/
























































Tags: сварка практическое пособие



Text
СОДЕРЖАНИЕРЕКОМ ЕНПЛ11ИИ по использованиюнастоящего пособия приведенына 3-й странице обложкиРУЧНАЯ ЭЛЕКТРОСУГОПАЯ СВАРКАСВАРОЧНАЯ ЛУГА 1-5Возникновение дуги. Схема горения, про¬
исходящие процессы. Строение, мощ-
щность. Классификация. Причины откло¬
нения. Вольтамперные характеристикиОБОРУЛОВАНИЕ 6-10Трансформатор. Преобразователь. Сва¬
рочный агрегат. Генератор. Выпрямитель.
Инверторные источники питания. Баллас¬
тный реостат. Осциллятор. Сварочный постСТАЛИ ЛЛЯ СВАРКИ 11-12
КОНСТРУКЦИЙКлассификация. Стали углеродистые.
Обозначения легирующих добавок.
Стали низко- и высоколегированные.
Стали арматурныеФИЗИЧЕСКИЕ 13-15
ПРОЦЕССЫТермический цикл и характеристики
участков. Напряжения и деформации
при сварке. Свариваемость сталейЭЛЕКТРОЛЫ 16-17Классификация по различным парамет-
рам. Условные обозначенияСВАРНЫЕ СОЕПИНЕНИЯ 18-22
И ШВЫТипы соединений. Классификация швов
по различным параметрам. Геометричес¬
кие характеристики и обозначения швовТЕХНОЛОГИЯ 23-29
Разделка кромок. Типы и элементы свар¬
ных соединений. Сборка под сварку. Ре-
жимы. Влияние сварочного тока, напря¬
жения и скорости сварки. Швы различ¬
ной длины. Сварка толстостенных кон¬
струкцийТЕХНИКА 30-36
Зажигание дуги. Угол наклона электро¬
да и изделия. Манипулирование электро¬
дом. Выполнение сварных швов и соеди¬
нений. Высокопроизводительные спо¬
собы сваркиГАЗОВАЯ СВАРКА, 1. - S . *СВАРОЧНОЕ ПЛАМЯ 37Строение. Виды. Температура и
мощность пламениОБОРУДОВАНИЕ 38-41Ацетиленовый генератор. Предохрани¬
тельные затворы. Газовые баллоны.
Редукторы и рукава. Инжекторная и
безынжекторная горелкиТЕХНОЛОГИЯ 42-43Подготовка кромок. Режимы. Выбор
тепловой мощности пламени. Опреде¬
ление вида пламени и диаметра при¬
садочной проволокиТЕХНИКА 44-50Проверка горелки перед работой. За¬
жигание горелки. Правый и левый спо¬
собы сварки. Положение мундштука.
Выполнение швовСВАРКА51-55МЕТАЛЛОКОНСТРУКШ1ПБалки. Стойки. Фермы. Листовые кон¬струкции. ТрубопроводыОЕФЕКТЫ СВАРНЫХ ШВОВ 56П ИХ ПРИЧИНЫКратеры. Поры. Включения шлэка.
Несплавления. Подрезы. Непровар
СВАРОЧНАЯ ПУГЛ
ВОЗНИКНОВЕНИЕКороткое Образование прослойкизамыкание из жидкого металлаX JLОбразованиешейкиВозникновениедугиОсновнойметаллI Электродвнойалл <-СХЕМА ГОРЕНИЯЭлектродКатодное
пятноГазовоеоблакоСварочнаяваннаСвариваемый металлКратер' Анодное
пятноПРОЦЕССЫЭМИССИЯ-
появление электронов
проводимостиИОНИЗАЦИЯ-
образование положи¬
тельно заряженных
частицРЕКОМБИНАЦИЯ-
объединение отрица¬
тельных электронов
и положительных ионов
в нейтральные атомыСТРОЕНИЕ И ХАРАКТЕРИСТИКИйк - катодная область- аноднаа область
столб дуги
Сд - длина дуги(Zd = йа ~f~ в.к ~h ёстРч — — Ю 5 -^10 3 СМ,ТЕПЛОВАЯ МОЩНОСТЬ ДОГИQ = 0,24/; lCB Ufl ,где Q - тепловая мощность, кал/с;0,24 - коэффициент перевода элек¬
трических величин в тепловые, кал/Вт ■ с;к - коэффициент снижения мощнос¬
ти дуги при сварке на переменном токе
(0,7-0,97);1СВ - сварочный ток, А;Uд - напряжение на дуге, В
КЛЛССПФПКЛШ1Я СВАРОЧНОЙ ПУГПпо подключению к ИСТОЧНИКУ ПИТАНИЯ
Прямого действия Косвенного действия КомбинированнаяЭЛЕКТРОДОМ И ИЗДЕЛИЕМ
ИСПОЛЬЗУЕТСЯ:• при дуговой сварке покры¬
тыми электродами• при сварке неплавящимся
электродом в защитных газах• при сварке плавящимся эле¬
ктродом под флюсом или в
защитных газахДУГОВОЙ РАЗРЯД - МЕЖДУ
ДВУМЯ ЭЛЕКТРОДАМИИСПОЛЬЗУЕТСЯ:• при специальных видах
сварки и атомно-водородной
сварке и наплавке0ДВА ДУГОВЫХ РАЗРЯДА-
МЕЖДУ ЭЛЕКТРОДАМИ
И ИЗДЕЛИЕМ, АТРЕТИЙ-
-МЕЖДУ ЭЛЕКТРОДАМИИСПОЛЬЗУЕТСЯ:• при сварке спиралешовных
труб на станках автоматичес¬
кой сварки под флюсомПО ПОЛЯРНОСТИ ПОСТОЯННОГО ТОКАПрямая ОбратнаяТд = 4000° СТк=3000° СПри обратной полярности температура на
поверхности металла ниже. Используют при
сварке тонкой или высоколегированной сталиПО ПРИМЕНЯЕМЫМ ЭЛЕКТРОДАМПри плавящемся При неплавящемсяэлектроде электродеПО СТЕПЕНИ СЖАТИЯ ДУГИСвободная СжатаятГ-ЛПО ДЛИНЕ2 “ 4 короткая
4 “ 6 нормальная
свыше 6 длинная
ПРИЧИНЫ ОТКЛОНЕНИЯ АУГИфПри несимметричном
относительно дуги под¬
воде тока к изделию дуга
из-за воздействия магнит¬
ных голей искривляется
^Отклонение дуги может
быть вызвано также при¬
сутствием ферромагнит¬
ных масс вблизи сварки
Г. Из-за этого стабильность
горения дуги нарушается,
затрудняется процесс сваркиОтклонение влевоМАГНИТНОЕ ДУТЬЕНормальное положение дугиМЕРЫ
ПРЕДОТВРАЩЕНИЯСварка короткой дугой0 Подвод сварочного тока в
точке, максимально близкой
кдугеф Изменение наклона элек¬
тродаф Размещение у места сварки
компенсирующих ферромагни¬
тных массФ Использование трансформа¬
торов или инверторных источни¬
ков питанияДействие
ферромагнитной массы0 +v.НЕСИММЕТРИЧНОСТЬ
ОБМАЗКИ
("КОВЫРЯНИЕ" ЭЛЕКТРОДА)ХИМИЧЕСКАЯ
НЕОДНОРОДНОСТЬ
СВАРИВАЕМОМ СТАЛИ..МЕРЫ ПРЕДОТВРАЩЕНИЯ
ф Изменение угла наклона электрода ф Использование стабилизаторов дуги
к изделию Ф Изменение угла наклона электрода
ф Сварка короткой дугой к изделию
ф Применение инверторных источни- ф Применение источников переменного
ков питания тока и инверторных
Ud2 ВОЛЬТАМ ПЕРИ ЫЕ ХАРАКТЕРИСТИКИ ПУГИВнешняя вольтамперная характеристика
источника питания (ВАХ ИП)180 210 240 270 300 !,А
Диапазон регулирования
режима сварки при изме¬
нении длины дугиAi; Аг - рабочие точки
Udi; Ud2 - напряжения на дуге
Icbi; 1св2 - сварочный ток
Uхх - напряжение холостого
хода источника питания
1кз - ток короткого замыкания1,АСООТВЕТСТВИЕ ВЫБРАННОГО ИСТОЧНИКА ПИТАНИЯ
ВОЛЬТАМПЕРНОЙ ХАРАКТЕРИСТИКЕ СВАРОЧНОЙ ДУГИСООТВЕТСТВУЕТ / НЕ СООТВЕТСТВУЕТВольтамперная
характеристика дугиВнешняя вольтамперная характеристикаисточника питания |Кругопадающая | ПологопадающаяЖесткаяВозрастающая 1ПадающаяЖесткаяВозрастающая
ВНЕШНИЕ ВОЛЬТЛМПЕРНЫЕ ХАРАКТЕРИСТИКИ
ИСТОЧНИКОВ ПИТАНИЯ ДУГИи,вНапряжение
холостого хода U ххНапряжение
холостого хода U хх QЖесткая/ПологопадающаяТоккороткогозамыканияТоккороткогозамыканияI, АСТАТИЧЕСКАЯ ВОЛЬТАМ ПЕР 11АЯ ХАРАКТЕРИСТИКА
сварочной дугиПАДАЮЩАЯ. С увеличением
тока напряжение резко па¬
дает , так как увеличивается
площадь сечения столба дуги
и его электропроводностьЖЕСТКАЯ. С увеличением
тока напряжение почти не
изменяется, так как площадь
сечения столба дуги увеличи¬
вается пропорционально токуВОЗРАСТАЮЩАЯ. С увеличе¬
нием тока напряжение возрас¬
тает, т.к. площад! катодного пят¬
на не увеличивается из-за ог¬
раниченного сечения электрода
СВАРОЧНЫМ ТРАНСФОРМАТОРЗамкнутый ма. лито-
провод(сердечник)РукояткаРым-болт_ РучкаЗажим для <
присоединения
проводов N.сварочной цепиКорпусЖалюзи для
охлажденияКрышка корпусаВертикальный винт
с ленточной резьбойХодовая гайка винтаВторичная обмотка
тра нсформатораПервичная обмотка
траксфо рматораФОРМИРОВАНИЕ ПАОАЮШЕЙ ХАРАКТЕРИСТИКИТрансформатор с нормальным
магнитным рассеянием и отде-Трансформатор с увеличенным
магнитным рассеянием и под¬
вижными катушкамиРЕГУЛИРОВАНИЕ СВАРОЧНОГО ТОКАСтупенчато: за счет переключения числа
витков первичнои и вторичной обмотокПоследовательное
соединениеобмотокПлавно: за счет изменения зазора в ка¬
тушке дросселя или между обмоткамиПараллельное
соединение
обмотокрегулирования
Диапазонплавногореостатом RРегулирование
переключателем ПИСТОЧНИКИ ПИТАНИЯ ПОСТОЯННОГО ТОКА
СВАРОЧНЫЙ ПРЕОБРАЗОВАТЕЛЬПреобразует механическую энергию электро¬
двигателя в электрическую напряжением и ди¬
апазоном токов, необходимыми для сварки1. Медные пластинки>ллектора2. Щетки генератора3. Регулировочный
реостат4. Распределительное
устройство5. Зажимы6. Вольтметр7. Век. -лятор8. Трехфазный асин¬
хронный двигатель9. Тяга10. Магнитные полюсы11. Корпус12. ЯкорьКонструктивно состоит из трехфазного
электродвига г ел г и сварочного генера¬
тора с независимым возбуждениемСВАРОЧНЫЙ АГРЕГАТСВАРОЧНЫЙ ГЕНЕРАТОРЯвляется составной частью сварочных преобразователей и сварочных агрегатовС независимым возбуждением С самовозбуждениемПреобразует механическую
энергию двигателя внутрен¬
него сгорания(бензинового
или дизельного) в электри¬
ческую напряжением и ди¬
апазоном токов, необходи¬
мыми для сварки1.Генератор2. Двигатель3. Регулятор скорости
вращения4. Бакс горючимКонструктивно состоит из дви¬
гателя внутреннего сгорания и
сварочного генератора с само¬
возбуждениемОН - обмотка намагничивающая
ОР - обмотка размагничивающаяФн - магнитный поток намагничивающей обмотки
