/




















































































Text
г. БЕЛЯКОВ Ю.Д. БОРИСОВ
«•
*
юновы
ОСМИЧЕСКОЙ
ЕХНОЛОГИИ
ицено Министерством высшего
’днего специального образования СССР
/естве учебного пособия для студентов
шх технических учебных заведений
СКВА * МАШИНОСТРОЕНИЕ * 1980
г
ББК 39.6
Б43
УДК 629.78.002.2(075.8)
Рецензенты: д-р техн, наук, проф. В; Г. Кононенко, канд. тех(
летчик-космонавт СССР Г. С. Шонин
ПРЕДИСЛОВИЕ
вторы использовали практически всю имеющуюся у них ин-
лацию по результатам научных исследований, 'проводимых в
,ст11 космической технологии, как у нас в стране, так и за рубе-
; постарались обобщить и кратко изложить результаты этих ис-
ований в данном учебном пособии.
небное пособие состоит из трех разделов. В первом разделе
жены общие вопросы космической технологии. Цель этого раз-
— дать краткое представление о космическом пространстве
Беляков И. Т., Борисов Ю. Д.
Б43 Основы космической технологии. Учеб, пособие
вузов,—М.: Машиностроение, 1980,—184 с., ил.
45 к.
В учебном пособии рассмотрены физические особенности космическое
пространства как среды для осуществления технологических процессов опи
, сана аппаратура и оборудование для этих целей; даны материалы по техно среде ДЛЯ осуществления ТеХНОЛО'ГИЧесКИХ ПрОЦеССО'В, средствах
логии сбппки П КАГМЛГР r J _ ______ ___________
ДЛ!
логии сборки в космосе.
„ 31900'214
В 038(00-80 214'8а
|тёхнологии
Редактор Л, И. Фрид
Технический редактор Н. Н. Скотникова
Сдано в набор 28.02.80.
Формат 60Х901/1б
Печать высокая.
Тираж 2000 экз.
жгровання кссмоса, а также о воздействии космоса на измене-
I свойств конструкционных материалов.
>торой раздел посвящен технологическим процессам получения
IX веществ й материалов в космосе. В нем изложены теорети-
ке основы процессов получения веществ и материалов в кос-
:, а также описаны перспективы технологических процессов и
; >удования для их получения. Приведена методика определений
: юмической эффективности производства материалов на орби-
ных станциях.
!аключительный, третий раздел учебного пособия освещает
юсы сборки, монтажа, технического обслуживания и ремонта
смосе объектов. В разделе нашли отражение методы сборки,
ология выполнения соединений; процессы монтажа и ремонта,
'роля и испытаний объектов в космосе; эргономические аспек-
'вязанные с деятельностью космонавта при выполнении им тех-
нических операций; методы и средства фиксации космонавта;
)удование и инструмент для монтажно-сборочных и ремонтных^
эт в космосе, а также некоторые вопросы организации и теХ-
I безопасности работ в космосе.
разделы I и II учебного пособия написаны Борисовым Ю. Д„
Цел III написан совместно Беляковым И- Т. и Борисовым Ю. Д.
гарнитура литер ,вторы искренне благодарны за помощь в работе доктору фи-
ъматематических наук Полежаеву В. И-, кандидатам техниче-
< наук Гельфанду М. Л., Горбунову Н. М., а также аспирантам
неву А. А., Цыганкову О. С. и другим, оказавшим помощь в
боре материалов и оформлении рукописи.
Особую признательность авторы выражают рецензентам — лет-
У-космонавту СССР, Герою Советского Союза, кандидату техни-
ках наук Г. С.,Шбнину и доктору технических наук, профессору
• Кононенко.
Корректор Л. Е.
Обложка художника А. Я. Mi
Подписано в печать 26.05.80.
Бумага типографская № 3 Г
Усл. печ. л. 11,5 Уч.-изд. л. 12.9
Заказ 248. Цена 45 к.
Издательство <Машиностроенне», 107076. Москва, Б-76 Стромынский пер., 4.
Московская типография № 8 Союзполиграфпрома
прн Государственном комитете СССР <
по делам издательств, полиграфии и книжной торговли.
* Хохловский пер., 7.
© Издательство «Машиностроение»,
ВВЕДЕНИЕ
Бурное развитие космической техники и научных исследова! |
в космосе в последние десятилетия привело к возникновению ).
вой прикладной науки — космической технологии (или техноло j
в космосе).
Первым практическим шагом в области космической техно >
гии можно считать научный эксперимент, осуществленный в
тябре 1969 г. летчиками-космонавтами СССР Г. С. Шонины i
В. Н. Кубасовым, выполнившими технологические операции ci
ки и резки металлов в космосе на борту космического корабля
Технология в космосе (космическая технология)—наук
процессах производства материалов ,и изделий в условиях кос
ческого полета, о сущности процессов сборки, монтажа и реме
космических объектов, наука о связях этих процессов и законом
ностях их развития.
Космическая технология, как наука, .по-видимому, будет ра
ваться по двум наиболее общим направлениям: ; .
выявления возможностей получения в условиях космоса веще 1>
материалов и деталей, обладающих уникальными свойствами, >
торые нельзя или весьма затруднительно получить в произвол» |е
в земных условиях;
. разработке методов сборки, технического обслуживания и
монта объектов в космосе.
Первое направление базируется на использовании необыч
условий, создающихся при движении космического объекта по
лоземным орбитам: прежде всего — длительного состояния нет
.мости, а также глубокого вакуума в неограниченном объеме,
Соких и низких температур, космической радиации.
Создать на Земле подобного рода условия комплексно да
на длительное время чрезвычайно трудно, дорого, а иногда пр °
невозможно.
В космосе же можно располагать в неограниченных объ( J
и времени вакуумом в пределах 0,1 мПа—11 мкПа (а испол
«теневой экран», установленный в следе космического корг
можно получить еще более глубокий вакуум 10 пПа).
Исп°льзУя солнечные концентраторы на борту КА можно пре-
бразовать энергию излучения Солнца в тепловую, снимая с 1 м2
около 1 кВт тепловой мощности. Интересные перспективы может
оТкрьгть использование космического радиационного и корпуску-
лярного облучения веществ и материалов с целью придания им но-
вых свойств.
Большие возможности для практической деятельности может
иметь невесомость или точнее слабое гравитационное поле. Прак-
тически на космический аппарат действует много сил; силы аэро-
динамического торможения; силы, возникающие от вращения ко-
рабля при нестабилизированном полете; силы, возникающие при
включении дренажных систем и т. д. В целом можно считать, что,
в космическом полете действует’слабое гравитационное поле ин-
тенсивностью! (0,0001—0,00001)go при полном выключении всех
систем ориентации .корабля. Проектируя технологические процес-
сы первого направления, нельзя не учитывать это слабое гравита-
ционное поле (можно говорить о влиянии микрогравитации или
еще точнее — о действии микроускорений на ход технологических
процессов в условиях космического полета).
Анализ комплекса технологических процессов в условиях сла-
бой гравитации был впервые проведен в нашей стране [1]. Был сде-
лан вывод о перспективности следующих технологических процес-
сов в космосе: бесконтейнерной и бестигельной плавки тугоплав-
ких сплавов (с целью получения материалов большой чистоты, с
повышенными физико-механическими и физико-химическими ха-
рактеристиками); получения тел с идеальной сферической поверх-
ностью (в том числе полых шаров для шарикоподшипников); полу-
чения пеноматериалов и композиционных материалов (в том чис-
ле на основе металлов) с большой удельной прочностью; получе-
ния- тонких молекулярных пленок и волокон^ сверхвысокой очистки
материалов в космическом вакууме, в том числе очистка биологи-
ческих веществ с помощью более эффективно протекающего при
низкой гравитации процесса электрофореза!; получения больших
кристаллов совершенной формы с уникальными свойствами и мно-
гое другое.
Рассмотрим второе направление. Современное развитие ракет-
но-космической техники приводит к созданию все более тяжелых,
сложных и больших (по размерам) космических объектов. Для
создания и длительного функционирования космических систем
Уже сейчас требуется осуществлять в космосе технологические
процессы сборки, ремонта, монтажа, контроля и технического об-
служивания космических объектов. Еще большие задачи по сбор-
ке крупных космических объектов возникнут, например, при мон-
Таже огромных космических радиотелескопов, при создании тех-
нологических комплексов (заводов) в космосе. Новые методы
°°Рки, способы соединений конструкций в космосе, оборудование
сРедства фиксации, которыми должен пользоваться космонавт
Ри осуществлении тех или иных технологических процессов, дол-
Hbi изучаться будущим специалистом по космической технологии.
5
Вопросы получения новых веществ и материалов в космосе, а
также вопросы сборочно-монтажных и ремонтных работ в космо-
се взаимосвязаны. Так, например, от правильного- размещения тех-
нологического оборудования на борту космического производст-
венного комплекса во многом будут зависеть перегрузки, действую,
щие при получении материалов и изделий, а следовательно, в ко-
нечном счете, и на качество получаемого продукта. Технологиче-
ское оборудование во многом будет определяться конструкцией
космических объектов. В свою очередь, конструкция космических
станций, предназначенных для организации производственного
комплекса, технология их сборки и обслуживания на орбите будут
во многом определяться технологией и оборудованием, предназ-
наченными для производства.
Таким образом, специалист по космической технологии обязан
знать как перспективные для космоса процессы, так и возможно-
сти ракетно-космической техники, перспективы ее создания и раз-
вития.
раздел I. ОБЩИЕ ВОПРОСЫ КОСМИЧЕСКОЙ
' ТЕХНОЛОГИИ
Глава.!,. ФИЗИЧЕСКИЕ ОСОБЕННОСТИ
КОСМИЧЕСКОГО ПРОСТРАНСТВА
КАК СРЕДЫ ДЛЯ ОСУЩЕСТВЛЕНИЯ.
. ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
1.1. КРАТКАЯ ХАРАКТЕРИСТИКА КОСМИЧЕСКОГО ПРОСТРАНСТВА
Состав околоземного космического пространства, изменение
плотности, температуры и давления. Окружающая нас воздушная
среда (сухой воздух) состоит (по объему) примерно из 78% азо-
та, 21% .кислорода, 0,9% аргона и ряда других газов, в сумме сос-
тавляющих 0,1%. Во влажном воздухе (содержание водяного пара
может доходить до 4%) естественно происходит некоторое количе-
ственное перераспределение составляющих. \
Исследования, проведенные с помощью метеорологических р'а-
кет, показывают, что основной состав воздуха практически не из-
меняется до высоты /7 «85 км. Затем начинает снижаться про-
центное содержание многих составляющих воздуха, и в первую
очередь, аргона.
С высоты около 5 км в составе воздуха появляется озон. Его
концентрация достигает максимума, на высоте 20—25 км и затем
к 50 км практически исчезает.
При дальнейшем увеличении высоты (рис. 1.1) начинает сказы-
ваться диссоциация молекул кислорода и азота на атомы и вслед
за этим и ионизация атомов кислорода (высоты 100—300 км). На
еще больших высотах в составе среды преобладают атомы кисло-
рода и водорода и ионы кислорода (77=700 ... 1500 км).
На высотах в несколько тысяч километров имеются в основном
атомы и ионы водорода, а на. высотах в несколько десятков тысяч
километров — ионы водорода и гелия (табл. 1.1).
При удалении от поверхности Земли' на 100—150 км длина
среднего свободного пробега частиц остаточного газа становится
равной нескольким десяткам метров, т. е. становится соизмеримой
с характеристиками линейных размеров космйческого аппарата
(см. табл. 1.1 и рис. 1.1).
Таким образом, на высотах 200—400 км, на которых обычно ле-
тают современные пилотируемые космические летательные аппа-
раты, давление составляет порядка 0,1 мкПа—1 мПа. Однако сле-
дует помнить, что вблизи космического аппарата атмосфера заг-
рязнена. примесями, поступающими из-за утечек газов (жидкостей)
из внутренних частей корабля, а также из-за дегазации его внеш-
7
Рис. 1.1. Зависимость давления от
высоты иад поверхностью Земли
1(1000 20000
Н,км
них поверхностей. Вакуум порядка 0,1 мкПа имеет место на высо-
тах 500 км и выше.
С изменением по высоте давления и.составе атмосферы изменя-
ются ее температура и плотность. Изменение температуры зем-
(Ной атмосферы по высоте (по результатам ракетных исследова-
ний) показано на рис. 1.2. Характеристика атмосферы Земли Таблица 1
Высота Я, км Давление, мм рт. ст. Температура, °C Число частиц остаточ- ного газа в 1 см3 Состав
0 760 +15 2,5-1019 N2, О2, Аг у
11 177 —56 4,5-1018 N2, 02(03), Аг 1
20 42 —56 2-101.8 N2, О2(Оз), Аг
30 9 —42 4-1017 N2i 02(03), Аг
46. 1 0 3-1016 N2, О2(Оз), Аг
64 10-1 —33 1015 N2, О2, Аг
79 10-2 -85 lOi’i N2, о2, Аг
102 10-4 —60 1012 n2( О2, О
200 10-6 +630 1010 N2, N1, О, О+, Не
800 10-9 +3040 106 О, о+, н
6500 10-12 + 103—104 103 . н, н+
Выше 22000 10-13 + 103—105 101 Н+, Не++
Начальный участок (от уровня моря до Н= 100 км) зависимо*’-
сти T=f(H) здесь определен по таблицам временной стандартной
атмосферы. Уменьшение температуры на участке 0—ill км (а то4*
нее на экваторе до 16—18 км и у полюсов до. 7—9 км) и сохране*
ние ее постоянной на высотах 11—25 км связано- с конвекционный
8
й лучистым равновесием движущихся воздушных масс. Дальней-
шее увеличение температуры до высот порядка 40—50 км связано
/- поглощением озоном энергии ультрафиолетовой части солнечного
спектра. Со снижением концентрации озона, с диссоциацией и за-
тем с ионизацией кислорода, главным образом под действием уль-
трафиолетового излучения Солнца (с длиной волн Z. = 0,19...
0,18 мкм), связано последовательное падение (до Я а; 80 км) и
затем возрастание температуры атмосферы. С дальнейшим увели-
чением высоты температура среды все время возрастает. По дан-
ным некоторых работ считается, что Земли достигает разрежен-
ная (с плотностью 102'—Юз частиц в см3) солнечная корона с тем-
пературой частиц порядка 10000 К. С увеличением высоты величи-
на свободного пробега частиц резко растет.
В связи с отмеченным изменением свойств земную атмосферу
делят на несколько'ярусов:
1—тропосфера — область высот от уровня Земли до Я=
= 11 ... 12 км, т. е. до первой тропопаузы, (высоты с постоянной-
температурой), содержащая около 80% по массе атмосферы;
2—стратосфера — область высот с примерно постоянной тем-
пературой (до Ял;60 км), содержащая еще 19,5 массовых процен-
тов атмосферы;
3 — мезосфера — область высот до второй тропопаузы, т. е. до
Я=60 ... 80 км, содержащая 0,3 % атмосферы;
4 — термосфера, часто разделяемая на две области: а) ионо-
сферу, играющую большую роль в распространении радиоволн;'
б) экзосферу или сферу /рассеяния (Я>800 км), из которой части-
цы могут за счет своей кинетической энергии преодолевать земное
притяжение и улетать от Земли; термосфера содержит около 0,05
массовых процентов атмосферы.
Падение плотности атмосферы ведет к тому, что с высот поряд-
ка 150 км «небо» становится черным, т. е. абсолютно прозрач-
ным.
Движение вблизи Земли космических аппаратов более или ме-
нее продолжительное время возможно лишь при скоростях, превы-
шающих так называемую1 первую космическую скорость V=
= /,8 км/с. В этих условиях внешние тепловые воздействия на кос-
мический аппарат будут в основном складываться из двух эффек-
тов: эффекта аэродинамического (или кинетического) нагрева те-
ла при бомбардировке его частицами атмосферы и эффекта лу-
чистого нагрева (Солнцем и Землей).'
Резкое падение плотности воздуха с высотой ведет к тому, что
Достаточно малое аэродинамическое сопротивление, необходимое
Для продолжительного движения космического аппарата по круго-
вой орбите без большой затраты энергии на компенсацию сопро-
тивления, обеспечивается лишь на высотах не менее 190—200 км,
• е. при концентрации частиц -~1010 на 1 см3. С увеличением плот-
ости атмосферы (концентрации частиц) на 2—3 порядка растет
^противление среды, что ведет к сильному нагреву летательного
9
Как видно из графика (рис.
1.3), плотность теплового потока
<7кин от кинетического нагрева
пластины, движущейся в атмос-
фере Земли со скоростью 8 км/с,
К, КМ
W00
1000
Рис. 1.3. Зависимость величин
9кин и qc от высоты И над по-
верхностью Земли
ЧОО
110
to
космический мрак
^-^^солютный. ''~~
эквивалент космоса
излечение и космические
лучи
'"Вскипание кроЗи>-^.
33
10
11
Гипоксия
^////////^
„ноксая с
Опявдшная эмболия
Рис. 1.4. График функциональных
барьеров при движении человека в
космос
5
на высоте порядка 150—160 км равна плотности теплового потока
от Солнца. Резкий спад интенсивности нагрева ведет к тому, что
На высотах Я«^200 км этот нагрев становится уже на порядок
меньше нагрева солнечными лучами. Под понятием «космос» час-
то принято считать область высот выше 150—200 км от уровня
Земли, где любым теплообменом ,с окружающей средой, кроме лу-
чистого, можно пренебрегать даже при больших скоростях движе-
ния летательного аппарата.
Интересно отметить, что с медицинской точки зрения для неза-
щищенного человека «космос» начинается всего с 3—5 км от по-
верхности Земли. Уже на небольшой, казалось бы, высоте в 3,5 км
человек не может работать и чувствовать себя так же, как на Зем-
ле. Это препятствие на пути человека в космос является первым в
ряду многих преград, называемых физиологическими барьерами
космического пространства. Они определяются границами облас-
тей космического пространства, пребывание в которых вызывает
резкое изменение (чаше всего торможение, а затем и прекраще-
ние) важных биологических процессов. Эти области, представля-
ющие наибольший интерес для физиолога, показаны на рис. 1-4-
Можно выделить четыре зоны, в зависимости от действия функци-
ональных барьеров: 0—3,6 км — физиологическая зона; 3,6—
16 км— зона физиологической неполноценности; 19—224 к*м — зо-
на, частично эквивалентная космосу; 224—9600 км — зона, полно-,
стью эквивалентная космосу. .1
На высоте 3,6 км низкое парциальное давление кислорода вЫт|
зывает затруднение дыхания. Таким образом, гипоксия, или khcj
дородная недостаточность, — это первый барьер, который нуЖНЧ
преодолеть человеку на пути в космос. При быстром подъеме Ч
10
высоте более 5 км наступает кессон*
я болезнь —декомпрессионные рас-
стройства, которые обычно ассоцииру-
ются .с работой водолазов. При быст-
ром падении давления окружающей
среды происходит внезапное выделе-
ние в виде пузырьков растворенного
в кровн и тканях азота — воздушная
эмболия.
Следующий функциональный барь-
ер находится на высоте 15 км. На
этой высоте наблюдается аноксия, т. е.
полное кислородное голодание. На
первый взгляд это может показаться
странным, так как атмосфера в этой
зоне содержит достаточное количество
Рис. 1.5. Зависимость кинетиче-
ской температуры газа от рас-
стояния от поверхности Земли
кислорода, причем именно в виде не-
обходимых для дыхания двухатомных молекул. Но углекислый,.
газ и водяные пары, содержащиеся в альвеолах, создают в них
давление порядка 11,4 кПа. Если атмосферное давление снижает-
ся до этого значения (что происходит как раз на высоте 15 км),
то кислород из-за отсутствия необходимого перепада давлений
перестает проникать через стенки альвеол.
На высоте 16 км космонавт сталкивается с последним физио-
логическим барьером, связанным с атмосферным давлением; оно
составляет здесь 6,25 кПа и соответствует давлению паров жид-
костей в тканях человека. Это вызывает «вскипание» содержащих-
ся в тканях жидкостей, переход их в газообразное состояние. Пу-
зырьки газа проникают в сосуды, закупоривают их и выделяются
через слизистую оболочку носоглотки, глаз и т. д.
Как уже отмечалось, скорости движения частиц в сильно разре-
женном космическом пространстве с увеличением высоты возрас-
тают. Вследствие этого кинетическая температура газа также воз-
растает (рис. 1.5): ।
Высота Н, км .... О 52 100 150 300 700 1500 3000
Температура Т, К .. . 288 271 210 830 1432 1507 1500 1550
Под температурой космического пространства обычно принято
понимать равновесную температуру абсолютно черного тела, по-
лученную им путем поглощения фоновой радиации. Эта темпера-
тура определяется по объемной плотности энергии излучения вда-
ли от каких-либо космических тел. Объемная плотность лучистой
энергии определяется из известного расположения звезд и их яр-
кости. Затем из уравнения Стефана—Больцмана находится темпе-
ратура абсолютно черного тела, соответствующего полученной
Съемной плотности лучистой энергии. Эта температура равна
,2К. Таким образом, черное тело, находящееся в космическом про-
Ранстве вдали от звезд и планет, будет сохранять равновесную
емпературу 3,2 К, т. е. эффективную температуру поглощения фо-
11
новой радиации. Следует отметить, что равновесная температура
тела будет совпадать с кинетической температурой газа, окружа-
ющего его, только около поверхности Земли, когда конвективный
теплообмен является определяющим.
Следующая важная характеристика космического пространст-
ва— высокая степень черноты — является следствием глубокого
разрежения и большой удаленности космических тел. Практиче-
ски она равна единице, т. е. излучение, покинувшее поверхность
космического аппарата, обратно не возвращается.
Солнечное излучение, магнитное поле Земли, корпускулярная
радиация. Солнце является мощным источником электромагнитно-
го излучения, которое может оказывать существенное тепловое
воздействие на тела,, находящиеся в космосе. Общая мощность,
излучаемая Солнцем в космическое пространство, составляет
4 • 102в вт Мощность солнечного излучения, падающего по норма-
ли на площадку 1 м2, находящуюся вце земной атмосферы на
среднем расстоянии от Земли до. Солнца, принято называть сол-
нечной постоянной, равной 1396 Вт/м2 (с точностью ±2%).
Почти вся электромагнитная энергия, излучаемая Солнцем, ле-
жит в области спектра от 0,1 до 106 нм.
Рассмотрим те области спектра солнечного излучения, которые
прямо или косвенно оказывают существенное влияние на тепловой
режим космических аппаратов. Мощность излучения в области от
0,1 до 200 нм составляет примерно 1,22% от общей мощности из-
лучения Солнца-во всем спектре. Однако излучение с такими дли-
нами волн значительно влияет на поверхностные свойства мате-
риалов, в частности на оптические характеристики покрытий, ко-
торыми, в свою очередь, определяется тепловой баланс космиче-
ских тел, находящихся в космосе. Основной вклад в тепловой ба-
ланс космического аппарата вносит область спектра 0,3—3 мкм,
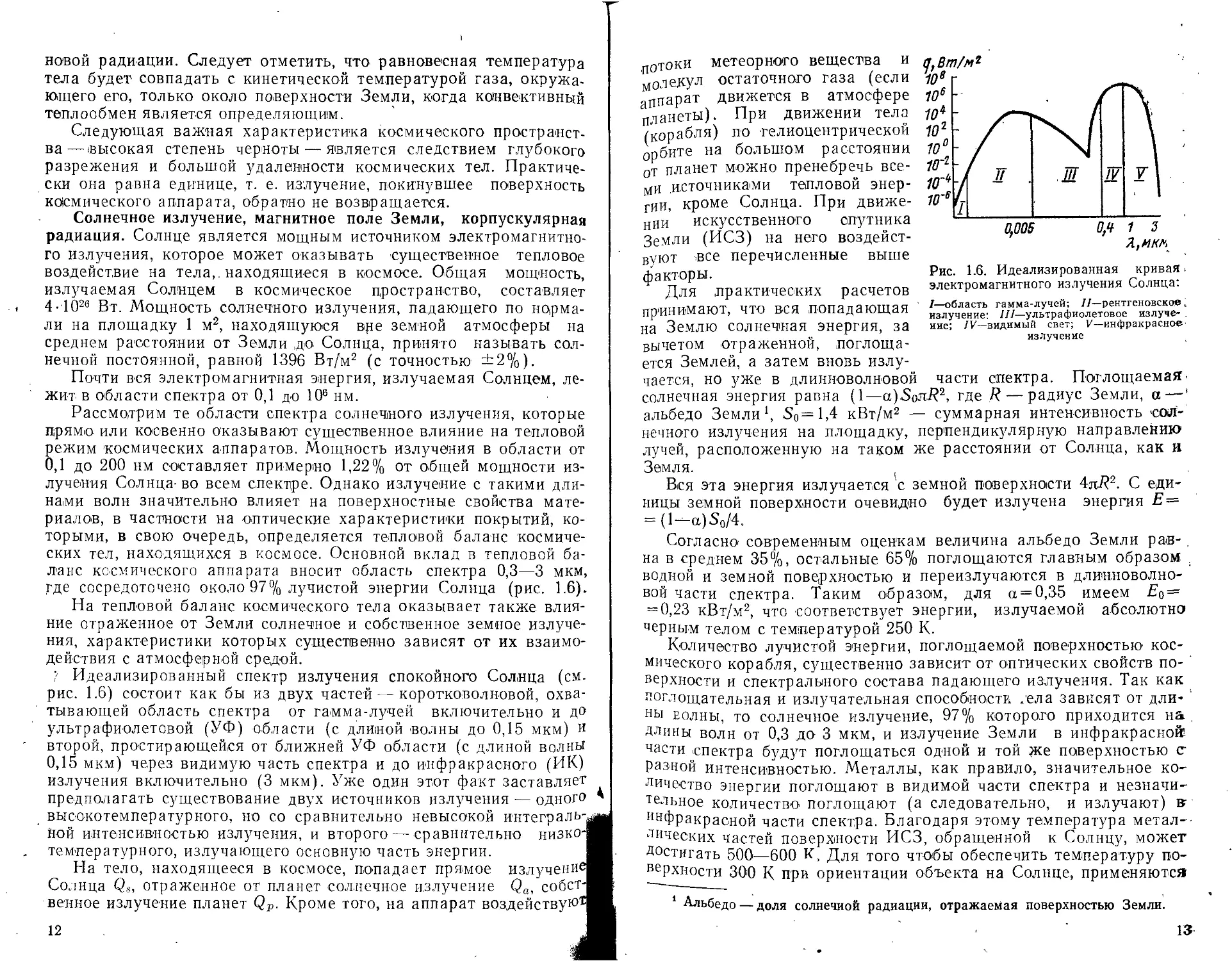
где сосредоточено около 97% лучистой энергии Солнца (рис. 1.6).
На тепловой баланс космического тела оказывает также влия-
ние отраженное от Земли солнечное и собственное земное излуче-
ния, характеристики которых существенно зависят от их взаимо-
действия с атмосферной средой.
7 Идеализированный спектр излучения спокойного Солнца (см.
рис. 1.6) состоит как бы из двух частей — коротковолновой, охва-
тывающей область спектра от гамма-лучей включительно и до
ультрафиолетовой (УФ) области (с длиной волны до 0,15 мкм) и
второй, простирающейся от ближней УФ области (с длиной волны
0,15 мкм) через видимую часть спектра и до инфракрасного (ИК)
излучения включительно (3 мкм). Уже один этот факт заставляет
предполагать существование двух источников излучения — одного
высокотемпературного, но со сравнительно невысокой интеграль-
ной интенсивностью излучения, и второго — сравнительно низко-
температурного, излучающего основную часть энергии.
На тело, находящееся в космосе, попадает прямое излучений
Солнца Qs, отраженное от планет солнечное излучение Qa, собстд
венное излучение планет QP. Кроме того, на аппарат воздействуют
12
потоки метеорного вещества и
молекул остаточного газа (если
аппарат движется в атмосфере
планеты). При движении тела
(корабля) по гелиоцентрической
орбите на большом расстоянии
от планет можно пренебречь все-
ми .источниками тепловой энер-
гии, кроме Солнца. При движе-
нии искусственного спутника
Земли (ИСЗ) на него воздейст-
вуют >все перечисленные выше
факторы.
Для практических расчетов
принимают, что вся попадающая
на Землю солнечная энергия, за
вычетом отраженной, поглоща-
ется Землей, а затем вновь излу-
чается, но уже в длинноволновой
солнечная энергия равна
Рис. 1.6. Идеализированная кривая
электромагнитного излучения Солнца:
I—область гамма-лучей; //—рентгеновское,
излучение: /77—ультрафиолетовое излуче-
ние; /V—видимый свет; У—инфракрасное
излучение
части спектра. Поглощаемая
(1—а)30лД2, где R — радиус Земли, а —
альбедо Земли1, 50=1,4 кВт/м2 — суммарная интенсивность 'сол-
нечного излучения на площадку, перпендикулярную направлению
лучей, расположенную на таком же расстоянии от Солнца, как и
Земля.
Вся эта энергия излучается с земной поверхности 4л/?2. С еди-
ницы земной поверхности очевидно будет излучена энергия Е =
= (1-а)50/4.
Согласно современным оценкам величина альбедо Земли ра<в- ,
на в среднем 35%, остальные 65% поглощаются главным образом .
водной и земной поверхностью и переизлучаются в длинноволно-
вой части спектра. Таким образом, для а = 0,35 имеем Ед=
= 0,23 кВт/м2, что соответствует энергии, излучаемой абсолютно
черным телом с температурой 250 К.
Количество лучистой энергии, поглощаемой поверхностью кос-
мического корабля, существенно зависит от оптических свойств по- '
верхности и спектрального состава падающего излучения. Так как
поглощательная и излучательная способности дела зависят от дли- '
иы волны, то солнечное излучение, 97% которого приходится на
Длины волн от 0,3 до 3 мкм, и излучение Земли в инфракрасной
части спектра будут поглощаться одной и той же поверхностью с
разной интенсивностью. Металлы, как правило, значительное ко-
личество энергии поглощают в видимой части спектра и незначи-
тельное количество поглощают (а следовательно, и излучают) &
нифракрасной части спектра. Благодаря этому температура метал--
лических частей поверхности ИСЗ, обращенной к Солнцу, может
Достигать 500—600 К, Для того чтобы обеспечить температуру по-
верхности 300 К при ориентации объекта на Солнце, применяются
1 Альбедо — доля солнечной радиации, отражаемая поверхностью Земли.
13
1
специальные покрытия, имеющие большую отражательную и ма-
лую поглощающую способности в видимой части спектра и боль-
шую поглощающую способность в инфракрасной.
Ультрафиолетовое излучение Солнца не дает существенного]
вклада в тепловой баланс космического объекта, но тем не менее |
оказывает значительное влияние на оптические и прочностные ха-1
рактеристики материалов этого объекта в том случае, если оно
поглощается его поверхностью. Под действием ультрафиолетового
и рентгеновского излучений Солнца могут происходить потемнения
светлых покрытий, ухудшение оптической прозрачности стекол, об- й
разование поперечных связей в органических материалах, приво-|
дящие к тому, что эти материалы становятся хрупкими и растрес-1
киваются. I
Земля является огромным естественным магнитом. Магнитное!
поле Земли чрезвычайно динамично и подвержено влиянию пото-1
ков солнечного ветра. Магнитные бури, которые разыгрываются I
на больших удалениях от земной поверхности в результате взаимо- I
действия с солнечным ветром, проникают и к земной поверхности.
Для космической технологии изменчивость магнитного поля пред-
ставляет большой интерес. Магнитное поле используется для успо-
коения вращения спутников, для определения их ориентации отно-
сительно Земли и т. п.
Геомагнитное поле приблизительно может быть представлено
полем магнитного диполя с дипольным моментом, равным 8,06-1027 ,
Тл-м3. Центр этого диполя смещен относительно геометрического
центра Земли, примерно на 500 км в сторону восточного полуша-
рия — точнее к 160—170° в. д. Кроме того, геомагнитная ось не сов-
падает с осью вращения Земли. Это приводит к тому, что северный
магнитный полюс расположен в точке с координатами 73,5° с. ш. и
бЭ*3 з. д., а южный 78,5° ю. ш. и 111° в. д.
На рис. 1.7 представлено изменение напряженности геомагнит-
ного поля на различных удалениях от земной поверхности.
Реальное магнитное поле существенно отличается от строго ди-
польного и характеризуется значительными местными аномалиями,
из которых можно отметить восточно-сибирскую и бразильскую.
Вокруг Земли имеется мощное радиационное поле. На рис. 1.8
показано сечение радиационных поясов, образующих вокруг Зем-
ли тороидальные области заряженных частиц, захваченных магни-
тосферой Земли. Заштрихованные зоны представляют так называ-
емые радиационные пояса. Деформация магнитосферы Земли вы-
звана «солнечным ветром».
Космический полет проходит в условиях действия корпускуляр-
ной радиации. Корпускулярная радиация — это, прежде всего, зах-
ваченная радиация — электроны и протоны, захваченные магнит- j
ным полем Земли и заполняющие всю магнитосферу Земли; это |
космические лучи — частицы исключительно больших энергий, при-1
ходящие из глубин, галактики и других областей Вселенной; это |
солнечные космические лучи — потоки частиц, генерируемые Солн- я
цем во время некоторых вспышек; это, наконец, солнечный ве- |
М
3
Рис. 1.7. Зависимость напряжен-
иости геомагнитного поля от уда-
ления от земной поверхности
Рис. 1.8. Схема радиационных поясов Земли:
1—внутренний радиационный пояс; 2—внешний ра-
диационный пояс; 3—захваченные магнитосферой
Земли протоны и электроны низкой Энергии; 4—
солнечный ветер; 5—-земля •
тер — постоянный поток корпускул, распространяющихся от Солн-
ца и заполняющих все межпланетное пространство (прртоны и
а-частицы).
Корпускулярная радиация — это, прежде всего, Опасность для
космических полетов человека. В наземных условиях все эти воз-
действия не имеют места, поскольку Земля защищена от потоков
частиц, создающих наибольшую опасность, магнитным полем и ат-
мосферой.
Космические лучи представляют собой поток ядер, лишенных
электронных оболочек, электронов и позитронов. Энергия частиц
исключительно велика — это самые энергичные из известных час-
тиц. Для иллюстрации можно сказать, что некоторые из них име-
ют энергию до 0,16 Дж. Этот поток частиц, движущихся с реляти-
вистскими (близкими к скорости света) скоростями и возникаю-
щий далеко за пределами солнечной системы как в галактике, так
и вне ее, имеет практически- одинаковую интенсивность во всех
направлениях.
Состав галактических космических лучей сильно отличается от
состава других космических лучей. Повышенное содержание в них
ядер легких элементов, лития, бериллия и бора, объясняется дроб-
лением более тяжелых частиц в результате прохождения^сквозь
межзвездное пространство. Но вместе с тем в них сравнительно
много и ядер более тяжелых элементов, что пока не получило сво-
его объяснения. Механизм образования космических лучей и ус-
корения частиц до таких скоростей окончательно не выяснен.
Предполагается, что они возникают при взрывах сверхновых звезд.
Космические лучи солнечного происхождения —‘это интенсив-
ные потоки частиц высокой энергии, генерируемые Солнцем во вре-
мя больших вспышек. Такого рода явление происходит сравнитель-
но редко, но в эти моменты радиационная обстановка в межпла-
нетном пространстве определяется космическими лучами. Интен-
сивность их может превосходить интенсивность нормального фона
15
космических лучей в 10 000 раз. Частота появления больших вспы-
шек, генерирующих сильные лучи, оценивается равной одной
вспышке в 18 месяцев. Название «солнечный ветер» в настоящее
время означает постоянный поток солнечной плазмы. Измерения
показали, что интенсивность потока солнечного ветра составляет
1012—Ю!3 частиц на 1 м2 в 1 с.
Скорости частиц оказались равными 400—800 км/с. «Солнечный
ветер» определяет структуру и величину межпланетного магнитно-
го поля, которое, в свою очередь, управляет интенсивностью га-
лактических космических лучей, определяет характер геомагнит-
ных возмущений и связанных с ними других геофизических явле-
ний. «Солнечный ветер» состоит в основном из протонов. Второй
заметной его составляющей являются а-частицы (примерно 5%).
Метеорная опасность для космических кораблей и других кос-
мических аппаратов является очевидной. Во всяком случае она
рассматривалась еще до того, как на орбиты былц выведены кос-
мические корабли. Более того, до начала практических исследова-
ний ей придавалось несравненно большее значение, нежели радиа-
ционной опасности. Таким образом, если, например, обнаружение
радиационных поясов явилось для исследователей неприятным
сюрпризом, то величина метеорной опасности, по крайней мере в
смысле непосредственного пробоя стенки космического аппарата,
оказалась преувеличенной; в настоящее время принято считать,
что космические полеты не связаны в этом смысле с существенной
опасностью. Тем не менее изучение этого вопроса является одной
.из актуальных задач практического обеспечения космических ис-
следований. Экспериментальное изучение этого вопроса в земных
условиях затруднено сложностью придания частицам, с помощью
которых бомбардируются мишени, скорости, соизмеримой со ско-
ростями метеорных частиц в межпланетном пространстве. Поэто-
му основная часть материалов базируется или на результатах тео-
..ретических работ, или на результатах интерпретации и обработки
результатов регистрации метеорных частиц с помощью космиче-
ских аппаратов.
Метеорная пыль представляет собой частицы, размер которых
составляет доли микрометра, движущиеся со скоростью от 11,1 до
73,4 м/с. При соударении с поверхностью частицы пыли постепен-
.но разрушают ее, вызывая изменение оптических свойств и нару-
шая тепловой режим работы, так как увеличивают шероховатость
поверхности (шероховатая поверхность излучает тепло вдвое ин-
тенсивнее, чем полированная). При полете метеорита диаметром
3,0 мм со скоростью около 6,33 м/с большая часть энергии метео-
рита переходит в тепло, и часть мишени, подверженная действию
этого тепла, нагревается почти до плавления. Размеры области
повреждения во много раз больше размеров метеорита.
Проведенные вычисления показывают, что суммарная потеря в
-толщине материала в результате метеорной эрозии на больших
удалениях от Земли составляет за 1 год менее 0,1 нм, тогда как
вблизи Земли, на высоте нескольких сотен километров она состав-
16
ляет уже около 20 нм за 1 год. Результаты эрозии проявляются в
вИде маленьких полусферических углублений диаметром около
10 мкм, если пылевая частица плотная, и 100 мкм, если частица
имеет рыхлую структуру. Число выбоин будет различным. Вдали
от Земли от плотных частиц будет появляться в среднем около од-
ной выбоины на нескольких квадратных сантиметрах поверхности
и вблизи от Земли — около Ю4 выбоин на. нескольких см2 поверх-
ности в год, а от рыхлых частиц вероятность составляет
103 см~2/год и 102 см~2/год для больших удалений и для окрестно- .
стей Земли соответственно.
Указанные данные получены в результате аналитических рас-
четов с использованием экспериментальных данных.
1.2. СИЛЫ, ДЕЙСТВУЮЩИЕ на тела в космическом полете
Все тела, находящиеся в космосе (будь то, например, в кабине
космического корабля во время его орбитального полета либо вне
ее), испытывают состояние длительной «невесомости».
Как известно, вес тела — это сила, с которой оно действует на
опору. Если и тело, и опора свободно движутся под действием си-
лы тяготения с одинаковым ускорением, т. е. свободно падает, то
вес тела исчезает.
При движении космического аппарата на околоземной орбите-
он находится в состоянии свободного падения. Аппарат все время
падает с ускорением свободного падения g, однако он не может
достигнуть поверхности. Земли, потому что ему сообщена такая,
скорость Vo (так называемая — первая космическая скорость, рав-
ная 7,8 км/с), которая позволяет ему за промежуток времени А/
(что потребовалось бы для падения корабля на Землю) одновре-
менно переместиться вверх на высоту его орбиты Н (рис. 1.9).
Однако такое состояние полной невесомости представляет со-
бой идеализированную картину космического полета. Если перей-
ти к более строгому анализу стационарного полета космического
корабля (т. е. при отсутствии каких-либо внешних возмущающих
воздействий) по круговой орбите искусственного спутника Земли,
то можно показать, что практически полную невесомость и в этом
Идеализированном случае испытывают лишь тела, находящиеся в
Центре масс корабля. Остальные тела (либо точка данного тела,
не совпадающая с расположением центра масс системы) всегда
будут испытывать действие малых ускорений (т. е. £=^0). Рас-
смотрим этот вопрос более подробно.
На рис. 1.10 представлена расчетная схема для определения
сил, действующих на тела, находящиеся в орбитальном космиче-
ском полете. В системе координат ХОУ, связанной с центром масс
(ЦМ) космического аппарата (КА), сила притяжения Земли:
' (1.1)
го
гДе f — гравитационная постоянная; —^мавеа-3ем4и; т — масса
17
Рис. 1.9. Схема возник-
новения невесомости в
космическом орбиталь-
ном полете
Рис. 1.10. Расчетная схема
определения сил, действую-
щих на тела в орбитальном
космическом полете
космического аппарата (или тела, находящегося в нем); г0 — рас-
стояние от центра масс до центра Земли (r0=R + H, где R— сред-
ний радиус Земли, Н—высота орбиты).
Действие силы притяжения на тело в космическом полете бу-
дет уравновешиваться центробежной силой.
Рц = тг0«)2, (1.2)
где (о = У/го — угловая скорость вращения КА вокруг Земли; V —
окружная скорость вращения КА.
Как уже отмечалось, именно, этими силами будет создаваться в
свободном космическом полете теоретически достижимое состоя-
ние длительной полной невесомости. Для тела, находящегося в
центре масс спутника, имеет место очевидное равенство указан-
ных сил, т. е.
/ —g-=/иг0о>2. ' (1.3)
го
Однако если переместить тело из центра масс, например вдоль
оси ОХ на расстояние Хг=г0—т\ к центру Земли (см. точки 1 рис.
1.10), то силы Рт и Ря изменятся
Pi=f—Mm ; Рц = /п®2(г0-Дг). (1.4)
(/-Q —Дг)2
При условии Дг<СЛ) можно считать, что
18
Итак, на тело в точке /, лежащей в плоскости орбиты КА, с уче-
том равенств (1.5) и (4.3) будет действовать суммарная била
. (1.6)
га го
Таким образом результирующая сила пропорциональна силе
тяготения в центре масс корабля и относительному отклонению те-
ла от центра масс Аг/г0. В общем случае на тела массой т, нахо-
дящиеся в любых точках плоскости орбиты КА, не совпадающих с
расположением центра марс корабля (точки 1,2 ит. д.), будут
действовать силы
для точки I РТ — P'll=fMmr1 /-1---
\ ri го /
/ » 1 (1’7)
для точки 2 Р’т — Р’и = fMmr2(—---М.
\ 2 г° /
Для рассматриваемого случая (Г1<7о, а г2>Гъ) из выражения
(1.7) следует, что Рт —^ц>0, а Рт — Рц<0. Отсюда можно
сделать вывод, что все свободные тела, находящиеся вне центра
масс корабля, будут под действием разности сил Рт и Рп стремить-
ся как бы отталкиваться от плоскости т (см. рис. .1.10), проходя-
щей через центр масс корабля, совпадающей с вектором скорости
V и нормалью к плоскости орбиты.
Соответствующие этим силам ускорения
(1.8)
го г0
(1.9) .
В случае, если космический полет проходит на низкой орбите,
т. е. то го2—/?2 и величина т. е. оказывается
* го
равной ускорению свободного падения на поверхности Земли. Та-
ким образом из выражения (1.8)
£Го r0 R
Интересно оценить порядок величин этих ускорений. Так, при
характерном размере кабины космического корабля 2Аг = 4 м ве-
личина относительного ускорения g!g0« 10 6, а при 2Аг=40 м
имеем 10~5.
В случае космического полета на высоких орбитах (при
Или т. е. с увеличением высоты орбиты величина относи-
Тельного ускорения g/ga в данном случае будет уменьшаться.
На тела, расположенные вне плоскости орбиты, будут действо-
вать также силы, приводящие к нарушению режима невесомости.
Анализ показывает, что под действием этих сил все тела будут как
19
Рис. 1.11. Расчетная схема для опре-
деления сил fXi и f (/—/—плос-
кость орбиты спутника Земли)
бы .притягиваться к плоскостй орбиты и вместе е
тем отталкиваться от плоскости т, перпендикуляр-
ной плоскости орбиты (рис. 1.11).
В условиях реального полета на космический
аппарат действует сила аэродинамического сопро-
тивления, которая на сравнительно низких орбитах
(77 = 150 ... 200 км) может быть существенной. Си-
ла такого сопротивления Fa,, действующая по касательной к тра-
ектории полета
Р — Sc
(1. 10)
где S— площадь миделя; со — коэффициент лобового сопротивле-
ния космического аппарата (со«2);о — плотность околоземной
атмосферы на высоте Н; V— окружная скорость движения косми-
ческого аппарата.
Сила аэродинамического сопротивления Fa существенно зави-
сит от высоты орбиты и размеров космического аппарата. Так для
орбиты высотой /7 = 200 км (т. е. плотности воздушной среды р =
= 3,6-1010 кг/м3) и при массе космического аппарата т = 40 т с
площадью, миделя 5 = 200 м2, при движении со скоростью V —
— 8 • 103 м/с, сила аэродинамического сопротивления Fa равна
примерно 5Н и, следовательно, соответствующее относительное ус-
р
корение, вызванное этой силой, окажется равным g'/g'o=“~ Ю~э-
т
При /7=150 км (q—Ю-8 $г/м3) величина относительного ускоре-
ния g/g0^3-10-4.
Длительное действие силы аэродинамического сопротивления
на космический аппарат приводит к изменению его орбиту. Для её
восстановления должен быть включен корректирующий двигатель,
который создает кратковременное ускорение g/go~0,1 ...0,2.
При проведении многих технологических процессов в космосе
необходимо обеспечить стабилизированный полет космического
корабля. Однако на определенных участках полета (например, не-
посредственно после вывода на орбиту искусственного спутника
Земли) малое вращение космического корабля существует.
В этом случае на тела, находящиеся на борту космического ап-
парата, действует центробежная сила, создающая ускорение (рис.
1.12)
(1.П)
go go
где Q— угловая скорость вращения; г — .расстояние от оси враШ.е"'
ния до данной точки.
20
рис. 1.12. Расчетные схемы определения
центробежной массовой силы при вращении
корабля относительно продольной (а) и по-
и перечной (б) осей
Вращение может происходить
вокруг продольной и вокруг попе-
речной осей КА, причем ось враще-
ния может проходить как через
космический аппарат, так и быть
вынесена за его пределы (см. рис.
1.J2,а, б). Особенностью силового,
поля, создаваемого собственным
вращением космического аппарата, является наличие градиента
действия центробежной силы. Тем самым на оси вращения аппа-
рата (в окрестности г=0) создаются условия практической неве-
сомости. Однако даже при сравнительно малой угловой скорости
вращения Qrs3°/c (т. е. 2 об/мин) величина, перегрузки на радиу-
се вращения г?»2 м будет glgo~ 1,4-10~4.
В реальном полете действуют и многие другие силы, например,
обусловленные работой разнообразных механизмов, работой сис-
тем терморегулирования, движением космонавтов внутри корабля.
К сожалению, многие из них трудно поддаются количественной
оценке.
При дренаже, часто используемом в системах терморегулирова-
ния КА, действующая сила
= - (1.12)
где Др — перепад давления в дренажной системе; d — диаметр вы-
пускного отверстия.
При перепаде давления Др = 5 кПа, d= 1,6 см дренажная сила
^доказывается равной примерно 1 Н. Если масса космического
аппарата /и=40 т, то такая сила создает перегрузку g!g0^ 2,5- 1(Н6.
Учитывая, что время включения дренажной системы (как и других
систем) не всегда может быть предсказано'заранее и носит случай-
ный характер, можно сделать вывод, что их игнорирование может
привести к серьезным изменениям в механике протекания многих
технологических процессов, выполняемых на борту космического
аппарата.
Возможно действие и других внешних и внутренних сил, кото-
рые также могут создать дополнительные перегрузки. К ним мож-
но отнести силы взаимодействия электростатического, заряда КА с
теомагнитным полем Земли ~'1 СК"); силы светового давле-
ния (g'/go^S • 10-9); силы внутренней гравитации (glg^S • КН8)
И Другие.
Таким образом, полная невесомость, т. е. отсутствие действия
всякого ускорения (^ = 0) на борту космического аппарата при ор-
битальном полете возможно только в центре его масс при полном
отсутствии каких-либо внешних возмущений. ,
21
Рис. 1.13. Циклограмма перетру,
зок в космическом полете:
/—стационарное ускорение; 2~ускоре-
ние от действия двигателей коррекции-
3—нестационарные ускорения (вибра?
цин, перемещения космонавтов и т. п)
В действительности на
космический аппарат дейст-
вуют разнообразные силы,
имеющие различное направ-
ление в пространстве и в
общем случае изменяющие-
или иных технологических
ся во времени. При организации
процессов необходимо знать так называемую циклограмму пере-
грузок, действующих в полете, т. е. график изменения величины
характерных ускорений во времени (рис. 1.13).
Как показывают результаты космических полетов, величина
стационарных ускорений лежит в пределах (10~3—lO-5)go.
Специалист по космической технологии должен иметь ясное
представление о циклограмме перегрузок и формулировать в соот-
ветствии с этим техническое задание (ТЗ) на разработку соответ-
ствующего технологического процесса. Количественная оценка не-
обходимого уровня перегрузки для того или иного процесса можщ
быть дана лишь на основе расчетов и экспериментальных данных.
1.3. МОДЕЛИРОВАНИЕ УСЛОВИИ КОСМИЧЕСКОГО ПРОСТРАНСТВА
Развитие космической техники привело к созданию арсенала
средств наземной отработки элементов КА и КА в целом. Эти
средства могут в той или иной мере быть использованы и для на-
земной отработки отдельных этапов технологического процесса.
Имитаторы условий космического полета разнообразны: баро-
камера, в которой испытывают космические корабли; «водородная
пушка», представляющая собой особую конструкцию аэродинами-
ческой трубы, где поток водорода со скоростью до 13,68 км/с обте-
кает макет космического корабля; «летающие лаборатории» на ре-
активных самолетах; «башни и бассейны невесомости» для имита-
ции пониженной гравитации и другие. Каждая из установок, как
правило, предназначена для воспроизведения или моделирования
•одного или нескольких факторов, характеризующих космический
полет.
Для исследования технологических процессов по переработке
эйидких веществ в условиях космического полета наиболее важны-
ми факторами, определяющими ход протекания процесса, являют-
ся глубокий вакуум и низкая гравитация.
Моделирование космического вакуума. Существующая вакуум-
ная техника в принципе позволяет создавать в наземных условиях
уровень разрежения, достаточный для использования в технологй-
z ческих приложениях, однако1 это связано со значительными мате-
риальными затратами. Перспективы использования «космического
22 '
акуума» связаны во многом с его сравнительной «дешевизной»
(если, разумеется, исключить прочие трудности).
Для создания условий, моделирующих космический вакуум, не-
обходимы вакумные системы, предназначенные для откачки паров
й газов, выделяющихся из испытуемых объектов и элементов уста-
новок, и поддержания в них рабочих давлений, в ряде случаев
весьма низких (до пПа). При большом газоотделении испы-
туемых объектов необходимо обеспечить в установках огромные.(до
~ 1 м3/с) скорости откачки и малые (-~40-2—110-3) коэффициенты
возврата. Кроме того, в некоторых случаях (например, исследова-
ние поверхностных химических реакций) необходимо обеспечить
определенный состав и энергетические характеристики остаточно-
го газа.
Для выбора структуры вакуумных откачных систем рассмотрим
основные источники и примерный состав газов и паров, подлежа-
щих откачке в моделирующих установках.
В составе газов и парсив присутствуют атмосферный воздух или
другой балластный газ, которыми заполнены установки до начала
откачки; пары и газы, выделяющиеся из испытуемых объектов и
различных элементов установок (летучие компоненты уплотнений,
проводов, изоляций, сублимирующих металлов, например цинка,
кадмия и др.); летучие вещества из поверхностных покрытий пас-
сивного терморегулирования и облицовки тепловой защиты испы-
туемого объекта; продукты выхлопа двигателей, утечки газа из
герметизированных отсеков испытуемых объектов и т. п.; пары
различных веществ, вносимых откачными системами (например,
пары масел диффузионных насосов, метан из титановых сорбци-
онных насосов, просачивающиеся в вакуум через неплотности в па-
нелях крионасосов, пары низкокипящих охлаждающих жидко-
стей) .
Присутствие перечисленных паров и газбв’ изменяет газовый
состав моделируемой среды и может вызвать ряд нежелательных
явлений в системах и устройствах испытуемых объектов (в оптиче-
ских системах, тепловых покрытиях, подшипниках, электромехани-
ческих устройствах и т. п.).
Особенно нежелательно, а в ряде случаев недопустимо присут-
ствие в установках паров органических веществ (масел), попадаю-
щих из насосных систем. Наличие ловушек, охлаждаемых жидким
азотом, только уменьшает (но. не исключает) присутствие таких
Паров. В космическом вакуме такие пары отсутствуют.
В этой связи возникает необходимость использования так назы-
ваемой «безмасляной» откачки, т. е. откачки с применением насос-
пых систем, не использующих масла и другие органические ‘про-
дукты в качестве рабочих жидкостей. -
В вакуумных системах моделирующих установок необходимо
‘.одновременно использовать несколько насосов различных типов.
dT0 является следствием избирательной способности каждого ти-
па насоса и большого разнообразия паров и газов, подлежащих
откачке.
