/






























































































































































































































Author: Шепелев А.М.
Tags: мебель и предметы обстановки жилищ домоводство (домашнее хозяйство) деревянные конструкции обработка дерева деревообработка деревообрабатывающая промышленность
ISBN: 5-10-002401-1
Year: 1991

Text
А. М. ШЕПЕЛЕВ
своими руками
А. М. ШЕПЕЛЕВ
Изготовление мебели рт своими Ш руками
МОСКВА ВО «АГРОПРОМИЗДАТ» 1991
ББК 37.279 Ш 48
УДК 645.4-4.021
Редактор Л. С. Торобкова
Шепелев А. М.
Ш 48 Изготовление мебели своими руками. — М.: Агропромиздат, 1991. — 223 с.: ил.
ISBN 5—10—002401—1
Рассказано о применяемых при изготовлении мебели материалах и инструменте и о том, как сделать этот инструмент своими руками. Изложена технология изготовления простейшей мебели и ее отделки.
Для широкого круга читателей.
3008000000-006
Ш 035(01)—91
Без объявл.
ББК 37.279
ISBN 5-10-002401—1
© А. М. Шепелев, 1991
ОСНОВНЫЕ СВЕДЕНИЯ
О МАТЕРИАЛАХ. СУШКА ДРЕВЕСИНЫ
1. ХАРАКТЕРИСТИКА ДРЕВЕСИНЫ
Древесина легко обрабатывается, малотеплопровод-на, долговечна. Из нее изготовляют мебель, переплеты, двери, стены, крыши, полы и т. д. Чтобы получить изделия высокого качества, нужно знать свойства древесины.
Запасы хвойных пород больше лиственных. Древесина хвойных пород имеет малую плотность, поэтому ее удобно транспортировать. Кроме того, древесина хвойных пород значительно мягче древесины некоторых лиственных пород, легче поддается обработке, содержит в себе смолистые вещества и превосходит по прочности древесину большинства лиственных пород. Хвойные деревья имеют прямой ствол. Их легче обрабатывать. Эти породы меньше подвергаются различным заболеваниям и дают больше деловой древесины.
Сосна — одна из самых распространенных хвойных пород. Она живет 400. .600 лет и в зрелом возрасте (120...150 лет) достигает высоты 30...40 м. Ее стволы имеют правильную форму. Их легко строгать и пилить. Сосну широко применяют в строительстве, столярном и мебельном производстве.
Ель по распространенности после сосны занимает второе место. Онг живет до 300 лет и в зрелом возрасте (120... 150 лет) достигает высоты иногда 50 м. Ее стволы круглые, прямые. Древесину ели легко обрабатывать. Ее широко применяют в различных строениях в виде бревен, в промышленности, в мебельном и других производствах. Но древесина ели менее крепка, чем древесина сосны.
Лиственница имеет прочную древесину. Поэтому ее широко используют в строительстве, особенно в подводных сооружениях, так как она длительное время не подвергается гниению. Из древесины лиственницы можно изготовлять столярные изделия. Особенность ее — темный цвет. Живет лиственница до 600 лет и достигает высоты 45 м.
Пихта склонна к короблению и растрескиванию, имеет меньшую, чем сосна, прочность.
Кедр живет 200...300 лет. Ствол его прямой, достигает диаметра 1,8 м и высоты 40 м. Древесина кедра прочная, плотная, но очень легкая, мягкая, хорошо колется и обрабатывается. Из нее изготовляют переплеты, двери, мебель и т. п.
Осину и липу, имеющих круглый прямой ствол, применяют для рубки срубов. Из липовых и осиновых досок допускается настилать полы, потолки, делать перегородки, изготовлять мебель, двери. Для переплетов они не годятся, так как быстро подвергаются гниению. Переплеты можно изготовлять только из осиновой древесины с последующими хорошей пропиткой горячей олифой, нанесением масляной краски в три слоя. Первый раз переплеты лучше всего окрасить свинцовым или железным суриком.
Дуб живет в среднем 1000 лет. Диаметр его ствола может превышать 2 м. Чем больше возраст дерева, тем выше качество древесины. Дуб применяют в столярных, мебельных и строительных работах. Двери, переплеты и мебель, изготовленные из его древесины, служат очень длительное время. Но древесину дуба тяжело обрабатывать. Для столярных изделий необходимо использовать дуб в возрасте 150...200 лет. Текстура его древесины красива. Мореный дуб, пролежавший в воде 50... 100 лет, становится совершенно черным и может иногда заменить черное дерево.
Береза живет около 150 лет и достигает диаметра 30...40 см и высоты 28 м. Ее можно применять только для изготовления мебели, фанеры, лыж и т. п. Для строительных целей она не годится, так как подвержена быстрому загниванию. Древесина ее хорошо обрабатывается. Особенность ее — уменьшается в объеме при высыхании больше, чем древесина других пород деревьев.
Ольха быстро растет, достигая полного развития за 50...60 лет, но прожить может и 150 лет. Высота ее ствола может со-* ставлять 15...20 м, диаметр—15...25 см. Древесина ольхи после рубки становится красноватой. В обработке она довольно тверда. Ольху широко применяют в столярном и мебельном деле, так как она хорошо поддается окраске и протравке и ее легко подделать под ценные декоративные породы (красное, эбеновое и палисандровое дерево).
Бук живет 250...300 лет и достигает высоты 40 м, диаметра 2 м. Древесина его красновато-белая, обладает высокой механической прочностью, а в распаренном состоянии хорошо гнется. Ее широко применяют в мебельном производстве в виде массива, а также в виде фанеры. Она хорошо поддается окраске, протравке и полировке.
Клен живет 400...500 лет и достигает высоты 25 м, диаметра до 2 м. Древесина его твердая, крепкая, хорошо колется и обрабатывается, мало коробится, легко поддается полировке. Клен широко применяют для разных поделок и в столярных работах.
Рябина в зрелом возрасте достигает высоты 20 м и имеет небольшой диаметр ствола. Древесина ее беловатого цвета, твердая, вязкая, крепкая, пригодна для столярных работ, хорошо полируется.
Груша хорошо полируется и красится в черный цвет (под черное дерево), очень ценится в столярных работах.
Каштан, чинар, орех, красное дерево, черное дерево, бакка-ут— это ценные породы деревьев, их древесина обладает красивой текстурой и цветом. Например, древесина ореха имеет коричневый цвет, а красного дерева — от светло-желтого до темнокрасного. Ценные породы деревьев весьма редко применяют в виде массива, чаще всего из них получают строганый шпон для об
лицовки или фанеровки изделий, выполненных из малоценных пород, например сосны, ели, осины и др.
Красное дерево хорошо полируется и лакируется. Под него цожно подделать орех, бархатное дерево, берест, молодой вяз, акацию, рябину, белый ясень и некоторые другие породы деревьев.
Древесина черного дерева (эбен) тяжелая, твердая. В основном применяют ядровую древесину черного цвета. Заболонь имеет белую окраску. Отделывают древесину черного дерева только путем шлифования и не лакируют и не полируют. Под черное дерево можно подделать грушу, дуб и ольху.
Древесина баккаута (железное дерево) имеет бурый, коричневый, желтоватый, зеленоватый и другой цвет. Строгается она с большим трудом, не раскалывается, очень тяжелая и даже в сухом виде тонет в воде.
Ствол дерева состоит из коры, камбиального слоя, древесины и сердцевины (рис. 1). Камбиальный слой представляет собой молодую, нежную, сочную ткань, из которой и образуется древесина. Он сильно усыхает, не имеет такой прочности, как спелая древесина, загнивает и разрушается быстрее спелой древесины. Древесина сердцевины слаба, поэтому ее и не применяют при изготовлении мебели.
Каждая порода древесины обладает своими особенностями: цветом, запахом, твердостью, плотностью и т. д.
От влажности древесины зависит прочность, долговечность и масса изделия. Чем больше влажность древесины, тем меньше ее прочность. В древесине хвойных пород содержится около 39,5 % воды и 33,5 % воз-
Рис. 1. Поперечный разрез ствола дерева:
/ — кора; 2 —камбий; 3 — сердце -вина; 4 — древесина
Рис. 2. Коробление и усыхание древесины:
/ и 2 — усыхание в зависимости от расположения слоев и по центру бревна; 3 — коробление
духа. Во время сушки вода испаряется из древесины очень медленно. Если принять объем влаги в свеже-срубленной сосне за 100%, то через 6 мес сушки на воздухе под навесом влаги в ее древесине останется 41 %,через 12 мес —20,через 18—19 %. Содержание влаги в древесине зависит от времени года и влажности воздуха.
При удалении влаги древесина сильно усыхает. Усушка древесины разных пород неодинакова. К сильно усыхающим (на 5...8 %) породам относят липу, бук, ольху, березу, орех, ильм, каштан, вишню, яблоню, граб, грушу, самшит, к умеренно усыхающим (на 3... 5 %) — осину, дуб, ясень, тополь, клен, тисс, акацию, к малоусыхающим (менее 3%)—ель, лиственницу, сосну, пихту, черное и красное дерево.
Во время усыхания древесина коробится (рис. 2), растрескивается, что отрицательно сказывается на ее качестве. Места с трещинами приходится отпиливать, что увеличивает отходы древесины.
Намокшая древесина разбухает, увеличивается в объеме, имеющиеся в ней трещины закрываются.
У некоторых пород деревьев после рубки изменяется цвет древесины. Например, на воздухе ольха быстро краснеет, а под водой чернеет. Блеск древесины зависит от наличия сердцевидных лучей, плотности и направления разреза, а> текстура (или рисунок) — от направления перерезания ее волокон. Красивую текстуру наблюдают у кольцепоровых лиственных и хвойных пород с ярко выраженными годичными слоями.
Для изготовления мебели следует применять древесину без гнили, не зараженную жуками-древоедами или другими насекомыми, которые ее повреждают (проделывают различные отверстия и ходы).
Прочность древесины зависит не только от ее природных свойств, но и от времени года и заготовки, своевременности окорки, разделки, способа транспортировки, условий хранения и употребления для изготовления изделий.
Сучковатость древесины — существенный порок. Более твердые, чем древесина, сучки при ее усыхании практически не уменьшаются в объеме. Там, где они есть, на поверхности изделия со временем появляются выпуклости, т. е. оно портится. Поэтому сучковатую древесину не рекомендуется применять для изготовле-6
ния мебели. Сучки в досках или брусках обязательно нужно высверливать и заделывать деревянными пробками. Исключение можно сделать для здоровых сучков. Такие сучки составляют одно целое с окружающей их древесиной. Из древесины, имеющей здоровые сучки, можно изготовлять простейшую мебель.
2. ЛЕСО- И ПИЛОМАТЕРИАЛЫ
Спиленное и очищенное от сучьев дерево называют хлыстом, или стволом, а процесс разрезания хлыста на стандартные детали — раскряжевкой.
Кряж представляет собой отрезок от комлевой части хлыста длиной до 4 м, а бревно — отрезок хлыста шириной в верхнем отрубе не менее 14 см и длиной не менее 4 м.
Тонкие стволы деревьев, очищенные от сучьев, толщиной в верхнем отрубе 3...7 см называют жердями, а жерди шириной в верхнем отрубе 8... И см —подтоварникам.
Очищенные от коры кряжи и бревна быстрее сохнут, в них не заводится жук-короед. Для того чтобы предохранить кряжи и бревна от растрескивания, концы их длиной 25...50 см оставляют в коре.
Рис. 3. Виды пиломатериалов:
а —пластина; б — четвертина; в — горбыль; г, д, е — двухкантный, трех-кантный и чистый четырехкантный брусы; ж, з, и, к — ммм обрезная с обзолом и необрезная; 1 и 2 — правая и левая пласти; 3 — кромка; 4 — ребра; 5 — обзол; 6 и 7 — сердцевинная и боковые доски
Путем распиливания кряжей и бревен изготовляют пластины, четвертины, доски, бруски, брусья и другие пиломатериалы (рис. 3).
Пластины получают, распиливая на две части по длине бревна или кряжи, четвертины — распиливая на две части пластины, доски — распиливая в продольном направлении по нескольким параллельным между собой плоскостям бревна и кряжи.
Доски могут быть необрезными (с острым обзолом боковой поверхности бревна на кромке), полуобрезными и обрезными. Необрезные доски получают из неопиленного бревна, а обрезные и полуобрезные — с опиленного с двух сторон бревна, с которого срезаны боковые части, или горбыли. Обрезные доски имеют одинаковую ширину по всей длине с ровными кромками, а полуобрезные — неопиленные частью кромки и неодинаковую, по длине ширину (к одному концу уже).
Обзолом называют неопиленную кромку доски.
Наиболее удобны для работы обрезные доски. Бревна и кряжи лучше распиливать на^ обрезные или полуобрезные доски, что позволяет экономить материал и получать четыре горбыля.
Различают сердцевинные, центральные и боковые доски. Сердцевинные доски выпиливают так, чтобы сердцевина находилась в их середине, а толщина доски превышала толщину сердцевинной трубки. У центральных досок распил проходит по сердцевине. Боковые доски выпиливают из боковых частей.
Для разных видов работ, например для изготовления щитов, широко используют строганые и шпунтованные доски. Такие доски изготовляют на деревообрабатывающих заводах, но можно их сделать и своими руками из древесины отборного, 1- и 2-го сортов. Эти доски при сплачивании должны плотно примыкать своими кромками друг к другу. Шиповые соединения могут иметь разный профиль (рис. 4).
Бруски получают, распиливая доски. Ширина их не превышает двойную толщину (у досок ширина в 2 раза больше толщины), а сечение бывает разное. Толщину брусков принимают не более 100 мм.
У досок и брусков различают внутреннюю (обращена к сердцевине) и наружную (обращена к заболони) пластъ^ Самую чистую после обработки пласть
1
2
4
доски называют лицевой, а про-тивоположную ей — оборотной.
Брусья изготовляют из бревен или кряжей путем опиливания их с двух или четырех сторон. Они должны иметь толщину и ширину больше 100 мм. Брусья, опиленные только с двух сторон, называют двухкантными, а опиленные с четырех сторон — четырехбитными.
Длина пиломатериалов хвойных пород деревьев может быть от 1 до 6,5 м с градацией 0,25 м. Доски из этих пород деревьев выпускают толщиной: тонкие — 13... 25 мм, толстые — 40...45 мм; бруски — толщиной 50...100 мм;
брусья — толщиной 130...250 мм.
Доски и бруски подразделяют на пять сортов: отборный, 1, 2, 3 и 4-й, а брусья — на четыре сорта: 1, 2, 3 и 4-й. Пиломатериалы отборного, 1, 2 и 3-го сортов изготовляют сухими (влажностью не более 22 %), сырыми (влажностью более 22 %) и сырыми антисепти-рованными. Влажность пиломатериалов 4-го сорта не
Рис. 4. Типы шиповых соединений: / — с фальцем; 2, 3 и 4 — с прямым, сегментным и трапецеидальным шипом; 5 — рейкой в шпунт
нормируется.
Пиломатериалы лиственных пород деревьев выпускают тонкие (толщиной 13...35 мм), толстые (толщиной 40...80 мм) и очень толстые (толщиной 80... 100 мм). Ширина обрезных пиломатериалов может составлять от 60 до 200 мм, а необрезных и односторонне-обрезных— 50 мм и более. По качеству лиственные пиломатериалы делят на три сорта. Влажность таких пиломатериалов не должна превышать 22%.
Доски толщиной до 25 мм называют тесом, свыше 40 мм — половыми.
Столярные изделия (переплеты, двери, мебель) рекомендуется делать только из пиломатериалов 1-го и 2-го сортов. Применение пиломатериалов других сортов влечет за собой большое количество отходов из-за их сучковатости и других дефектов. Например, полезный выход заготовок из пиломатериалов хвойных пород 1-го сорта составляет 70...75 %, 2-го — 60...65, 3-го — 20 %; а из пиломатериалов твердых лиственных
пород 1-го сорта — 55...65 %, 2-го—40...55, а 3-го — 30...35 %.
Рациональный раскрой материала позволяет получить наибольший процент выхода деловых заготовок.
Лесо- и пиломатериалы нельзя изготовлять из сухостойной древесины, зараженной жуками-древоедами. Косослойную древесину можно применять в том случае, когда волокна идут прямо, не перерезая брусок. Смоляные сучки, серянку и засмолы следует вырезать и заделывать. Различные заделки и сучки не допускаются в местах прохода калевок и фальцев, в местах соединений и прирезки приборов.
3. СУШКА ДРЕВЕСИНЫ
Чем суше древесина, тем выше качество изделий из нее, меньше масса и коробление. Хорошо высушенная древесина чисто строгается, не растрескивается, лучше склеивается, на ней прочно удерживается красочный слой.
Заблаговременное приобретение лесо- и пиломатериала позволяет хорошо его высушить. Хорошо сохнет древесина в сараях или штабелях, имеющих крышу. Можно ее сушить и на печах или около приборов центрального отопления. Но при такой сушке лесо- и пиломатериал сильно растрескивается. При сушке древесины необходимо соблюдать противопожарные требования.
Укладывать лесо- и пиломатериал на улице рекомендуется длинной стороной в направлении господствующих ветров, т. е. в ту сторону, откуда чаще всего дуют ветра.
Между отдельными бревнами, досками или брусками должны быть зазоры, что ускоряет их высыхание. Доски или бруски должны лежать ровно, без перекосов, иначе, высыхая, они примут ту форму, как были уложены. До начала их укладки надо выровнять _ основание. ЗатехМ укладывают ряд досок с зазорами или просветами 20...50 мм, потом поперек этого ряда прокладки (тонкие рейки или обрезки досок) одинаковой толщины (расстояние между ними должно быть не более 1 м), далее второй ряд досок, на них вновь прокладки и т. д. На верхний ряд досок рекомендуется положить какой-либо груз (камни, кирпич) или
нужно крепко связать уложенный материал в нескольких местах, располагая места крепления не реже чем через 1 м для того, чтобы предохранить его от излишнего коробления. Доски следует накрыть так, чтобы крыша свисала с каждой стороны уложенного штабеля не менее чем на 1 м, что предохранит древесину от намокания. Доски и бруски можно точно так же сложить и в сарае.
Раскроенные с необходимым припуском заготовки быстрее сохнут, чем целые доски. Обрезные доски высыхают быстрее, чем необрезные. В сушильных камерах влажность заготовок уменьшается на 20 % быстрее, чем влажность обрезных досок, и на 40 % быстрее, чем необрезных, при этом сильно снижается расход пара: для сушки хвойных пород — на 22%, лиственных— на 36 %.
У заготовок из сырого материала следует увеличивать припуски сверх обычных на 5 мм по длине и ширине. Например, чтобы получить бруски сечением 54ХЮ0 мм и длиной 2000 мм, заготовки из сухого материала должны иметь сечение 60ХЮ5 мм и длину 2040 мм, а из сырого материала — сечение 65Х1Ю мм и длину 2045 мм.
В процессе сушки древесина начинает растрескиваться, особенно этому подвержены торцы. Для предохранения пило- и лесоматериала от сильного растрескивания его рекомендуется покрывать специально приготовленным раствором: 1) известковое тесто (50%) разбавляют водой (50%), в воду добавляют немного (0,5%) столярного клея; 2) известковое тесто (50%) разбавляют снятым молоком (50%). Приготовленный раствор кистью наносят на торцы материала. У досок желательно немного окрасить концы длиной хотя бы 10...20 см.
4. ШПОН, ФАНЕРА, ПЛЕНОЧНЫЕ И ЛИСТОВЫЕ
ОТДЕЛОЧНЫЕ МАТЕРИАЛЫ
В качестве облицовочного материала для изделий, выполненных из малоценных пород древесины, широко используют шпон — тонкий листовой материал разной толщины. Его изготовляют в заводских условиях из ценных пород древесины. Сперва кряжи распиливают вдоль на половины, пластины или четвертины.
Затем их распаривают и строгают для получения листов необходимой толщины.
Различают лущеный и строганый шпон.
Лущеный шпон применяют для изготовления фанеры, фанерных или столярных плит. Его получают из березы, ольхи, дуба, липы, ясеня, бука, ильма, лиственницы, сосны, кедра на специальных лущильных станках. Он может быть восьми сортов толщиной от 0,35 до 1,15 мм и от 1,5 до 4 мм, шириной —от 150 до 700 мм и от 800 до 2500 мм, длиной от 800 до 2500 мм.
Строганый шпон изготовляют из лиственных пород деревьев: березы, бука, граба, груши, клена, красного дерева и т. д. на фанерно-строгальных станках. Его лицевая поверхность гораздо чище, чем у лущеного шпона. Стандартная толщина листов — от 0,4 до 1 мм, ширина и длина 1-го сорта — соответственно 120 мм и 900 мм и более, 2-го сорта — 60 мм и 400 мм и более. В домашних условиях лучше применять шпон толщиной 0,7 мм и выше.
Упаковывают строганый шпон в пачки — кполи, листы в которых укладывают в той последовательности, в какой строгают. Кноль может содержать от 10 до 32 листов. Число листов в пачке зависит от их длины и ширины. Пачки (по 10...20) комплектуют в пакеты.
В зависимости от разделки кряжа строганый шпон подразделяют на радиальный, полурадиальный, тан-гентальный и тангентально-торцевой. У радиального шпона годичные слои имеют вид прямых параллельных линий, а сердцевинные лучи — поперечных полос, занимающих не менее % площади листа. У полуради-ального шпона годичные слои идут так же, как и у радиального, а сердцевинные лучи представляют собой наклонные или продольные полосы, занимающие не менее V2 площади листа.
Годичные слои тангентального шпона образуют конусы нарастания в виде углов или кривых линий, а сердцевинные лучи — наклонные и продольные полосы или кривые линии. Тангентально-торцевой шпон изготовляют из наплавов на деревьях. Его годичные слои представляют собой замкнутые кривые линии, сердцевинные лучи — штрихи или кривые линии.
Влажность шпона должна быть не более 8 %. Хранить его следует в сухом месте.
Клееная фанера состоит из нескольких (обычно И5 трех и более) склеенных между собой слоев лущеного шпона с взаимно перпендикулярным расположением волокон в смежных листах. Преимущества ее перед другими пиломатериалами — ровная поверхность, одинаковая по всей поверхности прочность, мало коробится и растрескивается без сквозных трещин. Изготовляют фанеру трех марок: ФСФ — листы склеены фенолоформальдегидными клеями; ФК — листы склеены карбамидными клеями; ФБА— листы склеены альбумин-казеиновыми клеями и пяти сортов: А/АБ; АВ/В; В/ВВ; ВВ/С; С/С.
Длина (или ширина) листов — от 2440 до 1220 мм; ширина (или длина) —от 1525 до 725 мм; толщина— 1,5; 2; 2,5; 3; 4; 5; 6; 7; 8; 9; 10; 12; 15; 18 мм.
Фанеру упаковывают в пачки лицевыми сторонами внутрь и хранят в закрытом сухом месте.
Клееная фанера может быть: облицованной строганым шпоном из ценных пород древесины, т. е. может иметь рубашку; декоративной; бакелизированной.
Если рубашка наклеена на одну лицевую сторону фанеры, то ее называют односторонней, а если на две, то — двусторонней. Облицованная фанера может быть шлифованной с одной или двух сторон и нешлифованной. Толщина ее листов бывает 4, 5, 6, 8, 9 и 10 мм. Подразделяют такую фанеру на два сорта и две марки: ФОФ — склеена фенолоформальдегидными клеями и ФОК — склеена карбамидными клеями.
Декоративная фанера имеет пленочное покрытие в сочетании с декоративной бумагой или без нее. Ее выпускают четырех марок: ДФ-1, ДФ-2, ДФ-3 и ДФ-4. Облицовочное покрытие фанеры ДФ-1 и ДФ-2 выполнено с применением мочевино-меламино-формальде-гидной смолы, а ДФ-3 и ДФ-4 — меламино-формаль-дегидной смолы.
Бакелизированную фанеру склеивают из листов лущеного березового шпона. Она обладает повышенной водостойкостью. Длина ее листов — 5600 и 7700 мм, ширина—1200...1550, толщина — 5...18 мм.
Пленочные и листовые отделочные материалы (пленки, пластик) применяют взамен строганого и лущеного шпона.
Пленки выпускают как на бумажной основе, так и без бумажной основы (изготовляют из синтетических смол, смешанных с различными добавками и красками). Они могут быть* прозрачными и цветными, без рисунка и с рисунком.
Одна из разновидностей пленок — поливинилхлоридная декоративная пленка без клеевого слоя или с клеевым слоем на оборотной стороне, защищенным специальной бумагой. При наклейке защитный слой снимают.
Декоративный бумажно-слоистый пластик изготовляют из специальной бумаги, предварительно пропитанной синтетическими смолами. Для наружного лицевого слоя берут бумагу с рисунком или окрашенную в тот или другой цвет. Мебель можно отделывать пластиками толщиной 1... 1,6 мм.
5. ПЛИТЫ И МЕБЕЛЬНЫЕ ЩИТЫ
Для изготовления мебели удобно применять Столярные, фанерные, древесноволокнистые и древесностружечные плиты и пустотелые щиты.
Столярная плита — это склеенный из узких реек щит нужных размеров, облицованный с обеих сторон строганым шпоном. Щит из реек называют серединкой или основой, а наклеенный шпон — рубашкой или лицевым и оборотным слоем. Ширину реек следует брать не более 1,5 их толщины. Шпон наклеивают с помощью синтетического клея. Промышленность выпускает плиты из хвойных, мягких лиственных пород деревьев и березы толщиной 16, 19, 22, 25 и 30 мм.
Фанерные плиты состоят в основном из слоев лущеного шпона, склеенных между собой под большим давлением синтетическими клеями. Изготовляют их длиной 1525 и 1220 мм, шириной 1525 и 1220 мм, толщиной 15, 20, 25, 30 и 45 мм.
Древесноволокнистые плиты в зависимости от плотности подразделяют на мягкие (М), полутвердые (ПТ), твердые (Т) и сверхтвердые (СТ). Их выпускают трех марок: М-4, М-12 и М-20, различающихся по пределу прочности на изгиб. Размеры плит и их толщина бывают разные.
Древесностружечные плиты по прочности и жесткости мало чем отличаются от древесины хвойных пород.
Достоинство их — во всех точках имеют одинаковые механические свойства. Изготовляют такие плиты с заранее заданными плотностью, прочностью и внешним видом, разного размера и толщины. В мебельных работах рекомендуется применять плиты толщиной 16... 19 мм. Их облицовывают одним или двумя слоями лущеного шпона или одним слоем лущеного шпона и сверху строганым шпоном или текстурной бумагой.
Пустотелые (мебельные) щиты представляют собой деревянный каркас, оклеенный с одной или двух сторон толстым шпоном или фанерой (рис. 5). При оклейке щитов с двух сторон те стороны брусков и средних реек, к которым не наклеивают фанеру
Рис. 5. Конструкция пустотелого щита с односторонней облицовкой:
/ — бруски рамки; 2 — средняя рейка; 3 — облицовка
ИЛИ ШПОН, МОЖНО
не строгать, а средние рейки могут не доходить до брусков рамки. Если облицовку выполняют только с одной стороны, то бруски и средние рейки следует
хорошо острогать и плотно соединить с наружными брусками рамки или обвязки. Толщина щитов может составлять 20...40 мм. Бруски обвязки должны быть такой ширины, чтобы щит имел необходимую прочность и можно было укрепить ручки, петли, замки и другие крепежные детали, но не более 80 мм. Толщина средних реек должна быть равна толщине обвязки, а ширина — не превышать 40 мм. Эти рейки можно
располагать как вдоль щита, так и поперек.
6. ШЛИФОВАЛЬНЫЕ МАТЕРИАЛЫ
Шлифовальными материалами выравнивают и зачищают различные поверхности. Они могут представлять собой круги, бруски, диски из абразивного материала, шлифовальные шкурки, пасты, порошки.
Абразивный материал (абразив) изготовляют из искусственных и естественных материалов — корунда, алунда, кварца, песчаника, шифера, карбуранда, крем
ния, пемзы крокуса, инфузорной земли, трепела и др. Такой материал незаменим при точке, правке, наладке различного инструмента. Чем крупнее зерна абразива, тем быстрее зачищается поверхность. Чем меньше зерна абразива, тем чище обработка. По мере затупления работоспособность шлифующих материалов снижается, но чистота обработки повышается.
Шлифовальные шкурки — это абразивный инструмент на гибкой основе (бумажной или тканевой). Их изготовляют неводостойкими и водостойкими в виде рулонов или листов. Крупность зерен абразивного материала может составлять от 200 до 3 мкм. В зависимости от его крупности шлифовальные шкурки подразделяют на шлифзерно (200...160 мкм), шлифпо-рошки (125...80 мкм), микрошлифпорошки (63... 14 мкм) и тонкие микрошлифпорошки (10...3 мкм). Номер шлифовальной шкурки (200; 160; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16; 14; 12; 10; 8; 6; 5; 4; М63; М50; М40; М28; М20; М14; М10; М7; М5) указывает па крупность зерен абразива.
Древесину следует начинать обрабатывать шкурками №№ 40...16 и заканчивать шкурками №№ 12... 10. Отдельные шпатлеванные места нужно шлифовать шкурками №№ 40... 16. При шлифовке всей поверхности рекомендуется применять шкурки №№ 16...6. Первые слои нанесенных грунтов — лаков и красок — целесообразно обрабатывать шкурками №№ 10...6, а последние — шкурками №№ 6...3.
Шлифовальные пасты представляют собой смесь тонких абразивных материалов, минеральных и растительных масел и растворителей в виде скипидара, керосина, уайт-спирита. Окрашенные и покрытые лаками поверхности шлифуют пастой, состоящей из порошка алунда (77%), парафина (2%) и вазелинового масла (21 %). При шлифовании вручную эту пасту разбавляют водой. Бесцветные нитролаковые покрытия обрабатывают пастой, изготовленной из инфузорной земли (50%), пчелиного воска (10%) и керосина (40 %).
Промышленность выпускает шлифовальные пасты фасованными в небольшие упаковки.
Для шлифовки и шпатлевки (порозаполнения) различных поверхностей можно применять пемзу. Она легко пилится обычной пилой или свитой проволокой,
хорошо истирается при трении двух кусков один о другой. Прежде чем заполнять поры порошком, образовавшимся при истирании пемзы, его нужно просеить сквозь два слоя марли или капроновый чулок.
Для лощения поверхностей столярных * изделий, т. е. придания их лицевым сторонам блеска, можно использовать морскую траву или конский волос.
7. КЛЕИ
Клеи служат основным средством соединения деревянных деталей мебели. От их качества зависит прочность и долговечность склеенных изделий. Различают клеи животного, растительного происхождения и синтетические. Клеи животного происхождения (коллагеновые или глютиновые) бывают мездровые, костные, рыбьи, казеиновые и альбуминовые. В столярных работах главным образом применяют мездровый, костный и казеиновые клеи.
Мездровый клей изготовляют из мездры, обрезков кож, головок, лапок. Выпускают его в виде плиток, крупы или чешуек пяти сортов: «экстра», высший, первый, второй и третий. Чем выше сорт, тем прочнее клеевое соединение: прочность клеевого соединения для сортов клея «экстра», высший и первый составляет не менее 9,8 МПа (100 кгс/см2), второй — не менее 6,86 (70 кгс/см2), третий — 5,88 МПа (60 кгс/см2).
Костный клей изготовляют из костей животных. Выпускают его в виде плиток четырех сортов: высший, первый, второй и третий. Прочность клеевого соединения для клея высшего сорта составляет не менее 8,82 МПа (90 кгс/см2), первого — не менее 7,84 (80 кгс/ см2), второго—не менее 6,37 (65 кгс/см2),третьего — не менее 4,41 МПа (45 кгс/см2).
Качество клея не зависит от его цвета.
До начала склеивания клей надо приготовить, т. е. сварить — расплавить в небольшом количестве горячей воды с помощью клеянки (рис. 6), поставленной на огонь. Дно сосуда для клея должно быть выше дна сосуда для воды на 25...50 мм. Жидкий клей-галерту можно плавить в клеянке без добавления воды.
Клей нельзя варить прямо на огне, так как он обязательно подгорит, что сильно снижает его клеящие свойства.
Рис. 6. Схема клеянки:
Клей начинает плавиться при температуре 25...40 °C. При его приготовлении клеевую массу следует перемешивать лопаткой, разминая сгустки и добиваясь ее полной однородности.
Плиточный клей перед плавлением нужно расколоть на мелкие куски, положить в сосуд 2, залить водой (лучше холодной кипяченой, так
/-сосуд для воды; как некипяченая вода содержит сосуд для клея различные соли, понижающие клеящую способность) и оставить на 6...
12 ч для набухания. Набухший клей быстрее плавится. Такой клей нужно варить при температуре не выше 70 °C не более 2 ч, не доводя до кипения, если он не
выделяет пену. При более высокой температуре и длительном плавлении клеящая способность клея снижается. При сильном выделении пены клей рекомендуется кипятить 5...10 мин. Затем следует дать пене отстояться и снять ее. Если при последующем кипячении пена все же вновь отделяется, то необходимо эту процедуру повторить еще два — три раза. Оставшаяся
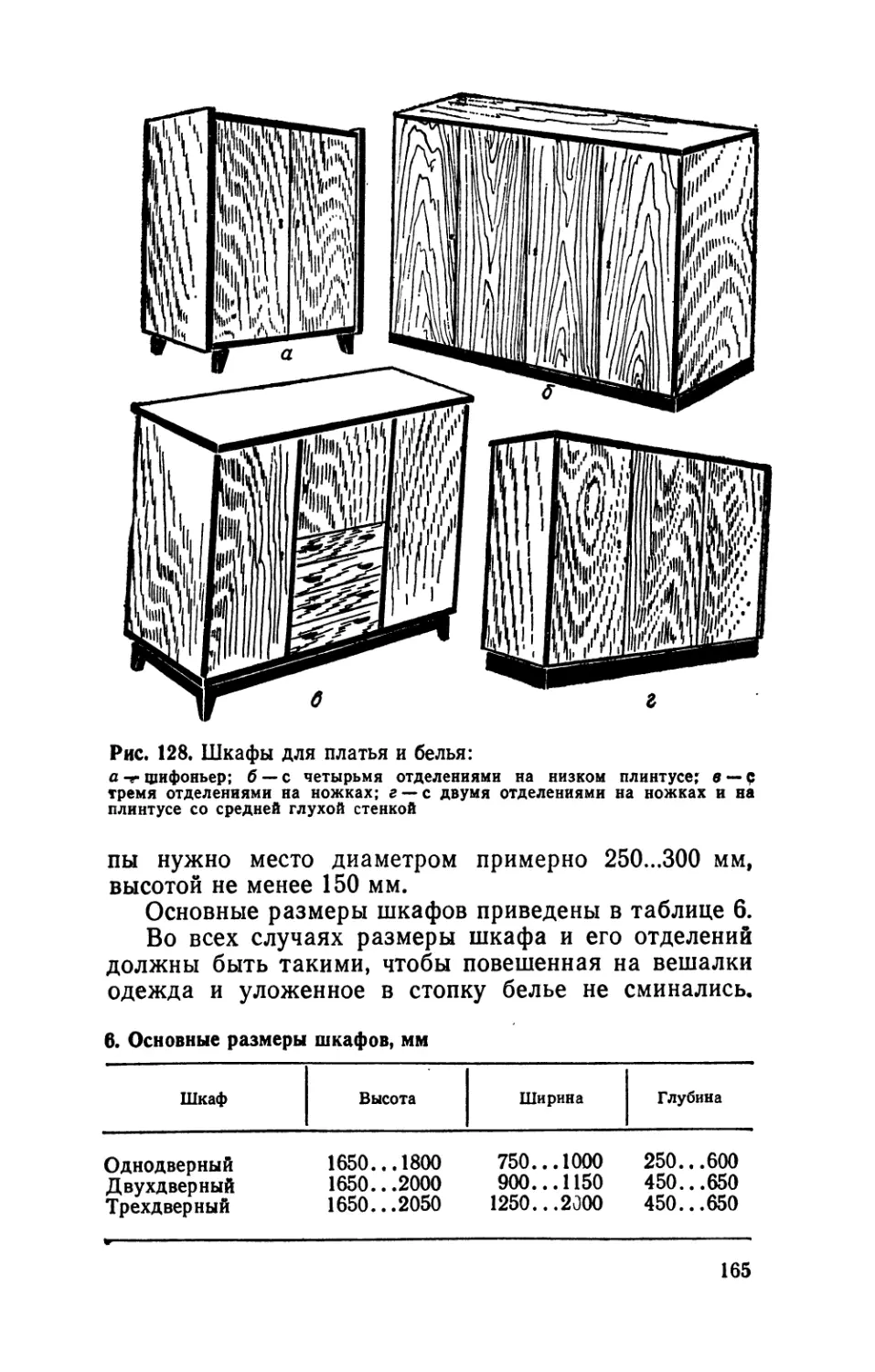
в клеевом растворе пена понижает качество склеивания, так как включает в себя многочисленные воздуш-
ные пузырьки, которые оставляют в клеевом соединении раковины.
Качество склеивания во многом зависит от густоты клея. Для того чтобы приготовить клей нормальной густоты, нужно на 1 весовую часть сухого костного клея взять 1...1.5 весовых частей воды, а на 1 весовую часть сухого мездрового клея — 3...4 весовых части воды. Мездровый клей схватывается быстрее костного. Костного клея требуется в 1,5...2 раза больше, чем мездрового.
Если сваренный клей оказывается густым, то в него добавляют кипяченую воду. Жидкий клей уваривают, но это снижает его клеящую способность. Таким образом, лучше клей готовить густым, чем жидким. Густоту сваренного клея можно определить с помощью деревянной веселки — лопаточки, которой его перемешивают. Клей нормальной густоты медленно стекает с лопаточки ровной сплошной просвечивающей струйкой. Жидко сваренный клей стекает быстро,
а густо сваренный тянется неравномерной струей со сгустками.
Чтобы клей не остыл и был готов продолжительное время к употреблению без подогрева, клеянку заворачивают по бокам й с днища в два — три слоя войлока или поролона.
Рабочий раствор клея температурой 60...70 °C можно хранить не более 4 ч, а охлажденный клей — не более 2 сут.
В процессе склеивания различных деталей рекомендуется применять растворы клея разной концентрации, что уменьшает их расход и повышает качество склейки.
Для фанерования тонкой строганой фанерой больших плоскостей и брусков следует применять костный клей концентрацией 60 %, мездровый — 40 %. При этом расход сухого костного клея 1-го сорта на 1 м2 поверхности составит 220г, а сухого мездрового 1-го сорта — 130 г. При фанеровании толстой фанерой таких же плоскостей рекомендуется использовать костный клей концентрацией 50 %, а мездровый — 34%. В данном случае расход сухого костного клея 1-го сорта на 1 м2 поверхности составит 200 г, а сухого мездрового 1-го сорта — 140 г.
Массив из древесины по широкой плоскости следует склеивать костным клеем концентрацией 50 % или мездровым концентрацией 34%. При этом расход сухого костного клея 1-го сорта на 1 м2 поверхности составит 240 г, а сухого мездрового 1-го сорта — 150 г.
Склеивать бруски на кромку, выполнять шиповые соединения и соединения «на ус» целесообразно костным клеем концентрацией 45 % или мездровым концентрацией 30 %. В таком случае расход сухого костного клея 1-го сорта на 1 м2 поверхности составит 350 г, а сухого мездрового 1-го сорта — 210 г.
Масса раствора клея при его различной концентрации приведена в таблице 1.
Качество приготовленного клея можно проверить следующим образом. Нужно склеить две доски длиной 60...70 см и через сутки расколоть изделие по шву склейки (по фуге). Если раскол будет неровным, а из кромок склеиваемых досок окажутся вырваны куски древесины, то клей хороший. Если раскол пройдет по
1. Масса* клеевого раствора
Концентрация клеевого раствора, % Масса воды на 1 кг сухого клея, кг Масса получаемого раствора клея, кг Концентрация клеевого раствора, % Масса воды на 1 кг сухого клея, кг Масса получаемого раствора клея, кг
20 4,0 5,0 45 1,2 2,2
25 3,0 4,0 50 1,0 2,0
30 2,3 3,3 55 0,8 1,8
35 1,9 2,9 60 0,7 1,7
40 1,5 2,5
клеевому шву, а фуги останутся ровными и нетронутыми, то клей плохой.
Казеиновый клей в порошке состоит из смеси казеина, гашеной извести, минеральных солей и керосина. Казеин вырабатывают из обезжиренного творога, высушенного до твердого состояния. Простой казеиновый клей можно получить, если набухший в воде казеин залить известковым молоком и все тщательно перемешать. Такой клей быстро густеет и становится нерастворимым. Чтобы задержать загустевание клея, в состав его нужно ввести известь, фтористый натрий, медный купорос, кальцинированную соду.
Казеиновый клей выпускают четырех сортов: «экстра» и обыкновенный первого, второго и третьего сортов. Прочность клеевого соединения для клея сорта «экстра» составляет не менее 9,8 МПа (100 кгс/см2), а обыкновенного — не менее 6,86 МПа (70 кгс/см2). Этот клей обладает сильной щелочной реакцией. При применении его могут появиться пятна на изделиях и измениться цвет древесины пород деревьев, содержащих много дубильных веществ: дуба, каштана, красного дерева. Такой клей нельзя использовать для фанерования — наклейки строганой фанеры, так как имеется опасность выхода его на лицевые поверхности и изменения окраски древесины.
Достоинство казеинового клея — его не надо варить. Применяют этот клей в холодном виде. Схватывается он медленно.
Раствор казеинового клея приготовляют так. В посуду вливают воду температурой 10...25 °C и высыпают порошок клея. Все тщательно перемешивают в течение 20...30 мин. С поверхности приготовленного кле
евого раствора обязательно снимают пену. Сгустки клея надо процедить через частое сито.
Для разных видов склейки требуется готовить клеевые растворы разной концентрации. Например, для таких соединений, как шиповые «на ус», торцовые и полуторцовые, а также для склеивания уголков, бобышек клеевой раствор должен состоять из 1 весовой части сухого клея и 1,8 весовых частей воды. При этом на 1 м2 склеиваемой поверхности потребуется сухого клея 180...250 г. Для склеивания брусков на 1 весовую часть сухого клея следует взять 2 части воды. В таком случае расход сухого клея на 1 м2 склеиваемой поверхности составит 160...230 г. Фанеру склеивают клеевым раствором, включающим 1 весовую часть сухого клея и 2,2 весовых части воды. При этом расход сухого клея на 1 м2 поверхности составит 160... 2<Ю г.
