
















































































































































































































































































































































































Author: Кучеров В.Г.
Tags: оружие вооружение артиллерийско-техническое имущество бронированные машины и специальные средства транспорта стрелковое оружие личное оружие боеприпасы и боевые отравляющие вещества управляемые и неуправляемые ракеты и реактивные снаряды военная техника военное дело проектирование спецмашин
ISBN: 978-5-9948-2223-4
Year: 2017




ПРОЕКТИРОВАНИЕ
СПЕЦМАШИН
Часть 1, книга 1
Артиллерийские
стволы
ПРОЕКТИРОВАНИЕ
СПЕЦМАШИН
Артиллерийские
1
Светлой памяти
Виктора Гр игор ьевича КУЧЕРОВА,
чл. -к ор. Международной академии наук
педагогич еского образования пр оф. кафедры
«Автоматические установки» ВолгГТУ,
ПОСВЯЩАЕТСЯ
2
3
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
ПРОЕКТИРОВАНИЕ
СПЕЦМАШИН
Часть 1, книга 1
Артиллерийские стволы
Учебник для вузов
Под редакцией академика РАРАН Г. И . Закаменных,
профессора В. Г . Кучерова , доцента С. Е . Червонцева
Допущено Научно-методическим советом по специальности 17.05.02
«Стрелково-пушечное, артиллерийское и ракетное оружие»
в качестве учебника для студентов высших учебных заведений
Волгоград
2017
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
ПРОЕКТИРОВАНИЕ
СПЕЦМАШИН
Артиллерийские стволы
академика РАРАН Г. И. Закаменных,
С. Е. Червонцева
по специальности 17.05.02
ное, артиллерийское и ракетное оружие»
высших учебных заведений
4
УДК 623.42(075)
Рецензенты:
гл. конструктор НТН-2 АО «ЦКБ “Титан”»
заслуженный машиностроитель РФ Б. Ю . Голдобин;
действительный член Академии военных наук России
д-р экон. наук, канд. техн. наук, проф. В . О. Мосейко
Печатается по решению редакционно-издательского совета
Волгоградского государственного технического университета
Проектирование спецмашин, ч. 1, кн. 1. Артиллерийские ство-
лы : учеб. для вузов ; под ред. академика РАРАН Г. И . Закаменных,
профессора В. Г . Кучерова , доцента С. Е . Червонцева ; ВолгГТУ. –
Волгоград, 2017. – 396 с.
ISBN 978-5 -9948-2223 -4
В учебнике изложены вопросы проектирования артиллерийских стволов и на-
дульных устройств. Особое внимание уделено прочностным расчетам стволов-моно-
блоков, скрепленных и лейнированных стволов, их колебаниям в процессе выстрела,
а также повышению живучести стволов при эксплуатации. Приведены особенности
расчета стволов стрелкового и охотничьего оружия. Рассмотрены некоторые аспек-
ты изготовления стволов и их боевой эксплуатации.
Книга будет полезна и инженерно-техническим работникам, занимающимся
вопросами проектирования артиллерийского и стрелкового оружия.
Ил. 144 . Табл. 48 . Библиогр. : 82 назв.
ISBN 978-5 -9948 -2223 -4
© Волгоградский государственный
технический университет, 2017
© Авторский коллектив, 2017
5
СВОЯ КОЛЕЯ
В. Г. Кучеров
(1930–2016)
Виктор Григорьевич Кучеров, профессор кафедры «Автоматические
установки», родился 22 марта 1930 года в селе Зубовка Черноярского рай-
она Астраханской области. После окончания школы в 1948 году поступил
на специальный факультет МВТУ им. Н. Э. Баумана, который окончил
в 1954 г. с присвоением квалификации «инженер-механик», работал в КБ–2
ГРАУ (г. Балаклея Харьковской области).
В 1957 г. переехал в г. Ижевск на работу в механический институт
(ныне Ижевский государственный технический университет); был замес-
тителем декана машиностроительного факультета, председателем спор-
тивного клуба института. После защиты кандидатской диссертации в 1968
г. избран заведующим кафедрой проектирования машин и механизмов
(ныне кафедра «Стрелковое оружие» Ижевского государственного техни-
ческого университета). В 1970 г. по конкурсу принят на работу в Волго-
градский политехнический институт, где организовывал чтение новых
учебных дисциплин. С 1980 по 1995 гг. работал заведующим кафедрой
«АУ» ВолгГТУ, с 1995 г. – профессор той же кафедры.
Под руководством В. Г. Кучерова защищено шесть кандидатских
диссертаций, им получено 38 авторских свидетельств и патентов на изо-
6
бретения в области механизации работы спецмашин. Им написано более
230 научных и научно-методических работ, из них 21 учебное пособие
и восемь учебников.
Круг его научных интересов был необычайно широк: чтение учебных
дисциплин по новой специальности – «Импульсные тепловые машины»,
дисциплинам: «Баллистика», «Проектирование машин», «Механизация
машин», «Физические основы устройства и функционирования артилле-
рийского оружия», «Эффективность машин». По его инициативе разрабо-
тан и введен в учебный процесс курс «Основы научных исследований».
Учебная работа успешно сочеталась с общественной: секретарь партийно-
го (КПСС) бюро факультета, председатель профсоюзного комитета Волг-
ГТУ (1975–1989), председатель ревизионной комиссии Волгоградского
областного комитета профсоюза работников народного образования и на-
уки (1990–2005).
Научные исследования В. Г . Кучерова в ВолгГТУ связаны с решени-
ем вопросов повышения эффективности спецмашин за счет механизации
и автоматизации их работы. Кафедра, на которой работал Виктор Гри-
горьевич, установила прочные связи с ведущими предприятиями отрасли
(ЦНИИТОЧМАШ – Климовск Московской обл., ЦНИИ «Буревестник» –
Нижний Новгород, ЦКБ «Титан» – Волгоград и др.) .
В 2000 г. Учебно-методическая комиссия по специальности «Стрел-
ково-пушечное, артиллерийское и ракетное оружие» при УМО вузов по
университетскому политехническому образованию решила подготовить и
издать цикл учебников по всем основным учебным дисциплинам, вклю-
ченным в план подготовки инженеров по специальности.
Виктор Григорьевич являлся редактором семи из 14 учебников дан-
ного цикла, им составлен проспект и второй части учебника «Проектиро-
вание спецмашин» (ч. 1, кн. 2 . «Казенники и затворы»).
Любая инициатива, любое новое начинание находило у него под-
держку. Мы будем с благодарностью помнить о нем. Его не стало 19 авгу-
ста 2016 года...
Остались его ученики, его книги, статьи, осталось много незакончен-
ных работ. Сейчас вспоминается и о другом – о неподдельном обаянии
его личности, его постоянной доброжелательности людям, жизнерадост-
ности, его обостренном интересе ко всему новому в науке и образовании.
В памяти тех, кто знал и любил Виктора Григорьевича Кучерова, он
навсегда останется молодым душой, активным ученым, яркой творческой
личностью, человеком большого таланта, исключительного трудолюбия,
преданности своему делу, порядочности.
Авторский коллектив сер ии учебников
«Проектирование спецм ашин»
7
ОГЛАВЛЕНИЕ
Своя колея..............................................................................................................
5
Список сокр ащений.............................................................................................
11
Введение.................................................................................................................
13
Г л а в а 1. Системный анализ задачи пр оектир ования
артиллерийского ствола. Тр ебования,
пр едъявляемые к стволам ар тиллерийских орудий.....................
16
Г л а в а 2. Нагрузки, действующие на ствол ар тиллер ийского орудия........
21
2.1 . Давление пороховых газов на стенки и дно
канала ствола..........................................................................
21
2.2 . Силы взаимодействия снаряда со стволом..........................
24
2.3 . Силы, приложенные к стволу со стор оны люльки,
пр отивооткатных и надульных устр ойств...........................
30
2.4 . Силы инерции........................................................
31
Г л а в а 3. Типовые конструктивные схемы стволов................................
32
3.1 . Типы стволов.........................................................
32
3.2 . Типы камор ...........................................................
35
3.3 . Ведущие элементы канала ствола................................
37
Г л а в а 4. Прочность ар тиллер ийских стволов..............................................
41
4.1 . Теор етические основы расчета прочности.....................
41
4.2 . Прочность стволов-моноблоков..................................
51
4.3 . Прочность скрепленных стволов.................................
55
4.4 . Автоскр епление......................................................
67
4.5 . Прочность лейнир ованных стволов.............................
73
Г л а в а 5. Нагрев, охлаждение и термопр очность
артиллерийских стволов.................................................................
78
5.1 . Общие положения по нагреву стволов..............................
78
5.2 . Теплообмен в канале ствола артиллерийского орудия........
81
5.3 . Задач и нестационар ной теплопроводности
для ар тиллер ийского ствола..................................................
86
5.4 . Тепловые напряжения и деформации ствола..................
96
5.5 . Оценка термопр очности и тепловых деформаций
ствола.................................................................
102
8
Г л а в а 6. Износ и живучесть артиллерийских стволов................................
108
6.1 . Общие положения по износу и живучести стволов............
108
6.2 . Совр еменные представления об износе и живучести
стволов.....................................................................................
114
6.3 . Пути р ешения пр облемы износа и живучести
артиллерийских стволов........................................................
120
6.3 .1 . Р асчетное опр еделение износа и живучести..........
120
6.3 .2 . Повышение живучести стволов...........................
127
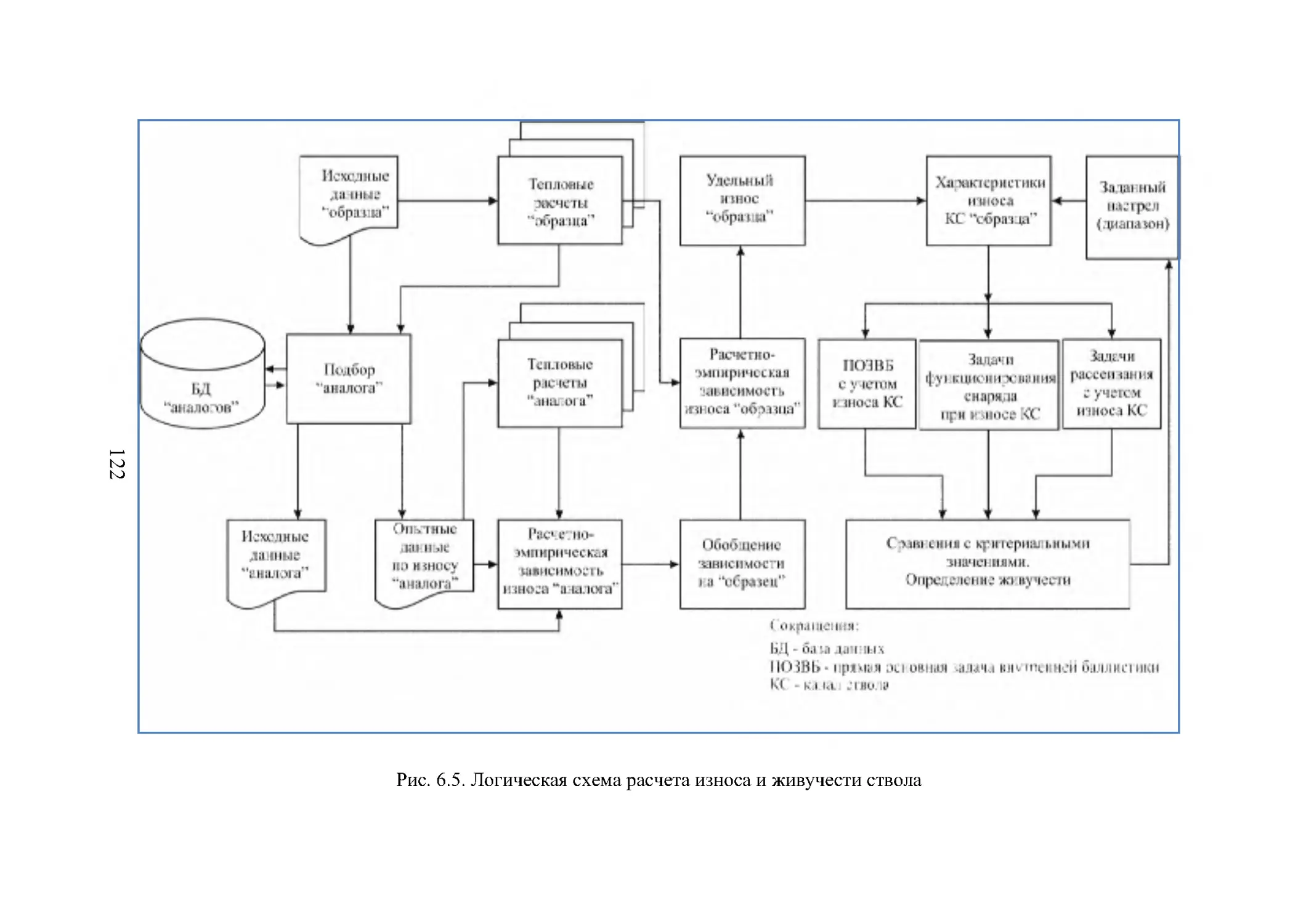
6.3 .3 . Пример комплексного р ешения задачи
о по вышении живучести стволов.......................
129
Г л а в а 7. Изгиб и колебания стволов. Угол вылета снаряда........................
148
7.1 . Р адиальные колебания............................................................
149
7.2 . Поперечные колебания...........................................................
154
7.3 . Продольные колебания...........................................................
161
7.4 . Крутильные колебания...........................................................
163
7.5 . Угол вылета снаряда...............................................................
166
7.5 .1 . Фактор ы, влияющие на величину угла вылета.......
166
7.5 .2 . Статический изгиб ствола..................................
171
7.5 .3 . Динамический изгиб ствола..............................
177
7.5 .4 . Угол поворота качающейся части орудия
при выстреле................................................
179
7.5 .5 . Влияние угловой скор ости поворота
дульной части ствола на угол вылета..................
185
7.5 .6 . Влияние нагрева ствола на угол вылета...............
186
7.5 .7 . Вычисление угла вылета...................................
188
Г л а в а 8. Проектирование артиллерийских стволов.
Автоматизация пр оектир ования.....................................................
195
8.1 . Общие положения по проектир ованию стволов.
Проектир ование ствола-моноблока.............................
196
8.1 .1 . Выбор способа заряжания и проектирование
каморы........................................................
197
8.1 .2 . Проектир ование ведущей части канала ствола.......
202
8.1 .3 . Расчет прочности ведущих элементов
ствола и снаряда............................................
204
8.1 .4 . Установление наружных р азмеров
и выбор матер иала ствола.................................
206
8.1 .5 . Провер очные р асчеты прочности ствола..............
209
8.1 .6 . Прочность ствола-моноблока в области
эжекционного устр ойства................................
210
8.1 .7 . Расчет массы ствола, положения центра масс
и пр огиба в плоскости дульного среза.................
213
8.2 . Проектирование скр епленных стволов..........................
217
8.3 . Общие положения по проектир ованию
лейнир ованных стволов...........................................
221
8.4 . Автоматизация проектирования артиллерийских стволов...
224
9
8.4 .1 . Структур а и состав инфор мационного
обеспечения..................................................
226
8.4 .2 . Структур а и состав отр аслевого программного
обеспечения..................................................
230
8.4 .3 . Диалоговая процедура пр оектир ования
ствола-моноблока.
Пример р ешения проектной задачи.....................
235
Г л а в а 9. Особенности устр ойства и пр оектир ования стволов
стр елкового оружия........................................................
245
9.1 . Особенности условий р аботы и эксплуатации
стволов стр елкового оружия.....................................
245
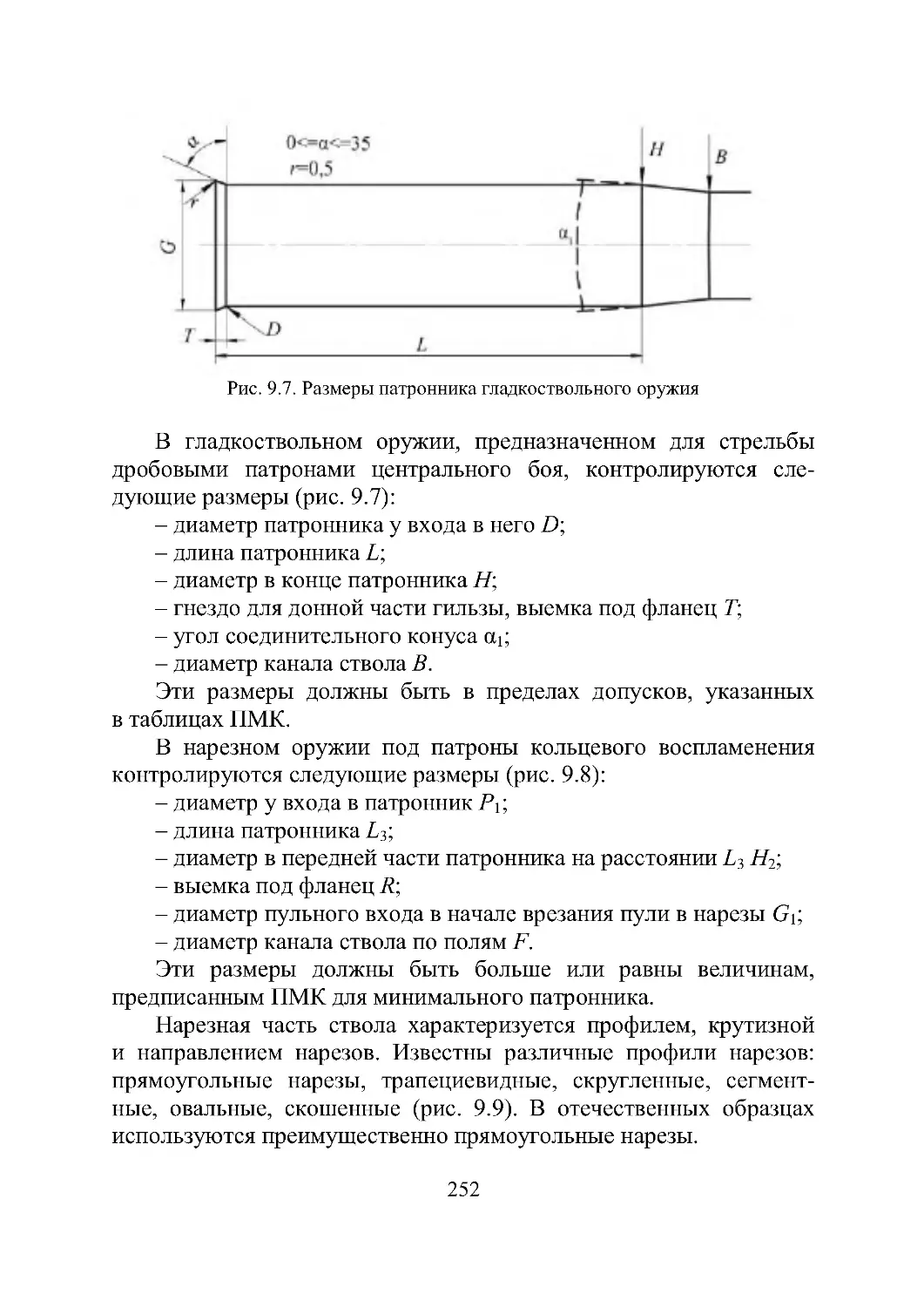
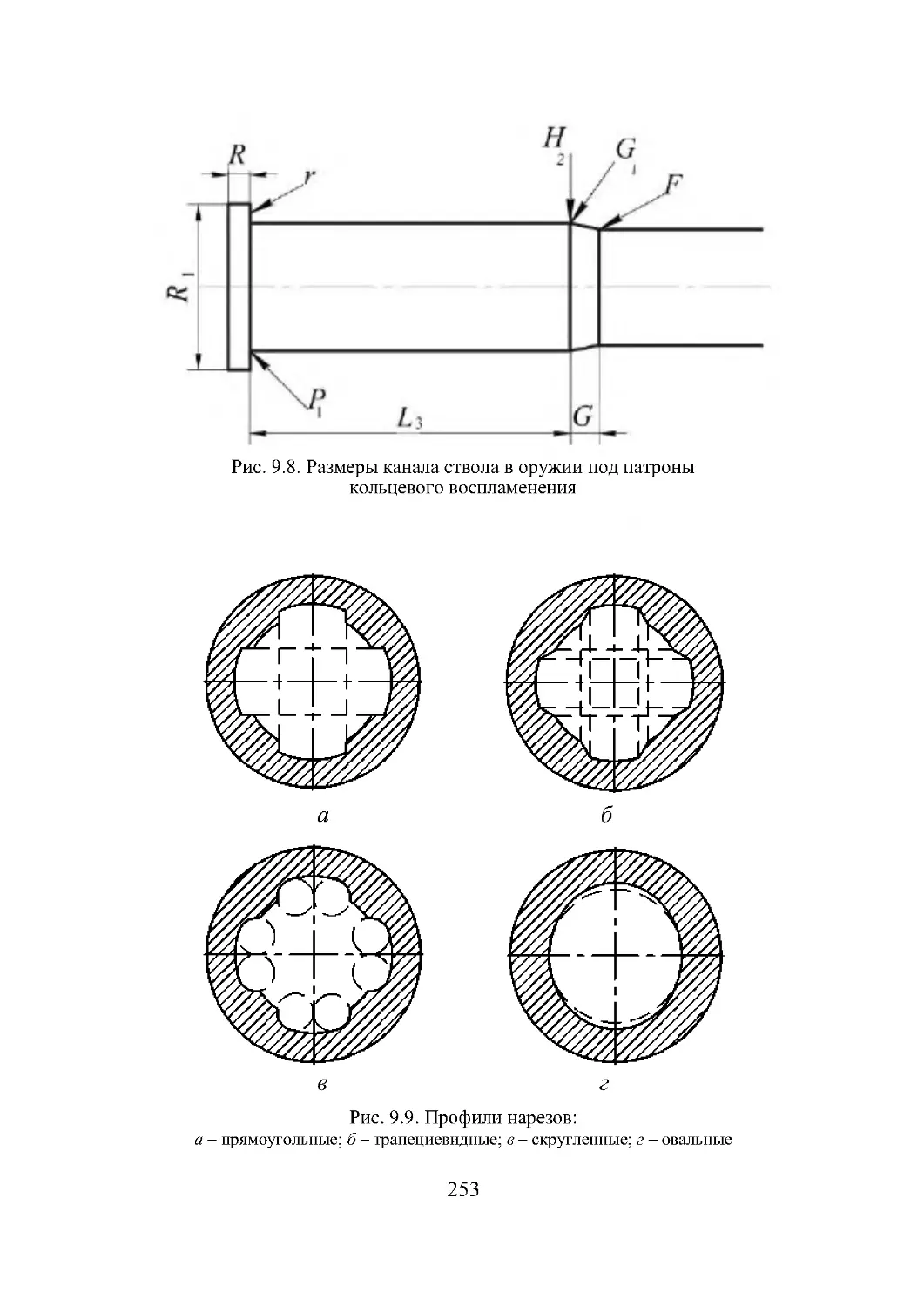
9.2 . Ко нструкция и р азмеры патронника и канала ствола........
246
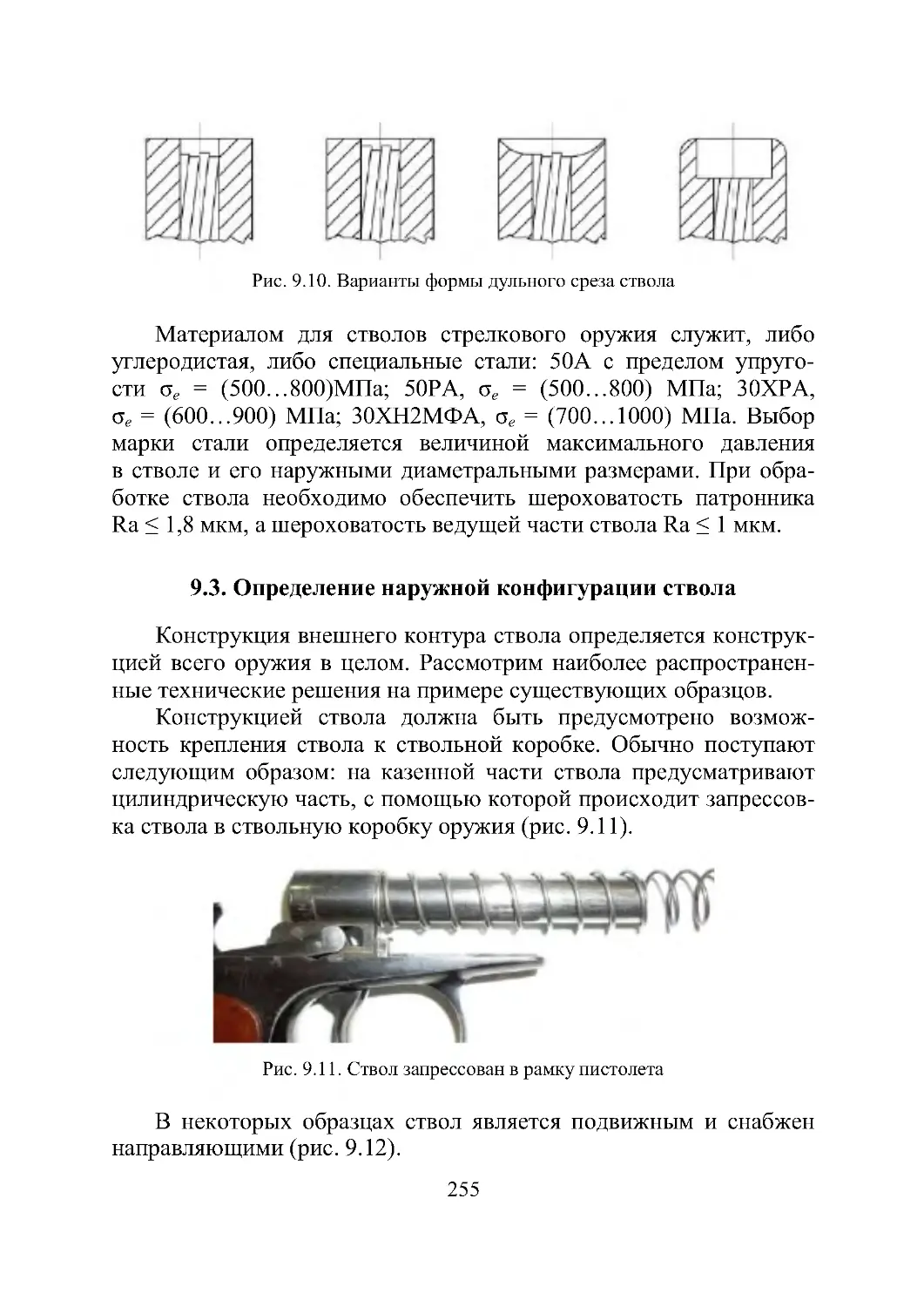
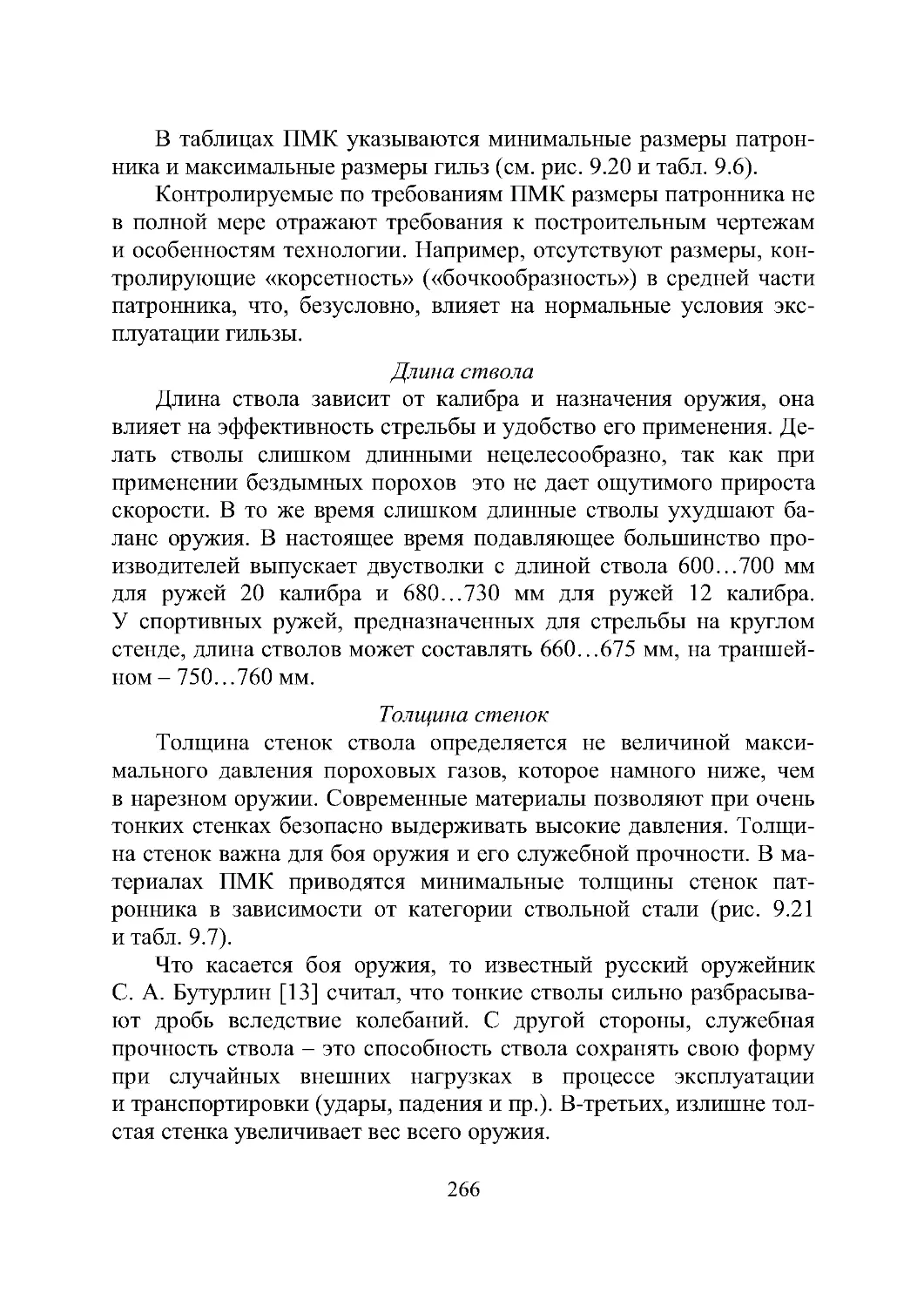
9.3 . Опр еделение наружной конфигурации ствола................
255
9.4 . Прочностной расчет ствола........................................
258
9.5 . Проектирование стволов гладкоствольного
гражданского оружия..............................................
262
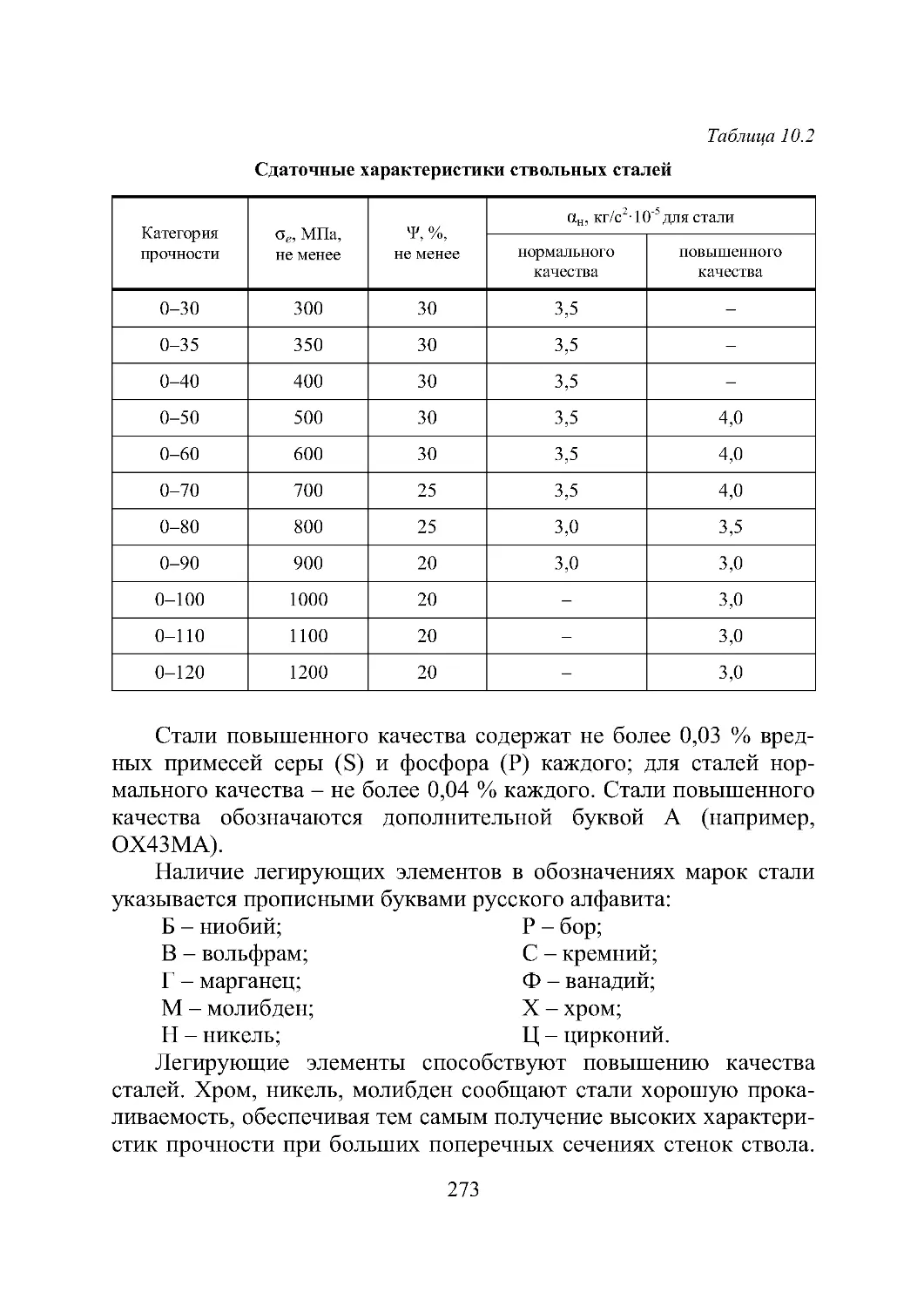
Г л а в а 10. Производство ствольных труб ар тиллерийских орудий.............. 271
10.1 . Стали для ствольных труб........................................ 271
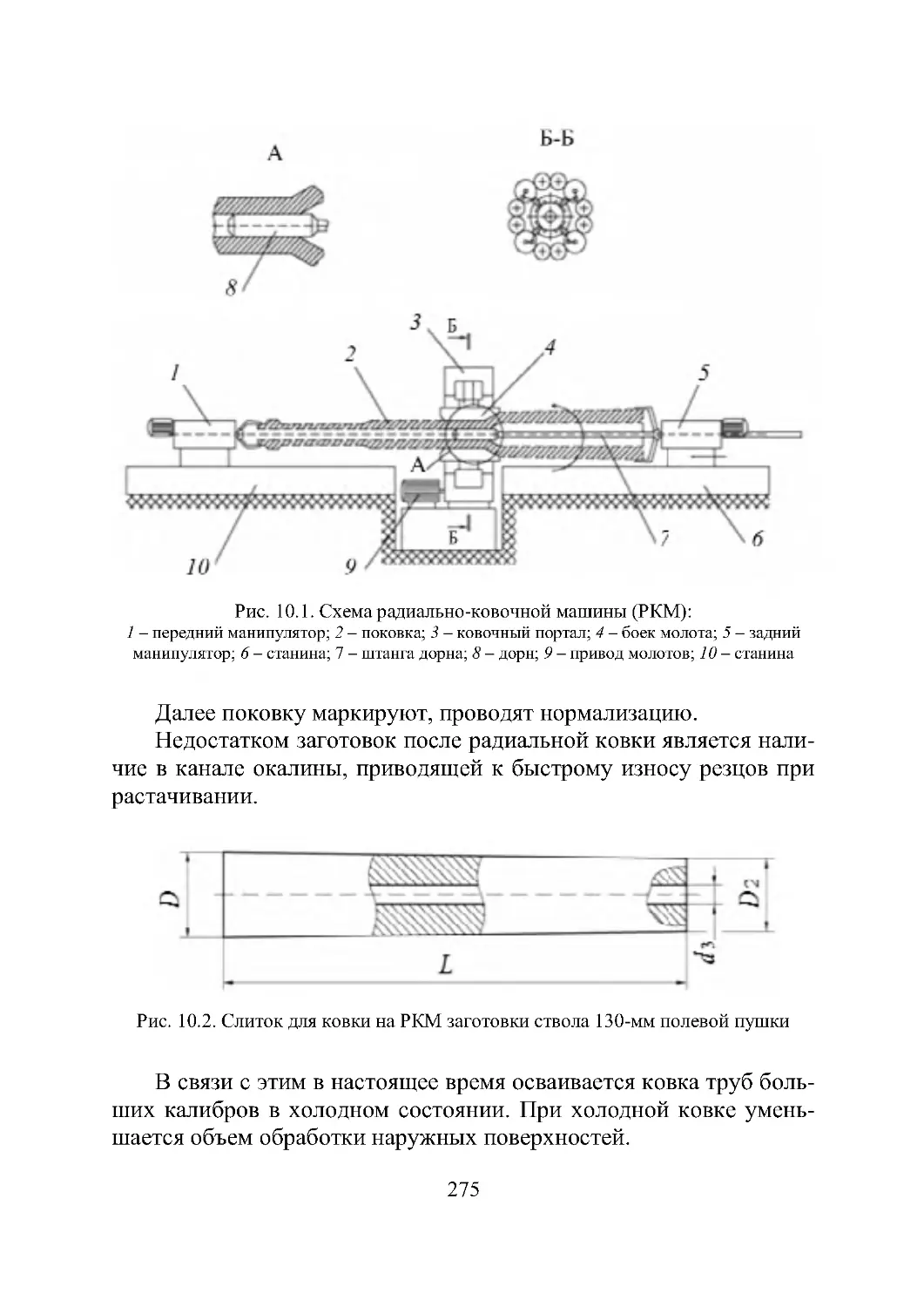
10.2 . Способы изготовления заготовок ствольных труб.......... 274
10.3 . Механическая обработка ствольных заготовок.............
281
10.4 . Свер ление глубоких отверстий.................................. 282
10.5 . Растачивание глубоких каналов.................................
286
10.6 . Изготовление нар езов в ствольных трубах....................
291
10.7 . Чистовая обработка канала и камор ы..........................
294
Г л а в а 11. Расчет и проектир ование надульных устр ойств...........................
296
11.1 . Пер иод последействия и физическая кар тина
теч ения пороховых газов в стволе.............................
296
11.2 . Дифференциальные формы моделей последействия
пор оховых газов....................................................
298
11.3 . Аналитические фор мулы моделей последействия
пор оховых газов....................................................
302
11.4 . Изменение количества движения пороховых газов
в стволе и реакция истечения в дульном отверстии........
306
11.5 . Пар аметр ы отдачи оружия пр и выстр еле.....................
309
11.6 . Расчет дульных тор мозов........................................
311
11.6 .1 . Влияние дульных тормозов на отдачу оружия....
311
11.6 .2 . Расчет конструктивной характер истики
дульного тор моза.......................................
316
11.6 .3 . Пример расчета конструктивной характеристики
двухкамерного дульного тормоза
для 130-мм орудия......................................
321
11.6 .4 . Избыточное давление пор оховых газов
на местах орудийного р асчета........................
325
11.7 . Расчет усилителей отдачи........................................
326
10
11.8 . Глушители звука....................................................
328
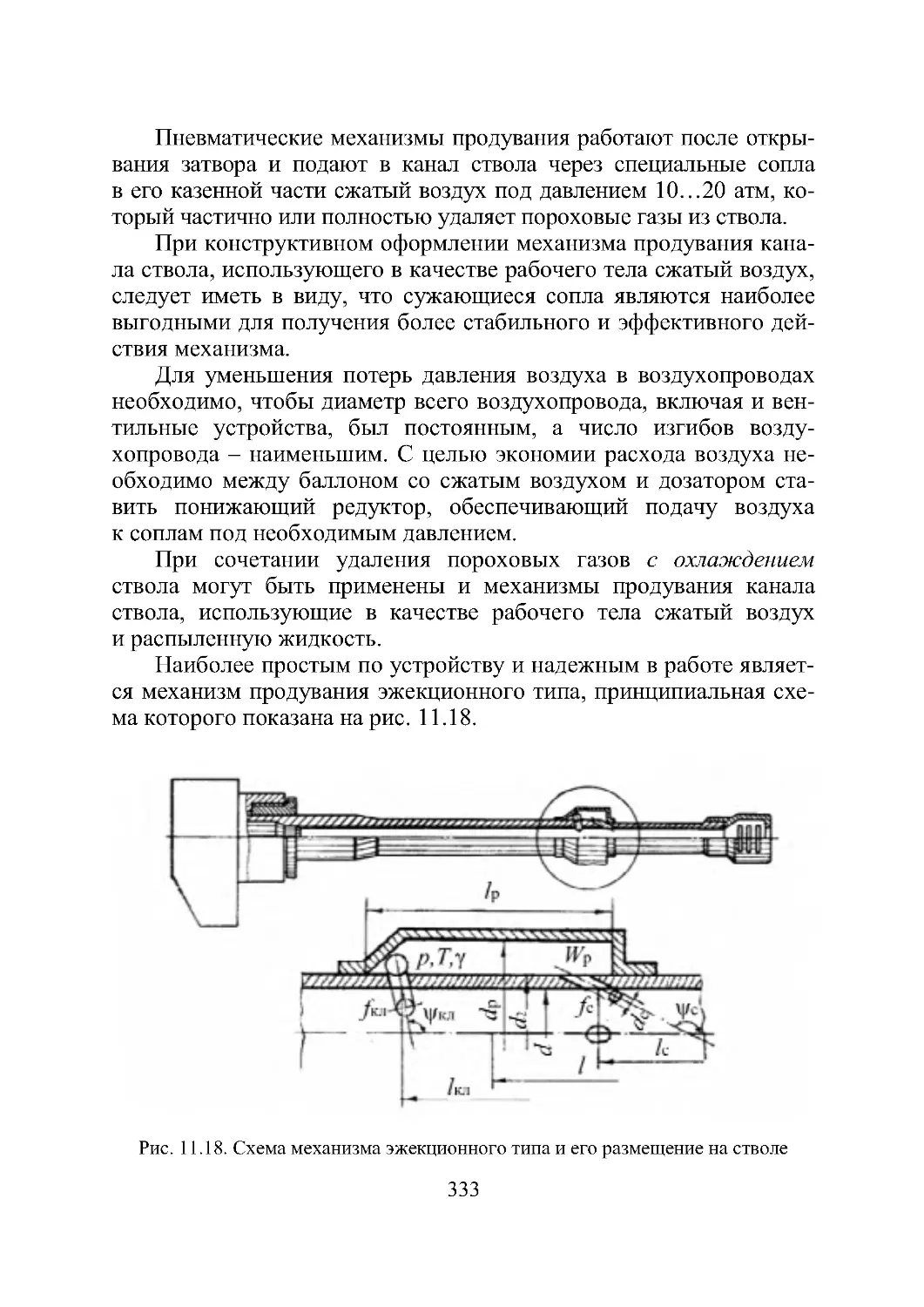
11.9 . Механизмы продувания канала ствола........................
331
Г л а в а 12. Влияние ствола на эффективность боевого применения
артиллерии.......................................................................................
338
12.1 . Система ошибок подготовки стр ельбы на пор ажение......
338
12.2 . Гео метрическое положение ствола в пр остр анстве.........
342
12.3 . Уч ет влияния ствола на ошибки технической
по дготовки стрельбы..............................................
347
12.4 . Уч ет влияния ствола на ошибки баллистической
по дготовки стрельбы.............................................
357
12.5 . Контроль технического состояния ствола....................
367
12.6 . Категорир ование стволов.........................................
372
Заключение..................................................................................
376
Послесловие...........................................................................................
377
Список использованной литератур ы...................................................................
378
Приложения...........................................................................................
383
11
СПИСОК СОКРАЩЕНИЙ
АБС – артиллерийская баллистическая станция
АО – артиллерийское орудие
АПР – автоматизированная процедура расчета
АПС – (проектная) автоматизированная процедура (для) ствола
БД – база данных
БИУС – бортовая информационно-измерительная управляющая сис-
тема
БМД – боевая машина десанта
БМП – боевая машина пехоты
ВМФ – военно-морской флот
ВП – ведущий поясок (снаряда)
ВЧ – вращающаяся часть
ВЭ – ведущий элемент (снаряда)
ДПЛА – дистанционно-пилотируемый летательный аппарат
ДТ – дульный тормоз
д. у. – деление угломера
ЗИП – ( комплект) запасных (частей), инструментов и принадлежно-
стей
ИВС – информационно-вычислительная система
ИСС – информационно-справочная система
КПМ – контрольно-проверочная машина
КС – канал ствола
КТ – контрольная точка
КЧ – качающаяся часть
КЭ – конечный элемент
НДС – напряженно-деформированное состояние
НИР – научно-исследовательская работа
12
НЧКС – направляющая часть канала ствола
ОКР – опытно-конструкторская работа
ОКС – ось канала ствола
ОЦ – ось цапф
ПЗК – прибор замера каморы
ПК – персональный компьютер
ПМК – постоянная международная комиссия (по испытаниям ручно-
го огнестрельного оружия)
ПОЗВБ – прямая основная задача внутренней баллистики
ПОУ – противооткатные устройства
ППП – пакет прикладных программ
ПС и УО – правила стрельбы и управления огнем (наземной артиллерии)
РКМ – радиально-ковочная машина
РТМ – руководящие технические материалы
САПР – система автоматизированного проектирования
СОЖ – смазывающе-охлаждающая жидкость
СТП – средняя точка попаданий
СУО – система управления огнем
т.д. – тысячная (доля) дальности
ТЗ – техническое задание
ТНП – точка наводки прицела
ТНС – точка наводки ствола
ТФХ – теплофизические характеристики
ТХП – трубка холодной пристрелки
УК – участок канала (ствола)
ЧПУ – (станок с) числовым программным управлением
ЧТЗ – частное техническое задание
13
ВВЕДЕНИЕ
Ствол – часть артиллерийского орудия, предназначенная для
направления снаряда при выстреле и сообщения ему требуемой
скорости. Конструкция ствола во многом определяет боевые каче-
ства орудия и ствольного комплекса в целом, так как именно
в стволе реализуется выбранное баллистическое решение и от его
конструкции во многом зависит конструктивное исполнение дру-
гих частей артиллерийского орудия.
Проектирование стволов – старейшая из цикла прикладных
дисциплин по проектированию артиллерийских орудий – логиче-
ски увязанная совокупность методов расчета и рациональных
приемов конструирования, обеспечивающих получение работоспо-
собной конструкции, удовлетворяющей предъявленным к стволам
специфическим требованиям.
Создание артиллерийских орудий, особенно стволов, всегда
требовало качественного металла (железа, бронзы, стали). Большой
вклад в дело получения металлов внесли русские металлурги. За-
мечательным образцом литейного искусства явилась «царь-пушка»
(1586 г.), отлитая Андреем Чоховым и хранящаяся в Московском
Кремле. Длина ее ствола – 5,34 м, масса – 40 тонн, калибр – 890 мм.
В XVIII веке Россия была важнейшим поставщиком металла
на мировом рынке. Этому немало способствовали работы Петра I,
который создавал благоприятные условия для развития металлур-
гии, появилось много железоделательных заводов, например Деми-
довских.
Впервые работы по созданию высококачественных сталей про-
водились П. П. Аносовым (1796–1851) в Златоусте. Он положил
начало металлографии, применил микроскоп для исследования ме-
таллов. Там же начинал свои работы П. М . Обухов (1820–1869).
Его пушка в 1862 году на Всемирной выставке в Лондоне получила
14
Золотую медаль. Обухов пригласил на работу на сталепушечный
Обуховский завод в Санкт-Петербурге Д. К . Чернова (1839–1921).
Д. К . Чернов доказал, что сталь при нагреве претерпевает особые
превращения, изменяющие ее структуру и механические свойства.
Эти превращения происходят при определенных температурах, из-
вестных в металлургии под названием «точек Чернова».
Дмитрий Константинович Чернов открыл путь, по которому
должна была пойти обработка стали с целью придания ей необхо-
димых свойств и высоких качеств. Использование способов нагре-
ва и охлаждения заготовок с различной скоростью процессов по-
зволило ему заложить основы термической обработки стали [6].
Д. К. Чернов был не только великим металлургом, но и образ-
цом ученого-патриота своей Родины. В 1919 году англичане пред-
ложили ему, вице-председателю Английского института стали
и железа, переехать в Лондон, но Чернов ответил, что он русский
и не может покинуть Родину в трудный для нее момент [66].
Следует также отметить большой вклад, внесенный в разви-
тие отечественной металлургии Н. В . Калакуцким (1831–1886)
и А. С. Лавровым (1838–1904). Н. В . Калакуцкий впервые исследо-
вал влияние внутренних напряжений в стволах при термообработке
на прочность орудийных стволов. А. С . Лавров первым осуществил
процессы самоскрепления стволов.
Громадное значение для повышения прочности стволов сыгра-
ли работы А. В. Гадолина (1828–1892). Он дал простой вывод фор-
мулы прочности ствола при выстреле (задача Гадолина–Лямэ),
предложил методику расчета скрепленных стволов. Особое значе-
ние имеют также работы А. А. Колокольцева (1833–1904) – изобре-
тателя лейнированных стволов.
Следует отметить Н. Ф . Дроздова (1862–1953), разработавшего
теорию автоскрепления и обобщившего работы классической тео-
рии артиллерийских стволов, и целый ряд работ других выдающих-
ся отечественных ученых-артиллеристов (И. И. Иванова, Э. К. Лар-
мана, Б. В . Орлова, В. Г. Маликова).
В последние десятилетия двадцатого века теория проектирова-
ния артиллерийских стволов развивалась за счет углубления пони-
мания физических процессов, сопровождающих выстрел, и уточне-
ния на этой основе расчетов (учет температурных факторов, дина-
мичности нагружения, пластических деформаций), широкого внед-
рения автоматизации расчетов и конструирования, поиска опти-
15
мальных конструкций. Совершенствовались методы эксперимен-
тального исследования артиллерийских стволов.
Со времени выхода в свет последних учебных руководств по
артстволам [6,8,11] теория проектирования артиллерийских ство-
лов существенно изменилась. Во-первых, на первый план выдви-
нулись вопросы, обусловленные требованиями к повышению мощ-
ности орудий, скорострельности, к ужесточению режимов огневой
эксплуатации. Это вопросы нагрева, охлаждения, прочности при
нагреве, вопросы износа, живучести, точности стрельбы. Во-вто-
рых, настоятельное требование сегодняшнего дня – сокращение за-
трат труда и времени на проектирование – вызвало необходимость
применения систем автоматизированного проектирования (САПР).
В связи с этим необходимо было пересмотреть традиционные под-
ходы к выбору проектных параметров стволов по направлению их
большей формализации, удобства представления в диалоговых че-
ловеко-машинных процедурах.
Перечисленные вопросы существенно дополнили общую тео-
рию артиллерийских стволов и рассматриваются в настоящем
учебнике как с точки зрения повышения надежности артствола как
элемента ствольного комплекса, так и с позиций совершенствова-
ния самого процесса проектирования артиллерийских стволов.
16
Глава 1
СИСТЕМНЫЙ АНАЛИЗ ЗАДАЧИ ПРОЕКТИРОВАНИЯ
АРТИЛЛЕРИЙСКОГО СТВОЛА.
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К СТВОЛАМ АРТИЛЛЕРИЙСКИХ ОРУДИЙ
Ствол – агрегат артиллерийского орудия, предназначенный
для направления снаряда при выстреле и сообщения ему требуемой
скорости [69].
В конструкторско-технологической документации в состав
ствола как сборочной единицы включаются кроме основной дета
ли – трубы присоединенные к ней казенник, дульный тормоз, м
ханизм продувания канала и другие возможные наствольные ус
ройства.
В дальнейшем для удобства изложения под термином «ствол»
будем понимать основной элемент ствола – толстостенную мет
тельную трубу, имеющую канал переменного сечения (
ла представлена на рисунке).
Схема ствола:
1 – метательная труба-моноблок; 2 – казенник; 3 – муфта; 4 – дульный тормоз
АНАЛИЗ ЗАДАЧИ ПРОЕКТИРОВАНИЯ
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К СТВОЛАМ АРТИЛЛЕРИЙСКИХ ОРУДИЙ
агрегат артиллерийского орудия, предназначенный
для направления снаряда при выстреле и сообщения ему требуемой
технологической документации в состав
ствола как сборочной единицы включаются кроме основной дета-
трубы присоединенные к ней казенник, дульный тормоз, ме-
ханизм продувания канала и другие возможные наствольные уст-
я удобства изложения под термином «ствол»
толстостенную мета-
тельную трубу, имеющую канал переменного сечения (схема ство-
дульный тормоз
17
Общие требования, которым должна удовлетворять конструк-
ция ствола, вытекают из анализа его принадлежности как элемента
к нескольким подсистемам различного рода, устанавливаемым при
декомпозиции ствольного комплекса как сложной технической
системы. В результате такого системного анализа формулирует-
ся частное техническое задание на проектирование ствола, содер-
жащее полный перечень требований и исходных данных по конст-
рукции.
1. В первую очередь рассмотрим ствол как элемент баллисти-
ческой системы «ствол – заряд – снаряд», обеспечивающей разгон
снаряда заданного калибра и массы до требуемой начальной скоро-
сти за счет давления пороховых газов в канале ствола. Будем счи-
тать баллистическое проектирование орудия законченным, а кон-
структивные данные канала, условия заряжания и баллистические
характеристики выстрела известными. Ствол, таким образом, как
элемент баллистической системы должен соответствовать началь-
ным условиям баллистического процесса (условиям заряжания),
а конструкция его канала (конструктивные данные канала) обеспе-
чивать расчетные характеристики внутрибаллистического процесса
(давление газов, путь, скорость и время движения снаряда).
Так как внутрибаллистический процесс характеризуется ис-
ключительно высокими силовыми и тепловыми нагрузками на
ствол (давление пороховых газов составляет несколько сотен мега-
паскалей, температура – до 3000 °С), динамичностью их приложе-
ния (время выстрела составляет сотые и тысячные доли секунды),
а процесс стрельбы, как правило, циклический и содержит десятки
и сотни выстрелов, то первым требованием при проектировании
артстволов становится обеспечение надлежащей (гарантированной)
их прочности.
Опыт проектирования показывает, что решение этой задачи
может быть возможно только при использовании специальных
орудийных сталей, правильного выбора конструкции ствола, спо-
собов его упрочнения и при строгом соблюдении регламентиро-
ванных норм прочности. Важно использовать совершенные мето-
дики проектирования, учитывающие реальные условия функцио-
нирования ствола в системе «ствол – заряд – снаряд» (нагрев,
динамику и цикличность нагружения, разбросы нагрузок и харак-
теристик материала) и обеспечивающие рациональную, надежную
в работе конструкцию.
18
Требованиям по прочности ствола удовлетворяют в наибольшей
мере специальные орудийные стали (гл. 10 настоящего учебника).
При назначении категории прочности орудийной стали следует
иметь в виду накладываемые стандартом ограничения на толщину
заготовки ствола. Например, согласно ГОСТу, для кованых и ката-
ных заготовок с толщиной стенки до 80 мм обеспечивается наи-
большая категория О – 100, с толщиной стенки 80...120 мм – О
–
85,
с толщиной 120–160 мм – только О – 70.
Кроме высоких характеристик прочности (пределы упругости,
текучести, прочности, усталости), применение этих сталей для арт-
стволов определяется:
–
стойкостью при воздействии химических продуктов раз-
ложения и температуры горения пороха, атмосферных и других ус-
ловий;
–
сочетанием твердости, ударной вязкости (не менее 0,003–
0,004 Нм/м
2
для сопротивления ударным нагрузкам) и пластично-
сти (относительное остаточное сужение не менее 20 %); ствол име-
ет в аварийном случае разрушение в виде раздутия, а не разрыва
с осколками;
–
экономичностью производства и обработки металла; наличи-
ем отечественной сырьевой базы.
Хотя в настоящее время из-за возможности использования
орудийных сталей с высокой категорией прочности наиболее часто
применяются стволы-моноблоки (см. рисунок), имеющие монолит-
ную стенку, в ряде случаев в казенной части ствола приходится для
повышения прочности использовать скрепление кольцами, цилин-
драми или увеличивать прочность при помощи специальной
операции автоскрепления. Техническая сущность перечисленных
разновидностей скрепления одинакова – в стенке ствола при изго-
товлении создают тем или иным способом благоприятно ориенти-
рованные напряжения, которые при выстреле, накладываясь на на-
пряжения от давления пороховых газов, снижают последние, чем
и достигается эффект упрочнения.
Отмеченные выше ограничения на толщину заготовок стволов
делают невозможным применение сталей с высокой категорией
прочности для толстостенных стволов-моноблоков орудий средних
и особенно крупных калибров. В этих случаях рациональной ста-
новится конструкция ствола со свободной трубой: составная по
толщине казенная часть ствола имеет относительно тонкие трубу
19
и оболочку, которые изготавливаются из материала с требуемой
категорией прочности.
В качестве норматива прочности ствола и его частей принима-
ют отсутствие прогрессирующих остаточных деформаций в конст-
рукции ствола при всевозможных условиях огневой эксплуатации
арторудий и стрелково-пушечного оружия.
2. Поскольку казенная часть ствола является элементом узла
запирания канала, то к ней могут быть предъявлены требования,
вытекающие из рассмотрения надежности узла запирания. Так,
ствол должен обладать в казенной части повышенной жесткостью,
особенно в месте соединения с казенником, площадь сечения дна
каморы должна давать приемлемое усилие на затвор с точки зрения
надежности запирания и обтюрации пороховых газов. Иногда ста-
вится условие быстросменности ствола, что диктует определенное
конструктивное исполнение ствола в месте его соединения с казен-
ником, коробом или ствольной обоймой.
3. Как основной элемент откатных частей орудия ствол дол-
жен иметь такую массу, которая обеспечивала бы приемлемые ди-
намические характеристики орудия. На ранних стадиях проектиро-
вания это может быть определено по скорости свободного отката
откатных частей совершенных в динамическом отношении орудий-
прототипов. Кроме того, ствол должен иметь конструктивную базу
для направления при откате в соответствии с выбранной длиной
отката и типом люльки; его расширение от давления и нагрева не
должно приводить к заклиниванию в обойменной люльке.
4. Как элемент качающейся и вращающейся частей (КЧ и ВЧ)
орудия ствол должен не только обладать приемлемой массой, но
и рациональным расположением центра масс относительно осей
наведения. Это обеспечит приемлемые инерционные характери-
стики КЧ и ВЧ орудия, а следовательно, рациональную компонов-
ку и характеристики приводов наведения, механизмов стабилиза-
ции и уравновешивания КЧ.
5. Значительная часть требований к конструкции ствола выте-
кает из рассмотрения ствола как основного функционального эле-
мента орудия, а орудия – как элемента ствольного комплекса,
включающего в себя, кроме орудия, боеприпас, носитель, приборы
управления огнем. На ствол в составе арторудия возлагается значи-
тельная часть задачи по обеспечению точности стрельбы ствольно-
го комплекса. Так, ведением снаряда по каналу нарезного ствола
20
обеспечивается стабилизация снаряда на траектории; поперечная
жесткость ствола значительно влияет на ошибку технического рас-
сеивания снарядов; сохранение точности стрельбы при заданном
в ТЗ настреле тоже во многом зависит от конструкции ствола, его
износостойкости и живучести. С учетом этих соображений конст-
рукция ведущей части канала ствола должна отвечать требованиям
надежной стабилизации снаряда и износостойкости, а ствол в це-
лом – быть достаточно жестким. В нем должны быть использованы
соответствующие типу и назначению орудия способы повышения
технического ресурса ствола, например, лейнирование, искусст-
венное охлаждение, защитное покрытие канала, объемное и по-
верхностное упрочнение материала ствола, возможность замены
ствола (для малых калибров) и т. п . В конструкции ствола необхо-
димо предусмотреть элементы для выверки прицельных приспо-
соблений (площадки, риски для перекрестья и т. п .) . Закрытое бое-
вое отделение при нахождении в нем во время стрельбы людей
требует размещения на стволе механизма продувания канала.
Иногда разработка ствольного комплекса ведется под сущест-
вующий боеприпас, носитель или заимствованный от другого ору-
дия лафет. В этом случае ствол по форме канала и наружным очер-
таниям, массово-центровочным и габаритным характеристикам
должен в полной мере отвечать поставленной задаче, хотя это мо-
жет отчасти противоречить сложившимся рациональным конструк-
тивным соотношениям.
6. Поскольку артиллерийский ствол является весьма сложным
в технологическом отношении объектом (большая относительная
длина, наличие высокоточного глубокого отверстия сложной фор-
мы, высокая чистота обработки рабочих поверхностей, высокие
требования по соосности поверхностей, непрямолинейности кана-
ла, другим погрешностям формы и т. п.), уже на ранних стадиях
проектирования необходимо учитывать возможность изготовления,
т. е. принадлежность ствола к некоторой технологической систе-
ме. Ориентированная на определенный тип производства эта сис-
тема включает в себя наиболее экономичные технологические
приемы изготовления стволов с учетом существующего оборудо-
вания, технологий и перспектив развития производства. В конеч-
ном счете вопрос сводится к технологичности конструкции, т. е.
к возможности ее изготовления при оправданных затратах [13].
21
Глава 2
НАГРУЗКИ, ДЕЙСТВУЮЩИЕ НА СТВОЛ
АРТИЛЛЕРИЙСКОГО ОРУДИЯ
Разнообразные нагрузки, действующие на артиллерийский
ствол, так или иначе связаны с процессом выстрела. Рассмотрим те
нагрузки, которые необходимо учитывать при проектировании
стволов [19, 35].
2.1. Давление пороховых газов на стенки и дно
канала ствола
Характерные кривые баллистических давлений 50 15
,
рр
+
+
и50
р−
при различных начальных температурах заряда в зависимости от
пути снаряда l представлены на рис. 2.1.
Рис. 2 .1 . Распределение давлений пороховых газов по длине канала ствола
22
Баллистическое давление в канале ствола определяется как
давление, осредненное по длине заснарядного пространства от дна
снаряда до дна каморы при допущении равномерного распределе-
ния давления по поперечному сечению канала ствола. Необходимо
учесть также смещение до двух калибров в сторону дульного среза.
Поскольку на величину давления оказывает влияние начальная
температура порохового заряда (принимается диапазон ±50 °С),
расчетное значение давления на стенку и дно ствола кн
p следует
определять, построив предварительно огибающую кривую р по
всем трем кривым ( 50 15
,
рр
+
+
,
50
р− среза) от максимального у дна
каморы
max
дн
p до минимального значения у дна снаряда сн
p .Науча-
стке от точки максимального баллистического давления max
pдо
дульного среза давление на стенки ствола принимается равным
давлению на дно снаряда и определяется по формуле
1
кн
сн
,
pp
p
φ
=
=
φ
(2.1)
где р – наибольшее в каждом сечении баллистическое давление с
учетом его колебаний при различной начальной температу-
ре заряда от –50 до +50 °С;
φ – коэффициент учета второстепенных работ;
φ1 – коэффициент, учитывающий второстепенные работы поро-
ховых газов лишь на преодоление сил сопротивления дви-
жению снаряда:
(
)
1
1
1, 03...1,06
;
1,02,
3m
ω
φ=
+
φ≈
(2.2)
где ω и m – масса заряда и снаряда соответственно.
Давление на стенки ствола от точки
max
сн
p до дна каморы при-
нимается линейно возрастающим до
max
дн
p (см. рис. 2.1).
Давление пороховых газов на стенки ствола направлено по
нормали к поверхности ствола, уравновешивается внутренними
напряжениями в стенке ствола и на движение ствола в откате
не влияет.
23
От давления пороховых газов в канале ствола возникают сила
давления на дно каморы дн
Р и сила давления пороховых газов на
конические скаты каморы ск
Р . (рис. 2.2).
Рис. 2 .2 . Силы, действующие на ствол при выстреле
Они направлены по оси канала и определяются из выражений
2
к
дн
дн
4
d
Рр
π
=
⋅
,
2
2
к
ск
ск
4S
d
Рр
nd
π
=
⋅
−
,
(2.3)
где дн
pиск
p – соответственно давление на дно каморы (на затвор
или устройство, перекрывающее канал в казенном
срезе) и давление, осредненное по длине скатов
каморы;
к
d – диаметр дна каморы;
d – калибр ствола;
S
n – коэффициент, учитывающий нарезы (
0, 82).
Поскольку величина ск
р близка к величине р
принять
2
2
к
ск
дн
4S
d
Pр
nd
π
=
⋅
−
.
дн
Риск
Р – это основные силы, под действием которых соверш
ется откат ствола. Характер изменения дн
Риск
Р аналогичен изм
нению давления пороховых газов. На максимальное значение силы
От давления пороховых газов в канале ствола возникают сила
и сила давления пороховых газов на
выстреле
Они направлены по оси канала и определяются из выражений
,
(2.3)
соответственно давление на дно каморы (на затвор
или устройство, перекрывающее канал в казенном
срезе) и давление, осредненное по длине скатов
коэффициент, учитывающий нарезы (ns= 0,8 ...
дн
р,томожно
.
(2.4)
это основные силы, под действием которых соверша-
аналогичен изме-
нению давления пороховых газов. На максимальное значение силы
24
дн
Р производится расчет на прочность и жесткость деталей затвора
и казенника.
2.2. Силы взаимодействия снаряда со стволом
Данные силы обусловлены способом ведения снаряда по кана-
лу: ведение снаряда по нарезам цилиндрического канала при по-
мощи ведущих поясков из мягкого материала; снаряд имеет гото-
вые выступы под нарезку канала; ведение снаряда по гладкому ка-
налу с помощью поддона, который отделяется от снаряда при
выходе его из канала. В соответствии с назначением ведущей части
канала ствола и ведущих элементов снаряда необходимо обес-
печить:
–
требуемые характеристики устойчивости снаряда на траекто-
рии (скорость вращения, отсутствие недопустимых возмущений
при выходе из канала и т. п.);
–
безотказное функционирование снаряда при движении его по
каналу (сохранность всех частей снаряда и его снаряжения, надеж-
ное взведение инерционного взрывателя и т. д .);
–
по возможности минимальный износ ведущей части канала
и тем самым приемлемый технический ресурс (живучесть) ствола;
–
надежную обтюрацию пороховых газов в новом и изношен-
ном стволе;
–
простоту производства ствола и снаряда и удобство эксплуа-
тации орудия.
Рассмотрим нагрузки, действующие на ствол с нарезным ка-
налом.
Радиальное давление ведущего пояска (q) является радиальной
составляющей реакции ведущего пояска и возникает вследствие
обжатия пояска в конусе врезания каморы из-за разницы диаметров
ведущего пояска и канала и одновременного врезания ведущего
пояска в нарезы. В этот момент радиальное давление – наибольшее
и может превосходить максимальное давление пороховых газов
в стволе (рис. 2.3). После полного врезания пояска в нарезы q
уменьшается, чему способствует и упругое расширение канала под
действием давления пороховых газов, близкого к наибольшему
(рис. 2.3). Далее, по мере движения снаряда по каналу величина q
обусловлена расширением корпуса снаряда за счет сил инерции,
25
уменьшением расширения канала от действия давления пороховых
газов, а также изменением податливости стенок ствола.
Вычисление величины радиального давления –
четная задача, так как необходимо учитывать большое количество
факторов: меняющееся давление пороховых газов, конкретные
размеры ствола, корпуса и ведущего пояска снаряда, упругие
и пластические свойства материалов, из которых они изготовлены,
инерционные силы и т. д. В стандартных расчетах стволов на про
ность влияние радиального давления ведущего пояска учитывается
коэффициентом запаса прочности. Совпадение характера кривой
радиального давления ведущего пояска и кривой износа канала
ствола указывает на связь радиального давления с процессом изн
са канала ствола.
Рис. 2 .3 . Радиальное давление ведущих поясков:
1 – бронебойный снаряд; 2 – осколочно -фугасный снаряд;
3 – давление пороховых газов на дно снаряда
Возникновение силы давления ведущего пояска на боевую
грань нареза N обусловлено инерционным сопротивлением снаряда
вращению по нарезам. Сила N направлена по нормали к поверхн
сти контакта боевой грани нареза: реакции, равные
ные к боевой грани каждого выступа ведущего пояска, дают в с
вокупности вращающий момент, который сообщает снаряду вр
щательное движение.
уменьшением расширения канала от действия давления пороховых
газов, а также изменением податливости стенок ствола.
сложная рас-
так как необходимо учитывать большое количество
факторов: меняющееся давление пороховых газов, конкретные
размеры ствола, корпуса и ведущего пояска снаряда, упругие
и пластические свойства материалов, из которых они изготовлены,
В стандартных расчетах стволов на проч-
ность влияние радиального давления ведущего пояска учитывается
коэффициентом запаса прочности. Совпадение характера кривой
радиального давления ведущего пояска и кривой износа канала
го давления с процессом изно-
Рис. 2.3. Радиальное давление ведущих поясков:
фугасный снаряд;
силы давления ведущего пояска на боевую
обусловлено инерционным сопротивлением снаряда
направлена по нормали к поверхно-
сти контакта боевой грани нареза: реакции, равные N, приложен-
па ведущего пояска, дают в со-
вокупности вращающий момент, который сообщает снаряду вра-
26
Если развернуть канал ствола на плоскость, то каждый нарез
будет представлять собой линию, описываемую в общем случае
уравнением y = f(x). Примем допущение, что масса снаряда соср
доточена в центре его масс и в этой же точке приложены силы или
проекции сил, действующих на снаряд (рис. 2.4). Рассмотрим вр
щательное и поступательное движение снаряда.
Рис. 2 .4 . Силы, действующие на боевую грань нар еза
Уравнение поступательного движения
(
)
сн
d
sin
cos
d
V
m
pSnN
f
t
=
⋅
−
⋅
α−
⋅
α
уравнение вращательного движения
(
)
2
2
d
cos
sin
d
A
nNr
f
t
φ
=
⋅
⋅
α−
α,
(2.6)
где
2
Amρ
=
⋅
–
полярный момент инерции снаряда относительно
оси его вращения;
m – масса снаряда;
ρ – радиус инерции снаряда;
V – скорость поступательного движения снаряда;
сн
p – давление на дно снаряда;
S – площадь канала;
d – калибр,
2
d
r=;
φ – угол поворота снаряда;
α, п – угол наклона и число нарезов;
f – коэффициент трения ведущего пояска о боевую
грань нареза.
Если развернуть канал ствола на плоскость, то каждый нарез
будет представлять собой линию, описываемую в общем случае
щение, что масса снаряда сосре-
доточена в центре его масс и в этой же точке приложены силы или
проекции сил, действующих на снаряд (рис. 2.4). Рассмотрим вра-
Силы, действующие на боевую грань нареза
sin
cos ;
(2.5)
,
(2.6)
полярный момент инерции снаряда относительно
скорость поступательного движения снаряда;
коэффициент трения ведущего пояска о боевую
27
Так как любая точка на ведущем пояске снаряда на пути х по-
ворачивается на угол φ, описывая дугу у, то, следовательно,
y
r
=φ⋅ идалее:
;
y
r
φ=
d1dd1
tg
d
dd
yx
V
trхtr
φ
=
⋅
⋅
=
⋅
⋅
α
()
2
2
2
dtg
d1
d
tg
d
d
d
V
V
tr
t
x
α
φ
=
⋅
α⋅
+⋅
.
С учетом последнего выражения уравнение вращательного
движения примет вид
()(
)
2
2dtgα
1
d
tgα
cos α
sin α
d
d
V
m
V
nrN
f
r
t
x
⋅
⋅
⋅
+⋅
=
−
⋅
ρ
,
отсюда
()
2
2
d tgα
d
tgα
1
d
d
cos α
sin α
V
m
mV
t
x
N
nr
f
⋅
+
⋅
=
⋅
⋅
−
⋅
ρ
.
Обозначив
2
λ
r
=
ρ
и пренебрегая знаменателем, который
близок к единице из-за малости угла α, получим
()
2dtg
d
tg
d
d
V
N
m
mV
n
t
x
α
λ
=
⋅
α⋅
+
⋅
.
Величину
d
d
V
m
t
определим из уравнения поступательного
движения.
Так как,
(
)
sin
cos
N
r
nN
f
=
⋅
⋅
α+⋅
α<<сн
pS⋅
, то оно может
быть упрощено и примет вид
сн
d
d
V
m
pS
t
=
⋅
.
После подстановки этого выражения в формулу для N получим
для нарезки переменной крутизны
()
2
сн
dtg
d
tg
d
d
V
N
pS
mV
n
t
x
α
λ
=
⋅
⋅
⋅
α⋅
+⋅⋅
.
(2.7)
28
Для нарезки постоянной крутизны при tg const
α=
сн
tg
N
pS
n
λ
=
⋅
⋅
⋅
α
.
(2.8)
В полученных выражениях величина λ зависит от типа снаряда
и лежит в пределах 0,48–0,6 [35].
Применение сложных в изготовлении нарезов переменной кру-
тизны позволяет уменьшить максимальное значение силы N на 30–
40 % и сместить точку ее приложения относительно точки max
Р,
что благоприятно для ведения снаряда, для прочности и живучести
ствола.
Давление ведущего пояска на боевые грани нарезов (N) вызы-
вает крутящий момент кр
М:
(
)
н
кр
cos
sin
2
dt
МnN
f
+
=
⋅
⋅
α−
α,
(2.9)
где tн – глубина нарезов.
Причинами появления реакции центрирующего утолщения
снаряда Q (рис. 2.5) являются;
–
наличие зазора между центрирующим утолщением снаряда
и полями нарезов;
–
статическая неуравновешенность снаряда (несовпадение цен-
тра масс с геометрической осью снаряда);
–
динамическая неуравновешенность снаряда (несовпадение
центров масс отдельных частей снаряда с осью снаряда при общей
статической уравновешенности).
Расчетная схема для определения реакции центрирующего
утолщения на стенки ствола представлена на рис. 2.5, где bср – рас-
стояние между средними плоскостями центрирующего утолщения
и ведущего пояска; ∆з – односторонний зазор; lв.ц
–
расстояние от
ведущего пояска до центра масс снаряда; δу – угол между геомет-
рическими осями снаряда и канала; eсн –эксцентриситет снаряда;
lД – плечо пары центробежных сил FД от динамической неуравно-
вешенности снаряда; eД – расстояние от центров динамически не-
уравновешенных масс m1 до геометрической оси снаряда.
29
Рис. 2 .5 . Расчетная схема для опр еделения р еакции центр ирующего
утолщ ения снаряда
Применяя принцип Даламбера, приравняем к нулю сумму пр
екций сил, приложенных к снаряду, на ось канала ствола:
сн
сн
Д
Д
sin
sin
sin
sin 0
N
РIRQ
QF
F
−
−
+
δ− δ+
δ−
δ=
Пренебрегая продольной составляющей реакции ведущего
пояска, получим Iсн ≅ Рсн.
Составим сумму моментов приложенных к снаряду сил отн
сительно точки пересечения оси канала и оси снаряда
()
0сн
cн
ДД
ср0
MIyeFlQb
=
+
+
−
=
∑
.
В данном уравнении
2
Д
1
Д
d
d
Fm
e
t
φ
=
–
центробежная сила;
звц
ср
l
y
b
∆
=
–
смещение центра масс снаряда за счет зазора
Подставив последние соотношения и приближенное выраж
ние для Iсн в уравнение моментов, получим для реакции центр
рующего утолщения Q зависимость
2
1
сн звц
сн cн
C
Д
2
ср
ср
ср
d
d
m
el
РlРe
t
QQQQ
b
b
b
∆
φ
∆
=
++
=
+
+
Реакция центрирующего утолщения снаряда на стенки ствола
из-за разброса величин, входящих в ее составляющие
личиной случайной, меняющейся от выстрела к выстрелу. Ее вли
ние на рассеивание снаряда велико, и это следует иметь в виду при
5. Расчетная схема для определения реакции центрирующего
Применяя принцип Даламбера, приравняем к нулю сумму про-
екций сил, приложенных к снаряду, на ось канала ствола:
sin sin sin sin 0
−−+δ−δ+δ−δ=
.
(2.10)
Пренебрегая продольной составляющей реакции ведущего
Составим сумму моментов приложенных к снаряду сил отно-
ельно точки пересечения оси канала и оси снаряда (точка О):
0.
(2.11)
центробежная сила;
смещение центра масс снаряда за счет зазора ∆з.
Подставив последние соотношения и приближенное выраже-
в уравнение моментов, получим для реакции центри-
2
ДД
ср
ср
ср
m
el
.(2.12)
Реакция центрирующего утолщения снаряда на стенки ствола
разброса величин, входящих в ее составляющие, является ве-
личиной случайной, меняющейся от выстрела к выстрелу. Ее влия-
и это следует иметь в виду при
30
проектировании ствола и снаряда, в частности, при назначении до-
пусков на размеры.
Центробежная сила снаряда (F) обусловлена кривизной кана-
ла ствола, вызванной нагрузкой от собственного веса ствола. Она
приложена к центру масс снаряда, действует в направлении радиу-
са кривизны ствола и может быть определена по формуле
2
mV
F=
ρ
,
(2.13)
где m и V соответственно масса и текущая скорость снаряда: ρ –
радиус кривизны ствола в рассматриваемом сечении.
Центробежная сила F передается на ствол через ведущий поя-
сок и центрирующее утолщение. Она влияет на рассеивание снаря-
дов и способствует одностороннему механическому износу канала.
2.3. Силы, приложенные к стволу со стороны люльки,
противооткатных и надульных устройств
Со стороны люльки (см. рис. 2.2) на ствол будут действовать
опорные реакции N1, N2 и силы трения fN1, fN2, где f – коэффициент
трения.
Кроме того, при откате к стволу приложены сила тормоза отка-
та ФТО и накатника П, а также силы трения в уплотнениях тормоза
FТ и накатника FН. Точки их приложения зависят от размещения
противооткатных устройств на орудии относительно ствола.
В центре масс откатных частей приложены составляющие си-
лы веса откатных частей 0 sin
Q φи 0cos
Q φ . Проекция всех этих
сил на направление оси канала ствола по величине равна силе со-
противления откату,
()
ТО
Т
Н
1
2
отк
sin
RФПFFfNNQ
=
++++
+
−
φ=
ТО
отк
sin
f
ФПRQ
=
++−
φ , (2.14)
где
()
Т
Н
1
2
f
RFFfNN
=
++
+
–
суммарная сила трения. Если артил-
лерийское орудие имеет дульный тормоз, то он создает силу RДТ. Ее
величина определяется из выражения
()
ДТ
д
1χ
R
рS
=
−
,где д
p –дав-
ление пороховых газов у дульного среза; χ – конструктивная харак-
теристика дульного тормоза.
31
При наличии других надульных устройств (усилителей отдачи,
компенсаторов и др.) меняются направление и величина приклады-
ваемых усилий.
2.4. Силы инерции
Уравнение движения откатных частей при откате в периоде
движения снаряда по каналу ствола имеет вид:
отк
дн
ск
N
QjPРrR
g
⋅
=
−
−
−
,
(2.15)
где
(
)
sin
cos
N
r
nN
f
=
⋅
⋅
α+
α – продольная составляющая усилий
ведущего пояска, действующая на боевые грани нарезов.
Сумма трех первых сил в правой части (2.15) – сила Ркн, кото-
рая при практических расчетах может быть определена по прибли-
женной зависимости кн 0,98
Р
рs
=
. Таким образом,
отк
кн
QjPR
g
⋅
=
−
.
(2.16)
Очевидно, что сила инерции будет наибольшей, когда правая часть
будет наибольшей. Пренебрегая значением R
кн
11
...
30 40
R
P
≅
,
найдем максимальное ускорение откатных частей:
max
max
кн
отк
g
j
P
Q
=
⋅
.
Тогда, если обозначить массу части, лежащей впереди (к дуль-
ному срезу) рассматриваемого сечения ствола, через отк
Q
g
′
, то сила
инерции, действующая в данном сечении,
max
отк
отк
max
кн
отк
Q
Q
I
j
P
g
Q
′
′
=
⋅
=
⋅
.
(2.17)
Величина силы инерции зависит от места расположения сече-
ния. Максимальное ее значение будет у казенного среза при мак-
симальном давлении в канале ствола. Силы инерции ствола учиты-
ваются при расчете элементов ствола (бурт трубы, казенник, дуль-
ный тормоз) на прочность.
32
Глава 3
ТИПОВЫЕ КОНСТРУКТИВНЫЕ СХЕМЫ СТВОЛОВ
3.1. Типы стволов
В настоящее время наиболее часто применяются
блоки (см. рисунок в гл. 1). Они наиболее просты в конструкти
ном и технологическом отношениях; их преимущественное прим
нение несмотря на возросшие нагрузки стало возможным благод
ря созданию в последние годы легированных орудийных сталей с
высокими прочностными характеристиками.
Для повышения прочности стволы скрепляют кольцами, ц
линдрами или при помощи специальной операции, называемой а
тоскреплением. Техническая сущность перечисленных разнови
ностей скрепления одинакова – в стенке ствола до
или иным способом создаются благоприятно ориентированные н
пряжения, которые при выстреле, накладываясь на напряжения от
давления пороховых газов, в определенной мере снижают после
ние, чем и достигается эффект упрочнения.
Ствол, скрепленный цилиндрами (или кольцами, т. е. коротк
ми цилиндрами) на всей длине или только на отдельных участках,
называется скрепленным стволом (рис. 3.1). Кожух
трубу ствола с натяжением, производит в ней напряжения сжатия,
вследствие чего и создается эффект повышения прочности при
скреплении цилиндрами (кольцами).
Рис. 3 .1 . Схема скрепленного ствола:
1 – труба; 2 – кожух; 3 – казенник
3
2
1
СТВОЛОВ
В настоящее время наиболее часто применяются стволы-моно-
1). Они наиболее просты в конструктив-
ном и технологическом отношениях; их преимущественное приме-
нение несмотря на возросшие нагрузки стало возможным благода-
ря созданию в последние годы легированных орудийных сталей с
Для повышения прочности стволы скрепляют кольцами, ци-
линдрами или при помощи специальной операции, называемой ав-
тоскреплением. Техническая сущность перечисленных разновид-
выстрела тем
или иным способом создаются благоприятно ориентированные на-
пряжения, которые при выстреле, накладываясь на напряжения от
давления пороховых газов, в определенной мере снижают послед-
цилиндрами (или кольцами, т. е . коротки-
ми цилиндрами) на всей длине или только на отдельных участках,
3.1). Кожух 2, надетый на
трубу ствола с натяжением, производит в ней напряжения сжатия,
эффект повышения прочности при
33
Автоскрепленный ствол – ствол-моноблок, прошедший при из-
готовлении технологическую операцию автоскрепления, после ко-
торой в стенке ствола возникли благоприятно ориентированные
напряжения, обеспечивающие повышение сопротивления ствола
действию давления пороховых газов при выстреле. Автоскрепле-
нию могут подвергаться как весь ствол, так и его отдельные участ-
ки; возможно применение автоскрепленных труб в составе скреп-
ленных и других типов разборных стволов.
Отдельно выделим группу лейнированных стволов (рис. 3.2).
Лейнирование является радикальным средством повышения фак-
тической живучести ствола, так как конструктивно обеспечивает
возможность замены его изношенной внутренней части. Лейниро-
ванные стволы могут быть нескольких разновидностей. В стволе со
свободным лейнером (рис. 3.2, а) внутренняя труба-лейнер 1 по-
крывается оболочкой 2 на всей длине; между оболочкой и лейне-
ром предусмотрен зазор, выбирающийся при выстреле за счет уп-
ругого расширения лейнера. В некоторых конструкциях между
лейнером и оболочкой предусмотрен слабый натяг, допускающий
разборку для замены изношенной трубы, – это ствол с так назы-
ваемым скрепленным лейнером.
В стволе со свободной трубой (рис. 3.2, б) внутренняя труба 3
покрывается оболочкой частично, а зазор между ними обеспечива-
ет замену трубы по мере ее износа. Если зазор выбирается во время
выстрела и оболочка участвует в сопротивлении действию давле-
ния пороховых газов, то тогда свободная труба называется раз-
груженной; если же свободная труба не передает давление кожуху,
то – неразгруженной. Иногда применение ствола со свободной
трубой вызывается соображениями дуплексирования, т. е . создания
на одинаковом лафете двух разных орудий, отличающихся, напри-
мер, по калибру.
В стволе с лейнирующей втулкой (рис. 3.2, в) сменной частью
является лишь относительно короткая втулка 4, устанавливаемая
в районе наибольшего износа канала ствола, т. е. в районе начала
ведущей его части, с зазором, выбирающимся при выстреле. Она
может быть изготовлена из специального жаропрочного и износо-
устойчивого материала.
34
Рис. 3 .2 . Схемы лейнированных стволов:
1 – свободный лейнер; 2 – оболочка; 3 – свободная труба,
покр ытая частично; 4 – втулка; 5 – район наибольшего износа ствола
В некоторых случаях (для особо длинных стволов или при н
обходимости перемещения орудия по частям, например, для го
ных орудий и т. п .) оказывается целесообразно применение соста
ных и разборных по длине стволов. Они помимо технологических
преимуществ дают возможность заменять отдельные части, напр
мер изношенные. Недостатками таких стволов являются пониже
ная жесткость в месте соединения частей и трудность обеспечения
в стыке надежной обтюрации пороховых газов.
Перечисленные конструктивные схемы стволов применяются
и при разработке стволов с искусственным охлаждением той или
иной разновидности. В этом случае исполнение ствола во многом
определяется видом искусственного охлаждения, компоновкой к
чающейся части и т. п.
а
б
в
труба,
район наибольшего износа ствола
В некоторых случаях (для особо длинных стволов или при не-
обходимости перемещения орудия по частям, например, для гор-
) оказывается целесообразно применение состав-
ных и разборных по длине стволов. Они помимо технологических
преимуществ дают возможность заменять отдельные части, напри-
мер изношенные. Недостатками таких стволов являются понижен-
я частей и трудность обеспечения
Перечисленные конструктивные схемы стволов применяются
и при разработке стволов с искусственным охлаждением той или
иной разновидности. В этом случае исполнение ствола во многом
определяется видом искусственного охлаждения, компоновкой ка-
35
3.2. Типы камор
Конфигурация каморы определяется в первую очередь приня-
тым для данного орудия способом заряжания. В современных ар-
тиллерийских орудиях применяются два способа заряжания:
гильзовое икартузное (безгильзовое).Гильзовоезаря-
жание делится на унитарное и раздельное.
Унитарное заряжание применяется для полевых орудий калиб-
ра менее 122 мм, а для корабельных зенитных и танковых – до 130 мм
включительно. Раздельно-гильзовое заряжание обычно применяет-
ся для калибров 122–152,4 мм и в орудиях с переменным зарядом.
Для орудий большего калибра применяется картузное (безгильзо-
вое) заряжание; в этом случае необходим затвор со специальным
упругим обтюратором.
Независимо от способа заряжания и соответствующей ему кон-
струкции каморы к ней предъявляются повышенные требования по
соосности с ведущей частью канала и по чистоте обработки. Пер-
вое требование связано с исключением перекоса снаряда, что мо-
жет привести к распатронированию при заряжании или к прорыву
пороховых газов вперед снаряда (это резко увеличивает износ на-
правляющей части канала). Второе требование обусловлено облег-
чением экстракции гильзы; шероховатость поверхности каморы
должна находиться в пределах Rz<3,2 мкм, Rа<0,63 мкм.
Указанные на рис. 3.3 конусности различных участков камор
отражают опыт проектирования, производства и эксплуатации ору-
дий различных типов. Так например, конусность конуса врезания
зависит от надежности закусывания снаряда при раздельном заря-
жании, а при унитарном заряжании от условий облегчения вреза-
ния ведущего пояска; переходный конус каморы для унитарного
заряжания имеет конусность, наиболее удобную в технологическом
отношении. Конусность основного конуса обеспечивает требуемое
из расчета внутренней баллистики уширение каморы и учитывает
ряд конструктивных соображений: уменьшение длины патрона,
уменьшение нагрузки на затвор и др.
Представленные на рис. 3.3 конструктивные схемы и рекомен-
дации не следует понимать как директивные указания по геомет-
рии камор. Конкретная проектная ситуация может потребовать су-
щественной корректировки известных положений. Например, су-
ществуют орудия так называемого полуунитарного заряжания либо
36
Рис. 3 .3 . Схемы камор ар тиллер ийских стволов для унитар ного (а),
раздельно-гильзового (б), кар тузного (в) заряжания
и для гладкостенных стволов (г) танковых и пр отивотанковых пушек
с развальцованным дульцем гильзы (снаряд вынимается свободно
и возможно изменение заряда), либо с разъемным дном гильзы
(изменение заряда осуществляется через дно гильзы). Известны
унитарные боеприпасы и соответствующие им каморы с двумя ос-
новными и двумя переходными конусами; существовали каморы
с горловинами для картузного заряжания, что позволяло умень-
шить усилие на затвор, и т. д.
а
б
в
г
37
3.3. Ведущие элементы канала ствола
В соответствии с назначением и типажом ведущей части кана-
ла ствола и ведущих элементов снаряда необходимо обеспечить:
–
требуемые характеристики устойчивости снаряда на траекто-
рии (скорость вращения, отсутствие недопустимых возмущений
при выходе из канала и др.);
–
безотказное функционирование снаряда при движении его по
каналу (сохранность всех частей снаряда и его снаряжения, надеж-
ное взведение инерционного взрывателя и т. д .);
–
предельно допустимый износ ведущей части канала и тем
самым приемлемую живучесть ствола;
–
надежную обтюрацию пороховых газов как в новом стволе,
так и в имеющем некоторый допустимый износ;
–
максимально возможную производственную технологич-
ность ствола и снарядов и удобство эксплуатации орудия.
Существует несколько способов ведения снаряда по каналу.
Наибольшее распространение имеет способ ведения снаряда по на-
резам цилиндрического канала при помощи ведущих поясков сна-
ряда из пластичного материала. Как возможную разновидность его
можно назвать способ, при котором снаряд имеет готовые выступы
под нарезку канала. Для танковых и противотанковых пушек полу-
чил распространение способ ведения снаряда по гладкому каналу.
Здесь ведение снаряда обеспечивается, в основном, поддоном сна-
ряда, который отделяется от снаряда при выходе его из канала.
Форма, число, глубина и ширина наре-
зов выбираются в зависимости от конкрет-
ных условий взаимодействия нарезной час-
ти канала и ведущих элементов снаряда не
только в новом, но и в изношенном стволе
и определяются, в основном, назначением,
мощностью и конструктивными данными
орудия и снаряда (приложение 1).
В отечественной артиллерии применя-
ется нарезка прямоугольной формы с гра-
нями параллельными радиусу, проведен-
ному через середину нареза (рис. 3.4). Об-
ладая высокой технологичностью, данная
форма нарезов не уступает по своим функ-
Рис. 3 .4 . Форма и размеры
канала ствола
38
циональным качествам принятой в некоторых иностранных армиях
трапецеидальной нарезке или нарезке со скошенной холостой гра-
нью [79, 82].
При выборе числа и размеров нарезов необходимо обеспечить
не только прочность нарезов, но и прочность выступов ведущих
поясков снаряда. С учетом существующего опыта отработки и экс-
плуатации артиллерийских орудий число нарезов n в первом при-
ближении может быть принято по эмпирическому соотношению:
п = (3–4)d,
где d – калибр в сантиметрах, причем меньшее значение предпоч-
тительнее для гаубиц. Найденное таким образом число нарезов из
технологических соображений округляется до кратного четырем
(лучше восьми), и далее определяется суммарная ширина поля b
и нареза а:
а+b=πd/n.
(3.1)
Соотношение между шириной нареза а и шириной поля b вы-
бирается из соображений равнопрочности выступов пояска и на-
резки и связывается эмпирически с величиной начальной скорости
снаряда V0. Так, для гаубиц рекомендуется а = (1,6–2,5)b; для сис-
тем с V0 = 800–1000 м/с а = (1,5–1,8)b, для более мощных пушек
с V0 >1000 м/с a = (1,1–1,4)b. Во всех случаях ширина поля должна
быть более 3 мм и не менее 1,5t. Уменьшение соотношения а/b
уменьшает износ ствола, но резко увеличивает вероятность срыва
снаряда с нарезов. Глубина нарезов для современных стволов уста-
навливается из соотношения t= (0,01–0,025)d, причем для гаубиц
t = 0,01d.
