
















































































































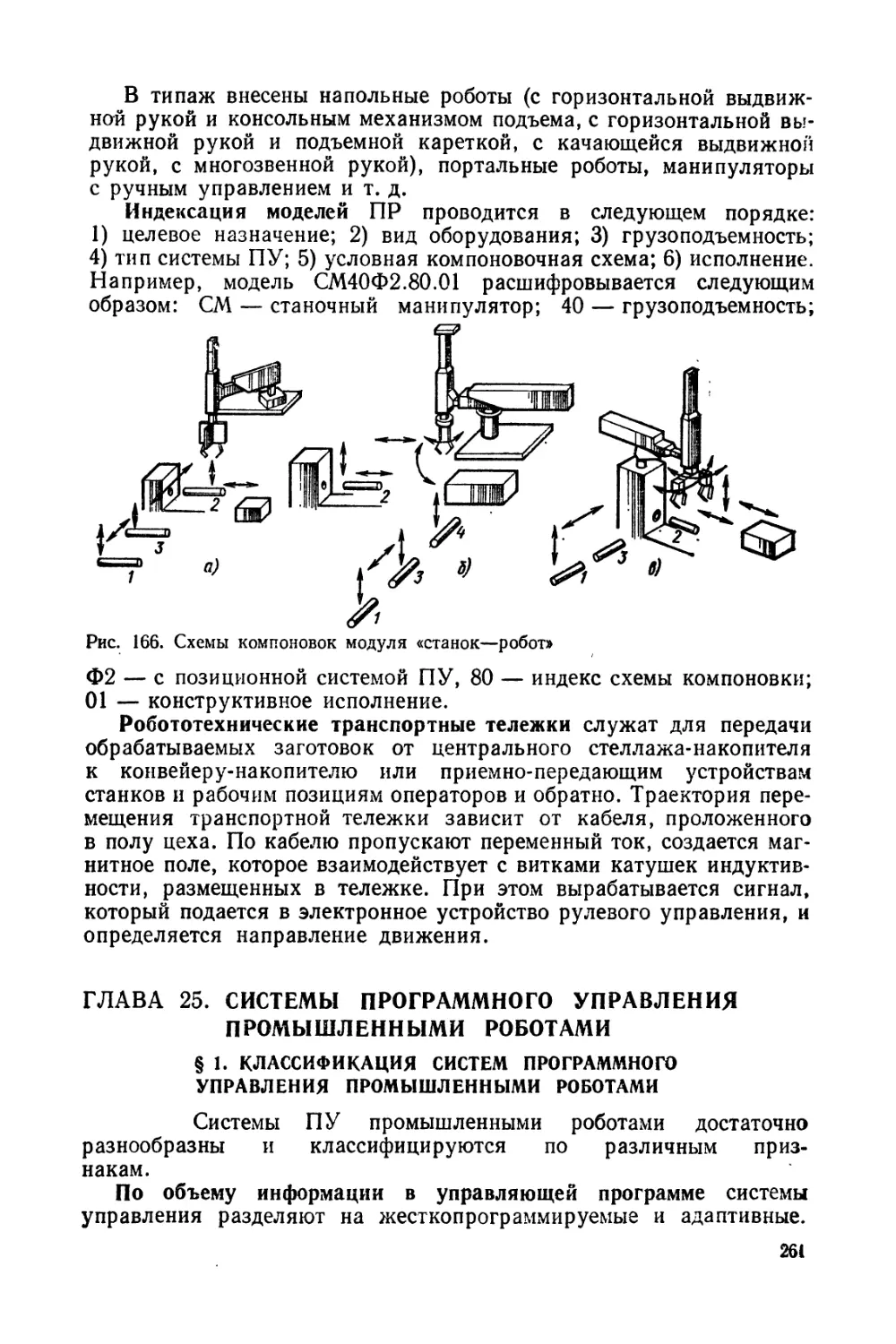



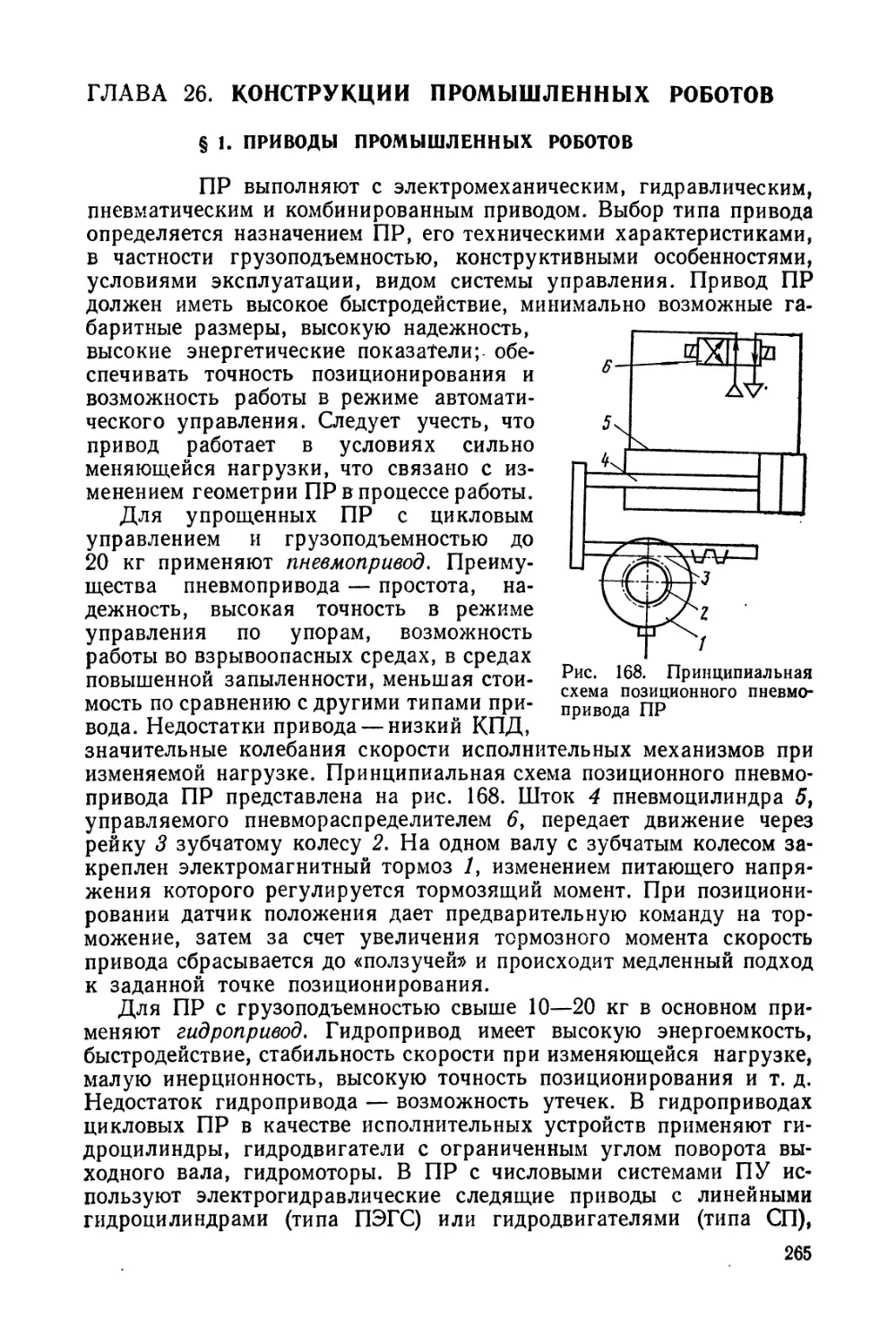

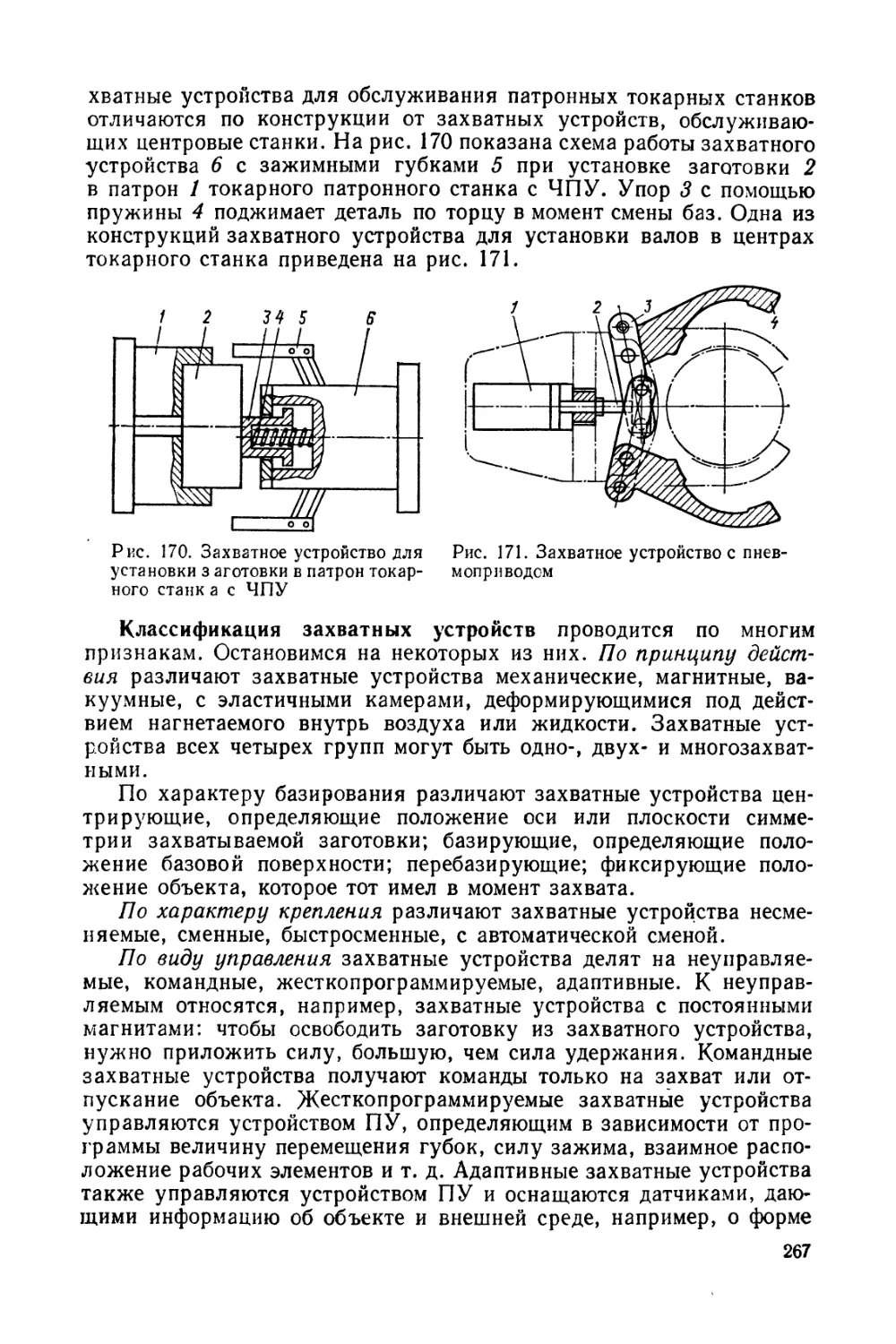


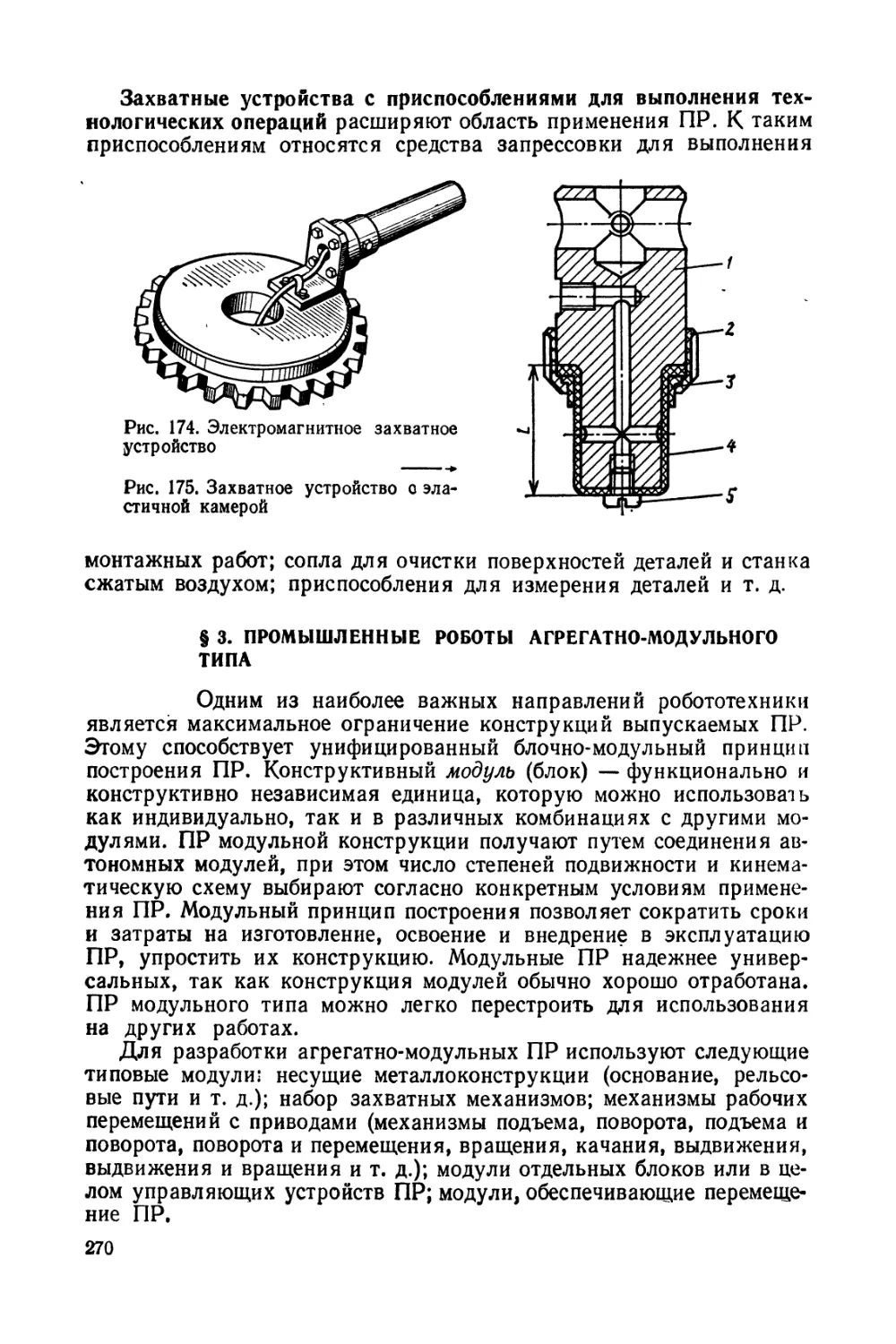



















Author: Локтева С.Е.
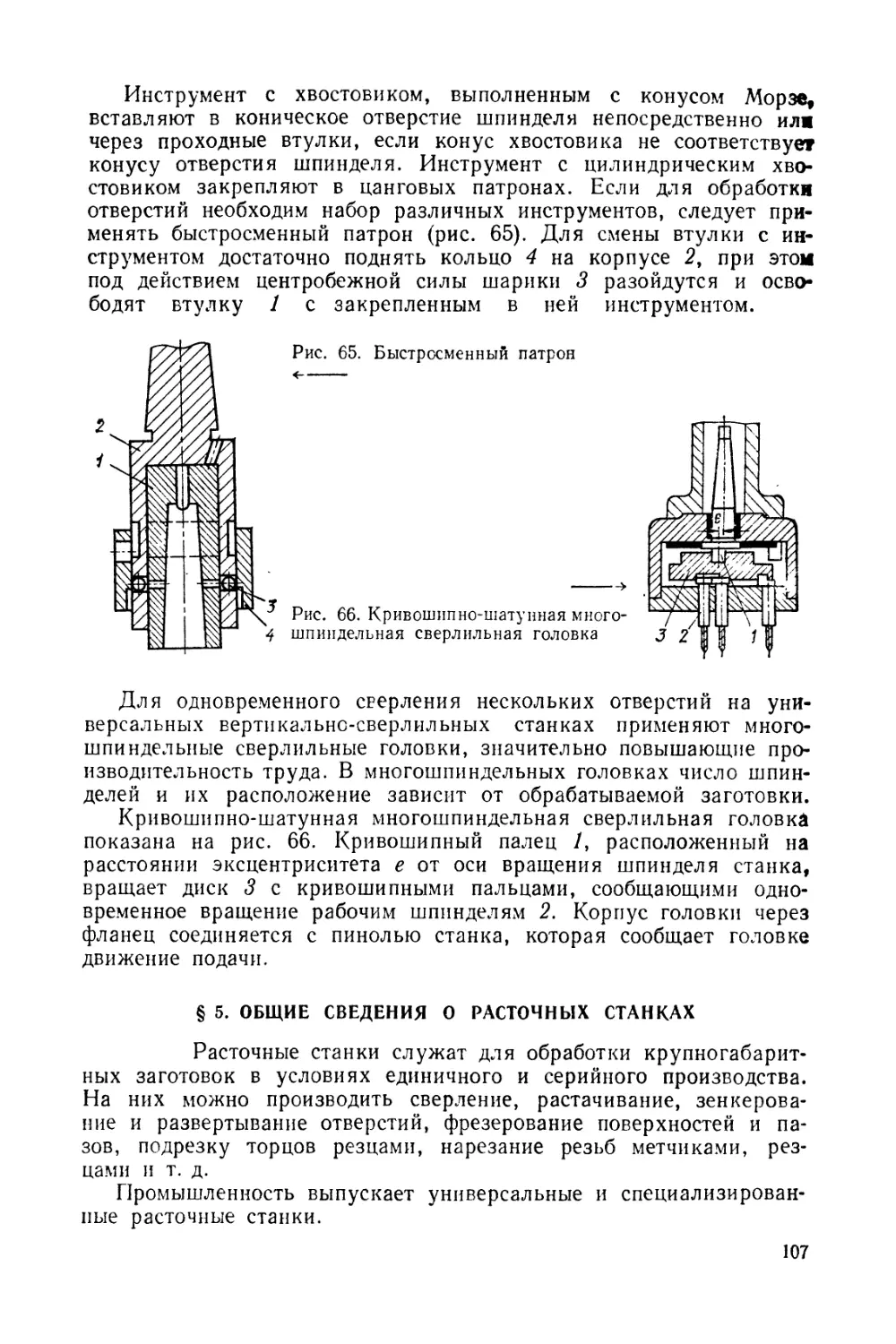
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства программирование машиностроение станкостроение программное управление станки чпу
Year: 1986




С.Е. Локтева
СТАНКИ
С ПРОГРАММНЫМ
УПРАВЛЕНИЕМ
И ПРОМЫШЛЕННЫЕ
РОБОТЫ
Издание второе, переработанное и
дополненное
Допущено
Министерством станкостроительной
и инструментальной промышленности
в качестве учебника
для машиностроительных техникумов
МОСКВА
« МАШИНОСТРОЕНИЕ »
1986
Scan AAW
ББК 34.63.5
Л73
УДК 621.9.06-529.007.52
Рецензент д-р техн, наук Б. И. Черпаков
Локтева С. Е.
Л73 Станки с программным управлением и промышленные
роботы: Учебник для машиностроительных техникумов.—2-е
изд., перераб. и доп. —М.: Машиностроение, 1986, 320 с.,
ил.
В пер.: 1 р.
Изложены принципы программного управления, конструктивные особенности
станков с ЧПУ в целом и по отдельным группам, общие сведения об устройствах
ЧПУ, кинематика и принцип работы станков с ЧПУ разных групп? в том числе
многоцелевых станков.
Во втором издании (1-е изд. вышло в 1979 г. под названием «Станки с программ-
ным управлением*) большое внимание уделено автоматическим линиям, автомати-
зированным участкам и производствам из станков с ЧПУ, промышленным роботам.
2703000000-218
Л’б38(01)-86 218'86
ББК 34.63.5
6П4.6.08
Светлана Евгеньевна Локтева
СТАНКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
И ПРОМЫШЛЕННЫЕ РОБОТЫ
Редактор А. А. Степанова
Художественный редактор И. К. Капралова
Технический редактор Н. В. Тимофеенко
Корректоры А. П. Сизова и О. £. Мишина
ИБ № 4647
Сдано в набор 30.05.85. Подписано в печать 01.10.85. Т-18751.
Формат 60X90Vie. Бумага типографская До 2. Гарнитура литературная.
Печать высокая. Усл. печ. л. 20,0: Усл. кр.-отт. 20,0. Уч.-изд. л. 22,5.
Тираж 74 000 экз. Заказ 158. Цена 1 р.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
© Издательство «Машиностроение», 1979 г.
© Издательство «Машиностроение», 1986 г., с изменениями.
ВВЕДЕНИЕ
Металлорежущие станки наряду с прессами являются
основным оборудованием машиностроительных заводов. В России
станкостроение возникло еще в XVIII в. В начале XVIII в.
русский механик Андрей Нартов впервые в мире изобрел токар-
ный станок с самоходным суппортом. Этот станок и сейчас нахо-
дится в музее «Эрмитаж» в Ленинграде. Большой вклад в отече-
ственное станкостроение внесли русские самоучки Яков Батищев,
который создал ряд сверлильных и других станков, Павел Захава,
механик Тульского оружейного завода, построивший специальные
сверлильные, опиловочные, отрезные станки для обработки ружей-
ных стволов, Лев Собакин, Алексей Сурнин и т. д.
Несмотря на труды русских изобретателей, станкостроение
в царской России развивалось слабо, и станки ввозились из-за
границы. В 1914—1917 гг. парк металлорежущих станков составлял
90—100 тыс. единиц, станков отечественного производства было
менее 20 %.
Великая Октябрьская социалистическая революция создала все
условия для индустриализации народного хозяйства. В соответ-
ствии с поставленными на XIV съезде ВКП(б) в 1925 г. задачами
станкостроение в наикратчайшие сроки должно было превратиться
в мощную техническую базу для дальнейшего развития народного
хозяйства.
В 1933 г. был организован Экспериментальный научно-исследова-
тельский институт металлорежущих станков (ЭНИМС). Началась
подготовка инженеров в Московском станкоинструментальном ин-
ституте, МВТУ им. Н. Э. Баумана и в других институтах страны.
Вступили в строй такие крупные заводы, как Московский стан-
костроительный завод им. Серго Орджоникидзе, Московский завод
«Станкоконструкция», Тбилисский станкостроительный завод имени
Кирова, Киевский завод станков-автоматов и т. д.
Становление отечественного станкостроения как самостоятельной
отрасли можно отнести к первой пятилетке. К началу второй миро-
вой войны в стране фактически была создана станкостроительная
промышленность: в 1941 г. работал 41 станкостроительный завод.
В годы Великой Отечественной войны советское станкостроение
с честью выдержало тяжелый экзамен. Несмотря на огромные труд-
ности, в 1945 г. было выпущено 38,4 тыс. станков. В послевоенный
период основной задачей отечественного станкостроения стало уве-
з
личение производства и совершенствование структуры и техниче-
ских параметров выпускаемой продукции. В строй вступил ряд
новых станкостроительных заводов.
Высокими темпами парк станков пополнялся автоматами и
полуавтоматами, высокопроизводительными специальными и агре-
гатными станками, автоматическими линиями и комплексами, стан-
ками для финишных операций, а затем и оборудованием с числовым
программным управлением.
Начиная с 1959 г. станкостроительные заводы Советского Союза
производят больше станков, чем любая другая страна в мире.
ЦК КПСС и Совет Министров СССР определили в качестве
одного из главных направлений работы по ускорению научно-тех-
нического прогресса широкую автоматизацию технологических про-
цессов на основе применения автоматизированных станков, машин
и механизмов, унифицированных модулей оборудования, робото-
технических комплексов и вычислительной техники. Все более
увеличивается выпуск станков с числовым программным управле-
нием, автоматов и полуавтоматов, специальных и специализирован-
ных станков, тяжелых и уникальных станков, прецизионного обо-
рудования. Предусмотрено повышение производительности метал-
лорежущих станков, повышение их надежности и точности.
Особое внимание уделено ускоренному развитию комплексов
металлообрабатывающего оборудования, оснащенных промышлен-
ными роботами, выпуск последних резко увеличивается. Взят курс
на создание гибких производственных систем, базирующихся на
оборудовании роботизированных комплексов, транспортных и склад-
ских средств и вычислительной техники.
Настоящая книга является учебником по предмету «Станки с про-
граммным управлением и промышленные роботы» для средних спе-
циальных учебных заведений по специальности «Эксплуатация
и наладка станков с программным управлением». Порядок располо-
жения материала и его объем соответствуют учебной программе.
РАЗДЕЛ I
ОБЩИЕ СВЕДЕНИЯ О СТАНКАХ
ГЛАВА 1. КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ
СТАНКОВ И ДВИЖЕНИЙ В НИХ
§ 1. КЛАССИФИКАЦИЯ И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
СТАНКОВ
Металлорежущим станком называется машина, пред-
назначенная для обработки заготовки определенной формы в со-
ответствии с рабочим чертежом детали путем снятия стружки. Метал-
лорежущие станки классифицируют по различным признакам.
По степени специализации различают станки: 1) универсальные,
применяемые для выполнения различных операций на заготовках
широкой номенклатуры; 2) специализированные, обрабатывающие
однотипные заготовки, сходные по конфигурации, но имеющие
различные размеры; 3) специальные, применяемые для обработки
заготовок одного типоразмера. Специализированные и специальные
станки используют в крупносерийном и массовом производстве,
а универсальные, как правило, — в единичном и мелкосерийном.
По степени точности (ГОСТ 8—82 Е) станки разделены на классы:
нормальной точности (класс Н), повышенной (класс П), высокой
(класс В), особо высокой точности (класс А), а также особо точные
или мастер-станки (класс С). Станки класса П строят с повышенными
требованиями к точности изготовления и сборки. Точность станков
классов В, А, С достигается за счет особенностей конструкции,
высокой точности изготовления и специальных условий сборки и
эксплуатации в помещениях с нормальной температурой и влаж-
ностью.
По массе станки делят на легкие — массой до 1 т, средние —
до 10 т и тяжелые — свыше 10 т. Тяжелые станки, в свою очередь,
подразделяют на крупные — от 10 до 30 т, собственно тяжелые —
от 30 до 100 т, особо тяжелые — массой более 100 т.
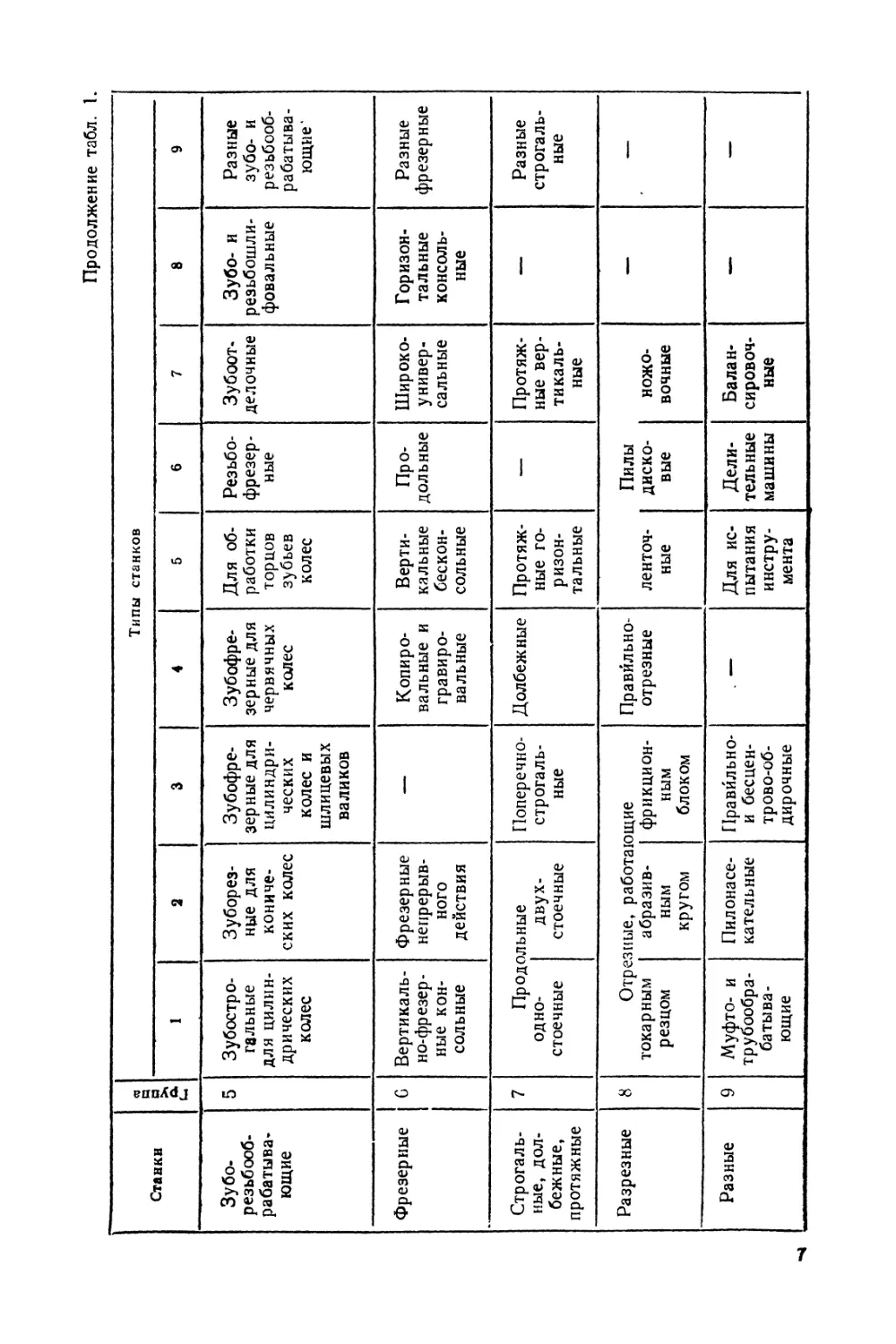
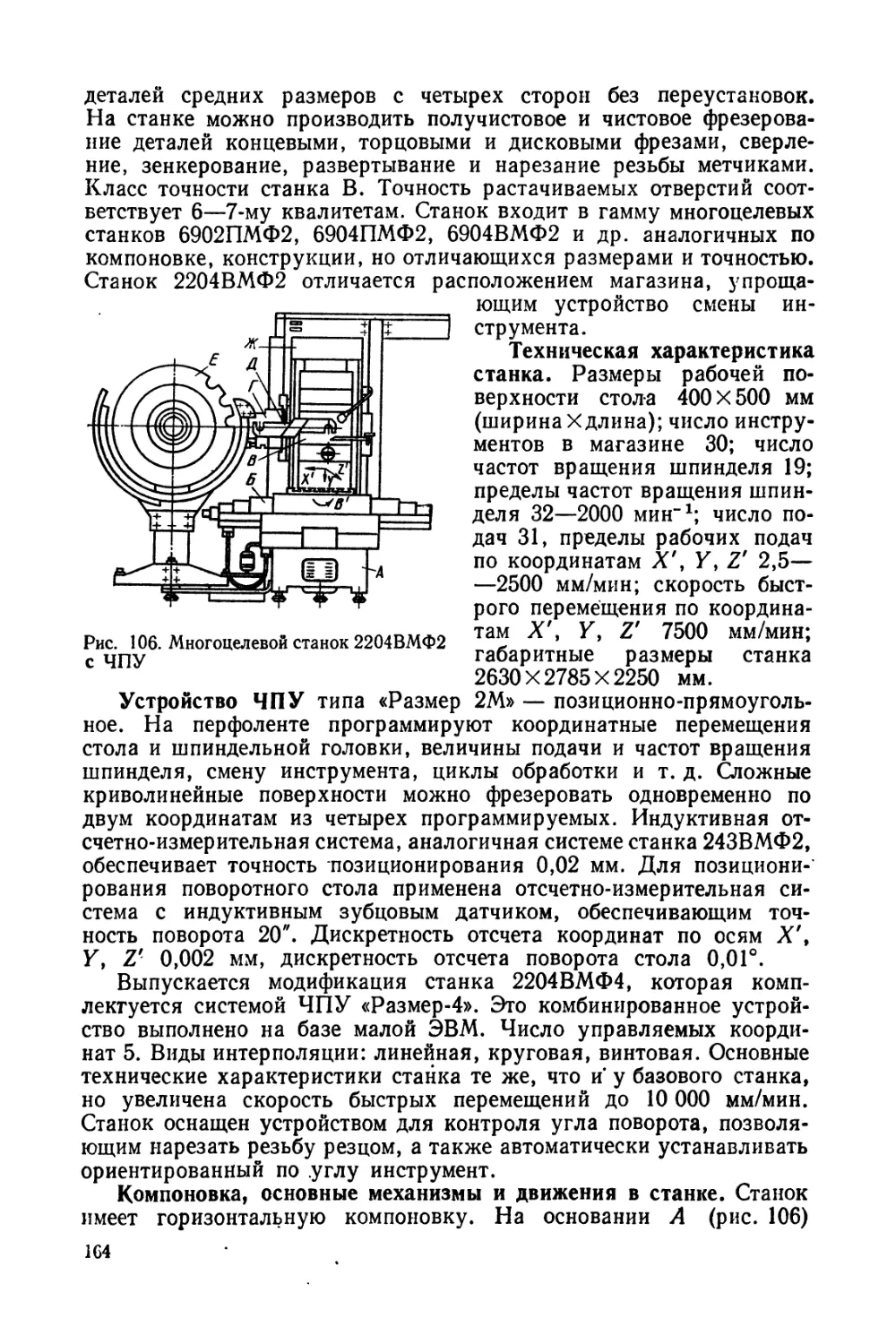
По виду выполняемых работ и применяемых режущих инструмен-
тов все серийно выпускаемые станки делят на девять групп, каждая
группа разделена на девять типов станков. Классификационная
таблица (табл. 1) разработана ЭНИМС.
Обозначение модели серийно выпускаемых станков состоит из
сочетания трех или четырех цифр, иногда с добавлением букв.
Первая цифра обозначает номер группы по классификационной
таблице, вторая цифра указывает тип станка. Третья, а иногда и
четвертая цифры характеризуют основные параметры станка, раз-
личные для станков разных групп. Так, для фрезерных станков —
это типоразмер стола, для поперечно-строгальных и долбежных —
5
05 1. Классификация станков
Станки Группа Типы станков
1 2 3 4 5 6 7 8 9
Токарные 1 Автоматы и полуавтоматы Револьвер- ные Сверлиль- но-отрез- ные Кару- сельные Токар- ные и лобото- карные Много- резцовые Специали- зирован- ные для фасонных изделий Разные токарные
одно- шпиндель- ные много- шпиндель- ные
Сверлиль- ные и расточные 2 Вертикаль- но-свер- лильные Одно- шпиндель- ные полу- автоматы Много- шпиндель- ные полу- автоматы Коорди- натно-рас- точные одно- стоечные Радиаль- но-свер- лильные Расточ- ные Алмазно- расточ- ные Горизон- тально- сверлиль- ные Разные .сверлиль- ные
Шлифо- вальные, полиро- вальные, доводочные 3 Кругло- шлифо- вальные Внутри- ш лифо- вальные Обдирочно- шлифо- вальные Специали- зирован- ные шли- фовальные — Заточ- ные Плоско- шлифо- вальные с прямо- уголь- ным или круглым столом Притироч- ные и по- лироваль- ные Разные станки, ра- ботающие абразив- ным ин- струментом
Комбини- рованные 4 Универ- сальные Полу- автоматы Автоматы —- — — — —
Продолжение табл. I.
Станки Группа Типы станков
1 2 3 4 5 б 7 8 9
Зубо- резьбооб- рабатыва- ющие 5 Зубостро- гальные для цилин- дрических колес Зуборез- ные для кониче- ских колес Зубофре- зерные для цилиндри- ческих колес и шлицевых валиков Зубофре- зерные для червячных колес Для об- работки торцов зубьев колес Резьбо- фрезер- ные Зубоот- делочные Зубо- и резьбошли- фовальные Разные зубо- и резьбооб- рабатыва- ющие ’
Фрезерные G Вертикаль- но-фрезер- ные кон- сольные Фрезерные непрерыв- ного действия — Копиро- вальные и гравиро- вальные Верти- кальные бескон- сольные Про- дольные Широко- универ- сальные Горизон- тальные консоль- ные Разные фрезерные
Строгаль- ные, дол- бежные, протяжные 7 Пр оде одно- стоечные эльные двух- стоечные Поперечно- строгаль- ные Долбежные Протяж- ные го- ризон- тальные — Протяж- ные вер- тикаль- ные —- Разные строгаль- ные
Разрезные 8 Отре токарным резцом зные, работав абразив- ным кругом ощие фрикцион- ным блоком Правильно- отрезные ленточ- ные Пилы диско- вые ножо- вочные —- —
Разные 9 Муфто- и трубообра- батыва- ющие Пилонасе- кательные Правйльно- и бесцен- трово-об- дирочные . — Для ис- пытания инстру- мента Дели- тельные машины Балан- сировоч- ные —
максимальный ход ползуна и т. д. Буква, если она находится между
цифрами, указывает на модернизацию базовой модели станка.
Буква после цифр обозначает модификацию или класс точности
станка.
Например, вертикально-сверлильный станок модели 2Н150:
здесь 2 — сверлильный, Н — модернизация, 1— вертикальный,
60 — наибольший условный диаметр сверления.
В моделях станков с программным управлением для обозначения
степени автоматизации добавляется буква Ф с цифрой: Ф1 — станки
с цифровой индикацией и преднабором координат, Ф2 — станки
с позиционными и прямоугольными системами числового программ-
ного управления (ЧПУ); ФЗ — станки с контурными системами
ЧПУ и Ф4 — станки с универсальной системой ЧПУ для позицион-
ной и контурной обработки. Например, станок 6Р11ФЗ — верти-
кально-фрезерный консольный с контурной системой ЧПУ с первым
типоразмером стола. Для станков с цикловыми системами программ-
ного управления введен индекс Ц, с оперативными системами —
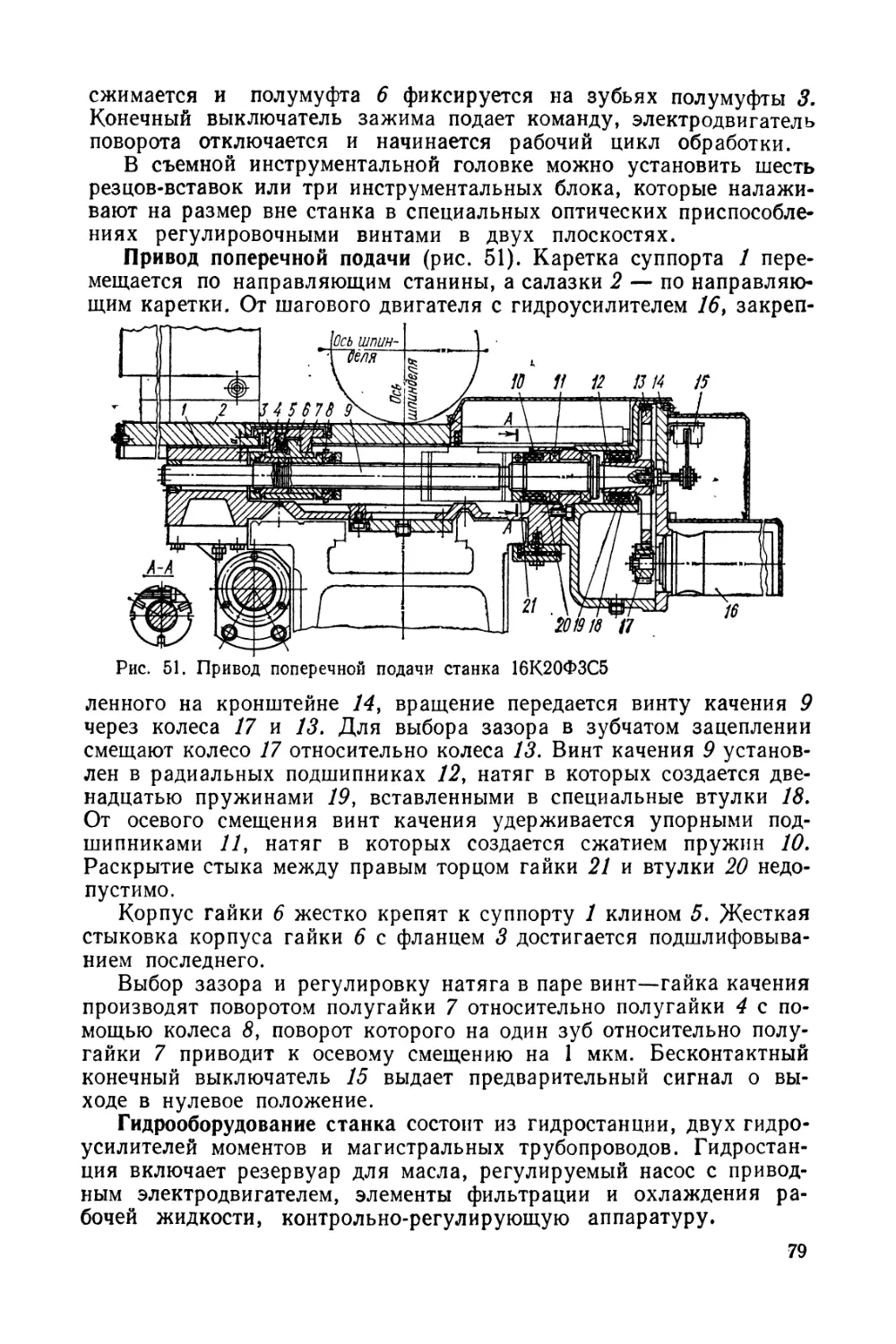
индекс Т (например, 16К20Т1).
§ 2. КЛАССИФИКАЦИЯ ДВИЖЕНИЙ
В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Для получения на обрабатываемой заготовке заданной
чертежом поверхности движения инструмента и заготовки должны
быть согласованы между собой. Снятие стружки на станках осуще-
ствляется рабочими (или основными) движениями, к которым отно-
сится главное движение и движение подачи. Движение, которое
определяет скорость резания, называется главным движением, а дви-
жение, по скорости которого определяется величина подачи, назы-
вается движением подачи.
Главное движение может быть вращательным (в токарных,
сверлильных, фрезерных и других станках) и возвратно-поступа-
тельным (в строгальных, долбежных, протяжных и других станках).
Главное движение сообщается или инструменту (например, во
фрезерных, сверлильных, поперечно-строгальных станках), или за-
готовке (в токарных, продольно-строгальных станках). Движение
подачи имеет или инструмент — в токарных, сверлильных и про-
дольно-строгальных станках, или заготовка — в шлифовальных,
фрезерных и поперечно-строгальных станках.
Помимо рабочих движений, в каждом станке имеются вспомога-
тельные движения. К ним относятся движения: транспортирования
и закрепления заготовки, подвода и отвода инструмента, включения,
выключения, переключения скоростей и подач и т. д. Если рабочие
движения обычно автоматизированы, то вспомогательные движения
можно осуществлять как автоматически, так и вручную.
В некоторых станках для получения заданной конфигурации
поверхности детали используют дополнительные движения, кине-
матически связанные с рабочими движениями. К дополнительным
8
движениям относится, например, движение обкатки и деления
в зубообрабатывающих станках для нарезания зубчатых колес,
червяков и шлицевых валов.
ГЛАВА 2. ОСНОВЫ КИНЕМАТИЧЕСКОЙ НАЛАДКИ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
§ 1. КИНЕМАТИЧЕСКИЕ СХЕМЫ СТАНКОВ
Кинематической цепью называется совокупность кине-
матических пар, связывающих источник движения с исполнительным
механизмом или два исполнительных органа станка между собой.
Кинематические пары (ременные, зубчатые, червячные и другие
передачи) располагаются в определенной последовательности.
Кинематической схемой называется условное изображение со-
вокупности кинематических цепей станка в одной плоскости. Для
вычерчивания элементов кинематических схем пользуются услов-
ными обозначениями, установленными ГОСТ 2.770—68*. Кинемати-
ческую схему можно изобразить в произвольном масштабе, но,
как правило, она должна быть вписана в контуры основной проек-
ции станка.
На кинематической схеме указывают числа зубьев колес, числа
заходов червяков, шаги ходовых винтов, диаметры шкивов, мощность
и частоту вращения двигателей. Валы обозначают римскими
цифрами.
§ 2. МЕТОДИКА КИНЕМАТИЧЕСКОЙ НАЛАДКИ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Кинематическая наладка станка заключается в согласо-
вании движений исполнительных органов. Методика наладки оди-
накова для большинства станков и не зависит от их сложности.
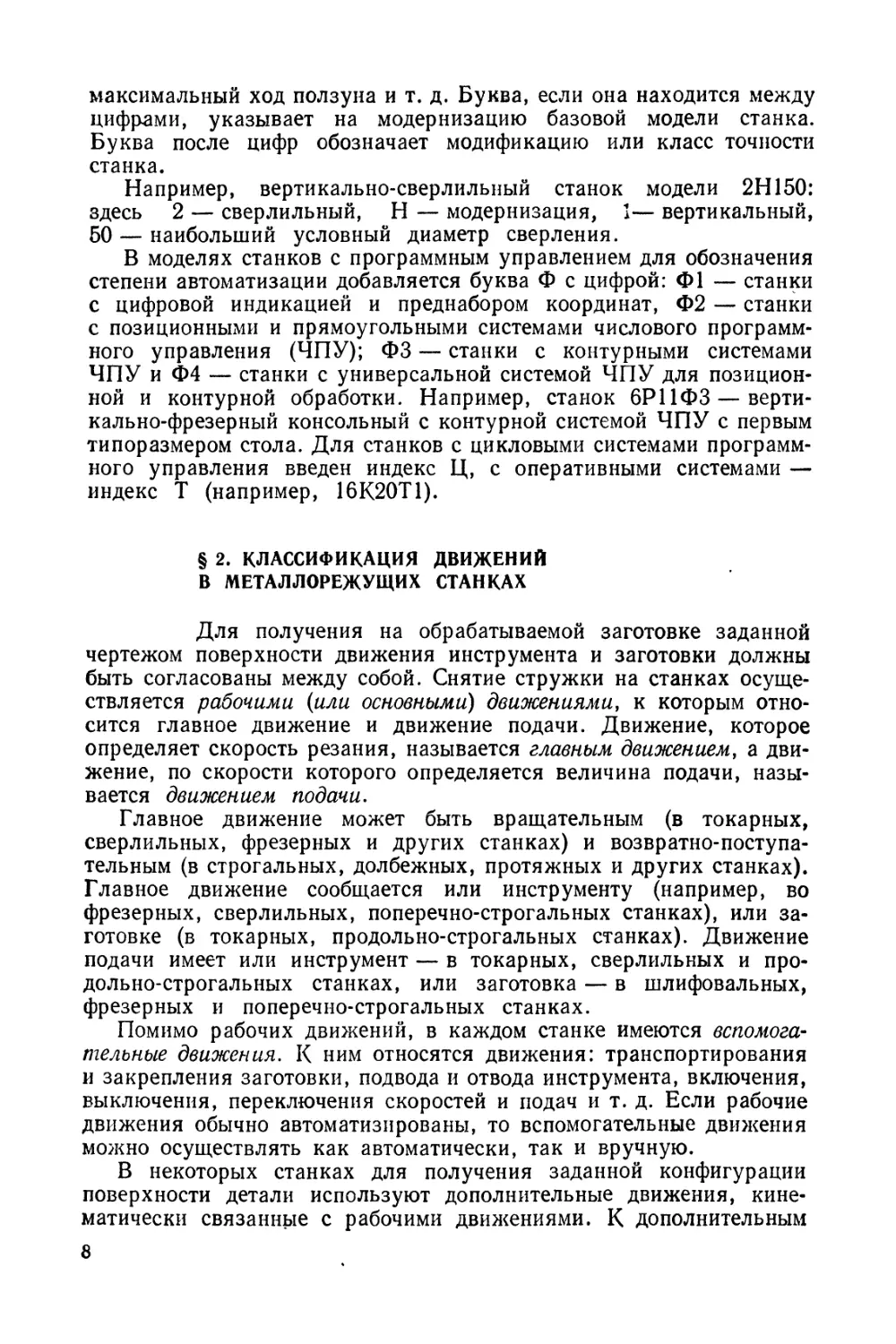
Для примера рассмотрим наладку токарно-винторезного станка на
нарезание резьбы (рис. 1). Чтобы нарезать резьбу на заготовке /,
необходимо сообщить суппорту 3 с резцом 2 продольную подачу
вдоль оси заготовки, согласованную с частотой вращения шпин-
деля 5. Следовательно, нужно рассчитать две кинематические цепи:
скоростную (цепь главного движения) и нарезания резьбы. В обоих
случаях следует составить уравнения кинематического баланса, свя-
зывающие расчетные перемещения конечных элементов кинемати-
ческой цепи.
Рассмотрим кинематическую цепь главного движения. Шпин-
дель 5 с заготовкой 1 получает вращение от электродвигателя через
ременную передачу и три пары зубчатых колес. Частоту вращения
(мин"х) шпинделя рассчитывают по формуле
Ящп = 1000y/(nd),
где v — скорость резания, м/мин (выбирается по справочнику режи-
мов резания); d — диаметр заготовки, мм.
9
Составим уравнение кинематической цепи от электродвигателя
к шпинделю при условии, что шпиндель должен вращаться с частотой
= 0,985-J-f--^-,
z2 о г4
где п — частота вращения вала электродвигателя, мин'х; 0,985 —
коэффициент, учитывающий скольжение ремня.
Это уравнение можно представить и в общем виде:
иШи == ^^пост^см» откуда /см = лша/niпост,
где гпост — постоянное передаточное отношение, характеризующее
цепь; iCM — сменное передаточное отношение механизма наладки.
