/




























































































































































Text
Е. A. ЧУДАКОВ Я. Э. МАЛАХОВСКИЙ
- АТЛАС -
КОНСТРУКЦИЙ
СОВЕТСКИХ
АВТОМОБИЛЕЙ
Часть П
МЛШГИЗ>1950
Е. А. ЧУДАКОВ, Я. Э. МАЛАХОВСКИЙ
АТЛАС КОНСТРУКЦИЙ
СОВЕТСКИХ АВТОМОБИЛЕЙ
ЧАСТЬ II
ДВИГАТЕЛИ
государственное научно-техническое издательство машиностроительной литературы
МОСКВА 1950’
Атлас „Двигателе" является второй частью атласа автомобилей советского производства.
Во вторую часть атласа вошли основные типы карбюраторных двигателей Горьков-
ского автомобильного завода им. Молотова, московских автомобильных заводов нм. Сталина
и малолитражных автомобилей. Двигатели представлены чертежами общих видов, про-
дольных и поперечных разрезов, узлов и устанавливаемого на них оборудования. Поса-
дочные места даны сечениями с указанием размеров с допусками и предельными значениями
рабочих зазоров. В текстовой части приводятся данные по металлам и термообработке деталей.
Атлас предназначается для преподавателей и студентов автомобильных втузов и техни-
кумов, для конструкторов и технологов заводов, работников авторемонтных и эксплоата-
цпонных предприятий.
Рецензент проф. Ю. А. Степанов
Ответственный редактор инж. И. С. Лунев
Главная редакция литературы по автотракторной промышленности
Главный редактор инж. В. В. БРОКШ
ПРЕДИСЛОВИЕ
Наша автомобильная промышленность по масштабам своего производства занимает
одно из первых мест в мире.
Огромный опыт, накопленный нашими заводами в процессе создания различных типов
автомобилей, должен быть использован как при проектировании новых моделей, так и при
совершенствовании уже эксплоатирующихся конструкций.
Помимо принципиальных вопросов, возникающих перед конструктором в процессе
проектирования, встает ряд задач, связанных с выбором наиболее рациональных форм
деталей, установлением их номинальных размеров, назначением посадок н допусков.
Систематизированный и обобщенный материал по выполненным н проверенным в про-
изводстве и эксплоатацпи конструкциям является совершено необходимым пособием для
проектных работ.
Таким пособием н является предлагаемый „Атлас конструкций советских автомобилей",
вторая часть которого посвящена автомобильным двигателям.
Для более полного освещения процесса развития отечественных автомобильных дви-
гателей н помощи авторемонтным н эксплоатационным предприятиям в атлас также
включены некоторые модели, которые сейчас уже не производятся (ГАЗ-А, ГАЗ-11), но
еще в течение некоторого времени будут находиться в эксплоатацин.
Приводимые в атласе материалы по двигателям расположены не в хронологическом
порядке их возникновения, а по литражу двигателей. Исходя из этого, двигатель МЗМА-400
(малолитражного автомобиля „Москвич”) поставлен на первое место.
В конец атласа вынесены все чертежи, относящиеся к оборудованию двигателей
(карбюраторы, бензонасосы и т. п.).
В остальном общее построение материалов сохранено таким же, как и в предыдущей
части атласа, т. е. приводятся чертежи общих видов и узлов, двигателя с указанием на
отдельных сечениях размеров с допусками сопрягаемых деталей, предельных зазоров и
натягов, а также и основных технических условий, относящихся как к геометрии деталей,
так и к сборке и регулировке агрегатов.
Помимо графического материала дана текстовая часть, в которой приводятся технические
характеристики двигателей и данные по металлам н термообработке деталей. Исходными
материалами при составлении этой части атласа служили заводские чертежи.
При подборе графического материала было обращено внимание на уменьшение числа
чертежей (где это оказалось возможным) путем совмещения на одном листе одноименных
механизмов разных марок двигателей.
Так как до сего времени еще имеются некоторые расхождения в оформлении чер-
тежей разных заводов, то, несмотря на стремление максимально унифицировать оформление
чертежей, помещенных в атласе, это не всегда представлялось возможным выполнить.
Из-за различной номенклатуры чертежей, имеющейся на отдельных заводах, не пред--
ставилось возможным сохранить их комплектность по всем маркам двигателей (так, для
двигателя МЗМА-400 отсутствует чертеж с габаритными и установочными. размерами).
На всех чертежах атласа даны масштабные линейки, построенные в соответствии
с основными проекциями, расположенными на чертеже. Для того чтобы этой же линейкой
можно было пользоваться для разрезов, выполненных на том же листе, но в другом масштабе,
под последними указывается масштаб по отношению к линейке.
Поскольку данные технической документации заводов (размеры, посадки, технические
условия) были использованы без изменений, то необходимо отметить следующее:
1. Большинство размеров дано в метрической системе; однако имеются и дюймовые
размеры.
При обозначении дюймовых размеров в десятичной системе нуль заменен точкой
(как это имеет место на заводских чертежах).
2. Так как на некоторой части чертежей посадочные размеры были приведены не
в виде номинального размера с допусками, а в виде двух предельных размеров, то на
некоторых сечениях приводятся предельные размеры.
Сечения, имеющие небольшие размеры, приводятся в увеличенном виде.
Для удобства распознавания размеров, относящихся к валу и отверстию, размеры
валов имеют стрелки, направленные наружу, а размеры отверстий — стрелки, направленные
внутрь.
3. Данные по некоторым металлам даны не по ГОСТ, а по принятой на заводах
номенклатуре. Сведения о неметаллических деталях (резина, картон и т. п.) приводятся
непосредственно на чертежах.
4. Для более подробного указания размеров по коленчатому валу, блоку цилиндров,
маховику и механизму газораспределения приводятся отдельные сборочные схемы.
Двигатели ЗИС-110 и ЯАЗ-200 будут помещены в третьей части атласа.
Авторы приносят благодарность инж. И. С. Луневу, инж. Г. А. Гаспарянцу и Ю. Н. Бе-
зпковпчу, оказавшим помощь в подборе и оформлении большого графического материала,
н инж. А. Д. Абрамовичу, оказавшему помощь в работе,
АВТОРЫ
I. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДВИГАТЕЛЕЙ
№ по пор. Модель двигателя МЗМА-400 ГАЗ-20 . ГАЗ-А . ГАЗ-М . ГАЗ-11 ГАЗ-51 ЗИС-5 ЗИС-120
1 Тин Карб'-юраторный, бензиновый
2 Тактность Четырехтактный
3 Число цилиндров 4 4 4 4 6 6 6 6
4 Диаметр цилиндров в мм 67,5 82 98,425 98,425 82 82 101,6 101,6
5 Ход поршня в мм 75 100 107,95 107,95 110 ПО 114,3 114,3
6 Отношение хода поршня к диаметру цилиндра 1,11 1,22 1,10 1,10 1,34 1,34 1,12 1,12
7 Рабочий объем цилиндров в л 1,07 2,12 3,28 3,28 3,48 3,48 5,.55 . 5,55
8 Степень сжатия 5,8 6,2 4,2 4,6 5,6 6,2 4,7 6,0
9 • Максимальная эффективная мощность в л. с. 23 50 42 50 73 70 с регулятором 73 90’
10 Число оборотов коленчатого вала, соответствующее максимальной эф- фективной мощности в об/мнн. 3600 3600 26003 2800 3400 2800 с регулятором 2300 2700 с регулятором
11 Налоговая мощность в л. с. 4,1 8,0 12,6 12,6 13,3 13,3 21,2 21,2
12 Максимальный крутящий момент в кгм 5,5 13 15,5 17' 20 21 28,5 30,5
13 Число оборотов коленчатого вала, соответствующее максимальному крутящему моменту в об/мин. 2000 1750 14003 1450 1600 1600 800—1000 1100—1200
14 Минимальный удельный расход топлива в г./э. л. с. ч. 300 265 280 280 270 270 295 260
15 Литровая мощность в л. с^л 21,5 23,6 12,8 15,3 21,8 20,0 13,2 16,2
16 Сухой вес в кг 148 240 210 220 290 310 530 555
1 Источники: 1. Горьковский автомобильный завод нм. Молотова. Технические характеристики автомобилей ГАЗ, 1946. 2. Автомобиль ГАЗ-51. Краткая инструкция, Горький, 1949. 3. Автомобиль ГАЗ-20. Краткая инструкция, Горький, 1948. 4. Грузовой автомобиль ЗИС-150. Инструкция по зкеплоатации, Изд. ЗИС, 1949. 5. Краткая инструкция по уходу за автомобилями .Москвич", Изд. МЗМА, 1948. 2 С регулятором 85 л. с. при 2400 об/мин. 8 С карбюратором н выпускным трубопроводом ГАЗ-М.
б
№ по пор. Модель двигателя МЗМА-400 ГАЗ-20 ГАЗ-А ГАЗ-М Г АЗ-11 ГАЗ-51 ЗИС-5 ЗИС-120
17 Литровый вес в кг)л 138,3 113,2 64,0 67 83,5 89,1 95,5 100
18 Удельный вес в кг/э. л. с. 6,4 4,8 5,0 4,4 3,82 4,4 7,3 6,2
19 Цилиндры Расположены вертикально, отлиты в одном блоке за одно с верхней частью картера, чугунные
20 Наличие гильз в цилиндрах — Длинные гильзы — — — Короткие гильзы — —
21 ГоЛовка блока цилиндров Съемная, общая для всех цилиндров
22 Материал головки блока цилиндров Чугун Алюминиевый сплав Чугун . Алюминиевый сплав Чугун
23 Ннжннй картер (масляный) Штампованный из листовой стали
24 Поршни 1 Без разреза С П-образным разрезом, лу- женые Со сквозным разрезом с одной стороны С П-образным разрезом, луженые Без разреза Со сквозным разрезом с од- ной стороны
25 Форма юбки поршня Овальная ' Цилиндрическая Овальная Цилиндрическая
26 Материал поршня Алюминиевый сплав Чугун . Алюминиевый сплав
27 Количество поршневых компрессионных колец 2 2 2 .2 2 2 3 3
28 Специальная обработка компрессионных колец Рабочая поверх- ность луженая Рабочая поверх- ность верхнего кольца хроми- рованная, ниж- него— луженая Рабочая поверхность луженая Рабочая поверх- ность верхнего кольца хроми- рованная, ниж- него — луженая — —
29 Количество поршневых маслосъемных колец 1 2 1 1 2 ' 2 1 1
30 Специальная обработка маслосъемных колец — Рабочая поверхность колец луженая . — —
31 Тип поршневого пальца Плавающий, Закреплен в верх- ней головке ша- туна стяжным боковым болтом Плавающий
32 Способ закрепления поршневого пальца Двумя стопорными кольцами в бобышках поршня Одним стопорным кольцом в Средней части верхней головки шатуна Двумя стопорными кольцами в бобышках поршня Двумя стопор- ными кольцами в бобышках поршня
33 Профиль стержня шатуна Двутаврового сечения со сквоз- ным сверлением к верхней го- ловке Двутаврового сечения Двутаврового се- чения со сквоз- ным сверлением к верхней го- ловке
6
№ по пор. Модель двигателя МЗМА-400 ГАЗ-20 ГАЗ-гА ГАЗ-М ГАЗ-11 ГАЗ-51 ЗИС-5 ЗИС-120
34 Верхняя головка шатуна Цельная с бронзовой втулкой С боковым раз- резом и стяж- ным болтом. Цельная с бронзовой втулкой
35 Нижняя головка шатуна Разъемная, баб- бит залит но телу головки Разъемная с тонкостенными биметалличе- скими вклады- шами Разъемная, баббит залит по телу головки Разъемная с тонкостенными би- металлическими вкладышами Разъемная, баб- бит залит по телу головки Разъемная с тонкостенными биметалличе- скими вклады- шами
36 Коленчатый вал На трех опо- рах без проти- вовесов На четырех опорах с про- тивовесами На трех опо- рах без проти- вовесов На трех опо- рах с протн- вовесами На четырех опорах с противо- весами На семи опо- рах без про- тивовесов На семи опо- рах с проти- • вовесами-
37 Коренные подшнпннкн С толстостен- ными биметал- лическими вкладышами С тонкостен- ными биметал- лическими вкладышами С заливкой баббитом по телу блока к крышкам подшипников С тонкостенными биметалличе- скими вкладышами С заливкой баб- битом по телу блока и с тол- стостенными вкладышами в крышках С тонкостен- ными биметал- _ лдческими вкладышами
38 . Осевая фиксация коленчатого вала Средним ко- ренным под- шипником Передним корен- ным подшипни- ком, спецпаль кыми биметалли- ческими упорны- ми шайбами Задним коренным подшипником Передним коренным подшипни- ком, специальными' биметалли- ческими упорными шайбами Задним корен- ным “подтип- ником Передним корен- ным подшипни- ком, специаль- ными, биметал- лическими упор- _нымп шайбами
39 Смещение оси цилиндров по отношению к осн коленчатого вала (дезаксаж) в мм — 3 + 0,12 3,175 3,175 3 + 0,12 3 + 0,12 . — —
40 Наличие демпфера — i — — — Есть . — : — —
41 Распределение К л а_ п а и н о е
42 Расположение клапанов Нижнее одностороннее, с правой стороны блока
43 Тип толкателей Цилиндрические Грибовидные _
44 Число опор•распределительного вала 3 4 3 3 4 4 4 4
45 Осевая фиксация распределительного вала Бронзовой пластиной, установ- ленной между торцем передней шейки и торцем ступицы рас- пределительной шестерни Упорным штифтом, установлен- ным в крышке распределитель- ных шестерен Бронзовой пластиной, установ- ленной между торцем' передней шейки и торцем ступицы рас- тпределительной шестерни Регулировочным болтом, уста- новленным в крышке распреде- ‘ лительных шестерен
46 Привод распределительного вала Парой цилиндрических . шестерен с винтовыми зубьями. Ведомая шестерня текстолитовая Парой цилиндрических шесте- рен с винтовыми зубьями. Ведо- мая шестерня чугунная
7
№ по пор. Модель двигателя. МЗМА-400 ГАЗ-20 ГАЗ-А ГАЗ-М ГАЗ-11 ГАЗ-51 , ЗИС-5 ЗИС-120
47 Регулировка теплового зазора между стержнем клапана н толкателем Болтом на'толкателе Не регулируется Болтом на толкателе' ' "
48 Величина теплового зазора для впускного' клапана в мм 0,15—0,17 0,28 0,38 1 0,30 0,28 0,28 0,15—0,20 0,20—0,25
49 Величина теплового зазора для выпускного, клапана в мм 0,20—0,22 0,30 . 0,38 0,45 0,30 0,30 0,20—0,25 0,20—0,25
50 Подъем впускного клапана в мм 7 9,2 7,3 8,1 8,65 9,2 9,14 10,420
51 Наименьший диаметр горловины седла впускного клапана в мм — 35 35 35 33 - 35 41,3' —
52 Подъем выпускного клапана в мм 7 9,2 7,3 . 8,1 8,65 9,2 9,14 10,420
. 53 Наименьший диаметр горловины седла выпускного клапана 23 31,5 35 35 33 31,5 38,1 —
54 Седло выпускного клапана Вставное, запрессованное в блок Изготовлено в блоке Вставное, запрессованное в блок Изготовлено в блоуе
55 Начало открытия впускного клапана до в. м. т. 5° 9° 7°30 . 21° 5° 9° 1°52'30* после в. м. т. 20°
56 Конец закрытия впускного клапана после н. м. т. 39° 51° 48°.ЗО' 70° 55° . ...51° .. . 46°52'30* .... • • 69°
57 Продолжительность открытия впускного клапана 224° 240° 236° 271° 240° 240° 225° 269°
58 Начало открытия выпускного клапана до н. м. т. 50° 47° 51°30' 60° 47° 47° 43°7'30" 67°
59 Конец закрытия выпускного клапана после в. м. т. 6° 13° 4°30' 13° 13° 13° 1°52'30" 22°
60 Продолжительность открытия выпускного клапана 236° 240° 236° 253° 240° 240° 225° 269°
61 Продолжительность одновременного открытия впускного и выпускного клапанов (перекрытие) 11° 22° 12° 34° 18° 22° 0° 42°
62 Количество впускных каналов 2 4 2 2 3 6 3 —
63 Количество выпускных каналов 3 4 3 3 4 6 4 —
64 Топливо — автомобильный бензин с октановым числом не ниже 70 65 57 57 65 65 — 70
65 Подача топлива к карбюратору Диафрагменным насосом Самотеком Диафрагменным насосом
66 Марка топливного насоса — ’— ,— М-1 — — Б-3 Б-6
рПР^?яениые велнчины зазоров для клапанов и фазы газораспределения' даны для пефорснроваииого двигателя' ГАЗ-А. После форсировки (установки на двигатель ГАЗ-А распределительного валика и карбюратора с двига-
еля I Ао-М) двигатель имеет обозначение ГАЗ-АА. Величины зазоров для клапанов н фазы газораспределения двигателя ГАЗ-АА те же, что и у двигателя ГАЗ-М (Прим. ред.}.
--------------------------------------------------------------------------------------------------------------------------------------------------------------' ________________________________________________________________ , --------------------
8
№ ПО пор. Модель двигатели МЗМА-400 ГАЗ-20 ГАЗ-А ГА 3-М ГАЗ-11 ГАЗ-51 ЗИС-5 ЗИС-120
G7 Давление, создаваемое топливным насосом при нулевой подаче, в мм рт. ст. 114—152 — — 80—160 — — 125—170 125—170
68 Тип карбюратора С падающим потоком С восходящим потоком С падающим потоком С восходящим потоком
69 Марка карбюратора К-24 К-22 ГАЗ К-14 К-23М К-493 МКЗ-6 МКЗ-14
70 Способ компенсации смеси ' Дозирующей иглой Изменением разрежения в диффузоре Компенсационным жиклером Пневматическим торможением топлива Изменением разрежения в диффузоре Компенсационным жиклером
71 Тип диффузора Двойной Тройной с пере- менным сечением Одинарный Двойной Тройной с пере- менным сечением Одинарный
72 Наличие экономайзера н способ управления им Механический — Золотниковый, пневматиче- ский Пневматический Механический Пневматический
73 Наличие ускорительного насоса и способ управления им Механический — — Механический Пневматический Механический
74 Поплавковая камера Балансирована — — Балансирована
75 Производительность жиклеров и дозирующих отверстий в см2/мин
Жиклер главный 135 + 2 340 + 8 168 165—170 365 + 5 1 520+ 10 200 + 2 260 +2 2
Жиклер компенсационный — 195 + 4 159 170—174 — 460 + 10 295 + 3 310 + 3
Жиклер холостого хода 140 + 6 51 +1,5 50 47—50 80—90 51 + 1,5 190 + 4 190 + 4
Жиклер мощности 810 + 18,5 — — 190—200 135 + 3 (в сборе) 180 + 8 (экономайзер) 70+ 1 130+ 1
Жиклер главный воздушный — — — — 80 + 3 — — —
Жиклер холостого хода воздушный — — — — 493—516 — — —
Распылитель компенсационного жиклера — — 190 — — — 415 + 4 350 + 3
Распылитель ускорительного насоса 48 + 2 (жиклер) — — — 85—95 — — —
1 Донные по расходам жиклеров карбюратора К-23М; данные по расходам жиклеров карбюратора К-23Б см. лист 83. 2 Данные по расходам жиклеров карбюратора МКЗ-14 для автомобиля ЗИС-50 см. лист 86. 3 На последних выпусках автомобиля ГАЗ-51 установлен двигатель с карбюратором модели К-49А, имеющим механический привод насоса-ускорителя (Прим. ред.).
2
9
Л';? по пир. 76. Модель двигателя МЗМА-400 ГАЗ-20 ГАЗ-А ГАЗ-М ГАЗ-11 ГАЗ-51 ЗИС-5 ЗИС-120
Вес поплавка в сборе с рычажком в г 12,8 ±0,5 25—26 31,5 25—26 15 ±0,5 28_1>б 35 ± 1 35 ±1
77 Тип воздухоочистителя Фильтрующий без масляного резервуара Фильтрующий с масляным резервуаром — Фильтрующий с масляным резервуаром
78 Наличие устройства для глушения шума всасывания Есть Есть — Есть Есть — — Есть
79 Наличие и тип регулятора числа оборотов — — — — — Пневматический — Пневматический
80 Подогрев горючей смеси Не регули- руется Регулируется автоматически Не регулируется Регулируется автаматически Регулируется от руки Не регулируется
81 Система охлаждения Открытая с при- нудительной цир- куляцией воды Герметичная с принудительной циркуляцией воды Открытая со смешанной цирку- ляцией воды Открытая с при- нудительной цир- куляцией воды Герметичная с принудительной циркуляцией воды Открытая с при- нудительной цир- куляцией воды Герметичная с принудительной циркуляцией воды
82 Емкость системы охлаждения в л 6 9,5 12 12 14 14,5 23 21
83 Удельная емкость системы охлаждения в л\л. с. 0,27 0,19 0,29 0,24 0,18 0,20 0,31 0,25
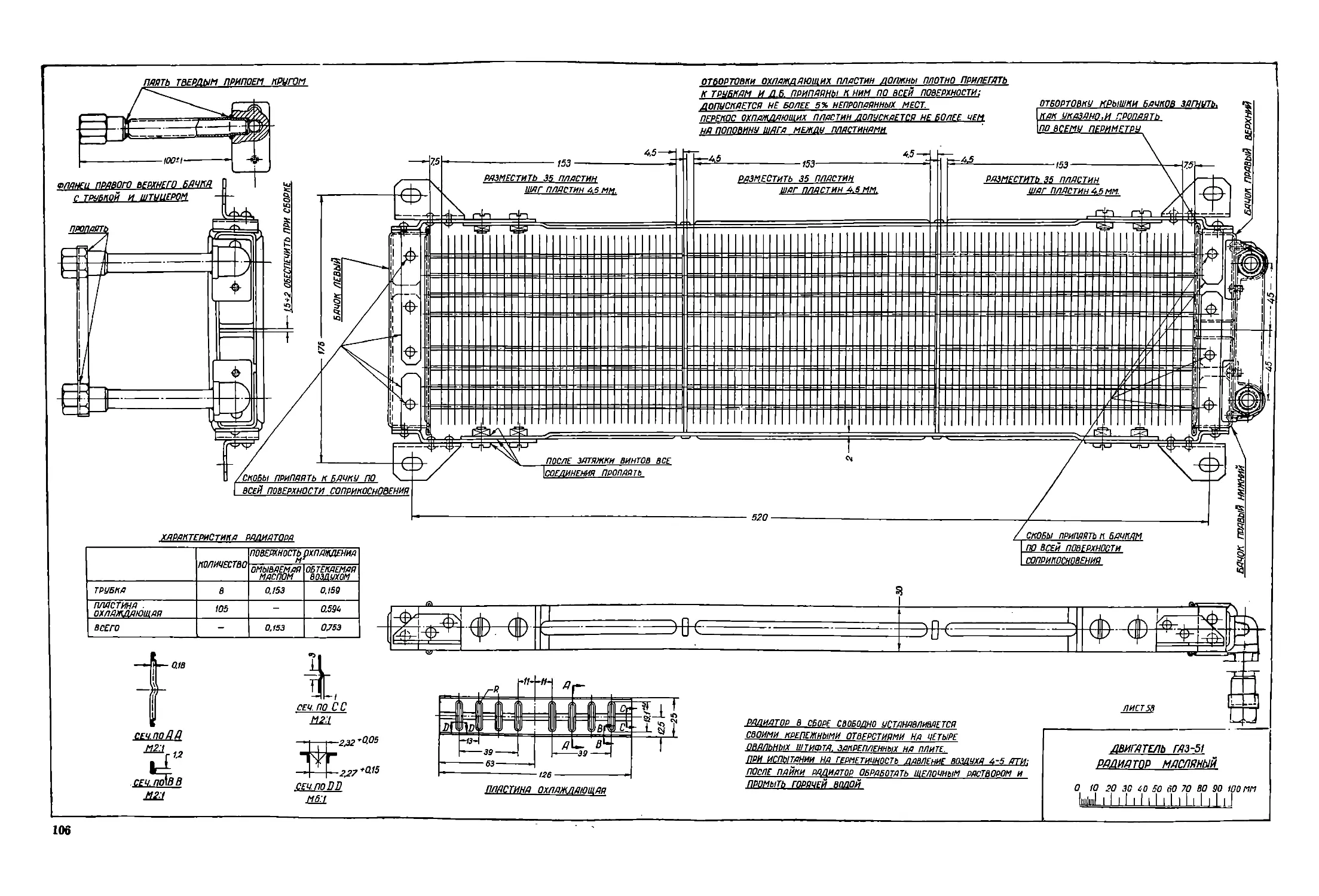
84 Тип радиатора Пластинчатый Трубчатый
85 Охлаждающая поверхность радиатора в м- 5,428 — 7,3 7,7 — — 9,77 —
86 Удельная охлаждающая поверхность радиатора в ±/л. с. 0,235 — 0,183 0,154 — — 0,134 —
87 Тип термостата Гармошечный — — Гармошечный — Гармошечный
88 Начало открыгия клапана термостата в °C 75° 68° — — 68° 68° — —
89 Конец открытия клапана термостата в ° С 90° 80° — — 80° 80° — —
90 Тип водяного насоса Центробежный
91 Привод водяного насоса Ременный Шестеренчатый Ременный
92 Передаточное число привода водяного насоса 1,21 1,06 1,46 1,46 1,1 1,35 1,5 1,18
93 Наличие и тип приспособления для уменьшения охлаждающей поверх- ности радиатора — Управляемые створки; уста- новлены перед радиатором — — — Управляемые створки; уста- новлены перед радиатором — —
10
№ по пор. Модель двигателя МЗМА-400 ГАЗ-20 ГАЗ-А ГАЗ-М ГАЗ-11 ГАЗ-51 ЗИС-5 ЗИС-120
94 Наличие пускового подогревателя охлаждающей жидкости — — — — — Есть — —
95 Система смазки Комбинированная Смешанная Комбинированная
96 Емкость системы смазки в л 2,72 6,0 4,73 4,73 6,5 7,2 7,0 8,0
97 Удельная емкость системы смазки в л\л. с. 0,117 0,120 0,118 0,094 0,071 0,103 0,096 0,088
98 Давление в масляной магистрали в кг/см2 2,0—3,5 2—4> — 1,3—1,4 2,5—3,0 2,0—4,01 1,2—1,5 1,8—2,0
99 Контроль за давлением масла в масляной магистрали Манометром, расположенным на щитке приборов — Манометром, расположенным на щитке приборов
100 Тип масляного насоса Шестеренчатый
101 Передаточное число привода масляного насоса 0,5 0,5 0,5 0,5 0,5 0,5 0,5 —
102 Производительность масляного насоса при числе оборотов коленчатого вала, соответствующем максимальной мощности, в л/час — — 340 430 920 — — —
103 Удельная производительность масляного насоса в л/л. с. ч. — — 8,5 8,6 10,8 — — —
104 Тип маслоприемника Неподвижный Плавающий Неподвижный Плавающий Неподвижный
105 Тип приспособления для регулирования давления масла Редукционный клапан — — Редукционный клапан
106 Система наружной фильтрации масла Тонкая очистка Грубая и тонкая очистки — — Грубая очистка Грубая и тонкая очистки Тонкая очистка Грубая и тонкая очистки
107 Наличие системы охлаждения масла — — — — — Масляный радиатор — —
108 Система вентиляции картера Естественная Принудительная Естественная Принудительная Естественная Принудительная
109 Номинальное напряжение (электрооборудования) в в 6 12 6 6 6 12 6 12
110 Порядок зажигания 1—3—4—2 1—2—4—3 1—5—3—6—2—4
1 При скорости автомобиля 50 км/час, па холостом ходу двигателя — 1 кг/см2. 2 Без масляного фильтра тонкой очистки; емкость масляной системы с фильтром топкой очистки 3,3 л. а В картере двигателя.
11
№ IK) Пор. Модель двигателя МЗМА-400 ГАЗ-20 ГАЗ-А ГАЗ-М Г АЗ-11 ГАЗ-51 ЗИС-5 ЗИС-120
111 Регулирование угла опережении зажигании Автоматиче- ским центро- бежным регу- лятором Автоматическим центробежно- вакуумным регулятором Вручную Автоматическим центробежным регулятором Автоматическим центробежно- вакуумным регулятором Автоматическим центробежным регуляторо.м и вручную Автоматическим центробежно- вакуумным регулятором
112 Диапазон изменения угла а опережения зажигания (по коленчатому валу) 22 + 2 22 ±2 40 ± 4 14 + 3 24 + 2 22+2 22 + 2 20 + 2
113 Тип свечей НА11/10Б НМ12/10 М20/20 М15/15 НМ12/10 НМ12/10 М20/20 НА11/1 1 '
114 Тип генератора Г-28 Г-20 ГБФ-4105 ГМ-71 Г-40 Г-21 ГБФ-4600 Г-15
115 Мощность генератора в виг 100 220 60—80 100 170 220 60—80 165
116 Тип аккумуляторной батареи З-СТЭ-65 6-СТЭ-50 З-СТ-80 З-СТ-ЮО З-СТ-100 6-СТЭ-83 3-СТЭ-11 2 3-СТЭ-100 2
117 Емкость аккумуляторной батареи в а-ч 65 50 80 100 100 83 112 100 3
118 Тип реле обратного тока — РР-12 ЦБ-41 18 ЦБ-4118 РР-10 РР-12 ЦБ-4118 РР-15
119 Тип реле регулятора напряжения — — — —
120 ' Тип прерывателя-распределителя Р-28 Р-23 ИГФ-4003 ИМ-91 Р-4813 Р-20 И ГЦ-42 21 Р-21
121 Тип катушки зажигания Б-28 Б-18 ИГ-4085 КМ-75 КМ-75 Б-18 ИГ-4085 Б-21Б
122 Тип стартера СТ-28 СТ-20 МАФ-4006 СЛ-40 СТ-08 МАФ-4007 СТ-15
123 Мощность стартера в л. с. 0,6 1,7 0,9 0,8 1,7 0,9 1,8
124 Литровая мощность стартера в л. с. 1л 0,5б0 0,800 0,274 0,230 0,488 0,162 0,324
125 Способ включения шестерни стартера Принудительный механический, с муфтой свободного хода Инерционный 11ринуднтельнын механический 11рпнудительный механический с муфтой свобод- ного хода Инерционный 11рннудптельный механический с муфтой сво- бодного хода
126 Передаточное отношение привода стартера — - И,2 11,2 16,5 — 12,3 —
127 Подвеска двигателя На резиновых подушках в трех точках В четырех точ- ках; впереди на резиновых поду- шках Плавающая 4; на резиновых по- душках в трех точках, с реак- тивной рессорой На резиновых подушках в трех точках На резиновых подушках в че- тырех точках Жесткая в трех точках На резиновых подушках в трех точках
1 Для летних условий эксплоатацни; дли зимних условий эксилоатацпи — НА 11/14. - Две аккумуляторные батареи 6 а (временно). 3 Емкость каждой батареи. 4 Дли автомобиля ГАЗ-М1.
12
1000 <400 1800 2200 2600 3000 3400 3800 П ОБ/МИН
ДВИГДТЕЛЬ МЗМД-400
1000 1400 1800 2200 2600 3000 3400 3800 П ОБ/МИН
двигатель гдз-20
ВНЕШНИЕ ХАРАКТЕРИСТИКИ
ДВИГАТЕЛЕЙ MJMA-400 И Г АЗ ~ 20
ДвИГД ТЕЛЬ гдз - м
ВНЕШНИЕ ХАРАКТЕРИСТИКИ '
ДВИГАТЕЛЕЙ ГАЗ-А И ГАЗ-М
14
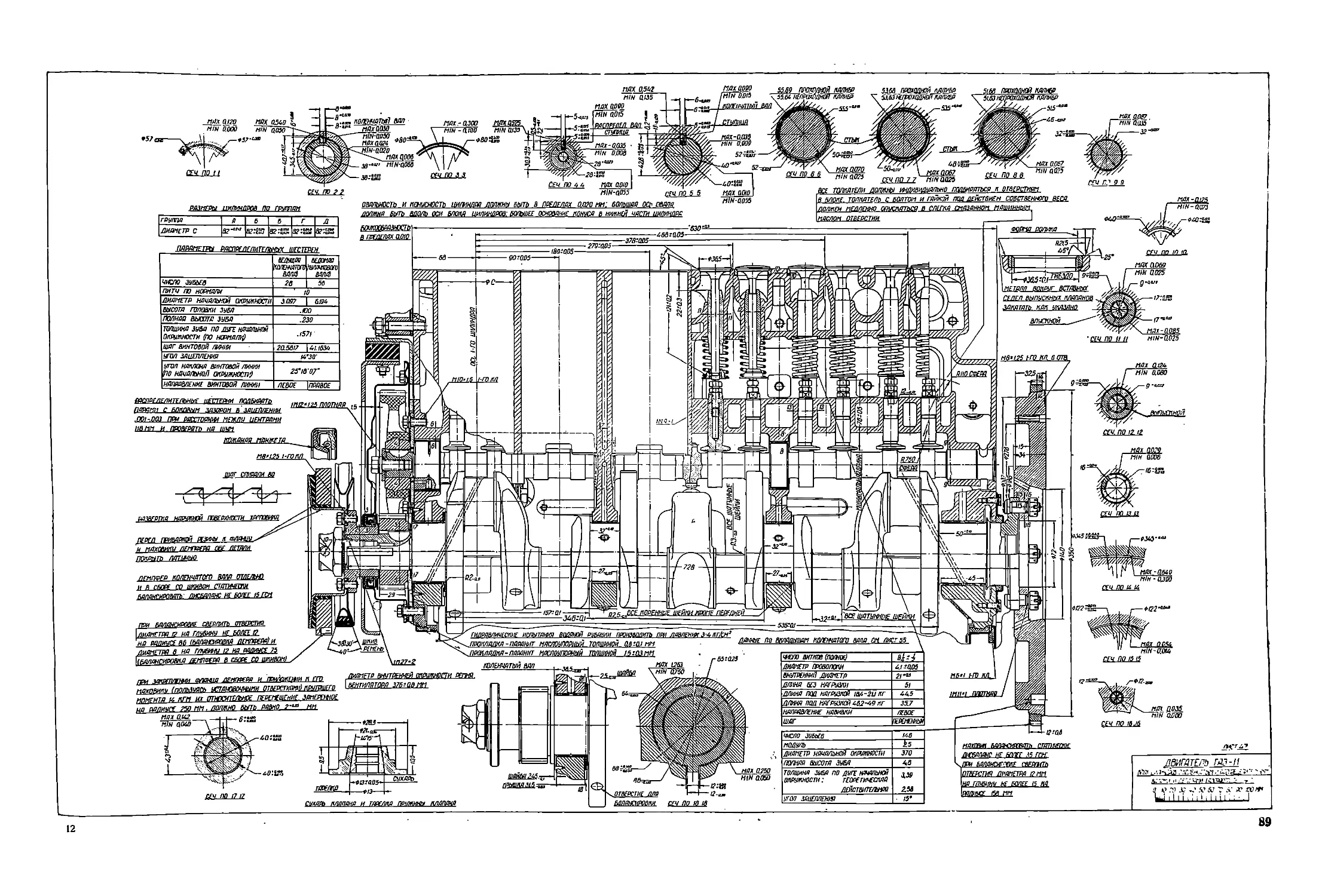
ДВИГДТЕЛЬ ГДЗ-11
ДВИГДТЕЛЬ ГДЗ-51
ВНЕШНИЕ ХАРАКТЕРИСТИКИ
ДВИГАТЕЛЕЙ ГАЗ~11 И ГАЗ-51
15
ВНЕШНИЕ ХАРАКТЕРИСТИКИ
ДВИГАТЕЛЕЙ ЗИС-5 И ЗИС~120
16
П. ДАННЫЕ ПО МЕТАЛЛАМ, ТЕРМООБРАБОТКЕ ДЕТАЛЕЙ И ЧЕРТЕЖИ ДВИГАТЕЛЕЙ
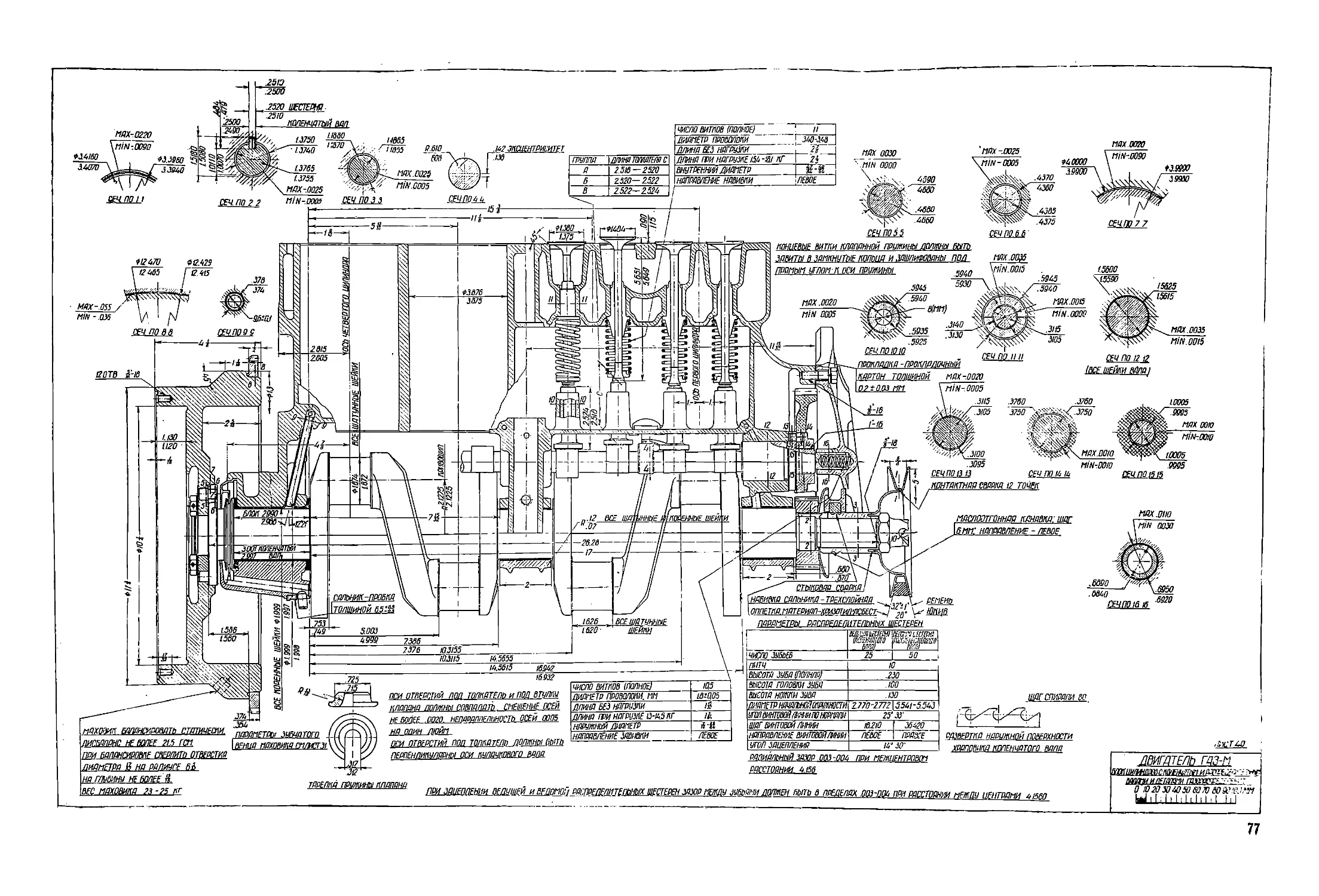
1, ДВИГАТЕЛЬ МЗМА-400 Данные по металлам и термообработке деталей Лист 1. ПРОДОЛЬНЫЙ РАЗРЕЗ Лист 3. БЛОК ЦИЛИНДРОВ С КОЛЕНЧАТЫМ И РАСПРЕДЕЛИТЕЛЬНЫМ ВАЛАМИ И ДЕТАЛЯМИ ГАЗОРАСПРЕДЕЛЕНИЯ
Деталь I , Материал Термообработка Твердость 1 Примечание
Блок цилиндров Серый чугун № 1. Состав: 1,6—2,2i-/0 Si, 0,75—О,9О°/о Мп, не более 3,3^д ^об1цс£1 не менее О,55°/о ^связанное! не более О,4О°/о Р, не более O,12°/o S — Поверхность
Деталь Материал Термообработка Твердость Примечание цилиндра не менее Нд 192 На верхней пло- скости блока Нв 1-97—241
Картер масляный Листовая сталь 08. Тол- щина 1,25 мм •— — —
Головка блока цилиндров Серый чугун № 1 — Нв 197—217 -
Коленчатый вал Сталь 40 Поковку нормализо- вать. Шейки изде- лия подвергнуть поверхностной за- калке электронагре- вом. Глубина слоя 3—4 мм После норма- лизации на щеках Нв 156—186. На шейках по еле закалки Нр 52—60
Перегородки масляного картера, передняя и зад-, няя Листовая сталь 10. Тол- щина 1 мм — — —
Крышка клапанной ко- робки Листовая сталь 08. Тол- щина 1,2 мм — — —
Распределительный вал Сталь 40 Нормализовать до механической обработки. Под- вергнуть поверх- ностной закалке электронагревом кулачки, эксцент- рик, опорные шейки и зубча- тые венцы. Глу- бина слоя 2—5 мм После норма- лизации Нв 156—186. После закал- ки: кулачки и эксцентрик 53-60, опорные шей- ки не менее WRc 50, зуб- чатые венцы не менее 35 -
Трубка вентилйции кар- тера Труба электросварная, сталь 10. Наружный диа- метр 25 + 0,3 мм. ГОСТ В-1753-42. Толщина стен- ки 1,5 мм — — —
Фланец упорный распре- делительного вала Бронза Бр. ОС 10-10 — Не менее Нр 25 «в
Лопасть вентилятора. На- кладки лопасти вентиля- тора Листовая сталь 10. Тол- щина 1,5 мм , — —
Шестерня ведущая (ко- ленчатого вала) Сталь А12 или А20 — — —
Шестерня ведомая (рас- пределительного вала) Текстолит со стальной ступицей (сталь А12) — I
3
17
Деталь Материал 'Термообработка Твердость Примечание Деталь Материал Термообработка Твердость Примечание
Шкив коленчатого вала Серый чугун № 3 — Не более Нв 163 — Клапан впускной Сталь 40Х Калить. Отпус- тить. Ножку ка- лить повторно в масло Стержень и та- релка HD 30—36, /?с ножка не менее ^с45 —
Маховик Чугун № 1 — Нв 187—241 —
Ободок маховика зубча- тый Сталь 50Г Нормализовать после сварки Нв 229—269 —
Клапан выпускной Сталь Х8С1 Калить. Отпус- тить. Ножку ка- лнть повторно в масло Стержень н та- релка HD 25—35, «С ножка не менее 45 —
Болт маховика Сталь 40Х. Шестигран- ник 14_Oi24 мм Калить. Высокий отпуск w 25—30 «с —
Гайка болта маховика Сталь А20 — — —
Штифт маховика устано- вочный Сталь А12 Цианировать. Глубина слоя не менее 0,08 мм По напильнику — Направляющие впускного и выпускного клапанов Чугун № 1. Состав: 0,40—О,6О°/о Cf6A?aHHOf, не более 0,30% Р, не более 0,10% S Нв 187—229
Крышка распределитель- ных шестерен Листовая сталь 08. Тол- щина 1,2 мм — — — Седло вставное выпуск- ного клапана Специальный чугун. Состав: 3,5—3,8% С, 2,6—3,5% Si, 0,5—1,00/0 Мп, 0,6—0,8% Р, 0,8—1,0°/0 Сг, не более 0,05% S, не более 0,12% V. Калить в масло. Отпустить Нр 30—36 «С
Пластина крышки распре- делительных шестерен Листовая сталь 20. Тол- щина 3,8+ 0,2 мм — — —
Усилитель крышки рас- пределительных шестерен Листовая сталь 08. Тол- щина 4 мм — — —
Пружина клапана Закаленная в масло, отпу- щенная пружинная прово- лока, сталь высшего ка- чества. Состав: 0,60—0,70% С, 0,50—0,70% Мп, 0,15—0,25О/о Si, не более 0,025% Р, не более 0,020% S % 420—490 (по Виккерсу) Пружину ис- пытать на вы- носливость. Пружина должна выдер- жать 10 млн. сжатий от 50,5 до 34,5 мм. Покрыть спе- циальным ан- тикоррозийным лаком
Крышки подшипников ко- ленчатого вала: передняя, средняя, задняя Серый чугун № 1 — нв 187—241 —
Вкладыши подшипников коленчатого вала (верх- ние и нижние): переднего, среднего, заднего. Бронза Бр. ОЦС 6-6-3, залитая баббитом. Состав баббита: 3,25 + 0,25 С, 7,5 + 0,25% Sb, 0,08—0,12% Те, не более О,25°/о РЬ, не более 0,08% Fe, не менее 88,25°/0 Sn, Al и Zn нет, остальные примеси не бо- лее 0,1 % Обдуть на пес- коструйном аппарате
Сухарь клапана 1 По проекту ГОСТ .( 1 .Электросталь') — ЭСХ8 (Пр Сталь 20г Зталь высоколегированная с о >им. ред.). Цианировать. Глубина слоя 0,5—0,8 мм. Ка- лить. Отпустить собымя свойствами’; с Поверхность по напильнику уществующее обоз иачеиие (завода 1
Штифт вкладыша подшип- ника коленчатого вала Сталь 35 — — —
18
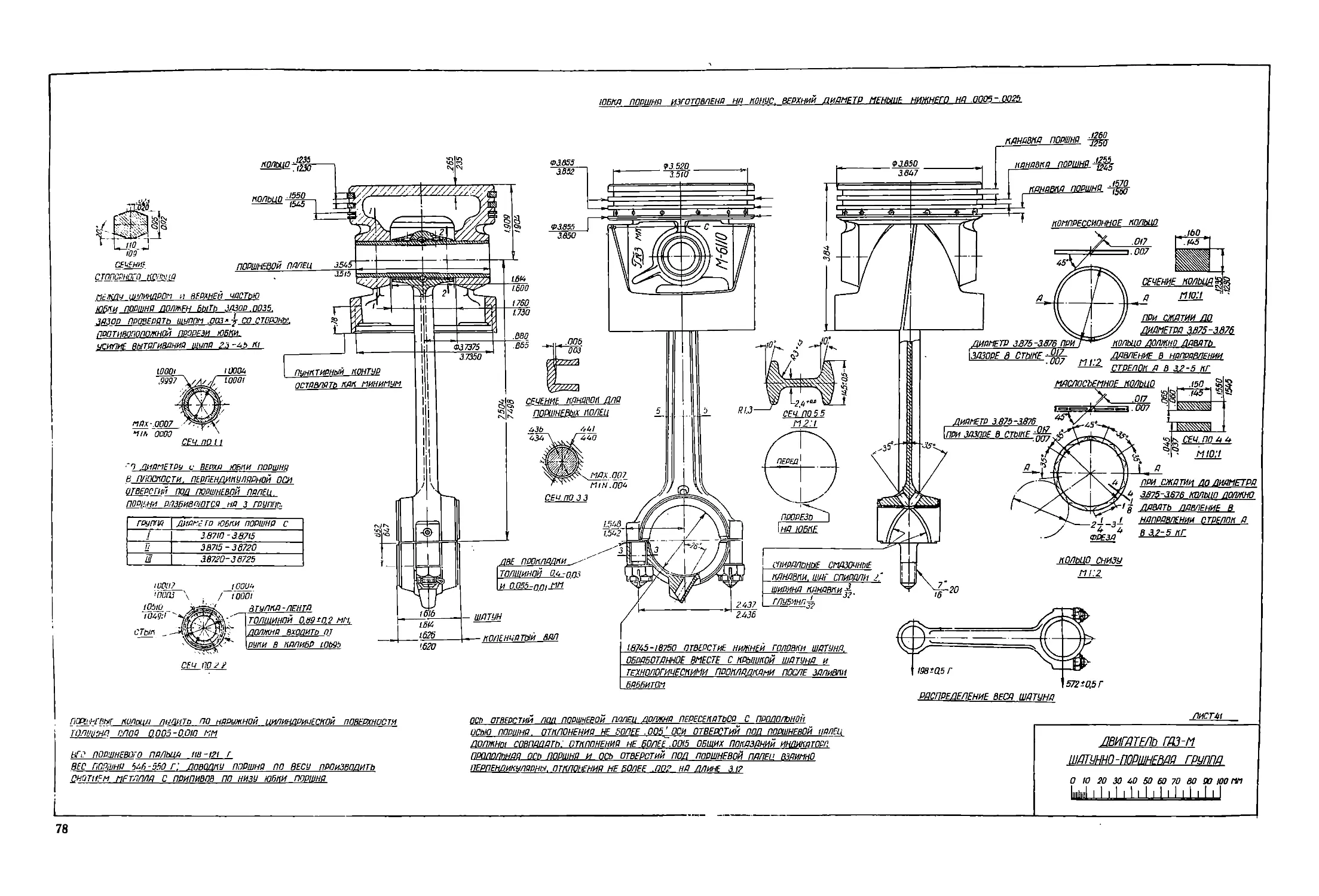
Деталь 1 Материал Термообработка Твердость Примечание Лист 6. ШАТУННО-ПОРШНЕВАЯ ГРУППА
Обойма сухаря клапана Сталь А12 — — — Деталь Материал Термообработка Твердость Примечание
Шайба пружины клапана Холоднотянута» листовая сталь 08. Толщина 1 мм — — — Поршень л Алюминиевый сплав. Состав: 11,5—13,5% Si, 0,8-1,5% Mg, 0,3—0,8% Си, 0,2—0,4% Ni, не более О,5°/о Мп, не более О,8°/о Fe-|-Ti. не более 0,2% Т1, остальное А1 Нв 90—120
Тарелка пружины клапана Листовая сталь 08. Толщина 2,25 мм — — —
Толкатель клапана Серый чугун № 1 Отбелить при от- ливке торец, ра- ботающий по ку- лачку Отбеленный торец не ме- нее HR 50, изделие: Нв 187—217 —
Шатун. Крышка шатуна Сталь 40. Нижняя головка залита баббитом. Состав баббита: 3,25+0,25% Си, 7,50+0,25% Sb, 0,08—0,12% Те, не более О,25°/о РЬ, не более О,О8°/о Fe, не менее 88,25% Sn, Al и Zn нет, остальные примеси не более 0,1% Поковку до меха- нической обработки калить. Отпустить Нв 217—255
Болт толкателя клапана Холоднотянутая прутковая сталь 20Х. Шестигран- ник .17_0)12 мм Цпанировать. Глубина слоя 0,6—0,8 мм. Калить. Отпус- тить Сферический торец w 57—62, изделие HD 37—42 Rc —
Гайка болта толкателя клапана" Холоднотянутая прутковая сталь 40. Шестигран- ник 15_0)12 мм Калить. Отпус- тить Нр 20—27 «с — Поршневой палец Сталь 20 Цементировать. Глубина слоя после шлифования 0,6—0,9.п.и. Калить Нр 58—63 «с Внутреннюю по- верхность и фаски не цементировать
Маслоотражатель колен- чатого вала Листовая сталь 08. Толщина 1 мм — — —
Болт шатуна Сталь 35ХМА Калить. Отпустить Нр 27—32 —
Ободок маслоотр.ажатель- ный крышки распредели- тельных шестерен Листовая сталь 08. Толщина 1,2 мм — — — Гайка шатуна Сталь 35Х. Шестигранник I4—0,24 Калить HD 25—32 —
Прокладка шатуна Листовой алюминий. Толщина 1,8 + 0,05 мм — —
Храповик коленчатого вала Холоднотянутая прутко- вая сталь 35. Шестигран- ник 30_014 мм Калить в масло. Цпанировать. Глубина слоя 0,1—0,2 мм На зубьях по напильнику, на гранях не более HR^ 40 —
Втулка шатуна Бронза Бр. ОЦ 10-2 — —
Кольцо поршневого пальца стопорное Ленточная сталь 65Г. Толщина 1_005 мм Калить в масло. Отпустить Нр 45—50 —
Корпус сальника колен- чатого вала Листовая сталь 08. Тол- щина 1 + 0,08 мм — — — Кольца поршневые: компрессионное верхнее, компрессионное среднее, маслосъемное Специальный чугун. Состав: 3,5-3,8% Со&4„, 0>5—О,8°/о ^связанное. 2,7—3,3% Si, 0,5—0,8% Мп, 0,5—0,8°/0 Р, не более 0,10% S Перед механиче- ской обработкой заготовку подвер- гнуть старению Но 91—105 Кольца лудить. Толщина слоя 0,004—0,006 л/.и. Торцы и внут- реннюю поверх- ность колец от полуды предо- хранить
Шпонка шкива коленча- того нала. Шпонка рас- пределительного вала Сталь 35 Калить НГ) 40—45 с —
19
Лист 8. МАСЛЯНЫЙ НАСОС
Деталь Материал Термообработка Твердость Примечание
Корпус. Крышка Алюминиевый сплав для литья под давлением. Состав: 7,0—9,О°/о Си, 1,0—2,0% Si, не более 2,5°/0 Fe, не более 1,0°/0 Zn, не более О,3°/о Мп, не более 0,1 °/0 Mg, не более 0,1 °/0 Sn, не более О,5°/о Ni, прочие примеси не более О,2°/о, остальное AI Нр 51—G1
Шестерня ведущая Сталь 20Х Цементировать. Глубина слоя 0,5—0,7 мм. Калить По напильнику Внутреннюю по- верхность не цементировать
Шестерня ведомая Чугун № 1 — /у 95—103 «в —
Валик Сталь 35. ГОСТ В-1050-41 Калить. Отпустить HD 25—30 —
Ось ведомой шестерни Сталь 20 Цементировать. Глубина слоя 0,6—0,8 мм. Ка- лить. Отпустить По напильнику —
Шестерня привода Сталь 40ХН Калить. Отпустить HRc 48-53 -
Втулка шестерни привода Серый чугун № 1 — Нв 187—241 —
Корпус маслопрнемннка Листовая освинцованная сталь 08. Толщина 0,8 мм — — —
Крышка корпуса масло- прнемннка Листовая сталь 08. Толщина 0,8 мм — — . • —
Трубка приемная Холоднотянутая сталь А12. Шестигранник 17_012| мм — — —
Пружина редукционного клапана Т вердотянутая стальная проволока ПК ОСТ 20006-38 0 1+»;м мм Отпустить после навивки — —
Втулка пружины редук- ционного клапана Листовая сталь 08. Толщина 1 мм — - —
Сетка маслопрнемннка 1 Латунная проволока I Ф 0,2 нлп ф 0,3 мм -
20
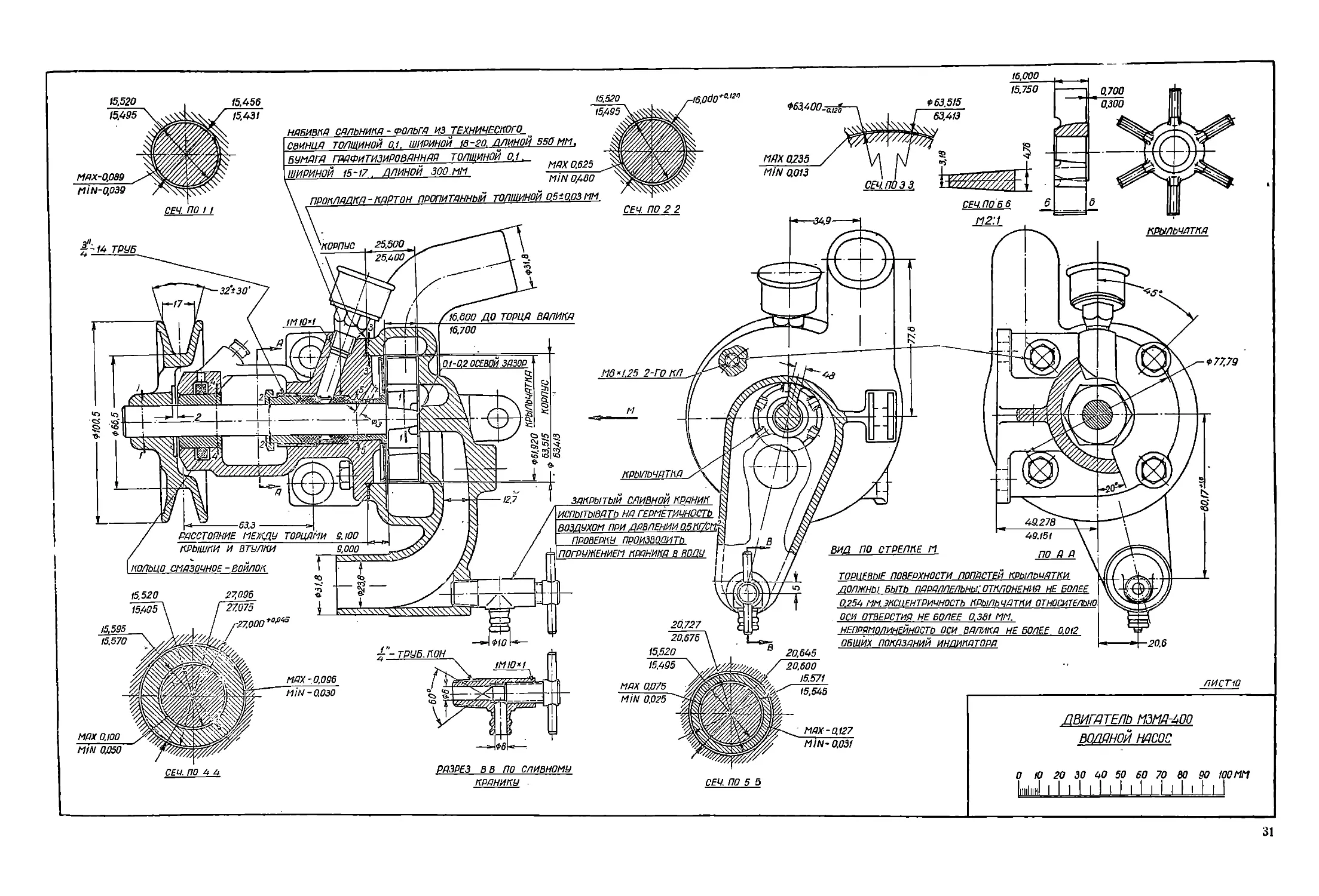
Лист 10. ВОДЯНОЙ НАСОС
Деталь Материал Термообработка Твердость Примечание
Корпус Серый чугун № 3 — Не более Нв 197 —
Крышка Серый чугун № 2 — Нв 170—217 —
Крыльчатка Ковкий чугун № 1 — Нв 121 — 149 —
Валик Сталь 35ХЮА Улучшить. Азоти- ровать. Глубина слоя 0,4—0,5 мм После улучше- ния сердцевина Нв 187—229, наружная по- верхность не менее Hv 900 Опрыскива- ние насыщен- ным соляны.м раствором в течение 24 час. не должно вы- зывать появле- ния коррозии
Шкив Серый чугун № 3 — Не более Ня 163 О —
Втулка крышки передняя Бронза и графит (гра- фито-бронзовая компози- ция) — — Втулку перед запрессовкой выдерживать в масле при температуре 70—100° С в течение 24 час.
Втулка крышки задняя Бронза Бр. ОЦС 6-6-3 — Не менее Нв 120 —
Ганка сальника Холоднотянутая сталь А20. Шестигранник 27_о,2в мм Кадмировать. Опрыскивание насыщенным со- ляным раствором в течение 24 час. не должно вы- зывать появле- ния коррозии
Обойма сальника Листовая сталь 08. Толщина 0,8 мм — — —
Диск водоотражательный Листовая сталь ЭД2. Толщина 0,7 -+- 0,5 мм — —
Тарелка обоймы сальника Листовая сталь 08. Толщина 0,8 мм — — —
Корпус сливного краника Латунь ЛС 59 — 1 1 —
Пробка сливною краника Прутковая латунь ЛС 59 (Ь 11 мм — 1 - 1 —
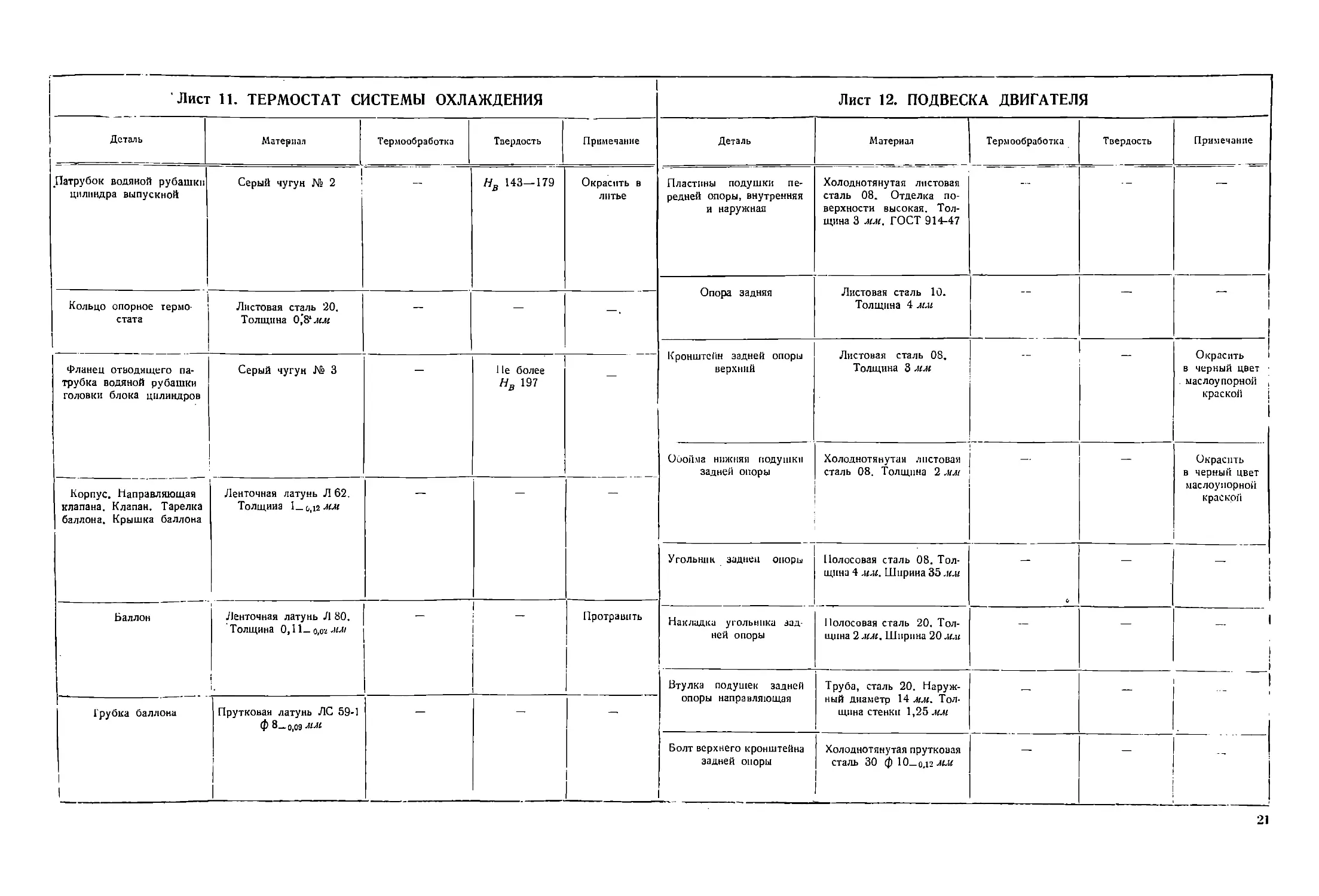
Лист 11. ТЕРМОСТАТ СИСТЕМЫ ОХЛАЖДЕНИЯ
Деталь Материал Термообработка Твердость Примечание
Патрубок водяной рубашки цилиндра выпускной I Серый чугун № 2 Нп 143—179 О Окрасить в литье
Кольцо опорное термо- стата Листовая сталь 20. Толщина 0,’8‘лгле — —
Фланец отводящего па- трубка водяной рубашки головки блока цилиндров Серый чугун № 3 11е более Нв 197
Корпус. Направляющая клапана. Клапан. Тарелка баллона. Крышка баллона Ленточная латунь Л 62. Толщина 1_0112ЛЛ
Баллон Ленточная латунь Л 80. Толщина 0,11_ о,о2-IW' 1. — Протравить
Трубка баллона 1 1 Прутковая латунь ЛС 59-1 ф 8_q(Q9 мм — —
Лист 12. ПОДВЕСКА ДВИГАТЕЛЯ
Деталь Материал Термообработка Твердость Примечание
Пластины подушки пе- редней опоры, внутренняя и наружная Холоднотянутая листовая сталь 08. Отделка по- верхности высокая. Тол- щина 3 мм. ГОСТ 914-47 — • — —
Опора задняя Листовая сталь 10. Толщина 4 мм — — 1 — 1 1 1 1
Кронштейн задней опоры верхний Листовая сталь 08. Толщина 3 мм — Окрасить 1 в черный цвет . маслоупорной , краской j
Обойма нижняя подушки задней опоры Холоднотянутая листовая сталь 08, Толщина 2 мм — — Окрасить в черный цвет маслоупорной краской
Угольник задней опоры Полосовая сталь 08. Тол- щина 4 мм. Ширина 35 мм (г — 1 1
Накладка угольника зад- ней опоры Полосовая сталь 20. Тол- щина 2 мм. Ширина 20 мм — — 1 ! i
Втулка подушек задней опоры направляющая Труба, сталь 20. Наруж- ный диаметр 14 мм. Тол- щина стенки 1,25 мм — — 1
Болт верхнего кронштейна задней опоры Холоднотянутая прутковая сталь 30 ф 10—0,12 мм —
21
I шааим&ылш/мгл
ось 1-го цилиндра
2 слоя плетеной прорезиненной ткани:
НЯ НДРУЖНОЙ ПОВЕРХНОСТИ ДОЛЖНО выть
МИНИМДЛЬНОЕ КОЛИЧЕСТВО РЕЗИНЫ
проклалка-ттка
толщиной 45м3 нм
ОНТДКТНДЯ СВДРКД В ТОЧЕК
4 МЕСТЯХ
ОБЪЕМ КДМЕРЫ сгорания 43.0 см3.