Уменьшенная глубина нарезки вызывает уменьшение сопро-
тивления врезанию, улучшает аэродинамическую форму снаряда,
она предпочтительнее по технологическим и эксплуатационным
соображениям. Но уменьшение глубины нарезов ведет к ускорен-
ному износу боевых граней нарезов и выступов ведущих поясков,
что вызывает увеличение прорыва пороховых газов, т. е. повышает
износ нарезной части канала и вызывает преждевременное срезание
ведущих поясков. Известно, что применение вместо 1 %-ной на-резки
(t = 0,01d) 2 %-ной (t = 0,02d) увеличивает живучесть ствола при-
мерно в 2 раза, но вызывает уменьшение начальной скорости сна-
ряда на 2–3 % . Иногда рациональную глубину нарезов определяют
39
по величине начальной скорости снаряда. Считают, что для орудий
с V0 < 800 м/с t = (0,01–0,015)d; для орудий с V0 > 800 м/с
t = (0,015–0,025)d. Радиус закругления полей и нарезов принимает-
ся в пределах r = (2–3) мм.
Таким образом, при выборе числа и размеров нарезов прихо-
дится сталкиваться с рядом противоречивых требований, для удов-
летворения которых необходимо ориентироваться на имеющийся
опыт создания работоспособных конструкций. Для справки в при-
ложении 1 приведены характеристики нарезки для некоторых арт-
систем.
В отдельных случаях для создания работоспособных конструк-
ций не исключается возможность применения нарезки переменной
глубины и нарезки с переменной шириной нареза. При очевидных
производственных и эксплуатационных недостатках данные конст-
рукции обеспечивают повышение живучести стволов, что может
оказаться решающим.
В зависимости от угла наклона нарезов к оси канала ствола на-
резка может быть трех типов (рис. 3 .5):
–
постоянной крутизны 1; характеризуется постоянным углом
наклона нарезов;
–
прогрессивной крутизны 2; характеризуется увеличивающим-
ся к дульному срезу углом наклона
нарезов;
–
смешанной крутизны 3; имеет
участки постоянной крутизны в дуль-
ной части или в начале нарезов, а на
остальной длине – прогрессивную
крутизну.
Мерой крутизны нарезки служит
величина угла наклона нареза к оси
канала ствола α. На практике поль-
зуются длиной хода нареза в калиб-
рах η, (нарез делает один полный
оборот):
η= Η/d = πd/d tgα = π/ tgα, (3.2)
где Н – длина хода нареза; d – калибр;
α = arctg (π/η) – угол наклона нареза.
Для нарезки постоянной крутизны
Рис. 3 .5. Развертка на плоскость
нарезов трех типов
40
длина хода нареза – величина постоянная, для прогрессивной
и смешанной крутизны – переменная.
Главным преимуществом нарезки постоянной крутизны явля-
ется ее технологичность. Применение нарезки прогрессивной
и смешанной крутизны диктуется необходимостью снизить давле-
ние на боевую грань нарезов и сместить его максимум относитель-
но максимума давления пороховых газов. Такое смещение благо-
приятно влияет на износ боевых граней и истирание ведущего
пояска, а следовательно, и на эрозионный износ канала ствола.
Кроме того, нарезка прогрессивной крутизны дает возможность
обеспечить требуемый угол наклона нарезов в дульном срезе у ко-
роткоствольных орудий без значительного повышения величины
усилия на боевую грань нареза. Примером могут служить гаубицы
М-30, Д-30, Д-1 (приложение 1).
При проектировании ведущей части канала нужно обеспечить
необходимую по условию устойчивости полета снаряда крутизну
нарезов в сечении дульного среза ствола ηд, которая определяется
из внешней баллистики.
Вопрос выбора крутизны нарезки в дульной части ствола ус-
ложняется для орудий, имеющих переменные заряды и различные
типы снарядов. В этом случае крутизна нарезки должна опреде-
ляться при сочетании заряда и снаряда, для которого величина аэ-
родинамического коэффициента является наибольшей. Для авиа-
ционных пушек при расчете крутизны нарезки следует учитывать
скорость самолета [79].
41
Глава 4
ПРОЧНОСТЬ АРТИЛЛЕРИЙСКИХ СТВОЛОВ
4.1. Теоретические основы расчета прочности
Вопрос о прочности артиллерийских стволов решается во взаи-
моувязанной системе расчетов и показателей. При известной кон-
струкции в указанную систему входят:
–
методика определения (расчета) действующих нагрузок;
–
расчетное определение компонентов напряженно-деформи-
рованного состояния (НДС);
–
характеристики материала, необходимые для расчета НДС;
–
рабочая гипотеза прочности (теория прочности) для опреде-
ления обобщенного показателя НДС;
–
требуемые по условию прочностной надежности коэффици-
енты запасов прочности и допускаемые напряжения.
Каждая из перечисленных составляющих имеет свою вариа-
тивность. Так, расчетные методики могут базироваться на матема-
тических моделях разного уровня учета различных факторов; су-
ществует достаточно много и рабочих гипотез прочности, разные
характеристики материала могут приниматься в качестве допус-
каемых напряжений. Выполнение требуемых запасов прочности,
соотнесенных с определенными допускаемыми напряжениями,
c установленной методикой расчета нагрузок и методикой расчета
компонентов НДС, должно обоснованно гарантировать прочность
конструкции.
Нагрузки на артиллерийский ствол были рассмотрены в главе 2.
Рассмотрим остальные из перечисленных составляющих системы,
что и будет являться теоретическим основанием для расчета проч-
ности артиллерийских стволов.
Напряжения и деформации в стенке цилиндрической трубы
могут быть определены в первом приближении с помощью извест-
ных зависимостей для толстостенных труб [19, 35] (задача Ляме–
Гадолина).
42
В данной задаче рассматривается толстостенная цилиндрич
ская труба, нагруженная по внутренней и наружной поверхностям
равномерно распределенными давлениями и осевой силой вдоль
продольной оси (рис. 4.1). Принимаются следующие допущения:
1) труба – бесконечно длинный полый цилиндр;
2) труба сохраняет цилиндрическую форму при нагружении,
и, следовательно, все поперечные ее сечения остаются плоскими
3) труба изготовлена из упругого, однородного и изотропного
материала;
4) труба под действием статически приложенных сил находи
ся в равновесии.
Рис. 4 .1 . Напряжения и деформации в стенке цилиндрической трубы:
а – нагрузки и система координат; б – упругое равновесие элемента;
в – радиальные и окружные деформации
а
б
в
В данной задаче рассматривается толстостенная цилиндриче-
ская труба, нагруженная по внутренней и наружной поверхностям
давлениями и осевой силой вдоль
продольной оси (рис. 4.1). Принимаются следующие допущения:
труба сохраняет цилиндрическую форму при нагружении,
и, следовательно, все поперечные ее сечения остаются плоскими;
труба изготовлена из упругого, однородного и изотропного
труба под действием статически приложенных сил находит-
Рис. 4.1. Напряжения и деформации в стенке цилиндрической трубы:
упругое равновесие элемента;
43
Действительное НДС сечений ствола при выстреле в известной
мере отличается от принятого в данной задаче. Но получаемые при
этом теоретические зависимости с достаточным для практики при-
ближением могут быть использованы для расчета стволов артилле-
рийских орудий при условии выполнения коэффициентов запаса
прочности, установленных из опыта безотказной работы стволов
существующих арторудий. Это не означает, что при проектирова-
нии и исследовании артиллерийских стволов не применяются более
строгие расчетные схемы и математические модели. При необхо-
димости те или иные допущения могут быть сняты, составлены бо-
лее строгие математические модели НДС ствола, в которых учтены
дополнительные факторы (анизотропность и разброс характери-
стик материала, динамичность нагружения, возможность допуще-
ния малых упруго-пластических деформаций, погрешности формы
и т. п.).
Напряженно-деформированное состояние трубы будем рас-
сматривать в системе цилиндрических координат r, Θ, z (рис. 4.1, а).
Как известно из теории упругости [8], в каждой точке тела сущест-
вуют три взаимно нормальные плоскости (поверхности), свобод-
ные от касательных напряжений и называемые главными площад-
ками. Касательные же напряжения существуют в плоскостях, на-
клонных к главным площадкам. Таким образом, в каждой точке
трубы на главных площадках будем иметь три главных нормаль-
ных напряжения: σr – радиальное, действующее в направлении ра-
диуса, равное по величине и обратное по знаку давлению; σt – тан -
генциальное (окружное), действующее по касательной к окружно-
сти, проведенной через рассматриваемую точку в поперечном
сечении; σz – осевое напряжение, действующее в направлении про-
дольной оси трубы. Данным напряжениям соответствуют относи-
тельные деформации εr, εt и εz.
Рассмотрение равновесия выделенного в стенке трубы элемен-
тарного объема, ограниченного главными площадками (рис. 4.1, б),
дает уравнение равновесия в радиальном и осевом направлениях:
d
d
0;
0.
d
d
r
z
r
t
r
r
r
σ
σ
σ+
−σ=
=
( 4.1)
Для установления связи между компонентами деформации и
перемещениями точек выделим в поперечном сечении трубы до
приложения нагрузки три точки (рис. 4.1, в):
44
–
т, удаленную от оси трубы на расстояние r;
–
т', лежащую на том же радиусе, что и точка т, но на рас-
стоянии dr от нее;
–
п, лежащую на одной окружности с точкой т, но под углом
dΘ к ее радиусу.
После приложения нагрузки каждая из точек т и п переместит-
ся по направлению радиуса на некоторую величину rδ , а точка т'
на отличную от нуля величину
d
d
d
r
r
r
r
δ
δ+
(рис. 4.1, в)
Относительные деформации определяются из соотношений:
()
11
11
d
d
dd
d
d
;
;
d
d
dd
;
.
d
r
r
r
r
r
r
t
t
r
r
r
mm mm
r
mm
r
r
r
r
mn mn
mn
r
r
δ
+
−
′
′
−
δ
ε=
=
ε=
′
+δΘ−Θ
−
δ
ε=
=
ε=
Θ
(4.2)
Для нахождения связи между относительными деформациями
r
ε и tε продифференцируем tε по r и получим соотношение:
()
d1
,
d
t
r
t
r
r
ε
=
ε−ε
(4.3)
которое называется уравнением совместности или неразрывности
деформаций.
С целью получения замкнутой системы уравнений для опреде-
ления напряжений и деформаций в функции размеров трубы
и приложенных нагрузок зависимости (4.1) и (4.3) объединим
с обобщенным законом Гука [8]:
(
)
(
)
(
)
1
;
1
;
1
,
r
r
t
z
t
t
r
z
z
z
t
r
E
E
E
ε=
σ −μσ −μσ
ε=
σ −μσ −μσ
ε=
σ −μσ −μσ
(4.4)
где Е – модуль упругости (модуль Юнга);
μ – коэффициент поперечного сжатия (коэффициент Пуассона).
Коэффициент Пуассона обычно принимают для простоты
μ = 1/3, что не дает существенной погрешности, так как он для раз-
личных марок орудийной стали, находится в пределах 0,28–0,32.
45
При граничных условиях на внутренней и наружной поверхно-
стях трубы:
приr=rв
в
в
r
р
σ=−
и приr=rн
н
н
r
р
σ=−
,
система уравнений решается аналитически, и зависимости для на-
пряжений и деформаций в стенке трубы принимают вид:
22
2
22
2
в
н
н
в
в
н
22
2
22
2
н
в
н
в
22
2
22
2
в
н
н
в
в
н
22
2
22
2
н
в
н
в
2
2
2
22
2
в
н
н
в
в
н
22
2
22
2
н
в
н
в
2
2
2
22
2
в
н
н
в
в
н
22
2
2
н
в
н
;
;
2
2
2
2
1
;
3
3
3
2
2
2
2
3
3
r
t
r
z
t
rr
r
rr
r
pp
р
rr
r
rr
r
rr
r
rr
r
p
р
rr
r
rr
r
rr
r
rr
r
p
р
Errr
Errr
rr
r
rr
r
p
р
Errr
Err
−
−
σ=−
=−
−
−
−
+
+
σ=
−
−
−
−
−
ε=−
−
−
σ
−
−
+
+
ε=
−
−
2
2
в
22
22
вв
нн
2
2
н
в
1
;
3
1
2
.
3
z
z
z
r
pr рr
E
r
r
−
σ
−
−
ε=
σ−
−
(4.5)
Осевые напряжения в рассмотренном случае целиком зависят
от величины силы N и определяются соотношением
()
2
2
н
в
z
N
r
r
σ=
π
−
.
Осевые растягивающие напряжения в стенках ствола возника-
ют от действия давления пороховых газов на дно, скаты каморы
и на дно снаряда, от сил инерции при откате-накате, от тянущего
усилия дульного тормоза; действие этих сил не совпадает во вре-
мени по максимальным значениям. Из зависимостей (4.5) следует,
что нормальные радиальные и тангенциальные напряжения не за-
висят от значений осевых напряжений, а относительные деформа-
ции растяжения под их влиянием уменьшаются. Поэтому допусти-
мо пренебрежение осевыми напряжениями при расчете поперечной
прочности ствола.
Термин «поперечная прочность» является общепринятым и под-
разумевает прочность трубы под действием поперечных сил.
На рис. 4.2 представлены эпюры распределения напряжений
и деформаций в поперечном сечении трубы. Эпюры построены по
формулам (4.5) для двух крайних случаев pн = 0 и pв = 0 в предпо-
46
ложении отсутствия осевой силы; относительные деформации для
удобства изображения на эпюре умножены на модуль упругости
Это произведение принято в теории артиллерийских стволов у
ловно называть приведенным напряжением.
Рис. 4 .2 . Напряжения и деформации в стенке трубы при действии
внутреннего (а) и наружного (б) давлений
Обратим внимание на некоторые особенности напряженно
деформированного состояния в двух рассмотренных случаях. Во
первых, наибольшие по абсолютной величине значения всех н
пряжений и деформаций, за исключением σr при pв =
вуют внутренней поверхности. Во-вторых, тангенциальные напр
жения и деформации в обоих рассмотренных случаях по абсолю
ной величине больше радиальных. В -третьих, тангенциальные
и радиальные напряжения и деформации при наружном и внутре
нем нагружении противоположны друг другу по знаку, что позв
ляет использовать наружное нагружение для компенсации напр
жений и деформаций от внутреннего давления.
Так как в стенке артиллерийского ствола появляютс
по величине и направлению деформации и напряжения, для оценки
его прочности необходимо иметь достаточно надежную теорию
(гипотезу) прочности. Теория прочности определяет некоторое э
вивалентное напряжение σэкв, с помощью которого при известных
свойствах материала при простом растяжении-сжатии, можно
предвидеть разрушение конструкции под действием сложной си
темы напряжений.
а
б
ложении отсутствия осевой силы; относительные деформации для
удобства изображения на эпюре умножены на модуль упругости Е.
Это произведение принято в теории артиллерийских стволов ус-
и деформации в стенке трубы при действии
Обратим внимание на некоторые особенности напряженно-
деформированного состояния в двух рассмотренных случаях. Во-
первых, наибольшие по абсолютной величине значения всех на-
= 0, соответст-
вторых, тангенциальные напря-
жения и деформации в обоих рассмотренных случаях по абсолют-
третьих, тангенциальные
ряжения и деформации при наружном и внутрен-
нем нагружении противоположны друг другу по знаку, что позво-
ляет использовать наружное нагружение для компенсации напря-
Так как в стенке артиллерийского ствола появляются разные
по величине и направлению деформации и напряжения, для оценки
его прочности необходимо иметь достаточно надежную теорию
(гипотезу) прочности. Теория прочности определяет некоторое эк-
с помощью которого при известных
сжатии, можно
предвидеть разрушение конструкции под действием сложной сис-
47
Независимо от принятой теории условие прочности имеет вид
σэкв ≤ σдоп, где σэкв рассчитывается по-разному в зависимости от
принятой теории прочности, а σдоп – допускаемое напряжение –
представляет собой одну из прочностных характеристик материала.
Согласнопервой теории прочности (теории наи-
больших нормальных напряжений),предельноепопроч-
ности состояние конструкции наступает тогда, когда наибольшее по
абсолютной величине нормальное напряжение достигает допустимой
для данного материала величины, т. е. условие прочности по данной
теории записывается в виде σэкв = σmax ≤ σдоп. Для артиллерийских
стволов данная теория прочности не применяется, так как дает
большую ошибку при оценке прочности
По второй теории прочности (теории наи-
больших относительных деформаций),предельноепо
прочности состояние конструкции наступает тогда, когда наи-
большая относительная деформация достигает допустимой вели-
чины относительной деформации для данного материала. Условие
прочности по этой теории ε max ≤ ε доп обычно переписывается
в терминах напряжений, для чего неравенство домножается на мо-
дуль упругости Е и принимает вид:
экв
max
доп
.
Е
σ=ε
≤σ
(4.6)
Здесь
max
Еε
–
наибольшее приведенное напряжение, т. е . наи -
большая относительна деформация, домноженная на модуль упру-
гости. Вторая теория прочности начала использоваться при проек-
тировании стволов после появления работ Н. Ф . Дроздова. Разрабо-
тана система коэффициентов запаса прочности, согласованных
именно с данной теорией прочности. Поэтому несмотря на извест-
ную погрешность данной теории она продолжает находить приме-
нение в практике проектирования артстволов.
По третьей теории прочности (теории наи-
больших касательных напряжений),предельноесосто-
яние наступает, когда наибольшее касательное напряжение дости-
гает допустимой для данного материала величины касательного
напряжения:
экв
max
доп
.
σ=τ≤τ
Из теории упругости известно, что наибольшее касательное
напряжение равно полуразности наибольшего и наименьшего из
главных нормальных напряжений, а из экспериментов по растяже-
48
нию и кручению конструкционных сталей следует, что допустимое
касательное напряжение может быть принято равным половине до-
пустимого нормального. Это позволяет записать условие прочно-
сти по третьей теории в виде
доп
max
min
экв
доп
max
min
доп
,
т. е.
.
2
2
σ
σ−σ
σ=
≤τ=
σ−σ≤σ
(4.7)
Третья теория прочности нашла применение при анализе проч-
ности автоскрепленных стволов, так как достаточно достоверно от-
ражает сложное напряженное состояние заготовки в процессе авто-
скрепления.
По четвертой теории прочности, или теории
энергии формоизменения,относящейсякэнергетическим
теориям прочности, учитывается количество потенциальной энер-
гии, накопленной единицей объема материала и идущей на измене-
ние его формы.
Условие прочности по данной теории имеет вид
()()()
2
2
2
экв
1
2
2
3
3
1
доп
1
,
2
σ=
σ−σ +σ−σ +σ−σ ≤σ
(4.8)
где σ1, σ2, σ3 – главные нормальные напряжения.
Четвертая теория прочности достаточно достоверно отражает
сложное напряженное состояние артиллерийских стволов при осо-
бо высоких давлениях.
Существуют и другие теории прочности, однако абсолютно
точной теории нет. Выбор в качестве рабочей той или иной теории
прочности во многом зависит от имеющегося опыта или, иначе го-
воря, от уровня надежности, который обеспечивается при ее при-
менении. А последнее определяется наличием надежной системы
коэффициентов запаса прочности, сопряженной с применяемой
теорией. Для артиллерийских стволов необходимость установления
требуемых запасов прочности определяется целым рядом факто-
ров. Перечислим лишь основные из них:
–
погрешность в определении основной действующей нагруз-
ки – давления пороховых газов; она является либо погрешностью
внутрибаллистического расчета, либо опытного определения дав-
ления в канале ствола;
–
недостаточно точный учет при расчете НДС других нагрузок,
действующих на ствол (радиальных составляющих реакции веду-
49
щих поясков и центрирующего утолщения, центробежной силы
снаряда и др.), динамического характера всех нагрузок;
–
погрешность расчета компонентов напряженно-деформиро-
ванного состояния и погрешность теории прочности, положенной
в основу оценки прочности ствола;
–
изменение НДС ствола как вследствие остаточных напряже-
ний от механической и термической обработки, так и появления
системы термических напряжений, возникающих из-за нагрева
ствола при стрельбе;
–
отклонение механических свойств металла от заданных
в связи с трудностями термической обработки и контроля свойств
толстостенных заготовок, а также в связи с нагревом ствола при
стрельбе, что особенно важно для скорострельных орудий.
Из перечисленного следует, что требуемые запасы прочности,
во-первых, должны назначаться исходя из практики эксплуатации
орудий и, во-вторых, должны быть разными для разных частей
и сечений по длине ствола.
Например, по второй теории прочности, если в качестве допус-
каемого напряжения принят предел упругости металла ствола, то
прочная конструкция ствола гарантируется при следующих запасах
прочности. В сечениях по каморе коэффициент запаса прочности
должен быть не менее единицы. Такой низкий запас прочности оп-
равдывается здесь наличием дополнительного упрочнения от ка-
зенника, если оно в расчете не учитывается, отсутствием значи-
тельных концентраторов напряжений и дополнительных нагрузок
от снаряда. Кроме того, силы инерции ствола и сила давления на
скаты каморы создают здесь осевые усилия, уменьшающие танген-
циальные деформации ствола. В дульной же части ствола на участ-
ке длиной в два калибра от дульного среза величина коэффициента
запаса прочности берется не менее 1,9, а в существующих конст-
рукциях достигает 2,5–2,6. Это объясняется, во-первых, значитель-
но более тяжелыми условиями работы данных сечений ствола
и, во-вторых, неучитывыемым в расчете увеличением силовых
и тепловых воздействий от выходящего снаряда и истекающих по-
роховых газов. В сечениях по калиберной части канала от ее начала
до смещенного сечения рmax коэффициент запаса прочности состав-
ляет 1,2–1,3 в зависимости от глубины нарезки. На остальном уча-
стке калиберной части канала коэффициент запаса прочности уве-
личивается по линейному закону и изменяется от 1,2 (1,3) до 1,9 (2,6)
50
в дульной части ствола. Это диктуется конструктивными и эксплуа-
тационными требованиями повышения жесткости ствола в целях
уменьшения его прогиба и вибрации стенок ствола при стрельбе.
При использовании другой теории требуемые запасы прочности
должны быть изменены. То же относится и к прочностной харак-
теристике металла, принятой в качестве допускаемого напряжения.
Обычно при расчете прочности в качестве допускаемого на-
пряжения принимается одна из следующих характеристик металла:
σп – предел пропорциональности, σе – предел упругости, σs – пре-
дел текучести, σв – временное сопротивление при разрыве, σр –
разрушающее напряжение.
Так как орудийные стали не имеют на диаграмме растяжения
явно выраженной площадки текучести, то за величину условного
предела текучести σS принимают такое напряжение, при котором
относительная остаточная деформация составляет 0,2 %. Пределу
упругости соответствует такое напряжение, при котором относи-
тельная, остаточная деформация составляет 0,005 %, т. е. практиче-
ски отсутствует, и считают, что σе = σп.
Для орудийных сталей ориентировочно можно полагать
σs =1,1σе,σр=σв=1,1σs.
Принимая для определения допускаемого напряжения σдоп ве-
личину предела упругости металла σе, мы тем самым заменяем ус-
ловие прочности условием недопустимости остаточных деформа-
ций, т. е. при анализе прочности имеем дело с предельно-упругим
состоянием. Такому состоянию отвечает рассмотренная нами зада-
ча Ляме–Гадолина. Такой подход к проектированию стволов явля-
ется традиционным и использован в большинстве существующих
конструкций стволов.
Однако тенденция к значительному увеличению давлений по-
роховых газов в стволах, с одной стороны, и существующий резерв
прочности орудийной стали за счет ее пластического деформиро-
вания до условного предела текучести, с другой стороны, вызвали
попытки получения прочной конструкции ствола, материал кото-
рого работает в упругопластической области, т. е. принятия в каче-
стве допускаемого напряжения условного предела текучести.
Этому соответствуют специальная, отличная от рассмотренной
в задаче Ляме–Гадолина, математическая модель НДС упругопла-
стического цилиндра, своя теория прочности и своя увязанная
с ними система запасов прочности [18].
51
4.2. Прочность стволов-моноблоков
Ствол-моноблок – это изготовленный из одной заготовки
ствол, в стенках которого отсутствуют специально созданные для
какой-либо цели напряжения. Моноблок – наиболее простая и наи-
более широко применяемая в артиллерии конструкция ствола.
Даже в тех случаях, когда применяются другие типы стволов, про-
ект ствола-моноблока предпочитают выполнить для прочностной
и массово-габаритной оценки конструкции в простейшем испол-
нении.
В качестве расчетной схемы для каждого поперечного сечения
моноблока принимается поперечное сечение рассмотренной в зада-
че Ляме–Гадолина цилиндрической трубы, нагруженной только
внутренним давлением так, что рн = 0, σz = 0. Таким образом, ствол-
моноблок рассматривается при допущениях задачи Ляме–Гадолина
(п. 4.1), что дает в совокупности с известными требуемыми запаса-
ми прочности надежный расчетный аппарат для получения проч-
ных конструкций стволов-моноблоков.
Изменим применительно к сечениям моноблока обозначения
в зависимостях задачи Ляме–Гадолина ( 4.5):
рв = ркн – давление пороховых газов на стенки ствола в рас-
сматриваемом сечении; rн = r2 – наружный радиус ствола в рас-
сматриваемом сечении;
в
1
2
d
rr
t
=
=
+ – для сечений нарезной части ствола;
rв = r1 – для сечений по каморе и для гладкостенного ствола.
Установим, какая величина давления пороховых газов является
предельно допустимой для каждого сечения ствола. Сделаем это на
основании различных теорий прочности.
Вторая теория прочности (теория наибольших
относительных деформаций) – условие прочности (4.6)
При рв ≠ 0, а рн = 0 наибольшей будет относительная тангенци-
альная деформация εt на внутренней поверхности трубы, т. е. наи -
большими являются приведенные тангенциальные напряжения при
r = r1. Таким образом, применительно к стволу-моноблоку условие
прочности по второй теории примет вид Еε1 ≤ σе где индекс «1» оз-
начает, что приведенные напряжения определяются на внутреннем
радиусе r1.
52
Воспользуемся четвертой из зависимостей (4.5), положив в ней
рв=ркн,рн=0,rв=r1,rн=r2,r=r1иσz=0,получим
1
2
2
2
1
кн
2
2
2
1
2
2
3
t
r
r
E
p
r
r
+
ε=
−
.
(4.9)
Положим
1t
Eε = σe и разрешим последнее выражение относи-
тельно ркн = р1:
2
2
II
2
1
1
2
2
2
1
3
22
е
r
r
р
r
r
−
=
σ
+
(4.10)
–
предел упругого сопротивления ствола-моноблока по теории
наибольших деформаций, т. е . такое предельное давление порохо-
вых газов в канале ствола, при котором приведенные тангенциаль-
ные напряжения на внутренней поверхности ствола достигают
величины предела упругости металла ствола.
Это фундаментальное понятие теории проектирования артил-
лерийских стволов является по сути понятием несущей способно-
сти ствола в данном сечении по отношению к внутреннему давле-
нию в этом сечении, и поэтому фактический запас прочности п
в сечении определяется как отношение предела упругого сопротив-
ления к действующему в нем давлению пороховых газов
1
треб
кн
p
n
n
p
=
≥
.
(4.11)
Третья теория прочности
(теория наибольших касательных напряжений)
Условие прочности по данной теории ( 4.7) применительно
к стволу-моноблоку переписывается в виде
1
1
t
r
e
σ−σ≤σ.
(4.12)
Воспользуемся второй из зависимостей (4.5) при r = r в = r1 и,
имея в виду, что
1r
σ=
–
pкн, получим
1
1
2
2
2
1
кн
кн
2
2
2
1
t
r
r
r
p
p
r
r
+
σ−σ =
+
−
.
Положим, согласно условию прочности (4.12), 1 1
t
r
e
σ−σ
=σ
и определим предельное значение ркн = р
1
III
, при котором условие
прочности по III теории еще сохраняется:
53
2
2
III
2
1
1
2
2
2
e
r
r
р
r
−
=σ
(4.13)
–
предел упругого сопротивления ствола-моноблока по теории
касательных напряжений, т. е. то предельное давление пороховых га-
зов в канале ствола, при котором на внутренней поверхности ствола
касательные напряжения достигают допускаемой величины.
Условие прочности в данном случае аналогично выраже-
нию (4.11).
Четвертая теория прочности
(теория энергии формоизменения)
Условие прочности по данной теории (4.8) применительно
к внутренней поверхности ствола-моноблока переписывается в виде
()
1
1
2
2
2
кн
кн
1
.
2
t
t
е
p
p
σ+
+
+σ ≤σ
Воспользуемся зависимостями (4.5), получим
()
1
1
2
2
4
4
2
2
2
1
2
1
2
2
2
1
кн
кн
кн
кн
2
22
2
2
2
2
2
1
2
1
2
1
3
1
()
t
t
r
r
r
r
r
r
p
pр
р
r
r
r
r
r
r
+
+
+
σ+
⋅σ+
=
+
+=
−
−
−
.
И далее, рассуждая аналогично тому, как было при выводе по
второй и третьей теориям, получаем
2
2
IV
2
1
1
4
4
2
1
3
e
r
r
р
r
r
−
=σ
+
(4.14)
–
предел упругого сопротивления по четвертой теории проч-
ности, т. е. то предельное давление пороховых газов в канале
ствола, при котором эквивалентное напряжение на внутренней
поверхности ствола по данной теории достигает величины преде-
ла упругости металла ствола.
Условием прочности и в данном случае является выражение,
аналогичное (4.11).
Увеличение предела упругого сопротивления ствола означает
повышение прочностного ресурса ствола, допускает повышение
давления пороховых газов в канале ствола. Из выражений (4.10),
(4.13) и (4.14) видно, что повышение предела упругого сопротив-
ления может быть достигнуто, во-первых, за счет увеличения пре-
дела упругости материала (повышения категории прочности стали)
и, во-вторых, за счет увеличения толщины стенок ствола.
54
Первый путь ограничивается возможностями металлургии,
технологическими трудностями получения толстостенных загото-
вок из высоколегированной стали, трудностями их термообработки
до высокой категории прочности. Кроме того, стоимость стволов
возрастает с повышением категории прочности стали.
Исследуем второй путь – повышение прочности стволов-
моноблоков за счет увеличения толщины стенки. Для этого пере-
пишем выражения (4.10), (4.13) и (4.14), разделив числитель и зна-
менатель на
2
2r:
2
2
2
1
1
1
2
2
2
II
III
VI
1
1
1
2
4
1
1
2
2
1
1
1
2
;
;
.
3
2
2
3
е
е
е
r
r
r
r
r
r
p
p
p
r
r
r
r
−
−
−
=
σ
=σ
=σ
+
+
Вычислим пределы этих выражений при 2r → ∞ :
II
III
VI
1
1
1
3
1
1
lim
; lim
; lim
0, 577
4
2
3
е
е
е
е
p
p
p
→σ
→σ
→
σ≅
σ
а
б
Рис. 4 .3 . Пределы упругого сопротивления ствола-моноблока, рассчитанные
по различным теориям прочности:
а – зависимость упругого сопротивления и массы Q моноблока от толщины стенки:
1, 2, 3 – соответственно II, IV и III теории прочности; б – эпюры нормальных
и приведенных напряжений в стенке ствола-моноблока
55
Следовательно, даже при бесконечном увеличении толщины
стенки пределы упругого сопротивления ограничены вполне опре-
деленными величинами. На рис. 4.3 изображены графики
1
2
1
e
p
r
f
r
=
σ
для рассмотренных теорий прочности и кривая роста
массы ствола (единичной длины) Q с увеличением r2 / r1.
Из рис. 4.3 можно сделать следующие выводы:
1. При давлениях пороховых газов, больших некоторой опре-
деленной для каждой теории прочности величины (0,75 σe – II тео-
рия; 0,5 σe – III теория и 0,577 σe – IV теория), при любой толщине
стенки на внутренней поверхности моноблока появляются остаточ-
ные деформации; получить прочную конструкцию ствола-
моноблока в этом случае невозможно.
2. При увеличении толщины стенок ствола (r2 / r1 > 2,5–3,0)
увеличение прочности моноблока идет медленно, а масса ствола
растет быстро, что ведет к нерациональной конструкции. Область
рациональных отношений r2 / r1 лежит в пределах 1,7–2,4.
3. Применение стволов-моноблоков на практике ограничивает-
ся давлением в канале ствола меньшим, чем 0,6 σe (по II теории
прочности) с учетом соображений пункта 2 и требуемого запаса
прочности. При ркн > 0,6σе следует переходить к конструкциям
стволов, в которых приняты специальные конструкторские и тех-
нологические меры по повышению прочности (скрепленные и ав-
тоскрепленные стволы).
4.3. Прочность скрепленных стволов
Сущность скрепления. Напряжения в скрепленном стволе
Как показано в п. 3.1, при изготовлении скрепленного ствола
создаются напряжения сжатия на внутренней поверхности ствола,
которые частично компенсируют напряжения от выстрела во внут-
ренних слоях ствола, что и приводит к повышению прочности.
Для создания предварительных напряжений ствол изготав-
ливается из двух или более слоев так, чтобы наружный радиус
(i–1)-го слоя был больше внутреннего радиуса наружного i-го слоя
(рис. 4.4).
56
Введем обозначения:
н
22
i
i
i
qrr
=
−
–
абсолютный диаметрал
ный натяг (натяжение);
2
i
i
i
q
r
γ=
–
относительный натяг (натяжение).
Например, для двухслойного (i = 2) ствола 2
2
qr
r
2н
2
2
2
2
2
22
2
2
r
r
q
r
r
−
γ=
=
.
Рис. 4 .4 . Схема скрепления и р азмеры слоев
скрепленного ствола
Чтобы надеть слои друг на друга, необходимо либо нагреть н
ружный слой (кожух), либо охладить внутренний слой (трубу), л
бо одновременно нагреть наружный слой и охладить внутренний.
Обычно из-за простоты идут первым путем: нагревают только н
ружный слой. При этом внутренний диаметр нагретого слоя увел
чивается так, что становится возможной сборка слоев. В дальне
шем при остывании слои плотно прилегают друг к другу по ко
тактной поверхности радиуса ρi (рис. 4.4).
Температура нагрева кожуха не должна превышат
чтобы не получать структурных превращений в стали, а следов
тельно, изменение ее механических свойств. Этим ограничивается
и наибольший допустимый относительный натяг γi
max
ствительно, при нагревании относительное тепловое расширение
абсолютный диаметраль-
относительный натяг (натяжение).
2
2н
2
22
qrr
=
−
и
Чтобы надеть слои друг на друга, необходимо либо нагреть на-
ружный слой (кожух), либо охладить внутренний слой (трубу), ли-
бо одновременно нагреть наружный слой и охладить внутренний.
за простоты идут первым путем: нагревают только на-
ри этом внутренний диаметр нагретого слоя увели-
чивается так, что становится возможной сборка слоев. В дальней-
шем при остывании слои плотно прилегают друг к другу по кон-
Температура нагрева кожуха не должна превышать 450 °С,
чтобы не получать структурных превращений в стали, а следова-
тельно, изменение ее механических свойств. Этим ограничивается
max
= 0,003. Дей-
ствительно, при нагревании относительное тепловое расширение
57
кожуха равно αТ, где α = 12 · 10–6
коэффициент линейного расши-
рения стали, Т = 450 °С – предельная температура нагрева кожуха.
На практике, чтобы кожух можно было одеть, необходим некото-
рый монтажный зазор ξ = kγi (k можно положить равным 0,75). То-
гдаγi+kγi=αTиγi=αT/(1+k),чтоприпринятыхчисловыхзна-
чениях и дает γi ≅ 0,003.
После остывания между слоями ствола устанавливается давле-
ние, называемое «произведенное скреплением давление» и обозна-
чаемое pi′. В дальнейшем одним штрихом будем обозначать также
напряжения и деформации, вызванные скреплением. Давление pi′
зависит от величины натяжения γi, характеристик упругости мате-
риалов и размеров слоев.
Отметим, что скреплению подвергается обычно не весь ствол,
а лишь его участки, прилегающие к казенному срезу; свободные от
скрепления участки работают по схеме моноблока, но ствол назы-
вается скрепленным.
При выстреле, т. е . при действии в канале ствола давления по-
роховых газов, между слоями ствола появляется давление от вы-
стрела, которое принято называть «дополнительным давлением»
и обозначать pi". Оно зависит от давления в канале ствола и от раз-
меров слоев. Далее двумя штрихами будут помечаться напряжения
и деформации, возникающие только от выстрела.
Давление, произведенное скреплением pi′, и дополнительное
давление от выстрела pi" в сумме и дают давление при выстреле на
поверхности контакта:
pi=pi′+pi".
В дальнейшем будем рассматривать, в основном, двухслойный
скрепленный ствол. Результаты, полученные для двухслойного
ствола, легко обобщаются на многослойные скрепленные стволы.
Практические рекомендации по проектированию многослойных
стволов изложены в [27].
При анализе прочности скрепленных стволов будем пользо-
ваться теорией наибольших деформаций (именно по этой теории
накоплен наибольший опыт проектирования скрепленных стволов).
Рассматривая соотношения между радиальными и тангенци-
альными деформациями на внутренней поверхности трубы по за-
висимостям (4.5), можно установить [19]: расчет прочности какого-
либо слоя скрепленного ствола следует проводить по приведенным
58
тангенциальным напряжениям, если внутреннее давление на этот
слой меньше или равно
1
3
4е
σ , иначе расчет следует вести по пр
веденным радиальным напряжениям.
Рис. 4 .5 . Эпюр ы давлений и пр иведенных напряжений
в стенке скр епленного ствола:
а – произведенные скреплением; б – дополнительные от выстрела;
в – суммарные при выстреле
На рис. 4.5 представлены эпюры давлений и напряжений в стен
ке двухслойного скрепленного ствола: эпюра суммарных давлений
и приведенных напряжений в стенке ствола при выстреле (
чена алгебраическим суммированием давлений и напряжений от
скрепления и от выстрела. Как видно из суммарной эпюры, прив
денные напряжения от выстрела на внутренней поверхности ча
тично компенсированы, в чем и состоит эффект скрепления; н
пряжения распределены по толщине ствола более равномерно, чем
это было бы у моноблока тех же габаритов.
а
б
в
тангенциальным напряжениям, если внутреннее давление на этот
, иначе расчет следует вести по при-
5. Эпюры давлений и приведенных напряжений
дополнительные от выстрела;
4.5 представлены эпюры давлений и напряжений в стен-
скрепленного ствола: эпюра суммарных давлений
и приведенных напряжений в стенке ствола при выстреле (в) полу-
чена алгебраическим суммированием давлений и напряжений от
скрепления и от выстрела. Как видно из суммарной эпюры, приве-
а на внутренней поверхности час-
тично компенсированы, в чем и состоит эффект скрепления; на-
пряжения распределены по толщине ствола более равномерно, чем
59
Предел упругого сопротивления скрепленного ствола
Вопросы прочности скрепленных стволов будем рассматривать
в рамках допущений задачи Ляме–Гадолина и примем дополни-
тельно следующие:
–
слои скрепленного ствола передают только нормальные к по-
верхностям контакта давления, проскальзывание слоев и осевые
напряжения отсутствуют;
–
между слоями после скрепления существует плотное приле-
гание, т. е. при выстреле одноименные деформации контактирую-
щих поверхностей равны по абсолютной величине;
–
допускается применение принципа независимости дейст-
вия сил;
–
модули упругости и коэффициенты μ материалов слоев оди-
наковы.
Определим то теоретически наибольшее внутреннее давление,
которое может выдержать двухслойный скрепленный ствол без ос-
таточных деформаций, предполагая, что в обоих слоях наибольшими
являются приведенные тангенциальные напряжения (рис. 4.6).
Согласно зависимостям (4.5), приведенные тангенциальные
напряжения на внутренних поверхностях каждого слоя равны соот-
ветственно:
1
2
2
2
2
2
2
3
2
2
1
2
кн
2
2
2
2
2
2
2
2
2
1
2
1
3
2
2
2
2
2
2
;
.
3
3
t
t
r
r
r
r
r
Е
p
р
Е
p
r
r
r
r
r
r
+
+
ε=
−
ε=
−
−
−
Найдя p2 из последнего выражения и подставив его в первую
зависимость, получим
1
2
2
2
2
2
2
3
2
2
1
2
кн
2
2
2
22
2
2
1
3
22
1
2
3
2
,
3
2
t
t
r
r
r
r
r
Е
p
Е
r
r
r
rr
r
−
+
ε=
−
ε
−
+
−
и далее:
1
2
2
2
2
2
2
3
2
2
1
2
кн
2
2
2
2
2
2
2
1
2
1
3
2
3
3
3
.
2
2
22
2
t
t
r
r
r
r
r
p
Е
Е
r
r
r
rr
r
−
−
=
ε
+
ε
+
+
+
Положив, согласно второй теории прочности,
1
1
t
е
Еε=σи
2
2
t
е
Еε =σ ,где
1е
σи
2е
σ – пределы упругости металла слоев, полу-
чим значение ркн = р1
У
:
1
2
2
2
2
2
2
У
3
2
2
1
2
1
2
2
2
2
2
2
2
1
2
1
3
2
3
3
3
.
22
22
2
е
е
r
r
r
r
r
p
r
r
r
rr
r
−
−
=
σ
+σ
+
+
+
(4.15)
60
Это выражение справедливо, если полученное значение
1
У
1
3
4е
p ≤ ⋅ σ , но возможен и случай, когда
1
У
1
3
4е
p>⋅σ
. Тогда в трубе
наибольшим является приведенное радиальное напряжение, в ко-
жухе же всегда наибольшее – тангенциальное напряжение, так как
отсутствует наружное давление. Получим зависимость для пре-
дельного давления в этом случае по той же схеме.
1
2
2
2
2
1
2
кн
2
2
2
2
2
2
1
2
1
2
2
2
.
3
3
t
r
r
r
Е
p
р
r
r
r
r
−
ε=
−
−
−
Вместо p2 подставляем его выражение, полученное выше:
1
2
2
2
2
2
2
3
2
2
1
2
кн
2
2
2
2
2
2
2
1
2
1
3
2
2
2
3
2
r
t
r
r
r
r
r
Е
p
Е
r
r
r
r
r
r
−
−
ε=
−
ε
⋅
−
−
+
1
2
2
2
2
2
2
3
2
2
1
2
кн
2
2
2
2
2
2
2
1
2
1
3
2
3
3
.
2
2
2
2
2
r
t
r
r
r
r
r
p
Е
Е
r
r
r
r
r
r
−
−
=
ε
+
ε
⋅
−
−
+
Полагая
1r
Еε=
1е
σи
2r
Еε=
2е
σ ,получимркн = р1
У
в предполо-
жении, что во внутреннем слое наибольшие деформации радиальные.
1
2
2
2
2
2
2
У
3
2
2
1
2
1
2
2
2
2
2
2
2
1
2
1
3
2
3
3
.
22
22
2
е
е
r
r
r
r
r
p
r
r
r
r
r
r
−
−
=
σ
+σ
⋅
−
−
+
(4.15, а)
Выражения (4.15) и (4.15, а) являются зависимостями для пре-
дела упругого сопротивления двухслойного скрепленного ствола.
Обобщим это понятие для многослойного ствола.
Пределом упругого сопротивления скрепленного ствола на-
зывается такое давление в канале ствола, при котором приведен-
ные тангенциальные или радиальные напряжения на внутренней
поверхности каждого слоя равны пределам упругости металла
этих слоев.
Понятие предела упругого сопротивления для скрепленного
ствола является чисто теоретическим, так как получение одновре-
менно на внутренних поверхностях слоев приведенных напряже-
ний, равных соответствующим пределам упругости, возможно
лишь теоретически. Практически это недостижимо, например, из-за
наличия производственных допусков на поперечные размеры слоев
ствола. Однако вычисление расчетного значения предела упругого
61
сопротивления для скрепленных стволов необходимо для опред
ления величины расчетных натяжений между слоями.
Эпюры приведенных тангенциальных напряжений при расче
ном натяжении и давлении в канале двухслойного скрепленного
ствола, равном пределу упругого сопротивления, изображены на
рис. 4.6 сплошной линией.
Рис. 4 .6 . Эпюр ы приведенных напряжений в двуслойном скрепленном
стволе пр и расчетных и действительных натяжениях:
–––––
–
случай γ2 = γ2
расч
, -----
–
случай γ2 < γ2
расч
,–·–·
–
· – случай
Если из каких-либо соображений установлено количество сл
ев скрепленного ствола, то возникает вопрос о наивыгоднейших,
в смысле прочности, размерах слоев, т. е . о выборе такой толщины
слоев, чтобы предел упругого сопротивления был наибольшим.
Допустим, что слои ствола изготовлены из материала с один
ковым пределом упругости
1е
σ=
2е
σ=...=
n
е
σ=
е
σ,а
деформации во всех n слоях тангенциальные.
Сформулированная задача была решена профессором А. В. Г
долиным (закон А. В . Гадолина о наивыгоднейших размерах слоев
скрепленного ствола). Опуская здесь решение задачи (его можно
найти в [21]), укажем лишь сам результат.
Наибольшая величина предела упругого сопротивления
ного скрепленного ствола p1
У
достигается, если радиусы слоев с
ставляют геометрическую прогрессию со знаменателем
сопротивления для скрепленных стволов необходимо для опреде-
ления величины расчетных натяжений между слоями.
Эпюры приведенных тангенциальных напряжений при расчет-
ном натяжении и давлении в канале двухслойного скрепленного
опротивления, изображены на
Рис. 4.6. Эпюры приведенных напряжений в двуслойном скрепленном
стволе при расчетных и действительных натяжениях:
случай γ2 > γ2
расч
либо соображений установлено количество сло-
ев скрепленного ствола, то возникает вопрос о наивыгоднейших,
в смысле прочности, размерах слоев, т. е. о выборе такой толщины
слоев, чтобы предел упругого сопротивления был наибольшим.
Допустим, что слои ствола изготовлены из материала с одина-
, а наибольшие
рмулированная задача была решена профессором А. В . Га-
долиным (закон А. В. Гадолина о наивыгоднейших размерах слоев
скрепленного ствола). Опуская здесь решение задачи (его можно
Наибольшая величина предела упругого сопротивления n-слой-
достигается, если радиусы слоев со-
ставляют геометрическую прогрессию со знаменателем
62
1
1
1
,
n
n
r
q
r
+
=
а сами радиусы находятся в соотношении
3
1
2
4
1
2
3
...
n
n
r
r
r
r
q
r
r
r
r
+
=
=
=
=
=
.
(4.16)
Например, для двухслойного скрепленного ствола наивыгод-
нейшее значение промежуточного радиуса
3
1
2
r
r
r
⋅
=
при одина-
ковой категории прочности металла обоих слоев. Из формулы
(4.15) можно получить зависимость для предела упругого сопро-
тивления ствола при радиусах слоев, выбранных по закону Гадоли-
на ( 4.16), т. е.
2
У
1
2
3
3
1.
2
21
n
е
q
р
q
=
σ
−
+
Наивыгоднейшее соотношение радиусов слоев (4.16) в конст-
руктивном и производственном отношении не удовлетворяет прак-
тику, так как толщины слоев убывают от наружного слоя к внут-
реннему, который получается самым тонким. Между тем, именно
внутренний слой при выстреле находится в наиболее тяжелых ус-
ловиях под непосредственным воздействием пороховых газов и ве-
дущих элементов снаряда. Тонкая внутренняя труба будет подвер-
гаться растяжению и скручиванию при выстреле, что усугубится
увеличенным ее нагревом из-за ухудшения отвода тепла на границе
со вторым слоем. Кроме того, применение такой внутренней трубы
потребует скрепления на большей длине, что невыгодно. И, нако-
нец, тонкая труба имеет большую склонность к изгибу и коробле-
нию при механической и термической обработке.
Все это заставляет при проектировании отступать от закона
Гадолина, используя его лишь как первое приближение при выборе
радиусов слоев.
Предел возможного сопротивления скрепленного ствола
Определим то наибольшее внутреннее давление, при котором
приведенные тангенциальные или радиальные напряжения на
внутренней поверхности только первого слоя двухслойного ствола,
скрепленного с любым заданным в допустимых пределах натяже-
нием, достигают величины
1е
σ.
63
Для случая
1
У
1
3
4е
p ≤ ⋅ σ , когда наибольшие тангенциальные де-
формации, приведенные тангенциальные напряжения от скрепле-
ния на внутренней поверхности первого слоя, согласно (4.5), будут
иметь вид:
1
2
2
22
2
2
1
2
.
t
r
Е
p
r
r
′
′
ε=−
−
Обозначим правую часть последнего соотношения –Т1:
2
2
2
1
2
2
2
1
2
.
r
p
T
r
r
′
=
−
(4.17)
Т1 – тангенциальное сжатие на внутренней поверхности ствола от
скрепления.
Дополнительные приведенные тангенциальные напряжения от
выстрела на внутренней поверхности ствола
1t
Е′′
ε определим, как
в моноблоке с размерами r1 и r3, подверженном давлению pкн:
1
2
2
3
1
кн
2
2
3
1
2
2
.
3
t
r
r
Е
p
r
r
+
′′
ε=
−
Суммарное приведенное тангенциальное напряжение примет вид:
1
2
2
3
1
1
кн
2
2
3
1
2
2
.
3
t
r
r
Е
Т
p
r
r
+
ε=−
+
−
Полагая
1
1
t
е
Еε = σ , получим в качестве ркн величину р1 – предел
возможного сопротивления по тангенциальной деформации:
()
1
2
2
3
1
1
1
2
2
3
1
3
.
2
2
е
r
r
р
Т
r
r
−
=
σ+
+
(4.18)
Аналогичный вывод для случая
1
У
1
3
4е
p>⋅σ ,когдавпервом
слое наибольшая радиальная деформация приводит к выражению
для предела возможного сопротивления по радиальной дефор-
мации:
1
2
2
3
1
1
1
2
2
3
1
3
1
.
2
32
е
r
r
р
Т
r
r
−
=
σ+
−
(4.19)
64
Итак, пределом возможного сопротивления скрепленного
ствола называется такое наибольшее давление в канале ствола,
при котором приведенные тангенциальные или радиальные на-
пряжения на внутренней поверхности первого слоя ствола, скреп-
ленного с заданным натяжением, равны пределу упругости метал-
ла первого слоя.
Формулы (4.18) и (4.19) обобщаются для любого числа слоев п:
()
1
1
2
2
2
2
11
11
1
1
1
1
2
2
2
2
11
11
3
3
1
;
.
2
2
2
32
n
n
е
е
n
n
r
r
r
r
р
Т
р
Т
r
r
r
r
+
+
+
+
−
−
=
σ+
=
σ+
+
−
Анализ полученных выражений для предела возможного со-
противления позволяет сделать следующие выводы.
1. Предел возможного сопротивления зависит от предела упру-
гости металла первого слоя, размеров слоев и величины тангенци-
ального сжатия T1. Так как величина Т1 пропорциональна давле-
нию, произведенному скреплением p2′, а последнее зависит от на-
тяжения, то и предел возможного сопротивления зависит от
натяжения между слоями.
2. Предел возможного сопротивления не дает ответа на вопрос
о том, будут ли при выстреле второй и последующие слои в упру-
гом состоянии. Поэтому условие 1 кн
тр
ррn
> ,где тр
n – требуемый
коэффициент запаса прочности, является необходимым, но недос-
таточным для заключения о прочности скрепленного ствола.
3. Предел возможного сопротивления p1 можно условно рас-
сматривать как предел упругого сопротивления моноблока (см.
формулу (4.10)) с размерами r1 и r3, но с некоторым фиктивным
пределом упругости металла
1
1
Ф
1
е
e
Т
σ =σ + .ТаккаквеличинаT1ог-
раничена величиной 1е
σ , то скрепленный ствол теоретически мо-
жет быть в два раза прочнее моноблока тех же размеров и из того
же материала, а теоретически предельное значение p1 при беско-
нечно большом наружном радиусе составляет
1
3
2е
σ
4. Предел возможного сопротивления равен пределу упругого
сопротивления, если натяжения между слоями взяты так, что вели-
чины T1 равны некоторым расчетным, т. е . полученным из условия
p1=p1
У
:
65
1
2
2
У
1
1
1
1
2
2
1
1
2
2
3
Р
n
e
n
r
r
Т
р
r
r
+
+
+
=
−σ
−
, если наибольшие деформации – тан-
генциальные, и
1
2
2
У
11
1
1
2
2
11
2
2
3
Р
n
e
n
r
r
Т
р
r
r
+
+
−
=
−
σ
−
, если наибольшие деформации – ра-
диальные.
Последние зависимости получены из (4.18) и (4.19) при усло-
вииp1=p1
У
.
Однако поскольку в действительности Т1 ≠ Т1
Р
, например, в си-
лу производственных допусков, то предел возможного сопротивле-
ния оказывается не равным пределу упругого сопротивления.
Натяжение между слоями и действительное прочное
сопротивление скрепленного ствола
Основываясь на допущении о плотном прилегании слоев скре-
пленного ствола и принимая обозначения рис. 4.4, можно записать
для двухслойного скрепленного ствола: 2 2н
2н
2
2
r
r
r
r
′
′
ρ=+δ=+δи
далее 2н
2
2
2н
r
r
r
r
′
′
−
=δ
−
δ .Здесь 2н
0
r
′
δ<.
Абсолютное натяжение между слоями q2 теперь можно выра-
зить через перемещения
()
2
2
2н
2
q
r
r
′
′
=
δ−δ
и далее, используя соот-
ношение (4.2) и учитывая, что 2н
2
1
r
r
≅:
()()
2
2
2
2
2
2
н2н
2
н
2
2
t
t
t
t
q
r
r
r
′
′
′
′
=
ε
−ε
≅
ε−ε
.
Рассматривая трубу под действием наружного p2′, а кожух под
действием внутреннего давления p2′, получаем по формулам (4.5)
2
2
2
2
2
2
3
2
1
2
2
2
2
2
2
2
2
1
3
2
2
2
2
2
,
3
3
t
t
r
r
r
r
p
p
E
r
r
Err
+
+
′
′
′
′
ε=
ε=−
−
−
.
Подставляя эти выражения в соотношение для q2 и проводя
элементарные преобразования, получаем связь между натяжением
и произведенным скреплением давлением:
()
()()
22
2
23
1
2
2
2
2
2
2
2
2
3
2
2
1
2
2
rr
r
q
E
E
p
r
r
r
r
r
−
′
γ=
=
−
−
.
(4.20)
66
Используя выражение (4.17), получаем связь между тангенци-
альным сжатием внутренней поверхности Т1 и натяжением γ2:
2
2
3
2
1
22
2
3
1
r
r
ТE
r
r
−
=
γ
−
, или
2
2
3
1
2
12
2
3
2
r
r
EТ
r
r
−
γ=
−
.
(4.21)
С учетом последнего соотношения зависимости (4.18) и (4.19)
для предела возможного сопротивление запишутся в виде:
1
2
2
2
2
3
2
3
1
1
22
2
2
2
3
1
3
1
3
2
2
е
r
r
r
r
р
E
r
r
r
r
−
−
=
σ+γ
−
+
,
(4.22)
1
2
2
2
2
3
2
3
1
1
22
2
2
2
3
1
3
1
3
1
2
3
2
е
r
r
r
r
р
E
r
r
r
r
−
−
=
σ+γ
−
−
.
(4.23)
Предположим, что скрепление ствола произведено с некото-
рым действительным натяжением γ2, отличающимся от расчетного
в большую или меньшую сторону γ2 ≠ γ2
расч
.
Согласно зависимостям (4.22) и (4.23), если γ2 < γ2
расч
, то пре-
дел возможного сопротивления уменьшится, и прочность ствола
станет ниже. Если же γ2 > γ2
расч
, то предел возможного сопротивле-
ния повысится, но это не приведет к повышению прочности всего
ствола. Для уяснения этого вопроса обратимся к диаграмме приве-
денных тангенциальных напряжений в стенке двухслойного скреп-
ленного ствола (рис. 4.6). Сплошной линией обозначены напряже-
ния для возможного лишь теоретически случая, когда γ2 = γ2
расч
иркн=р1
У
. Здесь
1
1
t
е
Еε=σи
2
2
t
е
Еε = σ . Штриховой линией отме-
чен случай, когда γ2 < γ2
расч
. Видно из рис. 4.6, что приведенные на-
пряжения на внутренней поверхности трубы увеличились, этот
слой перегружен и прочность ствола в целом снизилась. Увеличе-
ние прочности кожуха (в нем напряжения снизились) значения не
имеет. Штрихпунктирной линией отмечен случай γ2 > γ2
расч
.
Уменьшение напряжений в трубе и увеличение предела возможно-
го сопротивления не означает увеличения прочности ствола в це-
лом, так как в перегруженном кожухе в этом случае создается
опасное по прочности напряженное состояние.
Под действительным прочным (упругим) сопротивлением двух-
слойного скрепленного ствола понимают предельные давления
в канале, которые может выдержать ствол, имеющий натяжения, не
равные расчетным. Если γ2 < γ2
расч
, то прочное сопротивление ство-
67
ла определяется по первому слою, т. е . пределом возможного со-
противления. Если γ2 > γ2
расч
, то прочное сопротивление определя-
ется по второму слою (кожуху) из следующих соображений.
Предельно допустимое давление для кожуха – это предел его
упругого сопротивления как моноблока с радиусами r2 и r3:
2
2
2
У
3
2
2
2
2
3
2
3
22
e
r
r
р
r
r
−
=
σ
+
.
(4.24)
Так как при скреплении между слоями создается давление p2
́
,
то от выстрела можно допустить не более чем p2" = р2
У
–
2
р′.Для
определения давления в канале ствола, которое соответствует этой
величине p2", можно воспользоваться первой зависимостью из (4.5)
приr=r2,rв=r1,rн=r3:
2
2
2
3
2
1
2
кн2
2
2
23
1
r
r
r
рp
rr
r
−
′′
=
−
.
И далее, обозначив прочное сопротивление по второму слою
p1
(2) (это pкн, соответствующее
У
2
2
2
рpр
′′
′
=
−
), получим
()
()
2
2
2
2
2
2
2
"
У
3
1
3
1
2
2
1
2
2
2
22
2
22
2
13
2
13
2
r
r
r
r
r
r
рp
рр
rr
r
rr
r
−
−
′
=
=
−
−
−
.
(4.25)
Величина максимального значения давления p2′ должна быть
предварительно рассчитана по (4.20) для действительного макси-
мального значения γ
2
max
.
Запасы прочности определяются соответственно по первому
и второму слою из соотношений:
()1
1
кн
p
n
p
=
и
()
()2
2
1
кн
p
n
p
=
.
(4.26)
Аналогичные рассуждения справедливы и для n-слойного ство-
ла [20].
4.4. Автоскрепление
Автоскрепление (самоскрепление, автофретаж) применяется
для повышения прочности стволов-моноблоков или деталей ство-
лов других типов (труб, лейнеров, оболочек).
Идея автоскрепления сходна с идеей упрочнения скрепленных
стволов и состоит, в основном, в создании в стенке ствола до вы-
68
стрела благоприятно ориентированных остаточных напряжений.
Однако получаются эти остаточные напряжения не за счет
ния слоев, а за счет упругопластического деформирования металла
в процессе нагружения ствола (трубы, лейнера, оболочки) или з
готовки ствола внутренним давлением, превосходящим их упругое
сопротивление. Физические основы автоскрепления и способы его
осуществления рассмотрены в [35].
Напряжения в автоскрепленном стволе определяются тем, что
в процессе автоскрепления ствол или заготовка ствола однократно
нагружается давлением автоскрепления pa, большим, чем
дел упругого сопротивления моноблока. При этом в металле стенки
ствола имеют место два явления: так называемое непрерывное
скрепление и наклеп.
Поскольку в орудийных сталях условный предел текучести
превышает предел упругости лишь на 10–12 %, получить сущес
венный эффект упругого упрочнения за счет наклепа не предста
ляется возможным. Основным упрочняющим фактором остается
непрерывное скрепление. Поясним это явление.
Рис. 4 .7 . Эпюры напряжений и давлений
в стенке автоскрепленного ствола
а
б
в
стрела благоприятно ориентированных остаточных напряжений.
Однако получаются эти остаточные напряжения не за счет натяже-
ния слоев, а за счет упругопластического деформирования металла
в процессе нагружения ствола (трубы, лейнера, оболочки) или за-
готовки ствола внутренним давлением, превосходящим их упругое
сопротивление. Физические основы автоскрепления и способы его
Напряжения в автоскрепленном стволе определяются тем, что
в процессе автоскрепления ствол или заготовка ствола однократно
большим, чем p1 – пре-
При этом в металле стенки
ствола имеют место два явления: так называемое непрерывное
Поскольку в орудийных сталях условный предел текучести
12 %, получить сущест-
а счет наклепа не представ-
ляется возможным. Основным упрочняющим фактором остается
69
На рис. 4.7, а представлена эпюра распределения давления по
толщине трубы-заготовки (размеры R1 – R2) в процессе автоскрепле-
ния давлением ра такой величины, что зона остаточных деформаций
доведена до радиуса ρ. На внутренней поверхности заготовки давле-
ние равно pa, на окружности радиуса ρ – пределу упругого сопро-
тивления упругой зоны рρ, а на наружной поверхности – нулю.
После снятия давления автоскрепления вследствие остаточных
деформаций зоны R1 – ρ возникнут произведенные автоскреплени-
ем давления р′ и соответствующие им напряжения τ′ (рис. 4.7, б).
Закон их распределения по толщине трубы подчиняется зависимо-
стям Ляме–Гадолина при условии отсутствия вторичных остаточ-
ных деформациий.
После проведения механической обработки и снятия припус-
ков ∆1 и ∆2 (рис. 4.7, в) происходит перераспределение произведен-
ных давлений и напряжений в сторону их уменьшения, однако об-
щий характер их сохраняется.
Напряжения от непрерывного скрепления в сечении ствола
с радиусами r1 и r2, представлены на рис. 4.7, б.
При выстреле в стенках ствола возникают дополнительные
давления р" и напряжения τ". Суммарные давления и напряжения
определяются алгебраической суммой произведенных и дополни-
тельных давлений и напряжений (рис. 4.7, б). Эффект автоскрепле-
ния в основной его части (от непрерывного скрепления) определя-
ется уменьшением суммарных напряжений на внутренней поверх-
ности ствола.
Основы расчета автоскрепления
Приближенные зависимости для расчета автоскрепленных
стволов получим в предположении отсутствия явления наклепа,
т. е . за основной фактор упрочнения примем непрерывное скрепле-
ние. Будем также считать, что материал одинаково работает на рас-
тяжение и сжатие и что после снятия давления автоскрепления
вторичные остаточные деформации не возникают [8]. Допущения
задачи Ляме–Гадолина остаются в силе, кроме допущения об упру-
гих свойствах материала, которое заменим предположением об
идеально пластическом материале и условием пластичности, кото-
рое соответствует третьей теории прочности (теории касательных
напряжений)
σt–σr=σe.
(4.27)
70
Принятый подход позволяет получить наиболее простые, хотя
и приближенные, зависимости для расчета автоскрепления. В пер-
вую очередь, погрешность возникает из-за неучета упрочнения
орудийной стали, гипотеза же о постоянстве наибольшего каса-
тельного напряжения в пластической зоне в общем удовлетвори-
тельно характеризует состояние текучести орудийной стали [9].
Для определения давлений в пластической зоне при автоскреп-
лении условие пластичности (4.27) подставим в уравнение равно-
весия (4.1), получим:
d
d
r
e
r
r
σ
=σ
и далее, заменив σr на – p:
d
d
e
p
r
r
−
=σ.
Проинтегрировав последнее выражение в пределах от r до ρ
и от p до рρ, получим:
σln
e
p
p
r
=
⋅
+ρ
ρ
,
где (см. рис. 4.7) r – текущий радиус, R1 ≤ r ≤ ρ; р – давление в пла-
стической зоне; ρ – радиус границы зон, R1 ≤ ρ ≤ R2; рρ – давление
на границе упругой и пластической зон; R1, R2 – радиусы заготовки,
проходящей автоскрепление. Давление рρ на границе зон равно
пределу упругого сопротивления (третья теория прочности) на-
ружной упругой зоны, которую можно представить как трубу с ра-
диусами ρ и R2:
2
2
2
2
2
σ
2
e
R
p
R
−
=
ρ
ρ
.
С учетом последнего выражения давление в пластической зоне
2
2
2
2
2
σln
.
2
e
R
p
r
R
−
=
+
ρ
ρ
(4.28)
При r = R1 зависимость (4.28) даст выражение для давления ав-
тоскрепления pa, которое необходимо приложить к заготовке с ра-
диусами R1 и R2, чтобы пластическая зона достигла радиуса ρ:
2
2
2
a
2
1
2
σln
.
2
e
R
p
R
R
−
=
+
ρ
ρ
(4.29)
При ρ = R2 труба-заготовка находится в так называемом режи-
ме полной перегрузки; давление автоскрепления в этом случае:
71
2
a
1
ln
e
R
p
R
=σ⋅
.
(4.30)
Для определения давлений в упругой зоне воспользуемся пер-
вой из зависимостей (4.5) при рн = 0, приведя ее к виду:
2
1
2
C
p
C
r
=
−
,
где С1 и С2 – величины, определяемые полученным выше условием
на внутренней границе зоны при r = ρ, т. е.
d
d
e
p
r
r
−
=σ
и условием
отсутствия наружного давления при r = R2, т. е. р2 = 0.
Первое условие дает после дифференцирования:
2
3
2
σe
r
C
r
r=
=
ρ
и далее выражение для величины С2:
2
2
σ
2
e
С=
ρ
.
Величина С1 находится из условия на наружной границе упру-
гой зоны:
2
2
1
2
2
2
σ
2
e
C
C
R
R
=
=
⋅
ρ
.
Подставляя полученные выражения для С1 и С2 в общее выра-
жение для давления в зоне, получим зависимость для давления
в ней при автоскреплении:
2
2
2
2
2
2
2
σ
2
e
R
p
r
R
−
=
⋅
⋅
ρ
ρ
,
(4.31)
гдеρ≤r≤R2.
Давление в обеих зонах при автоскреплении можно записать
в общем виде
()
2
2
2
2
2
2
2
2
2
2
2
2
σln
1
σ
2
2
e
e
R
Rr
pk
k
r
R
r
R
−
−
=
⋅
+
+−
⋅
⋅
⋅
ρ
ρ
ρ
,
(4.32)
где
1 при
,
0 при
.
r
k
r
≤
=
>
ρ
ρ
При k = 1 и r = R1 справедлива зависимость (4.29) для давления
автоскрепления.
72
Так как труба-заготовка имеет припуски для мехобработки
(рис. 4.7, в), то необходимо при назначении давления автоскрепле-
ния учесть влияние мехобработки. На практике этот учет произво-
дят по следующей условной схеме (рис. 4.7, а).
Считается, что условное значение давления автоскрепления
для окончательно обработанного ствола
12
а
р − равно разнице между
условным значением давления автоскрепления заготовки после
расточки по внутреннему радиусу ( )1
а
р и изменением его из-за об-
точки трубы по наружному радиусу ( )2
а
р:
12
1
2
а
а
а
р
рр
−
=
−
,
где
2
2
2
2
2
1
2
2
2
2
а
а
е
2
2
2
1
2
2
2
σln
,
σ
2
2
е
R
Rr
р
р
r
R
r
R
−
−
=
⋅
+
=
⋅
⋅
ρ
ρ
ρ
.
После подстановки последних выражений в
12
а
р−
получаем ус-
ловное давление автоскрепления для окончательно обработанного
ствола
2
2
12
2
а
2
1
2
σ
ln
2
е
r
р
r
r
−
−
=
⋅
+
ρ
ρ
.
(4.33)
Вопрос о прочном сопротивлении автоскрепленного ствола
в первом приближении решается по величине давления автоскреп-
ления. Считается, что предел возможного сопротивления автоскре-
пленного ствола равен давлению автоскрепления с учетом мехоб-
работки заготовки, т. е .
1-2
a
треб
кн
p
n
n
p
≅
≥
.
В заключение для иллюстрации эффективности автоскрепле-
ния рассмотрим упрочнение при автоскреплении трубы с отноше-
нием R2 / R1 = 3 и с σе =550 МПа. Предел упругого сопротивления
такой трубы по III теории прочности (4.13) p1 = 244 МПа.
Пусть, например, ρ / R1 = 1,2 (слабая степень автоскрепления).
По формуле (4.29) pa = 330 МПа (увеличение прочности на 35 %).
При ρ / R1 = 2 (средняя степень автоскрепления) pa = 535 МПа (уве-
личение на 120 %). При ρ / R1 = 3 (сильная степень, т. е. полная пе-
регрузка) pa = 660 МПа, (170 %).
73
Отметим, что автоскрепление, близкое к полной перегрузке, не
вызывает столь же существенного увеличения прочности, как
средняя по отношению к слабой степени автоскрепления.
4.5. Прочность лейнированных стволов
Лейнированные стволы, как и стволы, скрепленные цилиндр
ми, являются составными по толщине, однако, их применение об
словлено не столько повышением прочности, сколько необходим
стью улучшить важные конструктивные качества ствола [
нирование является, в первую очередь, радикальным средством
повышения фактической живучести ствола, так как в лейнирова
ном стволе внутренний слой может быть сравнительно просто з
менен при его износе. Это обеспечивается предусмотренным ме
ду слоями конструктивным зазором, который, как правило, выб
рается при выстреле и восстанавливается после окончания
стрельбы.
Напряжения в лейнированном стволе
Сопротивление стенок лейнированного ствола давлению пор
ховых газов при выстреле можно условно разделить на два этапа:
до выбора зазора между лейнером и оболочкой и после выбора з
зора. В дальнейшем лейнером будем называть внутренний слой,
а оболочкой – наружный, не делая различия там, где это несущес
венно, между разновидностями лейнированных стволов (свободная
труба, свободный лейнер, лейнирующая втулка).
До выбора зазора лейнер один оказывает сопротивление да
лению пороховых газов, т. е. пока радиальное перемещение нару
ной поверхности лейнера δρ (рис. 4.8) не станет равным зазору
напряжения в оболочке от давления пороховых газов отсутствуют.
Рис. 4 .8 . Размер ы слоев и зазор в лейнированном стволе
Отметим, что автоскрепление, близкое к полной перегрузке, не
личения прочности, как
средняя по отношению к слабой степени автоскрепления.
Прочность лейнированных стволов
Лейнированные стволы, как и стволы, скрепленные цилиндра-
их применение обу-
повышением прочности, сколько необходимо-
стью улучшить важные конструктивные качества ствола [74]. Лей-
радикальным средством
повышения фактической живучести ствола, так как в лейнирован-
ть сравнительно просто за-
менен при его износе. Это обеспечивается предусмотренным меж-
ду слоями конструктивным зазором, который, как правило, выби-
рается при выстреле и восстанавливается после окончания
Сопротивление стенок лейнированного ствола давлению поро-
ховых газов при выстреле можно условно разделить на два этапа:
выбора зазора между лейнером и оболочкой и после выбора за-
зора. В дальнейшем лейнером будем называть внутренний слой,
аружный, не делая различия там, где это несущест-
венно, между разновидностями лейнированных стволов (свободная
До выбора зазора лейнер один оказывает сопротивление дав-
перемещение наруж-
(рис. 4.8) не станет равным зазору е,
напряжения в оболочке от давления пороховых газов отсутствуют.
Рис. 4.8. Размеры слоев и зазор в лейнированном стволе
74
Определим давление р1
0
, при котором происходит выбор зазора
и прилегание наружной поверхности лейнера к внутренней поверх-
ности оболочки. Оно называется давлением прилегания и находится
из соотношения εtρ = γρ .
Здесь εtρ = δρ / ρ – относительная тангенциальная деформация
на наружной поверхности лейнера; γρ = е / ρ – относительный зазор
между лейнером и оболочкой.
Используя (4.5), получим при рвн = р1
0
иrн=ρ:
2
1
2
2
1
2
γ
t
r
p
E
r
=
=
−
ρ
ρ
ε
ρ
.
Давление прилегания выразится зависимостью :
2
2
0
1
1
2
1
γ
2
r
pE
r
−
=
ρ
ρ
.
(4.34)
Если при выстреле р1
0
меньше давления в канале ствола, то
оболочка участвует в сопротивлении действию давления порохо-
вых газов. По величине р1
0
строится эпюра давлений и приведен-
ных тангенциальных напряжений
0
t
Еε в лейнере в момент выбора
зазора (рис. 4.9, а).
Рис. 4 .9 . Эпюры давлений и пр иведенных напряжений в лейнированном стволе:
а – в момент выбора зазора; б – от дополнительного давления; в – суммарные
а
б
в
75
После выбора зазора прочность ствола будет обеспечиваться
совместной работой лейнера и оболочки. Считая прилегание слоев
плотным и пользуясь принципом независимости действия сил, бу-
дем рассматривать лейнированный ствол как моноблок с размера-
ми r1 – r3, находящийся под действием дополнительного давления
pкн". Таким образом, давление пороховых газов pкн представим как
сумму давления прилегания р1
0
и дополнительного давления pкн",
осуществляющего совместную деформацию лейнера и оболочки:
pкн=р1
0
+ pкн".
(4.35)
Эпюра давлений р" и приведенных тангенциальных напряже-
ний
t
Е′′
ε представлена на рис. 4.9, б.
Действительные значения давлений и напряжений в стенке
лейнированного ствола будут определяться алгебраической суммой
давлений и напряжений, возникающих в стволе до и после выбора
зазора,т.е.р =р
0
+р"и
0
t
t
t
ЕЕЕ′′
ε=ε+ε.
Эпюры (рис. 4.9, в) показывают, что в стволах с зазором между
слоями наиболее нагруженным является первый (внутренний)
слой. Это позволяет для второго (наружного) слоя применять мате-
риал с пониженными прочностными характеристиками.
Сопротивление действию давления пороховых газов
До выбора зазора прочность лейнера будет обеспечена, если
выполняется условие
У
0
л
1
треб
pрn
>⋅
, где
2
2
У
л
1
л
2
2
1
3
σ
22
е
r
р
r
−
=
+
ρ
ρ
—
предел упругого сопротивления лейнера как моноблока,
л
е
σ –пре-
дел упругости металла лейнера,
треб
n
–
требуемый коэффициент за-
паса прочности.
Используя зависимость (4.34), это условие можно представить
в виде
2
л
1
треб
2
2
1
3
σ
γ
2
е
r
En
r
>
+
ρ
ρ
.
(4.36)
Получим зависимость для предела возможного сопротивления
лейнированного ствола, т. е. для такого наибольшего давления
в канале, при котором приведенные тангенциальные напряжения на
76
внутренней, наиболее напряженной, поверхности ствола равны
пределу упругости металла лейнера.
Приведенные тангенциальные напряжения, вызванные давле-
нием прилегания р1
0
и дополнительным давлением ркн" = ркн – р1
0
,
на внутренней поверхности принимают соответственно значения:
1
2
2
0
0
1
1
2
2
1
2
2
ε
3
t
r
Е
p
r
+
=
−
ρ
ρ
и
()
1
3
2
0
2
1
кн
1
2
2
3
1
2
2
3
t
rr
Е
pp
rr
+
′′
ε=
−
−
.
Сложив данные выражения и заменив давление р1
0
по формуле
(4.34), получим для внутренней поверхности:
1
2
2
2
2
2
2
2
2
3
1
3
1
1
1
кн
2
2
2
2
2
2
1
3
1
1
3
1
2
2
2
2
2
2
ε
γ
γ
3
2
3
3
2
t
r
r
rr
r
r
Е
Е
p
Е
r
rr
r
rr
+
+
+
−
=
+
−
−
−
ρ
ρ
ρ
ρ
.
Разрешив последнее выражение относительно pкн и положив
1t
Еε=
л
е
σ , получим выражение для предела возможного сопротив-
ления:
2
2
2
2
л
3
3
1
1
2
2
2
2
3
1
3
1
3
σ
γ
2
2
е
r
rr
р
Е
r
r
r
r
−
−
=
−
−
+
ρ
ρ
.
(4.37)
Вид зависимости (4.37) позволяет провести аналогию между
возможным сопротивлением скрепленного (4.22) и лейнированного
стволов. Так, при расчете возможного сопротивления лейнирован-
ного ствола его можно представлять как скрепленный ствол с ус-
ловным «отрицательным» натягом.
Возможное сопротивление лейнированного ствола зависит от
размеров слоев, величины зазора и предела упругости металла лей-
нера. Это, разумеется, не означает, что прочность материала обо-
лочки не играет роли.
Рассмотрим вопрос о прочности оболочки. Предел упругого
сопротивления оболочки, изготовленной из материала с пределом
упругости σе
об
, может быть представлен как предел упругого со-
противления моноблока с размерами ρ и r3. Например, по II теории
прочности:
2
2
об
3
об
2
2
3
3
σ
2
2
е
r
р
r
−
=
⋅
⋅
+
ρ
ρ
.
Давление, передаваемое на оболочку, с учетом зазора может
быть определено из соображения, что дополнительное давление
ркн" действует на плотно прилегающие друг к другу лейнер и обо-
77
лочку как на моноблок. Следовательно, давление на радиусе ρ,
т. е . давление, передаваемое на оболочку рρ", может быть опре-
делено по первой из зависимостей (4.5), если положить в ней
рв=ркн",рн=0,rв=r1,rн=r3,r=ρ:
()
2
2
2
0
3
1
кн
1
2
2
2
3
1
r
r
р
pр
rr
−
′′
=
−
⋅
−
ρ
ρ
ρ
.
С учетом зависимости для давления прилегания (4.34)
2
2
2
2
2
3
1
1
кн
2
2
2
2
1
3
1
γ
2
r
rr
р
pЕ
r
rr
−
−
′′
=
−
⋅
⋅
−
ρ
ρ
ρ
ρ
ρ
.
(4.38)
Для скорострельных орудий, имеющих ствол со свободным
лейнером или лейнирующей втулкой, зазор существует практиче-
ски лишь на первых выстрелах. В дальнейшем вследствие расши-
рения лейнера от нагрева зазор выбирается, устанавливается плот-
ное прилегание слоев и передаваемое на оболочку давление увели-
чивается до величины, определяемой формулой (4.38) при γρ = 0:
2
2
2
3
1
кн
2
2
2
3
1
r
r
рp
rr
−
′′
=
⋅
⋅
−
ρ
ρ
ρ
.
(4.39)
Коэффициент запаса прочности лейнированного ствола по
лейнеру определяется отношением:
1
л
кн
р
n
р
=
,
(4.40)
где величина р1 рассчитывается по формуле (4.37) при γρ = γρ
max
.
Коэффициент запаса прочности оболочки определяется по
формуле
об
об
"
р
n
р
=
ρ
(4.41)
с использованием зависимости (4.38) при γρ = γρ
min
или зависимо-
сти (4.39), если зазор выбирается за счет теплового расширения
лейнера; последнее определяется в ходе теплового расчета ствола
(глава 5).
78
Глава 5
НАГРЕВ, ОХЛАЖДЕНИЕ И ТЕРМОПРОЧНОСТЬ
АРТИЛЛЕРИЙСКИХ СТВОЛОВ
5.1. Общие положения по нагреву стволов
Рост могущества артиллерийских орудий, обусловленный по-
вышением их мощности, скорострельности, ужесточением режи-
мов стрельбы, неизбежно приводит к интенсивному нагреву ство-
лов. В связи с этим все большее значение приобретают вопросы
влияния нагрева ствола и, в частности, конкретных параметров его
теплового состояния как на работоспособность самого ствола, так и
на работоспособность и эффективность ствольного комплекса в це-
лом [72].
Основным источником тепла в артиллерийских стволах явля-
ются пороховые газы, имеющие высокие давления (несколько со-
тен мегапаскалей), скорость (сотни метров в секунду) и температу-
ру (2000–3000 °С). Количество тепла, поступающего в ствол от по-
роховых газов, определяется не только их природой и параметрами
состояния, но и временем действия на тот или иной участок ствола
(рис. 5.1). Установлено, что количество тепла, поступающего
в ствол от трения ведущих элементов снаряда о поверхность канала
ствола для пушек малых калибров (20–30 мм), может достигать
20–25 % от общего количества тепла. Для орудий средних и круп-
ных калибров тепло от трения не превышает 2–3 % от общего ко-
личества, и при анализе теплового состояния его можно учитывать
корректировкой коэффициента теплоотдачи, полагая, что для ука-
занных калибров единственным источником тепла являются поро-
ховые газы.
Влияние различных параметров теплового поля ствола сказы-
вается на различных аспектах функционирования артиллерийского
орудия и ствольного комплекса.
79
Рис. 5 .1 . Количество тепла Q, поступающего на единицу поверхности
ствола при выстреле:
Q1 – от пороховых газов за один выстрел; Q2 – от трения ведущих элементов
о поверхность канала ствола
Так, возникающие во время выстрела чрезвычайно высокие
температуры на поверхности канала ствола являются определя
щим фактором эрозионного износа и живучести ствола
температуры по толщине стенки ствола приводит к появлению т
пловых (термических, температурных) напряжений, которые нео
ходимо учитывать при оценке прочности ствола. С ростом темп
ратуры существенно изменяются механические характеристики
орудийных сталей. Прогрев стенки ствола при режимной стрельбе
и обусловленное этим тепловое расширение канала существенно
ухудшают условия работы ведущих устройств снаряда и ведение
снаряда по каналу, что отрицательно сказывается на точности
стрельбы, приводит к падению кучности, снижает вероятность п
ражения цели. Нагрев каморной части канала ствола и гильзы м
жет существенно влиять на условия работы гильзы при выстреле
и на ее экстракцию. Величины тепловых деформаций деталей
ствольной группы необходимо учитывать при установлении обо
нованных зазоров в соединениях элементов ствола между с
и с деталями лафета. Нагрев поверхности канала ствола и отвод т
пла от нее являются существом проблемы термостойкости боепр
паса – в процессе заряжания должно быть исключено самосрабат
вание боеприпаса.
Применение длинных тонкостенных стволов для тан
и противотанковых пушек заставляет учитывать при анализе те
лового состояния ствола воздействие от солнечной радиации. Хотя
, поступающего на единицу повер хности
от трения ведущих элементов
Так, возникающие во время выстрела чрезвычайно высокие
температуры на поверхности канала ствола являются определяю-
щим фактором эрозионного износа и живучести ствола. Перепад
температуры по толщине стенки ствола приводит к появлению те-
(термических, температурных) напряжений, которые необ-
ходимо учитывать при оценке прочности ствола. С ростом темпе-
ратуры существенно изменяются механические характеристики
Прогрев стенки ствола при режимной стрельбе
пловое расширение канала существенно
ухудшают условия работы ведущих устройств снаряда и ведение
снаряда по каналу, что отрицательно сказывается на точности
стрельбы, приводит к падению кучности, снижает вероятность по-
нала ствола и гильзы мо-
т существенно влиять на условия работы гильзы при выстреле
и на ее экстракцию. Величины тепловых деформаций деталей
ствольной группы необходимо учитывать при установлении обос-
нованных зазоров в соединениях элементов ствола между собой
и с деталями лафета. Нагрев поверхности канала ствола и отвод те-
являются существом проблемы термостойкости боепри-
в процессе заряжания должно быть исключено самосрабаты-
Применение длинных тонкостенных стволов для танковых
и противотанковых пушек заставляет учитывать при анализе теп-
лового состояния ствола воздействие от солнечной радиации. Хотя
80
оно невелико по сравнению с воздействием пороховых газов, одн
ко, нагрев от него носит существенно односторонний характер, в
зывая так называемый тепловой изгиб ствола. Этот изгиб может
усугубляться технологической разностенностью ствола и сущес
венным образом сказываться на точности стрельбы. Другие мете
условия, например, неодинаковое охлаждение наружной поверхн
сти ствола от осадков и обдува ветром, вызывают дополнительный
тепловой изгиб нагретого стрельбой ствола, что также отрицател
но влияет на точность стрельбы.
Наконец отметим, что анализ эффективности различных мер
приятий, средств и способов искусственного охлаждения
лов требует достаточно точного учета конструктивных особенн
стей ствола и системы его охлаждения при расчете тепловых полей,
их максимальных тепловых характеристик.
Рис. 5 .2 . Температур ное поле стенки ствола
во время выстрела (5, 10, ..., 25 мс)
Рассмотренные задачи, связанные с нагревом стволов, указ
вают на необходимость так строить математические модели тепл
оно невелико по сравнению с воздействием пороховых газов, одна-
нагрев от него носит существенно односторонний характер, вы-
зывая так называемый тепловой изгиб ствола. Этот изгиб может
усугубляться технологической разностенностью ствола и сущест-
венным образом сказываться на точности стрельбы. Другие метео-
условия, например, неодинаковое охлаждение наружной поверхно-
вызывают дополнительный
тепловой изгиб нагретого стрельбой ствола, что также отрицатель-
Наконец отметим, что анализ эффективности различных меро-
приятий, средств и способов искусственного охлаждения артство-
та конструктивных особенно-
те тепловых полей,
Рассмотренные задачи, связанные с нагревом стволов, указы-
вают на необходимость так строить математические модели тепло-
81
вого процесса в стволе, чтобы на основании расчетов по их резуль-
татам можно было принимать обоснованные конструктивные ре-
шения, получать максимально работоспособные в тепловом отно-
шении конструкции.
Характерной особенностью процесса нагрева ствола от тепла
пороховых газов является то, что промежуток времени, в течение
которого ствол получает тепло, для каждого отдельного выстрела
составляет доли секунды, а само тепло воспринимается в течение
выстрела лишь тонким слоем металла, прилегающим к поверхности
канала ствола (рис. 5.2). После выстрела тепло распространяется
в глубину стенки, и к началу следующего выстрела температура по
толщине стенки несколько выравнивается, но градиент может ос-
таться значительным. Величина его определяется временем переры-
ва между выстрелами, интенсивностью охлаждения (естественного
или искусственного), теплопроводностью материала ствола.
Рассмотренные выше задачи и отмеченная главная особенность
процесса нагрева артствола требуют при составлении математиче-
ских моделей учета в первую очередь двух факторов: во-первых,
адекватного описания закономерностей теплообмена потока поро-
ховых газов со стволом и, во-вторых, учета нестационарности (за-
висимости от времени) теплового процесса в стволе.
5.2. Теплообмен в канале ствола артиллерийского орудия
Для артиллерийских стволов применяются две рабочие гипоте-
зы теплообмена в канале ствола. Первая гипотеза состоит в том,
что реальный процесс заменяется в каждом сечении ствола с коор-
динатой x воздействием некоторого теплового импульса с постоян-
ными значениями трех его параметров:
1. αг = αг(x) – коэффициент теплоотдачи, Вт/м
2
К, т. е. количе-
ство тепла, поступающее на единицу поверхности канала ствола
в единицу времени при перепаде температур газов и стенки в один
градус;
2. Тг = Тг(x) – температура потока пороховых газов (газопоро-
ховой смеси);
3. tт.д (x) = tд + tист – tх – время эффективного теплового воздей-
ствия пороховых газов (газопороховой смеси) на сечение ствола,
где tд – дульное время; tист – продолжительность периода последей-
ствия; tх – время подхода снаряда к расчетному сечению.
82
Общее количество тепла от этого условного импульса должно
быть равно количеству тепла, поступившему в ствол в рассматри-
ваемом сечении от реального выстрела. Вне промежутка времени
tт.д, т. е . в период между выстрелами, считается, что теплоотдача от
поверхности канала ствола несущественна, если отсутствует искус-
ственное внутреннее охлаждение.
Правомочность данной гипотезы определяется кратковремен-
ностью выстрела и, следовательно, независимостью от формы им-
пульса процесса дальнейшего распространения тепла в стенке
ствола. Данная гипотеза применима для широкого круга задач теп-
лового проектирования артстволов.
Исключение составляют задачи анализа теплового и термона-
пряженного состояния во время выстрела тонкого слоя металла,
прилегающего к поверхности канала ствола. Это задачи исследова-
ния закономерностей износа и расчетного прогнозирования его ин-
тенсивности, для которых рабочая гипотеза базируется на исполь-
зовании гидродинамической теории теплообмена с привлечением
теории турбулентного пограничного слоя. При известных физиче-
ских и математических допущениях параметры теплообмена опре-
деляются согласно данной гипотезе как функции времени в течение
всего цикла «выстрел – перерыв»:
()
()
г
г
г
г
,,
,,
xt
TTxt
α=α
=
где0≤t≤ т.д.i
t , i = 1,2,...,n, n – число выстрелов.
При применении обеих гипотез конкретные значения и вид за-
висимостей для параметров теплоотдачи могут быть получены при
измерении температур нагрева стволов при стрельбе.
Трудности измерения температур нагрева в артиллерийских
стволах связаны с рассмотренными особенностями теплового про-
цесса в артстволах. Действительно, тепловой поток высокой интен-
сивности сочетается в них с чрезвычайно малой продолжительно-
стью теплового воздействия, и это приводит к тому, что за время
выстрела прогревается только очень тонкий слой металла порядка
30–50 мкм. Но именно тепловое состояние этого слоя и представ-
ляет первоочередной интерес. И наибольшие затруднения в тепло-
вых исследованиях вызывает измерение температуры поверхности
канала во время выстрела, так как при этом необходимо прецези-
онно точно располагать чувствительный элемент датчика заподли-
цо с поверхностью, не допуская ни выступания датчика над по-
83
верхностью, ни его заглубления. Наиболее распространенный в а
тиллерийской практике метод измерений температур базируется на
применении первичных термопреобразователей, выполненных на
основе термопары типа «сталь – никель» (CH).
Один из возможных вариантов конструктивного оформления
такого первичного термопреобразователя представлен на рис
В качестве одного из электродов используется корпус термодатч
ка, изготовленный из орудийной стали, а второй электрод
чески чистый никель, теплофизические характеристики которого
близки к стали. Такой первичный термопреобразователь имеет ра
Рис. 5 .3 . Датчик температуры и схема измерения темпер атуры ствола:
1 – медный провод; 2 – подвижной болт; 3 – корпус; 4 – колпак предохранительный
5 – никелевая проволока; 6 – трубка фторопластовая; 7 – кольцо уплотнительное, медное;
8 – ствол; 9 – первичный термопреобразователь; 10 – усилитель постоянного тока
лограф; 12 – градуировочное устройство
верхностью, ни его заглубления. Наиболее распространенный в ар-
тиллерийской практике метод измерений температур базируется на
именении первичных термопреобразователей, выполненных на
Один из возможных вариантов конструктивного оформления
такого первичного термопреобразователя представлен на рис. 5.3.
спользуется корпус термодатчи-
ка, изготовленный из орудийной стали, а второй электрод – хими-
чески чистый никель, теплофизические характеристики которого
близки к стали. Такой первичный термопреобразователь имеет ра-
измерения температуры ствола:
колпак предохранительный;
кольцо уплотнительное, медное;
усилитель постоянного тока; 11 – осцил-
84
бочий интервал температур 0–1200 °C, он практически безынерци-
онен, так как толщина рабочего спая термопары СН всего 3–5 мкм,
что достигается опрессовкой конца датчика усилием в несколько
тонн и грубой шлифовкой торца датчика. Образующийся при этом
контакт между электродами обеспечивается весьма малыми части-
цами металла, а это и дает при измерениях погрешность не более
3–4 %. Никелевая проволока диаметром 0,2 мм вставлена в отвер-
стие диаметром 0,35 мм и электроизолирована от стали окисной
пленкой, которая образуется при предварительном разогреве про-
волоки до температуры красного каления пропусканием постоян-
ного тока. Уплотнение медной шайбой предохраняет от прорыва
пороховых газов, а набором шайб регулируется расположение тор-
ца датчика заподлицо с внутренней поверхностью ствола с откло-
нением не более 0,15 мм.
Если ствол с гладким каналом, то расположение мест измере-
ния температуры задается лишь продольной координатой; при на-
резах разметка отверстий производится так, чтобы ось отверстия
находилась в середине нареза или поля (рис. 5.3).
По осциллограмме термотоков первичного термопреобразова-
теля с усилением при известных градуировочном графике и гра-
дуировочной таблице определяют действительные температуры
внутренней поверхности трубы.
Для восстановления параметров теплоотдачи Тг и αг при из-
вестных температурах внутренней поверхности трубы требуется
решать так называемые граничные обратные задачи теплопровод-
ности [25]. Обобщение решений таких задач для широкого ряда
орудий разных калибров дает достаточно надежные расчетно-эм-
пирические зависимости для вычисления αг и Тг как в течение tт.д,
так и их средних значений за этот период.
Данные зависимости содержат большое количество согласую-
щих коэффициентов, позволяющих отслеживать особенности кон-
структивного исполнения баллистической системы «ствол–заряд–
снаряд». Приведем как пример расчетно-эмпирические зависимо-
сти для средних значений параметров теплоотдачи.
Средний за время tт.д коэффициент теплоотдачи:
() ()
ср
0,8
ср
x
г
α
0,2
к
pu
х
А
d
α
=
длях≥хнн,
(5.1)
85
где
х – координата расчетного сечения от дна канала;
хнн – координата от дна канала до начала его калибер-
ной части;
к
кн
4
d
S
=
π – эквивалентный диаметр канала для нарезных ство-
лов;
Sкн – площадь поперечного сечения канала ствола.
Согласующий коэффициент
ср
Аα:
ср
4
3
0,5
3
к
0, 73 10 для подкалиберных снарядов
для гладкого ствола
0,11 10 для калиберных снарядов
0,11 0, 5
10 для нарезных каналов, где
глубина нарезки.
А
h
h
d
−
−
α
−
⋅
−
⋅
−
=
+
⋅
−
()()()
дв
ист
дв
ист
тд
1
х
х
x
pu
pu
t
pu
t
t
=
⋅
+
⋅
,
где p – среднебаллистическое давление соответственно во время
движения (дв) снаряда и в период истечения газов (ист);
u – скорость пороховых газов в те же периоды;
tдв=tд–tx.
()
дв
дв
дв0
1
d
t
x
х
pu
put
t
=
∫,
сн
сн
x
х
uV
х
≅
, хсн – расстояние от дна снаряда до дна канала.
( )истх
pu
определяется аналогично (
)дв
х
pu
по зависимостям
промежуточной баллистики. Например, при использовании извест-
ной эмпирической зависимости проф. Бравина [79] получим :
()
ист
дв
д
ист
ист
дв
1
()d
t
bt
x
х
t
pu
pеutt
t
t
−
=
−
∫
,
где b – опытный коэффициент.
Средняя за время tт.д температура пороховых газов (газовой
смеси):
86
()
(
)
дв
ист
ср
ср
г
г
г
г
дв
ист
т.д
1
ТхА
TtТt
t
=
⋅
⋅
+
,
(5.2)
где
дв
г
Ти
ист
г
Т определяются по зависимостям внутренней и про-
межуточной баллистики [78].
Согласующий коэффициент:
кн
0,9
кн
ср
г
кн
кн
1 для гладких стволов
1
для 0,2
0, 7,
0,19 0,1
1
для
0, 2,
0,2
1
для
0, 7.