Фр - магнитный поюк размагничивающей обмотки
СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬВыпрямительный блок состоит из силовых
диодов. Регулировка режимов сварки ком¬
бинированная: ступенчатая за счет перек¬
лючения обмоток со "звезды" на "треуголь¬
ник" и плавная за счет изменения зазора
между обмотками трансформатораосетьи,вВыпрямительный блок состоит из тиристо¬
ров. Регулировка режимов сварки комби¬
нированная: ступенчатая за счет переклю¬
чения обмоток со "звезды" на "треуголь¬
ник" и плавная блоком управленияRПлавная за счет
зазора ДПреобразует переменный ток промышленной частоты в постоянный напряжением
и величиной, необходимыми для сварки. Конструктивно состоит из трансформатораи выпрямительного блока1. Выпрямительный блок2. Выдвижные ручки3. Предохранители4. Блок аппаратуры5. Вентилятор6. Ветровое реле7. Силовой трансфор¬
матор8. Вторичная обмотка9. Первичная обмотка10. Амперметр11. Лампа12. Кнопки выключателя13. Скобы14. Рукоятка регулирова¬
ния тока15. Переключатель диа¬
пазонов тока16. Шины заземления
обратного провода17. Токовые разъемы18. Болт заземления19. Штепсельный разъем
для подключенияк сетиНЕУПРАВЛЯЕМЫЙ ВЫПРЯМИТЕЛЬ УПРАВЛЯЕМЫЙ ВЫПРЯМИТЕЛЬ1,А1. Вторичная обмотка2. Ходовой винт3. Сердечник
трансформатора4. Первичная обмоткаСТ - сварочныйтрансформатор
ВБ - выпрямительный
блокБУ - блок управления
БЗН - блок задания
напряженияПлавная за
счет БУ
ИНВЕРТОРНЫЕ ПСТОЧНПКП ПИТАНИЯПереключатели диапазоновсварочного тока |—^F==—IВыключатель Я Плавная с
питания I регулировка
- . I сварочного токаЖПреобразуют переменное напряжение
сети в напряжение и ток для сварки-еьзГ)+и,вКлеммы подключения
сварочных кабелейI и|иииtНа-/ьf~\ /^\1^VVYW¥V4нвинТрНВ - низкочастотный
выпрямитель
ИН - инвертор
Тр - трансформатор
ВВ - высокочас! отный
выпрямитель
Rui - шунтБУ - блок управления\ВВ~Л.1БУRm1св,иДТЕХНОЛОГИЧЕСКИЕПРЕИМУЩЕСТВА1. Минимальное разбрыз¬
гивание2. Сварка короткой дугой3. Сварка плохо свариваю¬
щихся сталей4. Минимальный перегрев
изделия5. Высокие характеристики:- КПД=95-9Й%- cosip=1,0- высокое быстро¬
действиеПОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
БАЛЛАСТНЫЙ РЕОСТАТФормирует падающую вольтамперную характерис¬
тику источника питания. Ступенчато регулирует
режим сварки. Компенсирует постоянную сос¬
тавляющую тока при сварке от трансформатораv:1ОШПЛПЯТОРОбеспечивает бескон-
тактное зажигание
дуги и стабилизирует
ее горение при сваркеСЗгитщш Ш ^•1\\1. Корпус2. Тумблеры
диапазонов
регулирования3. Рубильники
секций соп¬
ротивления4. Клеммы для
сварочного
кабеля5. Секции них-
ромовой про¬
волоки или
лентыС1П1Состоит из набора нихромовых проволок различ¬
ного сопротивления, соединенных параллельноПЗФ - помехозащит- 1*“2> С4
ныи фильтрП1 - сетевой предох¬
ранительП2 - предохранитель
тоансформатора Тр2Тр1 -трансформатор,
повышающий напря¬
жение до 3-10 кВР, С5, Тр2 - колебатель¬
ный контур, повыша¬
ющий частоту до
200-400 кГцС6 - фильтр низких
частот■\алгТр1=ZC5JТр2:С6П2
ОБОРУДОВАНИЕ СВАРОЧНОГО ПОСТАэлЕктРоаоаЕРжлтЕлп□=ЭПассатижныиВинтовомСОЕДИНИТЕЛЬНАЯ МУФТАSO{(\чЛ1нКлиновойтокопоявоаяшиЕЗАЖИМЫ± чР—-LojlБ ы стро д е й ству ющий
пружинныйСВАРОЧНЫЙ кабельмарок ПРГ, ПРГД, КРПП, КРПГСварочный
ток, А100200300400500Сечение
провода, мм'1025355070с=ри/Лт5С винтовой
струбцинойхотПриваренный
к столуОГРАЖДЕНИЕ
СВАРОЧНОГО ПОСТА1,8 м1. Стальные
или асбестс
вые листы 2. Занавески005м изе^ента
’ с огнестои-кой пропит¬
кой
СТАЛИ АЛЯ СВАРКИ КОНСТРУКЦИИКЛАССИФИКАЦИЯСодержание углерода, %Содержание легирующих
Элементов, %НизкоуглеродистыеДо 0,250УГЛЕРОДИСТЫЕСреднеуглеродистые0,25 - 0,60Высоко у гл еро д и ст ые0,6-2,00 ]НизколегированныеДо 2,5ЛЕГИРОВАННЫЕСреднелегированныеРАЗЛИЧНО2,5-10,0Высоколегированные'Более 10,0СТАЛЬ УГЛЕРОаПСГАЯ ОБЫКНОВЕННОГО КАЧЕСТВА (ГОСТ 380-71*)_ _ Согласно СНиП 11-23-81 для сварки конструкций используютсяПодразделяется на 3 группы м _Гтолько стали группы В с номером марки 3ГРУППАМАРКА СТАЛИМАРКА% углеродаПредел прочности, МПаАСтО, Ст1, Ст2,
СтЗ, Ст4, Ст5, СтбВСт 3 кп0,14-0,22360 - 460ВСт 3 пс370 - 480ББСтО, БСт1, БСт2,
БСтЗ, БСт4, БСт5ВСт 3 сп380 - 500ВСт 3 Гпс370 - 490ВВСт1, ВСт2,
ВСтЗ, ВСт4, ВСт5ВСт 3 Гсп390 - 570кп-клиящая, пс-полуспокойная сп-спокойная, Г~с содержанием марганца до 1 %СТАЛЬ УГЛЕРОаПСТАЯ КАЧЕСТВЕННАЯ КОНСТРУКЦИОННАЯОбозначается цифрой, соответствующей % содержания углерода в сотых долях (ГОСТ 1050-74)МАРКА% УГЛЕРОДАПредел прочности. МПа15Г0,12-0,1941020Г0,17-0,2443025Г0,22 - 0,30460зог0,27 - 0,3554035Г0,32 - 0,40600 - 72040Г0,37 - 0,45790 - 82045Г0,42 - 0,50780-1310МАРКА% УГЛЕРОДАПредел прочности, МПа05кпНе более 0,0632008кп,080,05-0,12330Юкп, 100,07-0,1434015кп, 150,12-0,1938020кп, 200,17-0,24420250,22 - 0,30460300,27-0,35470350,32 - 0,40530400,37 - 0,45570450,42 - 0,50600БУКВЕННЫЕ ОБОЗНАЧЕНИЯхимических элементов, используемых как легирующие добавкиNNbWМпСиSeАзот| АНиобийБВольфрамВ1 МарганецГМедьД: СеленЕСоМоNiРВ6i IКобальтКМолибденМНикельНФосфорПБорРКремнийСTIСVСгZrAIТитанТУглеродL уВанадийФХромX> ЦирконийЦАлюминийЮ|
СТАЛЬ НИЗКОЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ (ГОСТ 19282-73)Первые две цифры означают содержание
углерода в сотых долях процента. Цифры
после букв - содержание легирующего
элемента в %. Отсутствие цифры после
буквы указывает, что данного элемента
содержится около 1%МАРКА%с%Si%Мп%Сг%Ni%СиПредел прочности. МПа09Г20,120,371,80,30,30,344009Г2С0,120,71,70,30,30,349614Г20,12-0,180,371,60,30,30,346010Г2С0,121,11,650,30,30,349015ХСНД0,12-0,180,70,70,90,60,4490-68710ХСНД0,121,10,80,90,80,6530-68717ГС0,14-0,200,61,40,30,30,351017Г1С0,15-0,200,61,60,30,30,351017Г1С-У0,15-0,200,61,550,30,30,3510-628СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ (ГОСТ 5632-72)КОРРОЗИОННОСТОЙКИЕ обла¬
дают стойкостью против различных
видов коррозииЖАРОСТОЙКИЕ - стойкие против
химического разрушения поверхнос¬
ти в газовых средах при t> 550 °С.
Работают в ненагруженном или сла-
бонагруженном состоянииЖАРОПРОЧНЫЕ работают в нена¬
груженном или слабонагруженном
состоянии при высоких Iе в течение
определенного времени. Достаточно
жаростойкиМАРКАПредел
прочности,МПаМАРКАПредел
прочности, МПаМАРКАПредел
прочности,МПа12Х18Н953012МХ42008X15М24В4ТР88012X18Н9Т53012Х1МФ480ХН70Ю88017Х18Н958825X1МФ900ХН35ВТЮ93008X22H6T58825Х2М1Ф800ХН70ВМЮТ98020X2GH14C263025ХЗМВФ900ХН77ТЮР1080ЛЕГИРОВАННЫЕ СТАЛИ
ИМЕЮТ
БУКВЕННО- ЦИФРОВОЕ
ОБОЗНАЧЕНИЕКЛАСС СТАЛИМАРКА СТАЛИПредел
прочности, МПаДиаметр
стержня, ммA-IСтЗкп, СтЗпс, СтЗсп, СтЗГпс3735,5-40A-IIСт5сп, Стбпс, 18Г2С42010-80Ас-llюгт44110-32A-III35ГС,25Г2С,32Г2Рпс5606-40Ат-ШсСт5сп, Ст5пс5906-40A-IV80С, 20ХГ2Ц88310-32At-IV20ГС78010-40At-IVc25Г2С, 35ГС, 28С, 27ГС78010-40At-IVk10ГС2, 08Г2С, 25С2Р78010-32А-V23Х2Г2Т103010-32Ат-V20ГС, 20ГС2, 10ГС2, 08Г2С, 25Г2С, 28С и др.98018-32At-Vk35ГС,25С2Р98018-32A-VI22Х2Г2АВ , 22Х2Г2Р, 20Х2Г2СР123010-22A-VII30ХС21370-142010-32
ТЕРМИЧЕСКИЙ НИКЛ1. Наплавленный металл2. Участок неполного расплавления3. Участок перегрева4. Участок нормализации5. Участок неполной
перекристаллизации1500-
1400-
1300
1200
11001000
.900800 Ч700Участок рекрис¬
таллизации 6007. Участок 500
синелом¬
кости 400300-200-100-Qс<hоОС<ноdоCLш>о*соХАРАКТЕР И СТП КП УЧАСТКОВ№СТРУКТУРА МЕТАЛЛАТемпература,°СШирина, мм1Столбчатая, литая, с пониженными механическими свойствами1530±51 2 ширина шва2Рост зерна, образование игольчатой структуры с повышенное
хрупкостью1530-14700,1-0,43Крупнозернистое стр оение с пониженной ударной вязкостью
и пластичностью1470-11003-44Измельчение зерна, повышение механических свойств1100-8800,2-4,05Смешанное строение из мелких и крупных зерен с пониженными
механическими свойствами880-7200,1-3,06Восстановление формы и размеров зерен металла720-ЬЮ0,1-1,57Структурных изменений не имеет5I0-2000,8-12
НАПРЯЖЕНИЯ И «ДЕФОРМАЦИИ СВАРНЫХ КОНСТРУКЦИЙОСНОВНЫЕ ПРИЧИНЫ ДЕФОРМАЦИИ# неравномерный нагрев металла# литейная усадка расплавлен¬
ного металлаф изменения в структуре металлаПри наплавке валика па кромку полосы
валик и нагретая часть полосы расши¬
ряются и растягивают холодную часть по¬
лосы, создавая в ней растяжение с из¬
гибом. Сам же валик и нагретая часть поло¬
сы будут сжаты, поскольку их тепловому
расширению препятствует холодная часть
полосы. Полоса прогнется выпуклостью