Приготовленный клей можно употреблять в дело в течение 3...8 ч. Поскольку он схватывается медленно, склеивать детали можно в течение 20...25 мин. Быстро запрессовывать соединение не рекомендуется, так как оно может получиться очень слабым, поскольку жидкий клей выдавливается.
Изделия, окрашиваемые масляными красками, можно склеивать любыми клеями. Набухаемость различных клеев разная. Например, 1 кг мездрового, клея может впитать 6... 10 кг воды, костного — 3...7, казеинового— 2...8 кг.
Синтетические клеи обычно поставляют в комплекте с растворителем в больших емкостях и в основном применяют на крупных деревообрабатывающих предприятиях.
8. ШУРУПЫ, БОЛТЫ И ГВОЗДИ
Шурупы изготовляют из стальной низкоуглеродистой проволоки длиной 7... 120 мм, диаметром стержня 1,6...10 мм с полукруглой, потайной, полупотайной и шестигранной головками (рис. 7) диаметром 3... 20 мм. В центре головки находится шлицевая канавка или прорезь, в которую вставляют отвертку. Выходящие на лицевые поверхности изделий головки шурупов хромированы, никелированы или латуинированы.
Под каждый шуруп надо высверлить или проко-
Рис. 7. Виды шурупов и
лоть соответствующее его диаметру отверстие. Например, под шуруп диаметром 2 мм отверстие должно быть диаметром 1,4 мм, под шуруп диаметром Змм — 2,1 мм, а под шуруп диаметром 5 мм — 3,3 мм, т. е. диаметр от-
1,!,з и 4-с потайной,верстия должен быть равен при-лПо°2УТ"игРанно™ов:МеРНО % ДИЭМвТра Шурупа. Заками; 5 -*• болтик вертывать шурупы надо до отказа.
Забивать их нельзя. Отверстия под шурупы с потайными или полупотайными головками должны быть раззенкованы.
Крупные шурупы длиной 35 мм и более и диаметром 6 мм и более с квадратной или шестигранной головкой называют глухарями.
Болты бывают разной длины и диаметра с круглой или шестигранной головкой, с резьбой и гайкой. Под головки болтов и гайки часто подкладывают шайбы.
Гвозди изготовляют из термической светлой низкоуглеродистой стальной проволоки (табл. 2).
2. Назначение и размеры гвоздей
Гвозди Длина, мм Диаметр стержня, мм Диаметр головки, мм
Строительные 32...250 0,7...8,0 1,4...14,0
Отделочные 8...40 0,8...2,0 1,4...3,6
Обойные 8...25 1,4...2,2 4.0...6,5
Тарные 25...80 1,4...3,0 4,0...7,0
Толевые 20...40 2,3...5,0 5,0...12,0
Длина гвоздя должна быть минимум в 3 раза больше толщины пробиваемой доски. Например, для теса толщиной 30 мм, который нужно прибить к бруску, следует взять гвоздь длиной 90 мм, чтобы 2/з его вошли в брусок. Иногда концы гвоздей загибают.
Для того чтобы увеличить сопротивление древесины выдергиванию из нее гвоздей, их забивают под углом к поверхности. Если гвоздь забить поперек волокон, то сопротивление древесины выдергиванию возрастет на 60...70 %, а вдоль волокон — на 45 %. Когда требуется повысить сопротивление древесины выдер-22
гиванию гвоздей примерно в 2 раза, гвозди берут с нарезкой. Нарезку гвоздя можно сделать самим.
В сухой и твердой древесине шурупы или гвозди держатся прочнее, чем во влажной и мягкой. Чтобы вытащить шуруп диаметром 3 мм, длиной 15 мм, ввернутый в древесину ели поперек волокон, надо приложить усилие 50 кг.
9. ФУРНИТУРА
К фурнитуре относят петли, ручки, замки, кнопки, запоры, ключевины и т. п. Ее изготовляют как из всевозможных металлов, так и из пластмасс. Петли для навешивания дверей и крышек бывают разной конструкции и назначения: карточные, разъемные, рояльные, ломберные и пятниковые.
Карточные петли подразделяют на прямые, угловые и боковые.
Разъемные петли устроены так, что дают возможность легко снимать и надевать двери, переплеты, крышки, не вывинчивая шурупы. Иногда из петель вынимают штыри или бауты.
Рояльные петли имеют большую длину. Их применяют для навешивания крышек у роялей, пианино, шкафов и ставят на всю длину крышки или дверки.
Ломберные петли используют для подъема и опускания крышек столов, валиков кушеток и т. п.
Пятниковые петли бывают прямые и угловые. Их применяют тогда, когда необходимо, чтобы дверь вращалась вокруг вертикальной оси. Ставят такие петли в углах на вертикальной кромке.
Размеры петель, ручек и другой фурнитуры зависят от их назначения.
В мебели применяют врезные и накладные замки различной конструкции. Они бывают правыми и левыми.
Стяжки применяют для скрепления отдельных деталей друг с другом в основном в разборной мебели.
10. ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
Мебель можно выполнять с непрозрачной и прозрачной отделкой. При непрозрачной отделке изделия грунтуют, шпатлюют, шлифуют и окрашивают два ра
за различными красками. При прозрачной отделке закрывают поры древесины порозаполнителем, сохраняя при этом ее текстуру, покрывают изделия лаком или полируют спиртовой политурой.
Пигменты — это порошки или сухие краски разного цвета. Их подразделяют на природные, или естественные, и синтетические. Они должны быть светостойки, тонкопомолоты, обладать хорошей укрывисто-стью. Белыми пигментами служат, например, мел и окись цинка.
Олифы применяют для грунтования (олифки) различных изделий перед их шпатлевкой или окраской, для разведения масляных красок и для других целей.
Подразделяют их на натуральные и синтетические. Натуральные олифы приготовляют из высыхающих масел: льняного, конопляного и др. Заменителем натуральной олифы служит полимеризованная олифа. Ее получают из льняного масла с последующим добавлением сиккатива и растворителя. Синтетические олифы дешевле натуральных.
Масляные краски выпускают в виде густой пасты, состоящей из пигментов, смешанных с олифой, и многократно перетертой на краскотерочных машинах. Одни из них нуждаются в разведении олифой, другие готовы к употреблению (перед нанесением их следует только перемешать). Чем тоньше растерты краски, тем выше их качество и больше укрывистость, тем меньше их нужно для окрашивания 1 м2 поверхности. Колера нужного цвета получают путем смешивания красок разного цвета друг с другом. Чтобы тон их был более светлым, добавляют белила. Масляные краски высыхают за 24 ч.
Эмалевые краски (эмали) готовят из пигментов, перетертых с масляными, нитроцеллюлозными или другими лаками. Приготовленные на масляном лаке эмали высыхают не менее чем через 72 ч после их нанесения, образуя глянцевую пленку.
Для разжижения лакокрасочных материалов и ускорения их высыхания применяют различные растворители и разбавители: бензин, уайт-спирит, РДВ, растворитель № 646, керосин, скипидар, сиккативы. Сиккативы в основном добавляют в масляные краски для ускорения их высыхания. "
Жидкие вещества, с помощью которых создают
первую водонепроницаемую пленку, называют грунтовкой. Грунтовка легко проникает в поры древесины, предохраняя ее поверхность от разрушения. Видов грунтовок очень много. Например, глифталевая грунтовка состоит из железного сурика, свинцового крона, талька и глифталевого лака. Высыхает она за 3...4 ч. Масляная грунтовка — это олифа, смешанная с небольшим количеством тертой масляной краски или пигмента (сухой краски) нужного цвета. Применяют ее для грунтования деревянных и других поверхностей под масляные и эмалевые краски.
Грунтовки для заполнения пор можно приготовить самим. Нужно смешать масляный лак (12...14 %), скипидар или уайт-спирит (4:..6 %), тяжелый шпат (80... 82 %) и охру умбру (0,5...4 %).
Для исправления дефектов и шероховатостей на окрашиваемых изделиях применяют шпатлевку — белые или цветные тестообразные вещества. Наносят ее на ранее грунтованные и просохшие поверхности. Различают масляную, лаковую и клеевую шпатлевки. Масляную шпатлевку приготовляют из сухого тонкомолотого мела (750 г), олифы (270 г) и клеевого раствора 10%-ной крепости (50 г); цветную лаковую —из сухого тонкомолотого мела (570 г), пигментов нужного цвета (180 г), воды (20 г) и масляного подмазочного лака (230 г); клеевую — из костного или мездрового клея 15...20 %-ной крепости (20...30 частей), сухого тонкомолотого мела (70...80 частей) и олифы (на 1 л шпатлевки — 30...50 г).
Лаки представляют собой раствор смол в различных маслах, спиртах и т. д. Масляные лаки выпускают светлые и темные. Высыхают такие лаки через 48 ч после нанесения.
Для шпатлевки изделий можно использовать шпат-левочные лаки. Они бывают двух марок: № 74 и № 75 и высыхают за 20...24 ч.
Мебельные лаки выпускают марок НЦ-218, НЦ-221, НЦ-222, НЦ-223, НЦ-224, НЦ-228, НЦ-243. Такие лаки представляют собой раствор лакового коллоксилина, смол, пластификаторов и летучих органических растворителей (за исключением лака марки НЦ-224). Лак НЦ-243 содержит матирующую добавку.
Для тщательной отделки мебели рекомендуется применять спиртовой щеллачный мебельный лак. Он
представляет собой раствор щеллака — смолы (32... 37%) в этиловом спирте с добавлением канифоли, имеет цвет от светло- до темно-коричневого и высыхает не более чем через 2 ч после нанесения. Высохшая лаковая пленка твердая, без морщин, трещин, пузырей. Чем тоньше слой лака и чем больше нанесено слоев (с соответствующей выдержкой для высыхания), тем ярче глянец, прочнее и эластичнее пленка.
Спиртовые щеллачные политуры представляют спиртовой раствор разных смол (10...15 %). Их различают по номерам: №№ 13, 14, 15 и 16. Номер политуры определяет и ее цвет. Политура № 13 — это мутная жидкость от светло-оранжевого до светло-коричневого цвета; № 14 — прозрачная жидкость от светло- до темно-коричневого цвета; № 15 — мутная жидкость от красного до ярко-малинового цвета; № 16 — мутная жидкость черного цвета с синеватым оттенком. Применяют такие политуры не только для полировки изделий из дерева, но и для располировки поверхностей, покрытых спиртовыми и масляными лаками или нитролаками. Чтобы получить твердую глянцевую поверхность, их следует наносить тонким ровным слоем без пузырей, трещин, дымчатого налета. Высыхают эти политуры за то же время, что и спиртовые лаки.
Спиртовые идитолъные политуры представляют раствор фенольного или крезольного идитола (смолы идитола с канифолью) в этиловом спирте-сырце с добавлением органических красителей. Их также применяют как для полировки деревянных изделий, так и для располировки поверхностей, покрытых спиртовым лаком. Высыхают такие политуры за 10 мин.
Идитольные лаки и политуры наносить на поверхности намного труднее, чем щеллачные. Кроме того, они несветостойки, и через некоторое время приобретают красно-бурый цвет.
С помощью политур можно создать чистый, яркий глянец, но для этого на поверхность нужно нанести сотни тонких слоев. Тонкая, прозрачная, гладкая политурная пленка не изменяет цвета древесины.
Спиртовые щеллачные лаки и политуры можно Приготовить самим, растворив щеллак в указанном выше количестве в этиловом спирте крепостью 90°.
11. КРАСИТЕЛИ И ПРОТРАВЫ
Красители и протравы применяют с целью выявления или усиления текстуры древесины ценных пород, а также для имитации малоценных пород древесины под более ценные. Они обладают способностью изменять цвет древесины, не закрывая ее текстуру.
Красители — это порошкообразные смеси окрашенных органических веществ, хорошо растворяющихся в воде, спирте и в органических растворителях с образованием прозрачных растворов. Для окрашивания древесины обычно используют водные, ре)ке спиртовые растворы красителей 1...3%-ной концентрации.
Все красители подразделяют на естественные и синтетические. Из естественных красителей чаще применяют коричневый — ореховую морилку, или бейц, в котором красящими веществами являются гуминовые кислоты. Этот краситель обладает высокой светостойкостью и хорошо смешивается с прямыми и кислотными синтетическими красителями. Оттенок покрытой им поверхности зависит от концентрации раствора.
Промышленность выпускает прямые, основные, кислотные, протравные и другие виды красителей.
Прямые красители самые дешевые, окрашивают древесину, не вступая с ней в химическое воздействие, и не требуют предварительной обработки изделий. Но они не достаточно светостойки и имеют тусклый тон. Из этого вида красителей лучше применять коричневый. Растворяют прямые красители в воде.
Основные красители рекомендуется использовать для окрашивания древесины, богатой дубильными веществами или предварительно обработанной раствором хромпика. Тогда они дают яркие чистые цвета. Растворяют эти красители в воде или спирте.
Кислотные красители окрашивают древесину в яркие и чистые цвета, светостойки. Их растворяют в небольшой концентрации в воде, в которую желательно добавлять немного уксусной кислоты. Лучше использовать мягкую дождевую или дистиллированную воду. Но смягчить воду можно и кальцинированной содой (0,1%). Температура воды должна составлять 80...90 °C. Для более глубокого проникновения красителя в толщу древесины в него рекомендуется добав
лять аммиак (технический нашатырный спирт — 5 %). Древесину предварительно следует обработать 0,5 % -ным раствором хромпика или медного купороса, а затем уже водным 0,5...2 %-ным раствором красителя.
Протравы — это 0.5...5 %-ные водные растворы медного или железного купороса, марганцовокислого, хромовокислого или двухромовокислого калия, хлорной меди. Древесные, породы, богатые дубильными кислотами, окрашиваются этими протравами хорошо. Сосну, ель, липу, березу и другие породы деревьев, не содержащих дубильные кислоты, предварительно следует обработать 0,5...1,5 %-ными растворами танина или пирогалловой кислотой.
Окрашивание древесины протравами называют травлением.
Растворы для травления древесины должны быть прозрачными. Нерастворимые частицы, оказавшиеся в них, при окрашивании оставляют на поверхности древесины неустранимые полосы.
При протравном крашении поверхность сперва обрабатывают раствором протравы, а затем красителем. Протраву и краситель выбирают в зависимости от породы древесины и цвета, в который ее надо окрасить. Например, для окраски бука в коричневато-серый цвет травление выполняют железным или медным купоросом, а в желтый или оранжевый — хромовокислым или двухромовокислым калием.
II
ОБОРУДОВАНИЕ, ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТЫ ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ
1. ОБОРУДОВАНИЕ
Для изготовления мебели необходимо иметь оборудование, на котором можно обрабатывать древесину. Наиболее удобен для выполнения такой работы верстак. Верстаки могут иметь различную конструкцию. У одних из них подверстачье открытое, у других там полка, у третьих — шкаф для хранения инструментов и приспособлений.
Столярный верстак (рис. 8) состоит из верстачной доски, двух тисков и корпуса. На верстачную доску укладывают материал во время обработки. Изготовляют ее из досок толщиной 60...70 мм, длиной 1500... 3000 мм, шириной 400...600 мм. Лучше брать твердые породы древесины (береза, дуб, ясень). В лотке 2 хранят во время работы мелкий инструмент: стамески, рубанки, долота, угольники и т. д.
Гнезда 3 чаще всего квадратной формы. В них вставляют клинки и гребенки (рис. 9), в которые будет упираться строгаемый материал. Клинки и гребенки должны легко вбиваться и выниматься.
Гребенки удобнее клинков, так как их зубчики крепче удерживают обрабатываемую деталь. Изготовляют гребенки из стали. Для работы желательно иметь две гребенки, одна из которых будет предназначена для задних тисков.
Шарнирный упор 5 удерживает доску при ее распиловке поперек. Его можно опускать и поднимать, так как он крепится шарнирно одним винтом. Выдвижной палец 6 поддерживает доску или детали при обработке.
Тиски, расположенные с двух сторон верстачной доски, предназначены для закрепления обрабатываемого материала. Тиски с передней стороны верстака
Рис. 8. Конструкция верстака:
/ — верстачная доска; 2 —лоток на верстачной доске; 3 —гнезда; 4 — коробка; 5 —шарнирный упор; 6 — выдвижной палец; 7 — суппорт
Рис. 9. Клинок (а) и гребенка (б)
называют суппортом 7, а с задней — коробкой 4. Суппорт имеет зажимной винт, подкладочную доску. В верстачной доске сделаны одно или несколько гнезд для вставки клинка.
В головке зажимных винтов устроено отверстие для вставки ручки, с помощью которой вращают винт. Винты бывают деревянными и металлическими. Металлические винты прочны, но менее удобны потому, что о них легко можно затупить или испортить инструмент. В суппорте обычно закрепляют длинные доски и детали, у которых нужно сострогать кромки, или короткие детали, у которых нужно сострогать торцы, а в коробке— доски, которые необходимо распилить вдоль, или детали, у которых требуется запилить шипы.
Доску, которую нужно обработать, кладут на верстачную доску 1 (см. рис. 8) так, чтобы она одним концом упиралась в гребенку (или клинок), причем гребенка (или клинок) должна быть на 3...5 мм ниже верхней поверхности строгаемой доски. Один конец
доски, строгаемой по кромке, следует зажать в передних тисках 7, а второй — положить на палец 6, выдвинутый из-под верстачной доски. Если требуется во время строжки прочно закрепить деталь, то надо вбить два клина: один — в верстачной доске, другой— в задних тисках. Между ними кладут деталь и прижимают коробкой 4. Длинную доску, которую нужно распилить на бруски, кладут пластью на верстачную доску и прижимают струбцинами. Когда долбят отверстия и гнезда, детали прижимают к верстачной доске струбцинами или просто садятся на них.
Все изготовленные промышленностью верстаки имеют стандартную высоту, рассчитанную на рабочего среднего роста. Установить, соответствует ли верстак вашему росту, можно следующим образом. Нужно встать у верстака, не наклоняясь и не поднимая и не сгибая рук, положить ладони на верстачную доску. В том случае, если ладони расположены ниже уровня верстачной доски, верстак высок, и надо под ноги около него положить решетку или деревянный щит. Если верстак низок, под его ножки подкладывают доски или бруски необходимой толщины. При низком верстаке приходится нагибаться, а при высоком — все время вытягиваться, что быстро утомляет работающего.
Столярный верстак простейшей конструкции — верстачную доску можно сделать самим. Для верстачной доски (рис. 10) пригодна любая древесина, но предпочтение следует отдавать твердым породам. Берут доску шириной 600 мм, толщиной 40...60 мм и длиной 1750 мм. Если нет такой доски, то доски сплачивают на шпонках. Лицевую сторону доски хорошо строгают. На одном ее конце крепят два упора — верхний 1 и боковой 2, в .которые будет упираться материал при строжке, а на другом — делают паз 5 шириной 100 мм и глубиной 200 мм. Чтобы концы доски были прочными, к ним прибивают снизу бобышки 4, т. е. куски досок длиной 600 мм. Тогда толщина концов верстачной доски составит 120...180 мм. С рабочей стороны верстачной доски по пласти и кромке через 50 мм сверлят сквозные отверстия — гнезда 7 для нагелей диаметром 20...25 мм. Их можно продолбить сечением 20X20 или 25X25 мм. Снизу верстачной доски крепят три или четыре пальца 3,
Рис. 10. Конструкция верстачной доски:
1, 2 и 6 — верхний, боковой и вертикальные упоры; 3 —пальцы; 4 —• бобышка; 5—паз; 7 —гнезда
Рис. 11. Детали верстачной доски:
а-палец: б-скоба; в-нагели, а и д — переставной и верти > кальный (задний) упоры р
Рис. 12. Виды крепления обрабатываемой детали: 1 — обрабатываемая деталь; 2 — клин
которые будут удерживать в горизонтальном положении материал, закрепленный в боковом упоре. Они могут быть выдвижными или поворотными, как вертушка. Выдвижные пальцы закрепляют скобами (рис. 11, а, б), а поворотные — шурупами. Пальцы не должны выступать из-за кромки доски. Против паза 5 устанавливают один, а еще лучше два вертикальных упора 6.
Чтобы обрабатываемая деталь или доска крепко держалась, ее можно зажать, поставив позади нее нагель (рис. 11, в) и вбив клин между нагелем и деталью (рис. 12).
Лучше всего вместо одного нагеля использовать переставной упор (рис. 11, г), т. е. доску с двумя нагелями, укрепленными на расстоянии 50 мм друг от друга. Нагели должны входить в отверстия.
В вертикальные упоры (рис. 11,0) упирают детали, распиливаемые поперек. Когда строгают кромки, широкие доски укладывают на выдвинутые пальцы и закрепляют в боковом упоре. Когда доску требуется перепилить поперек, упоры поднимают, прижимают к ним доску левой рукой, а правой пилят. После распиловки упоры опускают. Для запиливания шипов на торцах какой-либо детали ее следует вставить в паз
и закрепить клином.
Верстачную доску крепят на козелках или корпусе на четырех ножках необходимой высоты. Устанавливать ее следует в хорошо освещенном помещении, лучше всего около окна так, чтобы свет падал вдоль доски и обрабатываемая деталь была вся освещена. Внизу подверстачной доски можно сделать ящик для хранения инструмента. Боковые стенки закрывают досками, фанерой и т. п. На поверхности верстачной доски не должно быть открытых шляпок шурупов или гвоздей, чтобы не затупить о металл инструмент.
Стелюга (рис. 13) — это простейший верстак. Его изготовляют из досок разных размеров. Толщина верстачной доски / должна быть не менее 40 мм. Более тонкие доски могут прогибаться. В три выреза 4 вставляют палец 5 для поддерживания материала во время строгания, а в вырез 6 сбоку — материал вертикально. Закрепляют материал клином.
Работать можно и на обычной доске, но она менее удобна, чем верстак, так как в ней нет тисков.
Рис. 13. Конструкция стелюги:
/ — верстачная доска; 2 и 3 —верхний и боковой упоры; 4, 6 — вырезы; 5 — палец
Рис. 14. Конструкция настольной доски:
/ — стол; 2 —струбцины; 3 в 4—квадратное и длинное отверстия; 6 — упор; 6 — винт
Рис. 15. Верстачные подставки
Настольную доску (рис. 14) обычно используют при обработке небольших деталей. Она может быть любых размеров. Крепят ее к столу с помощью струбцин 2. В сквозные отверстия 3 и 4 вставляют упоры. В длинном отверстии 4 упор ходит, передвигаемый винтом.
Длинномерные доски при распиливании опирают на верстачные подставки, или служки (рис. 15). Они должны быть на 100 мм выше верстака. Доски прижимают к крышке верстака струбцинами так, чтобы отпиливаемая часть доски была на весу. При зажимании пилы в пропил необходимо вставить клинышек.
2. ПРИСПОСОБЛЕНИЯ
Приспособления создают удобства при обработке дерева. Необходимо иметь следующий набор приспособлений: струбцины, сжимы, стусло, донце, пресс, щиты и прокладки, цулаги и др.
Струбцины (рис. 16) применяют для сжатия или прижатия к верстачной доске обрабатываемого материала, например при склейке. Для работы желательно иметь их минимум две (рис. 17). Металлические струбцины прочнее деревянных, и с их помощью можно сильнее сжать материал. Отковать такие струбцины можно из толстой полосовой стали в виде буквы «П». Затем в одном конце струбцины сверлят отверстие и нарезают резьбу под имеющиеся винты или приваривают гайку.
Хомутовые струбцины широко используют при фанеровании различных изделий, например широких щитов. Их деревянная рама (или хомут) состоит из четырех брусков. Вертикальные бруски более массивные, чем горизонтальные. Ширина и высота хомутов, число металлических (или деревянных) винтов в горизонтальном бруске могут быть различными.
Сжимы (рис. 18) необходимы при склеивании щитов, например дверей, крышек столов из отдельных досок. Самые простые из них легко сделать самим. Нужно взять два бруска, сделать в них вырез и хорошо выровнять его основание. В вырез кладут доски и, приставляя прокладку, сжимают их с помощью клиньев. Без прокладки клиньями можно смять доски. Улучшенный сжим удобен тем, что в его основа-
Рис. 16. Струбцины:
а, б и г — деревянные обычная, параллельная и хомутовая; в —• металлическая
Рис. 17. Схемы установки струбцин
Рис. 18. Сжимы:
а — простой; б — улучшенный; в —с переставным упором; 1 —• клинья; 2 — упоры; 3 — хомуты
Рис. 19. Конструкция стусла:
а и б — с двумя и с одной стенками; 1 — дно; 2 — боковые стенки; 3 — гвозди
нии есть отверстия, в которые вставляют упор. Между упором и досками также кладут прокладку и забивают клинья. Хомут для переставного упора делают из толстой (8...10 мм) проволоки. Задний упор у сжима с переставными упорами можно прибить гвоздями и оковать кровельной сталью.
Стусло (рис. 19), или распиловочный ящик, применяют для получения точного пропила под углами 90° и 45°. Дно его должно иметь одинаковую ширину по всей длине. Стенки прибивают ко дну под прямым углом. На стенках размечают риски так, чтобы один пропил по отношению к дну стусла был под прямым углом, а два пропила — под углом 45°. По ним делают пропил так, чтобы он достигал дна. Доску или брусок, которые нужно распилить, размечают (ставят метки), затем кладут в стусло и прижимают к одной из его стенок так, чтобы метка находилась точно против пропила. В пропил вставляют полотно пилы и пилят.
Донце (рис. 20) — удобное приспособление для точной строжки торцов под прямым углом и «на ус» (рис. 21), а также строгания тонких досок и фанеры вдоль волокон. При строгании торцов с помощью донца исключается возможность откалывания древесины, что почти всегда бывает при строгании без этого приспособления. При строжке правой рукой держат инструмент, а левой — строгаемую доску, которую прижимают к упору. Торец доски надо выпускать из-за плоскости и направляющей рейки не более чем на 1 мм. Обычную и ножевую фанеру кладут'на донце так, чтобы кромки выступали из-за направляющей рейки на 1...2 мм. Ножевую фанеру сверху прижимают доской или бруском, чтобы она плотнее лежала.
Рис. 20. Конструкция донца:
/ — основание; 2 — направляющая доска; 3 и 4 — постоянный и переставной упоры
Рис. 21. Виды строжки торца: с — под прямым углом; б — «на ус»
Донце может быть длиной 1...2 м. Делают его обычно из сосновых (но лучше использовать твердолиственные) сухих досок. Для основания следует брать доски шириной 200 мм и толщиной 30...50 мм с хорошо остроганными плоскостями. Направляющую рейку делают такой же длины, как и основание. Ширина ее должна быть не менее 120 мм, а толщина — 5 мм и более. Кромку направляющей рейки нужно точно выстрогать, так как по ней будет двигаться колодка инструмента во время строжки. К основанию направляющую рейку лучше всего приклеивать .клеем, но можно и прибивать гвоздями. Упор (кусок доски шириной, равной ширине направляющей рейки, толщиной 25...50 мм) крепят на переднем конце донца на одной прямой с ребром направляющей рейки. Постоянный упор следует делать квадратным, а приставной— со срезанным углом 45°. По этим упорам можно строгать торцы под прямым и косым углом.
Во время строжки подошва колодки инструмента движется по кромке направляющей рейки, а бок — ложится на основание донца. Нож инструмента может быть как на одном уровне с плоскостью направляющей рейки, так и выше, поскольку кромка строгается сверху. Низ кромки строгаться не будет, так как этому препятствует щечка колодки. Лучше всего направляющую рейку делать толщиной, равной толщине
щечки колодки. Чтобы нож был на одном уровне с направляющей рейкой, на бок колодки набивают накладку-дощечку, увеличивая тем самым толщину щечки.
Трение инструмента о рейку приводит к быстрому изнашиванию подошвы и бока колодки. Поэтому лучше всего изготовить колоду с рабочей щечкой толщиной 10...15 мм.
Пресс (рис. 22) применяют для тех же целей, что и хомутовые струбцины. Но он прочнее этих струбцин. Винты ставят металлические диаметром 20... 25 мм. Рамы можно изготовлять из уголков большого сечения. С их помощью можно создавать большое давление на склеиваемые или фанеруемые изделия. Для работы требуется несколько рам.
Щиты используют при склеивании или фанеровании деталей и щитов. Необходимы
Рис. 22. Схема пресса:
1 — прокладки; 2 — склеиваемые детали; ' 3 — распределительный брус; 4 — винты
Рис. 23- Цулаги:
а — винтовая; б — контрпрофильная дощатая; в — сыпучая; г — реечная^ д — пневматическая; 1 — винт; 2 — затяжка; 3 и 5 — верхний и нижний контрпрофили; 4 — фанерные заготовки для спинок стульев; 6 —фанера;
7 — мешок с песком; 8 — воздух
для работы два щита. Их изготовляют из сухих толстых (50...70 мм) досок. Доски склеивают, тщательно строгают и фугуют. Щиты следует систематически осматривать, а появившиеся дефекты исправлять.
Прокладки — это металлические (алюминиевые, дюралевые, медные, латунные или из черной стали) гладкие листы. На них не должно быть дефектов, поэтому листы хорошо шлифуют. Прокладки кладут между фанеруемыми деталями и щитами и при необходимости нагревают, чтобы они не прилипали, и в случае пробивания клея, их натирают стеарином.
Цулаги (рис. 23) применяют, когда необходимо придать тонким рейкам или фанере различную форму, а также для фанерования криволинейных деталей. Гнутые спинки стульев получают следующим образом. Изготовляют цулагу (см. рис. 23,а). Для этого толстые бруски скрепляют двумя винтами, на которые надевают сперва гайку, а затем ключ. Кусочки фанеры необходимого размера смачивают водой и кладут стопкой между контрпрофилями. Гайки завертывают. Через двое — трое суток спинки стульев готовы. Укладывать между контрпрофилями можно одновременно по 4...6 спинок. Когда невозможно сделать винты, контрпрофили можно сжимать прочными струбцинами. У цулаги для гнутья сидений стула верхний и нижний контрпрофили соединяют штырями для того, чтобы они не сдвигались.
3. ИЗМЕРИТЕЛЬНЫЙ, ПРОВЕРОЧНЫЙ И ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТЫ
Прежде чем изготовить детали изделия, их размечают на исходном материале. С помощью метра или линейки с миллиметровыми делениями отмеряют нужные размеры детали и делают карандашом или царапающим инструментом (например, шилом) метки или риски. Чтобы отрезать от доски точно прямоугольный кусок нужного размера, кроме метра и карандаша, потребуется еще угольник. Для вычерчивания кривых линий нужны лекало и циркуль. Циркуль можно с успехом применять и для измерения длины и ширины деталей, деления окружности и линий на части.
Рис. 24. Нанесение рисок (/) и меток (2)
Рис. 26. Нанесение риски рейсмусом: / — риска; 2 — рейсмус
/
Рис. 25. Рейсмусы:
/ — брусочки; 2 — шпинек; S — колодочка; 4 — клин
Рис. 28. Гребенка
Лучше всего использовать специальный столярный циркуль со стопором. Различные углы можно отмеривать с помощью транспортира.
Метка (рис. 24)—это короткая черточка. Чаще всего ею помечают места распила дерева поперек. Риска (см. рис. 24) — это длинная, сплошная, реже пунктирная линия. Ею отмечают места распила дерева поперек и вдоль, а при строжке — долбления гнезд и отверстий. Метку или риску проводят по угольнику или линейке.
Карандаш для нанесения меток и рисок надо брать твердый или средней твердости, остро заточенный. Очень тонкие риски проводят чертилкой или шилом,
которые изготовляют из стальной проволоки. Один конец чертилки остро затачивают, а другой загибают кольцом. Шило затачивают с двух концов. В середине него должно быть утолщение. Один конец шила вставляют в ручку. Если на тот конец шила, который вставляют в ручку, надеть металлическое колечко, то шило не будет утопать в ручку. Колечко можно сделать из миллиметровой стали. Отверстие в нем должно быть такого диаметра, чтобы утолщенная часть шила не могла пройти в него.
Метр и линейка могут быть деревянными и металлическими. На них должны быть сантиметровые и миллиметровые деления. Металлические метры и линейки необходимо предохранять от воздействия сырости, так как они быстро ржавеют и деления становятся малозаметными. Для проверки прямолинейности остроганных деталей (досок, брусков и т.д.) необходимо иметь длинную линейку — рейку без делений. Ее изготовляют из сухой древесины и очень точно строгают фуганком.
Риски по длине доски или бруска следует наносить рейсмусом (рис. 25, 26). Его шпинек оставляет на дереве царапину. Бывают рейсмусы полные (с двумя брусочками) и неполные (с одним брусочком). Брусочки могут быть квадратные или круглые. Клином брусочки можно закрепить в нужном положении. Чтобы выдвинуть или задвинуть брусочки, изменяя тем самым расстояние от верха колодочки до шпинь-ка, надо выбить клин из колодочки, установить брусочки, затем забить клин обратно. Лучший рейсмус — с двумя клиньями. На брусочки иногда наносят сантиметровые и миллиметровые деления.
Рейсмусы изготовляют из твердых пород дерева: березы, бука, клина. Но не имея навыков в работе, сделать их трудно. Заменить рейсмусы может малка-рейсмус (рис. 27). Изготовить ее легко. Достаточно в бруске сделать вырез в нужном месте и вбить гвоздь.
Рейсмусом одновременно можно провести только одну риску. При устройстве шипов и проушин приходится проводить по четыре и более рисок. Для повышения производительности труда в данном случае лучше использовать гребенку (рис. 28). Она состоит из брусочка с вырезом. В вырез вбивают один или несколько гвоздей на нужном расстоянии от ребра вы
реза и друг от друга. При необходимости вбитые гвозди вынимают и вбивают в другом порядке.
Для деления досок и брусков на правильные квадраты или прямоугольники, проведения рисок, проверки прямоугольности дверей, переплетов, рамок, отпиленной или выстроганной доски целесообразно использовать столярный угольник (рис. 29,а). Длину его пера обычно принимают 200...250 мм.
В столярных работах приходится обрезать бруски или доски под углами 45°, 60° и др. Столярный угольник в этом случае оказывается непригодным. Тогда делают ярунок (рис. 29,6) и малку (рис. 29,в). У ярунка перо закрепляют в колодке под углом 45° неподвижно, а у малки — с помощью винта-барашка, т. е. перо можно устанавливать под любым углом.
Вертикальность изделия проверяют с помощью отвеса, состоящего из груза и тонкого шнура нужной длины. Если шнур покрыть (натереть) мелом, углем или сухой краской, то им можно отбивать риски на длинных досках и бревнах. Кроме того, шнуром можно проверять горизонтальность изделия.
При изготовлении мебели не обойтись без молотков. Молотки бывают простые и с рожками, которыми вытаскивают гвозди. Насаживать их на ручки необходимо очень крепко. Ручки следует изготовлять из твердых пород дерева длиной не более 300 мм. Забиваемый гвоздь надо придерживать рукой до тех пор, пока он не войдет в дерево на одну треть своей длины, причем молоток всегда направляют так, чтобы удар приходился по гвоздю, иначе гвоздь согнется. Потом руку убирают, и гвоздь забивают по самую шляпку. Чтобы обушок молотка не вминал шляпку
Рис. 29. Столярный угольник (а), ярунок (б) и малка (в): 1 — колодка; 2 — линейка
гвоздя в древесину, что некрасиво, окончательно забивают гвоздь с помощью добойника— стального стержня, один конец которого ставят на шляпку гвоздя, а по другому наносят удары молотком. Вместо добойника можно использовать обычный бородок, а для добивания мелких гвоздей — крупный гвоздь. При вытаскивании гвоздей, чтобы не помять древесину, в которую они забиты, под молоток надо положить кусок доски.
Для нанесения ударов по долоту или стамеске используют деревянные молотки разных размеров — киянки (рис. 30). Они удобнее обычного молотка, потому что имеют более широкие рабочие плоскости (обушки) и менее опасны в случае промаха. Ручка у киянки должна иметь прямоугольную, а не круглую форму. Круглая ручка легко вращается в руках и ее труднее удержать во время работы. Насаживать ручку следует крепко. Изготовляют киянки из доски толщиной 35...40 мм, высотой 70...80 мм, длиной 100... 120 мм твердых пород древесины: березы, бука, клена. В столярных работах чаще всего применяют прямоугольные киянки, так как их легче сделать. Круглые киянки вытачивают на токарном станке. Сработанные рабочие плоскости надо срезать, так как прр ударе они могут соскользнуть с ручки стамески и удар придется по руке.
Для завертывания шурупов используют отвертки разных размеров. Лучше брать отвертки с плоским концом, а не закругленным. Закругленный конец отвертки во время работы часто выскакивает из шлитцы, расширяя ее. Конец отвертки должен быть точно по размеру шлитцы и иметь ширину, равную диаметру головки шурупа. Если конец отвертки шире головки шурупа, то можно испортить дерево во время завинчивания его заподлицо с поверхностью. Отвертка с узким концом портит шлитцу.
J У (J Рис. 31. Топор с наиболее
удобной для столярных работ
Рис. 30. Киянки формой ручки
Отвертки'без ручек можно закреплять в коловорот, что ускоряет завертывание шурупов.
Предварительно под шурупы следует проколоть шилом или просверлить сверлом отверстия на всю их длину. Затем шуруп нужно вдавить или слегка забить в это отверстие так, чтобы он стоял прямо. Потом в шлитцу ставят отвертку и, придерживая ее внизу левой рукой, вращают правой с нажимом.
Вытаскивают гвозди клещами, а перекусывают кусачками. Кусачки можно использовать и для вытаскивания мелких гвоздей, но с большой осторожностью. При сильном нажиме они откусывают гвоздь и удалить его остаток трудно. Вытаскивать крупные гвозди кусачками не рекомендуется, так как они имеют тонкие губки и крепкую закалку и могут сломаться.
При столярных работах также понадобится топор средних размеров с удобной ручкой-топорищем (рис. 31), хорошо наточенный. Он должен быть крепко насажен на топорище, иначе может соскочить во время работы и нанести серьезные ранения. В зависимости от вида работы топор держат одной или двумя руками. Если рубят одной рукой, то другой нужно удерживать обрабатываемый кусок дерева.
Ill
ОБРАБОТКА ДРЕВЕСИНЫ
1. ТЕСКА
Когда нет брусков нужных размеров для изготовления того или другого изделия, их можно вытесать топором из круглых бревен, жердей, подтоварника. Теску древесины выполняют на. один, два, три и четыре канта (стороны).
Теска на один кант. Материал (бревно, жердь, подтоварник) кладут на две деревянные подкладки (чурки) и закрепляют одной или двумя скобами (рис. 32,а). Скобы бывают прямые и обратные (или угловые). Желательно иметь и ту и другую. Чтобы материал удерживался прочнее, в подкладках выбирают треугольное или полукруглое отверстие (выемку). После этого на торцах бревна при помощи отвеса размечают вертикальные риски. По верху этих рисок (а проще по концам уложенного материала) выполняют топором защепы (углубления). В защепы закладывают шнур, натертый мелом (если с материала не снята кора или он от времени почернел) или углем (если материал светлый и мел на нем плохо виден), и закрепляют его. Подходят к середине материала, приподнимают и отпускают шнур. С ударившегося о материал шнура мел (или уголь) стряхивается, и на материале остается след, по которому ведут теску. Чтобы не было задиров древесины, тесать ее надо от вершины к комлю. Ускоряют и облегчают работу надрубы со стороны отеса, позволяющие скалывать древесину, а затем ее отесывать. Их делают через 250... 350 мм примерно на глубину отеса.
Теску ведут в следующем порядке. Сперва снимают щепу, не доходя до пробитой линии примерно 5 мм. Затем древесину окончательно зачищают до пробитой 46
Рис. 32. Виды тески древесины: а — на один кант (1 и 2—прямая и обратная скобы; 3 — материал; 4 — подкладка; 5 —риска; 6 — надрубы); б — на четыре канта (цифры показывают деление бревна на четыре части)
Рис. 33. Порядок точки топора: а — отточка на точиле; б — заточка на бруске; в — правка оселком; г — лезвие после заточки
линии так, чтобы получились чистые вертикальная (по отношению к подкладкам) и горизонтальная плоскости. В процессе работы ногу со стороны отеса надо отставлять от бревна как можно дальше, что позволит избежать травмы при отскоке топора.
Теска на два канта. Ее выполняют в такой же последовательности, что и теску на один кант. Ширина стесываемых сторон должна быть одинаковой, иначе отесанный материал получится однобоким. Если дерево искривлено, то его следует сперва уложить выпуклой стороной вверх.
Теска на три канта. Аналогична теске на два канта.
Теска на четыре канта. Ее выполняют, чтобы получить квадратный или прямоугольный брус. На некомлевой и комлевой сторонах материала (в отрубе) циркулем чертят окружность такого диаметра, чтобы в нее вписался брус со сторонами нужного размера (рис. 32,6). Затем через центр окружности проводят взаимно перпендикулярные линии. Концы этих линий в пределах окружности соединяют прямыми линиями
так, чтобы получился квадрат с вершинами 1, 2, 3 и 4. На обоих торцах через вершины 1, 2, 3 и 4 пробивают риски. По ним отесывают материал. Сперва лучше обработать две противоположные боковые стороны. Затем материал переворачивают и отесывают с двух оставшихся сторон.
Точка инструмента. Топор должен быть острым, тогда и работать будет легко и отесанные поверхности получатся чистые. Новый или сильно затупленный топор вначале оттачивают, затем затачивают и после этого правят.
Отточку топора выполняют на точиле или бруске крупной зернистости. На бруске топор оттачивается медленнее, чем на точиле. Во время отточки топор надо держать лезвием против вращения точила под одним углом (рис. 33, а). Нажимать на него следует все время с одинаковой силой. Точило, вращаясь, смачивает топор водой, не давая ему нагреться. Точило или брусок не должны вытачиваться в одном месте. Фаска должна получиться одинаковой ширины по всей длине. Нормальной считают ширину фаски, равную трем толщинам лезвия топора. Отточив одну сторону топора, приступают ко второй. Поскольку на фаске после отточки остаются царапины, а на лезвии большой заусенец, топор необходимо заточить.
Заточку выполняют на точиле или бруске средней зернистости. Брусок периодически смачивают водой. Топор берут двумя руками и, нажимая фаской на брусок, двигают назад — вперед (рис. 33,6). Заточку одной стороны продолжают до тех пор, пока все царапины на фаске, оставленные при отточке, не будут сточены. Затем так же точат другую сторону топора. Фаска должна стать гладкой и блестящей.
Правку выполняют оселком тогда, когда при проведении по лезвию пальцем обнаруживаются заусеницы. Удалять заусеницы можно одним из следующих способов: 1) топором водят по оселку так же, как и при точке; 2) оселком, смазанным маслом, водят вдоль фаски, причем левой рукой держат топор, а правой — оселок (рис. 33, в). Правку выполняют до тех пор, пока на фаске не останется заусениц.