23-
Для откачки используют насрсы предварительной, основной
вспомогательной откачки.
Насосы предварительной откачки предназначены для начально,
го вакуумирования установок от 0,1 МПа до 0,01 Па (в основное
механические насосы—роторные, двухроторные, а также криоген-
ные), после чего обычно начинают действовать насосы основной и
вспомогательной откачки.
Насосы основной и вспомогательной откачки предназначены
для откачки паров и газов в рабочем диапазоне давлений от
10 мПа до 1 пПа. С помощью насосов основной откачки откачива-
ется основное количество паров и газов, и поэтому эти насосы име-
ют наибольшую объемную производительность из всех используе-
мых типов насосов (в основном используются криогенные насосы
конденсационного и сорбционного типов внутренней откачки).
Вспомогательная откачка необходима вследствие избиратель-
ного откачного действия насосов основной откачки (криосорбцион-
ные и ионные насосы).
В качестве насосов основной откачки наиболее пригодны так
называемые насосы поверхностного действия, использующие в
максимально возможной степени внутреннюю поверхность уста-
новки (внутренняя откачка).
Внешняя откачка, т. е. откачка насосами, присоединяемыми
извне с помощью соединительных патрубков в качестве основной
откачки неприменима, поскольку эффективная скорость откачки в
этом случае ограничена вакуумной проводимостью этих патрубков.
Моделирование невесомости. Достижение невесомости по вели-
чине и в течение времени, достаточно длительного для осуществле-
ния технологических процессов (подробнее см. ниже, гл. 2—4)
представляет одну из наиболее трудных задач, в полной мере осу-
ществимых лишь на орбитальной космической станции. Существу-
ющие способы достижения невесомости разделяются на два клас-
са: непосредственное уменьшение перегрузки в системе координат,
связанной с движущимся телом в процессе его движения (полет на
самолете, башня сбрасывания, ракета-зонд); компенсация поля си-
лы тяжести каким-либо другим силовым полем (магнитное или
электрическое поле) или использование выталкивающей силы при
погружении тела в ж.идкост'ь.
При этом следует различать условия статического равновесия
и динамики. Вопрос о достаточности тех или иных средств умень-
шения перегрузки решается лишь в критериальной форме.
Кратковременное состояние невесомости может быть достигну-
то с помощью специально оборудованного самолета, выполняю-
щего маневр по кеплеровской траектории. Одна из таких траекто-
рий, позволяющая достигнуть полной невесомости в течение 12-^
15 с, показана на рис. 1.14. Время (в секундах) нахождения в Ре'
жиме невесомости
2v0 (лу — 1) sin 9 13)
И go (пу + 1) cos 9 ’
24
1.14. Кривая полета самолета с
лью создания кратковременной ие-
ц весомости:
очка начала пикирования под углом
точка начала восходящей части тра-
Ю • ии с перегрузкой около 2.5g0: 3—точ-
сКТначала траектории с нулевой перегруз-
ка- (невесомость); 4—точка начала дейст-
к°и вия перегрузки
где Wo — скорость самолета 'перед
пу — }
где 0о— скорость самолета 'перед началом выполнения «горки»;
п — перегрузка, с которой вводится самолет на «горку»; 0 — угол,
с которым выполняется «горка»; g0 — ускорение свободного паде-
ния.
Длительность периода невесомости можно увеличить, повышая
скорость самолета в точке, где начинается движение по восходя-
щей ветви. Если при скорости полета 465 км/ч продолжительность
невесомости составляет .12—15 с, то при скорости 860 км/ч невесо-
мость длится ~34 с, а в сверхзвуковом самолете это время увели-
чится примерно до 4 мин.
Как показано на рис. 1.14, самолет быстро пикирует, а затем
выравнивается и летит вверх по параболе (парабола Кеплера); на
первой половине кривой он испытывает постоянное вертикальное
торможение, а на второй происходит его свободное падение. В со-
ответствующим образом переоборудованном для таких эксперимен-
тов самолете в течение приблизительно 25с можно создавать усло-
вия невесомости с точностью около ±0,01, зависящей от квалифи-
кации пилота и метеорологических условий. ,
Для экспериментов по изучению, парообразования, кипения,
конденсации, поведения топлива в баках, процессов сепарации
мелких капель конденсата пара и другим проблемам требуется,
чтобы возмущающие механические силы (например, вибрации) в
летающих лабораториях были полностью устранены. С этой целью
применяют «плавающие» капсулированные контейнеры, внутри ко-
торых размещаются приборы и экспериментальное оборудование.
В полете контейнер вначале удерживается на упругих расчалках в
середине кабины самолета. В момент начала движения самолета'
по баллистической траектории расчалки с контейнера отстегива-
ются. С этого момента контейнер свободно движется по эллипти-
ческой траектории, которая может и не совпадать с траекторией
Движения самолета, хотя обе траектории и близки между собой.
Расхождение, естественно, прекращается, когда «плавающий» в
кабине контейнер упирается в стенку кабины. При этом время «не-
смущенной» невесомости практически всегда оказывается много
Меньше времени движения самолета по баллистической кривой.
Для фундаментальных физических исследований поведения
идкостей в условиях невесомости, когда требуется, чтобы перед
Ри°дом невесомости жидкость длительное время была свободна
внешних возмущений, используют вертикальные башни, с кото-
। ^сбрасывают контейнеры с приборным оборудованием (рис.
25-
Рис. 1.15. Башня сбрасывания для имита
ции невесомости при свободном ’падецИ11.'
1—обтекатель контейнера; 2—тормозное уСТр
Если внутри башни поддеру,
вать вакуум, то.свободно падающ€е
в ней тело будет находиться в со.
стоянии невесомости в течение все.
го времени падения. Первая труд.
• ность, с которой приходится стад.
1 киваться при создании подобных
имитаторов невесомости — это боль,
шие скорости движения приборного
контейнера в конце участка паде-
ния. Так,л например, свободно падая
в вакууме и увеличивая свою ско-
рость каждую секунду на 9,8 м, че-
рез одну минуту контейнер достига-
ет скорости около 0,58 км/с. Вторая1
трудность состоит в том, что для
увеличения продолжительности пе-
риода невесомости требуется соору-
жать очень высокие башни. Так, ра-
ди одной минуты невесомости при-
шлось бы иметь башню высотой
17,6 км, внутри которой следовало
бы поддерживать вакуум. По этим и по другим техническим причи-
нам башни сооружают без вакуумируемой шахты и значительно
меньшего размера.
В первые секунды свободного падения обтекаемое тело, имея
сравнительно небольшую скорость, испытывает очень малое тормо-
жение. Однако в дальнейшем перегрузка g/go очень быстро воз-
растает до единицы. Для того чтобы исследуемый процесс был
близок к процессу в условиях невесомости, необходимо, чтобы ве-
личина g/go для падающего контейнера (или сила аэродинамиче-
ского торможения, отнесенная к единице веса) не превышала свое-
го критического значения:
g/go < (g/go)Kp ~ 1 14)
9?о^-2
где о—коэффициент поверхностного натяжения; q — плотность,
go — ускорение свободногощадения на поверхности Земли; L-—ха’
рактерный линейный размер объема, занятого жидкостью.
С другой стороны, время свободного падения t должно быть
достаточно большим, чтобы завершился переход от исходной кой’
фигурации жидкости к характерной для случая отсутствия инерИй
онного поля, т. е. необходимо, чтобы выполнялось неравенство
26
где а "" Ускорение деформации жидкости.
Величины (g/go)vp и #кр для врды и ртути следующие:
.L, «
(g/go)*?
1кр, с
Вода Вода Ртуть Ртуть
0,05 1 0,05 1
0,00297 7,43 10-6 0,00'154 3,85 10-’
1,31 117 1,82 463
Из анализа этих данных 'Следует, что выполнить практически
условия неравенств (1.14) и (1.15) удается лишь на моделях очень
малого размера. Уменьшить величину перегрузки g/go можно уве-
личивая массу контейнера и одновременно снижая его аэродина-
мическое сопротивление.
Существует и другой метод уменьшения перегрузки с помощью
упоминавшегося капсулированного контейнера. Контейнер с при-
борным оборудованием помещается внутри верхней части ваку-
умированной капсулы, которая сбрасывается с вершины башни в
обычной атмосфере. В момент сбрасывания капсулы освобождает-
ся и находящийся внутри нее приборный контейнер. По мере тор-
можения капсулы о воздух внутренний контейнер постепенно при-
ближается к переднему концу капсулы, оставаясь все время в сос-
тоянии свободного падения (рис. 1.16). Такая система может быть
практически применена для высот падения около 300 м. что обес-
печивает имитацию невесомости в течение почти 8 с.
Применение ракет-зондов с целью увеличения времени экспе-
римента связано с очевидным удорожанием опытов и трудностями
из-за массовых и габаритных ограничений, однако в последнее
время этот метод находит все большее применение.
Американский космонавт А. Шепард при полете rto суборби-
тальной кривой на корабле «Меркурий» находился в состоянии не-
весомости около пяти минут. Дальнейшее увеличение продолжи-
тельности состояния невесомости связано с переходом на орби-
тальные траектории.
Рассмотрим кратко другие способы уменьшения влйяния гра-
витации, не связанные с движением тел.
Одним из возможных способов моделирова-
ния условий невесомости является способ маг-
нитного воздействия на вещества, в первую оче- ’
Редь на жидкости. Время эксперимента на маг-
нитных моделирующих установках может изме-
ряться десятками минут, поэтому на подобного
Р°да установках можно исследовать такие дли-
ЗДьно протекающие процессы, как, например,
Роцессы теплообмена в жидкости. Возможность
Рис. 1.16. Схема падающего капсулированного
онтеинера при исследовании процессов в неве-
сомости:
приборный контейнер; 2—вакуумированная камера;
-3—демпфер; 4—зажимное устройство
27
имитации невесомости жидкости с помощью магнитного поля Ос
нована на том, что магнитные силы, как и сила тяжести, являют^
потенциальными. Таким образом, представляется возможность та{
отрегулировать внешнее магнитное поле, чтобы скомпенсировать
действие сил тяжести, действующих на каждый элементарный объ.
ем жидкости.
Для полной имитации условий нулевой гравитации необходимо
обеспечить во всем объеме жидкости полную компенсацию сил тя-
жести и магнитных сил, т. е. выполнить условие
2дт]0 '
где х — магнитная восприимчивость веществ; В — магнйтная ин-
дукция; q — плотность вещества; go — вектор ускорения силы тя-
жести; цо — магнитная постоянная.
Из формулы (4.16) видно, что использование магнитных полей
для имитации невесомости в наземных условиях возможно только
для веществ с заметными магнитными свойствами (напримр, жид-
кий кислород).
Для исследования поведения других жидкостей, в условиях по-
ниженной гравитации возможно использовать магнитную силу,
действующую на жидкость с добавлением в последнюю микроско-
пических ферромагнитных частиц. Если концентрация добавок не-
велика (не более 2%), то изменение физических свойств жидкости
будет несущественным. Как показывают расчеты, частицы должны
быть размером порядка размеров молекул, иначе произойдет раз-
деление ферромагнетика и жидкости. Данный способ моделирова-
ния интересен тем, что с его помощью можно имитировать пере-
менное гравитационное поле.
С 1966 г. советские и американские космонавты начали трениро-
ваться в специальных «бассейнах невесомости». Несмотря на сопро-
тивление, которое возникает при движении тела в жидкости, мето-
ды нейтральной плавучести, создаваемой погружением в воду, поз-
воляют ознакомить космонавтов с динамикой движения человечес-
кого тела, имеющего три степени свободы. Космонавты, тренировав-
шиеся до полетов в космос в таких бассейнах невесомости, дают это-
му виду тренировок высокую оценку. Космонавт Э. Олдрин, срав-
нивая задания, выполнявшиеся им во время тренировок в бассейне,
с заданиями, которые ему пришлось выполнять позже в космосе,
утверждает, что подводная имитация невесомости имеет значитель-
ные преимущества перед' имитацией невесомости в самолете, так
как в условиях бассейна можно последовательно осуществлять все
операции, которые потом производятся при выполнении заданий в
космосе, и можно проверить весь план полета или по крайней ме-
ре ту его часть, которая связана с выходам из космического ко-
рабля. При тренировках в «бассейнах невесомости» необходимо,
чтобы космонавт был в том же скафандре и использовал то же
оборудование и инструмент, с которыми он будет работать во вре-
мя космического полета. Для правильного воспроизведения дина-
28
мИКи движений важно также, чтобы космонавт был соответствую-
щим образом нагружен балластом. Проведенные эксперименты по-
казали, что если воду в бассейне заменить жидкостью на основе
долидиметилеклоксана (кремнийорганическое соединение, входя-
щее в состав кремов для кожи и косметических средств), то космо-
йавты могут оставаться в состоянии нейтральной плавучести в те;
чение нескольких дней или, может быть, даже недель. Такой бас-
сейн невесомости будет особенно полезен для тренировок космо-
навтов перед полетами на космических станциях без искусствен-
ной гравитации.
Комплексное моделирование. Камеры—имитаторы условий кос-
мического пространства. Для комплексных исследований и испы-
таний создаются специальные камеры, в которых имитируются ус-
ловия космического пространства.
Достижение вакуума в таких камерах осуществляется последо-
вательно, ступенями. Первоначальная откачка осуществляется ме-
ханическими насосами. На следующих ступенях откачки применя-
ют ртутные или масляные диффузионные насосы и криогенные на-
сосы.
Солнечный свет имитируется с помощью ртутных, ксеноновых
или дуговых угольных ламп, которые обычно устанавливаются
снаружи, вне камеры. Свет и тепло от этих источников посредст-
вом системы отражателей направляются на кварцевые окна каме-
ры и, пройдя сквозь них, попадают на систему зеркал и линз, ус-
тановленную уже внутри камеры, а затем фокусируются и направ-
ляются ею на испытываемый образец. Некоторые большие камеры
имеют внутреннюю систему освещения. Для создания низких тем-
ператур, которым в космосе может подвергнуться объект, не осве-
щенный светом, стенки камеры имеют панели или змеевики, ох-
лаждаемые протекающим жидким азотом. Таким образом, в каме-
ре можно поддерживать температуру 73 К-
Типичной камерой для испытания космических кораблей явля-
ется камера в американском центре космических полетов в Грин-
белте, шдат Мериленд. Она имеет диаметр 10,6 м и высоту 18,2 м,
в ней можно создать и поддерживать вакуум 10 нПа. Система из
127 ртутно-ксеноновых ламп и рефлекторов, которые фокусируют
излучение этих ламп в пучок, проходящий далее через четыре
кварцевые лампы-линзы, имитирует видимую, а также ультрафио-
летовую и инфракрасную части спектра солнечного излучения. Эти
лампы расположены на съемной крышке, которая позволяет помес-
тить в камеру космический корабль или какие-то узлы, предназ-
. Иаченные для испытаний.
Камеры для испытаний космического корабля с участием чело-
века по существу имеют ту же конструкцию и работают так же,
Как и камеры для испытаний без участия человека. Только в каме-
Ра*, где испытания проводятся с участием человека, предусмотре-
на быстрая разгерметизация на тот случай, если возникает аварий-
ная ситуация. Такого типа камеры имеются в Научно-исследова-
тельском центре пилотируемых космических кораблей в Хьюсто-
29
не, штат Техас. В одной из них, сделанной из нержавеющей стал^
и имеющей высоту 36 м и диаметр 19,7 м, проводятся испытания
командного и лунного модулей кораблей серии «Аполлон». В нец
можно поместить космический корабль высотой до, 30 м и диамет.
ром до 7,6 м. Космические корабли помещают в камеру через 12.
метровые двери (стенку), а люди попадают в нее через четыре
шлюза; в двух из них поддерживается нормальное давление, а в
остальных — более низкое. Дуговые лампы в потолке и стены с
криогенным охлаждением позволяют создавать в камере темпера-
турный режим в диапазоне от —180 до +125° С, что характерно
для. поверхности Луны. Давление в камере может снижаться д0
100 мкПа.
Другая камера (высота 13 и диаметр 10,6 м) используется в ос-
новном для испытания снаряжения, обеспечивающего выход и
пребывание космонавта в открытом космосе, и для температурных
испытаний лунного модуля корабля «Аполлон» с участием челове-
ка. Камера может вместить аппарат высотой 8,2 и диаметром 4 м.
Доступ в камеру осуществляется через съемную крышку и двой-
ной шлюз с нормальным давлением. Дуговые угольные лампы в
потолке камеры имитируют солнечную радиацию, а охлаждаемые
стенки позволяют создать температурные условия космического
пространства. В камере можно поддерживать давление до
0,1 мПа.
В случае, если возникает аварийная ситуация, обе камеры
можно быстро разгерметизировать. В течение 30 с давление в них
можно поднять от предельно низкого до 40 кПа, а в течение следу-
ющих 60 с — до нормального давления на уровне моря. В специ-
альном помещении имеются дефибриллятор *, электростимулятор
сердечной деятельности и другая реанимационная аппаратура, а
также запас кислорода и другое оборудование для оказания помо-
щи людям, случайно получившим декомпрессионные расстройства
во время экспериментов в камерах.
Более компактные, чем стационарные наземные камеры-имита-
торы, в принципе могут быть установлены на «летающих» лабора-
ториях для воспроизведения всего комплекса факторов, характе-
ризующих космический полет, однако это представляет значитель-
ные технические трудности.
Глава 2. ИЗМЕНЕНИЕ СВОЙСТВ КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ В КОСМИЧЕСКИХ УСЛОВИЯХ
При оценке воздействий космических условий на вещества и ма-
териалы следует учитывать два обстоятельства, затрудняющих
объективную оценку степени их влияния. ” Первое заключается в
том, что многие свойства материалов изменяются весьма значи*
тельно во времени и пространстве, причем это изменение не всег-
* Аппарат для прекращения фибрилляции — тяжелого нарушения сердечной
деятёльиости.
30.
а можно предсказать точно. Второе состоит в том, что экспери-
ментальные данные о воздействии космоса получены большей ча-
стью в наземных, экспериментальных условиях, которые или могут
быть недостаточным приближением к действительности, или мо-
сут учитывать влияние лишь ряда космических факторов, а не ре-
ально существующего комплекса внешних воздействий в космосе.
2.1. ВЛИЯНИЕ КОСМИЧЕСКОГО ВАКУУМА
Сублимация металлов в вакууме. Потери вещества путем суб-
лимации в вакууме — один из специфических видов воздействия
физических условий на материал, находящийся в космосе.
При оценке степени влияния вакуума на улетучивание вещест-
ва необходимо иметь в виду, что между данными, полученными в
наземных лабораторных экспериментах, и действительными скоро-
стями испарения веществ в вакууме может быть существенная
разница. Материал, находящийся в космосе, облучается одновре-
менно коротковолновой и корпускулярной радиацией, что приводит
к возбуждению электронных оболочек, а у возбужденных молекул
энергия химических связей оказывается существенно меньшей.
Этот эффект характерен для сильнопотлощающих материалов, ис-'
пользуемых для покрытий, например, для окиси железа и окиси
цинка — веществ, очень сильно поглощающих ультрафиолетовую (
радиацию.
В наземной вакуумной практике большинство веществ испаря-
ется настолько медленно, что потери их могут не учитываться. Кро-
ме того; следует иметь в виду, что в наземной практике потери ве-
щества, происходящие как за счет сублимации, так и (гораздо
большие) за счет других процессов, не имеют столь большого зна-
чения, как в космосе, поскольку любая деталь или механизм могут
быть легко заменены.
Скорость сублимации молекул неорганических веществ с по-
верхности тела можно определить по формуле Лэнгмюра
где w — скорость сублим'ации, г/(см2-с); р — давление паров ма-
териала, Па; М — молекулярная масса паров материала; Т — тем-
пература, К. , . .
Давление паров можно получить по уравнению Клаузиуса—
Клапейрона.
Иногда уравнение для р записывается в виде
lgP=A—^-, -(1.18)
где А и В —константы.
Следует отметить, что приведенные выше зависимости дают ве-
личину w при условии, что ни одна молекула не возвращается на
Поверхность материала'. Таким образом, уравнения (1.17) и (1.18)
31
дают предельные значе-
ния искомых величин.
Кроме того, надо отме-
тить, что величина w уве-
личивается с ростом тем-
пературы, хотя формально
должно бы быть наобо-
рот. Дело в том, что дав-
ление паров' материала
увеличивается с ростом
температуры значительно
быстрее, чем У Т.
Результаты расчетов,
Рис. 1.17. График теоретической скорости испа- выполненных ДЛЯ OCHOB-
рения металлов ных металлов и полупро-
водников и их расплавов
приведены в табл. 1.2.
Из табл. 1.2, в частности, следует, что при температурах, кото-
рые могут ожидаться в космическом пространстве, такие широко
применяемые для покрытий материалы, как цинк и кадмий, будут
сублимировать довольно быстро. Столь же быстро будет сублими-
ровать и селен (часто используемый в фотоэлементах).
Сублимация некоторых материалов, используемых в конструк-
циях, может не иметь существенного значения, если не нарушает-
ся их прочность. Однако даже незначительные скорости сублима-
ции могут привести к серьезным нарушениям режима или точно-
сти работы аппаратуры, если эти материалы используются, напри-
мер, в качестве тонких покрытий оптических приборов.
Кроме того, табл. 1.2 позволяет сделать вывод, что многие ма-
териалы, такие, например, как алюминий, германий, кремний, до-
вольно устойчивы к сублимации даже при высоких температурах,
и поэтому, очевидно, смогут найти широкое применение в конст-
рукциях космических аппаратов, их отдельных узлов и приборов,
работающих в условиях вакуума. 4 •
На рис. 1.17 приведен график скорости испарения различных
металлов в вакууме, из которого следует, что кадмий, цинк, маг-
ний являются в этом смысле наименее надежными.
Сложность проблемы часто усугубляется таким обстоятельст-
вом, как общепризнанность предназначения того или иного мате-
риала для изготовления определенного вида деталей в обычных
условиях. Так, например, кадмий является наиболее распростра-
ненным материалом для покрытий, в частности электрических кон-
тактов. Следует также учитывать, что локальный нагрев конструк-
ций внешними или внутренними источниками тепла будет приво-
дить к усилению испарения.
Влияние вакуума может сказываться и на появлении микроско-
пической шероховатости. Дело в том, что материалы неоднородны
по своей структуре и анизотропны, а это приводит к неодинаковой
скорости сублимации для различных зерен, составляющих поверх-
Таблица 1.2 Сублимация металлов и полупроводников в высоком вакууме
Температура, °C , при которой- материал сублимирует
на см/год Точка плавления,
вС
10~ 5 10-3 10~1
Литий 150 210 280 180
Магний ПО 170 240 650
Теллур 130 180 220 ' 450 ,
Цинк 70 130 180 420
Селен . 50 80 120 220
Кадмий 40 80 120 320
Сурьма 210 270 300 630
Висмут 240 320 400 270 х .
Свинец 270 330 430 330
Индий 400 500 610 160
Марганец 450 540 650 1240
Серебро 480 .590 • 700 960
Олово 550 . 660 800 230
Алюминий 550 680 810 660
Бериллий 620 700 840 1280
Медь 630 760 900 1080
Золото • 660 . 800 950 1060
Германий 660 800 950 940
Хром 750 870 1000 1880
Железо 770 900 1050 1540
Кремний 790 920 1080 1410
Никель 800 940 1090 .1450
Палладий 810 94Q 1100 1550
Кобальт 820 960 1100 ‘ 1500
Титан 920 1070 1250 1670
Ванадий 1020 1180 1350 1900
Родий 1140 1330 1540 1970
Платина 1/160 1340 1560 1770
Бор 1230 1420 ’ 1640 2030
Цирконий 1280 1500 1740 . 1850
Иридий 1300 1500 1740 2450
Молибден 1380 1630 1900 2610
Углерод 1530 1680 1880. 3700
Тантал '1780 2050 2300 - 3000
Реннй 1820 • 2050 2300 3200
Вольфрам 1880 2150 2500 3400
* Газообразные молекулы приняты одноатомными, а селен, теллур, сурьма и
висмут — двухатомными.
2 248 33
32
Рис. 1.18. Модель атом-
ной структуры поверхно-
сти кристалла
ность материала, и для отдельных их участков. Поскольку распре-
деление и ориентация отдельных зерен хаотические, то это ведет к
увеличению, микрошероховатостей. . ,
Высказывались опасения, что сублимация может привести к из-
менениям в составе сплавов и быстрому испарению наиболее лету-
чих их компонентов. Очевидно, что опасения эти не основательны
для температур, при которых можно пренебречь диффузией более
летучих элементов внутри твердого сплава. Потери будут проис-
ходить лишь из поверхностного слоя толщиной порядка 1—2 диа-
метров атома материала. Это обстоятельство можно проиллюстри-
ровать на примере использования в обычной вакуумной практике
бронзы, содержащей от 30 до 40% хорошо сублимирующего цинка.
Как известно, состав бронзы при этом не изменяется даже если
материал «работает» при температуре несколько сот градусов.
Известно далее, что диффузия материала в сплавах становится
существенной тогда, когда сплав не выдерживает тех нагрузок, на
которые он обычно рассчитан. Следовательно, здесь ограничение
будет иметь место не с точки зрения изменения состава, а с точ-
ки зрения обеспечения конструктивной прочности. Исключением
могут являться лишь сплавы на основе алюминия, для которых
температура начала диффузии может составлять 12(Г С.
Влияние состояния поверхности на процесс сублимации. Основ-
ной причиной процесса сублимации является несовершенство сво-
бодной поверхности металлов и сплавов. Атомы поверхностного
слоя по-разному связаны с атомами подповерхностного слоя, име-
ют неодинаковое количество соседей, что и обусловливает разли-
чие в величине сил межатомного сцепления.
На рис. 1.18 показаны две соседние кристаллографические пло-
скости (III) для ГЦК-металла. Атом в положении I имеет девять
ближайших соседей, т. е. девять насыщенных связей, что опреде-
ляет гораздо большую силу его сцепления с атомами кристалла по
сравнению, с атомом, находящимся в положении II и имеющим
шесть насыщенных связей. Легче всего удалить с поверхности
атом, находящийся в положении V и имеющий только трех бли-
34
экайших соседей. Чем-меньше у атома ближайших соседей, тем
больше вероятность его испарения. Поэтому, прежде чем перейти
в паровую фазу, атом из положения I сначала перейдет в положе-
ния Ш и IV, где он будет связан уже соответственно с семью и
пятью ближайшими соседями. Конечным положением атома перед
испарением будет позиция V (три ближайших соседа). Эти транс-
ляции осуществляются за счет поверхностной диффузии, которая
активизируется вследствие наличия на свободной поверхности по-
вышенной концентрации точечных, линейных, поверхностных де-
фектов (вакансий) и изломов на ступеньках атомных плоскостей.
На процесс сублимации металлов большое влияние оказывает
состояние поверхности, и в первую очередь, окисная пленка метал-
лов. '
Влияние продуктов окисления на процесс сублимации металлов
может (в зависимости от природы окислов)носить различный ха-
рактер. С одной стороны, в случае образования летучих соедине-
ний не исключена возможность многократного увеличения потерь
металла. Так, в недостаточно глубоком вакууме (~10 мПа) дол-
жен, по-видимому, протекать процесс возгонки вольфрама, молиб-
дена и некоторых других материалов. С другой стороны, присутст-
вие плотных и нелетучих окисных пленок способно уменьшить ка-
жущуюся скорость (скорость, отнесенную к полной поверхности
. металла) испарения в вакууме с открытой поверхности металла.
Наличием поверхностной пленки окиси цинка объясняется замед-
ленное испарение цинка из а-латуни в.интервале 500—7'00° С. Тор-
мозящее влияние окисных слоев на-сублимацию обнаружено также
I у магния и бериллия.
Различие в скоростях испарения с окисной и физически чистой
поверхностей будет, очевидно, значительным в тех случаях, когда
проницаемость окисной пленки для испаряющихся атомов металла
мала. Естественно ожидать поэтому, что кинетика сублимации хи-
' мически активных веществ должна во многом определяться устой-
чивостью окисной пленки В' условиях испарения. Повышение темпе-
. ратуры и уменьшение давления кислорода, как следует из общего1
рассмотрения равновесия атомов, должны способствовать термиче-
скому разложению окислов на поверхности .испаряющегося метал-
ла. В определенных условиях вакуумного испарения возможно не-
обратимое разрушение даже термодинамически стабильной по-
верхностной пленки.
Механизм удаления окисной пленки. Под необратимым разру-
шением недиссоциирующей пленки в дальнейшем будем подразу-
мевать потерю сцепления последней с металлической поверхно-
стью, т. е. механическое отщепление ее. К подобному эффекту мо-
жет привести испарение вещества подложки через разрывы окис-
ного слоя — дефекты, имеющиеся, по-видимому, у большинства ес-
тественных пленок.
При наличии в металле заметного количества летучих примесей
Рассматриваемый процесс отщепления пленки с образованием мик-
Рокаверн может ускориться из-за возникновения в приповерхност-
2* 35 .
4
ном слое избыточного количества вакансий и последующей их ко-
агуляции. Рассматриваемый механизм разрушения окисной пленки
не предполагает нарушения межатомных связей в окисле, а объяс-
, няется лишь разрывом соответствующих связей в промежуточном
слое между окислом и металлом.
Начавшееся отщепление пленки в вакууме должно развиваться
автокаталитически вследствие прогрессирующего нарастания по-
тока испаряющихся атомов, обусловленного обнажением все боль-
шей поверхности металла.
Самопроизвольное ускорение процесса отщепления пленки бу-
дет, очевидно, продолжаться до встречи растущих дефектов, после
чего должно начаться постепенное замедление процесса. В реально
достижимом в наземных условиях вакууме степень удаления окис-
ной пленки при заданной температуре будет, по-видимому, опреде-
ляться соотношением скоростей двух процессов — прямого (отщеп-
ление пленки) и обратного (окисление металла). В подобных слу-
чаях устанавливается равновесие названных процессов, и полного
'удаления окисной пленки в течение длительного времени може^
не произойти.
Испарение металла при наличии окисной пленки. Одновремен-
ное испарение металла и отщепление окисной пленки.должно при-
вести к возрастанию кажущейся скорости испарения в процессе
изотермической выдержки до полного удаления пленки или дости-
жения равновесного количества ее.
На рис. 1.19 представлены кинетические кривые испарения об-
разцов 1 и 2 магниевого сплава ВМ65—1 при р= 1,3 мкПа и Т=
= 300° С. Кривые отображают две стадии процесса испарения: на-
чальную, когда скорость процесса нарастает (переходный режим),
и развитую, когда скорость процесса стабилизируется (стационар-
ный режим). Длительность переходного режима испарения при
снижении температуры заметно возрастает: если при 7’ = 300°С он .
заканчивается примерно через 3,5 ч, то при Т = 250°С он продол-
жается более 15 ч.
Зависимости начальной стадии испарения сплава ВМ.65-1 от
наличия или отсутствия поверхностной пленки наглядно свидетель-
ствуют данные, приведенные на рис. 1.20. Образцы, нагреваемые в
глубоком вакууме (р=1,3 мкПа) после контакта с атмосферой, ха-
рактеризуются замедленным испарением при температурах 200 и
250е С (кривые 1 и 2 соответственно) в начальной стадии процес-
са. Однако после промежуточного вакуумного отжига образцов в
течение 4 ч при Т = 300°С вид кинетических кривых существенно
изменяется: участки, соответствующие переходному режиму испа- ,
' рения, исчезают, и при температурах 200 и 250° С (кривые 3 и 4)
процессе практически с самого начала протекает с постоянной ско-
ростью.
• Сопоставление кривых показывает резкое увеличение скорости
• потери массы сплава ВМ65-1 после удаления поверхностной
пленки окислов. Тот же эффект был получен в результате повтор*
ных контактов сплава с воздухом при Т = 20° С.
♦ 36
Рис. 1.19. Диаг-
рамма двух образ-
цов (1 и 2) из
магниевого сплава
Рис. 1.20. Диаграмма испа-
рения из магниевого сплава
в вакууме:
1 и 2—образцы с окисной плен-
кой; 3 и 4—образцы без окис-
ной пленки
На рис. 1.21 представлена зависимость температуры начала
испарения сплава МА2-1 от величины вакуума.
Резкое различие в наклоне кривой (см. рис. 1.21) при низком и
высоком вакууме обусловлено, по-видимому, тем, что в низком ва-
кууме одновременно с испарением идет интенсивный процесс окис-
ления поверхности образца. Медленный нагрев образца при таком
вакууме существенно повышает температуру начала испарения.
После «промывания» камеры газообразным водородом в вакууме
0,1 Па испарение начинается при температуре 430° С вместо 480—
490*° С, т. е, снижение содержания кислорода уменьшает интенсив-
ность окисления.
Влияние чистоты поверхности. Влияние чистоты поверхности на
скорость сублимации показано на рис. 1.22. На графике приведена
температурная зависимость скорости сублимации после различной
обработки поверхности магниевого сплава в вакууме 1—0,1 мкПа.
Прямая 1 построена расчетным путем и соответствует максималь-
ной скорости сублимации сплава в диапазоне температур 275—
400° С. Прямая 2 характеризует сублимацию с механически об-
работанной поверхности сплава, предварительно отожженного 'в
вакууме при температуре 500° С в течение 3 мин. Прямая 3 харак-
теризует сублимацию с поверхности после ее электролитической
полировки (сплав был предварительно отожжен по тому же режи-
му, что и в предыдущем случае).
Сравнение приведенных результатов свидетельствует о том, что
скорость сублимации у обрдзца 2 примерно в шесть раз выше, чем
У образца 3. Объясняется это меньшей плотностью дефектов по-
верхностного слоя после электролитической полировки.
Изменение структуры сплавов при сублимации. Эксперимен-
тальные исследования, проведенные в наземных условиях (вакуум
~Ю мПа, температура 350—600° С, время 0,5—80 ч), показали,
4каоВ алюминиевых сплавах сублимация при температурах 400—
50° С приводит к «вакуумному протравлению» границ зерен. При
37
Рис. 1.21. Зависимость тем-
пературы начала испарения
магниевого сплава МА2-1 от
давления
400 375 350 375 300 t,°C
Рис. 1.22. Влияние температуры и
способов обработки шероховатости
поверхности на скорость сублимации:
1—расчетная кривая; 2—механическая об-
работка поверхности; 3—электролитиче-
ское полирование поверхности
более высокой температуре (-~50СРС) происходит частичное ис-
парение отдельных фрагментов структуры. Дальнейшее повыше-
ние температуры отжига приводит к увеличению числа испарен-
ных комплексов в приповерхностных слоях металла; они занима-
ют все больший и больший объем зерна, границы зерен заметно
расширяются, некоторые зерна покрываются сеткой субграниц и,
наконец, помеле длительной выдержки зерно «испаряется» полно-
стью.
Влияние напряжения на сублимацию металлов. Внешнее нап-
ряжение ускоряет процесс сублимации и вносит существенные из-
менения в распределение пористости в материале. Действие нап-
ряжения сказывается, главным образом, в пластической области,
особенно'в начальной стадии, причем оно тем больше, чем выше
степень деформации (рис. 1.23).
Металлографический анализ алюминйевых образцов, деформи-
рованных при высокой температуре в вакууме, показал, что после
выдержки образца, свободного от-напряжения и деформации, при
/’ = 450° С в течение 20 ч поры не образуются. Наложение на обра-
зец растягивающих напряжений приводит к изменению структуры.
При относительно малой величине пластической деформации
(2,5%) увеличивается лишь толщина границ зерен, что свидетель-
ствует о более интенсивном испарении вещества в этих местах, а
поры на шлифе не образуются. С увеличением степени деформации
(до 18%) в отдельных участках шлифа вблизи границ зерен обра-
зуются поры в виде отдельных скоплений. Увеличение степени де-
формации до 71% (образец разрушился) приводит к образованию
по границам зерен крупных пор и трещин. После такой деформа-
ции поры наблюдаются и внутри зерен.
Таким образом, изменения, вносимые напряжением в процесс
сублимации, сводятся, главным образом, к увеличению скорости
испарения и к понижению температуры, при которой наблюдается
образование пор.
Принципиальное различие влияния температуры и пластиче-
ской деформации на порообразование связано с тем, что первый
Рис. 1.23. Зависимость субли-
мации и «порообразования»
сплава Al + Zn от степени плас-
тической деформации:
1—потеря массы; 2—количество пор
Рис. 1.24, Зависимость потери
массы Ат и количества пор
(Ал) от предварительной плас-
тической деформации ф латуни
при 7" = const, T = const:
1—потеря массы; 2—количество пор
фактор увеличивает упругость пара летучего компонента, а второй
увеличивает плотность дефектов по границам зерен и в поверхно-
стных слоях металла. Оба фактора—температура и пластическая
деформация — увеличивают скорость диффузии.
Исследовалось влияние предварительной пластической дефор-
мации на испарение и порообразование в латуни. Установлено, что
под влиянием предварительной пластической деформации скорость
испарения и порообразования резко возрастает. В процессе диффу-
зионного отжига количество и размер образующихся пор тем боль-
ше, чем выше степень предварительной пластической деформации
(рис. 1.24). Увеличение количества и размера пор после предвари-
тельной пластической деформации объясняется более интенсивным
развитием диффузионных процессов и повышением плотности де-
фектов. Хотя эффект предварительной деформации с повышением
температуры сублимации ослабевает, однако он остается заметным
и при температуре существенно превышающей температуру рекри-
сталлизации.
Влияние вакуума на некоторые механические свойства метал-
лов. Исследования показали, что вакуум далеко не всегда оказы-
вает вредное воздействие. Испытания на разрыв и усталость под-
твердили предположение, что при определенных условиях метал-
лы в вакууме прочнее, чем в воздухе при нормальном атмосфер-
ном давлении. На рис. 1.25 приведены данные об испытаниях на
Усталость нержавеющей стали в вакууме и в воздухе. Из рисунка
видно, что при постоянной амплитуде вибрации срок службы ма-
териалов в вакууме продолжительнее, чем в воздухе.
Наиболее распространенное объяснение механизма влияния
Давления газовой среды на поведение материала при циклическом
Вагружении' состоит в следующем. Развитию усталостной трещи-
вь! в атмосферных условиях способствует слой газа или окислив,
Образующихся на поверхности трещины во время растягивающего
39
Рис. 1.25. Кривые изменения устало-
стных свойств нержавеющей стали:
1—в воздухе (при атмосферном давлении
98 кПа); 2—в вакууме (при давлении по-
рядка 1,33 кПа)
полуцикла. Эти чужеродные слои препятствуют завариванию тре-
щины в период сжатия. Ускорение развития трещины в подобных
* условиях может быть объяснено снижением поверхностной энергии
металла и расклинивающим эффектом окисной .или другой фазы,
находящейся в непосредственной близости от вершины растущей
трещины. Скорость образования чужеродных слоев на поверхности
раскрытой трещины при данной частоте нагружения зависит от
давления газовой среды, вследствие чего сопротивление усталости
в вакууме увеличивается.
Влияние вакуума на длительную прочность неоднозначно. При
сравнительно низких температурах и высоких напряжениях долго-
вечность образцов в атмосфере меньше, чем в вакууме, а при вы-
, высоких температурах и низких напряжениях, наоборот, долговеч-
ность образцов в атмосфере больше, чем в вакууме.
Влияние глубокого вакуума на свойства неметаллических ма-
териалов. В конструкциях летательных аппаратов находят широ-
кое применение неметаллические материалы — теплопокрытия, гер-
метики, клей и другие, имеющие различные степени полимериза-
ции и различное число добавок, обычно пластификаторов.
Потери материала в массе под действием глубокого вакуума,
как было сказано выше, являются Следствием различных процес-
сов, и, прежде всего, процесса сублимации. Кроме того, потери
неметаллических материалов могут определяться разложением
соединений на ряд веществ, среди которых могут оказаться лету-
чие. •
В общем случае предсказание скорости испарения сложных не-
органических соединений является делом исключительно трудным.
Большую роль в инженерной практике играет такое сложное
неорганическое соединение, как стекло. Бороксилитное стекло ши-
роко применяется в качестве материала для изготовления лабора-
торных высоковакуумных установок и может выдерживать нагрев
до температуры 450° С. Разложение и сублимация бороксилитного
стекла настолько малы, что оно с успехом может использоваться
в практике космических исследований.
Как показали эксперименты, применять органические соедине-
ния с малой относительной молекулярной массой в конструкциях,
. подверженных действию высокого вакуума, не рекомендуется.
Наиболее перспективными считаются аксидные, силиконовые,
фенольные и эпоксидные смолы, способные давать хорошие, устой-
чивые к ультрафиолетовой радиации пленки. Потери в массе этих
40
соединений при температурах ниже 150° С
обычно невелики. При выдержке в вакууме в
течение 24 ч некоторые потери имели место,,
очевидно, в результате очищения соединений
от веществ с низкой относительной молеку-
лярной массой. Дальнейшее увеличение време-
ни выдержки при 7'<150°С не приводит к су-
Рис. 1.26. Характер-
ная кривая потери
массы резины в ва-
кууме
щественному возрастанию потери вещества.
При /’>150° С химический распад смол стано-
вится значительным.
В табл. 1.3 показаны потери в массе полимерных материалов в
вакууме.
Таблица 1.3
Потери в массе полимерных материалов в вакууме
Материал Температура потери 10% массы материала » в год, °C Материал Температура потери 10% массы материала в год, °C
Эпоксид 27—210 Силикри— 204,
Уретан 38—238 эластомер
Алкид 93—149 Майлар 204
Фенол 132—266 Фторопласт-4 377
На рис. 1.26 приведена характерная кривая потери массы ре-
зины в условиях вакуума.
Как указывалось выше, условия космического пространства мо-
гут вызывать существенные изменения в свойствах материалов,
если в составе последних содержится какой-либо компонент, име-
ющий тенденцию к улетучиванию. Сказанное относится, в частно-
сти, к керамикам, работающим в условиях высоких температур.
Так, даже небольшие потери кислорода и, возможно, азота могут
привести к сильным изменениям излучательной способности кера-
мик, входящих в состав теплозащитных покрытий.
В общем случае могут сильно изменяться электрические свой-
ства материалов, особенно, если они подвержены сублимации или
изменению состава. Так, изменение излучательной способности ке-
рамики приводит к увеличению их электрического сопротивления
и Ухудшению других свойств.
Ухудшение механических, излучательных и электрических ха-
рактеристик особенно значительно в случае неравномерной субли-
мации. Вполне возможно, что улетучивание материала на грани-
цах зерен приведет к появлению поверхностных трещин, которые
станут очагамй концентрации напряжений при кратковременных
Перегрузках и знакопеременных ’нагрузках. Общие механические
Качества и усталостная прочность материала в таких случаях бу-
ЦУт намного хуже. Неравномерная сублимация приводит к нару-
шению оптических характеристик, что сказывается и на функцио-
41
Таблица 1.4 пировании оптических систем ц Максимальное сцепление для стали систем терморегулирования, ра-
Температура, °C Максимальное сцепле- НИЯ рЭДИацИОННОГО равновесия. ние' /° Большинство пластиков и эла-
500 150 25 стомеров содержит летучие в ва- 96»0 кууме вещества. В этом случае 35,9 потери даже меньше 10% вещест- , 18 5 ва могут привести к излишней хрупкости материала. Поэтому не
рекомендуется применять в кос-
мосе любые материалы, содержащие, так называемые, дополнитель-
ные пластификаторы-присадки.
Холодная сварка (слипание) материалов. После продолжитель-
ного пребывания в космическом вакууме любые материалы (ме-
таллы и неметаллы) теряют абсорбированные на поверхности газы
и становятся «чистыми». В результате «чистые» материалы ведут
себя в космосе иначе, чем в обычных условиях. Исследования пока-
зали, что при соприкосновении «чистых» материалов может про-
изойти их сцепление (слипание) —холодная сварка. Эксперименты
проводились следующим образом: образцы разламывали в вакууме,
после чего поверхности излома приводили в соприкосновение.
В табл. 1.4 представлены результаты исследований для стали.
В названном эксперименте основной переменной величиной яв-
ляется температура. Величина максимального сцепления (см.
табл. 1.4) представляет собой выраженное в процентах отношение
силы, приложенной к образцу, чтобы сломать его вторично, к силе,
приведшей образец к разрушению в первый раз. Результаты ис-
следований показали, что при определенных условиях сцепление
может достигать 96%. По мере понижения температуры происхо-
дит значительное уменьшение сцепления.
Для предотвращения загрязнения поверхностей излома в ваку-
умной камере промежуток времени, в течение которого части об-
разца находились в разделенном состоянии, в последних двух
случаях (см. табл. 1.4) был весьма мал. Поэтому очевидно, что.
уменьшение сцепления с понижением температуры происходит не
из.-за загрязнения поверхностей излома образцов.
2.2. ВЛИЯНИЕ ЭЛЕКТРОМАГНИТНОЙ И КОРПУСКУЛЯРНОЙ РАДИАЦИИ
Почти 10% электромагнитного излучения Солнца приходится
на ультрафиолетовую область (0,2—0,4 мкм). Однако эта часть
излучения играет существенную роль не только в тепловом балан-
се спутника, так как интенсивно поглощается .белыми покрытия-
ми, но может вызывать также сильные химические и физические
изменения в большинстве материалов. Воздействие электромагнит-
ной радиации (как и корпускулярной) проявляется в основном в»
взаимодействии с электронными оболочками вещества. Наиболее
резко электромагнитная радиация изменяет вращательные состоя-
ния молекул.
42
Более высокоэнергетичная инфракрасная радиация изменяет
молекулярные колебательные состояния, что проявляется в повы-
шении температуры. Эта радиация не повреждает материала обо-
дочек непосредственно, если не считать нагрева до температур,
При которых имеет место изменение агрегатного .состояния веще-
ства или, по крайней мере,, его физических или механических ха-
рактеристик.
Радиация более высоких энергий приводит к возбуждению
электронных оболочек, к переходу электронов на более высокие
энергетические уровни, что в конечном счете ослабляет связи
между атомами и изменяет химическую активность молекул.
Коротковолновое излучение может привести к отрыву электро-
нов от их оболочек и к эмиссии (фотоэмиссии) электронов.
Различие между ультрафиолетовым и рентгеновским излучени-
ями с физической точки зрения состоит в том, что первое возбуж-
дает внешние, а второе — внутренние электронные оболочки. По-
скольку химические и физические свойства вещества определяются
внешними электронными оболочками, постольку поглощение ради-
ации в ультрафиолетовом диапазоне спектра и определяет харак-
тер воздействия этих излучений на материалы, находящиеся в
космосе.
Таким образом, электромагнитное излучение оказывает влия-
ние на твердое тело только в том случае, если оно им поглощает-
ся. Вместе с тем очевидно, что чем больше поглощение, тем мень-
ше глубина проникновения излучения в матерйал. Кроме того, сле-
дует учитывать возрастание интенсивности излучения с увеличе-
нием длины волны. В конечном счете все это означает, что в усло-
виях космоса воздействие электромагнитного излучения ограничи-
вается поверхностным слоем материала. Последнее обстоятель-
ство, в первую очередь, сказывается на термических и оптических
характеристиках поверхности.
Металлы и сплавы не подвержены воздействию, проявляющему-
ся в виде ионизации и возбуждения атомов, т. е., как показали ис-
следования, не повреждаются солнечным излучением.
Воздействие электромагнитного излучения на органические
материалы является существенным в результате поглощения ими
солнечного излучения в диапазоне 0,01—0,1 мкм. Органические и
неорганические соединения получают дозу ионизации от 10-7 до
Ю~5 Дж/(м2-с) .в поверхностных слоях толщиной 1—0,01 мкм. Под
воздействием таких доз ионизации изменяются свойства всех из-
вестных полимеров. Наиболее важными считаются изменения от-
ражательной и поглощающей способностей, прозрачности и по-
верхностной электропроводности.
Разрушение полимеров ультрафиолетовым излучением зависит
От ряда причин, в том числе и от наличия в них чувствительных к
Разрушению примесей. В этой связи очень важным условием ра-
диационной стойкости используемых материалов является их хи-
мическая чистота.
К категории полимеров, устойчивых в атмосферных условиях
но ‘гораздо менее надежных в условиях космоса, относятся многие
акриловые и виниловые полимеры.
Влияние электронного и протонного облучения на физико-меха-
нические свойства материалов. Воздействие электронного и про.
тонного излучений на металлы и сплавы изучено весьма слабо,
‘Наиболее полно теоретически и экспериментально исследовано
воздействие нейтронных потоков. Установлено, что при нейтронном
облучении у «чистых» металлов наблюдаются возрастание прочно-
стных характеристик и некоторое снижение пластичности. Эффект
радиационного воздействия оказывается более сильным у метал-
лов с гранецентрированной.кубической решеткой, что, вероятно,
связано с возможностью образования в них новых дислокаций из
скоплений радиационных точечных дефектов. Механизм радиаци-
онного упрочнения представляется обычно следующим образом:
вакансии, образующиеся при облучении, мигрируют к дислокаци-
ям и закрепляют их. Кроме того, упрочняющее действие могут
оказывать скопления вакансий и междуузельных атомов — «теп-
ловые клинья» и «клинья смещения», тормозящие движение дис-
локаций.
В сталях и сплавах механизм воздействия облучения на свой-
ства материалов оказывается значительно более сложным. Обус-
ловлено это взаимодействием радиационных дефектов с примеся-
ми и компонентами сплава, что сопровождается в некоторых слу-
чаях изменением его структуры. В результате при облучении спла-
вов возможно как увеличение, так и уменьшение прочности.
Аналогичные процессы могут происходит и при воздействии
протонов больших энергий. В общем случае характер радиацион-
ных дефектов в кристалле существенно зависит от типа из пучения.
Если при нейтронном облучении наряду с точечными образуются и
сложные дефекты типа «клиньев», то электронное облучение по-
рождает в основном изолированные, более или менее разделенные,
так называемые френкелевские пары (вакансия — междуузельный
атом), что позволяет достаточно надежно количественно анализИ’-
ровать эффекты радиационного воздействия.
При электронном облучении энергия теряется как в результа-
те столкновения с электронами, так и в результате столкновения с
атомами металла, причем основная доля потерь происходит за счет
взаимодействия электронов с электронами.
Чем ниже температура облучения, тем более значителен эф-
фект электронного воздействия.
Вводимые электронным облучением радиационные дефекты
существенно изменяют электрические, магнитные и механические
свойства металлов и сплавов. Например, облучение меди электро*
нами с энергией 6,4-10~13 Дж и дозой 8-1014 частиц/см2 при темле'
ратуре жидкого азота в 10 раз увеличивает критические напря#6'
ния сдвига. Повышение температуры уменьшает влияние элект-
ронного облучения на величину напряжений сдвига.
44
Результаты исследований показали, что электронное облучение
сталей приводит к существенному уменьшению предела их текуче-
сти (~14%) и увеличению относительного удлинения (~30%)
при практически неизменном пределе прочности. Наблюдается
также исчезновение площади текучести, связанное, вероятно, с
разблокировкой дислокаций за счет стока к ним дефектов, вводи-
мых электронным облучением. 1
Ударная вязкость облученных образцов алюминиевых сплавов
оказывается ниже, чем необлученных, причем наблюдается тен-
денция к снижению ударной вязкости с увеличением выдержки
при комнатной температуре.
В целях определения таких величин, как пределы прочности
(Тв, текучести оо,2 упругости оу и относительное удлинение б, обра-
батывались кривые «напряжение—деформация». Резких измене-
ний в характере кривых в результате облучения не обнаружено.
Значения пределов прочности, текучести и упругости облученных
образцов алюминиевого сплава оказываются заметно выше, чем
необлученных, причем возрастание этих величин за счет облучения
достигается 5—7%. Следует заметить, что максимальное упрочне-
ние наступает не сразу после облучения, а лишь через несколько
часов.
»
2.3. ВЛИЯНИЕ НИЗКИХ ТЕМПЕРАТУР
При глубоком' охлаждении происходит охрупчивание большин-
ства материалов. Проблема хрупкого разрушения конструкцион-
ных материалов остается очень важной ввиду заметно возросшей
сложности условий эксплуатации. В связи с этим представляет
большой интерес изучение механических характеристик материа-'
лов, использующихся на космических летательных аппаратах и
подвергающихся воздействию низких температур. К таким харак-.
теристикам, в первую очередь, следует отнести диаграммы дефор-
мирования, включая определение предельных деформаций, а так-
же прочность при концентрации напряжений и высоких скоростях
нагружений. .
Как показали исследования, при пониженных температурах у
пластичных металлов прочностные'характеристики резко увеличи-
ваются, поскольку для продолжения деформирования приложен-
ные напряжения должны возрасти, чтобы скомпенсировать недос-
таток тепловой активации, необходимой для преодоления дислока-
циями препятствий в плоскостях скольжения. Сам процесс пласти-
ческого течения кристаллических тел отчетливо проявляет скачко-
образный характер именно при низкотемпературном деформиро-
вании.
К одной из основных причин «неустойчивого течения кристалли-
ческих тел относится механическое двойникование. При исследова-
нии меди было обнаружено, что двойники возникают в тех случа-
ях, когда напряжение ориентировано благоприятно для того, что-
бы развести частичные дислокации и, следовательно, привести к
45
расширению дефекта упаковки между частичными дислокациями.
Дефект упаковки связан с таким же нарушением периодического
расположения атомов, как и граница двойника, поэтому расшире-
ние дефекта упаковки с помощью полюсного механизма должно
Привести к возникновению двойника. Для алюминия скачки объяс-
няют влиянием местных тепловых всплесков, возникающих в
процессе скольжения. Кроме того, считают, что прерывистое тече-
ние, приводящее к зубчатости кривых «напряжение—деформация»,
может быть вызвано деформационными полиморфными перехода-
ми или мартенситными превращениями.
В настоящее время достаточно широко изучены механические
свойства титана при растяжении его в интервале температур от 20
до 303 К.