вгеох. При остывании валик и нагретая
часть полосы, претерпев пластические
деформации, будут укорачиваться, но
этому снова воспрепятствуют слои хо¬
лодного металла. Валик и нагретая часть
полосы будут стягивать верхние волокна,
и полоса прогнется выпуклостью внизНЕРАВНОМЕРНЫЙ нагрев металлаНагретая
зона6т - напряжение текучести, © - растяжение, О - сжатие
ЛИТЕЙНАЯ У САЛКА РАСПЛАВЛЕННОГО МЕТАЛЛАПродольныеУсадка происходит при ос¬
ты ван мм металла. Металл
становится более плотным,
его объем уменьшается, и в
сварном соединении воз¬
никают внутренние напряже¬
ния. Из-за продольных нап¬
ряжений изделие коробится
в продольном направлении,
а поперечные приводят, как
правило, к угловым дефор-
мациям-короблению в сто¬
рону большего объема рас¬
плавленного металлаРЕФОРМАЦИИ ОТ ПОПЕРЕЧНОЙ УСАДКИДО СВАРКИ ПОСЛЕ СВАРКИДЕФОРМАЦИИ
ОТ ПРОДОЛЬНОЙ
УСАДКИ
СВАРИВАЕМОСТЬ СТАЛЕЙСВАРИВАЕМОСТЬ - способность мета¬
ллов образовывать качественное свар¬
ное соединение, удовлетворяющее эк¬
сплуатационным требованиямЭКВИВАЛЕНТНОЕ СОДЕРЖАНИЕ УГЛЕ¬
РОДА Сэк - количественная характерис¬
тика свариваемости. Она определяется
по формуле:Оэк = СMn Cr + Mo + V Ni + Си15где С - содержание углерода, %;Мп, Сг... - содержание легирующих элементов, %ГРУППАСВАРИВАЕМОСТИСэк, %МАРКИ СТАЛЕЙУглеродистыеЛегированныеВы соко леги рова иныеIХорошаяДо 0,25
вклВСт1; ВСг2;
ВСтЗ; ВСт4;
Стали 08;
10; 15; 20; 2515Г; 20Г; 15Х; 15ХА;
20Х; 15 ХМ; 20ХГСА;
10ХСНД; 10ХГСНД;
15ХСНД08Х20Н14С2;
20Х23Н18;
08X18Н10;
12X18Н9Т;
15X5IIУдовлет¬ворительнаяСвыше 0,25
до 0,35
вклВСт5;
Стали 30; 3512ХН2; 12ХНЗА;
20ХНЗА; 20ХН;
20ХГСА; ЗОХ
ЗОХМ; 25ХГСА30X13; 12X17;
25X1ЗН2IIIОграниченнаяСвыше 0,35
до 0,45
вклВСтб
Стали 40; 4535Г; 40Г; 45Г; 40Г2;
35Х; 40Х; 45Х;
40ХМФА; 40ХН;
ЗОХГС; ЗОХГСА;
35ХМ; 20Х2Н4МА17X18Н9; 12Х18Н9;
36X18Н25С2; 40Х9С2IVПлохаяСвыше 0,45Стали 50; 55;
60; 65; 70; 75;
80; 8550Г; 50Г2; 50Х;
50ХН; 45ХНЗМФА;
ХГС; 6ХС; 7X340X10С2М; 40X13;
95X18; 40X14Н14В2М;
40X10С2МГРУППАСВАРИВАЕМОСТИУСЛОВИЯ СВАРКИIБез ограничений, в широком диапазоне режимов сварки независимо от
толщины металла, жесткости конструкций, температуры окружающей средыIIСварка только при температуре окружающей среды не ниже - 5 °С,
толщине металла менее 20 мм при отсутствии ветраIIIСварка с предварительным или сопутствующим подогревом до 250 °С
в же стком диапазоне режимов сваркиIVСварка с предварительным и сопутствующим подогревом,
термообработкой после сварки
КЛАССИФИКАЦИЯ ПОКРЫТЫХ ЭЛЕКТРОНОВПО НАЗНАЧЕНИЮОБОЗНАЧЕНИЕСварка углеродистых и низколегированных сталей
конструкционных с временным сопротивлением
разрыву до 600 МПа9 типовЭ38, Э42, Э42А, Э46,
Э46А, Э50, Э50А, Э55, Э60УСварка легированных конструкционных сталей с вре¬
менным сопротивлением разрыву свыше €00 МПа5 типовЭ70, Э85, Э100, Э125, Э150ЛСварка легированных теплоустойчивых сталей9 типов
Э09М, Э09МХ и др.тСварка высоколегированных сталей с особыми
свойствами49 типов
Э12Х13,Э06Х13М, Э10Х17Т и др.вНаплавка поверхностных слоев с особыми
свойствами44 типа
Э10Г2, Э11ГЗ, Э16Г2ХМ и др.иПО ВИДУ ПОКРЫТИЯОБОЗНАЧЕНИЕСварка во всех пространственных положениях постоянным
и переменным током. Не рекомендуется для сталей с повы¬
шенным содержанием серы и углерода. Недостаток: возмо¬
жны трещины в швах, сильное разбрызгиваниеКислыеАСварка во всех пространственных положениях постоянным
и переменным токомРутиловыеРСварка постоянным током обратной полярности во всех про¬
странственных положениях металла большой толщиныОсновныеБСварка во всех пространственных положениях постоянным
и переменным током. Целесообразны на монтаже. Не допус¬
кают перегрева. Большие потери на разбрызгиваниеЦеллюлозныеиСварка конструкций и трубопроводов во всех положениях
шва, кроме потолочного, при низком расходе на 1 кг нап¬
лавленного металлаСмешанноготипаРИЖ**С железным порошкомПО РОДУ И ПОЛЯРНОСТИ
СВАРОЧНОГО ТОКАПеременный ток
(Uxx, В)Постоянный ток
(полярность)Обозна¬чениеНе применяетсяобратная050 ± 5любая1прямая2обратная370±10любаяпрямая5обратная690± 5любая7прямая8обратная9ПО ДОПУСТИМЫМ
ПРОСТРАНСТВЕННЫМ ПОЛОЖЕНИЯМ ШВАДля сварки во всех положениях1Для сварки во всех положениях,
кроме вертикального сверху вниз2То же, кроме вертикального
сверху вниз и потолочного3Для швов нижнего
и нижнего " в лодочку"4
КЛАССИФИКАЦИЯ ПОКРЫТЫХ ЭЛЕКТРОДОВПО ТОЛЩИНЕ ПОКРЫТИЯОБОЗНАЧЕНИЕС тонким покрытиемD/d ^ 1,2мСо средним покрытием1,2 < D/d *51,45сС толстым покрытием1,45 < D/d $1,8£1С особо толстым покрытиемD/d >1,8ГIДля сварки нижних швов
ОСНОВНЫЕ ТППЫ СВАРНЫХ СОЕППНЕИППУГЛОВЫЕТАВРОВЫЕСТЫКОВЫЕБез скоса кромокБез скоса кромокТОРЦОВЫЕНАХЛЕСТОМ НЫЕБез скоса кромокV - образный скос кромокКриволинейный скос кромокX - образный скос кромокСо скосом одной кромки
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВВЫПУКЛЫЕПО ВНЕШНЕМУ виауНОРМАЛЬНЫЕ ^ ВОГНУТЫЕ1/7 ^-<^Z 2 . Ь ^ / *• • ' J/-£{/, . •/ jid? ^ * *ПО ПРОТЯЖЕННОСТИ
ДВУСТОРОННИЕ НЕПРЕРЫВНЫЕ односторонние прерывистыеmmimmmuimmmnnnm in
11Л1 ill.|ишип hi imi.mrmmniNДВУСТОРОННИЕ ЦЕПНЫЕ1Ш..Ш.Ш гттттттт.щпиш—пшш ггтпхш-1 + г- шаг- длина шва■ L ■HMUI1..) 11 1 llij.il v_Ll.i. ■' ч ч ' 1^ г£ДВУСТОРОННИЕ ШАХМАТНЫЕШШ ГТ'НТГП'.Г.м, шдщщд ПО ВЫПОЛНЕНИЮ
ОДНОСТОРОННИЕшДВУСТОРОННИЕПО ЧИСЛУ СЛОЕВ И ПРОХОаОВ РОДНОСЛОЙНЫЕ ОДНОПРОХОДНЫЕ
МНОГОСЛОЙНЫЕ МНОГОПРОХОДНЫЕ4ПО аЕИСТВУЮШЕМУ
УСИЛИЮ (Р)дш ш дзшш _Продольные
(фланговые)ППоперечное(лобовые)IHWl/lMUUinJUZUJКомбинированныедшшшядпшдКосыеI - IV - число слоев
1 -8 - число проходов
КЛАССИФИКАЦИЯ И ОБОЗНАЧЕНИЕ СВАРНЫХ ШВОВ
ПО ИХ ПОЛОЖЕНИЮ В ПРОСТРАНСТВЕ60°- 120°
лер тиксшьнь/ен - нижние Пв - полувертикальныеП - потолочные В - вертикальныеПп - полупотолочные Л. ■ в "лодочку"Г “ горизонтальные Пг " полугоризонтальныег=©ПпПв
ОСНОВНЫЕ ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ СВАРНОГО ШВАСТЫКОВОЙКОЭФФИЦИЕНТ ФОРМЫ ШВА
Kn = -f-Оптимальный Кп = 1,2 - 2
(бывает в пределах 0,5 - 4)КОЭФФИЦИЕНТ ВЫПУКЛОСТИ ШВАKy=-iКу не должно превышать 7-10S - толщина, свариваелього
металла
£2 - ширина шва
Cj - выпуклость шва
П. - глубина провара
t, - толщина, шва (t=q~hh.)Ь - зазор1с - катет углового шва
fO - расчетная высота
углового шва
С1 - толщина углового шваУГЛОВОЙ
— кFo - площадь сечения рас¬
плавленного основного
металлаF3- площадь сечения нап¬
лавленного электродного
металлаКОЭФФИЦИЕНТ ДОЛЕЙ
ОСНОВНОГО МЕТАЛЛА
В МЕТАЛЛЕ ШВА
Fp
Fo+ F3КОРЕНЬ ШВА - часть шва,
наиболее удаленная от его
лицевой поверхностиПОДВАРОЧНЫЙ ШОВ-меньшая часть
двустороннего шва, выполняемая пред¬
варительно для предотвращения про¬
жогов или укладываемая в последнюю
очередь в корень шва
ОБОЗНАЧЕНИЕ СВАРНЫХ ШВОВОСОБЕННОСТЬШВАУСЛОВНЫЙЗНАКНАИМЕНОВАНИЕ ШВАПРИМЕРОБОЗНАЧЕНИЯПрерывистый
с цепным рас¬
положением
участковСтыковой односторонний на остаю¬
щейся подкладке, со скосом двух кро¬
мок, выполненный дуговой сваркой
покрытыми электродамиГОСТ 5264-80-С16Прерывистый
с шахматным
расположениемСтыковой двусторонний, с криволи¬
нейным скосом двух кромок, выпол¬
ненный дуговой сваркой покрытыми
ЭлектродамиГОСТ 5264-80-С 19Монтажный1По замкнутому
контуруОПо незамкнуто¬
му контуруСтыковой двусторонний, с двумя сим¬
метричными скосами двух кромок, вы¬
полненный дуговой сваркой покрытыми
электродами. Участки перехода от шва
к основному металлу дополнительно
обработаныГОСТ 5264-80-С21Со снятойвыпуклостью(усилением)D.Стыковой односторонний, со скосом
двух кромок, по замкнутому контуру.
Выпуклость шва снята механической
обработкойГ ОСТ 5264-80-С17 Q_Шов, имеющий
местную обра¬
ботку с плавным
переходом к ос¬
новному металлуШов углового соединения односторон¬
ний со скосом двух кромок, монтажный.
Выпуклость шва снята механической
обработкой1 ГОСТ 5264-80-У4 L5 _QОБОЗНАЧЕНИЕ
ВИДА СОЕДИНЕНИЯС - стыковое
У - угловое
T- тавровое
Н - нахлесточное
С5 - цифры указывают
порядковый номер шва
в данном конкретном
стандартеШов таврового соединения невидимый
односторонний, выполненный дуговой
сваркой в углекислом газе плавящимся
электродом. Шов прерывистый. Катет
шва 6 мм, длина провариваемого учас¬
тка 50 мм, шаг 150 ммТОСТ 14771-76-Т4-УП t\ 6-50Z150Шов таврового соединения, двусто¬
ронний без скоса кромок, выполнен¬
ный плазменной сваркой по замкну-
тому контуру. Катет шва 4 ммГОСТ 5264-80-Т1 -П Л[\4Стыковой двусторонний, с двумя сим¬
метричными скосами двух кромок, вы¬
полненный ручной дуговой сваркой.