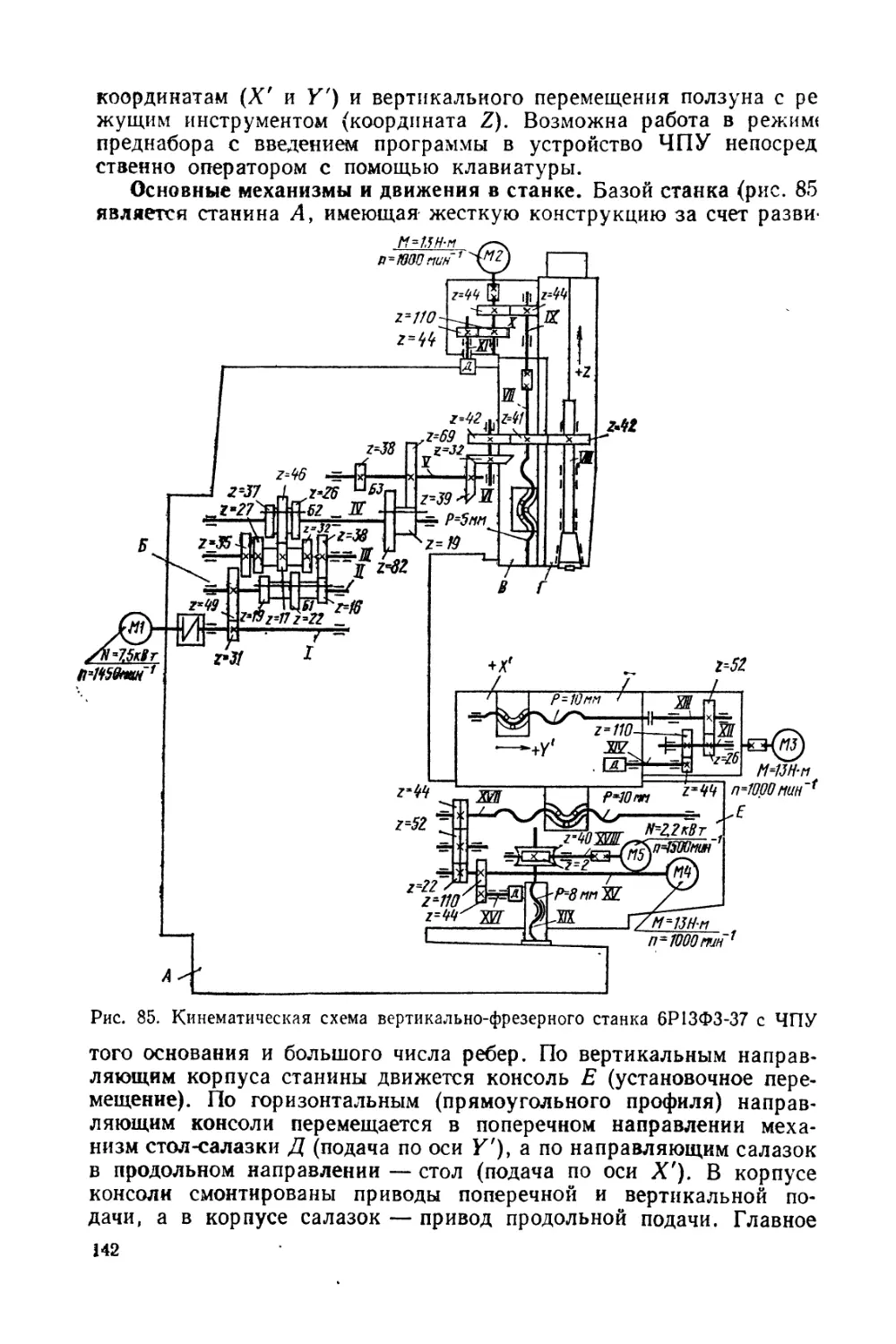
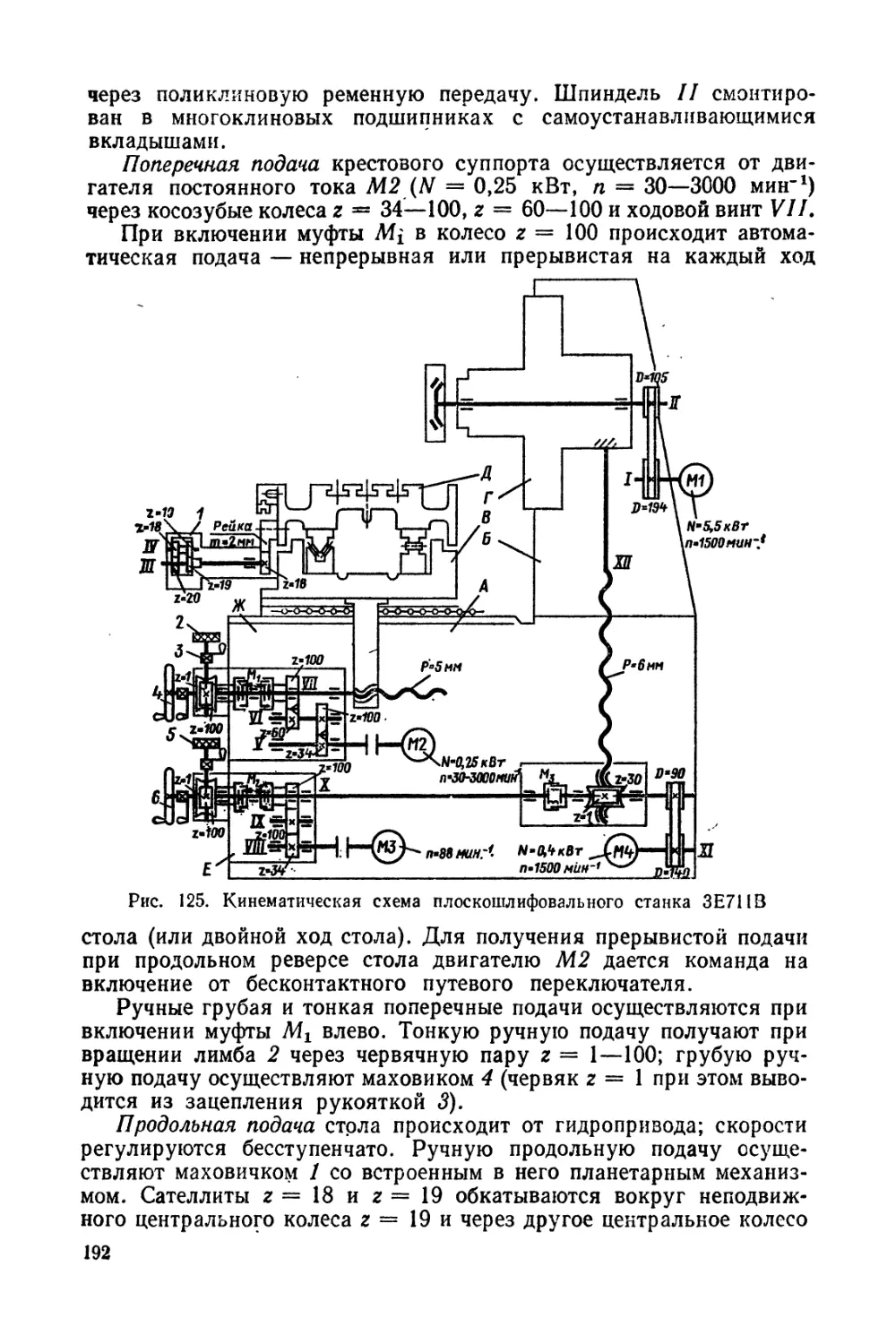
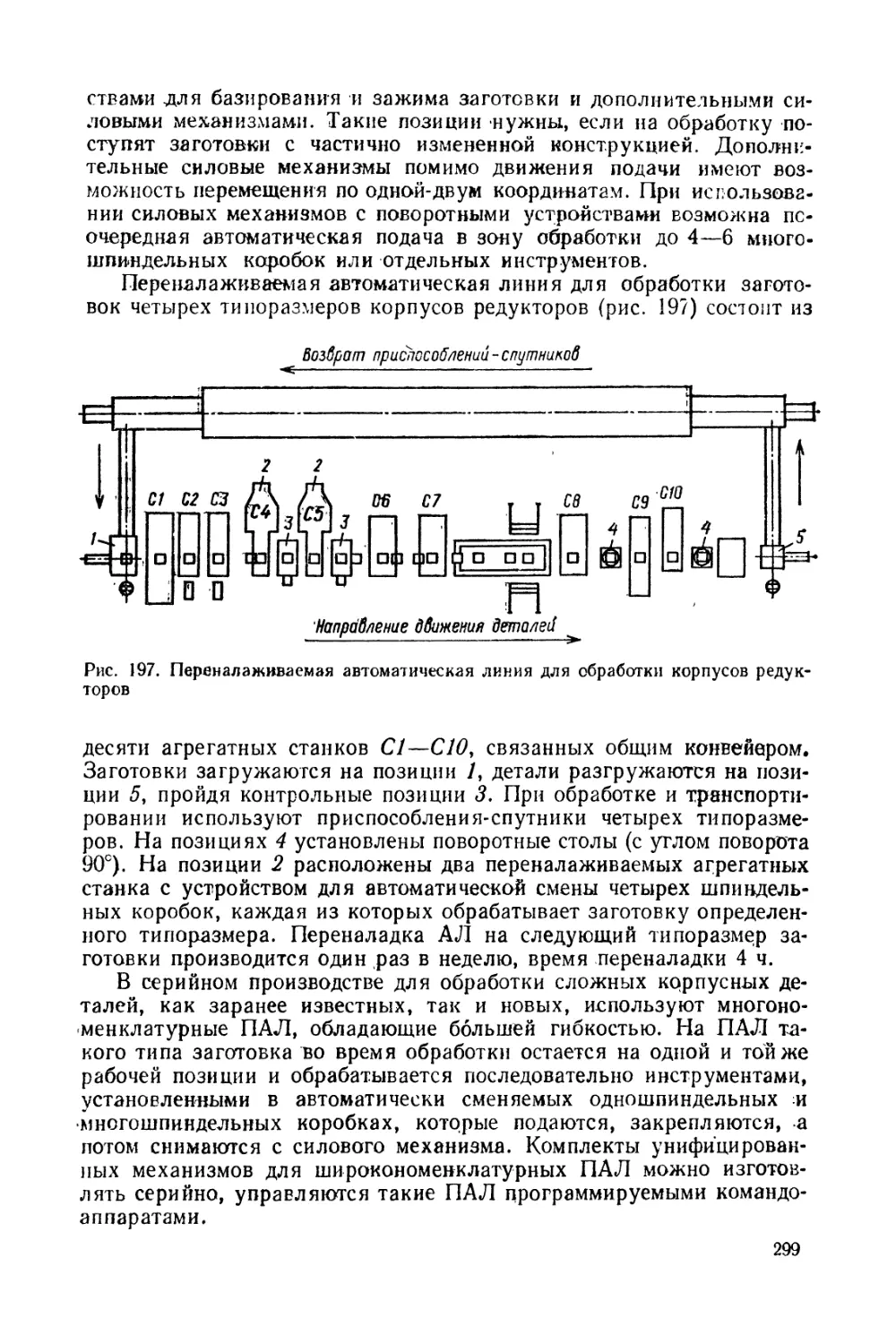
Рис. 1. Кинематическая схема токарно-винторезного станка
В рассматриваемой кинематической цепи известны все величины,
за исключением сменных колес а—Ь, являющихся механизмом на-
ладки. Подставив численные значения, получим
псп 100 п пог 20 а 20 /t .1ПС
Пши = 960 -2ДО- 0,985^- — откуда а/b = пшп/105.
Так как пшп — 1000у/(ж/), определим значение ZCM = alb\ опреде-
лим колеса а и b и тем самым произведем наладку цепи главного
движения. Затем приступим к наладке кинематической цепи дви-
жения подачи (или цепи нарезания резьбы). Резец 2, укрепленный
на суппорте 3, получает перемещение от ходового винта 4, который
приводится во вращение от шпинделя 5 через пару цилиндрических
колес, две пары конических колес и сменные зубчатые колеса с—d,
е—f (см. рис. 1).
Составим уравнение кинематического баланса исходя из условия,
что за один оборот шпинделя резец переместится вдоль оси заготовки
на величину шага Рр нарезаемой резьбы:
1 2ft 27 z9 С е D _____ &
1об.шИ.-^—г1в d j ^х.в —-f'p-
10
В общем виде это уравнение будет выглядеть следующим образом:
1 об. ши/пост ^см^х. в == Рр> ОТКуда Гсм = ,
‘ПОСТ' X. в
где Рр — шаг нарезаемой резьбы; Рх. в — шаг ходового винта.
В рассматриваемой цепи
р ___1 25 30 30 с__OTKVJia с_______е _ Ру
об. шп. 50 30 30 d j откуда d f з •
Подобрав сменные колеса с—d, е—f, произведем наладку цепи
движения подачи. При кинематической наладке станков необходимо:
1) выяснить характер движения рабочих органов и их согласован-
ность; 2) выявить все кинематические цепи станка; 3) составить
уравнения кинематических цепей, связывающих попарно рабочие
органы станка; 4) определить передаточные отношения механизма
наладки и подобрать в соответствии с ними сменные зубчатые колеса
или другие элементы наладки.
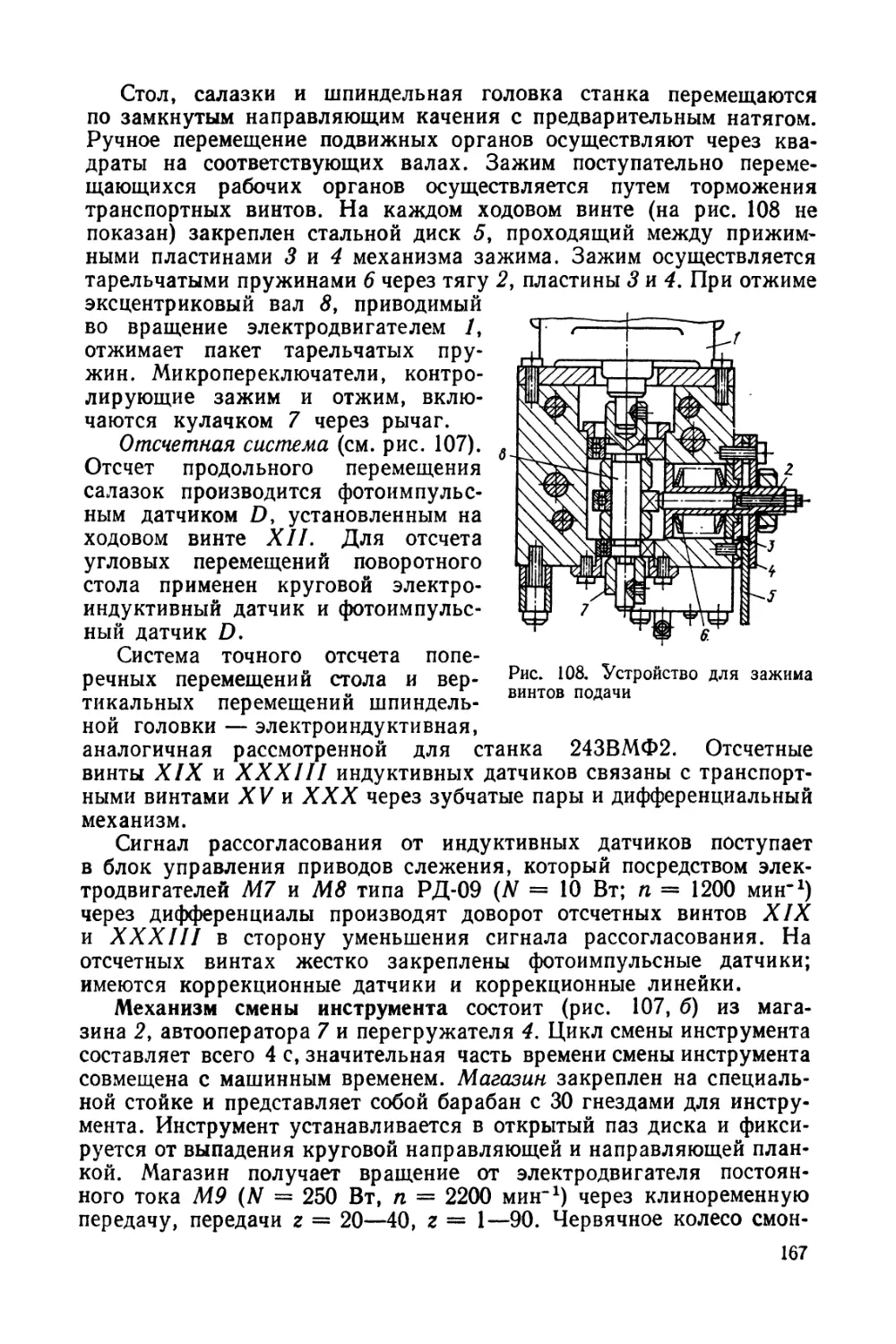
§ 3. МЕТОДЫ ПОДБОРА СМЕННЫХ КОЛЕС ГИТАР
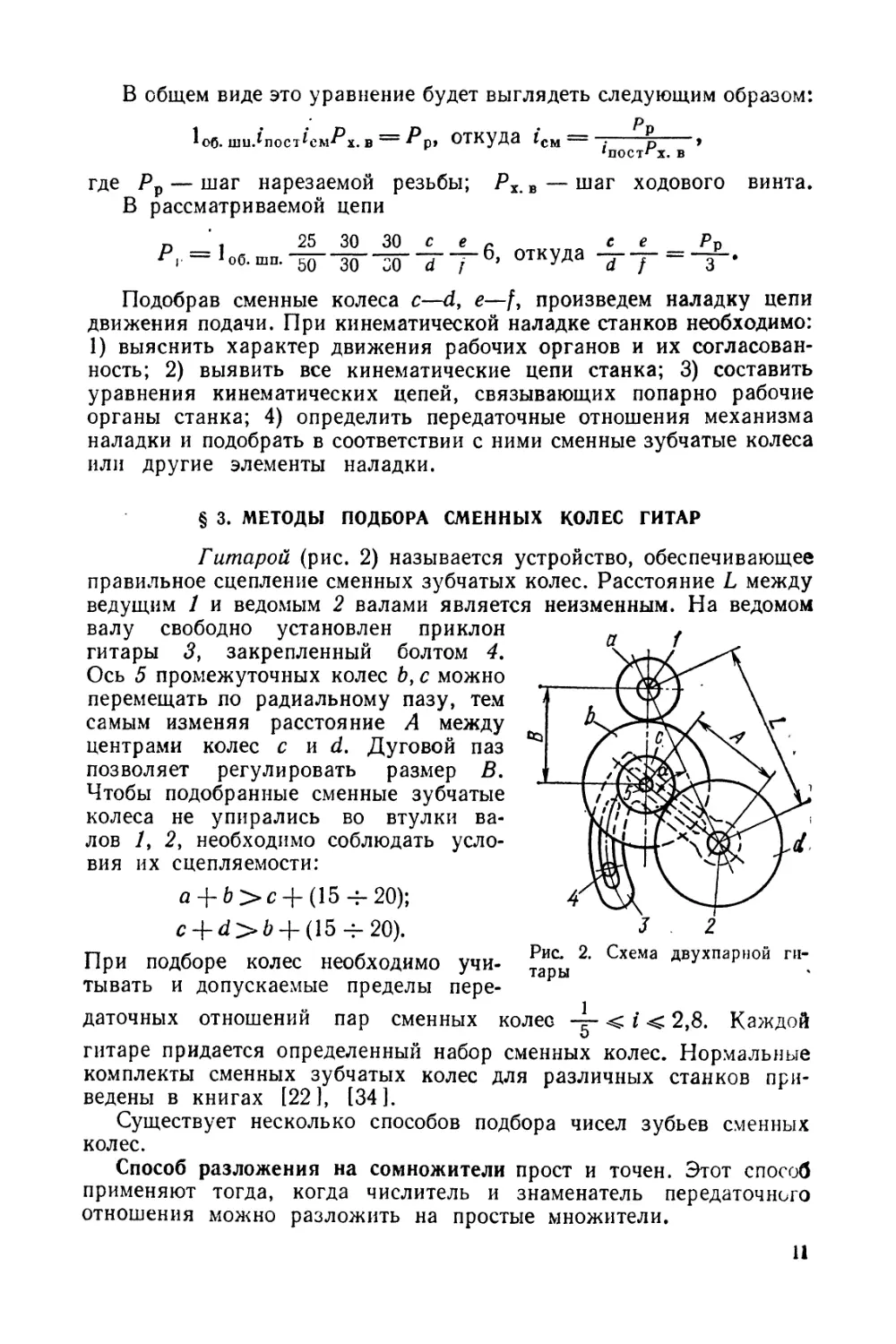
Гитарой (рис. 2) называется устройство, обеспечивающее
правильное сцепление сменных зубчатых колес. Расстояние L между
ведущим 1 и ведомым 2 валами является неизменным. На ведомом
валу свободно установлен приклон
гитары <?, закрепленный болтом 4.
Ось 5 промежуточных колес Ь, с можно
перемещать по радиальному пазу, тем
самым изменяя расстояние А между
центрами колес end. Дуговой паз
позволяет регулировать размер В.
Чтобы подобранные сменные зубчатые
колеса не упирались во втулки ва-
лов /, 2, необходимо соблюдать усло-
вия их сцепляемости:
□ + &>с + (15ч-20);
c + d>Z? + (15~20).
При подборе колес необходимо учи-
тывать и допускаемые пределы пере-
даточных отношений пар сменных колес 4“ < i < 2,8. Каждой
V
гитаре придается определенный набор сменных колес. Нормальные
комплекты сменных зубчатых колес для различных станков при-
ведены в книгах [22], [34].
Существует несколько способов подбора чисел зубьев сменных
колес.
Способ разложения на сомножители прост и точен. Этот способ
применяют тогда, когда числитель и знаменатель передаточного
отношения можно разложить на простые множители.
11
Например:
а____________с_ 24 6-4 6 10 4-10 60 40
*см 5" d — 56 — 7.8 — 7.10 8-ю ~ 70 80 '
Проверяем сцепляемость зубчатых колес:
а-\- Ь>с + (15 4- 20) или 60 + 70 > 4015;
с-(-</>/> +(15 4-20) или 40 + 80>70-Ь 15.
Способ замены часто встречающихся чисел приближенными
дробями заключается в том, что часто встречающиеся при нарезании
дюймовых резьб, червяков и в других случаях числа л и 25,4 (число-
вое значение дюйма) заменяют приближенными значениями, удоб-
ными для подбора сменных колес, например:
1" « 25,4 мм =127/5 мм; л « 22/7 » (19-21)/127 и т.д.
Полученная при этом погрешность не должна превышать заданной
по условию. Абсолютная погрешность наладки
А/ == /см /см>
относительная погрешность наладки
g _ ___ fCM fCM
гсм ‘'см
где км — заданное передаточное отношение; — полученное пере-
даточное отношение сменных колес.
Способ подбора сменных колес на логарифмической линейке
наименее точен. Край движка логарифмической линейки устанавли-
вают против числа, соответствующего передаточному отношению
гитары сменных колес. Передвижением бегунка находят риски,
совпадающие на движке и на линейке. По полученным новым целым
числам, которые дают при делении те же значения частного, подби-
13
рают числа зубьев сменных зубчатых колес: /см = 0,817«
18 22 26 D . . г
««-оу и т. д. Выбирают наиболее точные и удобные
значения «см для подбора колес: /см = -^|- = 0,818 ==
30 60 г, - А .
= _55““4о“- Затем подсчитывают абсолютную погрешность At =
— 0,818 — 0,817 — 0,001; относительную погрешность б =
= 0,001/0,817 = 0,0012239.
Способ подбора сменных колес по таблицам очень точен, но его
следует применять лишь в тех случаях, когда нельзя подобрать
колеса методом разложения на сомножители. Наиболее быстрый
подбор сменных колес можно выполнить по таблицам, приведенным
в работе [22 J.
РАЗДЕЛ II
ОБЩИЕ СВЕДЕНИЯ О СТАНКАХ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
ГЛАВА 3. НАЗНАЧЕНИЕ СТАНКОВ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
§ 1. ОСНОВНЫЕ ПОНЯТИЯ О СТАНКАХ С ПРОГРАММНЫМ
УПРАВЛЕНИЕМ И ИХ КЛАССИФИКАЦИЯ
Программа управления станком — это последовательность
команд, обеспечивающая заданное функционирование рабочих орга-
нов станка. При ручном управлении станком необходимую последо-
вательность команд задает рабочий, который, предварительно изучив
чертеж и техническую документацию, составляет программу работ,
обрабатывает деталь, измеряет ее, производит сравнение с чертежом
и при наличии рассогласования устраняет неточности.
При автоматическом управлении станком необходимая после-
довательность команд задается программоносителем. Программо-
носитель может быть изготовлен в виде материального аналога
обрабатываемой детали (кулачков, копиров, упоров и т. д.). Напри-
мер, в автоматах и полуавтоматах кулачки распределительного вала
задают последовательность и величину перемещений рабочих орга-
нов. Профиль кулачков соответствует запрограммированной обра-
ботке. В токарных и фрезерных копировальных станках форма обра-
батываемой детали зависит от формы шаблона или копира. При
смене объекта производства необходимо подготовить новые кулачки,
копиры и т. д. Производительность станков высокая, но время пере-
наладки достаточно велико.
Наибольшей гибкостью и быстротой переналадки обладают
станки с программным управлением (ПУ). Это станки, управляемые
системами, задающими программу работ в алфавитно-цифровом
коде. Программа может быть записана на программоносителях
в виде перфоленты, перфокарты, гибких магнитных дисков, магнит-
ной ленты. Программу можно вводить и вручную с помощью кла-
вишных панелей. Такие программоносители позволяют автоматизи-
ровать процесс подготовки программ и снизить трудоемкость изго-
товления программоносителей.
Программоноситель может содержать как геометрическую, так
и технологическую информацию. Технологическая информация обес-
печивает определенный цикл работы станка: последовательность
ввода в работу различных инструментов, изменение режимов реза-
ния, включение или отключение подачи смазочно-охлаждающей
жидкости, зажим или разжим исполнительных органов станка
и т. д. Геометрическая информация характеризует форму, размеры
13
элементов обрабатываемой заготовки и инструмента и их взаимное
положение в пространстве.
По виду управления станки с ПУ делят на станки с системами
циклового программного управления (ЦПУ) и станки с системами
числового программного управления (ЧПУ). Системы ЦПУ более
просты, так как в них программируется только цикл работы станка,
а величины рабочих перемещений, т. е. геометрическая информа-
ция, задаются упрощенно, например, с помощью упоров. В станках
с ЧПУ управление осуществляется от программоносителя, на кото-
рый в числовом виде занесена и геометрическая, и технологическая
информация.
В отдельную группу выделены станки с цифровой индикацией
и преднабором координат. В этих станках имеется электронное
устройство, которому задаются координаты нужных точек (пред-
набор координат), и крестовый стол, снабженный датчиками поло-
жения, выводится в требуемую позицию. При этом на экране вы-
свечивается каждое мгновенное положение стола (цифровая индика-
ция). В таких станках (чаще всего расточных) может применяться
или преднабор координат или цифровая индикация; исходная про-
грамма работы задается станочником.
§ 2. КРАТКАЯ ИСТОРИЧЕСКАЯ СПРАВКА
Шифрование программы работы какой-либо машины
в форме пробивок на перфокартах, перфолентах или на других носи-
телях программы применяют давно. Этот принцип применялся в ткац-
ком станке Жаккара, созданном в 1801 г., в «механическом пиа-
нисте» — пианоле, в наборной машине — монотипе и т. д. Все эти
машины работали по принципу: есть отверстие — действие совер-
шается, нет отверстия —действие не совершается. Причем действия
были предельно просты и не зависели от сложности программы.
В станкостроении программное управление стало применяться зна-
чительно позже из-за сложности процессов металлообработки. Реше-
ние этой задачи стало возможным, когда машиностроение, электро-
ника, вычислительная техника достигли определенного уровня
развития.
Первое поколение станков с ПУ в нашей стране было создано на
базе серийно выпускаемых универсальных станков, промышленный
выпуск их начался в 1959 г. От базовых моделей станки с ЧПУ отли-
чались только автоматизацией привода подач: устанавливались
шаговые электрогидравлические или гидравлические приводы, без-
зазорные редукторы, винт-гайки качения. Устройство ЧПУ, вы-
полненное на электронных лампах, давало возможность получать не-
обходимые размеры обрабатываемой заготовки при регулируемой
подаче.
Для станков с ЧПУ второго поколения характерно применение
систем управления, выполненных на полупроводниковых приборах.
Такие системы могли изменять в автоматическом цикле не только
подачи, но и частоту вращения шпинделя, давать технологические
14
команды на автоматическую смену инструмента, подачу СО/К,
зажим детали и т. д. Высокая стоимость этих систем сделала не-
рентабельным применение их на универсальных станках с малой
степенью автоматизации. Поэтому были созданы модели станков,
имеющие устройства автоматической смены инструмента, автомати-
ческие коробки скоростей (АКС) и т. д. Одновременно широко велась
разработка методов автоматического программирования и необходи-
мого математического обеспечения. В этот же период выяснилось,
чю моральное старение устройств ЧПУ наступает в 2—2,5 раза
быстрее, чем станков. Поэтому этапы развития ЧПУ достаточно
условны, и каждый последующий этап развития содержит некоторые.
элементы предыдущего этапа и развивается параллельно.
Третий этап развития станков с ЧПУ характеризуется качествен-;
ным изменением системы ЧПУ. Для управления станками исполь-,
зуют малые ЭВМ (мини-ЭВМ). Это дает возможность выпускать
станки с очень высоким уровнем автоматизации, усложненной
конструкции с широкими технологическими возможностями — мно-:
гоцелевые станки. Станки с ЧПУ компонуют в автоматизированные
участки с управлением от ЭВМ. При широком использовании про-
мышленных роботов на этих участках становится возможной «без-
людная» технология.
§ 3. НАЗНАЧЕНИЕ И ОСНОВНЫЕ ПРЕИМУЩЕСТВА СТАНКОВ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Использование того или иного вида оборудования зависит
от сложности изготовляемой детали и серийности производства.
Чем меньше серийность производства, тем большую технологиче-
скую гибкость должен иметь станок. В единичном производстве
при изготовлении деталей очень малыми партиями (1—3 шт.) можно
применять для автоматизации станки с преднабором координат и
цифровой индикацией. При изготовлении сложных деталей в еди-
ничном производстве, а также для автоматизации мелкосерийного
производства наиболее эффективно применять станки с ЧПУ. В серий-
ном производстве целесообразно использовать станки как с ЦПУ,
так и с ЧПУ. В последнее время в условиях переналаживаемого
крупносерийного производства широко используют станки с ЧПУ
для изготовления корпусных деталей и деталей типа тел вра-
щения.
В некоторых случаях при изготовлении деталей со сложными про-
филями использование станков с ЧПУ является почти единственным
технически оправданным решением. Это оборудование целесообразно
применять и тогда, когда невозможно быстро изготовить оснастку.
Основные преимущества станков с ПУ: 1) производительность
станка повышается в 1,5—5 раз по сравнению с аналогичными
станками с ручным управлением; 2) сочетается гибкость универ-
сального оборудования с точностью и производительностью станка-
автомата, что и позволяет решать вопрос комплексной автоматизации
единичного и серийного производства; 3) качественно перевоору-
13
жается машиностроение на базе современной электроники и вы-
числительной техники; 4) снижается потребность в квалифицирован-
ных рабочих-станочниках, а подготовка производства переносится
в сферу инженерного труда; 5) сокращается время пригоночных работ
в процессе сборки, так как детали, изготовленные по одной про-
грамме, являются взаимозаменяемыми; 6) сокращаются сроки под-
готовки и перехода на изготовление новых деталей благодаря цен-
трализованной записи программ и более простой и универсальной
технологической оснастке; 7) снижается продолжительность цикла
изготовления деталей и уменьшается запас незавершенного про-
изводства.
Номенклатура оборудования с ПУ расширяется для всех видов
технологических процессов, используемых в машиностроении: рас-
кройно-заготовительных, кузнечно-прессовых, штамповочных, ги-
бочных, токарных, сверлильно-фрезерно-расточных, шлифовальных,
электроэрозионных и др. Все выпускаемое оборудование с ПУ,
как правило, ориентировано на минимальное участие человека
в процессе производства и на обеспечение максимального исполь-
зования его в гибких производственных системах различного назна-
чения (см. гл. 27 § 2, 3).
ГЛАВА 4. СВЕДЕНИЯ О ЦИКЛОВОМ ПРОГРАММНОМ
УПРАВЛЕНИИ СТАНКАМИ
§ 1. НАЗНАЧЕНИЕ ЦИКЛОВЫХ СИСТЕМ
И ИХ ФУНКЦИОНАЛЬНАЯ СХЕМА
Системой циклового программного управления (ЦПУ) на-
зывают такую систему программного управления, в которой пол-
ностью или частично программируются цикл работы станка, режимы
обработки и смена инструмента, а величины перемещений рабочих
органов задаются с помощью предварительно налаживаемых упоров.
Цикл работы станка — это совокупность всех движений, необхо-
димых для обработки заготовок и выполняемых в определенной
последовательности. В некоторых станках с ЦПУ режимы резания
не программируют, а изменяют вручную, а автоматическая смена
инструмента может вообще отсутствовать.
Системы ЦПУ являются наиболее простыми и дешевыми, не
требуют квалифицированного обслуживающего персонала, но раз-
мерная наладка кулачков занимает довольно продолжительное
время. Поэтому системы ЦПУ экономически выгодно применять
в среднесерийном и крупносерийном производстве, где сравнительно
редко производят переналадку. В последнее время станки с ЦПУ
начали использовать и в массовом производстве. Системами ЦПУ
оснащают токарно-револьверные, лоботокарные, токарно-копиро-
вальные, вертикально-фрезерные и копировально-фрезерные, вер-
16
тикальио-сверлильные, алмазно-расточные и другие типы станков.
Широко используют переналаживаемые агрегатные станки с ЦПУ,
которые являются уже не специальными, а специализированными
станками и могут быть переналажены для обработки однотипной
заготовки путем смены отдельных агрегатов и приспособлений,
наладки с помощью упоров величин перемещений и рабочего цикла
обработки. Системы ЦПУ используют и в автоматических линиях
для управления циклами работы с использованием ЭВМ для диагно-
стики и планирования работы линии. Системы ЦПУ применяют
для управления промышленными роботами.
Функциональная схема системы ЦПУ представлена на рис. 3.
В схему входят: программатор циклов, схема автоматики, испол-
нительное устройство и
обратной связи. Собственно устрой-
ство ЦПУ включает программатор
циклов и схему автоматики.
Программатор циклов состоит
из блока задания программы 1 и
блока поэтапного ввода программы 7.
Этап программы — это часть пол-
ной программы, которая одновре-
менно вводится в систему ПУ. Из
блока задания программы 1 ин-
формация поступает в схему авто-
матики, состоящую из схемы упра-
вления циклом работы станка 2
Устройство ЦПУ
>Программ
мотор
[циклов
Станок
\^с7шнитёль^}
\ноеустрой* j
| ство I
! Схема]
\абтома-\
тина
2
4 J * 4
Рис. 3. Функциональная схема си-
стемы ЦПУ
и схемы преобразования сигналов контроля 6. Схема автоматики
согласует действия программатора циклов с исполнительными эле-
ментами станка и датчиком обратной связи, усиливает и раз-
множает команды, может выполнять ряд логических функций,
^например обеспечение выполнения стандартных циклов. Схему
автоматики в системах ЦПУ чаще всего строят на электромаг-
нитных реле. Из блока 2 сигналы поступают в исполнительное
устройство, обеспечивающее отработку заданных программой
команд.
Исполнительное устройство состоит из исполнительных эле-
ментов 3 (электрический, гидравлический или другие приводы
рабочих органов станка, электромагниты, муфты и т. д.) и рабочих
органов станка 4 (суппорты, револьверные головки, столы, насосы
охлаждения и т. д.). Рабочие органы отрабатывают этап программы,
а датчик 5 контролирует окончание отработки и дает команду блоку 7
(через блок 6) на переключение следующего этапа программы.
Окончание этапа программы чаще всего контролируется путевыми
переключателями. Иногда для этих целей используют реле выдержки
времени, но только в тех случаях, когда колебания времени отра-
ботки этапов программы небольшие. Возможен контроль с помощью
реле давления, если рабочий орган приводится в движение гидро-
цилиндром или токовым реле в зажимных устройствах с приводом
от электродвигателя.
17
§ 2. ПРОГРАММАТОРЫ ЦИКЛОВ, УСТРОЙСТВА
РАЗМЕРНОЙ НАЛАДКИ
Программаторы циклов состоят из блока задания про-
граммы и блока поэтапного ввода программы. Блок задания про-
граммы запоминает и вводит в систему полную программу, блок
поэтапного ввода программы предназначен для последовательного
считывания этапов программы и ввода их в систему для отработки.
Выпускают механические, электрические, пневмогидравлические и
другие программаторы циклов. Наиболее распространенным про-
грамматором электрического типа является штекерная панель
(рис. 4).
Рис. 4. Схема штекерной панели
В каждом горизонтальном ряду штекерной панели находится
десять гнезд, состоящих из двух половинок. Левые половинки 1
присоединены к проводникам 2, которые подключены к реле Р1—
РЮ. Вторые концы обмоток реле присоединены к проводнику 5.
Правые половинки 3 гнезд присоединены к проводникам 6, под-
ключенным к контактам Л/, А2, АЗ, ..., Ап шагового искателя
(на рис. 3 шаговый искатель соответствует блоку 7, а штекерные
гнезда, реле и т. д. — блоку /). При касании щетки 7 шагового
искателя одного из контактов А правые половинки 5 гнезд через
проводник соединяются с проводником 9 и соответственно с источ-
ником питания, имеющим напряжение 24 В. Но под напряжением
окажутся только реле, связанные с гнездами, в которые вставлены
штекеры 4. В положении щетки 7, показанном на схеме, включены
реле Р4 и Р8. Реле дают команды на включение электромагнитных
муфт или других исполнительных элементов (на рис. 3 соответственно
блок 3), и они приводят в движение рабочие органы станка (на рис. 3
18
соответственно блок 4). Рабочий орган перемещается на требуемую
величину, и упор нажимает на путевой выключатель ПВ1. При этом
разомкнется цепь питания реле Р4 и Р8 и замкнется цепь электро-
магнита //; электромагнит //, притягивая якорь 10, через собачку 12
повернет храповик 8, и щетка 7 перейдет на контакт А2 шагового
искателя. Под напряжением окажется следующий горизонтальный
ряд штекерных гнезд и будет выполнен следующий комплекс команд.
При этом шаговый искатель сам не перемещается, поэтому штекер-
ная панель относится к устройству статического типа.
Программа на штекерной панели задается вручную быстро
и достаточно просто, но станок в этот период простаивает. Кроме
того, штекеры устанавливают непосредственно в цехе, поэтому
возможны ошибки при их установке. Для безопасного и быстрого
набора программ может быть использован накладной бумажный
шаблон. Шаблон накладывают на штекерную панель, а штекеры
вводят в гнезда через отверстия в шаблоне, пробитые в соответствии
с программой. Таким же образом можно сохранить программу для
дальнейшего использования.
Распространенными программаторами механического типа яв-
ляются кулачковые командоаппараты и программаторы в перфо-
лентами.
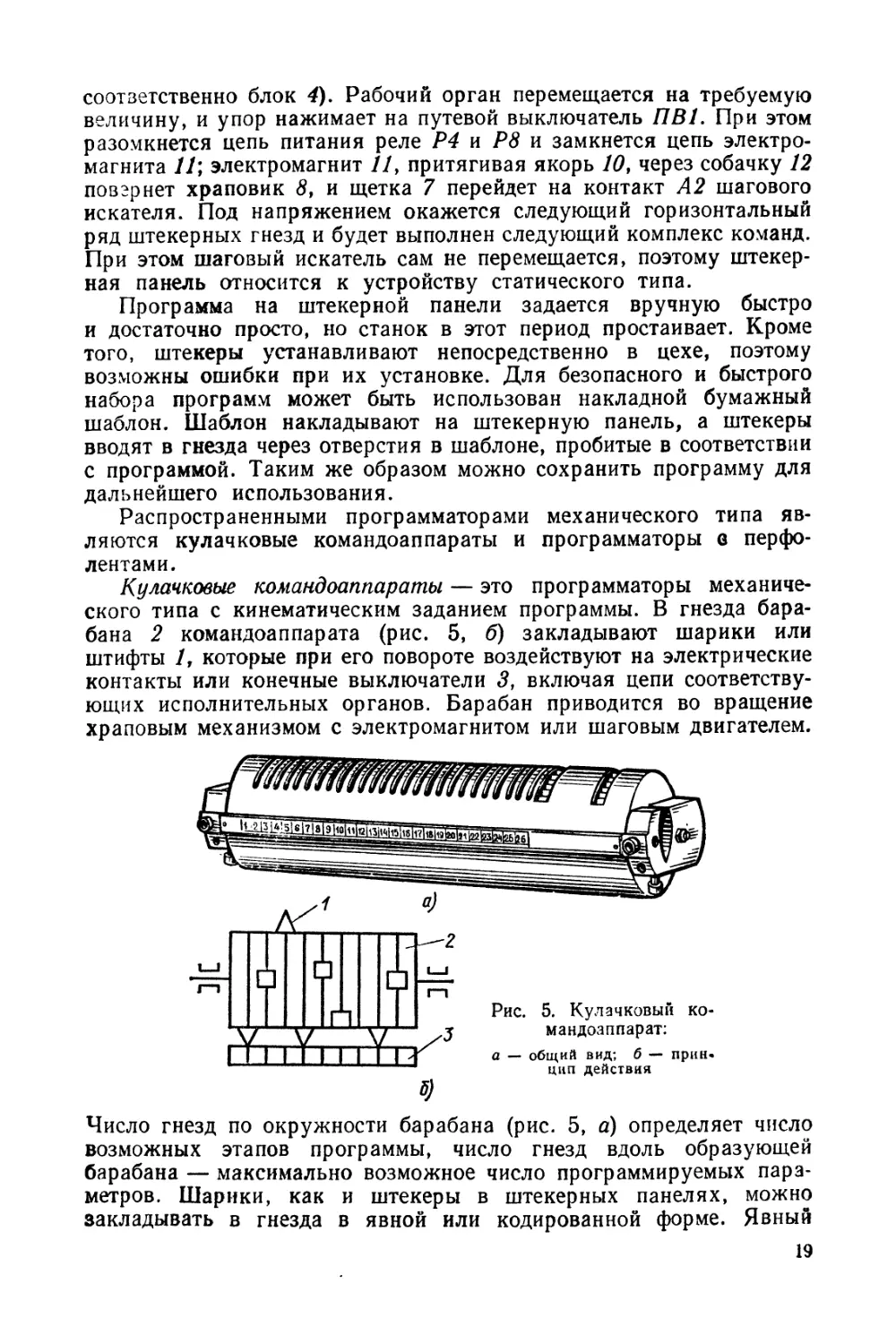
Кулачковые командоаппараты — это программаторы механиче-
ского типа с кинематическим заданием программы. В гнезда бара-
бана 2 командоаппарата (рис. 5, б) закладывают шарики или
штифты /, которые при его повороте воздействуют на электрические
контакты или конечные выключатели 3, включая цепи соответству-
ющих исполнительных органов. Барабан приводится во вращение
храповым механизмом с электромагнитом или шаговым двигателем.
Число гнезд по окружности барабана (рис. 5, а) определяет число
возможных этапов программы, число гнезд вдоль образующей
барабана — максимально возможное число программируемых пара-
метров. Шарики, как и штекеры в штекерных панелях, можно
закладывать в гнезда в явной или кодированной форме. Явный
19
от сложности обработки они
граммируемого контроллера
ввод программы удобнее, но при большом числе задаваемых пара-
метров приходится применять кодированный ввод.
П рограмматоры с перфолентами или перфокартами применяют
при большом объеме информации. Такие программоносители можно
хранить и использовать вновь. Считывание программы осуще-
ствляется либо электромеханическим способом, либо фотоэлемен-
тами.
Системы ЦПУ должны иметь малую стоимость и соответственно
максимальную унификацию элементов, к тому же в зависимости
должны осуществлять как простые,
так и сложные действия по авто-
матическому управлению. С этой
точки зрения наиболее удобны уни-
версальные системы ЦПУ, построен-
ные с использованием микроэлек-
троники. К таким системам отно-
сятся программируемые контроллеры
(или программируемые командоап-
параты).
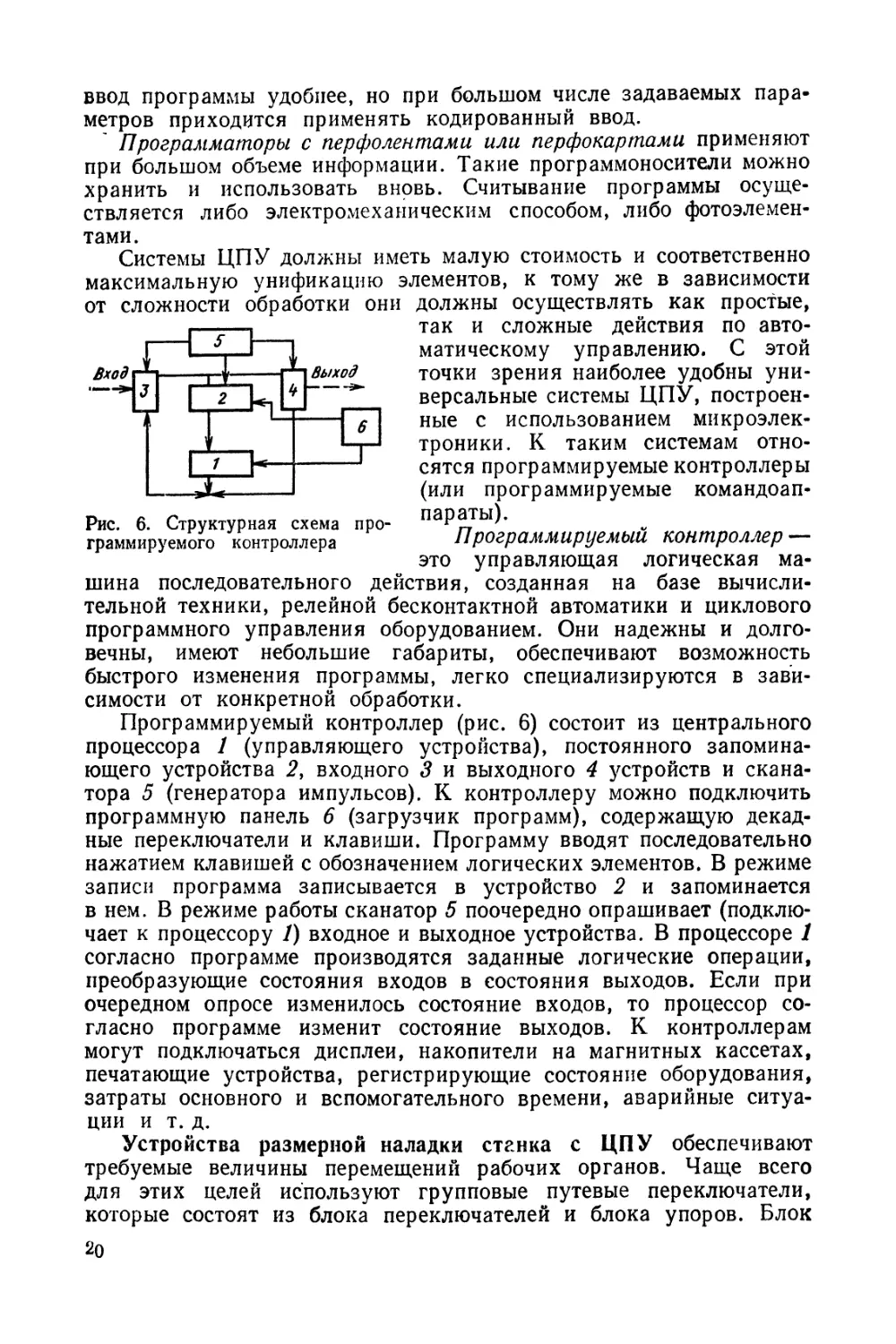
Программируемый контроллер —
это управляющая логическая ма-
шина последовательного действия, созданная на базе вычисли-
тельной техники, релейной бесконтактной автоматики и циклового
программного управления оборудованием. Они надежны и долго-
вечны, имеют небольшие габариты, обеспечивают возможность
быстрого изменения программы, легко специализируются в зави-
симости от конкретной обработки.
Программируемый контроллер (рис. 6) состоит из центрального
процессора 1 (управляющего устройства), постоянного запомина-
ющего устройства 2, входного 3 и выходного 4 устройств и скана-
тора 5 (генератора импульсов). К контроллеру можно подключить
программную панель 6 (загрузчик программ), содержащую декад-
ные переключатели и клавиши. Программу вводят последовательно
нажатием клавишей с обозначением логических элементов. В режиме
записи программа записывается в устройство 2 и запоминается
в нем. В режиме работы сканатор 5 поочередно опрашивает (подклю-
чает к процессору /) входное и выходное устройства. В процессоре 1
согласно программе производятся заданные логические операции,
преобразующие состояния входов в состояния выходов. Если при
очередном опросе изменилось состояние входов, то процессор со-
гласно программе изменит состояние выходов. К контроллерам
могут подключаться дисплеи, накопители на магнитных кассетах,
печатающие устройства, регистрирующие состояние оборудования,
затраты основного и вспомогательного времени, аварийные ситуа-
ции и т. д.
Устройства размерной наладки станка с ЦПУ обеспечивают
требуемые величины перемещений рабочих органов. Чаще всего
для этих целей используют групповые путевые переключатели,
которые состоят из блока переключателей и блока упоров. Блок
2о
упоров представляет собой панель (рис. 7) или барабан с пазами,
в которых в соответствии с чертежом обрабатываемой детали рас-
ставляются упоры, воздействующие на переключатели, также объеди-
ненные в единый конструкторский блок. Один из блоков закрепляют
на неподвижной части станка, другой — на подвижной. При пере-
мещении подвижной части кулачки всех пазов нажимают на свои
переключатели, но требуемая команда выбирается схемой автома-
тики. Иногда панели упоров делают съемными, тогда они налажи-
ваются вне станка с последующим уточнением наладки на станке.
Рис. 7. Панель упоров
На одной панели упоров могут быть расположены регулируемые
(точные) и нерегулируемые (грубые) кулачки. У регулируемых
упоров имеются микрометрические винты для точной установки.
Вместо механических упоров могут применяться магнитные «упоры»—
магнитные риски на латунном барабане. Магнитная головка, пере-
мещаясь вдоль барабана и встречая такой штрих, дает сигнал на
окончание данного этапа.
ГЛАВА 5. ОБЩИЕ ПОНЯТИЯ О ЧИСЛОВОМ ПРОГРАММНОМ
УПРАВЛЕНИИ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ
§ 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЧИСЛОВОМ
ПРОГРАММНОМ УПРАВЛЕНИИ
Числовое программное управление (ЧПУ) обеспечивает
управление движениями рабочих органов станка и скоростью их
перемещения при формообразовании, а также последовательностью
цикла обработки, режимами резания, различными вспомогатель-
ными функциями,
Станки с ЧПУ обслуживаются различными заводскими службами.
