/
















































































Text
Е. А. ЧУДАКОВ и Я. Э. МАЛАХОВСКИЙ
АТЛАС КОНСТРУКЦИЙ
СОВЕТСКИХ АВТОМОБИЛЕЙ
ЧАСТЬ I
ШАССИ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МОСКВА 1943
Атлас содержит общие виды и узловые чертежи
новых конструкций отечественных автомобилей, их
технические > арактериетики, а также данные по
металлам и термообработке.
На чертежах приведены сечения с указанием раз-
мерову допусков и предельных отклонений. В текстовой
части атласа приведены технические > арактериетики
автомобилей и сведения по металлам.
Атлас предназначен для инженерно-технических
работников и студентов втузов.
Редактор анж. И. С Лунев
Главная редакция
литературы по авто~тракторной промышленности
Главный редактор инж. В. В. БРОКШ
ПРЕДИСЛОВИЕ
При конструировании* нового автомобиля, а также при усовершенствовании
конструкции юго или друюго механизма автомобиля, уже стоящего на производстве, необ
ходимо, по-перр.ых, подобрать наиболее рациональную форму деталей, во-вторых,
определить номинальные размеры этих деталей и, в-третьих, установить правильные допуски на
обработку, обеспечивающие должную величину рабочего зазора в сочленениях этих деталей.
Лица, специализирующиеся по конструированию автомобилей, должны за время их
подготовки во втузе получить основные знания, необходимые для разрешения указанных
трех задач Настоящий атлас представляет собой учебное посэбие, которое, наряду
с другими, может быть использовано для этой цели. В предлагаемом атласе приведены
общие виды как шасси автомобилей, так и основных агрегатов. Для суждения о
допусках и о величине зазоров большинство сочленений представлено отдельно в виде
сечений с указанием предельных размеров и установленных минимальных и максимальных
зазоров.
В 1938 г. уже был составлен подобный атлас для автомобилей, выпускавшихся в то
время автомобильными заводами СССР. В данной работе приводятся сведения для
транспортных автомобилей более позднего выпуска, а также для некоторых автомобилей
специального назначения. Таким образом это издание атласа представляет собой
продолжение уже изданной работы. В данном атласе даны сведения по тем автомобилям,
которые были приняты к производству ко времени начала работы над атласом. В
настоящее время нами ведется работа по атласу, в котором будут представлены автомобили
более поздних выпусков.
Исходным материалом при составлении этой части атласа, служили заводские чертежи
по их состоянию на август 1947 г.
Считаем необходимым отметить следующее:
1. Количество размеров, проставленных па общих видах шасси и агрегатов, на разных
чертежах неодинаково (поскольку заводами это не унифицировано).
2. Большинство размеров дано в метрической системе; однако имеются и дюймовые размеры.
Если в одном сечении встречаются дюймовые и метрические размеры, то для удобства
пользования дюймовые размеры переведены в метрические (даны параллельно в скобках).
При обозначении дюймовых размеров в десятичной системе нуль заменен точкой как
это имеет место на заводских чертежах).
3. Так как на части чертежей посадочные размеры были приведены не в виде
номинального размера с допусками, а в виде двух предельных размеров, то на сечениях
нами приводятся только предельные размеры.
Сечения, имеющие небольшие размеры, даны в увеличенном виде.
Для удобства распознавания размеров, относящихся к валу и отверстию, размеры
валов имеют стрелки, направленные наружу, а размеры отверстий — стрелки,
направленные внутрь.
Графическим материалам предшествует текстовая часть, содержащая технические
характеристики автомобилей, а также данные по применяемым металлам, термической
обработке, твердости, покрытиям и др.
Сведения о неметаллических деталях (резине, картоне и т. п.) приведены на самих
чертежах.
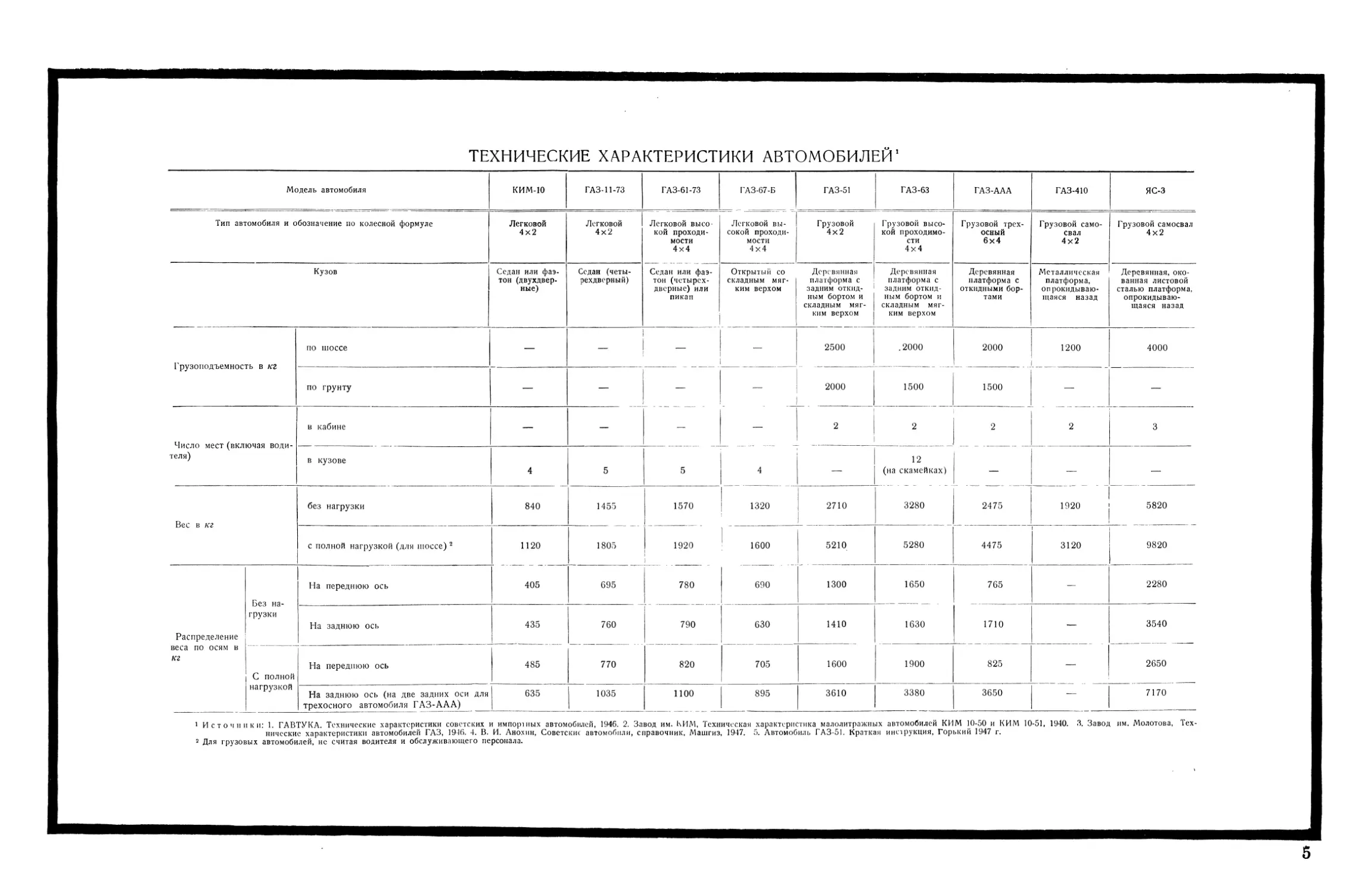
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ АВТОМОБИЛЕЙ1
Модель автомобиля
Тип автомобиля и обозначение по колесной формуле
Кузов
Грузоподъемность в кг
Число мест (включая
водителя)
Вес в кг
Распределение
веса по осям в
кг
Без
нагрузки
С полной
нагрузкой
по шоссе
по грунту
в кабине
в кузове
без нагрузки
с полной нагрузкой (для шоссе) 2
На переднюю ось
На заднюю ось
На переднюю ось
На заднюю ось (на две задних оси для
трехосного автомобиля ГАЗ-ААА)
КИМ-10
Легковой
4x2
Седан или
фаэтон
(двухдверные)
—
—
—
4
840
1120
405
435
485
635
ГАЗ-И-73
Легковой
4x2
Седан
(четырех две рный)
—
5
1455
1805
695
760
770
1035
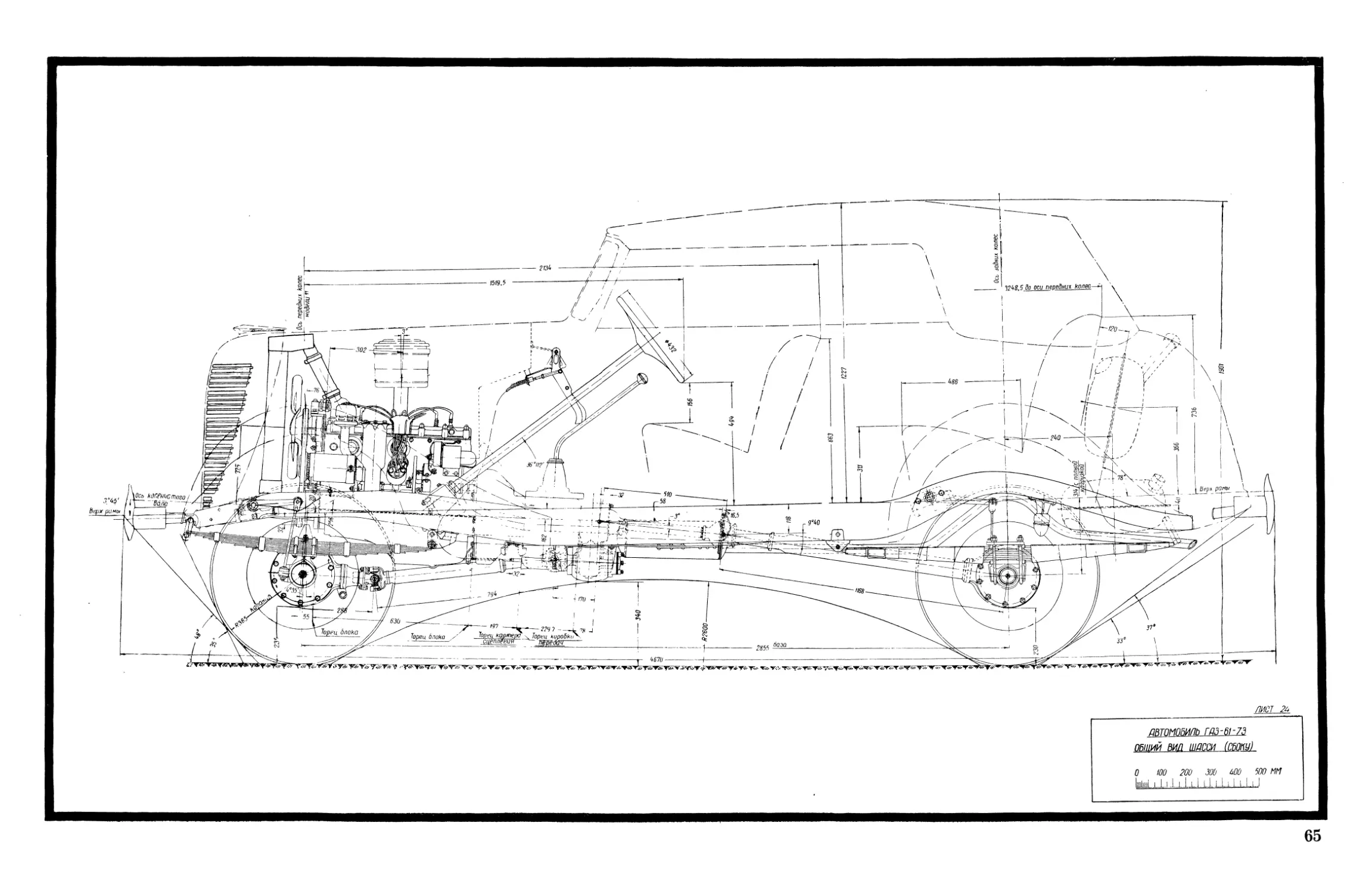
ГАЗ-61-73
Легковой
высокой
проходимости
4x4
Седан или
фаэтон (четырех-
дверные) или
пикап
—
—
—
5
1570
1920
780
790
820
1100
ГАЗ-67-Б
Легковой
высокой
проходимости
4x4
Открытый со
складным
мягким верхом
—
—
—
4
1320
1600
690
630
705
895
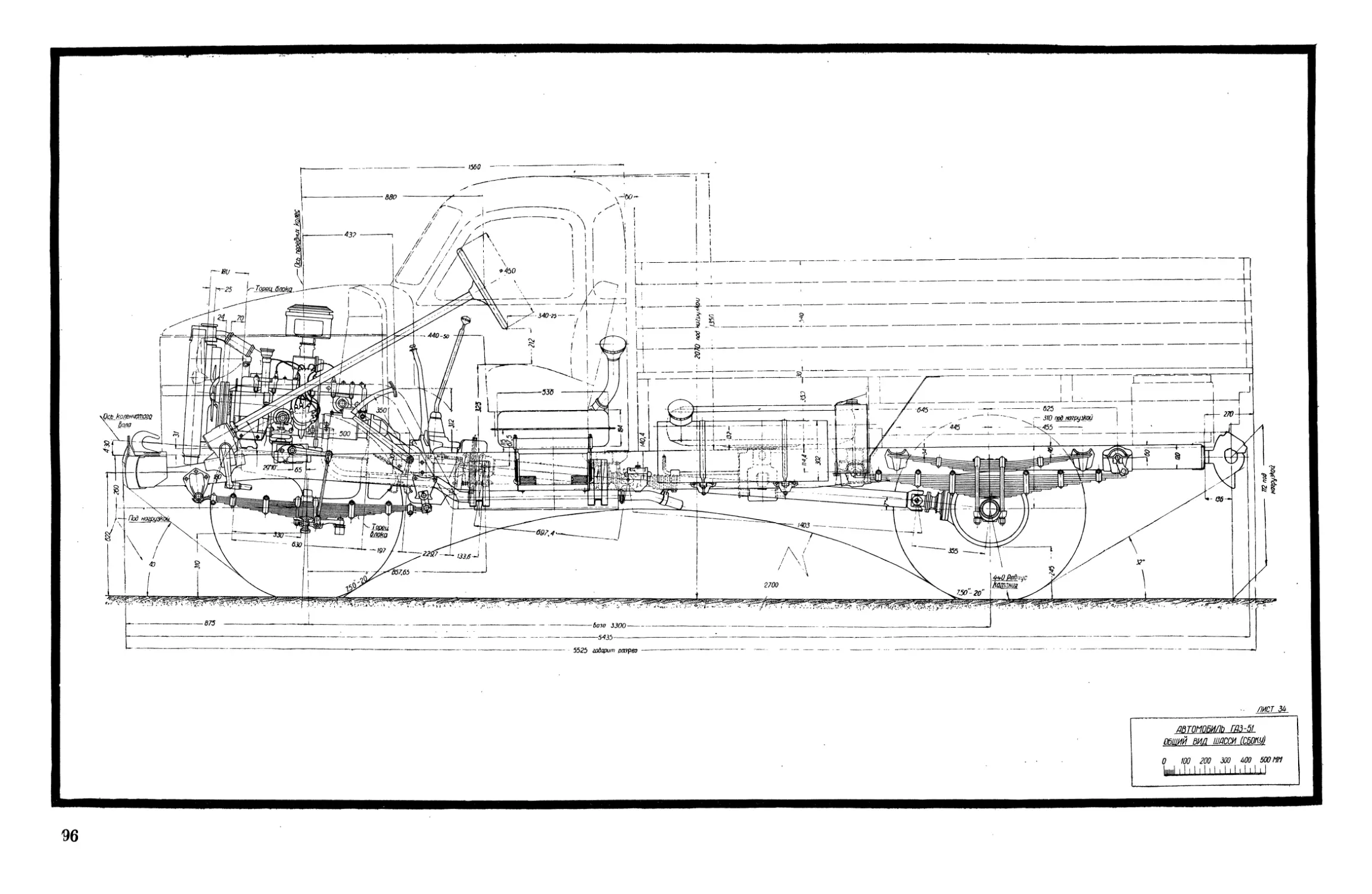
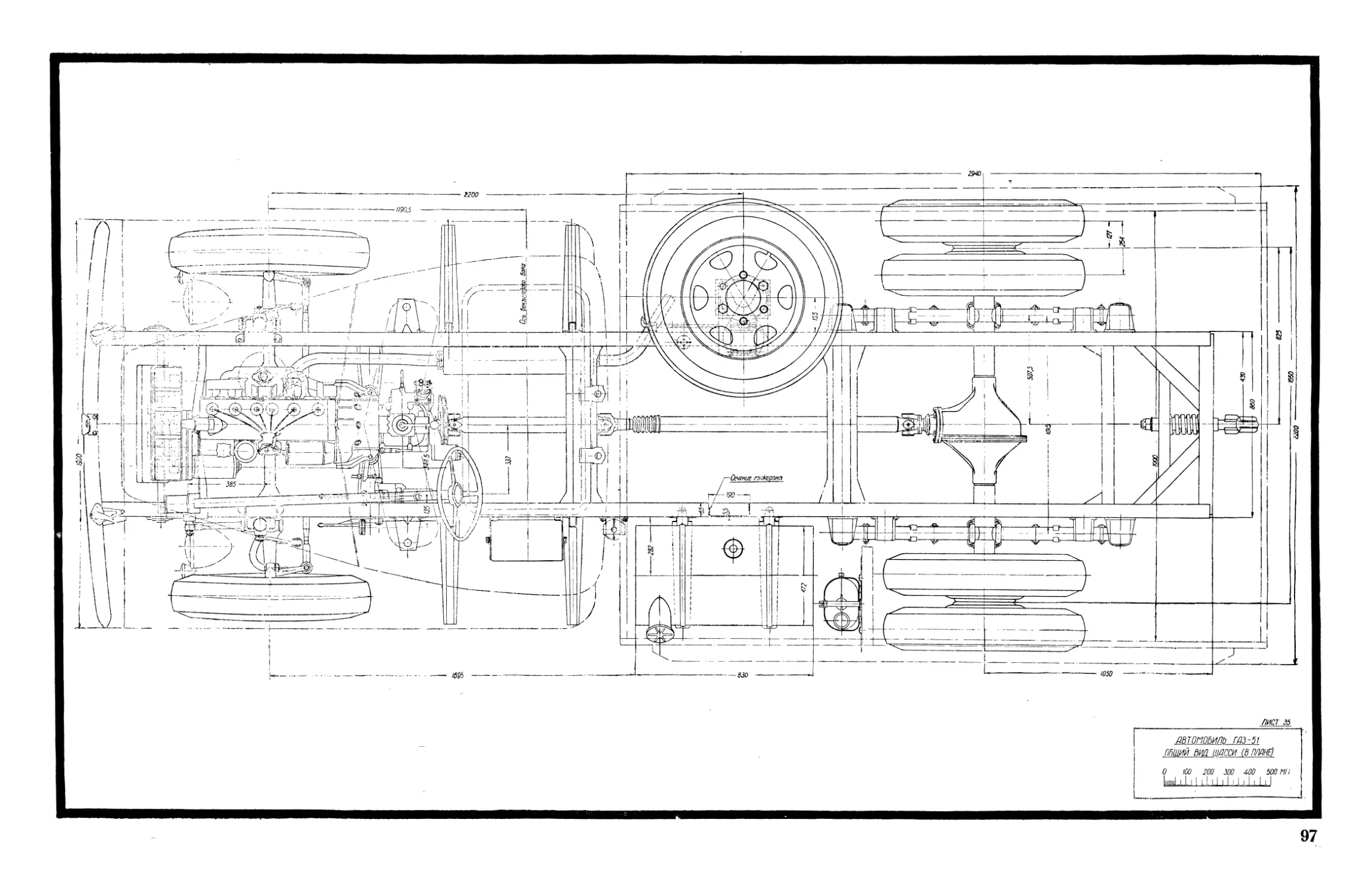
ГАЗ-51
Грузовой
4x2
Деревянная
платформа с
задним
откидным бортом и
складным
мягким верхом
2500
2000
2
—
2710
5210
1300
1410
1600
3610
ГАЗ-63
Грузовой
высокой
проходимости
4x4
Деревянная
платформа с
задним
откидным бортом и
складным
мягким верхом
.2000
1500
су
12
(на скамейках)
3280
5280
1650
1630
1900
3380
ГАЗ-ААА
Грузовой
трехосный
6x4
Деревянная
платформа с
откидными
бортами
2000
1500
2
—
2475
4475
765
1710
825
3650
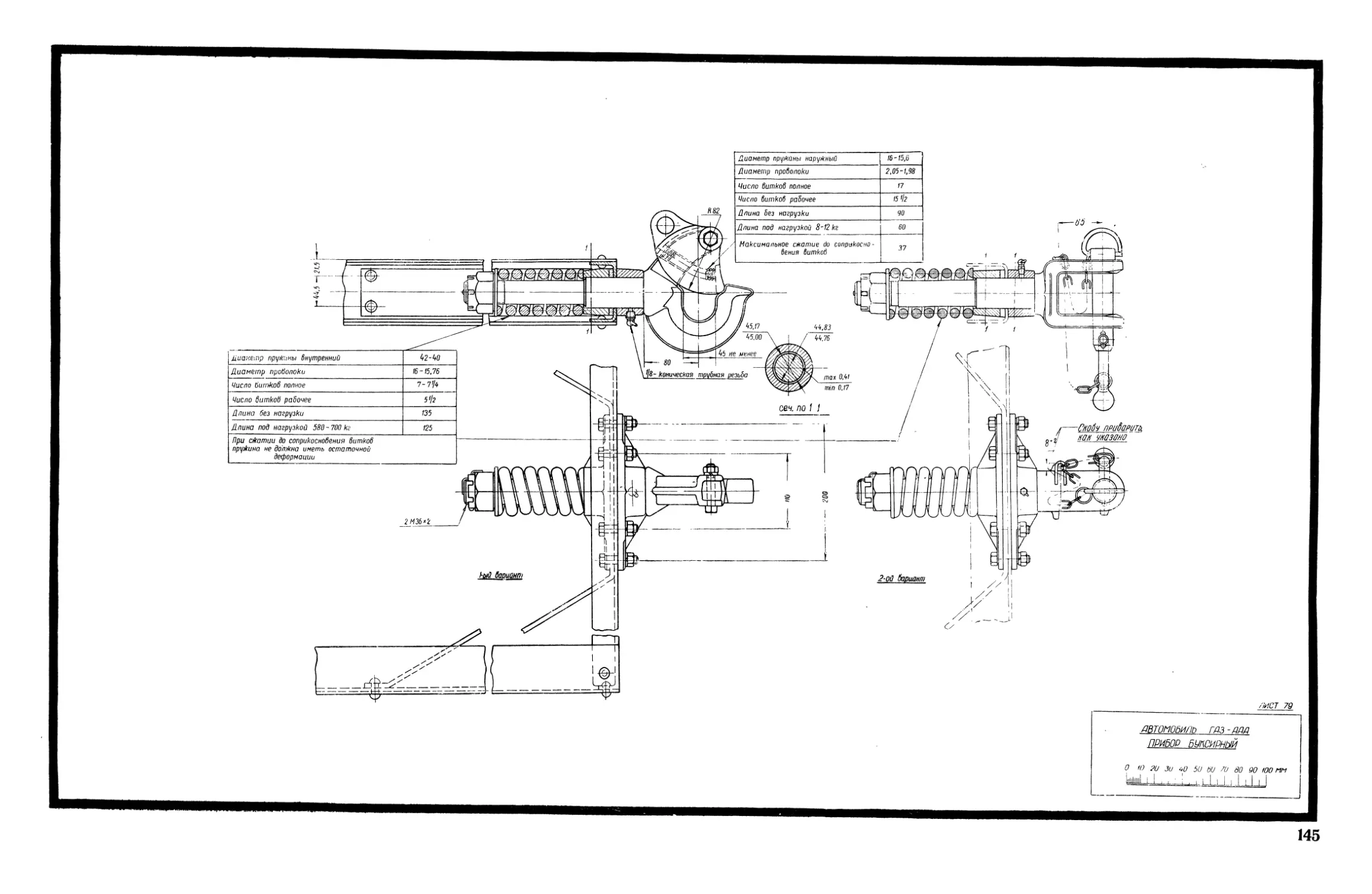
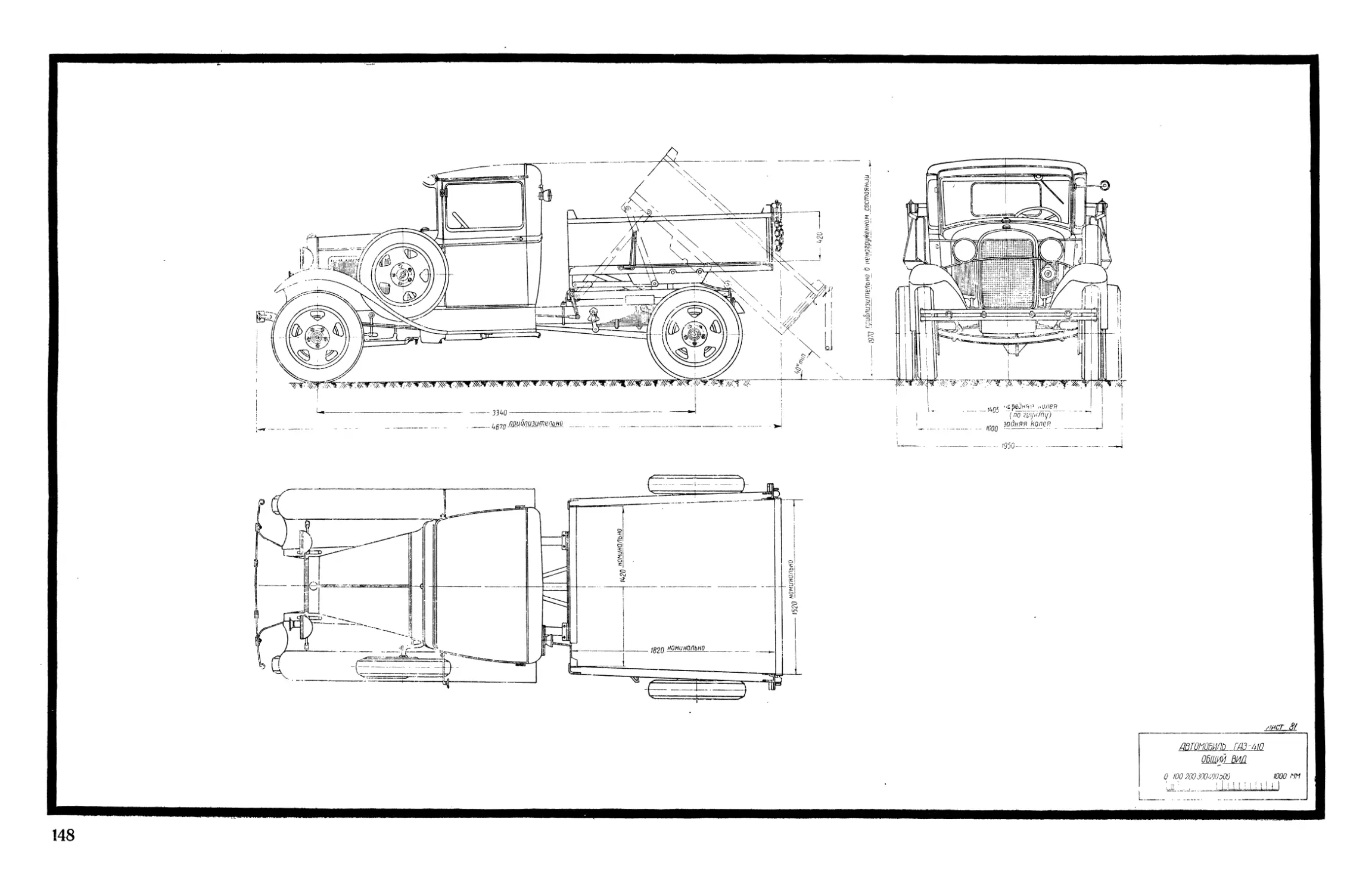
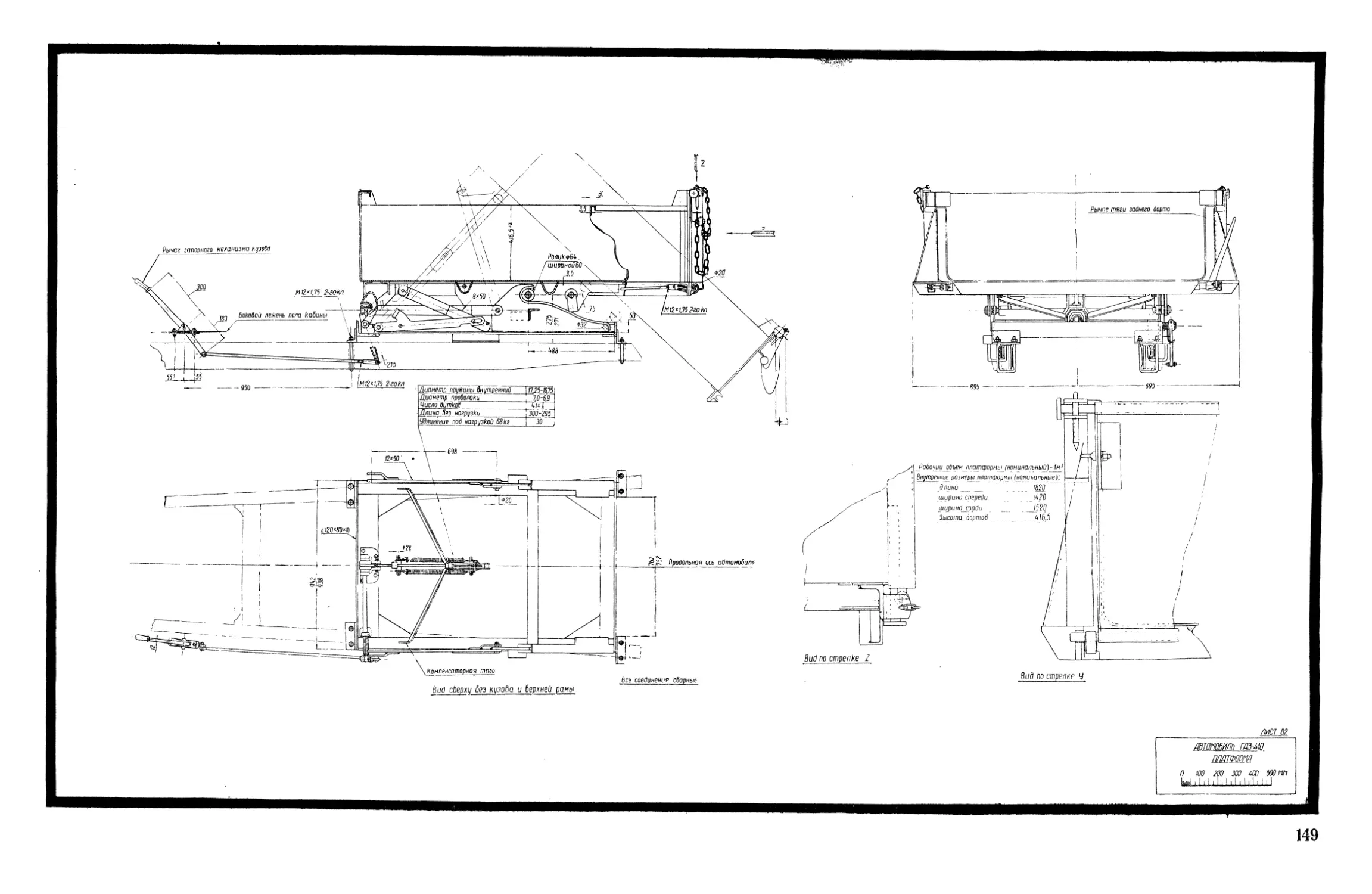
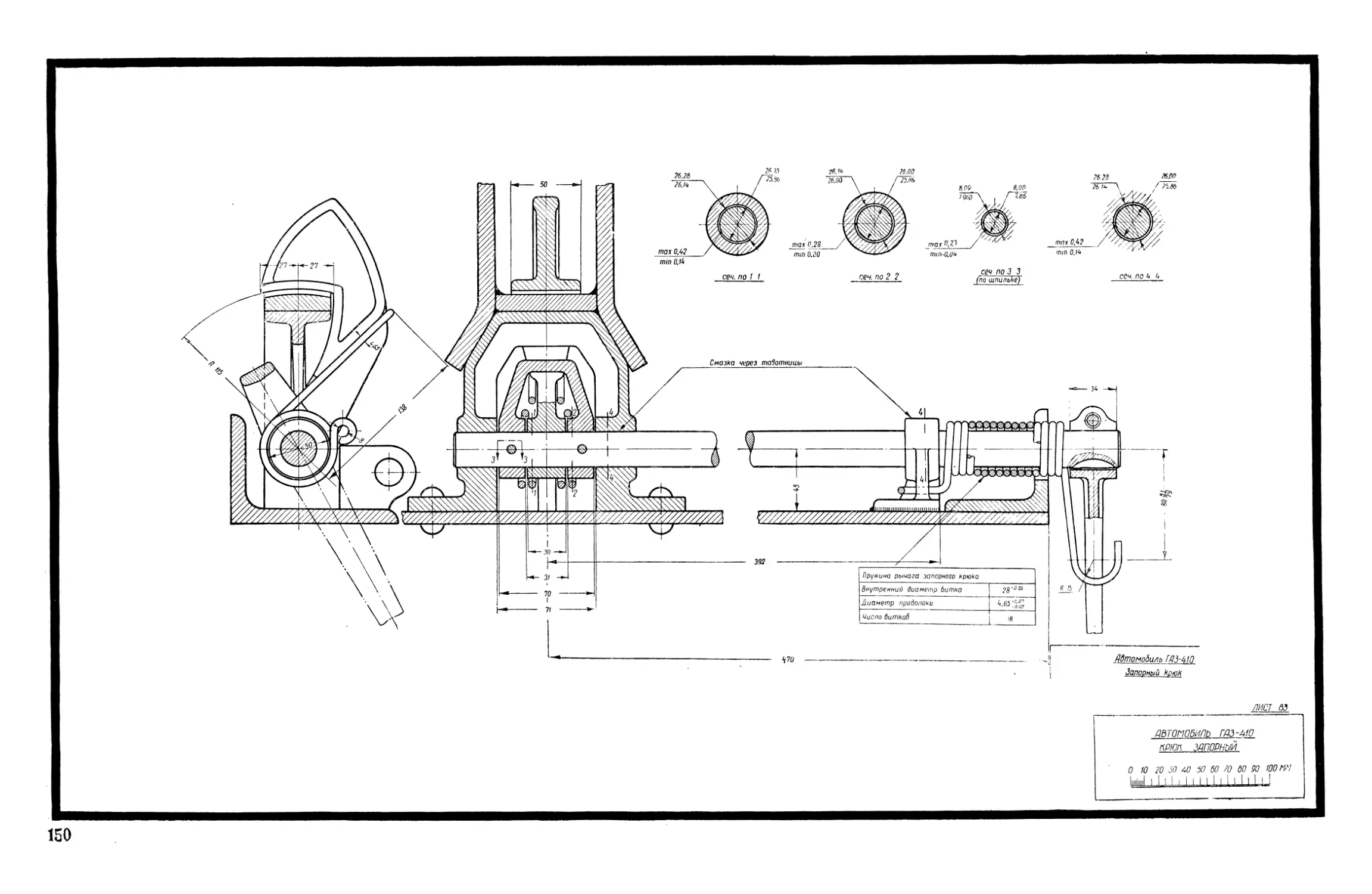
ГАЗ-410
Грузовой
самосвал
4x2
Металлическая
платформа,
опрокидывающаяся назад
1200
—
2
—
1920
i
3120
—
—
—
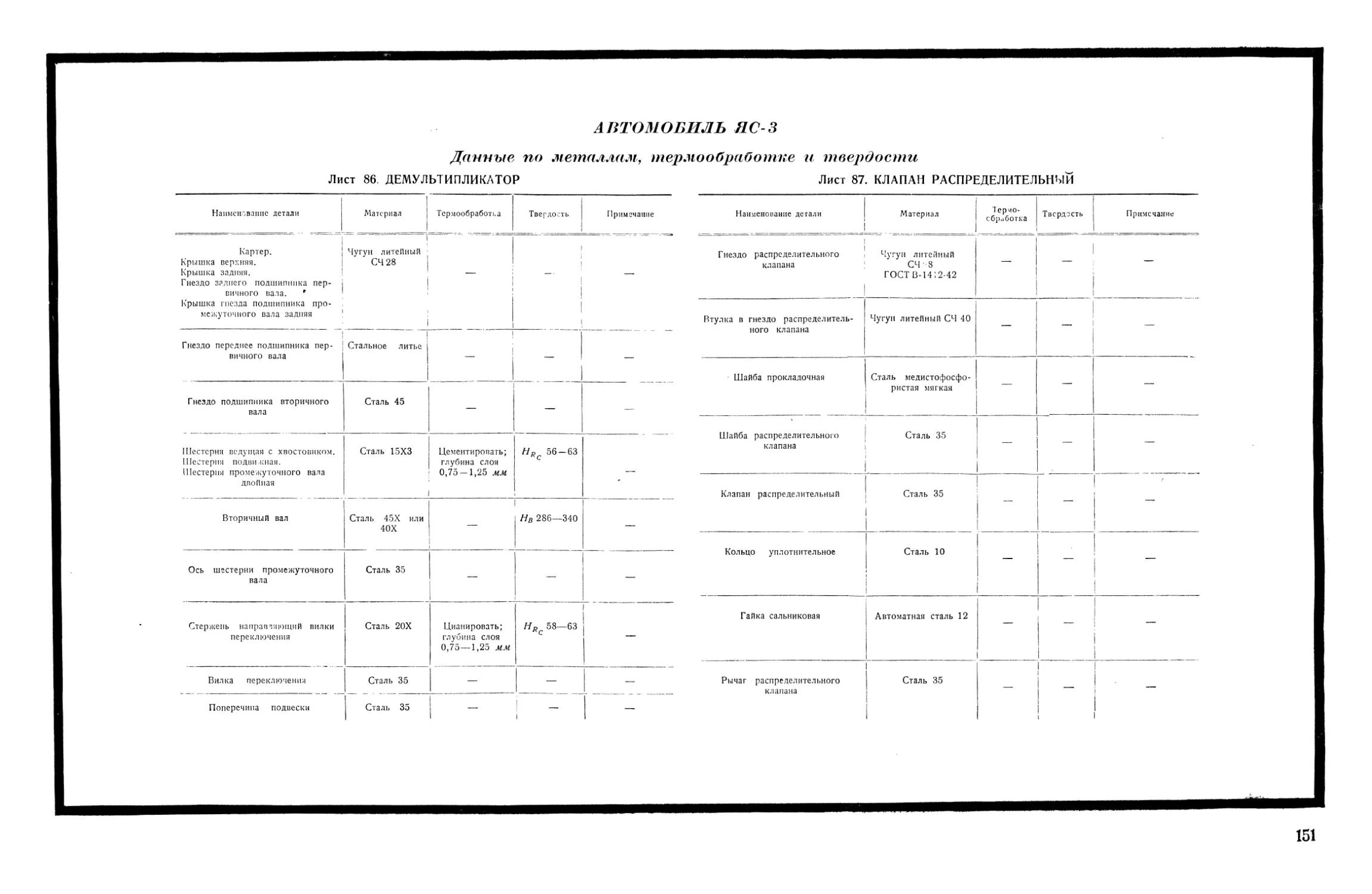
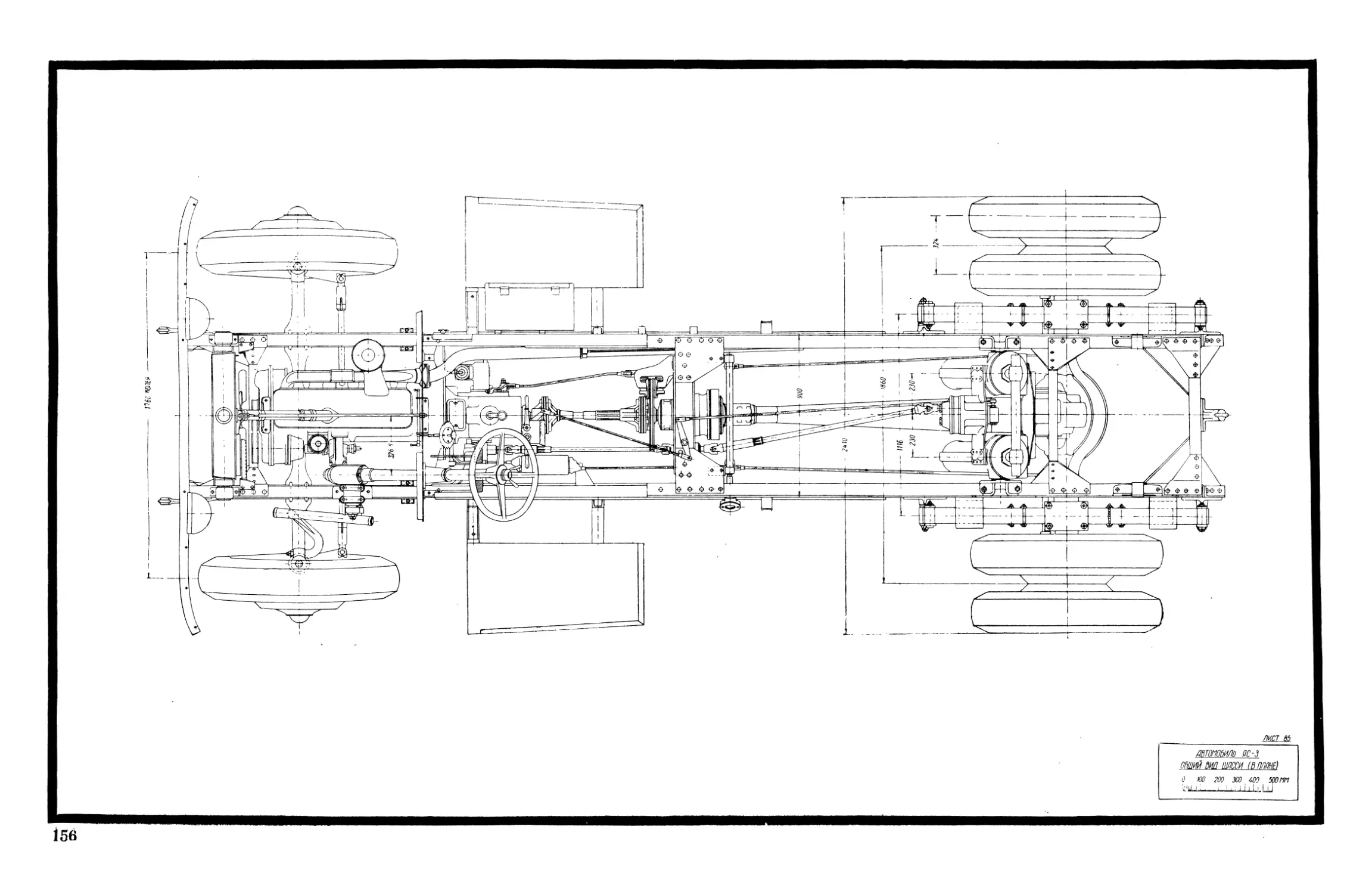
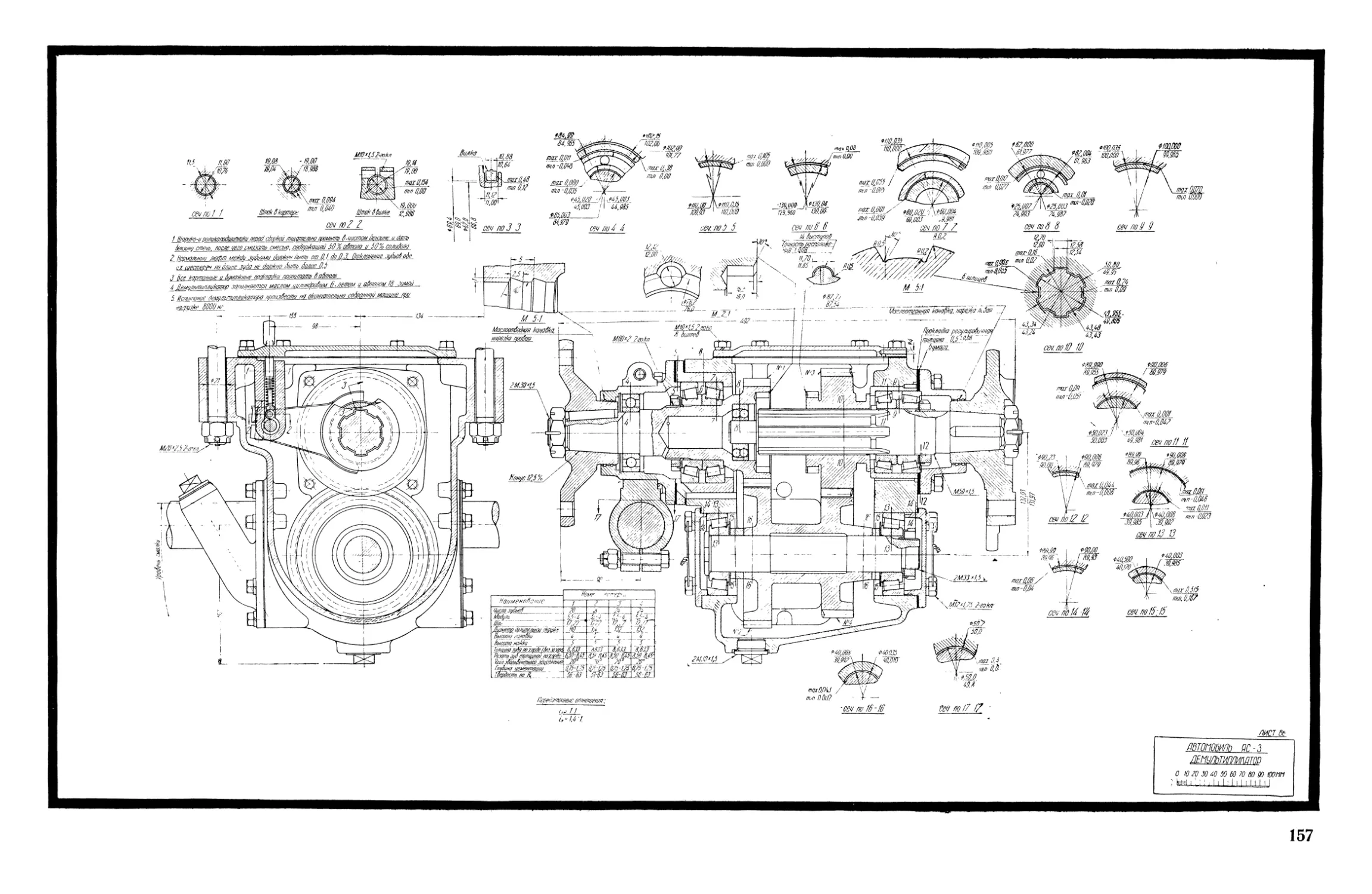
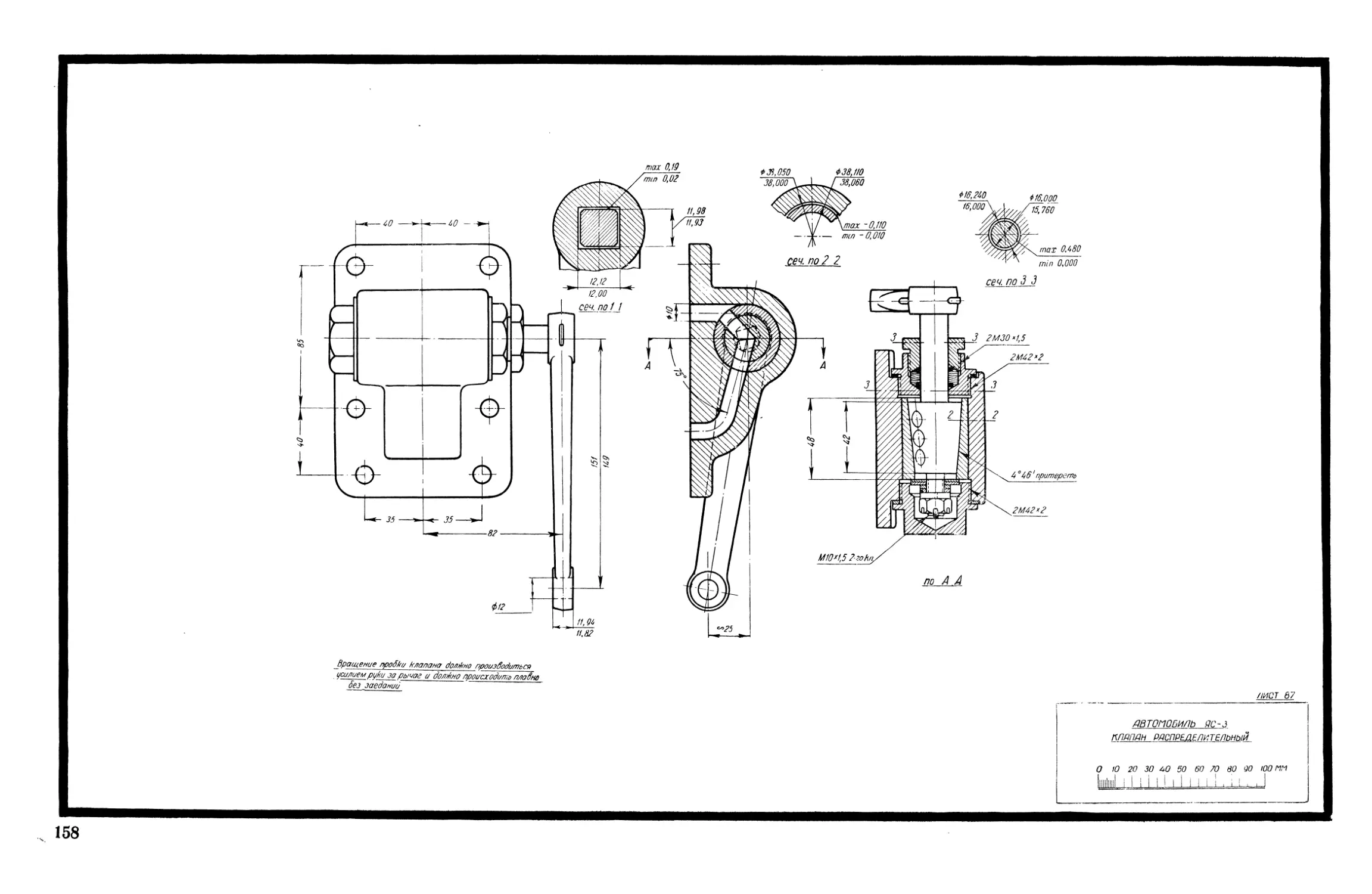
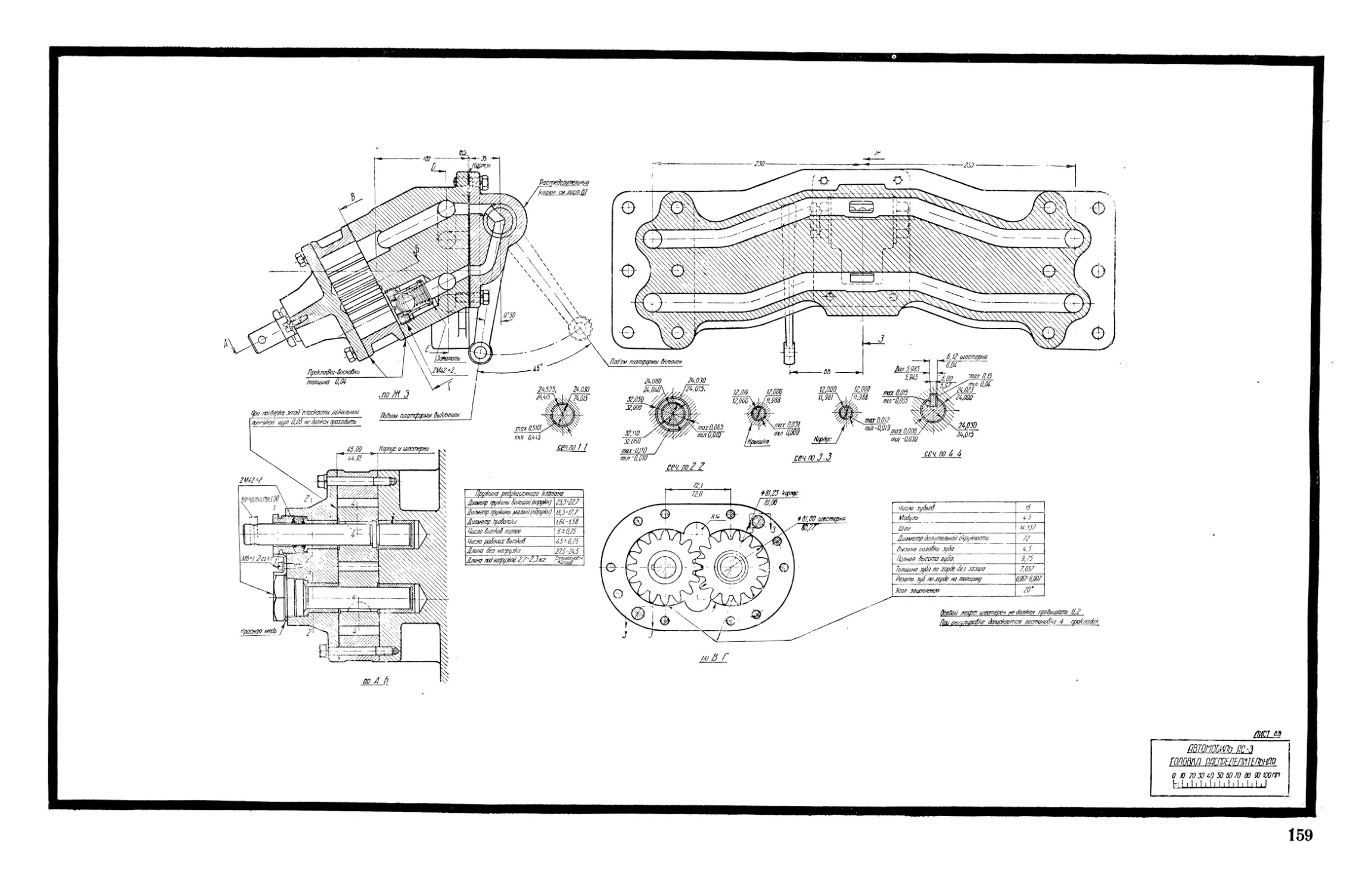
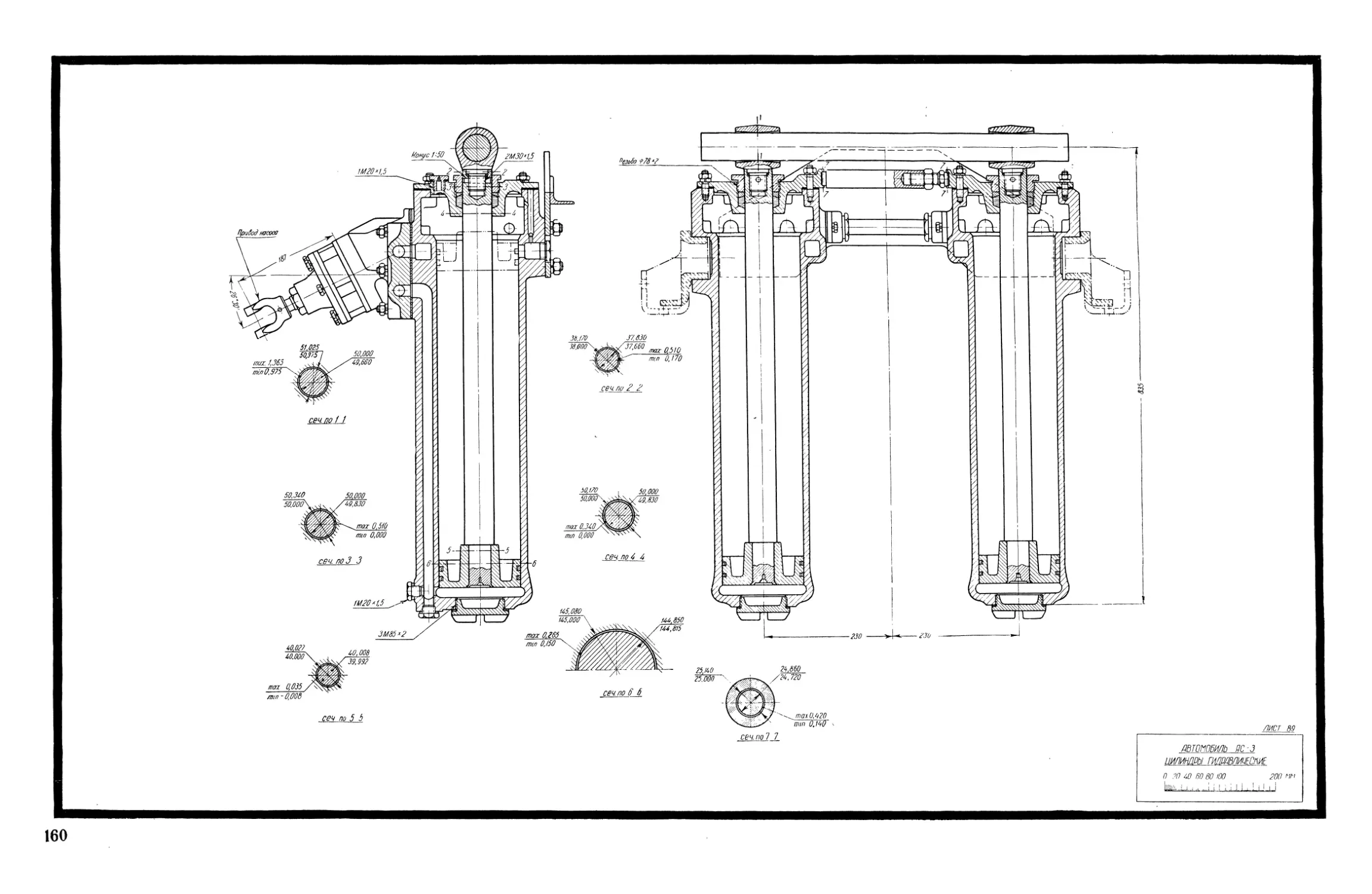
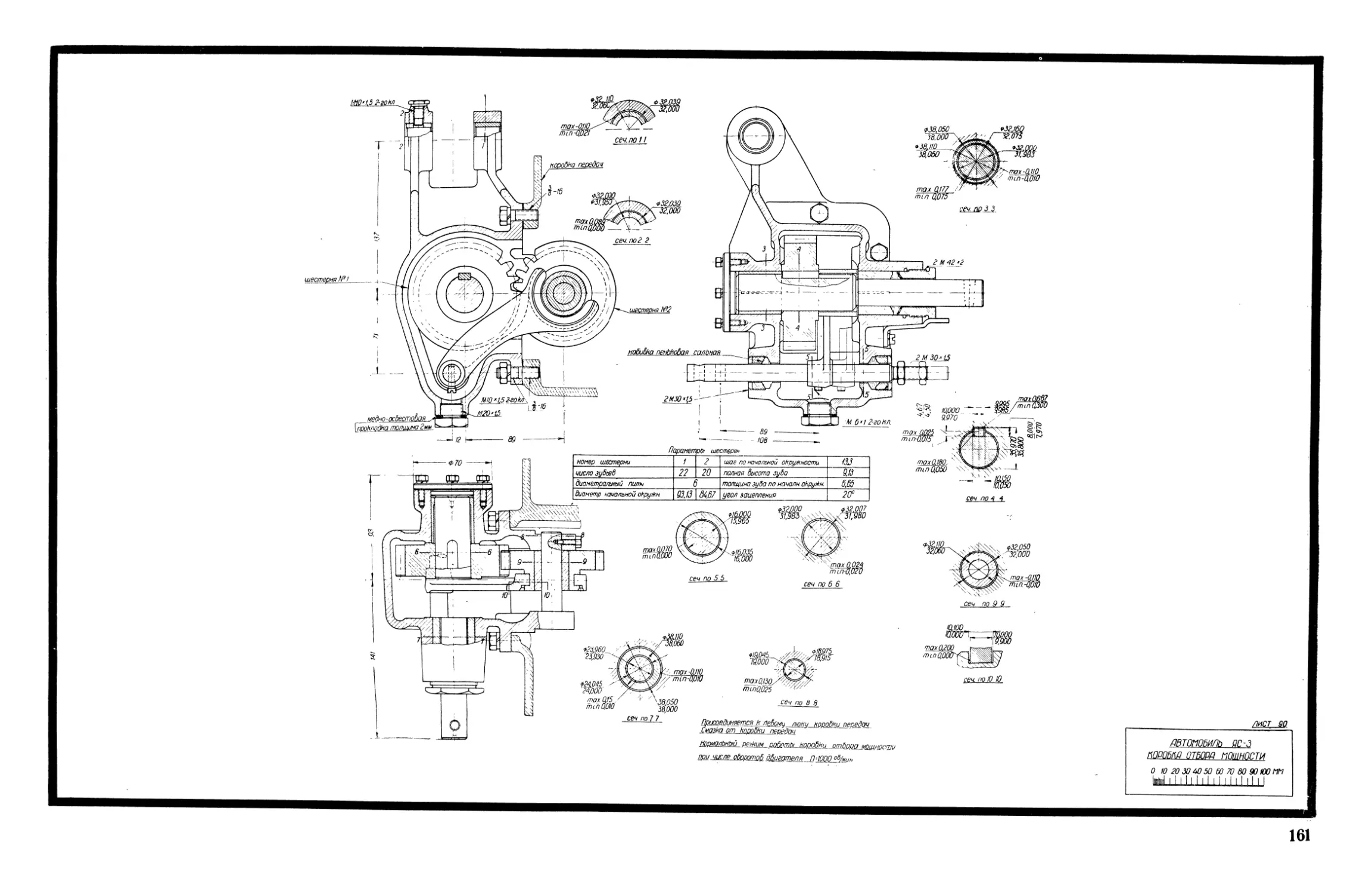
ЯС-3
Грузовой самосвал
4x2
Деревянная,
окованная листовой
сталью платформа,
опрокидывающаяся назад
4000
—
3
—
5820
9820
2280
3540
2650
7170
* Источники: 1. ГАВТУКА. Технические характеристики советских и импортных автомобилей, 1946. 2. Завод им. КИМ, Техническая характеристика малолитражных автомобилей КИМ 10-50 и КИМ 10-51, 1940. 3. Завод им. Молотова,
Технические характеристики автомобилей ГАЗ, 1946. 4. В. И. Анохин, Советские автомобили, справочник, Машгиз, 1947. 5. Автомобиль ГАЗ-51. Краткая инструкция, Горький 1947 г.
2 Для грузовых автомобилей, не считая водителя и обслуживающего персонала.
6
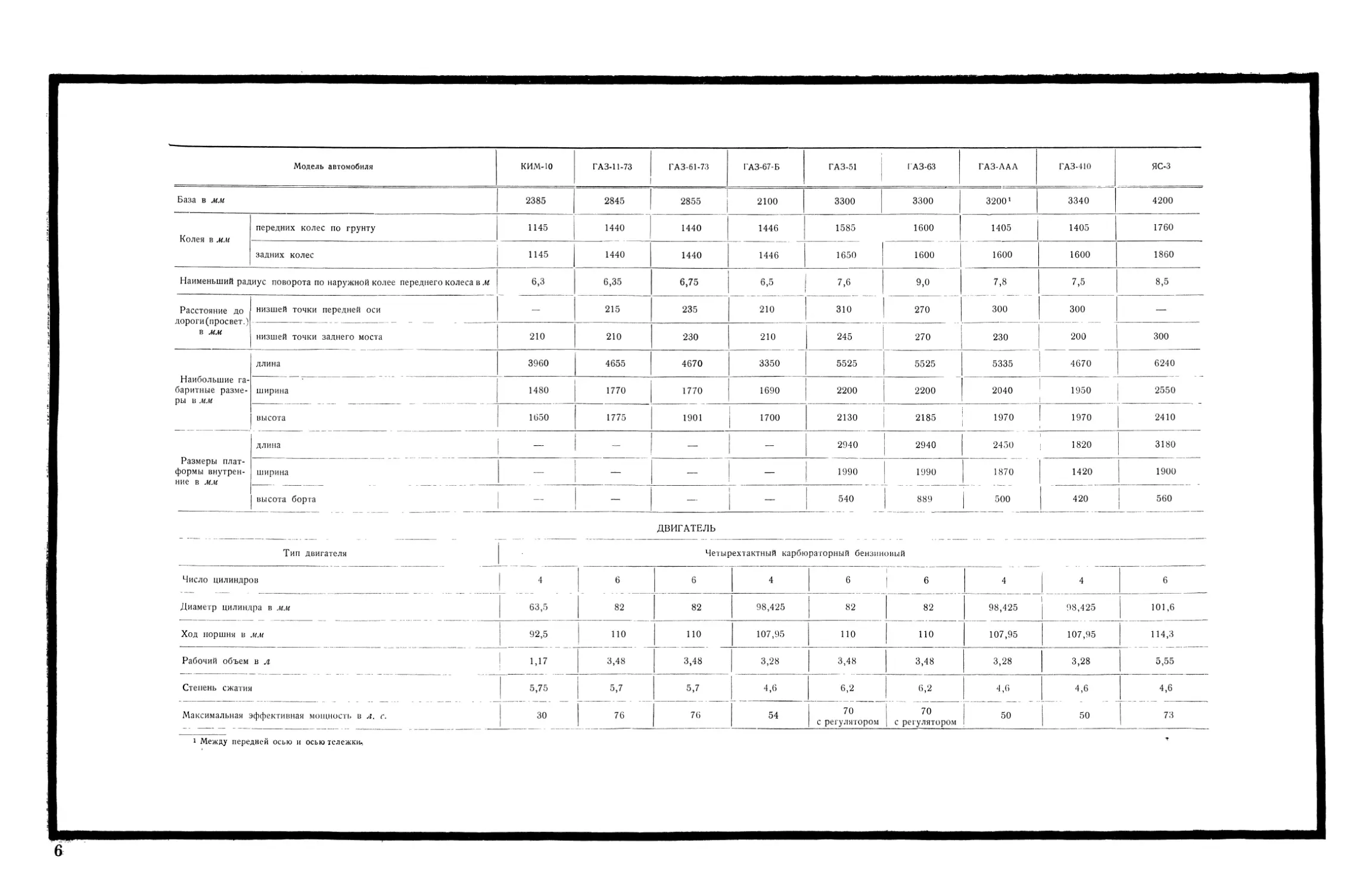
Модель автомобиля
База в мм
Колея в мм
передних колес по грунту
задних колес
Наименьший радиус поворота по наружной колее переднего колеса в м
Расстояние до
дороги (просвет.)
в мм
Наибольшие
габаритные
размеры в мм
Размеры
платформы
внутренние в мм
низшей точки передней оси
низшей точки заднего моста
длина
ширина
высота
длина
ширина
высота борта
КИМ-10
2385
1145
1145
6,3
—
210
3960
1480
1650
—
—
_
ГАЗ-11-73
2845
1440
1440
6,35
215
210
4655
1770
1775
—
—
—
ГАЗ-61-73
2855
1440
1440
6,75
235
230
4670
1770
1901
—
—
—
ГАЗ-67-Б
2100
1446
1446
6,5
210
210
3350
1690
1700
—
—
—
ГАЗ-51 |
3300
1585
1650
7,6
310
245
5525
2200
2130
2940
1990
540
ГАЗ-63
3300
1600
1600
9,0
270
270
5525
2200
2185
2940
1990
889
ГАЗ-ААА
32001
1405
1600
7,8
300
230
5335
2040
1970
2450
1870
500
ГАЗ-410
3340
1405
1600
7,5
300
200
4670
1950
1970
1820
1420
420
яс-з
4200
1760
1860
8,5
—
300
6240
2550
2410
3180
1900
560
ДВИГАТЕЛЬ
Тип двигателя
Четырехтактный карбюраторный бензиновый
Число цилиндров
Диаметр цилиндра в мм
Ход поршня в мм
63,5
92,5
Рабочий объем в л
Степень сжатия
Максимальная эффективная мощность в л. с.
