/













































































Similar



Text
/
(
|
|
|
<
|
(
4
А;
| |
|
i
|
|
| ВБРЕЗКА И ПРОБИВКА ДЕТАЛЕЙ,
|:
ИЗ ЛИСТА ПОЛИУРЕТАНОМ
—
в
|
3
_
h
i
РТМ-1516—75
к:
я| ме Үт
Е
|
í
МЕ
ү
|:
|
a
hd
р
ani
|
е8
м
г
و
{
?
“УНИ
ба
ӨО
л
Ж
Ар
Я
я
|
.
'
0
4
"
|
!
.
ү
+
=
ё
з
®
$
Ж"
мі
Я 8
|
'
Којо
жк
||
||
|
ly
а
|
4
|
t
a
|
4 t
4
я
è
ї
а
4
|~
>
4
H
nga
7
`
+
°
g
i
1
'
|
св
сб
в
~.
f-
0
7
оь
етых
s
9
\. “Је
.
~
б
РА
Си“
4“
١
я
НИАТ ro"
2
*
/
AN ГЫ
/
|
ИНСТИТУТ
ИССЛЕДОВАТЕЛЬСКИИ
НАУЧНО.
ТЕХНОЛОГИИ
ПРОИЗВОДСТВА
И ОРГАНИЗАЦИИ
НИАТ
РУКОВОДЯЩИЕ
|
|
|
ТЕХНИЧЕСКИЕ
МАТЕРИАЛЫ
РТМ-1516—75
|` ВЫРЕЗКА И ПРОБИВКА ДЕТАЛЕЙ
ИЗ ЛИСТА ПОЛИУРЕТАНОМ
`.
ГИ
Y
|
197
Разработали:
Е.В. Дзядель,
водитель
работы)
лев, канд.
работы),
Ю.М.
техн.
Мазянин,
(НИАТ):
В.И.
Е.М,
бкобляков
Балыкова,
наук А.Д. Комаров
В.В.Шалавин,
В.А.
(рукоKace-
(руководитель
канд.техн.наук
В.Д.Щеголеватых
(КУЛИ)
Начальник
сектора
В.А.
Великанов
Тихонов
канд.
(КуАИ)
Начальник
отдела В.И. Бунин (НИАТ)
Проректор
по НИР канд.
ОНИАТ, 1976
г?
(НИАТ),
техн.
наук А.Ф.
Бочкарев
техн.
наук Н.Т.
Руководящие
НИАТ
технические
материалы
РТМ-1516
Вырезка и пробивка деталей
из листа полиуретаном
Настоящие
руководящие
новой при проектировании
руировании
оснастки
ла с одновременной
технические
материалы
технологических
для вырезки
пробивкой
Взамен
служат
процессов
и конст-
деталей из листового
в них
ос-
отверстий и пазов
материа
полиу-
ретаном при давлении до 1000 кгс/см“.
РТМ предназначены
для конструкторов и технологов по холодной листовой штамповке.
УУ
Штамповкой полиуретаном могут выполняться следующие опе-
рации:
~ вырезка по контуру деталей простых и сложных форм;
– пробивка
отверстий и пазов различной
– вырезка по контуру
и пазов,
с одновременной
формовкой рифтов,
пуклевок,
конфигурации;
пробивкой
отверстий
чеканкой и формовкой над-
писей.
Вырезка-пробивка
деталей из:
полиуретаном
применима
для изготовления
|
||
~ алюминиевых
сплавов,
меди, латуни
157 не более
25 кго/мм“) толщиной до 2,5-3,0 мм;
~ алюминиевых
сплавов,
углеродистых
сталей,
бронзы
(ба от 25 до 50 кто/ми”) толщиной до 0,8-1,0 мы;
= нержавеющих
= титановых
сталей
сплавов
Для титановых
толщиной
толщиной
до 0,5 MM?
до 0,3-0,4 мм.
сплавов и алюминиевого
|
сплава ДІбАТ вырез-
ку-пробивку полиуретаном рекомендуется применять как пред-
Внесен HAAT, Кули | Утвержден 25сентября | Срок введения
1975г.
1977г.
№f
| варителљнур
операцию
с последующей
обработкой кромок.
‚ Применение полиуретана для вырезки деталей экономически
целесообразно в опытном и мелносерийном производстве.
В условиях
крупносерийного
песса ограничивается
производства
из-за повышения
резке из индивидуальных
применение
про--
расхода материала при BH-
заготовок.
Т. ВЫРЕЗКА ДЕТАЛИ ИЗ ЛИСТА И ПРОБИВКА
ОТВЕРСТИЙ
ПОЛИУРЕТАНОМ
Т.Г. Сущность процесса
1.1.1. Полиуретан — синтетический
основе
каучук, полученный на
сложных полиэфиров и простых форполимеров и отличающий-
ся природой ошивающих агентов и физико – механическими
телями:
гости
твердостью, прочностью,
/1,27
показа:
зластичноство и модулем унру-
|
Он обладает высокой прочностью ~ до 500-600 кгс/см“,
превышающей прочность резины в 5-8 раз, высокой эластичностью
(в 1,5-2 раза выше, чем эластичность резины), незначительным
остаточным удлинением и высоким сопротивлением
раздиру,
вадрывам и трещинам.
Полиуретан обладает высокой
что особенне важно при штамповке
бензо-и маслостойкостью,
на гидравлических прессах,
При температуре до 50° С полиуретан
не меняет своих
физико-механических свойств в течение длительного промежутка времени.
В табл. І приведены марки и физико ~ механические
свойст-
ва полиуретанов и резины, применяемых для различных прецессов. штамповки
/ 5 7.
1.1.2. Схема процесса вырезки деталей из листа полиуретанем показана на рис. 1,
4
Таблица
ФИЗИКО-МЕХАНИЧЕСКИЕ
7 Показатели
СВОЙСТВА ПОЛИУРЕТАНОВ
Марка
=
I 2I
Плотность, Уа
Прочность на разрыв,кго/см“
400
%
450
удлинение,
1,25
1,20
-=
40 | 95-100 | 300
Модуль при 300%, кг/ом^
Относительное
| CKO
=
ә
`Модуль при 100%, кг/см?
0-2
Остаточное удлинение, %
Сопротивление раздиру,кго/ом“ | 30
И- РЕЗИНЫ
полиуретана
CKS | CEI
I
| Мы
| CEY-
бос
Эстелан‚| 3826 | 56
=
30-60
>
1,35
-
-
=
1,41
„
| 500-600 | 500-600 | 400-600
|250-300
80
100
300
450
500-550
400-450
` 400-600
500-600
2
6--10
=
0-2
28
20
60
90-100
Е
£
Е
55-70
65-75
45-60
| 60-120
Твердость, 14-2
60
80-86
90-95
60-85
Эластичность по отскоку, #-
30
37
35
=
=
=
~
Сепротивленив потиранииры/кет-Ч
50
50
==
=
=
m
ПРИМЕЧАНИЕ.
Полиуретаны
выпускаются
по ТУ 84-404-75.
50
Я
Е
4
©;
ДК
а
Рис.1.
Схема
1.-
процесса
вырезной
3 ~ заготовка;
вырезки
шаблон;
4 ~
детали
2 ~
полиуретаном:
подштамповая
полиуретан;
плита; ·
5 - контейнер.
Вырезной шаблон Т (см. рис. Т, а), выполняющий роль пуансона,
устанавливается
укладывается
заготовка
на подштамповую
плиту 2. На шаблон
3, размеры которой больше размерев
контура шаблона на величину припуска
Под давлением полиуретана 4,
под зажим
заключенного
заготовки.
в контейнер
5,
происходит вырезка детали,
В прецессе вырезки в
материале заготовки возникает
сложное напряженно-деформированное
ние,
срез.
состояние: изгиб, растяже--
Определяющей является деформация среза.
В начальной
стадии процесса полиуретан изгибает припуск
по режущей кромке внрезного шаблона (см. рис. 1, 6). При даль
нейшем увеличении давления полиуретана происходит защемление
края припуска между полиуретаном и подитамповой плитой
(см. рис. 1, в). При
исходит разделение
достаточного давлении про-
металла по режущей
кромке вырезного
шаб-
лона (см. рис. 1, Г).
Отверстия диаметром
d< 3 É
и узкие пазы шириной
ђ < 21 пробиваются одновременно по всему контуру (рис. 2, а).
При пробивке отверстий диаметром 3: < d <
и пазов шириной 2 < É < 15%
на отдельном участке контура
15%
вначале отход надрезается
(рис. 2, 6), Частично над-
резанный отход отгибается и защемляется между полиуретанем
и подштамповой плитой. По оставшейся части контура пробивка
отверстия осуществляется так же, как вырезка по наружнему
контуру.
При пробивке отверстий диаметром
зов шириной b >
d > 15 Ё
I5 t вначале материал вытягиваетоя,
ценрральная часть отхода прижимается полиуретанем
штамповоћ плите
ana
и
к под-
(рис. 2, в). При дальнейшей увеличении
давления происходит одновременное отделение отхода по всему контуру детали.
V
Рис.2..
Схема
процесса
1 -
вырезной
3 -
заготовка;
пробивки
шаблон; 2
э
отверстий
полиуретаном:
2 - подштамповая
плита;
4 - полиуретан; ? © - контейнер.
Процесс вырезки мокет осуществляться и по схеме,
когда
контейнер с полиуретановой подушкой устанавливается на плите
пресса,
а подштамповая
плита находится
сверху.
заготовка укладывается на полиуретановую
шаблон устанавливается
В этом случае
подушку,
а вырезной
на заготовке.
Преимущество данной схемы состоит
в том, что требуется
меньше времени на установку заготовки по отношению к вырезному
шаблону.
Недостатком
схемы является неудобство съема детали и от-
ходов при штамповке в контейнерах большого диаметра.
Т.е.
Технологические
возможности
процесса
Т.2.Г.
Вырезкой-пробивкой
полиуретаном
возможно получить
детали любой конфигурации (табл.2).
Значения минимально допустимых размеров элементов профиля
детали
(рис.3) в зависимости
от пластических
свойств материа-
ла приведены в табл.3-[4).
|
Значения минимально допустимых
размеров пробиваемых
стий круглой и квадратной форм (см.рис.З,в,г)
для различных
материалов и толщин при давлении полиуретана до 1000
приведены
в табл.
отвер-
кгс/см”
4 и Ss
Полиуретаном можно пробивать отверстия с размерами,
мень-
шими, чем размеры, приведенные в табл.4 и 5, но в этом случае
для создания высоких давлений требуются дорогостоящие многослойные контейнеры и стойкость полиуретана
значительно
CHM-
жается.
Отверстия и пазы прямоугольной формы (см.рис. З,а,д) могут
быть получены,
|
если их размеры больше следующих
~ для материалов с пределом прочности
значений:
Og < 25 кго/мм°
|
У
r20
ЈИПОВБЕ
ДЕТАЛИ,
274.