ИЗМЕНЕНИЕ ВЫСОТЫ КДМЕРЫ СГОРДНИЯ НЯ 0,207 ММ
СООТВЕТСТВУЕТ ИЗМЕНЕНИЮ ОБЪЕМЯ НД I СМ3
РЕМЕНЬ ПРИВОДЯ вентиляторд. ГЕНЕРатола и
ВОДЯНОГО НЯСОСЯ
M2.I
— 17*025
3QB37
лопасть вентилятора в своре''- Q® 4-го цилиндра ^^дсо з-го цилиндра
С НРКШЛОЙ БДДаНСИРОВРТЬ. ВИД НД ГОЛОВКУ БЛОКД ЦИЛИНДРОВ со стороны кдмер СГОРДНИЯ
стдтически: дисвдланс зв гем-,
Балансировка производится
стачиванием концов лопасти
\ ось 2-го цилинш>д
Sf
ГОЛОВКУ БЛОКД цилиндров испытывать НЯ ГЕРМЕТИЧНОСТЬ
сжатым вамухом при давлении з-дкг/сгН.при ногатами
ГОЛОВКУ ПОГРУЗИТЬ В ВОДУ с ТЕМПЕРДТУРОЙ 35-45" С
А74(
ВИД ПО СТРЕЛКЕ N
попасть ВЕНТИЛЯТОРА
ЧИСЛО ВИТКОВ (ПОЛНОЕ)_______
ДИДМЕТР ПРОВОЛОКИ___________
ВНУТРЕННИЙ ДИаМЕТР
длина без нагрузки__________
длина ПРИ нагрузке 2Щ5 кг
длина при ндгрузке 37x1.5 кг
длина при полном сжатии .
НДПРЯВЛЕНИЕ навивки_________
8.5
40
248™
553
даа
37
33
ПРЯВОЕ
прокладка - грдфитизировянный
ясвест со стальным каркасом
толщина прокладки itsxqjmm.
толщина каркаса 0.25 мм
ШЕСТЕРНЯ ПРИВРАЛ СТЕКЛООЧИСТИТЕЛЯ
длина РЕМНЯ ПО ВНУТРЕННЕЙ КРОМКЕ К775"°ММ
4 СЛОВ КОРД-ШНУРД
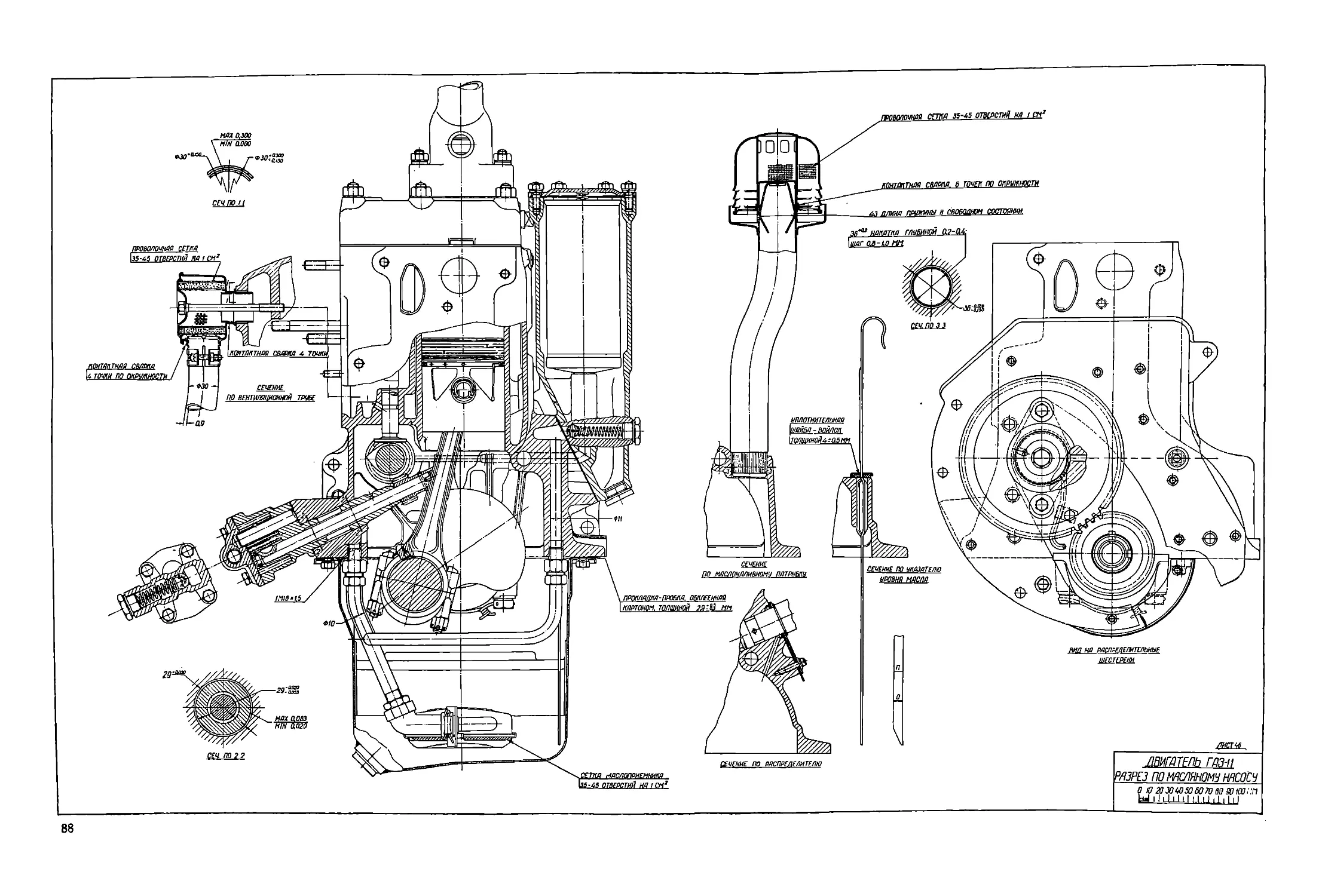
ивигатЕль юнд-ыо
ПРОДОЛЬНЫЙ РДЖЗ
0 10 20 30 40 50 60 70 ВО 90 Ю0МГ1
Ц । 1111 11 111 111J । J lJ
ФЗГ°°М
~ 31.110
ф
31.000
МДХ-ОНО
M/N- 0.065
7!55
7.074
МДХ 0.101
0.05!
MiN
СЕЧ. ПО 2 2 (ВЫПУСКНОЙ КЛДПДН)
О,
ЛИСТ2
♦26t03
12,713
12.666
СЕЧ ПО 3 3
СЕЧ ПО II
7.112
7.125
ЛРОКЛДДКД - ПРОбИД
[толщиной з'^азмн
inion
ПРОППДДКД-ПРОБЕЛ ТОЛЩИНОЙ 23 0.5 МН
РДЗНЕРЫ ОТВЕРСТИЙ ПОД ТОЛКДТЕПИ
КЛДПДНОВ В БЛОКЕ ЦИЛИНДРОВ
ЦВЕТ ГРУППЫ ДИДМЕТР D,
ЗЕЛЕНЫЙ 22.215 - 22.225
ЖЕЛТЫЙ 22.225 - 22235
КРДСНЫЙ 22.235 - 22245
СИНИЙ 22.245 —22255
ЧЕРНЫЙ 22.255 - 22265
РДЗНЕРЫ ТОЛПДТЕПЕЙ КЛДПДНД
ЦВЕТ ГРУППЫ ДИЛНЕТР Лг
5Е/1Ь1Й 22.240 - 22.227
синий 22.227 - 22.214
ПРИСНЫЙ 22.214 - 22.20!
ЖЕЛТЫЙ 2220! - 22.!ВВ
МДХ 0063
MiN 0.013
12,764
12,739
МДХ-0.076
MiN -0026
СЕЧ ПО 2 2 (ВПУСКНОЙ КЛДПДН)
7155
7.125
двигдтель ызид-ш
ПОПЕРЕЧНЫЙ РДЗРЕЗ
О Ю 20 30 40 50 60 70 ВО 00 ЮО НМ
/7_;‘ыид' нмяпд ин zu omodjoio ишю
ммкшм Mauiutusi ззлВ ЭН OUtliMMl :ихвыишэ
чияпинмя иоиояо ипшняк о мяо я иияохаи
№ioa 06 09 00 09 09 07 OF OZ 0! b
ШШШВГ------
ШПШЯШТГ.
ими ш лиши усшши ii мшшгттшш ни
4!№№м
№stm
TJ3v
st it au hSi
COO'S!
коп-ми
ват кии
09991
BOB’S!
____ 1191 оипл
вору ми
оеоо хай
990'11
Q4JU
0! Fl OU ЛЛ
0X0-MU
fifOD-AW
SKt>»it
esn*tf
веем
axon
Я П OU h33
япн
S09ZII4
\ .. oooo ши
ozr'ii 9Х0У XMU
7S1Z1U
II налип.
, I 10ZD-NIU
к J uio-xhu
oostszi
оеяпелФ
исвгкг
uses»
________
acsiw
tCWMUOUM'
_________________а999Ф zsezi?
Омниити атшы шлВЛэ tmifouw ииихоЭЯ
иит/изпве иол
МОЯМИ ШЗОШ&О ЗШщ l&JCHtfSUU
9Z9Z7' L
уАл'У/» 1
ewsoz ккг'
U
^rtr—t
UlRUM/W
ffzzto
wiii?
ШЯИНииоИЛи OlOHMldQU OJSHUUO ОШПииид нинмин
QB BIB-----------------------------------
е/д'К
9Z10S
9Z9OS
<79ffZ1
~гоб‘гч
tOZV:i Z69 №Z
zoom ewie
нивштв(ран1№317зя7а1 внеинтали
нтонипбно ионвйиэо оюиийи
MooHWiom HOHwiHBO аээшии
_________________<шти
_________________ВЭ99№ РОЗИН
W31Z ZffZSr/ ~
zsottsi
-----------------wq---------------л
J
П!
1Л1 OJ-I SI-IIU
lO;llie
lOlZO'IOZ-
-foisrsoz-
UUOOOIZP ионипищ
ишншзнкш halnun-tiuimaaiu
uUm.Bg иоитоо! |
иидоаи-шша
ooo'zz
ooezz~
.а
OKI
шел
таниг
оов'яг
9'1
SH
ИШШ
Мотдплпши1
Ж’
1 S//F
ВДГ ШГНМ99
шкнио
stso_____
гдл их&ж
06РЙ
\iwzr
I—05W—-I
wa? н мда
ZZ1
a
ио? вел
— _ S1BBFZ 999‘HZ
Шип хтттп и |h
'Mmitiigiiiff^zk
mz
Ьояо
№№
типяих ионвиоии итяяи
ашютОои аюшаон амзаи отлю тот!
097/9 ogftg 01719 OLI'/B 0Ш 1X719 ^9 06ti9 009'19 j udt3UM7ti3uem
3 a 0 9 ff ffuufiaj
MUfiOJ OU QQUMM WWttj
Hal/HHAfrl GMumi 0 над tiU ‘UM/KtilK пиш опии
HUM) BUh 1шММ UHOUB ЫМИ1ИП BOtUBUUm iHHhUJXal
тля алшмшы ияияоииихилюишяои иОюилам шинэвад
Ш
himm# Jtm &
9&*&Ш
тшп Ш лмвеш инииозю зиыцшииэггзмш
wsotrnuog эн инозит ионоо
ouff d 'UU9OO1 xmlliaj y~аЕлилили нзизш/п хдд
tun B'MSalintki ojoSHiHStnau эиниямш ьашэ/эЛГ
ИаМаиаИ o~hw3iISWC В ШйМ £39 зиилоаи nal
uLiteO'O 3M931 Hitfiwn тилшт алмжпаин зннзю
ии oio'o зля эн ц9Я9 Яшг ин пш1 уашния зин!тш1
'uU~9oOHi~99Utj9 Л ОЛЯоаи WHDWtuOBO ЗИНЭНОияю
ии BZS'Zbi 'ШШШШЗ Uowailamieu Ией
1ш оаО-ВоОо Itt^iOW ^отэИ/Шо'ияле aomOowJ
иишМИЛ и&иЗиЭМ ’ииИЭиВЭ иоязпл! в <юяк нояшоВ
•iflnm
UU S O it0MU01\
июниотюа! нашив-тттлюан
30Ш1 9092/ ИИНИ1/ tfJSQLHHV 9ИНЗ!Д(Ш/Н
£l^Z Ит/ 1Х901ИИВ ОНООЛОН UQJfi
Ж1С9 191'917 ИИНИ1/УО9О1НИ9 Jt/m
.OOM Ы/MDH ои мштс Ш>
^zsrs ^527 sttwsa^iinwMatiomizim Зйяхии1шаоноитеиниш11
CQl'C XZ7 Of93^3JRlH^JlxOn^Hb31HU33 9JHff И ииииосн OU tXfX 1ШШ1
S/l’S Oi^S UUHl/OU t&fir U1O2/X
CCl'S 9191 0959 MiMDH 010X09
9Z9B9 eiffze излишни! ютоо жима
70!'Id ZSCV9 инхнитю lafwuunominiiT
01 тии
791 тшиаон ou w/wc,
97 71 93Q95C OUMJi
-—iMM 1хлииизи JMJXW
НИзЭозт Х№ЯШЛ13ВЗи^1 ЯсиЭИВвиП'
ггоиЪЗО
01010UH33 "Z35
\ . хат-щи
" 9900 хт
009'6
~~^SSi 99/9
mm
_ i/_ айнизази ivmw Н ткООихВ 00)
Р ₽ &/ h33
Si
ooou nn
(alawumiuou
WtTOW
99699
Z&C9i
-xxses-
T7 Hi hiO
Й
orfdOBt
я^ОЗФ
OFOO-N1U
azv-xuu
опт-ши
о/го-хии
9 9 ШИЛ
WZ77
iSOlihSO
1900 ши
то хш
0900 YOU
/ZZ6»
wai
K/97
"СЁД
1 * OU hJO
1900 ми
6900 XOU
9200-ши
0700 XUU
ееоинзо
антизт iosi
000'0 NIU
eooowu '
а 09Z1
заоьох
еюо-ми <™
isoo-xuu 8!
Bion NIU
0600 XUU
0100-NIU
-J- B900-XU1
1 ваш иив нт
isio x&u secsz
I I OU НЭ5
nrn-72
вооп ши
990 '0 хин
ивв цХгШтНэмЯГ
аОтхг
вал-ши
ноо хаи
?0,101
R (ПРИБЛИЗИТЕЛЬНО)
НАЧАЛО ПОДЪЕМА КЛДПДНД
НАЧАЛО ПОДЪЕМА КЛДПДНД
112°
|0,1б°
ВЫБИРАНИЕ ЗДЗОРЛ
У ТОЛКАТЕЛЯ
29.656±0.20
ПРОДОЛЖИТЕЛЬНОСТЬ
I ВЫПУСКД 236°
ВПУСКНОГО
КЛДПДНД
ОТКРЫТИЕ
ВПУСКНОГО
КЛДПДНД
о?
ПРОФИЛИ КУЛАЧКОВ СИММЕТРИЧНЫ
ОТНОСИТЕЛЬНО СРЕДНЕЙ ЛИНИИ
95°зо'
^ЗАКРЫТИЕ
R15.0871
ВЫБИРАНИЕ ЗАЗОРА
У ТОЛКАТЕЛЯ
п°
—29.656±025
ВПУСКНОЙ КУЛАЧОК
УГОЛ ПОБОРОТА КУЛАЧКА 6ГРШСДХ ВЫСОТА ПОДЪЕЛА ТОЛКДТШЯ .УГОЛ ПОВОРОТА КУЛАЧКА впшаа ВЫСОТА ПОДЪЕЛА толкдш УГОЛ ПОВОРОТА КУЛДЧКД вгрддша ВЫСОТА ПОДЪЕЛА, ТОЛКАТЕЛЯ угол ПОВОРОТА КУЛАЧКА шт ВЫСОТА ПОДЪЕЛА ТОЛКАТЕТИ УГОЛ ПОВОРОТА КУЛАЧКА g mm ВЫСОТА ПОДЪЕЛА ТОЛШТЕЛЯ
дд'зо' 0.0000 Н6 0.177В 134 1.4935 152 4.6472 170 6.6947
99 0.0051 117 0.1880 135 1.6640 /53 40092 171 6.7526
too 00152 из 0,1981 136 10349 /54 49657 172 68044
lot 0.0254 И9 0,2083 /37 20069 155 5.1 /68 173 . 63504
102 0.0355 120 02164 138 2.1793 /56 52624 /74 6ДВ98
103 0.0457 121 02286 139 23533 /57 5.4023 /75 69235
104 00559 122 02338 140 2.5278 156 5.5362 !76 695/2
/05 0Д660 123' 0.2489 /41 2.703! /59 5,6650 177 69726
106 00762 124 02591 142 2.8766 /60 57876 /70 69870
107 0.0664 125 02842 143 3.0549 161 5,9050 179 69969
108 00965 126 03383 144 32315 !62 6.0162 180 7.0006
/09 0.1037 127 0,4196 145 3,4089 163 6.1219
I/O QH6B 128 0,5278 146 3.5667 164 62212
It! 01270 129 0,6629 147 3.7648 165 60152
H2 0.1372 130 0,8235 148 3.9431 16Б 64031
113 0/473 !31 09893 149 4.1219 /67 6.4849
114 0.1575 /32 1.1565 150 43007 168 . 65608
/15 0167В 133 10244 151 . 4.479В /69 6.6307
В. М.Т.
НМЛ
ЗАКРЫТИЕ
ВЫПУСКНОГО
КЛДПДНД
ПРОДОЛЖИ ТЕЛЬНОСТЬ
ВПУСКД 224°
ФАЗЫ ГАЗОРАСПРЕДЕЛЕНИЯ
ОТКРЫТИЕ
ВЫПУСКНОГО
кпдпднд
ОТКЛОНЕНИЯ ОТ ВЕЛИЧИН ПОДЪЕМОВ. УКАЗАННЫХ В
таблицах не должны превышать:
ВПУСКНОЙ КУЛДЧОК ВЫПУСКНОЙ КУЛАЧОК
УЧАСТОК ОТКЛОНЕНИЕ УЧАСТОК ОТКЛОНЕНИЕ
98‘30‘-124° ±0,013 95‘30'-12Г ±0.013
КОЛЕБАНИЯ ОТКЛОНЕНИЙ ДЛЯ КАЖДЫХ 3° НЕ БОЛЕЕ 0.008
124-134° | ±0.025 1 I 121-13Г | ±0025
КОЛЕБАНИЯ ОТКЛОНЕНИЙ ДЛЯ КАЖДЫХ 5°НЕ БОЛЕЕ 0015
ВЫПУСКНОЙ КУЛАЧОК
УГОЛ ПОВОРОТА КУЛДЧКД птшсдх ВЫСОТА ПОДЪЕЛА ТОЛКАТЕЛЯ УГОЛ ПОВОРОТА КУДАДКА ВЫСОТА ПЦДЪЕЛД П/Т/КЯТЕГЙ УГОЛ ПОВОРОТА ВЫСОТА ШЪЕЛА ШДТЕЛЯ УГОЛ ПОВОРОТА ж ВЫСОТА ПОДЪЕМА ТШТЕТ№ УГОД ПОВОРОТА КУЛДЧКД опыт ВЫСОТА ПОДЪЕМА ТОЛКДТЕЛР
д5°зо- 0.0000 113 01778 /31 1.4935 14g 4,6472 167 5,6947
96 00051 П4 лшь 132 1.6640 150 40092 168 67526
97 0,0152 115 01981 133 1,8349 151 49657 169 60044
98 0.0254 116 02083 134 2,0069 152 5.1168 170 60504
00356 117 02184 135 2,1796 153 52624 171 60898
100 0.0457 118 ОД255 136 2,3533 154 34023 172 69235
/0/ 0,0559 119 02386 137 2.5276 155 5.5362 173 69512
102 0.0660 120 02469 138 2.7031 156 5.6650 174. 69726
103 00762 121 0259/ 139 2078В 157 175 ТШ'
104 0.0864 122 02842 140 30549 158 59050. 176 69969
105 00965 123 03383 141 32316 159 6.0162 177 7.0000
106 01067 124 04196 142 39089 160 6.1219 )78 70000
107 0.1166 125 0.5278 143 35667 16! 62212 179 7.0000
108 0.1270 126 06629 144 3,7648 162 6.3152 180 1ОООО
109 01372 127 0Д235 145 39431 163 64031
НО 01473 128 09893 146 9.^/9 ' 164 64849
111 01575 129 11565 147 43007 165 6.5608
112 0J676 130 13244 148 44798 166 56307
134-180° \ ±0,04 I [ 131-180° \ ±004
КОЛЕБАНИЯ ОТКЛОНЕНИЙ ДЛЯ КАЖДЫХ 5° НЕ БОЛЕЕ 0,025
ОТКЛОНЕНИЯ ±0,013 ДЛЯ ТОЧЕК НДЧДЛД ОТКРЫТИЯ
КЛДПДНД (124°У ВПУСКНОГО И 121° У ВЫПУСКНОГО)
СООТВЕТСТВУЮТ ОТКЛОНЕНИЯМ В ФАЗАХ РАСПРЕ-
ДЕЛЕНИЯ ПО РАСПРЕДЕЛИТЕЛЬНОМУ ВДЛУ±§-
ОТКЛОНЕНИЯ В РАЗМЕРАХ НА УЧДСТКЕ R14.823
(0-98°30‘ У ВПУСКНОГО И 0-95°30‘ У ВЫПУСКНОГО)
ДЛЯ ОДНОГО КУЛДЧКД НЕ БОЛЕЕ 0013
ЛИСТА
ДВИГДТЕЛЬ МЗГ1Д-400
ПРОФИЛЬ КУЛДЧКСБ И ФДоЬ! ГДЗОРДСПРЕДЕПЕНИу
25
НЕ БОЛЕЕ 5
коленчдтый вал бдлднсировйть
динанически дисбаланс не более 35 ген
при бдланей ровне коленчатого вала
в отверстие fit Должен быть вставлен
штифт дойной 6.5 нм.
бдлднсировку коленчатого вала
ПРОИЗВОДИТЬ СНДТИВМ НЕТДЛЛД у 2- й и
5- Й ЩЕК ДО УКДЗДННОГО КОНТУРД_________
927.8
66
ПО дд
624
352
штифт
ПРИ ЧСТДНОВКЕ КОЛЕНЧДТОГО ВДЛД НД Крайних КОРЕННЫХ ШВЙКДХ БИЕНИЕ ТОРМ
\мдховикд в указанном месте должно быть не более oj мм
с осью коленчдтого вала
при бдлднсировке колЕнчатого вала с маховиком и сцеплением сверлить отверстие т/4
\на ГЛУБИНУ НЕБ0ЛЕЕ~!5
коленчдтый вал с маховиком и сцеплением Балансировать статически
дисбаланс те более зб гем, балансировку производить только при наличии
начального дисбаланса не более оо гем: при большем начальном
дисбалансе узел рдскомплектовдть и произвести повторную ПРОВЕРКУ
каждой сбалансированной детали
при балансировке обеспечить совпадение оси ведомого диска сцепленид
данные по балансировке мдховикд см. листз
лист з
ДВИГДТЕЛЬ МЗМД-йОО
БДЛДНСИРОВКД КОЛЕНЧДТОГО ВДЛД
С ПДХОВИГОН И СЦЕПЛЕНИЕМ
О 10. 20 30 40 50 60 70 ВО 90 100 ММ
IiiiiIhiLlLlI । Li J i I i J i J i |_l J
26
ПОРШНИ. ШДТУНЫ И ПОРШНЕВЫЕ ПД/ICUOi РАЗБИВАЮТСЯ НД ГРУППЫ. ПРИ СБОРКЕ ШДТУННО- ПОРШНЕВЫХ ГРУПП в каждый КОМПЛЕКТ СОБИРАТЬ детали одинаковых ГРУПП /одного USE те маркировки)
СТОРОНЫ КДНДВОК ДЛЯ ПОРШНЕВЫХ
КОЛЕЦ ДОЛЖНЫ БЫТЬ ПЛОСКИМИ И
ПЕРПЕНДИКУЛЯРНЫМИ ПРОДОЛЬНОЙ
ОСИ ПОРШНЯ: БИЕНИЕ СТОРОН ПО
НАПРАВЛЕНИЮ ПРОДОЛЬНОЙ ОСИ ПОРШНЯ
НЕ БОЛЕЕ 0,2 ММ
КДНДВКД ПОРШНЯ
• °* 0.015
35 ТО. 15
КДНДВКД ПОРШНЯ
D
КДНДВКД ПОРШНЯ
' J * 0.005
$67,295
67,265^
$67,335
67.305
Z7 4 »6736?|
I .67.335
ПОРШНЕВОЙ ПИПЕЦ
цвет нартсов/ш
РОЗОВЫЙ
КОРИЧНЕВЫЙ
ЗЕЛЕНЫЙ
ГОЛУБОЙ
СЕЧПОН
РДЗМЕРЫ ДИАМЕТРОВ d ПО ГРУППАМ
НМ -0.089
РДЗМЕРЫ ДИАМЕТРОВ S ПО ГРУППАМ
РДЗМЕРЫ ДИАМЕТРОВ D ПО ГРУППАМ
МО
26.580
28.320
23,8/3
23.775
цвЕттт/твт
Р0308ЫЙ
КОРИЧНЕВЫЙ
ЗЕЛЕНЫЙ
ГОЛУБОЙ
ПО РАЗМЕРИМ ДИАМЕТРОВ НИР ПОРШНЕВЫЕ
ПДПЫ1Ы И ПОРШНИ РАЗБИВАЮТСЯ НА 4 ГРУППЫ
ДИАГЕТР d ПОРШНЕВОГОПЯГ/ЫД
/9.8560 — 190555
/9,8555— 198530
19,8530— /9,8505
/9,8505 —19,8480
ЦВЕТ НАИШРОВКИ ДИАМЕТР 2 ПОРШНЯ
РОЗОВЫЙ /9,8600 — /9,8575
КОРИЧНЕВЫЙ 19.8575 — /9Д550
ЗЕЛЕНЫЙ /9.8550 — 19,8525
ГОЛУБОЙ /9,8525 — 19,8500
ОВАЛЬНОСТЬ И КОНУСНОСТЬ ОТВЕРСТИЙ В ПОРШНЕ
ПОД ПОРШНЕВОЙ ПАЛЕЦ НЕ БОЛЕЕ 0,0025 ММ
ШАТУН
КОЛЕНЧДТЫЙ ВИП
.'ВЕС ПОРШНЕВОГО
па льна 64 -65 г
31.650
31.599
3/.76У
31.713
ПРИ СБОРКЕ В ЦИЛИНДРЫ УСТАНАВЛИВАЮТСЯ ПОРШНИ ОДНОЙ ГРУППЫ
(ПОР,), ЗАЗОР МЕЖДУ ПОРШНЕМ и ЦИЛИНДРОМ ДОЛЖЕН БЫТЬ 004-0,06 ММ;
ЗАЗОР ПРОВЕРЯЕТСЯ ЩУПОМ ШИРИНОЙ /3, ТОЛЩИНОЙ 0,07 И ДЛИНОЙ —
НЕ МЕНСЕ 200 ММ
РДЗМЕ РЫР.ИР, ЮБКИ по группам
ГРУППА 0, Di
А 57,^5 — 57.4^ 67,34! — 6729!
В 57.44 — 67.43 67.33/ - 67.27/
С Б7.43-67,42 67,32/- 67.261
D 67,42—67.4/ 673/1 — 67.25/
Е 67.41—67.40 Б7.3О/- 67,24/
II
ВЕС ПОРШНЯ
205-209Г
2/0-2/4 Г
Я/,5
ПРОРИПР ПОРШНЕВЫХ КДНДВОК
3
РАЗРЕЗ ВВ ПО'ПОРШНЮ
ппотндя
$6/,000
60,600
05-45
23.864
23.639
d
мах цибО/^^А
M/N ODOO Гт"'
СЕЧ ПОЗ 3
42.013 ТОЛЩИНА СЛОЯ 6ДББИТД
$61,300
61.100
ДИЯНЕПЧГОПОВтШРПНР
19,8650 -19,8625
/9,8625 —19,8600
19,8600 - /9.8575
/9,6575 - /9,8550
ПО ДИАМЕТРУ
ШДТУНЫ РАЗБИВАЮТСЯ
„ „ НД 4 ГРУППЫ
H/N-0.026 „ ------------
СЕЧ. ПО 2 2
1М9Ч
551005---
66.5-на
разрез ла по поршню
$/0.4
СЕЧ ПО А Д
юо мм М 7Э
4430
СКРУЧИВАНИЕ ШДТУНД
НЕ БОЛЕЕ 0,04 НДДЛИНЕ
ЮБКА ПОРШНЯ ОБРДБОТДНД НА КОНУС 002-0,04
-9.5tO.25
I 42,000 должна БЫТЬ НЕ МЕНЕЕ 0635 ММ'
0.047-
0,032-
0,004 °-0 8
ПОРШНЕВОГО ПДПЬЦД
ПРОФИЛЬ ЮБКИ ПОРШНЯ
0.067
0.0В5
0,063
0.066
0,063
----0047
^-О.ОЮ
КОМПРЕССИОННЫЕ КОЛЬЦА
/5° * 7'30" УКЛОН
27$0ОВ
2.7ТД0В
$ РЕЗА 35^45
ПРОЗ НЕ БОЛЕЕ
М /00. I
ПРОФИЛЬ НАРУЖНОЙ
ПОВЕРХНОСТИ КОЛЬЦА
СЕЧ. ПО 5 5
M5:i
БОЛЬШИЙ ДИАМЕТР КОНУСА Ю6КИ ПОРШНЯ внизу:
УСИЛИЕ ПРИ ПРОВЕРКЕ /ПУПОМ ЗАЗОРА МЕЖДУ ПОРШНЕМ И
\ ЦИЛИНДРОМ ДОЛЖНО БЫТЬ В ПРЕДЕЛАХ /6-28 КГ.
ОВАЛЬНОСТЬ И КОНУСНОСТЬ ОТВЕРСТИЯ ПОЛ ПОРШНЕВОЙ
\ПДЛЕЦ В ВЕРХНЕЙ ГОЛОВКЕ ШДТУНД НЕ БОПЕЕ 0,0025 ММ
ОСИ ВЕРХНЕЙ и НИЖНЕЙ ГОЛОВОК ШДТУНД ДОЛЖНЫ БЫТЬ
{ПАРАЛЛЕЛЬНЫ, ОТКЛОНЕНИЯ НЕ БОЛЕЕ 0,04 НД ДЛИНЕ /00ММ
-В.ЕТИа П0П 1,,аТЧННЬ1Е ЫПТЫ В ШАТУНЕ ИВ КРЫШКЕ
\рДЗЬЕМД^0ЛтНЬ‘ БЫ'ТЬ ПЕРПЕНДИКУтРны ПЛОСКОСТИ
ДАННЫЕ ПО УПРУГОСТИ ПОРШНЕВЫХ КОЛЕЦ СМ ЛИСТ 7
ВЕРХНЕЕ СРЕДНЕЕ
м'5:/
0.06
003
МАСЛОСЪЕМНОЕ КОЛЬЦО
ВЕС шатунно-ПОРШНЕВЫХ КОМПЛЕКТОВ ОДНОГО ДВИГаТЕЛЯ
\НЕ ДОЛЖЕН РАЗНИТЬСЯ БОЛЕЕ ЧЕМ НД В Г
ПРИ СБОРКЕ ШАТУНА УГЛУБЛЕНИЯ
ДОЛЖНЫ БОПЬ С ОДНОЙ СТОРОНЫ’
47212т
РАСПРЕДЕЛЕНИЕ ВЕСД ШДТУНА
<6872 г
АИСТ б
двигдтель нзпд-мо. '
ШДТУННО-ПОРШНЕВДа ГРУППД
О Ю 20 30 40 50 60 70 ВО 90 ЮОММ
27
6° НЕ БОЛЕЕ о,ооа.
ПРОФИЛЬ КОЛЬЦД СИММЕТРИЧЕН
ОТНОСИТЕЛЬНО ЭТОЙ ОСИ
ОТКЛОНЕНИЯ В РДЗМЕРДХ РДДИУСД Я^
указанных в тдблице , не более ±о,оов,
КОЛЕБДНИЯ отклонений для каждых
указанный участок при обрдботке
нердзрезлнного кольца по копиру
Образован дугой окружности
постоянного рддиусд, равного
радиусу точки, угол г которой
РДВЕН 169°49'57"
ВЕЛИЧИНД РДДИУСД Я КОЛЕЦ в СВОБОДНОМ СОСТОЯНИИ
У/77/7 Гв РДДИУС я мм УГОЛ РДДИУС Я ММ УГОЛ Т‘ РДДИУС Я ММ УГОЛ РДДИУС Я ММ
0 35.1018 44 35,3691 88 35,8590 132 35.8744
2 35,1025 46 35,3911 90 35J3757 /ЗА 35,8532
4 35.1043 48 35.4137 92 35.8912 136 35.8298
6 35,1073 50 35,4366 94 359055 138 35.8041
8 35.Ш5 52 35,4597 96 35,9186 140 35.7761
10 35.1170 54 35.4833 9В 35,9303 142 35.7460
12 35,1238 56 35.5070 100 35,9407 144 35,713 Б
/4 35,1317 58 35.5309 102 35,9499 146 35.6790
16 35J40B 60 35.5549 104 35,9574 148 35.6421
13 35,1507 62 35,5769 106 35.9534 150 35,603!
20 35.1619 64 35,6023 108 35,9677 152 35S618
22 35.1742 66 35,6266 НО 35.9703 154 35,5183
24 35.1875 6В 35,6502 112 35Д714 156 35.4727
26 35,2018 70 35,6737 114 35.9703 156 35.4250
28 35.2170 72 35.6967 116 35,9676 160 35Д752
30 35,2333 74 35,7192 116 35,9630 162 35,3233
32 35,2504 76 35.7413 120 35,9564 /6А 35,2695
34 35,2663 78 35.7628 122 Г 35.9480 166 35,2138
ЗБ 352071 80 35.7837 124 35.9374 168 35.156!
38 35.3066 82 35,8038 126 35.9246 169°
40 35.3268 84 35,8232 123 35.9102 49'57" 35,1018
42 35.3477 86 35.8415 130 35,8934
РДЗМЕРЫ ПОРШНЕВЫХ КОЛЕЦ см. листе
ЛИСТ 7
СРЕДНЕЕ УДЕЛЬНОЕ РДДИДЛЬНОЕ ДДВПЕНИЕ РД8Н0 1,04 -1.34 КГ/СМ2
ДЛЯ МДСПОСЪЕМНОГО КОЛЬЦО И 1,1~1,3 КГ/СМгДЛЯ КОМПРЕССИОННЫХ
колец: тднгенцидльное усилие в ндпоявлении тт давно 1.1-1.3
кг дна маслосъЕмного и компрессионных колец.
РДДИДЛЬНЫЕ ДАВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ В КГ/СМ2
УГОЛ В ГРДДУСДХ 0 30 60 90 120 150 1В0
КОМПРЕССИОННЫХ 1.15-1,37 1.15-137 1.25-1Д8 0.99-1.17 0,49-0,59 0.75-0.86 3.14-3.72
МДСПОСЪЕМНОГО 1,09-1,41 1,09-1,41 1,16-1,53 0.93-1,21 ОД7-Ц60 0.71-0,9! 2Д7-3.83
ДВИГДТЕЛЬ ПЗМД-400
ПОРШНЕВЫЕ К0ЛЫ1Д
(ЭПЮРЫ РДДИДЛЬНЫХ ДДВЛЕНИЙ)
28
12,446
<2,434
12,472
12,446
. 12,497
<2.472
мдх 0,038
MiN 0000
СЕЧ. ПО 1 I
ШЕСТЕРНЯ 3,251
3,201
МАХ 0,378
MiN 0,032
СЕЧ ПОЗ 3
MAX-Q050
MiN-0,013
12,448
12,434
12,446
12.434
3,200 ШПОНКА
3,185
МАХ 0.063
M/N 0.026
13
13-оаьв
12,497
12,523
12561
12.535
max a psi
MiN 0.012
СЕЧ. ПО 6 6
12,523
12.510
БИЕНИЕ ОКРУЖНОСТИ ГОЛОВОК ПРИВОДНОЙ
ШЕСТЕРНИ НЕ БОЛЕЕ 0,19 ММ
3,188 ВАЛИК
3.150
МАХ 0,066
MIN 0,001
МДХ 0,003
MiN-0,050
12,421
12,395
ЧИСЛО ВИТКОВ (ПОЛНОЕ) Г7
диаметр проволоки .фЦоз >- aoi
ДИАМЕТР НАРУЖНЫЙ 125
длина БЕЗ НАГРУЗКИ 44.5
ДЛИНА ПРИ НАГРУЗКЕ 620- 890 Г 30.0
ДЛИНА СЖАТОЙ ПРУЖИНЫ 16.5
ПАРАМЕТРЫ ШЕСТЕРЕН масляного НАСОСА
ВЕДУЩАЯ | ВЕДОМАЯ ПРИВОДНАЯ
ЧИСЛО ЗУБЬЕВ 7 13
МОДУЛЬ (ПО НОРМАЛИ/ 4,2335 1.567
питч 6 16
ДИАМЕТР ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ 29.634 23.677
Высота зуба (полная) 9,063 3.296
ВЫСОТА НОЖКИ ЗУБА 4,830 1.637
ТОЛЩИНА ЗУБА ПО ДУГЕ ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ ПО НОРМАЛИ ТЕОРЕТИЧЕСКАЯ 6.650 2.494
ТОЛЩИНА ЗУБД ПО ХОРДЕ ДЕЛИТЕЛЬНОЙ Окружности по нормали действительная 9.58-q 05 2,4 0- ом
шаг винтовой пинии - 128,961
УГОЛ НАКЛОНА ВИНТОВОЙ ЛИНИИ - ЗО’Н'
УГОЛ ЗАЦЕПЛЕНИЯ (ПО НОРМАЛИ) 30° /4 а30‘
НАПРАВЛЕНИЕ 6ИНТ080Й ЛИНИИ - ЛЕВОЕ
СЕЧ. ПО 5 5
26.725
ЗДЗОР 0.15
кдндвкд
МАХ 0,093
MiN 0,000
СЕЧ, ПО А А
Ф12.75!
12,624
<Р 16,949
. 1б,В9В
MIN-0.013
СЕЧ. ПО 2 2
0
ПО В В
ПО А А
боковой здзор
В ТОРЦЕВОМ .СЕЧЕНИИ ВЕДУЩЕЙ и ВЕДОМОЙ ШЕСТЕРЕН. ЗАМЕРЕННЫЙ ПО НОРМАЛИ К ПРОФИЛЮ
ОТКЛОНЕНИЕ ЗВОЛЬВЕНТНОГО ПРОФИЛЯ ЗУБА
ВЕДУЩЕЙ И ВЕДОМОЙ ШЕСТЕРЕН НЕ БОЛЕЕ 003 ММ.
ВИД НА МЛСЛЯНЫЙ НАСОС СНИЗУ
БЕЗ КРЫШКИ И МДСЛОПРИЕМНИКД
БОКОВОЙ ЗАЗОР В ТОРЦЕВОМ СЕЧЕНИИ
ПРИВОДНОЙ ШЕСТЕРНИ. ЗАМЕРЕННЫЙ по нормали
К ПРОФИЛЮ ЗУБА, ДОЛЖЕН БЫТЬ 0,15-0,30 НМ
ПРИ МЕЖОСЕВОМ РАССТОЯНИИ, РАВНОМ 32,452МП,
ПРИ ПРОВЕРКЕ ПРИВОДНОЙ ШЕСТЕРНИ С ЭТАПЕ-НЗЙ\
ШЕСТЕРНЕЙ БЕЗ ЗАЗОРА В ЗАЦЕПЛЕНИИ |
ОТКЛОНЕНИЕ ОТ НОМИНАЛЬНОГО МЕЖОСЕ60ГО !
РАССТОЯНИЯ 34,753 ММ МОЖЕТ ДЛЯ ВСЕХ ।
ШЕСТЕРЕН НАХОДИТЬСЯ В ПРЕДЕЛАХ ОТ -Q.150
ДО *0,050, ПРИ ЭТОМ ТОЛЩИНА ЗУБД ПО
ДУГЕ ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ ПО НОРМАЛИ
ЭТАЛОННОЙ ШЕСТЕРНИ РАВНА 2,637 ММ. i
ОЛЯ ОДНОЙ ШЕСТЕРНИ КОЛЕБАНИЯ НЕ БСЛЕЕ СД5Мм\
ОСИ ОТВЕРСТИЙ ПОД ВДПИК НАСОСА И ОСЬ !
ВЕДОМОЙ ШЕСТЕРНИ ДОЛЖНЫ БЫТЬ I
ПАРАЛЛЕЛЬНЫ: ОТКЛОНЕНИЯ НЕ БОЛЕЕ 0.1 мм I
нА. ДЛИНЕ ЮО ММ i
ВИД ПО СТРЕЛКЕ С
38,100
38.050
РЕДУКЦИОННЫЙ КЛАПАН I
ИСПЫТЫВАТЬ ДО УСТАНОВКИ
КРЫШКИ НА КОРПУС. ПРИ
ДАВЛЕНИИ I, В КГ/СМ2 КЕРОСИН
МОЖЕТ ВЫТЕКАТЬ ИЗ •
СЛИВНОГО ОТВЕРСТИЯ I
ТОЛЬКО В ВИДЕ ОТДЕЛЬНЫХ I
38,28
38.25
кдпель: ПРИ ДАВЛЕНИИ 2 /
КГ/СМ2 КЕРОСИН ДОЛЖЕН
ВЫТЕКАТЬ НЕПРЕРЫВНОЙ
СТРУЕЙ
НДСОС ДОЛЖЕН СОЗДАВАТЬ
ДАВЛЕНИЕ МДСЛД В 0.7
КГ/СМ2 ПРИ 250 ОБ/МИН (500
ОБ/МИН КОЛЕНЧАТОГО ВДЛД)
ПРИ ЗАКРЫТОМ выходе: масло
ДЛЯ ИСПЫТАНИЙ СПЕЦИАЛЬНОЕ.
ВЯЗКОСТЬ 2° ПО ЭнГЛЕРу
СЕТКА - ЛАТУННАЯ ПРОВОЛОКА 0 0,2 ММ
100 ЯЧЕЕК НА 1 СМ2 ИЛИ ФО.З МТ1
70 ЯЧЕЕК НА 1 СМ2
Л'ЛСТЗ
ЗУБА, ДОЛЖЕН БЫТЬ 0,13-0,23 ММ ПРИ МЕЖОСЕВОМ РАССТОЯНИИ, РАВНОМ 29,719
ПРИ ПРОВЕРКЕ ВЕДУЩЕЙ И ВЕДОМОЙ ШЕСТЕРЕН С ЭТАЛОННОЙ ШЕСТЕРНЕЙ БЕЗ ЗАЗОРА В ЗАЦЕПЛЕНИИ
ОТКЛОНЕНИЕ ОТ НОМИНАЛЬНОГО МЕЖОСЕВОГО РАССТОЯНИЯ 69.ВВ6 МОЖЕТ ДЛЯ ВСЕХ ШЕСТЕРЕН НАХОДИТЬСЯ
В ПРЕДЕЛАХ ОТ -0,070 ДО *0,030', ПРИ ЭТОМ ТОЛЩИНА ЗУ6А ПО ДУГЕ ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ
ПО НОРМАЛИ ЭТАЛОННОЙ ШЕСТЕРНИ РАВНА 6.703 ММ.
ДЛЯ ОДНОЙ ШЕСТЕРНИ КОЛЕБАНИЯ НЕ БОЛЕЕ 0.05 МН
ДВИГДТЕЛЬ мзмд-доо
МДСЛЙНЫ.Й НАСОС И МДСЛОЯРПЕМНЖ
'О Ю. 20 30 40 50 60 70 ВО 90 ЮО ММ
29
НДЧДЛО ОТКРЫТИЯ ИЛДПДНД ТЕРМОСТДТД ПРИ ТЕМПЕОДТУРЕ 67° 41.5".С,
ПОЛНОЕ ОТКРЫТИЕ КЛДПДНД ТЕРМОСТДТД ПОИ ТЕМПЕРАТУРЕ 85°±/5°.С.
ЕМКОСТЬ СИСТЕМЫ ОХЛДЖДЕНИЯ 55 Л
НИЖНЕЕ ПОЛОЖЕНИЕ ВЕНТИЛЯТОРД
ПРЕДЕЛЫ НАТЯЖЕНИЯ РЕМНЯ
Чго
ФРОНТ РДДИДТОРД 18572 ЛА
охлджддюшдя поверхность
РДДИДТОРД 5428 М2
CFPXHEE ПОЛОЖЕНИЕ ВЕНТИЛЯТОРД
(РЕМЕНЬ НДТЯН.ЧТ ПОЛНОСТЬЮ)
ПЕРЕЛДТОЧНОЕ ОТНОШЕНИЕ МЕЖДУ ВДПИКОМ
ВЕНТИЛЯТОРД И КОЛЕНЧДТЫМ ВЯЛОМ 1.45-.1.
ПЕРЕДДТОЧНОЕ ОТНОШЕНИЕ МЕЖДУ ВДПИКОМ
НДСОСД И КОЛЕНЧДТЫМ ВЯЛОМ 1.295 Д'.
ЛДВПЕНИЕ ВОДЫ ПЕРЕД ВХОДОМ В РУБДШКЧ
БЛОКД ПРИ 3400 ОБ/мИН КОЛЕНЧДТОГО ВДЛД 0.4 КГ/СМ2 %
ЧИСЛО ОБОРОТОВ НДСОСД.
ЧИСЛО ОБОРОТОВ ВЕНТИЛЯТОРД.
ПРИ МДКСИМДЛЬНОЙ МОЩНОСТИ ЛВИГДТЕЛЯ 4030 ОБ/ГМ/
ПРИ мДкСИмДЛЬНОЙ СКОРОСТИ АВТОМОБИЛЯ 5300 ОБ/мИ),
ПРИ МДКСИМЯЛЬНОЙ МОЩНОСТИ ДВИГЯТЕЛЯ 4400 об/мин,
ПРИ МАКСИМАЛЬНОЙ СКОРОСТИ ДВТ0МОБИЛЯ 5180 ОБ/МИН
(ЧИСЛЯ ОБОРОТОВ ДдНЫ БЕЗ УЧЕТД ПРОБУКСОВКИ РЕМНЯ)
359
ПРОИЗВОДИТЕЛЬНОСТЬ НДСОСД ПЫЛ 3600 ОБ/МИН КОЛЕНЧДТОГО ВДЛД
И ПРОТИВОДДВЛЕНИИ ОД КГ/См2 - 100 Л/МИН
ЛИСТ?
ДВИГАТЕЛЬ Т13МД-Д0П
СИСТЕШ ОХЛДЖДЕНИЯ
О 20 40 ВО ВО too 120140160 160200ММ
Ы. 1-1 ! I । I i .i i I ! I i_Li Li I-
30
,±0.12'1
16,0110'
прокладке-кдртон пропитанный толщиной Q5to.o3 мм.
СЕЧ. ПО 1 1
СЕЧ. ПО 2 2
КОРПУС
Мв*125 2-ГО КЛ
3^.
±-14 ТРУБ
163400.-^
15,456
15.431
15,520
15,495
Ф 63.515
63.413
0,700
0.300
25,500
25.400
15,000
15.750
Мах-0.089
MiN-0,039
МЛХ 0,625
MiN 0,400
навивка сальника - ыольга из технического^
свинца ТОЛЩИНОЙ О,1, ШИРИНОЙ IB-20, ДЛИНОЙ 550мм
Бумага грдФитизиРовеннея толщиной о,1
ШИРИНОЙ 15-17. ДЛИНОЙ 300.мм
Ф 77.79
--I
-н
63,3
РДССТОПИНЕ МЕЖДУ ТОРЦДМИ 9.Ю0
КРЫШКИ И ВТУЛКИ
9,000
ВИД ПО СТРЕЛКЕ Ы
по а а
КОЛЬЦО смазочное - войлок
«о
20.5
1М 10*1
ЛИСТ10
Ф6
СЕЧ. ПО 4 4
О Ю 20 30 40 50 60 70 80 90 100 ММ
СЕЧ. ПО 5 5
27,095
27.075
r27.000'tafi‘,S
15,595
15.570
ИДХ 0,075
MiN 0.025
20,545
20,600
15,571
15,545
мах о.юо
M1N 0.050
мах-0,127
М IN- 0.031
МДХ-0,095
MiN-0.030
49,278
49.151
РЛЗРЕЗ в в по сливному
КРДНИКУ .
15,520
15,495
МДХ 0235
M/N 0.013
—34,9
СЕЧ.ПОБ6
М2:1
крыльчатка
32‘i30‘
IM 10*1
16,000 до торца валике
15,700
01-0.2 осевой зазор
крыльчатка
закрытый сливнои краник
испытывать не герметичность
ВОЗДУХОМ ПРИ ДДВЛЕНИИ 0,5 кг/с
ПРОВЕРКУ производить
ПОГРУЖЕНИЕМ КРДНИКЛ В ВОДУ
15,520
15,495
3
i
- ТРУБ. КОН
20,727
20.675
15,520
15.495
ТОРЦЕВЫЕ ПОВЕРХНОСТИ ЛОП'ДСТЕЙ КРЫЛЬЧДТКИ
ДОЛЖНЫ БЫТЬ пдрдллельны: ОТКЛОНЕНИЯ НЕ БОЛЕЕ
0,254 ММ,ЭКСЦЕНТРИЧНОСТЬ КРЫЛЬЧДТКИ ОТНОСИТЕЛЬНО
ОСИ ОТВЕРСТИЯ НЕ БОЛЕЕ 0,381 ММ,
НЕПРЯМОЛИНЕЙНОСТЬ ОСИ ВЛЛИКа НЕ БОЛЕЕ 0,0)2
общих показаний индикатора
ДВИГАТЕЛЬ НЗМД-ДОО
ВОДЯНОЙ НАСОС
31
СЕЧ. ПО 1 I
паять кругом
установка термостата в головке блоки цилиндров
прокладка - картон пропитанный
толщиной 0.5 мм
МВ 4,25 2-ГО КП
ВИД ПО СТРЕЛКЕ м
НА НАПРАВЛЯЮЩУЮ КЛАПАНА
ФЗД^
зазор у клапана термостата проверять щупом толщиной o.os мм
ПОСЛЕ ЗАПОЛНЕНИЯ БАЛЛОНА ТЕРМОСТДТД
жидкостью, запрессовки штифта в ОТВЕРСТИЕ
ТРУБКИ БАЛЛОНА И РЕГУЛИРОВКИ ЗАПАЯТЬ
ПРИПОЕМ пос-до
мест кость Баллона термостата.
НОМИНАЛЬНАЯ
НАИБОЛЬШАЯ
НАИМЕНЬШАЯ
280 Г/ММ
420 Г/ММ
170 Г/ММ
ПОСЛЕ ГОФРИРОВКИ БАЛЛОНА ТЕРМОСТАТА
ПРОВЕРИТЬ ГЕРМЕТИЧНОСТЬ ВОЗДУХОМ ПРИ
ДАВЛЕНИИ 1 КГ/СМ2
ТРУБКА БДЛЛОНД ТЕРМОСТДТД ДОЛЖНА
СВОБОДНО И БЕЗ ЗАЕДАНИИ ПЕРЕМЕШАТЬСЯ
В НАПРАВЛЯЮЩЕЙ КОРПУСА ТЕРМОСТАТА
ПРИ ЗАКРЫТОМ КЛАПАНЕ ТЕРМОСТДТД ЗАЗОР
МЕЖДУ ГОФРАМИ БАЛЛОНА ДОЛЖЕН БЫТЬ
НЕ МЕНЕЕ 0,4 ММ
ТРУ5КА
W0-08
IMS'!
ПАЯТЬ
В ГОФР
ТЕРМОСТАТ в сборе
ф 25.6^33
Ф38-----
М2.1
БАЛЛОН ТЕРМОСТДТД ЗАПОЛНЕН 5 СМ3 СМЕСИ, СОСТОЯЩЕЙ_
ИЗ АО 7. ЭТИЛОВОГО СПИРТА (УДЕЛЬНОГО ВЕСА 082 Г/СМ31
И 807. ДЕСТИППИРОВАНОЙ ВОДЫ
ПЕРЕД ЗАПРЕССОВКОЙ ШТИФТА И ЗАПАЙКОЙ БАЛЛОН
ПОГРУЗИТЬ В ВОДУ И ВЫДЕРЖАТЬ В ТЕЧЕНИЕ 3 МИН
ПРИ ТЕМПЕРАТУРЕ 80° С
КЛАПАН ТЕРМОСТАТА ДОЛЖЕН БЫТЬ ПОЛНОСТЬЮ ЗАКРЫТ
ПРИ 64° С, ДОЛЖЕН НАЧАТЬ ОТКРЫВАТЬСЯ ПРИ 7511,5° С
И ДОЛЖЕН БЫТЬ ПОЛНОСТЬЮ ОТКРЫТ ПРИ 50° с.
ПРОВЕРКУ ПРОИЗВОДИТЬ В ПРИБОРЕ ТИЛД КАЛОРИМЕТРА
ПРИ СПОКОЙНОЙ ВОДЕ (БЕЗ ЦИРКУЛЯЦИИ)
ДВИГАТЕЛЬ МЗМД - 400_
ТЕРМОСТАТ СИСТЕМЫ ОХЛАЖДЕНИЯ
О Ю 20 30 40 50 ММ
32
дуговдя свдркр кругом, кроме местд
ПОЛ ЗДКЛЕПКУ. или ПДЙКД ЛДТУНЬЮ
КРУГОМ ВМЕСТЕ С ЗАКЛЕПКОЙ_________
В СВОБОДНОМ СОСТОЯНИИ
СМЯТИЕ ПОДУШКИ 2 мм
ПРИ НДГРУЗКЕ 45 - 50 КГ
-r-fl
— lU-atso
MIO’I
СЕЧ. ПО 11
листа
t НЕ МЕНЕЕ
по дд
М2:1
\ 5 НЕ МЕНЕЕ. ДЛЯ ПОЛУЧЕНИЯ УКМДнНЪГJ
(зАЗОРД ПРИ НЕОБХОДИМОСТИ ПОД ПОДУШКИ
ставить ло двух прокладок
задняя опорд
ПО ВВ
прдвдр передняя опорд
по дд
М2Э
РЕЗИНД ЧЕРНДЯ СПЕОИДЛЬНДЯ НЕВЫиВЕТДЮШДЯ
МИСТИЧНОСТЬ ПО ШОРУ НЕ МЕНЕЕ 90
ДУГОВДЯ СВДРКД СПЛОШНЫМ ШВОМ
контдктнда свдркд
ДВИГДТЕЛЬ пзпд-лоо
ПТШВЕСМ ДВИГДТЕЛЯ
О 20 40 60 ВО КО 200НН
РЕЗИНД ЧЕРНДЯ СПЕШШДЬНДЯ НЕВЫИВЕТДЮШДЯ.
ТВЕРДОСТЬ ПО ШОРУ 35-40.
эластичность по шору не менее оо.
ПРЕДЕЛ ПРОЧНОСТИ НЕ МЕНЕЕ 175 КГ Г СМ'.
ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ НЕ МЕНЕЕ 600%:
ОТНОСИТЕЛЬНОЕ ОСТДТОЧНОЕ УДЛИНЕНИЕ НЕ БОЛЕЕ t5%
\ ДОГОВОР СВДРКД В ДВУХ МЕСТЯХ
ЛЕВДЯ ПЕРЕДНЯЯ ОПОРД
5
33
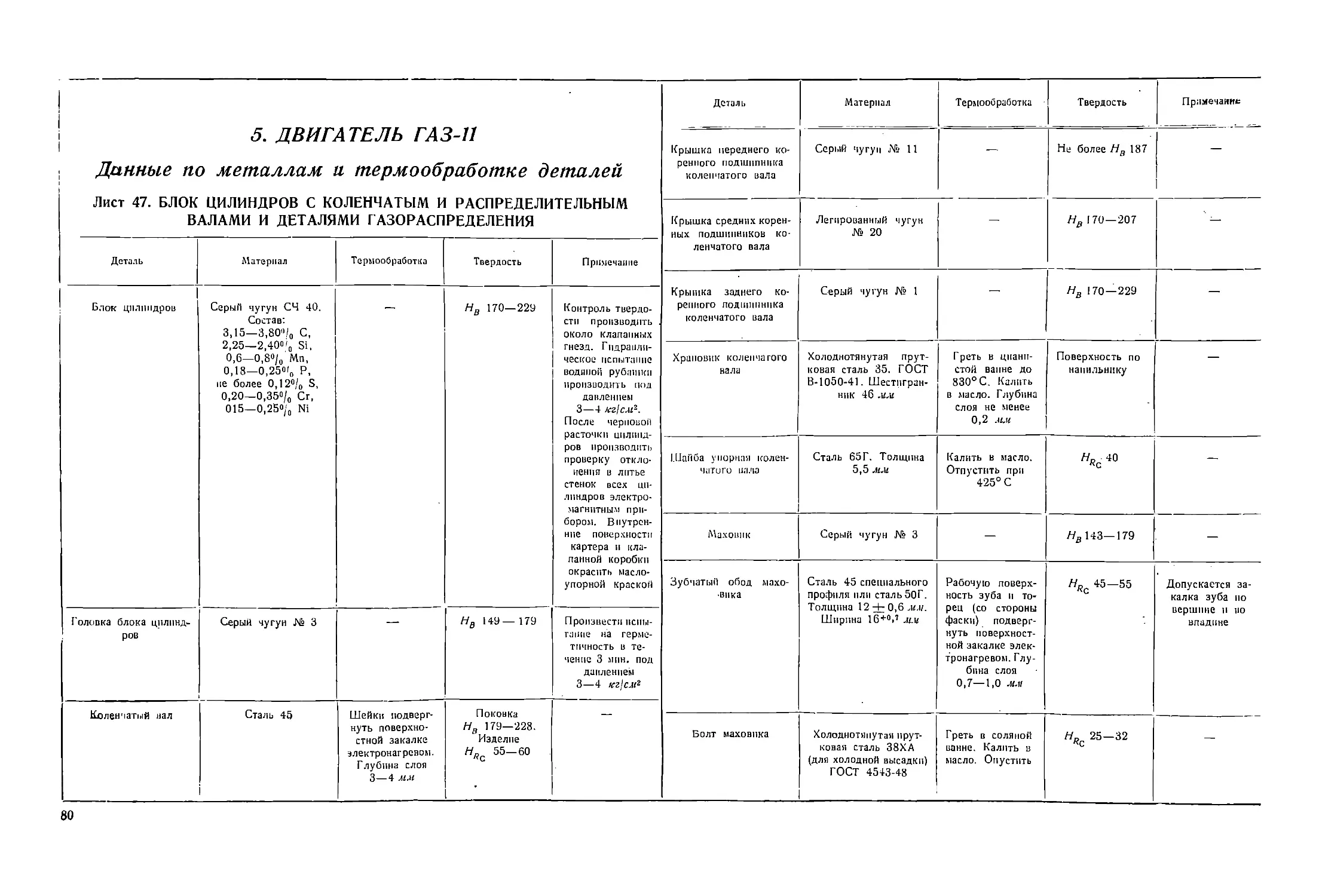
2. ДВИГАТЕЛЬ ГАЗ-20 Данные по металлам и термообработке деталей Лист 17. БЛОК ЦИЛИНДРОВ С КОЛЕНЧАТЫМ И РАСПРЕДЕЛИТЕЛЬНЫМ ВАЛАМИ И ДЕТАЛЯМИ ГАЗОРАСПРЕДЕЛЕНИЯ
Деталь Материал Термообработка Твердость Примечание
Блок цилиндров Серый чугун СЧ 24-44. Состав; 3,15—3,30°/о С, 2,25—2,4% Si, 0,6—О,8°/о Мп, 0,18—0,25°/0 Р, не более O,12°/o S, 0,20—О,35°/о Сг, 0,15—0>250/q Ni — Нв 170—241 Твердость проверять око- ло клапанных гнезд. Внут- ренние поверх- ности картера и клапанной коробки окра- сить светлой маслоупорной краской
Гильза цилиндра Легированный чугун № 1 — Нв 156—197 —
Пластина крышки рас- пределительных шестерен Листовая сталь 08. От- делка поверхности повы- шенная. Толщина 4,5 мм — —
Крышка распределитель- ных шестерен Листовая сталь 08. От- делка поверхности высо- кая. Толщина 1,5 мм — — —
34
Деталь Материал 1 Термообработка Твердость Примечание
Головка блока цилиндров Алюминиевый сплав № 2 Выдержать при температуре 800°С в течение 6 час. Не менее «в 65 —
Коленчатый вал Сталь 45А Поковку норма- лизовать. Изде- лие: шейки под- вергнуть поверх- ностной закалке электронагревом. Глубина слоя 3—4 мм Поковка Нв 179—228 Изделие (шейки 55—60 «с
Маховик Серый чугун № 3 - 7% 143—179 —
Обод зубчатый маховика Сталь 45. Специальный профиль. Толщина 12+0>в мм. Ширина 16+0,7 мм Рабочую поверх- ность зуба и то- рец (со стороны фаски) подверг- нуть поверхност- ной закалке элек- тронагревом. Глубина слоя 0,7—1 мм Нр 45—55 Допускается закалка зуба по вершине н во впадине
Шкив коленчатого вала Листовая сталь 08. От- делка поверхности высо- кая. Толщина 1,5 мм — — —
Шайбы упорные перед- него подшипника колен- чатого вала, передняя п задняя Ленточная низкоуглеро- дпстая светлополирован- ная обрезная сталь, зали- тая баббитом. Толщина 2,25_о>13 мм. Состав баббита: 3,75 ±0,25% Си, 7,50 ±0,25% Sb, не менее 88,25% Sn, не более 0,25% РЬ, не более 0,08% Fe, 0,08—0,12% Те, А1 и Zn нет. Прочие примеси не более 0,1% Шайбы омед- нить перед об- точкой „баб- битовой" сто- роны
Деталь Материал Термообработка Твердость Примечание Деталь Материал Термообработка Твердость Примечание
Болт маховика Холоднотянутая прутковая сталь 38ХА для холодной высадки —- Н„ 25—32 Лс — Вкладыши подшипников коленчатого вала Ленточная низкоуглероди- стая светлополированная обрезная сталь, залитая баббитом. Толщина 1,9О_о 13 мл Состав баббита: 3,75 ±0,250/0 Си> 7,5О±О,25»/о Sb, 0,08—0,12»/0 Те, не более О,25°/о РЬ, не более О,О8°/о Fe, не менее 88,25°/0 Sn, Al и Zn нет; прочие прнмеси не более о,ю/о Омеднить пе- ред прошивкой стыков
Шайба упорная коленча- того вала Сталь 65Г. ГОСТ В-1050-41. Толщина 5,5 мм. Обезуглероженный слой не более 0,08 мм Нагреть до 740°С. Калить в масло. Отпустить при 425°С. /у 40—45 «с —
Распределительная ше- стерня коленчатого вала Сталь 35 ф85-о,2з мм. — — —
Распределительный вал Легированный чугун № 2 Опоры и заго- товка зубчато- го венца Нв 255—302. Кулачки и экс- центрик 52—58 «с Твердость проверять на вершинах ку- лачков и экс- центрика
Ступица шкнва коленча- того вала Сталь А20 — Нв 143—197 —
Храповик коленчатого вала Холоднотянутая прутковая сталь 35. Шестигранник 46 мм Нагреть в циани- стой ванне до 830°С. Калнть в масло Поверхность по напильнику — Фланец упорный распре- . делительного вала Листовая сталь 65Г. Тол- щина 5,5 мм Калнть в масло. Отпустить Ч?с 40-50
Клапан впускной Холоднотянутая прутковая сталь 40Х Ф 9,6_0)10 мм Калить. Отпустить HRC 30-37. Твердость ножки клапана на длине 3—5 мм не ме- нее Нр 45 «с —
Крышка переднего под- шипника коленчатого вала Серый чугун № 11 — Не более Н R 187 D —
Крышки средних подшип- ников коленчатого вала Легированный чугун № 20 — нв 170—207 — Клапан выпускной Сталь Х8С1 Ф 9,6_0)10 мм Калнть. Отпустить Нв 30—40. Яс Твердость нож- ки клапана на длине 3—5 мм не менее HRC 45
Крышка заднего подшип- ника коленчатого вала Серый чугун № 1 — Нв 1.70—239 Окрасить о литье
1 По проекту ГОСТ, существующие обозначения — ЭСХ8 (завода .Электросталь') и сильхром Т (ГАЗ) (Прим. ред.У.
