло (3%), масло расти!ельное (3%), остальное — вода.
17. 5%-ный водный раствор пасты Ц1.
18. Мыло (1,0—1,5%-ный водный раствор).
19. 1,5—2%-ный водный раствор пасты Ц1.
20. Цилиндровое масло (2—1,3%), мыло (1,3%), остальное — вода.
21. 2—8%-ный водный раствор пасты Ц4.
22. Мыло (0,3—0,6%), олеиновая кислота (0,2—0,4%), масло растительное (0,6—0,8%), сода кальцинированная 0,08%, вода — остальное.
В. Сухие смазки
1. Мыльный порошок.
2. Мыльный порошок (50%), препарат «Новость» (50%).
НИКЕЛЬ И СПЛАВЫ НА ЕГО ОСНОВЕ
А. Пастообразные и масляные смазки
1. Масло машинное «С» (80%), масло растительное (10%), клей глютеновый (10%).
2. Масло машинное «С» (80%), масло растительное (10%), сера (10%).
3. Масло растительное (90%), сера (10%).
4. Масло машинное (80%), масло растительное (10%), сера (10%).
5. Масло машинное (62%), сульфидный клей (11%), вода (27%).
6. Тавот (95%), графит (5%).
7. Зеленое мыло (95%), графит (5%).
434
Б. Эмульсии
1. Масло растительное (0,2%), мыло хозяйственное (1,2%), остальное — вода.
2. Масло растительное (0,2%), олеиновая кислота (0,4—0,8%), сода каустическая (0,9%), мыло хозяйственное (0,6—1,2%), остальное — вода.
3. Масло минеральное (1,2%), олеиновая кислота (1,2%), сода кальцинированная (0,6%), остальное — вода.
4. Мыло хозяйственное (2%), масло машинное (1%), олеиновая кислота (0,5%), остальное — вода.
В. Сухие смазки
1. Мыльный порошок.
2. Мыльный порошок (50%), препарат «Новость» (50%).
3. Препарат «Новость».
ТИТАН И СПЛАВЫ НА ЕГО ОСНОВЕ
Холодное волочение
1. Графит КТ2.
2. Мыльный порошок.
3. Мыльный порошок (50%), графит КТ2 (50%).
4. Сера (50%), графит (50%).
5. Мыльный порошок (50%), графит (50%).
6. Сера (33%), мыльный порошок (34%), графит КТ2 (33%).
7. Олифа (80%), графит КТ2 (20%).
8. Мыльный порошок (92—99%) MOS2 (8-1%).
9. Препарат «Новость».
10. Воск натуральный.
11. Воск натуральный (95—98%), сера
12. Воск натуральный (80—90%), стеарат алюминия (20—10%).
Горячее волочение
1. Препарат ЭЛПВ.
2. Бура техническая (11%), графит КТ2 (27%), тальк (7%), поверхностно активная добавка ОП-7 (0,1%), остальное — вода.
3. Хромовокислый калий (19%), графит КТ2 (25%), тальк (6%), поверхностно активная добавка ОП-7 (0,1%), остальное — вода.
МОЛИБДЕН
1. Коллоидальный графит.
2. Техническое сало.
НИОБИЙ
1. Воск.
2. Парафин.
3. Машинное масло (90—95%), графит (10—5%).
4. Техническое сало (5%), 60%-ное мыло (5%), остальное — вода.
ХРОМ
Расплавленная эвтектика свинец-сурьма при 400—450° С.
ВОЛЬФРАМ
Коллоидальный графит.
28*
ПРИЛОЖЕНИЕ 3
ВЕЛИЧИНА УГЛОВ НАКЛОНА ОБРАЗУЮЩЕЙ ВОЛОЧИЛЬНОГО КАНАЛА, ПРИМЕНЯЕМЫХ ПРИ ВОЛОЧЕНИИ В УСЛОВИЯХ ОТСУТСТВИЯ ГИДРОДИНАМИЧЕСКОГО И ГИДРОСТАТИЧЕСКОГО ВВОДОВ СМАЗКИ
Протягиваемый металл или сплав Форма поперечного сечения Материал волоки а, град.