Рассмотрим составные элементы комплекса ЧПУ (рис. 8). Чертеж
детали одновременно поступает в систему подготовки программы и
систему технологической подготовки, обеспечивающей отдел подго-
товки программ данными о технологическом процессе обработки
детали, режимах резания и т. д. На основании полученных данных
создается управляющая программа. Программа поступает в устрой-
ство ЧПУ, которое перерабатывает полученную информацию и
выдает команды рабочим органам станка. Наладчики устанавливают
на станок инструменты и приспособления согласно документации,
разработанной в системе технологической подготовки. Данный
комплекс ЧПУ может видоизменяться в зависимости от вида про-
21
граммоносителя, способа кодирования информации и метода ее пере-
дачи в систему ЧПУ. В качестве программоносителя используют
перфоленты, гибкие магнитные диски или кассеты, реже — магнит-
ные ленты. При подготовке программы производится кодирование
исходной информации и представление ее в виде символов. Для
кодирования используют различные коды (двоично-десятичные,
двоичные и т. д.). Система подготовки программ может быть авто-
Рис. 8. Комплекс числового программного управления
матизированной и ручной, ручная подготовка применяется значи-
тельно реже. Программу можно вводить и с помощью клавиш непо-
средственно на станке, как это делается в оперативных системах
ЧПУ типа «Электроника НЦ-31». В качестве встроенного в систему
Рис. 9. Контур детали с опорны-
ми точками
ЧПУ накопителя программ исполь-
зуют магнитные ленты или гибкие
магнитные диски.
Перфолента — наиболее распро-
страненный программоноситель, это-
му способствуют ее достоинства:
дешевизна и простота хранения,
малый объем перфоленты, так как
ее длина зависит не от времени
обработки детали на станке, а от
сложности детали, числа опорных
точек и т. д. Программа, записан-
ная на перфоленте, может содержать
неограниченное число технологических команд. Устройство управле-
ния от перфоленты позволяет вводить коррекции на длину инстру-
мента, его положение и т. д.
Пробитое отверстие на перфоленте соответствует наличию сигнала,
при отсутствии отверстия — сигнала не будет. Геометрическая ин-
формация на перфоленте заносится в виде координат опорных точек.
Опорные точки /, 2, 3 (рис. 9) расположены на стыке элементарных
участков обрабатываемой заготовки. Криволинейные участки
(точки 2—6, 7—11) в зависимости от способа аппроксимации и тре-
буемой точности можно разбить на ряд элементарных участков.
22
Перемещение рабочих органов между опорными точками опреде-
ляется автоматически от интерполяторов. Центр фрезы перемещается
по эквидистанте, отстоящей от контура детали на величину радиуса
фрезы. Интерполятор декодирует геометрическую информацию пер-
фоленты, т. е. преобразовывает ее в определенную последователь-
ность распределенных во времени и по координатным осям импульсов,
каждый из которых подразумевает элементарное перемещение рабо-
чих органов станка.
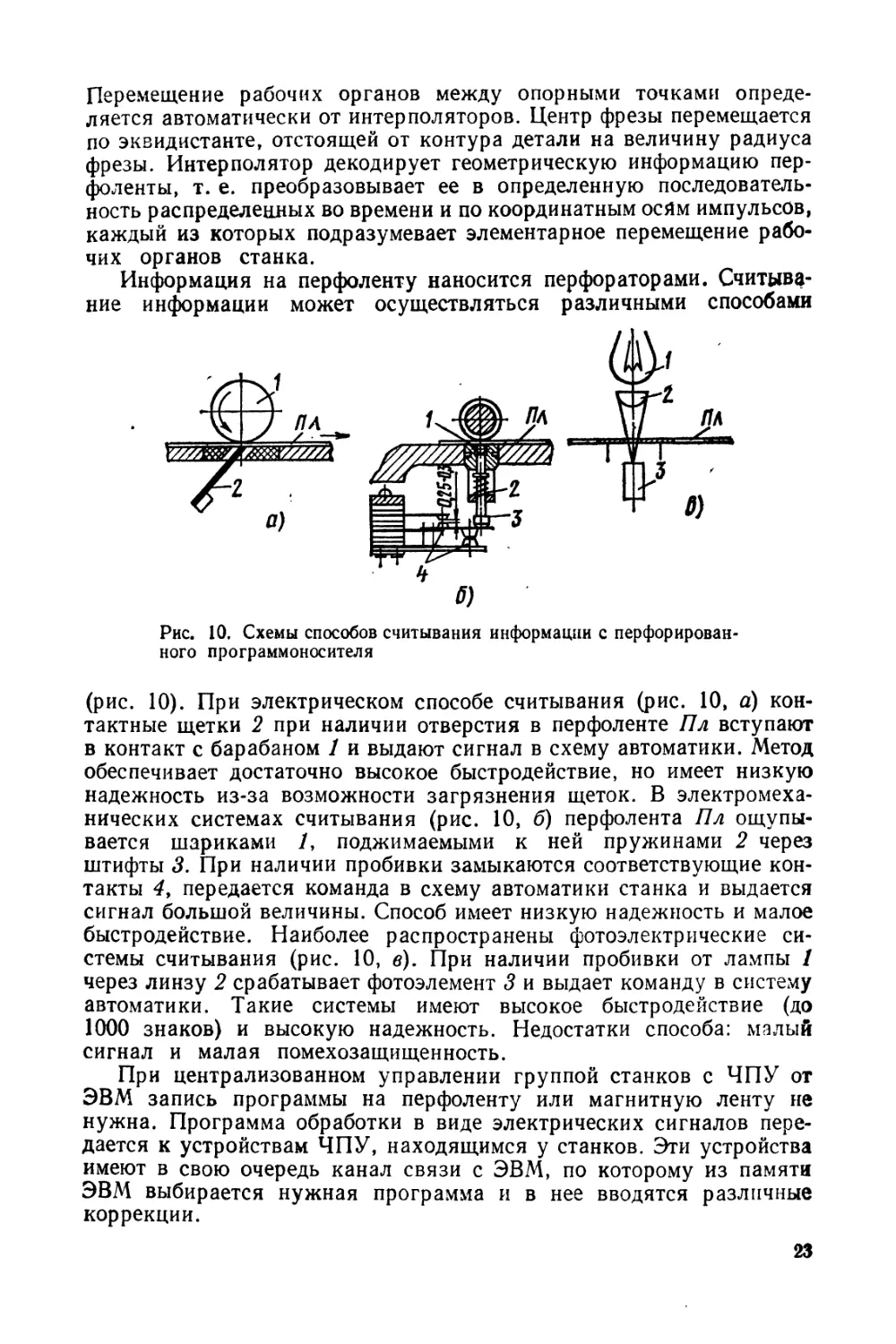
Информация на перфоленту наносится перфораторами. Считыва-
ние информации может осуществляться различными способами
G)
Рис. 10. Схемы способов считывания информации с перфорирован-
ного программоносителя
(рис. 10). При электрическом способе считывания (рис. 10, а) кон-
тактные щетки 2 при наличии отверстия в перфоленте Пл вступают
в контакт с барабаном 1 и выдают сигнал в схему автоматики. Метод
обеспечивает достаточно высокое быстродействие, но имеет низкую
надежность из-за возможности загрязнения щеток. В электромеха-
нических системах считывания (рис. 10, б) перфолента Пл ощупы-
вается шариками /, поджимаемыми к ней пружинами 2 через
штифты 3. При наличии пробивки замыкаются соответствующие кон-
такты 4, передается команда в схему автоматики станка и выдается
сигнал большой величины. Способ имеет низкую надежность и малое
быстродействие. Наиболее распространены фотоэлектрические си-
стемы считывания (рис. 10, в). При наличии пробивки от лампы 1
через линзу 2 срабатывает фотоэлемент 3 и выдает команду в систему
автоматики. Такие системы имеют высокое быстродействие (до
1000 знаков) и высокую надежность. Недостатки способа: малый
сигнал и малая помехозащищенность.
При централизованном управлении группой станков с ЧПУ от
ЭВМ запись программы на перфоленту или магнитную ленту не
нужна. Программа обработки в виде электрических сигналов пере-
дается к устройствам ЧПУ, находящимся у станков. Эти устройства
имеют в свою очередь канал связи с ЭВМ, по которому из памяти
ЭВМ выбирается нужная программа и в нее вводятся различные
коррекции.
23
§ 2. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ С ЧПУ
Станки с ЧПУ обеспечивают высокую производительность
и точность отработки перемещений, задаваемых программой, а также
сохранение этой точности в заданных пределах при длительной их
эксплуатации. Станки с ЧПУ имеют расширенные технологические
возможности при сохранении высокой надежности работы.
Конструкция станков с ЧПУ должна, как правило, обеспечить
совмещение различных видов обработки (точение — фрезерование,
фрезерование — шлифование, обработка резанием — контроль и т. д.),
удобство загрузки заготовок, выгрузки деталей, что особенно важно
при применении промышленных роботов, автоматическое или ди-
станционное управление сменой инструмента, возможность встройки
в общую автоматическую систему управления.
Повышение точности обработки достигается высокой точностью
изготовления и жесткостью станка, превышающей жесткость обыч-
ного станка того же назначения. Статическая и динамическая жест-
кость повышается при сокращении длины кинематических цепей.
С этой целью для всех рабочих органов применяют автономные
приводы, а механические передачи используют в минимально воз-
можном количестве. Приводы станков с ЧПУ должны обеспечивать
высокое быстродействие.
Повышению точности способствует также устранение зазоров
в передаточных механизмах приводов подач, снижение потерь на
трение в направляющих и других механизмах, повышение вибро-
устойчивости, снижение тепловых деформаций, применение в станках
датчиков обратной связи. Для уменьшения тепловых деформаций
необходимо обеспечить равномерный температурный режим в меха-
низмах станка, чему, например, способствует предварительный
разогрев станка и гидросистемы. В высокоточных станках темпе-
ратурную погрешность можно в некоторой степени уменьшить,
вводя коррекцию в привод подач от сигналов датчиков температур.
Базовые детали (станины, колонны, основания) выполняют более
жесткими за счет введения дополнительных ребер жесткости. Повы-
шенную жесткость имеют и подвижные несущие элементы (суппорты,
столы, салазки). Столы, например, конструируют коробчатой формы
с продольными и поперечными ребрами. Базовые детали изготовляют
литыми или сварными. Наметилась тенденция выполнять такие де-
тали из полимерного бетона или синтетического гранита, что еще
больше повышает жесткость и виброустойчивость.
Для улучшения условий эксплуатации при создании новых
моделей станков с ЧПУ часто меняют традиционную компоновку,
например токарные станки выполняют с вертикальной компоновкой,
что обеспечивает удобный подход для загрузки-разгрузки промыш-
ленным роботам, хороший отвод стружки и т. д.
Направляющие станков с ПУ имеют высокую износостойкость
и малую величину.силы трения, что позволяет снизить мощность
следящего привода, увеличить точность перемещений, уменьшить
рассогласование .в следящей системе.
24
Направляющие скольжения имеют повышенный износ и высокий
коэффициент трения, особенно на малых скоростях, что приводит
к скачкообразному перемещению рабочего органа при позициониро-
вании на малой скорости. Чтобы уменьшить коэффициент трения,
направляющие скольжения станины и суппорта создают в виде
пары скольжения «сталь (или высококачественный чугун) — пла-
стиковое покрытие (фторопласт и др.)». Стальные направляющие
имеют твердость HRC9 60 ... 62, а чугунные HRC9 52 ... 55.
В большинстве станков с ЧПУ используют направляющие каче-
ния, комбинированные качения и скольжения, а в тяжелых
станках — гидростатические направляющие.
Рис. 11. Призматические замкнутые роли-
ковые направляющие
1 5
Рис. 12. Схема гидростатических незамкну----► | |
тых направляющих
Направляющие качения имеют высокую долговечность, характе-
ризуются небольшим трением, причем коэффициент трения практи-
чески не зависит от скорости движения. В качестве тел качения
используют ролики. Для направляющих качения применяют те же
исходные профили, что и для направляющих скольжения (прямо-
угольные, треугольные, трапециевидные и т. д.). Предварительный
натяг повышает жесткость направляющих в 2—3 раза, для создания
натяга используют регулирующие устройства. В незамкнутых на-
правляющих разъединению сопрягаемых деталей препятствует лишь
масса перемещаемого механизма или сила пружины, поэтому при
действии больших опрокидывающих моментов применяют замкнутые
направляющие, где разъединению деталей препятствуют планки и
другие устройства. На рис. 11 показаны призматические замкнутые
роликовые направляющие с двумя встречными призмами, натяг
осуществляется с помощью винтов 1. После установки натяга нужной
величины подвижная направляющая 2 прижимается к корпусу
винтами, расположенными в вертикальной плоскости.
Гидростатические направляющие создают масляную подушку
по всей площади контакта, отсюда — малое сопротивление движе-
нию, отсутствие износа, устранение причин скачкообразного дви-
жения и т. д. Гидростатические направляющие выполняют не-
замкнутыми и замкнутыми. Рассмотрим принцип их действия
(рис. 12). От насоса 3 через фильтр 1 масло подается под постоянным
давлением, поддерживаемым предохранительным клапаном 2, через
дроссель 4 с постоянным сопротивлением в карман-камеру 5 на на-
правляющей. Из кармана масло вытесняется через зазор h. Точность
25
движения достигается поддержанием относительного постоянства
толщины масляного слоя при изменяющейся нагрузке, в простейшем
случае путем установки дросселя перед каждым масляным карманом
и выполнения направляющих с высокой геометрической точностью.
Привод главного движения станков с ЧПУ может иметь ступен-
чатое и бесступенчатое регулирование частот вращения шпинделя.
При ступенчатом регулировании применяют автоматические ко-
робки скоростей (АКС) в сочетании с одно- или многоскоростными
нерегулируемыми электродвигателями. В АКС пуск, торможение,
реверс, регулирование скорости осуществляется автоматически с по-
мощью электромагнитных муфт. Такой привод имеет высокий КПД,
обеспечивает передачу больших крутящих моментов при сравни-
тельно небольших габаритах и применяется, например, в токарных
станках с ЧПУ. В многоцелевых станках двух- и трехступенчатые
коробки скоростей сочетают с механическими вариаторами, а пере-
ключение ступеней происходит от устройства ЧПУ электромагни-
тами, гидроприводом или другими методами.
Бесступенчатое регулирование частот вращения осуществляется
двигателями постоянного тока с тиристорным управлением. Такие
двигатели в сочетании с упрощенными двух-трехступенчатыми ко-
робками скоростей наиболее распространены в приводах главного
движения станков с ЧПУ. Преимущества такого привода: простота
конструкции и легкость управления. Тенденцией их развития яв-
ляется применение специальных или стандартного исполнения асин-
хронных электродвигателей с принудительным охлаждением при
мощности до 30 кВт и максимальной частоте вращения 4500—
6000 мин’1.
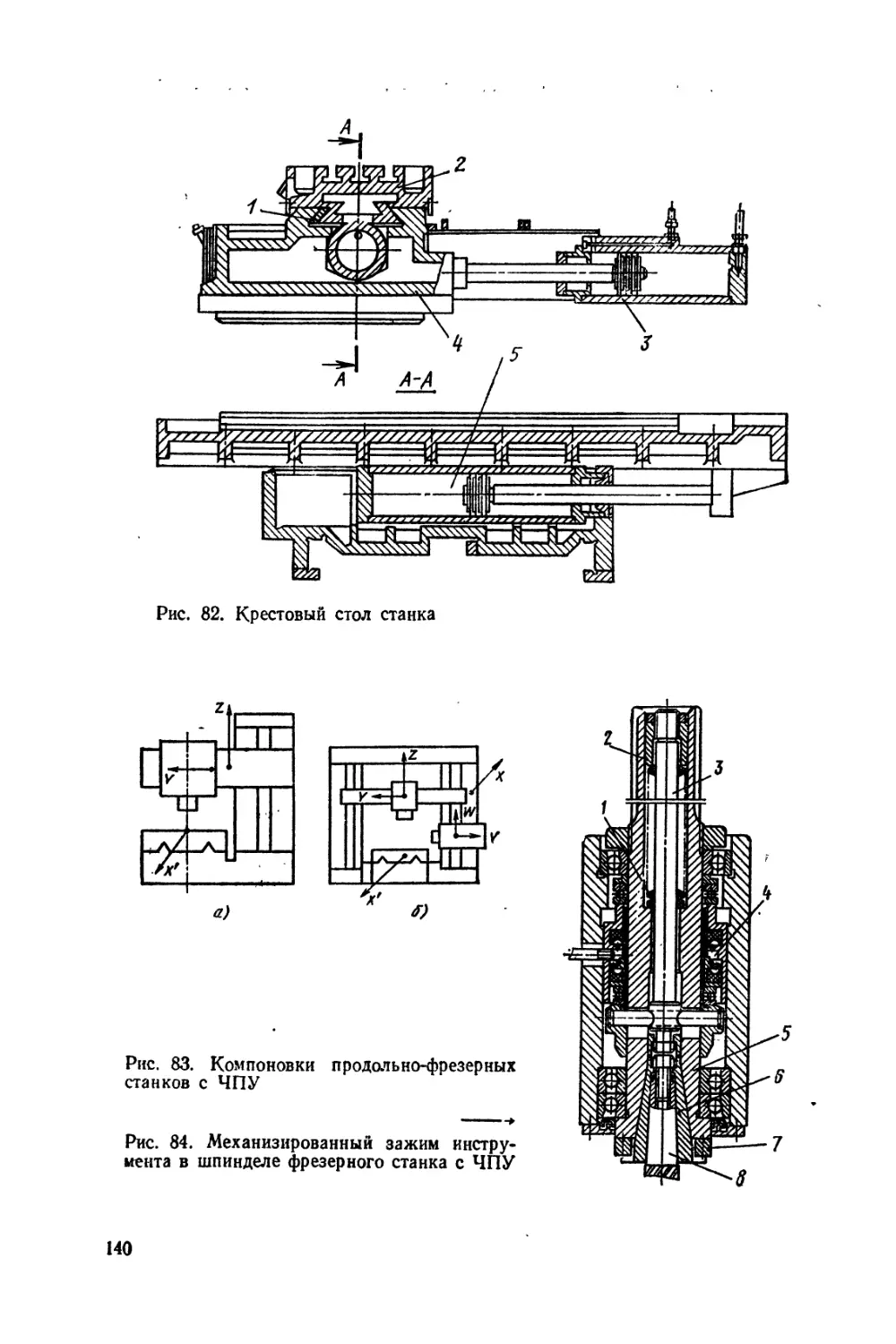
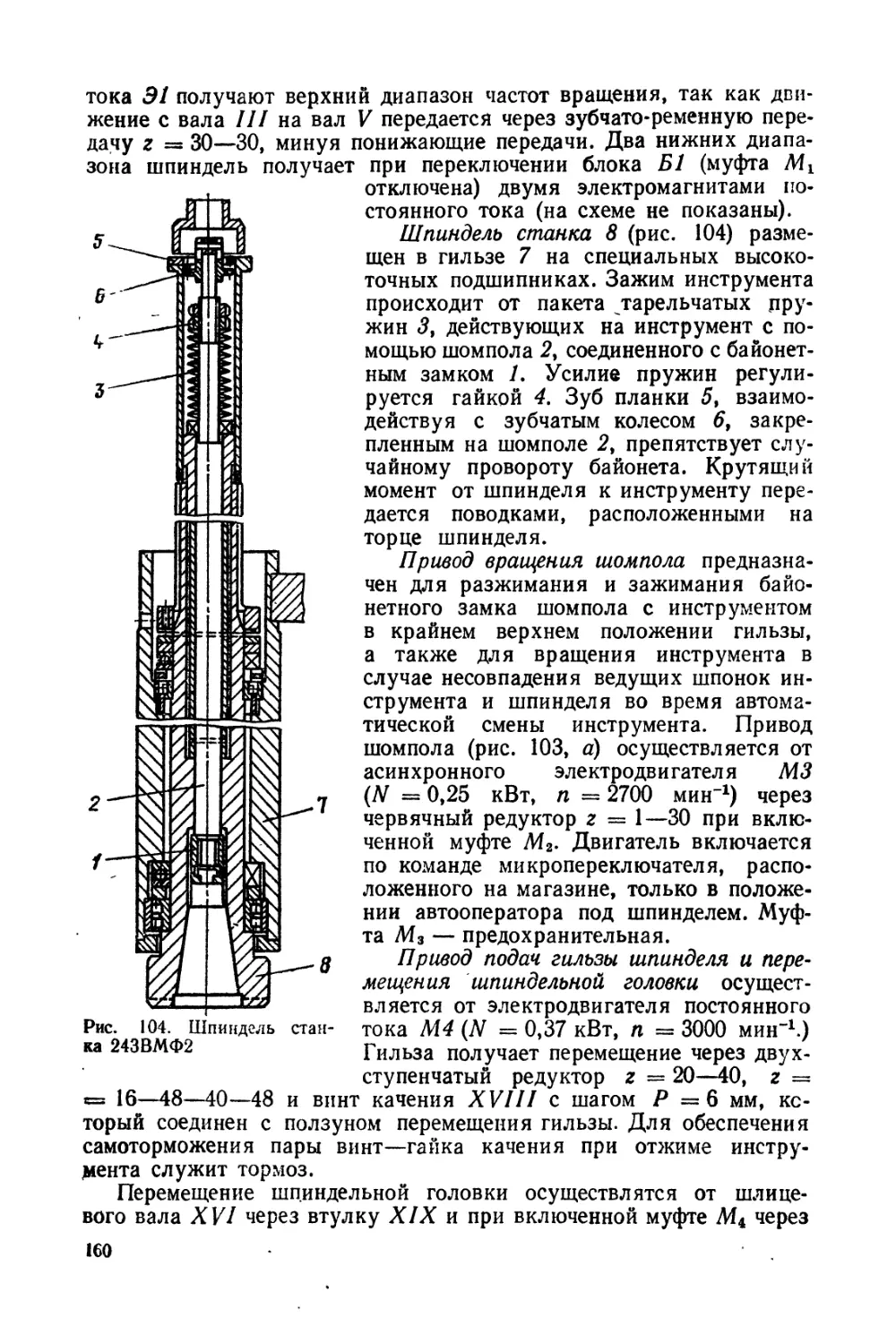
Шпиндели станков с ЧПУ выполняют точными, жесткими, с по-
вышенной износостойкостью шеек, посадочных и базирующих по-
верхностей. Конструкция шпинделя значительно усложняется из-за
встроенных в него устройств автоматического разжима и зажима
(см. рис. 84, 104) инструмента, датчиков при адаптивном управлении
и автоматической диагностике. Шпиндели в станках класса Н и П
выполняют из стали 40Х, 45, 50 с поверхностной закалкой до твер-
дости HRC3 48 ... 56. Для шпинделей сложной формы применяют
стали марок 40ХГР и 50Х с последующей объемной закалкой до
твердости HRC^ 56 ... 60. Шпиндели, устанавливаемые в подшипни-
ках жидкостного трения, должны иметь твердость до HRC9 63 ... 68
и высокое качество поверхности рабочих шеек, для них рекомендуется
сталь 38ХВФЮА. Концы шпинделей в основном стандартизованы.
В многоцелевых и фрезерных станках с ЧПУ отверстие в шпинделе
выполняют с конусом 7/24, в сверлильных станках — с конусом
Морзе.
Опоры шпинделей должны обеспечить точность направлений
(радиального и осевого) шпинделя в течение длительного времени
в переменных условиях работы, повышенную жесткость, небольшие
температурные деформации. Точность вращения шпинделя прежде
всего обеспечивается высокой точностью изготовления подшип-
ников.
26
н-н--
б)
а)
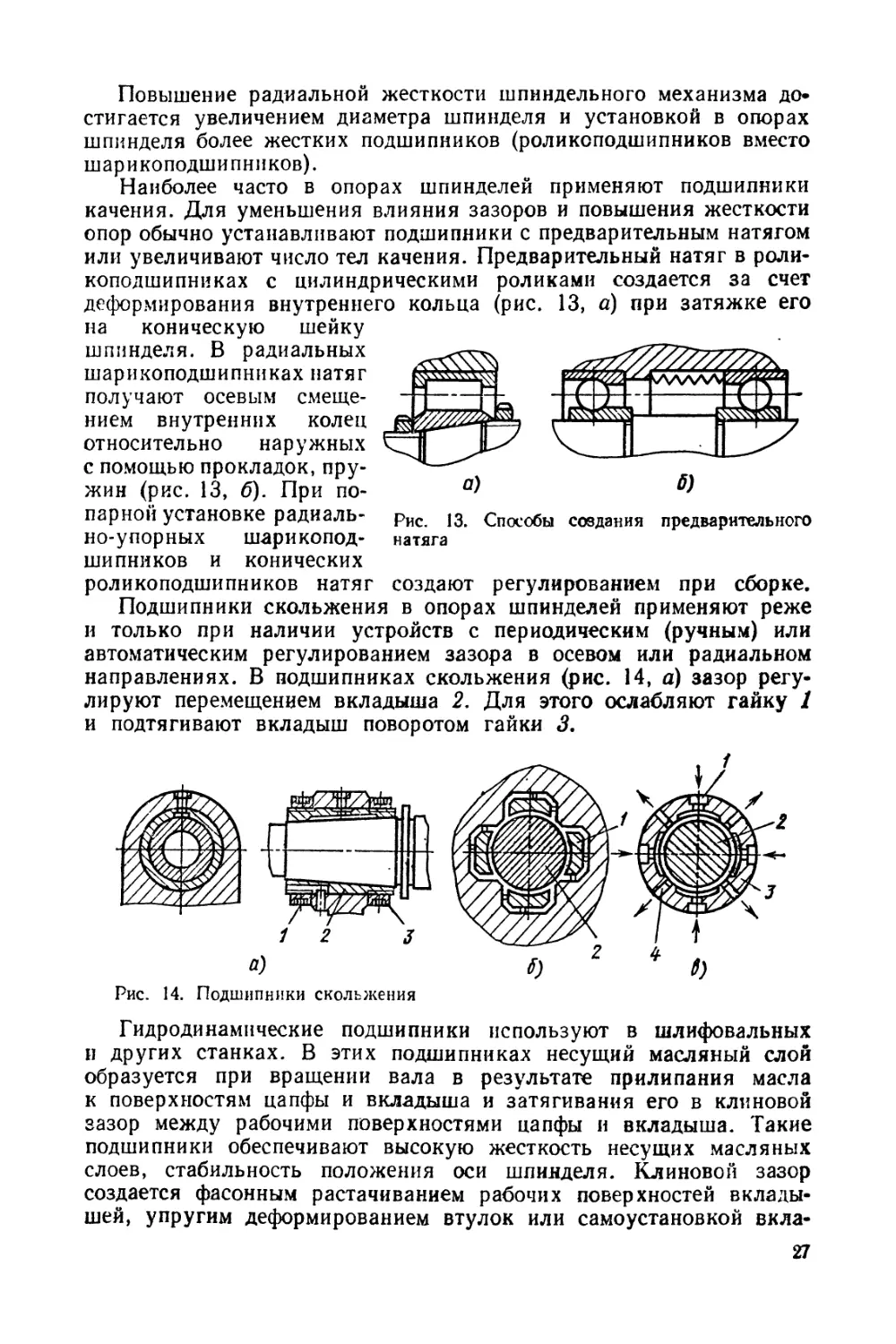
Рис. 13. Способы создания предварительного
натяга
Повышение радиальной жесткости шпиндельного механизма до-
стигается увеличением диаметра шпинделя и установкой в опорах
шпинделя более жестких подшипников (роликоподшипников вместо
шарикоподшипников).
Наиболее часто в опорах шпинделей применяют подшипники
качения. Для уменьшения влияния зазоров и повышения жесткости
опор обычно устанавливают подшипники с предварительным натягом
или увеличивают число тел качения. Предварительный натяг в роли-
коподшипниках с цилиндрическими роликами создается за счет
деформирования внутреннего кольца (рис. 13, а) при затяжке его
на коническую шейку
шпинделя. В радиальных
шарикоподшипниках натяг
получают осевым смеще-
нием внутренних колец
относительно наружных
с помощью прокладок, пру-
жин (рис. 13, б). При по-
парной установке радиаль-
но-упорных шарикопод-
шипников и конических
роликоподшипников натяг
Подшипники скольжения в опорах шпинделей применяют реже
и только при наличии устройств с периодическим (ручным) или
автоматическим регулированием зазора в осевом или радиальном
направлениях. В подшипниках скольжения (рис. 14, а) зазор регу-
лируют перемещением вкладыша 2. ~
и подтягивают вкладыш поворотом
создают регулированием при сборке.
Для этого ослабляют гайку 1
гайки 3.
а)
Рис. 14. Подшипники скольжения
Гидродинамические подшипники используют в шлифовальных
и других станках. В этих подшипниках несущий масляный слой
образуется при вращении вала в результате прилипания масла
к поверхностям цапфы и вкладыша и затягивания его в клиновой
зазор между рабочими поверхностями цапфы и вкладыша. Такие
подшипники обеспечивают высокую жесткость несущих масляных
слоев, стабильность положения оси шпинделя. Клиновой зазор
создается фасонным растачиванием рабочих поверхностей вклады-
шей, упругим деформированием втулок или самоустановкой вкла-
27
дыша при вращении шпинделя. Четыре вкладыша 1 (рис. 14, б)
многоклинового гидродинамического подшипника могут самоуста-
навливаться в направлении вращения и в плоскости оси шпин-
деля 2.
Гйдростатические шпиндельные подшипники широко используют
в опорах прецизионных станков, так как они обеспечивают высокую
точность вращения, неограниченную долговечность. Масло от насоса
подается под большим давлением через дросселирующие устройства
в несколько карманов 1 (рис. 14, в), а вытесняется из них через
зазор между шейкой 2 шпинделя и подшипником 3 в отверстия 4.
Гидростатические подшипники создают режим жидкостного трения
практически при любых скоростях скольжения. Для большинства
конструкций оптимальным является наличие четырех кар-
манов.
В прецизионных станках применяют аэростатические подшип-
ники, в которых между шейкой вала и поверхностью подшипника
находится тонкий слой сжатого воздуха, благодаря этому снижается
износ и нагрев подшипника, повышается точность вращения и т. п.
Привод подач и позиционирования, т. е. перемещения рабочего
органа станка в требуемую позицию согласно программе, должен
выполняться с минимально возможными зазорами и со стабильными
параметрами, иметь высокую жесткость и плавность перемещения
при малых скоростях, большую скорость вспомогательных переме-
щений рабочих органов (до 10 м/мин и более). Привод подач характе-
ризуется также малым временем разгона и торможения, небольшими
силами трения, уменьшенным нагревом элементов привода, большим
диапазоном регулирования. Эти требования можно осуществить,
применив шариковые и гидростатические винтовые передачи, на-
правляющие качения и гидростатические направляющие, беззазор-
ные редукторы с короткими кинематическими цепями и т. д.
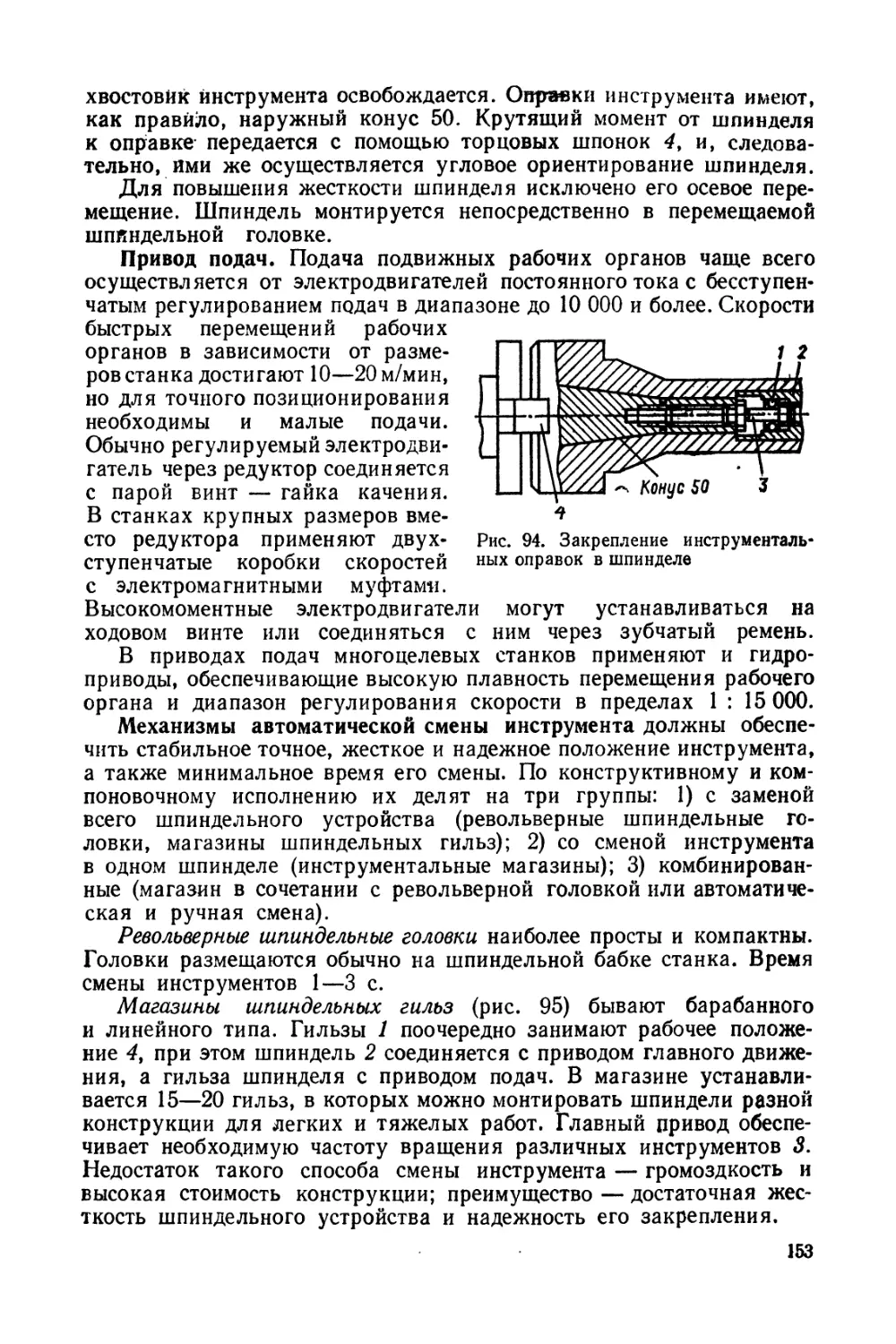
Точность позиционирования во многом зависит от точности
срабатывания электродвигателей, электромагнитных муфт, тормоз-
ных устройств. В электродвигателях подач, устанавливаемых непо-
средственно на станках, используют высокомоментные двигатели
постоянного тока с транзисторными широтно-импульсными преоб-
разователями. Для роботов и других быстродействующих механиз-
мов используют специальные быстродействующие электродвигатели
постоянного тока с дисковым якорем и транзисторными преобра-
зователями.
Тенденцией развития электропривода подач является создание
электроприводов переменного тока на базе синхронных бесколлек-
торных (вентильных) электродвигателей с естественным охлажде-
нием, с моментами 0,1—90 Н-м, максимальными частотами вращения
до 3000 ... 5000 мин*1. Такие двигатели обеспечивают широкий
диапазон регулирования и равномерность вращения, имеют малые
габариты и массу. В качестве датчика обратной связи используют
датчик положения ротора (в основном фотоимпульсный).
Шаговые двигатели (ШД) имеют хорошие динамические харак-
теристики. Несиловые ШД не обеспечивают мощности, необходимой
28
на перемещение исполнительных механизмов станка, и поэтому
применяются в сочетании с гидроусилителем моментов. Силовые
ШД непосредственно связаны с винтом или редуктором механизма
подач.
Рассмотрим наиболее характерные механизмы привода подач
станков с ЧПУ.
Беззазорные редукторы передают вращение от двигателя к ходо-
вому винту. Зазор в зубчатых зацеплениях редуктора можно устра-
нять путем уменьшения межосевого расстояния (рис. 15, а), углового
смещения разрезного прямозубого колеса (рис. 15, б), осевого сме-
щения двух половин колеса в косозубом зацеплении (рис. 15, в).
о) 6) 0)
Рис. 15. Способы устранения зазора
в зубчатых зацеплениях
Рис. 16. Схемы беззазорных редукто---------►
ров
5)
В червячных передачах зазор устраняют осевым смещением чер-
вяка. Устранение зазора в редукторах можно осуществлять созда-
нием параллельных кинематических цепей, имеющих одинаковое
передаточное отношение, как это сделано в приводе круглого стола
станка 6305Ф4 (см. рис. 109). В редукторе (рис. 16, а) посадочное
отверстие двигателя 1 выполнено эксцентрично. При повороте
фланца 2 в корпусе 3 изменится межцентровое расстояние у колес 4
и 5 и тем самым будет выбран зазор между ними. В беззазорном
редукторе (рис. 16, 6) зазор выбирают при смещении в осевом на-
правлении пружиной 3 косозубых колес 1 и 2 с противоположным
углом наклона зубьев. Пружину можно заменить каким-либо пневма-
тическим или гидравлическим устройством. Зазор в таком редукторе
устраняется при передаче вращения в обоих направлениях.
При соединении шпонками зубчатых колес с валом возникают
дополнительные зазоры. Беззазорные зацепления можно получить
соединением (рис. 17) зубчатого колеса 5 с валом 1 с помощью кони-
ческих разжимных колец 4. Затяжка колец осуществляется гайкой 2
через втулку 3.
Передачи винт—гайка, червячно-реечные передачи являются испол-
нительными механизмами привода подач. Винт-гайку скольжения
29
почти не используют из-за наличия зазоров в резьбе, большого
коэффициента трения и низкого КПД.
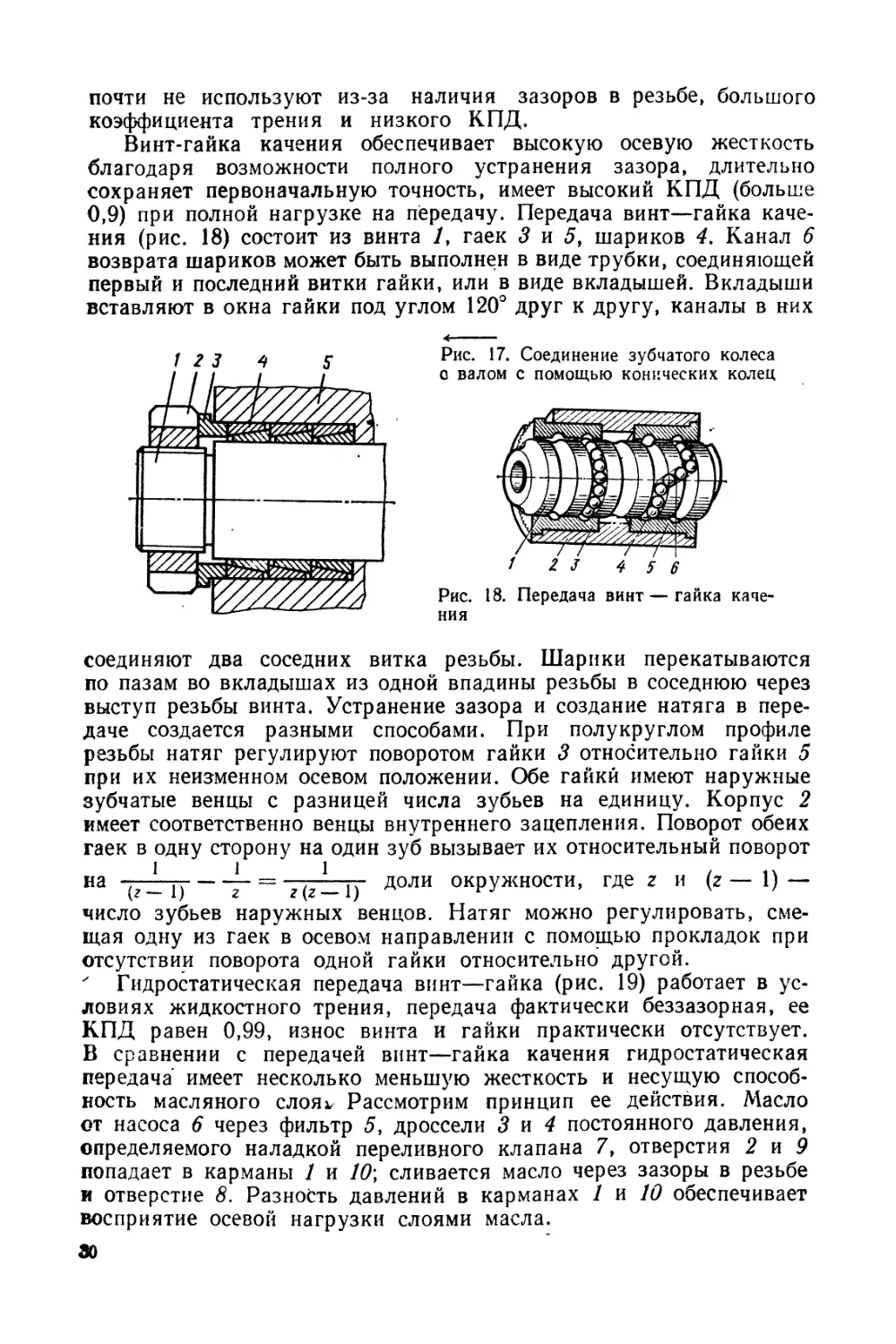
Винт-гайка качения обеспечивает высокую осевую жесткость
благодаря возможности полного устранения зазора, длительно
сохраняет первоначальную точность, имеет высокий КПД (больше
0,9) при полной нагрузке на передачу. Передача винт—гайка каче-
ния (рис. 18) состоит из винта /, гаек 3 и 5, шариков 4. Канал 6
возврата шариков может быть выполнен в виде трубки, соединяющей
первый и последний витки гайки, или в виде вкладышей. Вкладыши
вставляют в окна гайки под углом 120° друг к другу, каналы в них
Рис. 17. Соединение зубчатого колеса
с валом с помощью конических колец
Рис. 18. Передача винт — гайка каче-
ния
соединяют два соседних витка резьбы. Шарики перекатываются
по пазам во вкладышах из одной впадины резьбы в соседнюю через
выступ резьбы винта. Устранение зазора и создание натяга в пере-
даче создается разными способами. При полукруглом профиле
резьбы натяг регулируют поворотом гайки 3 относительно гайки 5
при их неизменном осевом положении. Обе гайки имеют наружные
зубчатые венцы с разницей числа зубьев на единицу. Корпус 2
имеет соответственно венцы внутреннего зацепления. Поворот обеих
гаек в одну сторону на один зуб вызывает их относительный поворот
1 1 1 / 1\
на ----------— = Д°ли окружности, где z и (z— 1) —
число зубьев наружных венцов. Натяг можно регулировать, сме-
щая одну из гаек в осевом направлении с помощью прокладок при
отсутствии поворота одной гайки относительно другой.
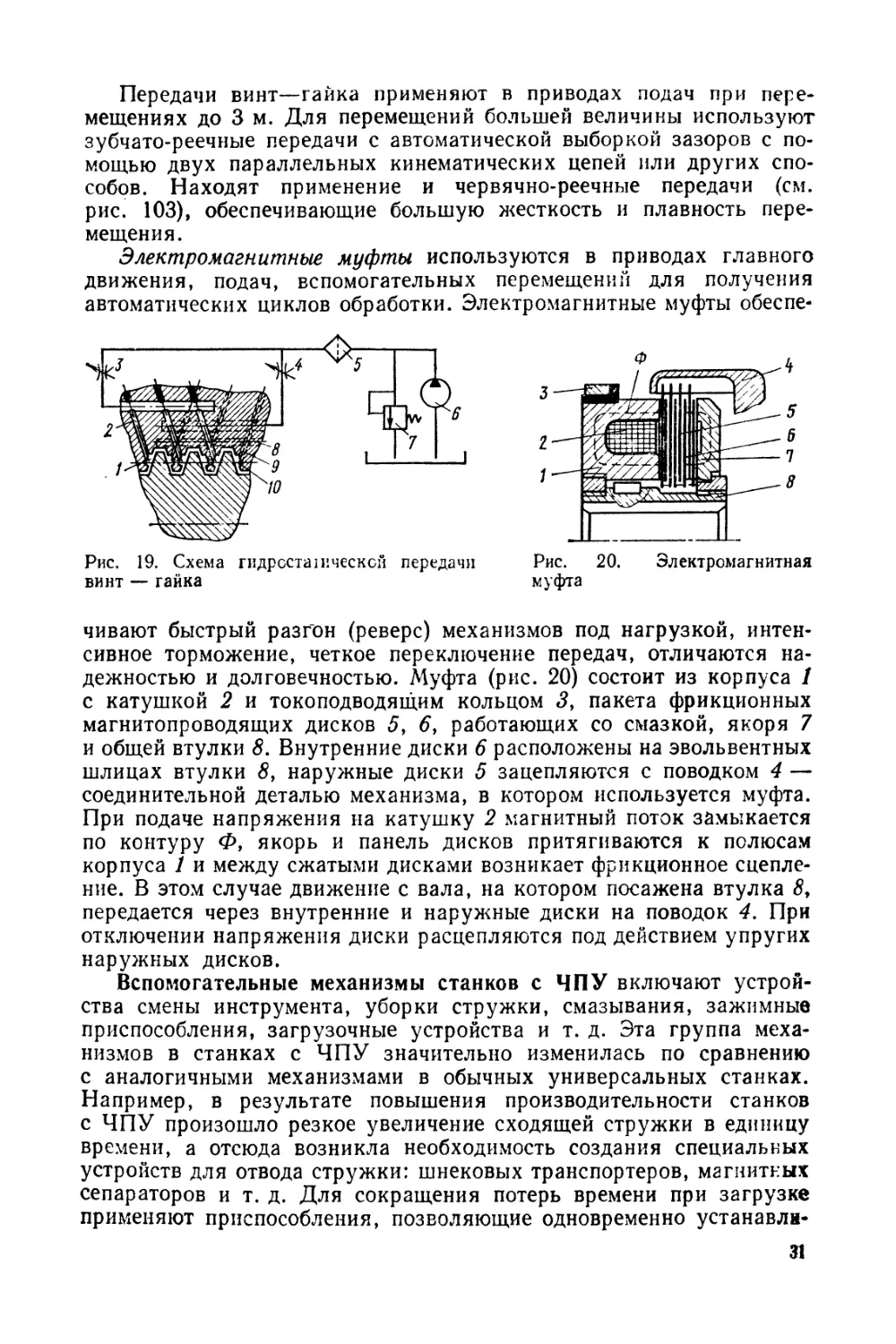
" Гидростатическая передача винт—гайка (рис. 19) работает в ус-
ловиях жидкостного трения, передача фактически беззазорная, ее
КПД равен 0,99, износ винта и гайки практически отсутствует.
В сравнении с передачей винт—гайка качения гидростатическая
передача имеет несколько меньшую жесткость и несущую способ-
ность масляного слоях- Рассмотрим принцип ее действия. Масло
от насоса 6 через фильтр 5, дроссели 3 и 4 постоянного давления,
определяемого наладкой переливного клапана 7, отверстия 2 и 9
попадает в карманы 1 и 10\ сливается масло через зазоры в резьбе
и отверстие 8. Разность давлений в карманах 1 и 10 обеспечивает
восприятие осевой нагрузки слоями масла.
30
Передачи винт—гайка применяют в приводах подач при пере-
мещениях до 3 м. Для перемещений большей величины используют
зубчато-реечные передачи с автоматической выборкой зазоров с по-
мощью двух параллельных кинематических цепей или других спо-
собов. Находят применение и червячно-реечные передачи (см.
рис. 103), обеспечивающие большую жесткость и плавность пере-
мещения.
Электромагнитные муфты используются в приводах главного
движения, подач, вспомогательных перемещений для получения
автоматических циклов обработки. Электромагнитные муфты обеспе-
Рис. 19. Схема гидростатической передачи
винт — гайка
Рис. 20. Электромагнитная
муфта
чивают быстрый разгон (реверс) механизмов под нагрузкой, интен-
сивное торможение, четкое переключение передач, отличаются на-
дежностью и долговечностью. Муфта (рис. 20) состоит из корпуса 1
с катушкой 2 и токоподводящим кольцом <3, пакета фрикционных
магнитопроводящих дисков 5, 6, работающих со смазкой, якоря 7
и общей втулки 8. Внутренние диски 6 расположены на эвольвентных
шлицах втулки 5, наружные диски 5 зацепляются с поводком 4 —
соединительной деталью механизма, в котором используется муфта.
При подаче напряжения на катушку 2 магнитный поток замыкается
по контуру Ф, якорь и панель дисков притягиваются к полюсам
корпуса 1 и между сжатыми дисками возникает фрикционное сцепле-
ние. В этом случае движение с вала, на котором посажена втулка
передается через внутренние и наружные диски на поводок 4. При
отключении напряжения диски расцепляются под действием упругих
наружных дисков.
Вспомогательные механизмы станков с ЧПУ включают устрой-
ства смены инструмента, уборки стружки, смазывания, зажимные
приспособления, загрузочные устройства и т. д. Эта группа меха-
низмов в станках с ЧПУ значительно изменилась по сравнению
с аналогичными механизмами в обычных универсальных станках.
Например, в результате повышения производительности станков
с ЧПУ произошло резкое увеличение сходящей стружки в единицу
времени, а отсюда возникла необходимость создания специальных
устройств для отвода стружки: шнековых транспортеров, магнитных
сепараторов и т. д. Для сокращения потерь времени при загрузке
применяют приспособления, позволяющие одновременно устанавли-
31
вать заготовку и снимать деталь во время обработки другой заготовки
(удлиненные столы с двумя рабочими позициями, маятниковые
столы и др.).