2. ПИЛЕНИЕ
Характеристика пил. При изготовлении мебели древесину приходится пилить под разным углом к волокнам. Поэтому и пилы необходимо иметь с зубьями разной формы. При покупке пил следует обращать внимание на качество стали. Полотна пил должны быть сделаны из вязкой, эластичной, хорошо затачиваемой стали, которая длительное время держит жало. При разводке зубья пилы должны отгибаться, а не ломаться.
Промышленность выпускает различные ручные пилы: двуручные, лучковые, ножовки, наградки.
Поперечные двуручные пилы. Применяют чаще всего для распиливания тяжелых досок, бревен, кряжей, брусьев и т. п. Полотна их бывают разной длины и имеют на концах ручки. Зубья таких пил рекомендуется разводить либо в одну сторону от полотна на 1 мм, либо по обе стороны па 0,5 мм. Рабочая способность, или ресурс (определяется квадратными метрами), двуручных пил между переточками при резании сосны, ели, осины, ольхи зависит от их длины. Например, ресурс пилы длиной 1000 мм составляет 4,5 м2; 1250 мм — 5; 1500 мм — 5,5; 1750 мм — 6 м2.
Лучковые пилы. Носят такое название потому, что их полотно крепится с помощью шпилек в специальном станке — лучке (рис. 34,а). Тетива должна быть закручена так, чтобы полотно пилы было натянуто и не вихляло во время работы. Слабо натянутым полотном трудно делать ровный распил. В то же время натяжение не должно быть слишком сильным, иначе полотно разорвется.
Стойки станка изготовляют из двух брусков длиной 310 мм, сечением 45X35 мм. На узких сторонах брусков проводят по середине и по краям от оси риски с таким расчетом, чтобы в середине бруска стойка имела толщину после острожки 15 мм (рис. 35,а). После этого коловоротом со сверлом диаметром 15 мм просверливают на одном конце каждого бруска по сквозному отверстию 1. Отверстия должны быть точно перпендикулярны к плоскости бруска. Затем каждый брусок закрепляют. По рискам спиливают ненужную древесину. В верхней части стоек делают вырезы 2 для веревки глубиной 5 мм и шириной 10 мм. Боковые
1
Рис. 34. Виды ручных пил:
а — лучковая (/ — ручка; 2 —стойка?
3 — средник; 4 — закрутка; 5 —тетива; 5—полотно)? б — ножовки (/ — обычная; 2— с обушком; 3— наградка)
Рис. 35. Детали станка лучковой пилы:
а —стойка (2 детали); б —ручка (2 детали); в — ручка с закрепленным хвостовиком пилы; а —закрутка (щеколда); б —средники; / — отверстие;
2 вырез; 3 — пропил; 4 — гвоздь (шпилька); 5 — хвостовик; 6 — ручка;
7 —гнездо; в —проушина; 9 — расстояние между стойками
стороны стоек после пиления остаются шероховатыми, поэтому их надо зачистить рашпилем, драчевым напильником, шкуркой, циклей или куском стекла.
Ручки станка (рис. 35, б) вытачивают на токарном станке или выстругивают вручную ножом. Утолщенная их часть должна иметь диаметр 35 мм, а шейка — 15 мм. Шейка должна свободно входить в отверстие стойки. Изготовленные ручки зачищают шкуркой. Затем в них делают пропил 3 точно по центру шейки шириной 1,5...2 мм, глубиной не-менее 60 мм. В этот пропил вставляют хвостовик пилы. Конец полотна &о
пилы должен дойти до самой шейки ручки. Если хвостовик не входит в пропил или очень туго входит, то пропил следует расширить (дополнительно пропилить). Закрепляют хвостовик (рис. 35, в) гвоздем 4. Выступающий конец гвоздя откусывают кусачками, а шляпку утапливают.
Форма закрутки может быть прямой или конусообразной (рис. 35, е). Ее выстругивают шерхебелем и рубанком.
Средник изготовляют из бруска (из древесины хвойных пород) сечением 25X30 мм, длиной не менее 1 м. По концам бруска выдалбливают (стамеской) гнезда 7 или запиливают проушины 8 (по ранее сделанному рисунку) такого размера, чтобы в них плотно входили стойки (рис. 35, д). Расстояние между гнездами определяют следующим образом. Стойки ставят так, чтобы они образовали прямой угол к полотну пилы (см. рис. 34,а). Затем измеряют расстояние между ними и переносят его на средник. Для того чтобы предупредить соскакивание средника с проушинами со стоек, с внутренней стороны стоек на высоте средника делают выемку глубиной не более 5 мм, длиной, равной ширине средника. При этом расстояние между стойками определяют по выемкам.
Изготовленный средник надевают на стойки. Закрепляют на стойках тонкую веревку или шпагат в несколько ниток. Вставляют закрутку и закручивают шпагат, туго натягивая тем самым полотно пилы.
Станок можно покрыть олифой или лаком.
Когда нет коловорота и соответствующего сверла, мржно изготовить комбинированный станок из дерева и металла (можно использовать кровельную сталь, сложенную в два—три слоя, дюралюминий толщиной 1,5...2 мм, алюминий толщиной 3 мм). Из двух брусков сечением 45X15 мм и длиной по 310 мм строгают стойку. Полоску металла длиной 200...250 мм и шириной 45 мм загибают на металлическом или дубовом стержне диаметром 15 мм. Затем концы ее отгибают, и на каждом из них просверливают или пробивают по 5 тонких отверстий. Сгибают полоску в виде хомута. Хомут надевают на стойку и скрепляют гвоздями. Он должен быть заподлицо со стойкой и не должен утолщать ее Вместо деревянных проушин к концам средника можно прикрепить металлические пластинки —
щечки. Предварительно с конца бруска срезают лишнюю древесину, а затем прибивают щечки. Последовательность изготовления такого станка аналогична последовательности изготовления деревянного станка. Для того чтобы руки не соприкасались с металлом во время пиления, хомуты на стойках следует обернуть тканью (лучше фланелью в два—три слоя), ткань надо закрепить.
Лучковые пилы изготовляют с полотнами разного размера и с зубьями разной высоты в зависимости от назначения: поперечные для поперечного пиления — ширина полотна 20...25 мм, шаг зубьев 4...5 мм, высота зубьев 5...6 мм; распашные для продольного пиления — ширина полотна 50 мм и более, шаг зубьев 5...6 мм, высота зубьев 6 мм; смешанные для поперечного и продольного пиления — ширина полотна 20... 35 мм, высота зубьев 3 мм; шиповые для выпиливания шипов — ширина полотна 35...50 мм, шаг зубьев 3... 4 мм, высота зубьев 3...4 мм; выкружные, или поворотные, или столярные лобзики с узкцми полотнами для фигурного и криволинейного пиления — ширина полотна 4...12 мм, длина полотна 350...500 мм, шаг зубьев 2...4 мм, высота зубьев 2...3 мм.
Для выполнения резных работ особенно хороши пилы с мелкими зубьями: высотой до 2 мм.
Ножовки (рис. 34,6). Выпускают также с полотнами разной ширины в зависимости от назначения. Для поперечного грубого распиливания применяют широкие ножовки с высокими зубьями с разной длиной полотен, для сквозных пропилов (при выполнении различных фигурных деталей прямолинейного и криволинейного очертания) — узкие ножовки длиной 300...500 мм, шириной полотна у ручки — 40...50 мм, у конца — 5...10, толщиной полотна—1,5 мм, с формой зубьев для смешанного или продольного пиления. Неглубокие пропилы для подгонки соединений, запиловки шипов и проушин выполняют ножовкой с обушком, имеющей ширину полотна 70...100 мм, толщину — 0,5...0,8, длину — 300...350 мм. Обушок придает полотну повышенную жесткость, т. е. ножовка не может колебаться.
Неглубокие пазы и гнезда для шпонок выпиливают наградками (см. рис. 34,6). Толщина их полотна составляет 0,4...0,7 мм, длина — 100...120 мм. Полотно 52
можно изготовить из старых пил. Крепят его двумя винтами. Ручки наградки могут быть простой и сложной формы. Выполнять их следует из вязких пород дерева, но лучше из фанеры — переклейки, тогда они будут прочными и долговечными. Куски фанеры нужного размера склеивают в несколько слоев и сжимают. После хорошей сушки на заготовке рисуют ручку нужной формы, а потом выпиливают ее столярным лобзиком (можно лучковой пилой или ножовкой). Места, которые невозможно выпилить пилой, сверлят или долбят. Выпиленную ручку зачищают, затем делают пропил для вставки полотна и сверлят отверстия для винтов или заклепок. Во время работы наградку берут двумя руками.
Промышленность выпускает и универсальные ножовки с тремя сменными полотнами длиной 400 и 450 мм, толщиной 1,15 мм, шириной у ручки 90, 105 и 132 мм, у конца 35, 30, 60 мм с зубьями для поперечного, продольного и смешанного пиления. Их ресурс между переточками равен 1 м2.
Зубья купленной пилы обязательно нужно развести. Если не сделать это, то полотно пилы будет с трудом продвигаться по пропилу, нагреваться, и работающий быстро устанет. Для получения чистых и ровных пропилов разведенные зубья нужно хорошо выровнять и заточить. Они должны быть в одной плоскости, т. е. находиться строго на одной прямой. Не требуют разводки зубьев и дают ровный пропил пилы с полотнами конусообразной формы (трапециевидные). Сделать такую пилу можно самим из стальной ленты толщиной 2 мм. Нужнсвзять широкий напильник и заточить его, как нож для рубанка, но с очень крутой фаской. Заточенный напильник вставляют в рубаночную колодку и получают рубанок. По концам ленты сверлят отверстия с раззенковкой с двух сторон. Крепят ленту через эти отверстия к ровно строганной доске и сделанным рубанком строгают ленту так, чтобы обух был наполовину тоньше стороны с зубьями. Строганое полотно должно быть чистым и гладким. Стальную ленту можно не строгать, а стачивать напильником. Для этого ее закрепляют в деревянном бруске.
У пилы для продольного пиления зубья имеют косоугольную форму и небольшой наклон в сторону пиления (рис. 36,а). Режет такая пила в направлении
Рис. 36. Формы зубьев пил для пиления:
а — продольного; б — поперечного; в — смешанного; 1—грудка; 2 — короткая кромка; 3— спинка; 4—-пазуха; 5 — шаг зуба
от себя. У пилы для поперечного пиления форма зубьев представляет равнобедренный треугольник (рис. 36,6). Пилит она в обе стороны: на себя и от себя. У пилы для смешанного пиления (вдоль и поперек под углом) зубья имеют форму косоугольного треугольника (рис. 36,в). Пилит такая пила только от себя и предназначена и для поперечного и для продольного пиления. Но производительность ее ниже, чем пил для поперечного или продольного пиления. Поэтому пилу для смешанного пиления применяют в основном для резания под углом.
Промежутки между зубьями называют пазухами, а иногда и впадинами, расстояние между вершинами двух рядом расположенных зубов — шагом зуба, а расстояние от вершины зуба до основания — высотой зуба. Пазухи собирают опилки во время пиления и выбрасывают их при выходе зубьев из пропила.
Зуб любой пилы имеет три режущие кромки. У зубьев пил для продольного и смешанного пиления переднюю грань называют грудкой, заднюю — спинкой, а короткую кромку, образуемую грудкой и спинкой, — основной режущей. Боковые кромки грудки подрезают древесину с боковых сторон пропила. У пил для поперечного пиления волокна древесины перерезают боковые кромки, а расслаивает волокна вершина зуба или передняя кромка.
Для нормальной работы пилы для продольного пиления углы заострения зубьев для мягкой древесины должны составлять 40...50°, для твердой — 70°, пилы для смешанного пиления — 50...600, а пилы для поперечного пиления — 60...70®.
Рис. 37. Разводка зубьев пилы:
а — разводкой; б — стамеской
Наивыгоднейший угод резания у пил продольного пиления — 6O...8O0, смешанного — 90°, поперечного — 9O...12O0.
От длительного пиления зубья пил постепенно сжимаются, и нужна повторная разводка.
Разводка зубьев пилы. Отгибают зубья обычно на 1,5...
2 толщины полотна пилы, а для очень сухой древесины — на */4 толщины полотна, для сырой — еще больше. Выполнить эту работу можно с помощью разводок различной конструкции. Самая простая разводка представляет собой кусок стали с пропилами (рис. 37,а). Пилу предварительно зажимают в деревянных тисках вблизи линии основания зубьев. Разводкой захватывают зубья на */з их высоты и отгибают сперва с одной стороны пилы, затем с другой.
Разводить зубья можно также стамеской (рис. 37, б) или отверткой. Пилу закрепляют в тисках, ставят между зубьями инструмент и поворачивают его в необходимую сторону на столько, чтобы зуб отогнулся.
Часто после разводки некоторые зубья выступают из общей линии. Такие зубья нужно править. Полотно пилы с зубьями зажимают в тисках и протаскивают сквозь них несколько раз, нажимая на выступившие зубья. Если нет тисков, то в толстую доску забивают два больших гвоздя на расстоянии один от другого, равном толщине разводки. Между гвоздями вставляют и продвигают пилу несколько раз. При разводке некоторые зубья могут сломаться. В таком случае все зубья пилы срубают, полотно выравнивают и насекают новые зубья нужной формы и высоты. Мелкие зубья вытачивают напильником.
Точат пилы только после разводки зубьев и их выравнивания.
Насечка зубьев пил. Для насечки зубьев применяют станок (рис. 38) из прочной стали. Матрицу с пуансоном скрепляют болтом. Зубья насекают так. По полотну пилы проводят риску, соответствующую высоте зубьев. Ставят полотно пилы в станок так, чтобы
Рис. 38. Схема станка для насечки зубьев пилы: 1 — матрица; 2 — пуансон
Рис. 39. Заточка зубьев пилы, закрепленной в зажиме: / — рейка; 2 — основание зажима; 3 — клин
Рис. 40. Заточка зубьев пил для поперечного (а) и продольного (б) пиления
конец пуансона был около риски. Наносят по пуансону удар молотком, просекая полотно пилы.
Заточка зубьев пилы. Полотно пилы зажимают в деревянных тисках или зажиме (рис. 39), состоящем из двух реек, зажатых в подкладках клиньями. Порядок заточки для пил разного назначения различный.
Зубья пилы для поперечного пиления (рис. 40, а) делят на нечетные (1, 3, 5 и т. д.) и четные (2, 4, 6 и т. д.). Напильник держат под углом 45° по отношению к полотну и водят в одну сторону зуба от вершины вниз. Сперва затачивают с двух сторон зубья нечетного ряда так, чтобы вершина сточенного зуба была обращена к внутренней стороне развода, а затем четного.
Зубья пилы для продольного пиления (рис. 40, б) затачивают последовательно один за другим. Напильник ведут под прямым углом к полотну пилы. Заточенные грани зуба должны образовать переднюю короткую режущую кромку.
Зубья пилы для смешанного пиления затачивают так же, как и зубья пилы для продольного пиления. Только напильник нужно держать под углом 50...600 к полотну. На передней короткой режущей кромке зуба должна образоваться небольшая фаска.
Зубъя неодинаковой высоты необходимо выравнивать, иначе пила во время пиления будет скакать, а потом заточить.
Выравнивание зубьев пил. В двух брусках (или кусках досок) прорезают отверстие по размеру и форме напильника, устанавливают в это отверстие напильник и скрепляют бруски так, чтобы он не мог выпасть (рис. 41). Полученную колодку закрепляют в тисках или деревянных сжимах. Водят по напильнику пилу до тех пор, пока зубья не выровняются по высоте, после чего их затачивают.
Наточенные лучковые пилы необходимо наладить, т. е. установить и натянуть их полотно так, чтобы оно не вибрировало во время пиления. Правильно установленное полотно сверху имеет вид тонкой линии. Утолщение этой линии в одном или нескольких местах свидетельствует о неправильной установке полотна. После работы тетиву ослабляют. После пиления сырой древесины полотно вытирают сухой тряпкой. При долгом хранении его рекомендуется смазывать тонким слоем масла или тавота, чтобы не ржавело. Перед работой
смазку снимают чистой тряпкой и пропиливают кусок сухого дерева.
Любой инструмент лучше хранить наточенным потому, что в случае срочной работы не придется терять время на его заточку.
Техника пиления. Во время пиления риска (см. раздел 3) должна быть постоянно видна. Полотно пилы может идти прямо по ней или около нее. Чтобы распил шел строго по риске (или отметке), следует вначале вдоль нее пропилить канавку глубиной до 10 мм. Пилу лучше направлять по риске куском дерева (рис. 42). Движение пилы должно быть на себя и плавным. Нажимать на нее не нужно. Когда запил сделан, руки отодвигают от него на 15...25 см и приступают к пилению с размахом на всю длину полотна. Без запила пиление во весь размах небезопасно. Чтобы стойка лучковой пилы не мешала наблюдать за движением полотна при отпиливании концов толстых бревен и брусков и распиливании широких досок на длинные бруски, ее повертывают с помощью ручек в правую сторону и устанавливают под углом ЗО...4О0. При распиливании доски или бруска вдоль, вразмашку, полотно такой пилы должно находиться под прямым углом к лучку. При этом материал нужно прижимать к верстачной доске струбцинами, а под свисающий конец подставлять подставку.
Древесину желательно начинать пилить со строганой стороны, на которой легче приводить риски и они резче выделяются.
При пилении поперек лучковые пилы держат одной рукой, а вразмашку — двумя руками. Ножовки всегда держат одной рукой.
При пилении поперек волокон (рис. 43, а) материал укладывают на верстак и прижимают к упору так, чтобы отпиливаемая часть была на весу. Левая рука должна прочно удерживать материал, особенно в конце пиления, чтобы избежать откола древесины. При работе ножовку и лучковую пилу следует держать за стойку вплотную к ручке.
При пилении вдоль волокон горизонтально уложенного материала его отпиливаемая часть должна выступать за край верстака (рис. 43,6). Концы длинномерных материалов следует опирать на верстачные подставки. Распашную пилу держат двумя руками:
Рис. 41. Выравнивание зубьев пилы: j__бруски; 2 — напильник;
3 — пила
Рис. 42. Запил
Рис. 43. Техника пиления: л__поперек волокон; б и в вдоль
тальком и вертикальном положении материал
волокон при i оризон-
Рис. 44. Техника пиления ножовками
правой — за ручку, а левой — за конец стойки или средника. Ее полотно должно быть повернуто на некоторый угол по отношению к стойкам станка. Пиление можно выполнять свободными движениями сверху вниз вразмах, прижимая пилу ко дну пропила. При поднятии пилы вверх, т. е. при холостом движении, ее надо отводить немного назад. Работать должны только руки. Корпус не должен двигаться. Нагибание при каждом взмахе приводит к быстрому утомлению. При зажиме полотна пилы позади нее в пропил вставляют небольшой клин. Пропиленная щель расширяется, и трение пилы о распиливаемый материал снижается. Работать следует в свободной спецодежде.
При продольном пилении вертикально уложенный материал (не длинный) зажимают в тисках верстака так, чтобы выходящий из зажима конец не колебался (рис. 43, в). Если он все же колеблется, то доску придерживают рукой. После запила пилить можно во весь размах.
Для распиливания материала под углом широко применяют стусло (см. рис. 19). Оно должно быть прикреплено к верстаку. Точность распиливания зависит от ширины пропила в стеяках стусла. Когда полотно начинает свободно отходить в сторону, стусло заменяют.
Техника пиления ножовками показана на рисунке 44. Держат такую пилу одной рукой, другой придерживают распиливаемый материал. Чтобы умень
шить трение пилы о дерево, в пропил забивают клин. Прямоугольность кромок отпиливаемого бруска периодически проверяют угольником, приставляя его к поверхности доски и полотну пилы. Если между пилой и угольником имеется отклонение, то положение пилы исправляют.
При пилении по кривым линиям вначале на доске (щите, фанере) вычерчивают нужную фигуру. Если фигура находится в центре материала, а распиливать его на части нельзя, то прежде сверлят или долбят в одном месте отверстие и вставляют в него полотно пилы. Выпиливать фигуру можно лучковой пилой или ножовкой с узкими полотнами.
3. СТРОГАНИЕ
После обработки топором или распиловки поверхность заготовки (бруска, доски и т. п.) получается недостаточно ровной, гладкой. Чтобы исправить эти недостатки, заготовку строгают стругом: шерхебелем, рубанком, галтелем, фуганком, шлифтиком или цинубелем. Фальцы, четверти, шпунты на заготовке выполняют другими стругами: фальцгебелем, зензубелем, шпунтубелем. При изготовлении деталей с выгнутой или вогнутой формой понадобятся горбачи, при изготовлении дверей с филенками — струги для фигарей, а для циклевания древесины — цикли.
Любой струг состоит из колодки и ножа. Колодки могут быть разной длины, ширины, высоты. Изготовлять их желательно из твердых пород древесины: березы, клена, бука, граба, груши или хотя бы подошву колодки толщиной 10... 15 мм нужно сделать из древесины твердой породы. Приклеивают подошву клеем. В соответствии с размером колодки подбирают ширину ножа.
Чтобы стругами было удобно работать, на колодках делают рожки и упоры, а у фуганка — ручку.
Шерхебель (рис. 45, а). Его колодка представляет собой прямоугольный брусок. Верхнюю сторону колодки называют верхом, а нижнюю — подошвой. В середине колодки устраивают сквозное отверстие: внизу (на подошве) узкое — ротик, а вверху широкое — леток. Ротик обычно делит колодку почти на две равные части: переднюю — носок и заднюю — пятку. Леток
Рис. 45. Струги:.
а — шерхебель (/ — колодка; 2 — рожок; 3 — клинок; 4 —нож; 5 —пробка); б и в —обычный и торцевой рубанки; в —галтель; г — фуганок; д — цинубель; ж — фальцгебель; з — зензубель; и — шпунтубель (/ — колодка; 2 — стальной гребень; 3 —винт; 4 — гайка; 5 —планка; б —нож); яс-калевка; л — горбач (/ — нож; 2 —клин); jh — струг для фигарей; н — цикли
выполняют под углом 45°, который называют углом резания. Если сделать угол резания 30°, то инструмент будет строгать менее чисто, так как дерево будет скалываться. При угле резания больше 45° нож будет не строгать, а скоблить, что замедляет обработку поверхности заготовки. Внутри леток имеет плечики, на которые ставят нож и клинок. Клинком закрепляют нож в колодке, чтобы он не выскакивал во время работы. Ширина колодки должна быть на 15 мм больше ширины ножа, т. е. с двух сторон летка должны оставаться щечки толщиной не менее 7 мм. Под ножом крепят упор. Он предотвратит натирание мозоля между большим и указательным пальцами. С задней части колодки рекомендуется срезать острые грани. Острые грани могут привести к быстрому натиранию мозолей. С торца колодки крепят стальную пробку (винт с широкой шляпкой).
Изготовить колодку можно из целого куска дерева и из двух кусков (составную). Составную колодку сделать проще. Берем два бруска сечением 65x23 мм и длиной 270 мм. На их широких сторонах размечаем леток и проводим риски (рис. 46, а, б). По рискам делаем пропилы и стамеской выбираем лишнюю древесину. Хорошо зачищаем леток. Соединяем левую и правую части колодки и скрепляем шурупами (рис. 46, в). Длина шурупов должна быть на 5 мм меньше толщины колодки. При необходимости леток можно подправить. Он не должен быть шероховатым, иначе в нем будет задерживаться стружка. После подчистки летка шурупы вывертываем. Половинки колодки с внутренней стороны зачищаем шкуркой, смазываем клеем, крепко соединяем и вновь завертываем шурупы. После высыхания клея фугуем подошву и верх колодки. Затем отпиливаем переднюю и заднюю части колодки так, чтобы ее общая длина составляла 250 мм, а расстояние от ротика до конца передней части было равно 102...105 мм (рис. 46, а). Заднюю часть колодки закругляем и, если нужно, скрепляем дополнительными шурупами. Шляпки шурупов должны быть утоплены в толщу колодки. Вместо шурупов можно применять деревянные нагели на клею. Затем изготовляем клинок, рожок и упор в соответствии с указанными раз-
Рис. 46. Детали составной колодки:
а и б — правая и левая части; в — соединенные шурупами правая и левая части колодки; а —готовая колодка; д —клинки; а «—рожок; ж — упор
мерами (рис. 46, д,е, ж). Рожок укрепляем на клею в передней части колодки, а упор крепим (также на клею) под ножом на прямом шипе или двух нагелях.
Изготовленную колодку можно покрыть олифой, спиртовым лаком или отполировать.
Шерхебелем можно снимать стружку толщиной свыше 2 мм.
Обычные рубанки (рис. 45,6). Бывают с одним и двумя ножами. Рубанки с двумя ножами (двойники) строгают чище, чем рубанки с одним ножом, так как снимают очень тонкую стружку. Нож должен иметь ширину 50 мм и прямое лезвие. Его размещают в колодке под углом 45...50°. В двойном рубанке на нож ставят горбатик, с помощью которого регулируют толщину снимаемой стружки.
Поверхность заготовки после рубанка остается более гладкой, чем после шерхебеля. Однако для строжки больших неровностей он непригоден, так как свободно по ним проходит.
Галтель (рис. 45, в). Применяют для строжки желобков. Он имеет выпуклую подошву. Форма лезвия его ножа — удлиненный полуовал. Ширина лезвия -— 5...40 мм.
Фуганок (рис. 45,г). Имеет ту же конструкцию, что и рубанок, но большие размеры. Строгает он точнее и ровнее рубанка. Фуганки бывают полные и неполные, чаще с двойными ножами. Длина колодки у полного фуганка — 700 мм, высота — 76, ширина — 85, а ширина ножа — 65 мм. У неполного фуганка (или полуфуганка) длина колодки — 500 мм, высота— 65, ширина — 70 мм, а ширина ножа — 50 мм, но может быть и 65 мм. Нож ставят в колодку под углом 45...47°. Он имеет прямое лезвие. В передней части колодки есть боек, по которому наносят удары, когда требуется выбить клин и освободить нож.
Шлифтик. Применяют для чистой строжки шероховатых мест. Он напоминает двойной рубанок. Длина его колодки — 200 мм, ширина — 40...50 мм. Нож ставят под углом 60°. При надлежащем выпуске лезвия ножа шлифтиком можно снимать очень тонкую стружку.
Цинубель (рис. 45,6) используют для придания поверхности шероховатости, которая обеспечивает лучшее склеивание древесины. Он представляет собой 64
небольшой рубанок с колодкой длиной 200 мм, шириной 60 мм и одинарным ножом с мелкими желобками, которые образуют на жале лезвия мелкие зубчики. Ставят нож под углом 80°.
Торцевой рубанок (рис. 45, е). Предназначен специально для острожки торцов. Его нож ставят под углом к продольной оси колодки.
Фальцгебель, или фальцовка (рис. 45,ж). Предназначен для отборки фальцев и четвертей и зачистки их после вырубки стамеской или другими инструментами. Выступ на его колодке ограничивает ширину отбираемого фальца и направляет струг по ребру доски или бруска. Колодка может быть и с двумя выступами, которые не только направляют ее точно по кромке бруска или доски, но и ограничивают ширину и глубину фальца.
Зензубель (рис. 45, з). Им можно выстругивать фальцы или четверти любой ширины и глубины. При работе колодку придерживают пальцами, причем пальцы должны двигаться по кромке доски или бруска. Можно колодку направлять и накладкой — рейкой, прибитой гвоздями или привернутой шурупами. Накладка ограничивает ширину фальца или четверти. Ножи ставят прямо или косо. Косо поставленный нож позволяет строгать древесину как вдоль, так и поперек волокон.
У фальцгебеля и зензубеля длина колодки составляет 240 мм, ширина — 30, высота — 80, а ширина ножа —15 мм.
Шпунтубель, или шпунт (рис. 45,и). Применяют для выборки шпунта (канавки) разной глубины (зависит от того, насколько выступает из-за подошвы колодки стальной гребень). Ширина ножа (зависит от ширины шпунта) бывает от 3 до 10 мм. Переставляя планку и устанавливая нож рядом с ранее выбранным шпунтом, можно получить шпунт любой ширины. Стальной гребень расположен в середине колодки и имеет ту же ширину, что и нож. Планку крепят сбоку колодки двумя винтами. Она идет по кромке бруска и направляет инструмент. Вращением гайки планку прижимают или удаляют от колодки.
Калевка (рис. 45,к). Ее применяют, чтобы выстрогать на кромках брусков, досках, различных рейках валики, выемки и т.п. Длина колодки — 240 мм, вы
сота — 70...80, ширина — 10...50 мм. Лезвие ножей может иметь различную фигурную форму. Точно такая же форма должна быть и у подошвы колодки, т. е. для каждого ножа делают свою колодку. Выпиливают фигурные ножи напильниками. Колодки должны иметь выступ, который будет направлять струг по кромке доски или бруска.
Горбачи (рис. 45, л). Это рубанки с колодкой выгнутой формы. Их применяют при изготовлении деталей выгнутой или вогнутой формы, например при строгании криволинейных брусков. Нож у горбача прямой, подошва колодки имеет выпуклую или вогнутую форму.
Можно изготовить накладки нужной формы н крепить их шурупами на подошву колодки рубанка.
Струги для фигарей (рис. 45,ж). Ими можно выстругивать гладкую фигарею одновременно с калевкой.
Цикли (рис. 45,к). Это тонкие пластинки из крепкой, чтобы ее с трудом мог точить напильник с мелкой насечкой, полированной стали толщиной 0,5... 1 мм. Они позволяют снять с древесины тончайшую стружку и ворс. Часто цикли изготовляют из поперечных пил. Для удобства в работе их крепят в деревянных ручках. Для циклевания деталей с криволинейным профилем применяют фигурные цикли. Скоблит древесину заусенец, который тщательно затачивают и правят на оселке. Заусенец может быть с одной и с двух сторон цикли. Циклю, заточенную как обычный рубаночный нож (со снятием фаски), заправляют с одной стороны, а заточенную без фаски с торцевой стороны под прямым углом к пласти — с двух сторон (образуются два заусенца). Рабочие стороны прямых циклей должны быть строго прямолинейны.
Ножи для стругов. Имеют длину 180 мм, ширину в зависимости от размеров и назначения струга, толщину—1.9...3 мм (ГОСТ 1183—80). У двуслойный ножей нижнюю пласть (слой) называют поддерживающей в изготовляют из мягкой стали марки 30. Верхнюю пласть (длиной 55 мм, толщиной 1...0,5 мм] выполняют из плакирующей стали марок 9ХВ, 9X5, 9ХС и ФВ. Нижний конец ножа со стороны поддерживающей пласти стачивают на фаску под нужным углом и называют режущей частью, или жалом. Чем
тверже дерево, тем больше должен быть угол фаски. Острые ножи чище строгают, и ими легче работать.
Ножи могут быть одинарными и двойными (рис. 47). Двойной нож состоит из самого ножа и накладываемой на него нережущей пластинки, называемой стружколомателем. Эта пластинка может быть плоской и с выпуклостью — горбом (поэтому стружколо-матель еще называют горбатиком). Двойной нож чище строгает и регулирует толщину стружки. Горбатик должен плотно прилегать к ножу. С нижней стороны ножа его закрепляют винтом. Зазор между ними допускается не более 0,05 мм. Расстояние от жала ножа др горбатика зависит от толщины стружки и желаемой чистоты строгания. Двигается горбатик по продольной прорези общей длиной 90 мм.
Струг с одинарным ножом надкалывает древесину на некотором расстоянии впереди себя, поэтому строганная им поверхность бывает недостаточно гладкой. У струга с двойным ножом горбатик предупреждает надкалывание дерева, поэтому и строганая поверхность получается чистой.
Наладка стругов. У приобретенного двойного ножа н^до проверить плотность примыкания горбатика к йласти. При зазоре между ними более 0,1 мм горбатик следует приточить. Если этого не сделать, то в зазоре будет заклиниваться стружка, потребуется частая очистка его и ухудшится чистота строгаемой поверхности. Ширина ротика в колодке также имеет большое значение для чистоты строжки. При широком ротике стружка грубее. Нормальной считается ширина ротика для шерхебеля 9 мм, рубанка — 8, фуганка— 7 мм. Ротик будет уже, если вставить в подошву колодки бобышку (рис. 48). Вырезают бобышку из дерева в виде треугольника толщиной 12... 15 мм. Все неровности ее зачищают. Бобышку приставляют к по-дЬшве струга и обводят вокруг нее тонкие риски. По этим рискам выдалбливают в колодке гнездо глубиной 11...14 мм. Приклеивают бобышку в гнездо и прижимают струбциной. Через сутки выступающую часть бобышки сострагивают заподлицо с подошвой колодки.
Из шерхебеля и рубанка нож вынимают следующим образом. Левой рукой берут за середину колодки так, чтобы большой палец придерживал клинок
Рис. 47. Виды ножей:
а —одинарный с плакирующей накладкой; б — двойной с горбатиком; 1 — накладная часть ножа; 2— отверстие; 3— гайка; 4 горбатик
Рис. 48. Схема установки бобышки в ко-
лодку струга:
1 — бобышка; 2 — ротик; 3 — нож
Рис. 49. Извлечение ножа из струга
и нож (рис. 49). Правой рукой наносят киянкой или молотком по вставленной пробке в задней части колодки удар. Под действием ударов клинок поднимается вверх и легко вынимается вместе с ножом. Во время выемки нож следует также придерживать, так как он может выпасть и, ударившись о пол, сильно затупиться, выколоться или ранить ногу.
Чтобы вынуть нож из фуганка, молотком наносят удары по бойку. Левая рука при этом должна придерживать нож.
Чтобы наточить двойной нож, надо сначала отвинтить винт и снять горбатик. Нож в колодку шерхебе
ля, рубанка или фуганка вставляют так, чтобы его лезвие было на одном уровне с ее подошвой. Затем устанавливают клинок, крепко прижимая его к летку. Можно вставлять нож иначе: на верстак кладут нож фаской вниз, на нож — клинок, и все вместе вставляют в леток колодки. Во время вставки ножа средний палец левой руки должен придерживать его лезвие йа одном уровне с подошвой колодки. Чтобы закрепить нож, по клинку наносят молотком легкий удар.
Вставленные в колодку ножи не, должны иметь перекоса и должны выступать из-за ее подошвы на требуемую высоту. Проверяют, соблюдаются ли эти условия, на глаз, для чего колодку держат одной рукой на уровне глаз (или двумя руками на уровне груди) подошвой вверх и передним концом к себе. Лезвие ножа по отношению к подошве колодки должно располагаться без перекоса и казаться тонкой ниткой. Высота, на которую должно выступать лезвие, зависит от толщины стружки, которую нужно снять. Сильно выступающий нож будет снимать толстую стружку и грубо строгать. Чтобы нож выступал меньше, по задней части колодки или пробке ударяют несколько раз молотком. Для того чтобы нож выдвинулся вперед, по нему наносят молотком легкие удары. Поставленный косо нож оставляет на поверхности строгаемой доски уступы. Чтобы выровнить его, ударяют несколько раз молотком по выступающей части ребра.
Наладку стругов с двойным ножом осуществляют следующим образом. Горбатик ставят на нож, слегка привертывают винтом, а затем устанавливают на необходимом расстоянии от лезвия ножа и прочно закрепляют винтом. Двойной нож и клинок в колодку вставляют так же, как и одинарный нож и клинок.
Точка ножей. Ножи шерхебеля, рубанка и подобных им стругов вначале нужно отточить на точиле. Держат нож против вращения точила и обязательно смачивают водой. Выдержать необходимый угол отточки вручную сложно. Помогут выдержать такой угол роликовое или рычажное приспособления (рис. 50, а, б). Нож закрепляют в прорези рычажного приспособления клином так, чтобы он прилегал своей фаской к поверхности точила под необходимым углом. Во время отточки следует слегка нажимать на рычаг, который придает устойчивость ножу.
Затем нож нужно заточить на бруске (рис. 50, в). Облегчит заточку простейшее приспособление, показанное на рисунке 50, г. Валик внизу приспособления придает ножу устойчивость. При заточке нож также смачивают водой. Полученная фаска должна быть строго прямолинейной.
Проверить прямизну лезвия можно с помощью
е
Ряс. 5в. Порядок точки кожа струга:
в и б — отточка на точиле с роликовым рычажным приспособления!»! в и г — заточка на бруске без приспособления и с приспособлением) б «• правка на оселке; е — проверка прямизны лезвия на глаз
Рис. 51. Наводка цикли:
1 — правильная; 2 — неправильная
угольника или на глаз. На лезвии не должно остаться следов после отточки.
Потом нож правят на оселке (рис. 50,д), смоченном водой или маслом. При использовании масла лезвие станет острее, чем при использовании воды, и минимально изотрется оселок. Правку ножа выполняют до тех пор, пока на фаске не останется следов от заточки и не будут удалены все заусеницы.
Калевочные ножи обычно точат сперва личным напильником (мелкая насечка), а затем бархатным .(очень мелкая насечка), но можно использовать и набор всевозможных брусков. Калевки со снятыми заусеницами строгают чище.
Лезвие цикли затачивают так же, как и нож шерхебеля или рубанка. Двустороннюю циклю затачивают с торцевой и боковых сторон. После заточки циклю «наводят», или «направляют», т. е. заворачивают острые ребра кромки в широкую сторону, что придает цикле способность хорошо скоблить древесину. Для наводки циклю кладут на край верстака так, чтобы ее кромка слегка выступала, и крепко прижимают пальцами левой руки (рис. 51). Ребром стамески или штифтом сильно надавливают на кромку (вниз в сторону ребра) и одни — два раза проводят по ней. Ребро цикли от нажима немного согнется и завернется в сторону пласти. Стамеска или стальной штифт должны быть много крепче стали, из которой изготовлена цикля. Их следует хорошо зашлифовать, чтобы они плавно скользили по цикле. Нельзя использовать стамеску или штифт с зазубринами, раковинами и другими
дефектами, так как тогда и цикля будет иметь дефекты.
Техника строгания. Ножи наточили и правильно вставили в колодку. Теперь можно приступить к строганию. Дерево следует строгать всегда по ходу волокон. Строжка против волокон приводит к их заколу (задиру). При обработке свилеватой древесины, у которой волокна расположены в разных направлениях, струг приходится вести в разных направлениях. Строгать такую древесину нужно рубанком с хорошо наточенным и мало выпущенным двойным ножом.
Шерхебель, рубанок, горбачи во время работы держат следующим образом: правой ладонью упираются в заднюю часть колодки (за ножом) и толкают ее вперед (нож при этом не должен касаться руки), левой рукой берут за переднюю часть колодки или за рожок (рис. 52, а). Прижимая инструмент к поверхности доски, строгают на весь размах руки. Детали большой длины обрабатывают по частям. Чтобы струг двигался параллельно плоскости обрабатываемого материала (доски, бруска) и лезвие ножа равномерно врезалось в древесину и снимало стружку одинаковой толщины, вначале строжки надо сильнее нажимать на носок колодки, а в конце — на пятку.
Фуганки держат иначе: правой рукой — за ручку, левой — за переднюю часть колодки (рис. 52,6). Во время строжки следует снимать сплошную стружку вдоль всей детали. При строгании длинной детали приходится ходить с фуганком вдоль нее. После взмаха стругом делают шаг вперед. Затем отводят прижатый к детали инструмент немного назад, не изменяя направления строжки и силы нажима, и снова посылают его вперед. Длинную деталь можно строгать и по-другому: фуганок, не отрывая, плавно ведут вдоль всей детали.
Правильная рабочая поза во время строжки: ноги расставлены, изгиб корпуса только в пояснице.
Строгаемая деталь должна плотно, без перегибов лежать на верстаке. При необходимости под нее можно подложить стружки, щепочки или клинья.
Любую деталь строгают вначале шерхебелем, затем рубанком, лучше с двойным ножом, потом фуганком. Только так можно получить ровную, гладкую поверхность.
Рис. 52. Техника строгания:
а —рубанком; б— фуганком; в — отборка фальца; е и д — отборка калевок на доске и на тонких рейках; е—торцевание досок; ж, з, и —квадратного, шестигранного и трехгранцого с фаской брусков; к — тонких реек; 1 — брусок; 2, 4 и 6 — набиваемые, направляющая и строгаемая рейки; 5 —рубанок; 5—нож рубанка; 7 — выстроганная доска; й — ограничительные щечки
Отборку четвертей или фальцев выполняют по намеченным рейсмусом рискам фальцгебелем или зензубелем, оставляя запас 1...3 мм. При строжке вдоль волокон берут зензубель с прямо поставленным ножом, а поперек волокон — с косо поставленным ножом. Отобранные четверти или фальцы осторожно подчищают сначала с одной, потом с другой стороны (рис. 52, в).
Отборку калевки на доске или бруске осуществ
ляют следующим образом. Сострагивают ближайшую к ней фаску рубанком. Затем по этой фаске спиливают оставшийся тонкий слой материала (рис. 52,г).
Калевку на лицевой стороне обкладки из тонких и длинных реек удобнее строгать с помощью стусла, состоящего из двух нетолстых, правильно отфугован-ных брусков, скрепленных так, что они образуют четверть необходимой высоты для укладки реек (рис. 52,5). Чтобы рейки не скользили и прочно держались в четверти, в нее вбивают гвозди остриями вверх. Заготовку насаживают на эти гвозди (легкими ударами молотка или киянки через деревянный брусок). Сострагивают рубанком фаску примерно по размеру калевки. Затем строгают калевкой так, чтобы бортик у ее левой щечки плотно шел по левой стороне стусла. Прекращают строжку тогда, когда щечка калевки ляжет на верхнюю поверхность стусла.
Торцевание брусков, досок и других деталей требует большой осторожности, так как последняя кромка может обломиться (сколоться). Чтобы это не произошло, к ней плотно прикладывают брусок (или кусок доски) со снятой фаской так, чтобы он был на одном уровне с торцом обрабатываемой детали, а фаска вышла на наружную сторону (рис. 52, е).
Строгание квадратных брусков со сторонами одного размера выполняют в следующей последовательности. Прежде всего обрабатывают одну их сторону сначала шерхебелем, потом рубанком и фуганком. Приставляют к строганой стороне 1 угольник и проводят риски под углом 90° по торцам сторон II и IV (рис. 52,ж). Риски покажут, сколько необходимо снять древесины с этих сторон. Сострагивают лишнюю древесину со сторон II и IV до рисок. Если все сделано правильно, то угол между сторонами I и II и I и IV будет равен 90°. С помощью рейсмуса проводят риску по стороне III и обрабатывают ее.
Точной в такой же последовательности строгают доски.
Строгание шестигранного бруска начинают с обработки его торцов. Затем на одном торце чертят шестигранник (рис. 52, з). Проводят от углов, образованных сторонами шестигранника, риски до другого торца и вычерчивают на нем шестигранник. По рискам сострагивают лишнюю древесину с бруска. Пра
вильность формы полученного бруска проверяют малкой или шаблоном.
Строгание трехгранных брусков выполняют в такой последовательности. Вначале строгают квадратный брусок нужного сечения. Затем его распиливают по диагонали на две (рис. 52, и) или четыре части. Распиленные стороны обрабатывают стругом. Правильность формы бруска проверяют малкой, изготовленной из фанеры или тонкой доски.