35
Деталь Материал | i i Термообработка Твердость Примечание Лист. 19. ШАТУННО-ПОРШНЕВАЯ ГРУППА
Толкатель клапана: стерженьл тарелка толкателя Холоднотянутая прутковая сталь 35 Г2. Полосовая отожженная сталь ШХ15. ГОСТ 801-47. Толщина 5 mi. Ширина 40 мм После сварки нор- мализовать при 780—790° С в те- чение 6 час. Греть при 815—830°С в течение 35 мин. Калить в масло. Отпустить На поверхно- сти А не менее Нр 55. На «с поверхности В не менее Нр 35. Твер- ке дость заготов- ки тарелки тол- кателя не бо лее Н„ 20 «с J Термообработ- ка толкателя производится после привар- ки тарелки к стержню Деталь Материал Термообработка Твердость Примечание
Поршень Алюминиевый сплав. Состав: 6,25—7,75% Си, 5,00—6,00% Si, 0,25—0,30% Mg, не более l,5%Fe, не более О,5°/о Zn Выдержать при температуре 205° С в течение 6 час. %,100—130 После механиче- ской обработки лудить. Толщина слоя 0,004—0,006 мм
Шатун. Крышка шатуна Сталь 45Г2 КалПть. Отпустить Нв 228—269 —
Пружина клапана Закаленная в масло пру- жинная проволока 0 4.1 4~ 0,05 мм Отпустить после навивки — —
Вкладыш шатуна Ленточная иизкоуглероднетая светлополированная обрезная сталь, залитая баббитом. Состав баббита: 3,75 + О,25°/о Си, 7,50+0,25% Sb, не менее 33,25°l0 Sn, ие более 0,25% РЬ, не более 0,08% Fe, 0,08—0,12% Те, А]—нет; Zn иет; прочие примесн не более 0,1 °/0. Толщина ленты 1,45_0 п, ширина 105_о1влм«. ’
Седло вставное выпуск- ного клапана Специальный чугун. Состав: 2,5—3,О°/о С, 1,5—2,О°/о Si, 0,5 — 0,8% Мп, 2,75—3,25О/о Сг, 4,0—5,0% Мо, не более 0,2 °/0 Р, не более 0,1% S Греть прн 600° С в течение 90 мни. Охлаждать в пе- чи до 250° С. Дальнейшее ох- лаждение на воз- духе 50—60 КС —
Втулка направляющая клапана Серый чугун № 2 — нв 143—179 —
Палец поршневой Холоднотянутая прутковая сталь 45 Поверхностная за- калка электроиагре- вом наружной по- верхности. Глубина слоя 1 —1,5 мм. Перед поверхност- ной закалкой улуч- шить HRc53— 65
Болт регулировочный толкателя Холоднотянутая прутковая сталь 20Г. Шестигранник 12—0,24 JMI Цементировать весь болт газом. Глубина слоя 0,9—1,2 мм. Ка- лить в масло. От- пустить. Повторно калить только го- ловку. Отпустить головку Н„ 36—42 Головка не ме- нее Но 58 "С
36
Деталь Материал Термообработка Твердость Примечание Лист 20. МАСЛЯНЫЙ НАСОС
Деталь Материал Термообработка Твердость i Примечание
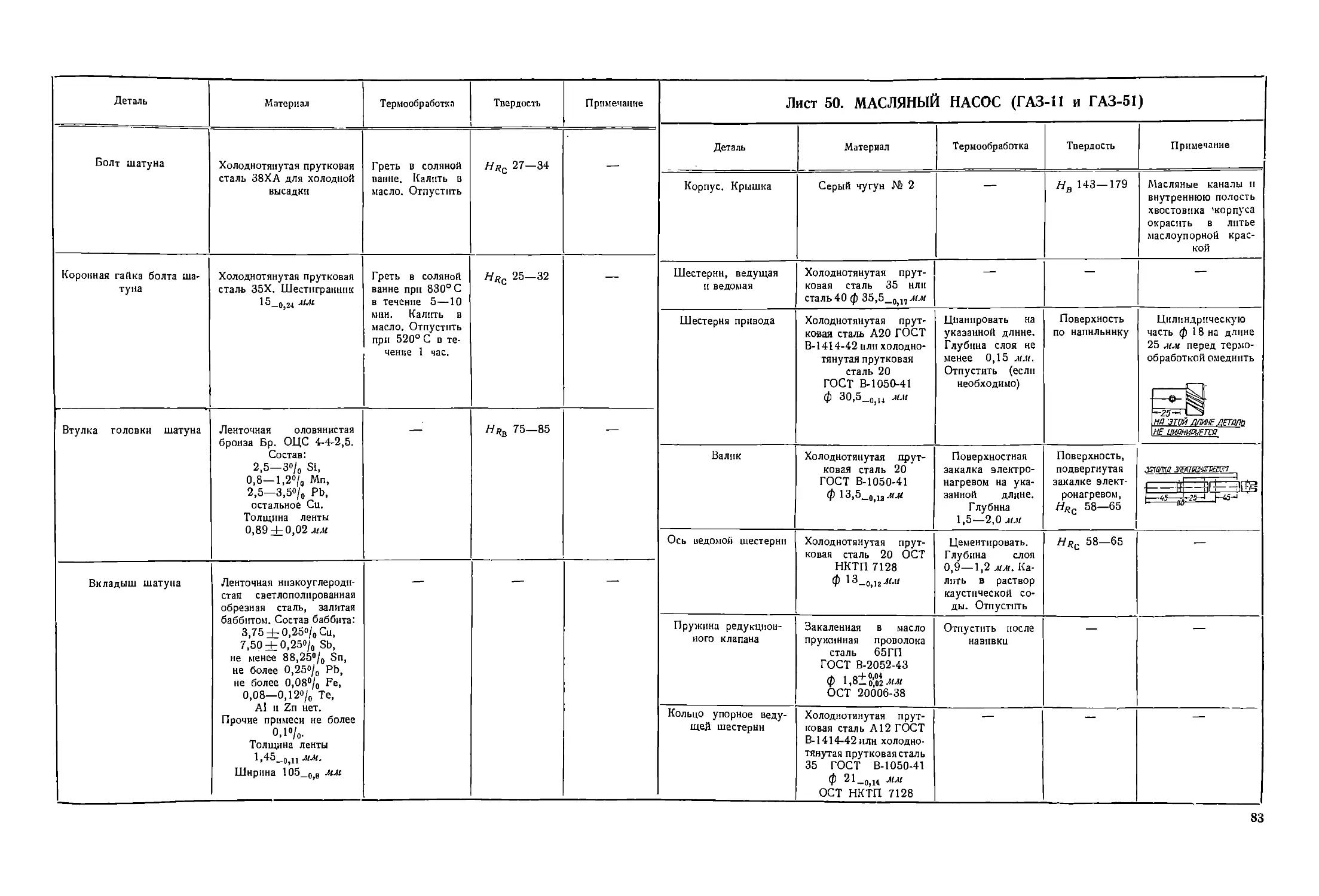
Болт шатуна Холоднотянутая прутковая сталь 38ХА для холодной высадки ГОСТ 4543-48 Греть в соляной ванне. Калить в масло. Отпустить HRC 27“34 —
Корпус. Крышка Серый чугун № 2 — Нв 143—179 —
Кольцо поршневое компрес- сионное верхнее Серый чугун № 4 Но 98—103 Рабочую ци- линдрическую поверхность кольца по- крыть пористым хромом. Об- щая толщина слоя хрома 0,10—0,15 лис. Толщина слоя пористого хрома 0,04—0,06 мм
Шестерни, ведущая н ве- домая Холоднотянутая прутковая сталь 35 или сталь 40 ф 33,5 о,1т мм — — —
Валик Холоднотянутая прутковая сталь 40, ф 13,5_0 ]2 мм Поверхностная закалка электро- нагревом на ука- занной длине. Глубина слоя 1,5—2 мм 58—65 «с [—J6- та згвттю!
Кольца поршневые: компрес- сионное среднее, масло- съемное Серый чугун № 4 HD 98—103 *в Рабочую ци- линдрическую поверхность кольца лудить после механи- ческой обра- ботки. Тол- щина слоя 0,005—0,010 мм
Шестерня привода Холоднотянутая прутковая сталь А20 или холодно- тянутая прутковая сталь 20 Ф ЗО,5_о и мм Цпанировать на указанной длине. Глубина слоя не менее 0,15 мм. Калить в масло. Отпустить Поверхность по напильнику h Л ЛЭТОЙ ДЛИНЕ ДЕТДЛЬ F ЦИДНИРОВДТЪ
Гайка коронная шатунного болта Холоднотянутая прутковая сталь 35Х ГОСТ 4543-48. Шестигранник 15_0,24щл Греть в соляной ванне при 830°С в течение 5— 10 мин. Калить в масло. Отпустить при 520° С в течение 1 час. HD 25—32
Втулка голонкн шатуна Оловяннстая бронза Бр. ОЦС 4-4-2,5 или кремнемарганцовистая бронза Бр. КСМц 3-3-1. Состав Бр. КСМц 3-3-1: 2,5—3,0% Si, 2,5—3,5°/0 РЬ, 0,8—1,2% Мп. Остальное Си
Пружина редукционного клапана Закаленная в масло пру- жинная проволока, сталь 65ГП ГОСТ В-2052-43 ф 1,8 ±5$ мм ОСТ 20006-38 Отпустить
Кольцо стопорное поршне- вого пальца Ленточная сталь 65 Г. Тол- щина 1_00вл«ж Калить в масло. Отпустить HD 45—50 «с —
37
Лист 21. МАСЛЯНЫЙ ФИЛЬТР (ГАЗ-20 и ГАЗ-51) Деталь Материал Термообработка Твердость ’ Примечание
Деталь Материал Термообработка Твердость Примечание Пластина опорная филь- трующего элемента Листовая сталь 08. От- делка поверхности высо- кая. Толщина 1.5-4-0.15 мм — — —
Корпус. Фланец пере- ходной Серый чугун 2 — Нв 143—179 Окрасить ма- слоупорной краской. Кор- пус подверг- нуть гидравли- ческому йены- ганию при давлении 4—5 кг/см2
Шайба упориан фильтру- ющего элемента Листовая сталь 08. Тол- щина 4 мм — — —
Отстойник Листовая сталь 08. От- делка поверхности высо- кая. Толщина 14-0,07 мм — — Паркеризовать и окрасить
Валик Холоднотянутая прутковая сталь А12 ф 12,5_0jl3 лл Оцинковать. Опрыскивание 2О°/о-ным ра- створом соли в течение 25 час. не должно вызывать кор- розии
Фланец отстойника Ковкий чугун № 1 — Нв 121 — 149 Окрасить в литье
Фланец зажимной филь- трующего элемента Алюминиевый сплав для литья под давлением. Состав. 6,25—7,75% Си, 5,0—6,0% Si, ие более 0,5%' Zn, не более 1,5% Fe, 0,25—0,30% Mg, остальное Al — — —
Стойка фильтрующего элемента Холоднотянутая прутковая сталь А12. Толщина 8—0,to ',t-u — — —
Стержень счищающих пластин Холоднотянутая пруткован сталь А12. Квадрат 6_о,О8 — — —
Пластина фильтрующая Ленточная низкоуглеро- дистая полированная сталь; качество поверх- ности 1-го класса. Тол- щина О,35_о 08 дм/ — — Гайка сальника Холоднотянутая прутковая сталь А12. Шестигранник 26___Q 2д ММ — • — Паркеризовать п промаслить
Шайба сальника Холоднотянутая прутковая сталь А12 Ф 21_01Ильн — — —
Пластина промежуточная Ленточная иизкоуглеро- дистая полированная сталь; качество поверх- ности 1 -го класса; тол щина О,О8_о 01 мм — — — Замковап шайба валика Листовая сталь 08. От-, делка поверхности повы- шенная. Толщина 2-1—0.14 мм — — —
Рукоятка валика Холоднотянутая прутковая сталь А12 Ф ММ — — Паркеризовать н промаслить
38
Лист 22. МАСЛЯНЫЙ ФИЛЬТР ТОНКОЙ ОЧИСТКИ (ГАЗ-20 И ГАЗ-51) Лист 23. ВЕНТИЛЯТОР И ВОДЯНОЙ НАСОС (ГАЗ-20 и ГАЗ-51)
Деталь Материал Термообработка Твердость Примечание Деталь Материал Термообработка Твердость Примечание
Стакан фильтрующего эле- мента. Трубка фильтрую- щего элемента Листовая освинцованная сталь 08. Толщина 0,5 леи — — — ВЕНТИЛЯТОР
Пластинка счищающая Ленточная низкоуглероди- стаи полированная сталь; качество поверхности 1-го класса. Толщина . О,6~о,01 лгл — — —
Лопасти передняя и задняя (ГАЗ-20) Листовая сталь 08. От- делка поверхности повы- шенная. Толщина 1,6 мм — — —
Трубка распорная Листовая сталь 08. Тол- щина 2 мм — — — Лопасти передняя и задняя (ГАЗ-51) Листовая сталь 08. От- делка поверхности повы- шенная. Толщина 18 лиг — — —
Обойма уплотняющей шайбы Листовая сталь 08. Тол- щина 0,6 мм — — —
Шкнвы: передние (ГАЗ-20 и ГАЗ-51), задний (ГАЗ-51) Листовая сталь 08. От- делка поверхности высо- кая. Толщина 1,5 мм — — —
Корпус. Крышка фильтра Листовая сталь 08. Отдел- ка поверхности высокая. Толщина 3- мм — — —
Ступица шкива Серый чугун № 2 — нв 163—229 —
Крышка фильтрующего элемента. Чашка уплот- няющей шайбы Листовая освинцованная сталь 08. Отделка поверх- ности высокая. Толщина 0,8 -Ь- 0.08 мм — — —
Кольцо распорное между шкивами и лопастями Листовая сталь 45 или серый чугун — — —
Пружина распорная Пружинная светлотянутая стальная проволока НК ОСТ 20006-38 ф 2±о:к мм — — — ВОДЯНОЙ НАСОС
Стержень фильтрующего элемента Холоднотянутая прутковая сталь А12 ф 14_о,12 мм — — Корпус Серый чугун № 2 — 1 нв 143—179 Окрасить в литье
Впускной штуцер Холоднотянутая прутковая сталь А12 ф 24_q,28 мм — — —
Крыльчатка Серый чугун № 2 Нв 163—229 Оцинковать. Опрыскивание 2О°/о-ным ра- створом соли в течение 100 час. не должно вызывать кор- розии
Выпускной штуцер Холоднотянутая прутковая сталь А12. ф 27_о,я мм — — ' —
Болт крышки фильтра Холоднотянутая прутковая сталь А12. Шестигранник 24—0,28 ММ — — —
39
Деталь Материал Термообработка Твердость Примечание Лист 24. ТЕРМОСТАТ СИСТЕМЫ ОХЛАЖДЕНИЯ (ГАЗ-11, ГАЗ-20 И ГАЗ-51)
Деталь Материал Термообработка Твердость Примечание
Подшипник валика — — . Шарики, ва- лик и кольцо Нр 61—65 «с Поверхность валика кроме беговых доро- жек качения покрыть мо- лочным хро- мом. Толщина слоя после шлифования не менееО,О1О.1м/
Патрубок водяной рубаш- ки головки блока цилиндров выпускной Серый чугун № 2 1 1 — Нв 143—179 —
Баллон .Ленточная отожженная ла- тунь Л 80 ГОСТ В-1019-41. Состав: не более 0,02% РЬ, не более 0,05% Fe. Толщина 0,13+0>01 мм — — —
Пружина упорная саль- ника Проволока, кремнемарган- цовистая бронза Бр. КМц 3,5-1 Ф 2,5-0,00 лил — — —
Корпус. Тарелка баллона Ленточная латунь Л 62 ГОСТ В-1019-41 Толщи- на 0,8 мм. ГОСТ 2208-43 — — —
Обойма сальника Листовая мягкая латунь Л 62.. Толщина О,5_0 00 мм — — —
Крышка баллона. Направ- ляющая клапана Ленточная латунь Л 62 ГОСТ В-1019-41. Толщи- на 1 мм. ГОСТ 2208-43 — — —
Водосбрасыьатель валика Листовая сталь 08. От- делка поверхности повы- шенная. Толщина 1 мм Оцинковать. Опрыскивание 2О°/о-ным ра- створом соли в течение 50 час. не должно вызывать кор- розии
Клапан Ленточная латунь Л 80 ГОСТ В-1019-41. Толщи- на 1 мм ГОСТ 2208-43 — — —
Кольцо манжеты сальника Листовая мягкая латунь Л 62. Толщина 0,5 мм — — —
Стойка корпуса Ленточная латунь Л 62 ГОСТ В-1019-41. Толщи- на 2,2 .нм. ГОСТ 2208-43 — — —
Кольцо стопорное под- шипника Холоднотянутая сталь 65Г. । Специальный профиль. 1 Толщина 0,9 + 0,04 мм. Ширина 2,5+ 0,2 мм Калить в масло. Отпустить Н„ 35 — 45 —
Трубка баллона Холоднотянутая прутковая латунь Л 62 ГОСТ В-1019-41 Ф 8_о,ов мм — 1 —
Кольцо стопорное саль- ника Проволока, кремнемарган- цовистая бронза Бр. КМц 3,5-1 ф 1З"*-0’03 мм * —0,02 — —
Шарик трубки Латунь Л 62 — — —
40
Лист 25. СИСТЕМА ПОДОГРЕВА РАБОЧЕЙ СМЕСИ
Деталь Материал Термообработка Твердость Примечание
Впускной и выпускной трубопроводы Серый чугун № 2 Отжечь перед механической обработкой Нв 143—179 Подвергнуть испытанию па герметичность воздухом под давлением 5—6 кг/см2
Заслонка подогрева Сталь XIЗ1. Состав: 13—15% Сг, не более 0,15% С. Толщина 1,6 + 0,04 мм — — —
Ось заслонки подогрева Холоднотянутая прутковая особая нержавеющая сталь XI3 Ф 0,03 ОСТ НКТП 7128 — —
Противовес заслонки по- догрева Ковкий чугун № 1 — нв 121 — 149 Окрасить в литье
Втулка распорная оси заслонки подогрева Ленточная низкоуглеро- дпстая сталь. Толщина 1,3 мм — — —
Термостат заслонки по- догрева Биметаллическая термо- статная лента (бронза и инвар). Состав бронзы: 97% Си, 3% А). Состав инвара: 63,5% Fe, 36% Ni, 0,5% С. Толщина бронзового слоя 0,3 мм. Толщина, инварного слоя 0,2 мм
1 По проекту ГОСТ; существующее обозначение ЭЖ1 (Прим. ред.).
Лист 26. ПОДВЕСКА ДВИГАТЕЛЯ
Деталь Материал Термообработка Твердость Примечание
Кронштейн тяги соеди- нения двигателя с рамой Листовая сталь 08. Толщина 3,5 мм — — Эмалировать
Кронштейн тяги соедине- нения двигателя с рамой на раме. Кронштейн по- душки передней опоры двигателя Листовая сталь 08. Толщина 3 мм — —
Пластины подушки перед- ней опоры двигателя, ниж- няя и верхняя. Пластины подушки задней опоры двигателя, Нижняя и верх- няя Листовая сталь 08. От- делка поверхности высо- кая. Толщина 3 мм
Втулка распорная подуш- ки задней опоры двига- теля Листовая сталь 08. Толщина 2,5 мм Оцинковать. Опрыскивание 20°/0-ным рас- твором соли в течение 25 час. не дол- жно вызывать коррозии
Втулка распорная прокла- док тяги соединения дви- гателя с рамой Листовая сталь 08. Толщина 1,2 мм — — Паркеризовать и промаслить
Колпак подушки задней опоры двигателя зажимной Листовая сталь 08. Толщина 1,0 мм Оцинковать. Опрыскивание 20°/о-ным рас- твором соли в течение 25 час. не дол- жно вызывать коррозии
Гайка подушки передней опоры двигателя Холоднотянутая прутко- вая сталь А12 Ф 12_омм — — —
е
41
10 J1
------2ff
I'liiiiiJ । I 11 I I I 11 I I 11 I । I 1 !
42
У7///7Л
пооклддка - специальный дсбестовый
кдртон со стальным каркасом,
толщина прокладки i.75±o.i мм
толщина каркаса 0.2s мм
объеп камЕРы сгордниа, меренный заливкой
ПОСЛОМ, ДОЛЖЕН РОВНЯТЬСЯ 02 - 86 СП3:
гидрдвлическое испытание ГОЛОВКИ ПРОВОПИТЬ
ПРИ ДДВЛЕНИИ 3-4 КГ/СМ2
Я
'»6О
ВИЛ НД ГОЛОВКУ БЛОКД ЦИЛИНДРОВ СО СТОРОНЫ КАМЕР СГОРЛНИР
ЛИСТ W
ПРОДОЛЬНЫЙ РДЗ?ЕЗ
О 10 20 30 40 50 6070 30 SO КН.TI
43
fe
no вышкою клапаны
no впускному клапану
ПРОКЛАДКА-АСБЕСТОВЫЙ КАРТОН СО СТАЛЬНЫМ КАРКАСОМ:
ТОЛЩИНА ПРОКЛАДКИ В ОКАТОМ СОСТОЯНИИ ./.5 ММ
W6-*0/
по наклонном НАСЛЯЮМ КЛИМУ
ВЛД ССАДИ W СКОВУ УПЛОТНЕННА ПЕРЕДНЕЙ части КАРТЕРА ДВИГАТЕЛЯ
SSSS8S&
ЗШ2 СМЕШЕНИЕ ОСИ КОЛЕНЧАТОГО ВЯЛА
^ОТНОСИТЕЛЬНО ОСИ ЦИЛИНДРА (ДЕЗАКСАЖ)
__БЛОК
113,^, КРЫШКА
ВИД НА ЗАДНИЙ КОРЕННОЙ ПОДШИПНИК КОЛЕНЧАТОГО ВАЛА
диета
прокпалкл-ПРОБКА
ОБКЛЕЕННАЯ КДШЮП
ТОЛЩИНОЙ 29303 ММ.
РАСПОЛОЖЕНИЕ ПАЗОВ ПОЛ УСИКИ ВКЛАДЫШЕЙ
ЗАДНЕГО КОРЕННОГО ПОДШИПНИКА
(ВИД ПО СТРЕЛКЕ М)
.ДВИГДТЕПЬт-20
ПОПЕРЕЧНЫЙ РДЭРЕЗ
ТО 20 30 40 50 63 70 ВО 90 МОИМ
ДВИГДТЕЛЬ ГАЗ-20
РАЗРЕЗ ПО МДСЛЯНОМУ НДСОСУ.
О 10 20 J0 40 50 60 70 00 00 100 НМ
Lilil 1111 i TiLi I j L i 111
HiN 0000
СЕЧ ПО II
mx 0540
Hit! 0050
М7-аш
СЕЧ ПО 2 2
дбЛшоСТУПИЦД
.^тлЕнчдтй вал
НДХ 0030
HlN-0050
нах от
HIN-0066
зв^-3
НДХ 0026
HiN-0.020
МО
НДХ-0.300
соо.®
СЕЧ ПРОЗ
HIN-O.IOO
НДХ 0562
HiN Q/J5
40
,ояа ШЕСТЕРИЛ
.^колЕнчтА вал
O^jaU--------------
НДХ 0090
HiN 0015
НДХ-9.035
HiN 0,009
НДХ РОЮ
*tU*Q£/U
СЕЧПО 5 5
НДХ 0,605
HiN 0255 J
40.-я
НДХ 0,162
HiN-0060
—Д01а^1
СЕЧПО 0 6
кулачковый вал
НДХ 0090
HiN 0015
ндхаою
HiN-0055
НДХ-0035
HiN 0006
65:025
бб^й
66-аа
!2^а
НДХ 1.350
HiN 0,750
НДХ 0260
HiN Q050
№шда \бЕдопда 'ЛТУЕНИШП№ЯТ№Е/И ытуЕ/шпхм
ЧИСЛО 26 | 56
ПИТЧ ПО НОРПЛЛИ (0
дидпетр нтдлвнай окружности 3097 | 6196
ВЬ'СОТД ГОЛОСИ ЗУБЛ .too
65С0ТЙ ЗУБР 1П0ЛНДЙ) 230
толщшд зубр m дуге начальной ашухмзсти (no HOPHOflit) .1571
шаг винтовой пинги 205617 | 611536
УГОЛ МЦЕПЛЕНМ
угол нтонд БИНТОВОЙ /кии (по ндчдтои awmocnr) 25'1307"
НтрЗЛЕНИЕ винтовой линии /СВОЕ \IWBOE
тспРЕЛЕттлоныЕ шестерни пидбиипь папани с
Еолооып здзооон в здоеплении .оо1-оаз т ргштхтнии
пеклу нгнтти нет и провероп на нт
55.63 тхшойшпБР^-7
55,66юрахотойлтвр
665™ седло клапднд
2104105
а55«™
52
•«?«/-
Z2-
/от»
то 45 i-го ли
i-27 ТТ№.КОН
ПИ2Ч25 ПЛПТНПП
52^шг
fiQI^WL
r^i Li
СЕЧ ПО 6 6
овтность и лонусносп mmm должны выть 6 прелепйх орто нн: болындр ось овдлд
должнд вып влплв пси впом ишилт больше остдниЕ лмусд-в южней части отшд
-----679E0I5
---------------------------------------313:005------
1 63-ТВ ,
сешу клапана
f-2:ai
e
1.65-шг
СЕЧ ПО ID Ю
' /шт
W45
Н6-1251-Г0КЛ
21.54112
06954112;
ШДГСПИРДМ60
JH27-2
inii-i плотя
-263:02-
-3365'012-
<296
i-27 ТРОЕ KOH/
высота EnnonvimycTawEmom я приспособлена.
JT ИПЕЮШЕН ГНЕЗДО ДИДНЕТРЙ 66512И УПОР ДТП одного
в из стет вкладыша. паи приложении к другою
е <а
стыку нагрузки 652кг должна быть M25t^
гиошичесше исльпаню ватой рчбдшки
прошить паи шатии з-а пг/т!
________Познеры цилиндров погруппйн
рд&ЕРТка натш поверхности хрдповикд
-126:0.'^
—73TQ2-
ПЙХ 0.029
HiN 0.006
НДХ-0,065
HiN -0025 g:‘
НДХ 0069
погтятый вал
пташка
Ю75412'
St 3
2315:0'2-
H6‘l T-TOK/T,
НДХ 0.070
HiN 0025.
5U:&0
НДХ 0.067
HiN 0025
(—JZ5—j
n__
ГРУППД 1 д 1 g 1 а 1 г Д
дМГТСТР 1 а?-<“ । я’® 1 й?®| о?® кп»0М> u£ •02L4
паокпдлм - пдрднйт
\ПЯ!ПОУПОтЫЙ Т0ЛШИН0Й~5:03
5/;
5/.-ЗЭ5
ATV,„ HMQ070
HiN 0025
i&JBm
56.69 ПРОХОДНОЙ КАЛИБР
56.66 НЕЛРОХОДНОЙ КДДИБР
56.5^“
СЕЧ ПОЛИ 53В6 ПРОХОДНОЙ КОЛИЕР
l4S^S
53.63 ЮПРОХОДНаЙ лдливр
IjHM
66.
<^4'VS9 513) ПРООНОЙ М/ИВР
ЛЕНТД
НДХ 0067
HiN 0025
1бЗНЕтйЩ0ЙЮ!Л№
5f.5^
(45-a,,^®
HHX-QI25
HIN-0,073
Mff
W3S
СЕЧПО И И
ПДХ-0160
HIN-0.O7O'
?66.'i!Z
СЕЧ ПО 13 13
ВЫПХ1МЙ
СЕЧП012 !2
АВ л
то 9
/7*4АН
9
rftOMS
<г *амо
ff*WS
НЙХ-0005
HiN-Q025
HiN 0025 HiN 0.000
СЕЧ ПО 16 16 СЕЧПО 15 15
НДХ 0029
HiN 0.000
Й-ЛХЯ.
-QOU
НИХ Q056,
HiN-0016
12210016
СЕЧ ПО 17 17
42^/50
доже до вкладыши переднего и
г.уд-их поЛшипнилов тлЕнчдтлго вала
.СП ЛИСТ 55 '
• —
Е- Ч-М?-
её!
3-W-
СУХДРЬ
ТЛРЕЛКД
366:02
ПРОКЛДДПД-ПтнИТ НДСЛОУПЖЫЙ ТОЛЩИНОЙ 06303
ВСЕ ТОЛЛДТЕЛИ 6ЛДПЙН0В должны индивидудльно полбирдпср л отверстирн в блоле
ТОЛЛДТЕЛЬ С БОЛТОН И ГДЙЛОЙ ПОД ДЕГСТВИЕП СОБСТВЕННОГО ВЕСД ДОЛЖЕН НЕДЛЕННП
опуслдтвса в слегло сндзаннон ндииннын ндслон отверстии
-16л‘"'
СЕЧ ПО 1616
НДХ-0600
сеч по /в /в
\ mN-0350
12
Ф29&,адо
НДХ 0065
HiN 0000
t2.ni/B
СЕЧ ПО 19 to
счхти таоЕлка пружины плата
п 3:1
число ВИТЛОЗ (ПОЛНОЕ) 6х
диднетр прсволт нп 6):С05
ВНУТРЕННИЙ ДИДНЕТР. НН 2!'^
йтабЕзн/тзмЕпаизитЕлм) 5!
~длинл под тузкой ш-м лг 665
длина под нагрузкой 662-69кг 357
ндправЛЕюе навивки ЛЕВОЕ
шаг СЕЯЛЕМИ
ЧИСЛО ЗУБЬЕВ 129
НОДУЛЬ 25-
диднетр начальной окружности 3225
высота зубд (погнал) 40
толщина зубд по дуге нотной ОКРУЖНОСТИ: ТЕОРЕТИЧЕСЛйП ДЕЙСТВИТЕЛЬНУЮ 3.39 2.50
УГОЛ ^ДиЕПЛЕНИП I59
/6"“
НДХОЮЛ БЙЛДНСИРОВЙП СТДТИЧЕСЛИ
ЖБДПйНС НЕ БОЛЕЕ X ГСН
ПРИ БДЛДНСИРОВЛЕ С6ЕРЛИТВ
агпЕосгиа диднЕттизнд глубину
НЕ БОЛЕЕ 25 НД РДМУСЕ 126
СНЕШЕНИЕ ОСИ НИЛИНЛПД ОТНОСИТЕЛЬНО ОСИ
КОЛЕНЧДТОГО ВДЛД 1ЛЕЯЛСДИ0 3:0!2
ЛИСТЕ?
ДВИГАТЕЛЬ ГДЗ-20
мл imwocimnanrtHainfTEmTKfi
ыгтт лепты пворшеде/енч
О Ю 20 30 60 Я 607060 ДОШОПЛ
51,5 ±0,75
ОКОНЧАТЕЛЬНУЮ ЗАТЯЖКУ ГАЕК КРЕПЛЕНИЯ
МАХОВИКА ПРОИЗВОДИТЬ КЛЮЧОМ с
КОНТРОЛИРУЕМЫМ МОМЕНТОМ В ПРЕДЕЛАХ
76-8.3 КГМ
ПЕРЕД БАЛАНСИРОВКОЙ ПРОВЕРИТЬ СВОБОДУ И ЛЕГКОСТЬ ВРАЩЕНИЯ ВЕДОМОГО
диска ПРИ ВЫКЛЮЧЕНИИ СЦЕПЛЕНИЯ ПУТЕМ ПЕРЕМЕЩЕНИЯ РЫЧАГОВ НД 10,6 ММ',
ПРИ ЭТОМ ПРОВЕРИТЬ РАЗМЕР 51.5±0.7Б ММ! ПРИ ОТСУТСТВИИ СВОБОДНОГО
ВРАЩЕНИЯ ВЕДОМОГО ДИСКА СЦЕПЛЕНИЯ, Д ТАКЖЕ ПРИ ОТСТУПЛЕНИЯХ ОТ
РАЗМЕРА. 51,5±0,75 ММ, СЦЕПЛЕНИЕ РАСКОМПЛЕКТОВАТЬ И ПРОВЕСТИ
ПОВТОРНУЮ ПРОВЕРКУ ДЕТАЛЕЙ
ПРИ УСТАНОВКЕ ПО КРАЙНИМ КОРЕННЫМ ШЕЙКАМ
КОЛЕНЧАТОГО ВАЛА БИЕНИЕ ТОРЦА МАХОВИКА В
УКАЗАННОМ МЕСТЕ ДОЛЖНО БЫТЬ НЕ БОЛЕЕ 0.15
ОБЩИХ ПОКАЗАНИЙ ИНДИКАТОРА
КОЛЕНЧАТЫЙ ВАЛ С МАХОВИКОМ И СЦЕПЛЕНИЕМ БАЛАНСИРОВАТЬ ДИНАМИЧЕСКИ;
ДИСБАЛАНС НЕ БОЛЕЕ 70 ГСМ; ПРИ БАЛАНСИРОВКЕ СВЕРЛИТЬ ОТВЕРСТИЯ В МАХОВИКЕ;
ПЕРЕД БАЛАНСИРОВКОЙ ОБЕСПЕЧИТЬ СОВПАДЕНИЕ ОСИ ВЕДОМОГО ДИСКА СЦЕПЛЕНИЯ
С ОСЬЮ КОЛЕНЧАТОГО ВАЛА! БАЛАНСИРОВКУ ПРОИЗВОДИТЬ ТОЛЬКО ПРИ НАЛИЧИИ
НАЧАЛЬНОГО ДИСБАЛАНСА НЕ БОЛЕЕ 160 ГСМ; ПРИ БОЛЬШЕМ ДИСБАЛАНСЕ УЗЕЛ
РАСКОМПЛЕКТОВАТЬ И ПРОИЗВЕСТИ ПОВТОРНУЮ ПРОВЕРКУ СБАЛАНСИРОВАННОСТИ
ОТДЕЛЬНЫХ ДЕТАЛЕЙ
ПРИ БАЛАНСИРОВКЕ
КОЛЕНЧАТОГО ВАЛА С МАХОВИКОМ
И СЦЕПЛЕНИЕМ. РАССТОЯНИЕ
МЕЖДУ ЦЕНТРАМИ ОТВЕРСТИЙ
НЕ МЕНЕЕ /4 ММ
ЛИСТ-18
ДВИГДТЕЛЬ ГДЗ-20
БДЛДНСИРОВКД КОЛЕНЧДТОГО ВДЛД
с мдховит И СЦЕПЛЕНИЕМ
О 20 АО 60 ВО 100 120 140 160 160 200 ММ
47
ОСО ПОРШНЯ И ОСЬ ОТВЕРСТИЙ ПОД ПОРШНЕВОЙ ПАЛЕЦ ДОЛЖНЫ БЫТЬ
ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫ: ОТКЛОНЕНИЯ НЕ БОЛЕЕ 0.050 НАДЛИНЕ ЮО мм.
КОНУСНОСТЬ И ЭЛЛИПТИЧНОСТЬ НАРУЖНОЙ ПОВЕРХНОСТИ ПОРШНЕВОГО ПАЛЬЦА
НЕБОПЕЕ 00025 мм: разностешость не более ОДНИ
472.6-sy
О
23470 ПРОХОДНОЙ КАЛИБР ।
\23440НЕПРахОДНОЙ КАЛИБР
РАСТОЧИТЬ ПРИ ПОДГОНКЕ ЛО ВЕСУ
-29x0)5
476-----
ПОРШНЕВОЙ ПАЛЕЦ 7o.am
ПОРШЕНЬ
ПОРШЕНЬ
СЕЧПО! !
КОЛЬЦО .
1.25-0.. 133X0)2—
СЕЧ. ПО 2 2
ГЛУБИНА РАСТОЧКИ
ПРИ ПОДГОНКЕ ПО ВЕСУ
НЕ БОЛЕЕ 23 ММ
ПО РАЗМЕРАМ ДИАМЕТРОВ D. S И d
ПОРШНИ. ШАТУНЫ И ПОРШНЕВЫЕ ПАЛЬЦЫ
РАЗБИВАЮТСЯ НА 4 ГРУППЫ
РАЗМЕРЫ ПОРШНЕЙ И ШАТУНОВ ПО ГРУППДМ
ЦВЕТ МАРКИРОВКИ ДИАМЕТР 0 ДИАМЕТР 5
БЕЛЫЙ 21.9950-219925 22Д070-22Д045
ЗЕЛЕНЫЙ 219925-219000 22ДОЬ5-22Л020
ЖЕЛТЫЙ 219900-219375 22)3020-219995
КРАСНЫЙ 219875-219850 219995-219970
4.5’°л-
2X005
-32^6-
321Ы2-
ОКОНЧАТЕЛЬНУЮ ЗАТЯЖКУ
ГАЕК ПРОИЗВОДИТЬ
ДИНАМОМЕТРИЧЕСКИМ
КЛЮЧОМ С КРУТЯЩИМ
МОМЕНТОМ 7.3-7.8 КГМ
10
МАХ 0,045
MiN 0.000
2 ПАЗА ПОД УСИКИ СЕЧ. ПО 3 3
\ ВКЛАДЫШЕЙ
ВИД ПО СТРЕЛКЕ М
ОСИ ВЕРХНЕЙ И НИЖНЕЙ ГОЛОВОК ШАТУНА ДОЛЖНЫ БЫТЬ ПАРОПЛЕЛЬНЫ
В ДВУХ ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫХ ПЛОСКОСТЯХ. НАИБОЛЬШЕЕ ОТКЛОНЕНИЕ
под НА too мм: ТОРЦЕВЫЕ плоскости нижней
ГОЛОВКИ ШАТУНА ДОЛЖНЫ БЫТЬ 24^3---------
ПЕРПЕНДИКУЛЯРНЫ ОСИ ОТВЕРСТИЯ 4 55 ММ
РАЗМЕРЫ ПОРШНЕВЫХ ПДЛОЦЕВ ПО ГРУППАМ
ОТВЕТ МАРКИРОВКИ ДИАМЕТР d
БЕЛЫЙ 22Д000 - 21,9975
ЗЕЛЕНЫЙ 21.9975 - 21.9950
ЖЕЛТЫЙ 21.9950 - 219925
КРАСНЫЙ 21.9925 -21,9900
вкладыш шатуна
55.012
t75
2А‘
73X0.12
ДИАМЕТР В
2X0.05
55
545^
-4.5'“
ДВЕ НИЖНИЕ
КАНАВКИ
ОСЬ ОТВЕРСТИЙ ПОД ПОРШНЕВОЙ ПАЛЕЦ ДОЛЖНА ПЕРЕСЕКАТЬСЯ
С ПРОДОЛЬНОЙ ОСЬЮ поршня: отклонения НЕ БОЛЕЕ 006 ММ-
НАРУЖНАЯ ПОВЕРХНОСТЬ ГОЛОВКИ ПОРШНЯ ДОЛЖНА БЫТЬ
КОНДЕНТРИЧНА ОСИ ПОРШНЯ: ОТКЛОНЕНИЯ НЕ БОЛЕЕ 0.05 ОБЩИХ
ПОКАЗАНИЙ ИНДИКАТОРА
ДВЕ ВЕРХНИЕ КАНАВКИ
r-IB.5xO.l2
г-25 х 0.12
КОМПРЕССИОННЫЕ КОЛЬЦА
1.5
ПО А А
Б5-аа
листы
ДВИГАТЕЛЬ ГДЗ-20
ШДТУННО-ПОРШНЕВДЯ ГРУППД
О 10 20 30 40 50 60 70 ВО 90 ЮО НМ
0023
УСТАНОВКА ПОРШНЯ
РАЗМЕРЫ КАНАВОК ПОД
ПОРШНЕВЫЕ КОЛЬИД
(ПОСЛЕ ЛУЖЕНИЯ)
0122
0.107
0.3-0. посддпе в КАЛИБР С ВНУТРЕННИМ
\ ДИАМЕТРОМ 32.00 ММ
МЕРИТЕЛЬНОМ ПРИСПОСОБЛЕНИИ, ИМЕЮЩЕМ
ГНЕЗДО <455.012 ММ И УПОР ДЛЯ ОДНОГО
ИЗ СТЫКОВ ВКЛАДЫША. ПРИ ПРИЛОЖЕНИИ
К ДРУГОМУ СТЫКУ НАГРУЗКИ В 552 КГ
ДОЛЖНА БЫТЬ 27.506 ММ
СЕЧ ПО 5 5
(НИЖНЕЕ КОЛЬЦО)
ЛУДИТЬ РАБОЧУЮ ЦИЛИНДРИЧЕСКУЮ
ПОВЕРХНОСТЬ. ТОЛЩИНА СЛОЯ 0005-0010ГП
УПРУГОСТЬ МАСЛОСЪЕМНОГО КОЛЫ! А
СЖАТОГО ЛЕНТОЙ ДО ЗАЗОРА В СТЫКЕ
03X03мм. ДОЛЖНА БЫТЬ РАВНА 1.6-22КГ
ОСЬ ПОРШНЕВОГО
ПАЛЬЦА
0,04-0,05 ММ
СЕЧ ПО 5 5 (ВЕРХНЕЕ КОЛЬЦО)
/Хлудить рабочую
ЦИЛИНДРИЧЕСКУЮ
10-алч
эти выступы доты
С ОДНОЙ СТОРОНЫ.
ОБРАЩЕННОЙ к
ПЕРЕДНЕЙ ПЛОСКОСТИ
ДВИГАТЕЛЯ
2)АТ Шт !М10« ПЛОТНАЯ
КОЛЕНЧАТЫЙ ВАЛ
РАЗМЕРЫ ПОРШНЕЙ ПО ГРУППДМ
ВЕС ПОРШНЯ А50Т2Г ПОДГОНКУ ПО ВЕСУ
ПРОИЗВОДИТЬ СНЯТИЕМ МЕТАЛЛА С ПРИЛИВОВ
ПОРШЕНЬ ЛУДИТЬ: ТОЛЩИНА СЛОЯ 0.005-0.006мм
ГРУППА ДО ПОКРЫТИЯ ПОСЛЕ ПОКРЫТИЯ
ДИАМЕТР) ДИАМЕТР]! ДИАМЕТР) ДИАМЕТР д
Л 82-.& вигна 82--^S, 81,7'-^
Б 82-ftS ei.7:iSS 82 -Сюн 81.7
в 82'Д& Ы.7 Q2 +GJ7I3 BI.71SSS
г Qn •aoia Од *аам Bi7 82:^; Bt -г 4OJB3 Of,/ 4ама
д 80 *0.030 ОД 40.09 81.7 В2:%& Д. 7 -moth 01,/ *а.ом
ЛЕНТА.
IA-Q25
ВЫСОТА ВКЛАДЫША, УСТАНОВЛЕННОГО В
ДИАМЕТР1
ПРИ ПОСАДКЕ В КДЛИБР С____________
ВНУТРЕННИМ ДИАМЕТРОМ —О?—ВЕРХ
В2.0 ММ 11----------=**
Rl25-A\-7‘
СЕЧ. ПО 4
М 2.1
Н~ 54-яе
JS
у ВИД ПО СТРЕЛКЕ Н
ПРОРЕЗЬ
КОНТУР ВЕРХНЕЙ ПОЛОВИНЫ
КОПИРА ОДИНАКОВ С КОНТУРОМ
ЕГО'НИЖНЕЙ ПОЛОВИНЫ
ПО ВВ И ВИД СНИЗУ
ЮБКА ПОРШНЯ ДОЛЖНА ШЛИФОВАТЬСЯ
НА КОНУС 0013'0.038: ЗАМЕРЯТЬ
В ПЛОСКОСТИ. ПЕРПЕНДИКУЛЯРНОЙ
ОСИ ПОРШНЕВОГО ПАЛЬЦА.
большой, диаметр конуса внизу.
ЮБКА ПОРШНЯ ДОЛЖНА ОКБ-
БЫТЬ ОВАЛЬНА НЯ ВСЕЙ ДЛИНЕ: пмх
ДИАМЕТРЫ Щ И )У МЕНЬШЕ
ДИАМЕТРА I НА ВЕЛИЧИНУ
0,127-0,177 ММ
40ХЦ1
УПРУГОСТЬ КОМПРЕССИОННОГО полоид. СМЯТОГО ЛЕНТОЙ
I L—АДХЩ-
MIO.I
ПОКРЫТЬ ПОРИСТЫМ
ХРОМОМ РАБОЧУЮ
ЦИЛИНДРИЧЕСКУЮ
ПОВЕРХНОСТРДБШДЯ
ТОЛЩИНА СЛОЯ 010-
015 мм; ГЛУБИНА СЛОЯ
ПОРИСТОГО ХРОМА
7V
S ПОВЕРХНССШТОЛШИНА
-I \сЛ0Я0С05-0.0ЮММ
ДО ЗАЗОРА В СТЫКЕ 03 XQJ ММ. ДОЛЖНА БЫТЬ РАВНА 19-2.7 КГ
МАСЛОСЪЕМНОЕ КОЛЬЦО
37X0.1
mio:i
ПРОРЕЗЬ С ЭТОЙ
СТОРОНЫ
48
^-S^i
СЕЧ. ПО 11
0^88
МДХ 0,202
W/Л* 0.Й4
13^
«zgjg
СЕЧ. ПО 2 2
МДХ 0,060
гтпнЯб
«rft®4
-0,046
>3--^
СЕЧ, ПО 3 3
МДХ-0,052
MiN-0.006
»-’8Ж
СЕЧ. ПО 7 7
ВДЛИК
ШЕСТЕРНЯ
32АУ&Ц,
МДХ 0/272
MiN 0.100
13-0.012
32.41W
'3—0,020 §
.9-аою ?
СЕЧ. ПО A 4
МДХ-О.О48
MIN-Q010
13--°№в
МДХ 0010
MiN-0,045
10 *0,016
MiN 0.010
СЕЧ. ПО 5 5
13-0.012 13
МДХ 0,052
MIN 0,016
мах 0,012
MIN-Q019
-ала
СЕЧ. ПО 6 5
ТЕХНИЧЕСКИЕ УСЛОВИЯ НД КРЫШКУ НДСОСЯ СМ. ЛИСТ50
нп /. -0.026
32,4=%бяг
5 ±0.25
105 ±0.6
—22.5
>2.5
67-0.2
1М&<1.5
ДО ШДРИКД
50 ±0.2-
Ф19/32"
ЛРОкЛЯДКД - КДРТОН
ПРОПИТДННЫЙ
ТОЛЩИНОЙ 020±0.25
025
-/В ТРУ5КОН
корпус
35-nos
ПО ДД
БОКОВОЙ ЗДЗОР В ЗДЦЕПЛЕНИИ ВЕДУЩЕЙ
И ВЕДОМОЙ ШЕСТЕРЕН ДОЛЖЕН БЫТЬ
0,15—0,25 ПРИ РДССТОЯНИИ МЕЖДУ ЦЕНТРДМИ 25,400
zzkizzz
ШЕСТЕРНЯ
35-nO2S
И ШЕСТЕРНИ РАСПРЕДЕЛИТ, ВДПД .004-.005
При расстоянии между центрдми зз.зв.
БОКОВОЙ ЗДЗОР В ЗДЦЕПЛЕНИИ ШЕСТЕРНИ ПриВОДД
ЛДВПЕНИЕ, РДЗВиВДЕМОЕ НДСОСОН. ПРОВЕРЯЕТСЯ В СПЕЦИДПЬНОМ ПРИСПОСОБЛЕНИИ. ЖИДКОСТЬ
ДЛЯ ИСПЫТДНИЯ СОСТОИТ ИЗ КЕРОСИНЯ (90%) И МДСЛД (10%). ЖИДКОСТЬ. ПОДДВДЕМДЯ ндсосом,
ВЫПУСКДЕТСЯ ЧЕРЕЗ ОТВЕРСТИЕ ДИДМЕТРОМ 1,5 ММ И ДЛИНОЙ 5 мм: ПРИ ЭТОМ НДСОС ДОЛЖЕН
ПЛЗПИЯЛП ЛЛВПЕНИЕ НЕ мгнее 0.9 КГ/СМ2 ПРИ 250 ОБ/МИН и 4 кг/см2 ПРИ 720 об/мин.
ПРИ ДДВЛЕНИИ В ПОЛОСТИ ПЕРЕД РЕДУКЦИОННЫМ КЛДПДНОМ 3,5-4 КГ/СМ2 КЛДПДН ДОЛЖЕН
БЫТЬ ПОЛНОСТЬЮ ОТКРЫТ
ведущая и ВЕДОМДЯ ШЕСТЕРНЯ ПРИВОДД
ЧИСЛО ЗУБЬЕВ 7 10
МОДУЛЬ 3,5 -
ПИТЧ - 12
дидметр начальной окружности 25.Д 562
высота головки зубд 3,5 .0833
высота ножки зубд а.2 -
полная высота зубд 7,7 .182
толщина зубд по дуге начальной ОКРУЖНОСТИ ТЕОРЕТИЧЕСкаЯ 5,7 .1309
ДЕЙСТВИТЕПРНая К 7 -0.07 -0.12 -
УГОЛ зацепления 20°03‘ 1Я‘30‘
шаг винтовой линии — 5.2345
угол наклона винтовой линии по начальной окружности — 30°
НДПРДВПЕНИЕ ВИНТОВОЙ ЛИНИИ - ЛЕВОЕ
УГОЛ ЗДЦЕПЛЕНИЯ (ИНСТРУМЕНТД) 25° —
(ПО КРЫШКЕ)
ЧИСЛО ВИТКОВ (ПОЛНОЕ) 26
ДИДМЕТР ПРОВОЛОКИ f в *0,04 г,О-ц02
НДРУЖНЫЙ ДИДМЕТР /3
ДЛИНД БЕЗ НДГРУЗКИ 7В
ДЛИНД ПОД НДГРУЗКОЙ 3.75 -Д.25 кг 65
НДПРДВПЕНИЕ НДВИВКИ ЛЕВОЕ
ДВИГДТЕЛЬ ГАЗ-20
МАСЛЯНЫЙ НДСОС
ЛИСТ 20
О 10 20 30 40 50 60 70 ВО 90 100 ММ
49
t0~0.oa5
- o.toS
^2 *Q03S
СЕЧ. ПО 3 3
20-ot^o
-QOS
Q r 0,360
- Гж' *0.240
20,3^^-
СЕЧ, no 1 1
фильтра
\ДВИГДТЕЛЯ ГАЗ-51
СЕЧ. ПО 2 2
lM22*t,5
1(118*1,5
1М8±±
-,-ta к 5
МДХ 0,465
MiN 0.285
МДХ 0,140
MiN 0,045
МДХ 0,680
MiN 0,300
МДХ 0,465
MiN 0,285
t2t№S,
рукоятке
ф<2'О.О/-Ь
(18 * 1,25 2-ГО КП.
1(122*1,6
СЕЧ. ПО 66
МДХ 0.4 Оо
MiN 0.200
Ф50
ПЛАСТИНА ФИЛЬ ТРУЮЩДЯ
0,08-о.ы
Ф12*0'07
Ф44-
ПЛДСТИНД ПРОМЕЖУТОЧНАЯ
Мбч
гр ф 5,4-БО
— 5.410
туго
НДРЕЗДТЬ
подвод МДСЛД
МДХ 0,135
MiN 0.035
МДХ 0,175
MiN 0.045
gtBSi.
<P8-o,too
МДХ 0.210
M/N 0,075
ФА7-°-775
-0.160
ПЛАСТИНА
СЕЧ. ПО 5 5
ф f2 0.070
9-0,035
-0.065
Ф5О^6366-
ф 50
СЕЧ. ПО 7 7
МДХ 0.150
M1N 0,032
КОЛИЧЕСТВО ФИЛЬТРУЮЩИХ ПЛДСТИН 172-190
РЕЗИНД ЧЕРНДЯ МДСЛОУПОРНДЯ СПЕЦИДЛЬНДЯ,
ТВЕРДОСТЬ ПО ШОРУ 70-85;
элдстичность по шору не менее 45,
ПРЕДЕЛ ПРОЧНОСТИ НЕ МЕНЕЕ 85 кг/см2;
относительное остаточное удлинение
НЕ БОЛЕЕ 30%.;
МДСЛОПОГЛОШЕНИЕ ПО ВЕСУ НЕ БОЛЕЕ 107,
РЕЗИНД ЧЕРНДЯ МДСЛОУЛОРНДЯ специдльндя,
ТВЕРДОСТЬ ПО ШОРУ 75-85,
ЭЛДСТИЧНОСТЬ ПО ШОРУ НЕ МЕНЕЕ 30;
МДСЛОПОГЛОЩЕНИЕ ПО ВЕСУ НЕ БОЛЕЕ 10 %
ддвление зд фильтром долмно быть
3-3,5 кг/смг ПРИ ЧИСЛЕ ОБОРОТОВ шестерен
ндсосл 1500 в мин.
СОСТДВ СМЕСИ ПРИ ^ИСПЫТДНИИ.
Ю “А МДСЛД и 90°/° КЕРОСИНд
.ПРИВОД л ФИЛЬТРУ ДЛЯ ДВИГАТЕЛЯ ГДЗ-20
ЛИСТ21
ДВИГДТЕЛИ ГДЗ-20 И 51
МДСДЯНЫЙ ФИЛЬТР
О 10 20 30 40 50 60 70 80 ВО ЮО ММ.
50
ПОДВОД мдслд
РЕЛЬЕФНАЯ КРУГОВАЯ СВДРКД
НД ПОВЕРХНОСТИ СТАКАНА
\jo? ОТВЕРСТИЯ Ф2,5‘, ШАГ 20
ПРОКЛАДКА-
МАСЛОУПОРНЫЙ ПАРАНИТ
ТОЛЩИНОЙ 2 ММ_______
$>/4.0-0,12
отвал мдслд
ИНСТРУКЦИЯ по
ЧЕРЕЗ
-<В ТРУБ. К ОН
[(ДЛЯ ВСЕХ ШТУЦЕРОВ)
0,5
02
СВАРОЧНЫЙ ШОВ ДОЛЖЕН БЫТЬ
ГЕРМЕТИЧНЫМ
1 М11ч
4
4
Ф<27
ПРОФИЛЬ КРУГОВОГО РЕЛЬЕФА ДЛЯ
СВАРКИ
СЛИВНОЕ ОТВЕРСТИЕ ПОКАЗАНО СМЕШЕННЫМ НД 90“
ЧИСЛО витков 7 ВНУТРЕННИЙ ДИДМЕТР ВЕРХНЕГО ВИТКД <3,5
ДИАМЕТР ПРОВОЛОКИ р+0,05 ~ 0,02 ВНУТРЕННИЙ ДИАМЕТР ЧЕТЫРЕХ НИЖНИХВИТКОВ fB
ДЛИНА В СВОБОДНОМ СОСТОЯНИИ 36 НДПРДВПЕНИЕ ндвивки ПРОИЗ- ВОЛЬНОЕ
ЧЕХОЛ ТРУБКИ- МИТКДЛЬ
ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ
НА ПОВЕРХНОСТИ ТРУБКИ 57В
КВАДРАТНЫХ ОТВЕРСТИЙ <,5*1.5
ШАГ ОТВЕРСТИЙ 3 ММ
ФИЛЬТР ДОЛЖЕН БЫТЬ ГЕРМЕТИЧЕН!
ПРОВЕРЯТЬ <00% ДЕТАЛЕЙ
ВОЗДУХОМ ПОД ДАВЛЕНИЕМ 4-5 КГ/сМ2
В СМЕСИ МАСЛА С КЕРОСИНОМ
НАБИВКА ФИЛЬТРУЮЩЕГО ЗЛЕМЕНТД-
[хлопчатобумажная ПУТАНКА,
[влажность НЕ БОЛЕЕ <0%
СТЫКОВАЯ СВДРКД
В
УХОДУ ЗА ФИЛЬТРОМ тонкой очистки.
КАЖДЫЕ <000 КМ ПРОБЕ ГД ОТВЕРНУТЬ ПРОБКУ СЛИВНОГО ОТВЕРСТИЯ
фильтра и удалить скопившиеся грязь и воду.
ЧЕРЕЗ 5000 - <0000 КМ ПРОБЕГА ИЛИ ЧАЩЕ ПРИ ЭКСПЛОДТАЦИИ НД ОСОБО
ПЫЛЬНЫХ ДОРОГАХ, А ТАКЖЕ ПРИ ЗАГРЯЗНЕНИИ МАСЛА, ВИДИМОМ НД
УКАЗАТЕЛЕ УРОВНЯ МДСЛД, НЕОБХОДИМО!
1. СНЯТЬ КРЫШКУ МАСЛЯНОГО ФИЛЬТРА,
2. ОТВЕРНУТЬ ПРОБКУ СЛИВНОГО ОТВЕРСТИЯ ФИЛЬТРА,
3 ЗАМЕНИТЬ ФИЛЬТРУЮЩИЙ ЗЛЕМЕНТ НОВЫМ
4. ЗАМЕНИТЬ ПРОКЛАДКУ КРЫШКИ ФИЛЬТРА НОВОЙ,
-5. . УСТАНОВИТЬ КРЫШКУ И ЗАВЕРНУТЬ ПРОБКУ СПУСКНОГО ОТВЕРСТИЯ
5. ЗАПУСТИТЬ ДВИГДТЕЛЬ И ПРОВЕРИТЬ ОТСУТСТВИЕ ТЕЧИ
ЧЕРЕЗ СОЕДИНЕНИЯ ДЕТАЛЕЙ ФИЛЬТРА
УПЛОТНЯЮЩАЯ ШАЙБА ТОЛЩИНОЙ 2ММ.
[материал-пробка
ПОСЛЕДНИХ ВЫПУСКАХ НАБИВКА ЗАМЕНЕНА
БЕСКОРПУСНЫМ ФИЛЬТРУЮЩИМ ЭЛЕМЕНТОМ ДСФО-2
ЛИСТЕ?
ДВИГДТЕЛЬ ГДЗ-20 И ГДЗ-5!
МДС/1ЯНЫЙ ФИЛЬТР ТОНКОЙ ОЧИСТКИ
О Ю 20 30 40 50 60 70 ВО 90 ЮО ММ
51
52
53
54
ОСЬ КОЛЕНЧАТОГО вала
СДВИГАЮЩАЯ НАГРУЗКА
оЕЗНДГРУЗКИ
ОСЬ КОЛЕНЧАТОГО ВАЛА
вез ндгрузки
повв
ЛИСТ 26
3
О Ю 20 30 40 50 60 ТО ВО 90 ЮО МЩ
ло дд
доу^--------
НДПРДВЛЕНИЕ РАСТЯГИВАЮЩЕЙ НАГРУЗКИ
ДУГОВАЯ СВАРКА
В ПЯТИ МЕСТАХ. гайка
ПОДУШКИ ПРИВАРЕНА
В ЧЕТЫРЕ/ МЕСТАХ
ПО ОКРУЖНОСТИ
ИНСТРУКЦИЯ ПО УСТАНОВКЕ ТЯГИ
СОЕДИНЕНИЯ ДВИГАТЕЛЯ С РАМОЙ
ПОСЛЕ ЗАТЯЖКИ ВСЕХ ГАЕК ТОЛЩИНЫ РЕЗИНОВЫХ ПРОКЛАДОК
НД ОБОИХ КОНЦАХ ТЯГИ ДОЛЖНЫ БЫТЬ ОДИНАКОВЫМИ
РЕЗИНД ЧЕРНДЯ, ТВЕРДОСТЬ ПО ШОРУ 5t
£3^1,______| \ ЭЛАСТИЧНОСТЬ ПО ШОРУ НЕ МЕНЕЕ 60
РЕЗИНД ЧЕРНДЯ. ТВЕРДОСТЬ ПО ШОРУ 55 ~65.
. | / ЦЕНТР ПЕР,
М12Ч752Г0КЛ
БЕЗ НАГРУЗКИ
---------------<50
СЛВИГДЮШДЯ НАГРУЗКА
БЕЗ НАГРУЗКИ
РЕЗИНД ЧЕРНДЯ. ТВЕРДОСТЬ ПО ШОРУ 35-ДО.
ЭЛАСТИЧНОСТЬ ПО ШОРУ НЕ МЕНЕЕ 90.
РЕЗИНДДО ПОЛНОГО ОТДЕЛЕНИЯ ОТ МЕТАЛЛА ДОЛЖНА
ВЫДЕРЖАТЬ РАСТЯГИВАЮЩУЮ НАГРУЗКУ НЕ МЕНЕЕ /4 КГ/СМ2
СКОРОСТЬ РАСТЯГИВАНИЯ /4 ММ/МИН.
ПРИ СМЕШЕНИИ ВЕРХНЕЙ ПЛАСТИНЫ ПЕРЕДНЕЙ ПОДУШКИ
ПО ОТНОШЕНИЮ К НИЖНЕЙ ПЛАСТИНЕ НД ю нм
СДВИГАЮЩЕЙ НАГРУЗКОЙ. КАК УКАЗАНО СТРЕЛКАМИ,
ПОЯВЛЕНИЕ НАДРЫВОВ В РЕЗИНЕ. СРЕЗОВ И ОТСЛАИВАНИЯ
ОТ МЕТАЛЛА НЕДОПУСТИМО
/ УСТАНОВКУ ТЯГИ ПРОИЗВОДИТЬ ПОСЛЕ ЗАКРЕПЛЕНИЯ ДВИГАТЕЛЯ
НА ПЕРЕДНИХ И ЗАДНИХ ПОДУШКАХ,
2. подсобрать ЗАДНИЙ КОНЕЦ ТЯГИ С КРОНШТЕЙНОМ,
ВСТАВИТЬ ПЕРЕДНИЙ КОНЕЦ ТЯГИ В КРОНШТЕЙН. ПОСЛЕ ЧЕГО
ЗАКРЕПИТЬ КРОНШТЕЙН НА БЛОКЕ ЦИЛИНДРОВ.
ЗЗДТЯНУТЬ ГАЙКУ НА ПЕРЕДНЕМ КОНЦЕ ТЯГИ. ЗАТЯНУТЬ ГАЙКУ,М‘
НА ЗАДНЕМ КОНЦЕ ТЯГИ ТОЛЬКО ДЛЯ ЛИКВИДАЦИИ ЗАЗОРОВ
МЕЖДУ КРОНШТЕЙНОМ. РЕЗИНОВОЙ ПРОКЛАДКОЙ И ШАЙБОЙ
ЗАТЯНУТЬ ГАЙКУ J4' НД ЗАДНЕМ КОНЦЕ ТЯГИ.