1,17
5,75
30
82
ПО
3,48
5,7
76
82
ПО
3,48
5,7
76
98,425
107,95
3,28
4,6
54
82
ПО
3,48
6,2
70
с регулятором
82
ПО
1 Между передней осью и осью тележки*,
3,48
6,2
70
с регулятором
Модель автомобиля
Число оборотов в минуту, соответствующее максимальной
эффективной мощности
Максимальный крутящий момент в кгм
Число оборотов в минуту, соответствующее максимальному
крутящему моменту
Налоговая мощность по формуле, принятой в СССР в л. с, 1)
КИМ-10
4000
6,5
2000
4,47
ГАЗ-11-73
3400
20
1600
13,3
ГАЗ-61-73
3400
20
1600
13,3
ГАЗ-67-Б
2800
18
1400
12,5
ГАЗ-51
2800
с регулятором
21
1600
13,3
ГАЗ-63
2800
с регулятором
21
1600
13,3
ГАЗ-ААА
2800
17
1450
12,5
ГАЗ-410
2800
17
1450
12,5
ЯС-
2300
28,5
800-М 000
21,2
Расположение цилиндров
Материал блока цилиндров
Материал головки
Поршни
Число поршневых колец
Чугун
Чугун
Алюминиевый
сплав
Шатуны
Коленчатый вал
Коренные подшипники
Тип распределения
Стальные
кованые,
двутаврового
сечения
На трех
опорах с
противовесами
С
тонкостенными
биметаллическими
вкладышами
Вертикальное, однорядное в одном блоке, со съемной головкой
Серый чугун Серый чугун с короткими
гильзами в верхней части
из антикоррозийного и
кислотоупорного чугуна
Чугун
Алюминиевый сплав
Луженые. Алюминиевый
сплав
Алюминиевый Луженые. Алюминиевый
сплав
сплав
Серый чугун
Чугун
Алюминиевый сплав
3
Чугун
Стальные штампованные, двутаврового сечения
На четырех опорах с
противовесами
С тонкостенными
биметаллическими вкладышами без
прокладок
На трех опорах На четырех опорах с про-
с противовесами; тивовесами
С заливкой
баббита в тело
и прокладками
С тонкостенными
биметаллическими вкладышами без
прокладок
На трех опорах с
противовесами
На семи
опорах без
противовесов
С заливкой баббита в тело и прокладками
Клапанное с односторонним нижним расположением клапанов
Распределительный вал
Привод распределительного вала
Стальной
Стальной кованый или
чугунный литой
Стальной
От коленчатого вала парой шестерен с винтовыми зубьями
Модель автомобиля
Фазы распределения:
а) начало открытия впускного клапана до в. м. т.
б) конец закрытия впускного клапана после н. м.т.
в) начало открытия выпускного клапана до н. м. т.
г) конец закрытия выпускного клапана после в. м. т.
д) продолжительность впуска
е) продолжительность выпуска
ж) перекрытие клапанов
Зазор между толкателем и впускным клапаном (при холодном
двигателе) в мм
Зазор между толкателем и выпускным клапаном (при холодном
двигателе) в мм
Подъем клапанов в мм
Подвеска двигателя
Сухой вес двигателя с коробкой передач и сцеплением в кг
КИМ-10
12°
52°
52°
12°
244°
244°
24°
0,26-ь0,35
0,26-^0,35
7,11
Эластичная в
четырех
точках
115
ГАЗ-11-73
5°
55°
47°
13°
240°
240°
18°
0,28
0,30
8,66
Плавающая в
трех точках
ГАЗ-61-73
5°
55°
47°
13°
240°
240°
18°
0,28
0,30
8,66
Эластичная в
трех точках
одна спереди, две сзади
290
311
ГАЗ-67-Б
21°
70°
60°
13°
271°
253°
34°
0,25-0,30
0,40—0,45
8,1
ГАЗ-51
9°
51°
47°
13°
240°
240°
22°
0,28
0,30
9,2
ГАЗ-63
9°
51°
47°
13°
240°
240°
22°
0,28
0,30
9,2
ГАЗ-АЛА
21°
70°
60°
13°
271°
253°
34°
0,25—0,30
0,40—0,45
8,1
ГАЗ-410
21°
70°
60°
13°
271°
253°
34°
0,25—0,30
0,40—0,45
8,1
Эластичная в четырех точках
248
352
352
248
248
ЯС-3
2°
45-50°
45—50°
2°
227—232°
227- 232°
4°
При
прогретом двигателе
0,20
При
прогретом двигателе
0,25
Впускного 9,1
Выпускного 9,2
Жесткая в
трех точках
530
Система смазки
Масляный насос
Комбинированная — под
давлением и
разбрызгиванием |
СМАЗКА ДВИГАТЕЛЯ
Комбинированная — под давлением и разбрызгиванием. Под давлением смазываются подшипники коленчатого
и распределительного валов
Шестеренчатый
Комбинированная — под
давлением и
разбрызгиванием
Модель автомобиля
Привод масляного насоса
Емкость масляной системы в л
КИМ-10
Шестернями
от
распределительного
вала
2,1
ГАЗ-11-73
ГАЗ-61-73
Шестернями и наклонным
валиком от распределительного вала
6,5
6,5
ГАЗ-67-Б
Шестернями и
вертикальным
валиком от
распределительного вала
4,7
Г А 3-51
ГАЗ-63
Шестернями и наклонным
валиком от
распределительного вала
7,2
8,0
ГАЗ-ААА
ГАЗ-410
ЯС-3
Шестернями и вертикальным валиком от
распределительного вала
4,7
4,7
7,0
ПИТАНИЕ ДВИГАТЕЛЯ
Система подачи жидкого топлива, тип насоса
Диафрагм ен-
ным насосом
Диафрагменным насосом с
дополнительным ручным
приводом
Самотеком и
диафрагменным насосом
Диафрагменным насосом с
ручной подкачкой
Самотеком и
диафрагменным насосом
Привод бензинового насоса
От эксцентрика распределительного вала
Емкость бензинового бака (баков) в л
Карбюратор
32
МЛ-11
|С падающим
потоком и
пневматическим
торможением топлива
60
60
40 + 30
105
105
40+60
Самотеком
40
Диафрагменным насосом
От
эксцентрика
распределительного вала
177
Воздухоочиститель
Сетчатый,
смоченный маслом,
с глушителем
шума
всасывания. Без
масляного резервуара
К-23М
Двухдиффузорный с падающим потоком,
пневматическим торможением топлива, с уско-
ригельным насосом и экономайзером
Сетчатый с масляным резервуаром
и глушителем шума всасывания.
Сетчатый,
смоченный маслом.
Без глушителя
шума всасывания
и масляного
резервуара
К-49
Трехдиффузорный (переменного
сечения) с падающим потоком,
ускорительным насосом,
экономайзером и регулятором числа
оборотов
ГАЗ-М* j MK3-6
С восходящим потоком, эконо-|С восходящим пото-
майзером и обогатителем, упра-| ком, экономайзе-
вляемым от руки | ром и управляемым
|ускорительным
насосом
Сетчатый с масляным резервуаром
Без глушителя шума всасывания
Сетчатый,
смоченный маслом. Без
масляного
резервуара и глушителя
шума всасывания
ЗАЖИГАНИЕ
Зажигание
Емкость батареи в а-ч
Агрегаты зажигания
Регулировка опережения зажигания
Батарейное
6V
12V
6V
65
100
100
100
80
80
80
144
Батарея аккумуляторов, генератор, индукционная катушка, прерыватель-распределитель, свечи
Автоматическая
(центробежным
регулятором) и
ручная
Автоматическая (центробежным
регулятором)
Автоматическая
(центробежным и вакуумным
регуляторами)
Ручная
(привод на руле)
Комбинированная. Ручная
(привод на руле) и центробежным
регулятором
1 Экономайзера и ускорительного насоса не г.
? Ускорительного насоса нет.
Модель автомобиля
Свечи
Тип
Резьба в мм
Порядок работы цилиндров
КИМ-10
А—14—15
14X1,5
1—2—4—3
ГАЗ-11-7*
М12/10
18X1,5
1-5-3-6-2-4
ГАЗ-61-73
М12/10
18X1,5
1-5-3-6-2-4
ГАЗ-67-Б
М15/15
18X1,5
1—2—4—3
ГАЗ-51
М12/10
18X1,5
1-5-3-6-2-4
ГАЗ-63
Ml 2/8
18X1,5
1-5-3-6-2-4
ГАЗ-ААА
М15/15
18X1,5
1—2—4-3
ГЛЗ-410
М15/15
18X1,5
1-2—4—3
ЯС-3
М20/20
18X1,5
1-5-3-6-2-4
Тип сцепления
Число рабочих поверхностей
Материал обшивки
Диаметр об
шивки в мм
наружный
внутренний
ОХЛАЖДЕНИЕ ДВИГАТЕЛЯ
Система охлаждения
Вентилятор
Тип
Привод
Число ремней привода
Тип радиатора
Емкость системы охлаждения в л
Водяная,
термосифонная
Двухлопастный
Водяная, принудительная.
Циркуляция воды от насоса
Четырех лопастный
Водяная,
термосифонная,
усиленная
циркуляцией
воды от
насоса
Шестилопасг-
ный
Водяная, принудительная.
Циркуляция воды от насоса
Водяная термосифонная,
усиленная циркуляцией воды
от насоса
Водяная,
принудительная.
Циркуляция
воды от
насоса
Че тырехлопастный
От шкива коленчатого вала двигателя клиновидным ремнем
1
1
1
Трубчатый
Трехрядный
7
1
2
2
Трубчатый
Четырехрядный Шестирядный
14
14
12
Трехрядный
16
16
1
1
Трубчатый
Четырехрядный
14
12
1
Трубчатый
Трехрядный
23
СЦЕПЛЕНИЕ
Однодисковое
сухое
Прессованный асбесг
Однодисковое сухое
Полуцентробежное
Однодисковое
сухое
Асбесювая лента с
бакелитовой пропиткой. Каждая
нитка пряжи содержит две
латунные или медные
проволоки 0 0,2 мм
Прессованный асбесто-
ьый картон
Однодисковое сухое
полуцентробежное
Асбестовая лента с
бакелитовой пропиткой. Каждая
нитка пряжи содержит две
латунные или медные
проволоки 0 0,2 мм
Однодисковое сухое
Двухдисковое
сухое
Прессованный асбестовый
картон
Прессованный асбест
10
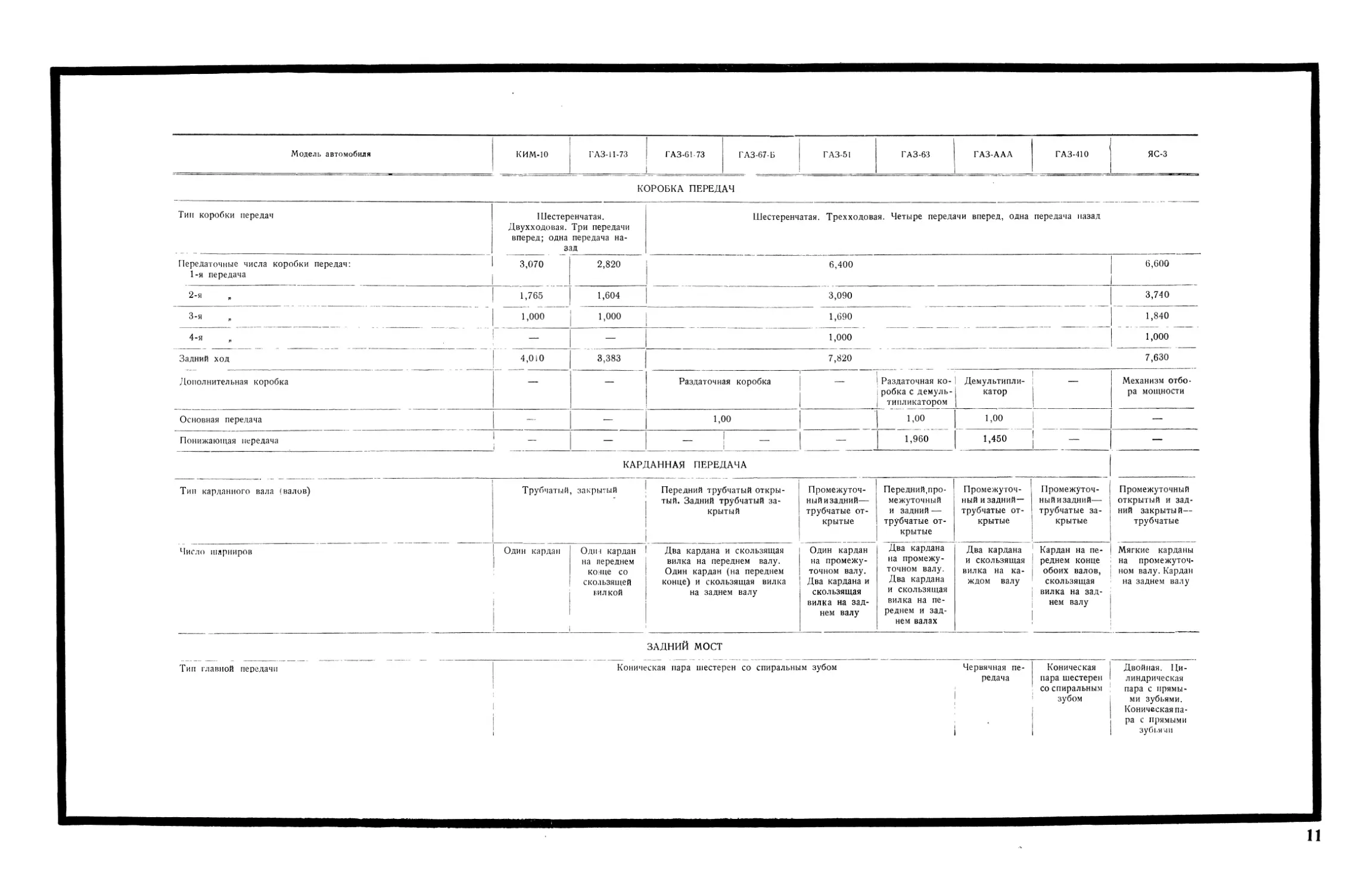
Модель автомобиля
Тин коробки передач
Передаточные числа коробки передач:
1-я передача
2-я
3-я
4-я
Задний ход
Дополнительная коробка
Основная передача
Понижающая передача
Тип карданного вала (валов)
Число шарниров
Тип главной передачи
К ИМ-10
ГАЗ-11-73
ГАЗ-61 73
ГАЗ-67-Б
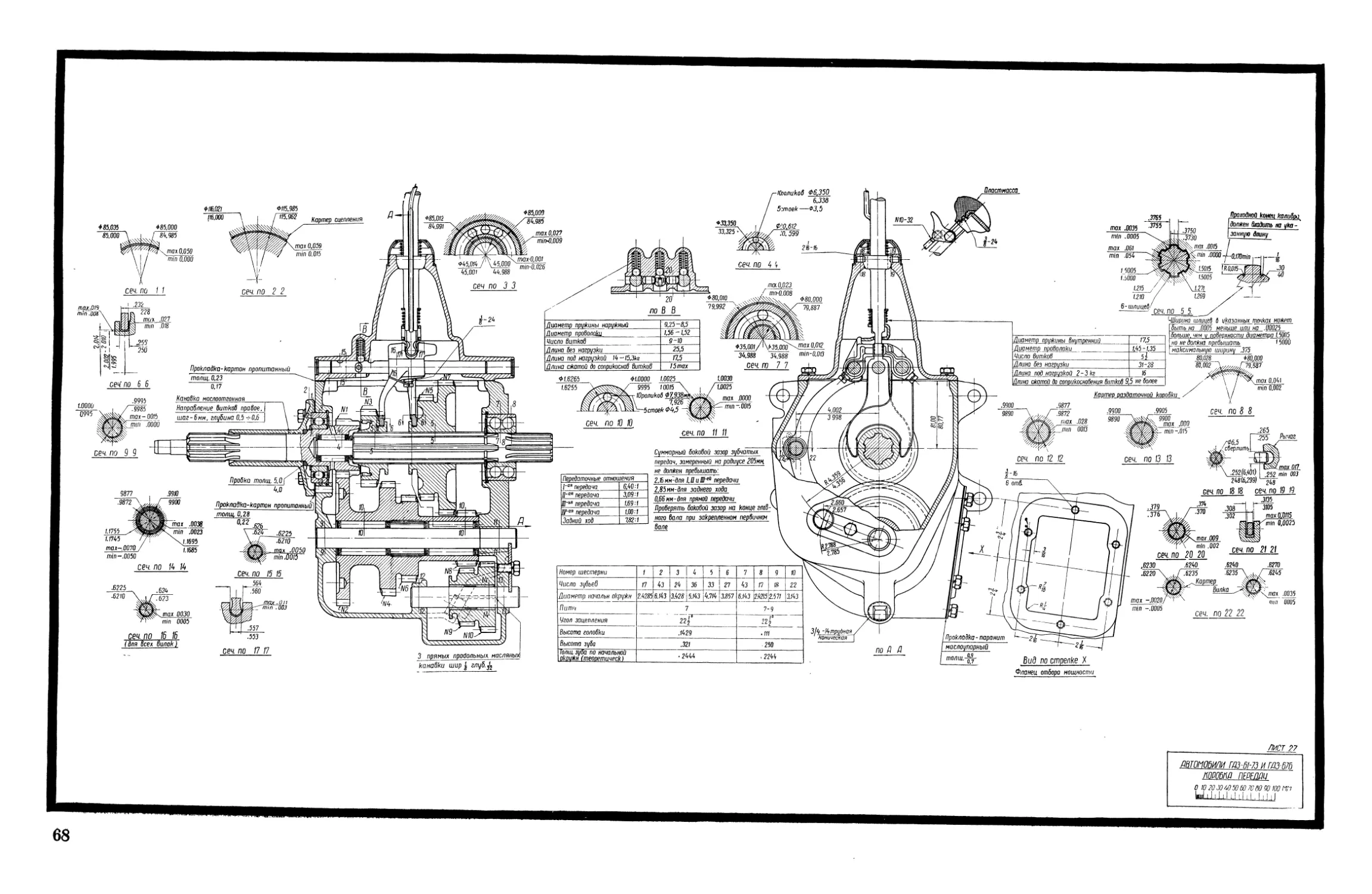
КОРОБКА ПЕРЕДАЧ
Шестеренчатая.
Двухходовая. Три передачи
вперед; одна передача
назад
3,070
1,765
1,000
—
4,010
—
—
—
Трубчатый
Один кардан
2,820
1,604
1,000
—
3,383
—
—
—
ГАЗ-51
ГАЗ-63
ГАЗ-ААА
Шестеренчатая. Трехходовая. Четыре передачи вперед, одна
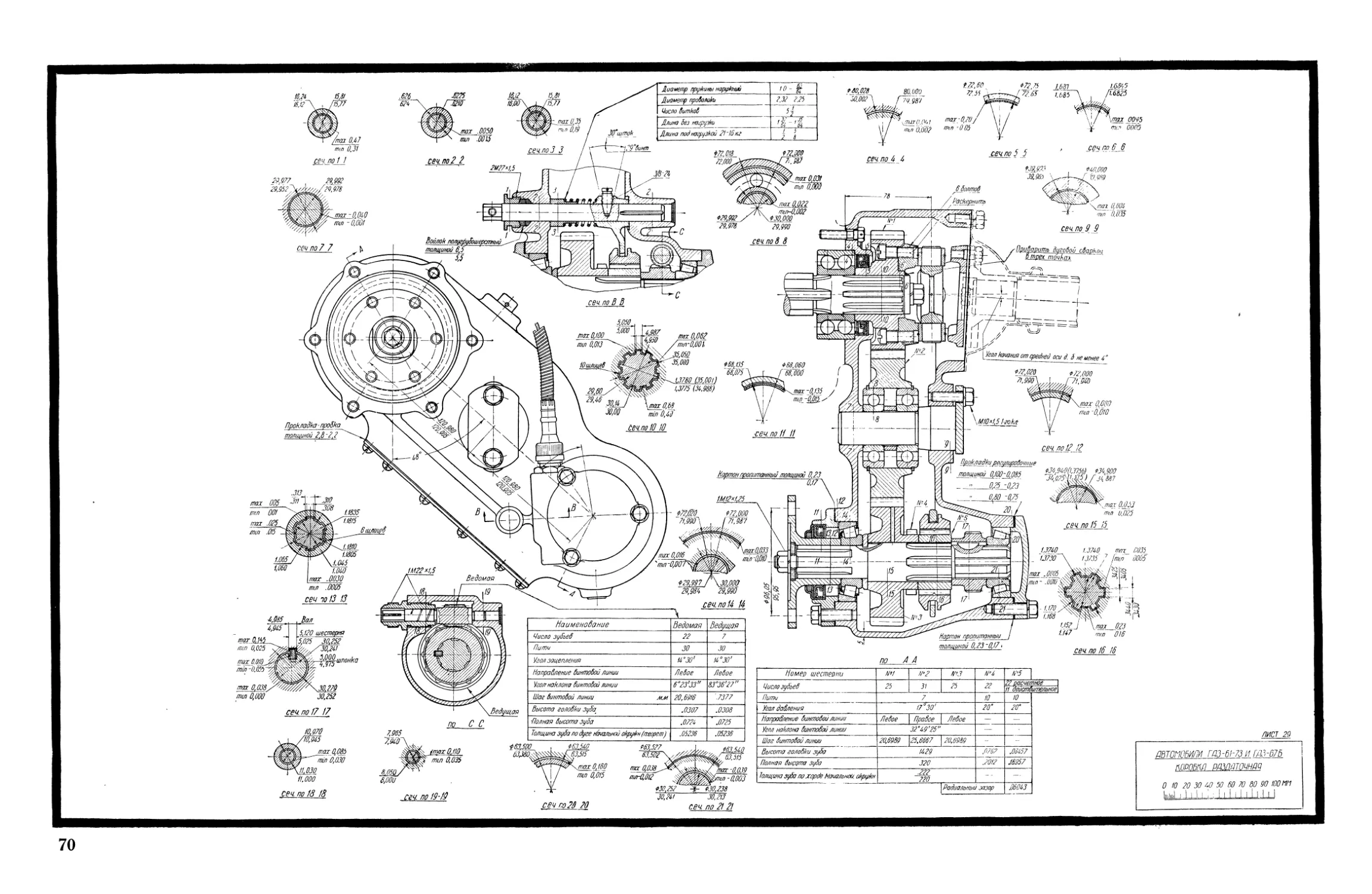
Раздаточная коробка
1,00
—
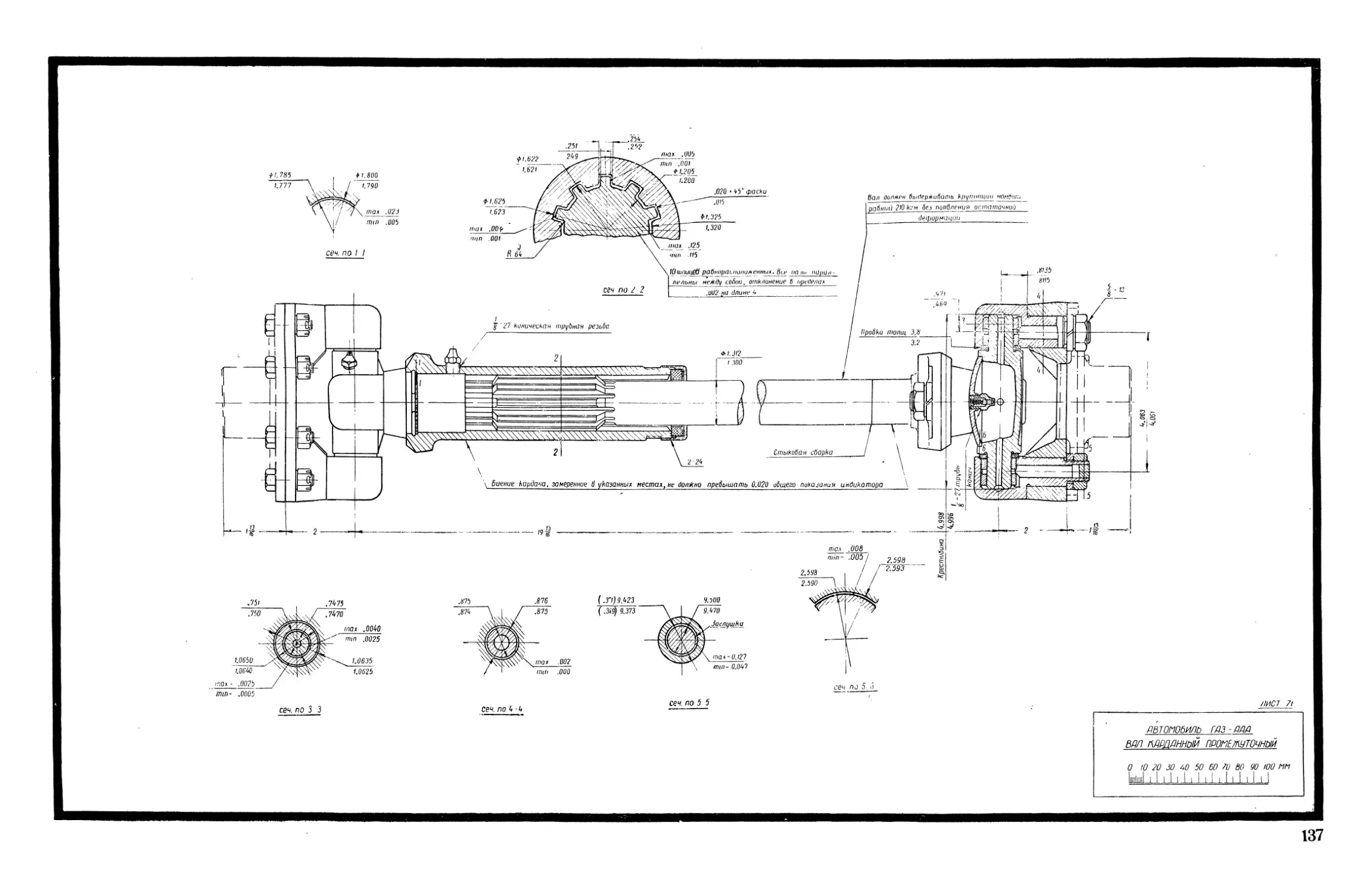
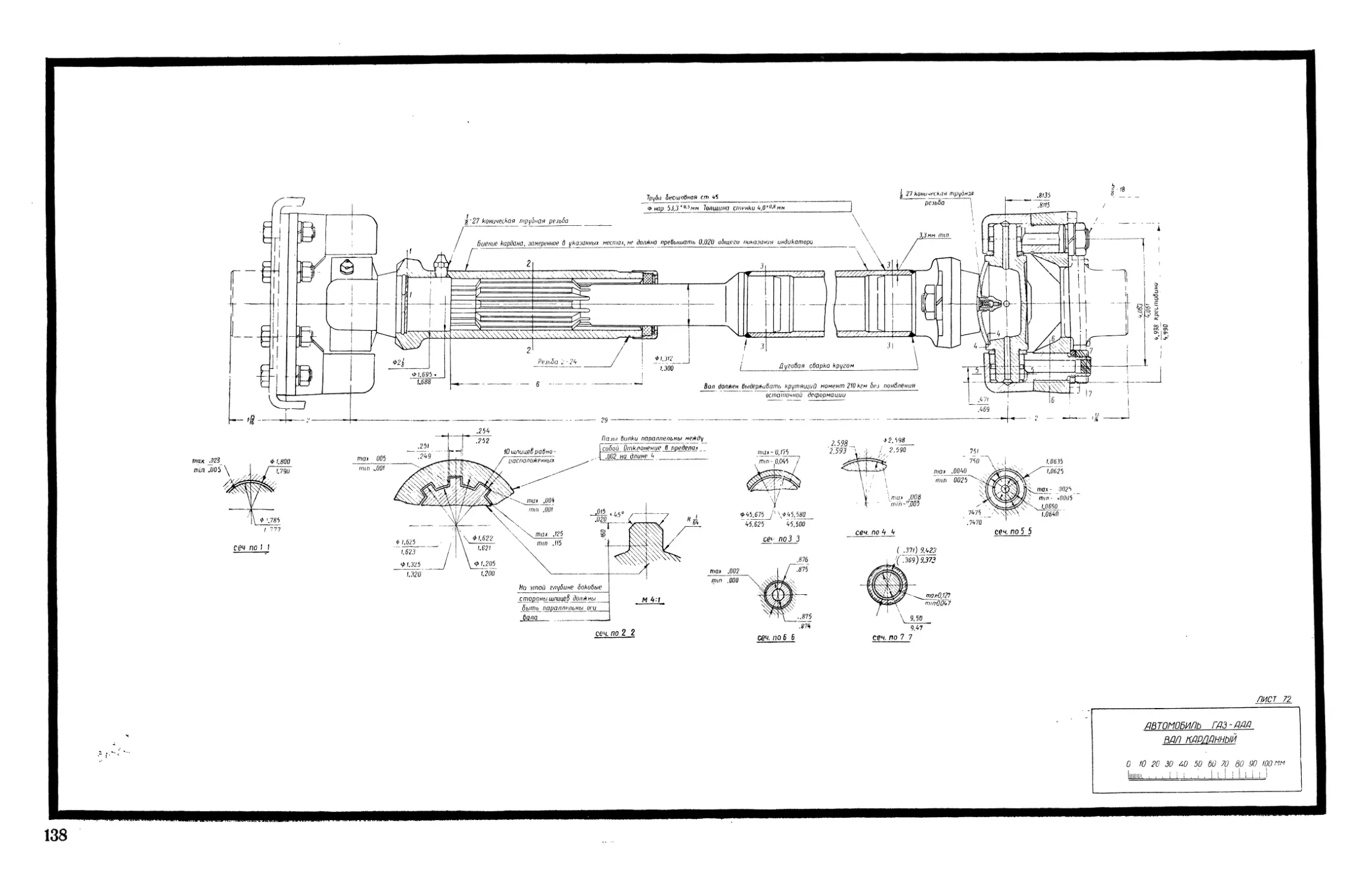
КАРДАННАЯ ПЕРЕДАЧА
, закрытый
Одич кардан
на переднем
конце со
скользящей
вилкой
Передний трубчатый
открытый. Задний трубчатый
закрытый
Два кардана и скользящая
вилка на переднем валу.
Один кардан (на переднем
конце) и скользящая вилка
на заднем валу
ЗАДНИЙ МОСТ
6,400
3,090
1,690
1,000
7,820
—
—
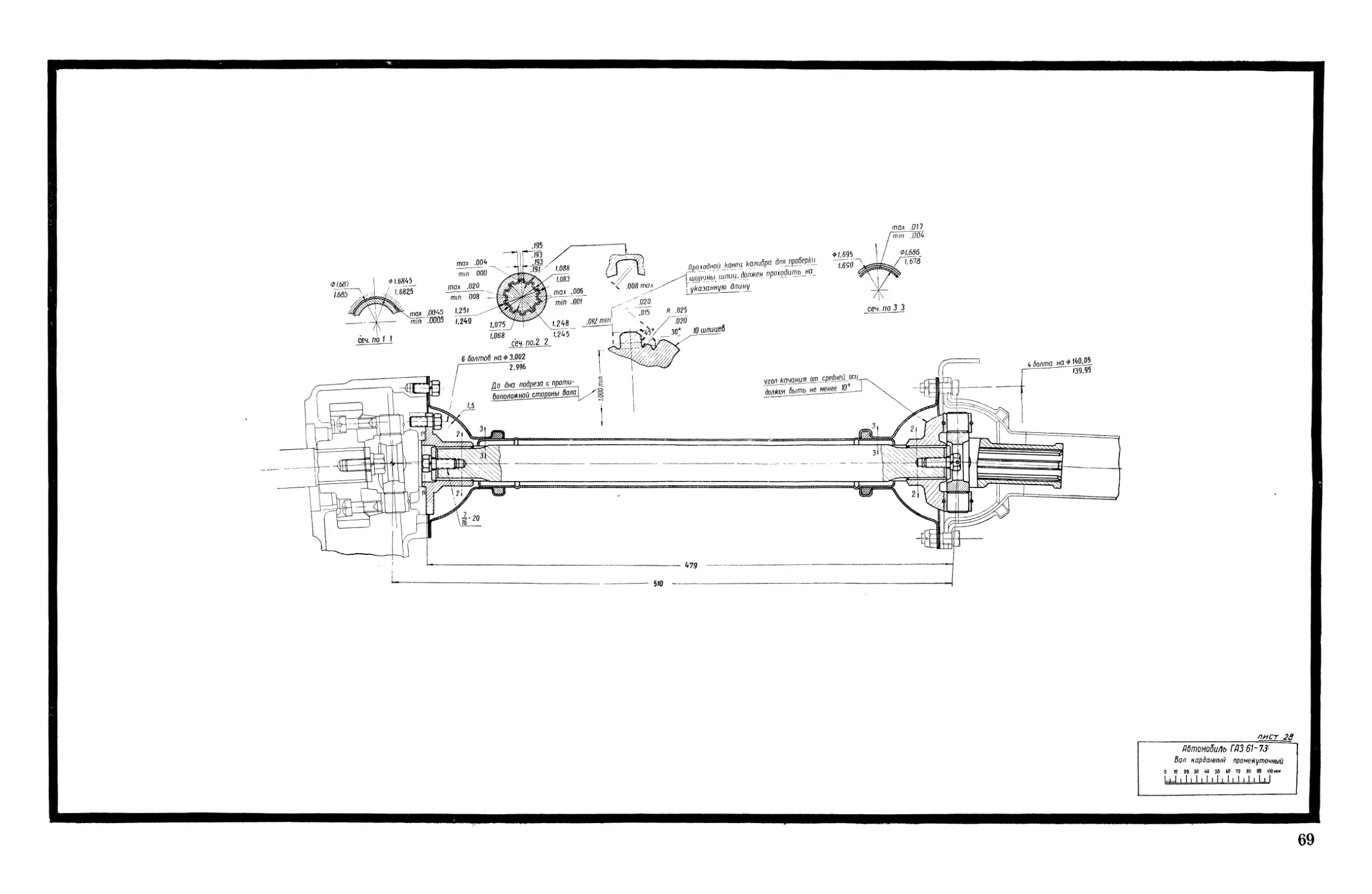
Промежуточный и задний—
трубчатые
открытые
Один кардан
на
промежуточном валу.
Два кардана и
скользящая
вилка на
заднем валу
Коническая пара шестерен со спиральным зубом
Раздаточная
коробка с
демультипликатором
1,00
1,960
Демультипликатор
1,00
1,450
Передний,промежуточный
и задний —
трубчатые
открытые
Два кардана
на
промежуточном валу.
Два кардана
и скользящая
вилка на
переднем и
заднем валах
Промежуточный и задний—
трубчатые
открытые
Два кардана
и скользящая
вилка на
каждом валу
Червячная
передача
ГАЗ-410
передача назад
—
—
Промежуточный и задний—
трубчатые
закрытые
Кардан на
переднем конце
обоих валов,
скользящая
вилка на
заднем валу
Коническая
пара шестерен
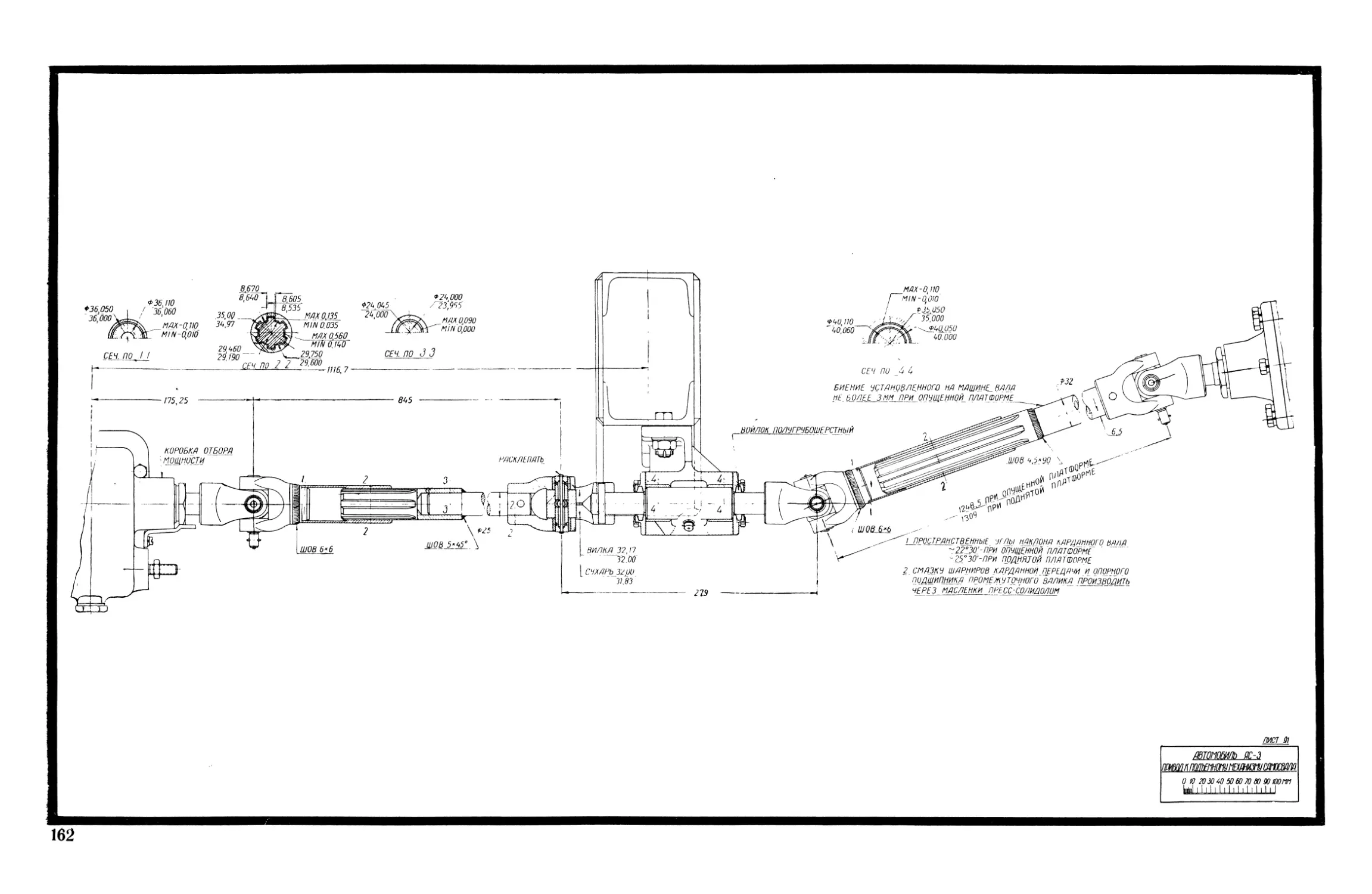
ЯС-3
6,600
3,740
1,840
1,000
7,630
Механизм
отбора мощности
—
—
Промежуточный
открытый и
задний закрытый—
трубчатые
Мягкие карданы
на
промежуточном валу. Кардан
на заднем валу
Двойная.
Цилиндрическая
! со спиральным
зубом
пара с
прямыми зубьями.
Коническаяпара с прямыми
зубьями
Модель автомобиля
Передаточное отношение главной передачи
КИМ-10
5,50
i !
ГАЗ-11-73 ГАЗ-61-7* ГАЗ-67-В
I
4,44 4,44 | 4.44
ГАЗ-51
6,67
ГАЗ-63
7,60
ГАЗ-ААА
7,40
ГАЗ-410
6,60 или 6,67
ЯС-3
10,90
Диференциал
Тип полуосей
Число сателлитов
Передача тяговой силы
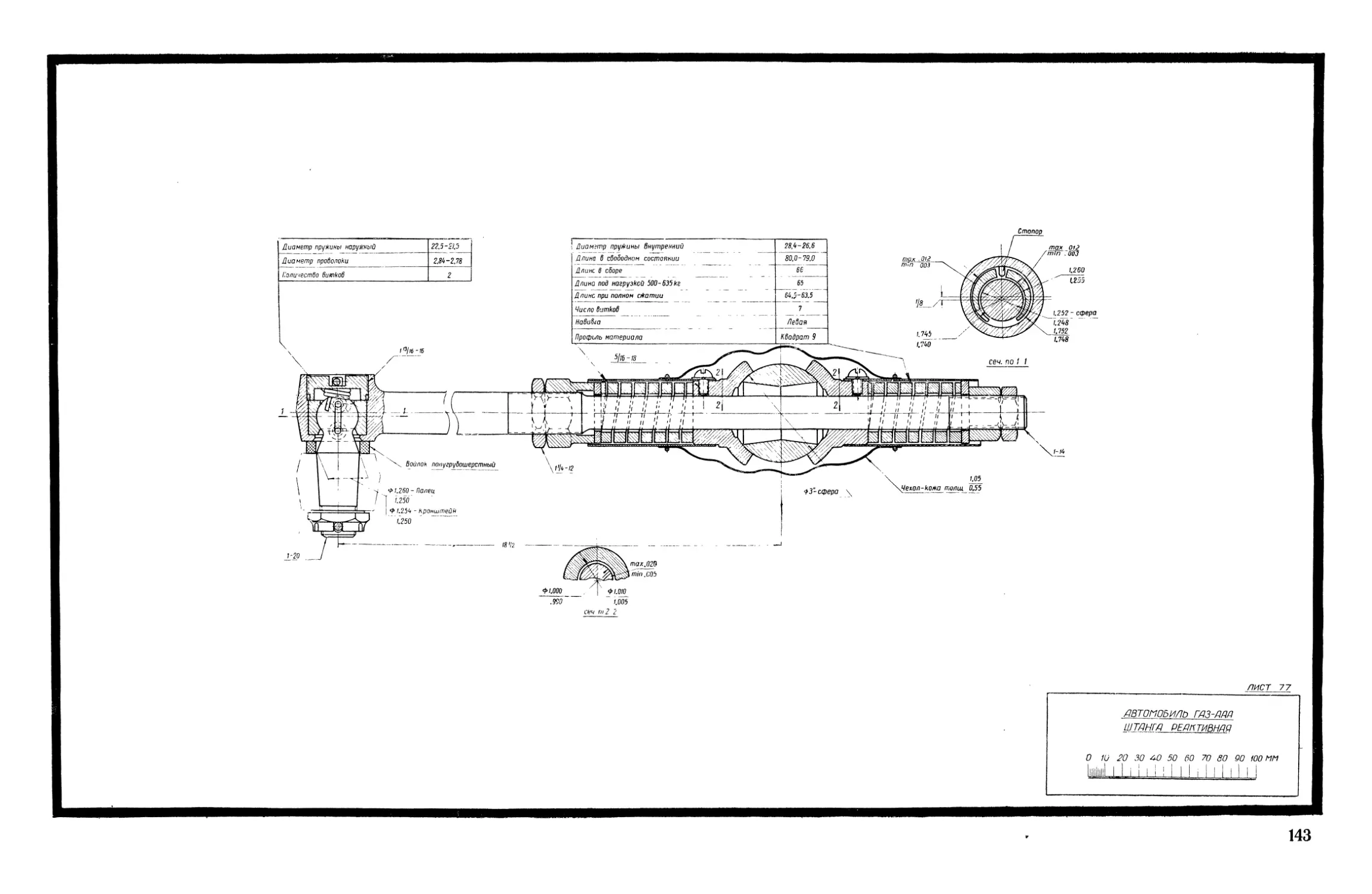
Передача реактивного момента
Шестеренчатый с прямозубыми коническими шестернями
Трубой
карданного вала
и раскосной
штангой
Разгруженные на 8/4
4
4
Рессорами
данного вала
Трубой
заднего
от
4
Рессорами от
обоих мостов
карданного вала от
моста. Рессорами
переднего моста
Полностью разгруженные
4
4
Рессорами
Разгруженные
4
Рессорами
Реактивными
штангами
на */4
4
Трубой
Полностью
разгруженные
4
карданного валя
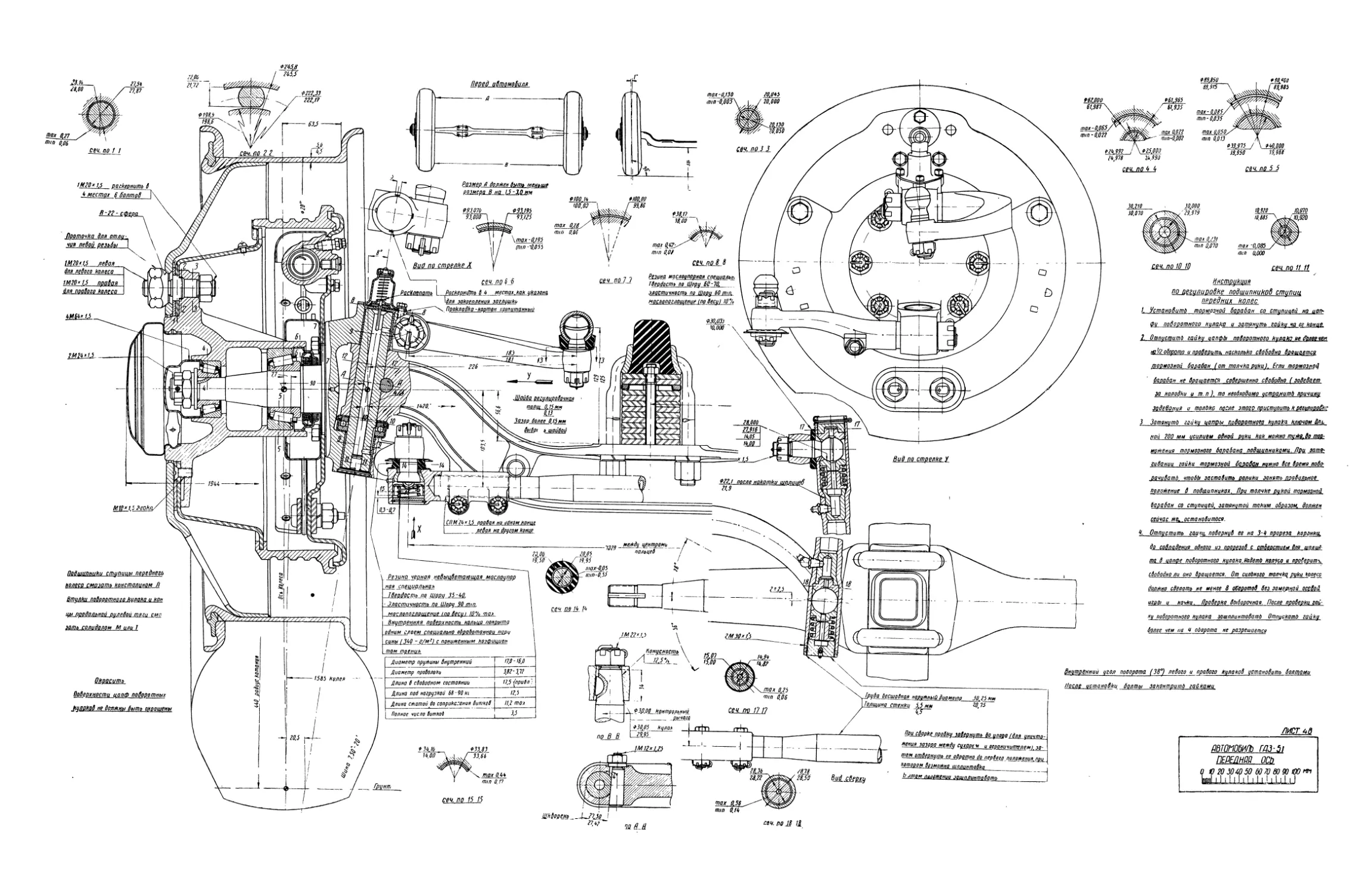
ПКРЕДНЯЯ ОСЬ
Тип оси
Угол развала колес
Угол наклона шкворня вбок
Угол наклона шкворня вперед
Схождение колес в мм
III 1ампованная,
двутаврового профиля
7с30'
2—3
1,5—3
Ведущий мост
10°
1,5—3
10°
Штампованная,
двутаврового
профиля
Ведущий мост
2°30'
1,5-3
1,5—3
45'
Штампованная, двутаврового профили
Г
3°30'
2—5
3°30'
1,5—3
3°30/
1,5—3
2° 17'
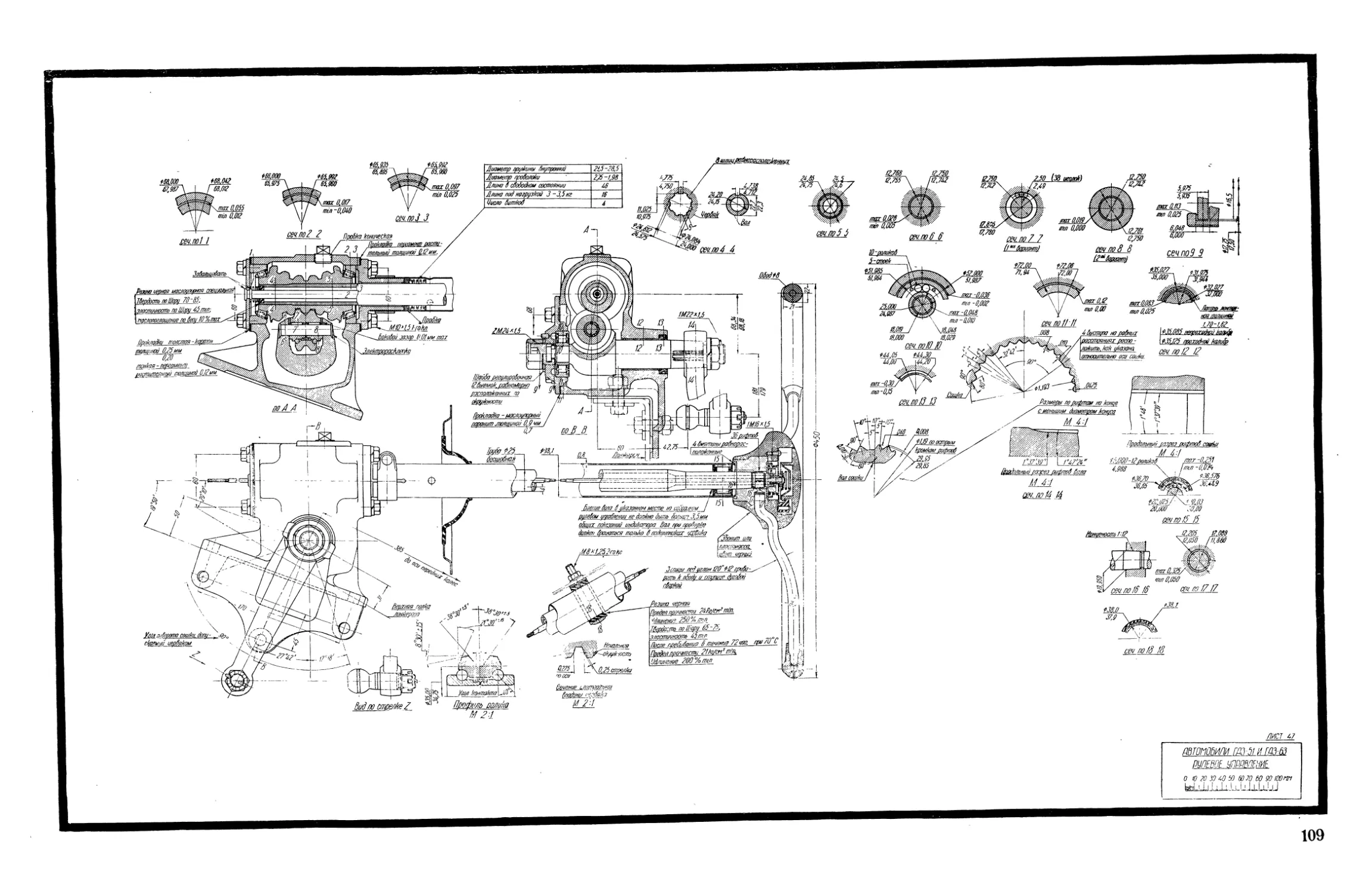
РУЛЕВОЕ УПРАВЛЕНИЕ
Тип рулевого управления
Угловое передаточное отношение в рулевом механизме (в
нейтральном положении)
Винт, гайка и
кривошип
10,4
Глобоидальный червяк с двойным роликом
!
iti,6 U),t;
!
16,1)
20,5
20,5
Глобоидальный
червяк и
двузубый сектор
16,6
Глобоидальный
червяк с
двойным роликом 1
16,6
Винт и
кривошип
23,5
') После 1938 г. До 1938 г. ставился i лобопдальнын червяк с двуз)бым секюром.
Модель автомобиля
КИМ-'О
Г A3-11-73
ГАЗ 61-73
ГАЗ-67-Б
ГАЗ-51
ГАЗ-63
ГАЗ-ААА I ГАЗ-410
I
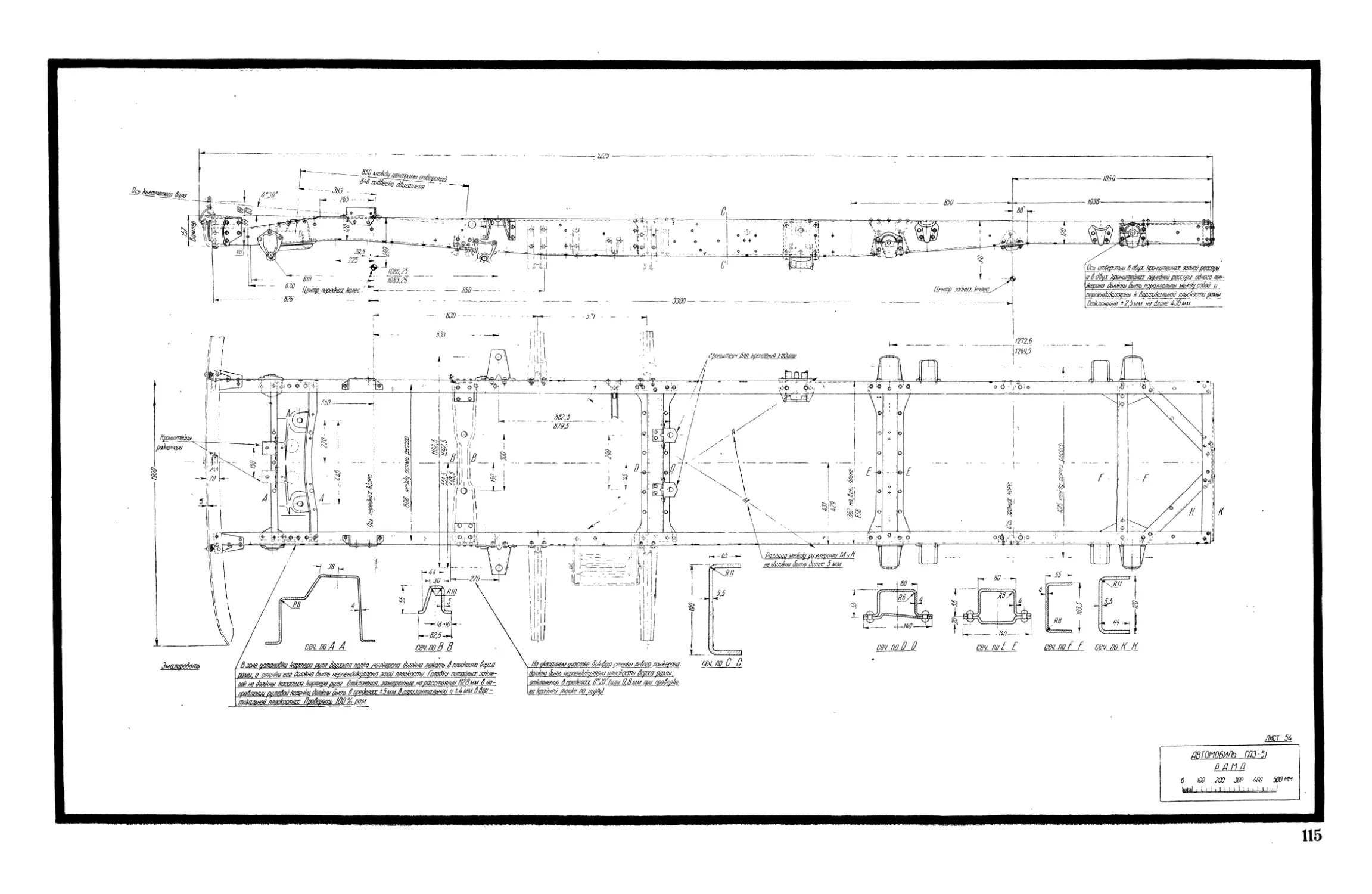
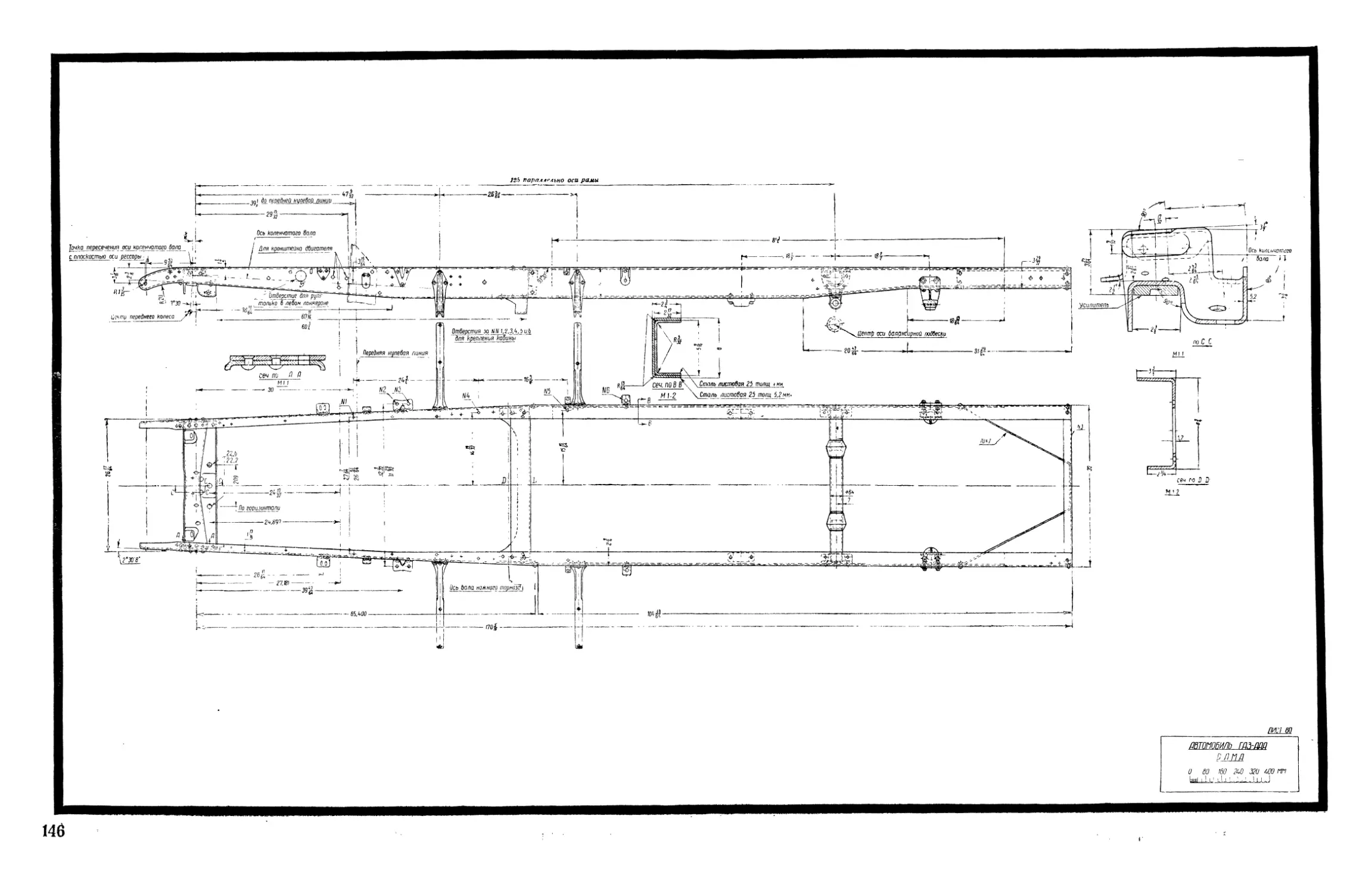
РАМА
Тип рамы
Конструкция рамы
Штампованная
Трипоперечи- ;
ны и два рас- |
коса |
Клепаная
Сварная
Три поперечины.