0, 265
S
к
S
А
S
к
S
к
−
−
≤
≤
ω
+
ω
=
−
<
ω
−
>
ω
Здесь ω – масса заряда, к – показатель адиабаты.
5.3. Задачи нестационарной теплопроводности
для артиллерийского ствола
Для анализа термонапряженного состояния и термопрочности
ствола, оценки его теплового расширения, термостойкости боепри-
паса, функционирования гильзы при нагреве и ряда других проект-
ных задач определяющим фактором является так называемый об-
щий уровень нагрева ствола, т. е. температурное поле в стенке
ствола, устанавливающееся к началу очередного выстрела.
Расчет общего уровня нагрева от тепла пороховых газов на-
правляющей части ствола-моноблока, не имеющего искусственно-
го охлаждения, при стрельбе в заданном огневом режиме может
быть проведен при следующих упрощающих задачу допущениях,
приводящих к простейшей одномерной линейной математической
модели нестационарной теплопроводности.
1. Нестационарное (неустановившееся) температурное поле
в каждом кольцевом поперечном сечении ствола принимается осе-
симметричным, а осевые теплоперетоки несущественными. Таким
образом, температурное поле считается одномерным, зависящим
лишь от радиуса и времени процесса T=T(r,t).
87
2. Температура пороховых газов Тг и коэффициент теплоотда-
чи от пороховых газов к стенке ствола αг, характеризующие эффек-
тивность теплового воздействия пороховых газов на ствол, прини-
маются средними значениями за время эффективного теплового
воздействия tт.д
.
3. Вне промежутка времени tт.д, т. е. в период между выстрела-
ми, считается, что теплоотдача от поверхности канала ствола не-
существенна, если отсутствует искусственное внутреннее охлаж-
дение.
4. Теплоотдача от наружной поверхности ствола окружающему
воздуху характеризуется постоянными за время стрельбы темпера-
турой среды Тж и коэффициентом теплоотдачи αн.
5. Теплофизические характеристики материала ствола считают-
ся независящими от температуры и принимаются средними значе-
ниями в ожидаемом температурном диапазоне (обычно 350–400 °С).
При этих допущениях задача о нагреве ствола описывается
следующими уравнениями.
Одномерное уравнение нестационарной теплопроводности при
постоянных теплофизических характеристиках материала:
2
2
1
0,
T
T
T
a
r
rr
t
∂
∂
∂
⋅
+⋅
−
=
∂
∂
∂
(5.3)
где
ρ
а
c
λ
=
–
коэффициент температуропроводности, м
2
/с;
с – удельная теплоемкость материала ствола, Дж/кгК;
ρ – его плотность, кг/м
3
;
λ – его теплопроводность, Вт/мК.
Граничные условия:
а) изнутри при r = rв
приt≤tт.д
()
г
г
в
T
ТТ
r
∂
λ⋅
=−α
−
∂
,
(5.4)
приt>tт.д
0
T
r
∂
λ⋅
=
∂
,
(5.4, а)
где rв и Тв – соответственно внутренний радиус сечения и темпера-
тура внутренней поверхности ствола;
88
б) снаружи при r = rн
()
н
ж
н
T
ТТ
r
∂
λ⋅
=α
−
∂
,
(5.5)
где rн и Тн – наружный радиус сечения и температура на наружной
поверхности ствола.
Начальные условия:
Т(r, t0) = Т0(r),
(5.6)
где t0 и Т0 (r) – соответственно момент начала расчетного выстрела
и распределение температуры по толщине стенки ствола в этот мо-
мент.
Для проведения теплового расчета необходимо, таким образом,
знать размеры сечений ствола, теплофизические характеристики
материала, режим стрельбы, параметры внутреннего теплопоступ-
ления в ствол Тг и αг и внешней теплоотдачи αн и Тж. Определение
температуры пороховых газов Тг и коэффициента теплоотдачи αг
производится по зависимостям (5.1) и (5.2).
Расчет нагрева ствола от серии (очереди) выстрелов и всего
цикла стрельбы сводится к многократному (по числу выстрелов)
решению системы уравнений (5.3)–(5.6) при распределении темпе-
ратуры по толщине стенки ствола, которое устанавливается к нача-
лу очередного выстрела и определяется при решении той же систе-
мы уравнений для предыдущего выстрела.
Даже при принятых упрощающих допущениях решение сфор-
мулированной задачи может быть проведено только численными
методами с использованием специальных программ для расчета те-
пловых полей в стенке ствола при стрельбе. Эти программы долж-
ны быть ориентированы на расчет общего уровня нагрева направ-
ляющей части ствола, т. е . температурного поля в стенке, устанав-
ливающегося к началу очередного выстрела.
Не останавливаясь на самом методе численного интегрирова-
ния системы (5.3)–(5.6), приведем характерные кривые, получаю-
щиеся как результаты расчета нагрева и охлаждения ствола.
На рис. 5.4, а приведены расчетные температурные кривые от
одиночного выстрела. Обратим внимание на сдвиг максимума тем-
пературы во времени для средней (кривая 2) по толщине точки
и особенно для наружной поверхности (кривая 3) по отношению
к поверхности канала (кривая 1).
89
Рис. 5 .4 . Расчетные темпер атурные кривые:
а – одиночный выстрел; б – серия из трех выстрелов; в – очередь из вось
Расчетные температурные кривые для серии из трех выстрелов
соответственно в моменты t1, t2 и t3 (рис. 5.4, б) являются результ
том трехкратного расчета цикла «нагрев – охлаждение». Причем
для второго выстрела за начальную температуру прин
температура стенки в момент t2, а для третьего выстрела
t3. Обратим внимание на замедление роста температуры от выстр
ла к выстрелу – так называемый экранирующий эффект нагретой
поверхности. Он в полной мере объясняется уменьшением
вого потока
T
q
r
∂
=λ⋅
∂
от пороховых газов, так как при нагретой
поверхности канала уменьшается разность Тг – Тв, а тепловой поток
пропорционален этой разности согласно соотношению (5.4).
а
б
в
восьми выстрелов
Расчетные температурные кривые для серии из трех выстрелов
) являются результа-
охлаждение». Причем
для второго выстрела за начальную температуру принята расчетная
, а для третьего выстрела – в момент
. Обратим внимание на замедление роста температуры от выстре-
так называемый экранирующий эффект нагретой
поверхности. Он в полной мере объясняется уменьшением тепло-
от пороховых газов, так как при нагретой
, а тепловой поток
пропорционален этой разности согласно соотношению (5.4).
90
При автоматической стрельбе очередью выстрелов (рис. 5.4, в),
как и в случае серии выстрелов, задача нагрева и остывания реша-
ется последовательно для каждого выстрела очереди при началь-
ных условиях, определяемых предшествующей стрельбой.
Мы сформулировали задачу нагрева артиллерийских стволов в
простейшей постановке, при целом ряде упрощающих допущений.
Однако в практике проектных, и особенно опытно-конструктор-
ских и исследовательских работ встречаются задачи, для которых
(при сохранении допущения об одномерности теплового поля) не-
которые другие допущения оказываются неприемлемыми. Так, для
конструкций стволов, имеющих стенку из двух или более разно-
родных материалов (например, ствол с лейнером из специального
жаропрочного сплава или с защитным покрытием канала) очевидна
необходимость учета зависимости теплофизических характеристик
(ТФХ) материала от радиуса, а в ряде случаев и от температуры.
В этом случае задача определения общего уровня нагрева
ствола (при допущении об идеальном тепловом контакте слоев из
разных материалов) описывается одномерным уравнением неста-
ционарной теплопроводности при переменных теплофизических
характеристиках материала:
λ
λ
ρ
0
T
rr
T
T
c
r
r
t
∂
+⋅
∂
∂∂
∂
−
=
∂∂
∂
,
(5.7)
где λ = λ (T,r), c = c (T,r), ρ = ρ (r) являются разрывными функция-
ми (разрыв I рода), что, конечно, существенно усложняет задачу.
Вид краевых (граничных и начальных) условий (5.4)–(5.6) со-
храняется при обязательном отслеживании изменения коэффици-
ента теплоотдачи αг, так как он зависит не только от состава поро-
ховых газов, их температуры, скорости, давления, конструктивных
размеров канала, но и от материала стенки, воспринимающей теп-
ло. Трудности теоретического исследования зависимости коэффи-
циента теплоотдачи от указанных факторов приводят в данном
случае к необходимости использования эмпирических зависимо-
стей для его расчета.
Задачи анализа теплового и термонапряженного состояния во
время выстрела тонкого приповерхностного слоя металла для уста-
новления закономерностей износа и расчетного прогнозирования
его интенсивности требуют учета, в первую очередь, зависимо-
сти от времени параметров теплоотдачи пороховых газов αг = αг (t)
91
и Тг = Тг(t), а также учета зависимости теплофизических характери-
стик материала от температуры в соответствии с его структурно-
фазовым состоянием. В этом случае в задачу вместо средних зна-
чений αг, Тг и ТФХ вводят зависимости αг, Тг от времени и λ, с,
ρ – от температуры, что усложняет задачу, но существенно уточня-
ет расчет, теснее увязывает его с внутренней баллистикой артсис-
темы.
В этом случае задача о нагреве ствола также описывается од-
номерным уравнением нестационарной теплопроводности (5.7) при
переменных теплофизических характеристиках материала: λ = λ (T),
c=c(T),ρ =ρ(Т).
Граничное условие изнутри при r = rв сохраняет вид (5.4), од-
нако, αг и Тг являются функциями времени t, 0 ≤ t ≤ tт.д
.
Применение искусственного охлаждения ставит целый ряд но-
вых задач при проектировании стволов автоматических орудий.
Это расчет тепловых полей в стенке ствола при наличии теплоот-
вода со стороны специального охлаждающего агента (воды или ка-
кой-либо другой жидкости) и определение эффективности тех или
иных видов охлаждения. Кроме того, дополнительно появляется
необходимость в расчетах системы вторичного охлаждения, ее
компоновки на орудии и т. д . [18, 35].
Так, при внутреннем форсуночном охлаждении [18] допуще-
ние о «нулевых» граничных условиях изнутри в промежутках меж-
ду выстрелами заменяется условием теплообмена, включающим
температуру охладителя Тж и эмпирический коэффициент теплоот-
дачи от стенки канала к охлаждающему агенту αохл.
При данном виде охлаждения съем тепла с внутренней поверх-
ности осуществляется за счет испарения жидкости или газожидко-
стной смеси при ее контакте с поверхностью канала. Эксперимен-
тально установлено, что наиболее интенсивный теплосъем дости-
гается при температуре поверхности канала до 400 °С. В этом
диапазоне среднее значение коэффициента теплоотдачи от поверх-
ности канала ствола к охлаждающей жидкости (смеси) за время ох-
лаждения tохл на охлаждаемом участке ствола может определяться
по эмпирической зависимости:
()
()
()
() ()
2.26
1
в
в
охл
ж
охл
ж
П
ж
ж
П
Qx
Qxt
x
r
x
A
r
ux
c
Т
r
z
−
⋅
α
=
⋅
⋅ρ
⋅
⋅∆
⋅ρ
⋅
,
(5.8)
92
где сж – среднее значение теплоемкости охлаждающей жидкости;
rж – скрытая теплота ее парообразования;
ρП – плотность пара;
в
ж
ТТТ
∆=
−
,
()
ж
П
z=σρ−ρ;
σ – поверхностное натяжение;
Qв(x) – количество тепла, снимаемого с поверхности канала за
время охлаждения tохл в зависимости от температуры по-
верхности Тв перед подачей охладителя;
А – опытная величина.
Время охлаждения в начале охлаждаемого участка равно вре-
мени от начала до конца впрыска, а в других сечениях участка оно
определяется по формуле:
()( )
охл
охл
0
к
2L
t
tx
uu
=
−
−
,
где u0 и uк – скорости движения охлаждающей жидкости в начале
и конце охлаждаемого участка длиной L.
Искусственное непрерывное (межслойное, наружное, комби-
нированное) охлаждение также в значительной мере изменяет фи-
зическую картину теплопередачи в стволе в процессе нагрева и ох-
лаждения. Так, нагрев стволов автоматических пушек с непрерыв-
ным охлаждением при стрельбе очередями характерен тем, что
после достаточно большого числа выстрелов температурное поле
в стенке ствола стабилизируется, а тепловой режим ствола стано-
вится стационарным: количество тепла, поступающего в ствол,
равно количеству тепла, отводимого от ствола охлаждающим аген-
том. Стационарный режим характерен наиболее высоким уровнем
температур, но, как правило, при практических стрельбах он не
достигается. Этот расчетный режим удобен для сравнительной
оценки эффективности различных конструктивных схем и систем
охлаждения, а также используется для определения расхода охла-
дителя и потребной мощности нагнетающей системы, так как уда-
ется непосредственно проинтегрировать стационарное уравнение
теплопроводности и получить аналитические зависимости для вы-
числения стационарных температур [39]. На рис. 5.5 уровень на-
грева при стационарном режиме может быть условно показан гори-
зонтальной асимптотой температурной кривой первой очереди при
ее значительной длине.
93
При особо высоком темпе стрельбы, когда очередной выстрел
практически накладывается на конец периода истечения предыд
щего выстрела, отдельные пики температуры на внутренней п
верхности могут и не проявляться так, как это показано на рис. 5.5.
Рис. 5 .5 . Гр афики температуры нагрева ствола
с межслойным охлаждением:
1 – поверхность канала; 2 – наружная поверхность лейнера;
3 – средняя температура по толщине оболочки
При непрерывном искусственном охлаждении ствола следует
соответственно корректировать граничные условия.
Расчет температуры в нестационарном тепловом режим
непрерывном охлаждении обычно проводится в предположении,
что теплоотдача к кожуху и от кожуха в окружающую среду пр
небрежимо мала. Коэффициент наружной теплоотдачи определяе
ся через температуру внутренней поверхности ствола при стаци
нарном режиме Тв, температуру пороховых газов Тг и конструкти
ные параметры ствола:
()()
() ()
()
()
в
ж
0
г
I
I
II
ж
ор
II
г
в
I
1
ln
2
TxTxTx
d
d
d
к
dTxTxQx
d
−
α=
⋅
⋅
−
⋅
′
−
λ
где Tж(х0) – температура охлаждающей жидкости на входе в тракт
охлаждения;
()
()
рр
к
ор
р
к
к
е
к
е
δ+
=
δ+
–
коэффициент эффективности оре
рения (при кольцевом канале охлаждения кор = 1); kр –
При особо высоком темпе стрельбы, когда очередной выстрел
адывается на конец периода истечения предыду-
щего выстрела, отдельные пики температуры на внутренней по-
верхности могут и не проявляться так, как это показано на рис. 5.5.
наружная поверхность лейнера;
При непрерывном искусственном охлаждении ствола следует
Расчет температуры в нестационарном тепловом режиме при
непрерывном охлаждении обычно проводится в предположении,
что теплоотдача к кожуху и от кожуха в окружающую среду пре-
небрежимо мала. Коэффициент наружной теплоотдачи определяет-
ся через температуру внутренней поверхности ствола при стацио-
и конструктив-
1
I
I
II
орIIг
в
I
d
dd
кdTxTxQx
d
−
,
(5.9)
температура охлаждающей жидкости на входе в тракт
коэффициент эффективности ореб-
–
коэффициент
94
эффективности ребра; 2δр – ширина ребра; 2eк – ширина канавки;
наружный диаметр трубы (лейнера) по дну канавок; Q x
осредненный на темп стрельбы тепловой поток к поверхности кан
ла ствола в расчетном сечении на первом выстреле.
При анализе теплового состояния каморы картузного заряж
ния (рис. 5.6, а), например, для решения задачи о несамовосплам
нении заряда, приходится учитывать осевые теплоперетоки, пр
дольные очертания каморы и присоединенных деталей (казенни
ка 1, муфты 2 и т. п.). Аналогично и для анализа нагрева дульной
части ствола (образования «теплового дульного раструба») необх
димо учесть конкретные размеры и условия теплоотдачи на дул
ном утолщении 3 ствола (рис. 5.6, б). В обоих этих случаях прих
дится переходить к гораздо более сложной двумерной задаче в к
ординатах r, z при сохранении допущений о независимости
теплофизических характеристик материала от температуры и пар
метров теплообмена от времени.
Двумерное линейное уравнение нестационарной теплопрово
ности имеет вид:
2
2
2
2
1
0
Т
TT
T
r
rr
z
t
∂
∂∂
∂
α
+⋅
+
−
=
∂
∂∂
∂
,
а граничные условия дополняются условиями на границах
(рис. 5.6) из следующих соображений.
а
б
Рис. 5 .6 . Р асчетные схемы двумерных (r, z) задач теплопр оводности
для элементов артстволов
ширина канавки; dII –
() ()
60
Qxn
Qx
′
=
–
осредненный на темп стрельбы тепловой поток к поверхности кана-
При анализе теплового состояния каморы картузного заряжа-
), например, для решения задачи о несамовоспламе-
я учитывать осевые теплоперетоки, про-
дольные очертания каморы и присоединенных деталей (казенни-
и т. п.). Аналогично и для анализа нагрева дульной
части ствола (образования «теплового дульного раструба») необхо-
и условия теплоотдачи на дуль-
). В обоих этих случаях прихо-
дится переходить к гораздо более сложной двумерной задаче в ко-
при сохранении допущений о независимости
мпературы и пара-
Двумерное линейное уравнение нестационарной теплопровод-
0,
(5.10)
а граничные условия дополняются условиями на границах а-а и в -в
) задач теплопроводности
95
Определив протяженность z0 области влияния осевых теплопе-
ретоков по координате z и предполагая отсутствие теплоотвода за
пределы зоны z0, получим:
0
aa
Т
z=
∂
−λ
=
∂
и
0
вв
Т
z=
∂
−λ
=
∂
.
Также двумерную задачу, но в координатах r, φ приходится ре-
шать при анализе эффективности охлаждающих ребер (рис. 5.7, а)
или канавок непрерывного охлаждения. Подобные же задачи воз-
никают при анализе теплового состояния нарезки (рис. 5.7, б) или,
например, учете технологической разностенности ствола для по-
следующего анализа его теплового изгиба (рис. 5.7, в).
Рис. 5 .7 . Р асчетные схемы двумерных (r, φ) задач теплопроводности
для элементов артстволов:
а – наружное оребрение; б – нарезка; в – учет несоосности канала
и наружной поверхности
а
б
в
96
Двумерное линейное уравнение нестационарной теплопровод-
ности в этом случае принимает вид:
2
2
2
2
2
1
1
0
Т
T
T
T
r
rrr
t
∂
∂
∂
∂
α
+⋅
+⋅
−
=
∂
∂
∂φ∂
,
(5.11)
а при формулировке граничных условий используется лучевая
симметрия области решения, т. е. на границах а-а и в -в (рис. 5.7)
предполагается отсутствие теплоотвода,
0
aa
Т
=
∂
−λ
=
∂φ
и
0
вв
Т
=
∂
−λ
=
∂φ
.
Не исключается необходимость в отдельных случаях решения
и трехмерных задач, например, при анализе нагрева ствола в рай-
оне газоотводных отверстий газовых двигателей автоматики или
эжекционных устройств (механизма продувания канала ствола).
5.4. Тепловые напряжения и деформации ствола
Высокое по уровню нагрева и градиентам температур тепловое
поле, образующееся в стенке ствола при стрельбе, оказывает суще-
ственное влияние на напряженное состояние ствола и, следова-
тельно, должно быть учтено при расчете прочности. Это влияние
сказывается по двум направлениям. Во-первых, из-за температур-
ного перепада по толщине стенки возникают значительные по ве-
личине тепловые (температурные) напряжения и деформации. Во-
вторых, интенсивный разогрев стенки вызывает резкое падение ме-
ханических характеристик металла, особенно на внутренней, наи-
более нагретой и наиболее напряженной, поверхности ствола.
Снижение механических характеристик с ростом температуры
до 500 °С (рис. 5.8) значительно и поэтому должно быть учтено в рас-
чете поперечной прочности нагретого ствола. При дальнейшем
росте температуры до 1000 °С и выше упругие и прочностные ха-
рактеристики так сильно снижаются, что практически материал на-
ходится в состоянии пластического течения. В артиллерийских
стволах это наблюдается в тонком (до 100 мкм) приповерхностном
слое металла во время выстрела (см. рис. 5.2). Расчет напряженно-
деформированного состояния (НДС) этого слоя относится к числу
специальных задач и здесь не рассматривается. Рассмотрим термо-
упругое НДС стенки ствола для дальнейшей оценки его попереч-
97
ной прочности и термических деформаций. Под поперечной про
ностью здесь понимается прочность трубы ствола под действием
поперечных сил, обусловленных совместным действием давления
пороховых газов и нагрева.
Рис. 5 .8 . Изменение механических хар актеристик
стали ОХН1М (0-650 -70) пр и нагр еве:
σв – временное сопротивление; σ0,2 – условный предел текучести
σе – предел упругости; Е – модуль упругости; ψ – относительное
сужение; δ – относительное удлинение; μ – коэффициент Пуассона
Дополнительно к допущениям общей теории артстволов (п. 4.1)
примем следующие:
–
распределение температуры в каждом расчетном поперечном
сечении ствола симметрично относительно оси канала
–
напряжения и деформации лежат в упругой области;
–
модуль упругости Е
T
и коэффициент линейного расширения
материала ствола α
Т
принимаем постоянными значениями, соотве
ствующими среднеинтегральной температуре стенки
эффициент Пуассона μ принимаем постоянным значением, соо
ветствующим нормальной температуре;
поперечной проч-
здесь понимается прочность трубы ствола под действием
обусловленных совместным действием давления
Рис. 5.8. Изменение механических характеристик
условный предел текучести;
относительное
коэффициент Пуассона
Дополнительно к допущениям общей теории артстволов (п. 4.1)
распределение температуры в каждом расчетном поперечном
сечении ствола симметрично относительно оси канала Т=Т(r);
напряжения и деформации лежат в упругой области;
и коэффициент линейного расширения
тоянными значениями, соответ-
ствующими среднеинтегральной температуре стенки T(r1, r2); ко-
принимаем постоянным значением, соот-
98
–
температурное поле в каждый расчетный момент времени
считается стационарным.
Так же как для напряжений и деформаций, вызванных силовым
воздействием, для температурных напряжений
000
,
,
r
t
z
σσσ идефор-
маций
000
,
,
r
tz
ε ε ε справедливы следующие соотношения.
Уравнение равновесия в радиальном направлении:
0
0
0
d
d
r
t
r
r
r
σ
σ=σ+
.
(5.12)
Уравнение равновесия в продольном направлении (наличием
осевых сил пренебрегаем):
2
1
0
2
d0
r
z
r
r
r
πσ
=
∫,
(5.13)
где r1 и r2 – внутренний и наружный радиусы сечения.
Уравнение совместности деформаций:
()
0
0
0
d1
d
t
r
t
r
r
ε
=
ε−ε
.
(5.14)
Температурные напряжения и деформации связаны обобщен-
ным законом Гука с учетом температурного расширения α
Т
Т:
(
)
(
)
(
)
0
0
0
0
0
0
0
0
0
0
0
0
1
1
1
.
T
Т
Т
r
r
r
t
z
Т
T
Т
Т
t
t
t
r
z
Т
T
Т
Т
z
z
z
t
r
Т
T
T
E
T
T
E
T
T
E
ε=ε+α=
σ−μσ−μσ+α
ε=ε+α=
σ−μσ−μσ+α
ε=ε+α=
σ−μσ−μσ+α
,
(5.15)
Первые два уравнения дают соотношение:
()
0
0
0
0
1
T
T
r
t
r
t
r
t
Т
E
+μ
ε−ε=ε−ε=
σ−σ
,
которое с учетом (5.12) и (5.14) перепишется в виде
0
0
dd
d
1
.
dd
d
T
t
t
r
Т
r
r
E
r
ε
ε
σ
+μ
=
=−
⋅
(5.16)
Из третьего уравнения системы (5.15) определим
()
0
0
0
ТT
ТТ
z
z
t
r
E
ET
σ=ε+μσ+σ−α
.
99
Полученное выражение для
0
z
σ подставим во второе уравнение за-
кона Гука и продифференцируем по r. С учетом того, что
const,
T
z
ε=
()
()
0
0
2
1
d
d
d
1
d
1
d
d
d
d
T
Т
t
t
r
Т
Т
T
r
E
r
Е
r
r
μ+μ
ε
σ
σ
−μ
=
⋅
−
⋅
+α +μ
.
Здесь мы предполагаем, что поперечные сечения, лежащие на
достаточном расстоянии от дульного и казенного срезов ствола, оста-
ются плоскими при осесимметричном тепловом поле и
const
T
z
ε=
(плоское деформированное состояние).
Приравняем правые части последнего выражения и соотноше-
ния (5.16):
()
()
0
0
0
2
1
d
d
d
1
1
d
1
d
d
d
d
Т
t
r
r
Т
Т
Т
T
E
r
E
r
Е
r
r
μ+μ
σ
σ
σ
+μ
−μ
−
⋅
=
⋅
−
⋅
+α +μ
.
После преобразования и интегрирования получаем:
0
0
0
1
ТТ
r
t
ET
C
α
σ+σ=−
+
−μ
,
(5.17)
где С0 – постоянная интегрирования.
Уравнения (5.12) и (5.17) составляют систему двух уравнений
относительно неизвестных
0
r
σи
0
t
σ , из этого находим дифференци-
альное уравнение относительно
0
σr:
0
0
0
d
2
d
1
ТТ
r
r
ET
r
C
r
σ
α
σ+
=−
+
−μ
.
Проинтегрируем последнее уравнение от r1 до r, взяв в качест-
ве постоянной интегрирования С2 и переобозначив 1
0
0,5
C
C
=
:
()()
1
0
2
1
2
2
d
1
r
ТТ
r
r
C
E
C
Trrr
r
r
α
σ=
−
+
−μ∫
.
(5.18)
Постоянные интегрирования определим из условия, что на
внутренней и наружной поверхностях давления отсутствуют (рас-
сматриваем только температурные напряжения), т. е . при r = r1
1
0
0
r
σ = иприr=r2
2
0
0
r
σ=
. Получим:
100
2
1
2
1
0
C
C
r
+
=
()()
2
1
2
1
2
2
2
2
d
0
1
r
ТТ
r
C
E
C
Trrr
r
r
α
−
+
=
−
μ∫
.
Решение данной системы линейных алгебраических уравнений
дает выражение для постоянных интегрирования:
()
2
1
1
2
2
2
1
1
d
1
r
ТТ
r
E
C
Trrr
r
r
α
=
⋅
⋅
−μ
−
∫,
()
2
1
2
1
2
2
2
2
1
d
1
r
ТТ
r
r
E
C
Trrr
r
r
α
=−
⋅
⋅
−
μ
−
∫.
Подставляя эти значения в (5.18), а затем полученное выраже-
ние для
0
r
σпри0
1
2
CC
=
в (5.17), получаем выражения для темпе-
ратурных напряжений:
()()
()
2
2
1
1
2
2
0
1
2
22
2
2
1
1
d
d
1
r
r
TT
r
r
r
r
r
E
Trrr
Trrr
r
rr
r
−
α
σ=
⋅
−
⋅
−
μ
−
∫
∫ ; (5.19)
()()
() ()
2
2
1
1
2
2
0
1
2
22
2
2
1
1
d
d
1
r
r
TT
t
r
r
r
r
E
Trrr
TrrrTr
r
rr
r
+
α
σ=
⋅
+⋅
−
−
μ
−
∫
∫
.
(5.20)
Осевое температурное напряжение
0
z
σ находится из закона Гука:
() ()
2
1
0
2
2
2
1
2
d
1
r
TT
z
r
E
TrrrTr
r
r
α
σ=
⋅
−
−
μ
−
∫
.
(5.21)
Нетрудно убедиться, что выражение для
0
z
σ удовлетворяет урав-
нению равновесия (5.12). При известном распределении темпера-
туры по толщине стенки зависимости (5.19)–(5.20) определяют
термоупругие напряжения.
Температурные деформации в стенке при известных термона-
пряжениях определяются из закона Гука.
Обозначив
()
2
1
2
2
2
1
1
d
r
r
J
Trrr
r
r
=
⋅
−
∫ и()
()
1
2
1
d
r
r
Jr
Trrr
r
=
⋅
∫,
получим окончательное выражение для температурных напряже-
ний и деформаций в компактной записи:
101
()
2
0
1
2
1
1
ТТ
r
r
E
JJr
r
α
σ=
−
⋅
−
−μ
,
() ()
2
0
1
2
1
1
ТТ
t
r
E
JJrTr
r
α
σ=
+
⋅
+
−
−μ
,
(5.22)
()
0
2
1
ТТ
z
E
JTr
α
σ=
−
−μ
,
()()()()
()()()()()
2
0
1
2
2
0
1
2
0
13
1
1
2
,
1
13
1
1
1
,
1
0.
Т
r
Т
t
z
r
J
Jr
Tr
r
r
J
Jr
Tr
r
α
ε=
−
μ−
⋅
+μ⋅
−
+μ⋅
+μ
−μ
α
ε=
−
μ+⋅+μ⋅++μ⋅
−
−μ
−μ
ε=
Как видно из данных уравнений, величина и закон распределе-
ния по толщине температурных напряжений и деформаций в ос-
новном будут определяться перепадом температуры по толщине
стенки ∆T = T( 1r ) – Т( 2r ) и видом температурной зависимости Т(r).
а
б
Рис. 5 .9 . Напряжения в стенке ствола:
а – нормальные температурные напряжения в поперечном сечении ствола;
б – приведенные напряжения от давления и нагрева
102
На рис. 5.9 представлены эпюры температурных напряжений
для сечения ствола 85-мм дивизионной пушки ( 1r = 43,35 мм,
2r = 100 мм) при ∆Т = 60° и принятом в качестве примера логариф-
мическом законе для температурной кривой
T(r)=Т0+72ln( 2r /r).
5.5. Оценка термопрочности и тепловых
деформаций ствола
Установим, какая величина давления пороховых газов является
предельно допустимой по условию отсутствия остаточных дефор-
маций, если в стенке ствола имеется некоторое температурное поле
Т=Т(r). Сделаем это на основе теории наибольших деформаций
и с учетом зависимости физико-механических характеристик ору-
дийной стали от температуры.
Согласно принципу независимости действия силовой и тепло-
вой нагрузки, суммарные приведенные тангенциальные напряже-
ния в стенке при выстреле можно представить в виде суммы:
0
В
Т
Тp
Т
Т
t
t
t
t
Е
E
E
E
ε=ε+ε+ε,
где
Тp
t
E ε – приведенные напряжения от давления пороховых газов;
0
Т
t
E ε – приведенные напряжения от нагрева стенок ствола в ре-
зультате стрельбы, предшествующей рассматриваемому
выстрелу;
В
Т
t
E ε – приведенные напряжения от нагрева теплом, поступа-
ющим в ствол от рассматриваемого выстрела.
Поскольку тепло, поступающее в стенку ствола, не проникает
во время выстрела далее приповерхностного слоя толщиной поряд-
ка 30–100 мкм, приведенные напряжения
В
t
Eε имеют локальный
характер и не оказывают существенного влияния на термоупругое
сопротивление ствола.
Очевидно также, что определяющей для упругой термопрочно-
сти ствола является его внутренняя поверхность, на которой наи-
большие тангенциальные приведенные напряжения от давления
пороховых газов (глава 4) и наибольшая температура, понижающая
прочностные характеристики материала.
103
С учетом этого на внутренней поверхности ствола приведенное
тангенциальное напряжение определится по формулам общей тео-
рии (гл. 4) и по зависимости (5.22):
()
1
1
1
2
2
0
2
1
кн
1
2
2
2
1
2
2
2
3
Т
Тp
Т
TT
t
t
t
rr
Е
E
E
р
EJTr
rr
+
ε=ε+ε=
+α
−
−
.
Здесь согласно допущениям (разд. 5.4), принято, что μ = 1/3,
а величины α
Т
и
T
E определяются при некоторой средней по тол-
щине температуре стенки.
Положим теперь
1
Т
T
t
e
Еε=σ ,где
T
e
σ – предел упругости ору-
дийной стали при температуре, соответствующей внутренней по-
верхности, тогда КН
у
Т
p
р
=
, равно пределу упругого сопротивления
ствола-моноблока с учетом нагрева.
()
()
2
1
2
2
2
1
у
1
2
2
2
2
2
1
2
1
3
2
d
2
2
r
Т
Т
ТТ
е
r
rr
р
ЕТr
Trrr
rr
r
r
−
=
σ+α
−
⋅
−
+
∫
.
(5.23)
В полученном выражении величина второго слагаемого в квад-
ратных скобках представляет собой среднеинтегральную темпера-
туру по толщине стенки, а все выражение в квадратных скобках
есть разность между температурой внутренней поверхности и ука-
занной среднеинтегральной температурой. Для артстволов эта раз-
ность всегда положительна и, следовательно, увеличивает упругое
сопротивление ствола при нагреве. Это явление, по аналогии с ав-
тофретажем (п. 4.4), носит название термофретаж и может быть про-
иллюстрировано на эпюре приведенных напряжений (рис. 5.9, б).
Упрочняющее явление термофретажа в большинстве случаев, од-
нако, не компенсирует уменьшения предела упругости стали
T
e
σ
при нагреве. В табл. 5.1 представлено относительное изменение
физико-механических характеристик орудийной стали, входящих
в (5.23), в диапазоне температур 20–600 °С. И если в этом диапазо-
не величина произведения
TT
E
α
оказывается приблизительно на
уровне значения при нормальной температуре, то величина
T
e
σ
столь резко падает, что явление термофретажа не может гаранти-
рованно компенсировать этого падения.
104
Таблица 5.1
Изменение физико-механических характеристик орудийной стали
Т, °С
20
100
200
300
400
500
600
Т
е
σ,%
100
90
85
80
75
60
40
ЕТ
,%
100
98
96
93
90
85
80
α
Т
,%
100
102
105
109
115
123
130
Зависимости, подобные (5.23), могут быть получены и для
приближенной оценки термопрочности ствола по другим теориям
прочности. Не приводя их здесь, отметим, что использование зави-
симостей для предела упругого сопротивления с учетом нагрева
допустимо лишь для предварительной оценки термопрочности
конструкции. Значительно более точную оценку прочности можно
получить при рассмотрении упругопластического НДС ствола.
Рассмотрим теперь несколько важных для практики проекти-
рования стволов и эксплуатации орудий задач, связанных с тепло-
вым расширением ствола.
Для правильного назначения зазора между обоймами или по-
лозками цилиндрической люльки и наружной направляющей по-
верхностью ствола необходимо знать наибольшее радиальное пе-
ремещение наружной поверхности ствола 2r
δ при совместном дей-
ствии максимального давления пороховых газов и наиболее
высокого по градиенту температурного поля в стенке ствола
()
0
2
22
22
2
2
[
]
p
Т
t
t
t
rr
r
Tr
δ=ε
=
ε+ε+α
,
(5.24)
где
2
кн
1
2
2
2
2
1
2
p
t
T
p
r
Еrr
ε=
⋅
−
–
относительная тангенциальная деформация
наружной поверхности от действия давления пороховых газов;
() ()
2
2
1
0
2
2
2
2
1
2
d
r
Т
t
r
TrrrTr
rr
ε=α⋅
⋅
−
−
∫
–
относительная тангенциаль-
ная температурная деформация наружной поверхности соглас-
но (5.22).
После подстановки этих выражений в (5.24), приняв для про-
стоты α
Т
= const, получаем:
105
()()
()
2
кн
1
2
2
2
12
2
2
2
2
2
2
1
2
,
Т
T
T
p
r
r
r
rTrrTr
r
Tr
Еrr
δ=
⋅
⋅
+α⋅⋅
−
+ ⋅α
⋅
−
,
(5.25)
где()
()
2
1
12
2
2
2
1
2
,
d
r
r
Trr
Trrr
r
r
=
⋅
−
∫ – среднеинтегральная по толщине
стенки температура.
Например, сечение ствола 85-мм дивизионной пушки с разме-
рамиr1=43,35ммиr2=100ммпридавленииpкн = 255МПаитем-
пературном поле, аппроксимированном зависимостью Т(r) = 434–
–0,0074 r2 (температура внутренней поверхности 420 °С, наружной –
360° С), имеет составляющие перемещения наружной поверхности
2
р
r
δ ≅0,06мм,
()
0
2
2
Т
r
r
δ+α
= 0,50 мм и общее радиальное пере-
мещение 2r
δ =0,56мм.
При расчете коэффициент линейного расширения принят
α
Т
=1,25·10 –5
1/K и модуль упругости – E
Т
= 2,0·105 МПа.
Рассмотрим теперь задачу о тепловом расширении свободного
лейнера (свободной трубы, лейнирующей втулки). Определим
среднеинтегральную температуру лейнера, которая обеспечивает
выбор зазора между оболочкой и лейнером только за счет его теп-
лового расширения.
Воспользуемся зависимостью (5.25), положив в ней pкн = 0,
α
Т
= const и r2 = ρ, где ρ – наружный радиус лейнера. Тогда тепло-
вое перемещение наружной поверхности лейнера
()
1
2
2
1
2α
δ
d
Т
r
Trrr
r
ρ
ρ
ρ
ρ
⋅
⋅
=
⋅
−
∫.
Взяв в качестве условия выбора зазора от теплового расшире-
ния лейнера равенство δ
γ
ρρ
=
, где γ – относительный диаметраль-
ный зазор, получим для среднеинтегральной температуры лейнера:
()
()
2
1
1
2
2
1
2
γ
,
d
α
r
Т
r
Tr
Trrr
r
ρ
ρ
=
⋅
=
−
∫
.
Определим температуру ( )
1,
T r ρ , например для 57-мм ствола,
имеющего лейнер толщиной 10,8 мм, вставленный в оболочку
с диаметральным зазором 0,05–0,1 мм. Приняв α
Т
= 1,25·10-5
1/К
106
и ρ =40 мм, получим:
()
min 1
,
Trρ=62°Cи()
max 1
,
T rρ =125°С.По-
лученные невысокие температуры дают основание считать, что за-
зор в лейнированных стволах, как правило, выбирается уже через
несколько выстрелов за счет нагрева лейнера. Коэффициент запаса
прочности оболочки лейнированного ствола, таким образом, следу-
ет определять, предполагая отсутствие зазора, а материал для нее
выбирать с более высокой категорией прочности, чем это дает рас-
чет без учета нагрева.
Большое влияние на ведение снаряда в стволе и на условия его
вылета оказывает тепловое расширение канала,
В табл. 5.2 приводятся данные по дальности стрельбы 130-мм
корабельного орудия при стрельбе сериями по 15 выстрелов со
скорострельностью 5 выстрелов в минуту [27].
Таблица 5.2
Номер серии
1
2
3
4
5
6
7
Дальность, км
17,88 17,88 17,75 17,67 17,31 17,50 17,40
Установлено, что основной причиной падения дальности
стрельбы является увеличение нутации снаряда при его взаимодей-
ствии с каналом ствола, имеющим тепловое расширение.
Для решения задачи взаимодействия снаряда с нагретым ство-
лом требуется в первую очередь определить тепловое расширение
внутренней поверхности. Это может быть сделано по соотношению
1
11
T
t
rr
δ = ε с использованием пятой из зависимостей (5.22):
()
()()()
2
1
1
1
0
1
1
1
2
2
2
1
2
d
r
T
Т
Т
Т
t
t
r
Tr
TrrrTr
Tr
rr
ε=ε+α
=α⋅
⋅
−
+α
=
−
∫
()
2
1
2
2
2
1
2
d
r
Т
r
Trrr
r
r
α
=
⋅
−
∫.
Здесь дополнительно для простоты принято α
Т
= const. Диа-
метральное расширение канала от нагрева, таким образом, равно
107
()
1
кн
1
121
2
2
,
,
Т
T
Т
t
d
r
Trrr
∆=ε
=
α
где
()
2
1
2
2
2
1
2
d.
r
r
Trrr
r
r
⋅
−
∫
Например, для 130-мм орудия в сечении, близком к дульному
срезу (r1 = 67 мм, r2 = 93 мм), при температурном поле, аппрокси-
мированном зависимостью T(r) =404–0,012 r2 (температура внут-
ренней поверхности 350 °С, наружной – 300 °С), диаметральное
расширение канала
кн
Т
d∆ = 0,54 мм, что значительно увеличивает
конструктивный зазор между центрирующим утолщением снаряда
и поверхностью канала (0,2–0,6 мм).
108
Глава6
ИЗНОС И ЖИВУЧЕСТЬ
АРТИЛЛЕРИЙСКИХ СТВОЛОВ
Стремление повысить мощность, дальнобойность и скоро-
стрельность артиллерийских орудий неизбежно вызывает трудно-
сти в обеспечении ряда их эксплуатационных характеристик, в ча-
стности, требуемой живучести ствола. Низкая живучесть ствола
становится, таким образом, препятствием на пути совершенствова-
ния всего ствольного комплекса, а вопросы износа и живучести
вырастают в проблему, от решения которой во многом зависит
прогресс в развитии ствольной артиллерии.
6.1. Общие положения по износу
и живучести стволов
Под износом ствола будем понимать все необратимые измене-
ния поверхности канала ствола, обусловленные воздействием на
нее выстрела. Таким образом, износ ствола – это не только измене-
ние размеров и формы его канала, но и изменение шероховатости
его поверхности, образование на ней сетки трещин, химические
и структурные превращения в материале и т. д.
У орудий раздельного заряжания износ начала ведущей части
канала приводит к тому, что снаряд после досылки располагает-
ся дальше, чем в новом стволе на величину ∆lкм (рис. 6.1, а). Это,
в свою очередь, приводит к увеличению начального объема камо-
ры, уменьшению пути снаряда и изменению фактического ушире-
ния каморы, что в совокупности и определяет падение дульной
скорости снаряда. Кроме того, увеличенный путь врезания веду-
щих поясков в нарезы, ухудшение при этом обтюрации пороховых
газов дополнительно снижают такие баллистические характеристи-
ки, как давление форсирования, максимальное давление и, как
следствие, дульную скорость снаряда.
109
а
б
в
Рис. 6 .1 . Схема износа начального участка ведущей части нарезно
а – положение ведущего пояска перед выстрелом в стволе при раздельном заряжании;
б – положение ведущего пояска при врезании в стволе унитарного заряжания;
схема для определения условий врезания
У орудий унитарного заряжания (рис. 6.1, б) нет изменения п
ти снаряда, уширения и начального объема каморы при износе к
нала ствола. Но и в этом случае баллистический процесс и условия
врезания и ведения снаряда существенно изменяются по сравнению
6.1. Схема износа начального участка ведущей части нарезного ствола:
положение ведущего пояска перед выстрелом в стволе при раздельном заряжании;
положение ведущего пояска при врезании в стволе унитарного заряжания; в – расчетная
) нет изменения пу-
ти снаряда, уширения и начального объема каморы при износе ка-
нала ствола. Но и в этом случае баллистический процесс и условия
наряда существенно изменяются по сравнению
110
с новым стволом. Так, движение снаряда начинается при давлении
распатронирования, меньшем, чем давление форсирования,
а врезание в нарезы происходит после того, как снаряд прошел нек
торый путь ∆lсн и приобрел некоторую скорость. Как и у орудий ра
дельного заряжания, существенно увеличивается трение, а прорыв
газов вперед снаряда в начале его движения еще более существенен.
Все это в совокупности приводит к снижению дульной скорости
снаряда и создает условия к срезанию ведущих поясков снаряда.
Износ принято подразделять на э р о з и о н н ы й , возникающий
вследствие термомеханического воздействия пороховых газов,
механический –вследствиемеханическоговоздействиянап
верхность канала ведущих элементов снаряда и х и м и ч е с к и й
обусловленный химическим взаимодействием пороховых газов
и металла ствола. Превалирующим износом является эрозионный
или механический, однако, теоретически доказано и экспериме
тально подтверждено, что в любом случае главным фактором изн
са является нагрев поверхности канала ствола.
Рис. 6 .2 . Схема износа канала нарезного ствола в продольном
и поперечном направлениях
с новым стволом. Так, движение снаряда начинается при давлении
распатронирования, меньшем, чем давление форсирования,
а врезание в нарезы происходит после того, как снаряд прошел неко-
которую скорость. Как и у орудий раз-
существенно увеличивается трение, а прорыв
газов вперед снаряда в начале его движения еще более существенен.
Все это в совокупности приводит к снижению дульной скорости
занию ведущих поясков снаряда.
, возникающий
вследствие термомеханического воздействия пороховых газов,
вследствие механического воздействия на по-
химический,
обусловленный химическим взаимодействием пороховых газов
и металла ствола. Превалирующим износом является эрозионный
или механический, однако, теоретически доказано и эксперимен-
тально подтверждено, что в любом случае главным фактором изно-
Схема износа канала нарезного ствола в продольном
111
Износ ведущей части канала ствола происходит неравномерно
как по длине ствола и контуру нарезов, так и во врем
ции. Большинство стволов артиллерийских орудий выходят из
строя вследствие износа начала ведущей части канала. Исключение
могут составлять стволы с гладким каналом при разжимном типе
ведущего секторного кольца оперенного подкалиберного снаряда,
для которых определяющим может оказаться волнообразный износ
средних и дульных частей канала.
Неравномерность диаметрального износа канала ствола по
длине для нарезных орудий показана на диаграмме рис.
большее увеличение диаметра канала ствола по полям (назовем эт
диаметральным износом по полям) наблюдается на длине 5
либров от начала нарезов, минимальный износ – в средней части,
несколько увеличенный – в дульной части.
Характерными в процессе износа являются неодинаковый и
нос полей и нарезов, а также боевых и холостых граней нарезов.
Обычно величина износа полей в 2–3 раза превышает износ по дну
нарезов (рис. 6.2).
Показатели износа прогрессируют по мере настрела и в оп
ределенный момент приобретают характер интенсивного роста
(рис. 6.3).
6.3 . Хар актерная зависимость износа канала от величины настрела
Отмеченные закономерности износа направляющей части к
нала позволяют использовать в качестве критериев износа ствола
удлинение зарядной каморы ∆λ1 или диаметральное увеличение
размеров канала по полям (диаметральный износ по полям)
Износ ведущей части канала ствола происходит неравномерно
как по длине ствола и контуру нарезов, так и во время эксплуата-
Большинство стволов артиллерийских орудий выходят из
строя вследствие износа начала ведущей части канала. Исключение
могут составлять стволы с гладким каналом при разжимном типе
ведущего секторного кольца оперенного подкалиберного снаряда,
деляющим может оказаться волнообразный износ
Неравномерность диаметрального износа канала ствола по
длине для нарезных орудий показана на диаграмме рис. 6.2. Наи-
большее увеличение диаметра канала ствола по полям (назовем это
диаметральным износом по полям) наблюдается на длине 5–10 ка-
в средней части,
Характерными в процессе износа являются неодинаковый из-
и холостых граней нарезов.
3 раза превышает износ по дну
Показатели износа прогрессируют по мере настрела и в оп-
ределенный момент приобретают характер интенсивного роста
ая зависимость износа канала от величины настр ела
Отмеченные закономерности износа направляющей части ка-
нала позволяют использовать в качестве критериев износа ствола
или диаметральное увеличение
размеров канала по полям (диаметральный износ по полям) ∆dп.
112
Рис. 6 .4 . Схема измерения длины камор ы при помощи ПЗК:
1 – диск; 2 – штанга; 3 – направляющий диск; 4 – трубка; 5 – досылатель
Удлинение зарядной каморы ∆λ1 – величина смещения (за сч
износа) сечения нормированного диаметра начала калиберной ча
ти канала в сторону дульного среза может быть измерена спец
альным прибором ПЗК (прибор замера каморы) по схеме, пре
ставленной на рис. 6.4. Переход к величине падения
скорости снаряда ∆V0 осуществляется с помощью таблиц, соде
жащих табулированную функцию ∆V0 = f1(∆λ1). Указанные табл
цы составляются для образца орудия на специальных ресурсных
определительных испытаниях и соответствуют некоторому сре
нему закону изменения начальной скорости снаряда в зависимости
от удлинения зарядной каморы.
Диаметральный износ по полям ∆dп измеряется механическими
или оптическими звездками [56, 73] с интервалом по длине напра
ляющей части канала 15–50 см. Переход к величине
чальной скорости снаряда ∆V0 осуществляется по таблицам фун
ций ∆V0 = f2(∆dп), полученным на ресурсных определительных
испытаниях.
Величины ∆λ1 и ∆dп служат для выбраковки стволов и отнес
ния их к одной из пяти категорий: I категория – новые ств
II и III – стволы с допустимым износом; IV – предбраковочная и V
браковочная. Категорирование стволов используется для введения
поправок на износ ствола в установки стрельбы и для организации
технического обслуживания орудий в войсках (в частности,
переводе орудия в предбраковочную категорию делается заявка на
ремонт орудия). Например, ствол 100-мм пушки БС
удлинение каморы ∆λ1 до 20 мм, относится к I категории, а свыше
300мм–кIII[56].
ия длины каморы при помощи ПЗК:
досылатель
величина смещения (за счет
износа) сечения нормированного диаметра начала калиберной час-
ти канала в сторону дульного среза может быть измерена специ-
альным прибором ПЗК (прибор замера каморы) по схеме, пред-
ставленной на рис. 6.4. Переход к величине падения начальной
осуществляется с помощью таблиц, содер-
). Указанные табли-
цы составляются для образца орудия на специальных ресурсных
определительных испытаниях и соответствуют некоторому сред-
у изменения начальной скорости снаряда в зависимости
измеряется механическими
] с интервалом по длине направ-
50 см. Переход к величине падения на-
осуществляется по таблицам функ-
), полученным на ресурсных определительных
служат для выбраковки стволов и отнесе-
новые стволы;
предбраковочная и V –
браковочная. Категорирование стволов используется для введения
поправок на износ ствола в установки стрельбы и для организации
технического обслуживания орудий в войсках (в частности, при
переводе орудия в предбраковочную категорию делается заявка на
мм пушки БС-3, имеющий
до 20 мм, относится к I категории, а свыше
113
Под живучестью ствола будем понимать свойство ствола
обеспечивать требуемые баллистические качества орудия в процес-
се его огневой эксплуатации. Количественно живучесть определя-
ется числом выстрелов, вызывающих такой износ ствола, при кото-
ром орудие перестает обеспечивать решение присущих ему боевых
задач с требуемой эффективностью.
Практикой эксплуатации артиллерийских систем выработаны
критерии, по которым определяется живучесть стволов. численные
значения этих критериев могут меняться по тактико-техническим,
экономическим и другим соображениям, так что приведенные ниже
значения следует рассматривать как ориентировочные.
Критерии живучести
1. Падение начальной скорости снаряда. Для орудий наземной
артиллерии предельное значение обычно 9–10 %; для орудий зенит-
ной и морской артиллерии около 5 %; для танковых и противотан-
ковых пушек составляет около 3 %, что определяется весьма жест-
кими требованиями по допустимому уменьшению бронепробивае-
мости. Данный критерий может быть заменен соответствующим
снижением максимального давления пороховых газов при выстре-
ле, измеряемым специальным крешерным прибором [46]. Для по-
левых орудий данный критерий часто переводят в соответствую-
щий процент падения нормализованной дальности стрельбы.
2. Увеличение рассеивания снарядов. Численное значение опре-
деляется как наблюдаемое на трех стрельбах подряд более чем
восьмикратное увеличение коэффициента рассеивания снарядов.
ДБ
М
Р
Т
Т
ДБ
ВВ
К
ВВ
⋅
=
⋅
–
при стрельбе по местности;
уд
В
Б
Р
Т
Т
В
Б
ВВ
К
ВВ
⋅
=
⋅
–
при ударной стрельбе по щиту,
гдеВДиВД
Т
,ВБиВБ
Т
,ВВиВВ
Т
–
соответственно фактические и таб-
личные срединные отклонения (по дальности, боковые и верти-
кальные) точек падения снарядов.
3. Невзведение основного инерционного взрывателя. Проверка
производится при стрельбах наименьшим зарядом при температуре
заряда – 50°. Более 30 % случаев невзведения принимаются за кри-
териальное значение.
114
4. Систематическое срезание ведущего пояска (срыв снаряда
с нарезов) при стрельбе из нарезного ствола или демонтаж оперен-
ного подкалиберного снаряда в гладкостенном стволе. Численные
значение критерия не устанавливаются, орудие проверяется на куч-
ность стрельбы.
5. Увеличенная овальность пробоин при стрельбе по щиту. Для
наземной артиллерии, например, принято, что при стрельбе на дис-
танции 40–60 м отношение размера длинной оси хотя бы одной
пробоины к размеру ее короткой оси более 1,5 недопустимо, и ствол
выбраковывается. При отношении 1,2–1,5 орудие дополнительно про-
веряется на кучность боя.
Очевидно, что по перечисленным критериям орудия могут про-
веряться только при специально организованных стрельбах с наблю-
дениями и замерами, поэтому для штатных орудий всех образцов ус-
танавливается число выстрелов, после которого на полигоне произ-
водятся контрольные испытания с замером начальной скорости
снарядов, с измерением кучности, овальности пробоин и т. д. Испы-
тания на живучесть ствола могут идти попутно со стрельбами,
имеющими другие цели, но проводимыми при значительном расходе
снарядов. В этом случае необходимо знать и использовать так назы-
ваемые коэффициенты или таблицы приведения настрела к стан-
дартным условиям по типу снаряда, по типу и температуре заряда
и режиму отстрела. Например, для полевого орудия наземной артил-
лерии в качестве стандартных условий отстрела на живучесть при-
нимается стрельба основным осколочно-фугасным снарядом при
полном заряде, имеющем температуру +15
о
С, и в установленном
специально для испытаний на живучесть огневом режиме.
6.2. Современные представления об износе
и живучести стволов
Впервые вопрос об износе и живучести был рассмотрен
Д. К. Черновым в начале XX столетия. Созданная Д. К. Черновым
физическая картина и качественная теория износа канала ствола [76]
сохранили свою ценность и в настоящее время. Работы Д. К. Черно-
ва были продолжены зарубежными (Шарбонье, Юстров, Габо, Линте
и др.) и советскими исследователями (А. Ф. Головин, В. Н. Констан-
тинов, В. Е. Слухоцкий и др.). В результате этих и особенно прове-
денных в последние годы исследований ученые подошли вплотную
115
к созданию физически обоснованной, математически строгой, об-
ладающей большой степенью универсальности теории износа и жи-
вучести артстволов среднего и крупного калибра.
Процесс износа стволов различных типов орудий развивается
неодинаково качественно и количественно и во многом определя-
ется калибром, мощностью орудия, режимом стрельбы.
Рассмотрим как пример изменения поверхности канала нарез-
ного ствола артиллерийского орудия среднего калибра по мере
увеличения настрела.
На первых же выстрелах на боевых гранях и доньях нарезов
наблюдается омеднение канала, т. е. появление следов меди как ре-
зультат сухого трения поясков о стенки канала ствола. В дальней-
шем омеднению будет подвержена лишь средняя часть ствола,
причем здесь оно может привести к заметному сужению канала
ствола («окольцеванию»), отрицательно сказывающемуся на веде-
нии снаряда по каналу (рис. 6.2). Для уменьшения омеднения в со-
став заряда вводится размеднитель (свинцовая проволока или лента),
образующийлегкоплавкий сплав с медью, легковы-
носимый пороховыми газами из канала ствола.
При обследовании канала ствола после нескольких десятков
(или сотен в зависимости от типа орудия и боеприпаса) выстрелов
наблюдается потемнение поверхности канала и даже при неболь-
шом увеличении можно различить отдельные незамкнутые петли
трещин на поверхности. Дальнейшее увеличение настрела приво-
дит к появлению сетки трещин, которая покрывает всю поверх-
ность канала на длине 2–3 калибра в месте начала нарезов. Обмеры
показывают увеличение диаметра по полям. Процесс появления
и развития сетки трещин определяется, в основном, температурным
перепадом и соответствующим температурным расширением по-
верхностного слоя металла ствола [76]. Появление сетки трещин
сопровождается местными выкрашиваниями металла, сглаживани-
ем и частичными сколами нарезов. Для орудий малого калибра, как
правило, характерно сплющивание поля нареза из-за термического
ослабления металла и уменьшения его сопротивления действию
пороховых газов и ведущих элементов снарядов. Дальнейшее раз-
витие сетки трещин приводит к срыву все больших частиц металла,
особенно с полей нарезов, и сглаживанию нарезов. Нарезка на уча-
стке начала калиберной части канала перестает существовать, а на-
чало нарезов как бы сдвигается к дульному срезу.
116
Стремление прогнозировать величину износа и живучести для
проектируемых стволов, а также дать теоретическое основания для
поиска средств защиты ствола от износа вызвало широкое исследо-
вание влияния различных факторов на живучесть артстволов. При-
ведем краткий обзор этого вопроса на основании работ [19, 35, 44].
Баллистические факторы
В какой степени характеристики внутрибаллистического про-
цесса оказывают влияние на живучесть стволов можно проследить
на примере 85-мм дивизионной пушки, имеющей в боекомплекте
боеприпасы с полным и уменьшенным зарядами. Так, если живу-
честь ствола этого орудия при использовании только уменьшенно-
го заряда составила 8000 выстрелов, то при стрельбе только на
полном заряде лишь 750 выстрелов. Такие баллистические харак-
теристики, как давление и температура пороховых газов, скорость
движения снаряда, время внутрибаллистического процесса являют-
ся определяющими для износа и живучести стволов, так как имен-
но от них зависят тепловые и силовые нагрузки на рабочую по-
верхность канала ствола. Так, экспериментально установлено, что
коэффициент теплоотдачи пороховых газов к стенке ствола αг, вхо-
дящий в граничные условия задачи о нагреве ствола (глава 5), су-
щественно зависит от давления и скорости пороховых газов, а теп-
ловой поток в стенку ствола пропорционален разности температур
пороховых газов и стенки (см. зависимость (5.4)). Время движения
снаряда по каналу ствола и время периода последействия опреде-
ляют продолжительность теплового воздействия на ствол. Давле-
ние пороховых газов непосредственно и посредством ведущих
элементов снаряда определяет и силовое воздействие на поверх-
ность канала ствола. Поэтому при баллистическом проектировании
(особенно при выборе марки пороха и состава заряда) из поля зре-
ния проектировщика не должны выпадать соображения по износу
и живучести ствола. В табл. 6.1 [19] приведены результаты отстре-
ла на живучесть 100-мм полевой пушки при порохах разной кало-
рийности с наличием и отсутствием флегматизатора – специально-
го средства для снижения износа в составе заряда (подробнее
в п. 6.3).
Следует избегать, однако, попыток установить общие зависи-
мости для оценки влияния отдельных баллистических показателей
(даже таких универсальных, как калибр и начальная скорость сна-
117
ряда) на живучесть стволов орудий различных типов и различного
конструктивно-баллистического исполнения с различными режи-
мами огня. В лучшем случае, здесь могут быть получены лишь ка-
чественные оценки.
Таблица 6.1
Марка
пороха
Удельная
теплота
сгорания, кДж/кг
Температура
горения,
К
Живучесть,
выстрелов
Наличие
флегматизатора
100/56
3,6
2860
1600
Есть
НТД-3 18/1
3,19
2525
3800
Есть
100/56
3,6
2860
900
Нет
НФ-18/1
3,27
2640
2100
Нет
НДТ-3 18/1
3,19
2525
1700
Нет
(500 5/2)
2,82
2080
3800
Нет
Конструктивные характеристики ствола и снаряда
Форма, конструктивные размеры, материал ведущих элементов
снаряда и ствола существенно влияют на показатели его износа
и живучести. Конусность и длина конуса врезания, уширение ка-
моры, число, профиль, ширина, глубина и угол подъема нарезов,
с одной стороны, и конструкция, число и материал ведущих поя-
сков, с другой стороны, определяют (наряду с баллистическими ха-
рактеристиками) усилия и динамичность взаимодействия снаряда с
нарезным каналом ствола. От интенсивности этого взаимодейст-
вия, особенно в разогретом стволе, во многом зависят интенсив-
ность износа и живучесть ствола. Сложность указанных процессов
не позволяет провести количественное исследование влияния от-
дельных конструктивных параметров канала ствола и снаряда на
живучесть. Существующие рекомендации носят качественный ха-
рактер и базируются на опытных данных. Так, проведенные опыты
показали, что при увеличении глубины нарезов с 0,75–1,0 % до 1,5–
2,0 % от калибра при соответствующем изменении конструкции ве-
дущих элементов снаряда существенно повышается живучесть
стволов. Причем, критерием живучести становится падение на-
118
чальной скорости, тогда как для стволов с мелкой нарезкой крите-
рием служило систематическое срезание ведущих поясков. Также
опытами установлено, что увеличение длины хода нарезов с 25 до
30 калибров дало увеличение живучести стволов на 10 %, однако,
варьирование этой характеристикой затруднено из-за ее тесной свя-
зи с внешнебаллистическими характеристиками ствольного ком-
плекса. Положительное влияние на живучесть оказывает уменьше-
ние конусности конуса врезания, что приводит, однако, к большим
разбросам баллистических характеристик орудия, особенно при
раздельном заряжании. Ведущие пояски с буртиком при примене-
нии углубленной нарезки позволили для орудий 57-мм и 85-мм ка -
либров повысить живучесть ствола в 2,5–3 раза. Известно, что из-
носостойкость орудийных сталей с понижением категории прочно-
сти ниже 0–75 существенно уменьшается, однако, существенного
повышения износостойкости при увеличении категории до 0–100
и выше не наблюдается. Нет однозначных рекомендаций по приме-
нению различных материалов для ведущих поясков. В табл. 6.2 при-
ведена сводка результатов отстрела на живучесть 85-мм дивизион-
ной пушки снарядами с ведущими поясками из различных мате-
риалов. Несколько лучшие результаты для медноникелевых и том-
паковых ведущих поясков еще не дают оснований для их безогово-
рочного применения, необходимо учитывать производственно-
экономические показатели, например, технологичность в условиях
массового производства снарядов.
Тем более не следует распространять полученные результаты
на другие образцы орудий и снарядов. Например, для 122-мм гау-
бицы при аналогичных опытах лучшие результаты наблюдались
при железокерамических поясках.
Таблица 6.2
Влияние материала ведущего пояска на живучесть ствола
Ведущий поясок
Живучесть,
выстрелов
Конструктивные характеристики,
мм
Медный
1200
Ширина ведущего
пояска
28
Томпаковый
1500
Медноникелевый
1700
Ширина поля
3,62
Железокерамический
1400
Глубина нар езов
0,85
119
Подобный же подход следует применять и при определении
профиля и размеров нарезки, выборе числа и размеров поясков,
размеров центрирующих утолщений и т. п. Тщательная полигонная
отработка должна сочетаться с выполнением требований по техно-
логичности, с учетом производственно-экономических соображе-
ний. Они должны учитываться и при назначении целесообразных
производственных допусков и чистоты обработки канала ствола,
хотя хорошо известно, что чем выше качество поверхностей канала
ствола и меньше погрешности в размерах и форме ведущих частей
канала и снаряда, тем меньше износ и выше живучесть ствола.
Эксплуатационные характеристики
Здесь в первую очередь имеются в виду режимы огня, харак-
терные для орудия данного типа, но содержание и уход за каналом
ствола в процессе эксплуатации орудия тоже играют существенную
роль в обеспечении живучести ствола. Своевременная чистка
и смазка ствола, строгое выполнение положений по хранению и экс-
плуатации орудия способствуют повышению живучести ствола.
Режим огня характеризуется числом выстрелов на полном
и уменьшенных зарядах, темпом стрельбы в группе (очереди), пе-
рерывами между группами (очередями), числом выстрелов в цикле
и процентом одиночных выстрелов. Все эти показатели режима
стрельбы существенным образом влияют на живучесть ствола. На-
пример, для 130-мм пушки живучесть составляет 1100 выстрелов
на полном заряде и возрастает в 4 раза на первом уменьшенном за-
ряде и в 8 раз – на третьем. Влияние длины непрерывной очереди
хорошо прослеживается на 57-мм зенитной автоматической пушке
(темп стрельбы – 120 выстрелов в минуту). Так, живучесть ствола
данной пушки при отстреле очередями по 15, 100, 200 и 300 вы-
стрелов составляла при прочих одинаковых условиях соответст-
венно 4500, 2200, 2050 и 1300 выстрелов. Такие же условия отстре-
ла для 100-мм зенитной пушки (темп стрельбы – 15 выстрелов
в минуту) дали значения 2400, 1750, 1250, 950, а для 130-мм орудия
(темп стрельбы – 12 выстрелов в минуту) – 1150, 900, 700, 550.
Кроме влияния длины очереди, здесь можно проследить тенденцию
падения живучести стволов зенитных орудий с ростом калибра не-
смотря на снижение темпа стрельбы.
Совместное влияние длительности перерывов между группами
выстрелов, числа выстрелов в группе и процента одиночных вы-
120
стрелов показано в табл. 6.3, составленной по результатам испыта-
ний противотанковой 57-мм пушки.
Таблица 6.3
Число
выстрелов
в группе
Темп
стрельбы,
в/мин
Перерыв
между группами,
мин
Число
выстрелов
в цикле
Процент
одиночных
выстрелов
Живу-
честь, вы-
стрелов
40
12
15
200
23
1750
20
12
30
200
29
3700
Приведенные данные свидетельствуют о том, что вопросы из-
носа и живучести артстволов должны рассматриваться комплексно.
6.3. Пути решения проблемы износа и живучести
артиллерийских стволов
Говоря о проблеме износа и живучести артстволов, обычно
имеют в виду следующее. С одной стороны – это необходимость
расчетного прогнозирования показателей износа и живучести ство-
лов проектируемых или модернизируемых орудий на ранних ста-
диях разработки, когда нет возможности произвести отстрел на
живучесть. С другой – это либо выбор для проектируемого ствола
некоторого набора из числа известных мероприятий, уменьшаю-
щих износ и повышающих живучесть, либо изыскание новых
средств и способов повышения живучести артстволов. Разумеется,
обе стороны вопроса тесно связаны друг с другом. Действительно,
для получения объективных расчетных данных по износу и живу-
чести расчетный аппарат должен не только в полной мере учиты-
вать конструктивно-баллистические характеристики системы
«ствол–заряд–снаряд» и особенности эксплуатации орудия, но
и демонстрировать эффективность использованных мероприятий.
6.3 .1 . Расчетное определение износа и живучести
Сложность задачи расчета износа и живучести стволов различ-
ных типов орудий определяется большим числом факторов,
влияющих на процесс износа и показатели живучести. К настоя-
щему моменту сложившийся уровень физических представлений
позволяет дать логическую схему расчетного анализа износа и жи-
121
вучести и указать на те расчетные методы и опытные данные, ко-
торые необходимы при этом.
Расчет живучести ствола проектируемого или модернизируе-
мого орудия (назовем его «образец») содержит пять обязательных
этапов: 1) расчет температурного поля ствола; 2) определение ха-
рактеристик износа канала; 3) определение изменения внутрибал-
листических характеристик выстрела; 4) расчет внешнебаллистиче-
ских характеристик рассеивания снарядов при вычисленном изно-
се; 5) определение условий, при которых происходит нарушение
функционирования ведущих элементов снаряда в стволе. Как уже
отмечалось, на сегодняшний день надежная расчетная оценка жи-
вучести не может быть проведена без привлечения опытных дан-
ных по существующим системам. Поэтому целесообразно считать
отдельным этапом подбор «аналога», т. е. известной по живучести
системы «ствол–заряд–снаряд», наиболее близкой к рассчитывае-
мой по конструктивно-баллистическим и эксплуатационным харак-
теристикам, и указать ее использование при расчете живучести.
Кроме того, полезно выделить как отдельный этап определение из-
менения конструктивных характеристик и условий заряжания из-
ношенного ствола-«образца» (рис. 6.5). Охарактеризуем кратко
представленные на схеме рис. 6.5 этапы и связи.
Тепловой расчет проводится для заданного в тактико-техни-
ческом задании на ствольный комплекс режима или, если таковой
отсутствует, для наиболее характерного с точки зрения поражения
типовой цели боевого режима. Подробно данный вопрос рассмат-
ривается в главе 5.
Подбор «аналога». По исходным конструктивно-баллистичес-
ким и эксплуатационным данным системы-«образца» и по резуль-
татам теплового расчета должен быть подобран «аналог», опытные
данные которого по износу и живучести известны. Данная ответст-
венная операция обычно опирается на опыт специалиста-эксперта
и, строго говоря, остается во многом неопределенной, требующей
дальнейшей проработки. Несомненно полезным будет использова-
ние основных положений теории подобия артиллерийских систем
[79] и подобия процессов теплопередачи [39]. Особенно трудно по-
добрать «аналог» в тех случаях, когда «образец» имеет какое-либо
радикальное отличие от существующих систем (новое покрытие
канала, новая конструкция нарезов или ведущих элементов снаря-
да, существенно измененные состав и конструкция заряда и т. п.).
1
2
2
Рис. 6 .5 . Логическая схема расчета износа и живучести ствола
123
В этом случае в качестве «аналога» лучше принимать те экспери-
ментальные модельные установки, на которых отрабатывалось
новшество. Проще всего подбирать «аналог» при модернизации,
когда затрагиваются, но не меняются радикально существенные
для износа и живучести характеристики системы (число нарезов
и глубина нарезки, близкая марка пороха, режим стрельбы и т. п.).
Разумеется, могут быть случаи, когда определение одного «анало-
га» затруднительно, в этом случае можно принять два варианта
и проводить сравнительную оценку живучести.
Определение характеристик износа канала. Удельный диамет-
ральный износ (износ на один выстрел) ∆dуд предлагается опреде-
лять по схеме, базирующейся на непосредственной обработке
опытных данных «аналога» теми расчетными методами, которые
имеются в распоряжении специалиста.
В первую очередь, это метод теплового расчета стволов с уче-
том конкретной геометрии канала, режима стрельбы, мгновенных
значений коэффициента теплоотдачи, наличия охлаждения, пере-
менности теплофизических характеристик материала (гл. 5). Ито-
гом этого расчета должна быть максимальная температура Т
1
max
по-
верхности канала в ряде сечений (для «аналога» – это сечения
с известными опытными значениями удельного износа).
Далее, это могут быть методы определения характеристик по-
вреждаемости (или, наоборот, износостойкости) поверхности кана-
ла ствола (показатель δр), методы определения энергетических за-
трат на повреждение поверхности (показатель Ар) и т. п.
Эмпирическая зависимость для удельного износа «аналога»
может иметь вид, например, степенной функции:
ан
max
уд
1
р
р
()()()
dАТ
А
α
β
γ
∆=
δ
.
(6.1)
Каждый из аргументов
max
1
рр
,
,
Т
А
δ
и опытный коэффициент А
однозначно определяются здесь исходными конструктивно-бал-
листическими и эксплуатационными данными «аналога» и приня-
той методикой расчета. Распространение данной зависимости на
«образец» с теми значениями аргументов, которые вычислены для
«аналога», справедливо в той мере, насколько «аналог» соответст-
вует «образцу».
Подобный подход использовался, например, для определения
износа стволов проектируемых корабельных артиллерийских авто-
124
матических установок, не имеющих других существенных конст-
руктивно-баллистических отличий от существующих, кроме ка-
либра и скорострельности. Правда, в эмпирическую зависимость
входил лишь один аргумент Т
1
max
, но и этого оказалось достаточно
для надежного прогнозирования износа на ранних стадиях проек-
тирования. Зависимость имела вид:
max
уд
1
(),
dАТα
∆=
(6.2)
где Т
1
max
–
максимальная температура, средняя за огневую эксплуа-
тацию нескольких экземпляров стволов «аналогов».
Подчеркнем в заключение, что аргументом эмпирической за-
висимости могут быть те величины, которые при сложившемся на
текущий момент уровне понимания специалистами процессов из-
носа считаются определяющими.
После определения удельного диаметрального износа «образца»
необходимо задать, используя опытные данные «аналога», ожидае-
мый диапазон значений живучести N и, полагая, что ∆d = ∆dуд N, пе-
рейти к трем величинам для ствола, имеющего износ ∆d:
–
удлинению зарядной каморы ∆λ1;
–
увеличению пути снаряда до полного врезания ведущего
пояска в нарезы δλ2;
–
максимальной площади прорыва пороховых газов δSmax и функ-
ции δS = δS(lсн).
Рассмотрим рис. 6.1, в, где для наглядности масштаб по диа-
метральным размерам принят значительно большим, чем по про-
дольным. Пренебрегая величиной δl и заменяя кривую износа по
полям прямой, можно приближенно записать:
0
1
1
ctg 1
,
2
Dd
d
d
−
∆λ=∆β−
∆
2
1
ctg
2
d
δλ=
β
(6.3)
0
1
.
2
Dd
d
S
d
d
−
π
δ=∆
−
∆
Отметим, что данные зависимости справедливы при (D0–d/∆d)<1,
иначе ∆λ1 = δs = 0 и изменяется только конус врезания. Величина
ctgβ должна быть откорректирована по опытным данным «анало-
га». Величины ∆λ1, δλ2 и δs рассчитываются для крайних значений
настрелов ожидаемого диапазона значений живучести (N1, N2) или
для некоторого одного настрела N, например, соответствующего
125
заданной в ТЗ живучести. По этим величинам определяются конст-
руктивные данные канала и параметры заряжания изношенного
ствола: W0′, lд′, lкм′, l0′, x′, ∆′.
Для определения изменения внутрибаллистических характери-
стик выстрела и падения начальной скорости снаряда необходимо
решить прямую задачу внутренней баллистики изношенного ство-
ла с учетом постепенного врезания пояска в нарезы и прорыва по-
роховых газов [79]. Это специальная задача баллистического про-
ектирования. Приближенную оценку падения начальной скорости
в изношенном стволе можно сделать по формулам работы [77].
Определение условий, при которых происходит нарушение
функционирования ведущих элементов снаряда в стволе-«образце»,
следует проводить одновременно с решением задачи внутренней
баллистики изношенного ствола.
Задача решается методами теории пластичности с учетом ди-
намичности деформирования ведущего пояска (ВП), и ее результат
отвечает на вопрос, произойдет ли срезание выступов ВП, т. е . дос-
тигнет ли ствол при заданной стреляности (изношенности) предела
живучести по критерию функционирования ВП. Рассмотрим изло-
женную в [77] приближенную оценку возможности срезания ВП.
Поскольку в изношенном стволе врезание ВП на полную глуби-
ну нарезов происходит при некоторой скорости поступательного
движения Vвр, а угловая скорость при угле наклона нарезов в точке
полного врезания ωвр = 2Vвр tgα /d, то энергия вращательного движе-
ния снаряда в момент врезания определится следующим образом:
22
вр
2
пр
вр
2
2
tg
1
2
p
p
JV
Е
J
d
α
=
ω=
,
(6.4)
где Jp – полярный момент инерции снаряда.
Если предположить, что вся энергия Eпр расходуется на совер-
шение работы срезания выступов ВП, то Eпр = Мср φ, где Мср – сум-
марный момент срезания выступов; φ = 2πа / πd = 2а /d – угловое
перемещение выступов при срезании. Отсюда:
Мср=Eврd/2а,аNср=Eвр/ап–усилиесрезанияодногоизn
выступов ВП, имеющего ширину а.
Считая, что в момент среза весь объем выступов охвачен пла-
стическими напряжениями с интенсивностью σi = σS, где σS – пре-
дел текучести материала ВП, получим:
126
ср
пр
н
н
,
s
N
Е
tН antН
σ=
=
=σ
(6.5)
где tн – глубина нарезки, Н – ширина ВП.
Из последнего соотношения можно определить ту критиче-
скую величину поступательной скорости
кр
вр
V , при которой проис-
ходит при принятых допущениях срезание ВП:
кр
н
вр
.
tg
2
s
p
ant Н
d
V
J
σ
=
α
(6.6)
Используя зависимости внутренней баллистики для простей-
шего случая (отсутствие давления форсирования, постоянная по-
верхность горения и неизменный свободный объем канала), будем
иметь lср – путь снаряда до полного врезания ВП в нарезы, при ко-
тором срезаются выступы:
()
2
кр
вр
cp
0
к
1
1
1
2
V
B
ll
V
−
θ
θ
=
−
α∆
−
−
,
(6.7)
где Vк = gsJк / φq – скорость снаряда в момент окончания горения
заряда; а, θ – коволюм пороховых газов и показатель процесса;
∆, l0, В – плотность заряжания, приведенная длина каморы и пара-
метр заряжания Дроздова соответственно; φ – коэффициент фик-
тивности массы снаряда q; Jк – конечный импульс давления поро-
ховых газов (импульс пороха).
Условие достижения предела живучести по срезанию выступов
ВП при унитарном заряжании: lср ≤ δλ2, а у орудий раздельного за-
ряжания lср ≤ δλ2 – ∆λ1.
Эти соотношения показывают, что вероятность потери живу-
чести ствола по срезанию ВП у орудий унитарного заряжания вы-
ше, так как при равных величинах lср и δλ2 первое условие выпол-
няется быстрее.
Оценка живучести ствола состоит в сравнительном анализе
полученных результатов по падению начальной скорости снаряда
и по срезу ВП. Здесь либо анализируется заданная в ТЗ величина
настрела N, либо проводится сравнение настрела при ∆V
0
=∆V
0
доп
,
где ∆V
0
доп
–
допустимое падение начальной скорости и настрела
при lср = ∆λ1 (lср = ∆λ1 – δλ2). В последнем случае приходится стро-
127
ить зависимости ∆λ1, δλ2, δS и ∆V
0
от числа выстрелов и фактиче-
скую живучесть принимать по наименьшему настрелу. Получен-
ные результаты не должны противоречить опытным данным по
«аналогу» (рис. 6.5).
При необходимости оценки живучести по критерию рассеива-
ния снарядов или овальности пробоин необходимо решать задачу
внешней баллистики для снаряда, имеющего начальные отклоне-
ния поступательной и вращательной скоростей и скорости нутации,
обусловленные износом канала ствола.
6.3 .2 . Повышение живучести стволов
Мероприятия, направленные на повышение живучести арт-
стволов, основываются на представлениях о влиянии различных
факторов на износ и живучесть стволов и могут быть разделены на
три группы: баллистические мероприятия; конструктивно-техно-
логические мероприятия и защитные средства; эксплуатационные
мероприятия.
Кмероприятиям первой группы относитсяразработка ра-
циональных по живучести баллистических решений, при которых
сочетание внутрибаллистических характеристик дает наименьшую
силовую и тепловую нагруженность поверхности канала ствола.
Это в ряде случаев может быть достигнуто применением порохов
с пониженной температурой горения (так называемых «холодных»
порохов), применением уменьшенных зарядов и в большинстве
случаев введением в состав заряда флегматизаторов.
Флегматизаторы представляют собой предельные углеводоро-
ды, которые располагаются вокруг порохового заряда в виде слоя
либо наносятся на внутреннюю поверхность гильзы. При горении
заряда флегматизатор, имеющий температуру разложения более
низкую, чем пороховые газы, дает экранирующий эффект, эквива-
лентный снижению температуры горения пороха, так как частично
изолирует стенку ствола от пороховых газов.
Влияние на живучесть флегматизаторов иллюстрируется
табл. 6.4 [74], составленной на основе обобщения опытных данных
для орудий различной мощности. Высокая эффективность флегма-
тизаторов обусловила их широкое применение в настоящее время
в орудиях разных типов.
128
Таблица 6.4
Орудие
Живучесть, выстр.
Индекс Калибр, мм
без флегматизатора
с флегматизатором
61К
37
2200
9000–11 000
ЗИС-2
57
700
3400–3700
КС-12
85
1100–1200
565–5750
КС-1
76,2
600–650
1300–1350
БС-3
100
1500–1600
3800
Ко второй группе мероприятий относится, прежде всего,
рациональный выбор конструктивных параметров ведущей части
ствола и соответствующих им конструкции и материала ведущих
элементов снаряда. К сказанному об этом в п. 6.2 следует добавить,
что для уменьшения износа и обеспечения правильного функцио-
нирования ведущих элементов снаряда в новых и изношенных
стволах особое внимание следует уделять обтюрации пороховых
газов. Последнее может быть обеспечено либо дополнительными
обтюрирующими устройствами на снаряде (просальник, буртик на
ведущем пояске), либо применением углубленной нарезки в соче-
тании с правильно выбранным числом нарезов, шириной полей на-
резов и радиусов их скругления. Есть данные, что изменение глу-
бины нарезов с 0,015 до 0,02 d увеличивает живучесть на 30 %, одна-
ко, это снижает дальность стрельбы на 3–4 %.
К этой же группе мероприятий относится применение быст-
росменных стволов для орудий малых калибров либо лейнирую-
щих втулок из специальных жаропрочных сплавов, например на
основе кобальта.
Защитные покрытия на поверхность канала ствола могут быть
нанесены либо в процессе его изготовления (например хромирова-
ние), либо в процессе выстрела. В последнем случае в пороховой
заряд вводят специальные составы, образующие при выстреле на
поверхности канала защитный слой тугоплавких окислов (напри-
мер SiO2), предохраняющий ее от действия пороховых газов после-
дующего выстрела.
Важную роль в снижении износа стволов играют качество и чис-
тота обработки поверхности канала ствола и поверхностей веду-
129
щих элементов снаряда. Это достигается применением высокоэф-
фективных технологических процессов обработки глубоких отвер-
стий (электрогидравлическое хонингование, алмазное хонингова-
ние и др.) в сочетании с точным изготовлением ведущих поверхно-
стей снарядов.
И, наконец, рациональным конструктивным мероприятием,
обеспечивающим высокую живучесть ствола, является искусствен-
ное охлаждение во всех его разновидностях [18]. Отметим в каче-
стве примера, что выполнение типовых задач противовоздушной
обороны корабельными артиллерийскими автоматическими уста-
новками среднего калибра (57–100 мм) практически невозможно
без применения в них непрерывного гидравлического охлаждения
стволов, а использование их даже в ненапряженных режимах с от-
ключенным охлаждением приводит к быстрому исчерпанию ресур-
са работы ствола по живучести.
К эксплуатационным мероприятиям (третья группа) от-
носятся: строгое выполнение технических условий по хранению,
уходу и сбережению орудий, своевременная и регулярная чистка и
смазка ствола; соблюдение установленных режимов огня, исполь-
зование уменьшенных зарядов в тех случаях, когда это возможно.
В заключение отметим, что ни одно из рассмотренных меро-
приятий по повышению живучести не исключает другие; лучших ре-
зультатов можно добиться лишь при их комплексном применении.
6.3 .3 . Пример комплексного решения задачи
о повышении живучести стволов
Примером комплексного решения задачи по повышению жи-
вучести стволов малоколиберных автоматических пушек могут
служить исследования, проведенные в Ковровской государствен-
ной технологической академии [2, 21, 36].
В качестве «аналога» был принят ствол скорострельной 30-мм
авиационной пушки со следующими параметрами: число нарезов
n = 20 (рис. 6.6); глубина нарезов tн = 0,45...0,60 мм; угол боевой
грани β = 70°; материал ствола – сталь 30 ХН2МФА. Опытный
ствол имел 8 выпуклых нарезов, угол боевой грани принимался пе-
ременным, материал ствола – сталь 25Х3М3НБЦА.
Выбор рациональных, с точки зрения повышения живучести,
конструкции направляющей части канала ствола (НЧКС) и материа-
ла ведущего элемента (ВЭ) на этапе проектирования ствола связан
130
с необходимостью оценки запаса по удержанию ВЭ на нарезах ново-
го ствола и скорости снижения этого запаса в ходе износа НЧКС.
Анализ вопроса удержания ВЭ на нарезах сводится к сравне-
нию значения наибольшего удельного нормального давления на
боевые грани Fуд, действующего во время выстрела и обычно опре-
деляемого расчетным путем, со значением Fуд
э
, необходимого для
смятия выступов на ВЭ снаряда, получаемого экспериментальным
путем. При этом коэффициент запаса по удерживающей способно-
сти ВЭ составит величину
э
уд
уд
.
F
k
F
=
(6.8)
В основу определения Fуд может быть положена система урав-
нений движения снаряда, учитывающая форму нарезов, в виде:
max
н
н
н
d
sin
cos
cos
cos
d
V
q
sp
F
Ff
Rf
t
⋅
=
⋅
−
⋅
α⋅
β−
⋅
⋅
α−
⋅
⋅
α;
н
н
н
d
( cos cos
sin
cos
sin
cos )
d
2
x
d
I
F
Ff
R
t
ω
⋅
=
⋅
β⋅
α−
⋅
⋅
α⋅
β−
⋅
α⋅
β⋅
,
(6.9)
где q – масса снаряда;
V – скорость поступательного движения снаряда;
pmax – максимальное давление пороховых газов;
Ix – момент инерции снаряда;
ω – угловая скорость снаряда;
F – суммарная нормальная сила давления боевых граней наре-
зов;
R – радиальная реакция между ВЭ снаряда и стволом;
f – коэффициент трения;
S – площадь поперечного сечения канала ствола;
αн – угол наклона нарезов;
β – угол наклона боевых граней в плоскости, перпендикуляр-
ной винтовой образующей нарезов;
d – калибр.
Решив систему уравнений (6.9), имеем
max
н
н
н
н
н
н
н
tg
(1 )sin
cos (cos
sin ) (sin
cos
cos )tg
sp
Rf
F
f
f
μ⋅⋅⋅α+⋅⋅
−μ
⋅
α
=
β⋅
α−
⋅
α +μ⋅
α⋅β+⋅
α⋅α
,
(6.10)
131
и тогда
уд
н
F
F
ntb
=
⋅
⋅
,
(6.11)
где n и tн – количество и глубина нарезов;
b – ширина ВЭ.
Зависимость (6.10) позволяет определить не только величину
F, но и ее радиальную FR и окружную составляющую Fвр (рис. 6.6).
Таким образом, в радиальном направлении на ствол действует не
только сила R , образующаяся при формировании отпечатков на
ВЭ, но и радиальная составляющей силы F , которая может достичь
значительных величин при ударном раскручивании снаряда на уча-
стке врезания. С целью уменьшения последствий данного процесса
необходимо наряду с возможным изменением β изыскать такие
конструктивные параметры НЧКС (количество и глубину нарезов),
а также материал ВЭ, которые вместе с обеспечением необходимо-
го запаса по удержанию ВЭ на нарезах нового ствола способство-
вали бы снижению его потери в ходе износа НЧКС.
Рис. 6 .6 . Схема сил, действующих на боевую грань «аналога»
С целью исследования влияния конструкции и состояния ство-
ла и ВЭ снаряда на их функционирование выделялся ряд варьируе-
мых параметров. Их перечень должен быть как можно более крат-
ким, чтобы минимизировать затраты на проведение эксперимен-
тальной части работы. Но в то же время он должен быть
достаточен, чтобы охватить все факторы, существенно влияющие
на выходной параметр k и отвечающие цели исследования. В дан-
ном случае в качестве варьируемых параметров приняты:
132
–
глубина нарезов, которая является важным конструктивным
параметром нового ствола и при своем изменении позволяет ими-
тировать его износ;
–
угол наклона боевой грани, который характеризует форму
нарезов;
–
количество нарезов;
–
предел текучести материала ВЭ, который позволит вести по-
иск оптимального решения для различных материалов.
Не менее важным является вопрос о пределах варьирования
этих параметров. С одной стороны, они должны быть достаточно
широкими, чтобы обеспечить универсальность выводов и возмож-
ность получения оптимального решения, а с другой – сравнительно
узкими, чтобы обеспечить адекватность и точность построенной по
результатам экспериментов регрессионной модели. В табл. 6.5
приведены пределы варьирования применительно к комплексу ка-
либра 30 мм.
Таблица 6.5
Факторы и уровни их варьирования
Кодированное
обозначение
фактора
Наименование фактора
Размер-
ность
Уровни варьирования
нижний
верхний
x1
Количество нар езов, n
шт.
8
20
x2
Глубина нар езов, tн
мм
0,45
0,6
x3
Угол боевой грани, β
градус
35
70
x4
Предел текучести материала ВЭ, σт
МПа
240
640
Эксперименты по определению предельного
э
кр
М проводились
с применением осколочно-фугасно-зажигательных снарядов с пла-
стмассовыми и медными ведущими поясками. Для каждого вари-
анта проводилось три повторных опыта. Обработка эксперимен-
тальных данных осуществлялась на основе известных методов ма-
тематической статистики [2, 38, 55] по схеме с равномерным
дублированием опытов.
В табл. 6.6 представлена матрица планирования и результаты
эксперимента. Для сравнения в ней также приведено значение
удельного нормального давления на боевые грани Fуд и коэффици-
ента запаса по удержанию k.
133
Таблица 6.6
Матрица планирования и результаты эксперимента
No
п/п
x1
x2
x3
x4
э
кр
,
М
н⋅м
2
Fуд,
МПа
э
уд,
F
МПа
k
Код
n,
шт
Код
tн,
мм
Код
βг,
град
Код
σT,
МПа
1
234
5
6
7
8
9
10
11
12
13
1–8
–
0,45
–
35 – 240 205 368 389 1,06
2–8
+
0,6
–
35 – 240 345 280 473 1,69
3–8
–
0,45
–
35 + 640 665 289 996 3,44
4–8
+
0,6
–
35 + 640 765 220 819 3,72
5–8
–
0,45
+
70 – 240 175 397 377 0,95
6–8
+
0,6
+
70 – 240 250 284 368 1,29
7–8
–
0,45
+
70 + 640 453 296 658 2,22
8–8
+
0,6
+
70 + 640 520 223 564 2,53
9+20–0,45
–
35 – 240 390 160 299 1,87
10+20+0,6
–
35 – 240 770 116 420 3,62
11+20–0,45
–
35 + 640 1700 126 718 5,7
12+20+0,6
–
35 + 640 2150 91 908 9,98
13+20–0,45
+
70 – 240 435 385 457 1,19
14+20+0,6
+
70 – 240 647 279 369 1,32
15+20–0,45
+
70 + 640 1330 303 754 2,49
16+20+0,6
+
70 + 640 1556 219 677 3,1
Вычисление оценок коэффициентов уравнения регрессии осу-
ществлялось по формуле [38]
1
,
0,1, ..., ,
m
jii
i
j
xy
b
j
k
m
=
=
=
∑
(6.12)
где m – число опытов в эксперименте согласно матрице планирова-
ния;m=16.
134
После расчета коэффициентов уравнения регрессии модель
прогнозирования запаса по удержанию ВЭ на нарезах нового ство-
ла принимает вид:
н
т
н
т
н
н
т
т
н
н
т
т
н
т
н
т
2,89 0,77 0,52 1,0 1,26
0, 33
0, 63
0,4
0, 48
0,16
0, 56
0, 31
0, 21
0, 33
0,11
0,15
.
k
n
t
nt
n
n
t
t
nt
nt
n
t
nt
=
+
⋅
+
⋅
−
⋅β+
⋅σ+
⋅
⋅
−
⋅
⋅β+
+
⋅
⋅σ
−
⋅
⋅β+
⋅
⋅σ
−
⋅β⋅σ
−
⋅
⋅
⋅β+
+
⋅
⋅
⋅σ
−
⋅
⋅β⋅σ
−
⋅
⋅β⋅σ
−
⋅
⋅
⋅β⋅σ
(6.13)
Проверка адекватности модели производилась по F-критерию
Фишера. Модель адекватна. Проверка значимости коэффициентов
уравнения регрессии проводилась по t-критерию Стьюдента, вели-
чина которого принималась для уровня значимости 0,05 и числа
степеней свободы, с которыми определялась дисперсия воспроиз-
водимости. Абсолютные величины коэффициентов регрессии
больше установленного доверительного интервала, следовательно,
гипотеза о незначимости коэффициентов регрессии отвергается.
Экспериментальная проверка пригодности разработанной мо-
дели осуществлялась на основе результатов дополнительных опы-
тов по определению
э
кр
М и k для различных конструкций НЧКС
и материалов ВЭ, находящихся внутри установленной области оп-
ределения. В результате проверки выявлено, что расчетные и экс-
периментальные значения k отличаются не более, чем на 6 %, что
вполне удовлетворительно.
Перейдем к анализу полученных результатов (табл. 6.6) и ин-
терпретации разработанной модели.
Наибольшее влияние на запас по удержанию ВЭ на нарезах
в рассматриваемой области определения факторов оказывают ма-
териал ВЭ и угол наклона боевой грани β (коэффициенты в урав-
нении регрессии 1,0 и 1,26).
Сравнение запаса по удержанию при дискретных значениях
углов β показывает, что с его увеличением запас по удержанию
существенно снижается. Это объясняется увеличением радиальной
составляющей силы нормального давления на боевую грань FR,
а следовательно, и радиальной реакции R ведущего элемента в це-
лом. Поэтому для стволов с количеством нарезов n = 8 при глубине
нарезов tн = 0,45–0,6 мм в случае применения снарядов с ВЭ из
пластмассы, имеющей относительно низкий предел текучести σт ,
запас по удержанию k в новом стволе либо вообще отсутствует,
135
либо очень незначителен и находится в пределах 1,06...1,69. При
количестве нарезов n = 20 применение полимерного ВЭ не дает
существенного повышения k, хотя следует отметить, что при tн = 0,6
и β = 35° , k = 3,62. Исходя из этого факта, становится очевидным,
что направлением оптимизации конструкции НЧКС под снаряды
с пластмассовыми ВЭ является увеличение n, tн, а также уменьше-
ние β при условии, что β = const.
Наибольший практический интерес представляет задача опре-
деления пути оптимизации конструкции НЧКС под штатные сна-
ряды с медным ВЭ. Для начала следует отметить, что при одина-
ковых конструктивных параметрах НЧКС запас по удержанию
снарядов с медным ВЭ в среднем в 2,5 раза больше, чем с пласт-
массовым. В отдельных случаях при больших n в новых стволах k
достигает значительных величин.
Однако, как показывает практика, при стрельбе авиапушек ка-
либра 30 мм поля расплющиваются, деформированный металл за-
полняет нарезы, глубина и ширина которых уменьшаются. В ре-
зультате этого на наиболее ответственных участках стволов, где
должен осуществляться процесс закручивания снаряда, образуются
местные сужения канала ствола с уменьшенными площадями бое-
вых граней нарезов. При прохождении снарядом этих участков
удельное нормальное давление на боевые грани Fуд превышает до-
пустимое значение и снаряды срываются с нарезов. Причем, опыт
показывает, что с увеличением n данный процесс протекает более
интенсивно. Поэтому даже при значительном запасе по удержанию
снаряда в новом стволе последний теряет живучесть при относи-
тельно небольшом количестве выстрелов. С учетом сказанного со-
вершенствование конструкции НЧКС под снаряды с медным ВЭ
должно осуществляться в направлении уменьшения количества на-
резов n, причем наибольший эффект, с точки зрения ослабления
указанного процесса, может быть достигнут при n = 8.