’ Как показали исследования, процесс деформации титана и его
сплавов, отличающийся прерывистостью течения при температуре
около 4К (рис. 1.27), сопровождается акустическим эффектом, ха-
рактерным для двойникования. ;
Причиной скачкообразной деформации в испытуемых сплавах
может явиться также бездиффузионное превращение под влиянием
пластической деформации.
Известно, что титанорый сплав достаточно пластичен при тем-
пературе —‘253° С и нечувствителен к отверстию; сварное соедине-
ние при температуре —253° С разрушается при удлинении бсм =
.= 7%, что также указывает на возможность использования этих
сплавов до температур —253° С.
В качестве критерия для оценки чувствительности конструкци-
онных материалов к трещине предлагается наряду с общеприня-
тым отношением одоп использовать остаточное удлинение на
образцах с трещиной бю, здесь ов—предел прочности материала,
вв — предел прочности образца с концентратором напряжения в
.виде трещины.
Известно, что алюминиевые сплавы обладают высокой пластич-
ностью при температурах —496—253° С и могут быть использова-
ны для изготовления деталей, работающих при низких температу-
рах.
Особый интерес представляет изучение механических характе-
ристик полимерных материалов при низких температурах.
Как показали исследования, при низких температурах увели-
.чиваются прочность и модуль упругости пластмасс, однако послед-
ний возрастает в меньшей степени. В процессе охлаждения боль-
шинства пластмасс величина предельной степени деформации при
растяжении уменьшается, что и приводит к охрупчиванию.
Однако, как показали исследования, описанные в работе, из
общего правила выпадают стеклотекстолиты. Так, в указанной ра-
боте изучалось изменение свойств стеклопластиков марок типа
ВПС. Диаграммы их деформирования представлены на рис. 1.28.
Из анализа диаграмм следует, что:
46
Рис. 1.27. Зависимость дефор-
мации от напряжения для ти-
танового сплава, прокатанного
в вакууме:
/—при Т— 20 К; 2—при Т~4 К: 3—
при Т=11 К; 4—при 7=293 К
Рис. 1.28. Типовые диаграммы
для стеклотекстолита типа
ВПС: '
1—при Т=293 К; 2—при Т=77 К
1) стеклотекстолиты при комнатной температуре имеют слабо
выраженную Нелинейную зависимость между напряжением и де-
формацией;
2) при глубоком и достаточном охлаждении (образцы выдер-
живались в атмосфере жидкого азота при —196° С в течение
30 мин) наряду с весьма большим повышением прочности увели-
чивается удлинение стеклотекстолитов при разрыве.
При глубоком охлаждении наблюдалось также небольшое уве-
личение модуля упругости.
Величины предельных деформаций в процессе растяжения
стеклопластиков различных марок типа ВПС при охлаждении их.
до температуры —196° С возрастают в 1,7—3 раза по сравнению
с показаниями, полученными при температуре +20° С.
При исследовании процесса разрушения пластмасс следует
учитывать сопротивление разрыва как со стороны межмолекуляр-
ных сил, так и со, стороны химических связей. Повышение темпе-
ратуры обычно сопровождается нарушением указанных связей'
С понижением температуры вследствие уменьшения энергии тепло-
вого движения частиц и расстояния между ними увеличивается по-
тенциальная энергия, и связи упрочняются, что приводит к повы-
шению прочности материала. В данном случае при понижении тем-
пературы до —196° С, по-видимому, имеет место переход одной
структурной формы связующего в другую, (меняется надмолеку-
лярная структура смолы), обусловливающий упрочнение межмо-
лекулярных связей и существенное повышение прочностных и де-
формационных характеристик стеклотекстолита.
Эффект' концентрации напряжений в стеклотекстолитах. Влия-
ние неоднородности напряженного состояния на прочность при
Растяжении стеклотекстолитов оценивалось по изменению эффек-
47
тивного коэффициента концентрации напряжений К, , который вы-
числялся как отношение предела прочности к среднему номиналь-
ному напряжению в момент разрушения при различном напряжен-
ном состоянии, т. е.
1S ав
Тде Ов определялась экспериментально.
Как показали исследования, по мере охлаждения воздействие
неоднородности напряженного состояния на сопротивление разру-
шению стеклотекстолитов ослабевает.
По-видимому, при низких температурах отмеченное выше об-
щее увеличение прочности перекрывает величину концентрации
напряжений. Эффективный коэффициент концентрации напряже-
ний К» при понижении температуры с +'20 до —196° С в целом
уменьшился; при температуре -—196° С он оказался примерно оди-
наковым (от 0,97 до 1,26) для всех испытанных стеклотекстоли-
тов.
раздел II ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ПОЛУЧЕНИЯ НОВЫХ ВЕЩЕСТВ
И МАТЕРИАЛОВ В КОСМОСЕ
Глава!. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ОСУЩЕСТВЛЕНИЯ ПРОЦЕССОВ В УСЛОВИЯХ
НЕВЕСОМОСТИ
Анализ законов статики и динамики идеальной несжимаемой
жидкости; законов, определяющих равновесную форму поверхно-
сти жидкости при наличии капиллярных сил (закон Лапласа);
простейших законов переноса массы в газах и жидкостях и дру-
гих законов позволяет объяснить многие явления, происходящие в
жидкостях и. газах в поле малых массовых сил (ускорений). Такой
анализ впервые был сделан великим русским ученым К. Э. Циол-
ковским. Так, в его работе «Свободное пространство» (и других)
был намечен широкий ряд исследований в области динамики, гид-
ромеханики, жизнедеятельности человека и биологии в условиях
космического полета, многие из которых были осуществлены при
первых запусках ракет и спутников Земли.
За последние годы с развитием практической космонавтики на-
метился прогресс в изучении гидромеханики, тепло- и массообме-
на в жидкостях и газах в условиях невесомости. Первые экспери-
менты с жидкостью (водой) на борту космического аппарата, пол-
ностью подтвердившие существовавшие к тому времени представ-
ления, выполнил впервые летчик-космонавт СССР Ю. А. Гагарин.
В настоящее время проводятся многие исследования, расши-
ряющие наши представления о явлениях в невесомости и позволя-
ющие выявить влияние невесомости на протекание технологиче-
ских процессов в космосе. Результаты этих исследований помогут
организовать в космосе получения материалов и сплавов с требу-
емыми физико-химическими и физико-механическими свойствами.
ИСПОЛЬЗОВАНИЕ ГИДРОСТАТИЧЕСКИХ ЗАКОНОВ
ПрИ ОСУЩЕСТВЛЕНИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Как известно, многие технологические процессы осуществляют- .
ся путем переработки материалов в жидком, расплавленном или
эзообразном состояниях. Поэтому необходимо уметь оценить воз-
°Жные изменения в поведении жидкости (газа) в поле слабых
весовых сил.
49
Рассмотрим некоторые особенности поведения жидкостей в ос-
лабленном поле массовых сил. Согласно закону Паскаля для изо-
термической жидкости в замкнутом объеме с одной свободной по-
верхностью давление на глубине г от поверхности раздела «жид-
кость—газ»
P=Qgz + p0, (2.1)
где ро — давление газа на свободной поверхности.
Из формулы видно, что р = const для всех точек, находящих-
ся в горизонтальной плоскости, расположенной на глубине z. Эти
плоскости называют поверхностями равного давления (поверхно-
стями уровня).
Уравнение (2.1) можно переписать в виде
Р — Ро g (2 2)
Ро Ро go ’
Формула показывает, что относительное изменение давления по
глубине z зависит от величины действующей на данную систему
перегрузки g/g0, а безразмерная величина --------характерн-
ее go
зует влияние силы тяжести на относительное изменение давления
в жидкости и тем самым является критерием для оценки интен-
сивности поля массовых сил. При ^<\1 поле массовых сил
Ро
считается слабым с точки зрения гидростатического давления. Это
условие может быть достигнуто за счет изменения всех величин,
входящих в формулу (2.4). Отсюда можно сделать вывод, что яв-
ления в жидкостях и газах в массовых полях равной интенсивно-
сти можно моделировать. Отметим, что при стационарных пере-
грузках, имеющих место в орбитальном полете (при g!g0^ Ю-5), а
также при небольших z (порядка до 1 м) и давлениях р0 (поряд-
ка до 0,1 МПа) для всех известных жидкостей может выполняться
условие <<С 1, что говорит о действии слабого поля массовый
Ро ‘ /
сил на борту космического' корабля в процессе его полета.
Известно, что на твердое тело, целиком погруженное в жид-
кость, действует выталкивающая сила
Рг= — Qg f dV= ~ Qgl/, , (2.3)
г
где V — объем твердого тела.
Равнодействующая сила Рх в случае действия вниз массовых
сил направлена вертикально вверх, приложена в центре масс вы-
тесненного объема и равна по величине весу вытесненного объема
жидкости. Уравнение (2.3) известно под названием закона Архи-
меда.
Закон Архимеда объясняет многие явления в жидкости, кото-
рые могут иметь место в условиях невесомости.. В невесомости, не-
смотря на возможную значительную разность плотностей (pi—ро)
50
жидкости и твердых частиц, находящихся в ней, результирующая
выталкивающая сила, действующая на твердую частицу в случае
действия малых массовых сил оказывается весьма малой, так как
в этом случае разность между весом тела, подгруженного в жид-
кость, и весом вытесненного телом жидкости определяется выра-
жением
л-/>о=(е1-ео)£(У—, (2.4)
а следовательно, величиной перегрузки glgo, которая в космиче-
ском полете составляет, в основном, величину порядка ~10~5. Та-
ким образом, результирующая сила (pi—р0) в космическом поле-
те, по сравнению с условиями на Земле, уменьшается в 105 раз.
Уменьшение результирующей на несколько порядков может иметь
широкое и разнообразное применение для технологических про-,
цессов, протекающих в невесомости. В частности, в невесомости
можно, осуществлять свободную, подвеску тел большой массы (рас-
плавов) за счет действия слабых массовых сил (электромагнитная
подвеска, акустическая и т. д.) и тем самым исключить поступле-.
ние загрязнений со стенок тигля; создавать разнообразные мно-
гофазные структуры (пеноматериалы и композитные материалы с
составляющими из резко отличающихся друг от друга плотно-
стей); получать новые сплавы из металлов с различными, сильно
отличающимися плотностями, которые не смешиваются .на Земле
и другое.
Малая интенсивность поля массовых сил (малая величина пе-
регрузки g/go) в космическом полете приводит не только к умень-
шению выталкивающей силы, но и к резкому увеличению времени
установления гидростатического равновесия (времени релакса-
ции). Используя известную зависимость для определения времени
свободного падения тела с высоты Н в поле действия ускорения
свободного падения go, можно оценить время установления гидро-
статического! равновесия
(2- 5)
Нетрудно заметить, что время установления равновесия при
Малых перегрузках резко возрастает. Так, например, на Земле при
#=1 м и g = go (Время составляет около 0,3 с, а в космическом по-
лете при g/go=lO-5 это время увеличивается примерно в 300 раз.
В реальных условиях в результате действия сил вязкости реальное
время перемещения частиц в жидкости несколько меньше, но сте-
пень замедления их движения в условиях невесомости выше.
На космической станции «Окайлэб» (США) был проведен тех-
нологический эксперимент, который подтвердил возможность по-
лучения сплавов из несмешиваемых на Земле компонентов с резко
отличающимися плотностями. Такими компонентами являлись —
золото (плотность ~14,4 г/см3) и германий (плотность
^"5,5 г/см3). Известно, что очень тонкие пленки этого сплава
Я. Со
go g
51
(76,85% Au, 23,15% Ge), полученные из паровой фазы на Земле,
обладают сверхпроводящими свойствами при низких температу-
рах. Однако толстый слиток сплава золота с германием, получен-
ный на Земле, такими свойствами уже не обладает. Эю объясня-
ется разделением частиц золота и германия за счет действия сил
плавучести на Земле, вследствие большой разности плотностей.
Следствием такого разделения является разрушение тонкой крис-
таллической структуры сплава.
Плавление в изотермических условиях при температуре 720^0
смеси «золото—германий» на станции «Скайлэб» осуществлялось
в ампуле, помещенной в специальной печи в течение 4 ч. Это пре-
вышало время диффузии и полного смещения компонентов. Затем
ампула остывала в естественных условиях. Аналогичный экспери-
мент был выполнен в земных условиях.
Исследования образцов на Земле показали, что в образце, по-
лученном в космосе, наблюдается существенное улучшение микро-
структуры и в отличие от образца, полученного на Земле, он об-
ладает сверхпроводящими свойствами при низких температурах.
Однако практическое отсутствие сил Архимеда в поле малых
массовых сил приводит к невозможности использовать эффект
всплывания легкой примеси в расплаве при его очистке. Может
возникнуть серьезная проблема удаления пузырьков газа (или па-
ра) из расплава, станет невозможно использовать барботаж для
очистки расплава от включений и выравнивания температур по
объему, что успешно используется в технологических процессах
получения материалов на Земле.
Из анализа гидростатических законов следует: при осуществле-
нии технологических процессов в космосе уменьшается роль дей-
ствия выталкивающих сил (приводит к резкому изменению меха-
низма протекания процессов, связанных с переработкой материа-
лов в жидком состоянии). Одновременно следует ожидать, что с
уменьшением роли действия сил Архимеда возрастает роль дей-
ствия других сил, например капиллярных. Это указывает на то,
что и в космосе необходимо научиться управлять технологически-,
ми процессами.
1.24 ИСПОЛЬЗОВАНИЕ ВЛИЯНИЯ СИЛ ПОВЕРХНОСТНОГО НАТЯЖЕНИЯ
ПРИ ОСУЩЕСТВЛЕНИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Кривизна свободной поверхности. Форма поверхности раздела
двух изотермических жидкостей в неограниченном объеме опреде-
ляется из условия равновесия сил давления и сил поверхностного1
натяжения
. (2.6)
\А1 «2 / •
где pi и Р2 — давления по обе стороны поверхности раздела жид-
костей; и -‘-главные радиусы кривизны поверхности в дан-
ной точке; о — коэффициент поверхностного натяжения.
52
Поверхностное натяжение характеризует межмолекулярное
взаимодействие в жидкости и численно равно работе, которую
нужно совершить для того, чтобы увеличить на единицу площадь
раздела жидкости и ее насыщенного пара, иными словами, чтобы
перевести соответствующее количество молекул из жидкости в по-
верхностный слой пара. Поверхностное натяжение равно также си-
ле, действующей на единичную длину контура, который ограничи-
вает жидкость, и направленной по касательной к этому контуру.
Размерность поверхностного натяжения — Н/м.
Рассмотрим случай, когда одна из жидкостей есть газ. Тогда
можно принять, что Рз~const. Считая, что в поле массовых сид-
давление в самой жидкости распределяется в соответствии с урав-
нением гидростатики (2.1), имеем
рх = const -\-Qgz.
Отсюда получаем уравнение равновесия свободной поверхности
(2.6), которое можно записать в виде
,_L + J_=e££. (2.7)
Я1 я2 * .
Преобразуя это уравнение, получаем
J_+J__e£^L,2,_g_==0/ (2.8>
^2 3 . go
где г'=^; = Л?;
г
L — характерный размер жидкости.
Величина —— называется числам Бонда (Во) (отноше-
3 go
ние массовых и поверхностных сил). Из анализа уравнения (2.8)
видно, что число Бонда определяет кривизну свободной поверхно-
сти; оно пропорционально действующей перегрузке g/g0.
В случае полной невесомости (т. е. при g/go-^O), число Бонда,
стремщтся к.нулю. Тогда уравнение (2.8) приобретает вид
<2-9>
т. е. свободная поверхность раздела «газ—жидкость» в этом слу-
чае является поверхностью постоянной кривизны—сферической
поверхностью. В этом случае поверхностные силы полностью пре-
обладают над массовыми силами.
Число Бонда будет приобретать малые значения не только при1
малых перегрузках, но также и при малых характерных геометри-
ческих' размерах L (объемах) жидкости, следовательно, форму по-
верхности раздела «жидкость—газ» в невесомости можно модели-
ровать в земных условиях путем уменьшения объема жидкости.
Когда массовые силы преобладают над сила(ми поверхностного'
натяжения (т. е. QgL2^>o или Во-»-оо), что характерно для дейст-
53
вия больших перегрузок и возрастания объема жидкости, из урав-
нения (2.8) следует, что z=->const. В этом случае свободная по-
верхность раздела становится плоской, что и характерно в земных
условиях при достаточно больших характерных размерах L жид-
кости (объемах).
В табл. 2 1 приведены значения коэффициентов поверхностно-
го натяжения некоторых жидкостей и расплавленных металлов.
Таблица 2.1
Коэффициенты поверхностного натяжения жидкостей
и расплавленных металлов
Вещество Температура, °C Коэффициент поверхностного натяжения с, Н/М
Глицерин 20 20
Спирт 20 22
Вода ' . 18 73
Свинец 327 452
Ртуть 20 465
Олово < 232 526
Цинк 360 877
Золото ИЗО 1102
Медь 1131 1103
Железо 1420 1500
Машинное масло 20 1530
ч Определяя число Во для соответствующей жидкости, характер-
ное определенным условиям космического полета (определенным
перегрузкам g/gQ и объемам), можно теоретически предсказать, с
какого значения перегрузки для дайной жидкости данного объема
будет характерно преобладающее влияние сил поверхностного
натяжения над массовыми, силами. При этом можно выделить три
характерных режима:
режим 1, когда В о ^100, т. е. когда массовые силы явно преоб-
ладают над силами поверхностного натяжения. В этом случае сво-
бодную поверхность можно считать плоской (нормальная грави-
тация);
режим 2, при 1<Во<100, т. е. так называемый промежуточ-
ный режим (режим пониженной гравитации);
режим 3, при Во^1, когда силы поверхностного натяжения
преобладают над массовыми силами. Этот режим вследствие бли-
зости формы свободной поверхности и сферической принято назы-
вать режимом невесомости.
В табл. 2.2 приведены значения числа Бонда для ртути при раз-
личных перегрузках g/g0 и характерных размерах L (диаметр сфе-
54
Ji
рической поверхности жидкости, которую принимает весь объем
Жидкости в невесомости).
Таблица 2.2
Значения числа Бонда при различных перегрузках
и размерах тела для ртути
Во g/go £, м . Примечания
2,7-105 1 , 1 Нормальная гравитация (Во>100)’
2,7-103 1 0,1 Нормальная гравитация (Во>100)
2,7 10-5 1 Режим поинжеииой гравитации (Во= = 1—100)
27,0 IO-» . - 1 Режим поинжеииой гравитации (Во= = 1—100)
0,027 10-5 0,1 Режим невесомости (Во<1)
0,27 10-4 0,1 Режим невесомости (Во<1)
Из табл. 2.2 видно, например, что режиму невесомости при пе-
регрузках g!go = Ю-4... 10-5 для ртути будут соответствовать лишь
ее объемы с характерным размером L менее 0,1 м.
Форма свободной поверхности жидкости, находящейся в огра-
ниченном объеме, определяется не только уравнением (2.8), но и
взаимодействием жидкости с ограничивающей ее объем поверхно-
стью. Известно, что жидкость вблизи твердой поверхности образу-
ет так называемый краевой угол, величина которого зависит толь-
ко от природы соприкасающихся сред и не зависит от формы сосу-
да и величин массовых сил. Равновесие трех сред (рис 2.1, а) ус-
танавливается. в результате равновесия всей системы под действи-
ем трех сил поверхностного натяжения, каждая из которых нап-
'равлена по касательной внутрь поверхности соприкосновения со-
ответствующих двух сред. Тогда краевой угол 9 между поверхно-
стью жидкости и твердой стенкой определяется из уравнения
cos 9 = J23 ~ °12 . (2. 10)
а13-
Если поверхностное натяжение на границе твердой стенки с га-
зовой средой о2з больше, чем поверхностное натяжение на границе
твердой стенки с жидкой средой счг (т. е. О2з>О12), то cos9>0 и
угол 0 — острый. В этом случае край жидкости приподнят, а ее
свободная поверхность имеет вогнутую форму и жидкость назы-
вается смачивающей. Такая жидкость, нанесенная в виде капли на
твердую горизонтальную поверхность, растекается по ней (см. рис.
Если О2з<О12, то cos 9<0 и угол 9 — тупой. В этом случае край
Жидкости спущен, ее мениск выпуклый. Капля такой жидкости на
твердой поверхности не растекается, а старается уменьшить пло-
Фадь своего соприкосновения с жидкостью (сМ. рис. 2.1, г). Такая
55
Риг. 2.1. Схемы равновесия жидкости и газа (для смачиваю-
щих (а) и (б) и несмачивающих (в) и (г) жидкостей):
а и в—при вертикально расположенной твердой поверхности; б и г—
при горизонтально расположенной твердой поверхности
жидкость является несмачивающей. Из экспериментальных дан-
ных известно', что краевой угол существенно зависит не только от
свойств жидкости и поверхности, но и от состояния поверхности
(степени чистоты, наличия окислов, шероховатости и т. д.) и дав-
ления окружающей среды. Некоторые данные о величине краевых
углов при соприкосновении жидкости и твердой стенки в воздуш-
ной среде даны в табл. 2.3.
Таблица 2.3
Значение краевого угла для разных жидкостей
Твердая стейка Жидкость Краевой угол 0, •
Стекло силикатное Ртуть 128—148
• Вода 0
Сталь Вода 70—90
Парафин Вода 106
На величину краевого угла существенно влияет наличие приме-
сей, одни из которых уменьшают, а другие увеличивают его зна-
чение.
Принято считать, что с увеличением разрежения окружающей
газовой среды смачивание улучшается. Это общее положение. Од-
нако оно не распространяется на некоторые расплавы (например,;
свинца по меди). Во всех случаях только эксперимент определяет
56 '
Рис. 2.2. Поперечные сечения сфери-
ческих сосудов, заполненных на 30%
(а, б, в, г) и 80% (д, е, ж, з) по объ-
ему смачивающей (а, б, д, е) и ие-
смачивающей (в, г, ж, з) жидкостя-
ми при £(go) = l (а, б, д, ж) и
g/go->O (б, г, е, з)
Рис. 2.3. Зависимость
краевого угла 0 от степе-
ни т заполнения сосуда
смачиваемость и несмачиваемость определенной жидкостью конк-
ретной твердой поверхности. •
В замкнутых сосудах равновесие формы свободных поверхно-
стей изотермических жидкостей определяются не только отношени-
ем массовых сил к силам поверхностного натяжения (то есть чис-
лом Бонда), краевым углом 0, но и степенью заполнения сосуда
жидкостью т ——— (Во — полный объем сосуда, Вж — объем,
Во
занятый жидкостью). Возможные формы поверхностей смачиваю-
щих и несмачивающих жидкостей в сосуде при различной степени
заполнения сосуда в двух предельных случаях (нормальном грави-
тационном поле Во2>100 и в условиях невесомости Во^1) приве-
дены на рис. 2.2.
При определенных значениях коэффициента заполнения объ-
ема и краевого угла 0 жидкость в условиях действия определен-
ных значений перегрузок g/g0 может отделиться от стенок сосуда
и находиться в нем в виде сферической капли несмачивающей
жидкости или, наоборот, может образовать сферический пузырь в
смачивающей жидкости (рис. 2.3). График на рис. 2.3 показывает
что в области А возможно отделение .газа в виде пузыря (ма-
лые 0) в смачивающих жидкостях. В области В возможно отделе-
ние несмачивающей жидкости от стенок в виде капли. Одновре-
менно существует область Б, в которой отделение одной из фаз от
стенок сосуда за счет действия одних только поверхностных сил
Невозможно. Однако такое отделение жидкости либо газового пу-
зыря возможно в случае действия, например, малых возмущений,
Неизотермичности жидкости и других факторов.
Таким образом, формы свободной поверхности в простейших
случаях рассчитываются, исходя из уравнения (2.7) с учетом ве-
личины краевого угла 0 по формуле (2.10) и формы сосудов (ци-
лНндрИчеС|КОй) сферической, плоской и т. д.) при различной степе-
ни т заполнения объема сосуда.
57
Время установления формы свободной поверхности. Характер-
ное время установления формы свободной поверхности жидкости в
условиях невесомости может быть оценено по следующему соотно-
шению
(2-“>
где L — характерный размер жидкости (например, диаметр сфе-
ры, форму которой в свободном состоянии принимает жидкость);
а — ускорение деформации поверхности под действием капилляр-
ных сил.
Капиллярная сила пропорциональна о£, а масса пропорцио-
нальна qL3, поэтому ускорение а (учитывая известный закон Нью-
тона) пропорционально величине g/qI?. Тогда время установления
формы свободной поверхности жидкости,
.• (2.12)
Таким образом, время образования сферы в первом приближе-
нии определяется плотностью жидкости, величиной поверхностного
|натяжения и размером сферы. Превращение формы жидкости в не-
весомости происходит чрезвычайно быстро, что видно из данных
табл. 2.4.
' Таблица 2.4
Время образования устойчивой формы жидкости
Жидкость Время, с, при
7?=0,15 м 7?-=0,005 м
Вода .0,117
Медь 2,84 0,09
Эти численные величины находятся в полном соответствии с из-
мерениями, сделанными во ^ремя проведения экспериментов в ус-
ловиях космического полета. 1
Однако ускоренная масса не останавливается по истечении это- (
го времени, а продолжает колебаться вокруг сферической формы.
Начальная несферическая форма перед изменением обладает j
потенциальной энергией, поэтому мы можем считать эти колеба- <
ния длительным чередованием между потенциальным и кинетине- «
ским энергетическими уровнями. Частота этих колебаний опреде- >
ляется только поверхностным натяжением, а время затухания —
вязкостью.
Зависимость времени затухания колебания от диаметра сферы
показана на рис. 2.4 (от 10 до 1% начальной амплитуды для воды
и двух металлов с низким и высоким поверхностным натяжени-
58
еМ). Время затухания до 1% Для же‘
дезной сферы диаметром 10 см лежит
в пределах часа, а для сферы диамет-
ром 0,5 см равно всего 10 с. Это озна-
чает, что точность получения сферы
может быть измерена периодом ожи-
дания от расплавления до затвердева-
ния. Величина начальной амплитуды
целиком зависит от условий плавле-
ния и охлаждения расплава
Учет преобладающего влияния
межмолекулярных сил поверхностно-
го натяжения в условиях невесомости
для жидкостей и расплавов при нали-
чии свободной поверхности позволяет
правильно осуществлять ряд техноло-
гических процессов в космосе. Наи-
большие перспективы в этом случае
Рис. 2.4 Зависимость времени т
гашения колебаний (от 10 ДО
1 % начальной амплитуды) от
диаметра жидкой сферы
связаны с возможностью реализации'процесса получения сфери-
ческих поверхностей достаточно больших размеров (по сравнению
с земными) с высокой степенью точности, совершенства и чистоты
поверхности, а также с возможностью управления формой жид-
кой поверхности без существенных энергетических затрат.
1.3. КОНВЕКЦИЯ И ДИФФУЗИЯ В ЖИДКОСТЯХ, РАСТВОРАХ '
И РАСПЛАВАХ В УСЛОВИЯХ ПОНИЖЕННОЙ ГРАВИТАЦИИ
В неизотермических и неоднородных жидких (газообразных)
системах, с которыми приходится иметь дело при осуществлении
технологических процессов на Земле (расплавы, растворы) стати-
ческое равновесие внутри жидкости на ее свободной поверхности
при отсутствии движения, как правило, невозможно. В этом случае,
равновесие возможно при возникновении конвективных движений.
Конвективные движения с точки зрения влияния гравитации на их
йнтенсиность разделяются на два класса: конвективные движения
гравитационного и негравитационного типов.
Конвекция — это перенос теплоты внутри жидкой или газооб-
разной среды, обусловленной перемещением массы внутри этой
среды. Наиболее известный пример конвекции — это естественная
Или свободная, относящаяся к классу конвекций гравитационного
типа.
Естественной конвекцией называются движения, возникающие
в неравномерно нагретых жидкостях или газах в поле массовых
сил, в результате зависимости плотности от температуры.
Эти движения обусловлены действием Архимедовой -силы в
Жидкой или-газообразной среде, т. к. плотность жидкости (газа)
°бычно уменьшается при увеличении температуры
Q=Qo[l — UT~ То}], ,(2.13)
59 ,
где fJT — коэффициент объемного температурного расширения жид-
кости (газа); go — плотность при стандартной температуре То-
Т — температура жидкости в данной точке.
Неравномерность распределения температур в жидкости приво-
дит к образованию подъемных сил, в результате чего нагретые бо-
лее легкие части жидкости начинают всплывать, а холодные более
тяжелые — опускаться. Интенсивность движения и перенос тепла
при естественной конвекции определяются числом Рэлея
Ка=^Ё1£3дт'-А. , ' ' (2.14)
v* go
где g/go— перегрузка, действующая на жидкость; А —характер-
ный размер жидкости; v— кинематическая вязкость; k — тепло-
проводность; А7’ = 7’2—Т\ — перепад температур в среде.
Простейшим примером естественной конвекции является кон-
векция, наблюдаемая у нагретой вертикальной пластины, вдоль ко-
торой нагретая жидкость поднимается, образуя тепловой динами-
ческий слой. При числах Ra<106 течение у пластины носит стаци-
онарный ламинарный характер. При больших числах Рэлея поряд-
ка ~108 в пограничном слое наблюдается переход ламинарного
течения в турбулентное. Число Рэлея, при котором это происходит,
называется числом Рэлея перехода (иногда критическим числом
Рэлея RaKp). Величина RaKP зависит от рода жидкости, состояния
поверхности и ряда других факторов. При числе Ra^RaKp течение
в жидкости имеет неустановившийся характер.
Турбулентность оказывает неблагоприятное воздействие на
процесс кристаллизации металлов и сплавов, вызывая неоднород-
ность в распределении примесей и искажение кристаллической ре-’
шетки выращиваемых из раствора монокристаллов и ряд других
дефектов. Однако интенсивное перемешивание жидкости способ-
ствует уменьшению температурных градиентов и, следовательно,
температурных напряжений в кристаллах.
В условиях, приближающихся к невесомости, число Рэлея
Ra->0, и следовательно, естественная конвекция может практиче-
ски отсутствовать.
Другим типом конвекции гравитационного типа является кон-
центрационная конвекция. Она наблюдается тогда, когда в раство-
рах и расплавах существует зависимость плотности не только-от
температуры, но и от концентрации того или иного вещества в рас-
плаве.-Таким образом плотность определяется зависимостью
е=е0[1 - №г ± ?сдС], (2.15)
где ₽с=— —концентрационный коэффициент плотности
q \ ас )р,т
для данной температуры и давления; ДС— перепад концентрации
веществ, находящихся в расплаве.
В этом случае наличие в жидкости (расплаве) зон различной
плотности в поле массовых сил приводит к возникновению конвек-
тивных движений, аналогичных тем, которые характерны для ес-
.60
тественной конвекции; эти движения имеют также гравитационную
природу (т. е. возникают только, при действии перегрузок g/go^=O).
Существенным отличием концентрационной конвекции от естест-
венной является то, что она может происходить и в изотермических
условиях, в случае, если наблюдается диффузия в жидкости, при-
водящая к перепадам концентрации. Интенсивность концентраци-
онной конвекции определяется по аналогии с естественной конвек-
цией, диффузионным концентрационным числом Рэлея:
(216)
u V2
где АС —число Грасгофа; Рго^=-^-— число Прандтля;
v2 D
D — коэффициент диффузии.
В условиях пониженной гравитации концентрационная конвек-
ция может практически полностью отсутствовать либо быть суще-
ственно уменьшена.
Анализ влияния невесомости на интенсивность конвекции гра-
витационного типа позволяет изменить ход технологических про-
цессов в космосе и существенно улучшить характеристики ряда
технически ценных материалов, получаемых из расплавов
На космической станции «Скайлэб» при проведении специаль-
ного эксперимента была продемонстрирована возможность полного
подавления конвекции гравитационного типа в условиях космиче-
ского полета. Эксперимент заключался в следующем. Образец рас-
плавленного цинка помещался в специальный цилиндрический
патрон, один конец которого был охлажден, а другой перегрет от-
носительно точки плавления, т. е. был создан перепад температур
вдоль оси образца. В одной из зон образца помещался диск радио-
активного цинка — изотоп 65Zn. После затвердевания образец,
возвращаемый да Землю, подвергался анализу с помощью радио-
активного метода. Результаты измерения концентрации радиоак-
тивного цинка по длине образца видны на рис. 2.5. В земных усло-
виях из-за влияния конвекции при длительной выдержке цинка в
расплавленном состоянии происходило полное выравнивание кон-
центрации 65Zn, в то время как в условиях космического полета
(при пониженной гравитации) распределение 65Zn определялось
Молекулами.
Интенсивность термокапиллярной конвекции не зависит от ве-
личины перегрузок g/go- Подавление такого рода конвекции зак-
лючается в уменьшении фактических перепадов температуры вдоль
Поверхности раздела. Разновидностью термокапиллярной конвек-
ции является капиллярно-концентрационная конвекция, когда
Движение на поверхности раздела сред возникает при наличии за-
висимости силы поверхностного натяжения от концентрации при-
меси.
Термокапиллярные движения могут наблюдаться также вокруг
Пузырей паров жидкости и газов, находящихся в неизотермической
61
Рис. 2.5. Кривая концентра-
ции атомов изотопа цинка
65Zn вдоль образца:
/—в условиях земной гравита-
ции^ 2—в условиях невесомости
Рис. 2.6. Схема движения
газового пузыря в нерав-
номерно нагретой жидко-
сти вследствие термока-
пиллярной конвекции
жидкости (рис. 2.6). Возникновение термокапиллярных движений
вокруг газового пузыря внутри жидкости в условиях невесомости
приводит к перемещению пузыря в направлении возрастания тем-
пературы.
В земных условиях термокапиллярная 'конвекция практически
подавляется естественной конвекцией, которая способствует вырав-
ниванию температуры на поверхности раздела. В условиях низкой
гравитации роль термокапиллярной конвекции резко возрастает,
как и возрастает и роль диффузионных процессов.
Движение жидкости возможно также в связи с фазовыми пере-
ходами, сопровождающимися изменением объема фаз и «отторже-
нием» жидкости. Такого рода движения называют псевдо конвек-
цией. Движение в этом случае происходит вследствие роста пузы-
рей внутри жидкостей за счет испарения жидкости в пузырь и
схлопывания при попадании пузырей в холодную зону, а также
вследствие роста кристаллов и связанного с ним изменения объема
жидкости.
Изменение объема фаз и вызывает движение в жидкости. Псев-
доконвекция должна быть тщательно изучена, особенно, если рас-
плав будет находиться в глубоком космическом вакууме, т. к. га-
зовые пузыри в этом случае растут быстрее и достигают больших
размеров, чем в обычных земных условиях.
В некоторых случаях электропроводность расплавов зависит
от температура, что может приводить к возникновению градиента
заряда по объему жидкости. Если такой расплав находиться в
электрическом поле, то возникает электропроводность, т. е. пере-
мещение массы под действием электромагнитных сил. В этом слу-
чае наблюдается, так называемая электромагнитная конвекция. ч
В электропроводящей жидкости под действием градиента тем-
пературы возникает электрический ток. Взаимодействие этого тока
с внешним магнитным полем приводит к возбуждению сил Ампера»
которые приводят слои жидкости в движение. Это явление называ-
ется магнитоконвекцией.
62
в сжимаемом газе возможно образование движения, связанно-
го с изменением плотности газа вследствие неравномерного нагре-
Ба среды. В этом случае наблюдается термоакустическая конвек-
ция-
Воздействие механизмов конвекции негравитационного типа
следует учитывать при осуществлении технологических процессов
получения материалов и веществ в космосе.
Глава 2. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ПОЛУЧЕНИЯ ВЕЩЕСТВ, МАТЕРИАЛОВ
И ДЕТАЛЕЙ В КОСМОСЕ
2.1. ПОЛУЧЕНИЕ ЧИСТЫХ ВЕЩЕСТВ, МЕТАЛЛОВ И СПЛАВОВ
Как известно, твердые материалы —-вещества, металлы и спла-
вы могут быть получены различными способами, 1 в частности за
счет переработки их исходных компонентов как в жидкой, так и
паровой фазах с последующей кристаллизацией. Это следует из
анализа простейшей диаграммы состояния, однокомпонентной сис-
темы (фазовой диаграммы) (рис. 2.7).
Линия 1—2 называется кривой плавления (кристаллизации),
О—1 — кривой возгонки (сублимации), линия 1—3 — кривой испа-
рения (конденсации). Названные линии являются соответственно
границами существования твердой, жидкой и парообразной (паро-
вой) фаз.
Точка 1 называется тройной точкой. В ней одновременно воз-
можно существование всех трех фаз: жидкой, парообразной и твер-
дой при определенных значениях давления и температуры.
Самым распространенным способом получения твердых метал-
лов и сплавов в земных условиях является кристаллизация из
жидкой фазы (т. е. переход по линии а—а на рис. 2.7). Однако в
настоящее время в земных условиях интенсивно развиваются и
другие методы, например, кристаллизация веществ из паров в ва-
кууме (переход по линии с—а на рис. 2.7).
В условиях действия малых перегрузок в космическом полете
при наличии высокого космического вакуума вследствие практиче-
ского отсутствия разделения фаз различной плотности при малых
числах Бонда может оказаться эффективным и найти широкое при-
менение метод кристаллизации из паров. Эффективность этого ме-
тода объясняется, в первую- очередь, наличием высокого космиче-
ского вакуума и отсутствием затрат на его поддержание.
В условиях земной гравитации кристаллизация вещества из га-
зовой фазы затруднена, в первую очередь, вследствие быстрого
оседания на дно возникших в газовой фазе кристалликов, из-за че-
г° затрудняется доступ компонента для исходной и последующей
кристаллизации.
При слабой гравитации (действии малых перегрузок) образо-
вавшиеся в газовой среде кристаллики практически не оседают, .а
63
Рис. 2.7. Диаграмма
р—Т однокомпонентной
системы
находятся во взвешенном состоянии. В этих
условиях растет скорость кристаллизации д
растут более крупные кристаллы.
Весьма заманчивые перспективы откры-
ваются в возможности получения веществ и
материалов по линии перехода b—b на
р—т — диаграмме состояния, которая про-
хбдит через тройную точку 1 (см. рис. 2.7)
одновременного существования трех фаз.
На Земле жидкая, газообразная и твердая
фазы всегда разделяются из-за разной плот-
ности фаз, и это обстоятельство не позволя-
ет получать весьма интересные по своей
структуре материалы композиционного класса.
Значительно могут возрасти технологические возможности по-
лучения веществ и материалов с помощью электролиза. Известно,
что производительность и качество получаемого данным методом
продукта зависит от напряжения и мощности тока. Однако при
увеличении напряжения и мощности тока неизбежно возникает
перегрев электролита вблизи электродов, что в наземных услови-
ях приводит к. появлению естественной и концентрационной кон-
векциям. Образование вследствие этого вихревых и циркуляцион-
ных потоков в электролитической ванне приводит к нарушению
стационарного движения ионов и понижает эффективность процес-
са электролиза в целом. В условиях космического полета влияние
гравитационной конвекции можно существенно ослабить (как по-
казано в гл. 1 данного раздела) и тем самым повысить эффектив-
ность процесса. 1
Рассмотрим более подробно механизм кристаллизации веществ
из жидкой фазы (по линии а—а рис. 2.7):
. При получении большинства обычных материалов из жидкой
фазы имеет место объемная кристаллизация, характеризующая-
ся одновременным образованием множества центров кристалли-
зации, что приводит к получению зернистой структуры слитка.
В земных условиях в процессе объемной кристаллизации одно-
временно происходит как зарождение, так и рост уже ранее заро-
дившихся кристаллов. Зародыши кристаллов могут образоваться
самопроизвольно, однако могут образоваться и на готовых цент-
рах кристаллизации (на ядрах примеси, на стенках сосуда и т. п.)*
Для того чтобы началась кристаллизация, необходимо, чтобы тем-
пература расплава металла была понижена на некоторую величи-
ну по отношению к равновесной температуре (порядка на Ю—
30° С). Форма и размер зерен, образующихся при кристаллизации,
зависит, в первую очередь, от характера температурного поля,
распределения примесей, интенсивности конвективных токов. Pocj
зерна происходит чаще всего по, так называемой, дендритной
(древовидной) схеме (рис. 2.8).
Вначале с наибольшей скоростью начинают расти, так назы-
ваемые, ветви кристалла первого порядка по плоскостям и наи-
64
равлениям решетки с наибольшей
плотностью упаковки атомов. Затем
на образовавшихся ветвях первого по-
рядка начинают расти ветви второго,
третьего и т. д. .порядков. По заверше-
Рис. 2.8. Схема дендритного
роста кристалла:
Л 2, 3—оси соответственно первого,
второго и третьего порядков
< Рис. 2.9. Продольный разрез
слитка при кристаллизации »
изложнице:
1, 2, 3—зоны (соответственно) мел-
ких, столбчатых и равновесных
кристаллов
нии роста дендритов основной структуры начинают образовывать-
ся кристаллы с неправильной внешней огранкой (зерна или кри-
сталлиты) в междендритной полости основной структуры. При
этом надо отметить, что на скорость роста кристаллов, а следова-
тельно, на их форму и размеры, существенную роль оказывает ха-
рактер изменения температуры по объему слитка.
Типичный механизм кристаллизации стального слитка в из-
ложнице в земных условиях протекает в три стадии (рис. 2.9).
Сначала образуется зона мелких кристаллов на границе слитка с
металлической формой изложницы, где быстрее всего наблюдает-
ся, как правило, наибольшее переохлаждение. Затем начинают
расти большие столбчатые кристаллы, которые.«вытягиваются» по
Направлению потока тепла от стенки изложницы во внутрь слитка
и, наконец, начинается кристаллизация средней полости слитка,
где степень переохлаждения расплава наименьшая, и поэтому об-
разуются равновесные кристаллы больших размеров.
В земных условиях под действием конвекции гравитационного
Типа происходит перемешивание расплава с одновременным раз-
равниванием поля температур по горизонтали, что приводит к уве-
личению степени переохлаждения в этом направлении и способ-
вует образованию у стенок изложницы тонкого пограничного слоя
мелких кристаллов. Одновременно конвекция гравитационного
типа приводит -к образованию неоднородности поля температур и
3 248 .
Тв
ТА
Рис. 2.11. Диаграмма
состояния твердого рас-
твора
la+lb
La+B
А+В
100%А 100%В
Рис. 2.10. Диаграмма
состояния механической
смеси
поля концентраций по вертикали вследствие расположения тепло-
вых слоев (более плотных) вверху, а холодных внизу. Это приво-
дит к неоднородности структуры и состава слитка по вертикали
(зональной ликвации), когда мелкие кристаллы образуются вни-
зу, а более крупные — вверху, и менее плотные составляющие рас-'
плава образуются вверху, а более плотные—внизу. В результате
возможности подавления конвекции гравитационного типа в космо-
се можно ожидать получения значительно более однородной струк-
туры слитка как по вертикали, так и по горизонтали, а также бо-
лее равномерное распределение примесей по его объему. Однако
не следует забывать, что одновременно с уменьшением роста кон-
векции на рост кристаллов и распределение концентраций будет
оказывать все возрастающую роль диффузия, интенсивность кото-
рой не зависит от интенсивности гравитационного поля. Диффу-
зия в жидкой фазе может привести к возрастанию роли конвекций
гравитационного типа, а это в свою очередь — к расслоению струк-
туры слитка из-за изменения скорости роста кристаллов с разной
концентрацией компонентов (макросегрегации, полосчатости).
Увеличивается и роль сил поверхностного натяжения на границе,
«твердый кристалл — газ (жидкость)», которые будут стремиться
скруглить формы кристаллов и дендритов и тем самым изменить
механизм кристаллизации в целом.
Все двухкомпонентные сплавы (бинарного типа) можно отне-
сти к одному из трех простейших типов: механическая смесь, твер-
дый раствор и химическое соединение.
Механическая смесь образуется в результате раздельной крис-
таллизации компонентов сплава. Структура такого сплава состо-
ит из кристаллов вещества А и Б. Физико-химическая характери-
стика сплава типа механическая смесь обычно является средней
между характеристиками образующих его элементов. В этом слу-
чае диаграмма состояния (зависимость между строением, соста-
вом и температурой) для сплава, в котором взаимная раствори-
мость элементов и в жидком, и в твердом состоянии отсутствует,
имеет наиболее простой вид (рис. 2.10).
Сплав типа твердый раствор образуется в тех случаях, когда
каждый кристалл сплава строится из атомов обоих веществ одно-
временно (рис. 2.11). При этом за основу кристаллической решет-
66
Рис. 2.12. Диаграмма состояния
бинарной смеси с эвтектической
точкой
кй сплава берется кристаллическая
решетка одного из компонентов, а ато-
мы другого компонента внедряются
(растворяются) в эту решетку.
Сплав типа химическое соединение
кристаллизуется как однокомпонент-
лая система либо после прохождения
химической реакции в процессе плав-
ления, либо во время прохождения ре-
акции в процессе кристаллизации.
Кристаллизации может сопутство-
вать образование неоднородности в
распределении состава (ликвация или
сегрегация)1.
Так называемая^дендритная ликвидация (или микросегрега-
ция) представляет собой неоднородность состава по объему зерна.
Обычно она образуется вследствие быстрого охлаждения. Основ-
ным методом устранения микросегрегации в наземной практике
является длительный отжиг (гомогенизация), при котором неодно-
родность уменьшается благодаря диффузии.
Помимо дендритной ликвации может наблюдаться зональная
ликвация (или макросегрегация), которая представляет собой не-
однородность. состава по всему объему слитка. Макросегрегация
возникает в процессе кристаллизации в расплавах, компоненты ко-
торых сильно различаются своей плотностью. В результате дейст-
вия сил плавучести или конвективных движений в поле массовых
сил происходит разделение концентраций компонентов сплава.
Для устранения зональной ликвации в наземной технологии при-
бегают к уменьшению размеров слитка, что уменьшает интен-
сивность конвекции, а также используют специальные методы (не-
прерывная разливка сплава в изложницы, переплав в специаль-
ных кристаллизаторах и др.).
Чрезвычайно трудно устранить зональную ликвацию в спла-
вах, компоненты которых растворимы в жидком, но нерастворимы
в твердом состоянии (рис. 2.12). Эта диаграмма состояния ха-
рактеризуется наличием эвтектической точки Д, в которой при по-
стоянной температуре (как и при кристаллизации однокомпонент-
Ного сплава) происходит совместная кристаллизация компонен-
тов. Эвтектики имеют наинизшую температуру кристаллизации и
представляют собой тонкую дисперсную смесь дендритов одного
вещества и кристаллов другого вещества.
В космосе силы плавучести сильно отличающихся своими плот-
ностями компонентов, и конвекционные токи гравитационного ти-
па очень малы, поэтому нарушения структуры в процессе кристал-
лизации эвтектики и ликваций (макросегрегаций) сплава практи-
чески не наступает. Многие из эвтектических сплавов, получен-
ных в условиях невесомости, обладают уникальными свойствами:
Сверхпроводимостью при низких температурах, высокими оптиче-
СКими характеристиками, температуростойкостью и др. Разновид-
3*
67
4
ностью эвтектики является система типа «усов» — игольчатые мо-
нокристаллы с весьма совершенной структурой, обладающие поч-
ти теоретической прочностью. Сплавы с такими эвтектическими
«усами» весьма перспективны как сверхпрочные материалы.
Перспективными являются и керамические материалы эвтек-
тического типа, полученные при однонаправленной кристаллиза-
ции. В этом случае в керамической матрице (основе сплава) вы.
ращиваются металлические нити диаметром 1 мкм. Примером мо-
гут служить эвтектические керамики «окись циркония—вольф.
рам», «окись циркония — окись алюминия» и другие.
Бесконтейнерная и бестигельная плавка металлов и сплавов.
Существенно улучшить внутреннюю структуру металлов и спла-
вов при их кристаллизации в космосе (где нет ни сил плавучести,
ни конвекционных токов гравитационного типа в расплаве), мож-
но, используя бесконтейнерную и бестигельную плавку.
При плавке в контейнере (особенно сверхчистых или туго-
плавких сплавов) в расплав вносятся примеси, которые, как пра-
вило, ухудшают характеристики сплава. Эти примеси являются
также центрами кристаллизации, что приводит к структурной не-
однородности сплава. При плавке агрессивных материалов веще-
ство тигля и контейнера может вступить в химическую реакцию с
плавящимся материалом.
Правильный выбор материала тигля и контейнера позволяет
получать новые виды стекол и керамики (с высокими коэффици-
ентами преломления, низкими коэффициентами рассеивания и
другими ценными свойствами), в состав которых входят такие ту-
гоплавкие металлы как гафний, цирконий, титан и окись алюми-
ния.
Процесс бесконтейнерной и бестигельной плавки в космосе
может выглядеть так. После доставки с Земли слиток металла ли-
бо компонентный сплав (например, в виде спрессованного по-
рошка) нагревается до температуры плавления всех его составля-
ющих компонентов. Вследствие практического отсутствия грави-
тационных сил расплав принимает сферическую форму. Охлажде-
ние может осуществляться через охлажденную стенку технологи-
ческой установки путем радиации.
Однако при плавлении на орбитальных космических станциях,
как отмечалось в разделе I, нужно учитывать и микроускорения.
При несовпадении центра массы расплавленного материала с
центром масс орбитальной станции, с ростом габаритов расплава,
а также при внешних возмущениях могут возникнуть значитель-
ные инерционные силы, действующие на расплав. Поэтому необ-
ходимо иметь возможность управлять формой расплавленного ма-
териала или удерживать его в определенном объеме космического
технологического аппарата. Наиболее перспективным способом
управления формой и удержания расплава в условиях понижеИ'
ной гравитации в настоящее время считается способ бесконтеИ-
нерной плавки с электромагнитной подвеской расплавленного ме
талла. В такого рода устройстве используются две-три пары элеК
68
Рис. 2.13. Схема магнитной подвески
расплава:
а—с одной магнитной катушкой; б—с тремя
парами магнитных катушек
>ева путем индуцирования вихре-
ромагнитных катушек и меха-
низм сервоуправления, кото-
рый реагирует на сдвиг центра
^асс расплава к одной из ка-‘
тушек и автоматически регули-
руют систему (рис. 2.13,6).
В условиях действия пони-
женной гравитации можно ис-
пользовать установку и с од-
ной электромагнитной катуш-
кой (рис. 2. 13, а).
Поле, действующее • вдоль
оси катушки, позволяет не
только удерживать металл, но и
может служить источником на
вых токов. Возможны и другие способы нагрева «подвешенного»
металла, в частности излучением путем концентрации энергии сол- ,
нечных лучей.
Могут использоваться и другие способы бестигельной и бес-
контейнерной плавки, применяемые, в частности, в технологии по-
лучения полупроводниковых материалов, например, удержание
жидкости с помощью сил сцепления и сил поверхностного натя-
жения (разд. 2.4), либо путем «подвески» в акустическом поле.
Благодаря отсутствию сил Архимеда и преобладающей роли
капиллярных сил в условиях, близких к невесомости, бесконтей-
нерным методом можно производить из разнородных исходных ма-
териалов изделия из стекла с весьма совершенными поверхнос-
тями. Примером таких изделий служат твердые фильтры из взве-
си мало прозрачных частиц внутри прозрачного материала (пока-
затели преломления этих частиц и материала совпадали лишь для
одной длины волны). В результате световое излучение лишь этой
длины волны будет проходить сквозь фильтр без потерь; излуче-
ние всех других длин волн будет сильно рассеиваться и погло-
щаться из-за многократных отражений .между частицами. В неве-
сомости можно добиться высокой однородности распределения-
частиц в основном материале.
Очистка металлов и сплавов. Для успешного развития произ-.
водства чистых материалов и сплавов в космосе методом бескон-
тейнерной и бестигельной плавки необходимо преодолеть ряд ч
трудностей.
В первую очередь, необходимо разработать методы удаления
газовых включений (пузырков) в условиях отсутствия сил плаву-
чести. Один из возможных путей удаления газовых включений из
Расплава — раскрутка расплава с помощью электромагнитных
сил. На рйс. 2.14 показана форма, которую будет приобретать по-
верхность расплава при различных угловых скоростях вращения
В процессе вращения под действием возникающих инерцион-
Нь’х сил частицы расплава, как наиболее плотные по сравнению с
•Пузырьками газа, будут перемещаться от оси вращения к перифе-
69
Рис. 2.14. Форма образующей
поверхности расплава при его
вращении в условиях невесомо-
сти
Рис. 2.15. Изменение формы и
свойств расплава при вращении
в космосе
рии (рис. 2.15), а частицы газа — к оси вращения, собираясь в
середине газового пузыря. По мере роста скорости вращения мо-
жет произойти разрыв сплошности сферы и образование тела то-
роидальной поверхности (см. рис. 2.15, а). При последующем за-
медлении вращения, расплав, очищенный от газов, снова примет
форму сферической поверхности.
Промежуточны^ формы (см. рис. 2.15) могут быть зафикси-
рованы в процессе кристаллизации, т. е. получены детали осесим-
метричных форм из очищенного от включений металла.
Однако удаление газов методом раскрутки возможно только
для расплавов, обладающих достаточно высокими магнитно-ин-
дукционными свойствами. Поэтому весьма перспективен метод
очистки от газов в поле высокочастотных колебаний, ультразву-
ковом поле (вибрационная дегазация жидкостей). Как показыва- •
ет исследование, проведенное в условиях, близких к невесомости,
при воздействии на систему «жидкость—сосуд» высокочастотных
(~ 1 000 Гц) периодических возмущений ч наблюдается интенсив-
ное выделение растворенного газа из жидкости в виде отдельных
быстрорастущих пузырьков, которые затем объединяются в груп-
пы вблизи дна сосуда.