НДПРДВЛЕНИЕ
ДЕЙСТВИЯ
РАСТЯГИВАЮЩЕЙ
АГРУЗКИ
ЛВИГДТЕЛЬ ГДЗ-20
ПОЛВЕСКД
55
3. ДВИГАТЕЛЬ ГАЗ А Данные по металлам и термообработке деталей Листы 31 и 40. БЛОК ЦИЛИНДРОВ С КОЛЕНЧАТЫМ И РАСПРЕДЕЛИТЕЛЬНЫМ ВАЛАМИ И ДЕТАЛЯМИ ГАЗОРАСПРЕДЕЛЕНИЯ (ГАЗ-А И ГАЗ-М) Деталь Материал Термообработка Твердость Примечание
Крышка заднего подшип- ника коленчатого вала Серый чугун № 2 — 143—179 О —
Вкладыш сальника под- шипника коленчатого вала Цинковый сплав для литья под давлением — — —
Деталь Материал Термообработка Твердость Примечание
Блок цилиндров Серый чугун № 1 — Нв 170—230. На рабочей по- верхности ци- линдра не ме- нее Нв 180 — Крышки переднего и сред- него подшипников колен- чатого вала Сталь 35 ГОСТ В-1050-41 или сталь 40 ГОСТ В-1050-41 Поковку норма- лизовать нв 143—197 —
Шестерня распределитель- ная ведущая (коленчатого вала) Холоднотянутая прутковая сталь А12 ф 76,2—о,2 мм пли серый чугун № 1 — Нв 170—229 (для чугунной шестерни) —
Коленчатый вад Сталь 40 ГОСТ В-1050-41 Поковку норма- лизовать. Изделие калить в раствор каустической со- ды. Отпустить Поковка Нв 149—197. Изделие; на шейках и щеках Нв 387—444, на переднем конце вала Нв 269—364, фланец Нв 217—255 —
Шестерня ведомая распре- делительного вала Текстолит — — —
Ступица шкива коленчато- го вала Бесшовная труба, сталь 40. Наружный диаметр 43+0.2 мм. Толщина стенки 8+0,8 мм Поверхностная закалка. Глубина слоя 1,5—2,0 мм Не менее /Л?с50 —
Распределительный вал Сталь 41А Поковку норма- лизовать. Изделие калить в раствор каустической со- ды. Отпустить Поковка Нв 149—179. На кулачках и шейках под- шипников не менее Нцс 50. — Обод шкива коленчатого вала. Фланец шкива колен- чатого вала 1 Листовая сталь 08 ГОСТ 914-47. Отделка поверх- ности высокая. Толщина 1,9 мм — — —
Маслоотражатель коленча- того вала Листовая сталь 08 ГОСТ 914-47. Отделка поверх- ности повышенная. Тол- щина 0,9 мм — — —
Головка блока цилиндров Серый чугун № 3 — Нв 143—179 —
5в
Де г аль Материал Термообработка Твердость Примечание Деталь Материал Термообработка Твердость Примечание
Храповик коленчатого вала Холоднотянутая прутковая сталь 35. Состав: 0,30—О,35°/о С, не более О,2О°/о N1, не более О,2О°/о Сг. Шестигранник 36_0,34 мм Цианировать. Глубина слоя не менее 0,15 мм. Калить в масло. Отпустить Поверхность по напплышку. Сердцевина не более HRc 28 — Направляющая втулка клапана Серый чугун № 2 — Нв 143—179 —
Толкатель клапана Серый чугун № 2 Калить в раствор каустической со- ды. Отпустить HRc 45—52
Штифт установочный рас- пределительного вала Холоднотянутая прутковая сталь А12 ф 10,4—0,12 ММ Греть при 850°С в цианистой ванне в течение 10 мин. Калить в воду По напильнику — Тарелка пружины клапана Холоднотянутая прутковая стальА12 ГОСТ В-1414-42 ф 25_о,14 ММ ОСТ НКТП 7128 — —
Упорный плунжер распре- делительного вала Холоднотянутая прутковая сталь 20 ф 17,5-0,12 лм/ Г реть в циани- стой ванне при температуре 850° в течение 10 мин. Калить в воду По напильнику — Пружина клапана Пружинная проволока, за- каленная в масле, сталь 65Г ф 3,40—3,48 мм Отпустить при 315° С. Выдер- жать в течение 15 мин. Пружина ис- пытывается на выносливость. После 36-часо- воЙ работы на двигателе при 1500 об/мин распредели- тельного вала длина пружины при нагрузке в 14 Агг дол- жна быть не менее дюймов
Гайка распределительного вала Холоднотянутая прутковая сталь А12 Ф 56-0,20 мм — — —
Пружина упорного плун- жера распределительного вала Пружинная проволока, термически обработанная, сталь 65ГП ф 1,8^0,05 мм Отпустить после навивки — —
Маховик Серый чугун № 3 — Нв 143—179 —
Клапан впускной (ГАЗ-М) Холоднотянутая прутковая сталь 40Х ф 8,38_о,ю ММ Поковку калить в масло. Отпу- стить. Изделие на- греть под высадку до 950—1000° С, после высадки ножки клапана охладить в масле Поковка HR<. 30—40. Изделие:ножка HRc 40—55, головка HRc 30— 40, переходная зона не менее HRc 20
Установочный штифт ма- ховика Холоднотянутая прутковая сталь А12 ГОСТ В-1414-42 Ф 12,7._о,оз5 мм Греть до 850° С в цианистой ванне. Калить в воду По напил ьнику —
Держатель установочных штифтов маховика Листовая сталь 08. ГОСТ 914-47. Отделка поверхности по- вышенная. Толщина 0,9 мм — — —
Клапан выпускной (ГАЗ-М и ГАЗ-А). Клапан впуск- ной (ГАЗ-А) Сталь Х8С1 ф 8,38—(цо мм — — — Прокладки коренных под- шипников коленчатого вала Ленточная твердая латун- ная фольга Л 62 пли алю- миниевая фольга. Толщина 0,055—о,о1 мм — —
1 По проекту ГОСТ существующие обозначения ЭСХ8 (завод .Электросталь") и Сильхром Т (ГАЗ) (Прим. ред.). Втулки распределительно- го вала Серый чугун № 2 — А/а143—179 —
а
о/
Листы 33 и 41. ШАТУННО-ПОРШНЕВАЯ ГРУППА (ГАЗ-А и ГАЗ-М) Деталь Материал Термообработка Твердость Примечание
Деталь Материал Термообработка Твердость Примечание Поршневой палец Труба бесшовная,сталь 20. Наружный диаметр 26,4 мм. Толщина стенки 4 + 0.4 мм Цементировать. Глубина слоя 1,0— 1,3 мм. Калить в раствор каустической соды. Отпустить Не менее 58 «с —
11оршень Алюминиевый сплав. - Состав: сплав № 1 9,25—10,75% Си, 0,90—l,5O°/0 Fe, 0,15—0,35% Mg, не менее 87% А1; сплав № 4: 6,25—7,75% Си, не более 1,5°/0 Fe, 0,25—0,35% Mg, 4,5—6,0% Si, не более 0,5°/0 Zn, не более О,3°/о Мп, остальное А1. Допускается присутствие никеля до 0,5% Для сплава № 1 до указанной твердости Для сплава № 4 выдержать при температуре 225° С в течение 4 час. Для сплава № 1 Нв 115 — 140 Для сплава '№ 4 Нв 100—130 —
Втулка головки шатуна Ленточная оловинистая бронза Бр. ОЦС 4-4-2,5 ГОСТ 613-41. Состав: 3,0—5,0% Sn, 3,0—5,0% Zn, 1,5—3,5% Pb, остальное Си. Толщина ленты 0,89+0,02 мм
Кольцо стопорное порш- невого пальца Холоднотинутая проволока специального профиля, сталь 65Г Греть до 775° С. Калить в масло. Отпустить при 385° С н 43 — 48 “с —
Кольцо поршневое ком- прессионное Чугун № 4 98 — 103 Индивидуаль- ная отливка. Наружную ци- линдрическую поверхность лудить после механической работки. Толщина слоя 0,005 — 0,010 мм
Шатун Сталь 41А ГОСТ В-1050-41 Калить в раствор поваренной соли. Отпустить Нв 255—286 —
Кольцо поршневое масло- съемное Серый чугун Л» 4 Н„ 98—103 Индивидуаль- ная отливка. Лудить наруж- ную поверх- ность после механической обработки. Толщина слоя 0,005 — 0,010 мм
Крышка шатуна Сталь 35 ГОСТ В-1050-41 Нормализовать Нв 143—197 —
Прокладка крышки шатуна Ленточная низкоуглеро- дистая сталь ГОСТ 503-41 — — —
58
Лист 34. МАСЛЯНЫЙ НАСОС С ФИЛЬТРОМ (ГАЗ-А И ГАЗ-М) Деталь Материал Термообработка Твердость Примечание
Деталь Корпус Материал Серый чугун № 2 Термообработка Твердость Нв 143—179 Примечание Пружина упорная подшип- ника ведущего валика Пружинная проволока, за- каленная в масло, сталь 65Г ГОСТ В-2052-43 Ф 3,2^о’оз мм После навивки отпустить при 345° С — —
Втулка корпуса Томпак оловянистый. Состав: 88—92% Си, 0,25—0,45% Sn, остальное Zn или ленточная кремнистая латунь ЛКС 65-15-3. Толщина 1,7_0 м Муфта ведущего валика Холоднотянутая прутковая сталь 20 ГОСТ В-1050-41 Ф 24—0,23 мм Греть в циани- стой ванне до 850° С. Калить в воду По напильнику —
Ведущий валнк Холоднотянутая прутковая сталь 15 (для холодной высадки) ГОСТ В-1050-41 Цианировать в течение 15 мин. Калить в масло По напильнику —
Шестерня ведущая Серый чугун № 2 — Нв 143—179 —
Шестерня ведомая Чугун АА — Нв 148—196 — Подшипник ведущего валика Серый чугун № 2 — HR 163—229 О —
Валик Холоднотянутая прутковая сталь 4Ю ГОСТ В-1050-41 Ф ММ — — — Сетка Латунная, медная, луже- ная или оцинкованная стальная проволока ф 0,35—0,43 мм — — Опрыскивание стальной сет- ки 20%-ным соляным рас- твором в те- чение 30 час. не должно вызывать кор- розии
Ось ведомой шестерни Холоднотянутая прутковая сталь 40. ГОСТ В-1050-41 Ф 11 >25—0 п мм Калить в раствор каустической соды. Отпустить ^47—58 Толщина обез- углероженно- го слоя на по- верхности не более 0,05л£«
Держатель упорной пружины Листовая сталь 08. Отдел- ка поверхности повышен- ная. Толщина 0,9 мм — — —
Штифт корпуса устано- вочный Холоднотянутая прутковая сталь А12 ГОСТ В-1414-42 Ф 6,35_„102б мм — — —
Крышка сетки Листовая сталь 08. От- делка поверхности высо- кая. Толщина 0,9 мм — — —
Крышка Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности повышенная. Тол- щина 3,15 мм — — —
Маслоотражатель (ГАЗ-М) Листовая сталь 08. ГОСТ 914-47. Отделка поверхности повышенная. Толщина 0,9 мм — — —
Шпонка ведущей шестерни Холоднотянутая прутковая сталь А12 — — —
Крышка маслоотражателя Листовая сталь 08. ГОСТ 914-47. Отделка поверхности повышенная. Толщина 0,8 мм — — —
Пружина упорная насоса Пружинная проволока, за- каленная в масло, сталь 65ГП ф 3,2±0°$ мм После навивки отпустить — —
59
Лист 35. ВЕНТИЛЯТОР И ВОДЯНОЙ НАСОС (ГАЗ-А и ГАЗ-М) Деталь Материал Термообработка Твердость Примечание
Деыль Материал Термообработка Твердость Примечание Втулка наружная Холоднотянута и прутко- вая сталь А12 Ф 29_8,28 мм — — Втулку в сборе оцинковать; опры- скивание 2О°/о-ным раствором соли в те- чение 50 час. не должно вызывать коррозии
ВЕНТИЛЯТОР
Втулка внутренняя Томпак оловянистый. Состав: 88—92«/0 Си, 0,25—O,75°/o Sn, остальное Zn или ленточная кремнистая латунь ЛИС 65-1,5-3. Толщина 1,7_0,08 мм
Лопасть Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности повышенная. Тол- щина 1,8 + 0.12 мм — — —
Корпус шкива. Борт шкива Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности высокая. Толщина 1,9 jz.it — — — Гайка сальника Алюминиевый сплав. Состав: 1,0—2,О°/о S1, 7,0—9,О°/о Си, не более 2,5°/0 Fe, не более 1,0°/0 Zn, не более О,3°/о Мп, не более 0,1°/0 Mg, не более 0,1°/0 Sn, не более О,5°/о N1; прочие примеси не более О,2»/о. Остальное А1 Литье под давле- нием
ВОДЯНОЙ НАСОС
Корпус Серый чугун № 2 нв 143—179 —
Крыльчатка (ГАЗ-А) Серый чугун № 2 — Нв 163—229 —
Роликоподшипник — Сепаратор цианировать Ролики Н„ 45 — 50 С —
Крыльчатка (ГАЗ-М) Серый чугун № 2 Нд 143—179 —
Вл у/пса роликоподшипника Ленточная светлая обрез- ная сталь 40. Толщина 0,8_о,0: мм.' Ширина 26.0-0,40 Цианировать после навивки. Глубина слоя не менее 0,8 -ил/. Ка- лить в масло. Отпустить 35—43 ''С —
Валик Холоднотянутая прутко- ' пая сталь 45 । ф -^zjz | Поверхностная закалка (см. эскиз). Глубина слоя 1,5 — 2 мм Не менее Нп 55 на закаленной поверхно- сти [1 1 Допускается увели- чение закаленного слоя до 2,5 .lei/
JSt -1! ЧХНОСТЮй ЗДМЛГМ . г W Ifr— Удерживатель сальника Листовая сталь 08. ГОСТ 914-47. - Отделка поверхности высокая. Толщина 0,9 мм — — | —
Шайба упорная крыль- чатки Ленточная особо твердая латунь Л 62 ГОСТ В-1019-41. Толщина 1,65_008 мм — —
Шпонка ступицы венти- ля! ора Холодпокатаннаи сталь 35 — /7/?с 40-50 —
оО
КОРОБКИ ПЕРЕДАЧ
ОСЬ КОЛЕНЧАТОГО вала
ЮвЗ
О АО ВО 120 !Е0 2002А02ВЗВ20ХОХХ! МП
kiwi I I I I I I I I I i I ' I I ! II I
61
0 IOXX4050S17CeOX:iXm
Ы_____. j 11 Я 111111
62
пистон
ДВИГАТЕЛЬ ГДЗ-Д
ПОПЕРЕЧНЫЙ РАЗРЕЗ
О /О 20 30 40 50 60 70 80 00 ЮО ММ
с>
.125
СЕЧ. ПО 2 2
ЧИСЛО ЗУБЬЕВ И
ПИТЧ /6
ДИДМЕТР НДЧДЛЬНОЙ ОКРУЖНОСТИ 7832
аысотд головки .0625
высота НОЖКИ .0723
высота зубд (полная) .1348
шаг винтовой линии 46084
угол винтовой линии по нормдли 28’37’30"
УГОЛ ЗАЦЕПЛЕНИЯ /4*30'
НАПРАВЛЕНИЕ ВИНТО ВОЙ ЛИНИИ ПРД80Е
ЧИСЛО ВИТКОВ (ПОЛНОЕ) 8
ДИДМЕТР ПРОВОЛОКИ. ММ □ о * 0.07 °-*-0.0)
длинд без нагрузки 3%-41<3
ДЛИНД ПРИ НДГРУЗКЕ 14-17 КГ
наружный дидметр
ЛИСТХ
ДВИГДТЕЛЬ гдз-д
РДЗРЕЗ ПО МАСЛЯНОМУ НАСОСУ
О Ю 20 30 40 50 60 70 80 90 ЮОНМ
ц 11111 iiii 1111111 i'i
.5945
МДХ 0020
HlN 0005
•4У1
5925
группа длина ТОЛКАТЕЛЕЙ с
а 2.518 - 2520
Б 2.520 - 2522
В 2.522 - 2.524
чиспо витков inaoHot)'
ДИДПЕТР ПРОВОПОПИ, мн
ДЛИНА 5ЕЗ НДГРУЗКП_________
длина при нпТрузке кг
ВНУТРЕННИЙ ДИДПЕТР
НДПРДВЛЕНИЕ завивки
т^'п
здо-зао
_21_____
-Jj- -
ЛЕВОЕ I
КСННЕВЫЕ ВИТНИ КПШШ10Й ПРУЖИНЫ
ДОЛЖНЫ БЫТЬ ЗДВИТЫ Л ЗДМКНУТЫЕ.
3140
3130
МДХ.0035
MiN. 0015
СЕЧ ПО 4 4
5040 15025
1.5600
15590
МЛХ 0035
MiN.0015
.3100
СЕЧ. ПО 6 6
МДХ-0920
Ml П-.0005
.3095
СЕЧ ПО 7 7
MIN-СО 10
СЕЧ ОП М /4
Я5470
-4/
1-tB
f1iN-JXX5
.135
М4Ы,-
общих показаний индикдтоял
71376
10050
9995
15S7
1561
5817_
5813
11.130
11.126
.4600
.4680
.4370
4360
162 адска клдпдна
127 . ,
нах.0015
n'NOm СЕЧП055
8ПУСШЙ И ВЫПУСКНОЙ клтм
ПАХ-.055
HiN-036
СЕЧ ПО 1515
4660
12470
12465
10005
1241
пах.0055
niNzOOlO
i
Jill
СЕЧ ПО?7
.0?
2.160
СЕЧП0_33
порд-шань:
РЕНЕЮ
- ШКИВ ‘
1626
1б&
СЕЧЕНИЕ РЕМНЯ
M2II
ВСЕ ШОТУ ИНЫЕ
ШЕЙКИ
2.015
2605
при установке коленчатого вам .на двух крайних коренных шейкдх отклонения
индикатора НЕ должны превышать: ДЛЯ СРЕДНЕЙ шейки -.002. для места посадки
mo
М70
\ п '<2 ВСЕ ШДТУННЫЕ И КОРЕННЫЕ
.02 П ШЕЙКИ
проклят ^пропитднный кадтон
ТОЛЩИНОЙ 02X03 мм
РДЗПеРТПЯ тмной ПОВЕРХНОСТИ
ХМЛ08Ш шенчдтого та
СЕЧ ЛОВ В
12.429
ЧИСЛО ЗУБЬЕВ
ПИТЧ__________________
дилметр mianumawxmni
наружный дидпЕТР______
высота головки________
высота зубд (полная)
УГОЛ ЗаЦЕПЛЕНИЯ_______
112
в-ю
15955-ОЛ70
14155'14/70
.100
.225
20*
лада
3875
.9995
6090
6540
сеч, по од
МДХ.ОПО
MiN.0030
.6950'
6920
млхдазо
M1N.0000
СЕЧ П011
.4660
НМ-0025 V
изо
1.120
ЧИСЛО ВИТКОВ (ПОЛНОЕ]_______
ДИДМЕТР ПРОВОЛОКИ, мм
длина без нагрузки___________
длина принйгрузке тз-14.5 кг
наружный диаметр_____________
НДПРДВЛЕНИЕ завивки__________
ЛЗД5
4375
г4оах>
39900
пах.0020
MtN-.ООЭО
639990
39980
1005
.995
~JJS1L
НДХОВЖ БАЛМСИРОМТЪ СТАТИЧЕСКИ.
ДИСБАЛАНС НЕ БОПЕЕ 21.5 ГСП •
ПРИ 6ДЛДНСИР0ВКЕ СВЕРЛИТЬ ОТВЕРСТИЯ
оиапЕТРаИ'нд радию 6# на глубину не более /Г
ПЕГ ПЛХОВИКО 23-25 КГ-
оси отверстий под толкатель и под втулку клапана
должны совладать: смешеше осей несшее аого:
1ЕПДРДШЕМ0СП ОСЕЙ 0005 на ОДИН ДЮЙМ. ОСИ ОТВЕРСТИЙ
ППД ТОЛКАТЕ/Ъ ДОЛЖНЫ БЫТЬ ПЕРПЕНДИКУЛЯРНЫ оси
кулачкового вала: отклонения не более оав на опин люйм
2990
2960
7] СТЫКОВАЯ СВДРКД
26&
2995
2993
5.003
4998
_________7.386_______________________
7376 103155
103115
______________________________&565б__
14.5615
__________________________________________16.945
16932
Э| НДБИВКД____________
^1 [ТРЕХСПОЙНДЯ ОПЛЕТкД.
|| \мДТЕРИДЛ-ХРИ30ТИЛ-ДС6ЕСТ 28'
шд г спирали вп
2 СЛОЯ ПЛЕТЕНОЙ
ПРОРЕЗИНЕННОЙ ТКАНИ
2520
КОЛЕНЧАТЫЙ ВОЛ -25'0
2510
2500
ШЕСТЕРНЯ
2500
.2490
1.3765
13755
в§
IcstS?
СЕЧ ПО 10 10
13750
13740
МДХ -.0025
MIN - 0005
10.5
0330.05
~iS~
и
й-н
ЛЕССЕ
ПДРаМЕТРЫ РАСПРЕДЕЛИТЕЛЬНЫХ ШЕСТЕРЕН
\ЧИСЛО ЗУБЬЕВ
.питч
диамЕТР начальной окружности
высота зубя (потдя)__________
. высота головки_____________
.высота ножки________________
'.шаг винтовой лиши__________
угол виншеой линии по нормлли
ндпквление битва! линий
УГОЛ ЗАЦЕПЛЕНИЯ__________
радиальный здзоя
25 ___|___50
_________ю______
2770-2772\5541-554з
230
.100
.130
13.210 I 36.420
25*33
ЛЕВОЕ I
143EJ
.030
ПРИ ЗаУЕППЕНИИ ВЕДУЩЕЙ И ВЕДОМОЙ РДШЮЕДЕПИТЕЛЬНЫХ
ШЕСТЕРЕН ЗДЗОР МЕЖДУ ЗУБЬЯМИ ДОЛЖЕН БЫТЬ В ПРЕДЕЛАХ
.ооз-.004 паи расстоянии между центрами atseo
HAX.0Q25
MIN. 0005 HfrhOOOO
СЕЧ ПО 1?12
Ц6&
HB55
34160
34070
ПДХ-0220
33960
33340
ылдниа -ppi зллиптичность шатунных и коренных шеек не орлее .оооеб
конусность шатунных и коренных шеек на длине шеек не более .oops.
нЕпараплЕЛьность шатунных и коренных шеек на их длине не более дров.
коленчатый вал балансировать статически и динамичвеки: дисбаланс при обеих
балансиповкдх не более 2ю гем
ось шпоночной канавки на коленчатом вппе должна быть рлсположенд в
ПЛОСКОСТИ- ПРОХОДЯЩЕЙ ЧЕРЕЗ ОСИ ШАТУННЫХ И КОРЕННЫХ ШЕЕК:ОТКЛОНЕНИЕ
.сеч WJ3j3_
/УСГУ
- ДВИГАТЕЛЬ ГДЗ-Д
imruMmmi вдметмг/гьь
О Ю 20 30 4050 60 79 К Я’ /,ТЛ7>
LLd'J-j
касатЕЛьная к точке сопряжения
\КРИВЫХ радиусов 23671 и.оз
касатЕЛьная к точке сопряжения
\кривых радиусов г.зв71 и.67627
начало
подьепя
ТОЛКЯТЕЛЯ
начало
ПОДЬЕПЛ
клапана
касательная к точке сопряжения
КРИВЫХ радиусов .67627 И. 438
g
g
Фазы ГазораспРЕДЕПЕНИЯ
выпускной кулачок
ВПУСКНОЙ КУЛЛЧОК
УГОЛ поворота кулачка в градусах высота лодъеня толкоуЕла вдюипах УГОЛ поворота кулачкд вградус/а высота подъепя ТОЛКАТЕЛЯ вдюипах УГОЛ поворота кулачка в градусах высота подьЕпа татидЕля вдюипах УГОЛ поворота кулачка в градусах высота ПОДЬЕПЛ толкателя вдюипах УГОЛ поворота кулачка вгродусох высота подьЕпа толкателя вдюипах
4 .00000000 22 01179478 40 .0666593 58 2201879 76 31175)7
5 .00003806 23 .0126446 4! .U763662 59 .2270180 77 .3148031
6 .00015249 24 .0133638 42 .0661791 60 .2336527 76 .3176328
7 .00034304 25 .0139525 43 .0958165 61 .2400903 79 .3202386
В .000600074 26 .0144/09 44 .1052988 62 .2463280 ВО .3226211
9 .000952772 27 .0147381 45 .1146231 63 .2523642 81 .3247783
10 00137169 2В .0149346 46 .1237855 64 .2581967 82 .3267107
11 .00186648 29 .0150000 47 .1327841 65 .2638246 83 .3264169
12 .00243689 30 .0154273 48 .1416156 66 .2692452 84 .3296969
13 .00308292 31 .0167123 49 .1502777 67 .2744582 85 .ЗЗИ500
14 .00380407 32 .0166520 50 .1587669 68 .2794608 86 .3321754
15 .00460060 33 .0216493 51 .1670823 69 .2642514 87 3329736
16 .00547174 34 .0256065 52 .1752202 70 .2666300 68 .3335438
17 .00641524 35 .0304024 53 .183I7B3 71 2931937 69 .3338661
!В .00743768 36 .0359584 54 .1909537 72 .2973416 90 .334000
19 .00853213 37 .0423634 55 .1965446 73 .3012724
20 .00970584 38 .0496176 56 .2059494 74 . .3049852
2! .01081524 39 .0577153 57 2131645 75 .3084785
выпускной купачок
УГОЛ поворота кулачка в градусах высота подьЕпа толкдтЕла вдюипах угоа поворота кулачка в градусах высота подьЕпа толкатЕла вдюипах. УГОЛ поворота кулачка ВГРОДУСОХ высота подьепд ттдтЕла вдюипах УГОЛ поворота кулачка 8ГРДДУС0Х высота подьЕпа ТОЛКДТЕПЯ вдюипах УГОЛ поворота кулачка ВГРОДУСОХ высота вдюипах
4 .000000 22 .011425 40 .076114 58 .2271В9 76 .321747
5 .000021 23 .012733 4! .08446! 59 .234020 77 .321803
6 .000119 24 .014106 42 .093374 60 .240656 78 .324634
7 .000228 25 .015552 43 .102818 61 .247090 79 .327241
8 .000529 26 .017063 .112300 62 .253330 ВО .329623
9 .00084! 27 .0/6640 45 .121625 63 .259366 81 .331760
10 .001227 28 .020284 46 .130786 64 .265194 82 .333712
11 0016В5 29 .022000 47 .139761 65 .270626 ВЗ .335420
12 .00221! 30 .024031 46 .146612 66 .276241 84 .336895
13 .002614 31 .026653 49 .157276 67 .281455 85 .336146
14 .003486 32 .029847 50 .165764 66 3766458 86 .339172
15 .004332 33 .033626 51 374065 69 .291251 87 .339974
16 .005047 34 .037981 52 .162219 70 .295826 at .340543
!7 ,005935 35 .042904 53 .190174 71 .300194' 89 .340663
18 .006893 36 .046395 54 .197956 72 .304344 90 .341000
19 .007920 37 .054473 55 .205543 73 .308269
20 .009019 ЗВ .061119 56 .212951 74 .311984
21 .010188 39 .066334 57 .220164 75 .315474
ПРОФИЛЬ КУЛЯЧКОВ И ФДЗЫ
ГДЗОРДСПРЕДЕЛЕНИЯ ДДНЫ ДЛЯ
Форсированного двигдтеля
ГДЗ-Д (С РДСПРЕДЕЛИТЕЛЬНЫГ!
ВДЛОН ДВИГДТЕЛЯ ГДЗ-nl
ФДЗЫ ГДЗОРДСПРЕДЕЛЕНИЯ
НЕФОРСИРОВДННОГО ДВИГДТЕЛЯ
ГДЗ-Д СП ТЕХНИЧЕСКОЮ
ХДРДКТЕРИСТИКУ
ЛИСТ32
/ШДГЕЛИ гдз-д и гдз-п
профиль шт и фазы гдзомошепеиия
____________________________________.
66
ЮБКД ПОРШНЯ ИЗГОТОВЛЕНО НД КОНУС. ВЕРХНИЙ ДИДМЕТР МЕНЬШЕ НИЖНЕГО НД.ООО - 003
023
|у Кого
КОЛЬЦО ,1235
1230
КОЛЬЦО 1550
/545^
К ,.но
.109
СЕЧЕНИЕ
стопорного кольца
ПОРШНЕВОЙ ПДЛЕЦ 3545
между цилиндром и верхней частью
ЮБКИ ПОРШНЯ ДОЛЖЕН БЫТЬ ЗДЗОР.0035,
зазор ПРОВЕРЯТЬ ШУПОМ .003" i СО СТОРОНЫ.
ПРОТИВОПОЛОЖНОЙ ПРОРЕЗИ юбки.
усилие вытягивания ЩУПА 2.3 -4,5 кг
3515
680
Ф3.7375
3.7350
ПУНКТИРНЫЙ КОНТУР оставлять КДК МИНИМУМ
1.0004
1.0001
МДХ-Д007
MiN .0000
СЕЧ. ПО 11
1.0001
по дидметру с верх а юбки поршня
В ПЛОСКОСТИ. ПЕРПЕНДИКУЛЯРНОЙ оси
ОТВЕРСТИЙ ПОД ПОРШНЕВОЙ ПДЛЕЦ,
поршни разбиваются нд з группы
группа
Д
Ш
ДИДМЕТР ЮБКИ ПОРШНЯ С
3.8710 - 3.8715_______
3.8715 - ЗВ720________
3.8720 - 3.8725
две прокладки толщиной
I 04-олз И 0055-О» ММ
мах,007
MiN .004
СЕЧПОЗЗ
1.361
/355—
1.0004
IOOOI
СТЫК
КнпДВПД ПОРШНЯ 1260
Ф 3.856
3 347
Ф3.520
3510
017
007
Ф3.855
3852
Ф3.855
3.830
SS3 865
Ж 1.614 ШДТУН
S 1600
=Г 1.760
1.730
1250
КАНАВКА ПОРШНЯ .1255
1245
канавка поршня 1570
1560
434
ДИДМЕТР 3875-3876 ПРИ
М3
профиль канавок для
ПОРШНЕВЫХ КОЛЕЦ
017
.007
СЕЧ. ПО 5 5
М2 И
спиральные смазочные канавки:
шдг спивали 2“ ширина канавки А глубина А
441
.436
J . 440
КОМПРЕССИОННОЕ КОЛЬЦО
160
сечение кольца
М IO: I
при сжатии до дидметрд
3875-3.876 КОЛЬЦО ДОЛЖНО
давать давление в
направлении стрелок а
В 32-5 КГ
—2.4ЮЗ
ДИДМЕТР 3875'3876 ПРИ
\ЗАЗОРЕ В СТЫКЕ ,О!7~
007 _____
КОЛЬЦО должно свободно ПРОЙТИ под
ДЕЙСТВИЕМ СОБСТВЕННОГО ВЕСЯ СКВОЗЬ
каЛИБР-ШЕЛЬ ШИРИНОЙ , 1569 МаСЛОСЪЕМНОЕ кольцо
\зД30РЕ В СТЫКЕ .017
007
45
.150
145
10510
10490
10006
IOOO3
ВТУЛКА-ЛЕНТА
ТОЛЩИНОЙ 0.В9Ю.2ММ:
должна входить от
РУКИ В КДЛИ6Р 10695
1.616
1.614
1.626
1620
ШДТУН
коленчатый вал
СЕЧ ПО 2 2
ВЕС ПОРШНЯ 488-492 г: ДОВОДКУ ПОРШНЯ ПО ВЕСУ
ПРОИЗВОДИТЬ СНЯТИЕМ МЕТДЛПа С ПРИЛИВОВ понизу юбки
ПОРШНЕВЫЕ КОЛЬЦА ПУДИТЬ ПО НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ
ПОВЕРХНОСТИ. ТОЛЩИНА СЛОЯ 0.005-0.010 ММ
ВЕС ПОРШНЕВОГО ПАЛЬЦА 118-121 г
2.063
2.061
149955005 ОТВЕРСТИЕ НИЖНЕЙ ГОЛОВКИ ШАТУНА, ОБРДБОТДННОЕ ВМЕСТЕ
С крышкой шатуна и технологическими прокладками после заливки баббитом
ОСЬ ОТВЕРСТИЙ ПОД ПОРШНЕВОЙ ПДЛЕЦ должна ПЕРЕСЕКАТЬСЯ С ПРОДОЛЬНОЙ ОСЬЮ ПОРШНЯ.
ОТКЛОНЕНИЯ НЕ БОЛЕЕ 005.
ОСИ ОТВЕРСТИЙ ПОД ПОРШНЕВОЙ ПАЛЕЦ ДОЛЖНЫ СОВПАДАТЬ, ОТКЛОНЕНИЯ НЕ БОЛЕЕ .0015
ОБЩИХ ПОКАЗАНИЙ ИНДИКАТОРА.
ПРОДОЛЬНАЯ ОСЬ ПОРШНЯ И ОСЬ ОТВЕРСТИЙ ПОД ПОРШНЕВОЙ ПДЛЕЦ ВЗЯИМНО ПЕРПЕНДИКУЛЯРНЫ
ОТКЛОНЕНИЯ НЕ БОЛЕЕ .002 НД ДЛИНЕ 3i
при сжатии до дидметрд
А СЕЯ ДО 4 4
адвдть давление в направлении
СТРЕЛОК Я Б 3.2-5 КГ
М Г. 2
2i -3j ДИДМЕТР ФРЕЗЫ
м Ю :i
208105 Г
532105 Г
РАСПРЕДЕЛЕНИЕ ВЕСЯ ШОТУНД
ли/тн
ДВИГДТЕЛЬ ГДЗ-Д
ШДТУННО-ПОРШНЕВДЯ ГРДППД
О Ю 20 30 40 50 60 70 80 CJ ЮЗ
67
.50/5
.4995
.4990
4970
МАХ 0,060 (МЩ)
СЕЧ ПО t I
МАХ-0025
М IN-0005
МАХ С'~5,5 МАХ-.00/5
MIN . 0005 ^IN '°000
СЕЧ ПО 2 2
В КАЛИБР -КОЛЬЦО Ф.628 ДОЛЖНА ВХОДИТЬ ОТ РУКИ
.6250 1880
6240 СГЫК -1895
---------— /<355
.4350
4345
.4345
4335
.4350
4345
СЕЧ. ПО 4 4
СЕЧ. ПО 3 3
4,Н0(ММ) \ MiN-0.021
4140(ММ)
7 4.069
t МАХ .-.0025
MIN. 0000
4,060
.4375
.4370
4990
4970
.4970
.4965
ПРОИЗВОДИТЕЛРНОСТЬ НДСОСД 340 Л/МИН
ПРИ ПОР ОБ/МИН ВДЛД (НДСОСД)
1.143
114/
СЕ И. ПО 5 5
1.149
L146
t!49
1146
КОРПУС МДСЛЯНОГО НДСОСД
20
СЕЧ. ПО 8 6
----8%
4 МАСЛЯНЫХ КАНАВКИ
2.8f9 ВАЛИК
.50 ю
4995
СЕЧ. ПО 6 б лдх-0035 СЕЧ ПО 7 7
М!и. 0015 ----:----
МАХ.005
Mi И. 001
Ф2.755
| 2.745
МДх.ООЗО
М IN.0005
.5015
5005
1.143
1/41
3.036 САЛАК
3.026____________
2.438 2.8/5
.4990
4980
С ШЕСТЕРНЯМИ
(ВИД СО СТОРОНЫ КРЫШКИ)
К\
27735
8-& ВАЛИК
8&
ПО ДД
.490
.485
СЕТ КД-ПРОВОЛОКА Ф035-0.43 ММ (МЕДНАЯ,
ЛАТУННАЯ. ЛУЖЕНДЯ ИЛИ ОЦИНКОВАННАЯ
СТАЛЬНАЯ): РАЗМЕР ОТВЕРСТИЙ од-од мм
8.0 Ю ДО ТОРЦА ШЕСТЕРНИ_____________
8.003
ВНУТРЕННИЙ ДИАМЕТР СЕТКИ
1.005 ШЕСТЕРНЯ
1.004 \
, КОРПУС >
.4990
6.560
ПРОКЛАДКА-КАРТОН,ПРОПИТАННЫЙ
ТОЛЩИНОЙ OBiРимм-ДОЛЖНА
БЫТЬ ГЕРМЕТИЧНА____________
У,- ДО ТОРЦА КОРПУСА
ЧИСЛО ЗУбЬЕВ 1!
ПИТЧ (ДВОЙНОЙ) Т"
ВЫСОТА ГОЛОВКИ ЗУБА .0714
ВЫСОТА НОЖКИ ЗУБА .0893
ВЫСОТА ЗУБД (ПОЛНАЯ) ./607
УГОЛ ЗАЦЕПЛЕНИЯ 20°
НАРУЖНЫЙ ДИАМЕТР (ПОСЛЕ ЗАПРЕССОВКИ НА ВАЛИК) ПАЗ 1.141
У75_
.372
ПРОДОЛЬНОЕ ПЕРЕМЕЩЕНИЕ ПРИВОДНОЙ ШЕСТЕРНИ
В ПОДШИПНИКЕ В ПРЕДЕЛАХ ОТ .003 ДО .012
И ВЕДОМОЙ ШЕСТЕРЕН
ПАРАМЕТРЫ
1.009
1.006
ПРИ ПРОВОРАЧИВАНИИ ШЕСТЕРНИ С ЭТАЛОННОЙ
ШЕСТЕРНЕЙ БЕЗ ЗАЗОРА В ЗАЦЕПЛЕНИИ
ОТКЛОНЕНИЯ МЕЖЦЕНТРОВОГО РАССТОЯНИЯ НЕ
БОЛЕЕ ± 002(ЛЛЯ ВСЕХ ШЕСТЕРЕН)И.0П2бчИ ОДНОЙ)
ЧИСЛО ЗУБЬЕВ Н
ПИТЧ 15
ВЫСОТА ГОЛОВКИ ЗУБА .0625
ВЫСОТД НОЖКИ ЗУБД .0723
ВЫСОТД ЗУБА (ПОЛНАЯ) .1348
ШАГ ВИНТОВОЙ ЛИНИИ 4.5034
ДИАМЕТР НАЧАЛЬНОЙ ОКРУЖНОСТИ .7832
УГОЛ ЗАЦЕПЛЕНИЯ 14°30‘
УГОЛ ВИНТОВОЙ ЛИНИИ 28°37'30-
НАПРАВЛЕНИЕ ВИНТОВОЙ ЛИНИИ ПРАВОЕ
. НАЧАЛЬНЫЕ ОКРУЖНОСТИ ВЕДУЩЕЙ И ВЕДОМОЙ ШЕСТЕРЕН
МАСЛЯНОГО НДСОСД ДОЛЖНЫ БЫТЬ КОНЦЕНТРИЧНЫ с
ВНУТРЕННИМИ ОТВЕРСТИЯМИ: ОТКЛОНЕНИЯ НЕ БОЛЕЕ .002
НАЧАЛЬНАЯ ОКРУЖНОСТЬ
ПРИВОДНОЙ ШЕСТЕРНИ
ДОЛЖНА БЫТЬ КОНПЕНТРИЧНД
с валиком: отклонения
НЕ БОЛЕЕ .002
ЧИСЛО ВИТКОВ (ПОЛНОЕ) 3i
ДИАМЕТР ПРОВОЛОКИ, ММ л -о,оз
НАРУЖНЫЙ ДИАМЕТР
ДЛИНА БЕЗ НАГРУЗКИ 1i
ДЛИНА ПРИ НАГРУЗКЕ 17-20КГ /3 f6
ЛИСТ 34
ДВИГДТЕПИ ГДЗ-Д И гдз-п
МАСЛЯНЫЙ НДСОС С ФИЛЬТРОМ
О 10 20 30 40 50 60 70 80 90 ЮС МП
68
Ф420НД
4.0t0.050
.6255
4.6-0.100
.5240
СЕЧ. ПО 2 2
СЕЧ. ПО 11
СЕЧ. ПО 7 7
СЕЧ. ПО 6 5
JaoBBBBsA
3,200
3,175
ПРОКЛДДКЛ - ПДРДНИТ
I ТОЛЩИНОЙ 0,570,1 мн
ДОЛЖЕН БЫТЬ 28,563
28,553
проклддкд - пдрднит толщиной
I мол мм ’
.6245
.5235
МДХ. 0020
MiN-.0Q05
МДХ-.0170
MIN-.0110
1.0320
1.0270
1.0150
1.0150
МДХ 0,150
MIN -0.050
ПРИ ВКЛДДЫВДНИИ ВТУЛКИ РОЛИКОВОГО
ПОДШИПНИКД В КДЛИБРОВДННОЕ КОЛЬЦО
Ф 30,063 ВНУТРЕННИЙ ДИДМЕТР ВТУЛКИ
.7500
7460 ВТУЛКД должно входить от РУКИ
г| В КДЛИБРОВДННОЕ КОЛЬЦО Ф.754
.1250(3,1750) ВДЛИК
. 1240 (3.1495)
НДБИВКД СДЛЬНИКД-ВОЙЛОК
ПОЛУГРУПОШЕРС ТНЫЙ
ТОЛЩИНОЙ б Ю,5 мм
НДБИВКД СДЛЬНИКД -
СВИНЦОВДЯ ФОЛЬГД
с ГРДФИТОВОЙ НДВИВКОЙ
ГДЗ-М
6770
О Ю 20 30 40 50 60 70 60 SO 100 ММ
КРЫЛЬЧДТКД водяного ндсосд- (гдз-д)
Тв~2о
КОНУС Г.6
.064
0610
ВЕНТИЛЯТОР ВДЛДНСИРОВДТЬ
СТДТИЧЕСКИ; ДИСБДЛДНС
НЕ БОЛЕЕ 15 ГСМ
ВИД ПО СТРЕЛКЕ М
КРЫЛЬЧДТКД водяного ндсосд (Гдз-м)
.6245
.5235
.6255
. 6245
МДХ. 0030
MiN .0000
2714
2.707
ф5В*°*°°
^ии^о.юо
СЕЧ ПО 5 5
—— гдз-д
млх-ааоо
MiN-0.040 .
СЕЧ. ПО 3 3 Я£Ч. ПО 4 4
.6245
.6235
. 5320
. 5280
МДХ. 00В5
MiN. 0035
ПО Л Д
при вкпддывднии втулки ролика-'
ПОДШИПНИКД В КДЛИБРОВДННОЕ
КОЛЬЦО Ф30.063 ВНУТРЕННИЙ ДИДМЕТР
ВТУЛКИ ДОЛЖЕН БЫТЬ 28,663
26,553
ШДЙБД - ТЕКСТОЛИТ ЛИСТОВОЙ
I толщиной 17* а/5 Tim
72-20
КОНУС 16
РДВНЫХ
.9770
3 КРЫЛО НД РДВНЫХ РДССТОЯНИЯХ t
22520
2.2480
.5640
.5600
9 ВИТЫХ РОЛИКОВ:
5-С ПРДВОЙ НДВИВКОЙ.
4-С ЛЕВОЙ ндвивкой;
РОЛИКИ С ПРДВОЙ и
ЛЕВОЙ НДВИВКОЙдолжны-
ЧЕРЕДОВДТЬСЯ
3.0В50
3.ОБОО
7840
7800
18180
1.6080
НДБИВКД СДЛЬНИКД-ВОЙЛОК
ПОЛУГРУБОШЕРСТНЫЙ
ТОЛЩИНОЙ 6 j 0.5 мм
НДБИВКД СДЛЬНИКД - СВИНЦООДД ФОЛЬГД
с ГРДФИТОВОЙ НДВИВКОЙ
ДОННЫЕ ПО ПРИВОДНЫМ РЕМНЯМ СМ. ЛИСТ31
ЛИСТ35
ЛВИГДТЕЛИ ГДЗ-Д И гдз-fi
ВЕНТИЛЯТОР И ВОДЯНОЙ НДСОС
59
4. ДВИГАТЕЛЬ ГАЗ-М
Данные по металлам а термообработке деталей
Лист 39. РАЗРЕЗ ПО МАСЛЯНОМУ НАСОСУ
Деталь Материал Термообработка Твердость Примечание
Картер Листовая сталь 08. ГОСТ 914-47. Отделка поверхности повышенная. Толщина 1,9 мм — — —
Масляный резервуар картера Листовая сталь 08. Отделка поверхности повышенная. Толщина 0,8 мм — — —
Крышка клапанной коробки Серый чугун № 2 — Нв 143—179 —
Установочный штпфт кар- тера маховика Холоднотянутая прутковая сталь А12 ОСТ НКТП 7128 ф 12,7 о,12 мм Цпанировать. Ка- лить в раствор каустической соды Поверхность по навильнику —
Деталь Материал Термообработка Твердость Примечание
Маслоналивной патрубок Ленточная низкоуглеро- дистая светлая обрезная сталь ГОСТ 503-41. Толщина 0,9 мм — — Покрыть чер- ной эмалью
Крышка маслоналивного патрубка. Отражатель маслоналивного патрубка. Держатель пружины крышки маслоналивного патрубка Листовая сталь 08. ГОСТ 914-47. Отделка поверхности высокая. Толщина 0,8 мм — — Эмалировать
Трубка п фланец трубки крышки маслоналивного патрубка Листовая сталь 08. ГОСТ 914-47. Отделка поверхности повышенная. Толщина 0,5 мм — — —
Фланец пробки масло- наливного отверстия кар- тера двигателя Листовая сталь 08. ГОСТ В-1050-41. Отделка поверхности нормальная. Толщина 4,3 мм — — —
Пружина крышки масло- наливного патрубка Ленточная светлая обрез- ная сталь- 65Г, Толщина 0,85 мм. Ширина 13 мм Греть до 790°С. Калить в масло. Отпустить в нит- ратной ванне при 400° С // 40—45 —
70
! Деталь Материал 1 Термообработка Твердость Примечание Деталь Материал Термообработка Твердость Примечание
Сетка трубки крышки и сетка крышки маслоналив- ного патрубка Холоднотянутая светлая или оцинкованная прово- лока, сталь 10 плп сталь 20, ГОСТ В-1050-41, ф 0,31 ± 0,015 мм, ОСТ НКТП 3236 — — При изготовле- нии из прово- локи без по- крытия—оцин- ковать. Опры- скивание 20°/о-ным ра- створом соли в течение 25 час. не должно вызы- вать коррозии Крышка фильтра вытяж- ной трубы Листовал освинцованная сталь 08. ГОСТ 914-47. Толщина 0,8 мм — — Покрытие дол- жно быть не .менее 60 г'м2 и должно со- держать не ме- нее 15°/0 Sn. Эмалировать
Маслоотражатель вытяж- , ной трубы внутренний Листовая сталь 08. ГОСТ 914-47. Отделка поверхности повышенная. Толщина 0,5 мм — — —
Маслоотражатель вытяж- ной трубы наружный Листовая сталь 08. ГОСТ 914-47. Отделка поверхности повышенная. Толщина 1,5 мм — — —
Указатель уровня масла картера двигателя Проволока, сталь 10 ж 6,40 ФбТ20 мл — — Кадмировать или оцинко- вать. Опры- скивание 20°/о-ным ра- створом соли в течение 50 час. не должно вызы- вать коррозии
Крышка распределитель- ных шестерен Серый чугун № 2 — нв 143—179 —
Кронштейн передний опо- ры двигателя Листовая сталь 08. ГОСТ 914-47. Отделка поверхности повышенная. Толщина 4 мм — — —
Труба вытяжная вентиля- ции картера. Патрубок вытяжной трубы боковой Ленточная иизкоуглеро- дистая светлая обрезная сталь ГОСТ 503-41. Тол- щина 0,9 мм — — Трубу эмали- ровать. Патру- бок оцинко- вать. Опры- скивание 20°/о-ным ра- створом соли в течение 25 час. не должно вызы- вать коррозии
Угольник подвески дви- гателя передний Листовая сталь 08. Толщина 6 мм — — —
Скобы передней подвески двигателя, верхняя и нижняя Листовая сталь 08. Отдел- ка поверхности повышен- ная. Толщина 3 мм — — --
71
Лист 42. ПОДВЕСКА, (на шасси ГАЗ-ММ) Деталь Материал Термообработка Твердость Примечание
Деталь Материал । Ковкий чугун № I Термообработка Твердость Примечание Гнездо подушки передней опоры Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности высокая. Толщина 24-0.16.KJt — — Оцинковать. Опрыскивание 2О°/о-ным со- ляным раство- ром в течение 50 час. не дол- жно вызывать коррозии
Лапа задней опоры двига- теля — Нв 121 — 149 —
Шайба нижней подушка задней опоры Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности повышенная. Тол- щина 1,5 мм — — — Кольцо верхней подушки передней опоры верхнее Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности повышенная. Тол- щина 2 мм — •
Обойма верхней подушки задней опоры Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности повышенная. Тол- щина 2,5 мм
Кольцо верхней подушки передней опоры нижнее Бесшовная труба, сталь 10. ГОСТ В-1050-41. Наруж- ный диаметр 54 + 0,5 мм Толщина стенки 3+0.3jr.it — 1
Шайба нижней подушки задней опоры Листовая сталь 10. ГОСТ 914-47. Отделка поверх- ности нормальная. Тол- щина 1,5 мм —
Кольцо нижней подушки передней опоры Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности нормальная. Тол- щина 1,6 .им — — •
Шайба верхней подушки задней опоры Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности повышенная. Тол- щина 2 мм —
Шайба болта передне?! опоры НИЖНЯЯ Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности нормальная. Тол- щина 2,0 мм Кадмпровать. Опрыскивание 20%-ным со- ляным раство- ром в течение 75 час. не дол- жно вызывать коррозии j ।
Втулка распорная поду- шек задней опоры Листовая сталь 08. ГОСТ 914-47. Толщина 1,5 мм 1 1 — — —
Гнездо верхней подушки задней опоры Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности повышенная. Тол- щина 1.5 -+- 0.12 мм Оцинковать. Опрыскивание 20%-ным со- ляным раство- ром в течение 50 час. не дол- жно вызывать коррозии
Болт передней опоры Холоднотянутая прутко- вая сталь 30. ГОСТ В-1050-41. Шестигранник 24_0 ,s .им — 1 Воронить
72
ЛИСТХ
ЛВИГДТЕЛЬ ГДЗ-П
ГДБДРИТНЫЕ И УСТДНОВОДНЫЕ РДЗМЕРЫ
10
О 40 00 <20 ЮО 200 240 250 320360 400 П1
73
ft'
Pt
к
а
ЛИСТ 37
вид в номеру сторона
окружность головки клрплнл
оа отверстий апя свечей
вин на головку блока иптинлт
ПЕРЕД ПРИВДРКОЙ РЕВИНЫ
ПОКРЫТЬ ЛДТУНЬЮ
РЕМНЯ, черндя нЕваовЕттшаа спЕюшма
ТВЕРДОСП ПО ШОРУ 35-00.
эластичность по шору не менее so.
ПРЕДЕЛ ПРОЧНОСТИ НЕ МЕНЕЕ 175 КГ/СМ},
ЕОНОСИТЕльное 'остаточное уллинение не млее шт.
ДТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ НЕ МЕНЕЕ BOOT..
.остаточная леформдпия после сжатия со стдрениЕ'
\НЕ БОЛЕЕ 157.
ДВИГДТЕЛЬ ГДЗ-Г1
ПРОДОЛЬНЫЙ РДЗРЕЗ
о ю во во чо бо во то позлатил
Ц 11111 11 I I 1.1 . М ; I
74
ПРОЛЛАДМ - ПРОПИТАННЫЙ КАРТОН
ОТНОСИТЕЛЬНО ОСИ ЦИЛИНДРА (ДЕЗАКСАЖ) |
ДВИГАТЕЛЬ гдз-ri
ПОПЕРЕЧНЫЙ PAWE3
о ю 20 зо ли ьо бо 70 но <jt> <оо m
to>in!j_LUJLlJjJ_Li L,lLi1.i 1
30^1
30*025
СЕЧ. ПО 2 2
JSSSSSS&
тшл
СЕЧЕНИЕ ПО ЗАДНЕМУ
КОРЕННОМУ ПОДШИПНИКУ
ЛИСТ 39
МДХ 0,55
MiN-O.tO
МДХ. 0030
MiN. ООЮ
.<24
<22
.4950
4980
5010
.4995
wl %ЯУМДХ.ОО5
MiN.OOt
. ' , - .127
П 125
СЕЧ. ПО 4 4
ЧИСЛО ЗУБЬЕВ
ПИТЧ___________а_______________________
ДИДМЕТР начальной ОПРУКН0СТИ 1435 | .7832
мах.оозо
MiN.0005
СПИРДЛЬНДЯ МДСЛЯНДЯ
канавка: шдг опирали 2,
НДПРДВЛЕНИЕ спирали ЛЕВОЕ
СЕТКА - 35-45 ОТВЕРСТИЙ
\на < см2: проволока роз
контактная свдяка
4 ТОЧКИ
РДЗРЕЗ ПО ФИЛЬТРУ
ВЫТЯЖНОЙ ТРУБЫ
ВЕНТИЛЯЦИИ КДРТЕРД
СЕЧ. ПО 11
.5375
9й55
9345
7-20
Ф.498
.492
9 2
2 ПРОКЛДДКИ - ТОЛЩИНОЙ 0.055-о.о, И 0,<5-аог ММ
МДТЕРИДЛ-ЛДТУННДЯ ФОПЬГД ЛЕНТОЧНДЯ Л-62
ИЛИ ДЛЮМИНИЕВДП ФОЛЬГД
СЕЧ. ПО 3 3
ШЕСТЕРНИ ПРИВОДЯ
ВЕДУЩДЯ ВЕДОМДЯ
РДСПРЕДЕЛИДРИВЯДНОГО
тЕ/штмя валика
7< I и
<о
J_____
ЧИСЛО БИ ТКОВ (ПОЛНОЕ) в
ДИДМЕТР ПРОВОЛОКИ J2
ДЛИНД БЕЗ НДГРУЗКИ зЦ-ай
ДЛИИД ПРИ НДГРЧЗКЕ14-17кг
i 1ДРУЖНЫЙ ДИЛМЕ ТР в -<а>
высота головки
высота ножки_________
высота зувд (полная!
шдг винтовой линии
.0025
.0723
(348
______________~2.4605 I 4.5084
•/ГОПГИИТ080ЙЛИНИИ fflOHOPpamt) Ы22'30' I 28'37'31Г
УГОЛ ЗДЦЕПЛЕНИЯ | !4‘ЗП'
НДПРДВЛЕНИЕ ЕИНПВОЙ ЛИНИИ |~ ПРДВОЕ
ДВИГАТЕЛЬ гдз-м
РДЗРЕЗ ПО Н/ШНО№ НДСОСУ
О to 20 30 40 50 <Я 70 80 90 ЮО ММ
ULlLlIlLu. । J j-h-Ld-d
,25Ю
~25О0
НДХ-.0220
\ HiN-.0090
*34160 \ *3.3960 S3
Л4Я® 33940
1.3750
13740
.2520 ШЕСТЕРЮ-
2510
коленчдтый вал
1.1330
1.3765
13755
МДХ-.0025
HiN -.0005
НВ65
11653
1370
9610
№6
.142 ЭКСЦЕНТРИСИТЕТ
.136
ЧИСЛО ВИТКОВ ПОЛНОЕ)
ДИДНЕТР ПРОВОЛОКИ
НДХ.0025 (^^7=:
MiN.0005
СЕЧ ПО 3 3 СШОАД.
----15
Hi—
группа ДГШТОШЕЛЯС
а 2.516 — 2520
Б 2520—2522
в 2.522—2524
внутренний диаметр
направлЕШЕ навивки
Г340-34В
длтна без нагрузки___________।___
дмна m ндгрузке да -я/ кг I й
------------------------I
• ЛЕВОЕ
ндх оозо
HIN оооо
4590
4660
'нах-.0025
. И IN-0005
СЕЧ ПО И
СЕЧПО 2 2
Н-----
СЕЧ ПО 6 6'
*12470
012.429
.5940
.5945
СЕЧ ПО И И
.3760
.376
' 374
.3760
3750
.4365
.4375
.4660
СЕЧ ПО 5 5
.5945
.5940
НДХ.0015
HiN.0000
НДХ.0020
HiN 0005
мах-орто
HiN-0005
.3115
6(НН)
.3140
.3130
МЛХ- OSS /
MiN -.036
1
СЕЧ. ПО В 6
1все шейки вола j
-/в
Г 1620-
тж
725
4#
шдгспирдпи во
2770-2772\554Г5543
маслоотгоннда кдндвкд: шаг
6 мн: НДПРДВЛЕНИЕ - ЛЕВОЕ
.3100
.3095
СЕЧ ПО в 13
____- стыковая свалка,
навивка сальника -трехслойндд
всЕшапнныЕ
ШЕЙКИ
i
ав-’ш
СЕЧПО 9 9
5.003
W
2.615
2605
*3676
1375
мах.оою
MiN-OOiO
1.536
1560
7366 ___
7.376 Ю.3155
10.3115
14.5655_____________
14.5615 16942
16932
~zj’;SSW| КОНЦЕВЫЕ витки клапанной ПРУЖИНЫ должны выть
завиты в замкнутые колона и зашлифованы под
ПРРМЫМ УГЛОМ К ОСИ ПРУЖИНЫ
.5935
тготв i-ie
БЛОК 29901 /
зой КМЕНЧЯТйИ
сальник-правка
ОЛШИНОЙ
ПОЕННЫЕ ШЕИ! И
маховик втсировдть стдтически.
ПИСБЯЛОНС НЕ БОЛЕЕ 215 ГСМ,
ПРИ БДЛДНСИРОВКЕ СВЕРЛИТЬ ОТВЕРСТИЯ
ДИДМЕТРД а НД РЙЛИУСЕ Bi
J74I771
.354
параметры зтдтого
I вениа маховика сн/шз!
пси отверстий лол толкатель и под втулку
клапана должны совпадать, смешение осей
не более .0020. нЕпатУлность осей oops
оси отверстий поп толкатели допжныешд
ПЕРПЕНДИКУЛЯРНЫ ОСИ KmWBQHLBW.
Ж
V
ЧИСЛО ВИТКОВ (ПОЛНОЕ) ~
ДИДНЕТР ПРОВОЛОКИ, ММ
длина без нагрузки
длина m ндгрузле io-iks кг
наружный диамЕТР__________
ндпювление завивки
Щ5
IB3Q05
IS
ЛЯ
ЛЕВОЕ
\&ЕС НДХОВИКЛ 23 -25 ГГ
.5925
СЕЧ ПО ТОЮ
проклддкд -прокладочный
картой толщиной
02 ±003 мм
НДХ.00)5
\н1М.ОО15
.3115
3105
СЕЧ ПО 14 14
контдктнда сварка 12 точек
। \ндбюкд сальника
____ \оппЕтка.матЕРиал-
ПДРДМЕТРЫ РАСПРЕДЕЛИТЕЛЬНЫХ ШЕСТЕРЕН
I_________________________
ЧИСЛО ЗУБЬЕВ_____________
ПИТЧ_____________________
ВЫСОТД ЗУБДТЛОЛНЛО)
ВЫСОТД ГОЛОВКИ зубр
высота ножки зувд
шанЕТРнтдлшйшшли
yrniBKHTTSTHasiiHPOHiiPmi
шаг винтовой линии
НДПРДВЛЕНИЕ ВИИТОВОЙTlHUi
угол зацепленир
m I
25 \ 50
________Ю________
_______.230______
.100
.130
25‘33'
16210
ЛЕВОЕ
14‘ 30'
36420
ПРДЗСЕ
храповика коленчатого вала
радиальный зозор 003-004 паи межцентровом
РДССТ09НИИ 4.156
*40000
39900
НДХ 0020
HiN-,0090
СЕЧПО 7 7
*3.9990
39930
1.5600
\t5590
15625
СЕЧ ПО Т2 12
НДХ.0035
MiN. 0015
15515
10005
9905
10005
.9995
НДХ РОЮ
MiN-.ООЮ
мах,о/ю
MiN 0030
.6690
°СЕЧПО 16 Ю 6920
.6950
.ТИСТ40
ЛВтТЕПЬ Г43-П
О Ю20 304050 6070 BOSOIOJEJI
77
ЮБКА ПОРШНЯ ИЗГОТОВЛЕНА нп КОНУС. ВЕРХНИЙ ДИДМЕТР МЕНЬШЕ НИЖНЕГО НД .0005- 0025
КОЛЬЦО-££
кольцо ^9-
---- Ю4Э
НО А
ЧОЯ
СЕЧЕНИ1
СТОПОРНОГО КОЛЬЦА
ПОРШНЕВОЙ ПДЛЕЦ 3545}
МЕЖДУ ЦИЛИНДРОМ и ВЕРХНЕЙ частью
ЗДЗОР ПРОВЕРЯТЬ ЩУПОМ ,003 я-ъ СО СТОРОНЫ,
ПРОТИВОПОЛОЖНОЙ ПРОРЕЗИ ЮБКИ.
усилие вытягиадния щупд г.ь -дь к/
10001
.9997
10004
10001
МДх-,0007
MIK 0000
СЕЧ. ПО 11
ДИАМЕТРУ с ВЕРХА ЮБКИ
ПОРШНЯ
В ПЛОСКОСТИ, ПЕРПЕНДИКУЛЯРНОЙ оси
ОТВЕРСТИЙ ПОД ПОРШНЕВОЙ ПАЛЕЦ,
ПОРХНИ РАЗБИВАЮТСЯ НА 3 ГРУППЕ,
ГРУППА
ДИАМЕТР ЮБКИ ПОРШНЯ С
01
3.8710-3.8715
3B7I5-38720
38720-36725
ЮОИ?
<0003 \
jO5i{j_
Ю49;1
СТып _
СЕЧ 110 2 2
юоин
/ Eoooi
ВТУЛКА-ЛЕНТА
ТОЛЩИНОЙ 0,89-0,2 ММ,
ДОЛЖНА ВХОДИТЬ пт
\РУКИ В КАЛИБР 10695
КАНАВКА ПОРШНЯ
д
93520
~Т5Г0
КАНАВКА ПОРШНЯ
Ф3855
3852
.0(7
.007
пунктирный контур
ОСТАВЛЯТЬ КАК МИНИМУМ
3515
КОЛЬЦО СНИЗУ
(1Г.2
ШДТУН
КОЛЕНЧАТЫЙ БДЛ
198? 05 Г
I 2.437
2.436
(548
1.542
ПРОРЕЗЬ
'\НД ЮБКЕ
15/4
1.626
1.620
(8745-18750 ОТВЕРСТИЕ НИЖНЕЙ ГОЛОВКИ ШДТУНД,
ОБРАБОТАННОЕ ВМЕСТЕ С КРЫШКОЙ ШДТУнД и
ТЕХНОЛОГИЧЕСКИМИ ПРОКЛАДКАМИ ПОСЛЕ ЗАЛИВКИ
БАББИТОМ
СПИРАЛЬНЫЕ СМАЗОЧНЫЕ
КАНАВКИ, ШАГ СПИРАЛИ Z'
ШИРИНА КАНАВКИ
ГЛУ5ИНл4ъ
ЛБЕ ПРОКЛАДКИ
ТОЛЩИНОЙ 0.4-
И 0.055-noiMM
44П
(6И
1.600
1760
1.730
Ф3855
3850
Ф37375
37350
дао
.865
„-.005
СЕЧЕНИЕ КДНДВОК ДЛЯ
ПОРШНЕВЫХ КОЛЕЦ
ЫЗЬ 44!
~24t<L£
СЕЧ. ПО 5 5
434
НАТРОМ
MiH.004
СЕЧ. ПО 3 3
ФЗ.В50
3847
КОМПРЕССИОННОЕ КОЛЬЦО
.160
.145
i
СЕЧЕНИЕ КОЛЬЦА^
МЮК
ПРИ сжатии до
ДИДМЕТРД 3875-3876
ДИДМЕТР 387Б-387Б ПРИ КОЛЬЦО ДОЛЖНО ДАВИТЬ
\3A30PE О СТЫКЕ ДАВЛЕНИЕ В НАПРАВЛЕНИИ
• Uu/ г! J.2
L±±^- СТРЕЛОК А В 32-5 КГ
МАСЛОСЪЕМНОЕ КОЛЬЦО
.0(7
.007
, .150 §3
ГСРЕЕЕВЫТ КОЛЬЦА ЛУДИТЬ по НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ
I ТОЛИЩНА ОПОЯ 0,005-0,010 мм
ВЕС ПОРШНЕВОГО ПДЛЬЦА (18-121 г
ВЕС ПОРШНЯ 546-550 г: доводку ПОРШНЯ ПО ВЕСУ ПРОИЗВОДИТЬ
СНЯТИЕМ МЕТАЛЛА С ПРИЛИВОВ ПО НИЗУ ЮБКИ ПОРШНЯ
ОСЬ ОТВЕРСТИЙ ЛЯД ПОРШНЕВОЙ ПЯЛЕЦ ДОЛЖНА ПЕРЕСЕКАТЬСЯ С ПРОДОЛЬНОЙ
ОСЬЮ ПОРШНЯ. ОТКЛОНЕНИЯ НЕ БОЛЕЕ .005'_ОСИ ОТВЕРСТИИ ПОД ПОРШНЕВОЙ ПДЛЕЦ
ДОЛЖНЫ СОВПАДАТЬ: ОТКЛОНЕНИЯ НЕ БОЛЕЁ.ОО!5 ОБЩИХ ПОКАЗАНИЙ ИНДИКАТОРЕ.
ПРОЛОЛЬНДЯ ОСЬ ПОРШНЯ И ОСЬ ОТВЕРСТИЙ ПОД ПОРШНЕВОЙ ПДЛЕЦ ВЗАИМНО
ПЕРПЕНДИКУЛЯРНЫ. ОТКЛОНЕНИЯ НЕ БОЛЕЕ .002 НА ДЛИНЕ 3.12
дидметр з.875-з8тб
\пРИ ЗАЗОРЕ В СТЫКЕ
LW
2±~3,
4 4
ФРЕЗА
Isssssssssi
!х СЕЧ. ПО АД
мюп
572? 0,5 Г
РАСПРЕДЕЛЕНИЕ ВЕСА ШДТУНД
ПРИ СЖДТИИ ДО ДИДМЕТРД
ЗД75-3676 КОЛЬЦО ДОЛЖНО
ДАВАТЬ ДАВЛЕНИЕ В
НАПРАВЛЕНИИ СТРЕЛОК Д
В 32-5 КГ
ЛИСТЫ
ДВИГДТЕЛЬ гдэ-п
ШДТУННО-ПОРШНЕМЯ ГРУППД
О Ю 20 30 40 50 60 70 ВО 90 ЮО ММ
Lml I I I I I I I I I I I I I I I I I I
78
ПЕРЕДНЯЯ ОПОРА
задняя опояд
д
КОЛЬЦД. ВЕРХНЕЙ И НИЖНЕЙ ПОДУШЕК ПЕРЕД
ПРиВДРКОЙ РЕЗИНЫ ПОКРЫТЬ латунью
ВИД ПО СТРЕЛКЕ в
ОБОЙМЫ И ШДЙБЫ
РЕЗИНД ТИПД
070:%%,
—
СЕЧ. ДО 3 3
ПО I
БЕЗ НДГРНЗКИ
Ф55*.’&1
листу
SSS3
по д д
чем
smaaaasaasn
МДХ 1000
m!n адоо
мах 0.800
MIN 0.400
ТВЕРДОСТЬ ПО ШОРУ 38-43.
ПРЕДЕЛ ПРОЧНОСТИ НЕ МЕНЕЕ 175 КГ/СМ2,
УДЛИНЕНИЕ НЕ МЕНЕЕ 500%,
СЖДТИЕ НЕ БОЛЕЕ 257,
РЕЗИНД ЧЕРНДЯ НЕВЫЦВЕ1ДЮШДП СПЕиИДЛЬНЛЯ.
ТВЕРДОСТЬ ПО ШОРУ 45-55:
эластичность по шору не менее во.
ПРЕДЕЛ ПРОЧНОСТИ НЕ МЕНЕЕ 175 КГ/СМГ
ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ НЕ МЕНЕЕ 500%.
ОТНОСИТЕЛЬНОЕ ОСТДТОЧНОЕ УДЛИНЕНИЕ
НЕ БОЛЕЕ >5%
РЕЗИНП ЧЕРНПЯ НЕВЫУВЕТДЮШЛЯ
спЕииальная.
ТВЕРДОСТЬ ПО ШОРУ 40-45.
эластичность по шору не менее во,
ПРЕДЕЛ ПРОЧНОСТИ НЕ МЕНЕЕ 175 КГ/СмГ
ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ НЕ МЕНЕЕ БОО%
ОТНОСИТЕЛЬНОЕ ОСТДТОЧНОЕ УДЛИНЕНИЕ
НЕ БОЛЕЕ 15%
бааииииииинии!
ои.
ВЕРХНЕЙ И НИЖНЕЙ ПОДУШЕК ПЕРЕД ПРИВДРКОЙ
РЕЗИНЫ ПОКРЫТЬ ЛДТУНЬЮ. РЕЗИНД ДО ПОЛНОГО ОТДЕЛЕНИЯ
ОТ МЕТДЛЛД должна ВЫДЕРЖИВДТЪ рдстягивдюшую ндгрузку не МЕНЕЕ 9 КГ/СМ1
РЕЗИНД ЧЕРНДЯ НЕВЫЦВЕТДЮЩДЯ
ТВЕРДОСТЬ ПО ШОРУ 40-50'.
эластичность ПО ШОРУ НЕ МЕНЕЕ 75:
ПРЕДЕЛ ПРОЧНОСТИ НЕ МЕНЕЕ 150 КГ/СМ’;
ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ НЕ МЕНЕЕ 4007.
