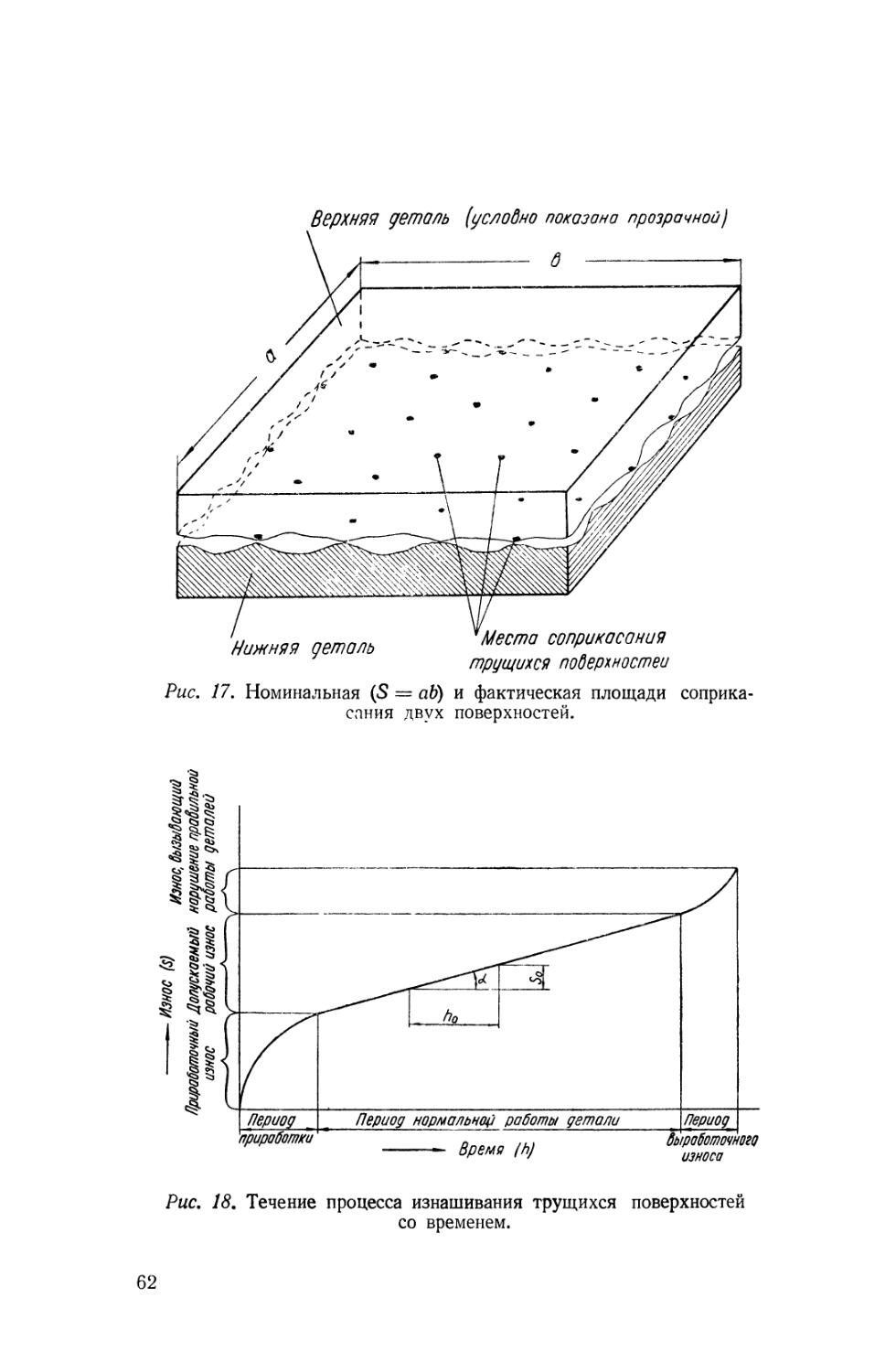
/








































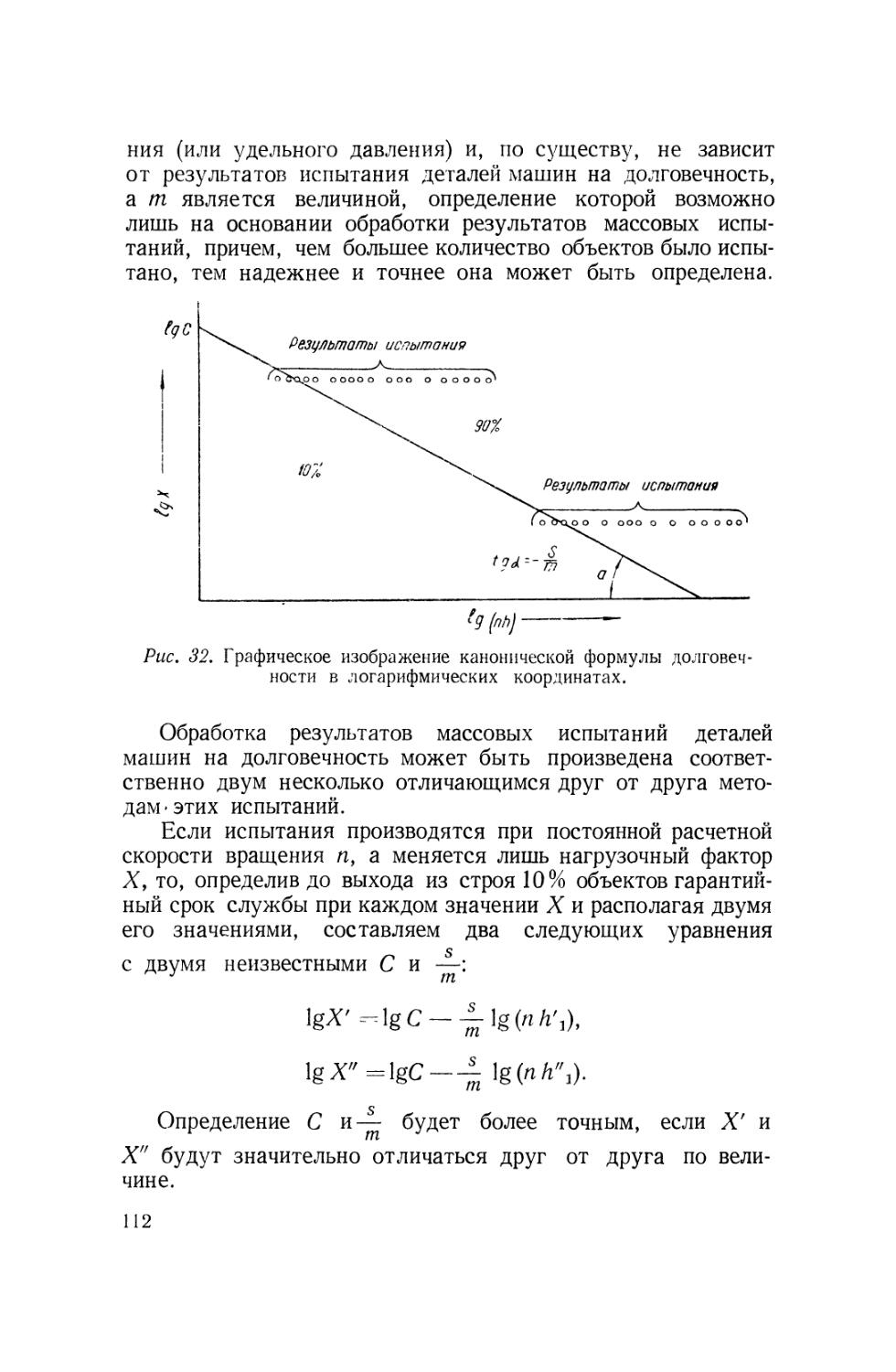























































Text
В. Н. ТРЕЙЕР
РАСЧЕТ
ДЕТАЛЕЙ МАШИН
ПО ПРЕДЕЛЬНЫМ
СОСТОЯНИЯМ
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО БССР
Редакция научно-технической литературы
МИНСК I960
6 П 5- 1
Т 66
В данной книге излагаются основы прочностного
проектирования машин и их отдельных деталей, виды
предельных состояний деталей машин, методика расчетов
наиболее распространенных деталей и вопросы исследования
работоспособности и долговечности их.
Книга предназначена для работников конструкторских
бюро и заводских лабораторий машиностроительных
предприятий, а также для работников отделов главного
механика предприятий всех отраслей промышленности.
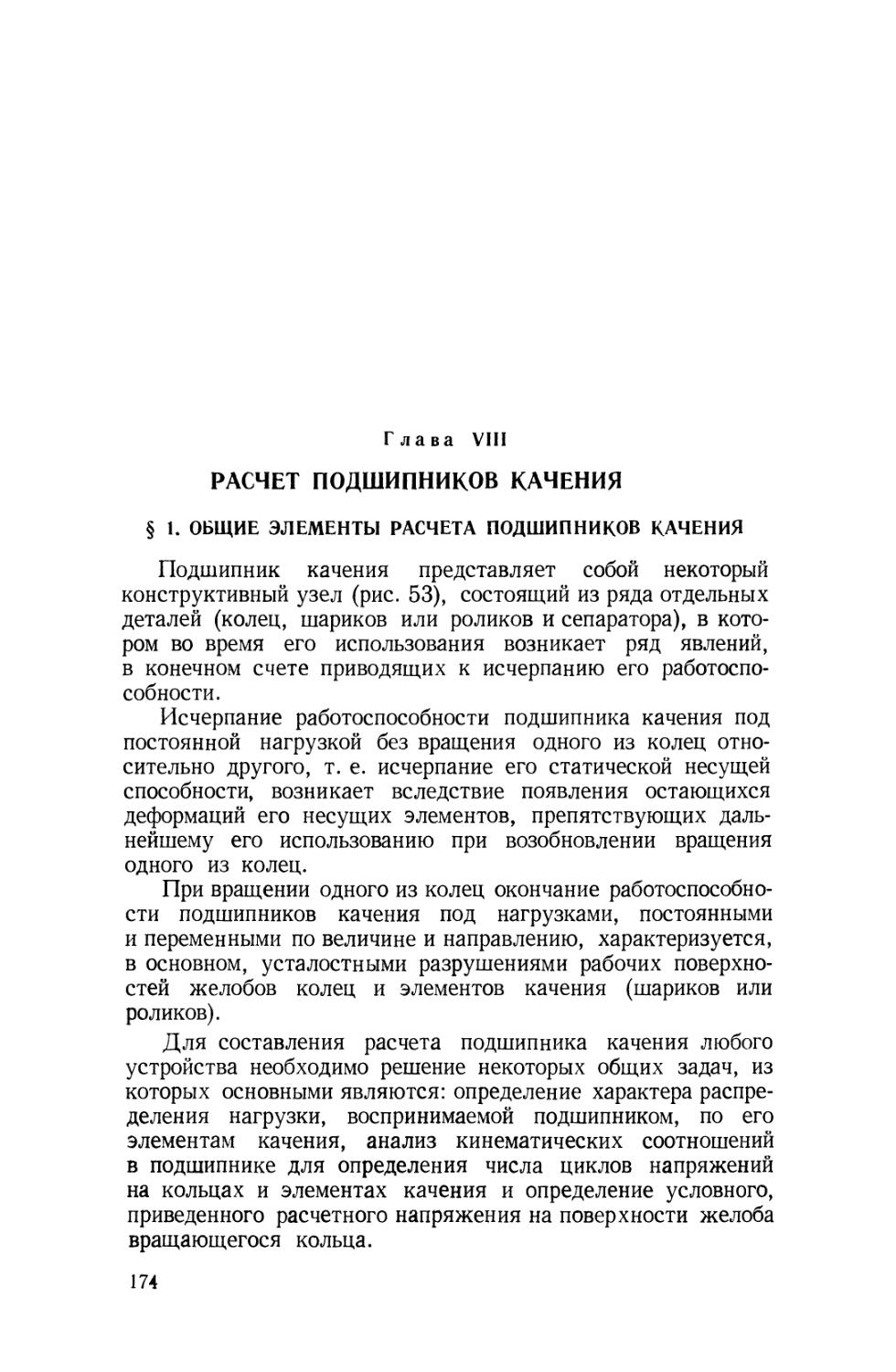
Глава I
ВВЕДЕНИЕ
§1. ОСНОВНЫЕ ЗАДАЧИ РАСЧЕТА ДЕТАЛЕЙ МАШИН
ПО ПРЕДЕЛЬНЫМ СОСТОЯНИЯМ РАБОТОСПОСОБНОСТИ
Одна из важнейших современных задач исследования
и расчета деталей машин состоит во всестороннем изучении
явлений их деформаций и износа во время работы машин
в связи с выяснением допускаемых предельных границ их
соответствия требованиям правильного взаимодействия между
собой.
Соответствие каждой рассматриваемой детали всем
предъявляемым к ней требованиям, соблюдение которых необходимо
для ее правильного взаимодействия с другими деталями,
принято называть ее работоспособностью.
Несоответствие рассматриваемой детали необходимым
требованиям, предъявляемым к устойчивости ее формы и к
ее прочности, может обнаружиться как в самом начале ее
использования в машине, так и с течением времени вследствие
постепенной утраты ею своих первоначальных свойств из-за
внутреннего и внешнего износа.
Цель изучения и расчета эксплуатационных свойств
деталей машин заключается в предвидении появления и
развития недопустимых изменений в их состоянии во время
работы и устранении или, по крайней мере, ослаблении
влияния тех факторов, которые вызывают интенсивное
течение этих изменений, а также в том, чтобы возможно полнее
связать задачи прочностного проектирования деталей машин
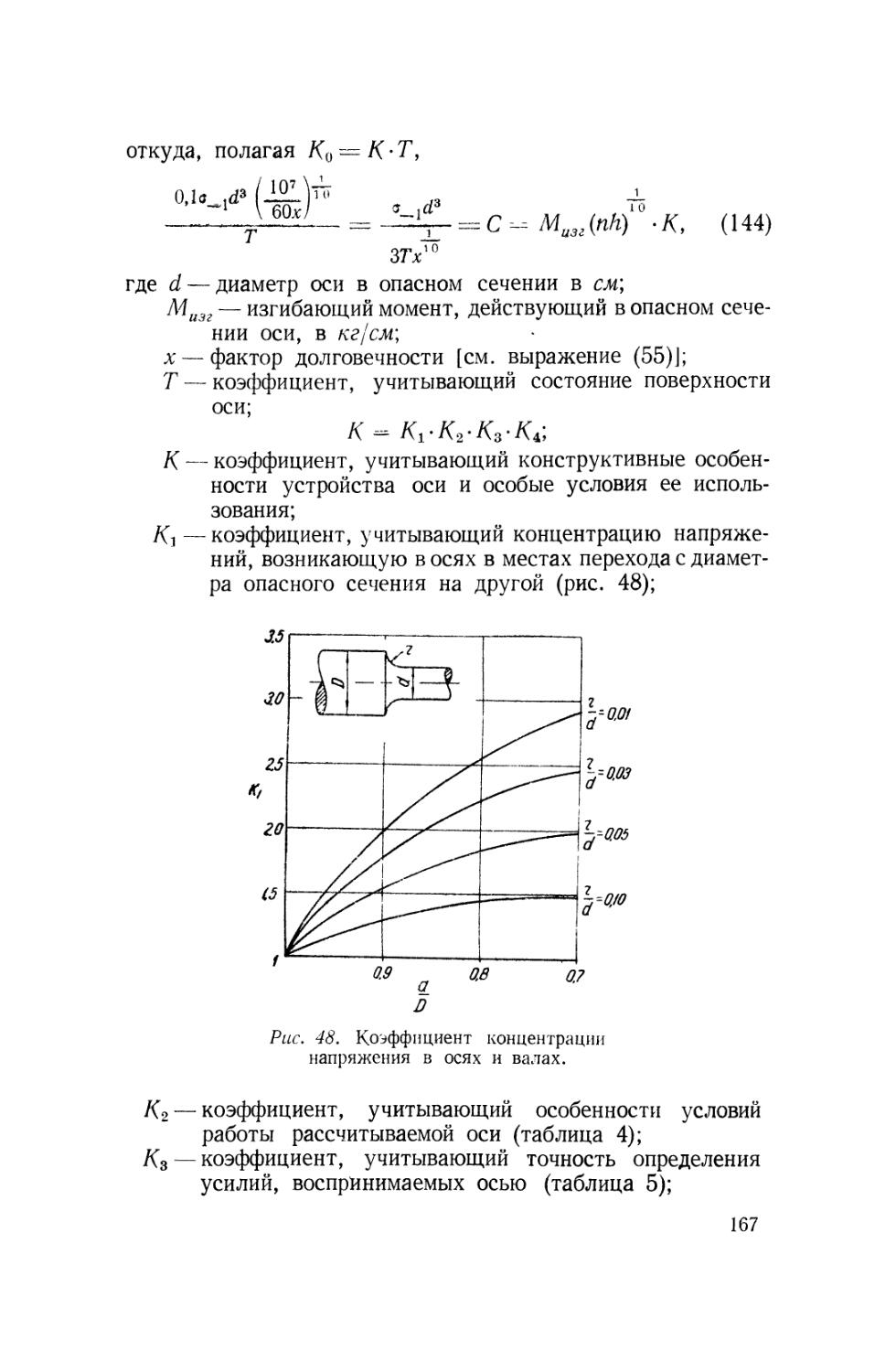
с последующими задачами организации рационального
использования машин в народном хозяйстве путем составления
наиболее целесообразных планов их технического
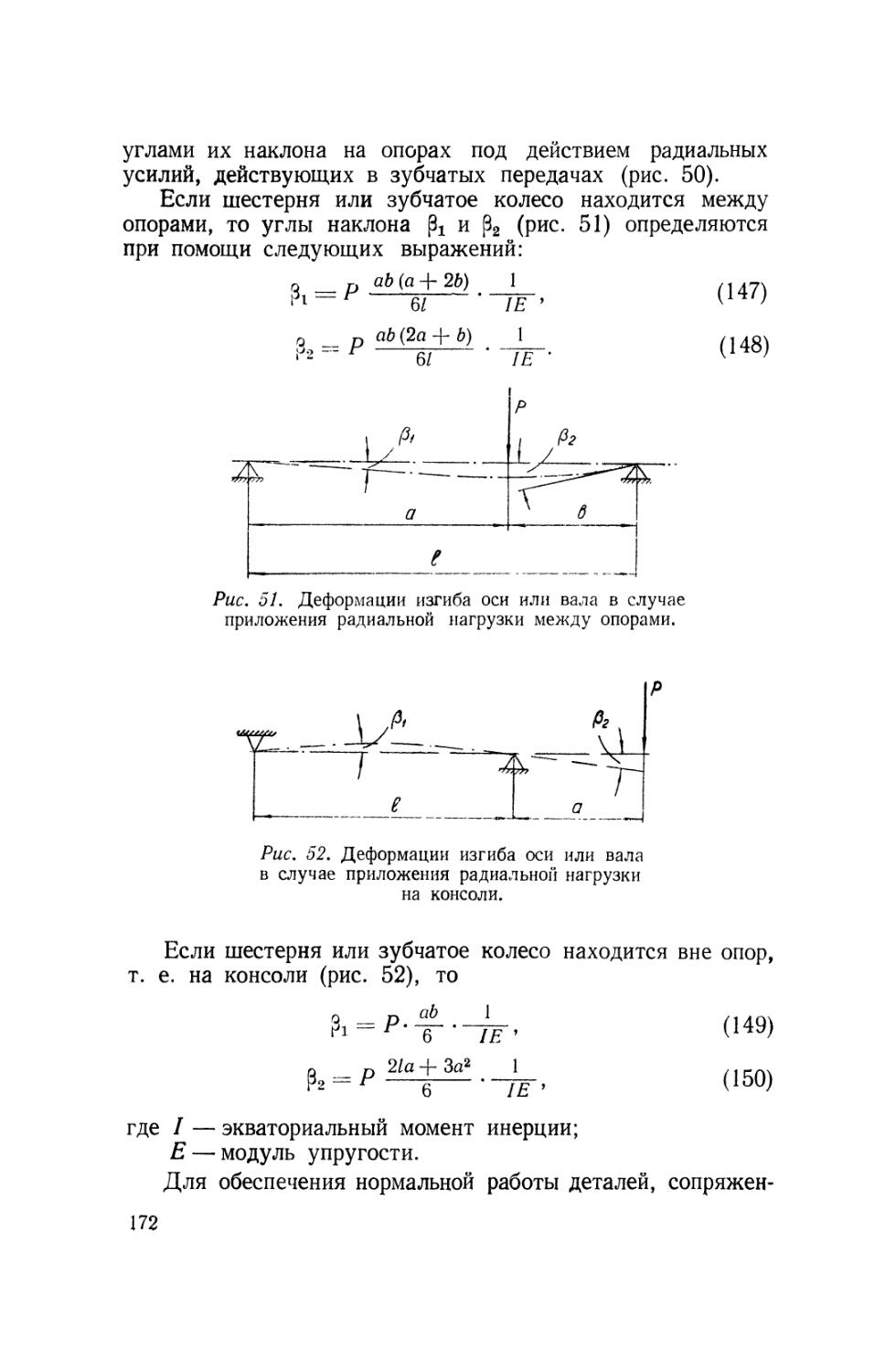
обслуживания и проведения планово-предупредительных ремонтов.
Так как технический прогресс во всех отраслях народного
хозяйства ставит перед машиностроителями все повыша-
1* 3
ющиеся требования к надежной прочности и долговечности
машин при снижении их веса, неизбежно возникает потребность
некоторого пересмотра и перестройки методов расчета
и проектирования их деталей.
В свете этих новых повышенных требований к
работоспособности и долговечности деталей машин выявляется
целесообразность вести прочностное проектирование и расчет
деталей машин по недостижению ими некоторых так
называемых «предельных состояний» работоспособности [1,2, 3].
Термин «расчет по предельным состояниям» возник в связи
с тем, что в течение последних десятилетий стало ясным,
что работоспособность как элементов строительных
конструкций, так и деталей машин определяется не только их
прочностью вообще, в смысле сохранения ими целостности
в общем, но и рядом более подробно различаемых состояний;
причем при повышении некоторых предельных признаков
этих состояний они теряют свои нормальные
эксплуатационные свойства и не могут быть допущены к дальнейшему
использованию.
Применительно к подшипникам качения еще в 1940 г. [4]
наметилось, что оценку их работоспособности целесообразно
производить по следующему ряду признаков:
1) по недостижению контактных усталостных разрушений;
2) по недостижению пластических деформаций статической
грузоподъемности (т. е. по несущей способности при
отсутствии вращения обоих колец);
3) по непревышению оптимальных упругих деформаций;
4) по непревышению предельной скорости вращения;
5) по недостижению предельной рабочей температуры;
6) по непревышению предельной неточности вращения;
7) по непревышению предельного рабочего шума.
Методика расчетов по предельным состояниям получила
особенно большое распространение при проектировании
строительных конструкций. В ее создании и развитии
принимал участие ряд крупных советских ученых-строителей,
в том числе Н. С. Стрелецкий, А. Н. Гениев, В. А. Балдин,
И. И. Гольденблат, А. Р. Ржаницын, Б. И. Беляев и др.
Методика расчета элементов строительных конструкций
по предельным состояниям быстро получила широкое
распространение потому, что развитие технического прогресса
в проектировании и возведении современных строительных
сооружений довольно длительное время сдерживалось
принятыми ранее так называемыми нормативными допу-
у///////////////////////////.
екаемыми напряжениями, которые устанавливались
постоянными для каждой марки материала и при использований
которых одной из основных задач было лишь непревышение
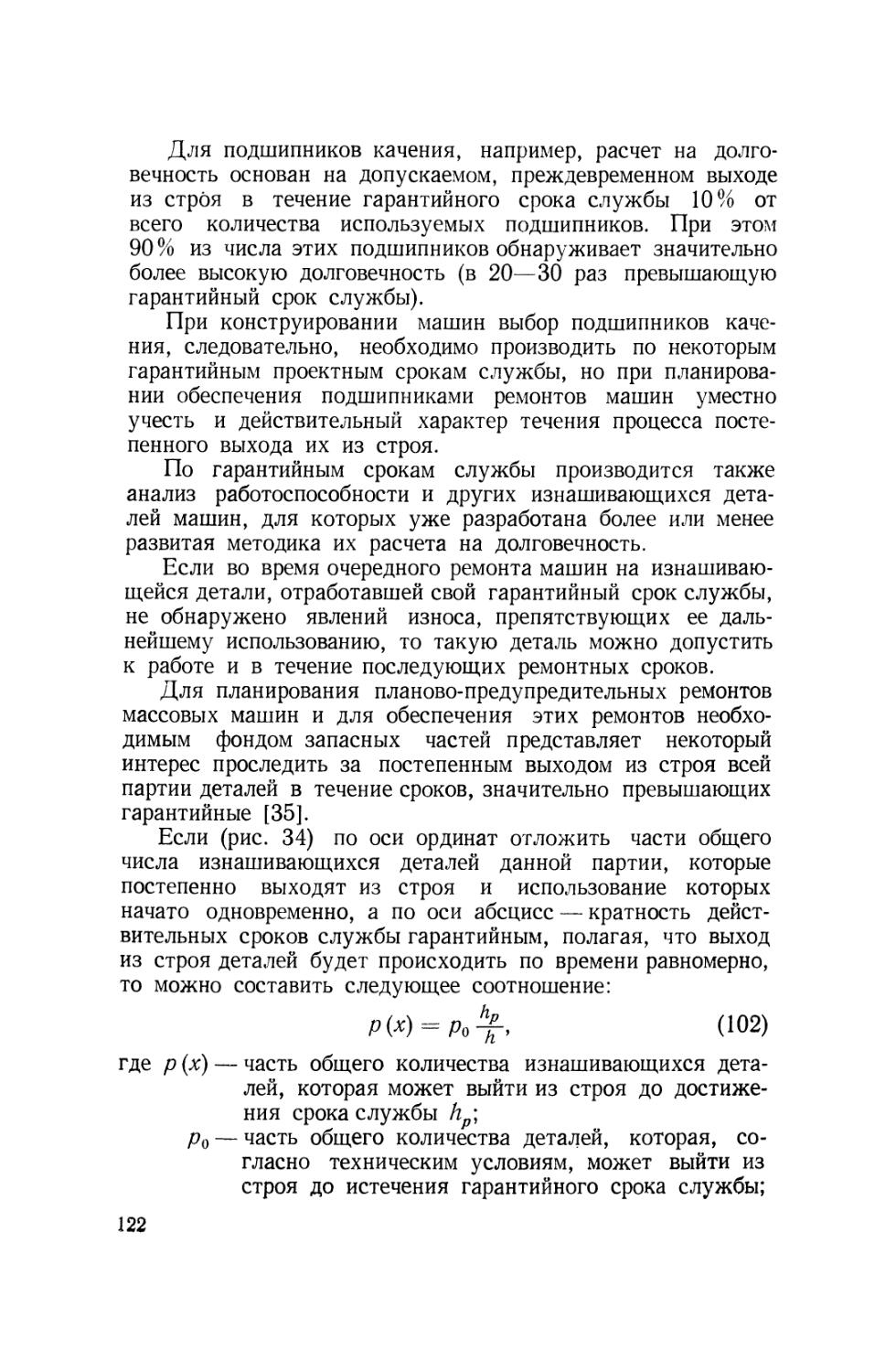
предела текучести материала.
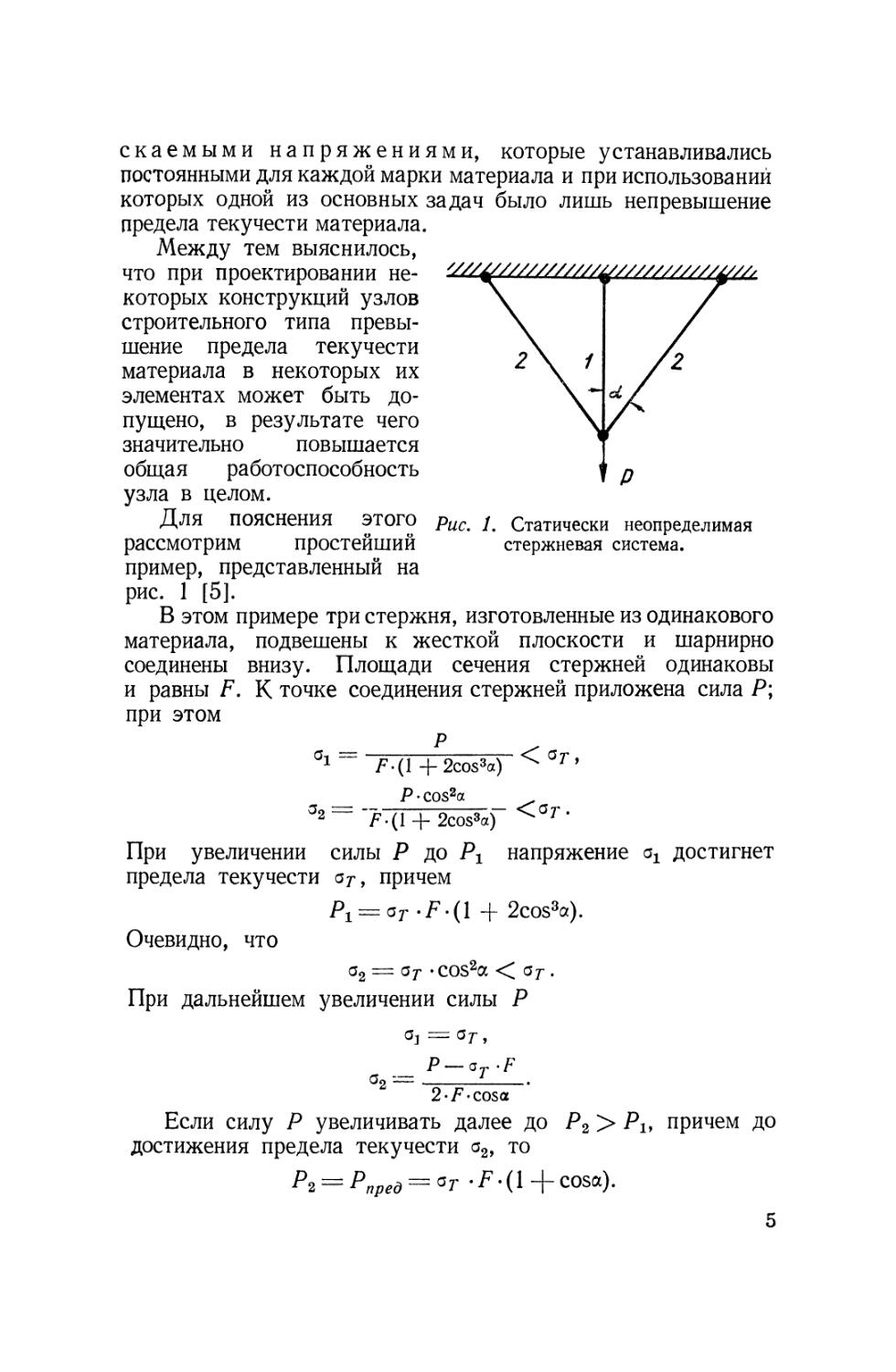
Между тем выяснилось,
что при проектировании
некоторых конструкций узлов
строительного типа
превышение предела текучести
материала в некоторых их
элементах может быть
допущено, в результате чего
значительно повышается
общая работоспособность
узла в целом.
Для пояснения ЭТОГО РиСт L Статически неопределимая
рассмотрим простейший стержневая система,
пример, представленный на
рис. 1 [5].
В этом примере три стержня, изготовленные из одинакового
материала, подвешены к жесткой плоскости и шарнирно
соединены внизу. Площади сечения стержней одинаковы
и равны F. К точке соединения стержней приложена сила Р;
при этом
_ р
Ol " F-(\ + 2cos3a) ^ °Г '
Р • C0S2a
52 —" "?.(l + 2C0S3cc)~
При увеличении силы Р до Рг напряжение ох достигнет
предела текучести от, причем
Р1 = ат -F-(l + 2cos3a).
Очевидно, что
о2 = ат -cos2a < от •
При дальнейшем увеличении силы Р
a, ~ ,
зг-1
Если силу Р увеличивать далее до Р2 > Ръ причем до
достижения предела текучести а2, то
Введя для определения допускаемой нагрузки Рдоп
некоторый запас прочности К, заметим, что
В последнем выражении -^- представляет собой
допускаемое напряжение, причем очевидно, что оно не может
служить основанием для определения допускаемой нагрузки
Рдоп, поскольку в стержне 1 предел текучести уже
превзойден.
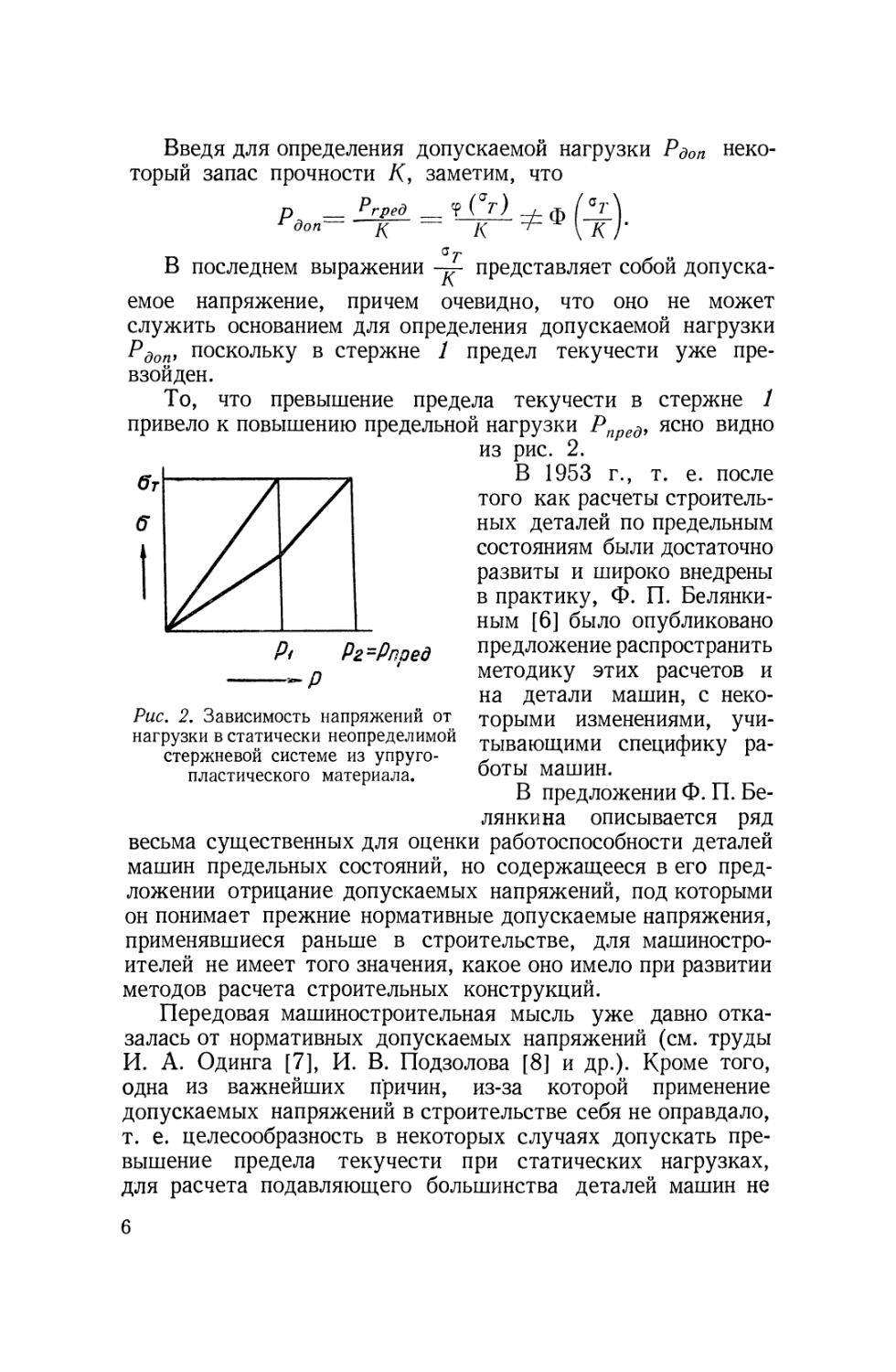
То, что превышение предела текучести в стержне 1
привело к повышению предельной нагрузки Рпред, ясно видно
из рис. 2.
В 1953 г., т. е. после
того как расчеты
строительных деталей по предельным
состояниям были достаточно
развиты и широко внедрены
в практику, Ф. П. Белянки-
ным [6] было опубликовано
предложение распространить
методику этих расчетов и
на детали машин, с
некоторыми изменениями,
учитывающими специфику
работы машин.
В предложении Ф. П.
Белянки на описывается ряд
весьма существенных для оценки работоспособности деталей
машин предельных состояний, но содержащееся в его
предложении отрицание допускаемых напряжений, под которыми
он понимает прежние нормативные допускаемые напряжения,
применявшиеся раньше в строительстве, для
машиностроителей не имеет того значения, какое оно имело при развитии
методов расчета строительных конструкций.
Передовая машиностроительная мысль уже давно
отказалась от нормативных допускаемых напряжений (см. труды
И. А. Одинга [7], И. В. Подзолова [8] и др.). Кроме того,
одна из важнейших причин, из-за которой применение
допускаемых напряжений в строительстве себя не оправдало,
т. е. целесообразность в некоторых случаях допускать
превышение предела текучести при статических нагрузках,
для расчета подавляющего большинства деталей машин не
Pг-Рпред
Рис. 2. Зависимость напряжений от
нагрузки в статически неопределимой
стержневои системе из упруго-
пластического материала.
имеет значения, потому что при статических нагрузках
в деталях машин не могут быть допущены напряжения
выше предела текучести.
Следует также отметить, что в конечном счете методика
расчета по предельным состояниям, рекомендуемая в «Нормах
и технических условиях проектирования стальных
конструкций» (Н и ТУ 121-55) [26], не находится в противоречии
с расчетами деталей машин по допускаемым напряжениям,
как это принято в машиностроении в настоящее время.
Так, например, согласно вышеупомянутым нормам расчет
болтов, употребляемых в строительстве и ничем не
отличающихся по своему устройству от болтов, применяемых
в машиностроении, рекомендуется производить по следующей
формуле:
где N — расчетная продольная нагрузка;
т — коэффициент условий работы (для болтов,
работающих на растяжение, принимается равным 0,8);
R — расчетное сопротивление (напряжение) растяжению;
FHm — площадь сечения нетто;
RH— нормативное сопротивление (предел текучести);
k — коэффициент однородности, равный 0,9 для сталей,
из которых изготовляются болты.
Расчет по вышеуказанной формуле может быть
представлен теперь в следующем виде:
Пи С1
= 1,25-1,11
где S2 и Sx — соответствующие значениям т и k
коэффициенты дифференциального метода
определения допускаемых напряжений по Одингу [7],
[а] — допускаемое напряжение.
Обращаясь к проблеме обеспечения надежной
работоспособности деталей машин, необходимо уделить большое
внимание изучению влияния на их работоспособность
продолжительности пребывания в рабочем состоянии в
действующей машине с целью предвидения в дальнейшем явлений
утраты со временем аналогичными, новыми деталями своей
первоначальной работоспособности [9].
Известно, что течение времени неразрывно связано
с неотвратимыми процессами старения и износа, поэтому
неизбежна ограниченность во времени всякого индиви-
дуального существования, в том числе существования каждой
машины и ее деталей.
Законы течения износа и утраты деталями машин
работоспособности во времени обнаруживаются более или менее
явно лишь тогда, когда мы изучаем течение не единичных
явлений, а большого числа их, т. е. когда мы изучаем
массовые явления.
Для выявления внутренней связи между массовыми
явлениями утраты деталями машин работоспособности
и законами, которые более или менее точно указывают
направление течения этих явлений во времени, с успехом
используются приемы математической статистики.
Из вышеизложенного можно сделать следующие выводы:
1. Основная особенность методики расчета деталей машин
по предельным состояниям заключается в том, что
работоспособность каждой проектируемой детали машины
рассматривается с точки зрения недопущения ее перехода в рабочем
состоянии через хотя бы одно из так называемых
предельных состояний, за которыми деталь признается недопустимой
для нормального использования.
2. При расчете деталей машин по предельным состояниям
нет принципиальных оснований для отказа как от термина
«допускаемые напряжения», так йот содержащегося в этом
термине существа дела.
3. Развитие методики расчета деталей машин по
предельным состояниям теснейшим образом связано с
использованием приемов математической статистики как для обработки
результатов массовых испытаний свойств 'деталей [машин,
так и для составления надлежащих расчетных прогнозов
о^работоспособности проектируемых деталей в реальной
эксплуатационной обстановке.
Как уже было отмечено, предельных состояний
для каждой разновидности деталей машин может быть
несколько, по разным признакам несоответствия требованиям,
предъявляемым к ее работоспособности, причем целью расчета
деталей машин по предельным состояниям является
получение некоторой гарантии в том, что при заданной нормальной
эксплуатации машины в течение запроектированного
межремонтного срока ее службы ни по одной из ее деталей не
будет превзойдено ни одно из предполагаемых предельных
состояний работоспособности.
Следовательно, чрезвычайно важным является выбор
таких предельных состояний деталей машин, которые имели бы
8
первостепенное значение для надежного использования
большинства наиболее распространенных машин и могли бы
поэтому служить основаниями для расчета работоспособности
и долговечности целого ряда их деталей, причем одна и та
же деталь могла бы быть рассмотрена, как уже было
отмечено, с точки зрения нескольких предельных состояний.
Для выявления, изучения и предвидения явлений утраты
деталями машин работоспособности можно наметить
следующие, наиболее важные для их надежного использования
свойства и соответствующие им признаки предельных
состояний (таблица 1):
а) статическая несущая способность при недостижении
предельных остающихся деформаций под длительным
воздействием рабочих нагрузок, постоянных по величине и
направлению;
б) работоспособность при переменных нагрузках, т. е.
циклическая прочность в течение заданной долговечности
до появления признаков предельных усталостных
разрушений;
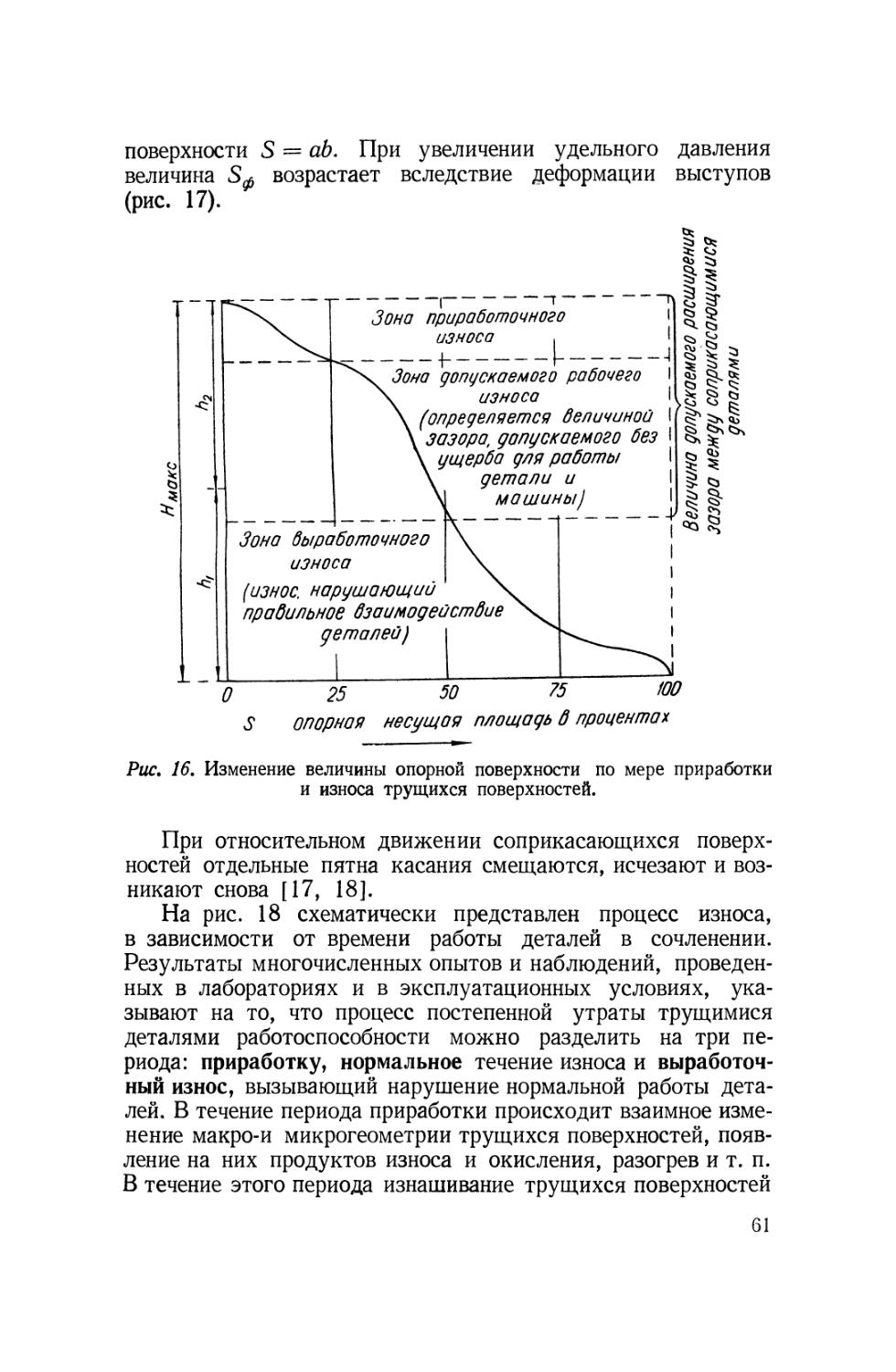
в) работоспособность в течение заданной долговечности
до возникновения таких предельных зазоров между
трущимися поверхностями сопряженных деталей машин, дальнейшее
увеличение которых вызывает полное нарушение правильной
работы всего конструктивного узла;
г) недостижение чрезмерных упругих деформаций, т. е.
надлежащая жесткость, предотвращающая неправильное
взаимодействие сопряженных деталей машин из-за их
податливости под рабочими нагрузками, превышающей
установленное предельное значение.
Известен ряд других видов предельных состояний
работоспособности деталей и узлов машин, помимо перечисленных,
который нами пока что не намечен для подробного
рассмотрения, но не потому, что эти предельные состояния не
заслуживают внимания, а главным образом потому, что
нарушение признаков этих предельных состояний реже
служит причиной для признания деталей машин
несоответствующими предъявляемым к ним требованиям. Кроме того,
следует также отметить, что по некоторым другим видам
предельных состояний работоспособности деталей машин
еще недостаточно накоплено экспериментальных данных,
необходимых для составления соответствующим образом
обобщенных методов расчета.
К таким не учтенным нами пока что предельным состоя-
ниям можно отнести, например, нарушение нормальной
работоспособности деталей и узлов машин вследствие:
наличия или возникновения небаланса и вибрации
вращающихся деталей, чрезмерного рабочего шума, появления
коррозии, недостаточной точности взаимодействия, высокой
рабочей температуры, утраты герметичности и т. п.
Вследствие все повышающихся требований к
производительности проектируемых новых машин при сохранении
и даже уменьшении их веса по сравнению с прежними
моделями значительно повышается напряженность работы
их деталей. Это обстоятельство вызывает необходимость
постепенно уточнять и, следовательно, в известной мере
усложнять методы расчета работоспособности и
долговечности деталей машин, причем это развитие методов расчета
отдельных видов деталей до настоящего времени происходит
без взаимной методической связи, что иногда весьма
существенно затрудняет их использование при практических
расчетах, связанных с решением конкретных задач
проектирования машин.
В связи с вышеизложенным вполне своевременным
является наметить некоторые обобщенные, унифицированные
методы расчета работоспособности деталей машин, в
особенности расчета по тем предельным состояниям, которые
связаны с определением надежной долговечности
проектируемых деталей.
Далее следует отметить, что все повышающаяся
напряженность работы деталей в современных
высокопроизводительных машинах вызывает необходимость уделять большое
внимание организации правильного технического
обслуживания машины в эксплуатационных условиях и в
особенности организации их планово-предупредительных ремонтов.
Между тем правильная организация
планово-предупредительных ремонтов возможна лишь при том условии, если
при прочностном проектировании машины расчет
долговечности изнашивающихся деталей был построен таким образом,
что замена изнашивающихся деталей новыми
предусматривалась через определенные, совмещенные для ряда
изнашивающихся деталей сроки.
Следовательно, при прочностном проектировании каждой
новой машины необходимо исходить из некоторого общего
проектного срока ее службы, который, в свою очередь,
целесообразно разбить на отдельные межремонтные периоды
между капитальными и средними ремонтами. Если далее
10
по этим заранее намеченным межремонтным срокам вести
расчет изнашивающихся деталей машин на долговечность,
то можно рассчитывать на вполне планомерную замену
износившихся деталей новыми или восстановленными во
время очередных планово-предупредительных ремонтов, что
и обеспечит высокую эксплуатационную надежность машины
в течение всего срока ее нормального использования на
производстве.
Следует также отметить, что так как детали машин по
отдельности не применяются, то исследование их
работоспособности и развитие методов их прочностного расчета
необходимо связывать с общими условиями достижения
надежной работоспособности всей машины в целом в течение
определенных запроектированных сроков ее службы.
§ 2. КЛАССИФИКАЦИЯ ДЕТАЛЕЙ МАШИН
ПО ПРИЗНАКАМ РАБОЧЕГО НАЗНАЧЕНИЯ
И УТРАТЫ РАБОТОСПОСОБНОСТИ
Огромный опыт эксплуатации машин указывает на то,
что не существует машин, которые, по мере их
использования, не изнашивались бы и не теряли бы со временем
свою физическую работоспособность из-за выхода из строя
отдельных деталей. Между тем известно, что не все детали
машин в одинаковой мере теряют со временем свою
работоспособность. Те детали, рабочая функция которых состоит
в активном участии в рабочем процессе машины, являются
изнашивающимися и для них с особой остротой возникает
необходимость определения закономерностей утраты ими
работоспособности со временем.
Детали же, которые, в основном, служат для обеспечения
правильного взаимного расположения изнашивающихся
деталей, или детали, основное назначение которых заключается
лишь в приведении изнашивающихся деталей в рабочее
состояние, или же служащие для обеспечения нормальных
условий для работы изнашивающихся деталей, относятся
к малоизнашивающимся, причем в большинстве случаев
при определении работоспособности этих деталей можно
пренебречь их долговечностью.
Следовательно, детали любой современной машины по
признаку рабочего назначения можно подразделить на
следующие три группы: детали активные, т. е. активно
11
участвующие в рабочем процессе машины (группа Л), детали
базовые, т. е. составляющие основу для правильного
взаимного расположения деталей активных (группа -Б),
и детали вспомогательные, служащие для
обеспечения нормальной работы деталей первых двух групп (группа В).
К группе А относятся детали, рабочее назначение
которых заключается или в непосредственной передаче мощности
(валы, детали передач и муфт), или в том, чтобы в опорах
валов воспринимать нагрузки, возникающие во время работы
машины (подшипники скольжения и качения), или в
преобразовании одного вида рабочего движения в другой (детали
кривошипно-шатунных, кулачковых и других механизмов),
или в том, чтобы обеспечить соединение других деталей
при восприятии рабочих нагрузок машины (болты, клиновые
и другие детали соединений), а также детали, служащие
для смягчения резких изменений рабочих нагрузок (пружины,
рессоры и т. п.). Кроме того, к этой группе относится ряд
деталей специального назначения (например, стальные
проволочные канаты, детали грузоподъемных машин и др.).
К деталям группы Б относятся те, которые, как уже
было отмечено, в основном предназначены для обеспечения
правильного взаимного расположения относительно друг
друга деталей групп А и В (станины, корпуса, блоки
цилиндров и т. п.), т. е. корпусные детали.
Детали группы В — это детали вспомогательного
назначения, служащие или для управления машиной (детали рулевых
механизмов, рукоятки, штурвалы, педали, рычаги, тяги
управления и т. п.), или для обеспечения безопасности ее
обслуживания и работы (детали ограничителей высоты
подъема и веса грузов, детали автоматического выключения
машины при перегрузке и аварийных происшествиях, детали
ограждений и т. п.), или же предназначенные для
обеспечения нормальных условий работы деталей групп А я Б
(детали устройств для смазки, охлаждения, предохранения
от пыли и грязи и т. п.).
Следует отметить, что некоторые детали в^соответствии
с их конкретным рабочим назначением могут быть отнесены
к двум и даже ко всем трем группам. Например, детали
соединений (болты, клиновые соединения и др.) могут служить
для соединения деталей всех трех групп, но, в зависимости
от их групповой принадлежности, к надежной
работоспособности их предъявляются требования недостижения различных
предельных состояний.
12
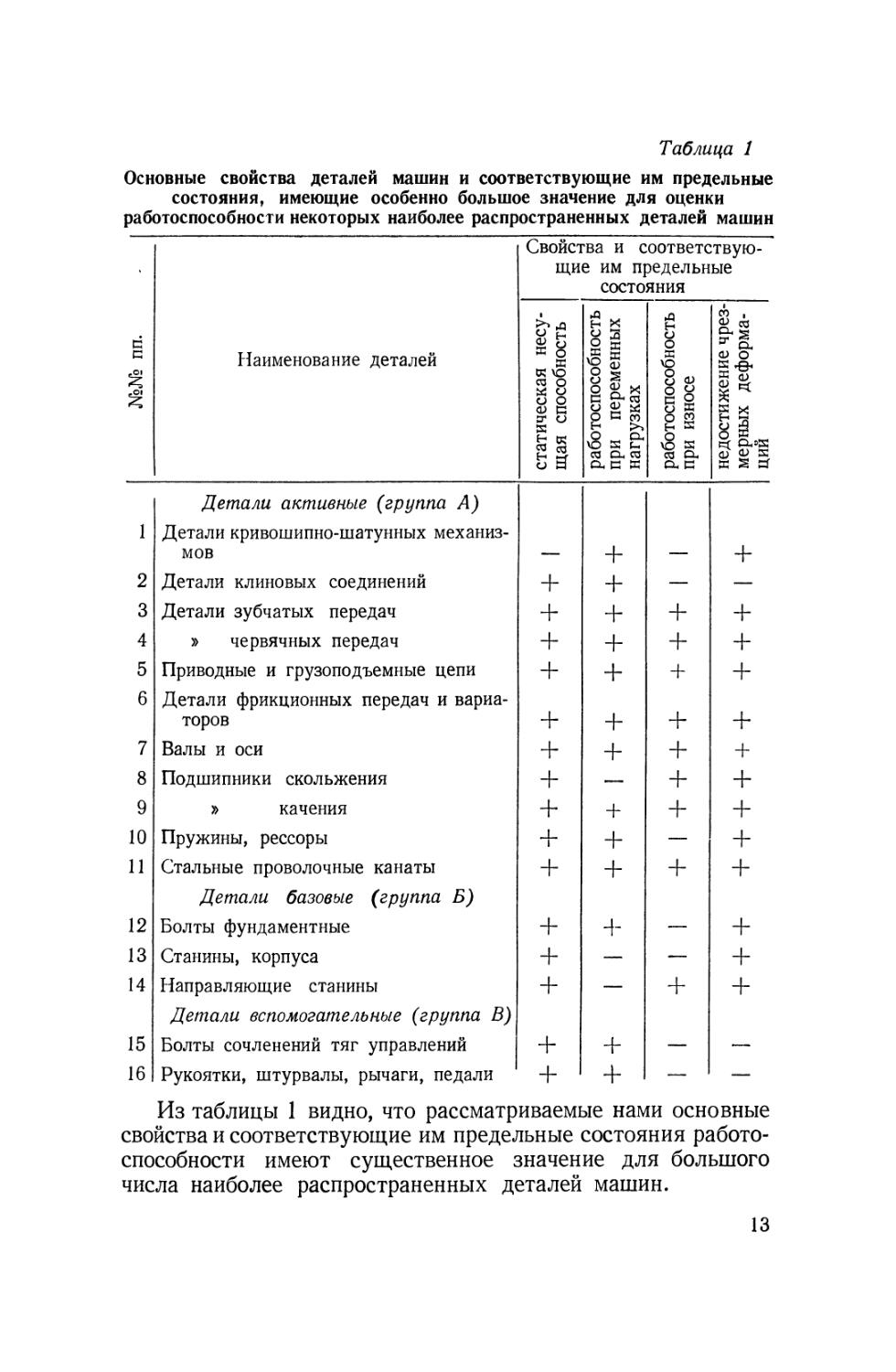
Таблица 1
Основные свойства деталей машин и соответствующие им предельные
состояния, имеющие особенно большое значение для оценки
работоспособности некоторых наиболее распространенных деталей машин
Наименование деталей
Свойства и
соответствующие им предельные
состояния
II
её
vo к
СО Он
CL, С
Z &
10
11
12
13
14
15
16
Детали активные (группа А)
Детали кривошипно-шатунных
механизмов
Детали клиновых соединений
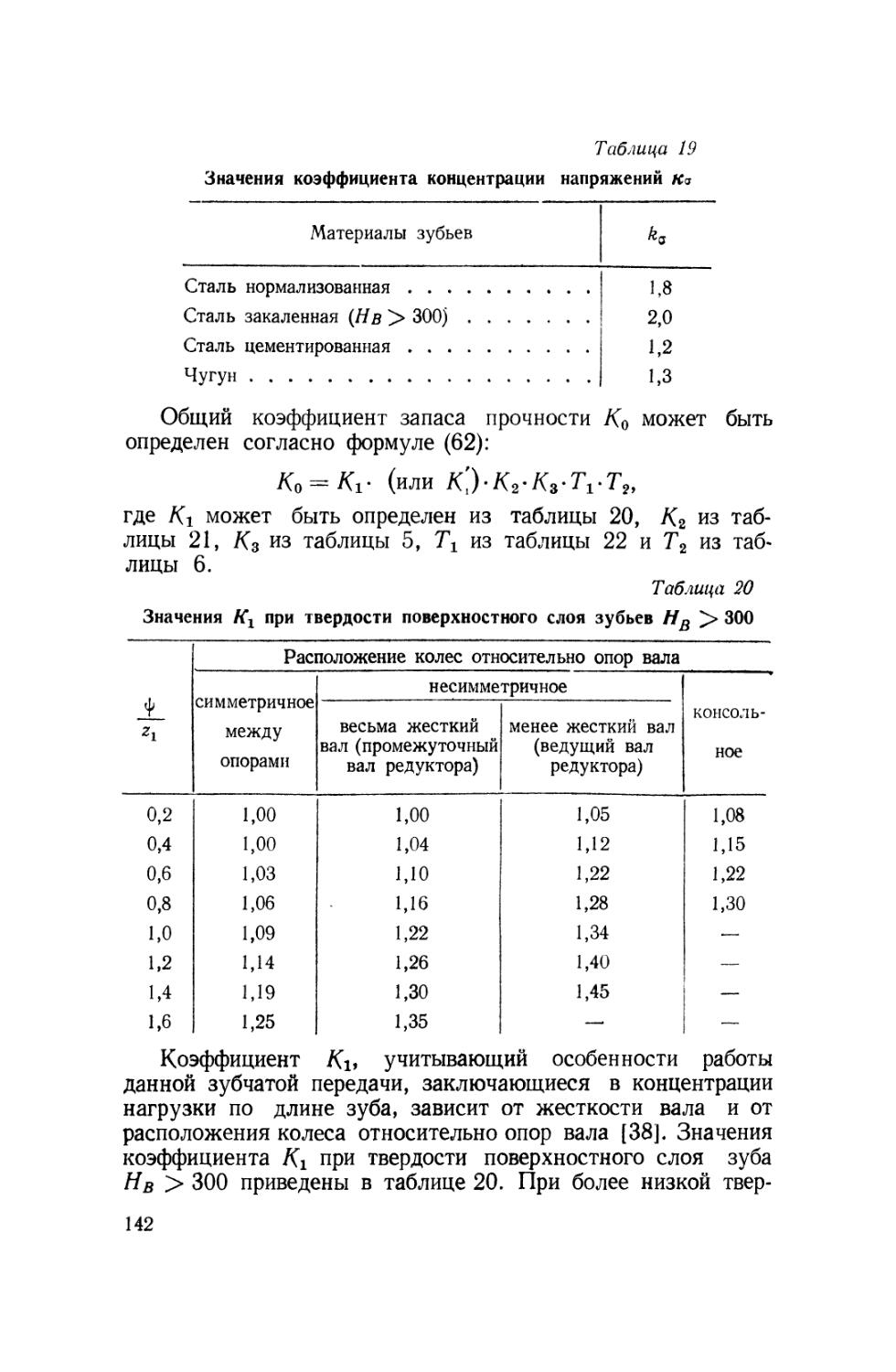
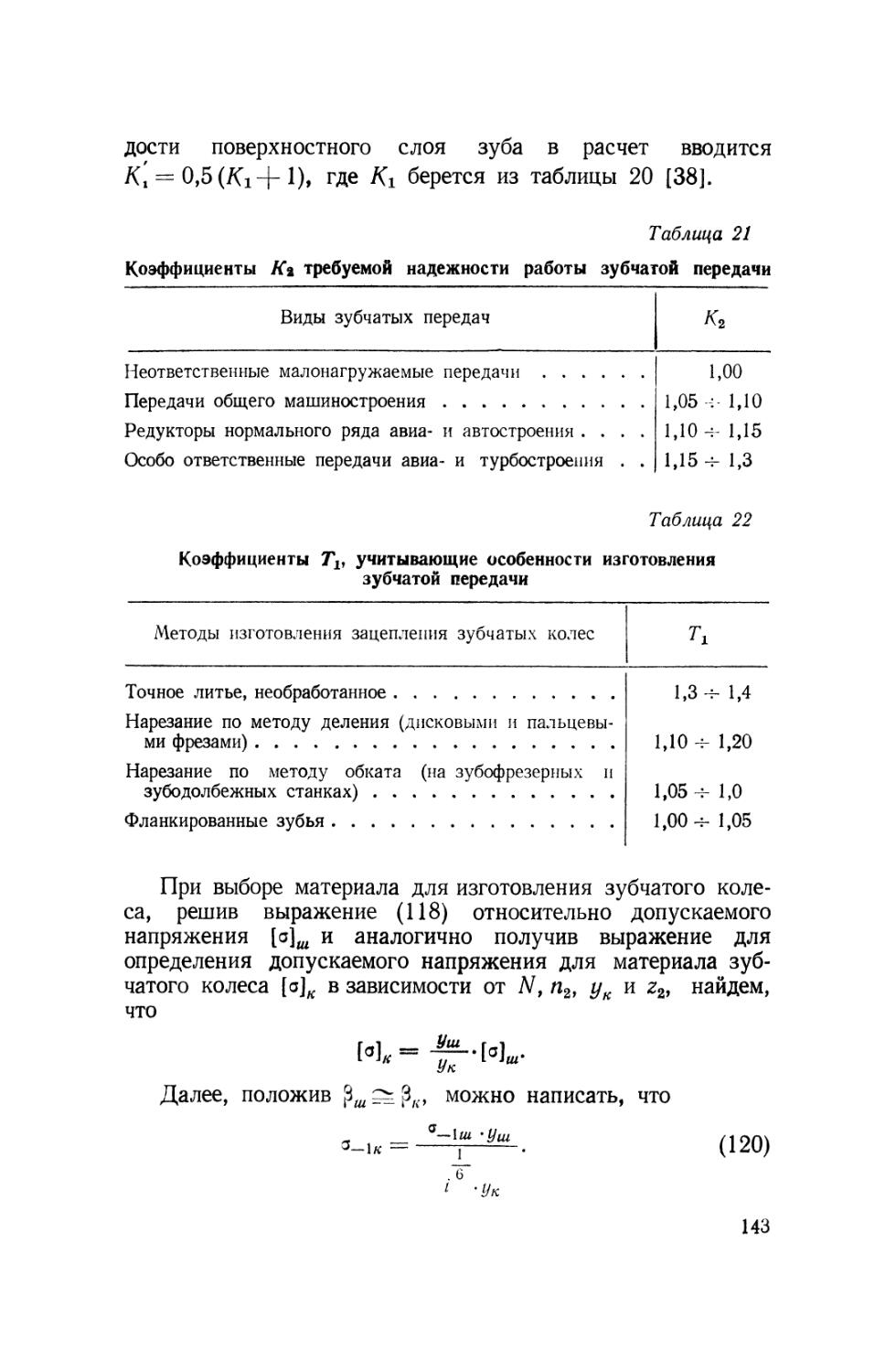
Детали зубчатых передач
» червячных передач
Приводные и грузоподъемные цепи
Детали фрикционных передач и
вариаторов
Валы и оси
Подшипники скольжения
» качения
Пружины, рессоры
Стальные проволочные канаты
Детали базовые (группа Б)
Болты фундаментные
Станины, корпуса
Направляющие станины
Детали вспомогательные (группа В)
Болты сочленений тяг управлений
Рукоятки, штурвалы, рычаги, педали
Из таблицы 1 видно, что рассматриваемые нами основные
свойства и соответствующие им предельные состояния
работоспособности имеют существенное значение для большого
числа наиболее распространенных деталей машин.