В средней части
Х-образное усиление
Три
поперечины
Клепаная
Два лонжерона
Шесть
поперечин
Семь
поперечин
Четыре
поперечины
Пять поперечин
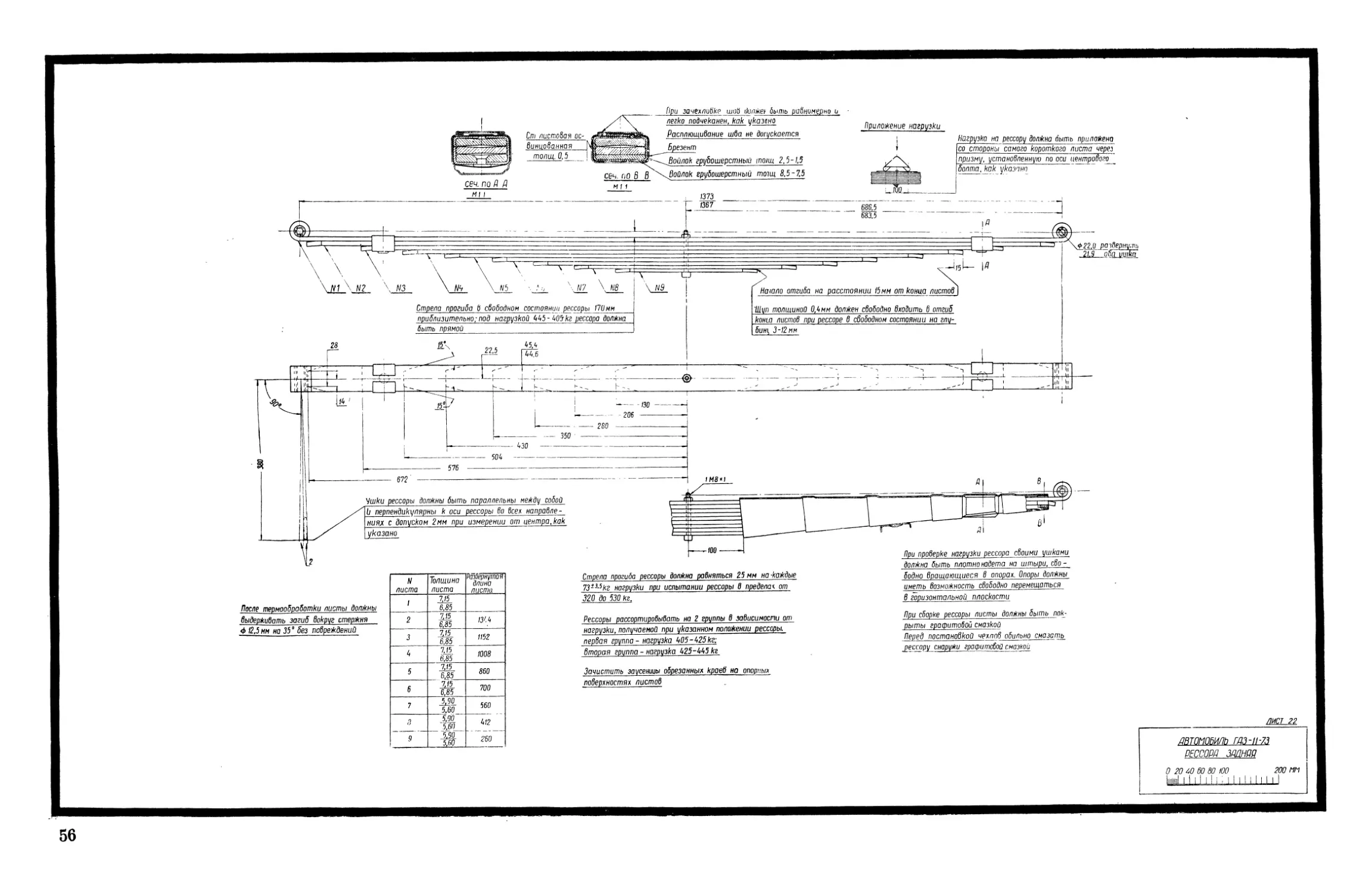
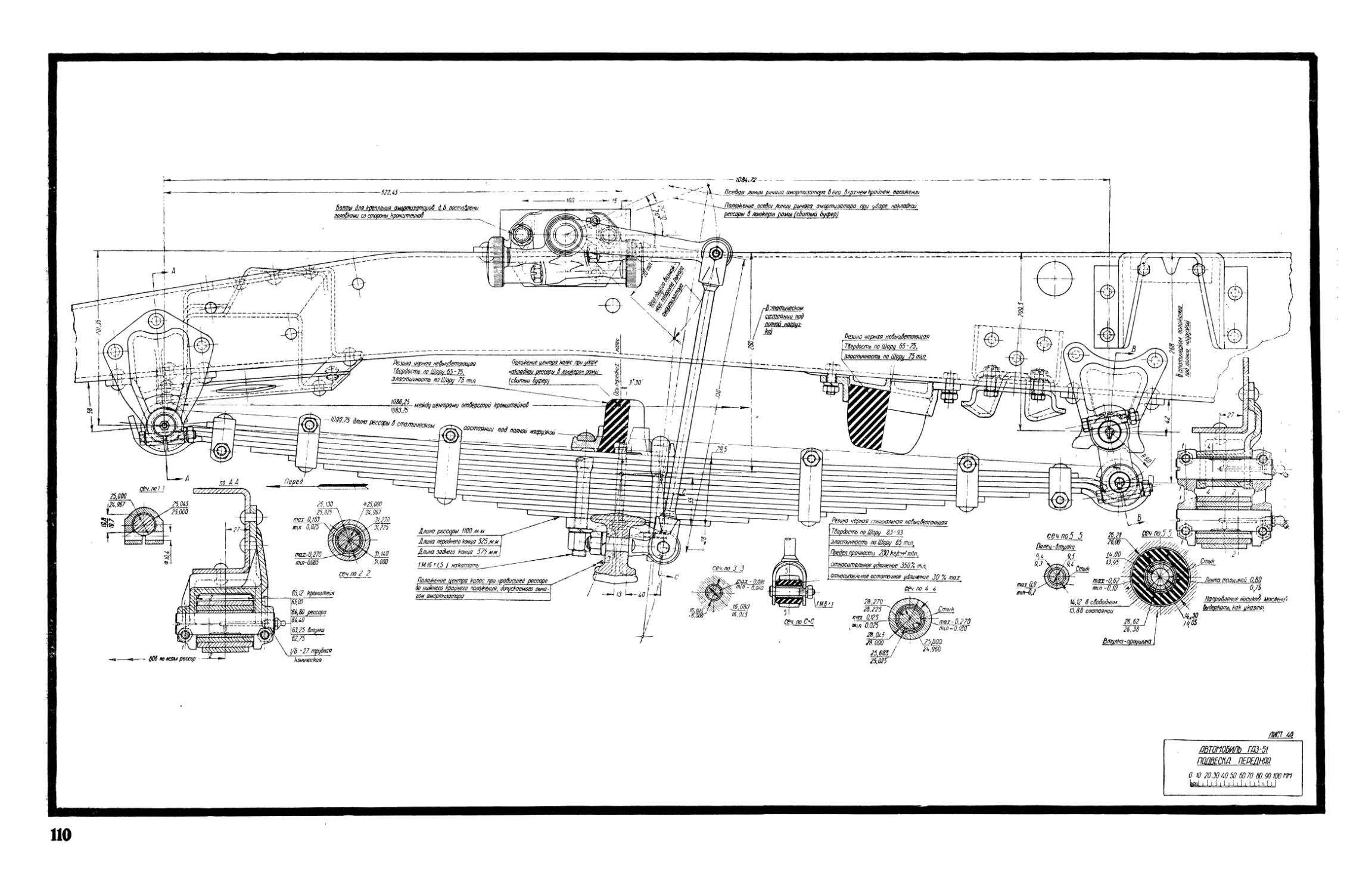
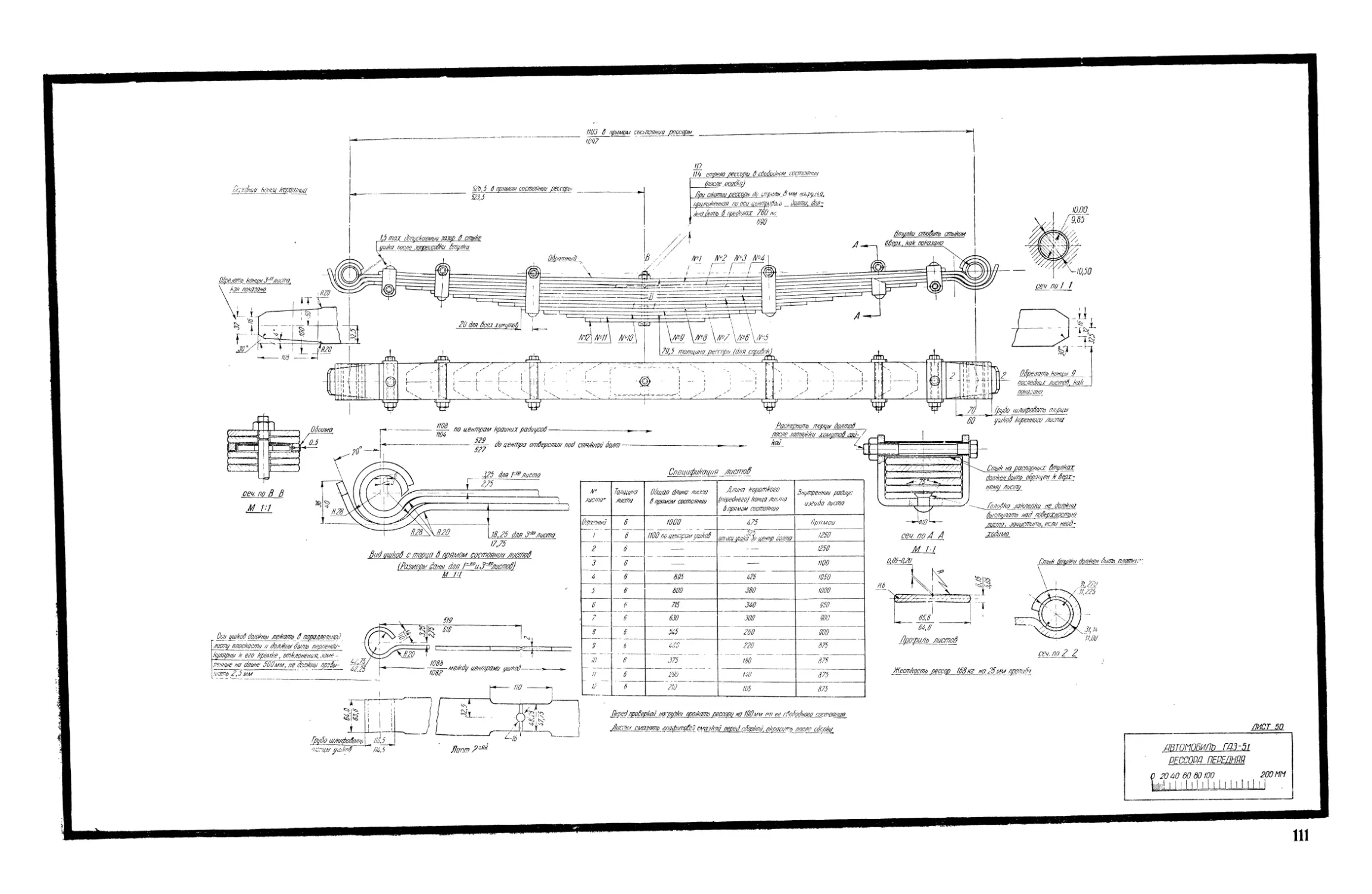
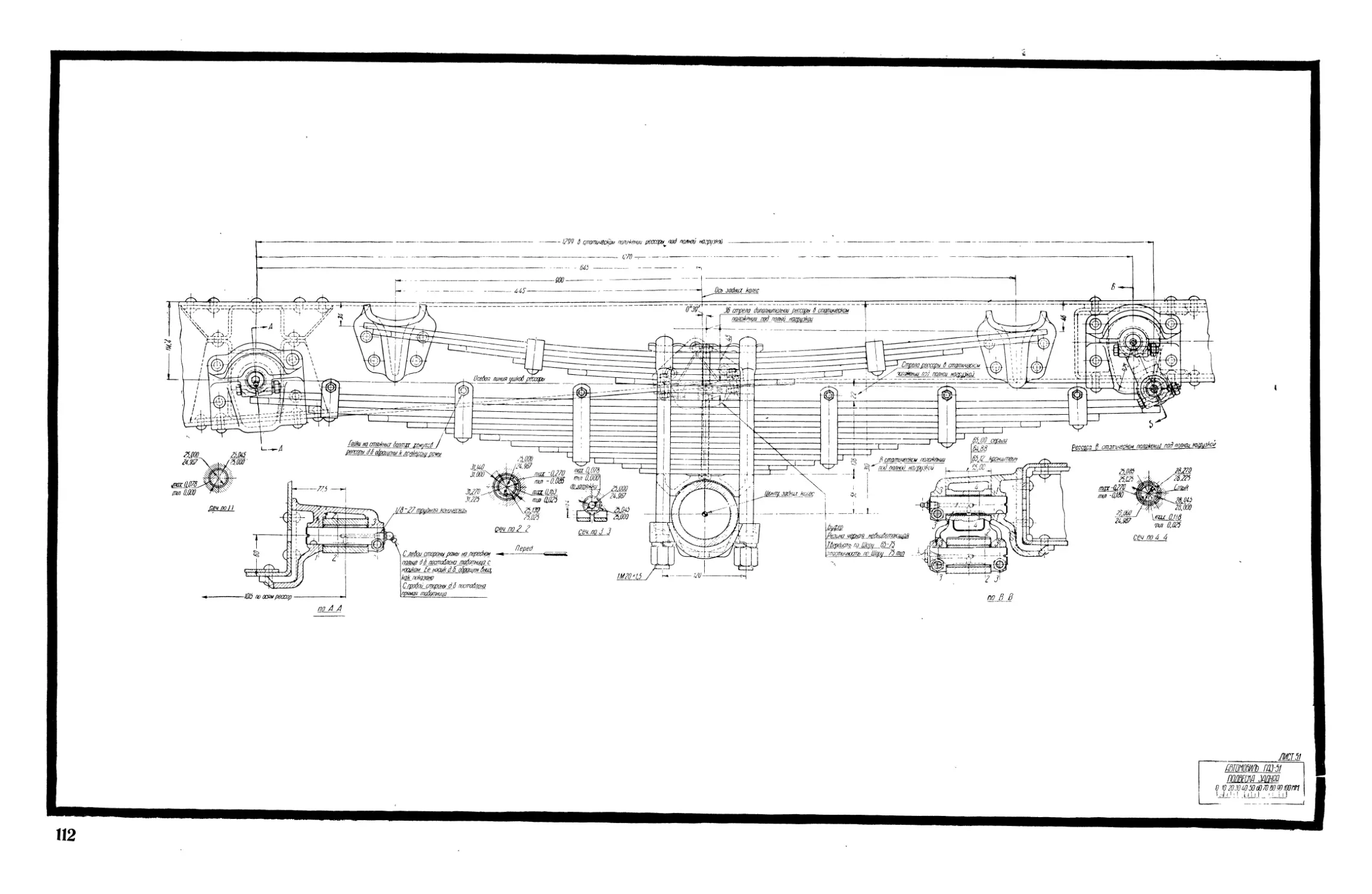
ПОДВЕСКА ШАССИ
Тип подвески
Тип рессор
Размеры рессор
Передняя рессора
Задняя рессора
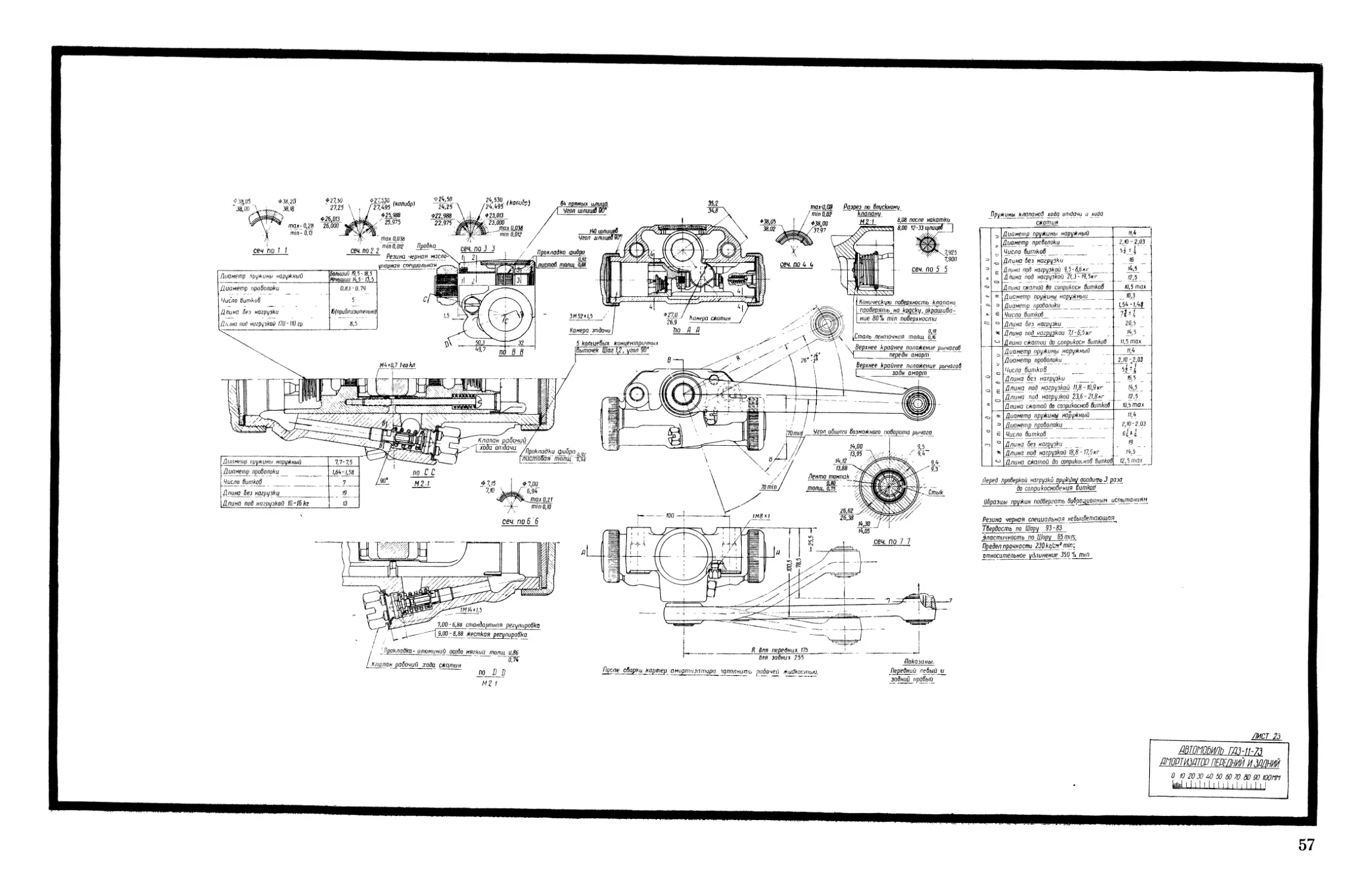
Гидравлические
торы
передних
задних
в мм
Длина в свободном состоянии
Ширина
Число листов
Длина в свободном состоянии
Ширина
Число листов
амортиза-
Передняя подвеска
Задняя подвеска
Поперечные
полуэллиптические
перевернутые
794
32
9
821
45
10
Два двойного
действия
Два двойного
действия
Две продольные
полуэллиптические
Четыре
четвертные
Две продольные полуэллиптические
993
45
11
1373
45
9
993
45
11
1373
45
9
Два одностороннего
действия
Два
одностороннего
ствия
450
45
980
45
12
Четыре
одностороннего
действия
дей-
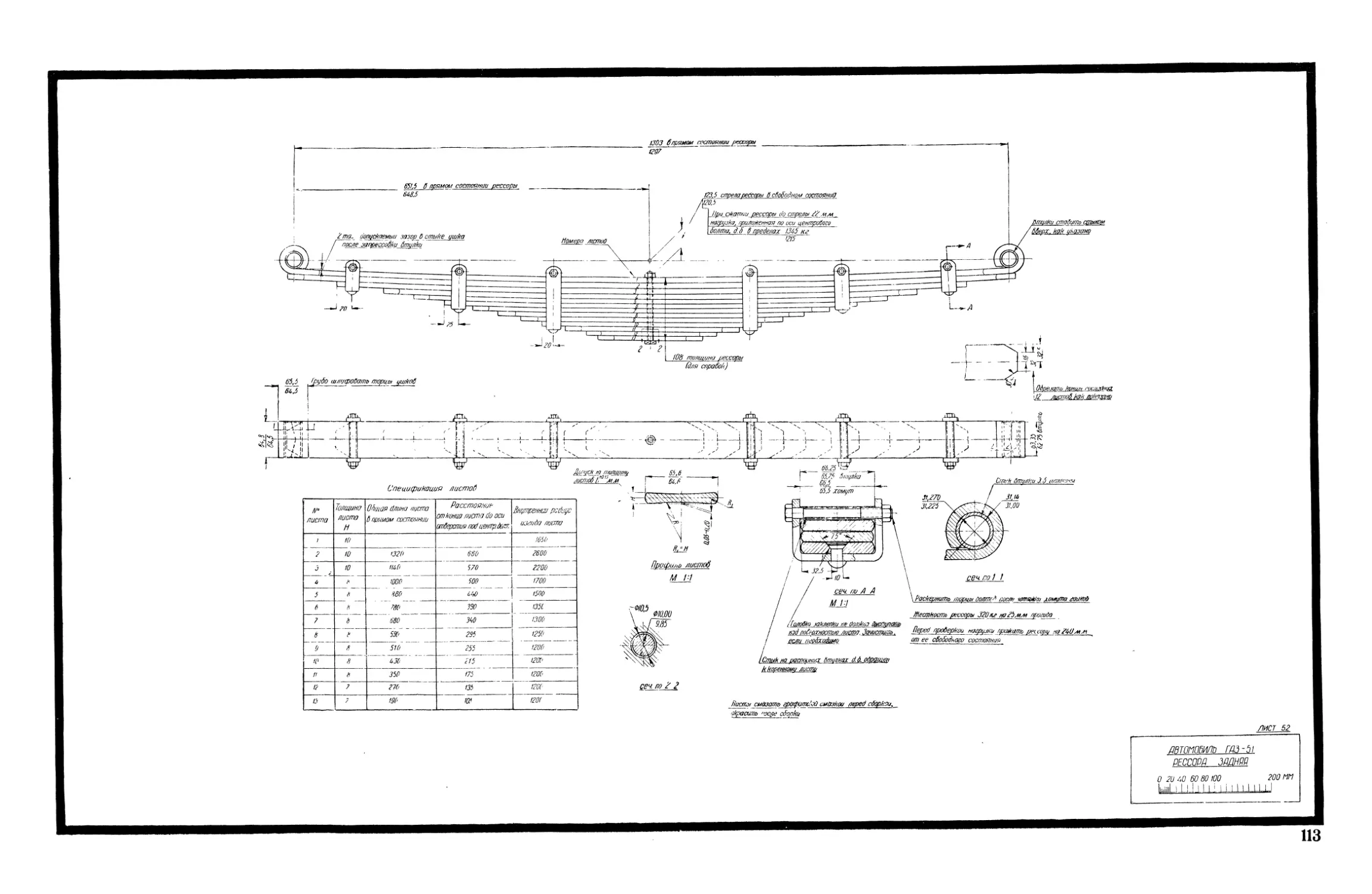
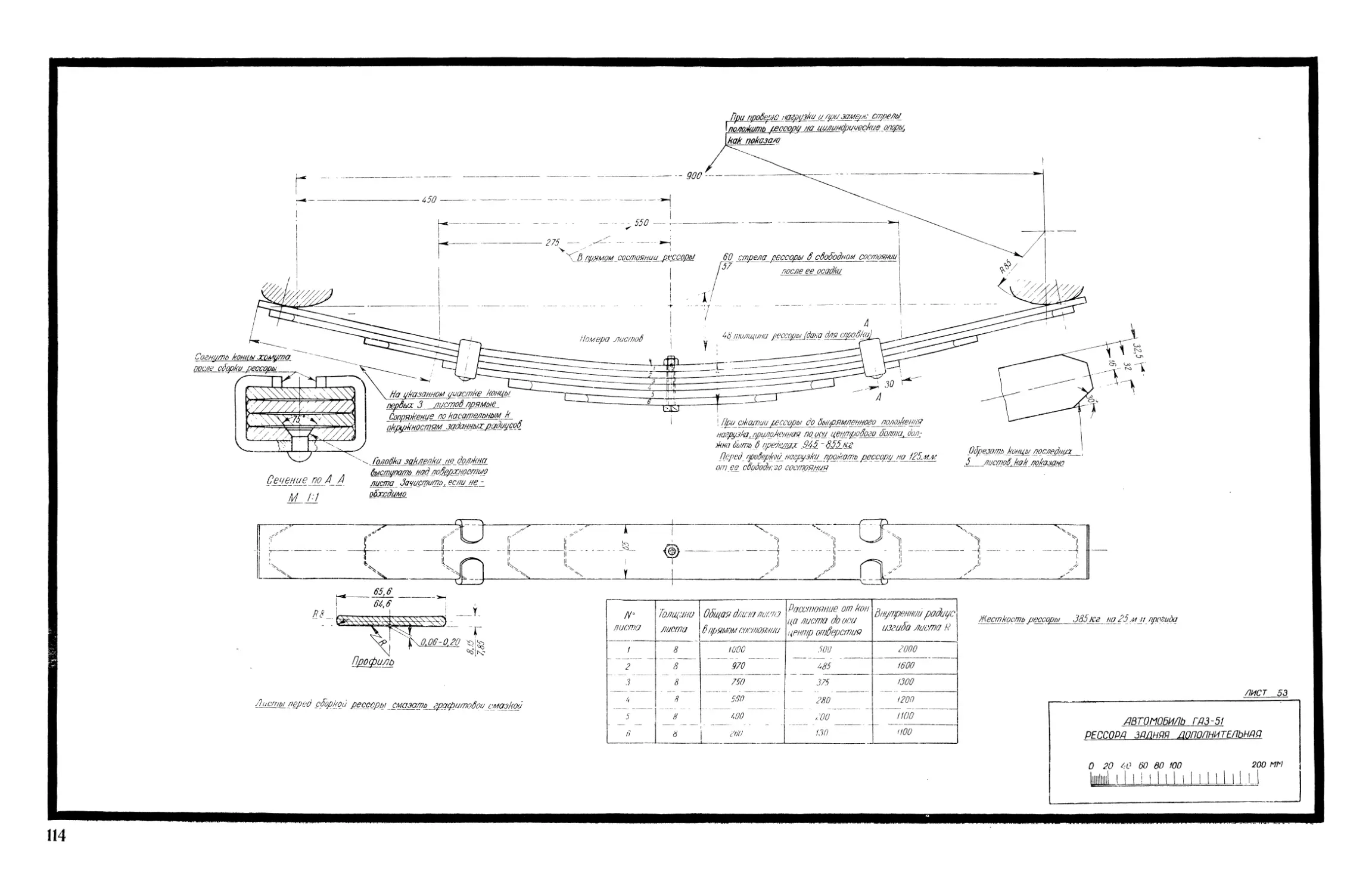
Рессорная
Две продольные
полуэллиптические
Две продольные
полуэллиптические с подрессорниками
1100
65
12
1300
65
13
—
—
—
—
—
Два двойного действия
Нет
Одна попереч*
тическая пс
Четыре
полуэллиптические
778
57
14
940
57
8
*ая полуэллип-
февернутая
Две кантиле-
верные
778
57
14
895
57
16
Her
Две
продольные
полуэллиптические
Две
полуэллиптические с
подрессорн и ка м и
1160
76
12
1430
89
13
13
Модель автомобиля
КИМ-10
ГАЗ-11-73
ГАЗ-61-73
ГАЗ-67-Б
ГАЗ-51
ГАЗ-63
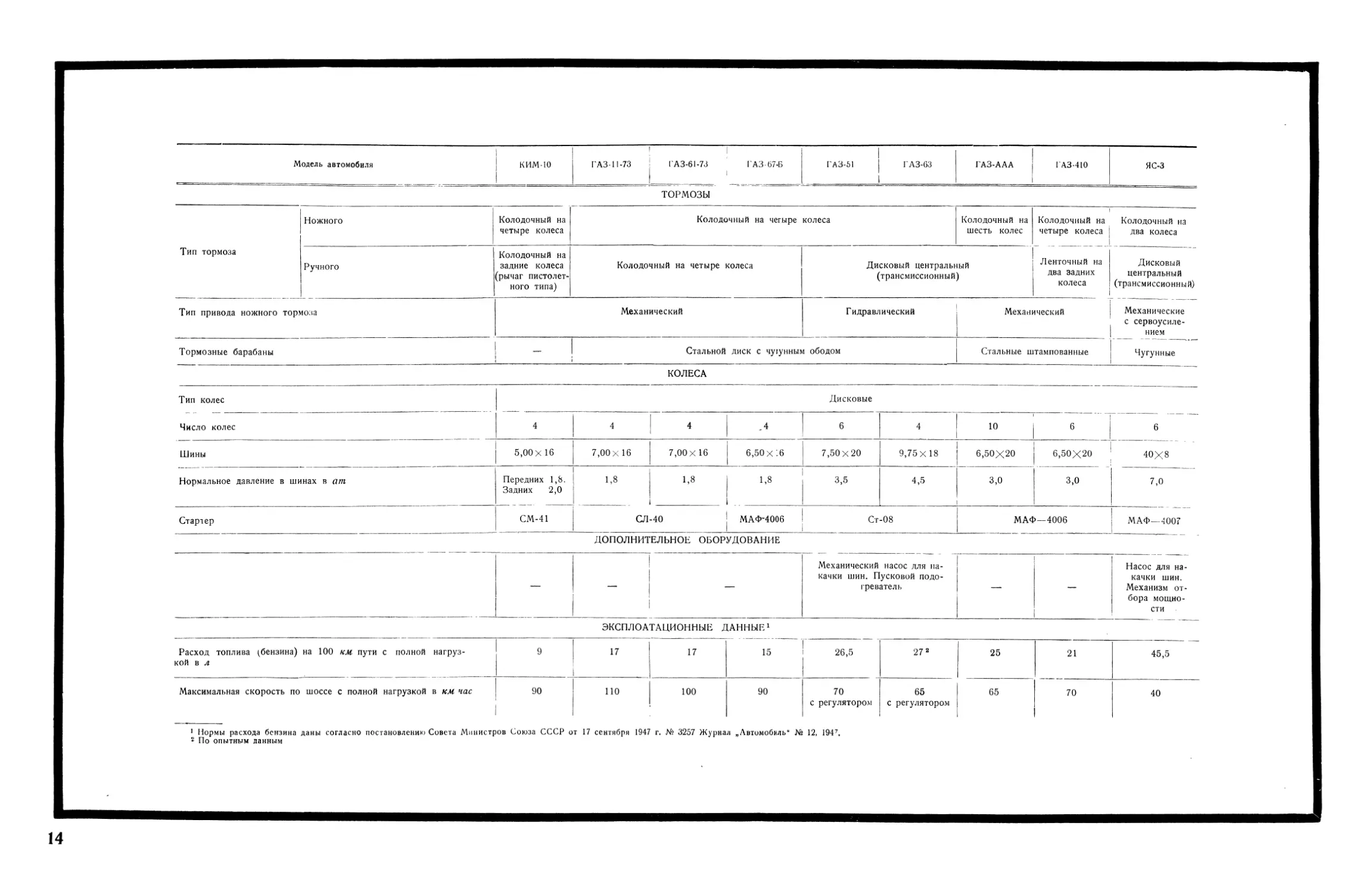
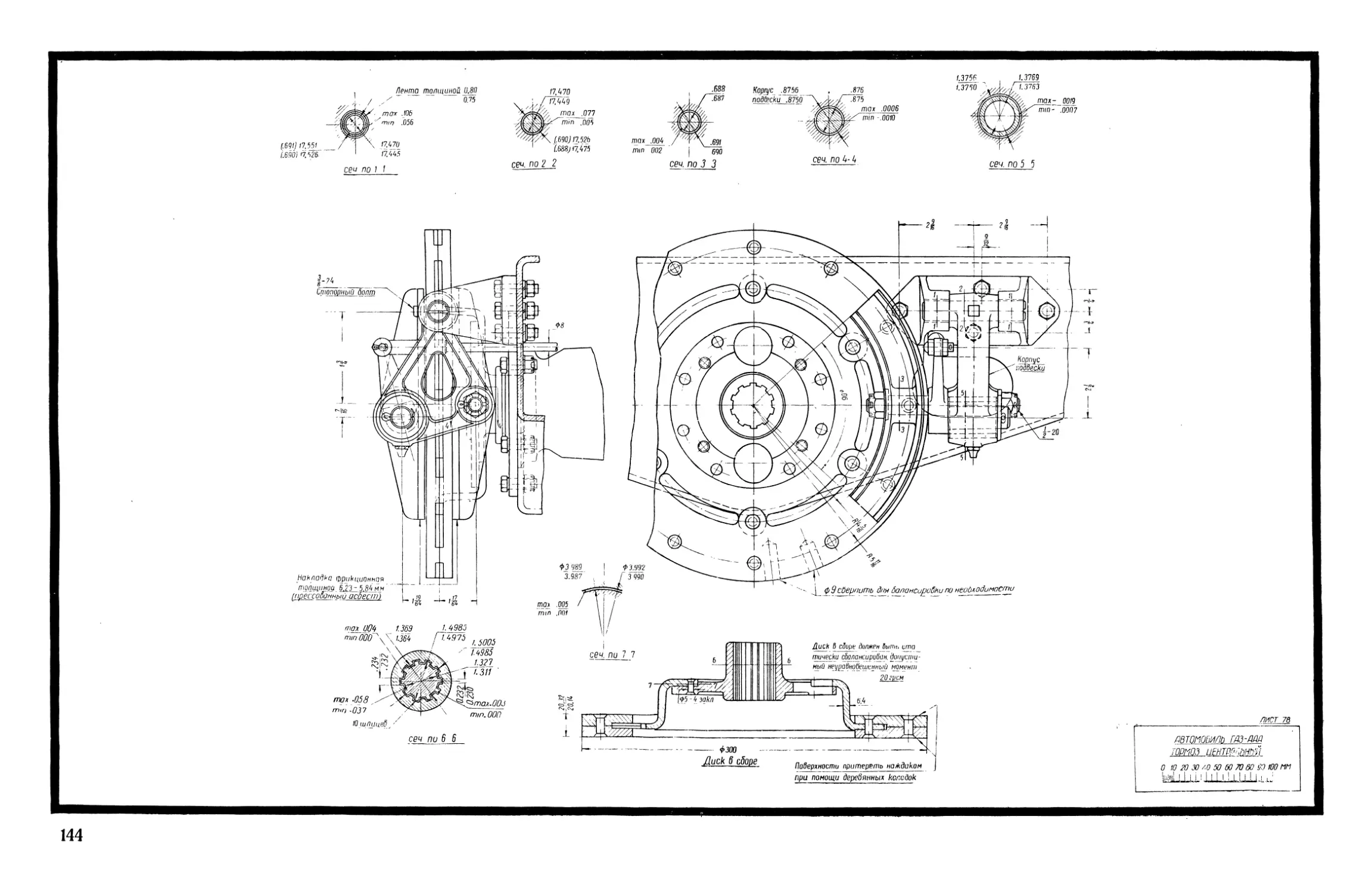
ТОРМОЗЫ
Тип тормоза
Ножного
Ручного
Колодочный на
четыре колеса
Колодочный на
задние колеса
(рычаг
пистолетного типа)
Колодочный на чегыре колеса
Колодочный на четыре колеса
Тип привода ножного тормоза
Тормозные барабаны
Механический
Дисковый центральный
(трансмиссионный)
Гидравлический
Стальной диск с чугунным ободом
КОЛЕСА
Тип колес
Число колес
Дисковые
Шины
Нормальное давление в шинах в am
Стартер
5,00x16
Передних 1,8.
Задних 2,0
СМ-41
7,00x16
1,8
7,00X16
6,50X16
7,50x20
1,8
1
1,8
3,5
СЛ-40
МАФ-4О06
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
Расход топлива (бензина) на 100 км пути с полной
нагрузкой в л
Максимальная скорость по шоссе с полной нагрузкой в км час
ЭКСПЛОАТАЦИОННЫЕ ДАННЫЕ1
15
17
90
110
17
100
90
26,5
70
с регулятором
1 Нормы расхода бензина даны согласно постановлению Совета Министров Союза СССР от 17 сентября 1947 г. № 3257 Журнал „Автомобиль" N° 12, 1947,
2 По опытным данным
Колодочный на
Колодочный на Колодочный на
четыре колеса
Ленточный на
центральный
(трансмиссионный)
Механические
с сервоусиле-
нием
Механический
Стальные штампованные
МАФ—4006
МАФ—4007
Насос для на
качки шин.
Механизм от
бора
мощности
65
с регулятором
Ст-08
Механический насос для
накачки шин. Пусковой
подогреватель
14
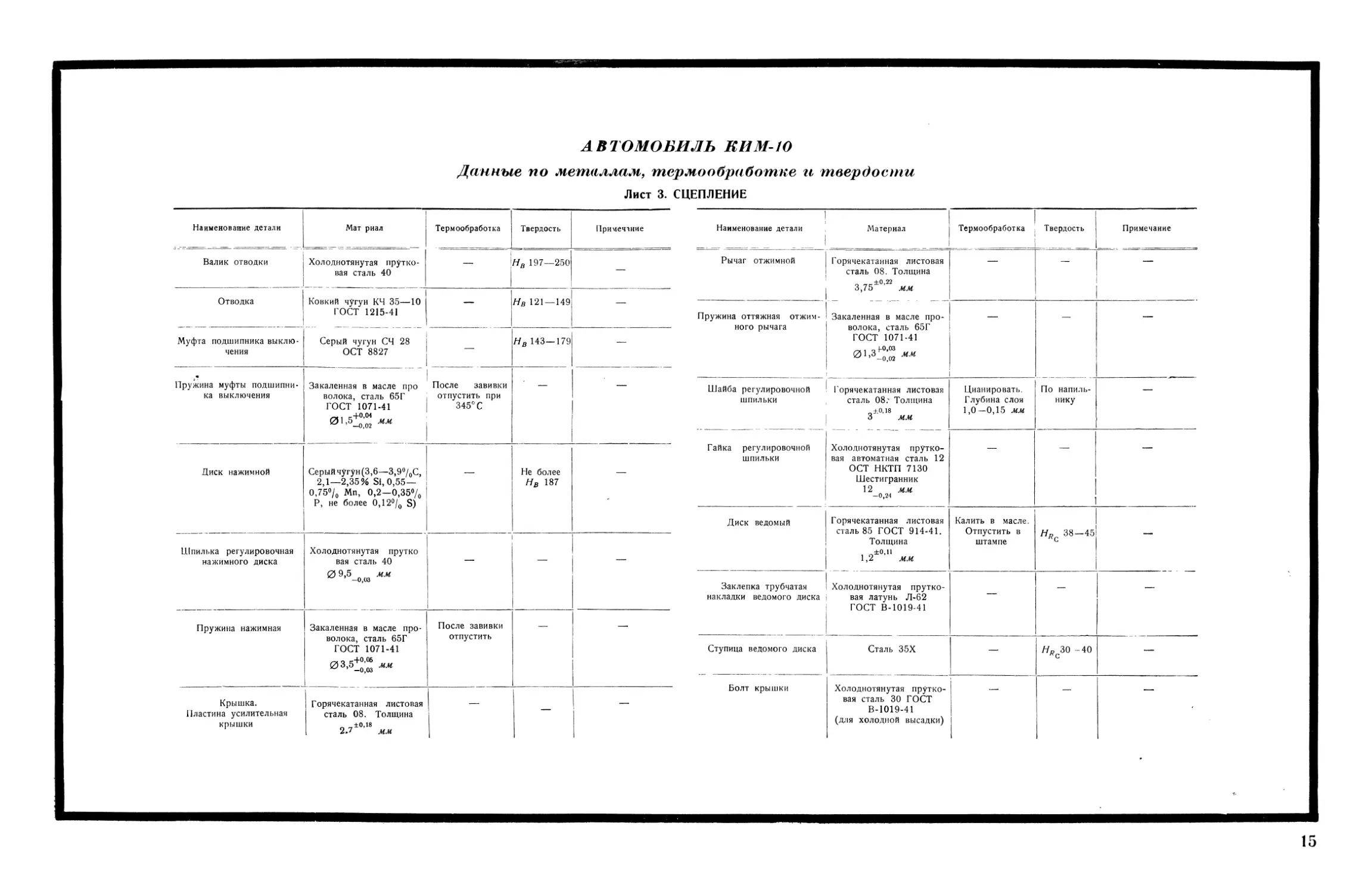
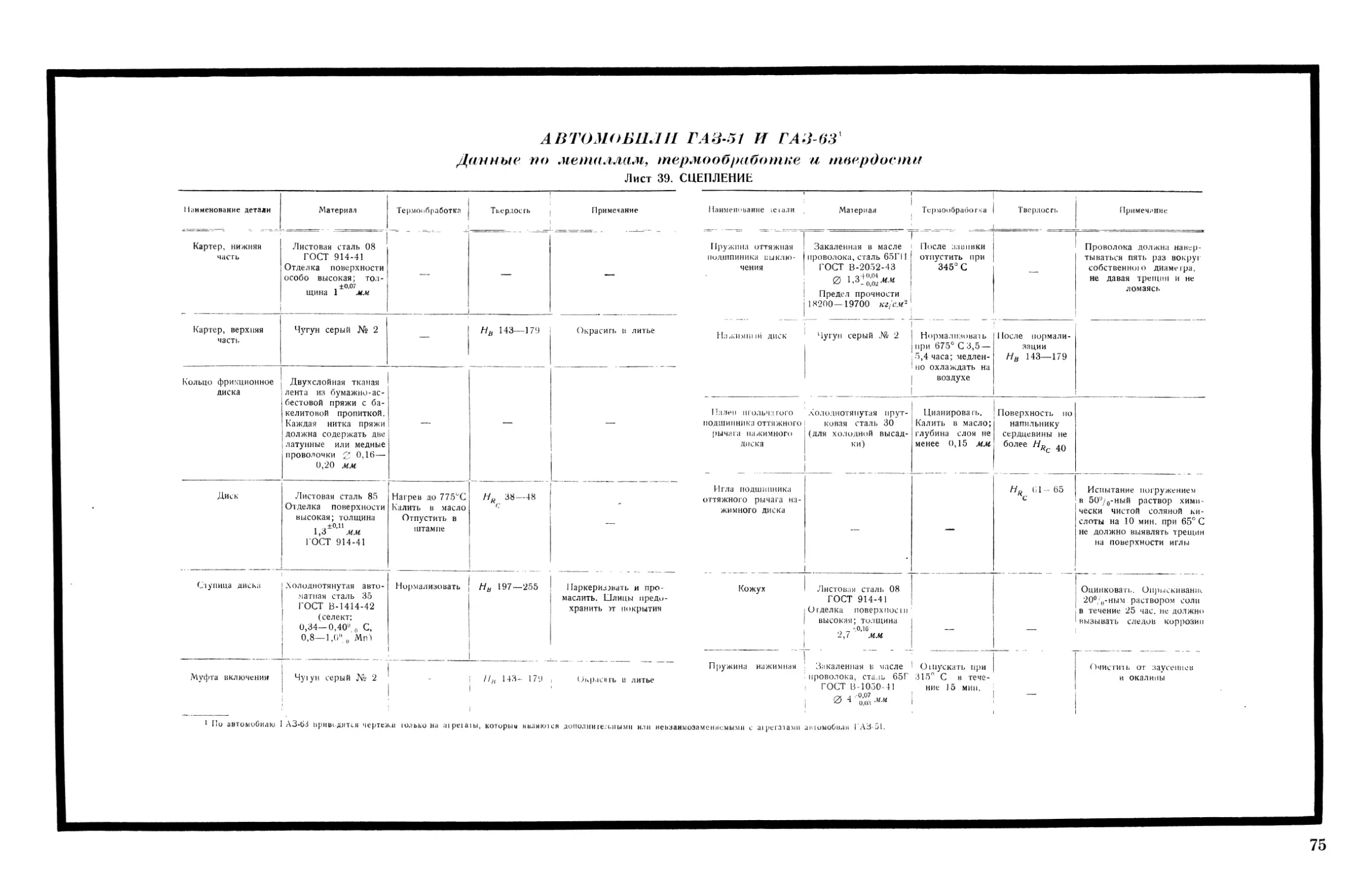
АВТОМОБИЛЬ КИМ-10
Данные по металлам, термообработке и твердости
Лист 3. СЦЕПЛЕНИЕ
Наименование детали
Валик отводки
Отводка
Муфта подшипника
выключения
Пружина муфты
подшипника выключения
Диск нажимной
Шпилька регулировочная
нажимного диска
Пружина нажимная
Крышка.
Пластина усилительная
крышки
Мат риал
Холоднотянутая
прутковая сталь 40
Ковкий чугун КЧ 35—10
ГОСТ 1215-41
Серый чугун СЧ 28
ОСТ 8827
Закаленная в масле про
волока, сталь 65Г
ГОСТ 1071-41
^4-0,04
01.5^,02 ММ
Серый чугун (3,6—3,9°/0С,
2,1—2,35% Si, 0,55—
0,75% Мп, 0,2—0,35%
Р, не более 0,12% S)
Холоднотянутая прутко
вая сталь 40
0 9,5_ооз мм
Закаленная в масле
проволока, сталь 65Г
ГОСТ 1071-41
03,5+°;* мм
Горячекатанная листовая
сталь 08. Толщина
2.7 мм
Термообработка
—
—
—
После завивки
отпустить при
345° С
—
—
После завивки
отпустить
—
Твердость
Ив 197—250
Ив 121 — 149
Ив 143—179
Не более
Нв 187
—
—
Примечание
—
—
—
—
—
—
Наименование детали
Материал
Рычаг отжимной
Пружина оттяжная
отжимного рычага
Горячекатанная листовая
сталь 08. Толщина
3,75 ' мм
Закаленная в масле
проволока, сталь 65Г
ГОСТ 1071-41
_ i о f 0,03
Шайба регулировочной
шпильки
орячекатанная листовая
сталь 08: Толщина
о±0,18
3 мм
Гайка регулировочной
шпильки
Холоднотянутая
прутковая автоматная сталь 12
ОСТ НКТП 7130
Шестигранник
12 мм
-0,24
Диск ведомый
I
Горячекатанная листовая
сталь 85 ГОСТ 914-41.
Толщина
1 о±0'П
1,2 мм
Заклепка трубчатая | Холоднотянутая прутко-
накладки ведомого диска i вая латунь Л-62
i ГОСТ В-1019-41
Ступица ведомого диска
Болт крышки
Сталь 35Х
Цианировать.
Глубина слоя
1,0—0,15 мм
Калить в масле.
Отпустить в
штампе
38—45
Ип 30 -40
Холоднотянутая
прутковая сталь 30 ГОСТ
В-1019-41
(для холодной высадки)
15
Лист 4. КОРОБКА ПЕРЕДАЧ
Шестерня 2-й передачи
вторичного вала
Блок шестерен
промежуточного вала
Шестерня заднего хода
паразитная
Горячекатаная сталь
41Х, Зерно по Мак-
Кведу 5—8
Вал первичный
Вал вторичный
Поковку отжечь
при 950° С
Изделие после
механической
обработки циани-
ровать. Глубина
слоя 0,2 мм
I
Ив 170—207
# 48—53
Шлифованных
поверхностей
Нп 42
Сталь 35Х (селект).
Зерно по Мак-Кведу
5—8
Цианировать
Глубина слоя не
менее 0,15 мм
На зубьях
Шлифованных
поверхностей
На зубьях
HRc 48-53
(допускается
Нр 56)
Холоднотянутая
прутковая сталь 40Х
0 27 мм
^ -0,14
Цианировать
Нв 187-217
Наименование детали
Картер коробки передач
Крышка
шарикоподшипника первичного вала
Кронштейн подвески
Крышка верхняя
Шестерня 1-й передачи
и заднего хода вторичного
вала
Материал
Серый чугун (3,6—3,9°/ОС,
2,1—2,35о/о Si, 0,55 —
О,75о/о Мп,0,2—0,35о/оР,
до O,12°/o S)
Сталь 35Х (селект.)
Зерно по Мак-Кведу 5—8
Термообработка
—
После
механической обработки
цианировать
Глубина слоя
0,2 мм
Твердость
Не более
Нв 187
НРс 48—53
На зубьях
Hrc 56
Примечание
—
Наименование детали
Ось блока шестерен
промежуточного вала
Ось паразитной шестерни
заднего хода
Материал
Хлоднотянутая
прутковая сталь 20
0 16,5 мм
Холоднотянутая
прутковая сталь 40
0 16,5_о>]2 мм
Термообработка
Цементировать
Глубина слоя
0,8—1,1мм
Цианировать
Глубина слоя
0,2 мм
Твердость
HR 55—63
Нр 40—50
Примечание
—
—
Каретка синхронизатора
Горячекатаная сталь 40Х
Муфта зубчатая синхрони- Сталь 35Х (селект). Зер-
затора | но по Мак-Кведу 5—8
Обойма каретки
синхронизатора
Нагрев до 815°С.
Калить в масло
Отпустить при
600°С
Ив 255—277
I
Цианировать
Глубина слоя
0,2 мм
Ленточная бронза (86—
9Оо/о Си, 3—4,5о/о Sn,
3,5—5о/о Zri) з,5—4,5%
Pb)
Пружина каретки
синхронизатора
Шарик каретки
синхронизатора
Колыю стопорное
шарикоподшипника первичного
вала
Проволока рояльная 1-го
класса
~ i ,г+0,03
0 1>15-о;о2мм
Сталь по ОСТ 5235
Отпустить после
завивки
Холоднотянутая патен-
тированная сталь 65Г
После загиба
отпустить
48
Не более
HR 61—65
Шайба блока шестерен про Твердокатаная бронза
межуточного вала (88—91,5°/0 Си, 4,5—
5,5% Sn, 3,25— 4,75% Zn,
0,64—1,640/q Pb)
Не менее
Наименование детали
Термообработка
Втулка шестерни 2-й пере
дачи вторичного вала
Бронза (86—89% Си,
9—11о/о Sn, 1—2,5% Pb,
не более 0,5% Zn,
не более 0,25% Р)
Валик вилки переключения Холоднотянутая прутко-
1-й передачи и заднего хода вая сталь 40
Валик вилки переключения
2-й и 3-й передач
Цианировать
Глубина слоя
0,15 мм
Шлифован
иной по
верхности
Во
впадинах—по
напильнику
Вилка переключения 1-й
передачи и заднего хода
Вилка переключения
и 3-й передач
орячекатанная сталь 30
Цианировать
Глубина слоя
0,1 мм
Поковка
Ив 143-196
Изделие—
Холодно 1янутая
прутковая сталь 40
0 9,5
Фиксатор валиков
ключения
Нагрев до 800°С
цианистой ван-
I не втечение5мин.
Калить в воде.
Отпустить в масло
при 205°С
По напиль
нику
Пружина фиксатора и
верхней крышки
Отпустить после
завивки
Холоднотянутая сталь 35
Рычаг переключения
Нагрев при815°С
в цианистой
ванне в течение 15
минут. Калить в
масло
По на пи л i
нику
Палец рычага переключения | Холоднотянутая
автоматная сталь
0
Наименование детали
Материал
Яблоко рычага
переключения
Пружина рычага
переключения
Вкладыш рукоятки рычага
переключения
Сталь 20
Закаленная в масле про
волока, сталь 65Г
0 2,
мм
Холоднотянутая прутко
вая автоматная сталь 12,
Шестигранник
12 мм
-0,1
Болт подвески
I
Холоднотянутая прутко
вая сталь 20
0 16 мм
*" -0,24
Чашка подвески
Горячекатаная листовая
сталь 08. Толщина
1,7 мм
Вилка шарнира кардана Горячекатаная сталь 35
Крестовина шарнира
кардана
Втулка крестовины
шарнира кардана
Сталь 20
Холоднотянутая сталь 20
Вилка шарнира кардана Горячекатаная сталь 35
скользящая
Шайба вилки шарнира
кардана
Листовая сталь 10
Толщина
I
А -7
4,7
мм
Замок втулки крестовины Проволока пружинная, Отпустить после
шарнира кардана
сталь 65Г
0 1,
Термообработка | Твердость
Нв 207—255
Цементировать
Глубина слоя
мм
Цементировать
Глубина слоя
0,6—0,8 мм
Ив 207—255
17
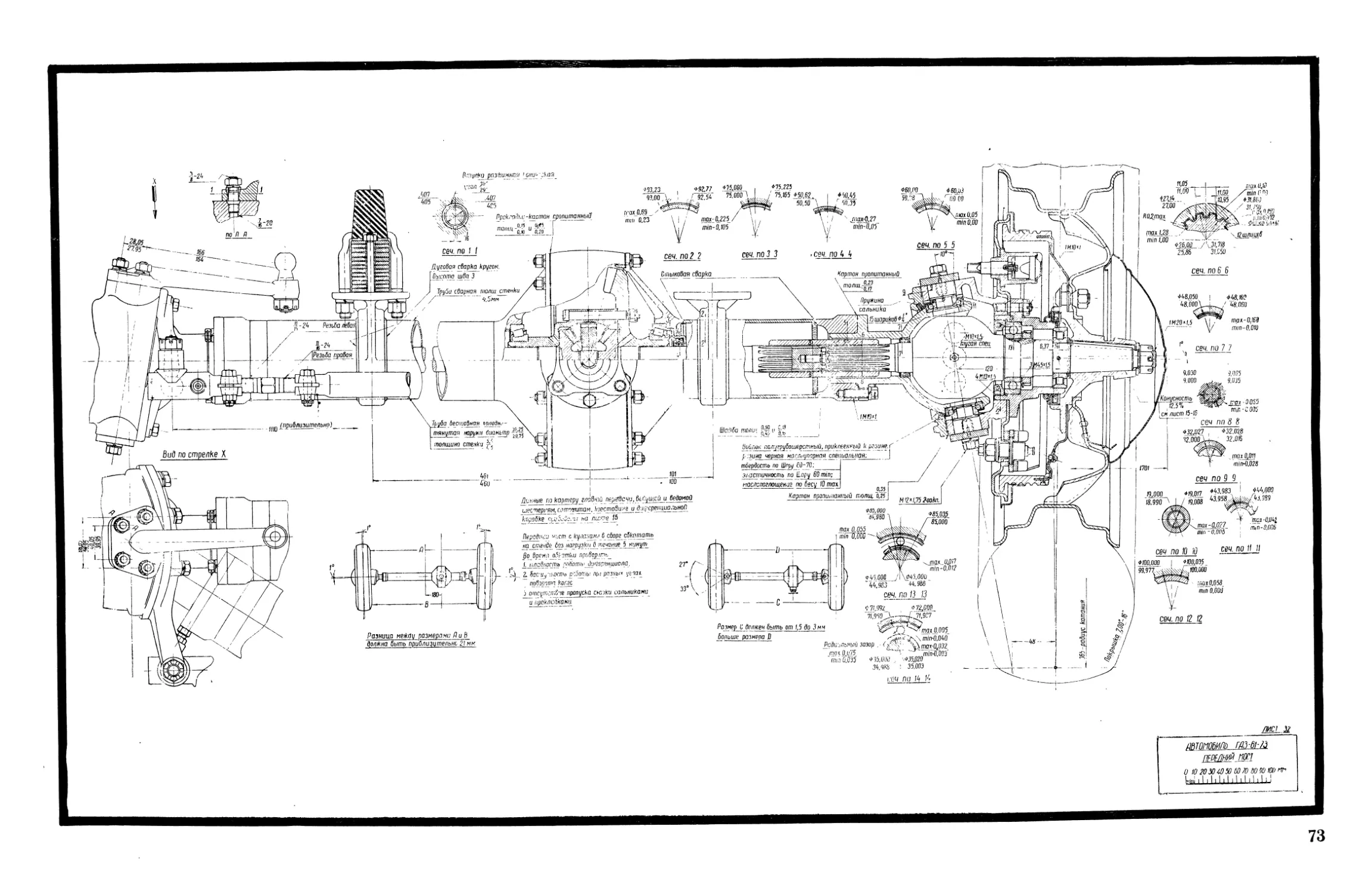
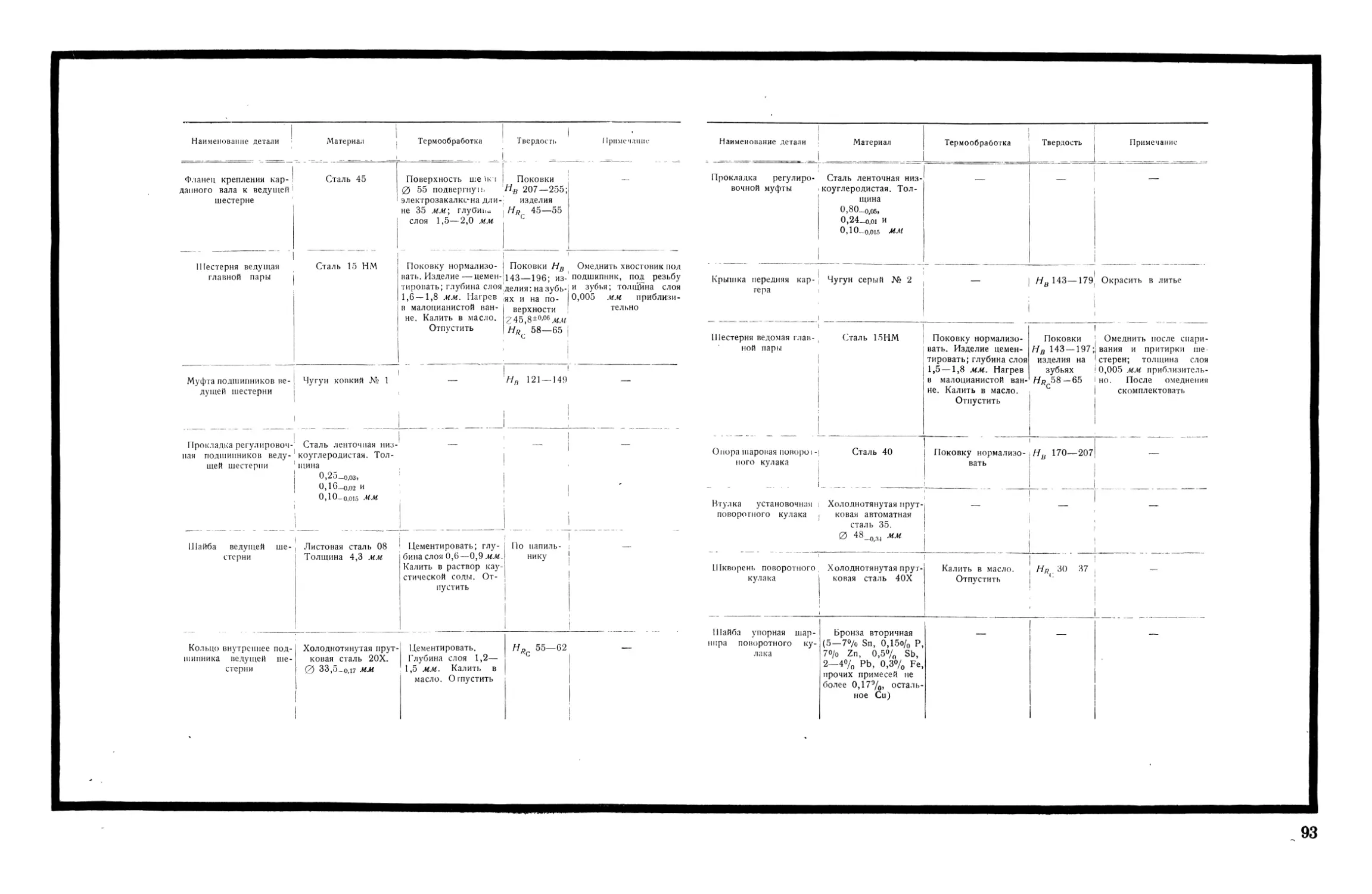
Лист 6. ЗАДНИЙ МОСТ
Наименование детали
Картер диференциала
Крышка картера
диференциала
Кожух полуоси
Фланец кожуха полуоси
Труба кар 1 ера
диференциала
Шестерня диференциала
ведущая
Шестерня диференциала
ведомая
Коробка сателлитов
диференциала
Материал
Ковкий чугун (2,4—
2,6% С, 1,23-1,42% Si,
0,30—0,45% Мп,не более
0,1% S, 0,12-0,14% Р,
не более 0,05°/0 Сг).
Удлинение 18%
Горячекатаная сталь 40
Толщина
2,7 мм
Сталь 35
Труба бесшовная
Сталь 10
0 10 мм, толщина стенки
2 мм
Сталь 15 НМ
ОСТ НКТП 7124
Сталь 15 НМ
ОСТ НКТП 7124
Ковкий чугун КЧ35—10,
ГОСТ 1215-41
(2,4—2,6% С,
1.15—1,4% Si, 0,3—
0,45% Мп, не более
0,12% S, не более
0,2% Р, 0,05% Сг).
Удлинение Ю°/о
Термообработка
Калить
~~~
Цементировать
Глубина слоя
0*8—1,0 мм
Цементировать
Глубина слоя
0,5—0,7 мм
i
|
Твердость
Нв 121—149
Яд163 —193
Нв 149—179
HRc 48-56
Нр 58—64
Нп 58-64
^с
Нв 121 — 149
i
Примечание
Внутреннюю
поверхность окрасить перед
механической
обработкой
Больший торец перед
термообработкой
омеднить
После термообработки
размеднить
Шестерню спарить с
ведущей шестерней
диференциала и
притереть
Наименование детати
Материал
Термообработка
Сателлит диференщала
Сталь 12ХНЗ.
ОСТ НКТП 7124,
Палец са1еллитов /мферен-
циала
Сухарь диференциала
Полуось
Шайба сальника пэлуоси
Обойма сальника пэлуоси
0 52
-0.2
ММ
Холоднотянутая сталь
35Х. Зерно по Мак-Кведу
5—9
Цианировать
Глубина слоя
не менее
0,15 мм
Цианировать
Глубина слоя
после шлифовки
не менее 0,1 мм
Твердость ;
Примечание
HR 41—52
48—53
Сталь 35 ГОСТ В-1050-41
Цианировать
Глубина слоя
после шлифовки
не менее 0,12 мм
По
напильнику
Сталь 35 (селект). Зерно
по Мак-Кведу 5—7
Холоднокатаная
листовая сталь 08. Тол-
щина 2 мм
Различная
по длине
Холоднокатаная
листовая сталь 08
Толщина I мм
Маслоотражатель ралюрной
втулки
Втулка распорная
роликоподшипников ведущей
шестерни
Холоднокатаная
листовая сталь 0,8 Тол-
ло±0,06
щина 08 мм
Сталь 20 ГОСТ
В-1050-41
После термообработки
омеднить. Поверхность
отверстия должна быть
полностью покрыта
слоем меди толщиной
0,012 мм
Наименование детали
Материал
Термообработка Твердость Примечание
Кольцо сальника полуоси
распорное
Холоднокатаная
листовая сталь 08. Тол-
,±0,07
щина 1 мм
Пружина сальника полуоси
Труба раскосной штанги
Кулак раскосной штанги
Кронштейн раскосной
шганги
Ушко раскосной штанги
Шайба гайки ведущей
шестерни
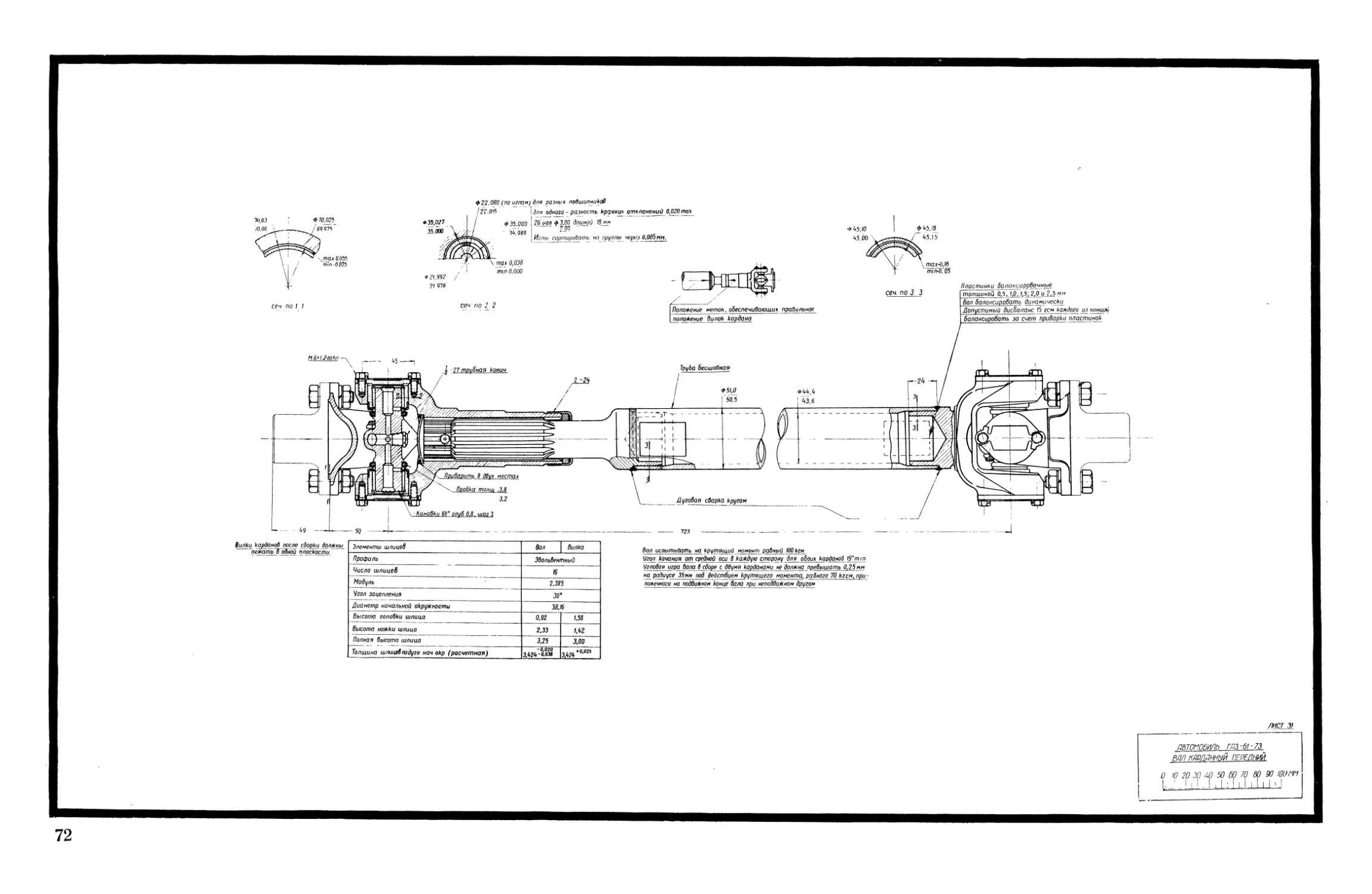
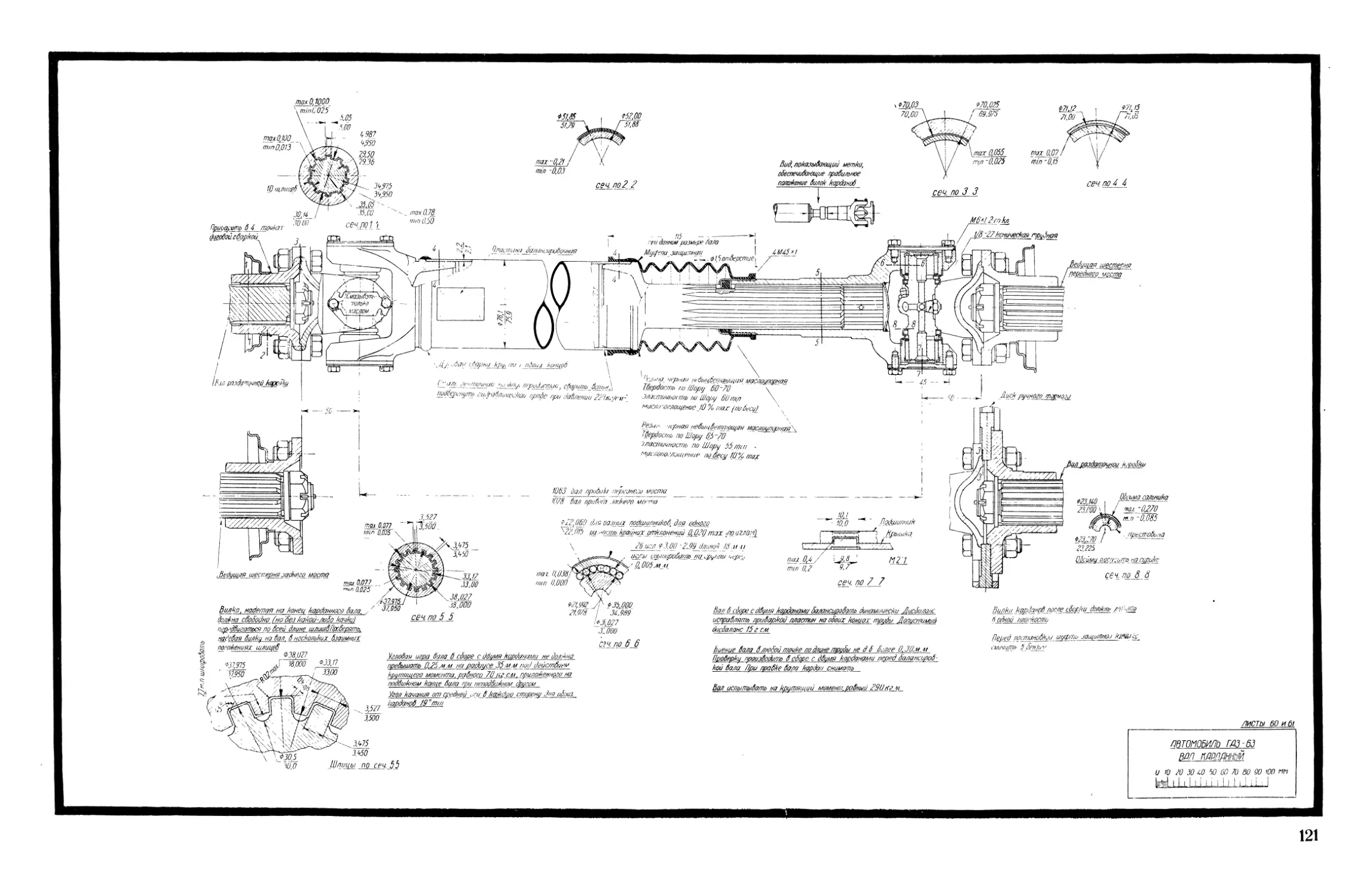
Наконечник карданного вала
передний
Вал карданный
Наконечник карданного
вала задний
Проволока пружинная НК
2-го класса ОСТ 20006-38
0 0,4^ мм
Горячекатаная листовая
сталь 40. Толщина
±0,16
2 мм
Сталь 35
Горячекатаная сталь 10
Толщина
о±0,05
8 мм
Сталь 35
Ленточная сталь 08
ГОСТ 503-41. Толщина
2,7 мм
-0,12
Сталь 35
Труба бесшовная,
Сталь 30. ГОСТ 1459-43
Внутренний0 38_о#3 мм
Толщина стенки
_+0,2
2 мм
Холоднотянутая
прутковая сталь 35
—
—
—
Цианировать
Глубина слоя не
менее 0,05 мм
—
—
—
Нв 163-196
Нв 149 — 179
—
Нв 149-179
По
напильнику
Нв 269—302
HSh 82—90
HR27—b2
—
—
—
—
—
—
Наименование детали
Материал
Термообработка Твердость
Чашка шарнира карданного
вала внутренняя
Ленточная сталь 08
особо мягкая, светлопо-
лированная ГОСТ 503 41
Толщина 2,55 мм
-0,12
Цианировать
Глубина слоя не
менее 0,05 мм
Калить в масло I
По
напильнику
Наконечник трубы
карданного вала шаровой
Сталь 40
Нв 156—187
Труба карданного вала
Горячекатаная листовая
сталь 35 ГОСТ 914-41
±0,2
Толщина 3,5 мм
Ив 187
не более
Примечание
Фланец трубы карданного
вала
Корпус шестерни
спидометра
Шестерня спидометра
Валик шестерни спидометра
Обойма сальника карданного
вала
Кольцо распорное сальника
карданного вала
Пружина сальника
карданного вала
Сталь 35
Алюминиевый сплав
Пресс-литье
Холоднотянутая
прутковая автоматная сталь 12
ОСТ НКТП 7128
0 39 мм
-0,П
Холоднотянутая
прутковая автоматная сталь
Сталь 20. ОСТНКТП 7128
0 12,5 мм
-0,12
Холоднокатаная
листовая сталь 08. Тол-
±0,70
щина 1 мм
Холоднокатаная
листовая сталь 08 Тол-
+ 0,07
щина 1 мм
Проволока пружинная НК
2-го класса ОСТ20006-38
.-4-0,03 -
0О'4-О|О2 ММ
Цианировать
Глубина слоя
0,08—0,12 мм
—
—
Нв 149 — 179
HR 51—61
По
напильнику
—
—
—
—
—
—
19
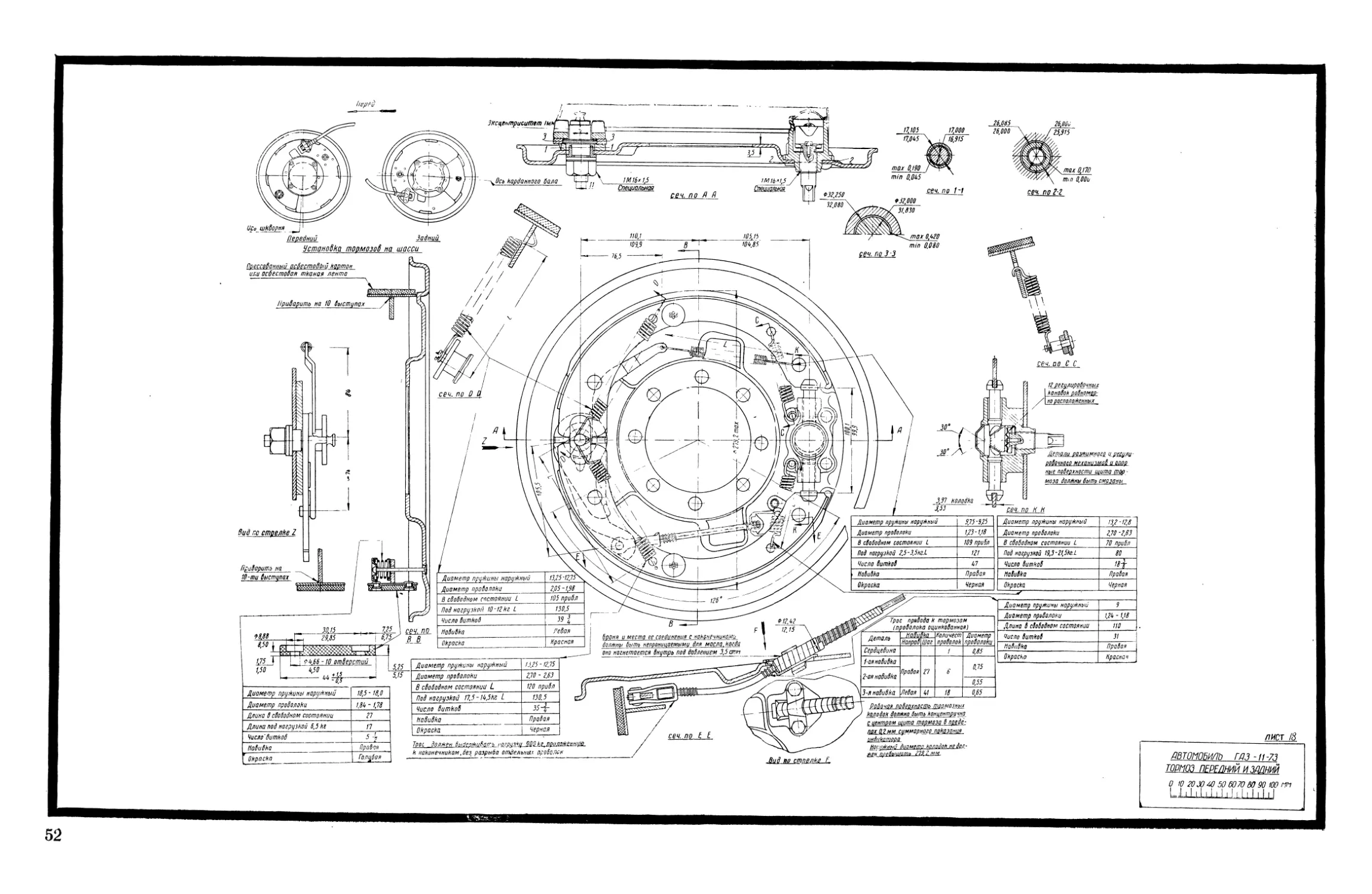
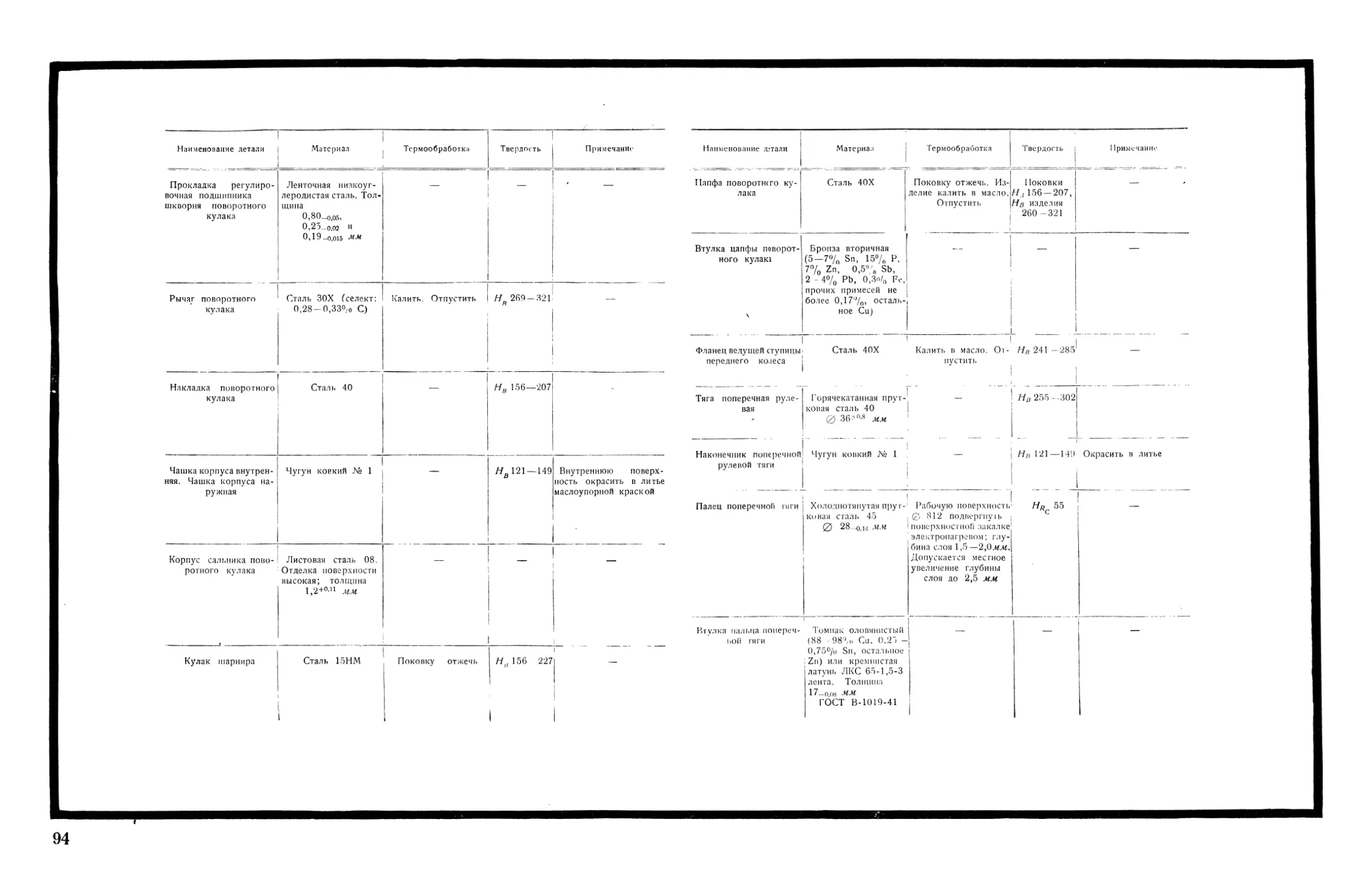
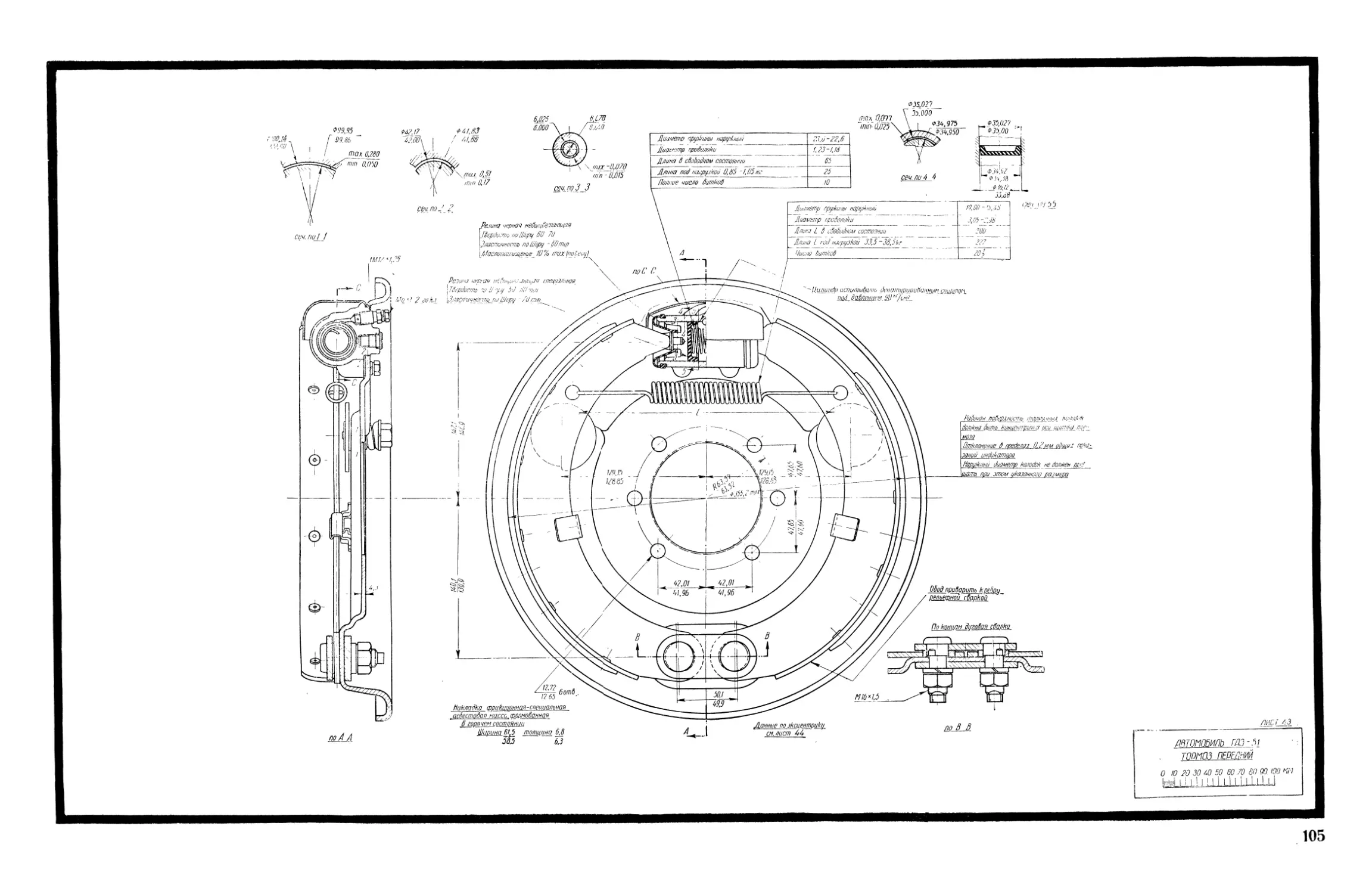
Лист 7. ТОРМОЗ ПЕРЕДНИЙ
Термообработка Твердость
Термообработка
Наименование детали
Наименование детали
Опрыскивание 20%-ным
раствором соли в течение
50 час. не должно
вызывать коррозии
Ив 149—
179
Корпус регулировочного
конуса
Оцинковать.