Строгание круглой палки (скалки) осуществляют следующим образом. Берут квадратный брусок и об* рабатывают стругом его торцы. На торцах проводят диагонали. Точка их пересечения будет центром окружности. Вычерчивают эту окружность. По окружности выполняют строжку бруска со всех сторон. Оставшиеся дефекты зачищают рубанком с двойным, мало выпущенным ножом.
Строгание тонких реек одинаковой толщины легче выполнять так. Обрабатывают стругом брусок с трех сторон. Отмеряют на бруске тол.щину рейки и рейсмусом проводят риски. Отпиливают рейку от бруска. Три стороны такой рейки остроганы. Для того чтобы обработать четвертую сторону, один конец рейки срезают на конус и прибивают гвоздями к доске, а затем уже строгают эту сторону, часто проверяя толщину рейки.
Выдержать при строжке необходимую толщину рейки будет легко, если с боковых сторон рубанка прибить ограничительные рейки на расстоянии от лезвия ножа, равном толщине рейки. Отпиленную от бруска рейку с одного конца срезают на фаску, крепят гйоздем и строгают обычным порядком.
Можно рейки строгать и так. На ровно выстроганную доску 7 набивают две рейки 2 на расстоянии, равном ширине ножа 5, рубанка или фуганка (рис. 52, к). К одной из реек с правой или левой стороны прибивают направляющую рейку 4, которая не даст стругу сдвинуться. Рейку, которую нужно обработать, закрепляют и строгают обычным порядком.
Проверка строганой детали. Детали после строжки должны иметь правильную форму. Установить, правильно или нет обработана деталь, можно на глаз с помощью ровной линейки и угольника. Линейку приставляют к плоскости детали во всех направлениях.
Если она прилегает неплотно, то необходима повторная строжка. Угольник нужен для того, чтобы определить прямоугольность формы. Правильно обработанную сторону детали метят карандашом. Метку обычно ставят в виде кривой линии.
4. ДОЛБЛЕНИЕ И СВЕРЛЕНИЕ ОТВЕРСТИЙ
При изготовлении изделий отдельные детали приходится соединять друг с другом с помощью шипов, проушин, нагелей и т.д. Для этого необходимо долбить или сверлить различные отверстия.
Долбление отверстий. Эту работу выполняют стамесками и долотами (рис. 53).
Стамески имеют более тонкие лопасти, чем долота. Изготовляют лопасти стамесок шириной 4...50 мм, толщиной 3...4 мм, разной длины. Затачивают их с одной стороны на фаску так, чтобы образовалась
Рис. 53. Стамески (а) и долота (б)
Рис. 54. Техника долбления отверстий:
а — рабочее положение; б — последовательность долбления (показана цифрами)
режущая кромка (жало). Стамески можно применять не только для долбления, но и для резания древесины: для зачистки гнезд, пазов, удаления излишков древесины и т. п. Они режут лучше наискось к волокнам древесины. При работе пальцы должны быть всегда позади лезвия.
Долота (столярные) прочнее стамесок. Ими можно наносить более сильные удары. Их лопасти изготовляют шириной 6...20 мм, толщиной &..11 мм.
Чтобы предохранить ручки стамесок и долот от быстрого раскалывания, на них в нижней и верхней частях надевают кольца. Жало этих инструментов должно быть всегда острым, тогда отверстия и гнезда будут чистыми.
Отверстия долбят только по предварительно выполненной разметке, т. е. по рискам, стоя (если деталь прочно закреплена на верстаке) или сидя на детали, уложенной на верстаке (рис. 54, а).
Неглубокие отверстия шириной, равной ширине стамески, можно долбить так (рис. 54,6). Лезвие стамески ставят с одной стороны отверстия строго вертикально по риске*. Наносят сверху по ее ручке удар киянкой, вгоняя лезвие в древесину. Осторожно вынимают стамеску, чтобы не смять древесину с наружной стороны отверстия, и передвигают к середине отверстия. Установив лезвие стамески под некоторым углом к вертикали, вновь наносят удар по ее ручке так, чтобы срезалась стружка. Затем в такой же последовательности выполняют описанные операции с другой стороны отверстия. Потом вновь возвращаются к первой стороне отверстия, и далее все операции повторяют до тех пор, пока не получится отверстие необходимой глубины.
Глубокие отверстия можно долбить сперва с одной стороны до половины их глубины, затем с другой и т. д.
Правильность выполнения сквозного отверстия проверяют, приставляя к ним стамеску или долото (рис. 55).
* Если вы впервые долбите отверстие, то лучше отступить от риски внутрь отверстия на 0,5...1 мм. Когда отверстие будет выдолблено, стамеску ставят вертикально точно по риске и наносят по ее ручке удары киянкой, срезают лишнюю древесину. Все это предотвратит смятие боковых сторон отверстия, и отверстие получится чистым.
Гнездо с особо гладкими стенками нужно долбить яе точно по рискам, а отступив от них внутрь гнезда на 0,5... I мм. После долбления в первую очередь зачищают торцовые поверхности, а затем продольные.
Фигурные поверхности отверстий обрабатывают сначала рашпилем, а затем напильниками с мелкой насечкой. Иногда используют и мелкую шкурку.
Сверление отверстий. Вначале размечают центр отверстий, а затем их контуры. По размеру отверстия подбирают сверла нужного диаметра.
Промышленность выпускает различные сверла (рис. 56):
ложечные (или перовые) — для сверления отверстий диаметром 3...16 мм вдоль и поперек волокон древесины, причем отверстия получаются не очень точные и чистые;
шилообразные (или конусовые) — для сверления отверстий под шурупы диаметром до 5 мм, причем отверстия получаются рваные и шероховатые;
центровые—для сверления чистых и правильных отверстий диаметром 13...51 мм поперек волокон древесины;
пробочные (или бесцентровые)—для сверления несквозных отверстий, в которые вставляют на клею деревянные пробки диаметром немного больше диаметра высверленного отверстия, с чистым ровным дном, например в местах заделки сучков и других дефектов;
винтовые (или витые)
Рис. 55. Правильно (а) и неправильно (б) выполненные отверстия
для сверления чистых отверстий разной глубины диаметром до 58 мм поперек волокон древесины;
бурав и буровые—для сверления глубоких отверстий. Такие сверла имеют ушко, в которое вставляют ручку;
раззенковку (конусообразное специальное сверло)—для рассверливания отверстий под шляпки гвоздей или шурупов;
по металлу — можно применять и для сверления отверстий в деревянных изделиях. При сверлении обычным сверлом отверстия получаются не очень чистые, но если заточить обычное сверло так, чтобы прямой нож и дугообразный резец находились на одном уровне, а шилообразный конец был несколько длиннее их, то можно получить чистые отверстия;
универсальные раздвижные — для сверления отверстий различного размера. Чтобы вставить резец, нужно отвернуть немного винт. Тогда прижимная планка отойдет, и шпонка резца свободно войдет в. паз. При завернутом винте планка крепко прижимает резец. На резце имеются миллиметровые деления, по которым устанавливают диаметр отверстий.
Режущую кромку ложечных сверл затачивают с внутренней стороны, то есть из желобка. С наружной стороны удаляют шлифованием только заусенцы. Центральные перки у перовых сверл затачивают со всех сторон равномерно, причем ось сверла не должна смещаться. Дорожник универсальных сверл следует затачивать только снизу с внутренней стороны. Горизонтальный резец надо точить сверху.
Мягкие режущие части сверл затачивают напильником с мелкой насечкой, а крепкие — наждачным
К
Рис. 56. Виды сверл:
а — ложечное; б — шилообразное; в — центровое; а — пробочное; д — винтовое; е — буровое; ж — раззенковка; s — бурав; и — по металлу (7 — обычное; 2, 3 — со спецВ" альной заточкой для сверления дерева); к — универсальное раздвижное (7 — основная часть; 2 — прижимная планка; 3—винт; # — передвижной резец; 5 — дорожник; б — режущая кромка; 7 — паз; 8 — резец с дорожником)
Рис. 58. Рабочее положение при сверлении отверстия коловоротом
Рис. 57. Коловорот:
1 — грибок; 2 — коленчатый вал;
3 — ручка; 4 — патрон
или корундовым брусками. При этом сверло нужно держать в левой руке, а напильник или брусок — в правой. Сверло по металлу можно затачивать на точиле. Диаметр сверл после заточки не должен уменьшаться. Хвостовики сверл закрепляют, и сверла вращают коловоротом или дрелью. Коловороты бывают простые (рис. 57) и комбинированные с трещоткой. Лучше приобрести комбинированный коловорот, так как им можно сверлить отверстия в таких местах, где невозможно использовать простой коловорот.
Деталь закрепляют в тисках или на верстачной доске. Хвостовик сверла прочно зажимают в патроне 4 коловорота. Конец сверла ставят в центр отверстия. Нажимают левой рукой на грибок 1. Правой рукой вращают коловорот по часовой стрелке. Для устойчивости коловорота и ускорения сверления на левую руку можно нажимать подбородком (рис. 58).
Совершенно прямые отверстия можно получить только в том случае, если направление сверления не изменяется. Изменение наклона сверла часто приводит к его поломке и перекосу отверстия. Чтобы проверить направление сверла к детали, к сверлу приставляют угольник.
Если требуется сверлить отверстия на определенную глубину, на сверле делают метку цветным карандашом или на сверло надевают ограничитель — деревянный брусочек с отверстием в середине.
При сверлении сквозных отверстий деталь нужно положить на ровную доску и крепко прижать к ней. Это предотвратит выкалывание древесины на нижней стороне детали.
Сквозные отверстия можно сверлить и с обеих сторон детали. Как только конец сверла появится на обратной стороне, деталь перевертывают и отверстие досверливают.
Иногда деталь сверлят с обеих сторон до половины. При этом отверстие нужно размечать с обеих сторон детали. Оба отверстия должны в центре детали соединиться. При недостаточно точном сверлении недостаток его окажется внутри отверстия и не будет заметен.
5. СТОЛЯРНЫЕ СОЕДИНЕНИЯ
Угловая вязка брусков (рис. 59). Такой вид соединений применяют при изготовлении переплетов и мебели. Самым простым является шиповое соединение, когда шип сопрягают с проушиной или гнездом. Проушины устраивают в вертикальных брусках, шипы.— в горизонтальных. Боковые стенки проушины или гнезда называют щечками, а уступы между шипом и телом бруска — заплечиками. Ширина проушин должна быть равна толщине шипа, а для серединных соединений — немного больше толщины шипа. Для подгонки соединения и для стекания клея во время склеивания гнездо для глухого шипа нужно делать глубиной на 2...3 мм больше длины шипа.
Соединение накладкой вполдерева простое, но недостаточно прочное. Поэтому соединяемые бруски нужно дополнительно крепить нагелями, гвоздями или шурупами. Нагели изготовляют из твердых пород древесины. Для выполнения накладки срезают V2 толщины бруска.
Соединение сквозным прямым одинарным шипом очень распространено в столярно-мебельных работах. Такое соединение прочнее накладки вполдерева. Толщина шипа должна составлять 73 толщины бруска.
Соединение сквозным прямым двойным шипом прочнее соединения одинарным шипом. Толщина шипа должна быть в пределах Vs—2/? толщины бруска.
Соединение сквозным прямым тройным шипом прочнее соединения двойным шипом. Толщина шипа должна быть равна 7? толщины бруска.
Шип «ласточкин хвост» используют там, где со-
1
3
Рис. 59. Угловая вязка брусков:
f — накладкой «внолдерева»; 2, 3 и 5 — прямым шипом соответственно сквозным одинарным, двойным и глухим? 4 — шипом «ласточкин хвост»; 6 — на вставках шипах-шкантах; 7, 8, 9, 10, 11, 12 — «на ус» соответственно примыканием, со вставным шипом, внакладку, со вставными шкантами, сквозным шипом, потайным шипом; 13— в проушину с подрезкой; 14, 15, 17, 18 — одинарным шипом соответственно сквозным впотемок, глухим несквозным впоте-мок, сквозным вполупотемок, глухим вполупотемок; 16 — тройным шипом
единение работает на разрыв. Узкая часть шипа должна составлять Vs, а широкая — 3/5 толщины бруска.
Соединения прямыми глухими или впотемок шипами применяют тогда, когда необходимо скрыть торцевые стороны шипов на левой стороне изделия.
Вязка открытым шипом прочнее вязки несквозным шипом. Шип впотемок иногда заменяют шипом вполупотемок.
Соединение на двух вставных шипах-шкантах (изготовляют из древесины твердых лиственных пород) достаточно прочное, но нужны хорошая притор-цовка примыкающего бруска и точное сверление или долбление гнезда. Шипы должны плотно входить в гнезда.
Соединение «на ус» примыканием недостаточно прочное. При его использовании требуется тщательная приторцовка брусков с дополнительным креплением косынкой (лучше из древесины твердых лиственных пород или фанеры). Косынку ставят на клею, реже на гвоздях или шурупах.
Соединение «на ус» со вставным шипом также недостаточно прочное. Дополнительно ставят один или два круглых шипа — шканта на клею. Толщина шипов зависит от толщины брусков.
Соединение «на ус» внакладку также не очень прочное. Толщина накладки должна составлять */г толщины бруска.
Соединение «на ус» сквозным одинарным или двойным шипом довольно прочное, но необходима точная пригонка деталей. Шипы делают толщиной Vs—Vs толщины брусков.
Угловую вязку выполняют следующим образом. Нарезают бруски с припусками по длине 20...40 мм, по ширине и толщине 5 мм (можно делать и немного
Рис. 60. Последовательность угловой вязки брусков на шипах:
а и б — разметка гребенкой и по угольнику; в — запиливание шипов и проушин; г—спиливание щечек и долбление гнезд; / — полотно пилы; 2 —долото; П и Ш — проушипная и шиповая части
больше). Размечают шипы на горизонтальных брусках, проушины — на вертикальных (рис. 60, а или б). Закрепляют бруски в верстаке (верстачной доске или стелюге) в вертикальном положении. Линия распила шипов должна идти с их наружной стороны, а проушин— с внутренней (рис. 60,в). Делают запил. Для этого ноготь большого пальца левой руки ставят около риски, а полотно пилы — около него так, чтобы зубья находились от риски на расстоянии, равном одной четвертой ее толщины (7ю мм). Прижимают ноготь к гладкой части пилы и ведут пилу на себя. Зубья должны только слегка врезаться в древесину. Затем короткими движениями пилы вперед и назад углубляются в древесину на 5... 10 мм. Палец руки убирают и продолжают пилить. По мере углубления полотна пилы в древесину размах пиления увеличивают. Нажимать на пилу не следует, иначе она уклонится от необходимого направления распила. Направляют пилу в нужное место поворотом лучка.
К точности выполнения шиповых соединений
предъявляются строгие требования. Незначительный перекос шипа или проушины портит все изделие. Шип толщиной больше ширины гнезда или диаметра отверстия проушины приводит к раскалыванию бруска, а шип толщиной меньше ширины гнезда и диаметра отверстия проушины создает слабое соединение.
Чистота распила зависит от крупности и правильного развода зубьев пилы. Рекомендуется использовать пилу с мелкими, одинаково разведенными и остро заточенными зубьями. Работу можно выполнять ножовкой с обушком, но продолжительность пиления в этом случае увеличится, так как длина такой пилы небольшая.
Когда все проушины и шипы запилены, приступают к спиливанию щечек у шиповых деталей, выбиранию (долблению) лишней древесины в шипах, проушинах, гнездах (рис. 60, а) и зачистке шероховатостей. Готовые шипы вставляют в проушины, причем входить они должны с небольшим усилием. Неточности в шиповых соединениях исправляют, подрезая нужные места острой стамеской. Обычно бывают неточно выполнены места примыкания щечек шиповой детали к проушине из-за того, что заплечики не всегда имеют ровную линию запила. К заплечикам приставляют угольник и исправляют по нему неточности запила стамеской. Правильность выполнения соединения также проверяют угольником и, если требуется, исправляют его.
Тавровая вязка брусков (рис. 61). Такой вид соединений применяют, когда необходимо в рамке или коробке установить вертикальные и горизонтальные средники. По типу врезки различают тавровую вязку вполдерева, трапециевидной накладкой, глухим сковороднем, прямым одинарным и круглыми вставными шипами. Соединение вполдерева «лапой» 2 выполняют тогда, когда необходимо удержать бруски рамки от расхождения, трапециевидной накладкой 3 — если надо предотвратить коробление связываемого бруска.
Вязка деталей при формировании коробок (рис. 62). Этот вид соединений широко используют при изготовлении ящиков.
В менее ответственных случаях выполняют соединения открытыми прямыми и косыми шипами, открытыми шипами в «ласточкин хвост», на вставных ши-
Рис. 61. Тавровая вязка брусков:
1 и 2 — виол дерева; 3 — трапециевидной накладкой; 4-~ глухим сковороднем; 5 и 6 — прямым одинарным и круглы* ми вставными шипами
пах. Когда необходимо скрыть торцы с лицевых сторон, выполняют угловые вязки впотай, на гребень, в паз на вставную рейку, с подклеенной бобышкой.
Изготовление многослойных щитов. Простейший многослойный щит состоит из трех слоев (склеенных) фанеры. Наружные (или лицевые) щиты называют рубашкой, а внутренний — серединкой. Серединки можно изготавливать из брусков, реек, лущеного шпона, древесноволокнистых плит.
Серединка щитов может быть заполнена каким-либо волокнистым материалом, рейками с прорезями (для облегчения) и массивными дощатыми. Собирают такие щиты в четверть, в паз и гребень, в паз на рейку на шипах, на гладкую фугу, на шпонках и в наконечник (рис. 63). Сплачивание в четверть, в паз и гребень и в паз на рейку — надежно, но в случае расклеивания щитов появляются сквозные трещины. Поэтому предпочтение следует отдавать сплачиванию на гладкую фугу и на шпонках. Доски в щитах укладе
Рис. 62. Вязка деталей при формировании коробок:
1 я 2 — прямым и косым открытыми шипами; 3 и 4 — открытым и полупотайным шипами в «ласточкин хвост»; 5 — впотаЙ; 6 и 9 — на гребень; 7 —* на вставных плоских и круглых шипах; 8 — в паз на вставную рейку с открытым торцом; 10 — с подклеенной бобышкой треугольной формы
Рис. 63. Виды сплачивания щитов:
1 — в четверть; 2 — в паз и гребень; 3 — в паз на рейку; 4 — на гладкую фугу с круглыми или квадратными шипами; 5 — на шпонках; 6 — в наконечник; 7 и 8 — неправильная и правильная укладка реек; 9 — улучшенное
Рис. 64. Схемы клинового деревянного (а) и металлического винтового (б) сжимов:
I —винт; 2 —зубчатая балка или рейка; S — переставная колодка
дывают годичными слоями в разные стороны поочередно, что значительно снижает коробление. Если их уложить годичными слоями в одну сторону, то щит изогнется.
Щиты на гладкую фугу собирают так. Подбирают делянки — бруски или узкие доски. Кромки их хорошо фугуют по всей длине, добиваясь плотного примыкания одной делянки к другой. Просветы допускаются не более 0,5 мм, но и они снижают качество работы. Заполняют просветы клеем (в незапрашиваемых изделиях он будет виден). После строжки пригнанные кромки метят. Склеивают делянки, сжимая в сжимах (рис. 64).
Чтобы повысить прочность соединения, рекомендуется в кромках делянок дополнительно ставить круглые или плоские шканты шириной не более половины толщины сплачиваемых досок, длиной больше толщины досок в 3...4 раза. Расстояние между шкантами может быть 250 мм и больше и зависит от длины склеиваемых щитов и их назначения. Шканты должны с небольшим усилием входить в приготовленные отверстия.
После высыхания клея щиты строгают и часто оклеивают с одной или двух сторон толстым шпоном, фанерой-переклейкой или древесноволокнистой плитой. При необходимости щиты фанеруют с одной или двух сторон.
Щиты на шпонках собирают из узких досок или брусков. С одной или двух сторон доски скрепляют с помощью брусков (шпонок), выстроганных на конус. Вбивают шпонки в пазы в виде «ласточкина хвоста». Ставить шпонки можно без клея и на клею.
При использовании клея паз должен быть очень чисто выбран, чтобы шпонка плотно примыкала к нему. Входить в паз шпонка Должна* с большим усилием.
Пазы в щитах должны идти поперек волокон. Прежде всего делают два косых пропила по краям паза и третий прямой —
Рис. 65. Конструкция щита:
1 — облицовка; 2 — каркас; 3 — средники
посередине на нужную глубину. Затем стамеской выбирают лишнюю древесину и зачищают дно паза.
Дно широких (не менее 25 мм) и неглубоких (до 15 мм) пазов модсно зачищать шерхебелем с плоским ножом. В начале строжки нож должен выступать из-за колодки настолько, чтобы его лезвие задевало только за неровности дна, и резать древесину под углом. По мере строжки нож постепенно выдвигают. Дно паза при этом получается хотя и не очень чистым, но ровным. Отдельные неровности можно подправить стамеской.
Зачищать дно паза можно и стамеской, поставленной в брусок. Лучше всего закрепить ее в бруске под углом. Но предпочтение все же нужно отдавать специально предназначенному для этой работы грунту-белю.
Изготовление каркасных щитов (рис. 65). Эти щи-
Рис. 66. Запрессовка щита струбцинами
ты легкие и прочные. Каркас вяжут на прямых шипах или шкантах. Средники должны обеспечивать необходимую жесткость щита.
Щит можно фанеровать ценными породами дерева. Из фанеры ценных пород дерева изготовляют стяжку, а из древесноволокнистой плиты вырезают один или два листа нужного размера. Наклеивают на эти листы стяжку и сушат их. Затем фанерованные листы наклеивают на каркас и зажимают полученный щит в струбцинах (рис. 66) или прессе.
6. СКЛЕИВАНИЕ СТОЛЯРНЫХ ИЗДЕЛИЯ
На прочность клеевого соединения влияет многое: качество клеевого раствора и подготовки склеиваемых поверхностей, влажность древесины, режим склеивания, продолжительность прессования. Детали мебели из древесины лучше склеиваются, если ее влажность составляет 6...10%, а шпон и клееная фанера — при их влажности 5...6 % • Клей лучше сцепляется с шероховатой поверхностью. Поэтому гладкую поверхность предварительно нужно обработать цинубелем.
Клей рекомендуется наносить кисточкой, изготов
ленной из луба липовой или дубовой коры. Куску ко* ры придают ножом форму лопаточки. Срезают с конца лопаточки твердую корку. Кладут этот конец лопаточки в горячую воду .(при остывании меняют) и держат в ней до тех пор, пока луб не размокнет. Размокший конец луба (5...10 мм) разбивают молотком. Выбирают и удаляют крупные волокна. Кисточку промывают и просушивают.
При склеивании изделий температура на их поверхности должна быть не ниже 15 °C, иначе клей быстро загустеет, не проникнет в поры древесины и почти полностью выдавится шипами из проушин. Температура костного клея должна составлять 65 °C, мездрового — 70 °C, а температура воздуха в помещении— 20„.30°С. На поверхности изделия, нагретого до 40 °C, образуются сухие пятна клея, так как влага из него впитается в древесину.
Костный клей дает усадку от своего первоначального объема на вторые сутки на 20 %, на четвертые — на 38, на десятые — на 58%, а казеиновый — соответственно на 30, 50 и 70 %.
Склеиваемые детали должны иметь одинаковую влажность. Разница во влажности допускается не более 2,5 %, иначе качество склейки будет низкое.
Текстура древесины должна слегка просвечиваться сквозь клеевой раствор, если он нанесен на одну из склеиваемых поверхностей, и отчетливо просвечиваться, если клей нанесен на обе склеиваемые поверхности. Шипы и проушины смазывают клеем со всех сторон. Обмакивание шипов в клеевой раствор приводит к его потере. При фанеровании клей нужно наносить на «основу», а не на фанеру.
Клею нужно дать впитаться в древесину в течение 4...6 мин, и только после этого можно собирать деталь. Покрытые клеевым раствором поверхности рекомендуется притереть, чтобы получить более тонкий его слой без комочков.
Запрессовку можно выполнять через 4... 18 мин после соединения поверхностей. Сжимать раньше деталь не рекомендуется, потому что часть клея выдавится, а позже—потому что клей загустеет и почти весь выдавится или останется между склеиваемыми поверхностями в виде толстого слоя. Все это значительна уменьшит прочность соединения.
При запрессовке между кромками, чтобы их не смять, нужно положить куски брусков или досок. Боковые стенки выреза в сжиме и косые грани клиньев должны быть всегда перпендикулярны к поверхности выреза, иначе при сжатии щит, состоящий из нескольких делянок, будет выпучиваться, горбиться и расходиться в стыках, а может и выскочить из сжима. Клинья для сжатия следует делать с тупым концом, так как их будет удобно забивать и выбивать. Углы скоса клиньев должны быть не более 20°. Между зажимаемым изделием и стенкой сжима всегда следует забивать два клина навстречу друг другу. В этом случае сжатие будет более надежным. Удобнее применять винтовые сжимы.
Запрессованное изделие выдерживают под давлением 0,3...0,5 МПа (3...5 кгс/см2) определенное время. Сильнее сжимать не следует, так как можно смять волокна древесины. Минимальная продолжительность запрессовки в прессах, струбцинах, ваймах должна составлять при склеивании изделий из хвойных пород древесины 2...4 ч, твердолиственных, клееной березовой фанеры — 3...5 ч. Более продолжительное сжатие ничего не дает.
Распрессованное изделие оставляют сохнуть еще 24...72 ч при нормальных температурных условиях в помещении (не ниже 12 °C, а с применением подогрева материала — не ниже 8°C). Выдерживать лучше максимальное время, что обеспечивает полное высыхание клея.
К недостаточно прочному склеиванию может привести загрязнение мест склейки, неравномерное нанесение клея, недостаточное давление при запрессовке.
При сборке деталей нельзя наносить удары молотком или киянкой непосредственно по ней. На деталь обязательно нужно положить кусок доски или бруска. Например, вгоняя шип одной детали в гнездо другой, следует положить брусок на заплечик противоположного шипа, и только по нему можно наносить удары молотком.
После склеивания и сушки изделие следует зачистить. Выступивший клей снимают, в необходимых местах делают пристрожку и т. д.
IV
ИЗГОТОВЛЕНИЕ МЕБЕЛИ
1. ОБЩИЕ СВЕДЕНИЯ
Мебель следует изготовлять из сухой древесины хорошего качества. Изделия должны быть прочными, легкими, удобными, легко очищаться от различных загрязнений \и пыли, гармонировать с окраской стен и украшать помещение. Тяжелая мебель более устойчива, чем легкая, но ее трудно передвигать.
Мебель можно выполнять с ножками, что облегчает уборку помещений, и на плинтусах, т. е. на сплошном обвязе из досок или брусков. Все ее углы и ребра рекомендуется делать слегка овальной формы. Острые углы и ребра могут привести к травмам.
Размеры мебели должны соответствовать росту и телосложению человека и площади комнаты. Размещать мебель в комнатах нужно так, чтобы можно было пройти между стульями, столом и стульями, диваном и столом и т. д.
Комплект мебели в помещении должен иметь единый архитектурно-художественный стиль: рисунок и окраска древесины, форма дверей, ручек, ножек, обивка должны быть однотипными. Этому требованию отвечают мебельные гарнитуры.
В гарнитур для столовой могут входить буфет, обеденный стол, шесть стульев, столик или тумбочка для телевизора или радиоприемника, два или три подцветочника; в гарнитур для спальни — шкаф для платья и белья, одна или две кровати, одна или две прикроватные тумбочки, туалетный столик или трельяж, два пуфика или стула; в гарнитур для кабинета — книжный шкаф, письменный стол, рабочее кресло, мягкий диван и несколько стульев. В гарнитур для комнаты отдыха достаточно включить диван, преддиванный столик, одно мягкое кресло или кресло-кровать.
Гарнитур для детской комнаты может состоять из
одной или двух кроватей, одного или двух столиков, двух — четырех стульев, шкафа для платья и белья и шкафа для книг и игрушек. Для детской комнаты, рассчитанной на двух детей, целесообразно изготовить двухэтажную кровать, так как она занимает мало места.
Для небольшой передней можно сделать вешалку, табурет или стул, трюмо, галошницу и столик для телефона или настольной лампы.
Кухонный гарнитур может включать стол-шкаф (стол с тумбочкой), навесные шкафы, хозяйственный шкаф, обеденный стол и несколько стульев или табуреток.
Схемы расстановки мебели в разных помещениях приведены на рисунке 67.
Буфет целесообразно ставить вблизи обеденного стола и двери, ведущей в кухню, рабочий стол — ближе к. окну так, чтобы свет падал на него спереди ИЛИ с левой стороны, книжный шкаф — рядом с рабочим столом, а тумбочки или столики для телевизора— так, чтобы дневной свет не освещал его экрана. В общей комнате или однокомнатной квартире кровати следует располагать там, где они меньше всего бу-
а
Рис. 67. Схемы размещения мебели:
а — в общей комнате площадью 17,4 м2 (/ — обеденный стол; 2 —буфет; 3 —тумбочка для цветов или скульптуры; 4 — диван-кровать; 5 —столик дЛя телевизора; 6 — шкаф-бюро; 7 — стул; 8 — детская мебель: стол, стул, шкаф для книг и игрушек, горка для игрушек); б —в спальне площадью 14,4 м2 (1 и 3 — полуторная и детская кровати; 2 и б — прикроватное тумбочка и вешалка; 4 — шкаф для платья и белья; б —стул; 7 — комод-туалет; 8 — пуфик); в —в детской комнате площадью 14,4 м2 (/— кровать- 2— стул; 3— шкаф для платья и белья; 4 — письменный стол; 5 —горка для настольных игр; 6 — книжный шкаф или этажерка); а — в кабинете площадью 14,4 м2 (/, б и 8 — столы: письменный, преддиван-ный и для радиоприемника; 2 — тумбочка для цветов; 3 — книжный шкйф; 4 — диван; 5 — стул; 7 и 9 — кресла для отдыха и рабочее)
дут бросаться в глаза. Но лучше всего в данном случае пользоваться креслами-кроватями или диванами-кроватями, так как в собранном виде они занимают меньшую, чем кровати, площадь и украшают комнату. Не рекомендуется ставить кровати вблизи оконных проемов и отопительных приборов, а детские — и около наружных стен.
2. ВЕШАЛКИ И ГАЛОШНИЦЫ
Вешалки. Можно изготовлять различной длины, без полки и с полкой, без зеркал и с зеркалами. На семью из двух человек вешалку с полкой рекомендуется делать длиной 500 мм с четырьмя крючками, на семью из трех — четырех человек — длиной 900 мм с восьмью крючками, а на семью из пяти — шести человек—длиной 1200 мм с двенадцатью крючками. Толщина основной доски зависит от размера полки. Детали вешалки строгают или фугуют. В основной доске сверлят отверстия диаметром, равным диаметру шейки стояка. Крепят стояк в основной доске на клею. Готовую вешалку окрашивают непрозрачными красками, лакируют или полируют.
Вешалку с зеркалом со сплошной стенкой можно выполнять со специальной тумбочкой (рис. 68, а), заменяющей галошницу, и без такой тумбочки. Зеркало можно устанавливать и с правой, и с левой стороны вешалки. На штанге 2 закрепляют несколько крючков, на которые вешают одежду. Подзеркальный ящик 3 делают глубиной 180...200мм, длиной, равной ширине зеркала, высотой — не более его глубины. Под ящиком 3 также можно укрепить несколько крючков для хранения зонтов. Тумбочка должна быть прочной, чтобы ее можно было использовать как стульчик.
Вешалка с зеркалом с решетчатой стенкой (рие. 68, б) — настенная. Ее крепят на расстоянии от пола 500...600 мм. Крючки закрепляют на рейках 6 так, чтобы при необходимости их можно было передвинуть. Под полкой 1 также закрепляют крючки для одежды. Подзеркальный ящик выполняют таких же размеров, что и для вешалки со сплошной стенкой. Около вешалки ставят легкий удлиненный стульчик длиной
1
Рис. 68. Вешалки с зеркалами со сплошной (а) и решетчатой (б) стенками:
рейки
Рис. 69. Галошница
J — полка; 2 — штанга; 3 — ящик; 4 — плинтус; 5 — монтажные стойки; 6 —-
600...1200 мм, шириной до 400 мм, высотой 460 мм. Внутри этого стульчика можно устроить полочки для хранения обуви.
Вешалки с зеркалами обычно изготовляют из древесины ценных пород или облицовывают декоративным пластиком.
Галошница (рис. 69). Предназначена для хранения обуви, галош, крема, щеток и т. п. Устанавливают ее под вешалкой. Размеры галошницы могут быть различными. Рекомендуется ее изготовлять глубиной 300 мм, что дает возможность хранить обувь больших размеров. Толщина стенок галошницы зависит от ее размера, но доски тоньше 20 мм применять вряд ли целесообразно. Готовую галошницу окрашивают непрозрачными красками или полируют.
Э. полки
Полки. Их конструкция зависит от назначения. Под цветы изготовляют открытые полки, для туалетных принадлежностей — туалетные, для книг — книжные, для посуды — с дверками.
Открытые навесные одинарные полки (рис. 70, а) выполняют так. Доску необходимой ширины, длины и толщины строгают со всех сторон. К одной или трем ее сторонам прикрепляют (с помощью клея, гвоздей или шурупов) бортики из реек толщиной 5...7 мм, высотой на 10... 15 мм больше толщины доски. Из арматурной проволоки диаметром 5...8 мм делают хомуты высотой, равной ширине доски или немного больше. Чтобы они не ржавели, их следует окрасить масляной, эмалевой или нитрокраской или покрыть спиртовым или цапонлаком. На расстоянии 30... 100 мм от конца доски сверлят отверстия диаметром, равным диаметру проволоки или на 1 мм больше, глубиной 60 мм. Окрашивают доску в нужный цвет и дают высохнуть краске. Затем хомуты немного разжимают и надевают на доску.
Открытые навесные полки можно сделать двойными (рис. 70, б). Для этого нужно взять две доски одинаковой ширины и изготовить подвесные хомуты. Вставляют концы подвесных хомутов в отверстия, просверленные в верхней доске.
Туалетные полки (рис. 71) могут быть различной формы и размеров, с зеркалами и без них. Если полка с ящиком, то в первую очередь изготовляют и крепят его, а затем ставят кронштейны и полочки. Отдельные детали соединяют друг с другом с помощью клея, на шипах, нагелях, шурупах. Например, кронштейны и ящики можно крепить с помощью шеек круглой или
Рис. 70. Открытые навесные полки:
а — одинарная; б — двойная; / — хомут; 2 —бортик
Рис. 71. Туалетные полки: 1 — кронштейны; 2 — стояки
Рис. 72. Книжные полки
квадратной формы Ушки надевают на штыри или гвозди, вбитые в стену. Зеркала крепят с помощью вырезанных из жести или алюминия закрепов. Закрепы сперва прибивают гвоздями, а затем загибают к зеркалу, придавая им нужную форму. Кромки зеркал, не имеющих фацетов, следует затупить наждачной шкуркой или мелкозернистым наждачным бруском. Полочки для мыла лучше всего закрасить масляной или эмалевой краской.
Книжные полки (рис. 72) изготовляют средней длиной 1000...1200 мм, глубиной 250 мм, высотой 400... 500 мм. Их можно окрашивать разными красками, покрывать лаком или полировать. Стекла должны передвигаться в пазах. Можно устроить остекленные дверки.
4. СКАМЬИ, ТАБУРЕТЫ, БАНКЕТКИ
Скамьи. Толщина их отдельных деталей зависит от размера изделия. Нормальной считают высоту скамьи 440...460 мм. Чем шире расставлены ножки скамьи, тем больше ее устойчивость. Прежде чем приступить к изготовлению деталей скамьи, нужно острогать заготовленный материал. Соединять детали скамей можно на гвоздях, шипах и шпонках.
Скамья на гвоздях (рис. 73, а) состоит из сиденья, двух ножек и двух царг. Ножки можно выполнять разной формы из целой доски или составными. На ножках делают вырезы нужного размера для плечиков под царги. Царги крепят к ножкам гвоздями и шурупами. В каждый конец царги следует вбивать два — три гвоздя. Для царг толщиной 15 мм желательно брать гвозди длиной 75...80 мм. При забивании гвоздей нужно следить за тем, чтобы не перекосился остов скамьи. Затем торцы царг зачищают. На заготовленный остов скамьи кладут сиденье и прибивают его гвоздями (или закрепляют шурупами). Расстояние между гвоздями должно составлять 100... 200 мм. Потом концы ножек выравнивают и срезают на небольшую фаску, что предохраняет их от скалывания при передвигании скамьи.
Чтобы концы гвоздей не выступали над поверхностью древесины и не травмировали руки при пере-7* 89
Рис. 73. Скамьи:
а — на гвоздях (7 — сиденье; 2 — ножкй различной формы; 3 —царги); б — на шипах (/ — сиденье;
3 —ножка; 3 —распорка; 4 — проножка; 5 —риски); в — на шпонках (1 — сиденье; 2 — ножки; 3 — шпонки)
Рис. 74. Схема крепления деталей гвоздями в скобочку:
1..4 — последовательность забивания гвоздей
носке скамей, забивать их надо так, как показано на рисунке 74.
Скамья на шипах (рис. 73, б) имеет сиденье, две сплошные или четыре отдельные ножки, две распорки и проножку. Ножки изготовляют из брусков сечением 35X35...50x50 мм. Для распорок можно брать бруски такого же сечения, что и для ножек, или немного тоньше. Проножку выполняют шириной 40... 50 мм, толщиной 25...30 мм. Длины средней части распорки и той части проножки, которая находится
между шипами, должны быть равны расстоянию между гнездами в сиденье. К широкому сиденью ножки крепят под прямым углом, а к узкому — с небольшим расширением книзу. Вначале на сиденье размечают квадратные или прямоугольные гнезда, в которые будут вставлены ножки, и выдалбливают их. Гнезда могут быть сквозными и глухими. При сечении ножек 50x50 мм квадратные гнезда делают сечением 40X40 мм, а прямоугольные — сечением 50 X ХЗО мм. Вырезают ножки, размечают на них шипы и гнезда для распорок. Затем выдалбливают эти гнезда и вырезают шипы. Изготовляют распорки. Размечают на них шипы и гнезда для проножки и делают их. Изготовляют проножку. На концах ее вырезают шипы размером, соответствующим размеру гнезд, устроенных в распорках. Шипы на всех деталях скамьи должны плотно входить в гнезда. В шипах ножек делают пропилы под клинья. Изготовляют клинья. Шипы распорок смазывают клеем. Соединяют распорки с ножками. Шипы проножки намазывают клеем и вставляют в гнезда распорок. Затем шипы ножек намазывают клеем и вставляют собранную конструкцию в сиденье, плотно прижимая ножки к распоркам и к проножке. Намазывают клеем клинья и забивают их в пропилы в шипах ножек. После высыхания клея зачищают дефекты, если они есть, и выравнивают ножки. Недостаток скамьи данной конструкции — шипы ножек находятся на лицевой части сиденья.
Скамья на шпонках (рис. 73, в) лишена недостатка, присущего скамье на шипах. Чтобы получить' пазы под шпонки, по концам сиденья делают косые пропилы. Выбирают между пропилами древесину и получают пазы. Изготовляют две шпонки. Они должны быть на конус шире шпунта и длиннее сиденья на 50...100 мм. Размечают на шпонках гнезда для ножек и долбят их. Ножки с распорками и проножку изготовляют так же, как и для скамьи на шипах. Смазывают шипы ножек и распорки клеем и вставляют ножки в гнезда шпонок, а распорку — в гнезда проножек. Намазывают шпонки клеем и вбивают их в сиденье. После высыхания клея спиливают лишние концы шпонок, подрезают ножки и зачищают дефекты, если они есть.
Сиденье скамей можно изготовлять не из одной, а из двух и более досок. Доски скрепляют между собой шкантами и шпонками.
Табуреты. Нормальной считают высоту табурета • 440...460 мм. Его сиденья могут быть квадратными, круглыми, овальными или треугольными (на трех ножках). Их обычно выполняют размером от 350 X Х350 до 430X430 мм. Углы сидений лучше делать закругленными. Иногда в середине сиденья устраивают продолговатое, прямоугольное или полукруглое отверстие длиной 100 мм, шириной 20...25 мм. Табурет с таким сиденьем легко захватить рукой во время переноски. Ножки табурета можно изготовлять квадратного и круглого сечений. Квадратное сечение ножек в самой толстой их части обычно принимают от 35x35 до 50x50 мм, а круглое — диаметром 25.*.. $0 мм. Более устойчивым будет табурет, у которого ножки расположены не перпендикулярно к сиденью, а под углом 5...60. Проножки можно устанавливать на расстоянии 100 мм от пола или на расстоянии 80... 100 мм от царг.
Длина заготовок материала для табурета должна быть больше на 30 мм длины готовой детали, а ширина и толщина — на 5...10мм больше ширины и толщины готовой детали.
Заготовленный материал нужно острогать.
Обычный табурет (рис. 75) состоит из сиденья, четырех ножек, четырех царг, четырех проножек, трех сухарей и двух шкантов. Вначале выстругивают все эти детали. Затем на них размечают шипы и гнезда и выполняют их. Для сухарей гнезда нужно делать сечением 60X10 мм, глубиной 10 мм. Гнезда для шипов царг и проножёк должны перекрещиваться. Концы шипов царг и проножек срезают «на ус» под углом 45°, что обеспечивает необходимую прочность и жесткость соединения. Приступают к пригонке отдельных деталей. Царги и проножки вставляют в ножки. Если они не точно примыкают друг к другу, то соединяемые поверхности подчищают стамеской так, чтобы между ними не было зазоров. Пригнанные Друг к другу детали метят карандашом. Собирают на клею сначала одну пару ножек табурета, затем другую. Проверяют правильность соединений. Ножки 102
430
Рис. 75. Обычный табурет:
а — общий вид; б — детали; I — сиденье; 2 — сухарь; 3 — шканты; 4 — царга; 5 — ножка; 6 — проножка; 7 —гнездо для сухаря; 8 — гнезда для шкантов
в паре должны быть параллельны одна другой и образовывать прямоугольник. Собранные пары ножек кладут в сжимы и плотно сжимают. Выдерживают их под давлением около 12 ч до полного высыхания клея.
Потом собирают весь корпус табурета. Соединяют без клея царгами и проножками собранные пары ножек. Проверяют правильность всех соединений. Делают необходимые исправления. Вынимают царги и проножки. Шипы их смазывают клеем. Опять собирают корпус табурета и сжимают его в сжимах. После высыхания клея корпус табурета вынимают из сжимов. Верхние концы ножек спиливают и тщательно торцуют так, чтобы они находились на одном уровне с верхней поверхностью царг. Отмеряют необходимую длину ножек и опиливают их нижние концы, снимая небольшие фаски.