Медноникелевые сплавы, бронзы, среднеуглеродистые стали, медь, латунь, дур алюмин, алюминий, никелевые сплавы Прутки круглые Сталь 6—12 12-15
Никелевые, медноникелевые сплавы, бронза, стали высоко-и среднеуглеродистые Медь, латунь, мягкие стали, алюминий и его сплавы Свинец и его сплавы Титан и его сплавы Вольфрам и молибден (700— 900° С) Проволока круглая диаметром >0,25 мм Твердые сплавы 6—18 7—9 9—12 7—16 8-10
Никелевые, медноникелевые сплавы, бронза, стали высоко-и среднеуглеродистые Медь, латунь, мягкие стали, алюминий и его сплавы Вольфрам и молибден (700— 900° С) Проволока круглая диаметром <0,25 мм Технический алмаз 5-7 6—8 7-9
Цирконий и циркалой Проволока круглая Твердые сплавы 5—8
Медь, латунь, медноникелевые сплавы, алюминий и его сплавы Прутки, проволока некруглой формы Сталь Твердые сплавы 8—15 7-14
Черные и цветные металлы и сплавы Трубы при волочении на закрепленной, подвижной и самоустанавливающейся оправках Трубы при волочении без оправки Сталь, твердые сплавы 9—15 12—20
436
ПРИЛОЖЕНИЕ 4
ДЛИНЫ КАЛИБРУЮЩИХ ЗОН ВОЛОЧИЛЬНЫХ КАНАЛОВ
Волоки для проволоки
Алмазные волоки
Типа М — для холодного волочения металлов и сплавов с пределом прочности до 50 кПмм2:
Диаметр калибрующей зоны D, мм 0,1 0,1—0,5 0,5—1,0 1—2
Отношение длины калибрующей зоны
к диаметру ................. 0,5 0,5 0,4 0,3
Типа Т — для холодного волочения металлов и сплавов с пределом прочности от 50 до 200 кПмм1:
Диаметр калибрующей зоны, мм .... 0,1 0,1—0,5
Отношение длины калибрующей зоны к . диаметру ..................... 1,0 0,75
Типа С — для холодного волочения металлов и сплавов с пределом прочности; более 200 кГ/мм2'.
Диаметр калибрующей зоны, мм .... 0,1 0,1—0,5
Отношение длины калибрующей зоны к диаметру....................... 1,0 0,75
Твердосплавные волоки
Диаметр калибрующей зоны волоки, мм .................. 0,3—1 1—3 3—5 5—12 12
Отношение длины калибрующей зоны к диаметру.......... 1,0 0,8 0,65 0,5 0,3
Волоки для труб
Диаметр калибрующей зоны
ВОЛОКИ, JMJW . Длина калибрующей зоны во- 5—15 15—25 25—40 40—60
ЛОКИ, мм Отношение длины калибрующей 2 3 4 5
зоны к диаметру Диаметр калибрующей зоны 0,4—0,15 0,2—0,12 0,16—0,1 0,125-0,08-
волоки, мм Длина калибрующей зоны во- 60—90 90—120 120—150 150—200
локи, мм .......... Отношение длины калибрующей 6 7 8 10
зоны к диаметру 0,1—0,07 0,08—0,065 0,075—0,055 0,065—0,05
ПРИЛОЖЕНИЕ 5
НОМОГРАММЫ ДЛЯ ОПРЕДЕЛЕНИЯ НАПРЯЖЕНИЙ ВОЛОЧЕНИЯ ПО ФОРМУЛЕ (VH-56)
Для построения номограмм формуле (VI1-56) придается вид Апол = Tcp^TqA -|- GqBt где
л = ^±-! а
Величину А определяют по номограмме (рис. 238), состоящей из четырех частей (/—IV). В первой определяют величину а (средняя шкала), в зависимости от ап и /ср» во второй — угол трения р — в зависимости от / . В третьей опреде-
437
&n3b30'3° 2°30'2° 1°30'lb A 0,1 0,2 0,3 0,9 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2
d3£ ll'I 0Г1 60'1 9O‘l LO'l 90'1 9O‘l 90'1 Ml ZO‘l lO‘l
ляют уСр —
-------i---, в четвертой — коэффициент А в зависимости от а cos*-^
(средняя шкала) и (FK/FH) — кривые от 0,5 до 0,96. Величину В определяют па номограмме 2 (рис. 239) В = (Ек/Ен)а.
Рис. 239. Номограмма 2
По этим же номограммам после экспериментального определения АПол можна методом последовательных приближений определить / и выполнить ряд других определений.