Если на систему действует малая положительная перегрузка
(~Ю“5 g0), то после локализации достаточно большого количе-
ства газа группа пузырьков всплывает на поверхность, а на дне
начинают зарождаться новые группы пузырьков. Такой процесс
при указанных параметрах внешнего возмущения может продол-
жаться периодически. В условиях «жесткой» невесомости группы ;
пузырьков будут оставаться во взвешенном состоянии в жидкости
на определенных уровнях сосуда; положение уровней можно регу- ,
70
-е— Направление движения
Рис. 2.16. «Космическая ваку-
умная камера» (/, 2, 3—грани-
цы зон вакуума с давлением
соответственно 5.27-Ю-13;
2,53-10-8; 4,26-10-7
кровать, плавно изменяя частоту
внешнего возбуждения и последова-
тедьно выводя пузыри на свободную
ловерхность, удаляя их из жидкости
(раствора). При увеличении частоты
возбуждения группа пузырьков газа
перемещается вверх к свободной по-
верхности жидкости, а при уменьше-
нии— перемещается ко дну сосуда.
Известно, что растворимость газооб-
разных примесей прямо пропорцио-
нальна величине окружающего давле-
ния рш ; в условиях вакуумной плавки
растворимость минимальна.
В космосе можно располагать очень высоким вакуумом даже
на орбитах малой высоты, проведя весь процесс очистки матери-
алов в разреженном пространстве, которое образуется в следе кос-
мического аппарата. На рис. 2.16 показаны предположительно
достижимые давления, образуемые в следе космического аппара-
та. Сочетание бесконтейнерной и бестигельной плавки в глубоком
космическом вакууме с очисткой раствора от газовых включений
может позволить получать практически идеально чистые металлы
и сплавы с высокими физико-механическими и физико-химиче-
скими свойствами.
Разделение и очистка веществ. Анализ законов массо- и тепло-
передачи в космосе открывает огромные перспективы перед про-
цессом получения веществ изтжидкой фазы, в первую очередь ме-
дико-биологических препаратов путем высокой очистки с помощью
электрофореза. Электрофорез — это направленное движение дис-
персионных частиц в растворе под действием электрического поля.
Скорость движения заряженных частиц в растворе при электро-
форезе
. и = , (2. 18)
। 2лт] 4
где g — диэлектрическая проницаемость раствора; Е — электриче-
ская движущая сила (ЭДС); g — электрокинетический потенциал
Дисперсной частицы; ц — вязкость раствора.
Взвешенные в жидкой среде дисперсные частицы, обладая оп-
ределенным зарядом, под действием электрического поля прихо-
дят в движение. Разные органические молекулы веществ облада-
107 разным электрическим зарядом, поэтому скорость их переме-
щения в электрическом поле будет различна. На этом различии
скоростей и основан метод электрофоретического разделения
Фракций. Многократная прогонка раствора позволяет вместе с
Разделением фракций добиться их очистки. Схема электрофоре-
Тической установки дана на рис. 2.17.
Раствор, подлежащий разделению на фракции и'очистке, те-
<1е'г в направлении, перпендикулярном линиям электрического по-
71
ля. Компоненты вещества в соответствии
с их электрофоретическими подвижностями
отклоняются в одну или в о<бе стороны к
электродам. После того, как они, отделив,
шись от других частиц, преодолеют некц.
торое расстояние, разделение становится
вполне четким. Фракции собираются нецре.
рывно в различных пунктах в специальные
емкости. Чей больше возможный путь дви.
жения фракций, чем больше расстояние
между электродами, чем больше разность
потенциалов Е (сила тока) у установки,
тем больше ее производительность. Однако
в условиях земной гравитации увеличивать
эти параметры нельзя, так как с ростом
Рис. 2.17. Схема установ-
ки’ для электрофореза
электрического тока резко возрастает гра-
диент температур и плотностей в растворе, что приводит к перегре-
ву и,, в конечном счете, к возникновению термической конвекции.
- Одновременно в поле земного тяготения всегда наблюдается ча-
стичное перекрытие фракций, вызванное свободной конвекцией. I
При повышении температуры раствора может наблюдаться распад
самой дисперсной структуры.
В космических условиях эти трудности можно' преодолеть.
В первую очередь, путем снижения интенсивности конвективных
потоков, а также благодаря отсутствию влияния плотности фрак-
ций на разделении фаз в условиях низкой гравитации. Кроме то-
го, в космосе открываются широкие возможности управления вяз-
костью среды как независимым параметром процесса в результа-
те добавления в раствор большого количества мелких молекул
(или малого количества больших молекул), что, как известно,
приводит к изменению вязкости раствора. В невесомости этот спо-
соб управления вязкостью раствора становится особенно эффек-
тивным, так как хотя при этом меняется плотность частиц (а с
нёю выталкивающая сила), в условиях невесомости это не ока-
жется на ходе процесса, а цель — изменение вязкости, а следова-
тельно, скорости перемещения частиц будет достигнута. Реализо-
вать эту возможность на Земле невозможно.
Технологические эксперименты на борту космической станции
«Скайлэб» и кораблей «Союз»—«Аполлон» подтвердили перспек-
тивность данного метода очистки веществ. С помощью электрофо-
ретического метода очистки можно получить в космосе более чис-
тые медико-биологические препараты (вакцины, ферменты, гормо-
ны и т. п.) с меньшей вероятностью проявления вредных побоч-
ных эффектов.
2.2. ПОЛУЧЕНИЕ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Большие перспективы открываются при получении разнообра3'
ных многофазных структур в космосе, в первую очередь, пено- $
композиционных.материалов. Искусственно созданные композип11'
72
он«ые материалы состоят из связующего материала (матрицы) и
надолнителя в различных объемных соотношениях. Потребности в
разнообразных композиционных материалах возрастают, но мно-
гйе из возможных и перспективных «композитов» не могут быть
ролучены на Земле из-за существенного влияния гравитационного
поля на составляющие.
В последние годы композиты получили широкое распростране-
ние в ядерной и ракетной технике, радио- и квантовой электрони-
ке, химическом машиностроении и т. д. Свойства таких матери-
алов зависят от многих факторов, в том числе от формы, разме-
ров и количества наполнителя, прочности матрицы и армирую-
щих частиц, сил сцепления (адгезии) между матрицей и наполни-
телем.
Известно широкое использование различных пеноматериалов
в технике. Однако в настоящее время они в основном созданы за
счет введения пузырьков газа (воздуха, инертного газа) в расплав-
ленный неметаллический материал. Такие материалы обладают
высокой удельной прочностью (прочностью, отнесенной к плотно-
сти материала).
Еще большие перспективы открываются перед пенометаллами.
Вводя в расплав металла пузырьки инертного газа и добиваясь
их равномерного распределения по объему, например с помощью
ультразвуковых колебаний (рис. 2.18), можно при последующем
охлаждении получить материал с прочностью стали и плотностью
пеноматериала. Проблема заключается в обеспечении устойчивого
динамического «подвешивания» пузырьков газа, равномерно рас-
пределенных по всему объему расплава, внутри расплава на про-
тяжении всего времени кристаллизации металла. При этом про-
цесс вибрационного перемешивания носит резонансный характер.
Даже при незначительных изменениях частоты внешнего возбуж-
дения в определенных местах суспензии («жидкость—газ») могут
появиться разрывы и уплотнения, что в конце концов может при-
вести к созданию на определенных режимах устойчивой термоди-
намической сложной структуры, представляющей собой чередо-
вание слоев суспензии и расплава (рис. 2.19, а). Конечно, это в
свою очередь создает возможность получать новые пеноматериа-
лы слоистой структуры, но одновременно говорит и о сложности
обеспечения равномерного распределения пузырьков газа в рас-
плаве в течение длительного времени в условиях невесомости.
Материал с микросферами может быть получен в некоторых
случаях путем вспенивания с использованием специального хими-
ческого «генератора пены», который представляет собой химиче-
ское вещество, равномерно распределенное в расплаве, которое
Чри определенной температуре начинает разлагаться на газооб-
разные продукты и тем самым обеспечивает равномерное распре-
деление пузырьков газа в расплаве. Другим простейшим приме-
ром получейия композитов может служить производство компози-
ционных материалов из железной основы и суспензии твердых
Частиц (см. рис. 2.18, б).
73
Рис. 2.18. Получение пеномате-
риалов (а) и композитов (б)
при помощи ультразвуковых
колебаний:
1—расплав: 2—твердые частицы; 3—
газ; 4—вибратор
Рис. 2.19. Схемы слоистых ма-
териалов:
а—многослойных пеиоматериалов;
б—многослойных композиционных
материалов
Примером получения композитов в космосе может также слу-
. жить процесс производства композиционных материалов из смеси
жидкой основы и твердой арматуры («усов») (рис. 2.20). Такого
рбда арматурой, например в жидком металле, могут служить тон-
* кие волокна из окиси алюминия А12О3, карбида кремния SiC и др.
Получение композиционных материалов на основе металла не-
возможно при обычных условиях, поскольку низкая вязкость ме-
таллов приводит к немедленному разделению компонентов, сос-
тавляющих композицию и имеющих различную плотность. Тонкие
волокна («усы»), например, не пригодны также для образования
композитного материала в твердом состоянии, поскольку , они не
выдерживают высоких давлений, требуемых для эффективного
диффузионного связывания металлических компонентов (в земных
условиях). По этим причинам «усы» до сих пор никогда не приме-
нялись в композитных материалах на металлической основе.
В условиях низкой гравитации открываются большие перспек-
тивы для получения композитных материалов (с «усами»), имею-
. щих уникальные свойства.
Высокая плотность заполнения и, как следствие этого, высокое
упрочнение и жесткость, беспорядочная ориентация, а следователь-
но, анизотропность механических свойств, отсутствие ограничении
по форме изготавливаемых изделий — вот далеко не полный пе-
речень тех преимуществ, которые характерны для литья компози-
тов в космосе по сравнению с аналогичным земным производст-
. вом. Три типа таких композиционных материалов (с «усами») по-
казаны на рис. 2.20. В ochobhcjm типе (см. рис. 2.20, а) беспоря-
дочно ориентированные «усы» проходят через относительно боль-
шие зерна простой линейной микроструктуры. Податливость ме'
таллической основы может быть улучшена добавлением дисперс-
ных частиц, .которые во время затвердевания приводят к появле-
нию более качественной литейной структуры (см. рис. 2.20, б)-
Материал с высоким отношением прочности к. плотности получЯ'
74
б/р ,см’1/сг
Рис. 2.20. Схемы структур композиционных мате-
риалов:
а—беспорядочно ориентированные «усы» в относительно
больших зернах; б—структура с добавлением дисперсных
частиц; в—структура со сферами инертного газа
Рис. 2.21. Кривые удельной
прочности композицонных и
обычных конструкционных
материалов:
1—на основе AI—А1?О3: 2—на ос-
основе Ni—SiC; 3—область ти-
тановых и алюминиевых спла-
вов и сталей
ется впусканием газа во время его смешивания с основным мате-
риалом и представляет собой полузаполненную основу (см. рис.
2.20, в). В противоположность пенистой массе, усиленной волок-
нами, полузаполненная основа является сплошной средой.
Ожидаемые данные композиционных материалов с усами-на-
полнителями в выражениях «сопротивление разрыву/плотность»
показаны на рис. 2.21 для двух типичных сочетаний материалов.
График показывает, что даже при низком содержании «усов», воз-
можности композиционных материалов могут превысить возмож-
ности любого существующего высокопрочного сплава.
Успех получения новых композиционных материалов в космо-
се зависит от степени смачиваемости твердых включений, напри-
мер «усов», расплавом основного материала. Однако, как отмеча-
лось, смачиваемость можно изменять, вводя в расплав нейтраль-
ные для основного материала примеси или включения.
Получение композиционных материалов представляет собой
типичный литейный процесс, который может осуществляться дву-
мя путями: два материала предварительно отливаются в форму на
Земле, а расплавляются, смешиваются и затвердевают в космосе
(этот процесс, вероятно, будет использован только дЛя начальных
опытов); производство полностью происходит в космосе на специ-
альных установках.
2-3. ЛИТЕЙНОЕ ПРОИЗВОДСТВО В УСЛОВИЯХ НЕВЕСОМОСТИ
Литье сфер. Рассматривая влияние сил поверхности натяжения
®а поведение расплавов (жидкостей) в условиях низкого гравита-
ционного поля (разд. 1.2), можно сделать вывод о новых техноло-
гических возможностях литья, которые открываются в космосе.
75
В первую очередь, это касается литья сфер совершенной формы. Это
наиболее простая и очевидная возможность основана на подвеске
жидкой расплавленной массы и стремлении свободной поверхности
жидкости принимать сферическую форму за значительно быстрое
время [см. формулу (2.12)]. Расчеты показывают, что ожидаемые
теоретические отклонения сферы от идеальной формы при числах
Бонда Во<^1 могут составить для шариков диаметром d= 100 м,м ,
около 1 нм,, а для d=20 мм около 0,01 нм. Предельные отклоне-
ния (овальность) от сферы при изготовлении шариков на Земле,
соответственно составят 3 и 0,4 мкм, что на 3—4 порядка больше,
чем ожидаемые при литье в космосе. Однако надо заметить, что
для расплава (или жидкости) отклонение от сферической формы
возрастает примерно пропорционально квадрату диаметра и об-
ратно пропорционально корню квадратному из уровня ускорения
(перегрузки g/go), которому подвергается деформируемая масса.
Отсюда следует, что наибольшая перспектива открывается пе-
ред литьем шаров небольшого диаметра, тем более, что с ростом
диаметра резко возрастает период затухания (см. рис. 2.4) коле-
баний сферы (вызываются дополнительные трудности, связанные
со стабилизацией массы расплава во время ее'охлаждения и крис-
таллизации). Частота этих колебаний определяется величиной сил
поверхностного тяготения, а время затухания колебаний — вяз-,
костью. Длительность этих колебаний в общем случае (в среднем)
больше, чем длительность установления формы поверхности сфе-
ры. Таким образом, точность получения сферы современной фор-
мы существенно зависит от длительности выдержки в расплавлен-
ном состоянии. Отсюда важное значение имеет способ нагрева й
охлаждения расплавленного материала.
Нагрев материала должен быть «мягким», т. е. не давать до-
полнительных возмущений в расплаве, и по возможности равно-
мерным. Особенно важно не допускать больших градиентов тем-
ператур в расплаве при его охлаждении, так как это .может выз-
вать неоднородность структуры металла, в первую очередь, из-за
термокапиллярной конвекции в расплаве, а также дополнитель-
ные напряжения (деформации) в кристаллизованном металле.
Наиболее перспективным видится нагрев путем использова-
ния лучистой энергии Солнца и охлаждения жидкой сферы путем
излучения тепла в окружающую среду. При отсутствии контроля
за равномерном отводом тепла‘возможны значительные искаже-
ния формы литых деталей.
Точность и шероховатость сферических поверхностей будет оп-
ределяться смачиваемостью образовавшихся кристаллов .остываю-
щим расплавом.
Литье шариков, например для шарикоподшипников, может
осуществляться методом выталкивания с последующей магнитной
(или ультразвуковой) подвеской расплава (рис. 2.22). Используя
эффект невесомости, можно получать шарики литьем отторжени-
ем расплава от поверхности контейнера, когда расплав является
76
о
о о о о о о
7 2 3
а)
Рис. 2.22. Схема литья шариков методом вытал-
кивания:
О О О О - -
^Z/7zzz/zZ//zz^
Рис. 2.23. Схема формо-
образования расплава:
а—под действием электро-
магнитных сил; б—под дей-
ствием инерционных сил (1—
расплав, 2—электромагнит-
ные катушки)
/—поршень; 2—индуктор; 3—расплав; 4— магнитный под-
вес; 5—деталь
несмачивающей жидкостью по отношению к внутренней поверх-
ности контейнера (см. рис. 2.2).
Податливость жидкой формы наводит на мысль использовать
бесконтактные внешние силы (например, магнитное поле) -для
деформации формы и получения изделия желаемой формы (рис.
2.23). Потребная сила деформации в стационарных условиях
(2. 19)
где Fi — сила поверхностного натяжения; F2 — сила инерции
(центробежная сила); Z — сила внешнего давления:
Равновесие должно поддерживаться по мере получения окон-
чательной формы до полного затвердевания. Идеальным является
случай, когда деформирующая сила Fae$ равняется общей силе
сопротивления (У;—F3) в тот момент, когда достигнута оконча-
тельная форма изделия (рис.'2.24).
Помимо литья шариков с идеальной сферической поверхно-
стью, открываются широкие возможности и для литья осесиммет-
ричных сфер, в частности, например путем вращения, когда в за-
висимости от угловой скорости расплав приобретает осесиммет-
ричную форму (см. рис. 2.14 и 2.15)'. Вращение расплава может
быть достигнуто путем действия на него
вращающегося электромагнитного поля.
Использование центробежных сил, созда-
ваемых, например, вращающимся магнит-
Вым полем для формирования различных
изделий с формой тел вращения может .
иметь большое значение для изготовления
оптических линз (см. рис. 2. 23, б). Охлаж-
дая расплавленный металл и регулируя
скорость вращения, можно изготовить де-'
таль осесимметричной формы. Угловая ско- "
Рость для достижения необходимого иска-
жения б от сферической формы определяет-
ся из соотношения
Рис. 2.24. Кривые усилий
и скорости деформации
при бесконтактной жид-
кой формовке
77
8~8
2 =-----(2.20)
где r—радиус начальной сферы.
Требуемые угловые скорости не слишком велики; ' например,
для превращения жидкой сферы диаметром с/= 0,2 м в параболо-
ид вращения с максимальным диаметром 0,3 м (т. е. 6 = 5 см)
потребная угловая скорость составляет около 12 рад/мин. Досто-
инством бесконтактного формования является не только отсутст-
вие загрязнений, но и высокая гладкость поверхности, обусловлен-
ная безвибрационной природой процесса и однородностью мик-
роструктуры.
Одним из малоизученных вопросов является влияние конвек-
ционных токов, возникающих в жидком металле из-за действия
градиентов сил поверхностного натяжения (термокапиллярная
конвекция) и, кроме того, из-за действия электромагнитных сил
на расплавленный металл (электроконвекция).
Вращение может использоваться также для удаления (сепара-
ции) вредных газов из жидкого металла, а также для производ-
ства различных других форм изделий с внутренней полостью (каю
было показано в разд. 2.1).
Литье толстостенных полых шаров. Литье толстостенных полых,
шаров можно представить себе как литье шаров, содержащих га-
зовый пузырь. Изготовление такого рода изделий начинается с
раздувания сплошного (полного) шара, когда газовый пузырь
разрастается путем впрыскивания под давлением предназначен-
ного для этого газа (рис. 2.25). Внутренний размер полости, в ко-
торой находится газ, определяется давлением газа р2 и напряже-
нием о окружающей его жидкости. В свою очередь, напряжение <т
связано с наружным диаметром сферы D2 и окружающим давле-
нием р0.
Условия равновесия в каждой точке, сферы определяет соотно-
шение
Р2~Ро=~^г7Г ' (2.21)
£>2
Единственной постоянной величиной является объем жидкого
материала V, который предварительно точно измеряется для полу-
чения требуемой конечной толщины стенки s и внешнего диамет-
ра Вг- Взаимосвязь между -всеми этими величинами является
очень сложной и может быть выражена только в приблизитель-
ных соотношениях.
Для полого шара, полученного в вакууме, внутренняя связь
между постоянным объемом жидкости V, давлением внутри Цг и
внешним диаметром D2 представляется в -виде
___Y1 (2.22)
6 L \ P2D2 — 4а ) J
78 . ' -
Рис. 2.25. Схема толстостен-
ных полых- сфер
В то время как внутренний и внеш-
ний диаметры могут быть точно провере-
ны, создание стенки постоянной толщины
или размещение газовой полости в цент-
ре металлической сферы представляет
проблему прежде всего потому, что фик-
сация положения газовой полости явля-
ется довольно трудной для непрозрачных
материалов. Приемлемой для литья тол-
стостенных шаров может явиться схема
с применением системы с двойным отвер-
стием (см. рис. 2.25), когда расстояние
между наружным отверстием для разду-
вания сферы и внутренним отверстием равно конечной толщине
стенки. Эффективность этой конструкции зависит от возможности
поддержания отцентрированной газовой полости в определенном
положении во время отделения металлической сферы от литнико-
вой системы.
Уникальными характеристиками полых шаров, полученных в
невесомости, являются их цельность и однородность микрострук-
туры, которые недостижимы при производстве в земных условиях.
Привлекает применение этих изделий в качестве баллонов вы-
сокого давления. Их механические свойства могут быть улучшены
путем применения усиливающих волокон и стимулирования мел-
козернистого затвердевания.
Литье тонкостенных полых шаров. Тонкостенный шар образу-
ется как бы в результате расширения (растягивания) жидкой
мембраны (как и мыльный пузырь). При постоянном давлении и
отсутствии механических помех форма поверхности должна быть
точно сферической. Проблемы центрирования, в отличие от тол-
стостенных полых шаров, здесь не существует, так как имеется ме-
ханизм саморегулирования (перемещение жидкости от более тол-
стых к более тонким частям стенки, как и у мыльных пузырей).
Критическая толщина такой стенки мала и находится в пределах
нескольких межмолекулярных расстояний.
Диаметр сферы такой молекулы определяется величиной силы
поверхностного натяжения и разностью между внешними и внут-
ренними давлениями.
Использование таких шаров возможно в высококачественных
Шарикоподшипниках. Способность полых шариков к упругим де-
формациям обеспечивает саморегулировку подшипника под дей-
ствием нагрузки и компенсацию отклонения в угловых и осевых
размерах. Это обстоятельство позволит увеличить срок службы
Подшипников в несколько раз (по оценкам примерно до 8 раз),
Что может снизить затраты на капитальный ремонт оборудования,
так как в наземных условиях методы получения бесшовных под-
шипников такого типа отсутствуют.
Адгезионное многослойное литье. Особенности поведения жид-
ких веществ с различной плотностью в .космосе позволяют произ-
79
Рис. 2.26. Схема адгезионного много-
слойного литья:
/—форма; 2—первый слой материала: 3—
второй сдой материала; 4—третий слой ма-
' териала
Рис. 2.27. Схема литья
многослойных полых
сфер:
/—электромагнитная катуш-
ка; 2—последовательно на-
носимые слон расплава; 3—
питатель с индуктором
водить многослойное литье по наружным или внутренним поверх-
ностям формоносителя. Схема подобного вида литья напоминает
известные схемы литья с использованием форм, осуществляемых
на Земле. Однако многослойная последовательная заливка раз-
личных материалов в форму в условиях невесомости позволяет
получать детали со слоистыми стенками (стенками, состоящими из
различных слоев материалов). Толщина каждого слоя стенки де-
тали будет определяться при литье по наружным и внутренним
поверхностям как силами поверхностного натяжения, так и свой-
ствами смачиваемости (адгезионными свойствами) поверхности
формы (или поверхности уже нанесенного слоя материала) дан-
ным расплавом. Причем при таком способе литья может быть до-
стигнута очень большая равномерность по толщине каждого из
слоев. Так, при литье в условиях невесомости вполне реальна и
весьма перспективна .схема многослойного адгезионного литья по
наружной поверхности сложной формы (рис. 2.26).
При нулевой силе тяжести можно создать относительно тол-
стые слои расплавленного материала. Силы адгезии (при хорошей
смачиваемости расплава и поверхности формы, а также других
расплавов) надежно удерживают материал в соответствуюшем
участке формы. На рис. 2.26 показаны три слоя материала, расте-
кающихся по жесткой, сложной по своей геометрии форме.
Заслуживает внимания тот факт, что многослойное литье в
космосе может осуществляться последовательной заливкой в маТ'
рицу материалов, отличающихся не только плотностью (при этом
Ле произойдет перемешивания слоев), но и, что не менее важно,
температурой плавления.
Таким образом, возможно получение многослойных полых ^а'
ров в космосе путем использования адгезионного литья (РйС
2.27). Такие идеально сферические многослойные детали могу1,
найти широкое применение в технике.
во
Рис. 2.28. Схема литья
«намораживанием»:
1—формоноситель; 2—«на-
мораживающий» материал;
3— расплав
Рис. 2.29. Схемы производства тонких
пленок, лент и волокон:
а—вытягиванием: б—прессованием (волоче-
нием); 1—электромагнитная катушка—индук-
тор; 2—шприц-питатель; 3—нить (волокно,
лента, пленка); 4—катушка; 5—расплав
Еще одним примером адгезионного литья может служить ме-
тод литья «намораживанием» (рис. 2.28). В этом случае, окуная
форму.в расплав, благодаря силам адгезии и поверхностного на-
тяжения при подъеме формы, из расплава или путем изменения
температурного режима на поверхности формы можно получить
весьма сложные детали как с равномерной,,так и неравномерной
стенкой. ’
Производство тонких пленок, лент, мембран и волокон. В усло-
виях невесомости представляется возможным изготовление весь-
ма тонких (толщиной, соизмеримой с величиной молекул) пленок,
лент, мембран и волокон.
Возможные схемы для производства вытяжкой тонких пленок,
лент и нитей в условиях невесомости представлены на рис. 2.29.
Эти методы изготовления представляют собой чисто механическое
вытягивание с одновременной подачей жидкого кристаллизующе-
гося (отвердевающего) в процессе вытяжки материала либо вяз-
кое прессование (волочение).
Эти методы могут быть превращены в весьма продолжитель-
ные процессы (можно получить изделие весьма большой протя-
женности), когда материал подается через щель (либо капилляр)
с одной стороны и затем, постепенно отвердевая, лента или во-
локно наматываются на вращающийся барабан.
Такого рода ленточный материал (волокна) может широко
применяться в электронике, волоконной оптике, химии и т. д.
Свойства этих материалов могут быть различными в соответствии
с требованиями. В ленты могут быть введены волокна, которые
будут самоориентироваться в процессе вытягивания ленты.
Путем соответствующего контроля за процессом затвердева-
ния (кристаллизации) можно получить направленную ориентацию
микроструктуры материала. Многослойные лейты из тонких слоев
(толщина определяется силами поверхностного натяжения) раз-
81
породных материалов могут иметь интересные свойства. Для это-
го способа производства в космосе характерно значительное (на
10—20%) сокращение отходов материалов по сравнению с обыч-
ными методами изготовления подобного рода изделий на Земле:
В невесомости мембраны и пленки можно получать и другим
способом, например растяжкой расплава на раму. В этом случае'
расплавленное вещество подают на раму, состоящую из двух пру,
тьев или трубок. Прутки разводят в стороны, и жидкая масса рас-
тягивается в пленку, которая становится все более тонкой по ме-
ре растяжения. Из непрерывно подаваемого расплава можно по-
лучать длинные ленты (или мебрану). Охлаждая ее с конца, уда-
ленного от места поступления расплава, ее можно намотать на
барабан.
2.4. ВЫРАЩИВАНИЕ КРИСТАЛЛОВ
В настоящее время в технике широкое применение находят
различные монокристаллы. Они используются в электронно-опти-
ческой технике как сверхпроводники, пьезоэлектрические матери-
алы и т. д. Качество кристаллов зависит от совершенства их крис-
таллической решетки, точности линейных размеров и ряда других
параметров.
Существует несколько способов выращивания кристаллов В'
космосе. Рассмотрим сначала способы, основанные на переработ-
ке веществ в жидком состоянии. В первую очередь обращает на
себя внимание метод выращивания кристаллов из расплава на
затравочном кристалле. Этот метод в настоящее время является
наиболее распространенным из применяемых методов для получе-
ния монокристаллов в земных условиях (метод Чохральского).
В условиях нормального тяготения (рис. 2.30) затравочный
кристалл едва способен притягивать сплошную массу кристалли-
зующегося материала из расплава. Затравочный кристалл и окру-
жающий его заново присоединенный затвердевший материал мо-
гут разъединяться с жидкой фазой под действием сил тяжести.
1
/о
[о
о
Обратное течение расплава, возникающее
при этом процессе, является результатом дей-
ствия направленной вниз силы тяжести, обу-
словленной гравитацией, которая в случае кри-
сталлов более значительных размеров может
преодолеть относительно малое поверхностное
натяжение расплава в перегретом состоянии.
Для того чтобы непрерывно поддерживать
процесс выращивания кристалла из расплава,
Рис. 2.30. Схема выращивания монокристаллов на «зат-
равке» из расплава:
1—затравочный кристалл-, 2—выращиваемый кристалл; <3—ин-
дуктор ’для нагрева; 4—вращающаяся платформа
82
по-видимому, необходимо предотвратить перегрев (таким образом
помогая поддержанию более высокого поверхностного натяжения)
и обеспечить низкий уровень конвекционных потоков в жидкой фа-
зе. Однако полностью избежать как перегрева материала, так и
конвекционных потоков в условиях гравитации трудно.
Хорошо известно, что появление потоков конвекции в расплав-
леннных материалах, главным образом, вызывается гравитацией.
Более горячие части расплава менее плотны, чем более холодные,
и в поле гравитации проявляют свойство плавучести, которое име-
ет тенденцию вызывать конвекцию, направленную вверх. Путем
экспериментов установлено, что эти до некоторой степени беспо-
рядочные потоки тепловой конвекции сильно способствуют обра-
зованию наблюдаемых нежелательных дефектов (например, поло-
счатой неоднородности—в виде плоских областей, различающих-
ся показателем преломление, удельным электросопротивлением и
т. д.) в монокристаллах.
Значительное улучшение качества кристаллов, выращивае-
мых из расплавов, достигается за счет быстрого вращения выра-
щиваемого кристалла вокруг его основной оси. Это движение да-
ет центробежный накачивающий эффект, который заставляет рас-
плав более равномерно циркулировать снизу вверх. На первый
взгляд это может показаться удивительным, если учёсть сделан-
ное ранее утверждение, что подавление потоков конвекции будет
улучшать качество кристаллов. Возможное объяснение этого про-
тиворечия сводится к тому, что отсутствуют наиболее вредные фак-
торы для процесса выращивания идеального кристалла — быст-
рые и неустойчивые флуктуации температуры и сгущение рас-
плава.
Во время выращивания кристаллов на Земле в расплаве наб-
людаются температурные колебания порядка 30° С, вызванные
турбулентной конвекцией. Частота колебаний составляет от 30 до
60 циклов в минуту. Температурные колебания вызывают наруше-
ния скорости процесса выращивания кристаллов. Характер коле-
баний скорости роста кристалла близко повторяет характер тем-
пературных колебаний. Однако полностью устранить конвекцию в
земных условиях невозможно, что в конечном счете приводит к
образованию дефектов, а также затрудняет регулирование про-
цесса роста кристалла. Дефекты, связанные с конвекцией, могут
быть устранены только при g/go—Д>. Однако дефекты, связанные с
температурным напряжением, даже при нулевой гравитации не
Устранимы. Следовательно, проблема успешного применения это-
го метода в космосе заключается в успехе устранения в кристал-
ле температурных напряжений.
Специалисты по выращиванию кристаллов научились снижать
Величину колебаний скорости роста кристаллов путем, например,
применения магнитного поля или за счет лучшего управления
температурными условиями, которое состоит в более сильном по-
догреве верхней части тигля, чем нижней и использовании над
тиглем защитного экрана от излучения.
83
Высоко температур- Низко^
пая зона ~'темпе-
ратурнсь
зона
Рис. 2.31. Схема установки для выра-
щивания монокристаллов методом
направленной кристаллизации.и кри-
вая распределения температур по
длине установки:
/—’Контейнер; 2—расплав; 3—монокристалл;
4—затравка
Ампула.
Расплаву
Кристал^
Направление,
перемещения
Рис. 2.32. Схема выращивания
монокристаллов методом нап-
равленной кристаллизации
Метод направленной кристаллизации. Наиболее простым мето-
дом получения монокристаллов является метод направленной
кристаллизации. В этом случае в расплаве создаются условия за-
рождения кристалла на границе между расплавом й затравочным
кристаллом. В дальнейшем кристаллизация происходит в поле тем-
пературного градиента (перепад температур) из-за медленного
перемещения тигля относительно нагревателя (или перемещения
нагревателя относительно тигля). Одна из возможных схем уста-
новки для выращивания монокристаллов методом широкой крис-
таллизации приведена на рис. 2.31. Расплав находится в продол-
говатой ванночке (лодочке), помещенной в электропечь с высоко-
температурной (горячая) и низкотемпературной (холодная) зо-
нами. В первой зоне исходный материал расплавляется, во вто-
рой —остывает и затвердевает.
В ванночке имеется затравочный кристалл (иногда' можно
обойтись и без затравки — начало роста кристалла обеспечивает-
ся заостренной формой носка лодочки). Сначала ванночка попа-
дает в горячую зону печи, находящийся в ней твердый слиток
полностью расплавляется вместе с частью монокристаллической
затравки. Затем ванночку начинают медленно передвигать в низ-
котемпературную зону, начинается кристаллизация расплава на
границе расплав—затравочный кристалл. Иногда передвигают не
лодочку, а электропечь относительно лодочки, что суть метода
нагревательной кристаллизации не меняет.
При горизонтальном расположении ванночки (плоскость ван-
ночки располагают перпендикулярно действию перегрузки) наб-
людаются наименьшие температурные напряжения в монокрис-
талле при кристаллизации. Особенностью этой разновидности ме-
тода направленной кристаллизации является наличие тепловой
84
Рис. 2.33. Схема бестигельной зонной
кристалла:
1—зона расплавления; 2— индуктор; 3—стенка
ампула; 5—стержень; 6—механизм протяжки и
плавки
печи; 4—
вращения
конвекции, обусловленной горизонтальной раз-
ностью температур. Роль концентрационйой кон-
векции при этом ослабевает.
Используется также способ Бриджсмена, при
котором контейнер и печь расположены верти-
кально (по направлению действия перегрузки).
В этом случае формы монокристаллов опреде-
ляются формой контейнера (ампулы) (рис.
2.32). При вертикальном расположении ампулы из-за расширения
объема расплава при затвердевании и в связи с возникновением
температурных напряжений в кристалле образуются дислокации.
Особенностью вертикального способа выращивания кристалла яв-
ляется то, что подогрев расплава осуществляется сверху, что в
свою очередь, при отсутствии горизонтальной неоднородности поля
температур, должно устранить тепловую конвекцию.
Методу направленной кристаллизации как и методу Чохраль-
ского свойствен один существенный недостаток — возможно заг-
рязнение расплава в результате соприкосновения его со стенками
контейнера (тигля). При направленной кристаллизации тигль од-
новременно ограничивает размеры монокристалла.
Процесс направленной кристаллизации можно совмещать с’
процессом предварительной очистки расплава от загрязнений (в
том числе от газов, проводя в невесомости вибрационную дегаза-
цию' в глубоком космическом вакууме), что открывает возмож-
ность получения кристаллов высокой чистоты.
Метод бестигельной зонной плавки. В наземной технологии для
получения монокристаллов полупроводников широко используется
метод, зонной перекристаллизации или бестигельной зонной
плавки.
Существует две модификации этого метода—.горизонтальная
и вертикальная зонная плавка. В условиях низкой гравитации эти
Два метода становятся близкими друг к другу вследствие дейст-
вия малых перегрузок g/go. Однако положение оси монокристал-
ла к направлению действия' перегрузки далеко не безразлично, и
всякое новое изменение осей будет приводить к особенностям хо-
да протекания процесса кристаллизации, характерным то для од-
ного, то для другого способа. Схема метода зонной плавки пред-
ставлена на рис. 2.33.
Обычный поликристаллический стержень плавится при этом
способе не целиком, а в узкой кольцевой зоне. При перемещении
Кристалла относительно зоны нагрева печи плавно перемещается
и зона кристаллизации. Зона поликристалла нагревается бескон-
тактным способом (например, от индуктора ВЧ-генератора, лазе-
85
ра, электронного луча). Для более равномерного нагрева поли-
кристалл медленно вращают вокруг оси.
Главным преимуществом этого метода выращивания кристал-
лов в космосе перед рассмотренными является отсутствие контак-
та расплава с тиглем, что позволяет получать чистые кристаллы
из химически активного материала, а также обеспечивать в неве-
сомости стабильность достаточно большой по длине расплавлен-
ной зоны.
Максимальная длина Zmax зоны расплавления определяется из
баланса объемных инерционных сил и сил поверхностного натя-
жения
Zmax = 2,84
(2. 23)
Горячая Зародыши.
зона_________sic
С #)
Шахта колодная
зона
Рис. 2.34. Схема выращива-
ния кристаллов из паровой
фазы
Расчеты показывают, что для земных условий Zmax/Hd, а для
условий нулевой гравитации 1тах1Р~2т (где D— диаметр стерж-
ня монокристалла).
Недостатком метода является наличие значительных градиен-
тов температур, обусловленных локальным характером ’ нагрева,
что может привести к большим температурным напряжениям и
температурной конвекции.
Выращивание монокристаллов из паровой фазы. Особого вни-
мания заслуживает процесс выращивания кристаллов из паровой
фазы. Этот способ на Земле имеет ограниченное применение, так
как чувствителен к конвекции, которая сопутствует массопереносу
из-за диффузии. Конвекция приводит к неконтролируемым услови-
ям роста, что в конечном счете приводит к дефектам в кристалли-
ческой решетке или к поликристаллизации: таким образом не уда-
ется получать большие кристаллы. В результате подавания кон-
векционных потоков в невесомости открываются широкие возмож-
ности у данного метода.
Парофазные методы в наземной практике используются при
получении, так называемых, эпитаксиальных материалов, которые
играют важную роль в электротехнике (эпитаксия — явление ори-
ентированного нарастания кристаллов на подложке).
На рис. 2.34 представлена схема выращивания кристаллов из
паровой фазы в космосе.
Таким образом, например, можно вы-
растить довольно большие качественные
кристаллы из фосфида галлия. Шихта,
содержащая галлий, помещается в горя-
чую зону, где происходит расплавление
галлия. Расплав галлия взаимодействует
с парами фосфора, находящимися в ам-
пуле. Образующийся на поверхности
галлия фосфид галлия диффундирует в
холодную зону ампулы в результате дей-
«6
ствия градиента температур вдоль оси ампулы. В холодной золе и
присходит рост кристаллов фосфида галлия в «подвешенном» со-
стоянии долгое время без соприкосновения со стенками.
2.5. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА В КОСМОСЕ.
ТЕХНОЛОГИЧЕСКИЕ МОДУЛИ и оборудованЙе
Создание в СССР долговременной орбитальной станции «Са-
лют» и экономичной системы ее транспортного обеспечения с по-
мощью пилотируемых кораблей «Союз» ,и автоматических кораб-
лей «Прогресс» открывает новые большие возможности для про-
ведения технологических экспериментов, отработки необходимого
оборудования, а также анализа технологических процессов в ус-
ловиях длительной невесомости.
В рамках этой программы в Советском Союзе осуществлены
самые длительные в истории космонавтики полеты орбитальных,
научно-исследовательских комплексов «Салют-6»—«Союз». В пе-
риод этих полетов осуществлялись новые важные технологические-
эксперименты, в частности по производству веществ и материалов
в условиях невесомости.
В дальнейшем, по мере возрастания грузопотоков, средства
снабжения орбитальных научных комплексов будут совершенст-
воваться. Появятся новые грузовые корабли для доставки обору-
дования, приборов и заготовок из различных материалов на борт
орбитальных комплексов. Изделия и материалы, получен,ные в кос-
мосе, будут доставляться на Землю с помощью многоразовых кос-
мических кораблей.
Под организацией любого производства понимают определен-
ное сочетание и соединение людей, орудий и предметов труда (ис-
ходя из принятой технологии) с целью достижения в определен-
ное время и сроки наибольшего производственного результата.
В настоящее время еще трудно ясно представить все вопросы
организации технологических процессов в космосе. Однако уже-
сейчас очевидно, что производство будет организовано на долго-
временных орбитальных станция^ в специализированных орби-
тальных технологических модулях (блоках). Большую часть вре-
мени такой модуль будет пристыкован к станций, однако в мо-
мент непосредственного выполнения технологического процесса
он будет находиться в автономном полете (особенно в тех случа-
ях, когда работам может помешать вибрация станции или когда
сами работы представляют опасность для экипажа станции).
В состав оборудования таких специализированных орбитальных
блоков могут входить установки для проведения различных тех-
нологических процессов, хранилища материалов, баллоны с газом
и т. д.
Структура организации производства в космосе в первом ва-
рианте представлена на схеме (рис. 2.35).
Можно представить космическое производственное предприя-
тие как производственную ячейку. Если необходимо технологиче-
87
Рис. 2.35. Схема организации производства в космосе
скую часть модуля вынести за пределы станции для проведения
технологического процесса, то с погдощью механического манипу-
лятора такой модуль отделяют от базовой станции, где она будет
находиться в течение всего периода технологического процесса.
С помощью тех же механических манипуляторов его легко можно
будет возвратить на базовую станцию. '
Разработка производственных процессов в условиях невесомо-
сти и практическое их осуществление, в конце концов, приведут к
созданию заводов на орбите. Ядром завода на орбите, безусловно,
явится крупная базовая орбитальная станция. Первоначально она
будет содержать отдельные «производственные отсеки», приспо-
собленные для проведения ряда экспериментов с технологически-
ми процессами. Она будет дополнена размещенным отдельно тех-
нологическим (производственным) модулем, соединяющимся со.
станцией посредством стыковочного устройства. В соответствии
с существующими предварительными планами размеры производ-
ственного модуля будут достаточно велики, чтобы обеспечить не-
обходимое пространство для размещения космонавтов и разнооб-
разного оборудования. Конструкция стыковочного устройства на
88
Рис. 2.36. Завод на орбите:
/—система радиосвязи; 2—энергетический
блок; 3—солнечная технологическая уста-
новка-. 4—основной базовый блок станции;
5—бытовой блок станции; 6—технологиче-
ские блоки; 7—грузовой корабль
наружном конце будет обеспе-
чивать возможность его нара-
щивания в дальнейшем.
На начальном этапе все
производственные операции
будут производиться внутри
станции или производственно-
го модуля с использованием
соответствующих установок для создания вакуума и удаления га-
зов. Однако по мере расширения производства материалов в кос-
мосе может возникнуть необходимость ограничить операции, про-
изводимые внутри корабля, только наиболее деликатными по про-
изводству небольших по своим размерам изделий, в то время как
массовое производство и хранение материалов будут проводиться
в открытом космосе.
Предполагаемый вид первоначального производственного ком-
плекса, базирующегося на орбитальной мастерской, показан на
рис. 2.36. Этот производственный комплекс включает установлен-
ную на нем энергетическую установку на солнечных батареях и
специальные технологические блоки, на которых выполняются те
или иные технологические процессы. Управление производством
вне космического аппарата и хранением осуществляется из центра
управления, размещающегося на орбитальной станции. Деятель-
ность человека вне космической станции, включающая, например,
такие операции, как перемещение материалов, их складирование,
погрузочно-разгрузочные работы, ремонт и техническое обслужи-
вание станции и оборудования, осуществляемые при помощи спе-
циальных устройств.
Можно ожидать, что к 1990 г. грузопоток продукции космиче-
ского производства, а также необходимого оборудования достиг-
нет нескольких десятков тонн в год. В это же время можно ожи-
дать и создания заводов в космосе. '
В настоящее время насущной задачей является разработка и
создание технологического оборудования для проведения экспе-
риментов, а также установок для полупромышленного производ-'
ства веществ и материалов в космосе.
Такие установки могут отличаться друг от друга степенью ав-
томатизации.
Автоматические установки — как правило с программным уп-
равлением — отличающиеся наивысшей производительностью и
техникой безопасности, могут быть использованы, если хорошо
известен характер работ и изучен технический, процесс. .
Автоматизированные установки наиболее перспективны в нас-
тоящее время. Они позволяют облегчить труд космонавта, могут
£9
использоваться тогда, когда характер ра^бот полностью не извес-
тен. Космонавт перед включением установки определяет ту или
иную программу работы установки и может в ходе процесса ее
корректировать.
Неавтоматизированные установки управляются непосредствен-
но космонавтом-оператором. При этом космонавт активно участ-
вует в выполнении той илц иной технологической операции на
всех ее этапах.
К ручным механизированным установка^ относятся разного
рода инструмент и простые вспомогательные установки. -
Проектируя и создавая оборудование, необходимо соблюдать
ряд требований. Необходимо обеспечить: безопасность эксплуата-
ции на космическом объекте; высокую надежность функциониро-
вания, в том числе в условиях невесомости и глубокого вакуума;
возможность активного контроля параметров процесса и состоя-
ния оборудования; совместимость систем, оборудования с систе-
мами космического корабля; совместимость оборудования с воз-
можностями экипажа.
Учет этих требований, безусловно,.отражается на конструкции
И параметрах технологического оборудования и его систем; а так-
же методике проведения работ.
Рассмотрим каждое из-названных требований подробнее.
Обеспечение безопасности эксплуатации оборудования является
наиглавнейшим требованием, особенно при эксплуатации оборудо-
вания на обитаемой космической станции. Потенциальным источ-
ником опасности при осуществлении технологических процессов/
связанных с переработкой веществ и материалов, в первую оче-
редь, являются источники нагрева (электронный луч, дуговой раз-
ряд, экзотермическая смесь и т. п.), ванна и брызги расплавлен-
ного металла, повышенное напряжение источников электропита-
ния и опасные для жизни человека побочные явления, такие как
тепловое и рентгеновское излучение, электростатическое электри-
чество и т. п. Любую из названных опасностей необходимо «бло-
кировать», не допускать наступления аварийной ситуации. Необ-
ходимым условием обеспечения техники безопасности работ яв-
ляется невозможность работы оборудования при неправильном
(в том числе случайном) включении оборудования оператором.
Высокая стоимость любого эксперимента на орбите, а также
требуемая техника безопасности диктуют необходимость проекти-
ровать высоконадежное оборудование.
Надежность какого-либо технологического процесса складыва-
ется из надежности самого процесса и надежности оборудования.
Надежность процесса зависит от правильности прогнозирования
внешних воздействий на механизм протекания, от выбора парамет-
ров и средств управления процессом с целью компенсации неже-
лательных изменений. Надежность функционирования оборудова-
ния обеспечивают известным приемом с использованием теории
надежности.
90
Успех выполнения работ в космосе во многом обеспечивается
всесторонними наземными испытаниями оборудования, в том чис-
ле в условиях, близких к условиям космического полета. Большую
роль в обеспечении качества получаемого продукта играет актив-
ный контроль параметров процесса и состояния оборудования.
Для этого оборудование должно быть оснащено средствами, кото-
рые подают сигналы (световые или звуковые) о ходе процесса как
оператору-технологу, так и на Землю, где параметры процесса ре-
гистрируются и обрабатываются группой специалистов. Это да-
ет возможность активно вмешиваться в работу оборудования с
целью повышения качества получаемого продукта и обеспечения
безопасности работ.
Понятие совместимости технологического оборудования с кос-,
мическими объектами подразумевает: размещение технологиче-
ского оборудования в зоне, обеспечивающей наилучшие физиче-
ские условия для протекания технологических процессов-(в зоне
меньших перегрузок и возмущений, в зоне определенной направ-
ленности перегрузок и т. д.); отсутствие взаимных помех при функ-
ционировании технологического оборудования и систем космиче-
ского объекта в целом; удобство технического обслуживания и
ремонта объекта в целом; максимальное использование имеющих-
ся на борту космического объекта систем как составляющих об-
щей системы технологического оборудования.
При проектировании оборудования необходимо хорошо знать
эргономические возможности космонавта-оператора (см. разд. 3.3).
Конструкция органов управления и пультов должна соответ-
ствовать антропометрическим характеристикам экипажа и осо-
бенностям защитного снаряжения (скафандра), если такое име-
ется. Рабочее место должно быть оборудовано средствами фикса-
ции оператора и приспособлениями, обеспечивающими выполне-
ние всех необходимых манипуляций в условиях невесомости (см.
разд. 3.4). Не следует забывать и о соответствии общего вида
оборудования внутреннему интерьеру космического объекта.
При проектировании технологического оборудования по пере-
работке расплавов большую роль играет правильный выбор
средств нагревав В первую очередь, необходимо отдавать предпоч-
тение источникам нагрева, вызывающим минимальные механиче-
ские воздействия на нагреваемый объект. С этой точки зрения,
возможно, наилучшим является нагрев лучистой энергией, в част-
ности солнечной.
Концентраторы солнечной энергии уже сейчас находят приме-
нение в наземной практике. В фокусах зеркал таких концентра-
торов температура может достигать 3000° С. Расплавленный сол-
нечным лучом материал не загрязняется примесями, расплав не
Испытывает механического воздействия. На пути применения это-
го источника нагрева в космосе могут возникнуть сложности в
обеспечении заданного градиента температур по объему расплава.
Сотрудники Института проблем материаловедения АН УССР
Разработали специальную гелиоустановку СГУ-5 для исследований
91
процессов сварки, пайки и термообработки.' Концентратором лу-
чей в ней служит параболоидное зеркало диаметром 2 м с фокус-
ным расстоянием 85 см, обеспечивающее нагрев с диаметром пят-
на нагрева в районе фокуса 8,4 мм. В земных условиях, где обыч-
ный поток солнечной энергии составляет всего ~0,7 кВт/м2, та-
кой концентратор обеспечивает плотность теплового потока в
14000 кВт/м2. В открытом космосе поток солнечной энергии в два
раза выше (~1,4 кВт/м2), следовательно, можно уменьшить габа-
риты установки либо повысить площадь фокального пятна (т. е.
объем расплавляемого материала).
Практика применения СГУ-5 доказала перспективность ис-
пользования лучистой энергии Солнца для технологических це-
лей—сварки, пайки, термообработки, резки, зонной очистки, вы-
ращивания монокристаллов из расплавов и паровой фазы (более
подробно о гелиоустановках см. разд. 2.1).
Для нагрева исходного материала можно использовать тепло
экзотермических реакций. Типичный нагреватель такого типа сос-
тоит из цилиндрического патрона, заполненного смесью химиче-'
ских веществ и ампулами с исследуемыми материалами, которые
размещаются по оси патрона.. Для инициирования химической ре-
акции обычно используется маломощный электрический импульс.
Преимущество подобных установок состоит в том, что в них за
сравнительно малый промежуток времени (секунды или десятки
секунд) может быть получена достаточно высокая температура.
Поэтому такие нагреватели находят широкое применение в тех
случаях, когда продолжительность состояния «чистой» невесомо-
сти ограничена. Преимуществом такого нагревателя является его
практическая независимость от бортевых систем космического ко-
рабля; тем самым он не может оказывать на них отрицательного
влияния. Большая скорость нагрева иногда может приводить к не-
желательным последствиям в расплаве, а выделение, как правило,
газов в момент экзотермической реакции создает дополнительные
сложности при использовании этого типа нагревательных устано-
вок.
В качестве горючего в экзотермических печах используют из-
мельченные порошки циркония и его сплавов, наиобия, тантала,
марганца, хрома, бора, кремния, вольфрама. Окислителями ис-
пользуются окислы свинца, хроматы бария и свинца, перхлорат
калия.
Весьма перспективны безгазовые (вернее малогазовые) смеси-
К ним относятся термитно-зажигательные составы. Термиты —
это смесь алюминиевого порошка и окиси железа. При горении
окисляется алюминий и освобождается железо. Один гоамм такой
смеси выделяет около 4,2 кДж. Температура горения термита
2400—2600° С. Известны марганцевые, хромовые и другие терми-
ты. Помимо оксида соответствующего металла в них содержится
металлический алюминий.
Другая разновидность нагревательных устройств, для обработ
ки и переработки материалов — электронагревательные печи. Ис-
92
рис. 2.37. Пенал для тех-
нологических экспери-
ментов в космосе по про-
грамме «Союз»—«Апол-
лон»: .
/—оболочка из нержавеющей
стали; 2—графитовый тепло-
вой вкладыш; 3—изоляция;
4—медный тепловой вкла-
дыш: 5—блок отвода тепла;
6—ампулы; 7—графитовый
нагревательный блок
вестно несколько конструкций таких печей. Существуют изотер-
мические электропечи, когда нагрев осуществляется за счет про->
пускания электрического тока через электросопротивления (спи-
раль). В рабочей зоне изотермических печей поддерживается тем-
пература 1200—2400*° С. Для снижения расхода электроэнергии
эта зона окружена многослойной изоляцией из фольги. Изменяя
плотность полотна спирали, можно добиваться требуемого гради-
ента изменения температур по объему печи.
Примером такого нагревательного устройства может служить
«универсальная- печь», использованная в технологических экспе-
риментах по программе «Союз»—«Аполлон». Образцы материа-
лов упаковывали в вакуумированные кварцевые ампулы, по три
штуки в пенале (стальные трубки диаметром 2 см, длиной 20 см).
Из пеналов выкачивали воздух и на смену ему впускали неболь-
шое количество инертного газа. Такие пеналы загружали в каме-
ры электропечи, где.образцы в течение 10 ч нагревались, плави-
лись и охлаждались.
В одном конце печи (горячем) был установлен основной ее
элемент — графитовый блок с намотанной на нем электрической
нагревательной спиралью (рис. 2.37). В этой зоне температура
могла достигать 1100° С и поддерживаться на том же уровне в
течение определенного времени. Потребляемая мощность печи —
150 Вт. В другом конце печи (холодном) располагался теплоотво-
дящий фланец. Здесь не было непосредственного нагрева, но по-
ка спираль была накалена, температура в «холодной» зоне печй
поддерживалась на уровне 700° С.
Между этими изотермическими зонами располагалась переход-
ная зона (градиентная), где температура по длине печи плавно
изменялась от 1100 до 700° С. Постепенное падение температуры
достигалось за счет графитовых и медных вкладышей, рациоиаль-'
ного подбора толщины стальных оболочек и теплоизоляционных
рубашек. Для нагрева, выдержки при определенной температуре
и охлаждения применялась система автоматического регулирова-
ния. Для быстрого охлаждения печи предусматривалось использо-
вание жидкого гелия.