13
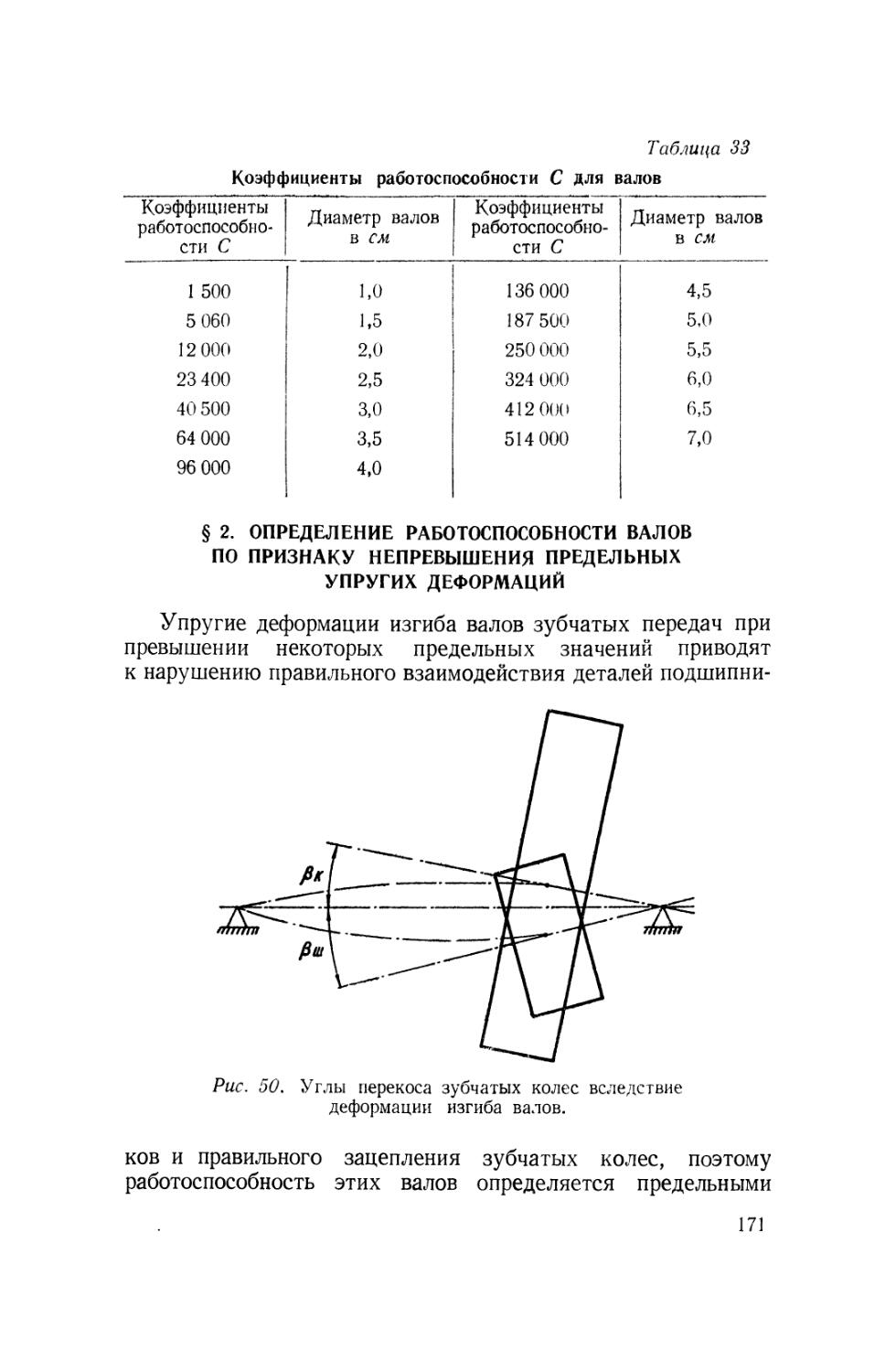
Глава II
ОСНОВНЫЕ ВИДЫ ПРЕДЕЛЬНЫХ СОСТОЯНИЙ
ДЕТАЛЕЙ МАШИН И УСЛОВИЯ ИХ НЕДОСТИЖЕНИЯ
ПРИ НОРМАЛЬНОЙ ЭКСПЛУАТАЦИИ МАШИН
§ 1. СТАТИЧЕСКАЯ НЕСУЩАЯ СПОСОБНОСТЬ ДЕТАЛЕЙ
МАШИН ПРИ НЕДОСТИЖЕНИИ ОСТАЮЩИХСЯ ДЕФОРМАЦИЙ
Металлы, используемые в машиностроении для
изготовления деталей машин, представляют собой так называемые
поликристаллические материалы, т. е. материалы, состоящие
из множества связанных между собой отдельных
кристаллитов, или, как их еще называют, зерен.
При восприятии деталью машины рабочей нагрузки
и возникновении вследствие этого некоторой ее деформации
в ней появляются сдвиги как по границам отдельных зерен,
так и по их сечению, т. е. в металле возникают
внутренние смещения отдельных частиц относительно друг друга
и соответствующие им явления внутреннего трения.
Так как зерна реального металла неодинаковы по
размерам, форме и пространственной ориентировке относительно
друг друга, то эти неизбежные так называемые
«несовершенства» кристаллического строения металла являются
причиной того, что упругие и пластические деформации
возникают и развиваются не сразу во всем его объеме, а
начинаются в его отдельных относительно наиболее слабых
зернах.
С повышением напряженного состояния металла число
отдельных внутренних сдвигов в нем возрастает, причем,
в конце концов, в металле возникают остающиеся
пластические деформации, изменяется структура и появляются
вытянутые зерна.
Под предельным состоянием по остающимся деформациям
следует понимать такое напряженное состояние материала
детали машины, при котором она даже после небольшого
дальнейшего повышения воспринимаемой ею нагрузки
настолько теряет свою первоначальную правильную форму
вследствие появления в ней значительных остающихся
14
деформаций, что не может уже больше правильно
взаимодействовать с другими сопряженными деталями, т. е.
полностью теряет свою нормальную работоспособность.
Остающиеся деформации в этих случаях возникают
из-за того, что напряжения в наиболее опасном сечении
детали превзошли предел текучести материала, из которого
она изготовлена.
Если деталь изготовлена из хрупкого материала (чугун,
закаленная сталь и т. п.), то вместо появления в ней
остающихся деформаций наступает ее разрушение, т. е. поломка.
Из вышеизложенного вытекает, что во избежание
появления в детали машины значительных остающихся
деформаций при длительном воздействии нагрузки необходимо расчет
производить по наибольшей возможной и допустимой
при нормальной эксплуатации машины статической нагрузке
или перегрузке.
Необходимость обеспечения недостижения остающихся
деформаций при статических нагрузках имеет особенно
большое значение для деталей тех узлов, которые оказываются
нагруженными и после прекращения рабочего движения их
взаимодействующих частей (к таковым относятся детали
грузоподъемных машин, на которые непосредственно
воздействует груз, причем не только в период подъема, но
и в то время, когда он продолжает оставаться в
приподнятом положении на грузоподъемной машине, детали
груженых транспортных машин после прекращения их
движения и др.).
При появлении в этих условиях даже небольших
остающихся деформаций деталей машин (за исключением тех
деталей, рабочая функция которых заключается в
смягчении ударов и гашении колебаний машин за счет своих упругих
свойств, т. е. за исключением пружин, рессор и т. п.) их
правильное взаимодействие с другими сопряженными
деталями при возобновлении работы машины нарушается и
машина выходит из строя.
Следовательно, во избежание остающихся пластических
деформаций, лишающих деталь ее нормальной
работоспособности, напряженное состояние материала, из которого
она изготовлена, при статической нагрузке не должно
превысить напряжения, которое определяется в качестве
предела текучести.
Действительное напряженное состояние материала де-
15
талей машин может быть весьма разнообразным, причем
в некоторых случаях оно может носить так называемый
плоский характер, т. е. состоять из двух главных
напряжений, а в других случаях оно может быть объемным, т. е.
материал может быть напряженным по трем
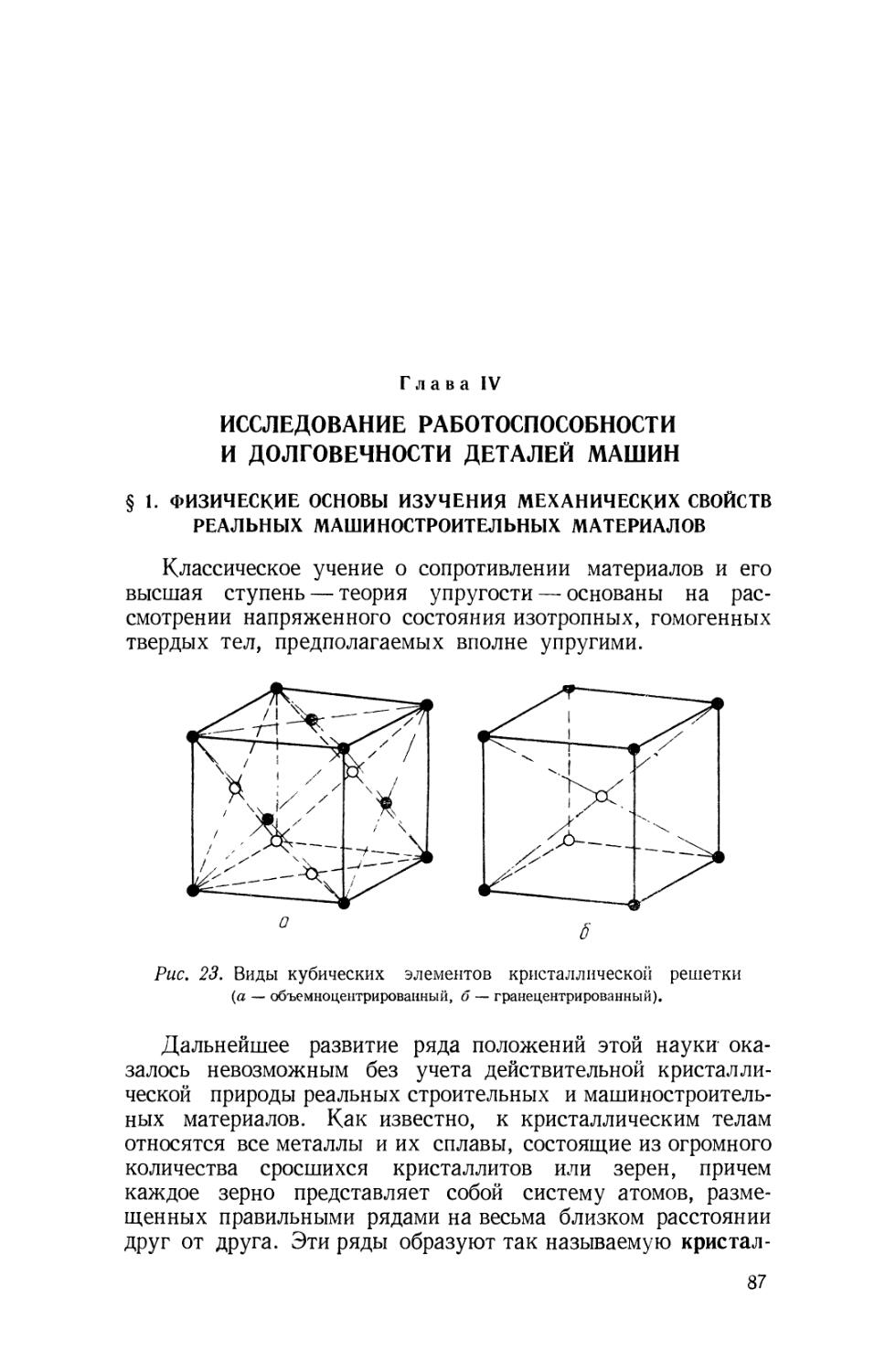
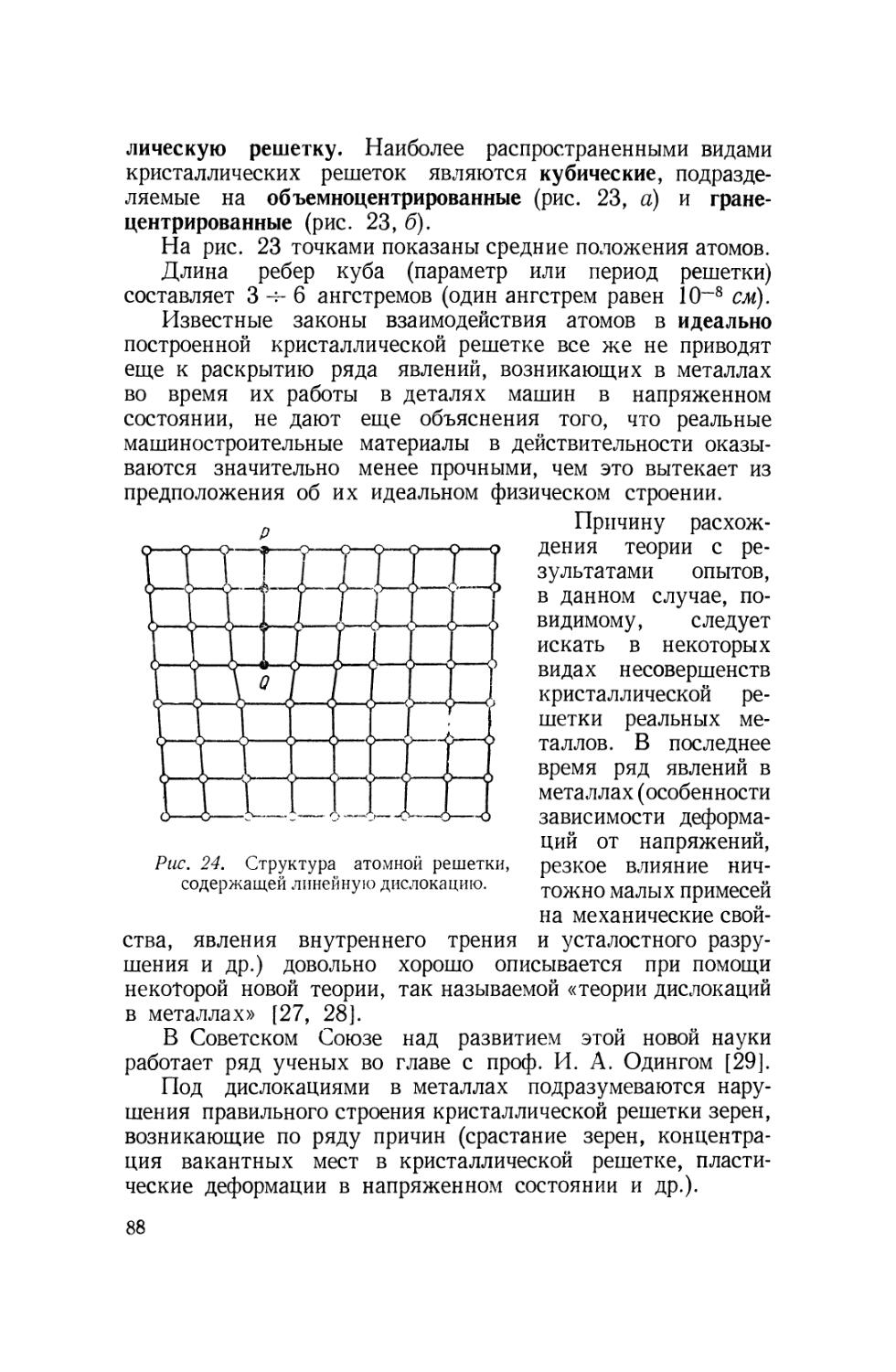
взаимно-перпендикулярным осям (рис. 3), или, иначе говоря, может
состоять из трех главных напряжений. В этом случае для
сравнения объемного напряженного состояния материала
деталей с пределом текучести при одноосном напряженном
состоянии, указываемом во всех справочниках в качестве
одной из основных характеристик механических свойств
металла, необходимо воспользоваться некоторой теорией
прочности, которая позволила бы действительное сложное
напряженное состояние материала детали привести к
эквивалентному одноосному.
Известен ряд теорий прочности, причем в последнее
время наибольшее распространение получила так называемая
теория постоянства энергии формоизменения (теория Губера-
Мизеса-Генки), которую иногда называют также
«четвертой теорией прочности».
Сущность этой теории
[10, 11] заключается в
предположении, что
количество потенциальной
энергии Uo, накопленное
элементарным объемом
материала, который
доведен до состояния
текучести, одно и то же
как в случае одноосного,
так и в случае сложного
напряженного состояния.
Количество
потенциальной энергии
деформации, накопленное
элементарным объемом,
может быть определено
следующим образом.
Представим себе, что рассматриваемый нами
элементарный объем является кубом, каждое ребро которого равно
единице длины (например, равно одному сантиметру),
причем по граням этого куба действуют главные
напряжения оъ а2 и а3, где ах >о2>о3> 0.
б2/
/У
Рис. 3. Объемное состояние
напряженности элементарного объема материала.
16
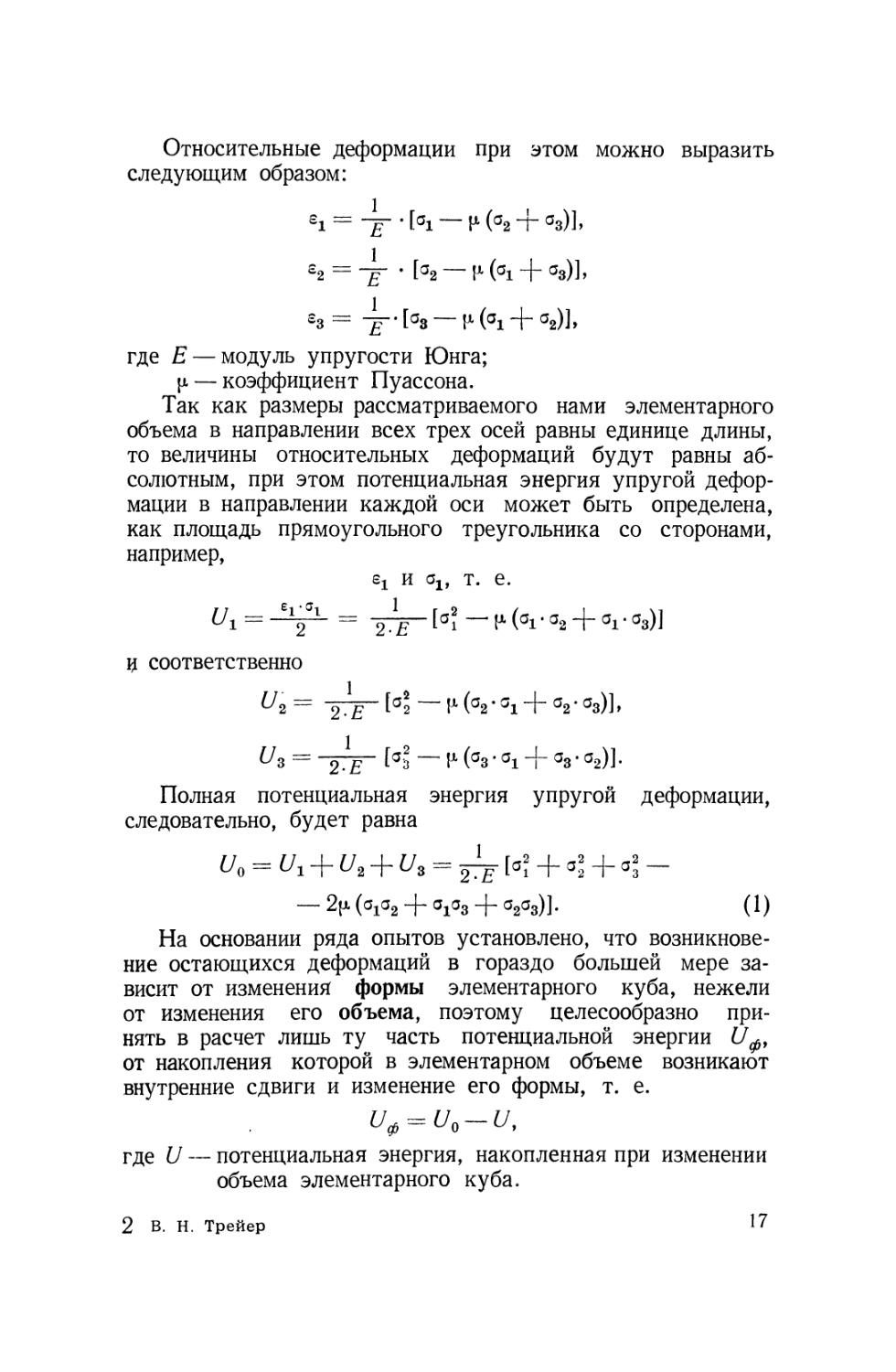
Относительные деформации при этом можно выразить
следующим образом:
£3 = -£-*[аЗ — Ка1+а2)]>
где £— модуль упругости Юнга;
ji. — коэффициент Пуассона.
Так как размеры рассматриваемого нами элементарного
объема в направлении всех трех осей равны единице длины,
то величины относительных деформаций будут равны
абсолютным, при этом потенциальная энергия упругой
деформации в направлении каждой оси может быть определена,
как площадь прямоугольного треугольника со сторонами,
например,
ег и alt т. е.
соответственно
Полная потенциальная энергия упругой деформации,
следовательно, будет равна
— 2р. (аха2 -f <зго3 + а2а3)]. (1)
На основании ряда опытов установлено, что
возникновение остающихся деформаций в гораздо большей мере
зависит от изменения формы элементарного куба, нежели
от изменения его объема, поэтому целесообразно
принять в расчет лишь ту часть потенциальной энергии £/^,
от накопления которой в элементарном объеме возникают
внутренние сдвиги и изменение его формы, т. е.
иф = и0-и,
где U — потенциальная энергия, накопленная при изменении
объема элементарного куба.
2 В. Н. Трейер 17
Введем в наш расчет некоторое среднее напряжение
Объемная деформация элементарного объема при этом
будет равна
£ = £i + Н + £з = -£" bi + °2 + °з — 2fi(°i + а2 + о3)] =
_ 3-с(1 —
— Е
Отсюда найдем, что
(/ = ^1 = о= Ц_(а1 + а2 + Оз). (2)
Далее найдем, пользуясь выражениями (1) и (2), что
(а2 - а3)^].
- [(ах - а2) + (ах о3) + (а2
Для одноосного напряженного состояния
,, __ (1 + I*) а?
^*- ~3£ '
причем при достижении предела текучести
Следовательно, эквивалентное приведенное одноосное
напряжение
^К)2+()2+()2
= К о? + °2 + ^ — ^ — а^з — а2а3 . (3)
Согласно правилам, принятым при использовании
общеизвестных теорий прочности, следует учитывать как
величину, так и знак каждого главного напряжения, т. е.
напряжение растяжения располагается соответственно своим
абсолютным величинам в следующем порядке:
+ <?!>-)-О2>+33>0.
Если же, например, все главные напряжения о^, ау и а2
являются напряжениями сжатия, то при абсолютных
величинах напряжений — о2 > — оу > — ох располагаются он
в следующем порядке:
О > — ог > — а2 > — о3,
18
причем
аЗ =
^3
В случае напряженного состояния в плоскости, полагая
а3 = 0, выражение (3) принимает следующий вид:
°' — V а? —
Например, в случае совместного действия изгиба и
кручения, обозначив напряжения от изгиба через ох, а
напряжения от кручения через х, имеем:
Подставив полученные значения о1 и а2 в выражение
для определения а', получим:
Остающиеся деформации могут, однако, появиться в
детали машины и при напряжениях, не превышающих предела
текучести материала при одноосном напряженном состоянии,
но при длительном воздействии этих напряжений.
С точки зрения перспектив развития расчета
работоспособности таких деталей машин, которые в течение
длительного времени находятся в напряженном состоянии (в
особенности при повышенных температурах), представляется
необходимым считаться с явлением ползучести (криппа),
которое выражается в том, что в этих деталях появляются
и нарастают со временем остающиеся деформации.
Обычно течение явления ползучести подразделяют на
два следующих периода — неустановившейся и
установившейся скорости ползучести.
Первый период характеризуется сравнительно быстрым
и неравномерным по времени нарастанием пластических
деформаций, причем продолжительность этого периода
уменьшается с повышением рабочей температуры и
напряженного состояния материала детали машины.
Второй период характеризуется дальнейшим равномерным
нарастанием пластических деформаций при тех же условиях
напряженного состояния материала. В случае повышения
температуры и напряженного состояния в течение второго
9* 19
периода скорость нарастания пластических деформаций также
повысится.
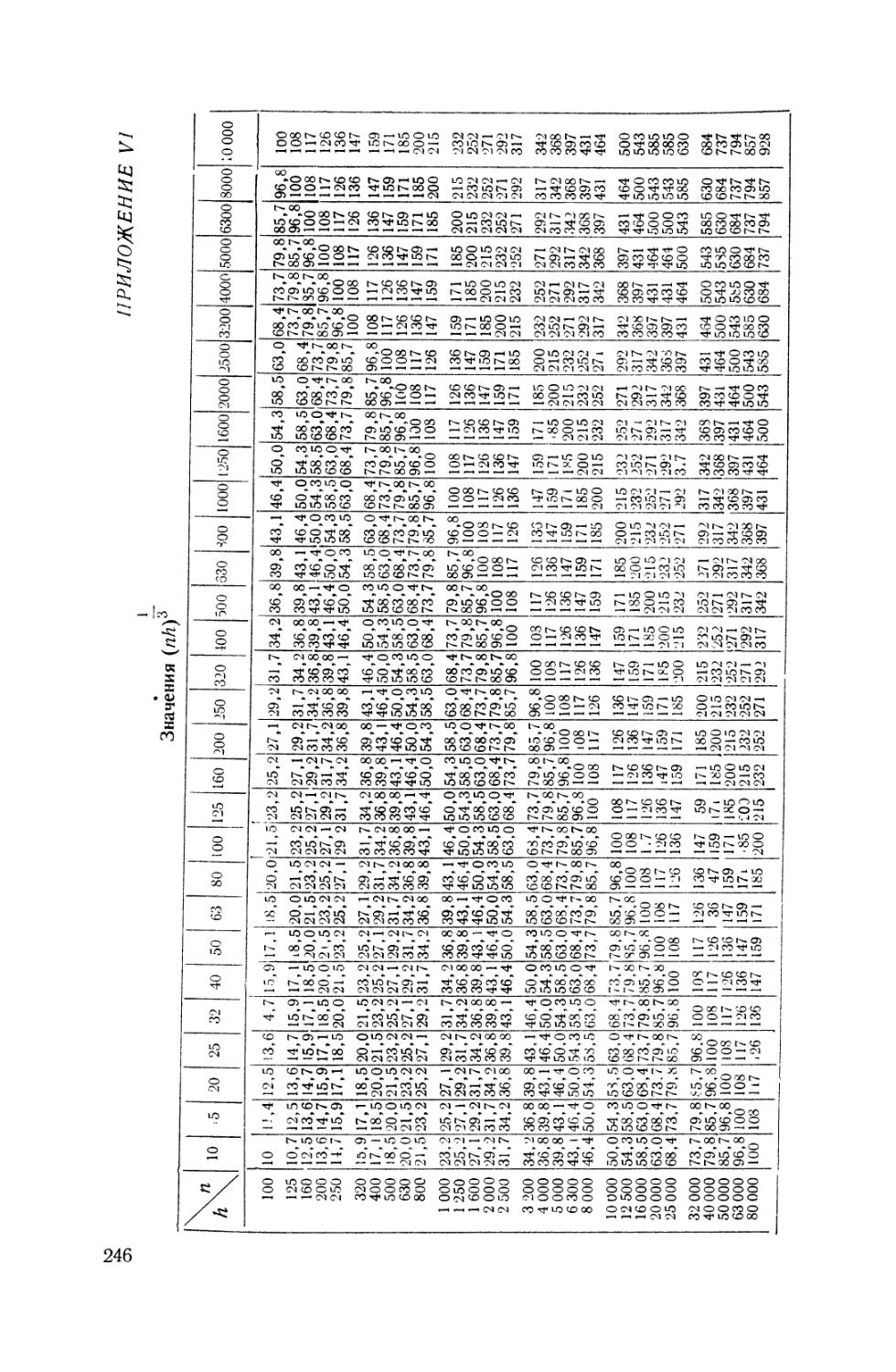
В общем виде величина остающихся деформаций г0
вследствие ползучести при приближенных расчетах может
быть определена при помощи следующего выражения:
где а — расчетное напряжение;
а и п — величины, зависящие от свойств материала
и температуры и определяемые
экспериментально;
h — время, в течение которого протекала
установившаяся скорость ползучести;
hQ —время, в течение которого общая деформация
ползучести за период неустановившейся скорости
ее нарастания была бы достигнута при условии
установившейся скорости ползучести.
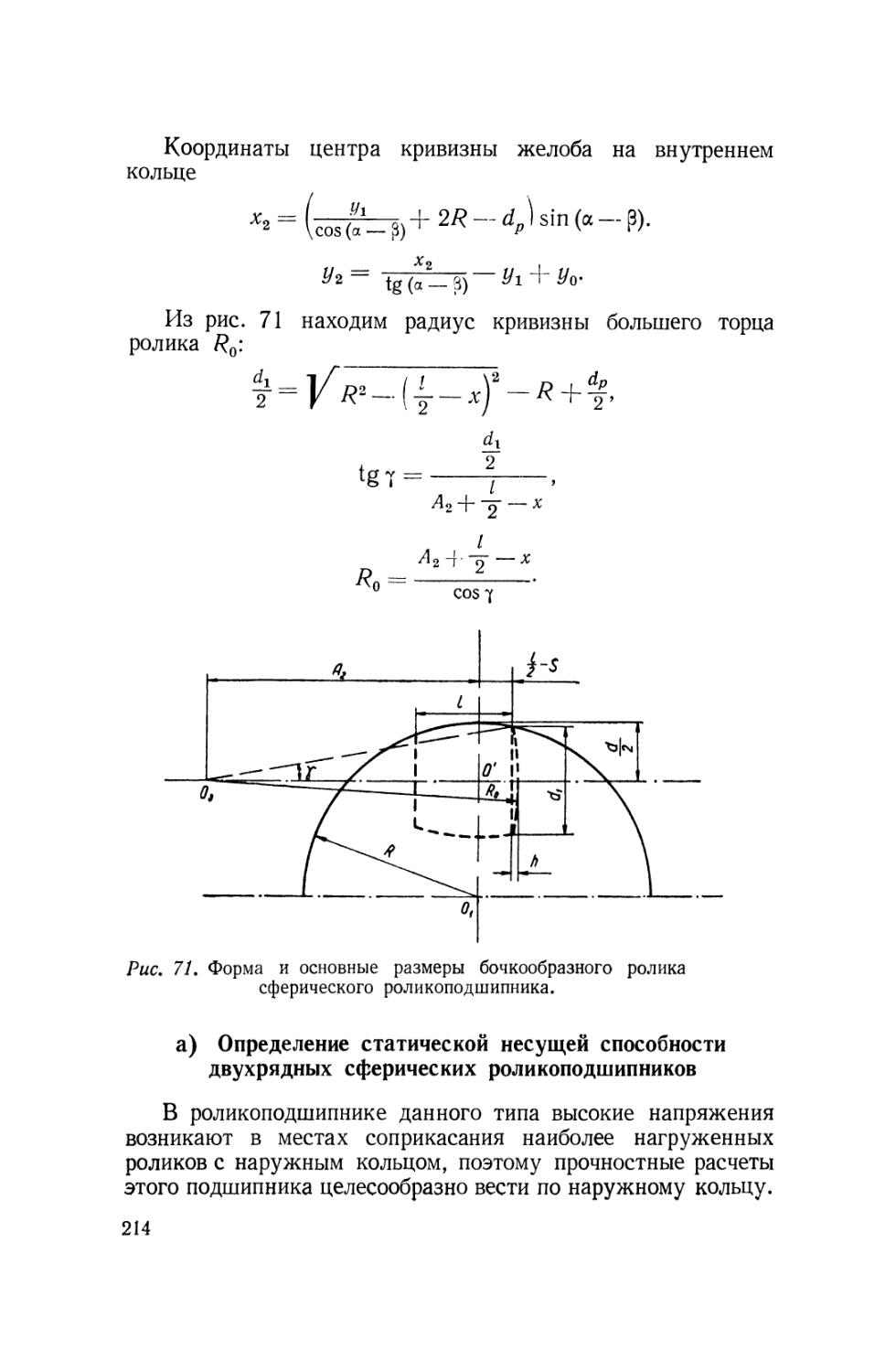
а) Определение статической несущей способности деталей
машин по напряжениям, возникающим в их наиболее
напряженных сечениях
Определение статической несущей способности деталей
машин по напряжениям, возникающим в их наиболее
напряженных сечениях, заключается в выборе такого
материала и таких размеров этих сечений, при которых под
действием рабочих нагрузок, с учетом некоторой возможной
перегрузки, в деталях не возникнут остающиеся деформации.
В общем виде расчетная формула при напряжениях
растяжения и сжатия может быть представлена следующим
образом:
P^F.[°] = F°L^; (4)
Ао
при сдвиге
P<FW=fVJ (5)
А0
при изгибе
M^Wlo^Wl^H; (6)
АО
при кручении
Ml<p^Wo[z] = Wol^t (7)
Ао
20
щд
W и Wo — соответственно
сопротивления
где [а] и [т] — допускаемые напряжения;
F — площадь сечения;
моменты
при изгибе и кручении;
k — коэффициент, учитывающий изменчивость
предела текучести, которая возникает
вследствие неоднородности материала;
Ко — общий коэффициент запаса прочности,
учитывающий ряд особенностей устройства,
условий работы и назначения детали;
определяется при помощи выражения (62).
Как уже было отмечено в начале данной главы, для
металлов, используемых в машиностроении и имеющих кри-
J
/
/
h
1
А
—т\
\ \
\
\
и
\
ч
•
г
*2Г 23 25 27 29 3! 33 35 37 39
Предел текучести бТ в *г/мм *
Рис, 4. Статистические кривые распределения пределов текучести для
стали марки Ст. 3 (на основании результатов испытаний 6 000 образцов).
сталлическое строение, характерна некоторая
неоднородность строения, причем эта неоднородность является
причиной изменчивости механических свойств различных объектов
испытания, изготовленных из металла одной и той же
марки.
Так, например, на основании многочисленных опытов по
определению предела текучести для сталей выяснилось, что
опытные значения предела текучести подвержены некоторой
изменчивости, подчиняясь закону нормального распределения,
причем
k^T(cp)~*\ (8)
21
где а — некоторое положительное число, принимаемое
обычно равным 3;
а — стандарт нормального распределения;
аг — предел текучести, принятый для данной марки
стали в документах, определяющих ее
механические свойства;
аг(ср) — среднее арифметическое значение предела
текучести, полученное на основании результатов
многочисленных опытов.
Так, если, например, [12] для стали марки Ст. 3 (рис. 4)
от = 22 кг/мм2, о = 3 кг/мм2 и оГ(с } = 30 кг/мм2,
то, следовательно, для этой стали
, 30 — 3-3 п ог;
k = —22 =0,95.
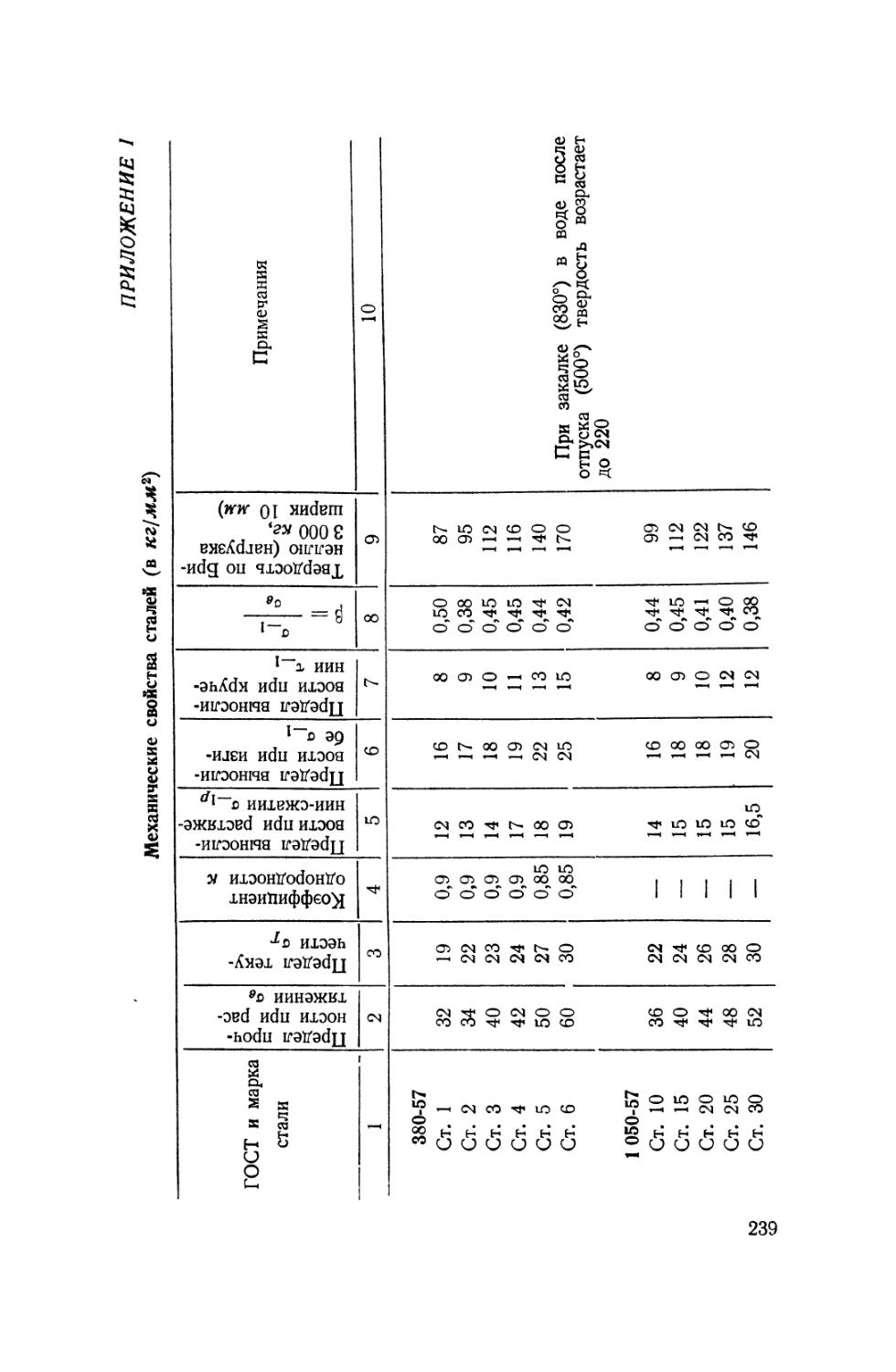
Значения k для сталей различных марок приведены
в приложении I.
б) Определение статической несущей способности
деталей машин при контактных напряжениях
Взаимодействие ряда деталей машин может происходить
при неподвижном соприкасании их поверхностей, т. е. при
их контакте под статическими рабочими нагрузками,
поэтому для расчета несущей способности этих деталей
необходимо определение предельных контактных напряжений
и предельных упругих деформаций во избежание
возникновения таких пластических деформаций, которые могут
воспрепятствовать дальнейшему использованию деталей,
например, при возобновлении относительного перемещения.
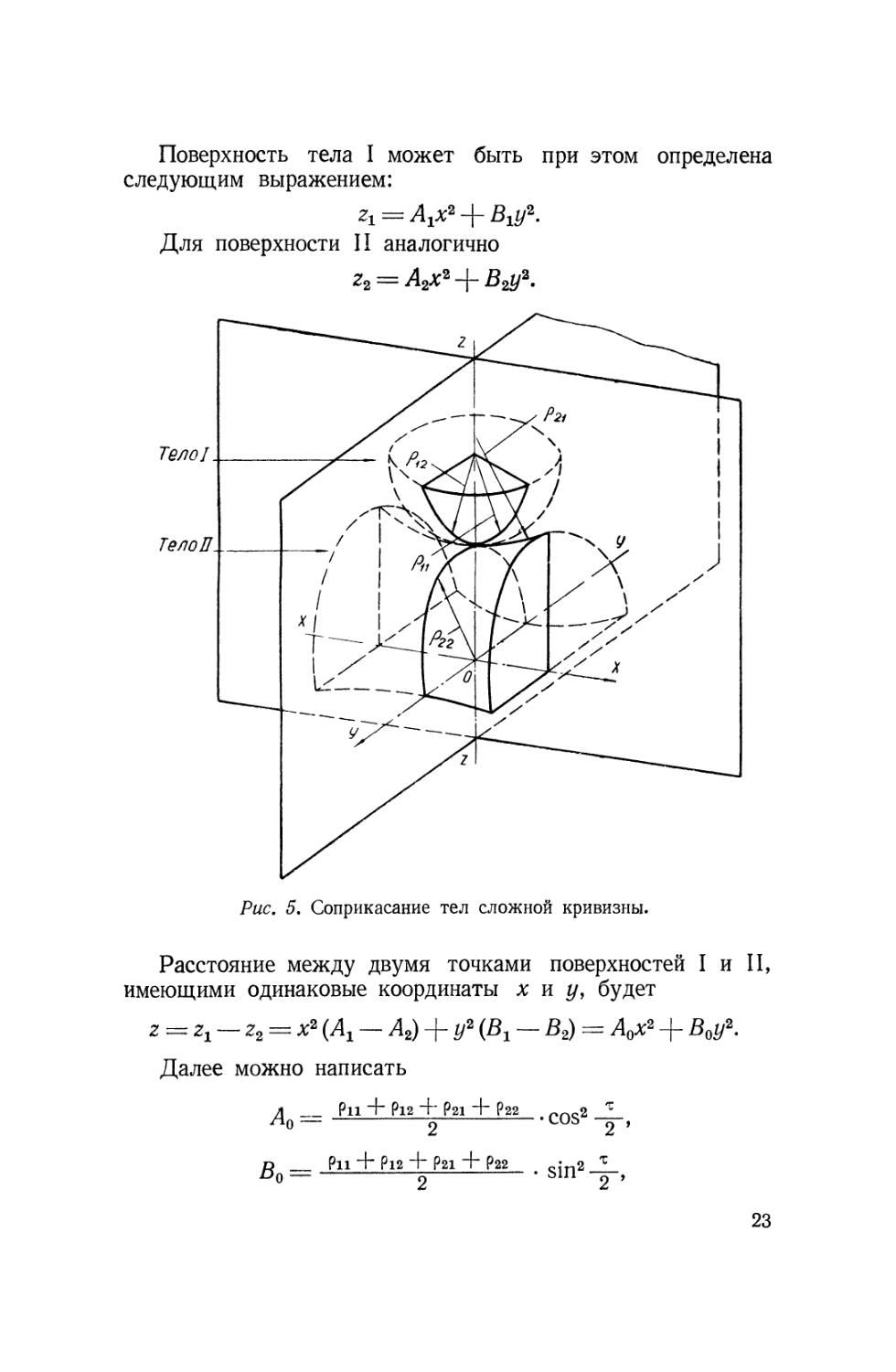
Представим себе [13] два тела I и II, ограниченные
поверхностями второго порядка (рис. 5), приведенными
в соприкосновение и соприкасающимися в одной
математической точке. Общей нормалью к соприкасающимся
поверхностям, проходящей через точку их соприкасания, будет
ось zz, причем положим, что в этой точке находится
начало пространственной прямоугольной системы координат
с совмещенными осями обеих поверхностей zz, хх и уу.
Представим себе также плоскость при 2 — 0,
проходящую через точку соприкасания рассматриваемых тел.
22
Поверхность тела I может быть при этом определена
следующим выражением:
Для поверхности II аналогично
Тело!
Тело П..
Рис. 5. Соприкасание тел сложной кривизны.
Расстояние между двумя точками поверхностей I и II,
имеющими одинаковые координаты х и у, будет
= Аох* + Воу*.
Далее
— Z2 — X
можно
д
0
fin
2 (А —
Л2)-\-1
написать
Pu-f
Р11 +
' Pl2 + Р2
2
Pl2 + P21
2
! +
+ Р
Р22
22
•COS'2
2 '
23
где pu, р12, р21, и р22 — кривизны (т. е. величины, обратные
радиусам кривизны) тел I и II
в двух взаимно-перпендикулярных
плоскостях;
т — вспомогательный угол, который
может быть определен при помощи
следующего соотношения;
COS Т = — -т-^-н = /", /12, /21,Г/22. (9)
А + В pu + Pi2 + Ы + Р22
В общем случае соприкасания тел I и II под
нагрузкой Р в местах соприкасания образуется эллиптическая
площадка соприкасания с полуосями а и Ь, которые, согласно
контактной теории упругости Герца, определяются
следующими выражениями:
•р:
2,73- Р
(Pll + Pl2 + P21 + Р22) '
2,73 -Р
(10)
(Рн + Р12 + Р21 + Р22) Е ' { '
где Р — нагрузка, под которой происходит соприкасание
тел I и II;
Е — приведенный модуль упругости = £ ^_2Е ;
[а и v — вспомогательные величины, определяемые при
помощи таблицы 2.
Таблица 2
Таблица значений величин р и ч, в зависимости от т
90°
1,000
1,000
80°
1,128
0,893
70°
1,284
0,802
60°
1,486
0,717
50°
1,754
0,641
40°
2,136
0,567
30°
2,731
0,493
20°
3,778
0,408
10°
6,612
0,319
0°
оо
0
Следует отметить, что в выражения (9), (10) и (11)
значения pn, p12, p2i, p22 вводятся с положительными знаками,
если центры кривизны находятся внутри тела, и с
отрицательными знаками, если их центры кривизны располагаются
вне рассматриваемого тела. Например, кривизны тел
качения в подшипниках качения будут положительными, а кри-
24
визны желобов, по которым они катятся по кольцам, будут
отрицательными.
Для определения удельного давления р0 в центре
площадки соприкасания сначала определим среднее удельное
давление
_ Р
^СР nab
Равномерно распределенное по площадке соприкасания
р можно теперь представить себе в виде эллиптического
цилиндра, основанием которого служит данная
эллиптическая площадка соприкасания, а высотой h = рср.
По Герцу, распределение давления по площадке
соприкасания может быть представлено в виде полуэллипсоида
(рис. 5 и 6), построенного на эллиптической площадке
соприкасания, как на основании. Если третью полуось
с этого эллипсоида взять в том же масштабе, как и рср,
то, принимая, что р0 = с, получим
2
б/пах
Рис. 6. Эллипсоид распределения удельных давлений по
эллиптической площадке соприкасания.
Решая это выражение относительно г, т. е. р0, найдем,
что
с= ~y h,
25
или
Подставив в это выражение формулы (10) и (11), получим
V [(Pu + Pl2 + ы + Ы) Е?Р .
Ро =
(12)
Величина сближения 8 недеформированных частей
соприкасающихся тел по Герцу может быть определена
следующим образом:
§=0,869 А.У,
где J = f (&), причем k = — .
Эллиптический интеграл 1-го рода J может быть взят
из таблицы эллиптических интегралов (см., например,
«Справочник машиностроителя» том 1, Машгиз, 1950, стр. 58)
или непосредственно в зависимости от отношения полуосей
эллиптической площадки соприкасания (см. таблицу 3).
Таблица 3
Эллиптические интегралы первого рода
ь
1,00
0,95
0,90
0,85
0,80
0,75
0,70
0,65
0,60
0,55
0,50
J
1,5708
1,6114
1,6547
1,7009
1,7508
1,8046
1,8627
1,9262
1,9954
2,0719
2,1565
b
0,45
0,40
0,35
0,30
0,25
0,20
0,15
0,10
0,05
0,00
J
2,2515
2,3593
2,4835
2,6286
2,8015
3,0174
3,2973
3,6999
4,3926
26
В общем виде величина сближения 8 при соприкасании
тел сложной кривизны может быть определена следующим
образом:
з" о-
fx-2,73 -E
В случае соприкасания цилиндрических тел
где v0 — величина, зависящая от упругих свойств
материалов и кривизны поверхностей соприкасающихся тел;
Р — нагрузка, приходящаяся на единицу длины общей
образующей соприкасающихся цилиндров.
Для того чтобы вычислить главные напряжения
объемного состояния напряженности элементарного объема
материала, расположенного в центре эллиптической площадки
соприкасания, воспользуемся следующими уравнениями Герца
для определения упругих деформаций и, v и w,
возникающих соответственно по осям хх, уу, и zz:
дх^ а(а
ду —
f
dw /
3-P(m+ l)(m—2)
2кЕт2
где т — обратная величина коэффициента Пуассона — — •
Согласно известным правилам теории упругости,
тЕ ( ди , zv
т+1 \дх
тЕ
°У т + 1 V ду
_ тЕ
0*~"~т~+1
ди , dv
27
Подставив в выражения (17), (18) и (19) уравнения (14)
(15) и (16), получим:
тЕ
т+ 1
/
+
6) ' a6(m—2)
1-
J
mEf | и j_ * ] ^20)
\)ab\a
mEf ( a
Ь ' m~^2)'
m
(21)
Для того чтобы иметь возможность сравнивать
объемное напряженное состояние материала контактирующих
деталей в центре площадки соприкасания с
соответствующим линейным состоянием напряженности материала
каждой детали, воспользуемся, как и в предыдущих
рассуждениях, четвертой теорией прочности.
В рассматриваемом нами случае все главные
напряжения являются напряжениями сжатия, причем очевидно,
что —о2 > — оу > — а х.
Следовательно,
(23)
(24)
_0,= _0, = -Л1.^2-, (25)
где м = mEf
(от + \)ab '
При подстановке выражений (23), (24) и (25) в формулу
(3) эквивалентное приведенное одноосное напряжение
определится следующим образом:
, М ./
°' = 7T+bV a2~ab+b2
___ 3P(m — 2)
""" 2nabm У (a + b)'3 '
Если положить — = — = 6% то
a \x
т — 2 . / 1 т ь- „ (9(л\
28
Следовательно, для обеспечения надежной несущей
способности контактирующих деталей, имеющих сложную
кривизну соприкасающихся поверхностей, необходимо,
чтобы было соблюдено следующее условие:
где /Со — общий коэффициент запаса прочности.
В случае соприкасания под нагрузкой цилиндрических
тел по образующим большая полуось эллиптической
площадки соприкасания становится бесконечно большой, причем
другая полуось 6, т. е. половина ширины полоски
соприкасания, по Герцу определится следующим образом:
(28)
где R± и R2 — радиусы кривизны первого и второго
цилиндров;
Р' — нагрузка, под которой происходит
соприкасание цилиндров;
/ — длина общей образующей соприкасающихся
цилиндров.
При соприкасании цилиндров по общей образующей
площадка соприкасания может быть принята за
прямоугольник со сторонами 26 и 1, т. е. площадь этого
прямоугольника будет равна 26.
Представив себе объемаую эпюру распределения
удельных давлений по прямоугольной площадке соприкасания
в виде некоторого полуцилиндра и если р0 (т. е. удельное
давление посередине площадки соприкасания) в масштабе
эпюры принять равным Ь, то объем этого полуцилиндра
ТС-/)2
составит -тр.
Среднее удельное давление рср определится из условия
равенства объема полуцилиндра объему параллелепипеда,
построенного на данной площадке соприкасания, как на
основании, и имеющего высоту pcPt следующим образом:
у- - 2bpcPt
откуда
Hep — 4 >
29
или
b = po= 1,272-pep.
Далее, пользуясь выражением (28), получим:
где
R R
= R
np
приведенный радиус кривизны.
Для того чтобы определить объемное напряженное
состояние материала по середине прямоугольной площадки
соприкасания, можно воспользоваться выражениями (14),
(15) и (16), полагая, что полуось а бесконечно велика.
В этом случае, однако, пришлось бы и Р полагать
бесконечно большой величиной, что привело бы к
неопределенной форме оо : оо. Между тем для соприкасания
цилиндрических тел конечной длины / принято следующее
соотношение:
Тогда выражения (14), (15) и (16) можно привести
к следующему виду:
£-<>.
dv __ 2Р'
ду ~~
dw _ 2Pf(m+\){m —
dz ~
—2)
Так как главные напряжения определяются выражениями
(17), (18) и (19), то, произведя соответствующие
подстановки, получим:
4Р'
ткЫ '
Так как все главные напряжения являются
напряжениями сжатия, причем oz = ay > ох, то, по-видимому,
*» °2 = G3 = ау = <V
30
Следовательно, пользуясь выражениями (3), (30), (31)
и (32), получим:
2Р'(т-2)
откуда
il — m~~2
или, полагая т = 3,33,
/и —2 _ л.
Для того чтобы несущая способность деталей машин,
в данном случае контактных напряжений, была обеспечена,
нужно, чтобы было соблюдено следующее соотношение:
а'<^. (33)
Величина /Со может быть определена при помощи
выражения (62).
Следует также отметить, что главные напряжения по
центральной контактной линии по мере удаления внутрь от
поверхности общей площадки соприкасания
контактирующих под нагрузкой тел убывают различно. В связи с этим
на некоторой глубине от поверхности площадки
соприкасания возникает опасная для прочности металла разность
главных напряжений, т. е. возникают большие касательные
напряжения (напряжения сдвига).
Согласно исследованиям Н. Н. Динника и Н. М.
Беляева, эти касательные напряжения ъмакс составляют 0,3 р0
и располагаются при сжатии цилиндрических тел по
образующим на глубине 0,786 (где Ъ — полуширина
прямоугольной площадки соприкасания) от поверхности площадки
соприкасания, а при соприкасании под нагрузкой шара
с телом, ограниченным плоскостью, на глубине около 0,5 а
(где а — радиус круговой площадки соприкасания).