ПРИЛОЖЕНИЕ 6
РАСЧЕТНЫЕ СРЕДНИЕ ВЕЛИЧИНЫ КОЭФФИЦИЕНТА КОНТАКТНОГО ТРЕНИЯ (ПО НОРМАЛЬНОМУ ДАВЛЕНИЮ) ПРИ ВОЛОЧЕНИИ СПЛОШНЫХ КРУГЛЫХ ПРОФИЛЕЙ ПРИ ОТСУТСТВИИ ГИДРОДИНАМИЧЕСКОГО ИЛИ ГИДРОСТАТИЧЕСКОГО ВВОДОВ СМАЗКИ
Протягиваемый металл или сплав Материал волоки
состояние сталь твердый сплав технический алмаз
Малоуглеродистые стали Отожж. Упрочн. 0,07 0,06 0,06 0,05 0,05 0,04
439>
Продолжение прилож 6
Протягиваемый металл или сплав Материал волоки
состояние сталь твердый сплав технический алмаз
Высокопрочные стали Отожж. 0,05—0,08 —
Горячее — 0,13—0,18 —
волочение
,Медь и сплавы на медноцинковой Отожж. 0,08 0,07 0,06
•основе Упрочн. 0,07 0,06 0,05
Бронзы, никель и сплавы на ни- Отожж. 0,07 0,06 0,05
келевой и медноникелевой основе Упрочн. 0,06 0,05 0,04
Алюминий Отожж. 0,11 0,10 0,09
Упрочн. 0,10 0,09 0,08
Дуралюмины, сплавы типа магна- Отожж. 0,09 0,08 0,07
лей Упрочн. 0,08 0,07 0,07
Титан и его сплавы Отожж. — 0,10
Упрочн. — 0,08
Горячее — 0,17-0,21 —
волочение
Цинк и его сплавы — 0,11 0,10
Свинец — 0,15 0,12
Вольфрам и молибден Нагретые до — 0,25 0,20
700—900° С
Молибден Холодный 20° С — 0,15 0,12
Цирконий Отожж. 0,11—0,13
Упрочн. 0,08—0,09
ПРИЛОЖЕНИЕ 7
ТАБЛИЦЫ ДЛЯ РАСЧЕТА ТИПОВЫХ ПЕРЕХОДОВ ВОЛОЧЕНИЯ КРУГЛОЙ ПРОВОЛОКИ
При средней вытяжке 1,35 (среднее обжатие 26%)
-№ перехода 0 1 2 3 4 5 6 7 8
Диаметр, мм 7,25 6,25 5,35 4,6 3,96 3,38 2,88 2,6 2,24
№ перехода 9 10 11 12 13 14 15 16 17
Диаметр, мм 1,93 1,66 1,42 1,22 1,05 0,88 0,76 0,655 0,56
№ перехода 18 19 20 21 22 23 24 25 26
Диаметр, мм 0,48 0,42 0,36 0,308 0,265 0,228 0,197 0,17 0,145
№ перехода 27 28 29 30 31 32 33 34 35
Диаметр, мм 0,124 0,105 0,092 0,078 0,067 0,058 0,05 0,043 0,037
№ перехода 36 37 38 — — — — — —
Диаметр, мм 0,032 0,027 0,023 — — — — — —
440
Продолжение прилож. 7
При средней вытяжке 1,30 (среднее обжатие 23%)
№ перехода 0 1 2 3 4 5 6 7 8
Диаметр, мм 7,25 6,35 5,6 4,9 4,3 3,78 3,30 2,9 2,54
№ перехода 9 10 11 12 13 14 15 16 17
Диаметр, мм 2,23 1,95 1,71 1,5 1,32 1,16 1,03 0,89 0,78
№ перехода 18 19 20 21 22 23 24 25 26
Диаметр, мм 0,685 0,60 0,525 0,46 0,405 0,35 0,31 0,273 0,24
№ перехода 27 28 29 30 31 32 33 34 35
Диаметр, мм 0,21 0,185 0,162 0,142 0,124 0,118 0,095 0,084 0,073