Опрыскивание 20°/0-ным
раствором соли в течение 50
час. не должно вызмвать
коррозии
Фасонная сталь 35
Опрыскивание 20°/0-ным
раствором соли в течение
50 час. не должно
вызывать коррозии
По напиль
нику
Цианировать
Глубина слоя
0,15 — 0,2 мм
Конус регулировочный
Холоднотянутая прутко
вая сталь 30
ОСТ НКТП 7128
Эмалировать
После навивки
отпустить
Пружина колодки
Проволока пружинная
рояльная 1-го класса
ОСТ 20006—38
Фланец чехла корпуса
разжимного механизма
орячекатанная листовая
сталь 08 ГОСТ 914-41
Толщина 2+016 мм
Диск защитный
Горячекатанная листовая
сталь 08. Толщина
2,5 мм
Шайба пружинная шпильки
конуса разжимного
механизма
Проволока фасонная
сталь 65Г.
Толщина 1±0'0) мм
Оцинковать.
Опрыскивание 20%-ным
раствором соли в течение 50
час. не должно вкзывап
коррозии
Стойка защитного диска
Холоднотянутая
прутковая автоматная сталь 12
ГОСТ В-1414-42
0 и"0'12
Прутковая латунь Л-59
ОСТ ЦМ 554-40
Шестигранник 12-°'15 мм
айка прорезная шпильки
корпуса разжимного
механизма
Алюминиевый сплав
Корпус разжимного меха
низма
Холоднокатанная
листовая сталь 08 ГОСТ 914-41
Чашка маслоуловителя
Фланец маслоуловителя
Толщина 0,8±0'06 мм
Цементировать
Глубина слоя
после шлифовки
0,7—0,9 мм
Сталь 15 НМ
Конус разжимного
механизма
Холоднотянутая
прутковая сталь 35. Шестигран
Болт защитного диска
Планировать
Глубина слоя на
нешлифованных
поверхностях не
менее 0,18 мм
Холоднотянутая
прутковая сталь 20
ОСТ НКТП 7128
Плунжер разжимного
механизма
Холоднотянутая
оцинкованная проволока,
сталь VI
Трос управления
Ролик плунжера разжимного
механизма
Холоднотянутая прутко
вая сталь 35
ГОСТ В-1051-41
Наконечник троса
20
Наименование летали
Термообработка
Оцинковать.
Опрыскивание 20°/0-ным
раствором соли в течение 50
час. не должно
вызывать коррозии
Фасонная сталь 35
Эмалировать
Пружина солодки
Проволока пружинная
рояльная 1-го класса
ОСТ 20006-38
После навивки
отпустить
0 2JJS
Эмалировать
в сборе
Диск защитный
Горячекатанная листовая
сталь 08. Толщина
| Оцинковать.
Опрыскивание 20°/0-ным
раствором соли в течение 50
час. не должно
вызывать коррозии
Стойка защитного диска
Холоднотянутая
прутковая автоматная сталь 12
ГОСТ В-1414-42
0 11 мм
-0,12
Холоднотянутая
листовая сталь 08
Чашка маслоуловителя
Фланец маслоуловителя
т ±0,06
Толщина 0,8 мм
Корпус разжимного
механизма
Алюминиевый сплав
(6,25 — 7,75°/оСи,не
более l,5%Fe, 4—6°/о S1,
O,25~O,35o/o Mg, не
более 0,5°/0 Zn, остальное
А1)
Сталь 15 НМ
Цианировать
Глубина слоя
после шлифовки
0,7—0,9 мм
Конус разжимного
механизма
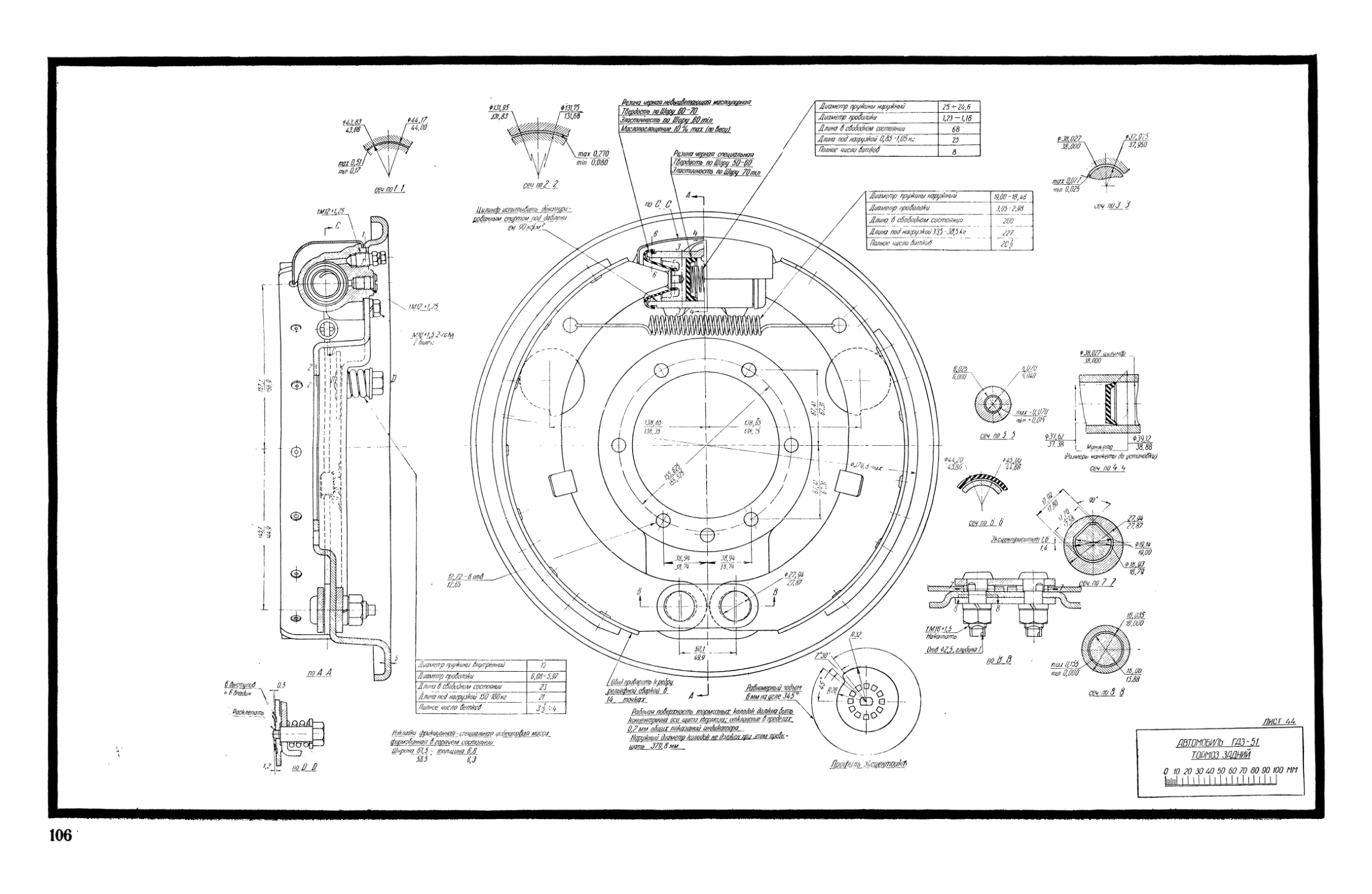
Лист 8. ТОРМОЗ ЗАДНИЙ
Наименование детали
Штифт кануса разжимного
механизма
Шайба пружинная
шпильки разжимного
механизма
Гайка прорезная шпильки
корпуса разжимного
механизма
Плунжер различного
механизма
Ролик плунжера разжимного
механизма
Корпус регулировочного
конуса
Плунжер регулировочного
конуса
Болт защитного диска
Наконечник троса
Конус регулировочный
Материал
Холоднотянутая
прутковая сталь 30
ГОСТ В-1051-41
0 6 мм
^ -0,025
Проволока фасонная,
сталь 65Г
Толщина 1 мм,
о±0,1
ширина 3 мм
Прутковая латунь Л-59
ОСТ ЦМ 554-40
Шестигранник 12 мм
- 0,15
Холоднотянутая
прутковая сталь 20
ОСТ НКТП 7128
Сталь
Сталь 35
Холоднотянутая
прутковая сталь 15
ГОСТ В-1050-41
Холоднотянутая
прутковая сталь 30
Холоднотянутая
прутковая сталь 35
ОСТ НКТП 7128
0 9,5 мм
Холоднотянутая
прутковая сталь 30
ОСТ НКТП 7128
Термообработка
Цианировать
Глубина слоя не
менее 0,15 мм
Калить в масло
Калить
—
Цианировать
Глубина слоя
на
нешлифованных
поверхностях не менее
0,18 мм
—
—
Цианировать
Глубина слоя на
нешлифованных
поверхностях не
менее 0,18 мм
—
—
Цианировать
Глубина слоя
0,15—0,2 мм
Твердость
По
напильнику
tfRc40-45;
А/*с61-65
Ив 149-179
По
напильнику
i
—
Примечание
—
—
—
—
—
Опрыскивание 20°/0-ным
раствором соли в течение
50 час. не должно
вызывать коррозии
—
—
—
—
21
Лист 9, РУЛЕВОЕ УПРАВЛЕНИЕ
Наименование детали
Труба колонки
Втулка картера
Вал руля
Втулка подшипника вала
руля
Подпятник подшипника
Кольцо подшипника
Гайка подшипника^
вала руля
Материал
Холоднотянутая
бесшовная труба, сталь 20
Толщина стенки
1,5 мм
Пористая бронза
(86о/о Си, 2Оо/о Sn,
4°/о графита)
Холоднотянутая труба,
сталь 20. Наружный
0 23 мм
-0,51
Толщина стенки
5 мм
-0,25
Сталь 15
Сталь ШХ15
Термообработка
—
—
Цементировать
Глубина слоя
после шлифовки
0,8—1,0 мм
—
Твердость
—
HR 68—74
Внутренняя
поверхность
HR 58—62
tf^ 58—62
Примечание
—
—
Омеднить наружную
поверхность и торцы
—
Гайка вала руля
Втулка гайки вала руля
Бронза ОЦС 10-2-2
HR 80—90
Сталь 15
Цементировать
Глубина слоя
после шлифовки
0,6—0,8 мм
Нр 58—62'
Рычаг кривошипа
Сталь 45
Ив 269—302
Наименование детали
Палец рычага кривошипа
Сошка
Картер
Крышка картера нижняя
Трубка нижней крышки
картера
Крышка картера боковая
Втулка ступицы каркаса
колеса
Чашка ступицы каркаса
колеса
Спица каркаса колеса
Обод каркаса колеса
Материал
Сталь 15НМ
Сталь 40НМ
Ковкий чугун (2,4—
2,60/о С, 1,23-1,420/о Si,
0,30—0,45% Мп, 0,12-
0,14% Р> не более
0,1 о/о S, не более
0,05% Сг). Удлинение
18°/0
Холоднокатанная
листовая сталь 10. Тол-
_ ±0,14
щи на 2 мм
Труба бесшовная, сталь 10
Наружный 01О±ОЛлш,
толщина стенки
Л -±0,075
0,5 мм
Холоднокатанная
листовая сталь 10. Тол-
rt±0,14
щина 2 мм
Холоднокатанная
прутковая автоматная сталь 35
Шестигранник 32 ' мм
орячекатанная листовая
сталь 08. Толщина
1 с±6'12
1,5 мм
Горячекатанная листовая
сталь 10
^ , ,.±0,12
Толщина 1,5 мм
Холоднотянутая
прутковая сталь 10
0 7 мм
-0,20
Термообработка
Цементировать
Глубина слоя
после шлифовки
1,0—1,2 мм
—
—
—
—
—
—
—
—
—
Твер {остъ
Сферическая
поверхность
Н 56—62
Ив255 -285
//в 121 —149
—
—
—
—
—
—
—
Примечание
—
—
—
—
—
—
—
—
—
22
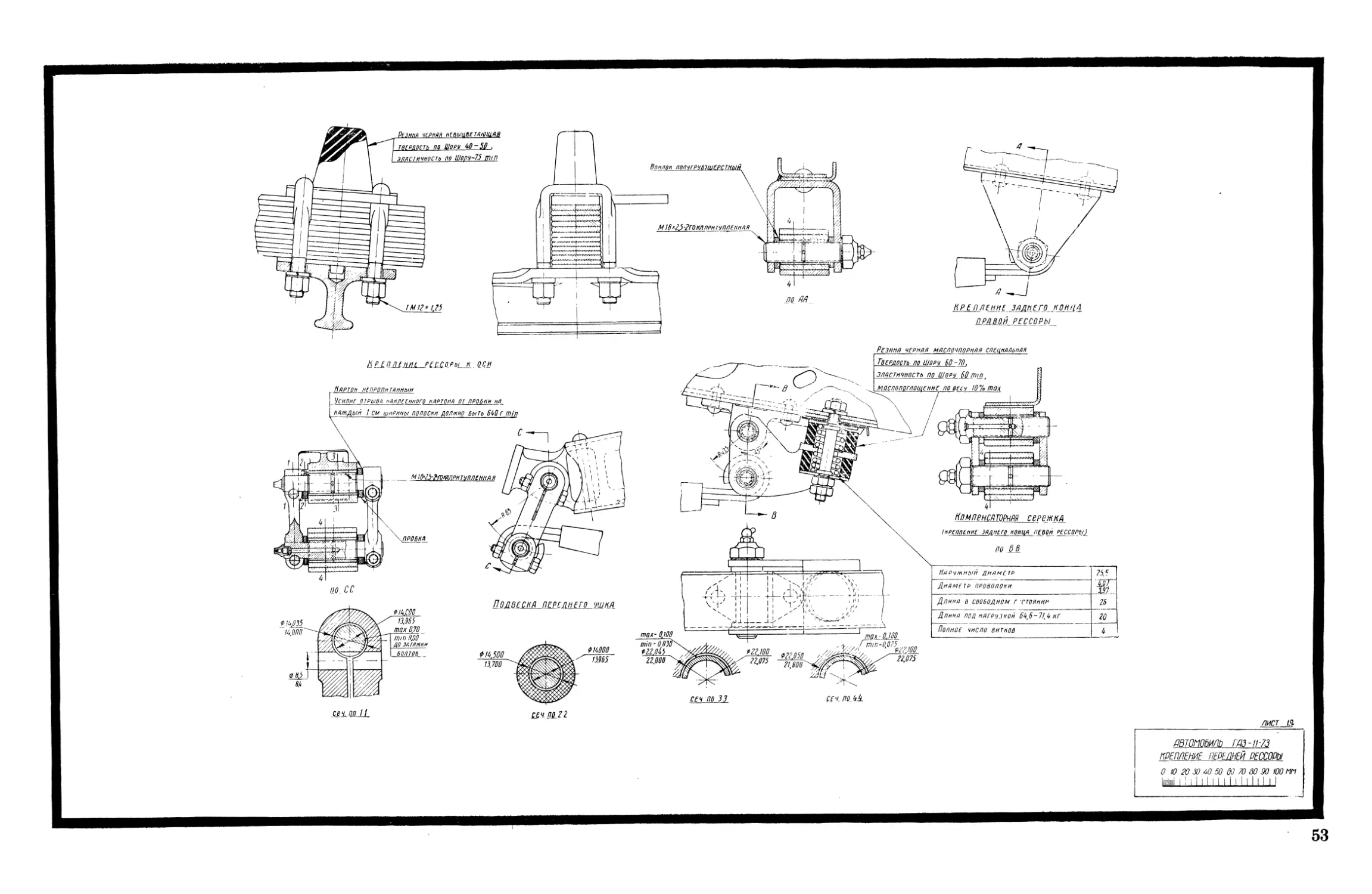
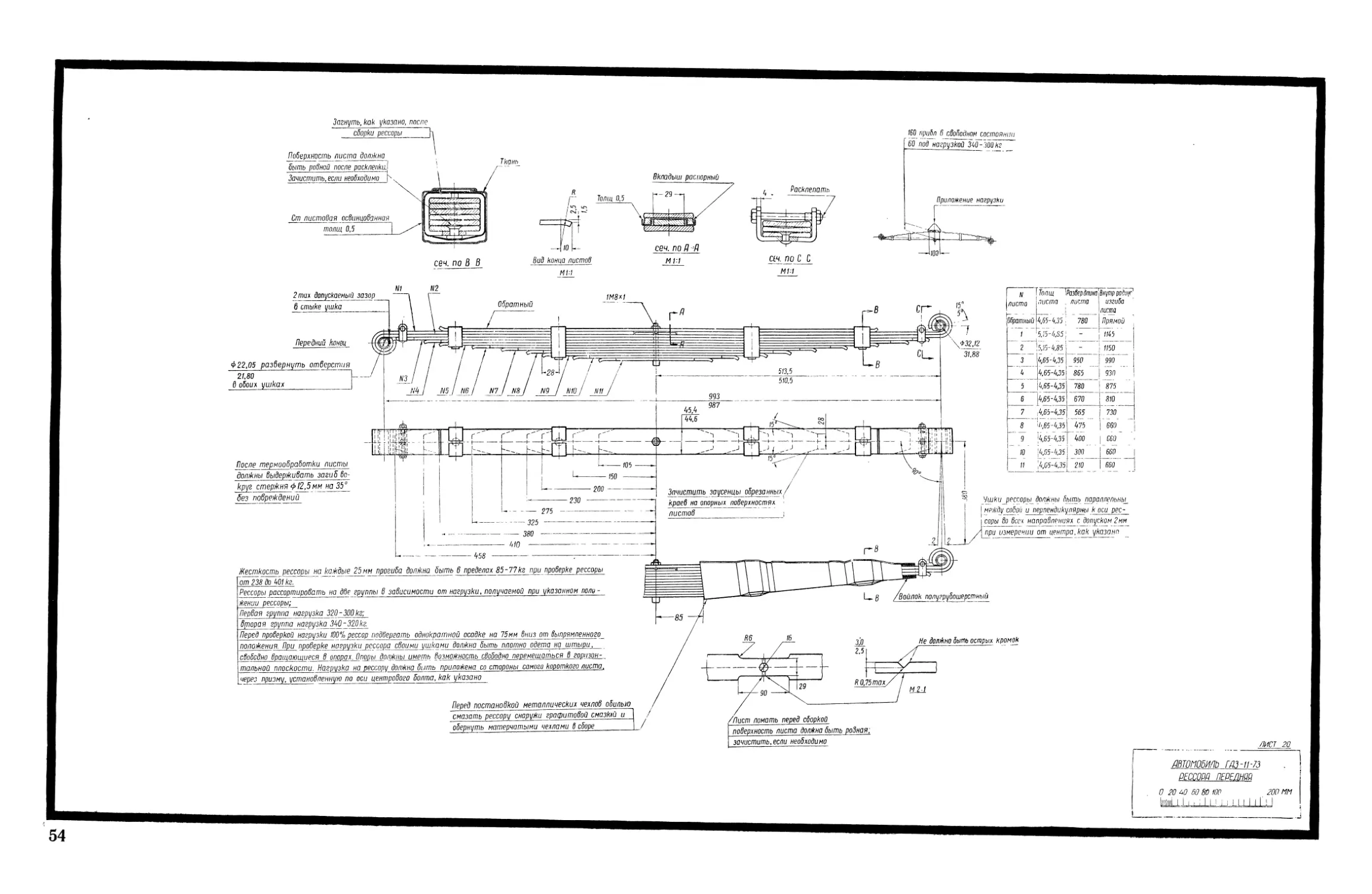
Лист 10. РЕССОРНАЯ ПОДВЕСКА ПЕРЕДНЯЯ
Наименование детали
Термообработка
Термообработка
Наименование детали
Чашка кнопки гудка
Холоднокатанная
листовая сталь 08
±0,14
Калить в масло
Отпустить
Ив 288
заготовки
листов;
3-63—415
изделия
Рессора в сборе
Рессорная полосезая
сталь 55-с2
ГОСТ В-2052-43
Чашка кнопки гудка
контактная
Холоднокатанная
листовая сталь 08.
Цианировать.
Глубина слоя
не менее 0,15 мм
Калить в раствор
каустической
Холоднотянутая прутко-
вая автоматная сталь 20
ГОСТ В-1449-42 или
холоднотянутая прутковая
сталь 20 ГОСТВ-1050-41
Втулка резьбовая
По напиль
нику
Холоднотянутая
бронзовая проволока (93,5—
94,5о/о Си, 5—5,5о/о Sn,
04—О,6о/О Р).
0 ^
Пружина кнопки гудка
0 22,5 мм
Палец резьбовой
Цианировать.
Глубина слоя не
менее 0,15 мм
Калить в масло
Отпустить
Холоднотянутая
прутковая сталь 35
ГОСТ В-1051-41
По напиль
нику
Холоднокатанная листо
вая латунь Л-62
Толщина 0,6 ' мм
Шайба контакта гудка
Полосовая сталь 10
ГОСТВ-1050-41.
Толщина 5 мм, ширина 16 мм
Цельнотянутая труба,
латунь Л-62
Наружный 0 6 ' мм
толщина стенки
0,5 ' мм
Трубка контакта гудка
Хомутик зажимной
Хомутик стяжной
Холоднотянутая прутковая
сталь 45 ГОСТ В-1051-41
Ив 170—217
Холоднокатанная листо
вая сталь 08.
+0,12
Толщина 1,6 мм
Корпус кронштейна
колонки
Ив 255—321
Калить.
Отпустить
Накладка стремянки
Листовая сталь 40
ГОСТ 3-1050-41
Толщина 6 мм
Холоднокатанная листо
вая сталь 08
±0.12
Накладка резьбовых
пальцев
Скоба кронштейна колонки
Крышка кронштейна
колонки
Толщина 1,6
Болт стяжной
Холоднотянутая
прутковая сталь 30
(для холодной высадки)
ГОСТ В-1051-41
Гайка колеса
Холоднотянутая
прутковая автоматная сталь 15
Шестигранник
30-0'28 мм
Листовая сталь 65Г
ГОСТ В-1050-41 Толщина
л с*0'05
0,5 мм
Hv 550—600
Шайба пружинная стяжного
болта
Калить r масло
Отпустить
Холоднотянутая
прутковая автоматная сталь 12
ГОСТ В-1449-42 Шести-
Гайка стяжного болта
Шпонка сегментная колеса
Холоднотянутая прутко
вая сталь 35
Холоднотянутая бесшовная
труба, сталь 10
Втулка сайлент-блока
Шарик подшипника вала
Палец сайлент-блока
Холоднотянутая
прутковая сталь 35
ОСТ НКТП 7128
23
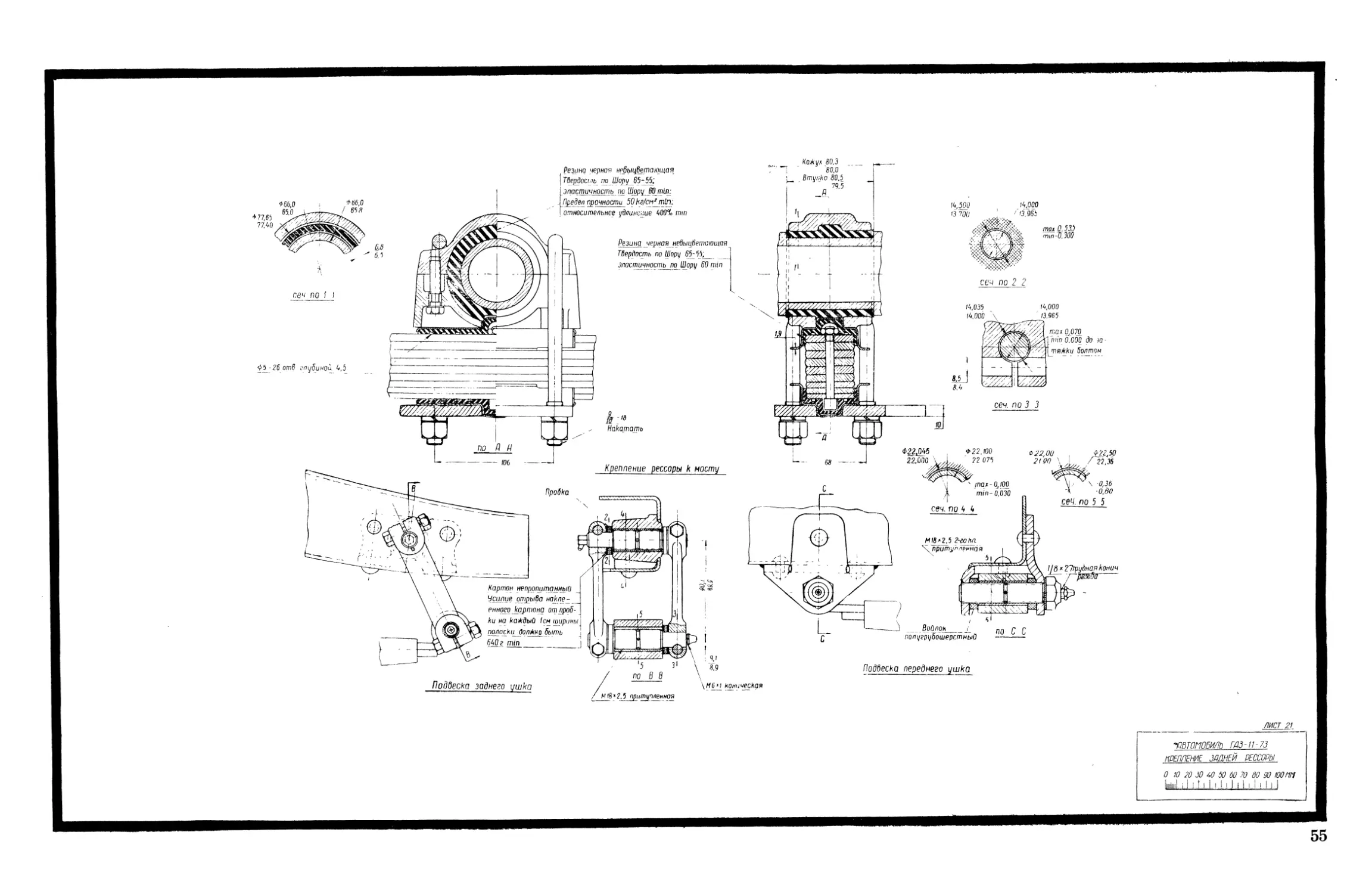
Лист И. РЕССОРНАЯ ПОДВЕСКА ЗАДНЯЯ
Лист 12. РАМА
Наименование детали
Термообработка
Наименование детали
Термообработка
Заготовки
листов
не более
Лонжерон. Поперечина № 2
Угольник усилительный
поперечины № 2. Раскос попе-
речины № 2. Подкладка
усилительная поперечины № 2
Кронштейны пола
передний и задний
Горячекатанная листовая
сталь 25
ГОСТ 914-41
Полосовая рессорная
сталь 55-с2
ГОСТ В-2052-43
Калить в масло
Отпустить
Толщина 2 ' мм
Изделия
363-415!
Холоднотянутая
прутковая автоматная сталь 20
ГОСТ В-1414-42или
холоднотянутая прутковая
сталь 20 ГОСТВ-1050-41
22,5
Цианировать.
По
напильнику
Втулка резьбовая
Глубина слоя не
менее 0,15 мм
Калить в раствор
каустической
соды
Поперечина № 1
Поперечина № 3
Горячекатанная листовая
сталь 20
ГОСТ 914-41
±0,20
Толщина 3,3 мм
Цианировать.
Холоднотянутая
прутковая сталь 35
ГОСТ В-1051-41
Палец резьбовой
По
напильнику
Глубина слоя не
менее 0,15 мм.
Калить в масло
Отпустить
Горячекатанная листовая
сталь 08
ГОСТ 914-41
Поперечина крепления пола
Толщина 1,5 мм
Горячекатанная полосо
вая сталь 10
Ширина 20 мм,
толщина 5 мм
Кронштейн крепления
радиатора
Горячекатанная листовая
сталь 10
ГОСТ 914-41
Толщина 3,15 мм
Холоднотянутая прутковая
сталь 45
ГОСТ В-1051-41
0 ll,0+°0;J88 мм
Нв 207—255!
1 Горячекатанная листовая
сталь 10
ГОСТ 103-38
Ширина 30 мм,
^±0,5
толщина 6 мм
Усилитель поперечины № 1
Горячекатанная
полосовая сталь 40
Ширина 25 мм,
о±0,5
толщина 8 мм
Нв 217—255
Накладка стремянки
Усилитель поперечины № 2
Горячекатанная листовая
сталь 10 ОСТ 10019-39
Толщина 5 мм
Листовая сталь 40 ГОСТ
В-1050-41. Толщина 6 мм
Накладка резьбовых
пальцев
Холоднотянутая
прутковая сталь 30 (для
холодной высадки) ОСТ 8837
Горячекатанная листовая
сталь 08
ГОСТ 914-41
Толщина lfl ' мм
Болт стяжной
Жолоб пола кузова
Листовая сталь 65Г
ГОСТВ-1050-41
„±0,05
Толщина 0,о
Калить в масло
Отпустить
Hv 550—600
Шайба пружинная стяжного
болта
Кронштейн крепления
заднего амортизатора
Горячекатанная листовая
сталь 10
ГОСТ 914-41
Толщина 3,75 ' мм
Холоднотянутая
прутковая автоматная сталь 12
ГОСТ В-1414-42
Гайка стяжного болта
Шестигранник 14__о,24 мм
Холоднотянутая
бесшовная труба, сталь 10
Втулка сайлент-блока
Пластина крепления
переднего амортизатора.
Пластина крепления заднего
амортизатора
Горячекатанная листовая
сталь 10
ОСТ 10019-39
Толщина 6 мм
Холоднотянутая прутко-
Палец сайлент-блока
вая автоматная сталь 15
24
ЛИСТ 1
ДВТОМОбИ/lb КИМ-10
ОБЩИЙ ВИД 1ВЙССИ (СБОКУ)
О 80 160 240 320 Шмм
limliiid I I 1 I 1 1 1 1 I I I I I I И I 1
25
автомовипь пим-ю
ОБЩИЙ ВИДШДССИ(ВПЛЙНЕ)
80 № 240 320 400мм
111|II11111 III II
26
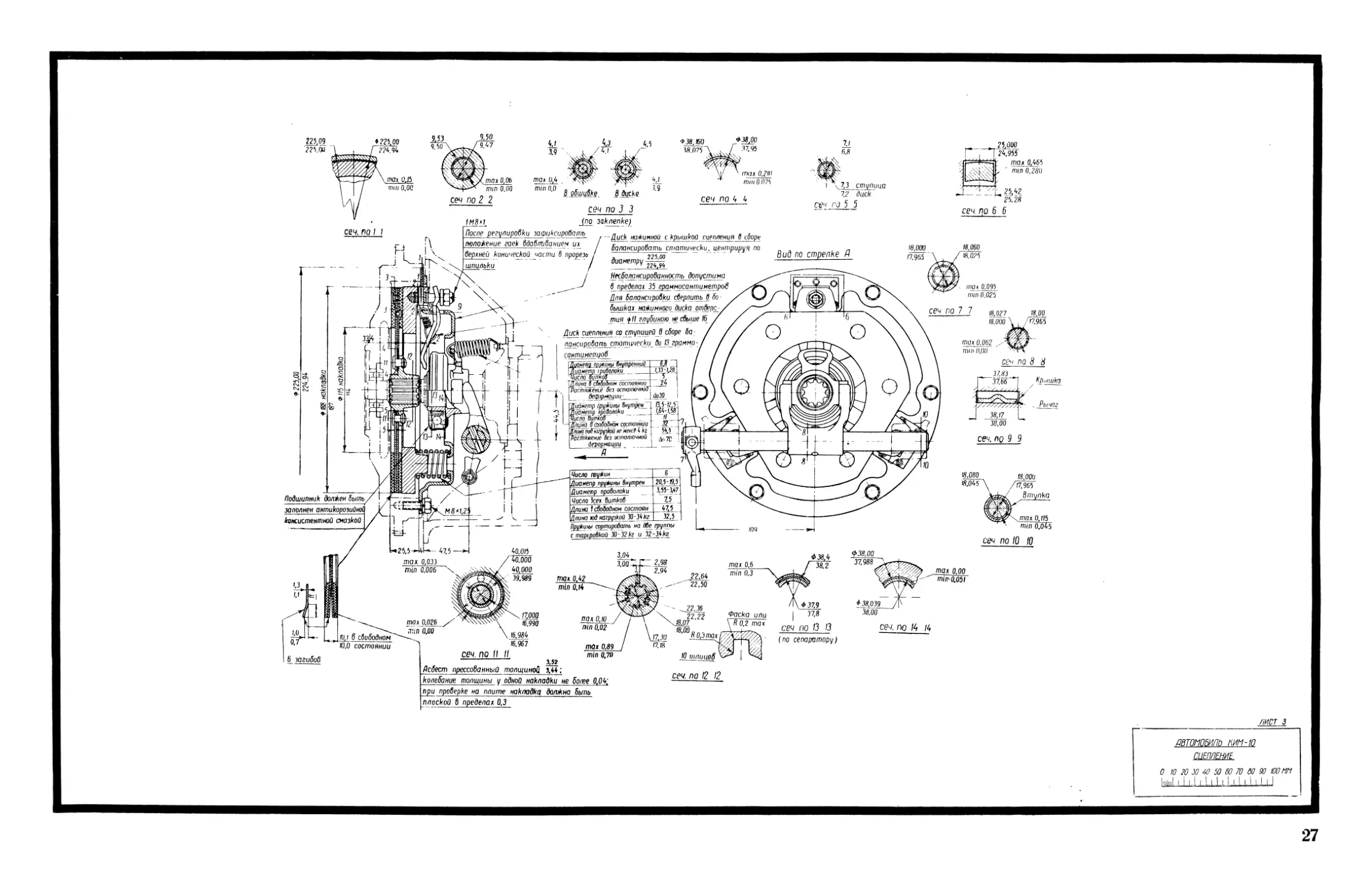
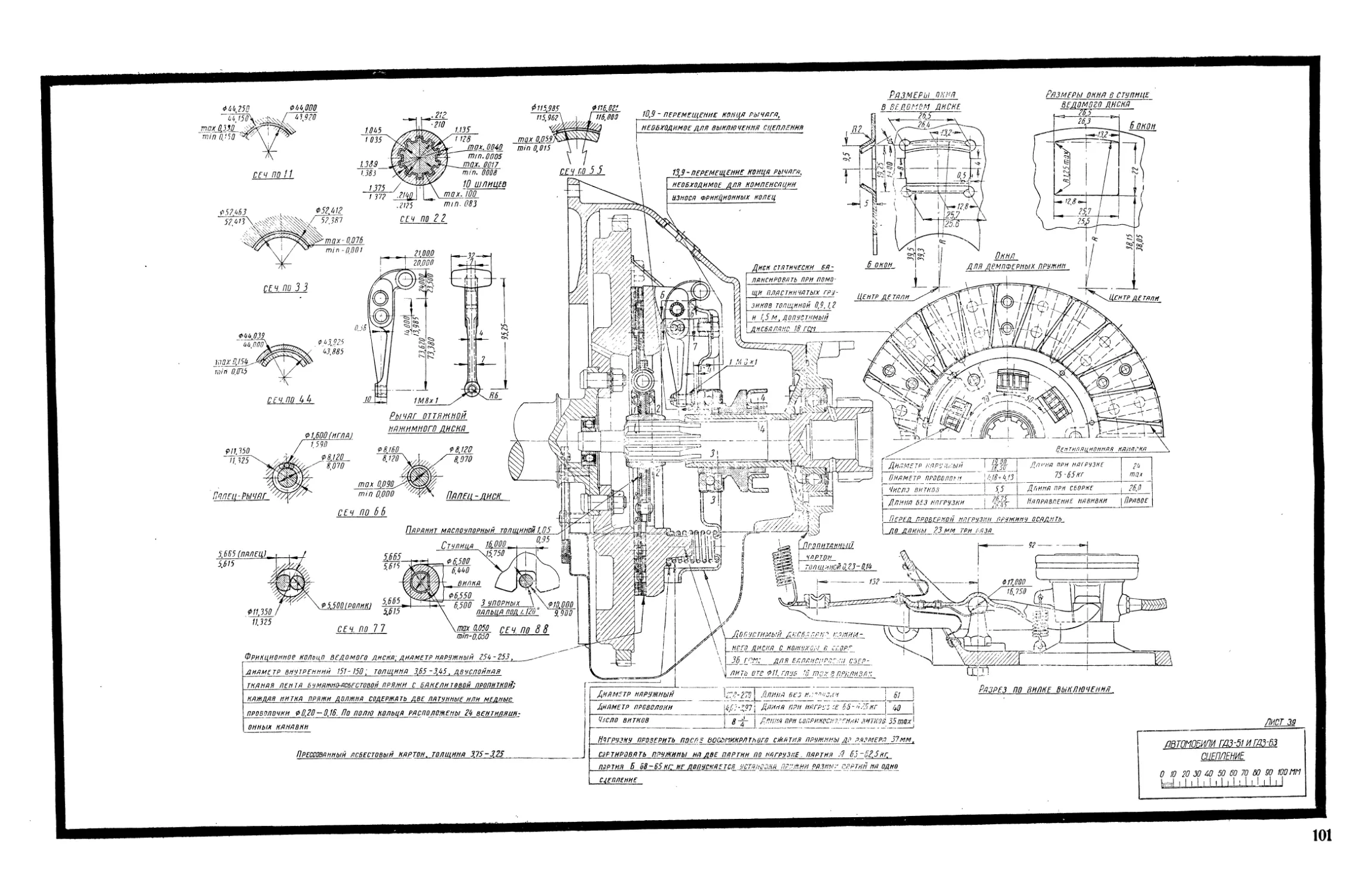
225,09
'225.W
диаметру
Несбалансированность допустима
в пределах 35 граммосантиметрЫ
Для^балансировки сверлить^ бо
бышках наЖимного диска ртверс^
тия +11 глубиною не свыше 16
Диск сиеппения со^тупицейв сборе
балансировать статически^ до_13_граммо-
сантиметров
Шло витков 1 5 _
' Л пина В сШдном состоянии^ 24
TacmMehLe без астат
Поспе регулировки зафиксировать
попоЖение гаек вдавливанием их
прорезь
верхней конической части
шпипьки
]иррВшку
ngjjuiTkp8~'~
- 47,5 —И
тах 0,033
min 0,006
ф 38,160
18.075
Ф 38,00
37.95
1L
6.8
max 0.2Ю
min 0 071)
< и
В диске . .
— сеч по 4 4
сеч по 3 3
клепке)
—Диск наЖимной с крышкой сцепления в сборе
балансировать статически, центрируя по
к 7,3 ступица
7,2 диск
сеч го 5 5
24,955
тал 0,Ш
min 0.280
225,00
Вид по стрепке Й
18,000
/7,965 "
25.28
сеч. по 6 6
18,060
^18,0?^
{(ГаюШном состоянии^ _ 32__
ljj™™ .ТодШррШ не нтР Щ "■к
~Растя)кеше без остаточной
деформации _ L_ _H-
Крышка
Число туйин
йионепр пру Анны внутрен
Диаметр проволоки
Циспо Зсех битков
йпина 1 свободном состоян
йпина юд нагрузкой 30-ЗЬкг
6
20.5-19,5
3,55-W
7.5
Ь7Ji
32,5
Прц)ки>ы сортировать на дбе^группы
. Рычаг
сеч по 10 Ю
Йсбест прессованный толщиной
колебание толщины у одной накладки не боте 0,04;
при проверке на плите накладка дппкна бьть
плоской в пределах 0,3
$38,00
37,988
Ф 38,039 /
38,00
сеч.
у///1
%
по
/4 /
max 0.00
" min-0,051
%
сеч, по 12 12
ЛИСТ 3
ДВТОМОБИЛЬ КИМ-10
О1ЕПЛЕНИЕ
О Ю 20 30 40 50 60 70 60 90 ЮО ММ
lillikL-LLlJ. 1 1 I 1 I 1 1 1 1 i 1 N 1
27
mat 0,059
min 0,000
j6,ooo(do Яиам.21
5 952
' 25,000
' 2^,986
max 0,031
min 0,000
/4
max 0,13b
mm 0,075
max-0,175
min- 0,075
max-0t027
ФШЮ min-0,002
29,99
сеч. no Ц 4
щах 0,024
min 6.000
mm-0,053
сеч. no 6 6
Ф52ДЮ
. 5Ш7
max 0,031
тШШ
,16,000 (до диам.21
25,000
max 0,063
him 0,020
maxOJp
mm 0,025
0,3*0,3 фаска
не бопее
mqx_O.059
min 0,000
Ш 0,504
mm 0Ш
J^ "^
max 0,05Z
mm 0,016
Фаска или R 0,2
не более
max 0№
min 0,55
6,2
сеч. по /3 /3
рычага перек. передач
max 0t007
m/n-0,024
На обойме 18 масляных
равномерно расположенных
конабок шириной 1,5
16,000
15,988
max 0,072
mm 0.030
max 1,67
min 0,89
2Щ0
24.977
max 0,060
min 0,027
mm 0,025
25,000
cew. no /9 19
/24,30 шестерня _
/24,75
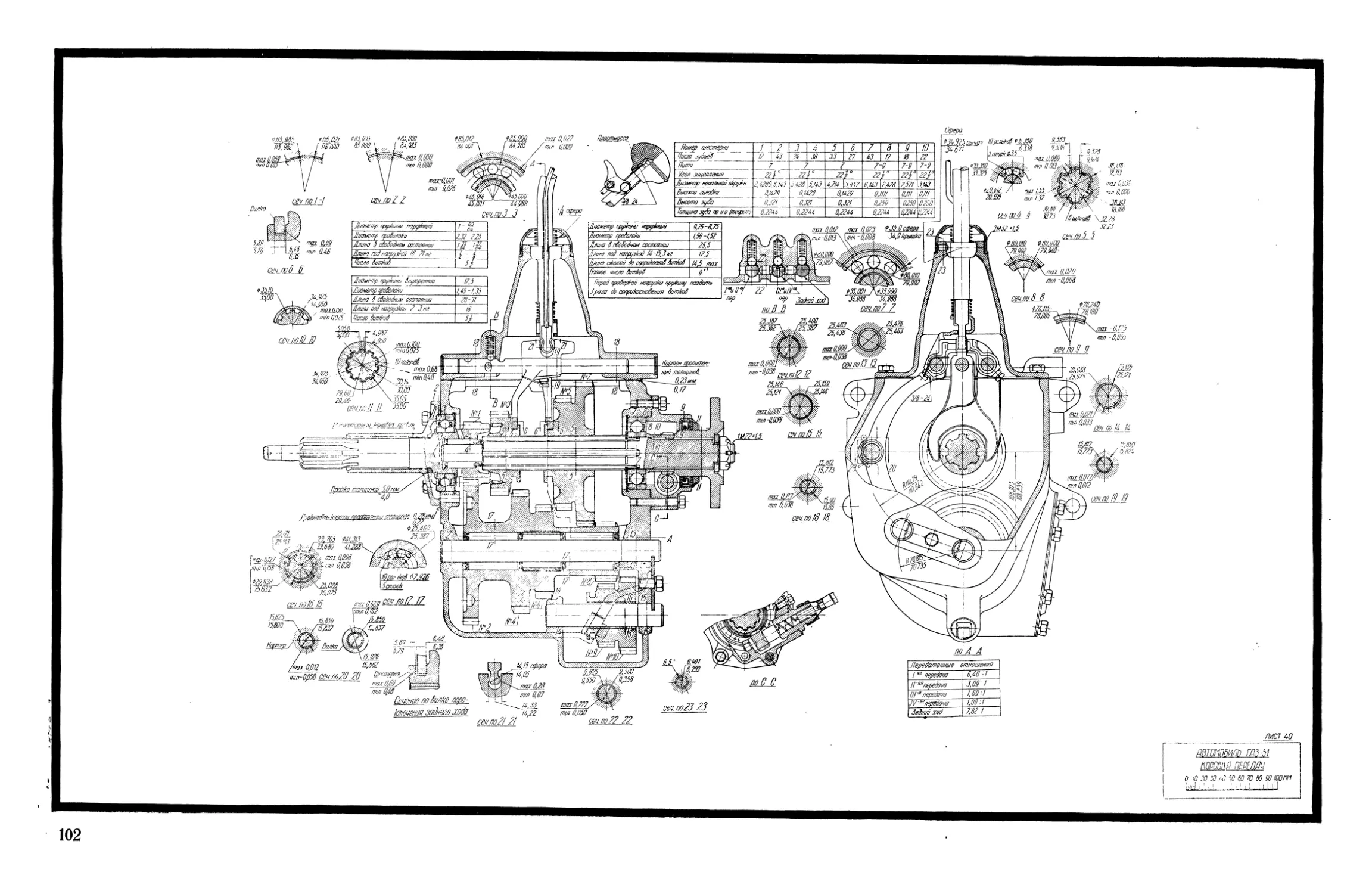
ДВТОМОБИЛЬ MM-10
ПОРОбПД ПЕРЕЛДЧ (ЛИСТ1)
20 30 йО 50 60 70 60 90 100 ММ
28
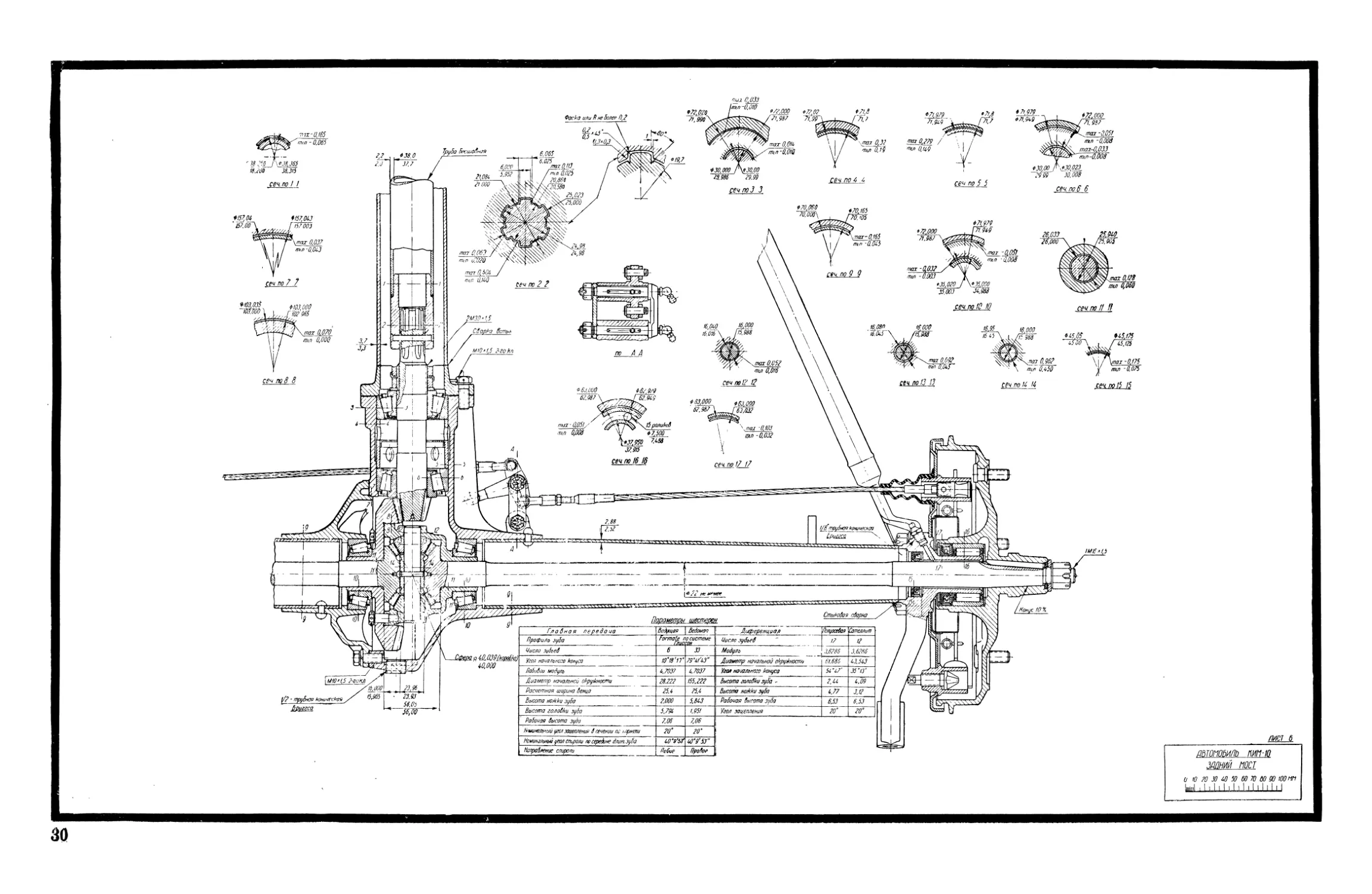
Параметры шестерен
то* 0,005
сеч по 23 23
сеч. по 24 24
Передача
Постоянное
звиепление
Вторая
Первая
Задний
код
Цисло
зубьев
15
29
23
21
17
27
13
18
Питч \Угопзацем.
нормальный нормальный
11
и
11
11
9J10
9110
9\10
9//0
№30'
й°зо'
1Ь°30'
№30'
20°
20°
20°
20°
Угол
спирали
35°5%9°
35°5'49"
35°5'W
35°5W
Прямой
Прямой
Прямой
Прямой
Направпен.
спирапи
Мое
Правое
Правое
Певое
4&
, Ф16,012
/5,994
i max 0,033
f mm-0,012
Ф 16,027
16.000
1
f
t
сеч по
-m-
\ Вилка
..... /Q.5
27 27
Ц
13,12
13,00
/Pbi4aeL
г
Ф/2,50
-, /2.38
во/7^уАс / rteped.il
заднего хода
сеч. по 25 25
сеч. по 26 26
сеч, по 28 28
Муфта синхронизатора должна свободно перемещаться
в обоих направлениях от номинала на указанные вели-
в Обоих Направлениях и,,, пипипини пи i/^ujuwD/e Utffiu-
чины без осевого смещения относительно каретки
синхронизатора. При этом первичный и вторичный валы
долЖны дыть нагр\1)кены силами по25кг в направлении
стрелок L
Передаточные тепа :
Первая передача 3,07
Вторая передача
Третья передача
Муфта синхронизатора, число зубьев - 24
Каретка синхронизатора, число зуЬьев- 2k
питч спеииальныи
профильный угол
При сборке каретки и муфты обеспечить
подбором боковой зазор между зуоьями 0,02-0,05
S местах отверстий снять по два зуба
R 63,50 по картеру
63.55
R 43,794 по картеру
43.744
ДВТОМОБИЛЬ КИМ -Ю
ПОРОбКД ПЕРЕпРЦ (ЛИСТ 2-ОЙ)
max 0,031
min 0.000
О Ю 20 30 40 50 60 70 30 90 tOO ММ
UlllJ I I I I 1 I I ] 1 I I I I I I I 1 I
29
Н/шинальиый угсл зацепления б сечении по кормам
Нстиамнш угол спирали по середине длим зу5а
Поправшие спирапи
Пебие
№9*5? W9'53"
flpafloe
ДВТОМОШй ПИП-Ю
шний пост
О Ю гО 30 40 50 60 70 60 90 ШО МП
, I I I I I I I I I I I I I I I I 1
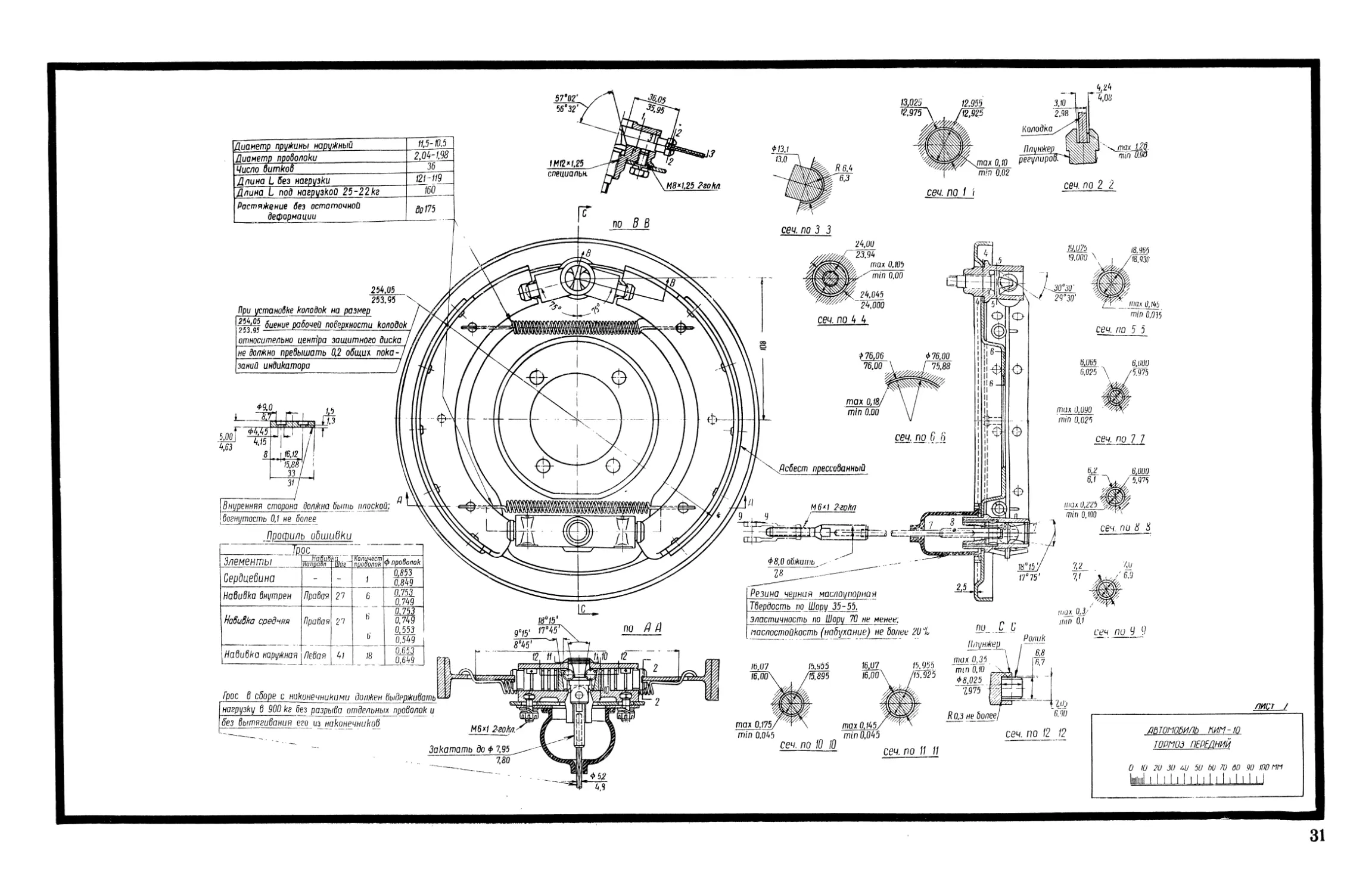
йиаметр пру&ины наружный
Лиаметр проволоки
Число витков
Дпина L без нагрузки
Длина L под нагрузкой 25-22кг
Растяжение без остаточной
деформации
11,5-10,5
2.0Ь-1,98
36
121-119
160
до /75
254,05
253,95
При установке колодок на размер
^Ш биение рабочей поверхности коподок
относительно центра защитного диска /у
не должно превышать 0,2 общих
показаний индикатора /
Ф9,0
JT
\63
4,/5
8
с
1А
U
15,88/ \
33
1
31
\Внуреннпя сторона долина быть плоской;
{вогнутость 0,1 не 5опее
Пррфипь обшивки
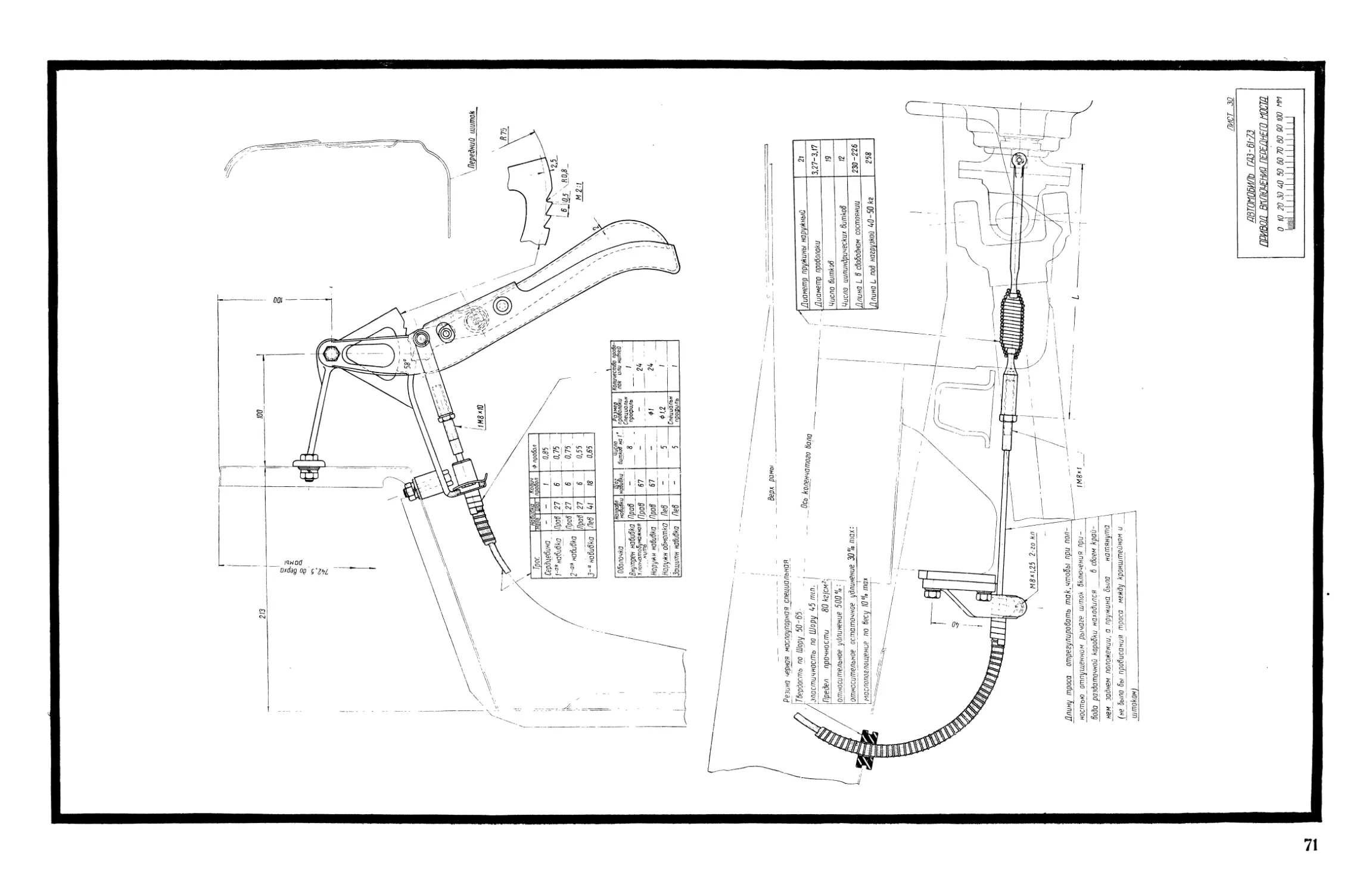
Трос
Элементы
Сердцевина
Навивка внутрен
Набивка средняя
Набивка наружная
Harwaon
-
Прабоя
Правая
Педая
fftfe-l
-
21
21
Копичест
провопок
1
6
в
6
18
ф провопок
МП
0,8Ь9
0,753
0,7№
QJ53
0,7Ь9
0,553
0М9 |
О£53
0,6^9
max 0,10 РееЧпи
min 0.02
Резина черная маспоцпорная
Твердость по Шору 35-55,
по ЙЙ
Грос в сборе с наконечникими допШ ЬыдерЖивать
\ нагрузку в 900 кг 5ез разрыва отдельных провопок и
\без вытягивания его из наконечников
эластичность по Шору 70 не менее:
win 0.1
паслостойкость (набухание) не бо//ее 20 %
76,117 /5,955
/6,00
max 0,175/ т \ max ОМ.
min 0.045 т'тО№5
сеч. по Ю 10
'/5,925
„ , Ролик
ПлунЖер I
Т7, \ / Ш
, . 6,7
mm 0,10
Ф8,025
1975
сеч по У У
R 0,3 не Шее,
6.90
сеч. по 12 12
сеч. по // //
ЛЬТОПОбИЛЬ ПИМ-Ю
ТОРМОЗ ПЕРЕДНИЙ
О Ю 2U 3U 6U 51) bU 70 60 90 100 ММ
1 1 1 1 I 1 I 1 1 1 1 1 I 1 1 1 I 1
31
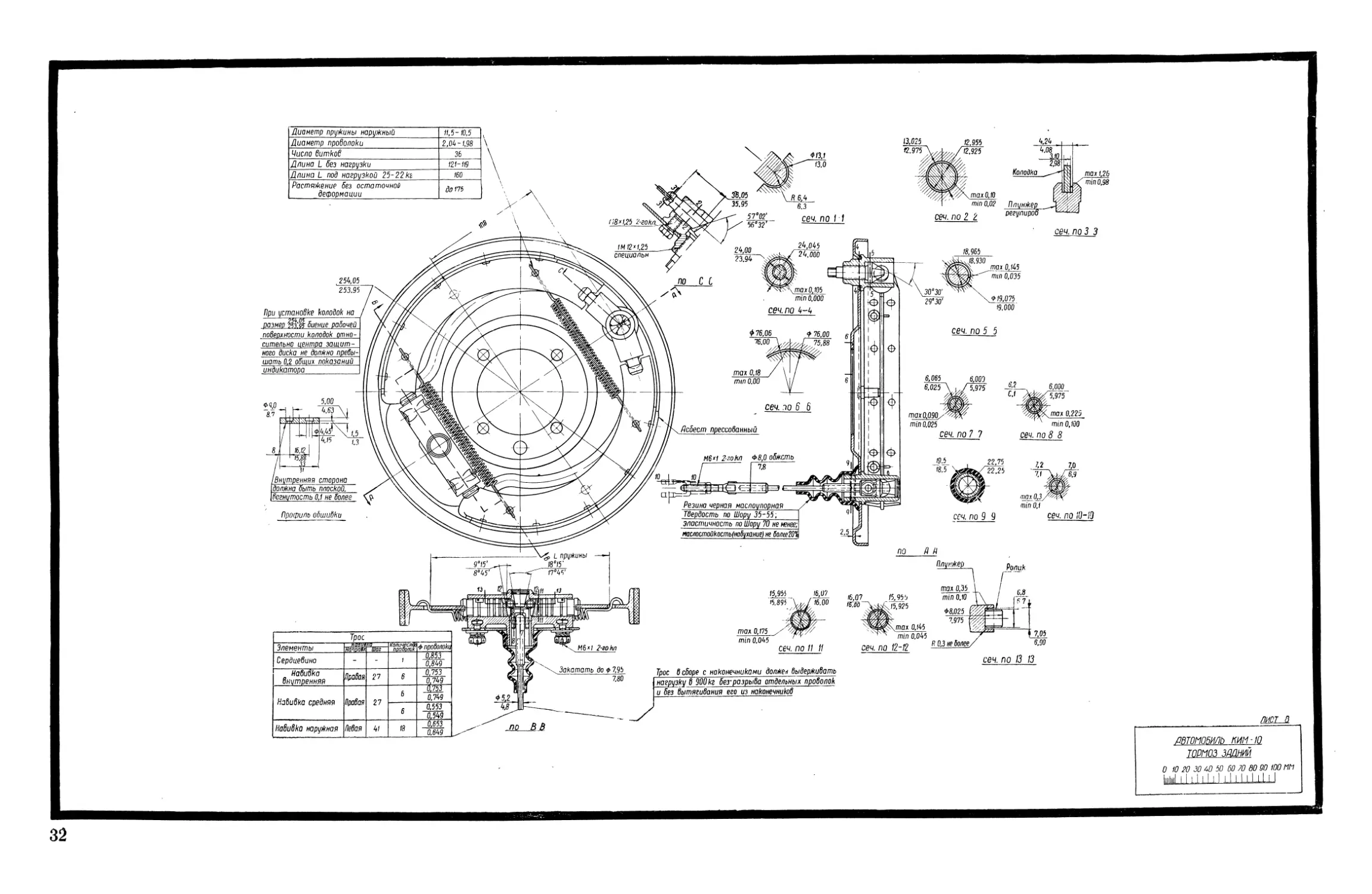
Диаметр пружины наружный
Диаметр провопоки
Чиспо витков
Дпина L без нагрузки
Дпина L под нагрузкой 25-22 кг
Растяжение без остаточной
деформации
11,5-10,5
2№~1,98
36
121-119
160
дот
,254,05
' 253.95
При установке коподок на
размер тж биение рабочей
поверхности коподок
относительно центра
защитного диска не допЖно превы-
шать 0,2 общих показаний
индикатора
ФЯ.0
1У
16J2J
Внутренняя сторона
должна fibimb плоскоВГ
вогнутость 0,1 не более
Профиль обшидки
Ф13.1
У
ЗЪ,05
П8*1,25 2-гока.