Одним концом пенал устанавливали внутрь нагревателя, дру-
гой крепился в теплоотводящей зоне. В ампулах, размещавшихся
93
одна за другой по длине пенала, плавились и кристаллизовались
многокомпонентные материалы.
Одним из перспективных видов нагрева в условиях космиче- '
ского полета может явиться индукционный нагрев,, основанный на
использовании вихревых токов (токов Фуко), образующихся в токо-
проводящем материале под действием изменяющегося по величине
и направлению электромагнитного поля.
Глубина проникновения в материал вихревых токов, т. е. глу-
бина непосредственного нагрева, зависит от электромагнитных
свойств материалов и частоты внешнего магнитного поля.
С увеличением частоты уменьшается толщина слоя непосред-
ственного нагрева. Другая часть материала будет нагреваться
благодаря теплопроводности.
Токопроводящий материал помещают в электромагнитное по-
ле, которое возбуждается от индукционной катушки, подключен-
ной к источнику переменного тока соответствующей частоты.
С помощью индукционного нагрева можно расплавить материал
с температурой плавления не выше. 3200° С. Болёе высокий наг-
рев (до 400(/' С) возможен только при наличии дополнительных
источников тепла — лазерного либо электронного луча.
' Интересно отметить возможность использования индукциопно-
- го нагрева и для расплавления диэлектриков, таких, например,.
как тугоплавкие керамические материалы. Оказывается и они наг-
реваются в высокочастотном электромагнитном поле, надо только
предварительно довести хотя бы малую часть их общей массы до
расплавления. А уже их расплав проводит ток и, следовательно,,
поддается дальнейшему нагреву высокочастотным полем, нагре-
вая и размягчая близлежащие слои материала,. В целях иници-
ирования нагрева диэлектриков можно использовать кусочки то-
копроводящего материала (металлы), помещенного в керамиче-
скую шихту и входящего в состав оксидов, из которых состоит
диэлектрик. Металл расплавится от действия высокочастотного
нагрева, оплавит окрестную область диэлектрика, превратив ее в
токопроводящую среду, а затем-начнет плавиться сам диэлект-
рик.
Использование указанного способа нагрева весьма перспектив-
но вследствие возможности применения практически одного и то-
го же энергетического оборудования как для непосредственного-
нагрева материала, так и его удержания в невесомости («подвес-
ке») (рис. 2.38) при бестигельной и б.есконтейнерной плавке ма-
териалов (см. разд. 2.1).
В качестве источника нагрева может использоваться электрон-
но-лучевой метод. Эксперименты на космическом корабле . «Со- -
юз-6» доказали перспективность использования пучка ускоренных
электронов как инструмента для плавки металлов, сварки и рез-
ки заготовок, термической обработки и напыления металлов.
Эксперименты, по плавке, металлов с помощью . электронной
пушки впервые были проведены в нашей стране на установке
«Вулкан», разработанной в институте электросварки имени:
94 ,
•g. О. Патона. Более подробно об уста-
новке будет сказано в разд. 2. 1 «Сварка
плавлением», так как в основном уста-
новка была предназначена для испыта-
ния процессов сварки и резки материа-
лов. Надо отметить, что непрерывная
бомбардировка электронами уже рас-
плавленной части материала и местный
Рис. 2.38. Схема устройства для плав-
ки во взвешенном состоянии:
1—ВЧ-геиератор; 2—рабочая камера; 3—
механизм подачи материала; 4—материал
перед плавкой; 5—отливка; 6—механизм
извлечения отливки
Рис. 2,39. Схема выращива-
ния кристаллов в космосе
методом зонной плавки ла-
зером:
1—исходный материал; 2—вспо-
могательный нагреватель; 3—
расплав; 4—лазерный луч; 5—
монокристалл; 6—затравка; 7—
теплоизоляция
нагрев определенной зоны материала могут приводить к нежела-
тельным возмущениям расплава и нарушению в дальнейшем про-
цесса кристаллизации металла. С этой точки зрения более перс-
пективным, особенно для процессов выращивания кристаллов, мож-
но считать более «мягкий» нагрев с помощью квантового генера-
тора (лазера). Схема такого нагрева при выращивании кристал-
лов ,в космосе методом зонной плавки приведена на рис. 2. 39.
Правильный выбор способа нагрева материала во многом оп-
ределяет качество получаемого продукта и конструкцию техноло-
гического оборудования.
2.6. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРОИЗВОДСТВА
МАТЕРИАЛОВ НА ОРБИТАЛЬНЫХ СТАНЦИЯХ
Технико-экономическая оценка целесообразности- организа-
ции того или иного производства в космосе должна, в первую
очередь, проводиться ца основании данных энергофизического и
экономического анализа.
Возможность организации промышленного производства в ус-
ловиях космоса зависит также от стоимости транспортировки
СЬ1Рья и возвращения отработанных изделий на Землю, что опре-
деляется, в свою очередь, успехами в разработке транспортной
Космической системы. По оценке американских специалистов сто-
95
имость доставки в 1972 г. 1 кг груза на низкую орбиту составля-
ла около 1000 долларов, а при создании более эффективных
средств многоразового использования может быть снижена д0
100 долларов. При этом, конечно, следует учитывать в условиях
космоса стоимость трудовых затрат, которая примерно в 100 раз
выше стоимости в наземных условиях (с учетом расходов на сме-
ну персонала и системы жизнеобеспечения). Снижение стоимости
получаемых продуктов возможно за счет увеличения продолжи-
тельности пребывания персонала в каждой смене, а также за счет
внедрения автоматизации производственных процессов. Однако и
при более высокой стоимости доставки продукции и оборудования
и стоимости трудовых затрат производство в условиях космиче-
ского пространства, как полагают, может оказаться рентабельным.
Первоначальная стоимость изготовления и транспортировки
продукции для использования ее на Земле, по-видимому, будет
чрезвычайно высокой. Можно сделать вывод, что, вероятно, вна-
чале будут изготовляться полуфабрикаты или изделия, обладаю-
щие высокой плотностью, такие как кристаллы для электронной
техники или фармацевтические концентраты. Эту продукцию мож-
но изготовлять на автоматической линии, присутствие космонав-
тов необходимо только для включения установок, извлечения го-
товой продукции и ее транспортировки на Землю. При организа-
ции технологических процессов по изготовлению материалов пред-
варительно каждый из них необходимо рассмотреть одновремен-
но, по крайней мере, с двух точек зрения: чем определяется основ-
ная часть общей стоимости производства в космосе данного про-
дукта; на сколько повысится качество изготавливаемого продук-
та по сравнению с аналогичным производством на Земле и каков
будет экономический эффект?
В отношении производства монокристаллических полупровод-
ников, идеально сферических шариков для шарикоподшипников и
других изделий уже сейчас можно утверждать, что производство
в космосе может значительно улучшить их качество. При этом
непременно будет иметь место экономический эффект от внедре-
ния этих процессов в космосе.
Кроме того, в космосе могут быть изготовлены такие материа-
лы, которые на Земле вообще получить не удается. В этом случае
стоимость продукта будет играть меньшую роль. Необходимость
Ьроизводства этого продукта определится, в основном, потребно-
стью общества в нем (например, вакцины, ферменты и т. д.).
Решая вопрос об организации того или иного производства в
космосе, во-первых, следует оценить его уникальность или исклю-
чительность на орбите около Земли по сравнению с производст-
вом на Земле. Во-вторых, необходимо, чтобы идея процесса была
достаточно эффективна и имела предсказуемую степень успеха.
В-третьих, необходимо, чтобы имелся определенный потреби-
тельский спрос на продукты такого производства, по крайней ме-
ре, к моменту разворота этого производства на полную мощность.
В-четвертых, это производство должно быть совместимо с про-
96
граммой деятельности в космосе и удовлетворять ограничениям на
размеры и массу, налагаемым используемыми в настоящее время
космическими кораблями и станциями. И, наконец, остается еще
вопрос о полной стоимости разработки, эксплуатации и транспор-
тировки.
Была сделана попытка произвести оценку эффективности про-
изводства в космосе. При оценке эффективности были приняты
следующие семь критериев.
1. Привлекательные стороны производства:
Уникальность (использование уникальных физических явле-
ний). д
Техническая эффективность.
Эффективность расходов. *
Потенциальные возможности увеличения производства.
2. Полезность продукта производства:
Свойства (уникальные или наивысшие).
Применение (дефицитность и т. п.).
Исключительность.
Стоимость продукта.
3. Исследования и разработки:
Надежность идеи. •
Состояние технической проблемы (неизвестные факторы).
Вероятность успеха.
Возможность сочетания с экспериментами в космосе.
Время, необходимое для проведения исследований и разра-
ботки.
Необходимые расходы.
4. Космическое оборудование:
Сложность—простота.
Техническое состояние, необходимость разработок.
Надежность.
Возможность использования в космических кораблях.
Возможность проведения маневров в космосе.
Стоимость оборудования.
5. Требования для осуществления производства:
Производство (в космосе)
«завод»;
энергетическая установка;
доставка'и хранение материалов;
хранение изделий;
удаление отходов;
участие космонавтов в производстве.
Операции до запуска на орбиту
заготовка;
размещение на корабле.
Транспортировка
доставка' оборудования;
грузовой модуль транспортного корабля;
космические корабли и,управление ими;
4 248 97
возвращаемые корабли и управление ими.
Стоимость работ.
6. Совместимость производства с осуществлением космической
программы
Наличие нужных космических кораблей.
Возможность осуществления маневров на орбите.
Расписание пусков и посадок.
Долгосрочное планирование.
Проектируемый бюджет на космические исследования.
7."Эффективность расходов 1
Эффективность производственных расходов.
Стоимость продукта производства. .
Стоимость исследований и разработок.
Стоимость оборудования.
Эксплуатационные расходу.
(Полная эффективность расходов.
На многие поставленные вопросы, к сожалению, на этапе ос-
воения космоса как-сферы производства нельзя получить ответа,
невозможно подсчитать тот или иной экономический эффект.
В этом случае остается прибегнуть к известному методу эксперт-
ных оценок на основе разработанной балльной системы.
Высказывают сомнения в отношении эффективности затрат,
ссылаясь при этом на высокую стоимость транспортировки. Во-
первых, следует снова подчеркнуть, что и высокая цена может
оказаться приемлемой, если она платится за действительно уни-
кальные свойства изделия. Во-вторых, для многих изделий (на-
пример, таких как нитевидные или монокристаллы) стоимость
транспортировки в пересчете на единицу массы будет мала.
Достижение эффективности расходов производства на орбите
при его развертывании на полную мощность в дальнейшем может
быть доказано на численном примере. Для того чтобы исключить
любые сомнения, был рассмотрен пример литья многослойной за-
готовки.
В данном примере за базовый был принят вариант изготовле-
ния заготовки на космической станции при использовании для
транспортировки продукта труда ракеты-носителя одноразового
использования и возвращаемого космического корабля многора-
зового использов.ания (вариант А).
Сравниваемые варианты: Б — то же, но с использованием пол-
< ностью возвращаемых космических кораблей; В — изготовление
заготовки на Земле горячей ковкой — прокаткой с последующей
механической обработкой.
Стоимость по варианту В.....................................108%
Стоимость производства на орбите (при уровне производства
220 кг в сутки) по варианту А:
материалы, заготовки.......................................... .2,7%
производство.............................................5,4%
оплата труда космонавтов.................................2,7%
накладные расходы ......................................8%
98
амортизация .<....................................... 16,2%
транспортировка . 64,8%
Итого стоимость продукта по варианту А.......................100%
Итого стоимость продукта по варианту Б (при расходах на
транспортировку в 21,6%)...................................56,7%
Нами приведены результаты расчета стоимости затрат при
многослойном литье материалов, включающие как прямые, так и
косвенные расходы при времени полной амортизации завода, рав-
ному 15 годам. Из полученных расчетов видно, что полная стои-
мость продукта производства на орбите при использовании одно-
разовых ракет-носителей по сравнению со средней стоимостью
производства на Земле на 8% меньше, при том же масштабе про-
изводства аналогичных по своим высоким свойствам изделий, из-
готавливаемых посредством ковки и обработки на станках. Ис-
пользование полностью возвращаемых космических кораблей мно-
гократного применения снижает стоимость производства на ррбите
на 51,3% или практически до половины его стоимости в земной
технологии.
Раздел III.ТЕХНОЛОГИЯ СБОРОЧНЫХ,
МОНТАЖНЫХ И РЕМОНТНЫХ
РАБОТ В КОСМОСЕ
Развитие ракетно-космической техники идет по пути создания
все более тяжелых, сложных и больших по размерам космиче-
ских объектов, в том числе в недалеком будущем космических
технологических комплексов. Для создания и длительного функ-.
ционирования космических систем уже сейчас требуется осущест-
влять в космосе технологические процессы ремонта, монтажа, конт-
роля, испытаний оборудования и технического обслуживания
космического объекта и его систем.
Глава 1. СБОРКА ОБЪЕКТОВ
В настоящее время мы являемся свидетелями создания круп-
ных орбитальных комплексов типа «Союз»—«Салют»—-«Прог-
ресс». Однако уже сейчас разрабатываются проекты крупных
многоцелевых долговременных орбитальных станций-баз. Напри-
мер, проект американской фирмы Макдоннелл Дуглас базы-
станции на 50 человек, массой 450 т, с полезным объемом 2700 м3
и длиной центрального блока 11'4 м. Для создания искусственной
тяжести до Igo предусматривается вращение станции со ско-
ростью 3,5 об/мин относительно продольной оси центрального
бдока. Энергопитание предполагается от ядерной энергетической
установки.
В результате энергетического голода, дающего уже знать о се-
бе в настоящее время, начинают разрабытывать проекты создания
фотоэлектрической космической солнечной электростанции. Раз-
меры этой станции поистине фантастические — около 10—12 км в
длину и около 5 км в ширину. Солнечная батарея размером по-
рядка 5X4 км, диаметр микроволновой параболической антенны
для передачи энергии в ультразвуковом диапазоне волн от сверх-
частотного генератора на Землю около 1 км, масса такой станции
около 20 000 т, выходная мощность станции 5—10 ГВт. Конструк-
тивно-технологические и управленческие задачи при создании та-
кой станции поистине огромны. Необходимо решить вопросы °
100
выборе конструктивно-силовой схемы основных узлов станции; о
выборе материалов, обеспечивающих длительную прочность в ус-
ловиях космического пространства; о предотвращении возникно-
вения недопустимо большого пространственного электростатиче-
ского заряда станции под действием космической плазмы; о дос-
тавке блоков станции на орбиту, их сборке и техническом обслу-
живании станции и т. д.
Расчеты показывают, что по мере возрастания габаритов дос-
тавляемых на орбиту объектов, и следовательно, энергетических
затрат на данный полет, увеличивается отношение «стартовой мас-
сы ракетной системы к массе полезной нагрузки. Это вызывает
необходимость создания гигантских по своим размерам и мощно-
сти ракет-носителей, удорожает разработку и эксплуатацию стар-
товых комплексов. Поэтому сборка на орбите отдельных элемен-
тов космических кораблей, а также заправка кораблей на орбите
позволит устранить неоправданное увеличение мощности ракет-
носителей и даст возможность создавать с меньшими затрами
ракетно-космические системы, наиболее полно отвечающие постав-
ленным задачам. Можно также показать целесообразность ис-
пользования ряда методов сборки в космосе: сборка-стыковка кос-
мических объектов из отдельных блоков, доставленных с Земли;
сборка объектов из трансформирующихся конструкций; сборка
крупногабаритных площадных конструкций с выходом космонав-
тов в открытый космос.
Все эти методы сборки диктуются необходимостью уменьшения
энергетических затрат на доставку на орбиту крупногабаритных
объектов.
Для создания длительных орбитальных станций и других круп-
ных космических объектов необходима разработка новых техно-
логических процессов сборки, определение конструктивно-техноло-
гических требований к стыкуемым агрегатам и необходимой тех-
нологической оснастки.
Проектирование технологических операций для космических
условий связано с комплексом технических, технологических, кон-
структивных и эргономических задач.
В качестве основных особенностей проектирования технологи-
ческих операций для космоса (после доказательства их эффектив-
ности или обоснования необходимости) .можно выделить следую-
щие:
тщательная разработка и наземная отработка операций в усло-
виях, максимально приближенных к космическим; оценка функ-
циональных возможностей деятельности космонавта-оператора в
космических условиях применительно к конкретным операциям;
создание теоретической (математической) модели процесса,
лежащей в основе технологической операции, в целях получения
Информации 'об основных параметрах процесса и их взаимосвязи,
а также оптимизация основных параметров процесса с целью обес-
печения требуемого качества сборки; создание удобств для рабо-
1.01
ты, оператора-технолога; обеспечение гарантийной безопасности
работ космонавта-технолога.
Перейдем к рассмотрению методов сборки космических объ-
ектов.
1.1. СБОРКА-СТЫКОВКА КОСМИЧЕСКИХ СТАНЦИЙ
В настоящее время уже осуществляется с б орк а-стыков к а кос-
мических станций на орбите из автономных блоков, доставлен-
ных с Земли и имеющих собственные двигательные установки,
например сборка комплексов «Союз»—«Салют»—«Прогресс».
Можно ожидать развития этого метода сборки на орбите за счет
создания специальных технологических стыковочных узлов упро-
щенной конструкции. Такие технологические универсальные узлы
можно многократно использовать для непосредственной стыковки
между собой доставляемых на орбиту блоков, их фиксации в по-
ложении, необходимом для проведения технологического процес-
са, соединения, а затем демонтажа стыковочного узла с целью
повторного использования его для сборки других блоков.
Сборку-стыковку космических станций на орбите можно рас-
сматривать как первый этап развития сборочных работ в космо-
се. В настоящее время сборка-стыковка космических станций яв-
ляется наиболее развитым методом сборки в космосе.
Сборка-стыковка может осуществляться автоматически либо
вручную космонавтом. Возможности сборки-стыковки определя-
ются степенью совершенства используемых средств поиска стыку-
емых объектов, маневрирования, причаливания и стыковки, совер-
шенством конструкции стыковочных узлов, а также искусством
космонавта в случае применения полуавтоматической стыковки.
Несмотря на огромные сложности, с которыми приходится встре-
чаться при отработке сборочно-стыковочных операций в космосе,
данный вид сборки следует считать наиболее доступным в нас-
тоящее время методом сборки космических объектов. Сборка-сты-
ковка может, очевидно, являться только первым этапом техноло-
гического процесса сборки на орбитах больших орбитальных стан-
ций. Действительно, после стыковки (причаливания) собираемых
в космосе агрегатов может осуществляться непосредственно тех-
нологический процесс сборки. В- этом случае можно выдвинуть
чисто технологические требования к собираемым с помощью сбор-
ки-стыковки агрегатам (блокам) и разрабатываемым технологи-
ческим процессам.
К такого рода требованиям можно отнести следующие.
1. Агрегаты, подаваемые для сборки-стыковки, должны быть
в максимально законченном виде собраны на Земле. (В частно-
сти, процессы нанесения покрытий, ввиду очевидных трудностей
их осуществления в космосе, должны быть выполнены в наземных
условиях).
2. Стыковочные узлы агрегатов должны быть полностью взаи-
мозаменяемыми.
102
•J'
Рис. 3.1. Долговременная орбитальная станция, собранная
из автономных блоков
3. Если после сборки-стыкоики необходимо осуществить не-
разъемное соединение по стыку, стыковочный узел должен обес-
печивать надежный предварительный захват агрегатов (механи-
ческий, электромагнитный и других типов) на весь период прове-
дения работ. При этом в процессе осуществления неразъемного
соединения не должны проводиться подгоночные работы, процес-
сы соединений должны быть максимально автоматизированы. -Л
4. Конструкция мест стыковки должна позволять проведение
ремонтных и восстановительных работ в случае нарушения нор-
мальной работы соединения (например, нарушения герметичности)
без расстыковки агрегатов (особенно соединенных с помощью не-
разъемных соединений).
5. Угловая компенсация при сборке агрегатов может обеспечи-
ваться либо конструкцией стыковочного узла, либо в процессе
совмещения с помощью специальных корректирующих устройств
реперных точек, нанесенных на поверхности собираемых агрега-
тов.
С помощью сборки-.стыковки методом наращивания блоков к
основному блоку можно собирать довольно крупные космические
станции (рис. 3.1).
Рассмотрим несколько подробней процесс сборки-стыковки из
автономных блоков космических станций. Каждый блок такой
космической станции может доставляться на орбиту отдельной ра-
кетой-носителем. Для решения этой задачи должны быть отрабо-
таны методы и системы взаимного поиска двух кораблей, выве-
денных на близкие орбиты, маневрирования, сближения, прича-
ливания и стыковки, причем как при полной автоматизации, так
и с участием космонавта.
Автоматическая стыковка (а затем расстыковка) беспилотных
Космических 'аппаратов была впервые осуществлена 30 октября
1967 г. во,время орбитального полета советских искусственных'
103
спутников «Коомос-186» и «Космос-188». При этом один космиче-
ский аппарат являлся «активным», другой — «пассивным». Пер-
вый аппарат выполнял такие сложные функции, как поиск второ-
го в пространстве, обнаружение, подход к нему, сближение и при-
чаливание; «пассивный»—более простые: он ориентировался оп-
ределенным образом в пространстве и служил маяком для актив-
ного аппарата. Для обеспечения перемещения в пространстве
каждый спутник имел двигательную установку многократного
действия, обеспечивающую коррекцию орбиты и процесс сближе-
ния. Для ориентации и стабилизации, а также для точного регу-
лирования процесса ‘причаливания во время стыковки на обоих
космических аппаратах были установлены системы реактивных
двигателей малой тяги. Стыковочные узлы обеспечивали стягива-
ние и надежное механическое соединение космических аппаратов.
Сборке-стыковке предшествуют следующие операции:
1. Старт и выведение на орбиту пассивного объекта (цели),
который на орбите не маневрирует (возможна и такая ситуация,
когда маневрируют оба космических объекта).
2. Старт и выведение маневрируемого объекта в зону встречи.
3. Поиск и нахождение (захват) цели.
4. Сближение и причаливание.
Этап стыковки начинается с момента первого контакта стыко-
вочных механизмов и завершается окончательным механическим
и электрическим соединением стыкуемых аппаратов.
Стыковка орбитальных объектов является ответственной опе-
рацией, поскольку стыкуемые объекты вступают в непосредствен-
ное физическое взаимодействие друг с другом (в общем случае
при ненулевой относительной скорости и различной относитель-:
ной ориентации). Процесс стыковки в большой степени зависит
от начальных условий этапа стыковки и характеристик стыковоч-
ных механизмов.
На основании экспериментальных данных наиболее удовлетво-
рительны следующие значения начальных условий стыковки: от-
носительная скорость причаливания 0,03—0,075 м/с; боковое сме-
щение по оси ±0,5 м; угловое рассогласование (по всем осям)
±5”.
Перечислим основные задачи стыковочных механизмов:
уменьшать разность скоростей между стыкуемыми объектами
до нуля, т. е. амортизировать, воспринимая и рассеивая кинети-
ческую энергию;
обеспечивать после первого ‘ контакта * механическую связь
между аппаратами, чтобы избежать отскакивания их друг от дру-
га после соударения;
компенсировать взаимное рассогласование осей аппаратов, ко-
торое может иметь место к моменту первого контакта;
обеспечивать выравнивание совмещения осей аппаратов и сра-
батывание замков после первого контакта без включения двига-
тельных установок;
104
Рнс. 3.2. Андрогинный стыковочный узел в системе «Союз»—«Аполлон»:
/—замок на корпусе корабля; 2—направляющая на боковой грани лепестка; 3—
торцевое кольцо с восьмью замками; 4— силовые цилиндры; 5—направляющее
кольцо; 6—замок на лепестке
обеспечивать после срабатывания основных замков достаточ-
ную жесткость соединения и передачу через замки нагрузок при
совместном маневрировании аппаратов;
обеспечивать при необходимости герметизацию соединения;
давать возможность аппаратам в случае необходимости не-
медленно разъединяться;
обеспечивать отталкивающие усилия при разъединении;
сразу после разъединения быть готовыми для повторного ис-
пользования;
допускать возможность передачи электрических сигналов, пе-
рекачки топлива, передачи грузов или перехода экипажей между
кораблями;
обладать достаточной надежностью при малой массе.
На рис. 3.2 представлен стыковочный узел андрогинного типа,
использованный при стыковке кораблей «Союз» и «Аполлон».
В целях упрощения систем поиска, наведения и сборки-стыков-
ки блоков возможно применение специальных буксирующих и ма-
нипулирующих устройств, расположенных на базовом блоке бу-
дущей космической станции. В этом случае базовый блок может
быть, например, оснащен сетью, с помощью которой он обеспечи-
вает захват выводимых вслед за ним с Земли строительных бло-
ков, которые необходимо собрать с базовым блоком (рис.
3.3, а, б). Тормозной трос, разматываясь, обеспечивает торможе-
ние захваченного строительного блока, а затем подтягивает блоки
Друг к другу (рис. 3.3, в, г). С помощью имеющегося на базовом
блоке манипулятора происходит ориентация стыковочного узла
упрощенной конструкции, захваченного строительного блока про-
тив стыковочного узла, расположенного на базовом блоке, после чего
происходит сборка-стыковка блоков между собой (рис. 3.3, д, е).
Захватывающая сеть может быть вновь расправлена с помощью
дистанционного манипулятора и тем самым обеспечена возмож*
5 248 105
1
Рис. 3.3. Схема сборки-стыковки с помощью буксирую-
щих и манипулирующих устройств на базовом блоке:
а—сближение блоков; б—захвата сетью строительного блока;
в—когда тормозной трос разматывается; г—блоки подтягивают-
ся друг к другу; д—совмещение осей стыковочных узлов бло-
ков; е—сборка—стыковка блоков между собой; /—базовый
блок; 2—строительный блок; 3—сеть
ность дальнейшего захвата последующих строительных блоков,
доставляемых с Земли, и их сборки с базовым блоком.
В недалеком будущем можно ожидать создания специальной
космической сборочной системы из космического буксира и ко-
рабля-сборщика (рис. 3.4), которые после их вывода на орбиту
(с помощью космических транспортных кораблей многократного
использования) будут осуществлять сборку отдельных строитель-
ных блоков на орбите. Процесс сборки в этом случае выглядит
так (рис. 3.5); космический буксир захватывает строительный
блок, доставленный на орбиту с Земли, и буксирует его на орби-
ту сборки. На орбите сборки космический буксир стыкуется с ко-
раблем-сборщиком с помощью стыковочных узлов упрощенной
конструкции, расположенных на строительном блоке и корабле-
сборщике, и «передает» ему строительный блок (позиция 1, рис.
Рис. 3.5. Схема работы корабля-сборщнка:
1—корабль-сборщик; 2—строительный блок; 3—космический буксир
3.4). Космический буксир отбывает с последующим строительным
блоком, а в это время специальное автоматическое устройство для
обеспечения стыковки и соединения строительных блоков между
собой перемещается по строительному блоку и' тем самым обес-
печивается подготовка к приему (стыковке) следующего блока,
доставляемого космическим буксиром (позиция 2, рис. 3.5). Кос-
мический буксир доставляет следующий блок,’ и происходит сты-
ковка двух строительных блоков между собой. После осуществле-
ния технологической операции соединения блоков путем проста-
новки неразъемного соединения (например сварки) с помощью
специальной автоматически действующей установки космический
буксир отправляется за последующим строительным блоком и
процесс «наращивания» блоков повторяется. Корабль-сборщик в
этом случае представляет собой своеобразный робот — сложное
кибернетическое устройство. Как показывают технико-экономиче-
ские расчеты, с ростом габаритов космических объектов эффек-
тивность применения кораблей-сборщиков возрастает.
1-2. СОЗДАНИЕ ОБЪЕКТОВ ИЗ ТРАНСФОРМИРУЮЩИХСЯ
КОНСТРУКЦИИ
Создание больших космических объектов в космосе трудно
Представить без использования трансформирующихся конструк-
ций, которые в сложенном компактном виде доставляются на ор-
биту. Под действием специальных устройств эти конструкции
тРансформируются — разворачиваются (раздвигаются или раз-
дуваются), принимая требуемые формы и размеры. Эти составные
Части космических объектов в дальнейшем могут собираться меж-
ДУ собой в единое целое.
Использование таких конструкций дает возможность преодо-
леть трудности, связанные с транспортировкой на орбиту блоков
5* 107
космических объектов большой длины, площади или объема и
тем самым обеспечить большую экономию средств доставки, а так-
же увеличить транспортные возможности существующих ракет-
носителей.
Трансформирующиеся конструкции должны удовлетворять
следующим требованиям: конструкция должна быть минимальной
по объему при выведении ее на орбиту и максимальной (объем,
площадь) после трансформации, т. е. должна обладать макси,
мальным коэффициентом трансформации конструкции; конструк-
ция должна обладать минимальной массой при высокой прочности
и жесткости после трансформации; конструкция должна обладать
высокой надежностью и живучестью при длительной эксплуата-
ции в открытом космосе (в том числе герметичностью, если это
необходимо).
Рассмотрим три основные группы конструкций: раздвижно-на-
дувные, с использованием материалов со свойствами «памяти»,
раздвижно-стержневые и раздвижно-площадных конструкций.
Раздвижно-надувные конструкции. К этому типу конструкций
относятся конструкции оболочкового типа.
В первую очередь это надувные конструкции из эластичного
материала или из пластичного металла; в виде сжатого сильфо-
на в свернутом либо в сжатом виде они доставляются на орбиту,
где под действием газа приобретают заданную форму.
Уже давно высказываются предположения, что надувные кон-
струкции можно применять для создания обитаемых и необитае-
мых орбитальных станций. Одним из основных требований для
оболочки орбитальной станции является малая газопроницаемость
и живучесть при столкновении с метеоритами (способность обо-
лочки не разрываться при образовании пробоины). Должна быть
предусмотрена автоматическая ликвидация образовавшегося от-
верстия.
Высокая точность формирования оболочек достигается путем
управления внутренним давлением. Управление давлением в обо-
лочке или отдельных ее полостях выполняется подачей рабочего
тела (как правило газовоздушной смеси). В целом управление
формой и размерами изделия производится по отклонениям пара-
метров заготовки от номинальных. На рис. 3.6 приведена функци-
ональная схема системы автоматического регулирования газовым
формованием оболочки, имеющей одну внутреннюю полость с уп-
равляемым давлением. Сигналы с датчиков давления, деформации
и солнечной радиации поступают на ЦВМ, где сравниваются с
сигналами, соответствующими номинальным значениям измеря-
емых величин. При наличии сигнала U отклонения от заданных
величин сигнал рассогласования через усилитель поступает на ре'
гулятор расхода и источник питания, изменяя расход газа и нап-
ряжение на выходе источника питания, уменьшая тем самым сиг-
нал рассогласования. При достижении напряжения, соответствую-
щего заданной деформации оболочки, процесс формования прекр3'
щается.
108
Рис. 3.6. Блок-схема системы управления формонзмеиеиием трансформи-
руемой оболочки
Большой интерес представляют надувные конструкции из мно-
гослойных оболочек; они выгодно отличаются от однослойных
большей жесткостью и безопасностью при столкновении с метео-
ритами. Конструкция состоит из внешней’и внутренней оболочек
и заполнителя между ними.
Конструкция собирается следующим образом. Изготавливает-
ся оболочка, которая в развернутом виде имеет вид будущего кос-
мического объекта. Оболочка тщательно проверяется, затем из
иее откачивается воздух, она складывается и упаковывается. Пос-
ле доставки на орбиту оболочка снова раздувается, причем дав-
ление в центральной части больше, чем в периферийных отсеках.
Затем через штуцеры в полости периферийных отсеков впрыски-
вается специальная жидкость, которая вспенивается, заполняет
пространство между внутренней и внешней оболочками и затем за-
твердевает, обеспечивая жесткость конструкции и защиту от мик-
рометеоритов.
Большой интерес представляют собой оболочковые металличе-
ские конструкции сильфонного типа, изготовленные и компактно
сложенные на Земле из листового металла. После доставки их на
орбиту сборки эти конструкции под действием механических сил
Растяжки либо внутреннего давления от вспрыскиваемого внутрь
сжиженного газа трансформируются в корпуса-оболочки с боль-
шим внутренним объемом. Такие конструкции могут служить ос-
новой будущих обитаемых и необитаемых космических объектов
Длительного функционирования (рис. 3.7). Основным преимуще-
ством таких конструкций является то, что наряду с компактно-
стью- и малой массой они обладают достаточно высокой жестко-
109
5)
Рнс. 3.7. Космический объект из тран-
сформирующихся металлических обо-
лочек:
а—ДО трансформации» б—после трансфор-
мации
стью. В том случае, когда к же-
сткости конструкции предъяв.
ляются повышенные требования
можно использовать дополни-
тельно внутренние подкрепляю-
щие элементы (пластины, про-
фили, стержни, рамы), которые
до выведения конструкции на
орбиту находятся вместе с корпу.
сом-оболочкой в сложенном со-
стоянии. На орбите они могут
разворачиваться и космонавт-
монтажник может уложить их в
нужном направлении, производя
необходимые слесарно-монтаж-
ные работы.
Трансформирующие конструкции с использованием материалов
со свойствами «памяти». В США запатентована конструкция
пассивного ИСЗ связи сферической формы, которая после запус-
ка на орбиту и освобождения из контейнера разворачивается от
нагревания до температур более 65° С каким-либо источником
тепла (химическим, электрическим) или под действием лучей
Солнца. Такого рода конструкции могут служить еще одним при-
мером трансформирующихся конструкций. Конструкция состоит
из металлизированной майларовой пленки-оболочки и ребер жест-
кости, изготовленных из титаноникелевого сплава (нитинола).
Конструкция обладает Свойством «запоминать» форму, которую
она имела при высокой температуре. Это объясняется тем, что при
изгибах (не более определенного) пятидесятипроцентного сплава
титан—никель TiNi он переходит в TiNi2 и TiNi3, которые при наг-
ревании выше 65° С снова переходят в TiNi, возвращая конструк-
ции первоначальную форму. Ребра жесткости ИСЗ, в развернутом
виде представляющие собой меридианы сферы, свертываются спи-
рально и в зависимости от формы контейнера могут укладывать-
ся вместе с оболочкой в круг или цилиндр небольшого объема. По-
сле запуска и освобождения из контейнера конструкция разогре-
вается до 65° С путем, например, подключения ребер жесткости к
I источнику электропитания и разворачивается, растягивая оболоч-
ку. Очевидно, подобного рода конструкции могут быть применены
и для крупных космических кораблей.
К числу материалов, способных «запоминать» деформацию, от-
носится достаточно большое число металлических сплавов.
Разрулонирование листовых заготовок. Корпус космического
корабля подвержен воздействию метеорных частиц, которые раз-
рушают поверхностный слой оболочки корпуса аппарата. Для
увеличения ресурса корпуса космического корабля целесообразно
закрывать его специальным защитным экраном. В связи с этим
возникает потребность изготовления крупногабаритных оболочек
из листовых рулонных заготовок.
110
Рис. 3.8. Схема
разрулониро-
вання листа
, Рнс. 3.9. Соты в сложенном и растя-
нутом состоянии
Листовая оболочка доставляется на орбиту в свернутом (руло-
нированном виде), поэтому первым этапом изготовления экрана
является развертывание рулона до нужной кривизны. С помощью
специального устройства (рис. 3.8) для развертывания рулона
нужно создать крутящий момент, раскручивающий заготовку.
Чтобы обеспечить необходимую кривизну листа, нужно контроли-
рующее устройство.
Величина радиуса кривизны определяется длиной раздвижной
тяги. Окончательная доводка кривизны оболочки достигается пе-
ремещением ползуна В в направлении А и. соответствующим уп-
равлением величиной момента двигателя механизма разрулониро-
вания.
После разрулониро'вания листовой заготовки и придания ей не-
обходимой формы и размера можно произвести спиральную свар-
ку и тем самым изготовить защитный эк-
ран либо цилиндрическую оболочку для
орбитальной станции больших размеров.
Растяжка сотоблоков в космосе. Хо-
рошо известный способ изготовления со-
тоблоков из фольги (например, из алю-
миниевого сплава) с успехом может ис-
пользоваться как технологический про-
цесс изготовления в космосе платформ
большой площади для орбитальных стан-
ций. Схема осуществления этого процес-
са представлена на рис. 3. 9. Процесс в
условиях космоса должен быть макси-
мально автоматизирован.
Целесообразность использования дан-
ного процесса в космосе объясняется
возможностью доставлять на орбиту ИСЗ
сотоблоки еще с нерастянутыми сотами.
Для образования платформы большой
площади потребуется доставить с помо-
в)
Рис. 3.10. Модуль типа «зон-
тик»:
а—компактное состояние; б—
промежуточное состояние; в—
развернутое рабочее состояние;
/—тяга: 2—стержень
111
щью транспортного космического корабля достаточно длинномер-
ный и в то же время с малыми в поперечном направлении разме-
рами сотоблок. В последующем этот блок должен быть растянут
с (помощью специальных несложных автоматических устройств. На
такую платформу в дальнейшем достаточно будет каким-либо спо-
собом настелить листовой материал, чтобы образовать панель, за-
полненную сотами. Такого рода конструкция может служить осно-
вой каркаса монтажной площадки космического объекта или, на-
пример, каркаса солнечных батарей большой площади.
К числу перспективных трансформирующихся конструкций
следует отнести различные раздвижно-стержневые конструкции
типа «зонтик» (рис. 3.10). В сложенном состоянии такая конструк-
ция имеет малый объем. Под действием тяг стержни конструкции
могут быть раздвинуты и конструкция может принять требуемую
конфигурацию, являясь, например, одним из модулей каркаса бу-
дущего крупного площадного космического объекта (типа радио-
антенны и т. п.).
1.3. СБОРКА КРУПНОГАБАРИТНЫХ ОБЪЕКТОВ
С &ЫХОДОМ КОСМОНАВТОВ В ОТКРЫТЫЙ КОСМОС
Несмотря на то, что в последние годы запускаемые космиче-
ские аппараты становятся по размерам все больше и больше, в
будущем по-прежнему будет невозможно запустить на орбиты
большие антенны, телескопы и другие устройства в полностью
собранном состоянии. Поэтому в открытом космосе необходимы
специальные приемы сборки крупногабаритных изделий из от-
дельных частей за бортом летательного аппарата. Рассмотрим
один из таких приемов сборки в космосе крупногабаритной ан-
тенны.
Антенна в модульном исполнении представляется наиболее
привлекательной с конструктивной точки зрения для процесса
сборки за бортом космического аппарата. Сборка панелей модуль-
ной антенны, напоминающих пчелиные соты, производится подоб-
но сборке блочного дома. При этом обычно необходимо выравни-
вание и скрепление панелей одинаковых размеров, что требует
минимума оборудования, мастерства и времени. С точки зрения
такой сборки предварительно анализировалась модульная антен-
на диаметром 45 м из 240 типовых панелей с габаритами порядка
2,7X2,8 м (продольные грани панели слегка скошены, под углом
около 7°).
Весьма перспективным для такого космического объекта явля-
ется так называемый «эскалаторный» метод сборки, когда кос-
монавт встает на специальные подмостки (рис. 3.11) и собирает
по мере движения по направляющей. Начинает он сборку с при-
крепления к круговой (центральной) базовой секции типовой па-
нели. Когда один ряд собран, он собирает второй ряд и так далее
до тех пор, пока все 240 типовых панелей не будут на месте.
112 . . К
Рис. 3.11. Конструкция,
собираемая методом «эс-
калаторной» сборки
Основной вопрос при анализе процесса та-
кой сборки заключался в способности челове-
ка передвигать и укладывать панели относи-
тельно больших размеров.
Эксперимент в гидробассейне «невесомо-
сти» показал,' что среднее время на установку
панели размером 2,7X 2,5 м составляет не бо-
лее 0,8 мин. Такие данные могут быть исполь-
зованы при подсчете времени, требуемого на
сборку антенн. Используя эти данные, можно
определить, что время, необходимое на сборку
антенны диаметром в 45 м, составит около
400 мин (или 6 ч 40 мин), включая 1 ч на от-
дых космонавта.
Однако, очевидно, что для антенны диаметром в несколько ки-
лометров такого рода сборка должна выполняться с помощью
роботов и манипуляторов.
О применении роботов и манипуляторов в сборочных операци-
ях. Уже отмечалось, что с усложнениями и ростом габаритов кос-
мических объектов при их сборке в космосе не обойтись без ма-
нипуляторов, а в конечном счете без робоТов-сборщиков.
Создание устройств и манипуляторов, способных облегчить
труд космонавта, а в некоторых случаях вообще освободить его
от непосредственного выполнения тех или иных операций, явля-
ется весьма актуальной задачей.
Рассмотри^ некоторые вопросы', связанные с перспективами
применения такого рода устройств в космических технологических
процессах сборки.
При работе манипулятора операции заключаются в первую
очередь в захвате твердых объектов и ориентации их в простран-
стве.
Для того, чтобы исполнительный орган манипулятора имел
возможность перемещать и надлежащим образом ориентировать
захватное устройство и зажатый в нем объект, он должен обла-
дать минимум тремя независимыми поступательными и тремя не-
зависимыми вращательными движениями. Кроме того захватное
устройство должно иметь еще независимое движение: раскры-
тие-смыкание захватывающих губ. Часто требуется предусмот-
реть дополнительные степени свободы, чтобы можно было изме-
нить форму исполнительного органа, расширить область действия
манипулятора.
Исполнительный орган манипулятора должен быть легким,
гибким, прочным, иметь запястный сустав для быстрого присоеди-
нения или съема захватного устройства и обладать семью основ-
ными степенями свободы.
К операциям манипулирования средней сложности следует от-
нести захват и установку деталей в точно сопрягающиеся с ними
Неподвижные элементы аппаратуры. Чтобы избежать возникнове-
ния больших усилий и обеспечить окончательную установку точно
113
сочленяемых деталей, исполнительный орган манипулятора дол-
жен обладать определенной гибкостью. Гибкость обеспечивается
либо упругостью исполнительного органа, либо проскальзывани-
ем объекта в захватном устройстве.
Использование схем поиска и «ощупывания» объектов позволя-
ет намного усложнить возможные операции манипулятора, умень-
шив, с другой стороны, требования по взаимной ориентации объ-
ектов. сборки и автомата. В этом случае автомат и объект сборки
могут быть взаимно не ориентированы и расположены в любом
положении и в любом месте в пределах действия автомата. Если
автомат снабжен «зрительным анализатором» процесс поиска и
распознавания ведется по оптическому каналу, а лишь затем
включается в действие механическая рука. В этом случае рука-
манипулятор может включать операции высокой сложности.
Для осуществления поиска устройство захвата манипулятора
обычно оказывается датчиком, который выполняет функции «ор-
ганов чувств» автомата. Управление автоматом осуществляется
вычислительной машиной, «память» которой, кроме перечислен-
ных компонентов программы, хранит различные подпрограммы,
включающие список команд для осуществления движения мани-
пулятора. Конструктивно-робот может представлять собой уст-
ройство, часть узлов и систем которого смонтирована на под-
вижной . платформе, а.другая — представляет собой пульт управ-
ления. Между пультом управления (базой) и роботом должны
существовать каналы связи, которые решают следующие
задачи: передачу в сторону управляющего пункта ' информации,
собранной с помощью робота; передачу управляющей информа-
ции с базы на робот; энергоснабжение систем, установленных на
роботе.
В зависимости от структуры построения общей схемы и формы
связи между отдельными блоками роботы могут быть разделены
на следующие группы: манипуляционные роботы/ полуавтомати-
ческие манипуляционные роботы с дистанционным управлением и
телеконтролем; автоматические роботы с программирующими уст-
ройствами; автономные роботы.
В настоящее время наибольшее развитие прлучили манипуля-
ционные роботы, которые, объединяя в себе сравнительно неслож-
ные автоматы с программирующими устройствами, обладают срав-
нительно ограниченной манипуляционной способностью; В каче-
стве исполнительных механизмов в них принимаются устройства,
автоматически выполняющие цикл однотипных операций измере-
ния, контроля, манипулирования и др. Такие роботы-автоматы
(манипуляционные автоматы) являются полностью детерминиро-
ванными системами. Чтобы «научить» робот выполнять опреде-
ленную работу, оператору предварительно необходимо собствен-
норучно произвести манипулятором все операции для записи в
устройствах памяти программы работы манипулятора.
При работе на больших расстояниях от пункта управления, а
также в тех случаях, когда из-за помех или других причин невоз-
114
Можно поддерживать надежную связь по радиоканалу, для уп-
равления роботом могут быть использованы программные устрой-
ства.
1.4. устройства для перемещения космонавтов
в открытом КОСМОСЕ
Создание крупных космических объектов немыслимо без раз-
работки средств перемещения космонавтов в открытом космосе.
Такого рода устройства должны не только служить транспортным
средством, но и создавать хорошие условия для работы космонав-
та, механизировать его труд, расширять его возможности по осу-
ществлению технологических операций сборки.
Для перемещения и обеспечения фиксации космонавтов в отк-
рытом космосе при выполнении профилактических работ вне ба-
зовой орбитальной станции также потребуется создание различ-
ного рода транспортных устройств.
Так при выполнении операций, осуществляемых периодически
в открытом космосе, возможно использовать автоматизированную
транспортную площадку с ручным приводом и рельсовой направ-
ляющей (рис. 3.12).
Для перемещений на большие расстояния и выполнения непе-
риодических работ предполагается разработка ручных устройств
для передвижения космонавтов. Такого рода ручное устройство
для передвижения космонавтов представлено на рис. 3.13.
Устройство представляет собой одну сборку, в состав которой •
входят баллоны для сжатого газа, 'рукоятка . и трубопроводы с
клапанами и соплами.
Устройство во время полета может размещаться внутри ко-
рабля, и поэтому во избежание загрязнения воздушной атмосферы
космического корабля в качестве рабочего тела часто выбирает-
ся кислород.
Рис. Д.12. Площадка с
ручным приводом и рель-
совой направляющей:
/—привод; 2—направляющая
Рис. 3.13. Ручное маневри-
рующее устройство
115 ,
Рис. 3.14. Автономное
ранцевое маневрирую-
щее устройство
Рис. 3.15. Маневрирующее уст-
ройство с роботами-манипуля-
торами типа «космическое так-
си»
Для сборки, обслуживания и ремонта орбитальных станций
потребуются установки, обеспечивающие перемещение космонав-
та на значительно большее удаление от КК, чем ручные устрой-
ства.
Прообразом таких устройств может служить автономная ран-
цевая установка (рис. 3.14). *
Установка ростоит из нагрудного и заплечного ранцев, в кото-
рых наряду с элементами системы жизнеобеспечения размещают-
ся баллоны с перекисью водорода, гироскопическая система уп-
равления, 12- управляющих сопел с соленоидными клапанами, те-
леметрическая и радиотехническая аппаратура. В качестве рабо-
чего тела используются продукты разложения перекиси водорода.
Баллоны с 90%-ной перекисью водорода снабжены датчиками
расхода, которые выдают сигналы на световые и звуковые сиг-
нальные устройства при уменьшении до критической величины за-
паса перекиси водорода.
Ранцевая установка обеспечивает перемещение космонавта в
открытом космосе и его стабилизацию относительно осей танга-
жа, рыскания и крена. Управление установкой может осуществ-
ляться как самим космонавтом, так и по командной линии базовым
космическим кораблем.
Более сложными пилотируемыми аппаратами, предназначен-
ными для выполнения различных операций в космосе, являются
платформорамные устройства типа «космическое такси» (рис.
3.15) и маневрирующие рабочие платформы (рис. 3.16).
Одно из «космических такси» (проект) имеет форму цилиндра
высотой 3,8 м, диаметром 1,5 м, четыре рычага-манипулятора, два I
из них устанавливаются на специальной турели верхнего дниша
корпуса. Два других рычага-манипулятора устанавливаются на i
цилиндрическом корпусе «такси» ниже кабины космонавта-опера-
тора. Эта пара рычагов-манипуляторов используется для прове-
. И6
Рис. 3.16. Маневрирующая рабо-
чая платформа с манипуляторами
дения ремонтных и монтаж-
ных работ. Герметизирован-
ная кабина имеет два люка:
один — для выхода в откры-
тый космос, другой для
перехода в базовый косми-
ческий корабль.
Закрепленное с помо-
щью верхних рычагов-мани-
пуляторов устройство может
вращаться вокруг продоль-
ной оси. В кабине создает-
ся искусственная атмосфера
из 70% кислорода и 30%
азота. Космонавт имеет ав-
тономную систему жизнеобеспечения и возможность выхода в от-
крытый космос. Такое устройство снабжено радиолокатором, обес-
печивающим сближение с обслуживаемым объектом.
Предполагается, что дальность действия устройства типа «кос-
мическое такси» около 200 км, время работы 10 ч. 'Передвижение
устройства в космосе будет осуществляться с помощью специаль-
ной двигательной установки.
В соответствии с одним американским проектом, сокращенно
обозначенным MWP (маневрирующая рабочая платформа), ры-
чаги-манипуляторы устанавливаются на открытой платформе. На
этой же платформе на специальном сиденьи находится одетый в
скафандр космонавт-оператор и размещаются инструменты, не-
обходимые для проверочных, ремонтных или монтажных работ,
материалы и оборудование, а также кислород для системы жизне-
обеспечения космонавта-оператора.
Длина и ширина платформы MWP соответственно1 равны 2,1 и
1,5 м. В «носовой» части платформы вертикально устанавливается
клиновидная секция для- размещения передней части двигатель-
ной установки и системы управления. На клиновидной секции
«кормы» платформы устанавливается задняя часть двигательной t
установки. Между секциями располагается кресло космонавта-опе-
ратора. Откидыванием боковых «бортов» платформы при необхо-
димости может создаваться дополнительная рабочая площадь.
У платформы MWP предусмотрена возможность наращивания на
нее дополнительных отсеков.
Платформа MWP имеет четыре рычага-манипулятора, одно-
временно играющих роль «абордажных» устройств при креплении
платформы к космическому объекту. Три манипулятора устанав-
ливаются на передней клиновидной секции и четвертый — на зад-
ней.
Сборочные, монтажные и ремонтные операции могут осущест-
вляться также с помощью специальных маневрирующих аппара-
тов дистанционного действия, которые управляются из космиче-
ского аппарата и обладают соответствующей стабилизацией и
117
гибкостью манипулирования. Связь с «космическими роботами»
будет поддерживаться путем команд, передаваемых по радио.
Между космическим аппаратом и космическим роботом обеспечи-
вается телевизионная связь. Оператор, находящийся за пультом
управления, видит на экране все манипуляции, производимые кос-
мическим роботом и управляет его действиями. Такие космиче-
ские роботы могут выполнять часть сборочно-монтажных опера-
ций: укладку жгутов; сборку антенн, тепловых и солнечных бата-
рей и других объектов. Создание таких космических роботов свя-
зано с большими техническими трудностями, но при современном
развитии науки и техники эти трудности могут быть успешно
преодолены. .
Глава 2. ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ СОЕДИНЕНИИ
В КОСМОСЕ
В сборке немаловажное значение имеют технологические про-
цессы и оборудование для образования соединений. Классифика-
ция методов соединений, которые перспективны при сборочно-
монтажных и ремонтных работах в космосе, дана на рис. 3.17.
Рассмотрим методы создания неразъемных соединений. Ос-
новные особенности космоса как среды для сварочных работ —
это наличие невесомости и существование в окружающем прост-
ранстве глубокого вакуума.
Поэтому представляется весьма целесообразным использовать
.именно те способы соединений металлов, которые применяются
для сварки в вакууме на Земле. Это в первую очередь электрон-
но-лучевая и диффузионная сварка. В то же время развитие ис-
следовательских работ по космической технологии металлов при-
вело к созданию таких методов, как сварка плазменной дугой
низкого давления (плазменно-лучевая), сварка плавящимся элект-
родом при низком давлении, контактная (точечная и роликовая)
сварка в вакууме и др.
Часть этих способов не связана с расплавлением и свободной
кристаллизацией свариваемого металла, и их использование в
космосе, по-видимому, не вызовет особых трудностей. Однако об-
ласти применения этих способов ограничены. Остальные, наибо-
лее употребительные способы, характеризуются расплавлением
металла и наличием паров и газов в зоне сварки. Поэтому приме-
нение этих способов в космосе потребовало проведения самых
Тщательных исследований.
В октябре 1969 г. во время полета корабля «Союз-6» прово-
дились эксперименты по сварке и резке металлов в условиях кос-
мического полета, использовался электронно-лучевой метод, про-
цесс сварки плавящимся электродом и сварка сжатой дугой
(плазменно-лучевая), методы сварки, относящиеся к классу тер-
мической сварки.
118
Рис. 3.17. Перспективные методы соединений конструкций в космосе
2.1. ТЕРМИЧЕСКАЯ СВАРКА И РЕЗКА МЕТАЛЛОВ
Электронно-лучевая сварка. . Большой интерес к электронному
лучу как возможному источнику нагрева и сварки в условиях кос-
мического пространства с естественным вакуумом определяется
рядом важных факторов: высоким (до 80%) КПД преобразования
электрической энергии в тепловую, расходуемую на нагрев и плав-
ление металла; большой концентрацией энергии в пятне нагрева
(электронный луч превосходит прочие известные источники наг-
рева, незначительно уступая лишь лучу лазера). Это позволяет
При равной толщине металла снизить потребляемую при сварке
мощность источника энергии (по сравнению с другими источника-
ми нагрева). Этот вид сварки характеризуется малыми размерами
зоны термического влияния, высоким отношением глубины к ши-
рине проплавления и, как следствие,' хорошими физико-механиче-
скими свойствами швов.
Электронный луч — наиболее освоенный и универсальный ин-
струмент обработки металлов в вакууме. Уже сейчас острофокуси-
Ровапные пучки электронов широко применяются для сварки, точ-
н<эй обработки, плавки,' напыления и термообработки различных
Материалов, при работе с электронным лучом практически полно-
стью отсутствуют реактивные силы.