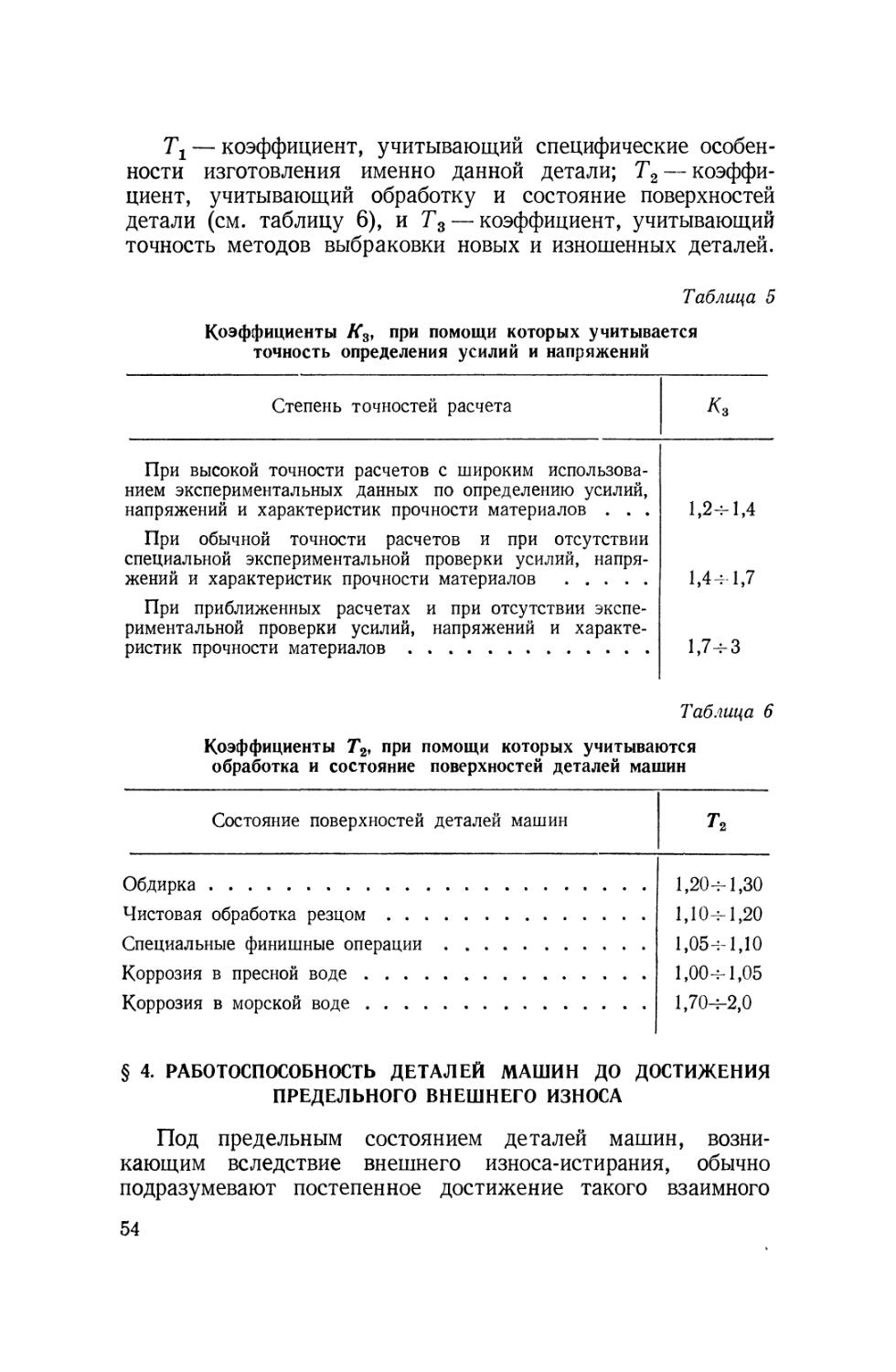
§ 2. РАБОТОСПОСОБНОСТЬ ДЕТАЛЕЙ МАШИН
ПРИ ПЕРЕМЕННЫХ НАГРУЗКАХ ДО ПОЯВЛЕНИЯ
ПРЕДЕЛЬНОГО ВНУТРЕННЕГО УСТАЛОСТНОГО ИЗНОСА
Под предельным состоянием деталей машин по признаку
внутреннего усталостного износа следует понимать такое
состояние изношенности материала деталей, которое вызвано
31
явлениями внутреннего трения между его элементарными
объемами при переменных деформациях, причем исчерпание
работоспособности деталей машин выражается в следующих
двух основных признаках, зависящих от вида переменного
напряженного состояния материала:
а) в случае переменного напряженного состояния
материала по какому-либо наиболее напряженному сечению
детали (знакопеременные изгиб или кручение, а также
растяжение-сжатие) предельное состояние может выразиться или
в появлении множества мелких трещинок, или в появлении
одной или нескольких крупных трещин, образовавшихся от
слияния мелких, причем постепенное развитие этих
внутренних усталостных повреждений до полного разрушения,
т. е. до внезапной поломки детали, не сопровождается
постепенным появлением каких-либо заметных внешних
признаков разрушения материала и предварительно может быть
выявлено лишь специальными методами (например, при
помощи магнитной или ультразвуковой дефектоскопии);
б) в случае переменных контактных напряжений
(например, при взаимном обкатывании деталей друг по другу)
данное предельное состояние выражается также в
образовании множества внутренних усталостных трещинок, но
только не по сечению, а у поверхности контактирующихся
деталей, причем разрушение материала у поверхности в этом
случае обычно не приводит к полной поломке деталей,
которые могут еще работать некоторое время и после
появления этих первоначальных разрушений в виде мелких
раковинок и отслаиваний; однако появление этих
повреждений, довольно быстро развивающихся, нарушает правильное
взаимодействие деталей и сопровождается резким усилением
рабочего шума и повышением рабочей температуры деталей,
поэтому можно полагать, что данное предельное состояние
деталей машин имеет некоторые предварительные внешние
признаки своего появления.
а) Определение работоспособности деталей машин
при переменных напряжениях, возникающих
в их наиболее напряженных сечениях
Сопротивляемость металла разрушению в этих случаях
утрачивается постепенно, по мере накопления большого числа
выдержанных им периодических изменений напряженного
состояния от наибольшей величины до наименьшей или до
32
многократного
aj симметричный цикл (г-1)
напряжения обратного знака, т. е. после
повторения «циклов напряжений» [14].
Под циклом напряжений подразумевается одна
замкнутая смена чередующихся напряжений, периодически
повторяющаяся.
На рис. 7
графически представлено
несколько вариантов 6"Mi
циклов напряжений.
Цикл напряжений
состоит из
наибольшего напряжения амакс
и наименьшего
напряжения aMUH9 причем
величина Оа=
носит название
амплитуды цикла,
а величина г = Gmuh
амакс
носит название
коэффициента
асимметрии цикла.
Коэффициент
асимметрии может быть
как положительным,
так и отрицательным.
При симметричном
цикле (рис. 7, а)
г = — 1. При
пульсирующем характере
перемен напряженного
состояния металла
(рис. 7, б) г = 0.
асимметричный цикл Iг
I
I
I
-I-
I
б) АСИММЕТРИЧНЫЙ ЦИКЛ (г*-0.3]
I
Рис, 7. Циклы переменных напряжений.
Под средним напряжением цикла о4
}ср
амакс + амин
подразумевают то среднее напряжение, около которого
симметрично располагаются амплитуды цикла.
Постепенный характер утраты металлами своей
работоспособности при переменных напряжениях послужил
основанием для определения этого явления термином «усталость
металлов». Этот термин неправильно связывает явление
постепенного разрушения металла с физиологической уста-
3 В, н. Трейер 33
лостью, т. е. с явлением совершенно иного порядка. В
последнее время вместо термина «усталость металлов» часто
применяют термин «выносливость металлов».
К деталям машин, выходящим из строя вследствие
внутренней усталостной изношенности металла, относятся:
оси, валы, детали кривошипно-шатунных механизмов,
рессоры, пружины, рельсы, бандажи колес железнодорожных
вагонов, подшипники качения, детали зацеплений всех видов
зубчатых и червячных передач, детали фрикционных передач,
стальные проволочные канаты, приводные ремни и цепи,
транспортирующие ленты и ряд других деталей.
Природа внутреннего усталостного износа металлов еще
недостаточно изучена, но заключается, по-видимому, в тех
явлениях упругого гистерезиса, которые сопровождают
всякую, даже кажущуюся вполне упругой деформацию
и связана с необратимым расходом — рассеянием энергии.
Под действием переменных напряжений и им
соответствующих переменных деформаций в металле в местах
наиболее неблагоприятного для его прочности скопления
неметаллических включений образуются микроскопические
трещинки. Эти микроскопические трещинки постепенно
развиваются в более крупные усталостные трещины,
дальнейший рост которых вызывает внезапное, без каких-либо
видимых предварительных пластических деформаций
разрушение металла в его наиболее ослабленном усталостной
трещиной месте. Во многих случаях трещины возникают
вследствие технологических дефектов с поверхности детали.
На рис. 8 представлен характерный усталостный излом
вала. Для исследования и определения прочности металлов
некоторыми исследователями используется теория
вероятностей. Вероятность неблагоприятного для прочности металла
взаимного расположения его местных первоначальных
дефектов внутреннего строения при увеличении площади
рабочего сечения образца или детали машины, по-видимому,
должна расти. Действительно, результаты опытов указывают
на то, что с увеличением размеров образцов или деталей
машин относительная усталостная прочность их несколько
снижается, что и вызывает необходимость при определении
допускаемых напряжений учитывать так называемый
«масштабный фактор».
Установлено, что величина переменных напряжений
и количество циклов напряжений, выдерживаемых металлом
до появления усталостных повреждений, могут быть связаны
34
Рис. 8. Усталостный излом.
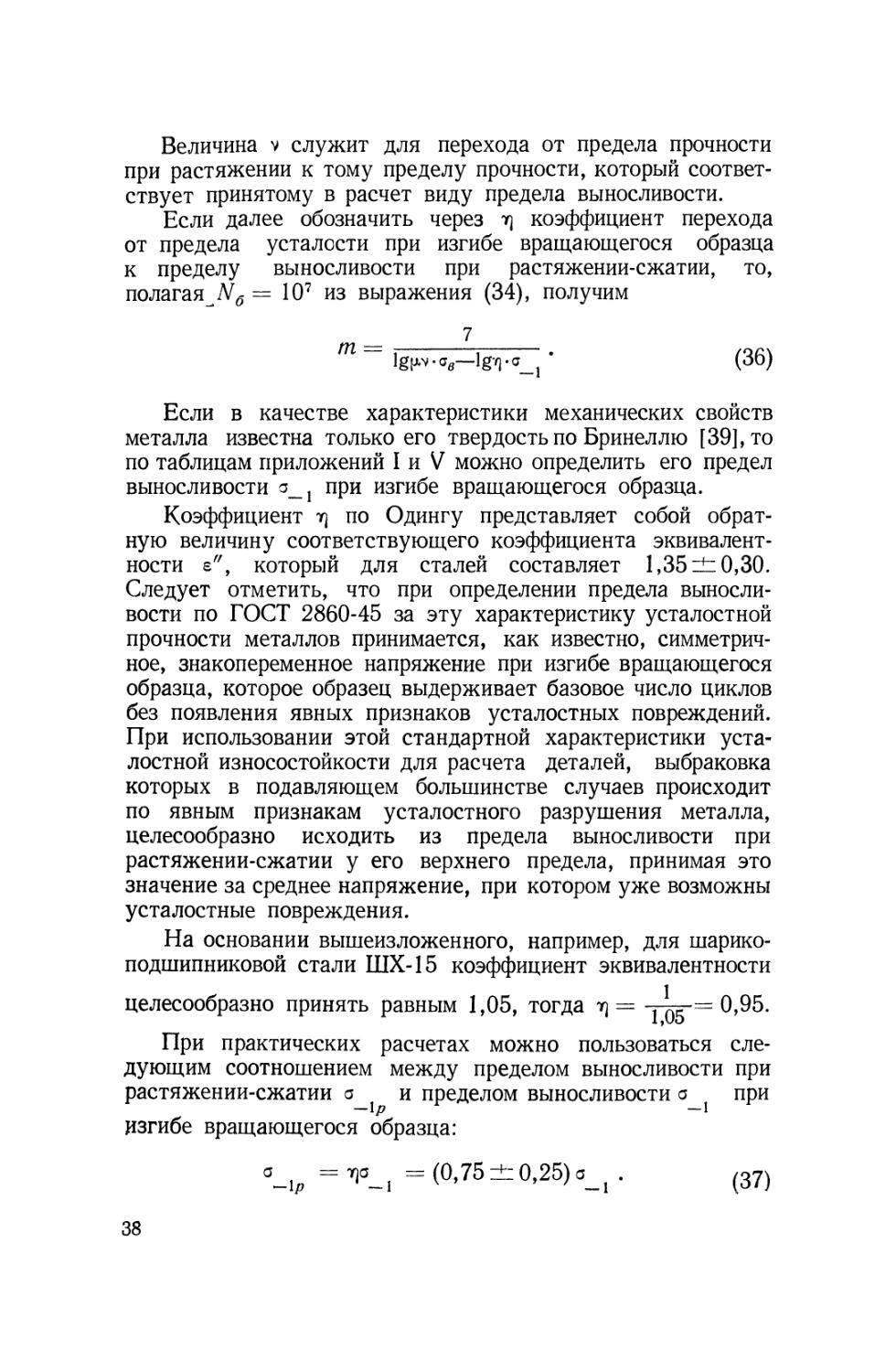
между собой некоторой зависимостью, которая графически
изображается так называемой «кривой усталости».
Кривая усталости (рис. 9) в общем виде может быть
представлена как гипербола высшего порядка, причем
строится она на основании результатов испытаний, порядок
60
55
50
45
40
I 15
10
Предел усталости при а/* ю 7
ю 20 30 40
Число циклов в миллионах—*n
Рис. 9. Кривые усталости.
50
35
проведения которых установлен ГОСТ 2860-45 «Метод
определения предела выносливости (усталости)».
Методика испытаний металлов на усталость, согласно
этому стандарту, может быть кратко описана следующим
образом.
Испытанию подвергаются специальные цилиндрические
образцы, которые нагружаются изгибающим моментом,
имеющим постоянное направление и величину и
действующим в одной плоскости. Следовательно, опасными для
прочности образцов являются симметричные, знакопеременные
напряжения (растяжения и сжатия), т. е. знакопеременные
напряжения изгиба при вращении образцов.
Задачей данного испытания является определение
величины того симметричного, знакопеременного напряжения,
которое исследуемый металл может выдержать до
некоторого, заранее заданного, так называемого базового числа
циклов напряжений без поломки. Это напряжение принято
называть пределом выносливости или усталости. За базовое
число циклов напряжений для сталей обычно принимают
10 000 000, т. е. 107.
Для определения предела выносливости испытуемого
металла испытанию должно быть подвергнуто не менее
шести образцов.
Первый образец испытывают при напряжении, равном
для сталей 0,6 ов (ав — предел прочности при растяжении),
а для легких сплавов — 0,4 ов.
Для второго и последующих образцов напряжение
снижают или повышают на 2 или 4 кг/мм2, в зависимости от
числа циклов, вызвавших разрушение первого образца.
Разность между напряжениями для последних двух
образцов (разрушившегося и неразрушившегося) не должна
превышать 2 кг /мм2.
Поскольку предел выносливости представляет собой
одну из точек кривой усталости, то он может быть
использован в качестве условной характеристики усталостной
прочности металлов при расчетах деталей машин на
долговечность.
Для решения практических задач расчета деталей машин
на долговечность необходимо исходить из некоторого
«канонического» закона усталости металлов. В качестве такого
закона, который хорошо согласуется с многочисленными
результатами массовых испытаний на долговечность ряда
изнашивающихся деталей, можно принять:
36
<34>
-in — частный предел выносливости, т. е. предел
выносливости при любом заданном числе Ыц
знакопеременных, симметричных циклов;
а_{ — предел выносливости при симметричном,
знакопеременном цикле и при базовом числе
циклов (при изгибе вращающегося образца);
Мц — число циклов частного предела усталости;
Nб — базовое число циклов основного предела
выносливости.
При симметричном, знакопеременном кручении
соответственно
В выражениях (34) и (35) коэффициенты Ао и В09
а также показатели степени — зависят от свойств металла,
/72
ряда технологических факторов и конструкции детали
машины.
Для сталей в качестве базового числа, как уже было
отмечено, обычно принимают N6= 107, а для цветных
металлов N6= 108, но для последних иногда принимают
и иные значения N6.
При приближенных вычислениях величину пг можно
определить, полагая в выражении (34) о_ш = jjtva6 при Nti = 1,
т. е. полагая, что предел прочности является частным
пределом выносливости при числе циклов, равном единице.
Величина ц является поправочным коэффициентом на
скорость приложения нагрузки и при данных вычислениях
всегда будет больше единицы, потому что, как это вытекает
из многочисленных опытов, при большой скорости нагруже-
ния предел прочности повышается. В данных расчетах,
т. е. при переменных нагрузках, естественно следует
принять повышенную скорость приложения нагрузки.
37
Величина v служит для перехода от предела прочности
при растяжении к тому пределу прочности, который
соответствует принятому в расчет виду предела выносливости.
Если далее обозначить через г\ коэффициент перехода
от предела усталости при изгибе вращающегося образца
к пределу выносливости при растяжении-сжатии, то,
полагая Nб = 107 из выражения (34), получим
т =
(36)
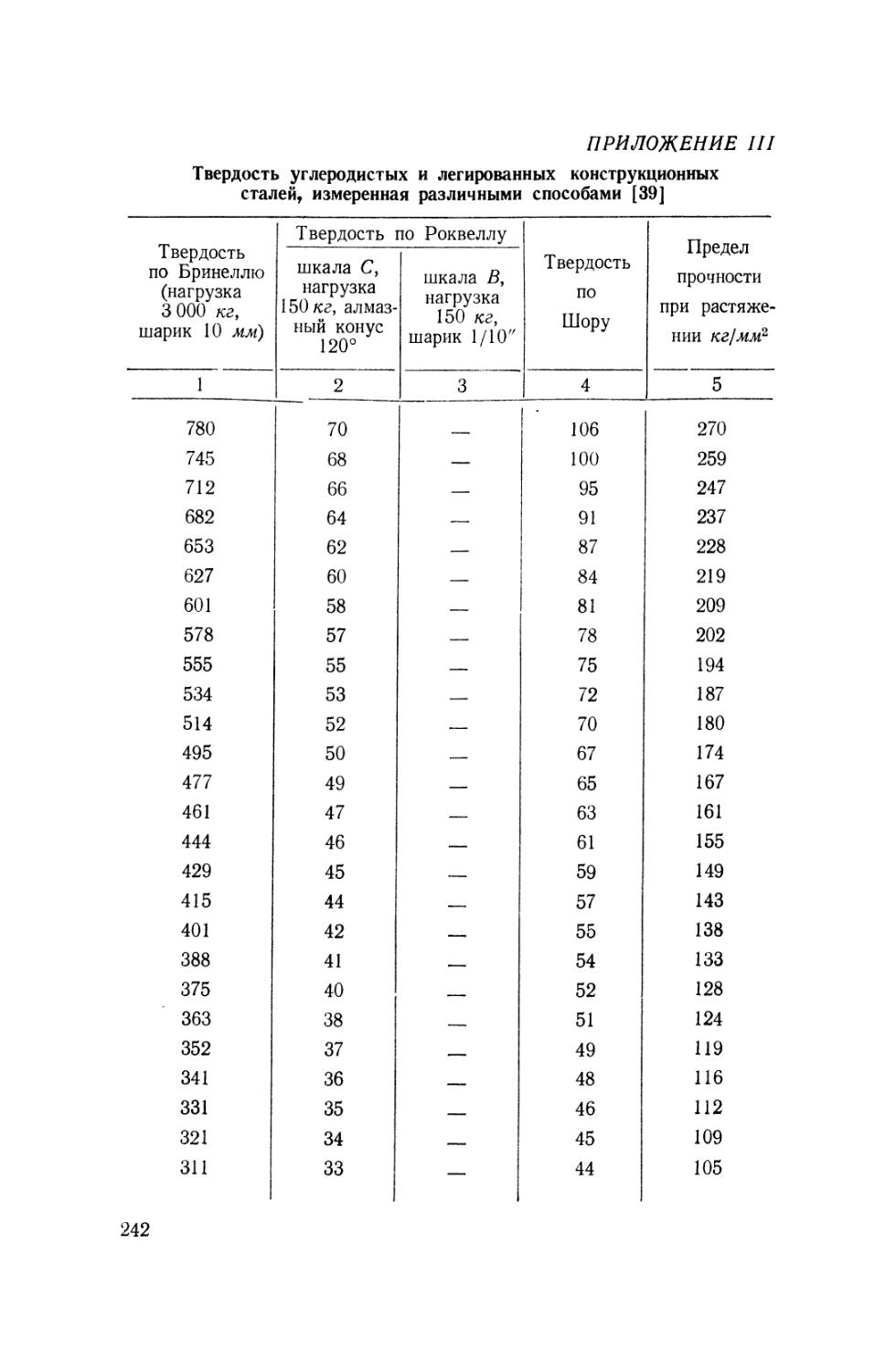
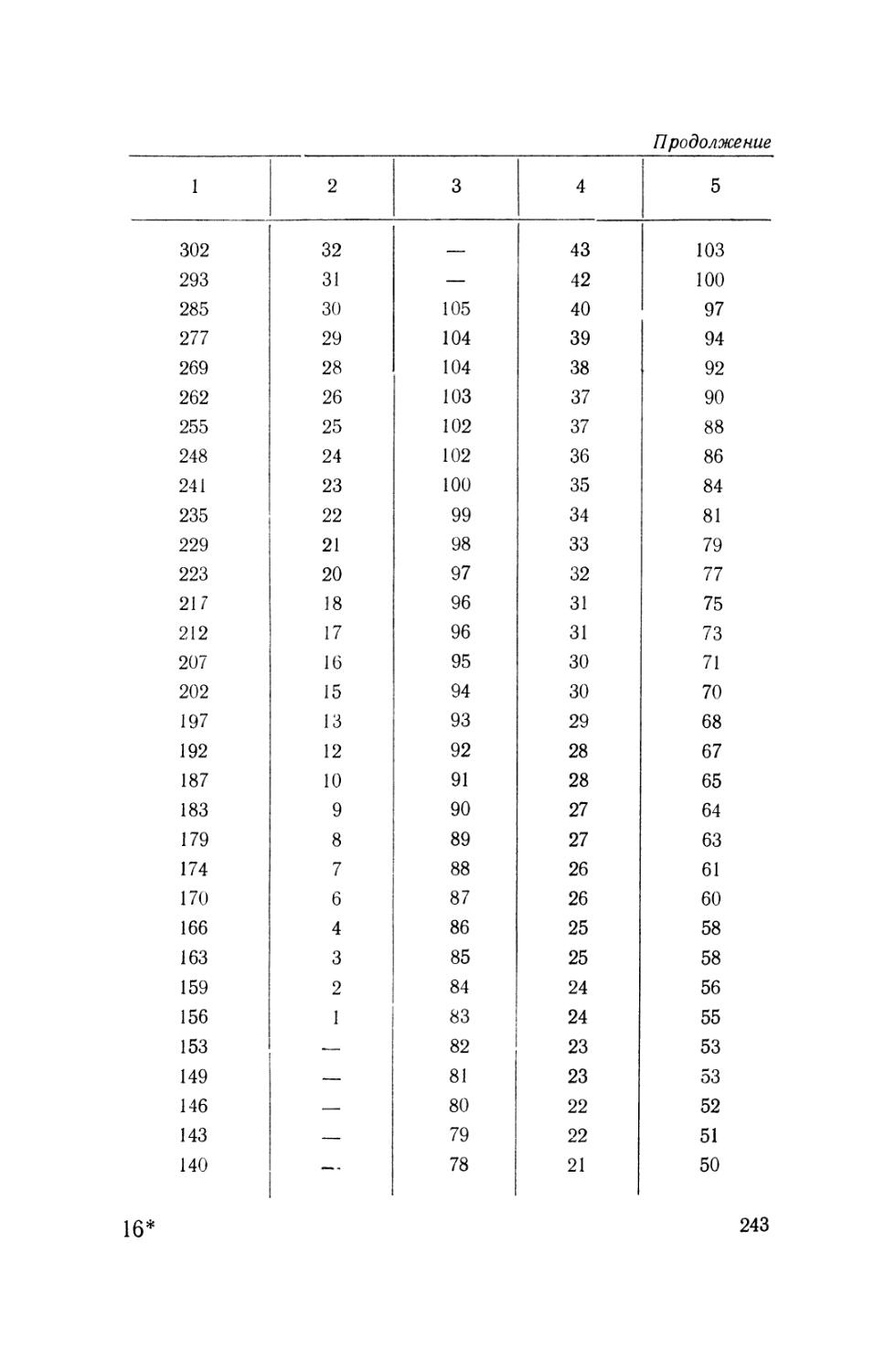
Если в качестве характеристики механических свойств
металла известна только его твердость по Бринеллю [39], то
по таблицам приложений I и V можно определить его предел
выносливости o_j при изгибе вращающегося образца.
Коэффициент т] по Одингу представляет собой
обратную величину соответствующего коэффициента
эквивалентности е", который для сталей составляет 1,35 it: 0,30.
Следует отметить, что при определении предела
выносливости по ГОСТ 2860-45 за эту характеристику усталостной
прочности металлов принимается, как известно,
симметричное, знакопеременное напряжение при изгибе вращающегося
образца, которое образец выдерживает базовое число циклов
без появления явных признаков усталостных повреждений.
При использовании этой стандартной характеристики
усталостной износостойкости для расчета деталей, выбраковка
которых в подавляющем большинстве случаев происходит
по явным признакам усталостного разрушения металла,
целесообразно исходить из предела выносливости при
растяжении-сжатии у его верхнего предела, принимая это
значение за среднее напряжение, при котором уже возможны
усталостные повреждения.
На основании вышеизложенного, например, для
шарикоподшипниковой стали ШХ-15 коэффициент эквивалентности
целесообразно принять равным 1,05, тогда т) = -г-кё-= 0>95.
При практических расчетах можно пользоваться
следующим соотношением между пределом выносливости при
растяжении-сжатии а и пределом выносливости а при
— 1/7 —1
изгибе вращающегося образца:
%, =^_, = (0,75 ± 0,25) a_f. (37)
38
При определении величины т для растяжения-сжатия
при помощи выражения (36) для закаленной
шарикоподшипниковой стали ШХ-15, для которой ов = 260 кг/мм2
и а =110 кг /мм2, полагая ц = 2,0, v = 1 и т) = 0,95,
получаем
о- 1 П
Ш = lg (2,0-260) — lg (0,95-110)— 1U#
Во время работы деталей машин в эксплуатационных
условиях цикл воспринимаемых ими переменных напряжений
может оказаться асимметричным, т. е. образованным
наложением переменной нагрузки на некоторую постоянную или
же состоять из нагрузок хотя и переменных, но одинаковых
по знаку.
При расчетах на долговечность деталей машин, в
которых возникают переменные асимметричные циклы
напряжений, необходимо исходить из некоторой эквивалентности
этих асимметричных циклов циклам, симметричным по их
влиянию на усталостную прочность металлов.
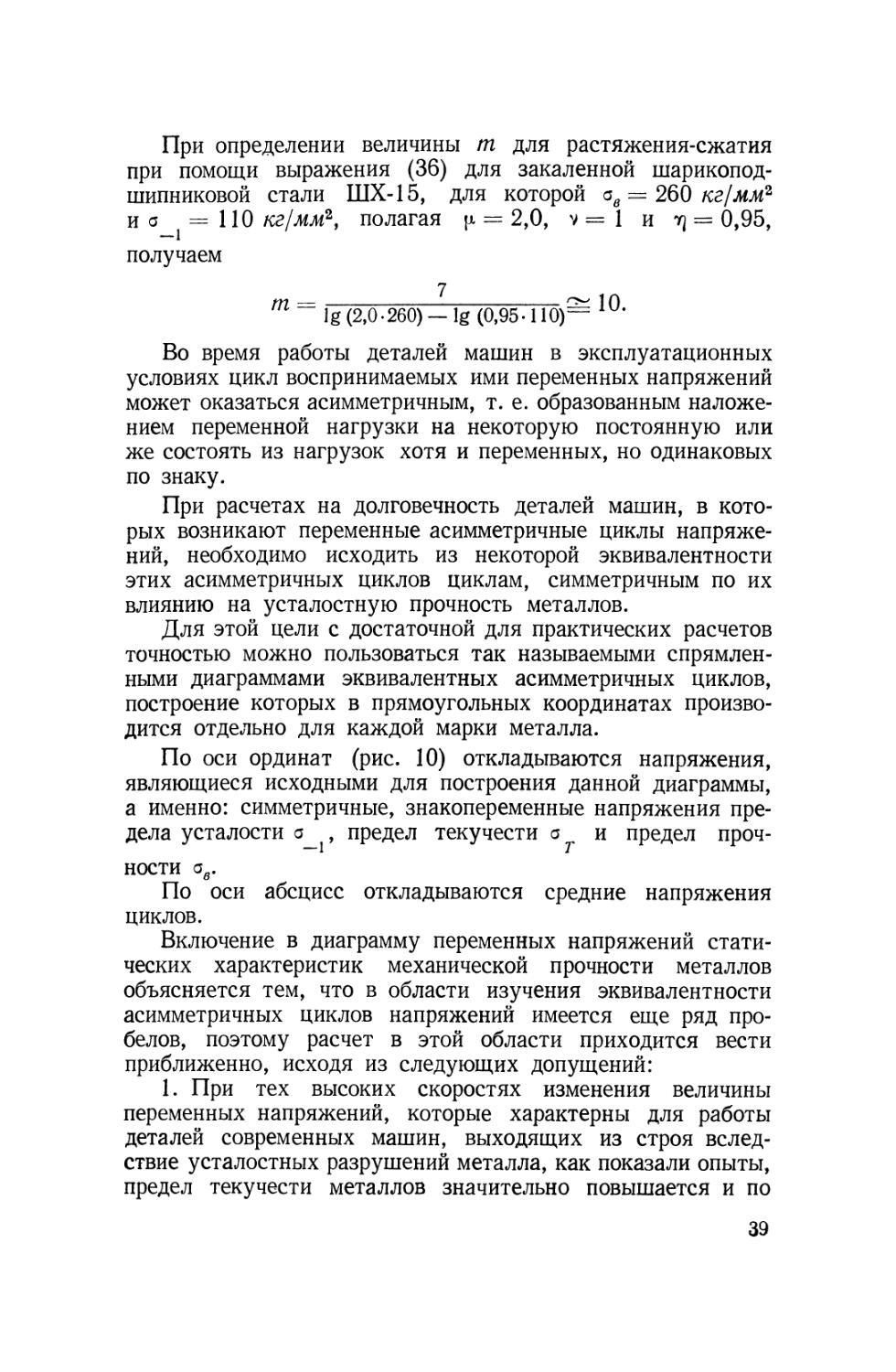
Для этой цели с достаточной для практических расчетов
точностью можно пользоваться так называемыми
спрямленными диаграммами эквивалентных асимметричных циклов,
построение которых в прямоугольных координатах
производится отдельно для каждой марки металла.
По оси ординат (рис. 10) откладываются напряжения,
являющиеся исходными для построения данной диаграммы,
а именно: симметричные, знакопеременные напряжения
предела усталости о^ , предел текучести а и предел
прочности ав.
По оси абсцисс откладываются средние напряжения
циклов.
Включение в диаграмму переменных напряжений
статических характеристик механической прочности металлов
объясняется тем, что в области изучения эквивалентности
асимметричных циклов напряжений имеется еще ряд
пробелов, поэтому расчет в этой области приходится вести
приближенно, исходя из следующих допущений:
1. При тех высоких скоростях изменения величины
переменных напряжений, которые характерны для работы
деталей современных машин, выходящих из строя
вследствие усталостных разрушений металла, как показали опыты,
предел текучести металлов значительно повышается и по
39
своей величине может даже достигнуть величины предела
прочности ав. Поэтому условным наибольшим средним
напряжением в данной диаграмме принят предел прочности
с амплитудой цикла, равной нулю.
'ср
Рис. 10. Спрямленная диаграмма эквивалентных
несимметричных циклов.
2. Предел текучести внесен в диаграмму для
ограничения максимальных напряжений асимметричных циклов в тех
случаях, когда по условиям работы детали эти напряжения
могут перейти в постоянные, т. е. когда они в течение
некоторого времени могут остаться неизменными (например,
на зубец шестерни зубчатой передачи грузоподъемной
машины после прекращения подъема груза в течение того
времени, пока груз останется подвешенным, будет
действовать максимальная нагрузка в качестве постоянной).
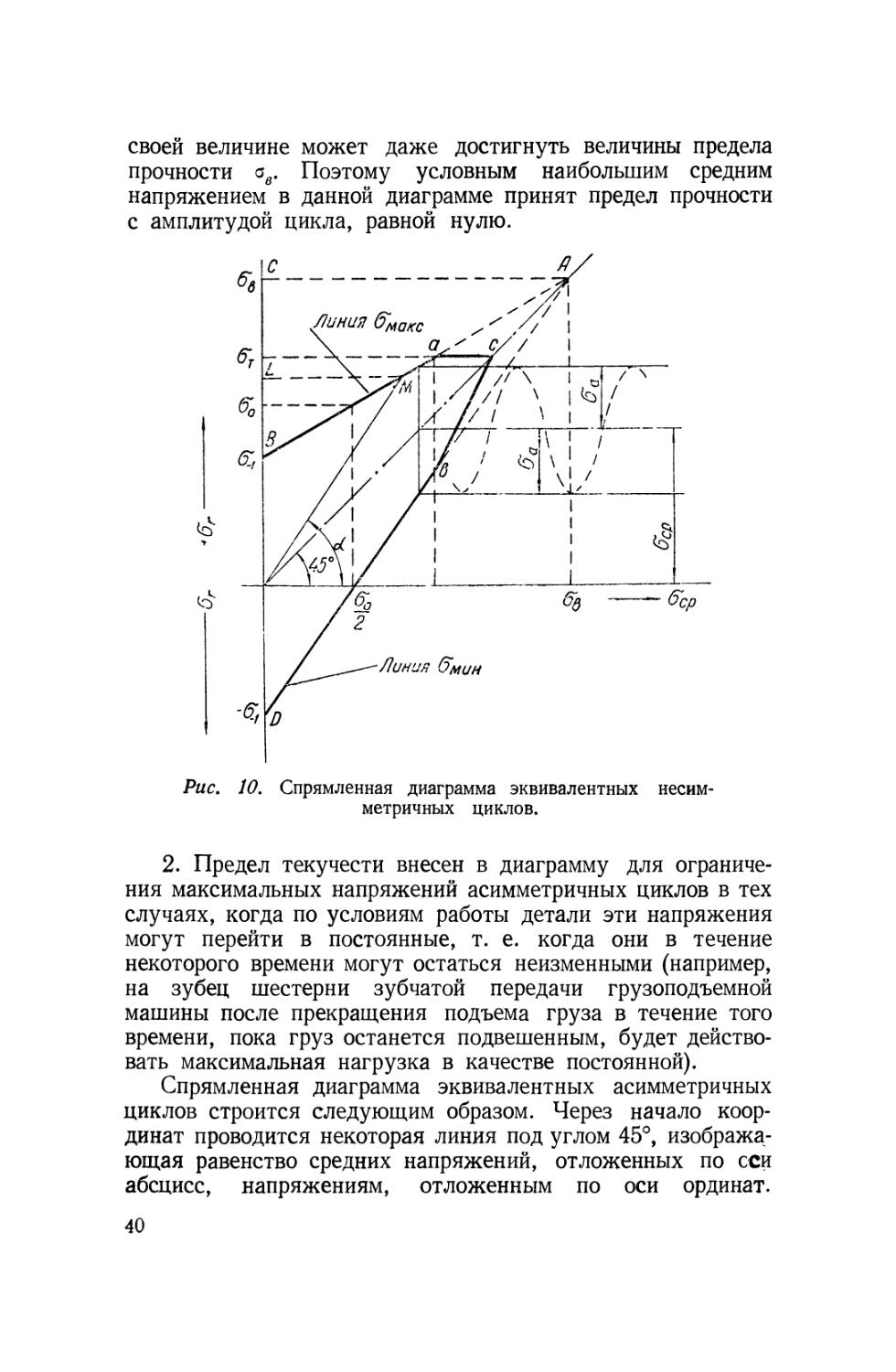
Спрямленная диаграмма эквивалентных асимметричных
циклов строится следующим образом. Через начало
координат проводится некоторая линия под углом 45°,
изображающая равенство средних напряжений, отложенных по сси
абсцисс, напряжениям, отложенным по оси ординат.
40
В качестве наибольшего среднего напряжения на этой
прямой точкой А (рис. 10) отмечается напряжение предела
прочности. Точка А соединяется прямыми линиями с
точками В и Д которые соответствуют предельным
симметричным, знакопеременным напряжениям основного предела
усталости, причем линии АВ и AD принимаются
ограничивающими предельные значения переменных напряжений
асимметричных циклов. Для случаев, когда переменное
напряжение амакс может перейти в постоянное напряжение
той же величины, вводится соответствующее ограничение
по пределу текучести; в результате этого область
эквивалентных асимметричных циклов ограничивается на рис. 10
многоугольником BaceD.
Из данной диаграммы можно сделать следующие выводы.
Исходя из подобия треугольников ABC и MBL,
°макс — g— 1 __ ав — g—1 __ j о /38)
где
но так как
_
°ср
то из выражения (38)
°макс— !_г+р(1+г) =*г- . (39)
Зная коэффициент асимметрии цикла г, а также a_i и <зв,
можно определить величину того, частного предела
выносливости, который может быть положен в основу
определения расчетного напряжения при заданном асимметричном
цикле переменного напряженного состояния металла.
На основании результатов ряда опытов выяснилось, что
°—1
отношение — оказывается для сталей довольно устойчивой
величиной и обычно у наиболее распространенных марок
конструкционных сталей находится в пределах 0,40 и 0,50.
Так как при расчете деталей машин на долговечность
число циклов Мц может не совпасть с базовым, в
окончательную формулу следует ввести вместо а_2 частный предел
выносливости a__lyv, для чего воспользуемся каноническим
законом усталости, выраженным формулой (34).
41
Тогда
2°-i(^) • (40)
Для касательных напряжений соответственно
2х_1№Г (41)
1 — г 4- р (1 + г) "
Следовательно, при помощи выражений (40) и (41) можно
определить для рассматриваемого металла частный предел
усталости при любой асимметрии цикла и при любом числе
циклов, которое материал может выдержать до появления
усталостной поломки или повреждения.
Если у выбираемого для изготовления проектируемой
детали металла, помимо от, ав и а_ь известна также и
величина а0, то построение схематизированной диаграммы можно
произвести с большей точностью.
В этом случае выражение (40) может быть заменено
следующим:
\nJ
а выражение (41) соответственно
1 —
Для определения расчетных переменных напряжений
при любой асимметрии и любом заранее заданном числе
циклов напряжений, которые металл должен выдержать
до усталостного разрушения, необходимо вводить некоторые
поправочные коэффициенты, учитывающие специфические
условия напряженного состояния металла в рассматриваемой
детали машины.
42
Величина этих коэффициентов в каждом отдельном
расчетном случае должна быть выбрана конструктором в
известных, рекомендуемых пределах.
Основываясь на ранее сделанных выводах
[выражения (40) и (41)], значение расчетных напряжений можно
представить следующим образом:
1
/л/ ^
2а
QrN_
^ — /Со [1 — г + р (1 + г)]
-($" , <«>
"rN
1__
Г (43)
где orN и тгЛг — частные пределы усталости при любом
коэффициенте асимметрии цикла и любом
числе циклов Ыц;
о_{ и x_j — пределы усталости при симметричных,
знакопеременных циклах и при базовом
числе циклов N6 (например при N6= 107);
Р — отношение напряжения предела усталости
к пределу прочности.
Определение величины Ко может быть произведено
согласно выражению (62).
Однако достаточно надежное определение расчетных
напряжений при расчете деталей машин на долговечность
при переменных нагрузках еще не исчерпывается простой
подстановкой в выражения (42) и (43) величин Ыц,
вычисленных по гарантийной долговечности h без учета случайной
изменчивости в действительных сроках службы образцов
или готовых деталей, которая практически всегда
наблюдается и которую принято называть «рассеиванием»
действительных сроков службы.
Cfцелью обеспечить достижение большинством объектов
гарантийного срока службы в выражение для определения
величины Ыц следует ввести некоторую величину х > 1, тогда
Мц = 60 nxh, (44)
43
где п — число циклов напряжений в минуту;
h — гарантийный срок службы испытываемого
образца или детали машины;
* —у — фактор долговечности, выраженный в числе
гарантийных сроков службы:
hp — срок службы, превышающий гарантийный.
Определение величины х может быть основано на
следующих предпосылках.
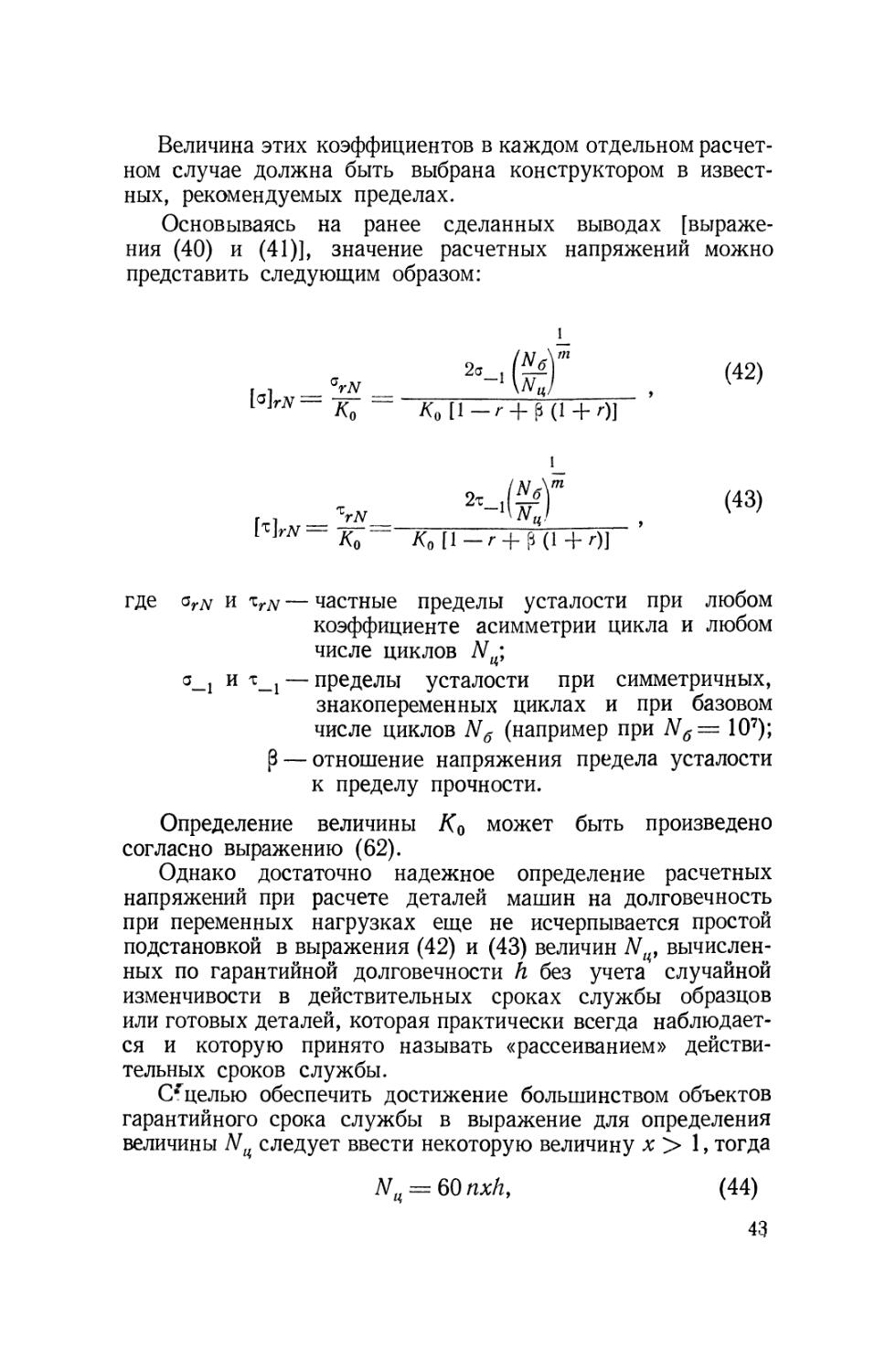
Согласно ГОСТ 2860-45 «Метод определения предела
выносливости», разность между величинами переменных
напряжений двух последних образцов (разрушившегося
и неразрушившегося по достижении базового числа циклов)
может составлять 2 кг/мм2, что, принимая во внимание
довольно пологий характер кривой усталости в области
предела выносливости, может привести к довольно
большому рассеиванию циклов напряжений, выдержанных
отдельными объектами испытаний или наблюдения (рис. 11).
60
50
ио
30
20
10
Кривая распределения
Предел выносливости
5 Ю 20 30
Число циклов в миллионах —
50
Рис. 11. Рассеивание долговечности образцов (или деталей
машин) при переменном напряжении предела выносливости.
Это рассеивание числа циклов (или сроков службы),
выдерживаемых образцами (или деталями машин) при их испытании
на долговечность в лабораторной (или эксплуатационной)
обстановке, может быть рассмотрено в качестве некоторой
случайной изменчивости при помощи приемов
математической статистики.
44
При расчете на долговечность образцов или деталей
машин, на основании результатов специально поставленных
экспериментов, необходимо устанавливать некоторый
гарантийный срок службы А, который может не выдержать лишь
небольшая часть /?0, но зато подавляющая часть (1—р0)
не только выдержит эту гарантийную долговечность, но
отдельные объекты значительно ее превзойдут, т. е.
отношение сроков службы hp подавляющего большинства
объектов к гарантийному сроку h будет в несколько раз больше
единицы.
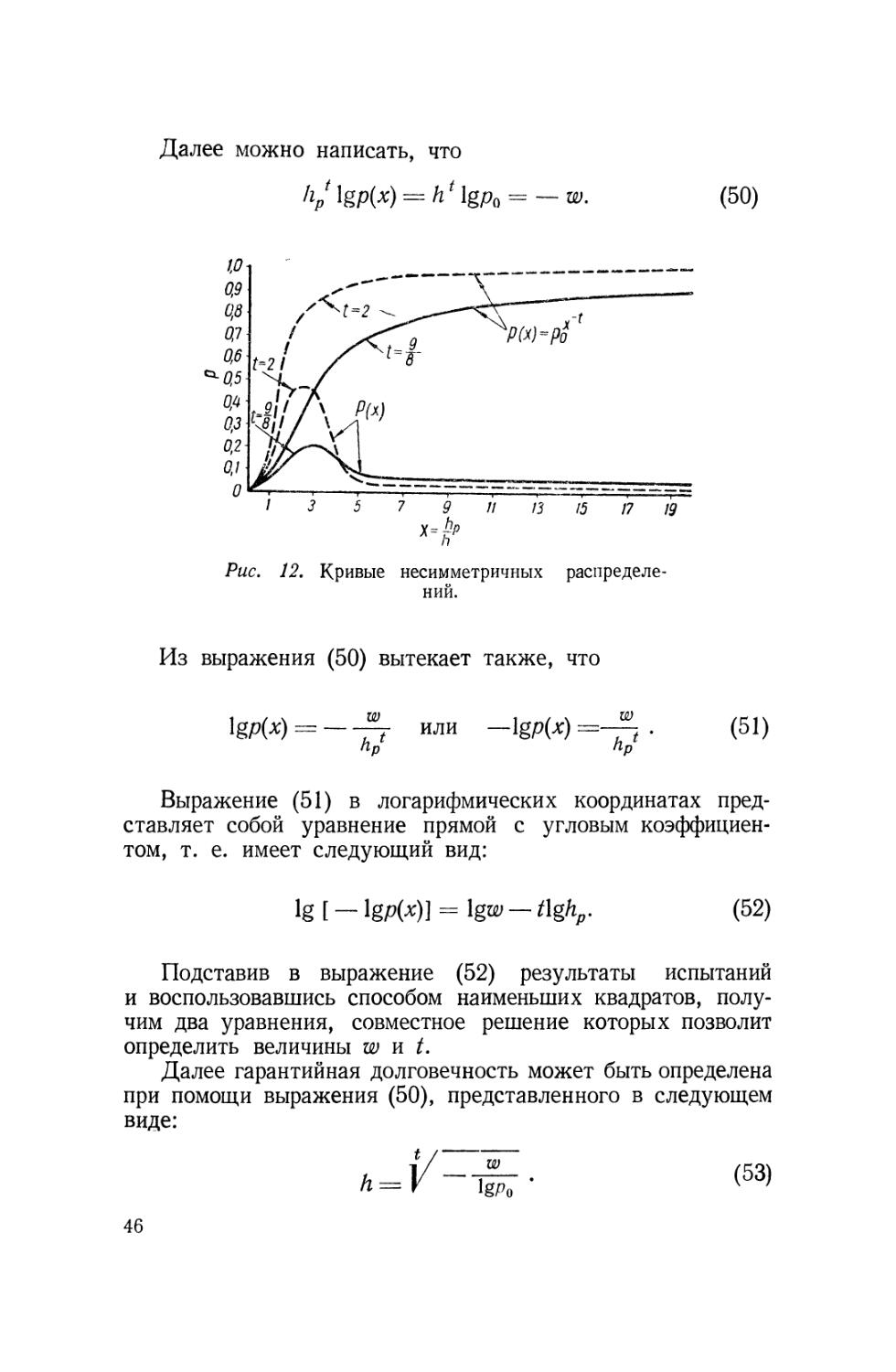
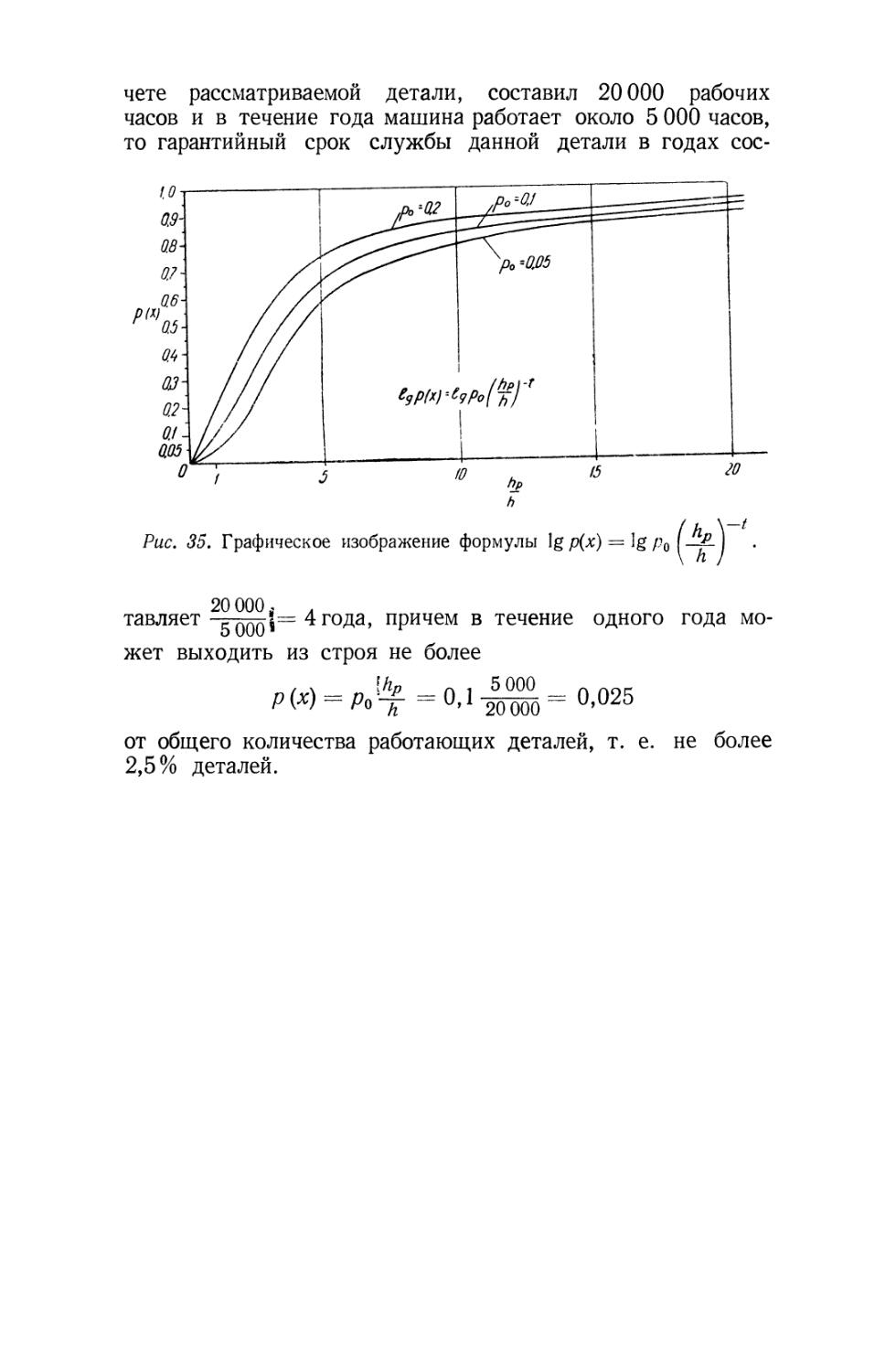
Если по оси абсцисс (рис. 12) откладывать величину
~ = х, а по оси ординат вероятности р (х) выхода из строя
объектов испытания до достижения соответствующей
долговечности х (т. е. долговечности, выраженной в количестве
гарантийных сроков службы), то эта интегральная кривая
накопления довольно хорошо может быть представлена
формулой
т=*т- (45)
или, пользуясь десятичными логарифмами,
• „(*) = !<?"• <46>
где a = lgpo> a t — величина, определяемая на основании
соответствующей обработки результатов
экспериментов.
Дифференцирование формулы (46) приводит к
следующему выражению:
-= — 2,3-
dx
Выражение (47) графически представляет собой
некоторый вариант несимметричной кривой распределения
плотности (15).
Формула (46) может быть представлена и следующим
образом:
р(х) = рох~~* (48)
или
(49)
\gp{x)
45
Далее можно написать, что
h< lgPo = — w.
(50)
3 5 7 9 11 13 15 17 19
Рис. 12. Кривые несимметричных
распределений.
Из выражения (50) вытекает также, что
w
hp
или — 1ёР(х) =
1 •
(51)
Выражение (51) в логарифмических координатах
представляет собой уравнение прямой с угловым
коэффициентом, т. е. имеет следующий вид:
lg [ —
(52)
Подставив в выражение (52) результаты испытаний
и воспользовавшись способом наименьших квадратов,
получим два уравнения, совместное решение которых позволит
определить величины w и t.
Далее гарантийная долговечность может быть определена
при помощи выражения (50), представленного в следующем
виде:
л =
W
(53)
46
Учитывая, что
*' 10 *
4
р(х) = 10 *' = 10
дифференциальная кривая распределения может быть теперь,
аналогично выражению (47), представлена следующим
образом:
10 **/=о3 "-' 10 .^. (54)
=3
dhp ' ^
На рис. 12 представлены два случая распределения
и накопления частот при ро = О,1.
Теперь величина Nц в выражениях (42) и (43) может
быть определена при вполне естественном предположении,
что номинальный предел выносливости представляет собой
некоторое среднее значение между верхним пределом
(разрушение образца) и нижним пределом (неразрушение образца),
для которого р(х) = 0,5, т. е. при котором разрушается до
50% объектов испытания.
Если по условиям эксплуатации можно допустить, что
в течение гарантийного срока службы выйдет из строя
до 50% объектов, т. е. р0 = 0,5, то х= 1.
Если же задаться какой-либо другой величиной р0
(например, как это обычно принято полагать, р0 = 0,1),
то из выражения (49) получим, что
-V-
(55)
Например, если для закаленной шарикоподшипниковой
Q
стали t = 1,125 = -^-, то при р0 = 0,1 и р(х) = 0,5 полу-
чим, что
— 1,0000
х= ^ — 0,3010
Г = 2,9.
В тех случаях, когда можно допустить
преждевременный выход из строя не более 5% всех деталей, т. е. при
р0 = 0,05 и при р(х) = 0,5, получим, что
/-1,3010 УГ
— 0,3010/ =о,0/.
47
б) Определение работоспособности деталей машин
при переменных контактных напряжениях
При переменных контактных напряжениях природа
возникновения внутреннего усталостного износа в общем
является такой же, как и при переменных напряжениях,
действующих в наиболее напряженных сечениях деталей
машин, подвергавшихся переменным нагрузкам.
Однако для переменных контактных напряжений,
возникающих в деталях машин, характерны следующие
особенности:
1. В подавляющем большинстве случаев переменность
контактных напряжений в элементарном объеме материала
детали машины возникает вследствие вступления его в зону
контактных явлений и выходом из нее при перекатывании
контактирующих под нагрузкой деталей друг по другу.
2. В зоне переменных контактных напряжений возникает
комплекс напряжений различного вида и характера
(напряжения у поверхности площадки соприкасания и вне ее
границ, напряжения внутри контактирующих тел,
напряжения, возникающие вследствие трения между
контактирующими поверхностями и т. п.), но все эти виды
напряжений находятся в прямой пропорциональной зависимости от
величины удельного давления в центре площадки
соприкасания (ро = аг)9 которую и следует считать основной для
анализа работоспособности деталей машин при переменных
контактных напряжениях.
3. Характер переменности контактных напряжений может
быть только пульсирующим, т. е. может изменяться только
от нуля до некоторой величины или же от некоторой
меньшей величины напряжения до большей этого же знака.
В современной научной и технической литературе
содержится мало справочных данных о контактной усталостной
прочности машиностроительных материалов, поэтому для
определения допускаемых напряжений при расчете деталей
машин на долговечность при переменных контактных
напряжениях кажется вполне уместным аналогично тому,
как это было сделано при анализе статических контактных
напряжений [выражения (27) и (33)], привести объемное
состояние напряженности в центре площадки соприкасания
к ее линейному эквиваленту а' и полагать, что имеет место
пульсирующее сжатие материала (например от 0 до а').
В этом случае для определения допускаемых напряжений
48
при расчете деталей машин на долговечность можно
воспользоваться пределом выносливости при растяжении-сжатии
и выражением, аналогичным (40), но полагая г = 0.