1М 12*1,25
специапьн
13Ж5
12,975
12,955
12,925
57°02'
24,00
23,94
6,3
сеч, no i t
24,045
24,000
4,24
ч max 0,10
min 0,02 ПлунЖер
сеч. по 1 2. оегулиров
max /,26
' minO,98
сеч. поЗ 3
К max 0,105
min 0,000
сеч, по 4-4
Ф 76,06
76,00
max 0,18
mm 0,00
сеч, по 6 6
Дсбест прессованный
М6*1 2-гоНа Ф8,0 обжсть
Резина черная маспоупорная
Твердость по Шору 35-55;
эластичность по Шору 70 не менее;
маспостойкость(набухание) не болееШ
18,965
J8.930
max 0, /45
mm 0,035
»19,075
i9,000
6,065
6,025
сеч, по 5 5
6,000
5.975
сеч, по 7 7
ч max 0,220
min 0,100
сеч. по 8 8
сеч. по 9 9
min 0,1
сеч по 1040
. пружины —•—
Трос
Элементы
Сердцевина
Навивка
внутренняя
Набивка средняя
Навивка наружная
навив
Напоавл
Правая
Правая
Мая
шаг
27
27
4/
копичесщ
поодолюк
1
6
6
6
18
Ф пробопоки
0,853
0,549
0,753
~0\%9
0,753
0,749
0,553
0,549
ЛИ!
0,6Ь9
Й Й
15JM
так 0,175
«,07
/5,95'j
ПпунЖер
шах 0,35
min 0,10
Ponuk
^Мбх? 2-гокл
Закатать до ф 7,95
7.80
сеч. по // //
Ф8,025
1975
\тах O./45
min 0,045
сеч. по 12-12 ШжШеу
Трос 6 сборе с наконечниками допоен Выдерживать
сеч. по 13 13
нагрузку 6 900 кг без'разрыва отдепьных проволок
и без вытягивания его из наконечников
ЛВТОМОбИЛЬ КИМ-10
ТОРМОЗ ЗМНИЙ
О 10 20 30 ЛО 50 60 70 ВО 90 100 ММ
bliml 11 I I I h I I 11 111 11 I 1
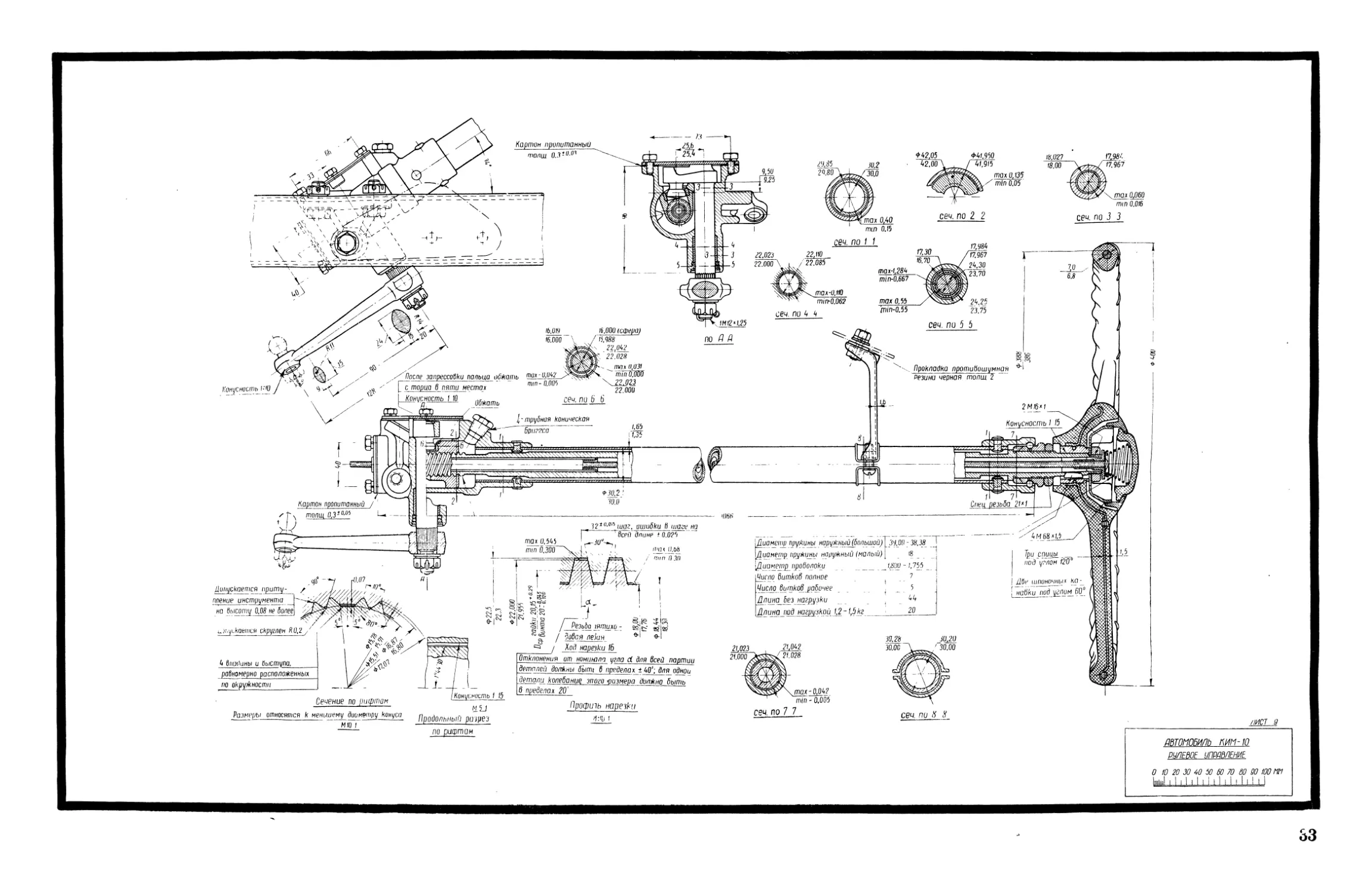
Картон пропитанный
~ толщ 0.3t0-03
max 0,060
mm 0.016
mm 0./5
сеч. по / /
!Ь,019 16.000 (сфера)
16.000 \ /15,988
- шох 0,031
ruin 0,000
U23
22.000
Прокпадка протиЬошумноя
Резини черная толщ 2
,/^Jlocne_ запрессовки пальца обжать
сторца 6 пяти местах
Обжать
у трубная коническая
Конусность / /5
7
!b шаг. ошибки ti шаге на
\Диаметр пружины наружный (малый)] 18
\Диамет])_проволоки к/ДЮ - 1,755
Число дитков полное ?
20
под у р. лом 120
йЬе шпоночных
ппение инструмента
на высоту 0,08 не более] '^ЖЖ^Ж^
I / Резьба wmuxo - gd
/ додая леюя
Ход нарезки /б
Отклонения от номинала угла d для всей партии
ЬпаОаны и быступа.
деталей доткны быть д пределах ±1*О1±д^я_одной
дета пи колебание зпого 'размера должно быть
равномерно расположенных
(Конусность / 15
Црадопьный
Сечение по рифтом
Размеры относятся к меньшему диам&иру конуса
Профть нарезки
ДВТОМОБИЛЬ ПИМ-Ю
РУЛЕВОЕ УПРЛВЛЕНИЕ
О 10 20 30 40 50 60 70 ВО 90 100 W
1,.»|.ш! i I i I i I i I t I i I ! I I ! i I
г~ТХх Я /,5 не более
ббыступов ЬА шаг_
\~RL5 'iT
бумажная лента толщиной 3,3 под
" "3,0
5,90 4JW.
W0 1 Ш 1
Профиль листов
~(k~poMe~N9)'
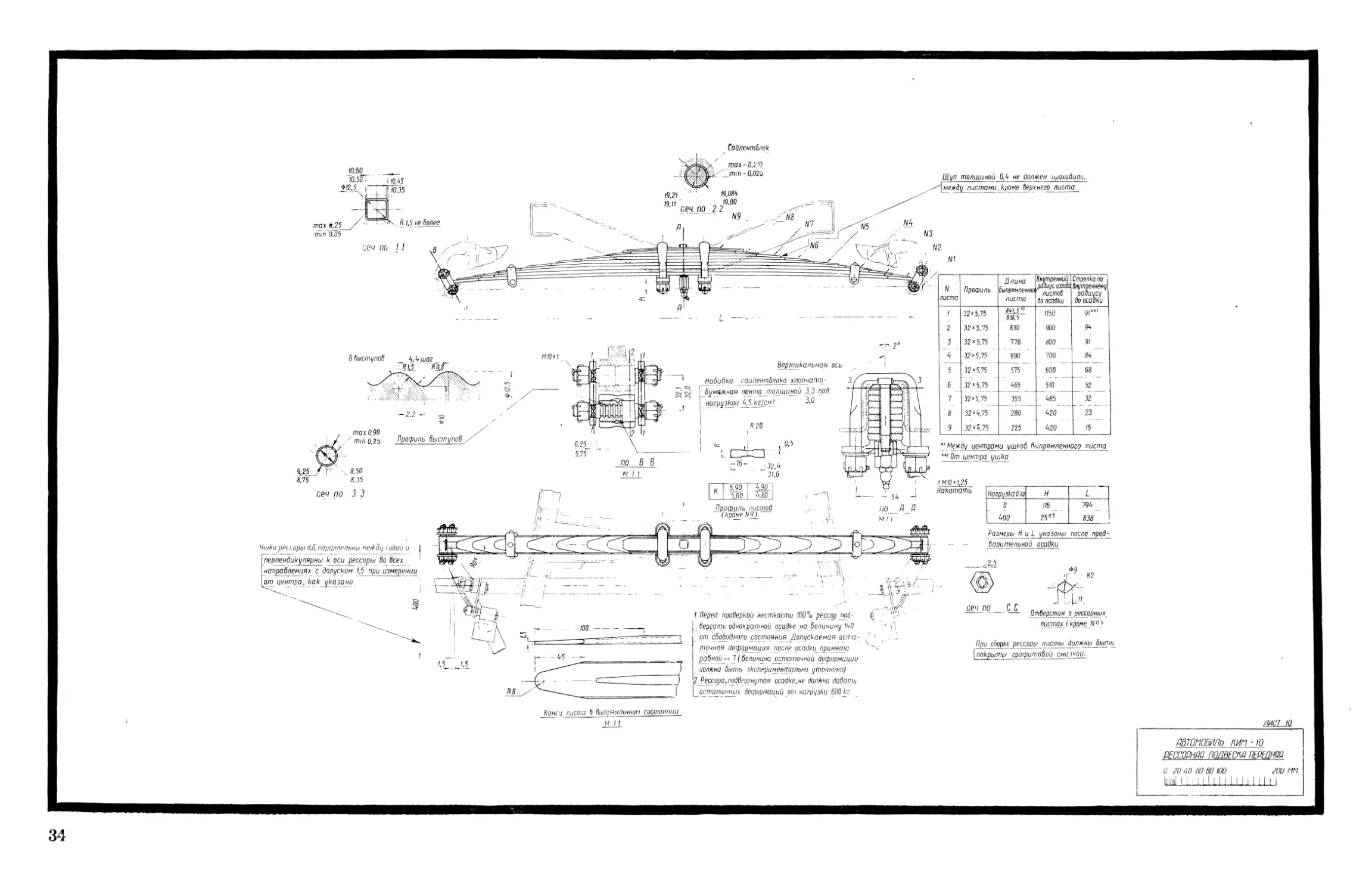
Jiuku приоры d.o. параллельны меЖди (идой и
перпендикулярны к оси рессоры Во бсех
направлениях с допуском 1,5 при измерении
от центра, как указано
1 Перед проберкой жесткости Ю0 X рессор jwd- $>
вергать однократной осадке на бепичину
от свободного состояния Допускаемая оста- '
точная беформоция после осадки принята
равной^ 7(величина остаточной деформации
должна быть экспериментально уточнена)
J t Рессора, подбрргнутая осадке, не долина додать
| остаточных деформаций от нагрузки Шкг
Конец пиатНпзыпрямлтшп состоянии
М 11
Щуп толщиной 0А не должен проходит
листами, кроме верх него листа
N
листа
1
2
3
~4
5
6
7
8
9
Профиль
32x5,75
32x5.75
32x5.75
32^5,75
32x5.75
32^5,75
32*5,75
32x4.75
32*1.75
ппина
%трямпеннос1
листа
838.5
830
770
690
575
465
355
280
225
Внутренний
раОиус изгибе
листов
до осадки
1150
900
800
700
600
510
485
420
Impenkano
внутреннему
радиусу
до осадки
gjXX)
94
9/
54
68
52
32
23
/5
х) Между центрами ушков Рыпрямпенного листа
**} От центра ушка
1М12*1,25
Накатать
Нагрузка д кг
0
400
Н
//6
25*5 ~
L
79Ь
838
Размеры Н и L указаны после пред
дарительной осадки
Л,5
сеч по С С
При соорке рессоры листы должны быть
[покрыты графитовой смазкой.
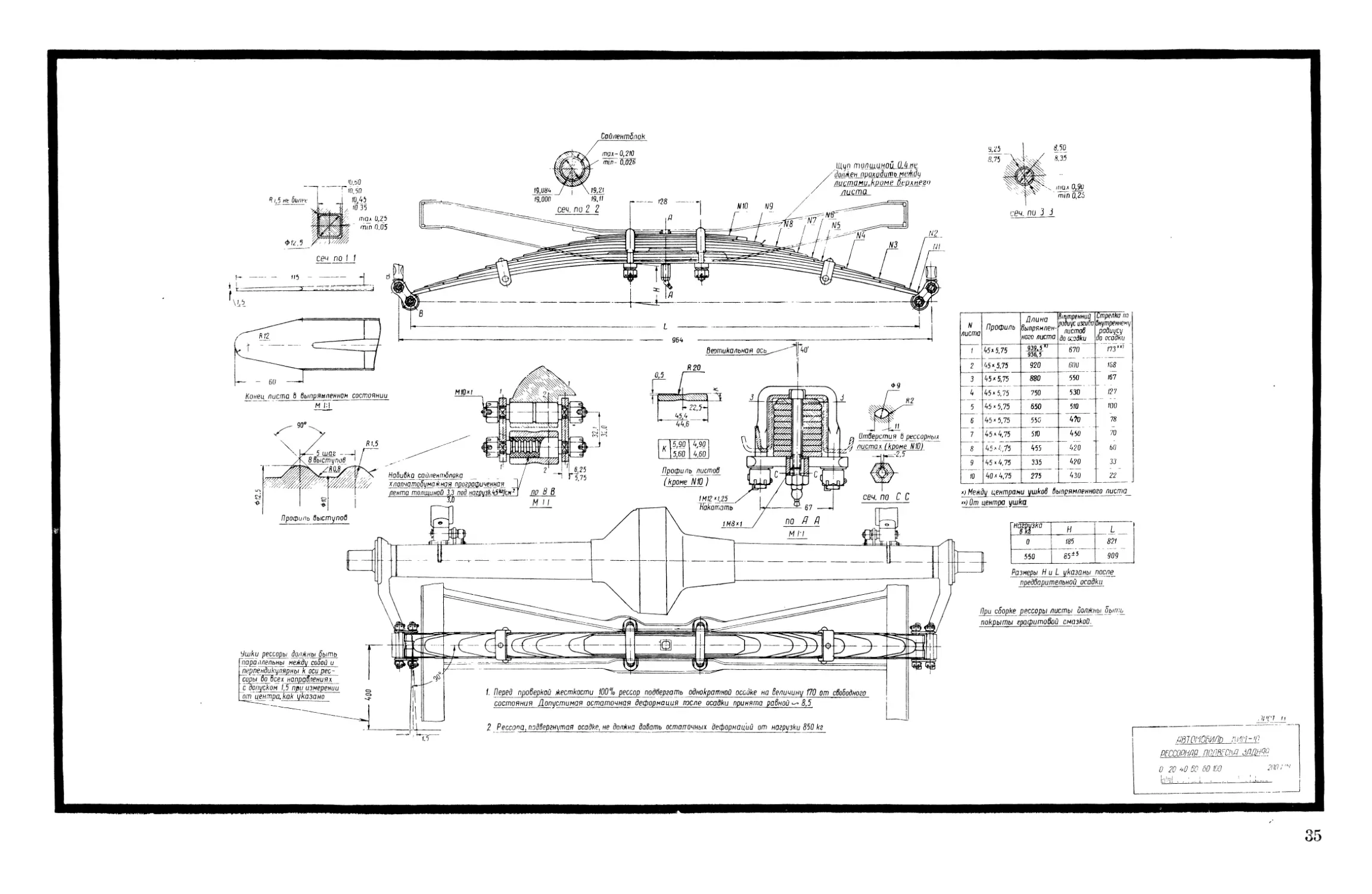
ДВТОМОбИЛЬ ПИМ'Ю
РЕССОРНДР ПОД BE Ж ПЕРЕЛНЯЯ
Отдерстия о рессорных
nucpiaxj кроме_ N L1)
34
сеч. пи 3 3
листами.кроме берхмвзо
листа
/g,ooo /9, \\
сеч. по 2 2
Веотикапьная ось
Конец листа 6 выпрямленном состоянии
я Отверстия б рессорных
1 , J? пистакТкромеШОУ
Профи ль_ листов
(кроме N10)
На5и§ка^ сайпенп>бпока
хлопчатобумажная прографиченная Л1
рента толщиной 3,3 под нагрцзк.к^Цсм]] РО В В
И /
Профипь дыступов
Ушки рессоры допЖны быть
jppjji между сойой и
перпендикулярны к оси рее -
в
соры до дсех направлениях
с допуском 1,5 при измерении
о/77 центра, как указано
1. Перед проверкой Жесткости 100% рессор подвергать однократной осадке на 8еличину 170 от свободного
состояния Допустимая остаточная деформация после осадки принята равной ^ 8,5
2 Рессопа, подвергнутая осадке, не должна дабать остапочных деформаций от нагрузки 850 кг
N
листа
/
2
3
4
5 1
6
7
8
9
/0
Профиль
45x5,75
45*5.75
45x5,75
45*5,75
45*5,75
45*5,75
45x4,75
45 475
45x4,75
40*4,75
Длина
выпрянпен-
ного листа
939,5 Х)
936,5
920
880
750
650
550
5Ю
455
335
275
Внутренний
ржус изгидя
пистов
до осидки
670
61Ю
550
530
5Ш
4?0
450
420
420
430
Стрелка по
днутреннему
радиусу
до осадки
173 *х]
138
/67
127
ЮО
78
70
50
33
22
о Между центрами ушков быпрямленного листа
<10т центра ушка
нагшка
6 лЗ
0
550
Н
185
85*5
L
821
909
Размеры Н и L указаны после
предварительной осадки
При сборке рессоры листы должны 5ып)ь_
покрыты графитовой смазкой.
35
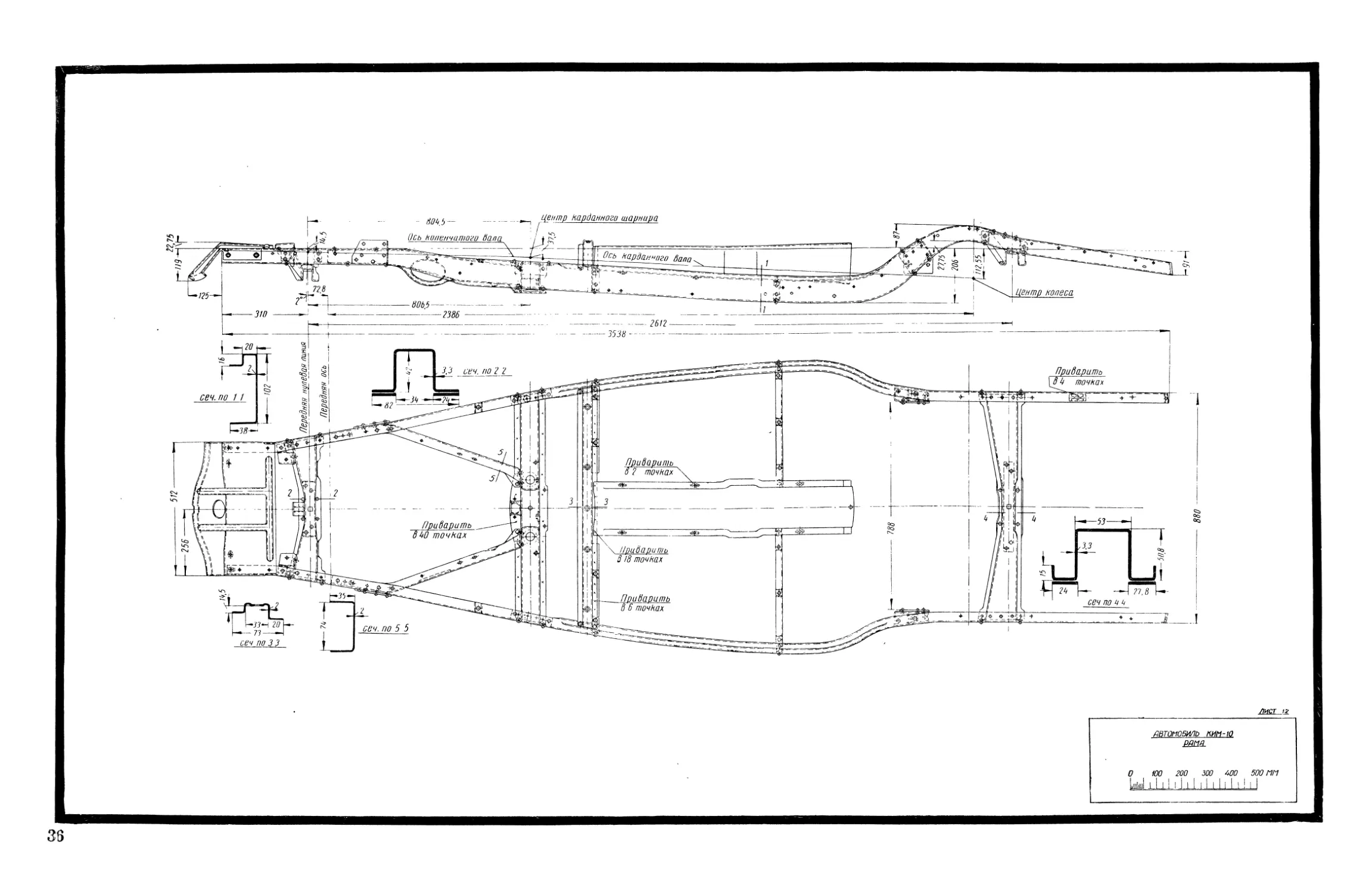
Центр Карданного шарнира
Ось кипенчатого Нала
Ось карданного вала
//6У//77/? копеса
80Ь5
2386
— 35 38
Приварить
% точках
Прибирать
~S? точках
о 40 точках
Приварить
318 точках
20
73 —
сеч по 3 3
ЯВТОМОВИЛЬ ПИМ-Ю
О 100 200 300 400 500 ПП
I I I I I 111
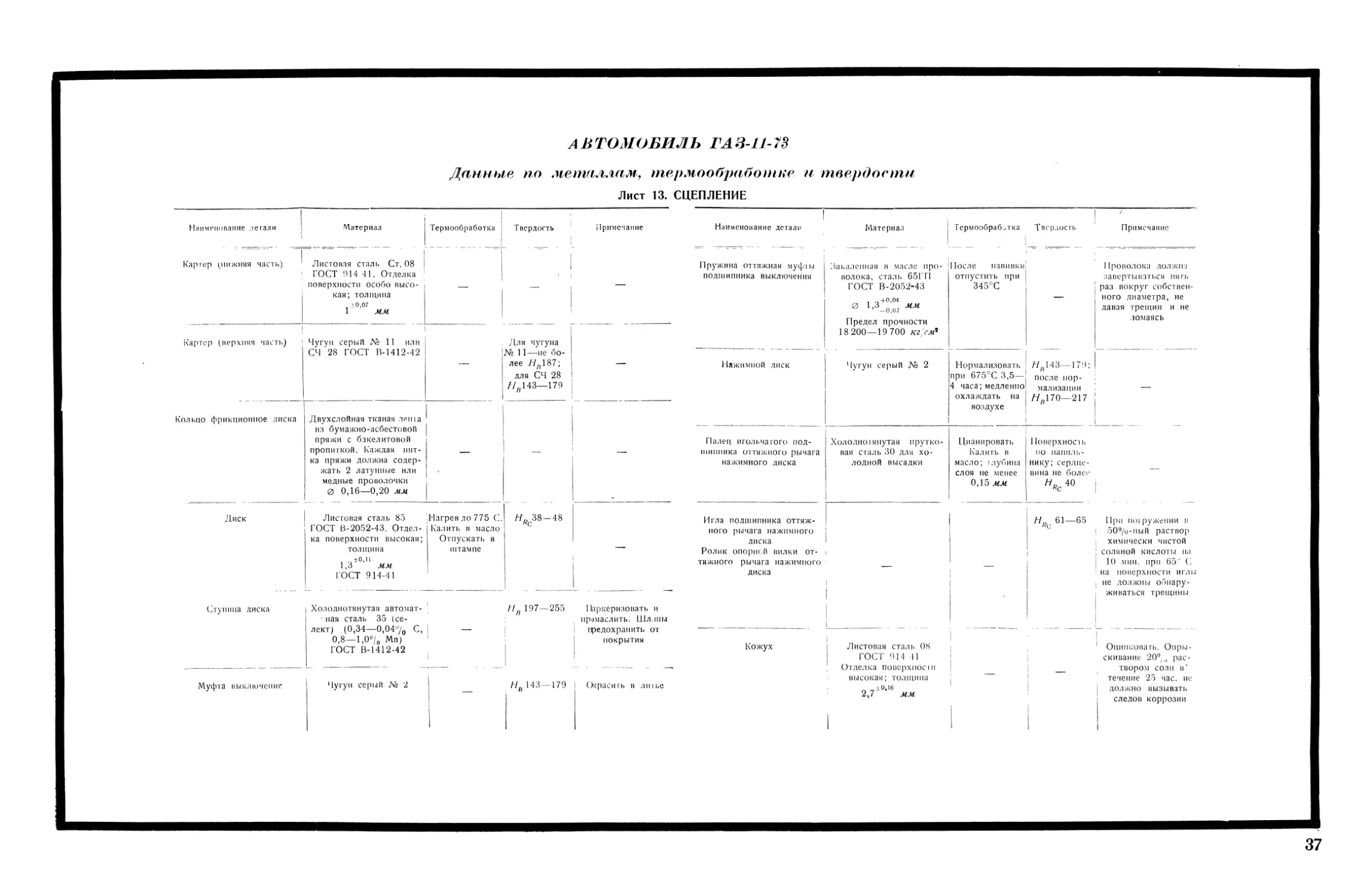
АВТОМОБИЛЬ ГА8-11-78
Данные по металлам, термообработке и твердости
Лист 13. СЦЕПЛЕНИЕ
Наименование летали
Наименование детали
Термообработка
Термообработка Твердость
Листовая сталь Ст. 08
ГОСТ 914 41. Отделка
поверхности особо высо
кая; толщина
^0,07
1 мм
Каргер (нижняя часть)
Закаленная в масле про- (После
волока, сталь 65 Г П
ГОСТ В-2052-43
Пружина оттяжная муфчы
подшипника выключения
Проволока должна
завертываться пять
раз вокруг собствен
ного диаметра, не
давая трещин и не
ломаясь
Предел прочности
18 200—19 700 кг!см*
Картер (верхняя часть)
Чугун серый № 11 или
СЧ "28 ГОСТ В-1412-42
Для чугуна
№ 11—не бо
лее /Уд 187;
для СЧ 28
1ажимпой диск
Чугун серый № 2
Нормализовать HR\A'd—179
при 675 С 3,5— после
нормализации
/■/143—179
4 часа; медленно
охлаждать на
воздухе
/У 170—217
Двухслойная тканая леша
из бумажно-асбестовой
пряжи с бакелитовой
пропиткой. Каждая
нитка пряжи должна
содержать 2 латунные или
медные проволочки
0 0,16—0,20 мм
Кольцо фрикционное диска
Палец игольчатого
подшипника оттяжного рычага
нажимного диска
Планировать
Калить в
масло; глубина
слоя не менее
0,15 мм
Холодно1янутая
прутковая сталь 30 для
холодной высадки
Поверхность
но
напильнику;
сердцевина не более
|Нагрев до 775 С.
Листовая сталь 8о
HR 38-48
При по1ружении и
509/о-ный раствор
химически чистой
соляной кислоты на
10 мин. при 65" С
на поверхности иглы
не должны
обнаруживаться трещины
Игла подшипника
оттяжного рычага нажимного
диска
Ролик опорной вилки
оттяжного рычага нажимного
диска
ГОСТ В-2052-43.
Отделка поверхности высокая;
толщина
±0,11
Калить в масло
Отпускать в
штампе
1,3 мм
ГОСТ 914-41
Холоднотянутая автомат-
• ная сталь 35 (се-
лект) (0,34—0,04(уо с>
0,8—1,0и/0 Мп)
ГОСТ В-1412-42
Паркеризовать и
промаслить. Шллцы
предохранить от
покрытии
Ступица диска
Листовая сталь 08
ГОСТ 914 41
Отделка поверхпосш
высокая; толщина
Оцинковать.
Опрыскивание 20°/0
раствором соли в4
течение 25 час. не
должно вызывать
следов коррозии
Чугун серый № 2
Муфта выключения
Окрасить в лтье
37
Гермообработка
Наименование дитачи
Наименование детали
Термообработка
РОЛИК ОПОрНОЙ В1ЛКИ ;
оттяжного рычага
нажимного диска
HR 60—Go
Ipn погружении в
50°/0-ный раствор хими
чески чистой соляной ки
слоты на 10 мин. при
температуре 65° С на
поверхности ролика не
должны обнаруживаться
трещины
Очистить от заусенцем
и окалины
Отпускать при
315°С в течение
15
Пружина нажимная
Закаленная в масле
проволока, сталь 65Г
IOCT 8-1050-41
+ 0,07
Регулировочный винт
оттяжного рычага
Холоднотянутая
прутковая сталь 35 для
холодной высадки
Нагрев до 830 С
в цианистой
ванне. Калить в
масло; глубина
слоя не менее
0,15 мм
По на-
нильни
ку
Оаль 6-А'
нагрев при
температуре 790°С.
Калить в масло;
отпускать при
425—450° С
в штампах
Пластина пружинная
крепления фрикционного
Ленточная полированная
обрезная пружинная
сталь 85. Закаленная в
масле ГОСТ В-2052-43
или ленточная сталь 65Г
ГОСТВ-1050-41 толщина
Пластина демпферного
диска
Листовая сталь 08
Отделка поверхности
высокая; толщина
Планировать;
глубина слоя не
менее 0,2 мм\
Калить в масло
Отпускать в
штампах
По
напил ьни
ку
Нагрев до 850е С
По на
пильни
ку
Холоднотянутая ста:п
Палец опорной вилки
оттяжного рычага
нажимного диска
в цианистой
ванне. Калить в
масло. Глубина
слоя не менее
0,13 мм
холодной высадки
Пружина демпферного
диска
Закаленная в масле
проволока, сталь 65Г
4-0,03
После навивки
отпустить при
Проволока должна бы ть
чистой, гладкой и
свободной от окалины, трещин
и следов протяжки.
Проволока должна
завертываться вокруг собственного
диаметра семь раз, не
давая трещин и не ломаясь
Верхнюю часть
цианировать
Тлубипа слоя не
менее 0,15 мм
'Калить в масло
По на
пильни
ку
Паркеризовать и иромас
лить; отверстия,
предохранить от покрытия
Сталь 33А (селект)
(0,3—0,35% С)
ОСТ 7123
Рычаг оттяжной
нажимного дискя
Предел прочности
15 000—16 500 кг/см*
38
Лист 14. ПРИВОД ВЫКЛЮЧЕНИЯ СЦЕПЛЕНИЯ
Наименование детали
Тяга от педали к валику
выключения сцепления
Материал
Холоднотянутая
прутковая
сталь 10
09,5 мм
^ -ол
Термообработка
Твердость
Примечание
Нагрев в 20—
25° 0-ной
цианистой ванне при
850' С. Калить в
масло; глубина
слоя не менее
0,15 мм
По напиль-1 Кадмировать или оцинковать. Опры-
нику | скивание 20° 0-ным раствором соли
' в течение 24 час. не должно
вызывать следов коррозии
Наименование детали
Ось пелали сцепления и
тормоза
Материал Термообработка Твердое™
Холоднотянутая
прутковая
сталь 30
ГОСТ В-1050-41
-)22,5 мм
Примечание
Кадмировать или оцинковать.
Опрыскивание 20° 0-ным раствором соли
в течение 50 час. не должно
вызывать следов коррозии на поверхности.
Диаметр после покрытия не должен
увеличиться более чем на 0,02 мм
Упорный наконечник тяги
от валика выключения
сцепления к вилке
авто- i 25°/0-ной циани-
Холодпотянутая Нагрев
прутковая
матная сталь 12.
ГОСТ В-1449-42
Шестигранник
17 мм
-0,24
ОСТ НКТП 7130
Сухарь опор валика вы- , Сплав для литья
в 20-
По
напильнику
стой ванне при
850° С. Калить в
растворе
каустической
соды;глубина слоя 0,15мм
ключения сцепления
под давлением
Кронштейн
ключения
валика вы-
сцепления
Сгаль 35
ГОСТ В-1050-41
Планировать;
глубина слоя на
поверхности
сферы не менее
0,15 мм. Калить
в масло
Пружина оияж^ая вилки
подшипника выключения
сцепления
Закаленная в ма-1 После навивки
1^
I
Шаровая опора вилки
подшипника выключения
сцепления
еле проволока
Сталь 65ГП
ОСТ В-2052-4 3
4-0,05
0 2 мм
у^ —0,02
Предел
прочности 16 800 —
18 500 кг см2
Холоднотянутая
автоматная
сталь 12
ГОСТ В-1414-42
Шестигранник
19 о,28 ММ
ОСТ НКТП 7130
отпустить при
845° С
Кадмировать или оцинковать.
Опрыскивание 20° 0-ным раствором соли
в течение 24 час. не должно
вызывать следов коррозии
Валик
выключения
пления
сце-
Сталь 35
ГОСТ В-1050-41
До механической
обработки
нагрев до 850° С
Калить в воду
Отпустить
Ив 207— Наружную поверхность
255
эмалирован.
Педаль сцепления
По напиль- Кадмировать или оцинковать. Опры-
нику
скивание 20()/0-ным раствором соли
в течение 24 час. не должно
вызывать следов коррозии
Ковкий чугун
ГОСТ 1215-41
с
дополнительными
требованиями ГАЗ. Предел
прочности
3800 кг'сМ-;
предел текучести
2450 кг'см'2;
удлинение 18° 0
ЯУЛ21-
149
Вилка подшипника
выключения сцепления
I
Листвая стальОВ | Термическая По напиль-
ГОСТ 914-41 'обработка виль- , пику
Окрасить в любой цвет
Отделка
поверхности
повышенная. Толщина
+ 0,18
3 мм
чатого конца;
нагрев в
высокоцианистой ванне
до 850° С. Кали гь
в масло;глубина
слоя 0,2 мм
Цианировать;
глубина слоя
не менее 0,15 ММ
Калить в раствор
каустической
соды
По напиль- Кадмировать или оцинковать. Оиры-
нику
скивание 20°/0-ным раствором соли
в течение 24 час. не должно
вызывать следов коррозии
Пружина педали сцепле- Закаленная имас-
ния
ле пружинная
проволока, сталь
ГОСТ В-2052-43
0 21^J мм
ОСТ 20006 38
После навивки
отпустить
Покрыть черным лаком
Цапфа упорная вилки
подшипника выключения
сцепления
Холоднотянутая
прутковая авю-
матная сталь 12
Нагрев до 850 С
в цианистой
ванне. Калить в
ГОСТ В-1449-42 раствор каустп-
(^ 21 мм ческой соды; гл у-
~0>и бина слоя 0,15 мм
По напиль-, Кадмировать или оцинковать. Опры-
нику скивание 20°/0-ным раствором соли
I в течение 24 час. не должно вызы-
} вать следов коррозии
39
Листы 15 и 16 ЗАДНИЙ МОСТ И КАРДАННЫЙ ВАЛ
Наименование детали
Гермообработка
Наименование детали
Термообработки
Передний конец кожуха Труба
бесшовная, сталь 20
ГОСТВ-1050-41
Наружный
0 53,5
карданного вала
Труба
бесшовная, сталь 45
ГОСТВ-1050-41
Наружный
Груба соединительная
карданного вала
толщина стенки
+ 0,4
4,4 мм
толщина стенки
±0,5
2,5 мм
Труба кожуха кард;
ного вала
Листовая сталь 25
ГОСТ 914-41
Толщина 3.3 мм
ГОСТ 1459-43
Фланец трубы
карданного вала
С га ль 35
ГОСТВ-1050-41
Дианирова п.;
аубина слоя
на шлицах
не менее
0,15 мм.
Калить в масло
Но напильник)
Конец карданного валя
задний
Холоднотянутая прутковая
сталь, сталь 30
ОСТ В-1050-41
Чашка упорная
Крышка шаровая
карданного шарнира
Листовая сталь 08
ГОСТ914-41
Отделка
поверхности высокая
Толщина
ОСТ НКТП 7128
Конец головки кожуха
карданного вала передний
Листовая сталь 08
'ОСТ В-1050-41
Толщина 5,3 мм
Втулка соединительная
кожуха полуоси
Сталь 40
ГОСТВ-1050-41
Задняя часть головки
трубы карданного вала
Труба бесшовная,
сталь 10
ГОСТ В-1050-41
Наружный —•
±0.3
058 мм;
толщина стенки
Листовая сталь 40
ГОСТ 914-41
Толщина 3.3 мм
Труба кожуха полуоси
ГОСТ 1459-43
Овальность
±0,3
мм
Наружную
поверхность
цапфы
подвергнуть
поверхностной
закалке
Глубина слоя
+ 0,5
4 ю мм
Н .12—84 за-
Фланец кожуха полуоси Сталь 41А
наружный I ГОСТ В-1050-41
каленной
поверхности;
Холоднотянутая
сталь 10
Шпилька карданного
вала
0 6,5_ мм
(для холодной
высадки)
Конец карданного вала
передний
Сталь 40
ГОСТВ-1050-41
Калить в ра
створ каусти
ческой соды
(кроме задне
го конца)
Отпустить
Ив 302-364
Отливку тщательно очи
пригоревшей земли
Ковкий чугун
№ 1
Коробка сателлитов дифе-
ренциала—правая и
левая
Наименование детали
|Термообработка
Шестерня ведомая
Сталь 35ХМА Цианировать
(селект) в малоциани-
(0,32—0,40° 0 С) стой ванне
i Калить в
масло. Отпу-
на затылочной
стороне Ив 444
(естерня ведущая
Сталь 20Х Цементиро-
(0,15—0,25°/0С, вать; глубина
0,5—0,8°/0 Мп, слоя 1,2—
0,7—1,0°/0 Сг)
по Мак-
Квелу 5—8
155-207
поковки; на
зубьях на
направляющем
конце
0 25 мм
Омеднить всю шестерню
1,5 мм. Ка-
шть в масло
Отпустить
резьбе HR ,28-43
Холодно шнутпя Цементиро-
прутковая |вать; глубина
сталь 20 | слоя 0,9—
ГОСТ В-1050-4 1i 1,3 мм. Ка-
'лить в раствор
каустической
ОСТ НКТП 7128
!соды. О i
пустить
Крестовина диференциала
ОСТ НКТП 7124 вать;
Допускается
превышение
до
слоя 0,12 мм.
^0,35 —О,4О°'О С) Калить в
масло.
Отпустить
Наименование детали
Шпонка полуоси
Полуось
Ступица колеса
Втулка ступицы
Болт ступипы
ло.
Отпустить
Caie.i.'inT диференииала j Холоднотянутая Цианировать
прутковая сталь Калить в мас-
38Х
ОСТНКТП 7124
(селект 0,35
40% С)
<7) 57,2 0<2 мм
ОСТ НКТП 7128|
Перед
окончательной
протяжкой
нормализовать сталь до
Нв 179-217;
после оконча-
1ельной
протяжки/У^, 197—255
После термообработки покрыть
медью. Поверхность отверстия
Гайка ступицы
0 .—.
.753
должна быть пол-
.755
постью покрыта медью, причем
диаметр отверс ия не должен
уменьшиться бэлее чем на
.001
Колпак колеса
Пружина колпака
Болт коробки сателлитов j Холоднотян> тая
сталь 35
(для холодной
высадки)
Материал
Холоднотянутая
прутковая
сталь 40
ГОСТ В-1050-41
Квадрат
6,37_0#0,*м
с закругленными
краями (/?0,3—
0,4 мм)
Термообработка! Твердость
Натрев в
соляной ванне
при
температуре 815 С
Калить в
масло.
Отпустить при
500° С
„
18-27
Холоднотянутая \ Калить в мас-
прутковая сталь' ло. Отпустить
35ХГС |
Сталь 40
Труба
бесшовная, сталь 40
ГОСТ В-1050-41!
Наружный !
±0,84 |
0 84 мм
внутренний
±0,7
0 67 мм
ГОСТ 1459-43
Холоднотянутая
прутковая С1аль
30 (для
холодной высадки)
Холоднотянутая
автоматная
сталь 12
Нагрев до
800°С. Калить
в раствор
каустической
соды;
отпустить в масле
при 205° С
в течение
1 ч. 30 м.
Цианировать;
глубина слоя
не менее
0,15 мм
Поковки
Нв 156—207 !
52—58
Поверхность по
напильнику;
сердцевины не
более HD 40
Кг
Оцинковать. Опрыскивание
20°/0-ным соляным раствором в
течение 100 час. не должно
вызывать коррозии
I Латунь Л-62
i Толщина
Горячекатанная
листовая сталь85
Толщина
±0,13
1,6 ММ
Оцинковать. Опрыскивание
2()°/0-ным соляным раствором в
течение 50 час. не должно
вызывать коррозии
Внутреннюю часть колпака
оцинковать или кадмировать;
наружную часть хромировав
41
Лист 17. РУЛЕВОЕ УПРАВЛЕНИЕ
Термообработка
Наименование детали
Термообработка
Наименование детали
Нв 197—229;
Заготовку нор-
Холоднотянутая
прутковая сталь 35Х (селект)
(0,35—0,40% С)
ОСТНКТП 7124
По напиль
нику
Цианировать;
глубина слоя не
менее ОД ММ.
Калигь в масло
Холоднотянутая
прутковая автоматная сталь 12
0 25 _ мм
Винт регулировочный
вала сошки
мализовать
Изделие
цианировать; глубина
слоя не менее
0,25 мм. Калить
в масло.
Отпустить
на нитке
допускается
превышение
до
Труба рулевой колонки
Ленточная низко-глеро-
дистая светлая обрезная
сталь ГОСТ 503-41
Толщина 0,8 мм
Холоднотянутая пр
вая сталь 20Х
(0,15-0,25% С,
0,50-0,80% " '
Ролик вала сошки
Цементировать;
глубина слоя
1,2— 15 мм. На
грев в
цианистой ванне.
Отпустить
Труба оесшовная,
сталь 20 ГОСТ В-Ь 50-41
Кольцо наружное
роликоподшипника
Внутренние поверхности
обдуть на
пескоструйном аппарате, а затем
окрасить маслоупориой
краской
Ковкий чугун №
Проволока пружинная, После навивки
Пружина верхней крышки
Цементировать;
глубина слоя
0,9—1,2 мм.
Калить в масло»
Отпустить при
205°С в течение
1 ч. 30 м.
Нр 55—62
Нормализовать
Холоднокатаная прутко
вая сталь 20Х
Крышка картера верхняя
чольцо внутреннее
концевого подшипника вала
сошки
0 28_охлмм
Листовая сталь 08
±0,5
Толщина 4,3 мм
Крышка картера нижняя
Листовая сталь 08
±0,18
Толщина 3 15 ММ
Крышка картера боковая
Труба бесшовная,сталь 30
Наружный
±0,25
0 22,75 мм;
о г±0'35
толщина стенки о,о ММ
Вал рулевого управления
Закаленной
новерхно-
Наружную
поверхность
подвергнуть
поверхностной закалке
электронагревом;
глубина слоя
1,5—2 мм
Холоднотянутая прутко
вая сталь 20
0
Ось ролика вала сошки
/У 217—255
I I
Поверхностная | Поковки
закалка элек- \НВ269—302;
закаленной
Сталь ЗЗХ (селект)
(0,35 — 0,40% С)
Паркеризовать
и промасли! ь
Холоднотянутая
прутковая автоматная сталь 12
Шестигранник
Гайка регулировочного
винта вала сошки
тронагревом;
глубина слоя поверхности
изделия
1,5—2,0 мм
42
Материал
Примечание
Кроннпейн рулевой колонки
Крышка кроши 1ейна
рулевой колонки
Обод каркаса колеса
Томпак оловянистый
(88—92% Си, 0,25- I
0,75°/0 Sn, остальное Zn)
Ковкий чугун
21 —149 Покрыть черной
эй а лью
Сталь 40
ОСТ В-1050-41
Холоднотянутая пру
псовая сгаль 10
(луиица каркаса колеса
Сjinna каркаса колеса
Пружина кнопки гудка
Коыактная iu'iaciniia гудка
Ковкий чуг ун
Холоднотянутая
прутковая сталь 10
0 1О,3олл!Л*
Холоднотянутая
бронзовая проволока (93,5 —
94,5% Си, 5,0 —
5,5% Sn, 0,4-0,6°/0P)
01,6 мм
Ленточная полутвердая
латунь Л62. Толщина
0,4 мм
-0,04
Чашка кнопки гудка
Листовая сталь 08
Толщина 1,9" мм
Ьадмировать
Лист 18. ТОРМОЗ ПЕРЕДНИЙ И ЗАДНИЙ
Наименование детали
Барабан тормозной:
обод
фланец
Колодки трмоза:
обод
ребро
Материал
Чугун
Листовая сталь 08
Полосовая сталь 10
Листовая сталь 08
Термообработка
Твердость
—
Примечание
—
Опора колодок
Сталь 35
Калить в масло
Винт регулировочный
Плунжер колодок
Автомажая сталь 12
Сталь 10
Диск тормозной
Пружина тормоза
Сталь 10
Сталь 95
11емеН1 ировать
После завивки
отпустить
Окрасить
43
Лист 19. КРЕПЛЕНИЕ ПЕРЕДНЕЙ РЕССОРЫ
Лист 20. РЕССОРА ПЕРЕДНЯЯ
Наименование детали
Пластина буфера
Компенсаторная сережка
Щека серьги
Материал
Ленточная
низкоуглеродистая необрезная сталь
Качество поверхности
1-го класса.
Толщина 3 мм;
ширина 40 мм
Листовая сталь 20
Толщина 6,25 мм
Термообработка
Твердость
Примечание
Наименование детали
Материал
Термообработка
Твердость
Примечание
Листы рессоры
Горячекатанная полосо- i До сборки ка-
ваярессорная сталь50ХГА лить в масло
(селект) (0,47—0,52% С) Отпустить
ГОСТ В-2052 43 Толщина
0,15
5 мм
Заготовки
не более
Ив302;
после отпуска
Ив 363-415
(л я ж ной бол г
Ковкий чугун. Предел
прочности 3500 кг:СМ2\
предел текучести
i 2250 кг''см2; удлинение
10%
Нв 121-149
Окрасить
BiyviKa резьбовая
Холоднотянутая пругко-
! вая автоматная сталь 20
или холоднотянутая
прутковая сталь 20
0 22,5 мм
Болт специальный
Холоднотянутая прутко-
! вая сталь 35 (для
Палец резьбовой
холодной высалки)
Холоднотянутая
прутковая сталь 35
0 16.2 мм
—0,12
[1ружина компенсаторной
сережки
Закаленная в масле
проволока, сгаль (>5 Г
+ 0,07
0 4 м м
-0,03
Цианировать до
шлифовки;
глубина слоя не
менее 0,15 мм
Калить в
раствор
каустической соды
Нагрев в
цианистой ванне при
830^ С в течение
40 мин. Глубина
слоя не менее
0,15 мм. Калить
в масло.
Отпускать при 205° С
в течение 1 ч.
30 м.
Цианировать;
глубина слоя не
менее 0,15 мм
Калить в масло
Отпустить
После навивки
отпустить при
315° С
По
напильнику ,
По
напильнику
По
напильнику
i
Хомутик
Холоднотянутая
прутковая сталь 30 (для
холодной высадки)
ГОСТ В-1050-41
Ленточная низкоуглеро-
| дистая сталь 08
I ГОСТ В-1050-41
Чехол
Накладка чехлов
Держатель распорных
вкладышей и разрезного листа
Накладка
Листовая освинцованная
сталь 08 ГОСТ 914-41
Толщина 0,5 мм.
Содержание олова в сплаве
16%. Покрытие не
менее 60 ? на 1 м2
Листовая сталь 08
Толщина 8 мм
С, ipc-мянка передняя
и задняя
Холоднотянутая
прутковая сталь 35Х (для
холодной высадки)
ОСТНКТП 7124
Под накатку
0 11,8 мм;
Эмалировать
под
-0,08
нарезку
0
12 мм
-0,12
Окрасить
КРЕПЛЕНИЕ ЗАДНЕЙ РЕССОРЫ
Наименование детали
Гермообработкл \ Твердоси
Термообработк;
Наименование детали
Листовая сталь 20
ГОСТ В-1050-41
Толщина 6,25 мм
Компенсаторная сережка
Полосовая сгаль 10
Подушка задней рессоры
! ГОСТ В-1050-41.
Толщина Юмм, ширина 160 мм
ГОСТ 103-41
Ковкий чугун
ОСТ 1215-41 с
дополнительными требованиями
ГАЗ. Предел прочности
не менее 3500 кг/см2;
предел текучести не менее
2250 кг см2) удлинение
Щека серьги
Листовая сталь 08
ОСТ 914-41. Толщина
1,9 мм
Подкладка резиновой
подушки
Нв 121 — 149
1 И 197—255 Паркеризовап
Холоднотянутая прутко-
Стремянка задней рессоры
вая сталь 40 (для
холодной высадки)
и промаслит
Нв 121 — 149
Щека серьги задней рессоры ; Ковкий чугун
ГОСТ 1215-41 с
дополнительными требованиями !
ГАЗ. Предел прочности
не менее 3500 кг/см2;
Пружина компенсаторной
сережки
После навивки
Закаленная в масле про
волока, сталь 65Г
ГОСТ В-1050-41
отпуститъ при
315° С
предел текучести
2250 кг'см1', удлинение \
!
Палец резьбовой рессорной Холоднотянутая прутко- j Планировать; глу- Поверхность Паркеризовагь
подвески ; вая сталь 35 ' бина слоя не менее по напильнику | и промаслить
0 16,2 мм °Л5 мм. Калить в
масло. Отпустить
Холоднотянутая прутко
вая сталь 30
ГОСТ В-1050-41 (для хо
лодной высадки)
Стержень коменсаторной
сережки
Холоднотянутая
прутковая автоматная сталь 20
ГОСТ В-1414-42 или
сталь 20 ГОСТ В-1050-4 L
0 22,5 мм
Втулка резьбовая
До шлифовки циа-
пировать; глубина
слоя не менее
0,15 мм. Калить и
раствор
каустической соды
Палец рессорный
Холоднотянутая
прутковая сталь 35
ГОСТ В-1050-41.
Шестигранник
27 мм
-0,28
ОСТ НКТП 7130
Нагрев в
цианистой ванне при
830°С в течение
40 мин.; глубина
слоя не менее
0,15 мм. Калить
в масло.
Отпускать при 205° С
в течение 1,5 ч.
По
напильнику
Нагрев в цианистой
ванне при 830° С в
течение 40 мин.;
глубина слоя не
менее 0,15 мм.
Калить в масло.
Отпускать при 205° С
в течение 1 ч. 30 м.
Волг специальный подвески
задней рессоры
Холоднотянутая
прутковая сталь 35
ГОСТ В-1051-41
(для холодной высадки)
45
Лист 22. РЕССОРА ЗАДНЯЯ
Лисг 23. АМОРТИЗАТОР
Наименование детали
Материал
Термообработка
Листы рессоры
Болт стяжной задней
рессоры
Полосовая рессорная
сталь 50ХГА (селект)
(0,47-0,52°/0 С). Be-
личина зерна по Мак-
Кведу 5—8
ГОСТ В 2052-43
Толщина листов:
1—6-го 7 мм
7—9-го 5,57" мм
Холоднотянутая
прутковая сталь 30
(для холодной высадки)
ОСТ НКТП 7128
До сборки
нагрев до 820° С.
Калить в масло.
Отпустить
Хомутик задней
рессоры
Чехол задней рессоры
Ленточная
низкоуглеродистая сталь 08
ГОСТ В-1050-41
Листовая
освинцованная сталь 08
ГОСТ 914-41. Толщина
0,5 мм; содержание
олова в сплаве 16° 0,
покрытие не менее
60 г ни 1 м2
Твердость
Материала
Яд 302;
после
отпуска
Я« 363—418
Примечание
Наименование детали
Материал
Термообработка
После термообработки
листы должны выдерживать
загиб вокруг стержня
0 12,5 мм на 35 без
повреждений
Картер
Втулки картера (большая и
малая)
Крышка днища картера
Чугун серый № 12
Бронза оловянистая ОЦС
4-4-2,5 ГОСТ 613-41 или
бронза кремнемарганцо-
вистая КСМц 3-3-1
(2,5-3,5% Si, 0,8—
1,2% Мп, 2,5—3,5% РЬ,
остальное Си) Лента
толщиной 0,9 мм
Отливку отжечь
в печи при
650—750° С.
Охлаждать в
печи до 370° С.
Дальнейшее
охлаждение вести
в воздухе
Твердость
Примечание
170—207 i
Листовая сталь 08
ГОСТ В-1050-41
Пробка наливного
отверстия картера
Прокладка пробки наливного
отверстия картера
Поршень амортизатора
Головка упорная поршня
Холоднотянутая
прутковая автоматная сталь 12
ГОСТ В-1449-42.
Шестигранник П-0,24 ММ
ОСТ НКТП 7130
Лист алюминиевый А98,
особо мягкий
(отожженный) ОСТ НКТП 4035
±0,06
толщина 0,8 мм
Чугун серый
Холоднотянутая
прутковая автоматная сталь 15Г
ГОСТ В 1414-42
Термическая
обработка после
шлифовки торца.
Цементировать
при 900е С;
глубина слоя 0,7—
1,2 мм. Нагрев
в цианистой
ванне при 850° С.
Калить в масло.
Отпускать при
250° С 1,5 часа
Не более
/Ул 187
На
шлифованном торце
Я^ 58-65;
на торце риф-
тов не более
нЫс зо
Головку омеднить
перед шлифовкой
торца, вторично
омеднить после
термической
обработки. Толщина слоя
меди на
шлифованном горце 0,025 мм
46
Наименование детали
Пластина пружинная поршня
Материал
Ленточная светлая
отожженная сталь 75.
ГОСТ В-2052-43.
Поверхность но
ГОСТ 503 41
Термообработка
Нагрев при
790° С. Калить в
масло.Отпускать
при 400° С
Твердость
//*с40-45
Примечание
—
Наименование детали
Материал
Кулачок валика
Пружина впускного
клапана
Рояльная проволока,
сталь
Пружина клапана хода
отдачи
Втулка клапанов отдачи и
сжатия
Пружина клапана хода
сжатия
Закаленная в масле
проволока, сталь 65 Г
Предел прочности
21000—22 500 кг см?
Оiпускать после
навивки при
300° С в течение
10 - 15 мин.
Холоднотянутая
прутковая автоматная сталь 12
ГОСТ В-1414-42
Закаленная в масле
проволока, сталь 65 Г
Предел прочности
22 500 — 24 000 кг'см2
Нагрев в
цианистой ванне при
850° С. Калить в
масло; глубина
слоя 0,05—
0,08 мм
Сталь 45 (селект)
(0,45—0,50% С)
ГОСТ В-1050-41.
Величина зерна по Мак-Кведу
5—8
Термообработка
Конец 0 27 мм
нагревать в
цианистой ванне
Палец верхней головки
стойки
Про-гравить в
растворе серной кис-
логы для снятия
окалины после
термообработки.
Нейтрализовать и
промаслить
Втулка головки рычага
(внутренняя)
По
напильнику
Холоднотянутая
прутковая автоматная сталь 20
ГОСТ В-1414-42
Ленточная
низкоуглеродистая обрезная сталь
ГОСТ 503-41
Холоднотянутая
прутковая сталь 41А (селект)
(0,38-0,43% С)
ГОСТ В-105(441.
Величина зерна по Мак-Кведу
5-8
После завивки
отпускать при
300и С в течение
10 — 15 мин.
Нагрев в
малоцианистой ванне
при 815°С.
Калить в раствор
каустической
соды. Отпускать
при 205° С в
течение 1,5 часа
IIR л 50—60
Омеднить для
отличая после
термообработки
при 815 С. Ка
лить в раствор
каустической
соды. Отпускать
при 205° С в
течение 1,5 часа
Нагрев в
цианистой ванне при
850° С. Калить в
масло. Глубина
слоя не менее
0,15 мм
По напичь-
нику
Нагрев в
цианистой ванне при
850е С. Калить в
раствор
каустической соды.
Глубина слоя не
менее 0,20 мм
По напиль
НИКУ
Томпак,оловянистый
(88—92°,0Си, 0,25 -
0,75°/0 Sn, остальное Zn)
или кремнистая латунь
ЛКС 65-1,5—3
ГОСТ В-1019-41 или
свинцовистая латунь
ЛС-74-ЗГОСТ В-1019-41
Лента
Ковкий чугун
ГОСТ В-1412-42
с дополнительными
требованиями ГАЗ. Предел
прочности 3500 кг/см2]
предел текучести не
менее 2250 кг/см2;
удлинение не менее 10°/0
Втулка головки рычага
(наружная)
Кронштейн передней
стойки
47
1кна_бля демпферных пружин
В__диске_и пластине по 3 окна
ступиие бскон С
max 0,80 /
mm ОМ
max-0,076
mmO.OOi
jjj- перемещеше конца рычага, необходимое
\для выключения сцеппения
13,9-перемщение конца рычага,необходимое
длр[]<дмпен:ации износа фрикционных колец
Резина черная невыцветающая
/\T6epdouTib по ///ору 60-70;
I эластичность по Шору 60 mm
\тах 0,\5k
mm 0.015 '
Пропитанный картон
толщ. 0,23-0,17
[,60 (игла
/755
+JJ2
8,07
Диаметр пружины наруЖнь}й__
Диаметр проволоки
1541JL
3,78-3.73
5.500 (Ролик)
5,665(Палеи) JA88
5,615
Число битков
Длина без нагрузки
Прессованньш асбестовый
картон Итолщ 2,80-2,73]
mm 0J)50
mm-0.050
Допустимый дисбаланс
нажимного диска с кожухом в сборе -1^?-
J.55
сеч. по 8 8
36 грсм Для балансировки свер-
\лить отд Ф11 глубиной не больше
- в приливах
Войлок полугрубошерстный
толщ 6,5-5,5
Диаметр пружины нарекши
Диаметр проволоки _
218-210
\07-XS7_
Разрез по Ьипке выключения
Длина под нагрузкой 68-1)2,5 кг
Длина сжатой до соприкоснов. витков
Нагрузку проверять после о-ми кратного сжатия пружины до розмера_37мм
Сортировать пружины на 2 партии по нагрузке.
одну партию с нагрузкой 65-62,5 кг, другую- 68-65кг
При сборке пользоваться пружинами только одной партии
АВТОМОБИЛЬ ГЛЗ
О 10 20 3040 50 60 70
И ' ' ' '
Длина под нагрузкой 70-60кг_
Длина при сборке
Направление навивки
Перед проверкой нагрузки пружину осадить
до длины 22 три раза
3 упорных папьца под L 120°
Диск статически балансировать при
помощи пластинчатых грузиков толщ
0,9, 1,2 и 15 мм
Допустимый дисбаланс 18 грсм
Фрикционное кольцо
диам 25^-253; внутр диам^-
Двухслойная тканая лента из бумажно-асбестовой
^пряЖи с бакелитовой пропиткой
I Каждая нчтка пря>ки должна содер)кать_2_латунные^
iunu медные проволочки Ф 0,20-0,16
i Ю,20-9,Ь0 толщина в свободHOMjcocmoHHuи для разных'
| дисков. Для одного д\кка_колебание топщ в предепах0,5.
9,8-8,9 топщ под давлением пруЖин
Прессованный асбестовый картон
толщ. 3,75-3,25
48
Резина черная невыцветающая
Твердость по Шору 60-70_.
невыиветающая
Твердость jnoJUopy 4Q-50;
эластичность по Шору 70 min
Пшюшие^педапи сцеп-
пения при выключении
тех 0,02
г mfn-o'2'j
max 0,17
mmOJO8
Нажатие педапи
тормоза до
коврика
22,25 22,12
сеч no /
тех 0,13
mm Q,G3
(Кронштейн) ,_(
Верх рамы jj'_U^
\Расиеканить_
В двух местах
ись_копенчдтого вала
762 до передней оси
Ф 23,975 Сухоро
23,915
; Вилка выключения
' сиепления
Причина номер
йиаметр пружины наружный
Диаметр проволоки
йлина L в сво5одном состоянии
Цлина L под нагрузкой
йпина L без остаточной деформации
\j_-27 конич резьба
ДВТОМОБИЛЬ ГДЗ -11-73
ПРИВОЯ ВЫМЮЦЕНИЯ СШШНИп
О 10 20 3040 50 60 70 60 90 100 ММ
ml I I L I I I I I I I I I I I I I I I
— 19-
1\онисность 12.5%-
При проверке на краску
поверхность прилегания
дб. 60% мт
Ось подишки задней ч
рессоры
Ось Шиха полуоси
Ф/.000
sQOOO
Ступит —j--j— Jjtt
Полуось - -j I А
max .004 v\4\\\\\__
min 000
сеч, по 11
утш
бстоек-
171А7Ь
.251
' .249
810Ц
{№.975
тах-0,1018
min -0.0137
626(15,90}
624\ 15.85/
L сеч.поЗЗ
-Ось подушки задней рессоры
- Ось Шиха полуоси
Установка подишки задней рессоры
5Щ77
51.954
Радиальный зазор на балу
,382
J80
Уста новка подишки задней рессоры
модели 6/-73
Цстановкалодцщки заднрп рессоры
| Ьодепи 676
М
шЩина 700x16"
ф 22.230
/ ф 22.140
-у v 34.987 \_l / 35.000
max 0,000
min-0.038
f-24 IQomfi
mm 0.024
CW.nO 15/5
M8«1.25 2-20 hn
Ш
тх_(ЮО_
mm- 006
11905
-Рессора показана побернитой на 90°
йпя модели 11 рессора крепится под Шихом
Рессорная стремянка и накладка
показаны для модели 67 Б
1834
Г 1.630
по 5
—\-^.
.386
max .00/ ЛеШг
min-.ООЗ
.365
max 0030
min .0000
fe. max .007
min .003
\ .755
' 153
ф 35.000
34.975
max .003
min -.001
749
^80.000
ГФ19.Ш
\ max 0.000
min-0.05Q
J50
7Ш
max .006
min .000
сеи. по 10 /9
^5J0
р 45.00
25
max-0.050
min-0.012
ф 45.038 ~~A ф45.000
тахО.000
т/п-0.075
#1250 I тах.007\
/.248 min .003
Манные по шестерням елабной передачи и диооеренииала
25
2J00
1.87
ceu.no 22 22
Лоибарит встык-
6-болт
Нортон пропитанный толщ Ш. щ
по ДД
22-
Ш
£~Е
—-68-
- Резина черная небыиОетаюшая;
Тбердосто пи Шору 55-65.
эластичность по Шипи 60тю,
Предел прочности 50Аг/см* т/'п:
относительное идланение 400 %щп
Прокладка пои сборке-
снимается до .006
.807
-22
Наименодание
Число зубьеб
Питч
Диаметр начальной окружности
Угол заиепления
Высота голойки зу5а
Высота накки янп~л
Полная высота зуда
Угол спиоали
Направление спирт'
TmSMjybojwJygSMlokp,
боковой зазор по дцге нач. око
Главная передача
ведущая
9
бедомая
40
4.6377
нормальн.
1,Ш
8.6250
f7°30'
333
111
.414
.062
.352
414
ЗГ401
левое
-
—
правое
-
—
Ди.уёренииал
палусоей.
18
сателлит
12
6.2
2.9032
/.9355
20°
0968
.2510
.3478
2256
/220
.347
_ _
.19/1
3056
О/О
Шестерни главной передачи притереть и после поитиоки о&е
шестерни дерЖать спаренными
боковой зазор взаиеплении шестерен главной
передачи собранного заднего моста долЖен
быть б пределах .002
хвостовике веди
-.012 при замере на
шей шестерни
.196
ш 0.25
и
Регулировки подшипников ведущей
шестерни производить после
запрессовки шестерни с подшипни-
ками в картер
Момент сопротивления вращению
Tc^—Z ^—Z——
max 011 дй 12-17
ш
UVсеч, по 20 20 L063,
* 46.300
сеч.по 2323
тах-6225
т'т-0.010
р
$ стоек
max 018
dvin0.06
сеч, по 24 24
,7530
—При вкладывании кольца б калибр
с внитренним диаметром 46.3 мь
внитренний диаметр кольта Ь& 4
сеч, по 25 25
7/ —
J6 7209 коробка
-/446. Шея-
[\apmep с учетом толш. сжатой прокладки ——
7.1W
сателлитод б сборе
7М~
-Сшеоа коробка <р 4Ш.' сатетш /
ЛИСТЫ 15И1£*.
£07
"Ш
max- .0/8
mm- 002
автомобили
шнии моститлднныи вап
О 10 2030 4050 60 70 W 90/ООПМ
liiiilniil i I i h I i I i I i I i I i 111
IJ36 {49,М \
допускается скоцгпение
& К 0,25мм та*
инсгприменрю
лп I n OJJ0
1229 / 3L22
57,987
58,000
3/4 -20
4 выступа Hor
Ьабныхрасстояни-'
сеч, по 2 £ 2.2853 [58,047 J сеч по 3 3 сеч. по А А
max -0.005
75
прокладка-бцмага спец.
топщ 0fi09 -5 шт.