Приведенные данные показывают, что в стволах с n = 8 при
различной глубине нарезов tн и β = 35о
имеется существенный за-
пас по удержанию k = 3,44...3,72. Однако есть все основания ожи-
дать его ускоренного снижения в ходе износа НЧКС. Вполне есте-
ственным является стремление к поиску такой конструкции наре-
зов, которая обеспечивает плавность эпюр контактных давлений
и минимально возможную величину FR. Данный принцип можно
реализовать в схеме с выпуклыми полями (рис. 6.7), где β-перемен-
136
ная величина. Причем по мере приближения к дну нарезов
уменьшается (β2 < β1), что позволяет уменьшить FR, а значит
диальную реакцию ВЭ в целом.
Рис. 6 .7 . Схема нарезов с выпуклыми полями
С уменьшением количества нарезов появляется возможность
увеличения их ширины, что, в свою очередь, позволяет добиться
более равномерного перераспределения в нарезах деформирова
ного металла полей и уменьшения скорости образования сужения
проходного сечения канала ствола при термопластическом износе.
Переходные радиусы должны обеспечивать плавное сопряжение
соответствующих элементов конструкции НЧКС. Исследования,
проведенные с помощью рассмотренной методики в условиях в
стрела, показали, что стволы с выпуклыми полями имеют наиболее
рациональные конструктивные параметры n = 8; B
где B – ширина нареза; tн = (0,015–0,02)⋅d, и обладают при этом
достаточным запасом по удержанию ВЭ на нарезах k =
Задача по определению температур в различных
ния ствола в зависимости от времени за период стрельбы решалась
в двух аспектах:
–
нахождение температур по экспериментальным значениям
температуры, замеренной в нескольких контрольных точках поп
речного сечения ствола, – обратная задача;
–
определение температур на основе описания процессов, пр
исходящих в канале ствола, – прямая задача.
ная величина. Причем по мере приближения к дну нарезов β
, а значит, и ра-
уменьшением количества нарезов появляется возможность
позволяет добиться
более равномерного перераспределения в нарезах деформирован-
ного металла полей и уменьшения скорости образования сужения
анала ствола при термопластическом износе.
Переходные радиусы должны обеспечивать плавное сопряжение
соответствующих элементов конструкции НЧКС. Исследования,
проведенные с помощью рассмотренной методики в условиях вы-
и полями имеют наиболее
B = (1,4–2,0)·a ,
, и обладают при этом
= 2,8.
Задача по определению температур в различных точках сече-
ния ствола в зависимости от времени за период стрельбы решалась
нахождение температур по экспериментальным значениям
температуры, замеренной в нескольких контрольных точках попе-
ределение температур на основе описания процессов, про-
137
Рис. 6 .8 . Варианты конструкции НЧКС:
а – опытный ствол с числом нарезов n = 8; б – штатный ствол
Для экспериментальной оценки температурных полей в поп
речном сечении стволов (рис. 6.8) из стали 30ХН2МФА, удаленном
на расстоянии 10 мм от начала НЧКС, производилась стрельба из
авиапушки очередями 15 и 25 выстрелов. Сравнение расчетных
и экспериментальных значений температур проводилось в двух
точках по толщине стенки ствола: на наружной поверхности и на
удалении 6 мм от нее.
Для получения наиболее полного представления о процессах,
происходящих в стволах, рассмотрены следующие моменты врем
ни: максимального теплового воздействия каждого выстрела в оч
реди Tmax и теплового воздействия к окончанию цикла автоматики
(температура, установившаяся к началу очередного выстрела
На рис. 6.9 представлены зависимости изменения с настрелом
температур Tmax и Tуст на поверхности канала в характерных точках
поперечных сечений (в середине полей) штатного и опытного
(с выпуклыми полями нарезов) стволов из стали 30ХН2МФА при
отстреле в режиме согласно ТУ. Анализ зависимостей показывает,
что в ходе отстрела боекомплекта нагрев середины поля штатного
ствола выше, чем опытных. В целом абсолютные значения темп
ратур Tmax и Tуст довольно высоки. Аустенитные превращения
штатный ствол
Для экспериментальной оценки температурных полей в попе-
) из стали 30ХН2МФА, удаленном
мм от начала НЧКС, производилась стрельба из
авиапушки очередями 15 и 25 выстрелов. Сравнение расчетных
и экспериментальных значений температур проводилось в двух
лщине стенки ствола: на наружной поверхности и на
Для получения наиболее полного представления о процессах,
происходящих в стволах, рассмотрены следующие моменты време-
ни: максимального теплового воздействия каждого выстрела в оче-
и теплового воздействия к окончанию цикла автоматики
(температура, установившаяся к началу очередного выстрела Tуст).
6.9 представлены зависимости изменения с настрелом
на поверхности канала в характерных точках
чных сечений (в середине полей) штатного и опытного
(с выпуклыми полями нарезов) стволов из стали 30ХН2МФА при
отстреле в режиме согласно ТУ. Анализ зависимостей показывает,
что в ходе отстрела боекомплекта нагрев середины поля штатного
пытных. В целом абсолютные значения темпе-
довольно высоки. Аустенитные превращения
138
в стволах из стали 30ХН2МФА происходят уже в процессе первого
выстрела, хотя доля аустенита в структуре стали в этот момент еще
очень незначительна (табл. 6.7). В ходе последующей стрельбы
увеличивается продолжительность пребывания стали в состоянии
аустенитного превращения.
а
б
Рис. 6 .9 . Изменение темпер атур ы поверхности канала в середине полей
штатного (1) и опытного (2) стволов пр и стрельбе по ТУ:
а – в моменты максимального теплового воздействия (Tmax
б – к началу очередного выстрела (Tуст)
Поскольку температура с каждым очередным выстрелом п
вышается, а превращение имеет диффузионный характер, доля а
стенита в структуре стали уже к окончанию второго выстрела с
щественно возрастает. В то же время результаты расчета показ
вают, что скорость образования аустенита в стволе с выпуклым
полями ниже, чем в штатном. В одинаковый момент времени
(к окончанию 5-го выстрела) доля аустенита в рассматриваемой
точке опытного ствола в 1,5 раза меньше, чем у ствола с прям
угольными нарезами.
В связи с тем, что критические точки начала и окончания ауст
низации для стали 25Х3М3НБЦА выше, чем у стали 30ХН2МФА
примерно на 100 °C, процесс аустенитных превращений в стволах
из стали 25Х3М3НБЦА сдвинут во времени и его начало для этой
стали отмечается в ходе третьего выстрела. Применение данной
стали в сочетании с рациональной конструкцией НЧКС позволяет
уменьшить долю аустенита к окончанию 8-го выстрела, по сравн
нию с базовым вариантом, в 3,3 раза.
в стволах из стали 30ХН2МФА происходят уже в процессе первого
выстрела, хотя доля аустенита в структуре стали в этот момент еще
6.7). В ходе последующей стрельбы
увеличивается продолжительность пребывания стали в состоянии
а
б
Изменение температуры поверхности канала в середине полей
) стволов при стрельбе по ТУ:
max);
м выстрелом по-
вышается, а превращение имеет диффузионный характер, доля ау-
стенита в структуре стали уже к окончанию второго выстрела су-
щественно возрастает. В то же время результаты расчета показы-
вают, что скорость образования аустенита в стволе с выпуклыми
полями ниже, чем в штатном. В одинаковый момент времени
го выстрела) доля аустенита в рассматриваемой
точке опытного ствола в 1,5 раза меньше, чем у ствола с прямо-
окончания аусте-
низации для стали 25Х3М3НБЦА выше, чем у стали 30ХН2МФА
, процесс аустенитных превращений в стволах
из стали 25Х3М3НБЦА сдвинут во времени и его начало для этой
стали отмечается в ходе третьего выстрела. Применение данной
тали в сочетании с рациональной конструкцией НЧКС позволяет
го выстрела, по сравне-
139
Таблица 6.7
Относительное объемное содержание аустенита
в структуре стали штатного ствола
Номер а выстрелов
1
2
3
4
5
Температур а в конце выстр ела
(t = 0,4⋅10
-1
с) на поверхности
НЧКС в сер едине поля Туст, К
540,68 673,45 767,45 843,43 904,97
Доля аустенита на повер хности
НЧКС в сер едине поля, ηа
0,5157×
×10
-3
0,1330 0,8487 0,9965 0,9999
Суммарная доля аустенита
по толщине стенки ствола, Σηа
–
0,1392 1,0115 1,9223 2,9047
Влияние материала ствола и конструкции нарезов на интен-
сивность рассмотренных тепловых процессов во многом определя-
ется распределением температуры и напряжений по контуру попе-
речного сечения НЧКС.
Рассмотрим распределение температуры по периметру попе-
речных сечений направляющей части канала штатного и опытного
стволов из рассматриваемых сталей в различные моменты времени
теплового воздействия первого выстрела. Наиболее нагретыми зо-
нами являются: у штатного ствола – вершина грани, у опытного –
середина поля. Перепады температур наиболее отчетливо прояв-
ляются в момент максимального теплового воздействия (рис. 6.10).
На распределение температур по НЧКС значительное влияние ока-
зывает форма боевой грани. Площадь боевой грани ствола с вы-
пуклыми полями больше, чем у ствола с прямоугольными нареза-
ми. Поэтому большое влияние на распределение температур ока-
зывает длина участка, на котором отмечается перепад температур.
Для комплексной сравнительной оценки нерегулярности кри-
вой распределения температур используется величина температур-
ного градиента, определяемого по контуру поперечного сечения
НЧКС,
т
б.г
grad
,
T
k
T
l
∆
=
=
(6.14)
где ∆Т – перепад температур на боевой грани НЧКС, длина кото-
рой lб.г
.
140
В новом стволе длина боевой грани опытного нареза больше,
чем у прямоугольного, почти в 4 раза. Для опытного ствола из ст
ли 30ХН2МФА ∆Т =125 K и kт = 50 К/мм, для штатного ствола
∆Т=440Kиkт = 688К/мм.
К началу второго выстрела величины температур по периметру
поперечных сечений выравниваются (рис. 6.11). Однако и в данный
момент времени перепад температур на длине lб.г в штатном стволе
выше, чем в опытном. Это способствует большему нарастани
температуры Tmax и большему увеличению ∆Т в поперечном сеч
нии штатного ствола, по сравнению с опытным, в процессе сл
дующего, второго выстрела.
Рис. 6 .10 . Р аспределение темпер атур ы по периметру поперечных сечений НЧКС
опытного (а) и штатного (б) стволов, находящихся на р асстоянии 10
нарезов, в момент максимального теплового воздействия 1-го выстрела
Рис. 6 .11 . Распределение темпер атур ы по периметру поперечных сечений НЧКС
опытного (а) и штатного (б) стволов, находящихся на р асстоянии 10
нарез ов, к началу 2-го выстрела
В рассматриваемые моменты времени теплового воздействия
первого выстрела свойства стали 25Х3М3НБЦА практически не
вносят изменений в уровень нагрева, характер распределения те
ператур по контуру поперечных сечений стволов с различной ко
струкцией НЧКС и в величину kт. В ходе отстрела очереди проя
а
б
а
б
В новом стволе длина боевой грани опытного нареза больше,
чем у прямоугольного, почти в 4 раза. Для опытного ствола из ста-
К/мм, для штатного ствола
К началу второго выстрела величины температур по периметру
поперечных сечений выравниваются (рис. 6.11). Однако и в данный
в штатном стволе
выше, чем в опытном. Это способствует большему нарастанию
в поперечном сече-
нии штатного ствола, по сравнению с опытным, в процессе сле-
Распределение температуры по периметру поперечных сечений НЧКС
я на расстоянии 10 мм от начала
го выстрела
Рис. 6.11. Распределение температуры по периметру поперечных сечений НЧКС
я на расстоянии 10 мм от начала
В рассматриваемые моменты времени теплового воздействия
первого выстрела свойства стали 25Х3М3НБЦА практически не
вносят изменений в уровень нагрева, характер распределения тем-
ператур по контуру поперечных сечений стволов с различной кон-
. В ходе отстрела очереди прояв-
141
ляется более низкая теплопроводность стали 25Х3М3НБЦА. В ре-
зультате этого с увеличением настрела значения температур в одно-
именных точках поперечных сечений стволов из стали
25Х3М3НБЦА, по отношению к стволам из стали 30ХН2МФА про-
порционально возрастают. Вследствие данного процесса температу-
ра Tуст к 25-му выстрелу в очереди в различных точках поперечных
сечений стволов из стали 25Х3М3НБЦА в среднем в 1,1 раза боль-
ше, чем в соответствующих точках стволов из стали 30ХН2МФА.
Несмотря на это благодаря относительному смещению вверх крити-
ческих точек диаграмм состояния стали 25Х3М3НБЦА более высо-
ким, чем у традиционной ствольной стали горячей твердости и теп-
лостойкости, в целом создаются предпосылки для существенного
уменьшения интенсивности износа ствола в случае применения дан-
ной стали в сочетании с рациональной конструкцией НЧКС.
Это заключение подтверждается результатами сравнительного
анализа распределения напряжений по контуру поперечных сече-
ний штатного и опытного стволов из различных сталей. Оценка
распределения напряжений производилась в слое металла, непо-
средственно примыкающем к поверхности НЧКС, для нескольких
поперечных сечений на расстоянии 10, 50 и 110 мм от начала
НЧКС в моменты времени Tуст к началу 2-го, 13-го и 25-го выстре-
лов в очереди (рис. 6.12).
Рассмотрим общие и отличительные особенности напряженно-
го состояния различных вариантов НЧКС.
В общем отмечается подобие характера кривых распределения
температуры (см. рис. 6.10, 6.11) и напряжений по периметру попе-
речных сечений НЧКС. В новых стволах наиболее ярко выраженны-
ми концентраторами напряжений являются углы нарезов, у штатно-
го ствола – точки перехода поля в грани, у опытного ствола – сере-
дина поля.
В поперечном сечении, расположенном на расстоянии 10 мм от
начала НЧКС, распределение напряжений имеет симметричный
характер. По мере закручивания ВЭ существенно возрастает уро-
вень напряжений со стороны боевой грани, что вносит изменения
в характер распределения напряжений в поперечном сечении. Для
всех вариантов стволов наибольшее возрастание уровня напряже-
ний со стороны боевой грани под действием ВЭ отмечается в попе-
речном сечении на расстоянии 50 мм от начала НЧКС, где начина-
ется процесс закручивания ВЭ. В то же время процесс нарастания
142
уровня напряжений со стороны боевой грани выражен менее ярко
в случае применения рационального материала и конструкции
НЧКС (рис. 6.12), что свидетельствует о возможном снижении в
данном случае интенсивности трещинообразования.
Рис. 6 .12 . Распределение эквивалентных напряжений к началу 2
контур у поперечных сечений штатного (1) и опытного (2) стволов на расстоянии
10мм(а),50мм(б)и110мм(в)отначалаНЧКС
Очевидно, что в углах нарезов создаются предпосылки для о
разования трещин, а рассмотренные участки полей подвергаются
наиболее интенсивному изнашиванию и в ходе этого процесса п
степенно сглаживаются. При этом изменяются глубина и конфиг
рация нарезов.
Так, форма нарезов штатного ствола по мере уменьшения гл
бины нарезов постепенно приобретает подобие формы нарезов
опытного ствола. Форма нарезов опытного ствола при уменьшении
глубины нарезов в ходе отстрела примерно подобна форме нарезов
нового опытного ствола. Процесс уменьшения глубины нарезов
и их формоизменения в штатном стволе протекает более интенси
но, чем в опытном.
Новая штатная конструкция НЧКС имеет в различных точках
поперечного сечения более высокие уровни напряжений, чем новая
а
б
в
уровня напряжений со стороны боевой грани выражен менее ярко
в случае применения рационального материала и конструкции
НЧКС (рис. 6.12), что свидетельствует о возможном снижении в
6.12. Распределение эквивалентных напряжений к началу 2-го выстрела по
) стволов на р асстоянии
НЧКС
Очевидно, что в углах нарезов создаются предпосылки для об-
разования трещин, а рассмотренные участки полей подвергаются
наиболее интенсивному изнашиванию и в ходе этого процесса по-
степенно сглаживаются. При этом изменяются глубина и конфигу-
форма нарезов штатного ствола по мере уменьшения глу-
бины нарезов постепенно приобретает подобие формы нарезов
опытного ствола. Форма нарезов опытного ствола при уменьшении
глубины нарезов в ходе отстрела примерно подобна форме нарезов
ного ствола. Процесс уменьшения глубины нарезов
и их формоизменения в штатном стволе протекает более интенсив-
Новая штатная конструкция НЧКС имеет в различных точках
поперечного сечения более высокие уровни напряжений, чем новая
143
опытная конструкция (см. рис. 6.12), и тем самым создает предпо-
сылки для более ускоренного износа под воздействием внешних
факторов. В связи с этим в одинаковые моменты времени в преде-
лах очереди более изношенная штатная конструкция испытывает
меньшую степень влияния этих факторов, чем опытная. Поэтому
падение уровня напряжений во времени в опытном стволе проис-
ходит медленнее, чем в штатном.
Подобная тенденция прослеживается и для других принятых
к рассмотрению поперечных сечений стволов. Исходя из этого
можно предположить, что скорость износа соединительного конуса
опытного ствола на нагруженном участке меньше, чем штатного.
Аналогичная последовательность логических построений при-
меняется и при сравнительной оценке влияния материалов стволов
на изменение напряженного состояния и процесс изнашивания
НЧКС. Характер распределения напряжений в поперечных сечени-
ях стволов из различных сталей примерно одинаковый. Скорость
падения напряжений с настрелом в стволах из стали 25Х3М3НБЦА
меньше, чем в стволах из стали 30ХН2МФА. С рассмотренных по-
зиций наиболее рациональным вариантом является ствол, изготов-
ленный из стали 25Х3М3НБЦА и имеющий рациональную конст-
рукцию НЧКС. Он имеет наименьший из всех рассматриваемых
вариантов уровень напряжений в начале отстрела и минимальное
его падение в процессе наработки, обусловленное наименьшей
скоростью изнашивания НЧКС.
Для сравнительной количественной оценки напряженного со-
стояния в поперечных сечениях стволов в определенные моменты
времени при определенном настреле принимается градиент напря-
жений на длине боевой грани нареза
max
min
б.г
,
i
k
l
σ
σ−σ
=
(6.15)
где σmax и σmin – максимальное и минимальное значения напряже-
ний определенного вида на длине боевой грани нареза lб.г при оп-
ределенном настреле N в пределах непрерывной очереди.
Для сравнительного анализа падения градиента напряже-
ний определенного вида в процессе настрела принимается коэф-
фициент
()
(ср)
0
(с р)
,
i
i
i
k
kk
N
σ
σ
σ
∆
=
−
(6.16)
144
где ∆kσi(ср) – средняя величина снижения градиента напряжений
при определенном настреле N относительно его на-
чального значения;
kσi0 – начальное значение градиента напряжений;
kσi(ср) (N) – среднее значение градиента напряжений в определен-
ном интервале значений N.
В табл. 6.8 представлены значения градиентов эквивалентных
напряжений на длине боевых граней нарезов практически новых
стволов (N = 1) и значения kσi(ср) в процессе отстрела после 12-го
и 24-го выстрела для рассматриваемых поперечных сечений на
участке соединительного конуса стволов в моменты времени Tуст.
Представленные результаты позволяют дополнить приведен-
ный выше качественный анализ напряженного состояния стволов
данными количественной оценки на основе введенных в рассмот-
рение критериев, отражающих кинетику напряженно-деформиро-
ванного состояния (НДС). Основными результатами сравнительной
количественной оценки НДС (табл. 6.8) являются следующие:
1. Применение опытной конструкции НЧКС приводит уже
к началу 2-го выстрела к уменьшению kσi в 4,5–4,6 раза, по сравне-
нию со штатной конструкцией.
2. Материал ствола в начале отстрела не успевает оказать су-
щественного влияния на характер и уровень напряжений, а значит,
и на величину kσi.
3. Наибольшее значение kσi для всех вариантов стволов отмеча-
ется для поперечного сечения на расстоянии 50 мм от начала
НЧКС, что обусловлено началом процесса закручивания ВЭ и рез-
ким увеличением удельной нормальной нагрузки на боевые грани
нарезов. В то же время kσi в этом сечении опытного ствола из раз-
личных сталей в 4,4 раза меньше, чем штатного. Данное обстоя-
тельство объясняется более равномерным распределением кон-
тактных давлений между ВЭ и направляющей частью канала ство-
ла с выпуклыми полями.
4. Снижение градиента напряжений ∆kσi(ср) к началу 25-го вы-
стрела на рассматриваемом участке соединительного конуса опыт-
ного ствола из рассматриваемых сталей в среднем в 1,2 раза мень-
ше, чем у ствола с прямоугольными нарезами.
5. Применение рациональной стали 25Х3М3НБЦА с высокими
прочностными свойствами приводит к уменьшению ∆kσi(ср) к нача-
145
лу 25-го выстрела для одинаковых конструкций НЧКС, по сравне-
нию со сталью 30ХН2МФА, в среднем в 1,4 раза.
6. Сочетание рациональной конструкции НЧКС и материала
ствола позволяет уменьшить градиент напряжений kσi уже в начале
отстрела и его падение ∆kσi(ср) к концу очереди, по сравнению с ба-
зовым вариантом (штатный ствол из стали 30ХН2МФА), в 4,5 и 1,6
раза соответственно.
Таблица 6.8
Падение градиента эквивалентных напряжений
на длине боевых граней нарезов с настрелом
Вариант
конструкции
и материал
НЧКС
∆kσi(сp), МПа/мм, к началу
2-го выстрела
13-го выстрела
25-го выстрела
Расстояние от начала НЧКС l, мм
10
50
110
10
50
110 10
50
110
Штатная,
30ХН2МФА
616,6 866,6 683,3 0,35 0,77 0,47 0,77 1,6 0,97
Штатная,
25Х3М3НБЦА 625,8 875,3 693,5 0,25 0,54 0,33 0,54 1,11 0,68
Опытная,
30ХН2МФА
132 198 144 0,3 0,65 0,4 0,64 1,31 0,79
Опытная,
25Х3М3НБЦА 134 201 145,9 0,22 0,48 0,3 0,48 0,99 0,61
Таким образом, в случае применения рационального варианта
ствола, разработанного на основе реализации рассмотренного ком-
плекса мероприятий конструкторско-технологического характера,
создаются предпосылки для уменьшения интенсивности процесса
изнашивания НЧКС за счет достижения следующих преимуществ,
по сравнению с базовым вариантом:
–
уменьшения величины и нерегулярности распределения тем-
ператур по контуру поперечного сечения НЧКС;
–
ослабления интенсивности структурно-фазовых превращений
в приканальном слое металла НЧКС;
–
снижения интенсивности напряжений и удельной работы
формоизменения рабочего слоя материала НЧКС;
146
–
уменьшения градиента напряжений на наиболее нагружен-
ном участке поперечного сечения ствола;
–
более медленного падения градиента напряжений в ходе от-
стрела стволов, что связано с большей длительностью сохранения
полученных при изготовлении конструктивных элементов НЧКС.
Сравнительная количественная оценка влияния конструкции
нарезов и материала на характер износа участков канала (УК) ство-
лов в поперечном сечении может быть проведена с помощью ко-
эффициента неравномерности износа
max
изн
r
r
k
l∆
∆
=
,
(6.17)
где ∆rmax – максимальное изменение линейного размера УК
ствола;
l∆r – длина соответствующего этому изменению участка
контура поперечного сечения рабочей поверхности
ствола.
В табл. 6.9 приведены значения коэффициентов kизн, получен-
ные в результате исследований на различных этапах сравнитель-
ных испытаний стволов. Данные результаты позволяет сделать
следующие заключения:
–
скорость износа второго рода выше, чем первого;
–
опытная конструкция УК ствола, по сравнению с традицион-
ной, имеет меньшую скорость износа второго и первого рода;
–
применение рационального варианта ствола, включающего
в себя сочетание стали 25Х3М3НБЦА и опытной конструкции ка-
нала, позволяет существенно уменьшить неравномерность износа
и его скорость на различных этапах испытания стволов.
На стадии преобладания процесса термопластического дефор-
мирования металла НЧКС (N от 0 до 300) соотношения между гра-
диентами напряжений kσi, обусловливающими характер износа
НЧКС, и коэффициентом неравномерности износа kизн в попереч-
ных сечениях штатного и опытного стволов достаточно близки. Их
расхождение составляет 9 %. Падение градиента эквивалентных
напряжений ∆kσi(сp) связано с увеличением линейных размеров ∆r
канала ствола в ходе износа. Соотношения этих величин для штат-
ного и опытного стволов отличаются на 7 %.
Близость рассматриваемых величин отражает тесную корреля-
ционную связь рассматриваемых явлений, определяющих износ
147
стволов с различными конструктивными и технологическими ха-
рактеристиками.
Таблица 6.9
Значения коэффициента неравномерности износа
в пластической области
Вариант
конструкции
УК ствола
и его материал
Темпер атура
рабочего слоя к концу
непрерывной очереди,
Tуст,K
Коэффициент неравномерности износа, kизн
Число циклов, N
300
600
900
1300
Штатный,
30ХН2МФА
973
0,36
0,46
0,54
0,61
Опытный,
30ХН2МФА
973
0,07
0,10
0,12
0,14
Опытный,
25Х3М3НБЦА
1080
0,08
0,10
0,13
0,15
Разумеется, выводы, приведенные в данной главе, не могут не-
посредственно распространяться на другие типы стволов. Однако
они могут помочь при решении задач обеспечения живучести ство-
лов других типов. Здесь же продемонстрированы возможности
многофакторного анализа при исследованиях эффективности как
вновь разрабатываемых, так и модернизации существующих об-
разцов вооружения.
148
Глава7
ИЗГИБ И КОЛЕБАНИЯ СТВОЛОВ.
УГОЛ ВЫЛЕТА СНАРЯДА
В стволе артиллерийского орудия, как упругом теле, под дей-
ствием разнообразных нагрузок в общем случае возникают колеба-
ния следующих видов:
–
радиальные − осесимметричные, в направлении радиусов по-
перечных сечений ствола; амплитудно-частотные характеристики
данного вида колебаний определяются величиной и характером
воздействия пороховых газов и ведущих элементов снаряда на
стенки канала ствола, характеристиками упругости материала, гео-
метрией поперечных сечений;
–
поперечные − (изгибные) колебания в плоскости, проходящей
через ось канала ствола; их амплитудно-частотные характеристики
определяются характеристиками упругости материала ствола, гео-
метрией ствола и начальным статическим прогибом ствола;
–
продольные − в направлении продольной оси метательной
трубы; их амплитудно-частотные характеристики зависят от вели-
чины осевой составляющей силы давления пороховых газов, силы
сопротивления откату и тянущего усилия дульного тормоза (если
он присутствует), а также от характеристик упругости материала
и геометрии ствола;
–
крутильные колебания − вызываемые, в первую очередь, вра-
щательным движением снаряда по каналу нарезного ствола; ам-
плитудно-частотные характеристики крутильных колебаний зави-
сят от силы сопротивления движению снаряда по каналу ствола
и типа нарезки, а также от характеристик упругости материала
и геометрии ствола.
Все эти виды колебаний необходимо учитывать для внесения
необходимых изменений в конструкцию как самого ствола, так
и артиллерийской системы в целом для обеспечения необходимой
точности, кучности стрельбы и стабилизации полета снаряда на
траектории.
149
Отметим также, что вследствие высокой сложности изготовле-
ния и заготовок и самих метательных труб появляются неизбежные
погрешности их формы (гл. 10), отрицательно влияющие на внеш-
небаллистические характеристики артсистемы. Кроме того, необ-
ходимо учитывать разброс начальной температуры и других харак-
теристик заряда, негативное влияние неоднородного температурно-
го поля стенки ствола (см. гл . 5) и целого ряда других факторов.
Учесть эти влияния можно только при тщательном анализе дина-
мики системы «ствол–снаряд–заряд».
7.1. Радиальные колебания
Под радиальными колебаниями понимают осесимметричное
знакопеременное (переменное по направлению) перемещение во
времени стенок ствола в поперечном направлении относительно их
положения в покое.
Для составления дифференциального уравнения радиальных
колебаний вырежем вокруг точки М трубы ствола бесконечно ма-
лый кольцевой элемент и приложим к нему элементарные силы
(рис. 7.1).
Рис. 7 .1 . Дискретный элемент сечения ство ла
Дифференциальное уравнение движения элемента в радиаль-
ном направлении запишется в виде:
150
2
2
d
d
dd
(d)(d)d
d2sind
d
2
r
r
r
t
u
r
r
r
r
r
r
g
t
γ
θ
θ
=σ+σ
+
θ−σθ−σ
+
(,) dd,
Frt
r
r
g
γ
+
θ (7.1)
где(,)
F r t – внешнее усилие, действующее в момент времени t на
единицу массы в слое, расположенном на расстоянии
r от оси цилиндра;
σr и σt – соответственно радиальные и тангенциальные нор-
мальные напряжения (см. гл . 4);
γ/g – массовая плотность металла ствола
Сокращая последнее уравнение на d d
r θ и пренебрегая беско-
нечно малыми высшего порядка, получим
2
2
d
d
(
)
(,).
d
d
r
r
t
u
r
r
rFrt
gt
r
g
σ
γ
γ
=σ−σ+
+
(7.2)
Запишем связь между напряжениями и деформациями – обоб-
щенный закон Гука (плоская деформация):
2
2
(
)
(
),
1
1
t
t
E
Eu
u
r
r
τ
∂
σ=
ε+με=
+μ
−μ
−μ
∂
2
2
(
)
(
).
1
1
r
r
t
E
Euu
r
r
∂
σ=
ε+με=
−μ
−μ
−μ∂
(7.3)
Подставив полученные значения в уравнение (7.2) после пре-
образований получим
2
2
2
2
2
2
1
(
) (,),
r
u
u
uu
C
Frt
t
r
rrr
∂
∂
∂
−
+
−
=
∂
∂
∂
(7.4)
2
(1)
r
Eg
C=
γ−μ
–
скорость распространений радиальных колебаний.
Общее решение уравнения (7.4) может быть найдено в виде
суммы двух функций
1
2,
uuu
=
+
где u1 – перемещение, вызванное свободными колебаниями;
u2 – перемещение, вызванное вынужденными колебаниями.
Рассмотрим свободные радиальные колебания ствола для
уяснения вопроса о возможности представления ствола как стати-
151
чески нагруженного объекта, как это было принято в гл. 4 при рас-
чете его НДС.
При свободных колебаниях ( , ) 0
Frt=
.
В этом случае уравне-
ние решается методом Фурье [10]. Перемещение
1
u
u=
представ-
ляется в виде произведения двух функций, одна из которых ( )
Tt
зависит от времени, а другая ( )
R r от радиуса:
1
() ().
uTtRr
=
⋅
(7.5)
Подставляя (7.5) в (7.4) и разделяя переменные, получим
"
'
"
2
2
2
1
1
()()()
()
,
()
()
r
Rr Rt
Rr
Tt
r
r
CTt
Rr
+
−
=
=−λ
(7.6)
где λ – постоянная Фурье.
Из последнего уравнения будем иметь:
22
()
() 0,
r
TtcTt
′′
+λ
=
2
22
() ()( 1)()0.
rRrrRr
r
Rr
′′
′
+
+λ−
=
(7.7)
Решение уравнения (7.7) записывается в виде
() cos
sin
,
r
r
TtACtBCt
=
λ+
λ
(7.8)
где A и B – произвольные постоянные, определяемые из начальных
условий.
Уравнение (7.7) является уравнением Бесселя первого порядка
с параметром λ:
1
2
() () (),
RrCJrDJr
=
λ+
λ
(7.9)
где1()
J rλ – функция Бесселя первого рода,
2()
J rλ – функция Бесселя второго рода;
C и D – произвольные постоянные, определяемые из гранич-
ных условий.
Таким образом, общее решение уравнения (7.2), выражающее
свободные колебания, будет иметь вид
[
][
]
1
1
2
cos
sin
() ().
r
r
u
ACtBCtCJrDJr
=
λ+
λ⋅λ+λ
(7.10)
Для решения уравнения (7.10) используем нулевые граничные
условия на внутренней и наружной поверхностях ствола (внешние
силы, т. е. давления, отсутствуют).
152
На внутренней поверхности при
1
rr
=
,
1
0,
r
σ=
1
1
1
2(
)0.
1
r
u
u
E
r
r
∂
σ=
+μ=
−μ∂
На наружной поверхности при
2
2,
0,
r
rr
=
σ = следовательно на
границах сечений:
1
1
0.
u
u
r
r
∂
+μ=
∂
(7.11)
Имея в виду выражение (7.4), получим
1
()
(),
u
Rr
Tt
r
r
∂
=
∂
∂
1
()().
uRr
Tt
r
r
=
Подставив полученные зависимости в (7.11), после преобразо-
ваний получим
1
1
1
2
2
2
() ()0;
() ()0.
rRr Rr
rRr
Rr
′
+μ
=
′
+μ
=
(7.12)
Общее решение уравнения свободных радиальных колебаний
ствола будет иметь вид
1
1
1
cos
sin
.
r
r
u
ARСt
BRСt
∞
∞
κκ
κ
κκ
κ
κ=
κ=
=
λ+
λ
∑
∑
(7.13)
Постоянные Aκ и Bκ могут быть найдены из рассмотрения на-
чальных условий.
Приt=0
1
()
u
r
=ψ
и
1
1()
u
r
t
∂
=ψ
∂
.
Период основного тона свободных колебаний
к
2.
r
CT
λ=πОт-
куда
к
2
,
r
T
C
π
=
λ
где к
λ – наименьший корень уравнения (7.14).
[
][
]
111
11
22
2
2
2
()()()()
rJrJrrJrJr
′
′
λλ+μλ
λλ+μλ−
[
][
]
212
12
121
21
()() ()()0.
rJrJrrJrJr
′
′
−
λλ+μλ
λλ+μλ=(7.14)
Наименьший корень находим из различных отношений наруж-
ного радиуса r2 к внутреннему r1.
153
Обозначив 1
,
ra
λ=
а
2ra
λ=αпри
1
3
μ = уравнение (7.14) на
основании свойств функций Бесселя
1
10
1
1
10
1
2
20
2
2
20
2
1
() () (),
1
()()
(),
1
() ()
(),
1
()()
(),
J
J
J
JaJa
Ja
a
J
J
J
JaJa
Ja
a
′α=
α−
α
α
′α=
α−
α
α
′α=
α−
α
α
′
α=
α−
α
α
(7.15)
принимает вид:
[
][
]
10
1
20
2
()3()2()3()2()
fa aJ
J
aJa
Ja
=
α−
α
α
α−
α−
[
][
]
10
1
20
2
3 ()2()3()2()0.
aJa
Ja
J
J
−
α
α−
ααα−
α=
(7.16)
Уравнение решается отысканием наименьшего значения корня.
Функцию изменения наименьшего значения корня α1 транс-
цендентного уравнения (7.1) в зависимости от толстостенности
1
2
21
r
r
a=
можно приближенно представить в виде квадратного трех-
члена
2
1
21
21
0, 5625 0, 5 1, 0625.
a
a
α=−
+
+
Подставляя в выражение для периода T значение к
2
,
r
α
λ=
по-
лучим формулы для определения периода и частоты основного
тона свободных радиальных колебаний ствола артиллерийского
орудия:
1
1
2
,
r
r
T
C
π⋅
=
α
11
2
/,
r
ТС
r
ω=π
=
⋅α
(7.17)
где 1
α – значение наименьшего корня трансцендентного уравнения.
Поскольку минимальный корень 1
α уменьшается с увеличени-
ем относительной толщины стенки ствола, то, согласно (7.17), при
близких по значению толстостенностях, чем больше калибр ору-
дия, тем ниже частота основного тона свободных радиальных ко-
лебаний ствола.
154
Данное положение иллюстрируется расчетами артсистем раз-
ного типа, исходные данные и результаты которых представлены
в табл. 7.1. Скорость распространения радиальных колебаний Сr для
орудийной стали вычислена по формуле (7.4) и составила 5320 м/с.
Представленные в таблице временные и частотные характери-
стики свободных радиальных колебаний подтверждают обоснован-
ность принятого в теории артиллерийских стволов допущения
о возможности рассмотрения задачи о НДС ствола в статической
постановке.
Таблица 7.1
Тип арт.
системы,
калибр,
мм
Толсто-
стенность
в сечении
Pmax
r2/r1
Внутрен-ний
диаметр,
мм
Наимень-
ший
корень
уравнения
α1
Свободные радиальные
колебания
период
основного
тона Т, мс
частота
основного
тона ω, кГц
Пушка, 85
2,28
86,7
0,60
0,085
73,9
Гаубица, 122
1,95
124,4
0,72
0,102
61,6
Пушка, 100
2,04
104
0,63
0,095
65,7
САО*, 152,4
2,09
155,5
0,60
0,153
41,1
Танковая
пушка, 125
1,92
125
0,71
0,104
60,4
КААУ**, 100
1,98
103,0
0,72
0,083
76,0
Примечание.
*
САО – самоходное артиллерийское орудие;
**
КААУ – корабельная
артиллерийская автоматическая установка
7.2. Поперечные колебания
Под поперечными понимают такие колебания, при которых
элементы поперечного сечения перемещаются во времени перпен-
дикулярно статической оси канала ствола.
Для решения задачи поперечных колебаний ствола в первом
приближении предположим, что ствол имеет постоянное попереч-
ное сечение, у которого движение каждого из его элементов пред-
ставляет собой перемещение в направлении, перпендикулярном
оси канала ствола.
155
Поэтому для определения периода свободных поперечных ко-
лебаний ствола составим уравнение равновесия изогнутой оси
ствола, что значительно упрощается для случая слабого изгиба
ствола. Изгиб можно считать слабым, если направление касатель-
ной к оси медленно меняется вдоль его длины. Радиус поперечного
изгиба ствола в вертикальной и горизонтальной плоскостях намно-
го превосходит длину ствола. В качестве первоначальной исходной
формы поперечных колебаний ствола можно принять форму изги-
ба, отвечающую статическому прогибу
)(z
y
y=
от погонной мас-
сы q передней консольной части ствола, записанному в виде:
4
4,
z
y
qEI
z
∂
=−
∂
(7.18)
где момент инерции поперечного сечения ствола
()
4
4
.
64
z
I
Dd
π
=
−
Уравнение колебательного движения получим, если в уравне-
нии (7.18) представим погонную нагрузку q произведением второй
производной по времени от прогиба (т. е. ускорения) на массу еди-
ницы длины ствола
2
4
2
4
(,)
(,)
0,
z
s
yxt
yxt
EI
g
t
z
γ∂
∂
⋅
+
=
∂
∂
(7.19)
где s – площадь поперечного сечения ствола.
Решение уравнения (7.19) можно записать в общем виде:
0( )cos(
),
yyz
t
=
ω⋅ +α
(7.20)
где0()
y z – новая переменная, зависящая от координаты z;
ω – круговая частота;
α – начальная фаза колебаний.
Подставив значение y, определяемое выражением (7.20), в (7.19),
получаем:
4
0
0
4
,
y
ky
z
∂
=
⋅
∂
где
2
.
z
S
k
Elg
γ
=ω
Общий интеграл данного уравнения:
cos(
)( sin
cos
),
y
t
A kz B kz Dchkz Cshkz
=
ω⋅ +α
+
+
+
(7.21)
где A,B,C,D – постоянные интегрирования, определяемые из на-
чальных условий.
156
Для решения задачи по определению периода свободных поп
речных колебаний ствола рассмотрим переднюю часть ствола как
заделанную на одном конце (в передней опоре люльки) и свобо
ную на другом (рис. 7.2).
При таком представлении начальные условия определяются
следующим образом. В заделке при z = 0 прогиб y и угол пово
сечения
dd
yz
θ=
равны нулю. На свободном конце при
резывающая сила и изгибающий момент также равны нулю.
Рис. 7 .2 . Расч етная схема для опр еделения поперечных колебаний
После определения постоянных интегрирования и нео
мых преобразований формула для определения частоты попере
ных колебаний ствола, представленного в виде цилиндрической
консоли, имеет вид
2
3, 516
,
z
z
СnI
l
s
ω=
где Сz – скорость распространения поперечных колебаний в мат
риале ствола:
.
z
Eg
С=
γ
Применительно к стволу, имеющему внутренний радиус
и наружный r2 будем иметь:
4
4
2
2
2
1
2
1
2
2
2
1
()
.
4(
)4
z
I
rr
rr
s
rr
π−
+
=
=
π−
Окончательно подставив это отношение в формулу для част
ты, получим:
Для решения задачи по определению периода свободных попе-
х колебаний ствола рассмотрим переднюю часть ствола как
заделанную на одном конце (в передней опоре люльки) и свобод-
При таком представлении начальные условия определяются
и угол поворота
равны нулю. На свободном конце при z = l пере-
резывающая сила и изгибающий момент также равны нулю.
Расчетная схема для определения поперечных колебаний
После определения постоянных интегрирования и необходи-
мых преобразований формула для определения частоты попереч-
ных колебаний ствола, представленного в виде цилиндрической
(7.22)
колебаний в мате-
Применительно к стволу, имеющему внутренний радиус r1
в формулу для часто-
157
2
2
2
1
2
1, 758
.
z
Сn
r
r
l
ω=
+
(7.23)
Наибольший период свободных поперечных колебаний при
n = 1 определяется формулой:
2
max
2
2
2
1
3,570
.
z
l
T
Сrr
=
+
(7.24)
Число колебаний в единицу времени:
2
2
2
1
2
0, 2798
.
z
С
N
rr
l
=
+
(7.25)
По полученным приближенным формулам (7.24) и (7.25) вы-
полнены расчеты, исходные данные и результаты которых пред-
ставлены в табл. 7.2. Скорость распространения радиальных коле-
баний для орудийной стали вычислена по формуле (7.4) и состави-
ла Сr = 5050 м/с.
Таблица 7.2
Расчетные характеристики колебаний стволов
Тип арт.
системы,
калибр,
мм
Калибр,
мм
Внутрен-
ний
радиус,
мм
Средний
по длине
радиус,
мм
Длина
ствола /
консоли,
мм
Период
основ-
ного
тона, мс
Частота
попереч-
ных коле-
баний, Гц
Число
колеба-
ний в се-
кунду
Гаубица
122
62,2
99,1 3995/2520 38,1
164,9
12,5
Пушка
100
52
85
5345/4265 132,4
47,4
7,5
САО
152,4 77,75
128,2 7200/5550 142,8
43,9
7,0
Танковая
пушка
125
62,5
100,0 6000/4500 121,1
51,9
8,3
КААУ
100
51,5
82,5 5900/4800 167,5
35,9
6,0
В связи с повышением скорострельности артиллерийских ору-
дий, а также в связи с имеющейся тенденцией увеличения длины
стволов с одновременным уменьшением их толстостенности учет
влияния поперечных колебаний стволов на кучность и точность
стрельбы становится все более актуальным. Поэтому необходимо
уточнить полученное приближенное аналитическое решение,
в первую очередь, за счет более точного учета размеров поперечно-
го сечения консольной части ствола.
158
Учитывая, что момент инерции Iz(z) и площадь поперечного
сечения s(z) реального ствола переменны по его длине, запишем
уравнение колебаний (7.19) в виде:
2
2
2
2
2
2
(,)
(,)
()
()
0.
z
yzt
yzt
Iz
sz
z
z
gE
t
∂
∂
γ
∂
+
=
∂
∂
∂
Существенное уточнение получается, если консольную часть
ствола представить в виде усеченного конуса, имеющего цилин
рический канал радиуса r1 (рис. 7.3).
Рис. 7 .3 . Уточ ненная схема консольной части ствола
Применительно к данному случаю получена формула для опред
ления частоты свободных поперечных колебаний первого тона
2
2
2
2
1
1
1
0
1
2
2
(0,8100
0, 5302
).
С
Rr
Rr
l
π
ω=
+−
+
Эта формула является общей и включает расчетные схемы
стволов, применяемые в инженерной практике.
Для определения второго тона в [33] рекомендуется формула:
2
2
2
2
2
1
1
0
1
2
2
(1, 3823
0, 3711
)
.С
Rr
Rr
l
π⋅
ω=
++
+
По данным формулам в качестве примеров были проведены
расчеты первых двух тонов поперечных колебаний стволов для а
тиллерийских систем среднего и крупного калибров. В табл.
представлены исходные характеристики стволов и результаты ра
четов при Сz ≈ 5000 м/с.
Сравнение результатов приближенного расчета (табл.
с уточненным (табл. 7.3) показывают, насколько важен уч
вительной геометрии ствола, т. е . насколько расчетная схема пр
ближается к действительной.
и площадь поперечного
реального ствола переменны по его длине, запишем
(,)
(,)
()
()
0.
yzt
yzt
+
=
(7.26)
Существенное уточнение получается, если консольную часть
представить в виде усеченного конуса, имеющего цилинд-
Уточненная схема консольной части ствола
Применительно к данному случаю получена формула для опреде-
го тона [65]:
2
2
(0,8100
0,5302
).
z
С
l
π
(7.27)
расчетные схемы
рекомендуется формула:
2
2
(1,3823
0,3711
).
z
С
l
π⋅
(7.28)
По данным формулам в качестве примеров были проведены
ты первых двух тонов поперечных колебаний стволов для ар-
тиллерийских систем среднего и крупного калибров. В табл. 7.3
представлены исходные характеристики стволов и результаты рас-
та (табл. 7.2)
насколько важен учет дейст-
е. насколько расчетная схема при-
159
Таблица 7.3
Исходные характеристики для расче та
Тип арт.
системы
Калибр,
мм
Внутрен-
ний
радиус,
мм
Наружный
радиус
(наименьший)
в дульной
части, мм
Наружный
радиус в
казенной
части, мм
Длина
ствола/
консоли,
мм
Частота
поперечных
колебаний, Гц
Первый
тон
Второй
тон
Пушка
85
43,35
58,0
100,0 4000/3100 158,8 583.0
Гаубица
122
62,2
78,2
120
3995/2520 280,0 1105,4
Пушка
100
52
65,0
105
5345/4265 87,8 331,0
САО
152,4 77,75
96,4
160
7200/5550 80,1 297,1
Танковая
пушка
125
62,5
80,0
120
6000/4500 86,7 349,4
КААУ
100
51,5
65,0
100
5900/4800 64,3 252,8
Опытные значения частот для 85-мм пушки, по данным [29],
составляют ω1 = 162 Гц и ω2 = 571 Гц соответственно. Следова-
тельно, расчетные значения частот хорошо согласуются с опытны-
ми данными.
Погрешность в определении частот поперечных колебаний
ствола объясняется влиянием жесткостей люльки, качающейся час-
ти и всего орудия в целом.
Ввиду того, что колебания ствола в поперечном направлении
могут внести существенную погрешность в определение угла вы-
лета снаряда (динамическую составляющую дульного угла) при
совпадении фаз колебаний от двух последовательных выстрелов,
важно определить условие затухания колебаний от выстрела к вы-
стрелу.
Сначала оценим время единичного возмущения от выстрела.
Время затухания колебания (релаксации) можно довольно точ-
но оценить как [65]:
1
,
τ=
δ
где
пр
пр пр
2km
μ
δ=
–
коэффициент затухания, определяемый тре-
мя приведенными характеристиками ствола;
160
пр
1
пр
mλω
μ=
π
–
приведенный коэффициент сопротивления
ствола;
2
пр
0
()[ ()]d
l
i
k
EIzfz
z
′′
=
∫
–
приведенная жесткость ствола;
()()2
пр
0
d
l
i
m
mzfzz
=
∫
–
приведенная масса ствола.
Здесь: ( )
f z – функция координаты z, 1
ω – собственная частота ко-
лебаний ствола.
Таким образом, время релаксации τ связано с периодом основ-
ного тона Т зависимостью:
пр
пр
.
k
Т
m
τ=
λ
(7.29)
Логарифмический декремент затухания λ возможно опреде-
лить экспериментальным путем. Для этого по амплитудно-частот-
ной характеристике, полученной в результате воздействия на ствол
импульса, находят логарифм отношения двух амплитуд xмi, отде-
ленных j циклами.
В этом случае логарифмический декремент затухания:
м
м(
)
1
ln
.
i
ij
x
jx+
λ=
Дальнейшее исследование влияния колебаний от одного вы-
стрела к другому можно проводить по коэффициенту усиления β:
2
2
1
1
,
1
β=
ω
−
ω
где ω – частота вынужденных колебаний, 1
ω – собственная частота
свободных колебаний.
Если частота возмущающей силы мала по сравнению с часто-
той свободных колебаний, коэффициент усиления примерно равен
единице, а перемещения являются почти такими же, как в случае
161
статического действия силы. Когда отношение достигает значения,
равного единице, коэффициент усиления и амплитуды вынужден-
ных колебаний быстро возрастают и обращаются в бесконечность.
7.3. Продольные колебания
Под продольными понимают колебания, при которых каждое
поперечное сечение канала ствола перемещается вдоль продольной
оси ствола [28, 29].
Анализ продольных колебаний становится особенно необхо-
димым при расчете напряженно-деформированного состояния тон-
костенных сечений, близко расположенных к дульному срезу в слу-
чае стволов без дульного тормоза (ДТ), а при наличии дульного
тормоза и в месте его крепления на стволе.
В классических трудах академика А. Н. Крылова, в частности
в [26], изложена теория продольных колебаний ствола арторудия
и метод определения продольных напряжений, которые возникают
от этих колебаний. Многочисленные расчеты, проведенные по фор-
мулам А. Н. Крылова, подтвердили основные выводы его теории.
Оставаясь в рамках теории А. Н. Крылова, но учитывая ради-
кально возросшие силы от давления пороховых газов кн ( )
Р t,силы
сопротивления откату ( )
Rt ,тянущееусилиеДТ ()
F t , можно пред-
ложить упрощенный подход к определению напряжений в стволе с
учетом динамического фактора продольных колебаний.
Будем рассматривать ствол с ДТ как стержень переменного се-
чения. Разбивая его на N участков с массами 1 2 3
,
,
, ...
,
N
mmm
m со-
средоточенными в центре тяжести этих участков. Затем вычисляем
жесткости участков c1, c2, c3..., cN, лежащих между сосредоточен-
ными массами.
При составлении уравнений движения для каждой из сосредо-
точенных масс пренебрегаем рассеиванием энергии. Сила давления
пороховых газов кн ( )
Р t , сила сопротивления откату ( )
R t , тянущее
усилие ДТ ( )
F t определяются по общепринятым методикам.
Полученные уравнения для N участков запишутся в следую-
щем виде:
162
()
11
12
1
кн
() ();
mxcxx
PtRt
=
−
−
+
ɺɺ
;
()
22
23
2
12
1
();
mxcxx
cxx
=
−
−
−
ɺɺ
1
1
1
1
2
1
2
(
)(
);
NN
N
N
N
N
N
N
mx
c
x
x
c
x
x
−
−
−
−
−
−
−
=
−
−
−
ɺɺ
7.30)
1
1
(
) ().
NN
N
N
N
mx
c
x
x
Ft
−
−
=−
−
+
ɺɺ
Принимая ( ) 0
F t = , получим нагрузки в сечениях ствола, воз-
никающих под действием сил кн ( )
Рtи()
R t . Нагрузки от этих сил
в сечениях носят знакопеременный характер с постоянным перио-
дом и амплитудой колебаний. Принимая кн ( )
Рt=0и()
R t =0, полу-
чаем составляющую нагрузки в концевом сечении ствола, возни-
кающую на периоде истечения газов под действием силы ( )
Ft
В качестве примера приведем расчет напряжений в сечении
перед дульным утолщением ствола 122-мм гаубицы, имеющей
дульный тормоз с расположенной на нем несимметричной массой.
Аналогом может служить гаубица Д-30, имеющая ДТ высокой эф-
фективности со шворневой тягой для буксировки. Примем сле-
дующие основные исходные величины:
масса откатных частей Gоч = 1230 кг;
масса ствольной трубы Gств = 600 кг;
масса казенника Gказ = 245 кг;
масса дульного тормоза GДТ = 109 кг в т. ч. масса шворневой
тяги ∆mт = 30 кг;
длина ствола в сборе с казенником lств = 4000 мм;
расстояние от казенного среза до центра масс трубы lцм =
= 1200 мм;
диаметры расчетного сечения: dвн = 124,4 мм, dнар = 156,4 мм;
наружный диаметр ствольной трубы – средний на участке от
центра массы до расчетного сечения d
ср
нар = 199 мм;
модуль упругости орудийной стали Е =
5
2,1 10
⋅
МПа.
При трехмассовой расчетной схеме (N = 3: казенник–ствольная
труба–дульный тормоз) и при действии максимального давления
в канале ствола ркн = 240 МПа расчет ускорения откатных час-
тей по приближенным зависимостям (табл. 7.2) дает величину
2
0 2260м/c.
x=
ɺɺ
163
Полагая величину жесткости участка соединения казенника
и трубы достаточно большой, выражение для продольных напря-
жений в расчетном сечении можно рассчитать следующим об-
разом:
0
ДТ ДТ
1
1
(
)
210 32 242 МПа,
N
N
N
N
xml
c
x
x
F
W
−
−
∆
−
σ=
+
=
+=
ɺɺ
где
1
ств
цм
(
)
N
EF
C
ll
−
⋅
=
−
–
жесткость участка между сосредоточен-
ными массами трубы Gств и дульного тормоза GДТ; F – площадь
расчетного поперечного сечения; lДТ = 0,1 м – эксцентриситет мас-
сы дульного тормоза; W – момент сопротивления расчетного сече-
ния изгибу.
Подобные приведенному примеру расчетные исследования по-
зволили сделать следующие выводы [29]:
–
динамические нагрузки за счет продольных колебаний ствола
имеют максимальную величину в сечениях, максимально близко
расположенных к дульному срезу.
–
коэффициенты динамичности усилия в последнем сечении Nп
по отношению к максимальному тянущему усилию ДТ колеблются
в пределах 1.1–1.4 в зависимости от момента вылета снаряда. Сле-
довательно, при расчетах на прочность соединение ДТ со стволом
следует брать не максимальное усилие ДТ
max
()
Ft , а усилие
п
max
1,4 ()
N
Ft
=
.
–
нагрузки во всех сечениях носят знакопеременный характер,
причем сжимающая нагрузка в сечении ствола у дульного среза
может достигать
max
(),
КFt
где К = –0,7.
7.4. Крутильные колебания
Под крутильными колебаниями ствола понимают такие коле-
бания, при которых каждое поперечное сечение канала поворачи-
вается во времени относительно оси канала ствола, оставаясь
в своей плоскости [35].
Уравнение крутильных колебаний получим, если рассмотреть
крутящие моменты, действующие на элемент ствола бесконечно
малой длины dz (рис. 7.4).
164
Рис. 7 .4 . К выводу уравнения крутильных колебаний ствола
Если крутящий момент, действующий в сечении I
,
p
MGI
z
∂θ
=
∂
то, пренебрегая малой разницей в размерах сечений, крутящий м
мент в сечении II:
2
2
d
d,
p
MMGI
z
z
z
∂θ ∂θ
+
=
+
∂∂
где θ – угол поворота сечения;
G – модуль сдвига;
Iр – полярный момент инерции сечения.
Результирующий момент, действующий на элемент длиной
2
2
2
2d.
p
p
p
p
GI
GI
dz GI
GI
z
z
z
z
z
∂θ
∂θ
∂θ
∂θ
+
−
=
∂
∂
∂
∂
Уравнение вращательного движения элементарного объ
принимает вид:
2
2
2
2d,
p
I
GI
z
t
z
∂θ
∂θ
=
∂
∂
где I – массовый момент инерции элемента.
Поскольку массовый момент инерции элемента относительно
оси вращения z
d,
p
II
z
g
⋅
γ
=
⋅
⋅
то уравнение крутильных колебаний запишется в виде
2
2
2
к
2
20,
С
t
z
∂θ
∂θ
−
=
∂
∂
где Ск – скорость распространения крутильных колебаний в ор
дийной стали:
к
.
Gg
С=
γ
К выводу уравнения крутильных колебаний ствола
I:
то, пренебрегая малой разницей в размерах сечений, крутящий мо-
езультирующий момент, действующий на элемент длиной dz:
d.
GIGIdzGIGIz
(7.31)
Уравнение вращательного движения элементарного объема
(7.32)
Поскольку массовый момент инерции элемента относительно
то уравнение крутильных колебаний запишется в виде
(7.33)
распространения крутильных колебаний в ору-
165
Уравнение аналогично уравнению свободных продольных ко-
лебаний (п. 7.3). Следовательно, решение может быть представлено
в виде
к
к
cos(
)sin
,
B
t
kz
θ=
ω+α
(7.34)
где В – постоянная интегрирования.
Вторые частные производные от θ по t и z после подстановки
в уравнение (7.33) дают соотношение к
к
к
.
Сk
ω=
⋅
Для определения частот представим ствол как цилиндриче-
скую трубу с одним концом, жестко закрепленным в казеннике. На
закрепленномконцеприz=0θ=0,анасвободном–приz=l
d
0
dz
θ
=
. Следовательно,
'
к
к
cos(
) cos
0.
B
t
kl
z
∂θ
=
ω+α
=
∂
(7.35)
Последнее уравнение удовлетворяется при
к
cos
0,
kl= т.е.при
к
(2 1),
2
kl
n
π
=
+
гдеn–целыечисла(n=1,2,3...,).
Частота крутильных колебаний
к
к
(2 1).
2
С
n
l
π⋅
ω=
+
⋅
(7.36)
Наибольший период свободных колебаний кручения ствола
определится при n =1:
max
к
к
24
.
3
l
T
С
π
=
=
ω
(7.37)
По данным формулам были рассчитаны частоты крутильных
колебаний нарезных стволов артиллерийских систем. Исходные
характеристики и результаты расчетов представлены в табл. 7.4 при
к
3190 м/с
С=
.
166
Таблица 7.4
Расчетные характеристики крутильных колебаний стволов
Тип ар т.
системы
Калибр,
мм
Длина
ствола, мм
Свободные крутильные колебания
период основного
тона Т, мс
частота первого
тона, кГц
Гаубица
122
3995
1,67
3,76
Пушка
100
5345
2,23
2,81
САО
152,4
7200
3,01
2,08
КААУ
100
5900
2,47
2,54
САО
203,2
11400
4,76
1,32
Как следует из таблицы, частота крутильных колебаний на
несколько порядков отличается от частоты приложения к стволу
крутящего момента даже для высокотемпных артиллерийских
автоматов.
7.5. Угол вылета снаряда
7.5 .1 . Факторы, влияющие на величину угла вылета
Углом вылета артиллерийского снаряда называется угол γ, со-
ставленный вектором скорости снаряда в момент вылета (началь-
ной скорости) и касательной к действительной оси канала ствола
в дульном срезе в момент перед выстрелом (рис. 7.5).
В артиллерийской практике при решении конкретных задач
обычно рассматривают вертикальную проекцию угла вылета, на-
зываемую вертикальным углом вылета.
Под вертикальным углом вылета в этом случае понимают угол,
образованный линией бросания (совпадает с направлением вектора
начальной скорости снаряда) и линией выстрела, т. е. с направле-
нием касательной к действительной оси канала ствола в момент,
непосредственно предшествующий выстрелу [35].
На формирование угла вылета оказывает влияние сложная
система факторов. Отдельным факторам или группе факторов
можно поставить в соответствие определенную составляющую
этого угла. Действительный вертикальный угол вылета γ слагается
из проекций на вертикальную плоскость шести составляющих его
углов (рис. 7.5).
167
Рис. 7 .5 . Составляющие угла вылета
Введем следующие понятия и обозначения:
Геометрическая ось канала ствола – прямая, проходящая ч
рез центры дульного и казенного срезов ствола (сплошные линии).
Действительная ось канала ствола – геометрическое место
центров поперечных сечений канала ствола по всей длине (пун
тирные кривые).
О1 – О2 – геометрическая ось канала (сплошная жирная линия
на рис. 7.5) и действительная ось канала (пунктирная жирная кр
вая линия на рис. 7.5) наведенного ствола в момент времени, неп
средственно предшествующий выстрелу.
О3 – О4 – геометрическая ось канала ствола (сплошная тонкая
линия на рис. 7.5) и действительная ось канала ствола (пунктирная
тонкая кривая линия) в момент вылета снаряда.
В процессе стрельбы точки Оi (i = 1, 2, 3, 4) меняют свое пол
жение в пространстве.
Рассмотрим положение ствола в плоскости стрельбы (верт
кальной плоскости).
Действительный вертикальный угол вылета γ равен алгебра
ческой сумме проекций на вертикальную плоскость следующих с
ставляющих углов:
прямая, проходящая че-
ез центры дульного и казенного срезов ствола (сплошные линии).
геометрическое место
центров поперечных сечений канала ствола по всей длине (пунк-
геометрическая ось канала (сплошная жирная линия
7.5) и действительная ось канала (пунктирная жирная кри-
7.5) наведенного ствола в момент времени, непо-
геометрическая ось канала ствола (сплошная тонкая
ая ось канала ствола (пунктирная
меняют свое поло-
Рассмотрим положение ствола в плоскости стрельбы (верти-
равен алгебраи-
ческой сумме проекций на вертикальную плоскость следующих со-
168
1
2,
φ
ω
γ=θ−φ=δ+γ +γ −δ
(7.38)
где1δγγγ;
q
ρ
Τ
=
±±
2
.
η
δ =±γ
фη
ω
Τ
γγγγγγγ,
q
ρ
=±
−
+−+±
θ − угол бросания артиллерийского снаряда – угол между век-
тором начальной скорости и горизонтом орудия;
φ − угол возвышения (склонения) – угол между линией вы-
стрела (касательной в дульной части к действительной оси
наведенного ствола в момент, предшествующий выстрелу)
и горизонтом орудия;
δ1 , δ2 − дульные углы в момент времени до выстрела и в момент
вылета снаряда соответственно;
φ
γ − угол от поворота ствола как твердого тела вокруг оси
цапф качающейся части, измеряемый углом между гео-
метрическими осями ствола в момент, предшествующий
выстрелу, и в момент выстрела;
ω
γ − угол между векторами поступательной скорости снаряда и
равнодействующей поступательной и поперечной скоро-
стей снаряда в момент его вылета из канала ствола.
Дульный угол до выстрела δ1 определяется следующими со-
ставляющими:
γq − дульный угол от прогиба дульной части ствола под влия-
нием собственной массы;
γρ − дульный угол, возникающий вследствие производственной
кривизны канала ствола;
γT − угол, возникающий вследствие изгиба ствола, вызываемо-
го неравномерным нагревом его стенок, и наличия разностенности.
Дульный угол в момент вылета снаряда δ2 определяется углом
γη, т. е. углом, возникающим вследствие динамического изгиба
ствола как упругого тела к моменту вылета снаряда. Заметим, что
сумма в выражении (7.38) для угла вылета является алгебраиче-
ской, так как составляющие угла вылета для каждого конкретного
случая могут быть как положительными, так и отрицательными (за
исключением угла γq, который всегда положителен).
Дульный угол γρ, который иногда называют технологическим
дульным углом, зависит от длины ствола, от качества термической
и механической обработки стволов и других факторов. Величина
дульного угла γρ определяется в цехе-изготовителе ствола с помо-
щью специальных оптических приборов, при этом прогиб под дей-
169
ствием собственной массы исключается. Техническими условиями
на изготовление стволов в обязательном порядке предусматривает-
ся контроль технологического дульного угла с целью не только ог-
раничения его по величине (достигается правкой), но и последую-
щей ориентации ствольной трубы при сборке с казенником таким
образом, чтобы технологическая кривизна ствола частично выби-
ралась под действием собственной массы трубы. Технологическая
дульная кривизна современных стволов (без правки) не превыша-
ет 1,25 т. д.
Статический прогиб ствола под действием собственного веса
учитывается составляющей дульного угла γq, величина которой за-
висит от распределения массы ствола по его длине, массы казенни-
ка, типа люльки, конструкции и расположения узлов для направле-
ния движения откатных частей в люльке. Таким образом, расчет
данного угла может базироваться на рассмотрении задачи изгиба
балки переменного сечения с заданными условиями ее закрепле-
ния. Сопротивление ствола изгибу зависит, главным образом, от
его длины и величины изгибной жесткости
()
EJ z . Поэтому на
практике принято оценивать жесткость ствола величиной усилия,
приложенного в его дульной части, вызывающего единичный про-
гиб в месте приложения силы. Указанный параметр обычно кон-
тролируется замером прогиба дульной части ствола от подвешен-
ного груза определенной массы по показаниям индикатора или оп-
тическим методом.
Составляющие угла вылета γρ и γq являются постоянными для
конкретного ствола. Влияние этих углов на кучность стрельбы
в значительной степени можно устранить выверкой прицела.
•
Угол γТ определяется разнонагретостью стенок ствола.
Температура нагрева ствола в различных точках его поперечного
сечения и по длине в общем случае распределена неравномерно.
Поле температур формируется к моменту выстрела за счет нагрева
от предыдущей стрельбы и в процессе охлаждения ствола.
Несимметричный характер распределения температур по толщине
и длине ствола вызывается как наличием разностенности (более
тонкая стенка прогревается сильнее, чем толстая), так и внешними
факторами, определяющими условия теплоотдачи от различных
участков его поверхности. Такими факторами являются солнечная
170
радиация, ветер, осадки, действующие на различные участки
поверхности ствола неодинаково. Кроме того, охлаждение ствола
происходит в условиях свободного конвективного теплообмена.
В этих условиях воздух, нагреваясь от поверхности ствола,
поднимается кверху, поэтому условия теплообмена на верхнем и
нижнем контурах ствола различны, что также искажает картину
распределения температур по поперечному сечению ствола. Из-за
наличия разнонагретости противоположные стенки ствола
получают различные температурные удлинения вдоль оси канала
ствола, вследствие чего происходит его искривление и, следова-
тельно, образование составляющей угла вылета γТ.
• Углы
,
,
ηφω
γ γ γ возникают вследствие динамического харак-
тера воздействия выстрела и внешних сил (например, возмущений
от качки корабля, возмущений носителя, возникающих при
движении по неровностям дороги и т. д .) на орудие. Величины этих
углов не являются постоянными и зависят не только от конст-
рукции ствола, качающейся части, но и от условий ведения стрель-
бы (например, из неподвижного орудия или с ходу, одиночными
выстрелами или очередями и т. д .) . Для каждого орудия углы γη, γφ,
γω и γT являются различными. Существенное влияние на образова-
ние угла γω и его величину оказывает скорость поворота дульной
части ствола к моменту вылета снаряда из канала ствола. На
величину этого угла, помимо скорости поворота дульной части
ствола, определяющее влияние оказывает и дульная скорость
снаряда, зависящая от баллистических свойств орудия.
Принято разделять движение ствола как твердого тела вместе
с качающейся частью, в результате которого образуется составля-
ющая угла φ
γ и динамическим изгибом консольной части, опреде-
ляющим собой составляющие угла вылета η
γиω
γ.
Кроме того, на формирование действительного угла вылета
оказывает влияние дополнительная составляющая, возникающая за
счет отклонения вектора скорости снаряда от касательной к оси
канала ствола в момент вылета. Указанная составляющая вызвана
наличием зазора между центрующими элементами снаряда и ка-
налом ствола, в результате чего имеет место нутационно-прецес-
сионное движение снаряда. Величина зазора зависит от соотно-
171
шения размеров снаряда и канала ствола в пределах установленных
допусков, нагрева ствола и степени износа его на дульном участке.
Известно, что при большом количестве факторов, определяю-
щих эти составляющие γη, γφ, γω и γT угла вылета, наибольшее
влияние на них оказывает поперечная (изгибная) жесткость ствола,
которая может быть установлена при расчете статического изгиба
ствола. Этот расчет позволяет уточнить фактический дульный угол
ствола в боевом положении орудия. Далее по результатам стрельб
может быть установлена корреляционная зависимость углов вылета
снарядов от дульного угла.
7.5 .2 . Статический изгиб ствола
Составляющая угла вылета γq определяется статическим про-
гибом ствола в дульном срезе при боевом положении орудия до
выстрела.
Под статическим изгибом ствола понимается упругий изгиб
ствола под действием собственного веса.
Предварительную приближенную оценку прогиба и угла пово-
рота ствола в дульном срезе можно получить при осредненных по
длине ствола наружных размерах.
При таком допущении искомый прогиб yст передней части
ствола от равномерно распределенной нагрузки q определяется ре-
шением уравнения
4
4
d
.
d
yq
z
EJ
=
(7.39)
Последовательным интегрированием уравнения находим:
1;
qz
y
c
EJ
′′′ =
+
2
1
2;
2
qz
y
czc
EJ
′′=
+
+
(7.40)
3
2
1
2
3;
6
2
c
qz
y
z
czc
EJ
′=
+
+
+
4
3
2
1
2
3
4.
24
6
2
c
c
qz
y
z
z
czc
EJ
=
+
+
+
+
Рассмотрим общий случай (рис. 7 .6), при котором положение
центра массы ствола с учетом казенника и наствольных устройств
находится впереди переднего среза (направляющей обоймы)
люльки. За начало координат примем середину передней обоймы
(захвата).
172
Рис. 7 .6 . К расчету статического изгиба ствола
При таком закреплении ствола граничные условия:
–
для опертой средней части ствола на передней обойме люл
киz=0иy=0;
–
для опертой задней части ствола на задней обойме люльки,
т. е . при z = − lоп прогиб примем равным величине диаметрального
зазора
.
y= −∆
Для свободного конца ствола, т. е .
при z = l, перерезывающая сила Q и изгибающий момент
равны нулю и, следовательно, при z = l у"=0 и
///
0
y=
В соответствии с такими граничными условиями уравнения
(7.40) запишутся в следующем виде:
40;
c=
4
3
2
оп
1
2
оп
оп
3оп
;
24
6
2
ql
c
c
l
lcl
EJ
−
+
−
=−∆
2
1
20;
2
ql
clc
EJ
++=
10
ql
c
EJ
+=
.
Совместное решение последних уравнений дает возможность
определить постоянные интегрирования
40;
c=
1
;
ql
c
EJ
=−
2
2
;
2
ql
c
EJ
=
(2
2
оп
3
оп
оп
4
6
.
24
ql
c
llll
EJ
l
=
+
+
+
Подставляя найденные значения постоянных интегрирования
в уравнение (7.40), получим уравнение, которое будет определять
форму изгиба ствола под влиянием собственной массы
(
)(
)
2
22
2
2
оп
оп
оп
46
4
6
.
24
q
z
y
z
lzlzlzllll
EJ
l
=
−
+
+
+
+
+
Максимальное значение прогиба в дульной части ствола
(
)
4
2
2
оп
max
оп
оп
оп
4
6
.
8
24
qll
ql
l
y
llll
EJ
EJ
l
∆
=
+
+
+
+
При таком закреплении ствола граничные условия:
для опертой средней части ствола на передней обойме люль-
для опертой задней части ствола на задней обойме люльки,
прогиб примем равным величине диаметрального
и изгибающий момент М
0
=.
тветствии с такими граничными условиями уравнения
;
(7.41)
ледних уравнений дает возможность
)
2
2
оп
оп
оп
46
.
c
llll
EJ
l
∆
=
+++
Подставляя найденные значения постоянных интегрирования
), получим уравнение, которое будет определять
форму изгиба ствола под влиянием собственной массы
оп
46
46
.
q
z
EJ
l
∆
=
−+
+
+++
(7.42)
Максимальное значение прогиба в дульной части ствола
оп
46
.
ql
l
EJ EJ
l
∆
(7.43)
173
Рис. 7 .7 . К опр еделению угла вылета снаряда от статического изгиба ствола
В случае размещения центра массы ствола в пределах люльки
в граничных условиях на задней опоре необходимо принять
у=0,т.е.∆ =0.Тогдаполучим
(
)(
)
2
22
2
2
оп
оп
оп
46
4
6
.
24
q
y
z
lzlzl
llllz
EJ
=
−
+
+
+
+
При наличии дульного тормоза изгиб ствола под действием его
веса ДТ
q будет
()
2
ДТ
ДТ
3
.
6
qz
y
lz
EJ
=
−
Приz=l
3
ДТ
ДТ max
.
3
ql
y
EJ
=
Суммарный прогиб ствола определяется как ст
ДТ
yyy
=
+
Найденное суммарное значение прогиба дульной части ствола
позволяет определить и составляющую угла вылета γ
d
2
.
d
q
zl
y
y
z
l
=
γ=
=
Более точная расчетная схема для определения статического
прогиба дульного среза ствола представлена на рис.
здесь рассматривается как консольная балка переменного сечения
длиной lкон, где lкон – часть ствола, находящаяся вне люльки и с
члененная с ней с зазором ∆ на длине опорной базы в люльке
На ствол действует переменная по длине распределенная н
грузка от собственного веса q(z). Наличие надульного устройства
(например, дульного тормоза) учитывается сосредоточенной н
грузкой Рд. Отличие случая а от случая б (рис. 7.8) заключается
ению угла вылета снаряда от статического изгиба ствола
ствола в пределах люльки
в граничных условиях на задней опоре необходимо принять z = l,
оп
оп
оп
46
46
.
y
zlzlzlllllz
(7.44)
наличии дульного тормоза изгиб ствола под действием его
(7.45)
(7.46)
ст
ДТ.
yyy
=
+
Найденное суммарное значение прогиба дульной части ствола
q
γ (рис. 7.7)
(7.47)
Более точная расчетная схема для определения статического
прогиба дульного среза ствола представлена на рис. 7.8. Ствол
здесь рассматривается как консольная балка переменного сечения
ствола, находящаяся вне люльки и со-
на длине опорной базы в люльке lоп.
На ствол действует переменная по длине распределенная на-
. Наличие надульного устройства
тся сосредоточенной на-
(рис. 7.8) заключается
174
в том, что во втором случае, если центр масс с учетом казенника
и надульного устройства располагается на консольной части ств
ла, то учитывается поворот ствола при выборе зазора
(обоймах) или захватах люльки.
Рис. 7 .8 . Расч етная схема определения прогиба ствола в сечении дульного среза:
а – Центр масс (ЦМ) располагается в пределах опорной поверхности люльки;
б – ЦМ располагается в консольной части ствола
Уравнение изогнутой оси балки переменного сечения от н
равномерно распределенной нагрузки [60]:
2
2
2
2
d
d
(())(),
d
d
EJz
qz
z
z
⋅
⋅
=
где J(z) и q(z) – момент инерции сечения ствола и интенсивность
распределенной нагрузки, соответственно:
4
4
2
1
()(()()),
4
Jz
RzRz
π
=
−
2
2
2
1
()
( () ()),
qz
gRzRz
=π⋅ρ⋅
⋅
−
где ρ – плотность; g – ускорение свободного падения.
В традиционных обозначениях (7.48) записывается
темы четырех дифференциальных уравнений первого пор
а
б
в том, что во втором случае, если центр масс с учетом казенника
и надульного устройства располагается на консольной части ство-
ре зазора ∆ в полозках
Расчетная схема определения прогиба ствола в сечении дульного ср еза:
Центр масс (ЦМ) располагается в пределах опорной поверхности люльки;
Уравнение изогнутой оси балки переменного сечения от не-
(7.48)
момент инерции сечения ствола и интенсивность
2
2
2
1
()
( () ()),
qz
gRzRz
=π⋅ρ⋅ ⋅ −
записывается в виде сис-
х дифференциальных уравнений первого порядка:
175
d()
(),
d
yz
z
z
=θ
4
4
2
1
d()
()
4()
,
d
()
(()())
z
Mz
Mz
z
EJz E
RzRz
θ
=
=
⋅
⋅π⋅
−
(7.49)
d()
(),
d
Mz
Qz
z
=−
2
2
2
1
d()
()
( () ()),
d
Qz
qz
gRzRz
z
=
=π⋅ρ⋅
⋅
−
где у, θ, М и Q – соответственно прогиб, угол поворота, изгибаю-
щий момент и перерезывающая сила в сечении с координатой z.
Тогда статический прогиб f свободного конца определяется
выражением:
кон
0
()d.
l
f
zz
=
θ
∫
(7.50)
В случае, если центр масс ствола с учетом надульного устрой-
ства и казенника находится впереди опорной базы люльки lоп, то
следует учесть поворот ствола при выборе зазора в полозках или
обоймах люльки:
кон
кон
оп
0
()
()
d arctg().
()
l
Mz
l
z
EJz
l
∆
θ
=
+
⋅
∫
(7.51)
Решить систему дифференциальных уравнений (7.49) аналити-
чески представляется возможным только для простых случаев. Кон-
фигурация же реального ствола является достаточно сложной, по-
этому целесообразно решить задачу с помощью аппроксимации
конфигурации ствола одномерными конечными элементами с задан-
ной точностью, которая зависит от количества конечных элементов
(КЭ). В данной постановке конечным одномерным элементом вы-
ступит труба длинной l с постоянными по всей длине внутренним R1
и наружным R2 радиусами. Практика показала, что достаточная точ-
ность достигается уже при разбиении элемента реальной металло-
конструкции на несколько (до десяти) одномерных КЭ.
Тогда для i-го конечного элемента можно записать:
для перерезывающей силы:
2
2
1
1
2
1
0
()
()d
(
),
l
i
i
i
QlQ
qzzQ
jgRRl
−
−
=
+
=
+π⋅ρ ⋅
⋅
−
∫
(7.52)
где R1 и R2 – ответственно внутренний и наружный радиус КЭ.
lкон
lкон
176
Для изгибающего момента:
2
2
2
1
1
1
2
1
0
()
()d
(
);
2
l
i
i
i
il
l
MlM
QzzMQ
gRR
−
−
−
⋅
=
+
=
+
+π⋅ρ ⋅
−
∫
(7.53)
для угла поворота сечения:
2
2
2
1
1
1
2
1
10
2
3
2
2
1
1
1
2
1
1
1
()
(
(
))d
2
1
(
(
));
2
6
l
i
i
i
i
i
i
i
i
i
z
l
MQl
gRR
z
EJ
l
l
MzQ
gRR
EJ
−
−
−
−
−
−
−
−
θ=θ+
+
⋅
+π⋅ρ ⋅
⋅
−
⋅
=
⋅
=θ+
⋅
+
+π⋅ρ ⋅
−
∫
(7.54)
для прогиба:
1
2
3
2
2
1
1
1
1
1
2
1
0
0
2
3
4
2
2
1
1
1
1
2
1
1
()
d
(
(
))d
2
6
1
(
(
)),
2
6
24
i
l
l
i
i
i
i
i
J
i
i
i
i
i
z
z
yly
z
MzQ
gRR
z
l
l
l
y
l
M
Q
gRR
EJ
−
−
−
−
−
−
−
−
−
−
=
+θ
+
⋅
+
⋅
+π⋅ρ ⋅
⋅
−
⋅
=
=
+θ⋅+
⋅
+
⋅
+π⋅ρ ⋅
⋅
−
⋅
∫∫
где Qi−1, Mi−1, θi−1, yi−1
–
значения силы, момента, угла поворота и
прогиба с предыдущего участка (КЭ), а l – длина текущего КЭ.
Расчет начинается со свободного конца консоли при Qi−1 = 0
или Qi−1 = Рд (если есть надульное устройство) и Mi−1 = θi−1 = yi−1 = 0.
Угол поворота и прогиб определятся как сумма по всем участкам
кон
()
();
i
i
l
l
θ
=
θ
∑
кон
()
().
i
i
yl
yl
=
∑
(7.56)
В табл. 7.5 и 7.6 представлены соответственно исходные дан-
ные и результаты расчетов характеристик статического изгиба для
орудий разных типов.
Таблица 7.5
Исходные данные для расчетов
Характеристики
ствола
Тип арт. системы
п
у
ш
к
а
,
8
5
м
м
г
а
у
б
и
ц
а
,
1
2
2
м
м
п
у
ш
к
а
,
1
0
0
м
м
С
А
О
,
1
5
2
,
4
м
м
т
а
н
к
о
в
а
я
п
у
ш
к
а
,
1
2
5
м
м
К
А
А
У
,
1
0
0
м
м
С
А
О
,
2
0
3
,
2
м
м
Длина ствола, мм
4146 3995 5345 7200 6000 5900 11400
Длина консольной
части ствола, мм
3100 2520 4265 5550 4500 4800 8200
Масса дульного
тормоза, кг
35,5 109
85
115
отсутствует
(7.55)
177
Окончание табл. 7 .5
Характеристика
ствола
Тип арт. системы
п
у
ш
к
а
,
8
5
м
м
г
а
у
б
и
ц
а
,
1
2
2
м
м
п
у
ш
к
а
,
1
0
0
м
м
С
А
О
,
1
5
2
,
4
м
м
т
а
н
к
о
в
а
я
п
у
ш
к
а
,
1
2
5
м
м
К
А
А
У
,
1
0
0
м
м
С
А
О
,
2
0
3
,
2
м
м
Масса казенника, кг
135
245
250
304
500
250 692,5
Масса ствольной
трубы, кг
614 602,6 1000 1520 1102,5 1000 2770
Внутр. диаметр, мм
86,7 124,44 102
155,4
125 101,5 207,2
Нар. диаметр, max, мм 200
242,6 208,0 324,9
240 200,9 420
Нар. диаметр, min, мм
116 156,4
130
192,8
160
130 266
Таблица 7.6
Результаты расчетов
Тип арт. системы
Калибр,
мм
Прогиб ствола
в сечении
дульного
среза, мм
Угол поворота
сечения дульного
среза, рад
Расстояние
от казенного среза
ствола до центра масс
откатных частей, мм
Пушка
85
1,8
1,29E-03
1520
Гаубица
122
0,85
8,15E-04
1250
Пушка
100
3,29
1,64E-03
1770
САО
152,4
4,26
1,63E-03
2385
Танковая пушка
125
1,56
6,67E-04
1260
КААУ
100
3,41
1,47E-03
1270
САО
203,2
7,63
6,98E-03
3350
7.5 .3 . Динамический изгиб ствола
Под динамическим изгибом ствола понимается его упругий из-
гиб, вызываемый действием на ствол сил, возникающих в системе
«снаряд–пороховые газы–ствол–откатные части–противооткатные
устройства–качающаяся часть орудия » при выстреле.
Главными возмущающими силами в указанной системе, опре-
деляющими динамический изгиб ствола, являются:
178
–
равнодействующая силы давления пороховых газов на дно
канала ствола Pкн;
–
сила сопротивления откату R;
–
центробежная сила снаряда при прохождении дульного среза
2
снД
mV
F
ρ
=
.
Перечисленные силы обусловливают возникновение следую-
щих моментов:
–
момента кн
P e равнодействующей силы давления пороховых
газов, где e − расстояние между центром масс откатных частей
и осью ствола (плечо динамической пары);
–
момента Rd силы сопротивления откату, где d – плечо дейст-
вия силы R (расстояние от линии действия тормоза отката до цен-
тра масс откатных частей) (рис. 7.9);
–
момента
2
снД
ц
mV
F
l
ρ
=
центробежной силы взаимодействия
снаряда со стволом, где плечо lц – расстояние от оси цапф до дуль-
ного среза ствола.
Из конструктивных параметров наибольшее влияние на дина-
мический изгиб оказывает жесткость ствола и особенно жесткость
его консольной части. С повышением жесткости ствола динамиче-
ский изгиб уменьшается, а при относительно большой жесткости
ствол при выстреле практически будет перемещаться как абсолют-
но жесткое тело. В этом случае динамическим изгибом ствола при
определении угла вылета можно пренебречь.
Значительное влияние на рассеивание углов вылета оказывают
колебания третьего тона, в то время как колебания второго и пер-
вого тонов мало влияют на рассеивание углов вылета вследствие
того, что при вибрациях ствола первого и второго тонов рассеива-
ние углов вылета невелико и их величина определяется другими
факторами, не связанными с динамическим изгибом ствола.
Для определения угла, вызываемого динамическим изгибом
ствола η
γ , можно воспользоваться полуэмпирическими формула-
ми, полученными различными исследователями [36, 29].
Одна из таких формул имеет следующий вид:
179
2
max
кн
max
снд
п
д
ц
η
γ
,
К
mV
В
PеRd
ll
ЕIB
ρ
=
⋅
+
−
(7.57)
где дополнительно обозначено:
п
В – экваториальный момент инерции части ствола, лежащей
впереди сечения, отвечающего максимальному давлению
пороховых газов;
к
В – экваториальный момент инерции качающейся части ствола;
max
кн
Р – наибольшее значение равнодействующей силы давления
пороховых газов;
д
R – сила сопротивления откату в момент вылета снаряда из ка-
нала ствола;
max
l – расстояние, измеряемое по оси канала ствола от оси цапф
до сечения, отвечающего максимальному давлению поро-
ховых газов.
7.5 .4 . Угол поворота качающейся части орудия при выстреле
Под влиянием сил, действующих на орудие при выстреле, его
качающаяся часть (рис. 7.9) вращается относительно цапф Oz и за
время движения снаряда по каналу ствола поворачивается с неко-
торой угловой скоростью на угол φ
γ.
Рис. 7 .9 . Схема сил и моментов, действующих на качающуюся часть орудия
при выстреле
180
Для определения составляющей угла вылета, вызванного пово-
ротом качающейся части орудия, примем следующие допущения
(рис. 7.9):
−
качающаяся часть орудия, включая люльку, противооткатные
устройства и ствол, представляют собой абсолютно жесткое тело
с постоянным радиусом кривизны ρ ;
−
ось цапф О к моменту вылета снаряда из канала ствола оста-
ется неподвижной;
−
ствол вместе со всей качающейся частью вращается вокруг
оси цапф;
–
центр масс люльки лежит на оси цапф;
−
момент силы от уравновешивающего механизма (при его на-
личии) больше момента от веса качающейся части, т. е.
ур
0
M
∆>.
Для определения составляющей угла вылета φ
γ составим урав-
нение вращательного движения качающейся части орудия при вы-
стреле. При принятых допущениях за время движения снаряда по
каналу ствола оно может быть записано на основании теоремы об
изменении кинетического момента твердого тела [10]. Примени-
тельно к качающейся части (GkOz – ее кинетический момент отно-
сительно оси цапф Oz ) имеем:
()
d
d
kОz
oz
j
G
МF
t
=
∑
.
(7.58)
Будем считать, что кинетический момент качающейся части
орудия относительно оси цапф Oz равен сумме кинетических мо-
ментов люльки –
л.Оz
G , откатных частей –
.
от Оz
G и снаряда –
сн.Оz
G:
.
kОz
G=
л.Оz
G+
.
от Оz
G + сн.Оz
G,
(7.59)
где
.
л.
л.
Оz
Оz
GJφ
=
γ;
л.Оz
J – момент инерции люльки относительно оси цапф
.
Oz
После приведения кинетического момента откатных частей
к оси цапф [69] выражение для него запишется в виде:
()
2
2
.
от
от от
от
,
Оz
G
mVd
xy
φ
=
+γμ
+
∑
ɺ
(7.60)
где индекс суммирования для простоты записи опущен;
от
μ – элементарные массы откатных частей,
x , y – координаты центров элементарных масс откатных частей.
181
Аналогично записывается и кинетический момент снаряда
сн.Оz
G относительно оси цапф:
()
()
2
2
.
сн
сн сн
сн
,
Оz
G
mVde
xy
φ
=−
+−γμ
+
∑
ɺ
(7.61)
где сн
m – масса снаряда;
сн
μ – элементарная масса снаряда;
x, у – координаты центров элементарных масс снаряда.
Подставляя значения для кинетических моментов л.Оz
G,
.
от Оz
G
и сн.Оz
G в уравнение (7.59), получим
()
()
()
.
2
2
.
л.
2
2
от от
от
сн сн
сн
.
kОz
Оz
GJ
mVd
x
y
mVde
x
y
φ
φ
φ
=
γ+
+γ
μ
+
−
−
+−γ
μ
+
∑
∑
ɺ
ɺ
(7.62)
Полная производная по времени от кинетического момента ка-
чающейся части относительно оси цапф Oz после проведения со-
ответствующих преобразований будет иметь вид:
(
)
()
.
.
от от
сн сн
от
сн
от
сн
d
2
d
d
d
,
d
d
kОz
kОz
GJ
mVsmVx
t
V
V
md
mde
t
t
φ
φ
=
γ+
−
γ+
+
−
+
ɺɺ
ɺ
(7.63)
где
.
kОz
J – момент инерции качающейся части относительно цапф
Oz;
s – путь отката;
x – путь движения снаряда по каналу ствола.
Для дальнейшего преобразования этого уравнения используем
уравнение движения снаряда
сн
сн
сн
d
,
d
V
m
PF
t
=
−
или, так как
сн
P
F
>> ,то
сн
сн
сн
d
,
d
V
m
P
t
≈
и уравнение движения откатных частей
от
от
кн
d
,
d
V
m
PR
t
=
−
то при сн
кн
PP
≈
получим уравнение
(
)
.
.
от от
сн сн
кн
d
2
.
d kОz
kОz
GJ
mVsmVx
PeRd
t
φ
φ
=
γ+
−
γ−−
ɺɺ
ɺ
(7.64)
182
Преобразуем правую часть уравнения (7.58). Сумма момен-
тов сил, действующих на качающуюся часть орудия, относительно
оси цапф
()
2
ур
0
0
сн
cн
,
сн
тр
cos φ
x
Оz
j
x
x
mV
МF
МQx
u
ql
lМ
ρ
ρ
=∆
+
−
−
+
−
∑
(7.65)
где
0
Q – сила тяжести откатных частей;
сн
q – сила тяжести снаряда;
u – реакция зуба шестерни сектора подъемного механизма;
0
ρ – радиус начальной окружности сектора подъемного меха-
низма;
x
l – плечо силы тяжести снаряда относительно оси цапф;
.
тр
Мkφ
=
γ – момент сил трения в цапфах люльки, величину ко-
торого принимаем пропорционально угловой скорости поворота
качающейся части орудия,
где k– коэффициент пропорциональности.
Момент реакции зуба шестерни вала подъемного механизма
может быть представлен как произведение угловой жесткости
подъемного механизма на угол поворота:
0
φφ
γ
u
c
.
ρ=
Принимая во внимание последние два уравнения, подставляя
их значения в уравнение (7.65), будем иметь
()
2
.
ур
0
φφ
φ
сн
сн
сн
cos φ
γ.
x
Оz
j
x
x
mV
МF
МQx
c
ql
lk
γ
ρ
=∆
+
−
−
+
−
∑
(7.66)
Подставляя в уравнение (7.58) значения
d
d
кОz
G
t
и
()
Оz
j
МF
∑
,
получим
(
)
.
φ
φ
φφ
2
сн
ур
0
от от
сн сн
сн
кн
сн
γ2
γ
γ
cos φ
.
kОz
x
x
x
J
mVsmVxk
c
mV
PeRdМQx
lql
ρ
+
−
++
=
=
+
+∆
+
+
−
ɺɺ
ɺ
(7.67)
В практических расчетах по определению угла поворота ка-
чающейся части орудия в дульный момент времени силы Кориоли-
183
са откатных частей и снаряда без больших погрешностей в резул
татах расчета можно принимать равными, тогда уравнение (7.67)
может быть переписано таким образом
()
2
2
кОz
Мt
J
φ
φ
φ
γ+λγ+ωγ=∑
ii
i
,
(7.68)
где λ – коэффициент затухания поперечных колеба
определяется опытным путем и для существующих орудий измен
ется от 2,5 до 4,0;
кОz
с
J
ω=
–
частота собственных поперечных
колебаний качающейся части;
()
2
ур
0
сн
сн
кн
сн
cos φ
x
x
x
mV
МtPeRdМQx
lql
ρ
=
+
+∆
+
+
−
∑
щее значение суммарного момента, которое на время движения
снаряда по каналу tд определяется графически. Графики измене
ния составляющих моментов в функции от времени [3
на рис. 7.10.
При построении составляющих моментов в одном масштабе
график суммарного момента определяется алгебраической суммой
составляющих моментов (рис. 7.10).
Рис. 7 .10 . Графики составляющих моментов
льших погрешностей в резуль-
та можно принимать равными, тогда уравнение (7.67)
,
(7.68)
коэффициент затухания поперечных колебаний, который
м и для существующих орудий изменя-
частота собственных поперечных
кн
сн
x
x
МtPeRdМQx
lql
=++∆+
+
− – теку-
время движения
определяется графически. Графики измене-
ния составляющих моментов в функции от времени [35] приведены
При построении составляющих моментов в одном масштабе
ческой суммой
184
Наличие графика изменения суммарного момента (рис.
позволяет решение уравнения (7.68) производить по участкам, на
которых за время ∆t изменение суммарного момента принимается
линейным
1
1
.
i
i
t
i
ММ
ММ
t
t
−
−
−
=
+
∆
Рис. 7 .11 . График изменения суммар ного момента
Если принять значение экваториального момента инерции к
чающейся части орудия постоянным на интервале изменения
дифференциальное уравнение движения при линейном изменении
правой части этого уравнения будет иметь следующее решение
()
0
0
0
.
0
2
2
2
2
2
2
2
cos
sin
1
sin cos
3
2
sin 2 cos
,
t
t
кОz
t
кОz
М
pt
pte
e
pt pt
J
p
b
e
p
t
pt
pt
J
p
φ
φ
−λ
−λ
φ
φ
−λ
γ +λγ
λ
γ=γ
+
+
−
+
+
ω
−λ
λ
+
−
−
λ
−
ω
ω
ω
ɺ
где p
–
частота собственных поперечных колебаний качающейся
части с учетом затухания колебаний
2
2
p=ω−λ
0
φ
γ – начальный угол поворота качающейся части с уч
сматриваемого участка;
0
φ
γɺ
–
начальная скорость поворота качающейся части в тот же
момент времени.
Наличие графика изменения суммарного момента (рис. 7.11)
позволяет решение уравнения (7.68) производить по участкам, на
момента принимается
График изменения суммарного момента
Если принять значение экваториального момента инерции ка-
чающейся части орудия постоянным на интервале изменения ∆t, то
ижения при линейном изменении
правой части этого уравнения будет иметь следующее решение:
cos
sin
1
sin
cos
pt
pte
e
pt
pt
γ=γ
+
+
−
+
+
(7.69)
частота собственных поперечных колебаний качающейся
2
2
=ω−λ;
начальный угол поворота качающейся части с учетом рас-
начальная скорость поворота качающейся части в тот же
185
Для определения угла поворота качающейся части на первом
участке, т. е . при 0
t = , принимаем
0
0
0
φ
φ
γ=γ
=
ɺ
.