2230
Таблица
ВЫРЕЗАЕМЫЕ
2
ПОЛИУРЕТАНОМ
Идея
РГ KON- лел?
> |صو РР
e-
DEPEND
2 HDL
мое?
и
AO
Ye
А
27-
|
м
Рис.3.
Минимально
деталей.
допустимые
размеры
элементов
штампу емых
МИНИМАЛЬНО ДОПУСТИМЫЕ ЗНАЧЕНИЯ
ЭЛЕМЕНТОВ ПРОФИЛЯ ДЕТАЛИ В ЗАВИСИМОСТИ ОТ ТОЛЩИНЫ ЗАГОТОВКИ
Элемент формы
-
Номер
штампуемой дета- | рисун-
заготовки
_ Пластичный
Малопластичн,
М2,МЗ,ст.3,
сталь 10,
074-1 и др.
|
ТЕА AMM, MI, | ДЇбАТ,ОТ4,
Ка
ли
Материал
Таблица 3
І2ХІЗНІОТ и др.
Ширина детали
ЗЕ
Ширина учеотка
контура детали
2+
Расстолнив
от
кран отверстия
круглой или треугольной формы
до наружного
контура
ЗЁ
Расстояние от
края отверстия
или паза прямоугольной формы до
наружного контура
E
Расстояние между
отверстиями ,размеры которых равны или отличаются друг от друга
на незначитель-
ную
величину
|
Рис.3,к
|2
| (4:5) E
(3:4)
|
Продолжение
| Элемент формы
Номер
| штампуемой ge-
|‘рисун-
тали
ка
|
|Юбозна~
| чение
Материал
raor
таблицы 3
заготовки
| Малопйастичн,
|
|
KISAT, OT4, |
OT4-I и др.
ширила хола аю.8,3 т |
Радиус скругления в углах квадратных и прямоугольных отверс—
тий и в местах
переходов элементов контура де-
тали
Е
:
Радиус скругления в углах oTверстий треугольной формы
|E
(0,5=1,0) |
|
Рис, 3,е
[47
|
(1,0:Т,5) Е
~ для материалов с пределом прочности б, >
(0,5-1,0)
|
(1,0-1,5) Ё
25 кгс/мм^
б» по,
где
= ширина
отверстия
или
паза,
MMe
1.3. Параметры процесса
1.3„1. Параметрами процесса вырезки- пробивки полиуретаном являются:
= высота вырезного
~ необходимав
шаблона
давление
$
полиуретана
$
~ припуск материала®
~ точность
1.3.2. 0F
внрезаемых деталей.
высоты вырезного шаблона (рис. 4) зависят ве-
личина припуска материала,
качество детали, величина необхо
|
димого давления вырезки.
ا
=
13
ОТВЕРСТИЙ,
МИНИМАЛЬНЫЕ
ДИАМЕТРЫ
ПРОБИВАЕМХ
ПОЛЛУРЕТАНОМ
ү}
` Таблица
4
—
427
910,5
5,5-9
12-14
‚ КГС/СМ
Материал
заготовки
АМЦМ
отожженный
Д1бАМ
отовженнни
16АТ
$
свежезакален.
АМгбМ
'отожженнни
отожженный
J63
отожженный
Ст.20
откен ип
12X1 SH1
тола
3-4,5
6-7
13-15,
9-11
7,5-11
9-11
15.0
16-21
заготовки
+
, мм
ко
3-3,5
5,5-8
4,5-5,5
3,5-5,5
4,5-5,5
5,5-7,5
8-10,5
5,5-9
12-14
26-31
18-22
14,5-22
18-22
22-30
3-4,5
6-7
13-15,5
9-11
|
9-11°
11-16
13,5-16,5]
121875
закаленный
Примечание:
1. Большее
предела
значение диаметра
прочности
- для материала
|
2. В случае неполного отделения
рекомендациями, приведенными
с большим
материала в отверстии
в подразделе 095.
значением
пользоваться
14-22
18-22
ı
МИНИМАЛЬНЫЕ РАЗМЕРЫ КВАДРАТНЫХ ОТВЕРСТИЙ,
ПРОБИВАЕМЫХ ПОЛЛУРЕТАНОМ
Давление
Материал
АМЦМ
заготовки
1,5
2,0
0,5
квадратного
отверстия
11-18
|
24-28
|
14,5-24
32-37
|
АМгбМ
отожженный
| MI, №, M3
отожденный
|
Ст. 20
| отожженный
QA
|
‚мм
2-3
3, 9-6
4-4, 5
9-9,5
|
8,5-10,5
17,0-21
6, 5-8
13-15;9
38-59
5-7,5
10-15
36-44
48-60
6-7,5
12-14,9
|
_
7, 2-10
¦ закаленный
_
‚мм
29-44
| отожженный
12X18H10T
Примечание:
+
Ширина
лакал
Л63
‚ кгс/см“
1000
Толщина
отожженный
[16AM
отожженный
ALGAT
|
©
900
заготовки
Кот
пробивки
Таблица
14,5-20
11-14
t]
1. Большее значение размера - для материала
значением предела прочности бе
o 2e В случае
зоваться
неполного
і
с большим
отделения отхода материала
в отверстиях и пазах č
рекомендациями.
приведенными
в подразделе
1.5.
9
W
E aa
2
Рис.4,
Схема
к расчету
1 - заготовка;
3 ~
высоты
2 -
вырезного
вырезной
подштампо
вая плита.
шаблона:
шаблон;
ние
и
припуск
больший
требуется
этом
но при
вырезки,
давле-
уменьшается
шаблона
вырезного
высоты
С увеличением
ухудшается качество детали (появляются заусенцы, возможно
зависание отхода).
Уменьшение
высоты вырезного шаблона способствует
уменьшению припуска и повышению
качества штампуемой дета-
ли, но требует создания повышенного
Оптимальная
высота
вырезного
давления в полиуретане.
шаблона
определяется
по
формуле
[ 5]
Н=3(1+
0,01 do) ҮЕ,
где 0
относительное
(1)
удлинение
материала
заготовки,
% (табл. 6)[3].
Внсоту вырезного шаблона для конкретного материала и
толщины заготовки можно определить по графику (рис. 5).
1.3.3.
Давление,
необходимое
для пробивки
пазов и вырезки детали по наружному контуру,
физико-механических
свойств
ны, высоты вырезного
одновременной
вырезке
зависит
заготовки,
шаблона и конфигурации
контура и пробивке
давление вырезки-пробивки
пробивки минимального
материала
отверстий И
от
ее толщи-
детали.
При
отверстий и пазев
следует определять из условия
отверстия или паза
f © 7.
При определении давления вырезки наружный контур детали необходимо разбить
волинейный
выпуклый,
на элементы:
криволинейный
прямолинейный,
вогнутый
кри-
/5, 12 7,
Давление вырезки участка контура детали определяется
по одной из формул:
аля прямолинейного участка
a
где
z Ја,
б ор = сопротивление
материала
(2)
среву,кго/ми”
отла E
Гаты
оќ
0772020070
грежашесњаг
літва
[OCT или 74 тоте
материал |ЛАЛ
#4 растао
ГАО
AAN, #2177
Ж7Х3/22-48
277259297
АДА
PORR ENE
АДА РАСА
л)
терр
68,
EE,
багý
rl
ВЬле"
do, фр,
7.
o
биг
%
2А
€
Е,
Mn
ÊS
95
55 |58 |02| 007| 78,0
135
| کک35| /8| 00/7| 5521 |742
|671
/47/2892-67 |ТРАЖЕНА 217
#7252 -6 7,ление A
РОГА
23
250267
РАСЕЛ 33
Молоко
ПЛ
Pokker |27
А
74. | Pat xemen |25
44
78 |73 |6 #27 |0239
|58,7
112 |45 27707] 2/25
|20
/2 |19 |45 |5970 |227 |398
15 |24 |20 |6820 | 123 4577
дит
Я
в
0
|8 |5 ИУ | 4255 | 49 |
|/#|// | | 2/5 |422
уд
УА
07 с
ГОСТ али 49 руу
a
Ha листовой
материал
Toz С
ГЕРА. Е1
7tTT
ДРУГ Ра
65|
ШУТ 75:36] окж е5
27
(2,77 0074
4
7O Ирин
177.65523-77 таи
38
9
40
(5
РРА З- 207 |МРЉА
27
UTHOS23- 7O 22022
55
45
/И7/@#525-7(7 рт АЛ 58
_ VRIO 3- TO ионный E8
УД
ИГХ-25 |Гойдгитш | 77
АРЕНИ
|Б
|Го k rennari 45
б
У А
(2#-4 24/925) |ЛР 2.223 рагтобеш
| E
SSL
73342 O!
| kesl)
д, У7
== | 7
EE
/?
2,= ых
БУДЕ
А
42,
ее
|95
77
ОЛО ВИС-2) 7435-73 |Jatanennei |107
45
ја
mm
РИБИ
O
oz
ЖЕ
| ОСЛЕ
@,Z,
ПРЕ
|271
ELE
ИС
7
ڪڪ
(-74
2
го
2722
/7
т
ЛИР 7O Corser
бе
602
/р
P
=
~
~
~
Условные обозначения:
предел прочности при растяжении, кгс/мыс;,
условный предел текучести при растяжении;
относительное удлинение
при растяжении, ;
равномерное удлинение при растяжении, #$
E
-
К и (1. ~
модуль нормальной
упругости при
растяжении, кгс/мм” $
параметры степенной аппроксимации
диаграмм истинных напряжений при
растяжен
e aeeии,
a a
75 |
7 ЖШ!
F
Ha зе де фр) TE
_|~
М a a МА
МА
22122222
002222224:
мА
У
Г
Ө ЖОС |
|
22
К
\
KC
N
НЯ
2
М
Г
Наи
ЧЕ CENE
ЕЕЕ
ЕГ
|
А ПРИ ПК
IF
Ри
Ер
А
42 47 06 48 1 1214
Рис.5.
Зависимость
заготовки
заготовки
высоты
t
А
и
°
отно
ЕТ ИН
22 24
16 48 2
вырезного
сительно
го
шаблона
удлинения
Н от
É, ^^
толщины
материала
для выпуклого криволинейного участка радиусом:
R<4 aH
to =
_ 77:
082.
(=:
=
2Н<Ё<5Н
#>5Н
для
2);
участка
радиусом:
(5)
21107
Д(2Е-Н) 7
(6)
- по формуле ( 2 ),
0:>70Н
где
криволинейного
260%
>
7 НГ2К-Н)
ОН
с
~ H(2R+H)?
_2ТОр _ 101бу.
~ но 2
и
Ё<2Н
|
(4)
REO, ~ ARE.
H(2R+H)
»поформуле(
вогнутого
(з)
9
=> давление эластичной среды, вто/ми?;
К
~ радиус выпуклого или вогнутого участка контура
детали, мм.
Давление вырезки контура детали, состоящего из прямолиней
ных и криволинейных участков,
определяется из условия вырезки
вогнутого криволинейного контура с наименьшим радиусом кривиены.
Для малопластичных материалов
( Д16АТ, 074 и др. )
формулн (2) ə (6) дают завышенные значения давлений.