Приступают к изготовлению сиденья. Кромки заготовленных для сиденья досок строгают и фугуют так, чтобы соединяемые поверхности плотно прилегали друг к другу. Размечают гнезда для шкантов. Обычно эти гнезда делают диаметром 8 мм, если они круглого сечения, или шириной 8 мм, если они квадратного сечения, и глубиной 20 мм. Вырезают шканты из древесины твердых пород толщиной немного больше диаметра гнезда, длиной на 5 мм меньше глубины двух гнезд, в которые их будут вставлять. Смазывают шканты клеем и вставляют в гнезда. Затем покрывают клеем кромки досок, прижимают их друг к другу и кладут в сжимы. Когда клей высох, вынимают сиденье из сжимов и строгают с двух сторон, доводя его толщину до 20 мм. Затем на сиденье вычерчивают квадрат со сторонами 350 мм. Излишки древесины обрезают. Острые углы сиденья закругляют.
Готовое сиденье кладут на корпус табурета и подгоняют к нему. Затем изготовляют два шканта диаметром 10 мм, длиной 35...40 мм. Сверлят или долбят в четвертой царге гнезда под эти шканты. Смазывают шканты клеем и вставляют в гнезда. Шканты должны выступать над царгами на высоту 10 мм. Лишние их концы срезают. Теперь размечают гнезда под эти шканты на нижней стороне сиденья и сверлят их глубиной 12... 13 мм. Диаметр гнезд должен 104
быть таким, чтобы сиденье туго садилось на шканты и не скользило по корпусу.
Торцы ножек, царги и шканты намазывают клеем. Ставят на них сиденье и крепко прижимают его струбцинами. Сиденье можно крепить и без клея. Табурет переворачивают ножками вверх и запиливают шипы на сухарях. Вставляют сухари в царги и привертывают их к сиденью (шурупами такой длины, чтобы они не выходили на лицевую сторону). После высыхания клея струбцины убирают, неровности на табурете зачищают.
Готовый табурет окрашивают масляными или эмалевыми красками или покрывают лаком.
Табурет с ящиком (рис. 76) отличается от обычного тем, что у него шире царги и сиденье крепят на двух петлях и закрывают крючком или пружинным замком. Ширина царг должна быть 100...120 мм. Глубина ящика зависит от ширины и высоты царг. Внизу к царгам прибивают дно из фанеры или тонких досок. Гнезда в царгах для сухарей не делают. По кромкам двух царг желательно поставить по шкан-
а
6
Рис. 76. Табурет с яшиком:
а — общий вид; б — детали; / — царга; 2 —кнопка; 3 — крючок; 4 — скоба
ту, а в сиденье выдолбить или высверлить гнезда, что предотвратит его сдвигание в сторону. Крепятси-денье к какой-либо одной царге.
Пружинный замок изготовляют так. Из часовой пружины или стальной пластинки делают крючок, а из толстой проволоки или куска мягкой стали (железа) — скобу. Пробивают на одном конце крючка два отверстия. Вырезают из дерева кнопку. Прикрепляют сиденье к царгам. Дно ящика не прибивают. Перевертывают табурет. Закрепляют скобу шурупами или гвоздями. Крепко прижимают крючок к царгам и намечают места его крепления по пробитым отверстиям. Напротив, середины крючка сверлят в царге отверстие в вставляют в него кнопку. После этого закрепляют крючок и прибивают дно ящика.
Табурет упрощенной конструкции (рис. 77) можно изготовить с царгами различной формы: прямыми в виде двух брусков шириной 60...80 мм, толщиной 25...50 мм; крестообразными из брусков шириной 45 мм и толщиной 35 мм, соединенных «вполдерева» н скрепленных между собой шурупом; в виде бобышек, обрамленных обкладками или скрепленных шкантами. В царгах сверлят или долбят сквозные отверстия диаметром 20 мм для ножек. Центр отверстия должен находиться на расстоянии 50 мм от конца царги. Ножки могут быть квадратного или круглого сечения с шипами (должны быть на 2...3 мм короче глубины гнезд в царгах) на концах. Шипы должны с усилием входить в гнезда. По отношению к царгам ножки лучше ставить под углом. Тогда и гнезда в царгах нужно сверлить под тем же углом. Для проножек, если они есть, в ножках делают гнез-
б
в
г
Рис. 77. Табурет упрощенной конструкции:
а — вид сбоку; б...д — сиденья с царгами; / — царги из брусков; 2 — бобышки; 3 — обкладки
да. Располагают проножки на расстоянии 100 мм ог сиденья.
Сперва собирают и склеивают пары ножек, а затем весь каркас. Шипы ножек намазывают клеем и вставляют в гнезда царг. Всю конструкцию прочно сжимают. Чтобы закрыть торцы царг — брусков, со стороны торцов можно укрепить тонкие рейки раскладки.
Бобышки в виде треугольников с наружной стороны закрывают раскладками толщиной не более 12 мм.
У замкнутой царги, состоящей из бобышек треугольной формы, скрепленных между собой шкантами или брусками, бобышки можно плотно соединить между собой, чтобы между ними не было видно шва. Такая царга выглядит красиво и не требует дополнительного оформления. Но можно облицевать лицевую сторону царги шпоном или фанерой.
Бруски крестообразных царг должны быть строго на одном уровне или находиться в одной плоскости со стороны, на которую будет наклеено сиденье. Лишние концы царг отпиливают и закругляют.
Сиденье изготовляют из толстой фанеры или узких (шириной 60...70 мм) досок. Доски между собой соединяют на шкантах и клею и строгают со всех сторон. Углы сиденья, если нужно, закругляют. К царгам его приклеивают клеем и дополнительно привертывают шурупами. Шурупы не должны выходить на лицевую сторону сиденья.
Сиденье можно сделать и так. Изготовляют из реек обвяз. Соединяют его «на ус» со вставкой потайных шипов.'В середине обвяза укрепляют на шипах два — три бруска и наклеивают фанеру толщиной 5...8 мм. Крепят такое сиденье так же, как и описанное выше.
Табурет с ножками и царгами из фанеры (рис. 78, а) также прочен и прост в изготовлении. Царги по размеру могут быть на 15...20 мм больше или меньше сиденья. Их делают толщиной 16...20 мм, шириной 40...60 мм различной формы: круглой, прямоугольной и т. п. Лучше всего царги выполнять из фанеры или шпона толщиной 4 мм. Вначале делают шаблон нужной формы (рис. 79, а) из досок шириной, равной ширине царги или немного больше. Затем
2
Рис. 78. Табурет с ножками и царгами из фанеры:
а —общий вид; б — детали; / — сиденье; 2—царги; 3 — ножка, 4 — скобочки; 5 — болтики
Рис. 79. Изготовление гнутых царг:
1 и 3 — внутренний и обжимной шаблоны; 2 — полоска фанеры; 4 — царга
фанеру или шпон нарезают полосками требуемой ширины и соответствующей длины. При толщине царг 16 мм, а фанеры 4 мм необходимы четыре полоски. Концы полосок срезают (скашивают) «на ус» на 30... 40 мм. Опускают полоски в холодную воду. Намокшие полоски вынимают и дают им размягчиться. Приготовляют костный, мездровый или казеиновый клей. Одну полоску прибивают гвоздями через деревянные шашечки или брусочки к шаблону. Но пред
варительно под нее подкладывают бумагу, чтобы фанера не приклеилась к шаблону. Намазывают срезанные сна ус» концы полоски клеем, плотно прижимают их друг к другу и закрепляют гвоздями. Намазывают клеем вторую полоску, наклеивают ее на первую и также закрепляют гвоздями. Вторая полоска должна плотно примыкать к первой, а место стыка ее концов должно быть с противоположной стороны от места стыка концов первой полоски. Крепежные гвозди, вбитые в первую полоску, по ходу наклейки второй полоски вынимают. Затем таким же образом наклеивают оставшиеся полоски. Стыки не должны расходиться. Крепежные гвозди, вбитые в последнюю полоску и шаблон, извлекают только после высыхания клея.
Очень удобен обжимной шаблон, надеваемый на склеенную царгу (рис. 79,6). Он плотно прижимает полоски фанеры друг к другу. Шаблон можно сделать разрезным и сжать его половинки в ваймах или скрутить веревками.
Если требуется устроить царги с фальцем ддо вставки сиденья, то прежде наклеивают три—четыре узкие фанерные полоски, а затем две широкие.
Для крепления ножек к царгам приклеивают бобышки и допрлнительно укрепляют их шурупами или прижимают фанерной полоской на клею (для этого нужно также сделать шаблон необходимой формы).
Сиденья крепят к царгам с помощью скобочек (рис. 78,6). Скобочки можно изготовить из стали толщиной 2 мм. Нарезают из стали четыре полоски шириной 20...30мм и длиной 40...50 мм. Сверлят на их концах отверстия диаметром, равным диаметру шурупа. Загибают эти концы под прямым углом. Получившиеся скобочки (уголки) привертывают к царгам и сиденью шурупами.
Сиденье можно крепить к царге и шурупами. Для этого к тыльной стороне сиденья приклеивают бобышки из досок или толстой фанеры, в которых просверлены отверстия для шурупов.
Табурет с сиденьем круглой формы можно выполнять с тремя или четырьмя ножками с шипами на концах. Шипы вставляют в бобышки, прикрепленные к царгам. Ножки можно крепить к царгам и без бо-
Рис. 80. Табурет из клееных фанерных деталей
Рис. 81. Банкетка
бышек болтиками и диаметром 5...7 мм. Болтики располагают от краев царги на расстоянии 15 мм. Царги желательно делать высокие — 50...66 мм. В ножках должны быть вырезы, лицевая сторона которых должна находиться на одном уровне с царгой. Для предупреждения раскалывания ножек на них надевают скобочки, аналогичные описанным выше.
Табурет из клееных деталей можно изготовлять из обрезков фанеры (рис. 80) или березового шпона. Для ножек рекомендуется брать обрезки шириной 70 мм. Строгать или фуговать следует только примыкающие друг к другу торцы. Толщина ножек может быть 16...24 мм. Вначале склеивают несколько слоев фанеры, сжимая в прессах. Второй слой фанеры должен перекрывать швы первого слоя и т.д. Потом на поверхности первого слоя вычерчивают две пары ножек, выпиливают их, зачищают циклей или строгают и собирают табурет.
Ножки для табуретов можно гнуть из фанеры (или березового шпона) с помощью шаблона нужной формы, наклеивая ее полосы друг на друга.
Банкетки (рис. 81). Делают высотой 420...490мм. Обычно они имеют сиденья прямоугольной формы, мягкие, полумягкие или полужесткие. Ширина сиденья может составлять 320...445 мм, длина — 520... 610 мм. Боковые стенки банкеток с узких сторон выступают из-за плоскости сиденья. Сиденья часто обивают шелком или другим красивым материалом. Банкетки ставят перед туалетным столиком.
«. СТУЛЬЯ
Стулья бывают разных размеров (рис. 82), конструкций и форм. Их изготовляют из разных пород древесины жесткими (сиденье и спинка из фанеры или досок), полужесткими (на жесткое основание уложен слой5...10мм мягкого настилочного материала — пеньки, льна, ваты, поролона, губчатой резины и покрыт обивочным материалом — тканью, клеенкой, дерматином, пленкой и т. д.), полумягкими (с толстым слоем мягкого настилочного материала — 20...40 мм), мягкими (с очень толстым слоем мягкого настилочного материала — 50...100мм), с обычной по высоте спинкой и укороченной (поясничной) прямой и изогнутой, сплошной (из фанеры) и из отдельных брусков, образующих решетку. Сиденье может быть трапециевидной, подковообразной и круглой формы, прямым и с наклоном (до 15 мм) к задним ножкам, выпуклым в поперечном сечении и вогнутым.
Спинки стульев могут иметь отличное от сиденья покрытие. Например, стул с полумягким сиденьем выполняют как с полумягкой, так и с жесткой, полу-жесткой и мягкой спинкой. Для придания стульям повышенной мягкости на мягкий настил спинок и сидений укладывают еще пружины или прочные тканевые ремни или тесьму. Крепят такие ремни к раме толевыми гвоздями с широкой шляпкой (рис. 83).
Ножки у стульев также могут быть различны по форме. Для большей устойчивости стула цх в ниж-
J
Рис. 82. Основные размеры стула и его деталей:
1 и 2 — высокая и низкая проножки; 3 — сиденье; 4 н 5 — обычная и поясничная спинки
Рис. 83. Устройство основания для мягкого сиденья: 1 — тканевый ремень; 2 — рама; 3 — обивочный материал
ней и верхней части изгибают назад. Передние ножки ставят на большем расстоянии друг от друга, чем задние. Поэтому стул сверху имеет вид трапеции.
Царги соединяют с передними ножками с помощью глухих шипов с потемком у передних ножек, а с задни-
ми — с помощью глухих ШИ-пов без потемка. Иногда соединение царг с ножками выполняют на круглых вставных шипах. Изогнутые
боковые царги улучшают вид стула. Чтобы придать
жесткость стулу, кроме царг, дополнительно ставят проножки или царги из брусков меньшего сечения, а чтобы повысить прочность его корпуса — деревянные угольники или бобышки. Бобышки крепят к цар-
гам с помощью шипов на клею и иногда шурупов.
Проножки у стульев делают высокими и низкими. Высокую проножку располагают в плоскости передних ножек. Иногда вместо передней проножки между двумя брковыми проножками ставят среднюю на расстоянии от передних ножек не менее 180 мм (см. рис. 84), чтобы не сломать ее ногами.
Чтобы облегчить соединение царг, проножек и брусков для спинки, их ставят с платиками (отступом), а рамку сиденья — со свесами. Соединение заподлицо требует большого внимания.
Некоторые стулья изготовляют без передних и задних царг. Их переднюю и заднюю ножки соединяют боковыми царгами. Общую коробку вяжут на прямой ящичный несквозной шип на клею. Собранные пары ножек приставляют царгами к общей коробке и скрепляют их между собой болтиками или винтовыми стяжками. Желательно для каждой царги выполнять по два шканта для жесткости. Шканты в коробке ставят на клею, в царги — насухо. Такие стулья легко разобрать.
У одних стульев сиденья прямо вставляют в фальцы, у других предварительно устраивают рамку, на
которую приклеивают сиденье, и затем рамку с си-
Рис. 84. Схемы крепления сидений:
а и б — накладного и вкладного рамочных; в — безрамочного; I —> рамка; 2 — скоба; 3 — царги; 4 — щиток
деньем вставляют в фальцы. Рамку вяжут на плоский открытый или потайной шип «на ус» в передних углах и впритык в задних. Рамочное сиденье можно крепить к царгам накладным способом. В рамке выбирают фальцы, ставят туда щиток на клею, приставляют рамочное сиденье к царгам и крепят его скобочками (рис. 84). Такое сиденье должно нависать над царгами по всем сторонам на 20 мм.
Остро выступающие кромки царг можно закруглить, а четверти выбрать так, чтобы закругленные части царг выступали над сиденьем на 2...3 мм.
Рис. 85. Столярный жесткий стул
Фанерный щиток можно закрыть обивочной тканью.
Для стульев общеприняты основные размеры сечений передних ножек—(30...35) X (30...35), задних ножек— (25...30) X (25.,.45), царг— (20...25) X (45—65), проножек—(20...22) X (20...25). От таких размеров
можно отступить, если это не повлияет на прочность
стула.
Столярные жесткие стулья (рис. 85, 86) просты в изготовлении. Сперва собирают пары из передних
и задних ножек, т. е. скрепляют ножки с царгами и проножками, затем спинку — рамку. Спинку вставляют между задними ножками и одновременно устанавливают царгу. После проверки правильности сборки корпуса пары ножек склеивают и сушат. Вновь
вставляют в пары ножек царги и проножки. Проверяют правильность сборки. Исправляют все неточности. Склеивают детали корпуса. Когда клей высох, приступают к установке сиденья.
Рис. 86. Размеры столярного жесткого стула и его деталей:
а — основные; б — ножек; в — сиденья; г — деталей рамы; д —• деталей спинки; е—деталей царги
Рис. 86. Продолжение
Для вставки сиденья в царгах заранее выбирают фальцы или четверти глубиной,- равной общей его толщине, включая обивочный материал. Сиденье может утопать в фальцах на глубину не более 1 мм.
У полужесткого сиденья длина и ширина обивочного материала должны быть больше его длины и ширины на 50...100 мм. На сиденье стелют слой ваты (толщина его в середине сиденья должна составлять 5...10мм и уменьшаться к краям), а затем обивочный материал. Края обивочного материала завертывают под сиденье. Кромки завернутой ткани с нижней стороны намазывают клеем. Вставляют сиденье в фальцы и плотно прижимают. Часто сиденье дополнительно крепят скобочками или бобышками. Одну сторону
бобышки приклеивают к царге, другую — к сиденью. Ставить следует не менее четырех бобышек.
Если сиденье выполняют в виде рамки, то бруски связывают друг с другом на прямых шипах. В брусках выбирают фальцы высотой, равной толщине вставляемого фанерного вкладыша.
Гнутые стулья отличаются от столярных тем, что не имеют острых углов и в основном состоят из деталей круглого сечения. Соединяют детали и элементы гнутого стула между собой с помощью металлических скрепов—винтов, глухарей и болтов и лишь отдельные из них склеивают, например передние ножки.
Изготовлять детали для гнутых стульев лучше всего с помощью шаблонов такой ширины или размера, чтобы в них можно было одновременно закладывать несколько деталей. Шаблон, например для гнутья ножек, выполняют так. Толстое бревно необ-
Рис. 87. Стулья без проножек
холимой длины стесывают на два канта. Один кант делают как можно шире, размечают на нем кривую по форме ножек, вырубают ее и зачищают. Получают шаблон. На шаблоне с помощью толстой арматурной проволоки крепят упоры или толстую широкую доску. Между шаблоном и упорами кладут приготовленные ножки и загибают их. Прочно прижимают ножки к шаблону и забивают между ними и упорами клинья.
Шаблон с ножками нужно держать в затененном месте без проветривания и сквозных ветров, что предотвратит растрескивание древесины. После хорошей сушки ножки вынимают и, если нужно, строгают.
Детали для гнутых стульев лучше заготовлять десной, когда древесина набирает сок и легко гнется. Особенно хорошо поддаются гнутью молодые стволы деревьев, пролежавшие неошкуренными после срезки неделю в затененном месте.
Локотники стульев должны плотно прилегать к ножкам. Проножки в виде полуокружностей крепят к ножкам так, чтобы в местах их плотного примыкания можно было бы завернуть шурупы или поставить болтик.
Гнутые стулья без проножек (рис. 87) можно выполнять с круглой или овальной царгой и прямоугольным, круглым или овальным сиденьем. Спинки можно делать в виде изогнутого или прямого фанерного щитка, а ножки — круглого или квадратного сечения. Передние ножки могут быть прямыми или с небольшим изгибом.
Вначале ножки мочат, распаривают и гнут в шаблоне. Хорошо высушенные гнутые ножки зачищают. Царгу склеивают из шпона или фанеры (желательно высотой 60...65 мм, чтобы можно было поставить два болтика в каждую заднюю ножку для жесткости). Для передних ножек к царге крепят бобышки. Сверлят в бобышках круглые отверстия для шипов ножек. Намечают места установки задних ножек. Сверлят по два отверстия в ножках и царгах. Из фанеры вырезают сиденье и спинку нужной формы и размера. Спинку мочат в воде и гнут, придавая ей нужную форму. Сиденье и спинку зачищают. Задние ножки крепят к царге двумя винтами или болтиками, передние— точно так же или на клею (шипы их встав
ляют в бобышки, укрепленные на царге), а спинку — шурупами. Все болтики полностью затягивают. Ставят сиденье. Ножки выравнивают. Зачищают, а затем отделывают весь стул.
Если стул делают полумягким, то на его спинку укладывают слой легкого материала и обертывают ее с одной или двух сторон дерматином, клеенкой или обивочной тканью.
Стул с крестообразной царгой (рис. 88) изготовляют так же, как и табурет с крестообразной царгой. Прежде всего делают рамку 1 на шипах. Она должна быть на 20...30 мм меньше сиденья (показано пунктиром). Затем выполняют царги. Те их концы 4, к которым крепят стойки, должны быть выпущены за рамку на 50 мм. В царгах сверлят отверстия нужного диаметра (20 мм) под определенным углом. Рамку крепят к царгам с помощью клея и шурупов.
Изготовляют стойки 5 с круглыми шипами в нижней части. Нижняя часть стоек должна иметь такие же форму и размеры, как концы царг, и быть в одной плоскости с ними. Вставляют стойки в царги. Из-
Рис. 88. Стул с крестообразной царгой:
а — общий вид; б — детали; 1 — рамка; 2 — сиденье; 3 — цар-ги; 4 — выпускаемые концы царг; 5 —стойка; 6 — спинка; 7 — ножка; 8 — ткань; 9— поролон; 10 — фанера
готовляют ножки и крепят их с помощью клея. Затем делают спинку из фанеры толщиной 8... 10 мм. С лицевой стороны спинки приклеивают поролон. Обтягивают всю спинку обивочным материалом и крепят ее к стойкам шурупами. Из толстой (10...12 мм) фанеры вырезают сиденье нужной формы. Кладут на сиденье слой (20...40 мм) ваты или поролона. Закрывают этот слой обивочной тканью. Завертывают концы ткани на 20...30 мм под низ сиденья, приклеивают их или прибивают мелкими гвоздями. Крепят сиденье к рамке шурупами (завертывая их с нижней стороны рамки). Шурупы не должны выходить наружу.
Мягкие стулья изготовляют из фанеры или шпона. Их сиденья и спинки не должны иметь жесткого основания. Поэтому делают просто коробки, к которым надежно крепят гвоздями прочную широкую тесьму, ремни из кожи, узкие пожарные рукава (см. рис. 83). На сплетенную тесьму кладут настилочный материал (на одном уровне с коробкой или с напуском) и покрывают его обивочным материалом. К коробке сиденья крепят болтами пары ножек. Ставят проножки. В последнюю очередь крепят сиденье (на скобочках) и спинку (на шурупах).
6. КРЕСЛА
Кресла выполняют разборными и неразборными, жесткими, полужесткими, полумягкими и мягкими. У жестких кресел подлокотники жесткие, у полужестких могут быть жесткими и полужесткими, у полумягких и мягких — жесткими, полужесткими и мягкими.
У мягких кресел (рис. 89) почти весь каркас скрыт под обивочным материалом. Поэтому его можно изготовлять из малоценных пород древесины. Только незакрытые детали мягких кресел обычно делают из твердых пород древесины.
Для изготовления мягкого кресла с жесткими подлокотниками (см. рис. 89, а) и сиденьем шириной 530 мм применяют бруски толщиной 27...30 мм. Сперва делают боковины, общую коробку и рамку спинки. Боковины крепят к общей коробке, а спинку — к боковинам болтами.
Рис. 89. Мягкие кресла
Кресло без подлокотников с мягким сиденьем шц« риной 500 мм и полумягкой спинкой (см. рис. 89,6) выполняют следующим образом. Сперва изготовляют нижний каркас в виде табурета, затем спинку в виде рамки. Рамку соединяют с нижним каркасом на прямых шипах. Для увеличения прочности крепления спинки к нижнему каркасу царгу, с которой она соединяется, следует усилить дополнительным бруском (или доской). Потом уже на этом бруске можно укрепить спинку шурупами или болтами. На нижнем каркасе натягивают ремни (см. рис. 83). На них кладут настилочный материал и закрывают его обивочной тканью. Затем укладывают настилочный материал на спинку и закрывают его обивочной тканью.
Мягкое кресло с мягкими подлокотниками и сиденьем шириной 650 мм (см. рис. 89, в) изготовляют так. Делают каркас сиденья, боковины и стенку. Вначале боковины скрепляют с сиденьем болтами, а затем спинку крепят на боковинах шурупами или болтами.
7. КРЕСЛА-КРОВАТИ, ДИВАНЫ, ДИВАНЫ-КРОВАТИ
Кресла-кровати. Можно изготовлять с выдвижной передней частью и разборными шарнирной конструкции. Они удобны тем, что в собранном виде занимают мало места.
Кресло-кровать с выдвижной передней частью (рис. 90) имеет два сиденья — нижнее 5, укладываемое на царги, и откидное 4, укладываемое на нижнее сиденье. Нижнее сиденье и спинка должны иметь жесткое основание (рамку), а откидное сиденье должно быть мягким с двух сторон. Передняя часть 6 выдвигается из-под нижнего сиденья по пазам 9. Боковые стенки 1 прочно скрепляют царгами 10. Спинку 2 соединяют с нижним сиденьем шарнирно. В откинутом положении она должна находиться на одном уровне с сиденьем. К рамке спинки на петлях крепят откидные ножки так, чтобы при откинутой спинке они имели упор и были немного наклонены в сторону, противоположную их закрыванию. Тогда спинка не будет сама закрываться.
Чтобы удержать спинку между боковыми стенками, в них делают специальные упоры. Можно просто
просверлить отверстия в боковых стенках и вставить туда деревянные нагели.
Кресло-кровать шарнирной конструкции можно изготовлять с открытыми боковыми стенками (рис. 91) и с закрытыми. Его спинка состоит из двух частей, соединенных шарнирно и удерживаемых между
Рис. 90. Кресло-кровать
2 3
Рис. 91. Кресло-кровать шарнирной конструкции:
а — в собранном виде; б — в разложенном виде; в — детали; 1 — подлокотник; 2 — шарнир; 3 — упор; 4 — матрац; 5 — жесткое сиденье; 6 — ножки; 7 —- петли
боковыми стенками упорами. Упоры снимают, когда кресло разбирают. Ножки 6 крепят шарнирно на петлях 7 и соединяют между собой матерчатой лентой (ремнем) для того, чтобы при открывании одной пары ножек одновременно открывалась другая.
Рис. 92. Неразборный (а) и разборный (б) мягкие диваны
Диваны. Можно выполнять жесткими, полужесткими, полумягкими и мягкими разборными и неразборными (рис. 92). У разборного дивана детали боковин с подлокотниками и рамок спинки и сиденья соединяют шипами на клею. На рамку сиденья наклеивают фанеру. К концам передней царги и к рамке спинки крепят металлические крючья (почетыре), а к боковинам — гнезда, за которые зацепляются крючья. Соединяют боковины с передней царгой и рамкой спинки. Крючья должны плотно входить в гнезда, тогда каркас будет устойчивым. Рамку сиденья укладывают в пространство, образуемое боковинами, царгой и рамкой спинки. Так как на боковинах, царге и рамке спинки укреплены бруски, рамка сиденья не проваливается. Изготовляют подушки для сиденья и спинки и кладут их на место.
Крючья и гнезда (рис. 93, а) можно сделать из полосовой стали толщиной 3...5 мм, длиной 150 мм, шириной 60... 100 мм. Крепят их к царгам, боковинам, рамкам шурупами. Крючья должны легко входить в гнезда.
Можно применять крепежные детали, состоящие из болтов и уголка (рис. 93,6). Для изготовления их можно использовать ту же сталь, что и для крючьев и гнезд. Уголок крепят к царге, а планку — к спинке или боковинам двумя — тремя болтами. Для этого в уголке сверлят отверстия или нарезают резьбу. Чтобы не нарезать резьбу, с тыльной стороны уголка точно против отверстий можно приварить гайки. При креплении уголка гайки обязательно нужно утопить в толщу древесины.
Диваны-кровати. Могут быть жесткими и мягкими (с мягкими спинками, стенками и сиденьем),с пружинными и поролоновыми матрацами, с откидными боковыми стенками и раздвижными.
Диван-кровать с откидными боковыми стенками (рис. 94) изготовляют так. Прежде всего из брусков толщиной 30...35 мм, шириной 100...150 мм вяжут на прямых шипах нижнюю раму 1. Сверлят в углах этой рамы отверстия для вставки шипов ножек. Делают ножки и устанавливают их на место. Если требуется, то в нижнюю раму ставят поперечные бруски и дополнительную пару ножек. Берут более тонкие и широкие бруски и изготовляют каркасы спинки и двух
Рис. 94. Детали дивана-кроват-и с откидными боковыми стенками:
1 — нижняя рама; 2 и 3 — боковые и задняя стенки; 4 — за* порные планки; 5 — ножки; 6 — планка с четырьмя отверстиями; 7 —скоба; 8 — упоры
Рис, 95. Диван-кровать с передней выдвижной частью:
а — в собранном виде; б — в раздвинутом виде
боковых стенок. Если диван-кровать жесткой конструкции будет окрашен, покрыт лаком или отполирован, то на эти каркасы наклеивают с двух сторон фанеру. К нижней раме крепят боковые стенки (шарнирно на петлях) и спинку (на шурупах или на скобах).
Из полосовой стали шириной 30...40 мм, толщиной 2...3 мм изготовляют запорные планки 4, планки с четырьмя отверстиями 6, упоры 8, а из полосовой стали шириной 20...25 мм и толщиной 4...5 мм—скобы. На одном конце запорной планки сверлят отверстие. Через это отверстие крепят запорную планку с помощью заклепки к планке 6 длиной 100 мм. Планку 6 привертывают четырьмя шурупами к боковой стенке, а скобу — двумя шурупами к задней стенке. Второй конец запорной планки загибают, чтобы она не выскакивала из скобы во время открывания боковых стенок. Длина упора 8 зависит от угла наклона запорной планки. Откинутые боковые стенки должны быть на одном уровне с нижней рамой.
Размеры дивана-кровати с откидными боковыми стенками могут быть различными, что зависит от места, где он будет стоять, и от того, кто на нем будет спать. Чем выше боковые стенки, тем длиннее будет диван-кровать, и наоборот.
Для мягкого дивана-кровати нужно делать матрасики для сиденья и боковых стенок.
Раздвижной диван-кровать (рис. 95) также может иметь различные размеры. Выдвижную его часть изготовляют в виде легкой скамьи. Чтобы она прочно держалась, вставляют запор в виде деревянных нагелей.
8. КРОВАТИ, ОТТОМАНКИ, КУШЕТКИ, ТАХТЫ
Кровати. Обычно изготовляют разборными из малоценных пород древесины (с последующим фанерованием) длиной 1900...2000 мм. Ширина кроватей, как правило, составляет: одинарных — 800 мм, полуторных— 900, двойных — 1200... 1216 мм, высота от пола до верха матраца — 400 мм. Головные спинки делают высотой 800...900 мм, ножные — 700...720мм. Матрацы могут быть пружинными и с металлическими сетками, которые размещают между царгами или на
царгах. Лучше всего матрац купить. К ножкам рекомендуется крепить ролики, которые дают возможность легко перекатывать кровать. Очень удобны раздвижные кровати, так как они занимают меньше места.
Кровати с царгами (рис. 96) изготовляют так. Прежде всего в.яжут каркасы любой формы для головной и ножной спинок. Бруски обвяза должны быть толщиной 30...35мм, шириной 60...80 мм. Меж-
Рис. 96. Детали кроватей с царгами:
7 —спинка; 2 —каркас спинки; 3 — болт; 4 — царги; 5 —уголок для крепления царг; 6 — ножка; 7 — гнездо; 8 — клин; 9 — проушина для крепления царг
ду горизонтальными брусками через 200 мм располагают вертикальные. С двух сторон и торцов каркасы Спинок облицовывают фанерой или другим декоративным материалом. Затем делают царги. Они могут быть прямыми или фасонными сечением 35x175 мм. С лицевой стороны царги также облицовывают фанерой. С помощью крепежных деталей, например болтов и уголков, царги крепят к спинкам. Болты нужно брать диаметром 5...8 мм с округлой головкой диаметром 15...20 мм. Головка их должна находиться с лицевой стороны спинок. Надевают на выступающие концы болтов царги с уголками и закрепляют гайками. Концы болтов могут выступать за пределы гайки не более чем на 20 мм.
Кровати с матрацем, укрепленным на ножках (рис. 97,а), сделать легче, чем кровати с царгами. Вначале нужно изготовить две спинки из толстой (8...10 мм) фанеры и ножки. К спинкам с помощью клея и шурупов крепят ножки так, чтобы они выступали внизу на 30...50 мм. На выступы ножек ставят матрац. Привертывают спинки и ножки к обвязу матраца шурупами или болтиками.
Кровати с деревянной рамой (рис. 97,6) изготовляют следующим образом. Собирают раму, скрепляя бруски друг с другом с помощью шипов. Для прочности по углам ее ставят бруски на шипах, гвоздях или шурупах. Делают ножки и спинки и крепят их к раме.
Кровати с облегченной рамой (рис. 98) также не сложно сделать самим. Из брусков толщиной 30... 40 мм и шириной 80...100 мм вяжут на шипах раму. С лицевых сторон ее облицовывают фанерой или другим декоративным материалом. Для повышения прочности и жесткости рамы ставят два — три поперечных бруска. Изготовляют ножки круглой или квадратной формы толщиной 20...25 мм и крепят их (прямым Шипом на клею) к раме на расстоянии 150 мм от ее торцовой части. Ножек может быть не четыре, а шесть. Раму можно сделать с пружинной сеткой. Изготовляют спинки и привертывают их к раме болтами. Можно спинку для изголовья сделать на 150...300 мм выше спинки со стороны ног.
Оттоманка. Представляет собой мягкий диван длиной 1800 мм, шириной 900 мм, высотой 400...420мм
Рис. 97. Детали кроватей с матрацем, укрепленным на ножках (а), и с деревянной рамой (б): /— матрац; 2 — ножки; <3 — спинки; 4 — рамы под матрац — обычная и с ножками; 5 — болты
Рис. 98. Детали кровати с облегченной рамой:
1 — матрац; 2 — спинки; 3, 6 — рамы; 4 — ножки; 5 — отверстие для болта; 7 — пружинная сетка
и состоит из сиденья (может быть цельным и из трех подушек), двух съемных валиков-подлокотников и трех подушек-спинок. Сиденье ставят на ящик глубиной 130...180 мм, в котором обычно хранят постельные принадлежности. Подлокотники опирают на прикрепленные к бокам сиденья опоры, а подушки-спинки — на стену, у которой ставят оттоманку.
Рис. 99. Мягкая тахта с сиденьем на пружинах
Кушетка. Представляет собой диван без спинки или с невысокой спинкой с приподнятым изголовьем н с одним или двумя валиками-подлокотниками. Ее обычно изготовляют длиной не менее 1800 мм, шириной не более 700 мм, высотой не менее 600 мм. Сиденье кушетки может быть цельным или составным из съемных подушек. Под сиденьем можно устраивать ящик для хранения постельных принадлежностей. Можно изготовлять кушетку с поднимающим
ся или опускающимся изголовьем. В приподнятом положении изголовье могут удерживать два крючка или выдвижные пальцы.
Тахта (рис. 99). Представляет собой широкий диван без валиков и подушек длиной 1982 мм, шириной 1200 мм, высотой сиденья от пола 450 мм. Иногда ее делают с тумбой для постельных принадлежностей. Тумбу крепят четырьмя крючками. В передней и задней стенках тумбы делают отверстия для вентиляции.
9. ДЕТСКАЯ МЕБЕЛЬ
Стул и столик (рис. 100) можно изготовить из столярной плиты или фанеры-переклейки толщиной 5 мм и более. Отдельные детали между собой можно соединять на прямых шипах. В случае необходимости в шипах сиденья можно поставить клинья круглой или прямоугольной формы, что позволит плотнее сжать стенки стула. Удобна эта мебель тем,
Рис. 100. Детские с+улья (а) и столик (б): 1 — боковая стенка; 2 — сиденье; 3 — царга
2
что ее легко разобрать и сложить. Основные размеры детских стульев и сто.ликов приведены в таблицах 3 и 4.
3. Основные размеры детских стульев, мм
Показатели Возраст детей, лет
4...6 | 7...8 | 9...14 | 15...18
Высота сиденья от пола 250 300 360 400
Глубина сиденья от спинки 220 220 300 370
Ширина сиденья спереди 300 300 350 430
Высота спинки от пола б 00 600 700 960
4. Основные размеры столиков для детей, мм
Показатели Возраст детей, лет
4...6 | 7...8 | 9...14 15...18
Длина 600...900 700...1100 800...1100 900...1200
Ширина 450 500 550 600,
Высота 500 550 660 680
Раздвижную кровать (рис. 101), как правило, изготовляют из двух половинок, вставляемые одна в другую. Поэтому одна из половинок (выдвижная часть) должна быть уже и свободно входить в другую. Выдвижную ч^сть делают на ножках. Все ножки кровати должны находиться на одном уровне. Чтобы половинки не Morjpi произвольно раздвигаться, длину раздвигания ограничивают стопорами.
Спинки у кровати могут быть решетчатыми и фанерными сплошными. Матрасик лучше делать мягким длиной, равной длине раздвинутой кровати.
Детскую мебель можно окрашивать непрозрачными красками, покрывать лаком или полировать.
10. ДВЕРКИ
Дверки для мебели изготовляют легкими, каркасными или щитовыми (рис. 102).
Каркасные дверки получают так. В брусках выбирают для филенок паз или четверть. В четвертях филенки закрепляют штапиками. Бруски соединяют между собой на прямых шипах. Внутрь каркаса вставляют фанеру.
Для щитовых дверок делают такой же обвяз, как и дли каркасных (но можно и на гвоздях и шкантах, что ^егче), и облицовывают его фанерой или тонкой древесноволокнистой плитой с одной или двух сторон. Для жесткости внутри обвяза ставят горизонтальные или вертикальные бруски шириной, равной толщине брусков обвяза. Недостаток таких щитовых дверок — облицовка с их лицевой стороны может складываться. Поэтому на лицевую сторону желательно наклеивать обкладку—тонкую (3...5 мм) рейку. Но предвари* тельно нужно хорошо отфуговать кромки дверки.
Для того чтобы закрыть щели, щитовые дверки де-
Рис. 102. Дверки:
а — каркасная; б — щитовая; в — щитовая с наплавом
Рис. 103. Способы навешивания дверок: а — заподлицо между брусками; б — прикладкой; в—с наплавом? г — заподлицо о брусками н с петлями сбоку
лают с наплавом, т. е. выпускают облицовку с их трех Сторон (кроме стороны, на которую крепят петли) на 8...10 мм. При навешивании таких дверок не нужна высокая точность пригонки.
Навешивать дверки можно различными способами (рис. 103). В первом случае необходима точная при-гбнка дверки.
В некоторых изделиях дверки делают раздвижными (рис. 104).
11. ЯЩИКИ И ПОЛУЯЩИКИ
Рис. 104. Раздвижная дверка
Форма, размеры и исполнение ящиков и полуящиков могут быть различными (рис. 105). Их внешний вид и прочность зависят от качества выполнения. Переднюю стенку следует вырезать из массива древесины той же породы, что и все изделие, или фанеровать так же, как и все изделие. К ней можно крепить ручку — деревянную, металлическую или пластмассовую.
Ящики на шипах (см. рис. 105,
а, б) изготовляют из досок и фанеры (обычно дно). Переднюю стенку делают толщиной чаще всего 18... 20 мм, боковые и заднюю—10...12 мм. Чтобы удобнее было вставлять дно, заднюю стенку принимают уже боковых на 12...15 мм, а чтобы ящик легко выдвигался, передняя стенка должна быть шире задней на 2... Змм. Глубина шпунта, в который вставляют дно ящика, должна составлять 4...5 мм, а ширина зависит от толщины фанеры. Шпунты должны находиться на расстоянии 8...10 мм от нижних кромок передней и боковых стенок.
Боковые стенки соединяют с передней групповым шипом «ласточкин хвост» в полупотай или прямым шипом, а заднюю с боковыми — групповым открытым прямым шипом. Длина широкой части шипа должна быть равна толщине досок, из которых изготовляют боковые стенки, а узкой — половине или трем четвертям их толщины. Например, если доски для боковых стенок берут толщиной 20 мм, то длина широкой части шипа будет 20 мм, а узкой— 10...15 мм. Крайние шипы можно делать немного шире средних.
Порядок выполнения шипов следующий. Сперва на одной боковой стенке размечают шипы «ласточкин хвост» для передней стенки. Параллельно торцу боковой стенки на расстоянии от него, равном ее толщине, проводят риску. С каждого угла торца отмеряют по половине длины шипа и тоже проводят риску. От этих рисок откладывают длину двух крайних шипов. Делят торец на две равные части, проводят перпендикулярно к нему риску и намечают средний шип. Число
Рис. 105. Ящики и полу ящики:
а, б, в, д — ящики соответственно на шипах, с наплавом на прямых шипах, с наплавом на шурупах, гвоздях или нагелях, с дном и задней стенг-кой из фанеры; г, е — пол у ящики; / — дно; 2 и 4 — бруски с пазами и без пазов; 3 — шурупы или гвозди
шипов может быть больше трех, что зависит от ширины боковой стенки. Затем размечают прямые шипы для задней стенки. Боковые стенки складывают вместе, сжимают и запиливают размеченные шипы (сразу на обеих стенках). Потом выдалбливают эти шипы.
Проушины делают так. Боковую стенку ставят на переднюю. Обводят выдолбленные шипы острым шилом или тонко отточенным твердым карандашом. Получают риски для выполнения проушин. Также размечают проушины и на задней стенке. Потом проушины запиливают и долбят.
Теперь можно выбирать пазы для вставки дна.
Вместо пазов можно прибить тонкие брусочки — полозки.
Собирают ящик сперва насухо. Проверяют все соединения, осуществляют, если нужно, зачистку. Разбирают ящик и вновь собирают на клею.
Дно ящика устанавливают так. Когда есть пазы, то его вдвигают в них и крепят двумя—тремя гвоздями к задней стенке. Если применяют полозки, то в них выбирают пазы. Полозки крепят к боковым стенкам на клею. Для прочности их можно прибить гвоздями или привернуть шурупами. Дно вдвигают в выбранные пазы и крепят.
Ящики и полуящики без шипов (см. рис. 105, в...е) скрепляют гвоздями, шурупами, нагелями. Все крепежные детали обязательно утапливают в толщу древесины на 2...3 мм. Полуящики отличаются от ящиков тем, что имеют более низкую переднюю стенку (ее высота обычно составляет ’/з -Уг высоты ящика). При их изготовлении необходимо соблюдать те же условия, что и при изготовлении ящиков.
Порядок выполнения ящиков с дощатыми стенками и фанерным дном без шипов следующий. Переднюю стенку немного спиливают, устраивая как бы четверть. В эту четверть ставят боковые стенки и крепят шурупами, гвоздями или нагелями. Глубина отверстий под шурупы и нагели должна быть не менее 30 мм. Нагели должны входить в отверстия с усилием. Ставят их на клею.
Переднюю, заднюю стенки и дно можно выгнуть из фанеры (см. рис. 105, д, е), причем даже из одного куска. Переднюю стенку загибают так, чтобы получить ручку.
Легким, удобным и прочным будет ящик, у которого только передняя стенка дощатая, а остальные детали — из фанеры. Для удержания дна к нижней части ящика прибивают или приклеивают полоску фанеры, вырезанную по форме выгнутой дуги, шириной не более 10 мм. Дно укладывают сверху на эту полоску фанеры и приклеивают или прибивают.