0,011
толщ, 0,005 -f шгп
0,006
Разрез по шлицам i
на конце с меньшим диам X
конуса
на указанной_М
Направление нарезки
черднка-ле&ое;ле
редатояное
стнош.16,6-1
гтп ТиииВ
/рулка дппгкна Зходищ
Шайбы регцлирооочные [ Л
0.023 ' '""
Пододрать наруЖ-
шайёы так, итпбы ролик
с шайбами и паз бала
дЬти одинакобого
размера. /Плотная т^Тп^Щ
посадка от руки) 30,020
30,050
1А35 I36AA9V \36.tf
1440 [36,576] сеч, по /0 10
длина 10 мм
Продало к а
бакелит (чернь/uj
Резина иеоная типа 7
Резина черная типа Р
триба йаоная или паяная
Резина черная типа Р
крепление колонке/
Угол поворота
'ска ем bid чербяком
Вид по стрелке Й
ттомобиль гдз-и-73
РУЛЕВШУПЩЛВМ
О Ю 20 30 40 50 60 70 60 90 100МП
I , ! , I
Эксцентриситет Ш
max 0,Ь20
min 0.080
Передний ШйШ
Установка тормозов па шасси
Прессованный асбестодЬш Нортон
или асбестовая тканая лента
Приварить на 10 выступах
канавок родно
но расположенных
Детали разжимного ц_рщли
ровочного механизмов и опор
ные поверхности щита тор -
м о за должны быть смазаны
" сеч, по К Н
Диаметр причины наружный
Циаметр причины наружный
Диаметр проволоки
Диаметр проволоки
вид пс стоелНе 2
В свободном состоянии L
В свободном состоянии L
Под нагрузкой 19,3-21,5ке±
Под нагрузкой 2,5-3,5ke.L
Приваришь tia
10-ти выстцпах
Диаметр причины наружный
Диаметр пробопоки
В свободном состоянии L
Диаметр пру/Нины наружный
Под нагрцзкоп 10-12 кг L
Диаметр проволоки
Трос привода к тормозам
(проволока оцинкованная)
Длина в сВободном состоянии
ороня и места ее соединения с
р
дол/нны быть непроницаемыми для масла, когда,
оно нагнетается днитрь под давлением 3,5 атп
Диаметр пружины наружный
йиаметр проволоки
В свободном состоянии L
Диаметр пружины наружный
Под нагрузкой 17,5 -14,3'Кг L
Рабочая поверхность тор муж
Диаметр проволоки
Длина в свободном состоянии
с центром щита тормоза 6 преде:
пах 0,2 мм суммарноеQJL
индикатора
/ дипметр колодоН недол-
Длина под нагрузкой 6,5 кв
ДВТОМОБИЛЬ Г ИЗ - // -73
ТОРМОЗ ПЕРЕПНИЙИЗМНИЙ
к наконечникам,без разрыба отдельных провален
О Ю 203040 50 6070 60 90 ЮО
1 J.hhlilih hill»
52
Резина чирняя нсвыивЕтд/ошя
твердость по Шору Ш-511 л
эллстичность по Шору-75 mm
П0ЛУГРУ61ШЕРСТЦЫЙ
М 18*23'2го лл при тупленная
КРЕПЛЕНИЕ ЗАДПЕГО КОНЦА
ПРМЛИ РЕССОРЫ
Резиня чернля мдслочпорнйя специальная
Твердость по Шору SO-70
Я РА ПЛЕМШ РЕСС ОРЬ/ К .ОСИ
зллстичмость по Шору 60 лип,
ПЯРТОП МСПРОЛИТДННЫИ
маслопоглощЕниЕ по весу 10% max
УСИЛ/if ОТРЫВА НАКЛЕЕННОГО КДРТОПА ОТ ПР06КН ИД
каждый / см ширины попоем» должно быть 6bQг т/л
мШНготри ту пленил я
Комщнмяторнан сереткд
(КРЕПЛЕПИЕ ЗАДНЕГО ПОНЦД ЛЕВОЙ РЕССОРЫ)
00 АА
Диаметр прополони
Длина в свободном г 'стояни(
ПОДВЕСКА ПЕРЕДНЕГО УШКА
Длина пол нагрузкой 6k 6-7/ k нг
Ионное число вит нов
mm 0,00
ДО ЗАГЯЖКИ
", ' mm-0,0а „,„„
//'} ' ФУ? 100
ДВТОМОБИЛЬ ГДЗ-11-73
КРЕПЛЕНИЕ ПЕРЕДНЕЙ РЕССОРЫ
О 10 20 30 40 50 60 70 80 90 100 ММ
'Hull I ! i I I I I I ! ! I I I I I I
Загнуть, как указано, после
сборки рессоры
Поверхность листа доп>кна
быть ровной после packnenku. I
Зачистить, если необходимо j
[SO npjidn в свободном состоянии
60 под нагрузкой ШГ-'моТг
\Топщ
\ листа
1 '5./5Ч35
2 \
Вкладыш распорный
г29-
Приношение нагрузки
Cm листовая освинцованная
Вид конца листов
MU1
2 max допускаемый зазор
б стыке ушка
Передний конец
Ф 22,05 раздернуть отверстия
21,80
д обоих ушках
Зачистить заусенцы обрезанных
краев на опорных поверхностях
листов
Войлок полугрубошерстный
Не должно быть острых Кромок
/Лист ломать перед сборкой
поверхность листа доп/кна быть ровная;
зачистить, если необходимо
\Развер длина йнутр родищ
писта
780
изгиба
лист
Прямой
//45
№0
3
4
5
6
7
5
9
j4,65-4,35
J * '
J4.65-4.35
AG5435
Ia,G5435
950
865
780
670
565
475
400
990 "
930
875
5/0
730
660
£60
После термообработки листы
должны выдерживать загиб
вокруг стерЖня Ф 12,
без повреждений
300
210
| 660
660
4ujku_peccopbj_ должны быть параллельны_
между собой и перпендикулярны к оси рес-
соры во всех направлениях с допуском 2мм
при измерении от центра, как указано
Жесткость рессоры на каждые 25 мм прогиба должна быть 6 пределах 85-77 кг при проверке рессоры
от 238 до Щ кв.
Рессоры рассортировать на две группы в зависимости от нагрузки, получаемой при указанном
положении рессоры;
Первая группа нагрузка
бторая группа нагрузка з1о-32Окг.
Перед проверкой нагрузки 100% рессор подбергать однократной осадке на 75мм Вниз от выпрямленного
положения. При проверке нагрузки рессора своими i/шками долЖна быть плотно одета на штыри.
свободно вращающиеся в опорах. Опорь1^_о_пЖщ_имеп1ь возможность свободно перемешаться в
горизонтальной плоскости. Нагрузка на рессору должна бить приложена со стороны самого короткого листа,
через призму, установленную по оси центрового болта, как указано
Перед постановкой металлических чехлов обильно
смазать рессору снаружи графитовой смазкш и
обернуть матерчатыми чехлами В сборе
ЛИСТ 20
АВТОПОбИЛЬ ГДЗ-11-73
РЕССОРД ПЕРЕДНИЙ
О 20 ЬО 60 60 ЮО
1 I i i ; h ! 1
200 ММ
i м 1 1 i
4 77,55
77,40
<t>5-26om6 'глубиной
Резано черная невыцветающая
эпастичность по
Предел прочности 50 кг/см* min;
относитепьнсе удлините Ш% mm
КоЖух 80,3
', Втупко 80,5
" "~И8
1Ь,500
Q1Q0
Резина _чернаянедыцбетаюиюя
Твердость по Шору 65-55;
эпастичность по Шору 60 min
к:'6
Накатать
Креппение рессоры к мосту
Картон непрочитанный
Усилие огцрыва накпе-
pHHoeoj<apmoHa от
пробки на каждый 1см ширины
поло_ски должно быть
640 г min
Подвеска заднего \jwko
м,ддо
>ri~3.96b
max О, Ш
mm -d,
ш
сеч по 2 2
1Ь,035
1Ш0
1^,000
13,965
сеч. по 3 3
max i_
nun u.GOQ до за-
болтом
Ф 22,00
2190
/~22,36
\ -0,36
о, до
сеч, по 5 5
//б * 27гру6наяконич
поп у грубошерстный
Подбеско переднего ушко
по С С
\M6*1 коническая
Н18 * 2.5 притуплённая
ЛИСТ 21
АВТОМОБИЛЬ ГДЗ'11-73
КРЕПЛЕНИЕ ЗАДНЕЙ РЕССОРЫ
О 10 20 30 40 50 60 70 80 90 Ю01Щ
" 111 1 i I lJjJ-lLl-LU
Cm пистобая ос-
винцоданная
топщ.0,5
сеч, по Й Д
mi >
сеч. по В В
м /1
При зачехловке шоб допжы быть равномерно и
легко подчеканен, как указйно
Расплющивание шва не допускается
'зент
Войлок груЬошерстный тощ 2,5-1,5
грубошерстный тощ 8,5-7,5
Приложение нагрузки
i
Нагрузка на рессору долина быть приложено
со стороны самого короткого листа через
призму, установленную по оси центрового
болта, как указано ' "
1367
686,5
683,5
\
i j
\ N1 \ H2 \ MS
LJ
.J/5U-
Л/5
\ /y/7
Стрела прогиба в свободном состоянии рессоры 170 мм
приблизительно; под нагрузкой 445- 405кг рессора должна
быть прямой
22,5
Начало отгиба на расстоянии 15мм от конца листов]
Щуп толщиноО 0,4мм должен свободно входить в отгиб
коньа листов при рессоре в свободном состоянии на глу-
бин\ 3-12 мм
——/зо
, 206
. 2S0
350 '
- 430
504
576
572'
Ушки рессоры должны быть параллельны между собой
U перпендикулярны к оси рессоры во бсех
направлениях с допуском 2мм при измерении от центра, как
указано
1М8*1
После термообработки листы должны
выдерЖидать загиб вокруг стержня
Ф 12,5мм на 35° без повреждений
N
листа
1
2
3
4
5
6
7
о
(J
9
Топщино
листа
7,15
6,85
6,85
115
6,85
7,/5
'6,85'
7,15
6,85
tS5
^90
5,60
5,90
~5,60
5,90
5,60
Развернутая
длина
писта
1152
1008
860
700
560
260
-10Q-
Стрела прогиба рессоры должна равняться 25 мм на-каждые
73±3-5кг нагрузки при испытании рессоры в предела* от
320 до 530 кг.
Рессоры рассортировывать на 2 группы в зависимости от
нагрузки, получаемой при указанном положении рессоры.
первая группа- нагрузка Ц05-Ц2Ькг:
вторая группа - нагрузка Ь25-М5кг
Зачистить заусеницы обрезанных краев но опорных
поверхностях листов
nil и
При проверке нагрузки рессора своими ушками
долЖна быть плотно надета на штыри,
свободно вращающиеся в опорах. Опоры должны
иметь возможность свободно перемещаться
в горизонтальной плоскости
При сборке рессоры листы должны быть
покрыты графитовой смазкой
Перед постановкой чехлов обильно смазать
рессору снаружи графитовой смазкой
ЛВТОМОВИЛЬ ГДЗ-Ц-73
рессорд здлняа
О 20 40 60 80 100 200 ММ
liiiiimil 11 11 i! i I i I i 11 111 i I
56
'ЖОО
Ф38.23
38Л
2Ш
min- 0,13
♦27.530
+25,988
' 25.975
Ф22.988
22.975
64 прямых t
Угол шпииА б
1Ш-
23.000
max 0.038
min 0.0\2
сеч по 1 /
Диаметр пружины наружный
Диаметр нровопоки
Число витков
Дпина без нагрузки
Дпина под нагрузкой Ш-НОгр
больший /9,5-/8,5
Меньший /4.5- /3.5
0.^3-0,7.9
5
ЩприЬлизшпепшо)
«.5
> min0,012 Пробка
~ Резина черная м(
упорная специальна*
/40 шпицеб
Чгоп лпицевЩ
сеч. по 2 2 ' U'UIC -^^"--^ сеч, по 3 3
~~ Резина черная мастях ц гм
Прокпадка фибра
11 /?цс/поб. толщ ass
38.02
ПО
JW Разрез по блусЫму
m/n о.О? клапану
п М2ш1 Л.Ш? лосле накатки
37.97
Х-
сеч, по Ь и
8.00 W-33 шлицев ]
7.900
сеч, по 5 5
ЗМ52*1,5
Камера этдачи
5 кольцевых концентричныл
выточек Шаг \,2, угол W
По /7
Коническую поверхность кпапани
проверять, но краску, окрашива-
ние 80% min поверхности
/-го А/7
Диаметр пружины нарийный
Диаметр провопоки
Число витков
Дпина без нагрузки
Длина под нагрузкой 18-16 кг
7.7-7.5
1М-1,58
7
/9
/3
гт
Клапан рабочий /
оЗа отдачи /п , л, «г
.— /прокладки qmbpa Q
Глистовая" толщ и
Столь ленточная толщ о,)б
Верхнее крайнее положение рычагов
1 __.. передн оморт
'хнее крайнее положение рычагов
задн аморт
[70nnij ^гоп общего Возможного поворота рычага
КГ
14,00
13,95
90°
по С С
М2-1
V
'110
jnaxJW
min 0,10
сеч. по 6 '6
I ЮО —±-
26,62
26,38
¥
/4,30
/4.05
Стык
сеч, по 7 7
6,88 стандартная регулировки
8,88 Жесткая регулировка
/Jljoknadkn- илюминий особо мягкий_гпстих 0,86
naH рабочий хода сжатия
' H9—JLS
мг 1
R для передних Г/Ь
для задних 255
£о£Р±_сбо£ки_карте[] амиртизптора Щолнить рабочей Жидкостью.
■Показаны.
Передний пеЬый и_
задний npa6btU_
клапанов хода отбачи ajutia
сжатия
X
а-
С;
°
(X
S
со
р
О;
=»
6
О
со
Диаметр пруЖины наружный
Диаметр проволоки
Число витков
Длина без нагрузки
Длина под нагрузкой 9.5-8,6кг.
Длина под нагрузкой 21,3-19.5кг
Длина сжатой до соприкосн витков
Диаметр пр\/>кинр± нащЖньш
Диаметр проволоки
Число витков
Длина без нагрузки
Длина под нагрузкой 7,1-6,5кг
Длина сЖатой до соприкосн витков
Диаметр пруЖины наружный
Диаметр проволоки
Число витков
Длина без нагрузки
Длина под нагрузкой 11,8-10,9кг
Длина под нагрузкой 23,6-21,8кг
Дпина сЖатой до соприкоснов витков
Диаметр пруЖины наружный
Диаметр провопоки
Число витков
Длина без нагрузки
Дпина под нагрузкой 18,8 ~ 17,5кг
ппина сЖатой до соприкоснов. витков
НА
2.Ю-2.03 1
ь{ ±\
16
/4.5
/2,5
/0,5 max
«U
1.54 -JAf
20,Ь
А5
1/,5тах
НА
2,10-2,03
/6,5
/4.5
/2,5
Ю.ьтах
НА
2,10-2,03
19
/4.5 __ 1
Vl^mnt.
перед проверкой нагрузки аруМпну осадить 3 раза_
до соприкосновения Bumkotf
Образцы пруЖин подвергать^ибрсщиомым ucnpjma ни ям
Резина черная специальная^ недыцветаюицая^
Твердость по Шору 93-83
эластичность по Шору 65minj_
Предел прочности 230кг/см* min't
относительное удлинение Ш_% mm
ЛИСТ 23
mWMOFiWlh
йшшшощтшпншшш
О Ю 2030 40 50 60 70 80 90 /00/1/1
Uiil 1 I 1 1 I I I 1 1 I I | I 11 | | I
57
АВТОМОВИЛЬ ГА8-61-73 и Г А 3-67 В
Данные по .металлам, термообработке и твердости
Лист 27. КОРОБКА ПЕРЕДАЧ
Наименование детали
Картер
Крышка верхняя
Материал
Чугун серый № 2
Термообработка
—
Твердость
И. 143—179
D
Примечание
Наименование детали
Материал
Термообработка
Твердость
Примечание
Крышка люка
Листовая сталь ОЬ
Отделка
поверхности
повышенная; толщина
1,5+0'12 мм
Крышка подшичника веду- j Чугун серый Д1> 2
тего вала
! На 143- 179
Вал ведущий
Вал главный
Сталь 4IX (селект)
i (0,38-0,43 Vo С)
ОСТ НКТП 7124
Холоднотянутая
сталь 40Х
ОСТ НКТП 7124
0 40 мм
Планировать HR 48--53 до- В случае коробления не
Шубина слоя не: £ртгя допускается правка без
менее 0,15 мм.
Калить в масло;
отпустить
пускается превы-
R
бе д0
отжига. После правки
термическую обработку
повторить
Шестерня скользящая
3-й и 4-й передачи
Шестерня скользящая 1-й
и 2-й передачи
Блок шестерен
промежуточного вала
Сталь 41Х (Селект)
(0,38—0,43% С).
ОСТ НКТП 7124
Величина зерна по
Мак-Кведу 5—8
Прутки норма- |прутка ЯД167 —i В случае коробления не
лизовать, изде- 217; после от- допускается правка без
лие планировать.
Калить в масло.
Отпустить в
масле
пуска Ив 477—
532; Нр 43-53.
с
i Допускается по-!
|нижение до HR ;
43 на площади,
не
превышающей 25% общей
площади поверх-,
ности !
отжига. После правки
термическую обработку
повторить
Цианировать;
глубина слоя
не менее 0,15 л/л/.
Калить в масло.
Отпустить
И
Поковки
? 170-270
На зубе
го_ 48-53,
на
/~/
шлицах
20 40.
'с
На зубе
допускается
превышение до
HR 56
Блок шестерен скользящий Сталь 40Х
заднего хода ОСТ НКТП 7124
Втулка блока шестерен
заднего хода
Ось блока шесчерен
промежуточного вала
Ось скользящего блока
шестерен заднего хода
Вилка переключения
3-й и 4-й передачи.
Вилка переключения
1-й и 2-й передачи
Вилка переключения
заднего хода
Ьронза специальная 1
не содержащая
олова,
состав:
88,6—91,6° 0 Си,
6,0-8,0% А1,
1,0-1,5%, Fe,
1,0-1,5% Pb,
до 0,2% Zn,
до 0,15° 0 Si
до 0,05% Р
Холоднотянутая
прутковая сталь 40
0 25,8__0Л4 мм
Цианировать;
глубина слоя не
менее 0,15 мм.
Калить в масло.
Отпустить
Поковки
Ир> 170—207.
Изделия
HR^ 48—53.
На зубе
допускается
превышение до HD 56
Нв 70 — 90
Наружную
поверхность по
всей длине
подвергнуть
поверхностной закалке
электронагревом;
глубина слоя
1,5 — 2,0 мм.
Допускается
увеличение глубины
слоя до 4 мм
Холоднотянутая
прутковая сталь 20
ГОСТ В 1050-41
0 25,4 мм
—0,14
(дополнение к
ОСТ НКТП 7128)
Цементировать;
глубина слоя
1,2 — 1,5 мм.
Калить в раствор
каустической
соды. Отпустить
Сталь 35
ГОСТ В-1050-41
Термическая
обработка па
рабочей длине.
Нагрев до 315° С в
цианистой ванне.
Калить в масло
Сталь 35
ОСТ В* 1050-41
Не менее
55—63
Поковки
Нв 143—217;
поверхность
изделия — по
напичьнику
58
Гсрмообработка
Наименование детали
Переводная головка штока
переключения заднего |
хода
Счаль 35
ГОСТ И 1050-4
I оковки
HR 143 — 196
Холоднотянутая
прутковая сталь 20
Цементировать
Глубина слоя
0,9—1,2 мм
Калить в масло
Отпустить
Ось вилки заднего хода
ГОСТВ-105М1
Холоднотянутая
прутковая сталь 40
ГОСТ В-1050-41
1а 1 реп при
800° С в
цианистой панно в
течение 5 мин.
Калить в воду.
Отпустить в
масле при 205° С
Стопор промежуточный
штоков переключении
Холоднотянутая
прутковая сгаи» 35
ГОСТ В-1050-41
Стопорный палец штока
Холоднотянутая
прутковая сталь 30
ГОСТ В-1050-41
0 3,2 мм
-0,08
ОСТ НКТП 7128
Штифт стопорного пальца ,
Лист 28. ВАЛ КАРДАННЫЙ ПРОМЕЖУТОЧНЫЙ
Наименование дета ти
Кулак шарнрра
раздаточной коробки
Материал
Сталь 35
В-1050-41
Крестовина
Втулка крестовины
Термообработка Твердость
I
Сталь 20 Цементировать; глуби- HR 53—60
ГОСТ В-1050-41 на слоя 1,2— 1,5 мм.
1 Калить в раствор
каустической соды.
! Отпустить
Холоднотянукш прут- Цементировать; глу-
I ковая сталь 20 I бина слоя 0,4— 0,7 мм
| ГОСТ В-1050-41
0 25>8
Кольцо стопорное втулки
шарнира
Винт стопорный вилок |
переключения передач j
Холоднотянутая
прутковая
автоматная сталь 12
Квадрат Ю_01 мм
или шестигранник
-0,24 ММ
Нагрев в
цианистой ванне
Калить в
раствор
каустической соды
По напильнику
(дополнение к
ОСТ НКТП 7128)
Холоднотянутая
светлая патентированная
пружинная проволока
сталь 65 Г
гл 2,18
2,10
мм
Фланец шарнира
Пружина рычага
переключения передач
Закаленная в масле
проволока,
сталь 65Г
0 -А мм
После навивки
отпустить при
345° С
Сталь 35
ГОСТ В-1050-41
Колпак верхней крышки
Тарелка пружины рычага
переключения передач
Листовая сталь 08
ГОСТ 914-41
Отделка
поверхности высокая; тол-
о о ±0Л7
щина 2,3 мм
Листовая сталь 08
ГОСТ 914 41
Отделка
поверхности высокая; тол-
1-0.12
шина 1,5 мм
Оцинковать
Опрыскивание 20°/0-ным
раствором соли в
течение 25 час. не должно
вызывать следов
коррозии
Оцинковать
Опрыскивание 20° 0-ным
раствором соли в
течение 25 час. не должно
вызывать следов кор-
| розии
Вилка заднего кардана ,
передняя j
Сталь 40
ГОСТ В-1050-41 j
Вилка заднею кардана I Горячекатанная сталь
задняя I 35
!
Шаровой колпак шарнира Листовая сталь 08
ГОСТ 914-41
' Толщина 1,5 мм
59
Лист 29. КОРОБКА РАЗДАТОЧНАЯ
Наименование детали
Термообработка
Наименование детали
Термообработка
Вал ведомой шестерни
Холоднотянутая
прутковая сталь
40Х
ОСТ НКТП 7124
Перед протяжкой
нормализовать '
при 955°С.
Охладить в
воздухе. Цианиро-
вать в
малоцианистой ванне.
Калить в масло.
Отпустить
В случае коробления
вала после
термообработки правка без
отжига не допускается;
после правки
термообработку повтори гь
Поковки после
нормализации
Нв 187—217;
изделия
И 170-229
Чугун серый
№ 11
Внутреннюю
поверхность после
тщательной очистки в
дробеструйном
аппарате окрасить
нитрокраской
0 37 мм
-0,17
Крышка передняя
Крышка задняя
1 iyi Vii серый
№ 11
Не более 187
Вилка включения переднего
моста
Сталь 35
ГОСТ В-1050-41
Поковки Иа 143—207;
Планировать;
глубина слоя
0,12 мм. Калить
в масло
изделия—по
напильнику
Прокладка регулировочная ' Холоднотянутая
крышки \ ленточная
1 сталь 08
I ОСТ В-1050-41
Шюк включение привода
переднего viocra
Холоднотянутая
прутковая
сталь 40
ОСТ НКТП 7128 1
и 0,8 мм
0.050
Счупица скользящей муфты Сталь ЗОХ
!ОСТ НКТП 7124
Поковки Нв 241 -269
Листовая
сталь 08
ГОСТ 914-41
Толщина 1,5 мм
Эмалировав
Крышка люка
Муф1а скользящая
включения переднегс моста
Нагрев до 815°С ! Поковки HR 170 — 207;
в цианистой | изделия HR 48—53;
ванне не менее | с
30 мин. Калить!поверхность твердости
орячекатанная
сталь 40Х (се-
лект: 0,35 —
0,40°/0 С).
напильника.
Допускается превышение
по Мак-Кведу
5—7
скать в электро-
Горячекатанная
сталь 41ХА
(селект:
0,38—0,43°/0 С)
ОСТ НКТП 7124
Величина зерна
по Мак-Кведу
5—8
Нагрев в пиани- Поковки Нв 170—207;
стой ванне до изделия HD 48—55.
815 С, Калить в u *
масло при 205°С На 3Убе Допускается
в течение одного : превышение HRn до об
часа; глубина
слоя 0,15 мм
Шестерня ведущая
Шестерня ведомая
Шестерня паразитная
твердости на зубьях до
печи при 205 С в
течение 1 ч. 30 м.
Шестерня привода спидо-
. гра
Холоднотянутая
прутковая
сталь 20
ГОСТ В-1050-41
мм
Цианировать;
глубина слоя не
менее 0,1 мм.
Калить в масло
По напильнику
60
Лист 30. ПРИВОД ВКЛЮЧЕНИЯ ПЕРЕДНЕГО МОСТА
Гепмообработка
Наименование детали
Наименование летали
1 Поковки HR 207—255;
шейки 042 мм\ изделия HD 48—55
подвергнуть
поверхностной
электрозакалке;
глубина слон 1,5—
Муфта фланца карданного
вала
Сектор рычаг привода
включения
"«с
Контролировать только на
зубчатой
части сектора
Ковкий чугун № 1
Зуб сектора
ка 1ить в
масло.
Отпустить
Ось паразитной шестерни Холоднотянутая
прутковая сталь
40Х
Нагрев до 815 С
в ци шихтой
ванне. Калить в
мае.ю. Отпускать
при 205°С в
течение 1 часа
ОСТ НКТП 7124
Трос и оболочка
Оцинкованная
проволока
| Механические качества и
химический анализ приве
дены в специальных техни
ческих условиях
Накладка стопорная оси
паразитной шестерни
i орячекатанная
полосовая
счаль 10
ГОСТ В-1050-41
Н 137—196
Сталь 35
ОСТ В-1050-41
Вилка троса
Холоднотянутая
прутковая сталь 10
ГОСТ В-1050-41 (для
холодной высадки)
яга от пружины
Холоднотянутая
прутковая
сталь 20
ГОСТ В 1050-41
Нагрев в
цианистой ванне при
850°С Калить в
масло; глубина
слоя не менее
ОД мм
Шестерня привода
спидометра ведомая
По напильник}
ОСТ НКТП 7128
Закаленная в масле
пружинная проволока,
сталь 65Г
ГОСТ В-1050-41
+ 0,07
0 3,2 мм
Нагрев до
790С.
Калить в масло
Отпустить при
4 00е С
Пружина привода
Эмалировать. Резьба дол
жпа быть свободной от
эмали
Холоднотянутая Нагрев в циани-
прутковая авто- \ стой ванне
магная сталь 12
Штуцер гибкого вала
привода к спидометру
Калить в масло;
глубина слоя
не менее 0,1 мм
сталь
ГОСТ В-1414-42
Шестигранник
24 мм
- 0/28
ОСТ НКТП 7130
-0,30
ГОСТ 1071-41
Чугун ковкий.
Предел прочности не
менее 3500 кг '-'М2;
предел текучести не
менее 2250 кг, см2,
удлинение на 50 мм не
менее 10°/0
Эмалировать
Кронштейн ооолочки
троса
Нв 121 — 149
Пробка сальника штока I Холоднотянутая
включения привода перед-j прутковая авто-
Heio моста
матная сталь 12
ГОСТ В-1414-42
Шестигранник
28,6- о 28 мм
ОСТ НКТП 7130
Лист 31 ВАЛ КАРДАННЫЙ ПЕРЕДНИЙ
Лист 32. ПЕРЕДНИЙ МОСТ
Термообработка , Твердость
Наименование детали
Наименование летали
Термообработка
Кожух полуоси мэста:
фланец внутренний
труба
Листовая сталь 40
j ГОСТ 914-41. Тол
В поковке Ив 207—255
щина 4,5 мм. Отдел
ка поверхности повы
шенная
Сталь ШХ15
Стакан игольчатого под-
Сталь 40
ГОСТ В-1050-41
Фланец наружной
Нп 156—207
D
Крышка игольчатого
подшипника
Листовая сталь 08
ГОСТ 914-41
Отделка поверхности высо
кая: толщина 3 мм
Чугун ковкий № 1
Подушки рессоры
Нв 121-149
Стремянка рессоры
Холоднотянутая
прутковая сталь 40 (для
холодной высадки)
Сталь 20Х (0,18-0,25% С, I Цементировать. ! Н „ 57-65
0,5—0,8% Мп, Глубина слоя
0,7—1,0% Сг)
Сталь 20Х (0,15—
0,25% С, 0,5—0,8° 0
Мп, 0,7-1,0% Сг)
Зерно по Мак-Кведу
Шестерня ведущая
Цементировать; глубина
слоя 1,2—1,5
мм. Калить в
масло.
Отпустить
Поковки
Нв 156 -207;
изделия: на
зубьях и на
направляющем конце
мм—
Калить в масло.
Отпустить
-0,013
Н1? , 58—65, на
ипицах и резьбе
28—43
Нв 207—255
Сталь 40
ГОСТ В-1050-41
Вилка скользящая
Муфта фланца ведущей
шестерни
Поверхноси
шейки
0 42 мм
-о,
HD 207—255;
Труба бесшовная, сталь 45
Наружный
0 51 мм,
-0,5
внутренний
±0,4
0 44 мм
подвергнуть
поверхностной электро
закалке. Глу
бина слои
1,5—2 мм
Гайка ведущей шестерни j Холоднотянутая
i прутковая автоматная
сталь 12
ГОСТ В-1449-42
Шестигранник
Сталь 40Х
ОСТНКТП 7124
Калить в масло.
Отпустить
ОСТ НКГП 7130
Сталь 35ХМА (селект:
0,32—0,40% С)
Шестерня ведомая
Поковку
нормализовать
Цианировать в
В поковке i Hr 207—255
Поковки
Нв 170—207;
изделия: на
зубьях
R 48—55, ;
на затылочной j
стороне — не бо- ;
лее Ни 444
Сталь 40
ГОСТ В-1050-41
малоцианистой ванне
Калить в ма
ело
Пластина балансировочная
Листовая сталь 08
ГОСТ 914-41
62
Термообра
ботка
Термообра-
бснка
Наименование детали
Наименование летали
Нв 121 — 149
Соробка сателлитов Ковкий чугун Л1> 1
диференциала
Счаль 35
ОСТ В-1050-41
И 156--207
Ступица поворотного
кулака
Волт корооки сателлитов Холоднотянутая сталь 35
(для холодной высадки)
Сталь 35
ГОСТ В-1050-4
[ айка ступицы
поворотного кулака
Холодно гяну гая
прутковая сталь 40
(селект: 0,35—
0,40% С)
0 36 лло мм
Калить в рас
твор каусти
ческой соды
Отпустить
Холоднотянутая
матная сталь
Гайка внутреннего
подшипника переднего
колеса
0,28
по Мак-Кведу
5—
Упор полуоси
Холоднотянутая пруг-
ковая сталь 35
ГОСТ В-1050-41 (для
холодной высадки)
Сталь 85
ГОСТ В-2052-4Я
Толщина
±0,16
2.0 мм
Шайба пружинная
наружного подшипника
переднего колеса
Калить в ма
ело.
Отпустить
Холоднотянутая
прутковая авюмагная
сталь 35
ГОСТ В-1414-42
Муфта соединительная
Н 121—149
(овкий чумун.
Предел прочности не
менее 3800 кг см'1',
предел текучести не
менее 2450 кг сМг\
удлинение на 50 мм не
менее 18°
Кулак поворотный
Крестовина диференциала |
Сталь 38Х , Цианировагь;
ОСТ НКТП 7124 : глубина слоя
(селект: 0,35—0,40% С) не менее 0,12
мм. Калить в
масло. Отпу-
Пар<еризовать
Попускается
превышение
твердости
Холоднотянутая
прутковая сталь 30
'ОСТ В-1050-41
Шпилька поворотного
кулака
Перед
окончательной
протяжкой
нормализовать
Калить в
масло. Отпу-
с 1 ить
кжовки
179-217;
После термообработки
покрыть ледыо.
Поверхность отверстия
должна быть
Холодно1янутая
прутковая сталь 38Х
ОСТ НКТП 7124
(селект 0,35-^0,40° о С,
свободная от
неметаллических
включений и cipo-
чечности)
0 57,2 _ мм
.753
полностьо покрыта,
причем диаиетр отверстия
не должен уменьшаться
более чем на 001
Опора шаровая
поворотного кулака
Нв 156—207
-0,2
ОСТ НКТП 7128
доп.
Шкворень noBopoiiioio
кулака
Холоднотянутая
прутковая сталь 40
ГОСТ В-1050-41
Нагрев в
цианистой ванне.
Калить в
масло.
Отпустить
См. лист 33
фнир поворотной^
кулака
63
Лист 33. ШАРНИР ПОВОРОТНОГО КУЛАКА
Наименование детали
Термообработка
Термообработка
Наименование детали
Накладка шкворня
поворотного кулака
Полосовая сталь МСт1
ГОСТ 380-41.
Толщина 8 мм,
ширина 45 мм
ГОСТ 103-41
Цементировать;
глубина слоя
,5—1,8 ММ.
Калить в масло
Отпустить
Поковки На 106—217,
кулака Н~ 59—65
Сталь 15 НМ
Кулак шарнира поворотного
кулака наружный и
внутренний
Сталь ЗОХ
(селект: 0,28 —
0,33% С)
ОСТ НКТП 7124
поворотного
кулака
Нв 286—361
ланец поворотного
кулакч
Чугун ковкий. Предел
прочности не менее
3500 кг 'см-; и ре де л
текучести не менее
2250 кг/см2;
удлинение на 50 мм не
менее 10°
Сталь ILIX12 Калить в масло Не менее Нр 53
I Парик шарнира поворот
ного кулака центральный
Груба поперечной
тяги
Бесшовная
холоднотянутая труба, сталь 30
Наружный
0 30±0'25 мм;
толщина стенки
±0,5
о мм
ГОСТ В-1459-43
И 61—6.1
Шарик шарнира
поворотного кулака
Oi раничигель пружины
Холоднотянутая стал!
10 (для холодной
высадки) 0 12,5 мм
Ось центрального шарика Холоднотянутая
шарнира поворотного | прутковая стал!
кулака
35
ОСТ В-1050-41
Сталь 35
ГОСТ В-1050-41
Нв 137—196 j
I олонка поперечной
1 Я Г И
0 4,8_ мм
ОСТ НКТП 7128
Ленточная
низкоуглеродистая светлая
обрезная сталь
ГОСТ 503-41
Толщина
Нагрев при
870 ; С в
цианистой ванне
20 мин.;
глубина слоя
0,15 мм
По напильнику
Шпилька оси центрального Холоднотянутая
шарика ; прутковая
сталь 20.
ГОСТ В-1050-41
0
Пробка шаровая тяги
Холоднотянутая
прутковая автоматная
сталь 12
ГОСТ В-1414-42
0 28 мм
' ~ 0,11
ОСТ НКТП 7128
Планировать
в течение 20
мин. при
температуре
850^ С. Ка-
ли'1Ь в воду
По напильнику
- 0,08
ОСТ НКТП 7123
Ось кОПенистого
(1 Band'
ДВТОМГШЛГ) ГДЗ-61-73
ОБШИЙ ВИй ШДССИ (СБОКУ)
О 100 200 300 ШО 500 МП
J i I i I d lIlLlLlLJ
65
ДВТОПОВИЛЬ №3-61-73
ОбШИЙ ВИЛ ШЛССИ (д ППДНЕ)
О 100 200 300 WO 500 tin
ll lIlLiUIiI •! lL
— 3350 приблизительно
1690
О
ЛВТОМОБИЛЬ ГДЗ-675
ОБШИЙ ВИЛ (ЭСКИЗ)
200 400 600 300
lLlIjJ i.!j I. ill
67
0115.985
116.000
Ф85.035
85.000
Ф85.000
8Ш5
max 0,050
min 0.000
Картер сцеппения
сеч. по
i ,231
228
...jx .027
min .018
сеч. no 2 2
1.0000
№5
2~50
сеч: no 6 6
.994!)
.9985
Прокладка-картон пропитанный
толщ. 0.23
0.17
Канавка маспоотгонная
Направление витков правое.
___
.0000
шаг-6мм, глубина 0.5 ~0,6
сеч по 9 9
Пробка толщ. 5,0(
.99Ю
U755
/./745
max-0070,
min -.0050
Прокладка-картон пропитанный
топщ. 0,28
.0038
.0023
J.1695
1.1685
•6225
.6225
.62 Ю
сеч. по /4 \k
.624
.623
max .0050
min.0015
Ф85,012
Ф85,000
8k
max 0.027
mifhO.009
сеч по 3 3
max 0030
min 0005
сеч, по 16 №
(для Всех, вилок)
сеч, по 15 15
7560"
г, max .on
%^r~fnin .003
w
.557
.553
сеч, по 17 17
л
N10-
3 прямых пробольных, маспяных]
канавки тир | щб.^
Юзоликоб Ф6,35О
6.338
5:тоек—Ф3.5
2/6-/6
сеч. по 4
20
Ф80.010
19.992
Ф'80,000
79,887
Диаметр пружины наружный
пиаметр проволоки
Число витков
Длина без нагрузки
Длина под нагрузкой 14 - 15,3кг
Длина окатой до соприкоснов витков
9,25-5,5
1,56-1.52
9-Ю
25,5
/7,5
15 max
.988 34.988
сеч, т 7 7
Ф1.6265
1.6255
Ф1.0000 1.0025
9995 10015
Юроликоб Ф7Л
10030
сеч. по 10 10
max .0000
min-0015
Пластмасса.
N10-32
.3765
сеч. по 11 11
Передаточные отношения
1~а* передача
П-ая передача
Шгм передача
Щ-™ передача
Задний ход
6,40-1
3.09-1
1.69-1
1.00:1
№.1
Суммарный боковой зазор зубчатых
передач, замеренный на радиусе 205мм,
не должен превышать:
2,1Ьмм-для 1,пиШ-ей передачи
2.85мм-для заднего хода
0,66 мм-для прямой передачи
Проверять боковой зазор на конце
главного вала при закрепленном первичнсм
вале
Номер шестерни
Число зубьев
йиамрщр иачальн окружи
Питч
Угол зацепления
Высота головки
Высота зуба
1олщ зуба по начальной
okoMJkH (теооетическ)
1
11
2Л285
2
43
6М
3
2к
h
36
3.428 \5.143
7
222
5
33
4.714
6
27
3.857
.1429
.321
• 244k
7
43
Ш
8
11
2№5
9
Ш
2.571
7-9
10
22
ЗМ
.111
250
>224Ь
max .0035
min .0005
max .061
min .054
Проходной коней капибоа
должен Шить па
указанную длину
max .0015 I
.OOOO-f^o.17Omin
/_5005
1.5000
1.215
1.210
6-шлицед/
tR 0.015-
1.269
Диаметр пружины внутренний
Диаметр проволоки _
Число витков
Длина без нагрузки
Дпина под нагрузкой 2-3 кг
1£5-135_
31-28
16
Шина окатой до соприкосновения витков 9,5 не более
6 указанных точках может
меньше или на .00025
бопьше. чем у поверхности диаметра 1.5005
но не допЖна превышать 15000
максимапьную ширину .375
80.021
80.002
Ф80,000
79,887
Картер раздаточной коробки
.9%0
,9872
max
nun
,9900
9890
"0013
.9905
9900 ппп
max _.Щ
min -0/5
сеч. по
сеч. по 12 12
сеч. по 13 13
/06,5
(сверлить
.265
.255
6 отв.
тах 017
.252 min 003
Прокладка- паранит
ПО Д Д
маслоупорный
no
248
сеч, по 19 /9
,3/35
3105
ч max. 009
min .002
сеч, по 20 20
сеч, по 21 21
,6230
.6220
max -.0020,
min -.0005
mm 0005
сеч. по 22 22
Bud no cmpenke X
Фпанец отбора мощности
Лист 27
ЛвТОМОбИЛИ ГЛЗ-61-73 И ГЛЗШ
КОРОБПД RFPFflQU
О Ю 2030405060 7060 90 100 МП
UhhhhhL
ШЩ калибра Ш
j
tW WL Л^
6 болтод на Ф 3.002
2^996
до дна по^еза_с_проти:
ввтомо5и/)ь ГДЗ 61-73-
Ban карданный промежуточный
0 to 20 30 40 50 60 70 80 90 Шнн
Ш I I I 1 ) I I 11 11 I I I I 1
69
15,81
~16J2
Ж.
62<*
.6225
29,977
29,952
/max 0,47
mm 0,31
сеч, no 1 I
"29,978
16.12
16.00
15,81
15,77
max 0,35
men 0,19
Диаметр пруЖины наруЖиыи
Диаметр проболоки
Число биткоб
Длина 5ез нагрузки
Длина под нагрузкой 21~16нг
10- §
г.зг- 2.2Ь
1 5
г 8
Z72J0
' 50,00?"
сеч, no 2 2
сеч, no 3 3
129°бинт
Ф72,75
L 72.65
l.№5
/16825
mm 0005
3/8-21
mm - 0,001
сеч по 7 7
Войлок полцгрц$ошерстный
толщиной 6.5
5,5
Прокладка - пробка
толщиной 2.3'- 2,2
т
max 005 J>//
min 001
max .025__
mm .015
7iJ&7
сеч. по 4 4
max 0,031
mm 0,000
Щ9РЗ
Ж96.Ч
f"Щ 000
' Ь, Q89
Ф29.992
29,978
max 0,022
mm-0,002
<P 30,000
29,990
— 78
6_5олто6
/ Раскернить
сеч, по 8 8
W//
сеч, по В В
5,050
max
men 0,013
11805
1045
1Ш
max .0030
Ш22*1,5
mm .0005
сеч nol3 13
4,945
Ж
mm 0,025
mqz_0.010_^
min-Q,№~
тах Of 033.
mtn O.L
Вал
5,120 шес
252
ж
30,252
сеч по 17 17
тахО,Ъ8
mm 0,4if
1.3780 (35,001)
1,3775 (ЗШ8)
'68,075'
Ф 68,060
' 18,000
mgx-_0J35
'tOlS
сеч, по 9 9
■^ I
■сеч по 11 11
1
гПриварить
_. J
~wr
Ш12*Ш
71,987
тле 0,016
гш 0,033
mi a''0.1
Ф29,997,
29, m 29%9
сеч.поИ. 14
/0,970
7,965
7,940"
mqjc_0L085
min 0,030
11,000
сеч, по f8 18
\
Наименобание
Число зу$ье6
Пити
Угол зацепления
Напрабление бинтобой линии
Угол наклона бинтобой линии
Шаг бинтобой линии мм
Высота головки зу5а
•Полная бы сот а зуда
Толщина зуба по дуге начальной окруЖн (ггеорет.)
Ведомая
22
30
и°зо'
Лебое
6°23'33"
20,6916
.0307
.0724
.05236
Ведущая
7
30
14° 30'
Левое
83°36'27"
.7377
.0308
.0725
.05236
\12
1Г'
JJ
'ей оси д. 5 не менее 4 °
Ш
71,990
N'-4
\
\М10*1,5 ho k/i:
Ф 72,000
таг 0,080
mm -KOW
сеч. по12 12
0,80 -075
1.3740
Tj73'0
max .0005
mm- ~Ш
1.168
■Ктах ШЗ
mm и,025
/.J740 та_х_ ОО35_
13/35'У /mm 0005
■и
Нортон пропитанный
толщиной 0,23 ~0,17 *
1-147 mm 0)§
сеч, по 16 18
тш 0,035
$,000
сеч, по 19-/9
max0,160
тш 0,015
Щ527
63.501
та.\0,038
т/г-0,012
№540
'-' 63,515
-0,003
Ф30.252
ФЖ238
сеч, по 29 20
30,241 30,213
сеч, по 2121
Номер шестерни
Число зубьев
Пиши
Угол давления
Направление бинтобой линии
Угол наклона бинтобой линии
Шаг винтовой линии
Высота головки зуба
Полная высота зуба
Но А
25
J
№2
31
№3
25
7
17° 30'
Левое
Правое
Левое
32°49Г25"
20,6989 \25,6667
1429
20,6989
320
.222
220
ми
22
10
20°
—
—
.0762
.2012
Радиальный зазор
№5
Z2 расчетное
11 действительное
10
20°
—
-
№457
№57
.06043
ЛИСТ 29
ДВТОПОБИЛИ ГДЗ-6/-73И /ДЫ75
МРОБПД Р/ШРТОЧНДЯ
О Ю 20 30 40 50 60 70 60 90 100 МП
I. ,1 , I , I I ! , I I I
70
Передний щиток
Сердцевина
-ая навивка
2'ая набивка
3~я навивка
НаруЖн обмотка^
Резина черная маслоупорная специальная
Твердость по UJop\/J)Q_-65' ____,<
эластичность по Шору 45 mm,
Предел прочности 80 k2jCM2i
йиаметр пруЖины наружный
Диаметр проволоки
относительное удлинение 500% •
относительное остаточное удлинение 30% max
маслопоглощение по весу Ю°1о max
Число цилиндрических витков
Длина L в свободном состоянии
Цлина L под нагрузкой 40-50 кг
М8*1,25 2-го кп
Л.пин\^ троса отрегулировать так, чтоды при поп-
ностью отпущенном рычаге шток включения при- \
вода раздаточной коротки находился 6 своем kjjau-
нем заднем положении, а пружина была натянута
(не было бы провисания троса между кронштейном и
штоком) \
ДВГОМОВИЛЬ ГДЗ-61-73
ПРИВОЛ ВППЮЦЕНИа ПЕРЕЛНРГп МППТп
О Ю 20 30 40 50 60 70 60 90 100 ММ
111111111111111
Ф22,060 (по иглам) для разных подшипников
[22.015 ^дпя одного - разность крайни* отклонений 0,020mov
26_игп Ф3,00 длиной 18[мм
Налы сортировать на группы через 0,005мм,
Пластинки балансировочные
толщиной 0,5, 10,1,5; 2,0 и_2А У
Вал балансировать динамически.
Допустимый дисбаланс 15 гсм каждого из нонцоё
Положение меток, обеспечивающих прабильное
балансировать за счет приварки пластинок
положение вилок кардана
I -27 трубная конич
Привалить в двух местах
Пробка толщ. <3.8
3,2
Дуговая сборка кругом
Вилки карданов после сборки должны
лежать в одной плоскости
Элементы шлицео
Вал испытывать на круттций момент равный 100 кгм
Угол качания от средней оси в каждую сторону для обоих карданод 19°mm
Угловая игра вала в сборе с двумя карданами не должна превышать 0,25мм
на^ радиусе 35мм под действием крутящего момента, равного 70 кгсм,при-
ложенного на подвижном конце вала при неподвижном другом
Диаметр начальной окружности
Высота головки шлица
Высота и и Ж к и шлица
Полная высота шлица
Толщина шлицебподуге нач окр (расчетная)
О Ю 20 30 40 50 60 70 80 90
72
75 0001 I /K,l65<t>5Q162^ I +Ч0М
Дугодая сбарка кругом,
высота шва 3
С^пыкобоя cffapka
Картон пропитанный
Конусность
см лист 15-ft
jr.cx-Q05z
rrnn - С OQ'j
Труба бесшовная шюдм-
птцпюп
топихина стенки -^
. (приблизительно)
tiJcOeGjwrtvi Щ и. |
flofi/iOK полу?рубошр.рсткып, прикпеениый к рс-зине.
1 -зим черная наслоупорная специальная,
тбердость по Шору ей- 70.;
Вид по стрепке X
эластичность по Пору 60min;
маслепоглощенае по бесу Ю таи,
Картон пропитанный топщ. 0,25 \
085,000
Данные по картеру глабтй передачи, &с?.щеп и ведомой
шестерням, сотпмтам, кчесшдинг и диферетшальной
nui5cd2i4i на листе 15
Qdmiu «ост с kymv.mwt б сборе сбкаптш
Ha_cjTi3нде_ без_на?рузки в_течгние■_5__wyHj^m_
бо_.бремл_о5г a.mku провер irnt
JiJ}AQpJiocmb гп^отыаиг15г^ни.иопа,
3 omcyrntn.S.'je пропуска асзКи сальниками
и l
Разница меМу размерам
долина быть приблизцтепьнс
О Ю 20 30 40 50 60 70 8090 НЮ *Г>
1111.111111111,111
73
[[ентр сферЫ <> 27,1
210
Указанные пой^рхиости ядпямису, часпж г: dov^jj^uHdpu^eckij^jju^u,_
ГосйГкоторых леЖапГТ плШостяу, пергёндцщпярных_ур_уго1}уя/ и проход
И^ через оси детали, а цет.:ры cSnadaHjm_ji_ne?Karr; на оси детали
Рассоргпиро6ать__па рс:-1 е
/-оя группа с размерами
рогнОсгпЬ_ указанных размеров
И9_дал}кна_превышать 0,1мм
2-ая группа с размерами 25,15-25,30
6 в
33,525 по оси цилиндрического кольца
33.W5
Шарик Ф 26,98,
Р аскер нить с о_оеих_сгтпорон поело
сЬорки и Шн'гпроп'я шарнира ™
13.4
/? Ш,20 по нормали к оси топа
12,75 "-Z-
Шарики сортировать на дде e^nnt.
1'ая группе от Ф 25,hO до ф 25,35мч
2~ая группа от <ь 25,bb до <t> 25А0мм
Контроль свободнее вращения шарнира
производить под цгпом ЗС°
sM: 73
ШДРНИР ПОВОРОТНОШАШЯМ
П Ю 20 W 40 50 60 70 60 90 ЮО
Наименование детали
Картер, нижняя
часть
Материал
Листовая сталь 08
ГОСТ 914-41
Отделка поверхности
особо высокая; тол-
, ±0,07
щина 1 мм
Чугун серый № 2
Картер, верхняя
часть
Кольцо фрикционное
диска
Холоднотянутая
автоматная сталь 35
ГОСТ В-1414-42
(селект:
0,34-0,40% С,
0,8—1,0% МгП
тупица диск;
Муфта включения
Myiyn серый № 2
АВТОМОБИЛИ ГАЗ-51 И ГАЗ-63'
Данные по металлам, термообработке и твердости
Лист 39. СЦЕПЛЕНИЕ
Термообработка
Тьердосгь
Примечание
Наименование ie i ал и
Материал
Термообработка
Твердое п»
Пружина оттяжная
нодшпиника
выключения
Закаленная в масле
проволока, сталь 65ГП
ГОСТ В-2052-43
! Предел прочности
18200—19700 кг/см2
После завивки
отпустить при
345° С
Нв 143—179
Двухслойная тканая
лента из
бумажно-асбестовой пряжи с
бакелитовой пропиткой.
Каждая нитка пряжи
должна содержать две
латунные или медные
проволочки 0 0,16—
0,20 мм
Листовая сталь 85
Отделка поверхности
высокая; толщина
1,3 мм
ОСТ 914-41
Нагрев до 775°С
Калить в масло
Отпустить в
штампе
Окрасить в литье
ДИСК
Чугун серый № 2 | Нормализовать
[при 675° С 3,5 —
i 5,4 часа; медлен-
! но охлаждать на
воздухе
После
нормализации
Нв 143—179
Палеи игольчатого Холоднотянутая прут-
подшипника оттяжного ! ковая сталь 30
рычага нажимного
диска
(для
высад-
HR 38—48
Нормализовать { Нь 197—255
1 Гаркери^звать и
промаслить. Шлицы предо
хранить уг покрытия
//,« 143- 17У
Окрасить в литье
1 По автомобилю I АЗ-63 привидятся чертежи юлько на /нрегаш, которые являются дополнительными или невзаимозамениемыми с aiрегатами анюмобиля ГАЗ-51.
Проволока должна нав^р
тываться пять раз вокру!
собственною диаметра,
не давая трещин и не
ломаясь
Поверхность по
напильнику
сердцевины не
Испытание погружением
в 50°/0-ный раствор
химически чистой соляной
кислоты на 10 мин. при 65° С
не должно выявлять трещин
на поверхности иглы
Оцинковать. Опрыскиванп
I 20°/0-ным раствором соли
в течение 25 час. не должно
j вызывать следов коррозии
Очистить от заусенпев
и окалины
ХОЛОДНОЙ
ки)
Игла подшипника
оттяжного рычага
нажимного диска
Кожух
Листовая сталь 08
ГОСТ 914-41
Отделка поверх пост
высокая; толщина
2,7
Планировать.
Калить в масло;
глубина слоя не
менее 0,15 мм
Пружина нажимння ! Закаленная в масле I Оiпускать при
проволока, сталь 65Г 315° С в тече-;
I ГОСТ 13-1050-41 ; ние J5 мин. !
; 0 4 г°'°7. ММ
75
Термообработка
Наименование дета.ж
Термообработка
Наименование летали
По напильнику
Планировать;
глубина слоя не
менее 0,2 мм.
Калить в масло.
Отпускать в
штампе
Листовая сталь 08.
.Отделка поверхности
высокая; толщина
±0,14
1,6" мм
демпфер-
диска
Для С1али 65Г
нагрев при
температуре 790° С.
Калить в масло.
Отпускать при
425— 450° С в
штампе
1ластина
пого
Ленточная пружинная
сталь 85, закаленная
в масле, полированная,
обрезная
ГОСТ В-2052-43
толщина 0,5~0'04 мм
или ленточная светлая
обрезная сталь 65Г
ГОСТ В-1050-41
толщиной 0,5-°'04 мм
ГОСТ 503-41
II.'.истина пружинная
крепления
фрикционного кольца диска
Проволока должна быть
чистой, гладкой, свободной
от окалины, трещин и
следов протяжки. Проволока
! должна навертывайся во-
круг собственного диаметра
семь раз, не давая трещин
и не ломаясь
После навивки
отпустит!»
1ружиниая проволока|
'фужина демпфе;
ною диска
кзрмически
обработанная, сталь 65Г
0
Предел прочности
5 000—16 500 г г/см*
Палец опорной вилки
оттяжного рычага
нажимного диска
Нагрев ж; S"01' С
лолодно!янутая
10 (для холодной
высадки)
в ц
ванне. Калгть в
масло; глубина
слоя не менее
0,13 мм
По напильнику
истовая сталь 0В
люченнч сцеиле- i Отделка
ПИИ
поверхности
на слоя не лтеное
0,2 мм. Калить
в. масло
повышенная;
±0,18
3 мм
Рычаг ел гяжной
нажимного диска
Сталь 33А
ГОСТ В-2052-4.;
(селект:
0,30-0,35°/0 С)
Паркерм^овать и промаслить;
отверстие предохранить от
покрыiии
Верхнюю час! i
цианиров;
глубина слоя не
менее 0,15 мм.
Калить в масло
Оцинковать. Опрыскивание
20°/0-ным раствором соли
в течение 50 час. не должнт»
вызывать коррозии
По напильнику
Нагрев до
850° С в
цианистой ванне.
Калить в раствор
каустической
соды; глубина
слоя не менее
0,15 мм
Холодно 1 лну'1 ая пру г- |
ковая ai: томатная
сталь 12
ГОСТ В-1449-42
±о,ы
0 21
Сухарь упорный b
подшипника
выключения сцепления
Погружение в 50°/0-ный
раствор химически чистой
соляной кислоты на 10 мин.
при темпера 1 у ре (:-50° С
не должно выявлять iрешим
на поверхности ролика
Нолик опорной вилки
очтяжного рычага
нажимного диска
Кадмировать или
оцинковать. Опрыскивание
20%-ным раствором соли
в течение 24 час. не должно
вызывать коррозии
По напильнику
Цианирова1ь;
глубина слоя
не менее
0,15 мм.
Калить в раствор I
каустической
соды
Холодно 1 япутая
сталь 12Г
1 ОСТ В-1414-42
Шестигранник
19
л опор.] В1'Л-
ки подшипника вл-
ключения сцеилен.'Ш
ОСТ НКТП 7130
Haipee до 830е С
Регулировочный винт
оттяжного рыча! а
Холоднотянутая
прутковая сталь 35
(для холодной
высадки)
в цианистой
ванне. Калить в
масло; глубина
слоя не менее
0,15 мм
Окрасить в любой иве г
После навивки
Закаленная в масле
Пружина омяжпая
ру
вилки подшипника вы- проволока, сталь 65 ГП
отпустить при
ГОСТ В-2052-43
ключения сцепления
i Предел прочное in
! 16 800 -19 500 кг;см1
Лист 40. КОРОБКА ПЕРЕДАЧ ГАЗ-51
Наименование детали
Карч ер
Материал ! Термообработка
! Чугун серый № 2
Твердость
Ип 143-179
Примечание
Вал ведущий
Сгаль 4IX Поковку отжечь
ОСТНКТП 7124 при 960 С. По-
(селект: 0,38— | еле механической
0,43% С) обработки циа-
нировать;
глубина слоя 0,15 мм.
Калить в масло.
Отпустить
I
Г>лок шестерен скользящий
1-й и 2-й передач.
Шестерня скользящая 3-й
и 4-й передач
Блок шестерен
промежуточного вала
Сталь 4IX
ОСТНКТП 7124
Гселект: 0,38—
0,43% С).
Величина зерна по
Мак-Кведу -5 — 8
Сталь 4IX
ОСТ НКТН 7124
(селект: 0,38—
0,43% С)
Поковку отжечь
при 960° С.
После механической
обработки циа-
нировать;
глубина слоя 0,15 мм.
Калить в масло.
Отпустить
Поковки
Нв 170-207;
Ир 48—53.
Изделие - по
напильнику. На
зубе допускается
превышение
твердости до
HRt 56
с»
Внутреиною полость
отливки очистить и окрасить
маслоунорной краской.
Наружную поверхность
окрасить в литье
В случае коробления не
допускается правка без
отжига. После правки
термическую обработку повторить.
Проверят!- на твердость все
шестерни на одном зубе
Поковки j Перед термической обра-
Ив 170—207; боткой шестерню обкатать
изделие — по на-, с мастер-шестерней. Прове-
пильнику, на зубе ' рять на твердость все ше-
НРп 48—53; i стерни на одном зубе
шлицах
20—40.
I
с
Допускается пре- j
вышение твердо- i
сти на зубе до'
Н*г 56 I
Поковку отжечь
при 900° С.
После механической
обработки циа-
нировать;
глубина слоя
0,15 мм. Калить
в масло.
Отпустить в масле
Поковки
И 170—207;
Ни 48—53. Из-
Ci
делие - по
напильнику.
Допускается на зубе
превышение
твердости до
Нв 56
Проверять на твердость
все шестерни на одном
зубе
Блок шестерен скользящий Сталь 40Х
заднего хода
ОСТ НКТП 7124
Поковку отжечь
Поковки
Проверят* на ч вердость все
при 900° С. Циа-| // 170—207; i шестерш на одном зубе
пировать; глуби- Нрс 48—53. Из-
на слоя 0,15 мм.
Калить в масло.j
Отпустить.
делие — по
напильнику.
Допускается на зубе
превышение
твердости до
Ик>_ 56
Наименование детали
Вал главный
Материал
Термообработка
Твердость
Примечание
Горячекатанная
прутковая сталь
41Х ОСТ
НКТП 7124
(селект: 0,38-—
0,43% С)
После
механической обработки
планировать.
Калить в масло;
отпустить в
масле
HR 48—53.
Понижение
твердости до Ир 43
допускается на
площади, не
превышающей 25°/0
общей площади
детали
В случае коробления не
допускается правка без
отпуска. После правки
термическую обработку
повторить. На твердость
испытывать все валики (на
шлицах у направляющего
хвоста)
Ось скользящего блока
шестерен заднего хода
Холоднотянутая
прутковая
ааль 45
Наружную
поверхность на
рабочей длине
подвергнуть
поверхностной закалке
электронагревом;
глубина слоя
1,5—2 мм.
Допускается
увеличение глубины
слоя до 4 мм
55
Крышка подшипника пер- | Чугун серый № 2
ничного вала !
Нв 143 170
Окрасить в литье
Крышка подшипника глав- Чугун серый № 2
ного вала. !
Верхняя крышка
Вилки переключения
передач
i 1ереводная головка штока
переключения заднего хода
Рычаг переключения
передач
Стопор промежуточный
штоков переключении
передач
Сталь 35
ГОСТВ-1050-41
Нв 143—179
Внутренние полости
окрасить маслоупорной краской
Наружную поверхность
окрасить в литье
Поковку
нормализовать
Поковки
Нв 143—196
Сталь 35
Нагрев нижнего По напильнику
конца в циани- •
стой l лне.
Калить в масло i
Холоднотянутая
прутковая
сталь 35
ГОСТ 13-1050-41
I
Нагрев при
800" С в
цианистой ванне в
течение 5 мин.
Калить в воду.
Отпустить в
масло при 205°С
HR 45—58
Твердость
напильника
На твердость подвергнуть
испытанию 100°/п деталей
77
Лист 41. ЗАДНИЙ МОСТ
Наименование летали i Материал Термообработка Твердость
I I
Кар гер
Крышка картера
Кожух полуоси:
труба
фланец
Чугун ковкий
Чугун ковкий
№ 1
Труба
бесшовная, сталь 45.
Наружный
Нв 121-149
Примечание
Внутреннюю поверхность
окрасит1 маслоупорной
краской
Наименовате детали
Шестерня ведущая главной
парк
Материал
Сталь 15 НМ
Термообработка I Твердость
I
1
Нв 121 149 | Внутреннюю поверхносм.
| окрасить масюупорноЧ
! краской
Поковку
нормализовать.
Изделие
цементировать; глубина
слоя 1,5 —
1,8 мм. Нагрев
j в малоцианистой
| ванне. Калить в
масло. Отпустить
0 9б±и'п мм
Толщина сгенки
+ 1.0
мм
сталь 40
Поковку
нормализовать
Полушка рессоры
сталь 40
Поковку
нормализовать
Пластина опорная ведомой
шестерни
Втулка предохранительная
сальника полуоси
Фланец крепления
карданного вят»а к ведущей
шестерне
Свинцовистая
латунь ЛС-74-3
или кремнистая
латунь
ЛКС 65-1, 5-3
или томпак
ОЛОВЯНИСТЫЙ
(88—92% Си,
0,25—0,7570Sn,
остальное Zn).
Полоса
толщиной 5,5_ 0 12 мм
шириной
64 ., мм
- - 1>о
Листовая
сталь 08
Толщина 2 мм
Сталь 45 1 Поверхносп»
шейки
подвергнуть
поверхностной
электрозакалке на длине
35 мм) i лубина
слоя 1,5 2 0мм
Прокладка регулировочная Ленточная низко-
иодшипникор ведущей
шестерни
Поковки
Н; 137—207
Поковки
Ив 170 — 207
углеродистая
сталь.
Толщина
°>25-о
0,1б_
о,оз>
002
- 0.015
ММ
Муфта подшипников
ведущей ueстерни
Шайба ведущей шестерни
Кольцо внутреннее
подшипника ведущей
шесгерни
Чугун ковкий
№ 1
Листовая
сталь 08
Толщина 4,3 мм
Холоднотянутая
прутковая сталь
20Х.
0 33,5 мм
-0,17
Прокладка регулировочная
муфты подшипников
Крышка кар-ера передняя
Ленточная
низкоуглеродистая
сталь.
Толщина
°.25
-о.оз
Чугун серый
№ 2
Цементировать;
глубина слоя
0,6 - 0,9 мм.
Калить в
раствор каустической
соды. Отпустить
Цементировать;
глубина слоя
1,2—1,5 мм.
Калить в масло.
Отпустить
Омеднить хвостовик
в местах под подшипник
под резьбу и зубья.
Толщина слоя
приблизительно 0,005 мм
Поковки
Нв 143-196;
изделия
на зубьях и на |
поверхности
045,8* °'тмм
Нн 121 — 149
По напильнику
Окрасить в литье
78
Наименование дсыли
Шестерня ведомая главной
Сть 15НМ
Коробка сателлитов правая
и левая
Чугун ковкий
№ 1
Термообработка
Поковку норма-
лизовать.
Изделие цементиро-
вать; глубина
слои 1,5 —1,8 мм.
Нагрев в
малоцианистой ванне.
Калить в масло.
Отпустить
Твердость
Примечание
Наименование детали
Поковки
Ив ИЗ-197;
изделии
(на зубьях)
HR 58—65
Омеднить после спаривании
и притирки шестерен.
Толщина слоя 0,005 мм
приблизительно. 11осле
омеднения скомп 1ектовать
Сателлит шиференциала
Материал
Холодно тянутая
прутковая сталь
15НМ.
0 64^2 мм
Термообработка
Нв 121 — 149
Окрасить в литье
Цементировать;
jлубина слоя
0.9—1,2 мм.
Нагрев в
малоцианистой ванне.
Калить в масло.
Отпустить
Тверлость
Примечание
"«с58
не менее
Крестовина диференциала Сталь 35Х , Поковку отжечь ' Поковки
Кселект: 0,35—; Нв 176—207
0,404 Q I ,
Шайба упорная сателлита
диференциала
Бронза кремне-
марганцовистая
ленточная
твердая Бр. КМц
3,5—1 или
бронза оловянистая
ОЦС 4-4-2,5.
Толщина
Шайба опорная шестерни
полуоси
Брон-а хремне-
маргапцовистая,
ленточная,
твердая Бр КМц
3,5-1 или
томпак ЛТ-90(88 —
91° 0 Си,
остальное Zn)
Толщина
oqq
mm
Волт коробки сателлитов ( Холоднотянутая
диференциала ! прутковая сталь
I 35X
Шестерня полуоси
Сталь 15 НМ
К)лить в масло.
Отпустить
Поковку
нормализовать.
Изделие
цементировать; глубина
слон 0,9 - 1,2 мм
Нагрев i:
малоцианистой ванне.
Калить в масло.
Отпустиib
HR 31-37
Поковки
Н , 156—207:
HR изделия
(на зубьях шейки
0 58,
Полуось
0,8
0,06
мм
Сталь ЗОХГСА
(селект: 0,30—
0,35°/0С) или
35 ХМ А
Поковку отжечь.
Изделие калить в
масло.Отпустить
Покрыть медью после
окончательной шлифовки;
толщина слоя 0,005 мм
приблизительно
Втулка разжимная шпильки
полуоси
Холоднотянутая
прутковая
сталь 35
0 20
-0,14
м ч
Поковки
Нв 187-241;
изделия
Яд369— 415.
На поверхности
фланца под
болты допускается
снижение
твердости до Нв 229
Покрыть медью после
термообработки. Поверх -
ность отверстия должна быть
полностью покрыта медью;
при этом диаметр отверстия
не должен уменьшаться
более чем на 0,025 мя
Планировать.
Калить в масло.
Отпустить
Оцинковать. Опрыскивание
20°/0-ным соляным
раствором в течение 50 час.
не должно вызывать следов
коррозии
Н
79
Лист 42. КОЛЕСО ЗАДНЕЕ (Автомобиль ГАЗ-51)
Наименование детали
Обод 20X7
Термообработка
^j дость
1римечани
Горячекатанная
сталь 15
ГОСТ В-1050-41
(специальный
профиль)
Сталь 20
(специальный
профиль)
Сталь 60Г
ОСТ В-1050-41
(специальный
профиль)
Кольцо замочное
Гайка внутренняя
Холоднотянутая
прутковая сталь 20.
с нирова'1
глубина слоя
28_О14 мм (для хо-
в раствор
каустической соды
лодной высадки) или
холоднотянутая
прутковая автоматная
i сталь 20 0 36
(при обработке на
автомате)
Холоднотянутая прут
ковая автоматная
сталь 12. Шестигран
ГSoлт ступицы
Холоднотянутая
прутковая сталь 30 (дчя
I холодной высадки)
Чугун ковкий №
Втулка сальника
ступицы
Калить в рас-
ггюр
каустической соды.
Отпустить
1о
напильнику
Оцинконл i ь. Опрыскивание
20' ,,-иым соляным раствором
в течение 100 час. не должно
вызывя 1 ь коррозии
155 -20 7
149
Оцинкова гь. Опрыскивание
20°'0-ным соляным раствором
в течение 100 час. не должно
вызывать коррозии
Оцинковать. Опрыскивание
20°/0-ным соляным раствором
в течение 100 час. не должно
вызывать коррозии
Окрасить в литье
HRc 52
58
80
Лист 43. ТОРМОЗ ПЕРЕДНИЙ (Автомобиль ГАЗ-51)
Наименование дла
Щит -юрмоза
Ребро колодки
Обод колодки
Материал
Листовая сталь 08
Толщина 4,3 мм
Листовая сталь 08
Толщина 5 мм
Листовая сталь 08
Толщина 4 мм
Термообработка Гвердосп.
Примечание
Эксцентрик опорного пальца | Латунь прутковая
КО'ЮДОК
ЛС-59
Пластина опорных пальцев ! Листовая сталь 08
Толщина б мм
колодок
Скоба направляющая
колодок
Листовая сталь 08
Толщина 2 мм
i
Пружина папршшпощей I Сталь ленточная 65Г. !