При электронно-лучевой сварке в невесомости расплавленный
Металл удерживается в'ванне силой поверхностного натяжения,
к°торая в общем случае уменьшается с повышением температуры
Металла. Давление пучка и реактивное давление паров металла
Стремятся вытеснить жидкий металл из зоны плавления. Поэтому
119
при исследованиях было чрезвычайно важно установить, удастся
ли обеспечить хорошее формирование швов при сварке электроц.
ным лучом, отличающимся чрезвычайно высокой концентрацией
энергии и, следовательно, вызывающим перегрев расплавленного
металла.
Низкое окружающее давление также создает проблемы, такие
как возможное испарение расплавленного металла шва, контроль
температуры соединения и излишнее рассеяние теплоты. Однако
эти проблемы соединения металлов минимизированы очень высо-
кими тепловыми градиентами и маленькими зонами плавления,
что характерно для электронно-лучевой сварки. Более того, ваку-
умная окружающая среда облегчает испарение окисных поверх-
ностных пленок и помогает снизить нагрязнение очищенных перед
сваркой поверхностей; оба этих фактора должны способствовать
улучшению качества получаемых сварных швов. Сварные швы
должны быть без дефектов соединения и обладать высоким отно-
шением предела прочности к плотности металла, перешедшего в
шов.
В СССР проводились исследования электронно-лучевой сварки
в условиях невесомости. Эксперименты по сварке металлов про-
водились при постоянных мощности луча (1 кВт во время опытов
в летающей лаборатории; 0,6 кВт — в условиях разгерметизиро-
ванного орбитального отсека корабля «Союз-6») и скорости пе-
ремещения образцов относительно неподвижного луча (соответст-
венно 8,33 и 5 м/с).
Осуществлялась сварка по отбортовке нержавеющей стали
1Х18Н9Т, стыковых соединений алюминиевого сплава АМгб, сое-
динений внахлест титановых сплавов ВТ1 и ОТ4.
Металлы толщиной 1,5—2 мм сваривались без образования
сквозного кратера в ванне. Благодаря этому в свариваемых кром-
ках стало возможным увеличить допустимые зазоры; были сни-
жены требования к стабильности параметров режима: ускоряю-
щего напряжения, тока пучка, удельной мощности в пятне нагре-
ва, угла сходимости пучка на изделии, скорости сварки, вакуума.
Исследования показали, что глубина и ширина проплавлений
в условиях невесомости и в наземных лабораториях идентичны.
При пребывании расплавленного металла в невесомости уста-
новлена идентичность формы шва и величины проплавления с по-
лучаемыми в обычных условиях.
Визуальное наблюдение и скоростная киносъемка процесса
электронно-лучевой сварки при имитации невесомости не выяви-
ли заметных отличий по сравнению с его протеканием в условиях
наземных лабораторий. Малая емкость сварочной ванны, высокие
скорости расплавления и кристаллизации металла обеспечивают
возможность осуществления стабильного процесса соединения тон-
колистовых материалов в условиях невесомости.
При сварке в невесомости можно заметить некоторые особен-
ности в форме швов. Так в центральной части соединения внах-
лест заметно небольшое усилие металла. Расплавленный металл
120
панели, имеющей достаточно большую поверхность и объем, в ус-
ловиях невесомости в результате действия сил поверхностного на-
тяжения стремится принять сферическую форму. ,
У образцов из сплава АМгб, сваренных в невесомости, отме-
чена несколько большая пористость. Это можно объяснить за-
трудненным выделением газов из расплавленного металла при от-
сутствии силы тяжести.
Таким образом, эксперименты подтвердили возможность элек-
троннолучевой сварки различных материалов в условиях невесо-
мости.
Оборудование для сварки в космосе. Условие максимальной
безопасности при эксплуатации аппаратуры для космического
пространства наряду с требованиями высокой надежности и ма-
невренности при минимальном весе определяют особый подход к
разработке аппаратуры для электронно-лучевой сварки в космосе.
В Институте электросварки им. Е. О. Патона были выполнены
исследования с целью отработки процессов и создания маневрен-
«ой, высоконадежной и безопасной аппаратуры для электронно-лу-
чевой сварки тонколистовых материалов в условиях околозем-
ного космического пространства.
На протяжении последнего десятилетия сложилась классиче-
ская схема построения электронно-лучевой технологической аппа-
ратуры: источник питания работает от сети переменного напряже-
ния и соединяется гибким высоковольтным кабелем с электрон-
ной пушкой. Высоковольтный кабель снижает мобильность ап-
паратуры и ее надежность. Из-за многочисленных перегибов и воз-
действия тепла, выделяющегося при сварке, усложняются условия
работы кабеля, выводов. Необходим тщательный уход и неодно-
кратная ревизия в процессе эксплуатации высоковольтного источ-
ника и вводов в пушку.
. Эти недостатки были устранены при создании аппаратуры
Для работы в условиях космоса. На рис. 3.18 приведена блок-схе-
ма этой аппаратуры с автономным питанием от аккумуляторной
батареи 1. Постоянное напряжение преобразуется в переменное
прямоугольной формы с помощью анодного 10 и накального 2
транзисторных инверторов (КПД 94%). Высоковольтный транс-
форматор 9 и выпрямитель 8, собранный из полупроводниковых
вентилей, формируют выпрямленное ускоряющее напряжение.
Е целью резервирования катода применяется сдвоенная, автома-
тически переключаемая электронно-оптическая система.
Блок автоматики служит для обеспечения заданных режимов
Работы сварочной аппаратуры. В него входит регулятор тока анод-
ной цепи, поддерживающий требуемую величину его с точностью
-1%, а также устройства, обеспечивающие временную задержку
включения анодного инвертора, его отключение при коротких за-
мыканиях в промежутке катод — ускоряющий электрод и автома-
тическое повторное включение при ликвидации причины замыка-
ния.
6 248 121
Рис. 3.18. Блок-схема^аппаратуры для
электронно-лучевой сварки:
/—аккумуляторная батарея; 2—начальный
транзисторный инвертор; 3—трансфор-
матор канала; 4—катод; 5—прикатодный
электрод; 6—ускоряющий электрод; 7—из-
делие; 8—выпрямитель; 9—высоковольтный
трансформатор; /0—анодный транзистор-
ный инвертор
Для повышения надежности работы осуществлены поэлемент-
ное дублирование и глубокое резервирование, гарантирующие
сохранение номинальных параметров аппаратуры при отказе до,
35% элементов схемы.
Достаточно высокая рабочая частота инверторов (1 кГц) выб-
рана, исходя из стремления уменьшить массу источника питания
и'ёго габариты при приемлемых потерях. С повышением частоты
диэлектрические потери в изоляции источника возросли сравни-
тельно ненамного.
Источник питания и электронная пушка изготовляются в еди-
ном блоке на основе эпоксидных компаундов, служащих одновре-
менно изоляционным и конструкционным материалом. Отсутствие
высоковольтного, кабеля, разъемов и выводов позволило значи-
тельно повысить надежность и маневренность аппаратуры, снизить
ее массу, практически исключить возможность поражения опера-
тора высоким напряжением.
Применение твердой изоляции вместо жидкостных электроизо-
ляционных материалов позволило уменьшить габариты аппарату-
ры, снизить нагрузку благодаря лучшей теплопроводности эпок-
сидных компаундов, повысить технологичность изготовления ис-
точника питания.
Успешное функционирование комплекса электронно-лучевой ап-
паратуры на установке «Вулкан» (-рис. 3.19) во время проведения
эксперимента на космическом корабле «Союз-6» подтвердило обос-
нованность выбора электрических параметров и правильность
предложенных принципов автономности питания аппаратуры, при-
менения надежных и эффективных транзисторных преобразовате-
лей постоянного, тока в переменный высокой частоты, совмещения
электронно-лучевой пушки с источником питания, резервирования
ответственных элементов электронно-оптической системы.
Следует отметить, что установка «Вулкан» представляет со
бой комплексное автономное устройство» позволяющее выполнить
сварку несколькими способами: электронным лучом, плазменной
дугой и-плавящимся электродом. Установка состоит из двух бло-
ков: в одном располагаются сварочные устройства и соединяемые
образцы., в другом — система энергопитания, приборы управления,
измерительные и преобразовательные устройства, средства авто-
матики. В спускаемом аппарате корабля размещен пульт управле-
ния сваркой. Общая масса установки до 50 кг.
122
Рис. 3.19. Установка «Вулкан»
Рис. 3.20. Длиннофоку-
сная пушка для ручной
электронно-лучевой
сварки
Практически все операции, связанные с техническим обслужи-
ванием и ремонтом космических объектов, когда заранее неизвест-
ны ни район выполнения работ, ни параметр обрабатываемых де-
талей или узлов, должны выполняться полностью вручную или
лишь при частичной механизации. Этим объясняется повышенное
внимание специалистов к изучению возможности выполнения в
космосе ручной электронно-лучевой сварки. Такая установка была
разработана в Институте электросварки ИЭС им.,Е. О. Патона.
В этой установке применена серийная диодная электронно-лу-
чевая пушка (рис. 3.20) с косвенным накалом мощностью 1,5 кВт
и рабочим током пучка 100 мА. Оптическая система обеспечивает
устойчивую фокусировку пучка на расстояниях в несколько десят-
ков и даже сотен миллиметров от пушки. Высоковольтный источ-
ник питания представляет собой монолитный эпоксидный блок,
подобный блоку, работавшему в составе сварочной установки
«Вулкан»; вместе с высоковольтным кабелем блок заключен в ме-'
таллический экран, присоединенный к общему контуру заземле-
ния электронно-лучевой установки.
Ускоряющее напряжение установки для обеспечения безопасно-
сти работ не превышало- 15 кВ; при этом несложно было обеспе-
чить необходимую биологическую, защиту оператора и обслужива-
ющего персонала.
Установка для ручной электронно-лучевой сварки испытыва-
лась в барокамере большого объема с использованием специаль-
ного испытательного стенда, также разработанного в ИЭС им.
Е. О. Патона и позволяющего выполнять различные технологиче-
ские операции в условиях, имитирующих космос, при непосредст-
венном участии человека (см. разд. 3.3).
В ходе экспериментов выполнялась сварка различных соедине-
вий, изготовленных из нержавеющей стали, алюминиевых и тита-
новых сплавов толщиной 1,5—3,0 мм. Сваривались стыковые и
замковые соединения с отбортовкой кромок' и без нее., Образцы
6* 123
к
располагались иа специальном сварочном столе на расстоянии
200—220 мм от пушки.
Эксперименты подтвердили принципиальную возможность вы-
полнения ручной сварки таким высококонцентрированным источ-
ником нагрева, как электронный луч. При этом оператор-сварщик
мог выполнять сварку сложных контуров, строго выдерживая на-
правление и требуемую стабильность скорости перемещения луча
по свариваемым кромкам. Скорорть сварки поддерживалась в пре-
делах 1,94—2,78 мм/с при токе пучка 55—75 мА.
Сварка производилась несколько расфокусированным пучком
электронов, чтобы избежать чрезмерной концентрации энергии в
пятне нагрева и иметь возможность снизить требования к точно-
сти сборки образцов, слежению за стыком и стабильности пере-
мещения инструмента. При этом изменение расстояния от пушки
до образца в пределах ±20 мм (±10% номинального) не вызыва-
ет заметного изменения глубины проплавления и ширины шва.
Если же в процессе сварки возникает необходимость регулировать
глубину проплавления и ширину шва, то это достигается измене-
нием расстояния от пушки до- изделия более чем на 10% •
Значительно большее влияние на стабильность провара ока-
зывают колебания скорости сварки, всегда имеющие место при
работе вручную. Тем не менее после непродолжительной трени-
ровки оператору удавалось получать швы вполне удовлетвори-
тельного качества.
Ручная электронно-лучевая сварка требует повышенного вни-
мания и сопряжения со. значительными нагрузками, что приводит
к быстрой утомляемости оператора. В свою очередь, физиологи-
ческое состояние оператора и степень его утомления оказывают
значительное влияние на качество сварки. Поэтому требуются спе-
циальное обучение и тренировка операторов-сварщиков, позволя-
ющие выработать определенные профессиональные навыки в
столь необычных условиях дискомфортное™ рабочего места, а
также новизны сварочного процесса.
Сварка плазменной дугой низкого давления (плазменно-луче-
вая сварка). Во время эксперимента на КК «Союз-6» в условиях
невесомости удалось надежно осуществить высококачественную
сварку плазменной дугой низкого давления стали Х18Н10Т по от-
бортовке, выполнить стыковые и нахлесточные соединения сплава
ВТ1. Тщательно исследовались макро- и микроструктура евдрных
соединений, причем каких-либо существенных отклонений, связан-
ных с воздействием невесомости, отмечено не было.
Следует указать на незначительное повышение механической
прочности соединений титанового сплава, полученных в невесомо-
сти.
Для этого способа сварки характерно влияние вакуума и ско-
рости откачки на стабильность установления дугового разряда-
При большой скорости откачки плазмообразующий газ, котори0
поступает из сопла горелки, чрезвычайно быстро диффундирует 0
остаточную атмосферу камеры, резко осложняя установление ста*
124
билыгой дуги. В результате проведенных экспериментов были най-
дены приемы, позволяющие повысить надежность возбуждения
дуГИ. '
Дуговая сварка плавящимся электродом. При изучении дуго-
вой сварки плавящимся электродом в> невесомости центральной
была проблема управления плавлением и переносом электродно-
го металла. Опыты по сварке проводились в контролируемой ат-
мосфере и в вакууме. Как показали исследования, при образова-
нии и переносе капель электродного металла в. невесомости ос-
новное значение приобретает сила поверхностного натяжения и
смачивание металла.
При большой длине дуги, когда обеспечен свободный рост
капли, последняя может достигать очень больших размеров, опре-
деляемых дуговым промежутком. При сварке на данном режиме
на Земле капля электродного металла в несколько раз меньше.
В невесомости форма капель, как правило, непрерывно изменя-
ется, но остается близкой к сферической, что свидетельствует о
преимущественном действии силы поверхностного натяжения. При
сварке некоторых металлов на кинограммах отмечено интенсив-
ное вращение капель в меридиональном направлении. В силу неп-
рерывного изменения условий локализации активные пятна дуги
также непрерывно и беспорядочно перемещаются по поверхности
капли и ванны. Процесс сварки при этом неустойчив и не позволя-
ет получить доброкачественный шов.
Исследовались два метода стабилизации дуговой сварки пла-
вящимся электродом в невесомости. При большой длине дуги про-
цесс отлично стабилизировался при наложении импульсов тока.
В моменты их действия резко возрастает электродинамическая си-
ла, обеспечивающая отрыв маленькой капли металла от электро-
да и точное попадание ее в ванну. В случае малой длины дуги
(при значительной скорости подачи электрода и низком напряже-
нии) сварка происходит с короткими замыканиями дугового про-
межутка. При этом также гарантируется стабильный мелкока-
пельный перенос металла. В обоих случаях качество швов высо-
кое. Проще оказалась сварка с короткими замыканиями, которая
и была применена в дальнейших исследованиях процесса как в
вакууме, так и в контролируемой атмосфере.
Кристаллизация металла и формирование шва в невесомости
тоже имеют свои особенности. Отсутствие силы тяжести приводит
к тому, что под действием поверхностного натяжения металл стя-
гивается с краев шва к его оси. Тем не менее форма шва остает-
ся вполне удовлетворительной.
Первый в мире технологический эксперимент по сварке в кос-
мосе протекал следующим образом.
После разгерметизации отсека космонавт-оператор В. Н. Ку-
басов, находившийся в спускаемом аппарате, включил автомати-
ческую сварку плазменной дугой низкого давления. Вслед за этим
он привел в действие автоматические устройства для сварки элект-
ронным лучом и плавящимся электродом. Во время каждого опыта
125
космонавт наблюдал за работой установки по сигнальным табло
на пульте управления. Все данные о режиме сварки и условиях
проведения эксперимента передавались на Землю й фиксирова-
лись самопишущими приборами.
Выполненный эксперимент подтвердил сделанные ранее основ-,
ные предположения и результаты исследований, полученные в ле-
тающей лаборатории. Процесс плавления и резки электронным
лучом протекает стабильно, обеспечиваются необходимые усло-
вия для нормального формирования сварного соединения или ре-
за.
Основные параметры режима сварки плавящимся электродом
на корабле «Союз-6»', а также структура шва и околошовной зоны
оставались практически такими же, как при сварке на Земле и в
летающей лаборатории.
Было достигнуто необходимое проплавление соединяемого ме-
т'алла. Металл швов плотный, без газовых и неметаллических
включений, удаление газов из расплавленного металла в процес-
се кристаллизации удовлетворительное. Существенных отклоне-
ний от заданного химического состава металла шва и переплав-
ленного электродного металла не обнаружено.
Исследование дуговой сварки плавящимся электродом показа-
ло, что в. условиях продолжительной невесомости,' Несмотря на
высокую скорость откачки, возможно образование длительного
устойчивого дугового разряда в парах материала электрода.
Сварка плазменной дугой низкого давления на данной аппара-
туре не дала ожидаемых результатов. По-видимому, скорость диф-
фузии плазмообразующего газа в атмосферу корабля превысила,
ожидаемую. Поэтому его концентрация в дуговом промежутке
* оказалась недостаточной для образования сжатой дуги.
В то же время высокая скорость откачки газов через люк кос-
мического корабля оказала положительное влияние при электрон-
но-лучевой резке. Наблюдающееся при этом выделение газов
не оказалось на надежности работы электронно-лучевого оборудо-
вания.
Малогабаритные сварочные устройства, включенные в комп-
лекс установки «Вулкан», показали достаточную надежность и
работоспособность в условиях космоса. Принципиальные решения,
. принятые при разработке этих устройств, и данные самого экспе-
римента могут быть положены в основу конструирования специ-
альных сварочных установок, предназначенных для выполнения
.конкретных технологических операций в космическом простран-
стве.
Эксперимент по сварке в космосе — это важный этап развития
космической техники. Впервые в мировой практике в космосе осу-
ществлен процесс, связанный с нагревом и расплавлениемг ме-
талла.
' Следует отметить, что использование концентрированных сва-
рочных источников нагрева, может оказаться полезным и нужным
не только при сварке или резке, но и при обработке деталей, по-
126
лучении особо чистых металлов и выполнении ремонтных работ в
^осмосе.
Сварка и обработка с помощью оптического квантового гене-
ратора (ОКТ). Большие плотности энергии, создаваемые при фо-
кусировании электромагнитного излучения ОКТ, и возможность
вследствие этого расплавлять небольшие объемы материала соз-
дают предпосылки для использования лазеров при сварке. В про-
цессе исследований выяснилось, что управляя эффектом, физиче-
ски тождественным с тем, который имеет место при пробивании
отверстий, можно получить сварные соединения с высоким отно-
шением глубины проплавления к ширине.
Данный способ нашел широкое применение в наземной прак-
тике, но он несомненно найдет свое применение и в космосе.
При получении сварных швов лучом ОКТ процесс протекает
следующим образом: вначале луч плавит и испаряет металл, соз-
давая отверстие, затем делают следующее отверстие вдоль линии
шва, при этом расплавленный 'материал заполняет предыдущее
отверстие, образуя непрерывный шов. В некоторых наземных ус-
тановках этот способ используется для получения точечного свар-
ного соединения (вместо сварных соединений, получаемых при
применении длинных устойчивых импульсов). Глубина сварных
швов может быть в три раза больше, чем их ширина.
В связи с тем, что в процессе сварки световым лучом есть
много сходных черт со светолучевой металлообработкой, разраба-
тываемое для сварки и металлообработки оборудование не име-
ет существенных различий. Такого рода универсальность метода
открывает еше большие перспективы его использования в космо-
се. В настоящее время сварочные аппараты с лазерами наиболее
широко используются при точечной сварке материалов толщиной
менее 50 мкм. Для таких операций необходимо снижать уровень,
энергии луча настолько, чтобы обеспечивалось лишь плавление
материала этим лучом.
Регулирование подачи энергии, необходимое для различных
режимов сварки, осуществляется путем изменения длительности
импульса. Такое регулирование предохраняет от увеличения плот-
ности энергии выше ее критического значения для данного мате-
риала. Длительность импульса изменяется путем различных ком-
бинаций индуктивностей и емкостей в блоке накопления энергии
лазерной установки.
Энергия, поступающая импульсами определенной длительно-
сти, вызывает и испарение определенного объема материала.
При использовании высокоэнергетического луча ОДГ для об-
работки или сварки материалов имеющаяся оптическая система
включает в себя кроме фокусирующей системы устройство для
визуального наблюдения за объектом обработки (рис. 3.21).
Мощный монохроматический поток света по выходе из резона-
тора ОКГ концентрируется фокусирующей системой на обрабаты-
ваемой поверхности. Для лучей света размер фокального пятна
Не зависит от величины потока фотонов или интенсивности источ-
127
Рис. 3.21. Схема лазерной установки для
сварки и резки материалов:
/—окуляр; 2—сетка; 3—линза; 4—фильтр; 5—спи-
ральная лампа подкалки; 6—полностью отражаю-
щая поверхность резонатора (непрозрачное зер-
кало); 7—рабочее тело (рубиновый стержень);
частично отражающая поверхность резонатора
(полупрозрачное зеркало); 9— плоскопараллельная
разделительная пластина; 10—фокусирующая сис-
тема; И—обрабатываемая поверхность металла;
/2—осветитель
ника, а определяется дифракцией,
которая, в свою очередь, зависит от
длины волны излучения. При ис-
пользовании. голубого света может
быть получено меньшее фокальное
пятно, чем при использовании длин-
новолнового красного или инфра-
красного.
По мнению специалистов, хоро-
шей линзой с фокусным расстоянием в 10 мм пучок интенсивного
света ОКГ можно сфокусировать до 0,01 мм в диаметре. Теорети-
чески при устранении различного рода аберраций (аберрации —
погрешности изображений, создаваемые оптическими системами) в
оптике можно получить фокальное пятно диаметром, соизмеримым
с длиной волны излучения (для красного света 0,69 мкм).
Для фокусирования при обработке могут бы-ть использованы
как простейшие линзы, состоящие из одного элемента, так и объ-
ективы.
Помимо концентрации фотонного луча на малом участке по-
верхности фокусирующая система служит для формирования лу-
ча. Форма сфокусированного луча может быть круглой, а при не-
обходимости квадратной, прямоугольной или другой, создаваемой
фокусирующей системой. Фокусирование луча может осуществ-
ляться, сферической и цилиндрической оптикой. При этом исполь-
зуются собирающие и рассеивающие линзы, телескопические сис-
темы или зеркала. Для изменения направления луча под различ-
ными углами используются плоские зеркала.
При надлежащем выборе значений энергии и .длительности
импульса луч ОКГ позволяет сваривать металлы с различными
температурами плавления, например, алюминий и вольфрам, тан-
тал и медь. Такого рода сочетания часто встречаются в деталях
электронной аппаратуры.
В США выпущена установка для микросварки сфокусирован-
ным световым лучом небольшой мощности с ручным или автома-
тическим управлением. Энергия излучения регулируется в преде-
лах от 0,1 до 2 Дж; частота повторения импульсов составляет
0,2 импульсов в секунду при энергии излучения 1 Дж и 0,13 им-
пульсов в секунду при энергии излучения 2 Дж; длительность им-
пульсов 0,5—1,5 мс, точность воспроизведения луча составляет
±.3%. Размеры точечного сварочного соединения могут регулиро-
ваться в пределах от 0,,127 до 5,08 мм. Для наблюдения за свар-
кой используется бинокулярный микроскоп с перекрестием визир-
ных линий.
Блокировка обеспечивает безопасную работу и обслуживание
установки. Питание осуществляется от'сети переменного тока нап-
ряжением НО В при пиковом токе 20А; средняя потребляемая
мОщность составляет 350 Вт при максимальной частоте повторе-
ния импульсов. Охлаждение может производиться с помощью зам-
кнутой системы. Гарантированный срок службы лампы-вспышки
для подкачки рабочего тела ОКГ более 10000 импульсов.
Рабочим телом ОКГ является рубиновый кристалл в виде
стержня. Подкачка осуществляется ксеноновой лампой-вспышкой.
Термическая изоляция включает конденсацию влаги на отражаю-
щих поверхностях кристалла при отводе тепла, генерируемого
ОКГ, охлаждающей средой. Оптическая система фокусирует луч
на плоскость, отстоящую от головки приблизительно на 51 мм.
Диаметр фокального пятна при фокусировании излучения состав-
ляет 250 мкм. В головке также имеется источник света для осве-
щения изделия и телескопическое устройство с 20-кратным увели-
чением и сеткой для точной установки изделия. Размеры фокаль-
ного пятна можно в известной мере варьировать, смещая изделие
относительно фокальной плоскости фокусирующей системы. Дли-
тельность импульса может регулироваться в пределах от 1 до
4 мс. Выходную мощность импульса можно несколько изменить
путем изменения напряжения зарядки батереи конденсаторов.
При увеличении энергии луча автоматически увеличивается
длительность импульса. Это необходимо для предотвращения эф-
фекта сверления при сварке. Энергия ОКГ регулируется в преде-
лах от 2 до 15 Дж при частоте повторения импульсов — один им-
пульс в 3 с.
Все сварные швы, получаемые с помощью лазеров, являются
поверхностными. Если при визуальном наблюдении сварной шов
имеет блеск (что наблюдается почти во всех случаях), то это зна-
чит, что качество его высокое.
Лазерная сварка обычно рекомендуется в. тех случаях, когда
площадь точечной сварки должна быть очень малой, необходимо
отводить тепло от компонентов, требуется производить сварку ме-
таллов с высокой удельной проводимостью и когда механическое
Давление недопустимо для свариваемых изделий.
Существуют возможности производить сварку через прозрач-
ные материалы (стекло или прозрачные пластики), т. е. сварку
Узлов можно производить после их капсулирования, что Снижает
себестоимость обработки.
При сварке лазером требуется более тщательная подготовка
Поверхности обрабатываемых деталей, чем при других методах.
Процесс чрезвычайно чувствителен к присутствию окислов, гря-
зи, масла и даже отпечатков пальцев. Это связано с малым време-
нем нахождения сварочной ванны в жидком состоянии. Посторон-
ние включения не успевают испаряться и удаляться из сварочной
129
ванны, как это имеет место при других способах сварки. Однако в
условиях высокого космического вакуума это, вряд ли будет боль-
шим препятствием (за счет сублимации и самоочистки поверхно-
сти металла). С помощью лазера могут быть выполнены свар-
ные .соединения, аналогичные соединениям, свариваемым методом
плавления (успешно свариваются прямолинейные и кольцевые
швы).
Преимущества лазера проявляются при сварке разных спла-
вов. Легко свариваются алюминий и его сплавы, медь, моннель-
металл, бронза, латунь, нержавеющая сталь. Возможна сварка
стали с высоким содержанием серы, при этом в отличие от элект-,
ронно-лучевой сварки трещин в шве не образуется. Хорошо свари»
ваются тугоплавкие металлы (ниобий, молибден, вольфрам), при-
чем специальной зашиты от взаимодействия с атмосферой при их
сварке лазером не требуется.
Наиболее пригодны для сварки излучением лазера медь, сереб-
ро и золото, так как из-за высокой теплопроводности они способ-
ны противостоять мгновенному нарастанию температуры в фокусе
луча, что предотвращает выброс металла из сварочной ванны. При
импульсной сварке металлов с пониженной теплопроводностью
верхние слои его успевают испариться, в то время как нижние
еще не нагрелись. Более целесообразно использовать лазер с неп-
рерывным излучением мощностью 100—150 Вт, чем лазер с пуль-
сирующим циклом.
Гелиосварка (сварка с использованием лучистой энергии Солн-
ца). Использование солнечной энергии на Земле находит все бо-
лее и более широкое применение.
Особенно возрастают перспективы использования лучистой
энергии Солнца в космосе, где уровень радиации солнечной энер-
гии в два раза выше, чем на Земле. Простота подвода и дозиро-
вания энергии позволяет с помощью одного устройства выполнять
различные технологические операции. Возможность бесконтактно-
го подвода энергии к изделию допускает обработку материалов в
атмосфере любого состава и давления. Учитывая отсутствие ме-
ханических воздействий (мягкого воздействия) лучей на расплав-
ленный металл, можно, считать, что лучистая энергия является
единственным источником нагрева для выращивания монокристал-
лов, сварки тонколистовых конструкций без опасности прожога и
т. д. С целью моделирования в земных условиях процессов гелио-
сварки, пайки и термообработки в Институте проблем материало-
ведения АН УССР была создана гелиоустановка СГУ-5, которая
доказала перспективность использования лучистой энергии Солнца
для различных технологических целей в космосе (рис. 3.22). Даль-
нейшим развитием этого типа установок можно считать малогаба-
ритную гелиоустановку «Луч-1», которую можно эксплуатировать
непосредственно в космическом полете. К созданию этой установ-
' ки предъявлялись следующие основные требования:
малая масса и малые габариты установки;
13)
Рис. 3.22. Принцип работы ус-
тановки СГУ-5:
/—свариваемые образцы; 2—диаф-
рагма-. 3—кварцевое стекло камеры;
4—лучи Солнца; 5—концентратор
(отражатель)
1
Рис. 3.23. Гелиоустановка
«Луч-1»:
1—отражатель; 2—контротражатель;
3—электропривод; 4—штанги конт-
ротражателя; 5—система кварцевых
линз; 6—рабочая камера; 7—аппара-
тура управления
возможность дистанционного наблюдения за ходом процесса:
возможность автоматического управления процессом нагрева,
перемещения и сменой образца;
автономная, не зависящая о,т положения космической станции,
система ориентации на Солнце;
возможность отработки космических операций и'процессов на
установке в земных условиях.
Общий вид такой установки приведен на рис. 3.23.. 'Диаметр
зеркала установки 1,5 м. В рабочий агрегат, где осуществляется'
сам технологический процесс (сварки, пайки и т. д.) встроена оп-
тическая система Мерсена. Солнечные лучи, падающие на отра-
жатель, собираются в районе фокуса, где установлен контроотра-
жатель, как и отражатель, выполненный в форме параболоида,
но значительно меньших размеров. С помощью электропривода и
Штанги контротражатель может перемещаться вдоль оси основно-
го параболоида. Контротражатель направляет лучи на систему
плоских кварцевых линз, на которые нанесены кольцевые зоны.
Вследствие этого лучи преломляются таким образом, что их поток
концентрируется в нужной точке рабочей камеры, где размещены
технологические образцы.
Интенсивность потока можно регулировать посредством коль-
цевой оптической заслонки, установленной после линз на пути хо-
да лучей, или контротражателя за счет его перемещения. В ваку-
умной камере с помощью упоров и установочных винтов закрепле-
на поворотная головка, на которой размещено шесть образцов,
подводимых по очереди под лучевой поток. Поворот головки и сме-
на образцов производятся автоматически. Для слежения за Солн-
131
цем по зениту и азимуту применяются электродвигатели и зубча-
тые передачи.
Технологические процессы в камере наблюдаются по телевиде-
нию. Для этого используется оптическая система самой установки
«Луч-1». Из рабочей зоны изображение попадает через линзы на
контротражатель, а с него в малогабаритную приемную телека-
меру. Последняя размещена в отверстии, проделанном в концент-
раторе. Благодаря хорошему обзору технологических операций и
системе дистанционного управления модифицированные малога-
баритные агрегаты серии «Луч-1», по замыслу разработчиков, мо-
гут использоваться космонавтами при проведении экспериментов
в условиях орбитального полета.
Энергетические показатели гелиоустановки, ее работоспособ-
ность проверялись в Крыму. Были произведены соответствующие
измерения. Оказалось, что при нормальной интенсивности сол-
нечной радиации (0,07 Вт/см2) мощность потока в фокальном
пятне линзы, или в районе размещения расплавляемого образца,
составляет 870 Вт/см2. Предполагают, что в космосе мощность
теплового потока будет равна 1900 Вт/см2. Этой энергии доста-
точно, чтобы расплавить даже тугоплавкие материалы. С помо-
щью агрегата «Луч-1» сваривали и резали листы из хромоникеле-
вых и титановых сплавов толщиной 0,1—1 мм. При обработке тол-
стых и тонких листов скорость процесса достигала 1,67 и 11,1 мм/с.
Для операций на орбите, связанных с нагревом материалов,
кроме сравнительно крупных централизованных источников теп-
ла могут понадобиться и более мелкие, переносные. Они окажут-
ся удобными при проведении некоторых экспериментов за бортом,
при сварке, пайке и резке конструкций. В этом случае также це-
лесообразно использовать энергию солнечного излучения, собира-
емую концентратором и направляемую на локальный участок.
Изобретен надувной чечевицеобразный баллон-рефлектор,
предназначенный для местного разогрева и расплавления мате-
риалов в космосе. Одна стенка баллона прозрачна для солнечных
лучей, другая изнутри покрыта зеркальным металлическим слоем.
Пройдя сквозь прозрачную пленку, параллельные лучи попадают
на отражающий параболоид и возвращаются назад, собираясь в
фокус. Зона, где лучистая энергия уплотняется, находится за пре-
делами баллона. По мнению авторов изобретения, развернуть та-
кой концентратор в космосе не составит труда. Космонавт выхо-
дит из корабля с небольшим свертком из тонкой эластичной плен-
ки и с миниатюрным газовым баллончиком, нажимает на кнопку.
Срабатывает клапан и сверток наполняется газом, приобретая
форму чечевицы. Масса такого концентратора составит порядка
2—5 кг.
2.2. ТЕРМОМЕХАНИЧЕСКАЯ СВАРКА
Одним ив наиболее перспективных методов этого класса явля-
ется диффузионная сварка деталей в твердом состоянии. Интерес,
который за последние годы проявляется к диффузионному соеди-
нению, связан с применением этого метода для соединения жаро-
прочных сплавов, тугоплавких металлов (ниобий, вольфрам, мо-
либден, тантал), активных металлов (титан, цирконий, бериллий),
а также разнородных металлов, сверхтвердых сплавов, специаль-
ной керамики, металлокерамических материалов и металлов с не- .
металлами как в земных, так и в космических условиях. . .
Термодиффузионная сварка. Сущность этого метода сварки со-
стоит в том, что к деталям с хорошо очищенными и подогнанными
свариваемыми поверхностями в условиях глубокого вакуума при-
кладывается давление и их нагревают. Давление для сдавливания
поверхностей при термодиффузионной сварке составляет примерно
24,5 МПа. Такое давление не может вызвать больших пластичес-
ких деформаций, достаточных для разрушения окисных пленок на
поверхности и сближения атомов свариваемых металлов на рас-
стояние, достаточное для установления молекулярных связей (что-
бы произошел диффузионный процесс с образованием неразъемно-
го соединения). Очистка от окисной пленки свариваемой поверх-
ности происходит в результате физико-химических процессов, про-
текающих в металлах и на поверхности их соприкосновения в ре-
зультате нагрева в вакууме: сублимации и диссоциации окислоа, .
восстановления окислов благодаря диффузии кислорода в металле'
и ряда других процессов.
Механизм и кинетика очистки от окисной пленки при термо-
диффузионной сварке в вакууме определяются термодинамически-
ми свойствами окислов, составом окружающей газовой среды, ’’хи-
мическими свойствами металла или сплава.
При приложении даления и одновременном нагреве контакти-
рующих образцов происходит сглаживание неровностей поверхно-х
сти контактируемых материалов в результате деформации микро-
выступов и увеличения площади действительного контакта.
Если процесс осуществляется в глубоком вакууме, то поверх-
ность металла не только предохраняется от дальнейшего загрязне-
ния, например окисления, но и очищается в результате процессов
возгонки (сублимации) и диффузии вглубь металла, т. е. для соз-
дания контакта по всей поверхности нужны процессы массопере-
носа (диффузии).
Указанным способом можно достичь установления металличес-
кой связи по всей поверхности контакта. Однако надежность я •
прочность соединения возрастают, если зона соединения расширя-
ется (вглубь металла) и приобретает объемный характер. Расши-
рение зоны будет осуществляться в результате массопереноса —
взаимной диффузии.
Рассмотренные явления и составляют физическую сущность
процессов, протекающих при диффузионной сварке реальных твер-
дых тел.
С этих позиций процесс диффузионной сварки с нагревом в ва-
кууме можно условно разделить на две стадии: 1-я — высокая тем-
пература и приложенное давление вызывают пластическую дефор-
133
нацию микровыступов/ разрушение и удаление поверхностных
пленок. На этой стадии возникают многочисленные участки непо-
средственного контакта (молекулярных связей) 2-я — ликвидация
оставшихся микронеоплошностей и получение объемной зоны вза-
имного соединения благодаря диффузионным процессам. -
С технологической точки зрения для получения соединения ме-
тодом диффузионной сварки необходимо: очистить соединяемые
поверхности и предотвратить возможность их дальнейшего окисле-
ния; приложить сжимающее усилие; нагреть соединяемые тела и
обеспечить определенную изотермическую выдержку.
Принципиальная возможность этого способа соединений прак-
тически неограничена. Однако на практике необходимо создать
наиболее оптимальные условия и выбрать соответствующие пара-
метры для осуществления надежной сварки.
Диффузионное соединение с технологической точки зрения не
является сложным процессом. Температура, давление, подготовка
поверхности деталей и время — основные факторы этого процесса.
Полученное, соединение должно обладать такими же механи-
ческими и металлургическими свойствами, что и исходный металл.
Любые отклонения от этих свойств указывают на недостатки в
технологии соединения.
Процесс диффузионной сварки в космосе, очевидно, будет про-
исходить следующим образом. Детали, подлежащие диффузион-
ной сварке, устанавливаются в контакте друг с другом, и весь
этот узел поддерживается в таком положении за счет приложения
внешнего давления. Затем узел нагревается до определенной тем-
пературы, передается необходимое сварочное давление и выдержи-
вается при этой температуре и давлении в течение заданного
времени.
После сварки детали охлаждаются в открытом космосе или в
технологическом отсеке космической станции в зависимости от
свойств соединяемых материалов. Фактические выдержки, темпе-
ратура, давление и скорость охлаждения для различных материа-
лов разные.
Влияние давления на механизм -соединения двояко. Оно необ-
ходимо, во-первых, для поддержания тесного контакта между сое-
диняемыми частями детали, чтобы произошла диффузия по всей
площади контакта, во-вторых, для изменения кристаллической ре-
шетки материалов, обеспечивая больше вакансий для атомной
миграции и тем самым возрастания скорости диффузии.
Определяющим условием эффективного соединения при диф-
фузионной сварке металлических деталей является чистота по-
верхности детали. Наиболее рациональной оказалась комбинация
механического и химического методов очистки. Механическая об-
работка (шероховатость должна быть не ниже 6 класса) и после-
дующее обезжиривание (ацетоном, спиртом, эфиром и т. п.) могут
производиться предварительно в наземных условиях.
При невозможности получить эффективное соединение двух ма-
териалов. между собой непосредственно целесообразно применять
134
тРетий металл (подслой). Такие промежуточные прокладки повы-
шают прочность и плотность, позволяют понизить температуру
сВарки, получить соединение без образования хрупкой интерме-
таллической прослойки, исключить образование чрезвычайно' стой-
кИх окислов на поверхности алюминия, титана, дисперсионно твер-
деющих сплавов/
В установках диффузионной сварки могут применяться самые
различные источники нагрева (индукционный, контактный, радиа-
ционный, электронный луч и др.). Часто применяется комбиниро-
ванный нагрев. В космосе диффузионная сварка может выполнять-
ся с использованием в качестве нагревателя концентратора солнеч-
ной энергии. ’
Диффузионная сварка осуществлялась на наземных моделиру-
ющих гелиоустановках на образцах из титанового сплава при на-
именьшей солнечной радиации 0,03 Вт/см2. При этом мощность
теплового потока в фокусе составляла всего 200 Вт/см2, давление
на соединяемых кромках 4,084‘МПа.
Успешно' сваривались такие материалы, как бронза с медью,
тантал -с вольфрамом, графит с титаном.
Исследованиями свойств и микроструктуры показана принци-
пиальная возможность получения качественных соединений при
сварке металлов в твердом состоянии. '
Тугоплавкие и химически активные металлы и их сплавы, а
также разнородные материалы, как указывалось, являются наибо-
лее подходящими для диффузионной сварки. К тугоплавким ме-
таллам относятся: ниобий, тантал, молибден, вольфрам. К хими-
чески активным (реактивным) металлам — титан, цирконий, бе-
риллий. К разнородным материалам—керамика с коваром, нио-
бием, молибденом, медью, титаном; серебро с нержавеющей
сталью; бронза с золотом, платиной, серебром и т.. п.
Контактная сварка. Перспективным процессом сварки в кос-
мосе следует считать электроконтактную сварку, которая может,
обеспечить как прерывистую точечную (локальную) сварку, так и
непрерывный сварочный шов (например, при роликовой сварке).
При электроконтактной сварке металл соединяемых деталей на-
гревается до пластического состояния и сжимается в зоне нагрева.
В момент сжатия благодаря взаимной диффузии металла в зоне
сварки (контакта) возникают силы молекулярного соединения, со-
единяющие отдельные детали в единое целое. Процесс легко авто-
матизируется, что является главным преимуществом данного спо-
соба; он может найти применение при сборке крупных орбиталь-
ных объектов на базовых орбитах. Специальные сварочные авто-
маты-роботы в этом случае получат электрическую энергию с кос-
мической солнечной электростанции.
2-3. МЕХАНИЧЕСКАЯ СВАРКА
Холодная диффузионная сварка в космосе. Среди способов
сварки металлов в твердой, фазе особое внимание привлекает хо-
135
лодная сварка, которая отличается предельной простотой про-
цесса.
Первые опыты, однако, показали, что для холодной сварки ч
наземных установках требуются высокие давления, во много раз
превосходящие предел прочности металла. Например, при точеч-
ной сварке технически чистого алюминия происходит вмятие пу-
ансонов на 60—70% толщины материала, а у других металлов —
до 90—95% толщины. Высокое давление крайне затрудняет изго-
товление инструмента, необходимого для стыковой сварки. Глубо-
кие вмятины, образующиеся при холодной сварке, неприемлемы
для многих изделий. w
Для холодной сварки металлов с идеально чистой поверхно-
стью также нужна некоторая затрата энергии на смятие неизбеж-
ных неровностей для тесного соприкосновения соединяемых час-
тей. Необходимая деформация при указанных процессах измеря-
ется микрометрами. Реально требуемые большие -деформации
можно объяснить загрязнениями поверхности металла, которые
могут быть разделены на три группы: окалина, ржавчина, окислы
и т. д.; жировые пленки; пленки адсорбированных газов.
Твердые поверхностные загрязнения сравнительно легко удаля-
ются механической зачисткой. Кроме того они обычно хрупки и
легко раздробляются в процессе осадки и пластической деформа-
ции. Осколки слоя загрязнений удаляются вместе с выдавливае-
мым металлом или же в форме мелких включений внедряются в
металл соединения, не снижая его прочности.
Жировые пленки значительно опаснее, особенно поверхностно-
активных веществ (олеиновой кислоты, многих жиров и др.),‘проч-
но прилипающих к поверхности металла.
При пластической деформации жировые пленки могут умень-
шать свою толщину и увеличивать поверхность, препятствуя непо-
средственному соприкосновению металлов. Разработаны надежные
способы удаления жировых пленок. В особо трудных случаях тре-
буется применение отжига деталей.
Затруднения при осуществлении процесса может создавать
пленка адсорбированных газов. Последнюю удалить весьма труд-
но, потому что на воздухе или в любой другой газовой атмосфере
она практически мгновенно восстанавливается.
Проведенные опыты показали, что металлы с поверхностью,
свободной от адсорбированной пленки газов, и находящиеся в глу-
боком вакууме (1—0,01 мкПа) дают довольно прочное соединение
при давлении всего 10 кПа. При этом заметные деформации от-
сутствуют.
Это указывает на-возможность использования холодной сварки
в космическом пространстве. Перед сваркой в космическом прост-
ранстве металл должен защищаться. В областях с вакуумом
1,33-Ю-6 Па годность зачистки будет сохраняться всего 1—2 мин,
в областях с вакуумом порядка 0,13 нПа — много суток. Холодная
сварка в космическом пространстве в этом случае будет легко осу-
136
ществляться при незначительных де-
формациях, почти не повреждающих
изделие.
Заслуживает внимания несколько
модернизированный технологический
процесс холодной диффузионной свар-
ки, трансформированный под условие
в космосе. Он ведется следующим об-
разом. Кромки деталей под сварку
подготавливаются на Земле: подгоня-
ются по поверхностям, зачищаются от
окислов, жировых пленок, а затем на
них наносится небольшой слой из лег-
косублимирующегося в глубоком кос-
мическом вакууме металла, хорошо
зачищающего эти кромки от окисления
Рис. 3.24. Схема установки для
ультразвуковой сварки:
1—свариваемые детали; 2—опора;
3—электрод; 4—волновод: 5—магии-'
тостриктор; 6—ультразвуковой геие-'
ратор
в земной атмосфере.
После доставки агрегатов на орбиту сборки они подвергаются
небольшой выдержке в глубоком космическом вакууме с целью
самоочистки кромок за счет сублимации нанесенного ранее, метал-
ла. Затем можно приступать непосредственно к процессу соедине-
ния агрегатов путем холодной диффузионной сварки.
Ультразвуковая сварка. Процесс ультразвуковой сварки про-
исходит под действием трения в результате микроскопических воз-
вратно-поступательных перемещений трущихся свариваемых по-
верхностей. Схема ультразвуковой сварки представлена на
рис. 3.24. Свариваемые детали располагаются между опорой 2 и
генератором 3. От высокочастотного генератора 6 (частота 18—
30 кГц) электрические колебания передаются катушке магнито-
стриктора 5, где создается переменное магнитное поле, которое
приводит к периодическому удлинению и укорачиванию сердечни-
ка. Продольные колебания усиливаются в волноводе 4 и переда-
ются к свариваемым деталям в виде сдвиговых колебаний элект-
родом. Под действием этих колебаний происходит разрушение
окисных пленок и нагрев свариваемых поверхностей. Небольшое
сжимающее усилие достаточно для того, чтобы произошла сварка
металлов.
Основными достоинствами этого вида сварки являются:
возможность сварки металлов с различными физико-химичес-
кими свойствами;
незначительный нагрев свариваемых металлов (и только в зоне
сварки), что приведет к незначительным изменениям физико-хими-
ческих свойств металла в зоне сварки (особенно важно для дета-
лей, работающих в агрессивных средах);
незначительное влияние чистоты поверхности на качество свар-
ки, что упрощает технологию подготовки поверхности деталей под
сварку;
возможность сварки ультратонких деталей типа фольги.
137
ч
оВлйста. применения миенпгте-имнрль оного метода !
СВорочные операции
Высокоскоростной, привод
В конструкциях
Специальные '
области
СБ орка J |Сварка
Сборка трубчатых
конструкций на
прессовых и под-
вижных посадках
С помощью Бужей,
втулок и т.п.
Пайки и
плакирование
Получение
клепаных
соединений
| Ручной инструмент |
Получение
шлицевых
соединений
Сборка наконечни-
ков с проводами
и трассовыми
тягами
Сборка металли-
ческих деталей
с деталями из
керамики, стек-
ла и других
хрупких мате-
риалов
Получение
герметичных
соединений
из пластич-
ных и жест-
ких деталей
Крепление
стопорных
и направля-
ющих колец
в различных
соединениях
Сварка
труб с
трубными
досками,
заглушка-
ми и т. д.
Сварка
цилинд-
рических
и плоских
деталей
Сварки
разно -
родных
металлов
%
5 з
F: <ъ
Р
$ а
< с?
Е=Е=Е=
<*э
Нагрева- |
тельные ,
устройстве'
Питание
импульсных
источников
све.та
Питание
мощных
лазеров
у g у
5
> у
Рис. 3.25. Области применения магнитно-импульсной
(МИОМ) в космосе
обработки металлов
Одним из главных недостатков является трудность получения
стыкового соединения. . ‘ '
Однако простота и компактность требуемого оборудования, ма-
лая потребляемая мощность, высокая прочность сварного соедине-
ния и ряд уже отмеченных достоинств делают этот вид сварки
перспективным в части возможности его использования в космосе
в сборочно-монтажных и ремонтных работах..
Магнитно-импульсная сварка и обработка материалов. Сварка
импульсным магнитным полем основана на принципе соединения
под действием высокоскоростного соударения свариваемых дета-
лей. Необходимо отметить широкую универсальность этого метода
преобразования энергии для выполнения ряда операций: сборка
путем пластического деформирования металлов, сборка-сварка,
пайка, пробивка отверстий, привода ручного инструмента, приме-
няемого в слесарно-сборочных работах и в других областях. Мож-
но говорить не просто о магнитно-импульсной сварке материалов,
а в целом о магнитно-импульсной обработке материалов (МИОМ)
(рис. 3.25).
Наличие на борту будущих космических станций достаточно
больших запасов электроэнергии открывает большие перспективы
по применению в сборочных, ремонтных и монтажных работах
МИОМ.
Принципиальная схема установки для МИОМ (рис. 3.26) вклю-
чает блок питания постоянным током высокого напряжения кон-
денсаторной батареи, в которой накапливается энергия до уровня,
138.
Рис. 3.26. Принципиальная схема установки для
МИОМ
задаваемого блоком ^правления. После подачи управляющего им-
пульса на коммутирующий элемент батарея разряжается на ра-
бочий орган-индуктор. В результате .протекания по индуктору
быстроизменяющегося тока (величина тока может достигать де-
сятков и сотен тысяч ампер) между индуктором и близкорасполо-
женным проводником-экраном возникают силы отталкивания, вы-
полняющие полезную работу. Использование специальных схем
позволяет получить между ними и силы притяжения, но значи-
тельно меньшей величины. *
Специфической особенностью процесса МИОМ является зави-
симость его КПД от электропроводности деформируемого матери-
ала. Силы, действующие на единицу объема металлической заго-
товки, находящейся в магнитном поле,
-^=7x5, (3.1)
где у—вектор плотности тока, индуктированного в проводнике;
— вектор магнитной индукции; ц —магнитная проница-
емость среды;-И — вектор напряженности магнитного поля; V —
объем деформируемого проводника. ~
Максимальное давление, действующее на заготовку, находящу--
к>ся в магнитном поле, напряженностью Н
В практике МИОМ обычно используются давления до 100—
150 МПа, но при выполнении отдельных операций они могут изме-
ряться сотнями, а в ряде случаев и тысячами МПа. Длительность
процесса исчисляется в миллионных' долях секунды и характери-
зуется скоростями в десятки, а в отдельных случаях и сотни мет-
ров в секунду.
Из уравнения видно, что сила, действующая на деформируе-
мую заготовку, возрастает с увеличением плотности тока. А плот-
ность тока возрастает с уменьшением глубин проникновения маг-
139
нитного поля в заготовку и в индуктор, которые определяются по!
формуле ' . I
8=/lF- (33|
где у — электропроводность материала; f—круговая частота раз-1
рядного тока. I
Из анализа формулы (3.3) нетрудно заметить, что 'с увеличе-1
нием электропроводности материала уменьшается глубина проник-1
новения магнитного поля 6, а следовательно, увеличивается плот!
ность тока j, что в конечном счете ведет, к увеличению силы, дей-1
ствующей на заготовку. Следовательно, при МИОМ желательна
увеличивать электропроводность металлов. Для этого применяют
предварительное охлаждение заготовок, которое в" условиях кос-
моса может происходить естественным путем.
Вакуум способствует самоочистке поверхностей, сохраняет ка-
чество подготовленных поверхностей, способствует более интенсив-
ному протеканию процесса диффузии, а также сводит к минимуму
тепловые потери, так как в условиях вакуума почти отсутствует
конвективный теплообмен.
В последние годы магнитно-импульсная обработка металлов
применяется особенно успешно в операциях сборки разнообраз-
ных элементов путем их совместной деформации, запрессовки |
или напрессовки, с помощью соединительных элементов, а также
сваркой; метод находит широкое распространение при выполне- '
нии операций калибровки и правки, формовки и резки, пробивке
и отбортовке отверстий и других. Метод позволяет объединить
ряд технологических операций в одной. Например, выполнять за
один разряд сборку, формовку и калибровку деталей.
Магнитное поле начинает все шире использоваться в качестве
привода в конструкциях инструментов и оборудования, применя-
емых для клепки.
Поскольку роль «рабочего тела» при МИОМ играет магнит-
ное поле, отпадает необходимость в промежуточных средах, про-
цесс можно вести в вакууме в любой атмосфере, выполняя даже
такие операции, как, например, обработка через плохопроводя-
щие стенки контейнера, где находится деталь.
Из изложенного очевидно, что метод МИОМ и соответствую-
щее оборудование можно будет эф-
фективно использовать при исследова-
нии и освоении космического простран-
ства.
В настоящее время стоит актуаль-
ная задача создания портативного
оборудования МИОМ для выполнения
главным образом монтажных, сбороч-
ных, ремонтных и других операций с
энергоемкостью корпуса 1—5 кДж.
С помощью этих установок могут
1 г
Рис. 3.27. Герметичное соеди-
нение трубопроводов:
/—алюминиевый трубопровод: 2—
стальной вкладыш с кольцевыми
пазами
14&
выполняться такие операции, как герметичная упаковка контейне-
ров, постановка бандажей на манжетах .и уплотнениях, напрессов-
ка наконечников, сборка ферм, труб (рис. 3.27), проводов и за-
крепление кронштейнов, правка и резка или рубка, пробивка от-
верстий, клепка и ряд других.
В дальнейшем по мере развития космической техники и тех-
нологии потребуются более энергоемкие установки, которые бу-
дут выполняться стационарными с размещением на космических,
станциях обслуживания и промышленных комплексах. Их можно
будет использовать в различных технологических процессах ме-
таллообработки, для питания импульсных источников света и др.