При наличии соответствующих экспериментальных
данных является вполне целесообразным определять предел
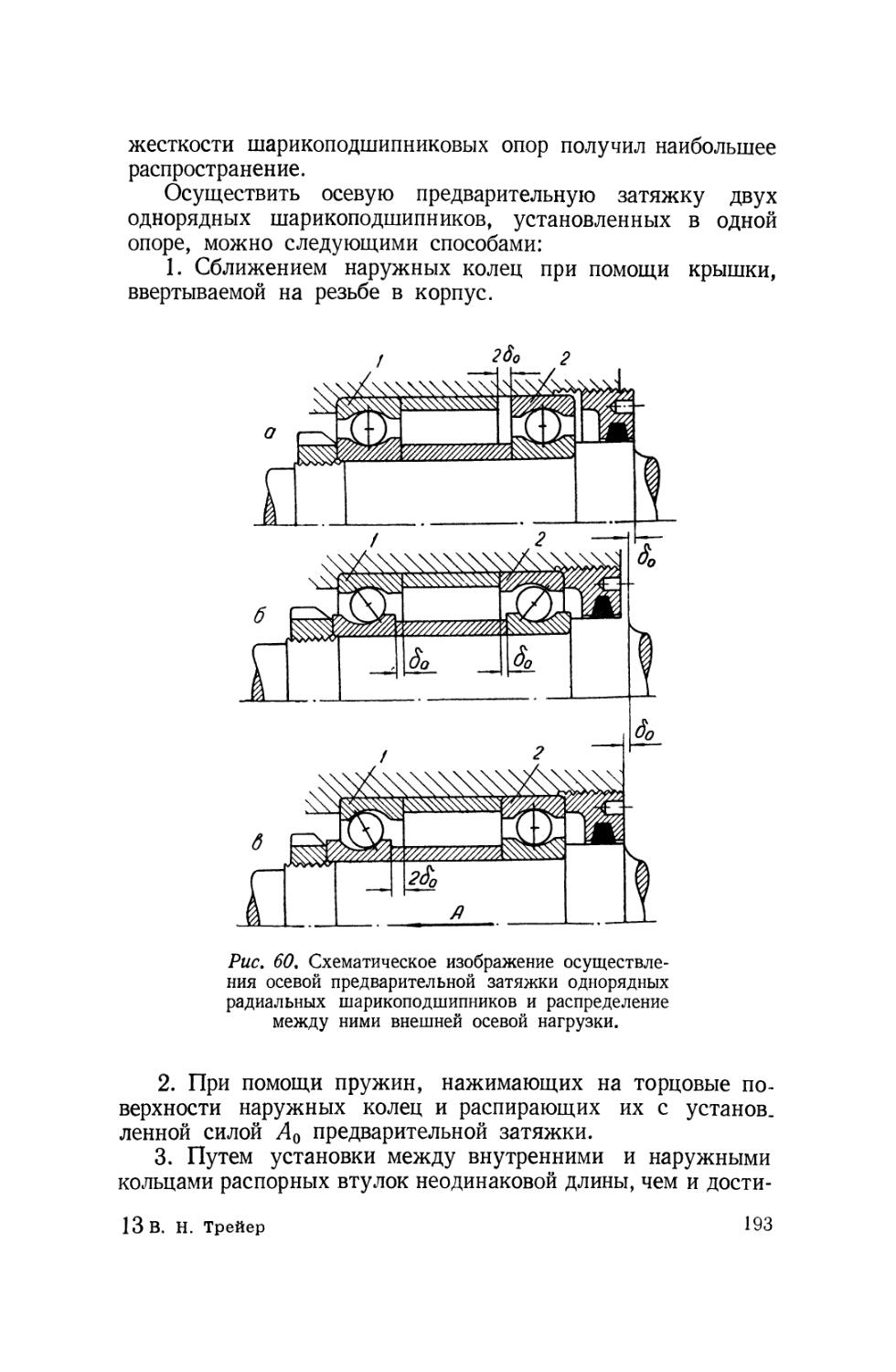
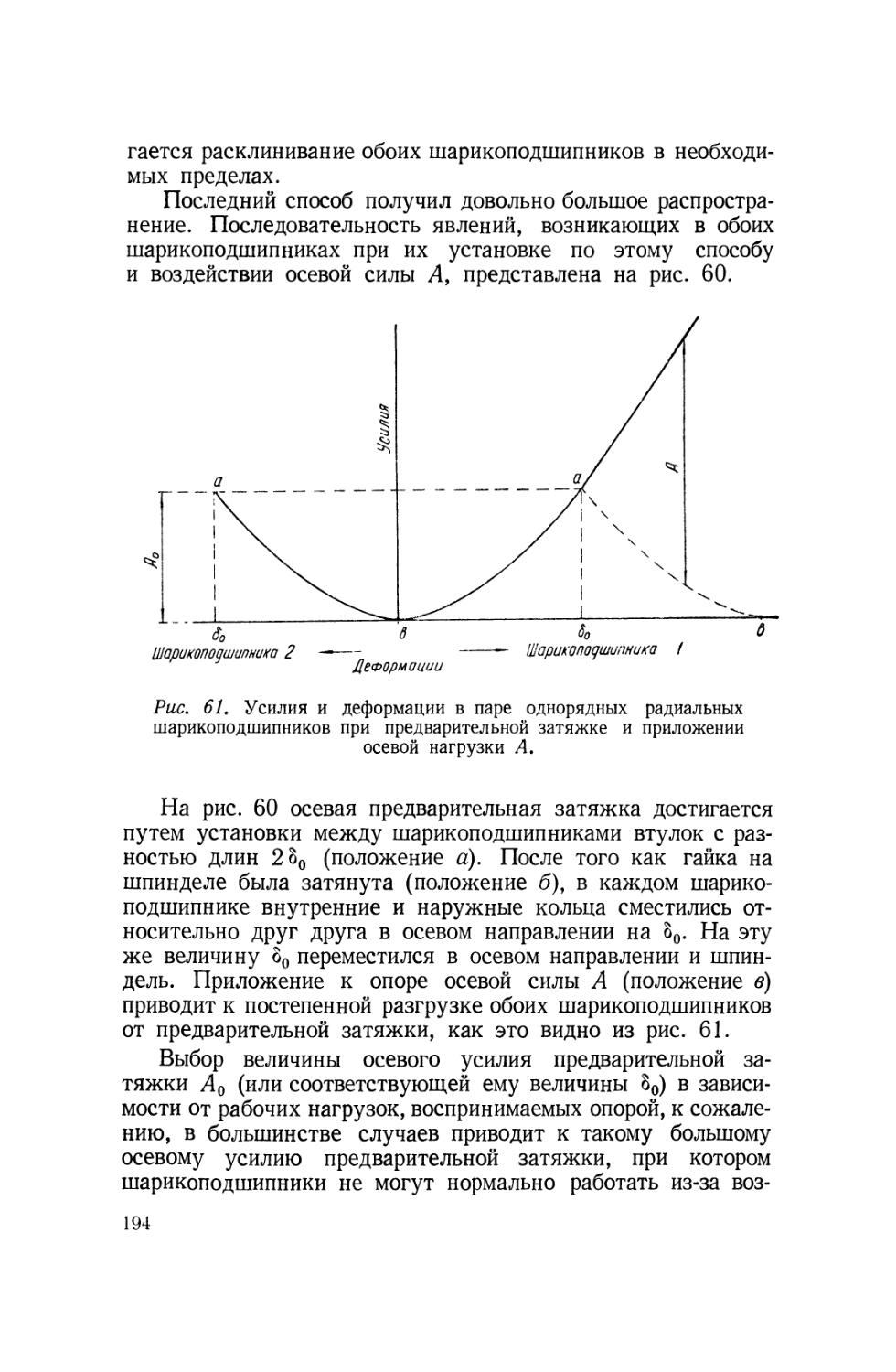
выносливости при пульсирующем сжатии на основании
результатов опытов со взаимным обкатыванием образцов
в виде цилиндрических роликов (на испытательных машинах
типа МИ) до появления усталостных повреждений на их
рабочих поверхностях.
В последнем случае приведение к одноосному
пульсирующему сжатию целесообразно также и потому, что это
приведение позволит использовать результаты опытов с
цилиндрическими роликами, т. е. когда имеется
первоначальное линейное соприкасание, для анализа и расчетов
на долговечность деталей с первоначальным точечным
контактом, т. е. когда соприкасаются детали, ограниченные
поверхностями сложной кривизны.
Следует, однако, иметь в виду, что при качении друг
по другу двух тел под нагрузкой, помимо контактных
напряжений, возникающих при их статическом нагружении,
в местах их соприкасания появляются еще силы трения,
усиливающие напряженное состояние материала.
Причинами возникновения трения скольжения между
катящимися друг по другу телами являются:
1) упругие деформации в местах контакта,
2) кривизна поверхностей соприкасающихся тел в
плоскости оси вращения каждого из них,
3) неточность геометрической формы соприкасающихся
тел.
Определение линейного эквивалента объемного
напряженного состояния с учетом сил трения может быть
(исходя, как и в предыдущих главах, из четвертой теории
прочности) для случая качения друг по другу тел сложной
кривизны приближенно произведено при помощи следующей
формулы, учитывая выражение (26):
т ) (1 +c)z ' ";i '
где ft — коэффициент трения скольжения.
4 В. Н. Трейер 49
Для случая первоначального соприкасания по линии
и качения друг по другу соприкасающихся тел
цилиндрической формы аналогично
*.-V
(57)
Если для рассматриваемого материала детали машины
известен предел выносливости при растяжении-сжатии a__ip
(см. приложение 1), то из выражения, аналогичного (40),
частный предел выносливости при пульсирующем сжатии,
полагая г —0, равен
<58>
Когда для данного материала известен только предел
усталости при изгибе вращающегося образца, то, согласно
выражениям (37) и (40), можно воспользоваться следующей
формулой:
_L
Ей С • (59)
Если для данного материала детали машины известна
характеристика усталостной прочности цилиндрических
роликов при их взаимном обкатывании под нагрузкой
в виде предела выносливости при пульсирующем сдвиге на
некоторой глубине внутри металла [40], т. е. известна
исходя из соотношения t^^=to=O,3O4 p0
и так как p0 = oz = —^— = 3,29xQ, то, воспользовавшись
выражением (57), получим:
(60)
Если контактные напряжения пульсирующего цикла не
падают до нуля, а изменяются между двумя значениями,
то для определения предела выносливости при заданной
асимметрии цикла можно воспользоваться спрямленной
50
диаграммой эквивалентных циклов пульсирующего сжатия
(рис.13), построенной аналогично рис. 10.
Из подобия треугольников АМВ и АОгС находим, что
&M
MUH
о.
Рис. 13. Спрямленная диаграмма эквивалентных циклов
пульсирующего сжатия.
Решая выражение относительно омакс, получим:
Далее находим, что
NJ\
где N4 определяется согласно выражениям (44) и (55).
Для определения расчетных напряжений при
пульсирующем сжатии, пользуясь выражением (58):
До
ИЛИ
[G]rcN = -j?—•
Определение величины Ко может быть произведено
согласно выражению (62).
§ 3. ОПРЕДЕЛЕНИЕ ОБЩЕГО КОЭФФИЦИЕНТА
ЗАПАСА ПРОЧНОСТИ
Несмотря на то, что с развитием технического прогресса
в машиностроении величина запасов прочности при
прочностных расчетах деталей машин, по-видимому, будет
неуклонно уменьшаться, все же нельзя ожидать, что
необходимость в запасах прочности при определении
расчетных допускаемых напряжений и нагрузок в конце концов
отпадет вовсе.
Изменчивость всех условий изготовления и
использования машин и их деталей, а также необходимость
предусмотреть некоторые неизбежные на практике и неопределимые
аналитически перегрузки деталей машин вероятно всегда
будут заставлять конструкторов при прочностном
проектировании деталей машин исходить из некоторых запасов
прочности.
Определению запасов прочности в машиностроении
посвящен ряд научных трудов, но одним из наиболее
исчерпывающих в этой области является так называемый
дифференциальный метод И. А. Одинга [7]. Методикой
И. А. Одинга предусмотрено использование ряда частных
коэффициентов запаса прочности для определения общего
коэффициента запаса прочности Ко в виде их произведения.
Намечаемое в перспективе дальнейшее развитие методов
расчета деталей машин на прочность по унифицированным
формулам (см. главу III, § 2 «Расчет деталей машин на
долговечность по унифицированным формулам») заставляет
внести в методику И. А. Одинга некоторое изменение,
заключающееся в том, что производится разделение частных
коэффициентов запасов прочности на две следующие
52
группы: на коэффициенты, относящиеся к условиям
использования детали (К), и на коэффициенты, относящиеся
к условиям ее изготовления (Т).
Следовательно, общий коэффициент запаса прочности
может быть определен при помощи следующего выражения:
К0 = КТ, (62)
где К и Т в свою очередь определяются при помощи
произведения ряда частных коэффициентов
(/С = /С1-/С2-/С8... и T = 7V7V7V..).
При расчете каждой разновидности деталей машин,
по-видимому, необходимо вводить такие частные
коэффициенты, при помощи которых можно учесть особые
специфические условия изготовления и использования именно
данной детали.
Все же можно наметить и некоторые обобщенные
предложения для учета наиболее часто встречающихся
особенностей изготовления и использования деталей машин.
Так, например, можно через Кх обозначать коэффициенты,
учитывающие особенности условий работы данной детали
машины, через К2 — поправочные коэффициенты,
учитывающие требуемую надежность ее работы (см. таблицу 4),
и через /С3 — коэффициенты, учитывающие точность
определения действующих нагрузок и напряжений (см.
таблицу 5).
Таблица 4
Обобщенные коэффициенты К2 требуемой надежной
работы детали
Последствия непредвиденного выхода детали из строя
Длительная остановка машины для замены или
исправления детали не требуется
Вызывает необходимость постановки всей машины на
ремонт
Вызывает аварию. Для ликвидации последствий аварии
требуется постановка машины на капитальный ремонт . .
1,00-1,05
1Л0-И,20
1,20-1,30
В числе частных коэффициентов, при помощи которых
учитываются технологические особенности изготовления
рассчитываемых деталей, можно отметить следующие:
53
Тг — коэффициент, учитывающий специфические
особенности изготовления именно данной детали; Т2 —
коэффициент, учитывающий обработку и состояние поверхностей
детали (см. таблицу 6), и Т3 — коэффициент, учитывающий
точность методов выбраковки новых и изношенных деталей.
Таблица 5
Коэффициенты К3, при помощи которых учитывается
точность определения усилий и напряжений
Степень точностей расчета
При высокой точности расчетов с широким
использованием экспериментальных данных по определению усилий,
напряжений и характеристик прочности материалов . . .
При обычной точности расчетов и при отсутствии
специальной экспериментальной проверки усилий,
напряжений и характеристик прочности материалов
При приближенных расчетах и при отсутствии
экспериментальной проверки усилий, напряжений и
характеристик прочности материалов
1,2-1,4
1,4-г-1,7
1,7-3
Таблица 6
Коэффициенты Т2, при помощи которых учитываются
обработка и состояние поверхностей деталей машин
Состояние поверхностей деталей машин
Обдирка
Чистовая обработка резцом . . .
Специальные финишные операции
Коррозия в пресной воде . . . .
Коррозия в морской воде . . . .
1,20-1,30
1,10-1,20
1,05-1,10
1,00-1,05
1,70-^2,0
§ 4. РАБОТОСПОСОБНОСТЬ ДЕТАЛЕЙ МАШИН ДО ДОСТИЖЕНИЯ
ПРЕДЕЛЬНОГО ВНЕШНЕГО ИЗНОСА
Под предельным состоянием деталей машин,
возникающим вследствие внешнего износа-истирания, обычно
подразумевают постепенное достижение такого взаимного
54
изменения размеров и состояния рабочих поверхностей двух
соприкасающихся деталей машин, которое появляется
вследствие их взаимодействия при относительном движении
под нагрузкой (т. е. при их трении), причем исключается
возможность дальнейшего использования этой
кинематической пары без регулировки или ремонта.
Взаимодействие двух трущихся деталей характеризуется
появлением на трущихся поверхностях так называемого
внешнего трения, которое, однако, сопровождается
возникновением внутреннего трения за счет проникновения
поверхностных упругих и пластических деформаций внешнего
трения на некоторую глубину. Оба вида трения совместно
проявляются в виде противодействия относительному
движению деталей, причем общую результирующую силу этого
противодействия принято называть силой трения.
Для преодоления силы трения и для достижения
установившегося относительного движения пары трущихся
деталей затрачивается некоторая работа, или, если
принимать в расчет работу, затрачиваемую в единицу времени,
некоторая мощность.
Трение пары деталей слагается, по меньшей мере, из
следующих одновременно протекающих процессов:
1. Механическое зацепление неровностей трущихся
поверхностей, которое сопровождается упругими и
пластическими деформациями этих неровностей и их взаимным
постепенным усталостным разрушением с образованием
продуктов износа.
2. Возникновение и разрыв межмолекулярных связей.
3. Преодоление внутреннего трения смазочного слоя,
разделяющего трущиеся поверхности.
4. Царапание и срез металла с трущихся поверхностей
абразивными частицами, попавшими в смазочный слой
извне или же образовавшимися из продуктов износа,
которые, окислившись, приобрели абразивные свойства.
Эти явления связаны с необратимыми потерями энергии,
которая частично выделяется в виде тепла, а частично
переходит в скрытую энергию пластически деформируемых
поверхностных слоев и поверхностную энергию
порошкообразных продуктов износа.
Для практических расчетов деталей машин
предполагается, что тепловые потери при трении пропорциональны
работе изнашивания и составляют с ней одно неразрывное
целое.
55
Величина силы трения и величина вызываемого ею
износа зависят от ряда факторов, среди которых основными
являются: 1) физические, химические и механические
свойства поверхностей, подвергающихся трению; 2) сочетание
материалов трущихся поверхностей (пары фрикционные
и антифрикционные); 3) взаимодействие трущихся
поверхностей со средой; 4) чистота обработки; 5) вид трения
(сухое, граничное, полужидкостное или жидкостное); 6)
величина нормального давления и 7) скорость движения
трущихся поверхностей относительно друг друга.
С точки зрения кинематики относительного движения
деталей машин различают следующие разновидности трения:
трение первого рода — при скольжении одного тела по
другому (трение скольжения) и трение второго рода — при
перекатывании одного тела по другому (трение качения).
Трение первого рода подразделяется на статическое,
или трение покоя, и трение движения, или кинетическое
(например, трение при установившейся скорости движения
соприкасающихся поверхностей относительно друг друга).
Распространенная в технической литературе формула
F = /rP, (63)
где F — сила трения,
fx — коэффициент трения первого рода,
Р — нормальное давление,
не опровергается современными взглядами на природу
основных видов трения скольжения и практически
считается допустимой для приближенных технических
расчетов.
Для уменьшения величины силы трения на трущиеся
поверхности наносят пленки специальных смазывающих
веществ.
При отсутствии на трущихся поверхностях специально
нанесенного слоя смазывающего вещества возникающее
трение принято называть сухим.
Смазочные вещества, применяемые для смазывания
трущихся поверхностей деталей машин, образуют на них
сплошные тонкие пленки слоистого строения, которые
предохраняют поверхности от воздействия среды и придают
им способность легко скользить друг по другу.
Трение между слабо смазанными поверхностями, т. е.
покрытыми тонкими пленками смазывающего вещества,
принято называть граничным трением.
56
Когда толщина смазочного слоя, разделяющего трущиеся
поверхности, достигает значительной величины, но
непосредственный контакт трущихся поверхностей еще
происходит, то граничное трение переходит в
полужидкостное.
Под жидкостным трением подразумевают трение
при наличии смазочного слоя такой толщины, при которой
непосредственное соприкосновение трущихся поверхностей
полностью исключается.
Жидкостное трение возможно лишь при наличии особых
гидродинамических условий движения смазывающего
вещества между поверхностями и практически достигается
редко.
Износ поверхностей деталей машин соответственно
вышеперечисленным видам трения можно подразделить на три
следующих вида: износ при сухом и граничном трении,
износ при полужидкостном трении и износ при жидкостном
трении.
Износ при сухом трении обычно сопровождается
обильным выделением тепла и возникновением специфических
звуковых явлений (скрежета).
При сухом трении взаимодействие поверхностей,
соприкасающихся под нагрузкой и движущихся относительно
друг друга, хотя и определяется в значительной степени
их структурной и молекулярной шероховатостью, но общий
процесс трения и износа в этом случае можно расчленить
на два одновременно протекающих вида, а именно:
возникновение и разрыв межмолекулярных связей,
сопровождаемых необратимыми потерями энергии, и преодоление
механического зацепления трущихся поверхностей.
Для износа при сухом трении особое значение имеет
микрогеометрия, т. е. чистота механической обработки
соприкасающихся поверхностей. По мере увеличения
шероховатости трущихся поверхностей величина коэффициента
трения падает, что, по-видимому, объясняется уменьшением
фактической поверхности соприкасания выступов и
уменьшением вследствие этого сил молекулярного сцепления;
но зато при этом увеличивается износ.
Под граничным и полужидкостным трением, между
которыми трудно [установить точное различие,
подразумевают всевозможные варианты между трением несмазанных
поверхностей и полным жидкостным трением. Во всяком
57
случае как при граничном, так и при полужидкостном
трении трущиеся поверхности имеют непосредственное
соприкосновение, и, следовательно, их износ неизбежен.
Неровности смазанных трущихся поверхностей в течение
некоторого первоначального периода их взаимодействия
несколько сглаживаются. Этот процесс носит название
приработки. После приработки неровности трущихся
поверхностей становятся приблизительно равными толщине
слоя смазывающего вещества. Наблюдения показали, что
неровности трущихся поверхностей в зонах приработки
тем меньше, чем меньше в этом месте была толщина
масляной пленки.
Износ при трении смазанных поверхностей можно
представить себе, во-первых, в виде течения поверхностного
слоя, т. е. в виде переноса частиц с одного места трущейся
поверхности на другое в направлении трения, и, во-вторых,
в виде выкрашивания и вырывания частиц поверхностей
с уносом их вместе со смазкой из области трения.
Течение
поверхностного слоя носит характер
ползучести и
обусловлено местным повыше-
Масляная пленка
нием температуры в
местах металлического
контакта. Выкрашивание
в значительной степени
зависит от влияния
смазки, которая хотя и
предохраняет поверхности
от сваривания при
контакте неровностей и
придает поверхностям
способность скользить
друг по другу, т. е.
уменьшает коэффициент
трения, но одновременно повышает износ, усиливая
процессы поверхностного диспергирования.
Наличие на трущихся поверхностях смазки, проникающей
в микропоры и микротрещины поверхностей деталей машин,
вызывает расклинивающее давление в поверхностных слоях
металла и его разрушение (рис. 14) [16].
При жидкостном трении трущиеся поверхности во время
их относительного движения полностью отделены друг от
Распределение
расклинибающего
дадления по глд-
бине микротре^_
щинки
Рис. 14. Схематическое изображение
расклинивающего влияния смазки,
проникнувшей в поверхностные
микротрещины и микропоры металла.
58
друга смазывающим веществом и между ними не возникает
непосредственного контакта.
Свойство реальных жидкостей оказывать сопротивление
некоторому сдвигающему усилию называется вязкостью,
и оно позволяет говорить о трении в смазочном слое, т. е.
о жидкостном трении, которое может быть только
кинетическим.
Теоретически износ трущихся поверхностей при
жидкостном трении исключается. Но так как практически
устойчивое жидкостное трение между реальными деталями машин
осуществить чрезвычайно трудно, а также потому, что
непосредственный контакт между поверхностями в начале
и в конце движения и при увеличении нагрузки все же
возникает, приходится считаться с некоторым износом (в
меньшей степени, однако, чем при остальных видах трения).
Износ при всех видах трения приводит к существенному
изменению состояния трущихся поверхностей, поэтому в числе
других задач важно установить влияние состояния рабочих
поверхностей деталей машин до начала их использования на
характер и интенсивность течения последующего процесса
износа.
При существующих в настоящее время способах
обработки поверхностей деталей машин нельзя получить идеально
гладкие поверхности — на них неизбежны неровности, следы
воздействия того или иного режущего инструмента. Однако
эти неровности могут быть по величине и по форме весьма
различны и общая характеристика их может быть получена
лишь при помощи специальных приборов (профилометров
и профилографов).
На рис. 15 представлена профилограмма неровностей
поверхности детали машины, необходимая для составления
полной характеристики микрогеометрии исследуемой
поверхности.
Обработка профилограммы сводится к тому, что проводят
линию через вершины наиболее выступающих гребешков
и линию через низшие точки впадин. Следовательно,
расстояние между этими линиями соответствует максимальной
высоте гребешков, ее обозначают через Нмакс. Затем
проводят так называемую среднюю линию таким образом, чтобы
k + h = h + U
т. е. чтобы сумма площадей гребешков на внешней стороне
от средней линии была равна сумме площадей впадин на
внутренней стороне от этой же средней линии.
59
Г Отношение
//*
F± носит название формфактора,
характеризующего заполненность профиля материалом, а
отношение 77—^— = F2 представляет собой формфактор, харак-
"макс
теризующий незаполненность материалом профиля
поверхности; при этом
Общая оценка чистоты обработки определяется средним
квадратическим отклонением Нск неровностей профиля от
средней линии, т. е.
н -V-
11 с.к. — '
число ординат
в
Линия вершин_
гребешков
Линия дпадин
Рис. 15. Профилограмма неровностей поверхности детали машины.
Форма неровностей имеет большое значение для
износостойкости поверхности; она учитывается кривой опорных
(несущих) площадей, ординаты которой соответствуют
высоте рассматриваемых сечений профиля от линии низших
точек впадин, а абсциссы равны сумме сечений гребешков
на заданной единице длины поверхности. Эта кривая (рис. 16)
в известной мере характеризует возрастание несущей
площади поверхности деталей по мере среза вершин гребешков.
Выступы и впадины на трущихся поверхностях деталей
машин препятствуют их тесному соприкосновению друг
с другом. Две наложенные друг на друга поверхности
фактически соприкасаются лишь своими выступами, причем
фактическая площадь 5 ь касания этих выступов составляет
лишь небольшую часть общей номинальной площади всей
60
поверхности S — ab. При увеличении удельного давления
величина S0 возрастает вследствие деформации выступов
(рис. 17).
11
Зона прироботочного
износа
I--
Зона допускаемого рабочего
износа
(определяется величиной
зазора, допускаемого без
ущерба для работы
детали и
машины)
Зона выработочного
износа
(износ, нарушающий
правильное взаимодействие
деталей)
Us
hi
hi
О 25 50 75 ЮО
S опорная несущая площадь в процентах
Рис. 16. Изменение величины опорной поверхности по мере приработки
и износа трущихся поверхностей.
При относительном движении соприкасающихся
поверхностей отдельные пятна касания смещаются, исчезают и
возникают снова [17, 18].
На рис. 18 схематически представлен процесс износа,
в зависимости от времени работы деталей в сочленении.
Результаты многочисленных опытов и наблюдений,
проведенных в лабораториях и в эксплуатационных условиях,
указывают на то, что процесс постепенной утраты трущимися
деталями работоспособности можно разделить на три
периода: приработку, нормальное течение износа и выработоч-
ный износ, вызывающий нарушение нормальной работы
деталей. В течение периода приработки происходит взаимное
изменение макро-и микрогеометрии трущихся поверхностей,
появление на них продуктов износа и окисления, разогрев и т. п.
В течение этого периода изнашивание трущихся поверхностей
61
Верхняя деталь (услодно показана прозрачной)
Нижняя деталь
Места соприкасания
трущихся поверхностей
Рис. 17. Номинальная (S = ab) и фактическая площади
соприкасания двух поверхностей.
Период нормально^ работы детали
Время (п)
Рис. 18, Течение процесса изнашивания трущихся поверхностей
со временем.
62
происходит весьма интенсивно. Постепенно износ
уменьшается, стабилизируется, и наступает период нормального
течения рабочего износа.
После превышения некоторой предельной величины износ
прогрессивно возрастает, работа деталей разлаживается
и возникает потребность в их ремонте.
Первый период износа — приработка (рис. 18) — может
быть признан явлением положительного характера, так как
содействует увеличению фактических поверхностей
соприкасания взаимодействующих деталей машин, а следовательно,
уменьшению удельных давлений и повышению стойкости их
против дальнейшего износа.
Рассмотрим кривую опорных площадей (рис. 16). По мере
износа — среза вершин гребешков фактическая опорная
площадь довольно быстро возрастает, причем если допускаемый
износ трущихся поверхностей определяется некоторым
наибольшим допускаемым зазором между ними (рис. 16), то
в этом случае при допускаемом наибольшем зазоре
действительная опорная площадь может составлять 50% и более
от номинальной.
Износ при трении качения представляет собой еще более
сложное явление, чем износ при трении скольжения. При
трении качения одновременно протекают как явления
усталостного характера вследствие повторных знакопеременных
напряжений, возникающих в местах контакта
взаимодействующих при качении тел, так и износ, аналогичный тому,
который возникает при трении скольжения, поскольку
даже самое «чистое» качение неизменно сопровождается
некоторым трением скольжения на контактирующих
поверхностях хотя бы вследствие их деформации.
Усталостные повреждения при трении качения возникают
в виде шелушения и отслаивания поверхностного слоя. При
небольших удельных давлениях износ при трении качения
аналогичен износу при трении скольжения и сопровождается
изменением состояния поверхностей и появлением линейного
изменения диаметров качения. Точно разграничить условия,
при которых более интенсивно протекает тот или иной вид
износа, не представляется возможным" Однако, несмотря на
сложный характер явлений износа при трении качения,
именно для тех деталей машин, которые выходят из строя
вследствие износа при этом виде трения (подшипники
качения, фрикционные и зубчатые передачи), вопросы расчета
их на долговечность разработаны наиболее полно. Это объяс-
63
няется, по-видимому, тем, что сама эксплуатационная
практика принудила исследователей вступить на наиболее
целесообразный путь изучения износа при трении качения,
а именно на путь массовых испытаний готовых деталей до
полного их износа в условиях, близких к эксплуатационным.
Анализ явлений, возникающих при полужидкостном
трении скольжения между трущимися поверхностями деталей
машин, позволяет сделать заключение, что работа трения
при этом затрачивается:
во-первых, на упругие и пластические деформации
неровностей трущихся поверхностей;
во-вторых, на образование порошкообразных продуктов
износа;
в-третьих, на преодоление внутреннего трения в
разделяющем трущиеся поверхности слое смазки.
При этом значительная часть работы трения выделяется
в форме тепловой энергии, сопровождающей упругие и
пластические деформации и связанной с образованием
продуктов износа.
Кроме того, необходимо еще отметить, что из большого
числа разнообразных видов износа трущихся поверхностей
деталей машин преобладающее значение имеет абразивный
износ в присутствии смазки, потому что неизбежно
возникающие при трении деталей машин продукты износа,
окисляясь, превращаются в своего рода абразивные материалы,
освободить от которых смазку — довольно сложная задача.
Даже при наличии специальных фильтров тонкой очистки,
применяемых, например, в двигателях внутреннего сгорания,
полностью освободиться от загрязнения картерного масла
продуктами износа не удается.
Мощность, затрачиваемая на преодоление силы трения
и в своей значительной части расходуемая на изнашивание
(истирание, диспергирование) материала трущихся деталей
машин, т. е. работа трения в течение единицы времени на
единице площади трущихся поверхностей, может быть
определена следующим образом:
Ытр = !±^-л.с.г (64)
где р — удельное давление, при котором происходит трение
соприкасающихся поверхностей, в кг/мм2;
f\ — средний коэффициент трения скольжения;
v — относительная скорость движения трущихся
поверхностей в м/сек.
64
Относительно коэффициента трения следует отметить,
что его величина в каждом конкретном случае зависит от
ряда случайно и неслучайно складывающихся обстоятельств
и может, в известных пределах, изменяться; поэтому
изменчивость величины коэффициента трения является одной из
причин рассеивания действительных сроков службы деталей
машин, теряющих работоспособность вследствие внешнего
трения и износа.
Так как явления износа при внешнем трении очень
сложны и в каждом отдельном случае зависят от большого
числа побочных обстоятельств, то более или менее
надежный расчет каждой разновидности деталей машин на
долговечность по предельному состоянию износа должен быть
основан на некоторых экспериментальных данных.
Для приближенных расчетов, о которых только и может
идти речь при расчетах деталей машин на долговечность по
износу, можно исходить из некоторой канонической формулы
изнашивания, основанной на опытных данных. Следует
также иметь в виду, что так как в процессе трения
участвуют, по меньшей мере, два элемента, то в данной
канонической формуле является необходимым отметить
соответствующими индексами величины, непосредственно
относящиеся к первому или только ко второму образцу или детали.
Условившись индексом 1 отмечать все данные, относящиеся
к более твердому и более износостойкому материалу, можно
каноническую формулу изнашивания для этого материала
выразить следующим образом:
'i = AiTi = G±pmvK = g1\^f1pmvK мг/час, (65)
где 1г — вес объема А2 материала, изношенного в течение
одного часа;
Ах — изношенный в течение одного часа объем данного
материала в мм3;
1i — удельный вес данного материала в мг/мм3;
G1ng1 — поправочные коэффициенты, учитывающие
аналитически неопределимое влияние ряда факторов
на изнашивание материала;
|jb — множитель, определяющий величину той части
общей работы трения, которая расходуется на
изнашивание более износостойкого материала;
тик — показатели степени, определяемые на основании
опытных данных;
v — относительная скорость движения трущихся
поверхностей в м/сек.
5 В. Н. Трейер 65
Соответственно для
имеем:
/2 = А2 Т2 = G2/W
на мм2
менее
износостойкого материала
— Iх) fiPmvh
На
опытов
: мг/час. (66)
основании ряда
по изучению
500-
U50
400
350-
300
200
200
150
ЮО
50
3,5
2,5
бронза
/
и
явлении изнашивания
машиностроительных
материалов [19, 20, 21 и 22]
можно сделать
заключение, что в большинстве
случаев величину к
можно принять равной
единице и тогда без большой
погрешности течение
процесса изнашивания
можно графически изоб-
Jp= 0.005 Разить так> как это пРеД"
^ ставлено на рис. 19.
В координатах I и v
зависимость между этими
величинами может быть
(при /с ~ 1) изображена
прямыми линиями,
исходящими из начала
координат.
Угловые
коэффициенты этих прямых зависят
от величины удельного
давления р.
Формулу (65) можно также представить в следующем
виде, полагая к = 1:
р = 0,015
р-0,010
p=Q025
р=0,015
р=Ц005
1500 Улш»
1,5м/сек
Рис. 19. Спрямленная диаграмма
изнашивания.
Ti
(67)
где коэффициент L введен для учета тех изменений в
условиях соприкасания трущихся поверхностей, которые зависят
от наличия или отсутствия абразивных частиц в смазке,
а также от увеличения числа и суммарной площади пятен
касания при повышении удельного давления р, причем
Величина ф во время испытания износостойкости деталей
(или образцов) может изменяться от 0,05 (при обильном
66
наличии абразивных частиц в смазке) до 1,0 (при
интенсивной очистке смазки при помощи соответствующих фильтров
или сепараторов).
В выражении (67) знаменатель левой части представляет
собой ту часть работы трения, которая расходуется на
изнашивание первой, более износостойкой детали (или образца),
следовательно, можно также написать, что
—rj— = U, мм3/час л. с. (68)
и соответственно для другой сопряженной детали
75#2Ф ^2^ т т ч / /япч
=—— =71—ттт— = ^2 мм? час л. с. (69)
(1—fx)/iP0 72 (1
Из выражений (68) и (69) видно, что Ux и U2
представляют собой величины, которые условно можно принять за
некоторые коэффициенты износостойкости
материалов трущихся деталей при совместной их работе в
данной паре и в аналогичных условиях.
При определении частей общей мощности, расходуемой
на преодоление трения, которые затрачены на истирание
материала с поверхности каждой из двух рассматриваемых
деталей, узнаем, какая часть общей работы трения
приходится на единицу истертого объема менее износостойкого
материала, исходя из предположения, что
где а — коэффициент приведения объема Ах более твердого
и более износостойкого материала к условному
эквивалентному объему менее износостойкого материала,
полагая, что этот коэффициент может быть
установлен из отношения числа твердости (по Бринеллю,
по Роквеллу или по Виккерсу) более износостойкого
материала к этой же характеристике менее износо-
Нб
стойкого материала, т. е. а^-г.
НБ
Далее найдем, что
N'mp = N^*-bl9
Nmp = N^2;
к* 67
следовательно,
откуда
NmD =
тр— 1 +
гДе^^Ь- (70)
Величины / и соответствующие им значения v и р
содержатся в спрямленной диаграмме, которая представлена
на рис. 19 и которая может быть составлена на основании
результатов специальных опытов, проведенных на любой
испытательной машине по изучению трения и износа, если
на этой машине есть прибор, регистрирующий работу,
затраченную на преодоление трения.
Для определения величины т из спрямленной диаграммы
берем два значения / при двух величинах удельного
давления ра и рв, тогда, согласно формуле (65) и при v = 1 м/сек,
ha = Gl'Pa И Iu^G^pTy
откуда
Если на испытательной машине момент силы трения от-
считывается в /сг/сж, то средний коэффициент трения
составляет
с _ 38-M'FH
!l ~ Р&Ч '
где FH — номинальная площадь контакта трущихся
поверхностей в см2;
Р — нагрузка в кг;
d — диаметр окружности, по которой происходит
трение;
п — число оборотов детали (или образца) в минуту.
Например, при абразивном изнашивании стали 45 (Нб=320)
по бронзе (НБ = 122), результаты которого представлены на
рис. 19, могут быть определены следующие значения
параметров изнашивания:
/х = 0,6 мг/час, ^ = 0,1, L = фрт- 0,05-0,186 = 0,009,
68
= 7,8 л*г/лш3, ф = 0,05,
/i U,О
/7 = 0,015 кг/мм2,
0,448, у == 1 м/сек.
Для стали 45, согласно выражению (68),
Для бронзы имеем при тех же значениях р и v:
/2 == 2,05 мг/час, L = 0,009,
О Q *лэ1 *ЛцлЪ
— О, %j JYLo I JvlJvl ,
2 — 8,9 ~~ V'Z6>
откуда, согласно выражению (69),
тт 75-0,23-0,009 0,16
3/
(1-0,448).0,Ь0,015-1 ~ 0,000828 ~ ^6 ММ /ЧпС Л' С'
Глубина износа 5, в зависимости от длительности
изнашивания Л, при равномерном распределении износа по
трущимся поверхностям может быть определена при помощи
следующего выражения для детали из более износостойкого
материала:
*i = "гу,
а для детали из менее износостойкого материала
s2=u2 Л(1-;;^ , (72)
где Fj и F2 — номинальные площади трущихся поверхностей
в мм2;
h — расчетная долговечность в рабочих часах.
Определение общей глубины износа S двух
изнашивающихся деталей при известных 11г и £/2, полученных опытным
путем в условиях, аналогичных работе деталей при их
практическом использовании, может быть теперь произведено,
исходя из предположения о равномерном распределении износа
по трущимся поверхностям, следующим образом:
о = ^i + ^2 = i"T^—1~
2
69
При заданной допускаемой глубине общего износа [5]
двух совместно изнашивающихся деталей расчетный срок
службы может быть определен при помощи следующего
выражения:
и далее, пользуясь выражением (64),
^ 1 75 [5]
С = hpv = - - -
ь(и*к-
где С — коэффициент работоспособности данного
сочленения;
h — долговечность в рабочих часах;
р — удельное давление, при котором происходит
трение;
[S] — общая допускаемая глубина износа (в некоторых
случаях зазор при раскрытии стыка);
Fx и F2 — площади трущихся поверхностей соответственно
первой и второй детали.
Если одна из трущихся деталей является настолько
менее износостойкой, что расчет данного конструктивного узла
имеет смысл вести только по этой детали, то коэффициент
работоспособности С рассматриваемого узла можно
представить следующим образом:
C-hvv-
L-Hpv-
где [5]2 — допускаемая глубина износа детали,
изготовленной из менее износостойкого материала.
В заключение следует еще раз отметить, что
использование изложенной методики для расчета на долговечность
деталей машин по предельному износу основывается на
условном предположении о постоянстве соотношения между
той частью работы трения, которая в процессе трения
преобразуется в тепло, и той частью, которая непосредственно
расходуется на изнашивание трущихся тел при разных
режимах работы, в том числе и при опытах по определению
коэффициентов износостойкости. Между тем в
действительности, в особенности при переменности режимов работы,
такое постоянство соотношений частей работы трения не
представляется возможным, что и приводит к рассеиванию
70
сроков службы, подобно тому, как это было отмечено при
анализе явлений усталостного разрушения.
Следовательно, и при расчетах по предельному внешнему
износу является уместным воспользоваться выражением (55),
причем
71Ш(73)
(74)
§ 5. РАБОТОСПОСОБНОСТЬ ДЕТАЛЕЙ МАШИН ПРИ НЕДОСТИЖЕНИИ
ПРЕДЕЛЬНЫХ УПРУГИХ ДЕФОРМАЦИЙ
Определение предельных допускаемых деформаций
деталей машин, исходя из условия сохранения ими правильного
взаимодействия с другими сопряженными деталями, в
некоторых случаях выливается в довольно сложную расчетную
задачу, причем не представляется возможным дать какие-то
обобщенные установки для определения предельных состояний
этого вида для всех деталей машин или даже для большой
группы их.
По-видимому, для каждой разновидности деталей машин
должны быть установлены свои частные показатели
предельного состояния. Например, для вала, на котором
установлены шестерни, по-видимому, предельная допустимая
стрела прогиба будет иной, чем для вала, на котором
установлен шкив ременной передачи.
Глава III
ОБЩИЕ ЭЛЕМЕНТЫ РАСЧЕТОВ, СВЯЗАННЫХ
СО СРОКАМИ НЕДОСТИЖЕНИЯ МАШИНАМИ И ИХ
ДЕТАЛЯМИ ПРЕДЕЛЬНЫХ СОСТОЯНИЙ
§ 1. ВЫБОР ПРОЕКТНОГО СРОКА СЛУЖБЫ ДЛЯ ПРОЕКТИРУЕМОЙ
НОВОЙ МАШИНЫ
Выбор заранее такого срока службы машины, который
мог бы быть положен в основу ее прочностного
проектирования, представляет собой чрезвычайно сложную задачу,
решение которой может, по-видимому, носить лишь
приближенный характер. Он зависит от ряда таких
технико-экономических факторов, предвидеть влияние которых в
течение более или менее длительных предстоящих сроков
чрезвычайно трудно.
По-видимому, наиболее правильным способом решения
данной задачи будет тот, который связан с учетом
неуклонного повышения производительности труда путем
механизации и автоматизации производства, составляющего одну
из важнейших особенностей развития народного хозяйства
в Советском Союзе [3]. Принимать во внимание при
решении данной задачи постепенное повышение
производительности труда в народном хозяйстве Советского Союза
является вполне возможным потому, что оно заранее
планируется.
В связи с повышением производительности труда
систематически снижается трудовая стоимость продуктов
производства, т. е. систематически уменьшается количество
общественно необходимого труда для производства любого
продукта.
Этот процесс при помощи формулы сложных
процентов может быть представлен следующим образом:
Сн = -%> (75)
р к
72
где Со — трудовая стоимость производства продукта при
использовании техники, принятой во время
проектирования новой машины;
р — средний коэффициент учета прироста
производительности труда =1+тш;
/с — средний годовой прирост производительности труда
в процентах;
Сн — предполагаемая трудовая стоимость производства
продукта через Нк лет при условии ежегодного
повышения производительности труда на к
процентов.
Формулу (75) можно также представить следующим
образом:
Обозначив техническую норму производительности при
использовании техники, принятой во время проектирования
новой машины, в единицу времени (например в час) через
т0 единиц соответствующей меры (количество штук, литров,
метров и т. п.), можно допустить, что
где Ео — количество общественно необходимого труда
(овеществленного и живого), затрачиваемого на
производство продукта при том уровне техники,
который существует во время проектирования новой
машины, в течение той же единицы времени.
Соответственно можно заключить, что
где Ен — проектируемое количество общественно
необходимого труда (овеществленного и живого) на
производство продукта при помощи новой машины
в течение той же единицы времени;
тн — проектируемая техническая норма
производительности новой машины в тех же единицах меры
и в течение той же единицы времени.
При этом можем написать:
£р Еотн __ т^ (77)
Сн Ент0 ~~ р т0 ' v '
73
где jj, — коэффициент, величину которого точно вычислить
при проектировании новой машины не всегда
представляется возможным, но который, несомненно,
учитывая ряд предполагаемых обстоятельств
улучшения условий производства (улучшение сырья,
постепенное улучшение организации производства,
повышение культурного уровня персонала,
обслуживающего машину, и др.), имеет тенденцию
становиться величиной больше единицы.
6.0
5,5
5,0
>
У/
V
Рч.Ов
/
/
/
/
1
/
f
i
1
J
I
1
1
/
1
1
1
/
h-P'101
(К-7%)
3,5
3,0
2,5
2,0
1,5
6 8 10 12 Ш 16 18 20 22 24 26
нк время в годах
Рис. 20. Зависимость между приростом
производительности труда от введения
в производство новой машины и
целесообразным проектным сроком ее службы
в годах.
Если учесть также весьма распространенные
мероприятия по модернизации и автоматизации машин и станков,
в значительной мере снижающие величину Ен, то в первом
приближении следовало бы коэффициент ^ принимать
в расчет не ниже 1,5 н- 1,6.
74
На основании вышеизложенного, пользуясь выражениями
(76) и (77), можно предложить следующую формулу для
приближенного определения проектного срока службы
машины:
1 х —
н«= /"v (78)
M'+TooJ
Анализируя формулу (78), замечаем, что чем больше
предполагаемый скачок прироста производительности труда,
который ожидается от введения в производство новой
машины и характеризуется величиной ц.— (рис. 20), тем
больше может быть принят ее проектный срок службы,
т. е. тем дольше машина может быть использована без
более или менее существенного несоответствия ее технических
показателей общему уровню состояния техники и
производительности труда в данной отрасли производства.
§ 2. РАСЧЕТ ДЕТАЛЕЙ МАШИН НА ДОЛГОВЕЧНОСТЬ
ПО УНИФИЦИРОВАННЫМ ФОРМУЛАМ
Проектный расчет на долговечность любой
изнашивающейся детали (группы А) по предельному состоянию
усталостной прочности или износа основан на выяснении того
вида напряженного состояния (или трения), который при
многократном повторном воздействии является главной
предполагаемой причиной постепенной утраты деталью ее
работоспособности, а также на определении места, где это
напряжение (или трение) имеет наибольшее значение для
ее долговечности и работоспособности. Пользуясь затем
формулами теории сопротивления материалов или теории
упругости, конструктор выводит аналитическое соотношение
между основными размерами детали, величиной
воспринимаемой нагрузки и величиной напряжения (или удельного
давления), возникающего в изнашивающемся месте детали
машины под действием этой нагрузки.
Далее выясняется характер цикла напряжения (или
трения) в зависимости от периодической переменности нагрузки
(или от характера относительного движения трущихся
поверхностей).
При составлении расчетных формул выясняется также
то,, какой именно материал необходим для изготовления
75
детали, выбирается марка материала и определяется
величина того допускаемого напряжения (или величины
допускаемого удельного давления), которую выбранный материал
в условиях работы в данной детали может без повреждения
выдержать до заранее заданного числа N4 повторных циклов
напряжения (или трения), т. е. может выдержать без
повреждения в течение заранее запроектированной долговечности.
Так как размеры, а следовательно, и вес деталей
машин при их проектировании зависят как от величины
воспринимаемой ими нагрузки, так и от величины
допускаемого напряжения (или допускаемого удельного давления),
в свою очередь зависящих от запроектированной
долговечности деталей машин в эксплуатации, то для снижения
веса деталей машин, а следовательно, и веса всей машины
в целом имеет большое значение правильное и более или
менее точное определение требуемой долговечности.
При расчете деталей машин на долговечность их срок
службы может быть выражен числом лет работы Нк,
числом часов работы h и числом циклов напряжения (или
трения) Ыц, которые детали должны выдержать до их выхода
из строя.
Календарная долговечность деталей и машин в целом
в годах НКУ т. е. долговечность, выраженная в годах их
существования в рабочем состоянии с учетом
действительного времени работы и действительных суточных простоев,
может быть определена при помощи следующего
выражения:
hN (7Q\
КсК' К }
пк~ 8 760Кс Кг г
где
К hc #
Д'— 24"'
hc — продолжительность работы машины в течение суток
в часах;
Хг 365'
hd2 — продолжительность работы машины в течение года
в днях;
v — число циклов напряжений (или трения) в минуту.
В числе циклов JV , выдерживаемых деталью до выхода
ее из строя, долговечность (без учета рассеивания сроков
службы) может быть выражена следующим образом:
Ыц = 525 600 Нк v КсКг = 60/г v = 60/с„. nh, (80)
76
где кл — коэффициент пропорциональности между числом
оборотов вала п и числом циклов v в минуту,
т.е. *„ = -£-.
В рабочих часах долговечность определяется следующим
образом:
При многократном повторном восприятии циклов
переменных напряжений (или трения) в материале деталей
машин возникают явления внутреннего износа—усталостного
разрушения (или в случае трения внешнего износа трущихся
поверхностей); при этом со временем, по мере достижения
соответствующих предельных состояний изношенности,
детали теряют свою работоспособность.
В общем виде характер утраты материалом детали
работоспособности, в зависимости от величины воспринимаемых
переменных напряжений (или удельных давлений), а также
в зависимости от продолжительности работы детали, может
быть представлен в виде следующего гиперболического
закона:
Ыцт (n-h)m
где а — напряжение (или удельное давление),
характеризующее цикл напряжений (или цикл удельных
давлений);
/ и 1± — коэффициенты, зависящие от особенностей цикла
и ряда постоянных для данных условий работы
материала величин.
При расчете какой-либо конкретной детали машины
величина расчетного напряжения (или удельного давления)
в общем виде может быть определена при помощи
следующего выражения:
° = (XDf, (83)
где D — величина, зависящая от конструкции детали, ее
размера и формы и от размерных соотношений ее
частей, а также от тех свойств материала,
которые влияют на возникновение в ней напряженного
состояния под действием нагрузки;
77
X — фактор, характеризующий нагрузку,
воспринимаемую деталью (сила, моменты изгибающий и
крутящий и т. п.).
Приравняв выражения (82) и (83) друг другу, получим
Если в данном выражении перенесем неотъемлемо
относящиеся к данному объекту расчета величины,
характеризующие его форму и размеры, а также свойства материала,
из которого он изготовлен, в одну сторону, а величины,
характеризующие условия использования детали, которые
могут быть изменчивы, в другую сторону, то получим:
s
4±=Х{п.Щ"=С, (84)
где С — коэффициент, порознь равный обеим другим частям
данного выражения, который можно назвать
«коэффициентом работоспособности» детали.
Если в выражение (84) ввести общий коэффициент
запаса прочности /Со, то оно примет следующий вид:
или, учитывая выражение (62),
Приведение формул для расчета деталей машин
на долговечность к унифицированным формулам типа
(84), содержащим некоторый обобщенный коэффициент
работоспособности С, представляется исключительно удобным
при практической проектно-конструкторской работе.
Введение в расчет деталей машин на долговечность
коэффициента работоспособности С, по существу, разделяет
этот расчет на два, производимых независимо друг от друга
и с различными целями.
Первый расчет производится на специализированных
заводах, изготовляющих стандартные массовые детали или
целые конструктивные узлы (подшипники качения,
редукторы и т. п.). Этот расчет заключается в том, что на
основании размеров деталей и механических свойств материалов,
78
из которых они изготовлены, с учетом результатов массовых
испытаний этих деталей на долговечность в лабораторных
и экспериментальных условиях определяется коэффициент
работоспособности для каждого типоразмера данного вида
деталей и узлов.
Следовательно, при этом расчете определяется
коэффициент, который в исключительно сжатой форме (одним
числом) характеризует работоспособность каждого
типоразмера рассматриваемого объекта расчета.
Коэффициенты работоспособности целесообразно
вводить в техническую документацию, характеризующую
работоспособность отдельных типоразмеров объекта расчета.
Другой расчет производится конструкторами машин,
использующими при проектировании машин те или иные
готовые детали, изготовляемые на специализированных
заводах. Этот расчет заключается в том, что на основании
заданных условий использования детали — нагрузки, скорости
движения ее частей относительно друг друга,
запроектированной долговечности — определяется та величина
коэффициента работоспособности, которой должен обладать
выбираемый типоразмер детали или узла для того, чтобы
обеспечить надежную работу машины со своей стороны.
Используя величину определенного на основании условий
эксплуатации коэффициента работоспособности, подбирается
необходимая по типу и размеру деталь по той технической
документации или по каталогу, где приведены
коэффициенты работоспособности, составленные
заводом-изготовителем.
Аналогичный метод расчета на долговечность
подшипников качения был предложен автором в 1933 г. и
получил, как известно, широкое распространение в Советском
Союзе [23].
Рассматривая выражение (84), видим, что величина
S
С — X (nh) ^определяется лишь эксплуатационными
факторами, не зависящими от размеров и конструкции
намечаемой к использованию детали, и эта величина может быть
определена конструктором машины на основании внешних
заданных условий ее работы.
Величина же С — -Л- зависит исключительно от размера,
конструктивных и прочностных свойств какого-либо одного
типоразмера данного вида деталей или узлов, и определяется
79
она путем специального расчета. Результаты этих расчетов
величин С = -—, будучи сведены в специальные таблицы,
оказывают большую помощь конструкторам для правильного
выбора необходимой детали.
Таким образом, конструктор какой-либо машины может
быть освобожден от сложных и трудоемких расчетов,
связанных, например, с определением работоспособности таких
«покупных» деталей, как подшипники качения,
редукторы и т. п. Известно, что исчерпывающий расчет
работоспособности этих объектов по их внутренним размерам представ*
ляется довольно сложным.
§ 3. РАСЧЕТ ДЕТАЛЕЙ МАШИН НА ДОЛГОВЕЧНОСТЬ
ПРИ ПЕРЕМЕННЫХ РЕЖИМАХ ИСПОЛЬЗОВАНИЯ
Во многих случаях работа деталей машин происходит при
переменном рабочем режиме, т. е. при разных нагрузках
и разных скоростях движения, причем переменность этого
режима может быть определена в зависимости от
переменной скорости вращения одного из валов машины.
Расчет по максимальным нагрузкам при максимальной
скорости движения (вращения) может привести к
неоправданно завышенным запасам прочности, поэтому при
расчетах деталей машин на долговечность целесообразно
учитывать переменность режима путем определения некоторого
расчетного условного постоянного режима (эквивалентного),
который по своему влиянию на долговечность детали
соответствует переменному режиму.
Нагрузка, вызывающая напряженное состояние
материала детали, может быть выражена или в форме
непосредственно воспринимаемой силы, или в виде крутящих
и изгибающих моментов, или в виде некоторой мощности
на один оборот вала, или же каким-либо другим способом.
В общем виде нагрузка может быть выражена в форме
нагрузочного фактора X.
Если эта нагрузка изменяется периодически по какому-
либо определенному закону или если деталь работает
последовательно в течение определенных промежутков
времени под постоянными, но различными по величине
нагрузками, то задача определения эквивалентной условной
расчетной нагрузки может быть решена с достаточной для
практических расчетов точностью. В дальнейшем расчет
80
детали можно вести по этой эквивалентной нагрузке, как
по постоянной.
В общей форме зависимость между нагрузкой и
долговечностью может быть принята согласно выражению (84).
Если деталь подвергается действию переменной нагрузки,
периодически изменяющейся по величине, и если закон
изменения этой нагрузки по времени X = f(t) в течение
одного периода или цикла известен, то можно определить
такую постоянную по величине эквивалентную нагрузку,
которая по своему влиянию на долговечность детали будет
соответствовать данной переменной [24].
Если продолжительность одного цикла действия
переменной нагрузки обозначить через Г, то, в зависимости от
числа оборотов в минуту того вала, который вращается
синхронно действию рассматриваемой переменной нагрузки,
п '
где т0 — продолжительность цикла, выраженная в оборотах
вала;
п — число оборотов вала в минуту.
Разбив продолжительность одного цикла Т (выраженную
в минутах) на ряд малых промежутков времени dt, находим,
что в течение каждого этого промежутка на деталь
действует средняя за этот промежуток времени нагрузка, причем
величина этой нагрузки определяется той функциональной
зависимостью между нагрузкой и временем в течение одного
цикла, которая предполагается известной.
Время работы детали под каждой из этих нагрузок Хг,
Х2, Х3... в течение всего срока службы детали может быть
определено следующим образом:
N4dt,
причем JV4 — общее количество циклов действия данной
переменной нагрузки, выдерживаемое деталью
до выхода ее из строя. Величина Nn при этом
может быть определена следующим
выражением:
где к0 — продолжительность интервала между двумя
циклами действия данной переменной нагрузки, так
же как и пг0, выраженная в оборотах вала;
h — долговечность детали в рабочих часах.
6 В. Н. Трейер 81
Сумма то-{-ко, таким образом, представляет собой
общую продолжительность одного цикла нагрузки и
следующего за ним интервала (холостого хода),выраженную в
числах оборотов.
Если бы на деталь постоянно действовала лишь одна из
средних нагрузок, например Х19 то срок службы детали
составил бы hx рабочих часов. Соответственно при постоянно
действующей нагрузке Х2 деталь достигла бы долговечности,
равной А2 рабочих часов, и т. д.
При данном переменном характере нагрузки деталь под
нагрузкой Хх работает, как уже было отмечено, в
течение N4dt минут до повреждения. Если бы эта нагрузка
действовала постоянно, то срок службы детали выразился бы
во времени в hx рабочих часов и т. д.
На основании изложенного можно написать:
Nndt л_ Ngdt j_ __ .
~60/z7 г 1Щ> ' ' " * ~~ '
но, выражая, согласно уравнению (84),
т
Cs 1 60Cs
Xs n
ЭКВ
можем написать:
m m
C7dt , C7 dt
(w0 + ko)Xs hx (m0 -
Если же учесть, что
т
А1=-^;А2=-^7ГИ т- Д-.
т
пХ]
ТО
т
nXs dt nXs dt
1 I 2 j_ 1
82
откуда
^
ko{ Xs dt
(85)
Расчет детали на долговечность можно теперь
производить по нагрузке Хэкв так, как будто бы эта нагрузка
была постоянной по величине.
Если переменность нагрузки имеет вид кривой,
изображенной на рис. 21, т. е. состоит из постоянной по вели-
•dt
Рис. 21. Сочетание постоянной и переменной
нагрузок, воспринимаемых деталью.
чине и направлению нагрузки R и накладывающейся на
нее переменной, синусоидальной нагрузки с амплитудой S,
то общая переменная нагрузка X определится следующим
образом:
где
= R( I -{-asm -~-l
В этом случае [25], полагая у = у и раскладывая подин-
тегральную функцию в равномерно сходящийся степенной
6* 83
ряд, ограничиваясь при этом только пятью членами этого
разложения, получим:
/10 1
X~dt = R
Подставив данное выражение в (85) и принимая во
внимание, что Т — —, получим:
п:
Если предполагается, что проектируемая деталь, как
это и бывает весьма часто, в течение срока службы по
условиям эксплуатации машины попеременно будет работать
под нагрузками, различными по величине, в разные
промежутки времени, причем одновременно могут меняться
и числа оборотов вращающихся деталей, то расчет таких
деталей на долговечность можно также вести по некоторой
условной постоянной эквивалентной нагрузке при некотором
условном числе оборотов, полагая, что этот условный режим
работы детали по своему влиянию на ее долговечность
будет эквивалентен действительному.
Пусть Хъ Х2... будут нагрузками, под которыми деталь
попеременно будет работать, причем каждой нагрузке Хг,
Х2... соответствует определенная скорость вращения пъ п2....
Далее должно быть установлено, какую часть своего срока
службы деталь будет работать при каждом режиме, т. е.
под каждой из нагрузок при соответствующем числе
оборотов. Обозначив через hlf /z2... продолжительности работы
детали под каждой из нагрузок Xv X2..., можно написать:
hx = агк\
h2 = aji,
полагая, что h — долговечность под нагрузкой Хэкв и при nv,
т. е. при h =
т
С7
Коэффициенты av a2... представляют собой числовые
значения долей всего срока службы Л, в течение которых
84
действуют соответствующие нагрузки. Например, если
нагрузка Хг будет действовать на деталь в течение одной
десятой всего срока ее службы, то аг = О,1 и т. д.
Если допустить, что под действием каждой из нагрузок
Xv X2... деталь будет работать постоянно до выхода ее из
строя, то сроки службы, которые были бы достигнуты ею
при этом, учитывая выражение (84), можно было бы
определить следующим образом:
С5
а;
=
X
X
т '
т
cs
т
/ п.
Если общую долговечность h принять за единицу, то
отношение ~h будет представлять собой ту долю общей
долговечности, которую деталь утратит при работе под
нагрузкой Хг и числе оборотов пъ а отношение -л- — долю
общей долговечности, утрачиваемой деталью под
нагрузкой Х2 при числе оборотов /г2, и т. д.
Следовательно,
h\ T h2 ^
Подставив в данное выражение ранее найденные
определения для къ h2... и h\, h2... и выразив h через
искомую эквивалентную нагрузку Хэкв при некотором числе
оборотов пх, получим:
т т
CtjAi tli I а2'^2 ^2 1 1
т i т I
Xs nx Xs nx
же же
Для того чтобы привести все числа оборотов к одному,
85
например пх, при котором деталь будет работать большую
часть своего срока службы, обозначим через ,
при этом
ь=Ъ
откуда
X =
(86)
Пользуясь формулой (86), можно определить
эквивалентную нагрузку Х9Кв, по которой, полагая пх = const,
в дальнейшем можно вести расчет детали на долговечность
так, как будто этот режим работы детали является
постоянным.
При постоянном числе оборотов, т. е. при пх = пг =
я2=..., выражение (86) можно представить в следующем
виде:
т
т. е. графически (рис. 22) Х!~ /г представляет собой пло-
щадь прямоугольника со сторонами Xs и /г, причем эта
же
т
площадь равна сумме площадей X/ /гх, Х26 А2 и Хз^ h3 .
/77
'/
А.
3
А.
1
„ h -
Puc. 22. Графическое представление
m
выражения xs h.
же
86
Глава IV
ИССЛЕДОВАНИЕ РАБОТОСПОСОБНОСТИ
И ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ МАШИН
§ 1. ФИЗИЧЕСКИЕ ОСНОВЫ ИЗУЧЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ
РЕАЛЬНЫХ МАШИНОСТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
Классическое учение о сопротивлении материалов и его
высшая ступень — теория упругости — основаны на
рассмотрении напряженного состояния изотропных, гомогенных
твердых тел, предполагаемых вполне упругими.
Рис. 23. Виды кубических элементов кристаллической решетки
(а — объемноцентрированный, б — гранецентрированный).
Дальнейшее развитие ряда положений этой науки
оказалось невозможным без учета действительной
кристаллической природы реальных строительных и
машиностроительных материалов. Как известно, к кристаллическим телам
относятся все металлы и их сплавы, состоящие из огромного
количества сросшихся кристаллитов или зерен, причем
каждое зерно представляет собой систему атомов,
размещенных правильными рядами на весьма близком расстоянии
друг от друга. Эти ряды образуют так называемую кристал-
S7
лическую решетку. Наиболее распространенными видами
кристаллических решеток являются кубические,
подразделяемые на объемноцентрированные (рис. 23, а) и гране-
центрированные (рис. 23, б).
На рис. 23 точками показаны средние положения атомов.
Длина ребер куба (параметр или период решетки)
составляет 3-^-6 ангстремов (один ангстрем равен 10~8 см).
Известные законы взаимодействия атомов в идеально
построенной кристаллической решетке все же не приводят
еще к раскрытию ряда явлений, возникающих в металлах
во время их работы в деталях машин в напряженном
состоянии, не дают еще объяснения того, что реальные
машиностроительные материалы в действительности
оказываются значительно менее прочными, чем это вытекает из
предположения об их идеальном физическом строении.