Давление пробивки
по одной из формул
am 04150
22
отверстия
круглой формы определается
:
=
= 57,
(7)
при
где
Ф > 15+
d
у = 22100 x
— диаметр
Давление
определяется
отверстия,
пробивки
отверстия
7
при б> 15+
(8)
или паза прямоугольной
форми
;
= 26% [а*В оз
|
н(а-н) ?
MM,
по одной из формул
при 6< 15+
где
dto
ма.)
3
21/4 +6) 08 |
2-0
ай
(9)
7
~ по формуле ( 2 ),
Q, 6 - соответственно длина и ширина отверстия или паза, мм,|
|
Давление пробивки
отверстия
|
треугольной формн определнетда
по формуле:
ка
где
м:
(С > высота равностороннего
треугольника,
Для определения давлений вырезки,
зов мохно
пользоваться
1.3.4.
номограммами
C10)
мм.
пробивки отверстий и па
( рис.
6-10 ),
Усилие пресса для внрезки-пробивки
деталей
опреде-
ляется по формуле
m
P-N
где
N
- коэффициент, учитывающий неоднородность физико:
механических
листа
F
( 11 |)
q, 3
ит.д.,
свойств
материала,
допуск на толщину
равный 1,2;
площадь зеркала полиуретановой подушки, мм©,
23
Мм |
2
45
25
7.
60 + 722
На
{30
70 =
и:
бу;
2 E-— ‚6—9
отео
:
|
= Lon; Ма frare
@##@
| 9:
Рис.6.
у#47 _=. рЛулу?
Номограмма
для определения
ного
#2
участка
контура
давления, вырезки.
детали.
прямолиней:-
3ак.200
R
Б
28
н
Ч
154-9
хуб
7
„
мс,
Вогні
MLO
_
Р
2
участок
_ A.068
О
7* жара
2292 ФУ
é, (2029)
А
мм
ММ
Bo $
2
С
м
#72
Ри
Е
72
2
25-50
/7
3
л
35470
0
+60
y | 22
45 + 30
5 Чоо
ж: 1 hamt; 2 0
БИ, IRH)== Оу, 4 пап
Уни УРОТА РО, ПРУЋА, KECOXOĞNIOEO ONR
12026 богатое ОО
Коло
бел:
AFC
|
` Оу=7
АСЕ; dxрај REl ran; AC ron;
|
Рис.?.
=
#*
Номограмма
__2ё “2.
21220-5)
для
=
определения
© 345
„С
давления
"д
2
вырезки
и вогнутого участков контура детали радиусом
|
выпуклого
R .
ки
Феи
АЕ
о
тод:
(2:70 Е
9
=
Рис.8. Номограмма
QE 00мм;
3- 47 2
0O0
:
т
для о пределения
отверстий диаметром
treAer
2
давления
4<15%.
пробивки
круглых
јак. 504
70
COO:
106—6;
ба=П:
2 "ИВА" ж4-—ү@
44 040—7. =g
OL:
Our
веФиту Qan; B= ат;
2+
7+2
2.2
|
и
277 =7{3
4E
IG- 20
Рис.9.
Номограмма для определения
ных и прямоугольных
давления
отверстий
|
пробивки квадрат-
и пазов шириной b< 15t m
|
чак.5
770
772
720
/30
f40
| roy
Cl;
2
нас“ 7
e
рате:
(7, А я
2;
Рис. 10. Номограмма
ных
= 27 ;
C: Oon ;
для определения
отверстий.
давления
пробивки
треуголь-
Зак.204
1.3.5. Для осуществления процесса вырезки полиуретаном
необходим технологический
припуск.
При недостатечном припуске вместо вырезки происходит
формовка материала по внрезному шаблону.
Завышение величины припуска приводит к повышенному pac| хөду материала.
Величина припуска для вырезки
прямолинейного
контура детали (рис. ЇЇ, а) в общем виде
участка
определяется по
формуле
L= 44 H+ F (H+),
где f- н:
ПЛИТ
(12)
трения между заготовкой
При использовании подштамповой
2,
верхности \
7“ (70,85)
плиты
и подштамповой
с шероховатостью
= 4,3 НЗЇ,
по’
(13)
При использовании подитамповой плиты с пазами
( + ~ 0,5)
(рис. 12)
„=34 Н+ 2
.
(T4)
_ Величина припуска для вырезки выпуклого криволинейного
участка контура детали радиусом R (см. рис. II, 6) опреде| ляется пе формулам:
|
при
при R> SH
В<
-по
5
[= шн»
2н);
формулам (13),
|
(15)
(14).
Величина припуска для вырезки вогнутого криволинейнего
участка контура детали радиусом К (см. рис. II, в) определяется
по формулам:
при< R <
24
SH
e
|
H+t) (2Ё-Н
=) с
(16)
Рис.11.Схема
к расчету
1 = заготовка;
величины
2 -.
повая
припуска:
олон;
плита.
З ~ подштам-
|
Рис.12.
Подштамповал
1 - заготовка;
плита
с пазами:
2 - вырезной шаблон;
З - подштамповая
плита
с пазами.
при К > SH - по формулам (13), (14),
где
L,
L sum.,
|. вогн – величина припуска соответст-
венно для премлинейного,
выпуклого и вогнутого участков
контура детали, мм .
На участке радиусом К 2Н величине припуска назначается.
по сопрягаемому
участку контура
детали
выпуклому).
Величина припуска при внрезке
(прямолинейному или
может быть уменьшена
до (1,5-2)Н за счет конструктивных решений, предотвращающих
скольжение припуска.
|
На рис. 13, а показан способ уменьшения припувка при
помощи стальной
проволоки 5, приваренной к стальному листу 3
на расстоянии
его контуру.
Ё от вырезного шаблона 2 эквидистантно
=
|
Диаметр проволоки
d Hp. и расстояние
Е
Ё назначают»
ся в зависимости от высоты вырезного шаблона Н:
аһ
2
0,5Н,
£ = (1+2) H
Вырезной шаблон устанавливается
нительнеге крепления,
на лист 3 без допол-
|
На рис. 13, 6 показан способ уменьшения припуска при
помощи пластины 3, на которую устанавливается вырезной’
шаблон 2. Пластина выступает за контуз вырезного шаблона
на расстоянии
Ё , равном (1+2)Н,
Ва рис. 13, в показан спобег уменьшения припуска при
патанае
помощи
опорной рамки
о, охватывающей
вырезней шаблон
2 по
всему контуру и отстоящей өт ного на расстоянии Ср. Для
лучшего защемления материала припуска в рамке предусмотрена канавка,
Размеры рамки назначаются в зависимости
толщины заготовки
от
Ё и высоты вырезного шаблона Н:
27
ЁЗ
РИ
Рис.13.
Способы уменьшения
1 -
заготовка;
4 ~
подштамповая
6 - опорная
28
\
2 ~
рамка.
вырезной
плита;
5 -
припуска
шаблон;
стальная
материала:
3 -
пластина;
проволока;
Cp =H + 2;
Mp = 1,5Н,
а, = 2t +1;
b. =+ + I,
где
Cp - расстояние
от вырезного
контура опорной рамки,
№, ~ ширина опорной рамки,
Я: = ширина канавки,
Бк”
мм $
мм $
мм $
глубина канавки,
1.3.6.
шаблона до внутреннего
мм.
Форма и габаритные размеры
определены с учетом припуска
заготовки
должны быть
на обрезку по всему периметру
вырезаемой детали.
|
Конфигурация заготовки может быть различной
прямоугольной,
(квадратной,
круглой и др.) и выбирается из условий зконо~
мичноге:.
раскроя материала и простотн изготовления
Заготовку
и оснастку
| так как масляные
перед штамповкой
необходимо
заготовки,
обезжиривать,
пятна на ее поверхности приводят к уменьше-
нию коэффициента трения,
и вырезка может не произойти.
1,4. Точность вырезаемых деталей
1.4.1.
Точность деталей,
вырезаемых
полиуретаном,
зависит
от ряда факторов:
= пластических
толщины
и прочностных
заготовки
свойств
материала,
заготовки»
$
~ состояния режущей кромки вырезного шаблона
$
соотношения конструктивных элементов деталей.
|
Размеры деталей по наружному контуру получаются несколько бельше соответствующих размеров вырезного шаблона, диаметры
пробиваемнх отверстий и размеры пазов - несколько. меньше соответствующих
размеров
вырезного
шаблона
( см.
рис.
14).
29
И
Рис.14.
Форма
среза детали,
-пробивке
1 – деталь;
30
полученная
полиуретаном:
2 -
вырезной
шаблон.
при вырезке-
Величина отклонения размеров детали от размеров
ного шаблона
(рис. 14) имеет
следующие
вырез-
значения:
- для деталей из материалов марок ДТ6АМ, АМг6м
А = (0,120,15) Ё •
~
для
деталей
из
более
пластичних
материалов
марок
AMM, МІ, М2, МЗ, 163, IZXISHIOT
A = (0,1520,25) ©,
где
А
~ величина
отклонения,
мм
.
Для повышения точности вырезаемых деталей исполнитель-
ные размеры шаблонов должны быть скорректированы на величи-
ну отклонения А
„
Величины отклонений
для различных
линейных размерс“
соответствуют различным классам точности
1.4.2. Детали,
(табл, 7).
вырезанные полиуретаном,
имеют плоскую
поверхность.
При использовании
вырезных шаблонов
с острой режущей
кромкой детали вырезаются без заусенцев.
Со стороны действия полиуретана кромки вырезаемых дө-талей имеют небольшое
скругление
овальной
формы (см. рис.14),
размеры которого не превышают следующих значений:
— для материалов марок ДТбАМ,
АМг6М, МІ, M2, МЗ, 163
Я в = (0,550,7) Ё,
в = (0,75Т,15) і,
Хов
__
$
~ для материалов марок ст.
І2ХІЗНІОТ,
ДІбАТ,
3, сталь
10, сталь 20,
074, 0Т4-1
31
СЕ
Таблица 7
разм ероб
Отклонения
|
дета ли от размероф
соотбетстёующаиешу классь/ точности
бы рез много шаблона
|
U
|
|
|
Марка
Horuumannion
размеры
1 16 AM; AM- 6M
| 40
_ 05
Отклонение
ا
эт
ма пероала
ЯМчм: м7, ME: M3: 163: 78X78HTOT
7олидима,
материсла
É, мм
150
|
45
размероб
| 4-5
#20» 78
#78>30 | 32
»30» 50 | а-ы
#90»720 | 22-20
ا
А
Л
| Б-7
62082
3-42 | 4
0812 ع م
H 3902502.
) a
722 С
размеров
|
| 5-7
|
оу
A
dD
|
__| 4
اا
ET-
очно
| 5-7
0
»1720 "180 аз
|
os |
0. | _
[| ер
сабло т A, мм
|
:
ОТ
4-5
|,
JEMAЛи OM
444666
|
čа
#5090 ا
го .|
ا
-y
» 6210 | За-џ
|
č|
ج
12
||
ТГ =
|“
По» = (0,25#0,35) ее
Ж = (0,35:0,55) С,
ов ~ 05 t.