Обозначение упрощенное, если стан¬
дарт указан в примечаниях чертежаС 21Упрощенное обозначение при наличии
на чертеже одинаковых швов и при
указании обозначения у одного из нихзаNe 1Nfi 1ПРИМЕРЫ БУКВЕННО-ЦИФРОВОГО ОБОЗНАЧЕНИЯ ШВОВГОСТНаименованиеГОСТаТипсоединенияБуквенно-
-цифровое
обозначение швовРучная дуговаяСтыковоеС1 - С405264-80сварка.УгловоеУ1 -Y10СоединенияТавровоеТ1 - T9сварныеНахлесточноеН1 -Н2Дуговая сваркаСтыковоеС1 - С271Д771 -7fiв защитном газе.УгловоеУ1 -У10СоединенияТавровоеТ1 -T9сварныеНахлесточноеН1 -Н4ИЗОБРАЖЕНИЕ
ШВА НА ЧЕРТЕЖЕГОСТ 5264-80-Н1- сплошном линнеиУСЛОВНЫЕ ОБОЗНАЧЕНИЯ ОСНОВНЫХ СПОСОБОВ СВАРКИР - ручная дуговая (штучным электродом); ЭЛ - электронно-лучевая;
Ф - дуговая под слоем флюса; ПЛ - плазменная и микроплазменная;
УП - сварка в активном газе (или смеси активного и инертного газов
плавящимся электродом); ИП - сварка в инертном газе плавящимся
электродом; ИН - сварка в инертном газе неплавящимся электродом;
Г - газовая/ ГОСТ 5264-80-Н1Невидимым -
- штриховой линией
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ РАЗДЕЛКИ КРОМОКРАЗДЕЛ КА ОАНОЙ КРОМКИОРАВ£1ЕЛКА £1ВУХ КРОМОК(XСМЕШЕНИЕ СГЗАРЙВАЕМЫХ КРОМОК'ДРАЗЛЕЛКА КРОМОК ЛИСТОВ РАЗНОЙ ТОЛШИИЫа - угол разделки кромок
(60-90°)[3 - угол скоса кромки
(30-50°)b - зазор (1-4 мм) в зази-
симости от толщины
свариваемого металлаПри сварке плавящим¬
ся электродом зазор b
обычно составляет0-5 мм. Чем больше за¬
зор, тем глубже проп¬
лавление металлас - притупление кромок
(1-3 мм) в зависимос¬
ти от толщины свари¬
ваемого металлаХ-образная разделка
кромок по сравнению
с V-образной позволя¬
ет уменьшить объем
наплавляемого метал¬
ла в 1,6- 1,7 раза\ - смещение сваривае¬
мых кромок одна от-
носительно другой.Толщина
металла, ммНаибольшее
допускаемое
А,ммДо 40,5оа1,010-1000,1 S, но не
более 3 ммСвыше 1000,01 S +2, но
не более 4 ммL = 5(Si-S)
Li = 2,5 (Si - S)
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ СВАРНЫХ СОЕПИНЕНИЙ
СБОРКА ПОП СВАРКУ• Подготовленные детали собирают
под сварку• Точность сборки контролируют шаб¬
лонами, измерительными приборами
и щупами* Поверхность свариваемых кромок
на ширину 20-30 мм зачищают от ржав¬
чины, масла и других загрязнений• Сборку выполняют в приспособлениях
(кондукторах, кантователях, на стелла¬
жах) или с использованием прихваток -
коротких швовРАЗМЕРЫ П ПРАВИЛА ВЫПОЛНЕНИЯ ПРИХВАТОК(0,5-0,7)S(20-40)SУНИВЕРСАЛЬНЫМ СТЕНА АЛЯ
СБОРКИ УЗЛОВ СВАРНЫХконструкций# Прихватки ставят с лице¬
вой стороны соединения# Поверхность прихватки
очищают от шлака# При сварке прихватку
удаляют или полностью
переплавляютПОСЛЕДОВАТЕЛЬНОСТЬ
ПОСТАНОВКИ ПРИХВАТОККороткие
и средние швыДлинныешвыКольцевые швы
ПАРАМЕТРЫ РЕЖИМА РУЧНОЙ ЛУГОВОЙ СВАРКИОСНОВНЫЕСварочный ток
Напряжение дуги
Скорость сварки
Род и полярность токаПОПОЛНИТЕЛЬНЫЕк Положение шва в пространстве
I Число проходовI Температура окружающей средыСВАРОЧНЫЙ ТОК устанавливают в зависимости от диаметра электрода,
а диаметр электрода выбирают в зависимости от толщины свариваемого изделия:Толщина металла, мм 1-2Диаметр электрода, мм .... 1,5-216 и более
6ОРИЕНТИРОВОЧНЫЙ РАСЧЕТ СВАРОЧНОГО ТОКАДиаметр электрода d-3-6ммДиаметр электрода d<3MM]=(20+6d)dkl=30dkКоэффициенткНижний шов
1При увеличении диаметра электро¬
да и неизменном сварочном токе
плотность тока уменьшается, что
приводит к блужданию дуги, уве¬
личению ширины шва и уменьше¬
нию глубины провара. Чем больше
диаметр электрода, тем меньше
допускаемая плотность тока, так
как ухудшаются условия охлажденияНАПРЯЖЕНИЕ на дуге зависит от ее
длины. Оптимальная длина дуги вы¬
бирается между минимальной и ма¬
ксимальной. Длинную дугу приме¬
нять не рекомендуетсяВертикальный шов Потолочный шов0,9 0,8Допускаемая плотность тока (А/мм2) в
зависимости от покрытия электродаВидпокрытияДиаметр электрода, мм3456КислоеРутиловое14-2011,5-1610-13,59,5-12,5Основное13-18,510-14,59-12,58,5-12,5МинимальнаяМаксимальнаяld=0,5d.£a=ds+1ds - диаметр электрода (мм)СКОРОСТЬ СВАРКИ выбирается так, чтобы сварочная ванна заполнялась электродным
металлом и возвышалась над поверхностью кромок с плавным переходом к основному
металлу без подрезов и наплывовРОД И ПОЛЯРНОСТЬ ТОКА-ПОСТОЯННЫЙПЕРЕМЕННЫЙПрямая# Сварка с глубоким проплавлением
основного металла# Сварка низко- и среднеуглеродис¬
тых и низколегированных сталей
толщиной 5 мм и более электро¬
дами с фтористо-кальциевым пок¬
рытием: УОНИ-13/45, УОНИ-13/55 и др# Сварка чугунаОбратная0 Сварка с повышенной скоростью
плавления электродов# Сварка низколегированных низко¬
углеродистых сталей (типа 16Г2АФ),
средне- и высоколегированных ста¬
лей и сплавов# Сварка тонкостенных листовых
конструкцийI Сварка низкоуглеродистых
и низколегированных сталей
(типа 09ГС) в строитель-
но-монтажных условиях эле¬
ктродами с рутиловым пок¬
рытием> Сварка при возникновении
магнитного дутья• Сварка толстолистовых
конструкций из низкоуг¬
леродистых сталей
ВЛИЯНИЕ СВАРОЧНОГО ТОКА, НАПРЯЖЕНИЯ ЛУГИ
И СКОРОСТИ СВАРКИ НА ФОРМУ И РАЗМЕРЫ ШВАСВАРОЧНЫЙ ток, А230270300350410450500550-о-НАПРЯЖЕНИЕ, В30-32QГ^140-42Г^150-52С УВЕЛИЧЕНИЕМ СВАРОЧ¬
НОГО ТОКА глубина провара
увеличивается, ширина шва поч¬
ти не изменяетсяС ПОВЫШЕНИЕМ НАПРЯ¬
ЖЕНИЯ ширина шва резко
увеличивается, а глубина
провара уменьшается. Это
важно учитывать при сварке
тонкого металла. Несколько
уменьшается и выпуклость
(усиление) шва. При одном и
том же напряжении ширина
шва при сварке на постоянном
токе (особенно обратной
полярности) значительно
больше, чем ширина шва при
сварке на переменном токеС УВЕЛИЧЕНИЕМ СКО¬
РОСТИ сначала глубина
провара возрастает (до 40-50
м/ч), а затем уменьшается. При
этом ширина шва уменьшается
постоянно. При скорости более
70-80 м/ч основной металл не
успевает прогреваться, и по
обеим сторонам шва воз¬
можны подрезыСКОРОСТЬ, м/чо60
СПОСОБЫ ВЫПОЛНЕНИЯ ШВОВ РАЗЛИЧНОЙ АЛИНЫнлпрохоаДля коротких
(до 250 мм) швов- общее направление сваркиОТ СЕРЕШ1НЫ К КРАЯМ'-^ > - направление выполнения
отдельного участка шваДля средних
(250-1000 мм) швов.
Работают 2 сварщикаОБРАТНОСТУПЕНЧАТЫЙОБРАТНОСТУПЕНЧАТЫЙ
ОТ СЕРЕОПНЫ К КРАЯМДля длинных
(свыше 1000 мм) швов
Шов разбивается на отдель¬
ные участки по 150-200 мм.
Сварка на каждом из них
ведется в направлении, об¬
ратном общему направле¬
нию сварки0,5LДлинные швы однопроход¬
ных стыковых соединений• Первый проход многопро¬
ходных швов• Угловые швыОБРАТНОСГУПЕНЧАТЫЙ ВРАЗБРОСГт #/■■ —►/- —►4—\^—\М=з*=j /фз i<Jb 0=3 фз фэ/ 9, 10 11. 12 17! 18 19 20 1 2 3 4— i *- ■сф&| сЦЯ r^4\c=i'16 1 ЛЬ 14 1ЛЗ \ Ъ \ 1 \ \ Ъ \1 1 \1 1 1|_з - — Ls -■*+*-■ -■ Li —— L4 — |_2 —*- L —ОБРАТНОСТУПЕНЧАТАЯ СВАРКА
ЭФФЕКТИВНО УМЕНЬШАЕТ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ
СВАРКА ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙмногослойныйчаще - для стыковых швовI - VI - очередность нанесения слоевДля равномерного прогрева
металла по всей длине швы
накладывают:♦двойным слоем •горкой
•каскадом • поперечной
•блоками горкойПри способе двойного слоя
второй слой накладывают по
неость;вшему первому после
удаления сварочного шлака в
противоположном направле¬
нии на длине 200-400 ммОднослойный однопроходный
шов выполняется за один про¬
ход. При сварке металла боль¬
шой толщины шов выполняют
слоями, каждый из которых на-
кладывают за один проход (мно¬
гослойный) или за несколько
проходов (многослойный мно¬
гопроходный).Сварка за один проход предпо¬
чтительнее при ширине шва не
более 14-16 мм, т.к. дает мень¬
ше остаточных деформаций.
При толщине металла более
15 мм сварка каждого слоя
"напроход" нежелательна. Пер¬
вый слой успевает остыть, и в
нем возникают трещинымногослойныйМНОГОПРОХОДНЫЙ
ДВУСТОРОННИЙ
чаще - для угловых и тавровыхI - III - очередность нанесения слоев
1 - 8 - очередность наложения швовДекора¬
тивный (отжи¬
гающий) шов на¬
носят электродом
диаметром
k 5-6 мм при токе^
200-300 А1-2 ммПодва-
рочныйшов
наносят электро¬
дом диаметром
3 мм при токе
100 А. Перед этим
корень шва
зачищаютНАЛОЖЕНИЕ ШВОВ ПРП ТОЛ ШИ НЕ МЕТАЛЛА БОЛЕЕ 15 ММПРИ КАСКАДНОМ МЕТОДЕ
шов разбивают на участки по
200 мм. После сварки первого
слоя первого участка, не оста¬
навливаясь, продолжают укла¬
дывать первый слой на сосед¬
нем участке. Тогда каждый пос¬
ледующий слой накладывается
на не успевший остыть металл
предыдущего слояСВАРКА «ГОРКОЙ» - разновид¬
ность каскадного метода. Ве¬
дется двумя сварщиками одно¬
временно от середины к краямОба метода - это обратносту¬
пенчатая сварка не только по
длине, но и по сечению шва,
причем зона сварки всегда
остается горячейПРИ СВАРКЕ БЛОКАМИ шов
заполняют отдельными ступе¬
нями по всей высоте сечения
шва. Применяют при соеди¬
нении деталей из сталей, зака¬
ливающихся при сваркеБЛОЧНЫЙVКАСКАД
СПОСОБЫ ЗАЖИГАНИЯ СВАРОЧНОЙ ДУГИДугу зажигают коротким при¬
косновением электрода к из¬
делию (впритык) или чиркань¬
ем концом электрода о повер¬
хность металла ("спичкой").
Способ "спичкой" предпочти¬
тельнее, но он неудобен в уз¬
ких, труднодоступных местахКАСАНИЕМЧИРКАНЬЕМо*■/ЧаI I0IIосч0)2ПОЛОЖЕНИЯ ЭЛЕКТРОНА ПРИ СВАРКЕ"УГЛОМ ВПЕРЕД" "ПОД ПРЯМЫМ УГЛОМ" "УГЛОМ НАЗАД"Горизонтальные, вер- Сварка Угловые и стыковыетикальные, потолоч- в труднодоступных соединенияные швы, сварка непо- местахворотных стыков трубОКОНЧАНИЕ СВАРКИЗАВАРКА КРАТЕРА1-й способ 2-й способВ конце шва нельзя обры¬
вать дугу сразу. Электрод
перемещают на верхний
край сварочной ванны (1-2)
и затем быстро отводят
(3) от кратераДугу обрывают в конце
сварного шва (1), а затем
повторно зажигают (2)
для формирования необ¬
ходимой высоты шваИз положения 1, не обры¬
вая дуги, смещают электрод
на 10-15 мм в положение 2,
а затем в положение 3, пос¬
ле чего дугу обрывают
г- IВЛИЯНИЕ УГЛА НАКЛОНА ЭЛЕКТРОНА И ИЗПЕЛИЯСВАРКА УГЛОМ ВПЕРЕО.—Наа-аСВАРКА УГЛОМ 11 АЗ АПСВАРКА ИА СПУСКА-АСВАРКА НА ПОПЬЕМПри сварке углом вперед умень¬
шается глубина провара и высо¬
та выпуклости шва, но заметно
возрастает его ширина, что поз¬
воляет использовать этот спо¬
соб при сварке металла неболь¬
шой толщины. Лучше проплавля¬
ются кромки, поэтому возможна
сварка на повышенных скоростяхПри сварке углом назад глуби¬
на провара и высота выпуклос¬
ти увеличиваются, но уменьша¬
ется ширина. Прогрев кромок не¬
достаточен, поэтому возможны
несплавления и образование порГлубина провара уменьшается,
ширина шва увеличиваетсяГлубина провара увеличивается,
ширина шва уменьшаетсяОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ КОНСТРУКЦИОННЫХ НИЗКОУ1 ЛЕРОЯИСТЫХ СТАЛЕЙТолщинаметалла,ммСОЕДИНЕНИЕСТЫКОВОЕТАВРОВОЕНАХЛЕСТОЧНОЕСварочный
ток, АДиаметр
электрода, ммСварочный
ток, АДиаметр
электрода, ммСварочный
ток, АДиаметр
электрода, мм125-35230-50230-502,51,535-50240-702-2.535-752,5245-702,550-802,5-355-852,5-34120-1603-4120-1603-4120-1803-45130-1803-4130-1804130-180410140-2204-5150 - 2204-5150 - 2204-515160 - 2504-5160 - 2504-5160 - 2504-5| 20160-3404-6160-3404-6160-3404-6
МАНИПУЛИРОВАНИЕ ЭЛЕКТРОНОМЭЛЕКТРОД ПЕРЕМЕЩАЮТ В ТРЕХ
ОСНОВНЫХ НАПРАВЛЕНИЯХ:1. ПОСТУПАТЕЛЬНОЕ - вдоль оси электрода.