Причину
расхождения теории с
результатами опытов,
в данном случае, по-
видимому, следует
искать в некоторых
видах несовершенств
кристаллической
решетки реальных
металлов. В последнее
время ряд явлений в
металлах (особенности
зависимости
деформаций от напряжений,
резкое влияние
ничтожно малых примесей
на механические
свойства, явления внутреннего трения и усталостного
разрушения и др.) довольно хорошо описывается при помощи
некоторой новой теории, так называемой «теории дислокаций
в металлах» [27, 28].
В Советском Союзе над развитием этой новой науки
работает ряд ученых во главе с проф. И. А. Одингом [29].
Под дислокациями в металлах подразумеваются
нарушения правильного строения кристаллической решетки зерен,
возникающие по ряду причин (срастание зерен,
концентрация вакантных мест в кристаллической решетке,
пластические деформации в напряженном состоянии и др.).
Рис. 24. Структура атомной решетки,
содержащей линейную дислокацию.
88
В качестве наиболее простого примера можно привести
так называемую линейную дислокацию, которую можно
представить себе в виде внедрившейся в раздвинутую часть
совершенной кристаллической решетки некоторой добавочной
атомной плоскости — экстраплоскости PQ (рис. 24).
Хотя данную дислокацию называют линейной, по
существу она является объемной, так как имеет поперечное
сечение размером в 2 ч- 5 периодов. Длина линейной
дислокации может доходить до многих десятков тысяч периодов,
а по форме она может быть не только прямолинейной, но
и спиральной и даже в виде замкнутой петли.
Из-за наличия экстраплоскости атомы решетки несколько
смещаются и оказываются выведенными из нормального
состояния равновесия, поэтому даже при небольших
напряжениях от внешних сил их стремление занять положения,
соответствующие совершенной решетке, приводит к
перестановке атомов таким образом, что получается перемещение
дислокации, которое, достигнув границы зерна, образует на
его поверхности ступеньку.
Теория дислокаций в металлах дает более или менее
обоснованное объяснение явлениям текучести, старения,
упрочнения, внутреннего трения и усталостного разрушения
металлов.
Возникновение теории дислокаций оказалось возможным
благодаря открытию электронных микроскопов, но все же
методы выявления и изучения дислокаций в металлах
в различных предельных состояниях нуждаются еще
в значительном дальнейшем усовершенствовании и развитии,
прежде чем эта теория может дать исчерпывающую оценку
работоспособности металлов в различных условиях их
использования.
Самое главное и прогрессивное в теории дислокаций
в металлах состоит в том, что эта теория может служить
надежным основанием для опровержения практически давно
уже изживших себя упрощенных представлений о полной
обратимости явлений в металлах при статических
напряжениях ниже предела упругости, а при переменных
напряжениях— ниже предела усталости.
Для объяснения явлений разрушения металла вследствие
усталости, с точки зрения теории дислокации, можно
воспользоваться следующими рассуждениями [58].
В исходном состоянии металл имеет некоторую среднюю
плотность одиночных дислокаций, способных перемещаться
89
при упругой деформации под действием нагрузки,
воспринимаемой образцом или деталью машины.
При знакопеременных нагрузках эти перемещения
совершаются как в прямом, так и в обратном направлениях.
В результате этих перемещений могут возникать группы
дислокаций, причем в районе скопления дислокаций
напряженное состояние металла возрастает.
При некоторых критических значениях прироста этого
напряженного состояния появляются срывы дислокаций
и образуются микроскопические трещины, развивающиеся
далее в более крупные усталостные трещины. Несомненно,
что вероятность образования усталостной трещины будет
тем больше, чем больше число микротрещин р в единице
объема. Далее предполагается, что соседние усталостные
трещины могут постепенно сливаться, в особенности когда
напряженное состояние металла превзойдет некоторую
критическую величину о0.
Можно установить следующее условие образования
усталостной трещины:
р(о — ао)с= 1,
где а — амплитуда знакопеременного цикла напряжений;
с — некоторый коэффициент пропорциональности.
Среднюю работу срывов дислокаций за один цикл
знакопеременных напряжений по Акулову и Френюку [58] можно
определить следующим образом:
А = с' а4.
Исходя из того, что количество микротрещин р,
возникающих в единице объема, пропорционально работе А
и числу выдерживаемых металлом циклов напряжений N,
получим
р = c'W,
откуда
oW(a — з0) = const.
Из этого выражения вытекает, что при а — а0 число
выдерживаемых металлом циклов напряжений N становится
бесконечно большим, а деталь машины при этом переменном
напряженном состоянии может без каких-либо изменений
в своем внутреннем строении работать вечно, что
противоречит основному положению материалистической
философии о неизбежных изменениях и превращениях живой
и мертвой природы.
90
Несомненно, что дальнейшее развитие науки о
дислокациях в металлах приведет к согласованию теоретических
предположений с тем действительным течением
усталостных явлений в металлах, которое подтверждается огромным
опытом использования деталей машин и из которого
вытекает, что о0->0. При этом, по-видимому, можно принять, что
a5N — const.
Это последнее выражение хорошо согласуется с
формулой (34), в которой, однако, показатель степени в
зависимости от целого ряда технологических и других причин
может принимать иные значения.
§ 2. ИССЛЕДОВАНИЕ РАСПРЕДЕЛЕНИЯ НАПРЯЖЕНИЙ
В ДЕТАЛЯХ МАШИН ПРИ СТАТИЧЕСКИХ
И ДИНАМИЧЕСКИХ НАГРУЗКАХ
Рабочая функция машин неизбежно связана с
различного рода движениями их частей при преодолении ими
некоторых переменных усилий и сопротивлений. Поэтому
подавляющее большинство деталей машин подвергается
действию нагрузок, переменных как по величине, так и по
направлению.
Однако, когда выяснение истинного переменного
характера напряженного состояния материала какой- либо детали
представляет большие затруднения, то расчет ее обычно
производят по условным статическим нагрузкам,
определение которых основывается на данных эксплуатационной
практики.
Для исследования работоспособности деталей машин
постановка их испытаний под действием статических
нагрузок значительно полнее раскрывает характер их
напряженного состояния, чем это может быть достигнуто
расчетным путем. Кроме того, во многих случаях детали
машин после работы под переменными нагрузками при
остановке машины вынуждены подвергаться действию
значительных статических нагрузок, причем в них не должно
появляться при этом остающихся деформаций (к таким
деталям, например, относятся подшипники качения колес
грузовых автомобилей, зубья зубчатых колес
грузоподъемных машин и др.). Следовательно, перед исследователями
деталей машин при статических нагрузках могут быть
91
поставлены весьма важные задачи для выявления
работоспособности деталей машин в различных условиях их
использования.
Исследования деталей машин под действием статических
нагрузок можно подразделить на следующие виды:
1) исследование распределения и концентрации
напряжений в деталях машин,
2) исследование статической несущей способности
деталей машин.
Для исследования распределения и концентрации
напряжений в деталях машин с успехом применяются некоторые
экспериментальные методы, в том числе оптический,
покрытий, тензодатчиков и др.
Оптический метод исследования распределения и
концентрации напряжений применяется на плоских моделях
деталей машин, изготовленных из специальных прозрачных
материалов (целлулоид, бакелит, висхомлит и др.
пластмассы). Этот метод основан на том, что некоторые
прозрачные материалы в напряженном состоянии приобретают
свойство двойного лучепреломления. Характер двойного
преломления, наблюдаемый при помощи поляризационных
приборов, позволяет составить вполне ясное и наглядное
представление о распределении напряжений в деталях
самой сложной конфигурации в зависимости от величины
и направления приложенных к ним нагрузок.
Физическая сущность двойного преломления [30, 31]
заключается в том, что прозрачный материал модели детали
машины, будучи приведен в упругодеформированное
состояние, становится оптически анизотропным, поэтому при
прохождении через него поляризованного белого или
монохроматического луча он раскладывается на два луча со
взаимно-перпендикулярными плоскостями колебаний,
распространяющихся с различными скоростями. Различие
скоростей приводит к разности хода лучей, которая может
быть определена при помощи следующего выражения:
R = со (а± — з2),
где R — разность хода лучей;
о — толщина плоской модели;
с — постоянная, называемая оптическим коэффициентом
напряжения и зависящая от оптических свойств
материала модели;
3i и а2 — главные напряжения в данной точке,
92
т. е. мы видим, что величина разности хода лучей зависит
от касательных напряжений, возникающих в материале
модели.
При круговой поляризации монохроматического луча на
нагруженной модели в поле полярископа появляется система
темных полос, называемых изохромами. Эти полосы
являются геометрическим местом точек, имеющих одну и ту же
величину максимального касательного напряжения (рис. 25).
Рис, 25. Картина полос (изохром) для сжатого
по диаметру диска.
В случае применения белого света полосы одинаковых
касательных напряжений окрашены в различные цвета,
зависящие от величины касательного напряжения.
При плоскополяризованном свете на общем фоне картины
полос появляются дополнительные темные линии и области,
называемые изоклинами. Изоклины являются геометрическим
местом точек, имеющих такое направление главных
напряжений, при котором одно совпадает с направлением
плоскости поляризации (рис. 26). По изоклинам можно
93
в контуре модели построить сетку траекторий главных
напряжений.
Располагая возможностью в рассматриваемой плоской
модели определить в любой точке величину максимального
касательного напряжения и направления главных
напряжений, а также краевые условия, можно, пользуясь
методами теории упругости, определить тензор напряжений
в наиболее упругодеформированных зонах модели и таким
образом судить, с некоторым приближением, о характере
концентрации напряжений в натурных деталях.
Рис. 26. Картина полос (изоклин) прямой балки при
чистом изгибе.
Заслуживает также внимания так называемый «метод
покрытий», который заключается в том, что поверхность
исследуемой натурной детали машины покрывают тонким
слоем специального лака, который при нагружении детали
и возникновении деформаций ее наиболее напряженных
частей разрывается и образует сеть трещинок. По
положению и частоте трещинок лака судят о величине и
направлении главных деформаций и напряжений у поверхности
детали, т. е. судят о характере концентрации напряжений.
Деформация, при которой происходит разрыв лака
и образование трещины, называется ^постоянной покрытия
и определяется путем тарировки на стандартном стальном
образце, принятом для исследования стали при растяжении,
т. е. определяется в условиях линейного напряженного
состояния детали.
ДляТисследования не только статической, но и
динамической несущей способности деталей машин пользуются
также тензометрированием, которое заключается в том, что
при помощи специальных тензометров или датчиков,
устанавливаемых в различных местах натурной детали машины,
определяются деформации (упругие и пластические) ее частей
94
под действием нагрузок, различных по величине и
направлению.
На рис. 27 представлена установка для исследования
несущей способности шариков при помощи зеркального
прибора Мартенса.
Рис. 27, Установка зеркального прибора Мартенса
для исследования статической несущей способности
шариков.
При исследовании контактной статической несущей
способности (например, деталей подшипников качения,
фрикционных и зубчатых передач и др.), помимо тензо-
метрирования (рис. 28), пользуются также изучением отпе-
95
чатков, которые остаются на поверхностях контактировавших
под нагрузкой деталей, если эти поверхности предварительно
были покрыты тонким слоем какого-либо вещества,
позволяющего выявить
границы отпечатка с
достаточной точностью.
Разумеется, что
остающиеся пластические
деформации при этом
методе исследования
установлены быть не могут.
§ 3. УТОЧНЕНИЕ
РАСЧЕТНЫХ ФОРМУЛ
ПО ОПРЕДЕЛЕНИЮ
КОНТАКТНОЙ
СТАТИЧЕСКОЙ НЕСУЩЕЙ
СПОСОБНОСТИ
При проведении
опытов по проверке выра-
Рис. 28. Отпечаток от соприкасания под жений (Ю), (Ц) и (13)
нагрузкой шарика с плоской поверх- \ /> \ / \ /
ностью. во многих случаях
можно установить некоторое
расхождение результатов теоретических расчетов с опытными
данными, поэтому является вполне уместным наметить
некоторые методы приведения расчетных формул в
соответствие с результатами^опытов.
В выражениях (10), (11) и (13) учитывается влияние
на размеры площадок соприкасания и на величину
сближения недеформированных элементов соприкасающихся тел
следующих факторов:
1) нагрузки Р, под которой происходит соприкасание
рассматриваемых тел;
2) модуля упругости Е материала соприкасающихся тел;
3) кривизны поверхностей соприкасающихся тел, причем
В выражения (10) и (11) все эти факторы введены
с одинаковыми показателями степени, равными ~о~, причем
выражение (10) можно переписать следующим образом:
а = р 2,73 3РЧ3 \Т)3 = $гРП1 [ TJ Rn*. (88)
96
Выражение (11) соответственно примет следующий вид:
/?Ла- (89)
Размерность величин, входящих в выражения (10) и (11)
следующая:
a,bnR выражены в линейных единицах измерения,
например, в см;
Е выражен в единицах напряжения, например,
в кг/см2]
Р выражена в кг.
Величины [Зх и гр2 — безразмерные коэффициенты.
Анализ размерности выражений (10) и (11) приводит
к следующему:
л кгПх см"3 кгщ см2"2 смПз
CMi = = #
(кг/см2)"2 кгп>
Очевидно, что данное выражение может быть
справедливым лишь при пг = п2 и при 2пх -f п3 = 1. (90)
Выражение (13) аналогично может быть представлено
в следующем виде:
где
0 3-7,28-У
Далее можем написать
g __ Рзг/: _ т ^ /пи
foEP^R"* РПх~х Rn» ' К Ч
Анализ размерности выражения (91) приводит к
следующему:
см ^ \ ^ сж(
кгП1~1смПа см2{п~1) смПз
что снова дает выражение (90).
Если во время опыта может быть исследована
зависимость между величиной сближения В и нагрузкой Р (рис. 27),
то из выражения (91) вытекает, что
Ь - ePi-*i, (92)
где
£Л1-1
з ^ Т -^- = const.
7 В. Н. Трейер 97
Логарифмируя выражение (92), находим:
lg?J=lgs + (l_ni)lgP. (93)
Следовательно, точки, изображающие результаты опытов,
если исключить неизбежные погрешности измерений и
наблюдений, должны были бы в логарифмических координатах
располагаться на прямой, причем угловой коэффициент этой
прямой будет равен 1 — пх, откуда при помощи
выражения (90) можно определить и п3.
Если во время опыта переменными величинами будут
а и Р, т. е. если будет исследована зависимость между
большой осью эллиптической площадки соприкасания и
нагрузкой, то выражение (88) можно переписать следующим
образом:
а - р4Рл1, (94)
где
h = h^ = canst.
Логарифмируя выражение (94), получим:
Следовательно, как и в предыдущем4 случае, результаты
нашего опыта, исключая ошибки измерений и наблюдений,
должны располагаться в логарифмических координатах на
прямой. Угловой коэффициент этой прямой будет равен nv
что дает возможность определить и п3.
§ 4. ИССЛЕДОВАНИЕ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ МАШИН
В НАТУРНО-ЭКСПЛУАТАЦИОННЫХ И ЛАБОРАТОРНЫХ
УСЛОВИЯХ
Составление какой-либо обобщенной единой методики
исследования утраты различными машинами и их деталями
работоспособности не представляется возможным вследствие
слишком большого разнообразия условий работы и
требований, предъявляемых к их эксплуатационным свойствам.
Уже имеющийся опыт исследования работоспособности
и долговечности машин и их деталей указывает на
необходимость подразделить эти исследования на два основных
вида: натурно-эксплуатационные и лабораторные.
Натурно-эксплуатационные исследования, в свою очередь,
следует подразделить на:
98
1) исследования подопытных объектов, заранее
подготовленных к изучению в обычных эксплуатационных условиях,
за которыми в течение всего срока их работы ведется
систематическое наблюдение, т. е. на организованные
натурно-эксплуатационные исследования работоспособности
машин и их деталей;
2) исследования машин и их деталей, которые изношены
в эксплуатационных условиях и за которыми во время их
использования наблюдения не велось.
Лабораторные исследования работоспособности и
долговечности машин в целом обычно проводятся редко, а если
проводятся, то машина служит в известной мере
естественным испытательным стендом для исследования
долговечности и работоспособности отдельных ее деталей. Поэтому
лабораторные исследования деталей машин могут быть
основаны на следующих двух существенно отличающихся
друг от друга методах испытания: во-первых, на массовых
испытаниях деталей машин в целом или даже целых
конструктивных узлов (собранного комплекта) на долговечность
и, во-вторых, на расчлененных испытаниях частей деталей
машин на тот или иной вид утраты ими работоспособности.
Организованные натурно-эксплуатационные исследования
работоспособности и долговечности машин и их деталей,
основанные на массовых испытаниях в. эксплуатационных
условиях, представляют большой практический интерес,
и результаты этих испытаний наиболее убедительны для
того или иного вывода. Такие испытания и исследования
нередко предпринимаются промышленными предприятиями
для решения отдельных практических вопросов
износостойкости и работоспособности машин в целом и их деталей.
Однако испытания, проведенные в эксплуатационной
обстановке, имеют и некоторые недостатки, снижающие иногда
научную и практическую ценность полученных результатов.
Основные недостатки этих испытаний сводятся к
следующему:
1. Если работоспособность объектов исследования во
время эксплуатационных испытаний не подвергают
непрерывной автоматической регистрации, а ограничиваются лишь
периодическими осмотрами и оценкой состояния объектов, то
некоторые особенности их поведения остаются неизученными.
Кроме того, объекты испытания, находясь вне постоянного
наблюдения за действительным режимом их работы, могут
подвергнуться непредвиденным перегрузкам или иным общим
7* 99
нарушениям правил их использования и оказаться в
условиях, не обеспечивающих нормального течения процесса их
износа. Эти нарушения при изучении износа объектов
испытания могут остаться неизвестными руководителю
исследования, в результате чего затрудняется выявление
истинных причин преждевременного выхода из строя
некоторых объектов испытания.
2. В эксплуатационных условиях нельзя исключить
влияния отдельных факторов на долговечность объектов
испытаний, поэтому и без того сложная картина утраты деталью
работоспособности усложняется целым рядом обстоятельств,
которые в лабораторной обстановке могли бы быть
устранены.
3. Ввиду того, что детали машин и машины в целом
в эксплуатационной обстановке должны работать длительное
время, то, следовательно, и испытания в этих условиях тоже
растягиваются на длительные сроки.
Несмотря на перечисленные недостатки
натурно-эксплуатационных исследований машин и станков, все же
результаты этих исследований могут служить надежными и
точными данными для широких научных обобщений как
вследствие возможности массовой их постановки, так
и вследствие того, что режимы, при которых эти испытания
проводятся, не являются искусственными, форсированными,
как это обычно имеет место при лабораторных испытаниях.
Преимущества систематических
натурно-эксплуатационных исследований сводятся к следующему:
1. Возможность постановки этих исследований на любом
более или менее крупном предприятии, использующем
сложные станки и машины, в особенности на тех
предприятиях, которые располагают лабораториями.
2. Полное соответствие получаемых научных
результатов практическим задачам производства по улучшению
использования механического оборудования.
3. Достижение достаточной точности наблюдений при
сравнительно небольших затратах, требующихся по существу
лишь для изготовления специальных измерительных
приспособлений и приставок.
4. Надежность получаемых результатов, в особенности,
если под наблюдение взято одновременно несколько машин
или станков.
Практическая ценность постановки данных [опытов для
предприятия, на котором они проводятся, заключается
100
в применении научных методов наблюдения за
исправностью и работоспособностью оборудования.
При помощи натурно-эксплуатационных исследований
машин на самом машиностроительном заводе может быть
изучено влияние на работоспособность и долговечность
деталей машин следующих факторов:
1) механических свойств металлов различных марок
(могут быть рекомендованы наиболее целесообразные);
2) различных классов чистоты обработки рабочих
поверхностей деталей машин и точности их изготовления; на
основании проведенного исследования могут быть сделаны
обоснованные выводы относительно действительно необходимой
чистоты обработки и точности изготовления деталей машин;
3) различных конструктивных вариантов деталей маший,
выполняющих одну и ту же рабочую функцию;
4) различных видов смазочных устройств и ряд других
факторов.
Из изложенного видно, что результаты систематических
натурно-эксплуатационных исследований в производственных
условиях могут дать весьма ценные данные для повышения
долговечности машин или станков.
Одной из важнейших задач при проведении
исследований долговечности машин и их деталей является
правильное установление момента окончания нормальной
работоспособности детали машины. Критерии для выбраковки
изношенных деталей и для постановки машины на ремонт
могут быть различны, в том числе:
1. Выявление усталостных трещин, существенно
ослабивших первоначальную прочность детали, при помощи
специальных дефектоскопов (ультразвуковых или магнитных).
2. Увеличение неточности взаимодействия изношенных
деталей, выражающейся как в усилении вибрации и рабочего
шума машины, так и в чрезмерном отжатии деталей под
действием рабочей нагрузки вследствие увеличившихся из-за
износа зазоров, если эти факторы могут иметь
непосредственное влияние на ухудшение качества продукции.
3. Понижение к. п. д. машины.
4. Повышение эксплуатационных расходов, приходящихся
на единицу продукции, если они являются следствием
повышения расхода горючего или электроэнергии, смазочных
и обтирочных материалов, стоимости ремонтов и
восстановления деталей путем перешлифовки, хромирования или
наплавки.
101
Обработку результатов испытаний, в особенности тех,
которые были проведены в эксплуатационных условиях,
затрудняет их большое рассеивание — разбег. В некоторых
случаях разность между отдельными сроками службы
одинаковых деталей, работавших в совершенно одинаковых
условиях, настолько велика, что более или менее точная
количественная оценка влияния того или иного исследуемого
фактора кажется иногда вообще неопределимой.
В таких случаях целесообразно исключить из обработки
результатов испытаний те данные, которые являются
следствием возникновения каких-то необычных, нетипичных
условий работы испытуемых деталей, исказивших
нормальный характер утраты некоторыми объектами испытаний их
работоспособности и случайно не зафиксированных в
документах и актах испытаний.
При обработке результатов массовых испытаний деталей
машин, проведенных в эксплуатационных условиях,
неизбежно использование методов математической статистики.
Натурные исследования полностью изношенных машин,
утративших свою работоспособность в эксплуатационных
условиях при отсутствии систематических наблюдений за
характером их износа, тоже могут дать научный и
практический материал для проектирования новых машин, если эти
исследования были проведены по определенному плану,
с соблюдением ряда условий; некоторые из них могут быть
сформулированы следующим образом:
1. Если машина может еще выполнять свою рабочую
функцию, то необходимо зафиксировать ее предельное
эксплуатационное состояние путем соответствующих
замеров точности движения ее исполнительных органов или же
путем получения серии образцов продукции до ее изъятия
из производства.
2. Изношенную машину или изношенные детали
непосредственно после их использования необходимо подвергать
исследованию немедленно, для того чтобы возможность
появления коррозии и других внеэксплуатационных
дефектов при этом была бы наименее вероятна.
3. Желательно собрать и систематизировать возможно
большее количество документации, характеризующей рабочее
состояние машины в различных стадиях ее использования.
4. Все исследования материала деталей изношенной
машины, требующие разрезания их на части для
изготовления специальных образцов, шлифов и т. п., должны быть
102
предприняты только после того, как была произведена
исчерпывающая оценка состояния деталей в целом виде.
Разновидностью данных исследований является
исследование машин и их деталей, вышедших из строя вследствие
аварий.
Проведение лабораторных испытаний деталей машин
в целом на долговечность и работоспособность хотя и дает
довольно полное представление об эксплуатационных
свойствах испытуемых объектов в течение всего срока их
службы, но требует больших затрат. Эти испытания
проводят лишь для исследования таких изнашивающихся
деталей машин, которые производятся в больших количествах
и непредвиденный выход из строя которых влечет за собой
тяжелое аварийное нарушение работоспособности всей
машины.
Для проведения этих испытаний необходимо строить
специальные испытательные машины, в которых должны быть
воспроизведены эксплуатационные условия работы
исследуемых деталей, причем должна быть предусмотрена
возможность изменения режима работы объектов исследования.
Характерным для лабораторных испытаний деталей
машин на долговечность обычно является их форсированный
режим, при назначении которого основное требование —
достижение результатов в возможно более короткий срок,
так как задачи этих испытаний обычно заключаются
в быстром обнаружении таких недостатков объектов
испытаний, которые невозможно выявить аналитически, но
которые должны быть учтены и устранены при
усовершенствовании технологического процесса их производства.
Лабораторное испытание деталей машин в целом на
долговечность дает довольно полную картину утраты ими
своей работоспособности, но и при этом методе, хотя и не
в такой степени, как при эксплуатационных испытаниях,
все же остается еще ряд одновременно действующих
факторов, причем не всегда удается установить влияние
каждого из них в отдельности.
Случайный характер сочетаний этих различных по своей
значимости для работоспособности детали факторов,
влияющих в каждом отдельном объекте испытания на
долговечность его то в ту, то в другую сторону (увеличивая ее
или уменьшая), приводит к большому рассеиванию
результатов испытаний.
Это рассеивание результатов испытаний и является при-
103
чиной необходимости массовых испытаний деталей машин
на долговечность, так как ошибки при определении искомой
связи между условиями работы детали и ее долговечностью,
подверженной случайной изменчивости, будут тем меньше,
чем большее число результатов будет положено в основу
определения аналитической формы этой связи.
_ Объект испытания
Подшипники бала
Рис. 29. Схема установки для испытания шарикоподшипников на
долговечность.
Одними из первых деталей машин, для которых были
организованы массовые испытания на долговечность,
явились подшипники качения.
Рассмотрим несколько примеров устройств для испытания
деталей машин на долговечность.
Испытание подшипников качения на долговечность
производится до выхода их из строя после появления на их
внутренних рабочих поверхностях повреждений
усталостного характера. Признаком появления этих повреждений
является повышение рабочей температуры объекта
испытания и резкое усиление его рабочего шума. По этим
признакам обычно определяется окончание работоспособности
подшипников качения.
104
Схема устройства станка для испытания подшипников
качения на долговечность показана на рис. 29.
На рис. 30 изображена схема машины для испытания
на долговечность стальных проволочных канатов.
Регулируемый
крибошипно -
балонсирный
механизм
Сменный
блок
Редуктор
Груз
Рис. 30. Схема установки для испытания стальных
проволочных канатов на долговечность.
Машина состоит из следующих частей: приводного блока,
сообщающего испытуемому канату
возвратно-поступательное перемещение, сменного блока, служащего для
образования повторных перегибов объекта испытания,
электромотора, редуктора и регулируемого кривошипно-балансирного
механизма для сообщения движения приводному блоку. Для
учета числа выдержанных объектом испытания перегибов
имеется специальный счетчик.
В зависимости от задач исследования испытание
проводят до обрыва первой проволочки или определенного
числа проволочек на длине одного шага свивки каната
или же до полного его разрыва.
Для испытания на долговечность зубчатых передач
применяются испытательные машины различных
конструкций. Большое распространение получили установки для
испытания зубчатых передач так называемым «замкнутым
105
способом». В этих установках испытываются одновременно
две пары зубчатых колес, составляющих одну замкнутую
силовую систему (рис. 31). Нагружение производится за
счет упругости стального нагружающего валика, один конец
которого под действием внешнего крутящего момента
закручивается на определенный угол. К недостаткам этой
конструкции относится сравнительно небольшой угол
закручивания валика. Даже при небольшом износе зубьев
испытуемых колес происходит значительное относительное
раскручивание нагружающего валика, поэтому
первоначальную [;нагрузку на испытуемые зубчатые пары необходимо
регулярно контролировать и восстанавливать для
поддержания постоянства режима испытания.
Схема одного из вариантов [установки для испытания
зубчатых передач с замкнутым силовым контуром
представлена на рис. 31 [32].
Рис. 31. Схема установки с замкнутым силовым контуром для
испытания дифференциальных механизмов.
На двух параллельных валах, из которых один
разрезной, т. е. состоит из двух частей, установлены испытуемые
пары шестерен 3 и 4. Если к фланцам 1 соединительной
муфты разрезного вала приложить противоположно
направленные моменты, то вследствие упругой податливости
системы фланцы повернутся относительно друг друга на
некоторый угол; при этом испытуемые зубчатые пары 3 и 4
окажутся нагруженными моментами MCl и MCt.
Если включить балансирный электродвигатель 29 то
в контуре начнет циркулировать мощность
N4 - N3 + Nde,
106
где N-3 — мощность, которая возникает за счет внутренних
сил упругости, вызванных приложением внешних
загружающих моментов;
Nde — мощность двигателя.
При этом
__ М3-пдв М^п^
3~~ 716,2 с)в ~~ 716,2 '
где М3 — внешний загружающий момент замкнутого
контура;
Мдв — крутящий момент двигателя (равный и
противоположно направленный Мп)\
Мп — момент на станине двигателя;
пдв — число оборотов вала двигателя в минуту.
Уравнение моментов относительно оси хх
М^Мъ — Мз + Мде = 0,
откуда
Мдв --,М3(1— rkri2),
где 7]х и т]2 — к. п. д. первой и второй пары шестерен
замкнутого силового контура.
Следовательно,
Далее находим, что
7 -
Nu Mo (2 — ТЬТПо)
мдв
Коэффициент циркуляции Z обычно составляет 6 -:~ 8, т. е.
для работы установки с замкнутым силовым контуром
требуется мощность в 6—8 раз меньше той, которая
циркулирует через испытуемые зубчатые пары; это значит, что
мощность двигателя расходуется только на преодоление сил
трения.
§ 5. ОБРАБОТКА РЕЗУЛЬТАТОВ МАССОВЫХ ИСПЫТАНИЙ
ДЕТАЛЕЙ МАШИН НА ДОЛГОВЕЧНОСТЬj
Огромный опыт эксплуатации машин, а также
результаты массовых натурно-эксплуатационных и лабораторных
испытаний деталей машин на долговечность показывают,
107
что действительные сроки службы одних и тех же деталей,
работающих в однотипных машинах, оказываются
неодинаковыми и обнаруживают некоторое рассеивание, несмотря
на то, что материалы, из которых изготовлены эти детали,
технологический процесс их изготовления и режим их работы
могли быть совершенно одинаковыми.
Под рассеиванием сроков службы деталей машин
подразумевается то различие их действительных сроков службы,
которое является следствием случайных сочетаний
многочисленных факторов, как благоприятствующих, так и не-
благоприятствующих их длительной работоспособности. Эти
случайные сочетания возникают при изготовлении каждой
отдельной детали, а также и во время ее работы в машине.
Например, при обработке результатов массовых
лабораторных испытаний на долговечность подшипников качения
обнаруживается, что одинаковые подшипники в одинаковых
условиях работы могут различаться по срокам службы
в 20—30 раз.
Такая изменчивость долговечности одинаковых деталей
машин зависит от влияния различных факторов. .
Одни из них действуют в постоянном направлении,
вызывая отклонения долговечности деталей машин всегда
в одну сторону — в сторону повышения или же, наоборот,
в сторону ее снижения. К таким факторам, которые
повышают срок службы деталей, можно отнести правильное
соединение деталей с соблюдением необходимых зазоров
и натягов, правильную смазку требуемым сортом
смазочного материала. К факторам, снижающим долговечность
деталей машин, относятся: загрязнение рабочих
поверхностей деталей машин и смазочного материала
посторонними химическими и механическими примесями, перегрузка
деталей вследствие неточной регулировки их взаимного
расположения и др.
Факторы, действующие в постоянном направлении,
можно назвать неслучайными и притом в большинстве
случаев управляемыми, потому что во многих случаях они
зависят от добросовестной работы обслуживающего
персонала, который обязан обеспечивать преобладание факторов,
повышающих долговечность деталей машин, и устранять
факторы, понижающие их долговечность.
Однако изменчивость долговечности деталей машин
и после устранения факторов, неблагоприятно на ней
отражающихся, полностью не может £)ыть ликвидирована и рас-
108
сеивание сроков службы деталей машин всегда будет
проявляться, хотя возможно и в более узких границах, чем
прежде.
Эта неизбежная изменчивость долговечности деталей
машин обусловлена действием подлинно случайных,
независимых друг от друга факторов, полностью устранить
которые невозможно.
Производя исследование партии объектов испытаний,
взятой из текущей продукции машиностроительного
завода, т. е. случайной выборочной совокупности, мы
предполагаем, что по своей работоспособности и эксплуатационным
свойствам объекты данной совокупности будут походить на
объекты так называемой генеральной совокупности, т. е.
на всю массу деталей машин, выпускаемую для работы
в эксплуатационных условиях.
Выборочная совокупность, достаточно хорошо
воспроизводящая эксплуатационную характеристику генеральной
совокупности, называется репрезентативной.
Следовательно, изучив свойства объектов выборочной
репрезентативной совокупности, мы по ней судим с некоторым
неизбежным приближением о свойствах всей генеральной
совокупности.
Чтобы выявить влияние того или иного фактора, объекты
испытания подбирают и подготовляют с определенными
градациями отступлений данного фактора от его нормы.
Такая совокупность уже будет не репрезентативной, а
специальной.
Вследствие рассеивания результатов испытания деталей
машин на долговечность число объектов, составляющих ту
или иную совокупность, не должно быть слишком малым.
Известно, что чем меньшим числом наблюдений мы
располагаем, тем больше построенная нами кривая распределения
будет отличаться от кривой нормального распределения.
Если же даже при большом числе наблюдений кривая
распределения все же отличается от нормальной, то это
следует рассматривать как указание на то, что наряду со
случайными сочетаниями причин, влияющих на рассеивание
результатов наблюдений, имеют место и неслучайные.
Достаточно надежные выводы при обработке результатов
испытаний на долговечность, например подшипников
качения, были получены в тех случаях, когда производилось
испытание совокупности, состоящей из 20 объектов.
Обработку результатов массовых испытаний деталей
109
машин на долговечность для составления обобщенных
характеристик долговечности их в эксплуатационных
условиях приходится неизбежно производить таким образом,,
что некоторая небольшая часть деталей машин, например
10%, заведомо не будет им удовлетворять, но зато 90%
будут в действительности в эксплуатационных условиях
более стойкими.
Изыскание на основании результатов испытаний деталей
машин на долговечность таких режимов их работы, при
которых гарантийный срок службы выдерживали бы
100% объектов выборочной репрезентативной и генеральной
совокупности, практически привело бы к такому
значительному понижению допускаемых напряжений, которое
оказало бы весьма неблагоприятное влияние на дальнейшее
развитие конструкций новых машин повышенной
производительности.
Желая обработать результаты массовых испытаний
выборочных совокупностей деталей машин на долговечность
таким образом, чтобы определить гарантийные сроки службы,
которые выдерживало бы 90% генеральной совокупности,
с точки зрения теории вероятностей следует вести расчеты
с вероятностью превышения ими гарантийных сроков службы,
равной 0,9.
При постановке исследований деталей машин на
долговечность испытания целесообразно подразделять на научно-
экспериментальные и контрольные.
Научно-экспериментальные могут служить для отыскания или подтверждения
некоторой общей канонической формулы долговечности
исследуемой детали, а контрольные — лишь для
определения расчетных параметров общей канонической формулы
применительно к тем или иным размерным или
качественным разновидностям исследуемой детали.
Под канонической формулой долговечности
подразумевается некоторая обобщенная зависимость сроков службы
разновидностей рассматриваемой детали от величины
воспринимаемых ими нагрузок.
Введение не только общих канонических формул
долговечности, но и некоторых постоянных величин в них,
например, показателей степеней в формулах расчета
отдельных разновидностей однотипных деталей машин, практически
является совершенно необходимым для обобщения расчетов.
Было бы, например, невозможно для каждого типоразмера
подшипников качения (их около 2 000) дать свою особую
110
расчетную формулу долговечности с особым показателем
степени и особыми дополнительными коэффициентами.
Такое решение задачи было бы излишним также и потому,
что абсолютной точности расчетов долговечности деталей
машин достигнуть нельзя; эти расчеты всегда будут носить
приближенный характер вследствие неизбежного
рассеивания сроков службы как при испытаниях, так и в обычных
эксплуатационных условиях; поэтому представляется вполне
допустимым введение некоторых обобщенных для
определенного числа разновидностей деталей данного типа
постоянных величин в общих формулах долговечности.
При расчете ряда деталей машин на долговечность
удобно воспользоваться канонической формулой
долговечности (84), которую можно представить в следующем виде:
где п — число оборотов вала или одного из валов машины
в минуту, пропорциональное числу циклов
напряжений или трения, воспринимаемых рассчитываемой
деталью;
h — долговечность детали в рабочих часах;
С — коэффициент работоспособности детали или части
машины;
X — нагрузка или фактор, определяющий специфические
условия нагружения детали или части машины
(например, изгибающий или крутящий моменты,
мощность на один оборот вала и т. п.).
Выражение (84) в логарифмических координатах lgX и
lg(nh) изображается прямой (рис. 32). Если в эту систему
координат внести результаты испытаний и по ним провести
эту прямую, то тангенс угла наклона прямой будет равен
, а на оси ординат прямая отсечет отрезок,
выражающий величину lg С.
Одной из важных задач при обработке результатов
испытания деталей машин на долговечность является
определение величины —.
т
Из главы «Расчет деталей машин на долговечность по
унифицированным формулам» видно, что s [см. выражение
(83)] зависит от способа определения расчетного напряже-
111
ния (или удельного давления) и, по существу, не зависит
от результатов испытания деталей машин на долговечность,
а т является величиной, определение которой возможно
лишь на основании обработки результатов массовых
испытаний, причем, чем большее количество объектов было
испытано, тем надежнее и точнее она может быть определена.
Где
Результаты испытания
Результаты испытания
Рис. 32. Графическое изображение канонической формулы
долговечности в логарифмических координатах.
Обработка результатов массовых испытаний деталей
машин на долговечность может быть произведена
соответственно двум несколько отличающимся друг от друга
методам-этих испытаний.
Если испытания производятся при постоянной расчетной
скорости вращения п, а меняется лишь нагрузочный фактор
X, то, определив до выхода из строя 10% объектов
гарантийный срок службы при каждом значении X и располагая двумя
его значениями, составляем два следующих уравнения
с двумя неизвестными С и —:
т
Определение С и-^- будет более точным, если X' и
X" будут значительно отличаться друг от друга по
величине.
112
Если в обработку включены результаты испытаний,
полученные при нескольких различных режимах, то при
условии, что при каждОхМ режиме подвергалось испытанию
более или менее одинаковое число объектов, обработку
результатов целесообразно производить в два приема.
Сначала в обработку включают все результаты, причем
определяют среднее значение величины —; полученное при
этом среднее значение Сср практически использовано быть
не может, потому что 50% деталей при расчетах по Сср
будет выходить из строя ранее расчетного срока службы,
что недопустимо.
Обработку результатов целесообразно производить,
пользуясь способом наименьших квадратов. Этот способ
подчиняет определение искомых величин канонической формулы
долговечности условию, чтобы сумма квадратов отклонений
точек, полученных опытным путем, от вычисленных была
наименьшей.
Обработка результатов сводится, как уже было отмечено,
к определению на основании i сроков службы (йь h2 ... ht)
деталей машин при соответствующем числе / нагрузочных
факторов (Xi, X2 ... Xf) величин — и С, при которых
сумма квадратов отклонений опытных данных от
вычисленных, т. е.
i
1
будет наименьшей.
Определение того, при каких значениях Си —
данная сумма квадратов будет наименьшей, может быть
осуществлено путем приравнивания нулю ее частных
производных по lgC и -^-.
При этом получаем:
откуда находим так называемое «первое нормальное
уравнение»
8 В. Н. Трейер ИЗ
ii-i\gCcp + -^
1 1
Далее имеем:
/ s
=0
откуда находим «второе нормальное уравнение»
i i i
Xi• lg (n A,.) j - lgCep 2 Ы (nhi) + -^-
1
1
(96)
Совместное решение уравнений (95) и (96) приводит
к наиболее точному определению величин Сср и —-#
Практически обработка результатов по данному способу
производится следующим образом.
По числу взятых в обработку результатов выписывается
следующий столбец:
lgX.-lgC,,-^
Величины Slf S2 ... S( равны соответствующим
величинам [\gXl — lgCc/7 f — Ig(nfi;)] при подстановке в них
lgCcp=l и -± = 1, т. е. Sx = lgXa — 1 -Ь lg(M ЛО; S2-
=• lgX2— 1 + lg(nh2) и т. д.
Величины Sx, S2 ... S, являются контрольными.
Сложив выписанные в столбец выражения, получихм
первое нормальное уравнение (95). Если суммирование
проведено правильно, то при подстановке \gCcp= \ и■— = 1
левая часть уравнения (95) будет равна сумме ^JtS;.
1
114
Помножим теперь каждое выписанное в столбец
выражение, а также соответствующее ему S на lg (/г Л/),
входящий в данное выражение, при этом получим:
• lg (« К) + ^- [lg (n Aj)]2; Sx • lg (n hj);
■ lg (n h) - lg C, • lg (n A2) 4- -f I ig (« A2)]2; 52 ■ lg (n h2);
lgX; • lg (л A/) - lg Ccp ■ lg (n ht) + -^ [lg {n A,)]»; S,- ■ lg (n A,).
Суммирование этих выражений дает нам второе
нормальное уравнение (96). Если суммирование было проведено
правильно, то при lg Сср = 1 и ^- = 1 левая часть урав-
нения (96) будет равна /jS/ \g(nh{).
i
Определение величины — приходится делать очень
редко, и на основании произведенной обработки результатов
опытных данных она устанавливается для рассматриваемого
вида деталей машин на продолжительные сроки.
При определении расчетной величины коэффициента
работоспособности С, а также при контрольных испытаниях
следует исходить из принятого значения —, причем в
обработку по способу наименьших квадратов можно брать
лишь 20% наихудших результатов; тогда предполагается,
что половина результатов, т. е. 10%, наименее стойких
объектов испытаний не будет удовлетворять расчетной
долговечности, но зато 90% деталей превзойдут ее.
При постановке на контрольное испытание сразу всей
партии объектов после выхода из строя первых 20% можно
прекратить испытание и тем самым в несколько раз
сократить его длительность.
§ 6. МЕТОДИКА УСКОРЕННЫХ ИСПЫТАНИЙ ДЕТАЛЕЙ
МАШИН НА ДОЛГОВЕЧНОСТЬ
Испытания деталей машин на долговечность иногда
затягиваются на длительные сроки (до нескольких лет),
причем результаты таких испытаний могут уже не представлять
практического интереса, поскольку за это время изменяются
Я* 115
как условия изготовления исследуемых деталей, так и
условия их использования.
Непредвиденная большая длительность некоторых
испытаний деталей машин на долговечность может быть отчасти
объяснена тем, что до начала испытаний не всегда бывает
возможным наметить именно такой режим испытания, при
котором достаточно достоверный результат может быть
получен в наикратчайший срок.
Для того чтобы результаты испытаний деталей машин
на долговечность получить возможно скорее, можно
воспользоваться следующей методикой ускоренных испытаний, если
при этом полагать известной величину — в канонической
формуле долговечности (84).
Методика эта основана на том, что во многих деталях
машин (например в подшипниках качения, зубчатых и
червячных передачах и др.) при работе под нагрузками
возникают переменные напряжения и рабочая температура их
повышается, причем вследствие неизбежного некоторого
различия в индивидуальных особенностях каждой
исследуемой детали ее рабочая температура, при одинаковом режиме
работы, оказывается несколько отличной от температуры
других деталей. Обычно менее работоспособные детали
нагреваются во время работы или испытания больше, а
детали с более удачными сочетаниями индивидуальных свойств,
работая в тех же условиях, нагреваются меньше.
Является вполне целесообразным каждую испытуемую
деталь подвергать работе до выхода ее из строя при том
режиме, при котором она достигает некоторой предельной
допустимой рабочей температуры.
Этот особый для каждого объекта испытания режим
не может быть установлен сразу, а выбирается лишь путем
постепенного повышения нагрузки, начиная с явно
заниженной.
Переход на каждую новую повышенную ступень режима
испытания производится только после того, как рабочая
температура испытуемой детали установилась. Необходимо,
разумеется, строго фиксировать продолжительность работы
при каждом режиме.
Следует также отметить, что такой метод нагружения
является также целесообразным и с точки зрения
обеспечения некоторой «обкатки» испытуемых деталей до
постановки их для работы под максимальными нагрузками.
116
После исчерпания работоспособности объекта испытания
известны Хъ Х2 ... Х-п т. е. все нагрузки, под которыми
объект испытания работал, и Аь А2 ... hh т. е. все сроки
работы под соответствующими нагрузками Хъ Х2 ... Xit
а также число оборотов п, при котором производилось
испытание.
Следовательно, для каждого объекта исследования будут
известны h = кг -\- Л2 -f • • • + Л/, Хдкв, согласно выражению (86),
и число оборотов п, т. е. для каждого объекта
исследования можно определить его частный коэффициент
работоспособности:
Если исходить из 20% наименьших значений
полученных частных коэффициентов работоспособности и
определить их среднюю величину, то можно полагать, что для
90% деталей эта величина Сф будет справедлива при
аналогичных форсированных режимах работы.
Если во время испытания представляется возможным
непрерывно постепенно увеличивать нагрузку до известной
предельной величины, то эту предельную нагрузку можно
определить следующим образом:
где к — коэффициент, характеризующий скорость
возрастания нагрузки, например в кг\час\
ht — время, в течение которого была достигнута
предельная нагрузка Хмакс, в часах.
Установив величину Хмакс по максимальной допустимой
температуре, далее испытание продолжается в течение
hx часов до исчерпания работоспособности детали.
Следовательно, общая долговечность детали составит
Из выражения (86) и рис. 22, при (^ = (32 = ... — ^ — 1
вытекает, что
т
— X~s~ U
ИЛИ
*■ же s
о Ш
117
Так как
ct
Ш1'
Ц
Аналогично получим, что XMafxC'hi^ -.
Из анализа выражения (86) видно, что величины
т т
Хэкв • Л/ и Хмакс • К графически представляют собой
некоторые площади (рис. 33), суммирование которых может
характеризовать общую работоспособность детали,
работающей при разных режимах. Следовательно, можно также
полагать, что
c
(98)
или что
но так как
ТО
Ci \ n s
о /7?
m
Так же как и в предыдущем случае, исходя из средней
величины 20% наименьших значений частных
коэффициентов работоспособности С, можно полагать, что для 90%
деталей эта найденная средняя величина Сф будет
справедлива при аналогичных форсированных режимах работы.
118
При помощи данной методики испытания изнашивающихся
деталей машин на долговечность представляется возможным
не только произвести их испытание на таких режимах, при
которых исчерпание их работоспособности может быть
достигнуто в наикратчайшие сроки, но и, что особенно
важно, испытание всех объектов будет произведено при
одинаковом температурном режиме, что позволит сделать
одинаковую поправку к полученным результатам на случай
использования аналогичных деталей при нефорсированных,
нормальных эксплуатационных режимах.
Рис. 33. Графическое изображение работоспособности
деталей машин при методике ускоренных испытаний на
долговечность.
Так как установлено, что изнашивающиеся детали при
форсированных режимах работы обладают относительно
меньшей долговечностью, что, по-видимому, объясняется
снижением механических свойств металлов при повышенных
рабочих температурах, характерных для форсированных
режимов работы, то для определения коэффициента
работоспособности С, используемого при расчете и выборе деталей,
которые предназначены для длительной работы при
нефорсированных режимах, можно исходить из следующей
формулы [33, 34]:
С^Сф'Кт^Сф-е , (100)
119
где а — температурный коэффициент, определяемый экспе
риментально;
tx — рабочая температура детали при форсированном
режиме работы в °С;
t2 — рабочая температура детали при длительном
нефорсированном режиме работы в °С.
Формула (100) может быть использована с достаточной
для практических расчетов точностью в пределах температур,
не вызывающих изменения фазового состояния металла.
В частности, для подшипников качения коэффициент
Кг в пределах температур от 100 до 250°С варьируется
между 1 и 1,4.
§ 7. ОПРЕДЕЛЕНИЕ ОСТАВШЕЙСЯ РАБОТОСПОСОБНОСТИ
ДЕТАЛЕЙ МАШИН ПРИ ПЕРЕХОДЕ НА ДРУГОЙ РЕЖИМ РАБОТЫ
В ряде случаев требуется определить оставшуюся
работоспособность детали при переходе на другой режим ее
использования, например, при модернизации станка или
машины и переводе ее в связи с этим на более
напряженный режим работы.
В соответствии с выводами, сделанными в
предшествующих параграфах, эта задача может быть решена
следующим образом.
Обозначив через Хг и пх нагрузку и число оборотов,
характеризующие условия работы детали при
первоначальном режиме работы, а через hx продолжительность ее
работы при этохм режиме, можем определить ту часть ее
работоспособности Сг [см. выражение (84)], которая деталью
при этом была утрачена, т. е.
Далее находим, что
т
— т
и соответственно для второго предстоящего режима работы
т
т
г
—
Согласно выводам, положенным в основу выражения (98),
можем представить себе режимы работы деталей в виде
— =X2S A2.
2 2
120
некоторых прямоугольных площадей со сторонами, напри-
т т
мер, Хг s hlf а также Х2 s h2\ тогда эквивалентная,
равновеликая , площадь может быть определена следующим
образом:
В этом выражении hx -f~ h2 = h\ X — некоторый
эквивалентный нагрузочный фактор; п — число оборотов при
эквивалентном режиме работы.
Для удобства дальнейших расчетов примем п = п19
тогда
с.
Следовательно, величина коэффициента оставшейся
работоспособности определится теперь как
Г т т 1
=%\ С~-Х7.(Я1-А1)|.
В выражении (101) известны все величины, поэтому
определение коэффициента оставшейся долговечности не
представляет затруднений, причем долговечность h2 при
новом режиме работы может быть определена следующим
образом:
(
В выражении (101) С — коэффициент работоспособности
новой, еще не бывшей в работе детали машины.
§ 8. РАСЧЕТ ПОСТЕПЕННОГО ВЫХОДА ИЗ СТРОЯ
ИЗНАШИВАЮЩИХСЯ ДЕТАЛЕЙ МАШИН
Современные методы расчета деталей машин на
долговечность основаны на некоторых так называемых
гарантийных сроках службы, которые устанавливаются
соответственно таким режимам работы деталей, при которых (в
течение гарантийного срока службы) может выйти
преждевременно из строя лишь некоторое, строго ограниченное
количество деталей (см. главу IV, § 5 «Обработка
результатов массовых испытаний деталей машин на
долговечность»).
121
Для подшипников качения, например, расчет на
долговечность основан на допускаемом, преждевременном выходе
из строя в течение гарантийного срока службы 10% от
всего количества используемых подшипников. При этом
90 % из числа этих подшипников обнаруживает значительно
более высокую долговечность (в 20—30 раз превышающую
гарантийный срок службы).
При конструировании машин выбор подшипников
качения, следовательно, необходимо производить по некоторым
гарантийным проектным срокам службы, но при
планировании обеспечения подшипниками ремонтов машин уместно
учесть и действительный характер течения процесса
постепенного выхода их из строя.
По гарантийным срокам службы производится также
анализ работоспособности и других изнашивающихся
деталей машин, для которых уже разработана более или менее
развитая методика их расчета на долговечность.
Если во время очередного ремонта машин на
изнашивающейся детали, отработавшей свой гарантийный срок службы,
не обнаружено явлений износа, препятствующих ее
дальнейшему использованию, то такую деталь можно допустить
к работе и в течение последующих ремонтных сроков.
Для планирования планово-предупредительных ремонтов
массовых машин и для обеспечения этих ремонтов
необходимым фондом запасных частей представляет некоторый
интерес проследить за постепенным выходом из строя всей
партии деталей в течение сроков, значительно превышающих
гарантийные [35].
Если (рис. 34) по оси ординат отложить части общего
числа изнашивающихся деталей данной партии, которые
постепенно выходят из строя и использование которых
начато одновременно, а по оси абсцисс — кратность
действительных сроков службы гарантийным, полагая, что выход
из строя деталей будет происходить по времени равномерно,
то можно составить следующее соотношение:
р(х) = р0^, (102)
где р (х) — часть общего количества изнашивающихся
деталей, которая может выйти из строя до
достижения срока службы hp\
р0 — часть общего количества деталей, которая,
согласно техническим условиям, может выйти из
строя до истечения гарантийного срока службы;
122
hp — действительный срок службы;
h — гарантийный срок службы.
Однако в действительности такой равномерный выход
деталей из строя в течение всего срока их службы бывает
сравнительно редко.
Q8
0,7
Q6
0,2
Q1
1
г
. /л
Jo'
/
у
у1
(
/
ys
/
1
/
/
/
/
/
Ро-
/
№
|
Г
у*
-■Ро
/
/
у*
yS
у*
P0su05y
у^
у*
yS
у^
у*
у*
hi
h
Ю
15
20
Рис. 34. Графическое изображение формулы
Р (*) = Ро Чт •
В тех случаях, когда характер течения процесса
изнашивания деталей сложен и зависит от случайного сочетания
большого числа различных факторов, из которых одни
действуют в направлении повышения долговечности детали,
а другие в сторону ее понижения, как это, в частности,
имеет место при использовании подшипников качения,
закономерность выхода изнашивающихся деталей из строя
получается несколько иной [см. выражение (48)].
Выражение (48) можно также представить в следующем
виде:
(ЮЗ)
Величина показателя степени / обычно находится в
пределах 1ч-2 и может быть определена для деталей
любого типа на основании результатов испытания
аналогичных деталей.
123
б ли
1!
S
о,
с
со
о
а.
о
•©-
5
1
с=
S
гх
с;
гЗ
н
S
з-
1
-
S
о"
о
LO
о"
О
LO
Ю
о
LO
LO
о
LO
, ,
см
о4
сч
о"
о
00
00
о"
о"
8
о
00
о"
CD
,87
о
СО
,83
°
со
о"
о
о
о-
LO
00
о
,858
1
о
788
,590
о
о
8'
о"
В таблице 7 приведены
некоторые результаты расчетов
по формуле (103) при t = 1,1.
Из таблицы видно, что,
например, при р0 = 0,05, т. е.
когда возможен
преждевременный выход из строя до 5 %
деталей, пятикратный
гарантийный срок выдерживает до
100—59=41% от всей партии
деталей, находящихся в
эксплуатации.
Если при определении
предполагаемого постепенного
выхода из строя
изнашивающихся деталей не
представляется возможным исходить из
анализа результатов массовых
испытаний этих деталей на
долговечность, то можно
приближенно принять t = 1 -2.
На рис. 35 представлен
характер течения процесса
выхода из строя
изнашивающихся деталей при t = 1,1.
Следует отметить, что в
пределах гарантийного срока
службы, который в отдельных
случаях может составлять
довольно большой отрезок
времени (исчисляемый иногда
многими годами), можно без
большой погрешности
пользоваться формулой (102) и на
основании результатов
наблюдений за выходом из строя
наименее износостойких
деталей судить об общем качестве
и износостойкости всей партии
деталей.
Так, например, если при
р$=0,1 гарантийный срок
службы, выбранный при рас-
124
чете рассматриваемой детали, составил 20 000 рабочих
часов и в течение года машина работает около 5 000 часов
то гарантийный срок службы данной детали в годах сос-
Рис. 35. Графическое изображение формулы \gp(x) = \gpQ (-^
\ h
20 000 *
тавляет 50001= 4 года, причем в течение одного года
может выходить из строя не более
Р М = Рп — = 0 1 5QQ0 — 0 09е;
н\ ) но h u,i 20 000" и'и2Ь
от общего количества работающих деталей, т. е не более
2,5% деталей.
Глава V
РАСЧЕТ ДЕТАЛЕЙ СОЕДИНЕНИЙ
§ 1. РАСЧЕТ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
а) Определение статической несущей способности
заклепочных швов
Заклепочные швы применяются для неразъемного
соединения деталей, имеющих форму листов или других
прокатных профилей.
В заклепочном шве под нагрузкой возникают следующие
напряжения: срез и смятие заклепки, а также растяжение,
смятие и срез соединяемых деталей.
Для достижения необходимой несущей способности
заклепочного шва приняты определенные соотношения
между его основными размерами, в зависимости от диаметра
заклепки [36], которые более или менее надежно
обеспечивают равнопрочность заклепочного шва по перечисленным
видам напряжений, причем основным фактором его
прочности является несущая способность заклепок по
напряжениям среза.
Основной расчетной формулой для определения
статической несущей способности заклепочного шва служит
выражение (5), т. е.
где F — общая суммарная площадь сечения всех заклепок,
воспринимающих поперечную по отношению
к заклепкам нагрузку Р\ за расчетный диаметр
заклепки принимается диаметр отверстия под
заклепку d0, причем F = ппср т^~\
п — число заклепок, воспринимающих продольную
расчетную нагрузку Р;
пср — число рабочих срезов одной заклепки;
126
%т — предел текучести при сдвиге;
k — коэффициент однородности (см. приложение 1).
Для определения коэффициента запаса прочности
/Со= К1-К2'Кз-Т1-Т2-Ts[см. выражение(62)]можно
воспользоваться, например, значениями коэффициента условий
работы /Ci из таблицы 8, /С2 из таблицы 4, Кз из таблицы 5
и коэффициента качества изготовления Тг из таблицы 9.
Таблица 8
Коэффициенты условий работы Кх
В обычных
заклепок
Условия работы
заклепочных
на срез). .
При соединении деталей
вуаров
соединениях
корпусов и
(при
днищ
работе
резер-
1,1-1
1,25 ч-
,15
,35
Коэффициенты качества изготовления Тг
Таблица 9
Качество изготовления
Отверстия под заклепки высверлены в обеих
соединяемых деталях в собранном состоянии или
по отдельности в каждой детали, но по
кондукторам
1,05 -г-1,1
Заклепки поставлены в отверстия, продавленные
или высверленные в каждой детали до сборки
без кондукторов
1,25-: 1,3
б) Определение работоспособности заклепочного шва
при переменных нагрузках
В случае работы заклепочного шва при переменных
нагрузках, вызывающих переменные напряжения среза
в заклепках, определение его работоспособности необходимо
связать со сроком, в течение которого соединение должно
быть надежным.
Задавшись проектным сроком службы заклепочного соеди-
127
нения и определив при помощи выражений (44) и (55)
расчетное число циклов Ыц, воспользуемся выражением (43); при этом
г Kq 4 /Со[1—г + ^(1 + /*)]'
где РЛДЛГГ — наибольшая величина переменной нагрузки,
приходящейся на наиболее нагруженную
заклепку, в кг;
г = -£#&-; т = 9 -.- 10.
Величина /Со может быть определена при помощи
таблиц 4, 5, 8 и 9. Значения т_х и ,8 даны в приложении I.
§ 2. РАСЧЕТ СВАРНЫХ СОЕДИНЕНИЙ
а) Определение статической несущей способности
сварных швов
Сварные швы, так же как и заклепочные, применяются
для неразъемного соединения деталей, имеющих форму
листов или других прокатных профилей.
Согласно строительным нормам и техническим условиям
проектирования стальных конструкций [26], нормативные
сопротивления растяжению и сжатию сварных соединений
в стык, выполненные ручной сваркой с применением
электродов типа Э42, Э42А, Э50А и Э55А, а также автоматической
сваркой под слоем флюса, должны приниматься равными
нормативным сопротивлениям растяжению и сжатию
прокатной стали свариваемой конструкции.
Исходя из вышеизложенного, расчетная формула для
стыковых сварных швов в соответствии с выражением (4)
может быть представлена следующим образом:
р<^-'У-£- <105)
где 1Ш — расчетная длина шва, равная полной, за вычетом
10 мм;
8 — наименьшая толщина соединяемых деталей.
Для определения коэффициента запаса прочности
^to=Ki' К% • /Сз * Тг • Т2 • Т3 [см. выражение (62)] можно
воспользоваться, например, значениями коэффициента условий
работы /С3 из таблицы 10, коэффициента надежности
работы К2 из таблицы 11, коэффициента /С3 из таблицы 5
и коэффициента качества изготовления 7\ из таблицы 12.
128
Таблица 10
Коэффициенты условий работы Кх для сварных швов в стык
Условия работы
При работе шва на растяжение нагрузка
действует перпендикулярно по отношению к шву . . . .
Шов расположен под углом а к направлению
нагрузки
1,10 ч- 1,15
(1,10 -f- 1,15) sin а
При работе шва па сжатие нагрузка действует
перпендикулярно по отношению к шву
Шов расположен под углом а к направлению
нагрузки
1,00 ч- 1,05
(1,00 ч- 1,05) sin a
Таблица 11
Коэффициент требуемой надежной прочности соединения К2
Условия работы
В обычных эксплуатационных условиях
При соединении деталей корпусов и днищ
резервуаров •
1,05 ч- 1,1
1,1 ч- 1,25
Таблица 12
Коэффициенты качества изготовления 7\
Качество изготовления
При автоматической сварке под слоем флюса . . .