скобы колоюк
I Толщина 1,5
о,п
мм,
ширина Ю_06 мм
Пружина стяжная колодок Проволока пружинная, | После навивки
1 термически обработан-I отпустить
пая, сталь 65Г. i
з+0,05
Эксцентрик колодок
регулировочный
0
-0,02
мм
Эмалировать
Листовая сталь 08
Толщина 4 мм
Пружина регулировочного Проволока пружинная, i Отпустить после
эксцептриьа | термически обработан-j навивки ]
ная, сталь 65Г \
0
Опрыскивание 20° 0-ным
раствором в течение
50 час. не должно
вызывать коррозии
Эмалировать
Поршень колесного
ци/ индра
Дур
О
люмин
прутковый Л1 по
Т ЦМ 585-39
Поковку калить
в воду.
Подвергнуть
естественному старению
в течение 5 суток
или
искусственному старению
при 170°С в rie-
чение 3 час.
Ив 90—120
Термообработка Твердость
i
Примечание
Маслоотражатель переднего I Листовая сталь 08
тормоза 1 Отделка поверхности
высокая; толщина
1 мм
Холоднотянутая
прутковая автоматная
сталь 12
0 16-ол«
Циаиировать;
глубина слоя
0,15 мм. Калить.
Отпустить
Эмалировать
По
напильнику
Оцинковать.
Опрыскивание 20с/0-ным соляным
раствором в течение
50 час. не должно
вызывать коррозии
Чугун серый
Клапан перепускной
колесного цилиндра
Пружина колесного
цилиндра
Холоднотян) шя
прутковая автомагная
сталь 12
Шестигранник
12_024 мм
' Проволока пружинная
I светлотяиутая луже-
I ная, сталь Р
0 1,2^;™ мм
1 ^панировать
Калить
Отпустить
Ив 170—229'
По
напильнику
Отливьу обду!ь на
пескоструйном аппарате
Оцинковать.
Опрыскивание 20° 0-ным соляным
раствором в течение
50 час. не должно
вызывать коррозии
После навивки
отпустить
I
Палец опорный колодок
Холоднотянутая
прутковая сталь 30
| 0 16_0Л2 мм
(для холодной
высадки)
Барабан тормозной х
Чугун серый № 2
Оцинковать.
Опрыскивание 2С°/0-ным соляным
раствсром в течение
50 час. не должно
вызывать коррозии
Нв 143 — 1791
Фланец тормозного
барабана 1
Листовая сталь 08
Толщина 0,75 мм
1 На лис it; 43 не приведены. См. лист 48.
Лист 44. ТОРМОЗ ЗАДНИЙ (Автомобиль ГАЗ-51)
Наименование детали
Щит тормоза
Ребро колодки
Обод колодки
Материал
Эксцентрик опорного пальца
колодок
Пластина опорных пальцев
колодок
Листовая сталь 08
Толщина 5 мм
Листовая сталь 08
Толщина 4 мм
Латунь прутковая
ЛС-59
Листовая сталь 08
Толщина 6 мм
Болт регулировочного
эксцентрика колодок
Холоднотянутая
прутковая сталь 30
0 14 0Д2 мм
(для холодной высадки)
Эксцентрик регулировочный
колодок
Поршень колесного
цилиндра
Цилиндр колесный
Экран колесного цилиндра
Листовая сталь 08
Толщина 4 мм
Дуралюмин
прутковый
Д1поОСТ ЦМ 585-39
Серый чугун
Калить в воду
Подвергнуть
естественному
старению в
течение 5 суток или
искусственному
старению в
течение 3 час. при
170° С
Листовая сталь 08
Толщина 1 мм
Пружина колесного
цилиндра
Маслоотражатель
11роволока пружинная
светлотянутая
луженая, сталь Р
0
"-0,02
мм
Козырек маслоотражателя
Листовая сталь 08
Толщина 1 мм
Листовая сталь 08
Толщина 1 мм
После навивки
отпустить
Нв 170—229
Отливку обдуть на
пескоструйном аппарате
Палец опорный колодок
Холодно 1янутая пруг-
ковая сталь 30.
0 16__0Д2 мм
'. (для холодной высадки)
Фланец юрмознсно
барабана
Листовая сталь 08
Толщина 3,75 мм
81
Чугун серый
№ 1
Чугун серый
№ 2
Наименование детали
Крышка картера
Пробка наливного
отверстия
Счержень толкателя поршня
Пружина возвратная
поршня
Пружина выпускного
клапана
Лист 45 \ ЦИЛИНДР ТОРМОЗОВ ГЛАВНЫЙ
Термообработка
Чугун ковкий
№ 1
Твердость
Примечание
Ип 170—220 Отливка должна быть плотной бе:*
усадочных раковин и твердых
включений. Герметичность
цилиндра испытывать
денатурированным спиртом под давлением
90 кг/см-. Внутренняя полость
отливки должна быть тщательно
очищена от формовочной земли и
частей пригоревших стержней в
пескоструйном аппарате. Верхняя
часть отливки должна испыты-
ваться на плотность давлением
воздуха 4—5 кг/см2.
Перед механической обработкой
отливку паркеризировать
Холоднотянутая
прутковая
автоматная сталь 12
Нв 147—179
Паркеризировать
HR 121 —149
Паркеризировать и промаслиib
Алюминиевый
сплав для литья
в кокиль (6,25—
7,75°/0 Си, 5 -
6% Si, не более
0,5% Zn, не
более 1,5% Fe,
,0,25-0,30%, Mg
j остальное Al).
Нв 100 — 130 Отливка не должна быть пори-
| стой. Испытывать при давлении
воздуха 4—5 кг/см2
Проволока
пружинная светло-
тянутая луженая,
сталь Р
1 Текст к листу 46 приведен на етр, 93,
ЛИСТ 47. РУЛЕВОЕ УПРАВЛЕНИЕ
Наименована детали
Материал
Термообработка
[вердость
Примечание
Труба юлонки
Ленточняя
низкоуглеродистая светлая об-
| резная сталь
: ГОСТ 503-41
Эмалировать
I
Кольцо нар)жюе ролико- ' Труба бесшовная,
подшипника вала
сталь 20
ГОСТ В-1050-41
Карте:э
Чугун ковкий № 1
| Ни\2\ —149 Внутреннюю полость
отливки окрасить мае-
j лоупорной краской
Крышка боковая картера Чугун ковкий № 1
Вал
Труба бесшовная,
сталь 30
Крышка картера верхняя
Крышка нижняя картера
Сталь 35
Листовая сталь 08
Нв 121 —149 Окрасить в литье
Поковки
Ив ПО—207
Винт регулировочный вала Холоднотянутая прут-
сошки
ковая автоматная
сталь 12
Циапировать;
глубина слоя не
менее 0,1 мм.
Калить в масло
По
напильнику
Гайка регулировочная винта | Холоднотянутая прут-
вала сошки ковая автоматная j
ааль 12 j
Паркеризовагь и
промаслить
Материал
Втулка распорная иголок
подшипника
Труба бесшовная,
сталь 40
Термообработка
i Планировать.
i Калить в масло.
' Отпустить
Твердость
Нр 42—50
проверять
напильником
Лист 48. ПЕРЕДНЯЯ ОСЬ (Автомобиль ГАЗ-51)
Примечание
Наименование детали
Материал
Вилка передней оси
Шайба упорная ролика
нала сошки
Лен точная сталь 40
Нагрев при
1 830° С.
Охлаждать в масле.
Отпускать при
205° С в
течение 1,5 часа
HR 42—50
Кулак поворошый
Сталь 41А (селекл
0,38—0,43% С)
Сталь ЗОХ (селект:
0,28—0,33% С)
Термообработка
Калить в
раствор
каустической соды.
Отпустить
Твердость
Нв 2(59 - 302
11римечание
Поковку калить.
Отпустить
Ось ролика вала сошки ; Холоднотянутая прут- | Наружную по- ' Закаленной
ковая сталь 45
верхносгь
подвергнуть
поверхностной закалке
электронагревом; глубина
слоя 1,5 — 2 мм
поверхности
не менее
HR 57
<ворень непорочного
кулака
Холодно 1 мну 1 аи прут
ковая сталь 45
Кольцо внутреннее
концевого подшипника вала
сошки
Холоднеляну 1ан
прутковая сталь 20Х
1 Цементировать;
глубина слоя
0,9—1,2 мм.
Нагрев. Калить
в масло.
Отпустить при 205°С
в течение
1,5 часа
Ир 55 -62
Перед
окончательной
шлифовкой шкворень
подвергнуib
поверхностной
закалке электро-
нагревом; глу-
иина слоя 1,5 —
2 мм. Допу-
скаею! месите
увеличение му-
бины слоя до
2,5 мм
Поковки
Яд 156—19(>; I
после о 1 пуска |
Нв 269—321 !
Не менее
Торцы
шкворней могут оста-
' ваться сырыми
Вгулка шкворня
поворотного кулака
Ступица каркаса колеса
I
I
Холоднотянутая
прутковая автоматная
сталь 12 или
сталь 35
Спица каркаса колеса
Холоднотянутая
прутковая сталь 20
Рыча1 рулевой трапеции.
Рычаг к продольной
рулевой тяге поворотного
кулака
Ленточная
низкоуглеродистая полированная
сталь, залитая
свинцовистой бронзой.
(10% РЬ, 10% Sn,
остальное Си) или
томпаком ОЛОВЯНИС1ЫМ
(88—92% Си, 0,25- -
0,75% Sn, остальное Zn)
Качество поверхности
1-го, класса
Сталь ЗОХ (селект:
0,28—0,33° 0 С)
Поковку калшь, j
отпустить
83
Наименование детали
Материал
Стремянка передней
рессоры
Холоднотянутая
прутковая сталь 40 (для
холодной высадки)
Накладка передней рессоры
и обойма дополнительного
буфера
Чугун ковкий № 1
Кронштейн передней
рессоры передний
Кронштейн передней
рессоры задний
Серьга передней рессоры
Чугун ковкий № 1
Чугун ковкий № 1
Наименование детали
Термообработка
Сухарь пальца продольной i Холоднотянутая прутко-
По напильнику
Цианировать;
вая автоматная сталь 12 глубина слоя не
менее 0,15 мм.
Калить в воду
рулевой тяги
Тчга продольная рулевая
Тяга поперечная рулевая \
Труба бесшовная
сталь 30
Наконечник поперечной
рулевой тяги
Поковки
Нв 170—207
Цементировать.
Глубина слоя
0,3 — 1,2 мм.
Охладить в
ящике. Нагрев.
Калить целиком в
масло.Отпустить
Палец наконечника
поперечной рулевой тяги
Холоднотянутая
прутковая сталь 15Х
сердцевины не
более Нп 40
Палец рессоры
Сухарь пальца наконечника
поперечной рулевой тяги
Холоднотянутая
прутковая сталь 15Х
Цементировать.
Глубина слоя
0,6—0,9 мм.
Калить в масло
Отпустить
/у 55—60
Втулка заднего кронштейна
передней рессоры
Пружина опорной пяты
пальца наконечника
поперечной рулевой тяги
Проволока пружинная,
термически обработанная,
сталь 65Г
Лист 49. ПОДВЕСКА ПЕРЕДНЯЯ (Автомобиль ГАЗ-51)
Термообработка Твердость
<рт*.счание
Нв 197—255 Паркеризовать
i и промаслить
Ни 121 — 149
Окрасить в литье
Нв 121 149
Холоднотянутая прут
ковая сталь 20
Нв 121 — 149
Окрасить в литье-
Томпак оловянистый
ленточный (88—92%
Си, 0,25—0,75% Sn,
остальное Zn) или
кремнистая ленточная
латунь ЛКС-65-1, 5-3
Перед
шлифовкой
цементировать; глубина
слоя 1,2—1,5мм.
Калить в
раствор
каустический соды.
Отпустить
Не менее
HR 57
с
Лист 50. РЕССОРА ПЕРЕДНЯЯ (Автомобиль ГАЗ-51)
Термообработка Твердость
Наименование детали
Термообработка
Подкладка задней рессоры Чугун серый № 2
♦
Окрасить в литье
перед зачисткой
плоскостей
Листы рессорные
Полосовая рессорная
Перед сборкой Ни 363 —415 Окрасить после
сталь 50ХГА
калить в масло.
Отпустить
Кронштейн задней рессоры i Чугун ковкий № 1
Нв 121—149 |
Втулка ушка рессоры
Ленточная низкоугле- Планировать; По напильнику
; родистая сталь. Каче- глубина слоя
ство поверхности \ 0,0 5—0,08 мм.
1-го класса, полиро- ' Калить в рас-
ванная ; твор
каустической соды
Серьга задней рессоры i Чугун ковкий № 1
Окрасить перед
механической
обработкой
Холоднотянутая прут-
Перед шлифов-
Палец рессоры
ковая сталь 20
кой
цементировать. Глубина !
слоя 1,2—1,5мм.
Калить в раствор
каустической
соды. Отпустить
Полосовая сталь 08
Хомуты рессоры
Листовая сталь 08
Втулка распорная хомута
рессоры
Эмалировать
Втулка ушка рессоры Ленточная низкоугле- j
* родистая
качественная сталь
Лист 51. ПОДВЕСКА ЗАДНЯЯ (Автомобиль ГАЗ-51)
Кронштейн буфера задней | Листовая сталь 08
рессоры
Наименование детали
Термообработка
Пластина буфера задней | Ленточная низкоугле-
рессоры родистая необрезная
сталь. Качество по-
■ верхности 1-го класса
Стремянка задней рессоры | Холоднотянутая
прутковая сталь 40 (для
холодной высадки)
пв 197—255 Паркеризовать и
промаслить
Накладка задней рессоры
Полосовая рессорная
сталь 50ХГ
Эмалировать
Подкладка задней
дополнительной рессоры
Полосовая рессорная
сталь 50ХГ
Эмалировать
в сборе
Чугун ковкий № 1
Подкладка стремянок
задней рессоры
Нв\2\—149 I Окрасить в литье
Листовая сталь 08
Кронштейн задней
дополнительной рессоры
85
Лист 52. РЕССОРА ЗАДНЯЯ (Автомобиль ГАЗ-51)
Наименование детали
Материал
| Термообработка Твердость
Примечание
I
Листы рессоры
Втулка ушка рессоры
Полосовая
рессорная сталь 50ХГА.
Толщина листов:
1—3-го —10 мм,
4 -11 -го—8 мм,
12-го и 13-го—7 мм
Ленточная
низкоуглеродистая сталь.
Перед сборкой
калить в масло.
Отпустить
Цианировать;
глубина слоя
Нв 363 -415
Окрасить после
сборки
По напильнику
! Качество поверхности j 0,05—0,08 мм.
j I класса, полирован- | Калить в рас- .
пая ! твор каустиче-
! ; ской соды
Хомут рессоры
Полосовая сталь 08 \
Втулка распорная хомута рессоры Листовая стяль 08 j
I
Эмалировать
Лист 53. РЕССОРА ЗАДНЯЯ ДОПОЛНИТЕЛЬНАЯ (Автомобиль ГАЗ-51)
Наименование детали
Материал Термообработка
Листы рессоры
| Полосовая рессорная
сталь 50ХГА. Толщи-
. на 8±°-15 мм
Iвердость
I1римечанис
Перед сборкой
калить в масло.
Отпустить
Нв 363—415 I Окрасить ncc.ic
; сборки
Хомут рессоры
Листовая сталь 08
Лист 54. РАМА (Автомобиль ГАЗ-51)
Наименование детали
Лонжерон
Поперечина № 1
Усилитель поперечины № 1
Материал
Листовая сталь 25
Толщина 5,5 мм
Листовая сталь 08
Толщина 4 мм
Листовая сталь 25
Толщина 3,5 мм
Термообработка Твердое ь Примечание
—
-
—
—
—
—
—
—
Поперечина № 2
Листовая сталь 08
Толщина 5 мм
Эмалировать
Поперечины № 3, 4 и 5.
Усилители поперечин № 3 и 4
Косынка поперечины № 5
Поперечина №6.
Усилитель поперечины № 6.
Раскос усилителя
Листовая сталь 25
Толщина 4 мм
Листовая сталь 08
Толщина 5,5 мм
Листовая сталь 08
Толщина 5,5 мм
Бампер передний
Листовая сталь 08
Толщина 5 мм
Эмалировать
Кронштейн заводной рукоятки
Кронштейн передней рессоры
передний и задний
Кронштейн задней рессоры
Кронштейн буфера задней
рессоры
Кронштейн задней
дополнительной рессоры
Кронштейн переднего бампера
Угольник кронштейна переднего
бампера
Листовая сталь 08
Толщина 3 мм
Чугун ковкий № 1
Листовая сталь 08
Толщина 5 мм
Листовая сталь 08
Толщина 9 мм
Нв 121 - 149
Листовая сталь 08
Толщина 5 мм
Кронштейн поперечины № 2
Листовая сталь 08
Толщина 4 мм
86
Пист 55. ПРИБОР БУКСИРНЫЙ (Автомобил ГАЗ 51)
Лист 58. УСТАНОВКА ДЕРЖАТЕЛЯ ЗАПАСНОГО КОЛЕСА
Г\ рмообрл-
богка
Наименование детали
Термообработка Твердость
Наименование детали
Крюк буксирный
10К0ВКИ
156—217;
изделия:
на головке —
341 -415,
па стержне---
269-321
Листовая сталь 08
Толщина 5,25 мм !
Эмалировать; резьбу пре
дохранить от эмали
Поковку
нормализовать.
Термическая
обработка
после
механической.
Калить в
раствор
каустической соды.
Отпустить
кронштейн откидной за
пасного колеса
Ось кронштейна
Холоднотянутая
прутковая автоматная сталь
12 0 19__o,i4 мм
i Паркеризовать и прома
слить
Кронштейн переходной
Листовая сталь 08
Толщина 5,30 мм
Защелка буксирного крюка
Поковку
нормализовать.
Термическая
обработка
после
механической.
Калить в раствор
каустической
соды.
Отпустить
Я. 352—415
Ковкий чугун № 1
Защелка кронштейна
//, 121-149
Пружина валика защелки Проволока пружин- ;
ная, термически
обработанная, сталь 65Г |
Эмалировать
Собачка защелки буксирного
крюка
Ив 137—19:
Поковку
нормализовать
фошптейп рукоятки за- Ковкий чугун № 1
щелки
Нв 121 -149
Пружина собачки буксирного
Ленточная сталь 65П Калить в мае-
Толщина 0,8 мм I ло. Отпустит!
Ось собачки буксирного крюка Холоднотянутая прут-1
ковая сталь 40 I
0 22_014 мм
I Паркеризовать и прома
— ! Паркеризовать и окрасить
Валик защелки кроши гейна ( Холоднотянутая прут
ковая сталь 40
(/ 1 4 о то ММ
Звено концевое цепи шплинта
Проволока светлая, —
Оцинковать Опрыскива-
ние 20°/0-ным раствором
' соли в течение 25 час.
не должно вызывать
корюзии
защелки буксирного прибора
Ковкий чугун № 1
121 149 Окрасить в литье
Усилитель кронштейна .Чистовая сталь 08
Толщина 4 мм
Эмалировать; резьбу про
дохранить от эмали
Втулка пружины буксирного
Чугун ковкий № 1
Ив 121 — 149
I фужина буксирного крюка
Горячекатанная прут-i Калить в мас-
Эмалиэова1ь
Валик защелки
ковая сталь 65Г. Ква- | ло. Отпустить
драт 16 мм
87
Лист 57. КОРОБКА РАЗДАТОЧНАЯ (Автомобиль ГАЗ-63)
Наименование детали
Термообработка Твердость
Нам еновлше
Термообработка
Чугун серый № 1
Внутреннюю полость
Вал вторичный
Сталь 4IX (селект:
0,38—0,43% С)
Величина зерна по
Мак-Кведу 5—8
Поковку
нормализовать; перед
окончательной
шлифовкой циа-
нировать;
глубина слоя не
менее 0,1 ММ)
калить в масло,
отпустить
Поковки
Нв 170—207,
изделия
Перед термообработ
кой навернуть спецн
альную гайку на хвп
стовик с резьбой
отливки окрасить
маслоупорной
краской. Наружную
поверхность окрасить в
литье
Допускается
превышение
твердости на зубе не
более Ир 56
Крышка подшипника пер- Чугун серый № 2
вичного вала
Нв 143-179
Кольцо стопорное подтип- | Проволока. Сталь 35.
Специальный профиль
с закругленными или
прямоугольными
кромками
Крышка верхнего люка | Листовая сталь 08
Толщина 2 мм
Крышка бокового люка
Листовая сталь 08
Толщина 2,5 мм
Крышка подшипника
вторичного вала
Чугун серый № 2
Тщательно очисппь
от формовочной
земли. Внутреннюю
поверхность окрасить
маслоупорной краской
Вал первичный
лолоднотянутая прут-
Прутки норма-
Перед термообработ
кой навернуть специ
альную гайку на хво
стовик с резьбой
ковая сталь 41Х (се-
лизовать. Перед
лект 0,38—0,43% С)
окончательной
шлифовкой циа-
нировать. Калить
в масло.
Отпустить
Твердость
проверять на
шлицах
Вал промежуточный
Холоднотянутая прут- Прутки норма-
ковая сталь 41Х (се- j лизовать. Перед
лект: 0,38—О,43°/о С) шлифовкой греть
в малоцианистой
,ванне; калить в
масло, отпустить
Шестерня включения
заднего моста и
демультипликатора
Сталь 4IX (селект:
0,38-43% С)
Поковку норма-
Поковку отжечь Ив 170 — 207
Шестерня промежуточного
вала демультипликатора
Сталь 41Х (селект
лие цианировать;
глубина слоя не
пускается превы-
менее 0,18 мм.
Т 'xw •"""'• I шение на зубьях
Калить в масло i ^ ^ ;
I до MD 55, на
с механическим
Крышка подшипников
Чугун серый
Внутреннюю поверх
ность тщательно очи
стить и окрасить
в литье
шлицах—до
20—40
покачиванием.
Отпустить
Муфта фланца первичного
вала и муфта фланца
вторичного вала
Поковку калить.
Отпустить. На-
Поковки
Ив 207—255;
ружную поверх-
закаленной
поверхности изде-
Прокладка крышки
подшипников регулировочная
Сталь ленточная
низкоуглеродистая.
Качество поверхности 1-го
класса, полированная,
твердая. Толщина
подвергнуть по-
лияЯв 45—58
верхностной
закалке
электронагревом;
глубина слоя 1,5-
2,0 мм
Наименование детали
Материал
Термообработка
Вал привода-к переднему 'Холоднотянутая прут-
мосту ковая сталь 4IX (се-
лект: 0,38—0,43°/0 С)
52 мм
-0,2
Прутки
нормализовать;
изделие планировать;
калить в масло;
отпустить.
Твердость
Пэимечание
Наименование детали
Прутков j В случае коробления
не допу:кается правка
без отлуска. После
отпуска
термообработку повторить.
Перед теэмообрабогкой
навернуть
специальную гайку на
хвостовик с резьбой
Шток вилки
Нв 197—229;
изделия
HR 48—53.
Твердость
проверять на шлицах
Материал
Термообработка
Твердость
Холоднотянутая прут-
ковач сталь 40Х.
0 2\_оммм.
Цианировать;
глубина слоя не
менее 0,15 мм.
Калить в масло.
Отпустить всю
деталь.
Отпустить вторично
конец без
канавок для
фиксаторов
Шестерня вала привода
переднего моста
Сталь 40Х (селект:
0,38—0,43°/0 С).
Величина зерна по
Мак-Кведу 5 — 8
Поковку отжечь
Поковки
Нв 170-207
На рабочем
конце //^45—58;
на остальной
длине
HR 30—45
Ползун стопорный штоков
Шайба упорная шестерни
вала привода к переднему
мосту
Крышка роликового
подшипника вала привода
к переднему мосту
Томпак оловянистый
ленточный (88—
92°/0 Си; 0,25 —
0,75°/0 Sn, остальное
Zn). Толщина
Холоднотянугаи нруг-
ковая сталь
0 П
-0,12
40.
мм
Предел прочности
26- 29 кг/'мм2; удли-
нение 30—40°/
/о-
Чугун серый № 2
HR 143—179
Гайка сальника иноков
Вилка включения заднего
моста, демультипликатора
и переднего моста
Сталь 35
Поковку
нормализовать.
Рабочую поверхность
'цианировать;
глубина слоя
не менее 0,12 мм.
Калить в масло
Поковки
11В 170—207;
изделия по на- j
пильнику
Холоднотянутая
прутковая автоматная
сталь 12.
Шестигранник 34 мм
'-0,34
Цианировать;
глубина слоя
не менее 0,1 мм.
Калить в раствор
каустической
соды. Отпустить
Н„ 45—58;
поверхность
сферического
конца по напиль-\
нику
Пружина стопорного шарика | Закаленная в масле
| проволока, сталь 65ГП
ГОСТ В-2052-43
+ 0,02
0 1,64 _оде деле
ОСТ 20006—38
После навивки
отпустить
Лист 58. МЕХАНИЗМ УПРАВЛЕНИЯ РАЗДАТОЧНОЙ КОРОБКОЙ (Автомобиль ГАЗ 63)
Наименование детали
Кронштейн рычагов
переключения раздаточной
коробки
Окрасить в лить*
Чугун ковкий № 1
Нв 121 НО
Втулка кронштейна
Свинцовистая латунь
ЛС-74-3(ГОСТВ-1019
или кремнистая латунь
ЛКС-65-1,5-3
(ГОСТ 13-1019-41)
или томпак оловянистый
(88—92% Си,
0,25-0,75% Sn,
остальное Zn). Лента
толщиной О,84_ОО5л/м
Нп 121 — 149
^ычаг включения заднего
моста, демультипликатора
Чугун ковкий № 1
и переднего моста
Валик рычага включения
Оцинковать. Опрыскивание
раствором соли
в течение 25 час. не должно
вызывать следов юррозии.
После покрытия диаметр
не должен увеличиться
более чем на 0,016 м и
Холоднотянутая
прутковая сталь 30
переднего моста
Поводок тяги включения
переднего моста
Ив 207—255
Стержень тяги переключе-
Холоднотянутая прутко
вая сталь 30.
0
Поковку нор-
Наконечник тяги
переключения
Вилка тяги переключения
мализовать Н8 137 —197
Лист 59. ПОДВЕСКА РАЗДАТОЧНОЙ КОРОБКИ (Автомобиль ГАЗ-63)
Наименование детали
Материал
Термообработка
Кронштейн подвески
раздаточной коробки верхний и
Листовая сшдь 25
Толщина 4 мм
нижний
Шайба подушки
Примечание
подвески
Листовая сталь 08
Толщина 1,5 мм
Лист 60 и 61. ВАЛ КАРДАННЫЙ ЗАДНИЙ И ПЕРЕДНИЙ (Автомобиль ГАЗ-63)
Наименование детали
Фланец и вилка кардана
Материал
Сталь 40
Термообработка ; Твердость
Термообработка
в поковке. Ка-
I лить в раствор
каустической
соды. Отпустить
Крышка игольчатого
подшипника кардана
Листовая сталь 08
ГОСТ 914-41. Отделка по- !
верхности высокая; толщи- |
на 3 мм \
Груба карданного вала Ленточная низкоуглероди- :
1 стая сталь (0,1 — 0,2% С,
не более 0,1% Si> °>3—
0,6% Мп, не более 0,03% Р,
не более 0,04% S).
Качеств) поверхности 1-го
класса; толщина 2,2 мм.
i Предел текучести не менее
40 кг/мм1] удлинение на
длине 50 мм 16%
Крестовина кардана
Сталь 20Х (0,18 - 0,25%
С, 0,5-0,8% Мп,
0,7 — 1,0% Сг)
Вилка скользящая
карданного вала
Сталь 40
Поковки
Ив 146-207;
изделия
Цементировать;
Глубина слоя
1,2 — 1,5 мп.
Калить в масло.
Отпустить
Термообработка Изделия
в поковке
90
Лист 46 и 62. ЦЕНТРАЛЬНЫЙ ТОРМОЗ (Автомобили ГАЗ-51 и ГАЗ-63)
Наименование детали
Материал
Термообрабсика Твердость
Примечание
Кронштейн колодок
Колодка
Чугун ковкий № 1 I
/л 121-149
Окрасить в лигье
Ось колодки ручного Холоднотянутая пру г- Для обработан- /■/# 50—58
тормоза ( ковая сталь 45 ной части по- ! с
0 19 _014мм верхносгыая
закалка электро- •
I нагревом. Глу- |
j бина слоя 1,5 —
2 мм
Рыча1 колодки передний и
задний
Рычаг стяжки
Сталь 40
I Ни 25,1-302
Втулка рыча1а колодки Кремнемарганцовисгая
ленточная бронза
КМц 3,5-1.
Толщина 0>9_007 мм
Ось рычага колодки
Холоднотянутая
прутковая сталь 40
0 19_014 ММ
Для наружной
части
поверхностная закалка
электронагревом. Глубина
слоя 1,5—2 мм.
И» 50—58
Счяжка рычага колодок Холоднотянутая ирут-
I ковая сталь 40
0 11,5_0 12 мм
Пружина стяжки рычагов
колодок
Оцинковать. Опрыскивание
20%-ным раствором соли
в течение 50 час. не
должно вызывать следов
коррозии
Проволока пружин- Ютпустш
ная, термически обра-! «*»>
ботанная, сталь 65Г
+ 0,05
0 3,2 ... мм
стить после
навивки
Эмалировать
-0,03
Диск.
Фланец диска
Чугун ковкий № 1
i Нв 121 — 149
Наименование детали
Материал
Термообработка Твердость
Рычаг.
Усилитель рычага
Листовая сталь 08
Толщина 3 мм
Тяга собачки рычага Холоднотянутая
прутковая сталь 10
Собачка рычага
Листовая сталь 20
Толщина 10 мм
Тяга привода
Сектор рычага
Холоднотянутая
прутковая сталь 15
0 Ю_01 мм
Примечание
Цианировать;
глубина слоя
0,25 мм.
Калить в раствор
каустической
соды
Конец, входящий, По напиль- Оцинковать. Опрыскивание
в рычаг, греть в
цианистой ванне.
Глубина слоя t
0,08 мм. Калить
в раствор
каустической соды
НИКУ
20° 0-ным раствором соли в
течение 50 час. не должно
вызывать следов коррозии
Сталь 20
Цианировать;
глубина слоя
0,25 мм. Калить
Поковки
Ив 156—200;
изделие — по
в раствор кау- > напильнику
стической соды !
Вилка
Сталь 35
ГОСТ В-1050-41
Нормализован ь
поковку
Ив 198
Пружина тяги собачки j Проволока пружинная,
рычага | термически
обработанная, сталь 65Г
0 1,2+ода
-0,02
Валик привода
Холоднотянутая
прутковая сталь 30.
0 22,5_0Л4ли/
I Оцинковать. Диаметр вали-
; ка не должен увеличиться
больше, чем на 0,02 мм.
Опрыскивание соляным
раствором в течение 50 час.
не должно вызывать
следов коррозии
91
Ллст 64. ПЕРЕДНИЙ ВЕДУЩИЙ МОСТ (Автомобиль ГАЗ-63)
Термообработка , Твердость
Нн 121 — 149
-149
фланец
Труба бесшовная,
сталь 45
Наружный 096±o'smm,
толщина стенки
+ 1,0
ll—lf4 MM
Сталь 40
Нормализовать
Лист 63. КОЛЕСО ЗАДНЕЕ (Автомобиль ГАЗ-63)
Термообр
ботка
Наименование детали
Наименование детали
Обод колеса 18X8
Горячекатанная
сталь 15
ГОСТ В-1050-41
(специальный профиль)
Картер переднего ве-
Чугун ковкий № 1
дущего мосга
Листовая сталь МСтЗ
Диск колеса
Крышка картера
Чуг> н ковкий № 1
Сталь 20 (специальный
профиль)
Кольцо бортовое
Кожух полуоси
труба
Сталь 60Г
ГОСТ В-1050-41
(специальный профиль)
Кольцо замочное
Оцинковать.
Опрыскивание 2Оо/о-ным соля
ным раствором в течение 100
час. не должно вызывать
коррозии
! Холоднотянутая прут -
Гайка колеса
ковая автоматная
сталь 12.
Шестигранник
Холоднотянутая прут- После холод- И 155-207
Оцинкован».
Опрыскивание 20°/0-ным соля-
' пым раствором в течение 100
час. не должно вызывать
коррозии
Болт ступицы
ковая сталь 30 (для
ной высадки
холодной высадки)
Чугун ковкий № 1
Калигь в
раствор
каустической соды.
Отпустить в
масле
Втулка сальника
ступицы
Примечание
Внутреннюю
поверхность окрасить масло-
упорной краской
Внутреннюю
поверхность окрасить масло-
упорной краской
Поковки
Нв 156—207
Подушка рессоры
Сталь 40
Поковку
нормализовать
Нв 137—207
Пласпша опорная ве- ! Свинцовистая латунь
домой шестерни
ЛС-74-3, или
кремнистая латунь
ЛКС 65-1,5-3, или
томпак оловянистый
(88—920/0 Си;
0,25 — 0,750/0 Sn,
остальное Zn)
I Полоса толщиной
I 5,5_oti2 мм, шириной
I 64—1,5 ММ
Biy;ii<a предохрани- ; Листовая С1аль 08
тельная сальника полу- Толщина 2 мм
оси
Наименование детали
Материал
Термообработка
Твердость
Примечание
Фланец крепления
карданного вала к ведущей
шестерне
Сталь 45
Поверхность ше 'п<ч | Поковки
0 55 подвергнул, Н,в 207—255;
электрозакалке^на дли-; изделия
не 35 мм; глубиьа j Hr 45—55
слоя 1,5—2,0 мм с
Шестерня ведущая
главной пары
Сталь 15 НМ
Поковку
нормализовать. Изделие —цемен-
Поковки Нв Омеднить хвостовик под
143 196; из- подшипник, под резьбу
Наименование детали
Прокладка
регулировочной муфты
Материал
Сталь ленточная
низкоуглеродистая.
Толщина
о',24_о'о/ и
0,10^0,015 ММ
Термообработка
Твердость
Примечание
_
тировать; глубина слоя|Делия: назубь- и зубья; толщина слоя
1,6 — 1,8 мм. Нагрев ;ях и на по-
в малоцианистой
ванне. Калить в масло.
Отпустить
верхности
HR 58—65
0,005
мм
приблизительно
Крышка передняя кар- Чугун серый № 2
гера !
Нв 143 —179 Окрасить в литье
Шестерня ведомая глав- (
ной пары
Сталь 15НМ
Муфта подшипников
ведущей шестерни
Прокладка
регулировочная подшипников
ведущей шестерни
Чугун ковкий № 1
Нв 121 — 149
Сталь ленточная
низкоуглеродистая.
Толщина i
О,25_о,оз> :
0,16_о,02 И •
О,1О_о,О15 ММ \
Опора шаровая поворо! -|
ного кулака i
Втулка установочная
поворотного кулака
Сталь 40
Поковку
нормализовать. Изделие
цементировать- глубина слоя
1,5 —1,8 мм. Нагрев
в малоцианистой
ванне. Калить в масло.
Отпустить
!
Поковки | Омеднить после сиари-
Нв 143 — 197
изделия на
зубьях
Hr 58-65
вания и притирки ше
стерен; толщина слоя
0,005 мм
приблизительно. После омеднения
скомплектовать
Поковку нормализо- I Нв 170—207
вать
Холоднотянутая прут-j
кован автоматная |
сталь 35.
0 48
Шайба
ведущей
стерни
ше-
Листовая сталь 08
Толщина 4,3 мм
Цементировать;
глубина слоя 0,6—0,9 мм.
Калить в раствор
каустической соды.
Отпустить
По
напильнику
—0,34
ММ
Шкворень поворотного, Холоднотянутая прут-
кулака ковая сталь 40Х
Кольцо внутреннее
подшипника ведущей
шестерни
Холоднотянутая
прутковая сталь 20Х.
0 33,5-ofi7 мм
Цементировать.
Глубина слоя 1,2—
1,5 мм. Калить в
масло. Отпустить
HR 55—62
Шайба упорная
шарнира поворотного
кулака
Бронза вторичная
(5_7% Sn, О,15о/о Р,
70/0 Zn, 0,5% Sb,
2-4<y0 Pb, 0,3% Fe,
прочих примесей не
более 0,17%,
остальное Си)
Калить в масло.
Отпустить
HR 30 37
93
Наименование детали
Материал
Прокладка
регулировочная подшипника
шкворня поворотного
кулака
Ленточная
низкоуглеродистая сталь.
Толщина
0,80_0,05,
О,25-_о,о2 и
O,19_o,oi5
Рычаг поворотного
кулака
Сталь ЗОХ (селект:
О,28-О,33°/о С)
Примечание
Калить. Отпустить
Я 269-821:
н
Накладка поворотного
кулака
156—207
Чашка корпуса
внутренняя. Чашка корпуса
наружная
Корпус сальника пово- | Листовая сталь 08.
ротного кулака «Отделка поверхности
высокая; толщина
1/2+0'11 мм
Внутреннюю
поверхность окрасить в литье
маслоупорной краской
Кулак шарнира
Сталь 15НМ
Поковку отжечь
Н„ 156 227
Наименование детали
Цапфа поворотнего
кулака
Материал
Сталь 40Х
Термообработка
Втулка цапфы
поворотного кулак!
Поковку отжечь.
Изделие калить в масло,
Отпустить
Твердость
Примечание
Поковки
156 — 207,
Ив изделия
260-321
Бронза вторичная
(5-7% Sn, 15% Р,
7% Zn, 0,5% Sb,
2 -4% Pb, O,3o/O Fe,|
прочих примесей не j
более 0,17%, осталь-j
ное Си)
Фланец ведущей ступицы!
переднего колеса I
Сталь 40Х
Калить в масло. От- Нв 241— -285
пустить
Тяга поперечная
рулевая
Горячекатанная
прутковая сталь 40
0 36^0.8 мм
Ив 255- -302
Наконечник поперечной Чугун ковкий № 1
рулевой тяги
Палец поперечной гиги' Холоднотянутая пру г-1 Рабочую поверхность1
кивая сталь 45 , 0 812 подвергнуib j
0 28__о(н мм I поверхностной закалке|
\ электронагревом;
глубина слоя 1,5—2,0 мм.
Допускается местное
увеличение глубины
слоя до 2,5 мм
Втулка пальца попереч- Томпак оловянистый
uoii гиги (88 -98!),о Си, 0,25 -
О,75°/о Sri, остальное
| Zn) или кремнистая
латунь ЛКС 65-1,5-3
лента. Толщина
17_о,О8 ММ
ГОСТ В-1019-41
121—149 Окрасить в литье
94
Лист 65. ШАРНИР ПОВОРОТНОГО КУЛАКА ПЕРЕДНЕГО ВЕДУЩЕГО МОСТА
(Автомобиль ГАЗ-63)
Лист 66. РАМА (Автомобиль ГАЗ-63)
Наименование детали
Термообработка
Материал ; Термообработка
Наименование детали
Лисювая сталь 25
Тол щи и а 5,5 мм
Кулак шарнира переднего
ведущего моста наружный.
Кулак шарнира переднего
ведущего моста
внутренний
Сталь 15НМ
Перед оконча-
Поковку подвергнуть
очистке на пескоструйном
аппарате
Ив 156—217;
тельной
шлифовкой
цементировать; глубина
| слоя 1,5 1,8мм.
Нагрев в мало-\
цианистой ванне.
Калить в масло.
Отпустить
Листовая сталь 08
Толщина 4 мм
Усилитель поперечины № 1 Листовая сталь 25
Толщина 3,5 мм
Поперечина № 2
Чистовая сталь 08
Толщина 5 мм
Шарик шарнира
поворотного кулака центральный
Сталь ШХ12
Калить в масло
Отпустить
Поперечина подвески раздаточной j Листовая сталь 08 '
коробки передняя | Толщина 5 мм
Эмалировать
Поперечина подвески раздаточной | .Чистовая сталь 25 '
коробки задняя j Толщина 5 мм
Шарик шарнира
поворотного кулака
Нет данных
Но 61- -65
Поперечина № 4
Листовая сталь 08
Толщина 5 мм
Поперечина № 5
Листовая С1аль 25
Толщина 4 мм
Ось центрального шарика
шарнира поворотного
кулака
Холоднотянутая |
прутковая
сталь 35
Поперечина № 6. Усилитель .Чистовая сталь 25
поперечины № 6. Раскос усили- Толщина 5 мм
теля i
Бампер передний
Бампер задний
Чистовая сталь 08
Толщина 5 мм
Шпилька оси центрального
шарика шарнира
поворотного кулака
Холоднотянутая
прутковая
сталь 20
ГОСТВ-1050-41
Полосовая сталь 8о
Толщина 8 мм
Ширина 180 мм
Крюк буксирный
Поковки
И в 228-286
Эмалировать
95
Под ногрцзюи.
/\
5525 гадарит разрез
ЖТПМПВИЛЬ ГДЗ-51
ОбШИЙ ВИЛ ШДССИ (С50ПУ)
О ЮО 200 300 № 500 MM
l.,..,..l i! i 111 11 i 1111111 i
L .
II -! i! К
LLJy
^-Сечение шМероня
T-\i\\jji // r
. I
ДВТОПОБИЛЬ ГЛЗ-51
ОБЩИЙ ВИЛ ШЛССИ (В ПЛЖ)
С /Я? 200 300 400 500 M/i
ll ll ll ll ll 111 11 ll
97
одзмеры длна по груи ту
ДШМГУШ ГДЗ-51
рил шасси (спереди)
о юо № эоо 400 soorn
Ы I I I I I I I I I I ! I I I ll I t
98
РВШОБИЛЬ ГДЭ-бЗ
ОБШИЙ ВШ ШДССИ (СБОКУ)
о юо 200 эоо 400 doom
biiJiJihJihl 111 i 11
двтомотъ тэ-бз
ший p;iq шдссп (впллне)
О !J0 200 Z09 г£0 М МП
РйЗМЕРЫ Oh'M/1
В ВЕДОМОМ ДИСКЕ
Г ИЗМЕРЬ! ОННЙ В СТУПИНЕ
ведомово диски
^—Ш—*~i
В окон
Ф115Л85
115,962
U35
128 max 0.059
}axJW40_ win 0,015
Win.0005
max. 0017
m/n. 0008
10 ШПИЦЕВ
max. WO
mm- 083
10,9' ПЕРЕМЕЩЕНИЕ КО!ЩЯ РЫЧАГА,
НЕОБХОДИМОЕ ДЛЯ ВЫКЛЮЧЕНИЯ СЦЕПЛЕНИЯ
133-ПЕРЕМЕЩЕНИЕ КОНЦЯ РЫЧАГД%
НЕОБХОДИМОЕ ДЛЯ ИОМПЕНСЛЦИН
износа фрикционных колец
ИНЛ
для демпферных пружин
ЦИСК СТЯТНЧЕСКИ БЛ-
ш.и пластинчатых гру
зиков толщиной 0,9,1,2
И 1,5 М, ДОПУСТИМЫЙ
ИСБДЛЯНС 18 ГСП
1М8х1
Рычдг оттямной
ндтимного писнй
Ф ШО (ИГЛА]
1 590
—I—4j ; г' ~~Г—
Вен тип яи. ионнря и да
Дна метр t:np\] •<{,-: ый
\ Вид метр про во not м wiJ8-ttj3\
Число витков I 55
Дпиня при сьорне
min 0,000
СЕЧ ПО 66
ПйПЕЦ -ПИСК
ПйПЕи-РЫЧЙГ
НйПРйВПЕНИЕ ИЛ БИВНИ \ ПРАВОЕ
j ДЛИНЙ БЕЗ НПГРУЗНИ \ |Щ- I
I Перед ppqbepkoh ня грузки пру ми ну осилить
\л& длины 23 мм три f-язя
ПйРЛНИТ МДСЛОУПОРНЫЙ ТОЛЩИНОЙ105
Ступицл 16.000 №
Ф6,55О .
'6.500 3 упорных \
пдльпд поп l 120
сеч, по 7 7
Фрикционное кольцо ведомого диснл- дилметр няружный Z5*t-253.
max o>O5Q сеч, по 8 8
min-0.050 :—
| И С ГО Д'ИСКД С КО/ХУХОг! 8 С СОР Г
36 гсп; для б
ЛИТЬ ОТ8 Ф11 ГЛЦ5 [umo£ 5ЛРЦЛИЗДГ>
ДИДМЕТР ВНУТРЕННИЙ 151 - 150 \ ТОЛЩИНД 3,65-3,45, ДВУСЛОЙНАЯ
ГКДНДЯ ЛЕНТД БУМЯЖНО-ДСБЕСТОВОЙ ПРЯМИ С БАКЕЛИТОВОЙ ПРОПИТНОЙ:
К A Hi ДЛЯ НИТКД UP ЯШИ ДОЛ МНЯ СОДЕРЖАТЬ ДВЕ ЛДТУННЫЕ ИЛИ МЕДНЫЕ
проволочки 00,20-0,16. По полю кольцд расположены 2Ь вент идя ни-
ОННЫХ КАНАВКИ
Прессованный ясбЕстовый картон^ толщина 3J5-3J5
Диаметр наружный
Диаметр проволоки
витков
U'C/-^9?\ Длин я при нйгръ'2 fc 68-(*?% кг I
i .. —_____ „
\_6J_
РДЗРЕЗ ПО ВНПНЕ ВЫКЛЮЧЕНИЯ.
| 8-f- | Длшмпрнсш
н зитно£ 35 max \
ЛИСТ 39
Ни грузну проверить поел- восйпикрлтьоги снятия пру тины др рязмерд 37 мм,
СОРТИРОВАТЬ ПРУЖИНЫ Ни ДВЕ ПЛРТНИ ПО НДГРУЗКЕ. ПАРТИЯ Д 65~5
ПЯРТКЯ В 58-65КГ: НЕ ДОЛУСКЯЕТСЯ УСТЯ/гОиЯД ПРУЖИН РДЗНЫУ ПАРТИЙ НА ОДНО
С1ЕПЛЕНИЕ
ттпмпгмли глз-51 и глз-бз \
СЦЕПЛЕНИЕ
О Ю 20 30 40 50 60 70 60 90 100 ПМ
Wii'iil I I ! I 1 Ы I I I 1 I I I 1 I I
*+ 925 рыча-' Ю_ришноб_ <>b,35~(J
f 85 012 ШШ mai OJ/27
~в4'09Г\ [84.985 Amin-ОМ
JSJ1J
mai Otb'3<
mtnOM
~J3M
mm -0.026
Ф45.014
20.599 mn 137
УЧПЦЦ 4 Щ7.1
"M52 4,5
010 080,000
max 0,070
мп -0,008
U,950
max UM
Х min 0025
тал -0№
тш -0,085
§[_ Нортон пропитан:
мьш толщиной
. Передатоиные отношения
сеч. по 23 23
о , т^**-1 мм 0,07
Р.рипнпй пооолке пере- Pt^L^^^ %
ключе ноя заднего хода ia^2 mm о,
~ сеч. по 2121
ДВТОПОбт ГДЗ-5!
шшишшы
О 10 20 30 <<и 50 60 70 60 90 fOOttl
102
сеч, по 1515
fj'M
'13.43
"109,9851
1р^ДТ тп-ОМ '
nw-omP\
Д " ' сел по2 2 ___^
сеч.шП т-0,010
??ч /,r,f.
R58J0! 0J _
ЯШ
^ш
сателлит
12Л5
12.08СГ\ ,
и
v^
MAJ
///о/ [/,6// j
тш -0,025
BAWL ФЗЩЗ V
58,000шайдa "ТщГ^
сеч.ло,
. по (О 10
сеч, по Л П
ш-0,051 ^
4 425 -^в- —фШ_
а 575"" {&,.. [3870
. ^ \t<
39,75
сещАЛ / /п'
С^тш-0.045 /
*53№ Ш35
WOO \ 57,8951
max 0,151 N '
~тш 0,065s
Войлок
Иодклодки
Ш
пп 0.016
22J3
22J23/
шах 0.177
mm 0,076
moi-OJO
ФЮОМОО
-0,018
сшо_12 12
44,977
££ЧЛп1717
mm 0,011
W-(j75,0.s5-0.23 uOJOU-QM85mm /
При сборке устанобить прокладки c5iucu_ г/ ьщшой L5мм;!
при этом толстых прокладок должно быть но долее 1шт j ; А,
Уисло зудьед
__
Угол зацепления
Ьысота голодки з±
высота ноЖки зус
щ/шая бы с о та j
(ММ/_7 tmnoti 8
$31,793 по роликам
Л/66 ;
УЛ/38 бал
20
Цементы полцосеШ шестерни и сателлита
"ШМ
-/'
1. Вскрыть мост, отдерну6'гайки болтов.крепящих
картер с крышкой
2. Покрыть зфя ведущей шестерни тонким слоем .
берлинской лазири и бнодь сфатд мост
3. Присоединить фланеи ведущей шеаперни_к_бш
испытательного стенда и в течение 1 минуты
подвергнуть шестерни вращению dmi/м другую
стороны
4. Вскрыть wem и осмотреть контакт на .у/Лшт ' 2_
для продерки каиестда ндрезки jyfoe6 и kauwmfin _ ! _,
изготовления сопряженных деталей моста \ 3_
по регулировке натяги ппфцмптМ
w глас
щ/и. и fhTgCM i
Натяг
'LmmSjrA3i63l
(_игры Шишейчжшрно
' подтип -
_ шойоу, фланеи, шай&/ и туго затянуть гаи/.
Установить индикатор так, чтобы нпМо у пира
проверить осевую игру ш№7ерни2пср_ш_щ/я_ ее, cjjcu _
пием-no оси из одного (райнего полок&ия 6 д'зуго*
~4. Снять некоторое количество npohodn? так, итоБ/'
_ их общая толщина равнялось осевой иуе шестерни
плюс 0,05 мм (для получения требуемом среднего ни
тяга 0,05мм). После этого произвеспи скончателыцю
сборку узла
Ошшй. £щ_ (Jndukarnop показы/^jjcgltyo и<у.у 0г2(1к
то общая тощина сминаемых прокладок до
>кнобыть равна ~0.20+иВ5-0,25м
J
' 126Ю
9,36
6,30
та? -0,02/
115.00
mm ОМ
Ш 6
mm-0,055
19
) 38.062
u
33
37,9681
37<900 сеч.по20 20;
Элементы главных пар
попе, ПуЩнтирсЬннои t1 ij?i£
пкен .6ытьг__ I) пределах
, j рд^ партер
27150 " ]
\
.
Тип автомобиля
Ufflino зубьев
fiumu (лобобоп)
Угол зацепления
Высота головки зуба
и Высота ноши и/би
! Полная высота зубо
\ Угол спирали
Нппривление спирали
Ълщина зуба по хорде и пи нормали
Ы'сити головки зуба до хирды по нормали
Толщи ни зуба ли дуге наиалм. окруЖн (лкхрет)
Ш-51 /
%=ш
40
3,1 683
~ - "20*—
.374 \ .100
149 | А19
523 1 .519
33°3/'
левое
530
388
673
праоое
2%
.099
318
ГАЗ-63 (и-/.6)
5 1 38
3,0099
"" " 20°
.339
178
126
.391
517"
33°37'
левое
530
.400
1 '702
праоое
.269
.124
.342
Чритерето 'теле притирки depkamr, nfa шестерни спаренныш hckuSov юзор б оаре после
протирки 008 ~ 010
ЖТ41
mtmn/i гф-51 и шт
жии пост
Ы iliI)1 ill 1 I II I 1 I i I
'Шь Lk. ментол
6 §олтод на <Р 222,33
кшжч
1М20*1,5 п
ПроИлодко -картон
nponumcitih ыс1_
тол^,
0.17
2 (имбдрочиддя 6се 8ремя рукой колесо^ шпягидать гайку до те/ пор, пока
:я^т^гоМоШйш8жи^Лм.лши^Ш^Адл^.'
_ 'одлшс.нцШх
..^.ШЦ.- производить усилием одной руки на плече 350-Ш мм
X Отпустить гайки ноепления колесо на j- оборота
4 УстаноВить стопорную таийу и^Ведить^я^то^/стшоВош^й палец ма гаи
le0i(/J/L/lffl!£J£iL^MWQJLMUi£iiL Если палеи не Входит § прорезь
гаЩ 6 ту иш друг уж стшЩ-с тем- ч!Т]оВы палеи Вошел S бли -
nt"cj.s3j> стопорной шай6_ы__
5 НаВермушь и затянуть н&цтргсйку
5 проверить регулировку подшипников после затяжки контргайки При праВитг_
I п°й регулировке колесо должно свободно Прощаться без заметной осеиой игрб/j/J-uVkt
I ? Вставить полуоси, надеть ма шпильКи лаЩимном Втулки, поставить шайЬы
! затянцть гайки шпилек крепления попцос.ей
/тот г/в-51
О Ю 20 МО 30 60 70 Ш 90 ШИП
Mill! '
104
-Ш1
ото
6,025
Ухооо
?42j7
' &2,Ш\
Ф4/,вЗ
f 41, во*
тал_ 0J7
'mm 0,17
сич.пи! I
1М 1/4,25
Резина черная невыциетающая
Ш ер do cm и па Шири в0 70
\3ластичнистй по Шора -GOmin_
\Маслопиглищение__ 10 % max (пи и ecu)
№ч i}'} 5 5
Резина и ирг аи неРь/цйлг^нхо^я специальная^
{Твердость уо LL'yi/ 50 ni'-mn
А'о Ч 2 sok/i \3;ш№ижоШй_1мШоо(/ :/U/jilfi
по А А
тюх QJjm
mm0,025
Диаметр npt/Жины наружный
Диамтр проболоки
Длина 6 сбододном состоянии
Длина nod наорузкой 0,85 - /, 05 Кс
Полное число диткод
индр исштыбат денатурирубшт^ ашр±Щ1
nod давлением /
По концам дугобая сборка
Рабочий побертоито ашт^/ши шиФ'Н
должна быть концентрации оси u[u/njia_ щг'^
моза
Отклонение в пределai 0,2мм одщих ngkUj_
шдикатора
м/ диаметр колодок не должен осп?
шать пои этом иказанногп рая мера
Накладка фрикиионная-спеииальная
асбестовая масса х сроомовонная
в горячем состоянии
Ширина 61£ толщина 6,8
Я5 6,3
А
wJ-A
ЛВТОМОбИЛЬ ГДЗ-Э1
ТОРМОЗ ПЕРЕДНИЙ
О 10 20 30 Щ 50 60 70 80 00 ЮО W
Ш \\ 1 ! llllLlLLllllL]
105
диаметр пруЖинь/
Длина под нагрузкой 0,85 -/, 05 н^
Полное число биткоб
Резина черная специальная
Диаметр пружинь/ наружный
Длина поднагрузкио33,5 -30,5te.
938Щ цш/инф _
38.000
\, сеч, по 7
Накатать
Отв. $25, глфна!
М тощ ос
Рабочая
ОуРмм общих показаний индикатора
Жный диаметр k^odofy не дэлЖвн rfu
шить 37ff, 8мм
шими фринцшн/ш - ся&циа/п/ная исош/,
формобанная б горячем состоянии
ирина_6\5_ • толщина 6,8
58.У '" ~
ДИТПМПШЛЬ ГДЗ-51
тормоз запит
О 10 20 30 40 50 60 70 80 90 100 ММ
\\ \\ III I I I I III ll I I
106
0Ц25
сеч. по 1
0 39,70
max 1,95
mm Tj)5~~
Сеч. П02 2
сеч поз з
Ф 32,027
max 0,077
тп~Съ925
31950
сеч.
СЕГКЛ 1600 ОТВЕРСТИИ НЛ JCM2 mm
МбXI2-ГО кл
ФидРЯ 10 Л UX. 1,5
ПЛРЛНИТ МДСЛ0ЧП0РНЫ14 ТОЛЩ 0,53
" '0,1*7
ф СФЕРЫ: ШТОК 10,9b, ПОРШЕНЬ 11,07
10,82 11,00
Резина чьрнля невыцветлющля специлльндя
твердость по Шору 50-60,
ЭЛАСТИЧНОСТЬ ПО ШОРУ 7 О mm
Максимальный
Ре зин л чернля невыцветлющля
МАСЛОУПОРНЛЯ
ТВЕРДОСТЬ ПО ШОРУ 60-70,
ЭЛАСТИЧНОСТЬ ПО ШОРУ 60mm.
ПЛСЛОПОГЛОЩЕНИЕ - Ю%тажфОВЕСУ)
Мил метр пружины нлружный (больший)
» » » (МЕНЬШИЙ)
ДИАМЕ ТР ПРОВОЛОКИ
Длинл о свободном состоянии
Длина под нагрузкой 5,9-5,5кг
28,5
22,0-21,2
1,83-1,78
120 прибл.
60
Диаметр пружины наружный
i Диаметр проволоки
Длина в свободном сое тол ни и
Длина под нагрузкой 21-и+г
Ш,7~13,9
0,52-0,^9
12,8 'Ц 2
'ЛИСТ 45
ДВТОМОБИЛЬ ГДЗ-51
цилиндр тормозд главныйi,
О Ю 20 30 40 50 60 70 80 V0 ЮО
inilini Mill
Инструкция по регулировке тормоза
1 Ibcmadumo рычаг ручного тормоза в по/иуН£аи£ ордгпбегп$тбцуи(.ее (ШУО&Пон1
тормазу^райнее переднее положение}
2. Затянуть гайку сферическую так, 4jTjo^^gd_dg€^Hj^j^j^^/mij)ui4a^_ стьЖ>
уперся в передний рычаг колодок
лавочную дрокладку- толщиной U.S **м меЖдц #tfкладкой_ передней колоопъ
и диском тормоза, соединить р^чаг стяжки с тнгоа, отрегулииовав ее длину тякг чтоСй!
оокладка осталась зажатой.
регулировочную прокладку толщиной 0.8мм uetidi/ накладкой задней колодки и
юрмоза
5. Убедива/исд. что натяЖнан придано колодок находится но /иесп/е. болтами регулировс/ншо
установить обе колодки параллельно плоскостям диска тормоза _
<6. Вынуть регулировочнд/е прокладки, установленнд/с меЖди колодками и диском тормоза.
Z- Затянуть контргайку стяЖки, тяги и долтоб*регилиробочнмх, проверите шплинтовку пальцев
пш 0055
mm-П0?5
. 4ш придлизителоно
\ Iдо центра рукоятки
Вид пи стрелке
Much статически балансиров
Допускаемый дисдаланс б ппеде
Болт регулировочный
Асбест прессобашь/и толщиной 6,23 aim
5.84'
Диаметр пруЖиш нариЖный
Диаметр проволоки
Ф 10.00 ФЮ.ЗО
Длина L б свободном состоянии
Длина L под нагрузкой £,5 ~ 3,0 пг
ДиаА*еп?р пруЖины наружный
Диаметр гроволоки
Длина в свободном состоянии
Длина под нащзШ /о~~16кг
Полное число битков
25,5-24,5
3,25 -3,f7
126,5-125,5
100
17
сеч, по 4 4
mm ц20
сеч, по 5 5
лист
О Ю 20 30 40 50 50 70 60 90 100 А/Л/
mm
47,987
Z50 (Здишак)
2.49
Длина nod нагрузкой 3 -3,5не
Сеч. ПО 2 2 ПроЬка коническая
о ? Прокладка пергамент мсти:
* ^ у' трльнмй толщиной 0,12мм.
Резина иеоная иаслоипшная спей,
трдпть поШори 70-85:
luHnrwh no И/т 45 гт;
попоглошение по
п -
-0.048
т-0,010
'8.04S
/8,029
Ьокобоп зазор 0.01 мм moi
Эдеклжхюклепкп
PJ5J25 тоходнои калий?
сеч./ю/2 /2
Прокладки толстая-картон
шшиной 0,25мм
лаЖить. как иказана
относительно оси сошли.
латнит jnawuHou 0,9 ум
Продольный разрез рифтоб сошки
МАИ
max-0,251
'37'39"\ 1 Г47'&*
Ородожный разрез рифтоб бала
М 4:1
оо14 14
Шй?1
20,000 30,00
сеч по/5 15
о&иих поксзаний индикатора Вал при /робе/Жв
пластмасса. \ \
Зспииы под игла*/20 ttfnpufa-
питп к afod/ и слшгяе доеодой
Угол шЗомта сошки, доли
■мптишюат 45 mm
*4 • ,^л П
я 6 течениз 7/ма г$ш /и о
л прочности 21Аг/см!т!л
Удлинение 200%тш_
Ы по сщг/ке Z
Профиль ролика
М 21
М 2--I
ЛИСТА!
ДВГОМОБИЛИ ГЮ-5! И ГДЖ
РУЛЕВОЕ УРДШЖ
О Ю 20 30 40 50 6070 60 90 ЮОПП
liJLllJJJ
109
WSi.K
Оседая линия ричаго амортизатора б его верхнем крайнем положении
Положение ocedoj линии рычага амортизатора при ид аре накладкой
рессоры блоюкетн рамы (сбитый бцфер)
болты для крепления амортизаторов д. 6 поставлены
головками со стороны кронштейнов
статическом
сттоянии под
пел ной наго из
Резина черная невыцветающая
Твердость по Шори 65-75.
Положение иентра колес при цдаре
накладной рессоры б лонЖерон рамы
Эластичность по Шору 75 mm (сбитый bycpepj
'ОоЗ/э
Ю99.75 дмт рессоры I статическом
черная специальная небыцбетающая
Длина рессоры ПОР ai
Твердость по Шору 83-93
£Ш1Л Ш
Ролей-бтилка
эластичность по Шора 65 mm
Длина заднего конца 575 мм
Предел прочности 230 кг/crfntin,
1М16 *1,5 J накатать
относительное удлинение 350% тп
относительное остаточное удлинение 30 % max
Положение центра колес при провисшей рессоре
Лента толщиной 0,80
075
до нижнего крайнего положения, допускаемого рыча-
mm
tf в свободном
65,12 кронштейн
Шо
28,270
26,22
пах 0,125
быдеркать как указано
тп 0,025
28,045
.000
25,683
Л;
- #06/ю веян рессор
МТОМОБИЛЬ ГДЗ-5!
ПОЛПЕСПП ПЕРЕЛМО
О Ю 20 30 40 50 60 70 Ю 90 ЮОГП
U;i i 1 I I 1 I I I I I | I I i i ! | I
110
Подшипники ступицы переднего
колеса смазать нонсталином Л
Втулки поворотного кулака и нон
цы продольной рулевой тяги смп
зать солидолом М или Т
Окрасить
Поверхности цапф поборотных
Нилаков не должны быть обращены
перед автомобиля
?Ч,978 24..Ш
сеч, по 4 4
Размер Й должен быть меньше
размера В на 1.5-10 мм
1М20* 1.5 раакернить в
4 местах 6 болтов
Проточна для отли~а
чия левой резьбы
\ Вий по стрелке Л
1M2QX1.5 левая
для левого колеса
сея, по 6 b
РасКпепать I Раскернпть в 4 местах, как указана,
для закрепления зоглишко
пропитанный
1М20* 15 правая
для правого колеса
.шайба регулировочная
толщ. 0.15 мм
Вид по стрелке У
к х 15 правая на одном конце
1 левая на донгом коние
ме/Ндц центрами
пальцев
\ Резина черная невыцветанаиая маслоупор
пая специальна*
Эластичность по Шору 90 тт.
Внутренняя поверхность нольиа покрыто
ним слоем специально обработанной пари
ны (ЗЬО - г/мг) с пониженным нозФиииен
том трем ил
Диаметр пру/Нины внутренний
Длина в сбободном состоянии
Длина под нагрузкой 68-90 fa
[рц'ба бесшодная наружный диомитр
Толщина стенки
Длина онатой до соприкасания битков
I __ ___ ) *ения зазор
I [Р гпШШверк
max Л55 ^^
mm
сеч, по 1111
Инструкция
по йегулиробНе подшипников ступии
передних колес
1. Установите тормозной барабан со ступиией на цап*
фи поворотного кцлаиа и затянуть гайку на ее ноние.
2. Отпустить гайку цапфЬ/ поворотного кулаки не сЪлеечем
т j/2 оборота и проверить, насколько свободно вращается
тормозной барабан (от толчка рики). Если тормозной
барабан не вращается совершенно свободно (задевает
за колодки и т.п), то необходимо устранить причину
задевания и только теле этого пристипить к регмиообке
3 Затяни то гаи Ни иапфы поворотном килака ключом дль
ной 200 мм цсилием одной рики как монЧно тцщ во
торможения тормозного барабана подшипниками. При aamit
гивании гайки тормозной барабан мцтно все время подо-
рачиватб. чтобы заставить ролики занять правильное
положение д подшипниках. При толчке рикой тормозной
барабан со ступицей, затянутой таким образом, должен
сейчас же*_ оста новитбея.
Отпистить гайки, повернув ее на 3-Ц прореза коронно,
до совпадения одного из поорезов с отверстием! для шплий-
та в иапфе поворотного нцлакаМдетЬ колно а проверить,
свободно ли оно вращается. От сильного толчка руки Нопесс
должно сделать не менее 8 Оборотов без заметой осевой
игр pi и качки. Проверка во/борочная. После проверки гай-
к у поворотного кулана тшплинтоватб От пи с ко то гайки
более чем аа ч оборота не разрешается
внутренний угол поборота (38°) левого и правого кулаков установить болтами
После истановки болты за контрит б гайками
двтамош
ПЕРЕпнаа
0 Ю20304050
У 1111 iTi 11
газ-
ось
листве
U1
60708090ЮОНП
ilk! И i I
ЛОЗ 6 прямом
W97
Г средний конец Нсро,7ши_
111
1№ стрела рессоры в свободном состоянии
Щ5
ш 15 max допускаемый зазор в стыке
/шка после запрессовки втолки
52Ь, 5 б прямом состоянии рессоры
(после осадки)
При с/катии рессоры аи спрелы_д мм ниаузка,
приложенная по оси цьнтиовосо болта, дол-
Ж на быть 6 пределах 760 не
690
Втулки стоит стыком
Ивер а , как показано
-11^- по центрам крайних радиусоб
ЬУч
jp=- do центра отверстия под стяЖнод болт —
сеч, по В В
М Ы
Раснернит/й торцы болтов
после затяЖки хомутов гид-/
кой
jj?j для /—ласта
Спецификация У?истов_
Ж25 дляЗ^листа
17J5
Видцшкод с торца 6'прямом состоянии мелтов
(Размеоы даны для /^uJ—mcm
М /'/
. Jka Ш^- волкны леЖать в параллельной
листц плоскости и долЖны быть
перпендикулярны к его кромке, отклонения, заме -
пенные на длине 500мм, не долЖ/ш преды- ф^4?
'_____ 1 / 42,25
/V?
мсти*
Ощпньш
1
2
3
4
5
6
у
8
9
:п
/7
12
Толщина
листа
6
6
6
6
6
6
6
6
6
в
6
д
Общая д/гини листа
в прямом состоянии
1000
/700 по цени/рам ушков
895
800
7/5
630
545
МО
375
290
210
Длина короткого
(переднего) конца листа
д прямом состоянии
475
отиси ушко jo центр болта
380
340
300
260
220
180
140
105
Внутренний paduyc
изгидо листа
Прямой
130
1250
1100
1050
1000
950
900
900
875
875
875
875
сеч, по Л А
М /•/
§0 ушков коренного листа
Стык на распорных б/т/лках
до/Ыш5ь//т_^шшА1Щ2
нему листу
Голодка заклепки не долЖна
выступать над поверхностью
листа, зачистито, если
необходимо
Стык дтулки должен быть плотп:'
64,6
Профиль листоЗ
Жесткость рессор Ш8кг на 25мм /
сеч, по 2 2
Перед проверкой нагрузки гроЖоть рессору на 190мм от ее свободного состояния^
Листы смазать гюфиясвси^ сшз/ш перед сборкой, окраси*
Лист?—
jlll
ДдТПППБИЛЬ ГДЗ-51
PFCCOPff ПЕРЕПНЯЯ
2040 60 во 100
niiljLliilli-LLill
200'ММ
j/gg 5 цпат&скрм положении peccopu^nod полной нагрузкой
44?