остдточнля ДЕФОРмаиия после сжатия
БЕЗ СТДРЕНИЯ НЕ БОПЕЕ 5%
СЕЧ. ПО 2 2
№ листе доказана лодвескд двигателя гдз-п на шасси газ-тип
Р70-а&са
ДВИГАТЕЛЬ ГДЗ-М
ПОДВЕСКА
О >0 20304050 60708090 100NM
.... । । । । । । । ... । । । ।
79
5. ДВИГАТЕЛЬ ГАЗ-11
Данные по металлам и термообработке деталей
Лист 47. БЛОК ЦИЛИНДРОВ С КОЛЕНЧАТЫМ И РАСПРЕДЕЛИТЕЛЬНЫМ
ВАЛАМИ И ДЕТАЛЯМИ ГАЗОРАСПРЕДЕЛЕНИЯ
Деталь Материал Термообработка Твердость Примечание
Блок цилиндров Серый чугун СЧ 40. Состав: 3,15—3,8О°/о С, 2,25—2,4O°'o Si, 0,6—0,80/о’Мп, 0,18—0,25°'о Р, не более 0,12% S, 0,20—0,35°/0 Сг, 015—0,25% N1 Нв 170—229 Контроль твердо- сти производить , около клапанных гнезд. Гидравли- ческое испытание водилой рубашки производить под давлением 3—4 лгг/сл/2. После черновой расточки цилинд- ров производить проверку откло- нения в литье стенок всех ци- линдров электро- магнитным при- бором. Внутрен- ние поверхности картера и кла- панной коробки окрасить масло- упорной краской
Головка блока цплпнд» ров Серый чугун № 3 — Нв 149— 179 Произвести испы- тание на герме- тичность в те- чение 3 мин. под давлением 3—4 лгг/елг2
Коленчатый вал Сталь 45 Шейки подверг- нуть поверхно- стной закалке электронагревом. Глубина слоя 3—4 мм Поковка Нд 179—228. Изделие На 55—60
80
Деталь Материал Термообработка Твердость Примечание
Крышка переднего ко- ренного подшипника коленчатого вала Серый чугун № 11 — Не более Нв 187 —
Крышка средних корен- ных подшипников ко- ленчатого вала Легированный чугун № 20 — Нв 170—207 —
Крышка заднего ко- ренного подшипника коленчатого вала Серый чугун № 1 — Нв 170 — 229 —
Храповик коленчатого нала Холоднотянутая прут- ковая сталь 35. ГОСТ В-Ю50-41. Шестигран- ник 46 мм Греть в циани- стой ванне до 830°С. Калить в масло. Глубина слоя не менее 0,2 мм Поверхность по напильнику —
Шайба упорная колен- чатого нала Сталь 65Г. Толщина 5 мм Калить в масло. Отпустить при 425° С ^С40 —
Маховик Серый чугун № 3 — Нв 143—179 —
Зубчатый обод махо- вика Сталь 45 специального профиля пли сталь 50Г. Толщина 12 ±0,6 мм. Ширина 16+017 мм Рабочую поверх- ность зуба п то- рец (со стороны фаски) подверг- нуть поверхност- ной закалке элек- тронагревом. Глу- бина слоя 0,7—1,0 мм HRc 45-55 Допускается за- калка зуба по вершине и по впадине
Болт маховика Холоднотянутая прут- ковая сталь 38ХА (для холодной высадки) ГОСТ 4543-48 Греть в соляной ванне. Калить в масло. Опустить HRc 25-32 —
Деталь Материал Термообработка Твердость Примечание Деталь Материал Термообработка Твердость Примечание
Крышка распредели- тельных шестерен Листовая сталь 08. От- делка поверхности вы- сокая. Толщина 1,5 л/л/ — — — Ступица распредели- тельной шестерни рас- пределительного' вала Сталь А20 — Нв 143 — 197 —
Упорный фланец рас- пределительного вала Листовая сталь 65Г. Толщина 5,5 мм Калить в масло. Отпустить Н„ 4Э—50 Яс —
Шестерня распредели- тельная коленчатого вала Холоднотянутая прутковая сталь А12 или 20. ГОСТ В-1414-42 ф 85_0 2Э мм Планировать. Глубина слоя не менее 0,10 мм. Калить в-масло Поверхность по напильнику —
Распорное кольцо рас- пределительного вала Листовая сталь 25. Толщина 4,7 мм — — —
Втулки распредели- тельного вала: перед- няя, средняя, задняя Ленточная нпзкоуглеро- дпстая светлополпро- ванная обрезная сталь, залитая баббитом, ГОСТ 503-41. Состав баббита: 3,25 ± О,25°/о Си, 7,50 ±0,25% Sb, не менее 88,25°/0 Sn, не более О,25°/о РЬ, не более О,О8°/о Fe, Al и Zn нет. Прочие примеси не более 0,1°/0. Толщина 1,46_0 и мм. Ширина Ю5_0)80л/л/
Ступица шкива колен- чатого вала Сталь А20 ГОСТ В-1414-42 — Нв 143—157 —
Шкив коленчатого вала Листовая сталь 08. От- делка поверхности вы- сокая. Толщина 1,5 мм — — —
Фланец демпфера ко- ленчатого вала Листовая сталь 08. От- делка поверхности вы- сокая. Толщина 2,3 мм — — —
Маховик демпфера ко- ленчатого вала Серый чугун № 3 — Нв 143—179 — Клапан впускной Холоднотянутая прутковая сталь 40Х ф 9,6 ±0,1 мм Калить. Отпустить Нв 30—37 Ножка на длине 3—5 мм не менее /А, 24 «с Твердость ножки проверять до окончательного шлифования торца
Распределительный вал Сталь 43А Поковку норма- лизовать. Обра- ботанный вал под- вергнуть поверх- ностной закалке электронагревом кулачков, эксцен- трика и зубча- того венца. Пос- ле закалки вал отпустить Поковка Ня 170—207 Изделие Н„ 52—60 «с Допускается пре- вышение твер- дости не более 62 «с
Клапан выпускной Сталь Х8С 1 Ф 9,6_0 j мм Калить. Отпустить Нв 30—40. Ножка на длине 3—5 мм не менее 45 «с Твердость ножки проверять до окончательного шлифования торца
Толкатель клапана Сталь 35 Поковку норма- лизовать. До на- плавки чугуна ка- лить. Отпустить Поковка Нв 143—196. Изделие 35—50. «с Наплавленная по- верхность не ме- нее Нв 45 «с
1 По проекту ГОСТ; существующие обозначения — ЭСХ8 (завод .Электросталь'), сильхром Т (ГАЗ) (Прим. ред.).
u
81
Деталь Мааерпал Термообработка Твердость Примечание Лист 49. ШАТУННО-ПОРШНЕВАЯ ГРУППА
Пружина клапана Закаленная в масло пружинная проволока ф 4,1 -1-0.05 лис Отпустить после навивки — — Деталь Материал Термообработка Твердость Примечание
Поршень Алюминиевый сплав. Состав сплава: 6,25—7,75°/0 Си, 5—6°/0 Si, 0,25—О,ЗО°/о Mg, не более 1,5°/0 Fe, не более О,5°/о Zn, остальное А1 Выдержать при темп ератур е 205° С в течение 6 час. Нв 100—130 После механи- ческой обра- ботки луднть. Толщина слоя 0,004—0,006 лис
Сухарь клапана Ленточная низкоугле- родистая особо мягкая сталь специального про- филя — — —
Тарелка пружины кла- пана Холоднотянутая прутковая сталь А12 Ф 29_0(11 мм — — —
Шатун. Крышка шатуна Сталь 45 Г2 Калить. Отпустить Нв 228—269 —
Вставное седло выпуск- ного клапана Специальный чугун. Состав: 2,5—3,0°/0 С, 1,5—2,О°/о Si, 0,5—О,8°/0 Мп, 2,75—3,25°/0 Ст, 4,0—5,О°/о Мо, не более О,2°/о Р, не более О,1°/о S Греть при 600° С в течение 90 мин. Охлаждать в печи до 250° С, даль- нейшее охлажде- ние на воздухе Нр 50—60 —
Поршневой палец Холоднотянутая прутко- вая сталь 45 Наружную по- верхность под- вергнуть поверх- ностной закалке электронагревом. Глубина слоя 1 —1,5 лис. Перед закалкой улуч- шить Нв 58—65 ЯС —
Регулировочный болт толкателя Холоднотянутая прутковая сталь 20ХН или 15Х. Шестигран- ник 12_0 24 лис Цементировать верхнюю торце- вую поверхность головки. Глубина слоя 1,2—1,5 мм Калить в масло. Отпустить Верхний торен (головки) Нв 60—65. «с Резьбовая часть не более Но 35 Яс На гранях под ключ допускается наличие цементи- рованного слоя. Поверхности, не подлежащие це- ментации, омед- нить
Гайка регулировочного болта толкателя Холоднотянутая сталь 30Г2 или сталь 30 ГОСТ В-1050-41. Ше- стигранник 14_о>24 мм Калить. Отпустить Нв 25—32 Яс — Кольцо поршневое ком- прессионное. Кольцо пор- шневое маслосъемное Серый чугун № 4 1 Нв 98—103 После механи- ческой обра- ботки лудить наружную ци- линдрическую поверхность. Толщина слоя 0,005—0,010 лис
Направляющая втулка клапана Серый чугун № 2 — Нв 143—179 и
82
Деталь Материал Термообработка Твердость Примечание Лист 50. МАСЛЯНЫЙ НАСОС (ГАЗ-11 и ГАЗ-51)
Болт шатуна Холоднотянутая прутковая сталь 38ХА для холодной высадки Греть в соляной ванне. Калить в масло. Отпустить HRc 27—34 — Деталь Материал Термообработка Твердость Примечание
Корпус. Крышка Серый чугун № 2 — Нв 143—179 Масляные каналы и внутреннюю полость хвостовика 'корпуса окрасить в литье маслоупорной крас- кой
Коронная гайка болта ша- туна Холоднотянутая прутковая сталь 35Х. Шестигранник 15 о}24 ЛГЛГ Греть в соляной ванне при 830° С в течение 5—10 мин. Калить в масло. Отпустить при 520° С в те- чение 1 час. HRc 25—32 Шестерни, ведущая и ведомая Холоднотянутая прут- ковая сталь 35 или сталь 40 ф 35,5_0 17 мм — — —
Шестерня привода Холоднотянутая прут- ковая сталь А20 ГОСТ В-1414-42 пли холодно- тянутая прутковая сталь 20 ГОСТ В-1050-41 ф ЗО,5_о 14 мм Цианировать на указанной длине. Глубина слоя не менее 0,15 мм. Отпустить (если необходимо) Поверхность по напнльннку ч 2 о Цилиндрич асть ф 18 н 5 мм перед бработкой о ескую длине термо- 1еднить
Втулка головки шатуна Ленточная оловянистая бронза Бр. ОЦС 4-4-2,5. Состав: 2,5—3°/0 Si, 0,8—1,2°/0 Мп, 2,5—3,5°/0 РЬ, остальное Си. Толщина ленты 0,89 + 0,02 мм HRb 75—85 НД ЭТОЙ ДЛИНЕ не ииднируЕта.
Валик Холоднотянутая прут- ковая сталь 20 ГОСТ В-1050-41 Ф 13,5_0>1алгл Поверхностная закалка электро- нагревом на ука- занной длине. Г лубнна 1,5—2,0 мм Поверхность, подвергнутая закалке элект- ронагревом, 58—65 1 НГ тип
Ось ведомой шестерни Холоднотянутая прут- ковая сталь 20 ОСТ НКТП 7128 Ф 1 3-0,12 Цементировать. Глубина слоя 0,9—1,2 мм. Ка- лить в раствор каустической со- ды. Отпустить HRc 58—65 —
Вкладыш шатуна Ленточная низкоуглероди- стая светлополированная обрезная сталь, залитая баббитом. Состав баббита: 3,75 + О,25°/оСц, 7,5O + O,25°/o Sb, не менее 88,25°/0 Sn, не более О,25°/о РЬ, не более О,О8°/о Fe, 0,08—О,12°/о Те, А1 и Zn нет. Прочие примеси не более 0,1 °/о. Толщина ленты 1,45_0 п мм. Ширина Ю5_0)В мм
Пружина редукцион- ного клапана Закаленная в масло пружинная проволока сталь 65ГП ГОСТ В-2052-43 Ф 1,8+Оо’,°о42ЛЛ ОСТ 20006-38 Отпустить после навивки
Кольцо упорное веду- щей шестерни Холоднотянутая прут- ковая сталь А12 ГОСТ В-1414-42 или холодно- тянутая прутковая сталь 35 ГОСТ В-1050-41 Ф 21 о,24 Л1Л ОСТ НКТП 7128
83
Лист 51. ВЕНТИЛЯТОР И ВОДЯНОЙ НАСОС Деталь Материал Термообработка Твердость Примечание
Деталь Материал Термообработка Твердость Примечание Валик Холоднотянутая прутко- вая сталь 45 ф 1 7_о112 мм Поверхностная закалка элект- ронагревом на указанной дли- не. Глубина слоя 1—2 мм Закаленная поверхность не менее Нр 50 Покрыть молочным хромом после термо- обработки. Толщина слоя хрома после шлифования не менее 0,010 мм .uibO' . — .
ВЕНТИЛЯТОР
Лопасти, передний и задний Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности повышенная. Толщина 1,8 мм — — —
Шкив Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности высокая. Толщина 1,6 мм — — — ЗС Zj
Втулки валика, передняя н задняя Пористая бронза. Состав: 84—86 0/0 Си, 10—12 «/„ Sn, не более 1°/0 примесей, остальное С — — —
Ступица шкива Серый чугун № 2 — нв 143—179 —
Пружина упорная саль- ника Проволока, кремнемарган- цовистая бронза Бр. КМц 3,5-1 ОСТ ЦМ 582—39 Ф 2,5-0,055 лсл/. — — —
ВОДЯНОЙ НАСОС
Корпус Серый чугун № 2 — Нв 143—179 Окрасить в литье
Крыльчатка Серый чугун № 2 — Нв 143—179 Оцинковать после механической обра- ботки. Опрыскива- ние 2О°/о -ным рас- твором соли в тече- ние 100 час. не долж- но вызывать корро- зии Обойма сальника. Кольцо манжеты сальника Ленточная латунь Л 62 ГОСТ В-1019-41. Толщина 0,5 мм. ГОСТ 2208-43 — — —
Кольцо стопорное саль- ника Проволока, твердотянутая сталь 65Г. ГОСТ В-1050-41 ф!,5±?;й мм — — Опрыскивание 2О°/о-ным раствором соли в течение 50 час. не должно вызывать коррозии
Крышка Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности высокая. Толщина 3 мм — —
84
85
86
GO
ПОЬМУ цилиндра
88
•57
МАХ 0120
MIN 0.000
MAX 0540
H'N 0030
сеч, по 11
сеч, т 22
ПО/ЕМДТЬВ1 ВАЛ
мах доза
HiN-gox .дя14«
MAX QQ24 Ф0°
IN-HQ20
мдхдооб
3B’«u> MIN-Q066
СЕЧ ПО 3 3
МАХ-0300 MAX 0525
MIN-0.100 M1N 0133
ФВОЯЯ,
НАХ 0.542
MIN 0135
MAX 0090
5<U) Itf/N 0015 J g
5-m. РДСЛРЕЛЕЛ BAH £ <
темпа _ •
MIN 0.006
2e.un
28-.&S
СЕЧ. ПО 4 4 MAX 0010
yilN-Q055
л
§
МДХ Q0S7
МДХ 0090
MiN 0013
5465 пдохашей кадибр.
&.63>&П)ХйДИ01ГкДЛЯР
55.69 ПРОХОДНОЙ ЛА/Ш
5564 НЕПРОХОДНа! КАЛИБР
GTVWA
стал
СЕЧ ПО 6 5
СЕЧ Л.1 9 9
5166 ПРОХОДНОЙ КАЛЮ
ДОХОДНОЙ КАЛИБР
ЫБ’ЛЯЛ
ев^ы
мдхао70
mIn~Q025
ВСЕ ТОЛКАТЕЛИ ДОЛЖНЫ ИНДИВИДУАЛЬНО ПОДБИРАТЬСЯ К ОТВЕРСТИЯМ
8 БЛОКЕ, ТОЛКАТЕЛЬ С БОЛТОМ И ГАЙКОЙ ПОД ДЕЙСТВИЕМ СОБСТВЕННОМ) ВЕСА.
40rASS
мдх аою
MIN-0055
МАХ-0035
пТы~0.909
52^г
40^ 52
4В-.
МДХ0067
СЕЧ ПО 7 7 MINQQ25
МДХ 0057
СЕЧ ПО о в &
РАЗМЕРЫ цилиндров по группой
уд"’4’
МДСЛОМ ОТВЕРСТИИ
ПАРАМЕТР распределительны шестерен
00X005-
ЕЕДОНДЯ
.157Г
20.5617 \ 41.1634
14’30'
1Ш2.Ч.25 ПЛОТНАЯ
МВЧ.25 1-ГО М
МВЧ f-ПТ КЛ1
БЕМШРАЗНОСТЬ
В ПЯДЕЛАХ 0010
ПГМПФЕР КОЛЕНЧАТОГО ВАЛА ЕЛЛЕЛЫЮ
И В СБОРЕ СО ШКИВОМ СТДТИЧЕПШ
балансировать: джбаланс не болеб !$Ю1
РДСПОЕЛЕЛИТЕЛЬНЫЕ ШЕСТЕРНИ ЕКШБИУТЬ
ЛАРАМИ С БОКОВЫМ зазором в'зацеплении
.001-.003 ПРИ РДССТОЯНИИ МЕЖДУ ЦЕНТРАМИ
118 ММ И ПРОВЕРЯТЬ НД ШУМ
КОЖАНАЯ МАНЖЕТА
ПРИ БАЛАНСИРОВКЕ СВЕРЛИТЬ (ИВЕРСЛ/Я.
\диАмЁтм 12 НА ГЛУБИНУ НЕ БОЛЕЕ 12.
НД РАДИУСЕ В6 (БАЛАНСИРОВКА ДЕМПФЕРА) И
ПРИ здквтгнии МЮШД ЛЕМПДЕРА И ШУ1ЮЖР*1И к ЕГО.
НОУПМКУ /ПОЛИРУЯСЬ УСТАНОВОЧНЫМИ ОТВЕРСГИПМИ) ЛРУПТШЕГО
МПМГНТД 14 КГМ ИХ ОТНОСИТЕЛЬНОЕ ПЕРЕГЯШЕнИЕ. ЗАМЕРЕННОЕ
НО РДЛИУСЕ 250 ММ .ДОЛЖНО БЫТЬ РАВНО 2'**-МИ-
МАХ 0,142
сеч по 5 5
отыость и пашосп штт помни ш в пкпглдх goto мм: большм осп мша
ДОЛЖНА БЫТЬ ВДОЛЬ ОСИ БЛОКА ЦИЛИНДРОВ: БО/ЬШЕЕ ОСНОВАНИЕ КОНУСА В НИЖНЕЙ ЧАСТИ ЦИЛИНДРА
ВЕДУЦЯ ________
'ХОЛЕНШШ teWfOBOED
ВАЛА J
26
ПЕРЕД ТУИВДЯШЙ Я&НЫ К ОЛОШУ.
И МАХОВИКУ ЛПтРА ОБЕ ДЕТАЛИ.
ПОКРЫТЬ /УТПНЫД.
25*18'07'
ЛЕВОЕ \ПРДВдЁ
15-
СЕЧ ПО 13 13
ВС£ ЩДТУННОЕ ШЕЙК
535?ш-
ДИДМГТМ В нд ГЛУ6ШУ 12 НД РАДИУСЕ 75
йбДЛДНСИРОВКД ЛЕЛПФЕРД в свах СО ШКИВОМ)
12*06
МДХ Q02Q
мн аооб
------*283
------*21.
MAX-Q64Q
М1Н- Q390
СЕЧ. ПО 14 14
MAX 0G54
MlN-U.0t4
СЕЧ ПО 15 15
MAX 1253
H/N 0750
ГРУППА А 5 б г Д
ДИДМЕТР С 32 3?:JS ол.ЫЧ SE «вам a?^s
ЧИСЛО ЗУ66Е6__________________
ПИТЧ ПО НОРМАЛИ______________
ДИАМЕТР НАЧАЛЬНОЙ ОКРУЖНОСТИ
высота головки зуба___________
ПОЛНАЯ ВЫСОТА ЗУБА
ТОЛЩИНД ЗУБА ПО Д1ГЕ НАЧАЛЬНОЙ
ОКЯДКНОСТИ (ПО НОРМАЛИ)______
ШДГ ВИНТОВОЙ /ЦНИИ
ЫПЛ ЗАЦЕПЛЕНИЯ_______________
УГОЛ НАКЛЕИЛ ВИНТОВОЙ линии
foo НАЧД/ЬНОЛ ОКРУЖНОСТИ)
НАПРАВЛЕНИЕ ВИНТОВОЙ ЛИНИИ
ВАЛА
50
10
3.097 | 6194'
.ЮО
.230
Ы38ГРГКД наружной поверхности ергповичт
МДХ-0125
Н1Ы-0Д73
-------------------------------466x005
----------n. 376XQD5-
----------279XQ05----------
1891005---1
90Я1Д РОЛЯМ
VQ5W-
СГЧ ПО 1П 10.
МДХ 0069
MIN 0025
д*лам
/571 Qf-----
------З^б-Qi
ГИДРАВЛИЧЕСКИЕ ИСПЫТАНИЯ ВОДЯНОЙ РУВАШКИ ПРОИЗВОДИТЬ ПРИ ЛДВЛЕНЖ 3* КГ/См
Вкладка-п^/м^ный толшинойавха/ мм
ПР0КЛАДКА-ПДРАН1П МДСЛОУПОРНЫЙ ТОЛЩИНОЙ /5Т03ММ
КОЛЕНЧАТЫЙ ВАЛ
ДИДМЕТР ВНУТРЕННЕЙ ОКРУЖНОСТИ РГПНЯ
I вентпяторд зУбГаа ni
M1N 0040
СУХАРЬ
КРЫШКА М5-.
ТДРЕЛДД
СЕЧ ПО 17 !7
СУХАРЬ КЛДПДНД И ТАРЕЛКА ПРУЖИНЫ КЛАПАНА
Ф1з:оО5'
—*13—
ОТВЕРСТИЕ ДЛЯ
бАЛАНСиРОБКН СЕЧ ПО Ю !6
НДХ0250
М1Н ООО
weno ВИТКОВ (ПОЕНОЕ)
ДИАМЕТР ТРОВОЛОКИ 4ИСЮ5
ВНУТРЕННИЙ ДИАМЕТР 21*и
ДЛИНА БЕЗ НАГРУЗКИ 51
длина под ндтзкой ш-гцкг 44.5
длинй паа нчгпчзтя пг 367
НАПРАЗ/ЕНИЕ НАВИВКИ ЛЕВОЕ
ШДГ ’еРЕНЕины!
ЧИСЛО ЗУБЬЕВ 146
МОДУЛЬ is
ДИДМЕТР НАЧАЛЬНОЙ ОКРУЖНОСТИ 370
ПОЛНАЯ ВЫСОТА ЗУБА 48
ТОЛЩИНА ЗЮА ПО ДУГЕ НАЧАЛЬНОЙ окружности: геореги^скаа ДЕЙСТВИТЕ/гмаа 3.39 258
УГОЛ ЗАИЕПЛЕНИЯ 15*
2ZZZZZZZ&
дно сфера
0
СЕДЕЛ ВЫПУСКНЫХ КЛАПАНОВ
ЗАКАТАТЬ. КАК УКАЗАНО
ВПУСКНОЙ
MAX-0085
•СЕЧ.ПО tilt MIN-0025
Н8Ч25 ЕГО КЛ, 6 ОТВ
МДХ 0124
MiN 0.080
СЕЧ. ПО !2 12
*Q2*^
1МИ*1 плдтндо
М/П Q035
M'lN QCOO
СЕЧ ПО 16 JS
МАХОМ .MMMMWITb СТОПРДОПЕ
ДС6ДЛМС НЕ БОЛЕЕ 35 TCHL
ОТВЕРСТИЯ ДИАМЕТРА 1?ММ
НА ГЛУБИНУ НЕ БОЛЕЕ 15 М
ДАЛИЯХ Ы ММ
деигдтт гйз-и
5^ l-‘.I"CA3
89
12
показаний индикатора.
БОЛТОВ КРЕПЛЕНИЯ. КАК УКАЗАНО
ПРИ УСТАНОВКЕ ПО КРАЙНИМ КОРЕННЫЙ!
ШЕЙКАМ ДОПУСТИМОЕ БИЕНИЕ ТОРНА
маховика в указанном месте не
ДОЛЖНО БЫТЬ БОЛЬШЕ 0.15 ОБЩИХ
9Ю СВЕРЛИТЬ ПРИ БАПЯНСИРОВКЕ
расстояние между центрами
СВЕРЛЕНИЙ НЕ МЕНЕЕ 14 ММ.
Балансировать динамически
допустимый дисбаланс в пределях 70 гем
при Балансировке сверлить отверстия в
маховике на указанном рядиусе
перед балансировкой обеспечить совлдДЕниЕ
после балансировки маховик и кожух
сцепления ЗАКЛЕЙМИТЬ МЕТКАМИ „О"
РАСПОЛОЖЕННЫМИ НЯ ОБЕИХ ДЕТАЛЯХ
друг против друга, около одного из
окончательную затяжку гаек
БОЛТОВ КРЕПЛЕНИЯ МАХОВИКА
ДЕЛАТЬ КЛЮЧОМ С КОНТРОЛИРУЕМЫМ
МОМЕНТОМ ЗАТЯЖКИ.
КРУТЯЩИЙ МОМЕНТ, ПОТРЕБНЫЙ ДЛЯ
этой затяжки, должен Быть в пределях
7,6 г 6,3 КЕМ
ВИД ПО СТРЕЛКЕ Д
ПЕРЕД Балансировкой ПРОВЕРИТЬ СВОБОДУ
И ЛЕГКОСТЬ ВРАЩЕНИЯ ДИСКЯ
ПРИ ВЫКЛЮЧЕНИИ СЦЕПЛЕНИЯ
ПЕРЕМЕЩЕНИЕМ РЫЧЯГОВ НЯ 10,6 ММ
ПРИ ЭТОМ ТЯКЖЕ ПРОВЕРИТЬ указанный
РАЗМЕР (51.5Т0.75)
ПРИ ОТСУТСТВИИ СВОБОДНОГО ВРЯЩЕНИЯ ДИСКА,
Я ТАКЖЕ ПРИ ОТСТУПЛЕНИЯХ В УКАЗАННОМ
РАЗМЕРЕ, ВЕДОМЫЙ ДИСК И КОЖУХ
РАСКОМПЛЕКТОВАТЬ И ПРОИЗВЕСТИ ИХ
ПОВТОРНУЮ ПРОВЕРКУ.
ЛИСТУ)
ОСИ ДИСКА СЦЕПЛЕНИЯ С ОСЬЮ КОЛЕНЧАТОГО ВЯЛЯ
ПЕРЕД БАЛАНСИРОВКОЙ ВЫКЛЮЧИТЬ И ВНОВЬ ВКЛЮЧИТЬ
сцепление няжатиЕМ на рычаги.
Балансировку производить только при наличии
начального дисбаланса, не превышающего tap гем.
ПРИ БОЛЬШЕЙ ВЕЛИЧИНЕ УЗЕЛ РАСКОМПЛЕКТОВЯТЬ И
произвести повторную проверку сбалансированности отдельно
КОЛЕНЧЯТОГО ВЯЛЯ, МОХОВИКА И ВЕДОМОГО
ДИСКО СЦЕПЛЕНИЯ.
ПРИМЕЧАНИЕ, на ЧЕРТЕЖЕ ИЗОБРАЖЕНЫ МАХОВИК И СЦЕПЛЕНИЕ ДВИГАТЕЛЯ ГЯЗ-П
ДВИГДТЕЛИ ГАЗ-It И 51
БАЛАНСИРОВКА КОЛЕНЧАТОГО ВАЛА
С МАХОВИКОМ И СЦЕПЛЕНИЕМ
О ЕО АО 60 ВО 100 120 IAO 160 ISO 200 мм
90
г
ОСЬ ПОРШНЯ И ОСЬ ОТВЕРСТИЙ ДЛЯ ПОРШНЕВОГО ПДЛЬЦД
ДОЛЖНЫ БЫТЬ ВЗДИМНО ПЕРПЕНДИКУЛЯРНЫ (ОТКЛОНЕНИЯ НЕ БОЛЕЕ
0050 НД ДЛИНЕ 100) И ДОЛЖНЫ ПЕРЕСЕКАТЬСЯ (ОТКЛОНЕНИЯ
НЕ БОЛЕЕ 006).
п
*3-13 ОТВЕРСТИЙ
ПОРШЕНЬ
ПЯЛЕЦ
СЕЧ. ПО ! I
10-
ДИАМЕТР II.
5Л-о.и
23,27’°-°^
СТЫК
70 3 Q/2
70 3 0.1
—33—
—293Q/5
23470 Проходной кдлибр
23440 НЕПРИГОДНОЙ КДЛИБР
МАХ 0045
MiN 0,000
10-aoifi
УКАЗАННОЕ ОТВЕРСТИЕ
ДОЛЖНО БЫТЬ НАПРАВЛЕНО
В СТОРОНУ. ПРОТИВОПОЛОЖНУЮ
ПРОРЕЗИ ПОРШНЯ_______
ПОСЛЕ ЛУЖЕНИЯ
ПОСЛЕ ЛУЖЕНИЯ 4?таг
ЛО ЛУЖЕНИЯ 4 vgS
13
imio-i плотндя
13102
66-0.05
ВКЛДДЫШ
ДО ЛУЖЕНИЯ З^г
ПОСЛЕ ЛУЖЕНИЯ
ЛО ЛУЖЕНИЯ З^г
$55'0.012
I ПОД ВКЛДДЫШ
ПО ЭТОМУ ДИДМЕТРУ СОРТИРОВАТЬ
ШАТУНЫ НД ЧЕТЫРЕ ГРУППЫ ЧЕРЕЗ 00025
d
СЕЧ. ПО 2 2
КАНД.
ДИАМЕТР Л
СЕЧ. ЛО 3 3
ДИАМЕТРЫ Ж И S ДОЛЖНЫ БЫТЬ
МЕНЬШЕ ДИДМЕТРД I НД ВЕЛИЧИНУ
ОТ 0J27 ДО 0.177
КАНАВОК
по этому дидметру сортировдть пдльцы
НД ЧЕТЫРЕ ГРУППЫ ЧЕРЕЗ 0,0025. ПОДБОР
К ПОРШНЯМ И ШДТУНДМ ПРОИЗВОДИТЬ
СОГЛАСНО ТАБЛИЦЕ
. ДЛЯ ДВУХ ВЕРХНИХ
ОСЬ ПДЛЬЦД
0.005
0,7= ДЛЯ ДВУХ нижних
КАНАВОК
0.076
0.046-
0.023
ЮБКД ПОРШНЯ
05-12
55.012
»Д006
ПЕНТД 1.45,.
КОНТУР ВЕРХНЕЙ ПОЛОВИНЫ
КОПИРА ИДЕНТИЧЕН С КОНТУРОМ
0145
0.135-
0122
0,107
0.075
0.04В
0023
ПРИ ИЗМЕРЕНИИ ЛЮБОГО
ДИДМЕТРД ОТКЛОНЕНИЯ
ЕГО ОТ НОМИНАЛА НЕ ДОЛЖНЫ
БЫТЬ БОЛЬШЕ 0.025
______________ДОЛЖНД ИМЕТЬ ПО ВСЕЙ ДЛИНЕ ОВДЛЬНУЮ ФОРМУ.
КАК УКАЗАНО, И ШЛИФОВАТЬСЯ НД КОНУС замерять в
ПЛОСКОСТИ, ПЕРПЕНДИКУЛЯРНОЙ ОСИ ПАЛЬЦА ’ БОЛЬШИЙ Ф КОНУСА-ВНИЗУ
РАСПРДМЛЕНИЕ
ВЫСОТД ВКЛДДЫШД. УСТАНОВЛЕННОГО В МЕРИТЕЛЬНОМ
ПРИСПОСОБЛЕНИИ. ИМЕЮЩЕМ ГНЕЗДО ДИДМЕТРД 55.012 И
УПОР ДЛЯ ОДНОГО ИЗ СТЫКОВ ВКЛДДЫШД, ПРИ ПРИЛОЖЕНИИ
к другому Стыку ндгрузки в дю кг должна быть zzjigtSS.
УПОР ДЛЯ СТЫКД ВКЛДДЫШД В ГНЕЗДЕ мерительного
ПРИСПОСОБЛЕНИЯ СОВПАДАЕТ С ГОРИЗОНТАЛЬНОЙ ОСЬЮ ГНЕЗДА.
измерение высоты вклддышД производится НА стыке
ВКЛДДЫШД. К КОТОРОМУ ПРИКЛАДЫВАЕТСЯ НАГРУЗКА Г\
ТОРЦЕВЫЕ ПЛОСКОСТИ НИЖНЕИ \
ГОЛОВКИ ШДТУНД ДОЛЖНЫ БЫТЬ
ПЕРПЕНДИКУЛЯРНЫ ОСИ ОТВЕРСТИЯ
ДИДМЕТРД 55. ДОПУСКДЕМОЕ
ОТКЛОНЕНИЕ НЕ БОЛЕЕ 003
ОБЩИХ ПОКДЗДНИЙ ИНДИКДТОРД
ОКОНЧДТЕЛЬНУЮ ЗАТЯЖКУ ГАЕК
ПРОИЗВОДИТЬ ДИНАМОМЕТРИЧЕСКИМ
КЛЮЧОМ КРУТЯЩИЙ МОМЕНТОМ
7.3-7.В КГ
зг^ашш
х-« КОЛЕНЧАТЫЙ ВЯЛ
эти ОСИ ДОЛЖНЫ БЫТЬ параллельны в двух
ВЗЯИМЙО ПЕРПЕНДИКУЛЯРНЫХ ПЛОСКОСТЯХ.
НАИБОЛЬШЕЕ ДОПУСКДЕМОЕ ОТКЛОНЕНИЕ 008 НД ЮО ММ
3.530.1
0-0.015
РДЗМЕРЫ ПОРШНЕВЫХ КОЛЕЦ ДДНЫ ДО ЛУЖЕНИЯ НАРУЖНОЙ
цилиндрической поверхности толщина слоя оооя-оою
ВКЛАДЫШ ШДТУНД
цвет мдркироали ДИДНЕТР D ДИДНЕТР d ДИАМЕТР S
БЕЛЫЙ 21.9950 - 21.9925 22.0000 - 21.9975 2Z0070 - 22.0045
ЗЕЛЕНЫЙ 2/9925 - 21.9900 21.9975 - 21.9950 22.0045 - 22.0020
ЖЕЛТЫЙ 21.9900 - 21.9875 21. 9950 - 219925 22.0020 - 2!. 9995
КРАСНЫЙ 21.9875 - 219850 219925 - 219900 21,9995 -21.9970
УПРУГОСТЬ КОМПРЕССИОННОГО КОЛЬЦА . СЖАТОГО
РЕНТОЙ ДО ЗАЗОРА В СТЫКЕ 0.310.1. ДОЛЖНД БЫТЬ I.5-2.4 КГ
УПРУГОСТЬ МАСЛОСЪЕМНОГО КОЛЬЦА , СЖАТОГО ЛЕНТОЙ
ДО ЗАЗОРА В СТЫКЕ 0310,1, ДОЛЖНД БЫТЬ 14 -1.9 КГ
ГРУППД ДО ПОКРЫТИЯ ПОСЛЕ ПОКРЫТИЯ
диаметр! ДИАМЕТР П дидметрт ДИАМЕТРЦ
д an -ао/в ад - вам 81.7 ft Г) ~ Q.G/2 ОД . а 024 617 ГХ
5 62 --V. 8/7 Д? - a.'tf
В 82 -SSSS 817 rjss В2 ” 817-Ж
Г 62 617 Q2 Z Зой 817-.h™.
д а, '0.030 ОД • dOlO о/7 01,/ «до/о ао .ааи OZ • 0.OJ4 В/7
ПРОФИЛИ ПОРШНЕВЫХ КОЛЕЦ S
п ю:1 §
ПРИ СБОРКЕ СТДВИТЬ
[выточкой ВНИЗ
КОМПРЕССИОННОЕ КОЛЬЦО
о>
-35301-
0.6301
МАСЛОСЪЕМНОЕ КОЛЬЦО
ПДЛЫ1Д
ВИД ПО стрелке Д
М Г2
ПРИ СБОРКЕ ОБЕСПЕЧИТЬ ЗАЗОР
МЕЖДУ ПОРШНЕМ (ПО ДИДМЕТРУ1
со стороны . противоположной
прорези) И ЦИЛИНДРОМ 0,024-0,036,
ЗДЗОР ЗДМЕРЯТЬ ПРОТЯГИВАНИЕМ
ЛЕНТЫ ШУПА ТОЛЩИНОЙ 005 И
ШИРИНОЙ 13 С УСИЛИЕМ 2.25 -3.25 КГ.
ПРОРЕЗЬ ПРОТИВОПОЛОЖНА клдпдндм
I ВЕС ОБРАБОТАННОГО ПОРШНЯ 45012 Г.
ПОДГОНКУ ПО ВЕСУ ПРОИЗВОДИТЬ СНЯТИЕМ
металла с приливов
2. РАЗНИЦА В ВЕСЕ КОМПЛЕКТОВ ПОРШНЕЙ
С ШАТУНАМИ В СБОРЕ НЕ БОЛЕЕ !2 Г
3. РАСПРЕДЕЛЕНИЕ ВЕСА ШАТУНА В
СБОРЕ СОГЛДСНО ЭСКИЗУ
6551 IT ЛИСТ И)
ДВИГАТЕЛЬ ГДЗ - И
ШДТУННО-ПОРШНЕВДЯ ГРУППА
О Ю 20 30 40 50 60 70 60 во юо m
91
ПАРАМЕТРЫ ШЕСТЕРЕН
ВЕДУЩАЯ и ВЕДОМАЯ
ЧИСЛО ЗУБЬЕВ 7
МОДУЛЬ 3.5
УГОЛ ЗАЦЕПЛЕНИЯ 29°03'
ДИАМЕТР НАЧАЛЬНОЙ ОКРУЖНОСТИ 25.4
ВЫСОТА ГОЛОВКИ ЗУБА 3.5
ВЫСОТА НОЖКИ ЗУБА 42
ПОЛНАЯ ВЫСОТА ЗУБА 7.7
УГОЛ ЗАЦЕПЛЕНИЯ (ИНСТРУМЕНТА/ 25°
ТЕОРЕТИЧЕСКАЯ ТОЛЩИНА ЗУБА ПО ДУГЕ НАЧАЛЬНОЙ ОКРУЖНОСТИ 5.7
ДЕЙСТВИТЕЛЬНАЯ ТОЛЩИНА ЗУБА ПО ДУГЕ НРЧДЛЬНОЙ ОКРУЖНОСТИ К-7-0.07 -0.12
ШЕСТЕРНИ
ПРОКЛАДКА ТОЛЩИНОЙ 020-0,25 мм;
ФИБРА ИЛИ ВУЛКАНИЗИРОВАННЫЙ
МАСЛОУПОРНЫЙ ПДРДНИТ
ЧИСЛО ЗУБЬЕВ (О ПОЛНАЯ ВЫСОТА ЗУБА .162
ПИТЧ 12 ТЕОРЕТИЧЕСКАЯ ТОЛЩИНА ЗУБА ПО ДУГЕ НАЧАЛЬНОЙ ОКРУЖНОСТИ .1309
УГОЛ ЗАЦЕПЛЕНИЯ 14 Г
ДИАМЕТР НАЧАЛЬНОЙ ОКРУЖНОСТИ .962 УГОЛ НАКЛОНА ВИНТОВОЙ линии ПО НАЧАЛЬНОЙ ОКРУЖНОСТИ 30°
ВЫСОТА ГОЛОВКИ ЗУБА .0033
ШАГ ВИНТОВОЙ ЛИНИИ 5.2345 НАПРАВЛЕНИЕ ВИНТОВОЙ ЛИНИИ ПРАВОЕ
д
МДХ 0186
MiN-0.050
СЕЧ ПО fl
13'а,2а
t4-qoso
’J~O,056
МДХ 0053
MiN 00/6
1Ч-ао5о
и- аовв
СЕЧ. ПО 2 2
,^-о.ош
U-artB
МДХ 0,075
СЕЧ. ПО 3 3 п/м О.О1О
МДХ-0055 . з^-
MiN-0.017
15-0,050
IJ-O.O66
'-0.046
13 -0,015
Ю-Ц034
МДХ 0272
MiN 0,100
-3-0,020
a +0.055
0+afifo
СЕЧ. ПО 4 4
102^?
щ)±о.ъ
ЗОЛ -0.025
02,4-Qfi^Q
13-0,012
СЕЧ. ПО 7 7
СЕЧ. По 5 5
и-
VZ2Z2
огГол20-
tu+oseo
32.4,. 0060
MAX 0,052
MiN 0.016
fa-аон
IU-nfl9C
МДХ 0.560
MiN 0260
13-0.0/2
МДХ -0,029
MiN-О.ОО1
МДХ 0.012
min.-o.oi9
J3+004O
1Р+0.016
35^о025
'33-0,05
ШЕСТЕРНЯ
io'ojo
. КОРПУС
. +о.ы_
+ 0.060
сеч, паев
сеч, по в 6
32.4-%$,
МДХ 0,010
MiN-0,045
ХАРАКТЕРИСТИКА
НДСОСД
Пао =250 06/МиН
ПдВ=725 ОБ/МИН
РЕДУКЦИОННЫЙ КЛДПДН ДОЛЖЕН БЫТЬ
ПОЛНОСТЬЮ ОТКРЫТ ПРИ ДАВЛЕНИИ в
М6*125 1-ГО КП,
L*-225-*4+*22.5-*i
ПОЛОСТИ ПЕРЕД КЛАПАНОМ В 3,5-40 КГ/СМ2 f-Щ ТРУБ. КОН
1М18М.5
. ПО ДА (ПО КРЫШКЕ)
ШАРИК РЕДУКЦИОННОГО КЛДПДНД
должен герметично прилегать
К СВОЕМУ СЕДЛУ И НЕ ДОЛЖЕН
ЗАКЛИНИВАТЬСЯ ПРИ ПЕРЕМЕЩЕНИИ
В ЦИЛИНДРИЧЕСКОМ канале
КРЫШКИ НДСОСД
ЧИСЛО ВИТКОВ (ПОЛНОЕ) 26
ТОЛЩИНА ПРОВОЛОКИ f а *0,040 •.0-0,020
ДЛИНА В СВОБОДНОМ СОСТОЯНИИ 75
ДЛИНА ПОД НАГРУЗКОЙ 3.75 -4.25 КГ 65
НАРУЖНЫЙ ДИАМЕТР /3.0
НАПРАВЛЕНИЕ навивки ЛЕВОЕ
13-0,019
13-аоа
ДАВЛЕНИЕ 06 КГ/СМ2
ДАВЛЕНИЕ 3.0 кг/см2
УСТАНОВКА МАСЛЯНОГО НДСОСД СМ. ЛИСТЫ 46 И 54
ЛИСТ 50
ДВИГАТЕЛИ ГДЗ-11И ГДЗ-51
МДСЛЯНЫИ НДСРЙ
О Ю 20 30 40 50 60 70 ВО 90 ЮО ММ
92
93
6. ДВИГАТЕЛЬ ГАЗ-51 Данные по металлам и термообработке деталей Лист 55. БЛОК ЦИЛИНДРОВ С КОЛЕНЧАТЫМ И РАСПРЕДЕЛИТЕЛЬНЫМ ВАЛАМИ И ДЕТАЛЯМИ ГАЗОРАСПРЕДЕЛЕНИЯ Деталь Материал Термообработка Твердость Примечание
Крышка распредели- тельных шестерен Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности высокая. Толщина 1,5 мм — 1 ! —
Усилитель крышки распределительных шестерен Листовая сталь 08. ГОСТ 914-47. Отделка поверх ности нормальная. Толщи- на 3 мм — — —
Деталь Материал Термообработка Твердость Примечание
Блок цилиндров Серый чугун СЧ 40. Состав: 3,15—3,30°/0 С, 2,25—2,4O°/0 S1, 0,6—О,8°/о Мп, 0,18—0,25% Р, 0,2—0,35%) Сг, 0,15—O,25°/0 Ni, не более 0,12% S — Нв 170—229 Контроль твердости блока производить между клапанными гнездами или вбли- зи их. Внутренние поверхности картера и клапанной коробки окрасить маслоупор- ной краской
Пластина крышки рас- пределительных шесте- рен Листовая сталь 08. От- делка поверхности повы- шенная. Толщина 4,5 мм — — —
Коленчатый вал Сталь 45 Обработанный вал подвергнуть поверхностной за- калке шеек. Глу- бина слоя 3—4 мм Поковка Нв 179—228. Готовое изделие HRc 55—60 —
Головка блока цилин- дров Алюминиевый сплав № 2 Выдержать при 200°С в течение 6 часов Не менее 65 Твердость испытать на бобышках до свер- ления отверстий
Гильза цилиндра Легированный чугун Xs 1 — Нв 156—197 — Распределительный вал Легированный чугун № 2 Кулачки и экс- центрик отбелить на полную шири- ну. Глубина слоя нз вершинах ку- лачков п эксцен- трика не менее 6 мм. При уда- лении от вершин глубина слоя (от вершин с каждой стороны) неменее: 90° для кулачков, 135° — для экс- центрика Опоры и за- готовка зуб- чатого венца Нв 255—302 Кулачкип экс- центрик HRc 52—58 Твердость кулачков и эксцентрика про- верять на вершинах
Крышка переднего под- шипника коленчатого вала Серый чугун № 11 — Не более /7Й 187 —
Крышки средних под- шипников коленчатого вала Легированный чугун №20 — Нв 170—207 —
Крышка заднего под- шипника коленчатого вала Серый чугун № 1 - Нв 170—229 —
Пластина запорная зад- него подшипника ко- ленчатого вала Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности повышенная — -- —
94
Деталь 1 Материал Термообработка Твердость Примечание Деталь Материал Термообработка Твердость Примечание
Шайбы упорные перед- него подшипника ко- ленчатого вала, перед- няя и задняя Ленточная ннзкоуглероди- стая светлополированная обрезная сталь, залитая баббитом. Состав баббита 3,75±О,25°/0 Си, 7,50 ± 0,25о/о Sb, не менее 88,25°/0 Sn, не более О,250/0 РЬ, не более О,О8°/о Fe, 0,08—0,12о/„ Те, прочие примеси не более 0.1%. Толщина ленты 2,25_0,13 мм Шайбу омеднить пе- ред обточкой„бабби- товой" стороны Шестерня распредели- тельная ведущая (ко- ленчатого вала) Серый чугун № 12 — —
Ступица ведомой рас- пределительной шестерни Сталь А20 ГОСТ В-1414-42 — нв 143—197 —
Тарелка толкателя кла- пана Полосовая отожженная сталь ШХ 15. Толщина 5 мм. Ширина 40 мм — Не более V0 Термообработка пос- ле контактной свар- ки со стержнем тол- кателя клапана
Шайба упорная колен- чатого вала Сталь 65Г. ГОСТ В-1050-41. Толщина 5,5 мм Греть до 740°С. Калить в масло. Отпустить при 425°С 40 нс —
Стержень толкателя клапана Холоднотянутая прутковая сталь 35 Г2 — — Термообработка пос- ле контактной свар- ки с тарелкой тол- кателя клапана
Втулки распределитель- ного вала Ленточная низкоуглероди- стая светлополированная обрезная сталь, залитая баббитом. Состав баббита: 3,25 ±0,25о/о Си, 7,50 ±0,25о/о Sb, 0,08—0,120/о Те, не более О,25°/о РЬ, не более О,О8°/0 Fe, не менее 88,25°/0 Sn, AI и Zn нет, прочие примеси не более Толщина ленты 1,45_011 мм. Ширина 1О5_0 о мм
Толкатель клапана — Греть при 815—830°С 35 мин. Калить в масло. Отпустить На поверхно- сти А не ме- нее На 55 На поверхно- сти В не ме- нее На 35 "с-
Болт регулировочный толкателя Холоднотянутая прутковая сталь 20ХН или холодно- тянутая прутковая сталь 15Х. Шестигранник 1 2_а,24 Верхнюю сфери- ческую торцевую поверхность це- ментировать. Глу- бина слоя 1,2—1,5 мм. Калить в масло. Отпустить. Сферическая торцевая по- верхность го- ловки HD 60—65. «с Нижний торец резьбовой ча- сти не более 36 Поверхности, не под- лежащие цемента- ции, омеднить
Вкладыши подшипни- ков коленчатого вала. Вкладыши крышек под- шипников коленчатого вала Ленточная низкоуглероди- стая светлополироваиная обрезная сталь, залитая баббитом. Состав баббита: 3,75 ±0,25о/о Си, 7,5 ±0,25о/о Sb, 0,08 — 0,120/о Те, не более 0,25°/о РЬ, не более О,О8°/о Fe, не менее 88,25о/о Sn, Al и Zn нет, прочие примеси не более 0.1°/о- Толщина ленты l,9_Ojla мм
Гайка регулировочного болта толкателя кла- пана Холоднотянутая сталь 30Г2 ГОСТ В-1050-41 или холоднотянутая сталь 30 ГОСТ В-1050-41. Ше- стигранник 14_0>, 4 мм ОСТ НКТП 7130 Калить. Отпустить. hrc 25-32 —
95
Деталь Материал Термообработка Твердость Примечание
Клапан впускной Холоднотянутая прутковая сталь 40Х ф 9,6_011 мм ОСТ НКТП 7128 Калить. Отпустить HRc 30-40. Твердость ножки клапана на длине 3—5 мм не менее Нп 45 Rc —
Клапан выпускной Сталь Х8С 1 ф 9,6_0 , мм ОСТ НКТП 7128 Калить. Отпустить. 30—40. Rc Твердость ножки клапана на длине 3—5 мм не менее HD 45 Rc —
Втулка клапана напра- вляющая Серый чугун № 4 — Нв 143—179
Тарелка пружины кла- пана Холоднотянутая, прутко- вая сталь А12 ГОСТ В-1414-42 ф 29_0114 мм ОСТ НКТП 7128 — — При проверке кони- ческого отверстия на краску должно окрашиваться 7О°/о от его площади
Пружина клапана Закаленная в масле пру- жинная проволока ф 4.1 Н- 0,05 мм Отпустить после навивки — Пружину испыты- вать на выносли- вость. После работы с переменной нагруз- кой при 2000 об/мин. распределительного вала длина пружины должна быть44,5.и.и при нагрузке 15,6 кг
Седло вставное выпу- скного клапана Специальный чугун. Состав: 2,5—3,0% С, 2,75—3,25% Ст, 1,5—2,0% Si, 4,0—5,0% Мо, 0,5—0,8% Мп, не более О,2°/о Р, не более 0,1°/0 S Греть при 600°С в течение 90 мин. Охлаждать в печи до 250°С. Даль- нейшее охлажде- ние на воздухе HRc 50-60
Маховик Серый чугун № 11 — Не более % 187
। По проекту ГОСТ; существующие обозначения — ЭСХ8 (завод .Электросталь"), сильхром (ГАЗ) (Прим. ред.).
96
Деталь Материал Термообработка Твердость Примечание
Обод зубчатый махо- вика Сталь45 ГОСТ В-1050-41. Специальный профиль. Толщина 12 4- 0.6 мм. Ширина 16 4- 0,7 мм Рабочая поверх- ность зуба и то- рец (со стороны фаски) подверг- нуть поверхно- стной закалке электронагревом. Глубина слоя 0,7 —1,0 мм Н„ 45—55 Яс Допускается закалка зуба по вершине и во впадине
Болт маховика Холоднотянутая прутковая сталь 38ХА. ГОСТ 4543-48 Греть в соляной ванне. Калить в масло. Отпустить 1 HD 25—32 /?с , —
Храповик коленчатого вала Холоднотянутая прутко- вая сталь 35. ГОСТ В-1050-41. Шестигранник 46_0 25 мм Греть в циани- стой ванне до 830°С. Глубина слоя 0,2 м и. Ка- лить в масло Поверхность по напильнику —
Шкивы коленчатого ва- ла, передний и задний Листовая сталь 08. От- делка поверхности высо- кая. Толщина 1,5 мм — — —
Стушша шкива колен- чатого вала Сталь А20 ГОСТ В-1414-42 — нв 143—197 —
Корпус переднего саль- ника коленчатого вала Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности высокая. Толщина 0.8 4- 0.8 мм — — —
Упорное кольцо перед- него сальника коленча- того вала Листовая сталь 08. От- делка поверхности высо- кая. Толщина 1,2 мм — — —
Шайба переднего саль- ника коленчатого вала Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности повышенная. Тол- щина 2,0 мм — — —
Пружина переднего сальника коленчатого вала Пружинная светлотинутая стальная проволока НК ОСТ 20 006-38 ф 0,6 + 0'03 ми — — —
Маслоотражатель ко- ленчатого вала Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности повышенная. Тол- щина 1 мм — — —
Лист 57. ШАТУННО-ПОРШНЕВАЯ ГРУППА Деталь Материал Термообработка Твердость Примечание
Деталь Материал Термообработка Твердость Примечание Вкладыш шатуна Ленточная низкоуглероди- стая светлополированная обрезная сталь, залитая баббитом. Состав баббита: 3,50—3,75% Си, 7,25—7,75% Sb, 0,08—0,12°/о Те, не менее 88,25°/n Sn, не более 0,25°/0 РЬ, не более 0,08% Fe, Al и Zn нет, прочие примеси не более 0,1%. Толщина ленты 1,45 од1 мм. Ширина 1О5_о,8 мм — — Омеднить пе- ред прошив- кой стыков
Поршень Алюминиевый сплав. Состав; 6,25—7,75°/0 Си, 5,00—6,ОО°/о SI, 0,25—О.ЗО’/о Mg, не более 1,5°/0 Fe, не более О.бо/о Zn, остальное — А1 Выдерживать при температуре 205° С в течение 6 час. Нв 100—130 После меха- нической об- работки лу- дить. Толщина слоя 0,004— 0,006 мм
Шатун Сталь 45Г2 Калить. Отпустить Нв 228—269 Вес поковки после термо- обработки 765—805 г
Болт шатуна Холоднотянутая прутко- вая сталь 38ХА для хо- лодной высадки ГОСТ 4543-48 Г реть в соляной ванне. Калить в масло. Отпустить "₽с 27“34 —
Крышка шатуна Сталь 45Г2 Калить. Отпустить Нв 228—269 Вес поковки после термо- обработки 345—370 г
Ганка коронная шатунного болта Холоднотянутая прутковая сталь 35Х ГОСТ 4543-48 Шестигранник 15_о,24 мм Греть в соляной ванне при 830° С в течение 5—10 мин. Калить в масло. Отпустить при 520° Св те- чение 1 часа 25—32 «с —
Палец поршневой Холоднотянутая прутко- вая сталь 45 Улучшить (за- калка с высоким отпуском). На- ружную поверх- ность подверг- нуть поверхност- ной закалке элек- тронагревом. Глу- бина слоя 1,0—1,5 мм W 58—65 кс
Кольцо стопорное порш- невого пальца Ленточная сталь 65Г. Толщина 1 _ о.ое мм Калить в масло. Отпустить HD 45—50 КС —
Кольца поршневые, ком- прессионное и масло- съемное Серый чугун № 4 Н. 98—103 ₽в После механи- ческой обра- ботки лудить рабочую ци- линдрическую поверхность кольца. Толщина слоя 0,005— 0,010 ММ
Втулка головки шатуна Оловяннстая бронза Бр. ОЦС 4-4-2,5 или крем- немарганцовистая бронза Бр. КСМц 3-3-1. Состав; 2,5—3% S1, 0,8—1,2% Мп, 2,5—3,5% РЬ, остальное — Сц — — —
13
97
Лист 58. РАДИАТОР МАСЛЯНЫЙ
Лист 59. УСТАНОВКА МАСЛЯНОГО РАДИАТОРА
Деталь Материал Термообработка Твердость Примечание
Планка продольная кар- каса. Поперечина каркаса Листовая сталь 08. Толщина 2 мм — — —
Крышка бачков Ленточная латунь Л 62. Толщина 0,8 мм — —
Пластина охлаждающая Ленточная низкоуглероди- стая полированная обрез- ная сталь; качество по- верхности 1-го класса. Толщина 0,18_о,о2 мм - — Перед изгото- влением ленту лудить припоем ПОСС-4-6. Толщина слоя ие менее 0,02 мм
Трубка соединительная Бесшовная труба, сталь 10. Наружный ф 12+0,1 мм, внутрен- ний ф 10 + 0,1 мм — — Заготовку об- дуть па песко- струйном ап- парате или про- травить для получения по- верхности, сво- бодной от ока- лины
Бачки, левый и правый Латунная лента Л 62. Толщина 0,8 мм -
Фланец бачков, правого верхнего и правого ниж- него Ковкий чугун № 1 — нв 121 — 149 -
Скобы угольников. Уголь- ники. Планка угольника Листовая сталь 08. Толщина 2 мм - — —
Деталь Материал. Термообработка Твердость Примечание
Корпус перепускного клапана. Сливной патрубок Ковкий чугун № 1 — Нв 121 — 149 Окрасить в литье
Пружина перепускного клапана Закаленная в масле пружин- ная проволока сталь 65Г ГОСТ В-1050-41 ф Отпустить при 380—400°С — —
Оболочка защитная гиб- кого шланга Пружинная светлотянутая стальная проволока НК ОСТ 20006-38 ф 1,5 мм —
Скоба соединительная шлангов Листовая сталь 08. Толщина 2 мм — —
98
Лист 60. СИСТЕМА ПОДОГРЕВА РАБОЧЕЙ СМЕСИ Лист 61. ПОДВЕСКА ДВИГАТЕЛЯ
Деталь Материал Термообработка Твердость Примечание Деталь Материал Термообработка Твердость । Примечание
Впускной н выпускной трубопроводы Серый чугун № 2 Отжечь перед ме- ханической обра- боткой Нв 143 — 179 Подвергнуть испытанию на герметичность воздухом под давлением 5—6 xzlcjtz Кронштейн тяги соедине- ния двигателя с рамой Листовая сталь 08. Толщина 7,75 мм — — Окрасить
Тяга соединения двига- теля с рамой Холоднотянутая прутко- вая сталь 10 или сталь 20 Ф Э'°±о:°о8 мм — — Окрасить
Колпак защитный верхней подушки Листовая сталь 08. Толщина 0,9 мм — — Оцинковать. Опрыскивание 2О°/о-ным раст- вором соли в течение 25 час. не должно вы- зывать корро- зии
Заслонка подогрева Сталь Х131. Толщина 1,6 + 0,14 мм — — —
Шайба верхней подушки Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности повышенная. Тол- щина 2 мм — — —
Ось заслонки подогрева Холоднотянутая прутковая особая нержавеющая сталь Х13 Ф ®-о,оз ям ОСТ НКТП 7128 — — —
Шайба нижнем подушки Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности повышенная. Тол- щина 1,5 мм — — —
Втулка распорная оси зас- лонки подогрева Ленточная низкоуглероди- стая сталь. Толщина 1,3 мм — — — Гнездо верхней подушки Листовая сталь 08. ГОСТ 914-47. Отделка поверх- ности повышенная. Тол- щина 1,5+0,12 мм — — Оцинковать. Опрыскивание 2О°/о-ным ра- створом соли в течение 50 час. не должно вы- зывать корро- зии
1 По проекту ГОСТ; существующее обозначение (завода .Электросталь") — ЭЖ1 (Прим. ред.).
99
-2316
100
О ЮЛ30 СО50 60 Ю КX юог^
l^l'l 11ИI 11 l.l ilih I
101
102
нт 0.120
ПДХОРЭО
H1N-Q050
МДХ 0006
ги^аобо
'?ПДХ 0024
, HIN-Q020
-^»3e:s"^
СЕЧ ПО 2 2
ПДХ 0540
HIN 0050
а-Ж^
HIN Q000 СЕЧПО
tjatsss
ПДХ 0247 У а
СЕЧ. ПО 3 3
ГША U0W j
ПРХ (1542
HiN 0J35
cei.no ы>
ПДХ 0090 ПДХ 0525
HIN 0015 nlN 0.135
ПДХ 0,010
HIN-Q055
М0'°°”
W0®
ПДХ-0035
HiN 0.009
ндхоово
HIN 0.015
ндходю
HiN-0055
рД-тга:^,!
рго-^1
ХДР/ЖТЕРИСТИМ КПДПДННО11 ПРУЖИНЫ
'1ДИДПЕТР ВНУТРЕНШЙ
число витков_______________
дмнетр празоти_____________
ЛЛИНД В СВОВОДНОП состоянии
ДЛИНД ПОД НДГРУЗКОЙ ЮЛ :2t! КГ
27<<ц
Oi-i
41^05
51
44,5
357
JWE
ВОШИОЙ РШШКИ ПРОИЗЗОПИТЬ
ПРИ ДАВЛЕНИИ 3-4 кт/сп'
45569 ПРОХОДНОЙ КОМЛ
l~5564 IfПаШЮЙ КДЛИ6Р
ПДХ №70 Еб4-а,а
HIN 0025
(52-.^>
*52вс&\.
^51 'cSo \
ПРОХОДНСЙ КДЛИ5Р 45469 ПРОХОДНОЙ КЯЛИВР 45166 ПРОХОДНЕЙ КД7И6Р 451.00
НЕПООХСШаЙ КД/№Р 54ДЗ I НЕПРПХОДНОЙ МЛИЕР 5163 I
ПДХ0065 г»5«У” ПДХ 0070 гЛ5(5'шм/
HIN 0025
/-45l%3
P56Z£
СЕЧ.ПО5 5
HiN 0.005
отыюстъ и конусность тя дот/ выть в пределях 0020 т:
6ОЛЫ11ДЯ ось отд ДОЛЖНО ВЫТЬ вдоль ОСИ 6Л0КД ЦИЛИНДРОВ.
6ОЛЫ11ЕЕ ОСНОВДНЯЕ КОНУСД В НЕЖНЕЙ ЧДСТИ ЦИШНОРД
•к • \
<
СЕЧ ПО 6 6 СЕЧ ПО 7 7
ВСЕ ТОЛКДТЕПИ клдпднов должны индиытд/ш ПОДВИРДТЬСЯ к
ОТВЕРСТИЯП В ВПОКЕ ЦИЛИНДРОВ. ТПЛЛДТЕЛЬСВОПТОП И ГДЙКСЙ под
ДЕЙСТЁИЕП С06СТВЕНН0Г0 ВЕСД ДОЛЖЕН ПЕДЛЕННО 0ЛУСКЛП£Я В С/ГГКД
сндздннон пятый ПДСЛОП ОТВЕРСТИИ.
СЕО ПОвв
А/>•““=
СЕЧ Пр 9 9
выклюй милон
^0-с
Г»-Сг,
СЕЧ ПО ЛИ
ПЮ-15 ТУТРЯ 412-
ндхоед
HIN 0.060
пдхоовт
/ П/И 0025
^Р^—950-^o'f
ПДХ ПТХ7
HiN 0025
сечпоюю
ной к/шп
«-as
MiN - 0.025
<?9-
ДМНД ПОД НДГРУЗЛ0Й462-~ЙКГ
ндпрдмение здаиыш
№2*0014
ПЮ‘1.5 f-ГО КЛ
Ф12-ОВЛ
СДЛЬНИП коленчртого адлд
f57i
14'30'
25Чв’0Г
205817 411634
ЛЕВОЕ
ЛРДВОЕ
•345лю
ПДХ 0029
HIN 00С6
ПДХ 0069
HiN 0025
ПДХ 0054
HW-Q0I4
СЕЧ ПО 1212
ПДХ 0045
Un qooo
ГОРИЗОНТДПЬНОЕ УСИЛИЕ ВСЛЕДСТВИЕ ОТКЛОНЕНИЯ
ПРУЖИНЫ МДПДНД ОТ СВОЕЙ ОСИ НЕ должно
превышать 500 г m еждтии ее до 445 пп
,________ ПДРЫТЕТРЫ ШЕСТЕРЕН
5-т 1М9Ч
ТД0ЕЛ6Д
СУХДРй
г^зо\з&за
<>305
- й @
S3
ГЧо-'Ой
шгдтвм
1512 !
вгшнои мдпдн
'/лЭ’оо&Х:
Л
(00-OU
-4
ЛИСТ 55
и । in т ;—и
ПЕРЕДНЕГО ПОЯИПНИКД ПЕРЕДНЕЙ крышки штш
О/МРИ И тдрелкд пружины клдпднд
i-l UUJj-a.
змнего подштмкд злгкй крышки постим
выпускной том
---------121/02-
12 И 02---------
55:0.15—
•xs:$£
ПДХ-0,125
H1N- 0073
205:005
1045X005^:
fOB^S
пдх-о/до
HIN -0070
^-Pl
У45’^025
тотттЕ/ъ мдпднд
пдх-0,640
НВ-125 ИО КД, 7/ HIN-0.390
СЕЧ ПО 1414
WW0
ЧТСЛО ЗУоЬЕв__________
ПИТЧ ПО НОРПДЛИ_____________
ВЫСОТД ГОЛОВКИ ЗУМ
ПОЛНДЯ ВЫСОТД JW___________
дигшр кшьнои окружности
Т0ЛЩИНДЗУ6Д ПОЕМЕ НДЧД/ШЙ
окружности по норндпи
УТОП ЗДиЕППЕШЯ______________
утоп ндклонд винтовой тнии
ПО НДЧДПЬНОЙ ОКРУЖНОСТИ
шдг винтовой линии
ВЯЛЯ ВШЙ
26 | 56
Ю
ЮО
230
3097 I 6194
НДПРДВЛЕНИЕ ВИНТОВОЙ /ММ!
ШЕСТЕРНИ КО/ЕНЧДТОГО И РДСПРЕДЕ/ИТЕ/МП МЛПН
подвирдгь мдаш с товын здзороп в здцЕттии
001-003 ПРИ Р/ХХТОРНИИ ПЕПЛУ центрш ижстерен
116000 нн
а?