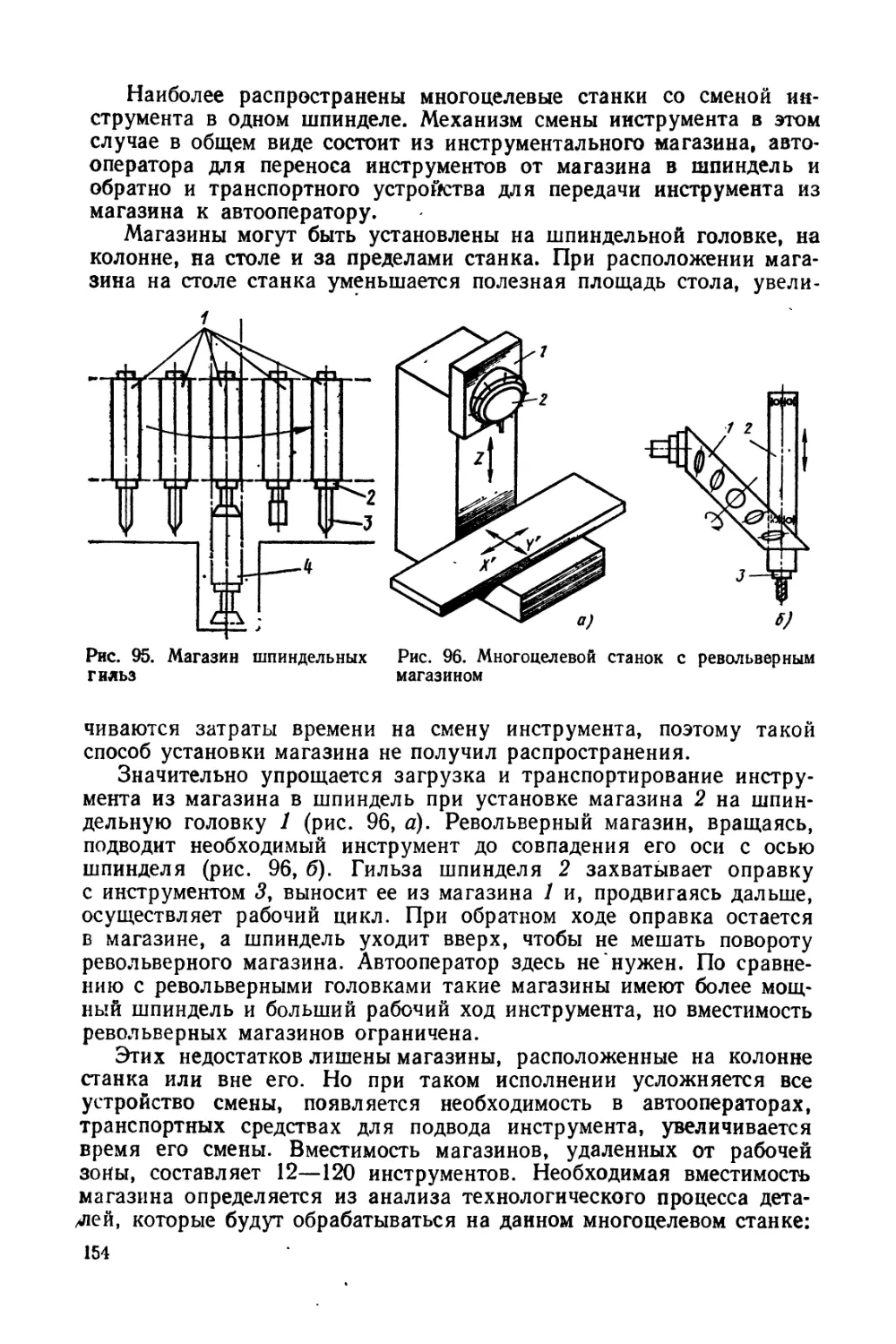
Устройства автоматической смены инструмента (магазины,
автооператоры, револьверные головки) должны обеспечивать мини-
мальные затраты времени на смену инструмента, высокую надеж-
ность в работе, стабильность положения инструмента, т. е. постоян-
ство размера вылета и положения оси при повторных сменах ин-
струмента, иметь необходимую вместимость магазина или револь-
верной головки. Конструкции магазинов, автооператоров будут
рассмотрены в гл. 14.
Револьверная головка наиболее простое устройство смены ин-
струмента: установку и зажим инструмента осуществляют вручную.
В рабочей позиции один из шпинделей приводится во вращение
от главного привода станка. Револьверные головки устанавливают
на токарные, сверлильные, фрезерные, многоцелевые станки с ЧПУ;
в головке закрепляют от 4 до 12 инструментов. Увеличение числа
позиций в револьверной головке снижает величину рабочего хода.
Недостатком револьверных головок является невысокая жесткость и,
как следствие, пониженная точность обработки.
Варианты компоновок револьверных головок в станках с ЧПУ;
показаны на рис. 21. Наиболее распространена конструкция го-
ловки, показанная на рис. 21, а; головка, показанная на рис. 21, б,
сложнее, но более удобна, так как позволяет неоднократно исполь-
зовать каждый шпиндель за один поворот головки; конструкция
головки, показанная на рис. 21, в, встречается реже.
§ 3. ОСНОВНЫЕ СВЕДЕНИЯ О СИСТЕМАХ ЧПУ
Система числового программного управления (СЧПУ) —
это совокупность специализированных устройств, методов и средств,
необходимых для осуществления ЧПУ станками. Устройство ЧПУ
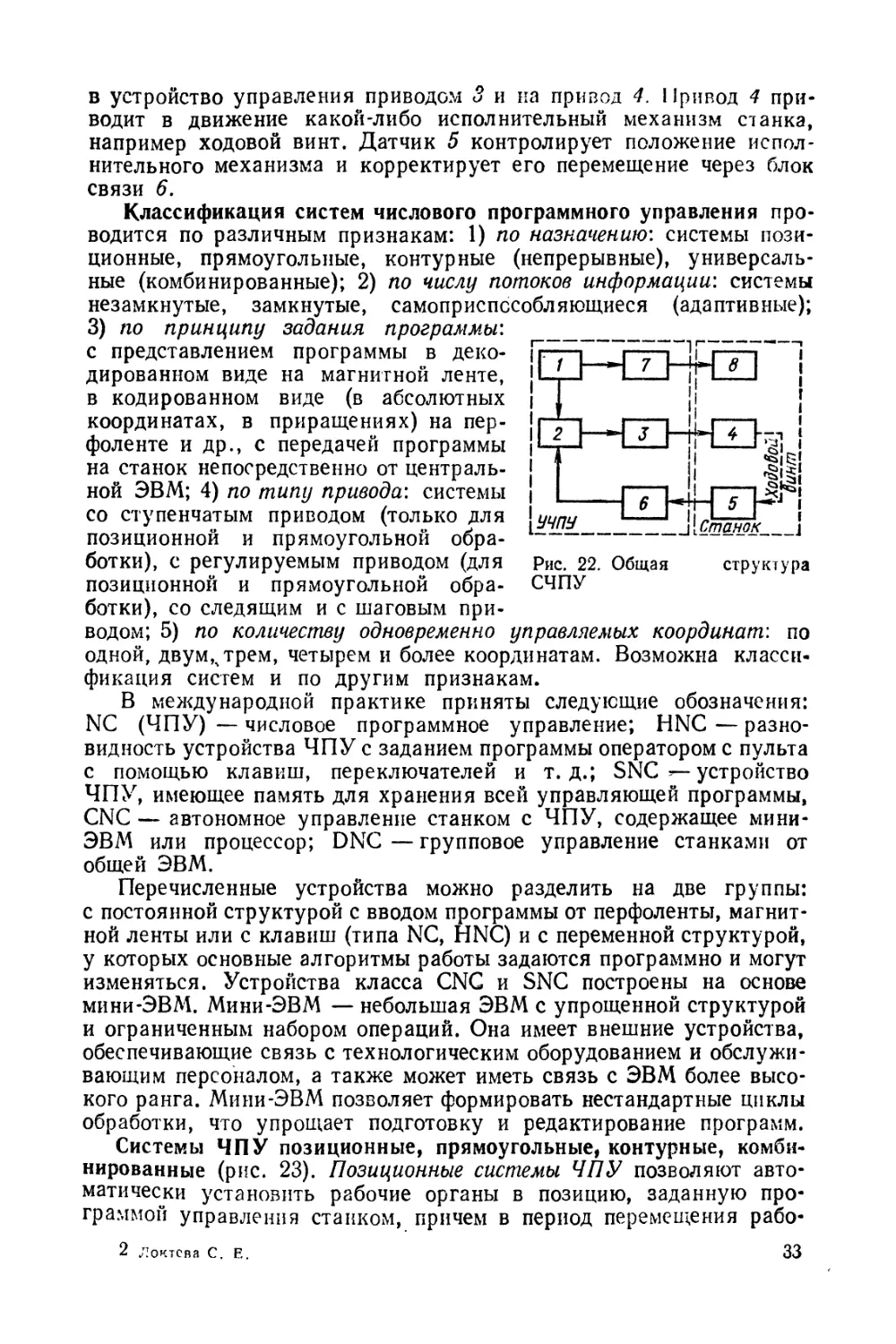
станками —часть СЧПУ (рис. 22), связанная конструктивным един-
ством, осуществляющая выдачу управляющих воздействий по задан-
ной программе. С устройства ввода программы 1 технологическая
информация поступает в блок технологических команд 7, а затем
на исполнительные механизмы 8, отрабатывающие технологическую
информацию. Геометрическая информация с устройства ввода про-
граммы 1 поступает в устройство обработки программ 2, а затем
32
в устройство управления приводом 3 и на привод 4. Привод 4 при-
водит в движение какой-либо исполнительный механизм станка,
например ходовой винт. Датчик 5 контролирует положение испол-
нительного механизма и корректирует его перемещение через блок
связи 6.
Классификация систем числового программного управления про-
водится по различным признакам: 1) по назначению: системы пози-
ционные, прямоугольные, контурные (непрерывные), универсаль-
ные (комбинированные); 2) по числу потоков информации: системы
незамкнутые, замкнутые, самоприспссобляющиеся (адаптивные);
3) по принципу задания программы:
с представлением программы в деко-
дированном виде на магнитной ленте,
в кодированном виде (в абсолютных
координатах, в приращениях) на пер-
фоленте и др., с передачей программы
на станок непосредственно от централь-
ной ЭВМ; 4) по типу привода: системы
со ступенчатым приводом (только для
позиционной и прямоугольной обра-
ботки), с регулируемым приводом (для Рис. 22. Общая структура
позиционной и прямоугольной обра- СЧПУ
ботки), со следящим и с шаговым при-
водом; 5) по количеству одновременно управляемых координат: по
одной, двум,дрем, четырем и более координатам. Возможна класси-
фикация систем и по другим признакам.
В международной практике приняты следующие обозначения:
NC (ЧПУ) — числовое программное управление; HNC — разно-
видность устройства ЧПУ с заданием программы оператором с пульта
с помощью клавиш, переключателей и т. д.; SNC — устройство
ЧПУ, имеющее память для хранения всей управляющей программы,
CNC — автономное управление станком с ЧПУ, содержащее мини-
ЭВМ или процессор; DNC — групповое управление станками от
общей ЭВМ.
Перечисленные устройства можно разделить на две группы:
с постоянной структурой с вводом программы от перфоленты, магнит-
ной ленты или с клавиш (типа NC, HNC) и с переменной структурой,
у которых основные алгоритмы работы задаются программно и могут
изменяться. Устройства класса CNC и SNC построены на основе
мини-ЭВМ. Мини-ЭВМ — небольшая ЭВМ с упрощенной структурой
и ограниченным набором операций. Она имеет внешние устройства,
обеспечивающие связь с технологическим оборудованием и обслужи-
вающим персоналом, а также может иметь связь с ЭВМ более высо-
кого ранга. Мини-ЭВМ позволяет формировать нестандартные циклы
обработки, что упрощает подготовку и редактирование программ.
Системы ЧПУ позиционные, прямоугольные, контурные, комби-
нированные (рис. 23). Позиционные системы ЧПУ позволяют авто-
матически установить рабочие органы в позицию, заданную про-
граммой управления станком, причем в период перемещения рабо-
2 Локтева С, Е. 33
программного управления по
назначению:
1 — ЧПУ; 2 — позиционные; 3 —
прямоугольные; 4 — контурные
чего органа обработка не
ведется. Такие системы
применяют в сверлильных
и расточных станках. Вре-
мя перемещения из одной
точки позиционирования
(хь i/j) в другую (х2, у2)
должно быть минималь-
ным. Число одновременно управляемых координат может колебаться
в пределах одной—пяти. Позиционирование в зависимости от ис-
пользуемого устройства ЧПУ может происходить по двум коорди-
натам одновременно или последовательно по каждой координате.
Третья координата —это подача шпинделя по оси Z. Четвертую
и пятую координаты, если они есть, используют для поворота стола,
для выхода на диаметр резца в планшайбе расточного шпинделя,
дополнительного движения шпиндельной бабки. При позициониро-
вании рабочего органа происходит ступенчатое снижение скорости
перемещения: быстрое —на большей части пути и медленное —для
точной установки при подходе к заданной точке для уменьшения
влияния инерционных и упругих сил.
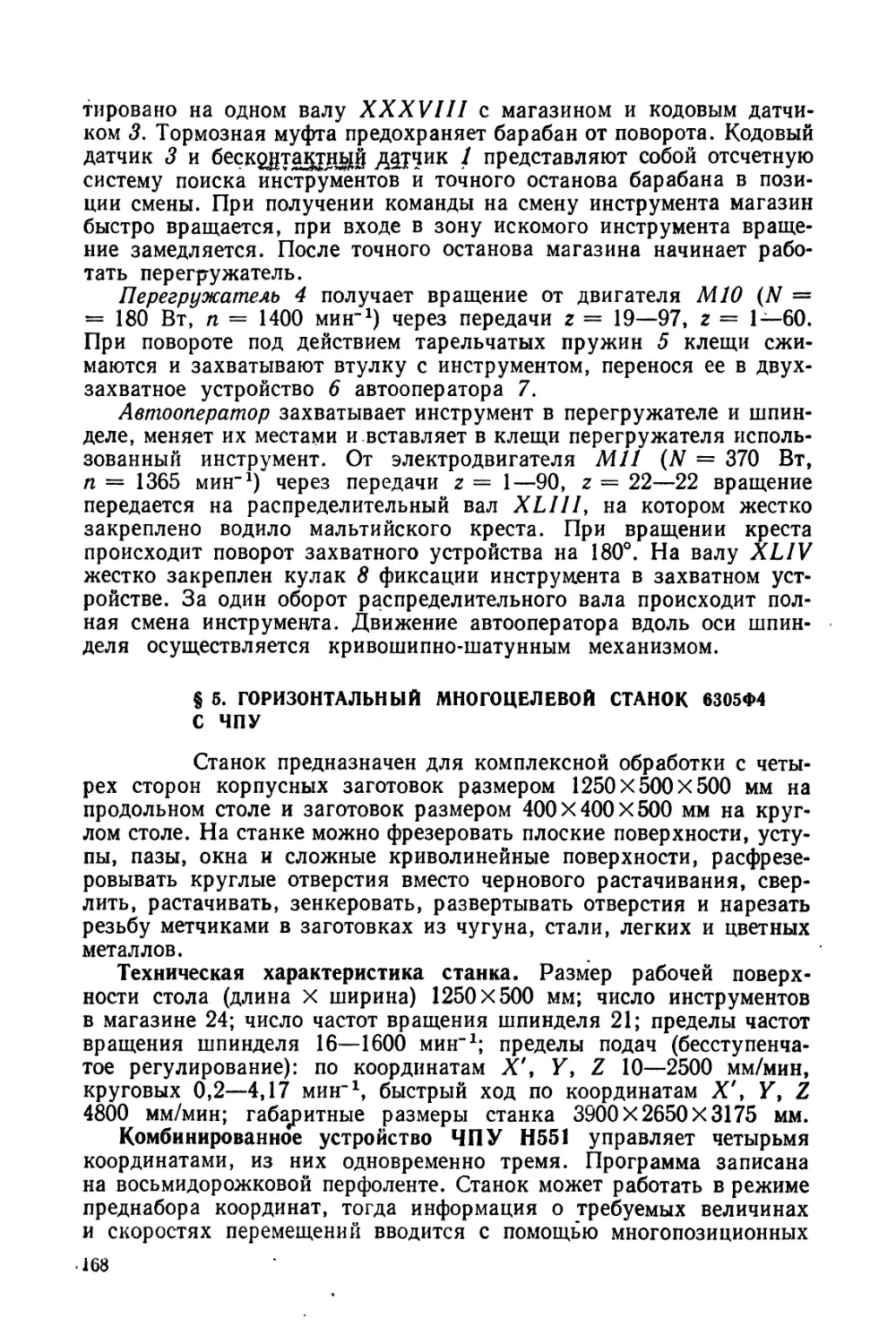
Прямоугольные системы ЧПУ обеспечивают рабочие перемеще-
ния по программе исполнительных органов станка поочередно
вдоль его осей координат на заданные расстояния. Эти системы
используют на токарных, фрезерных, расточных станках для обра-
ботки ступенчатых валиков, деталей с прямоугольным контуром,
а также для сверления отверстий, растачивания, нарезания резьбы
метчиком и т. д.
Контурные системы ЧПУ обеспечивают автоматическое пере-
мещение рабочего органа по произвольной траектории с контурной
скоростью, заданной программой управления станком. Контурная
скорость — результирующая скорость подачи рабочего органа
станка, направление которой совпадает с направлением касательной
в каждой точке заданного контура обработки. Траектория обработки
обеспечивается совместным и взаимосвязанным движением несколь-
ких исполнительных устройств. Область применения контурных
систем — токарные и фрезерные станки с ЧПУ. Контурные СЧПУ
с управлением от перфоленты подразделяют по типу интерполяции
(линейной, круговой и специальной), типу привода (следящий и
шаговый), числу одновременно управляемых координат (двум,
трем и т. д.).
Наиболее простые линейные интерполяторы используют, если
контур обрабатываемой детали можно представить в виде отрезков
прямых, расположенных под любыми углами к оси координат.
Криволинейные участки в этом случае представляют как ряд пря-
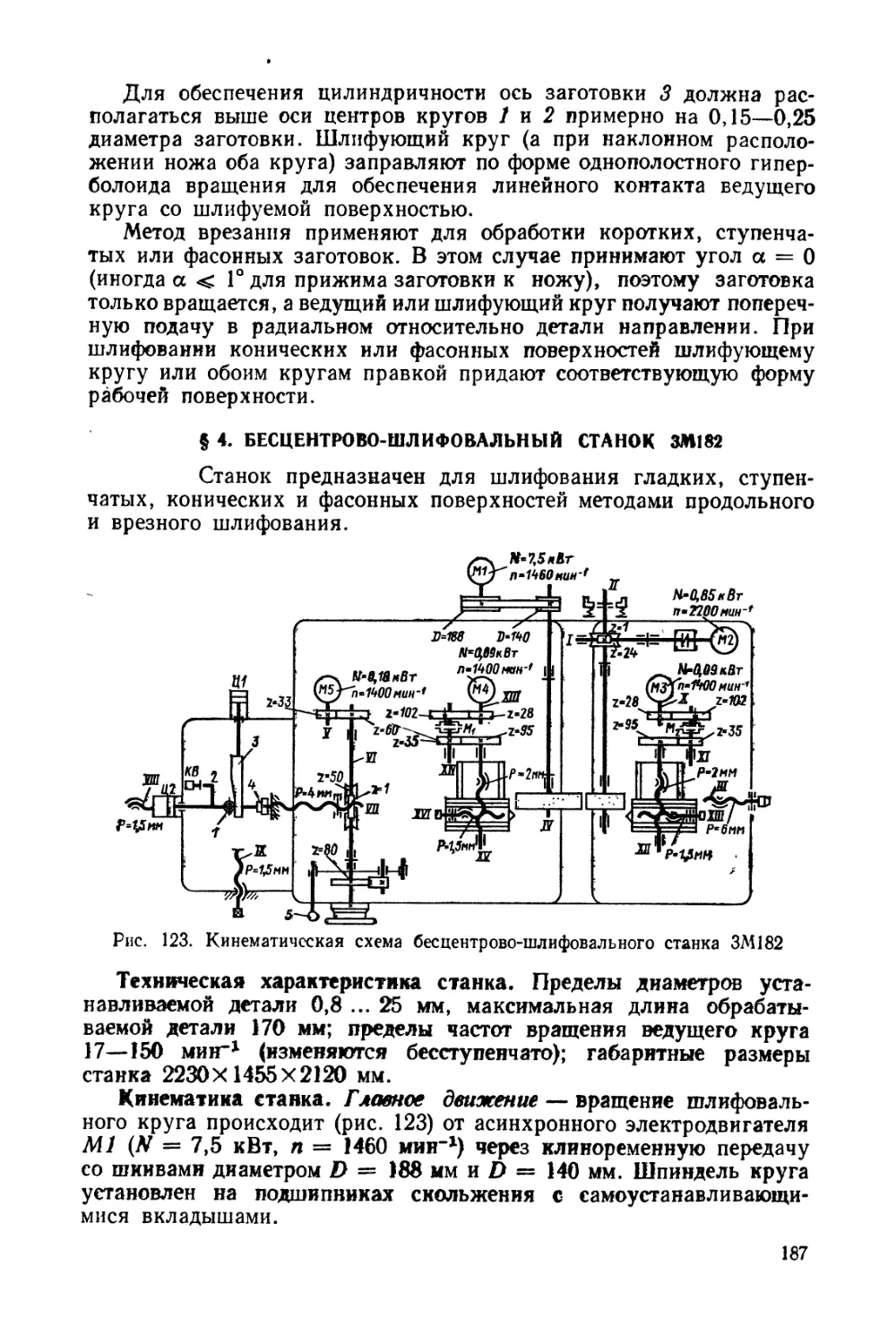
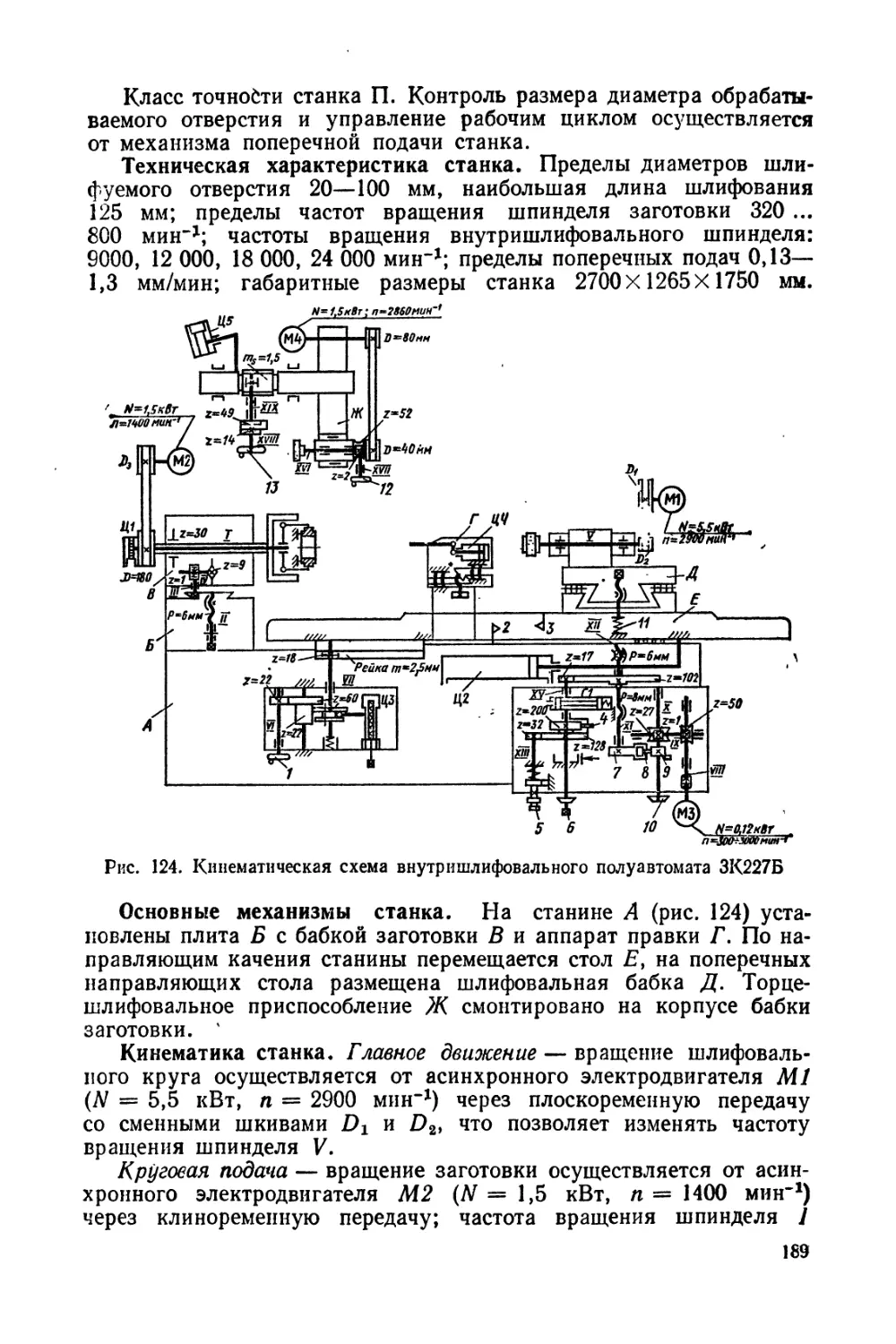
34 .
содержащие различные дуги окружностей и отрезки прямых, удоб-
нее обрабатывать с помощью линейно-кругового интерполятора,
в котором дуга окружности задается одним кадром, а криволинейный
контур плавно аппроксимируется прямыми и дугами окружности.
Тем самым уменьшается длина программоносителя, упрощается
расчет программ при наличии устройства автоматического расчета
эквидистанты. Для обработки очень сложных деталей (гребных
винтов, лопаток турбин и т. д.) применяют специальные интерполя-
торы, например параболические.
Системы ЧПУ незамкнутые, замкнутые, самоприспособляющиеся.
Незамкнутые системы ЧПУ характеризуются наличием одного
Рис. 24. Блок-схема незамкнутой си-
стемы ЧПУ
Рис. 25. Блок-схема замкнутой си-
стемы ЧПУ
потока информации, направленного от считывающего устройства СУ
к исполнительному механизму ИМ (рис. 24). Считанные с программо-
носителя Пл сигналы поступают в устройство управления УУ,
а затем после необходимых преобразований в шаговый двигатель
ШД, связанный через гидрораспределитель Г с гидродвигателем ГД.
В гидроусилителе моментов ГМ имеется местная жесткая обратная
связь ОС. Происходит перемещение рабочего органа в заданное
положение, точность перемещения определяется погрешностью от-
работки ШД командных импульсов, погрешностями гидроусили-
теля, зубчатых передач, ходового винта и т. д. Но в системе нет
датчика пути и соответственно нет потока информации о фактиче-
ском положении исполнительного механизма, что снижает точност-
ные показатели такой системы.
Замкнутые системы ЧПУ имеют два потока информации (рис. 25):
один от считывающего устройства СУ, второй — от датчика обратной
связи ДОС. Сигналы с программоносителя Пл через СУ поступают
в устройство управления УУ, а затем через блок сравнения БС,
дешифратор и усилитель ДШ к исполнительному двигателю ИД.
При перемещении рабочего органа могут возникнуть отклонения
от программы, вызванные зазорами в системе привода, упругими
деформациями системы СПИД, износом инструментов и т. д. Датчик
обратной связи ДОС измеряет действительное перемещение рабочего
органа или его положение и направляет сигнал в БС, где сигналы
обратной связи сопоставляются с сигналами от СУ. При возникшем
расхождении на выходе БС появляется сигнал, который через ДШ
направляется к ИД, — произойдет перемещение рабочего органа
в нужном направлении. Как только рассогласование пропадет,
2*
35
Рис. 26. Структурная схема ступенчато-регу-
лируемого привода
сигналы на выходе из блока исчезнут и движение прекратится.
Так работает следящий привод подач, применяемый в контурных
системах ЧПУ. В следящих приводах подач используют в настоящее
время исполнительные двигатели постоянного тока.
Контур обратной связи, кроме следящего привода, имеет сту-
пенчато-регулируемый и бесступенчато-регулируемый приводы по-
дач, используемые в позиционных и прямоугольных системах.
В ступенчато-регулируемом приводе (рис. 26) двигатель 1 пере-
менного тока связан с ходовым винтом 3 или через редуктор Z{— z2,
z3—z4 при включенной элек-
тромагнитной муфте 2 бы-
строй подачи или напрямую
при включении электромаг-
нитной муфты 5 медленной
подачи. В начале перемеще-
ния включена муфта 2, стол
приближается к требуемой
по программе точке. Датчик
обратной связи 4. связанный
с ходовым винтом, выдает со-
ответствующее число импуль-
сов в блок сравнения системы ЧПУ. Вблизи заданной точки по команде
от СЧПУ включается муфта 5. При полной отработке заданного
перемещения подается команда на торможение привода.
В бесступенчато-регулируемом приводе используют двигатели
постоянного тока. Система ЧПУ задает направление вращения
двигателя, определяет нужную скорость, выдает команды на тор-
можение при окончании отработки перемещения. Число, выра-
жающее необходимую величину перемещения в виде определенного
количества импульсов, передается в блок сравнения системы БС.
При перемещении ходового винта начинает работать ДОС. который
посылает импульсы в БС, Каждый поступивший импульс уменьшает
их число в БС на единицу. Следовательно, после отработки всей
длины перемещения ходового винта число импульсов в БС окажется
равным нулю, а сумма сигналов обратной связи, поступивших
в БС. станет равной числу элементарных перемещений, заданных
программой. Затем Б С пошлет соответствующий сигнал, и система
перейдет к выполнению следующей команды.
Датчики обратной связи могут быть линейного или поворотного
типа. В линейных датчиках имеется линейка с участками, имеющими
различную физическую природу, и считывающий элемент, выда-
ющий сигнал импульсной формы (рис. 27, а). Принцип работы фото-
электрического датчика следующий. Линейка 2 имеет прозрачные
и непрозрачные участки. При поступательном перемещении линейка
под действием осветителя 3 фотодатчика 1 будет периодически осве-
щаться или затемняться и соответственно будет выдаваться сигнал О
или 1. В индуктивном датчике (рис. 27, б) линейка 1 имеет ферро-
магнитные и неферромагнитные участки. Индуктивное считывание
осуществляется специальным сердечником 2 с двумя обмотками:
36
к одной подводится питание, с другой снимается сигнал. При взаимо*
действии с выступами линейки уровень сигнала будет высоким (ото-
ждествляется с 1), при взаимодействии с впадинами — низкий (0).
Наиболее распространены электромагнитные линейные датчики
типа индуктосин, состоящие из шкалы в виде плоской линейки и
съемника с печатными обмотками. Линейку закрепляют на неподвиж-
ной части стола, а по ней скользит съемник, связанный с перемещае-
мым механизмом. Линейные датчики применяют в более точных
станках. В менее точных станках устанавливают на ходовые винты
Рис. 27. Принцип действия
датчиков обратной связи
управления
датчики поворотного типа: сельсины, вращающиеся трансформа-
торы и т. д.
Самоприспособляющиеся системы характеризуются тремя по-
токами информации. Два потока информации — как у обычной
замкнутой системы, третий поток служит для сбора и переработки
информации о возмущениях, возникающих в процессе обработки.
К ним относится: износ режущего инструмента, изменение сил
резания и сил трения, неоднородность припуска обрабатываемой
детали и т. д. В простейшем виде адаптивного управления проис-
ходит автоматическое регулирование по небольшому числу пара-
метров. Например, датчик в зоне резания измеряет силу резания.
Полученная информация (третий поток) поступает в логическое
устройство, где эта информация суммируется с информацией от
считывающего устройства. Тем самым корректируется процесс об-
работки при отклонении измеряемого параметра от заранее установ-
ленных границ. Упрощенная блок-схема адаптивного управления
изображена на рис. 28. При фрезеровании заготовки 5 происходят
упругие отжатия инструмента, что снижает точность обработки.
Для измерения величины отжатия шпинделя на его нижнем конце
размещены два датчика /, которые измеряют отжатие шпинделя
(а вместе с ним и режущего инструмента) по осям X и Y. Сигналы
от датчиков после соответствующего их усиления подаются в логи-
ческое устройство 2 и в блок управления 3 станком. Этот блок через
сервомеханизм 4 автоматически изменяет команды, закодированные
ранее на перфоленте, тем самым оптимизируя режимы резания.
Адаптивное управление обеспечивает наилучщее использование
возможностей станка при обработке заготовки с изменяющимися
37
параметрами, при этом значительно упрощается подготовка управ-
ляющих программ. Корректирование управления приводами может
производиться для ограничения контролируемых параметров пре-
дельными допустимыми значениями (адаптивные системы предель-
ного регулирования) или с целью оптимизации продеоса «обработки
по выбранному критерию (самоприспособляющиеся системы опти-
мизации), Системы предельного регулирования применяют для
повышения точности и эффективности как черновой, так и чистовой
обработки. Системы оптимизации значительно дороже предельных
и повышают эффективность обработки путем самооптимизации тра-
екторий перемещения инструмента и параметров резания.
Современные направления развития оборудования с ЧПУ пре-
дусматривают выпуск различных систем ЧПУ — от NC до DNC.
Для токарных, фрезерных, сверлильных станков с ЧПУ широко
используют оперативные системы ЧПУ, обеспечивающие подготовку
программ непосредственно на рабочем месте на основе использования
типовых циклов, хранящихся в памяти устройства, — это, напри-
мер, устройство ЧПУ «Электроника НЦ-31». Для токарных и фре-
зерных станков с ЧПУ по-прежнему применяют контурные устрой-
ства ЧПУ типа 2У32, 2С85, 2У22, НЗЗ-2М и др. Для расточных и
сверлильных станков с ЧПУ используют позиционные устройства
2П62, П323Б и др. Для многоцелевых станков применяют комбини-
рованные устройства ЧПУ типа «Размер 4», 2С42-61, Н55-2 и др.
Станки с ПУ для зубообработки, шлифования, электроэрозионной
и электрохимической обработки снабжают ориентированными на эти
операции целевыми системами управления.
Создание гибких производственных систем (ГПС) потребовало
значительного расширения функциональных возможностей ЧПУ за
счет введения дополнительных блоков диагностики, обработки ре-
зультатов измерения детали, компенсации износа инструмента,
обработки результатов в автоматическом режиме. Такие системы
должны иметь до 8—12 управляемых координат.
§ 4. ОСИ КООРДИНАТ В СТАНКАХ С ЧПУ
Для станков с ЧПУ стандартизованы направления пере-
мещений и их символика. Стандартом ISO-R841 принято за поло-
жительное направление перемещения элемента станка считать то,
при котором инструмент
или заготовка отходят
друг от друга. Исход-
х ной осью (ось Z) яв-
* ляется ось рабочего
шпинделя. Если эта ось
Рис. 29. Расположение осей
координат в станках с ЧПУ
(о); правосторонняя система
координат (б)
38
поворотная, ее положение выбирают перпендикулярно плоскости
крепления детали. Положительное направление оси Z — от устрой-
ства крепления детали к инструменту. Тогда оси X и У расположатся
так, как это показано на рис. 29.
Оси X, Yt Z называются первичнымй и расположены ближе
к шпинделю. Вторичные оси t/, V, W параллельны первичным,
третичные обозначают буквами Р, Q, R. Углы поворота вокруг пер-
вичных осей обозначаются А, В, С (соответственно для поворота
Рис. 30. Примеры расположения осей координат в станках с ЧПУ
вокруг осей X, У, Z), дополнительные углы поворота —буквами D
и Е. Положительным направлением считается вращение по часовой
стрелке при взгляде вдоль положительного направления соответ-
ствующей оси. При перемещении детали (а не инструмента) положи-
тельные значения изменяют направление, их обозначают буквами
X', Y', Z' и т. д.
На рис. 30 показаны примеры расположения осей на различных
станках с ЧПУ: на токарном (рис. 30, а), вертикально-сверлильном
(рис. 30, б) и горизонтально-расточном (рис. 30, в).
РАЗДЕЛ Ш
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ. УСТРОЙСТВО,
КИНЕМАТИКА, НАЛАДКА
ГЛАВА 6. ТОКАРНЫЕ СТАНКИ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Токарные станки предназначены для обработки наружных,
внутренних, цилиндрических, конических, фасонных и торцовых
поверхностей заготовок, а также для нарезания резьб. При наличии
специальных приспособлений на них можно шлифовать, фрезеро-
вать, полировать и т. д. Токарные станки составляют значительную
долю станочного парка и включают девять типов станков (см.
табл. 1): токарные и лобовые токарные, токарно-карусельные,
токарно-револьверные и т. д. Токарные станки в свою очередь под-
разделяют на универсальные и специализированные; универсальные
станки делят на токарно-винторезные и токарные, последние не
имеют ходового винта для нарезания резьбы резцом. Основными
параметрами токарного станка являются наибольший диаметр обра-
батываемой заготовки над станиной и наибольшее расстояние между
центрами (или наибольшая длина обрабатываемой заготовки).
§ 2. ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК 16К20
Станок предназначен для выполнения различных токарных
работ, а также для нарезания резьб: метрических, дюймовых, мо-
дульных, питчевых и специальных.
Техническая характеристика станка. Наибольший диаметр обра-
батываемой заготовки, устанавливаемой над станиной, 400 мм;
наибольшие длины обрабатываемой заготовки 710, 1000, 1400,
2000 мм; наибольший диаметр обрабатываемого прутка, проходящего
через отверстие шпинделя, 50 мм; частота вращения шпинделя 12,5—
1600 мин"1; число частот вращения шпинделя 22; пределы подач
продольных 0,05—2,8 мм/об, поперечных 0,025—1,4 мм/об; пределы
шагов нарезаемых резьб: метрических 0,5—112 мм, дюймовых 56—
0,5 ниток на 1", модульных 0,5—112 мм, питчевых 56 — 0,5 питч;
габаритные размеры (длина X ширина X высота) (2505—3795) X
X 1198X 1600 мм.
Основные механизмы станка (рис. 31). По направляющим ста-
нины £, во многом определяющим точность станка, перемещаются
каретка суппорта Б и задняя бабка В. Передняя бабка А смонтиро-
вана неподвижно, в ней размещена коробка скоростей. Задняя баб-
ка В служит для поддержания заготовки при работе в центрах, а
40
Рис. 31. Кинематическая схема токарно-винторезного станка 16К20
также для закрепления инструмента, предназначенного для об-
работки отверстий. Коробка подач Д должна обеспечить включение,
выключение, реверсирование подачи и регулирование ее величины.
Фартук Г предназначен для преобразования вращательного дви-
жения ходового вала и ходового винта в прямолинейное поступа-
тельное движение суппорта. Суппорт Б станка служит для пере-
мещения закрепленного в резцедержателе инструмента.
Движения в станке. Главное движение — вращение шпинделя
с заготовкой, движения подачи — перемещение каретки суппорта
в продольном и салазок в поперечном направлениях. Вспомогатель-
ные движения: быстрые перемещения суппорта в продольном и по-
перечном направлениях; ручные перемещения суппорта и задней
бабки, поворот резцедержателя.
Кинематика станка. Главное движение. Вращение шпинделю VI
передается от электродвигателя Ml (мощностью N = 10 кВт и ча-
стотой вращения выходного вала п = 1450 мин”1) через клино-
ременную передачу со шкивами D = 140 и 268 мм и коробку скоро-
стей. На валу / установлена двусторонняя фрикционная муфта Мг,
при включении которой влево происходит прямое вращение шпин-
деля, при включении вправо — обратное. Специальный блокировоч-
ный механизм исключает возможность включения или выключения
муфты. При перемещении муфты 7WX влево блок зубчатых колес г =
= 56—51 жестко соединяется с валом /, и тогда движение с вала 1
на вал // передается через зубчатые пары г = 56 — 34 или г =51 —
— 39. Следовательно, вал II получает две различные частоты враще-
ния, а вал III — шесть частот вращения за счет трех положений
блока Б2 (работают передачи г = 21 — 55 или г =29 — 47 или
2 = 38 — 38). С вала III на шпиндель VI движение передается либо
непосредственно через зубчатые пары г = 60 — 48 или г = 30—60,
когда двойной блок Б4 занимает левое положение, либо через пере-
бор, когда блок Б4 находится в положении, указанном на рис. 31.
В последнем случае движение с вала III на вал IV передается через
двойной блок БЗ (включены колеса z = 45—45 или z = 15—60),
с вала IV на вал V через колеса z = 18—72, с вала V на шпиндель VI
через передачу z = 30—60. Таким образом, при работе с перебором
шпиндель VI получает 12 низших ступеней частот вращения, а без
перебора еще 12. Но так как частоты вращения 500, 630 мин”1 пов-
торяются дважды, то практически на шпинделе имеется 22 значения
частоты вращения, которые переключаются двумя рукоятками.
Составим уравнение кинематического баланса цепи главного дви-
жения для минимальных и максимальных частот вращения шпин-
деля
______1 лкл 140 л пок *51 21 15 18 60 —i
«mtn— 1450-ggg-0,985 -gg 55”“во”"72""ёо 12,5 мин ,
1450-^-0,985-g—g--g- = 1600 минЧ
Обратное (левое) вращение шпинделя осуществляется при вклю-
чении муфты Л4Х вправо. В этом случае движение передается с вала I
42
на вал // через зубчатые пары z = 50—24 и z = 36—38 и далее,
как при правом вращении. Пределы обратных частот вращения
19—1900 мин”1.
Коробка скоростей имеет централизованную автоматическую си-
стему смазывания. Все валы вращаются на опорах качения. Передние
шпиндельные подшипники выполнены по 4-му классу, задние —
по 5-му классу точности.
Движения подач и образования винтовой поверхности. Привод
подач состоит из звена увеличения шага (блока 55), механизма ре-
верса, расположенного между валами W/и VIII, гитары сменных ко-
лес а—Ь, с—d, коробки подач и механизма подач фартука. Движение
подач заимствуется либо от шпинделя VI при работающей паре z =9
= 60—60 в положении блока Б5 — звена увеличения шага, кай
показано на рис. 31; либо от вала III при включенной передаче z =з
= 45 — 45, когда блок Б5 смещен влево. В этом случае подача и шаг
резьбы увеличиваются в зависимости от положения блоков БЗ и Б4
в 2; 8 и 32 раза. Механизм реверса обеспечивает правое вращение
ходового винта XVII через пару z = 30 — 45, левое — через пе-
редачи z = 30 — 25 — 45.
В гитаре сменных колес а—Ь, с—d нарезания метрических
и дюймовых резьб и получения механической подачи устанавливают
колеса z = 40 — 73, z = 73 — 64, а при нарезании модульных и
питчевых резьб z = 60 — 73, z = 86 — 36.
Вал IX коробки подач получает вращение от сменного колеса d.
Отсюда движение может передаваться по двум путям. В первом слу-
чае включены зубчатые муфты /И3 и Л14 и отключена муфта М2-
Вращение передается с вала IX на вал X через колеса г = 28 — 28,
с вала X на вал XI через блок Б6 и Б7 (работают зубчатые колеса
г = 28 — 28, или г = 28 — 35, или г = 30 — 25, или г = 42 —- 30)
и далее на вал XII множительного механизма. Этот путь используют
для нарезания метрических и модульных резьб, а также для полу-
чения продольной и поперечной подач.
Во втором случае следует выключить муфты М29 М3, М4, тогда •
вращение с вала IX на X передается через колеса z = 28 — 28,
с вала X на вал XI через колеса г = 38 — 34, с вала XI на вал X
через блоки Б6 и Б7 (включены или г = 30 — 42, или г = 25 —
— 30, или г = 35 — 28, или z = 28 — 28) и с вала X на вал XII
через колеса z = 30 — 33. Этот путь движения используют при на-
резании дюймовых и питчевых резьб.
Множительный механизм, состоящий из двух подвижных блоков
зубчатых колес Б8 и Б9, обеспечивает получение четырех различных
передаточных отношений 1/8, 1/4, 1/2 и 1. С вала XIV при включен-
ной зубчатой муфте М5 вращение передается ходовому винту XVII
с шагом Рх< в = 12 мм. Ходовой вал XVIII получает вращение при
выключенной муфте Л45 через колеса z = 23 — 40, г = 24 — 39,
муфту обгона Л40 и передачу z = 28 — 35. Муфта обгона отключает
механизм подач при быстром вращении ходового вала от механизма
быстрых вспомогательных ходов.
43
Для получения продольной и поперечной подач движение переда-
ется с вала XVI11 через передачи фартука или реечному колесу
г = 10 на валу XXIII или ходовому винту XXIV поперечнойп о-
дачи. Для получения и реверсирования продольной подачи включают
муфты Л1, или Ms. Тогда реечное колесо г — 10 получает вращение
через передачи z — 30 — 32 — 32 — 30, червячную пару г — 4 — 21
(муфта Мв — предохранительная), вал XX, передачи г = 36 —
— 41, г = 17 — 66. Рейка с модулем т = 3 мм неподвижно связана
со станиной, поэтому реечное колесо z = 10, вращаясь, одновременно
катится по рейке и тянет за собой фартук с суппортом. -
Для включения и реверсирования поперечной подачи включают
муфты Л49 или М ю, тогда движение с вала XX передается ходовому
винту XXIV через зубчатые пары г = 36 — 36, г = 34 — 55 — 29— 16.
Станок 16К20 по особому заказу может комплектоваться суппор-
том с механическим приводом резцовых салазок. Резцовые салазки
получают перемещение от вала XXV или XXVI через колеса г =
= 34 — 55 — 29 — 18, г =20 — 20, г = 20 — 23 — 30 — 28 - 36,
z = 20 — 20 и ходовой винт с шагом в =5 мм. Величина подачи
резцовых салазок равна 1/4 величины продольной подачи'суппорта.
Разберем наладку станка для получения подачи различных ви-
дов резьб. Цепь продольных подач настраивают исходя из условия,
что за один оборот шпинделя суппорт должен переместиться.на вели-
чину продольной подачи (5прод, мм/об). Тогда уравнение кинемати-
ческого баланса для цепи минимальной продольной подачи
с — 1 fi 60 30 40 73 28 28 18 15
Оиродпяп— 1 ОО. ШП. 60 45 73 64 28 35 45 48 X
23 24 28 30 32 32 4
Х 40 39 ' 35 32 32 30 21
тт—sr л -310 = 0,05 мм/об,
Л. I ЬЬ ' ' г
где л-3-10 — длина делительной окружности реечного колеса.
Соответственно кинематическая цепь поперечной подачи согла-
совывает вращение шпинделя и поперечного ходового винта; вели-
чина поперечной подачи при одной и той же наладке станка состав-
ляет 1/2 продольной. Для примера запишем цепь максимальной
поперечной подачи при условии, что звено увеличения шага Б5
выключено:
„ . 60 30 40 73 28 42 28 35 23 24 28
Адептах— ‘ ОО. ШП. 6Q 45 ?3 64 2g 3g 28 4() 3g 35 X
X
30 32 32 4 36 34 55 29 е пос.,.,,лЛ
32 32 30 21 36 55 29 16 5 0,35 мм/°б-
При нарезании резьб уравнения кинематических цепей составляют
исходя из условия, что за один оборот шпинделя инструмент должен
переместиться в направлении подачи на величину шага Рр нареза-
емой резьбы.
Запишем уравнение кинематического баланса для нарезания мет-
рической резьбы с минимальным шагом
п . л 60 30 40 73 28 28 18 15 .0 л_
•Ppmm — 1 об. шп. 60 45 73 б4 28 35 45 4д 12 0,5 ММ.
44
При нарезании модульной резьбы с минимальным шагом в данное
уравнение вместо сменных колес z = 40 — 73, 73 — 64 следует под-
ставить колеса z = 60 — 73, 86 — 36. Уравнение кинематического
баланса для нарезания дюймовой резьбы в общем виде:
Рр = Г об. шп.
60 30 40 73 28 38 30 / tjt_
60 45 73 64 28 34 42 кИЛИ
25
ИЛИ
28 35 \ 30 28 / 18 \ 35 / 15 \ 1О
— или _)__(или (или -j£-) 12 ММ.
При нарезании питчевых резьб в данное уравнение вместо смен-
ных колес z = 40 — 73, 73 — 64 подставляют кблеса z = 60 — 73,
86 —. 36.
Рис. 32. Суппорт токарно-винторезного станка 16К20
Резьбы повышенной точности нарезают при непосредственном со-
единении ходового винта со шпинделем через механизм реверса и
сменные колеса (включены муфты Л12, Л46). Для исключения холо-
стого вращения механизма отключенной коробки подач одновременно
включают муфты М3 и А44, а блок z = 28 — 48 на валу XIV зани-
мает нейтральное положение. Тогда
Г) 1 е!. 60 30 (1 С , л Q, С, Рп
Рр=1 об. мм, отсюда — — = -±-.
Таким же образом нарезают резьбы с нестандартным шагом или
не предусмотренные механизмом подач станка. При подборе сменных
колес шаг нарезаемой резьбы Рр и шаг ходового винта Рх. в следует
выразить в одной системе единиц.
Быстрое перемещение суппорта осуществляется от электродвига-
теля Л42 (N =0,75 кВт, п = 1360 мин-1) через клиноременную
передачу со шкивами D = 85 МаМ и D = 127 мм.
Рассмотрим конструкцию отдельных механизмов станка.
Суппорт станка (рис. 32) предназначен для перемещения закреп-
ленного в резцедержателях 6 и 13 инструмента. Резцедержатель 6
поставляется по особому заказу. Суппорт состоит из каретки 8
45
перемещающейся по направляющим станины, поперечных салазок 5,
поворотной части 2 и резцовых салазок /, перемещающихся по на-
правляющим поворотной части 2. Салазки могут быть установлены
под углом к линии центров станка. Смазка каретки и поперечных са-
лазок суппорта полуавтоматическая, а резцовых салазок — ручная.
Зазор в направляющих салазок 1 выбирают клиньями 12. Оптималь-
ный зазор между кареткой 8 и тремя планками 7 устанавливают шли-
фованием последних. Зазор винта 9 привода поперечных салазок 5,
возникающий при износе гаек 10 и //, устраняют вращением гай-
ки 3 при открепленной контргайке 4.
/4 /J 12 11 Ю
Рис. 33. Задняя бабка станка 16К20
Задняя бабка (рис. 33). Корпус 16 задней бабки расположен на
плите 15. Бабка крепится к станине 14 при повороте рукоятки 7
с помощью эксцентрика 8. тяги 9 и планки 11. Винты 10 и 13 регу-
лируют степень ее закрепления. Корпус 16 бабки может смещаться
в поперечном направлении винтовой парой 12. Выдвижная пиноль 3
с центром 1 перемещается маховиком 6 через винтовую пару 4—5.
Пиноль закрепляют поворотом рукоятки 2. Заднюю бабку специаль-
ным прихватом можно соединить с кареткой суппорта для полу-
чения механической подачи. Задняя бабка имеет специальное пнев-
матическое устройство, создающее воздушную подушку, что облег-
чает ее перемещение по направляющим и снижает их износ.
§ 3. НАЛАДКА ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКОВ
ДЛЯ ПРОИЗВОДСТВА РАЗЛИЧНЫХ РАБОТ
Наладка станка — это подготовка его и оснастки к вы-
полнению определенной технологической операции. Прежде всего
производят расчет наладки кинематических цепей станка, ставят
в требуемое положение рукоятки коробки скоростей и подач, смен-
ные колеса, копиры, упоры. Затем устанавливают, выверяют и за-
46
крепляют заготовку и режущий инструмент, проверяют наличие
смазки, подводят смазочно-охлаждающую жидкость и т. д.
Резцы на токарных станках крепят в четырехпозиционных
резцедержателях, а сверла, развертки и другие осевые инструмен-
ты — в пиноли задней бабки. Заготовки в зависимости от размеров
и формы крепят в центрах станка, в патроне, на планшайбе, на
оправке. Заготовки типа валов обрабатывают в центрах различных
типов (рис. 34, а), установленных в конических отверстиях шпин-
деля и пиноли задней бабки. При работе в центрах для переда’ и
крутящего момента на конец
шпинделя навинчивают по-
водковый патрон (рис. 34, в)
с хомутиком. При обточке
длинных валов малого диа-
метра во избежание их про-
гиба применяют люнеты (по-
движные и неподвижные).