Обеспечивает подачу электрода, постоянство
длины дуги и скорости плавления2. ПРЯМОЛИНЕЙНОЕ - вдоль оси шва. Обе¬
спечивает необходимую скорость сварки и
качественное формирование шва3. КОЛЕБАТЕЛЬНЫЕ - поперек оси шва для
прогрева кромок. Этими движениями за один
проход получают шов шириной до 4-х диамет¬
ров электрода, а без них -1,5 диаметра. По¬
перечные движения можно исключить при
сварке тонких листов или при прохождении
первого (корневого) шва многослойной сваркиВГШЫ КОЛЕБАТЕЛЬНЫХ (ПОПЕРЕЧНЫХ) ПВПЖЕНПЙ КОННА ЭЛЕКТРОНАПрямые по ломаной линии
(зигзагообразные)шаг 2-3 мм-эН h*—Применяют для получения нап¬
лавочных валиков при сварке
встык без скоса кромок в ниж¬
нем положении и если нет
вероятности прожечь детйльПолумесяцем впередДля стыковых швов со скосом
кромок и для угловых швов с
катетом менее 6 мм, выполня¬
емых в любом положении элек¬
тродами диамефом до 4 ммПолумесяцем назадNW\Для сварки в нижнем положе¬
нии, а также для вертикальных
и потолочных швов с выпуклой
наружной поверхностьюТреугольникомmДля угловых швов с катетом
более 6 мм и стыковых швов
со скосом кромок в любом
пространственном положе¬
нии. Дает хороший провар
корня шваТреугольником с задержкой
электрода в корне шваДля сварки толстостенных кон¬
струкций с гарантированным
проплавлением корневого
участка шваПетлеобразныеДля усиленного прогревания
кромок шва, особенно при
сварле высоколегированных
сталей. Электрод задержи¬
вают на краях, чтобы не было
прожога в центре шва или вы¬
текания металла при сварке
вертикальных швов
ВЫПОЛНЕНИЕ СВАРНЫХ СОЕДИНЕНИЙ
В НИЖНЕМ ПОЛОЖЕНИИОдносторонние быз скоса кро¬
мок выполняют электродами
диаметром, равным толщине
металла, если она не превы¬
шает 4 ммda=SS< 4 ммСТЫКОВЫЕЛисты без скоса кромок тол¬
щиной 2-8 мм сваривают дву¬
сторонним швом, а до 6 мм -
одностороннимS=2-8 ммJтS < 6 ммМеталл толщиной более 8 мм
сваривают с разделкой кромок.
Во избежание прожогов сварку
ведут на сьемных медных или
стальных подкладках27 ±3°ПодкладкаДвиженияэлектродаорневоишов• В симметричную "лодочку"УГЛОВЫЕВ несимметричную "лодочку"Во избежание непровара и под¬
резов кромок сварку "в лодочку"
лучше вести Электродом, допус¬
кающим опирание покрытия на
кромкиПри наложении угловых швов
наклонным электродом (в т.н.
“в лодочку") сварку лучше вес¬
ти углом назадТАВРОВЫЕДугу возбуждают на горизонтальной
полке, а не на вертикальной, чтобы
избежать натекания металлаУглевые швы без скоса кромок с катетами более 10 мм выполняют
в один слой поперечными движениями электрода треугольником
с задержкой в корне шва11АХЛЕСТОЧ11ЫЕУгловые швы в нижнем поло¬
жении с катетом до 10 мм на¬
кладывают в один слой элек¬
тродами диаметром до 5 мм
без поперечных колебаний
ВЫПОЛНЕНИЕ ВЕРТИКАЛЬНЫХ ШВОВС11ПЗУ ВВЕРХ
(НА ПОПЬЕМ)Наиболееудобный, рас¬
пространенный и произ¬
водительный способ. Ис¬
пользуются электроды
диаметром до 4 мм. По¬
перечные колебания
электрода: углом, полу¬
месяцем, "елочкой"Вертикальные швы выпол¬
няют с током на 10% мень¬
шим, чем при сварке в ниж¬
нем положении. Чтобы ме¬
талл не вытекал из ванны,
нужно поддерживать корот¬
кую Дугу. Используются
электроды, дающие быстро-
твердеющий тонкий слой
шлака («короткие» шлаки)СПОСОБ СНИЗУ ВВЕРХ.
Дугу возбуждают в нижней
точке шва. Сваркой подго¬
тавливают горизонтальную
пло цадкуссчснисм, рапным
сечению шва. При этом
электрод совершает попе¬
речные колебания. Наиболь¬
ший провар достигается при
положении электрода, пер¬
пендикулярном вертикальной
оси. Стекание расплавлен¬
ного металла предотвраща¬
ют наклоном электрода внизСПОСОБ СВЕРХУ ВНИЗ.
Дугу возбуждают в верхней
точке шва. После обра¬
зования капли жидкого
металла электрод нак¬
лоняют так, чтобы дуга была
направлена на жидкий
металлСВЕРХУ ВНИЗ
(НА СПУСК)Рекомендуется в основ¬
ном для сварки тонких
(до 5 мм) листов с раз¬
делкой кромок. Исполь¬
зуются электроды с цел¬
люлозным покрытием
(ОЗС-9, АНО-9, ВСЦ-2,
ВСЦ-3)ПВПЖЕНПЯ ЭЛЕКТРООА ПРИ ВЫПОЛНЕНИИ ПРОХОДОВпо спирали полумесяцем углом "елочкой"Вначале наплавляют полочку на сварива¬
емые кромки, а затем небольшими порциями
наплавляют металл, манипулируя элек¬
тродом все выше, оставляя внизу готовый
сварной шовЭлектрод поперемен¬
но поднимают вверх-
вниз, беспрерывно
наплавляя металл на
кромки и равномерно
перенося его вверх
электродомВначале электрод под¬
нимают вверх вправо,
а затем опускают вниз
Капля жидкого металла
застывает между кром¬
ками. Затем электрод
поднимают влево и
снова опускают вниз,
оставляя новую порцию
металла
При сварке горизонтальных стыковых
швов необходим скос только верхней
кромки. Дугу возбуждают на нижней
горизонтальной кромке (1), а затем
электрод переводят на верхнюю (2)1-6 - очередность
выполнения проходовЛЕСЕНКОЙ5-10 ммВЫПОЛНЕНИЕ ПОТОЛОЧНЫХ швовГазы, выделяемые покрытием электрода,
поднимаются вверх и могут остаться в
шве, поэтому используют только хорошо
просушенные электроды. Узкие валики
накладывают в разделку тремя способамиЛЕСЕНКОЙ- Электрод располагают под углом к плос¬
кости 90-130°, подводят к изделию и зажигают дугу.
После образования маленькой порции расплавлен¬
ного металла электрод отводят на 5-10 мм от пото¬
лочной плоскости и возвращают, перекрывая закри¬
сталлизовавшуюся порцию металла расплавлен¬
ным примерно на 1/2 - 1/3 ее длины90-130°
ПОЛУМЕСЯЦЕМОБРАТНОПОСТУПАТЕЛЬНОПОЛУМЕСЯЦЕМ. Электрод располагают под углом
90-130° к потолочной плоскости и, манипулируя по
схеме полумесяца, беспрерывно заходят электро¬
дом на закристаллизовавшуюся часть металлаПри сварке потолочных и горизонтальных швов
жид кии металл стремится вытечь из ванны. Поэ¬
тому сварку ведут короткой дугой. Сварочный
ток уменьшают на 15-20% по сравнению со свар¬
кой в нижнем положении. Металл толщиной бо¬
лее 8 мм сваривают многопроходными швамиОБРАТНОПОСТУПАТЕЛЬНО. Концом электрода
сварщик беспрерывно возвращается назад, на
кристаллизующуюся часть металла, постоянно
удлиняя валикШОВДиаметр электрода (мм)
для выполнения проходовпервогопоследующихПотолочный45Горизонтальный34ВЫПОЛНЕНИЕ ГОРИЗОНТАЛЬНЫХ ШВОВ75-80°AIA<=■ ОСварку можно вести вертикально
расположенным электродом, а
/у также углом вперед и углом
назад75-80°132
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ СПОСОБЫ
РУЧНОЙ ПУГОВОЙ СВАРКИС ГЛУБОКИМ ПРОПЛАВЛЕ11ИЕМ
ИЛИ ОПИРАНИЕМ КОЗЫРЬКА НА ОСНОВНОЙ МЕТАЛЛСварку опиранием в вертикальном положении по направлению сверху вниз можно
выполнять электродами АНО-9. При наложении угловых швов с катетом 8 мм при¬
меняют электроды диаметром 4 мм. Скорость сварки 10м/чЛЕЖАЧИМ ЭЛЕКТРОНОМНАКЛОННЫМ ЭЛЕКТРОДОМВ разделку шва укладывают
один или несколько электро¬
дов с качественным покры¬
тием диаметром 6-10 мм.
Поверх кладут бумажную
изоляцию и прижимают мед-
ной колодкой. Электрод
включают в сварочную цепь.
Дуга возбуждается вспомо¬
гательным электродом, а за¬
тем горит лежачий электрод,
расплавляясь и заполняя ме¬
таллом разделку1. Опора с магнитом 5- Каретка2. Рубильник 6. Электрододержатель3. Питающий кабель 7. Электрод диаметром 6 мм4. Направляющая штанга длиной не более 700 мм8. Свариваемый металлОпора с помощью магнита
фиксирует устройство на
поверхности свариваемо¬
го металла. Электрод под
необходимым углом кре¬
пится к электрододержа-
телю каретки. Рубильни¬
ком подают ток в свароч¬
ную цепь. По мере сгора¬
ния электрода каретка дви¬
жется по штанге псд соб¬
ственным весом. Покрытие
электрода опирается на
свариваемое изделие,
обеспечивая постоянную
длину дуги. Верхняя часть
козырька длиннее нижней,
поэтому дуга отклоняется
в сторону свариваемого
изделияПрименяют электроды с покрытием увели¬
ченной толщины. Стержень электрода пла¬
вится быстрее покрытия, поэтому на конце
электрода образуется втулка (козырек).
Оперев козырек на кромки изделия, дугу
перемещают вдоль шва. Давление газов
вытесняет металл из сварочной ванны, об¬
разуя валик. Глубина провара получается
больше, чем при сварке электродом на
весу.Способ используют для выполнения тавро¬
вых и угловых швов в ‘'лодочку" электро¬
дами ОЗС-ЗОпираниекозырькаМедная колодка
rC /СВАРОЧНОЕ ПЛАМЯСТРОЕНИЕ ПЛАМЕНИЯдро - продукты распада ацетилена,
сгорающие в оболочке ядраВосстановительная зона - окись
углерода и водород, раскис¬
ляющие сварочную ванну
Факел - область полного
^сгорания3000200012001000500"Т)300Длина факелаИзменение температурыРасстояние по оси пламени от среза мундштукаСОСТАВ ПЛАМЕНИМаксимальная
°САцетилене - кислородное
Пропан-бутан-кислородное
Метан-кислород ноетемпература315024002150вгшы ПЛАМЕНИ• НОРМАЛЬНОЕ
соотношение ацетилена
и кислорода от 1:1 до 1:1,1Ядро / Факел
Восстановительная зонаЯдро - резко очерченное, цилиндрической
формы с плавным закруглением, ярко све¬
тящейся оболочкой, четко выражены все
три зоны. Используют для сварки большин¬
ства сталей, сплавов и цветных металлов• НАУГЛЕРОЖИВАЮЩЕЕ
соотношение ацетилена
и кислорода более 1:0,95
(избыток ацетилена)Ядро /Г ФакелВосстановительная зонаЯдро теряет резкость очертания, на конце по¬
является зеленый венчик, восстановительная
зона бледнеет и почти сливается с ядром. Фа¬
кел желтеет. Используют для сварки чугуна,
наплавки твердыми сплавами• ОКИСЛИТЕЛЬНОЕ
соотношение ацетилена
и кислорода менее 1:1,3(избыток кислорода)Ядро \ ФакелВосстановительная зонаЯдро конусообразное, укороченное, имеет
менее резкие очертания, бледнеет. Пламя -
- синевато-фиолетовое, горит с шумом. Все
зоны сокращаются подлине. Окисляет ме¬
талл. Шов получается хрупким и пористым.
Используют при сварке латуниРасстояние, на котором достигается
максимальная температура2-6 мм от конца ядра2,5 длины ядра от среза мундштука3-3,5 длины ядра от среза мундштукаМОШНОСТЬ ПЛАМЕНИ - характеризуется количеством ацетилена, проходящего
за 1 час через горелку, необходимым для расплавления 1 мм толщины сваривае¬
мого металла. Регулируется наконечниками и вентилями горелки
АЦЕТИЛЕНОВЫЙ ГЕНЕРАТОРАцетиленовый генератор - устройство для получения ацетилена
(С2Н2) путем взаимодействия карбида кальция с водой.