I.4. 3. Чистота поверхности среза на деталях из пластичHNX материалов (ДІбАМ, АМгбм, МТ, Ма, Л 163, 24
сталь 20, IZXISHIOT) получается не ниже
лях из малопластичных материалов
`
у
Rz
сталь 10,
на а
а.
(Д1бАТ, 074, ОТ4-Т) ~т
=
М
Т.5. Возможные
дефекты
на детали
и способы
м
их устранения
1.5.[» При вырезке-пробивке
полиуретаном возможны следую-
щие дефекты:
— неполное
отделение припуска от контура детали
$
формы и размеров детали за счет утяжки ма-
= искажение
|
териала
|
1.5.2. При вырезке-пробивке деталей из пластичних ма-.
териалов
толщиной
— неполное
до 0,5 мм может иметь
отделение
припуска
место:
от контура детали
$
~ неполное отделение отхода материала при пребивке от15 Е и пазов шириной
<
верстий диэметром З ф Ха
21 4 8 < 15
Мероприятия
(рис. 15).
по устранению
неполного
отделения
припус-
ка от контура детали для различных операций приведены в Tad.Û.
Дая устранения неполного отделения отхода в отверстии
`
внрезного шаблона необходимо применять
Вкладыш
I крепится в пластине
вкйадыш
(рис. 16).
2, которая при одновре-
менной вырезке ~ пробивке создает условие для лучшего защем-
ления припуска, Толщина пластины n
принимается равной
1,5-2,0 мм,
33
РАА
Рис.
15.
Вырезка-пробивка
и отхода
1 ~
вырезной
отход;
4 -
шаблон;
с неполным
от
контура
припуска
детали:
2 ~ деталь;
неотделившийся
отделением
3 -
неотделившийся
припуск.
е^
ZINN
у
Рис.16.
Вырезка-пробивка
отхода
1-
от контура
вкладыш;
4 - деталь;
ся припуск.
34
2 ~ пластина;
5 -
при
детали
применении
3 - вырезной
отделившийся
припуска
отделением
с полным
отход;
6 -
вкладыша:
шаблон;
отделивший-
и
Таблица 8
МЕРОПРИЯТИЯ ПО УСТРАНЕНИЮ ВОЗМОЖНОГО НЕПОЛНОГО ОТДЕЛЕНИЯ
ПРИПУОКА ОТ КОНТУРА ДЕТАЛИ ПРИ ВЫРЕЗКЕ-ПРОБИВКЕ ПОЛИУРЕТАНОМ
Tomy Пути устранения неполНеполное
отделение | на зау ного отделения припуска
|готов- |от контура детали
припуска
от контура |ки ,
детали
ММ
Вырезка
по наружному кон-
до
0,5
Увеличить давление
вырезки
Мероприятия по устранению неполного отделения
припуска от контура детали
Заменить универсальный
блок на блок с большим
давлением
туру
Увеличить высоту PHрезного шаблона на
20-30% и величину
припуска
Пробивка
отверстий
диаметром
зі<0(8+12)Ё
Улучшить
защемление
отхода в отверстии вы-|
резного шаблона.
` Под вырезной шаблон
подложить
пластину
2
(рис. I6).
Применить
вкладыш
(рис. 16, 17).
|
и пазов шириной
24<68<({0:15) до 0,5
35
17. Конструкции
Рис.
а - конусный
Рис. 18. Возможное
материала
1 ~ контур
б - вкладыш
вкладыш;
искажение
2 ~ контур
а ~ детальс отверстиями
36
размеров
круглой
с отверстием.
детали
при внрезке-пробивке
правильный;
с отверстиями
вкладышей:
из-за утяжки
полиуретаном:
искаженный;
круглой формы;
6 - деталь
и прямоугольной формы и пазом.
Для дучшего
вырезного
материала
защемления
В отверстии
заготовки
шаблона торец вкладыша делается конусным с углом
конуса, равным 120-1500 (рис. 17, а) или в нем засверливается отверстие
(рис. 17, 6).
|
Размеры конструктивных элементов вкладышей приведены на
рис.
17.
1.5.3. Искажение
формы и размеров
детали
за счет утяж-
ки материала может иметь место:
~ при наличии в детали небольших перемычек между отверстиями или между отверстиями и пазами, размеры которых
чаются друг от друга на значительную величину
~ при наличии
в детали
небольших
ным контуром детали и узким и длинным
с соотношением размеров =
>
(рис. 18, aÔ);
перемычек
между наруж-
отверстием
> >
5и
OTIM-
или пазом
5 (ом. рис. 80).
Утязка материала происходит в силу того, что давления, Необходимые
для вырезки или пробивки
отдельных
элемен-
TOB контура ‚могут отличаться друг от друга на значительную
величину.
Отдельные участки детали,
давлениях,
будут утягиваться
требующих для вырезки
вырезанные
в сторону
при малых
элементов контура,
больших давлений.
Мереприятия по предупреждению
возможного искажения формы
и размеров деталей приведены в табл.
9.
Для устранения возможного искажения формы отверстий при
их одновременной
шего диаметра
пробивке
в отверстие
необходимо устанавливать
Вклндыш І крепится в пластине
меннәй внрезке ~ пробивке
вкладыш
шаблона
(рис.
боль-
19).
2, которая при одновре-
создает условие для лучшего защем-
ления припуска. Толщина пластины
1,5-2,0 мм.
|
вырезного
{, принимается равной
37
Таблица
МЕРОПРИЯТИЯ
И РАЗМЕРОВ
Искажение
ПО ПРЕДУПРЕЖДЕНИЮ
ВОЗМОЖНОГО
ДЕТАЛЕЙ ПРИ ВЫРЕЗКЕ-ПРОБИВКЕ
формы и разме-
Размер
перемычки
ров деталей
ИСКАЖЕНИЯ
9
ФОРМЫ
ПОЛИУРЕТАНОМ
Мероприятия по
реждающие иска предупреждению
жение формы и |искажения формы
|
и размеров деталей
личаются друг от друга
(см. рис. 18а)
Выравнивание | Установка вкладавлений про-| дыша в отверсти
бивки отверс- большего разметий и пазов
|ра
При одновременной пробивке
отверстий круглой и прямоугольной формы, размеры которых значительно отличаются
друг от друга (см. рис. 180)
При пробивке
отверстий,
|
€ =(5-6)© | Выравнивание
пазов и выступов прямоу- |для пластич-|
гольной формы с отноше _ |них материа-|
>5
нием размеров
б
А
И
b
>
лов,
©=1
5 для малопла
5 (ем,рис„18ф%: стичних ма-|
| териалов
Установка опо
ЛӘВЛӨНИЙ вы- ной рамки
Р®ЗКИ по на- (см.рис.ТЗ,в)
| РУЖНОМУ KOH-
рау и про-
“ИВКИ отверо
тий ИЛИ па30B
жаша: и: шик"
С Е
Рис. 19.
ےہ ee
س Азу „гет ОУ
о
=
УАР
Предупреждение
детали
АР < ~“ дау
ےس к
<<
возможного
при помощи
профилированного
1 - вкладыш;
2 ~ пластина;
4 -
шаблон.
вырезной
искажения
формы
и размеров
вкладыша:
3 - заготовка;
Размеры вкладыша принимаются равными:
~ ширина конусной поверхности
Ств =
где
0,5
d 9
Ol - дивметр минимального отверстия детали, мм $
цилиндрического поясва
~ BLICO:
А
где
= 0,3 Ho
H - высота вырезного шаблона,
мм.
2, ВЫРЕЗКА ГРУПИН ДЕТАЛЕЙ ИЗ ЛИСТА
2.1. Групповую вырезку можно осуществлять из общей за-
|
готовки, когдав комплект входят детали одной марки материала и толщины или из индивидуальных
заготовок
для каждой де-
тали, когда в комплект входят детали разных марок материалов
(7.
и толщин
Примеры группового раскроя деталей различной конфигурации показаны
на рис. 20,
2.2. Вырезные
ваются
на подштамповую
согласно
крепления
плиту контейнера
входят
не более
их устанавливают
без дополнительного
раскроя деталей.
трех вырезных шабло-
непосредственно
НОЙ формы,
для облегчения
на под-
|
штамповую плиту (рис. 21, а).
Коли B Комплект входят
устанавли-
в комплект,
требованиям группового
Если в комплект
нев простой формы,
входящие
шаблоны,
более
трех вырезных шаблонов
их установки
CHOY-
следует изготовить
пластину толщиной І мм (см, рис. 21, б), в которой предуспотрены
окна,
имеющие
контур вырезных
шаблонов,
$
$
—
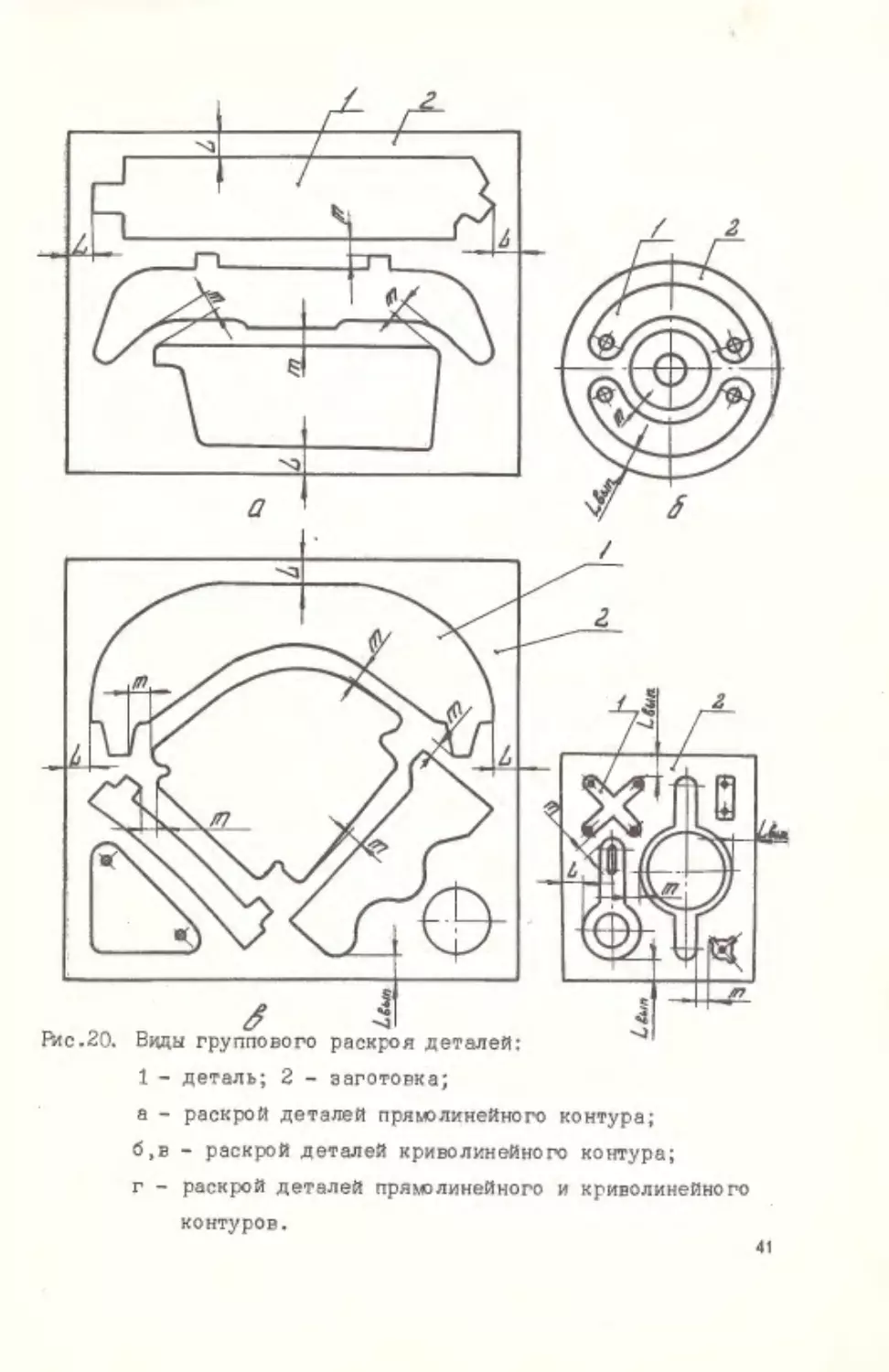
Виды группового
раскроя деталей:
1 - деталь;
2 - заготовка;
а -
деталей
раскрой
б,в -
г -
раскрой
прямолинейного
деталей
раскрой деталей
криволинейного
прямолинейного
контура;
контура;
и криволинейно
го
контуров.