Для закрепления загото-
вок, длина которых неве-
лика сравнительно с диа-
метром, применяют двух- или
трехкулачковые самоцент-
Рис. 34. Приспособления к токарно-вин.о*
резным станкам
рирующие патроны (рис. 34, б), для несимметричных заготовок —
четырехкулачковые. Крупные или несимметричные заготовки 2
крепят на планшайбе 1 (рис. 34, б) с помощью прихватов, болтов
или специальных приспособлений 3. При базировании заготовок 2
на отверстия (рис. 34, г) применяют гладкие, конусные или раз-
жимные оправки 1.
Обработку конусов на токарно-винторезных станках осуществляют
несколькими способами.
Точение конусов поворотом верхних салазок суппорта (рис. 35, а)
применяют при обработке точных внутренних и наружных конусов
небольшой длины, так как ход резцовых салазок ограничен. Резцо-
вые салазки поворачивают на угол а, равный половине угла при вер-
шине конуса, и сообщают им чаще ручную, реже механическую
подачу.
Из схемы видно, что tg а = где D и d —соответственно
больший и меньший диаметры конуса; I — длина конуса.
Точение конуса смещением центра задней бабки применяют для
обработки длинных деталей с небольшой конусностью (рис. 35, б).
Величину поперечного смещения h (мм) корпуса задней бабки опре-
деляют по формуле
h = L sin а,
где L — длина оправки, мм.
Угол а можно определить по той же формуле, что и в предыдущем
способе. Этот метод непригоден для точных конусов, так как из-за
быстрого изнашивания центровых отверстий точность базирования
нарушается.
47
Обработка конуса с помощью конусной линейки (рис. 35, в) поз-
воляет получать точные конусы с углом а до 18°, длина которых не
превышает длины линейки. На кронштейнах .4, привернутых сзади
к станине, укрепляют линейку 2, которую устанавливают под тре-
буемым углом а к линии центров станка. По линейке перемещается
ползун 1, связанный с поперечным суппортом 5, который предвари-
тельно отсоединен от нижней каретки. При включении продоль-
ной механической подачи резец получит два перемещения: продоль-
ное — от каретки, поперечное — от ползуна. Результирующая пере-
Рис. 35. Схема обработки конусов на токарно-винторезном станке
мещения направлена параллельно оси линейки. Величину смещения
линейки т измеряют по шкале 3 и определяют по формуле
т = A tga.
Обработку конусов широким резцом применяют для конических
поверхностей длиной не более 15—20 мм, при больших углах наклона
и невысоких требованиях к точности обработки.
Нарезание многозаходных резьб. При нарезании многозаходных
резьб суппорт за один оборот заготовки должен сместиться на вели-
чину хода резьбы S = kPp, где k — число заходов нарезаемой резьбы;
Рр — заданный шаг резьбы. Угол между соседними витками 0 —
= 360 a/k. Для получения многозаходной"резьбы нужно после нареза-
ния первой нитки или повернуть шпиндель заготовки на величину
1/&, предварительно разомкнув кинематическую цепь шпинделя с хо-
довым винтом, или, оставляя заготовку неподвижной, переместить
инструмент на величину S/k (мм). В последнем случае, нарезав
первый заход, возвращают суппорт в первоначальное положение, не
выключая самохода, затем лимбом или для более точных резьб
с помощью индикатора и мерных плиток перемещают резцовые са-
лазки на величину S/k и нарезают следующий заход резьбы. Поворот
48
заготовки на угол р можно выполнить с помощью поводковой дели-
тельной планшайбы или специальных делительных устройств,
имеющихся на многих станках.
§ 4. ЛОБОВЫЕ ТОКАРНЫЕ СТАНКИ
Лобовые токарные, а также карусельные станки служат
для обработки коротких заготовок больших диаметров типа шкивов,
вагонных колес, маховиков и др. На станках этого типа можно вы-
полнить обточку наружных цилиндрических и конических поверх-
ностей, обработку торцов, растачивание, проточку канавок и т. д.
Лобовые станки имеют планшайбу большого диаметра (до 4 м),
задняя бабка у них отсутствует. У малых станков коробка скоростей
и суппорт расположены на одной станине. Более крупные станки
выполняют с обособленным суппортом, что дает возможность обраба-
тывать заготовки с диаметром, превышающим размер планшайбы,
для этого в фундаменте под планшайбой делают выемку. Обособ-
ленный суппорт получает перемещение от отдельного двигателя
или от шпинделя станка через храповое устройство. Для установки,
выверки и закрепления тяжелой заготовки на вертикальной план-
шайбе лобового станка требуется много времени, поэтому эти стан-
ки заменяют более производительными карусельными станками.
§ 5. ОСНОВНЫЕ СВЕДЕНИЯ О КАРУСЕЛЬНЫХ СТАНКАХ
На карусельных станках можно производить почти все
токарные, а при наличии специальных приспособлений также фре-
зерные, шлифовальные и долбежные работы на заготовках большого
диаметра и небольшой высоты.
Основными параметрами токарно-карусельных станков являются
наибольший диаметр и высота обрабатываемой заготовки.
Промышленность выпускает универсальные и специализирован-
ные карусельные станки. По компоновке их подразделяют на одно-
стоечные (для обработки деталей диаметром до 2000 мм) и двухсто-
ечные. На тяжелых карусельных станках можно обрабатывать за-
готовки диаметром до 25 000 мм, но такие станки уже относятся
к уникальным. Главное движение в карусельных станках — враще-
ние стола с заготовкой, движения подачи — вертикальные и гори-
зонтальные перемещения суппортов.
§ 6. ОДНОСТОЕЧНЫЙ КАРУСЕЛЬНЫЙ СТАНОК 1512
Станок 1512 предназначен для обтачивания и растачи-
вания цилиндрических и конических поверхностей, сверления, зен-
керования, развертывания, прорезания канавок, отрезки, обточки
плоских торцовых поверхностей, а при наличии специальных при-
способлений — для нарезания резьбы, обработки по копиру и т. д.
На базе этого станка выполнен карусельный станок с ЧПУ 1512Ф2.
49
Рис. 36. Токарно-карусельный станок
1512
верной головкой 3. На боковом
рехпозиционная резцедержавка 9.
Техническая характеристика
станка. Наибольшие размеры
обрабатываемых заготовок: диа-
метр 1250 мм, высота 1000 мм;
число частот вращения план-
шайбы 18; пределы частот
вращения планшайбы 5,0—
250 мин’1, число подач боко-
вого и вертикального суппор-
тов 18; пределы подач суппор-
тов 0,035—12,5 мм/об. Размеры
станка (длина X ширинах высо-
та) 2875x2660x4100 мм.
Основные механизмы и дви-
жения станку (рис. 36). Ста-
нина 2 имеет вертикальные
направляющие, по которым
перемещается поперечина 5,
несущая вертикальный суппорт
4 с пятипозиционной револь-
суппорте 7 расположена четы-
Коробки подач 6 и 8 верти-
кального и бокового суппортов одинаковы по конструкции. На
планшайбе 1 устанавливают обрабатываемую заготовку и сообщают
ей главное вращательное движение. Движения подач — горизон-
тальное и вертикальное перемещение верхнего и бокового суппортов.
Вспомогательные движения: быстрые перемещения суппортов, пе-
ремещение поперечины и ее зажим, поворот револьверной головки.
§ 7. ОСНОВНЫЕ СВЕДЕНИЯ О ТОКАРНО-РЕВОЛЬВЕРНЫХ
СТАНКАХ
Токарно-револьверные станки предназначены для об-
работки в серийном производстве деталей сложной формы, когда
согласно технологическому процессу требуется последовательное
применение многих инструментов. Инструмент крепят в гнездах ре-
вольверной головки и резцедержателе поперечного суппорта (если
в станке имеется). В токарно-револьверных станках машинное вре-
мя уменьшается вследствие одновременной работы инструментов
револьверной головки и поперечного суппорта, а также исполь-
зования многоинструментальных державок. Вспомогательное время
сокращается в результате предварительной наладки на размер ре-
жущего инструмента и ограничителей ходов, а также при примене-
нии автоматического переключения частот вращения и подач, име-
ющихся в большинстве современных моделей станков.
Токарно-револьверные станки по виду обрабатываемой заго-
товки делят на станки для прутковой и патронной работы, но часть
станков приспособлена для выполнения обоих видов работ. В зав и-
50
симости от расположения оси вращения револьверной головки раз-
личают револьверные станки с вертикальной и горизонтальной
осью револьверной головки. Наиболее распространены головки
с вертикальной осью, имеющие шесть-восемь гнезд для инструмента.
Головки с горизонтальной осью имеют до 16 гнезд; их применяют
в легких и средцих станках.
В револьверных станках главным движением является вра-
щение шпинделя с заготовкой. В станках с вертикальной осью вра-
щения револьверной головки движения подачи — продольная по-
дача револьверного суппорта и поперечная подача поперечного суп-
порта. Но иногда револьверному суппорту сообщается и поперечная
подача, а поперечный суппорт может иметь также и продольную
подачу. В станках с горизонтальной осью вращения головки попереч-
ная подача осуществляется медленным вращением револьверной
головки, продольная подача — перемещением револьверного суппорта.
К вспомогательным движениям относится поворот (индексирова-
ние) револьверной головки в следующую позицию, быстрый под-
вод и отвод револьверной головки, подача и зажим прутка и т. д.
Основными параметрами, характеризующими станки для прут-
ковой работы, являются наибольший ’диаметр обрабатываемого
прутка и диаметр отверстия шпинделя, а в станках для патронной
работы — наибольший диаметр обрабатываемой в'патроне заготовки
над станиной и над суппортом.
Основные механизмы токарно-револьверных станков аналогичны
соответствующим механизмам токарных станков, но, как правило,
коробки скоростей обеспечивают меньший диапазон регулирования,
а коробки подач конструктивно проще коробок подач токарных стан-
ков, так как нарезание резьбы резцом на токарно-револьверных
станках обычно не производят.
Современные токарно-револьверные станки выпускают в несколь-
ких исполнениях с разной степенью автоматизации, например станки
1Е365Б, 1Е365БПЦ (с ЦСПУ), 1Е365ПФЗ (с ЧПУ) или 1Г340П,
1Г340ПФЦ-01, 1Г340ПФЗ, 1В340Ф30. Модель 1В340Ф30 выполнена
с вертикальной осью револьверной головки и с оперативной систе-
мой программного управления (подробно см. гл. 8).
ГЛАВА 7. ТОКАРНЫЕ ПОЛУАВТОМАТЫ И АВТОМАТЫ
§ 1. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ
Автоматом называется станок, в котором автоматизиро-
ваны все основные и вспомогательные движения, составляющие цикл
обработки заготовки, включая загрузку заготовки и выдачу обрабо-
танной детали. Оператор лишь периодически контролирует раз-
меры и загружает партию заготовок или прутков. В станках-полу-
автоматах также автоматизированы все основные и вспомогательные
движения, необходимые для обработки заготовки, но снятие готовой
детали и установку новой, а также контроль ее размеров осущест-
вляет оператор.
51
Станки-автоматы применяют в крупносерийном и массовом
производстве, а полуавтоматы — в средне- и крупносерийном
производстве. Применение этих станков повышает производи-
тельность труда, качество обработки, общую культуру производ-
ства.
Токарные автоматы и полуавтоматы разделяют по различным
признакам: а) по виду заготовки — на патронные и прутковые;
б) по назначению — на универсальные и специализированные;
в) по расположению шпинделей — на горизонтальные и вертикаль-
ные; г) по числу шпинделей — на одношпиндельные и многошпин-
дельные.
Для автоматического управления циклом обработки на автома-
тах и полуавтоматах имеется распределительный вал с закреплен-
ными на нем кулачками, через систему рычагов управляющими от-
дельными механизмами станка. За один оборот распределительного
вала обычно изготовляется одна деталь, т. е. выполняется весь цикл
обработки. В одних автоматах имеется распределительный вал,
вращающийся с постоянной для данной наладки частотой. В другой
группе автоматов — у распределительного вала две частоты враще-
ния: малая для рабочих и-большая для вспомогательных движений.
В третьей группе автоматов, кроме распределительного вала, имеется
быстроходный вспомогательный вал.
§ 2. ОДНОШПИНДЕЛЬНЫЕ ТОКАРНЫЕ ПОЛУАВТОМАТЫ
Одпошпиндельные токарные полуавтоматы можно условно
разделить на многорезцовые, копировальные и многорезцово-копи-
ровальные. При многорезцовой обработке резцы, закрепленные в
переднем суппорте, имеющем продольную подачу, обрабатывают
цилиндрические, конические и фасонные поверхности, а резцы,
установленные в заднем суппорте, движущемся в поперечном на-
правлении,— переходные поверхности, фаски, канавки. Все резцы
работают одновременно, каждый из них обрабатывает определенную
часть заготовки, что значительно сокращает время обработки.
Токарно-копировальные полуавтоматы служат для обработки
деталей сложной формы. Они имеют высокую производительность
за счет оптимальных режимов резания, сокращения времени наладки
и подналадки. Резец, установленный в копировальном суппорте,
повторяет в своем движении профиль шаблона или копира. Под-
резку торцов, проточку канавок выполняют инструментом, установ-
ленным в одном или двух поперечных суппортах. Копировальный
суппорт может снабжаться одно- или двухкоординатной следящей
системой.
§ 3. ТОКАРНЫЙ МНОГОРЕЗЦОВО-КОП ПРОВАЛЬНЫЙ
ПОЛУАВТОМАТ 1713
Станок предназначен для черновой и чистовой обработки
в центрах заготовок типа валов с прямолинейными и криволинейными
образующими методом копирования одним резцом по всему профилю
многорезцовым или многорезцово-копировальным способом.
52
Техническая характеристика станка. Наибольший диаметр обра-
батываемой заготовки 400 мм; наибольшая длина обрабатываемой
заготовки 710 мм; число частот вращения шпинделя 11; пределы ча-
стот вращения шпинделя 125—1250 мин'1; число продольных по-
дач 13; пределы продольных подач копировального суппорта 0,08—
2,0 мм/об; пределы подач подрезного суппорта 10—630 мм/мин;
скорость быстрого перемещения копировального суппорта в продоль-
ном направлении 3,65 м/мин, в поперечном 1,75 м/мин, поперечного
суппорта 1,75 м/мин; габаритные размеры станка (длинахширинах
X высота) 2792 X 1450 X 2060 мм.
На базе станка 1713 выпускают полуавтомат с цикловым про-
граммным управлением 1713Ц, почти не отличающийся по кинематике
от базового станка. Устройство, принцип работы и кинематика станка
171ЗЦ рассмотрены в гл. 13.
§ 4. ОДНОШПИНДЕЛЬНЫЕ ПРУТКОВЫЕ АВТОМАТЫ
Одношпиндельные прутковые автоматы подразделяют на
фасонно-отрезные, продольного точения и токарно-револьверные.
Фасонно-отрезные станки применяют для обработки коротких заго-
товок небольшого диаметра и простой формы. Они имеют два-четыре
суппорта, перемещающихся только в поперечном направлении
и несущих фасонные и отрезные резцы. Такие автоматы изготовляют
и с продольным суппортом, позволяющим сверлить отверстия вдоль
оси заготовки.
Автоматы продольного точения используют для обработки из
прутка или бунта проволоки длинных и точных деталей небольшого
диаметра. Заготовка имеет продольную подачу, а суппорты (их
три-четыре) или неподвижны, или имеют поперечную подачу. Свер-
ление, зенкерование, нарезание резьбы осуществляется с помощью
специальных приспособлений, фасонные поверхности обрабатывают
путем совместных перемещений заготовки в продольном направ-
лении, а резца — в поперечном.
§ 5. ОДНОШПИНДЕЛЬНЫЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ
АВТОМАТ 1Б140
Автомат предназначен для обработки в серийном и массо-
вом производстве сложных по форме заготовок из прутка с примене-
нием нескольких последовательно или параллельно работающих ин-
струментов.
Техническая характеристика станка. Наибольший диаметр обра-
батываемого прутка 40 мм; число частот вращения шпинделя 13;
пределы частот вращения шпинделя при левом вращении 160—
2500 мин'1, при правом вращении 63—1000 мин’1; число суппортов 6;
габаритные размеры станка 1900x890x1500 мм.
Принцип работы и движения в станке (рис. 37). Обрабатываемый
пруток 7 цанговым зажимом закрепляется в шпинделе 2 шпиндель-
ной бабки 1 и получает главное вращательное движение. Инстру-
мент крепится или в револьверной головке 5 револьверного суппорта 6,
53
8
Рис. 37. Схема работы токарно-револь-
верного автомата 1Б140
имеющего продольную подачу, или
в переднем 8, заднем 4 и двух
вертикальных 3 суппортах (на
рис. 37 показан один суппорт), по-
лучающих поперечную подачу. Ин-
струментами револьверной головки
обрабатывают отверстия, протачи-
вают наружные поверхности, на-
резают резьбу. С помощью попе-
речных суппортов производят об-
работку фасонных поверхностей,
подрезку торцов, снятие фасок,
отверстий;
сверление поперечных
а с помощью вертикальных суппортов обрабатывают канавки и
производят отрезку заготовок.
Кинематика станка (рис. 38). Главное движение происходит от
асинхронного электродвигателя Ml (N = 4,5 кВт; п = 1440 мин-1).
С вала I на вал // движение передается или через колеса z = 58 —
— 37 при включенной муфте Л42, или через z = 42 — 53 при вклю-
ченной муфте Мх или через г = 27 — 68 при работающей муфте об-
гона Л4з- При включенных муфтах Мх или /И2 ролики муфты обгона
расклиниваются и не передают движение на вал //. Валу /// враще-
ние сообщается через сменные зубчатые колеса а—b (их к станку
прилагается семь пар). С вала III на вал IV движение передается
или через колеса z = 47 — 47 при включенной муфте Л44, или через
z = 24 — 40 — 60 при включенной муфте Мь для получения соот-
ветственно "левого и правого вращения шпинделя. При левом вра-
щении шпинделя производят точение и сверление. При одновре-
менном включении муфт М4 и М5 произойдет торможение шпин-
деля. Уравнение кинематического баланса для быстрого правого
вращения запишется так:
14ЛЛ & 24 40 1 8О хч АОЕ ОЛЛ “1
п= 1440-^ 60" 185”0,985 = 890 — мин .
Шпиндель имеет практически 13 левых и 13 правых значений
частот вращения. Электромагнитные муфты Л4Х—М& переключаются
автоматически во время цикла от командоаппарата КА на валу
XXIГ От вала / через зубчатые пары приводятся в действие насосы
смазывания и охлаждения.
Движение подачи и вспомогательные перемещения обеспечиваются
электродвигателем М2 (N =1,0 кВт, п = 1440 мин'1) при вклю-
ченной муфте М в- Вспомогательный вал VII вращается с постоянной
2
частотой вращения п = 1440-g^-=120 мин-1.
Правая и левая части вспомогательного вала соединены друг с дру-
гом крестовой муфтой Л410. От вспомогательного вала при включении
муфт Л47, М8, М9 приводятся в действие различные механизмы станка.
Распределительные валы XI, XIII и XIV, осуществляющие
автоматическое управление станком, получают медленное (рабочее)
54
вращение от вала VII через передачи г = 22—64, z — 64—55,
гитару сменных колес включенную муфту Л4П и червяч-
ную передачу г = 1 — 40 для вала XI, или г = 25 — 25 и г = 1 —
— 40 для валов XIII и XIV. Распределительный вал (РВ) должен
сделать один оборот за период t полной обработки заготовки. Урав-
нение соответствующей кинематической цепи
22 64 с е g 1
64 55"’Т~Т“40
1об. РВ= 14404-4
откуда
с е g 50
d f h t
55
Быстрое вращение распределительных валов XI, XIII, XIV
осуществляется при включении муфты Л412. В этом случае частота
вращения
2 55 57 62 1 о .
/г — 1440 24 3J б2 38 40 — 8 мин .
Механизмы, приводимые в действие от распределительных еалов.
Барабан Б1 перемещает через систему рычагов продольные салазки
переднего суппорта. На барабане Б2 устанавливают столько кулач-
ков, сколько должно быть переключений скоростей и направлений
вращения шпинделя в цикле. При нажиме одного из кулачков на ры-
чаг Р1 включается муфта Л47 и делает один оборот, поворачивая
через передачу z = 1 — 18 ротор командоаппарата КА на 1/18
часть оборота; при этом переключаются электромагнитные муфты
коробки скоростей. Барабан БЗ включает механизм поворота ре-
вольверной головки; при этом через рычаги Р2, РЗ, вал XXIX,
рычаг Р4 включается муфта Л49 и через зубчатые передачи z = 42 —
— 84— 42, 25 — 50, вал XIX получает вращение, кривошипный
диск, передающий движение шестипазовому мальтийскому кресту.
Револьверная головка делает поворот на 1/6 часть оборота. Муфта
М9 самовыключается после двух оборотов вала VII. Это связано с тем,
что при каждом обороте муфты М9 колесо z = 42 поворачивает ко-
лесо z = 84 и вал XII с кулачком К1 всего на полоборота. Для вы-
ключения же муфты М9, исходя из конструкции кулачка Д7, необ-
ходимо валу XVII дать один оборот, что соответствует двум оборотам
муфты М9 (или вала VII). Таким образом, при каждом включении
муфты Л19 кривошипный вал XIX получает
о 42 84 25
ПхЕХ — 84~ 42 50
Барабан Б4 включает механизм подачи и зажима прутка через
рычаги Р5 и Р6 и муфту Л48. При этом через передачи z = 36—
— 72 — 72 получает вращение вала XVI с расположенными на нем
барабанами Б5 и Б6. Барабан Б5 включает муфту Л413 подачи прут-
ка, а барабан Б6 — муфту М14, приводящую в действие механизм
зажима и разжима прутка. Муфта М8 выключается от кулачка К2
аналогично муфте М9. При одном включении муфты М8 вал XVI
получает один оборот:
о 36 72 , х
nXVl — 2~72~ — °^‘
Кулачок КЗ на валу XV через рычаг Р7, зубчатый сектор и колесо
z = 20 поворачивает качающийся упор У на валу XXI, который ог-
раничивает величину хода подаваемого прутка. Этот упор исполь-
зуют, если все гнезда револьверной головки заняты державками с ин-
струментом. Кулачки К4, К5, Кб и К7 распределительного вала
XIV сообщают рабочие подачи и вспомогательные перемещения
двум поперечным и двум вертикальным суппортам. Кулачок К8
на валу XI через рычаг Р8, зубчатый сектор, рейку, тягу и шатун
с кривошипным валом XIX сообщает движение револьверному суп-
56
= 1 об.
порту. За каждый оборот вала XIX происходит быстрый отвод ре-
вольверного суппорта вправо, выключение фиксатора, поворот
головки, включение фиксатора, быстрый подвод револьверного суп-
порта. Фиксатор Ф приводится в действие кулачком на валу XIX
через систему рычагов.
Барабан Б7 на валу XI через систему рычагов поворачивает ло-
витель Л так, чтобы он оказался под заготовкой в момент отрезки ее
от прутка. Барабан Б8 на валу XI переключает муфты и УИ12
медленного и быстрого вращения распределительного вала. Му-
Рис. 39. Револьверный суппорт автомата 1Б140
фта Л415 включает вращение винтового конвейера удаления стружки.
Частота вращения конвейера
«xxvn= 12о4г4"= 10 мнн-1’
Приспособление для быстрого сверления увеличивает относитель-
ную частоту вращения при сверлении отверстий диаметром менее
6 мм. От электродвигателя М3 (N = 0,4 кВт, п = 1400 мин"1)
движение передается шпинделю XXV через две пары конических
зубчатых колес z = 24 — 18, z = 17 — 17. Так как шпиндель XXV
вращается в направлении, обратном вращению шпинделя V, то от-
носительная частота вращения будет равна- сумме частот вращения
шпинделей XXV и V.
Револьверный суппорт (рис. 39). Поворот револьверного суп-
порта осуществляется через цилиндрические колеса 15 и /3,
вал 14, коническую пару 12 и 9. При этом вращается кривошипный
вал 23 с ведущим диском 8, на котором на пальце 11 закреплен ро-
лик 10. Ролик 10 входит в один из пазов а мальтийского креста 7,
57
закрепленного на оси револьверной головки /, и поворачивает его
на 1/6 часть оборота. Перед поворотом головки кулачок 25 нажимает
на ролик 24 рычага 4. Рычаг 4 поворачивается вокруг оси 6 и пре-
одолевая усилие пружины 3, вытягивает фиксатор 2 из гнезда ре-
вольверной головки. После поворота головки фиксатор заскакивает
в следующее гнездо. Вручную фиксатор можно отвести рукояткой 5.
Во избежание удара инструмента о заготовку в период поворота
револьверную головку быстро отводят вправо с помощью механизма,
который состоит из кривошипного вала 23, кривошипа Л, шатуна 22,
тяги 21, связанной с ползуном-рейкой 18. Ползун-рейка находится
в зацеплении с зубчатым сектором 20, который пружиной 17 прижи-
мается к кулачку 19, осуществляющему рабочую подачу. Положение
револьверного суппорта относительно торца шпинделя регулируется
резьбовой втулкой 16.
§ 6. ОБЩИЕ СВЕДЕНИЯ О МНОГОШПИНДЕЛЬНЫХ
ТОКАРНЫХ АВТОМАТАХ И ПОЛУАВТОМАТАХ
Многошпиндельные токарные автоматы и полуавтоматы
выпускают в горизонтальном и вертикальном исполнении, их исполь-
зуют для обработки заготовок как штучных, так и из прутков. Мно-
гошпиндельная обработка может производиться параллельным, по-
Рис. 40. Схемы многошпиндельной то-
карной обработки
следовательным и параллельно-
последовательным методами. При
обработке заготовок методом па-
раллельного действия (рис. 40, а)
на каждом из шпинделей/—/1/про-
изводятся одни и те же переходы
согласно технологическому про-
цессу, поэтому в конце цикла ра-
боты со станка снимают столько
готовых деталей, сколько шпинде-
лей находилось в работе. Эти стан-
ки высокопроизводительны, но
применяют их только для изго-
товления простых деталей.
В станках последовательного
действия (рис. 40, б) заготовка по-
следовательно обрабатывается на позициях I—IV, для этого шпин-
дельный блок периодически поворачивается. В позиции IV готовая
деталь отрезается. Этим методом изготовляют сложные детали как
из прутка, так и штучные. При параллельно-последовательном ме-
тоде на станке последовательно обрабатываются одновременно не-
сколько заготовок.
§ 7. ШЕСТИШПИНДЕЛЬНЫЙ ТОКАРНЫЙ ПРУТКОВЫЙ
АВТОМАТ 1Б265-6К
Станок предназначен для изготовления деталей из калиб-
рованного прутка или труб в условиях массового и серийного про-
изводства. На станке можно точить цилиндрические, конические и
68
фасонные поверхности, подрезать торцы, точить канавки, нарезать
резьбу, сверлить, растачивать, развертывать и т. д. Класс точности
станка П.
Техническая характеристика станка. Число рабочих шпинде-
лей 6; наибольший диаметр обрабатываемого прутка 65 мм; наиболь-
шая длина подачи прутка 190 мм; число частот вращения шпинделя
29; пределы частот вращения шпинделя 73—1065 мин'1 (в быстро-
ходном исполнении 73—1590 мин'1); ход продольного суппорта
200 мм; ход поперечных суппортов верхних и нижних 80 мм, сред-
них 70 мм; число поперечных суппортов 6; габаритные размеры станка
6265X1830X2170 мм.
Основные механизмы станка. На станине А (рис. 41) установ-
лена передняя стойка со шпиндельным блоком В. С правой стороны
станины расположена задняя стойка Ж, в которой расположены при-
вод главного движения, привод подач распределительного вала, при-
вод инструментальных шпинделей. Передняя и задняя стойка соеди-
нены траверсой, в которой находится распределительный вал Г.
Обрабатываемые прутки поддерживаются направляющими трубами
механизма поддержки Б. В станке имеется продольный суппорт Е
и шесть поперечных суппортов с независимой подачей: два верхних Д,
два нйжних 3 и два средних (на схеме не показаны).
Принцип работы, движения и конструктивные особенности
станка. Обработка заготовки производится последовательно в шести
позициях шпиндельного блока. Каждый шпиндель получает враща-
тельное главное движение. Движения подач — поступательное пе-
ремещение поперечных суппортов, продольного суппорта и осегое
перемещение инструментальных шпинделей. В поперечных суппортах
закрепляют разцедержатели с отрезными и фасонными резцами. На
каждой из шести граней продольного суппорта устанавливают дер-
жавки с инструментами, которые в позициях 4, 3, 5 и 6 (см. раз-
рез И—И) могут иметь независимую от продольного суппорта по-
дачу. В этих же позициях можно производить быстрое сверление и
нарезание резьбы. Установка рабочего хода продольного суппорта
и независимых устройств производится без смены кулачков. Каждый
поперечный суппорт имеет независимый привод, что обеспечивает
высокую жесткость; рабочий ход устанавливают с помощью стандарт-
ного набора из восьми кулачков.
Кинематика станка. Главное движение. Рабочие шпиндели
XXVII получают вращение от электродвигателя Ml (N =30 кВт,
п = 1460 мин"1) через клиноременную передачу со шкивами D =
= 190 мм и D = 308 мм, зубчатую пару z = 35 —56, сменные ко-
леса а—Ь, с—d, центральный вал IV и косозубое колесо z = 48, за-
цепляющееся с п^тью колесами г =43. Поставляемый со станком набор
сменных колес обеспечивает 29 значений частот вращения шпинделя.
Уравнение кинематической цепи вращения рабочих шпинделей
nnin= 1460 308 0,985 56 “““43“ мин >
Q С Z7 гпп
отсюда
59
Рис. 41. Кинематическая схема шестишпиндельного токарного пруткового автомата 1Б265-6К
Инструментальный быстросверлильный шпиндель XXIX полу-
чает вращение от рабочего шпинделя через колеса г = 43 — 48,
вал /V, колеса г =48 — 29 и сменное колесо т. Соответственно ча-
стота вращения быстросверлильного шпинделя
43 48 29
«св — /гшп 48 29 т '
Со станком поставляются сменные колеса т = 29, 36, 43, 53,
55, 73. Благодаря паразитному колесу z = 29 инструментальный
шпиндель вращается в направлении, обратном шпинделю заготовки,
поэтому относительная частота вращения при сверлении определи-
тся из выражения поти = псп + ишп.
Развертывание может осуществляться по цепи быстрого сверления,
но при этом устанавливается еще одно паразитное колесо для обе-
спечения нужного направления вращения инструментального шпин-
деля.
Резьбонарезное устройство. При нарезании резьб самооткрываю-
щимися головками привод инструментального резьбонарезного шпин-
деля XX аналогичен сверлильному, а подача производится специаль-
ным резьбовым кулачком. При использовании же метчиков, плашек
в станке применяют метод обгона, при котором инструмент и заго-
товка вращаются в одну и ту же сторону. Но скорость вращения
заготовки постоянна, а у инструмента она меняется, благодаря чему
происходит нарезание резьбы или свинчивание.
Для нарезания правой резьбы (или свинчивания при левой) дви-
жение передается от рабочего шпинделя XXVII через колеса г =
= 43 — 48, сменные колеса I — г на вал XVI, а от него при вклю-
ченной электромагнитной муфте Мг через зубчатые колеса z =43 —
— 71, z = 64 — 50 получает вращение приводная втулка инстру-
ментального шпинделя. Кинематическая цепь вращения инстру-
ментального шпинделя
_ 43 I 43 64 „
^ин — ^din 48 г 71 50 ИЛИ /1ИН — ПппН'1»
где Ki = 0,694 -j-.
При свинчивании инструмента (или нарезании левой резьбы)
электромагнитная муфта выключается и включается муфта Л42.
Тогда вращение от центрального вала IV на приводную втулку
инструментального шпинделя передается через сменные колеса i — г,
k — I и далее через передачи г = 54 — 40, г = 43 — 71, г = 64 —
— 50.
Тогда
_ 43 i k 54 43 64 _ „
Лцв — ^шп 4у r i 40 71 50 ИЛИ Пин — НщПЛ2>
где К2 = 0,937 4 .
61
Следовательно, при определенном подборе сменных колес (всегда
k/l > 1) при нарезании правой резьбы лин < лшп, так как <1,
а при свинчивании правой резьбы лин > /гшп, так как ^2 > 1.
Движение подачи и вспомогательных ходов. Подача рабочих органов
станка осуществляется кулачками, установленными на распредели-
тельном валу. Во время рабочих движений станка распределительный
вал вращается медленно, а при вспомогательных (подвод и отвод
рабочих органов, поворот шпиндельного блока, переключения
муфт и т. д.) — быстро. Распределительный вал состоит из двух валов
XXI и XI, связанных между собой шлицевой втулкой. На валу
XXI находятся барабаны с кулачками зажима и подачи прутка,
диск с кулачками фиксации шпиндельного блока, устройство по-
ворота шпиндельного блока. На валу XI расположены барабаны
подачи продольного суппорта, барабаны подачи устройств с незави-
симой подачей, диск с кулачками для привода верхних поперечных
суппортов, зубчатое колесо привода командоаппарата. Распредели-
тельные валы XXXI и XXXII имеют диски с кулачками, управля-
ющими движением нижних поперечных суппортов; с валом XXI
эти валы связаны рядом цилиндрических и конических передач.
Рабочее вращение распределительный вал получает от шпинделей
XXVII и центрального вала IV через червячную передачу z = 3 —
— 24, сменные колеса е—f, g—h, зубчатую пару z = 41 —49 при
включенной электромагнитной муфте Л43, конические колеса z =
= 25 — 25 и далее через передачи z = 35 — 56, z = 1 — 40.
Частота вращения распределительного вала на рабочем ходу
__ 43 3 е g 41 25 35 1
ЛРаб- РВ — Пшп 48 24 f h 49 25 56 40 *
Вращение распределительного вала на вспомогательном ходу
осуществляется от электродвигателя Ml при включении электромаг-
нитной муфты Л14, тогда частота вращения распределительного вала
__ 1^0 л пок 22 35 1 _ 1
^в. хрв — 1460 -303-0,985 -Ji --^-==10 мин .
Время вспомогательного хода равно 3,5 с.
Вращение в наладочном режиме распределительный вал полу-
чает от двигателя М2 (N = 2,2 кВт, п = 950 .мин’1) через колеса
z = 16 — 46 — 80, вал IX, передачи z = 35— 56, z = 1 — 40.
При этом муфты М3, М4, М5 должны быть выключены, а муфта Мв
включена. При выключении наладочного привода муфта М5 вклю-
чается и тормозит распределительный вал. Частота вращения вала
при наладочном режиме
пка 16 46 35 1 о -1
«нал. РВ — 950 46 -8Q-~56 4Q- мин •
Командоаппарат (на рис. 41 не показан) включает быстрое и
медленное вращение распределительных валов, реверс инструмен-
тальных шпинделей, дает другие команды. С распределительным
валом XI командоаппарат связан рядом зубчатых передач.
62
Поворот шпиндельного блока осуществляется от распределитель-
ного вала пятипазовым мальтийским механизмом через передачи
z = 70 — 56, z = 90 — 135. За один оборот распределительного
вала шпиндельный блок повернется на 1/6 оборота. Следовательно,
1об. Рв4--ттг -тЯ- = 4" °б- шп. блока.
5 56 i3o 6
При необходимости поворота блока на 1/3 оборота вместо передачи
z =70 — 56 работает зубчатая пара г = 90—36. Одновременно
со шпиндельным блоком через передачи z = 135 — 20, z =20 — 135
получает вращение блок направляющих труб. Перед поворотом шпин-
дельный блок расфиксируется и приподнимается над постоянными
опорами на 0,3 — 0,4 мм для предотвращения изнашивания опорных
поверхностей.
Продольный суппорт (см. сечение И—И) представляет собой
каретку с пазами типа «ласточкина хвоста», перемещающуюся по
полому валу XXVI//. В эти пазы устанавливают неподвижные и
скользящие инструментальные державки с независимым приводом.
Суппорт через тяги и рычаги (на рис. 41 не показаны) соединяется
с переставным камнем кулисы /С За счет его перестановки можно
изменять величину рабочего хода суппорта без смены кулачков.
На барабане управления продольным суппортом имеются две ка-
навки — рабочего и быстрого ходов суппорта.
Величина подачи (мм/об) независимых устройств
S = huln^
где пшп — число оборотов шпинделя при повороте распределитель-
ного вала на рабочий угол оср; h — подъем кулачка; и — передаточ-
ное число рычага.
Винтовой конвейер отвода стружки получает вращение от элект-
родвигателя М3 (N = 1,1 кВт, п = 1400 мин"1) через редуктор z =
= 1 — ПО. Лубрикатор для смазывания вращается от вала II через
цепную передачу Z = 28—13.
§ 8. ТОКАРНЫЙ ВЕРТИКАЛЬНЫЙ ВОСЬМИШПИНДЕЛЬНЫЙ
ПОЛУАВТОМАТ 1К282
Токарные вертикальные многошпиндельные полуавтоматы
широко применяют для обработки литых и штампованных заготовок
средних и крупных размеров. Вертикальная их компоновка позво-
ляет экономно использовать занимаемую станком площадь, облегчает
загрузку станка тяжелыми деталями, а также разгружает шпиндели
станков от изгибающей нагрузки под тяжестью заготовки.
Полуавтомат 1К282 предназначен для черновой и чистовой об-
работки в патроне заготовок типа дисков, фланцев и др. Станок из-
готовляют в силовом и скоростном исполнении. Силовые станки слу-
жат для обработки заготовок с большими припусками. Скоростное
исполнение предназначено для обработки деталей либо небольшого
диаметра, либо из цветных металлов.
63
Рис. 42. Схема работы токарного
полуавтомата 1К282
в том, что каждый шпиндель
Техническая характеристика станка. Наибольший диаметр обра-
батываемой заготовки 250 мм; число частот вращения шпинделя ра-
вно 28 в низком ряду и 25 в высоком; пределы частот вращения шпин-
деля при силовом исполнении 42—628 мин“х, при скоростном 66—
980 мин-1, число подач 38; пределы подач при силовом исполнении
0,064—4,05 мм/об, при скоростном 0,041—3,44 мм/об; габаритные
размеры станка 3070x2945x3872 мм.
Основные механизмы и принцип работы станка. С основанием 6
(рис. 42) жестко соединена колонна 5, по направляющим которой
в рабочих позициях перемещаются
суппорты 2, На столе 5 установ-
лено восемь рабочих шпинделей 4.
На вершине колонны закреплен
корпус /, в котором размещен ме-
ханизм подач и редуктор главного
движения. На семи рабочих пози-
циях по принципу последователь-
ной обработки можно производить
обтачивание, растачивание, сверле-
ние, зенкерование и развертыва-
ние отверстий. Одна позиция явля-
ется загрузочной. При обработке
параллельно-последовательным ме-
тодом двух заготовок одновременно
на станке имеется две загрузочные
позиции. Особенность данного станка
может иметь независимые друг от
друга частоты вращений и величины подач.
Кинематика станка. Главное движение (рис. 43) рабочие шпиндели
VIII (па рисунке показан привод одного из 7 шпинделей) получают
от асинхронного электродвигателя МЛ мощность и частота вращения
которого выбираются в зависимости от технологических требований
(мощность может быть Л/ = 22 — 55 кВт). С вала / вращение пере-
дается на вал V двумя путями в зависимости от положения колеса
г = 31 на валу V: через передачи г = 16 — 39 — 118 — 31 (высокий
ряд частот вращения) или через колеса г = 16 — 39, г = 22 — 39,
г = 22— 39, z=39 — 118 — 31 (низкий ряд). С вала V рабочий
шпиндель VIII получает вращение через сменные колеса а и bt
передачи z = 35 — 40, г = 37 — 50. Набор сменных колес а и b
к станку обеспечивает различные частоты вращения в каждой по-
зиции. После индексации стола шпиндели приобретают частоту вра-
щения той позиции, в которую они перешли, а синхронизаторы при
этом обеспечивают плавное безударное начало вращения шпинделя.
Включаются синхронизаторы все одновременно при перемещении
штока цилиндра Ц2. При этом через систему рычагов поднимается
вверх конус-муфта Mlf касаясь подпружиненной конусной чашки
на валу VII, В гидросистеме’ повышается давление, срабатывает
рщрораспределитель, включающий дроссель, при этом снижается
скорость включения синхронизатора; в этот период происходит уве-
64
личение частоты вращения шпинделей. При дальнейшем движении
вверх сцепляется зубчатая муфта М2. При этом специальным уст-
ройством разводятся конусные чашки муфты Afx, обеспечивая окон-
чательное включение муфты М2. Шпиндели получают рабочее вра-
щение.
От штока цилиндра Ц2 через систему рычагов одновременно
с синхронизаторами включается тормоз Мт, который расположен
Рис. 43. Кинематическая схема токарного восьмишпиндельного
полуавтомата 1К282
в загрузочной позиции. Для зажима деталей служит двойной гидро-
цилиндр Ц!
Движение подачи. Ходовые винты XIV суппортов получают
быстрые и медленные перемещения. Медленная подача осуществля-
ется от вала VI через червячную пару z = 1 — 32 при включенной
муфте Л13, вал IX, гитару сменных колес ях — Ь1У сх — с!ъ вал XII,
передачу z — 35 — 62 при включении муфты Л16 или z = 58 — 39
при включении муфты Af7, вал XIII, коническую передачу г = 27 —
— 38 и ходовой винт с шагом Р = 12 мм. Муфты MQ и Af7 позволяют
3 Локтева С. Е. 65
изменять подачи на ходу суппорта в отношении 1—2,6, что обеспе-
чивает постоянство режимов резания при переменных припусках
заготовки
Быстрые перемещения ходовые винты получают от передачи z —
= 20 — 20 через гильзу XVII. парносменные колеса с и d, передачи
z = 58 — 31 — 38 — 59 при быстром подводе (включена муфта Л14)
или через передачи z = 57 — 39, z = 58 — 39 (включена муфта Л16),
а затем через коническую пару г = 27 — 38.
Командоаппарат КА получает вращение от вала XIII через
передачи z = 18 — 18, г = 1 — 66. КА управляет рабочими и вспо-
могательными ходами суппорта в автоматическом и наладочном цик-
лах. В корпусе КА размещены конечные выключатели, кулачковый
вал, рычаги.
Поворот стола на 1/8 часть оборота осуществляется от электро-
двигателя М2 (Л/ = 2 кВт, п = 1300 мин-х) через червячную пару
z = 1 — 25, зубчатую передачу z = 14 — 105 и мальтийский крест,
поворачивающий стол за планки, прикрепленные к нижней его ча-
сти. Гидроцилиндр ЦЗ приводит в движение фиксатор стола; шток
гидроцилиндра связан с валиком XXII. воздействующим на конеч-
ный выключатель, контролирующий работу фиксатора.
Суппорт станка имеет различные конструкции. Простой суппорт
предназначен для продольного точения по одному из циклов обра-
ботки. Универсальный суппорт может применяться для последо-
вательного продольного и затем поперечного или углового точения
с возвратом по той же траектории. Суппорт двойного действия имеет
две каретки с независимым перемещением: первая получает верти-
кальное, а вторая — горизонтальное перемещение, которые осущест-
вляются последовательно, что позволяет обрабатывать сразу не-
сколько поверхностей. Для обработки нецентральных отверстий
на каретки суппортов устанавливают сверлильные, развертывающие,
зенкерующие вращающиеся головки. Для обработки внутренних
и наружных конусных поверхностей одна из кареток суппорта
двойного действия поворачивается, и резец получает движение под
углом к оси детали.
ГЛАВА 8. ТОКАРНЫЕ СТАНКИ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
§ 1. ОБЩИЕ СВЕДЕНИЯ О ТОКАРНЫХ СТАНКАХ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Токарные станки с программным управлением предназна-
чены для наружной и внутренней обработки сложных заготовок типа
тел вращения. Они составляют самую значительную группу по но-
менклатуре в парке станков с ЧПУ, хотя токарные станки стали
оснащать устройствами ЧПУ позже, чем сверлильные и фрезерные.
Причина состояла в том, что токарная группа была в значительной
€6
степени автоматизирована вследствие использования в серийном про-
изводстве токарно-револьверных станков, токарно-копировальных
и многорезцовых полуавтоматов, а в массовОхМ производстве — авто-
матов. Кроме того, в токарных станках раньше, чехМ в других группах
начали применять цикловые системы ПУ.
Токарные станки с ПУ классифицируют: а) по расположению
оси шпинделя — на горизонтальные и вертикальные; б) по распо-
ложению направляющих — с горизонтальным, вертикальным и на-
клонным расположением; в) по числу используемых в работе ин-
струментов и способам их закрепления на суппорте, в револьверной
головке, в магазине инструментов; г) по виду выполняемых работ —
на центровые, патронные, патронно-центровые, карусельные, прут-
ковые станки и автоматы.
Центровые станки служат для обработки заготовок типа валов
с прямолинейным и криволинейным контурами, например, для
обработки крупных валов и роторов электрических машин, турбин,
двигателей для электромашиностроения, станкостроения и других
отраслей машиностроения. Центровые станки составляют незначи-
тельный процент от всей группы токарных станков. Они могут иметь
как традиционные горизонтальные, так и наклонные направляющие.
На этих станках можно нарезать резьбу резцом от программы.
Патронные станки предназначены для обточки, сверления, раз-
вертывания, зенкерования, цекования, нарезания резьбы метчиками
в осевых отверстиях деталей типа фланцев, зубчатых колес, крышек,**
шкивов и т. д.; возможно нарезание внутренней и наружной резьб
резцом от программы. Станки применяют в авиационной, станко-
инструментальной и других отраслях машиностроения. К этому
типу станков относятся токарные патронные полуавтоматы в гори-
зонтальном и вертикальном исполнении, токарно-револьверные полу-
автоматы, лобовые токарные полуавтоматы. К наиболее распростра-
ненным станкам этой группы относятся станки 1А734ФЗ, КТ141,
1П756ДФЗ и др.
Патронно-центровые станки служат для выполнения наружной
и внутренней обработки разнообразных сложных заготовок типа тел
вращения и обладают технологическими возможностями токарных
центровых и патронных станков.
Система ЧПУ патронно-центровых станков обязательно обеспе-
чивает нарезание наружной и внутренней резьбы резцом по заданной
программе. В промышленности наиболее распространены станки
16К20ФЗ, 16К20Т1, 16КЗОФЗ и др.
Токарные станки с ЧПУ выпускают с наибольшими диаметрами
обрабатываемой заготовки над станиной D = 250 — 5000 мм (для
патронных станков D = 160 — 630 мм). Прутковые станки и авто-
маты имеют максимальный диаметр обрабатываемого прутка d =
= 10 — 125 мм.
Карусельные станки применяют для обработки заготовок корпу-
сов турбин, грузоподъемных машин, оснований станков и других
подобных деталей в тяжелом и энергетическом машиностроении,
станкостроении, авиационной промышленности и других отраслях.
3* 67
Станкостроительные заводы выпускают одностоечные (1512ФЗ,
1516ФЗ и др.) и двухстоечные (1А525МФЗ, 1А532ЛМФЗ и др.) ка-
русельные станки с одним, двумя, тремя суппортами.
§ 2. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ТОКАРНЫХ СТАНКОВ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Токарные станки с программным управлением (ПУ) по
компоновке и конструкции очень разнообразны и значительно отли-
чаются от токарных станков без ЧПУ. Для токарных станков без
ЧПУ наиболее рациональной является горизонтальная компоновка,
_ Рис. 44. Токарный станок с ЧПУ верти-
кальной компоновки
Рис. 45. Резцовый блок с
цилиндрическим хвостови-
ком
так как зона резания должна быть приближена к рабочему. Для
станков с ПУ, где это требование несущественно, чаще используют
вертикальную (рис. 44) или крутонаклонную компоновку (см.
рис. 46, 57). Преимущества такой компоновки: легкость схода стру-
жки и ее удаления из рабочей зоны, возможность оснащения станка
загрузочными устройствами любых типов, свободный доступ к ин-
струменту и приспособлению, уменьшение площади, занимаемой
станком.
Токарные станки с ПУ оснащены револьверными головками или
магазином инструментов. Револьверные головки бывают четырех-
двенадцатипозиционные, причем на каждой позиции может устанав-
ливаться по два инструмента для наружной и внутренней обработки
заготовки. Ось вращения головки может располагаться параллельно
оси шпинделя, перпендикулярно к ней (см. рис. 44), наклонно
(см. рис. 21, в).
При установке на станке двух револьверных головок в одной
из них 1 закрепляют инструменты для наружной обработки, в дру-
гой 2 — для внутренней. Такие головки могут располагаться соосно
относительно друг друга или иметь разное расположение осей
(см. рис. 44). Индексирование револьверных головок производится,
как правило, путем применения закаленных и шлифованных плос-
козубчатых торцовых муфт, которые обеспечивают высокую точность
и жесткость индексирования головки. В пазы револьверных головок
68
устанавливают сменные взаимозаменяемые инструментальные блоки,
которые налаживают на размер вне станка на специальных приборах,
что значительно повышает производительность и точность обработки.
Резцовые блоки в револьверной головке базируют или на призму,
или цилиндрическим хвостовиком 6 (рис. 45). Резец крепится вин-
тами через прижимную планку 3. Для установки резца по высоте
центров служит подкладка 2. Два регулировочных винта 5, распо-
ложенных под углом 45° друг к другу, позволяют вывести вершину
резца на заданные координаты при наладке. Подача смазочно-ох-
лаждающей жидкости (СОЖ) в зону резания осуществляется через
канал в корпусе /, заканчивающийся шариком 4, позволяющим ре-
гулировать направление подачи СОЖ.
/Магазины инструментов (вместимостью 8—20 инструментов) при-
прнменяют реже, так как практически для токарной обработки одной
заготовки не требуется более 6—10 инструментов. Использование
большего числа инструментов целесообразно в случаях точения труд-
нообрабатываемых материалов, когда инструменты имеют малый
период стойкости, или при встройке станка в гибкий производствен-
ный модуль.
Расширяются технологические возможности токарных станков:
стирается грань между токарными и фрезерными станками, добав-
ляется внецентровое сверление, фрезерование контура (т. е. про-
граммируется поворот шпинделя), иногда становится возможным
и резьбонарезание несоосных элементов заготовок.
Приводы главного движения выполнены на базе двигателей по-
стоянного и переменного тока с бесступенчатым регулированием,
автоматически переключаемых переборных коробок и клиноремен-
ных передач. В более ранних выпусках моделей станков использованы
АКС в сочетании с переборным блоком. В приводах расширен диапа-
зон частот вращения с увеличением верхнего его предела, увеличена
мощность привода для использования инструмента с твердосплавной
и минералокерамической режущими пластинами. Для повышения
точности в шпиндельных механизмах устанавливают только преци-
зионные подшипники.
Приводы подач состоят, как правило, из высокомоментных двига-
телей, зубчатой или зубчатоременной передач, кругового датчика
обратной связи, установленного на оси ходового винта. Реже при-
меняют электрогидравлические шаговые двигатели. Скорость уско-
ренных перемещений составляет 5—10 м/мин.