§
НО-125 ТУТДЯ
ГРОКПДЛКД-
ПДРДНИТ
ПДСЛОУПОРНЫЙ
ТОЛЩИНОЙ 15 TQ3
1Н12-1,25
Пбч25пип/1
---
k -i
п__г§
off ШДТ&гЫ
^^^005
-346-0.1----.. ЕГпХЕ---------—I
-----------J®5^005 - --------------
------------------------- ------------- ----1,52.5:0.05 m.n,
вклтш коренных попшйпников кменшпого вллд---3X1
прдтвлРЕШУ!Е№т№512
-64^5
fe
8
-лАав
СЕЧ по и и
М4335£
^мв-
oio^SS
СЕЧПО !5 !5
ihii-i плотндя
§ лк -'
СЕЧ ПО 17 17
нлвивлд слпымкл СОСТОИТ ИЗ ЛВЧХ
ОПЛЕТОК И СЕРЛЕЧНИМ
НДТЕРИМ ОПЛЕТОК - НЕ ПЕНСЕ 00 X
яовЕСгл с дкннкпи вплокнсни и
-—4.25-ао
itwWT
25-’0/5
ЧИСЛО ЗУЕЬЕВ 146
НОДУЛЬ 2.5
полная оьюогл зум 4.0
ЛИПНЕТР НДЧДЛРНОЙ ОКРУЖНОСТИ 370
ТОЛЩИНЯ ЗУБР ПО ДУГЕ НЛЧДЛЬНОЙ ОКРУЖНОСТИ ЕДЕЙСТЫТТЕЛЬНДЯ) 2SB
толштп зуба по дуге ндчдпыюй ОКРУЖНОСТИ (ТЕЕРЕТИЧСМП) 339
УГОЛ IWlfEMM /5*
ТЮЯЖД ГУОПИТЛД 40-6OZQT ВЕСЯ
ндвивки состдв пропитки вог спеси
ВИСКОЗИНД С 6ДЗЕЛИНСП И 20 X
ТЕХНИЧЕСКОГО СДДД ПОСЛЕ лтитки
Н№ИВКИ ПОКРЫВДЕТСЯ СЛОЕН ПЕ/ПТ-
\чешуйчдтою ГРЮФИТД
12X00
ФИКСДШЮ ОСЕВЫХ ТРРЕПЕШЕНМ К0ЛЕНЧДТ0Г0 ВИЛО УППОНЫП1 ШДЙВДПИ СП ЛИСТ 47
ВЫСОТД ВМЛДЫШ УСТДНОВЛЕННОГО в ИЗПЕЛТЛ'ЕЛЬНОП ПЖПОСОвЛЕНШ. ИНЕЮШЕПГТЕУПП 46В5Р Н УПОР ДЛЯ ОЛНСГП ю стыков
ВКЛДДЫШД. ПРИ НДТРУЗКЕ НД ДРУГОЙ СТЫК -525 КГ ДЛЯ ВКЛДПЬЯЕЙ ПЕРЕДНЕТ0.450 ДЛЯ 0КЛДПЫШЕЕ1 СТЕСНИ', и т.65 ДЛЯ РМДЛЫМ
ЗД/ШЕГО КОРЕННЫХЛОШИПНИКОЗ -mi№№MnL34.25:1^ ПН ____________________________________
тГДТЕЛЬ ГДЗ-51
1ПЛ15(№тС1йЕ>Ш1П XlXQESVTE'tttr Кй
rv и mmt глшлыееыя
О ТО 20 5040 50 ВО ТО №90 WOH
103
НД УЧАСТКЕ ДВ ПРОИСХОДИТ ВЫБОР ЗАЗОРА МЕЖДУ КЛДПДНОМ И ТОЛКАТЕЛЕЙ.
НД УЧ детках дв И FK разность отклонений снежных величин подъена
НЕ БОЛЕЕ ±0,013 (± .0005") НА КАЖДЫЕ 5°: ОБЩЕЕ ОТКЛОНЕНИЕ (ВКЛЮЧДА ТОЧКУ
НАЧАЛА ПОДЪЕМА КЛАПАНА) НЕ БОЛЕЕ ±0,025 (±.001").
НА УЧАСТКАХ ВС И EF ОТКЛОНЕНИЕ ОТ ВЕЛИЧИН ПОДЪЕМА, УКАЗАННЫХ 8 ТАБЛИЦЕ,
НЕ БОЛЕЕ ±0,025 (±.00l"), А ЛИ УЧАСТКАХ СР И БЕ НЕ БОЛЕЕ ±0,1 (±.04").
НД УЧАСТКАХ ВС И EF РАЗНОСТЬ ОТКЛОНЕНИЙ СНЕЖНЫХ ВЕЛИЧИН ПОДЪЕНД
НЕ БОЛЕЕ 0,013 (. 0005"). НА УЧАСТКАХ СО И БЕ РАЗНОСТЬ ОТКЛОНЕНИЙ СНЕЖНЫХ
ВЕЛИЧИН НЕ БОЛЕЕ В % РАЗНОСТИ ДВУХ СМЕЖНЫХ ВЕЛИЧИН ПОДЪЕНД.
104
УГОЛ поворота кулачка в градусах ВЫСОТД ПОДЪЕМД ТОЛКДТЕЛЯ в дюймах УГОЛ поворота КУЛДЧКД в градусах высота подъЕма ТОПКДТЕЛЯ в дюймах
0 .00000 46 . 13039
1 .00006 47 . 14059
2 . 00024 48 .15067
3 .00055 49 . 16061
4 . 00099 50 .17039
5 .00149 51 . 18000
6 . 0019В 52 .18944
7 . 00246 53 . 19869
8 .00294 54 . 20774
9 .00342 55 . 21658
10 .00390 56 .22520
И .00436 57 .23360
12 .00486 56 .24176
13 .00534 59 . 24974
/4 .00582 60 .25747
15 .00630 61 26498
/6 .00673 62 . 27226
17 . 00726 63 .27931
18 . 00774 64 .26613
19 . 00870 65 . 29271
20 .00882 66 .29906
21 . 00918 67 .30517
22 .00966 68 .31104
23 . 01014 69 .31666
24 . 01062 70 .32204
25 .01110 71 32718
26 . 01158 72 .33206
27 . 01206 73 . 33669
28 . 01254 74 . 34107
29 . 01305 75 .34519
30 . 01370 76 .34906
31 . 01466 77 35267
32 . 01611 78 35602
33 . 01В46 79 . 35912
за . 02201 80 .36195
35 . 02696 81 .36451
36 . 03330 В2 . 366В1
37 . 04085 83 .36885
38 . 04943 В4 . 37061
39 . 0587В В5 .37211
40 . 06856 86 . 37333
41 . 07864 87 . 37428
42 . 0ВВ92 88 . 37496
43 .09930 89 . 37537
44 . 10971 90 .37550
45 . 12009 -
ОТКРЫТИЕ
ВПУСКНОГО
кпдпднд
в. мл
ОТКРЫТИЕ
ВЫПУСКНОГО
кпдпднд
ЗДКРЫТИЕ
ВПУСКНОГО
кпдпднд
ПРОДОЛЖИТЕЛЬНОСТЬ
ВПУСКД 240°
ПРОДОЛЖИТЕЛЬНОСТЬ
\ выпуска 2ро°
н.м.т
ФЛЗЫ ГДЗОРДСПРЕДЕЛЕНИЯ
ЗДКРЫТИЕ
выпускного
кпдпднд
отклонение от величины подъЕмд, заданной а тдблние
ДЛЯ ТОЧКИ В, НЕ БОЛЕЕ ±0.025 (± ,001"),
указанное отклонение соответствует отклонению в
ФДЗДК РДСПРЕДЕЛЕНИЯ ±1° ПО РДСПРЕДЕЛИТЕЛЬНОМУ ВДЛУ
или-3,/0' по коленчдтону валу.
указанные отклонения учитывают несимметричность
профиля кулачка.
ВСЕ КУЛДЧКИ имеют конус; большее основдние кончен
НДПРДВЛЕНО ВПЕРЕД. КОНУСНОСТЬ 7i'*2i'
ЛИСТ56
ДВИГАТЕЛЬ ГДЗ-51
ПРОФИЛЬ КУЛДт И ФДЗЫ ГАЗОРАСПРЕДЕЛЕНИЯ
. оо> ОТВЕРСТИЯ ПОД ПОРШНЕВОЙ ПДЛЕЦ ДОЛЖНД ПЕРЕСЕЛЯТЬСЯ
IС ПРПЛПЛМОИ ОГДЮ поршня: отклонения в пределдх о.об мм
D
СЕЧ ПО /1
23,470 ПРОХОДНОЙ КДЛИБР'й.
23.4АОНЕПР/МЩНОЙ КАЛИБР
23.27
СТЫК
S
СЕЧ ПО 2 2 ,
РАЗМЕРЫ ПОРШНЕЙ И ШАТУНОВ ПО ГРУППАМ
ЦВЕТ МАРКИРОВКИ ДИДМЕТРД ДИДМЕТР 8
БЕЛЫЙ 2/9950-2(9925 22РОЮ-2200Я5
ЗЕЛЕНЫЙ 219925-219900 22.0095-22.0020
ЖЕЛТЫЙ 213900-2/.9В75 22.0020-2(9995
КРАСНЫЙ 219875-2(9850 2(9995-219970
РАЗМЕРЫ ПОРШНЕВЫХ ПЯЛЬЦЕВ ПО ГРУППАМ
ЦВЕТ МАРКИРОВКИ ДИДМЕТР d
БЕЛЫЙ 22.0000 -2(9975
ЗЕЛЕНЫЙ 21.9975-219950,
ЖЕЛТЫЙ 2(9950-21.9925
КРАСНЫЙ 21.9925 -2(9900
РАЗМЕРЫ ПОРШНЕЙ ПО ГРУППАМ
ГРУППА ДО ПОКРЫТИЯ ПОСЛЕ ПОКРЫТИЯ
диаметр! ДИДМЕТРД ДИДМЕТР! ДИДМЕТРД
А BQ “0.018 QZ -цозо 8l7t%& Bn -OjDtZ Он/ -Q.0» 81.7‘-2%,
Б 82=S% 81,7'-^ Q2 - пои 8(7^
В д?*ааи OZ -цма at 7*адад 01,/ -аош вг^.оа 81,7С$й
Г ВВ *О0И ОШ. *0008 ОТ./ -Q0W Q9 *0.0» О£ *00'2 8(7:^s.
д а?* пало Q£ *0ЛЯ at 7*0.03» 01,/ *0.010 В2^ 8(7:^
УПРУГОСТЬ КОМПРЕССИОННОГО КОЛЬЦА СЖЯТОГО ЛЕНТОЙ
ДО ЗАЗОРА В СТЫКЕ 0310.1 ДОЛЖНД БЫТЬ 19-2,7 КГ
УПРУГОСТЬ МАСЛОСЪЕМНОГО КОЛЬЦА СЖАТОГО ЛЕНТОЙ
ДО ЗАЗОРА В СТЫКЕ 0.3 Ю,/ДОЛЖНД БЫТЬ 16-22 КГ
4Ю.1
г
3.710./
Q5T0.I
ПРОФИЛЬ КОМПРЕССИОННОГО КОЛЬЦА
ню:/
- □
S
а
»3 -13 ОТВЕРСТИЙ
КОНТУР ВЕРХНЕЙ ПОЛОВИНЫ КОПИРА ИДЕНТИЧЕН
ПОСЛЕ ЛУЖЕНИИ
дидм Ц-
РДСПРЯМПЕНИЕ
ОД-1.2
550/2
1-тК-0.000
175 =№3
ЮБКД ПОРШНЯ ДОЛЖНД ИМЕТЬ ПО ВСЕЙ
ДЛИНЕ ОВДЛЬНУЮ ФОРМУ. КАК УКДЗДНО
ПОСЛЕ ЛУЖЕНИЯ п
-------------2AxEi
ПОСЛЕ ЛУЖЕНИЯ.
ю--^-
— 33
\~29МИ5
70iClln^L
7О^ПОРШШИ.
ЮБКД ПОРШНЯ ДОЛЖНД ШЛИФОВАТЬСЯ НА КОНУС
^^ ЗАМЕРЯТЬ В ПЛОСКОСТИ .ПЕРПЕНДИКУЛЯРНОЙ
ОСИ ПАЛЬЦА. БОЛЬШИЙ ДИАМЕТР К0НУ6А-ВНИЗУ.
/ 0-е.оО
СЕЧ ПО 3 3
ДИДМ.1Т
!МЮч ППОТНДЯ
ШДТУН
коленчатый вал
зг^
665-/Г
66-0.05
ОКОНЧАТЕЛЬНУЮ ЗАТЯЖКУ ГРЕК
ПРОИЗВОДИТЬ ДИНАМОМЕТРИЧЕСКИМ
КЛЮЧОМ, КРУТЯЩИМ МОМЕНТОМ
7.3-7.8 КГМ.
ng-аго ВКЛАДЫШ
________ЭТИ ОСИ ДОЛЖНЫ быть ПАРАЛЛЕЛЬНЫ
________В 2 , ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫХ ПЛОСКОСТЯХ.
Н/ГиБОПЬШЕЕ ДОПУСКАЕМОЕ ОТКЛОНЕНИЕ 006 НА ЮОММ.
КАНАВКА
КОПЬЦО
/Я8
С КОНТУРОМ НИЖНЕЙ ПОЛОВИНЫ
/V
а/45
0,(35
О./22
0.107
-0.075
0.0Д6
0.023
0,005
"72.5 d. ЛВЕ ВЕРХНИЕ КАНАВКИ
/725-^ДВВ НИЖНИЕ КДНДВ.КИ
СТОПОРНОЕ КОЛЬЦО
мдх аоА5
MiN 0000
КОПЬЦО ПРИ СВЕШЕННЫХ ДО
СОПРИКОСНОВЕНИЯ КОНЦАХ должно
СВОБОДНО ПРОХОДИТЬ ЧЕРЕЗ
КАЛИБР D22MM.
13102
-32^г*
УКАЗАННОЕ ОТВЕРСТИЕ
^ДОЛЖНО БЫТЬ НАПРАВЛЕНО
В СТОРОНУ ПРОТИВОПОЛОЖНУЮ
ПРОРЕЗИ' ПОРШНЯ
ВЫСОТА ВКЛАДЫША, УСТАНОВЛЕННОГО В МЕРИТЕЛЬНОМ ПРИСПОСОБЛЕНИИ,
ИМЕЮЩЕМ ГНЕЗДО Ф 55.012 И УПОР ДЛЯ ОДНОГО ИЗ СТЫКОВ ВКЛАДЫШД.ПРИ
ПРИЛОЖЕНИИ К ДРУГОМУ СТЫКУ НАГРУЗКИ В4Ю КГДОЛЖНДБЫТЬ 27.51НЦ УЛОВ
ДЛЯ СТЫКА ВКЛАДЫША В ГНЕЗДЕ МЕРИТЕЛЬНОГО ПРИСПОСОБЛЕНИЯ
СОВПАДАЕТ С ГОРИЗОНТАЛЬНОЙ ОСЬЮ ГНЕЗДА.
ИЗМЕРЕНИЕ ВЫСОТЫ ВКЛАДЫША ПРОИЗВОДИТСЯ НД СТЫКЕ ВКЛАДЫША,
К КОТОРОМУ ПРИЛАГАЕТСЯ НАГРУЗКА
ОТВЕРСТИЕ ШДТУНД В СБОРЕ С КРЫШКОЙ ШЛИФОВАТЬ Ф55'1иа
ВЕСОВЫЕ ДАННЫЕ:
(ВЕС ОБРАБОТАННОГО ПОРШНЯ 45012 Г. ПОДГОНКУ ПО ВЕСУ
ПРОИЗВОДИТЬ СНЯТИЕМ МЕТАЛЛА С ПРИЛИВОВ
2. РАЗНИЦА В ВЕСЕ КОМПЛЕКТА ПОРШНЕЙ С ШАТУНАМИ В СБОРЕ
НЕ ДОЛЖНД ПРЕВЫШАТЬ 12 Г
3. РАСПРЕДЕЛЕНИЕ ВЕСА ШДТУНД В СБОРЕ СОГЛАСНО ЭСКИЗУ
ЛИСТ57
ПРОФИЛЬ МАСЛОСЪЕМНОГО КОЛЬЦА
М5и
РАЗМЕРЫ КОЛЕЦ ДО ЛУЖЕНИЯ НАРУЖНОЙ
ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ.
ТОЛЩИНА СЛОЯ 0005-0.0/0
НИЖНЯЯ ГОЛОВКА ШДТУНД
ТОРЦЕВЫЕ ПЛОСКОСТИ НИЖНЕЙ ГОЛОВКИ ШАТУНА
ДОЛЖНЫ БЫТЬ ПЕРПЕНДИКУЛЯРНЫ ОСИ ОТВЕРСТИЯ
ДИАМЕТРА 55. ДОПУСКАЕМОЕ ОТКЛОНЕНИЕ НЕ БОЛЕЕ
0.03 ОБЩИХ ПОКАЗАНИЙ ИНДИКАТОРА.
ДВИГАТЕЛЬ ГАЗ - 51
ШДТУННО-ПРРШНЕВДЯ ГРУППд
О 10 20 30 АО 50 60 70 80 90 /00 МН
14
105
ПАЯТЬ ТВЕРДЫМ ПРИПОЕМ КРУГОМ
4.5
4.5
^5
шаг пластин 4.5 мм.
ПРОПАЯЛ
5
-----------153-----------
разместить 35 пластин
шаг пластин 4.5 мм.
-------------153-----
разместить 35 пластин
отбортовки охлаждающих пластин должны плотно прилегать
К ТРУБКДМ И ДБ. ПРИПАЯНЫ К НИМ ПО ВСЕЙ ПОВЕРХНОСТИ;
ДОПУСКЯЕТСЯ НЕ БОЛЕЕ 5% НЕПРОПАЯННЫХ МЕСТ.
ПЕРЕКОС ОХЛАЖДАЮЩИХ ПЛАСТИН ДОПУСКАЕТСЯ НЕ БОЛЕЕ ЧЕМ.
НА ПОЛОВИНУ шага МЕЖДУ ПЛАСТИНАМИ
520
ат
ЛИСТ 55
2Д2 *Q05
ПОСЛЕ ЗАТЯЖКИ ВИНТОВ ВСЕ
^СОЕДИНЕНИЯ ПРОПАЯТЬ
СЕЧ, по С С
M2:t
скобы припаять к Бачку по
ВСЕЙ ПОВЕРХНОСТИ СОПРИКОСНОВЕНИЯ
ОТБОРТОВКУ КРЫШКИ БАЧКОВ здгнить,
как указано,и пропаять
ПО ВСЕМУ ПЕРИМЕТРУ
фланец правого верхнего бачки
С ТРУБКОЙ И ШТУЦЕРОМ.
-------------153---------
разместить 35 пластин
шаг пластин 45 мм.
характеристика радиатора
КОЛИЧЕСТВО ПОВЕРХНОСТЬ.рХПДЖДЕНИД
ОМЫВАЕМАЯ МАСЛОМ ОБТЕКАЕМАЯ ВОЗДУХОМ
ТРУБКА В 0.153 0,159
ПЛАСТИНА . ОХЛАЖДАЮЩАЯ 105 - 0.594
ВСЕГО - 0,153 0753
СКОБЫ ПРИПАЯТЬ К БАЧКАМ
ПО ВСЕЙ ПОВЕРХНОСТИ
СОПРИКОСНОВЕНИЯ
сеч, по а а
^г1.2
сеч по\В В
М2.Т
СЕЧПОРР
Мб:/
РДДИДТОР В СБОРЕ СВОБОДНО УСТАНАВЛИВАЕТСЯ
своими крепежными отверстиями на четыре
овальных штифта, закрепленных на плите.
ПРИ ИСПЫТАНИИ на ГЕРМЕТИЧНОСТЬ ДАВЛЕНИЕ ВОЗДУХА 4-5 АГИ:
ПОСЛЕ ПАЙКИ РАДИАТОР ОБРАБОТАТЬ ЩЕЛОЧНЫМ РАСТВОРОМ И
ПРОМЫТЬ ГОРЯЧЕЙ водой
ДВИГАТЕЛЬ ГАЗ-51
рддидтор масляный
О to 20 30 40 50 60 70 ВО 90 ЮО ММ
106
20
12
ЛЕВОЕ
H-J55
It"
Дмнд лщ}МП)
<167-0.83 ПГ
ДИАМЕТР
НАВИВПИ
fS.5
ЧеДТЕлв ГМ-51
2£&№-Шмяюго рмиотлла
ЗАПОРНЫЙ f(p.
t±2±
№№^а.оавЕРГнуть
~^ёё!^^Ё^лЙеП^~кГ'
ПЕРЕПУСКНОЙ клдпдн
j-ztarpyBKOH
1М14Ч.5
^Ш^Мкукдздм
wS&mk. ГИБКОГО шланг,,
tUj
В&хмны
WC/JO витков
(ПОЛНОЕ)
^Ш!Ш__ПОШКИНЫ
л ДИДМЕТР ,^naw
лровотпи.мм \1-а&0
^ЛЛНЛВ СВОБ0ДН
^СТОЯНИИ, мм
НДРУ№НШИ
НЯПРЛВПЕНИЕ
^^£ЩОЛ_>У1ДПДН
ВОЗДУХЕ) 0.7-Ofi КГ
JH3-63
Ю{ г0. <>0 SO 60 70 во 90 108
107
1О’аак
8
8
НДХ 0115
HiN 0.035
tn*ao&
IU* qaw
НАХ -0.0Б5
HtN-0005
1.6Ш14
120.5
120.5
\ n to-15 тугая
ЛИСТЕР
Пв425 2-ГО КЛ.
(впчскндя труба)
40 50 60 70 60 90 НТО НН
SELM-LL
ПРОКЛАДКА - СПЕЦИАЛЬНЫЙ АСБЕСТОВЫЙ КАРТОН СО СТАЛЬНЫН*
КАРКАСОН'. ТОЛЩИНА ПРОКЛАДКИ 175 tat m
ТОЛЩИНА КАРКАСА 0.25 НН
СВАРКА В 3 ОТОГНУТЫХ
\ ПЕСТАХ ЗДСЛОНКИ
ПОСЛЕ ПРИВАРКИ ЗДСЛОНКИ ОСЬ ДОЛЖНА
ЛЕГКО ПОВОРАЧИВАТЬСЯ ВО ВТУЛКАХ
3
СЕЧПО 2 2
ПО В В
(ВЫПУСКНОЙ ТРУБОПРОВОД)
ВИД ПО СТРЕЛКЕ П НА ВЫПУСКНОЙ ТРУБОПРОВОД
ЛЁИГДТЕЛЬ ГДЗ-51
СИСТЕМ ШОГРЕМ ИЮНЕЙ СНЕСИ
108
ОСЬ КОЛЕНЧАТОГО ВЯЛА
М10‘1Д2-Г0КЛ/
ЦЕНТР ПЕРЕДНИХ КОЛЕС
ПЕРЕДНИЙ ТОЮ! 6Л0КЙ
инструкция по установке тяги соединения
двигателя с рапой
верх рдмы.
стыковая свдркд
ТЯГА СОЕДИНЕНИЯ ДВИГДТЕЛЯ С РДМОЙ.
ОСЬ ПЕРЕДНИХ КОЛЕС
ОСЬ КОЛЕНЧАТОГО вдлд/\
РЕЗина УЕРная нЕвыдвЕтаюшая специдльндя,
ТВЕРДОСТЬ ПО ШОРУ 05 -55.
ЭЛДСТИЧНОСТЬ ПО ШОРУ НЕ МЕНЕЕ 90.
ПРЕДЕЛ ПРОЧНОСТИ НЕ МЕНЕЕ 175 КГ/СМ2.
ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ НЕ МЕНЕЕ 6007. „
ОТНОСИТЕЛЬНОЕ ОСТАТОЧНОЕ УДЛИНЕНИЕ 157,
ши
ПЕРЕДНЯЯ ОПОРД
по дд
РЕЗИНА ЧЕРНДЯ СПЕЦИДЛЬНДЯ НЕВЫЦВЕТАЮЩАЯ;
твердость по шору ао-аь:
ЭЛДСТИЧНОСТЬ ПО ШОРУ НЕ МЕНЕЕ ЯО.
ПРЕДЕЛ ПРОЧНОСТИ НЕ МЕНЕЕ 175 КГ/СМ2
ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ НЕ МЕНЕЕ №0 %;
ОТНОСИТЕЛЬНОЕ ОСТАТОЧНОЕ УДЛИНЕНИЕ tff 60ЛЕЕ t57.
/, установку ТЯГИ ПРОИЗВОДИТЬ после здкрепления
ДВИГДТЕЛР НД ПЕРЕДНИХ И ЗАДНИХ ПОДУШКАХ
2. ЗАКРЕПИТЬ ЗДДНИЙ КОНЕЦ ТЯГИ К КРОНШТЕЙНУ.
3. ЗДВЕРТЫВДНИЕМ гайки,С ПОЛНОСТЬЮ ВЫбРаТЬ ЗДЗОРЫ
В ШАРНИРНОМ СОЕДИНЕНИИ тяги дальнейшая затяжка
гайки ,С' НЕ ДОПУСКАЕТСЯ, ЗаВЕРНУТЬ КОНТРГАЙКУ Д}’
^zzzzzzzzzzzzzszzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzszzzzzzzzzzzzzzzz^zzzz.
задняя опорд-левдя
покрыть латунью перед
приваркой резины.
РЕЗИНД да ПОЛНОГО ОТДЕЛЕНИЯ
ОТ МЕТАЛЛА домна ВЫДЕРЖИВАТЬ
НАГРУЗКУ НЕ МЕНЕЕ 9 КГ/СМ2
ЛИСТ 6!
ДВИГДТЕЛЬ ГДЗ-5!
шш
О 10 20 30 ДО 50 60 70 80 до юани
задняя опорд - правая.
па во
109
Лист 65. БЛОК ЦИЛИНДРОВ С КОЛЕНЧАТЫМ И РАСПРЕДЕЛИТЕЛЬНЫМ
ВАЛАМИ И ДЕТАЛЯМИ ГАЗОРАСПРЕДЕЛЕНИЯ
7. ДВИГАТЕЛЬ ЗИС-5 Данные по металлам а термообработке деталей Лист 63. ПРОДОЛЬНЫЙ РАЗРЕЗ Деталь Материал Термообработка Твердость Примечание
Блок цилиндров Чугун СЧ 32 — — —
Деталь Материал Термообработка Твердость Примечание Головка блока цилиндров Чугун П — —
Крышка распределитель- ных шестерен Чугун СЧ 24 — —
Кронштейн переднего конца двигателя Ковкий чугун — — —
Направляющая толкателей клапанов Чугун СЧ 28 1 — — —
Картер маховика Чугун СЧ 28 — — — 1
Коленчатый вал Сталь 45 Греть до 830°С. Калить в воду. Отпустить при 6ОО°С Нп 255—285 О —
Крышка клапанной ко- робки. Крышка водяной рубашки блока цилинд- ров. Корпус нижнего картера. Полукольцо маслоотражателя нижнего картера Сталь 08 — — —
Распределительный вал Сталь 20 Цементировать. Глубина слоя 1,0—2,0 мм. Глубина слоя на зубьях 0,4—1,0 мм. Ка- лить в прессе. До- пускается поверх- ностная закалка электронагревом Hvh 75—85 Sn (по Шору)
Фланец задний нижнего картера Сталь 10 — — —
Трубки маслопровода Труба цельнотянутая, сталь 10 — — Шестерня распределитель- ная коленчатого вала Сталь 35 - —
Шестерня распределитель- ного вала Чугун СЧ 28 — нв 187—235 —
Уплотнительное кольцо маслопровода Латунь Л 62 — — —
Шестерня распределитель- ная промежуточная Чугун СЧ 28 — Нв 187—235 —
Шестерня приводная водяного насоса Сталь 45 — Нв 229—255 —
Гайка соединительная маслопровода Сталь А12 — — —
Шестерня приводная генератора Сталь 45 — Нв 202—241 —
Пистоны прокладки го- ловки блока цилиндров Латунь Л 62 — — — Клапан впускной Сталь 40Х Греть до 845°С. Калить в масло. Отпустить при б00°С. Ножку греть в циани- стой ванне до 830°С. Калить в масло Ножка на длине 5 мм не более 42 лс
Прокладки крышек ко- ренных подшипников ко- ленчатого вала Латунь Л 62 — — —
ПО
Деталь Материал Термообработка Твердость Примечание Деталь Материал Термообработка Твердость Примечание
Клапан выпускной Тарелка—сталь Х10СМ'. Стержень — сталь 40Х Нормализовать при 860—880°С. Калить в масло. Отпустить. Нож- ку клапана пов- торно калить в масло Ножка на длине 5 мм не более 42 «с Штифт храповика коленчатого вала Сталь 15 — — —
Болт упорный промежу- точной шестерни и ше- стерни распределительного вала Сталь 15 Цементировать. Глубина слоя 0,7—1,1 мм. Калить Упорный конец Hs„ 60 — 70 (по Шору) —
Толкатель клапана Сталь 15ХФ Цпанировать. Глубина слоя 0,7—1,1 мм Толкатель плани- ровать в сборе с регулировочным болтом 54—62 «с —
Маслоотражатель колен- чатого вала Сталь 08 — — —
Патрубок смазочный распределительных шестерен Ковкий чугун — — —
Направляющая клапана Чугун СЧ 28 — Нв 170—235 —
Маховик Чугун СЧ 28 — нв 170 — 230 —
Пружина клапана Сталь 65Г После навивки отпустить 40—41 Rc —
Болт толкателя клапана Сталь 20X3 Цпанировать п калить только головку. Глубина слоя 0,8—1,0 мм Н„ 54—62 Яс — Венец зубчатый маховика Сталь 45 — Нв 217 — 255 —
Палец установочный маховика Сталь А12 — — —
Тарелка пружины клапана Сталь А12 — — —
Втулка распределительного вала Сталь 20, залитая баб- битом БМН — — —
Штифт клапана Сталь 65Г — н. 40 — 47 «с —
Гайка толкателя клапана Сталь 20 Цпанировать. Глубина слоя 0,2 — 0,4 мм Не менее ".А70 — Втулка оси промежуточ- ной распределительной шестерни Сталь 20, залитая баб- битом БМН — — —
Сухарь упорный проме- жуточной шестерни и шестерни распределитель- ного вала Сталь 1-5 Цпанировать. Глубина слоя 0,7 —1,1 мм Калить Нр 54 — 62 «с — Вкладыш коренных подшипников Сталь 08, залитая баб- битом Б-83 пли БМН — —
Крышки коренных подшипников Сталь 35, залитая баб- битом БМН или Б-83 — — 1
Храповики коленчатого вала Сталь 20 Цпанировать на длине зуба. Глу- бина слоя 0,2 — 0,5 мм. Калить 56 — 62 —
Болты крышек коренных подшипников Сталь 40Х нв 241 —285 —
Штуцер маслопровода 1 Сталь А12 — — —
1 По проекту ГОСТ .Сталь высоколегированная с особыми свойствами"; существующее обозначение (завода .Электросталь")—ЭИ-107 (Прим. ред.).
Ill
Лист 66. ШАТУННО-ПОРШНЕВАЯ ГРУППА Лист 67. МАСЛЯНЫЙ НАСОС
Деталь Поршень Материал Термообработка Твердость Примечание Деталь ; Материал Термообработка Твердость Примечание j
Чугун СЧ 28 — Нв 170—235 — Корпус. Крышка Чугун СЧ24 — — —
Шестерни, ведущая и ведомая Сталь 35 Цианировать. Глубина слоя не менее 0,3 мм нв 149-187 1
Палец поршневой | 1 Сталь 20X3 п Цементировать. Глубина слоя 1,0—1,4 мм /7<.а 78-85 (по Шору) Внутреннюю поверхность не цементировать
Шестерня привода насоса Сталь 15 X Hsh 75—85 (по Шору)
Втулка поршня Бронза Бр. АЖС 7-1-1 —
Вал Сталь 20 пли сталь 45 (для электроэакалки) Цементировать иа участках А и В. Глубина слоя 0,7—1,1 мм. Поверхностная за- калка электрона- гревом иа участ- ках С и D. Глу- бина слоя 1,5—2,0 мм На участках А и В Н 56—62. Rc На участках С и D На 52—62. На участке Е не более HRC 35
Шатун. Крышка шатуна- Сталь 38 А, залитая баб- битом БМН — Нв210—240 —
Кольца поршневые, ком- прессионное и маслосъем- ное Чугун ПК — — —
Цементировать. Глубина слоя 0,6—1,0 ллг. По- верхностная за- калка электрона- гревом. Глубина слоя 1,5—2,0 мм HD 56—62. Rc На участке А HRc 52-62
Болт крышки шатуна. Болт верхней головки шатуна Сталь 40Х — Нв255—285 — Ось ведомой шестерни Сталь 20 или сталь 45 (для электрозакалки) Г- Д Ч
Гайка болта крышки шатуна Сталь 35 — Hr 25—30 —
Колпак фильтра. Крышка фильтра Сталь 08. Толщина 0,95 мм — — —
Прокладка крышки шатуна Сталь 10 — — —
112
Лист 68. МАСЛЯНЫЙ ФИЛЬТР Лист 69. ПРИВОД РАСПРЕДЕЛИТЕЛЯ ЗАЖИГАНИЯ, ВЕНТИЛЯТОРА И ВОДЯНОГО НАСОСА
Деталь Корпус | 1 Материал Термообработка Твердость Примечание
Деталь Материал Термообработка Твердость Примечание
Чугун СЧ 24 — — —
Вал провода водяного насоса Сталь 35 — —
Труба центральная Труба цельнотянутая, сталь 20 —
Клапан спускной Сталь 20 — — —
Ось промежуточной ше- стерни привода распреде- лителя зажигания Сталь 20 Цементировать. Глубина слоя 0,7—1,1 мм 56 — 62 /?с Отверстие внутри осп не цементировать
Пробка спускного клапана Сталь А12 — —
Пружина спускного клапана Сталь 65Г или сталь У8А, У9А - — —
Втулка осп промежу- точной шестерни привода распределителя зажигания Сталь 20, залитая бабби- том БМН — — Лудить до за- ливки бабби- том
Пружина дпференциаль- ного клапана Сталь У9А — — —
Пружина прижимная Сталь 65Г — —
Пробка диференцпального клапана Сталь А12 — — Корпус привода водяного насоса Чугун СЧ 24 — — Внутренняя не- обработанная поверхность корпуса долж- на быть окра- шена
Спираль центрующая Сталь 10 — - —
Шайба верхняя Сталь 08. Толщина 2,7 мм — — —
Шайба нижняя Сталь 10. Толщина 2 мм — — — Картер привода распреде- лителя зажигания Чугун СЧ 24 — — —
Гайка колпака Сталь А12 — — —
Труба входная Труба цельнотянутая, сталь 10 или сталь 20 — Втулка подшипника при- вода водяного насоса Сталь 20 — —
Гайка колпачковая Сталь А12 — — —
Фланцы ведущей н ведомой муфт водяного насоса Ковкий чугун — —
Колпак Сталь 08. Толщина 2,3 мм — — —
15
113
Деталь Материал Термообработка Твердость Примечание Лист 70. ВЕНТИЛЯТОР И ВОДЯНОЙ НАСОС
Деталь Материал Термообработка Твердость Примечание
Шестерня ведущая рас- пределителя зажигании Сталь 35 — — —
ВЕНТИЛЯТОР
Шестерня ведомая распре- делителя зажигания Сталь 35 — Н„ 30—35 “с — Шкив. Шкив привода Чугуи СЧ 24 — 1 — —
Штифт шкива привода Сталь 20 — — —
Ось Сталь 40Х или сталь ЭХТ — нв 229—285 —
Болт муфты водяного насоса Сталь 35 — — — Крестовина крыльчатки. Лопасть Сталь 08 — — —
Чашка сальника Сталь 10 — — —
Шайба оси зажимная передняя Сталь 20 — — —
Болт стопорный генера- тора Сталь А12 — —
Шайба оси зажимная зад- няя. Шайба сальника Сталь 08 — — —
Кронштейн Ковкий чугун — —
Кольцо упорное промежу- точной шестерни привода распределителя зажигания Сталь 65 Г — — —
Головка натяжного винта Чугуи СЧ 24 — — —
Стержень натяжного винта Сталь А12 — — —
Пружинное кольцо саль- ника Сталь 65Г — — —
Маслоотражатели: перед- ний и задний вала приво- да водяного насоса; кар- тера привода распредели- теля зажигания Сталь 08 — — — водяной НАСОС
Корпус. Крышка. Крыль- чатка Чугун СЧ 24 — —
Валик Нержавеющая сталь — HSh 60—75 —
Горловина суфлера Чугун СЧ 24 — -
Втулка Сталь 20, залитая бабби- том —
Крышка суфлера. Обечай- ка крышки суфлера Сталь 10 1 — — Грундбукса Алюминиевый сплав для литья под давлением —
Гайки правая и левая Ковкий чугун — —
Кольцо пружинное Сталь 65Г — —
114
£11
ГI' 11 i T 111111] 11'4
WOO? 00? 09! OH 09 07 0
OOH
Si
ДС6ЕСТ0ЯД0 ПР0КЛДМ1 СО стдльнын
КДРКДСОИ. ТОЛШИНД ПРОКЛДЛКИ te-2t мм.
толшинд пдркдсд аю-олм1т
«a
0£5
тнтлкнкя свтд
ВОЗДУХОМ ПРИ ДЛВЛЕНИИ д кг/см’ в воде
листбз
пяокмдкд - кдотон толщиной авто/ ми
ISSSSSSSSA
УМ
дуговдо свдркд в шести нестдх
\ДЛИНД ЩВД 40 им
ПЕРЕД ПРИТШКОИ МПа
| ^трувок луешто нддап25мм\
таю
0.00
ТОЛШИНД ВЕРХНИХ и
ПРОДОЛрНО^ БОКОВЫХ.
СТЕНОК головки БЛОКД
цилиндров 5 НН
uwL
ВИД НД головки.БЛОКД цилиндров СО СТОРОНЫ КАМЕР СГОЮМ)
ОБЪЕМ КДМЕРЫ СГ0РДНИ0
205 СН> ПРИ ТОЛЩИНЕ
прау1ддкн1.внн. отклтиение
(В сторону УВЕЛИЧЕНИЯ)
НЕ БОЛЕЕ !3 СМ3:
СТЕПЕНЬ мдтия 5.T
свдркд ИЛИ ПРИПДИМ
\лдтунным припоем
ЛВИГДТЕЛЬ Ж-5
ПРШШЬ1Й РДЗРЕЗ
0 ю20300050 6070 воооюот
116
ш
ШЕСТЕРНЯ Sg
----------45<d
ПАХ 1095
HIN05I3 1
ПАХ-6Ю50
ПГН-Шт^
31.750 ,
3/725
ПДХ 0550
HiN-0005
Ф4Д225_
~Д9Д00
ЧИСЛО ВИТКОВ (ПОЛНОЕ! И
ДИДНЕТР ПРОВОЛОКИ, пп 375
ДЛИНД ПРИ НДГРУМЕ 2(5-2175 КГ 69,6
ДЛИНД БЕЗ НДГРУМИ. НН 90-95
ВНУТРЕННИЙ ДИДПЕТР. ДЮИПА
_____ ЯНШ РУБАШКИ
блокд оилиндттвпхкньк и выпусках
60325
60,300
пдх ОШО
П1Н 0050
53975
Р405.450
'405.3ПГ
56.400 доздливки А
36. 000 6Й56ИТ0П \
ИЯХ-ОШО
ПГН-0.050
53900ДЛЯ ВСЕХ ШЕЕК СЕЧ. ПО 6А
2\6Q4W 53575
Л375 БИЕНИЕ СЕДЛА КЛЙПЙНД
(относительно ОСИ
УКЛДЛДНД НЕ БО.1ЕЕ 005
niN-озво
СЕЧП077
СЕЧпогг
•>47.750
СЕЧ ПО 14 14
7-0
8
9.600
9550
0450
'9450
J&875
61,75
6355_тШШИВЙЛ
6320—------.
НДХД07О
HiN (1020 Z5W
СЕЧ ПО 4 4 ЙйИ
947.700
47.620
ПДХ 0040
П(Н 0000
КЛАСС
А
Б
В
рдзпер дидтепя
101,560 - 101,560
/01500 - 101,600
101.600 - 101.620
101620 - 101640
пдх сиза
НШ 0070.
ПДХ-ООВ5
H1N-Q040
12650
НДХ-0065
MIN-00I0
Ф955
9.50
ПДХ ООО
HiN ОН)
НДХ-Щ
tliN-0.050
М15О
4Ш
ПДХ-0(05
HiN-0,050
Х/Д15
Uc265
ПДХ 0,075
"i"9000 -йда
ПАХ 0,050
HlN-0.055
31.775
ЫАХ0П5
HiNQOOO
~КШКС
~~1Г~
I, 6350 5425 tegff z
I t 6.400 6375 КЛДЧК06ЫЙВАЛ ТОЯХГ^
C^gSO
Р47.625
47.575
СЕЧ ПО 9 9
СЕЧ.ПО1616
толшинд с
\
d
i-трудюн
37.9
37.9
\h ТРУБКОЙ
ВСЕ ШАТУННЫЕ ШЕЙКИ
594*35
3.S9
3.9Ю
3920
3.965
3955
36.15
3605'
4/30
~~Zff5
g
i
_7?3
1365 79.0
197.3 132.7
256.0 196.5
2552
70L
69.7
звз
<~3/9~
Р47.525
47.500
СЕЧЛОЮЮ у
ШДЙ6Д-
\ ТЕКСТОЛИТ
пха сеч по_ц 3i.75t
"ЮЧ—“I Г~5«5 ШЕСТЕРНЯ
СЕЧ ПО В 6
ПДХ Qf25
HiN-QC05
Ы.50
СЕЧ. ПО ИII
9950
\947
№
952
НАХОЮ
HiN 002
СЕЧ ПО 1212
6С__
=5ES8CZ
____S2JSS2J
ПДХ 0075
ПАХ 0015 П1Н0Д00
Н1Н-0055
ПРОКЛЙДКД-КДРТОН
утолшиной oB'-ainn.
947.625
47575
2 ОТВЕРСТИЯ 024
Ш-d -’H(&^Z44.7
ПДОДГЕТРЫ РДСПРЕЛГЛ1ПЕПЫ1ЫХ И ПРИВОДНЫХ ШЕСТЕРЕН^ -4
| 27 | 54 I 47 I /а I а
ЧЮРЗУБЫВ
пот т ногти
____________________________________________________2.54
Ш1Г1ГЕПЩ11ПШГ.И[ГК’,ГД11. ВВ.9 I /77Д" | <54,75
2,54
5.64
идею шт/опыт |
васотд OW (П0Г№91 _______
ТЕОРЕТИЧЕСКАЯ ТОЛЩИНА
З&НАДЛ ДЕЛЛЕ/ЫСЙ
оттшипонорндли___________
2&СТВИТЕЛ1НЯ1ТШ11ИНД
ЗШНАШГЕДЕППЕЛЫГОЙ I 3965
ОКРШГИОСШПОНОЯУП! J______
УГОЛЗ'ШЛЕНИЯ J___________
швАШ'Мытхд'.л.ки ।_______
'ЕДBKOBiiiKIliil СЁМ I 330.436
Ьхгмагдквинтшйтнлевое
'крупно! K/n&xsArm |
НГГ.,1Е4ЫНДа7ГНТ№1ВШЛ..1с^ ' -v’*~
дгаз1Онор.*шпапити\ ,
676872
ПРАВОЕ
14*30'
39*31'
56912
ДЕВОЕ
225.62
ПРАВОЕ I ЛЕТЮ
U
15
ОСИ ОТВЕРСТИЙ ДЛЯ НАПРАВЛЯЮЩИХ КЛАПАНОВ ДОЛЖНЫ
ВЫТЬ ПЕРПЕНДИКУЛЯРНЫ ПЛОШЙЛКЙН ПОД НАПРАВЛЯЮЩИЕ.
ТОЛКАТЕЛЕЙ: ОТКЛОНЕНИЕ НЕ БОЛЕЕ 03 ПРИ БАНЕРЕ В
ВПУСКНОЙ КЛМДН
444750 .ВЫПУСКНОЙ МДПАН
по ргонердп дилнетров
кпрсс!
i'-zo
ff L_______66.70
7 .66.45
________3/47
4052 3139
.j____________________________\ 463,9 404.4________
________________ 5227 \463.1
________________5В14 521,9 \
640,2 _________________________________
6W9 5394__________ \_______________________________
Ж / ' \
_94ЯЗ ~
5455
СЕЧ ПО 1313
ПДХ-0Д55
ПШ 0025 14.315
ПДХ0В35
"/Л/ОИ5^
нооо
аулов а
БИЕНИЕ НЕ
60ЛЕЕ01НД
РАДИУСЕ 60
ОСИ цилиндров ДОЛЖНЫ БЫТЬ.ПЕРПЕНДИКУЛШЫ ОСИ КОЛЕНЧАТОГО ВАЛА, \
ОТКЛОНЕНИЯ (НЕ БОЛЕЕ 0051ЗАНЕРЯТЬ В ПЛОСКОСТИ ПРОХОДЯЩЕЙ ЧЕРЕЗ \
ОСИ ЦИЛИНДРОВ И КОЛЕНЧДТПГО ВЙЛЙ
ПРИ БДЛДНСИРОВКЕ КОЛЕНЧАТОГО ВДЛД ДОПУСКДЕТСЯ СВЕРЛЕНИЕ ОТВЕРСТИЙ
\ЛИДНЕТРОП 2В НД ВСЕХ ШДТЧННЫХ ШЕЙКДХ, НАИ60ЛЫПДЯ ГЛУБИНА
\ОТВЕРСГИЙ ЮПИ
КОНУСНОСТЬ ШЕЕК КОЛЕНЧАТОГО ВДЛД НА ВСЕЙ ОПИНЕ НЕ БОЛЕЕ 0015
ЧИСЛО ЗУБЬЕВ 0 ДЕЙСТВИТЕЛЬНАЯ ТОЛШИНД ЗУБД НД ДУГЕ НАЧАЛЬНО!/ ОКРУЖНОСТИ ПО НОРПДЛИ 3.27
ПОДУЛЬ (ПИП) ® НОРПДЛИ 2117(12)
дидпетр нашлыди окружности 36.92
ВЫСОТА ГОЛОВКИ ЗУБА, пп 2.Н7 mnimmutimioamHM к оси 45°
высота зуба (потдя).пг1 457 шдгштоойлт1 осевой пп 122.27
УГОЛ ЗДЦЕПЛЕНИ9 HAimnEHE ВИНТОВОЙ линии ПРД80Е
теоретическая толщина зуба нддгге нтдлыа! окружности ПО НОРПДЛИ 3325 РАСЧЕТНЫЙ КАЛИБР ЗУ6Й ПРИ Ш1НАЯН0Г1ДИАПЕ1РЕ ОКРУЖНОСТИ ГОЛОВОК В НОРПАЛЫт СЕЧЕНИИ L__2kJ
ПРИ 6АЛДНСИР0ВКЕ СВЕРЛИТЬ ОТВЕРСТИЯ f
РАДИУСЕ !ВО. /ДУБИНОЙ НЕ 60ЛЕЕ 6 ИН
ЧИСЛО ЗУБЬЕВ 135
питч 6-Ю
ДИДПЕТР НДУДЛОПОИ ОКРУЖНОСТИ 4ЯМН&И7
ВЫСОТА ЗУБД 1Д0ЛНЯЯ). дюйпд 0225
УГОЛ ЗДиЕПЛЕНИЯ 20'
ЛВИГДТЕЛЬ ЗИС-5
MKinWKBCmWWKnKKIPCE,! HnjttCfL
rumiHJiETm/ гкаякьд'Д-л
О Ю 20 3040 50 ВО ТО № 90 'ХИЛ
Ы I [j-l111! l1 lLi±l!-lI
-----------------------------i
118
КДИОВка ПОРШНЯ овоо
БИЕНИЕ TOPUOB
КОЛЕЦ НЕ БОЛЬШЕ 0.1 НН
КДНДВОК ДЛЯ ПОРШНЕВЫХ
а свободном
] состоянии
28.570
28.500
d
СЕЧ ПО И
$101,15 холодильник
100,60
РДЗМЕРЫ d ПОРШНЕВОГО ПДПЬЦД
группа
т
дидметр d
28,552 - 28.560
2В.505 - 2В.552
ОВДЛЬНОСТЬ И КОНУСНОСТЬ (НД ДЛИНЕ 05)
ПОРШНЕВОГО ПДЛЬЦД НЕ БОПЕЕ 0.005 НН.
31.750
31.725
МЯХ -Q100
MiN-0050
28.580
наружная поверхность
ПОРШНЕВОГО ПЯЛЬЦД ДОЛЖНД
БЫТЬ ИОНЦЕНТРИЧНД
ВНУТРЕННЕЙ ПОВЕРХНОСТИ.
ОТКЛОНЕНИЕ НЕ БОЛЕЕ 0.5 ММ
28.5Б5
31.825
31,800
СЕЧ. ПО 2 2
ОСЬ ОТВЕРСТИИ ДЛЯ ПОРШНЕВОГО ПДЛЬЦД и продольная ось
ПОРШНЯ ДОЛЖНЫ БЫТЬ взаимно ПЕРПЕНДИКУЛЯРНЫ;ОТКЛОНЕНИЕ
НЕ БОЛЕЕ 0.05 НД ДЛИНЕ БО ММ.
<2,000
12.100
СЕЧ. ПО 3 3
тГ
ШЕСТЬ ПРОКЛДДОК ТОЛЩИНОЙ
о ов мм и одна прокладка
ТОЛЩИНОЙ 0Д5ММ
ПОРШНИ ОДНОГО КОМППЕКТД
КОМПРЕССИОННОЕ КОЛЬЦО
Ф 101,15
100.95
4 \22,0
22.0
4.775
В СВОБОДНОМ СОСТОЯНИИ
ПОРШНЕВОЙ ПДЛЕЦ
кольцо
ПРОВОЛОКД ДИДМЕТРД 1.6
КОЛЬЦО 0,755
0.730
91,00
9Ц50
35,2
30.8
$927 три верхних кандвки
92-Л 5 НЕ МЕНЕЕ
13.000
СЕЧ. ПО 6 6
2 ОТВЕРСТИЯ ДЛЯ СМДЗКИ
I ПОРШНЕВОГО ПЯЛЬЦД
020
ООО
12,650
12.600
---30----
СЕЧ ПО 5 5
M2:i
37.95-ШДТУН
37.В5
270
$90.05
90.00
КОЛЕНЧОТЫЙ ВДП
МОГУТ отпичдться
ПО ВЕСУ НЕ БОЛЕЕ ЧЕМ НЯ 30 Г
3815
33.05
N $92.90
9230.
СЕЧ ПОДО
93,80
СЕЧ. ПО 7 7
M2.I
ПОРШНИ ПОДБИРДТЬ К ЦИПИНДРДМ С ЗДЗОРОМ РОб-ОЮММ.
91.5
0.755
0.730
холодильник
j‘-20
$С-----
ЙО1
70,66
70.57
57.120
толщина слоя бдббитд не менее од
0.050
0150
Г7/.2
ПРИ СЖДТИИ ДО ДИДМЕТРД
101.6 КОЛЬЦО должно
давать усилие в ндпрдвлении
СТРЕЛОК N В 35-6.0 КГ
МЯСЛОСЪЕМНОЕ КОЛЬЦО
МГ.2
0,05
0.15
0,7
0.5
ПРОФИЛЬ КОЛЬЦО
М5И
при сжатии нд дидметре
101,6 кольцо должно давать
УСИЛИЕ В НДПРДВЛЕНИИ
СТРЕЛОК N В 32-5.5 КГ
класс дидметр юбки поршня с
д 101.08 — 101.50
Б 101.50 — 101.52
8 101.52 — 10150
Г 101.50 — 101,56
ОСИ ВЕРХНЕЙ И НИЖНЕЙ ГОЛОВОК ШДТУНД ДОЛЖНЫ
ПЕЖДТЬ В ОДНОЙ ПЛОСКОСТИ: ОТКЛОНЕНИЕ НЕ БОПЕЕ
0,15 НД ДЛИНЕ ЮО ММ
ШДТУНЫ В СБОРЕ С КРЫШКЯМИ ОДНОГО КОМППЕКТД
\ НЕ ДОЛЖНЫ РДЗНиТЬСЯ ПОВЕСУ БОЛЕЕ 55 Г
ММ В НДПРДВЛЕНИИ
ЛИСТ 55
ОСИ ШДТУНД И НД ДУГЕ ±30’ ОТ ЭТОГО НДПРДВЛЕНИЯ.
ПРОВЕРЯТЬ ШУПОМ ТОЛШИНЯ СЛОЯ БДББИТД В ГОРИЗОНТДПЬНОМ НДПРДВЛЕНИИ
НЕ МЕНЕЕ 0.7 ММ
ДВИГДТЕЛЬ ЗИС-5
ШДТУННО-ПОРШНЕВДа ГСу.-ДД
О 10 20 30 00 50 60 -О ВО tfJ ЮР
119
3,94
MiN'0,025
3,990 ШПОНКД
3,965
3,99 ШЕСТЕРНЯ
адл 4ооt
МДХ 0375
15.850
СЕЧ. ПО 3 3
СЕЧ. ПО 2 2
СЕЧ. ПО
1
1
КОРПУС
ШЕСТЕРНЯ
БИЕНИЕ ТОРЦА КОРПУСА НДСОСД ПО ОТНОШЕНИЮ К ОСИ НЕ БОЛЕЕ 0,05 НА КРАЙНИХ. ТОЧКАХ
315,0 ВАЛ
314,5
ПРОКЛАДКА-КАРТОН
WASSSS&
^S^SSSSSS^SSSSSSSSSSSSSSS^
ШЕСТЕРНЯ 3.99,
3.94
МАХ-0,050
MiN 0,000
МАХ -0050
MiN 0.000
41,225
41,150
41,275
41.225
<5,835
<5.8 <0
3.990
3,965
MAX 0,065
MiN 0.0<5
15,825
<5.800
I5.B5O
<5.825
МДХ 11375
MiN-0.025
Ж"4.00 ВАЛ
4 3.92
R8
СЕТКА 90
А8
ПО ДД
4'-ТРУБ. КОН
О ----------
<7,890
17,790
<5,890
15,865
МДХ 0,025
MiN-0.050
МДХ 0,035 _
MiN- 0,070
<5,850
15,825
МАХ-0,060
MiN 0.010
<5,850
<5.825
<5,825
МДХ 0,025 15Д0О
HiN-0.050
X МДХ 0,035
MiN-0.070 -
СЕЧ. ПО 4 4
ПАРАМЕТРЫ ШЕСТЕРЕН НДСОСД
ВЕДУЩАЯ ВЕДОМАЯ
WC77O ЗУБЬЕЗ 10
МОДУЛЬ ПО НОРМАЛИ 2.75
ДИАМЕТР НАЧАЛЬНОЙ ОКРУЖНОСТИ 30,480
ДИАМЕТР ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ 27,783
ВЫСОТА ЗУБД 5,71
ВЫСОТА ГОЛОВКИ ЗУБА 3,86
ШАГ ВИНТОВОЙ ЛИНИИ 606.946
ТЕОРЕТИЧЕСКАЯ ТОЛЩИНА ЗУБД НА ДУГЕ ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ ПО НОРМАЛИ 5.38
ДЕЙСТВИТЕЛЬНАЯ ТОЛЩИНА ЗУБА ПО ДУГЕ ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ ПО НОРМАЛИ 5,31
УГОЛ ЗАЦЕПЛЕНИЯ <5°
УГОЛ НАКЛОНА ВИНТОВОЙ ЛИНИИ К ОСИ ВРАЩЕНИЯ 8’11'
НАПРАВЛЕНИЕ ВИНТОВОЙ ЛИНИИ ЛЕВОЕ ПРАВОЕ
РАСЧЕТНЫЙ КДЛИБР ЗУБД ПРИ НОМИНАЛЬНОМ ДИАМЕТРЕ ОКРУЖНОСТИ ГОЛОВОК В НОРМАЛЬНОМ СЕЧЕНИИ । 5.29-ом s?’
----66,5
ШАЙБА - ТЕКСТОЛИТ ТОЛЩИНОЙ <,5 ~ !,9 ММ
ПРИ ЗАЦЕПЛЕНИИ БЕЗ ЗАЗОРА С
КОНТРОЛЬНОЙ ШЕСТЕРНЕЙ, ИМЕЮЩЕЙ ~
ТОЛЩИНУ ЗУБ А ПО ДУГЕ НАЧАЛЬНОЙ
ОКРУЖНОСТИ В НОРМАЛЬНОМ СЕЧЕНИИ 3,325,
МЕЖЦЕНТРОВОЕ РЯССТОЯНИЕ ДОЛЖНО БЫТЬ
МЕНЬШЕ НОМИНАЛЬНОГО НА 0.03 ~ 030 ММ
ЧИСЛО ЗУБЬЕВ 13
ПИТЧ-ПО НОРМАЛИ <2
ДИАМЕТР НАЧАЛЬНОЙ ОКРУЖНОСТИ 1.532"
УГОЛ ЗАЦЕПЛЕНИЯ !4°30'
угол наклона винтовой линии 45°
НАПРАВЛЕНИЕ ВИНТОВОЙ ЛИНИИ ПРАВОЕ
Ф 35,525
35,500
БИЕНИЕ НАРУЖНОГО ДИАМЕТРА ВЕДУЩЕЙ И ВЕДОМОЙ
ШЕСТЕРЕН ПО ОТНОШЕНИЮ К ВНУТРЕННЕМУ ДИАМЕТРУ
НЕ БОЛЕЕ 0,05; БИЕНИЕ ТОРЦОВ НД КРАЙНИХ ТОЧКАХ
ПО ОТНОШЕНИЮ К ОСИ ОТВЕРСТИЯ НЕ БОЛЕЕ 007:
ПРИ ЗАЦЕПЛЕНИИ БЕЗ ЗАЗОРА С КОНТРОЛЬНОЙ ШЕСТЕРНЕЙ.
ИМЕЮЩЕЙ ТОЛЩИНУ ЗУБД 5,38 В НОРМАЛЬНОМ СЕЧЕНИИ
ПО ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ. МЕЖЦЕНТРОВОЕ РАССТОЯНИЕ
ДОЛЖНО БЫТЬ МЕНЬШЕ НА 0,04-0,<6 ММ НОМИНАЛЬНОГО И
НЕ ДОЛЖНО КОЛЕБАТЬСЯ БОЛЬШЕ ЧЕМ НА 0,08 ММ ДЛЯ
каждой шестерни '-----------
НИТОК НД ДЕЦИМЕТР
\ДИЯМЕТР ПРОВОЛОКИ 0.26 ММ
ЛИСТ 67
СТАВИТЬ Г-2 ПРОКЛАДКИ (мЯТЕРИАЛ-ПРЕССОВАННЫЙ КАРТОН)
толщиной о,1±о,оз мм или < Прокладку толщиной о.з±ооз мн:
ДВИГАТЕЛЬ ЗИС-5
-МДСЛДНЫЙ НАСОС
ТОЛЩИНА ПРОКЛАДОК ДОЛЖНА БЫТЬ МИНИМАЛЬНОЙ, ПРИ ЭТОМ
ШЕСТЕРНИ ДОЛЖНЫ ВРАЩАТЬСЯ БЕЗ ЗАЩЕМЛЕНИЯ
О 10 20 30 40 50 60 70 80 90 <00 ММ
lllllllllll I I I I I I I I I I I I I I I I I I
120
число витков (полное) 20
ДИДМЕТР ПРОВОЛОКИ, мм 0,8
наружный Дидметр, мм Н,5ГОД
ДЛИНД БЕЗ НДГРУЗКИ, мм 59
ДЛИНД ПРИ НДГРУЗКЕ 0,5-0,7 КГ 36
ЧИСЛО ВИТКОВ (ПОЛНОЕ) /4
ДИДМЕТР ПРОВОЛОКИ, мм f,4
наружный дидметр, мм 4-0,5
длина без нагрузки, мм 56.5r'-s
ДЛИНД ПРИ НДГРУЗКЕ 5,3-6,1 кг НЗ
16
121
шестерни одспоед зажигания ВЕДУШДО ВЕДОНДР
ЧИСЛО ЗУБЬЕВ 5(ннток) 15
МОДУЛЬ по ноамдпи Z4
ДИДНЕТР ДЕЛИТЕЛЬНОЙ ОКРУЖИ 47.735 2г.Д
Высота головни зубд >.25
высота зубд (полная) 2.92
ОСЕВОЙ ШРГ ВИНТОВОЙ ЛИНИН 22,36 440.54
угол наклона винтовой ЛИНИИ К ОСИ ВРДШЕНИР ЗГЗО' В'ЗО'
ТЕОРЕТИЧЕСКДЯ ТОЛШИНД ЗУБР НДДУГЕ ДЕЛИТЕЛЬНОЙ ОКРУЖ- НОСТИ по НОРМДЛИ 2.21Б
деиствигелондя толщина зуыт ПАДУГЕ ДЕЛИТЕЛЬНОЙ ОКРУЖ- НОСТИ по ПОДНЯЛИ 2,1В 2.17
угол зацепления по нояндпи f4'30
НДПОДБЛЕНИЕ винтовой линии ПОДБОЕ | ПОДВОЕ
122
123
1 8. ДВИГАТЕЛЬ 3 И С-1 20 Данные по металлам и термообработке деталей Лист 74. БЛОК ЦИЛИНДРОВ С КОЛЕНЧАТЫМ И РАСПРЕДЕЛИТЕЛЬНЫМ ВАЛАМИ И ДЕТАЛЯМИ ГАЗОРАСПРЕДЕЛЕНИЯ Деталь Материал Термообработка Твердость Примечание
Шестерня распределитель- ная ведомая (распредели- тельного вала) Чугун СЧ 15-32 — Нв 187—229 —
Маховик Чугун Сч 15-32 — Нв 170—230 —
Деталь Материал Термообработка Твердость Примечание Болт крепления маховика Сталь 40Х — Нв 255—285 —
Блок цилиндров. Головка блока цилиндров Впускной н выпускной трубопроводы Чугун СЧ 15-32 — — Зубчатый венец маховика Сталь 45 Отжечь после сварки HRc 35- 45 При напрес- совке на махо- вик нагревать не выше 400 °C
Коленчатый вал Сталь 45 Шейки подверг- нуть поверхност- ной закалке эле- ктронагревом. Глубина слоя 2,5—4,5 мм Нв 230—270. На шейках HRc 52—62 —
Шкив коленчатого вала. Крышка распределитель- ных шестерен. Щиток крышки Чугун СЧ 15-32 — — —
Распределительный вал Серый чугун Подвергнуть по- верхностной за- калке электрона- гревом кулачки, эксцентрик и зуб- чатый венец. Глу- бина слоя 2 — 4 мм. На зубьях венца глубина слоя 0,5 — 1,0 мм Закаленные по- верхности НКс 56—62 — Вкладыши коренных под- шипников: переднего, про- межуточных, среднего, заднего Ленточная сталь 08, за- литая баббитом. Состав баббита: 3,25+ 0,250/0 Си, 7,50 + 0,250/0 Sb, 0,08—0,12% Те, не более О,25°/о РЬ, не более О,О8°/0 Fe, не менее 88,25й/0 Sn, Al и Zn нет, прочие примеси не более ОЛ’/о- Толщина ленты 1,9О_о,1з мм Перед про- шивкой стыков омеднить. Тол- щина слоя 0,005 — 0,008 мм
Шестерня распределитель- ная ведущая (коленчатого вала) Сталь 35 — Нв 149—179 —
Втулки шеек распредели- тельного вала: передняя, средние, задняя Сталь 20, залитая бабби- том Б-83, ГОСТ 1320-41 — — —
124
Деталь Материал Термообработка Твердость Примечание Деталь Материал Т ермообработк а Твердое» Примечание
Крышки коренных под- шипников: переднего, про- межуточных, среднего, заднего Чугун СЧ 15-32 — Нв 170—241 — Болт регулировочный толкателя Сталь 15Х Цементировать верхнюю торце- вую поверхность головки. Глубина слоя 0,7—1,1 мм Цементирован- ная поверх- ность HRq 56—62 На гранях под ключ допу- скается нали- чие цементиро- ванного слоя
Прокладки крышек ко- ренных подшипников: пе- реднего, промежуточных, среднего, заднего Латунь Л 62. Толщина 0,05 мм — / —
Гайка регулировочного болта Сталь 20 Цементировать. Глубина слоя 0,2—0,4 мм HRa 70-74 —
Шайбы упорные перед- него подшипника колен- чатого вала, передняя и задняя Ленточная полированная сталь 08, залитая бабби- том. Состав баббита; 3,25± 0,25% Сц, 7,50 ±0,25% Sb, 0,08 — 0,12% Те, не более 0,25% РЬ, не более 0,08% Fe, не менее’88,25% Sn, Al и Zn нет, прочие примеси не более 0,1»/о. Толщина ленты 1.9О_о,1з мм Омеднить. Толщина слоя 0,005 — 0,008 Направляющие толкате- лей клапанов, передняя и задняя Чугун СЧ 15-32 — — —
Храповик коленчатого вала Сталь 45 — Н„ 285—321 О —
Плунжер перепускного клапана Сталь 20 — — —
Корпус вала привода рас- пределителя Чугун СЧ 15-32 —
Клапан впускной Сталь 40Х — Ножка на дли- не 5 мм HRc 42—56 —
Трубка сливная заднего коренного подшипника Труба бесшовная, сталь 20. Наружный диаметр 18 ±0,15 мм. Толщина стенки 3 мм —- — —
Клапан выпускной Тарелка — сталь Х10СМ1 Стержень — сталь 40Х — Ножка на дли- не 5 мм HRc 54—62 — Маслоотражатель колен- чатого вала Сталь 10. Толщина 1,5 мм — — —
Направляющая клапана Чугун СЧ 15-32 — Нв 170—229 —
Шайбы замочные распре- делительного н колеича- того валов Сталь 10. Толщина 1,1 мм — — —
Толкатель клапана Сталь 15Х Цементировать. , Глубина слоя 0,7—1,1 мм Нрс 54—62 Резьбу не це- ментировать
Винт регулировочный рас- пределительного вала Сталь А12 — — —
1 По проекту ГОСТ; существующее обозначение (завода .Электросталь") ЭИ-107 (Прим. ред.).