№ перехода 36 37 38 39 40 — — —
Диаметр, мм 0,064 0,056 0,050 0,044 0,039 — — — —
При средней вытяжке 1,25 (среднее обжатие 20%)
№ перехода 1 2 3 4 5 6 7 8 9
Диаметр, мм 7,25 6,50 5,80 5,20 4,65 4,15 3,70 3,30 2,97
№ перехода 10 11 12 13 14 15 16 17 18
Диаметр, мм 2,66 2,38 2,12 1,90 1,70 1,52 1,36 1,21 1,09
№ перехода 19 20 21 22 23 24 25 26 27
Диаметр, мм 0,97 0,865 0,775 0,69 0,62 0,555 0,495 0,44 0,39
№ перехода 28 29 30 31 32 33 34 35 36
Диаметр, мм 0,355 0,32 0,285 0,254 0,227 0,205 0,179 0,162 0,145
№ перехода 37 38 39 40 ’ 41 42 43 44 45
Диаметр, мм 0,130 0,116 0,106 0,096 0,086 0,077 0,069 0,062 0,055
№ перехода 46 47 48 49 50 — — — —
Диаметр, мм 0,05 0,045 0,040 0,036 0,032 — — — —
При средней вытяжке 1,21 (среднее обжатие 17%)
№ перехода 1 2 3 4 5 6 7 8
Диаметр, мм 7,25 6,6 6,0 5,45 4,95 4,5 4,1 3,7
№ перехода 9 10 11 12 13 14 15 16
Диаметр, мм 3,38 3,08 2,8 2,54 2,3 2,08 1,91 1,73
№ перехода 17 18 19 20 21 22 23 24
Диаметр, мм 1,33 1,21 1,10 1,00 0,91 0,83 0,75 0,685
№ перехода 25 26 27 28 29 30 31 32
Диаметр, мм 0,625 0,565 0,463 0,425 0,386 0,355 0,32 0,29
№ перехода 33 34 35 36 37 38 39 40
Диаметр, мм 0,264 0,24 0,196 0,180 0,164 0,149 0,136 0,124
№ перехода 41 42 43 44 45 46 47 48
Диаметр, мм 0,113 0,102 0,092 0,084 0,076 0,069 0,063 0,057
№ перехода 49 50 51 52 53 — — —
Диаметр, мм 0,052 0,047 0,042 0,038 0,034 — — —
При средней вытяжке 1,18 (среднее обжатие 15%)
№ перехода 1 2 3 4 5 6 7 8
Диаметр, мм 7,25 6,66 6,15 5,78 5,10 4,62 4,16 3,82
№ перехода 9 10 11 12 13 14 15 16
Диаметр, мм 3,46 3,15 2,87 2,60 2,37 2,18 2,02 1,84
№ перехода 17 18 19 20 21 22 23 24
Диаметр, мм 1,70 1,56 1,44 1,32 1,21 1,12 1,05 0,98
№ перехода 25 26 27 28 29 30 31 32
Диаметр, мм 0,91 0,84 0,77 0,71 0,65 0,6 0,555 0,51
№ перехода 33 34 35 36 37 38 39 40
Диаметр, мм 0,47 0,43 0,40 0,366 0,34 0,31 0,285 0,264
№ перехода 41 42 43 44 45 46 47 48
Диаметр, мм 0,243 0,223 0,205 0,189 0,174 0,160 0,147 0,135
№ перехода 49 50 51 52 53 54 55 56
Диаметр, мм 0,124 0,114 0,104 0,095 0,087 0,08 0,074 0,068
44]
ПРИЛОЖЕНИЕ
НЕКОТОРЫЕ ЭКСПЕРИМЕНТАЛЬНЫЕ ЗНАЧЕНИЙ НАПРЯЖЕНИЙ НА ГРАНИЦЕ УПРУГОЙ И ПЛАСТИЧЕСКОЙ ЗОН, о/уп ПО РЕЗУЛЬТАТАМ СТАТИСТИЧЕСКОЙ ОБРАБОТКИ ЭКСПЕРИМЕНТАЛЬНЫХ ЗАВИСИМОСТЕЙ Кв (inр.)