Для повышения производительности увеличивается число двух-
суппортных станков, станки оснащают быстропереналаживаемыми
точными и быстроходными зажимными патронами, автоматизиро-
ванными задними бабками и люнетами.
Токарные станки с ЧПУ отличаются высокой степенью автомати-
зации, по программе отрабатывается не только геометрическая ин-
формация по осям X и Z, но и различные технологические команды:
изменение частот вращения шпинделя, величин рабочих подач и
вспомогательных перемещений, смена инструмента, включение и вы-
ключение механизмов стружкодробления и стружкоудаления, вклю-
69
чение и выключение системы охлаждения, введение коррекции на
положение инструмента, частоту вращения шпинделя и подачи. То-
карные станки с ЧПУ работают совместно с контурными устройст-
вами ЧПУ. В последнее время широко применяют оперативные
системы программного управления. Дискретность задания переме-
щений по осям 0,001, (0,002); 0,005; 0,01; (0,002). Число управляемых
координат/ из них одновременно управляемых от 2/1 до 4/4 (для то-
карно-карусельных станков от 2/1 до 6/4).
§ 3. ТОКАРНЫЙ МНОГОРЕЗЦОВО-КОПИРОВАЛЬНЫЙ
ПОЛУАВТОМАТ 1713Ц С ЦИКЛОВЫМ ПРОГРАММНЫМ
УПРАВЛЕНИЕМ
Станок предназначен для черновой и чистовой токарной
обработки заготовок типа валов с прямолинейным и криволинейным
профилем и других заготовок разнообразной конфигурации.
Наличие механизма смены инструмента и многопроходного устрой-
ства обеспечивает групповую обработку заготовок одним или
несколькими резцами, а также многорезцово-копировальным
способом.
Техническая характеристика станка. Наибольший диаметр обра-
батываемой заготовки 400 мм; наибольшая длина обрабатываемой
заготовки 710 мм; число частот вращения шпинделя 11; пределы ча-
стот вращения шпинделя 125—1250 мин“х; пределы рабочих подач
копировального суппорта 0,08—2,0 мм/об, поперечного суппорта
10—630 мм/мин; скорость быстрого перемещения копировального
суппорта 3,65 м/мин, поперечного суппорта 2,04 м/мин при отводе,
2,43 м/мин при подводе; габаритные размеры станка 2866Х1371Х
Х2060 мм.
Основные механизмы, движения и принцип работы станка«
Станок имеет крутонаклонную компоновку. По направляющим ста-
нины А (рис. 46) перемещается каретка копировального суппорта Ж,
на котором размещены ползун с резцедержателем и механизм гидро-
щупа. В нижней части станины имеются направляющие для попереч-
ного суппорта И. Копировальный и поперечный суппорты располо-
жены под углом 60° к основанию станка, что обеспечивает хороший
сход стружки. На левой тумбе станины установлены редуктор Б
и шпиндельная бабка В. На станине крепится также коробка подач Л,
механизм установки и поворота Е копиров и командоаппарат Д,
управляющий циклом работы станка. Деталь устанавливается в цент-
рах передней и задней 3 бабок и получает вращательное движение.
Инструмент, закрепленный в копировальном и подрезном суппортах,
имеет движение подачи. В основу работы станка положен принцип
однокоординатной гидрокопировальной системы для позиционных
перемещений, управляемых от копира. Резцы копировального суп-
порта повторяют в своем движении форму копира. С копировального
суппорта обрабатывают цилиндрические, конические и фасонные
поверхности, с подрезного — прорезают глубокие канавки, подре-
зают торцы и т. д.
70
Командоаппарат Д состоит из конечных выключателей, распо-
ложенных под коробкой скоростей, и планки с кулачками, прикреп-
ленной к каретке копировального суппорта. При движении суппорта
кулачки, установленные в пазах планки в соответствии с технологи-
ческим процессом обработки детали, нажимают на конечные выклю-
чатели, включая требуемый элемент цикла. В процессе обработки на
станке автоматически за счет переключения электромагнитных муфт
изменяются частота вращения шпинделя и подачи копировального
суппорта.
Рис. 46. Кинематическая схема полуавтомата 1713Ц с ЧПУ
Устройство циклового программного управления станком обес-
печивает два режима работы: наладочный, когда станком управляет
оператор, и полуавтоматический, когда функцию управления осу-
ществляет командоаппарат. Полуавтоматический режим обеспечивает
работу только одного суппорта, одновременную работу двух суппор-
тов или их последовательную работу в любой комбинации, верти-
кальное и горизонтальное перемещение копировального суппорта
в любой последовательности и быстрые его перемещения (проскок над
необрабатываемой поверхностью), установку числа рабочих ходов
копировального суппорта и смену резца для последнего рабочего
хода, выбор величины рабочей подачи и отвод в исходное положение
копировального суппорта.
71
Рассмотрим структурную схему управления станком (рис. 47).
Командное устройство состоит из конечных выключателей, выдаю-
щих импульсы от электрофицированных рабочих органов для смены
этапов цикла. Счет импульсам (командам) ведет счетчик этапов,
состоящий из 14 реле. Блок набора программы имеет 40 штепсель-
ных разъемов и переключателей, обеспечивающих раздачу команд
исполнительным элементам станка. Для набора программы следует
установить вставки в гнезда штепсельных разъемов. Вертикальные
ряды определяют этапы обработки детали и их порядковые номера.
Рис. 47. Структурная схема управления станком 1713Ц
Двадцать гнезд <?, расположенных в горизонтальных рядах, позво-
ляют программировать включение электромагнитных муфт главного
привода, тем самым обеспечивая определенную частоту вращения
шпинделя. Гнезда 2 служат для программирования величин подач
копировального суппорта, а также для включения электромагнита,
который через гидрощуп управляет перемещением ползуна вниз до
упора наконечника щупа в копир. Если в ряду подач нет вставки,
произойдет отвод копировального суппорта в исходное положение.
Подрезной суппорт можно включить в работу на определенном этапе
выключателями Л Лампы 4 сигнализируют об идущем этапе обра-
ботки.
Кинематика станка (см. рис. 46). Главное движение шпиндель VI
получает от электродвигателя Ml (N = 22 кВт, п = 1460 мин"1)
через ременную передачу с диаметрами шкивов D — 205 мм и D ~
= 310 мм, четырехступенчатый редуктор, сменные зубчатые колеса
а—Ъ, ременную передачу с диаметрами шкивов D — 245 мм и пере-
72
борный блок Б1. Электромагнитные муфты М\, М2, М3, М4 обе-
спечивают переключение в цикле четырех значений частот вращения
и торможение шпинделя. Со станком поставляется четыре пары
сменных зубчатых колес а—Ь (г = 26 — 50, z = 29 — 47, z = 38 —
— 38, г = 42 — 34). Из 32 теоретических значений частот вращения
часть совпадает по величине, поэтому практически шпиндель имеет
11 значений частот вращения.
Уравнение кинематического баланса для минимальной частоты
вращения шпинделя
______ 1 лп(\ 205 л 43 33 26 245 л ллг 28 inr —i
^mm = 1460-^-0,985 ~4з"“53"“go""245”0,985 -уу = 125 мин .
Продольная подача каретки копировального суппорта осущест-
вляется от ходового винта XVII, получающего вращение от шпин-
деля VI, через блок Б1, клиноременную передачу Dj—D2 с двумя
парами сменных шкивов (94—175 мм, 140—130 мм) и коробку
подач. Электромагнитные муфты коробки подач включают попарно
(или Л41о и М6, или Л46 и М8, или М5 и Л18), и тем самым обеспе-
чивается получение трех подач в автоматическом цикле.
Уравнение максимальной продольной подачи каретки копиро-
вального суппорта
q _ 1 г 70 140 n Qpr 18 36 23 47 61 61 41 21 21 _
•Зтах — 1 00. ШП. 28 13() О,У6О 54 36 47 4J 4J 2J 54 О —
= 2,0 мин"1.
Предохранительная муфта отключается при внезапной оста-
новке копировального суппорта, предохраняя тем самым коробку
подач от поломки. Кулачковая муфта Л412 соединяет вал XV и ходо-
вой винт XVII.
Быстрые продольные подачи осуществляются от электродвига-
теля М2 (N = 3 кВт; п = 1425 мин"1) при включенных муфтах М?
и ТИ9 через передачи z 34 — 41 — 41, z 21 — 21 — 54.
Перемещение ползуна копировального суппорта по каретке под
углом 60° к оси центров станка осуществляется гидроцилиндром Ц1,
поршень которого через шток жестко соединен с кареткой, а корпус
с ползуном. Гидрощуп крепится к корпусу гидроцилиндра. К дрос-
селирующему гидрораспределителю (ДГ) копировального суппорта
масло подается от насоса Н1. При перемещении копировального суп-
порта по ходовому винту XVII щуп скользит по копиру, переме-
щая ДГ вверх или вниз. Соответственно и резец будет отводиться от
детали или подводиться к ней. При включении электромагнита от
конечного выключателя ДГ под действием пружины займет нижнее
относительно корпуса щупа положение. Масло поступает через про-
точки ДГ в нижнюю полость цилиндра Ц1, а из верхней —через
проточки ДГ сливается в бак. Так как шток цилиндра Ц1 непод-
вижно закреплен на каретке, цилиндр Ц1 опускается вниз до тех
пор, пока ДГ не займет нейтральное положение при упоре щупа
в копир или если будет выбран весь ход цилиндра. При отключении
электромагнита система пружин переводит ДГ щупа в верхнее
73
положение, при этом суппорт отводится в крайнее верхнее поло-
жение. Перемещение ползуна к оси центров при отсутствии копира
ограничивается упором (на рис. 46 не показан). На ползуне копиро-
вального суппорта установлена поворотная резцовая головка, в ко-
торую вставляют два резца: для черновой и чистовой обработки.
Резцы вводятся в работу по команде от устройства ЦПУ.
Поперечный суппорт состоит из каретки, базирующейся на ста-
нине, и ползуна, перемещающегося по направляющим каретки под
углом 50° к горизонтальной плоскости от гидроцилиндра Ц2. Ма-
сло в цилиндр Ц2 поступает от насоса Н2. Ползун поперечного суп-
порта движется к заготовке сначала ускоренно, затем на рабочей
Рис. 48. Механизм поворота копиров
подаче, от заготовки — сначала на рабочей подаче, а затем ускоренно.
Управляет этим циклом кулачок, установленный на ползуне. Для
ограничения хода ползуна вперед служит регулировочный винт XX.
Задняя бабка имеет пиноль, перемещающуюся от гидроцилиндра
ЦЗ. Для контроля зажима заготовки пинолью служит конечный
выключатель. Установочное перемещение задней бабки происходит
от вала XVI1L
Механизм установки и поворота копира состоит из двух стоек,
соединенных балкой. На балке установлены центровые бабки, в ко-
торых закрепляются копиры или эталонные детали. Регулировочные
лимбы и винты позволяют точно установить копиры в вертикальном
и продольном направлениях относительно обрабатываемой заготовки.
Механизм поворота копира дает возможность копировальному суп-
порту работать в несколько рабочих ходов в одном полуавтоматиче-
ском цикле, при этом каждому рабочему ходу соответствует свой ко-
пир.
Механизм поворота копира (рис. 48) работает следующим обра-
зом. По окончании первого рабочего хода копировальный суппорт
возвращается в первоначальное положение, нажимая при этом на
конечный выключатель, дающий команду на включение электро-
магнита гидрораспределителя, управляющего гидроцилиндром 5
поворота барабана 1 копиров. Шток-рейка 4 цилиндра перемещается
и поворачивает валик 5, а вместе с ним и барабан копиров. В начале
поворота освобождается фиксатор 7, ранее находящийся в одном из
74
гнезд делительного диска 2. Фиксатор через ось 6 жестко связан с упо-
рами (на рис. 48 не показаны), воздействующими на микропереклю-
чатели. Поворот барабана 1 происходит до тех пор, пока фиксатор 7
не заскочит в следующее гнездо. Упор при этом нажмет на конечный
выключатель, который даст команду на реверс штока 4 гидроцилинд-
ра 5. Валик 3 начнет вращаться в обратном направлении до упора
гнезда диска 2 в фиксатор 7. Тем самым барабан копиров будет за-
фиксирован в рабочем положении.
Для возвращения барабана 1 в исходное положение после окон-
чания последнего хода шток цилиндра вновь получит команду на
поворот барабана /, однако барабан повернется только на 15—20°
по часовой стрелке; при этом освободится фиксатор 7, а упор, закре-
пленный на оси 6, нажмет на конечный выключатель, дающий коман-
ду на реверс штока цилиндра. Барабан будет вращаться в обратном
направлении. При этом специальные упоры не позволяют фикса-
тору 7 заскочить в любой паз делительного диска до момента при-
хода диска 2 в положение, соответствующее исходному, где барабан
и фиксируется.
Гидросхема станка обеспечивает: быстрый отвод и подвод копи-
ровального суппорта и его следящее перемещение; быстрый отвод
и подвод пиноли, а также ее поджим с необходимым усилием; быст-
рый подвод и отвод ползуна поперечного суппорта, движение и отвод
ползуна с заданной подачей; поворот барабана копиров; поворот
резцовой головки.
§ 4. ТОКАРНЫЙ ПАТРОННО-ЦЕНТРОВОЙ СТАНОК 16К20ФЗС5
С ЧПУ
Станок предназначен для токарной обработки наружных
и внутренних поверхностей заготовок типа тела вращения со ступен-
чатым или криволинейным профилем в один или несколько рабочих
ходов в замкнутом полуавтоматическом цикле. Станок выпускают
на базе станка 16К20. Класс точности станка П.
Техническая характеристика станка. Наибольший диамэтр обра-
батываемой заготовки над станиной 400 мм, над суппортом 220 мм;
наибольшая длина обрабатываемой заготовки 1000 мм; наибольший
диаметр прутка, проходящего через отверстие в шпинделе, 50 мм;
число инструментов 6; число частот вращения шпинделя 22 (из них
автоматически переключаемых по программе 9), пределы частот
вращения шпинделя 12,5 ... 2000 мин*"1; пределы рабочих подач (бес-
ступенчатое регулирование) продольных 3 ... 1200 мм/мин, попереч-
ных 1,5 ... 600 мм/мин; скорость быстрых ходов: продольных
4800 мм/мин, поперечных 2400 мм/мин; габаритные размеры станка
(без пульта ЧПУ, дополнительного шкафа и гидроагрегата) 3360 X
X 1710X1750 мм.
Станок оснащен различными устройствами ЧПУ. Модификации
станка 16К20ФЗ в зависимости от комплектации устройством ЧПУ
имеют разные индексы. Например, станок 16К20ФЗС5 работает
с устройством Н221М, станок 16К20ФЗС18 —с устройством 2У22.
75
Контурное устройство ЧПУ Н221М обеспечивает движение
формообразования, изменение в цикле значений подач и частот вра-
щения шпинделя, индексацию поворотного резцедержателя, наре-
зание резьбы по программе. Число координат (всего/одновременно
управляемых) 2/2. Дискретность задания перемещений по оси X
(поперечных) 0,005 мм, по оси Z (продольных) 0,01 мм. Программо-
носитель — восьмидорожковая перфолента, код программы ISO.
Основные механизмы и движения в станке (рис. 49). Станок
имеет традиционную для токарных станков компоновку. Основание
представляет собой монолитную отливку. Станина А коробчатой
формы с поперечными ребрами. Направляющие станины термообра-
ботанные, шлифованные. Каретка суппорта D с поворотным резце-
держателем перемещается по неравнобокой призматической передней
и плоской задней направляющей, задняя бабка Е — по передней
плоской и задней неравнобокой призматической направляющей.
Автоматическая коробка скоростей Б и передачи в шпиндельной ба-
бке В обеспечивают главное движение —вращение шпинделя, а дви-
жения подачи инструмент получает от приводов продольных 3 и
поперечных Г подач.
Кинематика станка. Главное движение шпиндель VI получает
от электродвигателя Ml (N = 10 кВт, п — 1460 мин”1) через кли-
ноременную передачу с диаметрами шкивов D = 130 мм и D =
= 178 мм, АКС, клиноременную передачу со шкивами D = 204 мм
и D = 274 мм и передачи шпиндельной бабки. АКС обеспечивает
девять переключаемых в цикле частот вращения шпинделя за счет
включения электромагнитных муфт. Вал // имеет три значения ча-
стоты вращения благодаря переключению муфт Мъ М2, М3 (соот-
ветственно работают передачи z — 36 —36 или z = 30 —42 или
z = 24 — 48); вал/7/ вращается уже с девятью различными часто-
тами вращения: при включении муфты Л14 работает зубчатая пара z =
= 48 — 24, муфты М5 — пара z = 30 — 42, муфты Л46 — пара
z = 14 —56. Одновременным включением муфт Л44 и Л4в осущест-
вляется торможение шпинделя. В шпиндельной бабке переключением
блока Б1 вручную можно получить три диапазона частот вращения
шпинделя (12,5 ... 200; 50 ... 800 и 125 ... 2000 мин'1). В положении
блока 5/, показанном на рис. 49, движение с вала V на шпиндель
передается через зубчатые пары z — 45 —45, z = 18 — 72, z =
= 30 — 60. При перемещении блока Б1 влево шпиндель VI получит
вращение от вала V через передачи z = 60 — 48 или z =? 30 — 60.
Уравнение кинематического баланса для минимальной частоты
вращения шпинделя
„ 1 130 А пок 24 14 204 Лпп- 47 45 18 30 1О к
лП11п Н60 178 0,985 48 56 274 0,985 47 45 72 60 12,5 мин .
Смазывание шпиндельной бабки автоматическое централизо-
ванное. Шпиндель смонтирован на двух конических роликоподшип-
никах 5-го или 4-го класса точности в зависимости от класса точности
станка.
76
Датчик резьбонарезания ДР, связанный со шпинделем беззазор-
ной зубчатой парой z = 60 — 60, осуществляет связь между шпинде-
лем и ходовым винтом, исходя из условия, что за один оборот шпин-
деля резец должен переместиться на величину шага нарезаемой
резьбы.
Приводы подач имеют два исполнения: с гидравлическим шаговым
приводом (рис. 49, а) и с электродвигателем постоянного тока
(рис. 49, б).
В станке применены электрогидравлические шаговые двигатели
ШД5-Д1 с гидроусилителем Э32Г18-23 для продольной подачи
Рис. 49. Кинематическая схема токарного патронно-центрового станка 16К20ФЗС5
с ЧПУ
и гидроусилителем Э32Г48-22 для поперечной подачи. Винт качения
продольной подачи X с шагом Р = 10 мм получает вращение от
двигателя М2 через беззазорный редуктор г = 30 — 125, а винт
поперечного перемещения VIII с шагом Р — 5 мм от двигателя М3
через беззазорную передачу z — 24 — 100. Минимальная попереч-
ная подача
•^поп mln = 240 Ю0 = ^,005
где —минимальная доля оборота выходного вала гидроуси-
лителя при шаге на выходном валу шагового двигателя 1,5°.
При применении двигателей постоянного тока М4 (N = 1 кВт,
п = 3000 мин-1) на ходовые винты VIII и X устанавливают дат-
чики обратной связи Д.
Суппорт и каретка имеют традиционное устройство, но их размеры
увеличены по высоте в связи с увеличением размера винта попереч-
ной подачи и для повышения жесткости.
77
Задняя бабка имеет жесткую конструкцию. Перемещение пи-
ноли осуществляется с помощью электромеханической головки через
винт с шагом Р = 5 мм. Постоянство усилия зажима заготовки обе-
спечивается тарельчатыми пружинами.
Шестипозиционный поворотный резцедержатель с горизонталь-
ной осью вращения установлен на суппорте, а съемная инструмен-
тальная головка соответственно на валу XV резцедержателя. Съем-
ная головка жестко связана с подвижной частью плоскозубчатой
муфты Л17. Поворот резцедержателя происходит от электродвига-
теля Мб (N = 0,18 кВт; п = 1400 мин-1) через передачи г=20 —
— 62, z = 1 — 38 при включенной муфте Л48. В начальный момент
Рис. 50. Поворотный резцедержатель станка 16К20ФЗС5
движения муфты М8 вал XV подается влево, муфта Л47 расцепляется
и происходит поворот резцедержателя в нужную позицию, которая
фиксируется конечными выключателями. Затем направление вра-
щения двигателя Мб и соответственно муфты М8 меняется, кулач-
ками полумуфты Л48 сжимается пружина, и подвижная часть полу-
муфты Af7 фиксируется на неподвижной ее части. Начинается рабо-
чий цикл обработки.
Рассмотрим конструкцию поворотного резцедержателя (рис. 50).
На выходном валу 4 находится съемная инструментальная головка
(на рисунке не показана), связанная с подвижной'полумуфтой 6 пло-
скозубчатой муфты. Поворот резцедержателя осуществляется через
червячную пару 1—2, кулачковую полумуфту 7, другая половина 8
которой жестко связана с валом 4. В начальный момент движения
этой кулачковой муфты вал 4 подается влево, при этом подвижная
полумуфта 6 плоскозубчатой муфты отходит от неподвижной полу-
муфты 3 и резцедержатель начинает поворот в нужную позицию,
которая определяется при нажиме кулачка 10 на соответствующий
конечный выключатель 9. Затем происходит реверс двигателя и
полумуфта 7 вращается в другую сторону, при этом полумуфта 6
с инструментальной головкой удерживается от поворота фиксатором.
Кулачки полумуфты 7 упираются в кулачки полумуфты 8, пружина 5
78
сжимается и полумуфта 6 фиксируется на зубьях полумуфты 3.
Конечный выключатель зажима подает команду, электродвигатель
поворота отключается и начинается рабочий цикл обработки.
В съемной инструментальной головке можно установить шесть
резцов-вставок или три инструментальных блока, которые налажи-
вают на размер вне станка в специальных оптических приспособле-
ниях регулировочными винтами в двух плоскостях.
Привод поперечной подачи (рис. 51). Каретка суппорта 1 пере-
мещается по направляющим станины, а салазки 2 — по направляю-
щим каретки. От шагового двигателя с гидроусилителем 16, закреп-
Рис. 51. Привод поперечной подачи станка 16К20ФЗС5
ленного на кронштейне 14, вращение передается винту качения 9
через колеса 17 и 13. Для выбора зазора в зубчатом зацеплении
смещают колесо 17 относительно колеса 13. Винт качения 9 установ-
лен в радиальных подшипниках 12, натяг в которых создается две-
надцатью пружинами 19, вставленными в специальные втулки 18.
От осевого смещения винт качения удерживается упорными под-
шипниками 11, натяг в которых создается сжатием пружин 10.
Раскрытие стыка между правым торцом гайки 21 и втулки 20 недо-
пустимо.
Корпус гайки 6 жестко крепят к суппорту 1 клином 5. Жесткая
стыковка корпуса гайки 6 с фланцем 3 достигается подшлифовыва-
нием последнего.
Выбор зазора и регулировку натяга в паре винт—гайка качения
производят поворотом полугайки 7 относительно полугайки 4 с по-
мощью колеса 8, поворот которого на один зуб относительно полу-
гайки 7 приводит к осевому смещению на 1 мкм. Бесконтактный
конечный выключатель 15 выдает предварительный сигнал о вы-
ходе в нулевое положение.
Гидрооборудование станка состоит из гидростанции, двух гидро-
усилителей моментов и магистральных трубопроводов. Гидростан-
ция включает резервуар для масла, регулируемый насос с привод-
ным электродвигателем, элементы фильтрации и охлаждения ра-
бочей жидкости, контрольно-регулирующую аппаратуру.
79
§ 5. ТОКАРНЫЙ СТАНОК 16К20Т1 С ОПЕРАТИВНОЙ
СИСТЕМОЙ УПРАВЛЕНИЯ
Станок предназначен для токарной обработки наружных
и внутренних поверхностей деталей типа тел вращения различного
профиля. Обработка ведется в один или несколько рабочих ходов
в замкнутом полуавтоматическом цикле; на станке можно нарезать
резьбы.
Станок выпускают в двух исполнениях: 16К20Т1 и 16К20Т1.01.
В станке 16К20Т1.01 имеется (как и в станке 16К20ФЗ) девятиско-
ростная автоматическая коробка скоростей, автоматический шести-
позиционный резцедержатель с горизонтальной осью поворота,
но может применяться ручной резцедержатель под быстросменные
блоки. В станке 16К20Т1 имеется шпиндельная бабка с ручной уста-
новкой скоростей и возможностью автоматического изменения их
величины в 2 раза по программе. Класс точности станка П.
Техническая характеристика станка. Наибольший диаметр обра-
батываемой заготовки над станиной 500 мм, над суппортом 215 мм;
наибольший диаметр прутка, проходящего через отверстие в шпин-
деле, 53 мм; наибольшая длина обрабатываемой заготовки 1000 мм;
число позиций автоматического резцедержателя 6; число частот враще-
ния шпинделя 24 (в станке 16К20Т 1.01 число частот вращения шпин-
деля 22); пределы частот вращения шпинделя 10 ... 2000 мин”1 (12,5 ...
2000 мин'1 в станке 16К20Т1.01); пределы рабочих подач (бесступен-
чатое регулирование): продольных 0,01 ... 2,8 мм/об, поперечных
0,005 ... 1,4 мм/об; скорость быстрых ходов: продольных 6000 мм/мин,
поперечных 5000 мм/мин; величина шага нарезаемых резьб 0,01 ...
40,959 мм; дискретность перемещений: продольных 0,01 мм, попереч-
ных 0,005 мм; габаритные размеры станка (без электрошкафа привода
подач) 3200 X1700 X1700 мм.
Оперативная система управления станком на базе устройства
«Электроника НЦ-31» обеспечивает ввод, отладку и редактиро-
вание программ обработки непосредственно на станке с помощью
клавиатуры. Программа вводится оператором с чертежа детали или
при обработке сложных деталей — с бланка, подготовленного тех-
нологом-программистом. Контроль программы осуществляют с по-
мощью цифровой индикации, а ее корректировку — непосредственно
на станке от клавиатуры панели управления.
В устройстве «Электроника НЦ-31» (рис. 52) возможна пере-
дача программы в кассету внешней памяти (КВП) для хранения
вне станка и последующего ввода программы из КВП в систему
управления. Устройство ЧПУ — контурное, оперативно управляет
следящими электроприводами подач по двум координатным осям.
Интерполяция — линейная и круговая. В память устройства вве-
дены стандартные рабочие циклы: точение конусов, обработка
любых дуг окружности, нарезание резьбы, продольное и попереч-
ное точение с разделением величины припуска на рабочие ходы и
т. д. Такие циклы упрощают работу оператора и уменьшают время
ввода программы в память устройства. Разрешающая способность
по координате Z 0,01 мм, по координате X 0,005 мм.
80
Основные механизмы и движения в станке (рис. 53) те же, что
и в станке 16К20ФЗ.
Кинематика станка. Главное движение в станке 16К20Т1.01 осу-
ществляется по тем же кинематическим цепям, что и
в станке 16К20ФЗ.
В станке 16К20Т1 на валу / установлены две электромагнитные
муфты и Л12, обеспечивающие переключение в цикле двух диа-
1 — кнопочные переключатели продольного и поперечного перемещений суппорта; 2 — цифро-
вая индикация запрограммированного значения подачи; 3 — цифровая индикация команд,
показывающая порядок отработки программы и позволяющая облегчить поиск необходимой
команды или участка программы для их корректировки, повторения, аннулирования или
пропуска; 4 — цифровая индикация положения суппортной группы: 5 — кнопочные пере-
ключатели набора отдельных команд и циклов обработки; 6 — кнопочные переключатели
режима работы; 7 — кнопочные переключатели ручного режима скорости подачи, а также
быстрых перемещений в продольном и поперечном направлениях
В остальном кинематическая цепь главного движения аналогична
цепи главного движения в станке 16К20.
Приводы подач в продольном и поперечном направлениях осу-
ществляются соответственно от двигателей постоянного тока М2 и
М3 через одноступенчатые передачи и винт — гайки качения. На
ходовых винтах VII, VIII установлены измерительные фотоимпульс-
ные датчики обратной связи.
Суппорт, каретка, задняя бабка, шестипозиционный резцедер-
жатель устроены так же, как и в станке 16К20ФЗ.
§ в. ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК 1В340ФЗ
С ОПЕРАТИВНОЙ СИСТЕМОЙ ЧПУ
Станок предназначен для выполнения различных токар-
ных работ при обработке сложных деталей со ступенчатым и криво-
линейным профилем в условиях серийного и мелкосерийного произ-
81
в
Рис. 53. Кинематическая схема станка 16К20Т1
водства. Нарезание резьб в широком диапазоне производится мет-
чиками, плашками или резцом по программе. Станок выпускают
в двух исполнениях: для обработки заготовок из прутка (автома-
тический цикл обработки) и штучных заготовок (полуавтомати-
ческий цикл). Класс точности станка П. Обеспечивается точность
обработки по 8-му квалитету с шероховатостью поверхностей Ra =
= 2,5 мкм.
Техническая характеристика станка. Наибольший диаметр обра-
батываемой заготовки из прутка 40 мм; наибольший диаметр за-
готовки, устанавливаемой над станиной, 400 мм; число граней ре-
вольверной головки 8; число частот вращения шпинделя 12; пре-
делы частот вращения шпинделя 45—2000 мин”1; пределы продоль-
ных и поперечных подач револьверного суппорта (бесступенчатое
регулирование) 1—2500 мм/мин; скорость ускоренных перемещений
револьверного суппорта продольных 10 000 мм/мин, поперечных
5000 мм/мин; скорость подачи отрезного суппорта (бесступенчатое
регулирование) 5—600 мм/мин; скорость ускоренного хода отрез-
ного суппорта 8000 мм/мин; габаритные размеры станка
1840X 1770X1670 мм.
Устройство ЧПУ — типа «Электроника НЦ-31» или «Люмо 2-132».
Число координат/из них одновременно управляемых 2/2; имеется
коррекция на положение инструмента. Программоноситель — элек-
тронная память. Оператор в ходе обработки первой заготовки при
помощи средств ручного управления и элементов автоматического
управления формирует управляющую программу, которая позво-
ляет уже следующую заготовку обрабатывать в автоматическом
цикле. Дискретность задания размеров: продольных 0,01 мм, по-
перечных 0,005 мм. Дискретность задания шага резьбы 0,0001 мм.
Основные механизмы, движения и принцип работы станка
(рис. 54). На основании А закреплена верхняя станина Б, на ко-
торой установлена шпиндельная бабка В, По призматическим на-
правляющим верхней станины перемещается крестовый суппорт Е
с восьмипозиционной револьверной головкой Д с вертикальной
осью. Инструмент, закрепленный в револьверной головке, имеет
продольное и поперечное перемещение. Гидрофицированный отрез-
ной суппорт (на рис. 54 не показан) с однокоординатным попе-
речным перемещением закреплен на шпиндельной бабке.
Кинематика станка. Главное движение шпиндельный вал IV
получает от двухскоростного электродвигателя Ml (W = 6,0/6,2 кВт;
п = 960/1440 мин”1) через плоскозубчатую ременную передачу
Zi — z2, автоматическую коробку скоростей, обеспечивающую шесть
частот вращения, и плоскозубчатую ременную передачу iz3 — z4.
Шпиндель имеет 12 частот вращения за счет электродвигателя и
попарного переключения электромагнитных муфт в АКС.
В станке пределы частот вращения меняются в зависимости от
пруткового, патронного или скоростного исполнения (соответственно
п = 45 4-2000, 36 4-1600, 56 4-2500 мин”1). Это достигается установ-
кой сменных шкивов zr — z2, z3 — z4. Шпиндель тормозится
одновременным включением муфт Mlf M.2f М3. Реверс шпинделя
83
осуществляется электродвигателем. Смазывание коробки скоростей
централизованное.
Движения подачи. Продольные и поперечные подачи револьвер-
ного суппорта происходят от высокомоментных электродвигателей
постоянного тока М2 и М3 (Л/ = 1,5 кВт, п = 1000 мин"1) с изме-
нением частоты их вращения от 0 до 1000 мин’1 через зубчатые ремен-
ные передачи и пары винт — гайка качения VII и VIII. Для кон-
троля расположения револьверного суппорта на винтах установле-
ны датчики обратной связи.
Рис. 54. Кинематическая схема токарно-револьверного станка 1В340Ф30 с ЧПУ
Быстрые ходы и рабочие подачи отрезного суппорта осущест-
вляются от гидросистемы. Конечные выключатели обеспечивают
выдачу команды в исходном верхнем положении суппорта, переход
с быстрого подвода на рабочую подачу и выключение подачи в конце
рабочего хода.
Датчик резъбонарезания Dp на валу VI получает вращение
через беззазорные передачи z = 33—70, z = 33—70.
Револьверная головка поворачивается вокруг вертикальной оси
от гидродвигателя М4 (рис. 54, б) через червячную пару z = 1—62
и фиксируется с помощью плоскозубчатых колес z = 88. На валу IX
револьверной головки закреплено колесо z = 60, которое через
зубчатые колеса z ~-48—60 приводит во вращение ось X датчика Dr
поиска позиции револьверной головки. Для предварительной фик-
сации револьверной головки служит фиксатор 2, управляемый
84
поршнем 3 цилиндра Ц2 с гидрораспределителем. При попадании
фиксатора в гнездо фиксаторного диска 1 перемещается гидрорас-
пределитель и перекрывает доступ масла к гидродвигателю М4
поворота револьверной головки; одновременно масло поступает
в верхнюю полость цилиндра зажима Ц1, и головка фиксируется
на плоскозубчатое колесо г = 88. Тарельчатые пружины компен-
сируют осевое перемещение червяка г = 1 после попадания фик-
сатора 2 в гнездо диска 1 и доворачивают револьверную головку
при окончательной фиксации.
Гидросхема станка обеспечивает подачу прутка на заданную
длину, зажим заготовки с заданным усилием, зажим револьвер-
ной головки и ее поворот, рабочие и вспомогательные перемещения
отрезного суппорта, контроль давления в линиях нагнетания и
зажима, работу устройства для автоматической разгрузки деталей.
§ 7. ТОКАРНО-КАРУСЕЛЬНЫЙ ОДНОСТОЕЧНЫЙ
СТАНОК 1512ФЗ С ЧПУ
Станок 1512ФЗ предназначен для токарной обработки де-
талей сложной конфигурации, на нем можно производить обтачива-
ние и растачивание поверхностей с криволинейными и прямолиней-
ными образующими; сверление, зенкерование и развертывание
центральных отверстий; прорезание кольцевых канавок, нарезание
различных резьб резцами. Класс точности станка Н.
Техническая характеристика станка. Наибольший диаметр обра-
батываемой заготовки 1250 мм; наибольшая высота обрабатываемой
заготовки 1000 мм; число частот вращения планшайбы 18; пределы
частот вращения планшайбы 5—250 мин’1; пределы горизонталь-
ных и вертикальных подач суппорта 3—300 мм/мин; регулирование
подач бесступенчатое; максимальная скорость установочных пере-
мещений суппорта по каждой оси 3000 мм/мин; пределы шагов
нарезаемых резьб 0,05—40 мм; габаритные размеры станка
2880X3610X5615 мм.
Устройство ЧПУ типа Н55-2 обеспечивает автоматическое управ-
ление по заданной программе вертикальным суппортом и приводом
главного движения. Программа записывается на восьмидорожковой
перфоленте, код ISO. Число координат (всего/одновременно управ-
ляемых) 2/2. Дискретность отсчета по осям X и Z равна 0,01 мм.
Предусмотрена коррекция положения инструмента, величин подач
и частот вращения планшайбы. От программы происходит автома-
тическое изменение частот вращения шпинделя, управление про-
дольными и поперечными движениями инструмента, выбор подач,
нарезание резьб, установка инструмента в нулевое положение,
поворот и фиксация револьверной головки и т. д.
Основные механизмы и движения в основном аналогичны базо-
вому станку 1512 (см. рис. 36); в данном станке отсутствует боковой
суппорт. Конструкция всех механизмов обеспечивает высокую
точность и долговечность работы.
85
Рис. 55. Кинематическая
схема токарно-карусель-
ного станка 1512ФЗ с
ЧПУ
Кинематика станка. Главное движение (рис. 55) осуществляется
от электродвигателя Ml (N = 30 кВт, п = 1460 мин-1) через кли-
ноременную передачу со шкивами D = 230 мм и D = 266 мм и
коробку скоростей, обеспечивающую 18 практических и 24 теорети-
ческих значения частот вращения планшайбы в результате пере-
ключения электромагнитных муфт — Л47 и с помощью планетар-
ного механизма. Вал II имеет три значения частоты вращения, полу-
чаемые переключением муфт Ми М2, Л43; вал III — шесть значений
частот вращения (переключают муфты и Л45) и вал IV — 12 зна-
чений частот вращения (переключают муфты М9 и Л47). Для полу-
чения 12 низших значений частот вращения шпинделя выключают
муфту Л48 и включают муфты Л49 и Л410. При этом колесо z — 63
на оси VII затормаживается и через колесо z = 63 на валу VI оста-
навливает колесо z = 87 планетарного механизма и соответственно
его корпус с колесом z = 108. В этом случае передаточное отно-
шение планетарного механизма равно При выключенных муф-
тах М9 и Л11о и включенной МЙ планетарный механизм представ-
ляет собой одно целое и его передаточное отношение равно единице.
При одновременном включении муфт Мв, М9 и Л410) замыкающих
две различные кинематические цепи, образующие «замок», проис-
ходит торможение планшайбы (остальные муфты коробки скоростей
выключены). Благодаря электромагнитным муфтам скорости пере-
ключаются на ходу и тем самым поддерживается ступенчато-постоян-
ная скорость резания при обработке торцовых поверхностей.
Уравнение кинематической цепи для минимальной частоты вра-
щения шпинделя будет следующим:
1,|ДП 230 Л оок 50 42 30 1 40 28 25 _
«шт 1460 266 0,985 63 84 120 4 50 28 125 — 5 мин .
Датчик нарезания резьбы, необходимый для нарезания резьб
резцами, получает вращение от выходного вала коробки скоростей
через передачи г = 48—64, z = 24—24, z = 21—78. Частоты вра-
щения ротора датчика и планшайбы одинаковы.
Движения подачи происходят от электродвигателей постоянного
тока М2 и М3 (Л4 = 20,4 Нм; /гном = 1000 мин*1) с тиристор-
ным управлением. Ходовой винт качения продольной подачи XII
с шагом Рх. в= 10 мм получает движение от электродвигателя М2
через зубчатую передачу z = 52—104, выполненную с минимальным
боковым зазором. Передача вращения с вала XI на винт XII осу-
ществляется посредством конусных пружинных колец, исключаю-
щих зазор в соединении.
Максимальная рабочая продольная подача определится из вы-
ражения
Smax пр = 6010 = 300 ММ/МИН,
где 60 — максимальная частота вращения двигателя при рабочих
подачах.
87
Ходовой винт качения XVII вертикальной подачи получает
вращение от электродвигателя М3 через редуктор z = 43—40,
z = 30—48, z = 32—44, z = 44—44. Для регулирования бокового
зазора в зубчатых передачах имеются две параллельные кинемати-
ческие цепи, кроме того, отдельные колеса выполнены разрезными.
Минимальная рабочая вертикальная подача
с А а 43 30 32 44 . n Q ,
^mln верт 0,6 4Q 44 44 10 3 ММ/МИН,
где 0,6 — минимальная частота вращения двигателя.
В качестве датчиков обратной связи применены линейные ин-
дуктосины.
Вертикальное перемещение поперечины осуществляется от ре-
версивного электродвигателя М5 (N = 2 кВт, п = 900 мин'1)
через червячные редукторы z = 2—34. В требуемом положении
поперечина надежно фиксируется гидравлическим механизмом за-
жима. Привод механизма зажима-разжима осуществляется штоком
двустороннего цилиндра Ц1. Зубчатая муфта Л4И служит для уста-
новки поперечины параллельно рабочей поверхности планшайбы.
Поворот полумуфты на один зуб дает величину перемещения по-
перечины на 0,005 мм.
Револьверный суппорт пятипозиционный состоит из салазок,
перемещающихся по горизонтальным направляющим поперечины,
ползуна с револьверной головкой, механизма поворота и фиксации
револьверной головки.
Поворот револьверной головки в следующую позицию проис-
ходит от электродвигателя М4 (N = 0,9 кВт; п = 1350 мин"1)
через передачи z = 18—34—45 и приводной вал XX, соединенный
через муфту с винтом с шагом Р = 5 мм.
Перемещаясь вверх относительно неподвижной гайки, вал XX
с рейкой модулем т = 3 мм через косозубое колесо-гайку z = 31
(разрез А—Л), винт XXII с шагом Р = 12 мм отжимает револьвер-
ную головку. Вал XX перемещается до тех пор, пока рейка не
упрется в торец гайки. Перед этим конечный выключатель отклю-
чит муфту Л412 и гайка с насаженным на нее червяком z = 1 начнет
вращаться, тогда через передачи z == 1—25, z = 18—72 произойдет
поворот револьверной головки на часть. Затем микропереклю-
чатель даст команду на реверс электродвигателя, в результате обрат-
ным движением вала XX через рейку, косозубое колесо-гайку
z = 31 и ходовой винт XXII происходит прижим револьверной
головки к ползуну.
Рассмотрим конструкцию стола станка. Стол (рис. 56) состоит
из корпуса 7, планшайбы 4 со шпинделем 5 и привода планшайбы.
Корпус стола имеет большую жесткость из-за развитой системы
ребер. Планшайба представляет собой полый диск с рядом внутрен-
них и кольцевых ребер. Для обеспечения плавности работы при
значительной быстроходности станков цилиндрические колеса 7,
8 сделаны косозубыми, а коническое колесо 9 — с круговым зубом.
88
Шпиндель 5 имеет в качестве опор конические роликовые подшип-
ники 2, 13. Регулировка подшипников осуществляется планкой 10
и винтами 11 с одновременной подшлифовкой компенсаторного
кольца 12. Для точной установки по центру планшайбы деталей
или установочных приспособлений в планшайбе расточено центри-
рующее отверстие, предохраняемое от забоин заглушкой 6, Лаби-
ринт 3 препятствует разбрызгиванию смазочного материала, пыли,
стружки и т. д,
§ 8. ТОКАРНЫЙ ЦЕНТРОВОЙ ПОЛУАВТОМАТ 1Б732ФЗ С ЧПУ
Токарный центровой полуавтомат 1Б732ФЗ с ЧПУ пред-
назначен для токарной обработки валов сложной конфигурации
в условиях мелкосерийного и единичного производства. Большая
мощность и жесткость станка позволяют обрабатывать заготовки
с большими припусками. На станке производят обточку цилиндри-
ческих, конических, сферических поверхностей, подрезку торцов,
прорезку различных канавок, нарезание резьбы и другие токарные
работы, которые могут быть выполнены с высокой степенью точности
и малой шероховатостью обработанных поверхностей. Класс точ-
ности станка Н.
Техническая характеристика станка. Наибольший диаметр обра-
батываемой заготовки над станиной 630 мм; наибольший диаметр
обрабатываемой заготовки над суппортом 400 мм; наибольшая длина
обрабатываемой заготовки 1000, 1400, 2000 мм; число инструмен-
89
тов 6; число частот вращения шпинделя всего/ по программе 18/9;
пределы частот вращения шпинделя 25—1250 мин-1; пределы ра-
бочих подач (бесступенчатое регулирование); продольных 0,1—
1200 мм/мин, поперечных 0,1 —1200 мм/мин; скорость быстрых
перемещений суппорта продольных 4800 мм/мин, поперечных
2400 мм/мин; габаритные размеры станка 3825X2140X2835 мм.
Устройство ЧПУ типа Н22-1М обеспечивает получение задан-
ных размеров и конфигурации обрабатываемой детали, а также
необходимые технологические команды: выбор частоты вращения
шпинделя и подач суппорта, включение ускоренных перемещений
суппорта, смену инструмента, включение охлаждения и др. Полу-
автомат может работать в режиме преднабора, тогда на пульте
управления вручную задают перемещения суппорта, величины
подач, частоту вращения шпинделя. Программоноситель — восьми-
дорожковая перфолента, код ISO. Считывание программы фото-
электрическое. Число управляемых координат (всего/одновременно)
2/2. Величина перемещения суппорта на один импульс по'оси Z
0,01 мм; по оси X 0,005 мм; возможна коррекция положения инстру-
мента по длине и радиусу.
Основные механизмы и движения в станке. Станок имеет (рис. 57)
вертикально-наклонную компоновку. Литое корыто А служит осно-
ванием станка. Направляющие чугунной станины В и опорная по-
верхность под шпиндельную бабку Г расположены под углом 15° от
вертикали. В станину встроена автоматическая коробка скоростей Б.
Суппорт Д расположен на верхних направляющих станины, а зад-
няя бабка Ж на ее нижних направляющих. В центрах передней и
задней бабок устанавливают заготовку, которая получает главное
движение. Суппорт состоит из продольной и поперечной кареток.
Продольная каретка движется по направляющим станины (подача
по оси Z), а поперечная каретка — по направляющим типа ласточ-
кина хвоста продольной каретки (подача по оси X). На поперечной
каретке закреплена револьверная головка Е, В корыте расположен
конвейер стружки 3. Для поддержания длинных и тяжелых деталей
устанавливают люнет И.
Кинематика станка. Главное движение шпиндель VI получает
от электродвигателя Ml (N = 37 кВт, п = 1460 мин-1) через кли-
ноременную передачу со шкивами D = 236—330 мм, АКС, пере-
дачи z = 24—61 или z = 37—48, блок БЕ Таким образом, шпин-
дель имеет 36 теоретических и 18 практических значений частот
вращения, из них 9 переключаются в цикле благодаря АКС.
Минимальная частота вращения шпинделя
236 ЛАОС 31 23 24 21
nmin — 146 0 330 0,98 5 49 57 61 84 — 25 мин .
Передача z = 70—37 приводит во вращение реле контроля
скорости РКС, которое предназначено для блокировки работы станка,
если во время обработки вдруг перестанет вращаться шпиндель.
Датчик нарезания резьбы Др связан со шпиндельным валом VI
90
Рис. 57. Кинематическая схема токарного центрового полуавтомата 1Б732ФЗсЧПУ
через передачу z = 70—70. Смазывание коробки скоростей—цент-
рализованное.
Движения подачи. Продольная каретка суппорта получает пе-
ремещение от шагового двигателя М2 типа ШД5-Д1 с гидроусили-
телем Э32Г18-23 (мощность привода N = 1,6 кВт) через редуктор
z = 24—100 и пару винт—гайку качения VIII с шагом Р— 10 мм.
Поперечная каретка суппорта перемещается от шагового двигателя
М3 типа ШД5-Д1 с гидроусилителем Э32Г18-22 (мощность привода
N = 0,8 кВт) через редуктор z = 24—200 и пару винт—гайку
качения X с шагом Р = 10 мм. Величина перемещения попереч-
1 24
ной каретки на один импульс составляет ‘24о”2оо’^ = мм,
где соответствует повороту ротора шагового двигателя на 1,5°.
Для выбора зазоров в зубчатых зацеплениях гидроусилители за-
креплены к корпусу редукторов через подвижный фланец, у кото-
рого внутренняя расточка выполнена эксцентрично. При повороте
фланца изменяется межцентровое расстояние в зубчатом зацепле-
нии, за счет чего и устраняется зазор.
На концах ходовых винтов VIII и X закреплены флажки бескон-
тактных выключателей, предназначенные для точной установки
суппорта в нулевое положение (грубая установка осуществляется
конечными выключателями).
Револьверная головка имеет шесть позиций для установки рез-
цовых блоков или резцов. Гидроцилиндр Ц1 служит для зажима
револьверной головки, а гидроцилиндр Ц2 — для ее поворота. Через
полый шток гидроцилиндра Ц1 проходит вал Х1\ на конце его уста-
новлена планшайба, на торцовой поверхности которой закреплена
полумуфта М7, другая полумуфта М7 прикреплена к корпусу револь-
верной головки. В период обработки головка зафиксирована муф-
той М7. При подаче жидкости в правую полость цилиндра Щ
шток и соответственно планшайба с закрепленными на ней резцами
будут перемещаться влево, расцепляя муфту М7; одновременно
включается муфта поворота М8. При этом сработает конечный
выключатель, который даст команду на разжим и на работу
цилиндра поворота Ц2. При подаче масла в штоковую полость
цилиндра Ц2 шток переместит рейку модулем т = 3 мм, при этом
повернется реечное колесо-полумуфта z = 24. -А так как другая
полумуфта Л<8 соединена с валом XI, то повернется на 1/6 часть
оборота и револьверная головка. Следующий конечный выключа-
тель даст команду на фиксацию и закрепление револьверной го-
ловки. При необходимости ее поворота на несколько позиций шток
цилиндра Ц2 будет совершать возвратно-поступательные движения
до тех пор, пока не будет нажат конечный выключатель требуемой
позиции.
Задняя бабка перемещается в заданное положение колесом
z = 17, закрепленным на задней бабке, и рейкой т = Змм, установ-
ленной вдоль направляющих станины. Пиноль перемещается от
гидроцилиндра ЦЗ.
92
Винтовой конвейер выполнен в виде двух винтов, которые вин-
товой спиралью выносят стружку за пределы станка. Винты полу-
чают вращение от двигателя М4 (N = 1,1 кВт, п = 1370 мин’1)
через предохранительную муфту Л49, зубчатую и червячную пары,
две шарнирные муфты и вал XV, а затем через зубчатые колеса
распределительной коробки.
Люнет служит для поддержки деталей диаметром 40—150 мм.
Поддержка осуществляется тремя роликами, которые подводятся
гидроцилиндром через винт и копир (на рис. 57 не показаны).
Гидропривод станка состоит из гидроприводов суппорта, пиноли
задней бабки, револьверной головки, уравновешивающей системы
и люнета. Гидропривод суппорта обеспечивает следующие элементы
цикла работы: исходное положение, быстрые (продольный и по-
перечный) подводы, рабочие подачи, замедленную подачу, уско-
ренный проскок, поперечную рабочую подачу, быстрые (попереч-
ный и продольный) отводы. Гидропривод уравновешивающей си-
стемы предназначен для уравновешивания массы поперечной ка-
ретки суппорта и снятия с винтовой передачи поперечной каретки
сил, возникающих от ее массы.
§ 9. ТОКАРНЫЙ ПАТРОННЫЙ ВЕРТИКАЛЬНЫЙ
ПОЛУАВТОМАТ 1А734ФЗ С ЧПУ
Полуавтомат 1А734ФЗ с ЧПУ предназначен для черно-
вой и чистовой обработки наружных и внутренних поверхностей
заготовок типа дисков, чашек, фланцев, зубчатых колес и т. д.
с прямолинейными и криволинейными образующими. Класс точности
станка П.
Техническая характеристика станка. Наибольший диаметр обра-
батываемой заготовки до суппорта 320 мм; наибольшая высота
обрабатываемой заготовки 200 мм; число инструментов 8; число
частот вращения шпинделя 29; пределы частот вращения шпинделя
14—1000 мин"1; пределы рабочих подач суппорта в вертикаль-
ном и горизонтальном направлениях (регулирование бесступенча-
тое) 0,1 — 1250 мм/мин; скорость быстрых перемещений по осям X
и U 4800 мм/мин; по Z и W 9600 мм/мин; габаритные размеры станка
4020X4085X3750 мм.