125
Лист 76. ШАТУННО-ПОРШНЕВАЯ ГРУППА Лист 78. МАСЛЯНЫЙ НАСОС И МАСЛОПРИЕМНИК
Деталь Материал Термообработка Твердость Примечание Деталь Материал Термообработка Твердость Примечание
Поршень Алюминиевый сплав. Состав: 4,5 — 70/0 Си, 5 —7°/0 Si, 0,15—О,4»/о Mg, не более 1,5°/0 Fe, не более 0,5°/0 Zn, не более 0,4°/(1 Мп, Остальное А1 Нв 115—140 Твердость за- мерять на дни- ще поршня
Корпус. Крышка Серый чугун СЧ 15-32 — Нв 170—229 1
Шестерни, ведущая п ведомая Сталь 35 — Нв 149—187
Шатун. Крышка шатуна Сталь 38А или сталь 40А — Нв 207—241 —
Палец поршневой Сталь 15Х Цементировать. Глубина слоя 0,7—1,1 мм /у 56—62 '<С Внутреннюю поверхность не цементировать Шестерня привода насоса Сталь 15Х Цианировать. Глубина слоя 0,15—0,30 мм — —
Втулка шатуна Ленточная бронза Бр. ОЦС 4-4-3,5. Состав: 3—5»/0 Sn, 3—5°/0 Zn, 1,5—3,5о/о РЬ, остальное Си. Толщина 1,15_0 .им
Вал насоса. Ось ведо- мой шестерни Сталь 45 Поверхностная закалка электро- нагревом на уча- стках А. Г дубина слоя 1,0—2,5 мм На участ- ках А HRc52—62 -• ?•> —/7— —д— 30 jl
1Г
R— л
ЮО ЮО
до 90
Кольцо стопорное порш- невого пальца Стальная проволока PI ОСТ 20006-38 Ф 1 ММ — — — Втулка недомой шестерни Ленточная оловянистая бронза Бр. ОЦС 4-4-2,5. Состав: 3—5°/0 Sn, 3—50/0 Zn, 1,5—3,5°/0 РЬ, остальное Си. Толщина 1,15_о1Оз мм
Болт крышки шатуна Сталь 40Х — Нв 255—295 —
Прокладка крышки шатуна Ленточная латунь Л 62. Толщина 0,05 мм — — —
Кольцо компрессионное верхнее Серый чугун № 6 Перед механической обработкой после обдирки подвер- гнуть старению Н„ 96—106 /?в —
Кольцо пружинное ведущей шестерни Стальная проволока ПК1 ОСТ 20006-38 ф 1,6 мм — — —
Поршневые кольца: компрессионное среднее, маслосъемное Серый чугун № 5 Перед механиче- ской обработкой после обдирки подвергнуть ста- рению /7 96—105 «в
Крышка маслопрпем- ника Сталь 08. Толщина 1 мм — — —
Обечайка фильтрую- щей сетки Сталь 10. Толщина 1,2 мм — — —
Вкладыши шатуна Ленточная сталь 08, зали- тая баббитом. Состав баббита: 3,25 + 0,25»/о Си, 7,50 + 0,25% sb, 0,08—0,12% Те, не более О,25°/о РЬ, не более 0,08°/0 Fe, не менее 88,25°/0 Sn, Al и Zn нет, прочие примеси не более 0,1 о/о. Толщина ленты 1,45 a^.f^MM Перед про- шивкой сты- ков омеднить. Толщина слоя 0,005—0,008 мм
Колпак маслопрнем- нпка Сталь 08. Толщина 1,55 мм — — —
Труба маслопровода Труба, красная медь. Наружный диаметр 1.44—0,12 мм. Толщина стенки 1+0,12 мм
126
Лист 79. МАСЛЯНЫЕ ФИЛЬТРЫ Деталь Материал Термообработка Твердость Примечание
Деталь Твердость Примечание - . - ‘ ——•- - -
Материал Термообработка Пружина прижимная смен- ного элемента Стальная проволока ПК1 ОСТ 20006-38 ф 2 мм —
Корпус. Крышка Чугун СЧ 15—32 — HR 169—229 О —
Пружина перепускного клапана Стальная проволока ПК1 ОСТ 20006-38 ф 1,2 мм — — —
Валик фильтрующего элемента Сталь 35 — — —
Пробка перепускного клапана Сталь А12 — — —
Стойка фильтрующего элемента Сталь 45 — — —
Пластина фильтрующая Ленточная низкоуглероди- стая полированная сталь. Качество поверхности 1-го класса. Толщина мм — — —
Стержень счищающих пластин Сталь 20 — — —
Шайба направляющая фильтрующего элемента Сталь 10. Толщина 3 + 0.18 мм — — —
Пластина промежуточная Ленточная низкоуглеро- дистая полированная сталь. Качество поверхности 1-го класса. Толщина 0,08_0101 мм — — —
Шайба концевая филь- трующего элемента Сталь 10. Толщина 1,5 мм — — —
Пластина счищающая Ленточная низкоуглероди- стая полированная сталь. Качество поверхности 1-го класса. Толщина О,О6_0)01 мм — — —
Пластина опорная филь- трующего элемента Сталь 10. Толщина 1.5 + 0.15 мм — — —
Чашка фильтрующего элемента Сталь 08. Толщина 1 мм — — Оцинковать. Толщина слоя 0,013 мм
Труба центральная Труба цельнотянутая, сталь 20. Наружный диа- метр 14 + 0,15 мм. Тол- щина стенки 3 + 0,3 мм — — —
Колпак Сталь 08. Толщина 2,3 л/л< — — —
Снускпаи пробка гайки сальника и колпака Сталь А12 — — — Шайба стопорная гайки валика Сталь 08. Толщина 1 мм — — —
127
128
1
МЕЖДУ ТОЧКДНИ ПЕРЕСЕЧЕНИЯ ОСЕЙ
цилиндра и клапана с верхней
ПЛОСКОСТЬЮ БЛОКД ЦИЛИНДРОВ
впускной и вттюй клапаны
СЕЧ. ПО II
нах-0075
MiN-aote
gij-mso
МДХ 0075
MiN 0.023
СТЕБЕЛЬ клапана ДОЛЖЕН быть прямом опушения не
БОЛЕЕ 0.015 на ДЛИНЕ 100 МН. КОНУСНОСТЬ И ЗЛЛИПСНОСТЬ
стебля клапана не более got мн. биение кпнусд головки
клапана по отношению к стеблю не более роз мн
да.=?й-
ПРОкпадка-дсбЕСТОСтдгыюЕ полотно
[ТОЛЩИНОЙ 175 Ю! НН
$
вид нд головку Блока цилиндров со стороны кдмер сгорания
•паза
СЕЧ №55
Н12Ч.75 2-ГО КП
топливный насос
РДЗИЕР С \>25,055-12503Я125035-125015\
356102-
, BOOK ЦИЛИНДРОВ
-Л«025—
р-аае
ВИД по стрелке м на гнезда для усиков вкладышей
среднего коренного подшипника
.с-чоео
подшипник и крышка коренного подшипника СРЕДНЕЙ КЕЙКИ
коленчатого вала
гю оси отверстия UM"H
/Д5*0/ \ ДЛЯ 60ЛТД КРЕПЛЕНИЯ
02-^
с крышка
размеры крышек
'группа / I '
BHQI5
прокладка-картон
прокладочный
ТОЛЩИНОЙ ОВШММ
СФЕРУ РВ У ВХОДИ КОМЕРЫ
—ig-am
ч gffw головки клапана на
h крайних точках не более об мн
|| П12-175 2-го КЛ
НДХ0052
' HlNQOlB
СЕЧ ПО 2 2
диометр д птанов
ВПУСПНОЙ - 4Д5-ом
выпускной-ад
ы-ааа.
fo-aau
нах 0032
HlN-0030 W®;
СЕЧ ПО 33
0
1мач
биение торнд пятки клапана нд
крайних точках не более ош ни
мах аовя
MiN Р025
БИЕНИЕ ВНЕШНЕЙ ПОВЕРХНОСТИ
направлявшей клапана при
ЦЕНТРОВКЕ ПО ВНУТРЕННЕМУ
БИЕНИЕ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ
1в птнпттЕпьно направляющей
ПОВЕРХНОСТИ СТЕРЖНЯ ТОЛКДТЕПЯ
клапана не более роз нд-----[
рапиусе 15 мм
мах 0140
MiN 0,045
СЕЧ ПО 4 4
от основания блока цилиндров.
I по оси коленчатого вала
резьбд отверстия толка теля клапана должна БЫТЬ КОНЦЕНТРИЧНЛ и.
параллЕлша направляющей поверхности стержня: перекос резлпЖ.
БОЛЕЕ (115 НО ДЛИНЕ 45 НН. КОНУСНОСТЬ ИЗЛЛИПСНОСТЬ НДПРОВЛЯЮШЕИ -
ПОВЕРХНОСТИ НЕ БОЛЕЕ 000В НН
прокладка-латунь п-62
[толщиной 0.05мм
до заднего торца
ОПОРЫ ПЕРЕДНЕГО
коренного подшипника
по размеру ,с крышки СРЕДНИХ
KQPEmx подшипников разБивттся
на 2 группы
ЛИСТ73
ДВИГАТЕЛЬ ЗИС-120
ПОПЕРЕЧНЫЙ РАЗРЕЗ
О Ю тозоао во во то вояоюот
Ld I 1111111 I 11 I Li III
130
l£l
.иг
е»/—!
Ш-М ЩДЦЩ
fe
WJ3V.
ав;о№-
8
gzd*zzzg
GZD^99-
SlO;L909-
GZDWC-
GlfrStt?
ZOX'961-
GID;W
Зшюш иаи
шзштхттмз9*
-vtnOi -
ь 6 an из
csnJtSF
1Л00Ц
'М3.
нззинхазш mt
ои чзюохйази
^^ия тзиьнзиш
? mojmmi анзншш ши шзм чмии
'1 огмп ави» охт ок'Щ
т?й» огта мТш окш I
SGV
Г?
С7У
г
/w
~o "оШм
гоо num да iawa» хиюзт хна/ upp
знмхлмзВа
-tysi
вниз
^ЦдйоМ
1
WWGZWHJ
aw
к
3K6S
S
K.UI
.ог
Ъзшемш
§
is
g
?ys\l
SZ//
SZ//
нмзшп
V~BUD
MHUhM
II OU ЛЛ
seouhn
есоиъп
илъ* 09
&
ж™*
3:<ю
|—®;S—ЖйШЭТ
^3~BfWJIT
’2Z^:B~SW
X
H
SGOO-NIU
asm xuu
ижшн ахжзш ызшз тзиззп и
хяя/зззвзизлзмз ххиимзи
0000 NIU
оюо хии
пшъзэ
0№V YfflJ
0900-NIU
оого-wu
ffi-
3№U
ооя-ши
(U9'0-WU
яоо-щи
GOD-MU
0900 N(U
0010 XtJU
6006
g»r
wr
QIOV-NIU
SSOO-XtflJ
‘09
GRID NIU
U00 XBU
1069
GZZ
II
OJJXH
UXBHOi
mo* nc
mo* 0!>
1ЛЯ
ИП10ЙШ)У m-
9GZO-NIU
m XW
GIOONIH
0600 XffU
9900-NIU
9100 XUU
гшзия I тт
<№Г I xsc~
ess
зтззз
зеле
IKta uuoei. liumauH
___ SI W053HAHk№UJ
t/U S! UHlSdSQlO
>ШШ)Ж ЗМиЮШЯ Ш
Тиг Sim зп ЗипиияМ
ицтииах/щд йидохеи.
(шизишжНзшзишгк идя
(штзьшмзз) шмшхпю
1т/зззю/г3JiUаз якттш,..
Й»ад> миг /айда It
_________ияк завали иипт
измалыо юпззззх/лг шзмвз
_________атхз
_________взетотие
л-®
G5Q GG0I G9G 009 а тт\
ш .Д а 1 тпииу\й\
ЛГО xuu
озая/чш/ахкияпх^
\иинзиша1ши/Й1Г
= у а пит шиззш/иии ши тг/Лтп ш/йия
S3B.-SDX
имш змш и яшшяп jjq
----------1_________L
00G7 NjU
0ХП №U
1Щ) иктк /А!) туза шз тимзиизиази ; из зш/зази
^т~ шььизш еашзишг хзшзои мтиит
GZDzZGL
ШиЗЯМЮШ
мннзаззиш
Ш'МЮ
кин 00 ш
______ l3U3b;№
ИШВЯаяП изшилинаил
ИХ 10 ям.
жшлиаз
Чшм/зюаз
mm азозиинзит
тпязязи зтзхштт
тч
илшзезатизвазазх
—---- " М/Л 7-г
/ШМП ml чиаяоаи иаши
WaUSA'l® ЦИШЯ ННШШи 3MShMtioUHJ\
Ъ1Ш UUI ah иншз&и) НИИИз/Й ЛМиИЛЛШХИ
ммзлнои) тихли шмалив
зиззхм ионшннион паз
/тхяиизанц изк нянлхи
ии/ш и/яоню зт/ятвн
интяих v
ину цовалид таа>н utufi
/нлшонщаовиштинп
;______ иниаяниязя
19V
W7
e'ai I ~sx
<!S7
к
ияехнии
лаашиишиаа
; дидст-----
и
т
ШИЗШШИЯ
тсвшлрзз
Иштиитияс
нашзиузги&а! m тайн.
ззтшиякшШ
________t/як нт/аз чхаю
шммзлиаяззззузп аззим
nitiUDH аз tumi
________итог аж?
—------------ zom
аиии- изод он ш /о зэио4 зн (uxtfwuiMmnH :мтдмюи дхюд ятъ goovo ajOHQuginu^ouooo и озомышм изо
шшт знп/и он ни goo ззиоязн мнМшо ojowtei/ox Изон RHaiii/6^H3uo3u <шз9 Mww еоаониоип изо
G900 NIU mi“
0Й0ХЙГ\
«РгГ^*
GID'O NIU
0600 WU
UOO nvv^fj
ишыииизйэатм a^y
l тл//й
9690 хон
tao-g.
GWD-NIU
9100 MH
un*^
$100 NIU
0600 wu
НД УЧАСТКЕ ДВСВ ПРОФИЛЯ КУЛДЧКД РДЗНОСТЬ ОТКЛОНЕНИЙ от м
указанных размеров не более о, 15 мм; УВЕЛИЧЕНИЕ ОТКЛОНЕНИИ
НЕ БОЛЕЕ 0,07 ММ НД КАЖДЫЕ 10°
НД УЧАСТКАХ АВ И СР ПРОФИЛЯ КУЛДЧКД РДЗНОСТЬ ОТКЛОНЕНИЙ
ОТ ТЕОРЕТИЧЕСКИХ РАЗМЕРОВ НЕ БОЛЕЕ 0,07 ММ; УВЕЛИЧЕНИЕ
ОТКЛОНЕНИЙ НЕ БОЛЕЕ 0,03 ММ НД КАЖДЫЕ 5°
угол ПОВОРОТА КУЛДЧКД ВГРДДУСДХ ВЫСОТА ПОДЪЕМА ТОЛКАТЕЛЯ УГОЛ ПОВОРОТА КУЛДЧКД В ГРАДУСАХ ВЫСОТА ПОДЪЕМА ТОЛКАТЕЛЯ
3°30‘ 0.0000 47 3,7633
4 0,0010 46 А.0268
5 0,0060 А9 А.2961
6 0,0160 50 Д.5713
7 0.0304 51 А.8А87
fl 0,0444 52 5,1203
9 0,0584 53 5,3859
10 0.0724 54 5.6А5А
II 0.0864 55 5,8988
12 0,100 А 56 6.IA60
13 0.1144 57 6,3868
>4 0,1284 58 6.6212
!5 0.1А2А 59 6.8А92 ..
/б 0,156А 60 7,0706
!7 0,1704 61 7,2855
!в 0,1 ВА А 62 7,4-937
19 0,1984 63 7.6952
20 0.2124 6А 7,8899
21 0,2264 65 8,0777
22 0,2404 66 82586
23 0,2544 67 8,4326
2А 0,2684 66 8.5996
25 0.2824 69 8,7515
26 0,296ч 70 8.9123
27 0,3104 7/ 9.0580
28 0,3244 72 9.196А
29 0.3537 73 9,3276
30 0,4103 7А 9,4516
31 0.4943 75 9.56В2
32 0,6057 76 9,6774
33 0.7444 77 9,7793
34 0,9102 7В 9,8737
35 . 1.0902 79 9,9607
36 1,2770 80 10,0402
37 1,4706 81 10,1122
3d 1,6708 82 10,1767
39 1,8777 83 10,2337
40 2,0912 8А 10,2831
41 2,3111 85 10,3249
42 2,5375 В6 10,3591
АЗ 2.7702 87 10.3856
44 3,0092 66 10,4048
45 32545 69 10,4162
46 3.5059 | 90 10.4200
В.М.Т
ФАЗЫ ГАЗОРАСПРЕДЕЛЕНИЯ
КОНЕЧНЫЕ ТОЧКИ ВПУСКА Й ВЫПУСКА ОТНОСЯТСЯ К
ОТДЕЛЕНИЮ КЛАПАНА ОТ СЕДЛА НА 0,2 ММ.
ЗДЗОР МЕЖДУ КЛАПАНОМ И ТОЛКАТЕЛЕМ (НА ПРОГРЕТОМ
ДВИГАТЕЛЕ) РАВЕН 0,20-0,25 ММ.
ЛИСТ 75
ДВИГДТЕЛЬ ЗИС-120
ПРОФИЛЬ КУЛДРПОВ И ФДЗЫ ГДдОРДСПРЕДЕЛЕНИР
132
D
ось отверстий пап поршневой пдпец должно выть перпендикулярно
ПРОДОЛЬНОЙ ОСИ ПОРШНЯ. ОТКЛОНЕНИЙ НЕ БОПЕЕ 0.05 нд длине юо мм
ВЕРХНЕЕ КОМПРЕССИОННОЕ КОЛЬЦО
НЕПРОХОДНОИ
КАЛИБР- 25.670
' КДНДВКД поршня з^^-
КДНДЕКЛ ПОРШНЯ
Ф 100,89
100.78
Ф 101,0В
10096
1100,58
СЕЧ. ПО I 1
ГРУППА
БОЛЕЕ 0.003
СЕЧ ПС 2 2 .
ГРУППЫ
СЕЧ ПО 5 5
JO-mto
по в в
БОбЫШКД ДЛЯ ПОДГОНКИ
ПО ВЕСУ
НД 4 ГРУППЫ
ШчАГ-УЫХШ/Л)
122
S
СТЫК
ШДТУН
КОЛЕНЧЯТЫЙ вял
Jrtl2>425"
------6ЩЮ45-
—:----99 —
МДХ 0,045
MIN 0.000
КОНУСНОСТЬ И ЭЛЛИПСНОСТЬ наружной
ПОВЕРХНОСТИ ПОРШНЕВОГО ПДЛЩА НЕ
ДИДМЕТР ВТУЛКИ S
2Д(Х770-2вД045
гдоыд-гдоого
280020-27.9995
дидметр пальца в
280000-27,0075
27,9975-27.9950
27.9950-27,9925
27,9925-279900
ПО ДИАМЕТРУ ОТВЕРСТИЯ ПОД ПОРШНЕВОЙ ПДПЕЦ D
И ПО ДИАМЕТРУ ЮБКИ С ПОРШНИ РДЗБИВДЮТСЯ —
кольцо
ПО РАЗМЕРЮ ДИДМЕТРД S ВТУЛКИ ВЕРХНЕЙ
ГОЛОВКИ ШАТУНЫ РДЗБИВДЮТСЯ НД 4
конусность и эллипсность втулки
ШДТУНД НЕ БОЛЕЕ 0,003
ГРУППА
I
zzz:
ПО РАЗМЕРУ ДИДМЕТРД d ПОРШНЕВЫЕ
ПАЛЬЦЫ РДЗБИВДЮТСЯ НА 4 ГРУППЫ
10033
дядтзвз.
ПРОХОДНОЙ
КДЛИБР-К0Л1
29.700
ГРУГПД ДИДПЕТР В ГР1ЛПД ДИДМЕТР С
~т~ 27^950-27,0925 Д Ю1А60-Ю1.500
11 272925-229900. Б 101.500-101,520
111 272900-27,9875 в Ю1.520-Ю1.5Ы)
27.9S75-27.9650 г Ю1.54О-Ю1.56О
3канавки
025-0.45
ПРОРЕЗЬ ЮБКИ
УКЛОН /
сеч по зз
ГНЕЗДО для
5
. СЕЧ ПО А А
25-nr-Q
БОБЫШКИ ДОЛЖНЫ
БЫТЬ С ОДНОЙ
СТОРОНЫ
ВИД по СТРЕЛКЕ
проклддкд толщиной 005
ШДТУН Ф13
КРЫШКД Ф13
6 ОТВЕРСТИЙ НД ВЫСОТЕ 27
ПРОРЕЗЬ НД ЮБКЕ ПОРШНЯ
С_ ЭТОЙ СТОРОНЫ
УСТАНОВКА ПОРШНЯ
по а а
§
НАРУЖНАЯ ЦИЛИНДРИЧЕСКДР ПОВЕРХНОСТЬ ГОЛОВКИ ПОРШНЯ И ЦИЛИНДРИЧЕСКИЕ
ПОВЕРХНОСТИ КДНДВОК ПОД КОЛЬЦА ДОЛЖНЫ БЫТЬ КОНЦЕНТРИЧНЫ: ОТКЛОНЕНИЯ
НЕ БОЛЕЕ O.IMM. РАЗНОСТЬ В ВЕСЕ ПОРШНЕЙ ОДНОГО КОМППЕКТД НЕ БОЛЕЕ ВТ
М 12
Е_
ВЕРХ
Е
ПРИ УСТАНОВКЕ В
42Юз
СЕЧ ПО 6 Ь
при сжатии до дидметрд ioi.b
УСИЛИЕ В НДПРДВЛЕНИИ .ЕЕ'
КОЛЬЦЕВОЙ КДЛИ6Р 101.6
зз
0015
~ооб6
] ДОЛЖНО БЫТЬ НЕ МЕНЕЕ 5 КТ
______ j 0.05. .
НИЖНЕЕ КОМПРЕССИОННОЕ КОЛЬЦО MI2
£
ПРИ
025-045
УСТАНОВКЕ В
КОЛЬЦЕВОЙ
кялибр 101.6
42ЮЗ
РХ
а
СЕЧ.0077а "ПРОФИЛЬ
? НАРУЖНОЙ ПОВЕРХНОСТИ
компрессионных и маслосъемного
КОЛЕЦ ПРИ СЖДТИИ до ДИДМЕТРД
Й01.6 УСИЛИЕ В НАПРАВЛЕНИИ .ЕЕ’
НАИБОЛЬШАЯ РАЗНОСТЬ ТОЛЩИНЫ \ДОЛЖНО БЫТЬ 45-7 КГ
В ПРЕДЕЛАХ МДСПОСЪЕМНОЕ КОЛЬЦО Ml
ОДНОГО
КОЛЬЦА 0l5 ММ 1а
ОЛА ВСЕХ g
I КОЛЕЦ) *
£.
Ю РАВНОМЕРНО
РДСПОПОЖЕННЫХ
ПРОРЕЗОВ
-Е
ЛЕНИИ .ЕЕ’ДОЛЖНО БЫТЬ 37-5.7 КГ
1 ПРИ СЖДТИИ
ДО ДИДМЕТРД
У2Г01
/л
СЕЧ. ПО В 8
87510.15
1.1 ЮЗ 5
1016 УСИЛИЕ В НАПГЗВ
I 035-045 ПРИ УСТАНОВКЕ В КОПзЦЕВОЙ КДПИБР 101.6
. ПЕНТД175Е
5
65515
&
ФЮО-а^л
оси головок шдгунд должны быть параллельны: отклонения
НЕ БОЛЕЕ ОШ НД ДЛИНЕ юо мм: ОСИ ГОЛОВОК ШДТУНД ДОЛЖНЫ
лежать в одной плоскости, отклонения не более роб нд
ДЛИНЕ ЮО ММ
ВЫСОТА вкладыша, установлен-
ного В ПРИСПОСОБЛЕНИЕ С
ГНЕЗДОМ Ф65.515, С УПОРОМ ОДНОГО
СТЫКД ПРИ НДГРУЗКЕ ня
ДРУГОЙ В 510 КГ ДОЛЖНА быть
---J2.75^S
ВКПДДЫШ ШДТУНД
РДЗНИЦД 8 ВЕСЕ ШДТУННО-ПОРШНЕВЫХ ГРУПП
ОЛНОГО КОМППЕКТД НЕ БОЛЕЕ 20 Г
ЛИСТ 76
ДВИГДТЕЛЬ ЗИС-120
ШДТУННО-ПОРШНЕВДЯ ГРУППА
0 Ю2030405060708090ЮОММ
Ш । I 11 । 1,1-Ll L 111 11 111
133
МАСЛОСЪЕМНОЕ КОЛЬЦО
ЭПЮРА РАДИАЛЬНЫХ ДАВЛЕНИЙ
(В ОТНОСИТЕЛЬНЫХ ВЕЛИЧИНАХ К Рср)
МАСЛОСЪЕМНОГО КОЛЬЦА
РАДИАЛЬНЫЕ ДАВЛЕНИЯ КОМПРЕССИОННЫХ И МДСПОСЪЕМННЫХ КОЛЕИ
УГОЛ В ГРАДУСАХ 0 30 60 90 120 150 180
ОТНОСИТЕЛЬНАЯ ВЕЛИЧИНА РАДИАЛЬНОГО ДАВЛЕНИЯ 1,05 1,05 1,14 0,90 0.45 0.68 2,86
РАЗМЕРЫ ПОРШНЕВЫХ КОЛЕЦ СМ. ЛИСТ 76
зпюрд радиальных давлений
(В ОТНОСИТЕЛЬНЫХ ВЕЛИЧИНАХ К Рср)
КОМПРЕССИОННЫХ КОЛЕЦ
ПРИ СЖАТИИ ВЕРХНЕГО КОМПРЕССИОННОГО КОЛЬЦА ДО ДИАМЕТРА 101,6
В НАПРАВЛЕНИИ NN УСИЛИЕ ДОЛЖНО БЫТЬ НЕ МЕНЕЕ 5 КГ
ПРИ СЖАТИИ СРЕДНЕГО КОМПРЕССИОННОГО КОЛЬЦА ДО ДИАМЕТРА 101.6
В НАПРАВЛЕНИИ NN УСИЛИЕ ДОЛЖНО ВЫТЬ А.5 -7 КГ.
ПРИ СЖАТИИ МАСЛОСЪЕМНОГО КОЛЬЦА ДО ДИАМЕТРА 101.6 В
НАПРАВЛЕНИИ NN УСИЛИЕ ДОЛЖНО БЫТЬ 3.7-5.7 КГ
КОМПРЕССИОННЫЕ И МАСЛОСЪЕМНОЕ КОЛЬЦА, СТЯНУТЫЕ ГИБКОЙ
СТАЛЬНОЙ ЛЕНТОЙ, ДОЛЖНЫ ИМЕТЬ В НАПРАВЛЕНИИ SS РАЗМЕР
НА 0.4 - О.В ММ БОЛЬШИЙ. ЧЕМ В НАПРАВЛЕНИИ NN, ПРИ УКАЗАННОМ
В СТЫКЕ ЗАЗОРЕ
ЛИСТ 77
ДВИГАТЕЛЬ ЗИС-120
ПОРШНЕВЫЕ КОЛЬЦА
(.ЭПЮРЫ РАДИАЛЬНЫХ ДАВЛЕНИЙ)
134
ПРИ 675 ОБОРОТАХ НДСОСД В МИНУТУ ДАВЛЕНИЕ МАСЛА (ВАЗЕЛИНОВОГО ПО ГОСТ /665-42)
ДОЛЖНО БЫТЬ НЕ МЕНЕЕ 6 КГ/СМ2/ ДИАМЕТР ВЫПУСКНОГО ОТВЕРСТИЯ 1.5 ММ. ДЛИНА 5 ММ
Биение окружности головок шестерен по отношению к внутреннему отверстию не более о,озмм_
15^0.0(2
.е *0.002
ю - 0.023
МДХ 0,0/4
MiN-0.025
СЕЧ. ПО 11
/г- *0.060
Ю *o.ow
МАХ 0,072
MIN 0,030
15-0.012
СЕЧ. ПО 2 2
ШЕСТЕРНЯ 4-°-Q2S
* 4=^-
_______/,*0.125
ОД/] 4*d0t5
0,027 CEQ- по 33
M1N-0.0/2 ------------
ПАРАМЕТРЫ ШЕСТЕРЕН НДСОСД И ШЕСТЕРНИ ПРИВОДА НДСОСД
ЧИСЛО ЗУБЬЕВ_____________________
МОДУЛЬ___________________________
ДИАМЕТР ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ
ВЫСОТА ГОЛОВКИ ЗУБА
ВЫСОТА ЗУБА (ПОЛНАЯ)
ТОЛШИНД ЗУБА ПО ДУГЕ ДЕЛИТЕЛЬНОЙ
ОКРУЖНОСТИ
ТЕОРЕТИЧЕСКАЯ
ДЕЙ СТ ВИ ТЕЛЬНДЯ
УГОЛ ЗАЦЕПЛЕНИЯ___________________
ШДГ ВИН ТОВОЙ ЛИНИИ ПО ОСИ ВРДЩЕНИД
УГОЛ НЯКЛОНДВИНТОВОЙЛИНИИ КОСИ ВРАЩЕНИЯ
НДПРДВЛЕНИЕ ВИНТОВОЙ ЛИНИИ_________
КАЛИБР ЗУБА РАСЧЕТНЫЙ ПРИ НОМИНАЛЬНОМ
ДИАМЕТРЕ ОКРУЖНОСТИ ГОЛОВОК В
НОРМАЛЬНОМ СЕЧЕНИИ
СТЫК
ЗАЗОР 0,4 i 0.3
5
СЕЧ. ПО 5
СЕЧ. ПО 4 4
МбЧ 2-ГО КЛ.
Мв*1,25 2-ГОКЛ.
КОРПУС 4f,r°-oeo
пдйкд латунью
ШЕСТЕРНИ 41.25-0.025
ведущая ведомая
5.32
25'
ШЕСТЕРНЯ
ПРИВОДЯ
/Б.700 ПРОХОДНОЙ КОЛЬЦЕВОЙ КАЛИБР
16.670 НЕПДОХОДНОЙ КОЛЬЦЕВОЙ ---
МДХ 0,050
MiN 0.013
МДХ-0,052
MiN-0,010
МАХ 0,150
MIN 0,015
МДХ 0,015
MiN -0.055
/5,120
/5,095
!5tW
/5.0В2
/5.070
МДХ 0,3/2
MiN-0,200
9
3.39
30,5/
2,75
Б,15
СВЕРЛИТЬ *5 ММ
ЧЕРЕЗ ОТВЕРСТИЕ
В ШЕСТЕРНЕ-
РАСКЛЕПАТЬ ШТИФТ
С ДВУХ СТОРОН
ВИД ПО СТРЕЛКЕ В 5
3&-омо
по д а
/3 01/2
*/4*0./2
ЛИСТ 78
СЕТКА ТКДНДЯ
обыкновенная:
КОЛЬЦО ПРУЖИННОЕ
МВ 425 2-ГО КЛ
2.33
СЕТКД ФИЛЬТРУЮЩАЯ ПРИВДРЕНД к ОБЕЧАЙКЕ В 5
О /О 20 30 40 50 50 70 ВО 90 /ООММ
2 ПРОКЛАДКИ ТОЛЩИНОЙ 0,130,05 ММ ИЛИ 1 ПРОКЛАДКА ТОЛЩИНОЙ 0253005
\мМ: МАТЕРИАЛ прокладок - прокладочный картон
ЗАЗОР ДО ТОРЦА КОРПУСА lg0 нИТ0К НА / ДЕЦИМЕТР/
ДИАМЕТР ПРОВОЛОКИ 0.25 ММ)
ДЛИНА ЯЧЕЙКИ QB5MM
ТОЧКАХ
ВИД НА МАСЛЯНЫЙ НДСОС СО СНЯТОЙ
КРЫШКОЙ БЕЗ МАСЛОПРИЕМНИКД И БЕЗ
ТРУБКИ МАСЛОПРОВОДА
ПРИ ЗАЦЕПЛЕНИИ БЕЗ ЗАЗОРА ШЕСТЕРНИ МАСЛЯНОГО НАСОСА
С ЭТАЛОННОЙ ШЕСТЕРНЕЙ. ИМЕЮЩЕЙ ТОЛЩИНУ ЗУБА ПО ДУГЕ
ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ 5.32 ММ, РАССТОЯНИЕ МЕЖДУ
ЦЕНТРАМИ ДОЛЖНО БЫТЬ МЕНЬШЕ НОМИНАЛЬНОГО НД 0,04-0,16 ММ
И НЕ ДОЛЖНО КОЛЕБАТЬСЯ БОЛЕЕ ЧЕМ НД 0.0В ММ ДЛЯ ОДНОЙ
ШЕСТЕРНИ
225ПО НОРМАЛИ
2В.67
2.25
5.1
ПО
НОРМАЛИ
3.54
3,45
20°
153,95
30‘20’
ПРАВОЕ '
ПРОКЛАДКА-ПРОКЛАДОЧНЫЙ КАРТОН ТОЛЩИНОЙ /ММ
/5.0В2
15.070
КДЛИ6Р
ЗАЗОР МЕЖДУ КОРПУСОМ И ТОРЦАМИ ШЕСТЕРЕН НДСОСД
РЕГУЛИРОВАТЬ ПРОКЛАДКАМИ, УСТАНАВЛИВАЯ / ИЛИ 2
ПРОКЛАДКИ толщиной щ ММ ИЛИ / ПРОКЛАДКУ толщиной
025 ММ/ ПРИ ЗАТЯНУТЫХ БОЛТАХ ШЕСТЕРНИ ДОЛЖНЫ
СВОБОДНО ВРАЩАТЬСЯ ОТ РУКИ.
НЕПДРДЛЛЕЛЬНОСТЬ ОСЕЙ ШЕСТЕРЕН НЕ БОЛЕЕ 0.05
НД ДЛИНЕ /00 ММ
ДВИГАТЕЛЬ ЗИС - 120
МДСЛЯНЫЙ НДСОС И ПДСЛОПРИЕМНИК -
135
IИ14'•1,5
Ю -0.070
Io -0.210
3-03
Ф/4?0./5
46
СЕЧ. ПО / f
ФИЛЬТРУЮЩАЯ пластина
12
В
СЕЧ. ПО 7 7
о-0.120
О -г 0.02-0
R23
942-
9Л? 70.SO0
ТОЛШИНД О.Об-о.о!
RI4
СЧИШДЮШДЯ ПЛАСТ ИНД
СЕЧ. ПО 4 4
СЕЧ ПО 3 3
СЕЧ. ПО 6 6
С
ВАЛ
95.6T-'£So
СЕЧ ПО 5 5
42
_ пп *0.420
/и -90.260
-912-МП
ПДХ 0,465
HiN 0,285
НАХ 0350
MIN 0,070
НДХ 0,600
HiN 0.340
БЕСКОРПУСНЫЙ СМЕННЫЙ ЭЛЕМЕНТ
дСФО-t________________________
ПРОКПДДКД - КАРТОН
ПРОКЛАДОЧНЫЙ ТОЛЩИНОЙ !ММ 2
“*---944----*"
ПРОМЕЖУТОЧНАЯ ПЛАСТИНА
ТОЛЩИНА
0.35-О.ОЗ
МДХ 0./35
MiN 0.035
9"а050 МАХ 0,200
MiN о.ооо
ТОЛЩИНА 006-O.OI
М5Ы 2-ГО КЛ
916.3
1М8Ч
ОТНОСИТЕЛЬНОЕ ОСТДТОЧНОЕ УДЛИНЕНИЕ НЕ 60ЛЕЕ 309
по дд
РАЗРЕЗ ПО ПЕРЕПУСКНОМУ
НДСЛОПОГЛОШЕНИЕ ПО ВЕСУ НЕ БОЛЕЕ 10%,
КЛАПАНУ
О 10 20 30 40 50 60 70 ВО ВО ЮОГП
ПОП ДАВЛЕНИЕМ
В ТЕЧЕНИЕ / пин
РЕЗИНД ЧЕРНДЯ НДСЛОУПОРНДЯ СПЕЦИАЛЬНАЯ.
ТВЕРДОСТЬ ПО ШОРУ 70-65.
ЗЛДСТИЧНОСТЬ ПО ШОРУ НЕ НЕНЕЕ 45.
ПРЕДЕЛ ПРОЧНОСТИ НЕ НЕНЕЕ 85 КГ/СМ2,
ПОЛОСТЬ ФИЛЬТРА
ТОНКОЙ очистки
НАХ 0,480
MiN 0,240
СЕЧ. ПО 8 8
ПРИ СБОРКЕ ОБЕСПЕЧИТЬ ВОЗМОЖНОСТЬ
ПРОВОРАЧИВАНИЯ валика с
ПЛАСТИНАМИ ОТ РУКИ
РАЗРЕЗ ПО ФИЛЬТРУЮЩЕМУ ЭЛЕМЕНТУ
ФИЛЬТРА ГРУБОЙ очистки
isxjs;
1№£Л
!9
СЕЧ ПО 2 2
IlKi-WI
|1Ж?Й1
9895
997
,п -0.045
-0.105
ПДХ QI75
HiN 0.045
ВТУЛКА
Гавя
Г«ая
ПРОКЛЛДКД-
ПДРДНИТ
ТОЛЩИНОЙ 1.5т 0.15
НАХ 0.240
HiN 0.080
l2zg№
^2'-а-100
МДХ 0.175
HiN 0.045
*07372
1Н18Ч.5
ЧИСЛО ВИТКОВ (ПОЛНОЕ) 10
ДИАМЕТР ПРОВОЛОКИ 2
ВНУТРЕННИЙ ДИАМЕТР ПРУЖИНЫ /4.5 ™
ДЛИНА БЕЗ НАГРУЗКИ 56
ДЛИНА ПРИ НАГРУЗКЕ 9^0.5 КГ 36
ЧИСЛО ВИТКОВ (ПОЛНОЕ) 20
ДИАМЕТР ПРОВОЛОКИ 1.2
НАРУЖНЫЙ ДИДНЕТР ПРУЖИНЫ 13-од
ДПИНД БЕЗ НАГРУЗКИ 60
ДЛИНА ПРИ НАГРУЗКЕ 0341 КГ 47
НДПРДВЛЕНИЕ НАВИВКИ ЛЕВОЕ
1М 14x1,5
l6'0J1°
1 М2 2-1.5
ФИЛЬТРЫ В СБОРЕ
ИСПЫТЫВАТЬ нд
ГЕРМЕТИЧНОСТЬ
ПРИ ДАВЛЕНИИ 6 КГ/СМ:
ЗАПОЛНИВ МАСЛОМ
(АВТОЛ 6). ВЫДЕРЖАТЬ
ПРОКЛАДКА-КАРТОН ПРОКЛАДОЧНЫЙ
толщиной 1 мм
IHI8-I.5
16^6
ЛИСТ 79
ПОЛОСТЬ ФИЛбТРД
ГРУБОЙ ОЧИСТКИ
ДВИГАТЕЛЬ ЗИС - (20
МАСЛЯНЫЕ ФИЛЬТРЫ
136
Ill. ДАННЫЕ ПО МЕТАЛЛАМ, ТЕРМООБРАБОТКЕ ДЕТАЛЕЙ И ЧЕРТЕЖИ ОБОРУДОВАНИЯ
Данные по металлам и термообработке деталей Лист 80. КАРБЮРАТОР К-24 Деталь Материал Термообработка Твердость Примечание
Игла жиклера мощности. Дроссельная заслонка. Клапан. Замок клапана. Втулка оси рычага по- плавка. Ось поплавка. Рычаг осп поплавка. Шай- бы: манжеты ускоритель кого насоса, иглы жикле- ра, мощности. Фильтр Латунь Л62 1
Деталь Материал Термообработка Твердость Примечание
Корпус. Корпус воздуш- ной заслонки Сплав ЦАМ 6-1 — — Оксидировать
Поплавок, нижняя и верх- няя части Латунь Л68 — — —
Корпус смесительной камеры Чугун СЧ 12-28 — Паркеризовать и лакировать
Пружина ускорительного насоса Сталь 65Г ф 1 леи Отпустить — Оцинковать
Жиклеры: главный, мощ- ности, ускорительного на- соса, холостого хода. Распылители: главного жиклера, жиклера холо- стого хода. Муфта иглы жиклера мощ- ности. Корпусы: игольчатого кла- пана, поршня ускоритель- ного насоса, обратного клапана Латунь ЛС 59-1 - Пружина клапана воздуш- ной заслонки Сталь 65Г ф 0,3 мм — — Оцинковать
Пружина распорная уско- рительного насоса Сталь 65Г ф 0,4 мм — — Оцинковать
Пружина винта холостого хода Сталь 65Г ф 1 мм — — Оцинковать
Корпус перепускного кла- пана. Наконечник поршня уско- рительного насоса. Втулка рычага ускоритель- ного насоса. Ось дроссельной заслонки. Муфта рычага осн воз- душной заслонки Латунь ЛС 59-1 Пружина рычага воздуш- ной заслонки Сталь 65Г ф 0,8 мм — Оцинковать
Пружина дросселя Сталь 65Г ф 1,2 мм — — Оцинковать
Пружина иглы жиклера мощности Сталь 65Г ф 0,35 мм - 1 Оцинковагь
18
137
Деталь Материал Термообработка Твердость Примечание Лист 81. КАРБЮРАТОР К-22
Деталь Материал Термообработка Твердость Примечание
Замок иглы жиклера мощности Сталь 65Г — — Оцинковать
Корпусы: поплавковой камеры н диффузора Цинковый сплав ЦАМ 6-1 — — Литье поддав лением. Ок- сидировать
Шток ускорительного на- соса. Оси: воздушной за- слонки и рычага ускори- тельного насоса Сталь А12 -- — Оцинковать
Верхний корпус. Распы- литель главного и ком- пенсационного жиклеров Цинковый сплав ЦАМ 6-1 — — Литье под дав- лением
Винт холостого хода. Пробка к каналу обрат- ного клапана Сталь А12 -— — —
Корпус смесительной камеры Чугун СЧ 24-32 — — f Паркеризовать и лакировать
Воздушная заслонка. Кол- пачок фильтра. Тарелка пружины. Клапан воздуш- ной заслонки. Сухарик. Рычаги: ускорительного насоса и оси воздушной заслонки Сталь 10кп — — Оцинковать
Блок жиклеров. Втулка привода ускорительного насоса Латунь ЛС 59 — — —
Жиклер холостого хода. Корпусы: распылителя (ускорительного насоса), регулировочной иглы, об- ратного клапана, клапана экономайзера. Ось дрос- сельной заслонки. Шток (ускорительного насоса) Латунь ЛС 59-1 — — —
Рычаги: оси дроссельной заслонки, привода ускори- тельного насоса, привода минимального газа Сталь Юки — — Воронить
Ось клапана воздушной заслонки Сталь 20 — — . Оцинковать
Корпусы поплавка, наруж- ный и внутренний. Петля поплавка. Трубка (балан- сировочная). Клапан (об- ратный). Замок обратного клапана. Дроссельная за- слонка. Распылитель уско- рительного насоса Латунь Л 62 — — —
Тяги: привода минималь- ного газа, рычага ускори- тельного насоса, штока ускорительного насоса Сталь 0 — Оцинковать
138
Деталь Матерная Термообработка Твердость Примечание Деталь Материал Термообработка Твердость Примечание
Пружина бочковндная кла- пана экономайзера Стальная проволока Р ОСТ 20006-38 — — Оцинковать Накладка пластины диф- фузора Сталь Юн — — Кадмировать
Пружина воздушной заслонки Стальная проволока ПК ОСТ 20006-38 — — Оцинковать Гайка крепления штока ускорительного насоса Сталь 12 — — Оцинковать
Пружина рычага привода воздушной заслонки Стальная проволока ПК1 ОСТ 20006-38 — — Оцинковать Игла регулировочная Сталь А12 — — Хромировать
Клапаивоздушной заслон- ки. Рычаги: привода уско- рительного насоса, оси воздушной заслонки Сталь 10 — — Оцинковать
Клапаны: подачи топлива н экономайзера Сталь ЭЯ-21 — — Лудить
Пружина клапана воздуш- ной заслонки Стальная проволока ПК ОСТ 20006-38 — — Оцинковать Рычаги: привода эксцент- рика, привода воздушной заслонки, осн дроссельной заслонки. Эксцентрик ми- нимального газа Сталь 10 — — Оцинковать
Пластина диффузора Ленточная холоднокатан- ная нержавеющая сталь. Толщина 0,30 i o^oi мм — — —
Муфта рычага привода воздушной заслонки. Ре- гулировочный винт холо- стого хода. Ось клапана воздушной заслонки Сталь А12 — — Оцинковать
Ось воздушной заслонки Сталь А12 ' —" —
Тяга ускорительного насоса Сталь 20 •— — —
Гайка сальника регулиро- вочной иглы. Винт креп- ления пластины диффузора Сталь AI2 — i _ Кадмировать
Воздушная заслонка. Втул- ка рычага привода экс- центрика минимального газа. Ось эксцентрика минимального газа Сталь 20 — — ' Оцинковать
1 По обозначению завода .Электросталь".
18*
139
Лист 82. КАРБЮРАТОР К-14 Деталь Материал Термообработка Твердость Примечание
Деталь Материал Термообработка Твердость Примечание
Корпус распылителя ком- пенсационного Сталь А12 — — Оцинковать в сборе с рас- пылителем
Корпус Чугун СЧ 24-32 ГОСТ В-1412-42 — — Паркеризовать ц лакировать
Ось клапана воздушной заслонки. Корпус жиклера холостого хода Сталь А12 — — Оцинковать. Опрыскивание 2О°/о-ным ра- створом пова- ренной соли в течение 36 час. не должно вы- зывать корро- зии
Крышка Чугун СЧ 24-32 ГОСТ В-1412-42 — — —
Жиклеры: главный, ком- пенсационный, мощности, холостого хода. Ось дрос- сельной заслонки. Пробка прорезнаа канала жиклера холостого хода Латунь ЛС 59-1 — — —
Валик воздушной заслонки Сталь А12 — — —
Гайка обогатительной иглы Цинковый сплав ЦАМ 6-1 — — Оцинковать. Опрыскивание. 2О°/о-ным ра- створом пова- ренной соли в течение 36 час. не должно вы- звать коррозии
Трубки жиклеров: глав- ного, мощности, холостого хода Трубка, латунь Л 62 — — —
Корпусы поплавка, внут- ренний и наружный. Дрос- сельная заслонка Латунь Л 62 — — ’ — Пробка канала обогати- теля Сталь 12 — — Оцинковать. Опрыскивание 2О°/о-ным ра- створом пова- ренной соли в течение 36 час. не должно вы- зывать корро- зии
Петля поплавка Листовая латунь Л 62. Толщина О,8_о j мм — — —
Клапан игольчатый Сталь ЭЯ-2 1 — — — Регулировочная игла холостого хода Сталь 12Г — — —
1) По обозначению завода .Электросталь".
140
I Деталь Материал Термообработка Твердость Примечание Лист 83. КАРБЮРАТОР К-23М
Деталь Материал Термообработка Твердость Примечание
Корпус клапана подачп топлива. Обогатительная игла Латунь ЛС 59 — — —
Корпус. Крышка поплав- ковой камеры Цинковый сплав для литья под давлением — — Оксидировать
Клапан воздушной заслон- ки. Рычаги: обогатитель- ной иглы и дроссельной заслонки. Кронштейн петли поплав- ка. Кулачковый рычаг воздушной заслонки Сталь 10 ГОСТ В-1050-41 — — Оцинковать. Опрыскивание 2О°/о-ным ра- створом пова- ренной соли в течение 36 час. не должно вы- зывать корро- зии
Корпус смесительной камеры Чугун — — Лакировать поверхность
Главный жиклер. Распы- литель главного жиклера. Корпусы: жиклера холо- стого хода, игольчатого клапана. Воздушные жик- леры: распылителя, кана- ла холостого хода. Пор- шень ускорительного на- соса. Втулка привода ускорительного насоса. Пробка канала главного жиклера. Направляющая клапана. Ось петли по- плавка Латунь ЛС 59 А
• Воздушная заслонка Сталь 10 ГОСТ В-1050-41 —' — —
Ось рычага обогатитель- ной иглы Сталь 20 ГОСТ В-1050-41. — — Оцинковать. Опрыскивание 2О°/о-ным ра- створом пова- ренной соли в течение 36 час. не должно вы- зывать корро- зии
Клапан воздушной заслонки Сталь 10 — — Оцинковать
Рычаги: привода эксцен- трика, оси воздушной заслонки, привода уско- рительного насоса, оси дроссельной заслонки. - Рычаг привода оси воз- душной заслонки. Эксцен- трик минимального газа. Кронштейн тяги воздуш- ной заслонки Сталь 10. Оцинковать
Пружина рычага обога- тителя Стальная проволока Р ОСТ 20006-38 — — Оцинковать. Опрыскивание 2О°/о-ным ра- створом пова- ренной соли в течение 36 час. не должно вы- зывать корро- зии
Пружина бочковидная Стальная проволока ОСТ 20006-38 ф 1 леи — —
Пружина иглы холостого хода Проволока, сталь 65Г ф 0,9 мм — — Оцинковать
Пружина клапана воздуш- ной заслонки Стальная проволока ПК ОСТ 20006-38 ф 0,6 мм —. — Лудить
Пружина обогатительной иглы Проволока, сталь 65Г ф 0,8 мм — — Оцинковать Пружина осп воздушной заслонки Стальная проволока ПК ОСТ 20006-38 ф 0,6 мм — — Оцинковать | 1
141
Деталь Пружина рычага привода воздушной заслонки Материал Стальная проволока ПК ОСТ 20006-38 ф 1 мм Термообработка Твердость Примечание Оцинковать Лист 84. КАРБЮРАТОР К-49
Деталь Материал Термообработка 1 Твердость Примечание
Верхний корпус. Серьга дроссельной заслонки 1 Цинковый сплав • ЦАМ 6-1 — — Оксидировать
Пружина распорная уско- рительного насоса Стальная проволока ПК ОСТ 20006-38 ф 0,4 .и.и — — Оцинковать
Жиклер холостого хода. Дроссельная заслонка. Шайба крепления манжеты Латунь Л 62 — — Оцинковать
Корпусы: поплавковой ка- меры н диффузора. Дрос- сельная заслонка. Распы-, литель главного и компен- сационного жиклеров Цинковый сплав ЦАМ 6-1 — — —
Поплавок, верхняя п ниж- няя части Латунь мягкая Л 62 — — —
Петля поплавка Латунь твердая Л 62 — — —
Корпус смесительной камеры Чугун СЧ 24-32 — — Лакировать
Клапан экономайзера Сталь ЭЯ-21 — — —.
Жиклер мощности. Кор- пус нагнетательного кла- пана. Ось дроссельной заслонки Латунь ЛС 59-1 ГОСТ В-1019-41 —— —
Блок жиклеров Латунь ЛС 59 — — —
Регулировочный винт хо- лостого хода. Ось клапа- на воздушной заслонки. Ось воздушной заслонки. Муфта рычага привода воздушной заслонки Сталь А12 Оцинковать
Жиклер холостого хода, жиклер-распылитель уско- рительного насоса. Корпу- сы: регулировочной иглы, обратного клапана, клапа- на экономайзера. Втулки: осн дроссельной заслонки, дроссельной заслонки Латунь ЛС 59-1 i I
Пробка канала обратного клапана ускорительного насоса. Гайка крепления штока. Шток ускоритель- ного насоса Сталь 12Г — —— —
Воздушная заслонка. Тяга ускорительного насоса. Ось эксцентрика мини- мального газа. Втулка рычага привода эксцент- рика минимального газа Сталь 20 Оцинковать
Поплавок, верхняя к ниж- няя части. Ось петли поплавка. Петля поплавка. Трубка (балансировочная) Латунь Л 62 — — —'
1 По обозначению завода .Электросталь*.
142
Деталь Материал Термообработка Твердость Примечание. Лист 85. КАРБЮРАТОР МКЗ-6
Деталь Материал Термообработка Твердость Примечание
Пружина бочковидная (клапана экономайзера) Стальная проволока Р ОСТ 20006-38 Оцинковать
Пружина (ускорительного насоса) Стальная проволока ПК ОСТ 20006-38 - — Оксидировать Корпус. Крышка Серый чугун — , — Фосфатиро- вать. Покрыть черным карбю- раторным ца- пон-лаком или нитрокраской № 660
Вннт креплении пластин диффузора. Г айка сальника Сталь А12 — —Г Кадмировать
Пластина диффузора Ленточная холоднокатан- ная нержавеющая сталь. Толщина 0133 — о,о4 мм — — —
Клапаны; подачи топлива, экономайзера Сталь ЭЯ-2 — — —
Осп: дроссельной заслон- ки, серьги Нержавеющая сталь ЭЖ1 —— — Жиклеры: главный, ком- пенсационный, холостого хода. Распылители жикле- ров: компенсационного, мощности. Штуцеры рас- пылителей жиклеров: глав- ного, компенсационного. Корпусы: иглы, клапана экономайзера, шарового клапана. Пробка корпуса иглы. Поршень. Стакан поршня. Втулка напра- вляющая штока Латунь ЛС 59 — — —
Ось воздушной заслонки Сталь А12 — — —
Муфта осн' дроссельной заслонки Сталь А12 — — Оцинковать
Игла регулировочная Сталь А12 — — Хромировать
Шток насоса. Упор дрос- сельной заслонки Сталь 20 Ф 3 + 0,01 мм — — Оцинковать
Накладка пластины диф- фузора' Сталь 10 — , —- Кадмировать
Поплавок, верхняя и ниж- няя части. Рычажок по- плавка. Ось рычажка по- плавка. Трубка холостого хода. Звездочка корпуса клапана экономайзера. Латунь Л 62 ’—1 — —
Рычаг дроссельной . заслонки Сталь 10 — : Оцинковать;
Рычаг привода эксцентрика Сталь 10 — —
Воздушная заслонка Сталь 10 — — Оцинковать
143
Деталь Материал Термообработка Твердость Примечание Деталь 1 ; Материал 1 ' Термообработка Твердость Примечание
Трубка фильтра Трубка, латунь Л 62. На- ружный диаметр 7,5 мм. Внутренний диаметр 5,5 мм — — — Кронштейн рычажка. Воз- душная заслонка Сталь 10 — — Оцинковать. Толщина слоя 0,013 мм
Пружины: штока, иглы обеднения смеси, регули- ровочного винта, стакана поршня Проволока, сталь У9А Оцинковать. Толщина слоя 0,013 мм
Винт дроссельной заслон- ки. Валики: воздушной заслонки, дроссельной за- слонки. Тяга соединитель- ная рычага дроссельной заслонки Сталь 20 — — Оцинковать. Толщина слоя 0,013 мм
Пружина воздушной заслонки Сталь 65Г — — Оцинковать. Толщина слоя 0,013 мм
Втулки: осн передаточного рычага, передаточных ры- чагов Сталь 20 — — —
Пружины, поршня, иглы воздушного регулятора Стальная проволока ПКП ОСТ 20006-38 — Оцинковать. Толщина слоя 0,013 мм
Ось передаточного рычага Сталь 35 —— — Оцинковать. Толщина слоя 0,013 мм
Сетка фильтра Проволока, латунь — —
Игла Сталь XIЗ1 — — —
Втулка к рычагу воздуш- ной заслонкн Сталь 12Г — — —
Рычаги: насоса, переда- точный, воздушной за- слонки Сталь 08 — —
Упор воздушной заслонки Сталь 12Г — — Оцинковать. Толщина слоя 0,013 мм
Отражатель. Дроссельная заслонка. Ограничитель хода поршня. Кронштейн тросса Сталь 08 — Оцинковать. Толщина слоя 0,013 мм
Гайка сальника. Пробки: клапана экономайзера, поршня, фильтра, трубки фпльтра, главного жик- лера. Шляпка штока ком- пенсационного жиклера. Винт регулировочный хо- лостого хода. Штуцер. Шток поршня Сталь А12 — — Оцинковать. Толщина слоя 0,01 3 мм
Рычаг дроссельной заслонки Сталь 10 . — — —
1 По проекту ГОСТ .Сталь высоколегированная с особыми свойствами*; существующее обозначение (завода .Электросталь-) — ЭЖ1 (Прим ред.).
144
Лист 86. КАРБЮРАТОР МКЗ-14 Деталь Материал 1 Термообработка Твердость 1 । Примечание
Деталь Материал Термообработка Твердость Примечание Дроссельная заслонка. Поршень ускорительного насоса. Втулка напра- вляющая штока. Г айка грубой регулировки. Крышка регулятора Цинковый сплав. Состав; 3,5 — 4,5°/0 А1, 2,5 —3,5°/0 Си, 0,02 —0,10«/о Mg, не более 0,10°/0 Fe, не более О,ОО7°/о РЬ, не более О,ОО5°/о Cd, не более О,ОО5°/о Sn, остальное Zn — —
Корпус. Крышка Серый чугун — Но 170— 229 Фосфатиро- вать. Покрыть черным карбю- раторным ца- ион-лаком или нитрокраской № 660
Ось дроссельной заслонки Нержавеющая сталь XIЗ1 — —
Игла подшипника дрос- сельной заслонки Кремнемарганцовистая бронза Бр. КМц ф 1,5 мм ОСТ ЦМ 582-39 — — Протравить в 60—65°/0-ном растворе азот- ной кислоты в течение не бо- лее 1 мин.
Жиклеры: главный, ком- пенсационный, холостого хода. Распылители жик- леров: компенсационного, мощности. Штуцеры: рас- пылителя главного жик- лера, распылителя ком- пенсационного жиклера, жиклера мощности. Кор- пусы: клапана экономай- зера, нагнетательного кла- пана, шарового клапана, иглы. Клапан экономай- зера. Пробка корпуса иг- лы. Цплнндр поршня ва- куумного привода клапана экономайзера. Поршень вакуумного привода клапа- на экономайзера. Втулки, правая н левая Латунь ЛС 69
Ограничитель открытия воздушной заслонки Стальная проволока НК П ОСТ 20006-38 — — Оцинковать. Толщина слоя 0,013 мм
Поплавок, верхняя и ниж- . ияя части. Рычажок по- плавка. Ось рычажка по- плавка. Трубка холостого хода Латунь Л 62 — — —
Пружина вакуумного при- вода клапана экономай- зера Стальная проволока НК ОСТ 20006-38 ф 0,4 мм — — Воронить
Пружина винта регули- ровки холостого хода Стальная проволока НК ОСТ 20006-38 ф 1 мм — — Оцинковать. Толщина слоя 0,013 мм
Валик дроссельной заслонки Латунь ЛС59 — — Хромировать. Толщина слоя 0,005 мм
Пружина воздушной заслонки Стальная проволока НК 11 ОСТ 20006-38 ф 1,2 мм — Оцинковать. Толщина слоя 0,013 мм
1 По проекту ГОСТ; существующее обозначение (завода .Электросталь’) — ЭЖ1 (/7pu.ii. ред.).
19
145
Деталь Материал Термообработка Твердость Примечание
Пружины: клапана эконо- майзера, нагнетательного клапана Бронза фосфористая — — —
Пружины: иглы воздуш- ного регулятора, поршня Стальная проволока НК 11 ОСТ 20006-38 — — Оцинковать. Толщина слоя 0,013 мм
Игла Сталь Х131 — — —
Головка штока. Ролик Сталь 45 — — Оцинковать. Толщина слоя 0,013 мм
Ось ролика. Валик воз- душной заслонки. Упор дроссельной заслонки Сталь 20 — — Оцинковать. Толщина слоя 0,013 мм
Втулка рычага Сталь 20 — — —
Рычаг валика дроссельной заслонки. Ограничитель хода поршня Сталь 08 — — Оцинковать. Толщина слоя 0,013 мм
Рычаг воздушной заслонки Сталь 08 — — Оцинковать.
Воздушная заслонка. Ско- ба вакуумного привода клапана экономайзера. Шток поршня вакуумного привода клапана эконо- майзера. Направляющая клапана воздушной заслонки Сталь 10 Оцинковать. Толщина слоя 0,013 мм
Винт крышки регулятора. Втулка к рычагу воздуш- ной заслонки. Шток. Шляпка штока поршня вакуумного привода кла- пана экономайзера. Игла вакуумного регулятора Сталь А12 Оцинковать. Толщина слоя 0,013 мм
1 По проекту ГОСТ; существующее обозначение (завода .Электросталь1) — ЭЖ1 (Прим. ред.).
Лист 87. БЕНЗОНАСОС ДВИГАТЕЛЯ МЗМА-400
Деталь Материал Термообработка Твердость Примечание
Корпус. Головка Цинковый сплав для литья под давлением — — —
Рычаг привода Сталь 20 Цементировать. Глубина слоя 0,4—0,5 мм. Калить 11о напильнику Перед механической обработкой омеднить
Ось рычша привода Холоднотянутая прутко- вая сталь 20 ф 6,4_0 2 мм Цементировать. Глубина слоя 0,6—0,9 мм. Калить в воду. Отпустить Не менее HRc 48 —
Пружина рычага привода Твердотянутая стальная проволока ПК II ОСТ 20006—38 ф 1 мм — — —
Рычаг гяги диафрагмы Листовая сталь 35Х. Толщина 2 мм Цианировать. Глубина слоя не менее 0,1 мм. Калить в масло. Отпустить HRc 52—56 —
Тяга диафрагмы Холоднотянутая прутко- вая сталь 10 (для холод- ной высадки) 1. Цементировать, глубина слоя 0,4—0,7 мм, за- тем калить в масло и отпустить или 2, Цианировать, глубина слоя не менее 0,3 мм, затем калить в масло н отпустить По напильни- ку. Омеднен- ная поверх- ность не более HRc 30 Омеднить
146
Деталь Материал Термообработка Твердость Примечание Деталь Материал Термообработка Твердость Примечание
Пружина диафрагмы Пружинная проволока, сталь 65Г ф 1,8 .«.и — — — Шайба диафрагмы предо- хранительная Листовая сталь 08. Толщина 1,2 мм — — Оцинковать. Опрыскивание 2О°/о-ным ра- створом соли в течение 25 час. не должно вы- зывать корро- зии
Валик ручного привода Холоднотянутая прутковая сталь 20 ф 13_0 12 мм Цементировать. Глубина слоя 0,6—0,9 мм. Калить в воду. Отпустить По напильнику Омеднить
Держатель уплотнителя тяги диафрагмы. Шайба уплотнителя тяги диа- фрагмы Ленточная низноуглеро- диСтая сталь. Толщина 0,3 мм Оцинковать. Опрыскивание 2О°/о-ным ра- створом соли в течение 25 час. не должно вы- зывать корро- зии
Рычаг ручного привода Листовая сталь 08. Толщина 2 мм — — —
Держатель сетки фильтра Ленточная латунь Л 62. Толщина 0,35 мм — — —
Рукоятка рьяага ручного привода Холоднотянутая прутковая. Сталь Д12 ф 6 мм — — —
Корпус клапана Ленточная латунь мягкая Л 62. Толщина 0.5+0.05 мм — — Протравить после штампования
Шайба диафрагмы нижняя Листовая сталь 08. От- делка поверхности высо- кая. Толщина 1,2 мм Цпанировать. Калить в масло. Отпустить По напильнику Оцинковать. Опрыскивание 2О°/о-ным рас- твором соли в течение25 час. не должно вы- зывать корро- зии Седло клапана Ленточная латунь Л 62. Толщина 2.5+0.08 мм — — Протравить до притирки
Держатель клапанов Листовая сталь 65Г. Тол- щина 1 мм Оксидировать
Корпус фильтра Ленточная латунь мягкая Л 62. Толщина 0,4 мм — —
Шайба диафрагмы верхняя Листовая сталь 08. Толщина 0,3 мм — — Оцинковать. Опрыскивание 2О°/о-ным ра- створом соли в течение 25 час. не должно вы- зывать корро- зии
Стакан отстойника Листовая сталь 08. От- делка поверхности повы- шенная. Толщина 0,9 мм — Оцинковать. Опрыскивание 2О°/о-ным ра- створом соли в течение 50 час. не должно вы- зывать корро- зии
147
Листы 88 и 89. БЕНЗОНАСОСЫ Б-3 И Б-6 Лист 90. ВОЗДУХООЧИСТИТЕЛЬ ДВИГАТЕЛЯ МЗМА-400
Деталь Материал Термообработка Твердость Примечание Деталь Материал Термообработка Твердость Примечание
Корпус. Крышка Цинковой сплав. Состав: 3,5—4,5% А1, 2,5—3,5% Си, 0,02—0,10% Mg, не более 0,10% Fe, не более 0,007% РЬ, не более 0,005% Cd, не более 0,005% Sn, остальное—Zn — — —
Крышка. Труба. Патрубок нижней камеры. Горлови- на. Опора трубы Листовая освинцованная сталь 08. Толщина 0,5 мм — — —
Щека коромысла. Средняя щека коромысла. Рычаг коромысла Сталь 10. Толщина 2,5-ил — — —
Днище и перегородка нижней камеры. Накладка днища нижней камеры. Листовая освинцованная сталь 08. Толщина 0,8 мм — — —
Рычаг ручной подкачки Сталь 08. Толщина 2 лл - — -
Пружина диафрагмы Стальная проволока 65Г ф 1,8 мм — — —
Пружина коромысла возвратная Стальная проволока У9А Ф 1 мм — — —
Толкатель диафрагмы Сталь 20 Цианировать. Глубина слоя 0,2 — 0,4 мм По напильнику Резьбовой ко- нец не цианп- ровать
Хомутик крепления Ленточная сталь 08. Тол- щина 1,5 ляг. Ширина 12 мм — — —
Седло клапана' Трубка, латунь ЛС 59 — — —
Пружина клапана Проволока, фосфористая бронза Бр. ОЦ 4-3 ф 0,3 мм — — —
Ось коромысла Сталь 10 Цементировать. Глубина слоя 0,6—0,8 мм. Калить НЛс 40—45 — Стяжка крепления Ленточная сталь 10. Тол- щина 1 мм. Ширина 20 мм — —
Втулка осн рычага ручной подкачки Трубка, латунь Л 62 — — —
Шайбы диафрагмы, верх- няя и нижняя Сталь 20. Толщина 1 мм. — — Оцинковать. Толщина слоя 0,013 мм
Ушко кренлепии Ленточная сталь 08. Тол- щина 2 мм. Ширина 30 мм — — —
Обойма сетки Латунь Л 62. Толщина 0,3 мм — — —
Ось рычага Сталь 10 — — Оцинковать. Толщина слоя 0,013 мм
Пробки впускного н на- гнетательного клапанов Сталь А12 ГОСТ В-1414-42 — — — Корпус набивки Листовая освинцованная сталь 08. Толщина 0,5лл — ' —
Воздушный колпак Сталь 08. Толщина 1 мм | — — Лудить
Скоба Патентированная проволока Сталь 65Г — — —
148
Лист 91. ВОЗДУХООЧИСТИТЕЛЬ ВМ-5 Лист 92. ВОЗДУХООЧИСТИТЕЛЬ ВМ-6
Деталь Материал Термообработка Твердость Примечание Деталь Материал Термообработка Твердость Примечание
Корпус, верхняя и ниж- няя части. Патрубок креп- ления крыльчатки Сталь 08. Толщина 0,8 мм — — — Корпус. Масляная ванна. Крышка. Отражатель. От- ражатель масла. Опорное кольцо. Обоймы сеток, ниж- няя и верхняя. Воронка. Направляющее кольцо. Патрубок крепления обоймы Сталь 08. Толщина 0,5 мм —
Кольцо направляющее. Направляющие, верхняя и нижняя Сталь 08. Толщина 0,5 мм — — —
Горловина. Кольцо опор- ное обоймы Сталь 08. Толщина 0,8 мм — — —
Воротник Сталь 08. Толщина 0,8 мм — — —
Накладка жесткости мас- ляного резервуара Сталь 08. Толщина 1 мм — — —
Дужка Сталь 10. Толщина 1,5 мм — — —
Пластина крепления сеток Сталь 10. Толщина 1 мм —
Патрубок нижней части корпуса Сталь 08. Толщина 1 мм — — —
Траверса Сталь 10. Толщина 2 мм — — —
Пружина (плоская) Сталь У8А. Толщина 1 мм Калить 48—52 — Винт стяжной Сталь 10 — — —
Трубка Труба бесшовная, сталь. Наружный диаметр 19 мм. Толщина стенки 2,5 мм ГОСТ 1459-43 — — —
Крыльчатка Сталь 08. Толщина l+ois мм — — —
Пружина Сталь У9А — — Оцинковать. Толщина слоя 0,013 им
Сетки, внутренняя и на- ружная Сталь 08 — — —
Сетки, внутренняя и наружная - Сталь 08. Толщина 0,15мм — — —
149
И ОБРАТНОГО КЛДПДНД
ЧИСЛО ВИТКОВ(ПОЛНОЕ) 4 ПРОВЕРЯТЬ ПОД НАПОРОМ 1М ВОДЯНОГО СТОЛБА.ДОПУСКАЕ ТСЯ ЧИСЛО ВИТКОВ (ПОЛНОЕ) 10
ДИДМЕТР ПРОВОЛОКИ ! ПРОСАЧИВАНИЕ НЕ БОЛЕЕ Ю КДПЕПЬ В МИНУТУ IM6E1 г 62 дидметр проволоки 1
ВНУТРЕННИЙ ДИДМЕТР В.5 НАРУЖНЫЙ ДИДМЕТР 14
ДЛИНД БЕЗ НАГРУЗКИ 13 длинд без нагрузки 40
II
ЧИСЛО ВИТКОВ (ПОЛНОЕ) 75
ДИДМЕТР ПРОВОЛОКИ 0.4
наружный дидметр 3
ДЛИНА БЕЗ НАГРУЗКИ 45
ФИЛЬТР-СЕТКА ИЗ ЛДТУННОЙ ПРОВОЛОКИ
ВТУЛКУ ПРИПАЯТЬ К РЫЧДГУ
[поплдвкд С ТОРЦОВ
ЕЙЙ1
Н16Д.75
ПРОВОЛОКИ ФРОММ'. 1600
Ф62
к. гтГ1/1й
ms:i
СЕЧ ПО 2 2
BE
-В-иоео
m
СЕЧ ПОЗ 3
(ПО РЫЧДГУ
ВОЗДУШНОЙ ЗДСЛОНКИ)
- -0015
О-аомЛ.