Можно ящик или полуящик изготовить и так. Из полоски фанеры выгибают заднюю и боковые стенки (получают дугу). В передней стенке выбирают четверть п прибивают к ней фанерную дугу гвоздями или привертывают шурупами. К нижней части ящика при-
Рис. 106. Шахта (а) и ходовые части (б) ящиков: 1 — рейка; 2 — паз
бивают или приклеивают полоску фанеры, вырезанную по форме дуги, шириной не более 10 мм, к ней сверху приклеивают дно.
Ящики с наплавом (см. рис. 105,6, в) легче подогнать, так как наплав закрывает все щели между стенками ящика и проема, в который ящик вставляют. Допустимый размер щелей 1...1,5 мм. Наплав получают путем выборки четверти у передней стенки и наклеивания щитка, изготовленного из фанеры или доски. Шахта и различные виды ходовых частей ящиков показаны на рисунке 106.
12. СТОЛЫ
Столы бывают разного назначения: письменные, конторские, кухонные, обеденные, для газет и журналов, пишущих машинок (легкие) и др. По конструкции их подразделяют на рамочные и щитовые. Кухонные столы обычно окрашивают и в такой же цвет, как и буфеты. Другие виды столов чаще всего фанеруют, лакируют и полируют.
Основные размеры письменных и обеденных столов приведены в таблице 5.
Легкие столики (рис. 107) изготовляют так. Сперва вырезают из фанеры толщиной 5...8 мм крышку. Затем строгают три или четыре бруска (царги) шириной 50...60 мм, толщиной 25...50 мм. Размечают на крышке места присоединения царг. Долбят или сверлят в царгах гнезда для ножек. Приклеивают царги к крышке. Изготавливают ножки. Делают в их верхней части шипы нужного размера и формы. Крепят ножки к царгам на клею.
Столик будет более устойчивым, если ножки поста-
Рис. 107. Легкие столики:
/ — крышка; 2 — ножка; 3 — царга
5. Основные размеры письменных и обеденных столов, мм
Показатели Письменные столы Обеденные столы
с ящиками однотумбовые ДВу\-тумбовые
Высота от пола до крышки 760 760 760 760
Высота подстолья (от пола до нижней царги) 620 >620 >620 620
Длина крышки 1000— 1400 1110— 1400 1200— 2000 900 или 1000
Ширина » 650— 700 65'— 800 700— 1000 800 или 900
Расстояние от тумбы до ножки или между тумбами — >500 >500 —
Длина в раздвинутом состоянии 1500, 1680 или 1700
вить с некоторым уширением книзу. Для этого в царгах выполняют гнезда для ножек под нужным углом.
Царги к крышке можно дополнительно прибивать гвоздями. Чтобы закрыть эти гвозди на крышке стола, сверху на нее наклеивают тонкую фанеру и плотно прижимают ее. Когда клей высох, крышку зачищают. И только потом вставляют в царги ножки.
Рис. 108. Письменный стол щитовой конструкции:
а — общий вид; б — боковая стенка; в — горизонтальная царга; гид — каркасы задней царги и средника
Письменный стол щитовой конструкции можно изготовить на гвоздях или на нагелях (рис. 108). При использовании нагелей места скрепления деталей не видны, что следует признать наиболее удачным. Вначале из брусков толщиной 25 мм и шириной 65...70 мм собирают каркасы для крышки, боковых стенок, царги и подстолья. Чтобы крышка не прогибалась, расстояние между брусками ее каркаса должно составлять 300 мм. Детали каркасов соединяют друг с другом с помощью шипов и гнезд. Гнезда можно долбить сквозные или потайные. Поверхности каркасов пристругивают (выравнивают). Наклеивают на их верхнюю и нижнюю стороны фанеру или древесноволокнистые листы толщиной 3...5 мм. Когда клей высох (как правило, через сутки), торцовые стороны каркасов хорошо строгают и наклеивают на них раскладки — тонкие рейки толщиной З...5мм, закрывая тем самым выступающие торцы фанеры. После высыхания клея раскладки пристругивают и зачищают. Приступают к сборке стола. Горизонтальную царгу крепят к боковым стенкам с помощью трех—четырех нагелей с каждой стороны или с помощью шипов «ласточкин хвост» (пазы для них устраивают в стенках по брускам каркаса несквозными). В последнем случае горизонтальную царгу вставляют в пазы боковых стенок. Приставляют к ней вертикальную царгу и намечают места 140
нахождения нагелей в обеих царгах и для средника, делящего подстолье на две части. Царги вынимают. Крепят к горизонтальной царге на клею и нагелях средник/Ставят на место на клею вертикальную царгу, а затем горизонтальную со средником.
В том случае, когда стол собирают только на одних нагелях, сперва соединяют вместе царги и средник, а затем все остальные детали стола.
После высыхания клея верхние кромки стенок, царги и средника пристругивают. Кладут крышку и намечают места постановки нагелей. Сверлят или долбят гнезда под них. Изготовляют нагели. Ставят крышку на место на клею и нагелях. Делают ящики, если они нужны.
Такой стол можно выполнить разборным, если применить скрепы в виде уголков и шурупы нужной длины.
Письменный стол рамочной конструкции с двуця ящиками (рис. 109) изготовляют аналогично табурету. Сперва соединяют насухо боковые пары, т. е. ножки с царгами, проножками и филенками. Проверяют правильность соединений. Все разбирают и вновь со-
Рис. 109. Письменный стол с двумя ящиками
бирают на клею со вставкой задней стенки-филенки. Затем крепят ходовые части ящиков. Потом ставят крышку, дверки, днище и ящики.
Ножки (квадратного сечения, прямые или на конус) соединяют с царгами на прямых закрытых шипах с потемком или на косых шипах «ласточкин хвост». С передней стороны стола прибивают надъящичный и подъящичный бруски. Надъящичный брусок (или верхняя царга) для прочности скрепляют с ножками на шипах «ласточкин хвост», а подъящичный (или нижняя царга) — на одинарном прямом или на двойном прямом закрытых шипах. Прочность и жесткость конструкции стола обеспечивают проножки: две в поперечном направлении, а третья в продольном. Проножки между собой и с ножками соединяют на прямых закрытых шипах.
Каркас крышки вяжут на прямых шипах. Если крышку с двух сторон обклеивают фанерой, то шипы могут быть сквозными. Их закрывают со всех сторон раскладками простой формы или с калевками. В углах раскладки срезают «на ус». Крепят раскладки на клею. Дополнительно их можно прибить гвоздями или привернуть шурупами.
Если на каркас крышки наклеивают фанеру только с лицевой стороны, то его обвязочные бруски соединяют «на ус». Шипы должны быть закрытыми. Для вставки филенки в брусках выбирают четверть такой глубины, чтобы филенка была на одном уровне с верхней поверхностью обвязочных брусков.
На крышку стола можно наклеивать дерматин или клеенку. Дерматином (или клеенкой) обертывают филенку. Заклеивают клеем его кромки. Филенку на клею вставляют в четверти каркаса. В этом случае, выбирая четверти, следует-учесть толщину дерматина или клеенки. Крышку крепят к каркасу стола с помощью шкантов и клея.
Ходовые части ящиков выполняют так. Строганые доски (одну шириной 100 мм для середины и две шириной по 50 мм для краев) крепят к нижним царгам прямыми шипами. Получают ходовые бруски. К этим брускам прикрепляют на клею и нагелях или на клею, гвоздях или шурупах направляющие бруски. У среднего ходового бруска направляющий брусок должен идти точно по центру. Без направляющих брусков
ящики при открывании будут перекашиваться и с трудом выдвигаться.
Двухтумбовый письменный стол (рис. НО) лучше всего делать щитовым. Прежде всего изготовляют тумбы. Стенки их крепят на клею и шкан-
Рис. ПО. Двухтумбовый письменный стол с дверками
тахкдвум рамкам (верхней и нижней) со вставленными филенками. Нижняя филенка служит дном тумбы, а верхняя закрывает тумбу сверху, чтобы при снятой крышке и запертой дверке невозможно было проникнуть в ящики. К боковым стенкам тумб при помощи клея, нагелей или металлических шпилек крепят ходовые бруски ящиков. Чтобы ящики легче ходили, к ходовым брускам приклеивают направляющие рейки толщиной 3...4 мм, шириной 30...40 мм или полоски фанеры такой же толщины и ширины.
Изготовляют плинтусную рамку и устанавливают ее на четыре фигурные ножки. С лицевой стороны плинтусную рамку оформляют профильным массивом. К плинтусной рамке крепят с помощью клея и шкантов тумбочки.
Изготовляют крышку стола. К ней с помощью клея и шкантов прикрепляют две или три доски (если три, то их вяжут на шипах). К низу этих досок приклеивают и прибивают гвоздями фанерное дно. Получают своеобразный короб, в который потом вставляют
ящик.
Рис. 111. Кухонные столы:
а — с полкой; б — с выдвижной доской; в — с ящиком
Рис. 112. Кухонный стол-тумба:
а— общий вид; б — каркас; в — ножки; г —соединение ножки с царгой; д — крепление надъящичного и подъящичного брусков; е — устройство ходовых брусков для ящиков
Крышку с коробом надевают на тумбы (соединения выполняют на круглых шипах-шкантах).
Делают ящики с ручками. В каждый ящик или в некоторые из них можно врезать замки.
Кухонные столы (рис. 111) обычно небольших раз-
Рис. 113. Обеденный складной стол: а — общий вид; б — каркас; в — упор
меров. Они могут быть нераздвижными (состоят из крышки, царг и ножек) и раздвижными, с полками и ящиками. Часто под крышкой стола устраивают выдвижные доски или ящики.
Стенки кухонных столов обычно окрашивают масляными, эмалевыми или другими водостойкими красками. Крышки их желательно оклеивать декоративным пластиком, линолеумом и т. п.
Кухонный стол можно сделать в виде тумбочки с двумя ящиками и шкафом с двумя дверками (рис. 112). Ножки для такого стола рекомендуется изготовлять длиной 760 мм, сечением 45X45 мм. В них выбирают гнезда под царги и проножкн. Для вставки в ножках, царгах и проножках делают пазы. С передней стороны стола вместо царги ставят два брусочка — надъящичный и подъящичный. Первый брусочек крепят в ножках косыми шипами «ласточкин хвост», второй — прямыми шипами. Между надъящичными и подъящичными брусками ставят поперечный брусок с ходовыми и направляющими брусками для ящиков.
Порядок сборки стола следующий. Вначале в ножки насухо вставляют царги, проножки и филенки. Проверяют все соединения. Все разбирают, а потом вновь собирают на клею и одновременно вставляют заднюю стенку. Затем крепят ходовые и направляющие бруски, крышку, дверки, ящики, днище и полки.
Обеденный складной стол (рис. 113) можно делить раздвижным и с откидывающимися крышками. Форма
крышек и ножек может быть любой. Иногда делают такие столы с откидными и раздвижными ножками. В развернутом виде они особенно устойчивы.
Обеденный квадратный раздвижной стол (рис. 114) имеет четыре полукрышки, выдвигающиеся при помощи двух пар ходовых брусков. Его высота 760 мм, размеры корпуса 820X820 мм, размеры крышки в нераз-двинутом виде 900X900 мм, в раздвинутом — 1700Х Х900мм. Ножки делают прямые или на конус длиной 710 мм, сечением 72x72 мм. Царги должны быть дли-
Рис. 114. Обеденный квадратный раздвижной стол:
о —общий вил; б — крышка; в — разрез стола; г — подстолье; д — ходо крышка; 2 — нагели; 3 — мостик; 4 — останов-нагель; 5 — холевой брусок; ва; р —выемки для захвата пальцами
ной 788 мм, шириной 100 и толщиной 25 мм. Крышку рекомендуется изготовлять из досок толщиной (в чистоте) 25 мм, шириной 50 мм.
Вначале собирают корпус стола. Царги соединяют с ножками и проножками.
Изготовляют мостик (шириной 100 мм), который будет поддерживать боковые бруски. Чтобы мостик не коробился, его лучше собрать из двух брусков шириной по 50 мм, толщиной, равной толщине крышки. С каждой стороны мостика устанавливают по два нагеля диаметром 12 мм и длиной, равной не менее половины толщины полукрышек, чтобы нагели выступали над мостиком на 10... 12 мм. Эти нагели будут удерживать на одном месте две верхние полукрышки в тот момент, когда выдвигаются нижние полукрышки. Мостик крепят к царгам шурупами. После крепления мостика в царгах вырезают отверстия или гнезда для ходовых брусков нужного размера.
BuSA
вне бруски; е_— крепление ходовых брусков к нолукрышкам; / — верхняя о — шурупы; 7— гнезда для ходовых брусков; 8 — отверстие для остано-(по две на каждой полукрышке)
Изготовляют четыре полукрышки и четыре ходовых бруска. В полукрышках сверлят отверстия для нагелей, установленных на мостике, а в каждом бруске — по три отверстия для шурупов и по одному отверстию диаметром 12 мм для нагелей, которые ставят для остановки брусков при выдвижении полукрышек и крышек.
В отверстия в царгах вставляют ходовые бруски и кладут на них полукрышки. Отмечают места крепления к полукрышкам ходовых брусков. Полукрыщ-ки и ходовые бруски снимают. Крепят шурупам^ бруски к полукрышкам. Устанавливают крышки и проверяют их ход. Чтобы выдвинуть нижнюю полукрыщ-ку, нужно приподнять (на 25...30 мм) верхнюю. Неточности исправляют. Зачищают весь стол.
Обеденный стол с вкладываемыми полукрышками (рис. 115) почти не отличается по конструкции от стола, описанного выше. Вначале монтируют его корпус. Затем из досок толщиной 20...25 мм и шириной не более 50 мм изготовляют полукрышки. Сплачивают доски на гладкую фугу на клею. Можно сделать и каркасные крышки, облицованные с двух сторон фанерой. Ширина вкладываемых полукрышек должна быть в пределах 500...700 мм, а ширина раздвигаемых — 450 ММ; Длина раздвигаемых полукрышек должна составлять 900 мм, а крышек стола в раздвинутом положении — 1400...1600 мм. Для удобства хранения вкладываемые полукрышки лучше всего соединить на петлях (крепят их с нижней стороны). В кромках в местах примыкания сдвигаемых полукрышек друг к другу сверлят по четыре гнезда диаметром 10...12 мм и глубиной 30 мм; В гнезда одной полукрышки ставят нагели на клею, а гнезда другой полукрышки оставляют открытыми. Во вкладываемых полукрышках сверлят такие же гнезда и также в гнезда одной полукрышки вставляют нагели. При сдвигании и при вкладывании полукрышек нагели должны войтц в гнезда. На одном уровне с верхними кромками царг крепят мостики и ходовые бруски. На мостиках устраивают гребни (выстругивают их или прибивают брусочки), по которым будут двигаться ходовые брускц. Ходовые бруски делают прямыми сечением (25...30) X Х50мм. В царгах для этих брусков сверлят гнезда. Чтобы бруски плавно ходили и не выпадали, в них
/
Рис. 115. Обеденный стол с вкладываемыми полукрышками: а — вид сверху; б — расположение боковых брусков; в — устройство ходо* вых брусков; г — мостик и ходовые бруски; д —- крышка-вкладыш; 1 — полукрышки; 2 —гнезда; 3 — нагели; 4 — мостик; 5 —место для хранения крышки-вкладыша; 6 — ходовые бруски; 7 — паз; 8 — гребень; 9 — царга; 10 — петля
выбирают пазы глубиной и шириной 10...15 мм. К ходовым брускам прибивают остановы (кусочки фанеры или брусочки), которые не дадут раздвигаемым полукрышкам выдвинуться полностью. Раздвигаться эти полукрышки должны на ширину на 200 мм больше ширины вкладываемых полукрышек.
К полукрышкам бруски крепят шурупами.
Вкладываемые полукрышки хранят в подстолье. Для этого к низу царг крепят два бруска или делают реечный каркас.
Круглый раздвижной обеденный стол (рис. 116) собирают так же, как и квадратный. Круглую царгу изготовляют из фанеры точно так же, как и круглую царгу для стула. Внутри царги выбирают пазы для вставки ножек. Царгу можно сделать и из двух деревянных колец. Ставят эти кольца на нужном расстоянии друг от друга и с лицевой их стороны приклеивают фанеру толщиной 3...5 мм. Ножки крепят к царгам прямыми шипами или болтами. После сборки корпуса устраивают подстолье. В подстолье крепят мостики, распорки и ходовые бруски.
Полукрышки и вкладную крышку можно изготовить каркасными с облицовкой фанерой с двух сторон или дощатыми с облицовкой фанерой и без облицовки.
Ходовые бруски делают совершенно ровными без скосов. Крепят их так, чтобы полукрышки не выдвигались полностью. Вкладная крышка должна скрепляться с полукрышками шкантами.
Обеденный разборный стол (рис. 117) квадратной формы может иметь прямые ножки и на конус сечением в верхней части 100X100 мм, в нижней — 80Х Х80 мм. Из брусков сечением 30><100 мм изготовляют на прямых шипах или шкантах подстольную раму.
Рис. 116. Круглый раздвижной обеденный стол:
а — общий вид; б — царги; в — ножки; г — корпус; д — подстолье; е — половинки крышек: / —крышка; 2 —царга; 3 —болты; 4 — ножки; 5 — проножка; 6 — пазы; 7 — проушины для ножек; 8 — ходовые бруски; 9 —• распорки; 10 — мостики
1
Рис. 117. Обеденный разборный стол:
/ — крышка; 2 и 5 — бруски ходовые и царги; 3 — шканты;
4 — мостик; 6 — подстольная рама; 7 — гнезда для ходовых брусков; 8 — ножки; 9 — болт; 10 — деревянная пробка
Рис. 118. Обеденные столы с опускающимися крышками: а — без полок; б — с полками; 1 — опускающиеся крышки; 2 —. выдвижные бруски; 3 — царги; 4 — болт; 5 — ригель, стягивающий царги
К подстолыюй раме с помощью болтов и шкантов крепят ножки. На каждую ножку нужно ставить один болт длиной 150 мм, толщиной или диаметром 10...15 мм и два шканта длиной 80 мм, диаметром 10...12 мм из древесины твердых пород. Делают это так. В деревянной пробке длиной 100 мм и диаметром 30...50 мм высверливают отверстие диаметром, равным диаметру болта. Чтобы болт не вращался при завертывании гайки, его головку врезают в деревянную пробку. Болт смазывают клеем и вставляют в пробку. В ножках сверлят отверстия диаметром, равным диаметру пробки, и глубиной 100...110 мм. Пробки должны плотно входить в отверстия ножек. Смазывают пробки клеем и вставляют в ножки. В ножках сверлят отверстия глубиной не менее 50 мм и вставляют в них шканты. Концы шкантов, входящих в раму, не смазывают клеем. Их назначение — придать жесткость конструкции и предупредить вращение ножек вокруг болтов. В углах рамы точно против болтов и шкантов делают отверстия нужного диаметра. Раму надевают на ножки и скрепляют болтами с гайками. Чтобы гайки не врезались в древесину рамы, под них подкладывают шайбы. При необходимости раму можно легко снять с ножек.
Царги сечением 30Х(Ю0...150) мм скрепляют между собой на шипах любой формы или на шкантах. Собранную коробку крепят к подстольной раме на клею и шкантах таким образом, чтобы получилась единая коробка стола и чтобы можно было свободно завертывать или отвертывать гайки на болтах, которыми привернуты ножки.
Сверху к царгам строго симметрично прикрепляют с помощью шкантов и клея мостик (или доску), на который будут опираться ходовые бруски и который будет поддерживать выдвигаемые полукрышки строго в горизонтальном положении. На мостике ставят на клею два шканта, к которым при монтаже крепят крышку.
Изготовляют крышку, полукрышки и ходовые бруски. Ходовые бруски при вдвигании полукрышек должны свободно входить под крышку, а при выдвигании — быть строго на одном уровне с ней. Для установки ходовых брусков в коробке вырезают отверстия такого же сечения, какое имеют эти бруски. Устанав
ливают на место ходовые бруски, полукрышки и крышку. Исправляют неточности, зачищают и отделывают стол.
Обеденный стол с опускающимися крышками можно сделать открытым (рис. 118) и закрытым, т. е. с подстольем. Крышки можно опускать вниз и укладывать на основную крышку. Для удержания опускающихся крышек в горизонтальном положении, т. е. на одном уровне с основной крышкой, устанавливают выдвижные бруски или линейки. Для линеек в брусках, к которым крепят ножки, вырезают пазы. Чтобы обеспечить более плавный ход брусков, снизу точно по середине крышки прибивают четыре скобы или брусок с вырезами.
Чтобы сделать подстолье, с трех сторон стола к ножкам прибивают фанеру, а снизу — дно (пол подстолья). Внутри подстолья делают одну или две полки. Спереди подстолья крепят одну или две дверки.
Упрощает соединение ножек с царгами использование болтов. Болтовое соединение не только прочно, но и позволяет делать столы разборными. Ножку ставят между царгами. Царги скрепляют стягивающим ригелем с шипами на концах. Ригель делают сквозной, высотой, равной высоте царг. Болт пропускают через ножку в середину ригеля, надевают шайбу и туго завертывают гайку. Можно ставить два болта.
Туалетные столики (рис. 119) изготовляют из древесины ценных пород и полируют или покрывают лаком. Делать их можно на ножках и тумбах, с зеркалом и без зеркала.
Туалетные столики с тремя зеркалами называют трельяжами. Высота трельяжа может составлять от 1000 до 1400 мм, ширина — от 370 до 430 мм, глубина — от 340 до 400 мм. Среднее зеркало крепят к раме неподвижно, а боковые — шарнирно, т. е. на петлях, чтобы их можно было поворачивать. Часто трельяжи делают с двумя тумбочками (высотой 600... 760 мм), закрывающимися дверцами или с ящиками. В прихожей можно поставить трюмо, т. е. большое зеркало с подставкой.
Туалетный столик может состоять из двух тумб и ящика, расположенного между ними. Тумбы и ящик крепят на шкантах и клею к плинтусной коробке.
Рис. 119. Туалетные столики:
а, б — трюмо; в — трельяж; г — с откидным зеркалом
Плинтусную коробку устанавливают на четыре фигурные ножки. Между тумбами на двух прямых шипах крепят рамку или щит с зеркалом. Расстояние между тумбами и ширина ящика должны быть равны ширине зеркала.
Своими руками легко изготовить туалетный столик с двумя ящиками и откидным зеркалом (см. рис. 119,г). Зеркало крепят к крышке. Общая высота такого столика 1255 мм, ширина — 900 мм, глубина — 550 мм, а высота от пола др крышки — 760 мм.
13. БУФЕТЫ, НАВЕСНЫЕ ШКАФЫ, СЕРВАНТЫ, ГОРКИ
Буфеты. Могут быть несоставными и составными (состоят из нижнего и верхнего шкафов), с нишей и без ниши (рис. 120). В составных буфетах верхний шкаф соединяют с нижним на круглых шипах, которые крепят без клея. У буфетов с нишей верхний шкаф имеет меньшую глубину по сравнению с нижним. В нижнем и верхнем шкафах для хранения столовых и чайных приборов, столового белья делают ящики.
Дверки у буфетов могут быть створчатыми, раз-
движными или шторными, глухими или остекленными.
Ставят буфеты на цоколе, т. е. прочной сплошной раме из толстых брусков. Бруски рамы в углах связывают на шипах и обязательно на клею. Для прочности их с внутренней стороны приклеивают на клею и дополнительно скрепляют винтами. Соединение рамы должно быть прочным.
Ножек может быть четыре и больше. Длина и форма их могут быть различными. Крепят ножки к раме на прямых шипах, на вставных круглых шипах (долж-ЙО быть не менее трех) или на коренном круглом шипе С винтовой нарезкой. Открытые шипы рамы закрывают массивными обкладками. Углы рамы можно оставлять острыми, срезать на фаску или делать закругленными. В плинтусе могут быть одна или две горизонтальные и несколько вертикальных рамок. Нижняя рамка — основная должна быть самой прочной, так как воспринимает вес всего буфета и помещенных в нем вещей.
Устройство плинтусных рам и виды крепления к ним ножек приведены на рисунке 121.
Отделывают буфеты масляными, эмалевыми и другими непрозрачными красками чаще всего белого цвета или декоративным бумажно-слоистым пластиком.
Навесные кухонные шкафы (рис. 122). Следует крепить к стенкам на высоте 1700... 1750 мм. Их высота и ширина могут быть различными. Глубину же рекомендуется делать 300...
Рис. 120. Кухонные буфеты
Рис. 121. Устройство плинтусной рамы:
а — плинтусная рама; б —> узловые соединения; в — ножки
330 мм. Изготовляют шкафы с одной, двумя или тремя полками. Нижние ниши можно закрывать дверками на петлях или раздвигающимися. Выполняют дверки из фанеры или органического стекла. Отдельные шкафы можно укрепить вплотную друг к другу.
Серванты (рис. 123). Могут состоять из двух частей — нижней и верхней в виде небольшого шкафчика, чаще всего остекленного. Изготовляют их неразборными и разборными, различной конструкции, высотой 1320...1700 мм, шириной 800...2000 мм, глубиной нижней части 350...450 мм, верхней — 270...300 мм. Боковые стенки серванта можно делать в виде конуса шириной в нижней части 350...450 мм, в верхней — 270... 300 мм. Размеры серванта следует выбирать в зависимости от размера и высоты комнаты. Ставят сервант на плинтусную раму с ножками. Изделие фанеруют как с внутренней, так и с наружной стороны, а затем лакируют или полируют.
Горки (рис. 124). Обычно состоят из нижней части — шкафика и верхней — витрины. Чаще всего их изготовляют высотой 1700...1800 мм, шириной 1050... 1240 мм. Глубина витрины может составлять от 330 до 350 мм, глубина шкафика — до 450 мм. Боковые стенки и передние дверки верхней части делают остекленными, а заднюю стенку с внутренней стороны часто
закрывают зеркалом. Полки можно изготовлять из дерева, вырезать из стекла или оргстекла. Витрина может быть прямоугольной, полукруглой, овальной или шестигранной формы, а ее боковые стенки — прямыми или закругленными и застекленными.
Ставят горки на плинтусную раму, чаще всего с фигурными ножками. Дверки и стенки их нижней части фанеруют.
1780
Рис. 123. Серванты
14. КНИЖНЫЕ ШКАФЫ И СЕКРЕТЕРЫ
Книжные шкафы. Можно изготовлять открытыми (состоят из боковых стенок и полок) и закрытыми (с дверками), напольными несоставными, составными и секционными и навесными (рис. 125).
Несоставные шкафы рекомендуется выполнять высотой 1500... 1800 мм, шириной 600 мм и более, глубиной 300...360 мм. Ставят их на плинтусную раму. Внутри шкафов через 30...50 мм устанавливают полки. Верхнюю и нижнюю полки крепят жестко, а средние укладывают свободно так, чтобы их можно было при необходимости переставлять. Полки можно крепить на шкантах. Для этого в стенках и торцах полок сверлят отверстия диаметром 10...12 мм. Можно привернуть шурупами к стенкам деревянные бруски или уголки, уложить на них полки и привернуть их шурупами. Можно просверлить отверстия в стенках и вставить в них переставные нагели, а на них положить полки.
Рис. 125. Книжные шкафы
Составные шкафы имеют два отделения — верхнее и нижнее. Нижнее отделение обычно делают высотой ;750...760 мм и устанавливают на плинтусную раму. Закрывают его глухими дверками. Верхнее отделение ставят на нижнее и крепят к нему с помощью шкантов.
Секционные шкафы удобны тем, что их легко транспортировать. Обычно нижняя секция имеет большую глубину, чем верхние. Ставят ее на плинтусную раму. Секции скрепляют друг с другом чаще всего с помощью шкантов. Средняя ширина секционного шкафа 1000 мм, глубина — 260 мм, высота с одной нишей — 300, с двумя — 605 мм.
Открытые шкафы обычно изготовляют высотой до 1800 мм, шириной 600... 1000 (иногда и больше), глубиной 150...350 мм. Боковые стенки должны быть толщиной 15...25 мм. Вырезают их из плит, делают каркасными или склеивают из досок. Полки могут быть глухими, но лучше делать переставными, что дает возможность менять промежутки между ними в зависимости от высоты книг. Глухие полки крепят на шкантах на клею, для чего в их торцах и в стенках сверлят отверстия диаметром 10... 12 мм и глубиной в полках до 50 мм, в стенках такой, чтобы отверстия не вышли на их лицевую сторону. Для установки переставных полок можно привернуть шурупами деревянный брусок или уголки, уложить на них полки и укрепить шурупами. Можно просверлить отверстия в стенках и вставить в них переставные нагели, а на них положить полки.
Секретеры. Могут быть напольными и настенными, с нишей и без ниши (рис. 126). Для школьников наиболее удобен секретер, изображенный на рисунке 127. Его можно сделать из массивных плит или легкой каркасной конструкции высотой до 1800 мм, шириной 600...700 мм, глубиной 300...350 мм.
Секретер каркасной конструкции изготовляют так. Вначале из брусков вяжут рамки боковых стенок. Толщина брусков должна быть 20...25 мм, ширина задних — 60 мм, передних — 80 мм. В длинных брусках выполняют три несквозных гнезда и одну проушину, а в коротких — шипы. Рамки собирают на клею. Точно таким же образом изготовляют рамки нижней и верхней стенок. После высыхания клея рамки стро-160
Рис. 126. Секретеры:
а, б, г-— напольные; в — настенный
гают, чтобы получить стенки совершенно одинаковой ширины. Боковые стороны брусков нужно также строгать, чтобы они были в одной плоскости.
Затем на ту сторону рамок боковых стенок, которая будет внутри секретера, наклеивают фанеру (толщина ее должна быть не более 4 мм). Для установки полок в центре вертикальных брусков сверлят сквозные отверстия диаметром 7...10 мм. Отверстия должны быть расположены на расстоянии 50 мм друг от друга, на расстоянии 200 мм от верхнего и нижнего концов стенок и на расстоянии 60 мм от передней кромки переднего бруска.
После этого наклеивают фанеру с лицевой стороны боковых стенок. Размер фанеры должен быть таким, чтобы из-за заднего бруска выступала ее кромка шириной 5...25 мм (зависит от толщины задней стенки). Выступающая кромка фанеры должна прикрывать торцы задней стенки.
Рис. 127. Детали простейшего секретера:
а, б —внутренней части; в и г — каркасы боковых стенок и верхней н нижней стенок; д — раскладки (различной формы); е — карнизы (различной формы); ас—-боковые стенки; / — крышка стола; 2 — поперечные бруски; 3 —раскладка; 4 — отверстия под нагели
Чтобы закрыть шип и торцы фанеры, передние кромки боковых стенок необходимо сфуговать, а потом наклеить на них раскладки (желательно из древесины твердых пород) толщиной не более 10 мм, шириной, равной толщине боковых стенок. После высыхания клея боковые стороны раскладок строгают и тщательно зачищают так, чтобы они были на одном уровне с наклеенной фанерой.
Обклеивают фанерой рамки нижней и верхней стенок. Боковые стенки скрепляют с верхней и нижней гвоздями или длинными шурупами. Проверяют правильность соединений по угольнику.
Из фанеры, плиты или досок изготовляют заднюю стенку толщиной 8... 10 мм. Ее можно склеить из двух тонких лисюв фанеры. Стенка должна плотно входить между выпущенными кромками фанеры. Крепят ее к стенкам шурупами (лучше на клею) или гвоздями. После высыхания клея выступающие кромки фанеры спиливают и состругивают заподлицо со стенкой, а ножки выравнивают (подрезают). Шляпки гвоздей или шурупов вверху шкафа закрывают карнизом, а внизу раскладкой толщиной 5 мм, шириной 20 мм. Наклеивают карниз и раскладку с трех сторон: с лицевой и двух боковых, а затем их пристругивают.
Из брусков сечением 25X60 мм изготовляют дверь. Пристругивают, прирезают ее и навешивают.
Из брусков сечением 20X40 мм вяжут рамку крышки и обклеивают ее фанерой. Длина крышки должна быть 740 мм, а ширина — на 35 мм меньше внутренней ширины шкафа. Крышку можно сделать и из тонких досок.
Для удержания крышки в горизонтальном положении изготовляют ножку. Для этого вяжут на шипах две рамки: большую и маленькую. Большая рамка должна напоминать букву «П» и входить во внутреннее пространство рамки крышки. Маленькая рамка должна входить в большую. Рамки соединяют между собой шарнирно. Чтобы маленькая рамка при раскрытии крышки не падала (не закрывалась), ее прибивают к крышке гвоздями или привертывают шурупами больших размеров. Большую рамку крепят к крышке шарнирно так, чтобы она могла свободно открываться и закрываться, а передний брусок служил ей упором.
Приступают к устройству полок. Полка, к которой крепят крышку стола, должна находиться от пола на расстоянии не более 760 мм. Ширина ее должна быть такой, чтобы нормально закрывалась дверь. Между опущенным столом и закрытой дверью должна оставаться щель шириной не менее 10 мм. Каркас полки должен быть прочным, а крепление ее к стенкам — надежным. Полка не должна колебаться при откры-
вании и закрывании стола. Крышку стола к этой полке крепят на петлях.
Остальные полки изготовляют из досок, толстой фанеры или других материалов и укладывают свободно на деревянные нагели, вставленные в ранее просверленные отверстия в боковых стенках. Ширина этих полок должна быть такой, чтобы они не мешали закрыванию и открыванию двери и опусканию стола.
После отделки шкафа часть двери внизу закрывают филенкой, а вверху — стеклом. Филенку и стекло крепят с помощью штапиков шириной 10 мм, толщиной 5 мм, закругленных с лицевой стороны. Они должны выступать с лицевой стороны двери и украшать ее.
К боковой стенке секретера можно прикрепить приставной (с помощью двух скоб) или подъемный (на петлях) стол. Можно сделать два стола: один сбоку секретера, другой — внутри.
Если нет в нужном количестве фанеры, на рамки стенок секретера ее наклеивают только с лицевой стороны.
1S. ШКАФЫ ДЛЯ ПЛАТЬЯ И БЕЛЬЯ
Шкафы для платья и белья можно изготовлять неразборными и разборными с одним, двумя и более отделениями, с полками, ящиками, полуящиками (рис. 128). С наружной или внутренней стороны шкафов обычно укрепляют зеркала. Внутри вверху шкафов устанавливают штангу (круглую палку) для вешалок и часто полку для головных уборов, а внизу — ящики для обуви.
Двери в шкафах могут быть распашными, раздвижными, складными. Распашные двери нуждаются в дополнительной площади во время открывания. Раздвижные и складные двери менее плотно закрываются, чем распашные, и в щели между ними легко проникает пыль.
Прежде чем приступить к изготовлению шкафа, нужно установить, что в нем будет храниться и сколько места требуется для той или другой вещи. Например, средняя толщина костюма составляет 60 мм, ширина — 520, а длина — 850 мм. Пальто обычно имеет ширину 500...600 мм, длину—1250...1350 мм. Для шля-164
Рис. 128. Шкафы для платья и белья:
а -г шифоньер; б — с четырьмя отделениями на низком плинтусе? в — С тремя отделениями на ножках; г —с двумя отделениями на ножках и на плинтусе со средней глухой стенкой
пы нужно место диаметром примерно 250...300 мм, высотой не менее 150 мм.
Основные размеры шкафов приведены в таблице 6.
Во всех случаях размеры шкафа и его отделений должны быть такими, чтобы повешенная на вешалки одежда и уложенное в стопку белье не сминались.
в. Основные размеры шкафов, мм
Шкаф Высота Ширина Глубина
Однодверный 1650., ..1800 750.. .1000 250., ..600
Двухдверный 1650., ..2000 900.. .1150 450.. ..650
Трехдверный 1650.. ..2050 1250.. .2000 450., ..650
Ящики, полуящики или полки надо рассчитывать на укладку белья в одну, две, иногда в три стопки, перпендикулярные или параллельные лицевой стороне шкафа. Полки для белья луше всего делать выдвижными и переставными, что дает возможность регулировать высоту отделений Шкафы лучше всего изготовлять разборными, чтобы их было легко перевозить.
По конструкции шкафы подразделяют на простые (с дном и верхом из простых щитов) и сложные (имеют нижний плинтус — цоколь, плинтусную раму и верхний колпак, которым накрывают и скрепляют стенки).
Боковые стенки шкафов можно крепить различными способами (рис. 129):
с помощью четырех брусков прямоугольного или квадратного сечения на концах с шипами любой формы, на клею. В верхней части стенок для этой цели сверлят или долбят гнезда. Шипы должны плотно входить в эти гнезда;
с помощью двух или трех рамок, которые соединяют с боковыми стенками на круглых или квадратных вставных шипах или «внаград». Вместо рамок можно использовать щиты. Шипы можно заменить шурупами (шляпки их следует закрывать);
с помощью двух коробок (верхней и нижней). Боковые стенки соединяют с коробками на вставных шипах (как бы надевают коробки на стенки). Можно выполнить соединение на клею. Когда нужно сделать шкаф разборным, стенки и коробки стягивают специальными скрепками (стяжками);
с помощью двух внутренних коробок, помещенных между двумя боковыми стенками. Коробки соединяют со стенками на шипах на клею или на шурупах.
Разборный шкаф с одним отделением (рис. 130) предназначен для хранения верхней одежды и полностью состоит из щитов. Боковые стенки представляют собой щиты с ножками, срезанными на конус. Кромки их выходят наружу и должны быть соответственно оформлены. Порядок изготовления такого шкафа следующий. Вначале из брусков сечением (2О...25)Х (40... 70) мм вяжут на прямых шипах насухо (без клея) каркасы боковых стенок, крышки, дна и дверок. Нижний и верхний бруски каркасов боковых стенок должны быть шириной не менее 50 мм, так как к ним будут 166
Рис. 129. Виды соединений боковых стенок шкафов: с — брусками с прямыми шипами; б — рамкой на нагелях; в — верхней и нижней коробками на нагелях; г —внутренними рамками на шурупах
привинчены бруски для крепления дна и крышки. Проверяют с помощью угольника правильность соединений, исправляют неточности. Разбирают каркасы и затем собирают на клею. После высыхания клея их зачищают и пристругивают. Нарезают куски фанеры необ-
Рис. 130. Разборный шкаф с одним отделением: 1 — полка; 2 — штанга
ходимых размеров для наклейки на каркасы, причем для наружных сторон ширина куска фанеры должна быть больше ширины каркаса на 10...15 мм для того, чтобы после ее наклейки на каркас образовалась четверть, в которую будет вставлена задняя стенка. Излишки выпущенных кромок фанеры после установки задней стенки срезают и пристругивают. Обклеивают каркасы фанерой. После высыхания клея шипы и торцы облицовки с лицевых сторон закрывают обкладками, а с трех других сторон пристругивают. Вверху и внизу боковых стенок привинчивают шурупами на клею бруски сечением 20X25 мм. К этим брускам на шурупах на клею крепят дно и крышку. Вместо шурупов можно использовать болтики или винты. Тогда гайки надо утопить в толщу брусков, а выступающие концы болтиков и винтов следует отрезать, чтобы с ними не соприкасалась одежда. Ржавеющие металлы рекомендуется покрывать лаком или закрывать пластинками из нержавеющих материалов.
Заднюю стенку можно вырезать и из фанеры или
древесноволокнистых листов толщиной 5 мм и больше или изготовить в виде рамки с вертикальными или вертикальными и горизонтальными брусками с выбранными пазами, в которые вставлены филенки.
Внутри шкафа устанавливают штангу для вешалок и полку для головных уборов.
К собранному корпусу шкафа пригоняют двери, а потом их навешивают. Укрепляют задвижки и врезают замок. После исправления неточностей, если они есть, приступают к отделке шкафа.
Разборный шкаф с двумя отделениями (рис. 131) предназначен для хранения платья и белья. Его плинтус представляет собой скамейку на четырех ножках. Царги скамейки соединяют с ножками на прямых шипах в полупотай с платиками в местах примыкания. Пол шкафа вырезают из листа толстой фанеры или делают в виде щита с фанерной рубашкой. Переднюю и боковые наружные кромки щита закрывают раскладками или профилированными рейками так, чтобы они были на одном уровне с верхней плоскостью щита. В углах раскладки или рейки соединяют «на ус».
Верхний колпак шкафа состоит из щита, оформленного с трех лицевых сторон профилированным карнизом. Крепить карниз к щитку лучше всего в шпунт
Рис. 131. Разброный шкаф с двумя отделениями:
/ — плинтус; 2 —раскладки; 3 — щит; 4 —задняя стенка; 5 — наружные и внутренняя стенки; 6 —полуящик; 7 — полки; 8 — штанги; 9 — дверки; 10 — карниз; // — колпак; 12 — щит с гребнем; 13 — зеркало; 14 — стяжки
на клею. В карнизе выбирают шпунт, а в щите — гребни (они могут быть либо в обвязке рамки, либо вставными).
Отдельные детали шкафа соединяют между собой на круглых шипах без клея и скрепляют специальными металлическими стяжками. Крайние дверки навешивают на карточные, а средние с зеркалом—на пятниковые петли.
Внутри шкафа устанавливают две штанги: одну крепят к средней и боковой стенкам, другую — к двери бельевого отделения. Для бельевого отделения изготовляют три полки, два полуящика и один ящик.
Разборный шкаф с тремя отделениями (рис. 132) выполняют на плинтусной раме с небольшими вырезами со стороны пола. Сверху к плинтусной раме крепят шурупами или клеем щит (или дно шкафа). Крышку, боковые наружные и внутренние стенки изготовляют в виде щитов, причем наружные стенки делают шире внутренних на толщину дверей. В наружных стенках, крышке и плинтусе устраивают четверти для вставки задней стенки. Для этого с их наружной стороны на каркасы наклеивают кусок фанеры шири-
Рис. 132. Разборный шкаф с тремя отделениями:
1 — плинтус и дно; 2, 3 и 6 — отверстия под нагели для скрепления деталей шкафа, под крепежные винты и под нагели для перестановки полок; 4, 18— внутренние стенки; 5, 19 — наружные стенки; 7 — полозки для ящиков; 8, /5 — полки; 9 — втулки для штанг; 10 — штанги; // — задняя стенка; 12 — нагели; 13 — крепежные винты; 14 — остановы; /5 — крышка; /7 — вертикальный брусок; 20 — шурупы; 21 — скобы для скрепления листов (частей) задней стенки; 22 — брусок для скрепления листов задней стенки; 23 — задвижки; 24— зеркало; 25 — скалка; 26 — трельяж
ной больше ширины каркаса на толщину задней стенки.
Отдельные детали шкафа соединяют друг с другом в следующей последовательности. В местах крепления боковых и внутренних стенок в этих стенках и плинтусе сверлят по 5 отверстий на каждую стенку: три диаметром 10 мм и более под нагели и два диаметром 25 мм под крепежные винты. Ставят (без клея) все нагели. Надевают на них наружные стенки и закрепляют крепежными винтами. Вместо специальных крепежных винтов можно применять обычные винты с шайбами и гайками. Так как нижние отверстия, через которые завертывают специальные крепежные винты или гайки, имеют круглую форму, то шайбы приходится изготовлять под них. Затем ставят внутренние стенки. Точно так же крепят крышку шкафа. Все отверстия под винты закрывают обычно круглыми пластинками из нержавеющих материалов или ржавеющих, но покрытых краской.