41
РД:
ии EMA
ТЯ
РИА
|
7,
А
УХ
Рис .21. Схемы установки
вырезке
1 -
вырезной
плита;
42
4 -
вырезных
шаблонов
при групповой
деталей:
шаблон;
пластина.
2 - заготовка;
3 - подштамповал
Пластина должна выступатьза кромку вырезного шаблона
на величину, равную (1-2)Н. Со сторены заготевки пластина
должна
иметь шероховатость
Для групповой
вырезки
мендуется изготавливать
поверхности
деталей
типа дисков
один внрезной
торого приведена на рис.
не более Sa
шаблон,
и шайб
peko-
конструкция
|
22, 23,
• Высота вырезных шаблонов
для групповой
вырезки деталей
определяется по формуле (Т).
При использовании пластины (см. рис. 2т, 6) высота вырезных шаблонов
должна
быть увеличена на толщину пластины,
AA
Роберне/го
КЕ
уе
/
g
KUI
Рис.22.
Вырезной
дисков
шаблон для
групповой
вырезки
детали
деталей
типа
(7 штук):
1 - деталь;
2 -
отход;
3 ¬
вырезной
шаблон.
43
A-A
лобавлиите
УУКТУ
„Усемз
Сега га
И"
|
с)
Рис .23. Вырезной
шайб
шаблон для
вырезки
деталей
(7 штук):
1 ~ деталь;
44 >
групповой
2 -
отход;
3 ~
вырезной
шаблон.
типа
2.3. Давление,
необходимое
лей из общей заготовки,
вогнутого
элемента
щего наименьший
для групповой вырезки дета-
определяется из условия
вырезки
профиля одной из деталей комплекта,
радиус
кривизны.
имею-
|
Давление, необходимое для групповой вырезки - пробивки деталей из общей
бивки наименьшего
’ талях, входящих
Давленив,
заготовки, определяется
из отверстий
или пазов,
из условия проимеющихся
на де-
в комплект.
необходимое
деталей из индивидуальных
вия вырезки-пробивки
для групповой вырезки-пробивки
заготовок,
детали,
определяется из усло-
требующей
наибольшего
давле-
НИЯ,
2,4. Величина внешнего
припуска
на обрезку ( см.
рис,
20)
определяется по формулам (13)-(16).
2.5. Расстояние
между вырезными
шаблонами
(см. рис.
20)
определяется по формуле
т =
где
Т
2%.6р
9.
э
(I7)
~ расстояние между вырезными шаблонами,
З. ВЫРЕЗНЫЕ
MM
ШАБЛОНЫ
3.1. Вырезной шаблон при вырезке-пробивке
полиуретаном
выполняет роль пуансона - матрицы, поэтому его контур должен полностью соответствовать контуру вырезаемой детали
Боковне грани вырезных шаблонов,
предназначенных
/87.
для
вырезки деталей с габаритами свыше 100 мм из материалов
толщиной до 0,5 мм, следует выполнять под углом 2
к pa-
бочей поверхности, равным 90? (рис. 24, а).
Боковые грани вырезных шаблонов,
предназначенных
для
вырезки деталей с габаритеми до 100 мм из материалов TOJ45
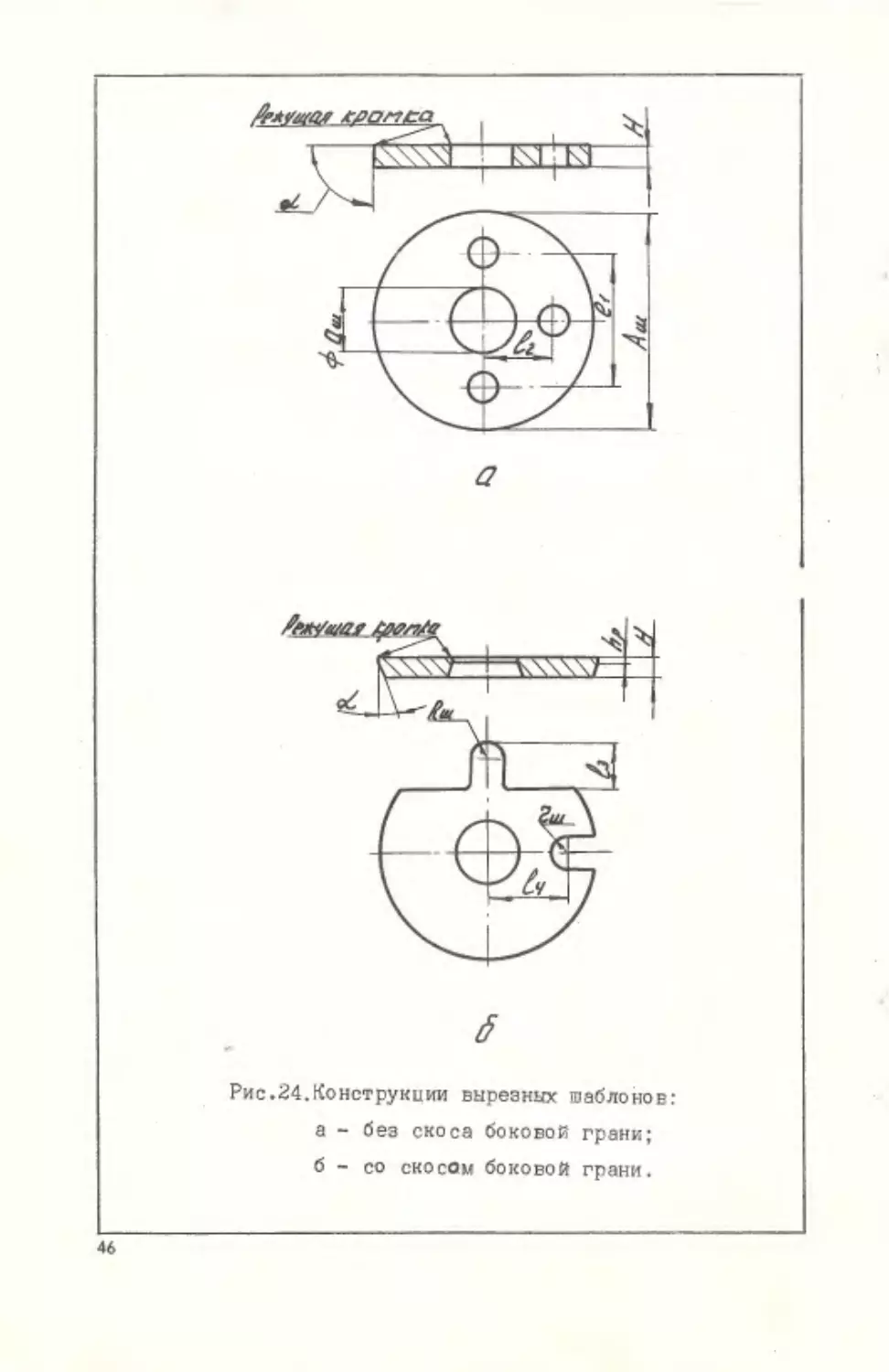
Рис.24.Конструкции
46
вырезных
шаблонов:
а -
без
скоса
боковой
грани;
б -
со
скосом
боковой
грани.
oL
со скосом под углом
следует выполнять
0,5 мм,
шиной свыше
к рабочей поверхности, равным 15-20? (см. рис. 24, б).
значи-
Наличие скоса на боковой грани вырезного шаблона
тельно
облегчает
съем
производить
острых режущих
Шероховатость
касающихся
с
Режущие
деталью
ћГ) принимается равной 0,38,
поверхностей
в процессе
вырезного
кромки
для восстановления
шаблона.
вырезного
кромок
Высота рабочего пояска
3.2.
переточку
многократную
поз-
шаблона
грани вырезного
на боковой
Рабочий поясок
воляет
отхода.
зырезного
вырезки,
шаблона,
должна
шаблона должны
быть
не
соприниже
A
быть острыми.
Закругления и забоины на режущей кромке не допускаются.
3.3. Высота вырезного шаблона определяется по формуле
3.4. Расчет исполнительных
(см. рис.
относящихся к размерам валов
по -формуле
размеров
вырезного шаблона,
24, а), производится
(18)
a
Ап - исполнительный размер вырезного шаблона,
А - номинальный размер детали, мм $
где
Л
- величина
отклонения
размера детали
вующего размера вырезного
d д 7 допуск
на размер
Расчет исполнительных
сящихся
к размерам
(І).
шаблона
мм $
от соответст(табл.
7), мм?
А, мм.
размеров
отверстий
вырезного
(см. рис.
24,8),
шаблона,
отно-
производится
по
формуле
пи "а + А + 98. )
где
(бы - исполнительный размер вырезного шаблона,
(19)
MM ;
47
d-
номинальный размер детали,
MM 35
0, ~ допуск ва размер а, мм.
не относящиеся к размерам oT-
Размеры внрезного шаблона,
Ê , (см. рис. 24, а, 6) (коо
верстий и валов, Ё ү, А7 an
отверстий,
динаты центров
пазов,
ДЛИНЫ выступов,
радиусов,
размерам
должны быть равны соответствующим
бинн пазов)
глу:
вырезае;
мой детали,
Расчет радиусов
производится
выступов
вырезного шаблона
(см. рис.24,6)
по формуле
Кш = R- юк
где
К
(20)
- соответсвующий радиус детали,
MM o
(рис. 24, б)
Расчет ‘радиусов впадин вырезного шаблона
производится
по формуле
Сш
те
С
= 4+2,
(21)
- соответствующий радиус детали, мм
3.5. Предельные
отклонения размеров
о
вырезного
шаблона,
относящихся к размерам отверстий или валов, рекомендуется брать
на два класса выше предельных отклонений соответствующих раз- |
меров детали.