При ручной сварке
1,05 ч- 1,10
1,30 ч- 1,45
Расчетная формула для определения статической
несущей способности валиковых сварных швов (лобовых
^фланговых) может быть принята следующая:
(106)
где hm — толщина валикового шва (по катету);
До = К± • /Сг • ^з * 7\
(по таблицам 5, 10, 11 и 12).
9 В. Н. Трейер
129
б) Определение работоспособности сварных швов
при переменных нагрузках
В случае работы сварного шва при переменных
нагрузках определение его работоспособности необходимо связать
со сроком, в течение которого соединение должно быть
надежным.
Задавшись проектным сроком службы сварного
соединения и определив при помощи выражений (44) и (55)
расчетное число циклов Ыц, при расчете швов в стык,
воспринимающих знакопеременные нагрузки
(растяжение-сжатие), воспользуемся выражением (42); при этом
°-{TU
Tm
Kq Кв[+[(+)]
Для валиковых (лобовых и фланговых) швов следует
воспользоваться выражением (43), причем
В формулах (107) и (108) величина /С0=/Сг К2-К3- Тх-Т2-Тв
может быть определена при помощи таблиц 5, 10, 11 и 12.
Показатель степени — = -гт- -т- т^.
m 9 10
§ 3. РАСЧЕТ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
а) Определение статической несущей способности
болтового соединения
^ Полагая, что все элементы болтового соединения
равнопрочны с несущей способностью болта в сечении по
внутреннему диаметру резьбы dl9 можно, пользуясь
выражением (4), написать следующую расчетную формулу для
определения несущей способности всего болтового
соединения под действием продольной силы Р:
P<FKI— = -T-
где от — предел текучести материала болта (см.
приложение 1);
k — коэффициент однородности;
ka — коэффициент концентрации напряжений = 4 -г- 4,5;
/Со — ^Ci * К2' Аз * Т-1' Т?. • TV
130
Частные коэффициенты запаса прочности приведены
в таблицах 13, 4, 5 и 14.
Таблица 13
Коэффициенты условий работы Кх для болтового соединения
Условия работы
Затяжка болта производится
под нагрузкой
без нагрузки
1,25 ч- 1,30
1,05 ч- 1,10
Таблица 14
Коэффициенты качества изготовления деталей болтового
соединения 7\
Качество изготовления
Болты чистые . .
Болты получистые
Болты черные . .
1,05 ч- 1,1
1,1 ч- 1,25
1,25 ч- 1,35
б) Расчет болтового соединения с предварительной
затяжкой
В тех случаях, когда под рабочей нагрузкой раскрытие
стыка деталей вследствие упругих деформаций болтового
соединения недопустимо (например, при присоединении
крышки к сосуду, подвергающемуся внутреннему давлению),
для предотвращения раскрытия стыка болты подвергаются
предварительной затяжке. При этом основным условием
расчета болтового соединения является недостижение
некоторых предельных соотношений между упругими
деформациями как самого болта X, так и соединяемых деталей 8.
Соотношение деформаций болтового соединения до и при
предварительной затяжке vy а также под нагрузкой Р
видно из рис. 36. Совмещенное графическое представление
усилий и деформаций элементов болтового соединения
с предварительной затяжкой дано на рис. 37.
о* 131
болт не затянут болт затянут болт подраЬочей нагрузкой
Рис. 36. Болтовое соединение с предварительной затяжкой.
Деформации
Рис. 37. Совмещенное графическое изображение усилий
и деформаций в болтовом соединении с предварительной
затяжкой.
Определим коэффициенты упругости элементов
болтового соединения, при этом для болта
для соединяемых деталей
Приложение к предварительно затянутому болтовому
соединению рабочей нагрузки Р вызывает некоторое увели-
132
чение деформации болта и уменьшение деформации
соединяемых деталей (на величину XJ, а также общей нагрузки,
воспринимаемой болтом, на величину Р2.
Из соотношения
tg 7 + tg и
сб+сд
находим, что
Значения Со приведены в таблице 15 в зависимости от
соотношения у- • Fd — условная опорная поверхность стыка
соединяемых деталей [Fd » ^- (1,8d0 -f- За)2, где а —
толщина фланца, d0 — наружный диаметр резьбы болта],
Fб — площадь сечения болта по внутреннему диаметру
резьбы.
Таблица 15
Значения коэффициента Со
Материалы
болта
соед. деталей
с„
Fd-F6
2,5
5
10
Сталь
Сталь
Чугун
Дерево, пластмасса
0,3
0,5
0,9
0,2
0,3
0,8
од
0,2
0,7
Для обеспечения нераскрытия стыка необходимо, чтобы
под действием нагрузки Р все еще сохранялась некоторая
часть vx = ко предварительной затяжки.
Задавшись некоторой величиной fe, можно определить
ту величину предварительной затяжки болтового
соединения v, при которой под действием рабочей нагрузки Р не
произойдет раскрытия стыка, при помощи следующего
выражения:
v=-P\^. (ПО)
Диаметр болта может быть определен при помощи
выражения (109) и соответствующих таблиц размеров
болтов [36].
133
в) Определение работоспособности болтового соединения
при переменных нагрузках
При работе обычного болтового соединения под
переменными нагрузками, задавшись проектным сроком его
службы и определив при помощи выражений (44) и (55)
расчетное число циклов Ыц, размеры болта можно
определить, воспользовавшись выражением (42); при этом
Ко
/-)]'
(111)
где
Если же под переменными нагрузками работает
болтовое соединение с предварительной затяжкой, то (рис. 38)
в выражении (111)
г =
/ \/
Ро
Деформации
Рис. 38. Графическое изображение усилий и деформаций в болтовом
соединении с предварительной затяжкой при переменной нагрузке.
Для выбора частных коэффициентов при определении
общего запаса прочности Ко можно воспользоваться
таблицами 13, 4, 5 и 14.
Коэффициент концентрации напряжений ko = 4 -ч- 4,5.
Глава VI
РАСЧЕТ ПЕРЕДАЧ С КОНТАКТНЫМ ЗАЦЕПЛЕНИЕМ
§ 1. РАСЧЕТ ФРИКЦИОННОЙ ПЕРЕДАЧИ С ЦИЛИНДРИЧЕСКИМИ
КАТКАМИ
Во фрикционных передачах крутящий момент с ведущего
вала передается на ведомый при помощи трения между
телами качения (катками, дисками и т. п.), установленными
на этих валах и прижатых друг к другу. В местах
соприкасания тел качения возникают контактные напряжения,
которые при многократном их повторении приводят к
усталостному разрушению материала на поверхностях качения.
В рассматриваемой нами фрикционной передаче (рис. 39)
необходимая для передачи силами трения окружного усилия
Р сила прижатия катков друг к другу Q определяется
следующим выражением:
где 5 — коэффициент запаса сцепления— 1,25-:- 1,5;
N— передаваемая мощность в л. с.\
пх — число оборотов в минуту ведущего катка;
КЛ — радиус ведущего катка в см\
fi — коэффициент трения (см. таблицу 16).
Таблица 16
Коэффициенты трения фрикционных катков
Фрикционная пара
h
Сталь по стали со смазкой
Сталь по стали или по чугуну всухую . . .
0,04 -:- 0,05
0,15 -г- 0,20
135
Ввиду того, что задача расчета фрикционной передачи
сводится к определению ее наиболее компактных размеров,
пользуясь выражениями (29) и (57) для приведения объем-
4;
/ — j—
пД
Рис. 39. Фрикционная передача.
ного напряженного состояния к его линейному эквиваленту,
определим величину межосевого расстояния А передачи,
при этом
или, полагая т = 3,33 и воспользовавшись выражением
(112),
где а:х =
r и /<2 —
Т' а
о
Из рис. 39 видно, что-гг-= г', т. е. равно
передаточному числу передачи, причем
Примем также, что Ь =
136
Величину ф можно определить, исходя из выбранного
соотношения между диаметром ведущего катка Dx = 2R±
и шириной его обода, т. е. исходя из заранее намеченного
Ь
2Ъ
Рис. 40. Радиусы кривизны профилей зубьев
при эвольвентном зацеплении.
Подставив в формулу (113) значения Rnp, b и Rl9
выраженные через Л, а вместо а^ — допускаемое
напряжение, определяемое при помощи выражения (61), и решив
новое выражение относительно Л, получим:
см'
где Е и [о] выражены в кг/см2.
При определении допускаемого напряжения для
материала ведущего катка, согласно выражению (61),
•-„(■
*6 \-L-
N
цВщ
1 4
137
причем, полагая т = 6, р = 0,43, N6= 107 и ЫцВщ =
[согласно выражению (44)], далее будем иметь:
[з\Вщ ~
(thh)6
Подставив последнее выражение в (114), получим:
1
1,4я- (1,67.10е)3 Л5/2/ хМг V Т" •>
К- ~1 =!£^L=c=^(/i1A)3/C0-- (115)
+ 3/?)
Как видно из выражения (115), в левой его части
сосредоточены присущие данной фрикционной передаче величины,
причем коэффициент работоспособности С характеризует ее
эксплуатационные свойства (см. главу III, § 2 «Расчет
деталей машин на долговечность по унифицированным
формулам»). В правой части выражения (115) содержатся
величины, характеризующие эксплуатационные условия
использования фрикционной передачи; они могут быть различны
для различных экземпляров передачи одного и того же типа
и размера. По заданным условиям использования, в том
числе и при переменном их характере (см. главу III, § 3
«Расчет деталей машин на долговечность при переменных
режимах использования»), можно определить ту величину
коэффициента работоспособности передачи, которой она
должна обладать, чтобы надежно работать при заданном
режиме.
Значения (/г/г)3 приведены в таблице приложения VI.
Зная коэффициент работоспособности передачи, легко
можно определить, в течение какого срока она надежно
может быть использована при любых вариантах условий ее
работы. Для этой цели решим выражение (115)
относительно /г, при этом
Л
Расчетные формулы (114) и (115) основаны на
прочностной характеристике материала ведущего катка, поэтому,
учитывая, что число перекатов (циклов напряжений) на
поверхности ведомого катка будет в передаточное число раз
меньше, материал для изготовления ведомого катка может
138
иметь менее высокую усталостную прочность при
сохранении равнопрочности обоих катков.
Так как в месте соприкасания катков под нагрузкой
удельные давления на рабочих поверхностях обоих катков
будут одинаковыми, распределяясь по одной и той же
площадке соприкасания, то можно написать
п ( °-\р)вЩ
откуда
цВщ'
I N
цВщ
До
(°~\р)вд
(116)
i6
Значения / приведены в таблице 17.
Значения i 6
Таблица 17
1
2
3
4
5
6
1,00
1,12
1,20
1,26
1,30
1,35
§ 2. РАСЧЕТ ЗУБЧАТЫХ ПЕРЕДАЧ
а) Расчет передач с цилиндрическими зубчатыми
колесами
За передаточное число при расчете зубчатых передач
принято отношение числа оборотов шестерни в минуту пх
к числу оборотов зубчатого колеса пъ т. е. i = —.
Профилирование зубьев, выбор конструкции колес и ряд
других вопросов, касающихся зубчатых передач, с исчер-
139
пывающей полнотой изложен во многих опубликованных
трудах [36, 37, 38 и др.].
Обращаясь к прочностному проектированию зубчатых
передач, следует отметить, что исчерпание их
работоспособности происходит, в основном, по следующим предельным
состояниям: усталостная поломка зубьев, усталостные
повреждения на рабочих поверхностях зубьев и износ зубьев.
Поломки зубьев могут происходить вследствие
возникновения аварийного, непредвиденно большого крутящего
момента, воспринятого передачей, но чаще из-за
усталостного разрушения материала при многократном, циклическом
повторении напряжений изгиба у основания зуба.
Повреждения рабочих
поверхностей зубьев как
в виде усталостного
выкрашивания и
отслаивания материала, так и
в виде износа-истирания
являются обычно
следствием совместного
влияния износа и усталости,
причем с известным
приближением можно
считать, что при большой
окружной скорости и
сравнительно небольшом
окружном усилии
(быстроходная передача)
износ-истирание
протекает более интенсивно, а при малой окружной скорости и
большом окружном усилии (тихоходная передача)
преобладают усталостные поломки и выкрашивание материала с
рабочих поверхностей зубьев.
Соответственно перечисленным основным видам
разрушения материала зубчатых передач прочностный расчет их
должен предусмотреть: усталостную прочность по
напряжениям изгиба и контактным напряжениям и необходимую
износостойкость.
В основу расчета прямозубой 20-градусной эвольвентнои
передачи по напряжениям изгиба может быть положена
известная формула:
Р = уЫ[о] кг, (117)
где Р — окружное усилие в кг;
Рис. 41. Усилия, действующие на зуб
эвольвентного профиля.
140
Sa 1
у — коэффициент формы зуба= -g^~- = 0,147 — —
(рис. 41);
b — длина зуба в см\
t — шаг зацепления в см;
[а] — допускаемое напряжение на изгиб в кг/см2.
Подставив в формулу (117) t = пт, Ь= фт, помножив
обе ее части на ^ и выразив при этом передаваемую
мощность в лошадиных силах, получим следующее выражение
для определения модуля зацепления:
\¥ 45 600-W /11Q4
т = I/ 1 т—л— см, (118)
где уш — коэффициент формы зуба шестерни;
zx — число зубьев шестерни;
п± — число оборотов шестерни в минуту;
[з]ш — допускаемое напряжение на изгиб для материала
шестерни.
Выражение (118) служит для расчета модуля
зацепления по шестерне, как по более напряженной и
изнашивающейся детали. Значения ф приведены в таблице 18.
Одним из важнейших элементов расчета зубчатой
передачи по напряжениям изгиба является определение
допускаемого напряжения [ а ]ш, для чего можно воспользоваться
выражениями (42), (44), (55) и (62); при этом, полагая
ш = 6и принимая во внимание г = 0, получим:
[о]ш= (1 + Р);^Х » (П9)
где ka — коэффициент концентрации напряжений (см.
таблицу 19);
a_hu — предел выносливости при изгибе для материала
шестерни (см. приложение I).
Таблица 18
ъ
Значения ф = —
Обработка зубьев
Литые, необработанные .
Фрезерованные, строганые
Шлифованные
4-6
б-г 10
Ю-ь-20
141
Таблица 19
Значения коэффициента концентрации напряжений к?
Материалы зубьев
Сталь нормализованная . . .
Сталь закаленная (Нв > 300)
Сталь цементированная . . .
Чугун
2,0
1,2
1,3
Общий коэффициент запаса прочности Ко может быть
определен согласно формуле (62):
/C0 = /Ci- (или K[)'K2'KZ'TvT2f
где Кг может быть определен из таблицы 20, 7С2 из
таблицы 21, /С3 из таблицы 5, Тг из таблицы 22 и Т2 из
таблицы 6.
Таблица 20
Значения Кх при твердости поверхностного слоя зубьев Нв > 300
0,2
0,4
0,6
0,8
1,0
1.2
1,4
1,6
Расположение колес относительно опор вала
симметричное
между
опорами
1,00
1,00
1,03
1,06
1,09
1,14
1,19
1,25
несимметричное
весьма жесткий
вал (промежуточный
вал редуктора)
1,00
1,04
1,10
1,16
1,22
1,26
1,30
1,35
менее жесткий вал
(ведущий вал
редуктора)
1,05
1,12
1,22
1,28
1,34
1,40
1,45
—
консольное
1,08
1,15
1,22
1,30
__
—
—
Коэффициент /Ci, учитывающий особенности работы
данной зубчатой передачи, заключающиеся в концентрации
нагрузки по длине зуба, зависит от жесткости вала и от
расположения колеса относительно опор вала [38]. Значения
коэффициента Ki при твердости поверхностного слоя зуба
Нв > 300 приведены в таблице 20. При более низкой твер-
142
дости поверхностного слоя зуба в расчет вводится
K[ = 0,5(Ki+l)9 где Ki берется из таблицы 20 [38].
Таблица 21
Коэффициенты А"г требуемой надежности работы зубчатой передачи
Виды зубчатых передач
Неответственные малонагружаемые передачи ....
Передачи общего машиностроения
Редукторы нормального ряда авиа- и автостроения . .
Особо ответственные передачи авиа- и турбостроения
1,00
1,05 ч 1,10
1,10-- 1,15
1,15-т- 1,3
Таблица 22
Коэффициенты Tv учитывающие особенности изготовления
зубчатой передачи
Методы изготовления зацепления зубчатых колес
Точное литье, необработанное
Нарезание по методу деления (дисковыми и
пальцевыми фрезами)
Нарезание по методу обката (на зубофрезерных и
зубодолбежных станках)
Фланкированные зубья
1,3 ~ 1,4
1,10 ~ 1,20
1,05-f- 1,0
1,00-^- 1,05
При выборе материала для изготовления зубчатого
колеса, решив выражение (118) относительно допускаемого
напряжения [а]ш и аналогично получив выражение для
определения допускаемого напряжения для материала
зубчатого колеса [о]к в зависимости от N, п2, ук и z2, найдем,
что
Далее, положив $ш^$ю можно написать, что
-\ш 'Уш
(120)
. 6
'Ук
143
В выражении (120)а_1л: — предел усталости, которым
должен обладать материал зубчатого колеса, чтобы оно
было равнопрочным с шестерней. Следовательно, материал
для зубчатого колеса можно выбрать из таблицы
приложения I (или II) по а_1д..
lo7
Значения I
0,89
1
У
0,76
07 \l
1
fo
0,68
для шестерни
1
20
0,61
40
0,54
или зубчатого
1
60
0,51
Too
0,46
Таблица 23
колеса
1
150
0,43
1
200
0,41
Последовательность расчета прямозубой зубчатой
передачи по напряжениям изгиба следующая:
1. Выбираем материал для изготовления шестерни по
таблице приложения I и определяем для него допускаемое
напряжение, пользуясь выражениями (119), (42), (44), (55),
(62) и таблицами 5, 6, 20, 23.
2. Определяем величину модуля зацепления, согласно
выражению (118).
3. Определяем диаметр начальной окружности шестерни
Dx и ее ширину Ь.
4. Выбираем материал для изготовления зубчатого колеса,
согласно выражению (120), по таблице приложения I.
5. Определяем окружную скорость передачи:
60 ооо
м/секу
где
в мм.
6. Выбираем степень точности для изготовления
зубчатой передачи, согласно ГОСТ 1643-56, по таблице 24.
При расчете прямозубой зубчатой передачи по
контактным напряжениям наиболее^целесообразным является
положить в основу удельное давление посередине площадки
соприкасания зубьев, причем для обеспечения возможности
сравнивать пульсирующее объемное состояние
напряженности материала в этом месте с известной усталостной
характеристикой при растяжении-сжатии это объемное
состояние следует привести к его линейному эквиваленту при
144
Таблица 24
Степени точности по ГОСТ 1643-56 для изготовления зацепления
зубчатых передач
Окружная
скорость v м/сек
3
3-7
7~ 12
Прямозубые
9- 10
7-8
5 — 6
Косозубые
и шевронные
о
8
*
Конические
прямозубые
8
7
6
12 -И 7
17 и выше
5 — 6
(фланкированные)
(фланкированные)
помощи четвертой теории прочности, как это уже
произведено при выводе выражения (57).
Воспользовавшись выражениями (29) и (57), обозначим
радиусы кривизны профилей зубьев у полюса зацепления
соответственно через рх у шестерни и р2 у зубчатого колеса
и введем в расчет приведенный радиус кривизны р = р1'р2
(рис. 40).
Из рис. 40 видно также, что
Г~1 /i. /-k J\l
Pi + Р2
ЛХ1~ \+i " iX2~ 1+Г
Подставив в выражение (29) вместо / длину зуба b
р
(т. е. ширину обода) и Р' = , можем написать (рис. 41),
учитывая выражение (57):
<,; = 0,418 1^( —
-Г-
p-COS a
(121)
где Р — окружное усилие передачи;
Е — приведенный модуль упругости = -ъ 'У%\
Ег — модуль упругости материала шестерни;
Е2 — модуль упругости материала зубчатого колеса;
а — угол зацепления.
Ю В. Н. Трейер
145
Приравняв в выражении (121) ак = [o]ocN [(см.
выражение^!)] и выразив через межосевое расстояние А
величины р, Р и Ь, т. е.
Л-/.sin а п 71620^(1+0 - , -
получим следующую расчетную формулу для определения
межосевого расстояния А прямозубой зубчатой передачи со
стальными колесами по контактным напряжениям, полагая
/71 = 3,33,7 = 0,1 и Я-2,15-106 кг/см2:
Л- 100(1+01/" (Щ* . *-. J- ок. (122)
г \[о]г/ п2 6а
Величину фд целесообразно определить, исходя из
заранее выбранного соотношения между диаметром
начальной окружности Dx и b шестерни, тогда
♦—4-гтг-в;- <123>
Так, для шестерни, изготовляемой заодно с валом,
ь л
можно принять у?- = 1, а для шестерен, насаживаемых на
ui
вал,
А ~ _L ._ _L
D± = 1,5 ": 2 *
При расчете по контактным напряжениям после
определения межосевого расстояния А возникает задача выбора
такой суммы зубьев z1Jrz2i при которой была бы
обеспечена их равнопрочность как по контактным напряжениям,
так и по напряжениям изгиба.
Эти условия обеспечиваются достаточно хорошо, если
сумма зубьев не превышает (Zi-\-z2)MaKC, указанной в
таблице 25.
Таблица 25
Значения (гх + г2)макс для прямозубой передачи (материал шестерни
и зубчатого колеса — сталь)
Передаточное число
передачи
до 4
5 -f-8
9-М 0
\zi ~т г2)макс
100
150
200
146
Последовательность расчета прямозубой зубчатой передачи
по контактным напряжениям может быть следующая:
1. Выбираем материал для изготовления шестерни
по таблице приложения I и определяем для него
допускаемое напряжение, пользуясь выражениями (61), (44), (55)
и (62), а также таблицами 5, 6, 20—23, полагая т — 6.
2. Определяем межосевое расстояние А при помощи
выражения (122) и округляем его до стандартной величины
по ГОСТ 2185-55 (приложение IV).
3. Выбрав суммарное число зубьев по таблице 25,
определяем модуль зацепления по формуле
„с- 2А
* zi + Ч
4. Определяем число зубьев на шестерне по формуле
-1- 1+/ >
округляем 2г до целого числа и устанавливаем
действительную величину передаточного числа
5. Выбираем материал для изготовления зубчатого
колеса, пользуясь выражением (116) и таблицей
приложения I.
6. Определяем диаметр начальной окружности шестерни.
7. Определяем окружную скорость.
8. Выбираем степень точности изготовления передачи
по таблице 24.
По контактным напряжениям обычно производят расчет
универсальных зубчатых передач, работающих в редукторах,
т. е. в закрытых корпусах, и предназначаемых для
длительной непрерывной работы в машинах различного
назначения. Так как большая часть редукторов изготовляется
на специализированных заводах, то для каждого редуктора
нормализованного размерного ряда является
целесообразным определить только ему присущий коэффициент
работоспособности С, что значительно облегчает определение его
долговечности при любом заданном режиме работы [см.
выражение (84)].
Для определения коэффициента работоспособности С для
цилиндрической прямозубой зубчатой передачи по
контактным напряжениям подставим в выражение (122) значение
допускаемого напряжения [а], согласно выражениям (60)
Ю* 147
и (58), и учтем при этом, что Ко = К-Т = К1'К2'Т1'Т2
тогда
-'*" ^Л « с = ^ (Л1А)^". К2. (124)
72,31 • ю6-(o ( Ю
При наличии заводских данных о коэффициентах
работоспособности С для каждого выпускаемого с завода
редуктора задача конструктора машины будет состоять
лишь в подсчете по заданным .V, пъ п2У h и К той величины
коэффициента работоспособности С, которой должен
обладать необходимый для машины редуктор.
Применительно к расчету прямозубых передач можно
предложить еще большее упрощение расчетов, вполне
приемлемое для решения практических задач, исходя из
следующих соображений,
Так как наиболее напряженным и изнашивающимся
элементом зубчатой передачи является ее шестерня,
то можно определить коэффициент работоспособности Сш
лишь для шестерни эвольвентного зацепления.
Тогда, выбрав по коэффициенту работоспособности Сш
необходимую по размеру шестерню, можно подобрать к ней
зубчатое колесо с числом зубьев, соответствующим
заданному передаточному числу [42].
Определение Сш можно произвести следующим образом.
Выбираем материал для изготовления шестерни и
определяем для него допускаемое напряжение, так же как
и при расчете межосевого расстояния А.
Определяем линейный эквивалент объемного
напряженного состояния материала шестерни посередине площадки
соприкасания согласно формуле (121), но выразим
приведенный радиус кривизны р через диаметр Dx начальной
окружности самой шестерни, т. е.
Р=-^2— •7ТГ. (125)
Кроме того, окружное усилие Р выразим через
передаваемый шестерней крутящий момент Мк т. е.
2М
тогда, приравняв
Di±^f-L = МЯ>А)^./С2.-Ц^=С||| (126)
16285-(1 + $2'XS -Г2
148
Значения Т = Т1-Т2 получим из таблиц 22 и 6, а К =
= Кг-К2 из таблиц 20 и 21.
Из выражения (126) видно, что для каждой шестерни
может быть определен соответствующий ей коэффициент
работоспособности Сш, а при проектировании зубчатой
передачи, на основании заданных условий использования
шестерни, можно определить, каким именно коэффициентом
работоспособности шестерня должна обладать для того,
чтобы отвечать предъявляемым к ней требованиям в
отношении надежной долговечности, и выбрать подходящую
шестерню из нормализованного ряда, изготовляемого
специализированным заводом, по этому вычисленному
коэффициенту работоспособности.
_i_
Значения (дг/г)3 приведены в таблице приложения VI.
Зубчатое колесо, изготовленное из материала, имеющего
усталостную характеристику ниже на одну ступень
таблицы приложения I, в подавляющем большинстве случаев
будет равнопрочным с шестерней.
Расчет прямозубой цилиндрической зубчатой передачи
на долговечность до достижения предельного износа
во многих случаях весьма желателен, в особенности при
проектировании зубчатых передач, предохранение смазки
которых от загрязнения абразивными частицами (пыль,
продукты износа и т. п.) не может быть достаточно хорошо
обеспечено. К сожалению, исключительно большое
разнообразие условий течения процесса изнашивания в зубчатых
передачах не позволяет еще в настоящее время в этих
расчетах достигнуть большой точности, хотя, казалось бы, что
течение изнашивания можно предвидеть точнее, чем утрату
усталостной прочности металлов, зависящей от большего
числа случайностей.
Приближенный поверочный расчет величины износа
зубьев может быть сделан, ,если в его основу положить
те предположения о течении процесса изнашивания деталей
мащин, которые были изложены в параграфе
«Работоспособность деталей машин до достижения предельного
внешнего износа», располагая при этом некоторыми данными
о износостойкости материалов, шестерни и зубчатого колеса
при их взаимном изнашивании.
Чистое качение двух зубьев эвольвентного профиля,
находящихся в зацеплении, происходит лищь в момент
прохождения точки их касания через полюс зацещления,
149
причем в начале и в конце зацепления происходит
скольжение зубьев друг по другу. Поэтому во время работы
зубчатого зацепления неизбежна некоторая потеря передаваемой
мощности на преодоление этого трения.
Среднюю величину мощности Nтру расходуемой на
преодоление трения, можно определить, исходя из
общеизвестных кинематических соотношений в зубчатых передачах,
следующим образом:
sin 2а \7ГГ1Г/ ( }
Глубина изнашивания зуба шестерни при этом, учитывая
выражения (68), (70), (71) и (73),
Sl = uxh -^- = U,h "4^- (128)
и соответственно глубина изнашивания зуба зубчатого
колеса, учитывая выражения (69), (70), (71) и (74),
S2 = u2h 4^- = UJi {{-fNm\ (129)
' 2 •'2
причем
где Di и D2 — диаметры начальных окружностей шестерни
и зубчатого колеса.
Пользуясь выражениями (127), (128) и (129), можно
написать, что
Во многих случаях использования зубчатых передач
допускаемая предельная глубина износа устанавливается
в специальных нормативных указаниях по выбраковке
изношенных зубчатых колес. Для средних условий эксплуата-
ции предельная глубина износа зубьев составляет около 10 %
их толщины, т. е. 5^0,15 т.
Расчет цилиндрической косозубой передачи (рис. 42)
по напряжениям изгиба основан на тех же
предположениях об усталостной прочности зубьев, на которых построен
расчет прямозубых передач, но с учетом коэффициента
продолжительности зацепления гк (которым при расчете
150
прямозубых передач пренебрегают), а также с добавлением
того, что коэффициент формы зуба у в данном расчете
устанавливается в зависимости от условного числа зубьев
г' = -jj^hj"» где Р — Угол междУ положением зуба на ободе
колеса и осью его вращения.
В связи с
вышеизложенным, последовательность
расчета цилиндрической косозубой
передачи может быть
представлена в следующем порядке:
1. Выбираем материал для
изготовления шестерни по
таблице приложения I и
определяем для него
допускаемое напряжение, пользуясь
выражением (119) и
таблицами 5, 6, 20—23.
2. Определяем нормальный
модуль зацепления и
округляем его до стандартной
величины:
1н*П1нХ
— в
Рис. 42. Косозубое
цилиндрическое зубчатое колесо.
mtJ —
V
45 600 N cos 3
(132)
где
уш ^ 0,147-
. . , 6 sin
cos3 3
3. Выбираем материал для изготовления зубчатого колеса
по пределу выносливости a_i (см. приложение I):
4. Определяем диаметр начальной окружности шестерни:
cos
5. Определяем окружную скорость передачи:
^ D1n1 ,
vwM/ceK
6. Выбираем степень точности изготовления зубчатой
передачи по ГОСТ 1643-56 по таблице 24.
151
Расчет цилиндрической косозубой передачи по
контактным напряжениям аналогичен расчету прямозубых передач
с учетом лишь иного положения зуба на ободе колеса;
при этом порядок расчета может быть предложен
следующий:
1. Выбираем материал для изготовления шестерни
подобно тому, как это предлагалось при расчете прямозубых
передач по контактным напряжениям.
2. Определяем межосевое расстояние А при $ = 8°6'34"
и округляем его до стандартной величины (см.
приложение IV):
126 cos i \2 Аг
л= ivu(i-f-t) у \-
где
Л- 100(1 +01/ --ff^- •— -г-1- см, (133)
ь
'*- l+/ D, '
2-х
выбирается по таблице 26.
Таблица 26
Значения (гх + г2)макс Для косозубой передачи
(материал шестерни и зубчатого колеса—сталь)
Передаточное число /
до 6
7-12
13 \ 18
(Z1 г z2/макс
98
198
297
3. Определяем нормальный модуль зацепления при р =
= 8°6/34'/:
2Л cos S 1,98-Л
^77 ■ ——————— _______
« — гх + z2 ~ г2 + z2'
4. Определяем число зубьев на шестерне при помощи
следующего выражения:
и округляем его до целого числа, после чего определяем
действительное передаточное число L=^ —.
% - /.
152
5. Выбираем материал для изготовления зубчатого колеса,
пользуясь выражением (116) и таблицами приложений.
6. Определяем диаметр начальной окружности шестерни:
J cos р J
7. Определяем окружную скорость передачи в м/сек.
8. Выбираем степень точности изготовления передачи
по таблице 24.
Определение коэффициента работоспособности
цилиндрической косозубой передачи С подобно тому, как было
выведено выражение (125), может быть произведено при
помощи следующего выражения:
*'V^«« = с ^ I- (nt h)h*. (134)
72,31-10е-(1+08-*3 -Г2 (1 + ft2-cos2-i
1
Значения (n1h)3 приведены в таблице приложения VI.
Определение глубины износа зубьев косозубой передачи
можно произвести при помощи следующих выражений
[см. выражения (130) и (131)]:
о тт /1 w /l N COS3 S / I , I \ /лпо\
1 гу l J b D2 sin 2a \ zx ' z2 / v 7
Принимая во внимание более сложный характер трения
между зубьями, коэффициент трения /-, в выражениях (135)
и (136) целесообразно увеличить на 10-5- 15%.
б) Расчет прямозубой конической зубчатой передачи
Поскольку.профилирование зубьев эвольвентного профиля
конических зубчатых передач производится по
дополнительным конусам и подобно тому, как это принято в
цилиндрических зубчатых передачах, • то расчет конической
прямозубой передачи по напряжениям изгиба можно производить
аналогично расчету цилиндрической передачи с некоторыми
лищь дополнениями (рис. 43), при этом порядок, расчета
может быть представлен следующим образом:
1. Выбираем материал для изготовления шестерни
и определяем для него допускаемое напряжение, так же
как это рекомендовалось при расчете прямозубой
цилиндрической передачи по напряжениям изгиба.
153
2. Определяем величину среднего модуля зацепления:
тср
*Г 45 600 N
где
~ i .„ cos Ьл . «, . , b гл
^/ш =0,147 —Ч ctgSi-r, ф^__^_
— 5 sin Ьг
3. Определяем торцовый модуль на дополнительном
конусе:
Округляем его до стандартной величины (см. приложение IV).
4. Выбираем материал для изготовления зубчатого колеса
по пределу выносливости o_j (см. приложение I):
^6 Ук
где
cos Е-о
г/,, — 0,147 —
г2
5. Проверяем коэффициент полноты конической передачи:
L __ тгл ^ о
6 26 sin o2 ^
6. Определяем окружную скорость передачи:
7. Выбираем степень точности изготовления передачи
по таблице 24.
Расчет прямозубой конической передачи по контактным
напряжениям сводится к определению условного межосевого
расстояния Ак (рис. 43), причем в расчет необходимо
ввести условное суммарное число зубьев (гг + г2)усл и
условное передаточное число i1 = i2; порядок расчета при этом
может быть следующий:
1. Выбираем материал для изготовления шестерни
и определяем для него допускаемое напряжение подобно
тому, как это было принято при расчете прямозубой
цилиндрической передали по контактным напряжениям.
154
Рис. 43. Коническая зубчатая передача.
Рис. 44. Схема для определения 6д
155
2. Определяем величину условного межосевого
расстояния:
Л - 100
126 \2 jV
(137)
Выбор величины Фд требует соблюдения надлежащего
соотношения между дистанционным расстоянием L и b
(рис. 43), поэтому можно воспользоваться следующими
соображениями (рис. 44):
если принять — = с, то b = ■
тогда
2r1
2-tgbvc
, где с>.2,5.
3. Выбираем условное суммарное число зубьев по
таблице 27.
Таблица 27
Значения наибольшего условного суммарного числа зубьев
(zi + гамаке конической зубчатой передачи для обеспечения
равнопрочности зубьев по напряжениям изгиба
и контактным
1 -т-4
5-г-8
9-7-10
(*\ + гамаке
100
150
200
4. Определяем средний модуль зацепления:
5. Определяем действительное число зубьев на шестерне:
6. Определяем длину зуб^:
7. Определяем торцовый Модуль':
■ ь sin Si
+
т =
156
8. Выбираем материал для изготовления зубчатого колеса:
9. Определяем окружную скорость передачи:
V = 20 000 М1СеК-
10. Выбираем степень точности изготовления передачи
по таблице 24.
11. Проверяем коэффициент полноты конической
передачи:
ь ~ 2bsinb1 > °'
Определить среднюю глубину износа можно, пользуясь
выражениями (130) и (131).
В заключение параграфов, посвященных расчету
зубчатых передач, следует отметить, что если при использовании
выражений (122), (133) и (137) материалы шестерни и
зубчатого колеса имеют различные модули упругости, то эти
выражения нужно помножить на поправочный коэффициент;
3 / op F
ГКЕ~\ 2,15-10е (£ш + £к) '
где Еш — модуль упругости материала шестерни в кг1см2\
Ек — модуль упругости материала колеса в кг/см2.
в) Расчет червячной передачи
Определение элементов кинематики червячной передачи
с исчерпывающей полнотой произведено в ряде
опубликованных трудов [36, 37, 38 и др.].
Расчет червячной передачи по контактным напряжениям
может быть основан на выражениях (57) и (29). При этом,
ведя расчет по червячному колесу, как по детали
из материала (бронзы — см. приложение V),
обладающего меньшей усталостной прочностью, в общем виде
получим следующее выражение:
0,418 /(^=-2)+ 3 П ■ \/-т£' <138)
В выражении (138)
Р' - (рис. 45 и 46),
COS 7 -COS Vr '
157
Рис. 45. Схематическое
изображение червячной передачи.
P=P'COS<X COSjB
Рис. 46. Силы, действующие в зацеплении
червячной передачи.
158
где Р — окружное усилие червячного колеса;
а — угол зацепления эвольвентного профиля зубьев
червячного колеса;
р— угол подъема винтовой линии на начальном
цилиндре червяка;
р 2-е/с Ец
П ~ Ек+Еч'
где Ек — модуль упругости материала венца червячного
колеса (бронза);
Еч — модуль упругости материала червяка (сталь);
г — коэффициент продолжительности зацепления =
= 0,893 + z2-x0 (см. таблицу 28).
Таблица 28
30
32
35
38
40
42
48
50
55
60
Значения xQ
х0
0,0276
0,0261
0,0240
0,0221
0,0214
0,0205
0,0181
0,0176
0,0159
0,0148
[38]
Ч
65
70
75
80
90
100
ПО
120
130
140
Ч
0,0139
0,0129
0,0119
0,0115
0,0100
0,0091
0,0083
0,0076
0,0072
0,0068
Для определения межосевого расстояния А (рис. 45)
установим, что
2A d + D
при этом, так как
d = -^у- ий- tnT-z2, toD-
где zx — число проходов червяка;
z2 — число зубьев червячного колеса.
Далее выразим D и d через Л; тогда
2Aitgt „ J 2Л
• tg p • d,
D
tgjJ
и d =
159
Длина зуба Ъ может быть определена следующим
образом (рис. 47):
cos
Рис. 47- Угол сбхвата 7
червяка.
откуда
Т° =
далее, так как
" COS"
360°
то, полагая ^ = 100 : 120°, получим
пи
т. е. что <j> — число торцовых модулей в диаметре
начального цилиндра червяка, которое обычно [36, 37] обозначается
через q (см. таблицу 29).
160
Значения q
Таблица 29
Виды червячных передач
b =
10-г-15
6-^9
7-МО
Однозаходные, насаживаемые на вал червяки
(самотормозящиеся передачи) •
Однозаходные червяки заодно с валом . . .
Многозаходные червяки заодно с валом . .
Далее находим, что
Ь — ib — R — d й _ 2Л cos Э
При определении приведенного радиуса кривизны р
соприкасающихся поверхностей, по-видимому, можно без
большой погрешности исходить из предположения, что plf
т. е. радиус кривизны поверхности червяка, равен
бесконечности; тогда
Pipo p9 D' . D sin a
-^ = Р8=-9- Sina= 9.Pnc2ft =
Pi + Р2
.sina
Далее замечаем, что окружное усилие червячного колеса
р_ 2-71 620-iV-Y] __ 71 620-iV-7)(l + Hg ^)
Значение е, так же как и некоторые значения гг и г2,
можно взять из таблицы 30.
Таблица 30
Значения г2, гх и s для червячных передач при некоторых
передаточных числах
'■
Z2
£
11 в н
10
30
3
1,72
Грейер
15
30
2
1,72
20
40
2
1,75
25
50
2
1,77
30
30
1
1,72
40
40
1
1,75
50
50
1
1,77
100
100
1
1,80
16
Подставив в формулу (138) значения Р', 6 и р,
выраженные через Л, а также приняв средние значения
£« = 2,15.106 кг/см2 (сталь) и Ек= 106 кг/см* (бронза),
Е = 1,36 -106 кг/см2, получим:
но так как
-*■=*-, то
<139)
Расчет зацепления червячной передачи по контактным
напряжениям можно рекомендовать в следующем порядке:
1. Выбираем материал для изготовления червячного
колеса из таблицы приложения V и определяем для него
допускаемое напряжение, пользуясь выражениями (61), (44)
и (55), а также таблицами 5, 6, 20 — 23.
2. Выбрав число заходов (таблица 30) и величину q
(таблица 29), определяем
3. Определяем к. п. д. передачи:
4. Определяем межосевое расстояние при помощи
выражения (139).
5. Определяем торцовый модуль зацепления и округляем
его до стандартной величины (см. приложение IV):
6. Определяем диаметр начального цилиндра червяка:
d = qmT.
7. Определяем диаметр начальной окружности червячного
колеса:
D = z2-mT,
Ввиду того, что во время работы червячных передач
между рабочими поверхностями элементов зацепления возни-
182
кает довольно значительное трение скольжения, причем
наиболее интенсивно изнашивающимися деталями
оказываются зубья червячных колес, представляется особенно
важным производить расчет червячцых передач на
долговечность, исходя из предельного состояния изношенности зубьев
червячных колес.
В основу этого расчета можно положить выражения (74)
и (29), полагая, что скорость скольжения в зоне
зацепления (рис. 45) составляет
V ~" "cos i ~~"
T'ni i
-cosji MlceK>
cos ,i ~~" 60 cos;,"" 1 910-cosji
где тт — торцовый модуль зацепления в см.
Поверхность трения червячного колеса
F2^2m 7-z2bcosp = 2mr2z2Фcos|3.
Произведя соответствующие подстановки в выражение
(74), получим:
л/ 524 000 • тТъ • z ^ • •]/ • cos3 3 • г • [S]2
с-i^h)2=—*.f{.uu.«-v.E ■ (140)
При работе на долговечность по предельному износу,
согласно выражению (140), большое значение имеет выбор
допускаемой глубины износа [S]2, которая по существу
и определяет собой срок службы детали. В данном случае
износ зубьев червячного колеса приведет к их утончению
и такому ослаблению при работе на изгиб, которое может
вызвать их усталостную поломку.
Утончение зуба отразится на величине коэффициента
формы зуба у (рис. 41), потому что первоначальная величина
где t — шаг зацепления, после некоторого износа
уменьшится до величины
у "
где к — часть So, утраченная вследствие износа.
Следовательно,
И* 163
Если при расчете зубьев бронзового венца червячного
колеса на долговечность по напряжениям изгиба в формуле
(34) принять — = -j-, то
/72 4
Л' = /г(1 —/с)8, (141)
где h!—долговечность червячного колеса в рабочих часах
при наличии утонченного зуба.
Выражение (141) лишь приблизительно может служить
для оценки снижения усталостной прочности и
долговечности зубьев червячного колеса по мере утончения их
профиля вследствие износа, потому что утончение профиля зуба
будет происходить постепенно, причем в течение первых
периодов износа усталостные явления по напряжениям
изгиба будут нарастать менее интенсивно, а в дальнейшем
более прогрессивно.
Как уже было отмечено в параграфе «Работоспособность
деталей машин до достижения предельного внешнего износа»,
точно предвидеть течение потери деталями машин, в том
числе зубьями червячного колеса работоспособности
вследствие износа не представляется возможным, потому что
изнашивание зубьев в значительной мере зависит от ухода
за редуктором в эксплуатации, от применения правильной
и высококачественной смазки и от своевременно
производимой очистки или замены смазочного материала новым.
Рассеяние сроков службы изнашивающихся зубьев червячного
колеса может быть в известной мере учтено величиной х
[см. выражение (55) и (140)], причем справедливость
расчетных формул может подтвердиться на практике для
подавляющего большинства деталей.
Для того чтобы установить некоторую связь между
расчетом червячного колеса по предельному износу и его
прочностью и долговечностью по напряжениям изгиба, примем,
что после достижения наибольшего допустимого износа
и утончения зуба червячного колеса его работоспособность
и долговечность с точки зрения усталостной прочности
по напряжениям изгиба может быть оценена приблизительно
в 35% от первоначальной, т. е. что
h' -0,35 A = (l— K)8-h.
Тогда
(1 —к)* = 0,35 и /с- 1 —0,35 8"= 1—0,88 = 0,12.
164
Допускаемую глубину износа зубьев червячного колеса
можно теперь определить следующим образом:
[S]a = 0,5-7c.mr./c-cosp= 1,57 тт к cos (3. (142)
Подставив данное значение [S]2 в выражение (140)
и введя в него коэффициенты запаса прочности К — KvK*
(таблицы 4 и 5) и Т = Т2 (таблица 6), получим следующее
окончательное выражение для определения коэффициента
работоспособности червячного колеса по предельному износу:
л/ 1 300 000-m?-*1.6-coss 3./c2-s
С= —{пгН)*.К= =—~— [ . (143)
Глава VII
РАСЧЕТ ОСЕЙ И ВАЛОВ
§ 1. ОПРЕДЕЛЕНИЕ РАБОТОСПОСОБНОСТИ ОСЕЙ И ВАЛОВ
ПО ПРИЗНАКУ ПРЕДЕЛЬНОГО УСТАЛОСТНОГО ИЗНОСА
Хотя явления усталостного разрушения металлов под
действием многократно воспринятых переменных напряжений
были впервые обнаружены именно при изучении поломок
осей и валов, все же решение задачи об определении их
работоспособности и долговечности по предельному
усталостному износу до сих пор все еще вызывает особые
затруднения.
Дело в том, что усталостные поломки осей и валов
нельзя отнести к явлениям естественного выхода их из
строя — эти поломки являются крайне нежелательными даже
в последних стадиях их работоспособности, потому что
сопровождаются обычно авариями.
Следовательно, при расчете осей и валов на долговечность
следует повысить требования к предотвращению
преждевременного выхода некоторой части их из строя. Для этого
в выражениях (44) и (55) величину х при расчете осей
и валов необходимо определять при 5% допускаемом
преждевременном выходе из строя (т. е. при р0 — 0,05).
Расчет вращающихся осей на долговечность при
изгибающем моменте Миэг, постоянном по величине и направлению,
используя выражения (40), (44), (55), (62) и (84) и полагая
при этом т~10, может быть произведен при помощи
следующего выражения:
~- Ко \ QOnxh
166
= С~Мааг(пН) ./С, (144)
откуда, полагая /Со = К-Т,
~Шх! _ __
ЗТУ°
где d— диаметр оси в опасном сечении в см;
Миэг — изгибающий момент, действующий в опасном
сечении оси, в кг/см;
х-фактор долговечности [см. выражение (55)];
Т — коэффициент, учитывающий состояние поверхности
оси;
К — коэффициент, учитывающий конструктивные
особенности устройства оси и особые условия ее
использования;
Кл — коэффициент, учитывающий концентрацию
напряжений, возникающую в осях в местах перехода с
диаметра опасного сечения на другой (рис. 48);
3.5
Z5
го
(5
-V
— -
Y7
„--—"
0.9
а
D
—
2
1-о.оэ
гго.т
В 0.7
Рис. 48. Коэффициент концентрации
напряжения в осях и валах.
К2 — коэффициент, учитывающий особенности условий
работы рассчитываемой оси (таблица 4);
^„коэффициент, учитывающий точность определения
усилий, воспринимаемых осью (таблица 5);
167
Кь — коэффициент, учитывающий размеры вала
(масштабный фактор см. в таблице 32).
Для определения в выражении (144) величины (nhy®
можно воспользоваться таблицей приложения VII.
Определив при помощи выражения (144) величину того
коэффициента работоспособности С, которым должна
обладать ось, можно определить ее диаметр в опасном сечении,
пользуясь таблицей 31.
В таблице 31 значения С подсчитаны с учетом
следующих постоянных величин: х = 3,67 [т. е. при р0 = 0,05
в выражении (55)], o_j == 2 800 кг/см2 (сталь 70) и Т= 1,1
(таблица 6).
Таблица 31
Коэффициенты работоспособности С для осей
Коэффициент
работоспособности С
746
2 530
6 000
11 700
20 250
32 000
48 000
Диаметр оси
d в см
1,0
1,5
2,0
2,5
3,0
3,5
4,0
Коэффициент
работоспособности С
68 000
93 600
125 000
161 000
206 000
257 000
315 000
Диаметр оси
d в см
4,5
5,0
5,5
6,0
6,5
7,0
7,5
При расчете валов возникает необходимость определения
несимметричности цикла приведенных напряжений, т. е.
напряжений, являющихся следствием совместного действия
изгиба и кручения.
Рассмотрим случай совместного действия постоянного
напряжения от кручения со знакопеременными напряжениями
от изгиба при вращении вала.
Согласно четвертой теории прочности (Губера-Мизеса-
Генки), при совместном действии изгиба и кручения
приведенный линейный эквивалент сложного напряженного
состояния определяется при помощи следующего выражения:
168
при этом (<згр)макс и (зпр)мин приближенно могут быть
представлены так, как это изображено на рис. 49.
Рис. 49. Приведенные переменные напряжения в валах
при совместном действии изгиба и кручения.
Максимальные и минимальные приведенные напряжения
с достаточной для практических расчетов точностью могут
быть определены при помощи следующих выражений:
4^2
(°пр)мин =
+ 3т2
- 1
169
-Коэффициент несимметрии при этом
у —
((5пр)макс
+ Зх2
1 __
2Мизг j __ Мизг —
Mh
Мизг + Mfcp
(145)
Дальнейший расчет валов на долговечность, пользуясь
выражениями (40), (44), (55), (62) и (84) и приняв [3 = 0,4,
производится следующим образом:
^-.\
Ю7 V° __ VМизг + O
j
L-JrA— ^o[1_/.+ ;i(1 + rjj \QOnxh
Далее, полагая Ко = К • Т,
1
0,1 ds
• [2—0,6(r+l)]/Ct (146)
где /С -~ Ki'K2'Ks'K4: определяется так же, как при расчете
осей.
= С =
Таблица 32
Масштабный фактор
^ч. Диаметр валов
Виды \. в см
напряжений^х
и разновид- \^
ность сталей ^\
При изгибе для
углеродистых сталей
При изгибе для
легированных сталей и при кручении
для всех сталей
2
1,10
1,20
3
1,14
1,30
4
1,18
1,37
5
1,24
1,43
7
1,32
1,54
10
1,43
1,70
Значения коэффициентов работоспособности С для валов,
подсчитанные при тех же постоянных величинах, которые
положены в основу таблицы 31, приведены в таблице 33.
170
Таблица 33
Коэффициенты работоспособности С для валов
Коэффициенты
работоспособности С
1500
5 060
12 000
23 400
40 500
64 000
96 000
Диаметр валов
в см
1,0
1,5
2,0
2,5
3,0
3,5
4,0
Коэффициенты
работоспособности С
136 000
187 500
250 000
324 000
412 000
514 000
Диаметр валов
в см
4,5
5,0
5,5
6,0
6,5
7,0
§ 2. ОПРЕДЕЛЕНИЕ РАБОТОСПОСОБНОСТИ ВАЛОВ
ПО ПРИЗНАКУ НЕПРЕВЫШЕНИЯ ПРЕДЕЛЬНЫХ
УПРУГИХ ДЕФОРМАЦИЙ
Упругие деформации изгиба валов зубчатых передач при
превышении некоторых предельных значений приводят
к нарушению правильного взаимодействия деталей подшипни-
Рис. 50. Углы перекоса зубчатых колес вследствие
деформации изгиба валов.
ков и правильного зацепления зубчатых колес, поэтому
работоспособность этих валов определяется предельными
171
углами их наклона на опорах под действием радиальных
усилий, действующих в зубчатых передачах (рис. 50).
Если шестерня или зубчатое колесо находится между
опорами, то углы наклона рх и р2 (рис. 51) определяются
при помощи следующих выражений:
ab (a + 2b)
6/
ab (2a + b)
6/
1
IE
7F
(147)
(148)
Рис. 51. Деформации изгиба оси или вала в случае
приложения радиальной нагрузки между опорами.
Рис. 52. Деформации изгиба оси или вала
в случае приложения радиальной нагрузки
на консоли.
Если шестерня или зубчатое колесо находится вне опор,
т. е. на консоли (рис. 52), то
аЬ
1
1 6 IE '
2/a + 3a2 1
6
IE
(149)
(150)
где / — экваториальный момент инерции;
Е — модуль упругости.
Для обеспечения нормальной работы деталей, сопряжен-
172
ных с валами, установлено предельное суммарное значение
углов наклона валов шестерни и зубчатого колеса [36], т. е.
Значения tgf приведены в таблице 34.
Предельные значения tg*[
Таблица 34
Условия работы зубчатой передачи
tgT
Для маложестких валов при большом расстоянии между
опорами и когда зубчатые колеса расположены вблизи опор
При тех же условиях, но при жестких валах
(напряжения не превышают 500 кг/см2) .... •
0,002
0,001
Глава VIII
РАСЧЕТ ПОДШИПНИКОВ КАЧЕНИЯ
§ 1. ОБЩИЕ ЭЛЕМЕНТЫ РАСЧЕТА ПОДШИПНИКОВ КАЧЕНИЯ
Подшипник качения представляет собой некоторый
конструктивный узел (рис. 53), состоящий из ряда отдельных
деталей (колец, шариков или роликов и сепаратора), в
котором во время его использования возникает ряд явлений,
в конечном счете приводящих к исчерпанию его
работоспособности.
Исчерпание работоспособности подшипника качения под
постоянной нагрузкой без вращения одного из колец
относительно другого, т. е. исчерпание его статической несущей
способности, возникает вследствие появления остающихся
деформаций его несущих элементов, препятствующих
дальнейшему его использованию при возобновлении вращения
одного из колец.
При вращении одного из колец окончание
работоспособности подшипников качения под нагрузками, постоянными
и переменными по величине и направлению, характеризуется,
в основном, усталостными разрушениями рабочих
поверхностей желобов колец и элементов качения (шариков или
роликов).
Для составления расчета подшипника качения любого
устройства необходимо решение некоторых общих задач, из
которых основными являются: определение характера
распределения нагрузки, воспринимаемой подшипником, по его
элементам качения, анализ кинематических соотношений
в подшипнике для определения числа циклов напряжений
на кольцах и элементах качения и определение условного,
приведенного расчетного напряжения на поверхности желоба
вращающегося кольца.
174
а) Распределение радиальной нагрузки по шарикам
шарикоподшипника
Распределение радиальной нагрузки по шарикам в
однорядном радиальном шарикоподшипнике (рис. 54) зависит от
ряда факторов (например, от упругих свойств материала
Рис. 53. Однорядный
радиальный
шарикоподшипник:
1 — наружное кольцо,
2 — шарики, 3 — внутреннее
кольцо, 4 — сепаратор.
Раздернутая полодина Внутреннего кольца
Ж
Роз дернута я полобина наружного кольца
Рис. 54. Распределение радиальной
нагрузки по элементам качения.
колец и шариков, от величины внутреннего радиального
зазора, от посадки колец на вал и в корпус, от точности
шариков, от упругих свойств корпуса и др.). Для наиболее
важных массовых случаев применения шарикоподшипников
наиболее целесообразным является определение характера
этого распределения экспериментальным путем, путем
использования следующего обобщенного закона [43 и 44]:
= 1, (152)
175
где Ьп — деформация колец и любого шарика в местах их
соприкасания в радиальном направлении;
80 — деформация колец и того шарика, центр которого
лежит на направлении вектора радиальной нагрузки,
воспринимаемой шарикоподшипником;
7 — центральный угол между направлением вектора
радиальной нагрузки, воспринимаемой
шарикоподшипником, и радиусом, проходящим через центр
рассматриваемого шарика;
ср — половина центрального угла, дуги которого
располагаются по желобам колец между точками, где
распределение нагрузки возрастает от нуля до
максимума и снова падает до нуля. При
радиальной нагрузке в радиальном шарикоподшипнике
величину угла ср обычно принято приближенно
принимать равной 90°.
Из выражения (152) вытекает, что
" 053)
Учитывая формулу (13), находим, что
Далее, пользуясь выражением (152), можем написать, что
р% — Р] р\
И?)" Г
p, -const,
где 7о — центральный угол между двумя радиусами,
проходящими через центры двух рядом расположенных
/' 360°
шариков т0 = —
\ ^
z — число шариков в однорядном шарикоподшипнике.
Далее имеем:
176
P.-P.[l-(•*)'•]*. (,54)
Обозначив через Q радиальную нагрузку, воспринимаемую
шарикоподшипником, можем написать:
Q^Po^ 2Рг cosTo + 2Л> cos2To ... -f 2
откуда
При приближенных расчетах шарикоподшипников обычно
принято по Штрибеку [45] исходить из величины Тш — 5,
что соответствует значениям q1 = ^- и ^2 = 2 при ср = 90°.
Для определения действительного значения Тш должны
быть известны значения qx и q2, установленные на основании
результатов опытов; при этом необходимо располагать
следующими экспериментальными данными: 80, 8Ь 82, fl9 -\2 и ср
(или соответственно Ро, Ръ P2t ii, ъ и ?)•
Составляем следующие уравнения:
откуда
или
12 В. Н. Трейер 177
Поделив первое выражение на второе, получим:
lgt/i = lg (1 - Vf2)
или
Если разложить выражение (1 — V^Y в степенной ряд
и ограничиться двумя членами, тогда
1 -V\' = \-V?'p,
откуда
(156)
Погрешность при применении выражения (156)
составляет в среднем около 4%.
Если же желательно получить более точное значение q2,
то при трех членах степенного ряда путем
последовательного приближения можно воспользоваться следующим
выражением:
ИЛИ
1--
q2 = —А 1. (157)
Если в выражение (157) подставить значение q2,
подсчитанное по формуле (156), то в среднем погрешность
определения q2 составит около 0,6 %.
Далее находим, что
lg (i ур)
б) Распределение радиальной нагрузки
по роликам роликоподшипника
Распределение радиальной нагрузки по цилиндрическим
роликам роликоподшипника, полагая 8 — v0P и учитывая
формулу (152), аналогично предыдущему, может быть
представлено следующим образом:
178
р _р 1 №* Г. (158)
Далее находим:
Z
Ро = -%- = -^. (159)
При приближенных расчетах принято исходить из
величины Тр = 4,6, что соответствует значениям q1 = — q2= 2
и у = 90°.
в) Определение числа перекатов
через точку рабочей поверхности
наиболее напряженной детали подшипника
качения
Из анализа кинематических соотношений в подшипниках
качения при радиальной нагрузке вытекают следующие
расчетные формулы для определения числа перекатов (т. е.
числа циклов напряжения) по тому месту рабочей поверхности
наиболее напряженной детали подшипника, где вероятность
появления первоочередных усталостных разрушений
подтверждается как путем расчета, так и результатами массовых
испытаний подшипников на долговечность.
Первый случай. Вращается внутреннее кольцо. Число
перекатов определяется по точке на поверхности желоба
невращающегося наружного кольца за один оборот вала:
где Do — диаметр центровой окружности элементов качения;
d — диаметр элемента качения (шарика или ролика).
Второй случай. Вращается внутреннее кольцо. Число
перекатов определяется по точке на поверхности желоба
вращающегося внутреннего кольца:
12* 179
Третий случай. Вращается наружное кольцо. Число
перекатов определяется по точке на поверхности желоба
вращающегося наружного кольца:
Четвертый случай. Вращается наружное кольцо. Число
перекатов определяется по точке на поверхности желоба
невращающегося внутреннего кольца:
г) Определение условного контактного напряжения
на желобе вращающегося внутреннего кольца
шарикоподшипника
Если усталостные повреждения появляются на
поверхности желоба вращающегося внутреннего кольца
шарикоподшипника, то, следовательно, они являются результатом
повторного действия циклов напряжений с различными
амплитудами. Следовательно, расчет такого подшипника
качения на долговечность должен быть сделан с
приведением различных по величине напряжений к некоторому
одному, условно постоянному.
Из простого кинематического анализа движения шарика
в межколечном пространстве шарикоподшипника вытекает,
что угол поворота внутреннего кольца, при котором через
точку на поверхности его желоба последовательно
перекатятся два шарика, составляет
Средние значения ф: для легкой серии = 1,7, для
средней серии = 1,65 и для тяжелой серии = 1,6.
Следовательно, за один оборот внутреннего кольца по
одной из точек поверхности его желоба перекатится N\e
шариков, причем
Nu=^-, (165)
где ср — половина центрального угла «дуги качения» по
желобу невращающегося кольца.
Нетрудно заметить, что поскольку ^0——, то при
радиальной нагрузке, полагая 2ср —. тг, выражение (165)
действительно превращается в выражение (161).
180
Далее отметим, что число циклов напряжений с
различными амплитудами составляет п — N\e при центральном угле
между точками на внутреннем кольце, где эти циклы
напряжений возникают, равном j3.
Обозначим через з0 расчетное напряжение цикла, возни-,
кающего от переката шарика по желобу вращающегося
внутреннего кольца в тот момент, когда он воспринимает
наибольшую часть общей радиальной нагрузки, действующей
на подшипник, и соответственно через оь а2... оп —
расчетные напряжения циклов перекатов шариков в других
положениях относительно направления радиальной нагрузки
подшипника.