Собирают из двух или четырех кусков фанеры заднюю стенку. Куски фанеры вставляют в пазы вертикальных брусков. Крепят эту стенку к боковым наружным стенкам, плинтусу и крышке шурупами, а к внутренним стенкам — скобочками и шурупами. Скобочки изготовляют из кровельной или более толстой стали с острыми шипами по краям и отверстиям в середине (для шурупов). Вместо скобочек можно использовать бруски.
Между внутренними стенками среднего и правого отделений крепят штанги, на которые вешают вешалки с одеждой. Штанги лучше всего вставлять в металлические или деревянные (выполненные из фанеры толщиной 10...15 мм) втулки. Втулки можно делать и открытыми, и закрытыми. Из открытых втулок штанги легко вынимать, а в закрытых они прочно удерживаются. В левом отделении крепят полозки или ходовые бруски для полок и ящиков. Но лучше полки делать переставными. Для этого через 30...50 мм по высоте сверлят отверстия диаметром 10 мм, вставляют в них деревянные нагели и на нагели кладут полки.
После этого пригоняют и навешивают двери, врезают замки, ставят задвижки и остановы. Чтобы левая дверка не открывалась и давала возможность закры-
Рис. 133. Комбинированный шкаф
ваться и запираться правой дверке, на ней ставят задвижки, которые будут зацепляться за остановы, прикрепленные к плинтусу и верхней крышке. На одной из дверок крепят зеркало, а под зеркалом — скалку.
Продольные кромки дверок с обеих сторон со стороны петель и замка должны быть фанерованы или закрыты раскладками. Короткие или торцевые рамки можно не фанеровать. Все лицевые стороны должны быть соответственно оформлены.
Комбинированные шкафы (рис. 133) удобны в квартирах небольших размеров. Обычно их изготовляют высотой 1600... 1700 мм, шириной 2000, глубиной 500 мм. Ширина крайних отделений может быть в пределах 500...530 мм. Среднее отделение /делят на две равные-части. Стекла шкафа можно украсить латунными или никелированными накладками. Крепят только концы накладок. По краям стекла часто обрамляют узкими металлическими пластинками.
16. КОМОДЫ И ТУМБОЧКИ
Комоды (рис. 134). Используют для хранения белья. Они менее громоздки, чем шкафы. Их изготовляют высотой 750..1200 мм, шириной 400...2000, глубиной 410...550 мм и крепят на плинтусе без ножек и с ножками. Комоды можно делать с одним, двумя (в одном устанавливают ящики, другое выполняют
Рис. 134. Комоды
в виде тумбы с полками) и более отделениями. У широкого комода тумбу можно расположить в середине, а ящики — по бокам. Число ящиков зависит от высоты комода. Ширина каждого из них должна быть не менее 300 мм, а длина — не менее 480 мм.
Тумбочки. Их конструкция и размеры зависят от назначения (рис. 135, табл. 7). Они могут быть открытого и закрытого типов, на плинтусной раме и на ножках, с закрывающимися и с раздвигающимися дверками. Высота ножек может колебаться в пределах 150...250 мм.
Тумбочку рамочной конструкции (рис. 136, а) изготовляют следующим образом. Для двух боковых стенок выстругивает восемь брусков: четыре вертикальных длиной 735 мм, сечением 50X24 мм и четыре
7. Основные размеры тумбочек, мм
Назначение тумбочки Высота Ширина Глубина
Для радиоприемников, 750...790 610...700 380...500
телевизоров, радиол
Прикроватные 540...900 320...500 280...500
Преддиванные 580...850 400...500 650...800
горизонтальных длиной 300 мм, сечением 50X24 мм и вырезают две фанерные филенки. Необходимо вырезать филенки и для задней стенки, дверки, дна, крышки и полки. Крышку, дно, полку можно сделать и дощатыми в виде щитов толщиной 17...25 мм. На заготовках размечают шипы, проушины, гнезда, пазы и т. п. Долбят гнезда, выбирают пазы для вставки фи-
Рис. 135. Тумбочки.
а...з — под телевизор или радиоприемник; и...л — прикроватные
Рис, 136. Тумбочки рамочной (а) и щитовой (б) конструкций
ленок, запиливают шипы. Собирают две боковые стенки. Зачищают и исправляют дефекты. Все разбирают и вновь собирают на клею. Сверлят в боковых стенках отверстия для шкантов. Вяжут три рамки: для дна, полки и подъящичную. Рамка для полки не должна препятствовать дверке свободно закрываться. Поэтому ее делают на 20...25 мм, то есть на толщину дверки, короче рамок для дна и подъящичной. Так как одна из сторон полки выходит на лицевую сторону тумбочки, брусок рамки с этой стороны делают из массива древесины той же породы, что и тумбочку, или наклеивают на него раскладку. На брусках рамок, примыкающих к боковым стенкам, сверлят отверстия для шкантов так, чтобы они совпадали с ранее высверленными отверстиями в боковых стенках. Вставляют насухо рамки и верхний и нижний бруски задней стенки на место. Исправляют дефекты. Разбирают собранную конструкцию. Вставляют филенку задней стенки на место и собирают вновь все на клею. Изготовляют рамку для дверки. Выбирают в ней пазы для
вставки филенки. Вставляют филенку. Пригоняют дверку и навешивают. Врезают в дверку замок и ручки.
Изготовляют рамку для крышки. Наклеивают на нее с одной или двух сторон филенку. Ставят крышку на выровненный верх тумбочки и крепят на клею и шкантах.
Крышку можно изготовить из узких досок толщи-
Рис. 137. Секционная мебель:
7—V —варианты расположения секций
ной 17 мм. Доски между собой склеивают на гладкую фугу и для прочности дополнительно скрепляют нагелями. Торцевые стороны такой крышки обрезают точно по угольнику. С трех ее сторон выбирают пазы, в которые вставляют на клею гребни раскладок. Затем в крышке сверлят отверстия для шкантов, поставленных вверху боковых стенок. Шканты и кромки боковых стенок намазывают клеем и ставят крышку на место.
На рамки для дна и полки, вставленные в тумбочку, накладывают сверху филенки и закрепляют их гвоздями или приклеивают. Изготовляют ящик. Тумбочка готова.
Тумбочка щитовой конструкции (рис. 136, б) состоит из тех же деталей, что и тумбочка рамочной конструкции, и собирают ее в той же последовательности. Каркас для щитов можно изготовлять без соблюдения особой точности примыкания деталей.
17. СЕКЦИОННАЯ МЕБЕЛЬ
В каждом комплекте секционной мебели отдельные предметы должны иметь совершенно одинаковую ширину, высоту и глубину, за исключением секретера, который можно делать более высоким. Секции, устанавливаемые друг на друга, соединяют на шкантах. Для этого в верхних и нижних боковых стенках этих секций сверлят или долбят гнезда для шкантов. Ножки или скамейки устраивают так, чтобы их можно было бы свободно вынимать или снимать.
Комплект мебели из четырех предметов: секретера, трех тумбочек и доски показан на рисунке 137. Крышку секретера удерживают в горизонтальном положении специальные стопоры. Доску можно изготовлять шириной, равной глубине тумбочек, или на 100... 200 мм шире. Длина ее может быть равна ширине тумбочек.
V
ОТДЕЛКА МЕБЕЛИ
1. ОБЩИЕ СВЕДЕНИЯ
Древесина имеет небольшую твердость и легко истирается и царапается. Кроме того, ее естественный цвет и текстура под действием света и атмосферных условий быстро изменяются. Неотделанные изделия со временем коробятся, растрескиваются и загрязняются. Чтобы мебель, изготовленная своими руками, хорошо выглядела и долго служила, ее нужно отделывать.
Все'виды отделки изделий из дерева можно разделить на несколько групп:
фанерование тонкими листами строганого шпона, изготовленного из древесины ценных декоративных пород;
прозрачная отделка с сохранением природной текстуры древесины — вощение, лакирование, полирование;
непрозрачная отделка, закрывающая текстуру древесины — окрашивание масляными или эмалевыми красками, металлизация изделий и т. п.;
покрытие изделий различными пленками и пластинками;
нанесение искусственной текстуры путем печатания, аэрографии, декалькомании.
2. ФАНЕРОВАНИЕ
Фанерованием называют оклеивание изделий строганым (толщиной 0.6...1 мм) или лущеным (толщиной 0,55...1,5 мм) шпоном. Оно может быть односторонним и двусторонним, в один или два слоя.
Одностороннее фанерование, или наклейку шпона на одну пласть, выполняют только тогда, когда шири-178
на заготовки не превышает ее двойную толщину, иначе изделие покоробится. Шпон наклеивают непосредственно на основу. Если основой является массив древесины, столярные плиты или фанера-переклейка, то для предотвращения растрескивания фанеруемых деталей фанеру нужно располагать так, чтобы ее волокна находились под углом 45...90° к волокнам основы. Параллельное направление этих волокон допускается только в деталях, выполненных из брусков шириной, не превышающей их толщину более чем в 3 раза. Древесностружечные плиты чаще всего облицовывают шпоном в один слой. На них не появляются трещины, так как волокна стружек расположены в разных направлениях.
Двусторонним фанерованием отделывают крышки столов, стенки, двери, полочки шкафов, стенки ящиков. Вначале на основу наклеивают лущеный шпон, изготовленный из любой древесины, а затем строганый. Направление волокон лущеного шпона не должно совпадать с направлением волокон основы, а направление волокна строганого шпона не должно совпадать с направлением волокон лущеного. Двустороннее фанерование прочнее одностороннего. Фанерование можно осуществлять впритирку и запрессовкой различными способами.
Широкие поверхности можно фанеровать с предварительным устройством стяжки из лущеного шпона или без предварительной стяжки. Шпон можно приклеивать мездровым концентрацией 36...40 %, костным концентрацией 50...60 % или синтетическими клеями, которые не оставляют следов на его поверхности. Казеиновые клеи в данном случае непригодны. Время пропитки клеев — 8...25 мин. Для мездрового клея давление при запрессовке должно составлять 0,6... 0,8 МПа (6...8 кгс/см2), а для костного — 0,4.„0,6МПа (4.„6 кгс/см2). Плоскости изделия рекомендуется выдерживать под этим давлением 6.„8 ч, а кромки — 2...4 ч. Температуру воздуха в помещении в это время нужно поддерживать в пределах 25...30 °C. После рас-прессовки изделие нужно сушить еще 3...5 ч при температуре воздуха в помещении не ниже 18 °C и относительной влажности не выше 65 %. За это время прочность склеивания увеличивается. Только потом можно приступать к исправлению дефектов.
Подготовка основы под фанерование. Качество фанерования зависит от того, как подготовлена основа или фанеруемая поверхность. Основу нужно хорошо отфуговать. Она должна быть равномерно матовой. Царапины, задиры, вырывы древесины, провесы глубиной более 0,5 мм, потеки клея, грязи и другие дефекты не допускаются. Сучки, засмолы следует вырезать или высверливать, а на их место поставить на клею деревянные пробки или вставки из древесины той же породы, из которой изготовлено изделие. Волокна деревянных пробок и вставок должны быть направлены в ту же сторону, что и. волокна основы. Мелкие углубления и трещины надо заделывать шпатлевкой.
Шпатлевку можно приготовить из мелко истолченного древесного угля, лучше всего березового (его замешивают на клеевой воде до густоты кашицы) или из древесной муки и клея, или из мела и клея (по качеству она хуже). Наносить шпатлевку нужно столько раз, чтобы исключить ее усадку. После высыхания шпатлевку следует тщательно зачистить шкуркой.
После шлифовки основу рекомендуется обработать цинубелем. Вести его надо вдоль волокон дерева. Нож цинубеля немного разрыхлит древесину, придаст ей шероховатость, которая обеспечит лучшее прилипание клея к основе.
Торцы древесины обычно плохо склеиваются с пла-стью. Поэтому их также тщательно шпатлюют йли заделывают деревянными накладками и застругиваю^ (рис. 138).
Рис. 138, Варианты заделки торцов накладками
Отдельные детали фанеровать проще и удобнее, чем готовое изделие. Перед фанерованием отдельных деталей следует собрать насухо весь каркас изделия, тщательно осмотреть все соединения и сделать необходимые исправления. Затем каркас нужно разобрать, все шипы и проушины закрыть: обернуть бумагой, вставить деревянные вкладыши и т. п. Только потом можно приступить к фанерованию. После фанерования все выступающие части шпона срезают.
Подготовка шпона. Чтобы подобрать необходимый рисунок облицовки, отдельные листы строганого шпона приходится разрезать на делянки нужных размеров. Эту работу удобно выполнять специальным ножом с очень мелкими зубьями с использованием линейки (ею плотно прижимают листы шпона). Но как бы вы аккуратно ни резали шпон, все же кромки делянок окажутся рваными. Чтобы собрать из этих делянок большой лист-стяжку, нужно, чтобы их кромки плотно примыкали друг к другу. Поэтому кромки делянок приходится фуговать фуганком. Для этого делянки собирают в пачки толщиной не более 20 мм. Пачки укладывают в донце, прижимают планкой и фугуют. Можно пачку делянок или отдельные листы шпона зажать струбцинами между двух тонких реек, закрепить прочно в верстаке и фуговать. Еще проще обрезать кромки можно следующим образом. Нужно лист шпона положить на строганую доску, приложить к его краям фугованную рейку, плотно прижать ее и острым ножом обрезать кромку. При обрезании лезвие ножа должно плотно примыкать к рейке. Еще лучше вместо рейки использовать стальную линейку.
Изготовление стяжки. Каждый собранный лист-стяжка должен иметь длину и ширину больше длины и ширины фанеруемой детали на 20...30 мм. В практике применяют различные варианты набора стяжек из шпона, основанные на использовании светотеневых свойств текстуры древесины (рис. 139).
Ту сторону шпона, которая идет от коры, называют правой, а сторону, идущую от сердцевины, — левой. При высыхании шпон коробится: с его левой стороны образуется выпуклость, а с правой — впадина. Края шпона, приклеенного так, что его левая сторона находится сверху, заворачиваются вниз и плотнее прилегают к основе. Если шпон наклеить на основу пра-
е
в
ж
Рис. 139. Варианты набора стяжек из строганого шпона: а — продольный; б — поперечный; в — косой; г — «в елку»; квадратиками в шашку; и — прямоугольниками и кирпичиками;
вой стороной вверх, то края его будут заворачиваться вверх и отставать от основы. Если щит, на который наклеен шпон правой стороной вверх, треснет, то края трещины также завернутся вверх, и это будет резко подчеркивать ее. В силу вышеизложенного, шпон следует наклеивать на основу левой стороной вверх. Однако когда требуется создать симметричный рисунок, приходится наклеивать шпон и правой стороной вверх (рис. 140).
д — в четверть; е — в конверт; ж — в ромб (или квадрат); з — к — ромбами; л — параллелограммами
Рис. 140. Варианты набора стяжек с согласованием волокон строганого шпона и вставок
Набирать стяжку следует так. На строганой доске или щите сперва крепят гвоздями один лист. Забивать гвозди следует на расстоянии 25...30 мм от кромки. К этому листу крепят второй так, чтобы точно совмещался рисунок и кромки плотно примыкали друп к другу. Нарезают полоски бумаги шириной 25...30 мм. Намазывают одну из них (а не фанеру) столярным клеем и наклеивают на сжатые кромки (только с лицевой стороны стяжки) так, чтобы середина полоски
приходилась по линии стыка. Очень хорошо использовать гуммированную ленту, т. е. бумажную ленту, намазанную клеем и высушенную. Для работы ее только смачивают водой. Потом крепят следующий лист и т. д. Торцевые стороны стяжки также нужно заклеивать бумажной лентой, чтобы они не трескались. Если на полосках бумаги появятся разрывы, то после высыхания клея стяжку перевертывают и приклеивают с тыльной стороны против дефектных мест кусочки тонкой прочной бумаги.
При циклевании стяжки полоски бумаги снимают.
К недостатку стяжки можно отнести только то, что при смачивании фанеры теплой водой бумажные полосы начинают отклеиваться, а швы — расходиться. Некоторые мастера не смачивают водой фанеру около швов, а притирают. После того как стяжка полностью притерта, смачивают водой только места склейки швов и притирают их. Притирка большой стяжки — дело трудоемкое, так как нанесенный клей быстро густеет.
Стяжки лучше всего применять при фанеровании с запрессовкой.
Фанерование впритирку. Выполняют с помощью специального притирочного молотка массой до 3 кг с лезвием шириной до 100 мм. Такой молоток можно изготовить из металла или сделать комбинированным, т. е. с деревянным обушком и ручкой. Лезвие молотка должно быть ровным, хорошо отшлифованным, без острых частей. Оно не должно царапать и рвать шпон. Вместо молотка можно использовать утюг.
Фанерование нешироких поверхностей осуществляют следующим образом. Шпон сверху смачивают теплой водой, чтобы его немного размягчить, а молоток нагревают до 80 °C, чтобы предотвратить загущение клея. Основу намазывают горячим клеем. Такой клей лучше проникает в поры древесины. Наносить клей нужно широкой кисточкой круговыми мазками ровным слоем без пропусков. Тут же на основу накладывают фанеру (стяжку) разглаживают ее и притирают ладонями рук от середины к краям. Нагретый молоток осторожно ведут от середины фанеры к краям вдоль волокон древесины, постепенно увеличивая нажим и ускоряя движение (рис. 141). Но нажим на молоток не должен быть очень сильным,
Рис. 141. Притирка строганого шпона с помощью молотка
иначе можно выдавить весь клей. Притирку заканчивают тогда, когда выдавлены все излишки клея, шпон ровно приклеен к основе и нет вздутых мест.
Фанерованное изделие сушат, а потом простукивают молотком, чтобы определить, везде ли шпон хорошо приклеился.
Фанерование отдельными
листами впритирку широких поверхностей (рис. 142) осуществляют так. Наносят горячий клей на ту поверхность фанеруемого щита, к которой будет приклеен первый лист шпона. Укладывают этот лист на место, хорошо приглажи
Рис. 142. Фанерование впритирку отдельными листами:
а, б — притирка первого и второго листов; в — прирезка кромок; г — снятие срезанной ленты; д — наклеивание бумажной полосы
вают руками и крепят по кромкам в нескольких местах мелкими гвоздиками, чтобы он не сдвигался при притирке. Притирку (нагретым молотком) начинают с середины листа и постепенно переходят к краям, вынимая гвоздики. По окончании притирки первого листа шпона намазывают клеем поверхность щита под второй лист. Накладывают этот лист шпона внахлестку (кромка его должна перекрывать кромку первого листа на 5... 10 мм), крепят по кромкам мелкими гвоздиками и притирают. Затем ножом по линейке прорезают наложенные друг на друга кромки первого и второго листов (одновременно). Приподнимают кромку верхнего листа, удаляют из-под него обрезанную кромку нижнего листа и окончательно притирают эти листы. Чтобы между их кромками шов не расходился при высыхании клея, его закрывают бумажной лентой, намазанной клеем. Точно в таком же порядке наклеивают и притирают последующие листы шпона. После высыхания клея выступающие за щит кромки шпона срезают и исправляют на фанерованной поверхности все дефекты.
Если щит фанеруют с двух сторон, то после наклейки шпона на одной стороне щита сразу приступают к его наклейке на другой. Если этого не сделать, то щит покоробится.
Можно фанеровать широкие поверхности и немного иначе. Лист шпона сдвигают на одну сторону щита так, чтобы одна кромка свисала на З...5мм, и приклеивают и притирают так, чтобы противоположная кромка шириной 30...50 мм не приклеивалась. На смазанную клеем поверхность кладут второй лист шпона так, чтобы его кромка перекрывала неприкле-енную кромку ранее наклеенного листа на 5... 10 мм, и притирают. Ножом с помощью ровной линейки обрезают наложенные друг на друга кромки шпона одновременно. Поднимают края листов, выбирают из-под них обрезки фанеры, намазывают основу под ними клеем, тщательно соединяют кромки друг с другом и притирают. Наклеивают сверху на шов бумажную полоску.
Фанерование стяжками впритирку широких поверхностей отличается от фанерования отдельными листами только тем, что не приходится прирезать кромки, и клеем намазывают сразу весь щит. Уложенную на по
крытую клеем поверхность стяжку крепят (временно) по краям тонкими гвоздями и притирают с постепенным извлечением гвоздей. Зафанеровав первую сторону щита, приступают ко второй.
Фанерование способом запрессовки в винтовых или хомутовых струбцинах (см. рис. 16, 17). Менее трудоемко, чем фанерование впритирку. Для запрессовки фанерованного щита следует выстругать и отфуговать несколько толстых (одинаковой толщины) широких досок или изготовить из досок две плиты — цулаги толщиной не менее 50 мм. Понадобятся также несколько прокладок — оцинкованных алюминиевых, цинковых, латунных или стальных листов с совершенно гладкими поверхностями. Если нет таких листов, можно взять листы фанеры-переклейки с совершенно гладкой и ровной поверхностью, зачистить их хорошо с двух сторон, зашпатлевать и покрыть нитролаком или идитоловым лаком.
Фанерование щита с одной стороны выполняют в следующей последовательности. На струбцины кладут цулагу, на цулагу — нагретую (до 50...60 °C) прокладку, на прокладку — стяжку. Чтобы прокладки не приклеивались к шпону, их предварительно натирают любым, жиром или восковой пастой. Наносят на фанеруемую сторону щита клей, укладывают его этой стороной на стяжку и накрывают цулагой. Сверху на цулагу ставят распределительный брусок. Сжимают все струбцинами и дают клею высохнуть.
Фанерование щита с двух сторон осуществляют так. После укладки щита на первую стяжку его вторую сторону намазывают клеем. Кладут на эту сторону стяжку, на стяжку — нагретую прокладку, а на прокладку — цулагу. Все сильно сжимают струбцинами.
Если прокладки не натерты жиром или восковой пастой, то сначала нужно накрыть стяжку бумагой, а потом уже положить на нее прокладку. На бумаге не должно быть морщин и швов.
Одновременно можно фанеровать несколько щитов. Второй щит кладут на прокладку первого, третий — на прокладку второго и т. д. Верхнюю прокладку накрывают цулагой, и все зажимают в струбцинах.
После высыхания клея щиты распрессовывают.
Прокладки осматривают, протирают или промывают и только после этого используют вновь.
Струбцины рекомендуется ставить друг от друга на расстоянии не более 250 мм. Увеличение этого расстояния приводит к прогибанию или перекосу фанерных щитов. В первую очередь нужно завинчивать средние винты или забивать средние клинья, затем ближайшие к ним винты или клинья и в последнюю очередь самые крайние. Это необходимо для того, чтобы постепенно, начиная с середины, выдавлива* лись лишний клей и воздух. О степени сжатия фанерованных деталей судят по тому, какое количество клея появилось на боковых сторонах щитов. Очень сильная запрессовка приводит к «голодному» склеиванию, а слабая — к тому, что между фанерой и щитом остается слишком много клея и клеевое соединение будет непрочным.
Фанерование профильных поверхностей и кромок. Фанеровать изогнутые пласти щитов, поверхности брусков, карнизы, раскладки и другие подобные детали впритирку с помощью молотка часто бывает невозможно. В данном случае лучше всего применять различные цулаги: контрпрофильные, реечные, сыпучие, резиновые камеры и др.
Контрпрофильная цулага представляет собой колодку с обратным профилем фанеруемой детали. Поверхности колодки и детали, покрытой шпоном, должны плотно примыкать друг к другу. Часто очень трудно сделать колодку с точным обратным профилем фанеруемой детали. Тогда для равномерного распределения давления между цулагой и фанеруемой деталью укладывают полоску листовой резины — резиновую прокладку. Подготовленную для фанерования деталь прогревают и намазывают клеем. Кладут на нее шпон, на шпон — теплую резиновую прокладку, на прокладку — цулагу. Все запрессовывают. Давление должно быть направлено перпендикулярно к фанеруемой поверхности, тогда клеевое соединение будет прочным.
Реечная цулага состоит из узких реек, наклеенных на парусиновую, брезентовую или другую прочную ткань через 2...3 мм параллельно одна к другой. Эти рейки крепят (или кладут свободно) на поперечных контрпрофильных брусках, кромки которых об
работаны. соответственно профилю фанеруемой детали. Узкие рейки хорошо прилегают к криволинейной поверхности.
Если у массивной детали только одна сторона имеет криволинейную поверхность, то ее фанеруют следующим образом. Криволинейную поверхность смазывают клеем. Кладут на нее шпон, на шпон — металлическую или резиновую прокладку, на прокладку— реечную цулагу, на цулагу—поперечные контрпрофильные бруски. Все запрессовывают.
. Детали, у которых две стороны имеют криволинейную поверхность, фанеруют так. На поперечные контрпрофильные бруски кладут реечную цулагу, на цулагу — металлическую или резиновую прокладку, на прокладку — шпон, на шпон — деталь одной из сторон с криволинейной поверхностью, покрытой клеем, вниз, на деталь (на другую ее сторону с криволинейной поверхностью, покрытой клеем) — шпон, на шпон — металлическую или резиновую прокладку, на прокладку — реечную цулагу, на цулагу — поперечные контрпрофильные бруски. Все запрессовывают.
Сыпучая цулага представляет собой мешок из плотного материала, больше половины объема которого заполнено просеянным сухим песком. Песок должен быть равномерно распределен по всему мешку, а мешок — прошит крепким шнуром в поперечном и продольном направлениях, как одеяло. Размер цулаги зависит от размера деталей. Фанерование осуществляют так. Основу детали покрывают клеем, накладывают на нее шпон и слегка притирают его рукой. Покрывают шпон бумагой. На бумагу кладут сыпучую цулагу. Если требуется, цулагу подогревают до 50...60°С. Сверху цулагу прижимают контрпрофильным бруском и все прочно сжимают струбцинами. Песок равномерно распределяется по поверхности шпона и плотно прижимает его к фанеруемой детали.
Резиновая камера состоит из резинового мешка, склеенного из листовой резины, и вложенного в него предохранительного чехла. Предохранительный чехол шьют из брезента, парусины или другой прочной ткани. Он должен плотно облегать резиновый мешок. Резиновый мешок заклеивают со всех сторон. Оставляют только небольшую щель, в которую вклеивают
резиновую трубку для наливания воды или вентиль от автомобильной камеры для накачивания воздуха. Фанерование осуществляют так. Резиновую камеру помещают в прочный короб. Криволинейную поверхность детали покрывают клеем, кладут на нее шпон и приглаживают его. Укладывают деталь со шпоном на камеру и прочно закрепляют в коробе, чтобы она. не сдвинулась с места. Накачивают в камеру через трубку воду или через вентиль сжатый воздух, подогретые до температуры 50...60 °C, до тех пор, пока давление в ней не поднимется до 0,5 МПа (или 5 атм). Для накачивания воздуха можно использовать автомобильный ручной насос. В камеру можно налить немного горячей воды, а затем накачивать воздух. Тогда воздух от воды подогреется.
Для фанерования можно использовать и резиновую камеру без предохранительного чехла. Фанерную деталь покрывают глютиновым клеем (в данном случае пригоден только он). Накладывают на нее шпон. Помещают деталь со шпоном в камеру и выкачивают из нее насосом воздух. В камере создается вакуум, и шпон плотно приклеивается к детали.
Исправление дефектов фанерования. К дефектам фанерования относят: пробивание клея на лицевую поверхность шпона, волнистость, неровности на лицевой поверхности, выпучивание, проседание, частичное или сплошное отклеивание (отставание) шпона, трещины в шпоне, воздушные пузыри, нахлест шпона, расхождение шпона в местах стыка и др.
Пробивания клея на лицевую поверхность шпона можно избежать, если наносить клей равномерным слоем нужной толщины. Пробившийся клей окрашивает шпон в темные тона. При появлении такого дефекта шпон рекомендуется отбеливать щавелевой кислотой 6...10 %-ной концентрации или раствором перекиси водорода 15 %-ной концентрации.
Волнистость обычно вызвана плохой подготовкой основы. Устранить этот дефект можно только путем снятия наклеенного шпона, исправления основы и повторного фанерования.
Неровности образуются из-за недостатка или избытка клея или наличия между шпоном и основой воздуха. Устранить такой дефект можно только повторным фанерованием.
Выпучивание шпона может быть от того, что на основе остался не высверленный сучок. Дефект устраняют так. Сучок высверливают. Отверстие заделывают пробкой из древесины той же породы, из которой изготовлено все изделие. Место заделки зачищают, шпатлюют, шлифуют. Затем ставят заплату из шпона.
Проседание шпона происходит от того, что на поверхности основы остались углубления. Шпон в этом месте вырезают. Дефектное место зачищают, шпатлюют, шлифуют. Затем ставят заплату из шпона.
Отклеивание шпона встречается, когда недостаточно хорошо подготовлена или плохо промазана клеем основа или нарушена технология запрессовки. Если отстают кромки, то их промазывают клеем, притирают или припрессовывают. При сплошном отставании шпона необходимо повторное фанерование.
Расхождение шпона в местах стыка обычно вызвано небрежным выполнением работ при изготовлении стяжки или применением шпона или основы повышенной влажности. Исправить такой дефект можно только вставкой заплаты. Ее вырезают в виде ромба. Цвет и текстура древесины на заплате и на основном изделии должны совпадать. Приставляют заплату к дефектному месту, прижимают ее и острым ножом с тонким лезвием обводят по краям ромба так, чтобы был прорезан шпон на дефектном месте. Удаляют этот шпон. Основу покрывают клеем. Кладут заплату на место, приглаживают, притирают или запрессовывают.
3. ПРОЗРАЧНАЯ ОТДЕЛКА
Поверхность изделия под прозрачную отделку вначале нужно подготовить: зачистить, отшлифовать или отциклевать, если требуется, обессмолить и отбелить, загрунтовать поры.
Зачистка, шлифование и циклевание поверхности. Чтобы поверхность древесины была ровной и гладкой, ее зачищают шлифтиком. Если после зачистки на поверхности останутся дефекты, их необходимо исправить путем приклеивания вставок и последующего их строгания и зачистки. Вставки не должны выделяться по цвету и текстуре древесины. Затем
поверхность шлифуют шлифовальными шкурками различной крупности так, чтобы были полностью уничтожены следы от режущего инструмента. Для этого шкурки навертывают на деревянную чурку. Чурку прижимают к поверхности древесины и трут ею вдоль волокон. Можно предварительно чурку обернуть тканью или мягкой резиной. Крупнозернистые шкурки последовательно заменяют мелкозернистыми. Хорошо отшлифованная поверхность шелковиста на ощупь.
Вместо шлифовальных шкурок можно с успехом применять болотный или горный хвощ.
Для шлифования профилированных деталей шкурки рекомендуется навертывать на брусочки, выстроганные по форме того профиля, который приходится обрабатывать.
Как бы хорошо ни была отшлифована поверхность, все же на ней остается ворс — мельчайшие древесные волокна, приглаженные и вдавленные в поры. Во время лакирования или полирования эти волокна поднимаются и образуют шероховатость. Удаляют их путем шлифования очень мелкозернистой шкуркой или циклевания циклей*. Но предварительно приглаженный и вдавленный в древесину ворс надо поднять. Для этого поверхность древесины увлажняют губкой, а потом просушивают при температуре воздуха не ниже 18 °C. Намокшие ворсинки, высыхая, коробятся и приподнимаются. Чтобы придать ворсу большую твердость и тем самым обеспечить его полное поднятие с поверхности древесины, в воду можно добавить немного столярного клея. Для удаления всего ворса операцию увлажнения, просушивания и шлифовки поверхности надо повторить 2— 3 раза, а иногда и больше.
При увлажнении фанерованных поверхностей для удаления ворса необходимо принять меры, предотвращающие отклеивание, вздутие или отслоение шпона.
Циклю надо крепко держать двумя руками и вести немного наискось к слоям древесины, периодически повертывая то в одну, то в другую сторону (рис. 143).
* Циклевать рекомендуется только древесину твердых пород. У древесины мягких пород ворс настолько мягок, что почти не удаляется циклей.
Рис. 143. Удаление ворса циклеванием
После циклевания все же кое-где остаются самые мелкие ворсинки. Их рекомендуется зачищать мелкой шкуркой, бывшей в употреблении.
После шлифования поверхность древесины надо обмести щеткой. Хорошо отшлифованная поверхность имеет ровный матовый блеск.
Удаление смол. Древесная смола при повышении температуры на поверхности изделия под действием солнечных лучей или отопительных приборов может выйти наружу и испортить лакированную или полированную пленку. При обилии и неравномерном распределении смолы в древесине окраска изделий может получиться пятнистой. Поэтому всю выступившую на поверхность смолу надо соскоблить стамеской или ножом, а ту, что находится внутри древесины, удалить с помощью обессмоливающих растворов. Смола легко удаляется раствором, состоящим из 4 частей воды и 1 части ацетона. Ацетон огнеопасен, и работать с ним надо осторожно.
Обессмоливающий раствор можно приготовить из кальцинированной или каустической соды: 5...6 г кальцинированной или 4...5 г каустической соды растворяют в 100 г теплой воды. Смывают этот раствор вместе со смолой через 20...30 мин теплой водой.
Хорошо удаляет смолу смесь, состоящая из 20 % -ного раствора ацетона и 80%-ного раствора соды. Готовят ее так. В горячей (60...80 °C) воде сначала растворяют соду. Затем этот раствор смешивают с ацетоном. После обессмоливания поверхность нужно
тщательно промыть теплой водой. Недостаток такого раствора — древесина под действием соды темнеет.
Древесину светлой окраски после обессмоливания рекомендуется протирать ацетоном, бензином или скипидаром.
Отбеливание поверхности. Выполняют тогда, когда изделие изготовлено из древесины светлых по цвету пород (клена, осины, липы, серебряного тополя) и на его поверхности есть пятна другого цвета (загрязнения). Хорошо отбеливает древесину 15 %-ный водный раствор перекиси водорода, в который добавлен нашатырный спирт в таком количестве, чтобы сильно ощущался его запах. Промывать отбеленную поверхность не нужно. Быстрое отбеливание можно получить при использовании 6...10%-ного раствора щавелевой кислоты.
Отбеливать древесину можно и раствором, имеющим следующий состав: едкий натр (каустическая сода) — 100 г, поташ — 100, хлорная известь — 200 г, горячая вода — 1,5 л. Сперва растворяют в горячей воде едкий натр, затем поташ. Хлорную известь надо всыпать, когда вода остынет. Затем раствор следует процедить. Покрывать им поверхность рекомендуется два — три раза. После отбеливания ее нужно хорошо промыть горячей водой.
Древесину можно отбеливать и таким раствором. В 1 л воды добавляют 20 г серной кислоты крепостью 60° и 15 г щавелевой. Все перемешивают. В раствор вливают 25 г перекиси натрия. Наносят такой раствор на поверхность древесины травяными щетками или тряпками, а после отбеливания смывают раствором соды или мыла. Затем поверхность обмывают теплой водой.
Можно приготовить такой раствор, который одновременно и отбелит и обессмолит древесину. Для этого в 1 л обессмоливающего раствора надо добавить 50...60 г извести (обычной или хлорной). Нанесенный раствор оставляют на поверхности древесины примерно на 30...60 мин. Смывать его следует слабым раствором соляной кислоты или мыльным раствором, чтобы нейтрализовать действие кислоты. Мыльный раствор приготовляют из 1 л горячей воды и 20 г мыла. Потом поверхность изделия нужно промыть теплой водой.
Грунтование — заполнение пор. Позволяет создать такой подготовительный слой, который препятствует впитыванию древесиной лака или политуры и обеспечивает лучшее схватывание отделочного покрытия с поверхностью изделия. Если не провести грунтование, то на лаковом покрытии будут видны мельчайшие поры в виде точек, что ухудшит внешний вид изделия.
Заполнить поры перед лакированием можно восковыми пастами или специально приготовленными грунтовками.
Рекомендуемый состав восковых паст:
1) пчелиный воск — 40 % 4-скипидар — 60%;
2) парафин — 60 %-(-бензин — 40 %;
3) парафин — 50 % + канифоль — 5 % + бензин — 40 %;
4) воск — 30 % + стеарин — 10 % -(- мыло — Ю % + скипидар — 40 % + канифоль — 10 %.
Расход восковых паст на 1 м2 поверхности — 60...70 г. Готовят эти пасты так. В луженую, эмалированную или фарфоровую посуду кладут нарезанные кусочками или настроганные стружками воск, парафин или стеарин. Ставят ее в сосуд с кипящей водой и держат в нем до тех пор, пока воск, парафин не расплавятся. Плавить эти вещества прямо на огне не рекомендуется, так как они подгорают и чернеют. В растопленные вещества вливают тонкой струей скипидар или бензин и тщательно все перемешивают. Если в состав пасты входит канифоль, то прежде всего плавят ее, а в расплавленную канифоль затем добавляют парафин, воск, стеарин и т. п. После плавления и смешивания этих веществ вливают бензин.
Заполнять поры можно только остывшей пастой. Горячая паста оставляет на древесине пятна. Наносят пасту на поверхность изделий кистью с короткой жесткой щетиной или тампоном, изготовленным из хлопчатобумажной ткани, марли или мешковины, тонким слоем.
Покрытые пастой поверхности сушат при температуре воздуха 18...20 °C несколько часов. Паста должна хорошо впитаться в древесину.
Чтобы сгладить слой пасты и придать поверхности матовый глянец, вдоль волокон древесины энергично трут суконной тканью (осуществляют лоще
ние). Вначале ткань прилипает к поверхности, так как на нее налипают излишки пасты. По мере обработки поверхности эти излишки пасты растираются. Поверхность становится сухой, и на ней не остаются следы при надавливании пальцами. После лощения изделие оставляют в сухом месте до тех пор, пока не улетучится весь растворитель и не исчезнет запах скипидара или бензина.
Для усиления глянца поверхность изделия можно протереть порошком талька.
Восковые покрытия не долговечны, быстро теряют блеск от пыли и сырости. Чтобы закрепить восковой глянец, поверхность изделия рекомендуется покрывать жидким спиртовым лаком (одну часть лака смешивают с одной частью политуры).
Заполнять поры можно также лаком или политурой и пемзовым порошком (получают, истирая два пемзовых куска один о другой и просеивая крошку).
Лак (или политуру) наливают в тампон. Для того чтобы получить тампон, надо в два слоя сложить ткань, не оставляющую волокон на поверхности, например льняную, в ткань положить комок ваты размером с куриное яйцо, концы ткани завернуть так, чтобы в середине находилась вата. Берут тампон за концы ткани и проводят им по поверхности несколько раз. Пемзовый порошок насыпают в марлевый мешочек и, слегка встряхивая им, опыляют поверхность. Вновь берут тампон и круговыми движениями ведут его по поверхности, смешивая тем самым лак (или политуру) с пемзовым порошком и втирая их в поры древесины. Все описанные операции повторяют до тех пор, пока не будут заполнены все поры. Потом поверхность рекомендуется обработать чистой сухой тряпкой вдоль волокон, чтобы разровнять слои грунтовки. После этого изделие сушат.
Грунтовки можно приготовить по рецептам, приведенным в таблице 8.
Вначале смешивают скипидар и сиккатив. В полученную смесь сыпят крахмал и хорошо перемешивают, затем добавляют олифу и еще раз все перемешивают. Если в состав грунтовки входит канифоль, то вначале нужно ее растолочь и растворить в скипидаре. Затем в этот раствор добавляют сиккатив и тальк
8. Рецепты грунтовок
Компонент Содержание компонента, % массы
Натуральная олифа или оксоль 34 10 32,5 12
Скипидар 9 30 17,5 —
Сиккатив 3 2 3,5 —
Крахмал 54 — — —
Канифоль — 15 — —
Тальк — 10 — —
Мел — — 435 8,5
Масляный лак № 74 — — 7,5 —
Сухая охра — — 4 ' 5
Сухой казеиновый клей — — — 25
Вода — — — 125
и все перемешивают. Потом в смесь выливают олифу и еще раз все тщательно перемешивают.
Грунтовку с казеиновым клеем готовят так. Мел и охру просеивают и смешивают. Добавляют в смесь олифу и тщательно все растирают. Растворяют в воде казеиновый клей, вливают его в ранее приготовленную массу и все тщательно перемешивают и перетирают до получения однородной массы.
Поверхность древесины можно грунтовать и натуральной олифой. Но сушить ее нужно не менее 48 ч. Для ускорения срока высыхания примерно в 2 раза в натуральную олифу можно добавить сиккатив: на 900 г олифы — 100 г сиккатива.
Можно приготовить грунтовку из 60 г оксоли или натуральной олифы, 30 г скипидара и 10 г сухой краски нужного цвета. Краску просеивают. Скипидар смешивают с олифой. Сыпят в смесь сухую краску. Все тщательно перемешивают. Такая грунтовка высыхает примерно за 24 ч.
Грунтовки с олифой изменяют цвет древесины: она темнеет. Их применяют, когда изделие потом покрывают спиртовыми и масляными лаками. Расход таких грунтовок — в среднем 75...100 г на 1м2 поверхности.
На поверхность древесины грунтовки наносят резиновым шпателем (или куском ровно отрезанной резиновой полоски) густым слоем. Затем, нажимая на шпатель, ведут его вдоль волокон древесины так*
чтобы слой грунтовки стал ровным. После этого по. верхность древесины протирают вдоль волокон сухой ветошью или тряпкой.
После сушки поверхность изделия осматривают. При обнаружении дефектов грунтование повторяют.
После грунтования поверхность изделия обязательно шлифуют для того, чтобы сделать ее ровной, гладкой и удалить остатки порозаполнителя, закрывающего текстуру древесины. Выполняют шлифование вдоль волокон мелкой стертой шкуркой (№ 8 или № 6). После шлифования поверхность изделия обметают чистой сухой тряпкой, щеткой ИЛИ КИСТЬЮ И ОС; матривают. Если работа выполнена добросовестно, приступают к вощению, лакированию или полированию.
Вощение. Это самый простой и доступный способ прозрачной отделки восковыми пастами поверхности древесины. Холодные пасты наносят тонким слоем на поверхность и тщательно растирают, чтобы закрыть все поры. Изделие с обработанной поверхностью выдерживают в помещении при температуре воздуха 30... 40 °C в течение 1...2 ч, чтобы паста лучше впиталась в древесину, а потом лощат суконкой или тампоном из конского волоса вдоль волокон до получения матового глянца.
Подобное покрытие недостаточно прочно и водо-стойко. Правда, путем лощения блеск можно систематически восстанавливать.
Для повышения стойкости восковых отделок поверхность изделия рекомендуется покрывать лаком или политурой. Делать это надо тогда, когда покрытие хорошо просохло.