Предельные
отклонения размеров
вырезного
носящихся к размерам валов или отверстий
отверстий,
радиусы),
пазов,
рекомендуется
соответствующие
48
радиусов,
не от-
(координаты центров
ДЛИНЫ выступов,
глубины пазов,
брать равными половине
размеры детали,
шаблона,
допуска на
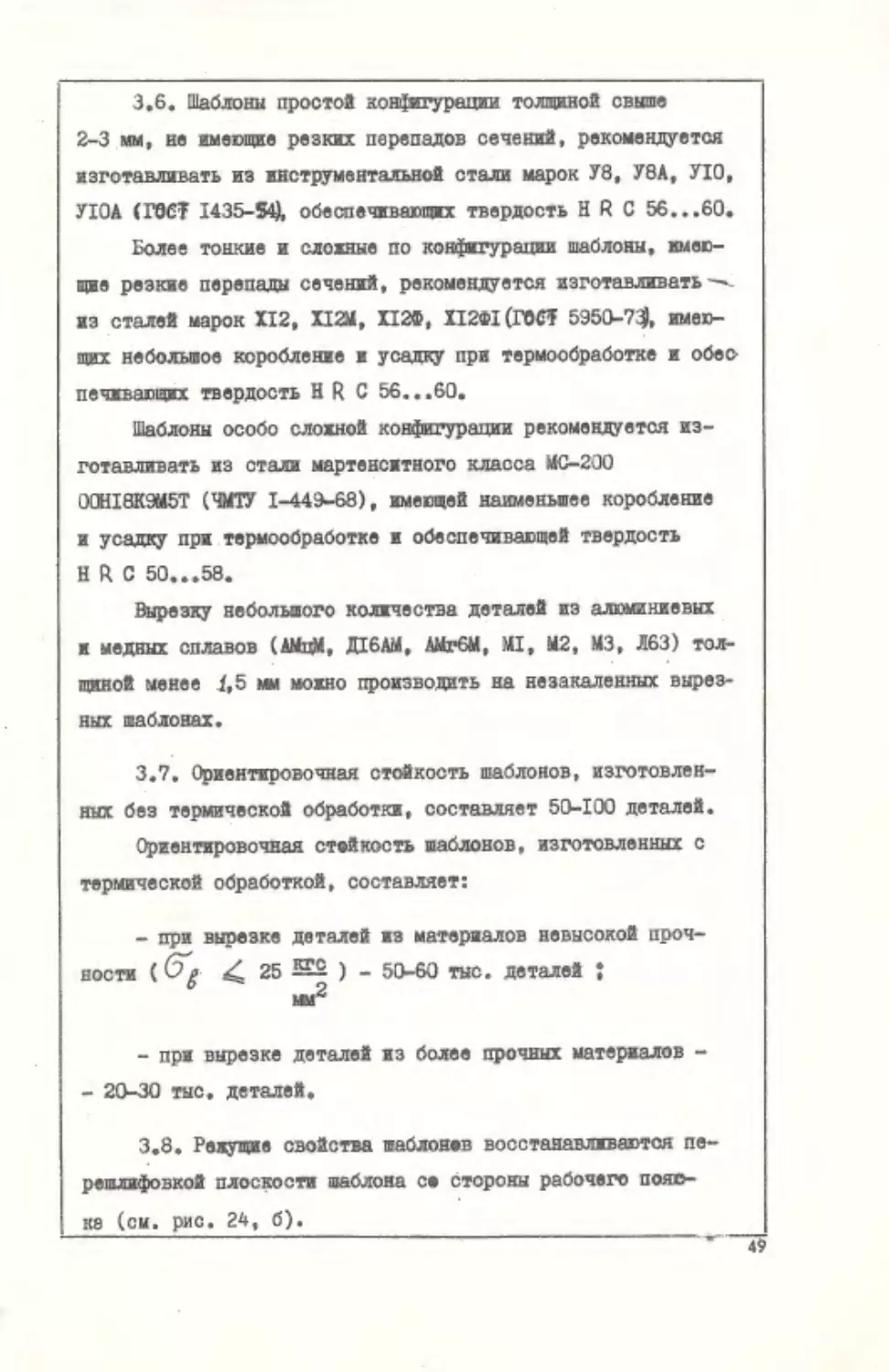
3,6. Шаблоны простой конфигурации
2-3 мм, не имеющие
изготавливать
резких перепадов
из инструментальной
толщиной свыше
сечений,
рекомендуется
стали марок 78, УВА, YIO,
УТОА (ГОСТ 1435-94), обеспечивающих твердость НКС
Более
тонкие
и сложные
по конфигурации
56...60.
шаблоны,
имею-
щие резкие перепады сечений, рекомендуется изготавливать—
из сталей марок ХІ2, XIM, XI25, ХІ2ФІ(ГӨСТ 5950-73, имеющих небольшов
коробление
и усадку при термообработке
и обес.
печивающих твердость НК С 56...60.
Шаблоны
особо
сложной
конфигурации
рекомендуется
из-
готавливать из стали мартенситного класса МС-200
ООНТ8КУМ5Т
и усадку
(ЧМТУ 1-449--68), имеющей наименьшее
при термообработкеи обеспечивающей
коробление
твердость
HR C 50.5558.
Вырезку небольшого количества деталей из алюминиевых
и медных сплавов
щиной менее
(АМ, ДЇбАМ, АМе6М, МІ, M2, МЗ, J63) тол-
1,5 мм можно производить
на незакаленных вырез-
ных шаблонах,
3.7. Ориентировочная
стойкость шаблонов,
изготовлен-
ных без термической обработки, составляет 50-100 деталей.
Ориентировочная стейкость шаблонов, изготовленных с
термической
обработкой,
составляет:
~ при вырезке деталей из материалов невысокой проч-
ности (бе
4“ 25 E ) - 50-60 тыс. деталей •
мм
~ при вырезке
деталей из более прочных материалов
~
= 20-30 тыс. деталей.
3.8. Режущие
решляфовкой
свойства шаблонев
плоскости
ка (см, рис. 24, б).
шаблона
восстанавливаются
пе-
се стороны рабочего пояе==
7
49
4, УНИВЕРСАЛЬНЫЕ
4.Т.
4.Т.Т.
таном
Конструкции
В качестве
из штучных
БЛОКИ
универсальных
оснастки
заготовок
блоков
для вырезки-пробивки
рекомендуется
применять
полиуре-
универ-
сальные блоки
| 9] (рис.25, 26).
Универсальный
Верхняя часть
блока
к подштамповой
Нижняя
которую
нижней
|
блок состоит
крепится
плите
часть
из подштамповой
внрезной шаблон
5 с защитной
часть-
плиты
Т, на
2 с заготовкой
З, и
обоймой
выполнена
в виле
1 полиуретановой подушки
конби
7 (см.рис.26).
контейнера
Пластина
лиуретановой
контейнера
подушка запрессовывается
с натягом
7 служит
подушки
сверлят
прессовывают
из
подушки
' навливаются
пространства
износившейся
С этой же целью
через
которые
по-
в дне
подушку
вы-
в полости
в отверстия
соединяются
блока
ходе
на онстроходнне
давлением
перепускиыми
при обратном
Установку
удаления
устанавливаемые
под высоким
разрежения
по
штырей.
блоки,
быть снабжены
стврепекия
контейнера.
два отверстия,
прессы и работающие
во внутреннюю
0,5—1,0 мм,
для удобства
с помощью
Универсальные
4.1.2.
нижняя
|
блока конструктивно
Полиуретановая
50
пресса,
плиты 4.
пластины
него
состоит
устанавливается
тейнера
должны
к траверсе
частей.
пресса.
блока
Верхняя часть
лостђ
из верхней и нижней
клапанами
(свыше
500 кго/см®),
ТО в целях пред-
контейнера и выпрессовки
после
подштамповой
вырезки.
плиты,
Клапаны
из
yera-
а подклапанные
с атмосферой [14].
на пресс
можно
производить
по двум
РИ
Не =— 57
а2
УИ
77LAL
=ий
м
Рис.25.
Типовая
ау
конструкция
резки-пробивки
универсального
полиуретаном
~
блока для вы-
при давлении
g< 500 кго/ом©:
1-
подштамповая
З -
заготовка;
6 -
полиуретановая
9 -
винт;
плита;
4 ~
|
2 - вырезной шаблон;
нижняя
подушка;
10 -.перепускной
плита;
7 -
5 -
контейнер-обойма;
пластина;
клапан.
8 - штифт;
|
65
EZа
7у
К 7
о Ух
м=О
т;
ANS
E
ج
n
ЕЙ
А
Рис.26.
Типовая
конструкция
500 < 9 =
универсального
1000 кто/сиг:
№
блока
A
а,
для ا
полиуретвном
при давлении
І - подштамповая плита; 2 ~ вырезной шаблон: З - заготовка; 4 = нижна плита; 5 - контейнер;
6 ~ полиуретановая подушка; 7 - пластина; 8 - штифт; 9 - винт; 10 = перепускной клапан;
11 - защитная обойма.
схемам:
~ для контейнеров
больших размеров
(диаметром
свыше
200-300 мм) - верхнее расположение контейнера и нижнее расположение подштамновой плиты (см. рис. 25, 26) $
- для контейнеров небольших размерев ~ нижнее располо-
жение контейнераи верхнее расположение подштамповой плиты.
4.2. Расчет исполнительных размеров деталей
универсального
4.2.1.
Радиус
внутренней
25, 26) определяется
бләка
полости
конФейнера
(см, рис.
по формулам:
~ при верхнем расположении
Пик =
контейнера
+ 1,5 тах
- при нижнем расположении
j
(22)
контейнера
лк = Úy + (3:5) ,
где
(23)
J, - радиус круга, в который вписывается наружный
контур
заготовки,
ММ;
L нат Максимальный припуок материала, мм,
4.2.2. Глубина
заходной
части
контейнера
определяется
|
по формуле
Се = Нтох
где
+ тах
* (2:3),
Ног наибольвая высота вырезнего шаблона, мм $
Emay Наибольшая толщина заготовки, мм.
(24)
4.2.3.
Глубина внутренней полости
контейнера
( см. рис. 25 ) определяется по формуле
h« = Кл Апл +Ск
+ Со ,
где
высота
бл:
полиуретановой
толщина пластины,
( 25 )
подушки,
мм;
мм;
=S
|
D
t глубина заходной части контейнера, мм;
ка.
> ширина заходной фаски, равная &>Змм для контей-
неров небольших размеров
для больших
4.2.4.
4.2.5.
контейнеров.
Радиус сопряхения
контейнера
( до 200 мм ) и 3-5 мм
долхен
цилиндрической части и дна
быть не менее
10-15 мм.
Диаметр полиуретановой подушки
определяется
по
` формуле
Д = 272 +(05 +10).
4.2.6.
Высота полиуретановой
(26)
подушки
определяется
по фор-
муле
hn = (425) Нтах 2(25+30) .