ВНИМАНИЕ: ацетилен образует с воздухом взрывоопасные смесиГорловинаГ азообразпьи гель
*ВытеснительПромыватель £
iПОРЯДОК РАБОТЫ1. Проводят внешний осмотр генератора,
затвора, соединений2. Заливают воду через горловину до уров¬
ня контрольной пробки3. Загружают корзину карбидом кальция
массой и грануляцией, соответствующими
паспорту4. Осторожно опускают корзину в генера¬
тор. При контакте с водой выделяется аце¬
тилен, который вытесняет воздух из гаэо-
образова^еля (продувка)5. Через 5-10 с крышку герметизируют, за¬
тягивая винт по часовой стрелке6. В процессе образования ацетилена сле¬
дят за показаниями манометра7. При падении давления в генераторе его
разряжаютВинт
КрышкаМембранаПружинаМанометр-КорзинаТраверса•X.Штуцер*КорпусПереливная
трубкаКонтрольная
пробкаШтуцер,Предохрани¬
тельный затворхг~7. ШлангПредохранительный клапанПРАВИЛА ОТКУПОРКИ БАРАБАНОВ С КАРБИАОМ КАЛЬЦИЯ# При вскрытии барабана зуби¬
лом вырубку начинают со сто¬
роны, обратной продольному
шву барабана. Зубило и моло¬
ток должны быть из материа¬
лов, не образующих искрПри вскрытии барабана специаль¬
ным ножом на место реза наносят
слой тавота толщиной 2-3 ммРАБОТАТЬВ РУКАВИЦАХ И ОЧКАХКарбид кальция доставляют в
герметичных бидонах. Допус¬
кается для разовой зарядки
доставлять его в ведре, прик¬
рытом брезентом или резиной
ПРЕПОХРЛМПТЕПоПЫЕ ЗАТВОРЫЖГШКОСТНЫЙСУХОЙС2Н2к потребителюС2Н2от генератора12вазС2Н2к потребителюX■'/ S S' '<’////'/£7ю111. Выходной ниппель2. Рассекатель3. Контрольный кран4. Корпус5. Пробка6. Колпачок7. Шариковый клапан8. Штуцер
9 Пробка10. Тройник11. Г азоподводящая труба12. Вентиль'А/К*тт77.Г'.'С2Н2 от генератораФ\
^ ^11,10.1112.13.141. Штуцер2. Внутренний корпус3. Гайка нижняя наружного корпуса4. Пламегасящий элемент5. Фиксирующие шарики6 Гайка верхняя наружного корпуса7. Втулка8. Мембрана9. Пламеотбойник10. Седло11. Подвижной шток
12,13 Пружина14. Отсечный клапан15. ШтокПРИНЦИП ДЕЙСТВИЯI Ацетилен от генератора, поступая снизу, поднима¬
ет шарик клапана (7), проходит через слой воды
и выходит к потребителю, огибая рассекатель (2)
• При обратном ударе под действием давления ка
воду шарик клапана (7) закрывает входное отвер¬
стие, препятствуя проникновению пламени в аце¬
тиленовый генератор• Ацетилен от генератора поступает в затвор через
штуцер (1). пройдя через мембрану (8) и поры
пламегасящего элемента (4), и поступает к потре¬
бителю• При обратном ударе ударная волна разруилется
пламеотбойником (9), а пламя гасится в порах
пламегасящего элемента (4)• Под действием давления седло (10) и шток (15)
смещаются вниз, и отсечный клапан (14) закры¬
вается, перекрывая доступ ацетилена
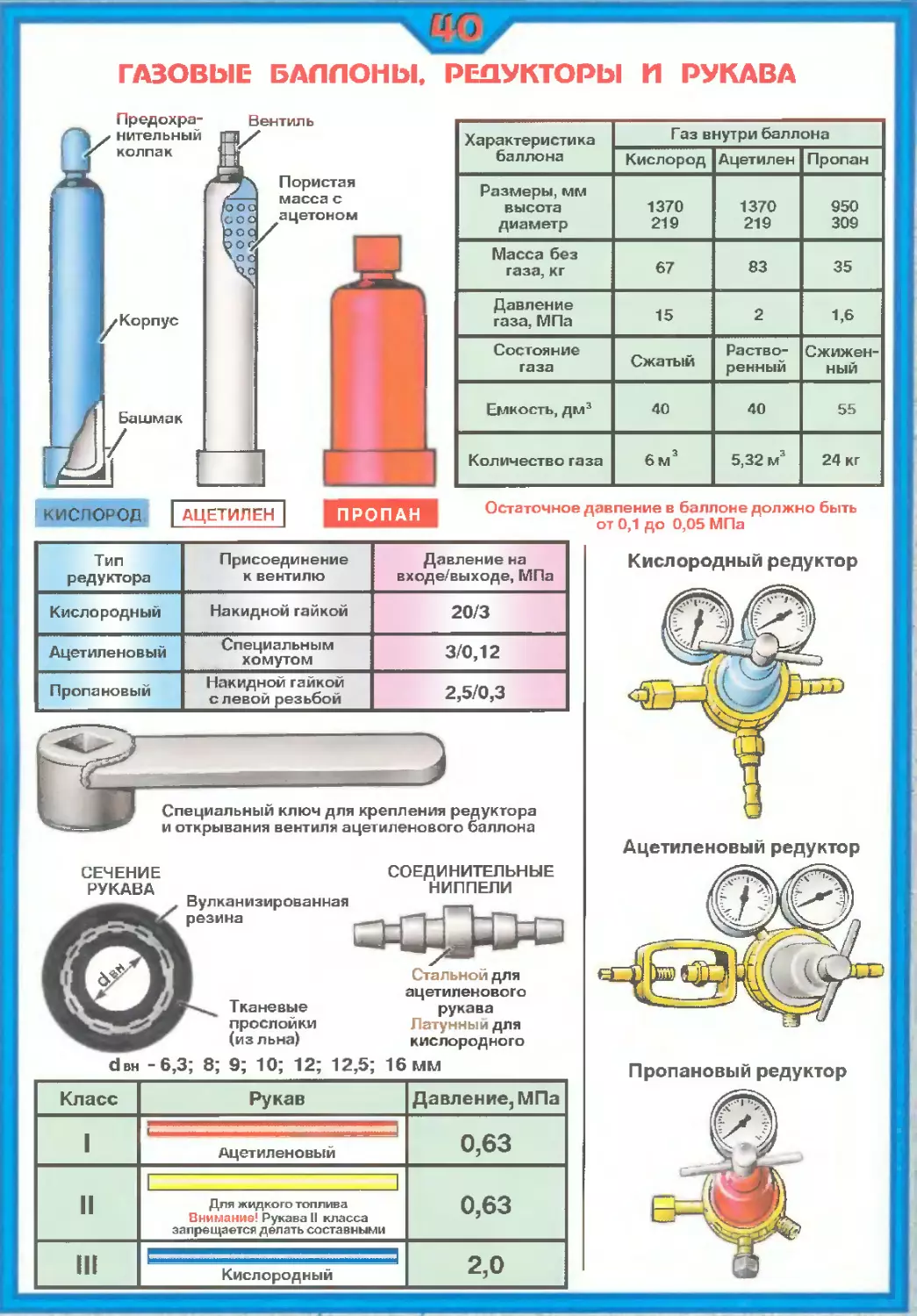
ГАЗОВЫЕ БАЛЛОНЫ, РЕПУКТОРЫ И РУКАВАПредохра¬нительныйколгак^КорпусБашмакПористая
масса с
ацетономХарактеристикабаллонаГаз внутри баллонаКислородАцетиленПропанРазмеры, мм
высота
диаметр13702191370219950309Масса без
газа, кг678335Давление
газа, МПа1521,6СостояниегазаСжатыйРаство¬ренныйСжижен¬ныйЕмкость, дм3404055Количество газа„ 36м5,32 м24 кгКИСЛОРОД АЦЕТИЛЕНПРОПАНОстаточное давление в баллоне должно быть
от 0,1 до 0,05 МПаТипредуктораПрисоединение
к вентилюДавление на
входе/выходе, МПаКислородныйНакидной гайкой20/3АцетиленовыйСпециальнымхомутом3/0,12ПропановыйНакидной гайкой
с левой резьбой2,5/0,3Специальный ключ для крепления редуктора
и открывания вентиля ацетиленового баллонаСЕЧЕНИЕРУКАВАВулканизированнаярезинаСОЕДИНИТЕЛЬНЫЕНИППЕЛИСтальной для
ацетиленового
рукава
Латунный для
кислородногоd вн -6,3; 8; 9; 10; 12; 12,5; 16 ммТканевые
прослойки
(из льна)КлассIIIIIРукавАцетиленовыйДля лидкого топлива
Внимание! Рукава II класса
запрещается делать составнымиКислородныйДавление, МПа0,630,632,0Кислородный редукторАцетиленовый редукторПропановый редуктор
ГАЗОВЫЕ ГОРЕЛКПИНЖЕКТОРНАЯ1. Мундштук2. Ниппель мундштука3. Наконечник4. Трубчатый мундштук5. Смесительная камера6. Резиновое кольцо7. Инжектор8. Накидная гайка9. Ацетиленовый вентиль10. Штуцер11. Накидная гайка12. Шланговый ниппель13. Трубка14. Рукоятка15. Сальниковая набивка16. Кислородный вентильГорючий газ подается
в смесительную каме¬
ру за счет подсоса его
струей кислорода, вы¬
текающего с большой
скоростью из отверс¬
тия соплаБЕЗЫИЖЕКТОРИАЯ1 Наконечник2. Накидная гайка3. Дозирующие каналы4. Вентиль5. Игольчатый шпиндель6. Корпус7. Рукоятка8. Кислородный ниппель9. Ацетиленовй ниппельГорючий газ и кисло¬
род подаются под оди¬
наковым давлением в
смесительную камеру.