Марка сплава Полуфабрикат Размеры сечения мм Предварительная деформация, % Вид процесса *уп кГ/мм2 а, град. Автор исследования
ВТ1-Д Проволока 0 2 0 Волочение 6,39 7,58 8,48 6 9,5 13 В. 3. Жилкин
МН-5 Проволока 0 4,9 0 16 Волочение 3,44 5,89 12 12 Н. С. Кузьмина
Железо Армко Труба 0 7,0—3,8X0,55 0 Волочение без оправки 3,14 12 М. М. Бернштейн
Д1 Проволока 0 2,55 10 20 40 60 Волочение 0,86 3,26 4,05 4,89 9 Н. Г. Решетников
АМгб Пруток 0 16 0 Волочение Вдавливание 0,91 1,08 12 Н. Г. Решетников
Д16 Пруток 0 16 0 Волочение Вдавливание 1,32 1,61 12 М. 3. Ерманок В. С. Горохов
В95 Пруток 0 16 0 Волочение Вдавливание 1,19 ( 1,39 ।
МА8 Пруток 0 16 0 Волочение Вдавливание 0,61 0,72
ОТ4 Профиль тавр — *1 Волочение 4,0 6
Сталь В НС-2 Профиль тавр — *2 0 0 0 Волочение 4,26 9,8 6,1 5,0 6 12 9 6 В. В. Гуляев
Д16 Труба 0 18Х 1 0 20 40 60 Волочение без оправки 0,85 . 1,75 2,12 2,24 12 М. 3. Ерманок
АМг2 Труба 0 18X0,7 0 20 40 Волочение без оправки 0,57 1,45 1,77
Д16 Труба 0 55Х 1,5 0 50Х (1,7—2) 0 0 Волочение без оправки Волочение на закрепленной оправке 0,85 3,03
АМг2 Труба 0 16Х (0,75—1) 0 Волочение на закрепленной оправке Волочение на самоустанавливающейся оправке 2,015 3,29 12 М. 3. Ерманок
Д16 Труба 0 16Х (0,75—1) Волочение на самоустанавливающейся оправке 3,725 12 М. 3. Ерманок
0 16X2 0 16X2 0 Волочение без оправки Вдавливание 1,31 1,72
АМг2 Труба 0 16X2 0 16X2 0 0 Волочение без оправки Вдавливание 0,61 0,76 12 М. 3. Ерманок В. С. Горохов
Продолжение приложения 8
Автор исследования М. 3. Ерманок В. С. Горохов 3. И. Перциков Н. 3. Днестровский, Р. А. Блюмкина В. Г. Осинцев В. С. Скугарев
а, град. сч ю СЧ"оО Ю со
я о Ю СО СО -Т1 о" o' 0,91 1,12 о о сч со со о сч оо со" со" со сч ю"со" 2,0 1,75 1,5 OCONO — —Г СЧ*
Вид процесса Волочение без оправки Вдавливание Волочение без оправки Вдавливание Волочение без оправки Вдавливание Волочение без оправки Вдавливание Волочение без оправки Вдавливание Волочение без оправки Вдавливание Волочение Волочение
w Л- > л s eS5«'§ ь I=t о о о о о о о о о о о о о о сч со
Размеры сечения мм 0 16X2 0 16X2 0 16X2 0 16X2 0 55X 3 0 55X3 0 55X3 0 55X3 6 0 0 1,51
Полуфабрикат Труба Труба Труба Труба Труба Труба Пруток Проволока
Марка сплава АД1 АМгб Медь Ml Сталь 10 Сталь 45 Сталь ЗОХНМА Медь Цирконий
1 Температура нагрева 550° С. 2 Температура нагрева 750°
ОГЛАВЛЕНИЕ
Предисловие ко второму изданию....................................... 3
Основные термины и обозначения....................................... 5
Глава I. Сущность процесса волочения, его основные разновидности
и деформационные показатели .............................. 9
Литература .............................................. 16
Глава II. Волочение сплошных профилей ............................ 17
1. Общие сведения................................ 17
2. Деформационные условия процесса волочения круглого
профиля ................................................. 17
3. Характер течения и деформированное состояние металла в деформационной зоне.................................... 19
4. Напряженное состояние деформационной зоны........ 32
5. Противонатяжение и его влияние на характер деформаций и напряженное состояние................................. 45
6. Пластичность при волочении . . 47
7. Особенности и условия волочения би- и полиметаллических продольно-слоистых профилей..................... 50
8. Особенности волочения сплошных некруглых профилей 53
Литература .............................................. 54
Глава III. Волочение полых профилей ................................ 55
1. Общие сведения.................................... 55
2. Волочение круглых труб без оправки (осаживание) ... 56
3. Волочение круглых труб на закрепленной оправке . . . . 63
4. Волочение круглых труб на самоустанавливающейся оправке 65
5. Волочение круглых труб на подвижной оправке........ 71
6. Волочение круглых труб на пластическом сердечнике ... 75
7. Раздача круглых труб .................................. 75
8. Волочение некруглых труб........................ . . 77
9. Особенности волочения би- и полиметаллических труб ... 79
Литература............................•.................. 79
Глава IV. Волочение в волоках с подвижными контактными поверхностями ........................................................... 81
1. Вращающиеся монолитные волоки .... ... 81
2. Дисковые волоки ........................ . . . 82
3. Шариковые и роликовые волоки.......... . . 84
4. Вибрирующие волоки . 87
Литература .............................................. 91
Глава V. Контактное трение и смазка при волочении................ 93
1. Особенности контактного трения при волочении, свободный ввод смазки .............................................. 93
2. Гидростатический ввод смазки .......................... 94
3. Гидродинамический ввод смазки .......................... 96