4.3.
4.
по
К»ГАМ ИЛ
методике
равномерно
Е
54.
Расчет
гасчет
контейнеров
контейнеров
расчета
изложенной
на прочность
на прочность
толстостенных
распределенным
в оаботе
производится
цилиндров,
по длине
ТЕ
(27)
давлением
нагруженных
` задача
4,4.
Технические
деталей
4.4.Т.
|
|
должна
не ниже
4.4.2.
вой плиты
внутренней
Шероховатость
плиты
поверхности
поверхности
контейнера
3
по посадке
.
следует выполнять
штамповой
блока
контейнера
2,7"
Сопрягвемые
4.4.5.
на изготовление
универсального
Шероховатость
быть
условия
должна
цилиндрической
и подштампо-
|
Зповерхности
под-
быть не нике 2,5”
Для более прочного защемления края заготовки в процессе
вырезки
шероховатость
торцевой поверхности ЕО
ПЛИТЫ
К2320; „Ка /60
со стороны
заготовки
иметь пазы
(см.рис.[2).
4.5.
4.5.1.
высоким
ного
должна
Материалы
деталей
Выбор материала
давлением,
состояния,
концентрации
зависит
Числа
пластичностью
универсальных
от величины
контейнеров
или
блоков
работающих
типа
под
напряжен-
конструкции,
разрушения.
рекомендуется
стали,
(относительное
МИ
напряжений,
нагружения,
и критериев
конструкционные
хи
для контейнеров,
циклов
напряжений
Для изготовления
сокопрочные
быть не выше
обладающие
удлинение
применять выдостаточной
не менее
10-15%)
и
ударной вязкостью (не менее 4-5 кгс.м/смг).
На заготовку
нием химического
контейнера
состава
ла текучести ‚предела
носительного
Если
сужения,
механические
ны, их необходимо
Наиболее
В
пластичность
должен
быть сертификат
и механических
прочности,
ударной
характеристик:
относительного
вязкости
характеристики
свойствами
и ударная
вязкость,
преде-
удлинения,
от-
и твердости.
в сертификате
определить испытаниями
важными
с указа-
являются
Заготовки
не укэза-
образцов.
предел
не
текучести,
должны
иметь
л
запомни тениса.
флокенов,
трещин,
усадочной рыхлости,
таллических включений,
4.5.2.
комендуется
ч»
плен,
неме-
песочин и других дефектов.
Полиуретановую
изготавливать
404-73) и СКУ-ПФЛ
заковов,
подушку
универсального
из полиуретана
марок
блока
СКУ-7Л
pe-
(ТУ 84-
(ТУ 38-103-87-72).
Стойкость полиуретановых подушек зависит
от давления и
конфигурации вырезаемых деталей.
При вырезке
зов и отверстий
стойкость
деталей
малого
простой
конфигурации
диаметра)
полиуретановых
давлением
подушек
(без узких па-
до 1000 кгс/см?
составляет
10-30 тысяч
дета-
лей.
В процессе
верхностный
работы у полиуретана
слой,
поэтому
пользовать многократно.
речивают,
‚бочей.
ретана
используя
После
износе
Подштамповую
дуется изготавливать
плиту
из стали
поврежденную
4.5.5.
поверхность
универсального
до твердости
полиу-
блока рекоменс moc-
НЕС 35-40.
блока
рекомендуется
с последующей
из-
термооб-
НВ228-250.
Защитную обойму универсального
изготавливать
из стали
ра-
путем.
45, ГОСТ 1050-60
работкой
до твердости
ис-
поверхность в качестве
Нижнюю плиту универсального
готавливать
можно
из стали марки 40K, ГОСТ 4545-71
ледуюцей термообработкой
4.5.4.
подушки
только по-
первого износа подушку перево-
обрабатывают механическим
45.8.
56
полиуретановые
неизносившуюся
При дальнейшем
изнашивается
блока
марки ст.3, ГОСТ 380-71.
рекомендуется
|
5. ОБОРУДОВАНИЕ
5.Г, Вырезка-пробивка
ществляется
полиуретаном деталей из листа осу-
на гидравлических или специальных гидростатичес-
ких прессах.
Гидравлические
|
|
прессы
(плунжерного
‚ нащены универсальными
контейнерами,
мое давление.
типа) должны
расечитанннми
быть 0C-
нә требув-
|
В качестве
|
специальных гидростатических прессов
дуется использовать
прессы П-307
гамму
гидропрессов
ВНИИМЕТМАШ:
QRD
- 600 фирмы ASE
(давление
КПЗ98,
рекомен-
до 400 кгс/см),
15650,
КП394,
А (Швеция) с давлением
[5054 и
эластичной сре-
ды до 1000 ктс/см2.
В табл.10
приведены
гидростатических
6.
технические
характеристики
прессов.
ТЕХНИКА
6.1.
основные
Во время
БЕЗОПАСНОСТИ.
работы
на универсальном
блоке
с полиурета-
ном возможны:
— разрыв
стенки
контейнера
~ разрыв
гидросистемы
и разброс
осколков:
пресса;
травмы рук;
_
возникновение
6.2.
Причинами
= наличие
пожара.
опасности являются:
дефектов в материале
контейнера;
- гидравлический
удар в гидросистеме
~ попадание
~ заусенцы
пресса:
рук в рабочую зону блока;
и острые
кромки
на заготовках
и вырезных
шаб-
лонах;
= использование
6.3.
нагретой
оснастки
и заготовок.
Универсальный,
блок предназначен
и пробивки заготовки
в холодном
только
ДЛЯ вирезки
состоянии.К работе на ymm-
р
Таблица
|
НанменоБание
параметра
Технологическов
>-ә—-—-——_-_„_Нодеоль_
П-307
11393
15650
усилие првсса,то
Наибольшее усилие пресса, тс
Давление эластичной среды,кго/
Габариты рабочей части стола,мм
Наибольшая высота штампуемой
детали, мм
©
7 4500.
9600
400
=
1000
[200х1200
600хТІЗ
700х14
100
ў
125
150
М и
200
4
1000
15054 f QRA -600
“12000 | 7 24000
| 60000
32000
=
640
1000
1000
750х2800 1200x2000 | 1450х4300
9300
=
630
сй. бо
мм
==
100
` Количество рабечих столов, шт.
2
2
2
250
600
4
Давление жидкости в главных
|
цилиндрах пресса, кго/с
=
1000
=
1000
Хед ползуна,
` JOTAHOBOYHAA
мощность
Я
125
=
|
электро—
|привода, квт
| Габариты устаневки в плане,мм
=-
=
400
14260х8350
=
15800х8000
4000
4300
2,1
80
3,52
60
| Высота пресса,мм
7350
|
Высәта пресса над полом, M
| Масса пресса, т
=
250
|
10
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИДРОСТАТИЧЕСКИХ
ПРЕССОВ
|
1600
|
4000
2,1
130
3367015950]
10070
|
7,2
943
-
е
_
Е
версальном
чение
блоке
допускаются
и инструктаж
по технике
6.4. Контейнер
мой из пластичной
разброса
ние
блока
стали
его осколков
уста навливать
разрыва
прошедшие
специальное
обу-
безопасности.
должен
быть
(см.рис.26)
при разрыве.
контейнер
на пресс
оснащен
защитной
для исключения
Категорически
большего
ебой-
опасности
запрецается
усилия
во избежа-
стенки.
Изготовленный
пытаниях
лица,
контейнер
контейнера
должен
универсального
пройти
блока
испытание.
оператор
При ис-
должен
быть
в каске и находиться за защитной стенкой.
После
проведения
испытаний
контейнер
контролируется
на
отсутствие
трещин с помощью рентгеновской
или ультразвуковой
установок.
Результаты
испытаний
должны
быть оформлены
ветствующим актом.
На контейнер
испытания
|
должен
ежедкевно
отсутствие
Необходимо
да воздуха
оформлен
паспорт,
разрешающий
систематически
из полости
красной
проверять
контейнер
с видимых
CTO-
трещин и забоин.
На контейнере
ваны
быть
и эксплуатацию.
Необходимо
рон на
соот-
прочищать
отверстия
для выхо-
контейнера.
и защитной
обойме
должны
быть замаркиро-
краской:
максимальная
величина
давления
полиуретана;
марка и усилие пресса;
марка
стали
контейнера;
допустимая высота вырезного шаблона с заготовкой;
дата
проведения
испытания;
дата повторного
испытания,
6.5.
Рабочая
и тщательно
поверхность
очищена
от
масла,
полиуретана
должна
металлических
быть ровной
частиц,
грязи
и
Допустимое
превышать
местное
разрушение
полиуретана
не должно
5 мм.
6.6. Вырезку
гидропрессе,
полиуретаном
предназначенном
необходимо
только
осуществлять
для холодной
на
листовой
штампов ки.
Трубопроводы
ДОЛЖНЫ
нала
Установку
дует производить
6.8.
гидравлического
кожухами
гидроударе
и съем вырезного
в гидросистеме
шаблона
пресса
для защиты
персопресса.
и заготовок
сле-
пинцетом.
Запрещается
во избежание
давления
металлическими
от масла при возможном
6.7.
товок
высокого
быть закрыты
использование
воспламенения
нагретой
полиуретана.
оснастки
и заго-
Приложение
Пример расчета параметров техноло-
гического процесса и оснастки для
вырезки-пробивки
детали полиурета-
ном
І. Расчет параметров
технологичес-
кого процесса
Т.Г. Требуется рассчитать
параметры
технологического
процесса вырезки ~ пробивки полиуретаном детали,
ней на рис.
І.
показан--
|
Материал детали-ДТ6АМ,
TOEF 12592-67.
Толщина детали
Ё = 0,5 мм.
Т.2. Определяем высоту вырезного шаблона по формуле (1):
где
22
ДЕРТ (см. табл. 6),
1,3. Определяем давление
вырезки нарухного
2,5 ММ
сти
контура де-
тали,
|
Давление вырезки прямолинейного участка
контура оп-
ределяем по формуле (2):
д=
где
&.0б»
В
Н
۔
25
2,5
„кылмы,
|
б Ё = 20 кре/мм“ (ом, табл. 6).
Давление вырезки выпуклоге
` контура радиусом
криволинейного участка
Ё =55 мм определяем по формуле (4):
Рис.
I.
Деталь
712-406
52102
235
274
A
518-4846
Q
| &у
К
У
69217
у
56112
Ртемот: РАДИ? РТУ ДУ
Рис.2.
62
- АЗ,
5/75... 20
Вырезной шаблон
“жт _ LEU _
H[2R+H)
Я
|
3,91 кгс/ мм
А
2
,
М
Давление вырезки вогнутого криволинейного участка контура радиусом
Ё = 35 мм определяем
Rt
Og
g H (2R-H)
Давление
(
d >
пробивки
15?
== 127320520 _ =
2,5[235-2,5)
отверстия
_
9 И (d-t)
18:0520
d
4-
15%
А
_
2518-23) 7 4 64 K2C/MM .
) определяем по формуле
3% 6
ПЕ.