За основу возьмем такое положение шариков, когда
центр одного из них лежит на направлении вектора
радиальной нагрузки Q, воспринимаемой подшипником.
Допустим, что материал поверхности желоба
вращающегося внутреннего кольца до появления признаков
усталостного разрушения может выдержать N циклов при
искомом условном напряжении <зи.
Обозначим число циклов с расчетным напряжением з0,
выдерживаемых материалом при условии, что он
подвергается действию только этого цикла, через No, число циклов
с расчетным напряжением аь выдерживаемых материалом,
через Nx и т. д.
Следовательно, можно принять, что
1
или
Если учесть выражение (34), то
1 ,_ т ~ т _
1 / wo [ ^i i_ _| ^/2
п \ В ' В 1 '" ~г' В I В
где
D Am
Помножив полученное выражение на В, получим
181
1
п
1
п
1
I 1
\ No
1
п
Л
1
1
1
1
п
] |
1 ••• 1 ы
1V п
N
откуда
Расчетные напряжения, согласно выражению (12), могут
быть представлены в следующем виде:
и т. д.,
где F — коэффициент, зависящий от постоянных величин,
характеризующих данный случай соприкасания
шарика с внутренним кольцом шарикоподшипника.
Учитывая выражения (153) и (154), далее можно
написать:
С точностью, достаточной для практических расчетов
долговечности шарикоподшипников при радиальной нагрузке,
можно принять: Тш = 5, р = Yo^> n^~~W> Ял = "тр
q2 = 2 и ср = -|-.
При этих допущениях
^-1+2
2'ho
3m
Полагая далее
3m
2>m
Кшг
получим, что
- (168)
Для количества шариков z = 6-^ 20, т. е. для
подавляющего большинства типоразмеров шарикоподшипников,
при т=^ 10
182
д) Определение условного контактного напряжения
на желобе вращающегося внутреннего кольца
роликоподшипника
Для роликоподшипников с цилиндрическими роликами,
соответственно выражению (29)
o0 = //|//V ъ = НУК и т. д.
Формула (167), аналогично тому, как это было изложено
в предыдущем параграфе, может быть представлена в
следующем виде, учитывая также выражение (159):
(169)
Полагая
4,6, Р = То^, п= ц-, ?i=-§->
q2 — 2 и о — ~у получим:
Ът
Если принять
4- 2 Г1
Зт
1+2
2'ho
то для роликоподшипников с цилиндрическими роликами
I- (170)
20
Для числа роликов z ■=. 6 -~ 20, при т — 6,67 — ~тг
6,67
]/ /С^^ 0,875.
183
§ 2. расчет однорядных радиальных
шарикоподшипников
а) Определение статической несущей способности
однорядных радиальных шарикоподшипников
Удельное давление в центре площадки соприкасания
наиболее нагруженного шарика с внутренним кольцом
шарикоподшипника (рис. 55), согласно выражениям (12)
и (155),
Ро =
0,2445
Рис, 55. Основные
размеры однорядного
радиального шарикоподшипника.
4,1 1 ) р У TmQ
Х + Ж 77* h J "Г"'
где d — диаметр шарика;
i?e — радиус беговой дорожки
на внутреннем кольце;
гв — радиус желоба на
внутреннем кольце;
Е — модуль упругости Юнга.
Согласно выражению (26),
для обеспечения надежной
статической несущей способности
рассматриваемого
шарикоподшипника при Тш — 5, необходимо,
чтобы
IWJ.-I
d ' R.
-- Е
Ко
Следовательно, наибольшая
допускаемая статическая
нагрузка для однорядного
шарикоподшипника при радиальной
нагрузке составляет:
кг. (171)
184
Так, например, для однорядного радиального
шарикоподшипника № 310 с габаритными размерами 50Х1ЮХ27
rf = 1,75 см, т = 3,33, зг — 17 500 кг [см2,
Я, = 3,16 аи, Е = 2,2-106 кг/см*, Л = 0,95,
ге = 0,9 см, ,iv = 1,58, /(о = 1,05.
г = 8' -^0,1,
При этих данных, согласно выражению (171),
8 ( 1750°-°>95 3
п '[ 1,05
f 0,2445 (3,33 — 2) j/ -l + 0>133
5L 3,33-1,58
^-3760
■ J L
1,75 г 3,16 0,9
2,2-Ю6 У
6) Определение работоспособности
и долговечности однорядных шарикоподшипников
по усталостной износостойкости
Рассмотрим работоспособность однорядного
шарикоподшипника (рис. 55) при нагрузке Q, исходя из усталостной
износостойкости его наиболее напряженной и
изнашивающейся детали, при следующих заданных условиях:
1. Вращается внутреннее кольцо.
2. За наиболее напряженную и изнашивающуюся деталь
принято внутреннее кольцо.
3. Распределение по шарикам принято по формуле (155),
при ТШ = Ъ.
Пользуясь выражениями (168), (12) и (56), в центре
площадок соприкасания имеем следующее условное
напряженное состояние, приведенное к его линейному эквиваленту
при сжатии:
—У
где
n 0,2445 3 /
F- — у
Расчетное число перекатов через точку на желобе
внутреннего кольца, пользуясь выражениями (161), (44) и (55)
185
для обеспечения гарантийного срока службы при р0 = 0,1,
можно определить следующим образом:
ЛЛ = 4-' \М -;г-2,9-/г-60 =
= 174— .—£-4-n-h = SRnh. (173)
Для расчета шарикоподшипников на долговечность
можно исходить при определении допускаемого напряжения
из выражений (58), (59) или (60), проверяя и поправляя
результаты расчета данными, полученными при
контрольных натурных испытаниях шарикоподшипников на
долговечность.
Так как в настоящее время наибольшее распространение
получили усталостные испытания при изгибе вращающегося
образца, то произведем расчет, пользуясь выражением (59).
При этом, полагая т= 10, N6~ 107, у\ = 0,95 [см.
выражение (37)] ир- 0,42:
1 1
WocN -
Го (174)
Подставив в формулу (174) выражение (173) и приравняв
полученное выражению (172), получим:
l,34a_, / 107
/Со ' S«/|
Составим теперь унифицированную формулу для расчета
однорядных шарикоподшипников на долговечность, т. е.
объединим все величины, зависящие от различных условий
их использования, и отделим их от величин постоянных,
неизменных для каждого рассматриваемого типоразмера
шарикоподшипника.
При этом определим так называемый «коэффициент
работоспособности С» шарикоподшипника, т. е. получим
следующее выражение:
186
Так, например, для шарикоподшипника № 310 (50 X
110X27), рассмотренного в предыдущем параграфе, полагая
f „ п 1 F — 3994 л-0 |
з_1 = 11 000 кг/aw2, х0'3 - 0,73, 50'3 = 6,15.
ав = 26 000 /сг/сж2, (1От)о!з __^ 12б ^
т = 3,33,
(1,34-11 000)3.8-126
= 1,05,
1Д)5-3,35-1010-0,73-0,058-6,15
= 70 480.
Значения (nhf$ приведены в таблице приложения VIII.
Однорядный радиальный шарикоподшипник может
воспринимать значительные осевые нагрузки. Однако условия его
работы при осевых и комбинированных нагрузках (т. е. при
одновременно действующих радиальных R и осевых А
нагрузках) носят сложный характер и в значительной мере
зависят от соотношений между величинами осевых и
радиальных нагрузок, а также и от наличия в подшипнике так
называемого радиального зазора.
Рис. 56. Распределение комбинированной (радиально-осевой) нагрузки
по элементам качения, в зависимости от различных соотношений
между осевой и радиальной нагрузками.
При различных соотношениях между осевой и
радиальной нагрузками существенно меняется характер
распределения комбинированной нагрузки по элементам качения
(рис. 56), что сопровождается некоторой неравномерностью
движения шариков и возникновением неопределимых точно
усилий, действующих на сепаратор (т. е. на ненесущую
деталь подшипника, предназначенную в основном лишь для
правильного распределения элементов качения по
окружности межколечного пространства).
187
Ввиду того, что в эксплуатационной практике
рассматриваемые шарикоподшипники часто подвергаются действию
осевой и комбинированной нагрузок, необходимо хотя бы
Рис. 57. Радиальные зазоры в однорядном радиальном
шарикоподшипнике.
приближенно определить некоторый радиальный эквивалент
осевой нагрузки с тем, чтобы, сложив этот радиальный
с эквивалент с
действительной радиальной нагрузкой,
найти некоторую условную
нагрузку QyCA, по которой
можно было бы производить
расчет данного подшипника
на долговечность.
Для работы данного
подшипника под осевой
нагрузкой имеет большое
значение его радиальный
зазор е (рис. 57), при
наличии которого кольца
подшипника могут
сместиться в осевом направлении
на величину с (рис. 58).
Если известны внутренние
размеры шарикоподшипника
и величины смещения его
колец с, то его радиальный
зазор е может быть опре-
Рис. 58. Осевое перемещение колец
однорядного радиального
шарикоподшипника без приложения осевой
нагрузки.
делен при помощи следующего выражения:
■cz.
18S
Когда к шарикоподшипнику будет приложена осевая
нагрузка Л, то в местах соприкасания шариков с кольцами
возникнут упругие деформации ов и 8„, и если приближенно
принять, что Ьв = Ън = —, то величина силы РА, под
действием которой произойдет соприкасание шарика с
кольцами и их деформация, определится следующим образом:
Л
z cos В
где
из рис. 59
cos 3 =
Рис, 59. Осевое перемещение колец
однорядного радиального шарикоподшипника под
действием осевой нагрузки.
Так как и при осевой нагрузке на желобе внутреннего
кольца раньше, чем на других поверхностях, появляются
усталостные повреждения, то пользуясь выражением (12),
найдем
"3^V^. (176)
г cos 8 v '
--ЗА"
=Fy '
189
Число перекатов за один оборот вала при осевой
нагрузке будет, очевидно, вдвое больше, чем при радиальной,
поэтому
М _1_
Следовательно,
Ыц = Nle -л-2,9-60-А = 5лмЛ. (177)
Подставив в формулу (174) выражение (177), приравняв
результат выражению (57) и учитывая также
выражение (176), получим коэффициент работоспособности СА при
осевой нагрузке:
с = (1,34-3^)3 .■г.(107)0,з.СО8 ft
Далее замечаем, что
С 'А
5о,з
полагая — = 2 и Кш = 0,348,
5#
можно написать, что
С 1,69
СА 5•cos 3
и, принимая далее в среднем J3 = 77° (причем cos 77°~ 0,225),
С __ J_69___ - q
Сл " 1,125 - 1>0-
Отождествляя нагрузки с коэффициентами
работоспособности С и СА, которые действительно могут быть
представлены как нагрузки, выдерживаемые подшипником при
скорости вращения п = 1 обjмин в течение срока службы
h— 1, т. е. в течение одного часа, можем написать:
Qyci - R f /пЛ = # -f- 1,5 • Л, (179)
где R — радиальная нагрузка;
А — осевая нагрузка.
190
Коэффициент работоспособности при вращающемся
наружном кольце, учитывая, что наиболее напряженной и
изнашивающейся деталью является внутреннее кольцо,
определится следующим образом:
(1,34^)3. г.(1()7)0,з
Далее находим, что
Но Sh^2-Sr, что видно из сопоставления выражений
(161) и (163), следовательно, при Кш = 0,348
KK = zr = J>69,
где Кк— поправочный коэффициент на случай вращения
наружного кольца.
Так как невращающееся кольцо может иметь подвижную
посадку, то существует мнение, что внутреннее кольцо
в данном случае может постепенно проворачиваться,
причем к наиболее нагруженному месту желоба поступают
постепенно менее изношенные поверхности. В связи с этим
при практических расчетах величину Кк принято снижать
до 1,4.
Расчетная формула для определения того коэффициента
работоспособности шарикоподшипника, которым он должен
обладать, чтобы удовлетворить заданным условиям его
использования, может быть представлена в следующем
виде:
С = (К к • R -f тА) {nhf*-K6- Кт, (181)
где:
Кг — температурный фактор [см. выражение (100)].
Подробные данные о расчетных значениях Кб, К г, Кк
и т приведены в справочных материалах подшипниковой
промышленности, а также в многочисленных литературных
источниках [4, 13, 36, 37, 38, 46].
191
в) Расчет однорядных шарикоподшипников
с предварительной осевой затяжкой
Под действием внешних усилий (радиальных и осевых),
воспринимаемых шарикоподшипниками, в местах взаимного
соприкасания шариков с кольцами возникают упругие
деформации [см. выражение (13)], которые особенно
значительны в начале приложения усилий. Деформации в
шарикоподшипниках ведут к изменению положения оси вала,
поэтому в тех случаях, когда необходимо возможно точнее
сохранить положение вала под действием рабочих нагрузок,
возникает задача повышения жесткости опор.
Особенно высокой жесткостью должны обладать опоры
шпинделей металлорежущих станков, потому что отжатие
шпинделя под действием усилий резания вызывает
неточность формы и размера обрабатываемого изделия.
Увеличить жесткость шарикоподшипника можно путем
создания в нем радиального предварительного натяга, т. е.
подобрав такой натяг прессовой посадки внутреннего кольца
на вал, при котором диаметр беговой дорожки внутреннего
кольца увеличивается настолько, что все шарики окажутся
зажатыми между кольцами. Таким образом, первоначальные
относительно большие деформации в шарикоподшипниках
окажутся уже исчерпанными и жесткость опоры
увеличится. При этом уничтожается также и радиальный люфт,
который неблагоприятно отражается на точности
вращения шпинделя.
Однако радиальный предварительный натяг имеет
следующие существенные недостатки:
1. Вследствие сравнительно широких полей допусков
на диаметры отверстий внутренних колец
шарикоподшипников, а также на диаметры мест их посадок на шпинделях
величина радиального предварительного натяга варьируется
в таких широких пределах, что становится по существу
неопределенной.
2. При радиальном предварительном натяге понижается
способность шарикоподшипника к восприятию осевой
нагрузки.
3. При больших натягах прессовых посадок
шарикоподшипников на вал возможны разрывы внутренних колец.
Опыты по применению осевой предварительной затяжки
двух шарикоподшипников, установленных в одной опоре,
оказались гораздо более успешными, и этот способ повышения
192
жесткости шарикоподшипниковых опор получил наибольшее
распространение.
Осуществить осевую предварительную затяжку двух
однорядных шарикоподшипников, установленных в одной
опоре, можно следующими способами:
1. Сближением наружных колец при помощи крышки,
ввертываемой на резьбе в корпус.
Рис» 60, Схематическое изображение
осуществления осевой предварительной затяжки однорядных
радиальных шарикоподшипников и распределение
между ними внешней осевой нагрузки.
2. При помощи пружин, нажимающих на торцовые
поверхности наружных колец и распирающих их с установ.
ленной силой Ао предварительной затяжки.
3. Путем установки между внутренними и наружными
кольцами распорных втулок неодинаковой длины, чем и дости-
13 В. Н. Трейер
193
гается расклинивание обоих шарикоподшипников в
необходимых пределах.
Последний способ получил довольно большое
распространение. Последовательность явлений, возникающих в обоих
шарикоподшипниках при их установке по этому способу
и воздействии осевой силы А, представлена на рис. 60.
Шарикоподшипника 2 —
Деформации
Шарикоподшипника f
Рис. 61. Усилия и деформации в паре однорядных радиальных
шарикоподшипников при предварительной затяжке и приложении
осевой нагрузки А.
На рис. 60 осевая предварительная затяжка достигается
путем установки между шарикоподшипниками втулок с
разностью длин 2 8О (положение а). После того как гайка на
шпинделе была затянута (положение б), в каждом
шарикоподшипнике внутренние и наружные кольца сместились
относительно друг друга в осевом направлении на Ьо. На эту
же величину о0 переместился в осевом направлении и
шпиндель. Приложение к опоре осевой силы А (положение в)
приводит к постепенной разгрузке обоих шарикоподшипников
от предварительной затяжки, как это видно из рис. 61.
Выбор величины осевого усилия предварительной
затяжки А0 (или соответствующей ему величины 80) в
зависимости от рабочих нагрузок, воспринимаемых опорой, к
сожалению, в большинстве случаев приводит к такому большому
осевому усилию предварительной затяжки, при котором
шарикоподшипники не могут нормально работать из-за воз-
194
никающей в них высокой рабочей температуры, испарения
смазки и заедания. Если же заедания и не наступает
благодаря применению специальных смазочных материалов, то
даже при холостом режиме работы шарикоподшипников
возможно довольно интенсивное исчерпание их
работоспособности и долговечности.
Наиболее целесообразным является установление
величины осевой силы Ао предварительной затяжки
шарикоподшипников в зависимости от их общей работоспособности [4].
Если положить в основу определения усилия Ло
величину (яА)0»3 = 407, то это будет соответствовать следующим
соотношениям между числом оборотов вала (или шпинделя)
в минуту п и его долговечностью h в рабочих часах:
Долговечность h
п об/мин в рабочих часах
3 000 167 000
6 300 80 000
10 000 50 000
16 000 32 000
Из приведенных цифр видно, что если положить в основу
выбора величины осевого усилия предварительной затяжки
(пН)°>ъ = 407, то эта затяжка весьма мало будет влиять на
снижение долговечности шарикоподшипников.
На основании вышеизложенного, согласно выражению
(181), полагая т—1,5, имеем:
Этой величине Ао соответствует разность длин втулок
А = 28 = ^-**, (183)
где D и d — соответственно наружный и внутренний диаметр
шарикоподшипника (рис. 54).
Само собой разумеется, что осевая предварительная
затяжка повышает жесткость шарикоподшипниковой опоры
не только в осевом, но и в радиальном направлениях.
При выборе шарикоподшипников для установки с данное
предварительной затяжкой нет необходимости учитывать ей
при расчете на долговечность.
13* 195
Таблица 35
Основные размеры и характеристика работоспособности однорядных
радиальных шарикоподшипников (рис. 55)
Условное
обозначение
подшипника
1
Основные размеры
в мм
d
2
D
3
В
4
Коэффициент
работоспособности С
5
Предельное число
оборотов
в минуту
6
Допускаемая
статическая
нагрузка в кг
7
300
301
302
303
304
200
201
202
203
204
205
206
207
208
209
210
21J
212
213
214
215
216
217
218
219
220
10
12
15
17
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
30
32
35
40
47
52
62
72
80
85
90
100
ПО
120
125
130
140
150
160
170
180
Легкая
9
10
12
14
15
16
17
18
19
20
21
22
23
24
25
26
28
30
32
34
серия
7 100
7 100
8 500
11 300
15 000
16 000
22 000
30 000
39 000
39 000
42 000
52 000
62 000
68 000
74 000
78 000
84 000
98 000
112 000
124 000
136 000
10
12
15
17
20
35
37
42
47
52
11
12
13
14
15
Средняя серия
10 000
12 300
13 500
17 100
19 000
20 000
20 000
16 000
16 000
16 000
13 000
13 000
10 000
10 000
8 000
8 000
8 000
6 300
6 300
5 000
5 000
5 000
4 000
4 000
4 000
3 200
16 000
16 000
16 000
13 000
13 000
250
260
340
420
600
700
950
1300
1700
1700
1900
2 400
3 000
3 300
3 600
4 000
4 200
5 000
5 900
6 700
7 700
370
450
520
650
750
196
Продолжение таблицы 35
1
305
306
307
308
309
310
311
312
313
314
315
316
317
318
319
320
403
404
405
406
407
408
409
410
411
412
413
414
415
416
417
418
2
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
17
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
3
62
72
80
90
100
ПО
120
130
140
150
160
170
180
190
200
215
62
72
80
90
100
ПО
120
130
140
150
160
180
190
200
210
225
4
17
19
21
23
25
27
29
31
33
35
37
39
41
43
45
47
5
27 000
33 000
40 000
48 000
57 000
72 000
84 000
94 000
106 000
120 000
132 000
144 000
158 000
170 000
182 000
210 000
Тяжелая серия
17
19
21
23
25
27
29
31
33
35
37
42
45
48
52
54
29 000
39 000
47 000
60 000
68 000
78 000
92 000
108 000
120 000
132 000
144 000
182 000
194 000
210 000
220 000
250 000
6
10 000
10 000
8 000
8 000
6 300
6 300
6 300
5 000
5 000
5 000
4 000
4 000
4 000
3 200
3 200
3 200
10 000
10 000
8 000
8 000
6 300
6 300
6 300
5 000
5 000
4 000
4 000
4 000
4 000
3 200
3 200
2 500
7
1 100
1 400
1 700
2 100
2 500
3 500
4 100
4 600
5 400
6 200
6 200
7 600
8 700
9 600
10 500
12 500
1 100
1 600
2 000
2 500
3 100
3 500
4 400
5 300
6 000
6 700
7 600
10 000
11 000
12 000
13 000
15 500
197
§ 3. РАСЧЕТ РОЛИКОПОДШИПНИКОВ С КОРОТКИМИ
ЦИЛИНДРИЧЕСКИМИ РОЛИКАМИ
Долголетний опыт использования подшипников данного
типа (рис. 62) указывает на целесообразность во избежание
обколов роликов у торцов, где напряженное состояние мате-
Рис. 62. Роликоподшипник
с короткими
цилиндрическими роликами.
Рис. 63. Основные размеры
роликоподшипников с
короткими цилиндрическими
роликами.
риала оказывается наиболее опасным для его прочности,
придавать рабочей поверхности дорожки качения на наружном
кольце некоторую выпуклую кривизну. Этим несколько
снижается напряженное состояние материала у торцов роликов,
но при расчете данного роликоподшипника на долговечность
этим уменьшением напряженного состояния материала
пренебрегают и исходят из условия соприкасания цилиндрических
поверхностей.
а) Определение статической несущей способности
роликоподшипников с короткими цилиндрическими
роликами
Удельное давление в центре площадки соприкасания
наиболее нагруженного ролика с внутренним кольцом в
данном подшипнике (рис. 63) определяется согласно
выражениям (29) и (159).
Zl \ t<it<2
zl [dp ^ Re I '
где Тр — коэффициент, который для данного типа
роликоподшипника может быть принят равным 4,6;
Q — радиальная нагрузка в кг;
z — общее число роликов;
/ — несущая длина ролика в см;
dp — диаметр ролика в см,
Re — радиус беговой дорожки на внутреннем кольце в см\
В — модуль упругости в кг/см2.
Согласно выражению (33), для обеспечения надежной
статической несущей способности рассматриваемого
роликоподшипника необходимо, чтобы
Следовательно, наибольшая допускаемая радиальная
статическая нагрузка для роликоподшипника данного типа
составляет:
Qcmam = \*° '. Кг. (184)
4,6-0,167» -fL+M E
\dp Кв I
Так, например, для роликоподшипника № 2310 (50 X
X 90 X 27):
dp = 1,5 см, от=П 500 кг/см2,
#б:=3,25 см, £ — 0,95.
/= 1,2 см,
Е = 2,2-106 кг/см2,
z= 13,
199
Так как напряженное состояние материала у краев беговой
дорожки на внутреннем кольце оказывается в
действительности несколько более высоким, чем это вытекает из
контактной теории упругости, то величину Ко при расчете
данного подшипника принимают несколько большей, чем при
расчете подшипников с первоначальным точечным
соприкасанием. Довольно хорошее совпадение расчетных данных
с результатами опытов получается при Ко= 1,38, а именно:
15б / 17 500-0,95
1,38 / _ 22640
4 54
б) Определение работоспособности
и долговечности роликоподшипников
с короткими цилиндрическими роликами
по усталостной износостойкости
Так как при вращающемся внутреннем кольце, т. е.
в подавляющем большинстве случаев использования данного
роликоподшипника, наименее долговечным оказывается
внутреннее кольцо, то расчет роликоподшипника на
долговечность целесообразно вести по этому кольцу.
Пользуясь выражениями (170), (29) и (57), по середине
площадки соприкасания находим следующее условное
напряженное состояние материала, приведенное к его
линейному эквиваленту при сжатии:
(185)
= 0,418|/ i.(2 + 1 \Е .
г / у dp He j
где | (
г / у dp
Расчетное число перекатов через точку на желобе
внутреннего кольца определяется выражением (173).
Далее, пользуясь выражением (59) и полагая, как это
принято при расчете роликоподшипников с
первоначальным линейным контактом роликов с кольцами, т — 6,67
(или точнее -g-j, А^=107, 7) = 0,95 и (3 = 0,42, получим:
1,34 • z 1
/1П7 \ 20
ю. . (186)
200
Таблица 36
Основные размеры и характеристика работоспособности
роликоподшипников с короткими цилиндрическими роликами (рис 63)
Условное
обозначение
подшипника
1
Основные размеры
в мм
d
2
D
3
В
4
Коэффициент
работоспособности С
5
Предельное число
оборотов
в минуту
6
Допускаемая
статическая
нагрузка в кг
7
2 204
2 205
2 206
2 207
2 208
2 209
2210
2211
2212
2213
2214
2215
2216
2217
2218
2219
2 220
2 305
2 306
2 307
2 308
2 309
2310
2311
2312
20
25
30
35
40
45
50
55
60
'5
70
75
80
85
90
95
100
47
52
62
72
80
85
90
100
ПО
120
125
130
140
150
160
170
180
14
15
16
17
18
19
20
21
22
23
24
25
26
28
30
32
34
25
30
35
40
45
50
55
60
62
72
80
90
100
110
120
130
17
19
21
23
25
27
29
31
Легкая серия
18 000
20 000
27 000
39 000
50 000
54 000
57 000
70000
84 000
98 000
98 000
120 000
132 000
152 000
188 000
210 000
230 000
Средняя серия
35 000
45 000
54 000
66 000
90 000
100 000
132 000
158 000
16 000
13 000
13 000
10 000
10 000
8 000
8 000
8 000
6 300
6 300
5 000
5 000
5 000
4 000
4 000
4 000
3 200
10 000
10 000
8 000
8 000
6 300
6 300
6 300
5 000
850
1000
1200
1900
2 500
2 700
3 000
3 700
4 400
5 200
5 200
6 300
7 300
8 400
10 000
11,000
11 500
1600
2 100
2 600
3 000
4 200
4 900
6 200
7 600
201
Продолжение таблицы 36
1
2313
2314
2315
2316
2317
2318
2319
2 320
2
65
70
75
80
85
90
95
100
3
140
150
160
170
180
190
200
215
4
33
35
37
39
41
43
45
47
5
170 000
200 000
230 000
240 000
290 000
320 000
340 000
400 000
6
5 000
5 000
4 000
4 000
4 000
3 200
3 200
3 200
7
8 500
10 000
11500
12 000
14 500
16 000
17 000
19 000
2 406
2 407
2 408
2 409
2410
2411
2412
2413
2414
2415
2416
2417
2418
2419
2 420
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
90
100
НО
120
130
140
150
160
180
190
200
210
225
240
250
23
25
27
29
31
33
35
37
42
45
48
52
54
55
58
Тяжелая серия
78 000
96 000
123 000
140 000
170 000
180 000
220 000
240 000
310 000
360 000
400 000
460 000
520 000
540 000
630 000
8 000
6 300
6 300
6 300
5 000
5 000
4 000
4 000
4 000
4 000
3 200
3 200
2 500
2 500
2 500
3 500
4 500
5 600
6 400
7 900
8 700
10 500
11500
14 500
17 000
19 000
22 000
25 000
27 000
30 500
Подставив в формулу (186) выражение (173) и приравняв
полученное выражению (185), имеем:
6,67
Составим теперь, подобно выражению (175),
унифицированную формулу расчета роликоподшипников с короткими
202
цилиндрическими роликами на долговечность; при этом
получим следующее выражение:
Q • (nhf>W = С= (——fj Ц^ т . (187)
Т2'Н2-К0>3-4,6 f m~~ \ + Щ\ -S°A3
Так, например, для роликоподшипника № 2310,
рассмотренного в предыдущем параграфе:
o_i = 11 000 кг/см*, Н = 725,
fi = 0,l, K°/ = 0,746,
ов = 26 000 кг/см2, (107)0'3 = 126,
Г =1,4, т = 3,33.
Q (пА)0'3 К2 = С = 336538Q6 = 100 620.
Аналогично выводу формулы (181) получим:
= Ад; • у* \tlrly' • Д 0' Д j. \\оо)
Значения (nh)0'3 приведены в таблице приложения VIII.
§ 4. РАСЧЕТ КОНИЧЕСКИХ РОЛИКОПОДШИПНИКОВ
Недостаток конструкции роликоподшипников с
цилиндрическими роликами, неприспособленных для восприятия осевых
нагрузок поверхностями качения своих несущих элементов,
в значительной мере устранен в конических
роликоподшипниках, в которых радиальные и осевые нагрузки
воспринимаются несущими элементами, в основном при качении.
Вследствие конусности рабочих поверхностей несущих
элементов рассматриваемого подшипника (рис. 64) радиальная
нагрузка R, воспринимаемая коническим роликом,
распределится соответственно тому, как это представлено на рис. 65,
причем ролик прижмется к упорному бортику внутреннего
кольца силой
Силы, действующие нормально к рабочим поверхностям
колец, определяются следующим образом:
л, # Аи
N =
COS a COS л-tg а'
R Аи
COS fi COS p • tg a'
203
а) Определение статической несущей способности
конических роликоподшипников
Удельное давление в центре площадки соприкасания
наиболее нагруженного ролика с внутренним кольцом в
данном подшипнике при радиальной нагрузке R, учитывая
выражения (29) и (159), будет:
= 0,418
/:
2-COsB/
-1
Re
Рас. 64. Конический
роликоподшипник.
Рис. 65. Усилия в коническом
роликоподшипнике.
где Тр — коэффициент, который для данного типа
роликоподшипника может быть принят равным 4,6;
R — радиальная нагрузка в кг;
г — общее число роликов;
/ — несущая длина ролика в см;
dp — средний диаметр ролика в см;
204
Re — средний радиус беговой дорожки на внутреннем
кольце;
Е — модуль упругости в кг/см2.
Согласно выражению (33), для обеспечения надежной
статической несущей способности рассматриваемого
роликоподшипника необходимо, чтобы
Следовательно, наибольшая допускаемая радиальная
статическая нагрузка для конических роликоподшипников
составляет:
Ктат = ,,"[, ™. (189)
4,6-0,1672 |. + 1 )Е
Так, например, для конического роликоподшипника
№ 7310:
gL= 1,2 см, а - 12°45',
Кв = 3,25 см, р = 9°30' (cos p = 0,986),
/= 1,6 см, аг = 17 500 /сг/сж2,
Я = 2,2-106 /сг/сж2, k -0,95,
г-16, /Со- 1,35.
(17 500-0,95 \2
16.1,60,986. ^- 135 j 25-24-1516,6-10^
о,129-1,975-2,2- 10е
кг.
б) Определение работоспособности
и долговечности конических роликоподшипников
по усталостной износостойкости
В рассматриваемом роликоподшипнике обычно наименее
долговечной деталью является внутреннее кольцо, поэтому
расчет роликоподшипника на долговечность целесообразно
вести по вращающемуся внутреннему кольцу.
Пользуясь выражениями (170) и (57), найдем расчетное
напряженное состояние материала внутреннего кольца, при-
205
веденное к его линейному эквиваленту при сжатии,
аналогично выражению (185):
где // = 0,418 ]/i-(|+ ' )е.
(,90,
Расчетное число перекатов через точку на желобе
внутреннего кольца определяется выражением (173).
Далее, пользуясь выражением (59) и полагая т = 6,67
(илиу), N6=l01, r\ = 0,95 и р = 0,42, получим
выражение (186).
Подставив в формулу (186) выражение (173) и приравняв
полученное выражению (190), получим:
з
Ю7 ,20,
откуда
Значения (nhf-3 приведены в таблице приложения VIII.
Так, например, для конического роликоподшипника
№7310, рассмотренного в предыдущем параграфе,
a_i = 11 000 кг/см\ Н = 688,7, р = 9°30'.
fi = 0,l, K°/ = 0,746,
ав = 26 000 кг/см\ (107)0^3 - 126,
Т =1,33, т = 3,33,
R-inhfS-K2 = C= 4-fgir = 151 90°-
При осевых нагрузках через каждый ролик на внутреннее
кольцо действует сила
N = А
в
=
в Z COS P tg a
Расчетное напряжение при этом:
1'34'а —
ы l/ А Г/m—2\2 ГТ
206
откуда коэффициент работоспособности при осевой нагрузке
г _ (1,34 a-\)2'Z'COS$-tga- (107)0,3
оО,3
* А
Далее замечаем, что
С_ __
СА К
Полагая г = 2и^ = 0,746, можем написать:
_£___ 1 _ R
с7~ ~
откуда аналогично выражению (181) получаем:
L" *\ \ Г> П О Г X -^ •»* J
(192)
Таблица 37
Основные размеры и характеристика работоспособности конических
роликоподшипников (рис. 66)
Условное
обозначение
подшипника
1
Основные размеры в мм
d
2
D
3
Тмакс
4
Коэффициент
ботоспособности С
5
Предельное число
оборотов
в минуту
6
Допускаемая
статическая
нагрузка
в кг
7
7 202
7 203
7 204
7 205
7 206
7 207
7 208
7 209
7210
15
17
20
25
30
35
40
45
50
Легкая серия (а =
35
40
47
52
62
72
80
85
90
12
13,5
15,5
16,5
17,5
18,5
20
21
22
12° - 16°)
14 000
20 000
28 000
35 000
43000
50000
66 000
70 000
82 000
6 300
6 300
5 000
5 000
5 000
5 000
5 000
5 000
5 000
700
1000
1 300
1600
2 100
2 500
3 300
3 500
4 000
207
Продолжение таблицы 37
1
7211
7212
7213
7214
7215
7216
7217
7218
7219
7 220
2
55
60
65
70
75
80
85
90
95
100
3
100
по
120
125
130
140
150
160
170
180
4
23
24
25
26,5
27,5
28,5
31
33
35
37,5
5
90 000
112 000
120 000
152 000
158 000
170 000
200 000
230 000
270 000
280 000
6
4 000
4 000
3 200
3 200
3 200
3 200
2 500
2 500
2 000
2 000
7
4 500
5 600
6 300
7 800
8 200
9 100
10 500
12 000
14 000
15 000
7 302
7 303
7 304
7 305
7 306
7 307
7 308
7 309
7 310
7 311
7 312
7313
7 314
7 315
7 316
7 317
7 318
7 319
7 320
Средняя серия (а = 10° -:- 14°)
15
17
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
42
47
52
62
72
80
90
100
ПО
120
130
140
150
160
170
180
190
200
215
14,5
15,5
16,5
18,5
21
23 •
25,5
27,5
29,5
32
34
36,5
38,5
40,5
43
45
47
50
52
26 000
28 000
38 000
45 000
60 000
74 000
92 000
128 000
152 000
164 000
194 000
230 000
270 000
280 000
310 000
350 000
380 000
440 000
500 000
5 000
5 000
5 000
5 000
5 000
5 000
4 000
4 000
4 000
3 200
3 200
3 200
3 200
2 500
2 500
2 000
2 000
1600
1600
1 100
1300
1600
2 100
2 800
3 400
4 300
5 800
7 100
7 500
9 200
11 000
12 500
13 000
15 000
17 500
17 500
21 500
24 500
208
Продолжение таблицы 37
6
7 604
7 605
7 606
7 607
7 608
7 609
7 610
7611
7612
7613
7614
7615
7616
7617
7618
7619
7 620
Средняя широкая серия (а = 11° ~ 15°)
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
52
62
72
80
90
100
110
120
130
140
150
160
170
180
190
200
215
22,5
25,5
29
33
35,5
38,5
42,5
46
49
51,5
54,5
58,5
62
64
68
72
78
46 000
70 000
100 000
116 000
140 000
170 000
210 000
260 000
300 000
320 000
380 000
440 000
500 000
540 000
630 000
670 000
800 000
5 000
5 000
4 000
4 000
4 000
4 000
3 200
3 200
3 200
3 200
2 500
2 500
2 000
2 000
1 600
1 600
1 600
2 100
3 200
4 400
5 500
6 600
8 000
9 900
13 000
15 000
16 000
18 500
21000
25 500
26 500
31 000
33 000
39 500
Рис. 66. Основные размеры конического роликоподшипника.
14 В. Н. Трейер 209
§ 5. расчет двухрядных сферических
роликоподшипников
Сферические двухрядные роликоподшипники с
бочкообразными несимметричными роликами (рис. 67 и 68)
представляют собой наиболее сложные по устройству подшипники
j
D -
I....
—
ЙЁ?
- d
Рис. 67. Двухрядный
сферический роликоподшипник
с бочкообразными роликами.
Рис. 68. Основные
размеры сферического
роликоподшипника.
качения, внутренние размеры которых связаны между собой
определенными соотношениями, зависящими от радиуса
внутренней сферической поверхности наружного кольца
и ширины подшипника.
Рассмотрим некоторые особенности устройства
роликоподшипников данного типа, представляющих собой
разновидность двухрядного конического роликоподшипника, но
с бочкообразными роликами.
Если расположить бочкообразный ролик в сферической
внутренней поверхности наружного кольца, как показано
на рис. 69, то устойчивое положение ролика в желобе
внутреннего кольца, а также обкатывание роликом колец
с наименьшим трением не будет достигнуто.
210
Обкатывание роликами колец с наименьшим трением на
площадках соприкасания может быть достигнуто лишь при
условии, когда общая касательная к образующей ролика
и сфере наружного кольца в точке их касания пересекается
с осью ролика на оси вращения внутреннего кольца
подшипника.
Рис. 69. Исходное положение ролика в сферическом роликоподшипнике.
Для достижения этого необходимо повернуть ролик
(рис. 70) относительно центра кривизны его образующей
на такой угол (3, при котором общая касательная к точке
соприкасания ролика с наружным кольцом пересечется
с осью ролика на оси вращения внутреннего кольца и точка
5 переместится к середине ролика. В этом случае качение
ролика по сферической поверхности наружного кольца будет
происходить с наименьшим трением, нагрузка на ролик будет
приложена к его середине и будет создано усилие,
прижимающее его к внутреннему борту внутреннего кольца и
придающее ему устойчивое положение в подшипнике.
Исходный угол а может быть задан при предварительном
определении внутренних размеров данного подшипника, при
этом расстояние Аг от точки О' до пересечения оси ролика
с осью вращения подшипника определится следующим
выражением (рис. 69):
R -4е
н 2
14*
(193)
211
Рис, 70. Окончательное положение ролика в сферическом
роликоподшипнике.
Если повернуть ролик на угол (3 (рис. 70), то расстояние
от точки О' до пересечения оси ролика с осью вращения
подшипника изменится и определится следующим образом:
Расстояние от О' (рис. 71) до точки пересечения
касательной к образующей ролика с его осью с некоторым
приближением может быть определено следующим
выражением:
^=w- (195)
Приравнивая выражения (194) и (195), можно определить
тот угол р, на который следует повернуть ролик для
обеспечения наилучших условий его качения по кольцам; при
этом
tg(«-P) =*RH-dP=zkt (196)
tg p dp
После преобразования найдем:
tg a — tg (3 ,
но, так как
Смещение наибольшего диаметра ролика от его середины
при этом может быть определено следующим образом:
* = #-tgp. (198)
Координаты центра кривизны образующей ролика
определяются при помощи следующих выражений:
yo = (RH — R) cos a,
Положение точки С (рис. 70) определяется величиной
у19 причем
213
Координаты центра кривизны желоба на внутреннем
кольце
У г — tg (a _ з) У\ "I ^о-
Из рис. 71 находим радиус кривизны большего
[ика R-
р
ролика Ro:
торца
cos 7
Рис. 71. Форма и основные размеры бочкообразного ролика
сферического роликоподшипника.
а) Определение статической несущей способности
двухрядных сферических роликоподшипников
В роликоподшипнике данного типа высокие напряжения
возникают в местах соприкасания наиболее нагруженных
роликов с наружным кольцом, поэтому прочностные расчеты
этого подшипника целесообразно вести по наружному кольцу.
214
Подобно разложению усилий в коническом роликопод"
шипнике (рис. 65), в подшипнике рассматриваемого типа
ролик прижат к наружному кольцу силой
N =
н
/ 2 , 1 2 \ ^1Т]3/~57Г~ Rf/2^R~
=-g-=
н 2 COS a COS а ♦ tg а '
Удельное давление в центре площадки соприкасания
наиболее нагруженных роликов с наружным кольцом при
этом, согласно выражениям (12) и (155):
0,2445 Г/ \ 1
где dp — наибольший диаметр ролика,
z — число роликов в одном ряду.
Как это вытекает из устройства роликоподшипников
данного типа, соприкасание ролика с наружным кольцом
происходит не по наибольшему диаметру dp, а по несколько
меньшему диаметру середины ролика, согласно рис. 70 и
выражению (198).
Ввиду того, что нормаль к середине площадки
соприкасания ролика с наружным кольцом направлена под углом (3
к диаметру окружности качения и, следовательно,
расчетный диаметр ролика представляет собой наибольший диаметр
некоторого эллипса, который весьма мало отличается по
величине от наибольшего диаметра ролика, то можно без
большой погрешности при определении удельного давления
в центре площадки соприкасания расчет вести по
наибольшему диаметру ролика.
Аналогично выражению (171) получим:
-k \3
cosa
0,2445 m-2
771 2Т7Г2'
t+r-wJe\
Рассмотрим роликоподшипник № 3628 с габаритными
размерами 140 X 300 X 102 при следующих данных:
R= 12,7 см, от= 17 500 кг/см2, с= 0,056,
dp = 4,2 см, k - 0,95, £-2,2-106 кг/см2,
RH = 13,35 см, m = 3,33, Ко = 1,65.
а= 14°19Г, ^ = 5,9,
= 0,969, v = 0,328,
= 14, jiv= 1,95,
215
Общий запас прочности Ко в данном роликоподшипнике
принимается более высокий, чем в других подшипниках,
из-за большего радиального люфта в нем и более широких
допускаемых отклонений по диаметрам действительных
окружностей качения роликов; в особенности его приходится
принимать более высоким, если распределение нагрузки по
элементам качения принять согласно выражению (155) при
Тр = 5, т. е. когда характер распределения нагрузки по
элементам качения не проверен экспериментально.
Для роликоподшипника № 3 628
-72 895 кг.
б) Определение работоспособности и долговечности
двухрядных сферических роликоподшипников
по усталостной износостойкости
Усталостные повреждения в сферических
роликоподшипниках появляются прежде всего на сферической рабочей
поверхности наружного кольца, поэтому расчет на
долговечность этих подшипников целесообразно вести по наружному
кольцу при вращающемся внутреннем.
Число перекатов Ыц через наиболее напряженную часть
рабочей поверхности наружного кольца определится, согласно
выражению (160), следующим образом:
или, полагая х = 2,9 при р0 = 0,1 [см. выражение (55)],
имеем:
Шц = 1744 -?*^n.h = S.n.h. (201)
Пользуясь выражениями (199), (56) и (59), (61), (174)
и (201), составим расчетную формулу для определения
коэффициента работоспособности, причем находим, что
Л* (1,34-а ЛЗ -г-COSa.(107)0'3
216
Таблица 38
Основные размеры и характеристика работоспособности
сферических роликоподшипников (рис 68)
Условное
обозначение
подшипника
Основные размеры в мм
D
Коэффициент
работоспособности
С
Предельное число
оборотов
в минуту
Допускаемая
статическая
нагрузка
в кг
3516
3517
3 518
3519
3 520
3 522
3 524
3 526
3 528
3 530
80
85
90
95
100
ПО
120
130
140
150
3 608
3 609
3610
3 611
3612
3613
3614
3615
3616
3617
3618
3619
3 620
3 622
3 624
3 626
3 628
3 630
Легкая- широкая серия
140
150
160
170
180
200
215
230
250
270
Средняя
33
36
40
43
46
53
58
64
68
73
188 000
200 000
240 000
310 000
340 000
420 000
520 000
630 000
730 000
800 000
широкая серия
3 000
2 500
2 500
2 500
2 000
2 000
2 000
1600
1600
1300
40
45
50
55
60
65
70
75
80
85
90
95
100
ПО
120
130
140
150
90
100
ПО
120
130
140
150
160
170
180
190
200
215
240
260
280
300
320
33
36
40
43
46
48
51
55
58
60
64
67
73
80
86
93
102
108
120 000
148 000
182 000
210 000
240 000
290 000
330 000
370 000
420 000
460 000
500 000
570 000
670 000
850 000
980 000
1 160 000
1 260 000
1 440 000
5 000
4 000
4 000
4 000
3 200
3 200
3 200
2 500
2 500
2 500
2 500
2 000
2 000
1600
1600
1600
1300
1300
11500
14 000
15 000
19 000
21 500
27 000
32 500
39 500
44 000
50 000
6 700
8 200
10 500
11500
13 500
16 000
18 500
21000
24 000
27 000
29 000
32 000
38 000
47 000
56 000
65 000
73 000
82 000
217
Значения (nhf's приведены в таблице приложения VIII.
Для роликоподшипника № 3628, рассмотренного в
предыдущем параграфе, полагая
а_ j = 11 000 кг/см2, т = 3,33,
ав = 26 000 кг /см*, с = 0,056,
Т = 1,3, г = 14 (в одном ряду),
- 1257 110.
Рассматриваемый роликоподшипник нецелесообразно
подвергать работе под действием только осевой нагрузки, так
как в этом случае была бы использована лишь половина
подшипника. Определение для данного роликоподшипника
коэффициента работоспособности Са при осевой нагрузке
необходимо лишь для определения радиального эквивалента
осевой составляющей комбинированной, т. е. радиально-
осевой, нагрузки. При этом следует иметь в виду, что
фактически осевую нагрузку будет воспринимать лишь та
половина роликов одного ряда, которая одновременно
воспринимает и радиальную нагрузку, при этом
Л _ 1
СА - 1,25-tg а'
откуда
Окончательно расчетная формула для определения
того коэффициента работоспособности С, которым
должен обладать выбираемый роликоподшипник, может быть
представлена в следующем виде [см. выражение (181)]:
)О'3.^./Сг, (203)
где Кб = К3;
Кг — температурный фактор [см. выражение (100)].
Глава IX
РАСЧЕТ СТАЛЬНЫХ ПРОВОЛОЧНЫХ КАНАТОВ
Стальные проволочные канаты относятся к
изнашивающимся деталям грузоподъемных машин. Окончание их
надежной работоспособности обусловлено обрывом наружных
проволок, подвергающихся, помимо напряжений растяжения
от действия подвешенного груза, также напряжениям изгиба
при огибании барабанов и блоков. Кроме того, при огибании
барабанов и блоков вследствие некоторого трения проволок
между собой и о поверхности желобов барабанов и блоков
происходит истирание проволок при значительных контактных
напряжениях.
Выбраковка стальных проволочных канатов из-за износа
производится по мере появления некоторого предельного
числа обрывов наружных проволок на длине одного шага
свивки каната. Предельные количества этих обрывов
указываются в специальных инструкциях для инспекторов
Котлонадзора и для монтеров по освидетельствованию и осмотру
кранов, подъемных механизмов и подъемников (лифтов).
Так как несущая способность канатов без огибания
барабанов и блоков используется исключительно редко, то
основным расчетом стальных проволочных канатов является
определение их работоспособности и долговечности по
усталостной износостойкости.
Процесс износа канатов находится в непосредственной
связи с количеством выдержанных ими рабочих циклов,
причем за один цикл принято считать один подъем и
опускание груза. Так как во время рабочего цикла каната
наибольшее значение для его износа имеют явления, возникающие
при огибании им барабанов и блоков, то долговечность
проволочных стальных канатов принято оценивать
количеством выдержанных им перегибов под нагрузкой. Различают
219
два следующих числа выдержанных канатом перегибов: общее
число перегибов Z, выдержанных канатом до разрушения,
и число перегибов Z19 выдержанных канатом до его
выбраковки по количеству обрывов наружных проволок.
Результаты многочисленных наблюдений за течением
износа стальных и проволочных канатов, а также
результаты специальных исследований [49] позволяют вывести
следующее приближенное соотношение:
L ~ 0,45*
На основании результатов исследований
работоспособности и долговечности стальных проволочных канатов,
проведенных проф. Д. Г. Житковым [49], проф. Б. С.
Ковальским [51], доцентом А. И. Колчиным [50] и др., а также
учитывая при этом обширный практический опыт
эксплуатации стальных проволочных канатов в грузоподъемных
машинах, можно произвести приближенный расчет их на
долговечность.
Основная эмпирическая формула долговечности и
работоспособности стальных проволочных канатов может быть
представлена в следующем виде:
S = ~zr , (204)
где S — натяжение каната на его прямолинейном участке
под действием подвешенного груза в кг;
D6 — диаметр барабана в мм;
d — диаметр каната в мм;
Сг — поправочный коэффициент, зависящий от
конструкции каната и от прочности металла проволок
(см. таблицу 39);
С2 — поправочный коэффициент, зависящий от величины
диаметра каната (см. таблицу 40);
F — площадь сечения всех проволок в мм2.
Если выделить из данного выражения факторы,
характеризующие индивидуальные особенности каждого типоразмера
канатов, и оставить их в правой части выражения, то
получится, что обе части выражения можно приравнять
некоторому коэффициенту работоспособности, который, с одной
стороны, определяет условия использования каната и, с
другой, позволяет произвести выбор наиболее подходящего для
заданных условий работы каната по данным таблицы 44,
220
Таблица 39
Значения коэффициента Сг по ГОСТ 5032-49
Предел
прочности Qe
в кг/мм2
130
160
180
Конструкция канатов
6X19 (ГОСТ 3070-46)
крестовой
гвивки
1,08
1,00
0,95
односторонней свивки
0,91
0,83
0,78
6x37 (ГОСТ 3071-46)
крестовой
свивки
1,12
1,06
1,02
односторонней свивки
0,99
0,93
0,89
Таблица 40
Значения коэффициента С2 по ГОСТ 5032-49
Диаметр каната
в мм
с,
Диаметр каната
в мм
До 8
включительно
0,85
25—28
1,09
8,5—10
0,89
29—34,5
1,16
11—14,5
0,93
37—43,5
1,23
15—17,5
1,00
46,5—56
1,30
19,5—24
1,04
60—65
1,37
Преобразованное выражение (204) будет иметь
следующий вид:
S-^-.Z-r = C=^-. (205)
3
Значения Z 4 приведены в таблице 41, а рекомендуемые
величины ^ в таблице 42.
Таблица 41
Значения Z
0,25 0,50 0,75
1,00
1,50 2,00 2,50 3,00 3,50 4,00 4,50 5,00 5,50 6,00 6,50 7,00 7,50 8,00
0,36 0,60 0,82
1,00
1,36
1,68 2,00 2,37 2,54
2,82 3,07 3,35 3,59 3,85 4,00 4,34 4,58 4,73
221
Таблица 42
Соотношения между диаметрами барабанов и канатов
по нормам Главной государственной инспекции Котлонадзора
Типы грузоподъемных
машин
Краны стреловые
передвижные, а также краны и
подъемные механизмы на
строительных и временных
работах
Все остальные типы
кранов и подъемных
механизмов
Подъемники (лифты)
Характер и режим работы
Легкий режим
Средний режим
Тяжелый режим
Легкий режим
Средний режим
Тяжелый режим
С
барабанным
приводом
С канатове-
дущими
шкивами
Грузовые без
проводников и
малые
Грузовые с
проводниками и
пассажирские
d
16
18
20
20
25
30
30
40
d
D6
0,063
0,056
0,500
0,500
0,040
0,033
0,033
0,025
Таблица 43
Характер и режим работы подъемных
устройств с машинным приводом
Среднее число
циклов в
сутки ас
Легкий режим .
Средний режим
Тяжелый режим
40
140
320
0,5
0,3—0,4
0,2—0,3
Ввиду того, что результаты ряда исследований, а также
характеризующие работоспособность и долговечность
стальных проволочных канатов данные, указанные в ГОСТ 5032-49,
предусматривают срок их службы до полного разрушения,
т. е. до обрыва, то хотя при расчете канатов на
долговечность и предполагается их использование до выбраковки по
числу обрывов наружных проволок, все же в расчетную
222
формулу долговечности (204) вводится число перегибов до
разрушения с учетом его зависимости от величины Zlf
при этом
7_ Zi _ 300-flg-Z2-//-[:l aZHH
A 045
0,45 0,45-100 000 ~" 150 *
Здесь Z — число перегибов, выдержанных канатом до
разрушения, в сотнях тысяч;
ас — среднее число циклов, выдерживаемых канатом
в течение суток;
Н — проектное число лет надежной работы каната
в заданных условиях;
р — коэффициент, учитывающий некоторую
недогрузку каната (подъем грузов, не достигающих
величины максимального проектного груза);
Z2 — число перегибов каната за один рабочий цикл
(подъем-опускание), которое приближенно можно
принять равным 2/-ы-^-) —2,
где / — кратность системы блоков (полиспаста);
D — диаметр блоков в мм.
В качестве примера произведем выбор стального
проволочного каната, предназначаемого для работы при
следующих условиях:
S = 2640 кг, i = 2, H=\ год, р = 0,4 (средний режим),
а, = 136, D = D6.
Определяем, пользуясь выражением (206), число
перегибов, которое канат мог бы выдержать до полного
разрушения:
Z= 136'135о>°>4 —1,08, т. е. 108 000 перегибов.
Далее определяем при помощи выражения (205) величину
того коэффициента работоспособности, которой должен
обладать подходящий канат; при этом величину g— принимаем
равной 0,035, т. е. несколько меньшей, чем это принято
для среднего режима использования (см. таблицу 42). При
з
этом, учитывая, что 1,08 4 = 1,06,
С -2 640-0,035-1,06 = 98.
По таблице 44 выбираем с некоторым запасом стальной
проволочный канат, свитый из 114 проволок диаметром
17 мм (при ев= 130 кг /мм2).
223
Диаметр барабана
D6= ОДШ^ 485 ММ"
Так как коэффициент работоспособности С для
выбранного каната выше расчетного, т. е. равен 103, то
соответственно
2Т — —_1_ — 1,115, при этом Z = 1,18
и Н - Ц^|- = 1,093 - 1,1 года,
т. е. долговечность каната будет приблизительно на 1,2 месяца
больше запроектированной.
Таблица 44
коэффициенты раоотосиосооности ь — г г
стальных проволочных канатов крестовой свивки
Диаметр каната
в мм
Канаты
9,2
11
14
17
20
23
25
Канаты
26
28
30
32,5
34,5
37
39
Коэффициенты работоспособности при
расчетных пределах прочности в кг/мм
130
160
с 6 х 19—114 проволоками
(по ГОСТ 3070-46)
33
44
73
103
135
180
195
36
47
78
111
145
194
210
с 6 X 37 = 222 проволоками
(по ГОСТ 3071-46)
205
242
263
302
343
310
410
217
255
278
318
363
388
435
180
38
50
83
117
152
204
220
226
265
290
331
376
400
450
224
Если бы выявилась необходимость повысить срок
надежной работы данного каната до 2 лет, т. е. до Н = 2, то
Z = 2,16; 2,16"^- 1,8; С- 103;
d С 103
D sz± - 2 640-1,8
= 0,022,
причем диаметр барабана нужно увеличить до
17
0,022
D6 = ттт^ = 770 мм.
15 В. Н. Трейер
Глава X
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ОСНОВЫ РАЦИОНАЛЬНОГО
ИСПОЛЬЗОВАНИЯ МАШИН
§ 1. ОСНОВНЫЕ ЭКОНОМИЧЕСКИЕ УСЛОВИЯ РАЦИОНАЛЬНОГО
ИСПОЛЬЗОВАНИЯ МАШИН
Основы рационального использования машин при
социалистическом способе производства состоят из следующих
трех главных исходных положений [52]:
1. Всякая машина только тогда может быть признана
соответствующей своему основному экономическому
назначению, если высвобождаемый при помощи нее труд
значительно превышает тот труд, который был заложен в
ее изготовление и который затрачивается на приведение
ее в действие.
2. Машины, являющиеся важнейшим фактором
неуклонного повышения производительности труда, не могут
неопределенно долго удовлетворять все возрастающим
требованиям со стороны развивающегося производства, т. е. они
подвержены так называемому «моральному износу»
и обязательно должны быть систематически заменяемы
новыми, еще более производительными.
3. Машины, по мере их использования, неизбежно
теряют постепенно свою физическую работоспособность
и нуждаются поэтому в регулярно проводимых
мероприятиях по восстановлению их работоспособности, т. е.
нуждаются в периодических ремонтах.
Машиностроение в Советском Союзе, как известно,
достигло такого высокого уровня своего развития, что
в настоящее время советская машиностроительная
промышленность в состоянии механизировать любой
производственный процесс, в состоянии изготовить машину любой
сложности, любого назначения и любой эксплуатационной
надежности. Но не всегда даже самая усовершенствованная
автоматизированная новая машина при использовании на
226
производстве может дать тот большой экономический
эффект, который необходим для включения ее в
технологический процесс производства.
На основании рассмотрения экономической
характеристики некоторых распространенных машин [56] можно
установить (таблица 45), что наименьшее принятое на
практике соотношение между количеством труда,
высвобождаемым применением машины (В), и трудом (3), заложенным
в ее производство и расходуемым на приведение ее в
действие во время эксплуатации, составляет не менее шести,
т. е.
-§->6. (207)
Достижение такого соотношения требует при
проектировании машин соблюдения следующих условий:
использования недефицитных материалов, технологичности конструкции
узлов и деталей машин и, что имеет особенно большое
значение, тщательно продуманного порядка поддержания
машины на высоком эксплуатационном уровне в течение
всего срока ее службы.
Анализируя выполнение машиной полезной работы,
видим, что расходуется не только живой труд на
управление ею и на текущие мероприятия по приведению ее
в рабочее состояние (регулировка, технический уход и т. п.),
но и труд прошлый, овеществленный, заложенный в машину
при ее изготовлении и вкладываемый в нее при проведении
ремонтов.
Этот прошлый, овеществленный, труд расходуется при
использовании машины в виде постепенного исчерпания ее
работоспособности, т. е. в форме ее физического износа.
При хорошей организации использования машин от
сокращения живого труда, за счет увеличения доли
овеществленного труда, заложенного в высокопроизводительное
машинное оборудование, достигается большой экономический
эффект. В особенности в сельскохозяйственном производстве,
связанном с сезонностью выполнения работ, при
необходимости производить посевные и уборочные работы в
наикратчайшие агротехнические сроки сокращение общественно-
необходимого живого труда является исключительно важным.
Большое значение при социалистическом способе
производства имеет также сокращение живого труда за счет
увеличения труда овеществленного при применении машин
15* 227
Экономическая характеристика машин (рабочее время указано в тысячах часов)
Таблица 45
Обозначения и соотношения
Типы машин
Показатели машин
Он
П.
Ill
AS
•в* со
т
4
f
аз Г-
li
CO О
00 X
Проектный срок службы в годах
Количество человеко-часов общественного
труда, которое высвобождается применением
данной машины в течение ее проектного
срока службы
Количество рабочего времени, затраченного
на изготовление данной машины и на ее
эксплуатацию в течение ее проектного срока
службы (включая ремонты, обслуживание
и управление машиной)
Количество рабочего времени,
затрачиваемого на управление машиной и на ее
обслуживание в течение ее проектного
срока службы
15
10 575
1495
352,1
3,5
432
45
14,4
18
1692
188
84,6
350
63
41,2
18
1438
190
84,6
Продолжение таблицы 45
1
в
3
в-з
1 ~ 2,456-Як
1,5. В—(3+0,5У)+0,5 (В—3)
7~ 1,5-2,456-Я*
2
Во сколько раз рабочее время,
высвобождаемое применением машины, больше
рабочего времени, затрачиваемого на ее
изготовление и эксплуатацию
Количество работников, высвобождаемых
применением машины в течение всего срока
службы, исходя из восьмичасового рабочего
ДНЯ
Количество работников, высвобождаемых
применением машины при повышении ее
срока службы на 50% в течение всего
срока службы (проектный срок + продление)
3
7,1
246
345
4
9,6
45
61
5
9,0
34
47
6
5,6
23
32
7
7,6
28
39
to
to
СО
на работах тяжелых, трудоемких и вредных для здоровья
трудящихся.
Вообще широкое внедрение в производство комплексной
механизации и автоматизации представляет собой
значительное увеличение в производственном цикле доли прошлого,
овеществленного, труда за счет сбережения живого.
Однако сбережение прошлого, овеществленного, труда,
заложенного в машины при их изготовлении и ремонтах,
также оказывает большое влияние на значительное
повышение экономического эффекта, достигаемого при их
использовании. Основным способом сбережения овеществленного
труда, заложенного в машины, является поддержание их
надежной работоспособности «а высоком уровне в течение
длительного срока путем тщательно подготовленной
организации их использования и ремонта.