Следовательно,
для первого участка уравнение (7.69) упрощается и принимает вид:
()
1
0
1
1
2
.
2
2
1
1
1
2
2
2
2
.
1
sin
cos
sin
2 cos
.
it
i
кОz
t
кОz
М
e
pt
pt
J
p
b
e
p
t
pt
pt
J
p
−λ∆
φ
−λ∆
λ
γ=
−
∆+
∆+
ω
−
λ
λ
+
∆−
∆−λ
∆−
ω
ω
ω
7.5 .5 . Влияние угловой скорости поворота
дульной части ствола на угол вылета
Составляющая угла вылета γω вызывается угловой скоростью
поворота дульной части ствола к моменту вылета снаряда из канала
(рис. 7.12). На величину этого угла, помимо скорости поворота
дульной части ствола, определяющее влияние оказывает и дульная
скорость снаряда.
Рис. 7 .12 . К определению угловой скорости поворота дульной части ствола
На основании рис. 7.12 можно записать
д
tg
V
V
ω
ω
γ=
или
,
ц
д
tg
,
l
V
φη
ω
′
γ
γ=
ɺ
где Vω
−
величина скорости поворота дульной части ствола;
д
V − величина дульной скорости снаряда;
ц
l ′ − расстояние от дульного среза ствола до оси цапф орудия,
измеренное по оси канала ствола.
ающейся части на первом
0 . Следовательно,
для первого участка уравнение (7.69) упрощается и принимает вид:
2
2
2
2
2
sin 2 cos
.
−λ
λ
+
∆−
∆−λ∆−
ω
ω
ω
(7.70)
сти поворота
вызывается угловой скоростью
поворота дульной части ствола к моменту вылета снаряда из канала
). На величину этого угла, помимо скорости поворота
определяющее влияние оказывает и дульная
определению угловой скорости поворота дульной части ствола
tg
,
величина скорости поворота дульной части ствола;
расстояние от дульного среза ствола до оси цапф орудия,
186
Полагая вследствие малости углов tg ω ω
γ ≈γ , получимс доста-
точной для практики точностью выражение для определения со-
ставляющей γω угла вылета
,
ц
д
.
l
V
φη
ω
′
γ
γ=
ɺ
(7.71)
7.5 .6 . Влияние нагрева ствола на угол вылета
В гл. 5 рассмотрены факторы, определяющие возникновение
и величину теплового изгиба ствола как вследствие неравномерно-
го прогрева стенок от пороховых газов из-за технологических по-
грешностей формы метательной трубы, так и вследствие неодина-
кового лучистого нагрева и охлаждения по наружному контуру от
метеорологических условий. Именно эти факторы обусловливают
образование составляющей угла вылета T
γ.
Для определения изгибающего момента, определяющего γТ,,
представим, что каждый элементарный участок ствола ограничен
с торцев абсолютно жесткими стенками. При таком предположе-
нии участки ствола не могут удлиняться в продольном направле-
нии и в них возникнут осевые напряжения.
()
0
,
,
z
ЕТr
σ=α∆θ
(7.72)
где α – коэффициент линейного расширения орудийной стали;
∆T(θ, r) – перепад температур в окружном (θ) и радиальном (r) на-
правлениях;
σz
0
–
осевое напряжение в точке, определяемое координатами
θиr.
Изгибающий момент, действующий в каждом поперечном се-
чении ствола:
0
0
d
и
z
s
М
zs
=σ
∫
0
0
cosd.
и
z
s
М
r
s
=σ
θ
∫
Заменим в последнем выражении величину ds ее значением
и, подставляя значение осевого напряжения (7.72) в последнее вы-
ражение, получим:
0
(,) cosd
и
s
М
Т rEr
zdr
=α∆θ
θθ
∫
(7.73)
Еr
T
z
)
,
(
0
θ
α
σ=
187
Необходимую для определения изгибающего момента функ-
циональную зависимость распределения перепада температур по
поперечному сечению ствола представим в виде:
()
(
)
1
1
1
2
2
1
(1cos)
1 cos
,
2
2
T
rr
Тr
TT
rr
∆+θ
−
+θ
∆θ=
+
∆−∆
−
,
(7.74)
где ∆T1 – максимальный диаметральный перепад температур на
внутренней поверхности ствола;
∆T2 – максимальный перепад температур по наружной поверх-
ности ствола в той же диаметральной плоскости.
Подставляя значение ∆T (θ, r) в уравнение (7.73), после интег-
рирования и проведения необходимых преобразований получим:
(
)
()
4
4
0
3
3
1
1
2
1
1
2
2
1
1
2
2
1
2
1
2
.
8
и
Т
r
r
r
M
ETT
r
r
ТТrr
rr
∆
−
π
=α∆−∆
−
−
+
∆−∆
−
−
(7.75)
Величина изгибающего момента может быть выражена через
радиус кривизны рассматриваемого участка ствола ρ в виде:
0
и
EI
М
ρ
=
, где
4
4
2
1
().
4
I
r
r
π
=
−
(7.76)
Приравнивая правые части уравнений (7.75) и (7.76) и разре-
шая равенство относительно ρ , получим:
()
(
)
2
1
3
3
2
1
1
1
2
2
1
1
4
4
2
1
1
2
2
.
α
12
()
rr
r
r
Т
ТТ
rr
r
r
r
ТТ
ρ
−
=
−
∆
∆−∆
+⋅
−
−
−
∆−∆
(7.77)
Имея в виду, что угол T
γ связан с радиусом кривизны ρ и дли-
ной ствола lств соотношением:
ств
Т
1000
γ
,
l
ρ
⋅
=
окончательное вы-
ражение для определения составляющего угла вылета γТ будет оп-
ределяться следующей формулой:
(
)3 33
ств
1
2
2
1
1
Т
2
1
1
4
4
2
1
2
1
1
2
10
12
().
2(
)
lТТ
r
r
Т
rr
r
rr
r
r
ТТ
α⋅
∆−∆
−
∆
γ=
+
−
−
−
−
∆−∆
(7.78)
188
7.5 .7 . Вычисление угла вылета
Вычисления углов вылета снаряда сопряжены с решением ком-
плексных задач, учитывающих различные процессы, протекающие
при выстреле, а также остаточные явления от предыдущего вы-
стрела. В силу неопределенности многих начальных и граничных
условий строгое решение данной задачи в детерминированной по-
становке затруднительно, поэтому правомерно говорить об ожи-
даемых углах вылета снаряда.
В соответствии с ранее выполненными исследованиями о влия-
нии различных факторов на образование и величину угла вылета для
большинства современных артиллерийских орудий решение задачи
по определению угла вылета в значительной степени упрощается,
так как без большой погрешности угол вылета может быть представ-
лен геометрической суммой трех углов
.
Т
φ
ω
γ=γ +γ ±γ Расчетная
практика показывает, что это наиболее значимые составляющие
угла вылета.
Также значительно упрощается вычисление угла поворота ка-
чающейся части орудия ,
φ
γ если в уравнении вращательного дви-
жения качающейся части орудия пренебречь второстепенными мо-
ментами. Тогда уравнение (7.68) запишется:
(
)
кн
1
.
kОz
РеRd
J
φ
γ=
+
ɺɺ
(7.79)
Выражение для угловой скорости поворота качающейся части
орудия, отвечающего моменту выхода снаряда из канала ствола,
примет вид:
д
д
кн
0
0
1
d
d.
t
t
kОz
еРtdRt
J
φ
γ=
+
∫∫
ɺ
(7.80)
Для решения уравнения необходимо определить импульс силы
давления пороховых газов на дно канала за время tд и импульс си-
лы сопротивления откату R за время движения снаряда по каналу
ствола.
Импульс давления пороховых газов на дно канала за время tд
в предположении свободного отката ствола равен количеству дви-
жения откатных частей, т. е .
189
д
кн
д
0
от от.
d
t
РtmV
=
∫
,
где
д
от.
V – скорость свободного отката к моменту вылета снаряда
из канала [69]:
cн
д
cн.д
0
от.
0,5
,
q
V
V
Q
+
ω
=
где
д
сн.
V – скорость снаряда к моменту вылета из канала ствола;
0
Q,
cн
q , ω – массы откатных частей, снаряда и заряда соответ-
ственно.
Силу сопротивления откату R за время движения снаряда по
каналу ствола примем изменяющейся по линейному закону:
д
0
0
д
RR
RR
t
t
−
=
+
,
тогда
д
д
0
кн
д
0
d
2
t
RR
Рt
t
+
=
∫
.
При этих условиях скорость поворота качающейся части ору-
дия к моменту вылета снаряда из канала ствола будет определяться
д
0
дд
.
.
от от.
(
).
2
кОz
кОz
е
d
mV
RRt
J
J
φ
γ=
+
+
ɺ
(7.81)
Угол поворота качающейся части в тот же момент времени
д
д
д
д
кн
.
00
00
1
d
d
dd.
t
t
t
t
кОz
еtРtdtRt
J
φ
γ=
+
∫∫ ∫∫
(7.82)
После интегрирования последнего уравнения окончательная
формула для определения угла поворота качающейся части орудия
запишется в таком виде:
()
0
д
д
2
д
.
.
от
2
,
6
кОz
кОz
RRd
mLе
t
J
J
φ
+
γ=
+
(7.83)
где
сн
д
д
0
сн
0,5
q
L
l
Qq
+
ω
=
++ω
–
путь свободного отката к моменту вылета
снаряда из канала ствола.
190
При определении угла φ
γ и угловой скорости φ
γɺ поворота ка-
чающейся части орудия по формулам (7.81) и (7.83) величину эква-
ториального момента инерции качающейся части определяют по од-
ной из приближенных формул. Значение составляющих углов выле-
таω
γ и Тγ находим no формулам (7.71) и (7.78) соответственно.
В качестве иллюстрации изложенных теоретических предпо-
сылок рассчитаны составляющие угла вылета снаряда для ряда арт-
систем, возникающие вследствие:
–
абсолютного поворота ствола вокруг цапф φγ ;
–
наличия поперечной скорости снаряда в момент его вылета
из канала ствола ω
γ;
–
неравномерного нагрева стенок ствола Т
γ.
Исходные и промежуточные данные расчетов сведены в табл.
7.7 и 7.8.
Таблица 7.7
Исходные данные для расчетов
Характеристика
выстрела
и орудия
Тип арт. системы
пушка,
85 мм
гаубица,
122 мм
пушка,
100 мм
САО,
152,4 мм
танковая
пушка, 125 мм
КААУ,
100 мм
САО,
203,2 мм
Масса
снаряда, кг
9,54 21,76 15,6
46
7,2
15,6
110
Масса
заряда, кг
2,85 3,925 5,5 19,36
9,37
5,47
42,74
Дульная
скорость
снаряда, м/с
850
690
900
970
1710
880
960
Масса
качающейся
части, кг
920 2186,6 2785 3884,6
3502,5
2700 7063,5
Масса откат-
ных частей, кг 785
1230 1450 1945,6
1900
1450
3601
Длина отката,
мм
515
940
720 1400
340
600
1320
191
Окончание табл. 7 .7
Характеристика
выстрела
и орудия
Тип арт. системы
пушка,
85 мм
гаубица,
122 мм
пушка,
100 мм
САО,
152,4 мм
танковая
пушка, 125 мм
КААУ,
100 мм
САО,
203,2 мм
Скорость
свободного
отката, м/с
13
13
17
18
32
17
18
Расстояние от
цтКЧдооси
цапф, мм
855
1200 400
500
450
400
1000
Расстояние от
дс до оси
цапф, мм
4065 4642 3741,5 5040
4200
4130
7980
Момент инер-
ции КЧ отно-
сительно оси
цапф,
кгс·м ·с
2
68,2 320,9 45,4 99,0
72, 3
44,0
720,0
Время движе-
ния по ство-
лу, с
0,0093 0,012 0,012 0,015
0,007
0,013 0,024
Сила сопр.
отк. в дульн.
момент, кгс
5600 10655 14180 33782
69010
10400 315712
Нач. сила
сопр. откату,
кгс
2100 2425 2047 9147
6498
2410
5309
Внутр. диа-
метр, мм
86,7 124,44 102 155,4
125
101,5 207,2
Нар. диаметр,
мм
200 242,6 208,0 324,9
240
200,9
–
Принятые в расчете (табл. 7.8) температурные перепады ∆T1
и ∆T2 получены при решении двумерных задач теплопроводности
(см. разд. 5) при разностенности 0,8 мм для наземных и корабель-
ных орудий и 0,3 мм для танковой пушки. Режим стрельбы – мето-
дический огонь при ресурсных испытаниях; длина серии (очереди)
и скорострельность стрельбы указаны в табл. 7.8.
192
Таблица 7.8
Промежу точные данные для расчетов
Тип арт.
системы
Калибр,
мм
Перепад температур
внутренней
поверхности, ∆T1 °С
Перепад
температур
наружной поверх-
ности ∆T2 °С
Режим: длина серии
(очереди) выстрелов/
скорострельность,
выстр/мин
Пушка
85
300
240
120/6
Гаубица
122
180
130
60/2
Пушка,
100
200
190
90/1,5
САО
152,4
180
130
60/1,0
Танковая
пушка
125
250
100
12/3
КААУ
100
300
50
30/60
Результаты расчетов представлены в табл. 7.9.
Таблица 7.9
Результаты расчетов
Тип арт.
системы
Калибр, мм
Угловая
скорость
поворота φ
γɺ,
рад/с
Угол
поворота
вокруг
оси цапф φγ ,
рад
Составляю-
щая угла
вылета
от угловой
скорости
ω
γ ,рад
Составляющая
угла вылета
от неравномер-
ного нагрева
стенок ствола
Т
γ ,рад
Максимально
возможный
угол вылета,
рад
Пушка
85
4,35E-01 1,77E-03 2,08E-03
±9,6E-02
9,7Е-02
Гаубица
122
2,83E-01 1,30E-03 1,94E-04 ±1,96E-02 3,32E-01
Пушка
100
8,49E-01 3,78E-03 3,60E-04 ±3,77E-02 5,84E-01
САО
152,4 1,61E+00 9,66E-03 8,52E-04 ±2,68E-02 3,66E-01
Танковая
пушка
125 1,65E+00 4,19E-03 4,13E-04 3,53E-02 3,66E-01
КААУ
100
7,80E-01 4,14E-03 3,73E-04 4,41E-02 8,13E-01
САО
203,2 5,29E+00 4,26E-02 4,49E-03
–
–
193
Отметим наиболее существенный вклад в максимально воз-
можную величину дульного угла составляющей от неравномерного
нагрева ствола из-за его технологической разностенности. Приня-
тая в расчете односторонняя разностенность по всей длине стволь-
ной трубы представляет собой наихудший, но возможный случай,
требующий рассмотрения. Отметим дополнительно, что в реаль-
ных условиях огневой эксплуатации артсистем неравномерность
прогрева стенки может возрасти за счет солнечного тепла и охлаж-
дения от осадков и ветра.
Более строгое, чем представленное выше, решение задачи по
определению угла вылета снаряда, учитывающее различные про-
цессы, протекающие при выстреле, а также остаточные явления от
предыдущего выстрела, в силу неопределенности многих началь-
ных и граничных условий в детерминированной постановке весьма
затруднительно, поэтому правомерно только говорить об ожидае-
мых углах вылета снаряда.
Вероятностная модель учитывает многие процессы, проте-
кающие при выстреле, а наличие неопределенностей в некоторых
исходных данных компенсируется многократным решением задачи
с заданным случайным разбросом начальных условий. К ним отно-
сятся такие неопределенные факторы как начальный угол наклона
снаряда внутри каморы, ориентация положения смещенного центра
масс (дисбаланса) снаряда в пространстве, текущий продольный
профиль износа канала ствола к моменту выстрела, не говоря уже о
различных разбросах баллистических параметров, и т. д .
Рассмотренная в работе [59] блочная конструкция модели
формирования углов вылета снаряда включает термобаллистиче-
скую, динамическую и контактную задачи движения, взаимодейст-
вия снаряда со стволом и всем орудием в целом. При этом учиты-
ваются реально существующие зазоры в различных подвижных уз-
лах и сочленениях орудия: механизмах наведения, люльки,
откатных частей, ствола и снаряда.
Общая динамическая модель позволяет рассчитывать полевой,
морской, самоходный и иной вариант носителя, на котором уста-
новлено артиллерийское орудие. В работе [59] рассмотрены два ва-
рианта расчетов полевого и колесного бронетанкового носителя.
Универсальность данной математической модели позволяет
широко варьировать как большим числом вводимых исходных
194
данных, так и самими баллистическими и динамическими моделя-
ми. Так, например, при стрельбе из нарезного и гладкоствольного
орудия с бронетанкового носителя (БТР) можно выявить характер-
ные высокочастотные нутационные колебания снаряда внутри ка-
нала ствола, что приводит к значительным разбросам углов вылета
снаряда для нарезных стволов, по сравнению с гладкоствольными
орудиями. Кроме этого, имеется возможность учитывать к моменту
выстрела и вылета снаряда различные внешние возмущения, дейст-
вующие на носитель и ствол. К ним относятся различные метеоус-
ловия, неравномерность солнечного нагрева ствола и различные
динамические факторы, передаваемые от движущегося носителя.
Все это позволяет отыскивать оптимальные условия с точки зрения
критерия минимума, рассеивания углов вылета снаряда и решать
задачу в оптимизационной постановке.
195
Глава8
ПРОЕКТИРОВАНИЕ АРТИЛЛЕРИЙСКИХ СТВОЛОВ.
АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ
Проектированию ствола должно предшествовать тщательное
изучение существующих конструкций стволов орудий, их особен-
ностей в зависимости от типа артиллерийского орудия, анализ тре-
бований, вытекающих из системного анализа поставленной про-
ектной задачи.
В результате формулируется частное техническое задание
(ЧТЗ) на проектирование ствола, содержащее полный перечень
требований и исходных данных по конструкции. Это задание со-
держит требования по нормам прочности, габаритным, жесткост-
ным, массово-центровочным и инерционным характеристикам,
в него могут входить требования по используемым материалам, ха-
рактеристикам износа и живучести, по сочленению с другими уз-
лами орудия и другая входная информация, конкретизирующая за-
дачу проектирования.
Специфика задачи проектирования артствола, как и многих
других сложных технических объектов, состоит либо в неполноте
входной информации, когда техническому заданию может соответ-
ствовать ряд удовлетворительных проектных решений, либо в из-
быточности входной информации, когда требования ЧТ3 несовмес-
тимы и им в полной мере не отвечает ни одно из проектных реше-
ний. Обе ситуации типичны, но в процессе проектирования разре-
шаются по-разному. В первой ситуации привлекаются дополни-
тельные соображения, вытекающие из опыта, знаний, иногда ин-
туиции проектировщика, но могут исходить и из промежуточных
результатов баллистического проектирования или из сведений,
имеющихся в информационно-справочной подсистеме системы ав-
томатизированного проектирования (САПР). Вторая ситуация раз-
решается после доказательства несовместимости поставленных
в ЧТ3 требований путем отступления от каких-либо из них частично
196
или целиком. Выбор пути отступления, расширения или снятия ог-
раничений ЧТЗ формализуется весьма трудно и как момент преиму-
щественно творческий передается, как правило, проектировщику.
Рассмотренная специфика задачи проектирования артствола
подтверждает необходимость при автоматизации проектной задачи
по стволу поставить в ее центр человека-проектировщика, активно
взаимодействующего с программным обеспечением САПР [34].
8.1. Общие положения по проектированию стволов.
Проектирование ствола-моноблока
Разработка конструкции ствола производится на основании
частного технического задания на ствол, включающего данные, по-
лученные при баллистическом проектировании, и требования
к стволу современного артиллерийского орудия, полученные как
результат системного анализа задания на проектирование.
Решение проектной задачи по стволу начинается с выполнения
проекта простейшей конструкции – ствола-моноблока. Даже если
в окончательном конструкторском решении арторудия будет ис-
пользована более сложная конструкция ствола (например, скреп-
ленный, лейнированный, автоскрепленный или ствол с искусствен-
ным охлаждением), то необходимость проработки ствола-монобло-
ка как базовой конструкции остается.
Укрупнено на ранних этапах проектирования (эскизный про-
ект) ствола-моноблока необходимо выполнить следующие проект-
ные работы:
1. Обоснование выбора (или подтверждение установленного)
способа заряжания и конструирование соответствующей ему камо-
ры и ее проектный расчет.
2. Проектирование ведущей части канала ствола: выбор спосо-
ба ведения снаряда по каналу ствола и, в случае нарезного канала,
обоснование числа и размеров нарезов, определение типа нарезки
с проверкой прочности как элементов самих нарезов, так и веду-
щих элементов снаряда.
3. Предварительная проработка наружной конфигурации, на-
ружных размеров и выбор материала ствола. Здесь необходимо
учесть соединение ствола с узлом запирания (казенником, стволь-
ной коробкой), наличие наствольных устройств, способ направле-
ния ствола в люльке при откате-накате и др.
197
4. Проверочный расчет поперечной прочности ствола и уточ-
нение конструктивных параметров ствола. Расчет фактической
массы ствола, положения его центра масс и жесткости (например,
как показателя жесткости, прогиба в плоскости дульного среза
ствола от собственного веса). Корректировка наружных очертаний
ствола в связи с необходимостью получения надлежащей массы
и положения центра масс, требуемой характеристики жесткости.
5. Окончательное установление размеров ствола. Проверка по-
перечной прочности ствола после корректировки размеров. По-
строение кривых прочности.
Расчеты нагрева ствола, оценку износа и живучести обычно
производят на стадии рабочего проектирования орудия.
8.1 .1 . Выбор способа заряжания и проектирование
каморы
При выборе способа заряжания следует учитывать тип орудия,
его калибр, габариты и массу боеприпаса [74]. В современных ар-
тиллерийских орудиях применяются два способа заряжания: гиль-
зовое и картузное (безгильзовое). Гильзовое заряжание в свою
очередьделитсянаунитарное (патронное)ираздельное.
Применение у н и т а р н о г о патрона при ручном заряжании
ограничивается определенной его длиной и предельной массой
30–35 кг. В современных орудиях для увеличения скорострельно-
сти применяются досылатели. В этих случаях можно принять уни-
тарный патрон большей массы. Унитарный патрон применятся
в орудиях калибра до 100 мм, а для корабельных автоматических
артустановок до 130 мм включительно.
Раздельно-гильзовое заряжаниеприменяетсяворудиях
с большой массой боеприпаса и в орудиях, имеющих переменный
метательный заряд, причем необязательно, чтобы весь заряд поме-
щался в гильзе. Раздельно-гильзовое заряжание применяется обыч-
но для калибров 122–152 мм.
Картузное заряжание применяется для калибров свыше 152 мм;
в этом случае необходим поршневый затвор со специальным упру-
гим обтюратором.
Устройство каморы определяется прежде всего выбранным
способом заряжания. На рис. 8.1 представлены конфигурации ка-
мор различных типов; указанные конусности различных участков
камор отражают опыт проектирования, производства и эксплуата-
ции орудий и боеприпасов. При проектировании каморы надо увя-
198
зать ее размеры с расчетными внутрибаллистическими параметр
ми (в первую очередь с величиной свободного объема каморы
коэффициентом уширения χ и размерами поясковой и запоясковой
частей снаряда).
Рис. 8 .1 . Схемы камор ар тиллерийских стволов:
а – для унитарного, б – раздельно-гильзового, в – картузного заряжания;
ных стволов танковых и противотанковых пушек; 1 – основной конус, 2 –
3 – цилиндрический участок, 4 – конус врезания, 5 –обтюраторный конус,
тельный конус под дульце гильзы, 7 – упорный конус
а
б
в
г
зать ее размеры с расчетными внутрибаллистическими параметра-
ми (в первую очередь с величиной свободного объема каморы W0,
и размерами поясковой и запоясковой
картузного заряжания; г – для гладкостен-
переходный конус,
обтюраторный конус, 6 – дополни-
199
При неизвестных конструктивных размерах снаряда можно
пользоваться следующими приближенными среднестатистически-
ми соотношениями.
Диаметр ведущего пояска снаряда dвп =d+2t +(0,25–0,5) мм, где
d – калибр, t – глубина нарезов.
Ширина ведущего пояска принимается в пределах hвп = (10–
25) мм в зависимости от калибра и уточняется в ходе проектирова-
ния нарезов.
Длины цилиндрической и конусной запоясковых частей сна-
ряда соответственно lц.сн =0,15d, lк.сн = 0,45d, диаметр дна снаряда
dд.cн = d – 2lк.сн tg100
.
Камора под унитарный патрон (рис. 8.1, а) рассчитывается из
следующего соотношения объемов с учетом 10 %-ной добавки на
объем металла гильзы:
1.1 W0=W1+W2+W3+W4' –Wсн,
(8.1)
где
(
)
2
2
1
к
к2
2
1
12
W
ddddl
π
=
+
+
–
объем основного конуса;
(
)
2
2
2
ц
ц2
2
2
12
W
ddddl
π
=
+
+
–
объем переходного конуса;
2
3
ц3
4
W
dl
π
=
–
объем цилиндрического участка;
(
)
2
2
4
4
ц
цвп
вп
12
3
l
W
dddd
π
′=
+
+
–
1/3 часть объема конуса врезания;
Wсн=Wп+Wц.с н+Wк.сн
–
суммарный объем поясковой и запояско-
вой частей снаряда.
Для гладкостенных стволов танковых и противотанковых
пушек (рис. 8.1, г). При составлении соотношения объемов следует
учесть, кроме 10 %-ной добавки на объем гильзы, более длинный
участок каморы под дульце гильзы малой конусности и рекомен-
дуемые соотношения диаметров и длин:
1.1 W0=W1+W2+W6+W7–Wсн,
(8.2)
где
(
)
2
2
2
3
32
2
2
12
W
ddddl
π
=
+
+
–
объем переходного конуса;
(
)
2
2
6
3
34
4
6
12
W
ddddl
π
=
+
+
–
объем участка 6 малой конусности.
200
Свободный объем в упорном конусе 7 мал, и в первом прибли-
жении его можно не учитывать (W7=0).
Камора под раздельно-гильзовое заряжание (рис. 8.1, б) рассчи-
тывается с учетом 5 %-ной добавки на объем гильзы и наличия
крышки, предназначенной для сохранности заряда:
1.05W0=W1+W4' – Wкр –Wсн,
(8.3)
где
(
)
2
2
4
2
2вп
вп
4
12
W
ddddl
π
′
′
=
+
+
–
объем части конуса врезания;
2
кр
2кр
4
W
dl
π
=
–
объем крышки; W1 и Wсн – то же, что и для уни-
тарного заряжания.
Для каморы под картузное заряжание (рис. 8.1, в) соотношение
объемов имеет вид
W0=Wц+W4'–W5–Wсн,
(8.4)
где
()
2
к
ц
2
3
4
d
W
ll
π
=
+
–
объем цилиндрической части каморы;
(
)
2
2
5
0
0к
к
1
0, 75
12
W
ddddl
π
=
+
+
–
объем выступающей части
грибовидного стержня (принимается ориентировочно, уточняется
при проектировании затвора); W4' и Wсн – то же, что и для раздель-
но-гильзового заряжания.
Размеры каморы должны удовлетворять соответствующему
соотношению объемов для выбранного способа заряжания, требуе-
мым конусностям, рекомендуемому для данного вида заряжания
отношению dк /d (диаметральной бутылочности).
Для унитарного заряжания (рис. 8.1, а) бутылочность прини-
мается в пределах 1,1–1,4; для гладких стволов в пределах 1,4–1,7;
а в автоматических артустановках доходит до 2 – для уменьшения
длины досылки и увеличения скорострельности.
Диаметр цилиндрического участка под дульце гильзы для на-
резных стволов принимается в зависимости от диаметра ведущего
пояска dц = dвп + (0,3–0,6) мм, а длина конуса врезания получается
исходя из требуемой конусности:
l4 = (dц – d) / (0,05–0,1).
201
Для гладких стволов d4 вычисляется после назначения длины
упорного конуса l7 = (0,05–0,15 )d по его конусности d4 = d + (0,0025–
0,05) l7. Также по конусности вычисляется d3 = d4 + 0,005 l6.
Длина переходного конуса принимается в зависимости от уши-
рения каморы χ, найденной при расчете внутренней баллистики
(
)
(
)
2
0,4 0,7
при
1, 25,
0,7 1,2
при
1,25.
d
l
d
−
χ≤
=
−
χ>
Переходный диаметр d2 определяется по конусности:
()
(
)
2
ц
2
2
3
0,1 0,2
для нарезных
стволов;
0,3 0,5
для гладких
стволов.
ld
d
ld
−
+
−
=
−
+
−
Длина цилиндрического участка нарезных стволов l3 = (0,6–
1,0) d, а для гладких стволов длина участка под дульце l6 = (2–3) d.
Объем поясковой части снаряда Wп, а также цилиндрической
Wцс и конической Wкс запоясковых частей подсчитывается с учетом
заданных или принятых по приближенным соотношениям размеров
снаряда:
2
п
вп вп
4
W
dh
π
=
;
2
цс
вп
4
W
dl
π
=
;
(
)
2
2
кс
дс
дс
кс
.
12
W
ddddl
π
=
+
+
.
Эти же соотношения можно в первом приближении использо-
вать и для гладких стволов, полагая dвп= d4 и hвп= (2 – 3) мм.
Для раздельно-гильзового заряжания диаметральная бутылоч-
ность принимается в пределах dк / d =1,12–1,20.
Длина конуса врезания до переднего торца ведущего пояска
l4' =hвп+lцс+lкс+(5–8)мм.
Диаметр d2 определяется по конусности конуса врезания
d2 = (0,1–0,2)l2 + dвп.
Полная длина конуса врезания l4 = (10–20) (d2 – d).
Толщина крышки принимается в пределах lкр = (5–10) мм.
Для каморы под картузное заряжание диаметральная бутылоч-
ность лежит в пределах 1,14–1,20.
Угол обтюраторного конуса α = 14–18°.
Длина обтюраторного конуса l1 = (0,25–0,30) d0.
Длина выступающей части грибовидного стержня l2 = (0,3–0,4) d0.
202
Длина конуса врезания l4 определяется так же, как и для других
видов заряжания, и в существующих конструкциях составляет l4 =
= (0,35–0,40) d0.
Соотношения (8.1), (8.2), (8.3), (8.4) позволяют вычислить ос-
новной объем W1(Wц), а по нему с учетом требуемой бутылочности
dк /d ≅ χ либо длину основного конуса
(
)
1
1
2
2
к
к2
2
12W
l
dddd
=
π
+
+
для
гильзового заряжания, либо длину цилиндрической части l3 для
картузного заряжания
ц
3
2
к
4W
l
d
=
π
.
Расчет дает конструктивные размеры каморы, по которым про-
водится корректировка положения начальных точек кривых сред-
небаллистических давлений (их начало должно соответствовать
дну снаряда) и кривой давления на стенки ствола (ее начало долж-
но соответствовать дну каморы).
8.1 .2 . Проектирование ведущей части канала ствола
Современные танковые и противотанковые пушки, предназна-
ченные, в основном, для борьбы с бронированными целями, имеют
гладкую ведущую часть канала ствола, в которой ведение снаряда
осуществляется его ведущими элементами; в этом случае не требу-
ется специального проектирования ведущей части канала ствола
(кроме назначения допусков). В большинстве же орудий наземной
и корабельной артиллерии используется нарезная ведущая часть
канала ствола (рис. 8.2), сообщающая снаряду вращательное дви-
жение для его стабилизации в полете.
Нарезы канала ствола могут иметь постоянную, прогрессив-
ную и смешанную крутизну (рис. 8.2, а). Мерой крутизны нарезов
является α – угол наклона нарезов к образующей канала ствола. На
практике крутизну нарезов чаще определяют длиной хода нареза,
т. е. длиной канала в калибрах, на которой снаряд делает один обо-
рот. Обычно длина хода нареза η = 20–35 калибров.
Нарезка имеет обычно постоянную крутизну в стволах пушек
и прогрессивную крутизну в гаубичных стволах и в стволах артил-
лерийских автоматов. Нарезка смешанной крутизны может приме-
няться для уменьшения износа нарезов на начальном участке
и улучшения функционирования ведущего пояска.
203
Рис. 8 .2 . К расчету нарезки стволов артиллерийских орудий:
а – развертка на плоскость нарезов трех типов (1 –постоянной крутизны, 2 – переменной
крутизны, 3 –смешанной крутизны); б – форма и поперечные размеры нарезов (a – ширина
нареза, b – ширина поля, t – глубина нареза); в – расчетная схема прочности; г – схема исти -
рания выступов ведущего пояска
Расчет требуемой крутизны нарезки в дульном срезе ствола отно-
сится к задачам внешней баллистики артсистемы; при выполнении
проекта ствола необходимо определить, какого типа будет нарезка
и какую крутизну она будет иметь в сечении максимального давления,
ориентируясь на существующие конструкции. В приложении 1 при-
ведены данные по нарезке некоторых систем. При более глубокой
проработке вопроса следует обратиться к руководствам [35, 44].
Нарезы канала ствола в отечественных орудиях имеют прямо-
угольный профиль, правое направление винтовой линии по пути
снаряда (рис. 8.2). Размеры и число нарезов зависят от могущества
орудия, материала и формы ведущего пояска.
а
б
г
в
204
Глубина нарезов для стволов современных орудий лежит
в пределах
t = (0,01–0,025) d, причем для гаубиц, как правило, t = 0,01d.
Уменьшенная глубина нарезки вызывает уменьшение сопро-
тивления врезанию, улучшает аэродинамическую форму снаряда,
она предпочтительнее по технологическим и эксплуатационным
соображениям. Но уменьшение глубины нарезов ведет к уменьше-
нию живучести ствола.
Иногда рациональную глубину нарезов определяют по началь-
ной скорости снаряда. Считают, что для орудий с V0 до 800 м/с
t = (0,01–0,015) d, для орудий с V0 > 800 м/c t = (0,015–0,025) d.
Радиус закругления полей и нарезов принимается в пределах
(0,3–0,5) t.
Ширина нареза и ширина поля выбираются из условий равно-
прочности нарезки и выступов ведущего пояска и связываются эм-
пирически с величиной начальной скорости снаряда. Так, для гау-
биц рекомендуется а = (1,6–2,5) b, для систем с V0 = 800–1000 м/с
а = (1,5–1,8) b, для более мощных орудий с V0 > 1000 м/c а = (1,1–
1,4)b.Вовсехслучаяхb>3ммиболее1,5t.
При выборе конструктивных параметров нарезов следует ори-
ентироваться на существующие образцы (приложение 1).
8.1 .3 . Расчет прочности ведущих элементов ствола и снаряда
Для надежного ведения снаряда по нарезной части канала
ствола необходимо обеспечить гарантированную прочность как
ствола в области нарезов, так и выступов ведущего пояска, обра-
зующихся при врезании его в нарезы. В связи с этим прочность на-
резной части ствола должна анализироваться одновременно
с прочностью ведущего пояска.
Ведущий поясок. Расчетная ширина ведущего пояска h ≅ hвп
определяется из условия недопустимости его смятия от действия
силы на боевой грани нареза: h
max
уд
N
Nt
≥
.
Здесь максимальная сила давления ведущего пояска на боевую
грань нареза Nmax может быть рассчитана по приближенным зави-
симостям (п. 2.7; 2.8):
Величина допустимого давления Nуд для меди может быть
принята 250 МПа, для медноникелевого сплава – 350 МПа.
205
В случае, если величина h по расчету получается больше 30 мм,
на снаряде предусматривают два ведущих пояска.
В связи с истиранием ведущего пояска при прохождении по
каналу ствола прочность его проверяется не только в момент про-
хождения сечения наибольшего давления, но и в момент прохож-
дения им дульного среза, когда истирание наибольшее.
Упрощенная расчетная схема для оценки прочности ведущего
пояска представлена на рис. 8.2, в. Каждый из буртиков, образую-
щихся на пояске при форсировании, рассматривается как консольная
балка сечением b × h с вылетом t. Сила N считается приложенной
в середине вылета консоли. Проверка прочности производится на
Nmax при суммарном действии напряжений от изгиба и от среза:
max
изг
2
6
2
t
N
ha
σ=
;
max
ср
N
ha
τ=
;
2
2
сум
изг
ср
0,5
4
σ=
σ+τ;
сум
уд
0,5
S
N
σ≤σ=
.
Величина истирания ведущего пояска (рис. 8.2, г) при прохож-
дении по каналу ствола может быть определена по следующей эм-
пирической зависимости
2
0tg
,
ВqV
nth
φ
α
ξ=
,
гдеq–вкг,V0–вм/с;ξ,t,h –вмм;Вφ=0,0018–дляпоясковиз
красной меди; Вφ = 0,0014 – для медноникелевых поясков.
Напряжения в этом расчетном случае определяются с учетом
уменьшения параметра а от истирания:
()
д
изг
2
3tN
hа
σ=
−
ξ
;
()
д
ср
N
hа
τ=
−
ξ
.
Нарезная часть канала. Расчет прочности производится только
для момента, соответствующего наибольшему давлению на дно сна-
ряда. Расчетная схема аналогична схеме расчета пояска (рис. 8.2, в):
max
изг
2
3
p
Nt
hb
σ=
;
max
ср
p
N
hb
τ=
;
2
2
сум
изг
ср
0,5
4
0,5
е
σ=
σ+τ≤
σ,
где
()2
p
dt
b
a
n
π+
=
−
–
расчетная ширина поля, σе – предел упруго-
сти металла ствола; здесь принимается ориентировочно и уточня-
ется после расчета поперечной прочности ствола.
206
Обратим внимание на возможное положение, когда величина
σе по условиям поперечной прочности ствола может быть менее,
чем требуется по прочности нарезки. В этом случае надо прини-
мать для конструкции большую величину σе и по ней выбирать
марку орудийной стали. Здесь будет весьма полезным уточнение
расчета, например, используя метод конечных элементов, обычно
применяемый при рабочем проектировании.
8.1 .4 . Установление наружных размеров
и выбор материала ствола
При выбранной конструктивной схеме ствола-моноблока
и размерах канала необходимо установить наружную конфигура-
цию ствола, его наружные размеры, выбрать марку орудийной ста-
ли с требуемой категорией прочности. Проработка этих вопросов
на данном этапе носит предварительный характер, далее конструк-
тивные параметры ствола уточняются по результатам расчета
прочности, расчета фактической массы ствола, положения центра
массы, статического и динамического прогибов ствола. Оконча-
тельно конструктивные параметры устанавливаются при общей
компоновке качающейся части и орудия в целом.
На данном этапе следует учесть способ направления ствола
при откате (тип люльки), стопорение ствола от проворота, способ
соединения с казенником, крепление дульного тормоза и устройст-
ва продувания ствола, если они имеются. Поэтому проектированию
должны предшествовать анализ задания на проектирование и тща-
тельное изучение существующих конструкций стволов и артилле-
рийских орудий данного типа.
В последние годы установились правила определения наруж-
ных размеров ствола одновременно с требуемой категорией проч-
ности металла исходя из опыта проектирования и требуемых запа-
сов прочности. Для этого предусматривается следующая проектная
процедура (для моноблока), ориентированная на вторую теорию
прочности.
1. На графике баллистических давлений (рис. 8.3) строится
кривая желаемого сопротивления ствола pж, для чего координаты
кривой максимальных давлений пороховых газов на стенки ствола
pкн умножают на следующие величины требуемых по теории наи-
больших деформаций коэффициентов запаса прочности nтреб:
–
в пределах каморы nтреб = 1;
207
–
от начала нарезов (начала калиберной части для гладкостен-
ных стволов) до сечения сдвинутого положения pmax (точка m на
рис. 8.3):
треб
1, 20 для 1 %-ной нарезки и гладкого
канала;
1, 25 для 1,5 %-ной нарезки;
1, 30 для 2 %-ной нарезки;
n
−
=
−
−
–
в пределах дульного утолщения, т. е. на длине два калибра
(ориентировочно) от дульного среза (точка n на рис. 8.3) и до дуль-
ного среза nтреб = 1,9;
–
от точки m до точки n требуемый коэффициент запаса проч-
ности изменяется по линейному закону и в зависимости от нарезки:
треб
1,20 0,70
;
1,25 0,65
;
1,30 0,60
,
xmn
n
xmn
xmn
+
=
+
+
где х – расстояние от точки m до рассматриваемого сечения; mn –
расстояние между сечениями, соответствующими точкам m и n.
2. Исходя из опыта проектирования ориентировочно назнача-
ется наружный радиус цилиндрической части ствола (в районе pmax)
в диапазоне r2 = (1.7–2.4) r1 с округлением до кратного 5 мм в боль-
шую сторону. Здесь r1 = d/2 +t.
3. Выбирается материал ствола. Здесь могут быть два подхода:
3.1. Из условия получения минимально допустимого предела
упругого сопротивления р1 по второй теории прочности в сечении
по дну каморы (р1 =
max
дн
р ·nтреб; nтреб = 1) рассчитывается предел уп-
ругости металла
2
2
2
2
max
2
к
2
к
1
дн
2
2
2
2
2
к
2
к
2
2
2
2
,
3
3
е
r
r
r
r
р
p
r
r
r
r
+
+
σ=
=
−
−
(8.5)
где rк – наибольший радиус каморы; r2 – наружный радиус цилинд-
рической части ствола (бурт не учитывается).
Полученное значение σе округляется в большую сторону до
значения, ближайшего по ГОСТу, который предусматривает ряд
значений σе в диапазоне 500–1000 МПа через 50 единиц.
208
Рис. 8 .3 . Схема ствола-монобло ка с кривыми давлений и прочности:
1 – кривая желаемых сопротивлений pж; 2 – огибающая давлений на стенки ствола pкн;
3 – кривая действительных прочных сопротивлений ствола p1
3.2. На основании существующих конструкций задается кате-
гория прочности металла и соответствующий ей предел упругости
σе. По выбранной величине σе уточняется наружный радиус цилин-
дрической части ствола в сечении по дну каморы без учета бурта:
max
дн
2
к
max
дн
32
34
e
е
p
rr
р
σ+
=
σ−
.
(8.6)
Данная формула получена из выражения для предела упру-
гого сопротивления моноблока по второй теории прочности при
р1=р
дн
max
·nтреб = р
дн
max
, так как в пределах каморы nтреб = 1.
При том и другом подходе к выбору материала ствола следует
иметь в виду накладываемые ГОСТ ограничения на толщину заго-
товки под ствол при выбранной категории прочности. Так, соглас-
но ГОСТу, для кованых и катаных заготовок с толщиной стенки до
80 мм обеспечивается наибольшая категория 0–100, с толщиной
стенки 80–120 мм – 0–85, с толщиной 120–160 мм – 0–70.
209
4. При известной категории прочности металла по формуле
(8.6), определяется наружный радиус в дульной части ствола на
участке длиною в два калибра:
д
ж
2д
1
д
ж
32
34
е
е
p
r
r
p
σ+
=
σ−
,
(8.7)
где д
ж
p определяется по кривой желаемого прочного сопротивления.
Полученный радиус r
2д
увеличивается на 3–4 мм при отсутствии
дульного тормоза и на 6–8 мм – при наличии дульного тормоза.
5. Устанавливается наружная конфигурация ствола, для чего
конструктивно определяются следующие параметры:
–
длина цилиндрической части ствола исходя из предполагае-
мой длины отката с учетом размещения казенника и типа люльки;
–
длина и диаметры конической части ствола. Здесь можно
воспользоваться зависимостью (8.7) при соответствующих величи-
нах рж, выбирая наружные конусности ствола таким образом, что-
бы получающиеся наружные радиусы ствола не были меньше
вычисленных по формуле (8.7); толщина стенки ствола перед дуль-
ным утолщением не должна быть из соображений жесткости
и прочности меньше, чем 0,15d;
–
утолщение ствола в казенной части под резьбу казенника,
непосредственно навинчиваемого на ствол или бурт для крепления
казенника муфтой; бурт должен быть проверен на срез и смятие;
–
количество, размеры и расположение эжекционных отвер-
стий и посадочные места для крепления эжекционного устройства,
если оно имеется;
–
посадочные места для других наствольных устройств.
8.1 .5 . Проверочные расчеты прочности ствола
После разработки конструкции ствола производится провероч-
ный расчет его прочности. Расчетная проверка поперечной прочно-
сти производится во всех поперечных сечениях ствола по длине,
начиная с казенного среза, где ступенчато изменяются внутренний
или наружный размеры ствола.
Для каждого расчетного сечения ствола-моноблока определя-
ется предел упругого сопротивления и запас прочности по выбран-
ной теории прочности. Расчетные зависимости, например, по вто-
рой теории, имеют вид
210
2
2
II
2
1
1
2
2
2
1
3
22
e
r
r
р
r
r
−
=
σ
+
;
(8.8)
II
II
1
факт
кн
p
n
p
=
.
(8.9)
Запасы прочности по второй теории не должны быть меньше
установленных. Величины предела упругих сопротивлений нано-
сятся в масштабе давлений на тот же график (см. рис. 8.3), где на-
несены кривые баллистических давлений и желаемого сопротивле-
ния, и соединяются отрезками прямых. Образующаяся ломаная ли-
ния предела упругого сопротивления прочного ствола должна
всеми своими точками лежать не ниже кривой желаемых сопротив-
лений (рис. 8.3).
На данном этапе проводят проверочные расчеты местной
прочности в местах крепления сочлененных со стволом узлов (ка-
зенника, дульного тормоза и др.), а также в области расположения
отверстий для отвода пороховых газов, клапанных и сопловых от-
верстий эжекционного устройства и т. п.
8.1 .6 . Прочность ствола-моноблока в области
эжекционного устройства
Клапанные и сопловые отверстия, выполняемые в стенках
ствола по месту расположения эжекционного устройства, ослабля-
ют поперечное сечение ствола и являются источником концентра-
ции напряжений в зонах, прилегающих к отверстиям.
Повышенные напряжения в этих зонах носят локальный харак-
тер, чем объясняется их относительно слабое влияние на общую
прочность ствола. Однако у поверхности канала возникает опас-
ность появления пластических деформаций, которые могут оказать
существенное влияние как на режим работы эжекционного устрой-
ства, так и на работоспособность ствола из-за повышенного износа
его канала в зоне отверстий. Последнее может быть отнесено не
только к эжекционному устройству, но и к газовому двигателю,
буферу и другим устройствам, работающим с отбором газов из ка-
нала ствола.
Концентрация напряжений в зоне отверстий исследована в це-
лом ряде работ [49, 72] для различных случаев упругого нагруже-
ния пластин и труб со сквозными отверстиями. Установлено, что
211
коэффициент концентрации напряже-
ний nк зависит от формы отверстия, его
относительного размера d = d0/d, где
d0 – диаметр бокового сквозного отвер-
стия, и относительной толщины стен-
ки, определяемой величиной а21= r2/r1.
Зависимость пк от 1/ d для a21 = 1,5
приведена на графике рис. 8.4 для
круглого отверстия, ось которого пер-
пендикулярна оси трубы. Из данного
графика видно, что при 0,125
d≤
коэффициент пк достигает своего
максимального значения и далее с уменьшением d практически не
меняется. В эжекционных устройствах
0,125
d≤
.
Поскольку эжекционные отверстия наклонены к оси канала
ствола, то их можно рассматривать как эллиптические, и в этом
случае коэффициент концентрации напряжений зависит от соот-
ношения осей эллипса, принимая максимальное значение в про-
дольном сечении, проходящем через длинную ось (рис. 8.5).
При действии тангенциальных растягивающих и радиальных
сжимающих напряжений в стенках ствола максимальный коэффи-
циент концентрации напряжений приближенно может быть опре-
делен по формуле в соответствии с критерием Сен-Венана
()
2
2
21
21
к
2
2
21
21
1
1
3
3
1
12
1,
221
221
a
a
n
k
k
a
a
σ
+
−
=+
+
−
−
+
+
(8.10)
где kσ = 0,6 – коэффициент чувствительности металла к концен-
трации напряжений [72], k = a/b;
a, b – размеры длинной и короткой осей эллипса.
Для эжекционных отверстий
1
sin
k=
ψ
.
Толщина стенок ствола в области эжекционных отверстий оп-
ределяется из уравнения
1
2
21
1к2
21
21
2
,
3
1
t
a
E
pn
a
+
ε=
−
Рис. 8 .4 . График зависимости
коэффициента концентр ации
напряжений от толщины сте-
нок трубы и диаметр а отвер-
стия
212
откуда, учитывая значения пк при
1t
е
Eε=σи
0,6,
kσ≈
(
)
(
)
1
21
1
3
3,6 4,4
.
3
3,6 1,6
e
e
p
k
a
p
k
σ+
+
=
σ−
+
Если толщина стенки ствола под эжектором определяется в
личиной a21 меньшей, чем получается по формуле (8.
отверстий могут появиться пластические деформаций (рис.
величину которых приближенно можно оценить по формуле
1
П
t
е
Е
Е
ε−σ
ε=
′
,
(8.1
где Е' – модуль упрочнения орудийной стали;
()
1
2
21
П
1
1
к
2
21
2
1
1
t
е
e
a
E
ррn
a
+
ε=σ+μ
−
−
;
2
21
1
2
к
21
1
31
2
21
e
е
a
p
na
−
=
σ
+
–
давление в канале ствола, вызывающее на
поверхности приведенное напряжения
1
t
е
Eε=σ;
μП = 0,5 – коэффициент Пуассона в пластической зоне [8].
Глубина проникновения пластических деформаций
()
21
П
1
2
21
к1
1
3
0,5
11
2р
e
a
r
а
n
∆=
−
σ
−
−
.
Рис. 8 .5 . Схема зон пластических дефор маций
около отвер стий в толстостенной трубе
0,6, следует
(8.11)
Если толщина стенки ствола под эжектором определяется ве-
меньшей, чем получается по формуле (8.8), то в зоне
отверстий могут появиться пластические деформаций (рис. 8.5),
можно оценить по формуле
,
(8.12)
давление в канале ствола, вызывающее на
коэффициент Пуассона в пластической зоне [8].
Глубина проникновения пластических деформаций
1
.
(8.13)
213
По результатам прочностного расчета ствола производится
корректировка выбранных проектных размеров и материала для
ствола-моноблока. Это в первую очередь увеличение толщины
стенки в сечениях с недостаточной прочностью. Если этот путь
нецелесообразен по каким-либо соображениям (конструктивным,
жесткостным, центровочным и т. п .), то следует перейти на более
высокую категорию прочности металла.
8.1 .7 . Расчет массы ствола, положения центра масс и прогиба
в плоскости дульного среза
Если в частном техническом задании (ЧТЗ) заданы требуемая
масса ствола и положение центра массы, то выполнение этих тре-
бований предполагает проведение соответствующих расчетов
и корректировку конструкции.
Однако даже если конкретных требований по массе и центров-
ке нет, проект должен обеспечивать приемлемые массу ствола
и расположение центра массы.
Масса ствола должна удовлетворять желаемой скорости сво-
бодного отката, которая для разных типов орудий является доста-
точно определенной.
Имеющийся опыт проектирования и анализ динамических
свойств существующих орудий дает следующие желаемые диапа-
зоны скоростей свободного отката в конце периода последействия
у систем различных типов:
пп
8 12м/с
для мощных
систем;
10 15 м/с для
танковых пушек;
14 20 м/с для гаубиц.
W
−
−
=
−
−
−
−
Задаваясь скоростью свободного отката, можно по известной
формуле
пп
0
отк
q
W
V
Q
+ αβω
=
определить массу откатных частей:
отк
0
пп
q
Q
V
W
+ αβω
=
,
(8.14)
где q, ω – соответственно масса снаряда и заряда; V0 – начальная
скорость снаряда; β – коэффициент действия пороховых газов;
α – конструктивная характеристика дульного тормоза.
214
Коэффициент β может быть достаточно точно установлен по
эмпирической зависимости β = 1300/V0, где V0 – в м /c.
Конструктивная характеристика дульного тормоза α определя-
ется по его энергетической эффективности
()
1q
q
−ξ+βω−
α=
βω
,
где ξ – энергетическая характеристика дульного тормоза; назнача-
ется следующим образом: ξ = 0,25–0,70 (25–70 %) в зависимости от
типа орудия (на пушках 0,50–0,70, на гаубицах 0,35–0,65) и носите-
ля, на котором оно установлено.
Так как масса откатных частей складывается из массы ствола
Qств, массы казенника с затвором Qказ и массы частей лафета Qлаф,
идущих в откат, то можно сделать расчет желаемой массы ствола,
приняв следующие соотношения, полученные для существующих
систем:
(
)
(
)
(
)
ств
каз
ств
ств
0,15 0, 25
для полевых орудий;
0,25 0,30
для танковых и самоходных
орудий;
0,35 0,50
для корабельных артустановок.
Q
Q
Q
Q
−
−
=
−
−
−
−
ств
лаф
ств
(0, 03 0, 05)
при откате штоков;
(0, 08 0,10)
при откате цилиндров.
Q
Q
Q
−
−
=
−
−
После конструктивной проработки внутренних и наружных
очертаний ствола необходимо рассчитать фактическую массу по-
лученной конструкции и расположение центра масс, разбивая кон-
струкцию на элементарные объемы (в нашем случае на цилиндры
и усеченные конусы).
Полученное в результате расчетов фактическое значение массы
ствола должно соответствовать значению, вычисленному по желае-
мой скорости свободного отката. Однако последнее не является
строго директивным, и при отклонении фактической массы от же-
лаемой в пределах ±20 % следует признать проект ствола удовлетво-
рительным по массе. В противном случае следует откорректировать
конструкцию ствола по размерам и, возможно, по марке стали.
Для определения статического прогиба в плоскости дульного
среза ствола представим часть ствола, находящуюся вне люльки,
в виде защемленной с зазором ∆ консольной балки длиной lкон
215
переменного кольцевого сечения (D = D(x)), загруженной распре
деленной нагрузкой, соответствующей собственной
(см. рис. 7.8). Поскольку длина люльки, как правило,
каморную часть ствола, то изменение внутренних очертаний
по его длине учитывать не будем (d = const); не
щественно на жесткости ствола, очевидно, и износ канала. Наличие
дульного тормоза учитывается сосредоточенной нагрузкой
Схема показана на рис. 8.6.
Рис. 8 .6 . Р асчетная схема опр еделения пр огиба ствола
в сечении дульного среза
Уравнение изогнутой оси балки переменного сечения
2
2
2
2
d
d
()
(),
d
d
y
EJx
qx
x
x
=
выражение для момента инерции сечения ( ) ( ( ) )
64
Jx
Dxd
π
=
−
и выражение для интенсивности распределенной нагрузки
2
2
()(())
64
qx
Dxd
γπ
=
−
можно переписать в традиционных обозна
чениях в виде системы четырех дифференциальных уравнений
первого порядка:
d()
()
d
yx
x
x
=θ
,
4
4
d
()
64()
d
()
()
Mx
Mx
xEJxEDxd
θ
=
=
π
−
,
d()
()
d
Mx
Qx
x
=−
,
2
2
d()
()
()
d
4
Qx
qx
Dxd
x
γπ
=
=
−
,
агруженной распре-
ветствующей собственной массе ствола
равило, перекрывает
чертаний ствола
е скажется су-
знос канала. Наличие
дульного тормоза учитывается сосредоточенной нагрузкой РДТ.
Расчетная схема определения прогиба ствола
Уравнение изогнутой оси балки переменного сечения:
4
4
()(())
64
Jx
Dxd
π
=
−
,
и выражение для интенсивности распределенной нагрузки
можно переписать в традиционных обозна-
ьных уравнений
(8.15)
216
где у, θ, М и Q – соответственно прогиб, угол поворота сечения,
изгибающий момент и перерезывающая сила.
При принятом виде заделки балки-ствола граничные условия
имеют вид y(0) = ∆, (0)
,
()()0,
(0)
lMlQl
Q
θ=∆
=
=
=G,гдеG–
сила веса консольной части ствола, а статический прогиб f сво-
бодного конца определяется выражением
0
()d
l
fxx
=
θ∫
.
Логика корректировки конструкции по положению центра
масс, прогибу дульного среза аналогична корректировке по тре-
буемой массе ствола. Так, например, для улучшения эксплуатаци-
онных свойств орудия и, в первую очередь, для облегчения уравно-
вешивания качающейся части центр тяжести ствола должен распо-
лагаться ближе к оси цапф. Считается удовлетворительным, когда
центр масс расположен от казенного среза не далее, чем 0,28–0,32
длины ствола без учета казенника и наствольных устройств. В тех
случаях, когда это не выполнено, приходится увеличивать наруж-
ные размеры ствола в казенной части и, если это возможно по
прочности и жесткости, уменьшать наружные размеры в сечениях,
близких к дульному срезу. Подобного же рода корректировки пер-
воначальной конструкции могут быть вызваны соображениями же-
сткости (обеспечение надлежащего прогиба ствола), местной проч-
ности (например, в районе эжекционного устройства) и другими
требованиями (например, технологическими или экономическими).
Часто эти требования противоречивы, требуют компромиссных
решений, привлечения творческого опыта проектировщика. На-
пример, при безусловном удовлетворении требований по прочно-
сти требования по центровке и ограничения на категорию прочно-
сти металла могут быть пересмотрены. На это можно пойти лишь
при очевидной невозможности удовлетворения одновременно всем
выдвинутым требованиям.
Все проведенные корректировки в конструкции ствола должны
быть учтены в повторных расчетах прочности, после чего на гра-
фике (рис. 8.3) строится кривая 3 предела упругого сопротивления
ствола p1.
Таким образом, проектирование ствола – это не однократная
процедура, а длительный итерационный процесс поиска рацио-
217
нальной конструкции с привлечением разного рода проектных
и проверочных расчетов, опытных данных и т. п. Помочь проекти-
ровщику просмотреть множество вариантов в итерационном режиме
и принять технически обоснованное решение по конструкции ствола
должна система автоматизированного проектирования артиллерий-
ского ствола САПР. Эта система, располагая обширным информаци-
онным, системным и отраслевым программным обеспечением
и работая в диалоговом режиме с проектировщиком, должна гаран-
тировать получение качественного проекта, отвечающего последним
достижениям в теории и практике проектирования стволов.
Окончательно вопрос о работоспособности и правильности
проектного решения ствола решается в ходе огневых испытаний
арторудия.
8.2. Проектирование скрепленных стволов
Изложенные в п. 8.1 общие положения по проектированию
стволов-моноблоков относятся и к скрепленным стволам. Сохраня-
ется общий порядок выполнения проекта, но дополнительно встает
вопрос об определении ряда конструктивных параметров: числа
слоев, их размеров (толщины и длины), натяжений между слоями,
марки материала для каждого слоя, производственных допусков на
обработку сопрягаемых поверхностей слоев на участке скрепления.
Теоретически строгое решение задачи оптимизации проектных
параметров скрепленных стволов затруднено необходимостью уче-
та производственно-экономических факторов, трудно поддающих-
ся формализации. При игнорировании этих факторов получающие-
ся теоретические результаты практически неприменимы. Приме-
ром может служить соотношение Гадолина (4.16), дающее лишь
некоторый ориентир при выборе толщин слоев. Таким же приме-
ром является изложенное в работе [35] решение задачи о рацио-
нальной толщине трубы при наименьшем значении наружного ра-
диуса кожуха при заданных давлении в канале и натяжении.
Надежным фундаментом для выбора конструктивных парамет-
ров скрепленных стволов является сочетание теоретических поло-
жений и существующего опыта проектирования и рекомендаций,
сформулированных на его основе.
218
Как уже отмечалось, число слоев для современных артстволов
редко принимается более двух, более трех не применяется. Длина
участков скрепления устанавливается из условия pж > 0,6 σе, где pж –
желаемое сопротивление в сечении. Участки ствола где pж ≤ 0,6 σе
скрепления не требуют.
Наиболее рациональные конструкции двухслойных скреплен-
ных стволов получаются при отношении r3 /r1 = 2,7–3 и следующих
толщинах первого слоя ∆1 на калиберной части ствола в зависимо-
сти от калибра d:
1
0,4
для
76 мм
0,3
для 76
152 мм
0,2
для
152 мм
d
d
d
d
d
d
>
∆=
≤≤
>
.
При этом категория прочности металла трубы предварительно
назначается по зависимости для моноблока с размерами r3–r1:
1
2
2
3
1
кн треб 2
2
3
1
2
2
3
е
r
r
рn
r
r
+
σ=
−
,
а для кожуха принимается
2е
σ = (0,8–0,85) 1
,
е
σ т. е. кожух обычно
находится в более легких условиях.
Имеющаяся в последнее время тенденция к применению сталей
с высокой категорией прочности (0–100...0–120) приводит к умень-
шению соотношения r3 /r1 до величины 2,4–2,7 и одновременному
увеличению толщины первого слоя ∆1 в 1,5–1,8 раза и
2е
σ до0,9
1
.
е
σ
Абсолютное натяжение между слоями двухслойного скреплен-
ного ствола принимается в пределах 0,1–0,35 мм. Для правильного
назначения натяжения между слоями необходимо определить ве-
личину расчетного натяжения, дающего равномерную нагрузку
слоев ствола при выстреле. Поясним это на примере двухслойного
скрепленного ствола.
Считая, что давление на кожух принимает предельное значение,
равное пределу упругого сопротивления кожуха
У
2
р (4.24), выбира-
ем зависимость для расчета предела упругого сопротивления.
При
1
2
У
1
2
2
2
3
4е
r
р
r
≤σ
рассчитываем предел упругого сопротивле-
ния ствола по формуле (4.15), при
1
2
У
1
2
2
2
3
4е
r
р
r
>σ
–
по (4.15, а). По-
219
сле этого определяется расчетное тангенциальное сжатие внутрен-
ней поверхности
1
2
2
У3
1
1
1
2
2
3
1
2
2
3
р
e
r
r
Т
р
r
r
+
=
−σ
−
при
1
2
У
1
2
2
2
3
4е
r
р
r
≤σ
,
1
2
2
У3
1
1
1
2
2
3
1
2
2
3
р
e
r
r
Т
р
r
r
−
=
−
σ
−
при
1
2
У
1
2
2
2
3
4е
r
р
r
>σ
.
Далее определяются, согласно зависимости (4.21), абсолютные
расчетные натяжения для всех расчетных сечений:
2
2
13
1
2
2
2
2
3
2
()
2
()
p
р
Trr
q
r
Err
−
=
−
.
Полученные расчетные натяжения необходимо округлить до
сотых долей миллиметра и назначить, если возможно, одинаковый
натяг по всему участку скрепления, беря за основу сечения у ка-
зенного среза, где требуется наибольший эффект скрепления. Для
длинных участков скрепления допускается принимать переменную
по длине величину натяжения для облегчения производства скреп-
ления. Возможны также конструкции со ступенчатыми слоями, т. е .
с переменными по длине толщинами слоев.
Поверхности под скрепление подвергаются тщательной обра-
ботке; овальность допускается не более 0,05 мм, конусность не бо-
лее0,5ммна1мдлины.
Наружный диаметр трубы под скрепление dТ назначается
по фактическим размерам кожуха по формуле dТ = dК + q2 + ∆q,
где dK – внутренний диаметр кожуха, полученный в результате за-
мера; q2 – абсолютное натяжение;
0, 015
0, 025
q
+
∆=
−
–
допуск на натяжение, принимается независи-
мо от калибра.
Местные отступления диаметра dТ от рассчитанных до-
пускаются на длине не более одного калибра: ± 0,05 мм для калиб-
ров до 152 мм и ± 0,075 мм для калибров свыше 152 мм.
Обмер поверхностей под скрепление производится по двум
взаимно перпендикулярным диаметрам через каждые 50 мм.
Правильность всех принятых конструктивных параметров скре-
пленного ствола проверяется при расчете поперечной прочности.
220
Порядок расчета на прочность двухслойного скрепленного
ствола
1. Проверочный расчет прочности скрепленного ствола, кон-
структивные параметры которого (размеры, натяжения, материал
слоев) известны, производится по сечениям при действительных
натяжениях.
В соответствии с выбранным номинальным значением натяже-
ния q2 определяются действительные относительные максимальное
и минимальное натяжения:
min
2
2
2
2
q
q
r
−
∆
γ=
,
max
2
2
2
,
2
q
q
r
+∆
γ=
где ∆q – допуск на натяжение.
2. По величине
min
2
γ рассчитывается предел возможного сопро-
тивления по формуле (4.18), если
1
кн
3
,
4е
р ≤ σ или по формуле (4.19),
если
1
кн
3
4е
р>σ.
3. Рассчитываются коэффициенты запаса прочности в скреп-
ленных сечениях ствола по первому слою:
()1
1
кн
p
n
p
=
.
4. Рассчитывается предел упругого сопротивления кожуха
У
2
р
по зависимости (4.24) и проверяется правильность выбора формул
в п. 2 по условию:
1
2
У
1
2
2
2
3
4е
r
р
r
≤σ
.
5. Определяется по зависимости (4.25) произведенное скрепле-
нием давление 2 m ax
p′
при максимальном натяжении
max
2
γ:
()()
()
2
2
2
2
3
2
2
1
max
2 max
2
22
2
23
1
2
r
r
r
r
p
E
rr
r
−
−
′
=
γ
−
.
6. По допускаемому дополнительному давлению между слоями
У
2
2
2 max
ppp
′′
′
=
−
определяется прочное сопротивление по кожуху:
()
2
2
2
2
3
1
2
1
2
2
2
2
1
3
2
r
r
r
р
p
rr
r
−
′′
=
⋅
⋅
−
.
221
7. Рассчитываются коэффициенты запаса прочности в скреп-
ленных сечениях ствола по кожуху:
()
()2
2
1
кн
p
n
p
=
.
Кривые пределов возможных сопротивлений p1, кривые проч-
ных сопротивлений ствола по второму слою
()2
1
p , кривая желаемых
сопротивлений наносятся в соответствующих масштабах на график
для контроля запасов прочности ствола во всех скрепленных се-
чениях.
8.3. Общие положения по проектированию
лейнированных стволов
Общие положения по проектированию стволов-моноблоков,
изложенные в п. 8.1, сохраняются и для лейнированных стволов.
Однако дополнительно возникает задача определения ряда конст-
руктивных параметров: размеров слоев, наибольших и наименьших
зазоров, материала для каждого слоя, производственных допусков
на обработку сопрягаемых поверхностей.
Как и для стволов других типов, для всех разновидностей лейни-
рованных стволов надежным фундаментом проектирования является
сочетание рекомендаций, вытекающих из имеющегося опыта проек-
тирования и изложенных выше (гл. 4) теоретических положений.
Толщина первого слоя устанавливается, сообразуясь с данны-
ми существующих конструкций стволов орудий, близких по мощ-
ности и назначению, и лежит в пределах (0,1–0,2)d для свободного
лейнера и лейнирующей втулки и (0,3–0,5)d для свободной трубы.
Как было указано в п. 4.5, наименьшая величина диаметраль-
ного зазора устанавливается из условия удобства сборки и разбор-
ки ствола и лежит в пределах (0,02–0,05) мм. Конкретная величина
зависит от калибра и конструктивной разновидности ствола. Есте-
ственно, что условия смены лейнера облегчаются при увеличении
зазора, но наибольшая величина зазора ограничивается условиями
прочности ствола при выстреле и лежит в пределах (0,01–0,04) мм
в зависимости от калибра и типа ствола.
Если выбраны размеры ствола и категория прочности металла
лейнера, то наибольший относительный зазор может быть найден
222
из выражения для предела возможного сопротивления (4.37), если
положить в нем р
1
= ркн·nтреб, где nтреб – требуемый запас прочности
в сечении:
2
2
2
2
max
л3
1
3
1
кн треб
2
2
2
2
3
3
2
1
2
γ
σ
3
e
r
r
r
r
pn
E
r
r
ρ
ρ
ρ
−
+
=
−
−
−
(8.16)
и далее
max
max
γ,
e
ρ
ρ
=
где ρ – внутренний радиус оболочки.
Однако зазор существенно влияет на прочность лейнера и до
подключения в работу оболочки. Поэтому, кроме условия выбора
зазора р
1
0
< ркн, должно выполняться условие прочности лейнера
(4.36) до выбора зазора. Опыт проектирования показывает, что для
этого случая надо принять коэффициент безопасности не менее 2,
т.е.nтреб=2:
л
2
max
1
2
2
1
σ
3
γ
22
е
r
E
r
ρ
ρ
≤
+
или
л
2
1
max
2
2
1
σ
3
ε
22
e
r
E
r
ρ
ρ
≤
+
.
(8.17)
После определения минимальных и максимальных зазоров
нужно назначить соответствующие допуски на изготовление лей-
нера и оболочки.
Поверхности сопряжения лейнера и оболочки полируются
и шлифуются, при этом наружная поверхность обрабатывается с ше-
роховатостью
2,5
Rz
,
0,63
Rа
, а внутренняя
5,0
Rz
,
1,0
Rz
.
Обработка внутренней поверхности представляет бóльшие
трудности, чем обработка наружной поверхности, поэтому прин-
цип распределения допусков на изготовление между внутренней
и наружной поверхностями отвечает седьмому квалитету лейнера
и восьмому квалитету оболочки, т. е. допуски на обработку внутрен-
ней поверхности назначаются в полтора раза больше, чем на наруж-
ную, δА = 1,5 δВ, где δА – допуски на обработку отверстия (внутрен-
него слоя); δВ – допуски на обработку вала (наружного слоя).
Поясним порядок назначения допусков на примере. Пусть 2ρ =
= 160 мм, 2еmin = 0,05 мм, 2еmax = 0,15 мм. Допуск на изготовление
лейнера и оболочки составляет 2еmax – 2еmin = 0,15–0,05 = 0,10 мм
и складывается из суммы допусков δА + δВ. Учитывая, что δА = 1,5 δВ,
получаем допуск на изготовление наружной поверхности лейнера
max
min
2
2
0, 04
2,5
е
e
В
−
δ=
=
мм.
223
Допуск на изготовление внутренней поверхности оболочки
δА =1,5 δВ=0,06 мм.
Таким образом, рабочие размеры на чертеже: для лейнера –
-0,05
-0,09
Ø160 . Для оболочки
0,06
Ø160+
.
На основании заданной величины pкн, требуемого запаса прочно-
сти nтреб и выбранного значения γρ
min
можно в первом приближении
определить наибольшее и наименьшее возможные значения предела
упругости металла первого слоя, используя зависимость (4.37).
Наибольшее значение определится при условии r3 = ρ, т. е .
в предположении отсутствия оболочки. Зависимость (4.37) в этом
случае даст
2
2
л
1
, max
кн треб
2
2
1
2
2
σ
3
e
r
pn
r
ρ
ρ
+
=
−
.
(8.18)
Наименьшее значение определится как предел р1 при r3 → ∞.
(
)
3
3
2
2
2
2
л
min
л
min
3
1
3
1
, max
,max
2
2
2
2
1
3
1
3
1(/)1(/)
3
3
lim
lim σ
γ
σ
γ,
2
1(/)2(/)4
e
e
r
r
r
rr
p
E
E
rr
rr
ρ
ρ
ρ
→∞
→∞
−
−
=
−
=
−
−
+
откуда
л
min
, max
кн треб
4
σ
γ
3
e
pn
Eρ
=
+
.
(8.19)
На основании большого числа опытов и анализа существую-
щих конструкций можно принимать σе
л
= 1,5σ
л
е,min для свободной
трубы и σе
л
= 1,7σ
л
е,min для свободного лейнера и лейнирующей
втулки. Или можно ориентироваться непосредственно на наиболь-
шее давление в канале ствола
max
кн
р:
σе
л
= (1,9–2,6) max
кн
р,
(8.20)
где большие значения относятся к свободному лейнеру и лейни-
рующей втулке.
В первом приближении наружный радиус ствола при выбран-
ных значениях ρ и σе
л
может быть найден, если выражение (4.37)
разрешить относительно r3 и положить p1 = nтреб pкн, γρ = γρ
max
.
(
)
(
)
л
max 2
кн треб
3
л
max
кн треб
3σ
γ
2
3σ
γ
4
e
е
Ea
pn
r
E
pn
ρ
ρ
ρ
−
+
=
−
−
,
(8.21)
гдеaρ=ρ/r1.
224
Выбор категории прочности стали для оболочки производится
исходя из ее прочности после определения размеров ствола по за-
висимости (4.38):
2
2
об
3
об
2
2
3
2
2
σ
3
e
r
p
r
ρ
ρ
−
=
−
,
(8.22)
а требуемая величина предела упругого сопротивления оболочки
об
треб
рpn
ρ′′
=
, где p ρ′′ находится из формул (4.38) или (4.39).
Рассмотренные общие положения по выбору конструктивных
параметров лейнированных стволов и полученные соотношения не
составляют завершенного алгоритма, гарантирующего оптималь-
ную конструкцию. Теоретически строгое решение задачи оптими-
зации проектных параметров лейнированных стволов затруднено
необходимостью учета производственно-экономических факторов
и неопределенностью критериев оптимизации. Приведенные соот-
ношения позволяют в условиях конкретной проектной задачи из-
бежать ошибок в проектировании и получить рациональную конст-
рукцию. Правильность всех принятых конструктивных параметров
лейнированного ствола проверяется расчетом прочности, состоя-
щим в определении фактических коэффициентов запаса прочности
по формулам (4.40) и (4.41) и соотнесении их с требуемыми коэф-
фициентами.
В некоторых руководствах по проектированию артстволов [32,
35, 44] предлагается пользоваться расчетными зависимостями, за-
писанными с использованием относительных размеров расчетных
сечений. Для справки в приложении 2 представлены основные рас-
четные зависимости гл. 4 и 8 в относительных размерах и соответ-
ствующие обозначения.
8.4. Автоматизация проектирования
артиллерийских стволов
Предполагая наличие или возможность создания системы ав-
томатизированного проектирования (САПР) артиллерийского ору-
дия, выделим из нее фрагмент, реализующий автоматизированный
поиск проектного решения по стволу арторудия, т. е. некоторую
проектную процедуру, осуществляемую в САПР арторудия или са-
мостоятельно. Под проектным решением будем понимать такое
225
описание артствола, которое необходимо и достаточно для ранних
стадий проектирования (техническое предложение, эскизный про-
ект). По существу, это достаточно полный набор конструктивных
параметров ствола (характеристик формы, размеров, марок мате-
риала, допусков и т. п .) и его функциональных параметров (массо-
во-центровочных характеристик, показателей прочности, жестко-
сти и т. п.).
Данный набор позволяет перейти к выполнению рабочей тех-
нической документации по стволу (разработать рабочий, техниче-
ский чертеж, техническое условие по изготовлению, испытанию,
технологические процессы механической обработки, термообра-
ботки и т. д .). Здесь могут быть использованы в полной мере
имеющиеся универсальные средства САПР, такие как AUTOCAD,
KOMPAS и другие.
Таким образом, определяя место разрабатываемой человеко-
машинной системы в САПР артствола, введем понятие проектной
процедуры, т. е . формализованной совокупности действий пользо-
вателя в САПР, выполнение которой оканчивается проектным ре-
шением по артстволу. Проектная процедура может быть представ-
лена как совокупность таких проектных операций, алгоритм кото-
рых остается неизменным при выполнении проектной процедуры.
Например, в качестве проектной операции можно выделить опре-
деление конструктивных параметров нарезки ствола, если принять
одинаковый алгоритм их определения для всех нарезных стволов.
Разумеется, разбиение проектной процедуры на проектные опера-
ции является условным, так как отражает сложившиеся нормы
и приемы проектирования. В любом случае проектная процедура
должна предусматривать определенный перечень и возможные по-
следовательности выполнения входящих в нее операций, необхо-
димость и возможность участия пользователя в ее работе, наличие
определенного (в пределах процедуры) задания на проектирование
и описания объекта проектирования – ствола, и наконец, получение
в качестве результата проектного решения по стволу арторудия,
т. е. данных о работоспособной, рациональной конструкции ствола.
Не исключается, однако, и получение информации о невозможно-
сти решения поставленной задачи или получение проекта с обос-
нованными отклонениями от задания на проектирование.
Прежде чем перейти к непосредственному рассмотрению про-
ектной автоматизированной процедуры для ствола (АПС), необхо-
226
димо провести системный анализ задачи проектирования артилле-
рийского ствола и определить те требования, которым должна
удовлетворять проектная процедура.
Рассмотренная выше специфика задачи проектирования арт-
ствола как итерационной процедуры, предусматривающей использо-
вание неформализуемых знаний и опыта специалиста, подтверждает
необходимость при автоматизации проектной задачи по стволу по-
ставить в ее центр человека-проектировщика, активно взаимодейст-
вующего с машинной частью САПР. Только диалоговый режим ра-
боты проектной процедуры может обеспечить пользователю:
–
введение разнообразной входной информации, необходимой
для выполнения как всей проектной процедуры, так и отдельных
проектных операций;
–
получение вводной инструкции и инструкций в ходе работы
системы;
–
возможность в нужный ему момент прервать процесс проек-
тирования для выполнения вспомогательных действий (например,
запросить и получить справку из информационно-справочной сис-
темы);
–
возможность перейти по своему усмотрению от одной про-
ектной операции к другой, если это не нарушает логику проектиро-
вания;
–
возможность в ходе работы адекватно реагировать на диагно-
стические сообщения системы по существу решаемой задачи
и «подсказки» по правилам работы с системой (последнее часто на-
зывают сервисным обеспечением);
–
возможность завершить диалог, удовлетворившись его ре-
зультатами.
8.4 .1 . Структура и состав информационного обеспечения
Как известно, именно информационная природа процесса про-
ектирования позволяет осуществить его автоматизацию на базе со-
временных ЭВМ. Рассмотрим информационное обеспечение про-
ектирования ствола как совокупность сведений, необходимых для
выполнения АПС, и их представление в заданной форме (структу-
ре). Основой для построения информационного обеспечения АПС
служит информационная потребность, выраженная в виде целена-
правленной совокупности запросов на информацию, необходимую
227
для решения задачи проектирования ствола. Исходя из этого дадим
классификацию данных по источникам информации:
–
данные частного технического задания на ствол (ЧТЗ) и дан-
ные из общего Т3 на арторудие;
–
данные, получаемые из результатов, полученных на предше-
ствующих этапах проектирования или из других процедур САПР
(в нашем случае это баллистическое проектирование, в том числе
и автоматизированное и результаты схемных проработок);
–
данные справочного аппарата – они обычно выделяются
в самостоятельную информационно-справочную систему (ИСС);
–
данные, составляющие информационную модель ствола;
–
данные пользователя, привлекаемые к работе АПС по запро-
су последней и по воле пользователя.
Перечисленные разновидности данных и их взаимодействие
с программным обеспечением АПС и пользователем представлены
на структурной схеме рис. 8.7.
В состав ИСС входит информация, дающая пользователю воз-
можность наиболее обоснованно вмешиваться в процесс автомати-
зированного проектирования, корректировать и вести его в нужном
направлении. Широта и достоверность данных ИСС существен-
но расширяют возможности пользователя, влияют на качество
проектного решения, снижают время на опытную отработку конст-
рукции.
ИСС проектной процедуры АПС включает в себя следующие
блоки информации:
–
ГОСТы, ОСТы, РТМ (руководящие технические материалы),
нормали, технические условия и другие подобные материалы, рег-
ламентирующие конструктивное исполнение, типоразмеры, марки
материалов, допуски, посадки и др.;
–
сведения о конструктивно-баллистических и функциональ-
ных характеристиках стволов существующих орудий (достаточно
полные сводки конструктивных данных как ствола, так и орудия,
желательно с графическим материалом, чертежами);
–
обобщенные сведения о прочности, жесткости, нагреве, из-
носе и живучести артстволов, об эффективности способов охлаж-
дения, средств повышения живучести и т. д .;
–
сведения об агрегатах и объектах, связанных со стволом кон-
структивно и функционально (боеприпасы, казенники, затворы,
люльки, ПОУ, дульные тормоза и т. д .);
228
ТЗ
Анализ ТЗ на АО
и формулировка
частного ТЗ на ствол АО
Данн ые
предш ест вующ их
этапов п роект иро ван ия
ТЗ (частное)
на ствол АО
Данные
из других
подсистем САПР
ППП
Информаци онная
модель ст вола
Информ ационно-
справоч н ая
система (ИСС)
По полнение ИСС
Проект ст во ла (сводк а
кон ст рукт ив ных и функциональ ных
парам ет ров , граф ич еский
портрет и т. д.)
Запрос
Поль зова тель
САПР
Диалог
Пополнение
пакета
при кладн ых
пр ограм м
Коррект иров к а
про екта
Ответ ИСС
поль зователя
Рис. 8 .7 . Структур ная схема информационного и программного обеспечения
автоматизир ованной системы проектирования артствола
–
сведения технологического характера, отражающие достиг-
нутый уровень развития технологии артстволов и прогнозируемые
перспективы;
–
сведения технико-экономического характера: затраты на про-
ектирование, изготовление (например, в нормо-часах) и отработку
существующих систем, справочные данные по стоимости материа-
лов, комплектующих и т. п .
Данные, составляющие информационную модель ствола, – это
описания номенклатуры величин и массивов, которые должны
229
быть получены в ходе сеанса проектирования. Подсистема АПР
ствола может иметь набор информационных моделей, отличаю-
щихся по типу ствола, математическим моделям, используемым
в разных проектных операциях. Например, информационная мо-
дель ствола-моноблока может не совпадать с моделью составного
ствола или, например, информационная модель при оценке про-
дольной жесткости ствола представляет собой описание ствола как
консольной балки переменного сечения в опорах люльки с распре-
деленной нагрузкой от собственного веса и с сосредоточенной си-
лой на конце (при наличии дульного тормоза). Возможны и другие
информационные модели. Чем больше информационных моделей
реализуется в АПС, тем шире возможности подсистемы, тем раз-
нообразнее задачи, которые могут решаться при наличии, разуме-
ется, соответствующего пакета прикладных программ.
Результатом обработки пользователем данных при помощи па-
кета прикладных программ и других машинных средств является,
по существу, создание на базе информационной модели ствола не-
которого выходного продукта, достаточного для дальнейших про-
цессов проектирования орудия и производства ствола (см. рис. 8.7).
Этот продукт может представлять собой таблицы и сводки данных
по стволу, чертежи ствола, а в идеальном случае – некоторый объ-
ем информации на машинных носителях, достаточный и для рабо-
ты САПР ствола орудия в целом и для изготовления ствола в усло-
виях гибких производственных систем.
Важной характеристикой любой информационно-вычислитель-
ной системы (ИВС) является степень ее информационной связи
с окружающей средой. Динамическая система при функционировании
непрерывно потребляет информацию о состоянии среды, находящей-
ся вне системы проектирования (например, данные о наличии и за-
груженности станочного оборудования, на которое ориентируется
проектируемый в ИВС технологический процесс). Для нашей систе-
мы столь жесткая информационная связь с окружающей средой не-
обязательна. Однако неправильно считать подсистему АПР для ар-
тиллерийского ствола полностью статической, ее информационная
динамичность состоит в необходимости постоянного пополнения
ИСС и ППП новыми научными данными, конструктивными разра-
ботками, результатами испытаний и т. п. Подсистема АПР артствола
должна создаваться как система открытая, т. е. легко пополняемая,
изменяемая, годная к усовершенствованию по любым направлениям.
230
8.4 .2 . Структура и состав отраслевого программного
обеспечения
Отраслевое программное обеспечение представлено в АПС па-
кетом прикладных программ – ППП (см. рис. 8.7). Для удобства
рассмотрения выделим в ППП два типа программ (машинных мо-
дулей):проектировочные ипроверочные.Этитипы,ос-
таваясь по существу модулями, обрабатывающими информацию,
решают разные задачи в АПС.
Проектировочные модули, потребляя на входе некоторую ис-
ходную информацию, дают на выходе конструктивные параметры:
типаж конструкции, характеристики формы, размеры, требуемые
характеристики или марки материалов и т. п .
Проверочные модули, потребляя на входе исходную и полу-
ченную в проектировочных модулях информацию, дают на выходе
функциональные показатели, характеризующие работоспособность
конструкции: запасы прочности, деформации, температуры нагре-
ва, показатели износа, частоты колебаний и т. п.
Для решения вопроса о составе пакета проектировочных моду-
лей надо в рамках АПС смоделировать процесс проектирования,
построить пооперационную модель АПС. Такая модель строится
в виде перечня проектных операций (и соответствующего перечня
необходимых машинных модулей) перед началом работ по созда-
нию отраслевого программного обеспечения и совершенствуется
по мере развития методов проектирования.
Поскольку система АПР является вычислительной, то каждый
проектный модуль реализует некоторую вычислительную опера-
цию, заканчивающуюся назначением одного или группы конструк-
тивных параметров. Будем называть это «выбором проектных па-
раметров», имея в виду, что это результат некоторого, пусть даже
иногда элементарного, расчета или диалога с пользователем. При
работе проектный модуль потребляет информацию из ТЗ, других
модулей и в диалоговом режиме почти всегда от пользователя,
имеющего доступ к ИСС.
Например, представленный в п. 8.1 перечень проектных опера-
ций и составляет в первом приближении пооперационную модель
проектирования ствола – моноблока, в которой отражена принятая
нами логика отыскания рациональной конструкции.
Не следует считать приведенную пооперационную модель за-
вершенной даже для простейшей конструкции ствола – ствола-
231
моноблока, так как состав проектировочных модулей может и дол-
жен постоянно пополняться новыми научными и конструкторски-
ми разработками. Например, в составе пооперационной модели
может появиться модуль, обеспечивающий подбор покрытия, за-
щищающего от износа поверхность канала ствола. Отметим, что
как бы совершенны ни были проектировочные модули системы,
это не исключает всестороннюю проверку работоспособности по-
лученных конструктивных решений, т. е . наличие в структуре от-
раслевого программного обеспечения разнообразных проверочных
модулей и возможностей у пользователя свободного перехода от
одного типа модуля к другому для получения приемлемого конст-
руктивного решения.
Для определения состава проверочных модулей в АПС необ-
ходимо комплексно рассмотреть условия работоспособности ар-
тиллерийских стволов.
Эффективность и работоспособность ствольных комплексов
определяются при рассмотрении внешних моделей функциониро-
вания, т. е. моделей решения боевых задач. Работа же ствола опи-
сывается, как правило, внутренними моделями напряженно-дефор-
мированного состояния, нагрева, износа, динамики и т. д . Связи
между внешними и внутренними моделями функционирования
сложны и, как правило, носят опытно-эмпирический характер. На-
пример, для выбраковки стволов по живучести (по кучности
стрельбы – параметру внешней модели) производят замеры износа,
а затем, зная из опыта связь между износом и живучестью ствола,
производят выбраковку.
В связи с этим представляется целесообразным изучать вопрос
о работоспособности стволов, оставаясь в рамках внутренних моде-
лей, и определять отказ ствола через параметры, непосредственно
относящиеся к нему. Отметим, что, рассматривая взаимодействие
в системе «снаряд – заряд – гильза – затвор – ствол» и анализируя
случаи, классифицированные как отказ ствола, можно убедиться, что
этот отказ проявляется не только как выход за установленные преде-
лы параметров ствола, но чаще как отказ одного из элементов на-
званной системы (т. е. как зависимый отказ). Например, самосраба-
тывание боеприпаса (отказ – самовоспламенение заряда) часто явля-
ется следствием нагрева выше нормы поверхности каморы (отказ
ствола). Или, например, срыв снаряда с нарезов (отказ снаряда) яв-
ляется следствием чрезмерного износа канала ствола (отказ ствола).
232
Систему условий работоспособности будем формулировать
в виде неравенств типа А
≤
> [А], где А – параметр ствола, [А] – до-
пустимое значение этого параметра. Такая формулировка позволя-
ет оценить и проверить правильность принятия каждого проектно-
го решения в АПС, но требует установления нормативов работо-
способного состояния узла, т. е. допустимых значений параметров.
Эти нормативы должны быть получены из анализа как внутренних,
так и внешних моделей функционирования.
Анализ сложившихся физических представлений о процессах,
протекающих в артстволе, позволяет выделить по внутренним за-
дачам функционирования несколько групп параметров и по ним
формировать пакет прикладных проверочных программ АПС.
А. Параметры, характеризующие общую поперечную, про-
дольную и местную прочность ствола и его частей. Условия рабо-
тоспособности по этой группе параметров могут быть обобщены
неравенствами
[]
σ≤σи
[]
1
,
PP
≥
где σ={σэкв, σэж, σду...}
–
матрица-строка расчетных показателей
НДС;
Р1={р1
у
,р1
скр
,р2
об
, русл, рразр...} матрица-строка расчетной не-
сущей способности (упругих и возможных сопротивлений);
[ σ ] – матрица-строка допустимых значений напряжений;
[P] – матрица-строка требуемых (желаемых) сопротивлений;
соответствующие им запасы (нормы) прочности определяются
опытным путем;
σ экв – эквивалентные напряжения в нарезке ствола;
σ эж – максимальные напряжения в районе эжекционных отвер-
стий;
σ ду – максимальные напряжения перед дульным утолщением;
р1
у
–
предел упругого сопротивления моноблока;
р1
скр
–
предел возможного сопротивления скрепленного ствола;
р2
об
–
упругое сопротивление оболочки лейнированного ствола;
русл – условный предел упругого сопротивления;
рразр – разрушающее давление.
Б. Параметры, характеризующие изменение формы, размеров
и состояния поверхности канала ствола; они обобщаются неравен-
ством δ ≤ [δ].
233
Составляющие матрицы-строки δ являются характеристиками
состояния канала по износу (они могут быть расчетными или
опытными);
{
}
п
уд
0пл
сф
ттр
,
,
,
,
,
,
,
d
l
δ=∆∆λδδδδ
где ∆dуд – диаметральный износ на выстрел;
∆λ0 – удлинение каморы;
δпл – глубина зоны плавления;
δсф – глубина зоны структурных превращений;
δп
–
глубина зоны пластической деформации;
δт – тепловое расширение канала;
l тр – средняя длина трещины.
В. Параметры, характеризующие ствол как механическую ко-
лебательную систему, сводятся в неравенство:
γ≤[γ],
γ={γд,fств,EJ,νi, ...},
где γд – дульный угол;
fств – статический прогиб ствола от собственного веса;
EJ – поперечная жесткость ствола;
i
ν – частоты собственных, радиальных, поперечных, продоль-
ных колебаний.
Г. Параметры, характеризующие ствол как составную часть
орудия (элемент откатных частей, КЧ, ВЧ , орудия и комплекса
в целом):
{
}[]
кам
ств
цм
21
з
,
,
,
,
,
,
i
QJx
rT
P
ε=
δ
≤ε
где Qств, Ji (i = 1,2), xц.м
–
соответственно масса, моменты инерции,
координата центра масс;
δr2 – расширение ствола в месте соединения с люлькой;
кам
1
Т – температура поверхности каморы;
Рз – усилие на затвор.
Весьма важным является тепловой аспект условий работоспо-
собности; влияние нагрева сказывается в большей или меньшей
степени на большинство условий работоспособности. Это влияние,
как правило, распространяется и на величину параметра в левой
части неравенства и на величину предельно допустимого значения.
Так, например, неравномерный нагрев стенки ствола изменяет
234
и НДС (появляются температурные напряжения) и допускаемые
напряжения из-за снижения прочностных характеристик стали при
нагреве. Или, например, максимальная температура поверхности
ствола является, как известно, определяющим фактором износа
и должна учитываться в группе Б. Для различных групп парамет-
ров ствола, по которым возможен отказ в работе, существенными
являются разные характеристики теплового поля. Универсальной
характеристики не существует.
Так, для параметров группы А важен перепад температуры
и общий уровень нагрева, для параметров группы Б – максималь-
ные (пиковые) температуры, для параметров группы В – продоль-
ный перепад, для параметров группы Г – интегральная тепловая
характеристика ( 2
Т
r
δ).
Таким образом, тепловой аспект условий работоспособности
можно представить самостоятельным неравенством Т ≤ [T], где Т –
матрица-строка характерных тепловых показателей.
{
}
max
кам
max
у.н
1
1
ср
ж
12
,
,
,
,
,
, ( ,),...
р
TTTТ
ТТ
ТТrr
=
∆
где Ту.н
–
температура поверхности канала в начале нарезов перед
очередным выстрелом (общий уровень нагрева);
Т1
max
–
максимальная (пиковая) температура поверхности канала;
Т1
кам
–
температура поверхности каморы перед досылкой бое-
припаса;
∆Тср – перепад по длине ствола средней температуры стенки;
max
р
Т – профиль температур в сечении максимального давления;
Tж – температура охлаждающей жидкости на выходе из сис-
темы непрерывного охлаждения;
T(r1, r2) – cреднеинтегральная температура по толщине стенки.
Каждую из приведенных матриц-строк следует понимать как
открытую – развитие представлений о работоспособности ствола
расширяет и видоизменяет ее.
Сведенные воедино, неравенства всех групп и составляют сис-
тему условий работоспособности артиллерийского ствола.
На основе этой системы должен формироваться пакет при-
кладных проверочных программ АПС.
Если проследить связь каждого проектировочного модуля из
пооперационной модели АПС с каждым из условий работоспособ-
ности и наоборот, то можно убедиться, что практически выполне-
ние всех условий работоспособности, хотя и в разной степени, за-
235
висит от результатов, получаемых на каждой проектной операции.
Например, выбор марки материала и поперечных размеров ствола-
моноблока требует проверки всех групп условий работоспособно-
сти, так как от этого зависит прочность ствола, его массово-
центровочные и жесткостные характеристики, изменяется тепловое
поле стенки, а следовательно, и показатели износа, теплового изги-
ба и т. п . Такое положение дает основание так управлять процессом
проектирования в АПС, чтобы отработка конструкции ствола на
работоспособность проводилась после завершения первого цикла
проектных операций по выбору конструкции ствола. Конкретное
же взаимодействие проектных, проверочных модулей и пользова-
теля строится по традиционной схеме прямых и обратных задач
проектирования. Проектировочные модули решают задачи выбора
конструктивных параметров, проверочные – задачи по проверке
условий работоспособности, причем часто проектировочная задача
решается путем проб и многократного повторения. Участие поль-
зователя в процессе автоматизированного проектирования заклю-
чается главным образом в управлении ходом решения с консоли
пользователя: выбор вариации параметров с учетом конструктив-
ной осуществимости и других трудно формализуемых соображе-
ний, дополнительный анализ условий работоспособности, оценка
качества проекта и т. п. Эта управляющая функция пользователя
в САПР добавляется к тому управлению процессом проектирова-
ния, которое возложено на управляющую программу АПС. Качест-
во получаемых проектных решений, а следовательно, и степень со-
вершенства АПС во многом зависят от научной обоснованности
разделения управляющих функций между автоматизированной
системой и ее пользователем.