2.4. ПАЙКА. СКЛЕИВАНИЕ. КЛЕПКА
Пайка — процесс неразъемного соединения деталей. Прн пай-
ке происходит расплавление припоя и диффузия его в соединяе-
мый металл. В отличие от термической сварки при пайке не рас-
правляется основной соединяемый металл, что позволяет сохра-
нять неизменным его структуру,’ химический состав и механичес-
кие свойства. Ввиду низкой температуры нагрева в изделиях
после пайки не возникает больших температурных напряжений,
поэтому они сохраняют форму, размеры и шероховатость поверх»
кости.
Известно, что прочность паяных соединений при пайке встык
определяется величиной (высотой) галтели, которая зависит от
свойств смачиваемости поверхностей деталей расплавленным
припоем. Высота галтели с уменьшением интенсивности гравита-
ционного поля, как известно, увеличивается (см. раздел II, гл. 1)
благодаря возрастанию удельного веса действия сил поверхност-
ного натяжения в расплаве, что говорит об увеличении технологи-
ческих возможностей процесса пайки и перспектив ее применения
в космосе.
Технологический процесс пайки прост, так как все входящие
в него операции просты (подготовка деталей к пайке, сборка,
нагрев и контроль качества).
Подготовка поверхности к пайке обычно заключается в ее
очистке от загрязнений, что значительно может быть облегчено
в условиях глубокого космического вакуума благодаря сублимации
(и тем самым самоочистки) материала деталей или предвари-
тельно нанесенного поверхностного слоя. Этот слой одновременно
может служить промежуточным металлом (а в некоторых случа-
ях припоем), обеспечивающим лучшее протекание диффузионно-
го процесса при пайке.
Нагрев в процессе пайки может осуществляться за счет лучис-
той энергии Солнца либо специального ручного лучистого паяль-
ника, который представляет собой неохлаждаемый рефлектор с
кварцеврй лампой, расположенной в фокусе рефлектора (рис.
3.28). , .
Инструмент имеет рукоятку, соединяющуюся через кабель с ис-
точником электропаяльника. В целях экономии электроэнергии
141.
Рис. 3.28. Ручной
световой „паяльник
Рис. 3.29. Приспособление для
экзотермической пайки:
1—трубка; 2—муфта; 3—припой; 4—
корпус экзопакета; 5—экзобрикет
и предотвращения перегрева инструмента ручной паяльник мо-
жет работать в импульсном режиме.
Весьма перспективна экзотермическая пайка, впервые апро-
. бированная в нашей стране на приборе «Реакция», где осуществ-
лялся процесс пайки трубопровода с муфтой (соответственно из
нержавеющей стали) (рис. 3.29). В зазоре между трубкой и
муфтой помещался марганец-никелевый припой, который при
Проведении эксперимента, плавился от нагрева экзопакета-устрой-
ства, в котором выделяется тепло благодаря экзотермическим
химическим реакциям в экзобрикете. Припой растекался вдоль за-
^зора, при охлаждении затвердевал и обеспечивал получение проч-
ного паяного соединения. Как показало исследование паяных образ-
цов, доставленных на Землю, жидкий припой смочил поверхности
муфты и трубки и даже перетек по капиллярному зазору, обра-
зованному между внутренней поверхностью муфты и трубкой, из
Кольцевой полости большого размера в кольцевые полости мень-
шего размера, что еще раз говорит о возрастающей роли сил по-
верхностного натяжения в низком гравитационном поле. Качест-
во пайки было выше чем качество пайки на Земле.
О перспективных применениях процессов склеивания в космосе.
'При сборочно-монтажных и ремонтных работах в космосе
безусловно найдет свое применение процесс склеивания. Весьма
перспективно в этом случае применение в первую очередь эроб-
ных клеев, застывающих без .доступа воздуха и заключенных в
капсулы малых размеров, которые разрушаются от действия не-
больших усилий. При разрушении капсулы компоненты, находя-
щиеся в ней, склеиваются и образуют собственно клей. После не-
большой выдержки склеиваемых деталей происходит их соедине-
ние. Таким образом можно приклеивать к корпусу корабля раз-
личные кронштейны, средства крепления космонавтов и прочее.
Перспективно применение экзотермических клеев (клеи, за-
стывающие при изменении температуры под действием экзотер-
мических химических реакций). Эти клеи, обеспечивающие, как
правило, большую прочность соединения, чем эробные клеи, мо-
142
рис. 3.30. Схема простановки заклепок с помо-
щью универсального безреактивного привода им-
пульсного действия:
/^-шпиндель инструмента; 2—резьбовой сердечник; 5—
пустотелая заклепка; 4—склепываемые детали
Гут использоваться для монтажно-сбо-
рочных работ'конструкций., например при
простановке шпилек осей,’ кронштейнов
в корпусе космического корабля. Для на-
' чала экзотермической реакции использу-
ется нагреватель или специальное зажим-
ное устройство.
Простота технологических операций склеивания является ос-
новным преимуществом этого вида соединения.
О перспективах клепаных соединений в космосе. Клепаные
соединения простые в изготовлении и надежные в эксплуатации
могут найти широкое применение при сборке объектов в космосе.
Особенно возрастают перспективы применения таких соединений
в глубоком космическом вакууме для обеспечения герметичности
без применения специальных герметиков, при совмещении про-
цесса клепки с процессом холодной диффузионной сварки.
Известна клепка прессованием и ударная. Ударная клепка,
хотя и несколько уступает по качеству образуемых соединений
прессовой, однако она менее энергоемка. Особенно она перспек-
тивна, если ее сочетать с использованием универсального элек-
тромагнитного привода, используемого в частности в МИОМ.
Весьма перспективна прессовая клепка с использованием спе-
циальных видов заклепок и универсального безреактивного при-
вода импульсного действия (см. разд. 3.5). Используя специаль-
ную насадку к такому приводу, можно создать своеобразную кле-
пальную машину для односторонней клепки тонкостенных дета-
лей специальными пустотелыми заклепками с резьбовым сердеч-
ником (рис. 3.30). Процесс постановки заклепки в этом случае
происходит следующим образом. Заклепки устанавливают в
сквозные соосные отверстия склепываемых деталей, при этом
головка 'заклепки, имеющая грани, удерживается от проворачи-
вания в гнезде насадки инструмента (см^ рис. 3.30,а). В то время
как стержень с резьбой под действием шпинделя инструмента
вворачивается в резьбу .заклёпки, ее резьбовая часть сдвигается
в осевом направлении и образует гофр замыкающей головки (см.
рис. 3.30,6). Дальнейшее развитие технологических заклепочных
соединений может дать и другие варианты простановки соедине-
ний этого вида (например, простановка пирозаклепок).
2.5. РАЗЪЕМНЫЕ СОЕДИНЕНИЯ.
ТРЕНИЕ И СМАЗКА В КОСМОСЕ
Разъемные- соединения могут быть подвижными и неподвиж-
ными.
Неподвижные разъемные соединения, обеспечивая неизменное
143
взаимное положение деталей, допускают разработку без повреж-Я
дения входящих деталей (посадки с натягом, болтовые и винтовые®
соединения, .посадки на конус и др.).
Подвижные разъемные соединения допускают перемещение со-
единенных деталей относительно друг друга. Такими соединениями
являются винтовые передачи, зубчатые пары, валы и подшипники
скольжения, шарнирные соединения и т. д.
Разъемные соединения применяются в тех случаях, когда тре-
буется производить неоднократную сборку и разборку механизма
в процессе эксплуатации.
Разъемные соединения выполняются на болтах, винтах, шпиль-
ках и применяются при сборке: агрегатов и отсеков по стыкам и
разъемам; листов обшивок и монолитных панелей;'трубопроводов,1
систем управления и т. д. ’
К разъемным соединениям предъявляются обычно следующие
требования:
они должны обеспечивать точность и неизменность взаимного
расположения деталей после каждой сборки;
они должны сохранять неизменность форм и размеров деталей
после многократных сборок и разборок, не допускать .изменения
взаимного расположения деталей в процессе работы под действи-
ем динамических сил;
они должны обеспечивать необходимую прочность, жесткость
и плотность соединений.
Различают следующие виды разъемных соединений:
.резьбовые соединения, обладающие рядом преимуществ по
сравнению с другими видами разъемных соединений (удобство
монтажа, быстрота сборки и разработки изделий, высокая надеж-
ность соединений с помощью крепежных деталей); ,
штифтовые соединения, применяемые для соединения деталей
и для точного фиксирования взаимного расположения соединяе-
мых деталей;
шпоночные соединения, применяемые-при цилиндрических по-
верхностях соединяемых деталей и предназначающиеся для пере-
дачи крутящих моментов;
шлицевые соединения, имеющие по сравнению со шпоночными
ряд преимуществ (они обеспечивают лучшее центрирование соеди-
няемых деталей, устраняют возможность перекосов при осевых
перемещениях, допускают передачу больших крутящих моментов);
соединения на квадрате и на лыске. Такие соединения применя-
ются в основном при посадке втулок на консольный конец тела;
фрикционные соединения, в которых взаимная фиксация дета-
лей осуществляется только благодаря трению между цилиндричес-
кими или коническими поверхностями соединяемых деталей, и ДР-
Для осуществления разъемных соединений в условиях косми-
ческого пространства необходимо выбрать материал, который на-
ряду с необходимой механической прочностью не проявляет тен-
денции к заеданию (схватыванию), т. е. сцеплению при контакте.
В космосе практически нет кислорода, поэтому пленки окислов
144
на рабочих металлических поверхностях не восстанавливаются,
как обычно после износа, из-за чего и происходит приварка сопри-
касающихся поверхностей. Для устранения этого препятствия не-
обходимо разработать покрытия, препятствующие сцеплению. Оче-
видным решением было бы использование смазки, однако многие
применяемые в земных условиях смазки испаряются при давлении
порядка 0,1 мкПа и температуре 120° С, что соответствует услови-
ям космической среды. Однако покрытие серебром и дисульфидом
молибдена оказалось полезным с точки зрения уменьшения тен-
денции к заеданию. Используя естественное в условиях космоса
явление «схватывания» (холодной диффузионной свариваемости)
материалов, при постановке болтового соединения без использова-
ния специальных герметиков можно получить герметичное соеди-
нение, что невозможно сделать в наземных условиях.
Другое препятствие, которое необходимо преодолеть, связано
с физическими проблемами расположения соединяемых деталей,
использования инструмента и последующего соединения сопрягае-
мых деталей. Например, для осуществления резьбовых соединений’
необходимо устанавливать специальные устройства с нулевой ре-
акцией, чтобы избежать вращения космонавта при закручивании
гайки (см. разд. 3.5). Одновременно, как правило, требуется осу-
ществить жесткое закрепление самого космонавта к станции для
того, чтобы он мог приложить необходимое осевое усилие. Необхо-
димо разрабатывать инструменты, которые можно было бы легко
обслуживать космонавту в скафандре.
Применение резьбовых соединений в космосе. Анализ сущест-
вующих методов технологии сборки резьбовых соединений пока-
зывает, что для широкого их применения в конструкциях косми-
ческих объектов необходимо решить в первую очередь два воп-
роса? '
наволакивание и холодная сварка в резьбовых парах;
обеспечение возможности манипуляции космонавта в скафанд-
ре с оборудованием, инструментом и резьбовыми деталями.
Схватывание (или холодная сварка) металлических поверхно-
стей под воздействием вакуума и температур в открытом космосе
влияет на работу резьбовых соединений. Снятие или повторная
Установка гайки на болт приведет к трению, в результате которого
может возникнуть количество тепла, достаточное для удаления по-
верхностей окисной пленки и смазки и схватыванию в резьбовых
поверхностях. Способность металлических поверхностей к прихва-
тыванию по сопрягаемым поверхностям, когда они находятся в
чистом состоянии и плотном контакте, установлена практикой и
теорией сварки металлов. Прихватывание может привести к ката-
строфическим последствиям в случае, когда необходимо снять кре-
пежный элемент или снова доставить его, либо для получения точ-
ного натяжения болта, предотвращающего ею усталостное разру-
шение.
Монтаж резьбового соединения в открытом космосе представ-
ляет достаточно сложную технологическую операцию.
145
Квалификация оператора, степень возможности осуществления
операции вслепую, громоздкость одежды оператора, местонахож-
дение и характеристики крепежного устройства являются важней-
шими факторами при сборке резьбовых соединений в космосе.
Способность космонавта прикладывать необходимое усилие
к крепежным элементам в условиях невесомости также зависит от
многих факторов: типа скафандра и внутреннего давления в ска-
фандре; положения космонавта относительно монтируемого резь-
бового соединения; типа системы фиксации (см. разд. 3.4); харак-
теристики силового воздействия; вида инструмента (ручной или
механизированный) (см. разд. 3.5); взаимодействия крепежного
элемента с.инструментом.
При манипуляции с крепежными элементами особое затрудне-
ние вызывает сопряжение инструмента с головкой резьбового эле-
мента и его сохранение во время затяжки или отвинчивания. При-
ложение сил, необходимых для снятия или установки резьбовых
соединений, вызывает движение космонавта относительно его пер-
воначального рабочего положения. При этом он должен держаться
одной рукой, что создает довольно сложные условия для работы.
Система фиксации при монтаже резьбовых, соединений является
важнейшим элементом в системе крепежный элемент—инстру-
мент—человек.
. Конструкция резьбового соединения должна разрабатываться
для каждого конкретного узла и для каждого конкретного вида
сборочно-монтажного оборудования.
Обычно резьбовые соединения затягивают до рекомендуемых
значений момента, который используется для оценки возникающих
в крепежном элементе напряжений.
Резьбовые соединения в конструкциях летательных аппаратов
обычно изготавливаются из алюминиевых и титановых сплавов,
а также легированных сталей, в том числе нержавеющих.
В течение многих лет кадмиевое покрытие наиболее часто при-
менялось для резьбовых соединений из легированной стали. Оно
обеспечивает чистоту поверхности, повышает коррозионную стой-
кость. Кроме того кадмиевое покрытие играет роль смазки. Одна-
ко в условиях глубокого вакуума и повышенных температур, на-
пример при температурах около 400° С, кадмий стремится к воз-
гонке (сублимации). Поэтому резьбовые соединения с кадмиевым
покрытием не применяются в конструкциях, работающих в откры-
том космосе.
Резьбовые соединения из нержавеющей стали обладают хоро-
шей коррозионной стойкостью. Однако, если использовать болты
из нержавеющей стали вместе с гайками из нержавеющей стали,
возникает наволакивание, которое приводит к разрушению резьбы
и нарушению принятых зависимостей между моментом затяжки 11
натяжением болта. Для того чтобы предотвратить наволакивание,
гайки обычно покрывают серебром. Серебро не так сильно возго-
няется и одновременно действует как смазка.
146
Титан еще больше подвержен наволакиванию или заклинива-
яик> в резьбовых парах, чем нержавеющая сталь, даже в атмос-;
ферных условиях.
Правильный выбор вида головки крепежного элемента или гай-
кй является важным фактором, определяющим возможность об-
служивания и сборку стыка на орбите.
Применяемые в настоящее время крепежные элементы в зави-
симости от прилагаемых к головкам резьбовых деталей усилиям,
можно разделить на три группы.
Первая группа включает крепежные элементы с головками, ко-
торые требуют только крутящего усилия при монтаже и демонта-
же резьбовых деталей (как, например, головка, имеющая, шлиц с
профилем ласточкин хвост).
Вторую группу крепежных элементов составляют шестигран-
ные, двенадцатигранные и прочие головки/ Этот вид головок при
сборке резьбовых деталей требует кроме приложения крутящего
момента еще и небольшого осевого усилия.
Третья группа крепежа при сборке резьбовых соединений тре-
бует приложения к головкам как крутящего момента, так и осево-
го усилия для снятия или установки. Примерами являются го-
ловки, имеющие прямой или крестовый шлиц. Кроме приложения
двойного усилия при монтаже резьбовых деталей с такими голов-
ками необходимо поддерживать определенное положение между
завертывающим инструментом и шлицем головки.
При нарушении соосности воздействие осевого усилия приводит
к нарушению контакта инструмента с головкой детали и повреж-
дению последней.
Выбор механизированных или ручных инструментов для затяж-
ки резьбовых соединений в большой степени зависит от количест-
ва применяемых резьбовых соединений. Крупные резьбовые соеди-
нения с достаточно большим моментом затяжки монтируются с
применением ручных машин. Однако при монтаже и демонтаже
’’едких резьбовых соединений для уменьшения времени работ
и снижения утомляемости космонавта также часто выгодно приме-
нение ручных машин (см. разд. 3.5). Эпизодические работы по об-
служиванию резьбовых соединений диаметром до 8 мм удобней
Приводить с использованием ручных инструментов.!
Трение и смазка в космосе. Проблема трения и смазки как в
обеспечений надежной работы космических станций, так и в слу-
чае обеспечения разъемного соединения является одной из наибо-
•чее серьезных, наиболее острых. Это следует прежде всего из того,
что трение имеет место при работе любых механических устройств,
Чобых механизмов, в то время как большинство применяемых в
обычной практике смазочных веществ не может быть использова-
110 в космосе; кроме того запасы смазывающих веществ в космосе
Всегда будут ограниченными.
Условия вакуума могут оказывать влияние на смазочные ве-
щества. Если оказывается возможным обеспечить жидкостную
147
смазку, то она работает в космосе столь же хорошо, как и в на-
земных условиях.
Граничное трение представляет собой соприкосновение микро-
скопических неровностей трущихся поверхностей. Слой смазки а
этом случае настолько тонок (не менее 0,1 мкм), что трение харак-
теризуется не только свойствами смазки, но также природой и со-
стоянием трущихся поверхностей. В наземных условиях даже при
отсутствии специальной смазки трущиеся поверхности адсорбиру.
ют кислород и пары воды, которые образуют своеобразный слой
смазки. Эту же роль играет и загрязнение трущихся поверхностей.
В космосе адсорбированные газы легко улетучиваются, и по-
этому микроскопические неровности чистого материала имеют
тенденцию к привариванию одна к другой — явление, хорошо из-
вестное в физике. Коэффициент трения и износ в этом сдучае ис-
ключительно велики, что способствует дальнейшему очищению
пограничного слоя.
Для некоторых металлов очищение поверхности может иметь
место и вследствие диффузии газа из пограничного слоя в глубь
материала.
Для уменьшения вредного влияния вакуума на работу трущих-
ся поверхностей предложено несколько методов. Первый из них
использует различные конструктивные меры. Наиболее радикаль-
ным способом считается уменьшение площади поверхностей дета-
лей, работающих в открытом космосе. Размещение их целиком в
герметизированных отсеках полностью обеспечило защиту смазоч-
ной системы. Когда это не представляется возможным, рекоменду-
ется применение герметичных уплотнений валов при малых ско-
ростях вращения. При высоких скоростях и малых моментах реко-
мендуется магнитный привод через стенку. Менее совершенные
системы, например с использованием обычных герметизированных
подшипников, также находят применение.
Другим методом обеспечения смазки в условиях космоса явля-
ется, очевидно, использование таких смазочных веществ, потери
которых были бы наименьшими. Предпочтительными являются
здесь смазочные вещества, имеющие низкое давление паров. Не-
которые из таких смазок — смазки на основе кремния, парафино-
вые и эфирные масла — будучи испытаны на подшипниках каче-
ния в вакууме от 1 до 10 мПа обеспечивали работу в течение не-
скольких тысяч часов. Нужно отметить, что как устойчивость
этих материалов по отношению к вакууму, так и их смазочные
свойства сильно зависят от состава и относительной молекулярной
массы. Некоторые из них (в особенности многие масла на основе
кремния) имеют плохие смазочные свойства даже в обычных на-
земных условиях и потому вряд ли могут быть рекомендованы ДлЯ
использования в космосе, несмотря на низкое давление ларов.
Известные затруднения могут быть вызваны растеканием ма-
сел по поверхности, где наличие их является вредным. Избежать
_ этого можно путем использования несмачиваемых или адсорбиру'
ющих материалов. Другой особенностью использования смазо*
148
а
является катализирующее влияние чистых металлических поверх-
гостей на процесс полимеризации масел в смолы и лаки.
Используемые в условиях вакуума масла не должны включать
g себя пузыри воздуха или иметь летучие компоненты — их выде-
ление может привести к повышенному расходу смазки, к выбросу
ее из подшипника.
Температурный режим работы подшипников в космосе более
напряженный, поскольку конвективный подвод тепла воздухом не
имеет места. Подшипники, успешно работающие в нормальных
земных условиях, могут поэтому перегреваться в космосе, что мо-
жет привести к излишне высокому расходу смазочных веществ.
С точки зрения меньшей потери .вещества наиболее предпочти-
тельными являются твердые смазочные материалы — давление их
паров будет еще ниже. Но твердые смазочные вещества не могут
восстанавливаться в процессе работы и кроме того они могут от-
делиться от тех поверхностей, которые они покрывают. Экспери-
менты показывают, что соответствующим образом подобранные
твердые смазочные вещества работают в вакууме 1—10 мПа в те-
чение 1000 ч.
Широко применяемая в наземной практике графитовая смазка
не может быть попользована в космосе, поскольку при отсутствии
адсорбированной водяной пленки она превращается из смазочного
материала в абразивный. В качестве твердых смазок в космосе
рекомендуется использовать дисульфид молибдена и плакирован-
ные металлические пленки.
Очень высокие требования предъявляются к величине зазора
и чистоте поверхностей. Покрытия наносятся лишь на очень тща-
тельно очищенные поверхности. Очень жесткие требования предъ-
являются к толщине покрытия, поскольку она довольно сильно
влияет на коэффициент трения в подшипнике. Оптимальной, наи-
более выгодной с этой точки зрения является толщина покрытия,
равная нескольким микрометрам. При выборе толщины следует
учитывать и длительность работы, которая, естественно, будет тем
больше, чем больше толщина покрытия.
В условиях вакуума металлы, как правило, быстро приварива-
ются друг к другу. Лишь некоторые металлы могут без смазки ра-
ботать при разрежении 1—10 мПа, но и то лишь недолго и при
малых нагрузках. Трущиеся пары из различных металлов, имею-
щих малую растворимость друг в друге, работают лучше, но коэф-
фициент трения и в этом случае высок. Так, например, удовлетво-
рительно работают пары тантал—медь и вольфрам—медь; хуже
работает пара железо—медь и то лишь в благоприятных условиях.
Имеются хорошие результаты по паре окись алюминия (сап-
фир) — мягкая аустенитная нержавеющая сталь. При разрежении
266 мПа такая пара работала без слипания при многократных
повторных кратковременных нагрузках.
Вращающиеся подшипники, зубчатые колеса и прочие детали,
совершающие вращательное или скользящие движения, должны
быть спроектированы так, чтобы во время работы они генерирова-
149
ли по возможности минимальное количество тепла. Одновременно
конструкция их должна предусматривать максимальный отвод
тепла путем теплопроводности. Кроме того все эти узлы должны
иметь существенные внутренние зазоры для компенсации терми-
ческого расширения.
В качестве покрытия на всех рабочих деталях могут быть ис-
пользованы твердые смазки. Однако чаще всего и с наибольшим
успехом смазки такого типа применяются в обоймах роликопод-
шинников. Дисульфид молибдена MoS2 один из наиболее распро-
страненных твердых смазочных материалов. MoS2 кроме того мо-
жет входить в качестве компонента в состав неметаллической ком-
позиции, из которой изготовлена деталь, и одновременно можег
быть использован в качестве пленочной смазки, подклеенной фе-
нольной смолой, силикатом натрия или другим склеивающим аген-
том. Поверхность, на которую наносится пленка, должна быть ше-
роховатой или иметь насечки. Композиции следует смешивать г
наполнителем типа стекловолокна во избежание возникновения
холодного течения твердой смазки. Металлические наполнители
улучшают теплопередачу в полимерах.
Глава 3. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ,
МОНТАЖНЫЕ РАБОТЫ И РЕМОНТ
КОСМИЧЕСКИХ ОБЪЕКТОВ
3.1. ТЕХНИЧЕСКОЕ ^ОБСЛУЖИВАНИЕ И РЕМОНТ ОБЪЕКТОВ
Длительное функционирование орбитальных станций немысли-
мо без организации технического обслуживания ее систем, без
восстановления работоспособности систем и приборов, без ремон-
та вышедших из строя агрегатов. Возможность ремонта в космосе
не только снижает затраты, но и имеет положительное психологи-
ческое воздействие на экипаж. Необходимо разрабатывать систе-
му профилактики и ремонта космической станции в каждом кон-
кретном случае. ' •
Практика космических полетов показывает, что при длитель-
ной эксплуатации объектов “Гакая система предпочтительнее, так
как она экономичнее и надежнее. '*
Техническое обслуживание на орбите предусматривает провер-
ку систем и агрегатов объекта с целью выявления дефектов, и*
устранения на месте, либо демонтаже вышедших из строя систем
и замене их новыми, а также возможность проведения ремонта на
специальном ремонтном космическом корабле (базе) и повторны11
монтаж исправленных систем на станции.
Техническое обслуживание объектов в открытом космосе МО'
жет производиться с помощью специального вспомогательного М°;
дуля или непосредственно космонавтом с выходом в открытый
космос.
150
Техническое обслуживание и ремонт относятся к такому виду
работ, выполнение которых практически невозможно полностью
обеспечить автоматическими средствами. Поэтому выполнение та-
ких работ включается в функциональные обязанности экипажа, в
связи с чем значительно возрастает его роль в обеспечении нор-
мального функционирования объектов.
Для обеспечения технического обслуживания и ремонта систем
и агрегатов необходимо создание в составе объектов развитой и
технически обеспеченной бортовой системы профилактики и ре-
монта.
При разработке такой 'системы должны решаться следующие
задачи: .
организация и планирование работ;
разработка технологических процессов ^профилактических и ре-
монтных работ; •'
инструментальное обеспечение профилактических и ремонтных
работ; . '
специальная подготовка экипажа;-
экспериментальная отработка технологических процессов на
Земле.
Создание оборудования и технологии профилактических и ре-
монтных работ вызывает необходимость отработки их в условиях,
приближенных к реальным. Такая отработка проводится на лета-
ющих лабораториях, на цакуумных стендах, устанавливаемых на
борту ЛА, а также в условиях имитации комбинированного воздей-
ствия факторов космического полета. Кроме того отработка ведет-
ся в условиях гидроневесомости, что особенно существенно для тре-
нировок экипажей.
В процессе эксплуатации ЛА экипажем выполняются техничес-
кое обслуживание и восстановительный ремонт. Могут быть две
категории работ: шта'тные и аварийно-ремонтные.
Основным видом штатного технического обслуживания косми-
ческого объекта является замена, вышедших из строя блоков, агре-
гатов и узлов, сопровождаемая выполнением монтажных и демон-
тажных операций внутри и вне объекта.
В качестве аварийно-ремонтных работ может быть произведена
замена деталей в блоках с выполнением операций механической
обработки, пайки, сварки и резки в реальных условиях космичес-
кого полета.
По своему назначению технические работы можно классифици-
ровать как работы по сохранению, восстановлению и реконструк-
ции изделий.
Работы по сохранению работоспособности изделия предусматри-
вают поддержание заданного уровня надежности и долговечности
и носят профилактико-предупредительный характер.
Работы по- восстановлению характеристик изделий связаны в
основном с доведением их до первоначального уровня надежности
и долговечности.
.151
Работы по реконструкции имеют целью устранение морального
износа путем модернизации или замены агрегатов.
Работы по ликвидации изделий (частичной или полной) за,
ключается в демонтаже ценного оборудования в случае, еслц
дальнейшая эксплуатация и возвращение на Землю изделия в це-
лом по техническим или экономическим причинам нецелесооб-
разны.
В зависимости от характера и сложности операций, необходи-
мого технологического оборудования и роли экипажа техническое
обслуживание может проводиться путем:
автоматического устранения неисправностей;
простой регулировкой или ручным переключением на резерв;
заменой отказавшего блока запасным- (с применением инстру-
ментов и использованием ремонтной документации);
ремонта отказавшего блока на специализированном рабочем
месте с помощью технологического оборудования и инструмента;
' замены механически закрепленных деталей в блоке с частичной
его разборкой;
замены деталей с применением перепайки элементов, механи-
ческой обработки, сварки, восстановления покрытий.
Объектами технического обслуживания и ремонта могут быть;
блочная аппаратура; механическое и электромеханическое обору-
дование; радиоэлектронные и электросистемы объекта, а также
его корпус и металлоконструкция.
Устранение дефектов может осуществляться с помощью ряда
технологических операций, к которым можно отнести:
подналадку и регулировку;
очистку, промывку, смазку и заправку;
крепежно-контрольные операции; «
монтажно-демонтажные операции; Я
работы по сборке п разборке; Я
склеивание; • ™
герметизацию;
контрольно-измерительные операции и поиск неисправностей;
механическую обработку (сверление, зачистку, резку,. гибку,
рихтовку); '
сварку, пайку, резку.
В целях прогнозирования возможных отказов систем необходи-
мо анализировать причины неисправностей при эксплуатации объ-
ектов в космосе, подвергать тщательным комплексным испытаниям
все системы космических объектов на Земле. Это даст возможность
создать надежную систему технического обслуживания и ремонта
объектов в кбсмическом полете.
3.2. ПРОЦЕССЫ МОНТАЖНО-РЕМОНТНЫХ
И КОНТРОЛЬНО-ИСПЫТАТЕЛЬНЫХ РАБОТ
Практически все виды механосборочных работ смогут найти
применение при техническом обслуживании и ремонте космических
объектов. Решение многих проблем, связанных с космическими
152
^летами и пребыванием человека на долговременных космичес-
станциях, будет приводить к созданию условий производства,
близких к условиям, характерным для Земли (создание искусст-
венной гравитации на космических объектах, соответствующего
комфорта и др.), кто откроет возможности для использования во
многих случаях стандартного «земного» оборудования. Однако
производство работ в открытом космосе при сооружении нО'Вых
объектов и различных систем еще долго будет осуществляться при
помощи специального оборудования и оснастки.
Из наиболее широко применяемых производственных процессов
механической обработки найдут применение строгание, долбление,
фрезерование, протягивание, шабрение, распиливание, точение,
сверление, резьбонарезание, шлифование, разделение материала
без образования стружки при помощи штампов, ножниц, включа-
ющие пробивку, вырубку, обрезку и др.
Кроме процессов механической обработки при обслуживании. .
и ремонте космических объектов будут применяться и сварка, пай-
ка, склеивание. При осуществлении сборочно-монтажных работ
широко используются быстросъемные специальные соединения,
резьбовые, заклепочные, прессовые соединения. Во всей совокуп-
ности сборочно-монтажных работ можно выделить группу слесар-
но-доводочных работ, связанных с разметкой, припиловкой, под-
гонкой в сочетании со всеми описанными процессами при помощи
ручных инструментов и ручных машин.
Одной из трудностей производства в условиях космического по-
лета является недопустимость бесконтрольного появления в про-
цессе обработки каких-либо отходов (стружки, абразивной пыли,
газообразных выделений и т. п.).
Одним из возможных конструктивных решений по улавлива-
нию стружки в процессе сверления отверстий может быть устрой-
ство, показанное на рис. 3.31. Принцип работы устройства основан
на том, что и обычных условиях алюминий не реагирует на посто- •
явное магнитное поле. Однако, если с помощью индуктора в алю-
миниевом сплаве индуцируется переменный ток, то сплав намаг-
ничивается и может быть извлечен из потока отходов. Использова-
ние различного рода отсосов, электромагнитных катушек, липких
клейких веществ может решить проблему удаления стружки в про-
цессе механической обработки материалов.
Невесомость, ограниченность объема, труднодоступные подхо- -
Ды (стесненность) к местам обслуживания и ремонта внутри кос-
мических объектов, а также вакуум, действие высоких и низких
температур, специальное снаряжение (скафандр, шланги жизне-
обеспечения, средства фиксации) выдвигают специфические требо-
вания к ручному инструменту при работе в открытом космосе (см.
Разд. 3.5).
Для достижения высокого качества монтажа необходимо обес-
печивать возможность объективного контроля операций (напри-
мер, тарировочные ключи для затяжек болтов; устройства, авто-
матически отключающие электросистемы при наличии недолусти-
7 248 153 1
И
Рис. 3.31. Устройство для улай_
ливания стружки:
/—листовая заготовка; 2—индуктор-*
3—концентратор; 4—направляющие’
'' 5—сперло; 6—элемент привода 7-4
О электрошнур
/ .\--Д .}мо больших перекосов
---------А установки или монтаж-
।--уJ ных напряжений, и др.).
Для обеспечения высо-
кой производительности и
снижения трудоемкости
монтажных работ необхо-
димо обеспечивать пол-
ную взаимозаменяемость
посадочных мест, заменяемых в процессе эксплуатации агрегатов.
Узлы монтажа агрегатов должны обеспечивать быстрое и надеж-
ное закрепление.
Большое влияние на качество и надежность монтажа оказыва-
ет величина монтажных напряжений, особенно при монтаже тру-
бопроводов гидро- и пневмосистем. Снижение монтажных напря-
жений в первую очередь достигается путем повышения точности из-
готовления стыковых мест трубопроводов. Применение ниппельно-
го сферического и фланцевого сферического соединений позволяет
уменьшить монтажное напряжение. ,
Возможны два варианта монтажных и ремонтных работ в кос-
мосе: монтаж и ремонт внутри космического аппарата; монтаж и
ремонт вне космического аппарата.
Монтаж и ремонт внутри космического аппарата производится
в условиях невесомости или пониженной гравитации. В этом со-
стоит основное отличие от проведения монтажных работ в земных
условиях. В связи с этим необходимо предусмотреть места закреп-
ления монтажника для создания им усилий в процессе монтажа.
В случае осуществления работ внутри космического аппарата в
условиях вакуума (при отсутствии искусственной атмосферы) не-
обходимы скафандры, специально оборудованные для монтажных
работ. В специальных карманах скафандра должны размещаться
необходимые инструменты. Необходимы вспомогательные фиксиру-
ющие устройства, обеспечивающие быстрое и надежное закрепле-
ние космонавта на рабочем месте (см. разд. 3.4).
При проведении монтажных работ в условиях искусственной
атмосферы, вероятно, можно ограничиться более легким скафан-
дром, обеспечивающим с ограничением по времени сохранение
жизни космонавта при аварийной разгерметизации отсека.
Развитие технологических процессов монтажа вне космическо-
го аппарата может идти по двум направлениям. В первом случае
монтажные работы осуществляются космонавтом-монтажником,
который связан с космическим аппаратом. При выполнении мон-
тажных операций человек одет в относительно громоздкий космй’
154
чесК-ий скафандр, который создает ограничения подвижности, поля
зрения и возможности манипуляции. Для продолжительных опера-
ций необходимо иметь космический костюм с усиленной защитой
от радиации в космосе. Для перемещения космонавта-монтажника
могут быть использованы разного рода устройства (см. разд. 1.4),
оТ ранцевых до платформ с рычажными манипуляторами и «кос-
мических такси».
Монта,жные и ремонтные операции могут осуществляться так-
те с помощью специальных маневрирующих аппаратов дистанци-
онного действия, которые управляются из космического аппарата
л обладают соответствующей стабилизацией и гибкостью манипу-
лирования. Связь с космическими роботами будет поддерживаться
путем команд, передаваемых по радио. Между космическим аппа-
ратом и космическим роботом обеспечивается телевизионная связь.
Оператор, находящийся за пультом управления, видит на экране
все манипуляции, производимые космическим роботом, и управля-
ет его действиями. Такие космические роботы могут выполнять
часть монтажных операций, таких как укладка жгутов, монтаж
антенн, тепловых батарей и другого оборудования.
При монтаже на поверхности космического аппарата необхо-
димо учитывать эффект схватывания и возможность появления
резких перепадов температур.
Для обеспечения высокого качества монтажа в условиях космо->
са и высокой производительности монтажных работ все системы
бортового оборудования должны подвергаться конструктивно-тех-
нологической отработке на Земле. При этом необходимо прово-
дить не только геометрическую увязку, но и функциональную от-
работку систем, методов и средств их контроля.
Все комплектующие элементы бортового оборудования должны
подвергаться 100%-ному входному контролю и предварительному
монтажу в земных условиях.
Смонтированные на Земле системы будут проходить автомати-
зированный контроль по качеству монтажа и на функциониро-
вание. '
Задачей конструктивно-технологической отработки монтажа на
Земле является достижение наивыгоднейших конструктивных, тех-
нологических и эксплуатационных факторов.
Целью конструктивно-технологической отработки является:
максимальное снижение массы и упрощение конструкции; обеспе-
чение высокого качества и производительности монтажных работ;
Удобство монтажа в космических условиях; уменьшение количест-
ва необходимой технологической и контрольной оснастки.
Обеспечение герметичности разъемных соединений. При сбо-
рочно-монтажных и ремонтных работах в космических условиях
часто необходимо проверить герметизацию разъемных соединений.
Утечка воздуха или жидкости через разъемные соединения мо-
'Кет происходить через зазоры между деталями, стенками отвер-
стия и стержнем болта или винта, между поверхностью детали и
головкой болта. Как известно, герметизация разъемных соедине-
7* 155
ний достигается плотной подгонкой соединяемых деталей по noJ
верхности их соприкосновения. Для этого необходимо соблюдать
требования, установленные нормалями к диаметрам отверстий и
самим деталям, применяемым для соединения.
Для герметизации разъемных соединений используют также
специальные уплотнители. В обычной практике наиболее распро-
странены липкие уплотнители, так как они кроме упругости обла-
дают свойствами сцепления с металлом, что повышает степень гер-
метизации в сравнении с упругими уплотнителями. В настоящее
время применяются герметизирующие материалы следующих ви-
дов: сухие — в виде прокладок, уплотнительных лент, пропитанных
специальными составами, деталей из ткани (синтетические, из ре-
зины, асбеста и т. д.); пастообразные, вязкотекучие (наносятся в
виде жгутов на стыки деталей шпателем, шприцем или выдавли-
ванием из тюбиков).
В отличие от прокладочных материалов, работающих в усло-
виях сжатия при постоянной нагрузке, герметики работают в ос-
новном при воздействии растягивающих усилий.
В связи с этим основными требованиями, предъявляемыми к
герметикам, являются их высокая адгезия к металлам и эластич-
ность, которые должны сохраняться при воздействии различных
эксплуатационных факторов. Наиболее совершенными герметизи-
рующими материалами, обеспечивающими надежную и устойчи-
вую герметичность соединений, являются самовулканизирующиеся
пасты.
Герметизация разъемных соединений осуществляется следую-
щими методами:
внутришовный метод, когда герметизирующие материалы на-
ходятся между соединеняемыми деталями;
поверхностный метод, когда герметизирующие материалы нахо-
дятся на поверхности (внутри агрегата) соединяемых деталей;
комбинированный метод, когда используются два указанных
метода одновременно.
Герметизирующие материалы могут наноситься на всю поверх-
ность соединяемых деталей, тогда герметизацию называют сплош-
ной, или на часть поверхности в местах соединений и стыков, тог-
да ее называют местной.
При поверхностной герметизации изделие сначала собирается
полностью, затем герметизируется.
При внутришовной герметизации операции по сборке и герме-
тизации чередуются между собой, что в значительной степени Ус'
ложняет и удлиняет процесс сборки и герметизации.
Смешанный способ герметизации включает все операции внут-
ришовной и поверхностной герметизации и наиболее трудоемкий-
Процессы контроля и испытаний в космосе. Проведение конт-
рольных и испытательных работ является необходимой составной
частью общего технологического процесса создания космических
станций в космосе. Они должны выполняться независимо от того,
каким способом собирается станция. Даже при таком способе
156
сборки космических станций, как сборка-стыковка, приводятся
простейшие контрольные и испытательные операции (например,
испытание на функционирование приборов, визуальный контроль
п0 транспарантам, проверка электрических цепей и т. д.). По мере
применения более сложных способов сборки в космосе возникает
необходимость использования и более сложных процессов контро-
ля и испытаний.
Эти процессы контроля и испытаний будут проводиться как на
различных этапах сборки, так и после окончания всего технологи-
ческого процесса сборки.
Процессами контроля и испытания заканчивается общий техно-
логический процесс изготовления космических станций в космосе.
По этой причине их проведение приобретает особую важность, от
их качества зависит не только нормальная работа оборудования,
установленного во время сборки и монтажа (или ремонта) в отсе-
ке, но и, что'самое главное, здоровье и нормальная жизнедеятель-
ность людей.
Особого внимания заслуживают процессы контроля герметич-
ности. Очень жесткие требования по герметичности, предъявляе-
мые к собираемым в космосе объектам, требуют очень тщательно-
го выполнения этих работ.
Герметичность — свойство конструкции ограничивать проникно-
вение через ее элементы жидкостей или газов в течение заданного
'’промежутка времени при определенных условиях.
Количественная оценка герметичности определяется утечкой че-
рез элементы конструкции рабочего или контрольного вещества;
величина утечки характеризует степень герметичности.
Степень герметичности (конкретная численная величина) мо-
жет быть задана суммарной утечкой или натеканием для всей по-
верхности проверяемого изделия, для единицы поверхности или
единицы погонной длины шва (допустимая суммарная утечка на
единицу площади или погонный метр сварного шва) и для отдель-
ной неплотности (точек), т. е. допустимая локальная утечка.
В общем виде количественная оценка герметичности характе-
ризуется количеством газа, проникающего (или вытекающего) в
испытываемую систему, отсек или узел в единицу времени.
В зависимости от функций, которые должны выполнять те или
иные отсеки космических станций, к ним предъявляются различ-
нйе требования по герметичности.
Для космических кораблей, долговременных орбитальных
станций требуется степень герметичности 10~84-10~10 м3-Па/с.
Определение местной негерметичности включает определение
герметичности по герметичным швам, кромкам деталей, заклепоч-
ным, болтовым и фланцевым соединениям и соединениям трубо-
проводов, а также других труднодоступных мест. t
Проверка герметичности узла или отсека при сборке и монта-
же космических станций должна производиться в несколько эта-
пов: выявление крупных течей и их устранение, выявление мелких
течей и их устранение. В зависимости от предъявляемых к испы-
157
Рис. 3.32. Схема питания
индуктора контроля герметичности в космосе
тываемому отсеку требований операция проверки требует приме-
нения различных методов и способов, отличающихся затратами1
труда, стоимостью оснащения и чувствительностью.
Для определения местной негерметичности в условиях космоса
применяются компрессионные и газоанализаторные методы про-
верки.
Компрессионные методы имеют низкую чувствительность по-
рядка 10-54- Ю~8 м3-Па/с, но при этом, как правило, не требуют
сложного технологического оснащения и оборудования. Отличают-
ся простотой выполнения при незначительных затратах труда. Эти
методы в основном предназначены для определения достаточно
крупных течей.
Газоанализаторные методы имеют высокую чувствительность
порядка 1000—0,1 мм3-Па/с, но при этом требуют сложного и до-
рогого технологического оснащения и оборудования и значитель-
ной затраты труда на проведение проверки герметичности. Для
проверки герметичности в космических условиях возможно ис-
пользовать ряд методов (рис. 3.32).
Наиболее простым в условиях космоса из группы компрессион-
ных методов является манометрический—измерение падения дав-
ления. Глубокий внешний вакуум будет способствовать более про-
стому и точному проведению процесса проверки герметичности.
Манометрический метод предусматривает заполнение испытуе-
мого объекта газом (воздух, кислород, азот и т. п.), создание внут-
ри объекта избыточного давления, превышающего рабочее давле-
ние, и выдержку в течение заданного времени.
Оценка степени герметичности при этом способе производится
замером падения давления на определенную величину. Этот спо-
соб применяется как предварительный для проверки герметичности
отсеков и систем с высокой степенью герметичности и как оконча-
тельны^ способ проверки герметичности отсеков и узлов с низкой
степенью герметичности.
Повысить точность контроля герметичности можно, применяя
более точное измерительное оборудование, регистрирующее паде-
ние давления. С точки зрения осуществления этого процесса конт-|
158
роля в космосе никаких дополнительных трудностей, связанных с
необычными условиями, не возникает.
Метод остаточных устойчивых деформаций предусматривает
напыление или нанесение на внешнюю поверхность испытываемого
изделия (шъа) специальной резинообразной эластичной массы.
После ее предварительной сушки в изделии создается избыточное
давление. В местах негерметичности воздух, проходя через не-
плотности, будет вызывать деформацию еще полностью незавулка-
низированного покрытия, которая будет зафиксирована при окон-
чательном отвердении покрытия. Места расположения деформаций
нанесенной эластичной массы определяют места течей, а величина
деформации позволяет косвенно оценить негерметичность. Способ
имеет чувствительность порядка 13,3 дм3-Па/с.
Ультразвуковой метод проверки герметичности предусматрива-
ет создание внутри объекта избыточного давления пробного газа
порядка (1,96н-2,94) • 104 Па (воздух или азот). Через неплотности
происходит истечение молекул газа, в результате чего возникают
механические колебания, амплитуды которых имеют небольшую
величину в области ультразвуковых частот в пределах 32—40 Гц.
При перемещении вдоль шва пьезоэлектрический датчик течеиска-
теля улавливает ультразвуковые колебания и преобразует их в
электрический сигнал.
После усиления сигнал поступает на стрелочный индикатор и
телефон наушников. Звуковой сигнал в телефоне свидетельствует
о наличии течи, а величина отклонения стрелки—-о ее размере.
Этот метод имеет чувствительность в пределах 10-5—10~8 м3-Па/с
и может применяться для окончательной проверки герметичности
узлов.
Масс-спектрометрические методы проверки герметичности осно-
ваны на разделении по массам смеси газов с помощью электричес-
ких и магнитных полей. Масс-спектрометрический течеискатель —
это газоанализатор, настроенный, как правило, на регистрацию со-
держания одного пробного газа в газовой смеси. При масс-спект-
рометрическом методе в большинстве случаев таким пробным га-
зом служит гелий.
Если после проведения предварительной проверки герметично-
сти, например, методом «падения давления» была установлена не-
герметичность, то необходимо определить место течи и устранить
ее. Одним из способов определения места течи и степени негерме-
тичности является способ щупа. Суть данного способа заключает-
ся в следующем. Испытуемый объект наддувается газом (в случае
использования гелиевого течеискателя применяется воздушно-ге-
лиевая смесь) и создается давление. Место течи определяется щу-
пом в форме пистолета (рис. 3.33). В классическом варианте этого"
способа на конце щупа имеется эластичная насадка, с помощью
которой щуп плотно соприкасается со швом. Газовая смесь, «вы-
рываясь» из испытуемого объекта, попадает в насадку-ловушку и
далее по гибкому шлангу поступает в масс-спектрометрическую
камеру течеискателя. По наличию гелия в камере судят о месте и
159
Рис. 3.33. Две схемы контроля-
герметичности способом «щу-
па»:
/—контролируемый4 сварной шов;.
2—эластичная ловушка; 3—писто-
лет; 4—пленка; 5—слой клея; 6—
корпус объекта; 7—накопившийся
газ
степени негерметичности. Давление в объекте и скорость переме-
щения щупа выбираются в зависимости от степени негерметично-
сти, установленной по способу падения давления. Давление долж-
но все,время поддерживаться постоянным и быть достаточным'
для того, чтобы газовая смесь попадала в течеискатель.
Недостаток данного варианта проверки на герметичность со-
стоит в том, что в случае большой течи газовая смесь будет быст-
ро «улетучиваться» из объема. Следовательно, необходим боль-
шой расход газа. Контроль герметичности способом щупа может
быть выполнен и по другой схеме (рис. 3.33,6). В этом случае все
оборудование и сам испытатель находятся внутри испытуемого
объекта. Снаружи на интересующие нас разъемы и швы необхо-
димо оказать воздействие газовой смесью, на которую реагирует
масс-спектрометр (течеискатель). Этот способ требует меньшего-
расхода газа, но имеет свои трудности с точки зрения создания
объема газонаполнения, который будет .находиться в открытом
космосе.
Создание такого объема приклеиванием пленки к внешней об-
шивке и заполнением ее газовой смесью возможно, но требует раз-
работки процесса нанесения клейкой ленты на объект в открытом-
'космосе.
При испытании в космосе данным способом могут возникнуть
также трудности при склеивании пленки с той частью обшивки,
которая в данный момент находится в тени, т. е. имеет низкую тем-
пературу. В этом случае потребуется дополнительный нагрев этого
.участка.
После наклеивания пленки и соответствующей выдержки под
пленку подается газовая смесь, которая раздувает' ее. Давление
под пленкой определяется свойствами самой пленки.
С внутренней стороны испытуемого отсека производится кон-
троль герметичности щупом с насадкой. Таким образом определя-
ется место течи и степень негерметичности. При сопоставлении
двух разновидностей способа щупа можно сделать вывод, что пер-
вый способ наиболее употребим при контроле отсеков небольших
размеров. Он не требует никаких дополнительных технических-
Приемов, однако расход газа в этом случае несравнимо больше,.
160
чем во втором. В случае контроля боль-
ших отсеков надо стремиться к ис-
пользованию второго способа.
Способом накопления можно опре-
делять общую и местную негерметич-
ность. Принципиальная схема провер-
ки герметичности способом накопле-
ния изображена на рис. 3.34. Очевид-
но, этот способ из-за большой потреб-
ности в газогелиевой смеси в условиях
космоса найдет применение только
при контроле герметичности неболь-
ших объемов (например, трубопрово-
дов).
Представляет проблему процесс
наклеивания ленты на проверяемый
Рис. 3.34. Схема контроля герме-
тичности способом накопления:
/—корпус объекта; 2—контролируемые
шов; 3—липкая лента; 4—накопив-
шийся газ
ШОВ.
Недостатком данного метода контроля герметичности может
оказаться невозможность использования его для проверки герме-
тичности отсеков, в которых будут располагаться в дальнейшем
электронная аппаратура, чувствительная к наличию в атмосфере
отсека, где происходит проверка герметичности, пробного газа (ге-
лия либо другого инертного газа).
3.3. ЭРГОНОМИЧЕСКИЕ АСПЕКТЫ ДЕЯТЕЛЬНОСТИ КОСМОНАВТА ПРИ
ВЫПОЛНЕНИИ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
При проектировании и разработке новых технологических про-
цессов, которые будут осуществляться в космосе, следует хорошо'
быть осведомленными об особенностях поведения человека, о
средствах его жизнеобеспечения, о его трудоспособности в косми-
ческом полете.
Несмотря на то, что при проектировании космических техноло-
гических процессов стремятся к наибольшей механизации и авто-
матизации всех работ космонавта, а также к созданию роботов,
способных без его участия осуществить те или иные технологичес-
кие процессы, все же роль космонавта в управлении, а часто и
выполнении непосредственно той или иной операции остается
определяющей.
С целью правильной организации того или иного технологичес-
кого процесса в космосе необходимо знать некоторые особенности
жизнедеятельности космонавта.
В настоящее время в нашей стране и за рубежом накоплен
большой научный материал о влиянии невесомости на психофизио-
логические функции людей. В этом плане всех людей можно под-
разделить на три основные группы.
В первую группу .входят лица, которые переносят кратковре-
менную невесомость без заметного ухудшения общего самочувст-
вия, не теряют работоспособность.
161
Во вторую группу включаются лица, испытывающие в период
невесомости иллюзии падения, вращения тела. В последующих по-
летах у них происходит адаптация к этому состоянию.
К третьей группе относятся лица, у которых пространственная
дезориентация и иллюзия выражены 'сильно, продолжаются на
протяжении всего периода невесомости. Эти лица практически не-
переносят состояние невесомости.
В условиях невесомости, особенно в безопорном пространстве,.
ни одно из показаний органов чувств, кроме зрения, не дает, как
правило, верной информации для ориентации в пространстве.
Наиболее важными характеристиками является острота зре-
ния, разрешающая способность глаз. Разрешающая способность-
зрительного анализатора изменяется незначительно.
Нарушение зрения при наступлении невесомости, как правило,'
наблюдается лишь вначале, а после некоторого времени наступает
адаптация к измененным условиям. Полеты советских и американ-
ских космонавтов подтвердили, что на околоземной орбите острота
зрения космонавта не меняется.
Физиологическая оптика установила, что при безориентириом
зрении глаз оказывается сфокусированным не на дальнее видение,
а для какого-то относительно небольшого расстояния. В связи с
этим человек становится как бы близоруким. Отсюда могут быть-
нарушения оценки расстояния. Если в поле зрения будет нахо-
диться лишь один предмет, например очень удаленный спутник, то
космонавт не сможет определить его размеры или расстояние до
него. Поскольку в космосе нет отражающих свет предметов, кос-
монавту весьма трудно определять истинную форму объектов, по-
падающих в его поле зрения. *
В процессе длительного полета происходят достаточно слож-
ные биологические и физиологические изменения в организме че-
ловека. В настоящее время применение специальных фармацевти-
ческих препаратов, создание специальных костюмов, разработка
оптимальных режимов труда и отдыха космонавтов, успехи косми-
ческой медицины в целом привели к решению этих проблем, что-
позволяет длительный период находиться в непрерывном косми-
ческом полете.
При исследованиях влияния невесомости на человека обнару-
жились некоторые изменения координации движений и замедление
скорости выполнения двигательных актов особенно в начальном
периоде действия невесомости. С увеличением продолжительности
полетов количество этих ошибок снижалось.
В связи с подготовкой выхода человека из космического кораб-
ля в открытый космос тщательному изучению были подвергнуты;
движения человека в безопорном пространстве. Было выявлено,
что у людей, впервые попавших в безопорное состояние, наруша-
ется способность контролировать свои двигательные реакции. Пр®
тренировках координация движений восстанавливается и при вы-
ходе из корабля координация движений, ориентировка и работо-
способность заметно не нарушаются. Было также выяснено, что»
162
космонавту легко производить ряд рабочих операций, когда он
фиксирован.
В состоянии невесомости у большинства космонавтов создается
психологическое представление о «верхе» и «низе», которое выра-
батывалось во время тренировок. Это представление позволило им
свободно ориентироваться в корабле с открытыми глазами, однако
такая ориентация при закрытых глазах была затруднена.