Из таблицы 45 видно, что продление срока службы
машины по сравнению с проектным, например, на 50%
значительно повышает количество высвобождаемых
работников. Следует также отметить, что строгое выполнение
всех условий правильной эксплуатации машины позволяет
уже на первых этапах использования новой машины
предполагать возможность продления ее долговечности
(практически это выражается в удлинении межремонтных сроков),
что приводит к значительному сбережению общественно
необходимого труда.
§ 2. ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНОГО ЧИСЛА
РЕМОНТНЫХ ЦИКЛОВ
Ввиду того, что машины неизбежно по мере их
использования изнашиваются и обязательно периодически
нуждаются в восстановлении утраченных вследствие износа
первоначальных эксплуатационных свойств, то неминуемо
возникает необходимость решения задачи правильной
организации их ремонта.
Для того чтобы не допустить такого большого износа
машины, который может привести к внезапной поломке ее
частей и, следовательно, неожиданно вывести ее из строя,
а также может значительно затруднить восстановление ее
рабочей функции вследствие грубой разладки всех ее
основных узлов и сочленений, целесообразно ремонт машины
производить заблаговременно, не дожидаясь ее выхода из
строя из-за полной невозможности дальнейшего использова-
230
ния. Такие ремонты машин являются предупредительными,
а так как производятся они до достижения такой
изношенности машины, которая исключает возможность ее
использования, то эти ремонты можно с некоторым приближением
планировать, поэтому называются они
планово-предупредительными.
В связи со все возрастающим распространением в
промышленности Советского Союза специальных станков
и машин, образующих поточные и автоматические линии
и отличающихся постоянством режимов работы и притом
интенсивно и равномерно во времени используемых,
планирование ремонтных работ является совершенно
необходимым для обеспечения ритмичного и бесперебойного
производства.
Переход основных отраслей народного хозяйства СССР
на систему планово-предупредительных ремонтов
производственного оборудования уже дал большой экономический
эффект вследствие улучшения использования машинного
парка.
Эффективность этой системы может быть, однако,
значительно повышена путем составления планов
планово-предупредительных ремонтов новых машин еще во время их
проектирования, т. е. во время расчета их
быстроизнашивающихся деталей не только на прочность вообще, но и на
долговечность, т. е. на надежную прочность в течение
определенного межремонтного срока.
Наиболее трудной и ответственной задачей при
организации планово-предупредительных ремонтов является
составление так называемой структуры ремонтного цикла.
Структурой ремонтного цикла называется состав,
содержание и повторяемость отдельных ремонтных операций,
входящих в полный ремонтный цикл, т. е. в период между
двумя капитальными ремонтами.
При известных или предполагаемых межремонтных сроках
службы изнашивающихся деталей машины можно установить
периодичность ее ремонтов.
При регулярно производимом профилактическом
техническом обслуживании машин и при своевременном проведении
ремонтов, полностью восстанавливающих их первоначальную
работоспособность, расход овеществленного труда,
заложенного в энергию, которая приводит машину в движение,
в смазочные, обтирочные и другие вспомогательные
материалы, а также зарплата работников, непосредственно заня-
231
тых управлением машин и выполнением работ технического
ухода, могут быть приняты постоянными в течение всего
срока службы машин. Такое допущение позволяет при
анализе экономически целесообразного числа ремонтных циклов
для восстановления машин эти постоянные величины не
принимать в расчет, а сосредоточить внимание лишь на
стоимости эксплуатации машины, зависящей от
первоначальной заготовительной стоимости машины и стоимости
многократно проводимых ремонтов.
Существует мнение о том, что экономически может
оказаться оправданным проектирование машин для
использования их работоспособности лишь в течение сравнительно
небольших сроков, без многократно проводимых ремонтов.
По нашему мнению, это могло бы быть экономически
оправданным лишь при условии создания машин,
состоящих полностью из равнопрочных деталей, т. е. одновременно
теряющих свою работоспособность. Однако строить
такие машины не всегда целесообразно. Следует иметь в виду,
что прочность и работоспособность машин определяется не
только работоспособностью их изнашивающихся деталей, но
и рядом других факторов. В ряде случаев машина должна
обладать особой статической и ударной прочностью,
вибростойкостью, не подвергаться коррозии, работать исправно
при низких и высоких температурах и удовлетворять ряду
других требований.
Удовлетворение всех этих требований приводит во
многих случаях к созданию таких сложных, массивных и
дорогостоящих машин, что соблюдение выражения (207) неизбежно
требует использования этих машин в течение длительных
сроков, и, таким образом, практически обязательно приводит
к необходимости организации их периодических ремонтов.
Для того чтобы установить экономически
целесообразное число ремонтов машины в зависимости от некоторых
наиболее важных факторов, нами предлагается следующая
методика расчетов, причем при ее составлении приняты
такие условия:
1. Анализ производится по стоимости использования
машины в течение определенной единицы времени, причем
учитывается, что стоимость самой машины возрастает со
временем за счет стоимости ее ремонтов.
2. Для удобства анализа в расчет принята стоимость не
отдельных ремонтов, а полных ремонтных циклов, которые,
как известно, состоят из одного капитального ремонта и ряда
232
последовательно чередующихся текущих и средних ремонтов,
производимых между двумя капитальными ремонтами.
3. Стоимость полного ремонтного цикла выражена в
зависимости от первоначальной, заготовительной стоимости
машины. Обозначим через:
С — стоимость новой машины;
Cr = q-C — стоимость первого ремонтного цикла;
h — срок службы машины к моменту оценки
стоимости ее использования в сотнях рабочих часов;
hx — длительность периода между двумя
капитальными ремонтами в сотнях рабочих часов;
h
п = —. порядковый номер того периода между
капитальными ремонтами, в течение которого определяется
стоимость использования машины;
Сп — стоимость ста часов использования машины
в течение рассматриваемого периода между
капитальными ремонтами;
k — множитель, при помощи которого учитывается
удорожание каждого последующего ремонтного
цикла по сравнению с предыдущим вследствие
усиления общей изношенности машины.
Полагая, что в течение каждого последующего
межремонтного периода стоимость машины повышается на
величину стоимости ремонтов предыдущих, можно написать:
т=п—1
Сг- Г
Но так как
т-^п— 1
J
""'— 2,3 lg ^
ТО
233
Окончательно выражение (208) можно переписать
следующим образом:
1Q0
%/100 часов,
(209)
2,3 \g k
где Сп будет представлять собой стоимость ста часов работы
машины в течение рассматриваемого межремонтного периода,
выраженную в процентах от заготовительной стоимости
новой машины.
В качестве примера рассмотрим стоимость использования
трактора ДТ-54, полагая, что один гектар мягкой пахоты
Сп
2.5%
го%
\\
\\
\
\\
\
\
\
\
\
\
\
V
V
N
т
/
У
/
/
\hr2520раб. часод
*—■
4—
^^
/
"
hhf3000pa6. часов ,
/
/
У
/
/
/
4=0,66
K4J0
(1-0,66
К--/05
к-U0
(1-0,50
К-1,05
q-0.50
к*1./0
№50
K--l,05
/2345676
п
Рис. 72. Зависимость стоимости эксплуатации трактора
от числа ремонтных циклов.
234
в среднем соответствует одному часу его работы, причем [57]
можно принять, что
q = 0,66,
h± = 2520 рабочих часов.
Величина k оказывает существенное влияние на стоимость
эксплуатации трактора и может быть принята в расчет
в пределах 1,05-^- 1,1.
Результаты анализа,
приведенные на рис. 72,
показывают, что до
проведения 3—4 ремонтных
циклов стоимость
использования данного трактора
неуклонно понижается,
после чего, однако,
наступает повышение
стоимости его эксплуатации,
что, по-видимому,
следует рассматривать как
сигнал о
нерентабельности дальнейших
ремонтов.
Если при
проектировании машины заранее
установлен некоторый
15
14
/3
/2
Ю
о
8
7
6
5
и
3
2
1
1
1
\
\
\
\
\
\
\
/Г»/,/
\
0
и/С
ч
ч
Ч
4,05
\
4
0 OJ Q2 0,3 ОМ 0.5 0,6 Q7 0.8 0,9 W
Рис. 73. График для определения
оптимального числа ремонтных
циклов.
объем ремонтных работ
в течение одного
ремонтного цикла и,
следовательно, приближенно
может быть определена стоимость его проведения, т. е. величина
-JL = q < \9 то, исходя из —г11 = 0, с достаточной для прак-
dn
тических расчетов точностью
приближенную формулу:
можно вывести следующую
(210)
где п0 — представляет собой оптимальное число ремонтных
циклов (таблица 46), на которое целесообразно
ориентироваться при проектировании машины и при
расчете ее изнашивающихся деталей на
долговечность (рис. 73).
235
Можно также, задавшись некоторым оптимальным числом
ремонтных циклов п0 и некоторой величиной k, решить
выражение (210) относительно q и наметить приблизительно
стоимость первого ремонтного цикла в долях от
первоначальной, заготовительной, стоимости машины при помощи
следующей формулы:
1
2,3(rto-l)2.lg/H-r
(211)
Значения п0
Таблица 46
Я
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
n0
k = 1,05
14
10
8
7
6
5
4
3
2
1
Л = 1,1
11
7
6
5
4
4
3
3
2
1
§ 3. РАСЧЕТНЫЕ СРОКИ СЛУЖБЫ ДЕТАЛЕЙ МАШИН
В СВЯЗИ С ПЛАНИРОВАНИЕМ ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНЫХ
РЕМОНТОВ
Можно следующим образом наметить проект планово-
предупредительных ремонтов при прочностном
проектировании машины.
Прежде всего, при помощи выражения (78) необходимо
установить тот предварительно намечаемый срок службы Hk
проектируемой машины, на который целесообразно
рассчитать ее надежную физическую работоспособность.
236
Далее, пользуясь выражением (81), можно определить
проектный срок службы машины /г в рабочих часах.
Задавшись предполагаемой приблизительной стоимостью
работ одного ремонтного цикла, т. е. величинами q и k, при
помощи выражения (210) или таблицы 46 определяем
оптимальное число ремонтных циклов в течение всего срока
службы машины; тогда расчетный срок службы машины
между двумя капитальными ремонтами hx в рабочих часах
составит
hx =
h
/io+Г
(212)
Таблица 47
Периодичность при четырех комплектах деталей (группы Л),
подлежащих замене или восстановлению
Виды ремонтов
Средний
»
»
Капитальный
Средний
»
»
Капитальный
Средний
»
»
Капитальный
Средний
»
»
Обозначение
ремонта
CI
СИ
сш
KIV-I
CV
CVI
CVII
KVIII-II
CIX
сх
CXI
кхи-ш
схш
CXIV
CXV
Периодичность
ремонтов
ьл0
2-Л0
3-Л0
4-Л0
5А
6-Л0
7-Л0
8-Л0
9-Л0
10-Л0
1Ь/10
12-Ло
1зл
15-Л0
Комплекты деталей,
подлежащих замене или
восстановлению
I
•
•
•
о
•
•
•
•
•
•
•
•
•
•
•
II
•
•
•
•
•
•
•
III
•
•
•
•
•
IV
•
•
•
237
В зависимости от сложности машины и количества ее
изнашивающихся деталей эти детали разделяются на два,
три или четыре комплекта, подлежащих замене или
восстановлению через сроки, кратные наименьшему сроку /i0, на
который рассчитываются наиболее изнашивающиеся детали.
В таблице 47 приведен пример периодичности ремонтов
при четырехкомплектной структуре ремонтного цикла.
При отступлениях действительной продолжительности
работы машины в течение дня и года от проектной величины
изменяются соответственно и все ремонтные сроки, причем
hchd2
где величины h[, h'c и Кдг относятся к действительной
продолжительности работы машины в течение дня и года
[см. выражение (79)].
Так, например, при Кдг = /гдг с переходом с трехсменной
проектной продолжительности работы машины на двухсменную
24
а при переходе на односменную работу
24
Календарные сроки проведения ремонтов соответственно
могут быть определены следующим образом.
Наименьший календарный межремонтный срок
При этом остальные календарные межремонтные сроки
^п = 2я;1, я;га = зя;1ИТ. д.
238
Механические свойства сталей (в кг/мм2)
ПРИЛОЖЕНИЕ 1
ГОСТ и марка
стали
1
ft
О Он
О) Ь ►_,
Н я со
Примечания
10
380-57
Ст. 1
Ст. 2
Ст. 3
Ст. 4
Ст. 5
Ст. 6
1 050-57
Ст. 10
Ст. 15
Ст. 20
Ст. 25
Ст. 30
32
34
40
42
50
60
36
40
44
48
52
19
22
23
24
27
30
22
24
26
28
30
0,9
0,9
0,9
0,9
0,85
0,85
12
13
14
17
18
19
14
15
15
15
16,5
16
17
18
19
22
25
16
18
18
19
20
8
9
10
11
13
15
9
10
12
12
0,50
0,38
0,45
0,45
0,44
0,42
0,44
0,45
0,41
0,40
0,38
87
95
112
116
140
170
99
112
122
137
146
При закалке (830°) в воде после
отпуска (500°) твердость возрастает
до 220
Продолжение
1
Ст. 35
Ст. 40
Ст. 45
Ст. 50
Ст. 60
Ст. 70
4 543-48
20Х
40ХН
35ХГСА
977-53
15Л
35Л
2
56
60
64
68
73
78
80
100
ПО
40
50
3
32
34
36
38
42
44
60
80
85
20
28
4
—
—
—
—
—
—
—
0,75
0,75
5
17
18
18
19
20
20
23
30
33
13
17
6
22
23
25
26
27
28
38
40
44
18
23
7
13
14
15
16
17
17
23
25
26
10
12
8
0,39
0,38
0,39
0,38
0,37
0,36
0,48
0,40
0,40
0,45
0,46
9
159
170
183
197
212
225
232
293
322
112
140
10
При поверхностной закалке токами
высокой частоты твердость
повышается до 388
При закалке (840°) в воде и отпуске
(550°) твердость возрастает до 245
При цементации, закалке и отпуске
твердость повышается до 429
При закалке и отпуске твердость
повышается до 340
При закалке и отпуске твердость
повышается до 125
При закалке и отпуске твердость
повышается до 170
Примечание. Пределы выносливости приведены для базового числа циклов N5= 107.
ПРИЛОЖЕНИЕ II
ГОСТ и
марка чугуна
1412-54
Сч 12-28
Сч 15-32
Сч 18-36
Сч 21-40
Сч 24-44
Сч 28-48
Сч 32-52
Сч 35-56
Сч 38-60
Предел
прочности
при
растяжении ав
12
15
18
21
24
28
32
35
38
Механические свойства
Предел
прочности
при изгибе
а'в
28
32
36
40
44
48
52
56
60
Предел
прочности
при сжатии
50
65
67
75
85
100
ПО
120
130
чугунов (в кг/мм2)
Предел
прочности
при
кручении тб
—
24
—
28
30
35
39
40
46
Предел
выносливости при
изгибе a__j
—
7
—
10
12
14
14
15
15
Коэффициент
однородности /с
0,75
0,75
0,65
0,65
0,65
0,65
0,65
0,65
0,65
Предел
выносливости при
кручении т__
—
5
—
8
10
11
11
12
12
ПРИЛОЖЕНИЕ III
Твердость углеродистых и легированных конструкционных
сталей, измеренная различными способами [39]
Твердость
по Бринеллю
(нагрузка
3 000 кг,
шарик 10 мм)
1
780
745
712
682
653
627
601
578
555
534
514
495
477
461
444
429
415
401
388
375
363
352
341
331
321
311
Твердость по Роквеллу
шкала С,
нагрузка
150 кг,
алмазный конус
120°
2
70
68
66
64
62
60
58
57
55
53
52
50
49
47
46
45
44
42
41
40
38
37
36
35
34
33
шкала В,
нагрузка
150 кг,
шарик 1/10"
3
—
Твердость
по
Шору
4
106
100
95
91
87
84
81
78
75
72
70
67
65
63
61
59
57
55
54
52
51
49
48
46
45
44
Предел
прочности
при
растяжении кг/мм2
5
270
259
247
237
228
219
209
202
194
187
180
174
167
161
155
149
143
138
133
128
124
119
116
112
109
105
242
Продолжение
1
302
293
285
277
269
262
255
248
241
235
229
223
217
212
207
202
197
192
187
183
179
174
170
166
163
159
156
153
149
146
143
140
2
32
31
30
29
28
26
25
24
23
22
21
20
18
17
16
15
13
12
10
9
8
7
6
4
3
2
1
—
—
—
—
—
3
—
105
104
104
103
102
102
100
99
98
97
96
96
95
94
93
92
91
90
89
88
87
86
85
84
83
82
81
80
79
78
4
43
42
40
39
38
37
37
36
35
34
33
32
31
31
30
30
29
28
28
27
27
26
26
25
25
24
24
23
23
22
22
21
5
103
100
97
94
92
90
88
86
84
81
79
77
75
73
71
70
68
67
65
64
63
61
60
58
58
56
55
53
53
52
51
50
16*
243
Продолжение
1
137
134
131
128
126
124
121
118
116
114
112
109
107
105
103
101
99
97
95
2
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
3
77
76
74
73
72
71
70
69
68
67
66
65
64
62
61
60
59
57
56
4
21
21
20
20
—
—
—
—
5
49
48
46
46
45
44
44
43
42
41
41
39
39
38
37
37
36
35
34
ПРИЛОЖЕНИЕ IV
Справочные данные о зубчатых передачах
Ряд модулей зацепления в мм по ГОСТ 1597:
1; 1,25; 1,5; 1,75; 2; 2,25; 2,5; 3; 3,5; 4; 4,5; 5; 5,5; 6; 6,5;
7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 18; 20; 22; 24; 26; 28;
30; 33; 36; 39; 42; 45; 50.
Для косозубых колес из данного ряда назначается
нормальный модуль, а для червячных передач — торцовый.
Межосевые расстояния в зубчатых редукторах в мм:
100; 150; 200; 250; 300; 350; 400; 450; 500; 600; 700; 800;
900; 1ДЮ; 1,200; 1400; 1600.
Коэффициенты ширины колес фл = -j-:
0,2; 0,3, 0,4; 0,6; 0,8; 1,2.
Суммарное число зубьев пары колес:
Ряд а
Ряд Ь
99
100
—
150
198
200
297 | 396
300 1 400
495
500
594
600
693 | 792
700 800
Для косозубых передач наклон зубьев [J =* 8О6'34".
244
ПРИЛОЖЕНИЕ V
Механические свойства бронз (в к г/мм2)
Марка бронзы
БрА-5
БрА-7
БрО-10
БрОФ-10-1
БрАЖ-9-4
БрАЖ Мц-10-3-
1 Ч
БрАМц-9-2
БрОФ-4-0,25
БрАЖН-10-4-4
Предел
прочности
при
растяжении
28
30
30
35
40
50
50
60
65
Предел
текучести
gt
7
25
18
20
30,5
16
30
54
60
Предел выносливости
при
изгибе
а—1
13,5
15,5
19
18
21
28
21
35
35
при
растяжении-
сжатии
9,5
11,0
13,5
12,5
14,5
15,5
14,5
24,5
24,5
No
10»
106
107
107
4-107
15-106
106
5-107
5-107
И~ а.
0,340
0,365
0,450
0,357
0,362
0,310
0,290
0,408
0,376
Твердость
по Бри-
неллю ##
65
70
70-80
90-120
120-:-140
120-140
160
100-110
180-200
Е
1,1 -Ю4
1,2-Ю4
10*
10*
1,16-10*
Ю4
9-103
104
1,2-104
Коэффициент трения /i
со смазкой
0,007
0,012
0,006
0,008
0,004
0,012
0,006
0,010
0,011
без
смазки
0,30
0,30
0,17
0,10
0,18
0,21
0,18
0,30
0,23
О Oi СП 4s. CO tO tO ►—' — i—'
JWOOtO СЛООЮО 00 Oi СЛ 4s. CO tO tO — — —
^8888 888S8 8&88£ g
OOOOO ОС
too
OOOOO
tO tO >—' H- ►—
0 0>СЛ(ОСО OO CO ОС 4s. О O) W CC a; *• — CD ^ СЛ Co —OOO^JO1 4-WMO О
° QoVjOoVj VoQitoQ "tfe."-- 00 00 to ^1 Ю — tO tO СП О Cn ■— CO ^J СП СП -v)
н- >~ CO 00 -^J ^С)О)СЛСЛ СП 4s. 4s. CO CO CO CO tO (O tO tO tO to ►—
ОО05СЖ0 CO 00 CO 00 kU 0 0)W©0) 4s- —COj-vlCn CO^-OOO
bo^JOO ЧФ.ОСЛЦ Q^ —00 00 tO-<HO — tO Ъ
О СЛ —» CQ-^Oiln
Joo
5 Я
О ~Cn ЦОД'-ОО 00 to-О "to—■ tO tO СЛ О Qi >-» СО -у» Oi Сп
ю "—"to"tocno "сл^-'^о -о о?
ел со о 4s-■—
__-___- со ос ■о ^i сп сг-спслспа^. 4s- со со со со to to to to to to >— >— —
cote —00 ел 01 со Со 00 cooo^oci со со en 4s-— co^icnco — О Ooj^j Cn 4*.
""" {X)SO
О СЛ COO Д ■^C
tO — tO tO СЛ ОСЛ" CO
О спел со со ос
° ОС "-J ОС *4 4». О Сл СО О Tfc». — 00 00 to
- СО JO 4 4 СП СП Сп Oi Oi
2 Oi СП CO CO00CO004S- О
OO -4 00 4 4s. О СП СО О 4s. — ОС 00 tO -0 to — tO tOCnOOl
4 4 Oi O> От
CO CO 00 CO 00
00 -J 4s- О От
^^^00 OOtO-OtQi-t ЬОЮСЛО Сп
ОС -О От 4s- G>> 1С — ОС
От -- CO 4 Oi Oi -4 ОС С
Oi» cocococoto totototo to
5CO CO O> 4». <—CO -^СЛСО»— О
^ "ooooloVito "—"ю^осл о
Г> ОС ^1 Сп ьР». СО to - ОС
^ Сп — СО -Л ОъСЪ^Л 00 С
00 4 00 4 4s. О СП CO CO 4s. •—* 00 00 tO ■*
tO^tOtO СЛ
— О ОС ^4
Сло Сп -
>— СО ОС ^
о спел с
° coVi'o
СОЮЮЮ tO
^-co-^icn со
tocnocn —
О О Oi СП CO
"ooV)"oo
to to to to»— — — — —»►— _.,.
СП CO — О 00 4 Ol 4s- CO tO >-C
Ю to Oi О Oi — CD 4 Oi Oi 4 С
to to to to t
-vJCa Co — С
>— to to oi с
to — о о cn
OlvlOOO*
OO -^ ~vlOi Oi
cn coco 00 со
CO -MCn CO ^
tw >— tO tO СП
-ю 4 Oi 4*. COtO^-OO OiOiCOCOOO
Oi Oi 4 000
О Сп СО О 4s. — 00 00 tO
— CO -viCn CO
~vl tO — tO IO
to to — — —
— о с» -о oi
СЛ О Oi — CO
^Ol О> -^ С
.— СО 00
OO) СП С
0ЪоУГо
OiOiCnOtOi 4s- 4s. Co CO Co
"4s. "о "ел "со "0 "4s."—"00 "00 "to
со со to to to
►Ц — со -а о\
to ~-i to ►— to
ю to to — —
CO — О OO ^1
1С Сп О Сл —
J О) О) ^1
О О OiOi CO
bc"-<l"GO
4O3OiCnCH Ol4^45»CO CO
ОООСООО*» OOiCOCO О)
l'^o'cn'co O4>»—Ъо Ьо
со со со to tv/
О) 4*- — СО ^-1
00 tO -vl tO н-
сп со >— с5 оо
tC to Oi О СЛ
^ О СП Сл
СОоо'*-<|
Сл СЛ й^ 4^ СО
4^оо>со со
СОО»)^^ 00
-4 ОС to 4 to — IO 1С Сл С
оо>
CO-
ovi^)giOiCnOiOi4b- 4».
ПСОСОООСО 004^001 СО
jbo^tt^ О Ъг bo О "4а. ">—
to to to to to
CO --4 Ol CO —
to — to 10 cn
5 — О О
fi 4 00O
4^ 4s- CO CO CO
OiCO COOi 4^-
4>- >— ^J 00 to
Cote to to to
- CO --1 Oi CO
■o to — to to
to to — — —
— О ОС —J О»
СП О СП — CO
^o оот^спс
Tfr. ОСЛ CO О
to -a to >- to
to to to - <—•
CO —О ОС -4
to ело сп —
CO ^4 О) Oi -^J OOO
OiOi <i
0040O -v44s.QCn CO
S.4S-CO COCOCOtOtO tOtOtOtO»— ^— — — 1—» — ^-. ►_ ►— CO 00 44OiOi Or
liCOCO Oi 4s. ►— CO 4 Cn CO — О 00 *~-JCn4s.CotO >— О О Oi Ol COCOOOCO OO
s. >— -^4 00 to 4 to 1— lOtOCnOCn ^-CO*^JOiOi *-400 O^* ■• »»•.<•
п СЛ Cn 4^ 4s-
0 £- О О) CO
n со о 4^ —
) СП Oi СЛ 4s-
Ol CO О 4s>
tO tO tO tO ts
- to to cn с
00-JO14S.CO (Oi-OOO) СЛСОСОО0 CO
01 p—со-ooi тчооо» » v. . »
4^ Co Co CO Co
CO CO CO СП 4S.
со to to to to
1— CO --4СП CO
-4 IO — tO tO
СП О СП — CO
4s-CO Ю •— О OOiCncOCOOO
4O)O)n100 O" - " - -V
со со t
4s. 1— С
tO <l I
Cn 4s-CO tsJ ►— OOOiOiCOCO
CO4OiOi-J 00O- - - - .
О tO -4 tO —
to to to to ►—
OiCo —000
to to сл о Oi
4Oi4s-C0tO •—oOOiCnCO
-.co^oioi soooy^
s- 4s. CO CO 'CO CO tO
П CO CO Oi 4s. ►— CO
s- 1— 4 CO IO 4 to
to to to to to
--4СЛСО ►—О
— to to Oi О
O-JOlrfs-CO Ю1-ООГОСЛ
li—cO-4Oi Oi-vJOOO- -
00 ~J
пСп Сл 4*.
s. 4s. О СП
О COO 4s-
— >vj 00 to
to to to to to
CO v)Cn Co —
to — to to от
CO 00 ^ SC
82332553
4s- 4s. CO CO CO
Oi CO CO Oi 4s»
Co to to to to
— CO *-4 Oi CO
-J IO — tO tO
э oo 4 en 4s-coto>—00
DOl—CO SO)0)4000
со
"0
5
I
о,
Oi СО ^^ CM CO Tf lO CO £*■• 00 СО ттш4 CM CO LO CO t4*» 00 СО *—* CO "^ СО Is4» ОЭ СО СМ ^* to 00
COT^^Th'Tj4 т^^т^^т}» lOlOLOlOlO Ю Ю Ю СО СО со СО CD CD CO t"~* О* t--* t>T t>«*
CO CO Tf Tf Tf Tf Tf rf ^J1 rf Tf LQ LQ LQ LQ LQ LQ LQ LQ CO CO CO CO CO CO CO* f~* t~~* t>T t>T
£?2?96£5^** t^t^cot^co as ел — со lO г--отосоа> cor^ —ю—< со см оо ■**<—<
00 00 0)0^ CMCO^LOCO SOOO-* CM CO LO CD N uO О »-» TO ^ CD N СЛ О CM tF
CO CO CO Tj^ T}* Tf* tJ* ^* Tt4 ^* ^* Tf LO LQ LQ LO LQ lO LQ LO CO CO CD CO CO CO CO t^* Is"4* t*—'
CM ОСЛ 00 t>- N t^ f«.CD t~~ СОСЛСЛ —' TO Ю t-« О ТО СО СЛ CO Г~- —* LO *— CO CM 00 Tf
[>• 00 ОО^СЛ О »—« CM CO Tt< LO COt^OOO*-* CM TO Ю CO t^ 00 О ~« TO Tf tD N О) О <M
CO CO CO CO 4j« Tf ^ rf Tf "?F ^ Tf rf Ю Ю Ю Ю Ю Ю Ю LQCDCOCOCD CO CO* CO* Г~* О*
CO CM О oToO t^ Г*- t-~- t^- CD t^ CD СЛ СЛ «-* CO LO t^ О CO CO СЛ CO t>» -^ 1Л «—i CO CM OO
COt^-ООООСЛ 0~-«CMC04tl lQCDI>-000 -«CMTOlQCO SQOOhW rf CO N СЛ О
COCOCQCOCO Tt* ^* ^ rt« Tf rfri tj< Tf ^* Ю LQ Ю Ю Ю Ю tOLQCQCQCO CD* CO* CO* CO* t4-*
CO CO CO CO CO CO ^ ^ Tt< Tf Tf rj< Tf rf rf LQ LQ IQ LQ LO* LO LQ LO CO CO CO* CO* CD* CD* CO*
ч(ч* tO CD t4** 00 00 Oj * д ^"^ cT"^ CO ^^ lQ CD t*4* OO ^^* * i CM CO LO CO С**™ 00 *■ ш *^ *^ч CO ^^ c^ j^^,
CO CO CO CO CO CO CO Tf1 Tf1 Tf rt4 "^ ^ rf ^ ^ LQ LQ LQ LQ LQ LO lQ LQ CO CO CO* CD* CO* CD*
СЛ t^ LQCO CM 0 05XNN t^ t^ COt^ CO O5 O5 — CO LO t^ О CO CO O5 МЬ-Югн
CO ч'5р I^J ^O t*4^ 00 OO ^Л с^з >-'i ^^ CO *^J* ^O c^i ^n^ 00 ^^ •"■■* C*^ CO IjO ^O С*4" 00 ^T^ F~H CO ^^ C^^
COCOCOCOCO COCOC0*rt*rf ^t'Tt4^'^'^' ^TfLOUtJiO ЮЮЮЮЮ COCOCOCOCO
^~н Оз t4** i-^D CO C"4^ с'^*з (Jj OO t4^* t*4** t*4*" Г^4^ C^) t*4^ C£5 ^^^ C75 ^™^ CO ^-^Э Г^4* с™д СО С^Э ^Т5 СО t^** ■■■■< LO
COCOCOCOCO COCOCOCQTf T^TfrfTfTf П< Tt"rt*Lp"Lo" LQ LQ LQ LQ LQ LQ CO CO* CO* CD*
т^ »^н ^Jj t4^ ^-^D CO £"*^ c^^ ^^ 00 t4^ I4*» t^™ t4*^ CO t"*4" C^5 O^ ^У^ **^ CO 1-^Э Г**** ^Г i^ CO СО ^У5 СО t*4** *~^
CMCOCOtJ*LO CDt^-COOOOi O'-'CMCOTf LQCOt^OOO —< СМ СО LQ СО t^GOO-^CO
СО СО СО СО* СО* СО СО* СО* СО СО* Tt*Tj*rt< -^ Tt* n*Tl*rt*^*tO* LQ*lO*lOlQlO lQ lQ CO* CO* CO*
*™^ (*^ CO CO ^^ ^O ^O f*^ 00 00 ^7^ t*^^ *e>H с*4-! CO ^i* lO C^? C"*^ 00 C^ ^™^ C*^ CO i-O CC? t*** 00 СЭ '™H
COCOCOCOCO COCOCOCOCO COTf^rfrf ^rf^Th^f ЮЮЮЮЮ ЮЮЮСОСО
Gi 00 ^^ *—* O^ l^> lO CO СЧ *O Oi 00 t^» Г*** t4* C41*4 CO l>* CO O^ O^ ^^ CO LO t"4- CD CO CO Oi CO
f^i ^^ O^i CO CO "^^ l-O ^O t4^ 00 00 O^ ^■'■^ *™^ C4"! CO ^t4 i-O ^C? t*^ 00 ^^ i""* ^J CO ^-O CC^ t*** CO c^p
CO* CQ* CO* CO* CO* CO* CO* CO* CO* CO* СО*СО*''Э*-3*т$< Tl*Tt*rt*^t"r^" rr*tO*LQ*LQ*LQ* XjQUblClOlQ
CM СЛ 00 ^^ **~^ C7i t**4" lO CO CM f"*^ СЛ 00 f^" t*^ t4** Г**" ^ О t^^ ^ О С7) O^ i CO LQ t^^ CO CO CO C7^
00«-<(NCO CO'sfLQCOt^- ООООСЛО»-» СМСОт^ЮСО t^OOO — CM COLQCOl~-00
COCOCOCOCO CO CO CO CO* CO COCOCOT^rt* Tf^TfT^Tf t^t^lQlQlO LQLQlOlQlO
ЮМООО^" —« О t~- LO CO (NO0>00N t^»t^t^-CDt>- СООСЛ"—"CO Ю^ОСОСО
C>OO-^(N COCOTfLQCD Г^ОООССЛО «—' CM CO ^ LO COt^»COO~< CMCOtQCOt^-
CM*CO*CO* CO* CO* CO* CQ* CO* CO* CO* CO* CO* CO CO Tt< -» Tf Tf rl*Tl* Tt*-rt*Tt*LQ LQ LQLQLOtOtO*
00 tQ CM C75 00 vjl »—^ @Ъ t><— lQ CO CM f д C7^ OO t44* Г"** J4"^ t4^ CO t^^ CD CT5 O4^ ^"^ CO LO £■*•• с i CO
rM CM CO CO CO COCOCOCOCO COCOCOCOCO rf ^f ^** rt* tJ< ^< т*" rf "**• LQ Ю LO LQ LQ lO
CMOQLQCMO 00 ^ —< CTi t^ lOCOCMOOi OOt^-t^t^-t^- COt--CDO5O5 — C0L0I--O
00 00 0)00 >—' CM CO CO Tf LOCOr^OOOO 050 - CM CO ^ЮСОС^-ОО O^CMCOlQ
C4* CM CM* CO* CO* CO* CO* CO* CO* CO* CO* CO* CO CO CO CQr^Tf^fr^ rf^TfTfT^ LQtQLQLQLQ
COCMOOLQCM O5 ОС ^ »-" Oi t^.lQC0CMO ©O0NNS t^COt^-СОСЛ ОЭ —« CO LQ t^-
f^. qq qo CT> ^> <^ ,-м (^sj сф CO ^^ LQ CO t*— 00 OO CJ5 ^5 •—< CM CO ^* LQ CO Is— 00 CO •—* CM CO
CM* CM* CM* CM* CO* CO* CO* CO* CO* CO* CO* CO* CO* CO* CO* CO*CQ*r!*rt*Tt" n*rf*Tt*n*^" T^LQ*<O*»o"iQ*
OCOCMOOLQ CMC7>00^-^ ОГ-ЮСОСМ OOOONN t^f^COt^CO C75 O> —> CO LQ
CO t"-« OO 00 C75 О C^ '™H CM CO CO ^tf1 lO CO C4— 00 OO CJ) CO ""^ CM CO ^t* lQ CO C4— 00 О ^™* C^J
CM* CM* CM CM* CM* CO* CO* CO* CO* CO* CO*C0"cOCOCQ CQCQCOTt"»1 Tf'-^frfTf'r^ Tf<-<fLQlQlO
CO СЛ CO CM 00 LO CMO5 00 rf —< СЛ t^- LQ CO (NOOiOON ^ t^; Г; CO t-~ CO O5 O5 —■■ CO
COCOt^OOOO 0100-<(N COCOtFLOCO Г-~0000СТ)О >—' CM CO ТГ LQ (ON XO-ч
C-) CM CM CM CM* CM* CO* CO* CO CO COCOCOCOCO COCOCQCOrf ■^TfTfrfTf -^тГт^ЮЮ
t^ CO 0} CO CM OO LO CM ОЪ 00 "^ **^ O^ t4^ LQ CO CM CO O^ 00 t*— l>" t^* Is— CO t4* CD 0} O} *™^
LQCDCOt^OO 0005OO1—' CMCOCO^fLQ COt^«00000> O-^CMCO^*1 Ю (O N 00 О
CM* CM CM* CM* CM* CM* CM* CO* CO* CO* CO* CO* CO* CO CO COCOCOCOCO Tt1't rf rf Tj« Tf TfrT rf Ю
gLoSs^ s§Bo\§s *^«s.4 ^^Л^Д ^Д-.НН. ^й.ч^^
CM CM CM CM С4! CM* C^ CM* CO* CO* COCOCOCOCO COCOCOCOCO COT^TfTfTf TfTf^^rt1
CO CM r**» CO O5 CD CM 00 LO CM СУЭ 00 '^ ~~A C7i t^*- lQ CO CM ^^ O^ ^0 t^* t^- t^* t>- CO t4^ CO CJ5
CM CM CM CM CM* CM* Ol* CM* CM* CQ* CO* CO* CO COCO COCOCOCOCO CQCOTf'TfTl* Tt<-sr ^"^^
?^SteS SSSSS o8SS« S^SSS SSSBJi wfe^teg
•M CM CM CM* CM* CM* t>* CM CM* CM* CO* CO* CO* CO CO* COCOCOCOCO COCOCO-'»-» ■^'■^Tt<Tt<Tt<
CM* CM* CM* CM* CM* CM* CM* CM* CM* CO* CO* CO* CO* CO* CO* CO* CO* CO CO CO CO CO Tf Tfif^Tf Tf
O5 Ю О CO CM t^ CO Oi CD CM 00 LQCMO500 't - O> N Ю COCMOC7500 ^г^|>,^^2
CM CO -Tf Tf1 Ю Ю CD CO t^ 00 OOffiOO- CM CO CO Tf Ю CO t— ОС 00 O^ O_ —^ C-1^ TO тГ^
CM* CM CM CM* Cm" Cm" d CM* C-l CM* CO* TO* CO* CO TO TO TO TO TO TO TO CO CO rt" Tf rt* Tt* rf
(MNTOCJlCO СМ00ЮСМСЛ 00 ^ —< O5 f^ LQTOCMOC75 CO t^- t~^- t>- t^-
ЮЮСОСОЬ. 00000500 -XcMTOTO"* lQCDt^-0000 О> О —• CM^CO^
CM CM CM CM CM CM* CM* CM* CM* CM* CM* CM* CM* TO* TO* TO*TO*TO*TO TO TOTOTOTOTO TO^f^rfTf
TfOltQO COCMt^-ТООЗ COOIOOLOCM СЛООт^-^СЛ NLOTOCMO OJJPfe^^
СМСМСОт? 'ЧЙЮЮСОСО 1>-00б0СЛО O-^CMTOTO rfLOCOC-OO 00 СЛ О — CM
смсмсмсм смсмсмсмс4! а смсмсмто тотототото тототосото тото^'^1'^1
слт^слю ococMt^-то слсосмоою cMOiooTf—< cr>r-LQTOCM о Ф да n n
—' CM CM TO TfTflOLQCD СО?-0000СЛ О О —< CM TO TOrfLOCOl^ GOOO«al°. "1
CM CM CM CM* CM* CM CM* CM* CM* CM* CM* CM* CM* CS* CM* TO*TO*TO*>TO*TO TOTOTOTOTO TOTOTO1^-^1
T СЛ ^J1 СЛ LQ О CO CM f— TO СЛ CO CM 00 Ю CM СЛ OO ^ ^ C75 !>■ >O TO CM О СЛ OO t^-
-< — CM CM rt^^lClO CDCOt^-OOOO d>OOi-(N ТОТОтГЮСО Ь-ОООО^О^О^
■1* см" CM* CM* CM* CM* CM* CM* CM* CM* CM* CM* CM* CM* CM* TO* TO* TO* TO* TOTOTOTOTO TOTOTOTO^f
r rr ел rf елюососм nwcocon ооюсмо^со -^ —'Sjt^-LO Г2£^^^?5
5-«iM CMTOTfTj<LO LOCOCON00 QOOlOO- ^^Я.^^'Я ^l^.00.00.0^
^CMCM(M CMCMCMCMCM CMCMCMCMCM CMCMTOTOTO TOTOTOTOTO TOTOTOTOTO
OOOOO OOOOO OOOOO OOOOO
ОЮООО OOOOO OOOOO SSS^
OCMCDOLO CMOOTOO ОЮООО OOOOO
,--__CMCM ТО"^ЮСО00 ОСМСООЮ
247
PQOOO
(ОЮии
СЛ001ЮО
ОООСЛО
ooooo
о о о о о
о woo
О О О О c_J <_J
ооо оо о
Ю Ю •—' »-* I—
СЛ001ЮО
ОООСЛО
ОО00ОО СЛСЛОО4
►— СО 00 ОО
о сл too о
4* 00 00 Юн- О JO^O 00 00
ooboooto слооюсло
,_, О О Сл Сл СП 4*» 42» 4^» Со ОО
S ^*ч1 00 f р Сл Н"^ О0 4«» 1~™* ^ О О з
ОООО00 ОООООО
00 00 Ю tO Ю Ю Ю Ю —■ •—'
4^tOCOOCH 4^Ю»—СО00
О* СО Сл СП О СО 42» ^^ СП Ю
ооЪоооо оюслоою
ЮОСОСОСЛ ~0б£»~СО О&ЮСОО СЛДЮ-СО ООООООО ООЮ^-О^СО
СЛОООО СО О "о ~О О ООООСпСЛ О О 4*» О Сл (ООООООО ООЮСлОО
о ооосл
О Сл О О О
сл to о о оо
00 00 to |— О
"ооо о to сл
ЮОСЛОО ОООООО
£885828
"о "о со о о
О СП Ю О О
4^00 00 to >—
"оо оо о о to
OtOOCnO ОООООО
££88352
О ЧОСйО
о to to to t
CO ОСЛ 4
?СЛМО ООООООО
СЛОЮОСЛ ОООООО
ЭСО ООСЛ СЛ О О 4
vlO) 4^00 Со
о оЪо"оо"о
to to to to ►—
СЛ 4^. Ю *- CO
СЛ О Ю О СП ОО О О
00О О СП СП
О 00 ООО ОС0О ОСЛ СЛ-
^4^ОСл ЮОО0000
П 4ь Ю •—' С000ОО4^
Ъ слюооЪс
►— »— ОСЛ <O
^ОМСЛО
oooooV»
5 ООО О . СЛСЛ -
OCntOOO
to н- ►— о ел
ооою-
СП
СО Ю ►— ь-О
СП ООО Ю
о
СЛ
Ю ОСЛ О
gcSo^
оюоел
ОООСОО О^
ооососл^ &i
О ООО 00 О •*
Ю СО О
^СОО
JOOCO
О СЛ Сл ОО
"юсоосл
ООСЛ СЛО
4^О Сл Ю О
to to to i— —
4*- to ►— со 00
О 4^О СЛ to
СП СП О О О
СЛОЮО^ СпОООО ОООООО ООООСПСЛ
ЮЮЮЮм
СЛ 4^. Ю н- СО
УоУо'ся
5м ^ о О) СО СО
to to to to ю
ОСЛ 4^ Ю ►—
О 00ОО Сл
mh-«(di» оо о ооо
V-"—ОСЛСО 00 О Ю О СО
ООСОО О
4^ СО СО СО СО
•— СОО 4^ tO
"оосооо
Зо5Сл4^СО
ОООтСЛСЛ
МииОСЛ
OOOtO-
00 00 О О О~>
рсочю о
о to о ел о^
О О О СО О
■JQOOOO ОСЛСпОО
q §
СП COCO О tO
СпО to -<1Сл
38S8J2
ОООООО О ООО СО О О СЛ СП О
§ 4^>—ооосл елслооо
О Сп СО 00 О
^° сл olo^j
Cn4b.4i.4b.CO COCOOOtOtO
^- ОО 42» >— СО 04^ЮСО-^
сл ооо о со о q"q о Ьооо"спЪт
OOCOCn
ел сл сп о о о t>
о со 2л^ооК =
ОСпООО ОООООО ОСООО СЛ
со oto ос
СЛ Сл СП 4s» 4ь. 42»
СО СЛ ►— 00 4^» ь—
О О ОО О О ОО 00 О О
to to to ю ►—
Сл CO •— О СО
— СЛ со 4ь •—
to ^ ^ о сл
о> о о to -
оо со ел и
От О Ю О Сл О О О О СО О
to tO tO tO tO
a> сл со ►— о
CO ►— СП CO 4ь.
со to >— ►— о
ОЮ)ЧОЮ
СЛОЮ ОСЛ ОООООО OQOOCO
to to to to to
00 ОЗ СП CO —
со со *—* Сл со
О СО О ОЭ СП
4s. — 00 О) СЛ
осл^осоо
ело to о
СпОООО ОООООО
Г5СЛО0 MOtfiNlC
Э»— СП СО^^—ООС
- ►— н- ►—►—сооооо ооооел
ОЮ- >— О СП СО СО -vj tO О 00 СО
ОСЛООО ОООООО
со со to to to
СО О 00 О СЛ
э to to ►
0 •—' О С
псо 4ь |
О СП 4^- СО Ю
О От От СП О
ь > Г 00
МН-0 01Ю
оо to- -
ело
too сл оо
СП Сл Сл 4^ 4
СО СП — 00 4
о о "со о "
СП СО •— О СО О О СЛ 4>» 00
>— СП СО 42» — СООСЛСЛСЛ
13 П П о О1
о> о о to
Сп О Ю О СЛ О ОООСОО
-►—►—_. сооооо^
2 ►— — р OICOCO-
СлОЮОСл ОООООО
э to ю to
о — сл со
ОСОООСЛ 42» СО Ю «— —• ОС
42» 1—' 00 О СЛ СПСЛООО to -
Со to to to to
О 00 О) СП СО
со со со »—* сл
СЛОЮО СПОООО
ю to ■ .
— О СО О Oi Сл 4s-CO tO >—
СО 4^ •—* ОС О) OiCnCnOO
• СООО 0-
►— о ел со со
ОЮ- - -
_ Сл О Ю
О Ю О COCO
"ослЪаОО
СОСОЮЮЮ Ю Ю Ю |— <~
СО CD ОО О> СЛ СО •—* О СО •■
„рело со о too со
^lotoeno ю"осло"о
ЛИТЕРАТУРА
1. Т рей ер В. Н. Перспективы исследования и расчета
работоспособности и долговечности деталей машин по предельным состояниям.
Сб. трудов Белорусского политехнического института № 66, 1957.
2. Т р е й е р В. Н. Вопросы преподавания курса «Детали машин».
«Вестник высшей школы» № 10, 1956.
3. Т р е й е р В. Н. Основные вопросы теории долговечности
машин. Труды Таллинского политехнического института № 42, 1953.
4. Трейер В. Н. Шарико- и роликоподшипники в
металлорежущих станках. Машгиз, 1940.
5. Ржаницын А. Р. Расчет сооружений с учетом пластических
свойств материала. Стройиздат, 1954.
6. Б е л я н к и н Ф. П. О расчете по предельным состояниям
в машиностроении. Изд. АН УССР, 1953.
7. О д и н г И. А. Допускаемые напряжения в машиностроении
и циклическая прочность металлов. Машгиз, 1944 и 1947.
8. П о д з о л о в И. В. Допускаемые напряжения для сталей в
машиностроении. Гизместпром РСФСР, 1938.
9. Трейер В. Н. Проблема долговечности машин. Журнал
«Социалистическая реконструкция и наука», выпуск 7, 1934.
Ю.Дымов А. И. Теории прочности, коэффициент безопасности
и допускаемые напряжения. Государственное техническое теоретическое
издательство, 1932.
11. Беляев Н. М. Сопротивление материалов, часть I, ГОНТИ,
1938.
12. Стрел ец ки й Н. С. Основы статистического учета
коэффициента запаса прочности сооружений. Стройиздат, 1947.
13. Трейер В. Н. Теория и расчет подшипников качения.
Машгиз, 1934 и 1936.
14. Трейер В. Н. Расчеты деталей машин на долговечность.
Машгиз, 1956.
15. Goodrich R. D., Strait Line Plotting of Freguency Data,
Proc. of the American Society of Civie Enginiers № 6, 1926.
16. Ребиндер П. А. и Петрова Н. Н. Физико-химические
основы явлений износа трущихся поверхностей и смазки при высоких
давлениях. Всесоюзная конференция по трению и смазке. Доклады
АН СССР, 1939.
249
17. К par e л ь с к и й И. В. Трение в машинах и механизмах.
«Машиностроение», энциклопедический справочник, т. 2. Машгиз, 1948.
18. Краге л ьский И. В. Некоторые понятия и определения,
относящиеся к трению и изнашиванию. Институт машиноведения АН
СССР, Москва, 1957.
19. Проник о в А. С. Износ и долговечность станков. Машгиз,
1957.
20. Хрущев М. М. Основные вопросы развития теории
изнашивания. Развитие теории трения и изнашивания. Изд. АН СССР, 1957.
21. Радчик В. С. Некоторые закономерности износа металлов.
Сб. «Повышение износостойкости и срока службы машин». Машгиз,
1953.
22. Гинцбург Б. Я. К вопросу разработки методов расчета
деталей на износ. Сб. «Повышение износостойкости и срока службы
машин». Машгиз, 1953.
23. Т р е й ер В. Н. Нормализация грузоподъемности стандартных
шарикоподшипников. «Вестник стандартизации» № 4, 1933.
24. Т р е й е р В. Н. Выбор подшипников качения, предназначенных
для работы под периодически изменяющимися по величине нагрузками.
«Вестник инженеров и техников» № 8, 1934.
25. С л е з и н г е р И. Н. О нормах допустимого небаланса в связи
с долговечностью подшипников качения. Сб. «Расчет и конструирование
деталей машин». Машгиз, 1956.
26. Нормы и технические условия проектирования стальных
конструкций (Н и ТУ 121-55). Государственное издательство литературы по
строительству и архитектуре УССР, Киев, 1956.
27. С о 11 г е 11 А. Н., Dislocatons and Plastic Flow in Crystals.
Oxford, 1953.
28. Рид В. Т. Дислокация в кристаллах. Металлургиздат, 1957.
29. Один г И. А. Теория дислокаций в металлах и ее
применение. Изд. АН СССР, 1959.
30. Губкин С. И., Д обр о во л ьский СИ., Бойко Б. Б.
Фотопластичность. Изд. АН БССР, 1957.
31. Фрохт М. Фотоупругость. Государственное издательство
технико-теоретической литературы. Т. I, 1948, т. II, 1950.
32. С о л о в ь е в А. И. Установка с замкнутым силовым контуром
для испытания дифференциальных механизмов. Изд. филиала
Всесоюзного института научной и технической информации. Москва, 1956.
33. С а в и ц к и й Е. М. Влияние температуры на механические
свойства металлов и сплавов. Изд. АН СССР, 1957.
34. Б е т а н е л и А. И. Твердость сталей и твердых сплавов при
повышенных температурах. Машгиз, 1958.
35. Т р е й е р В. Н. О расчете постепенного выхода из строя
изнашивающихся деталей машин. Сб. трудов Белорусского института
механизации сельского хозяйства, 1959.
36. Энциклопедический справочник «Машиностроение», т. 2.
Машгиз, 1948.
37. Детали машин. Сб. материалов по расчету и конструированию
под редакцией проф. Н. С. Ачеркина. Машгиз, 1953.
250
38. Ми лови д ов С. С. Детали машин. Изд. ВАБТВ, 1958.
39. Гогобери дзе Д. Б. Твердость и методы ее измерения.
Машгиз, 1952.
40. Б е л я е в Н. М. Местные напряжения при сжатии упругих
тел. Сб. статей, Л., 1924.
41. Г роман М. Б. Концентрация нагрузки по ширине зубчатых
колес. Сб. «Расчет и конструирование деталей машин». Машгиз, 1956.
42. С и г о в И. В. Некоторые проблемы в области организации
централизованного производства редукторов и зубчатых передач. Сб.
«Расчет, конструирование и исследование передач», т. I. Изд. Одесского
политехнического института, 1958.
43. Т р е й е р В. И. О распределении нагрузки по шарикам и
роликам в подшипниках качения. Сб. «Машиностроитель Белоруссии»,
выпуск 2(3), 1957.
44. Т р е й е р В. Н. Методика расчета шарикоподшипников. Сб.
трудов Белорусского политехнического института № 79, 1959.
45. S t r i b е с k. Kugellager fur beliebige Belastung. Zd VDI.
Band. 1, S. 121, 1901.
46. Бейзельман Р. Д., Цыпкин Б. В. Подшипники
качения. Справочник, Машгиз, 1958.
47. Сере не ен СВ., Когаев В. П., Козлов Л. А.,
Шнейдеров и ч Р. М. Несущая способность и расчеты деталей
машин. Машгиз, 1954.
48. Т р е й е р В. Н. О методике исследования и расчета
долговечности машин и их деталей. Труды Таллинского политехнического
института, выпуск 42, 1953.
49. Ж и т к о в Д. Г. и П о с п е х о в И. Т. Стальные канаты
для подъемно-транспортных машин. Металлургиздат, 1955.
50. Кол чин А. И. Стальные канаты. Машгиз, 1950.
51. Ковальский Б. С. Расчет крановых подъемных канатов.
«Вестник машиностроения» № 5. Машгиз, 1950.
52. Т р е й е р В. Н. Технико-экономические основы рационального
использования машин. Сб. «Машиностроитель Белоруссии», выпуск б,
Госиздат БССР, 1959.
53. Т р е й е р В. Н. Определение оптимального числа ремонтов
сельскохозяйственных машин. Сб. трудов Белорусского института
механизации сельского хозяйства, 1959.
54. Трейер В. Н. Выбор допускаемых напряжений при
переменных нагрузках деталей машин с учетом рассеивания сроков службы
Сб. трудов Белорусского политехнического института № 75, 1959.
55. Т р е й е р В. Н. Методика ускоренных испытаний деталей
машин на долговечность. Сб. трудов Белорусского политехнического
института № 75, 1959.
56. Емельянов А. Определение эффективности применения
машин в советском обществе. «Вопросы экономики» № 11, 1949.
57. К л ю е в А. Организация средств производства МТС.
«Экономика сельского хозяйства» № 3, 1957.
58. А к у л о в Н. С. и Ф р а н ю к В. А. Статистическая теория
усталостного разрушения металлов. Доклады Академии наук БССР,
том III, № 8, 1959.
ОГЛАВЛЕНИЕ
Глава I. Введение 3
§ 1. Основные задачи расчета деталей машин по предельным
состояниям работоспособности —■
§ 2. Классификация деталей машин по признакам рабочего
назначения и утраты работоспособности 11
Глава II. Основные виды предельных состояний деталей
машин и условия их недостижения при нормальной
эксплуатации машин 14
§ 1. Статическая несущая способность деталей машин при
недостижении остающихся деформаций —
а) Определение статической несущей способности деталей
машин по напряжениям, возникающим в их наиболее
напряженных сечениях 20
б) Определение статической несущей способности деталей
машин при контактных напряжениях 22
§ 2. Работоспособность деталей машин при переменных
нагрузках до появления предельного внутреннего
усталостного износа 31
а) Определение работоспособности деталей машин при
переменных напряжениях, возникающих в их наиболее
напряженных сечениях 32
б) Определение работоспособности деталей машин при
переменных контактных напряжениях 48
§ 3. Определение общего коэффициента запаса прочности . . 52
§ 4. Работоспособность деталей машин до достижения
предельного внешнего износа 54
§ 5. Работоспособность деталей машин при недостижении
предельных упругих деформаций 71
Глава III. Общие элементы расчетов, связанных со сроками
недостижения машинами и их деталями предельных состояний 72
§ 1. Выбор проектного срока службы для проектируемой новой
машины —
252
§ 2. Расчет деталей машин^на долговечность по
унифицированным формулам • 75
§ 3. Расчет деталей машин на долговечность при переменных
режимах использования 80
Глава IV. Исследование работоспособности и долговечности
деталей машин 87
§ 1. Физические основы изучения механических свойств
реальных машиностроительных материалов —
§ 2. Исследование распределения напряжений в деталях машин
при статических и динамических нагрузках 91
§ 3. Уточнение расчетных формул по определению
контактной статической несущей способности 96
§ 4. Исследование долговечности деталей машин в
натурно-эксплуатационных и лабораторных условиях 98
§ 5. Обработка результатов массовых испытаний деталей машин
на долговечность 107
§ 6. Методика ускоренных испытаний деталей машин на
долговечность 115
§ 7. Определение оставшейся работоспособности деталей машин
при переходе на другой режим работы 120
§ 8. Расчет постепенного выхода из строя изнашивающихся
деталей машин 121
Глава V. Расчет деталей соединений 126
§ 1. Расчет заклепочных соединений —
а) Определение статической несущей способности
заклепочных швов —
б) Определение работоспособности заклепочного шва при
переменных нагрузках . * 127
§ 2. Расчет сварных соединений 128
а) Определение статической несущей способности сварных
швов —
б) Определение работоспособности сварных швов при
переменных нагрузках 130
§ 3. Расчет резьбовых соединений —
а) Определение статической несущей способности болтового
соединения —
б) Расчет болтового соединения с предварительной затяжкой 131
в) Определение работоспособности болтового соединения при
переменных нагрузках 134
Глава VI. Расчет передач с контактным зацеплением ... 135
§ 1. Расчет фрикционной передачи с цилиндрическими катками —
§ 2. Расчет зубчатых передач 139
а) Расчет передач с цилиндрическими зубчатыми колесами —
б) Расчет прямозубой конической зубчатой передачи .... 153
в) Расчет червячной передачи 157
253
Глава VII. Расчет осей и валов 166
§ 1. Определение работоспособности осей и валов по признаку
предельного усталостного износа —
§ 2. Определение работоспособности валов по признаку
непревышения предельных упругих деформаций 171
Глава VIII. Расчет подшипников качения 174
§ 1. Общие элементы расчета подшипников качения . . . . • —
а) Распределение радиальной нагрузки по шарикам
шарикоподшипника 175
б) Распределение радиальной нагрузки по роликам
роликоподшипника 178
в) Определение числа перекатов через точку рабочей
поверхности наиболее напряженной детали подшипника качения 179
г) Определение условного контактного напряжения на желобе
вращающегося внутреннего кольца шарикоподшипника . 180
д) Определение условного контактного напряжения на желобе
вращающегося внутреннего кольца роликоподшипника . . 183
§ 2. Расчет однорядных радиальных шарикоподшипников . . 184
а) Определение статической несущей способности однорядных
радиальных шарикоподшипников —
б) Определение работоспособности и долговечности
однорядных шарикоподшипников по усталостной износостойкости 185
в) Расчет однорядных шарикоподшипников с
предварительной осевой затяжкой 192
§ 3. Расчет роликоподшипников с короткими цилиндрическими
роликами 198
а) Определение статической несущей способности
роликоподшипников с короткими цилиндрическими роликами ... 199
б) Определение работоспособности и долговечности
роликоподшипников с короткими цилиндрическими роликами по
усталостной износостойкости 200
§ 4. Расчет конических роликоподшипников 203
а) Определение статической несущей способности конических
роликоподшипников 204
б) Определение работоспособности и долговечности
конических роликоподшипников по усталостной износостойкости 205
§ 5. Расчет двухрядных сферических роликоподшипников . . 210
а) Определение статической несущей способности
двухрядных сферических роликоподшипников 214
б) Определение работоспособности и долговечности
двухрядных сферических роликоподшипников по усталостной
износостойкости 216
1' л а в а IX. Расчет стальных проволочных канатов 219
Глава X. Технико-экономические основы рационального
использования машин 226
254
§ 1. Основные экономические условия рационального
использования машин 226
§ 2. Определение оптимального числа ремонтных циклов . . 230
§ 3. Расчетные сроки службы деталей машин в связи с
планированием планово-предупредительных ремонтов 236
Приложения 239
Литература 249
Вальфрид Николаевич Трейер
Расчет деталей машин
по предельным состояниям
Редакторы Б. Кардович и Л. Ванчук
Технический редактор Г. Калении,
Корректоры А. Сачкова и Р. Карасик
AT 06590. Сдано в набор 13/1 I960 г.
Подп. к печати 21/Iv 1960 г.
Тираж 2 000 экз. Формат 84 х 108*/s2-
Физ. печ. л. 8. Усл. печ. л. 13,12.
Уч.-изд. л. 11,69, Зак. 35. Цена 6 руб. 85 коп.
Типография им. Сталина, Минск,
проспект им. Сталина, 79.
Замеченные опечатки
Стр.
Напечатано
Следует читать
1,00-V- 1,05
а также
общей нагрузки
1,5- 1,70
а также
увеличение общей
нагрузки
Зак. 35