8.4 .3 . Диалоговая процедура проектирования ствола-моноблока.
Пример решения проектной задачи
Рассмотренные в данном разделе основные положения по про-
ектированию и автоматизации проектирования артстволов проил-
люстрируем на примере подсистемы САПР TUBE – автономной
информационно-вычислительной подсистемы автоматизированно-
го проектирования артиллерийских стволов-моноблоков среднего
и крупного калибров.
Данная подсистема разработана как фрагмент учебно-исследо-
вательской системы автоматизированного проектирования артил-
236
лерийских орудий, предназначенной для использования в различ-
ных видах учебного процесса, НИР и ОКР [20]. По объему и глуби-
не проработки конструкции она соответствует ранним этапам про-
ектирования. Подсистема разработана с учетом возможностей базо-
вого программного обеспечения автоматизированного рабочего
места конструктора машиностроительных изделий на базе ПК. Для
обеспечения обучения в процессе пользования в подсистеме разра-
ботана работающая по запросу пользователя информационно-
справочная система, содержащая разделы по работе с программой,
краткие пояснения по используемым разделам, которые помогут
пользователю ориентироваться в правильном выборе параметров
расчета ствола, а также данные по существующим конструкциям
стволов.
Подсистема автоматизированного проектирования TUBE поз-
воляет в диалоговом режиме выполнять проекты стволов монобло-
ков, отвечающих баллистическим решениям и требованиям по ти-
пу, форме, размерам, массово-центровочным, жесткостным и другим
характеристикам ствола. Кроме того, в подсистеме могут решаться
частные (ограниченные) задачи: проектирование каморной и (или)
ведущей части канала; подбор материала ствола; выбор толщин
стенки ствола; расчет прочности ствола-моноблока; оценка прочно-
сти скрепленных и лейнированных стволов; расчет массы и поло-
жения центра масс ствола; расчет условных показателей попереч-
ной жесткости стволов и другие.
В режиме диалога (в том числе и графического) подсистема
позволяет варьировать входной информацией и анализировать ре-
зультаты проектирования, вести сеанс проектирования в желаемом
направлении, обращаться к ИСС за информацией о существующих
конструкциях и об уровне числовых значений параметров, оформ-
лять и выводить на внешние устройства результаты расчета.
Отраслевое программное обеспечение подсистемы представ-
ляет собой логически увязанную управляющей программой систе-
му из семи программных модулей, каждый из которых выполняет
либо проектную, либо проверочную, либо сервисную (обслужива-
ющую) операцию (рис. 8.8).
Модуль «Предварительный анализ ТЗ».
По заданному типу орудия и заряжания, длине каморы произ-
водится выбор типа и конструктивных размеров каморы, отвечаю-
щих баллистическому решению и принятым нормам проектиро-
237
вания. При заданном боеприпасе размеры каморы устанавливаются
непосредственно по его размерам. Также можно задать требуемую
массу ствола, материал ствола и наличие дульного тормоза. Если
расчет ведется для заданного боеприпаса, можно ввести его харак-
теристики.
Проиллюстррируем сеанс проектирования в САПР – TUBE
примером получения эскизного проекта ствола для гаубицы со
следующими исходными данными (табл. 8.1, 8.2, рис. 8.9).
Рис. 8 .8 . Модуль «Предварительный анализ Т3»
Таблица 8.1
Характеристика
Обозна-
чение
Размер-
ность
Значение
Тип орудия – буксируемая гаубица, калибр
D
мм
122
Масса снаряда
QSN
кг
22,00
Начальная скор ость снаряда
V
м/с
690
Начальный (свободный) объем каморы
W
дм3
6,600
238
Окончание табл. 8.1
Характеристика
Обозна-
чение
Размер
ность
Масса заряда
OMEGA
к
Максимальное давление на дно снаряда
PMS
кг/см
Дульное давление на дно снаряда
PDS
кг/см
Скор ость свободного отката
WK
м
Масса надульного устройства
(дульного тор моза)
G
к
Зазор в люльке
DELT
м
Длина консоли ствола (вылет)
LKON
м
Длина опор ной части ствола (в люльке)
LOP
м
Показатель степени в ур авнении развер тки
нареза
К
–
Рис. 8 .9 . Кривая давления на стенку ствола ркн
No точки
1
2
3
4
5
Координата от казен-
ного среза
0
1296 1833 2370 2907
ркн (кг/см
2
)
3078 2830 2070 1426 966
Окончание табл. 8 .1
Размер-
ность
Значение
кг
3,930
г/см2
2830
г/см2
546
м/с
12,0
кг
100,0
мм
0,1
мм
3720,0
мм
950,0
–
желатель-
но при-
нять К=2
Таблица 8.2
6
7
3444 3980
706 546
239
Модуль «Камора»-проектировочный
По заданным исходным данным реализуется алгоритм расчета
каморы (пп. 8.1.1) и определяются конструктивные размеры камо-
ры (рис. 8.10) в зависимости от типа заряжания. В случае несоот-
ветствия типа заряжания заданному калибру на экране появится
подсказка «ОШИБКА! ТИПУ АРТСИСТЕМЫ СООТВЕТСТВУЕТ
............
ЗАРЯЖАНИЕ» По заказу пользователя при предвари-
тельном анализе ТЗ может быть получена либо камора среднеста-
тистических размеров, либо наименьшей длины, дающая преиму-
щество при компоновке орудия, либо наибольшей допустимой
длины, дающая наименьшее усилие на затвор. Подсказка «КАЛИБР
НЕ СООТВЕТСТВУЕТ ТИПУ ОРУДИЯ» появится в случае несоот-
ветствия типу орудия, но расчет будет произведен. Расчет произво-
дится при нажатии кнопки «РАСЧЕТ». На экране справа появля-
ются результаты проектного расчета и проектный эскиз каморы для
122-мм гаубицы. Пользователь может изменить какой-либо из
полученных параметров и повторить расчет.
Рис. 8 .10 . Модуль «Камора»-проектировочный
240
Модуль «Нарезка»-проектировочный
По опытно-статистическим зависимостям устанавливаются
параметры нарезки: число нарезов, их глубина, ширина нареза
и поля (пп. 8.1.2, рис. 8.11). По зависимостям внешней баллистики –
крутизна нарезки у дульного среза и тип нарезки (постоянная или
переменная); для переменной назначается форма (парабола квад-
ратичная, кубическая, синусоида и т. п.) и параметры. Здесь же
уточняются размеры пояска снаряда, минимально необходимый по
прочности предел упругости материала ствола. Модуль включает
в себя эскиз нарезов с обозначенными параметрами расчета. При
расчете гладкостенного ствола расчет нарезов не ведется.
Рис. 8 .11 . Модуль «Нарезка»-проектировочный
241
Модуль «Наружные размеры»-проектировочный
По кривой «Давления на стенки ствола», полученной при
внутрибаллистическом проектировании, задаются давления по
длине ствола (см. рис. 8.9), причем точка 1 соответствует началу
казенной части, а точка 2 – максимальному давлению огибающей
трех баллистиче-ских кривых при температурах +50°, 0°, -50°.
На рис. 8.12 представлен экранный фрагмент проектировочного
модуля «Наружные размеры» для ввода исходной информации.
Рис. 8 .12 . Модуль «Наружные размеры»-проектировочный
В данном модуле реализуется представленный в (пп. 8.1.4) ал-
горитм определения наружных размеров ствола совместно с необ-
ходимой категорией орудийной стали.
Результаты работы модуля представляются размерами внут-
реннего (индекс 1), и наружного (индекс 2) радиусов сечений с ко-
ординатами, отсчитываемыми от казенного среза, в которых внут-
ренний или наружный продольный профиль имеет излом и опре-
деляется требуемой категорией прочности ствола (рис. 8.13).
242
Рис. 8 .13 . Графические результаты расчета
Численные значения представлены в модуле «Анализ проч
ности».
Модуль «Анализ прочности»-проверочный
В модуле «Анализ прочности» (рис. 8.14) производится
рочный расчет прочности ствола по теории наибольших
маций в ряде определяющих конструкцию сечений
расчета – предел упругого сопротивления, желаемое
ние, требуемые и фактические запасы прочности
мерами – сводятся в таблицу. Анализируются результаты
стного расчета. Если прочность не обеспечена, определяются
ходимые толщины и/или необходимая категория прочности
Выбор пути обеспечения прочности предоставляется
телю. Если прочность обеспечена, вычисляются ее
толщине и по категории прочности материала. Эти резервы
быть использованы, если потребуется изменить размеры
совым, центровочным или другим соображениям.
Рис. 8 .14 . Модуль «Анализ прочности»-проверочный
Численные значения представлены в модуле «Анализ проч-
ерочный
производится прове-
аибольших дефор-
й. Peзультаты
ое сопротивле-
вместе с раз-
езультаты прочно-
пределяются необ-
рочности стали.
ставляется пользова-
е резервы по
ти резервы могут
азмеры по мас-
проверочный
243
Производится расчет массы и положения центра масс по длине
спроектированного ствола по общепринятому методу разбиения
конструкции на элементарные объемы. Производится анализ массы
и положения центра масс. Если в ЧT3 задана или ограничена масса,
а фактическая масса не соответствует заданной, то в модуле
анализируется и предлагается путь разрешения противоречия
с использованием полученных резервов конструкции. Если же
масса не задана, то это же делается по отношению к значению
массы, рациональной по условиям торможения откатных частей.
Аналогичная логика запрограммирована и в отношении центра
масс, только используются нормы рационального положения
центра масс по условию уравновешивания [10].
Модуль «Жесткость»-проверочный
Модуль обеспечивает расчет статического прогиба и угла по-
ворота сечения дульного среза ствола по его размерам, сочленению
с люлькой (пп. 8.1.7). Здесь же можно получить характеристику
условной жесткости при расположении на дульном участке ствола
дульного тормоза и расчетную схему ствола с указанными вели-
чинами (рис. 8.15).
Рис. 8 .15 . Модуль «Жесткость»-проверочный
244
При необходимости увеличения показателей жесткости ствола
и его сочленения и базирования в люльке возможна вариация вход-
ными величинами как в данном модуле, так и в модуле «Анализ
прочности».
Модуль «Диаграмма»-сервисный
Показывает кривые желаемого давления и предел упругого
сопротивления, полученные в результате расчета (рис. 8.16). Здесь же
изображена схема ствола с учетверенной (для наглядности) толщиной.
Рис. 8 .16 . Модуль «Диаграмма»-сервисный
Этот модуль представляет графическое представление резуль-
татов расчета. С его помощью проводится обработка и интерпретация
результатов сеанса проектирования, их всесторонний анализ и, на-
конец, выводы. Здесь нередко выясняется необходимость уточнения
технического задания, учета дополнительных факторов и т. д. и весь
цикл повторяется.
245
Глава9
ОСОБЕННОСТИ УСТРОЙСТВА И ПРОЕКТИРОВАНИЯ
СТВОЛОВ СТРЕЛКОВОГО ОРУЖИЯ
9.1. Особенности условий работы и эксплуатации
стволов стрелкового оружия
Стволы стрелкового оружия по конструкции канала ствола
разделяются на нарезные и гладкоствольные, а также комбиниро-
ванной конструкции, включающей в себя по длине гладкий и на-
резной участки. Последняя конструкция применяется в охотничьем
оружии, и если длина нарезного участка не превышает 140 мм, то
такое оружие законодательно относится к гладкоствольному [50].
Особенности проектирования стволов стрелкового оружия
в отличие от артиллерийских стволов обусловлены условиями экс-
плуатации и испытаний оружия и заключаются в следующем:
–
прочность артиллерийских стволов определяют исходя из со-
противления стенок давлению пороховых газов в сечениях ствола,
а в стрелковом оружии необходимо дополнительно учитывать ус-
ловия его эксплуатации: возможные случайные удары и падение
оружия, которые могут привести к изгибу ствола и деформациям
внутренней поверхности канала ствола;
–
толщина стенки ствола оказывает значительное влияние на
поперечные колебания ствола и, как следствие, на кучность
стрельбы, особенно при стрельбе очередями, а недостаточная тол-
щина стенок патронника вызывает тугую экстракцию гильзы;
–
при назначении толщины стенок ствола автоматического
оружия необходимо учитывать нагрев ствола;
–
при проектировании артиллерийских стволов за максималь-
ное давление принимается величина максимального давления при
максимальной температуре эксплуатации (+50 ○С), а в случае граж-
данского и служебного стрелкового оружия наибольшее давление
определяется максимальным давлением испытательного патрона
при нормальной температуре окружающей среды; величины этих
246
давлений для конкретных типов патронов приведены в таблицах
постоянной международной комиссии по испытаниям ручного ог-
нестрельного оружия (ПМК) в рамках стран-членов Брюссельской
конвенции о взаимном признании испытательных клейм ручного
огнестрельного оружия;
–
при проектировании стволов гражданского и служебного ог-
нестрельного оружия необходимо соблюдать требования к разме-
рам патронника и канала ствола, указанные в таблицах ПМК [50].
9.2. Конструкция и размеры патронника
и канала ствола
Канал ствола стрелкового оружия делится на следующие части:
–
патронник, который представляет собой заднюю часть кана-
ла, служащую для размещения патрона и имеющую форму, которая
соответствует форме гильзы;
–
ведущую часть канала гладкую или нарезную, служащую для
сообщения пулевому или дробовому снаряду необходимой скоро-
сти и направления движения;
–
пульный вход, представляющий собой конический участок,
который соединяет патронник и ведущую часть.
Размеры патронника определяются исходя из размеров патро-
на, при этом необходимо обеспечить свободное вхождение патрона
при возможных (в пределах допусков) максимальных диаметраль-
ных и продольных его размерах и минимальных размерах патрон-
ника, даже при наличии смазки и запыления. Таким образом, для
надежного досылания патрона между стенками гильзы и патронни-
ком должен быть предусмотрен начальный диаметральный зазор
∆d. Максимальное значение начального зазора ограничено услови-
ем продольной прочности гильзы и составляет
2
0, 020
d
d
∆
≤
для ла-
тунных гильз и
2
0, 013
d
d
∆
≤
для биметаллических и стальных гильз,
где d2 –наружный диаметр гильзы. Большая величина зазора может
привести к продольному разрыву гильзы. Минимальное значение
начального диаметрального зазора определяется технологически-
ми допусками на изготовление гильзы и патронника и составляет
247
2
0, 005...0, 008
d
d
Δ
=
.
Для патронов средних
калибров диаметральный зазор находится
в пределах 0,05–0,15 мм. Диаметральный
зазор неравномерен по длине гильзы. Од-
нако в силу того, что диапазон его изме-
нения невелик, а материал гильзы при вы-
стреле еще до окончательного прижатия
гильзы переходит в пластичное состояние,
при расчете гильзы на прочность можно
принимать максимальное значение диаметрального зазора средним
по длине гильзы. Для ряда патронов значения d для двух сечений
по длине гильзы (рис. 9.1), рассчитанные по размерам гильз и па-
тронников, приведенных в таблицах ПМК, даны в табл. 9 .1 .
Продольные размеры патронника определяются по размерам
патрона и зависят от способа продольного базирования патрона
в патроннике.
В зависимости от конструкции гильзы существует четыре спо-
соба фиксации патрона в патроннике.
Таблица 9.1
Величины максимального диаметрального зазора
для отечественных патронов, Δd, мм
Тип патрона
Сечение 1-1
Сечение 2-2
Среднее значение по длине
7,62 25
0,16
0,09
0,12
918
0,11
0,07
0,09
919
0,08
0,08
0,08
7,62 54R
0,08
0,11
0,095
5,45 39
0
0
0
Если гильза имеет выступающую закраину, то обычно фикса-
ция осуществляется упором закраины в пенек ствола (рис. 9 .2). При
таком способе фиксации всегда обеспечивается правильное поло-
жение патрона в патроннике и возможны при изготовлении наи-
большие допуски в продольных размерах патронника и патрона.
Рис. 9 .1 . Сечения по длине
гильзы
248
Рис. 9 .2 . Фиксация патр она закраиной гильзы
Если гильза со скатом не имеет выступающей закраины, то
фиксация осуществляется упором ската гильзы в скат патронника
(рис. 9.3). В этом случае требуется большая точность и наименьшие
допуска при изготовлении. Неточное изготовление ската гильзы
и ската патронника может привести как к излишнему углублению
патрона в патроннике (провалу), так и к недостаточному углублению
патрона (недоходу). Провал гильзы приводит к осечкам, а недоход
к невозможности осуществить запирание. При этом способе фикс
ции дно гильзы несколько выходит из казенного среза на величину,
определяемую конструкцией затвора. Скат патронника будет нач
наться ближе к казенному срезу, чем скат патрона, на величину
tg,
2
d
а
∆
=
α
где α – угол наклона ската гильзы.
Часть патронника, соответствующая дульцу гильзы, будет
длиннее ее на величину (a+b). Эти соображения учитываются при
построении чертежа патронника. Пульный вход, служащий для
размещения выходящей из гильзы части пули, состоит обычно из
одного или двух конусов. Длина пульного входа делается длиной
от одного до трех калибров [1].
Рис. 9 .3 . Фиксация патрона скатом гильзы
Если гильза со скатом не имеет выступающей закраины, то
фиксация осуществляется упором ската гильзы в скат патронника
В этом случае требуется большая точность и наименьшие
допуска при изготовлении. Неточное изготовление ската гильзы
и ската патронника может привести как к излишнему углублению
патрона в патроннике (провалу), так и к недостаточному углублению
(недоходу). Провал гильзы приводит к осечкам, а недоход
При этом способе фикса-
ции дно гильзы несколько выходит из казенного среза на величину,
определяемую конструкцией затвора. Скат патронника будет начи-
е к казенному срезу, чем скат патрона, на величину
(9.1)
Часть патронника, соответствующая дульцу гильзы, будет
). Эти соображения учитываются при
построении чертежа патронника. Пульный вход, служащий для
размещения выходящей из гильзы части пули, состоит обычно из
одного или двух конусов. Длина пульного входа делается длиной
249
Фиксация пистолетных патронов с цилиндрической гильзой
осуществляется упором переднего среза гильзы в соответству
щую ступеньку поверхности патронника. Такая фиксация обесп
чивает наиболее простое устройство патронника (рис.
тый способ фиксации осуществляется за счет упора особого выст
па на корпусе гильзы в специальный уступ патронника. При таком
способе не требуется изготовление патронника с высокой точн
стью, но усложняется изготовление гильз (рис. 9.5).
Рис. 9 .4 . Фиксация гильзы пер едним ср езом
Рис. 9 .5 . Фиксация выступом корпуса гильзы
Ведущая часть ствола имеет длину, необходимую для получ
ния снарядом заданной начальной скорости.
Диаметральные размеры канала ствола должны быть соглас
ваны с диаметром ведущей части пули. Одним из критериев пр
вильного соотношения между диаметром пули dп и размерами к
нала может служить отношение площади поперечного сечения п
ли Sп к площади поперечного сечения канала Sкн, которое должно
быть в пределах 1,0...1,02. При большей величине этого отношения
возрастает величина радиальных реакций между пулей и стволом,
что приводит к увеличению силы трения и продольным деформ
Фиксация пистолетных патронов с цилиндрической гильзой
осуществляется упором переднего среза гильзы в соответствую-
щую ступеньку поверхности патронника. Такая фиксация обеспе-
(рис. 9.4). Четвер-
тый способ фиксации осуществляется за счет упора особого высту-
па на корпусе гильзы в специальный уступ патронника. При таком
способе не требуется изготовление патронника с высокой точно-
Ведущая часть ствола имеет длину, необходимую для получе-
Диаметральные размеры канала ствола должны быть согласо-
диаметром ведущей части пули. Одним из критериев пра-
и размерами ка-
нала может служить отношение площади поперечного сечения пу-
, которое должно
2. При большей величине этого отношения
возрастает величина радиальных реакций между пулей и стволом,
что приводит к увеличению силы трения и продольным деформа-
250
циям пули. При малой величине этого отношения ухудшается об-
тюрация пороховых газов. В случае нарезного ствола площадь его
поперечного сечения при обычных схемах нарезки приближенно
можно определить по формуле Sкн = nsd
2
≈ (0,81...0,83)d 2
. Диаметр
пули всегда должен быть больше калибра, но обычно с таким рас-
четом, чтобы наибольший с учетом допусков диаметр пули был ра-
вен или несколько меньше наименьшего диаметра по дну нарезов,
также с учетом допусков. Наивыгоднейшее соотношение между
этими размерами определяется конструкцией и радиальной жест-
костью пули.
Соотношения между калибром d, диаметром по дну нарезов dн
и dп, рассчитанные по размерам канала ствола и пули, приведены
в таблицах ПМК (табл. 9.2) для ряда отечественных боеприпасов.
Таблица 9.2
Диаметральные размеры канала ствола и пули
Тип патрона
dп, мм
Sп, мм
2
d, мм
dн, мм
Sкн, мм
2
Sп/Sкн
ns
7,62 × 25
7,90
49,02
7,62
7,92
47,99
1,02 0,83
9×18
9,27
67,49
9,00
9,27
66,16
1,02 0,82
9×19
9,03
64,04
8,82
9,02
62,61
1,02 0,80
5,45 × 39
5,6
24,63
5,4
5,6
23,99
1,03 0,82
7,62 × 39
7,92
49,27
7,62
7,92
47,99
1,03 0,83
7,62 × 54R
7,92
49,27
7,62
7,92
47,99
1,03 0,83
Для унификации оружия, выпускаемого в разных странах, вхо-
дящих в Брюссельскую конвенцию ПМК, созданы таблицы мини-
мальных размеров патронников и максимальных размеров патро-
нов, которые содержат сведения по всем типам патронов стрелко-
вого оружия, используемых в странах-членах Конвенции. В этих
таблицах указаны размеры канала ствола и патронника, важные
с точки зрения безопасности, которые контролируются при прове-
дении сертификации оружия [50].
У нарезного оружия, предназначенного для стрельбы патрона-
ми центрального боя, контролируются следующие размеры па-
тронника (рис. 9.6):
251
–
диаметр у входа в патронник Р1;
–
длина патронника L3;
–
диаметр в передней части патронника на расстоянии L3 H2;
–
конус патронника для ската гильзы L1/P2 и L2/H1;
–
выемка под фланец R, E;
–
диаметр выемки под фланец R1;
–
диаметр пульного входа в начале врезания пули в нарезы G1;
–
половина угла конуса пульного входа α1;
–
длина пульного входа G.
Кроме размеров патронника контролируется диаметр канала
ствола по полям F и диаметр канала ствола по дну нарезов.
Все эти размеры должны быть больше или, в крайнем случае,
равны величинам, предписанным ПМК для минимального патронни-
ка. Если установлены допуски размеров, они должны соблюдаться.
Рис. 9 .6 . Р азмеры патронника нарезного оружия
Рис. 9.6–9.8 выполнены в соответствии с ГОСТ Р50529–2015
Оружие гражданское и служебное огнестрельное, устройства про-
изводственного и специального назначения (введен в действие
01.01.2017).
252
Рис. 9 .7 . Размеры патронника гладкоствольного оружия
В гладкоствольном оружии, предназначенном для стрельбы
дробовыми патронами центрального боя, контролируются сле-
дующие размеры (рис. 9.7):
–
диаметр патронника у входа в него D;
–
длина патронника L;
–
диаметр в конце патронника H;
–
гнездо для донной части гильзы, выемка под фланец T;
–
угол соединительного конуса α1;
–
диаметр канала ствола B.
Эти размеры должны быть в пределах допусков, указанных
в таблицах ПМК.
В нарезном оружии под патроны кольцевого воспламенения
контролируются следующие размеры (рис. 9.8):
–
диаметр у входа в патронник P1;
–
длина патронника L3;
–
диаметр в передней части патронника на расстоянии L3 H2;
–
выемка под фланец R;
–
диаметр пульного входа в начале врезания пули в нарезы G1;
–
диаметр канала ствола по полям F.
Эти размеры должны быть больше или равны величинам,
предписанным ПМК для минимального патронника.
Нарезная часть ствола характеризуется профилем, крутизной
и направлением нарезов. Известны различные профили нарезов:
прямоугольные нарезы, трапециевидные, скругленные, сегмент-
ные, овальные, скошенные (рис. 9.9). В отечественных образцах
используются преимущественно прямоугольные нарезы.
253
Рис. 9 .8 . Размеры канала ствола в оружии под патроны
кольцевого воспламенения
а
б
в
г
Рис. 9 .9 . Профили нарезов:
а – прямоугольные; б – трапециевидные; в – скругленные; г – овальные
254
Шаг нарезов, характеризующий их крутизну, определяется из
условий устойчивости пули в полете. Необходимая крутизна наре-
зов зависит от начальной скорости пули и от формы и массы пули.
Применяемая в артиллерии переменная крутизна нарезки
в стрелковом оружии не используется, так как приводит к добавоч-
ной деформации оболочки пули.
Направление нарезов бывает правое (в отечественных образ-
цах) и левое (Англия, Франция). Никаких преимуществ различное
направление нарезов не имеет, а определяет только направление
деривации пули.
Глубина нарезов в стрелковом оружии обычно составляет
1,5...2 % от калибра. Слишком малая глубина ведет к понижению
живучести ствола, большая глубина нарезов увеличивает работу на
врезание пули.
Число нарезов n из технологических соображений обычно
принимают четным. Для стрелкового оружия средних калибров
число нарезов равно четырем. С увеличением калибра количество
нарезов увеличивается, так для калибров 12,7 и 14,5 мм число наре-
зов равно восьми. Увеличение количества нарезов позволяет
уменьшить удельное давление пули на боевую грань, но приводит
к сужению полей и делает их менее прочными на изгиб.
Ширина нареза и ширина поля выбираются из условия обеспе-
чения прочности как самого поля, так и оболочки пули при ее вреза-
нии в нарезы. Если ширину нареза a и ширину поля b измерять по
дуге окружности, соответствующей калибру, то:
,
d
ab
n
π
+=
при
этом ширина нареза больше ширины поля a/b= 1,5...2,5 в зависи-
мости от дульной скорости пули. Уменьшение ширины нареза при-
водит к снижению прочности оболочки пули, а увеличение снижа-
ет прочность полей.
Форма дульной части ствола делается такой, чтобы исключить
случайные механические повреждения канала ствола, ухудшающие
меткость стрельбы. Предохранение дульного среза от повреждения
достигается выполнением в конце канала ствола внутренних фасок
различной формы (рис. 9.10). Необходимо крайне тщательно со-
блюдать симметричность дульного среза относительно оси кана-
ла ствола.
255
Рис. 9 .10 . Варианты формы дульного среза ствола
Материалом для стволов стрелкового оружия служит, либо
углеродистая, либо специальные стали: 50А с пределом упруго-
сти σe = (500...800)МПа; 50РА, σe = (500...800) МПа; 30ХРА,
σe = (600...900) МПа; 30ХН2МФА, σe = (700...1000) МПа. Выбор
марки стали определяется величиной максимального давления
в стволе и его наружными диаметральными размерами. При обра-
ботке ствола необходимо обеспечить шероховатость патронника
Ra ≤ 1,8 мкм, а шероховатость ведущей части ствола Ra ≤ 1 мкм.
9.3. Определение наружной конфигурации ствола
Конструкция внешнего контура ствола определяется конструк-
цией всего оружия в целом. Рассмотрим наиболее распространен-
ные технические решения на примере существующих образцов.
Конструкцией ствола должна быть предусмотрено возмож-
ность крепления ствола к ствольной коробке. Обычно поступают
следующим образом: на казенной части ствола предусматривают
цилиндрическую часть, с помощью которой происходит запрессов-
ка ствола в ствольную коробку оружия (рис. 9.11).
Рис. 9 .11 . Ствол запрессован в рамку пистолета
В некоторых образцах ствол является подвижным и снабжен
направляющими (рис. 9.12).
256
Рис. 9 .12 . Направляющие на стволе пулемета ZB-53
В некоторых случаях ствол выполняют единым целым со
ствольной коробкой. Этот способ является нетехнологичным
и дорогим в производстве, но такие образцы оружия встречались
(рис. 9.13).
Рис. 9 .13 . Ствол – единое целое со ствольной коробкой
(пистолет Маузер К-96)
Часто ствол в оружии выполняет дополнительные функции, яв-
ляясь:
–
направляющей для возвратной пружины;
–
местом установки газового двигателя (рис. 9.14);
–
крепление надульных устройств (рис. 9.15);
–
креплением прицельных приспособлений (рис. 9.16);
–
местом крепления сошек и элементов удержания;
–
местом крепления штык-ножа (рис. 9.17).
257
Рис. 9 .14 . Крепление камеры газового двигателя на примере СВД
Рис. 9 .15 . Крепление надульных устройств за счет резьбового соединения
Рис. 9 .16 . Дульная часть ствола СВД снабжена пламегасителем,
который также является основанием мушки
Рис. 9 .17 . Крепление штык-ножа к автомату АН-94
258
Как правило, внешний контур ствола представляет собой ци-
линдрические и конические поверхности. Установку дополнитель-
ных деталей на ствол обычно выполняют двумя способами:
1) запрессовкой сопряженной детали на цилиндрическую по-
верхность ствола и фиксацией с помощью штифтов;
2) использованием резьбовых или сухарных соединений (как
правило, в случае съемных элементов).
Внешний контур ствола определяется общей конструкцией
оружия, и проектирование внешнего контура невозможно без пред-
ставления об общей компоновке и облике оружия.
9.4. Прочностной расчет ствола
При расчете стволов на прочность при действии внутреннего
давления пороховых газов, как для артиллерийского оружия, так
и для стрелкового, используются единая методика. Отличия расче-
та имеются только для стрелкового оружия, которое при приемоч-
ных испытаниях проверяется на прочность стрельбой испытатель-
ными патронами. Такие испытания проходит каждый образец слу-
жебного и гражданского огнестрельного оружия. В настоящее
время и для испытания некоторых образцов боевого оружия ис-
пользуются специальные испытательные патроны. Эти испытания
оружия на прочность заменяют испытания стрельбой штатными
патронами, нагретыми до максимальной температуры окружающей
среды при эксплуатации (обычно + 50 ○С).
Отличия от вышеприведенной методики расчета на прочность
стволов артиллерийского оружия заключаются в построении кри-
вой наибольших давлений. Эта огибающая кривая строится не по
кривым давления на дно снаряда при трех температурах (-50 ○С,
+15
○
С, +50 ○С), а по кривым давления для штатного патрона при
двух температурах (+15
○
С, -50 ○С), и кривой давления для испыта-
тельного патрона при нормальной температуре 20 ○С. Ввиду того,
что конец горения пороха при температуре -50 ○С смещается в стрел-
ковом оружии за дульный срез, можно ограничиться двумя кривы-
ми давления. При этом максимальное давление будет равно макси-
мальному давлению испытательного патрона. Место максимально-
го давления в целях безопасности смещается на два калибра
к дульной части.
259
Кривая наибольших давлений совместно с уже определенной
конфигурацией внутренней поверхности ствола и его длиной яв-
ляются исходными данными для прочностного расчета ствола.
Целью прочностного расчета ствола является определение на-
ружных диаметральных размеров ствола в сечениях по его длине
при заданном пределе упругости материала ствола. Если наружная
конфигурация ствола предварительно определена из конструктив-
ных соображений (способ крепления ствола со ствольной короб-
кой, размещение на стволе дополнительных устройств, обеспече-
ние необходимой жесткости ствола и т. д.), то в этом случае произ-
водится прочностной расчет с целью определения материала ствола
по пределу упругости. При этом определяются коэффициенты за-
паса прочности по различным сечениям ствола и сравниваются
с рекомендуемыми руководящими материалами. При расчете ство-
лов стрелкового оружия используется вторая теория прочности,
для которой рекомендуемые запасы прочности определены огром-
ным опытом эксплуатации оружия.
Прочностной расчет проводят в следующей последовательности:
1. Строится огибающая кривая наибольших давлений порохо-
вых газов рпг.
2. По рекомендациям назначаются коэффициенты запаса проч-
ности n в казенном срезе, в зоне патронника, в начале ведущей час-
ти и в дульном срезе.
3. Строится кривая желаемого упругого сопротивления ствола:
рж= рпгn.
4. Выбираются характерные сечения по длине ствола, в кото-
рых происходит резкое изменение внутренней или внешней конфи-
гурации ствола.
5. При заданном материале ствола определяют в выбранных
сечениях размеры его наружной поверхности по формуле (8.6).
При заданной наружных диаметрах ствола определяют необ-
ходимый предел упругости материала по формуле (8.5) и выбирают
марку стали:
6. После окончательного конструктивного оформления наруж-
ной поверхности строят кривую действительных сопротивлений
ствола, при этом она не должна пересекать кривую желаемых со-
противлений.
Рекомендуемые запасы прочности увеличиваются от казенного
среза ствола к дульному, что объясняется увеличением динамично-
260
сти действия нагрузки. В сечениях от казенного среза до начала ве-
дущей части канала (начала нарезов), где нагрузка является стати-
ческой, запас прочности изменяется от 1 до 1,1. В случаях запрес-
совки патронника в ствольную коробку запас прочности может
быть снижен до 0,8...0,9. В районе максимума давления пороховых
газов запас прочности принимают 1,25...1,4. У дульного среза же-
лаемый запас прочности рекомендуют не менее 2, однако действи-
тельный запас прочности с учетом выбора толщины стенок ствола
из условия обеспечения эксплуатационной прочности может дохо-
дить до 5...10.
Пример построения кривой наибольших давлений, кривой же-
лаемого сопротивления ствола и кривой действительных сопротив-
лений приведен на рис. 9.18.
При проектировании стволов гражданского и служебного стрел-
кового огнестрельного оружия, как было сказано выше, необходи-
мо обеспечить прочность нарезного и гладкоствольного оружия
после стрельбы испытательными патронами по ГОСТ Р 50530–
2010 [15], обеспечивающими максимальное давление, значение ко-
торого указано в таблицах ПМК.
Это давление можно определить, зная максимальное давление
эксплуатационного патрона, пользуясь неравенствами, приведен-
ными для разных типов патронов в данном ГОСТе (табл. 9.3).
Рис. 9 .18 . Проектирование ствола
261
Таблица 9.3
Интервалы изменения максимального давления,
создаваемого испытательным патроном
Тип патрона
Формулы для определения максимального давления
испытательного патрона
Патр оны
к гладкоствольному
ор ужию
п
max
1, 25
р
рТ
≥
⋅
;
3пп
max
п
1,60
рkS
рТ
+⋅≤
⋅
Давление на расстоянии 162 мм
от казенного среза п 50 МПа
р≥
Патр оны
центр ального боя
к нар езному оружию
Испытательный патрон для длинноствольного
оружия:
max
п
1, 25
;
р
рТ
≥
⋅
3пп
max
п
1, 40
.
рkS
рТ
+⋅≤
⋅
Испытательный патр он для пистолетов
и револьверов:
max
п
1,3
р
рТ
≥⋅
;
3пп
max
п
1, 50
.
рkS
рТ
+⋅≤
⋅
Патр оны кольцевого
воспламенения
п
max
1,3
;
р
р
≥⋅
3пп
max
п
1, 50
.
рkS
р
+⋅≤
⋅
pTmax – допустимое среднее значение максимального давления
эксплуатационного патрона по таблицам ПМК;
pп – среднее максимальное давление испытательного патрона;
k3п – коэффициент толерантности для n измерений с довери-
тельной вероятностью 95 %;
Sп – среднее квадратическое отклонение давления для n изме-
рений.
Для гладкоствольного оружия среднее максимальное давление
испытательного патрона в зоне патронника должно быть на 25 %
больше максимального давления, допустимого для коммерческого
боеприпаса:
pп ≥ 1,25pTmax.
Кроме того, испытательный патрон должен обеспечивать в се-
чении на расстоянии 162 мм от казенного среза давление не менее
50 МПа для всех калибров гладкоствольного оружия.
Чтобы не подвергать испытываемое оружие чрезмерному нагру-
жению, максимальное давление испытательного боеприпаса не может
превосходить значение, определяемое следующим неравенством:
pп + k3п·Sп ≤ 1,60 pTmax.
(9.2)
262
Чтобы построить точно кривую давления для испытательного
патрона, необходимо иметь его баллистические характеристики,
однако, такие данные найти затруднительно, проще спроектировать
испытательный патрон под известное максимальное давление, уве-
личивая пороховой заряд эксплуатационного патрона или массу
пули, сохраняя при этом марку пороха (импульс пороха).
Значения средних максимальных испытательных давлений для
различных типов патронов можно рассчитать, либо для сертифици-
рованных патронов найти в таблицах ПМК. Для некоторых типов
патронов испытательные давления приведены в приложениях 3–7.
Там же приведены рекомендуемые величины зеркального зазо-
ра для патронов нарезного оружия, обеспечивающие поперечную
прочность гильзы.
9.5. Проектирование стволов гладкоствольного
гражданского оружия
Элементы конструкции стволов
Обеспечение поражения целей на различных дальностях
стрельбы из гладкоствольного оружия в условиях ближнего боя,
любительской и промысловой охоты, спортивных соревнований
прежде всего связано с конструкцией и исполнением канала ствола.
Канал ствола гладкоствольного оружия имеет патронник, сна-
рядный вход, цилиндрическую часть и, как правило, дульное уст-
ройство, определяющее кучность стрельбы дробью (рис. 9.19).
Калибр
До недавнего времени существовало большое разнообразие
диаметров каналов стволов для гладкоствольных ружей одного ка-
либра. При этом сами калибры определялись не необходимостью
достижения заданной эффективности стрельбы и рационального
использования боеприпасов, а искусственно выбранной системой
диаметров условных круглых свинцовых пуль, полученных в ре-
зультате деления фунта свинца на 4, 8, 10, 12, 16, 20, 24, 32 части.
Вследствие разной массы английского и французского фунтов,
а также применения свинца различной плотности размеры пуль по-
лучались разными.
263
Рис. 9 .19 . Элементы конструкции канала ствола:
1 – патронник; 2 – снарядный вход; 3 – цилиндрическая часть
4 – дульное устройство
Кроме того, когда появились неметаллические и металлич
ские гильзы с различными внутренними диаметрами, то оружейн
ки начали делать каналы стволов с учетом размеров гильз. При
этом практикой установлено, что если внутренний диаметр гильзы
значительно больше, чем диаметр канала ствола, то дробовой сн
ряд при выстреле будет сильно деформироваться, кучность и ра
номерность осыпи ухудшатся. Если же внутренний диаметр гильзы
значительно меньше, чем диаметр канала ствола, то вследствие н
рушения обтюрации возможен прорыв пороховых газов. Это также
ухудшает «бой оружия». В оптимальном случае диаметры гильзы
и канала должны быть практически одинаковыми.
Попытки унифицировать каналы стволов предпринимались н
однократно. Так, в СССР известным конструктором охотничьего
оружия И. М . Михалёвым была предложена система размеров к
налов стволов с шагом 1,5 мм при ограничении номенклатуры
и типоразмеров гильз (табл. 9.4).
Такая система стала возможной благодаря новой конструкции
канала ствола, строго регламентирующей его конусность по н
правлению к дульному срезу, вследствие чего изменились условия
движения дробового снаряда и утилизация порохового заряда.
Размеры каналов стволов по И. М. Михалеву
Калибр
10
12
16
20
Номинальный диаметр
канала, мм
20
18,5
17
15,5
9.19. Элементы конструкции канала ствола:
цилиндрическая часть;
Кроме того, когда появились неметаллические и металличе-
ские гильзы с различными внутренними диаметрами, то оружейни-
ки начали делать каналы стволов с учетом размеров гильз. При
кой установлено, что если внутренний диаметр гильзы
значительно больше, чем диаметр канала ствола, то дробовой сна-
ряд при выстреле будет сильно деформироваться, кучность и рав-
номерность осыпи ухудшатся. Если же внутренний диаметр гильзы
, чем диаметр канала ствола, то вследствие на-
рушения обтюрации возможен прорыв пороховых газов. Это также
ухудшает «бой оружия». В оптимальном случае диаметры гильзы
инимались не-
однократно. Так, в СССР известным конструктором охотничьего
вым была предложена система размеров ка-
налов стволов с шагом 1,5 мм при ограничении номенклатуры
благодаря новой конструкции
канала ствола, строго регламентирующей его конусность по на-
правлению к дульному срезу, вследствие чего изменились условия
движения дробового снаряда и утилизация порохового заряда.
Табли ца 9.4
28
32
14
12,5
264
Однако присоединение России в 1994 году к Брюссельской
конвенции о взаимном признании клейм ручного огнестрельного
оружия и членство в ПМК остановило эти работы.
Исторически в зарубежной практике изготовления гладкост-
вольного оружия просматривались два направления по размерам
диаметров каналов стволов: европейское, включающее такие стра-
ны, как Германия, Бельгия, Италия и другие, и английское. Так,
в немецких ружьях фирм «Зауэр», «Зимсон», «Меркель» номи-
нальный диаметр канала ствола 12-го калибра был равен 18,2 мм,
а в ружьях английских фирм «Голланд-Голланд», «Джеймс Пердэ»,
«Босс» – 18,5 мм.
Попытки унификации размеров каналов стволов для стран-
членов ПМК не дали желаемого результата. Тогда было принято
компромиссное решение: установить минимальные размеры диа-
метров каналов для каждого из калибров, значительно расширив
при этом их предельные отклонения (табл. 9.5).
Таблица 9.5
Допустимые размеры диаметров каналов стволов
соответствии с требованиями ПМК
Калибр
10
12
16
20
28
32
Диаметр канала, мм
19,3+0,7 18,2+0,7 16,8+0,5 15,7+0,5 13,8+0,5 12,7+0,5
Учитывая столь широкий диапазон размеров в одном калибре,
казалось бы, производитель волен по своему усмотрению устано-
вить номинальный размер. В то же время применение современно-
го оборудования позволяет минимизировать допуски до 0,01 мм
и более. Тем не менее, использование в основном пластмассовых
гильз и обеспечение стабильности баллистики привело к выравни-
ванию номинальных диаметров у различных фирм-производите-
лей. Причем нижнему пределу диаметра, указанному в табл. 9.5,
предпочтение отдается крайне редко, так как возможное в этом
случае повышение давления не дает улучшения кучности и равно-
мерности осыпи.
Патронник и снарядный вход
Патронник и снарядный вход ствола гладкоствольного оружия,
как и любого другого огнестрельного оружия, выполняют функцию
взаимосвязи с соответствующими дробовыми и пулевыми ружей-
265
ными патронами. Это относится не только к обеспечению вход
мости и запирания патрона в оружии, но и к созданию оптимал
ных условий движения элементов выстрела из канала гильзы в к
нал ствола. Особенно это касается дробового снаряда.
В идеале снарядный вход должен иметь мягкие и плавные
очертания, чтобы минимизировать деформацию дробин при дв
жении из гильзы в цилиндрическую часть канала ствола. Опыт ра
работки охотничьего оружия показал, что оптимальная длина сн
рядного входа должна находиться в диапазоне 10..15 мм. Некот
рые фирмы, выпускающие ружья «высшего разбора», выполняют
сопряжения цилиндрических и конических поверхностей по л
кальным кривым. При массовом производстве снарядный вход, как
правило, конический.
Рис. 9 .20 . Патронник ПМК
Размеры патронников стволо в по рекомендациям ПМК
Калибр
D+0,1
G+0,1
T+0,1
H+0,1
мм
10
21,75
23,75
1,90
21,40
12
20,65
22,55
1,85
20,30
16
18,95
20,75
1,65
18,60
20
17,75
19,50
1,55
17,40
28
15,90
17,50
1,55
15,60
32
14,60
16,20
1,55
14,30
.410
12,05
13,70
1,55
11,80
ными патронами. Это относится не только к обеспечению входи-
мости и запирания патрона в оружии, но и к созданию оптималь-
анала гильзы в ка-
нал ствола. Особенно это касается дробового снаряда.
В идеале снарядный вход должен иметь мягкие и плавные
очертания, чтобы минимизировать деформацию дробин при дви-
жении из гильзы в цилиндрическую часть канала ствола. Опыт раз-
ичьего оружия показал, что оптимальная длина сна-
рядного входа должна находиться в диапазоне 10..15 мм. Некото-
рые фирмы, выпускающие ружья «высшего разбора», выполняют
сопряжения цилиндрических и конических поверхностей по ле-
изводстве снарядный вход, как
Таблица 9.6
стволов по рекомендациям ПМК
L+2,0
От 51
до 89
266
В таблицах ПМК указываются минимальные размеры патрон-
ника и максимальные размеры гильз (см. рис. 9.20 и табл. 9.6).
Контролируемые по требованиям ПМК размеры патронника не
в полной мере отражают требования к построительным чертежам
и особенностям технологии. Например, отсутствуют размеры, кон-
тролирующие «корсетность» («бочкообразность») в средней части
патронника, что, безусловно, влияет на нормальные условия экс-
плуатации гильзы.
Длина ствола
Длина ствола зависит от калибра и назначения оружия, она
влияет на эффективность стрельбы и удобство его применения. Де-
лать стволы слишком длинными нецелесообразно, так как при
применении бездымных порохов это не дает ощутимого прироста
скорости. В то же время слишком длинные стволы ухудшают ба-
ланс оружия. В настоящее время подавляющее большинство про-
изводителей выпускает двустволки с длиной ствола 600...700 мм
для ружей 20 калибра и 680...730 мм для ружей 12 калибра.
У спортивных ружей, предназначенных для стрельбы на круглом
стенде, длина стволов может составлять 660...675 мм, на траншей-
ном – 750...760 мм.
Толщина стенок
Толщина стенок ствола определяется не величиной макси-
мального давления пороховых газов, которое намного ниже, чем
в нарезном оружии. Современные материалы позволяют при очень
тонких стенках безопасно выдерживать высокие давления. Толщи-
на стенок важна для боя оружия и его служебной прочности. В ма-
териалах ПМК приводятся минимальные толщины стенок пат-
ронника в зависимости от категории ствольной стали (рис. 9.21
и табл. 9.7).
Что касается боя оружия, то известный русский оружейник
С. А. Бутурлин [13] считал, что тонкие стволы сильно разбрасыва-
ют дробь вследствие колебаний. С другой стороны, служебная
прочность ствола – это способность ствола сохранять свою форму
при случайных внешних нагрузках в процессе эксплуатации
и транспортировки (удары, падения и пр.). В-третьих, излишне тол-
стая стенка увеличивает вес всего оружия.
267
Рис. 9 .21 . Минимальная толщина стенки ствола в зависимости
от категории стали по рекомендации ПМК
Характеристики ствольных сталей в зависимости от категории
Категория
стали
Предел
упругости,
Н/мм
2
Сопротивление
растяжению,
Н/мм
2
Твердость
по Бринеллю,
HB
1
450–549
700–849
200–249
2
550–699
800–1099
250–319
3
700–999
850–1099
250–319
30ХРА, 32ХНМФА
4
≥ 1000
≥ 1100
≥ 320
Разрешая эти технические противоречия, оружейники пришли
к некоторому оптимальному профилю стенки ствола в зависимости
от характеристики материала и условий эксплуатации. На рис.
приведен типичный профиль стенки ствола, изготовленного из ст
ли 50РА, в зависимости от расстояния от казенного среза. Утолщ
ние дульной части связано с наличием в канале дульных устройств
(«чоковых» сужений)
9.21. Минимальная толщина стенки ствола в зависимости
Таблица 9.7
Характеристики ствольных сталей в зависимости от категории
Отечественный
аналог
50А
50РА
30ХРА, 32ХНМФА
ОХН4М
противоречия, оружейники пришли
к некоторому оптимальному профилю стенки ствола в зависимости
от характеристики материала и условий эксплуатации. На рис. 9.22
приведен типичный профиль стенки ствола, изготовленного из ста-
я от казенного среза. Утолще-
ние дульной части связано с наличием в канале дульных устройств
268
Рис. 9 .22 . Пр офиль стенки ство ла руж ья 12-го калибра
Дульные устройства
Дульные устройства каналов в виде дульных сужений и ра
ширений и их комбинаций оказывают решающее влияние на хара
теристики стрельбы дробовыми снарядами.
Ствол с дульным сужением позволяет обеспечить требуемую
кучность стрельбы на больших дальностях, нежели цилиндрич
ский ствол. Эффект положительного влияния дульного суж
кучность стрельбы в высшей степени зависит от его формы, кот
рая должна обеспечивать, с одной стороны, наиболее продолж
тельные торможения пыжей, с другой стороны, не должна выз
вать значительной деформации дробин.
Типичная конструкция дульного сужения для 12
приведена на рис. 9.23. Считается, что коническая часть приводит
к сужению и вытяжке столба дроби, способствующей его компак
ному полету. Торможение пыжа благоприятно сказывается на дв
жении дробового снаряда в периоде последействия. Цилиндрич
ская часть окончательно ориентирует дробины перед вылетом из
канала ствола. Как показывают опыты, отсутствие цилиндрическ
го участка снижает эффективность дульного сужения.
В отечественной оружейной практике дульные сужения наз
вают «чоковыми» сужениями (от англ. «choke» – «сужение»). По
установившейся традиции используются четыре основные град
ции дульного сужения через 0,25 мм. Маркировки сужений на
стволах ружей, выпущенных в различных странах, приведены
в табл. 9.8.
калибра
Дульные устройства каналов в виде дульных сужений и рас-
комбинаций оказывают решающее влияние на харак-
Ствол с дульным сужением позволяет обеспечить требуемую
кучность стрельбы на больших дальностях, нежели цилиндриче-
ский ствол. Эффект положительного влияния дульного сужения на
кучность стрельбы в высшей степени зависит от его формы, кото-
рая должна обеспечивать, с одной стороны, наиболее продолжи-
тельные торможения пыжей, с другой стороны, не должна вызы-
ения для 12-го калибра
9.23. Считается, что коническая часть приводит
к сужению и вытяжке столба дроби, способствующей его компакт-
ному полету. Торможение пыжа благоприятно сказывается на дви-
. Цилиндриче-
ская часть окончательно ориентирует дробины перед вылетом из
канала ствола. Как показывают опыты, отсутствие цилиндрическо-
го участка снижает эффективность дульного сужения.
В отечественной оружейной практике дульные сужения назы-
«сужение»). По
установившейся традиции используются четыре основные града-
ции дульного сужения через 0,25 мм. Маркировки сужений на
стволах ружей, выпущенных в различных странах, приведены
269
Рис. 9 .23 . Конструкция дульного сужения для ружья 12-го калибра
Таблица 9.8
Маркировка дульных сужений каналов стволов
Маркировка
Размер
сужения,
мм/дюйм
Кучность стрельбы
на дальности
35м,%
Английская
(GB)
Европейская
(EU)
Американская
(USA)
Cylinder
CL
Cyl
0/0
40
1/4
++++
Imp.Cyl
0,25/0,01
50
1/2
+++
Mod
0,5/0,02
60
3/4
++
Imp .Mod
0,75/0,03
65
Full
+
Full
1,00/0,04
70
Дульное сужение более 1 мм в основном распространено
в спортивных ружьях 12-го калибра для стрельбы на траншейном
стенде.
Иногда в конструкцию дульного сужения включается в каче-
стве составного элемента преддульное расширение, диаметр кото-
рого больше диаметра канала ствола (рис. 9.24). В этом случае как
бы увеличивается размер дульного сужения без изменения дульно-
го выхода канала ствола и благодаря этому показатели кучности
повышаются.
270
Рис. 9 .24 . Конструкции дульного устройства с преддульным расш ир ением
Современные технологии позволяют делать регулируемые
и сменные чоковые сужения, что повышает универсальность
ружья.
271
Глава 10
ПРОИЗВОДСТВО СТВОЛЬНЫХ ТРУБ
АРТИЛЛЕРИЙСКИХ ОРУДИЙ
Гладкие и нарезные ствольные трубы чаще всего изготавлива-
ются в виде моноблоков и труб, скрепленных в казенной части
с кожухом.
В большинстве случаев ствольная труба имеет форму тела
вращения относительно оси канала.
Поверхности канала ствола и каморы выполняются по 8...9 ква-
литетам точности с шероховатостью по Ra каморы – 0,63...1,25 мкм,
поверхностей гладкого канала 1,25 мкм, нарезного канала: полей
нарезов – 0,63...1,25 мкм, граней нарезов – 2,5 мкм, дна нарезов –
1,25...2,5 мкм.
Наружные поверхности, сопрягающиеся с люлькой, дульным
тормозом, эжектором, выполняются по 9...10 квалитетам с шеро-
ховатостью по Ra 2,5 мкм.
Наружные свободные поверхности выполняются по 11...12
квалитетам с шероховатостью по Rz = 40.
Правильность геометрии труб определяется построением тех-
нологических процессов механической и термической обработок.
В свою очередь, правильность геометрии ствольной трубы (осо-
бенно канала) влияет на меткость орудия.
Тщательно контролируются также размеры и состояние на-
ружных и внутренних поверхностей труб. В зависимости от типа
поверхностей (посадочных, свободных, а также сопрягаемых с дру-
гими деталями изделия), вида посадок (подвижных или неподвиж-
ных) требования к ним по точности и шероховатости различны.
10.1. Стали для ствольных труб
Качество металла для стволов обеспечивается химическим со-
ставом стали, технологиями ее выплавки, изготовления заготовки,
термической и механической обработками.
272
Химический состав некоторых орудийных сталей приведен
в табл. 10.1.
Таблица 10.1
Химический состав некоторых орудийных сталей, в % по массе
Химические
элементы
Обозначения марок стали
30ХМА
30Х2Н2ВФА
33ХН3МА
C
0,25...0,33
0,27...0,34
0,27...0,37
Si
0,17...0,37
0,17...0,37
0,17...0,37
Mn
0,4...0,07
0,3...0,6
0,5...0,8
Cr
0,8...1,1
1,6...2,0
0,8...1,1
Ni
≤0,4
1,4...1,8
2,5...3,8
W
–
1,2...1,6
–
V
–
0,18...0,28
–
Mo
0,15...0,25
–
0,2...0,3
S
≤0,03
≤0,03
≤0,03
P
≤0,03
≤0,03
≤0,03
Артиллерийские стволы в процессе эксплуатации подвергают-
ся воздействию высоких давлений (более 7000 атм), больших зна-
копеременных и ударных нагрузок, при этом они должны работать
в зоне упругих деформаций. Показателями их прочности являются
предел упругого сопротивления материала σе, временное сопротив-
ление при растяжении σв, относительное сужение материала ψ,
ударная вязкость αн.
По механической характеристике σе (часть называют сдаточной
характеристикой, а характеристика σв имеет факультативное значе-
ние) ствольная артиллерийская сталь подразделяется на следующие
категории: 0–30, 0–35, 0–40, 0–45... до 0–120. Обычно основными
сдаточными характеристиками орудийных сталей являются: по
статической прочности – предел σе, по пластичности – относитель-
ное сужение ψ, по динамической прочности – ударная вязкость αн.
В табл. 10.2 приведены указанные показатели прочности.
273
Таблица 10.2
Сдаточные характеристики ствольных сталей
Категор ия
прочности
σе, МПа,
не менее
Ψ, %,
не менее
αн, кг/с
2
·10
-5
для стали
нормального
качества
повышенного
качества
0–30
300
30
3,5
–
0–35
350
30
3,5
–
0–40
400
30
3,5
–
0–50
500
30
3,5
4,0
0–60
600
30
3,5
4,0
0–70
700
25
3,5
4,0
0–80
800
25
3,0
3,5
0–90
900
20
3,0
3,0
0–100
1000
20
–
3,0
0–110
1100
20
–
3,0
0–120
1200
20
–
3,0
Стали повышенного качества содержат не более 0,03 % вред-
ных примесей серы (S) и фосфора (Р) каждого; для сталей нор-
мального качества – не более 0,04 % каждого. Стали повышенного
качества обозначаются дополнительной буквой А (например,
ОХ43МА).
Наличие легирующих элементов в обозначениях марок стали
указывается прописными буквами русского алфавита:
Б – ниобий;
Р–бор;
В – вольфрам;
С – кремний;
Г – марганец;
Ф – ванадий;
М – молибден;
Х – хром;
Н – никель;
Ц – цирконий.
Легирующие элементы способствуют повышению качества
сталей. Хром, никель, молибден сообщают стали хорошую прока-
ливаемость, обеспечивая тем самым получение высоких характери-
стик прочности при больших поперечных сечениях стенок ствола.
274
Молибден, кроме того, способствует сохранению прочностных ха-
рактеристик стали при высокой температуре, ликвидирует явление
отпускной хрупкости.
Использование тугоплавких металлов, прежде всего, вольфра-
ма, позволяет поднять живучесть ствола. Такие элементы, как нио-
бий, цирконий, способствуют повышению износостойкости ствола.
Следует отметить также, что на качество орудийных сталей оказы-
вает воздействие сочетание различных легирующих элементов.
10.2. Способы изготовления заготовок
ствольных труб
Ствольные трубы среднего и крупного калибров изготавли-
ваются свободной ковкой, центробежным литьем, радиальной
ковкой.
Наиболее эффективный способ получения заготовок – ради-
альная ковка.
Заготовки для ковки ствольных труб получают из слитков. Для
радиальной ковки слитки получают четырехгранными электрошла-
ковым переплавом.
Метод радиальной ковки позволяет получить заготовку трубы
необходимой точности с более мелким однородным зерном, мень-
шими припусками под механическую обработку.
Метод радиальной ковки (радиального обжатия) заключается
в одновременном воздействии на заготовку четырех бойков 4
(рис. 10.1).
В поперечном сечении рабочая поверхность каждого бойка –
это цилиндр или призма. Молоты, к которым крепятся бойки, син-
хронно сдвигаются к центру и расходятся от него с точностью син-
хронного перемещения до сотых долей миллиметра.
Ковочные усилия замыкаются в портале, поэтому основание
ковочной машины разгружено.
Заготовка при ковке подается под бойки и одновременно про-
ворачивается.
Заготовки для труб средних и крупных калибров куются из
слитков с внутренним центральным каналом (рис. 10.2); перед ков-
кой слитки нагреваются.
275
Рис. 10.1 . Схема р адиально-ковочной машины (РКМ):
1 – передний манипулятор; 2 – поковка; 3 – ковочный портал; 4 – боек молота;
манипулятор; 6 – станина; 7 – штанга дорна; 8 – дорн; 9 – привод молотов;
Далее поковку маркируют, проводят нормализацию.
Недостатком заготовок после радиальной ковки является нал
чие в канале окалины, приводящей к быстрому износу резцов при
растачивании.
Рис. 10.2 . Слиток для ковки на РКМ заготовки ствола 130-мм полевой пушки
В связи с этим в настоящее время осваивается ковка труб боль
ших калибров в холодном состоянии. При холодной ковке умен
шается объем обработки наружных поверхностей.
ковочной машины (РКМ):
боек молота; 5 – задний
привод молотов; 10 – станина
Далее поковку маркируют, проводят нормализацию.
Недостатком заготовок после радиальной ковки является нали-
к быстрому износу резцов при
мм полевой пушки
В связи с этим в настоящее время осваивается ковка труб боль-
ших калибров в холодном состоянии. При холодной ковке умень-
276
Термообработка заготовок ствольных труб обеспечивает те
нические требования чертежа ствольной трубы.
Перед термической обработкой заготовки стволов подвергаю
ся предварительной черновой механической обработке: наружному
обтачиванию и сверлению отверстия на всю длину (если заготовка
поступает в виде сплошной поковки) или обтачиванию и предвар
тельной расточке (если заготовка поступает полой).
Механическая обработка заготовок предназначена для:
–
удаления с поверхности заготовки разрушенного слоя мета
ла (окалины, трещины и т. п.);
–
устранения кривизны заготовки путем установления новой
оси заготовки при ее обтачивании;
–
улучшения прокаливаемости заготовки за счет уменьшения
толщины стенок после сверления или расточки.
При определении размеров заготовки ствола необходимо пр
дусмотреть припуски по длине ствола [43]. В припусках следует
учесть, что после термической обработки на концах заготовки
ствола отрезаются диски, из которых изготавливаются бруски для
механических испытаний металла. Схема отрезания дисков показ
на на рис. 10.3.
Рис. 10.3 . Схема отр езания дисков
Толщина бросового диска
0
0
4
Dd
−
δ=
.
если перед термообр
боткой отверстие не сверлится, то принимают
0
2
D
δ≥
Термообработка заготовок ствольных труб обеспечивает тех-
Перед термической обработкой заготовки стволов подвергают-
ся предварительной черновой механической обработке: наружному
тачиванию и сверлению отверстия на всю длину (если заготовка
поступает в виде сплошной поковки) или обтачиванию и предвари-
Механическая обработка заготовок предназначена для:
вки разрушенного слоя метал-
устранения кривизны заготовки путем установления новой
улучшения прокаливаемости заготовки за счет уменьшения
пределении размеров заготовки ствола необходимо пре-
]. В припусках следует
учесть, что после термической обработки на концах заготовки
ствола отрезаются диски, из которых изготавливаются бруски для
ий металла. Схема отрезания дисков показа-
. если перед термообра-
0
2
D.
277
Толщина реза Р зависит от метода отрезания дисков: при и
пользовании дисковой пилы – (4...7) мм; при отрезании на тока
ном станке – (8...20) мм; чем больше наружный диаметр заготовки,
тем больше Р.
Толщина диска для изготовления испытуемых брусков прин
мается равной 25 мм.
Таким образом, длина припуска по длине заготовки
u=δ+2P+b.
Кроме того, необходимо предусмотреть с каждого конца заг
товки ствола припуск М, необходимый для чистовой механической
обработки (принимается 30...70 мм) в зависимости от диаметра
ствола и его длины.
Поскольку термическая обработка производится до трех раз, то
окончательная величина припуска с каждой стороны заготовки будет
Ʃl=3u+M.
Иногда обозначают Ʃк (для казенной части) и Ʃд –
части заготовки ствола.
Термообработка заготовок ствольных труб обеспечивает те
нические требования чертежа ствольной трубы. Цикл термообр
ботки состоит из нормализации, закалки, двух отпусков.
Термообработка заготовок ствольных труб проводится в печах
или токами промышленной частоты. Чаще всего применяют вер
тикальные печи с электронагревом или газовыми форсунками
(рис. 10.4).
Рис. 10.4 . Схемы закалки ствольных заготовок в шахтных печах:
1 – заготовка; 2 – бандаж из стальной проволоки; 3 – звездочка;
4 – крышка печи; 5 – корпус печи; 6 – футеровка
зависит от метода отрезания дисков: при ис-
(4...7) мм; при отрезании на токар-
(8...20) мм; чем больше наружный диаметр заготовки,
Толщина диска для изготовления испытуемых брусков прини-
аким образом, длина припуска по длине заготовки
(10.1)
Кроме того, необходимо предусмотреть с каждого конца заго-
, необходимый для чистовой механической
в зависимости от диаметра
Поскольку термическая обработка производится до трех раз, то
окончательная величина припуска с каждой стороны заготовки будет
(10.2)
–
для дульной
Термообработка заготовок ствольных труб обеспечивает тех-
Цикл термообра-
ботки состоит из нормализации, закалки, двух отпусков.
овок ствольных труб проводится в печах
или токами промышленной частоты. Чаще всего применяют вер-
тикальные печи с электронагревом или газовыми форсунками
10.4. Схемы закалки ствольных заготовок в шахтных печах:
звездочка;
278
После закалки в масле заготовки проходят два отпуска. Пер-
вый отпуск производится для снятия остаточных напряжений, вто-
рой – для получения необходимых механических свойств металла
заготовки.
Термообработка в печи занимает несколько десятков часов.
Установка с нагревом токами промышленной частоты менее
габаритная и более экологичная (рис. 10.5).
Рис. 10.5 . Схема установки для закаливания ствольных заготовок токами
промышленной частоты:
1 – привод вращения передней пиноли; 2 – привод перемещения передней бабки; 3 – станина
установки; 4 – ствольная заготовка; 5 – привод перемещения закалочного индуктора; 6 – по -
люс закалочного индуктора; 7 – оптический пирометр; 8 – спрейерные водяные форсунки;
9 – полюс индуктора отпуска; 10 – привод перемещения задней бабки; 11 – привод осевого
поджима задней пиноли
Эта установка работает по принципу трехфазного асинхронно-
го электродвигателя с заторможенным ротором. Ротором является
сама заготовка, которая крепится в передней и задней пинолях,
а два индуктора размещаются на цилиндре задней пиноли. С по-
мощью передней пиноли заготовка проворачивается.
Индукторы имеют приводы осевой подачи, построенные на ос-
нове электродвигателя постоянного тока с возможностью изменять
скорость движения индукторов вдоль заготовки для обеспечения
одинакового нагрева стенок заготовки в разных сечениях.
После достижения необходимой температуры заготовка резко
охлаждается водой, подаваемой под давлением в форсунки, кото-
рые расположены вокруг заготовки. Скорость охлаждения изменя-
ется количеством подаваемой воды и скоростью перемещения ин-
дуктора.
Сразу после закалки вторым индуктором осуществляется от-
пуск заготовки, который обеспечивает снятие напряжений и дос-
тижение заданных свойств.
1
4678
9
2
35
10
11
279
При закалке труб под действием охлаждающей среды возни-
кают напряжения. Особое влияние на качество оказывают напря-
жения, действующие вдоль оси трубы. Следствием этого является
осевой изгиб заготовки трубы, причем искривления заготовок час-
то превышают припуски на обработку (10–15 мм). Для сведения
искривления к минимуму заготовка подвергается правке.
Правка искривленной заготовки со стрелой прогиба «е» заклю-
чается в приложении к этой заготовке силы Р (рис. 10.6), которая
на базе L прогибает заготовку на величину hизг; этот прогиб вклю-
чает в себя упругую hynp и пластическую hпл составляющие. После
снятия изгибающей силы стрела упругого прогиба восстановится
и выправленное изделие займет горизонтальное положение.
Рис. 10.6 . Схема правки ствольной трубы
Существует холодная и горячая правки.
Холодная правка осуществляется при малых стрелах прогиба
(до 50 мм). (температура заготовки < 250 °С). Заготовка поступает
на правку не позднее 50 мин после выхода из печи. Время правки
составляет 10...15 мин. В результате правки биение трубы не пре-
вышает 4 мм.
Горячая правка осуществляется при стрелах прогиба свыше
50 мм (температура заготовки 500...550 °С). Время правки – в тече-
ние1ч.
Правка ведется по отклонению от прямолинейности оси на-
ружной поверхности или оси канала чаще всего на вертикальных
гидравлических прессах (рис. 10.7).
е
hизг = hупр + hпл
280
Рис. 10.7 . Схема правки ствольных заготовок на вертикальном гидравлическом
прессе:
1 – привод призмы для проворота заготовки; 2 – роликовая призма; 3 – ствольная заготовка;
4 – рейсмас; 5 – рабочий цилиндр гидропресса; 6 – шток гидропресса; 7 – колонны; 8 – ра-
бочие призмы; 9 – роликовая призма
Заготовка имеет возможность вращаться вокруг своей оси на
роликовых призмах. Колонна пресса имеет возможность переме-
щаться вдоль оси заготовки для возможности воздействия на заго-
товку в необходимых местах.
Для проверки свойств стали из заготовки каждой ствольной
трубы средних и крупных калибров после термообработки берется
проба металла из казенной и дульной частей. С этой целью от кон-
цов заготовки трубы отрезаются диски для определения механиче-
ских свойств, макро- и микроструктуры металла трубы.
Механические характеристики определяются как при нормаль-
ных, так и при пониженных (возрастает роль ударной вязкости)
температурах (-40 °С).
Твердость заготовки после термообработки измеряется по об-
разующей трубы в местах, очищенных от окалины.
Для оценки качества термообработки периодически одна из за-
готовок труб разрезается на диски для проверки свойств материала
в сечениях, оговоренных конструкторской документацией.
5
6
7
8
9
4
3
2
1
281
10.3. Механическая обработка ствольных заготовок
В общем случае ствольная труба должна сохранять положение
оси канала постоянным при изготовлении, эксплуатации и хране-
нии в том числе в составе изделия. При изготовлении ствольных
труб необходимо обеспечить минимальные разностенность и от-
клонения оси канала от прямолинейности, что определяет кучность
стрельбы при эксплуатации.
В связи с этим механическая обработка труб ведется с обяза-
тельным чередованием операций изготовления внутренних и на-
ружных поверхностей;
чередование операций растачивания и обтачивания всегда за-
канчивается обточкой;
процесс изготовления труб может начинаться как с растачива-
ния, так и с обтачивания.
Причина чередования видов обработки состоит в том, что тру-
ба после каждой операции получает отклонение действительной
оси канала от прямолинейности. Наибольшие отклонения наблю-
даются после наружных обработок.
При обтачивании отклонение действительной оси канала от
прямолинейности увеличивается, что объясняется перераспределе-
нием остаточных напряжений в сечениях заготовки трубы.
При механической обработке базирование заготовки осущест-
вляется по наружной или по внутренней поверхности.
В первом случае центр вращения заготовки совпадает с цен-
тром наружной поверхности и производится растачивание. Во вто-
ром – центр вращения совпадает с центром канала и производится
обтачивание. В обоих случаях нарушается равновесное состояние
остаточных напряжений. При этом чем больше площадь снятого
металла, тем больше нарушается равновесие, то есть увеличивается
отклонение оси трубы от прямолинейности.
Поскольку площадь и уровни напряжений при наружной обра-
ботке больше, чем при внутренней, то и деформация заготовки бу-
дет больше после наружной обработки.
Для снижения отклонения оси канала ствола от прямолинейно-
сти обработка осуществляется за несколько проходов с относи-
тельно малой толщиной срезаемого слоя при каждом проходе, то
есть с малыми деформирующими силами.
282
Для минимального отклонения от прямолинейности оси ствола
необходимо внедрять «управляемое растачивание» в предвари-
тельно обработанном канале трубы, полностью сделанной по на-
ружной поверхности. При этом задается ее геометрическая ось (на-
пример, лучом лазера) и за этим лучом непрерывно следит центр
вращения расточного резца.
Особо следует остановиться на построении технологического
процесса изготовления ствольных труб калибром 45 ... 57 мм. При
указанном процессе удается получить необходимые категории
прочности без центрального канала. Распределение остаточных на-
пряжений в сплошной заготовке, с точки зрения искривления оси
заготовки, симметричное.
Сверление канала более трудоемко, чем в сырой заготовке, но
меньше влияние на распределение напряжений в сечении, что по-
зволяет обеспечить прямолинейность канала. Погрешности в виде
непрямолинейности оси канала и разностенности в реальных изде-
лиях объясняются несовершенством технологических процессов
производства.
10.4. Сверление глубоких отверстий
Принято считать отверстие глубоким, если отношение его дли-
ны к диаметру более 5 (L/d> 5).Ствольные трубы имеют гораздо
большие глубины каналов.
Сверление артиллерийских труб осуществляется на горизон-
тально-сверлильных станках по нескольким схемам (рис. 10.8).
Схема с вращением детали и одновременной подачей инстру-
мента применяется при изготовлении стволов автоматических пу-
шек и стрелкового оружия.
Схема с неподвижной деталью и вращающимся инструментом
с одновременной его подачей применима для сверления заготовок
с большими массами, выступающими кронштейнами, затрудняю-
щими вращение детали.
Схема с вращением детали и инструмента с одновременной
подачей инструмента применяется для сверления заготовок стволов
средних и крупных калибров.
Заготовки стволов средних калибров в большинстве слу-
чаев сверлят по схеме сплошного одностороннего сверления
(рис. 10.9, а, в).
283
Рис. 10 .8 . Кинематические схемы свер ления глубоких отверстий
в ство льных заготовках:
а – вращение детали, подача инструмента; б – вращение инструмента, подача инструмента;
в – вращение детали и инструмента, подача инструмента
Рис. 10.9 . Схемы свер ления глубоких отверстий и возможные
погрешности полученных каналов:
а – сплошное сверление; б – кольцевое сверление; в – одностороннее сверление;
роннее сверление; д, е – возможные погрешности каналов при одностороннем сверлении
(уводы); ж, з – возможные погрешности каналов при двухстороннем сверлении (уступы)
а
б
в
а
б
в
г
д
е
ж
з
10.8. Кинематические схемы сверления глубоких отверстий
вращение инструмента, подача инструмента;
вращение детали и инструмента, подача инструмента
10.9. Схемы сверления глубоких отверстий и возможные
одностороннее сверление; г – двухсто-
возможные погрешности каналов при одностороннем сверлении
возможные погрешности каналов при двухстороннем сверлении (уступы)
284
Двухстороннее (в том числе кольцевое) сверление применяют
при изготовлении каналов труб калибров более 200 мм с длиной
канала более 8 м. Обработку производят на станках односторонн
го сверления с переворотом заготовки. Такая мера необходима для
исключения увода борштанги, поскольку в данном случае она б
дет короткой, более жесткой, чем при одностороннем сверлении.
Недостаток двухстороннего сверления состоит в том, что требуется
значительное время на переустановку и выверку заготовки, после
сверления остаются уступы в канале (рис. 10.9, ж, з), которые уд
ляются при последующей обработке. На рис. 10.10 приведены ра
личные схемы отвода стружки.
б
Рис. 10 .10 . Схемы сплошного сверления глубоких отвер стий инструментом
с определенным базированием:
а – с наружным отводом стружки; б – с внутренним отводом стружки
Перед сверлением заготовка на станке при закреплении выв
ряется на биение наружной поверхности. Биение по люнетным
шейкам допускается до 0,5... 1,0 мм, а по остальной поверхности
до 3...6 мм.
Сверление заготовки начинается с дульного торца инструме
том с внутренним отводом стружки потоком смазывающе
дающей жидкости (СОЖ), поступающей под давлением через уже
а
стороннее (в том числе кольцевое) сверление применяют
при изготовлении каналов труб калибров более 200 мм с длиной
канала более 8 м. Обработку производят на станках односторонне-
го сверления с переворотом заготовки. Такая мера необходима для
а борштанги, поскольку в данном случае она бу-
дет короткой, более жесткой, чем при одностороннем сверлении.
Недостаток двухстороннего сверления состоит в том, что требуется
значительное время на переустановку и выверку заготовки, после
), которые уда-
10.10 приведены раз-
10.10. Схемы сплошного сверления глубоких отверстий инструментом
с внутренним отводом стружки
Перед сверлением заготовка на станке при закреплении выве-
ряется на биение наружной поверхности. Биение по люнетным
шейкам допускается до 0,5... 1,0 мм, а по остальной поверхности
ление заготовки начинается с дульного торца инструмен-
смазывающе-охлаж-
(СОЖ), поступающей под давлением через уже
285
изготовленную часть канала к режущей части сверла и направляет
стружку через горловину сверла и канал борштанги в сборник
стружки.
На рис. 10.11 показаны две возможные схемы кольцевого све
ления глубоких отверстий. Обычно кольцевым сверлением пол
чают отверстия с диаметром 80... 100 мм. Преимуществами кол
цевого сверления являются:
меньшие снимаемый объем металла, силы резания, потребная
мощность;
экономия металла за счет образующегося керна, из которого
изготавливают другие детали;
По способу подвода СОЖ и отвода стружки из зоны резания
при кольцевом сверлении, как и при сплошном сверлении, могут
быть применены схемы: с внутренним подводом СОЖ и наружным
отводом стружки (рис. 10.11, а) и с наружным подводом СОЖ
и внутренним отводом стружки (рис. 10.11, б).
б
Рис. 10 .11 . Схемы кольцевого свер ления:
а – с внутренним подводом СОЖ и наружным отводом стружки;
б – с наружным подводом СОЖ и внутренним отводом стружки
Схема с наружным подводом СОЖ имеет преимущественное
применение при кольцевом сверлении. Обязательным условием у
пешного кольцевого сверления является стабильное деление струж
ки по ширине и длине.
а
изготовленную часть канала к режущей части сверла и направляет
стружку через горловину сверла и канал борштанги в сборник
10.11 показаны две возможные схемы кольцевого свер-
ления глубоких отверстий. Обычно кольцевым сверлением полу-
ерстия с диаметром 80... 100 мм. Преимуществами коль-
меньшие снимаемый объем металла, силы резания, потребная
экономия металла за счет образующегося керна, из которого
отвода стружки из зоны резания
при кольцевом сверлении, как и при сплошном сверлении, могут
быть применены схемы: с внутренним подводом СОЖ и наружным
и с наружным подводом СОЖ
с внутренним подводом СОЖ и наружным отводом стружки;
и внутренним отводом стружки
Схема с наружным подводом СОЖ имеет преимущественное
при кольцевом сверлении. Обязательным условием ус-
пешного кольцевого сверления является стабильное деление струж-
286
Деление по длине производится за счет заточки на передней
поверхности резцов лунок и порожков. Деление по ширине обеспе-
чивается подбором работающих зон резца при виде его в плане.
Такая форма режущей кромки резца у однорезцового сверла наи-
более распространена.
10.5. Растачивание глубоких каналов
После сверления и термообработки каналы ствольных загото-
вок имеют низкие показатели по шероховатости поверхности, точ-
ности, непрямолинейности канала по сравнению с требованиями,
предъявляемыми к готовым трубам. Поверхность канала покрыта
окалиной. Из-за искривления заготовки, увода оси при сверлении
просверленные трубы требуют дополнительной доработки – раста-
чивания. Поэтому растачивание должно осуществляться с перемен-
ным припуском. Разность в глубинах резания достигает 5 ... 6 мм.
Растачивание обеспечивает прямолинейность канала, высокую
его цилиндричность, значительно уменьшает шероховатость канала.
С целью снижения действия остаточных напряжений, возни-
кающих от обработки, ее осуществляют с чередованием операций
растачивания и обтачивания, заканчивая обтачиванием.
В большинстве случаев растачивание ствольных труб прово-
дится с одной стороны детали на всю глубину. Трубы калибра до
100 мм растачиваются с дульного среза с целью исключения вы-
браковки за счет увода ввиду малого припуска на обработку. Тру-
бы калибров свыше 100 мм начинают растачивать с казенного сре-
за для достиженя ее необходимой соосности с наружной поверхно-
стью (рис. 10.12).
Вращается при обработке деталь. При такой схеме обработки
прямолинейность обеспечивается надежнее.
Схема а обеспечивает максимальную простоту приспособле-
ний станка для подачи СОЖ, но не исключает образование надиров
вследствие попадания стружки под направляющие головки. Схемы б
и в этого недостатка не имеют, но требуют для работы наличия
маслоприемников.
При установке на станке заготовка базируется на наружные
поверхности в кулачках зажимных планшайб и на шейки, прото-
ченные на наружных поверхностях, в люнетах.
287
Рис. 10 .12 . Схемы растачивания ствольных труб:
а – инструмент работает на сжатие, удаление стружки потоком СОЖ перед инструментом;
б – инструмент работает на сжатие, удаление стружки внутри инструмента и борштанги;
в – инструмент работает на растяжение, удаление стружки внутри инструмента и борштанги
Положение детали перед растачиванием обычно проверяется
биением предварительно обработанного канала рычажным приб
ром с индикатором часового типа. Биение противоположного торца
заготовки корректируется по биению шеек на наружной поверхн
сти трубы. Допустимые значения биения по шейкам 0,3
Для достижения необходимого качества канала заход расточн
го инструмента обеспечивается через точную кондукторную втулку.
Чистовое растачивание глубоких каналов уменьшает шеро
ховатость от предыдущего растачивания и обеспечивает конечный
диаметр канала. Далее идут финишные операции: хонингов
или раскатывание.
Для растачивания с целью обеспечения минимальной непр
линейности канала начинают внедрять «управляемое растачив
ние», которое заключается в том, что положение вершины резца,
образующей поверхность канала, непрерывно контролируется о
носительно геометрической оси канала, заранее заданной, напр
мер, лазерным лучом. Положение этой вершины при необходим
сти корректируется.
Качество обработки повышается посредством СОЖ, которая
способствует формированию стружки необходимой формы и ра
меров, отводит ее из канала; охлаждает режущие кромки инстр
а
б
в
10.12. Схемы растачивания ствольных труб:
инструмент работает на сжатие, удаление стружки потоком СОЖ перед инструментом;
инструмент работает на сжатие, удаление стружки внутри инструмента и борштанги;
инструмент работает на растяжение, удаление стружки внутри инструмента и борштанги
Положение детали перед растачиванием обычно проверяется
аботанного канала рычажным прибо-
ром с индикатором часового типа. Биение противоположного торца
заготовки корректируется по биению шеек на наружной поверхно-
сти трубы. Допустимые значения биения по шейкам 0,3 ... 0,5 мм.
канала заход расточно-
го инструмента обеспечивается через точную кондукторную втулку.
Чистовое растачивание глубоких каналов уменьшает шеро-
ховатость от предыдущего растачивания и обеспечивает конечный
диаметр канала. Далее идут финишные операции: хонингование
Для растачивания с целью обеспечения минимальной непрямо-
линейности канала начинают внедрять «управляемое растачива-
заключается в том, что положение вершины резца,
непрерывно контролируется от-
заранее заданной, напри-
мер, лазерным лучом. Положение этой вершины при необходимо-
СОЖ, которая
и необходимой формы и раз-
охлаждает режущие кромки инстру-
288
мента, обрабатываемую деталь; минимизирует износ рабочих по-
верхностей инструмента за счет образования защитных пленок;
предотвращает образование наростов на инструменте и на направ-
ляющих элементах инструментов; снижает трение между направ-
ляющими инструмента и поверхностью канала;
В СОЖ не допускается попадание воды, которая резко снижа-
ет стойкость инструмента вследствие различного охлаждающего
воздействия масла и воды.
Также снижает стойкость инструмента наличие в СОЖ пузырь-
ков воздуха, поскольку в месте попадания пузырька на режущую
кромку повышается температура, а при удалении пузырька пото-
ком СОЖ это место резко охлаждается, образуются микротрещи-
ны, происходит выкрашивание.
Для достижения наиболее высоких показателей стойкости ин-
струмента, производительности, точности обработанного отвер-
стия, оптимальной формы стружки обработку необходимо вести
при минимально возможной температуре СОЖ. Свои особенности
имеют методы растачивания пологих конусов в кожухах ствольных
труб. Ствольные трубы крупного калибра скрепляются в казенной
части кожухами с пологими внутренними конусами, которые обра-
батываются с применением специальных устройств (рис. 10.13).
Работа устройства происходит следующим образом: расточная
головка с направляющими 3 вводится в канал кожуха 1, который
начинает вращаться, и головка с силовой штангой 4 с подачей S на-
чинает перемещаться внутрь канала. Резец 7 при этом поворотом
штанги 2 установлен в начальный размер будущего конуса. По ме-
ре входа расточной головки в канал штанга 2 поворачивается,
уменьшая вылет резца. Угол поворота резца согласуется с положе-
нием расточной головки в канале. Это обеспечивает необходимые
размеры конуса. Обработка происходит за один проход.
Растачивание по варианту «б» (рис. 10.13, б) аналогично пре-
дыдущему, но расточная головка работает на сжатие, резцы на ра-
бочий размер разводятся подачей стебля 12 вперед (по схеме влево)
с таким же согласованием, как и в схеме «а».
При растачивании пологих конусов по варианту «в» (рис. 10.13, в)
в канал обрабатываемой детали вводится штанга 4, имеющая по
всей длине направляющий паз с наклоном относительно оси штан-
ги, обеспечивающий необходимую конусность кожуха. При враще-
289
Рис. 10 .13 . Схема р астачивания пологих конусов в глубоких каналах:
а – с применением поворотного резца; б – двухрезцовой головкой; в – резцовой
клонными направляющими; 1 – обрабатываемая деталь; 2 – штанга поворота резца;
правляющие расточной головки; 4 – силовая штанга; 5 – поверхность будущего конуса;
резцедержатель; 7 – расточной резец; 8 – положение резца при максимальном диаметре
расточки; 9 – нерабочее положение резца; 10 – ходовой винт; 11 – корпус расточной головки
12 – стебель развода; 13 – каретка резцов
а
б
в
10.13. Схема растачивания пологих конусов в глубоких каналах:
резцовой кареткой с на-
штанга поворота резца; 3 – на -
поверхность будущего конуса; 6 –
положение резца при максимальном диаметре
корпус расточной головки;
290
нии ходового винта по пазу перемещается каретка
с углом, соответствующим конусу детали. Схема имеет недостаток:
угол обрабатываемого конуса фиксированный. Возможно произв
дить растачивание за несколько проходов, угол обрабатываемого
конуса не перенастраивается.
Особенности растачивания зарядных камор
Зарядные каморы состоят из следующих конусов (рис.
1 – основной; 2 – соединительный; 3 – цилиндрическая часть
(пологий конус); 4 – конус передний; 5 – конический скат.
Для орудий унитарного заряжания конусы 4 и 5 объединяются.
Рис. 10 .14 . Схемы конусов камор орудий среднего калибра:
для нарезных систем
Каморы стволов средних калибров растачивают симметри
ми плавающими пластинами с рабочим профилем, повторя
профиль растачиваемого участка каморы при горизонтальном ра
положении детали с базированием по наружной поверхности на
станках вертлюжного типа (рис. 10.15).
Казенная часть зажимается в четырехкулачковой планшайбе,
дульная часть вращается в люнетах. Проверка биения канала осущ
ствляется прибором с отсчетным устройством индикаторного типа.
нии ходового винта по пазу перемещается каретка 13 с резцом
с углом, соответствующим конусу детали. Схема имеет недостаток:
угол обрабатываемого конуса фиксированный. Возможно произво-
дить растачивание за несколько проходов, угол обрабатываемого
Особенности растачивания зарядных камор
Зарядные каморы состоят из следующих конусов (рис. 10.14):
цилиндрическая часть
конический скат.
объединяются.
10.14. Схемы конусов камор орудий среднего калибра:
Каморы стволов средних калибров растачивают симметричны-
ми плавающими пластинами с рабочим профилем, повторяющим
профиль растачиваемого участка каморы при горизонтальном рас-
положении детали с базированием по наружной поверхности на
четырехкулачковой планшайбе,
дульная часть вращается в люнетах. Проверка биения канала осуще-
ствляется прибором с отсчетным устройством индикаторного типа.
291
Рис. 10.15 . Схема растачивания камор ствольных труб
фасонными плавающими пластинами:
1 – обрабатываемая труба; 2 – штанга; 3 – кронштейн суппорта; 4 – суппорт;
5 – режущая плавающая пластина; 6 – опора штанги
Последовательность растачивания следующая:
1. Предварительное цилиндрическое или ступенчатое растачи-
вание 1-го и 2-го конусов.
2. Предварительное растачивание 1-го и 2-го конусов.
3. Предварительное растачивание 3-го и 4-го конусов.
4. Окончательное растачивание 3-го, 4-го и 5-го конусов.
5. Окончательное растачивание 1-го и 2-го конусов.
Каморы ствольных труб растачивают на станках для глубокого
сверления и растачивания каналов и на станках вертлюжного типа
для растачивания камор. Cтанина станка обеспечивает базирование
длинномерных труб; подачу СОЖ через борштангу и дульную часть
ствола, сбор стружки. В суппорте устанавливаются штанги с пла-
вающими расточными фасонными пластинами.
10.6. Изготовление нарезов в ствольных трубах
Схема образования нарезов и их характерные размеры приве-
дены на рис. 10.16.
В настоящее время большинство систем изготавливают с наре-
зами постоянной крутизны, ширины и глубины.
Нарезы изготавливают при горизонтальном положении стволь-
ной трубы со стороны казенника в трубах калибром более 45 мм
практически всегда строганием, являющимся одной из последних
операций при обработке канала, которая выполняется после чисто-
вого растачивания каморы, канала и наружного обтачивания.
1
23
6
5
2
54
n
n
S
S
292
Рис. 10 .16 . Схема образования нар езов:
а – их характерные размеры (d – диаметр по полям (калибр ствола); в
ля; а – ширина нареза; t – глубина нареза; r – радиус между дном и гранью
нареза); б, в, г – схемы разверток нарезов по крутизне соответственно:
переменной (прогрессивной), комбинированной
Труба базируется по наружной поверхности в вертлюжном п
троне и люнетах.
При строгании они начинаются в соответствующем конусе к
моры.
Также известны следующие редко используемые способы и
готовления нарезов:
–
электрохимический;
–
протягивание длинными протяжками;
–
протягивание однодисковыми протяжками;
–
нарезание многорезцовыми головками, работающими на сж
тие;
–
нарезание однорезцовыми головками с проворотом ствола на
шаг между нарезами после каждого двойного хода головки и с п
дачей резца на глубину после полного оборота детали.
При нарезании инструмент перемещается возвратно
тельно и вращается. Сумма этих движений определяет крутизну
нарезов.
а
в – ширина по-
радиус между дном и гранью
соответственно: постоянной,
Труба базируется по наружной поверхности в вертлюжном па-
При строгании они начинаются в соответствующем конусе ка-
Также известны следующие редко используемые способы из-
нарезание многорезцовыми головками, работающими на сжа-
нарезание однорезцовыми головками с проворотом ствола на
шаг между нарезами после каждого двойного хода головки и с по-
у после полного оборота детали.
При нарезании инструмент перемещается возвратно-поступа-
тельно и вращается. Сумма этих движений определяет крутизну
б
в
г
293
Применяют станки с механическим копиром и станки с сист
мами ЧПУ.
В станках с механическим копиром (рис. 10.17) нарезаемую
трубу 3 устанавливают в горизонтальном положении казенной ч
стью в люнет 2, дульной – в вертлюжный патрон 4, позволяющий
поворачивать трубу на необходимый угол относительно ее оси, что
обеспечивает возможность при большом количестве нарезов (боль
ше количества одновременно работающих резцов) после изгото
ления первой группы нарезов повернуть трубу и изготовить сл
дующую группу нарезов.
Рис. 10 .17 . Схема нарезательного станка с механическим копиром:
1 – станина; 2 – трехроликовый люнет; 3 – нарезаемая труба; 4 – вертлюжный патрон;
5 – лоток для нарезательной головки; 6 – нарезательная головка; 7 – штанга;
ный стол; 9 – копирная линейка; 10 – каретка; 11 – зубчатая рейка; 12 – привод вращения ход
вого винта; 13 – шестерня; 14 – суппорт (Vх.х и Vр.х
–
скорости холостого
соответственно; Nх.х и Nр.х
–
обороты холостого и рабочего ходов соответственно)
Суппорт 14 станка имеет вал с шестерней 13, которая находи
ся в зацеплении с рейкой 11. Рейка может передвигаться в напра
ляющих суппорта перпендикулярно оси станка. Рейка на конце
имеет каретку 10, которая своими роликами охватывает копирную
линейку 9. Линейка крепится на столе 8 так, чтобы угол е
к оси станка в сочетании с диаметром шестерни 13
осевом движении суппорта вращать штангу с нарезательной голо
кой по траектории нарезов с необходимой крутизной.
Для экономии цеховой площади, особенно при нарезании
длинноствольных труб, применяется копир в виде жесткого цили
Применяют станки с механическим копиром и станки с систе-
10.17) нарезаемую
устанавливают в горизонтальном положении казенной ча-
, позволяющий
ть трубу на необходимый угол относительно ее оси, что
при большом количестве нарезов (боль-
ше количества одновременно работающих резцов) после изготов-
изготовить сле-
10.17. Схема нарезательного станка с механическим копиром:
вертлюжный патрон;
штанга; 8 – копир-
привод вращения ходо-
холостого и рабочего ходов
холостого и рабочего ходов соответственно)
которая находит-
Рейка может передвигаться в направ-
ляющих суппорта перпендикулярно оси станка. Рейка на конце
которая своими роликами охватывает копирную
так, чтобы угол ее наклона
позволял при
осевом движении суппорта вращать штангу с нарезательной голов-
Для экономии цеховой площади, особенно при нарезании
б, применяется копир в виде жесткого цилин-
294
дра с наружным винтовым пазом. Копир расположен над станком
и вращение рабочей штанге передается от паза копира через систе-
му шестерен
10.7. Чистовая обработка канала и каморы
Функционирование артиллерийских стволов зависит от точности
обработки и шероховатостей поверхности канала и каморы, которые
обеспечиваются хонингованием, раскатыванием, полированием.
Чистовая обработка канала проводится в горизонтальном по-
ложении трубы после растачивания, скрепления с кожухом, изго-
товления нарезов. Базируется деталь при раскатывании по наруж-
ной поверхности казенной частью в патроне вертлюжного типа
и дульной частью в люнете. Раскатывается канал с казенной части
трубы до растачивания каморы при вращении трубы и осевой по-
дачи раскатной головки.
Хонингование канала осуществляется на горизонтально-хонин-
говальном станке для глубоких отверстий (рис. 10.18).
Рис. 10.18 . Схема горизонтально-хонинговального станка:
1 – опорная задняя бабка для изделия с подводом СОЖ; 2 – станина закрепления изделия;
3 – люнет для изделия; 4 – вертлюжная шпиндельная бабка для закрепления и вращения из-
делия; 5 – лоток для хонголовки; 6 – стебель (штанга) хонголовки; 7 – станина с направляю-
щими для хонинговальной бабки; 8 – хонинговальная бабка
Труба базируется в вертлюжной шпиндельной бабке 4, люнете
3 и опорной задней бабке 1, постоянно вращается с небольшой час-
тотой. Выверка биения оси трубы чаще всего производится инди-
катором по наружным шейкам на расстоянии 200 ... 1200 мм от ка-
зенного среза. Хонинговальная головка вращается с большим чис-
лом оборотов двигателем бабки 8 и подается навстречу трубе.
Хонинговальная головка приводом бабки 8 перемещается воз-
вратно-поступательно. Такая кинематика создает сетку из царапин-
следов абразивных зерен на поверхности канала.
1
23
4
56
7
8
295
Хонингование каналов с расточенной каморой производится
с дульной части.
Полирование каналов по полям и нарезам применяется редко.
При полировании труба базируется по наружной поверхности в
двух люнетах неподвижно. Полировальная головка вращается
и перемещается возвратно-поступательно. Вводится в ствольную
трубу с дульной части.