Устройство ЧПУ типа 2С85, работающее со станком, имеет сво-
бодно программируемую структурную организацию. Устройство кон-
турное с линейно-круговой интерполяцией обеспечивает независи-
мое управление по четырем координатам. По программе проис-
ходит перемещение двух суппортов по двум взаимоперпендикуляр-
ным осям (X, У, U, W), автоматическое изменение режимов реза-
ния, смена инструмента и т. д.
Программоноситель — восьмидорожковая перфолента. Код про-
граммы ISO. Дискретность отсчета по осям координат X, U 0,005 мм;
Z, W 0,01 мм. Полуавтомат работает в следующих режимах: авто-
матическом от программы, автоматическом по преднабору, нала-
дочном.
93
Основные механизмы и движения в станке. Станок имеет верти-
кальную компоновку, которая значительно повышает его техни-
ческие и эксплуатационные возможности, обеспечивает быструю
переналадку на новую заготовку, а также встройку станка в ав-
томатические линии. На основании А станка (рис. 58, а) установ-
лены стойки Б, по направляющим которых перемещаются два суп-
Рис. 58. Кинематическая схема токарного патронного вертикального полуавтомата
1А734ФЭ
порта В. Каждый из суппортов имеет программируемое крестовое
перемещение по осям X и Z (U и №). Заготовка зажимается в па-
троне Г и получает главное вращательное движение. На суппортах
установлены револьверные головки Д для четырех инструментов
каждая.
Кинематика станка. Главное движение осуществляется
(рис. 58, б) от электродвигателя постоянного тока М/ (N = 37 кВт,
п — 1000 мин"1) с двухзонным регулированием от тиристорного
преобразователя. Шпиндель IV получает вращение через клиноре-
менную передачу, конические колеса Z = 25—35 и предшпиндель-
94
ный блок Б1, переключаемый гидроцилиндром ЦК Двухзонное
регулирование частоты вращения электродвигателя вниз от но-
минальной частоты с диапазоном 1:10 (т. е. 1000—100 мин"1) и вверх
от нее с диапазоном 2,5:1 (т. е. 1000—2500 мин"1) и переключение
блока Б1 позволяет получить 29 частот вращения в автоматиче-
ском цикле и любой последовательности.
Минимальная частота вращения шпинделя
1АА 224 А Аог- 25 24 1Л .
^min Ю® 215 25 gg МИН .
Верхней опорой шпинделя являются упорно-радиальный сдво-
енный подшипник и прецизионный двухрядный роликоподшипник,
что обеспечивает максимальную точность обрабатываемых деталей.
Смазывание шпиндельной бабки централизованное. Зажим заго-
товки производится гидроцилиндром Ц2.
На валу IV установлено колесо z = 120, передающее вращение
круговому фотоимпульсному преобразователю Др, который обе-
спечивает соответствие между подачей режущего инструмента при
нарезании резьбы и скоростью вращения шпинделя. Он же служит
для контроля скорости вращения шпинделя.
Для обеспечения беззазорного зацепления зубчатых колес 10,
11 с числом зубьев z = 120 (рис. 59), соединяющих преобразователь 5
со шпинделем 12, во втулке <8 внутренняя расточка под посадку
подшипников вала 1 выполнена эксцентрично наружному поса-
дочному диаметру. Отпустив винты 9 и поворачивая втулку 8 в ра-
сточке корпуса 6, можно изменять межцентровое расстояние между
шпинделем и валом 1 и тем самым выбирать зазор между зубча-
тыми колесами 10 и 11. К торцу втулки 8 крепится фланец 7, на ко-
тором установлен преобразователь 5. С вала 1 вращение выходному
валику преобразователя передается через штифт 2, входящий в па-
зик втулки 4, стопорящейся винтом 3.
Движения подачи (см. рис. 58) осуществляются от высокомомент-
ных электродвигателей М2, М3, М4, М5 с тормозом и датчиком
пути. В приводе вертикальных подач по оси Z и W винт—гайки
качения IX и X с шагом Р = 10 мм соединены с двигателями напря-
мую специальной полужесткой дисковой муфтой. Муфта (рис. 60)
состоит из двух полумуфт 2 и 5, жестко сидящих соответственно
на валу 3 электродвигателя и ходовом винте 6, и набора терми-
чески обработанных гибких пластин 4. Болты 1 имеют калиброван-
ные посадочные цилиндрические части. Все это обеспечивает точ-
ность отработки программы, что особенно важно в реверсивном при-
воде подач.
Горизонтальные подачи (см. рис. 58) осуществляются от двига-
телей М2 и М3 через беззазорные редукторы z =85—170. Для
выбора зазора колесо г = 85 выполнено разрезным и одна его часть
может поворачиваться относительно другой с помощью эксцентрика.
Контроль точности установа суппортов в исходном положении
осуществляется с помощью бесконтрольных торцовых переключа-
телей и резольверов-датчиков пути в приводе подач. Регулирование
95
натяга в парах винт—гайка качения осуществляется поворотом
гаек в одном направлении до полного устранения зазора. Затем для
обеспечения заданного осевого натяга бнат поворачивают обе гайки
в одну сторону на одинаковое число зубьев ?нат.
Револьверная головка предназначена для закрепления инстру-
ментальных державок со стандартной базирующей призмой «ласточ-
кин хвост». Револьверная головка самодействующая, все движения
обеспечиваются гидросистемой станка. Фиксация головки осуще-
ствляется полумуфтами точного индексирования с круговым зубом
(на рис. 58 не показаны). После расцепления полумуфт (расфикса-
ции) начинается поворот головки на 90°. Для этого поршень-рейка
через зубчатые пары z = 18—41 вращает вал-шестерню XIII и
далее через водило 1 и камень 2 кулисы 3 корпус револьверной
головки. Окончание поворота контролируется микропереключателем,
после этого дается команда на фиксацию, что также контролируется
микропереключателем. Поиск нужной позиции осуществляется по
кратчайшеи'граектории, для чего предусмотрен поворот головки
в обе стороны.
Стружкоудаление производится двумя винтовыми конвейерами,
получающими вращение от отдельных двигателей Мб со встроен-
ным редуктором (N = 0,8 кВт, п = 25 мин’1) через зубча-
тые пары z = 23—47—47. Предусмотрен реверс для их очи-
стки.
96
§ 10. ТОКАРНЫЙ ПАТРОННО-ЦЕНТРОВЫЙ
ПОЛУАВТОМАТ 1725МФЗ
Полуавтомат предназначен для комплексной токарной
обработки деталей типа тел вращения в условиях единичного и се-
рийного производства и может быть встроен в автоматизированные
участки. На нем можно производить обточку, расточку, подрезку
торца, сверление центральных отверстий, нарезание резьбы, обра-
ботку фасонных поверхностей.
Станок оснащен восьмипозиционным инструментальным мага-
зином для автоматической смены инструмента. Класс точности
станка П.
Техническая характеристика станка. Наибольший диаметр заго-
товки, устанавливаемой над станиной, 500 мм; наибольшая длина
обрабатываемой заготовки 1000 мм; число частот вращения 38 (из
них по программе 38); пределы частот вращения 35—2500 мин"1;
пределы величин подач (регулирование бесступенчатое): продоль-
ных 5—2000 мм/мин, поперечных 25—1000 мм/мин; скорость быст-
рых перемещений суппорта: продольных 10 м/мин, поперечных
5 м/мин; пределы шагов нарезаемых резьб 0,5—40 мм; габаритные
размеры 4420 X 1660x2560 мм.
Устройство ЧПУ типа CNC, например 1Н22-62, обеспечивает
получение заданных размеров и конфигурации деталей, а также
выбор-частот вращения и подач, номера инструмента и команду
на его смену, включение и выключение охлаждения и т. д. Возможны
три режима работы: наладочный, работа по программе, установка суп-
порта в нулевое (исходное) положение. Число управляемых координат
(всего/одновременко) 2/2. Точность отработки координат продоль-
ных (по оси Z) 0,001 мм; поперечных (по оси X) 0,0005 мм. Програм-
моноситель — восьмидорожковая перфолента, код ISO.
Основные механизмы и движения в станке (рис. 61). На основа-
нии станка закреплена станина А прямоугольной формы. В ее вер-
тикальной плоскости расположены две пары направляющих: по од-
ной паре перемещается крестовой суппорт В и магазин Г, другие
две направляющие служат для базирования и закрепления шпин-
дельной Б и задней Д бабок станка. Главное движение сообщается
заготовке, движения подачи в продольном (по оси Z) и поперечном
(по оси А) направлениях — крестовому суппорту. Каретка суппорта
и ползун перемещаются по направляющим смешанного трения:
скольжения и качения (танкетки).
Кинематика станка. Главное движение передается шпинделю III
от электродвигателя постоянного тока Ml (N = 30 кВт,
п = 1000 мин"1) через поликлиновую ременную передачу с диаме-
трами шкивов 200 ... 250 мм, зубчатую пару z = 29—46 и блок
зубчатых колес Б1, переключаемый автоматически от устройства
ЧПУ с помощью гидроцилиндра Ц1.
Двигатель Ml имеет пределы частот вращения 180—4000 мин"1,
тогда минимальная частота вращения
Птш = 180 0,985 -g-g- = 35 мин’1.
4 Локтева С. Е.
8
п -1000мин
Рис. 61. Кинематическая схема токарного патронного полуавтомата 1725МФЗ
За счет переключения блока Б1 получаем два диапазона частот
вращения: 35 ... 800 и 112 ... 2500 мин"1.
На шпинделе установлено колесо z = 72 привода датчика резь-
бонарезания Др. Шпиндель смонтирован в подшипниках качения:
двухрядном роликоподшипнике и упорно-радиальном подшипнике
в передней опоре и двухрядном роликоподшипнике в задней опоре.
Такая конструкция позволяет шпинделю выдерживать большие
нагрузки без вибраций.
Движения подачи происходят от высокомоментных электро-
двигателей постоянного тока М2 и М3. Продольная подача осу-
ществляется от двигателя М2 (М =21 Н-м; п = 2000 мин'1) через
беззазорный редуктор z = 33—Е6 и винт-гайку качения IV с шагом
Р = 8 мм. Выбор зазора в зубчатой паре происходит за счет ка-
чания двигателя с плитой посредством эксцентрика, смонтирован-
ного в крышке корпуса. Выбор зазора в зубчатой паре z = 42—42
привода датчика Д обратной связи (резольвера) осуществляется
посредством эксцентрикового фланца.
Управление приводом подач осуществляется: по пути — от
резольвера и по скорости — от тахогенератора, встроенного в элек-
тродвигатель. На валу VII установлен фланец 1 с упором, взаимо-
действующим с бесконтактным путевым выключателем.
Поперечная подача по координате X происходит от двигателя М3
(М =17 Н-м, п = 2000 мин"1), в остальном привод аналогичен
приводу продольной подачи. На ползуне смонтирован механизм
крепления инструментальных блоков.
Зажим и разжим инструментального блока осуществляется от
гидроцилиндра Ц2 через шток-рейку г = 17 и зубчатое колесо
z =21, выполненное в виде гайки. Колесо-гайка, вращаясь, пере-
мещает ходовой винт X с Т-образным концом, который, находясь
в Т-образном пазу инструментального блока, тем самым зажимает
его на призмы. При зажиме блока дополнительно происходит его
осевая фиксация (осевой замок) с помощью гидравлического плун-
жера (на рис. 61 не показан). Зажим и разжим блока контроли-
руется двумя микропереключателями.
Конструктивное исполнение механизма крепления инструмен-
тального блока показано на рис. 62. Механизм расположен в кор-
пусе суппорта 10. Через шток-рейку 7 и зубчатое колесо 3 вращается
колесо-гайка 1. При этом перемещается винт 2, который Т-образ-
ным концом прижимает блок 9 к призмам. При обратном движении
штока гидроцилиндра происходит разжим инструмента. Зажим и
разжим блока контролируются микровыключателями, с которыми
взаимодействуют кулачки 8 и 5. Эти кулачки закреплены на фланце 6,
получающем вращение через зубчатые колеса 3 и 4.
Задняя бабка (см. рис. 61) имеет пиноль, перемещаемую гидро-
цилиндром Ц4. На торце задней бабки находится реле давления
и редукционный клапан, позволяющие регулировать величину
осевой силы, передаваемой пинолью.
Инструментальный магазин 2 представляет собой барабан, на
гранях которого закреплены механизмы установки и фиксации
4* 99
инструментальных блоков, выполненные в виде упругих элементов,
что позволяет не производить точную выверку положения магазина
относительно суппорта станка.
Вращение магазина осуществляется от гидродвигателя М4
типа Г15-23 через зубчатые пары г — 20—76, z = 24—134. На валу
XIV закреплен диск 3 с восемью пазами, в которые в зависимости
от инструмента, заданного по программе, входит фиксатор 4. Фик-
сатор представляет собой гидравлический плунжер, связанный
с гидрораспределителем, управляющим скоростью вращения ги-
Рис. 62. Механизм крепления инструментального блока
дродвигателя и фиксирующим строго определенное положение по-
зиций магазина относительно места загрузки и выгрузки инстру-
ментальных блоков.
При вращении магазина каждый инструментальный блок про-
ходит через считывающее устройство, состоящее из десяти бескон-
тактных датчиков. Девять из них обеспечивают считывание любого
номера инструмента от 1 до 199. Десятый датчик дает разрешение
на считывание инструмента.
Инструментальный магазин расположен на каретке, переме-
щающейся по направляющим качения от гидроцилиндра ЦЗ. Авто-
матическим циклом работы магазина управляет командоаппарат, со-
стоящий из путевых упоров, конечных выключателей, копира и
гидрораспределителя, обеспечивающего плавное торможение и оста-
нов магазина в продольном направлении.
Цикл смены инструмента начинается с перемещения магазина
к суппорту, на призмах которого зажат блок. Магазин свободной
100
цангой захватывает блок, тот разжимается, магазин отходит в ис-
ходное положение. Начинается вращение магазина, оно продол-
жается до тех пор, пока не будет найден требуемый по программе
инструмент. Затем магазин вновь перемещается к суппорту и остав-
ляет там новый блок, который фиксируется и зажимается на приз-
мах. Магазин возвращается в исходное положение.
Гидропривод осуществляет перемещение задней бабки, зажим
резцового блока и его фиксацию, продольное перемещение, поворот
и фиксацию инструментального магазина, зажим патрона, переклю-
чение блока зубчатых колес.
§ 11. ТОКАРНЫЕ МНОГОЦЕЛЕВЫЕ СТАНКИ
Более 70 % деталей типа тел вращения после токарной
обработки еще фрезеруют, сверлят и т. д. Такие операции можно
проводить на токарных многоцелевых станках, так как они имеют
расширенные технологические возможности. Станки снабжают до-
полнительными приспособлениями: сверлильными шпинделями, мно-
гошпиндельными сверлильными головками и головками дляобработки
отверстий и поверхностей под прямым углом. Часто такие станки
имеют две револьверные головки. В одной из них устанавливают непод-
вижный инструмент, в другой—фрезы, сверла и т. д., которые
автоматически сцепляются со вспомогательным приводом. Обработку
можно вести как вдоль оси, так и в поперечном направлении.
В многоцелевых токарных станках имеется управление поворотом
на определенный угол и индексацией шпинделя, что позволяет
останавливать и закреплять шпиндель в любом заранее запрограм-
мированном положении по углу поворота.
Магазины инструментов содержат 8—25 инструментов, смена
которых происходит в цикле обработки. Распространение токарных
многоцелевых станков ограничено их высокой стоимостью при
сравнительно несложных обрабатываемых деталях.
§ 12. МНОГОЦЕЛЕВОЙ ТОКАРНЫЙ СТАНОК ТМЦ-200
Станок предназначен для полной токарной обработки заготовок
типа фланцев, а также прорезания различных канавок, фрезерова-
ния лысок и пазов, фрезерования резьбы фрезой и т. д., т. е. можно
вести обработку вращающимся инструментом параллельно и пер-
пендикулярно оси шпинделя.
Техническая характеристика станка. Максимальный диаметр
обрабатываемой заготовки 250 мм; частота вращения главною
шпинделя 50—3000 мин"1, инструментального шпинделя 100—
3000 мин”1; рабочие подачи суппортов продольного и поперечного
5—1000 мм/мин; скорость быстрого перемещения продольного и
поперечного суппортов 10 000 мм/мин; число инструментов в ма-
газине 16; габаритные размеры станка 3420x1410x2300 мм.
Устройство ЧПУ, с которым работает станок, прямоугольно-
позиционное «Размер 2М-1300». Программоноситель—перфолента,
101
ввод информации вручную или от ЭВМ. Точность позиционирования
продольного и поперечного суппорта 0,005 мм, точность позициони-
рования шпинделя в режиме обработки угла поворота по коорди-
нате С составляет 12'.
Кинематика станка. Главное движение. Шпиндель VI (рис. 63)
получает вращение от регулируемого электродвигателя постоян-
ного тока Ml (W = 11 кВт, п = 3000 мин"1) или непосредственно
через две зубчато-ременные передачи — z2, г3 — z4 при включе-
нии муфты Mi или через перебор г = 51—93, z = 22—122. Перебор
используют для получения круговой подачи шпинделя по коорди-
нате С. Переключение диапазонов производят гидроцилиндрами
Ц1, Ц2. В приводе главного движения предусмотрено тормозное
устройство. Для зажима заготовки применяют механизированный
ключ с отдельным приводом (на схеме не показан).
Крестовый суппорт А перемещается по двум взаимно перпен-
дикулярным осям от двигателей постоянного тока М2. М3. Дви-
гатель М2 (Af = 0,85 кВт, п = 1000 мин"1) продольной подачи
(ось Z) непосредственно связан с ходовым винтом V. двигатель М3
(N = 0,6 кВт, п = 1000 мин"1) поперечной подачи (ось X) — с хо-
довым винтом VI. На ходовых винтах установлены датчики обрат-
ной связи.
На суппорте закреплена инструментальная головка, куда можно
устанавливать блоки с неподвижными и вращающимися инстру-
ментами. Инструмент, который может работать как в осевом, так
и в радиальном относительно главного шпинделя направлении,
получает вращение от электродвигателя М4 (N = 0,5 кВт, п =
= 600 мин"1) через зубчатые пары z = 36—48, г = 20—30 при вклю-
ченной муфте М2 в инструментальном блоке В для осевой обработки
или через передачи z = 36—48, z = 20—30, z = 24—24 в блоке Б
для радиальной обработки. Инструментальные блоки устанавли-
вают на V-образные выступы инструментальной головки. Зажим
блока гидроцилиндром ЦЗ осуществляется через Т-образные пазы
в блоке. К блоку прикреплена планка, за которую он захватывается
автооператором.
Задняя бабка Е имеет гидроцилиндр Ц4 для перемещения пи-
ноли. Зажим пиноли и закрепление бабки на станине осуществляется
тарельчатыми пружинами, а разжим гидроцилиндрами (на рис. 63
не показаны).
Устройство автоматической смены инструмента состоит из
магазина Д и автооператора Г. Автооператор извлекает инструмен-
тальный блок из магазина, переносит его к инструментальной го-
ловке и устанавливает блок в головку. Автооператор имеет гидро-
приводы для поворота, вертикального и горизонтального переме-
щения захватных губок. Захватные губки приводятся в действие
гидроцилиндрами Ц6 и Ц7. Перемещение правой и левой части
автооператора производится гидроцилиндрами Ц8. Ц9. поворот
автооператора — штоком цилиндра Ц5.
Цепной магазин имеет вместимость 16 блоков. Магазин приво-
дится во вращение двигателем М5 (N = 0,5 кВт, п = 6000 мин"1)
102
Рис. 63. Кинематическая схема многоцелевого токарного станка ТМЦ-200
8
через червячную пару z = 1—60 и две звездочки z = 6. Т-образ-
ный паз блока надевается на Т-образный выступ приспособления
на звене магазина и фиксируется под действием пружин, расфик-
сация осуществляется гидроцилиндром. В качестве отсчетного уст-
ройства при выборе инструмента используют систему сельсинов
С/—СЗ, связанных с магазином через ряд зубчатых передач.
ГЛАВА 9. СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ
ГРУППЫ
§ 1. ОБЩИЕ СВЕДЕНИЯ О СВЕРЛИЛЬНЫХ СТАНКАХ
Сверлильные станки предназначены для сверления, рас-
сверливания, зенкерования, развертывания отверстий, нарезания
резьбы, цекования, зенкования и т. д. Основными параметрами
сверлильных станков являются: наибольший условный диаметр по-
лучаемого отверстия в стальных деталях, размер конуса шпинделя,
вылет и наибольший ход шпинделя и др.
Сверлильные станки подразделяют на настольно-сверлильные,
вертикально-сверлильные, радиально-сверлильные, многошпиндель-
ные с постоянным расположением шпинделей и с переставными
шпинделями, горизонтально-сверлильные для глубокого сверления.
Настольные станки выпускают для сверления отверстий диаметром
3, 6, 12, 16 мм; вертикально-сверлильные и радиально-сверлиль-
ные— для сверления отверстий диаметром 18, 25, 35, 50 и 75 мм.
В сверлильных станках главным движением является вращение
шпинделя с инструментом, а движением подачи — вертикальное
перемещение шпинделя.
§ 2. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2Н135
Станок предназначен для сверления, рассверливания,
зенкерования, зенкования, развертывания, нарезания резьбы ма-
шинными метчиками, подрезки торцов у деталей в единичном и
мелкосерийном производстве.
Техническая характеристика станка. Наибольший диаметр полу-
чаемого отверстия 35 мм; конус отверстия шпинделя Морзе №4;
расстояние от торца шпинделя до стола 30—750 мм; число частот
вращения шпинделя 12; пределы частот вращения шпинделя 31,5—
1400 мин"1; число подач 9; пределы подач 0,1—1,6 мм/об; габарит-
ные размеры станка 830X1245X2690 мм.
Станок входит в конструктивную гамму вертикально-сверлиль-
ных станков. Станки этой гаммы имеют агрегатную компоновку,
удобное расположение рукояток управления, совершенную си-
стему смазывания и т. д.
Основные механизмы и движения в станке. На основании А
(рис. 64) установлена колонна Б, по вертикальным направляющим
которой перемещается стол В (установочное перемещение). В свер-
им
лильной головке Г расположены коробки скоростей и подач, сооб-
щающие главное движение и движение подачи шпинделю с инстру-
ментом.
Рис. 64. Кинематическая схема вертикально-сверлильного станка 2Н135
Кинематика станка. Главное движение гильза VII шпинделя
получает от электродвигателя Ml (N = 4 кВт, п = 1450 мин”1)
через коробку скоростей, состоящую из тройного блока Б1 и двух
двойных блоков Б2 и БЗ. Гильза VII имеет шлицевое отверстие,
через которое получает вращение шпиндель VI. Уравнение кине-
105
магической цепи для минимальной частоты вращения шпинделя
1ЛКЛ 30 25 15 25 15 к
nmin—-1450 44 35 42 50 б0 31,5 мин .
Шпиндель смонтирован на двух шариковых и одном упорном
подшипниках. Имеется специальный механизм для удаления ин-
струмента.
Движение подачи передается шпинделю от гильзы VII через
зубчатые пары z = 34—60, z == 19—54, два тройных блока Б4
и 55, предохранительную муфту Л4П, червячную пару z = 1—60,
реечное колесо z = 13 мм на валу XIX и рейку, нарезанную на
гильзе VIII шпинделя.
Уравнение кинематической цепи для минимальной подачи
шпинделя
р 1 34 19 16 26 1 1 Q О _ Л 1 «J. /л'"
5т1п=10б. шп-‘бО"“54"“45““зё““бо~ я' 13-3 — 0,1 ММ/ОЭ.
Механизм подачи обеспечивает ручной отвод и подвод инстру-
мента к заготовке, включение и выключение рабочей подачи, руч-
ное опережение подачи; ручную подачу шпинделя, используемую
при нарезании резьбы. Для этого используют штурвальный меха-
низм подачи с муфтой Л4Г Лимб 1 на валу XVIII предназначен для
визуального отсчета глубины обработки и для наладки кулачков.
Установочное перемещение сверлильной головки осуществляют
вручную через червячную пару z — 1—46 и реечную передачу.
Стол поднимают или опускают также вручную через колеса z =
16—42 и передачу винт-гайка XVII.
§ 3. РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Радиально-сверлильные станки предназначены для свер-
ления, зенкерования, развертывания, нарезания резьбы метчиками
в крупных заготовках, в единичном и мелкосерийном производ-
стве. Крупногабаритная и тяжелая заготовка остается неподвижной
на поверхности стола, а шпиндель со сверлом перемещаются отно-
сительно заготовки и устанавливаются в требуемое положение.
Подробнее компоновка, основные механизмы станков данного типа
рассмотрены при описании станка 2554Ф2 (см. рис. 71).
Ниже приведена техническая характеристика наиболее рас-
пространенного радиально-сверлильного станка 2М55.
Техническая характеристика станка 2М55. Наибольший диаметр
получаемого отверстия 50 мм; конус шпинделя Морзе № 5; вылет
шпинделя от образующей колонны 375—1600 мм; число частот
вращения шпинделя 21; пределы частот вращения шпинделя 20 ...
2000' мин"1; число подач 12; пределы подач 0,056 ... 2,5 мм/об; га-
баритные размеры станка 2665x 1030x3430 мм.
§ 4. ОСНАСТКА СВЕРЛИЛЬНЫХ СТАНКОВ
Обрабатываемые заготовки устанавливают на столе свер-
лильного станка в самоцентрирующих патронах, в тисках, в скаль-
чатых кондукторах и др.
J06
Инструмент с хвостовиком, выполненным с конусом Морзе,
вставляют в коническое отверстие шпинделя непосредственно или
через проходные втулки, если конус хвостовика не соответствует
конусу отверстия шпинделя. Инструмент с цилиндрическим хво-
стовиком закрепляют в цанговых патронах. Если для обработки
отверстий необходим набор различных инструментов, следует при-
менять быстросменный патрон (рис. 65). Для смены втулки с ин-
струментом достаточно поднять кольцо 4 на корпусе 2, при этом
под действием центробежной силы шарики 3 разойдутся и осво-
бодят втулку 1 с закрепленным в ней инструментом.
Для одновременного сверления нескольких отверстий на уни-
версальных вертикально-сверлильных станках применяют много-
шпиндельные сверлильные головки, значительно повышающие про-
изводительность труда. В многошпиндельных головках число шпин-
делей и их расположение зависит от обрабатываемой заготовки.
Кривошипно-шатунная многошпиндельная сверлильная головка
показана на рис. 66. Кривошипный палец /, расположенный на
расстоянии эксцентриситета е от оси вращения шпинделя станка,
вращает диск 3 с кривошипными пальцами, сообщающими одно-
временное вращение рабочим шпинделяхМ 2. Корпус головки через
фланец соединяется с пинолью станка, которая сообщает головке
движение подачи.
§ 5. ОБЩИЕ СВЕДЕНИЯ О РАСТОЧНЫХ СТАНКАХ
Расточные станки служат для обработки крупногабарит-
ных заготовок в условиях единичного и серийного производства.
На них можно производить сверление, растачивание, зенкерова-
ние и развертывание отверстий, фрезерование поверхностей и па-
зов, подрезку торцов резцами, нарезание резьб метчиками, рез-
цами и т. д.
Промышленность выпускает универсальные и специализирован-
ные расточные станки.
107
Универсальные расточные станки подразделяют на горизон-
тально-расточные, координатно-расточные и алмазно-расточные. Ал-
мазно-расточные станки предназначены для финишной обработки
отверстий, обеспечивают малую шероховатость поверхности и вы-
сокую точность геометрической формы отверстий. Координатно-
расточные станки служат для обработки деталей с высокой точ-
ностью взаимного расположения отверстий.
Основным размером, характеризующим эту группу станков,
является диаметр расточного шпинделя. В расточных станках
главным движением является вращение шпинделя с закрепленным
в нем режущим инструментом, движение подачи сообщается либо
инструменту, либо заготовке. Вспомогательные движения: уста-
новочные перемещения стола, шпиндельной бабки, задней стойки
и т. д.
Горизонтально-расточной станок 2А620-1 предназначен для кон-
сольной обработки крупных деталей, имеющих точные отверстия
с точными расстояниями между ними. На станке можно произво-
дить сверление, зенкерование, растачивание, резвертывание отвер-
стий, обточку торцов, фрезерование и нарезание резьбы.
Станок 2А620-1 входит в гамму станков, выпускаемых с раз-
личной степенью автоматизации. Станок имеет следующие конструк-
тивные особенности: высокую жесткость и точность, в приводах
подач применяют двигатели постоянного тока, автоматический от-
жим и зажим подвижных механизмов и т. д. На базе станка 2А620-1
выпускают станок 2А620Ф1-1 с преднабором координат и цифровой
индикацией и станок 2А620Ф2-1 (см. гл. 10, § 4), который имеет
техническую характеристику, основные механизмы и кинематику,
аналогичные станку 2А620-1.
Техническая характеристика станка. Диаметр выдвижного шпин-
деля 90 мм; размеры рабочей поверхности стола 1250X 1120 мм
(длина X ширина); число частот вращения шпинделя 23, план-
шайбы 15; пределы частот вращения шпинделя 10—1600 мин-1,
планшайбы 6,3—160 мин-1; пределы подач (бесступенчатое регу-
лирование) шпиндельной бабки и стола 1,25—1250 мм/мин, вы-
движного шпинделя 2—2000 мм/мин, радиального суппорта 0,8—
800 мм/мин; габаритные размеры станка 6790x4880x3100 мм.
§ 6. ОБЩИЕ СВЕДЕНИЯ О КООРДИНАТНО-РАСТОЧНЫХ
СТАНКАХ
Координатно-расточные станки предназначены для об-
работки отверстий с высокой точностью их взаимного расположения
или расстояния осей отверстий от баз (в пределах 0,005—0,001 мм).
Эти станки можно использовать для фрезерования плоских по-
верхностей, измерения и контроля деталей, а также для точных
разметочных работ. Движения в координатно-расточных станках
зависят от их компоновки. В одностоечных станках шпиндель имеет
вращательное движение и движение осевой подачи, а крестовый
стол движется в двух взаимно перпендикулярных направлениях.
108
У двухстоечных станков стол перемещается в продольном направ-
лении, а шпиндельная головка — в поперечном.
Для точного измерения расстояний между осями отверстий
на этих станках применяют механические, оптические, оптико-
механические, электрические и другие системы: а) с жесткими и
регулируемыми концевыми мерами в сочетании с индикаторными
устройствами; концевые меры располагаются между подвижным
упором, установленным на столе, и штифтом индикатора, установ-
ленного на неподвижной стойке; б) с точными ходовыми винтами,
лимбами и нониусами; для устранения неточностей ходового винта
применяют коррекционные линейки, которые через рычажную си-
стему производят дополнительное перемещение стола; в) е точными
масштабами и механическими приборами; масштабом служит зер-
кальный вал с нанесенной на его поверхности винтовой риской;
г) с индуктивными винтовыми датчиками.
ГЛАВА 10. СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ
§ 1. НАЗНАЧЕНИЕ, КЛАССИФИКАЦИЯ И КОНСТРУКТИВНЫЕ
ОСОБЕННОСТИ СВЕРЛИЛЬНЫХ И РАСТОЧНЫХ СТАНКОВ
С ЧПУ
Сверлильные и расточные станки с ЧПУ предназначены
для обработки отверстий без применения разметки и кондукторов
сверлами, зенкерами, развертками, расточным и др. инструментом
во фланцах, плоскостных и корпусных деталях. На этих станках
возможна комплексная сверлильно-фрезерно-расточная обработка
заготовок различной конфигурации и степени точности. Наша
промышленность выпускает широкую номенклатуру станков дан-
ной группы, более высокую производительность которых полу-
чают за счет применения револьверных головок, снижения потерь
времени на выверку положения инструмента, на измерения в про-
цессе обработки, на перемещение подвижных органов станка при
вспомогательных ходах и т. д.
Сверлильные станки с ЧПУ выпускают в исполнениях: верти-
кально-сверлильные и радиально-сверлильные координатные, одно-
шпиндельные и многошпиндельные. Вертикально-сверлильные станки
с крестовым столом (в исполнениях с револьверной головкой или
без нее) и двухстоечные станки (в исполнении с револьверной го-
ловкой или без нее) производят для наибольшего условного диа-
метра сверления от 12 до 50 мм. Для получения отверстий больших
диаметров применяют портальную компоновку.
Сверлильно-фрезерные станки выполняют с различной ком-
поновкой: с крестовым столом, автоматической сменой инструмен-
тов и заготовок; с неподвижным столом, крестовым перемещением
стойки, с автоматической сменой инструмента; двухшпиндельные,
с крестовым столом, с автоматической сменой инструмента. На
109
этих станках можно выполнять помимо сверлильно-резьбонарез-
ных работ расточные и легкие фрезерные работы.
Радиально-сверлильные координатные станки выпускают для
обработки крупных деталей. Координатные перемещения шпинделя
осуществляются перемещением колонны на салазках вдоль плиты
и шпиндельной головки по рукаву в поперечном направлении.
Сверлильные станки с ЧПУ конструктивно существенно изме-
нились по сравнению со станками без ЧПУ той же группы. В связи
с расширением круга работ, выполняемых на них, стирается грань
между сверлильными, расточными, координат но-расточными и бес-
консольно-фрезерными станками вертикальной компоновки. Стан-
ки выполняют более жесткими и точными, большинство станков
имеет точность позиционирования подвижных механизмов ± (0,025 ...
... 0,05) мм. Устройства ЧПУ — позиционные, но при необходимо-
сти частого выполнения фрезерных работ применяют и комбинирован-
ные устройства: позиционные и прямоугольные. Число управляемых
координат (всего/из них одновременно управляемых) 3/2. Дискрет-
ность задания перемещений по осям координат 0,01 мм.
Крестовые столы вертикально-сверлильных и радиально-свер-
лильных станков устанавливают на опоры качения, перемещение
салазок и стола осуществляется через передачи винт—гайка ка-
чения. Для привода крестовых столов используют обычно или элек-
тродвигатели постоянного тока, или шаговые двигатели с гидро-
усилителями крутящих моментов. Главный привод сверлильных
станков строят в виде сочетания одно- или двухскоростного асин-
хронного электродвигателя с коробками скоростей. Большие диа-
пазоны частот вращения и подач обеспечивают выбор оптимальных
режимов резания. Управление перемещением инструмента по оси Z
в станках первых поколений осуществлялось упорами с микро-
переключателями или набором программы на штекерных панелях
(цикловое управление). В современных станках для этих целей
используется перфолента. Сверлильные станки с ЧПУ оснащают
поворотными, наклонными, маятниковыми столами, резьбонарез-
ными патронами.
Многошпиндельные специальные станки для сверления печатных
плат типа ОФ-101Ф2 используют в радиоэлектронной промышлен-
ности. На станке ОФ-Ю1Ф2 обрабатывают заготовки диаметром
0,4 ... 3,0 мм; частота вращения шпинделя 20 000 ... 72 000 мин-1.
В качестве приводов главного движения используют высокоско-
ростные электрошпиндели на аэростатических опорах. Применены
быстродействующие приводы координатных перемещений. На станке
можно обрабатывать пакет-плат четырьмя шпинделями. Создается
модификация станка с автоматической сменой инструмента.
Горизонтально-расточные станки с ЧПУ имеют самую разнооб-
разную компоновку; с неподвижной передней стойкой и с кресто-
вым столом; то же, с крестовым и поворотным столом (см. рис. 72);
с поперечно-подвижной передней стойкой, выдвижной бабкой и
съемным поворотным столом (рис. 67); с продольно-подвижной пе-
редней стойкой и поперечно-подвижным поворотным столом и т. д.
ПО
Диаметры выдвижного шпинделя колеблются в пределах 65—320 мм.
Компоновка горизонтально-расточных станков отличается от
традиционной отсутствием люнетной стойки, сильно развитыми
направляющими, высокой точностью установки поворотного стола.
Благодаря высокой жесткости и точности перемещений и поворота
на этих станках можно обрабатывать соосные отверстия в противо-
положных стенках деталей с помощью консольных оправок, что
резко сокращает время, затрачиваемое на смену инструмента. Точ-
ность позиционирования у современных
станков соответствует классам П и В.
Дискретность задания перемещений по
осям X, X', Z, У, Г, Г', R' 0,001; 0,05;
0,01 мм, по В' 0,001°; 0,005°; 0,01°. По
уровню автоматизации новые станки (вклю-
чая станки с автоматической сменой ин-
струмента и заготовок) изготовляют с
цифровой индикацией и ЧПУ.
Станки оснащают позиционными, кон-
турными и комбинированными устрой-
ствами ЧПУ, которые имеют от трех до
пяти управляемых координат. От про-
граммы осуществляется перемещение ра-
бочих органов, изменение частот враще-
ния и подач, зажим и отжим рабочих ор-
горизонтально-расточных
Рис. 67. Компоновка гори-
зонтально-расточных стан-
ков с ЧПУ
ганов, включение и выключение охлаждения и т. д.
Привод главного движения горизонтально-расточных станков
с ЧПУ выполняют в виде регулируемого двигателя постоянного
тока в сочетании с коробкой скоростей, реже — асинхронного
двигателя с механическим вариатором или с многоступенчатой
коробкой скоростей.
В современных станках мощность привода главного движения
увеличивается на 30—50 % и более, верхний предел частот вра-
щения шпинделя на 25—60 %. Привод подач строят в виде регули-
руемых двигателей постоянного тока, высокомоментных электро-
двигателей. В качестве исполнительных рабочих органов применяют
пары винт—гайка качения, гидростатические винтовые передачи,
передачи червяк—рейка качения. Направляющие делают комбини-
рованными: качения и скольжения, их выполняют все чаще из
синтетических материалов.
§ 2. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2Р135Ф2-1 С ЧПУ
Вертикально-сверлильный станок 2Р135Ф2-1 предназна-
чен для сверления, зенкерования, развертывания, нарезания резьбы,
легкого прямолинейного фрезерования деталей из стали, чугуна и
цветных металлов в условиях мелкосерийного и серийного произ-
водства. Револьверная головка с автоматической сменой инстру-
мента и крестовый стол с программным управлением позволяют
производить координатную обработку деталей типа крышек, флан-
111
цев, панелей и т. д. без предварительной разметки и применения
кондукторов. Класс точности станка П.
Техническая характеристика станка. Наибольший диаметр обра-
батываемой детали 35 мм; наибольший диаметр нарезаемой резьбы
М24; наибольшая ширина фрезерования 60 мм; число инструмен-
тов 6; число частот вращения шпинделя (всего/по программе) 12/12;
пределы частот вращения шпинделя 35,5—1600 мин*1; число подач
по оси Z 18; пределы рабочих подач по оси Z 10—600 мм/мин; ско-
рости быстрого перемещения стола и салазок 70С0 мм/мин,, а при
фрезеровании 2200 мм/мин; скорость быстрого перемещения суп-
порта 4000 мм/мин; размер рабочей поверхности стола 460x710 мм;
габаритные размеры станка 1800x2400x2700 мм.
Устройство ЧПУ типа 2П32-3 предназначено для управления
процессом позиционирования и прямоугольной обработки (парал-
лельной координатным осям). Программоноситель — восьмидорож-
ковая перфолента, способ задания перемещений в абсолютных зна-
чениях координат. Имеется цифровая индикация, предусмотрен
ввод 15 коррекций на длину инструмента. Система ЧПУ замкнутая,
в качестве датчиков обратной связи используют сельсин БС155А.
Точность позиционирования стола и салазок 0,05 мм, дискретность
задания перемещений и цифровой индикации 0,01 мм. Число управ-
ляемых координат всего/из них одновременно 3/2.
Основные механизмы и движения в станке. На основании А
(рис. 68) установлена колонна В, по вертикальным направляющим
которой перемещается суппорт Г с револьверной головкой Д (по-
дача по оси Z). На колонне закреплены коробка скоростей, передаю-
щая главное движение шпинделю, и коробка подач суппорта Г.
Крестовый стол Б, состоящий из стола и салазок, совершает два
взаимно перпендикулярных движения подачи по осям X', Y' от
редукторов Е.
Кинематика станка. Главное движение шпиндель револьверной
головки получает от асинхронного двухскоростного электродви-
гателя Ml (N — 4/4,5 кВт, п = 1000/1500 мин*1) через передачу
2 — 29—41, автоматическую коробку скоростей, обеспечивающую
шесть частот вращения за счет переключения электромагнитных
муфт Mi—/И5 и далее через передачи z — 21—21, z — 37—37, z =
= 37—42, z — 31—49 —47—35 (колесо z = 35 установлено на каж-
дом из шести шпинделей, но получает вращение только то, кото-
рое расположено на работающем шпинделе). Уравнение кинемати-
ческой цепи для минимальной частоты вращения шпинделя
]пЛЛ 29 14 14 21 37 37 31 49 47 ое -
«тш — 1000 41 5б 5б 21 37 42 49 47 35 — 35,5 мин .
Смазывание коробки скоростей происходит от насоса, полу-
чающего вращение от электродвигателя Ml через клиноременную
передачу. Отверстие в шпинделе для установки инструмента вы-
полнено под конус Морзе № 4.
Вертикальная подача суппорта с револьверной головкой осу-
ществляется от электродвигателя постоянного тока М2 (N — 2,2 кВт,
112
п — S000 мин-1). Ходовой винт XXXIII с шагом Рх. в =8 мм
соединен крестовой муфтой с валом бесконтактного сельсина типа
БС-155А, являющегося датчиком обратной связи по координате Z.
Рис. 68. Кинематическая схема вертикально-сверлильного станка 2Р135Ф2-1 с ЧПУ
Рабочие подачи суппорта происходят при включении электрома-
гнитной муфты Л1в, через передачи z = 13—86, г — 37—37—37,
г = 4—25. Быстрое перемещение суппорта осуществляется при
113
включении муфты М7-через передачи z = 37—37, г = 4—25. Ско-
рость быстрого перемещения суппорта
иб = 3000-Л-8-0,001 =4 м/мин.
О/ ZO
На валу XXXII установлена электромагнитная муфта, осу-
ществляющая торможение рабочей подачи по координате Z. На валу
XXXIV размещена крыльчатка для разбрызгивания масла.
Поворот револьверной головки осуществляется от электродви-
гателя Л13 (N = 0,75 кВт, п — 1500 мин"1) через зубчатые колеса
г — 52—17, z = 18—52 при включенной муфте Л48, червячную пару
г = 1—28, зубчатую пару z = 16—58. Головка закреплена под-
пружиненными тягами суппорта, находящимися в пазах револь-
верной головки. При включении муфты Л18 червяк z — 1 не может
провернуть червячное колесо z = 28, и поэтому, вращаясь, переме-
щается вниз. Движением вниз через реечную пару с реечным коле-
сом z = 27 вращается вал XX с эксцентриком Э1. От Э1 через си-
стему рычагов револьверная головка освобождается. Одновременно
второе реечное колесо z = 27 перемещает рейку на валу XVI, гем
самым выводя из зацепления колесо z = 47 на валу X. Кинемати-
ческая цепь, соединяющая привод вращения со шпинделем, раз-
мыкается. Червяк z — 1 доходит до жесткого упора, и начинается
вращение револьверной головки для смены инструмента.
Одновременно с вращением револьверной головки через пере-
дачи z = 16—58, z == 30—30 работает позиционный командоаппа-
рат, который дает команды на выбор позиции револьверной головки,
остановку прямого вращения и включение обратного вращения
(включается муфта М9, отключается Л48). Револьверная головка
обратным вращением доходит до жесткого упора суппорта и оста-
навливается. При этом червяк г = 1, выворачиваясь из червяч-
ного колеса z = 28, двигается вверх; вал XX вращается в обратном
направлении, зубчатое колесо z — 47 вводится в зацепление с ко-
лесом г — 35. Головка фиксируется, и шпиндель получает рабочее
вращение.
Выпрессовка инструмента из шпинделя револьверной головки
осуществляется от электродвигателя Л43 через колеса z = 18—52
при включенной муфте Л1ю, червячную передачу z= 1—28, зуб-
чатую пару z = 21—21, и,.эксцентрик 53, установленный в пазу
оси поворота револьверной головки.
Смазывание револьверного суппорта осуществляется с помощью
электродвигателя Л13 через колеса z = 18—52—75, вал XV, на
котором установлен эксцентрик Э2, приводящий в действие плун-
жерный насос.
Позиционирование осуществляется перемещением стола и са-
лазок. Редукторы продольного и поперечного перемещений оди-
наковы по конструкции и обеспечивают быстрое, среднее и медлен-
ное перемещение стола и салазок. Здесь применен электропривод
со ступенчатым регулированием (см. рис. 26), подход к заданной
114
точке происходит сначала быстро, а потом медленно на «ползучей»
скорости. На средней скорости производится фрезерование. Рассмо-
трим редуктор перемещения салазок. Быстрое перемещение сала-
зок происходит при включении муфты Мп, тогда движение от элек-
тродвигателя М4 (N = 1,1 кВт, п — 1500 мин-1) через зубчатые
пары z = 40—40, г = 34—26—22—52—34 передается на винт—гайку
качения XXXIX с шагом Р = 5 мм. Скорость быстрого перемещения
определится из выражения
1ЕАЛ 40 34 26 22 52 е АЛЛ, ~ с ,
иб— 1500 40 26 22 52 34 5 0,001 —7,5 м/мин.
Л1едленное перемещение салазок происходит при включении
муфты Л412. Тогда движение от вала XXXIII передается ходовому
винту через передачи z = 16—64, г = 25—55, z = 25—55, z =
= 16—64, г = 22—52—34. Среднее перемещение стола осуществ-
ляется от электродвигателя М4 через зубчатые колеса z = 16—64,
z = 25—55, z = 25—55, г — 38—42 (при включенной муфте Afi3),
z = 22—52—34. Тогда
1САА 16 25 25 38 22 52 - АПА ,
С’ср 1500 64 55 55 42 52 34 5 2^.0 мм/мин.
На ходовом винте XXXIX расположен электромагнитный тор-
моз. Через кулачковую муфту М14 ходовой винт соединен с датчиком
обратной связи — сельсином.
Резьбонарезной патрон позволяет нарезать резьбу от Мб до
М24. При нарезании резьбы необходимо, чтобы подача станка на
один оборот шпинделя была несколько меньше шага нарезаемой
резьбы. Например, при нарезании резьбы М12х1,75 в заготовках
из чугуна выбираем скорость резания v = 4,7 м/мин, тогда частота
вращения шпинделя п = 125 мин-1, а подача метчика 5МИН =
= nP,IiP = 125-1,75 = 220 мм/мин. ‘Ближайшая меньшая подача
на станке 5МИН = 200 мм/мин. Разность подач метчика и шпинделя
станка компенсируется патроном.
Передняя опора шпинделя 6 (рис. 69) выполена в виде двух-
рядного роликоподшипника и упорных подшипников. По мере из-
носа шеек зазор устраняют шлифованием торцов компенсатора 1,
а затем полученное положение фиксируется гайкой 2. Осевой
натяг упорных шарикоподшипников регулируют гайкой 3 с фик-
сацией положения подпружиненным упором 4 в зубчатом коле-
се 5.
Механизм закрепления револьверной головки на суппорте станка
(рис. 70). Револьверная головка зафиксирована подпружиненными
тягами 2 суппорта, находящимися в пазу револьверной головки 3.
Эксцентрик 1, вращаясь, нажимает на рычаг 8, который сжимает
тарельчатые пружины 4 и тем самым освобождает револьверную
головку 3. Необходимую силу зажима регулируют гайками 5 и
контргайками 6. Торцы винтов 7 рычага 8 должны быть установлены
относительно торнов тяг 2 таким образом, чтобы при нажатии экс-
115
Рис. 69. Передняя опора шпинделя
станка 2Р135Ф2-1
Рис. 70. Механизм закрепления ре-
вольверной головки на суппорте стан-
ка 2Р135Ф2-1
центрика 1 на рычаг 8 образовался зазор между торцами головок
тяг 2 и Т-образным пазом револьверной головки 5, равный 0,3—
0,5 мм, после чего винты 7 закрепляют гайками 9.
§ 3. КООРДИНАТНО-СВЕРЛИЛЬНЫЙ СТАНОК 2554Ф2 С ЧПУ
Станок предназначен для обработки отверстий в крупно-
габаритных заготовках, а также для легкого фрезерования поверх-
ностей и пазов, в том числе криволинейных.-Класс точности станка Н.
Точность обработки отверстий Н7, резьб 7Н.
Техническая характеристика станка. Наибольший диаметр обра-
батываемого отверстия 50 мм; размеры рабочей поверхности стола-
плиты 2000X1000 мм; число частот вращения 25; пределы частот
вращения 18—2000 мин"1; пределы подач (регулирование бессту-
пенчатое): по осям X и Y 1—4000 мм/мин, по оси Z —2000 мм/мин;
скорость быстрых перемещений по осям X и Y 9 м/мин, по оси Z
5 м/мин; габаритные размеры станка 5800x4800X3800 мм.
Устройство ЧПУ типа 2У32 — замкнутое. Программоноситель —
перфолента, код ISO. Считывание программы фотоэлектрическое.
Число управляемых координат (всего/одновременно управляемых)
3/2. Точность установки координат 0,001 мм. На перфоленте про-
граммируется перемещение по координатам X, Y, Z, режимы реза-
ния, номер инструмента; смена инструмента осуществляется опе-
ратором.
Основные механизмы и движения в станке (рис. 71). Деталь рас-
полагают на столе-плите А, закрепленной на фундаменте. На са-
116
лазках S, перемещающихся по
новлена неповоротная колонна
перемещение по вертикальным
станине Б (координата X), уста-
Г. Рукав Д имеет установочное
направляющим колонны. По на-
Рис. 71. Кинематическая схема координатно-сверлильного станка 2554Ф2 с ЧПУ
правляющим рукава движется сверлильная головка Е (подача по
оси Y) с размещенными в ней коробкой скоростей и приводом по-
дач. Направляющие сверлильной головки и салазок комбиниро-
117
ванные (скольжения-качения). Передняя поверхность направляю-
щих головки —лента из наполненного фторопласта, работающая
в паре с передней чугунной термообработанной направляющей
рукава. Шпиндель имеет осевую подачу по оси Z.
У станка установлен стеллаж вместимостью 18 инструментов,
обеспечивающих работу станка по программе. У каждой ячейки
с инструментом имеется лампочка, которая сигнализирует о том,
какой инструмент нужно оператору установить в шпиндель по
программе. Ячейки снабжены микропереключателями, обеспечи-
вающими запрещение работы станка по автоматическому циклу,
если извлечен незапрограммированный инструмент или отработав-
ший инструмент вставлен не в свою ячейку.