Лакирование спиртовыми лаками. Лаковое покрытие не только защищает древесину от воздействия атмосферных явлений, но и придает поверхности изделий стойкий блеск, выявляет рисунок текстуры. Спиртовые лаки обладают более мягким блеском, чем масляные, но менее водостойки. Наносить их следует тампоном или кистью в три — четыре слоя. Лучшими для мебели считаются спиртовые лаки, приготовленные на шеллаке. Они высыхают за 1 ...1,5 ч.
Внутрь тампона для нанесения лака лучше всего вкладывать не вату (она быстро слипается в твердый комок), а шерстяную ткань или трикотаж. Шерсть
Рис. 144. Захватывание тампона
Рис. 145. Лакирование с помо- Рис. 146. Варианты нанесения щыо тампона лаков
равномерно выделяет лак. Поскольку тампоном приходится выполнять длительное время разные движения, то, чтобы рука не уставала, его надо держать так, как показано на рисунке 144. Концы тампона можно зажимать между указательным и средним пальцами правой руки. Можно их завернуть на тыльную сторону руки и зажать между указательным и средним пальцами. Можно также завернуть концы тампона вокруг среднего пальца и прижать большим.
Лак наливают прямо на ком шерсти, предварительно развернув тампон. Окунать тампон в лак нельзя, так как он будет оставлять на поверхности изделия грубые мазки разной жирности, что отрицательно влияет на качество лакировки. Степень насыщенности тампона проверяют пробными мазками на строганой
и чистой поверхности доски или фанеры. Мазок должен быть достаточно жирным, но без потеков и быстро исчезать. В процессе лакировки тампон периодически наполняют.
Одним и тем же тампоном можно наносить и тонкие и толстые (жирные) слои лака. Это в основном зависит от силы нажима. Отрегулировав силу нажима, приставляют тампон к поверхности изделия и быстрыми движениями наносят мазки вдоль волокон дерева так, чтобы края ласов перекрывались (рис. 145, 146). Постепенно на кромках тампона образуется жесткая кромка высохшего лака. В этом случае наружную оболочку с тампона снимают и промывают спиртом.
После нанесения каждого слоя требуется выдержка: после первого — 30...40 мин, после второго — 50... 60, после третьего—1,5 ч, после четвертого — 2,5 ч и т. д.
Во время перерывов в работе тампон следует промыть спиртом или подобным ему растворителем и положить в герметически закрывающуюся посуду, лучше с пластмассовой крышкой, иначе он высохнет. Заменить крышку могут два — три слоя ткани, смоченной водой и отжатой. На эту ткань кладут кусок фанеры или строганой доски.
Высококачественное покрытие спиртовым лаком можно получить следующим образом. Первый слой лака хорошо сушат, затем шлифуют бывшей в употреблении мелкой шкуркой (№ 6 или № 5). Когда поверхность станет совершенно гладкой, шлифование прекращают и поверхность очищают от пыли чистой тряпкой или сухой кистью, а потом покрывают менее густым лаком (его разбавляют спиртом или тем растворителем, на котором лак изготовлен). Второй слой лака также тщательно сушат и шлифуют пемзовым порошком с водой или керосином с помощью отдельного тампона или бруска дерева, покрытого тканью. Нажим при шлифовании должен быть легким, чтобы не сошлифовать тонкую лаковую пленку. Поверхность изделия периодически протирают губкой, смоченной водой, или тряпкой, смоченной в керосине. Отшлифованную поверхность сушат и, удалив пыль, покрывают третьим слоем еще более жидкого лака.
На одно покрытие 1 м2 поверхности требуется ла
ка 60.;.70 г, ваты — 0,5...1 г, полотна или холста — 0,1... 0,15 м2.
Неравномерный глянец является результатом плохого заполнения пор в процессе подготовки поверхности или неравномерного нанесения слоев лака.
Кисть (должна быть из мягкой щетины или волоса) оставляет более толстые (жирные) слои лака, чем тампон. Поэтому при ее использовании выдержка между каждым покрытием должна быть не менее 2... 3 ч при температуре воздуха 18...20°С. При использовании спиртового лака кисть быстро засыхает, поэтому ее необходимо периодически промывать в спирте. Расход такого лака на одно покрытие 1 м2 поверхности—100...120 г.
Чтобы придать спиртовым лаковым покрытиям зеркальный блеск, их полируют. Но лакированную поверхность вначале нужно отшлифовать пемзовосковым бруском. Получают этот брусок так. 54 весовых части пемзовой пудры смешивают с 46 весовыми частями расплавленного воска. Полученную массу выливают в хорошо отшлифованную и покрытую машинным маслом форму в виде бруска. Застывшая масса хорошо вынимается из такой формы. Лакированную поверхность покрывают тонким слоем машинного или подсолнечного масла, а затем шлифуют, выполняя продольные или кругообразные движения.
Лаковую поверхность можно шлифовать шкурками, изготовленными своими руками. Горячую пемзовосковую массу наносят тонким слоем на бумагу или ткань. После остывания массы слой ее выравнивают обычной шкуркой, покрытой маслом.
Шлифование можно осуществлять и пемзовым порошком. Его насыпают в марлевый мешочек и просеивают на лаковую поверхность, покрытую тонким слоем масла. Затем поверхность шлифуют суконкой, фланелью или фетром.
После осмотра шлифованной поверхности, исправления недостатков и тщательной просушки приступают к полированию. Выполнять его нужно в несколько приемов.
Готовят политуру, тампон и вазелиновое масло. На ком ваты наливают политуру. При надавливании тампона на рабочую поверхность политура должна слабо выступать. Правильно подготовленный тампон
оставляет за собой тонкий, ровный, быстро высыхаю* щий слой политуры. Чтобы тампон не прилипал и легче скользил по рабочей поверхности, на его рабочую сторону наносят несколько капель вазелинового или растительного масла. Но надо помнить, что от избытка этого масла политурная пленка мутнеет.
Первое полирование выполняют в быстром темпе мелкими круговыми движениями сначала в направлении слева направо. Тампон не прямо опускают на поверхность, а как бы надвигают на нее. Дойдя до края поверхности, не отрывая тампона, поворачивают обратно. После нанесения 30...50 слоев ласов политуры изделие сушат не менее 3 ч при температуре воздуха 18...20 °C.
Второе полирование выполняют также круговыми и зигзагообразными движениями сперва в одном направлении, а затем в другом. Нанести нужно не менее 30 ласов политуры. Затем изделие сушат не менее 6 ч.
Третье полирование выполняют, выписывая тампоном продольные и поперечные восьмерки и захватывая все большие участки поверхности. Нанесено должно быть 30...50 ласов. Сушат изделие после этого 24 ч.
Полу полировку выполняют по лаковому покрытию за один раз, сглаживая лаковую пленку.
Лакирование масляными лаками. Масляные лаки образуют наиболее прочные влагостойкие пленки. Наносить их рекомендуется тампоном или кистью в несколько слоев. При использовании кисти лак надо подогреть, чтобы он свободно с нее стекал. Матовую поверхность со слабым блеском можно получить, если покрыть изделие тремя слоями лака. Каждый слой лака надо сушить не менее 8 ч, а последний — не менее 48 ч.
При перерывах в работе пропитанные лаком тампоны надо хранить в плотно закрытой металлической посуде во избежание их самовозгорания. Чтобы получить ровное, хорошее покрытие, лак следует наносить без пропусков тонкими слоями. Толстые слои лака, высыхая, морщатся. После работы кисть надо промыть в скипидаре или другом растворителе и хорошо протереть чистой тряпкой.
Лакирование нитролаками. Нитролаки образуют более прочную пленку, чем спиртовые. Наносить их следует кисточкой из мягкой щетины или волоса про
дольными движениями вдоль волокон в одном направлении. Полосы лака должны перекрывать одна другую. Многократный проход кистью по одному и тому же месту не допустим.
Обычно нитролаки наносят в два — три слоя. Каждый слой надо.сушить не менее 1,5 ч при температуре воздуха 18...20 °C. Кисть следует периодически промывать растворителем. Этим же растворителем нужно разбавлять и нитролак, так как он быстро загустевает на воздухе. На 40 весовых частей лака берут, как правило, 60 весовых частей растворителя.
Для покрытия 1 м2 поверхности требуется 160... 180 г нитролака.
Полирование. Обычно полируют изделия, изготовленные из мелкопористой древесины с красивой текстурой: ореха, красного дерева, палисандра, карельской березы, клена, груши, ясеня, березы, тополя, сливы, яблони. Поверхность полированных изделий выглядит весьма красиво, так как через полировку видны все слои, оттенки древесины и переплетение ее волокон. Однако на полировке очень хорошо просматриваются и все даже незначительные дефекты поверхности. Поэтому подготавливать поверхность изделий под полировку нужно особенно тщательно.
Собранные изделия не всегда удобно полировать, особенно в углах и местах примыкания деталей друг к другу. Поэтому вначале его собирают насухо и исправляют все неточности. Затем все разбирают, метят отдельные детали, закрывают шипы и гнезда бумагой и полируют каждую деталь. После этого изделие собирают на клею. Следует избегать попадания политуры на склеиваемые места деталей, так как они будут плохо склеиваться.
Полирование делят на несколько отдельных.операций: 1) грунтование; 2) первое полирование; 3) второе полирование; 4) третье полирование; 5) четвертое полирование; 6) сушка спиртом.
Работу нужно выполнять в сухом, светлом, теплом (18...20°C), непыльном помещении. Пыль, оседающая на полировку, приводит к браку.
Грунтование выполняют 12...14%-ной щеллачной политурой. Поверхности древесины обязательно предварительно припудривают пемзовой пудрой. Смешиваясь с политурой, пудра равномерно распределяется
по поверхности и проникает в поры. Наносить политуру следует тампоном. Движения тампона должны быть мелкими круговыми скользящими в разных направлениях. Когда вся поверхность станет равномерно матовой и тампон начнет к ней прилипать, его рабочую сторону следует смазать вазелиновым, подсолнечным или льняным маслом (одна — две капли). Заканчивают грунтование тогда, когда вся поверхность древесины станет гладкой и не будут заметны поры.
В процессе грунтования на поверхность обычно наносят около 150 ласов. После грунтования детали изделия сушат не менее Зсут в сухом непыльном помещении с температурой воздуха 18...20 °C. Затем нанесенный грунт (из политуры и пемзы) шлифуют бывшей в употреблении промасленной шкуркой № 4 или пастой, состоящей из пемзовой пудры и воды; Шлифование рекомендуется выполнять вдоль волокон древесины, не очень сильно нажимая на поверхность, до тех пор, пока она не станет равномерно матовой. Потом детали изделия вновь сушат в течение 2 сут. Всю пыль с их поверхности счищают мягкой щеткой или тряпкой. После этого приступают к полированию (используют новый тампон).
Первое полирование осуществляют 8... 10 %-ной щеллачной политурой. Если политуры такой концентрации нет, то ее можно приготовить из имеющейся, добавив спирт (одну столовую ложку на 100 г политуры).
До полирования грунтованную поверхность протирают чистой сухой тряпкой. Наливают в тампон политуру в таком количестве, чтобы он был равномерно смочен и при легком надавливании на его рабочую поверхность пальцем политура слегка выступала. Тампон должен оставлять на поверхности быстро исчезающий влажный слой.
Наносят политуру так. Сперва проводят тампоном прямую линию, а потом — зигзагообразные, пересекающие прямую. Движения должны быть быстрыми и плавными. На поверхности не должны оставаться пропущенные места. Всего нужно нанести около 150 ласов. Поверхность древесины' при этом должна стать гладкой, немного блестящей. Потом детали изделия сушат не менее 3 сут при температуре воздуха в помещении 18...20 °C.
После сушки полируемую поверхность осматривают и, если есть дефекты, первое полирование повторяют.
Второе полирование выполняют также 8... 10 %-ной шеллачной политурой. Наполняют ею новый тампон и ведут его по поверхности зигзагообразными движениями с последующим возвратом (в виде петель) через первые зигзаги. Когда тампон начинает с трудом сдвигаться, на него капают одну каплю (или половину капли) подсолнечного или другого масла. Чтобы поверхность приобрела ровный зеркальный блеск, надо нанести около 150 ласов. Потом детали изделия сушат не менее 6 сут в сухом, теплом, непыльном помещении. Затем поверхность их очищают от пыли сухой мягкой тряпкой.
Третье полирование осуществляют жидкой политурой (в 100 г политуры—две столовые ложки спирта или того растворителя, на котором она приготовлена), содержащей 6...8 % смолы. Тампон следует вести сначала вдоль поверхности, а потом поперек, выписывая продольные и поперечные восьмерки. Кромки ласов при этом должны перекрываться. Обычно достаточно нанести около 150 ласов, чтобы получить стойкий зеркальный глянец. Затем изделие сушат 8... 10 сут в сухом, теплом, непыльном помещении.
Четвертое полирование требуется только тогда, когда на поверхности окажутся матовые места. Их нужно отполировать.
Зеркальный глянец полированной поверхности говорит о том, что работа окончена.
Сушка спиртом 96 %-ной крепости необходима для того, чтобы удалить синий налет, который появился при полировании смазанным маслом тампоном. Надо взять новый тампон с полотняной или холщовой оболочкой и слегка смочить его в спирту. Затем тампон прикладывают к поверхности и, легко нажимая на него, очень быстро выполняют круговые или волнистые движения. Задержка тампона на одном месте не допускается, так как спирт легко растворяет нанесенную политурную пленку и образуются «прожоги» (матовые пятна). Такой брак можно исправить только новой полировкой всей поверхности.
Вместо спирта можно применять менее активные
составы, например политуру и соленую воду. Соленую воду приготовляют, растворяя 30 г столовой соли в 1 л воды. Затем берут равные части соленой воды и политуры, смешивают их и подогревают на слабом огне до полного оседания щеллака. Жидкость сливают и фильтруют. Ею и сушат полированную поверхность древесины.
Когда полировались отдельные детали, то прежде всего собирают из них изделие, а затем его сушат.
Для полировки (три раза) 1 м2 поверхности необходимо 500...600 г политуры и 10...15 г масла, а для сушки этой же поверхности — 30 г спирта.
Полированные изделия следует оберегать от царапин и загрязнений. Протирать их надо чистой мягкой фланелью без сильного нажима.
Полирование требует длительного времени, хорошей тренировки и сноровки. Тем, кто думает приступить к полированию впервые, рекомендуется прежде потренироваться на куске фанеры или доски.
4. ИМИТАЦИЯ ДРЕВЕСИНЫ
Часто, чтобы придать изделиям, изготовленным из малоценных пород древесины, более привлекательный вид, их поверхность имитируют (окрашивают) под более ценные породы древесины. Но имитации поддаются не все породы древесины одинаково. Так, хорошо поддаются имитации под красное дерево груша, вишня, ольха, бук, ясень, вяз; под черное дерево — береза, дуб, клен, граб, груша, яблоня, слива; под орех — береза, липа, бук и ольха; под серый клен — только береза; под розовое дерево и палисандр — только клен.
Для имитации древесины широко применяют ореховые бейцы (гумминовые кислоты) и всевозможные протравы (медный или железный купорос, хромовокислый или двухромовокислый калий, марганцовокислый калий, хлорное железо, хлорную медь). Текстура имитируемой древесины должна быть похожа на текстуру желаемой, иначе качество имитации будет неудовлетворительным.
Готовые изделия, которые планируется покрыть лаком или политурой, обычно подвергают поверхностному прямому и протравному крашению, а древесину, из
которой будут выполняться резные детали, — глубокому крашению (или пропитке).
Прямое поверхностное крашение водорастворимы* ми анилиновыми красителями. Выполняют для того, чтобы придать древесине более темный оттенок или устранить разницу в окраске некоторых деталей изделия.
Рецепты красящих растворов:
Содержание Название красящего раствора красителя,
г на 1 л воды
Крашение березы, дуба, бука в коричневый цвет Ореховая морилка ЦНИИМОД 10
Коричневый для дерева 1
Имитация дуба под красное дерево
Кислотный хром желтый 4
» » коричневый 21
» » черный 6
Нашатырный спирт 10
Крашение березы в красновато-коричневый цвет Бейц № 12 20
Краситель <Рубин> 5
» «Маринго» 5
Крашение березы в вишневый цвет
Кислотный хром желтый 2
» » коричневый 10
> » черный 3
Нашатырный спирт 1
Крашение березы в красновато-коричневый цвет Ореховая морилка 20
Краситель «Рубин» 2
Имитация березы под орех
Ореховая морилка 20
Бейц № 10 2
Имитация березы под красное дерево Бейц № 12 21
Краситель «Рубин» 4
» «Маринго» 5
Крашение березы, сосны, ели, бука, лиственницы в коричневый цвет
Кислотный хром коричневый 3
Уксусная кислота 2 см3
Алюминиевые квасцы 11
Крашение дуба, тополя, бука, граба в черный цвет Нигрозин водорастворимый 50
Красящие растворы готовят так. Отвешивают необходимое количество сухого красителя и разводят небольшим количеством воды. Тщательно все размешивают. Добавляют в раствор необходимое количество воды. Вновь все перемешивают и доводят до кипения (в эмалированной, луженой или стеклянной посуде). Затем раствор фильтруют. Для того чтобы раствор красителя глубоко проник в толщу древесины, его рекомендуется применять подогретым.
Перед крашением поверхность древесины необходимо очистить от пыли и увлажнить мокрым тампоном или тряпкой, тогда окраска будет равномерной.
Приготовленный красящий раствор наносят на поверхность древесины вдоль волокон кистью, пульверизатором, жирно смоченной губкой, чистой хлопчатобумажной тряпкой. После крашения всю поверхность надо протереть сухой чистой тряпкой, чтобы удалить жирные потеки.
Вертикально стоящие изделия следует начинать окрашивать снизу. Брусковые детали можно окунать в ванну с красящим раствором. ’
Получить более ровную окраску без пробелов можно в том случае, если крашение выйолнять в два слоя с 5-минутной выдержкой между их нанесением.
Протравное поверхностное крашение. Вначале поверхность обрабатывают раствором протравы (соли некоторых металлов), а затем (через 10 мин) —окрашивающим раствором, который вступает с протравой в реакцию, образуя нерастворимое в воде соединение. Протраву и краситель следует выбирать в зависимости от породы древесины и цвета, в который ее надо окрасить (табл. 9).
Чтобы окрасить изделия из сосны и лиственницы в коричневый цвет, нужно вначале покрыть их поверхность раствором резорцина (20 г на 1 л воды), а через 1...2 ч—раствором хромпика (10...30 г на 1 л воды).
Глубокое крашение. Древесину укладывают в ванну с красящим раствором или в закрытый сосуд под давлением (красится быстрее). Глубокое крашение имеет следующее преимущество перед поверхностным: красящие растворы не стираются при эксплуатации изделий, текстура не затушевывается, а, наоборот, резче выделяется.
9. Рецепты для протравного крашения
Название вещества Содержание вещества, г на 1 л воды при тоне окраски
протравы для крашения темном среднем светлом
Крашение дуба в коричневый цвет
Хромпик 40 20 10
Коричневый хром 20 20 10
Оранжевый метахром 20 20 10
Протравной зеленый ме- — 20 —
тахром Черный хром 10 — —
Крашение бука в коричнево-серый цвет
Железный или — 40 —
медный купорос Желтый хром — 5
Оранжевый хром — 10 —
Крашение бука в оливковый цвет
Железный ку- ГТАПЛЛ 40 20 —
порос Протравной зеленый 20 10 —
Крашение березы под орех
Коричневая 5 3 2
для меха
Кислотный оранжевый 5 13 2
или хромовокислый ка- 5 3 2
лий
Крашение березы в коричнево-желтый цвет
Железный ку- — 40 —.
порос
Хромпик — 40 40
Протравной хром чисто- — 10 —
желтый — — 10
или коричневый — 10 —.
—— — 10
или оранжевый или оливковый одно- — 20 10
хром — — 20
Крашение бука под орех
Двухромово- — 25
кислый калий
Марганцовокислый ка- — 25 —
лий
Продолжение
Название вещества Содержание вещества, г на 1 л воды при тоне окраски
протравы для крашения темном среднем светлом
Крашение березы и бука в коричневый цвет
Хлористый — 50
анилин Хлористая медь — 50
Крашение березы и бука под красное дерево
Медный купо- — 50
рос Желтая кровяная соль — 100
Протирка древесины после крашения анилиновыми красителями или протравами. Для удаления излишков красителя, закрывающего текстуру древесины, и сглаживания мельчайшего ворса, поднявшегося в результате увлажнения, после просушивания изделия его поверхность протирают шлифовальной шкуркой № 5 или № 6, лубом, конским волосом или сухой тонкой стружкой лиственных пород вдоль волокон древесины. Протирочный материал навертывают на ровный деревянный брусок, обернутый кожей, резиной или сукном. Нажим на брусок должен быть легким, чтобы не обнажить неокрашенную древесину. После протирки поверхность изделий должна иметь слабый глянец.
S. ОТДЕЛКА ПЛАСТИКАМИ
Отделка пластиками напоминает собой фанерование. Пластики наклеивают на доски, бруски, фанеру-переклейку, древесноволокнистые столярные и стружечные плиты (обязательно с двух сторон, чтобы изделие не покоробилось) способом запрессовки. Чтобы при наклеивании не повредить лицевую сторону пластика, ее накрывают полированными металлическими прокладками, а если их нет, то картоном или гладкой оберточной бумагой (в несколько слоев). Давление на пластик при запрессовке должно находиться в пределах 0,3...1 МПа (3...10 атм).
Чтобы пластик прочно приклеился к поверхности изделия, его тыльную сторону следует обработать шкурками (№ 25...№ 10), обезжирить и очистить от пыли. Доску, на которой будет лежать пластик при его обработке шкурками, надо закрыть мягкой тканью, сложенной в два — три слоя.
При двусторонней облицовке пластик следует наклеивать одновременно с той и другой стороны.
Приклеивать пластик рекомендуется карбамидными клеями или поливинилацетатной эмульсией. Если их невозможно достать, то можно использовать обычный казеиновый клей средней густоты или густотертые белила. Основу и два пластика намазывают клеем (равномерным слоем) и дают клею пропитаться 4... 6 мин. Затем один пластик кладут на прокладку полированной стороной вниз. На пластик укладывают изделие, на изделие кладут другой пластик, а на него — прокладку. Собранный пакет помещают между двумя щитами, запрессовывают и выдерживают под давлением 3...4 ч. После в.ыемки из пресса изделие сушат еще не менее 2 сут.
Если облицевать пластиком нужно только одну сторону изделия, например верхнюю крышку стола, то на противоположную сторону следует наклеить березовый или любой другой шпон (так называемый компенсирующий слой). Толщина компенсирующего слоя должна быть равна толщине пластика. После запрессовки и соответствующей выдержки излишки пластика и шпона срезают, кромки крышки фугуют и наклеивают обкладки. Изготовленное изделие облицовывать тяжело. Лучше облицевать его детали и только потом собрать изделие на клею.
6. ОТДЕЛКА МАСЛЯНЫМИ И ЭМАЛЕВЫМИ КРАСКАМИ
Перед окраской изделия все дефекты на его поверхности (задиры, отщепы, засмолы, вмятины, трещины, выпадающие сучки, вырывы волокон и др.) должны быть заделаны. Дефектные места высверливают или вырубают, а на их место ставят пробки или вставки из древесины той же породы, из которой изготовлено изделие, причем направление волокон у массива, который ремонтируется, и у вставок и пробок должно совпадать.
Сучки, засмолы, деревянные нагели должны быть вырублены на глубину не менее 3 мм. Если смолы много, то ее нужно вырезать, так как qpa со временем разрушает красочный слой и выхддит наружу. Сучки и нагели не усыхают, поэтому со временем при усыхании древесины на поверхности изделия образуются выпуклости.
Вырезанные места замазывают шпатлевкой. После первого подмазывания шпатлевка должна высохнуть. Часто она усыхает так, что под ней остается углубление. Поэтому такие места хорошо зачищают шкуркой и вторично подмазывают с последующей зачисткой после высыхания.
Шпатлевка должна быть строго на одном уровне с поверхностью изделия. Если же она дала усадку, то шпатлюют еще раз.
Зачищенную шпатлевку обязательно олифят и сушат. Если этого не сделать, то в местах шпатлевки после окраски изделия могут остаться пятна. Удалить такие пятна можно последующей окраской изделия.
Обычно зачищенные и прошпатлеванные места олифят, сушат и только после этого наносят второй слой шпатлевки — очень тонкий, так как из второго слоя шпатлевки влага быстро всасывается в ранее нанесенную шпатлевку.
Шпатлевку можно приготовить из следующих компонентов: 500 г олифы, 100 г скипидара, 25 г сиккатива, 100 г клеевого раствора 10 %-ной крепости (в 1 л воды плавят 100 г сухого столярного клея), 10 г мыла и сухого тонкосеяного мела по потребности. Мыло растворяют в горячем клеевом растворе. Добавляют в этот раствор олифу, скипидар, сиккатив и все тщательно перемешивают. Всыпают в полученную эмульсию мел и вновь все тщательно перемешивают, пока не образуется рыхлая тестообразная масса. Высыхает такая шпатлевка за 24...48 ч, что зависит от температурных условий и качества клея.
Можно применять шпатлевку, состоящую из олифы и сиккатива. Их берут в равных частях и смешивают. Добавляют в полученную массу мел по потребности. Эта шпатлевка сохнет медленно, но образует прочное покрытие.
В дефектные места шпатлевку вмазывают шпателем. После сушки это место зачищают.
Отдельные места на поверхности изделия можно подмазывать не только шпатлевкой, но и специальной подмазкой, приготовленной из 100 г олифы, 100 г 10 %-ного клеевого раствора или мела. Олифу вливают тонкой струей в горячий клеевой раствор.
Сплошное шпатлевание выполняют жидкой шпатлевкой. Наносят ее шпателем сплошным тонким слоем и тщательно разравнивают. Высохшую шпатлевку зачищают мелкозернистой шкуркой. Затем исправляют различные дефекты.
Если изделие выполнено не чисто, то шпатлевать его приходится два — три раза. Каждый последующий слой шпатлевки надо наносить на высохший и зачищенный предыдущий. Если нанесенный слой шпатлевки проолифить, то следующий ее слой будет легко разровнять. Последний слой шпатлевки тщательно зачищают пемзой или мелкозернистой шлифовальной шкуркой.
Калевки часто шпатлевать не нужно. Достаточно их хорошо зачистить шкуркой. Но когда их все-таки шпатлюют, то вместо шпателя используют резиновую полоску с вырезанным профилем. Такая полоска хорошо разравнивает шпатлевку.
После полного высыхания шпатлевки ее тщательно шлифуют.
Весь технологический процесс отделки мебели масляными красками состоит из 12 операций: грунтование, сушка, местное шпатлевание, сушка, зачистка прошпатлеванных мест, сплошное шпатлевание, сушка, шлифование, первая окраска, сушка, вторая окраска и флейцевание.
Сырую древесину окрашивать нельзя, так как постепенно краска будет отставать пленками, морщиться и т. п.
Поверхность всего изделия перед окраской нужно отшлифовать мелкозернистыми шкурками, потом очистить от пыли и загрунтовать.
Шиповые соединения, выходящие на лицевые поверхности изделий, закрывают накладками.
После этого мебель олифят, то есть покрывают (с помощью кисти) тонким слоем олифы. Проолифка необходима для того, чтобы закрепить древесину,
обеспечить более надежное прилипание к древесине краски. Олифу хорошо растирают, чтобы на мебели не остались потеки, которые, высыхая, образуют очень небольшие возвышенности.
Олифу иногда подкрашивают, добавляя в нее небольшое количество той краски (примерно на литр олифы столовую ложку краски), которой будет окрашиваться мебель. Это делают для того, чтобы видеть пропуски — непроолифленную древесину.
После полнейшего высыхания проолифленной мебели приступают к окрашиванию.
Первое окрашивание изделия следует выполнять жидкой краской (на 1 л олифы кладут 500...600 г густотертой краски или 1 кг готовой к употреблению), поскольку такая краска хорошо проникает в поры шпатлевки и прочнее на ней закрепляется. Наносить краску нужно тонким слоем без потеков, хорошо растушевывая. После высыхания краски поверхность изделия окрашивают второй раз, но более густой краской. Наносят такую краску также тонкими слоями, тщательно растушевывая ее и флейцуя. Если требуется, то изделие окрашивают еще раз. Толстые слои краски могут быстро растрескаться.
Густоту красок определяют следующим образом. Протирают кусочек сухого стекла, капают на него каплю краски, ставят кусок стекла вертикально и дают возможность краске стечь. Длина потека краски нормальной густоты составляет 35...50 мм. Штрихи краски, оставленные кистью, должны растекаться через 10 мин.
Подготовленную краску следует обязательно процедить через частое сито, капроновый чулок или сложенную вдвое марлю для того, чтобы она была совершенно однородна и в ней не остались плохо размешанные частицы, которые могут оставлять на поверхности изделия бугорки. В процессе работы краску также нужно периодически перемешивать, так как тяжелые частицы постепенно оседают на дно и густота ее изменяется.
Растушевывать краску следует так, чтобы она была совершенно одинаковой по своему виду. Чем ровнее растушевка, тем выше качество окраски. Для окрашивания можно применять любую кисть, но разравнивать нанесенную кистью краску рекомендуется
с помощью флейца (поэтому этот процесс и называют флейцеванием). Флейц должен слегка касаться кончиками волос свеженанесенной краски. После флейцевания поверхность окраски становится очень ровной.
Если после высыхания краски кое-где имеются просвечивающие места шпатлевки или древесины, то это может быть связано либо с плохой укрывистостью краски, либо с применением очень жидкой краски. Такое изделие необходимо еще раз окрасить.
Часто, чтобы окрашивать изделие один раз, вместо проолифки выполняют так называемую огрунтовку: покрывают изделие жидкой краской, разбавленной растворителями. Жидкая краска хорошо проникает в поры древесины и лучше там закрепляется. После высыхания жидкой краски прошпатлеванные места рекомендуется покрасить вторично, так как шпатлевка очень хорошо впитывает краску и могут остаться матовые пятна.
Ножки табуретов и стульев окрашивают полностью со всех сторон, а царги и сиденье — только с наружной или лицевой поверхности.
Окрашенную мебель сушат двое-трое суток и дольше, поскольку олифа медленно испаряется.
После сушки изделие рекомендуется протереть тряпкой, смоченной в горячей воде, чтобы не было «отлипов» краски. Такую операцию с промежутком минут тридцать выполняют два-три раза. Можно протереть изделие квасом или 3...5-процентным раствором уксусной кислоты.
Мебель можно окрашивать эмалью. Эмаль приготовляют на лаке. Так как масляный лак изготовляют из масла и смолы, то, чтобы сделать эмаль жиже, достаточно подогреть ее в горячей воде до температуры 40...60 °C. При этом посуду с эмалью ставят в горячую воду и эмаль постоянно перемешивают, чтобы равномерно подогрелась вся ее масса.
Наносить эмаль надо в подогретом состоянии. Высыхает она за трое суток. Быстрее обычных эмалей высыхают нитроэмали.
Эмалевые краски оставляют хороший глянец.
Чтобы получить краску необходимого цвета, приходится смешивать несколько красок разного цвета. Предварительно рекомендуется каждую из них раз
вести олифой и процедить. Но не все краски можно смешивать друг с другом, так как некоторые из них вызывают нежелательные изменения цвета других. Например, нельзя смешивать: белила цинковые с киноварью ртутной, баритовой желтой, цинковой желтой краской, ультрамарином; белила литопоновые с белилами цинковыми, кроном желтым, зеленью свинцовой хромовой, кобальтом фиолетовым; белила титановые с лазурью; крон желтый с киноварью ртутной и баритовой желтой краской; цинковую желтую краску с кобальтом синим и фиолетовым и ультрамарином; лазурь с ртутной киноварью и свинцовой хромовой зеленью.
Поверхности изделий, окрашенных масляной краской, часто покрывают масляным лаком для того, чтобы придать им блеск и продлить срок службы. Предварительно окрашенные поверхности следует хорошо просушить (в летнее время не менее 6 сут, в зимнее — 12), чтобы из масляной краски полностью испарились все летучие вещества, отрицательно влияющие на прочность лаковой пленки и ее блеск. Наносят лак кистью тонким слоем. Чтобы он стал жиже и лучше растекался, его подогревают до 60...70 °C. Посуду с лаком ставят в посуду с горячей водой. Полностью высыхает лак за 2 сут. Следующие его слои лучше наносить через трое суток. Можно изделия покрывать нитролаками кистевого назначения, а если есть пистолет-распылитель, то наносить путем распыления.
Чтобы получить прочную красочную пленку, необходимо знать особенности красок и принять необходимые предохранительные меры.
Красящая способность масляных и эмалевых красок со временем может изменяться. Эти краски могут разрушаться под воздействием солнечных лучей.
Способность краски сохранять свой цвет под воздействием солнечных лучей называют светостойкостью, а свойство краски сопротивляться разрушающему действию солнечных лучей, дождя, снега, ветра и других тому подобных явлений — атмосферостой-костью.
Необходимо знать и укрывистость краски—способность надежно закрывать нижележащий слой черного цвета при одинарном окрашивании тонким слоем.
Щелочестойкость и кислотостойкость краски имеют большое значение для ее прочности. Окрашенную мебель не следует подвергать воздействию щелочей и кислот.
Тонкость помола красочного состава влияет на укрывистость красок и получение весьма гладких окрасочных покрытий. Гладкие окрасочные покрытия быстро и чисто очищаются от всевозможных загрязнений, что особенно важно для кухонной мебели.
Масляные и эмалевые краски изготовляют путем перемешивания пигментов — сухих порошкообразных красок — с олифой или лаками и многократного длительного перетирания красочного состава на специальных машинах. В результате получают густую пасту, или так называемые густотертые краски, которые перед применением следует разбавить олифой до необходимой густоты и очень тщательно перемешать до полной однородности.
Изготовить хорошую масляную краску в домашних условиях достаточно трудно. При простом перемешивании олифы и пигментов получается краска очень низкого качества. После высыхания такой краски ее пленка имеет большую шероховатость.
Все масляные и эмалевые краски имеют срок годности. Приобретать их в запас не рекомендуется. Срок годности красок обычно указан на этикетке, наклейной на посуде с краской.
Как уже говорилось, приготовленную краску обязательно следует процедить сквозь двух-трехслойную марлю. Марлю можно натянуть на рамку или сшить из нее мешочек. Сшиваемый шов должен быть плотным и прочным, чтобы мешочек не разорвался в местах сшивки при выдавливании краски.
На марлю, натянутую на рамку, приготовленную краску рекомендуется наливать небольшими порциями. Протирать краску сквозь марлю лучше деревянным шпателем или кистью с жестким волосом.
Необходимо знать, что масляные краски выпускаются в продажу для наружных и внутренних работ. Для окрашивания мебели пригодны и те и другие краски. Краски для наружных работ более устойчивые к атмосферным осадкам и срок службы у них более длительный.
7. БОРЬБА С МЕБЕЛЬНЫМ ТОЧИЛЬЩИКОМ
Мебельный жук-точильщик — опасный разруши-тель древесины. Для жизнедеятельности разрушителей древесины в ней должна содержаться влага. В совершенно сухой древесине жуки-точильщики жить не могут.
Жуки-точильщики прежде всего появляются в ножках мебели, потому что при мытье полов их часто протирают влажной тряпкой.
Практически древесину разрушает не сам жук-точильщик, а его личинка, находящаяся в толще древесины. Процесс этот протекает так. Самка жука откладывает яички на древесине. Через некоторое время из яичек появляется личинка, которая начинает вгрызаться в древесину, получая тем самым необходимые питательные вещества. В процессе своей жизнедеятельности она проделывает многочисленные ходы в древесине. При вгрызании личинки в древесину раздается скрип, особенно слышный при наличии крупных личинок. Генерация личинки до превращения ее в жука может длиться год, два и больше. Когда приходит время для появления жука, личинка проделывает ход ближе к поверхности древесины и, не дойдя до нее примерно 1 мм, замирает и окукливается. Появившийся из личинки жук прогрызает оставленный тонкий слой древесины и вылетает. Обычно это происходит весной или в начале лета. Если в такой период на поверхности древесины окажется ядохимикат, то жук погибнет. Яички, отложенные на древесине, обработанной соответствующими ядохимикатами или просто антисептиком, также погибают.
Для борьбы с жуками и грибами — разрушителями древесины применяют практически одни и те же ядохимикаты: неорганические (минеральные), органические и комбинированные. В зависимости от воздействия на организм насекомых отравляющие вещества подразделяют на кишечные, контактные и фумиганты.
Кишечные (внутренние) отравляющие вещества применяют для защиты древесины от поражения грибами. К таким веществам относят фтористый и кремнефтористый натрий, кремнефтористый аммоний, суль
фат меди, хлористый цинк, арсенат натрия и комбинированные антисептики, а также креозотовые масла, хлорированный нафталин. Для борьбы с жуками и их личинками, находящимися в толще древесины, концентрация кишечных ядохимикатов должна быть гораздо выше, чем для борьбы с грибными организмами.
Контактные (наружные) вещества действуют на жуков и их личинки, когда они соприкасаются с ними. Таких веществ много, но они дороги и вредны для людей и животных. При работе с ними нужна особая осторожность. К таким веществам относят ДДТ, гексахлоран, хлородон, хлорофос и др.
Фумигантами называют вещества, которые в виде пара или газа попадают через дыхательные пути, сквозь кожные покровы в организм насекомых, вызывая их гибель. К сожалению, они не всегда эффективны, так как быстро улетучиваются. К таким веществам относят дихлорэтан, полихлориды бензола, сернистый газ, сероуглерод и др.
Кроме того, в борьбе с жуками и их личинками применяют керосин, скипидар (отдельно или в смеси), карболку, нафталин, формалин и др.
Фтористый натрий — это белый или серовато-белый порошок, сильно ядовитый. Применяют его против грибов и жуков в виде 3%-ного водного раствора (3 кг фтористого натрия на 97 л воды).
Кремнефтористый натрий — белый или серый порошок, иногда с желтым оттенком, низкой растворимости. Для приготовления 3 %-ного водного раствора антисептика в кремнефтористый натрий (2,5 кг) добавляют кальцинированную соду (2,5 кг) и воду (95 л).
Кремнефтористый аммоний — это белый или сероватый кристаллический порошок, легко растворимый в воде: в холодной — 18,5%, в горячей — 32,5%. Он является сильным антисептиком, в 1,5...2 раза ядовитее фтористого натрия. Для приготовления 5 %-ного раствора нужно 5 кг кремнефтористого аммония и 95 л воды.
Комбинированные антисептики чаще всего состоят из двух и более ядовитых веществ. Например, гексахлоран растворяется в керосине, бензине, минеральном масле; ДДТ —в бензине, скипидаре. Анти
септики весьма вредны и применять их в жилых и животноводческих помещениях запрещено. Хлородон также опасен.
Хлорофос менее опасен, чем гексахлоран и ДДТ, и легко растворяется в воде. Для приготовления 0,5... Ц/о-ного раствора необходимо 500...1000 г хлорофоса и 90 л воды.
Посуда для приготовления антисептиков должна быть стеклянной, керамической или деревянной. Металлическая посуда быстро разрушается. Применять ее можно только после предварительной окраски (два-три раза) масляной краской. Каждый слой краски хорошо высушивают. Вода должна быть чистой, но не жесткой, подогретой до 90...95 °C. Если в раствор входит сода или аммиак, то воду подогревают до 30...40 °C, чтобы избежать бурной реакции.
Избавляются от жуков-точильщиков следующим образом. Сперва расплавленным парафином или воском замазывают с наружной стороны все отверстия. Мебель переворачивают ножками вверх. В середине ножек сверлят по одному отверстию диаметром 3 мм и больше на глубину 50...150 мм. Приготовленный антисептик заливают в отверстие. В таком виде мебель оставляют не менее чем на сутки. Затем операцию повторяют еще один или два раза. Очень хорошо вливать антисептик спринцовкой, шприцем, масленкой. Лучше спринцовкой, так как в этом случае раствор будет подаваться под давлением.
СОДЕРЖАНИЕ
1. Основные сведения о материалах. Сушка древесины . 3
1. Характеристика древесины........................... 3
2. Лесо- и пиломатериалы.............................. 7
3. Сушка древесины................................... 10
4. Шпон, фанера, пленочные и листовые отделочные материалы ............................................. 11
5. Плиты и мебельные щиты.............................14
6. Шлифовальные материалы.............................15
7. Клеи...............................................17
8. Шурупы, болты и гвозди.............................21
9. Фурнитура..........................................23
10. Лакокрасочные материалы.............................23
11. Красители и протравы................................27
II. Оборудование, приспособления и инструменты для обработки древесины.......................................29
1. Оборудование.......................................29
2. Приспособления.....................................35
3 Измерительный, проверочный и вспомогательный инструменты ..............................................40
III. Обработка древесины................................46
1. Теска .............................................46
2. Пиление............................................49
3. Строгание..........................................61
4. Долбление и сверление отверстий....................76
5. Столярные соединения...............................81
6. Склеивание столярных изделий.....................99
IV. Изготовление мебели................................93
1. Общие сведения.....................................93
2. Вешалки и галошницы................................95
3. Полки .............................................97
4 Скамьи, табуреты, банкетки.........................99
5. Стулья............................. Ill
6. Кресла........................................119’
7. Кресла-кровати, диваны, диваны-кровати .... 121
8. Кровати, оттоманки, кушетки, тахты............126
9. Детская мебель..............................» 131
10. Дверки........................................133
11. Яшики и полуящики.............................135
12. Столы .........................................* 138
13. Буфеты, навесные шкафы, серванты, горки . . *155
14. Книжные шкафы и секретеры.....................159
15. Шкафы для платья и белья......................164
16. Комоды и тумбочки.............................172
17. Секционная мебель.............................177
V. Отделка мебели.....................................178
1. Общие сведения.................................178
2. Фанерование...................................178
3. Прозрачная отделка.............................. 192
4. Имитация древесины................................207
5. Отделка пластиками.............................. 211
6. Отделка масляными и эмалевыми красками » . , 212
7. Борьба с мебельным точильщиком................... 219
Шепелев Александр Михайлович
ИЗГОТОВЛЕНИЕ МЕБЕЛИ СВОИМИ РУКАМИ
Зав. редакцией А. И. Гераськина Художественный редактор К. Е. Мацееорин Художник А. Е. Григорьев Технический редактор Н. Н. Зиновьева Корректор Л. Г. Гладышева
ИБ № 7434
Сдано в набор 30.05.90. Подписано к печати 10.08.90. Формат 84X108732. Бумага тип. № 2, Гарнитура Литературная. Печать высокая. Усл. печ. л. 11,76. Усл. кр.-отт. 12,18. Уч.-изд. л. 11,33. Изд. № 356. Тираж 120 000 экз. Заказ № 571. Цена 1 р. 90 к.
Ордена Трудового Красного Знамени ВО «Агропром-издат», 107807, ГСГЬб, Москва, Б-78, ул. Садовая-Спасская, 18
Владимирская типография Госкомитета СССР по печати. 600000, г. Владимир, Октябрьский проспект, Д. 7