Давление
=
пробивки
05-2]
==
н
Давление
= 24 мми
р
ў
бр
_
еши
пробивки
02:20
ш;
d = 6 мм
(7):
|
= блес/им^..
прямоугольного
б = 10мм ( 6715$
1
= 18 мм |
(8):
Давление пробивки отверстия диаметром
(
(6):
415 кгб/мм*.
диаметром
) определяем по формуле
dt 6р
по формуле
отверстия
а
= 10 мм
) определяем по формуле (2):
_
2
= 4 ас MM.
прямоугольного
# =7
мм ( {4 15+
.
ААТ
) в л
2t (a+bү
,
Ма
z7
Ш
a Û
отверстия
размерами
) определя
поем
фор-
2
=%0 кёс/мм*.
Давление вырезки - пробивки детали определится из усло-
вия пробивки отверстия диаметром
d = 6 м:
9 = 5 кго/мм^.
63
1,4. Определяем припуск,
необходимый для вырезки прямо-
линейного участка контура детали,
по формуле
что подштамповал плита будет изготовлена
(14), полагая,
с пазами:
|, =3,4Н+21 =3,4°2,5+2°0,5=9,5 мм.
Определяем припуск,
необходимый
для вырезки выпуклого
| криволинейного участка контура детали радиусом
по формуле
R =55 ММ,
(15):
тан
№) (28 +) „
L aun
й 271 (8 +)
=I, 42, 5+
(2,5+0,5)'
(2°55+2,5)
с
9, З мм,
2•0,5 (55+2, 5)
1,5. Определяем размеры
заготовки:
– длина заготовки
А9=72+2*9,5=
91 мм $
– ширина заготовки
Бз=52+9,5+9,3=70,8
л 71 мм,
Т.6. Определяем радиус окружности,
заготовки:
|
„2 +(2) + 5742) -
описанной вокруг
2. Расчет исполнительных
вырезного
2.Г.
Расчет
шаблона.
исполнительных
(рис.2) производим
размеров
по формулам
размеров
вырезного
(18-2Т).
Для сплава ДІбАМ толщиной 0,5 мм отклонение
детали
от размеров шаблона
сведены
размеров
A = 0,05 мм (см.табл.7).
Расчетные значения исполнительных
шаблона
шаблона
размеров вырезного
в таблицу.
/
З„ Перечень
операций при вырезке-пробивке
полиуретаном
З.І.
уретаном
Для осуществления
необходимо
процесса
выполнить
вырезки-пробивки
следующие
поли--
операции:
нарезать заготовку;
обезжирить;
установить вырезной шаблон на подштамповую плиту;
установить
расчетный припуск
— вырезать
~ взять
заготовку
на вырезной
шаблон,
выдерживая
по всему контуру;
деталь
при
расчетном усилии
вырезной шаблон
с подштамповой
пресса
Р;
плиты,
снять
с
него деталь и отход;
~ клеймить
№ детали;
~ контроль
ОТК.
65
|
СТР А FOCI
ПРИТОМ
РОЗРРОРОР
ржет
см
о
LOLI
OL
ару
|
ие
ENED MATION
Au :4-4- 24
ЖҮP4177
к
РТ
|
ео
ЧЕ
ч,
осуу?
GEOG
2 a
|
к о
©,<
3.5.
лә
Рија
Q
ч, М <
ү,
у:
N
27922.
Jerga ЁЁ. рау
EN
8
TASI
55
„лиле
ON?
ORY РР
OO
379
27- 28 4.77175 | 279
№ 5©
EA T
gibug Ре
ы
СВ
IZE
$8
ШЕН
|
2
НЯ
<
à
с N
|
ЛИТЕРАТУРА
Г. Комаров А.Д.,
пах.
Татко В.М.
"Кузнечно-штамповочное
2„ Комаров
"Изобретатель
А.Д.
уретаном.
А.Д.
ЛДНТП,
производстве.
Штамповка
ребра,
1970,
полиуретана
в штам-
1969, №.
контур
за один
удар.
№ 6.
листовых
и трубчатых деталей
поли-
1975.
4. Ходырев В.А.
Применение
Пермское
5. Комаров А.Д.
штамповочное
производство",
Отверстия,
и рационализатор",
3. Комаров
Применение
книжное
полиуретана
в листоштамповочном
издательство,
и др. Вырезка деталей
1973.
полиуретаном. "Кузнечно-
производство",
1972, № 6.
6. Комаров А. Д. и др. Штамповка полиуретаном из ЛИСТОВЫХ
материалов.
"Кузнечно-штамповочное
7. Сапаровский
Куйбышевское
книжное
8. Скобляков
штамповочной
C.B.,
Комаров А.Д.
издательство,
В.И.,
оснастки
производство",
1978,
и др.Штамповка
№9.
резиной.
1964.
Мазянин Ю.М.
с применением
и др. Типовые конструкции
полиуретана.
Информационный.
листок № 83 ~ 74,ЦНТИ. Ёуйбышев, 1974.
9. Скобляков
штамповки
В.И.,
листок № 89 - 75, ЦНТИ.
ІО. Комаров А.Д.
полиуретаном.
Куйбышев,
и др. Штамп для вырезки
Информационный
контейнер
для
листа.
1975.
деталей
из полосы
листок № 115 - 72, ЦНТИ.
Куйбышев,
=
II. Комаров А.Д.
лей из полосы
ЦНТИ.
Универсальный
полиуретаном деталей сложных форм из стального
Информационный
1972.
Мазянин Ю.М.
Куйбышев,
полиуретаном.
штамп для вырезки
Информационный
gera-
листок№ 150 - 72,
1972.
I2. Комаров А.Д.
' листовых
и др. Универсальный
деталей.
и др. Применение
Информационный
листок
полиуретана
для вырезки
№ 214 ~ 73, ЦНТИ,
Куйбышев,
1973.
67
|
ІЗ. Комаров А.Д.
подписей
шев,
и рельефа.
Информационный
полиуретана
для чеканки
листок № 156 – 75, ЦНТИ,
Куйбы-
1975.
14. Комаров А.Д.
Авторское
и др. Штамп для штамповки
эластичной
средой.
свидетельство № 437554.
15.
ными
и др. Ёрименение
Исаченков Е.И,
средами.
и др. Пробивка
"Кузнечно-штамповочное
® 16. Расчеты на прочность
Под редакцией
17. Механические
д-ра
металла
производство",
в машиностроении.
техн.наук
свойства
листового
эластич-
1972, № Т.
Т.2.М.,
Машгиз,
1958,
С.Д.Пономарева.
машериалов
под высоким
давлением.
Сб. статей. Вып, І, 2.М., Мир, 1973.
18: Марочник
стали
для машиностроения.
Изд.
2-е, исправленное.
ОМТРМ 0056-002-69. M., НИИИнформ по машиностроению, 1969.
19. Бутузов В.А. Специальные
20. Романовский В.П.
виды штамповки,
M., 1963.
Справочникпо холодной штемповке.
Л.,
1971.
ет. Сборник правил
М., Недра",
22.
и
и руководящих
материалов
1974.
Отражение
технологической
требований
документации.
безопасности
по котлонадзору.
|
в конструкторской
Методические
материалы.
НИАТ, 1974.
`
en
ree
та
mane
ae
а.
^an
ч-н
a
па.
v
ча
СОДЕРЖАНИЕ
о
1. Вырезка детали из листа и пробивка отверстий полиуретаном
.
o
o
o
a
o
e
ое
Т.Г.
Сущность
процесса.
1.2.
Технологические
І.З.
Параметры процесса
o
е
о
ө
ө
ө
ooo
e o • o o o « oo
возможности
. ee
•
процесса
o
. e
. . . . .
1.4. Точность вырезаемых деталей.
1.5. Возможные
o
oo
e e eooo
дефекты на детали и способы их
устранения
е
•
°
Ф
е
Ф
e
е
е
Вырезка группы деталей из листа.
Вырезные шаблоны
ә
@
e
е
o
o
. o o o o o
. o o o • o o o o o o o o o
4. Универсальные
блоки... e > o o o o o ooo
4.1.
Конструкции
4.2.
Расчет
универсальных
исполнительных
универсального
4.3.
Расчет
блоков....
размеров деталей
блока...
контейнеров
ооо
на прочность
....
Ф
4.4. Технические условия на изготовление деталей
универсального
4.5.
блока
. e ə
o o o o o o o
Материалы деталей универсальных
5. Оосрудованив
2 s-s
со o os
` 6. Техника безопасности...
ве
блоков
то ве
o e o eese
.
•
Ф
4 » es
ooo
каје
салва
сиве
ананас
лана
ла
п
оа
———
a
———-————————_
——
стао
a
69
ПРИЛОЖЕНИЕ.
Пример
расчета параметров
технологичес-
кого процесса и оснастки
для вырезки-
пробивки детали полиуретаном
1. Расчет
параметров
технологического
2. Расчет
исполнительных
размеров
MATOS
3. Перечень
уретаном
61
процесса
61
вырезного
ай
операций при вырезке-пробивке
©
Литература
_ 70
. o o
e
е
ө
ә
°
°
ә
о
ө
ө
e
•
С]
•
•
ө
ө
•
©
©
ө
Ф
е
о
е
©
полие
o
Ф
•
o
Ф
|
•
е
65
66
Редактор
——_——
medar:
Отв.редэктор
Н.А.Смирнова
IARD aue oag E
Ө
сад а
орион они
В.И.БУНИН
Техн.редактор
повеља пиле соса и mso Сото mas ang onome
волоса єсє ө e
cman (ВРШЕЊЕ
Л.В.Синицына
Т-05006 Подп. в печ„10/П-1977г.
Печ.л. 4,5 + 5 вкл=5,25
‚Формат 60х90/16 Цена 67 коп. Тирәк 350 экз. Зак. 504
_
Типография
we uan CE сыз шып со дэ Can on чер n
mo ooo рыр
ШАТ
=!
|
+
-
њї
.
Е
.
x
ә
~
-
и
.
.
а
~
٠
`
-
E
_
Фы
=
=>
è
==
„Аш
ис“
=
ЭЛ»...
У
*
+
Э
—
-
Pr
.
У
.
-
уеж
>
= ?4 ~ .
%
+
А
Ф4 ~
.
e~ыЕУ
„
т
*
А
é
>
a
Оы
>
Н
.
У
ры
БА~
ат
а—
..
„-
~
= “==
*
я
О"
.
»
Е
А"
ИР
=
РЕ
ђ
Ра
»
»
„
2|
ГА
хл
(~
——
]g
а
и
ب
= кты Ее ھو
И
~
چچнане
>
=
Е
А
Е
à
+
03
Ц
Џ
<= 25.
s
؟
-__
~
%12
=
ш
حس
ид
<
==
"а
а
-
Л
س
ص
5
5
~~
چЕТЕН
ےچ
ے
=
7
8
9`
x
)
دة
с
=
~
a
Чы
«~
№,<.
б
е
i
А
ت
—
*
Se
ме
тајнеD
&
\
Элеу
Р? a
ر
X
=
чү
E£
2ا
~
<
=
я
= —
УВ
5
-
+
›
94
+
^ E
~