4. Особенности и виды применяемых смазок .................. 98
Литература ............................................. 102
Глава VI. Влияние деформационных условий на основные параметры
процесса ............................................... 104
1. Общие сведения ....................................... 104
2. Прочностные свойства протягиваемого металла....... 105
3. Степень деформации ................................... 106
445
4. Форма продольного профиля волочильного канала и его оптимальные параметры ............................ .... 113
5. Несовпадение осей канала и протягиваемого профиля ... 131
6. Качество поверхностей скольжения, свойства смазки и способы ее ввода в деформационную зону . .... 132
7. Формы начального и конечного поперечных сечений протягиваемой полосы....................................... 134
8. Противонатяжение ................................... 135
9. О напряжениях на контактной поверхности упругой зоны 142
10. Нагрев и охлаждение деформируемого металла и инструмента при волочении ................ ... 145
11. Вибрация................... .... 149
12. Длительность и скорость деформации . . 152
13. Скорость волочения .... .... 158
14. Масштабный фактор . . ... 162
]5. Стойкость волок ................................ .... 165
— 16. Обрывность при волочении . ... . 168
17. К определению основных размеров волочильного инструмента ........................... • . . 170
18. К определению диаметра тягово-приемного устройства 175
Литература ........................................... 178
Глава VII. Аналитические методы определения напряжений волочения и вдавливания сплошных круглых профилей .......................... 181
1. Общие сведения ............................ . 181
2. Принятые допущения.................................... 183
3. Основная формула напряжения волочения . 185
4. Анализ и реальность основной формулы (VII-56) . 200
5. Упрощенные формулы 214
6. Определение среднего (расчетного) значения сопротивления деформации................................. . 216
7. Выбор расчетной величины коэффициента контактного трения .................................... . . . 218
8. О других формулах для определения силы волочения круглых профилей ........................................... 219
9. Напряжения волочения полиметаллических сплошных круглых профилей . . . . .......... 219
10. Напряжения при задаче в волоку вдавливанием........... 222
Литература ........................................... 223
Глава VIII. Аналитическое определение напряжений волочения некруглых сплошных профилей ................................................ 225
1. Общие сведения ....................................... 225
2. Напряжения волочения профилей с правильными многоугольными поперечными сечениями..................... 225
3. Напряжения волочения профилей с поперечными сечениями, близкими к круглым ........................ . ... 228
4. Напряжения волочения прямоугольных профилей . . . 229
5. Напряжения волочения профилей с поперечными сечениями, близкими к прямоугольным...................... ... 232
6. Напряжения волочения профилей с поперечными сечениями сложных форм ........................................... 233
7. Напряжения волочения через дисковые волоки . . . 233
8. Напряжения в процессе плющение—волочение . . . 235
9. Напряжения при задаче в волоку вдавливанием . . 236
Литература ........................................... 236
446
Глава IX. Аналитические методы определения сил и напряжений волочения и вдавливания полых профилей............................... 237
1. Общие сведения .......................................... 237
2. Напряжения при осаживании круглой трубы волочением 237
3. Напряжения при осаживании круглых труб вдавливанием 244
4. Напряжения при раздаче круглых труб волочением .... 247
5. Напряжения при раздаче круглых труб вдавливанием . . . 251
6. Напряжения при волочении круглых труб на цилиндрической и цилиндро-конической оправках..................... 252
7. Напряжения при волочении круглых труб на подвижной оправке .................................................. 257
8. Напряжения волочения при профилировании труб .... 260
Литература ............................................... 264
Глава X. Переходы при простом (однократном) процессе волочения 265
1. Общие сведения о проектировании переходов....... 265
2. Переходы при волочении круглых сплошных профилей 271
3. Переходы при волочении некруглых сплошных профилей 275
4. Переходы при волочении круглых труб............. 293
5. Переходы при волочении труб некруглых форм...... 305
6. Переходы при раздаче труб....................... 307
Литература ............................................... 308
Глава XI. Теория многократного волочения ............................ 310
1. Общие сведения .......................................... 310