\фО1ММ, 1600 ОТВЕРСТИЙ НД IСМ2
ПРОКЛДДКД-ПРОБКД ТОЛЩИНОЙ 2 ММ /СТ
ИГОЛЬЧДТЫЙ КЛДПДН
П0ПЛДВК060Й КАМЕРЫ
ВИТКИ ВПЛОТНУЮ _
—5В_.6ИТК0В.------Й1
, ЧхздмокдляСВЕРТЬеДНИЯв_\
\ КОЛЬЦО _________
\ I ПРОКЛАДКО-КАРТОН
ЕА [толщиной 05 ММ.
1М12“125
!Н6‘0,75
КОРПУС
—еаз
8
134.5
3
ндсосд)
Д3.7 '-Ф3.6-,
QJCO
63^
МКЮРДТОР К-24
Ф49
ФО
,Ф2.5
СЕЧ. ПО 5 5
(ПО ГЛАВНОМУ ЖИКЛЕРУ)
\пРИ НДП0РЕ1.5М КЕРОСИНОВОГО СТОЛБА
7КИКЛЕРЫ КДРБЮРДТОРД
ПО В В ВЕС ПОПЛДВКД 12.6±05 Г
Ф2±0030-у
х
----2ВЗ
-24Щ1--
СЕЧ. ПО 6 6
(ПО ЖИКЛЕРУ
холостого хода)
СЕЧП04 4
(ПО РАСПЫЛИТЕЛЮ
холостого ходи)
ОТВЕРСТИЙ НД 1 См2
IMI2-125
СЕЧПОЮЮ
(ПО ИГЛЕ ЖИКЛЕРА
мощности)
М2.1
4 ОТВЕРСТИЯ ПО ОКРУЖНОСТИ
игольчатый КЛДПДН ИСПЫТЫВДТЬ НД ГЕРМЕТИЧНОСТЬ
РДСЛЫПИТЕПЬ
главного жиклерд
ФОМО \
ЖИКЛЕР
ускорительного насоса
НДХ-0025
>0.035
ГО
0000
перепускной кпдпдн\ ч
ФИЛЬТР-СЕТКА ИЗ ЛДТУННОЙ'УЧ'Пй
'\МДХ 0250
MiN0050
СЕЧП077 |
ОБМЯТЬ
!МВМ_
СЕЧ ЛО И И
(ПО РЫЧДГУ ПОПЛДВКД)
'Ж'1
1M6-Q75 2-5-
^5-am
СЕЧ.ПО I 1 MIN Q0I5
(ПО КОРПУСУ
воздушна! заслонки)
МДХ 0155
M/N 0015
[ПО КОРПУСУ СМЕСИТЕЛЬНОЙ КАМЕРЫ)
90-ofiU
СЕЧ. ПО 2 2
(ПО РЫЧДГУ оси
ДРОССЕЛЬНОЙ ЗДСЛОНКИ)
4-аало
IMB-I
Ф2.6
0.5-2_
ПОЛНЫХ ВИТКОВ 4
ОБРДТНЫЙ клдпдн
мз:/
-41.5 '
воздушнда здслонкд
ПРОКЛДДКД ТЕРМОИЗОЛЯЦИОННЯЯ-
[ТЕРМОСТОЙКАЯ ПЛДСТМДССД [
-ffk I ТОЛЩИНОЙ 45 ММ ,
IN-0.055
СЕЧ.П08В
^Ф!74±0.3- МТИЖЕТа-КОЖД
поршень гюд_а
УСКОРИТЕЛЬНОГО НДСОСД-
МДХД.070
П5 MiN-ООЮ
М2Н
120°-
СЕЧ ПО О О
МДХ 0200
MiN 0040
I
(ПО РЫЧДГУ УСКОРИТЕЛЬНОГО
ндсосд) Ц
МУФТУ РДЗВДЛЬЦЕВДТЬ
_1
—I—\фв
‘IM6-Q75-)
ГЛАВНЫЙ ЖИКЛЕР
v мах 0120
7 MiN ото
СЕЧПОЮЮ
(ПО РЫЧДГУ УСКОРИТЕЛЬНОГО
МУФТД ИГЛЫ
-60-
Ф9.5
Ф6
‘1М6Щ75
Ф3.5
ФП
'-ЧМ6Ю75-
жиклер мощности жхолостогохаад
ДРОССЕЛЬНАЯ здслонкд
ПРОКЛДДКД-КДРТОН |
ТОЛЩИНОЙ 0.5 мм.
,-ОЛИ
*Т-О.ОА*
ПАРАМЕТРЫ и ТДРИРОВКД ЖИКЛЕРОВ
НДИМЕНОВДНИЕ ЖИКЛЕРД У 9 расход в т)/нн
главный жиклер 075 2 135^2
ЖИКЛЕР МОЩНОСТИ (90 ВЮИВ.5
ЖИКЛЕР ХОЛОСТОГО чодд 075 25"“ !4О±Б
ЖИКЛЕР УСКОРИТЕЛЬНСГО НДСОСД 040 1.6 46 ±2
------93.5.а
—вяг-^—
79.7—
лист во
-----------76----->
ВИД ПО СТРЕЛКЕ /1 -
L. воо 61.0 В2Д В3.0 В4Д 65.0 660 07.0 03.0 89.0
Л (ДЮ (754^ 1.699 (657 (630 (59В 1500 (ЗЮ то т
ИГЛД ЖИКЛЕРД МОЩНОСТИ
кдрбюрдтор к-24 установлен нд двигателе мзмд-400 двтмобилп посту
О Ю 20 30 40 50 60 70 ВО 90 КОММ
150
донные по игольчатом клапану поплавка m лист 82
~2,9-аяго
2.В
,^*а.а№
---400^3-
нятйдиягЁТР больший 4,з
н№тмтпрпш1Ий ~Г
длина без нагрузки
П5-06
клапан
45
Ф37Г"
1
N
2неч
*25
•-----Ф54-
-----*50.5-
№и
/в
(.2
ЧИСЛО ВИТКОВ (ПОЛНОЕ)
дианЕТР проволоки
/о
0.3
НДХ-О)ОО^^^
HIN 0060
СЕЧ ПО i /
(05-05
75^
РДСПЫЛИТЕЛЬ главного И КОНПЕНСРЦИОННОГО ЖИКЛЕРОВ
65
длина ПРИНДГРУЗКЕ25Г
ЖИКЛЁР пошлости,
4.5*tm
ЗКОНОНДЙЗЕРД В СБОРЕ
водяного столба
НОРУЖНЫЙ ДИДПЕТР S-as
ться а поршне
ПОРШЕНЬ
ускорительного насоса
ВИД ПО СТРЕЛКЕ П
в
225—н
ПО CD
ПО НИЖНЕПУ КОРПУСУ
ПОЕЛ
(Н6*(
тарировка жиклеров
клапан
Обратный клапан в сборе
11
ДИФФУЗОР
пластина диффузорд
*2(5
карбюратор к-22 установлен на двиготеле гдз-ео
ess
ФЗ!
пола
Главный (а) и
коппЕНсационный(в) хода (с)
ЖИКЛЕРЫ Н2Н П2(1
ДО КРОЯ ОТВЕРСТИЯ ДОЛЖНО БЫТЬ в
ПРЕДЕЛЯХ 01-0,3 пн
227
поот
при полностью закрьпой дроссельной
здслонке расстояние от верхней кропки
ПДХ-0,200
HiN -0.020
СЕЧПО22
ЭТОТ Р03ИЕР ВЫДЕРЖДТЬ
В СБОРЕ ПРИ ПОЛНОСТЬЮ
закрытой ДРОССЕЛЕ
< пах gios
niN 0.020
ЖИКЛЕР
холостого
прокладка-кдртон
ТОЛЩИНОЙ ( пп
ЯЮ5
воздушная заслонка
ЕЁ “
длина без нагрузки
после развальцовки шток
должен свободно покачива-
проливкп жиклёров производится в направлении
СТРЕЛОК N
РОЗРЕЖЕНИЕ в распыли-
теле глаыюго жиклера
ДОЛЖНО БЬ^Ь В ПРЕДЕЛДХ
Х0-440ПН ВОДЯНОГО
ЖИКПЕР-
РДСПЫЛИТЕЛЬ
ПО ХУ
(ПО НИЖНЕПУ КОРПУСУ)
в
ЧИСЛО ВИТКОВ (ПОЛНОЕ)
ДИДПЕТР проволоки
наружный дидпетр
длина без нагрузки
длина при нагрузке юог
325
ЭО
(9
6.5
20
!7tQ3
дроссельной заслонка
жиклёр - распылитель
I ускорительного насоса
*7.6
пах 0,(24
niN ЦОИ
СЕЧ ПО 3 3
подо
вес поплавка
8 СБОРЕ 25-26Г
прокладка -пдрднит
\топшиной 4 пп
виднакарвюратор сверху
БЕЗ ВЕРХНЕГО КОРПУСО
подо шарик
(ПО ВЕРХНЕПУ КОРПУСУ)
/////La3
покёЖСД
числовигков(полноё)
диапетр проволоки
при полностью замытойдросселы
заслонки РЛССТОЯНИЕ ОТ ЕЕ ВЕРХНЕЙ \клдпдн ЭК0Н0ПДЙЗЕРД
кронки до крдя отверстия
ДОЛЖНО БЫТЬ ГУ В ПРЕДЕЛДХ 0-04ПП
4 НЕТ
1 балансировочная трубкд
ПО 1VV
Обратный клапан
Обратный клапан в сборе должен*
БЫТЬ ГЕРПЕТИЧЕН. ПОД НДПОРОП '
(ООО ПП ВОДЯНОГО СТОПбД ЛОПУСКЛЕТСЯ-
(*& ПОДГОНЯЕТСЯ ПРИ СБОРКЕ
клапан не должен пропускать
ВОДУ ПОД НДПОРОП (ООО НН
водяного столба, проливкд
производится по направлению
СТРЕЛКИ N
расход ВОДЫ ЧЕРЕЗ ЗКОНОПРЙЗЕР
2'-5 \(80±В СГР/НИН ПРИНЯПОРЕЮООнп
&
ФЗВ--
ПРОСДУИВДНИЕ НЕ БОЛЕЕ/о капель В НИН
Р2.5
пластины диффузорд после установки
на ДИФФУЗОР ПРОВЕРЯЮТСЯ НД УПРУГОСТЬ
нд специальной приборе завода катэк“
при подвешивании груза весон вз г
отклонение стрелки с каждой пластиной
ДОЛЖНО БЫТЬ В ПРЕДЕЛДХ 45-6°
допускается плавный изгиб пластины
ДИФФУЗОРД
ЖИКЛЕР а в с
расход воды снупин 340^6 195^4 5П15
ДИаПЕТРЖПРИБЛИЗИТЕЛЬНО) (35
юоопп
ПИСТв!
КАРБЮРАТОР К-22
О (О 20 X 40 50 60 70 00 90 ВОПП
bulnJ I I I I I I ill I I I I I I I I I
151
Jfl-
пах 0420
HIN 0060
Jd“u”
a-goo
-ОВД
___^*0.000
g •aojo
ПДХ 0.065
n/N 0.015 Т^
СЕЧ. ПО 2 2
НДХ0124
ГНИ 0.01 /
6“dW«
•дам
дычдг привода
обогдтительной
иглы
СЕЧ ПО 4 4
4fO.t>0
*0,040
ОБОГДТИТЕЛЬНДЯ
4*лЛПАЛ
ПДХ-0.100
нж-охб
2g*wt
/. Ч'««
^r.w «адм
N
-37.6*0.15-----------
главный киллер в сборе П2:/
НДХ-0.Ю0
HiN-0020
СЕЧ. ПО 5 5 СЕЧ. ПО б б
СЕЧ. ПО 3 3
СЕЧ ПО IL
60а
НЕПЕНЕЕ
полокенгс рычат дроссельной : _
\заслонки ПРИ ЕЕ полной ОТКРЫТИИ
030*0.5
36.5-
г—
ЛОППЕНСДЦИОННЫЙ КИМЕР I
ПО ЕС
ПРИ ПОЛНОТ! ОТКРЫТИИ ДРОССЕЛЬНОЙ ЗДСЛОНКИ ДО УПОРД онд долина _
РДСПОЛДГДТЬСЯ В ПЛОСКОСТИ ОСИ КДНДЛД. ОТМОНЕНИЕ У КРДЯ ЗДСЛОНКИ.
НЕ БОЛЕЕ j 1 ПН
ВЕС ПОППДВКД В С60РЕ 25-26Г. РЕГУЛИРОВДТЬ
запивкой гудрона нд ндрукный корпус.
\ главный киклер
ПОРЕ
КИЛЛЕР
паять .кругоп
Ф33‘ла‘
ПОПЛДВКД.
ПРОМДДМ-ЛДРТОН ТИПД
\пРЕСШПДН ТОЛЩИНОЙ ! ПП
уровень топлива
I ПРИ ДДВПЕНИИ 0/5 КГ/СН2
-930*0.5 /В
3'
- —
S.lf
КИМЕР Н0ШН0СТИ
162.5
.^СФЕРД
и
с-оаао
ФР-tUSO
1/110‘12-Г0М.^^^
игольчатый. клапан
СЕЧ ПО В В
6“““°
19
j?
, Д””* тшлет/й
I ЗДСЛОНКИ ПРИ ЕЕ полной закрытии--4
г-ФО.5
N
H6-!
3*0100
,03*02
1П6Ч
64=sa3
КИМЕР ХОЛОСТОГО ХОДЯ В СБОРЕ П2У
ГДРИР08КД КИЛЛЕРОВ В^СДОДЕ
НДИНЕНОВДНИЕ КИКЛЕРД РДОШВОДЫ WHHH
главный КИМЕР В СБОРЕ 13512
КИКЛЕР ХОЛОСТОГО ХШВСБОРЕ 46*2
—Ф35
ПРИ ТДРИРОВКЕ КИКПЕРОВ В ОТДЕЛЬНОСТИ J
И В СБОРЕ ПРОЛИВКУ ПРОИЗВОДИТЬ в 1
НДПРДВПЕНИИ СТРЕПОК N1КДКВ КДРБЮРДГОРЕ)
15E0I М,.-П77Л1К
j—к.б,
' /ПОЛОКЕНИЕ РЫЧДГД воздушной обогдтйтедьндя
ЗДСЛОНКИ ПРИ ЕЕ полной ЗАКРЫТИИ игдд |
\ ПОЛОКЕНИЕ РЫЧДГД ВОЗДУШНОЙ ЗДСЛОНКИ ПРИ ЕЕ П0ПН0Н ОТКРЫТИИ-^
N.
J Н5.1
1279™
•««RS
06*04
Ф16
Ф47^—<
G -ф-
ПО К L
12*1105
воздушная здспонм
число витков (полнее) и
ДИДНЕТР ПРОВОЛОКИ 0.В
НДРУКНЫЙ ДИДНЕТР 6.6
ДПИНД БЕЗ НДГРУЗКИ 2В
НДПРДВЛЕНИЕ навивки твоЕ
КИМЕР ПОШЛОСТИ (С)
холостого хода
ФЗ.В^
/--U-Q.030
наружный
ПДХ-0200 ; т\корпуспоппдвкд
HIN-0.120 ВНУТРЕННИЙ
СЕЧ ПО9 9 \КОРПУС ПОДЛДВМ СЕЧ. ПО Ю Ю
Ф50
Ф50'-ат
1.5
ДРОССЕЛЬНОЙ заслонил
РДСКПЕПДТЬ
ЧИСЛО ВИТКОВ (ПОТНОЕ)
ДИДНЕТР ПРОВОЛОКИ
НДРУКНЫЙ ДИДНЕТР
длина без нагрузки
ндпддалЕниЕ навивки
воздушная заслонка
В СБОРЕ
ФЗ^
90
Ъз’Овзгрт
15*0.2
Ф2.5
главный киллер
(Д) Н5)1
N
КОНПЕНСДДИОННЫЙ
КИМЕР (В)
КИКЛЕР д 5 с
ДИДНЕТР d 0.95 105 0.77
расход воды. сгН/иин 165*2 205*2 110*4
75
06
6.7
/^5
ПРДВОЕ
ТДРИРОВКД ПРОИЗВОДИТСЯ ПРИНДПОРЕ /ООО tin водяного
СТ0Л6Д И ТЕНПЕРЯГУРЕ ВОДЫ 20°*1°С ПО ГОСТ2095*45
ЗДПЕР НДПОРД ОТ ОПОРНЫХ ПОВЕРХНОСТЕЙ КИМЕРОВ МТ62
МРбЮРДТОР Л-/4 УСТДНОВЛЕН НД ДВИГДТЕЛЕ ГДЗ-Н
МРБЮРДТОР /Г-/4
О (О 20304050Б070К90 № НН
limhnil I I I I I I I I I I I I I i I I ! I
двптиля ГДЗ-11-73: ИНЕЕТСР ПОПЕЛО К-236(УСТДН0вЛЕН
НДДВИГДТЕЛЕ ГДЗ-Н ДВТОНОБИЛР ГДЗ-67Б)
ЗДРИРОВМ ГЛДВНОГО житрд И ЖИКЛЕРД НОШНОСТИ у
ЛДРБЮРДГОРОВ К-23Н И К-23Б РДЗНДЯ (СН. ТДБЛИЦЫ)
в остальной КДРБЮДДТОРЫ ИДЕНТИЧНЫ
—36—
-1.5
Л5^у
СЕЧ ПО 6 8
35"VM
ям.
ПОПЛДВКД
ТДРИРОВКД ЖИКЛЕРОВ В СБОРЕ
КАРБЮРАТОР
’упи/уш rSpBrn
(ШОДСНУПИН 1/55-ЛЗ | 6QT3
К-23Г1 \К-23Б \К-23ПИК-23Б
—** м/кГЕР
холостухоля
60-90
У
EJF
у
—ЗО-Ц-Г/ДЯТи
ЖИКЛЕР нежности Н31
(НВ-О..
ДРОССЕЛЬНДР здслонкд
3
ФН
ПРОКЛАДКА-КДРТОН ТОЛЩИНОЙ 1НП
ФЧ
242—
4.5
зг^^киклЁР
-21
высота нгпорд при тдрировке-юоо пн вадянхо столбя
•-----27,5-
ЖИКЛЕР ХОЛОСТОГО ХОДД .НЗД
ТОПЛИВНЫЕ ЖИКЛЕРЫ В СБОРЕ
ФН
'3,5-аоао
Б
хЬ/У# ОПОЕК miwxfilrn
ЛИСТ 63
Н5Т1
!\тшгор К-23Н1
СЕДЛ010 ТО
О ;0 20 30 40 50 60 70 60 90 ЮОНН
эксцентрик нининдльного гдзд
к. ИИ
<\ндх01БО
ФИБРД ТОЛЩИНОЙ 05 ПН
ЖИКЛЕР
ПОШЛОСТИ
ПОРШЕНЬ J1Z1
УСКОРИТЕЛЬНОГО ндсосд
ЗДВШЕЕВДТЪ
ДИДПЕТР ПРОВОЛОКИ
НДРУЖНЫЙ ДИДПЕТР
дЛШБЕШГЫЩГ
/75.7
ЖИКЛЕР РДСПтТЕ- чляллыжялтн
ЛЯ Д ВОЗДУШНЫЕ ЖИКЛЕРЫ
\*-ФВ
—*J 'PD । . — - ~
ГЛАВНЫЙ ЖИКЛЕР ЖИКЛЕР НОЩНОСТИ ЖИКЛЕР
НДХ 0065
HiN 0.0/5
СЕЧ.ПО-77
•П5.Т Е ХОЛОСТОГО ХОДЯ
ТТХ1ЛИВНЫЕ ЖИКЛЕРЫ Н5Т1
ТДРИРОВКД ЖИКЛЕРОВ F
ПАХ 0,124
HIN 0,011
СЕД ПО 5 5
ПДДТЬ
\оловон
СЕЧ.П022
НДХ-0055
HIN-0P05
СЕД. ПО 6 В
.ЧИСЛО ВИТКОВ (ПОЛНОЕ)
ДИДПЕТР ПРОВОЛОКИ
НДРУЖНЫЙДИДПЕТР 6ШЫМ
ДЛИНД БЕЗ НЯРУЗКИ
ДЛИНД ПРИ НДГП/ЗКЕ 25 г
(ПО КОРПУСУ)
7.5-0,100
ГЛДВНЫЙ -fe
WHKnEB^ ндгнетдТЕШЧЬИ.
40TBEPCm mmH
1HI2-1.25
Ф365:1ё^^,-П-2т
ЫЛЩн-0.020 '
J1OKL
/О
0.3
‘С/5-oj
25^.7
од
3'
Ю ОТВЕРСТИИ ФГ^т
16to,2-*^-----
РДСПЫЛИТЕЛЬ ГЛДВНОГО ЖИКЛЕРД
___д
СЕУПОНН
1 нзи
ЖИКЛЕР ХОЛОСТОГО ходд в
НДХШЗО
HIN 0000
НДХД/05
HiNOpoo
СЕЧ. ПО 3 3
ЧИСЛО ВИТКОВ- (ПОЛНОЕ)
ДИДПЕТР ПРОВОЛОКИ
НАРУЖНЫЙ ДИДПЕТР
ДЛИНД БЕЗ НДГРУЗКИ
ДЛИНД ПРИ НДГРУЗКЕ 100 г
‘О.ОВО
19
06
6.5
20
,/7^03
СЕЧ.П0 4 4 ВОЗДУШНЫЙ
ПРОКЛДДКД ТЕРНОИЗОЛЯНИОН-' \жиклер
идя -плдстндссд
РАСПЫЛИТЕЛЯ °?
6^65.^-
£jll.
ИГОЛЬЧДТЫИ КЛДПДН
Н2/1
2Я-а/>а> \
^>5
под в
-Ф505^
НДХ 0,060
HiN-aion
СЕЧ. ПО 9 9
ПРИ лолнистью закрытой ЛРХСЕЛЕ_
ГДЙКД ДОЛЖНД КЖДТЬСЯ СОЕДИНИТЕЛЬ:
НОЙ ПЛДНКИ тяги
КЛДПДН НЕ ДОЛЖЕН ПРОПУСКАТЬ ВОДУ
ПОД НАПОРОЛ1000НН ВОДЯНОГО СТОЛБА
ПРОЛИВКД ПРОИЗВОДИТСЯ по НДПР/ВЛЕНИО
СТРЕЛКИ X ____1 i
40ТВЕРСТИЯ
1Н6-1
ЖИКЛЕР L
олостогоходд
-ФЗ 5»
по s т
Н5*ДВ
7.В
ПРИ ТДРИРОВКЕ
ВОЗДУШНЫХ и
ТОПЛИВНЫХЖНКЛЕРОВ нз:/ с
СТРУЯ ДОЛЖНД БЫТЬ
НДПРДВЛЕНД ПО СТРЕЛКЕ У
c-SJ)80
0-0.160
в^
К-23Н\К-23Б К-23ПИК-23Б
ЖИКЛЕР С F А Б
одсходсп]/пин \33M\3W5 65?4 6(НЗ 4SB-515
ТДРИКВКД ВСЕХ ЖИКЛЁРОВ производится водой
НДХ 0240
' HiNOPBO РДЗНЕРЫ Дир ЖИКЛЕРОВ ДИВ
HiN-0.0/0 СЕУП012 12_
35^
НДХ-ЦО70
В свободной состоянии
4 ВИТКА и витков
число витков (полное
d в
ШЛЕРРДСПЬтТЕЛЯ 0.60 3
Жиклер канала ХОЛПСТОГР ХОДА 1Д7 2.5
ОБЖАТЬЁ^Щ
О \СЕЦ. ПО (3 /3 Н/Н 0,000 РДЗНЕРЫ d И D ЖИКЛЕРОВ С Е И F
Т-05 ЗДВДЛЫТЕЕДТЬ КРУТОН
х^уюнжЕтд-кождхРзто-
К-23н\ к-235 К-23НИК-23Б
d Л
ГЛАВНЫЙ ЖИКЛЕР 1.40 1.35 35
жиклер гщности 065 0.65 25
ЖИКЛЕР ХОЛОСТОГО ХОДД 0,65 2
20
153
f'w ПОДГОНЯЕТСЯ ПРИ esc: ff
КЛаППН НЕ ДОЛЖЕН ПРиЛУСКРП
ВОДЯНОГО СТОПЫ. ПРОЛИВКа
[производится ПО НЯ1РДВЛЕНИЮ
СТРЕЛКИ N
Б-
воздушная заслонка в сборе
_a/rW
r^j.Cl-лыл
292'°^
ЖИКЛЕР МОЩНОСТИ
О I О
•4.5'ает
4,/-аяао
!§
о
СЕЧ ПО 2 2
Ф59.В
ДЛИНД .БЕЗ НГЮРУЗНИ (L) 285\/
КДРБЮРДТОР К-09 УСТанаВЛИВДЕТСП НД ДВИГДТЕЛЕ
У~\МДХ0124
JJliN ООП
СЕЧ ПО 11
ДИФФУЗОР
Ф55-ъг-
ПДХ 0,070
niN 0.000
МДХ-0,200
MlN-0.020
ЧИСЛО ВИТКОВ (ПОЛНОЕ)
ДИДПЕТР ПРОВОЛОКИ
наружный дидпетр
2Б-27
0.9
75-o^s'
СЕЧ ПОН 4
Ф24.2
ПО Р 0
2М1Б"1
СЕЧ ПО 9 9
клапан
жономдйзерд
2MIB-I
СЕЧ ПО 10 Ю
М21
с
поплавки с петлей в сборе
внутреннийдидпетр /g4‘jji
nOKL
длина без нагрузки
3SEQ5
ЧИСЛО ВИТКОВ (ПОЛНОЕ)
ДИДПЕТР ПРОВОЛОКИ
ЦИОННЫЙ(В) ЖИКЛЕРЫ
ВИД ПО СТРЕЛКЕ Q НД ПОЛЛДВКОВУЮ ВЕС_В__^0РЕ_2&л£
КДМЕРУ
15
0.8
регулировочная игла главного регулировку хода поплавков производить в пределях,
ЖИКЛЕРД М2,! [оБЕСПЕЧИВаЮШИХ ХОД ИГЛЫ ПОДДЧИ ТОПЛИВД 2'аз ПН ДРОССЕДШДД зделонкн
.У.
ЧИСПО ВИТКОВ'ПОЛНОЕ)
ДИДМЕТР ПРОВОЛОКИ
нгтжныйдиттр БОЛЬШИЙ
НДРУЖНЫЙДИДПЕТРКНГШИЙ
ЛГМШ БЕЗ НДГРУЗКИ
длина ПРИ НДГРУЗКЕ 25 г
ю
03
аз
3____
Ю.5-05
7,5
воздушная заслонка
мдх-др^^-
HIN -0,005
СЕЧ. ПО'3 3
ПРОКПДДКД-КДО
прокладочный
ТОЛЩИНОЙ I нм
ПРОКПДДКД-ФИБРД
I ТОЛЩИНОЙ I мм
прокладкр-ФИБРД
^ТОЛЩИНОЙ 1Ю1 ММ
.котнвщиоюш
[жиклер J
ГЛАВНЫЙ ЖИКЛЕР
Ц\2 ПРОКПДДКИ-ПДРДНИТ:
1 толшинд прокладки 2 пн
тупРИ пшностью закрытой
пластины диффузорд после устдювки
НЛ ДИФФУЗОР ПРОВЕРЯЮТСЯ НД УПРУГОСТЬ
\НД СПЕЦПРИБОРЕ ЗДВОДР.КДТЗК".
ПРИ ПОДВЕШИВанИИ ГРУЗД ВЕСОП/ВГ
ОТКЛОНЕНИЕ ГРУЗД С КДЖДОЙ
ппастиной должно быть в тугт
5'30''7‘. ДОПУСКДЕТСЯ плавный
2375
iMB-i_f 2 ^^тнтРЕШннвршш!^.
клапан зкономдйзерд в сборе
/ ПЗГ
н
РДЗРЕЖЕНИЁ В
РОСЛЫПИТЕПЕ
ГЛДВНОГОЖИМЕРД
ДОЛЖНО БЫТЬ
ПЛДСТИНД ДИФФУЗОРД
здо-доо пп
ВОДЯНОГО СТОПЫ
-Ф3.7““*
и-[ Та
мах pise
MiN 0.015 ______
СЕЧ ПО 5 5 прокпддкд-кдртон прокладочный
[толщиной 0.5нм
СЕЧ ПО Б 6 .
мах 0,130
MiN 0Д05
I-—Ф40---
подв
№ ДРОССЕЛЬНОЙ ЗГКП0НКЕ2
1375-02
2П18‘1
СЕЧ ПО В В /15:1
ПРИРОДНОСТЬЮ
открытой дроссельной (клапан)
БЫТЬ ОБЕСПЕЧЕН
1-1.8 ПН
ДИФФУЗОР
В СБОРЕ
!~24.2!!u-i
по о т
ВИД ПО СТРЕЛКЕ Н
ПОЕ F _
(СМЕСИТЕЛЬНДЯ ЙДНЕРД]
СЕЧ ПО. 7Z
12.75-0.5
полностьюоткрытая дроссельняя заслонка
Ш1—J
игольчатый клапан
В СБОРЕ
М21
2н-щх
55.5
^-2Д’Ш
СЕЧ. ПО И И
Уездим
(МДХ 0,105
SMiN 0.020
г/'<ыб
МДХ 0200
MiN 0.045
распылитель главного и компенсационного жиклеров
... -аа»
14-цаЯ}
М2.1
• /v|
r-t-АЭ
2М16-/
~Ф12
N^'.
ЖИКЛЕР-
щ^^ит^нсд-
М2 I
42ZJ ТДРИРОВКД ЖИКЛЕРОВ -UA~L
ЖИКЛЕР а в с
расход воды, сн3/мин 52040 460-10 51Н5
ДИДПЕТР ^ПРИБЛИЗИТЕЛЬНО) 1,50 1,40
проливкд жиклеров производится в направлении
\ стрелок n
। вес дроссельной
[даслонки ogiZL порщнЕвдытруппа
сальник-кожа
5ЕН30СТ0ЙКДР. ПЕРЕД
СБОРКОЙ сальник ДОЛЖЕН
L БЫТЬ ПОМЕЩЕН На 12 ЧДСОВ В
кулачковая муфтд оси дросселя и2:1 столовое мдсдо_
ускорительного насоса
КДРБЮРДТОР /f-4g
листва.
О 10 20 30 40 50 № 70 ВО 90 ЮОНМ
154
ПРИ ПОЛНОЙ закрытии ВОЗДУШНОЙ ЗДСЛОНКИ при ПОЛНОЙ ЗДКРЫТИИ ДРОССЕЛЬНОЙ ЗДСЛОНКИ ЭДЗОР НЕЖДУ СТЕНКДНИ е-:
ЗДЗОР НЕЖДУ СТЕНКДНИ ГОРЛОВИНЫ ИЗДСЛОНКОЙ | ГОРЛОВИНЫ И ЗДСЛ0НК0Й В ЛЮБОЙ ГОУКЕ ОКРУЖНОСТИ НЕ ДОЛЖЕН ПРЕВЫШДТЬ
В_ЛЮБОЙ ТОЧКЕ ОКРУЖНОСТИ НЕ ДОЛЖЕН ПРЕВЫШДТЬ nni,„ „ 007ПП I
--------------- СООТВЕТСТВУЕТ УГЛУ nnmuun -гппькп
55-57’ОТГОРИЗОНТМИ
I”| 9303
0*oooa U -noon
5Д'“т
СЕЧ ПО 3 3
н5-ов2-гокл
ПРОКПДДКД-КДРТОН ПРОКЛЕ -
\енНЫЯ ТОЛЩИНОЙ 153QJ5 НН ' '
НДХ-0.170
HiN-аозо
СЕЧ.П022
] ПОЛОЖЕНИЕ ДРОССЕЛЬНОЙ
ЖЛМИ В ПОЛЕНТ ОТКРЫ-
ТИЯ кпдпднд зунондйзеад
N
29'
3-ц<ш>
45*05
Д
НВН252-Г0КЛ
ПОРЕ
ПОНИ
ПРЕЕ
СЕЧ ПО И
1пюн2гокл.
ТОПЛИВНЫЙ ФИЛЬТР
СЕЧПО 1212
Н8Н252-Г0КЛ
iB3i№
Т1аш1!!1ш;шию]0*иш\
1*шй
СЕЧПО ЮЮ
!2Ч 2-ГОКЛ
ФЬ
16 "’“°
~Ф7Г~
Е-
3
Ч01НП КЛДПДН
УСКОРИТЕЛЬНОГО НДСОСД Л2И ЭКОНОПДЙЗЕРД
т'4' Н!н-0.020
СЕЧПО 7 7
10-II
^4
!2
JL
ш.
НДХ 0235 ЩЛИНДКЗ НТГРУЗКЙ
СЕЧ ПО 0 0
пах 0,030
HiN-0075
ПДХ0080
СТДКДН ПОРШНЯ ДОЛЖЕН ТОЛЬКО
КДСДТЬСЯ КПДПДНД ЗКОНОНДЙЗЕРД.
НЕ ОТКРОЮ ЕГО
СЕЧПО Н
НДХ QI55
HiN 0Д55
У/ШЕГА
жозтполное)
TmSiojw
СЕЧ ПО 5 5
F=g
7.3Й12
09 -
Н6-12Г0КЛ.
ПРОЛИВКУ ЖИКЛЕРОВ В СБОРЕ И РДСПЫЛИТЕПЕЙ
ПРОИЗВОДИТЬ В НДПРДВЛЕНИИ СТРЕЛОК N
ЖИКЛЕР НОШНОСТИРДСПЫ/МТЕПЬ^
главного ЖИКЛЕРД И РДСПЫЛИТЕПЬ
КОНПЕНСДОИОННОГО ЖИКПЕРД
испытывать нд гернетичность
ВОЗДУХОН ПОДДДВПЕНИЕП !ДТИ
Ч2-Г0КД
3.1^ распылитель главного ЖИКЛЕРД
Н2.Т
НДХ-0.200 I
СЕЧ, ПОДО
иах-мю
55,5-аг
HlN-O.O'iO РДСПЫПИТЕПЬ ДОНПЕНСДДИОННОГО КЛЕРД
-Ю^г\ Н2И ^.\(16И2С0КЛ.
----ДОР&-------
ЖИКЛЕР холостого хода В СБОРЕ
J122L
8
£
в_
вчимум
ЖИКЛЕР ПОШЛОСТИ В СВОРЕ ИМ
мст^^ш
ралыштЕлькошЕнсоиотп}жиклерд 4153Д
жиклер холостого хода В СБОРЕ 1903Д
ЖИКЛЕР НОЩНОСТИ В СБОРЕ 703 /
ЧИСЛО ВИТКОВ (ПОЛНОЕ)
ДИДНЕТР ПРОВШЮКИ
ВНУТРЕННИЙ ДИДНЕТР
’№ШЕ1&025т
12-13
~т~
3232
J4
33005
НДХ 0225
HiN 0035
СЕЧ.П099
103.-й
ЗДЗОР НЕПЕНЕЕ
\ 1.5 НН
ПДТУННДа СЕТКД 1200-
1300 ОТВЕРСТИЙ нд юн2
2П12-1 2-ГОКЛ.
ВЕС ПОПЛДВКД зоне: РЕГУЛИРУЕТСЯ
\ СПЕСЬЮ НИТРОПДКД С ПЕСКОН
i Ч^ТКННИЙ ДИДНЕТР
ЛI/7/W7 БЕЗ ЮГРУЗКИ
НДХ 0097
HiN 0025
РДЗПЕРЫ ФК и ФЬ по группйп
чЩа_
JB’AVS,_IB 5^
m~i
НДХ 0072
35Ж5
/4.5
ПРИ НДПОРЕ СГОЛВД ТОПЛИВО
2Н12Ч 2-го КЛ.
ЧИСЛО ВИТКОВ (ПОЛНОЕ)
диднетр твогюки
внит&нйМй АМнЕтЬ
. ,n.. 005В
ГЕРПЕТИЧНОСТЬ ИГОПЬЧДТОГО кпдпднд
ПРОВЕРЯТЬ ПРИ РДЗРЕЖЕНИИ ЮОО-ЙООНМ
ВОДЯНОГО СТОЛБД. ПОДЕНИЕ 'ЬдзРЕЖЕНИа't
НЕ БОЛЕЕ (5 НП В ТЕЧЕНИЕ 30 СЕК !
Ф5-тяо
1______„
ИГОЛОЧДТЫИ КЛДПДН
ТДРИРОВКа РДСПЫЛИТЕПЕЙ ПРОИЗВОДИТСЯ водой
ПРИ НДПОРЕ ЮООНН И ТЕНПЕРДТУРЕ 2О‘С
2Н1242-Г0КЛ. as^'
U1I04 2-ГОКЛ.
*2'™
АГ’"
ЖИКЛЕР
ХОЛОСТОГО ХОНД ИЗ'.!
!НЭЮ 2-ГОКЛ
р
ГЛДВНЫЙ ЖИКЛЕР
Ш7
ЖИКЛЕР ПШНОСТИ
П5.Т
fHtOH 2-ГОКЛ
ЯГ-^ .
Т-Ф2.Д
Ki»
J
КОГПЕНСДЦИОННЫЙ ЖИКЛЕР
ЖИКЛЕР РДСХОДСП’/НИН
главный 20032
КОНПЕНСДДИОННЫЙ 29533
ТДРИРОВКУ ЖИКЛЕРОВ ПРОИЗВОДИТЬ ВОДОЙ ПРИ
НДПОРЕ ЮОО НН И ТЕНПЕРДТУРЕ 20’С
КДР6ЮРДТ0Р нкз-б УСТДИДВЛИВДЕТСЯ
НДЛВИГДТЕЛЬ ГВТОНОБИЛЯ ЗИС-5 ЛИСТ 65
МРБЮРДТОР ПКЗ-6
О Ю 20 30 ДО 50 60 70 ВО 90 ЮОГП
155
ПРИ ПОЛНОЙ ЗДКРЫТИИ ВОЗДУШНОЙ ЗДСЛОНКИ ЗДЗОР НЕЖДУ СТЕНКДНИ
ГОРЛОВИНЫ И ЗДСЛСНКОЙ В ЛЮБОЙ ТОЧКЕ ОКРУЖНОСТИ НЕ ДОЛЖЕН ПРЕВЫШДТЬ 0.2НН
ЧИСЛО ВИГКОВШОЛНОЕ)
... г. Efr /толоки
ВНУТРЕННИЙ ДИДНЕТР
ДЛИМ БЕЗ ндгрязтг
ПРОКЛАДКА -KOPIOEL
[тОЛЩ! 1Н0Й_. 1.5_НН_
4
\nSEili
ЗНДК ПДРКИР05КИ ФК ФЬ
! 15.94-15.97 I6.oo-16.u3
У 15.98-1600 16.04-16.05
ГРЧННД ФН ФУ ЛМ(М: вггнтсшш
6.49-а 50 3500-6514 750 - 600
Е 6.40-6.489 8.515-6530 700 - 750
j Q-aoea
НДХ-0.200
CHN-0.040
г.дово э
4 3--М5
пдх-оюо
У HiN-0.020
НДХ 0.160
г>—44.35-
5(0.025
12.6-шно
$ *0030
U ПРОВЕРЯТЬ ПРИ РДЗРЕЖЕНИИ (ООО -
\1 (100 НН ВОДЯНОГО СТОпБД. ПДДЕНИЕ
ЧИСЛО ВИТКОВ/ПОЛНОЕ!
ДИДНЕ ТР ПРОВОЛОКИ
ЕНУТРЕННИЙ ДИДНЕТР
ОЛИНД БЕЗНДГРУЗКИ
ДЛЕНД ПРИ НДЮЗКЕ1151025^'
55’-025
(4.5
СЕЧ. ПО 4 4 HIN-OJCO С[ц ПО 5 5
iSl ГЕРНЕТИЧНОСТЬ ИГОПЬЧДТОГО КПДПДНД
РДЗРЕЖЕНИЯ НЕ БОЛЕЕ (5 НН В ТЕЧЕНИЕ 30 СЕК
JEH
I
Тз™~
S
е»
Ф4'-д250
ск фн
2.9'а°2'
НДХ-0055^:.
niN-0.005
-- £5'аа” (
5-ОДП ____
-0050
НДХ-ОЮО^
HIN-0.023 '"'"ПДХ 0060
СЕЧПО (1 HIN 0.020
i-KB %т^$Н2. Т
НДГНЕТДТЕЛЬНЫЙ
КПДПДН
СЕЧ ПО 2 2 СЕЧ. ПО 3 3
ЧИСЛО ВИТКОВ/ПОЛНОЕ! КГТТ
ДИДНЕТР ПРОВОЛОКИ ЕПТ
'ТРЕННИИ ДИДНЕТР
4.2(Щ
13.5"
1Н16Ч.5
Ф2,5-а.го
\1H8'l2rok/f<<Cr^L
>-Ф46-
'нДХ005ЙЛ\
HiN0000 ' -„4,nn,c
СЕЧ ПО7 7 СЕЧПО В а нIN0.035
гд-™? ЖИКЛЕР ПОШНОСГИРДСЛЫЛИТЕЛЬПШНОГО . ________46-^
7 ЖИКЛЕРД И РДСПЫЛИТЕЛЬ К0НПЕНСЛШ0НН0Щ21 ____
~ ГО ЖИКЛЕРД испытывдп нд герпетичиссЕ. =
7 ВОЗДУХОН.ПОДДДВЛЕНИЕП 1 ДЩ. РДСПЫЛИТЕЛЬ ГЛДВНОГО ЖИКЛЕРД
проливку/кткров в своре и рдспылителёй
СЕЧ. ПО Б ^ПРОИЗВОДИТЬ ВНДПРДВЛЕНИИ СТРЕЛОК .N’ N
Н6Н
2Г0КЛ
35,5-ол Д
Н6-(
2-ГОКЛ.
. Ф5-аово
^•1
•J.L
Н2.(
ИГОПЬЧДТЫЙ кпдпдн
ПОПЛДВКОВОЙ КДНЕРЫ
-0.032
3(0.5
РДСПЫЛИТЕЛЬ КОППЕНСДЦИОННОГО ЖИКЛЕРД.
4(0.1
/КИКЛЕР ПОШЛОСТИ В СБОРЕ Н2.1
I
™°2-25- повв
10<в-*
ЖИКЛЕР ХОЛОСТОГО ХОДД В СБОРЕ Н2И
N
Н5-О.6
2-ГОКЛ
ТДРИРОВКД
РДСХОД В СНУ НИН
НЕДЕЛЬ КДРБЮРДТОРД (20-П070ЮБ 120-Н070ЮВ
РДСПЫГШЛоКОНПЕНСШГШН! 350(3 35О-Г3
(КЮЕРХОЛХППШВ СБОРЕ 190(4 (90(4
ЖИКЛЕР НОЩНОСТИ В СБОРЕ (ЗОЙ (ЗОН
ТДРИРОВКД РДСПЫЛИТЕПЕЙ И ЖИКЛЕРОВ В СБОРЕ
ПРОИЗВОДИТСЯ ВОДОЙ ПРИ НДПОРЕ (ООО НН и
ТЕНПЕРДТУРЕ 20'
Н2И
ПО УСКОРИТЕПЬНОНУ НДСОСУ JTJ^uun^^un nnmmnr,. ' СЕЧ ПС7 7 СЕЧПО 6 в ^0.035 -------- ЮпЕр РЕГУЛИРУЕТСЯ ПРОКПДДКДНИ
(и к-лдплин ъкгипмпйзспп ГЕРМЕТИЧНОСТЬ КПДПДНД ЭКОНОМДИЗЕРД ПРОВЕРИТЬ । '*а
m пос, . ™т^Рв~ Т^Грдзрежении В (ООО -(100 НН ВОДЯНОГО СТОЛЫ ПШЖ ЗДКРЫТИИ ДРОССЕЛЬНОЙ ЗДСЛОНКИ ЗДЗОР НЕЖДУ СТЕНКДНИ \КОРПУСД игопьчдюго кпдпднд
ПРОКПДДКД - СПЕДТКДНЬ ТОЛЩИНОЙ 0.25 HHt ------------\ГОРЛОВИНЫ И ЗДСПОНКОИ ВПЮБОИ ТОЧКЕ ОКРУЖНОСТИ
(45
НЕ ДОЛЖЕН ПРЕВЫШДТЬ 0075
5-^
к -°,ss
о *а<о?
6-аоаа
ПДХ0235
»а<?тз
0.0(5
HINO.OBO сып0 юю
и иголок
1ф(Даом
/ ЗВ-gozs
НДХ 0050
HiN 0000.,
-1
-0.(20 1
\ндхмю-
HIN0040
СЕЧ ПО 9 9
75*02
НДКСИНДЛЬНОГО ЧИСЛД ОБОРОТОВ
ЕЕЕР
В
В
264(QI-
воздчшндя здслонкд с
КЛДПДН0Н Б СБОРЕ
0-5°
ВДЛИК ДРОССЕЛЬНОЙ ЗДСЛОНКИ
И 2!
ПДХ0295
HiN 0.(05
СЕЧ ПО 13(3
(5-005-
ОРОССЕЛЬНДЯ ЗДСЛОНКД Н2'.(
НДХ00В5
HiN 0.0(5
СЕЧ ПО (2 (2
НДХ 0,070
HiN 0000
93-102 ДЛЯ 120-1107010Б
\13.3-137 ДЛЯ (20-Ц070ЮВ
3.5^^
%ДХ-О075
HiN-o.oo5
СЕЧПО И И
а-0.0(5 г<.
•алм
ПО СИСТЕНЕ ХОЛОСТОГО ХОДД И РЕГУЛЯТОРУ
6G
ЖИКЛЕР ХОЛОСТОГО ХОДД
2 Н104 2-ГОКЛ
!Н9Н 2-ГОКЛ
НбЧ.25 2-ГОКЛ.
КДРБЮРДТОР тз-/4
КОППЕНСДЦИОУНЫИЖИКЛЕР
3(0(3
3(0(3
nW
тдрировкд'жиклеров производится водой при
НДПОРЕ (ООО НН И ТЕНПЕРДТУРЕ 20” С
КДРбЮРРТОР т-14 ВЫПУСКАЕТСЯ ДдУХ МОДЕЛЕЙ: 120ЛЮ70ЮБ
(ДЛЯ АВТОМОБИЛЯ ЗИС-50) И 120'11070108 (ДЛЯ АВТОМОБИЛЯ Ж-!50) ЛИСТВЕ
7.5
(НЮЧ2Г0КП ЗД51
90'
I___________________________РДСХОД в сиУнин
ft ПОДЕЛЬ КДРБЮРДТОРД 120-11070106 (20-Ц07010В
/ ГПДВНЫЙ Ж (ЖЛЕР__________20QT2 260(2
§
Я
Г -ИЗД. ' I
ГЛДВНЫЙ ЖИКЛЕР КОНПЕНСДОИОННЫЙ ЖИКЛЕР
__________ТДРИРОВКД ЖИКЛЕРОВ____________
ОСЬ ГОРЛОВИНЫ КДРБЮРДТОРД
\УЛОР ЗДСЛОНКИ
ЛВИГДТЕЛЬ ДОЛЖЕН ЛЕГКО И БЕСПЕРЕБОЙНО РДБОТДТЬ НД ХОЛОСТОН_ХРДУ_[]ДД_400 ОБ/НИН
ПР9ЖИНД ДОЛЖНД НДДЕВДТЬСЯ НД СТЕРЖЕНЬ
Ф43И ПРОХОДИТЬ В КОПЫТО Ф53 ВЫСОТОЙ 20m
О (О 20 30 40 50 60 70 80 90 (00 ПГ1
Im!ih1j-Li 1 lIjXlLl I l-LlLiJ
156
прокладка-картон
дидФРагпа-хлопчдтоБУМшшя ткань.
пропитанная лаков.
прокладка - правка
Болтиной зм.з ни
прокладка-картон
.пропитанный
ТОЛЩИНОЙ аз-005нн
поокпадка-ФИБРа листовая
ТОЛЩИНОЙ 0.5-Q/3 НН
ЭКСЦЕНТРИК Ф36.157 §
— I
СЕТка фильтрп-латунная проволока
\iboo отверстий на t on
ПО С С (ДО ВЕРМ ГОЛОВКИ)
157
158
159
здкдткд
НДБИВКД-ЛДТУННДЯ СЕТКА
\Ю0 ОТВЕРСТИЙ НД ! СМа
КОНТДКТНДЯ СВДРКД:
б ТОЧЕК ПО ОКРУЖНОСТИ
контдктндя свдркд:
3 ТОЧКИ ПО ОКРУЖНОСТИ
контдктндя свдркд:
f3 ТОЧЕК ПО ОКРУЖНОСТИ
ПРОКЛАДКА - войлок
ТОЛЩИНОЙ Ю ММ
М5*о.а 2-го кд.
^\овлииовкд ПРОКЛАДКИ - ХЛОПЧАТОБУМАЖНАЯ
\ткднь ТОЛЩИНОЙ 3 мм
контдктндя свдркд:
а точек по окружности
3_____5______
160
87*025
161
контактная свдркд: ю точек по окружности
162
IV. ПРИЛОЖЕНИЕ
ДВИГДТЕАИ ГАЗ-11 И ГАЗ-51.
ПРИ ЗАТЯЖКЕ ГАЕК ШПИЛЕК ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ ПРИДЕРЖИВАТЬСЯ УКАЗАННОГО в эскизе порядка;
СНАЧАЛА ПРОИЗВЕСТИ ПРЕДВАРИТЕЛЬНУЮ РАВНОМЕРНУЮ затяжку гдЁк: ДАЛЕЕ ЭТУ ОПЕРАЦИЮ ПОВТОРИТЬ.
ДОБИВАЯСЬ ТУГОЙ РАВНОМЕРНОЙ ЗЯТЯЖКИ. ОКОНЧАТЕЛЬНУЮ ЗАТЯЖКУ ГДЕК СЛЕДУЕТ ПРОИЗВОДИТЬ НД
ХОЛОДНОМ ДВИГАТЕЛЕ КЛЮЧОМ С КОНТРОЛИРУЕМЫМ МОМЕНТОМ ЗАТЯЖКИ. ПОСЛЕ ПОДОГРЕВА ДВИГАТЕЛЯ
ДО НОРМАЛЬНОЙ РАБОЧЕЙ ТЕМПЕРАТУРЫ СЛЕДУЕТ ПРОВЕРЯТЬ ЗАТЯЖКУ ВСЕХ ГАЕК. ПОДТЯЖКА ГАЕК
НА ПРОГРЕТОМ ДВИГДТЕЛЕ НЕ ДОПУСКАЕТСЯ. ПОДТЯЖКУ МОЖНО ПРОИЗВОДИТЬ ЛИШЬ ПОСЛЕ ПОЛНОГО
ОСТЫВАНИЯ ДВИГАТЕЛЯ.
ДВИГАТЕЛЬ ГАЗ-20
ЗНАЧЕНИЕ КОНТРОЛИРУЕМОГО МОМЕНТА В КГМ
(ДВИГАТЕЛИ ГАЗ-11, ГАЗ-20 И ГДЗ-5Й
ГАЙКА БОЛТ ГАЙКА БОЛТ
ГАЙКА ШПИЛЕК И БОЛТЫ КРЕПЛЕНИЯ АЛЮМИНИЕВОЙ головки к БЛОКУ цилиндров 67-7.2 8Д-9.1 ГАЙКИ БОЛТОВ КРЕПЛЕНИЯ МАХОВИКА К КОЛЕНЧАТОМУ ВДПУ 7,6-В.З -
ГДЙКД ШПИЛЕК крепления чугунной ГОЛОВКИ ЦИЛИНДРОВ К БЛОКУ 7.3-7.8 - БОЛТЫ КРЫШЕК КОРЕННЫХ ПОДШИПНИКОВ КОЛЕНЧАТОГО ВАЛА - 12.5-13.6
ГАЙКА БОЛТОВ ШАТУНОВ 7.3-78 - БОЛТЫ КРЕПЛЕНИЯ НАЖИМНОГО ДИСКА СЦЕПЛЕНИЯ К МДХОВКУ - 1.5 ~ 2,0
ЛИСТ 93
ЗДТДЖКД ГДЕК ДВИГДТЕЛЕЙ ГДЗ
163
ОГЛАВЛЕНИЕ
Предисловие................................. 3
I. Технические характеристики двигателей ... 5
II. Данные по металлам, термообработке дета-
лей и чертежи двигателей .......... 17
1. ДВИГАТЕЛЬ МЗМА-400
Данные по металлам и термообработке деталей 17
ЧЕРТЕЖИ:
Лист 1. Продольный разрез............................. 22
, 2. Поперечный разрез............................. 23
. 3. Блок цилиндров с коленчатым и распределительным ва-
лами и деталями газораспределения .................. 24
. 4. Профиль кулачков и фазы газораспределения..... 25
5. Балансировка коленчатого вала с маховиком и сцеплением 26
6. Шатунио-поршневая группа..................... 27
, 7. Поршневые кольца.............................. 28
„ 8. Масляный насос и маслопрнемник................ 29
, 9. Система охлаждения ........................... 30
. 10. Водяной насос................................. 31
. И. Термостат системы охлаждения................... 32
, 12. Подвеска Двигателя............................ 33
Лист 30. Разрез по масляному насосу ........................ 64
. 31. Блок цилиндров с коленчатым и распределительным ва-
лами и деталями газораспределения ........................ 65
, 32. Профиль кулачкой и фазы газораспределения (ГАЗ-А
п ГАЗ-М) ........................................... 66
. 33. Шатунно-поршневая группа.......................... 67
. 34. Масляный насос с фильтром (ГАЗ-А и ГАЗ-М)......... 68
. 35. Вентилятор и водяной насос (ГАЗ-А и ГАЗ-М)......... 69
4. ДВИГАТЕЛЬ ГАЗ-М
2. ДВИГАТЕЛЬ ГАЗ-20
Данные по металлам и термообработке деталей 34 •
ЧЕРТЕЖИ:
Лист 13. Габаритные и установочные размеры............. 42
. 14. Продольный разрез...................................... 43
. 15. Поперечный разрез.............................. 44
16. Разрез по масляному насосу..................... 45
. 17. Блок цилиндров с коленчатым и распределительным ва-
лами и деталями газораспределения .................... 46
. 18. Балансировка коленчатого вала с маховиком и сцеплением 47
. 19. Шатунно-поршиевая группа............................... 48
. 20. Масляный насос .................................. 49
. 21. Масляный фильтр (ГАЗ-20 и ГАЗ-51)................ 50
. 22. Масляный фильтр тонкой очистки (ГАЗ-20 и ГАЗ-51) . . 51
. 23. Вентилятор н водяной насос (ГАЗ-20 и ГАЗ-51) .... 52
. 24. Термостат системы охлаждения (ГАЗ-11, ГАЗ-20 н ГАЗ-51). 53
. 25. Система подогрева рабочей смеси ................. 54
. 26. Подвеска......................................... 55
3. ДВИГАТЕЛЬ ГАЗ-А
Данные по металлам и термообработке деталей 56
ЧЕРТЕЖИ:
Лист 27. Габаритные и установочные размеры.......... 61
, 28. Продольный разрез........................... 62
, 29. Поперечный разрез........................... 63
Дачные по металлам и термообработке деталей 70
ЧЕРТЕЖИ:
Лист 36. Габаритные и установочные размеры.............. 73
. 37. Продольный разрез............................. 74
. 38. Поперечный разрез............................. 75
. 39. Разрез по масляному насосу ................... 76
. 40. Блок цилиндров с коленчатым и распределительным ва-
лами н деталями газораспределения .................... 77
, 41. Шатунио-поршневая группа...................... 78
42. Подвеска....................................... 79
5. ДВИГАТЕЛЬ ГАЗ-П.
Данные по металлам и термообработке деталей 80
ЧЕРТЕЖИ:
Лист 43. Габаритные и установочные размеры ............ 85
. 44. Продольный разрез.............................. 86
. 45. Поперечный разрез.............................. 87
. 46. Разрез по масляному насосу .................... 88
. 47. Блок цилиндров с коленчатым и распределительным ва-
лами и деталями газораспределения .............. 89
, 48. Балансировка коленчатого вала с маховиком и сцепле-
нием (ГАЗ-11 и ГАЗ-51) ................... 90
. 49. Шатунно-поршиевая группа....................... 91
, 50. Масляный насос (ГАЗ-11 н ГАЗ-51)............... 92
. 51. Вентилятор и водяной насос .................... 93
6. ДВИГАТЕЛЬ ГАЗ-51
Данные по металлам и термообработке деталей 94
ЧЕРТЕЖИ:
Лист 52. Габаритные и установочные размеры.............100
. 53. Продольный разрез.............................101
, 54. Поперечный разрез.............................102
, 55. Блок цилиндров с коленчатым и распределительным ва-
лами и деталями газораспределения......................ЮЗ
. 56. Профиль кулачков и фазы газораспределения.....104
. 57. Шатунно-поршневая группа......................105
58. Радиатор масляный..............................106
. 59. Установка масляного радиатора........... . . . 107
60. Система подогрева рабочей смеси .............. 108
, 61. Подвеска .....................................109
7. ДВИГАТЕЛЬ ЗИС-5
Данные по металлам а термообработке деталей НО
ЧЕРТЕЖИ:
Лист 62. Габаритные и установочные размеры ..........115
. 63. Продольный разрез ..........................116
. 64. Поперечный разрез........................... 117
. 65. Блок цилиндров с коленчатым и распределительным ва-
лами п деталями газораспределения ................ 118
. 66. Шатунно-поршневая группа....................119
. 67. Масляный насос .............................120
. 68. Масляный фильтр . . 121
. 69. Привод распределителя зажигания, вентилятора п водя-
ного иасоса........................................122
, 70. Вентилятор и водяной насос .................123
8. ДВИГАТЕЛЬ ЗИС-120
Данные по металлам и термообработке деталей 124
ЧЕРТЕЖИ:
Лист 71. Габаритные н установочные размеры .............128
. 72. Продольный разрез..............................129
. 73. Поперечный разрез............................. 130
, 74. Блок цилиндров с коленчатым н распределительным ва-
лами и деталями газораспределения ............. 131
. 75. Профиль кулачков и фазы газораспределения.....132
, 76. Шатунно-поршневая группа.......................133
, 77. Поршневые кольца ..............................134
. 78. Масляный насос и маслопрнемник.................135
, 79. Масляные фильтры...............................136
III. Данные по металлам, термообработке дета-
лей и чертежи оборудования ...........................137
Данные по металлам и термообработке деталей 137
ЧЕРТЕЖИ:
Лист 80. Карбюратор К-24..............................150
. 81. Карбюратор К-22................................151
. 82. Карбюратор К-14 ............................' 152
. 83. Карбюратор К-23М..................’..........153
. 84. Карбюратор К-49..............................154
. 85. Карбюратор МКЗ-6...........................’ ’ 155
. 86. Карбюратор МКЗ-14...........................' 155
, 87. Бензонасос двигателя МЗМА-400 .............. 157
88. Бензонасос Б-3................................155
. 89. Бензонасос Б-6..................................
. 90. Воздухоочиститель двигателя МЗМА-400 . . . . ’ ' юо
. 91. Воздухоочиститель ВМ-5 .......................Ю1
. 92, Воздухоочиститель ВМ-6...................., . 162
IV. Приложение ..........................................163
Лпст 93. Затяжка гаек двпгателей ГАЗ................... ЮЗ
Технический редактор В. П. Дульнев
Обложка художника А. Е. Гребенщикова
Корректор А. Н. Шеманова,
Сдано в производство 27/VI! 1949 г. Подписано к печати 3/[I 1950 г. Тираж 7 000 экз- A0798I. Псч. л. 41. Уч.-иэд. л. 41. Бумага 84х 1081/я. Зак. № 699.
Набрано и отматрнцировапо в Первой Образцовой типографии нм. А. А. Жданова Главполнграфнздата при Совете Министров СССР. Москва, Валовая, 28.
Отпечатано с матриц в типографии «Красный Печатнико, Ленинград, Международный пр., 91- Зак. 204.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строца Напечатано Следует читать По чьей вине
18 7-н графа, 12-я снизу не более 0,12% V. не менее 0,12% V Авт.
39 7-я графа, 6-я сверху Толщина 18 мм Толщина 1,8 мм Корр.
41 7-я графа, 1-я снизу 012_о14 мм 0 2I_OJ1 мм Авт.
59 2-я графа, 7-я сверху латунь ЛКС 65-15-3. латунь ЛКС 65-1,5-3. Тип.
(50 2-я графа, 2-я снизу 0 15,5_0 12 льп 016,5_о 12 мм Корр.
83 7-и графа, 4-я сверху 035,5_о17 Ji.ii 0 33,5_0 (- мм Корр.
94 8-я графа, 6-3-я снизу глубина слоя (от вершпи с каждой стороны) не яснее: 9(»° глубина слоя не менее 1,11—1,5 .ил. Зона отбела распространяется от вер- шин (с каждой стороны) не менее: 90° Авт.
125 4-я графа, 3-я снизу /7„с 54-62 IIRc 42-56 Корр.
137 6-я графа, 8—9-я сверху иглы жиклера, мощности. Фильтр иглы жиклера мощности. Фильтр Лит.
ЗАМЕЧАНИЕ
Все конструктивные изменения двигателей, сделанные после сдачи рукописи п набор, и
данном издании атласа не учтены. ’
Чудаков Е. А. и Малаховски)! Я. Э. «Атлас конструкции советских автомобиле П», часть 11.
Цена 28 р. 70 к
Машгиз, Москва, Третьяковский проезд, 1