Образующаяся горю¬
чая смесь поступает в
мундштук горелки
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ПОДГОТОВКИ
КРОМОК И ШВОВ СТЫКОВЫХ СОЕШ1НЕ11ИИ
вРЕЖИМЫ ГАЗОВОЙ СВАРКИПАРАМЕТРЫРЕЖИМА►• Мощность пламени• Вид пламени• Диаметр присадочной проволокиВЫБОР ТЕПЛОВОЙ MOUIMOCTh ПЛАМЕНИМощность пламени выбирают в зависимости от толщины свариваемого
металла и его теплофизических свойств и регулируют подбором
наконечника горелкиНомернаконечникагорелкиООО000123456789Толщина
свариваемой
низкоуглеродис¬
той стали, мм0,05-0,10,1--0,250,2--0,50,5--1,01,0--2,02,0--4,04,0--7,07,0--11,011,0--17,017,0--30,030,0--80,0св.80,0ОПРЕДЕЛЕНИЕ ВИОЛ ПЛАМЕНИВид пламени регулируют и устанав- • НОРМАЛЬНОЕливают на глаз в зависимости от • НАУГЛЕРОЖИВАЮЩЕЕматериала свариваемых деталей • ОКИСЛИТЕЛЬНОЕСВАРИВАЕМЫЙ МЕТАЛЛПОКАЗАТЕЛЬУглеро¬дистаястальЛегиро¬ваннаястальЧугунМедьЛатуньАлюми¬
ний и его
сплавыЦинкБронзага -я1 I’S'?! гаацетилен100-13075100--120150--200100--1307515--2070--150-0 5 гзCltgh
Q) О *“ Q)Их 2 2Q.T-кислород110-14080-8590--110165--220135--17580-8520--2580--165Соотношение
ацетилена и1:1,11:1,11:0,91:1,11:1,31:1,11:1,11:1,1кислородаОПРЕДЕЛЕНИЕ ДИАМЕТРА ПРИСАДОЧНОЙ ПРОВОЛОКИДля сварки низко- и среднеуглеро¬
дистой стали диаметр присадочной
проволоки определяют по форму¬
лам в зависимости от способа свар¬
ки и толщины металлаПри левом способе
dn = S/2+1 (мм)При правом способеdn = S/2 (мм)
ПРОВЕРКА ГОРЕЛКИ ПЕРЕП РАБОТОЙПРИСОЕДИНЕНИЕ ШЛАНГОВшланги пролутьПЕРЕП ПРИСОЕДИНЕНИЕМ К ГОРЕЛКЕНакидная гайка с правой резьбойrLОНакидная гайка
с левой резьбой
и проточкой на
шестиграннике# Присоединить к штуцеру горелки шланг для
подачи кислорода# Проверить горелку на разрежение в ацети¬
леновом канале# Присоединить шланг для подачи ацетиленаФ Проверить точность и надежность закреп¬
ления шлангов хомутами# Допускается вместо хомутов закреплять
шланги не менеь чем в двух местах по дли¬
не ниппеля мягкой отожженной проволокойПРОВЕРКА НА РАЗРЕЖЕНИЕ (ПОДСОС)у.i Прикрепить наконечник с помощью накидной гайки
0 Присоединить кислородный шланг к ниппелю• Установить давление кислорода по манометру редуктора
(например, для наконечника №4 давление 0,2-0,4 МПа)/1• Полностью открыть вентиль ацетилена, а затем кислорода# Убедиться в наличии разрежения, поднеся большой палец
к ниппелю ацетилена (палец должен присасываться)ПРИ ОТСУТСТВИИ РАЗРЕЖЕНИЯ1.Закрыть вентиль кислорода
и отсоединить наконечник2 Вывернуть инжектор из сме¬
сительной камеры на 1/2
оборота3. Собрать горелку и испытать
ее повторно4. При отсутствии разрежгния
снять наконечник, вывер¬
нуть из него инжектор и мун¬
дштук. Проверить, не засоре¬
ны ли отверстия. При необхо¬
димости прочистить мл-кои
проволокой и продуть воз¬
духом5. Проверить, плотно пи прижат
инжектор к седлу корпуса
горелки, устранить неплот¬
ностьLimmjПРОВЕРКА НА ГАЗОНЕПРОНИЦАЕМОСТЬ• Присоединять кислородный
шланг попеременно к ниппе¬лям кислорода и ацетилена• Подать кислород под давле- нием 0,2-0,4 МПа-—“ Ф Мундштук опустить в водуна 15-20 с• На поверхности воды не дол¬
жно быть пузырьков
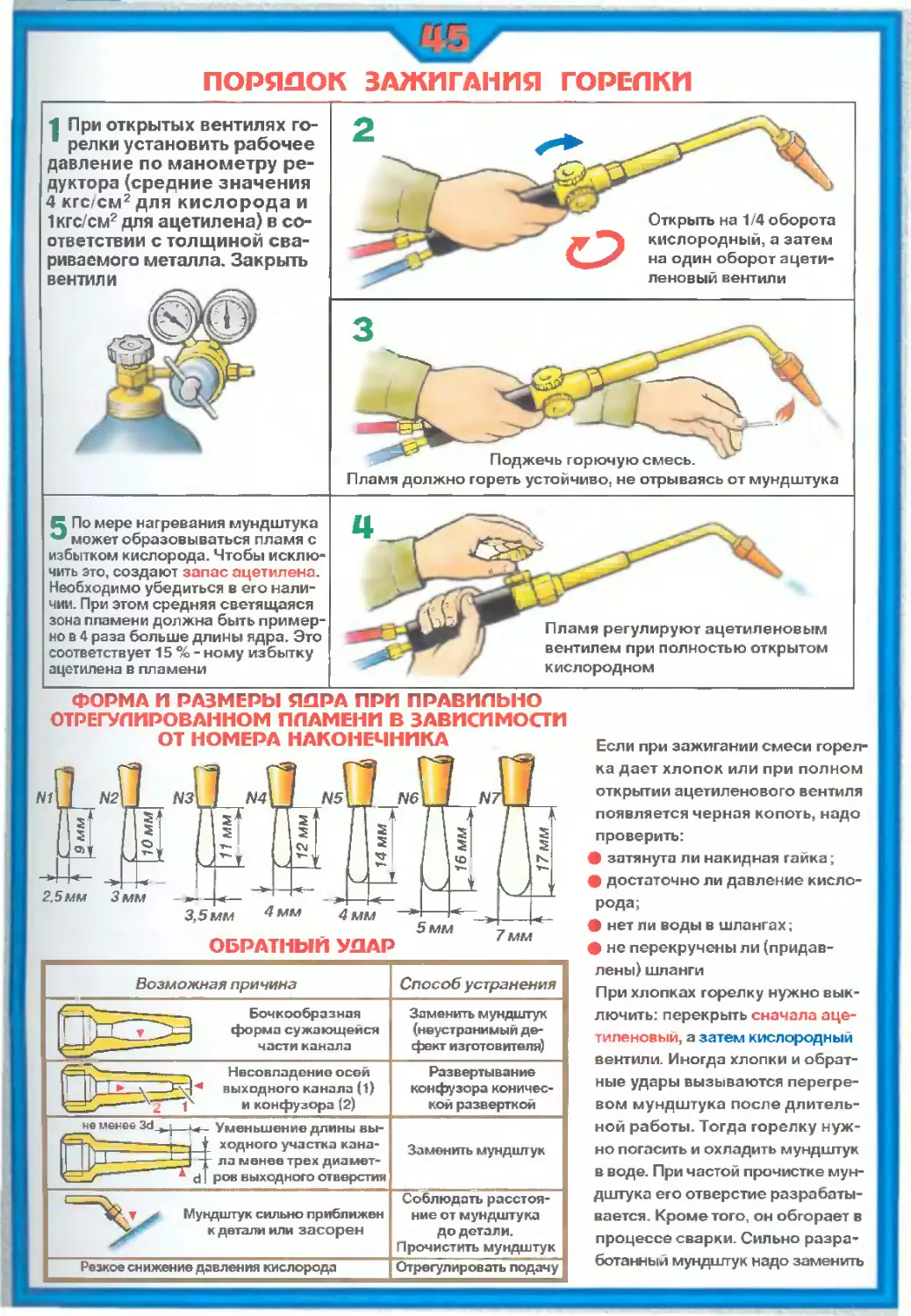
ПОРЯДОК ЗАЖИГАНИЯ ГОРЕЛКИПламя должно гореть устойчиво, не отрываясь от мундштукаС По мере нагревания мундштука
может образовываться пламя с
избытком кислорода. Чтобы исклю¬
чить это, создают запас ацетилена.
Необходимо убедиться в его нали¬
чии. При этом средняя светящаяся
зона пламени должна быть пример¬
но в < рзза больше длины ядра. Это
соответствует 15 % - ному избытку
ацетилена в пламениЕсли при зажигании смеси горел¬
ка Лает хлопок ил'1 при полном
открытии ацетиленового вентиля
появляется черная копоть, надо
проверить:# затянута ли накидная гайка;# достаточно ли давление кисло¬
рода;# нет ли воды в шлангах;ф не перекручены ли (придав¬
лены) шлангиПри хлопках горелку нужно вык¬
лючить: перекрыть сначала аце¬
тиленовый, а затем кислородный
вентили. Иногда хлопки и обрат¬
ные удары вызываются перегре¬
вом мундштука после длитель¬
ной работы. Тогда горелку нуж¬
но погасить и охлалить мундштук
в воде. При частой прочистке мун¬
дштук? его отверстие разрабаты¬
вается. Кроме того, он обгорает в
процессе сварки. Сильно разра¬
ботанный мундштук надо заменить1 При открытых вентилях го-
релки установить рабочее
давление по манометру ре¬
дуктора (средние значения
4 кгс/см для кислорода и
1кгс/см2 для ацетилена) в со¬
ответствии с толщиной сва¬
риваемого металла. Закрыть
вентилиПламя регулируют ацетиленовым
вентилем при полностью открытом
кислородномВозможная причинаСпособ устраненияБочкообразная
форма сужающьпся
част,, каналаЗаменить мундштук
(неустранимый де¬
фект изготовителя)Несовпадение осей
выходного канала (1)
и конфузора (2)Развертывание
конфузора коничес¬
кой разверткойРезкое снижение давления кислородаОтрегулировать подачуне менееСоблюдать расстоя¬
ние от мундштука
до детали.
Прочистить мундштукОткрыть на 1/4 оборота
кислородный, а затем
на один оборот ацети¬
леновый вентилиФОРМА П РАЗМЕРЫ ЯП РА ПРП ПРАВИЛЬНО
ОТРЕГУЛИРОВАННОМ ПЛАМЕНИ В ЗАВИСИМОСТИОТ НОМЕРА НАКОНЕЧНИКА7 ммУменьшение длины вы¬
ходного участка кана¬
ла менее трьх диамет¬
ров выходного отверстияЗапенить мундштукМундштук сильно приближен
к детали или засорен2,5мм Змм3,5 мм 4 мм 4 мм5 ммОБРАТНЫЙ УДАР
СПОСОБЫ ГАЗОВОЙ СВАРКИПРИ ПРАВОМ СПОСОБЕ горелку
перемещают слева направо, а приса¬
дочная проволока перемещается
вслед за горелкой. Пламя направляют
на уже сваренный участок шва.
Мундштуком производят нез¬
начительные колебания. При сварке
листов толщиной менее 8 мм
мундштук перемещают вдоль оси шва
без колебаний. Конец проволоки
держат погруженным в сварочную
ванну и спиралеобразными дви¬
жениями перемешивают жидкий
металл для облегчения удаления
окислов и шлаков. Правый способ
используют при толщинах металла
более 3 мм с разделкой кромок. Тепло
пламени рассеивается меньше, чем
при левом способеЛЕВЫЙДВИЖЕНИЯ ГОРЕЛКИПРАВЫЙДВИЖЕНИЯ ГОРЕЛКИJVVWДВИЖЕНИЯ ПРОВОЛОКИУгол разделки кромок можно
уменьшить, особенно при больших
толщинахПРИ ЛЕВОМ СПОСОБЕ горелку
перемещают справа налево.
Присадочная проволока находится
перед пламенем, которое направлено
на свариваемые кромки. Конец при¬
садочной проволоки находится в
восстановительной зоне. Этот способ
применяют при сварке тонкостенных
(до 3 мм) конструкций и при сварке
лекгоплавких металлов и сплавовКАЧЕСТВО ШВА при правом способе
сварки выше, чем при левом, так как
металл лучше защищен факелом
ПОЛОЖЕНИЕ МУНДШТУКА ГОРЕЛКИТОЛШПИА СВАРИВАЕМОГО МЕТАЛЛА, мм• Скорость нагрева металла
регулируется изменением
угла наклона мундштука Q• Чем толще металл, тем
больше должен быть угол
наклона• Чем больше угол наклона,
тем больше передается теп¬
ла пламени и, значит, боль¬
ше глубина проплавления.• При сварке теплопроводных
металлов (например, меди)
угол должен быть больше,
чем при сварке углеродис¬
тых сталей>ЛЪ 10-15 7-105-73-5Воздействие сварочного пламени
на жгшкии металл при различных
положениях мундштукаВертикальноеРасположение горелки и присадкаПламя горелки направляют на свариваемый
металл так, чтобы кромки находились в вос¬
становительно! зоне пламени на расстоянии
2-6 мм от конца ядра пламени (место макси¬
мальной температуры).Конец присадочной проволоки располагают
в восстановительной зоне пламени или по¬
гружают в сварочную ваннуСПОСОБЫ
£1ВПЖЕНПЯ ГОРЕЛКИСледует перемещать горелку так, чтобы металл
сварочной ванны был всегда защищен от воз¬
духа газами восстановительной зоны пламениПолумесяцемС задержкой пламени
вдоль оси шваДля сварки листов
средних толщинДля сварки толстостен¬
ных конструкцийС незначитель¬
ными колебаниямиIПетлеобразноПри сварке тонко¬
листовой сталиДля сварки листов
средних толщин
СВАРКА В НИЖНЕМ ПОЛОЖЕНИИ3. Мундшту¬
ком совер¬
шают круго¬
вые движе¬
ния и переме¬
щают его
для образо¬
вания новойванночки1 В расплавленную ванноч¬
ку вводят конец проволоки
и расплавляют небольшое ее
количествоШов накладывают левым способом
без присадочного материалаСВАРКА ВАННОЧКАМИПрименяют при сварке тонких лис¬
тов и труб из низкоуглеродистых и
низколегированных сталей облег¬
ченными швами, а также при свар¬
ке угловых и стыковых соединений
при толщине деталей до 3 ммНаправление сваркиВЫПОЛНЕНИЕ
НАХЛЕСТОЧНЫХ СОЕОПНЕНППШов накладывают левым способом
с присадочным материаломПри вынужденных перерывах в работе
перед возобновлением процесса
сварки нужно переплавить
закристаллизовавшийся
в кратере металлСВАРКА ПЛАСТИН
С ОТБОРТОВКОЙ КРОМОК1ЛШШ.— SДиаметр
ванночки
4-5 ммДвиженияпруткомLДвижениямундштуком2 Конец про¬
волоки пере¬
мещают в вос¬
становитель¬
ную зону
пламениостается в
восстано¬
вительной
зоно пламе¬
ни до рас¬
плавления
новой
ванночки4. Новая ванночка дол¬
жна перекрывать пре¬
дыдущую на 1/3 диаметра
ВЕРТИКАЛЬНЫЕ ШВЫВыполняют правым способом. При
наложении горизонтальных швов
на вертикальной плоскости металл
стремится стечь на нижнюю кромку.