2. Особенности и условия надежности процесса многократного волочения проволоки на машинах со скольжением 310
3. Переходы при многократном волочении со скольжением 322
4. Особенности процесса и переходы при многократном воло-
чении на машинах с синхронизацией скоростей............. 343
5. Особенности процесса и переходы при многократном волочении на машинах без скольжения с магазинными шайбами 344
6. Многократное волочение^ некруглых профилей и переходы для них .................................................. 346
7. Многократное волочение труб ........................... 347
8. Об оптимальном числе волок машин для многократного волочения ................................................ 351
Литература ........................................... 352
Глава XII. Производительность, скорость волочения и мощность двигателей волочильных машин ........................................... 353
1. Определение производительности волочильных машин . . . 353
2. Скорость волочения ..................................... 357
3. Определение мощности привода волочильных машин .... 362
Литература ............................................. 365
Глава XIII. Напряженное состояние и механические свойства продуктов волочения ......................................................... 366
1. Общие сведения.......................................... 366
2. Воздействие упругих деформаций металла и волоки на протянутую полосу ........................................... 367
3. Остаточные напряжения ............................... 371
4. Неравномерность механических свойств продуктов волочения ............................................ .... 384
5. Влияние условий волочения на физические и механические свойства продуктов волочения......................... 387
Литература ........................................... 394
447
Глава XIV. Методы экспериментального определения силовых и деформационных условий, параметров процесса и свойств продук-
тов волочения 396
1. Общие сведения....................................... 396
2. Особенности моделирования процесса волочения......... 397
3. Определение сил волочения с противонатяжением и без него при помощи механических и гидравлических динамометров и датчиков ..................................... 398
4. Определение сил волочения при помощи электромеханических датчиков ......................................... 403
5. Определение сил волочения по расходу энергии......... 406
6. Определение главных нормальных, радиальных и касательных напряжений и коэффициента трения................. 408
7. Определение скоростных условий волочения.....417
8. Определение профиля волочильного канала...... 418
9. Определение температурных условий............ 420
10. Измерение остаточных напряжений продуктов волочения 420
И. Определение характера течения металла при волочении 423
12. К обработке результатов наблюдений........... 425
Литература .......................................... 425
Глава XV. Основные направления дальнейшего развития и совершенствования теории волочения ...................................... 428
Приложения ........................................... 431
1. Формулы для определения напряжений и усилий волочения ................................................. 431
2. Смазки, применяемые при волочении .... 432
3. Величина углов наклона образующей волочильного канала, применяемых при волочении в условиях отсутствия гидродинамического и гидрастатического вводов смазки 436
4. Длины калибрующих зон волочильных каналов .... 437
5. Номограммы для определения напряжений волочения по формуле (VII-56) ................... 437
6. Расчетные средние величины коэффициента контактного трения (по нормальному давлению) при волочении сплошных круглых профилей при отсутствии гидродинамического или гидростатического вводов смазки ... .... 439
7. Таблицы для расчета типовых переходов волочения круглой проволоки ......................................... 440
8. Некоторые экспериментальные значения напряжений на границе упругой и пластической зон о/уп.................. 442
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть
71 1-я сверху (рис. 53) (рис. 53, а)
75 22-я » И или
143 16-я снизу (5) (VI-8)
148 2-я » как в машинах как, например, в машинах
153 10-я сверху — средняя длительность — длительность
184 3-я » /1, ^2, • • •» Л /2, • • •> Л
186 12-я снизу в а
195 10-я сверху X = 1^1х кал X 1к, ®1х кал
207 Рис. 123, подрисуночная подпись, 1 -я снизу ₽ р., р
231 9-я сверху 2 (а + р) _ 2 (a р) #
2 sin (а р) R 2 sin (а + р) R
239 3-я снизу — лОхбп.х — лПх6Ь(Упх
255 4-я сверху “Т* л — ~4~'
257 8-я » 4.0 Косв
257 9-я » ^ОСв Кв3.0
293 5-я снизу малых обжатиях, малых вытяжках,
295 4-я » = К0С , приведенной в гл. XI. = ^ОСд
313 14-я » новой волоки новой отделочной волоки
365 1 и 2-я сверху преобразуем формулу (XII-13): формула (XI1-13) принимает вид:
Заказ 1086.,