Каморы труб малых калибров обрабатываются на универсал
ных токарных станках с закреплением дульным концом в патроне
станка с поддержкой люнетом в казенной части. Обрабатывающий
инструмент крепится на каретке суппорта. При обработке труба
вращается, инструмент, закрепленный в каретке суппорта
щается возвратно-поступательно.
Каморы труб больших калибров обрабатываются на центр
бежных полировальных или виброхонинговальных станках.
Центробежные полировальные станки (рис. 10.19)
ют собой два ложемента (1, 3), на которых укладывается труба
и бабку 6 с вращающейся штангой 5.
Рис. 10.19 . Схема центр обежного полировального станка:
1, 3 – ложементы; 2 – ствольная труба; 4 – полировальная головка;
6 – шпиндельная бабка; 7 – штурвал осевых перемещений
На штанге бабки крепится полировальная головка 4
ная головка имеет две пластинчатые рессоры с массивными свинц
выми наконечниками. При вращении шпинделя эти свинцовые нак
нечники за счет центробежных сил прижимаются к обрабатываемой
поверхности. В осевом направлении шпиндельная бабка перемещае
ся от пары «шестерня – рейка» при помощи ручного штурвал
является крупным недостатком такого станка: ручное перемещение
головки может привести к дефектам обработки каморы
кольцевых углублений на поверхности конусов, а неравномерность
прижатия свинцовых грузов полировальной головки к обрабатыва
мой поверхности детали (за счет изменения по длине каморы ее ди
метра) в сочетании с ручной подачей – к потере размеров каморы.
Хонингование каналов с расточенной каморой производится
Полирование каналов по полям и нарезам применяется редко.
При полировании труба базируется по наружной поверхности в
двух люнетах неподвижно. Полировальная головка вращается
поступательно. Вводится в ствольную
Каморы труб малых калибров обрабатываются на универсаль-
ных токарных станках с закреплением дульным концом в патроне
зенной части. Обрабатывающий
обработке труба
трумент, закрепленный в каретке суппорта, переме-
Каморы труб больших калибров обрабатываются на центро-
бежных полировальных или виброхонинговальных станках.
(рис. 10.19) представля-
на которых укладывается труба 2,
Рис. 10.19. Схема центробежного полировального станка:
полировальная головка; 5 – штанга;
штурвал осевых перемещений
4. Полироваль-
рессоры с массивными свинцо-
выми наконечниками. При вращении шпинделя эти свинцовые нако-
аются к обрабатываемой
поверхности. В осевом направлении шпиндельная бабка перемещает-
рейка» при помощи ручного штурвал 7. Это
является крупным недостатком такого станка: ручное перемещение
каморы – получению
лений на поверхности конусов, а неравномерность
прижатия свинцовых грузов полировальной головки к обрабатывае-
мой поверхности детали (за счет изменения по длине каморы ее диа-
азмеров каморы.
296
Глава 11
РАСЧЕТ И ПРОЕКТИРОВАНИЕ
НАДУЛЬНЫХ УСТРОЙСТВ
Абсолютное большинство надульных устройств артиллерий-
ских орудий (дульные тормоза, усилители отдачи, эжекторы, пла-
мегасители и др.) работают на принципе изменения полной реак-
ции газового потока, вытекающего из канала ствола, по направле-
нию и величине. Вопросы изменения параметров потока порохо-
вых газов при истечении их из канала ствола рассматриваются
в промежуточной баллистике.
11.1. Период последействия и физическая картина
течения пороховых газов в стволе
Последействием газов называется промежуток времени tn = tв – tд,
в период которого происходит истечение пороховых газов через
дульное отверстие до полного падения давления в канале. Причем
принимается, что теоретическая продолжительность периода по-
следействия соответствует времени уменьшения давления до вели-
чины, примерно вдвое превышающей наружное атмосферное дав-
ление, т. е. pп = 2paтм. Это обстоятельство связано с переходом при
таком соотношении давлений от критического режима истечения
на подкритический, оказывающим очень незначительное влияние
на общую картину последействия. Напомним, что критический ре-
жим характеризуется равенством скорости течения газов в дульном
отверстии местной скорости звука, т. е. U= kRT ; при подкритиче-
ском режиме скорость течения меньше скорости звука.
Период последействия характеризуется плавным уменьшением
средне-баллистических параметров газа в канале ствола: давления
р(t), плотности ρ(t). температуры Т(t), продольной скорости тече-
ния Ux,(t), массового расхода G(t).
297
Промежуточная баллистика изучает характер изменения этих
параметров как от времени, так и от продольной координаты ство-
ла. Кроме того, здесь решается ряд важных прикладных задач про-
ектирования, а именно: течение газов в надульных и наствольных
газодинамических устройствах, силовое последействие газов на от-
дачу оружия и начальные возмущения снаряда при выстреле, фор-
мирование околодульного течения газов и дульной волны, опреде-
ляющей уровень избыточного давления в эксплуатационной зоне
пространства, расчет и проектирование дульных тормозов заданной
эффективности.
Развитие и совершенствования теории промежуточной балли-
стики связываются с работами известных ученых Л. Эйлера,
Н. Маиевского, Е. Л. Бравина, М. А. Мамонтова, С. А. Бетехтина,
М. Е. Серебрякова, А. А. Толочкова, Б. В . Орлова, Г. Ю. Мазинга,
А. А. Королева и др.
В классической промежуточной баллистике принято условие
равенства скорости газового потока в дульном отверстии местной
скорости звука, что, по сути дела, характеризует критический ре-
жим течения. Впервые о неточности такого граничного условия го-
ворит М. А. Мамонтов, предлагая разделить период последействия
на две фазы – начальную и основную (стабильную).
В зависимости от соотношения дульной скорости снаряда или
прилегающего к его дну слоя газа к местной скорости звука М. А. Ма-
монтов, а затем С. А. Бетехтин и М. Е. Серебряков [49] различают
начальные инерционную (сверхкритический режим) и колебатель-
ную (подкритический режим) фазы, а основная фаза определяется
критическим режимом истечения:
д
д.
V kRT
=
Продолжительность начальных фаз, и особенно колебательной,
во много раз меньше продолжительности стабильной фазы. Поэто-
му их влияние на последействия газов хоть и имеет место, но очень
незначительно. Период последействия для большинства систем ог-
нестрельного оружия длится в пределах tп = 0,001–0,2 с в зави-
симости от калибра и мощности.
В дальнейшем будут рассмотрены дифференциальные формы
моделей с уравнениями в частных и обычных производных, а так-
же аналитические формы моделей с политропическим, адиабатиче-
ским и изотермическими подходами к решению задачи промежу-
точной баллистики.
298
11.2. Дифференциальные формы моделей
последействия пороховых газов
Рассмотрение нестационарной линейно-пространственной з
дачи истечения газов из цилиндрического какала с неподвижным
дном приводит к известным уравнениям Эйлера для идеального г
за с учетом теплоотвода по боковой поверхности [36].
При этом параметры газа носят нестационарно-распределенн
по координатам х характер: р(x,t), ρ(x,t), T(x,t), Ux(t)=U(x,
Рис. 11.1 . Расчетная схема диффер енциальной
распр еделенной модели
Приведем уравнения сохранения вещества, сохранения колич
ства движения и сохранения энергии соответственно:
d
d()
d
d
U
t
x
ρ
ρ
=−
2
d
d
(
)
d
d
р
Uр
t
x
=−
ρ+
,
d
d(e )
d
d
Т
e
U
Q
t
x
=−
−
где
2
2
1
Uk
е
р
k
ρ
=
+
−
–
энергия единицы объема газа; ТQ
TT
=
−
тепловой поток, отводимый с единицы объема газа через боковую
поверхность ствола; αТ, Тс – коэффициенты теплоотдачи по п
верхности канала ствола и температуры его стенки соответственно.
Профессор Б. В . Орлов [44] предлагает более простой способ
определения QТ через средний перепад температур
11.2. Дифференциальные формы моделей
пространственной за-
дачи истечения газов из цилиндрического какала с неподвижным
дном приводит к известным уравнениям Эйлера для идеального га-
].
распределенный
,t) (рис. 11.1).
Приведем уравнения сохранения вещества, сохранения количе-
(11.1)
c
4
()
Т
Q
TT
d
α
=
−
–
тепловой поток, отводимый с единицы объема газа через боковую
коэффициенты теплоотдачи по по-
верхности канала ствола и температуры его стенки соответственно.
] предлагает более простой способ
299
c
1
0,7
T
v
T
=
−
≈
и отношение Т
T
gG
α=
ρ,
T
4
4
,
T
T
gvG
gvG
Q
T
р
d
Rd
=
ρ=
где GT – постоянная при коэффициенте теплоотдачи,
Втм
20...40
,
НК
T
G=
где R – газовая постоянная.
Начальные условия системы (11.1) формируются как парамет-
ры газа в момент tд.
Приt=tд
д
д
д
д
д
д
(,) ();(,) ();(,) ().
рxt
рхUxtUxxt
х
=
=
ρ
=ρ
Функционалы рд(x), ρд(x), Uд(х) известны после решения распре-
деленной задачи внутренней баллистики для основного периода.
Граничные условия имеют следующее содержание:
(0,) 0;
Ut=
c
c
(,) ()
(,)
UetUt
kRTet
=
=
;
c
c
атм
(,) ()
.
рetрtр
=
=
Решение модели (11.1) можно провести численным конечно-
разностным методом.
Кроме того, уравнения системы (11.1) можно использовать для
решения прикладных задач в теории промежуточной баллистики
и надульных устройств. В частности, уравнение сохранения коли-
чества движения используют для определения соотношений между
силой, действующей на дно канала ствола, и реакцией газа в дуль-
ном отверстии.
При постоянной площади поперечного сечения канала S имеем:
2
c
кн
(
2
0
d
d
d(
).
d
ee
e
e
SUр
P
USx
SU Sр
t
ρ+
ρ
=−
ρ+
∫
∫
Учитывая, что
c
0
d
e
USxL
ρ
=
∫ – это количество движения газа в объ-
еме канала ствола, и интегрируя последнее выражение, получим
известное соотношение
2
кн
d
(
)
d
ee
e
L
рSSUр
t
=
−
ρ+
или
отд
d
.
d
e
L
Р
R
t
=
+
(11.2)
300
где
отд
кн
р
рS
=
–
сила отдачи от действия давления ркн на дно
канала ствола в сечении х = 0;
2
(
)
e
ee
e
RSUр
=
ρ+
–
реакция газового потока в дульном отверстии
прих=ес;
d
d
L
t
–
скорость изменения количества движения газа
в объеме канала ствола.
Теперь перейдем к нестационарной сосредоточенной модели,
показанной Б. В . Орловым [44]. Здесь параметры газа усреднены по
пространству канала ствола и зависят только от времени. Уравне-
ния модели удобно записать в относительных параметрах газа,
а именно:
д
()
() рt
рt
р
=
ɶ
;
д
()
()t
t
ρ
ρ=
ρ
ɶ
;
д
Т()
()t
Тt
Т
=
ɶ
;
д
()
()eUt
Ut
U
=
ɶ
;
д
()
() Gt
Gt
G
=
ɶ
;
д
()
()e
e
Rt
Rt
P
=
ɶ
,
где pд, ρд, Тд, Uд, G д, R eд – среднебаллистические давление, плот-
ность, температура, а также скорость истечения, массовый расход
и реакция в начале периода последействия t = t4 соответственно.
Общий вид сосредоточенных газодинамических моделей разобран
в [44]. Уравнение сохранения вещества:
д
d
.
d
G
G
t
ρ
=
ω
ɶ
ɶ
(11.3)
Уравнение сохранения энергии:
д
4
d
(1)
,
d
d
Te
G
gvG e
р
k
Gk
р
t
R
ρ
=−
−
−
ωρ
ɶ
ɶ
ɶ
ɶ
ɶ
(11.4)
где ω – масса заряда (кг);
k – показатель адиабатического истечения.
Уравнение состояния идеального газа:
.
рT
=ρ
ɶ
ɶ
ɶ
(11.5)
Расход потока в начале истечения зависит от статических па-
раметров газа и от скорости первого идущего за дном снаряда слоя
газа [41]:
1
1
д
2
1
1
д
д
д
2
1
()(1
)
,
1
2
k
k
k
k
р
k
GSk
M
k
RT
+
+
−
−
−
=
+
−
(11.6)
301
где
д
д
д
V
M
kRT
=
–
число Маха в начале истечения в сечении дульного
отверстия;
RTд – остаточная неиспользованная энергия единицы
массы порохового газа. Согласно [41] находим
2
д
д
1(1)
,
2
qV
RTf
k
f
φ
=
−
−
ω
(11.7)
где f – сила пороха (0,95–1,03) 106 (дм/кг);
q – масса снаряда (кг);
φ – коэффициент фиктивности массы снаряда.
1
(1, 01...1, 05)
3q
ω
φ−
+
.
Если положить, что скорость слоя газа полностью соответству-
ет скорости снаряда при вылете, то выражение для Gд значительно
упрощается.
д
д
е
V
G
е
ω
=
.
(11.8)
При дульных скоростях, близких к критическим значениям по
местной скорости звука, формулы (11.6) и (11.8) дают практически
одни и те же результаты с отклонением не более 7–10 %. Это ха-
рактерно при стрельбе осколочно-фугасными и некоторыми броне-
бойными снарядами. При использовании подкалиберных боепри-
пасов с высокими начальными скоростями до 1600–2000 м/с зави-
симость (11.6) даст значительное завышение величины Gд.
Относительный расход газов определяется соотношением
(11.6) при Мд = 1 для стабильной фазы истечения:
д
д
д
;
р
GSk
RT
=
.
р
GSk
RТ
=
Тогда
д
д
д
.
рRT
G
р
G
GрRTT
=
=
=
ɶ
ɶ
ɶ
(11.9)
И, наконец, модель (11.3)–(11.9) дополняется начальными ус-
ловиями. При t = tд,
1.
рT
ρ===
ɶ
ɶ
ɶ
Дифференциальная модель (11.3)–(11.9) значительно проще
в алгоритмической и программной реализации, нежели распреде-
302
ленная система (11.1) уравнений в частных производных. При ско-
ростях течения, близких к звуковым, обе модели дают сравнитель-
но малоотличающиеся результаты.
11.3. Аналитические формулы моделей
последействия пороховых газов
Последействие с политропным и адиабатическим истечением
газа
Очевидно, что процесс истечения газов из канала носит полит-
ропный характер с неизвестным заранее показателем п. Для полу-
чения аналитических выражений для
д
д
(), (), (), (), (),
рttTtUtGt
ρ
ɶ
ɶ
ɶ
ɶ
ɶ
д()
Rt
ɶ
в периоде последействия используются известные законы
термодинамического состояния газа и изменения состояний в по-
литропном процессе: р Т
=ρ
ɶ
ɶ
ɶ
–
уравнение состояния идеального га-
за (11.5);
const
n
р
=
ρ
или
д
д
()n
р
р
ρ
=
ρ
,
,
n
р=ρ
ɶ
ɶ
где п – показатель политропного процесса.
Соотношения между относительными параметрами газа в по-
литропном процессе следующие:
1;
1
;
;
n
n
n
n
n
р
рT
T−
−
=ρ
=
ρ=
ɶ
ɶ
ɶ
ɶ
(11.10)
1
1
1
;
;
.
n
n
n
n
рTрT
−
−
ρ=
=
=ρ
ɶ
ɶ
ɶ
ɶ
ɶ
Дифференцируя уравнение состояния (11.5) по времени, полу-
чаем
р
ТТ
′
′
′
=ρ+ρ
ɶ
ɶ
ɶ
ɶ
ɶ
или
.
р
ТТ
ррр
′
′
′
ρ
ρ
=
+
ɶ
ɶ
ɶ
ɶ
ɶ
ɶ
ɶ
ɶ
Скорость изменения плотности ρɶ имеет вид (11.3) обыкновен-
ной дифференциальной модели и связана с расходом Gɶ через
дульное отверстие:
д
.
G
G
′
ρ=−
ω
ɶ
ɶ
303
Учитывая это и используя уравнения состояния, можно записать
д
.
G
р
GТ
р
T
′
′
=−
+
ωρ
ɶ
ɶ
ɶ
ɶ
ɶ
ɶ
Соотношение
Т
Т
′
ɶ
ɶ
найдем, используя выражение (11.10):
1
1
1
1
.
n
n
n
n
рр
Т
n
р
n
nр
Т
р
−
−
′
′
′
−
=
=
ɶ
ɶ
ɶ
ɶ
ɶ
ɶ
ɶ
Далее, используя (11.9), найдем соотношение между давлением
и расходом газа:
1
2
n
n
р
р
G
Tр
−
=
=
ɶ
ɶ
ɶ
ɶ
ɶ
или
1
2.
n
n
Gр
+
=
ɶ
ɶ
(11.11)
Подставляя найденные соотношения в дифференциальную
форму уравнения состояния, получим:
1
2
д
1
1
n
n
n
G
р
р
n
р
р
nр
р
+
′
′
−
=−
+
ω
ɶ
ɶ
ɶ
ɶ
ɶ
ɶ
или
д
31
2
.
n
n
G
р
n
р
−
′
=−
ω
ɶ
ɶ
Предлагается самостоятельно доказать, что полученные урав-
нения есть закон сохранения энергии (11.4) при n = k и при отсут-
ствии члена, учитывающего боковую отдачу.
Интегрируя последнее уравнение, получаем
д
31
1
0
2
d
d,
р
t
n
n
G
р
n
t
р
−
=
−
ω
∫∫
ɶ
ɶ
ɶ
что приводит к решению
2
1
(1),
n
n
р
Bt−
=
+
ɶ
(11.12)
где
д
1
2
Gn
B
−
=
ω
–
показатель интенсивности истечения газа.
Нетрудно найти и текущее время процесса истечения:
1
2
1
( 1).
n
n
n
t
р
B
−
=
−
ɶ
(11.13)
304
Учитывая, что теоретическая продолжительность периода по-
следействия соответствует падению давления до величины 2ратм,
можно получить:
1
атм 2
д
2
1
()1
n
n
n
р
t
BР
−
=
−
(11.14)
Далее приводим выражения для плотности, температуры и рас-
хода потока:
2
1
(1),
n
Bt
−
−
ρ=+
ɶ
(11.15)
2
(1),
T
Bt−
=
+
ɶ
(11.16)
1
1
(1).
n
n
G
Bt
+
−
−
=
+
ɶ
(11.17)
Последействие с изотермическим истечением газа
Профессор Е. Л. Бравин описывал последействие газов из пред-
положения изотермичности процесса истечения. Зависимость, вы-
веденная Е. Л. Бравиным:
.
bt
рe
−
=
ɶ
Действительно, если положить п = 1 (изотерма), то выражение
(11.12) для политропного истечения после раскрытия неопреде-
ленности в степени, по правилу Лопиталя, примет экспоненциаль-
ный вид
д
,
G
t
рe
−
ω
=
ɶ
т. е.
д
.
G
b=
ω
(11.18)
Однако Е. Л. Бравин предлагает несколько отличающийся под-
ход к определению показателя интенсивности:
д
д
,
( 0,5)
Sр
b
V
=
β−
ω
(11.19)
где β – коэффициент полного действия газов на ствол, определяет-
ся как отношение средней эффективной скорости истечения газа из
ствола за период последействия к скорости истечения в начале пе-
риода,
т. е.
ср
д
U
U
β=
.
305
Для адиабатического процесса истечения
д
2
.
21
1
k
kM
β=
+
Однако на практике часто пользуются эмпирической формулой
д
1300
V
β=
при Vд < 1000 м/с,
д
1400
V
β=
при Vд ˃ 1000 м/с.
Продолжительность периода при изотермическом истечении
атм
д
2
1
ln
n
р
t
bр
=−
.
Сравнение аналитических моделей последействия по инте
сивности истечения газов показано на рис. 11.2. Расчеты проведены
для 130-миллиметрового орудия с ω = 15,5 кг , V
рд = 1233 МПа. При этом Gд = 2590 кг/с в соответствии с (11.6).
Рис. 11.2 . Изменение давления P(t) в канале ствола
в пер иод последействия при р азличных процессах:
1 – политропный процесс, n = 1,45, tn = 0,0167 с; 2 – ади
батический процесс, n = k = 1,25 tn = 0,0267 с; 3 – изоте
мический процесс, п=1, tn = 0,0354c; 4 – формула Е. Л. Бра
вина, tn = 0,0534 с
Графики показывают, что теплоотдача от порохового газа
стенкам ствола ускоряет интенсивность падения давления.
мер, отличия в давлениях, посчитанных по политропной зависим
сти (11.12) и формуле Е. Л. Бравина, достигают 60–70 %.
р
(11.20)
Однако на практике часто пользуются эмпирической формулой
Продолжительность периода при изотермическом истечении
Сравнение аналитических моделей последействия по интен-
1.2. Расчеты проведены
Vд = 1030 м/с,
2590 кг/с в соответствии с (11.6).
в канале ствола
в период последействия при различных процессах:
диа-
зотер-
Л. Бра-
Графики показывают, что теплоотдача от порохового газа
стенкам ствола ускоряет интенсивность падения давления. Напри-
мер, отличия в давлениях, посчитанных по политропной зависимо-
70 %.
306
11.4. Изменение количества движения пороховых газов
в стволе и реакция истечения в дульном отверстии
Ранее была получена связь между силой отдачи, реакцией га-
зов в дульном отверстии и изменением их количества движения
в периоде последействия (11.2). Получим аналитическое выраже-
ние для текущего количества движения L и скорости изменения
d
d
L
t
. Введем основные допущения:
1. Плотность газа по всей длине канала ствола в каждый мо-
мент времени есть величина постоянная, т. е .
d
0
dx
ρ
=
.
2. Скорость фиксированного слоя газа в момент начала истече-
ния Ux (tд) сохраняет свое значение при движении этого слоя к дуль-
ному отверстию. Следовательно, скорость истечения данного слоя
в текущий момент Uc(t) – Vx(tд) (рис. 11.3).
3. Распределение скоростей течения газа по длине канала подчи-
няется линейному закону согласно гипотезе Пиобера (рис. 11.3)
c
() ()
x
e
x
UtUt
e
=
;
c
()().
x
e
x
UtUt
e
=
В результате получаем соотношение:
c
c
()().
e
x
UtUt
e
=
Очевидно, что масса газа ωгх , находящегося левее выделенного
слоя, в соответствии с принятыми допущениями также линейно за-
висит от координаты х и остается неизменной.
При движении к дульному отверстию
г
г
д
г
г
г
д
гд
г
c
()(),()()
,
()();
х
х
х
x
x
t
t
t
t
t
t
e
e
ω
=ω
ω
=ω
ω
=ω
г
гд
с
c
() ()
.
x
x
t
t
e
e
ω
=ω
=ω
Определим начальное количество движения газов в стволе
в момент вылета снаряда (опускаем индекс е, принимая Ue(t) = U(t).
д
д
1
()
2
L
Ut
=
ω
или
д
д
1
.
2
L
U
=
ω
(11.21)
307
Рис. 1 1.3 . Расчетная схема, поясняющая
допущения аналитической модели
В текущий момент времени
г
1
()
() ()
2
Lt
tUt
=
ω
или с учетом р
нее полученных соотношений
2
2
д
д
д2
г
c
.
2
2
2
U
U
U
x
L
e
ω
ω
ω
ω
=
=
=
ρ
ω
ɶ
Учитывая (11.21), (11.10), имеем
2
д
LL
=
ρɶ или
2
д
.
n
LL
=
ρɶ
Выражения (11.21), (11.22) определяют общий характер изм
нения количества движения газов в стволе в зависимости от тек
щей плотности или давления.
Политропное и адиабатическое истечение
Используя зависимость (11.12), получим
4
1
д(1),
n
LLBt
−
−
=
+
3
д
1
d
4
(1)
d
1
n
n
L
l
Bt
t
Вn
+
−
−
=−
+
−
или
дд
d
(1).
d
L
GU
Bt
t
=−
+
() () ()илисучетомра-
(11.22)
Выражения (11.21), (11.22) определяют общий характер изме-
нения количества движения газов в стволе в зависимости от теку-
Политропное и адиабатическое истечение
(11.23)
3
1
(1).
n
n
GU Bt
+
−
−
(11.24)
308
Тогда, учитывая уравнения (11.2), (11.12), можно записать в
ражения реакции газов в дульном отверстии:
отд
d
,
d
L
Rр
t
=
−
или
2
3
1
3
д
дд
(1)
(1),
n
n
n
n
RSрВt
GU Bt
−
−
−
−
=
+
+
+
2
д
д
д
2
1
( )(1
).
1
2
k
U
k
MRT
k
−
=
⋅
+
+
Приt=0
д
д
дд.
RRSрGU
=
=
+
Изотермическое истечение
В соответствии с д
,
bt
ре
−
=
принимая n = 1,
2
д
bt
LLе
−
=
, или
д
2
д
.
G
t
LLe
−
ω
=
Обозначая через a = 2b, или
Д
2,
G
a=
ω
получим скорость изм
нения количества движения:
д
d
d
at
L
aLе
t
−
=−
или
дд
d
d
at
L
GUе
t
−
=−
Реакция газов в дульном отверстии
дд
.
bt
at
n
R Sрe GUе
−
−
=
+
Рис. 11 .4 . Зависимость силовых хар актеристик
периода последействия от вр емени
можно записать вы-
2
3
1
3
(1)
(1),
n
n
n
n
рВtGUBt
+
−
−
−
−
(11.25)
д
д
д
( )(1
).
(11.26)
д
.
t
(11.27)
получим скорость изме-
.
at
е−
(11.28)
(11.29)
309
Все полученные выше зависимости отличаются показательным
характером функций отд
1
d()
(), , ().
d
n
ii
i
Lt
Рt
Rt XY
t
=
∑ На рис. 11.4 пока-
заны эти зависимости для периода последействия 130-миллимет-
рового орудия с представленными в п. 11.4 исходными баллистиче-
скими данными.
Из графиков видно, что нестационарность истечения, характе-
ризуемая скоростью изменения количества движения газов в ство-
ле
d
d
L
t
, значительно (на 40–60 %) уменьшает силу отдачи орудия
ротд в сравнении с реакцией газов в дульном отверстии Rд. В этом
заключается преимущественное отличие процесса отдачи артилле-
рийского ствола от силы тяги реактивного движителя, в котором
d
0
d
L
t
≈
и отд
.
RR
≈
11.5. Параметры отдачи оружия при выстреле
Процессы отдачи оружия при выстреле характеризуются теку-
щей силой Ротд(t) и интегральной величиной, называемой импуль-
сом отдачи отд
отд
0
()
()d
t
JtРtt
=
∫ . Причем ясно, импульс Jотд есть ве-
личина, аккумулируемая стволом как механической системой. При
откате ствола этот импульс преобразуется в количество движения.
Зависимость силы отдачи от времени определяется решением
задач внутренней и промежуточной баллистики:
отд( )
()
RtSRt
=
или
2
1
отд
д(1),
n
n
RSRBt
−
−
=
−
отд
д
.
bt
R SRb−
=
(11.30)
Импульс отдачи есть площадь под кривой Ротд(t) в каждый те-
кущий момент времени.
В период движения снаряда по каналу ствола импульс отдачи
зависит от скоростей и масс снаряда и газопороховой смеси.
Учитывая уравнение движения снаряда
d
()
d
V Sрt
t
q
=
φ
, имеем
отд
0
()d
.
V
Jt
qV qV
=
φ=φ
∫
(11.31)
310
Этот же импульс можно получить и на основе закона сохране-
ния количества движения масс внутри ствола с учетом гипотезы
Пиобера,
отд
(0,5).
J
q
V
=
+ω
(11.32)
Показанные выше зависимости дают достаточно близкие ре-
зультаты, однако на практике наиболее часто используются (11.32).
В момент вылета снаряда импульс отдачи в основном периоде
отд.д
д
(0,5).
J
q
V
=
+ω
(11.33)
Для периода последействия, учитывая (11.12) для политропно-
го истечения, имеем
2
1
д
1
1
отд
д
0
1
(1)d
1(1).
1
t
n
n
n
n
Sр
n
JSр
Bt
t
Bt
n
В
+
−
−
−
−
−
=
+
=
−
+
+
∫
(11.34)
При t → ∞ Jотд – импульс отдачи периода последействия,
д
отд
1
.
1
Sр
n
J
n
B
−
=
+
Для изотермического истечения
д
отд
д
0
(1 ).
t
bt
bt
Sр
JSрe
е
В
−
−
=
=
−
∫
(11.35)
Приt→∞
д
отд
.
Sр
J
B
=
(11.36)
Существует более распространенный подход к определению
импульса периода последействия. Так, аппроксимируя (11.33),
можно выделить импульс действия газов в основной период, рав-
ный 0,5ωVд с условным коэффициентом действия 0,5. С учетом
(11.2)
п
д
0
отд.п
0
()d d
t
L
J
Rtt
L
=
+
∫ ∫ или, принимая Uд = Vд, Lд = 0,5ωVд,
п
д
0
()d
,
t
Rtt
V
=ρω
∫
получаем выражение для импульса периода по-
следействия:
отд.n
д
(0,5).
J
V
=β−
ω
(11.37)
311
Эту формулу можно получить и другим путем, учитывая (11.17),
(11.19). Полный импульс отдачи за весь выстрел
отд.в
отд .д
отд.п
J
J
J
=
+
или
отд.в
д
()
J
q
V
=
+βω .
(11.38)
11.6. Расчет дульных тормозов
11.6 .1 . Влияние дульных тормозов на отдачу оружия
Известно, что применение дульных тормозов (ДТ) является од-
ним из наиболее эффективных и практически удобных способов
уменьшения нагрузок на лафет при выстреле. Действие ДТ основа-
но на изменении величины и направления реакции истекающих из
канала ствола газов в периоде последействия. Степень уменьшения
реакции газов определяется конструктивной характеристикой ДТ,
зависящей только от его формы и размеров.
ДТ( )
,
()
Rt
Rt
α=
(11.39)
где ДТ
0
б
1
() ()
( )cos
n
i
i
i
RtRt
Rt
−
=
+
γ
∑
–
проекция всех реакций, исте-
кающих из каналов ДТ газов, на направление действия реакции
в дульном отверстии R; R0(t) – реакция газов в центральном отвер-
стии ДТ; Rбi(t), γ, – реакция газов в i-м боковом канале и угол на-
клона ее равнодействующей по отношению к оси канала.
Обычно характеристику α понимают как интегральную:
ДТ
0
0
()d
,
()d
n
n
t
t
Rtt
Rtt
α=
∫
∫
или
ДТ
д
д
,
V
V
βω
α=
βω
(11.40)
где βДТ = αβ – коэффициент полного действия газов с дульным
тормозом.
Для дульных тормозов значение α изменяется в пределах
-1 < α < 1, α = 1 соответствует отсутствию дульного тормоза, при
α = -1 все газы развернутся в противоположную движению снаряда
сторону. Для существующих дульных тормозов конструктивная
характеристика составляет –0,2 < α < 0,7.
312
Определим теперь силу и импульс отдачи орудия с учетом дей-
ствия дульного тормоза.
При умножении выражений (11.25) или (11.29) для реакции га-
зов R на величину α получим реакцию действия ДТ RДТ. Учитывая
(11.12), (11.24) или (11.28), имеем
2
1
(ДТ)
1
1
отд
д
дд
(1)(1)(1)
n
n
n
n
Р
Sр Bt
GU Bt
+
−
−
−
−
=α
+
+−α
+
(11.41)
для политропного процесса и
(ДТ)
отд
д
дд
(1)
nt
nt
Р
Sре
GUе
−
−
=α
+−α
(11.42)
для изотермического процесса, где а = 2b.
При интегрировании последних выражений получим зависи-
мости для импульсов отдачи орудия.
1
4
д
дд
(ДТ)
1
1
отд
1
1
1(1)
(1)
1(1),
1
4
n
n
n
Sр
GU
n
n
J
Bt
Bt
n
B
B
+
−
−
−
−
−
−
=α
−
+
+−α
−
+
+
(11.43)
д
дд
(ДТ)
отд
1
(1)
1
.
bt
at
Sр
GU
J
е
е
B
a
−
−
=α
−
+−α
−
(11.44)
За весь период последействия при t → ∞
д
дд
(ДТ)
отд.
1
1
(1)
,
1
4
n
Sр
GU
n
n
J
n
B
B
−
−
=α
+−α
+
(11.45)
д
дд
(ДТ)
отд .
(1)
.
n
Sр
GU
J
B
а
=α
+−α
(11.46)
Учитывая (11.37) и (11.40), можно дать более простое выраже-
ние, а именно:
(ДТ)
отд.п
д
(0,5).
J
V
= αβ−
ω
(11.47)
Кроме характеристики α, эффективность ДТ определяется по
импульсной ∆J и энергетической ∆Е характеристикам.
(ДТ)
отд.
отв.
отд .
100 %
b
b
b
Е
E
J
Е
−
∆=
⋅
или
1
1
100 %.
1
q
J
q
ω
+αβ
∆=
−
⋅
ω
+β
(11.48)
313
(ДТ)
отд .
отв.
отд .
100 %
b
b
b
Е
E
Е
Е
−
∆=
⋅
или
0
(ДТ)
0
1
1
100 %,
1
M
E
M
+αβ
∆=
−
⋅
ω
+β
где
(ДТ)
отв.
д
(
)
b
J
q
V
=
− αβω
–
полный импульс отдачи с дульным
зом;
2
2
0 отд.
отд .
отд .
0
2
2
b
b
b
MV
J
E
M
=
=
(ДТ) 2
отд.
(ДТ)
отд .
(ДТ)
0
()
2
b
b
J
E
M
=
–
энергия отдачи
в конце периода последействия без ДТ и с ДТ соответственно;
М0
(ДТ)
–
массы стволов; Vотд. b, V0
(ДТ)
–
скорости отката стволов.
Характеристики ∆J, ∆E (рис. 11.5) зависят не только от конс
рукции ДТ, а в значительной степени – от баллистических показат
лей орудия, в частности, от соотношения ω/q и дульной скорости
При увеличении относительной массы заряда ω/
ность действия ДТ увеличивается (повышаются характеристики
∆E) вследствие большего количества протекающих через ДТ пор
ховых газов.
Рис. 11.5. Схема снижения импульса отдачи дульными тормозами
с различной эффективностью:
0,5
;
0;
α=
α= α=−
ω
ωβ
При увеличении скорости снаряда Vд в соответствии с (11.20)
уменьшается коэффициент действия β, что приводит к более инте
сивному истечению и как следствие снижению эффективности ДТ.
2
1
100 %,
q
q
ω
+αβ
∆=−
⋅
ω
+β
(11.49)
полный импульс отдачи с дульным тормо-
энергия отдачи ствола
в конце периода последействия без ДТ и с ДТ соответственно; M0,
скорости отката стволов.
зависят не только от конст-
от баллистических показате-
и дульной скорости Vд.
ω/q эффектив-
ность действия ДТ увеличивается (повышаются характеристики ∆J,
количества протекающих через ДТ поро-
. Схема снижения импульса отдачи дульными тор мозами
q
α= α= α=−
ω
ωβ
в соответствии с (11.20)
что приводит к более интен-
сивному истечению и как следствие снижению эффективности ДТ.
314
Графики показывают, что теоретически возможно полное гашение
импульса отдачи (
(ДТ)
отд.
0
b
J = ;∆J=100%,∆E=100%)приусловии
наличия конструктивной характеристики, не превышающей вели-
чины
/q
−
βω.
Конструктивно ДТ представляет собой совокупность последо-
вательно действующих элементов, каждый из которых создает осе-
вое усилие на ствол в направлении, противоположном откату. Пред-
ставляется возможным систематизировать известные схемы ДТ по
конструктивным признакам, основываясь на формализованном опи-
сании размеров (параметров) каждого элемента. На рис. 11.6 пред-
ставлена схема расчленения ДТ на типовые элементы и показаны
все параметры элемента, описывающие в эскизном варианте его
конструкцию:
Dнi – наружный диаметр i-гo элемента;
Li – расстояние от передней кромки бокового отверстия до
диафрагмы i-гo элемента;
вi – ширина бокового отверстия в минимальном проходном се-
чении;
ai – приведенная высота бокового отверстия;
ψi – угол наклона от бокового отверстия i-гo элемента по от-
ношению к его продольной оси;
Рис. 11 .6 . Схема расчленения ДТ на типовые элементы
315
Dкi – внутренний диаметр канала элемент;
Doi – диаметр в диафрагме,
Сi – расстояние от диафрагмы (i-1) элемента до задней кромки
бокового отверстия;
hi – толщина диафрагмы;
ni – количество отверстий в элементе.
Конструктивно дульные тормоза подразделяются на камерные
и бескамерные. Камерные тормоза имеют одну или более диафрагм
(многокамерные). На рис. 11.7, 11.8, 11.9 показаны различные типы
ДТ. Это могут быть оконные, щелевые, сотовые или патрубковые
ДТ. В приложении приведены некоторые конструктивные характе-
ристики ДТ ряда отечественных артиллерийских орудий.
Рис. 11 .7 . Бескамерные дульные тор моза:
а – цилиндрический; б – ствольный
Рис. 11 .8 . Камерные дульные тор моза:
а – однокамерный оконный; б – двухкамерный оконный;
в – однокамерный сотовый; г – однокамерный щелевой
а
б
а
б
в
г
316
Рис. 11 .9 . Патрубковый дульный тормоз
В табл. 11.1 формализованы конструктивные признаки по груп
пам ДТ с выделением основных параметров.
Сис тематизация ДТ по конструктивным признакам
Группа
ДТ
Конструктивные
признаки
Варьируемые
параметры
Постоянные
параметры
1
Бескамер ные
Калибер ные
Dн, L, b,a,ψ, n
Dk
C0
2
Однокамер ные
Многорядные
Dн, L,b,a,ψ
Hприi=N
D0приi=N;n0
Dk = idem
C=0,
Dk=
3
Многокамер ные Dн, L, b, a, ψ, Dk, D0, C, h, n0
11.6 .2 . Расчет конструктивной характеристики
дульного тормоза
В настоящее время известно несколько методик расчета вел
чины α: метод Б. В . Орлова [41, 44], метод В. Е . Слухоцкого, метод
НИИ-3 (ОСТ В 2047–75 ) [14, 53], метод Ю. В. Чуева, газодинам
ческий метод. В наибольшей степени теоретически обоснован м
тод Б. В. Орлова, в котором практически отсутствуют эмпирич
11.1 формализованы конструктивные признаки по груп-
Таблица 11.1
Систематизация ДТ по конструктивным признакам
Постоянные
параметры
k=d,D0=d
0=0,h=0
idem при i = 1...N;
h=0приi≠N;
= D0приi≠N
–
11.6.2. Расчет конструктивной характеристики
В настоящее время известно несколько методик расчета вели-
Слухоцкого, метод
В. Чуева, газодинами-
ческий метод. В наибольшей степени теоретически обоснован ме-
В. Орлова, в котором практически отсутствуют эмпириче-
317
ские коэффициенты. Однако он не учитывает явления проскальзы-
вания потока в длинных боковых окнах с относительно тонкой
стенкой камеры ДТ. Поэтому, рассматривая далее алгоритм этого
метода, мы внесем эмпирическую поправку на явление про-
скальзывания струи, заимствованную из метода Ю. В. Чуева. Под-
робно обоснование метода изложено в [36, 44]. Здесь приводится
метод Б. В. Орлова в конечном виде, достаточном для решения
проектных задач.
Конструктивная характеристика ДТ определяется соотноше-
нием
1
Р12
12
1
б
1
cos(
)
...
...
(1)
,
cos
i
N
ci
i
i
N
i
i
i
i
m
КGGG
GGG
GK
−
=
ψ ±∆ψ
α=
+
−
∆ψ
∑
(11.50)
где
1
Р
К – коэффициент реактивности диффузора первой камеры
(элемента) ДТ,
1P
и
0, 98(1 ( 1)),
r
K
K
=
+χ
−
(11.50, a)
здесь χr – коэффициент потерь от радиального расширения газа
в сопле с углом раструба Θ,
2
2
ln(1 tg )
,
tg
r
+Θ
χ=
Θ
(11.50, б)
Ки – коэффициент реактивности идеального сопла для первой ка-
меры,
1
1
1
к
к
и
,
2
K
−
λ+λ
=
(11.50, в)
кi
λ – безразмерная продольная скорость течения газов в i-м элемен-
те (камеры) ДТ.
Полагаем, что скорость течения в дульном отверстии и в от-
верстиях диафрагм между камерами носит критический характер.
• Для случая диффузорного расширения камеры (2Θ ≤ 60) от
площади S0i–1 до площади кi
S величину кiλ определяем, решая со-
отношение
1
1
к
2
01
к
к
2
1
1
.
1
(1
1
i
i
i
k
i
S
k
k
S
k
−
−
+
=
−
λ
−
λ
+
(11.51)
318
• При внезапном расширении камеры (2Θ>60°):
01
к
2
к
111
,
i
i
i
S
S
−
λ=+
−
ε
ε
ε
где
01
к
1
1
1
,
1
i
i
S
k
k
S
−
−
ε=+
−
+
(11.52)
Gi – доля газа, оставшаяся в центральном канале ДТ после i-го эле-
мента (камеры), или
0
01
i
i
i
G
G
G−
=
–
отношение массовых расходов га-
за в отверстиях двух соседних диафрагм,
где
б
б
б
к
к
к
1
1
.
1
1
i
i
i
i
i
i
i
i
i
G
F
F
v
F
F
=
=
ε
+δ
⋅
+
ε
(11.53)
В частности, νi – коэффициент плотности потока при втекании
в боковые отверстия i-го элемента (камеры),
()
0,5
2
2
к
б
2
2
к
б
1
1
1
1
1
0,95 1
1
1
i
i
i
i
i
k
k
v
k
k
−
−
λ
+λ
+
=
−
+λ
−
λ
+
при
90,
i
ψ≤
(11.53, а)
()
0,5
2
3
к
2( 1)
2
б
2
к
1
1
1
1
1
1
0,95 1
i
i
i
k
k
i
k
k
k
v
k
+
−
−
−
λ
−
+
=
−
λ
+
+λ
при i
ψ ˃90° (11.53, б)
где
кi
λ – безразмерная скорость газов в i-й камере с учетом
наличия скачка уплотнения перед диафрагмой;
кi
λ=
к
1 / iλ – при наличии передней диафрагмы 1-го элемента;
кi
λ=
кi
λ – при отсутствии диафрагмы (без скачка уплотнения);
λбi =
кi
λ cosψi – безразмерная скорость газов в направлении входа
в i-e боковое отверстие;
бi
К – коэффициент реактивности i-го бокового отверс-
тия, имеет место лишь при диффузорном его рас-
ширении с углом Θбi. Тогда для расчета бi
К при-
меним зависимости, аналогичные (11.50)–(11.51) со
своими индексами;
319
∆ψi – угол отклонения газового потока на косом по о
ношению к оси бокового отверстия срезе его в
ходного сечения. Угол косого среза φi
является углом между сечениями i
и его продольной осью. Знак угла отклонения з
висит от конструктивных условий (рис
а
б
Рис. 11.10 . Влияние кососрезанности выходного сечения бокового отверстия
на из менение направления р еакции потока газов:
а–ψi<π/2;б–ψi>π/2
Численные значения ∆ψ в зависимости от угла φ
ента реактивности бi
К даны в табл. 11.2.
Отклонение потока в косом срезе
Коэффициент Kбi
1
1,1
1,2
1,3
1,4
Угол косого среза φi, рад
1,570
1,570
1,570
1,570
1,570
1,512
1,470
1,428
1,363
1,269
1,482
1,420
1,353
1,259
1,109
1,452
1,373
1,287
1,163
0,983
1,416
1,322
1,205
1,079
0,864
1,254
1,086
0,900
0,698
0,464
1,078
0,846
0,633
0,427
0,236
0,881
0,630
0,420
0,243
0,102
0,679
0,434
0,259
0,114
0,027
газового потока на косом по от-
ношению к оси бокового отверстия срезе его вы-
i, меньший π/2,
i-го отверстия
и его продольной осью. Знак угла отклонения за-
рис. 11.10).
а
б
Рис. 11.10. Влияние кососрезанности выходного сечения бокового отвер стия
на изменение направления реакции потока газов:
φi и коэффици-
Таблица 11.2
Угол
отклонения
потока ∆ψi, рад
0,000
0,035
0,052
0,070
0,087
0,175
0,262
0,349
0,436
320
Окончание табл. 11 .2
Коэффициент Kбi
Угол
отклонения
потока ∆ψi, рад
1
1,1
1,2
1,3
1,4
Угол косого среза φi, рад
0,481
0,266
0,122
0,034
0,001
0,524
0,299
0,132
0,047
0,002
–
0,610
0,165
0,041
0,004
–
–
0,610
0,044
0,003
–
–
–
0,785
0,002
–
–
–
–
0,875
Определение геометрических размеров дульного тормоза
Диаметр газовой струи Dmi, соответствующий переднему срезу
отверстия, определяется по отношению
0
mi
i
D
D
с использованием зави-
симости от соотношения
0
i
i
L
D
(табл. 11.3), где
sin
i
i
i
i
i
b
LC
e
=
+
+
ψ
–
полная длина элемента или камеры.
Таблица 11.3
Определение диаметра газовой струи
i
m
D
0
/ii
LD
0
1
2
3
4
5
0
/
mi
i
DD
1,00
3,15
4,50
5,50
6,35
6,80
Таблица 11.4
Определение коэффициента проскальзывания струи сi
m
ср
/i
i
m
DD
1,0 1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6 2,8
mci
1,00 0,99 0,96 0,90 0,83 0,76 0,69 0,62 0,55 0,48
Опытный коэффициент mci, учитывающий проскальзывание
струи, уменьшающий реальный угол истечения газов из длинных
боковых отверстий, определяется по табл. 11.4 в зависимости от
соотношения
ср
mi
i
D
D
.
321
11.6 .3 . Пример расчета конструктивной характеристики
двухкамерного дульного тормоза для 130-миллиметрового орудия
Ниже дается пример расчета характеристики α для ДТ 130-мил -
лиметрового орудия (его конструкция представлена на рис. 11.11).
Рис. 11 .11 . Эскиз ДТ с отбойниками-тар елями на втор ой камер е
Порядок выполнения расчета α для данной схемы ДТ:
1. Исходные данные для расчета:
Первая камера:
Вторая камера:
Θ=30°,
Дк=350 мм,
Дк =300 мм,
Sк=9,616 ·104
мм
2
,
Sк =7,065· 104
мм
2
,
Dн=480 мм,
Dн=600 мм
(по диаметру закрылков),
D0=150 мм,
D0=150 мм,
S0=1,766·104
мм
2
,
в=150мм,
в=180 мм,
а=200 мм,
a=200 мм,
Sв=2·150·200=6,0·104
мм
2
,
Sв=2·180·200=7,2 ·104
мм
2
,
L=350 мм,
L=250 мм,
Ψ=110°
ψ=120°
(по углу наклона закрылков)
φ=70°,
φ=69° (см. рис. 11.11).
322
Рис. 11 .12. Схема определения угла косого ср еза
во второй камер е
Для определения угла косого среза по второй камере использ
ем дополнительный рис. 11.12 и известные геометрические соо
ношения:
2
2
2
2
2
cos 60
180мм,
=167 мм,
600 340
=
150 мм,
2 sin60
arcsin
sin60 69 .
AC AB BC ABBC
ABb
AC
BC
AB
AC
=
+
−
⋅
⋅
=
=
−
=
⋅
φ=
=
Первая камера
2. Коэффициент потерь (11.50) в раструбе первой камеры
2
Р
2
ln(1 tg30)
0, 863.
tg 30
+
χ=
=
3. Безразмерная скорость газа в первой камере (подбор по
(11.51)) при k = 1,25
. Схема определения угла косого среза
Для определения угла косого среза по второй камере использу-
и известные геометрические соот-
2
cos 60
Коэффициент потерь (11.50) в раструбе первой камеры
Безразмерная скорость газа в первой камере (подбор по
323
4
4
4
2
к
к
9,616 10 1 0,888
1, 766 10
(1 0,111
i
i
⋅
=
⋅
λ
−
, получаем кi
λ = 2,17.
4. Коэффициент реактивности идеального сопла (11.50, в)
1
и
2,17 2,17
1, 315.
2
К
−
+
=
=
5. Коэффициент реактивности центрального канала первой ка-
меры по (11.50, а)
1P
0,98 (1 0,862 (1,315 1)) 1,246.
K=
⋅
+
⋅
−
=
6. Безразмерная скорость в камере за скачком уплотнения и на
входе в боковые отверстия первой камеры соответственно:
1
к
к
1
0, 461;
λ==
λ
1
б
к
1
cos
0, 461 cos110 0,158.
i
λ=λ
ψ=
⋅
=−
7. Коэффициент плотности потока (11.53, б)
2 0,5
2 8,5
1
2
(1 0,111 0, 461 )
(1 0,111 0,158 ) 0,838.
0,95(1 0,461 )
v
−
⋅
=
−
−
⋅
=
+
8. Относительная доля газа, оставшегося после первой камеры
(11.53)
1
4
4
1
0, 260 кг/с.
610
1 0,838
1, 766 10
G=
=
⋅
+
⋅
9. Коэффициент реактивности боковых отверстий:
1
б
1.
K=
10. Угол наклона потока в косом срезе (см. табл. 11.4 и рис. 11.6)
при 70 1,22 рад;
φ==
1
0,185 рад 10, 6 .
∆ψ=−
=−
11. Диаметр газовой струи (по табл. 11.2)
при
1
1
1
1
1
0
0
2, 33;
4,83;
724,5 мм.
m
m
D
L
D
D
D
=
=
=
12. Коэффициент проскальзывания струй газов через отверстия
первой камеры (см. табл. 11.4)
к
н
ср
415 мм;
2
i
i
i
DD
D
+
=
=
при
1
1
1
c
cp
1, 746
0, 85.
m
D
m
D
=
=
324
Вторая камера
Пункты 1, 2, 4, 5 не выполняются, во второй камере течение га-
за начинается с внезапного расширения, безразмерная скорость те-
чения определяется по (11.52).
Далее процесс расчета идет по той же схеме, что и в первой
камере.
3.
2
4
4
4
к
2
4
1, 766 10
1 0,111 1
1, 084.
7,2 10
1
1
1 1,766 10
1, 71.
1,084 1,084 1,084 7,2 10
⋅
ε=+
−
=
⋅
⋅
λ=
+
+
=
⋅
6.
2
2
2
2
к
к
б
к2
2
1
0,585.
cos
0, 585 cos120 0, 293.
λ==
λ
λ=λ
ψ=
⋅
=−
7.
2 0,5
2 8,5
2
2
(1 0,111 0, 585 )
(1 0,111 0, 293 ) 0, 709.
0,95(1 0,585 )
v
−
⋅
=
−
⋅
=
+
8.2
4
4
1
0,197 кг/с.
7,2 10
1 0,709
1, 766 10
G=
=
⋅
+
⋅
⋅
9.
2
б1.
K=
10.При 2 69
φ=
2
10,7 .
∆ψ=−
11.
2
2
0
1,666,
L
D
=
2
2
0
4, 04,
m
D
D
=
2
606 мм.
m
D=
12.
2
ср
300 600
450 мм,
2
D
+
=
=
2
2
ср
1, 347,
m
D
D
=
2
c
m = 0,97.
Далее определяем конструктивную характеристику ДТ по фор-
муле (11.50):
cos(0,85 110 10, 6 )
1, 246 0, 260 0,197 (1 0, 260)
cos(10, 7 )
⋅
−
α=
⋅
⋅
+−
⋅
+
cos(0, 97 120 10, 7 )
0, 260 (1 0,197)
0, 0993.
cos( 10,7 )
⋅
−
+
⋅
−
=
−
325
В заключение в примере посчитаем, как уменьшается импульс
отдачи периода последействия по зависимости (11.46).
(ДТ)
отд.п
(0,0993 1,275 0,5) 15,5 1020 5,90 кНс.
J=
⋅
−
⋅
⋅
=−
Тогда полный импульс отдачи
(ДТ)
отд.п
42,08 5,90 36,18 кНс.
J=
−
=
Импульсная эффективность ДТ по (11.47)
15, 5
1 0,0993 1,275
33, 5
1
100 % 33,4 %.
15, 5
1 1,275
33, 5
J
+
⋅
∆=
−
⋅
=
+
11.6 .4 . Избыточное давление пороховых газов
на местах орудийного расчета
Истечение порохового газа из канала ствола является скоро-
течным процессом, на практике период последействия не превы-
шает 0,1 с для орудий крупного калибра. Резкое расширение струи
пороховых газов относительно атмосферы в несколько раз превы-
шает скорость звука в этой среде. По этой причине возникает удар-
ное уплотнение атмосферного воздуха, которое распространяется
вокруг дульного среза ствола со скоростью, превышающей ско-
рость звука.
Обычно полагают, что форма возникшей ударной волны явля-
ется сферической, а ее отражение от поверхности Земли достаточ-
но слабым. Кроме того, принимаются при расчетах ударных волн
в атмосфере следующие допущения:
1. Снаряд проходит полость дульного тормоза мгновенно.
2. Количество газов, вытекающих через любое отверстие дуль-
ного тормоза, пропорционально площади этого отверстия.
Решение задачи движения ударных волн при выстреле и опреде-
ление избыточных давлений на местах орудийного расчета наиболее
полно рассмотрено в работах Б. В. Орлова [35, 36, 37, 41]. Он сумел
связать баллистические характеристики ствола с конструктивными
параметрами дульного тормоза в виде формулы для избыточного
давления
()(
)
2
1
д
2
,
,
,
,
1
b
р
МРf
r
k
∆=
⋅
σφψ
+
(11.54)
326
где
0
;
V
М
а
β=
a – скорость звука в воздухе;
k – показатель адиабаты (при изотермическом процессе k = 1);
pд – дульное давление порохового газа;
β – коэффициент полного действия пороховых газов (определя-
ется по формуле (11.20)).
Функция f(σ, φ, ψ, rb) – зависимость от σ – доли пороховых га-
зов, отводимой дульным тормозом в боковых направлениях; φ –
угла возвышения; ψ – угла между осью канала ствола и направле-
нием отражения потока пороховых газов от оси канала ствола; rb –
расстояние от дульного среза до места восприятия ударной волны
членами орудийного расчета, при этом предполагается, что rb ˃ h
(где h – высота линии огня орудия). В результате качественной
оценки влияющих на f факторов Б. В . Орлов предложил следую-
щую функцию
2
2
кн
2
1
2
1
1 cos
1 cos
,
2
2
2
3
m
m
b
b
W
f
n
n
r
rh
σ
φ−σ
φ−ψ
=
+
+
+
π
+
(11.55)
где σ
m
–
суммарная площадь отвода пороховых газов в боковых
направлениях дульного тормоза;
n1, n2 – опытные коэффициенты учета влияния первой и второй
диафрагм в дульном тормозе. В первом приближении
принимают n1 = n2 = 2. Больше двух диафрагм использо-
вать не рекомендуется.
11.7. Расчет усилителей отдачи
Реактивный усилитель отдачи чаще называют пламегасителем
(рис. 11.13). Его конструктивно-импульсная характеристика a>1.
Она может быть найдена из обобщенного уравнения (11.40)
или его модификацией (11.50). Если положить s
m
= 1, то характери-
стику можно привести к виду
()
Р
0
1
23
и
1
11,
К
К
α=
=χ+χχχ −>
(11.56)
где
1
в
в
и
2
К
−
λ+λ
=
–
идеальное (предельное) значение коэффициента
реактивности потока в фиксированном сечении
проточного канала;
327
χ1≈0,98 – коэффициент, учитывающий внутреннее трение и ги
равлические потери;
χ2 – коэффициент, учитывающий влияние радиальной с
ставляющей скорости потока на величину его осевой с
ставляющей;
χ3 ≈0,90 – коэффициент, учитывающий нестационарность истеч
ния пороховых газов из надульного устройства.
Рис. 11 .13 . Р еактивный усилитель отдачи
Коэффициент реактивности Ки удобнее находить из табл.
где
в
в
0
;
S
S
ν=
2
в
в
4
D
S
π
=
–
площадь выходного сечения диффузора
пламегасителя.
Величину λ можно найти из соотношения
4
4
2
1
в
8
1
.
9
−
−
λ
ν=
−
λ
α
Взаимосвязь λ и Ки
λ 1,00
1,25
1,50
1,75
2,00
2,25
νв
1,00
1,07
1,32
1,89
3,30
7,80
Ки 1,00 1,025 1,083 1,161 1,250 1,348
На практике принимают Θ ≤ 10° и νв ≤ 4. Тогда α
коэффициент, учитывающий внутреннее трение и гид-
коэффициент, учитывающий влияние радиальной со-
ставляющей скорости потока на величину его осевой со-
коэффициент, учитывающий нестационарность истече-
х газов из надульного устройства.
удобнее находить из табл. 11.5,
площадь выходного сечения диффузора
(11.57)
Таблица 11.5
2,50
3,0
28,2
–
1,450 1,667
≤ 1,25.
328
Активный усилитель отдачи (рис. 11.14) используется
как и реактивный усилитель отдачи, для увеличения энергии отката
ствола пушек калибром менее 23 мм, когда кинетической энергии
откатных частей не хватает для нормального функционирования
механизмов автоматики.
Рис. 11.14 . Активный усилитель отдачи:
1 – ствол; 2 – поршень; 3 – кожух
Конструктивно-импульсная характеристика такого усилителя
отдачи вычисляется по формуле
п
0
А
Р
0
1 0,05
,
SS
SS
−
α=+
>α
−
где Sп, Sо и S – площади поперечного сечения полости цилиндра, сн
рядного окна и поперечного сечения канала ствола соответственно.
Поскольку
0
1, 2,
S
S
≈
а
п
4,
S
S
≥тоА
α ≥ 1,75.
11.8. Глушители звука
Любое устройство, снижающее уровень звука при выстреле
относят к бесшумным. Конечно, термин «бесшумный» является у
ловным. Лучше бы считать устройство «подавляющим звук»
в некоторых пределах.
Источником звука могут быть:
–
соударение деталей при производстве выстрела (удары з
твора о ствол, удары по капсюлю, лязг подвижных частей
) используется так же
как и реактивный усилитель отдачи, для увеличения энергии отката
ствола пушек калибром менее 23 мм, когда кинетической энергии
откатных частей не хватает для нормального функционирования
импульсная характеристика такого усилителя
площади поперечного сечения полости цилиндра, сна-
сечения канала ствола соответственно.
Любое устройство, снижающее уровень звука при выстреле,
Конечно, термин «бесшумный» является ус-
ловным. Лучше бы считать устройство «подавляющим звук»
соударение деталей при производстве выстрела (удары за-
твора о ствол, удары по капсюлю, лязг подвижных частей и т. п.);
329
–
высокая скорость вытекающих из ствола пороховых газов
большая, чем скорость звука в пороховой смеси, и возникновение
ударных волн с условным центром их распространения на дульном
срезе ствола;
–
возникновение ударных волн при движении снаряда (или п
ли) в воздухе.
Основными источниками звука при выстреле являются, коне
но, два последних.
Устранить возникновение ударных волн при движении пули
(снаряда) в воздухе легко, если придавать пуле (снаряду) скорость
меньше, чем скорость звука. В этом случае увеличивают массу п
ли (или калибр оружия); при увеличении поперечной нагрузки на
пулю дальность полета снаряда несколько увеличивается.
С конца ХIХ века при появлении бездымных порохов началась
разработка глушителей звука. Наибольший успех имели глушит
ли, снижающие энергию истекающих пороховых газов за счет
предварительного расширения и охлаждения пороховых газов п
ред выходом в атмосферу. Различные вариации таких глушителей
[13] сводятся к классической многокамерной конструкции, пок
занной на рис. 11.15.
Рис. 11.15 . Глушитель звука:
1 – ствол; 2 – перегородки; 3 – корпус
Более действенными оказываются так называемые интеграл
ные схемы [5], которые практически имеют две камеры: переднюю
расширительную, как и в «классической» схеме глушителя, и за
нюю, с отверстиями в стволе (рис. 11.16).
1
2
3
d
высокая скорость вытекающих из ствола пороховых газов –
большая, чем скорость звука в пороховой смеси, и возникновение
ударных волн с условным центром их распространения на дульном
снаряда (или пу-
Основными источниками звука при выстреле являются, конеч-
Устранить возникновение ударных волн при движении пули
(снаряда) в воздухе легко, если придавать пуле (снаряду) скорость
этом случае увеличивают массу пу-
ли (или калибр оружия); при увеличении поперечной нагрузки на
пулю дальность полета снаряда несколько увеличивается.
Х века при появлении бездымных порохов началась
имели глушите-
ли, снижающие энергию истекающих пороховых газов за счет
предварительного расширения и охлаждения пороховых газов пе-
ред выходом в атмосферу. Различные вариации таких глушителей
[13] сводятся к классической многокамерной конструкции, пока-
Более действенными оказываются так называемые интеграль-
ные схемы [5], которые практически имеют две камеры: переднюю
«классической» схеме глушителя, и зад-
d
в
330
Рис. 11.16 . Комплексный интегр альный глушитель звука
В этом случае длина ствола уменьшается, чуть ли не до длины
патронника. Скорость пули падает до дозвуковой, поэтому
тивность подобного глушителя возрастает, так как используется
два принципа действия одновременно: снижается энергетика ист
кающего из ствола порохового газа и не образуется ударная волна
при движении пули в воздухе. Достоинством данной схемы можно
считать также и то, что возможно использование обычных патр
нов со сверхзвуковой начальной скоростью пули в оружии без
глушителя звука.
Рис. 11.17 . Однор азовая пусковая установка для постановки
минных загр аждений
. Комплексный интегральный глушитель звука
В этом случае длина ствола уменьшается, чуть ли не до длины
патронника. Скорость пули падает до дозвуковой, поэтому эффек-
тивность подобного глушителя возрастает, так как используется
два принципа действия одновременно: снижается энергетика исте-
кающего из ствола порохового газа и не образуется ударная волна
при движении пули в воздухе. Достоинством данной схемы можно
тать также и то, что возможно использование обычных патро-
нов со сверхзвуковой начальной скоростью пули в оружии без
. Одноразовая пусковая установка для постановки
331
В последние годы получили распространение образцы патро-
нов с запиранием пороховых газов в гильзе при вылете пули из ка-
нала ствола.
Одним из примеров глушения звука выстрела за счет запира-
ния пороховых газов внутри стреляющего устройства может слу-
жить одноразовая пусковая установка для постановки минных за-
граждений (рис. 11.17).
В трубе 1 установлена втулка 12, соединенная с основанием 10
и упорм 7. В основании 13 смонтировано стреляющее устройство,
состоящее из ударника 9, боевой пружины 8 и бойка 11. Взведение
ударника 9 производится при оттягивании кольца 17 до защелкива-
ния ударника клавишей 6. Производство выстрела осуществляется
нажатием на клавишу 6; под воздействием боевой пружины 8 удар-
ник 9 с помощью бойка 11 разбивает капсюль-воспламенитель 5. По-
роховой заряд 14, расположенный в корпусе газогенератора 13,
воспламеняется; пороховые газы, сдерживаемые мембраной 15, по-
падают в полый поршень 4, толкают стабилизатор 3 и мину 2.
Мембрана 15 обеспечивает пониженное давление в запоршневом
пространстве, что уменьшает воздействие пороховых газов на тру-
бу 1. В конце движения по трубе поршень заклинивается в сужении
на выходе из трубы и запирает в последней пороховые газы, чем
и обеспечивается бесшумность выстрела.
В полете стабилизатор 3 как более тяжелый элемент развора-
чивает мину 2, связанную с ним тросом 16, и дальнейший полет
мины в воздухе продолжается донной частью вперед.
11.9. Механизмы продувания канала ствола
Рост мощности артиллерийского вооружения танков и САУ,
а также повышение его скорострельности приводят к сильному за-
дымлению боевого отделения пороховыми газами.
Пороховые газы, увлекаемые в боевое отделение экстрагируе-
мой гильзой, содержат до 40 % окиси углерода, вредно действую-
щей на организм человека и при концентрациях более 0,2 мг/л бы-
стро снижающей работоспособность экипажа. Очистка боевого от-
деления от пороховых газов путем интенсивной вентиляции при
существующих схемах и мощностях вентиляционных устройств не
дает удовлетворительных результатов.
332
Задымление боевого отделения пороховыми газами можно рез-
ко уменьшить путем применения механизмов продувания каналов
стволов, удаляющих полностью или частично пороховые газы из
канала ствола и гильзы после выстрела.
Основное назначение механизма продувания канала ствола –
не допустить задымления пороховыми газами боевого отделения во
время стрельбы. Кроме того, он должен предотвратить появление
обратного пламени, а также способствовать охлаждению ствола
и рассеиванию клуба дыма, закрывающего поле зрения наводчика.
Обратным пламенем называют явление воспламенения про-
дуктов взрывчатого разложения порохового заряда в канале ствола
после открывания затвора, в результате которого около казенной
части орудия образуется пламя, могущее привести к ожогам ору-
дийного расчета и даже к пожару в машине.
Все существующие механизмы продувания канала ствола мож-
но условно подразделить на два типа в зависимости от используе-
мой рабочей среды:
1) механизмы, для работы которых используется сжатый воздух;
2) механизмы, у которых для продувания канала ствола ис-
пользуются сами пороховые газы и некоторый объем воздуха, вса-
сываемый из боевого отделения.
К рассматриваемым механизмам предъявляются следующие
основные требования:
а) полная очистка канала ствола от продуктов горения боевого
заряда;
б) автоматическое действие механизма после вылета снаряда
из канала ствола и при открывании затвора;
в) безотказная и безопасная работа механизма;
г) отсутствие снижения скорострельности орудия;
д) простая и удобная конструкция и монтаж механизма.
Основными агрегатами механизма первой группы является
баллон сжатого воздуха, дозатор и трубопровод, подводящий сжа-
тый воздух в канал ствола. Накачивание сжатого воздуха в баллон
может производиться при помощи специального компрессора
с приводом от маршевого двигателя.
В дозаторе концентрируют порцию сжатого воздуха, необхо-
димую для одного цикла продувания ствола. Расход воздуха на од-
но продувание в зависимости от калибра орудия составляет 0,5–0,8
объема канала ствола.
333
Пневматические механизмы продувания работают после откр
вания затвора и подают в канал ствола через специальные сопла
в его казенной части сжатый воздух под давлением 10...20 атм, к
торый частично или полностью удаляет пороховые газы из ствола.
При конструктивном оформлении механизма продувания кан
ла ствола, использующего в качестве рабочего тела сжатый воздух,
следует иметь в виду, что сужающиеся сопла являются наиболее
выгодными для получения более стабильного и эффективного де
ствия механизма.
Для уменьшения потерь давления воздуха в воздухопроводах
необходимо, чтобы диаметр всего воздухопровода, включая и вен
тильные устройства, был постоянным, а число изгибов возду
хопровода – наименьшим. С целью экономии расхода воздуха н
обходимо между баллоном со сжатым воздухом и дозатором ст
вить понижающий редуктор, обеспечивающий подачу воздуха
к соплам под необходимым давлением.
При сочетании удаления пороховых газов с охлаждением
ствола могут быть применены и механизмы продувания канала
ствола, использующие в качестве рабочего тела сжатый воздух
и распыленную жидкость.
Наиболее простым по устройству и надежным в работе являе
ся механизм продувания эжекционного типа, принципиальная сх
ма которого показана на рис. 11.18.
Рис. 11 .18. Схема механизма эжекционного типа и его размещение на стволе
Пневматические механизмы продувания работают после откры-
вания затвора и подают в канал ствола через специальные сопла
в его казенной части сжатый воздух под давлением 10...20 атм, ко-
торый частично или полностью удаляет пороховые газы из ствола.
При конструктивном оформлении механизма продувания кана-
спользующего в качестве рабочего тела сжатый воздух,
следует иметь в виду, что сужающиеся сопла являются наиболее
выгодными для получения более стабильного и эффективного дей-
Для уменьшения потерь давления воздуха в воздухопроводах
мо, чтобы диаметр всего воздухопровода, включая и вен-
тильные устройства, был постоянным, а число изгибов возду-
наименьшим. С целью экономии расхода воздуха не-
обходимо между баллоном со сжатым воздухом и дозатором ста-
беспечивающий подачу воздуха
с охлаждением
ствола могут быть применены и механизмы продувания канала
ствола, использующие в качестве рабочего тела сжатый воздух
Наиболее простым по устройству и надежным в работе являет-
ционного типа, принципиальная схе-
. Схема механизма эжекционного типа и его размещение на стволе
334
Он состоит из ресивера, концентрично закрепленного на ство-
ле. В отдельных случаях для увеличения угла склонения ствола при
вертикальной наводке ресивер может располагаться эксцентрично
относительно оси ствола. Полость ресивера соединяется с каналом
ствола клапанными и сопловыми отверстиями. Когда ведущий поя-
сок снаряда проходит указанные отверстия, пороховые газы напол-
няют ресивер. Впоследствии, после выравнивания давления в кана-
ле ствола и в полости ресивера, клапанные отверстия закрываются.
Пороховые газы через наклонные сопловые отверстия с большой
скоростью перетекают из ресивера в канал ствола, образуя в нем
зону разрежения и создавая эффект эжекции. При этом пороховые
газы отсасываются из канала ствола и через дульный срез выбра-
сываются в атмосферу.
Так как падение давления в канале ствола происходит значи-
тельно быстрее, чем в ресивере, то истечение из сопел происходит
достаточно длительное время и должно продолжаться после от-
крывания затвора и выбрасывания стреляной гильзы, ибо только
в это время происходит интенсивное отсасывание газов.
Опыт проектирования и эксплуатации механизмов продувания
канала ствола показывает, что наиболее рационально располагать
сопла от дульного среза ствола на расстоянии 6–10 калибров.
Уменьшение этого расстояния приводит к снижению эффективности
действия механизма по причине неполного использования энергии
вытекающих из сопел струй вследствие слабого перемешивания
эжектирующего и эжектируемого потоков. Кроме того, это ведет
к увеличению момента неуравновешенности качающейся части ору-
дия относительно оси цапф, что крайне нежелательно, особенно для
орудий танков и самоходных артиллерийских установок.
Увеличение этого расстояния свыше 10 калибров также не-
целесообразно, так как снижает эффективность действия механиз-
ма вследствие возрастания сопротивления движению струи и, кро-
ме того, ведет к ослаблению стенок ствола в сечении, находящемся
под значительно большим давлением при выстреле и имеющем
меньший коэффициент запаса прочности.
При выборе числа сопел исходят из следующего: с одной сто-
роны, желательно иметь возможно большее число сопел для полу-
чения сплошного конуса вытекающих пороховых газов, а следова-
тельно, и большего эффекта эжекции; с другой стороны, желатель-
но число сопел уменьшить с целью сохранения прочности ствола.
335
Для практического определения наибольшего числа сопел
можно рекомендовать формулу
н
отв
,
2,5
d
n
d
π
=
(11.58)
где n – наибольшее допустимое число сопел;
dн – внутренний диаметр ствола по дну нарезов;
dотв – диаметр отверстий под сопла.
При определении числа сопел по формуле (11.58) следует по-
лученный результат округлять в меньшую четную сторону. Сопла
целесообразно располагать по одной окружности. При этом коэф-
фициент запаса прочности ствола в сечении сопел понизится на
15–20 %. Если иметь в виду, что технологичность сверления отвер-
стий требует в сечении сопел некоторого увеличения наружного
диаметра ствола, то снижение коэффициента запаса прочности бу-
дет значительно меньшим.
Желательно, чтобы угол наклона оси сопел к оси канала ствола
ψс был равен 165–170°. При таком угле наклона энергия струй по-
роховых газов в наибольшей степени расходовалась бы на создание
разрежения в канале ствола. Но сверление таких отверстий затруд-
нительно, поэтому обычно принимают угол ψс = 150–160°.
Исследования показывают, что уменьшение угла наклона ψс до
указанной величины не оказывает существенного влияния на сниже-
ние эффективности действия механизма продувания канала ствола.
Сопла эжекционного устройства могут выполняться в виде ци-
линдрических или профилированных наклонных отверстий непосред-
ственно в стенках ствола, а также в специальных вкладышах, ввинчи-
ваемых в резьбовые отверстия в стенках ствола (рис. 11.19, а).
Следует отметить, что выход сопловых отверстий в канал
ствола должен осуществляться только в дно нарезов для уменьше-
ния деформации ведущего пояска снаряда.
Клапанные отверстия эжекционных устройств предназначены
для ускорения процесса заполнения ресивера пороховыми газами.
При опорожнении ресивера они закрываются.
Конструкция клапана должна удовлетворять следующим ос-
новным требованиям:
1) дополнительный клапан не должен ухудшать условий за-
полняемости ресивера пороховыми газами через сопла;
336
Рис. 11 .19 . Внутреннее устройство и схемы крепления ресивера на стволе:
а – при помощи поджимной гайки; б – при помощи разрезного кольца
2) прорвавшиеся через клапан пороховые газы при истечении
их из ресивера не должны ухудшать эжектирующего действия
струй, выходящих из сопел.
Наиболее простыми по конструкции являются шариковые кла-
паны.
Наклон отверстия клапана к оси канала ствола под углом 100–
110° обеспечивает хорошее заполнение ресивера пороховыми газа-
ми и не ослабляет эжекционного действия струй пороховых газов,
вытекающих из сопел.
Клапанные отверстия, как правило, имеют цилиндрическую фор-
му. В их верхней части, на выходе в полость ресивера, могут иметь
место коническое уширение или диаметральные щели, обеспечиваю-
щие лучшее заполнение ресивера пороховыми газами (рис. 11.19).
При истечении пороховых газов из ресивера в канал ствола
клапаны должны быть герметично закрыты.
Наибольшее распространение в механизмах продувания канала
ствола получили шариковые клапаны с соотношением диаметра ша-
рика и диаметра клапана dш/dкл = 1,2–1,5 и твердостью шарика 32–
40 HRC. Негерметичность шарикового клапана обычно является ре-
зультатом загрязнения направляющих и опорных поверхностей кла-
пана или вследствие наминов или трещин, образующихся на шарике.
Максимальное давление пороховых газов в ресивере pp = 20–40
атм.
а
б
337
При этом следует иметь в виду, что повышение давления в ре-
сивере сверх 60–80 атм с целью сокращения его объема нецелесо-
образно, так как может привести к значительному сокращению
времени действия эжектирующего потока и затруднению гермети-
зации ресивера.
При конструктивном оформлении механизма продувания кана-
ла ствола эжекционного типа наиболее сложным является создание
герметичной, легко разбирающейся конструкции ресивера.
При интенсивной стрельбе разогрев ствола и ресивера неодина-
ков, вследствие чего наблюдается относительное перемещение
направляющих ствола и ресивера, которое приводит к усилению
прорыва пороховых газов из ресивера. Для устранения этого целесо-
образно направляющие на стволе делать такими, чтобы при относи-
тельном перемещении направляющие ресивера не сходили с них.
Этого можно достичь при длине направляющих равной 40–50 мм.
Для улучшения обтюрации пороховых газов в ресивере на по-
садочных поверхностях делается лабиринтное уплотнение, выпол-
ненное в виде кольцевых канавок на направляющей части ствола
или ресивера (рис. 11.19). Однако при длительной стрельбе канавки
заполняются нагаром и герметизация лабиринтным уплотнением
ухудшается.
Крепление ресивера на стволе осуществляется при помощи
резьбового соединения, причем, резьба может выполняться как не-
посредственно на стволе (рис. 11.19, а), так и в сочленении ресиве-
ра с накидной гайкой, между которыми зажимается разрезное
кольцо, входящее в кольцевую проточку на стволе (рис. 11.19, б).
Практика проектирования показывает, что основные геометри-
ческие характеристики эжектора находятся в следующих пределах:
–
объем ресивера Wр = (0,12–0,22)Wкн;
–
суммарная площадь проходного сечения сопел fс = (0,003–
0,005)S;
–
площадь клапанных отверстий f кл = (0,01 – 0,015)S,
где Wкн – объем канала ствола; S – площадь поперечного сечения
канала ствола.
Расчет и проектирование эжекторных устройств в термодина-
мической постановке, а также методика их численного расчета
подробно изложены в учебнике «Проектирование самоходных ар-
тиллерийских установок».
338
Глава 12
ВЛИЯНИЕ СТВОЛА НА ЭФФЕКТИВНОВСТЬ
БОЕВОГО ПРИМЕНЕНИЯ АРТИЛЛЕРИИ
12.1. Система ошибок подготовки стрельбы
на поражение
Боевая эффективность вооружения достигается своевременно-
стью, точностью, внезапностью огня, правильным выбором средств
поражения, назначением целесообразного порядка выполнения ог-
невой задачи и способа обстрела цели. Для обеспечения наибольшей
эффективности применения ствольной артиллерии при значитель-
ном росте дальности стрельбы требуется минимизация величин
ошибок, сопровождающих стрельбу орудия. Таким современным
методам повышения эффективности, как применение высокоточ-
ных боеприпасов, пристрелка с использованием дистанционно пи-
лотируемых летательных аппаратов (ДПЛА) и внешнетраекторных
измерений артиллерийскими автоматическими баллистическими
станциями, спутниковая навигация и т. п ., которые значительно со-
кращают суммарную величину групп ошибок разведки целей, ме-
теобаллистической и топогеодезической подготовки стрельбы, сей-
час уделяется значительное внимание. Однако при этом относи-
тельная доля зависимых от технического состояния
орудия
ошибок стрельбы возрастает, а методы их снижения в основном ка-
саются танковых систем и практически не изменялись с середины
прошлого века. Поэтому следует рассмотреть влияние техническо-
го состояния орудия, и в частности, его основной составной части –
ствола, на боевую эффективность артиллерии.
Подготовка стрельбы состоит из предварительной подготовки,
которая проводится до появления цели, и окончательной, про-
водимой с момента появления цели и до момента открытия огня.
В период предварительной подготовки решают часть задач, кото-
рая не зависит от знания местоположения цели. В том числе прово-
дя баллистическую подготовку для определения поправок в уста-
339
новках стрельбы на отклонение от нормальных артиллерийских ус-
ловий и техническую подготовку для уменьшения влияния на точ-
ность изменения технического состояния вооружения и обеспече-
ние его безотказности во время выполнения огневых задач.
Основными причинами технических ошибок стрельбы являют-
ся отклонения начальной скорости и баллистического коэффициен-
та снаряда, возникающие вследствие разнообразия условий заря-
жания внутри партий зарядов, отклонений массы и формы снаря-
дов от номинального значения. К этим причинам относятся также
погрешности систем прицеливания и наводки и начальные возму-
щения (углы вылета, углы и угловые скорости нутации), появление
которых обусловлено центрированием снарядов в канале ствола и
колебаниями орудия при выстреле.
Теоретические исследования и результаты опытных стрельб
показывают, что эти ошибки в определении установок для стрель-
бы на поражение следуют нормальному закону. Поэтому в тех слу-
чаях, когда ошибки в дальности и направлении х и z между собой
независимы, закон ошибок в определении установок для стрельбы
на поражение записывается в следующем виде:
φ(x,z)=
ρ2
πEx Ez
e
-
2( x2
Ex
2+
z
2
Ez
2)
,
(12.1)
где φ(x,z) – ошибка в угле прицеливания (в тысячных долях дис-
танции), т. д .;
x – ошибка угла бросания в плоскости стрельбы, т. д .;
z – ошибка угла бросания в плоскости горизонта орудия,
т. д.;
Ех и Еz – срединные ошибки в определении установок для
стрельбы на поражение соответственно по дальности
и направлению, т. д .;
= 0,6475 – постоянная перехода к срединным отклонениям.
Количественно ошибка в углах наводки ствола артиллерийского
орудия – это фактическое отклонение вектора начальной скорости
снаряда в плоскостях бросания и горизонта орудия от рассчитанного
из задачи встречи положения базовой оси канала ствола (ОКС).
В результате выполнения мероприятий по определению тех-
нического состояния ствола при предварительной подготовке
и в процессе стрельбы учитываются ошибки в установках стрель-
бы, а также определяется возможность безопасной эксплуатации
340
орудия по критерию его категорирования. При этом контролиру-
ются следующие факторы, влияющие на эффективность и безопас-
ности боевого применения артиллерии:
–
степень разгара и износа ствола для учета поправок на изме-
нение начальной скорости снаряда за счет удлинения зарядной ка-
моры;
–
состояние поверхностей канала ствола, отсутствие дефектов,
омеднения и смазки для исключения случаев нештатного функцио-
нирования выстрела и обеспечения безопасности ведения огня,
а также категории ствола;
–
соответствие индивидуальных углов вылета снаряда таблич-
ным значениям;
–
степень разогрева ствола для учета изменения углов вылета,
вызванных температурным прогибом;
–
согласование оси канала ствола с системами прицеливания
и наводки орудия;
–
другие факторы, характерные для конкретных систем, на-
пример, отклонения положения снаряда в каморе перед выстрелом
(досылка), повышение нутационных колебаний снаряда вследствие
износа и разогрева его дульной части.
Влияние ствола на боевую эффективность артиллерийского
орудия можно выразить через ошибки выстрела, вызванные ука-
занными факторами (12.2).
0
00
2
2
2
2
2
2
2
вст
,
х
xkV
xрV
xt
xN
x
хi
E
Е
Е
ЕЕЕЕВ
γ
γ
φ
=
+
+
+
+
++
(12.2)
Eвz ст= Ezt
2
+EzγN
2
+Ezγ
2
+Eψ
2
+Bzi
2
,
где Евхст и Евzст – срединные ошибки выстрела в определении уста-
новок для стрельбы на поражение соответственно
в дальности и в направлении в делениях угломе-
ра, д.у.;
0
xkV
Е – срединные ошибки в определении установок для
стрельбы вследствие удлинения каморы, д.у.;
00
xрV
Е – срединные ошибки в определении установок для
стрельбы, вызванные изменением условий заря-
жания, д.у.;
341
Еγх и Еγz – срединные ошибки в определении установок для
стрельбы вследствие отклонений углов вылета от
табличных соответственно в дальности и направ-
лении, д.у.;
ЕγNх и ЕγNz – срединные ошибки в определении установок для
стрельбы вследствие нутационных колебаний
снаряда соответственно в дальности и направле-
нии, д.у.;
Еx t и Еzt – срединные ошибки в определении установок для
стрельбы вследствие температурных деформаций
ствола соответственно в дальности и направле-
нии, д.у.;
Еφ и Еψ – срединные ошибки согласования базовой оси ка-
нала ствола с нулевыми установками систем при-
целивания и наводки орудия соответственно
в дальности и в направлении, д.у.;
Bxi и Bzi – суммарные несистематические ошибки выстрела
(рассеивание), вызванные техническим состояни-
ем ствола и систем прицеливания и наводки, д.у.
В результате проведения мероприятий по исключению систе-
матических составляющих вышеуказанных ошибок, а также по оп-
ределению технического состояния ствола при предварительной
подготовке и в процессе ведения боевых действий возможно зна-
чительно повысить точность стрельбы. К таким мероприятиям от-
носятся:
–
введение поправки в установки стрельбы на удлинения камо-
ры из-за износа, температурного расширения и фактического по-
ложения снаряда;
–
введение поправки на погрешность прицельных приспособ-
лений и изменение текущего дульного угла в процессе стрельбы;
–
приведение орудия к нормальному бою;
–
регулярное техническое обслуживание ствола.
Снижение рассеивания возможно за счет повышения точности
изготовления и конструктивных решений, например, достижения
наибольшей продольной жесткости ствола, введения принудитель-
ного охлаждения, термозащитного кожуха и т. д.
342
12.2. Геометрическое положение ствола
в пространстве
На практике углы наводки определяются положением плоско-
сти стрельбы орудия и действительной ОКС в ней относительно
контрольной площадки . Рассмотрим влияние методов получения
базовых плоскостей при изготовлении артиллерийского орудия на
ошибки стрельбы. Рассмотрим геометрическую схему расположе-
ния осей канала ствола в пространстве (рис. 12.1).
Рис. 12.1 . Геометрическая схема осей канала ствола
Базовая ось канала ствола – прямая линия, проходящая через
геометрические центры вписанных окружностей в крайние сечения
цилиндрического участка канала ствола. Базовая ось условно
воспроизводит теоретическую и является базой для измерения
геометрических параметров канала. При контроле геометрических
параметров ствола за крайние сечения принимаются сечения
цилиндрического участка канала, расположенные на расстоянии
30–50 мм от дульного среза и от границы пересечения с каморой.
В эксплуатации и при выверке прицельных приспособлений
базовой осью может являться линия визирования оптических
приборов, проходящая через геометрический центр казенного среза
ствола и центром перекрестия по рискам на дульном срезе.
Действительная ось канала – пространственная линия, опреде-
ляющая собой расположение геометрического места центров по-
перечных сечений канала в пределах всей его длины.
Дульный угол – угол между базовой осью канала и касательной
к действительной оси у дульного среза (рис. 12.1, угол α). Практи-
чески при измерении дульного угла за касательную принимается
Дульный угол
Действительная ось
Кривизна оси канала ствола
Базовая ось
калиберного участка
Базовая ось каморы
343
направление оси калибра или опорных поверхностей оптического
прибора, базирующихся в канале на длине не менее 1,5 калибра от
дульного среза.
Точка вылета – положение центра массы снаряда в момент
вылета, когда снаряд получает полную механическую свободу.
Обычно принимается в момент прохождения заднего торца снаряда
через дульный срез ствола.
Плоскость стрельбы – вертикальная плоскость, в которой
расположена линия выстрела (базовая ОКС).
Плоскость цели – вертикальная плоскость, проходящая через
центр цели и точку вылета.
Горизонт орудия – горизонтальная плоскость, проходящая
через точку вылета снаряда из канала ствола.
Отклонение от прямолинейности действительной оси канала –
отклонение от базовой оси в заданных контролируемых сечениях.
Наиболее распространенным видом отклонения от прямолинейно-
сти является к р и в и з н а ОКС. Величина кривизны действитель-
ной оси регламентируется, как правило, линейным допуском. Од-
новременно указывается расстояние от дульного среза, ограничива-
ющее место расположения допустимой кривизны.
Весовой прогиб – упругий прогиб, возникающий под влиянием
собственного веса ствола, расположенного горизонтально на двух
опорах или в рабочем положении. В зависимости от расположения
опорных элементов весовой прогиб рассматриваемого сечения
может быть направлен вниз или вверх относительно базовой оси.
При проведении замеров дульного угла и кривизны ствола необ-
ходимо стремиться обеспечить его закрепление аналогично уста-
новке на орудии с учетом выбора зазоров в направляющих люльки,
после чего поворотом ствола вывести наибольшую дульную кривиз-
ну вверх для частичной компенсации весового прогиба.
Угол бросания – угол между вектором начальной скорости
снаряда в точке вылета и горизонтом орудия.
Углы вылета;
–
в вертикальной плоскости это разность между проекцией на
плоскость стрельбы линии бросания и углом возвышения ствола;
–
в горизонтальной плоскости – разность между проекцией
линии бросания на горизонт орудия и плоскостью стрельбы.
344
При финишной обработке контрольной площадки орудие уста-
навливают на специальном стенде для определения действительной
ОКС, совмещая на некотором угле возвышения φ0 ОКС с линией
визирования теодолита (начальная наладка технологической опе-
рации). Плоскость качания линии визирования будет совпадать
с плоскостью стрельбы, а горизонтальное отклонение перекрестья
на дульном срезе от этой плоскости, точность теодолита и квадран-
та будут определять погрешность базовой плоскости орудия
(рис. 12.2). Приняв за начало координат точку пересечения ОКС
и оси цапф (ОЦ) при угле возвышения φ = 0, можно определить
ошибку стрельбы в направлении θ из ствола длиной l из-за неточ-
ности изготовления базовых плоскостей:
θ=arcsin(x/lcosφ).
(12.3)
При этом координаты центра перекрестия на дульном срезе
с учетом крена оси цапф и ее неперпендикулярности к ОКС выра-
жаются системой уравнений:
x = –l cosφ sinα cosβ – l sinφ sinβ + l cosφ0 sinα cosβ +l sinφ0 sinβ
y=lcosφcosα
(12.4)
z = –l cosφ sinα sinβ – l sinφ cosβ + l cosφ0 sinα sinβ + lsinφ0 cosβ
В вертикальной плоскости предметов поля зрения наблюдателя
z1O1x1 в диапазоне углов наводки орудия проекция центра перекре-
стия на дульном срезе описывает часть эллипса. Угол β определяет
коэффициент сжатия эллипса и является углом крена оси цапф,
а угол α – наклон большой оси эллипса и зависит от неперпендику-
лярности ОКС к ОЦ. Координата x представляет собой увод ствола
как функцию от углов крена β и неперпендикулярности α к плос-
кости стрельбы при различных значениях угла возвышения φ.
Под задачей минимизации увода понимается получение такого
значения крена, при котором увод центра дульного среза ствола на
всех углах наведения не превосходит допустимого значения. Усло-
вие нахождения увода в допустимых пределах примет вид (12.5).
Решение данной системы аналитически весьма сложно, однако,
может быть получено численными методами с довольно высокой
точностью.
-δ≤x(φ*)≤ δ
-δ≤x(φm)≤ δ
(12.5)
345
Рис. 12 .2 . Схема положений ствола на стенде
1–уводx(φ)приα=0,β≠0;2–уводx(φ)приα≠0,β≠0;3–уводx(φ)при
том зазоров в опорах ОЦ; 4 – ось цапф; 5 – плоскость стрельбы; 6 – контрольная площадка
На диаграмме рис. 12.3 приведены результаты вычислений
различных значениях допустимого увода δ. Линия «вертикаль»
представляет собой соотношение крена и неперпендикулярности,
при которых увод при максимальном угле возвышения равен нулю.
Рис. 12.3 . Диаграмма допустимых значений увода
2. Схема положений ствола на стенде:
)приα≠0,β≠0суче-
контрольная площадка
На диаграмме рис. 12.3 приведены результаты вычислений при
Линия «вертикаль»
представляет собой соотношение крена и неперпендикулярности,
при которых увод при максимальном угле возвышения равен нулю.
12.3. Диаграмма допустимых значений увода
346
Угол возвышения φ*, соответствующий максимальному уводу,
можно найти, приравняв в системе (12.4) частную производную от
координаты х по углу возвышения φ к нулю (12.6):
∂x/∂φ=lsinαcosβsinφ–lsinβcosφ
∂x/∂φ=0 =>sinαcosβsinφ=sinβcosφ;
(12.6)
φ* = arctg(tgβ / sinα).
При параллельности оси цапф горизонту орудия максималь-
ным является увод на наибольшем угле возвышения φm. При уве-
личении угла крена оси цапф определяющим становится увод на
некотором угле φ*. Минимизацию величины увода можно выра-
зить зависимостью
xm = max[| x(φ*)|, | x(φm)|].
(12.7)
После преобразований и упрощений уравнения x(β)|φ=φm получим:
x(β)|φ=φm = ±l(sinφm – sinφ0)β+x0.
(12.8)
Как видно на графике рис. 12.4, угол наклона луча к оси абс-
цисс (коэффициент при переменной β) зависит от углов вертикаль-
ной наводки и длины ствола.
Переменная x0 в уравнении (12.8) обозначает увод на наиболь-
шем угле возвышения φm при β = 0. Подстановка значений φ = φm
β = 0 в уравнение увода системы (12.4) дает следующее выражение:
x0 = l sinα (cosφ0 – cosφm).
(12.9)
Таким образом, значение данной переменной определяется как
конструктивными характеристиками орудия, так и значением фак-
тического угла неперпендикулярности. Однако на практике изме-
рение величины x0 затруднительно, поскольку связано с выставле-
нием оси цапф в горизонтальное положение. Предпочтительней
данную величину измерять косвенно.
Подбором крена ОЦ можно добиться такой картины, при кото-
рой увод на максимальном угле возвышения равен нулю (нормали-
зованный увод). При этом угол возвышения ствола, соответствую-
щий максимальному уводу, найдется как полусумма угла возвыше-
ния φ0 при начальной установке и максимального угла возвышения
φ* =(φ0 + φm)/2,
(12.10)
причем максимальный увод будет являться функцией угла непер-
пендикулярности ОЦ и ОКС α:
347
хнорм = kα,
(12.11)
где
k = -l (sinφm – sinφ0).
(12.12)
Выразим в уравнении (12.11) через
xнорм и подставим в уравнение (12.9). Ис-
комая величина x0 представлена выраже-
нием (12.13):
x0 = 2l sin(хнорм / k) sin(φ0 + φm) sin(φ0 – φm).
(12.13)
На практике метод минимизации
увода заключается в том, что за счет кре-
на оси цапф обнуляют увод на наиболь-
шем угле возвышения, с помощью сетки
в поле зрения установленного в плоско-
сти стрельбы на удалении 40...50 м от
дульного среза теодолита измеряют мак-
симальную величину увода xнорм. Затем
определяют и устанавливают величину необходимого крена оси
цапф с помощью домкратов и в этом положении орудия проводят
обработку контрольной площадки, привалочных плоскостей под
установку приборов систем прицеливания и наводки орудий и их
регулировку. Полученное отклонение ОКС от плоскости стрельбы
будет по сравнению с существующей методикой в 1,5 раза меньше
значения увода, обусловленного заложенными в конструкторскую
документацию допусками на изготовление узлов орудия.
12.3 . Учет влияния ствола на ошибки
технической подготовки стрельбы
Техническая подготовка заключается в проверке текущего со-
стояния материальной части артиллерийского комплекса и непо-
средственно орудия и в определении степени их готовности к вы-
полнению огневой задачи. Она включает в себя мероприятия, вы-
полняемые как заблаговременно, так и непосредственно на огневой
позиции, направленные на достижение максимальной точности
стрельбы, безотказности работы узлов и механизмов – составляю-
щих артиллерийского комплекса.
Техническая точность артиллерийского орудия зависит от со-
ответствия внешнебаллистических характеристик выстрела табли-
Рис. 12 .4 . Графики зависимо-
сти увода ОКС от угла крена
оси цапф:
1 – ветвь функции x(β)|φ=φm при
αi=const; 2 – ветвь функции x(β)|φ=φ*
при αi=const; 3 – огибающая экс-
тремумов
348
цам стрельб и точности системы прицеливания и наводки. Количе-
ственно эта точность выражается в фактическом отклонением век-
тора начальной скорости снаряда в плоскостях цели и горизонта
орудия от рассчитанного из задачи встречи положения геометриче-
ской оси канала ствола в пространстве. Для достижения макси-
мальной технической точности стрельбы проводится операция вы-
верки, при которой производится проверка и регулировка нулевых
установок систем прицеливания и наводки орудия при совмещен-
ной линии выстрела (базовой оси ствола) с плоскостью стрельбы
и горизонтом орудия.