При выходе из корабля и переходе в другой корабль, а также
при проведении монтажных работ на орбите необходимо, Кроме
того, уметь хорошо ориентироваться в безопорном пространстве.
Опыт орбитальных полетов и выхода человека в космос показал,
что человек может приспосабливаться к ориентации в столь не-
обычных для него условиях. Главное значение приобретает зрение,
тактильные и мышечно-суставные ощущения, которые компенси-
руют измененную сигнализацию со стороны отолитового аппарата.
Выходы в открытый космос неопровержимо показали, что вы-
полнение заданий в условиях невесомости осуществляется с боль-
шим трудом, чем на Земле. Влияние снижения сил гравитации и
трения на деятельность человека неизменно выражается в сниже-
нии его работоспособности и в увеличении длительности задания.
Таким образом, в исследованиях обнаружены весьма сущест-
венные нарушения двигательной функции космонавтов, требовав-
шие дополнительных усилий для их компенсации.
В условиях невесомости изменяются биомеханические законы
движения, сложившиеся в условиях земной гравитации.
Так рабочая поза, которая создает опору при трудовых процес-
сах на Земле, может быть осуществлена в космосе, однако это тре-
бует различных фиксирующих и опорных устройств (см. разд. (3.4).
Надежным и эффективным способом сохранения оптимального
состояния работоспособности человека в модельных опытах и в
условиях естественной невесомости являются комплексы физичес-.
ких упражнений, а также уровень и характер предварительной
физической подготовки и специальные тренировки в предполетный
период в бассейнах невесомости и летающих лабораториях.
Однако предварительная подготовка космонавтов не обеспечит
выполнения поставленных задач, поэтому для сборки орбитальных
станций, их обслуживания и ремонта потребуются комплекты при-
способлений и устройств, обеспечивающих работу и передвижение
космонавтов в открытом космосе.
Особенно изменяется работоспособность космонавта при его
работе в скафандре в открытом космосе. Подвижность скафандра
резко уменьшается в связи с его внутренним наддувом. В этом
случае космонавту приходится преодолевать не только усилия,
связанные с выполнением технологической операции, но и в не ма-
лой степени, связанные с изгибом «аэробалки», которой является
Конструкция скафандра. Усилие, необходимое для осуществления
таких операций,, не должно чрезмерно утомлять человека. Следует
отметить, что величина этих усилий обратно пропорциональна
продолжительности их приложения и частоте повторения. Человек
163
Рис. 3.35. Схема стенда для отработ-
ки аппаратуры и технологии ручной
сварки в космосе:
/—вакуумная камера; 2—фрагмент косми-
ческого скафандра («кисара»); 3—крышка
предкамеры
может (поддерживать в течение
продолжительного времени уме-
ренные усилия. Величина этих
усилий, развиваемых рукой чело-
векЙ, изменяется в пределах
200—400 Н в зависимости от ви-
да движений.
При поперечных движениях
руки, согнутой в локтевом суста-
ве, создаваемое человеком усилие
движения от себя больше, чем
при движении на себя.
' Величина максимального мо-
мента, создаваемого при поворо-
те кисти правой руки вправо,,
равна приблизительно 6,5 Н-м;
на практике этот момент реко-
мендуется регламентировать ве-
личиной 1,4 Н-м.
При повороте кисти влево
максимальный момент составляет 10 Н-м;- для практических це-
лей его рекомендуется ограничивать величиной 1,5 Н-м.
При распрямлении ноги можно, опираясь спиной с'спинку си-
денья, развить кратковременно усилие до 2,0—2,3 кН.
Для определения эргономических возможностей космонавта
в скафандре необходимо определить зоны досягаемости человеком
при выполнении тех или иных операций, а также те из этих зон,
которые обеспечивают достаточно большую работоспособность,
космонавта. Такие эксперименты можно проводить на Земле, соз-
давая перепад давлений, аналогичный перепаду в космосе.
С этой точки зрения заслуживает особого внимания специаль-
ный стенд — тренажер, который был создан в институте электро-
сварки им. Е. О. Патона. Стенд был создан для изучения эргоно-
мических возможностей человека, отработки аппаратуры и техно-
логии ручной сварки, а также для тренировки космонавтов. Стенд
мог монтироваться на борт летающей лаборатории, обеспечиваю-
щей кратковременную невесомость (рис. 3.35). Стенд представля-
ет собой вакуумную камеру со специальной крышкой, в плоской
стенке которой установлен фрагмент космического скафандра
(«кираса»), разделяющей вакуумную камеру на две секции — соб-
ственно камеру и предкамеру.
Стенд позволяет создавать между камерой и предкамерой тре-
буемый перепад давлений для имитации фактических условий ра-
боты космонавта в скафандре. Для создания и поддержания в ра-
бочей камере необходимого разрежения используется специальная^
вакуумно-откачная система.
Стенд позволяет в момент эксперимента осуществлять медико-
биологический контроль за состоянием оператора и проводить раз-
личные эргономические исследования. Возможности стенда позво-
164
ляют размещать и испытывать в рабочей камере различные руч-
ные устройства (например, инструмент), приборы и приспособле-
яия, эксплуатация которых требует тщательной наземной подго-
товки и тренировки. Заслуживают внимания и методы физическо-
го моделирования эргономических возможностей космонавта.
3.4. МЕТОДЫ И СРЕДСТВА ФИКСАЦИИ КОСМОНАВТА
Наряду с совершенствованием медико-биологических средств
защиты от вредного влияния невесомости не меньшее внимание
должно быть уделено техническим средствам, а именно совершен-
ствованию рабочих мест и в первую очередь оснащению их средст-
вами фиксации (закрепления) тела космонавта в требуемой рабо-
чей позе.
Каково назначение фиксаций? Оно сводится к следующему.
Во-первых, наличие фиксации является необходимым биомеха-
ническим условием эффективности рабочих движений, условием
равенства нулю всех взаимодействующих сил и моментов в систе-
ме космонавт—инструмент—объект труда, т. е. условием равнове-
сия этой системы, при котором исключается проявление эффекта
безопорного состояния. Во-вторых, как показывает анализ данных
о расстройствах двигательных функций человека в условиях не-
весомости, характер их зависит от наличия или отсутствия фикса-
ции, а точность выполнения координированных движений во мно- '
гом определяется той или иной степенью фиксации. Следователь-
но, фиксация является средством ориентирования, которые спо-
собствует сохранению в полете нормальной работоспособности ,
космонавта.
С целью повышения работоспособности космонавта его дейст-
вия должны выполняться в условиях частичной или полной фикса-
ции тела.
В настоящее время устройства фиксации космонавта рассмат-
риваются в качестве приспособлений или оснастки, тесно и нераз?
рывно связанных с технологическим процессом, инструментом и
характером выполняемых операций. Объясняется это тем, что ос-
новной нагрузкой устройств фиксации является восприятие реак-
ций на^рабочие усилия, или реакций взаимодействия инструмента
и предмета труда. Сама возможность реализации того или иного
технологического процесса во многом зависит от адекватности ему
и надежности фиксирующих устройств. Совместное комплексное
проектирование технологических процессов, инструментов и
средств фиксации позволяет добиться значительного повышения
работоспособности космонавта, а также технологических возмож-
ностей применяемого оборудования.
Определенность движений человека и соответственно уменьше-
ние числа степеней свободы в кинематических цепях тела дости-
гается распределением усилий в мышцах и мышечных группах.
В свою очередь, устойчивость тела определяется взаимодействием
внешних и внутренних сил: все внешние по отношению к человеку
силы уравновешиваются силой мышц и наоборот, мышечные сокра-
165
щения уравновешиваются (внешними силами.'К. внешним силам от-
носятся реакция опоры и сила инерции движущихся масс инстру.
мента и частей тела.
! Реакция опоры, являющаяся основной составляющей внешних
сил, в условиях невесомости может быть обеспечена только по-
средством фиксации.
Средства фиксации совместно с мышечной системой призваны
обеспечить определенность трудовых движений космонавта путем'
исключения или преодоления избыточных степеней свободы.
Под фиксацией в условиях невесомости понимается искуствен-
ное ограничение степеней свободы объекта по отношению к дру-
гому (базовому) путем наложения кинематических связей различ-
ной жесткости.
Фиксация космонавта на рабочем месте обеспечивает ему со-
хранение необходимой рабочей позы, освобождает руки для не-
посредственного выполнения операций, создает возможность со-
средоточиться на выполнении работы, а не на стабилизации
положения тела, обеспечивает передачу рабочих и восприятие
реактивных усилий и моментов. Надежная фиксация является за-
логом безопасности и безаварийности работы как внутри, так и
особенно вне космического объекта.
Что же касается фиксации отдельных блоков, аппаратуры, ин-
струментов на рабочих местах или на теле космона1вта, то ее необ-
ходимо осуществлять как во избежание их утери, особенно вне
космического корабля, так и с целью предотвращения безконт-
рольного дрейфа предметов, который может послужить причиной
травм космонавта или поломок приборов при соударениях предме-
тов с последними.
Возможность космонавта развивать усилия как импульсные,
так и длительные, разной величины и направления, а также точ-
ность движений космонавта зависят от количества и расположе-
ния точек закрепления и жесткости связей, т. е. от так называемо-
го режима фиксации.
Как показывает практика полетов, для гарантированного вы-
полнения несложных операций необходимо закрепление космонав-
та не менее чем в трех точках.
Фиксация в положении «сидя» с помощью привязных ремней
является достаточно надежной, но применима для ограниченного
круга операций. Оснастить все рабочие места и рабочие зоны си-
деньями не представляется возможным, во-первых, из-за массо-га-
баритных характеристик сидений; во-вторых, в силу того, что в ус-
ловиях невесомости отсутствует различие в затратах энергии на
поддержание поз «стоя» и «сидя», а возможности рабочей деятель-
ности космонавта в положении «стоя» значительно шире.
В зависимости от режима различают фиксацию ног; фиксацию
рук; фиксацию пояса (корпуса) оператора; комбинированную
фиксацию.
При проектировании устройств для фиксации к ним предъявля-
ют следующие основные требования: гарантированное восприятие
166 i
Рис. 3.36. Поручни-фиксаторы:
а—.параллельные; б—скобы
реакций на максимальные усилия, развиваемые космонавтом; ми-
нимум времени срабатывания устройства и простота (минималь-
ное количество манипуляций, производимых космонавтом при
фиксации); обеспечение максимальной подвижности космонавта
при выполнении операций и максимальной производительности
труда; исключение возможности несанкционированной расфикса-
ции устройств.
По физическому принципу ’действия средства фиксации могут
быть самыми разнообразными: механические, адгезионные, элект-
ростатические, магнитные, электромагнитные, пневматические и др.
По своему назначению фиксирующие устройства можно разде-
лить условно на два класса: устройства фиксации для работы кос-
монавта в открытом космосе; устройства фиксации для работы
космонавта на станции.
К устройствам фиксации для работы космонавта в открытом
космосе предъявляются особенно высокие требования по надеж-
ности. Средства фиксации по конструкции могут быть весьма раз-
нообразными. Рассмотрим некоторые из них.
Поручни. Поручни прямоугольного и овального поперечного се-
чения использовались в качестве надежного средства для переме-
щения космонавта в открытом космосе на космических кораблях
«Джемини» и «Аполлон». В целях облегчения использования по-
ручни должны быть расположены от поверхности на расстоянии
порядка 60 мм. Они могут проходить как по всей длине предпола-
гаемого перемещения, так и располагаться секциями. Параллель-
ные поручни, как показано'на рис. 3.36,а, обеспечивают гораздо .
лучший контроль за положением тела космонавта во время его.
перемещения, чем одинарные, хотя одинарные поручни также при-
годны для этой цели.
Достоинством указанных поручней является простота, малая
масса, высокая надежность и долговечность.
К главному недостатку следует отнести обязательную работу'
одной или обеими руками в процессе фиксации и перемещения -
космонавта, большие трудности в переноске крупных предметов
космонавтом, а та-кже предъявление дополнительных требований
к конструкции корабля при его проектировании.
167
Рис. 3.37. Привязь Рис. 3.38. Звено привязи регулируемой жесткости:
для крепления космо- /-натяжной трос- 2—шаровые муфты
навта к космическому
кораблю
На рис. 3.36,6 изображены поручни-скобы, утопленные или вы-
ступающие в корпусе космического корабля. Утопленные поручни
удобней при перемещении грузов, так как они не создают угрозы
удара грузов о них. Для фиксации удобней выступающие поручни-
скобы, которые являются хорошими временными фиксаторами.
Удобно использовать переносной поручень, который при необ-
ходимости может удлиняться, выполняя роль распорки между
кронштейнами для оборудования, а также использоваться в каче-
стве временного фиксирующего устройства. На концах этого по-
ручня могут быть установлены опорные подушки, присоски и дру-
гие насадки. Это устройство фиксации применимо в зонах, где не-
целесообразно использовать постоянно установленные средства
фиксации.
Привязи регулируемой жесткости. Заслуживают внимания раз-
личного рода привязи, с помощью которых космонавт может, при-
крепив себя к корпусу космического объекта, удалиться на не-
сколько метров от него, приближаясь, например, к другому объек-
ту для проведения работ (рис. 3.37).
Перемещение рычага управления, расположенного на скафанд-
ре, в одном направлении приводит к тому, что привязь становится
очень гибкой, что позволяет космонавту небольшим усилием изме-
нить положение по отношению к рабочей зоне.
Перемещение рычага управления в противоположном направ-
лении увеличивает жесткость привязи и тем самым обеспечивает
фиксацию космонавта в рабочей зоне.
Конструкция такой привязи собрана из шаровых муфт, которые
нанизаны на натяжной трос (рис. 3.38).
Натяжение троса, как отмечалось, регулируется рычагом управ-
ления. При слабом натяжении троса конструкции можно прида-
вать различную форму путем поворота элементов шаровых муфт
относительно друг друга.
Увеличение натяжения, троса приводит к тому, что элементы
шаровых муфт, прижимаются друг к другу, сила трения междУ
168
Рис. 3.40. Башмаки космонавта с
системой стабилизации и управле-
ния положением космонавта
Рис. 3.39. Ручное электроприлипа-
ющее устройство крепления кос-
монавта к корпусу объекта:
1—металлические электроды; 2—выклю-
чатель; 3—изолированная ручка; 4—
источник питания; 5— изоляционный
материал; 6—наведенные заряды в об-
шивке космического корабля
ними увеличивается и форма, приданная конструкции, сохраняется
даже при действии небольших внешних нагрузок. Такую привязь
можно использовать также для 'фиксации технологической оснаст-
ки, приборов и инструментов.
В качестве фиксатора такой привязи к корпусу космического
корабля можно использовать, например, электроприлипающее уст-
ройство (рис. 3.39).
Основными элементами электроприлипающего устройства яв-
ляются два металлических электрода с покрытием из изолирующе-
го материала, между которыми создается высокая разность потен-
циалов. При приближении электродов к космическому кораблю на
его поверхности возникают электрические заряды противополож-
ного знака. Благодаря этому электроды притягиваются к поверхно-
сти корабля. Удельная сила сцепления электродов с поверхностью
космического корабля может быть более 28 Н/см2.
Устройства для фиксации тела. Примером устройства другого
типа является гироскопическая система стабилизации управления
положением космонавта при работе в открытом космосе, которая
была создана фирмой Дженерал динамик (США). Система со-
стоит из четырех двухстепенных гироскопов, установленных попар-
но на подошвах башмаков космонавта (рис. 3.40), и управляется
мускулами .лодыжек. Роторы гироскопов, закрепленных на одной
ноге, вращаются с постоянной скоростью в противоположных на-
правлениях. Крутящий момент, прикладываемый к осям кардан-
ных подвесов гироскопов, вызывает их прецессию и соответству-
ющие гироскопические моменты (одинакового знака для каждого
гироскопа), действующие на подошвы башмаков. Осью рыскания
является ось, проходящая от головы к пяткам космонавта, осью
тангажа—ось, проходящая слева направо, через талию космонав-
та, а ось крена — третья ось, дополняющая систему до правой.
169
Рис. 3.41. Устрой-
ство для фиксации
оператора в обла-
‘ сти газа
С помощью гироскопов, установленных на одном
башмаке, осуществляется управление по танга-
жу и крену.
Вектор угловой скорости роторов этих гиро-
скопов направлен вдоль оси рыскания. Другая
пара гироскопов осуществляет управление по
тангажу и рысканию. Все четыре ротора могут
быть использованы для управления по тангажу,
где желательна большая маневренность. Масса
системы 6,3 кг.
Устройства фиксации для работы космонавта
на станции можно разделить также на две груп-
пы: фиксаторы статического положения; фикса-
торы перемещения.
Для статической фиксации применяются:
фиксаторы корпуса (таза, пояса) оператора;
фиксаторы ступней ног; фиксаторы рук.
Фиксаторы корпуса оператора. Устройство
для фиксации оператора в области таза показано
на рис. 3. 41. Оно обеспечивает хорошую фикса-
цию в рабочей зоне для космонавта, не требуя с его стороны не-
прерывного приложения усилия для фиксации. Устройство обеспе-
чивает изменение тела во всех плоскостях с помощью ручного уп-
равления.
Индивидуальная фиксация в устройстве обеспечивается про-
стым бедренным ремнем. Устройство должно соединяться с конст-
рукцией корабля непосредственно в каждой рабочей зоне и тре-
бует наличия направляющей, что ограничивает область приме-
нения.
К недостаткам этого устройства следует отнести: ограничение
подвижности и обеспечение манипуляций только в пределах вытя-
нутой руки. Устройство требует использования обеих рук для вхо-
да и выхода из него.
Для фиксации тела космонавта может использоваться надув-
ное устройство, на упругой стальной раме которого установлен
надувной фиксатор. Разводя раму, космонавт размещается внутри
нее. Надувной фиксатор в виде резинового мешка, обеспечивая
приложение давления к бедрам космонавта для принудительной
фиксации, в то же время обеспечивает приспособляемость к нему
тела космонавта. Зажимая бедра космонавта, этот фиксатор обес-
печивает свободу движений ног, рук, плеч,, головы и торса. К не-
достаткам следует отнести необходимость в средствах для надува.
Для работы оператора необходимо часто применять фиксато-
ры для рук. В качестве фиксаторов в этом случае могут использо-
ваться различные ручки, кронштейны, ремни, внутренняя присос-
ка, головки крепежных элементов, установленные внутри корабля.
Однако фиксация с помощью рук может использоваться только-
для выполнения несложных операций, так как действия операто-
ра одной рукой весьма ограничены. |
170
Устройства для фиксации ступней ног. Для фиксации ступней
ног используются фиксаторы типа скоб. Фиксатор представляет
собой в этом случае полужесткую конструкцию — нижняя часть
металлическая, а верхняя представляет собой кожаный ремешок,
фиксатор может вращаться вокруг своей оси. Такие фиксаторы
устанавливаются в местах предполагаемой работы оператора, они
просты по конструкции, до обеспечивают неполную фиксацию
,ступни, что требует от космонавта дополнительных действий для
стабилизации тела.
Практикой космических полетов установлено, что неполная
фиксация ступней приводит к отрыву пяток, изменению схемы
тела, нарушению устойчивости позы и возникновению дополни-
тельного мышечного напряжения руки. Поэтому необходимо соз-
дание такого способа фиксации, который обеспечил бы в первую
очередь жесткое закрепление ступней ног.
Такой способ и устройство для фиксации внутри корабля мож-
но дать на основе применения специализированной обуви, снаб-
женной элементами закрепления и плотно облегающей голено-
стопный сустав космонавта. Ответные части обуви (т. е. соответ-
ствующие узлы фиксации), к которым она прикрепляется, могут
быть установлены в различных местах корабля. Устройство долж-
но воспринимать реактивные усилия в любых направлениях вели-
чиной до 600 Н, а также позволять занимать и сохранять рабочую
позу с наклонами от первоначальной продольно-вертикальной оси
тела — в пределах подвижности голеностопа — до 70—80° прост-
ранственного угла.
Такие устройства значительно увеличивают зону досягаемости
и обеспечивают космонавту «возможность работы двумя руками.
При проектировании таких устройств предъявляют два важных
требования: минимизация количества движений для осуществле-
ния фиксации: максимальное быстродействие при закреплении
и расфиксации. Данные устройства должны позволять космонавту
зафиксироваться и внутри и вне корабля всего лишь двумя движе-
ниями стопы.
Средства фиксации при перемещении. Фиксация оператора во,
время перемещения внутри корабля может осуществляться руками
и'ногами.
При перемещении космонавта с помощью рук на панелях ин-
терьера, кабины корабля устанавливаются простые по своей кон-
струкции поручни и захваты для рук. Недостатком этого способа
является невозможность перемещать грузы, так как руки операто-
ра заняты. Подобные фиксаторы необходимы, но они используют-
ся как вспомогательные.
Для фиксации ног при перемещении космонавта в подошву
обуви устанавливаются специальные устройства, которые фикси-
руют обувь на полу корабля.
Существует несколько проектов подобной фиксации. Напри-
мер, в одном варианте предполагается, что на подошву обуви кре-
пятся присоски (рис. 3.42). Пол должен иметь гладкую поверх-
171
Рис. 3.42. Обувь для фиксации космонавта при его перемещении:
а—с присосками; б—электромагнитная (/—выключатель; 2—магнитная плоскость); в—с по-
верхностями нулевой гравитации (1—поверхность нулевой гравитация; 2—эластичные шты-
ри со стержневыми головками)
посты При плотном соприкосновении присосок с полом благодаря
Созданию вакуума осуществляется фиксация. Для простоты отры-
ва присоска имеет специальное приспособление для разгерметиза-
ции, кинетически связанное с голеностопом. К недостаткам вари-
анта можно отнести сложность конструкции и возможность разру-
шения присосок (низкая долговечность).
Возможен другой вариант фиксации космонавта при перемеще-
нии. В-этом случае на подошву обуви крепится электромагнитная
подкладка и два выключателя (рис. 3.42,6). От выключателей
привод идет к источнику энергии. Пол выполнен из ткани с ме-
таллической нитью и установлен на каркас интерьера. При пере-
движении космонавт опускает ногу каблуком на пол и, прижимая
выключатель к полу, включает цепь электромагнитной плоскости.
Возникающее магнитное поле притягивает подошву к полу. При
дальнейшем движении ноги носок прижимает свой выключатель к
полу и выключает цепь магнитной подкладки. Нога освобождается
от магнитной фиксации. Подобный цикл повторяется и другой но-
гой. Однако проблема заключается в трудности создания электро-
магнитного устройства, обеспечивающего достаточные силы сцеп-
ления. Использование мощных постоянных магнитов потребует
больших усилий от космонавта при его перемещении, что приве-
дет к быстрому утомлению организма.
Другой вариант обуви приведен на рис. 3,42,в. В этом случае
так называемая поверхность нулевой гравитации представляет со-
бой площадку, используемую в качестве пола в космическом ко-
рабле, на которой с помощью эластичных штырей закреплены не-
большие сферические головки. Подобные головки или тела другой
конфигурации прикрепляются к подошве обуви космонавта и рас-
полагаются на интервалах больших или равных двойному шагу
головок на поверхности нулевой гравитации. Шаг зависит от раз-
мера прикрепляемых головок и величины необходимого усилия
для закрепления космонавта. Необходимое усилие регулируется
жесткостью эластичных штырей, а также формой, размером и ко-
личеством .головок, укрепленных на подошве обуви.
Такая система фиксации может быть выполнена из немагнит*
ных и не выделяющих газы материалов и может найти применение
172
„ля использования как вне, так
й внутри корабля. Эта система
и имеет небольшую массу.
Другая система ножной фик- '
сации (рис. 3.43) предусматрива-
ет наличие в рабочей зоне космо-
навта решетчатой поверхности с
Рис. 3.43. Система ножной фиксации
и перемещения
треугольными отверстиями, рас-
положенными в шестиугольной ре-
щетке. Башмаки космонавта так
же снабжены треугольными про-
филями (кулачками), которые симметрично устанавливаются по-
среди подошвы башмака.
Космонавт вставляет кулачок башмака в треугольное отверстие
в решетке пола и поворотом башмака на необходимую величину
жестко прикрепляется к решетке.
Система треугольных отверстий обеспечивает весьма широкий
диапазон направлений движения.
Этот фиксатор является одним из основных фиксаторов для
космического корабля «Скайлэб». Система работает и как фикса-
тор и как устройство для перемещения. Эта фиксация не препят-
ствует перемещению или легкому отдыху всего тела. Фиксация
пригодна для работы, требующей приложения больших усилий,или
моментов.
Недостатками указанной фиксации является то, что необходи-
мо использовать обувь, которую можно носить только в условиях
невесомости, требуется наличие решетчатых поверхностей в кон-
струкции корпуса корабля, являющихся частью фиксатора, а так-
же наличие поручней при входе в систему фиксации.
3.5. ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ СБОРОЧНО-МОНТАЖНЫХ
и РЕМОНТНЫХ РАБОТ
Как уже отмечалось, большую роль в повышений надежности
работы космических кораблей и их систем играет возможность
проведения технологического обслуживания и ремонта в космосе.
Очевидно, конструирование космических объектов в будущем бу-
дет вестись по линии взаимозаменяемости узлов и оборудования.
Для будущих космических полетов очень важно предоставить s
Распоряжение космонавтов несложный комплекс необходимого
инструмента и оборудования. )
В целях обеспечения проведения ремонтных и сборочно-мон-
тажных работ в космосе (внутри корабля, за его бортом) Необхо-
димо разработать достаточное количество ручных инструментов,,
приводов и вспомогательного 'оборудования.
Характер и содержание технологических операций обслужива-
ния и ремонта обуславливают необходимость оснащения экипажа
средствами выполнения этих работ — инструментами и приспособ-
175
лениями, специально рассчитанными для условии космического
полета (с учетом как технического, технико-организационного, так
и эргономического аспектов).
На основании как теоретических исследований и эксперимен-
тально-испытательных работ, а также по результатам эксплуата-
ции в натурных условиях нами был сформулирован комплекс
требований к специальным инструментам.
Требования эргономического аспекта следующие:
1. Принципиальная схема инструмента должна обеспечивать
возможность удобной его компоновки с учетом эргономики и эс-
тетики.
2. В слесарно-сборочных операциях необходимо стремиться ис-
пользовать режущие инструменты (сверло,' фреза и т. ,п.) с само-
подачей или самопрпжимом инструмента. При этом не требуется
приложения больших энергозатрат со стороны космонавта.
3. В процессе выполнения операции инструмент должен требо-
вать приложения усилия со стороны оператора только одного про-
филя, например крутящего момента либо осевого усилия.
4. Переходы сборочной операции (установка инструмента и
т. д.) должны быть просты, содержать минимальное количество
рабочих движений и при необходимости выполнимы одной рукой.
5. В операциях простановки крепежа крепежные элементы
(винты, болты, гайки) и инструмент должны представлять собой
•единую, взаимоувязанную, легко сопрягаемую систему винт — ин-
струмент с жестким механическим соединением между собой. Со-
осность крепежных элементов и инструмента должна быть обеспе-
чена конструктивно без приложения со стороны космонавта усилий
и необходимости контроля соосности.
6. Необходимо стремиться к максимальной механизации труда
космонавта, отдавая предпочтение механизированным инструмен-
там по сравнению с ручными, немеханизированными.
Требования технического аспекта следующие:
1. Избегать применения механизмов с возвратно-поступатель-
ным
движением.
Необходимо по возможности
заменять их менее
энергоемкими механизмами- с вращательным движением,
реакция на крутящий момент нейтрализуется легче, чем
так
как
на возвратно-поступательное движение.
реакция
2. Реактивное воздействие
на ручку
исполнителя'
космонавта
.должно отсутствовать или быть минимальным. Необходимо ис-
лользовать замкнутую систему сил,
усилие и реакцию на него.
включающую
главное
рабочее
3. Стремиться к минимизации массы и эн
Предпочтительный вид энергии — электрическая.
ергопотребления
4. Конструкция должна обладать высокой надежностью в pal
.боте, достаточным ресурсом, устойчивостью эксплуатационно^
характера, ремонтопригодностью, простотой обслуживания.
z 5. Конструкция инструмента должна обеспечивать минималь-
ное количество регулировок в процессе работы, необходимо пре-
374
„усматривать и быстр объемность насадок и исключить возмож-
ность их неправильной установки.
6. Необходимо обеспечить членение конструкции по модулям,
которое позволяет в случае необходимости осуществить их заме-
ну в процессе модернизации, а также в процессе эксплуатации
(например: привод, рукоятки, насадки).
Необходимо обеспечить максимальную степень универсально-
сти инструмента и его модулей, а также крепежных элементов в-
конструкции космического корабля и -всего текнологического обо-
рудования.
Учитывая необходимость полной безопасности работ, можно
сформулировать ряд требований исходя из технико-организацион-
ного аспекта:
1. Необходимо оснащать инструменты механической и электри-
ческой блокировки, предотвращающими несанкционированные-
выключения или включения механизмов.
2. Инструмент должен обеспечивать удержание крепежа до и
после окончания операции для исключения его свободного дрейфа
в невесомости.
3. Обрабатывающие инструменты (особенно при их использо-
вании внутри КК) должны быть снабжены высоконадежными уст-
ройствами, удаляющими отходы обработки.
4. Необходимо предусматривать наличие средств фиксации
инструмента на руке, на одежде исполнителя и на рабочем месте.
5. Конструкция системы должна быть жесткой, ибо вибрации-
и даже упругие деформации в пределах допусков затрудняюг
удержание инструмента.
Рассмотренные положения не следует счцтать окончательными.
Они подлежат доработке и корректировке в процессе приобрете-
ния опыта проектирования и эксплуатации инструментов и обору-
дования для слесарно-сборочных и ремонтных работ.
Стандартизация и унификация соединений в сочетании с мо-
дульной конструкцией узлов космических объектов резко упроща-
ет и сокращает номенклатуру необходимого инструмента для ис-
пользования в космосе.
Одним из критериев при подборе инструментов безусловно-
является простота их конструкции и возможность использования
обычных стандартных инструментов. Проведенные фирмой Мар-
тин (США) исследования по разработке и изготовлению набора
инструментов для ремонта и технического обслуживания различ-
ных подсистем орбитальной станции «Скайлэб» дали возможность-
с учетом указанного критерия создать набор, состоящий из 66
обычных ручных инструментов, 7 вспомогательных приспособле-
ний (контейнера для переноса инструмента, приспособления для
удержания мелких деталей, технологических таблиц и т. д.) и 10
предметов, попадающих в разряд материалов, — кабели, ленты,,
шнуры для стягивания и т. д. Среди дополнительного вспомога-
тельного оборудования имеется набор для герметизации течи в-
различных жидкостных системах космического фэрабля, состоя-
175-
щий из силиконовых и тефлоновых прилипающих лент. К вспомо-
гательным инструментам можно также отнести устройство для
удаления жидкости, которое предназначено для ремонта жидкост-
ных систем. С помощью такого устройства можно удалять жид-
кость, сохранять ее и снова заполнять ею отремонтированную сис-
тему.
Такого рода наборы создаются для выполнения космонавтами
работ по техническому обслуживанию, замене оборудования, рас-
положенного в различных местах как внутри, так и за бортом кос-
мического корабля.
В число необходимых инструментов для ремонтных и механи-'
ческих работ входят несколько видов специального инструмента
для прорезания в конструкции космических объектов проемов раз-
личных размеров под иллюминаторы, осветительное устройство и
люки, а также для сверления отверстий под крепления и проводку
труб и кабелей. Интересное устройство типа «S-IV-I3» для проре-
зания проемов под иллюминаторы предлагает фирма Мартин.
В этом устройстве для установки иллюминаторов используется
кольцевой заряд взрывчатого вещества, во время подрыва которо-
го после установки инструмента на обшику образуются отверстия
диаметром около 0,15 м.
Для советских комонавтов были разработаны наборы ручных
инструментов для внутренних и наружных работ в космическом
полете.
В состав комплекса для внутренних работ, состоящего из семи
инструментов, входят: молоток, две анкерные отвертки и четыре
ключа для штепсельных разъемов. Молоток массой 0,3 кг имеет
заполненную дробью головку для уменьшения отскока. Молоток
предназначен для мелких ремонтных работ (рихтовки, кернения,
выколотки, гибки и т. п.).
Анкерные отвертки предназначены для завертывания (отвер-
тывания) специальных винтов и гаек, которыми крепятся все па-
нели и некоторые устройства внутри салона орбитальной станции
типа «Салют». Головка винта захватывается шариковым замком
отвертки, что позволяет использовать каждый винт как точку фик-
сации космонавта и кроме того облегчает манипулирование с вин-
том (наживление, завертывание или отвертывание и укладку).
Масса отверток 0,3 кг.
Ключи предназначены для отвертывания накидных гаек штеп!
сельных разъемов, установленных на блоках аппаратуры корабля!
Отвертывание указанных гаек (обычно тугих) без повреждения
является одним из условий надежной работы аппаратуры. Масся
одного ключа около 0,07 кг. I
В состав комплекта для работ в открытом космосе входят: уни-1
версальный рычажный инструмент, ударный ключ, дубило, моло!
ток, анкерные отвертки и нож. Универсальный рычажный инет!
румент (масса 1,7 кг) предназначен для перекусывания проволо-1
ки, шлангов, кабелей, разрезания листов, а также для обжатия!
и захвата различных деталей. Инструмент имеет четыре сменные!
176 I
головки (кусачки, ножницы, радиусные ножницы и плоскогубцы).
Ударный ключ имеет марсу 0,85 кг. Ключ предназначен для отво-
рачивания и заворачивания болтов и гаек, для чего снабжен
сменными торцевыми головками. Универсальное зубило (масса
0,5 кг) комплектуется сменным инструментом (зубило, бородок,
керн, пробойник). Молоток имеет массу 1,3 кг. Две анкерные от-
вертки массой около 0,45 кг предназначены для отвертывания и
завертывания специальных винтов. Входящий в комплект нож
массой 0,5 кг предназначен для аварийного разрезания мягких по-
крытий из ткани.
Механизированный инструмент (ручная машина) для работы
в космосе. При создании ручного механизированного инструмента
наибольшие трудности вызывает устранение реактивного силового
воздействия инструмента на оператора. ,
При создании ручной машины для работы в космосе можно от-
метить два основных варианта конструкции, исключающих влия-
ния реактивных усилий.
По первому варианту применяют обычные приводы в сочетании
со специальными рабочими органами, у которых, например, два
режущих инструмента вызывают одинаковые по величине и проти-
воположные по направлению реакции обрабатываемого объекта
(коронка, работающая со сверлом, проходящим через нее; одина:
ковые шлифовальные круги, работающие соосно, но в разные сто-
роны; два резца, двигающиеся в противоположных направлениях
по обрабатываемой поверхности, и т. п.). Применение обычного
привода с рабочим органом (инструментом), создающим усилие,
замыкающееся через обрабатываемую поверхность на опорную по-
верхность машины, реализуется в таких машинах, как вырубные
ножницы, лобзики, пилы-ножовки и др. .
По второму варианту применяют импульсные приводы, пред-
ставляющие собой сочетание двигателя с вращающимися в разные
стороны ротором и статором в совокупности с импульсным меха-
низмом, причем и двигатель и механизм установлены в неподвиж-
ном корпусе, на который незначительные реактивные усилия могут
передаваться из-за трения в подшипниках. Разновидностью такого
привода может служить обычный двигатель с импульсным меха-
низмом. В этом случае реакция машины будет зависеть только от
Момента двигателя. Такая схема выгодна при маломощных двига-
телях (мала масса двигателя, мал и реактивный момент).
В 1964 г. фирмами Мартин, Блек и Декер (США) создан уни-
версальный многоцелевой энергетический инструмент с автоном-
ным источником питания, состоящий из привода с комплектом
сменных приставок, позволяющий выполнить 150 различных опе-
раций (сверление, шлифование, нарезание резьбы, заворачива-
ние— отворачивание винтов и гаек и др.), а также используемый
Как лебедка. Созданный многоцелевой инструмент можно считать
первой удачной попыткой механизации слесарно-монтажных опе-
раций, проводимых космонавтом как внутри корабля, так и в от-
крытом космосе..
177
Рассмотрим подробнее конструкцию этого инструмента. Инст-
румент пистолетного типа (рис. 3.44) имеет алюминиевый матовый
корпус (для устранения отражения), я котором размещены кол-
лекторный электродвигатель, ударный механизм (механизм на-
копления кинетической энергии) и шпиндель. Сбоку вдоль корпу-
са расположены полуцилиндрические приливы, в которых разме-
щены шесть никелевокадмиевых аккумуляторов. Ручка шарнирно
крепится примерно в центре корпуса привода и может откиды-
ваться, занимая положение, параллельное корпусу. Конфигурация
ручки обеспечивает удобство при удержании ее космонавтом, на-
ходящимся в скафандре. В ручке размещается включатель, а в пе-
редней ее части смонтирован фонарь, обеспечивающий местное
освещение. Для смазки подшипников применяется силиконовое
масло на парафине, позволяющее использовать инструмент в тече-
ние всего срока эксплуатации.
Корпус 1, в котором размещены якорь-двигатель 2, редуктор
14 и ударный механизм со шпинделем 9, имеет возможность сво-
бодно вращаться в подшипниках относительно внешнего корпуса
инструмента с ручкой. Питание от аккумуляторов посредством
упругих пластинчатых контактов, находящихся на корпусе инст-
румента, передается через торцевые токосъемные кольца, укреп-
ленные на задней стороне корпуса двигателя, на щетки.
При включении двигателя (при помощи кнопки 15) статор и
якорь-двигатель 7 начинают вращаться в разные стороны со ско-
ростями, обратно пропорциональными их массам.
От вала двигателя вращение передается на солнечную шестер-
ню (на рис. 3.44 не показана) планетарного редуктора 14, водило
которого заканчивается промежуточным валом 5, имеющим вин
178
товые канавки 11. Промежуточный вал 5 через шарик 4 соединен
с аналогичными канавками, расположенными на внутренней сто-
роне бойка 13, и образует с последним винтовую пару. При вра-
щении промежуточного вала 5 боек 13 передвигается назад в осе-
вом направлении, так как его кулачки <3 сцеплены с кулачками 2
наковальни, выполненной заодно со шпинделем 9. В свою очередь
шпиндель 9 заторможен подпружиненными фрикционными упора-
ми 10- ,
, Таким образом, передвижение бойка 13 назад и сжатие пру- ’
жины 12 осуществляются до тех пор, пока кулачки <3 бойка 13 не
выйдут из зацепления с кулачками 2 наковальни. После этого
боек 13 под действием пружины 12 передвигается вперед;' одно-
временно вращаясь по винтовой канавке 11, и его кулачки <3 нано-
сят удар по кулачкам 2 наковальни (шпинделя). Так как динами-
ческий момент, возникающий на шпинделе 9, значительно превос-
ходит момент трения от действия подпружиненных. упоров 10,
шпиндель поворачивается и инструмент, закрепленный на нем
(ключ, сверло, метчик и др.), совершает рабочий ход: Затем про-
цесс повторяется и инструмент, закрепленный на шпинделе, под дей-
ствием серии круговых ударов совершает технологическую опера-
цию. При этом корпус 1 и ручка 16 не воспринимают реактивных
усилий, так как они связаны с корпусом двигателя-ротора 6 через •
подшипник 8 (трение в подшипниках незначительное).
Техническая характеристика многоцелевого энергетического инструмента
Максимальный момент на шпинделе, Н м...............67,5
Реактивный момент на рукоятке, Нм..................0,006
Число импульсов ударного механизма в 1 мии . . . 1700
Масса инструмента с аккумулятором, кг . . . . .3,6
Габариты (длинаХвысотаХширина), мм .... 267Х'229Х127
Двигатель коллекторный:
мощность, Вт.............................. 100
ток............................................. Постоянный
напряжение, В...................................6,5
’ Основными достоинствами описанного инструмента являются:
практическое отсутствие реактивного момента; малая масса и
абариты, вполне допустимые для работы космонавта в скафанд-
: е; отсутствие токопроводящего кабеля, который не только может
: омешать работе, но и является источником опасности (космонавт
может запутаться в кабеле).
Аналогичный привод создан и для советских космонавтов.
Комплект слесарно-ремонтного оборудования состоит из универ-
сального электрического привода (ручной машины), питаемого от
бортовой сети или переносных аккумуляторов, а также сменных
насадок (насадка-ножницы, насадка-кромкорез, насадка-кусачки,
Насадка-перфоратор, насадка-молоток, самотянущее сверло, само-
тянущее ступенчатое сверло, сверло-метчик, насадка для клепки,
насадка-отвертка, насадка-ключ):
Общая масса комплекта составляет 7,84 кг.
179
Приведем данные по конструкции и технологическому назначе-
нию насадок. Насадка-ножницы в совокупности с приводом пред,
ставляет собой вырубные ножницы для прямолинейной резки.
Увеличение эффективности их работы по сравнению с существую-
щими обычными электрическими и пневматическими вырубными
ножницами заключается в том, что возвратно-поступательное дви-
жение пуансона заменено только на поступательное (без холостого
хода) движение, а роль пуансона выполняет по очереди каждый
зуб дисковой фрезы. Фреза в данном случае представляет много-
лезвийный инструмент (зуб-пуансон) и в целом совершает круго-
вое движение под воздействием вращательных импульсов приво-
да. Перемещение обрабатываемого листа происходит автоматичес-
ки под действием составляющей силы, возникающей при ударе
зуба. Насадка может служить для резки тонколистовых панелей,
вырезания заглушек, крышек и т. п., а также для разрезки крон-
штейнов, вырезания отверстий и люков при ремонтных и аварий-
ных работах.
Насадка-кромкорез в совокупности с приводом представляет
собой ручную машину для снятия фасок на кромках листового
материала плоских деталей и заготовок. Эффективность данного
кромкореза по сравнению с обычными электрическими и пневма-
тическими кромкорезами заключается в том, что снятие кромки
производится не пуансоном, а ударным действием каждого зуба
фрезы, по отношению к которой плоскость обрабатываемого лис-
та перемещается под углом. Направляющие, по которым переме-
щается лист, могут быть отрегулированы на разную толщину
листа. ।
Насадка может служить для разделки кромок листов и плоских !
(или с малой кривизной поверхности) деталей для последующей
их сварки, пайки или сборки при проведении ремонтных, аварий-
ных работ или при создании новых объектов.
Насадка-кусачки в совокупности с приводом представляет со-
бой электрические ручные кусачки, предназначенные для переку-
\ сывания проволоки или деталей из проволоки, а также проводов.
Принципиальное отличие этих кусачек от существующих пневма-
тических кусачек для работы в обычных условиях заключается В j
круговом движении подвижной губки (зубила), представляющей |
собой торцевой зуб круглого сердечника, на который передаютсЖЦ|
вращательные ударные импульсы привода.
Насадка может служить для перекусывания стопорных детале^И
из проволоки (шплинтов, колец, шпилек) и проводов при ремонт^И
ных и аварийных работах, а также при изготовлении необходимыз^И
проволочных изделий или рубке медных проводов (кабелей) npi^H
' монтаже объектов.
Насадка-перфоратор в совокупности с приводом представляе1И
собой малогабаритный ручной электрический перфоратор для прО-М
изводства размерных отверстий в хрупких материалах. Во времяМ
работы перфоратора на режущий инструмент передается боково4^С
и вращательный удары, благодаря которым происходит эффектив^И
180
ная обработка отверстий в деталях. Насадка-перфоратор может
служить для сверления отверстий в специальных электроизоляци-
, онных материалах или в термостойких хрупких покрытиях при ре-
монтных и аварийных работах или при производстве работ по со-
зданию новых изделий.
Насадка комплектуется сверлами, оснащенными пластинками
из твердого сплава с цилиндрическим хвостовиком.
Насадка-молоток в совокупности с приводом представляет со-
бой малогабаритный ручной электрический рубильный (зубиль-
ный) инструмент, предназначенный для обработки краев и кромок
листов (снятия фасок, заусенцев и т. п.), срубания крепежа (за-
клепок, шплинтов и т. п.). Такой молоток может быть использован
при проведении ремонтных и аварийных работ.
Самотянущее сверло совместно с приводом представляет собой
ручную электрическую сверлильную машину. Отличительной осо-
бенностью такой машины является то, что при работе с ней не
требуется применения осевого усилия, подача сверла происходит
автоматически (только в момент засверловки требуется приложить,
небольшое усилие в течение 1—1,5 с). Машина предназначена для ’
сверления сквозных отверстий.
/ При работе сверла с приводом реактивный момент, возникаю-
’ щий в процессе сверления, замыкается на обрабатывающий объ-
! ект и на руки оператора не передается.
Применяя самотянущее ступенчатое сверло, можно производить
обработку одним сверлом отверстий нескольких диаметров, в соот-
ветствии с диаметрами ступеней сверла.
Сверло-метчик совместно с приводом представляет собой руч-
ную резьбонарезную электрическую машину (диаметр резьбы вы-
бирается в соответствии с диаметром используемого сверла, кре-
пежа и другими параметрами объекта обслуживания и ремонта).
Сверление отверстия и нарезание резьбы производится одним ин-
струментом. Сверло-метчик предназначен для нарезания сквозной
резьбы в панелях, крышках, кронштейнах (рис. 3.45).
Насадка для клепки в совокупности с приводом представляет
собой клепальную машину для односторонней клепки деталей спе-
циальными пустотелыми заклепками. В отличие от обычной клеп-
ки (под действием удара, обжатия, развальцовывания) процесс
постановки заклепок происходит следующим образом: заклепка
устанавливается в вырезные соосные отверстия двух склепывае-
• мых деталей, при этом головка заклепки, имеющая грани, удержи-
вается от поворота в гнезде насадки. В то время, как винт шпин-
деля насадки ввертывается в резьбу заклепки и происходит сдвиг
задней резьбовой части заклепки в осевом направлении, в резуль-
тате чего образуется гофр замыкающей головки с задней стороны
склепываемых листов (см. рис. 3.30).
Насадка может служить для склепывания листов (тонколисто-
вых деталей) при проведении ремонтных и аварийных работ, а
также при создании новых объектов.
181
Рис. 3.45. Самотянущее сверло-метчик
Насадка-отвертка в совокупности с приводом представляет со-
бой ручной электрический инструмент для отворачивания и заво-
рачивания специальных винтов и гаек. В отличие от стандартных
винтов и гаек применяемые с насадкой-отверткой имеют отверстия
для фиксации в них шариков зажимного механизма. Таким обра-
зом, при работе насадка-отвертка находится в зацеплении с соот-
• ветствующим крепежом. При заворачивании винты и гайки пред-
варительно зажимаются в отвертке, а при отворачивании снимают-
ся с отвертки после отсоединения от детали.
Насадка-отвертка может служить для заворачивания и отво*
рачивания винтов и гаек, а в случае необходимости и средством
фиксации. Она может использоваться при регламентных, ремонт-
ных и аварийных работах как внутри, так и снаружи объектов.
Насадка-ключ в совокупности с приводом представляет собой
ручной электрический гайковерт для отворачивания и заворачива-
ния специальных болтов и гаек. В отличие от стандартных приме-
няемые болты и гайки имеют отверстия для западания в них. фик-
саторов зажимного механизма насадки-ключа. Таким образом,
при работе насадка-ключ находится в зацеплении с соответствую-
щим крепежом. При заворачивании болты и гайки предварительно
зажимаются в ключе, а при отворачивании снимаются с ключа
после отсоединения от детали.
Насадка-ключ может служить для заворачивания и отворачи-
вания болтов и гаек, а в случае необходимости и средством фикса-
ции. Она может использоваться при регламентных, ремонтных и
аварийных работах как внутри, так и снаружи объектов.
Помимо перечисленных для монтажа и ремонта в космосе най-
дут широкое применение инструменты специального назначения
для соединения труб, сварочные инструменты, инструменты для
ремонта и обслуживания электрооборудования, устройства для об-
наружения утечки газа и др.
С некоторыми из названных видов инструмента специального
назначения для выполнения указанных работ мы могли познако-
миться в гл. 2 данного раздела. ' ‘ !;
На станции «Салют-4» использовался слесарно-монтажный ин->
струмент (рис. 3.46) рычажного типа (кусачки, ножницы, плоско- ;
губцы), а также ударного типа (зубило, кернер, бородок, пробой- :
яик, молоток).
Космический молоток, заполненный дробью, становится безот-
бойным инструментом—при ударе по детали он не-отскакивает-
Шарики дроби принимают на себя реакции отдачи.
Рычажный слесарно-монтажный инструмент унифицирован-
Имеется общая рукоятка, к которой при необходимости могут при-
182
рис. 3.46. Слесарно-монтажный
инструмент:
а—рычажного типа; б—ударного
типа; 1— кусачки; 2—ножницы; 3—
плоскогубцы; 4—рукоятка с набо-
ром инструмента (зубило, кернер,
бородок, пробойник)
4
f)
соединяться в качестве насадок ножницы, кусачки или плоскб-
губцы.
Также унифицирован инструмент ударного типа. Рукоятка-
держатель у зубила, бородка, пробойника и керна общая. Инстру-
мент — насадки вставляются в отверстие на конце рукоятки и за-
крепляются в ней.
Такого рода инструмент обеспечивает большие технологические
возможности слесарно-монтажных операций при минимальной
массе набора.
СПИСОК ЛИТЕРАТУРЫ
1. Беляков И. Т., Борисов Ю. Д. Технология в космосе.— М.; Машиностро-
ние, 1974. —.292 с. ' ,
2. Бэлью Л., Стулингер Э. Орбитальная станция «Скайлэб». США, 1973
(сокращ. пер. с англ.)/Под ред. д-ра физ.-мат. наук'Г. Л. Гроздовского. — М.:
Машиностроение, 1977. — 232 с.
3. Ганиев Р. Ф., Лапчинский В. Ф. Проблемы механики в космической тех-
нологии.— М.: Машиностроение, 1978. 119 с.
4. Гельфанд М. Л., Ципенюк Я- И., Кузнецов О. К. Сборка резьбовых со-
единений. — М„ Машиностроение, 1978 г.— 200 с.
5. Гидромеханика невесомости. Под ред. А. Д. Мышкиса — М' Наука
1976,— 504 с.
6. Евич А. Ф. Индустрия в космосе,—М.: Моск, рабочий, 1978.-224 с.
7. Крошкин М. Г. Физико-технические основы космических исследований.—
М.: Машиностроение, 1969. — 288 с.
8. Хрунов Е. В., Хачатурьянц Л. С,, Попов В. А., Иванов Е. А. Человек-опе-
ратор в космическом полете. — М.: Машиностроение», 1974. — 400 с.
ЛЛАВЛЕНИЕ
Cip.
Предисловие.......................................................... 3
Введение..........................................................: 4
Раздел I. ОБЩИЕ ВОПРОСЫ КОСМИЧЕСКОЙ ТЕХНОЛОГИИ
Глава 1. Физические особенности космического пространства как среды
для осуществления технологических процессов.......................... 7
1.1. Краткая характеристика космического пространства .... 7
1.2. Силы, действующие на тела в космическом полете . . . . 17
1.3. Моделирование условий космического пространства .... 22
Глава 2. Изменение свойств конструкционных материалов в космических
условиях.........................................I . . . 30
2.1. Влияние космического вакуума..................< . . 31
2.2. Влияние электромагнитной и корпускулярной радиации ... 42
2.3. Влияние низких температур................................ 45
Раздел II. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПОЛУЧЕНИЯ
НОВЫХ ВЕЩЕСТВ И МАТЕРИАЛОВ В КОСМОСЕ
Глава 1. Теоретические' основы осуществления процессов в условиях не
весомости...................................
1.1. Использование гидростатических законов при осуществлении тех
нологическнх процессов .......................................
' 1.2. Использование влияния сил поверхностного натяжения при осу
ществлении технологических процессов .............................
1.3. Конвекция и диффузия в жидкостях, растворах и расплавах в ус
ловиях пониженной гравитации................................'
Глава 2. Технологические процессы получения веществ, материалов и де
талей в космосе............................;.....................
2.1. Получение чистых веществ, металлов и' сплавов ....
2.2. Получение композиционных материалов......................
2.3. Литейное производство в условиях невесомости ....
2.4. Выращивание кристаллов...................................
2.5. Организация производства в космосе. Технологические модули
оборудование .................................................
2.6. Экономическая эффективность производства материалов на орби-
тальных станциях .......................................... . .
Раздел III. ТЕХНОЛОГИЯ СБОРОЧНЫХ, МОНТАЖНЫХ И
РЕМОНТНЫХ РАБОТ В КОСМОСЕ
Глава 1. Сборка объектов......................................
1.1. Сборка-стыковКа космических станций..............
49
49
52
63
63
72
75
82
87
95
100
102
184,
7
Crt
1.2. Создание объектов из трансформирующихся конструкций 1<
1.3. Сборка крупногабаритных объектов с выходом космонавтов в
открытый космос....................................................11
1.4. Устройства для перемещения космонавтов в открытом космосе Ц
Глава 2. Технология выполнения соединений в космосе . . . . 11
2.1. Термическая сварка и резка металлов............................И
2.2. Термомеханическая сварка......................................13
2.3. Механическая сварка......................................... 13
2.4. Пайка. Склеивание. Клепка................................. л 14
2.5. Разъемные соединения. Трение и смазка в космосе . . ? 14
Глава 3. Техническое обслуживание, монтажные работы и ремонт косми-
ческих объектов...................................................15
3.1. Техническое обслуживание и ремонт объектов..................15i
3.2. Процессы монтажно-ремонтных и контрольно-испытательных ра-
бот ...................................................: : : 15!
3.3. Эргономические аспекты деятельности космонавта при выполне-
нии технологических операций.................................16
3.4. Методы и средства фиксации космонавта........................161
3.5. Оборудование и инструмент для сборочио-моитажных и ремонт-
ных работ....................................................... 171
Список литературы...................................................183