Поэтому проволоку держат сверху,
а мундштук горелки - снизу свароч¬
ной ванны. Ванна располагается
под небольшим углом к оси шва,
что удерживает металл от стеканияКромки нагревают до
начала оплавления и
в этот момент в ванну
вводят проволоку, ко¬
нец которой быстро оп¬
лавляется. Металл удер-
живается от стекания
вниз давлением газов
пламени. Сварку выпол¬
няют как левым,так и
правым способом в нес¬
колько слоев с мини¬
мальной толщиной
каждого слоя.Шов
лучше формируется
при правом способеПравый Левый ПравыйГОРИЗОНТАЛЬНЫЕ ШВЫ НА ВЕРТИКАЛЬНОЙ ПЛОСКОСТИСверху внизВертикальные швы сверху
вниз сваривают только пра¬
вым способом.Швы снизу вверх сварива-
юти правым и левым спо¬
собами.Объем сварочной ванны
мал, поэтому металл удер¬
живают от стекания давле¬
нием газов пламени или
концом присадочной про¬
волоки, погруженной в ванну
СВАРКА ВЕРТИКАЛЬНЫХ СТЫКОВЫХ ШВОВ
СКВОЗНЫМ ПРОПЛАВЛЕНПЕМТОЛ ШИ НА ЛИСТОВ £Ю 6 ММ (ОПИН СВАРШПК)ИЗ1. Пластины без скоса кромок
закрепляют с зазором,
равным толщине листа2. Формируют
сварочную
ванну3. Вводят в отверстие
присадочную прово¬
локу и формируют
первый валик4. Пламя перемещают вверх,
расплавляют кромки основ¬
ного металла, часть прово¬
локи и формируют второй и
последующие слои, завари¬
вая стык до верха. Шов фор¬
мируется на всю толщину с
необходимой геометрией*в.(Всо0
Ф
S1а>ц.шгао_сгаXДвижение проволоки
без поперечных колебанийДвижениягорелкойТОЛШПНА ЛИСТОВ 6-20 ММ (£1ВА СВАРШПК А)\Два сварщика, располагаясь по обе стороны листа, формируют
сварочную ванну, вводят присадочную проволоку и, перемещая
горелки вверх, укладываютслои до полного заваривания стыка5*агаЕйОО5XоСОгзQ.пгоXДвижениепроволокибезпоперечныхколебанийДвижениягорелкой
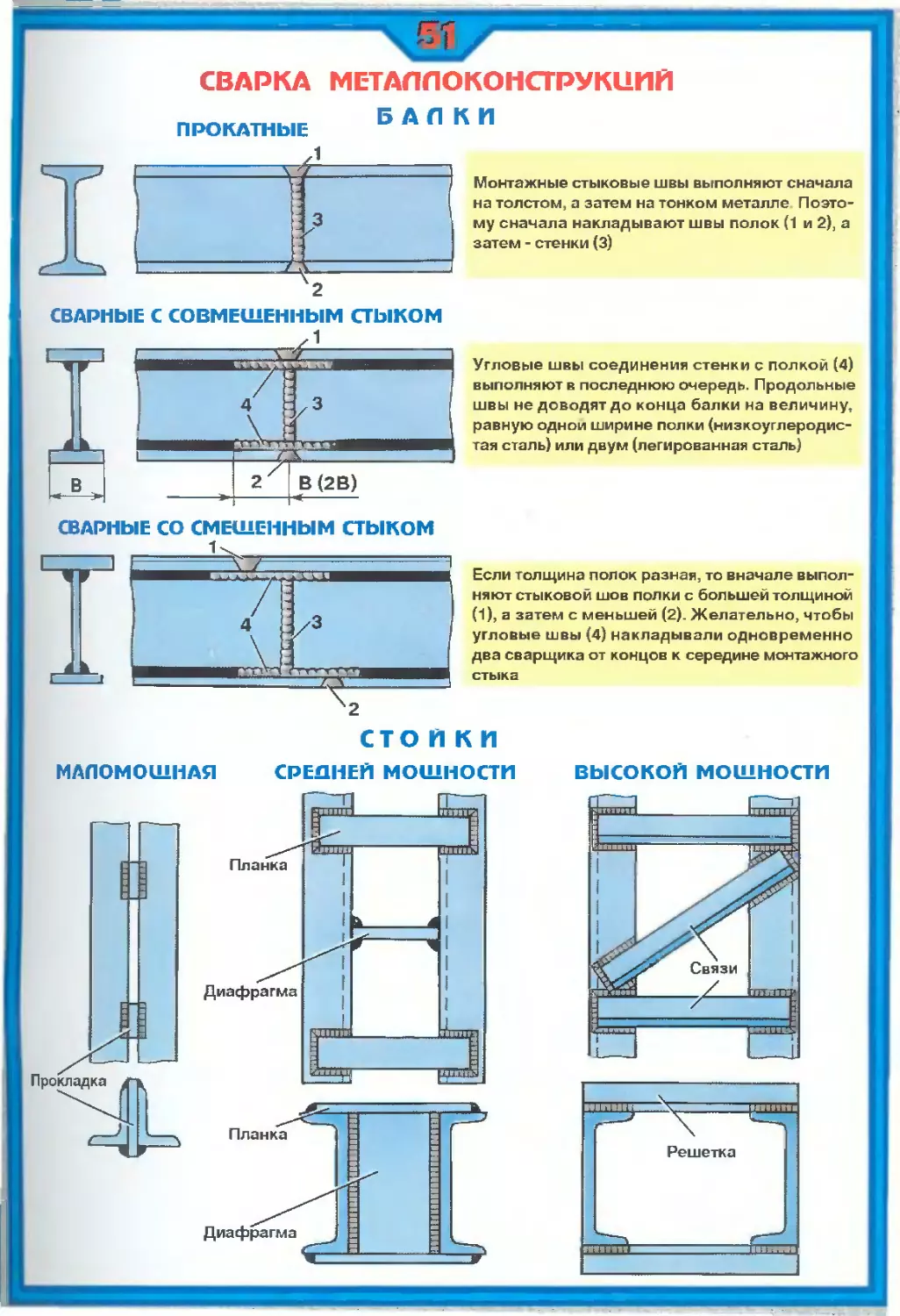
СВАРКА МЕТАЛЛОКОНСТРУКЦИЙБАЛКИПРОКАТНЫЕМонтажные стыковые швы выполняют сначала
на толстом, а затем на тонком металле. Поэто¬
му сначала накладывают швы полок (1 и 2), а
затем - стенки (3)СВАРНЫЕ С СОВМЕЩЕННЫМ СТЫКОМВУгловые швы соединения стенки с полкой (4)
выполняют в последнюю очередь. Продольные
швы не доводят до конца балки на величину,
равную одной ширине полки (низкоуглеродис¬
тая сталь) или двум (легированная сталь)СВАРНЫЕ СО СМЕЩЕННЫМ СТЫКОМЕсли -‘олщина полок разная, то вначале выпол¬
няют стыковой шов полки с большей толщиной
(1), а затем с меньшей (2). Желательно, чтобы
угловые швы (4) накладывали одновременно
два сварщика от концов к середине монтажного
стыкаМАЛОМОШНАЯСТО II к иСРЕДНЕЙ МОЩНОСТИВЫСОКОЙ МОЩНОСТИгПрокладка
СВАРКА МЕТАЛЛОКОНСТРУКЦИЙ11Ю2981761951817Ч16153141312ЛИСТОВЫЕ КОНСТРУКЦИИРЕЗЕРВУАР НАСТИЛФЕРМЫУзлы фермы сваривают последовательно - от се¬
редины фермы к опорным узлам. Сначала выпол¬
няют стыковые, а затем угловые швы. Если швы
разного сечения, то вначале накладывают швы
с большим сечением, а затем с меньшимКаждый элемент при сборке прихватывают швом длиной 30-40 мм.
Близко расположенные швы нельзя выполнять сразу. Вначале да¬
ют остыть тому участку основного металла, где будет накладывать¬
ся близко расположенный шов. Это снизит перегрев металла и
пластические деформацииКонец продольного шва
выводят на торец прива¬
риваемого элемента на
длину 20 ммПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ ПРОДОЛЬНЫХ ШВОВПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ ШВОВ
ГАЗОВАЯ СВАРКА ТРУБОПРОВОДОВ• Диаметр труб от 14
до159 мм. Толщина
стенки от 1 до 4,5 мм• Трубы р 14-48 мм с
толщиной стенки до
3 мм сваривают ле¬
вым способомПОВОРОТНЫЕ стыкп• Трубы ^57-159 мм с
толщиной стенки бо¬
лее 3 мм свариваютправым способомф Сварочная ванночка
должна располагать¬
ся ниже верхней точ¬
ки трубы10-15 мм• Во время сварки одного • Присадочный пруток • По окончании сварки пламя
стыка не допускаются располагают более горелки отводят от расплав-перерывы в работе полого к изделию ленного металла постепенноСТЫКИ ТРУБ С КОЗЫРЬКАМИ1. Вырезают козырек газовым пламенем
2.Заваривают оставшуюся часть стыка
(шов 1) с внутренней стороны трубы
3. Очищают кромки трубы и козырька
Ц.Заваривают козырек в последователь¬
ности 2-3-4вид сверху• В конце шва выпол¬
няют соединение ти¬
па "замок"НЕПОВОРОТНЫЕ СТЫКП10-15 ммНачало шва
Окончание шваСварку выполняют
преимущественно
правым способом
ЭЛЕКТРОПУГОВАЯ СВАРКА ТРУБОПРОВОДОВ• Диаметр труб от 50
до 1200 мм. Толщи¬
на стенки от 2,5 мм
до 25 и болееТолщина стенки, мм .. 4-6 7-11 12-14 15-17 18-22 23-25Число слоев 2 3 4 5 6 7Корневой шов выполняют электродом диаметром 3 мм• После каждого прохода
обязательно зачищают
поверхность предыду¬
щего шва от шлакаСтыки труб диаметром
219 мм и более свари¬
вают одновременно
два сварщика• Ширина шва должна
перекрывать ширину
разделки на 1,5-2 мм
в каждую сторону• Стыки труб диаметром
219 мм и менее незави¬
симо от толщины стенки
выполняет один сварщикСварку ведут возмож¬
но короткой дугой• Облицовочный шов
должен иметь плав¬
ное сопряжение с по¬
верхностью трубыСВАРКА ТРУБ С ПОВОРОТОМ НА 180°
ЭЛ ЕКТРО ДУГОВАЯ СВАРКА ТРУБОПРОВОДОВ
СВАРКА ТРУБ С ПОВОРОТОМ НА 90°ПЕРВЫЙ СЛОЙВТОРОЙ СЛОЙНЕПО ВО РОТНЫЙ стык
гДЕФЕКТЫ СВАРНЫХ ШВОВНАИМЕНОВАНИЕКРАТЕРЫПРИЧИНА- Обрыв дуги■ Неправильное выполнение
конечного участка шваНАИМЕНОВАНИЕ ПРИЧИНАПОДРЕЗЫ- Большой сварочный ток- Длинная дуга-При сварке угловых швов ■
смещение электрода в сто¬
рону вергикальной стенкиПОРЫНЕПРОБАР- Dbliipoc охлаждение шва- Загрязнение кромок мас¬
лом, ржавчиной и т.п.- Не просушенные электроды- Высокая скорость сваркиВКЛЮЧЕНИЯ ШЛАКА■ Гряэь на кромках- Малый сварочный ток■ Большая скорость снарки- Малый угол скоса верти¬
кальных кромок- Малый зазор между ними- Загрязнение кромок- Недостаточный сварочный
ток- Завышенная скорость
сваркиПРОЖОГ- Большой ток при малой
скорости сварки- Большой зазор между
кромками- Под свариваемый шов
плохо поджата флюсовая
подушка или медная
подкладкаНЕСПЛАВЛЕНИЯ- Плохая зачистка кромок- Боль иая / лмна дуги- Недостаточный сварочный
ток- Большая скорость сваркиНЕРАВНОМЕРНАЯ
ФОРМА ШВА- Неустойчивый режим
сварки- Неточное направление
электродаНАПЛЫВ- Большой сварочный ток- Неправильный наклон
электрода- Излишне длинная дугаТРЕЩИНЫlife- Резкое охлаждение кон¬
струкции- Высокие напряжения в
жестко закрепленных кон¬
струкциях- Повышенное содержание
серы или фосфораСВИЩИ~о~- Низкая пластичность ме¬
талла шва- Образование закалочных
структур- Напряжение от неравно¬
мерного нагреваПЕРЕГРЕВ (ПЕРЕЖОГ)
МЕТАЛЛА- Чрезмерным нагрев около-
шовн зчзоны- Неправильный выбор теп¬
ловой мощности- Завышенные значения
мощности пламени или
сварочного тока
Пособие предназначено для теоретической подготовки, повышения
квалификации и переаттестации рабочих следующих профессий:газосварщик;Zm- электрогазосварщик;электросварщик ручной сЬаркиПособие может быть использовано при подготовке in обучении рабочихследующих профессий:газорезчик;• • ' **Ч <■ . • Ч V - . ■ !контролер сварочных работ;наладчик сварочного и газоплазмо¬
резательного оборудованияоператор проекционной аппаратуры
и газорезательных машин;. , • • -х s .» Т:,. • Iэлёктровибррнаплавщик;ВЕКи ! 4 - V- . ^ t ....электросварщик на автоматическихи полуавтоматических машинах>. 1 ’ , ”. * -N Xл_. • •' ’ <• •/ч- ''4'v‘ : ’ *•Is •.<',* - .ПЕРЕЧЕНЬ ПРОФЕССИЙ* РАБОЧИХ ПО СВАРКЕ СОГЛАСНО ЕДИНОМУ
ТАРИФНО-КВАЛИФИКАЦИОННОМУ СПРАВОЧНИКУ РОССИЙСКОЙ
ФЕДЕРАЦИИ (ЕТКС РФ), РАЗДЕЛУ «СВАРОЧНЫЕ РАБОТЫ»,
УТВЕРЖДЕННОМУ МИНИСТЕРСТВОМ ТРУДА И СОЦИАЛЬНОГО
РАЗВИТИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ 15.11.99 №45НАИМЕНОВАНИЕ ПРОФЕССИИДИАПАЗОН РАЗРЯДОВГазорезчик1 - 5Газосварщик2-6Контролер сварочных работ2-6Наладчик сварочного
и газоплазморезательного оборудования3-6Оператор проекционной аппаратуры
и газорезательных машин2. аЭлектровибронаплавщик2-4Электрогазосварщик2-6Электросварщик на автоматических
и полуавтоматических машинах2-6Электросварщик ручной сварки2 — 6^Приведены только те профессии, для которых предназначено
или может быть использовано Пособие