Традиционно базовая ось канала ствола при выверке определя-
ется визированием четко очерченного ориентира и перекрестия из
нитей, закрепленных по рискам на дульной части ствола, через
трубку выверки (специальная оптическая труба с малым полем
зрения), которая устанавливается в отверстие в клине затвора под
боек ударника или в приспособление из комплекта ЗИП, помещен-
ное в камору орудия. Для орудий малого и крупного калибров или
для проведения выверки при бесстрельбовом методе приведения
орудия к нормальному бою могут применяться трубки холодной
пристрелки (ТХП), устанавливаемые в специальное приспособле-
ние с дульной части ствола.
Основными источниками случайных ошибок измерения угло-
вых координат при выверке являются ошибки совмещения пере-
крестия с изображением ориентира, неточности изготовления кон-
трольной площадки ствола (люльки), а также ошибки считывания
отсчетов с углоизмерительных шкал прибора. Учитывая независи-
мость этих ошибок, можно записать выражение для общей средин-
ной ошибки в следующем виде:
Eα=
αор
+αо
+ αОКС
,
(12.14)
где Eα – срединная ошибка измерения угла, обусловленная неточ-
ностью совмещения перекрестия на дульном срезе или
измерительной марки ТХП с изображением удаленного
ориентира (соответствующей точке наводки на вывероч-
ном щите);
Eαор – срединная ошибка совмещения линии визирования с ори-
ентиром;
349
Eαот – срединная ошибка измерения угла, обусловленная неточ-
ностью снятия отсчета со шкалы прибора;
EαОКС – срединная ошибка, в определении базовой оси канала
ствола в пространстве.
С учетом рассмотренного выше метода минимизации увода
и незначительной инструментальной погрешности применяемого
технологического оборудования ошибки в определении базовой
оси канала ствола в пространстве EαОКС в основном будут опреде-
ляться точностью изготовления контрольной площадки в соответ-
ствии с нормативно-технической и конструкторской документаци-
ей. Влияние на ошибки стрельбы допуска изготовления контроль-
ной площадки ствола можно проследить из анализа формул (12.15)
погрешностей установки углов прицеливания:
∆φ = tgφ 1–cosτ
(12.15)
∆ψ = (tgφ – tgεн cosψ) sinτ –
1
2
sin2ψ(1– cosτ),
где ∆φ – ошибка в угле возвышения, вызванная погрешностью го-
ризонтирования прицельного устройства, д.у;
∆ψ – ошибка в боковом направлении стрельбы, вызванная по-
грешностью горизонтирования прицельного устройства, д.у;
φ – угол возвышения, д. у.;
ψ – угломер (горизонтальный угол прицеливания, целик для
корабельной артиллерии), д. у.;
εн – отражатель (угол места точки наводки), д. у.;
τ – погрешность горизонтирования прицельных устройств,
в данном случае равна технологическому допуску на из-
готовление контрольной площадки, д. у.
Допуск на изготовление контрольной площадки (≈0–00,5) на-
прямую входит в ошибку стрельбы в угле возвышения ∆φ. Ошибка
стрельбы в боковом направлении из-за допусков изготовления кон-
трольной площадки ствола ∆ψ для современных гаубиц при наибо-
лее неблагоприятном случае при τ = 1'30" должно соответствовать
ГОСТ В21774, φ = 12–00, ψ = 7–50 ± (15–00)·n, εн = 3–00, исходя из
выражения (12.16), может составлять более 0–01. В тоже время
контрольная площадка является базовой плоскостью – физическим
эталоном горизонта орудия, по которой в современной самоходной,
зенитной или корабельной артиллерийской установке проводят юс-
тировку не только прицелов, но и приборов следящих систем на-
350
водки и прицеливания, спутниковой навигационной системы, ав-
томатов сопровождения цели и других оптико-электронных, ра-
диолокационных и лазерных устройств. Поэтому для тех же усло-
вий и ужесточении допуска в три раза до 30" погрешность ∆ψ
уменьшается до 0–00,4.
Ошибки наводки ствола на удаленный ориентир или точку на-
водки на выверочном щите и снятия отсчета с равномерных шкал
в углоизмерительных приборах подчиняются нормальному равно-
вероятностному закону распределения и относятся к группе оши-
бок, не повторяющихся от выстрела к выстрелу. Их значения опре-
деляются возможностями человеческого глаза и зависят от того,
в какую действительную точку индицируется при наводке вершина
марки прицела. Отсюда выражение (12.14) для срединной ошибки
выверки можно записать в следующем виде:
α=
(αтн ) ∙Г +∆α +∆φ + ∆ψ , (12.16)
где αтн max – максимальный угловой размер ориентира (точки на-
водки) при наблюдении невооруженным глазом, д. у.;
Г – кратность оптической системы прибора наблюдения
для находящихся на вооружении трубок выверки или
ТХП–4
Х
;
∆α – цена деления углоизмерительной шкалы прибора, обы-
чно 0–01.
Максимальная срединная ошибка выверки прицельных при-
способлений Eα с помощью выверочного щита (приложение 9) при
αтн max = 0–00,1 для гаубиц с ранее рассмотренными условиями бу-
дет составлять 0–00,73. Для случая с ужесточенным допуском на
изготовление контрольной площадки ствола Eα составит 0–00,6.
Для танковых пушек (φ = 2–50, вынос точки наводки на движение
цели при стрельбе по вертолетам ψ = εн = 1–00), при ∆φ = 0–00,5;
∆ψ = 0–00,01; Eα = 0–00,28.
С целью оперативного контроля взаимного расположения ба-
зовых осей ствола и прицельных приспособлений в последнее вре-
мя на передней части ствола или дульного тормоза танковых пушек
и береговых самоходных орудий выполняются специальные визир-
ные марки – индексы выверки. На рис. 12.5 показана схема такого
устройства встроенного контроля, которое позволяет производить
351
выверку пушки с прицелом без выхода экипажа из боевого отделе-
ния, повышает точность стрельбы и сокращает время выверки.
Рис. 12 .5 . Схема оперативного контроля выверки прицела
с осью канала ствола
Из-за наличия температурного градиента слои стенок
нагретого ствола расширяются неравномерно, поэтому внутренние
слои испытывают деформацию сжатия, а наружные – растяжения.
В результате в стенках нагретого ствола возникают соответствую-
щие приведенные температурные напряжения. При выстреле
напряжения от силы давления пороховых газов и температурные
напряжения алгебраически складываются, что приводит к умень-
шению тангенциальных напряжений на внутренней поверхности
и к увеличению их на наружной поверхности ствола.
Изгиб ствола при нагреве происходит из-за возникновения
неравномерного температурного напряжения как по длине ствола,
так и по поперечному сечению. Изгиб ствола приводит к изменению
угла вылета снаряда. Причем от выстрела к выстрелу кривизна
ствола изменяется, а следовательно, изменяется и угол вылета.
Особенно быстро увеличивается изгиб при значительной разностен-
ности ствола. В этом случае изгиб происходит выпуклостью
в сторону более толстой стенки. Сильное влияние на кучность
и меткость стрельбы из разогретого ствола оказывает одностороннее
охлаждение под действием ветра или дождя, которое искривляет
ствол в сторону, откуда происходит охлаждение. Таким образом,
влияние нагрева на кучность и меткость стрельбы сказывается через
увеличение калибра и изгиб ствола.
352
Для уменьшения нагрева ствола следует:
–
охлаждать ствол в перерывах между выстрелами, если по
зволяют условия боевой обстановки (за 1 ч температура ствола
в среднем понижается с 300 до 100 °С);
–
не превышать установленный для орудия режим огня, так как
увеличение его сильно влияет на нагрев ствола;
–
стрельбу вести на уменьшенных зарядах, если это позволяет
выполнить боевую задачу;
–
применять искусственное охлаждение стволов.
Для компенсации теплового изгиба (одной из составляющих
деформации ствола) на зарубежных танках применяются кол
лиматоры – датчики положения базовой оси ствола, установленные
у дульного среза.
На отечественных танках применяются более простые оптико
механические устройства встроенного контроля выверки, также
решающие задачу частичного учета теплового изгиба (около
половины) и механического сбивания линии визирования прицелов
относительно оси канала ствола. Однако для ручной корректировки
выверки с помощью коллиматоров или встроенного контроля
выверки требуется остановка боевой машины и время для контроля
и восстановления выверки, что не всегда возможно в боевых
условиях. Кроме того, исключена возможность учета динамических
колебаний ствола. Таким образом, становится актуальной
автоматизации учета теплового изгиба и механических колебаний
ствола в процессе выстрела. Эта проблема была устран
интеграции в состав системы управления огнем танка устройства
учета теплового изгиба ствола, например, показанного
Рис. 1 2.6 . Схема устр ойства уч ета изгиба ствола:
1 – ствол; 2 – отражатель; 3 – приемопередатчик; 4 – индекс выверки;
5 – риски на дульном срезе
охлаждать ствол в перерывах между выстрелами, если по-
зволяют условия боевой обстановки (за 1 ч температура ствола
не превышать установленный для орудия режим огня, так как
стрельбу вести на уменьшенных зарядах, если это позволяет
лового изгиба (одной из составляющих
деформации ствола) на зарубежных танках применяются кол-
датчики положения базовой оси ствола, установленные
На отечественных танках применяются более простые оптико-
строенного контроля выверки, также
решающие задачу частичного учета теплового изгиба (около
половины) и механического сбивания линии визирования прицелов
относительно оси канала ствола. Однако для ручной корректировки
роенного контроля
выверки требуется остановка боевой машины и время для контроля
и восстановления выверки, что не всегда возможно в боевых
условиях. Кроме того, исключена возможность учета динамических
колебаний ствола. Таким образом, становится актуальной задача
автоматизации учета теплового изгиба и механических колебаний
устранена путем
интеграции в состав системы управления огнем танка устройства
на рис. 12.6.
Рис. 12.6. Схема устройства учета изгиба ствола:
индекс выверки;
353
Это устройство представляет собой оптико-электронную сис-
тему, состоящую из специального приемоизлучающего блока, ус-
танавливаемого у основания артиллерийского ствола, и отражаю-
щего зеркала, располагаемого на дульном срезе ствола.
Примененная в устройстве цифровая обработка сигналов обес-
печивает измерение необходимых параметров ствола в широком
диапазоне помеховых и эксплуатационных воздействий. Измерен-
ные параметры выдаются как поправки в баллистический вычис-
литель, что обеспечивает повышение точности стрельбы. Приме-
нение устройства учета теплового изгиба ствола позволяет повысить
точность попадания при интенсивной стрельбе по цели в несколько
раз. Повышение точности стрельбы обеспечивает лазерный датчик
искривления ствола, который определяет не только статическое, но
и динамическое искривление ствола. Во время движения по
неровностям, когда возможен изгиб ствола от вибрации, система
управления огнем (СУО) отслеживает сигнал датчика искривления,
и в случае отклонения кривизны ствола от статической система
запрещает выстрел. Когда ствол возвращается в исходное положение
блокировка снимается, выстрел разрешается.
Теоретически при придании стволу углов вертикальной и го-
ризонтальной наводки необходимо учитывать поправку на индиви-
дуальный (для комплексов вооружения боевых машин – текущий)
угол вылета для каждого типа выстрела. Исключение этих попра-
вок или их приближенный учет по средним значениям приводит
к значительному снижению точности стрельбы. При этом коле-
бания ствола и углы нутации снаряда в момент вылета также
оказывают значительное влияние на точность стрельбы и функцио-
нально зависят от жесткости, степени износа и температурного
расширения ствола. Поэтому составной частью технической под-
готовки орудий в части учета индивидуальных углов вылета,
в основном танковых и противотанковых пушек, является приведе-
ние их к нормальному бою или пристрелка. Существуют два спо-
соба приведения к нормальному бою: традиционный стрельбовый
и бесстрельбовый метод – метод холодной пристрелки, позволяю-
щий определить необходимые поправки на углы вылета снарядов
по результатам измерений оси канала ствола.
Приведение к нормальному бою стрельбовым методом заклю-
чается в определении углового отклонения центра группирования
пробоин от цели (контрольной точки) при стрельбе по выверочно-
354
пристрелочной мишени на вертикальном щите (приложение 9)
в объеме нескольких выстрелов и включает в себя:
–
выверку линии визирования прицела с осью канала ствола;
–
определение индивидуальных для каждого орудия углов вы-
лета снарядов;
–
внесение поправок на индивидуальные углы вылета снарядов
в формуляр или в систему управления огнем;
–
перенос расположенных на дульном срезе ствола рисок, по
которым производится выверка нулевой линии прицеливания
(согласование линии выстрела с осью прицела), или ввод в систему
управления огнем поправок в угол прицеливания на величину
установленного стрельбой отклонения для попадания снарядов
в цель при дальнейшем ведении стрельбы.
После отстрела группы выстрелов измеряют координаты
пробоин от снарядов на мишени с максимальной ошибкой не более
5 мм с учетом знаков:
по вертикали вверх – « + »;
по вертикали вниз – «-»;
по горизонтали вправо – « + »;
по горизонтали влево – «-».
Затем оценивают результаты стрельбы путем вычисления
координат средней точки попаданий (СТП) по формулам (12.17)
и (12.18):
Y=
∑Yi
n
i=1
n
,
(12.17)
̅
=
∑
!
,
(12.18)
где Ῡ,
̅
–
координаты СТП по вертикали и горизонтали соответ-
ственно, мм;
п – количество выстрелов в группе, шт.;
Yi, Zi – отклонение центра i-й пробоины по вертикали и гори-
зонтали соответственно, мм.
При необходимости повторяют единичные выстрелы или
группу выстрелов в случае обнаружения ошибки в наводке или
анормальности выстрела. Группу выстрелов считают незачетной
в случаях:
–
обнаружения после стрельбы сбивания нулевой линии прице-
ливания, превышающего допустимое в технической документации;
355
–
наличия двух анормальных выстрелов;
–
установления анормальности группы выстрелов по кучности
стрельбы.
Если повторная группа выстрелов также будет анормальной,
пристрелку прекращают до установления причин неудовлетвори-
тельной кучности стрельбы.
Необходимость переноса рисок на дульном срезе ствола опре-
деляется по установленному в конструкторской или эксплуатаци-
онной документации критерию меткости Кз и К4 для первоначаль-
ной или проверочной пристрелки соответственно. Если отклонения
", Z не превышают критерий меткости, риски не переносят, если
превышают – отстреливают вторую группу. Затем значения вели-
чин координат СТП по первой и второй группам выстрелов
осредняют, а риски переносят на величины а и b, вычисляемые по
формулам (12.19 и 12.20):
a=Y
#
ср
L1
L1+L
,
(12.19)
b=Z
#
ср
L1
L1 +L
,
(12.20)
где а, b – величина переноса горизонтальной и вертикальной ри-
сок на дульном срезе ствола, мм;
L1 – расстояние от зеркала затвора до дульного среза ство-
ла, мм;
L – расстояние от дульного среза ствола до мишени, мм.
Значение величины переноса рисок округляют до 0,1 мм.
С помощью штангенциркуля риски переносят в ту же сторону,
в которую отклонилась CTП на мишени по координате, превышаю-
щей критерий меткости, и выполняют глубиной и шириной 0,5 мм,
ставят клеймо «ПР». Старые риски зачеканивают. Если имеется
возможность учесть результаты пристрелки в прицеле или системе
управления огнем, риски не переносятся.
Из вышесказанного следует, что общая ошибка технической
подготовки Eφпр после пристрелки будет определяться погрешно-
стью согласования нулевых установок систем прицеливания и на-
водки орудия с линией бросания. Она складываться из ошибки
выверки, инструментальной погрешности определения координат
СТП, технологических допусков на перенос рисок и величины кри-
терия меткости (12.21).
356
Eφпр = Eα
2
+ (0,955 arctg
EСТП
L
)
2
,
(12.21)
СТП= ∙ 'К,)+*изм+Δдоп
232
2
4,
(12.22)
где ЕСТП – срединная ошибка отклонения центра группирования,
которая определяется из формулы (12.22) или на ос-
нове статистической обработки результатов проверки
пристрелки орудия конкретного вида, мм;
К3,4 – критерий меткости, принимаем равным 25 мм;
∆изм – максимальная погрешность измерения координат
СТП, обычно 5 мм;
∆доп – максимальная погрешность нанесения рисок на дуль-
ном срезе, соответствует ширине риски 0,5 мм;
L1 – расстояние от зеркала затвора до дульного среза ство-
ла, для современных орудий основного калибра со-
ставляет около 7 м;
L – расстояние от дульного среза ствола до мишени, со-
гласно нормативно-технической документации, 100 м
от дульного среза;
= 0,6475 – постоянная перехода к срединным отклонениям.
Отсюда, для танковой пушки при ошибке выверки 0–00,28 сре-
динная ошибка технической подготовки стрельбы после пристрел-
ки основным типом выстрела из боекомплекта равна 0–00,29. При
расчете установок стрельбы при технической подготовке следует
учитывать поправку на разнобой выстрелов боекомплекта отно-
сительного основного типа, которая приведена в таблицах стрель-
бы, или проводить пристрелку всеми типами используемых бое-
припасов.
Современная техническая база позволяет с высокой степенью
точности измерить факторы, влияющие на ошибку технической
подготовки. Наиболее перспективным, с этой точки зрения сни-
жения ошибок технической подготовки, является метод матема-
тического моделирования процесса выстрела с дальнейшим вводом
поправок в автоматизированную систему наведением орудия на
каждый тип выстрела за счет использования дульных приборов
выверки, расчетного определения индивидуальных для данного
орудия углов вылета снарядов по замеренной кривизне ствола.
357
В результате многочисленных теоретических и эксперимен-
тальных работ были выявлены основные конструктивно-техноло-
гические мероприятия, направленные на уменьшение погрешно-
стей технической подготовки. Внедрение указанных мероприятий
привело к существенному снижению ошибки технической подго-
товки, а основными факторами влияющими на формирование по-
грешностей технической подготовки, стали кривизна и разностен-
ность ствола. При этом в настоящее время для танковых пушек
достигнуто уменьшение дульного угла и разностенности ствола
соответственно с 0–02 и 2,5 мм до 0–00,8 и 0,8 мм.
Для снижения ошибок технической подготовки и, как след-
ствие, повышения точности стрельбы, в настоящее время разрабо-
таны комплексы оборудования контрольно-проверочных машин,
в которых реализован бесстрельбовой расчетно-инструментальный
метод приведения орудий к нормальному бою.
12.4. Учет влияния ствола на ошибки
баллистической подготовки стрельбы
Основным баллистическими условием стрельбы является
стабильность начальной скорости снаряда.
Активное воздействие снаряда на ствол осуществляется при
форсировании, пиродинамическом и адиабатическом процессах
выстрела. В эти периоды движение снаряда по нарезной части ка-
нала, кроме давления пороховых газов, на стенки канала ствола до-
полнительно действуют силы сопротивления врезанию ведущего
пояска снаряда (ВП) в нарезы ствола (рис. 12.7), силы сопротивле-
ния поступательному движению снаряда и силы инерции враща-
тельного движения снаряда.
В период форсирования действие силы сопротивления вреза-
нию Fвр ВП в нарезы ствола обусловлено отличием диаметров ве-
дущего пояска снаряда и конуса врезания каморы. Эта сила возни-
кает с момента начала обжатия ВП снаряда конусом врезания ка-
моры и быстро возрастает, достигая максимального значения
к моменту врезания ВП снаряда в нарезы на всю свою ширину
(момент достижения давления форсирования).
При этом происходит сложный процесс пластического и упру-
го-пластического деформирования материала пояска, в результате
чего между стенкой ствола и ВП снаряда возникает контактная по-
358
верхность деформации площадью Sк, на которой развиваются кон-
тактные напряжения:
Fвр=∫∫σк
сн
SкsinΨкdSк + ∫∫τк
сн
Sк cosΨк dSк,
(12.23)
где σк
сн
,τк
сн
–
нормальное и касательное напряжения, действующее
со стороны ВП снаряда на ствол;
Ψк – угол упорного конуса каморы ствола.
Первое слагаемое характеризует силу, совершающую работу
по деформированию материала ВП. Величина первого слагаемого
составляет8...15%приΨк = 1°и45...60%приΨк = 10°.
Снаряд приходит в движение после того, как давление порохо-
вых газов в стволе достигнет величины равной давлению форсиро-
вания. Силы, действующие на ствол оружия со стороны ВП снаря-
да, показаны на рис. 12.7.
Рис. 12 .7 Силы, действующие на нарезы при выстреле
Вращение снаряда происходит в результате давления боевых
граней нарезов, которыми при правой нарезке являются их правые
грани нарезов. На этих гранях под действием ВП при движении
снаряда возникают силы:
ФД, ФП – нормальные силы, действующие со стороны ствола на
снаряд, приложены к поверхности дна и полю нареза соответственно;
359
N – сила давления ВП снаряда на боевую грань нареза;
fтр – коэффициент трения скольжения.
Наибольшей по величине силой, действующей на ствол при
движении снаряда по нарезам, является сила N. Она приводит, при
определенных условиях, например, при дисбалансе снаряда, к де-
формированию нарезов.
Отклонение начальной скорости от табличной вызывается раз-
личными причинами, основными из которых являются износ ство-
ла и изменение свойств партии зарядов. При стрельбе у нарезных
орудий с раздельным заряжанием происходит разгар (удлинение)
зарядной каморы, что приводит к увеличению пути досыла снаря-
да, плотность заряжения, следовательно, уменьшается. У гладко-
ствольных орудий в процессе эксплуатации происходит диамет-
ральный износ канала ствола, вследствие чего уменьшаются давле-
ние в канале ствола и начальная скорость снаряда.
Отклонение начальной скорости из-за износа канала ствола
может быть определено одним из следующих способов:
–
косвенно, по удлинению зарядной каморы с помощью при-
бора ПЗК;
–
по результатам стрельбы с использованием артиллерийской
баллистической станции (АБС);
–
комбинированным способом;
–
по результатам отстрела орудий на местности.
Согласно теории стрельбы, к баллистическим условиям, зави-
сящим от состояния ствола орудия и учитываемым при расчетах
поправок при подготовке стрельбы на поражение, относятся:
–
суммарное отклонение начальной скорости снарядов для
контрольного орудия дивизиона (основных орудий батарей) ∆V0сум;
–
отклонение начальной скорости снарядов из-за износа кана-
лов стволов орудий ∆V0ор;
–
разнобой основных орудий батарей относительно контроль-
ного орудия дивизиона δV0осн;
–
разнобой орудий батарей относительно основного δV0;
–
изменение баллистического коэффициента (коэффициента
формы) снаряда.
Указанная в таблицах стрельбы начальная скорость снаряда
определяется стрельбой из орудия с новым стволом после его «рас-
купорки» (от нескольких до десятков выстрелов после изготовле-
ния). Когда орудием сделано значительное число выстрелов, то из-
360
нос канала ствола проявляется прежде всего в разгаре металла в на-
чале нарезов. От этого внутренний диаметр канала ствола в начале
нарезов увеличивается, и потому при заряжании снаряд проходит
несколько дальше, чем в новом стволе. Заснарядное пространство,
т. е. объем зарядной каморы, от этого будет больше, чем у нового
ствола. В результате уменьшается начальная скорость снаряда. Со-
отношение между удлинением зарядной каморы и падением началь-
ной скорости у орудий разных систем различное и приводится в таб-
лицах стрельбы или в инструкции по категорированию.
Суммарная ошибка баллистической подготовки:
EДбал = (E∆Tз∆xTз)
2
+ (E∆V0 ∆xV0 )
2
,
(12.24)
где ∆xTз – отклонение по дальности при изменении температуры
заряда на 1 °С;
0
V
х
∆ – отклонение по дальности при изменении начальной ско-
рости на 1 %;
E∆Тз – срединная ошибка учета температуры заряда при балли-
стической подготовке, °С;
0
V
Е∆ – срединная ошибка учета начальной скорости снаряда.
В современных артиллерийских комплексах процесс определе-
ния баллистической подготовки автоматизирован за счет примене-
ния АБС. Для измерения непосредственно начальной скорости сна-
ряда используются допплеровские датчики скорости, работающие
либо в радио, либо оптическом диапазонах спектра электромагнит-
ных волн. Более точную корректуру дают внешнетраекторные за-
сечки параметров полета снаряда в нескольких опорных точках с
помощью установленных на орудиях РЛС. В то же время при ис-
пользовании этих прямых измерителей информации об отклонении
скорости вылета снаряда от табличного значения в i-м выстреле
определяется в (i-1)-м выстреле. Поэтому точность данного метода
для решения задачи введения поправки на изменение скорости V0
будет определяться не только инструментальной точностью изме-
рителя скорости, но и степенью идентичности условий стрельбы,
при которых производятся предыдущий и последующий выстрелы.
Систематическое отклонение начальной скорости от таблично-
го значения для одной стрельбы ∆V0 вызвано износом ствола и раз-
гаром зарядной каморы, а также свойствами используемой партии
метательных зарядов. С учетом возможности оснащения каждого
361
артиллерийского орудия доплеровским датчиком начальной скоро-
сти вероятное отклонение по начальной скорости
0
Е∆ запишется
выражением:
E∆V0
=
1
√m EδV0
2
+ rV0
2 + EV(Tз)
2
,
(12.25)
где m – количество выстрелов, используемых для прогнозирова-
ния начальной скорости;
0
V
Еδ – вероятное отклонение инструментальной ошибки измере-
ния начальной скорости АБС;
0
Vr – вероятное отклонение начальной скорости снаряда;
3
()
Т
ЕV – вероятное отклонение начальной скорости вследствие из-
менения температуры метательного заряда.
Несмотря на автоматизацию определения баллистической под-
готовки за счет применения АБС, в том числе внешнетраекторны-
ми измерениями скорости полета снаряда, в соответствии с требо-
ваниями ПСиУО в обязательном порядке определяют отклонение
начальной скорости из-за износа канала ствола ∆V0орПЗК каждого
орудия. Определение проводят с помощью приборов контроля за-
рядной каморы (ПЗК или ПКИ) по величине удлинения зарядной
каморы, рассчитываемой по формуле:
∆lк = lк.ср – lк.0,
(12.26)
где lк.ср – среднее значение длины каморы по трем измерениям;
lк.0
–
первоначальная длина каморы, взятая из формуляра ору-
дия или из инструкции по категорированию.
По этому удлинению ∆lк определяется падение начальной ско-
рости в процентах от табличной начальной скорости (∆V0ор), кото-
рое в данном случае можно назвать абсолютным. Разность абсо-
лютных значений падения начальной скорости для основного ору-
дия батареи и для орудия, проводящего пристрелку, даст относи-
тельное отклонение начальной скорости для основного орудия. Тем
самым учитывается влияние разницы в степени износа каналов
стволов этих орудий. После чего для каждого орудия рассчиты-
вается отклонение начальной скорости снарядов из-за свойств
партии зарядов по формуле
ПЗК
0 зар
0сум
0ор
,
i
i
i
V
V
V
∆
=∆
−
∆
(12.27)
362
а затем среднее значение по формуле
0зар.ср
0 зар
1
1
,
i
n
i
V
V
n=
∆
=
∆
∑
(12.28)
где n – количество привлекаемых к сострелу орудий.
Рассчитывают для каждого орудия уточненное значение откло-
нения начальной скорости снарядов из-за износа канала ствола ору-
дия по формуле
0ор.ут
0сум
0зар.ср
.
i
i
V
V
V
∆
=∆
−
∆
(12.29)
Определяют для каждого орудия уточняющую поправку δVоутi
по формуле
ПЗК
0ут
0ор.ут
0ор
.
i
i
i
V
V
V
δ=∆
−∆
(12.30)
Пример обработки результатов сострела орудий с помощью
АБС при определении разнобоя орудий батареи 152-мм пушек-
гаубиц Д-20 на заряде полном приведен в табл. 12.1.
Таблица 12.1
Пример обработки результатов сострела орудий батареи
с помощью АБС, в % V0
Номер
орудия
ПЗК
0орi
V
∆
0сум i
V
∆
0 арi
з
V
∆
0ор.утi
V
∆
0ут i
V
δ
1
2
3 (осн.)
4
5
6
- 1,9
- 1,2
- 1,5
- 1,8
- 1,3
- 1,7
-0,8
-0,4
-0,2
-0,9
-0,1
-0,5
+1,1
+0,8
+1,3
+0,9
+1,2
+1,2
-1,9
-1,5
-1,3
-2,0
-1,2
-1,6
0
- 0,3
+0,2
- 0,2
+0,1
+0,1
Примечание.∆V0зар.ср≈+1,1%∆V0.
Изменения начальной скорости и баллистического коэффици-
ента снарядов вследствие разогрева стволов орудий при выпол-
нении огневых задач трудно поддаются учету, однако их влияние
на суммарные ошибки стрельбы могут быть достаточно велики.
Температурное расширение канала ствола в зависимости от
расстояния l от казенного среза ствола
∆ (l) = β·D·tср(l),
(12.31)
363
где β – коэффициент линейного расширения металла ствола (βТ =
= 13,4 · 10-6
°С
–1
);
D – калибр, мм;
tср(l) – средняя температура поперечного сечения ствола.
Если начальный диаметральный зазор (при холодном стволе)
между центрирующим утолщением снаряда и полями нарезов
∆=D –dц.у,
(12.32)
то после разогрева ствола общий зазор ∆(l) будет
∆(l) = ∆ + ∆·D(l).
(12.33)
При длительной интенсивной стрельбе наблюдается явление
сползания траектории, т. е . происходит уменьшение дальности то-
чек падения снарядов, обусловленное нагревом ствола. Существу-
ют две гипотезы, объясняющие это явление. 1-я
–
это изменение
условий заряжания, так как снаряд досылается несколько дальше,
что ведет к увеличению объема зарядной каморы, к уменьшению
плотности заряжания и, следовательно, уменьшению начальной
скорости. 2-я
–
изменение баллистического коэффициета снаряда
из-за увеличения калибра ствола, особенно у дульной части, что
приводит к росту зазора между снарядом и полями нарезов и отра-
жается на работе ведущего пояска. Врезание происходит по одному
диаметру канала, дальнейшее ведение – по-другому. При перекосе
снаряда удельное давление на боевые грани нарезов становится не-
одинаковым и изменяет свою величину, биение снаряда при его
движении по каналу ствола увеличивается, следствием чего яв-
ляется увеличение угла нутации снаряда (колебательного движения
вращающегося тела).
Еще одним предположением является то, что на повышение
угла нутации оказывает влияние изменение характера воздействия
пороховых газов в период последействия. Если разогрев ствола
играет ведущую роль, то должно быть систематическое изменение
вращательного движения снаряда по мере увеличения средней тем-
пературы ствола, если же на изменение движения снаряда в основ-
ном влияют пороховые газы, то такое систематическое изменение
должно отсутствовать.
Для исследования этих гипотез проведены практические
стрельбы из орудий калибра 130 и 152 мм. Была произведена серия
выстрелов по картонным щитам из холодного ствола с измерением
364
максимального угла нутации. Затем были проведены стрельбы по
щитам из ствола, разогретого до 300–350 °С. Отстрел третьей
группы после охлаждения показал обратное восстановление малых
углов нутации. В результате проведенных испытаний установлено
систематическое изменение характера вращательного движения
снаряда, вызываемое разогревом ствола.
При исследовании движения снаряда в разогретом стволе
и анализе влияния деформации последнего на изменение условий
ведения и центрирования снаряда были приняты упрощающие
предположения в том, что центрирующее утолщение находится пе-
ред вылетом снаряда в соприкосновении с полями нарезов канала
и скользит по ним по одному и тому же контуру. Это подтвержда-
ется опытными материалами по наблюдению за отпечатками по-
лей, которые располагаются с одной стороны на относительно не-
большом участке центрирующего утолщения.
Теоретические исследования под руководством А. М . Журав-
ского привели к определению линейной зависимости максимально-
го угла нутации от величины диаметрального зазора между цен-
трирующим утолщением и полями нарезов и, следовательно, от
средней температуры разогрева дульной части ствола. После чего
на основании параболической зависимости определена относитель-
ная поправка начальной скорости:
δV0 = -0,01К(a + btср)
2
,
(12.34)
где а, b и К – коэффициенты, зависящие от геометрических кон-
структивных параметров ствола;
tср – средняя температура разогрева дульной части ство-
ла, oС.
Рассмотрим влияние на изменение начальной скорости условий
заряжания. На положение снаряда в стволе перед выстрелом, ис-
ключая удлинение каморы вследствие разгара, влияют скорость
в конце досылки и увеличение диаметров конуса врезания каморы.
Так, для орудия среднего калибра разница между ручной и механи-
зированной досылкой в положении ведущего пояска относительно
казенного среза ствола по опытным данным может достигать 20 мм.
Продвижение снаряда, то есть удлинение каморы из-за нагрева
ствола в процессе одной стрельбы, можно определить по зависимости
∆l=β·Dвп ·∆tст/χк,
(12.35)
365
где ∆l – удлинение каморы;
Dвп – диаметр на упорном конусе каморы, равный максималь-
ному диаметру ведущего пояска снаряда;
β – коэффициент линейного расширения орудийной стали, oС
-1
;
∆ tств – разница температуры холодного и разогретого ствола в
районе упорного конуса;
χк – конусность конуса врезания каморы.
Например, для 152-мм орудия в процессе стрельбы с высоким
режимом огня при условии температуры всех снарядов, соответст-
вующей начальной температуре холодного ствола после двух про-
гревных выстрелов, равной минус 40 oС, и средней температуре се-
чения каморы в районе упорного конуса в конце стрельбы, равной
250 oС, продвижение снаряда ориентировочно составит:
∆l=13,4 ·10-6
· 161,3 · [250 – (-40)] · (1/29) = 18,2 мм.
С точки зрения внутренней баллистики, изменение начальной
скорости в зависимости от положения снаряда связано с изменени-
ем плотности заряжания. Приближенно эту зависимость можно
представить в виде
∆V0=-
1
3
V0·
103W0 –
π
4
·
D2·∆lк
103W0
,
(12.36)
где W0 – начальный объем каморы, дм
3
;
D – калибр, мм;
∆lк – продвижение снаряда от номинального положения, вы-
званное изменением температуры ствола и надежности
досылки.
На рис. 12.8 представлена зависимость отклонения начальной
скорости снаряда от табличной из-за изменения давления форсиро-
вания.
366
Рис. 12.8 . Зависимость отклонения начальной скорости от табличной
из-за изменения давления форсирования
Рис. 12.9 . Зависимость отклонения начальной скорости от табличной
из-за изменения положения снаряда
На рис. 12.9 показана зависимость отклонения начальной ско-
рости снаряда от табличной из-за изменения положения снаряда
перед выстрелом.
0
0,5
1
1,5
2
2,5
3
50
100
150
200
250
300
О
т
к
л
о
н
е
н
и
е
н
а
ч
а
л
ь
н
о
й
с
к
о
р
о
с
т
и
∆
V
0
,
м
/
с
Давление форсирования Р0, кг/см2
0
0,5
1
1,5
2
2,5
3
3,5
4
0510152030405060708090
О
т
к
л
о
н
е
н
и
е
н
а
ч
а
л
ь
н
о
й
с
к
о
р
о
с
т
и
∆
V
0
,
%
Продвижение снаряда от номинального положения
∆lк, мм
367
12.5. Контроль технического состояния ствола
Богатый опыт отечественной науки и практика применения на-
резной и гладкоствольной артиллерии показали, что эффективность
выполнения боевых задач и безопасность применения оружия нахо-
дится в функциональной зависимости от состояния канала ствола.
Главной причиной, вызывающей износ канала ствола, является
тепловое, химическое и механическое воздействие потока порохо-
вых газов на поверхностный слой металла ствола при выстреле,
кроме того, износ является результатом теплового и механического
воздействия ведущих элементов снаряда. Износ достигает наи-
большей величины в начале нарезов, иногда даже превышая их
первоначальную глубину, и постепенно уменьшается по направле-
нию к дульному срезу ствола. Кроме увеличения диаметров, изме-
няется также профиль сечения полей нарезов: поля закругляются,
глубина нарезов вследствие более интенсивного износа полей
уменьшается, ребра полей сглаживаются и поля принимают оваль-
ную форму. Сетка разгара на конусе врезания каморы и в начале
нарезов наиболее крупная, явно выраженная и имеет наиболее глу-
бокие трещины. Односторонний износ полей нарезов в дульной
части чаще всего вызывается перекосом снаряда при досылке и по-
вышенной кривизной канала ствола. Вследствие одностороннего
износа центрирование снаряда в канале ствола ухудшается, что
влияет на рассеивание снарядов при стрельбе.
Расплющивание полей нарезов может быть кольцевым или
частичным и возникает по причине нештатного воздействия снаря-
да, вызванного его дисбалансом или наличием смазки на полях
и ведущем пояске. Кольцевое расплющивание, как правило, на-
блюдается в районе начала нарезов, а частичное расплющивание
может быть на любом участке канала ствола. Расплющивание на-
рушает правильную работу ведущего пояска и ухудшает центриро-
вание снаряда в канале ствола.
Срыв полей нарезов может произойти из-за раздутия корпуса
снаряда в канале ствола или значительных внутренних напряжений
металла в нарезной части. Срывы полей нарезов могут быть в лю-
бой части канала ствола, появляться неожиданно и могут быть да-
же на новых стволах. Срыв полей нарезов, как правило, происходит
на участке большой длины и одновременно на нескольких полях.
Причиной срыва полей можно считать подрезание боковых граней
368
полей, а также ненормальные условия выстрела, например, плохое
удаление нагара и смазки, или наличие посторонних предметов
впереди снаряда. Наружные признаки дефектов срыва и сколов по-
лей нарезов совершенно одинаковы и характеризуются тем, что
вместо поля (выступа) в канале ствола получается впадина с произ-
вольной шероховатой поверхностью.
Износ поверхности канала ствола будет большим и в тех слу-
чаях, когда чистота поверхности канала неудовлетворительна, ко-
гда канал ствола перед стрельбой плохо очищен от смазки, нагара
и загрязнений и когда в нем имеется ржавчина. Наблюдение за
службой стволов одного и того же калибра при хорошем и плохом
обслуживании показывает, что при плохом уходе износ после 5000
выстрелов может быть больше или таким же, как после 10000 вы-
стрелов при хорошем уходе.
К повышенному износу и повреждению стволов артилле-
рийских орудий могут привести следующие эксплуатационные
факторы:
–
использование загрязненных боеприпасов;
–
стрельба с неудаленной смазкой из канала ствола;
–
непроизводство прогревных выстрелов в условиях, приве-
денных в требованиях таблиц стрельбы и эксплуатационной доку-
ментацией на артиллерийское орудие;
–
нарушение (превышение) режимов стрельбы, установленных
для артиллерийского орудия согласно ПСиУО или эксплуатацион-
ной документацией;
–
использование зарядов на огневой позиции, находившихся
длительное время в разгерметизированном состоянии;
–
несвоевременное проведение технического обслуживания
ствола артиллерийского орудия;
–
нарушение правил хранения боеприпасов;
–
отсутствие учета настрела ствола, вследствие чего проводи-
лась эксплуатация артиллерийского орудия с израсходованным ре-
сурсом ствола.
Для принятия решения о пригодности ствола к применению по
назначению при контроле его технического состояния решаются
две задачи. В о - п е р в ы х , это отыскание возможных дефектов, вли-
яющих на функционирование снаряда при выстреле. В о - в т о р ы х ,
измерение геометрических параметров ствола с необходимой точ-
ностью и достоверностью.
369
Предельная (суммарная) погрешность метода измерения гео-
метрических параметров ствола является результатом собственных
влияний всех средств, участвующих в процессе измерения. Так как
обычно известны только предельные значения отдельных состав-
ляющих погрешностей
1
lim ,
∆
2
lim ,
∆ ... lim
,
n
∆ то с учетом фактиче-
ских значений систематических погрешностей ∆сист и случайных
ошибок ∆сл, предельная суммарная погрешность метода измерений
определяется по формуле
∆limΣ = Σ∆сист + Σ∆сл
2
.
(12.37)
Определение степени износа (каморного, каморно-диаметраль-
ного) дисковыми измерителями, механическими нутромерами
«звездками» являются простыми и надежными способами контро-
ля. Однако ряд погрешностей, как например, вследствие неточного
центрирования измерительных элементов прибора в канале, не все-
гда могут быть исключены. Поэтому для возможно более полного
учета условий стрельбы на основании теоретических исследований
и опыта составления таблиц стрельбы установлены требования по
точности измерения параметров ствола, которые обеспечивают
наибольшее совпадение результатов аналитического способа опре-
деления ∆V0 с замерами на баллистической трассе полигона. Тре-
бования приведены в табл. 12.2.
Использование механических измерительных средств и визу-
альный осмотр канала ствола для сравнения его с эталонами кон-
троль износа и состояния поверхностей ствола приобретает значи-
тельный субъективный фактор, зависящий от квалификации опера-
тора и особенностей способа и условий контроля. К тому же такие
измерения характеризуются высокой трудоемкостью и недостаточ-
ной точностью. Реализованная в этих средствах идеология прямого
измерения, относящаяся к 50-м–60-м годам ХХ в., делает затрудни-
тельной или практически невозможной операцию исследования
(«картографирования») всей поверхности канала ствола вне зави-
симости от его типа – нарезного или гладкоствольного, а это за-
трудняет решение задачи оценки степени годности орудийного
ствола к боевой работе.
370
Таблица 12.2
Необходимая точность измерения (срединная погрешность)
параметров ствола
Параметр, мм
Тип снаряда
бронебойный
ОФС
активно-реактивный
Диаметр канала
Длина зарядной каморы
Кривизна канала
Разностенность
0,05
0,25
0,15
0,1
0,05
0,25
0,3
0,1
0,05
0,5
0,3
0,1
Современные успехи в лазерной технике, приемах сканирова-
ния поверхностей, а также в компьютерной обработке измерений
способствовали разработке альтернативного подхода к устранению
проблемы контроля состояния канала артиллерийского ствола. Но-
вый метод получил название лазерного сканирования, обеспечив-
шего автоматизацию выполнения механических измерений, умень-
шение времени, затрачиваемого на единичный замер, и повышение
инструментальной точности. Этот метод реализован в комплексе
оборудования контрольно-проверочной машины (КПМ) в виде
электронно-механических приборов контроля ствола типа видео-
скоп (эндоскоп).
КПМ предназначены для выполнения операций технической
и баллистической подготовки, технического обслуживания и теку-
щего ремонта орудий танков, самоходных противотанковых пушек,
комплексов вооружения самоходных артиллерийских орудий, бук-
сируемых артиллерийских орудий, блока оружия БМП и БМД ка-
либров 57, 100, 120, 122, 152 и 155 мм в стационарных и полевых
условиях. С помощью специального оборудования и инструмента
КПМ (рис. 12.10) проводятся следующие работы с использованием
методов приборного контроля:
–
техническая подготовка – приведение к нормальному бою ору-
дия стрельбовым и бесстрельбовым методами, выверка прицелов;
–
баллистическая подготовка – измерение удлинения зарядной
каморы орудия, начальной скорости снаряда, автоматическое опре-
деление поправок на изменение начальной скорости, партию вы-
стрелов и на износ канала ствола орудия с передачей данных в сис-
тему управления огнем орудия;
371
–
механизированная чистка канала ствола;
–
электронное документирование работ и печать отчетных до-
кументов;
Применение КПМ обеспечивает:
–
повышение боеготовности в 2–2,5 раза за счет сокращения
времени перевода обслуживаемой техники в режим готовности
к боевому применению;
–
повышение точности стрельбы в 1,3–1,5 раза за счет улучше-
ния качества настройки параметров и учета поправок на индивиду-
альный угол вылета для каждого типа выстрела;
–
настройки элементов комплекса артвооружения в полевых
условиях на уровне, характерном для отрегулированных в заво-
дских условиях изделий;
–
сохранение ресурса ствола, снижение материальных, времен-
ных и трудовых затрат за счет применения бесстрельбовых мето-
дов пристрелки и автоматизации и механизации процессов обслу-
живания, выполняемых высококвалифицированным обученным
экипажем;
–
чистки особо загрязненных стволов.
Рис. 12.10 . Приборы комплектов измерительного оборудования КПМ:
а – устройства для проведения выверки прицелов и измерения дульного угла; б – прибор для из-
мерения величины непрямолинейности оси канала ствола; в – устройство для измерения и осмот-
ра канала ствола; г – бортовая информационно-измерительная управляющая система (БИУС)
а
б
в
г
372
12.6. Категорирование стволов
Стволы артиллерийских орудий являются весьма дорогостоя-
щими техническими объектами. Ограничивая технический ресурс
из-за эрозионного износа рабочих поверхностей, приводящего
к срыву пояска снаряда, они в большинстве случаев остаются
вполне пригодными к эксплуатации по показателям прочностной
долговечности, отсутствию деформаций, составу материала несу-
щей части конструкции. Поэтому важнейшей задачей является объ-
ективный контроль состояния ствола для принятия решения о сте-
пени его годности.
Для определения качественного состояния стволов проводят их
категорирование. Основным критерием для категорирования и вы-
браковки ствола является такое его техническое состояние, которое
характеризуется удлинением зарядной каморы или степенью изно-
са канала.
Обработка многолетних наблюдений за разрушением стволов,
используемых в войсках артиллерийских систем, позволила опре-
делить так называемые «контрольные» точки, то есть точки ствола,
наиболее адекватно передающие тенденции протекания процесса
износа. Такой подход позволил осуществить переход от обследова-
ния всей поверхности артиллерийского ствола к определению ха-
рактеристик ствола в контрольных точках. На данный момент па-
раллельно существуют две разновидности оценки износа стволов:
по глубине продвижения измерительного диска (группы дисков)
в зарядную камору и по диаметральному износу ствола.
Стволы артиллерийских систем в зависимости от фактической
величины падения начальной скорости снаряда, удлинения заряд-
ной каморы или износа канала ствола, расхода ресурса (живучести)
подразделяются на следующие категории:
1-я категория – новые, а также находящиеся и бывшие в экс-
плуатации, с израсходованием ресурса (живучести) стволов до 25 %,
удлинение зарядной каморы или износ канала ствола которых не пре-
вышает величину, установленную для перевода во 2-ю категорию;
2-я категория – находящиеся и бывшие в эксплуатации, год-
ные для боевых стрельб, с израсходованием ресурса (живучести)
стволов от 25 до 80 %, удлинение зарядной каморы или износ ка-
нала ствола которых не превышает величину, установленную для
перевода в 3-ю категорию;
373
3-я категория – находящиеся и бывшие в эксплуатации, год-
ные для боевых стрельб с израсходованием ресурса (живучести)
стволов от 80 до 100 %, удлинение зарядной каморы или износ ка-
нала ствола которых не превышает величину, установленную для
перевода в 5-ю категорию;
4-я категория – не устанавливается;
5-я категория – браковочная.
При наличии выколов полей нарезов в стволах 1-й категории
эти стволы переводятся во 2-ю категорию независимо от величины
падения начальной скорости и удлинения зарядной каморы или от
диаметра износа канала ствола. Незначительные продольные риски
и царапины, сыпь и мелкие вмятины, которые могут иметь место
при стрельбе бронебойными подкалиберными снарядами, не явля-
ются признаком для перевода ствола из одной категории в другую.
При стрельбе из стволов 3-й категории (износ стволов, близкий
к предельному, категорируемых как по удлинению зарядной камо-
ры, так и по диаметральному износу) возможны случаи неправиль-
ного функционирования снарядов и других элементов выстрела,
срыв и срезание ведущих (обтюрирующих) поясков, отпечатки
от полей нарезов на цилиндрической части снарядов, неправиль-
ный полет и разрушение снарядов, значительные недолеты снаря-
дов, преждевременное срабатывание взрывателя и снаряда на тра-
ектории.
К показателям, являющимися основанием для перевода ствола
в 5-ю (браковочную) категорию, относятся:
–
уменьшение начальной скорости снаряда для полевых орудий
до 5 %, для танковых и противотанковых пушек до 3,5 % (умень-
шение начальной скорости до величины, при которой артиллерий-
ская система не способна решать стоящие перед ней задачи вслед-
ствие уменьшения дальности стрельбы больше нормы или броне-
бойного действия);
–
невзведение взрывателя при стрельбе на наименьшем заряде,
в результате чего происходят отказы в действии снаряда. Ствол
бракуется в том случае, если при стрельбе на наименьшем заряде,
при котором допустимая стрельба из нового орудия, будет регу-
лярно более 30 % отказов при применении основного взрывателя;
–
значительное ухудшение боя, характеризуемое увеличением
рассеивания снарядов при стрельбе (увеличение произведения
Вб · Вв · (Вб · Вд) по сравнению с табличным (начальным) значением
374
для полевых систем в восемь раз, а для танковых и противотанко-
вых пушек в два раза);
–
ухудшение функционирования снарядов (срыв и срезание ве-
дущих (обтюрирующих) поясков, неправильный полет снарядов
у цели, преждевременное срабатывание взрывателя, появление от-
казов или траекторных разрывов снарядов вследствие неправиль-
ной работы взрывателей, увеличение разброса срабатывания вре-
менных взрывателей). При наличии хотя бы одного из этих показа-
телей ствол переводится в 5-ю категорию независимо от величины
удлинения зарядной каморы или износа канала ствола.
Помимо предельного удлинения зарядной каморы или диамет-
рального износа канала ствола, он переводится в 5-ю категорию,
если есть хотя бы одна из следующих неисправностей:
–
трещины на стволе;
–
раздутия;
–
забоины, вмятины и раковины в каморе, препятствующие до-
сыланию гильзы ими поддона (выстрела) при заряжании и экстрак-
ции гильзы (поддона) после выстрела, если нельзя их устранить си-
лами ремонтных органов;
–
срыв и выколы полей нарезов, вмятины и выбоины внутрен-
ней поверхности канала ствола, величины которых превосходят
допустимые пределы, установленные нормативно-технической до-
кументацией.
Назначение категории по выявленным дефектам поверхностей
ствола в спорных случаях проводится методом сравнения эталонов,
например, приведенных в приложении 10, или методом реплик
(слепков, отпечатков), полученных с поверхности канала ствола
и затем измеренных в лаборатории. В качестве материала для слеп-
ков используется быстротвердеющий полимер, обеспечивающий
безусадочное отверждение и достаточную эластичность для извле-
чения из канала ствола без деформации. Чаще всего для снятия
слепков применяется масляно-гуттаперчевая масса.
Для стволов корабельной и береговой артиллерии ВМФ опре-
деление степени износа канала ствола производится при помощи
всех сменных дисков по зависимости между величиной продвиже-
ния дисков и износом канала ствола. Процент износа устанавлива-
ется по среднему показанию всех дисков с точностью до 5 %.
375
Изгиб ствола, препятствующий прохождению калибра для
проверки непрямолинейности канала, не допускается, калибр дол-
жен проходить через канал ствола от плавного нажатия с помощью
штанги банника усилием одной руки. Стволы (свободные трубы),
которые не удовлетворяют этим требованиям, при проверке калиб-
ром необходимо браковать.
Таблица 12.3
Результаты измерений канала ствола 152-мм орудия
с 1 %-ной нарезкой
Настрел ствола,
выстрел
Диаметральный
износ, мм
Длина каморы по
прибору ПЗК, мм
Категория
ствола
всего
дально-
бойных
вертикаль-
ный
горизон-
тальный
диск
∅154,65
диск
∅161,3
189
32
0,20
0,20
1045
1016
1-я
256
66
0,20
0,20
1051
1019
311
118
0,42
0,40
1051
1019
389
196
0,48
0,52
1052
1023
514
319
0,75
0,90
1058
1025
2-я
696
394
0,94
1,08
1066
1032
927
542
1,15
1,44
1073
1034
1155
770
1,82
2,16
1095
1043
1220
810
1,82
2,38
1105
1043
3-я
1299
889
1,95
2,56
1109
1046
1327
907
2,00
3,06
1142
1053
5-я
В качестве примера категорирования стволов в табл. 12.3 пока-
зана обработка результатов измерения ствола 152-мм пушки, пред-
ставлены результаты замеров при полигонных испытаниях заряд-
ной каморы 152-мм орудия в зависимости от его настрела и катего-
рирование по этому признаку.
376
ЗАКЛЮЧЕНИЕ
Опыт эксплуатации и капитального ремонта орудий наглядно
показал, что только комплексное решение вопросов по изготовле-
нию стволов с применением новых технологий, конструкторских
решений по контролю состояния артиллерийских систем, обеспе-
чение всеми необходимыми данными по определению расхода ре-
сурса стволов, установление норм категорирования стволов, а так-
же обеспечение полного и своевременного технического обслужи-
вания в местах эксплуатации артиллерийских систем даст реальные
результаты повышения живучести как самих стволов, так и увели-
чение ресурса артиллерийских систем в целом.
377
ПОСЛЕСЛОВИЕ
Проект данного учебника был написан А. А. Королевым (1940–
2013). Основную часть работы выполнил А. С . Зайцев (БГТУ «Во-
енмех»), успешно соединивший теоретическую основу расчета
стволов с конкретными практическими примерами. Удачным до-
полнением к основному тексту явились предложения по повыше-
ниюя живучести стволов малокалиберных пушек, изложенные
А. Ю. Александоровым (Ковровская ГТА).
Особенности стволов стрелкового и охотничьего оружия в сжа-
той форме изложены С. А. Алексеевым и Ю. Б. Брызгаловым (Иж-
ГТУ им. М . Т. Калашникова). При этом они привели в Приложении
обширный статистический материал, который будет весьма поле-
зен не только студентам, но и лицам, занимающимся разработкой
охотничьего оружия.
Теоретические обоснования расчета дульных тормозов, а также
практические примеры их расчета приведены в материалах, пред-
ставленных в учебнике В. А. Девяткиным (ПермГТУ). Расчеты на-
дульных устройств изложены С. Е. Червонцевым и В. Г . Кучеро-
вым (ВолгГТУ).
Авторы сочли целесообразным привести основные сведения
обо всех этапах технологической обработки стволов, что поможет
студентам расширить общее представление о проектировании ство-
лов. Эту работу выполнили В. В. Стешов и И. Е. Волкова (ЦНИИ
«Буревестник»).
Вопросам эксплуатации стволов, связанными с влиянием из-
менения их технического состояния на точность и безопасность
боевого применения артиллерийских орудий, способам учета этих
изменений при предварительной подготовке стрельбы, посвящены
материалы, изложенные И. В. Ковшовым (ЦКБ «Титан»).
Ввиду обширности материала учебника авторы сочли целесо-
образным издавать его в двух книгах: «Артиллерийские стволы»
и «Казенники и затворы».
378
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Адачи, Х . Методы проектирования артиллерийского оружия, устойчивого
против хрупкого р азрушения / Х. Адачи // Разрушение: Руководство, т. 5 . –
М.:
Машиностроение, 1977. – С. 210 –253 .
2. Адлер, Ю . Л . Планирование эксперимента пр и поиске оптимальных реше-
ний/Ю.Л.Адлер,Е.В.Маркова, Ю.В.Грановский. – М. : Наука, 1976. – 279 с.
3. Александров, А . Ю . Качество азотированного слоя сталей 30ХН2МФА
и 25Х3М3НБЦА / А. Ю . Александров, М. С. Люблинский // Оборонная техника. –
1997,No1–2. – С.97–98.
4. Алексеев, С. А. Сертификация служебного и гражданского стрелкового ору-
жия : учеб. пособие / С. А. Алексеев, Ю. Б. Брызгалов. – ИжГТУ. – Ижевск, 2011. –
132 с.
5. Ардашев, А. Н. Уникальное и парадоксальное стрелковое оружие / А. Н. Ар-
дашев, С.Л.Федосеев. – М. : Астрель, 2006. – 319 с.
6. Байков, А . А . Собрание трудов, т. II . Великий русский металлург Д. К. Чер-
нов и его научные труды / А. А. Байков. – М . – Л. : Металлургия, 1948. – 2 80 с.
7. Балакшин, А . Б. Производство и ремонт реактивных и артиллерийских сис-
тем / А. Б . Балакшин: М.
8. Безухов, Н. И. Основы теории упругости, пластичности и ползучести : учеб-
ник для вузов/Н.И.Безухов. – М. : Высшая школа, 1968. – 433 с.
9. Беспахотный, А. Д. Артиллерийское металловедение / А. Д. Беспахотный. –
ПВАИУ, Пенза, 1973. – 4 4 1 с.
10. Бидерман, В . Л. Теория механических колебаний / В. Л. Бидерман. – М . :
Высшая школа, 1980. – 4 16 с.
11. Благонравов, А . А . Основания проектирования автоматического оружия /
А. А. Благонравов. – М . : Оборонгиз, 1940. – 48 6 с.
12. Бодров, Д. А . Разработка программы расчета напряженного состояния
в зоне контакта пояска снаряда с нарезной частью канала ствола : сб науч. тр. / под
ред. М . А. Тарасова. – Ковров, 1999. – С. 127 –131 .
13. Бутурлин, С. А . Дробовое ружье и стрельба из него / С. А. Бутурлин. –
М. – Л.: Изд. КОИЗ,1935. – 120 с.
14. Газовые тормоза. Систематизация, основы расчета : учеб. пособие / под
ред. В. А. Девяткина. – Пермь, ППИ. – 20 0 с.
15. ГОСТ В 21774–76 . Площадки контрольные для уровня и квадранта.
379
16. ГОСТ З 50530–2010 . Патроны к ручному огнестрельному оружию, уст-
ройствам пр омышленного и специального назначения.
–
М. : Стандартинформ,
2010–10с.
17. Дель, Г. Д . Определение напряжений в пластической области по р аспр е-
делению твердости / Г. Д. Дель. – М. : Машиностроение, 1971. – 1 9 9 с.
18. Жуков, И. И. Проектирование артиллерийских автоматов : учеб. пособие /
И.И.Жуков, А.С.Зайцев, В.П.Мухин. – Л. : ЛМИ,1986. – 115 с.
19. Зайцев, А . С. Проектирование артиллерийских стволов : учеб. пособие / А.
С.Зайцев. – СПб,БГТУ,2007. – 164 с.
20. Захар енков, В . Ф. Автоматизир ованное проектирование артиллерийских
орудий : учеб. пособие / В. Ф . Захаренков, А. С. Зайцев, В. А. Васин. – Л . : ЛМИ,
1986. – 66 с.
21. Испытания материалов. Справочник / под ред. Х. Баюменауэра. – М. : Ме-
таллургия, 1979. – 4 48 с.
22. Ковшов, И . В . Методы повышения точности артиллерийского орудия /
И. В. Ковшов, А. П. Жуков // Наука и технологии : тр. XXX Российской школы,
посвященной 65-летию Победы. – М. : РАН, 2010. – С. 188–195.
23. Комплексная модель прогнозирования интенсивности изнашивания высо-
конагруженных изделий / А. Н. Бударин, А. Ю. Александров, Д. А. Бодров, А. П. Пав-
лов // Сб. науч. тр. под ред. М. А. Тарасова. – Ковров, КГТА, 1999. – С. 64 –71 .
24. Кособоков, Ю . А . Износостойкие покр ытия, пр едназначенные для повы-
шения живучести стволов стрелкового оружия / Ю. А. Кособоков. – М . : ЦНИИ-
информации, 1980. – 1 0 0 с.
25. Котельников, В. Г . Р ешение обратных задач теплопр оводности / В. Г. Ко-
тельников, Р. Х. Муллахметов. – СПб. : БГТУ, 1997. – 95 с.
26. Крейцер, Б. А. Дробовой выстрел / Б. А. Крейцер, И. П. Степанов. – М. :
Физкультура и спорт, 1959. – 72 с.
27. Крупчатников, М. Я. Проектирование артиллерийских стволов / М. Я. Круп-
чатников. – М. : Оборонгиз, 1946. – 2 07 с.
28. Крылов, А. Н. О некоторых дифференциальных уравнениях математиче-
скойфизики/А.Н.Крылов. – М. : ГИТТЛ,1950. – 368 с.
29. Кучность боя артсистем и пути ее улучшения / Кучность – 97 : сб. докл.
Всеросс. НПК. – СПб, БГТУ, 1996. – 2 4 0 с.
30. Лахтин, Ю. М. Материаловенение : учеб. для вузов / Ю. М. Лахтин, В. П. Ле-
онтьева. – М. : Машиностроение, 1980. – 4 93 с.
31. Лившиц, Б . Г . Физические свойства металлов и сплавов / Б. Г. Лившиц. –
М. : Машгиз, 1959. – 368 с.
32. Малогабаритные р акеты и баллистические установки : межвуз. сб. / под
ред. А. А. Королева. – М . : НТЦ «Информтехника», 1991. – 1 60 с.
33. Минков, М. А. Технология изготовления артиллерийских стволов / М. А. Мин-
ков. – М . : Машиностроение, 1970.
34. Нор енков, И . П. Теор етические основы САПР / И. П. Норенков [и др.] . –
М. : Энер гоатомиздат, 1987. – 40 0 с.
380
35. Орлов, Б . В . Устройство и пр оектир ование стволов артиллер ийских ору-
дий / Б. В. Орлов, Э. К. Ларман, В. Г . Маликов. – М . : Машиностроение, 1976. –
432 с.
36. Орлов, Б . В . Термодинамические и баллистические основы пр оектир ова-
ния РДТТ/Б.В.Орлов, Г.Ю.Мазинг. – М. : Машиностроение, 1968. – 536 с.
37. Орлов, Б. В . Материальная часть и основы проектирования артиллерий-
ских систем : учеб. пособие / Б. В. Орлов, Ю. Н. Морозов, А. А. Кор олев ; под ред.
Б. В. Орлова. – М. : ЦНИИ информации, 1974. – 408 с.
38. Основы научных исследований : учеб. / под ред. В. Г . Кучер ова. – Волго-
град, ВолгГТУ, 2004. – 3 04 с.
39. Основы теплопер едачи в авиационной и р акетно-космической технике :
учебник для вузов / под ред. В. С. Авдуевского и В. К. Кошкина. – М . : Машино-
строение, 1992. – 5 2 8 с.
40. Патент РФ на полезную модель No 62232. Устройство измерения угла из-
гиба оси канала ствола танковой пушки.
41. Пер иод последействия, расчет надульных и наствольных газовых узлов /
подред. Б.В.Орлова. – М. : ЦНТИИнформации, 1975. – 168 с.
42. Платунов, Е . С. Теплофизические измерения в монотонном р ежиме /
Е.С.Платунов. – М. : Энергия, 1973. – 341 с.
43. Подураев, В . Н. Производство артиллерийских систем : учеб. пособие /
В. Н. Подураев. – М . : ЦНИИинформации, 1981. – 5 4 4 с.
44. Пр оектирование р акетных и ствольных систем : учеб. / под ред. Б . В. Ор-
лова. – М . : Машиностроение, 1974. – 82 8 с.
45. Реализация алгоритма комплексной задачи и оценки технологичности
констр укции профилированных туб / А. В. Бударин, А. Ю. Александров, Д. А. Бод-
ров, А. П. Павлов // Сб. науч. тр. под ред. М . А. Тарасова. – Ковров, КГТА, 1999. –
С.71–74.
46. Родин, А. А. Динамические измерения в артиллерийской практике / А. А. Ро-
дин [идр.]. – Пенза, ПВАИУ,1966. – 563 с.
47. РТМ 3-588-74. Металлы и сплавы. – Введ. ИП – 45 7.02.75. – М., 1976. –
84 с.
48. Руководство по категор ированию образцов ракетно-артиллерийского
вооружения (временное). 12ЕО-616 -2007 / ГРАУ МО РФ. – М. : Военное издатель-
ство, 2007. – 17 6 с.
49. Савин, Г. Н. Концентрация напряжений около отверстий / Г. Н. Савин. –
М. – Л.:ГИИТЛ,1961. – 427с.
50. Свод действующих решений ПМК (редакция 2007 г. с доп.). – Зальцбург,
2008 г.
51. Сергеев, М. М. Теория дульных тормозов / М. М . Сергеев. – М . : Оборон-
гиз, 1939. – 272 с.
52. Сергеев, О. А . Метрологические основы теплофизических измерений /
О.А.Сергеев. – М. : Стандарт, 1972. – 310 с.
53. Серебряков, М. Е . Внутренняя баллистика ствольных систем и пороховых
ракет / М. Е. Серебряков. – М. : Оборонгиз, 1962. – 7 0 3 с.
381
54. Справочник технолога-машиностроителя в 2 т. / под ред А. Г. Косиловой
и Р. К. Мещерякова. – М. : Машиностр оение, 2003. – 4 0 6 с.
55. Степнов, М. Н. Статистические методы обработки результатов механичес-
ких испытаний : справочник / М. Н. Степнов. – М. : Машиностр оение, 1985. – 231 с.
56. Стр ельба наземной артиллерии : учеб. / под. ред. В. И. Колесова. –
М.:
Изд. Минобороны, 1970. – 32 7 с.
57. Танковые пушки. ОАО «НПК «Уралвагонзавод». Электр онный р есур с.
Режим доступа http://computerland-spb.ru/images/pdf_uvz/Guns_ spreads.pdf.
58. Таптун, А . С. Пр оизводство артиллерийских систем. Механическая обра-
ботка орудийных стволов / А. С. Таптун. – М. : Обор онгиз, 1960. – 3 3 9 с.
59. Теория и конструкция танка, т. 2 Основы пр оектир ования вооружения
танка / под ред. П. П. Исакова. – М . : Машиностроение, 1982. – 25 2 с.
60. Термопрочность деталей машин / под ред. И. А. Биргера, Б. Ф. Шорра. –
М. : Машиностроение, 1975. – 4 5 5 с.
61. Технологии и средства контроля для изготовления длинномерных высо-
коточных цилиндров. – Пермь : ИПК «Звезда», 1989.
62. Технология производства артиллерийских систем. Узловая и общая сбор-
ка : учеб. пособие / А. П. Мордвин. – Пермь, ПГТУ, 1995. – 96 с.
63. Технология производства стрелково-пушечного, артиллерийского и ра-
кетного оружия : уч. пособие / В. Я. Савицкий, О. В. Фомин, С. А. Квитка. – Пенза :
ПАИИ, 2004. – 2 90 с.
64. Технология термической обработки стали. Лейпциг, 1976 ; пер. с нем. –
М. : Металлургия, 1981. – 6 0 8 с.
65. Тимошенко, С. П. Колебания в инженерном деле / С. П. Тимошенко. – М. :
Машиностроение, 1985 – 422 с.
66. Тихонов, А. Н. Уравнения математической физики / А. Н. Тихонов, А. А. Са-
марский. – М. : Наука, 1966. – 724 с.
67. Толстых, Э . А . Производство стволов стрелкового оружия за рубежом.
Аналитический обзор / Э. А. Толстых. – М. : ЦНИИинформации. – 1 97 7 .
68. Туктанов, А . Г . Технология производства стрелково-пушечного и артил-
лерийского оружия : уч еб. для вузов / А. Г . Туктанов.
–
М. : Машиностроение,
2007. – 375 с.
69. Туктанов, А . Г. Технология производства ствольных труб / А. Г. Тукта-
нов, Н. К. Литвин. – М. : МГТУ, 1993. –
с.
70. Уткин, Н. Ф. Обработка глубоких отверстий / под ред. Н. Ф. Уткина. – Л. :
Машиностроение, 1988. – 2 6 9 с.
71. Федоров, А . С. Творцы науки о металле / А. С. Федоров.
–
М. : Наука,
1964. – 130 с.
72. Феодосьев, В. И. Сопротивление материалов : учеб. для вузов / В. И. Фео-
досьев. – М. : Наука, 1967. – 55 9 с.
73. Филюстин, А. Е. Испытания ракетно-артиллерийского вооружения / А. Е. Фи-
люстин [идр.]. – М. : Изд. МОРФ,1999. – 340 с.
74. Физические основы устройства и функционирования стрелково-пушеч-
ного, артиллерийского и ракетного оружия : учеб. для вузов / под ред А. А. Коро-
лева и В. Г. Кучерова. – Волгоград : ВолгГТУ, 2002. – 5 59 с.
382
75. Чер ничкин, С. А. Кольцевое сверление и обработка глубоких отвер стий /
С. А. Черничкин. – М. : Машиностроение, 1964. – 239 с.
76. Чер нов, Д . К . О выгор ании каналов стальных орудий / Д. К. Чернов.
–
СПб. : Изд. Арт. журнал, 1912. – 13 с.
77. Чуев, Ю . В. Проектирование ствольных комплексов / Ю. В. Чуев. – М. :
Машиностроение, 1976. – 2 14 с.
78. Чуев, Ю . В . Баллистика пер иода последействия и р асчет дульных тормо-
зов / Ю.В.Чуев, Г.Г.Хумаров, А.Д.Поспелов. – М. : НИИ-ЗГАУ,1959. – 321 с.
79. Чурбанов, Е . В. Краткий курс баллистики : учеб. пособие / Е. В. Чурбанов. –
СПб, БГТУ, 2006. – 21 9 с.
80. Швиннинг, В . Конструкция и матер иал стволов огнестрельного оружия /
В. Швиннинг. – Л. : Арт.Академия, 1937. – 3 2 1 с.
81. Шейнин, С. М. Исследование и р азработка каналов стволов спортивного
и охотничьего ор ужия / С. М. Шейнин, В. А. Николаев, Н. С. Рыжов. – М. : ЦНИИ-
информации, 1987. – 1 4 4 с.
82. Das Poligonalist Besser, Belliger, Einfacher und Casdichter // Deutsches
waffen journal, 1972. – No 2. – Р . 118 –120.
383
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
Характеристики нарезов некоторых отечественных орудий
Калибр
Тип,
индекс орудия
Число
наре-
зов, n
Крутизна нарезки
Ширина
нарезов
а, мм
Ширина
поля
в, мм
Глубина
нарезов
t, мм
α
η
37
АЗП61-К
16
6°
30
4,76
2,50
0,45
57
ПП ЗИС-2
24
7° 10′
25
5,35
2,10
0,75
76,2
ЗП
28
6° 24′
28
5,25
3,30
0,75
85
ПП Д-44
24
7° 10′
25
7,60
3,62
0,85
85
ЗП КС-1
24
7° 10′
25
7,60
3,62
0,85
100
ЗП КС-19
40
5° 59′
30
5,30
2,55
1,50
122
Г М-30
36 4° 59′-9
°
41′ 18
*
7,60
3,04
1,01
122
Г Д-30
36 3° 57′-7
°
10′ 25
*
6,60
4,00
1,00
122
П А-19
44
7° 10′
25
6,21
2,49
1,01
130
П М-46
40
6°
30
6,00
4,20
2,70
152,4
Г Д-1
48 3° 54′-8
°
55′ 20
*
6,97
3,00
–
152,4
П М-47
48
5,97
4,00
1,50
152,4
ПГ МЛ-20
48
7° 10′
25
6,97
3,00
1,50
152,4
П 2А-36
40
7° 10′
25
6,71
5,26
3,30
152,4 САУ Мста-С 48
8° 06′
22
6,97
3,00
1,50
180
П С23
40
7° 10′
25
5,23
8,90
2,00
203,2
Г Б-4
64
20*
7,00
2,95
2,00
Примечание.Длинаходанарезовудульногосреза.
384
ПРИЛОЖЕНИЕ 2
Сводка расчетных зависимостей для расчета прочности артиллерийских стволов
(в абсолютных и относительных размерах)
Тип ствола,
обозначения
Расчетные зависимости
NoNo
формул
в абсолютных размерах
в относительных размерах
Моноблок
rв=r1 , rн=r2
а21= r2
2
/r1
2
4.10
2
2
2
1
1
2
2
2
1
3
22
II
е
r
r
р
r
r
−
=
σ
+
21
1
21
3
1
22
1
II
е
a
р
a
−
=
σ
+
4.13
2
2
2
1
1
2
2
2
III
e
r
r
р
r
−
=σ
21
1
21
1
2
III
e
a
р
a
−
=σ
4.14
2
2
2
1
1
4
4
2
1
3
IV
e
r
r
р
r
r
−
=σ
+
21
1
2
21
1
3
1
IV
e
a
р
a
−
=σ
+
Двухслойный
скрепленный
а21= r2
2
/r1
2
а31= r3
2
/r1
2
4.15
2
2
2
2
2
У
2
1
2
3
2
1
1
2
2
2
2
2
2
2
2
1
2
1
3
2
3
3
3
.
22
22
2
е
е
r
r
r
r
r
p
r
r
r
rr
r
−
−
=
σ
+σ
+
+
+
У
21
21
31
21
1
1
2
21
21
31
3
13
3
.
22122121
е
е
a
a
a
a
p
a
a
a
−
−
=
σ
+σ
+
+
+
4.15а
2
2
2
2
2
У
2
1
2
3
2
1
1
2
2
2
2
2
2
2
2
1
2
1
3
2
3
3
.
22
22
2
е
е
r
r
r
r
r
p
r
r
r
r
r
r
−
−
=
σ
+σ
⋅
−
−
+
У
21
21
31
21
1
1
2
21
21
31
21
3
13
.
2212212
е
е
a
a
a
a
p
a
a
a
a
−
−
=
σ
+σ
⋅
−
−
+
4.18
()
2
2
3
1
1
1
1
2
2
3
1
3
2
2
е
rr
р
Т
r
r
−
=
σ+
+
( )31
1
1
1
31
3
1
2
21
е
а
р
Т
а
−
=
σ+
+
4.19
2
2
3
1
1
1
1
2
2
3
1
3
1
2
32
е
r
r
р
Т
r
r
−
=
σ+
−
31
1
1
1
31
3
1
1
2
321
е
а
р
Т
а
−
=
σ+
−
4.20
()
()()
22
2
23
1
2
2
2
2
2
2
2
2
3
2
2
1
2
2
rrr
q
EE
p
r
r
rr
r
−
′
γ=
=
−
−
()
()()
21 31
2
2
2
2
31
21
21
2
1
2
1
аа
q
EE
p
r
а
а
а
−
′
γ=
=
−
−
3
8
4
385
4.21
22
32
1
222
31
r
r
ТE
r
r
−
=
γ
−
31
21
1
2
311
а
а
ТE
а
−
=
γ
−
4.22
2
2
2
2
3
2
3
1
1
1
22
2
2
2
3
1
3
1
3
2
2
е
rr
r
r
р
E
rr
rr
−
−
=
σ+γ
−
+
31
21
31
1
1
2
31
31
3
1
2
121
е
а
а
а
р
E
а
а
−
−
=
σ+γ
−
+
4.23
2
2
2
2
3
2
3
1
1
1
22
2
2
2
3
1
3
1
3
1
2
3
2
е
r
r
r
r
р
E
r
r
r
r
−
−
=
σ+
γ
−
−
31
21
31
1
1
2
31
31
3
1
1
2
3
121
е
а
а
а
р
E
а
а
−
−
=
σ+
γ
−
−
4.24
2
2
У
3
2
2
2
2
2
3
2
3
22
e
r
r
р
r
r
−
=
σ
+
У
31
21
2
2
31
21
3
22
e
а
а
р
а
а
−
=
σ
+
4.25
()
()
22
2
22
2
2
"
23
1
23
1
1
2
2
2
22
2
22
2
13
2
13
2
У
rrr
rrr
рp
рр
rrr
rrr
−
−
′
=
=
−
−
−
()
()
2
"
21 31
21 31
1
2
2
2
31
21
31
21
1
1
1
1
У
аа
аа
рp
рр
а
а
а
а
−
−
′
=
=
−
−
−
Автоскреп-
ленный
а21= r2
2
/r1
2
b21= R2
2
/R1
2
bρ= ρ
2
/R1
2
b=r
2
/R1
2
4.28
2
2
2
2
2
σln
2
e
R
p
r
R
−
=
+
ρ
ρ
21
21
σln
2
e
bb
p
r
b
−
=
+
ρ
ρ
4.29
2
2
2
a
2
1
2
σln
2
e
R
p
R
R
−
=
+
ρ
ρ
21
a
21
σln
2
e
bb
p
b
b
−
=
+
ρ
ρ
4.30
2
1
ln
a
e
R
p
R
=σ⋅
ln
a
e
p
bρ
=σ⋅
4.31
2
2
2
2
2
2
2
σ
2
e
R
p
r
R
−
=
⋅
⋅
ρ
ρ
2
21
2
21
σ
2
e
bb
p
r
b
−
=
⋅
⋅
ρ
4.33
2
2
12
2
а
2
1
2
σln
2
е
r
р
r
r
−
−
=
⋅
+
ρ
ρ
2
2
12
21
1
а
1
21
σ
ln
2
е
a
r
р
r
a
−
−
=
⋅
+
ρ
ρ
3
8
5
386
Окончание таблицы
Тип ствола,
обозначения
Расчетные зависимости
NoNo
формул
в абсолютных размерах
в относительных размерах
Лейнирован-
ный
a31= r3
2
/r1
2
аρ= ρ
2
/r1
2
4.34
2
2
0
1
1
2
1
γ
2
r
pE
r
−
=
ρ
ρ
0
1
1
γ
2
a
pE
−
=
ρ
ρ
4.36
2
л
1
треб
2
2
1
3
σ
γ
2
е
r
En
r
>
+
ρ
ρ
л
треб
3
σ
γ
21
е
En
a
>
+
ρ
ρ
4.37
2
2
2
2
л
3
3
1
1
2
2
2
2
3
1
3
1
3
σ
γ
2
2
е
r
r
r
р
Е
r
r
r
r
−
−
=
−
−
+
ρ
ρ
31
л
31
1
31
31
3
1
σ
γ
2
121
е
a
a
a
р
Е
a
a
−
−
=
−
−
+
ρ
ρ
4.38
2
2
2
2
2
1
1
3
кн
2
2
2
2
1
3
1
γ
2
rrr
р
pЕ
r
r
r
−
−
′′
=
−
⋅
⋅
−
ρ
ρ
ρ
ρ
ρ
31
кн
31
11
γ
2
1
а
а
а
р
pЕ
а
а
−
−
′′
=
−
⋅
⋅
−
ρ
ρ
ρ
ρ
ρ
4.39
2
2
2
1
3
кн
2
2
2
3
1
rr
рp
r
r
−
′′
=
⋅
⋅
−
ρ
ρ
ρ
31
кн
31
1
1
а
а
рp
а
а
−
′′
=
⋅
⋅
−
ρ
ρ
ρ
8.15
2
2
2
2
max
л3
1
3
1
кн треб
2
2
2
2
3
3
1
2
2
γ
σ
3
e
r
r
r
r
pn
Er
r
−
+
=
−
−
−
ρ
ρ
ρ
max
л
31
31
кн треб
31
31
1
12
21
γ
σ
3
e
а
а
pn
Eаа
а
а
−
+
=
−
−
−
ρ
ρ
ρ
8.16
л
2
max
1
2
2
1
σ
3
γ
22
e
r
E
r
≤
+
ρ
ρ
;
л
2
1
max
2
2
1
σ
3
ε
22
e
r
E
r
≤
+
ρ
ρ
л
max
σ
3
γ
221
e
Eа
≤
+
ρ
ρ
;
л
max
σ
3
ε
221
e
Eа
≤
+
ρ
ρ
8.17
2
2
л
1
, max
кн треб
2
2
1
2
2
σ
3
e
r
pn
r
+
=
−
ρ
ρ
л
, max
кн треб
21
2
σ
3
1
e
а
pn
а
+
=
−
ρ
ρ
8.21
2
2
об
3
об2
2
3
22
σ
3
e
r
p
r
−
=
−
ρ
ρ
31
об
об
31
2
2
σ
3
e
а
а
p
а
а
−
=
−
ρ
ρ
3
8
6
387
ПРИЛОЖЕНИЕ 3
Значения допустимых средних максимальных давлений и значения
испытательных средних давлений пороховых газов для дробовых патронов
центрального боя к гладкоствольному оружию (таблицы ПМК) [46]
Калибр
Длина
гильзы,
max, мм
Длина
патронника,
min, мм
Метод с использованием механоэлектрических
датчиков
pТmax
pК
pЕ
M
12/60
12/65
12/67
12/70
12/73
12/76
12/89
60.0
65.0
67.5
69.8
72.8
76.0
88.7
60.1
65.1
65.1
69.9
73.0
76.2
88.9
740
740
740
740
1050
1050
1050
850
850
850
850
1200
1200
1200
930
930
930
930
1320
1320
1320
25/30
25/30
25/30
25/30
25/30
25/30
25/30
16/65
16/67
16/70
65.0
67.5
69.8
65.1
65.1
69.9
780
780
780
900
900
900
980
980
980
25/30
25/30
25/30
20/65
20/67
20/70
20/76
65.0
67.5
69.8
76.0
65.1
65.1
69.9
76.2
830
830
830
1050
950
950
950
1200
1040
1040
1040
1320
25/30
25/30
25/30
25/30
32/50.7
32/60
32/63.5
32/65
32/70
50.7
60.0
63.5
65.0
69,8
50.8
63.6
63.6
65.1
69,9
830
830
830
830
830
950
950
950
950
950
1040
1040
1040
1040
1040
17
17
17
17
17
410/50.7
410/63.5
410/65
410/70
410/73
410/76
50.7
63.5
65.0
69.8
72.8
76.0
50.8
63.6
65.1
69.9
73.0
76.2
830
830
830
830
1050
1050
950
950
950
950
1200
1200
1040
1040
1040
1040
1320
1320
12.5
17
17
17
17
17
Примечания.
pТmax – среднее максимальное давление (бар);
pК = 1,15PТmax – наибольшее максимальное давление (бар);
pЕ = 1,25PТmax – испытательное среднее давление (бар);
М – координата места измерения давления (мм).
388
ПРИЛОЖЕНИЕ 4
Значения допустимых средних максимальных давлений и значения
испытательных средних давлений пороховых газов для патронов
центрального боя к длинноствольному нарезному оружию (таблицы ПМК) [46]
Калибр
Метод с использованием механоэлектрических
датчиков
M
pTmax
pK
pE
5,45 × 39
17,5
3800
4370
4750
5,6×39
17,5
3500
4025
4375
6 mm Rem. (244 Rem.)
25
4300
4945
5375
6,5 × 51 R (Arisaka)
25
2950
3393
3688
7mm–08Rem.
25
4150
4773
5190
7,62 x 39
25
3550
4083
4440
7,62x54R
25
3900
4485
4875
8x57IRS
25
3300
3795
4125
8x64
25
4050
4658
5060
9,3 x 64 Brenneke
25
4400
5060
5500
9,3x74R
25
3400
3910
4250
223 Rem.
25
4300
4945
5375
30-06 Spring.
25
4050
4658
5060
303 Savage
25
2700
3105
3375
308 Win.
25
4150
4773
5190
338 Lap uaMag.
25
4200
4830
5250
50 Browning
25
3700
4255
4625
600 N.E
25
2450
2818
3060
Примечания.
pТmax – среднее максимальное давление (бар);
pК = 1,15PТmax – наибольшее максимальное давление (бар);
pЕ = 1,25PТmax – испытательное среднее давление (бар);
М – координата места измерения давления (мм).
389
ПРИЛОЖЕНИЕ 5
Значения допустимых средних максимальных давлений и значения
испытательных средних давлений пороховых газов для патронов
центрального боя к нарезным пистолетам и револьверам (таблицы ПМК) [46]
Калибр
Метод с использованием механоэлектрических
датчиков
M
pTmax
pK
pE
5,45 × 18
9
1750
2015
2275
6,35 Browning
9
1200
1380
1560
7,62 x 25 Tokarev
17,5
2500
2875
3250
7,62 Nagant
17,5
770
886
1001
7,63 Mauser
17,5
2250
2588
2925
7,65 Browning
10,5
1600
1840
2080
7,65 Parab ellum
12,5
2350
2703
3055
8 mm Steyr
10,5
2100
2415
2730
9x18
9
1800
2070
2340
9 mm Makarov
10,5
1600
1840
2080
9 mm Browning court
9
1350
1553
1755
9 mm Browning long
10,5
1650
1898
2145
9 mm Luger
12,5
2350
2703
3055
9x21
12,5
2350
2703
3055
9 mm Steyr
12,5
1350
1553
1755
9x25SuperAutoG
12,5
2550
2933
3315
10x22T
12,5
450
518
585
10 mm Auto
12,5
2300
2645
2990
357 Magnum
17,5
3000
3450
3900
38 Special
12,5
1500
1725
1950
40 S&W
10,5
2250
2588
2925
45 Auto
12,5
1300
1495
1690
45 Colt
12,5
1100
1265
1430
45 Win. Mag.
17,5
2750
3163
3575
Примечания.
pТmax – среднее максимальное давление (бар);
pК = 1,15PТmax – наибольшее максимальное давление (бар);
pЕ = 1,30PТmax – испытательное среднее давление (бар);
М – координата места измерения давления (мм).
390
ПРИЛОЖЕНИЕ 6
Значения допустимых средних крешерных максимальных давлений
и значения испытательных крешерных средних давлений пороховых газов
или кинетической энергии снаряда для патронов кольцевого воспламенения
к нарезному оружию (таблицы ПМК) [46]
Калибр
Метод с использованием механоэлектрических
датчиков
M
pmax, Emax
pK, EK
pE, EЕ
4 mm Randz. Court
–
30 Дж
32,1 Дж
33 Дж
4 mm Randz. Long
–
30 Дж
32,1 Дж
33 Дж
6 mm Flobert à balle
–
70 Дж
74,9 Дж
77 Дж
22 Short
12,49
1450
1668
1885
22 Long
17,37
1000
1150
1300
22 Long Rifle
17,37
2050
2358
2665
22 Win. Mag. R.F .
28,60
1900
2185
2470
17 HMR
17,5
1850
2128
2405
Примечания.
pmax – среднее крешерное максимальное давление (бар);
Emax – средняя максимальная кинетическая энергия (Дж);
pК = 1,15PТmax – наибольшее максимальное давление (бар);
EK = 1 .07 Emax – наибольшая максимальная кинетическая энергия (Дж);
pЕ = 1,30PТmax – испытательное среднее давление (бар);
ЕЕ = 1,10 Emax – среднее значение кинетической энергии испытательного патрона (Дж);
М – координата места измерения давления (мм).
391
ПРИЛОЖЕНИЕ 7
Рекомендуемые ПМК [46] максимальные величины
зеркального зазора ∆L для некоторых типов патронов
Обозначение патрона
∆L, мм
Обозначение патрона
∆L, мм
5,45 × 18
0,19
25-06 Rem.
0,15
5,45 × 39
0,13
257 Roberts
0,15
5,6×39
0,06
260 Rem.
0,10
5,7×28
0,08
270 Win.
0,15
6mmBRNorm
0,07
270 Win. Short Mag
0,10
6mmBRRem.
0,07
280 Rem.
0,14
6×47SM
0,08
284 Win.
0,10
6 × 62 Freres
0,12
30-06 Spring.
0,16
6,5×55SE
0,09
308 Win.
0,10
6,5 × 64 Brennecke
0,19
358 Win.
0,10
7mmBRRem.
0,08
50 Browning
0,28
7,21 Firebird
0,05
6 mm Rem. (244 Rem)
0,10
7×33SAKO
0,09
7 mm-08 Rem.
0,10
7,62 × 39
0,21
7 mm Exp. Rem.
0,14
7,65 × 53 Ar.
0,18
7 mm Rem. Ultra Mag.
0,10
7,82 Warbird
0,05
7 mm Win. Short Mag
0,10
17 Libra
0,25
30-06 Court Cartry
0,16
17 Rem.
0,07
300 Lap ua Mag.
0,07
22-250 Rem.
0,08
300 Rem. Ultra Mag.
0,11
220 Swift
0,10
300 Win. Short Mag.
0,10
221 Rem.
0,09
308 EH
0,10
222 Rem.
0,07
338 Lap ua Mag.
0,05
222 Rem. Mag.
0,09
338 Rem. Ultra Mag
0,12
223 Rem.
0,07
338 Win. Short Mag.
0,10
223 Win. S .S .M.
0,08
35 Rem.
0,13
243 Win.
0,10
35 Whelen
0,15
243 Win. S .S .M.
0,08
375 Rem. Ultra Mag.
0,10
392
ПРИЛОЖЕНИЕ 8
Характеристики дульных тормозов [14]
Индекс
орудия
Калибр
d, мм
Тип дульного тормоза
LT/d S0/S Sr/S
α
∆E%
С-60
57
Цилиндрический с круглы-
ми боковыми отверстиями
4,38 1,66 4,94 0,431 37,3
Ч-26
57
Двухкамерный оконный 4,32 1,38 2,86
-0,210 71,5
ЗИС-3 76,2
Двухкамерный оконный 3,82 1,22 4,93 0,052 43,0
2А-55
85
Ствольный с 14 рядами
круглых отверстий
8,53 1,00 5,56 0,097
–
Д-48
85
Однокамерный с круглыми
боковыми отверстиями
4,94 1,38 7,73 0,347 49,7
Д-44
85
Двухкамерный оконный 3,41 1,38 6,66
-0,183 62,2
МТ-12
100
Ствольный с 16 рядами
круглых отверстий
4,30 1,00 2,15 0,289 66,4
КИБ-227 100
Ствольный с 14 рядами
круглых отверстий
10,20 1,00 5,50 0,017 81,9
КС-19
100
Однокамерный с попереч-
ными пазами (7 рядов)
5,50 1,26 4,80 0,306 41,6
2Б 16
120 Однокамерный решетчатый 3,02 1,27 6,70 0,222
-
Д-30
122
Цилиндрический с попереч-
ными пазами (5 рядов)
4,22 1,22 4,66
-0,261 44,9
М62-Т2 122
Цилиндрический с попереч-
ными пазами (6 рядов)
4,05 1,17 1,09
-0,015 58,8
Д-13К
125
Однокамерный оконный 2,72 2,56 8,68 0,026 47,3
Д-13
125
Двухкамерный оконный 2,64 2,74 5,84
-0,149 54,2
М-46
130
Цилиндрический с круглы-
ми боковыми отверстиями
3,54 1,31 2,50 0,560 28,6
МЛ-20 152,4
Цилиндрический с попереч-
ными пазами (12 рядов)
3,51 1,13 3,51 0,328 31,5
2А-36 152,4
Цилиндрический с попереч-
ными пазами (5 рядов)
4,17 1,24 4,70 0,103
–
Д-50
152,4
Двухкамерный оконный 2,82 1,13 4,56
-0,075 32,4
2А-33 152,4
Двухкамерный оконный 4,13 1,13 7,55
-0,026 45,7
393
Окончан
Индекс
орудия
Калибр
d, мм
Тип дульного тормоза
LT/d S0/S Sr/
С-23А
180
Однокамерный с круглыми
боковыми отверстиями
3,31 1,23 2,37
С-23А4 203,2
Однокамерный с круглыми
боковыми отверстиями
3,18 1,19 2,17
Примечания.
LT – расстояние от дульного среза ствола до переднего среза ДТ;
S – площадь канала ствола;
S0 – площадь сечения отверстия в передней диафрагме;
Sr – суммарная площадь боковых отверстий;
α – конструктивная характеристика ДТ (вычислена по методу Б. В. Орлова);
∆E – энергетическая характеристика ДТ при приведенном значении
ПРИЛОЖЕНИЕ 9
Выверочный щит:
а – расположение ТНС ниже ТНП; б – расположение ТНС выше ТНП
а
б
Окончание таблицы
/S
α
∆E%
2,37 0,659
–
2,17 0,478
–
В. Орлова);
энергетическая характеристика ДТ при приведенном значении α.
ПРИЛОЖЕНИЕ 9
расположение ТНС выше ТНП
394
ПРИЛОЖЕНИЕ 10
Эталоны допустимых отклонений при дефектации
нарезной части канала ствола
1. Эталон допустимых отклонений внутренней поверхности
152-мм ствола-моноблока на длине 1350 мм от казенного торца
(рис. П.10.1).
Рис. П.10.1
Дефекты внутренней поверхности канала ствола-моноблока в
виде сколов по краям полей расположены на участке размерами до
100 мм на длине ствола-моноблока и до 70 мм по дуге.
Из 48 полей на данном участке шесть полей имеют поврежде-
ния. Сколы расположены со смещением относительно друг друга
по длине ствола-моноблока.
Размеры сколов ориентировочно:
–
до 2/3 по ширине поля с расположением плоскости разруше-
ния под углом не более 135o относительно радиальной оси, прохо-
дящей через геометрическую ось конкретного поля, при этом мак-
395
симальная высота наклонного участка в зоне разрушения не пре-
вышает глубины нарезов;
–- по длине поля не более 70 мм.
2. Эталон допустимых отклонений внутренней поверхности
152 мм ствола-моноблока на длине 1100 мм от казенного торца
(рис. П.10.2).
Рис. П.10.2
Дефекты внутренней поверхности ствола-моноблока в виде
сколов по краям полей на длине 1100 мм от казенного торца распо-
ложены на участке размерами до 100 мм по длине ствола-
моноблока и до 110 мм по дуге.
На данном участке повреждения имеют 10 полей.
396
Учебное издание
Авторский коллектив:
Олег Григорьевич Агошков
Александр Юрьевич Александров
Сергей Александрович Алексеев
Юрий Борисович Брызгалов
Ирина Евгеньевна Волкова
Виталий Андреевич Девяткин
Алексей Сергеевич Зайцев
Игорь Викторович Ковшов
Виктор Григорьевич Кучеров
Вадим Валерьевич Стешов
Наталья Викторовна Федотова
Сергей Евгеньевич Червонцев
ПРОЕКТИРОВАНИЕ СПЕЦМАШИН
Часть 1,кн.1
АРТИЛЛЕРИЙСКИЕ СТВОЛЫ
Учебник для вузов
Под редакцией академика РАРАН Г. И. Закаменных,
профессора В. Г. Кучерова , доцента С. Е. Червонцева
Редактор Н. Н. Кваша
Компьютерная верстка Е. В . Макаровой
Темплан 2017 г. (учебники и учебные пособия). Поз. No 1у.
Подписано в печать 12.07.2017. Формат 60×84 1/16. Бумага офсетная.
Гарнитура Times. Печать офсетная. Усл. печ . л . 23,02. Уч.-изд. л. 23,78.
Тираж 200 экз. Заказ
Волгоградский государственный технический университет.
400005, г. Волгоград, просп. В. И. Ленина, 28, корп. 1 .
Отпечатано в типографии ИУНЛ ВолгГТУ.
400005, г. Волгоград, просп. В. И. Ленина, 28, корп. 7 .