допшшителш рессоры о статическом
\ Г*" I положении под полти
Стрела рессоры б статтесксм uv^
' гтакенш юд полней нагрузкой
Оседая линия ишкоб рессоры
"// трудная кишшш
Td^djxmndJJJo^_6j^i
эжтичноспъ по Шору 75mm - .-vfl
Ее носик д. 5. одоащен б низ,
татгъ г/и-5/
тат шт
о юяэошзоаянюютт
112
i а бито стыком
г. как иh аза но
1303 6 прямом состоянии рессоры
(2Q7
65/, 5 б прямом состоянии рессоры
/23,5 стрела рессоры б свободном состояний
Ш5
нагрузка, приложенная по оси центробого
болти, д. б. 6 пределах 1345_кд_
12/5
^ допускаемый зазор б стыке ишка
после 3anpecco^u_6mu/jkn
сиги:
/08 толщина рессоры
6'5f5 .fyyfo шлифовать mopupt ушкоб
5J Г
L
иорезир
1/2 листоб.как /юНацщ
____ №25 - ^
| 6575 5тцлк<Г\
1 ПК*
Akl'UQfLjn тмщину
CtnvH бтилки 13 илш':мм
Спецификация листов
сеч, по А А
М 1:1
А/°
листа
)
2
3
*
4
5
6
7
8
9
Ю
/;
12
13
Толщина
лиото
Н
10
10
10
в
л
S
ь
8
в
8
7
7
Общая d/шно аиста
б прямом состоянии
1320
11йО
WOO
860
780
680
530
510
изо
350
270
190
Расстояние
от конца листа do оси
отверстия nod цен/пр.дсь7Г;
660
570
Внутренний pcduuc
и зги до //оста
W50
2600
2200
500 j 1700
й40
390
1500
тс
3W j 1300
295
255
г/5
175
135
1250
1200
1200
1200
1200
1201
Профшю листов
М /V
\ Раскернить торцы ошитхА пош lamwkigi ломцта гайкой
_ Местность рессоры J20K
нагрузки jgw
от ее свободного состояния
рессорц па/40мл
сеч, по ? 2
/Стык на распорных Ьтцлнах d
ты смазать графипШ* смазной перед сборкой,
окрасить после сборки
АВТОМОБИЛЬ
РЕССОРД
ГДЗ-51
ЗДДНЯР
0 20 40 60 80 100
Inn! 111 И 1' 11 м 111
ЛИСТ 52
200 МП
и
При проверю
как показа/о
■450
-— 900-
Согнуть концы хомума
--550 —т—
__ 275 --■ ^-- —
щр
Сопряжение по касательным к
А
М /7
Номера листов
Ш стрела рессоры S свободном состоянии
157
после ее осадка
48 толщина рессррьЦдднд для спров/
j При окатии рессоры до бдшряшеннс&о_^шоЖения
нагрузка^рилрАснная по оси центрового болта^рол-
>кна 6ыть1в_ npdejigx. 9/±5l ~.855__кг
Roped про в ер к ой_ нагрузки_л/ю)коть_ рессору на 125
от ее свободней состояния
\
Обрезать концы последних \
5 листов, как показано
\
JJ _SS_
65,6
64,6
Листы перед сборкой J^cccpp/сма
т
листа
1
2
3
/f
5
в
Толщина
листа
8
8
8
8
8
05щая длим лиг/т
д прямом состоянии
1000
970
750
5S0
W0
ш
Расстояние от кон
ца листа до оси
центр отверстия
500
^85
375
280
200
130
Внутренний радиус
изги5а листа R
2000
1600
1300
1200
1100
1100
Жесткость рессоры 385 кг на 25 м л? прогиба
ЛИСТ 53
ЛВТ0М05ИЛЬ ГДЗ-51
рессора знпняя дополнительная
О 20 40 60 80 100
200 ММ
Оси отверстии вщх кронштейнах задней рессоры
>керона долЖны быть параллельны мШц собой и
Центр пмфшсколес,' ""и 850
Отклонение ±2,5мм на длине 430мм
Разница мвЖЖ/ размерами MuN
не doj/Жни быть долее 5 мм
и ~
сеч. по О О
сеч. по Е Е сеч, по F F св_ч по tL_tL
тлонЖерона> СвЧ. ПО С С
пк ррр р р
правлении рилевои колонка долЖны дь/ть б пределах ±5мм 6горизонталям и ±4-мм ббер -,
на крайней тоике лощт}
тикальнои плоскостях Проверять 100% рам
тТПМОВИЛЬ ГРд-51
Д П /7
О 100 200 Ж Ш 500 ММ
&J10 2_?J)0
min 0,17
сеч. no I I
Длина при сЖо/Vuu do соприкосноЗения
При впущенной защелке, проберигль
стопорного шплинта
В открытом
собаякой. как указано СошщгзЗолрнде_ сбршфоме AQMd
dopkg. ось шарнирные соединения крюка смазать сшщоот*
шбе^ности. Srr/улок смазсггш_
Q внутренние пудос/ги/ &яулик заполнить сол
АВТОМОБИЛИ ГЛЗ (ГРУЗОВЫЕ)
ПРИБОР 5ЖИРНЫЙ
и 40 др ко ;;/? 200 tirJ
Urn 'Jj.11 J.lLlLlLi :_!
ЧиЖнра сгпороно поло платформы Мод.
Нижняя сторона пала платформы Mod ГДЗ~63
mbjjeadggmJlqc/ie odcadku болт
далЖенdb/jm_jiade/hw_jaHpenMn 6' скоде
Положение пруЖаны rwj
Регцлиробочным долп/ом обеспечить
крот/гпеипа. /7ри jn/ом jaa^Aa doy/Жнп
опираться на нижнюю кромки окна owkudvoeo
кронштейна, как указано
Положение регулировочного болта ja{pdkc
онп,огайкой
Дуговая c6*ajDfra,kffj?(/dp ajffa 4 м
2200 do оси передниjc кале с
цр.танпта лррждтеля здпдсногощесд.
о го 40 60 во то 2оо мм
id I I 1 I I 1 I I I I I I I 1 L-LlJ
117
расположенных
Ш115_
Ч.Ю6
Приварите о*4 "точках
.33706
33,299
сеч, по 2 2
'-паранит маслоулорныи
ф80,028
"Шоо?~
mm-0,020
mm 140,077 ио№ t!00-°JL
79,987 40М\ i f 39,992 Ю0~000
$100,02!
ZOOM ,/
','-'F., 99,985
*5Ш5 №6vv
min-0,0/2 {
сшмАА
19Ж
45,003
ШШ,
тж.
Fmok/fodha паранит толщиной 0.4ш
0,2 ~
Прокладка парами/т?толщиной 0,4мм _^ ]
0,2
Сталь ленточная толщиной О.ЮОмм
Т_Е
0,085
и толщиной 0,250мм
0,230
Рез,
NHMA
Г/ ередаточныв и и ела
дез демультипликатора
С демультипликатором
1,000-1
1,963=1
Про1ш
P34J/A
'34,950'
mm 0,013
CQ4.JQfOJO_
Пербичныи §ал
07
Уровень тела
17
'юзаннои рф±щ
\ лазать пи одной прокладке
20А2
'20Г
се^.по 7 7
х max 0,04v
\ mm 0,000
max 0,10 _
mm 0.15
Радиальный зазор max0,070
min0,024
6,027 .
Г~6,0Ю 0,35
cm по 9 9
3,3 min
42,027 //,
42,000
сеч, по //-//
маЖет дьт на 0,006 дольше или
5050
ш 0,025
35,000
<4Щ0
41,983
/maxO,O44\mai 0,07/
min 0,000 mm 0,0/3
на ОJ/2меньше, чем у
мп 0,50 mz__
max 0,006
30J00 <Р8МШ_
V9,987 ГЖШ
'34992
79,940
mm 0//00
\\^ wax 0,115
12 зфеб на робных расстояниях
х\\лллХ^\\\\\\\' \\\\\n
20 20 \
по А А
сеч, по Я 2!
Номер шестерни
Число зудьед
Модум (нормальнь/й)
Угол зацепления (нормальный)
Диаметр начальной окру/кносто
Высота головки зуда
Высота ноМи зуда
Рабочая высота зуда
На продление динтодойлинии
Угол наклона винтовой линии
боковой зазор
при расстоянии Meskdy центрами
/
26
4,25
18°
117,000
4,25
5,30
8,50
левое
2
24
4,25
18°
408,000
4,25
5,30
8,50
правое
19° 11'23"
0,10-0,20
112,5
3
26
425
18°
1/7,000
4,25
5,30
8,50
левое
4
16
5Д5[трц)
16°
80,000
3,5
435
—
—
—
5
29
5/3,5(торц)
16°
145,000
3,5
4,35
—
—
—
0,15-0,23
112,500
6
/в
5/3,5(торц)
16°
80,000
3,5
4,0
—
—
—
/
25
1,25
15°
31,575
1,25
_ 1,50
—
левое
8°13'30"
8
6
1,25 ,
15°
52,425
1,25
1,50 1
-
левое
81° 46'30"
I
1
22
//////
\ | / "т 0.000
сеч, по 15 Я
max
mm
ж т то сеш/zj/ шУт1Ш
11,000 10,945
лицео
сеч.по!8 18
7'940
%и комплектова/пд шес/перни с поддорш по и/ими на
20,008
сеч. по 22 22
2. Нор&пки поддирать к шлииевым волам с целью обеспечения легкости переключения^
После сборки проверять на /рабильнпсть и убпфлетбфителшш/) ^ekwvewff
$оШ ^ Zfa/ правильно отрегулированной затяжке конуияф/х ролфо^/х я$(Ц(тАгв_ззш
ЩЖёЫ_игры валод не должно дыть. пднп/fn ф вала до/икны /»fofofeflgfe3Z.
<шп дщ чибащься__/1ри проворачивании шестерён за пердишун /к/? (с^^е^ш дёишьтам-
*" " ' котором! №шкемьш_кбал(/ критяшии момент долЖендыпъ дпрфлпг//-//9г^
Жиш наружный
w /4-/5,3не
9,25-8/5
1,56-1,52
25,5
щ станке о /pafahu пт
-/dO0об/мин, напербитмвала При
ПО В В
10,897
о пруЖины наружный
Длина подмгругкси\]),8-8,Знр._
Полное иисло виткод
8,4-8,0
ТА4}1,38
30,5:35,0~
'28,5 '"
14 "
mm 0,05/
Шмтерм. <'V*/Vs/.2fJf А*5л О подвергнуть шебингованщо_
//осле те&л(юдработки произвести притирку зид^ед. Пододрать комплекты шеетдтен по т(/ми
сеч. по 23 23
ЛИСТ 57
ПОРОШ РШйЮЧН/Ю
О Ю 20 3040 50 6070 60 90 100 ММ
UlHli 1 I , ! , ! I I 1 ! 1 1 .1,1:'
118
\ Положение рычага п[>и включенном переднем месте
1 .Положениерычага при включенном _зд?нем_ _гщпе
^ение рычага при выключенном переднем мост9
к Положение рычага при включенной раздаточной ко:
1 роб~ке (нейтраль)
Втулка дол Ж на от руки бходшт
/ Шшьиедой калиф Ф23}99
Положение рычага при Оключенном демцльтипликатор?
Шюиение и выключение демультипликат
1/8 ~27 cmuHdufjmt
коническая трубная
1440 do передней оси ~
иолты сгладить на си/м/ке или на специальной
пасте для предотбращения течи масла
— 72U Ч —
1514 до передней оси
Ось автомобиля
ЛИСТ 58
I АВТОМОБИЛЬ ГДЗ-63
ПЕХДНИЗМ УПРШНИЯ РЮЛДТОЦНОЙ КОРОВКОЙ
- fA4Q do оси пепе^нгго мог та —
m jbl-, (теп
Н/ Чп_ ,1iT==: ^^I - -==r=r=-^----
Налидр шва 4 .мм /
но черная невыцветающий специалимая
Ысрдость по Шор и 50 '60
Эластичность по Шору QQ mm
Првдел прочности 175 ке/см?гтп
Относительное удлинение 600 % min_
Ощносительнее остаточное удлинение 15 % max
j2ufaj7^^wk_u_/iepedj^6a^
Резина для ее полного от4елениа_от_металла_дрщна
иватй растягивающую награди у № кг/см2 тш
Диск ручного тормоза -'
ДВТОМОоИЛЬ ГДЗ-53
PL '1ВЕСКД РДЗДД ТОЧНОЙ
40 60 120 /60 200 ММ
120
maxJJ]?/
min -0,15
Вид, показывающий метки,
обеспечивающие правильное
положение вилок карданоб
12-гокл.
27 коническая пряная
/у/// данном размере бала
Муфми защитная.
Ведщдя_шестерня_
/переднего моста
\fafl раздаточной kopcJku
Jluck ручного тормоза
Рези г, черная невыцве/ппющая маслоцпорная \
Твердость по Шору 65-70
эластичность по Шору 55_тт *
мислопоглощение по_бесу /0% max
Вал раздаточной юрооки
има сальника
(-п ~0,085
Ф2Ш /
Щ25'
Обеими пососить на сурике
таг (1,Щ
mm 0,000
Ведущая шестерня заднего моста
Ф2/,Ш2
21,978 I 34.989
Вал б своре с двумя карданами балансировать динамически. Мисдаланс
исправлять приваркой пластин наовоих концах труды Допустимый
дисбаланс /5 г см
Вилка, надетая на конец карданного дала. / х 37,950
должна сдододно (но'&ез 7<акой-ли5о качки) C9j±no_±
передвигаться по всей длине шлицевПрс
надевая вилку на вал, в нескольких взаимных
Щ положениях шлицев
% Ф38,Ц27 ^ У глодая игра вала в своре с двумя карданами не должна,
^ Щ975 ^ W.000 / фЗЗЛ превышать 0,25мм на радиусе 35.мм под действием
^ Г V$50 <0^~^^J 33,00 критящего момента, равного 70ш_сА<^£ршю№ннояцш.
% \^^7^<С /j//\ - ъ*557У7^ подвижном конце вала при неподвижном другом
31000
С?Ч. noj)_6
Угол качания от средней оси в к
,г,, карданов /9omui
1527 ~
Ьиение вала влюдои точке по длине тривы не д. в. долее O.Jl
Проверки производить в своре с двомя карданами перед далансиров-
кой вала При правке вала кардан снимать
Вал испытывать на крутящий момент, равный ?9Цкг -м
Ш
смочить в дензи ч<
змо
по сеч. 55
ттотвиль гдз-63
ВРП ПДРДДННШ
U Ю 20 30 40 50 00 70 80 Q0 ЮО
121
Над
Инструкция по регупировке тормоза^
pjy
pjiwcktffo^ukyjpa^
дк
шш
" max 0,05 3. Вставит±ршлщ(}дмУШ^РОкш!!<№!лш- Ммм между наШдШ_шедщп±ол^Ш
^тпгОМ и диском тормоза Соединить рычаг спяжки с тягоилтрщулир^ ° ~~ *~
чтоЬы регулировочная прокладка_осщвдлась_ jajkgwoJL
СвЧ ПО 2 2 4 Вставить р^улирЫ^у^рдЩдку полщ 0,8мм между накладkt
: и диском mgpjw^Jgmmiymbj^pMj^yi^^ чтобы регулировочная
прокладка была слегка заЖата между колодкой и диском
5. Убедившись. чтомуШЮШЩЖки^нрходится на месть регулировочными болтами
остановить обе колодки параллет nojifTockocmUK^ll^M.
,_уипандМШ1Ь!е_м^Шу^Лп9Ш-м^- и диском
и_ регулировочных болтов о проверить
18,027
18.000
19.6bO
max-0,165
mm -0.075
19.5GO
max 0.082
mm (Г.ОЗО
сеч по 5 5
Ш 7Jmrmmjmh контргайки стяжки, mm
**•'* ,,,n/i.inmnff(/ii nnnutmA
Рычаг ручного тормоза
min 0,030
сеч по 6 6
Диаметр пружины наружный
состоянии^
Д(шна_Ь_под_нагр\/зкой 2,5-3 кг
Число витков
Диск статически балансировать
"До1щтпмый дисбаланс (Гпределах_
гсм
\^акладка-прессо6анный асбест толщ 6,23 мм
передний^ рычаг колодок
Диаметр пружины наружный
Диаметр проволоки
Длина L в свободном состоянии
Дпш-J L под нагрузко[П5Ч8 кг
Полное число витков
.ПриАйна Колодок
авгомоби/Ъ газ-бз
ТОРИЮ ИЕНТШШШ
О tO 20 30 40 50 60 70 80 W ЮОМП
122
max 0,175
min~ 0,060
\Раскерншпь
Ц местах
6 долтоб
38J0_noJ ключ
~3U5
В свободном J>20,0G0
состоянии ,
max ОМ
т/'п 0.000
1М20_*1,5 лебая
дл'я леШо'колеса
max OJO у
mm 005
Ф 109,967
'W 9,9 50
пропитанный тол-j
щи ной _ 0,23jyiM
~0J7
\M1Jl±1J 2'39
±124,955 __
124915
85,000 85,055
сеч. по W 10
Инструкция no регулиробк
затюнни подшипников crn.U—
16Q0 колея-
0
к
ю
ДВТОПОБИЛЬ ГДЗ
полесо зппиее
20 30 40 50 60 70
-63
80 Qt
1 100 МИ
*ЖШ~У~Ч129дЮ
^ р7/д5*п05/юро6Ао сателлитоб и подшипники
' 0J5
I Резинаjie0iap_MgcwyncpHg£_cneu,
TMJuQ
min.
ШеЯел прочности ВЗкР.юм mm
1Шт, по Шору 60-70.
эластичность по Шори 60 mm,
маслопоглошение (по ten?) 1Q% птах
относительное остаточное
гкшшлтение по беси
Сальник поворотного Шака
_Прсле_ истанобки максим.—.
-— 806
ёиговой сборкой, как показано
с-Ьболтод на Ф130
L ._ /
Лщй запрессовкой —
ейлытка жадочшзо
прбдрхность гне$а_
сназоть
Высота голобки зуба
Высота ноЖки зуба
высота зуба
Угол спирапи
Направление спирали
Толщина зуба по хорде и по нормали
Высота головки зуба по хорде по нормали
Толщина зуба по дуге нач. tkp (теоретич)
боковой зазоо 6 главной пах, смонтс
переднего мост, дшвкян
Притерето с трной шестерней.после
притирки деткмь обе шестерни странными
боковой зазор б поре пост притирки Ш-Ш
йонныо по главной певдачв и диашвеиииат
сеч по В Б
сил
ЛИСТ 64
передний атт поп
О Ю20Х4050№Ю80901тг*
JL-
124
штифт конически
указанные поверхности являются частями
поверхностей дбцх цилиндрических
которых лежат до взаимно перпендики-
ирных плоскостях, проходящих через ось, а
центры ссбпадают и покат на оси кипаКп
R ^2,525 по оси цилиндрического кольца
с-скераить с обеих старо»
I , Г- Лк ' __-
Обкатать шарнир под меняющимся цгпо*
an 0°до 10° дтечение 5мин при числе оборотов
500-ЬОО d мин При odkamhe шарнир смазать
марфаком
Шарики рассортировать на
Ф
ДВТОМОбИЛЬ ГДЗ-63
ШДРНИР ПОВОРОТНОГО КУЛЯМ
ПЕРЕДНЕГО ВЕДУЩЕГО МОСТИ
50 60 УО 80 90 100 MM
ill I
125
онштеим заообнои
* 30 Ось коленчатого вала
ПОД
перебних колес
-625-
Ось передней рессоры
Кронштейн
•'pji'diidmobg
Щ. I,-
l
*" ^ Г!
I. - 54J
ГьД п^
'1'ihDunu чартера руля Зерхняя полни лип-
\ мерина nunth.hii оежочь 6 пппскоити рамы.п с
пь ггриенвикипярна тш
; Гпподки. потпиныл
"тИлонения, ммкрн.чные на расстоянии U2i! <ш '1 ииправ'
рулвдой linnuHHu, должны быть в nptil'-vuix ± *> мм
8 горизонтальной и *ч мм в вертикальной плоскостях
РДПЛ
100 200 ХО 400 500/1П
| | | | | I ■ I ■ 1 М . I . 1 I I
126
АВТОМОБИЛЬ ГАЗ-ААА
Данные по .металлам, термообработке и твердости
Лист 69 и 70. ДЕМУЛЬТИПЛИКАТОР И УСТАНОВКА ДЕМУЛЬТИПЛИКАТОРА
Наименование детали
Крышка передняя
Вал первичный
Материал
Термообработка
Твердость
Примечание
Чугун ковкий № 1
Нв 121—149
I
Валик вилки переключения
передач
Ось блока шестерен
Сталь 41ХА
ОСТНКТП 7124
(селект:
O,38-O,437o Q.
Величина зерна но
Мак-Кведу 5—8
I
После механической
, обработки цианиро-
:вать; глубина слоя не ше"ст7рни ' на "од-
i менее 0,1 о мм. Ка-'
лить в масло. Отпу-
I стить
Нр 48—53
Проверять все
:терни на (
ном зубе
Холоднотянутая прут-| После предваритель-
ковая сталь 40Х j ной шлифовки калить
ОСТ НКТП 7124 'в масло. Отпустить
Перед термической
обработкой обкатать с
контрольной
шестерней
-53
Блок шестерен
Сталь 40ХА
ОСТ НКТП 7124
(селект:
0,38-0,48% С).
Величина зерна по
Мак-Кведу 5—8
После механической
обработки цианиро-
вать; глубина слоя не
менее 0,15 мм. Ка-
лить в масло. О гну-|
стить
Нр 48—53 : Перед термической
Проверять все I обработкой обкатать с
контрольной
шестерней
шестерни на
одном зубе
Шестерня-каретка
Картер
Крышка верхняя
Вилка переключения
передач
Сталь41ХА
ОСТ НКТП 7124
(селект:
0,38-0,48% С).
Величина зерна по
Мак-Кведу 5—8
Чугун В
После механической
обработки цианиро-
вать; глубина слоя не
менее 0,15 мм. Калить
в масло. Отпустить
Наружных зубьев
HRc 48-53;
внутренних
зубьев не менее
HRc 45,
на шлицах
HRc 20-40.
Проверять все
шестерни на
одном зубе
Чугун серый № 2
Нв 143-179
I
Сталь 35
ГОСТ В-1050-41
Планировать. Калить в
масло конец вилки
По напильнику
Наименование детали
Термообработка
Сталь 35
ГОСТ В-1050-41
Калить в воду.
Отпустить
Вал вторичный
После механической
обработки калить в
масло. Отпустить
Сталь 41ХА
ОСТ НКТП 7124
(селект:
0,38—0,43% С).
Величина зерна по
Мак-Кведу 5—8
Крышка задняя
Нв\21—149
Чугун ковкий № 1
Рукоятка и хвост рычага ,
переключения
Сталь 35
ГОСТ В-ЮпО-41
Ось рычага переключения
передач
Сталь 40
ГОСТ В-1050-41
Втулка рычага переключения Свинцовистая латунь
передач \ ЛС 74-3 (ГОСТ
В-1019-41 иликремни-
стая латунь ЛКС 65-1-3
(ГОСТ В-1019-41) или
томпак оловянистый
(88—92% Си, 0,25 -
75% Sn, остальное
Zn). Лента толщиной
Твердотянутая
пружинная проволока, сталь 65
ГОСТ В-1050-41
~ 3,25
Пружина рычага
переключения передач
Калить в масло
Отпустить
Перед термической
обработкой обкатать с
контрольной
шестерней
Лист 71. ВАЛ КАРДАННЫЙ ПРОМЕЖУТОЧНЫЙ
Лист 72. ВАЛ КАРДАННЫЙ ГЛАВНЫЙ
Наименование детали I
Термообработка
^именование дошли
I ермообрапопса
Муфта фланца
Сталь 35
ГОСТ В-1050-41
Поковку калить в
раствор поваренной
соли. Отпустить.
Изделие нагреть до 800 С
в соляной ванне.
Калить в масло. 01
пустить при 205 С
Поковки
Ив 207 - 248;
Муфта фланца
орячека1анная
с га ль 35
Нп 240-285
И 210-281
I орячекаian мая
сталь 40
Палец колпачковым
Холоднот янутая прут- 11ементирова i ь; i луби
ко па vi сталь 20 | на слоя 0,6 — 0,9 мм
'ОСТ В-1050 41 Калить в рас i вор кау
Вилка пальца
1()верхнос1и
О1версп1я
HR 55 -(S3
11емсн трона п.; i .iy-
'Л СЛОЯ 0,6 - 0,9 М М
К'али1ь в раствор кау
смической соды Ошу
сти
1оверхнос i и
oi верст ия
Вилка пальца
Холодно!яну1ая пруi-
копая сталь 20
ГОСТ В-1050-41
стической соды
Отпустить
ОСТ НКТП 7128
Горячекаtннная
сгаль 08
Крышка крестницы
Крышка крестовины
Листовая ста.;ь 08
ГОСТ 914-41
Толщина 3,15 мм
Планированная пру-1 Нагрев до 7/5 С. |
жпнная проволока, Калить в масло.
С1лль 65Г lOinyciNTb при 385 С
2J9 I
' 2,7 ММ
Кольцо .шючное
Гайка сальника
скользящей вилки
.Аистовая сталь 08
ГОСТ 914-41
О1делка поверхноаи
повышенная, толщина
айка сальника сколь- .Чиствая счаль 08
зятей вилки : ГОСТ 914-41
! Отделка поверхности
1 повышенная. Толщина
: 2,3-0'17 мм
Счаль 20Х
(0,18—0,25% С
0,5 0,8° 0 Мм;
0,7-1,0% Сг)
Cia.ii. 20X
• (0,18 0,25°'|( С,
0,5 0,8()/() Мп,
0,7 1,()°/0 Сг)
1еред оконча1ельной Пт шлицах
i шлифовкой цемент и- не менее Н
! ропать; ыубина слоя j
j 0,6 0,() мм. Калить
j в масло. Оiпустить
не менее Нп
ровать; глуоина слоя
0,6—0,9 мм. Калить
в масло. Отпустить
Труба бесшовная, |
ечаль 45 :
ОСТ В-1050-41.
Наружный 53,3"0-5 мм,
Толщина стенки
4±0-8 мм
1е более Нв 241
Сталь 40
ГОСТ В-1050-41
Нв 207 — 255
Лист 73 и 74. ВЕДУЩИЙ МОСТ
Наименование детали
Термообработка
Чугун ковкий № 1
Картер
Крышка картера.
Коробка сателлитов
диференциала
Крышка конического
подшипника червяка
Червяк среднего и заднего
моста
Цементировать
тело червяка;
глубина слоя
1,5—1,8 мм.
(0,18—0,25°,
не более HR 20;
0,5-0,8% Мп,
0,7-1,0% Сг).
шлицах
25—40-
по Мак-Кведу
на нитках
червяка HR 53—60
Алюминиевая бронза
(9—10,5°/0 А1;
2,5—3,5»/0 Fe;
0,5—1,0% PI,
остальное Си).
Допускается
содержание примесей: до
0,6% Si, до 0,1% Р,
Шеаермю обкапать
с эталонным
червяком
до 0,2%. Сумма
примесей не более 1,1°, 0
Гнездо роликового
подшипника червяка
Листовая сталь 08
ГОСТ 914-41
Шайба роликового
подшипника червяка
Листовая сталь 25
ГОСТ 914-41.
Отделка поверхности
повышенная, толщина 4 мм
Цианировать;
глубина слоя
0,08 мм. Калить
в раствор
каустической соды
По напильнику
Крышка роликового под- Чугун серый № 11
шипника червяка ведущего или чугун серый СЧ 28
ГОСТВ-1412-42
Крышка конического роли-
Чугун ковкий
(ГОСТ 1215-41) сдо-
кового подшипника
полнительными
требованиями ГАЗ
Предел прочности
3500 кг/см2; предел
I текучести 2250 кг/см'2]
удлинение на 50 мм
10%
//,. 121 — 149
Наименование детали
Материал
Термообработка
Кожух полуоси
Фланец наружно! о кожуха
полуоси
Крестовина диференциала
Сателлит диференциала
Полуось
Шпонка полуоси
Гайка полуоси
Труба бесшовная,
сталь 45 ГОСТ
В-1050-41. На-
±0 5
ружный 0 96 мму
толщина стенки 9 мм
ГОСТ 1459-43
Нл 163—106
is
Сталь 41А
ГОСТ В-1050-41
(селект:
0,38—0,43% С)
Сталь 35Х
ОСТ НКТП 7124
(селект: 0,35-0,40% С)
I
I
Холоднотянутая
прутковая сталь 35Х
ОСТ НКТП 7124
(селект: 0,35—0,40% С)
Цианировать.
Глубина слоя
0,12 мм. Калить
в масло.
Отпустить
Цианировать.
Калить в масло.
Отпустить
Перед
окончательной
протяжкой
нормализовать
HR 40—50
Допускается пре
вышение
до Нг> 56
Охлаждать при
нормализации
стали до
твердости Нв 179—
217. После
окончательной
протяжки Нв 197—
255. После
отпуска
НРп 38-45
Отверстие покрыть
медью после
термообработки.
Поверхность отверстия
должна быть
полностью покрыта медью,
причем толщина слоя
меди не должна
превышать 0,013 мм
Сталь 40А
ГОСТ В-1050-41
(селект: 0,40—0,45% С)
Калить в раствор
каустической
соды. Отпустить
Различные
длине
по
Холоднотянутая
прутковая сталь 40
ГОСТ В-1050-41
Квадрат
9,65 мм
с закругленными
кромками (R 0,2—
0,4 мм)
Холоднотянутая
прутковая автоматная
сталь 12
ГОСТ В-1414-42
Шестигранник 44,5 мм
I
Кронштейн оси балансир- Чугун ковкий (ГОСТ 1215-41
ной подвески. ! с дополнительными требо-
Башмак балаь.сирной под- , ваииями ГАЗ j
Предел прочности не
менее 3500 кг1см2, предел |
текучести не менее 2250
кием1, удлинение на 50 мм ;
не менее 10°/о '
Листы 75 и 76. ПОДВЕСКА ВЕДУЩИХ МОСТОВ
Термообработка | Твердость
Наименованлс детали
Кронштейн реактивной
штанги
Калить в раствор , Нв 207—255
Сталь 40
ГОСТ B-IOjO-41
Зилка шарнирной опоры
задних рессор
каустической
соды. Отпустить
! Нв 121—149
Чугун ковкий № 1
Хомут шарнирной опоры
задних рессор
вески рессор
Нв 60-90
Вкладыш хомута
шарнирной опоры задних рессор.
Втулка башмака балансир-
ной подвески рессор
7,0 Sn; до 0,15°/
2,0-4,0°/0 РЬ, до О,5о/О Sb,
до 7,0°/0 Zn, до 0,3°/0 Fe,
до 0,17% прочих примесей,
остальное Си)
айка оси балансирной
подвески
Сталь 20
ГОСТ В-1050-41
Перед
окончательной
шлифовкой
цементировать; глубина
слоя 0,9—1,2
мм. Калить в
раствор
каустической соды.
Отпустить
Палец вилки шарнирной
опоры задних рессор
Втулка пальца вилки
шарнирной опоры задних
рессор
Палец рессорный
Рессорная полосовая
сталь 50ХГ
ГОСТ В-2052-43
До сборки
рессоры калить в
масло.
Отпустить
Заготовки
более !
Листы задней рессоры
в 302; после I
термообработки
Ив 363—418
Цианировать;
глубина слоя
0,05—0,08 мм.
Калить
По
напильнику
Втулка задней рессоры
2,0—4,0°/0 РЬ, до 0,5°/0
Sb, до 7,0°/0 Zn, до 0,3%
Fe, до 0,17°/0 прочих
примесей, остальное Си) или
ста ib ленточная низкоугле-
родистая светлая обрезная
ГОСТ 503-41.
Толщина 2,25. 0 1 мм,
Накладка крепления задних
рессор
ширина 5,5_
Матеоиал
Сталь 20
ОСТ В-1050-41
| Термообработка Твердость ! Примечание
HR 121 — 149
Сталь 35
ГОСТ В-1050-41
Холоднотянутая прутковая
сталь 20
ГОСТ В-1050-41
0 16_0,05 ММ
ОСТ НКТП 7128
(для холодной высадки)
Цементировать;
глубина слоя
0,9—1,2 мм.
Калить в масло
Ось балансирной подвески > Труба бесшовная, сталь 45
рессор i ГОСТ В-1050-41
±0,64
Наружный 0 64 мм у
толщина стенки 10 мм
ГОСТ 1459-43
Сталь 35
ГОСТ В-1050-41
Лист 77. ШТАНГА РЕАКТИВНАЯ
Лист 78- ТОРМОЗ ЦЕНТРАЛЬНЫЙ
Наименование детали
Стержень реактивной штанги
Материал
Сталь 35
ГОСТ В-1050-41
Термообработка
Твердость
Яв 241-285
Гримечание
—
Наименование детали
Сухарь упора реактивной !
штанги
Сталь 35
ГОСТ В-1050-41
Цианировать.
Калить в масло.
Отпустить
, 35 | Проверять 100%
Диск центрального
тормоза
Пружина реактивной шганги i Горячекатанная пругко-
i вая специального
профиля сталь 65Г
ГОСТ В-1050-41
Квадрат 9 мм с
закругленными углами
Калить в масло.
Отпустить
Ир 35—45
Гайка внутренняя реактив- | Холоднотянуты прутко-
ной штанги. i вая автоматная сталь 12
Контргайка внутренняя
реактивной штанги
ГОСТ В-1414-42
Шестигранник
44,5_0,з4 мм
ОСТ НКТП 7130
штанги.
Контргайка наружная
реактивной штанги
Гайка наружная реактивной Холоднотянутая
прутковая сталь 35
ГОСТ В-1050-41
Шестигранник
38_of34 ММ
ОСТ НКТП 7130
Холоднотянутая
прутковая сталь 20
ГОСТ В-1050-41
0 28t°0;°042 мм
ОСТ 20006-38
Пробка реактивной штанги
Сухарь шарового пальца
реактивной штанги
Холоднотянутая
прутковая сталь 20
ГОСТ В-1050-41
0 44,45__о,17 мм
Палец шаровой реактивной
штанги
Сталь 20ХФ или сталь
20Х (0,18-0,25% С;
0,5-0,8% Мп; 0,7—
1,0% Сг). Величина
зерна по Мак-Кведу
5—8
Барабан
Корпус подвески колодок
Колодка
Ось передней колодки
Кронштейн
Палец подвески колодок
Цианировать;
глубина слоя |
0,25 мм. Калить \
в раствор
каустической соды
По напильнику
Рычаг
Материал
Чугун ковкий (ГОСТ 1215-41
(с дополнениями ГАЗ)
Предел текучести не менее
2250 кг!см2: предел
прочности не менее 3500 кг\см?\
удлинение на 50 мм не
менее 10%
Листовая сталь 08
ГОСТ В-1050-41
Толщина 6,4 мм
Твердость I Примечание
Ив 121 — 149
Сталь 40
ГОСТ В-1050-41
Поковки
Ив 15()--197
Чугун ковкий № 1
Ив 121—149
Холоднотянутая пруiковая
сталь 40
ГОСТ В-1050-41
0 25,65^0,14 мм
ОСТ НКТП 7128
Чугун ковкий № 1
Сталь 40
ГОСТ В-1050-41
Ин 121—149
Сталь 20Х
ОСТ НКТП 7124
Цементировать;
глубина слоя
0,9—1,2 мм.
Калить в масло.
Отпустить
Цианировать;
глубина слоя
0,6—0,9 мм
Калить в масло.
Отпустить
Втулка подвески
Шаровой головки :
ИРс 55—63 I
Бесшовная труба, сталь 20
ГОСТ В-1050-41
Наружный
0 36 ' мм,
толщина стенки
5 мм
Внутреннюю
поверхность
цементировать;
глубина слоя
0,6—0,9 мм
Цементированной части
HRq 55—63;
остальной
части HRc 25—40
HRc 58—65
Лист 79. ПРИБОР БУКСИРНЫЙ
Наименование детали
Материал
Термообработка
Твердость
Примечание
Кронштейн стержня
Стержень
Ковкий чугун
Сталь 45
1 !оковки
HR 269—302
а
Штырь вилки
Горячекатанная сталь 40
0 го±о'5мм
Поковки
Нв 269—302
Пружина
Головка
Холоднотянутая
пружинная проволока,
сталь 65ГП
0 10 плмм
Калить в масло.
Отпустить
Ковкий чугун № 1
Палец головки
Ручка штыря
j Холоднотянутая пругко-
| вая сталь 35 для
холодной высадки
Проволока сталь 10
0 6 мм
Цепь штыря
Проволока сталь 10
(7) 4 им
HR 38—44
Нв 121 — 149
Наименование детали
Лонжерон
Лист 80.
Материал
Листовая сталь 25
ГОСТ В-1050-41
Толщина 5,2 мм
РАМА
Термообработка
Твердость
—
Примечание
—
Коробка усиления к лонже-( Листовая сталь 25
рону ; ГОСТ 914-41
Толщина 4 мм
Поперечина
№ 1
№ 2
Листовая с галь 08
ГОСТ В-1050-41
Толщина 5,2 мм
Усилитель поперечины № 1
Кронштейн подножки
Сталь 35
ГОСТ В-1050-41
Листовая сталь 08
ГОСТ 914-41
Толщина 3,5 мм
Труба реакгиьных штанг
Труба бесшовная, сталь 45 !
ГОСТ В-1050-41
Наружный 0 64" ' мм
Толщина стенки
7 мм
ГОСТ 1459-43
Кронштейн трубы
реактивных штанг
Сталь 20
ГОСТ В-1050-41
Усилитель гюперечины
буксирного прибора
Полосовая с галь 25
ГОСТ В-1050-41
Толщина 7 мм, ширина
70 мм
ГОСТ 103-41
Кронштейн заднего буфера
Чугун ковкий №
HR 121 — 149
D
132
Передняя нуледая пиная
Передний торец
блока
доны дня справок
ДВТОПОБИЛЬ ГРЗ-ДпР
ПИЛ ШДССИ (СБОНУ)
О ЮО 200 300 Ш 500 ММ
inihnil I I I I I I I I I I I I I I ! I 1
133
та* 0,102 по роликам
min 0,040
7,530 (11 ропиков)
7,518
max 0,000
min-0,030
max .0029 ,
min .0005
--_«JT <fr 3.9334 (700,035) <p 100 000
3.9370(iOOM\ 1 / qqqa»»
тах-0,026
mirbO,0Of
max №20
min .0005
ФК7722(45,014) ЩФ45,00О
1.7717(45,001) 4Ш8
1478 min do coom-
бетстб. подреза
ПруЖина фиксатора
с протидопоп. стороны
Картон пропитанный
толщ.£23
0J7
Канабка дня масла; спирапь
левая, шаг {-2 битка
Черная Жесть полированная толщ. 0,21
Картон непрппитанный толщ. 0,23
\max 0,045
min 0.001
max 0,030
min-0,002
Квадратн. отв. 0,108
Сторона квадрата ОМ
1.5736(39,970) 39,988
сеч. по 12-12
max 0,074 no ponukai
minOtOO1
о мери к трудная
7,530-12 [юликоб
1518
max .0000
min-.0015 . /
W.47(31.675) /
1.246(31.650)
max .000
min .002
1,840(46,736)
С9Ч 110 14 '/4
UP.45
сеч. по /5 /5
ШШШЫШШ1
0 Ю 20 30 4/9 50 60 70 60 90 ЮОМП
Диаметр проволоки
\тса JOti
тел 003
Полное число витков
Число рабочих витков
Сила пруЖины при окатии на 5 мм
'49
max
mm QO?
W шлицод
/. 000 mm до подрезки на
) Одмиидоро-ппоя диьгпорая.
L битки лсЗые.
ЖПГЮ5Ш ГДЗ-ЛЯД
/. 'М ор^-р^'рершФ'] поверхности
44,123 dwfJ(2i уев зазор wwkdij сферой
Л шсйлмм (fc ■ Of/8
о ю го to to 60 оо /о во 90 пюмп
136
Ю шпицвд pa б нора иютлк енны л. Ht.e na it» napan-
пепьны между собой, откпонение Ь предела*
.UU2 на длине
mox .UU'j
mm .001
+ U2O5
I.2DU
5" '27 конической трудна» резьба
вап должен быСерЖибать крцгпшщш mowmti
равный 210 к?м без появления остаточной
деформации
Стыкован сборка
\ биение кардана, замеренное 6 указанных местах, не dun ж но превышать 0.020 общего показания индикатора
тех .008
iin- .005/ 2.598
2.598
2.590 \
/.•7QX -
mm-
.750
1.0650
I.06W
.002 Ь
.0005
i
/
1
1
1
сеч. по
(У
Р
3
3
k70
max МО
" mm .0025
^ч^ 1,0635
1.0625
{.п)шз
тал .002
mm .000
та я-0,127
mm- 0№7
*»!оо
i -»
- 2
сеч по о о
сеч. по 4-4
сеч. по 5 5
1
//ИСТ 71
ДВ ТОПОЬИЛЬ ГДЗ - ДДД
ВДП МРДДННЫЙ ПРОМЕЖУТОЧНЫЙ
О /О 20 30 4-0 50 60 /О 60 90 /00 ММ
lllllllllil 1 I 1 1 1 1 I 1 1 1 I I 1 1 1 1 1
' 27 коническая трудная
резьба
Труба бесшобноя см <
'27 коническая трудная резьба
биение кордона, замеренное в указанных местах, не должно превышать 0,020 общего показания индикаторе
I *J-JU I
: 1.300~
Дуговая сварка кругом
Ban допоен выдергивать крутящий момент 210 кгм дез появления
остаточной оеформаиии
Пазы випки ппралпепьны между
собой Отклонение в предела*
А .002 но длине ч
2.593 \, \ I 2.590
т'щ .005 \
max .00чО
mm 00 2 Ь
Но этой глубине боковые
сторонышпице8 доткны
быта параллельны оси
па
9,50
9.47
сеч. по 7 7
ДВТОМОБИПЬ ГДЗ - ДДП
ВДЛ КДРДДННЫЙ
О Ю 20 3D ЛО 50 60 70
ЩЩ112М2 Л \,.а №.712
Картон пропитанный толщ о,2о
max .002
mm -.010
max- .007
mm- .002
Конусность 1% tm на I фут
\max-0,051
vim-0.010
(t2.502L63.55l
(2.501)63,525
Ш .873
■S76 \„Л, -
max .005
mm .000
-18 коничмк трубная
резьбо
йугодая сварка кругом
толщина стенки -~
Ьокобои зазор б зацеплении червяка и
червячного колеса, смонтиробанных в в?
душих мостах. Полнен быть в ;
8.752 диференццол
8.7*2
Натяг J
3азор~ .002
двтомоди/ib газ-ада
ВЕДУЩИЙ П0С1(ЛИС!1-шй)
о ю Л1 зо ±о го 6Р :■ so 90 юоmi
Ililllllill
139
7.662 r- 6.593
Прокпадки:жесть черная momu'oji j
патмнь пенточн то/«Л ' Киртн читанный топщ о.23
картон пропитан топщ^^'
1/3 | ^
38J00 38.075
сеч, по 3 3
max 0,052
, /n/n-0.001
44.996 ; 44,
сеч no 4 4
Сребнаи мост
min .0000
idqx ,058
Юшлщев раонораспопоЖенных
двтомовиль гдэ-ааа
ВЕЛУШИЙ ПОСТ (ЛИСТ 2-ОЙ)
О Ю 20 50 40 50 60 70 60 90 №
140
3.122
3J21
max .005
mm MCO
/773* .00/ до затя/кки
min- ,004
фиар 64,fo; толщ, стенки 8,0
Дуговая сварка кругов
2
Приварить в трех
Чехоп шарнирной опоры задних рессор
КоЖа топщ /,45
Трубо бесшовная
<*>нар 64.54 топщ стенки 11,0
На сЗтомо6ип9 ГДЗ-5ДД устансбпибается
тормоз ГДЗ ДД с одной парой колодок
2.260
0
ДВТОПОЕ
ПООВЕСПД
20 &0 60
ИЛй ГДЗ -
BEJMltK-
60 100
■•ЛИСТ /о
ддд
мостов (лист ml
200 ММ
Резина черная небь/цдетающая
Тдердость по Шору
Эластичность по Шор if
предел прочности
Относительное удлинение
трубная
коническая резьба
Задарить кругом
эпеНтросбарНой
Данные по рессорам
Раздернутая
длина
УшИи рессоры Оолгнны Рыть парал
пельны между содой и перпендикулярны
к оси рессоры во всех направлениях с до
пуском 2мм при измерении от
центра, кок показано
} Длина л исто б симметрична оси
центрового болта
Перед сборной рессоры листы долЖнЫ
быть смазаны графитобой смазкой
О 20 40 60 80 100
142
22,5-215
2,84-2,78
\ Диаметр пруЖины Внутренний
Длина в свободном состоянии
Диаметр пружины наружный
Диаметр проволоки
max 012
rnin . ооЗ
Длине в сборе
Длина под нагрузкей 500-635кг
Длине при полном сжатии
Количество битков
Профиль материала
I »/ '/ '/ и
Войлок полу грубошерстный
Ш
Че хол -кожа толщ OJJ5
l <t> 1.260- палец
L250'
- кронштейн
1.250
лвтрпоьиль гдз-ддд
ШТДНГД РЕДКТИВНДЯ
О 10 20 30 40 50 60 70 SO 00 100 ММ
143
Kqpn/C .8756
nod&cku .8750
.876
.875
max .0006
толщиной U,80
0.75
(.690J 17,52b
C688J17J75
(.691)11551
(Ш) а 526
mm 002 I 690
сеч. по 3 3
Стопорный 6опт
ФЗ 989_ ! Ф1992
3.987" , ' Г 3 990
фрикционная
а 6.23- 5.84-мм
Ь
^~~- \_ ф 9сйерпить dr/я бапансиробни па неоЬлойимосгпи
ЩШд .2 5.8
(прессованный асЬест)
U005
Ш85
J.321
йиск б cdupt дипхен быть сто
тически сбапансиривон: допусти
biQ неуравновешенный момент
20 грсм
ЛВТОМОБИЛй ГДЗ-ДДД
ТОРМОЗ
— Ф300
Диск 6 сборе
Подерхности притереть наждаком
О 10 20 30 /Ю 50 60 70 60 90 ЮО ММ
Ч i i i 111111111
при помощи деревянных колодок
144
Я 82
О^"
Диаметр пружины внутренний
Диаметр проволоки
Чиспо битков полное
Чиспо виткод рабочее
Длина без нагрузки
Длина под нагрузкой 580-700 кг
42-40
16-15,76
7- 7Ц
5Ь
135
125
При окатии до соприкосновения витков
пруЖина не должна иметь остаточной
деформации
2М36*'г
f-ый баоипнт
frf
^
Sq
Диаметр пружаны наружный
Диаметр проболоки
Число витков полное
Чиспо битков рабочее
Длина без нагрузки
Длина под нагрузкой 8-12 кг
Максимапьное сжатие до соприкосно-
бения битков
16-15,0
2,05-1,98
17
15 Ь
90
60
37
г— 05
Т
45 не менее
8- коническая трубная резьба
М.76
max 0Л1
min 0,17
сеч. по 1 1
2-ой бариант
-Снобу приварит
нон у назоно
ЛИСТ 79
ЛВТОМОбИ/Ъ ГЛЗ - /7/7/7
ПРИБОР БУКСИРНЫЙ
О Ю 2(j 3U 40 50 ЬО /О SO 90 100 ММ
145
до передней нупеЫ пинии
йля кронштейна ддигатепя \
imdepcmuB дпн рцпг
^jnontko 6_лввон_пон)кедоне
для креппения кабины
аси бапансЬрноп подбеци
Передняя нупевая линия
а« ^__v сей. Пй В В\ \ Стапъ лисжбая 25 толщ + мм
М 1-2 \ Стань листовая 25 топц 5,2мм
Ось бола ножного тормози^ I
~ _Z_J
шпшйилытш
РДМД
о бо too 2uo 320
Uiul . 1 l ! ■ I I I . ! , ! . 1 I I : 1
АВТОМОБИЛЬ ГАЗ-410
Данные по металлам, термообработке и твердости
Лист 82. САМОСВАЛЬНЫЙ МЕХАНИЗМ Лист 83. ЗАПОРНЫЙ КРЮК САМОСВАЛЬНОГО МЕХАНИЗМА
Термообработка
Наименование детали
Поворотный рычаг
Сталь 35
ГОСТ В-1050-41
Кронштейн поворотного
рычага.
Рычаг тяги заднего борта.
Подшипник вала рычагов
Чугун ковкий № 1
Нв 121-449 j
Ось платформы
Горячекатанная прутковая
сталь 40
ГОСТ В-1050-41
0 36 мм
Ролик опорный
Сталь 40 (ГОСТ В-1050-41)
или МО 6 (ГОСТ 380-41)
Тяга подъемная.
Стойка опоры роликов.
Щека компенсаторной тяги
Полосовая сталь 20
ГОСТ В-1050-41
Толщина 8 мм, ширина
50 мм или МО 4
ГОСТ 380-41
Наименование детали
Запорный крюк.
Подшипник вала.
Рычаг вала.
Откидной рычаг.
Опора
Вал
Материал
Термообработка
Чугун ковкий № 1
Холоднотянутая прутковая
сталь 30
ОСТНКТП 7128
0 26_014 мм
Пружина крюка
Проволока сталь 65Г.
ГОСТ Ю71-41
0 4,65 мм
Калить
Пружина рычага
| Проволока, закаленная в
: масле, сталь 65Г
| ГОСТ 1071-41
+0,07
0 4,65_о,оз мм
Палец опоры
Холоднотянутая прутковая
сталь 20
ГОСТ В-1050-41
0 12_о,12 ММ
Тяга
Холоднотянутая прутковая
сталь 20
ГОСТ В-1050-41
0 12_0Д2 ММ
Вилка тяги
Сталь 35
ГОСТ В-1050-41
Отпустить
147
<Q7n приблизительно Ь неногру/кенном состоянии ^
Рычог тяги заднего борта
Рычаг запорного механизма ьцзоЪй
Ьоковой пе&ень пола кабины \
\
Диаметр прцХиньГбнутренний 1/7,25-15751
"иаметр 'проволоки . 10-6,9 \
Длина без нагрузки
Удлинение под нагрузкой 68 ке
Рабочий объем платформы (номинальный)-1м
Внутренние размеры платформа! (номинальные):
длина
ширина спереди
ширина _сзаб и
£?,£ Продольная ось абтомобип?
1 -
Bud no стрепке 2
Компенсаторная тяго
Ьи? сберху без кулобо и верхней ромы
Вид по стрелке
Ьсь соединения сварные
/ВТОПШЛЬ ГДЗ-4Ю
шшшш
о юо 200 ж ш
, ! и 1111 il i h! I lil
149
сеч по 3 3
(по шпильке)
Смазка через тадотницы
Л и ниш мин ш ниш мм и in
Пружина рычага запорного крюко
Внутренний диаметр bumko
Диаметр продолоки
ндтомобиль ГДЗ-
Зшюрный крюН
ДВТОПОБИЛЬ ГДд-410
ПРЮП .ШОРНЫЙ
О 10 20 50 60 50 дО 70 дО 90 ЮО ММ
АВТОМОБИЛЬ ЛС-3
Данные по металлам, термообработке и твердости
Лист 86. ДЕМУЛЬТИПЛИКАТОР Лист 87. КЛАПАН РАСПРЕДЕЛИТЕЛЬНЫЙ
Наименование детали
Картер.
Крышка верхняя.
Крышка задняя.
Гнездо заднего подшипника
первичного вала. *
Крышка гнезда подшипника
промежуточного вала задняя
Гнездо переднее подшипника
первичного вала
Гнездо подшипника вторичного
вала
Шестерня ведущая с хвостовиком.
Шестерня подвижная.
Шестерня промежуточного вала
двойная
Вторичный вал
Ось шестерни промежуточного
вала
Стержень направляющий вилки
переключения
Вилка переключении
Поперечина подвески
Материал
Чугун литейный
СЧ28
Стальное литье
Сталь 45
Сталь 15X3
Сталь 45Х или
40Х
Сталь 35
Сталь 20Х
Сталь 35
Сталь 35
Термообработка
—
—
Цементировать;
глубина слоя
0,75 1,25 мм
Цианировать;
глубина слоя
0,75—1,25 мм
—
—
Твердость
—
—
—
NRq 56-63
Нв 286—340
Нр 58—63
—
i
Примечание Наименование детали
Гнездо распределительного
клапана
Втулка в гнездо распределитель-
_ ного клапана
Шайба прокладочная
Шайба распределительного
клапана
Клапан распределительный
Кольцо уплотнительное
Гайка сальниковая
— Рычаг распределительного
к и я п я н я
Материал
Чугун литейный
СЧ-8
ГОСТВ-14:2-42
Чугун литейный СЧ 40
Сталь медистофосфо-
ристая мягкая
Сталь 35
Сталь 35
Сталь 10
Автоматная сталь 12
Сталь 35
Терчо-
сбр^ботка
—
—
—
—
—
Твердость
—
—
—
—
—
Примечание
—
—
151
Лист 88. ГОЛОВКА РАСПРЕДЕЛИТЕЛЬНАЯ
Термообработка 1вердость
Наименование детали
Наименование детали
Материал Термообрабо1ка Твердость
Пробка сальника крышки
Автоматная
сталь 12
После механической обработки
подвергнуть деталь
гидравлическим испытаниям под давлением
30 am. При этом протекание
жидкости через стенки и
потение стенок не допускается
Чугун литейный
СЧ 40
)ловка распределительная
Пробка гнезда
распределительного клапана
После вставки шарика, иружиш
и донышка кромку закатать
Гнездо для пр/жины
Корпус для шестеренок
масляного насоса
Чугун литейный
СЧ 28
Шестерня ведомая
масляного насоса
Кольцо уилошительное
111айба распределительного
клапана
Крышка сальниковая масли- ' Чугун литейный |
ного насоса СЧ 28
Шпилька направляющая Сталь 35
Валик ведомой шестерни
Цементировать; HR 58—63
глубина слоя
0,75—1,25 мм
Шестерня ведущая
масляного насоса
Допускается разностенность
0,1 мм
Чугун литейный
СЧ40
Валик ведущей лестерни | Сталь 15 | Цементировать; j Ир 58-63
•лубина слоя ' С
0,75—1,25 мм
Гайка сальниковая
Чугун литейный
СЧ 40
152
Лист 89 ЦИЛИНДРЫ ГИДРАВЛИЧЕСКИЕ
Наименование детали
Пробка цилиндра нижняя
Фланец соединительной
трубки
Шайба сальниковая
Пластина цилиндров задняя
соединительная
У| ольник соединительной
пластины
Валик распорный
Винт регулировочный
Гайка сальниковая
Трубка соединительная
Пробка цилиндра задняя
Материал
Чугун литейный
СЧ 28
Чугун литейный
СЧ 28
Сталь 35
Сталь 3 (нормальная)
Сталь 3 (нормальная)
Сталь 35
Автоматная сталь 12
Автоматная сталь 12
Сталь 35; заменители:
Сталь 20 и Сталь 45
Автоматная сталь 12
Термообработка
—
—
—■
—
—
—
—
—
—
Твердость
—
•—
—
—
—
—
—
Пэимечание
—
—
—
—
—
—
—
—
...
Наименование детали
Корпус воздушного клапана
Шайба прокладочная
Шайба прокладочная
Материал
Автоматная сталь 12
Сталь медистофос-
фористая мягкая
0 36 мм
Сталь медистофос-
фористая мягкая
0 100 мм
Термообработка
Штифт конический
Шпилька
Цилиндр самосвала
Поршень цилиндра
Шток поршня
Крышка цилиндра
Головка штока
Кольцо поршневое
Гайка регулировочного
винта
Сталь 35
Сталь 35
Чугун ли iейный СЧ 40
Чугун литейный СЧ 28
Сталь 35
Чугун СЧ 28
Сталь 35
Чугун литейный СЧ 40
Автоматная сталь 12
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
После механической
обработки подвергнуть
гидравлическим испытаниям при
давлении 30 am
—
—
—
—
—
—
153
Лист 90. КОРОБКА ОТБОРА МОЩНОСТИ
Лист 91. ТРАНСМИССИЯ К ПОДЪЕМНОМУ МЕХАНИЗМУ САМОСВАЛА
Наименование детали
Материал
Термообработка j 1вердость
Картер коробки отбора мощ- j Стальное литье
ности
Шестерня скользящая вала j Сталь 20Х Цементировать;
отбора мощности
Вал отбора мощности
! глубина слоя
0,75—1,25 мм
Сталь 15
HR 56—63
Примечание
Цементировать;
глубина слоя
0,75—1,25 мм
Яг, 58—63
Вилка переключения
Корпус подшипника
Сталь 35
Стальное литье
Втулка шлицевая наклонного
валика
Валик шлицевой (конец)
Вал трансмиссионный длинный
Вилка кардана
Палец вилки кардана разъемный
Втулка вилки кардана
Труба, сталь 35
ГОСТ 1459-43
Сталь 35
Сталь 15
Сталь 35
Цементировать;
глубина слоя 0,6—
0,9 мм, только для
места под
шлифовку
Нв 244—269
Ив 244—269
HR 58—63
с
Улучшить
Нв 241—269
Наименование детали
Вилка кардана короткая
Вилка кардана
Втулка корпуса подшипника
Материал
Термообработка
Сталь 35
Чугун СЧ 40
Втулка вилки кардана
Палец вилки кардана
Тело крестовины
Сталь 35
Сталь 15
Сталь 35
Твердость
Примечание
Улучшить
Цеменпфовачь;
глубк^л слоя
0,6—0,9 мм
241—2691
HR 58-63
Крышка-сальник
Палец вилки кардана
разъемный
Штифт соединительный
Сталь 35
Сталь 15
Цементировать1
глубина слоя
0,6 — 0,9 мм
HR 58—63
Сталь 10
Валик 1шицевой задний
Валик шлицевой передний
Сталь 35
Вал трансмиссионный длинный
Вал трансмиссионный короткий
Корпус подшипника
Сталь 35,
сталь 20 или
сталь 45
Стальное литье
Улучшить
Нв 241 — 269
Втулка шлицевая горизонталь | Сталь 35
нога валика
Нв 241-269
шшшшьлс-з
ошй вил шдсси
О 100 200 Ж 400 ЖОМ
lilili!-
МОПОбИЛЬ 0С~3
О&ШИЙ ВИЛ ШЛССИ (ВП/Ш)
lUmokSkapmept ш °>Ш Шток в вилке
сеч по? /
/09JU ' ttOMVQ
cm no!) 5
129,960
сеч no В S
MM J
сеч. no 4 4
сеч по У 7
90.7
1 Щдрико-и роликоподшипники neped сдоркоп тщательно/тш/т д-чистом бензине и dam
>и стечь, после (/его смазать смесью, содержащей ^0% автола и
2. Нормальны и люфт меЖОц зцдьями должен быть от 0 No О Л Отклонение зидьеводе
их шестеррч по Олине зуда не ОолЖно дыть долее 0.5
\ ,\,у 1,1,, viJJ—U А бумага
mi/f'0.042
Ф50М23 'I " \f50,004
50,003 69,981 сеч ПО It
'Ш23 i ФЖШ
"""■"-' ,.,[69,079
cev.no/J 13
940.003
'Толщина зуба /юхорде (/5ез л
Глубина цементации
шшштос-з
О Ю 20 30 40 50 60 70 60 90 100МП
' 1 ! I I I I I I I I I
157
ФЯ,050
38,000
Ф 38,110
38,060
max '0,1/0
-.JL— men-0,010
сеч по/ 2
12,00
сеч. not 1
3 гмзо*/,5
4 46 притереть
МЮ*1,5 Zzoha
Вращение пробку клапана долЖно произбодиться
уешше^рука^зарычаг а должно происходить ллавю
без заедании
ДВТОПОБИ/lb ЯС-3
ППДПДН РАСПРЕДЕЛИТЕЛЬНЫЙ
О Ю 20 30 ЬО 50 60 70 SO Q0 ЮО ММ
158
24,525> &J03Q
/4,475
фи проверке этой 'плоскости лекальной ^дьш плтффШ дыключен
шейкой щип 0,05 не далЖен
Корпус и шестерни
Пру Жима редукционного
ины ммый (наружи) 18,347,7
Ф 81.00 шестерня
"ЮГ
Число битков полное
Полная бы coma8у fro.
Резать зуд' wjvpde на толщщ
штат /я?
о ю ?о зо 40 я ют во я worn
Ы\ lihliJi 111! III
159
конус Г-50
Ш£0*!,5 *=, 2
37,630
J7>660 шх 0.510
rrnn 0,170
max. /,36э
mln.0.975
max 0,510
tmn 0,000
max 0,340
mm. 0,000
max 0,265
mm 0J50
max 0,035
mm-0008
АВТОМОБИЛЬ ЯС-3
иИЛИНДРЫ ПШВЛИЦЕСМ
О ?0 40 дО 60 ЮО 200 ММ
; I I ; ! i I i I
160
№45 2-гокл
! "I
89
- 108
параметре! шестерен
номер шестерни
число зубсев
диаметральный питч
диаметр начальной окруЖн.
1
22
2
20
6
03.13
64,67
шаг по начальной оНруЖности
полная бысота зуба
толщина зуба по начапн. окруЖн.
(/гол зацепления
133
виз
6,65
20°
maxt
mini
Ш
woo
сеч
no 5 6
сеч по 4
сеч по 6 6
10.100
QWOl
max 0Я
maxOJ5O.
mtnQ025
сеч по Ю /О
*щся H /leboMLj люну Кородни_п_ередач
мазка от коробки передач
ПШ-1
редким pauornbi_JigjDO6ku отбора мощности
двигателя П--ЮОО об/мин
ДВТОМОВИПЬ РС-3
П0Р05ПД ОТБОРА МОЩНОСТИ
О Ю 20304050 60 70 80 90ЮОММ
Ш I 1 111 1 11 1 1 I 1 11 11 I I
161
8J670
7
MAX--0J10
Ml N-0,0 Ю
МАЛ 0fi9Q
мin ото
млх-ajip
mTn-qoJo
29^60 r^»~ ?Q7cn
29190— V „29J50
сеч. по 2 2 ът
БИЕНИЕ, ОСТАНОВЛЕННОГО НА МАЩИНЕ_ВААА
Й ПЛАТФОРМЕ
ВОЙЛОК ПОЛУГРЧБОШЕРСТНЫИ
КОРОБКА ОТБОРА
мощности
ВИЛКА_32,П
32'М
279
LOPQCTPAHCJ'ВЕННЫЕ углы НАКЛОНА MP/JAHHOTO ЬМПА
-22°30_1-ПРИ ОПУЩЕННОЙ ПЛАТФОРМЕ '"
-25°30'-ПРИ ПОДНЯТОЙ ПЛАТФОРМЕ
2.СМАЗКЧ ШАРНИРОВ KAfДАННОЙ ПЕРЕДАЧИ И_ ОПОРНОГО
ОШШИПНИКА ПРОМЕЖУТОЧНОГО ВАЛИКА^ ПРОИЗВОЛИТЬ
ЧЕРЕЗ МАСЛЕНКИ ПРЕСС-СОЛИДОЛОМ
лист to
двтомомль яс-з
О Ю 20 50 40 50 60 70 60 90 Ю0П11
Ш 11111111111111111 I
162
ОГЛАВЛЕНИЕ
Предисловие
Технические характеристики автомобилей
АВТОМОБИЛЬ КИМ-10
Данные по металлам, термообработке и твердости
Лист
1 Общий вид шасси (сбоку) .
2 Общий вид шасси (в плане)
3 Сцепление ^ • .
4 Коробка передач (лист 1-й) .
5 Коробка передач (лист 2-й) .
6 Задний мост
7 Тормоз передний
8 Тормоз задний
9 Рулевое управление ....
10 Рессорная подвеска передняя
11 Рессорная подвеска задняя .
12 Рама
3
5
15
28
29
30
31
35
36
АВТОМОБИЛЬ ГАЗ-П-73
Данные по металлам, термообработке и твердости 37
Лист 13 Сцепление ' 48
14 Привод выключения сцепления 49
!5|3адний мост и карданный вал ГАЗ-И-73, 61-73 и 67-В • . . . . 50
17 Рулевое управление . . 51
18 Тормоз передний и задний 52
19 Крепление передней рессоры 53
20 Рессора передняя • 54
21 Крепление задней рессоры • 55
22 Рессора задняя 56
23 Амортизатор передний и задний • 57
АВТОМОБИЛИ ГАЗ-61-73 и ГАЗ-67-Б
Данные по металлам, термообработке и твердости 58
Лист 24 Общий вид шасси (сбоку) ГАЗ-61-73 65
25 Общий вид шасси (в плане) ГАЗ-61-73 • . . . . 66
26 Общий вид (эскиз) ГАЗ-67-Б • 67
27 Коробка передач 68
28 Вал карданный промежуточный 69
29 Коробка раздаточная • • 70
30 Привод включения переднего моста • 71
31 Вал карданный передний 72
32 Передний мост . . . . • 73
33 Ша'рнир поворотного кулака 74
АВТОМОБИЛИ ГАЗ-51 и ГАЗ-63
Данные по металлам, термообработке и твердости ....... 75
Лист 34 Общий вид шасси (сбоку) ГАЗ-51 96
35 Общий вид шасси (в плане) ГАЗ-51 97
36 Общий вид шасси (спереди) ГАЗ-51 98
37 Общий вид шасси (сбоку) ГАЗ-63 99
38 Общий вид шасси (в плане) ГАЗ-63 100
39 Сцепление 101
40 Коробка передач ГАЗ-51 102
41 Задний мост . . . • 103
42 Колесо заднее ГАЗ-51 • • .... 104
Лист 43 Тормоз передний ГАЗ-51 Ю5
44 Тормоз задний ГАЗ-51 Ю°
45 Цилиндр тормозов главный Ю7
46 Установка ручного тормоза ГАЗ-51 • ^8
47 Рулевое управление Ю9
48 Передняя ось ГАЗ-51 (вклейка)
49 Подвеск! передняя ГАЗ-51 • И^
50 Рессора передняя ГАЗ-51 И*
51 Подвеска задняя ГАЗ-51 • • "?
52 Рессора задняя ГАЗ-51 }}
53 Рессора задняя дополнительная ГАЗ-51
54 Рама ГАЗ-51
55 Прибор буксирный • •
56 Установка держателя запасного колеса
57 Коробка раздаточная ГАЗ-63 ^
58 Механизм управления раздаточной коробкой ГАЗ-63
59 Подвеска раздаточной коробки ГАЗ-63 120
бЭДвал карданный ГАЗ-63 121
62 Тормоз центральный ГАЗ-63 J22
63 Колесо заднее ГАЗ-63 ' ' Ц
64 Передний ведущий мост ГАЗ-63 |*4
65 Шарнир поворотного кулака переднего ведущего моста ГАЗ-63
66 Рама ГАЗ-63
114
115
116
117
118
119
126
127
133
134
135
!41
142
АВТОМОБИЛЬ ГАЗ-ААА
Данные по металлам, термообработке и твердости
Лист 67 Общий вид шасси (сбоку)
6S Общий вид шасси (в плане)
69 Демультипликатор
70 Демультипликатор (установка) •
71 Вал карданный промежуточный •
72 Вал карданный • •
73 Ведущий мост (лист 1-й) . •
74 Ведущий мост (лист 2-й) .
75 Подвеска ведущих мостов (лист 1-й)
76 Подвеска ведущих мостов (лист 2-й) .
77 Штанга реактивная 143
78 Тормоз центральный 144
79 Прибор буксирный J45
80 Рама 146
АВТОМОБИЛЬ ГАЗ-410
Данные по металлам, термообработке и твердости 147
Лист 81 Общий вид • 148
, 82 Платформа . • 149
„ 83 Крюк запорный «... . 150
АВТОМОБИЛЬ ЯС-3
Данные по металлам, термообработке и твердости 151
Лист 84 Общий вид шасси (сбоку) 155
85 Общий вид шасси (в плпне) 156
86 Демультипликатор 157
87 Клапан распределительный • 158
88 Головка распределительная 159
89 Цилиндры гидравлические 160
90 Коробка отбора мощности 161
91 Привод к подъемному механизму самосвала 162
163
Технический редактор Е. С. Абумова
Корректор Л. Ф. Трофимова
Обложка художника А. Е. Гребенщикова
Сдано в пгоизв. 24/IX 1947 г.
Подписано к печ. 23 VII 1948 г. Тираж 80С0 экз.
А 07149 Печ. листов 41. Уч.-изд. листэв 48.
Бумага 70 X 108Vi- Цена книги 31 р. 20 к.
Пер. 2 руб. Заказ № 2171
1-я тип. Машгиза, Ленинград, ул. Моисееню, 10
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр.
15
15
16
23
39
41
46
62
75
76
79
82
90
94
127
130
Строка
8-я снизу,
3-й графа,
правая колонка
3-я и 2-я снизу,
2-я графа,
правая колонка
б-я снизу,
4-я графа,
правая колонка
7-я снизу,
2-я графа,
правая колонка
23-я снизу,
2-я графа,
левая колонка
2-я снизу,
4-я графа,
левая колонка
11-я снизу,
2-я графа,
правая колонка
6-я снизу,
2-я графа,
правая колонка
12-я снизу,
3-я графа,
правая колонка
14-я снизу,
2-я графа,
правая колонка
3-я снизу,
4-я графа,
левая колонка
Сноска
9-я снизу,
4-я графа,
правая колонка
8-я снизу,
3-я графа,
правая колонка
8-я и 7-я снизу,
2-я графа,
правая колонка
1-я снизу,
2-я графа,
левая колонка
Напечатано
1,0 — 0,15
ГОСТ
В-1019-41
HRr 75
^С
ГОСТ
В-1449-42
ГОСТ
В-1449-42
Ир 197 — 255
с
ГОСТ
В-1449 42
гост
В-1449-42
5,4 часа
ГОСТ
В-1449-42
//
с
стр. 93
Нр 80—90
0812
0,25 - 75% Sn
ширина 5,5__0>4
Должно быть
0,1 — 0,15
ГОСТ
В-1051-41
HR 75
в
ГОСТ
В-1414-42
ГОСТ
В-1414-42
Ив 197—255
ГОСТ
В-1414-42
ГОСТ
В-1414-42
4 часа
ГОСТ
В-1414-42
HRq 58
стр. 91
Но &0 — 90
в
0.812
0,25 - О,75О/о Sn
ширина 55_0f4
По чьей
вине
Корр.
я
Ред.
Авт.
я
Корр.
Авт.
я
Ред.
Издат.
„
Авт.
Издат.
Авт.
ПОПРАВКА
На стр. 145, лист 79, масштаб ошибочно уменьшен в два раза.
При пользовании им размеры необходимо увеличивать в два раза.
Е. А. Чудаков, Я- Э. Малаховский, Атлас конструкций советских автомобилей, ч. I