Кинематика станка. Главное движение шпиндель VII получает
от электродвигателя Ml (N = 5,5 кВт; п = 1500 мин”1) через пе-
редачу z = 29—35, коробку скоростей, состоящую из пяти двой-
ных блоков Б1—Б5. Блок Б5 занимает или положение, указанное
на рисунке или, перемещаясь, зацепляется с колесом z = 28 вну-
треннего зацепления. Все блоки и фрикционная муфта Мг переклю-
чаются гидросистемой станка по команде от устройства ЧПУ*
Муфта Мг предназначена для плавного пуска привода, реверсиро1
вания шпинделя и для предохранения элементов привода от пере-
грузки. Муфта Mr сблокирована с тормозом. Минимальная частота
вращения шпинделя
1елл 29 33 19 22 18 13 .
^mln— 150 0 35 42 42 39 40 65 — 18 мин .
Все подшипники шпинделя повышенной точности. Шпиндель
связан роликовой цепью с механизмом ограничения хода. Зажим
инструмента осуществляется пакетом тарельчатых пружин. Имеется
выбивное устройство для удаления инструмента. На штангу-толка-
тель, проходящую через центральное отверстие шпинделя, воз-
действует рычаг, передающий усилие гидроцилиндра. Управляют
гидроцилиндром с пульта управления. Датчик нарезания резьбы
получает вращение от вала VII через передачу г = 42—42.
Имеется другое исполнение привода главного движения —с дви-
гателем постоянного тока. Тогда коробка скоростей упрощается*
в ней отсутствуют блоки Б1—Б5 и муфта Mr-
Движение подач осуществляются от высокомоментных двига-
телей постоянного тока, обеспечивающих как рабочие подачи, так
и ускоренные перемещения. В двигатели встроены тахогенератор
и резольвер-датчик обратной связи.
Подача шпинделя по оси Z происходит от двигателя М2 (N =
= 2,2 кВт, п = 1000 мин"1) через передачи z = 19—38, z = 1—48
и реечную пару. Реечное колесо z = 13 сидит на одном
валу с червячным колесом, а рейка служит гильзой шпин-
деля.
Подача сверлильной головки по рукаву (координата У) проис-
ходит от двигателя /ИЗ (N = 1,1 кВт, п — 1000 мин"1) через винт-
гайку качения XIII.
118
Перемещение салазок (координата X) происходит от двига-
теля М4 (W = 2,2 кВт, п = 1000 мин”1) через передачу винт—гайка
качения XIV.
Перемещение рукава по колонне осуществляется от двигателя М5
(N = 2,2 кВт, п = 1500 мин"1) через шариковую предохранитель-
ную муфту Л42, зубчатые передачи z = 35—55, z = 16—48 и винт
с шагом Р = 6 мм. Зажим рукава происходит под действием пру-
жин, которые толкают клиновый шток, воздействующий через
толкатель и рычаги на прижимные планки. Зажим мгновенно сра-
батывает при выключении станка. Отжим рукава происходит от
гидроцилиндра (на рис. 71 не показан).
§ 4. ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК 2А620Ф2-1 С ЧПУ
Станок предназначен для консольной обработки крупных
заготовок с точными отверстиями, оси которых связаны между
собой точными размерами. На станке можно сверлить, зенкеровать,
растачивать и развертывать точные отверстия, фрезеровать и на-
резать резьбу метчиками. Класс точности станка Н. Коробчатая
форма всех корпусных деталей станка с ребрами жесткости, конструк-
ция шпинделя с прецизионными подшипниками обеспечивает вы-
сокую жесткость и виброустойчивость станка.
Техническая характеристика станка. Диаметр выдвижного шпин-
деля 90 мм; размеры рабочей поверхности стола 1250X1120 мм
(длина X ширина); число частот вращения шпинделя 23, план-
шайбы 15; пределы частот вращения шпинделя 10—1500 мин"1,
планшайбы 6,3—160 мин"1; пределы подач (бесступенчатое регули-
рование) шпиндельной бабки и стола 1,25—12 500 мм/мин, вы-
движного шпинделя 2—2000 мм/мин, радиального суппорта 0,8—
800 мм/мин; габаритные размеры станка 6070x3970x3200 мм.
Устройство ЧПУ типа 2П62 позиционное с измерительными
преобразователями типа «индуктосин». Число программируемых
координат (всего/одновременно управляемых) 4/2. Дискретность
задания перемещений 0,001 мм. Программоноситель —восьмидо-
рожковая перфолента, код ISO. Устройство ЧПУ позволяет пово-
рачивать стол через 90° (на промежуточные углы стол устанав-
ливают по оптическому устройству), фрезеровать строчками тор-
цовые поверхности, выполнять фиксированные автоматические циклы
обработки, заданные в одном кадре программы, например раста-
чивание, сверление, нарезание резьбы и т. д. Возможны следующие
режимы работы: от перфоленты, предварительный набор координат
с последующей установкой механизмов в заданные положения по
команде оператора, режим ручного управления —с отсчетом ко-
ординат перемещения по цифровому табло. Имеется ручная кор-
рекция размеров инструментов и скорости подачи. Высвечивается
цифровая индикация положения механизмов станка, номера кадра
и номера инструмента.
Основные механизмы, принцип работы и движения в станке.
Инструмент крепится (рис. 72, а) в шпинделе или в суппорте Д
119
Рис. 72. Общий вид и кинематическая схема горизонтально-расточного станка 2А620Ф2-1 с ЧПУ
планшайбы и получает главное вращательное движение. Обраба-
тываемую заготовку устанавливают на столе Б, перемещающемся
в продольном по оси W' (подача и поперечном по оси X' (S2)
направлениях. Стол имеет еще круговую подачу S3 (поворот В').
На станине А закреплена стойка В, по направляющим которой
перемещается шпиндельная бабка Г по оси Y (подача S4). Расточ-
ной шпиндель получает поступательное перемещение по оси Z (по-
дача S5), а суппорт Д имеет радиальную подачу S6. Сверление,
зенкерование, растачивание, нарезание резьб осуществляют пода-
чей S5, фрезерование по восьмиугольному контуру — одновре-
менно подачами S2 и S4, а также фрезерованием с круговой пода-
чей S3. Длинные отверстия удобнее растачивать при продольном
перемещении стола (подача SJ. При работе планшайбой (подача S6)
можно производить обтачивание торцов суппортом, проточку ка-
навок и выступов, растачивание отверстий больших диаметров.
Кинематика станка. Главное движение шпиндель VII (рис. 72, б)
получает от электродвигателя Ml (N = 1,1 кВт, п = 1500 мин"1)
через передачи z = 36—36 (включена муфта AfJ или z = 32—40
(включена муфта М2), упругую муфту на валу III, защищающую
от динамического воздействия, блоки зубчатых колес Б1 и Б2,
С вала VI на шлицевой вал VIII и соответственно на шпиндель VII
движение передается через передачу z = 30—86 при выключенной
муфте Л43 или через колеса z = 47—41 при включенной муфте.
В первом случае получают нижний диапазон частот вращения, во
втором —верхний. В результате переключения муфт Мъ М2, М3
и блоков Б1 и Б2 шпиндель имеет 36 теоретических и 23 практи-
ческих значения частот вращения. Уравнение кинематического
баланса для минимальной частоты вращения шпинделя
п‘пш—1500 40 72 б0 61 8б —10 мин .
Планшайба получает вращение по аналогичной кинематической
цепи, но с вала VI на вал IX планшайбы движение передается
через передачу z = 21—92 при включении муфты М4. При одной
и гой же наладке частота вращения планшайбы в 1,58 раза меньше
частоты вращения шпинделя.
Шпиндельное устройство состоит из расточного и полого фре-
зерного шпинделя. Фрезерный шпиндель смонтирован в преци-
зионных подшипниках; расточной шпиндель, изготовленный из
азотированной стали, перемещается внутри термически обработан-
ных втулок, запрессованных во фрезерном шпинделе. В расточном
шпинделе зажим инструмента механизирован.
Движение подачи осуществляется от двигателей постоянного
тока М.2 и Aft? (Л7 == 3,8 кВт, п = 2200 мин"1) с тиристорным управ-
лением (диапазон регулирования 1:1000). Подвижные механизмы
имеют высокоточные закаленные боковые направляющие качения
и закрепляются автоматически. От двигателя М2 через редуктор
получают осевое перемещение шпиндель, радиальное перемещение
суппорт планшайбы, вертикальное перемещение шпиндельная бабка
121
и продольное перемещение стол, от двигателя М3 — поперечное
перемещение и поворот стол.
Продольное перемещение стола осуществляется парой винт—
гайка качения XIV, получающий вращение от вала X через пере-
дачи z = 22—62, 25—49, 49—39 при включенной муфте Мъ.
Вертикальное перемещение шпиндельная бабака получает от
двигателя М2 через передачи г = 22—62, г — 40—32, z — 58—64
(при включенной муфте Л413), z— 40—48, z — 41—47—47 и пару
винт—гайка качения XXXVI с шагом в = 10 мм.
Уравнение кинематической цепи для вертикальной подачи
с _ 22 40 58 40 41 47 1П ,
•^верт ^дв 62 32 64 48 47 47 ММ/МИН.
Для предотвращения падения шпиндельной бабки при обрыве
троса противовеса имеется специальный механизм на валу XXXIV.
Осевая подача шпинделя осуществляется от вала X через пе-
редачи z — 22—62, z = 40—32, z = 4—29, вал XIX, муфту М10,
зубчатые пары z = 44—16, z = 32— 31 и передачу винт—гайку ка-
чения XXVI.
Уравнение кинематической цепи для минимальной осевой подачи
с 22 40 4 44 32 1Л
Soc пдв 62 " 32 29 16 31 ММ/МИН.
Нарезание резьбы можно осуществить или вращением шпин-
деля с одновременным продольным перемещением его, или радиаль-
ным суппортом планшайбы при продольном перемещении стола.
В обоих случаях нужный шаг резьбы получают подбором сменных
колес a, b, с, d.
Уравнение кинематической цепи нарезания резьбы при осевом
перемещении шпинделя
, „ 86 67 а с 18 4 44 32 |Л п
1оэ. шп. 30 94 b d 36 29 )6 31 -0 — Ра. р,
откуда ~ 4 Р > гДе р — шаг нарезаемой резьбы.
Радиальное перемещение суппорта планшайбы осуществляется
через дифференциальный механизм. Корпус дифференциала вра-
щается от вала IX планшайбы через косозубую передачу z = 92—
21, а центральное зубчатое колесо дифференциала z — 16 на валу XXI
получает вращение от приводного вала X через передачи z = 22—62,
z — 40—32, z — 4—29, z = 64—50 (при включенной муфте Л48).
Дифференциал, суммируя оба эти движения, вращает вал XXIII
и через передачи z = 35—100, z = 100—23 — вал XXIV, кониче-
скую пару z = 17—17 и червячно-реечную передачу перемещается
радиальный суппорт планшайбы. Дифференциальный механизм
обеспечивает перемещение суппорта во время вращения планшайбы
с разными значениями подачи.
По формуле Виллиса определим передаточное число дифференциала
ni — П0 __ г2 г4 / 1 \щ
— Zi г3 ' 7
122
В данном случае п± и п0 — соответственно частоты вращения
валов XX/, XXIII и поводка XXII с зубчатым колесом х = 21;
числа зубьев колес в дифференциале хг = 16, х2 = 32, х3 = 16,
z4 = 23. Таким образом,
tij — nQ 32 23 23
n4 — п0 16 16 8
Уравнение кинематической цепи радиальных подач в общем виде
с 22 40 4 64 8 35 100 17 1А w
^рад —62 32’ 29 50 23 100 23“ 17 ММ/МИН.
Поперечное перемещение стола происходит от электродвигателя
М3 через передачи z = 24—82—82 при включенной муфте Л41б
и винт — гайку качения Р = 10 мм.
Рис. 73. Привод радиального суппорта станка 2А620Ф2-1
Круговая подача стола осуществляется от электродвигателя Л43
при включении муфты Л417 через передачи z — 24—82—82—52,
х = 2—35, х = 13—188. Во всех цепях подач имеются тормозные
электромагнитные муфты (Л45, Л4П, Л412, Л414, Л416, Л418).
Быстрое перемещение рабочих органов происходит от двигате-
лей М2 и М3 при их разгоне до соответствующей частоты вращения.
Штурвальное устройство 1 позволяет осуществлять ручное тон-
кое перехмещение шпинделя, радиального суппорта, шпиндельной
бабки и продольное перемещение стола при включении муфты Л47,
а также быстрое перемещение выдвижного шпинделя при включе-
нии Л4д. Лимбы отсчета перемещений шпинделя 3 и радиального
суппорта 2 кинематически связаны с приводом подач шпинделя и
радиального суппорта. Муфта обгона Мо на валу XVIII отключает
вращение штурвала 1 при механических подачах.
На рис. 73 изображен привод радиального суппорта 1 станка.
Суппорт с червячной рейкой 9 получает перемещение через зубчатые
колеса 5, 2, винт 4 и червяк 5, состоящий из двух частей. Осевой
зазор между червяком и рейкой устраняют путем сближения ча-
123
стей червяка регулировочным винтОхМ S. Для этого предварительно
с помощью винта 6 освобождается винт 8 от гребенки 7. Зазор
регулируют, а затем фиксируют требуемое положение винта 8,
§ 5» ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК 2611Ф2 С ЧПУ
Станок предназначен для сверления, зенкерования, раста-
чивания, фрезерования и нарезания резьб метчиками в заготовках
из черных и цветных металлов в условиях единичного и мелкосерий-
ного производства.
Техническая характеристика станка. Диаметр расточного шпин-
деля 80 мм; наибольший диаметр растачивания 250 мм; пределы
частот вращения шпинделя (регулирование бесступенчатое) 12,5—
1250 мин’1; пределы подач стола, стойки, шпинделя, бабки и пово-
рота стола (регулирование бесступенчатое) 2—1600 мм/мин; ско-
рости быстрых перемещений 5000 мм/мин; габаритные размеры
станка 4200X5150X2880 мм.
Устройство ЧПУ «Размер-2М» или П323, с которым работает
станок, обеспечивает позиционирование и прямоугольное формооб-
разование. Программоноситель — восьмидорожковая перфолента,
код ISO. Имеется цифровая индикация текущего и задаваемого зна-
чений перемещений по координатам. Система ЧПУ замкнутая, в ка-
честве датчиков обратной связи применены сельсины. Число управ-
ляемых осей координат (всего/одновременно) равно 5/2. Дискрет-
ность отсчета по осям координат X', У, Z составляет 0,01 мм. Воз-
можно введение коррекции длины и положения инструмента.
Компоновка, основные механизмы и движения в станке. Станок
выполнен (рис. 74) с выдвижным шпинделем, продольно-подвижной
стойкой и поперечно-подвижным поворотным столом. Шпиндель IV
станка имеет главное вращательное движение и осевое перемещение
по оси Z. По горизонтальным направляющим станины А переме-
щаются салазки Е стойки Д от редуктора подач Ж (подача по оси W).
Стол В имеет поперечную подачу по оси X' от редуктора подач Б
и запрограммированный поворот на угол В'. По вертикальным на-
правляющим стойки Д перемещается шпиндельная бабка Г (подача
по оси Y).
Кинематика станка. Главное движение шпиндель IV получает
от электродвигателя постоянного тока Ml (N = 8 кВт, п —
= 1500 мин’1) через блоки зубчатых колес Б1 и Б2 и через передачу
z = 22—74 (или 60—64). Муфта Mt и блоки Б1, Б2 переключаются
электрогидравлическим механизмом. При переключении механиче-
ских ступеней подача отключается, а при электрическом регулиро-
вании не отключается.
Учитывая, что диапазон регулирования двигателя п = 600—
3000 мин, запишем уравнение кинематической цепи для минималь-
ной частоты вращения шпинделя
• сг\г\ 21 17 22 « q г —1
Пшп mln ~ 600 y~j— — 12,5 МИН •
121
Направление вращения шпинделя изменяется реверсированием
двигателя. Механизм главного привода защищен от динамического
воздействия упругой муфтой на валу I. Зажим инструмента про-
изводится от пакета тарельчатых пружин, отжим — гидроцилиндром.
Подачи (рабочие и установочные) подвижных органов осуществ-
ляются электродвигателями постоянного тока М2 и М3 типа ПБСТ-33
(N = 2,35 кВт, п — 3000 мин-1) с диапазоном регулирования 1 :
: 750 для рабочих подач, при общем диапазоне регулирования 1 :
: 2500, включая быстрые и установочные перемещения. Подача
шпинделя, салазок стойки и шпиндельной бабки осуществляется
электродвигателем М3, поперечное перемещение и поворот стола —
электродвигателем М2.
Продольная подача салазок стойки осуществляется от вала XI,
через передачи z — 27—81, z = 40—81 при включенной муфте М2
и ходовой винт XII с шагом в = Ю мм. Винт жестко скреплен
с выходным валом редуктора, а гайка — с корпусом салазок стойки.
Вертикальная подача шпиндельной бабки происходит от вала XI
через передачи z = 27—81, z = 81—80 при включенной муфте М3,
конические зубчатые колеса с круговым зубом z = 30—20, через
зубчатую пару z = 43—52 при включенной муфте М4, конические
колеса с круговым зубом z = 26—65 и винт—гайку качения XVIII
с шагом Р — 10 мм. Муфта М$ тормозная. Уравнение кинематиче-
ского баланса для минимальной подачи шпиндельной бабки
Srnln— 1.2-gj 80 20 52 е5 10 2 мм/мин,
где 1,2 — минимальная частота вращения электродвигателя.
Осевая подача шпинделя осуществляется от вала XI через пере-
дачи г — 27—81, z = 81—80 (включена муфта Л43), z — 30—20,
г = 43—43 (муфта Мв — шариковая предохранительная), кониче-
ские пары с круговыми зубьями z = 19—28, z = 42—32, z = 24—
75, электромагнитную муфту М7, передачу z = 48—40 и пару винт—
гайка качения V. На винте V расположена тормозная муфта Ма.
Максимальная осевая подача шпинделя
о АЛЛ 27 81 30 43 19 42 24 48 1П 1СЛЛ ,
Smax —900 gj g0 20 43 28 32 75 40 10— 1600 мм/мин,
где 900 — максимальная частота вращения электродвигателя.
Поперечная подача стола происходит от вала XXII через пере-
дачи z = 20—80, z = 43—65 при включенной электромагнитной
муфте М9 и ходовой винт XXIII с шагом Рх, в = 10 мм. Муфта
тормозная. Со всеми ходовыми винтами жестко скреплены датчики
положения — сельсины Д.
Поворот стола осуществляется от вала XXII через передачи
г — 20—80, 43—78 (включена муфта Л4ц), z = 38—52—52, z =
— 38—38—38, червячную пару z = 2—225. Для установки поворот-
ного стола через 90° на салазках стола установлен индуктивный
датчик, а на поворотном столе — четыре репера (магнитопривода).
Конструкция реперов позволяет регулировать установку стола по
126
Рис. 75. Механизм переключения
скоростей главного привода станка
2611Ф2
углу в небольших пределах. При подходе в зону датчика стол пере-
мещается на заранее заданной небольшой скорости. Все подвижные
механизмы станка зажимаются пакетом тарельчатых пружин, отжи-
маются гидравликой.
Гидросистема станка осуществляет переключение механических
ступеней главного привода; отжим подвижных органов станка,
отжим инструмента в шпинделе.
Механизм переключения скоростей главного привода (рис. 75)
электрогидравлический с дистанционным управлением. В корпусе 3
смонтированы гидроцилиндры, на
штоках 11 которых закреплены по-
водки 5, 6, 5, передвигающие блоки
зубчатых колес и муфту в коробке
скоростей. Крайние положения по-
водков фиксируются пальцами 10, за-
крепленными на штанге 9. Фиксиро-
вание производится пружиной 2, рас-
фиксирование — гидроцилиндром /.
Перед переключением с пульта упра-
вления дается команда электромаг-
нитному гидрораспределителю, про-
пускающему масло в бесштоковую
полость цилиндра /. Поршень, пре-
одолевая сопротивление пружины 2,
перемещает штангу 9 вверх, при
этом пальцы 10 выходят из-за вы-
ступов упоров 7, закрепленных на
поводках. Лепесток 4 конечного вы-
ключателя дает сигнал гидрораспре-
делителям управления гидроцилин-
драми поводков о возможности пере-
ключения любого блока зубчатых
колес или муфты. По программе, за-
ложенной в электросхеме, штоки 11 гидроцилиндров переводят
блоки зубчатых колес. На каждом поводке закреплены лепестки,
в крайних положениях воздействующие на конечные выключатели,
срабатывание которых дает команду на фиксирование данного рас-
положения поводков. Давление из гидроцилиндра 1 снимается,
пружина 2 перемещает штангу 9 вниз, пальцы 10 заходят за вы-
ступы упоров 7 поводков. Конечный выключатель сигнализирует
о завершении цикла переключения скоростей.
§ 6. КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ С ЧПУ
Координатно-расточные станки с ЧПУ выпускают в одно-
стоечном и двухстоечном вертикальном исполнении с шириной
стола 320—2000 мм. Отличительная их особенность — широкие
технологические возможности (на них кроме сверлильно-расточных
можно выполнять и фрезерные работы) при сохранении особо вы-
127
сокой точности. Степень точности станков — классы А и С. Дискрет-
ность задания перемещений по осям 0,0001—0,005 мм. По уровню
автоматизации выпускают станки с цифровой индикацией и пред-
набором; с ЧПУ; с ЧПУ и автоматической сменой инструмента и
заготовок.
Координатно-расточной станок 2Е450АМФ4 с ЧПУ предназна-
чен для обработки отверстий с точным расположением осей сверле-
нием, растачиванием, получистовым и чистовым фрезерованием
при изготовлении точных деталей.
Техническая характеристика станка. Размеры рабочей поверх-
ности стола 1120X630 мм; пределы частот вращения шпинделя
10—2000 мин”1; пределы подач 1,0—6000 мм/мин. Скорости и подачи
регулируются бесступенчато. Дискретность отсчета координат стола
и салазок 0,001 мм, точность установки координат стола и салазок
0,006 мм. Число инструментов в магазине 30. Станок комплектуется
комбинированным устройством ЧПУ типа 2С42-61. Число управляе-
мых координат (всего/одновременно) 6/3.
ГЛАВА 11. ФРЕЗЕРНЫЕ СТАНКИ
§ 1. ОБЩИЕ СВЕДЕНИЯ О ФРЕЗЕРНЫХ СТАНКАХ
Фрезерные станки предназначены для обработки наруж-
ных и внутренних поверхностей различного профиля, прорезания
винтовых и прямых канавок, нарезания зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. Выпускают
станки универсальные, специализированные и специальные. Основ-
ным параметром, характеризующим фрезерные станки общего на-
значения, является размер рабочей поверхности стола. Универсаль-
ные фрезерные станки делят на консольно-фрезерные, бесконсольно-
фрезерные, продольно-фрезерные и карусельно-фрезерные.
Консольно-фрезерные станки подразделяют на горизонтальные
и вертикальные, универсальные и широкоуниверсальные. В горизон-
тальных консольно-фрезерных станках шпиндель расположен гори-
зонтально, а стол перемещается в трех взаимно перпендикулярных
направлениях; универсальные консольно-фрезерные, кроме этого,
имеют поворотный стол, который можно повернуть вокруг верти-
кальной оси на ±45°. Широкоуниверсальные станки в отличие от
универсальных имеют дополнительный шпиндель, поворачива-
ющийся вокруг вертикальной и горизонтальной осей, или два шпин-
деля; вертикальный и горизонтальный.
Бесконсольно-фрезерные станки применяют для фрезерования
более крупных заготовок, поэтому они имеют большую мощность
и высокую жесткость. Стол этих станков движется по двум взаимно
перпендикулярным направлениям в горизонтальной плоскости,
а шпиндельная бабка перемещается вертикально.
Продольно-фрезерные станки предназначены для обработки круп-
ногабаритных заготовок. Продольно-фрезерные станки выпускают
128
одно- и двухстоечные, одно- и многошпиндельные. Фрезерные го-
ловки бывают вертикальные и горизонтальные, поворотные и не-
поворотные. Главным движением в этих станках является вращение
шпинделей. Стол имеет продольную подачу, а шпиндельные бабки
и шпиндели — вертикальную и поперечную подачи.
В карусельно-фрезерных станках заготовки устанавливают на
вращающемся столе без остановки движения, припуск снимают
одной или двумя фрезами. Благодаря этому станки имеют высокую
производительность.
Специализированные фрезерные станки подразделяют на копи-
ровально-фрезерные, шпоночно-фрезерные, резьбофрезерные и т. д.
§ 2. УНИВЕРСАЛЬНЫЙ КОНСОЛЬНО-ФРЕЗЕРНЫЙ
СТАНОК 6Р82
Станок предназначен для выполнения различных фрезер-
ных работ в заготовках из чугуна, стали, цветных металлов и при-
меняется в условиях единичного и серийного производства. Станок
может работать в полуавтоматическом и автоматическом режимах,
что делает возможным многостаночное обслуживание.. Коробки
скоростей и подач имеют однорукояточное селективное управление.
Техническая характеристика станка. Размер рабочей поверхно-
сти стола (длина X ширина) 1250X320 мм; наибольшие перемещения
стола: продольное 800 мм, поперечное 240 мм, вертикальное 360 мм;
число частот вращения шпинделя 18; пределы частот вращения
шпинделя 31,5—1600 мин-1; число подач стола 18; пределы подач
продольных и поперечных 25—1250 мм/мин, вертикальных 8,3—
416,6 мм/мин; габаритные размеры станка 2305x1950x 1670 мм.
Основные механизмы и движения в станке. На фундаментной
плите А (рис. 76) установлена станина 5, по вертикальным направ-
ляющим которой перемещается консоль 3 (вертикальная подача).
По горизонтальным направляющим консоли движутся поперечные
салазки Ж с поворотной плитой, а в направляющих последней
перемещается продольный стол Е (продольная и поперечная подачи).
Поворотная плита позволяет повернуть продольный стол вокруг оси
на 45°. Коробка подач И размещается в консоли. Коробка скоростей Б
сообщает шпинделю главное вращательное движение. Хобот Г
служит для закрепления кронштейнов Д, поддерживающих концы
фрезерных оправок.
Кинематика станка. Главное движение шпиндель V получает
от электродвигателя Ml (N = 7,5 кВт, п = 1460 мин"1). Восемнад-
цать значений частот вращения получают вследствие перемещения
блоков 5/, Б2, БЗ. Наибольшую частоту вращения шпинделя опре-
деляют из уравнения
1ЛСА 27 22 38 82 1САА .
п.пах =1460-^-^-^-^=1600 мин Ч
Движения подач получают от электродвигателя М2 (N — 2,2 кВт,
п — 1430 мин-1) через передачи z = 26—50, z = 26—57, передвиж-
5 Локтева С. Е. • 12Э
ные блоки Б4 и Б5, вал IX. С вала IX на вал X движение пере-
дается или через колеса г = 40—40 при включенной муфте
или через колеса г — 13—45, z = 18—40, г = 40—40 при смещении
колеса г = 40 на валу IX влево. С вала X движение передается
ходовому винту XVI продольной подачи через предохранительную
муфту Мп, кулачковую муфту Л42, передачи’г — 28—35, г — 18—37—
37, z=18—16, г = 18—18 при включенной муфте Л1С.
Уравнение кинематической цепи минимальной продольной подачи
е _ мчи 26 26 18 18 13 18 40 28 ‘8 37 v
•>продпип — 50 57 40 45 40 40 35 37 37 Х
18 1« й ос ,
X -J7T- -пр 6 = 25 мм/мин.
Винт поперечной подачи XIV получает вращение от вала XI
через передачи z = 18—37—37—33 при включенной муфте Л4В,
а винт вертикальной подачи XIX — через передачи г = 18—37,
z = 22—33, г = 23—46 при включенной муфте Л44. Ходовые винты
имеют специальные устройства для устранения зазоров. Так, на
винте XVI расположены две гайки: правая зафиксирована штиф-
150
тами, а левая, упираясь торцом в правую гайку при повороте ее
червяком, выбирает зазор в винтовой паре. Вал XVII служит для
привода круглого стола.
Быстрые перемещения во всех трех направлениях осуществляются
от электродвигателя М2 при включении фрикционной муфты М3
(М2 выключена). Тогда вращение ходовым винтам передается через
зубчатые передачи z = 26—50—67—33, вал X и далее по кинемати-
ческим цепям рабочих подач. Ручные подачи осуществляются махо-
виками 1,2,3.
Рис. 77. Разрез выходного вала коробки подач станка 6Р82
Разрез выходного вала коробки подач (на рис. 76 это вал X)
показан на рис. 77. Рабочие подачи передаются на вал 11 через
шариковую предохранительную муфту, кулачковую муфту 4 и
втулку 3, соединенную с выходным валом 11 через шпонку. При
перегрузке шарики, находящиеся в контакте с отверстиями кулач-
ковой втулки 2, сжимают пружины и выходят из контакта,
зубчатое колесо 14 проскальзывает и рабочая подача прекра-
щается. Регулирование предохранительной муфты осуществляют
гайкой 1.
Быстрое вращение передается колесу 12, которое закреплено на
корпусе фрикционной муфты 9. Диски муфты 7 и 8 через один свя-
заны с корпусом и втулкой 13, соединенной шпонкой с валом 11.
При нажатии муфты 4 на торец втулки 5 и далее на гайку 6 диски 7
и 8 сжимаются и передают быстрое вращение валу 11 и зубчатому
колесу 10.
5*
131
§ 3. ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК 6560
С КРЕСТОВЫМ СТОЛОМ
Станок предназначен для фрезерования различных заго-
товок торцовыми, цилиндрическими и фасонными фрезами. -На
станке можно обрабатывать вертикальные и горизонтальные плоские
поверхности, пазы, углы и т. д: Класс точности станка. Н. На базе
станка 6560 выпускают станки 6560Ц и 6560ФЗ.
Техническая характеристика станка. Размеры рабочей поверх-
ности стола (длинахширина) 1600X630 мм; число частот вращения
Рис. 78. Кинематическая схема вертикально-фрезерного станка 6560 с крестовым
столом
шпинделя 18; пределы частот вращения шпинделя 25—1250 мин'1;
пределы подач (регулирование бесступенчатое) продольных и по-
перечных 10—1500 мм/мин, вертикальных 3—500 мм/мин; быстрый
ход в продольном и поперечном направлении 2500 мм/мин, в верти-
кальном 830 мм/мин; габаритные размеры станка 3205 X 4140 X
X 3120 мм.
Основные механизмы и движения в станке. На основании Б
(рис. 78) закреплена стойка А, по вертикальным направляющим
которой перемещается фрезерная бабка Г (вертикальная подача).
Крестовый стол В, состоящий из собственно стола и салазок, обеспе-
чивает продольную и поперечную подачи заготовки. Фрезерный
шпиндель VI получает главное движение от коробки скоростей,
132
смонтированной во фрезерной бабке. Рабочие подачи и быстрые
перемещения в указанных трех направлениях осуществляются от
коробки подач Д.
Кинематика станка. Главное движение шпиндель VI получает
от асинхронного реверсивного электродвигателя Ml (N = 1,3 кВт,
п = 1460 мин”1) через передачу z = 24—56, передвижные блоки Б19
Б2, БЗ, обеспечивающие 18 частот вращения.
Уравнение кинематического баланса для максимальной частоты
вращения шпинделя
. 24 23 43 80 1ПСЛ -1
^тах — 1460 g? 4Q 1250 МИН •
Режущий инструмент крепят в конусе шпинделя через переход-
ные оправки с помощью пакета тарельчатых пружин, а освобож-
дается инструмент пневмоцилиндром.
Рабочие подачи и быстрые перемещения стола и фрезерной бабки
осуществляются от двигателя постоянного тока М2 (N = 4,1 кВт,
п = 1500 мин”1). Изменение величин рабочих подач происходит
вследствие плавного регулирования частоты вращения электродви-
гателя в пределах 10—1500 мин"1 (максимальная частота вращения
электродвигателя nmax = 3000 мин”1). Шесть электромагнитных
муфт Мх—Мъ обеспечивают независимое или одновременное включе-
ние продольного, поперечного и вертикального перемещения, а также
реверсирование подач стола, салазок и фрезерной бабки. Муфты Л17,
М8, Л49 — тормозные.
При включении муфт или /И2 осуществляется поперечная
подача салазок (прямая и обратная), при включении муфт Л43 и
М4 — продольная подача стола в тОхМ или друпш направлении,
а при включении муфт Л15 и Л48 — вертикальное перемещение фре-
зерной бабки вниз или вверх. Винт поперечной подачи XX с шагом
Р = 8 мм получает вращение от вала XIVчерез передачи z = 25—50,
z — 33—33, z — 25—50, вал XVIII, передачу z = 26—52.
Минимальную поперечную подачу определяют из выражения
Snonmin 10 “Eg зз Eg 59“ о — 10 ММ/МИН.
Винт продольной подачи XXVI получает вращение через пере-
дачи z = 25—50, z = 33—33, z = 25—50, вал XXI, зубчатые пары
z == 26—52, z = 40—40—40, z = 20—20, колесо z = 24 и колесо-
гайку z — 24.
Максимальную продольную подачу определяют из уравнения
о icon 25 33 25 26 40 40 20 24 Q .-ЛА
5Прод max — 1500 52 4()- 4() 24 8 — 1500 ММ/МИН.
Вертикальная подача происходит от вала XIV, через передачи
z = 25—50, z — 33—33, z — 25—50, вал XXVII, передачи z —
= 23—55, z — 24—36—40, z — 20—30 и ходовой винт XXXI с ша-
гом Рх. в 8 ММ.
Вспомогательные движения. Ручные подачи стола и салазок
осуществляют маховиками 2 и /. Ручное перемещение пиноли шпии-
133
деля происходит от маховика 3 через передачи z — 18—45, г = 18—45
и червяк г — 1. Отсчет перемещений фрезерной бабки производят
по лимбу 4, кинематически связанному с закрепленной на стойке
рейкой модулем т = 2 мм через ряд зубчатых пар. Поворот бабки
осуществляют вручную квадратом на валу VII через червячную
пару г = 1—24, колесо г= |7 и сектор г и 119.
ГЛАВА 12. ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
§ 1. НАЗНАЧЕНИЕ И ТИПЫ ДЕЛИТЕЛЬНЫХ ГОЛОВОК
Делительные головки применяют на фрезерных станках
для работ, связанных с периодическим поворотом заготовки на равные
или неравные части, или работ, требующих непрерывного вращения
заготовок. С помощью этих головок можно обрабатывать зубчатые
колеса, винтовые канавки, шлицевые валики, лыски и т. д., а также
устанавливать заготовки под требуемым углом относительно стола
станка.
Различают делительные головки: простые (для непосредствен-
ного деления), универсальные (лимбовые и безлимбовые), оптиче-
ские. Простые головки для непосредственного деления используют
при делении заготовок на небольшое число частей. На шпинделе
такой головки закреплен диск с определенным числом равнораспо-
ложенных пазов, куда вводят фиксатор, причем диски могут быть
сменными. Шпиндель вместе с делительным диском поворачивают
вручную. Такого типа головки выпускают и многошпиндельными.
Безлимбовые делительные головки применяют редко; в них отсут-
ствуют делительные диски, а величину поворота шпинделя устанав-
ливают с помощью сменных колес. Наиболее распространены уни-
версальные лимбовые и оптические делительные головки.
§ 2. УНИВЕРСАЛЬНАЯ ЛИМБОВАЯ ДЕЛИТЕЛЬНАЯ
ГОЛОВКА
В универсальной лимбовой делительной головке (рис. 79)
заготовку устанавливают в центрах передней 5 и задней бабок (зад-
няя бабка на рис. 79 не показана). Крепить заготовку можно также
в патроне, который навертывают на резьбовой конец шпинделя 7.
Поворот рукоятки 1 с фиксатором 2 и соответственно заготовки на
требуемый угол осуществляют с помощью лимба 4. Лимб имеет не-
сколько рядов отверстий, равномерно расположенных на концентри-
ческих окружностях. Для удобства отсчета используют раздвижной
сектор 3.
В зависимости от вида выполняемых работ универсальную де-
лительную головку можно использовать для непосредственного,
простого и дифференциального деления.
Непосредственное деление производят с помощью диска 8 и фик-
сатора 6 (см. рис. 79). Для этого червяк zi (рис. 80, а) выводят из
134
Рис. 79. Универсальная лимбо-
вая делительная головка
зацепления с червячным
колесом z2 и заготовку по-
ворачивают вручную.
Простое деление (см.
рис. 80, а) применяют,
когда на лимбе можно
подобрать концентричес-
кую окружность для от-
счета. Червяк zr введен
в зацепление с червячным
колесом z2. Лимб 1 с по-
мощью защелки закре-
пляют неподвижно. По-
ворот шпинделя на 1/z
часть (г — число частей, на которое требуется выполнить деле»
ние) должен быть произведен за п оборотов рукоятки 2. Составим
уравнение кинематического баланса. Обозначим z2/zl = N. Харак-
теристикой N головки называется отношение числа зубьев червяч-
ного колеса к числу заходов червяка. В современных делительных
головках обычно А/ = 40. Преобразуя расчетное уравнение, полу-
чим
Лои. р = А7г или поб. р = 40/2 == а+ (Ь/£),
где а — целое число оборотов рукоятки; с — число отверстий в одном
из рядов лимба; b — число промежутков между отверстиями, на
которое надо дополнительно к целому числу оборотов а повернуть
рукоятку (отверстий будет b + 1).
Рис. 80. Схемы наладки универсальной делительной головки
Для определения с, которое должно быть кратно числу частей z,
нужно знать, какие окружности имеет лимб данной головки. К при-
меру, одна из головок имеет двусторонний лимб, на каждой стороне
которого имеется по 11 окружностей со следующими числами отвер-
стий: 24 , 25, 28 , 30, 34 , 37, 38, 39, 41, 42, 43 и 46, 47, 49, 51,
53, 54, 57, 58, 59, 62, 66.
135
Линейки раздвижного сектора раздвигают на b отверстий, не
считая первого отверстия, 6 которое вставлен фиксатор.
Пример. С помощью лимбовой делительной головки нарезать зубчатое колесо
с 35 зубьями
40 40 , , 5 f , 1 . , 4 .
^об. р в — 35 ~ 1 + 35 1 + 7 1 + 28 °б°Рота •
Следовательно, для поворота шпинделя с заготовкой на 1/35 часть оборота по
концентрической окружности с числом отверстий 28 рукоятку следует после фрезе-
рования каждой впадины повернуть на один оборот и еще 4 промежутка.
Дифференциальное деление (рис. 80, 6) применяют в том случае,
если при заданном z нельзя подобрать на лимбе окружность с требуе-
мым числом отверстий для простого деления. При этом способе уста-
навливают гитару а — Ь, с — d\ червяк вводят в зацепление с чер-
вячным колесом; стопорная защелка отведена, поэтому лимб /
может вращаться. При повороте рукоятки 2 через зубчатую и чер-
вячную передачи получает вращение шпиндель, а от него через
сменные зубчатые колеса а — Ь, с — d, коническую и зубчатую
пары получает вращение и лимб. Число оборотов рукоятки подби-
рают для фиктивного числа гф, близкого к требуемому z и дающего
возможность подобрать на лимбе нужную окружность. Возникаю-
щая погрешность компенсируется наладкой дифференциальной ги-
тары. Действительный угол поворота рукоятки будет равен углу
поворота рукоятки относительно лимба и углу поворота самого
лимба.
Тогда расчетное уравнение кинематической цепи поворота шпин-
деля в общем виде примет вид
гф
1 । 1 о С । . 1 1
4(Г'Г“Т“"Т 1‘1“4б"== °6, ШП‘
п 40 . 1
Выражение ----1 -утг- соответствует основному повороту шпинделя
2ф 4U
1 а с . 1 . 1
от рукоятки, а выражение — — у 1 • 1 • 1 ----дополнительно-
му повороту (повороту лимба).
Решая уравнение, получим.
q с _ 40 (?ф — г)
b d ~ 2ф
Если > г, то лимб должен вращаться в одном направлении
с рукояткой. При ?ф < z лимб и рукоятка должны вращаться в про-
тивоположных направлениях, поэтому в гитару устанавливают пара-
зитное колесо.
В комплект гитары входят сменные зубчатые колеса с числами
зубьев 25, 25, 30, 35, 40, 50, 55, 60, 70, 80, 90, 100.
Пример. Наладить лимбовую делительную головку для фрезерования зубьев
цилиндрического колеса с числом зубьев z = 73. Принимаем гф = 75. Тогда
_ 40 _ 40 _ 8 _ 16
"о0,р’" “ 75 ~ 15 ~ 30 '
136
Выбираем концентрическую окружность с 30 отверстиями и поворачиваем ру-
коятку при делении на 16 промежутков. Подбираем сменные колеса гитары
а с _ 40 (2Ф — z) _ 40 (75 — 73) _ 80 _ 10-8 60 80
b d “ 2ф ~ 75 “ 75 “ 15-5 “ 90 50 *
Наладка делительной головки на фрезерование винтовых канавок
(рис. 80, в). Для получения винтовых канавок заготовке нужно
сообщить поступательное движение вдоль оси и вращательное дви-
жение. Поступательное движение заготовка получает вместе со
столом, а вращательное — от ходового винта через сменные колеса
винторезной гитары а± — Ь±, с± — dt и передачи делительной го-
ловки. За один оборот заготовки стол станка должен перехместиться
на величину шага винтовой канавки Рв. к. Составим расчетное
уравнение
^В. К а1 С1 1 1 1 1 __
^х.в *1 40
1 об. заг.,
где — шаг ходового винта станка, мм.
I 40Р V д
Решая уравнение, получим у- -у- = -у- .
При фрезеровании винтовых канавок стол станка необходимо
повернуть по отношению к оси шпинделя на угол наклона винтовой
канавки р против часовой стрелки для правозаходных канавок или
по часовой стрелке для левозаходных канавок. Угол р определяют
из выражения р = arctg где D—диаметр заготовки.
'В. к
Наладка делительной головки на нарезание косозубых колес
производится так же, как и при нарезании винтовых канавок. Шаг
винтовой канавки в этом случае определяют из выражения
п __ л/и2 _ nmz cos р _______ nmz
в- к tg р cos р sin р cos р — sin р ’
где z — число зубьев нарезаемого колеса; т — модуль; р — угол
наклона зуба.
Косозубые колеса нарезают дисковыми или пальцевыми модуль-
ными фрезами методОхМ копирования. Теоретически при неизменном
модуле для каждого нового числа зубьев нужна специальная фреза.
Практически, допуская некоторую неточность, обходятся мень-
шим числом фрез. Для каждого модуля содержат наборы фрез из 8,
15 и 26 номеров. Номер фрезы определяют по числу зубьев zVi вы-
численному по формуле = .
§ з. оптическая делительная головка
Оптические делительные головки (рис. 81) применяют для
деления с повышенной точностью, а также для проверки точных
деталей. Шпиндель 7 головки, смонтированный в поворотной части 8
137
Рис. 81. Оптическая делительная го-
ловка
корпуса 9, получает вращение
через червячную пару 6—5. На
шпинделе закреплен стеклянный
диск 4, имеющий 360 делений для
отсчета градусов. На поворотной
части корпуса 8 оптической го-
ловки находится окуляр /, с по-
мощью которого можно наблюдать
за шкалой диска 4. Через окно 2
естественный свет падает на отра-
жающую пластину 3 и затем от-
ражается на градуированной шка-
ле диска 4, освещая ее. Градусные
деления проектируются на минут-
ную шкалу, помещенную в окуляре, и отсчет, таким образом, ве-
дется в градусах и минутах. Данную головку нельзя использовать
при фрезеровании винтовых канавок, так как невозможно обеспе-
чить непрерывное вращательное движение заготовки.
ГЛАВА 13. ФРЕЗЕРНЫЕ СТАНКИ С ЧИСЛОВЫМ
ПРОГРАММНЫМ УПРАВЛЕНИЕМ
§ 1. НАЗНАЧЕНИЕ, КЛАССИФИКАЦИЯ И КОНСТРУКТИВНЫЕ
ОСОБЕННОСТИ ФРЕЗЕРНЫХ СТАНКОВ С ЧИСЛОВЫМ
ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Фрезерные станки с ЧПУ получили широкое распростра-
нение в промышленности. Они предназначены для фрезерования по-
верхностей крышек, планок, рычагов, корпусов и кронштейнов
простой конфигурации, контуров сложной конфигурации типа ку-
лачков, шаблонов и т. д., поверхностей корпусных деталей с не-
скольких сторон и под различными углами с расфрезерованием от-
верстий больших диаметров и др. .
Конструктивное разнообразие фрезерных станков с ЧПУ вызвано
необходимостью обработки самых разнообразных деталей различ-
ными инструментами: цилиндрическими, концевыми, фасонными
фрезами, расточными резцами, зенкерами, развертками. Из этого
следует, что стирается грань между станками фрезерной и свер-
лильно-расточной групп. В связи с расширением круга работ фре-
зерные станки часто оснащают поворотными револьверными голов-
ками или магазинами инструментов. Номенклатура фрезерных
станков, выпускаемых нашей промышленностью, отражает совре-
менные тенденции в развитии станкостроения. Изготовляют следу-
ющие основные типы станков: бесконсольные с крестовым столом
138
(например, 6560ФЗ, 6520ФЗ, МА655ФЗ и др.), консольно-фрезерные
(6Р13ФЗ, 6Р13РФЗ и др.) и продольно-фрезерные (6М610ФЗ-1 и др.).
Станки выполняют с вертикальным расположением шпинделя для
односторонней обработки и горизонтальным расположением шпин-
деля для многосторонней обработки.
Значительно повысилась жесткость и точность фрезерных станков
с ЧПУ. Корпусные детали выполняют ребристыми, станины могут
воспринимать большие статические и динамические нагрузки. В стан-
ках устанавливают высокопрецизионные ходовые винты. Для тяже-
лых станков применяют направляющие качения. Обработку можно
вести попутным и встречным фрезерованием с одинаковой точ-
ностью, так как в коробках подач предусматривают устройство для
выбора зазоров.
Для обработки заготовок сравнительно небольших размеров и
меньшей точности используют станки консольной компоновки с ре*
вольверной головкой и без нее с шириной стола 200, 250, 320 и 400 мм.
Станки изготовляют классов точности Н и П. В приводе подач ис-
пользуют шаговые двигатели и двигатели постоянного тока. Преду-
смотрено в дальнейшем однодвигательное регулирование электро-
привода постоянного тока с распределением движений по трем ко-
ординатам. У новых станков будут повышены скорости быстрых
перемещений до 5 м/мин, рабочих подач до 2 м/мин, верхнего пре-
дела частот вращения шпинделя до 2000 мин"1.
Для обработки заготовок средних размеров наиболее оптимальна
компоновка с крестовым столом, обеспечивающая наибольшую же-
сткость и точность обработки, удобство обслуживания. Выпускают
вертикально-фрезерные бесконсольные станки с крестовым столом
одношпиндельные и с револьверной головкой с шириной стола 250,
400 и 630 мм, а также горизонтальные станки с крестовым поворот-
ным или неповоротным столом. По уровню автоматизации преду-
смотрены станки с ЧПУ, с ЧПУ и автоматической сменой инстру-
ментов и заготовок. Крестовый стол (рис. 82) имеет перемещение
по двум взаимно перпендикулярным осям X' и У'. Рабочую поверх-
ность стола 2 выполняют с высокой точностью. Средний Т-образный
паз калиброван по Н8, по нему выставляют приспособление и за-
готовки. Стол перемещается от гидроцилиндра 3 по направляющим
салазок 4, выполненных в форме ласточкина хвоста. Боковой зазор
в направляющих регулируют клином 1. Салазки 4 перемещаются
по прямоугольным направляющим основания в поперечном направ-
лении от гидроцилиндра 5.
Для обработки тяжелых заготовок (массой до 10- т) вместо стан-
ков с крестовым столом будут выпускаться станки с поперечно-
подвижной стойкой.
П родольно-фрезерные станки с ЧПУ изготовляют с базовой шири-
ной стола 400—5000 мм: одностоечные с горизонтальной или верти-
кальной ползунковой бабкой на неподвижной или подвижной попе-
речине (рис. 83, а), двухстоечные с неподвижной или подвижной
поперечиной (рис. 83, б) с различным числом бабок и др. Бабки осна-
щают комплектом быстросменных или автоматически сменяемых на-
139
Рис. 82. Крестовый стол станка
Рис. 83. Компоновки продольно-фрезерных
станков с ЧПУ
Рис. 84. Механизированный зажим инстру-
мента в шпинделе фрезерного станка с ЧПУ
140
весных головок, что позволяет без перезакрепления проводить ком-
плексную фрезерно-сверлильно-расточную обработку.
В группе фрезерных станков применяют самые различные си-
стемы ЧПУ: контурные (незамкнутые и замкнутые); комбинирован-
ные, позволяющие производить как контурную обработку, так и
позиционирование; реже прямоугольные для обработки простых
контуров. Число управляемых координат, как правило, 3, из них
одновременно управляемых 2, а в станках, имеющих поворотные
фрезерные головки и поворотные столы, их может быть 4 или 5.
Дискретность задания перемещений 0,001; 0,01 мм. Станки без
автоматической смены инструмента и заготовок с неповоротным сто-
лом оснащаются устройствами ЧПУ типа 2Р32, станки с поворотным
столом и более высоким уровнем автоматизации — устройствами
ЧПУ типа 2У32 и 2С85.
Инструмент крепят в шпинделе фрезерного станка с ЧПУ с по-
мощью патронов и оправок, позволяющих точно устанавливать вы-
лет инструмента. Во многих одношпиндельных станках применяют
механизированный зажим инструмента (рис. 84). Если инструмент 8
разжат, масло поступает в гидроцилиндр 4, тарельчатые пружины 1
сжаты. Для установки инструмента шомпол 3 имеет на конце замок,
который заводят в паз оправки 6, поворачивая ее затем на 90°.
При нажатии кнопки на пульте управления масло перестает посту-
пать в гидроцилиндр 4, пружины 1 расходятся и через гайку 2 и
шомпол 3 затягивают оправку с инструментом в шпиндель 5. Конус 50
оправки и соответственно отверстия шпинделя не передает крутя-
щий момент, для этой цели служат сухари 7, входящие в пазы шпин-
деля 5 и оправки 6.
§ 2. ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК 6Р13ФЗ-37 С ЧПУ
Станок предназначен для обработки заготовок сложного
профиля из стали, чугуна, труднообрабатываемых сталей и цветных
металлов в условиях единичного и серийного производства. В ка-
честве инструмента применяют концевые, торцовые, угловые, сфе-
рические и фасонные фрезы, сверла, зенкеры. Класс точности
станка Н.
Техническая характеристика станка. Размеры рабочей поверхно-
сти стола (ширинахдлина) 400X1600 мм; число частот вращения
шпинделя 18; пределы частот вращения шпинделя 40—2000 мин*1;
пределы рабочих подач (бесступенчатое регулирование) стола и пол-
зуна 10—2000 мм/мин; скорость быстрого перемещения стола и пол-
зуна 4800 мм/мин; габаритные размеры станка 3200X2465X2670 мм.
Устройство ЧПУ — контурное типа НЗЗ-2М. Программоноси-
тель — восьмидорожковая перфолента, код ISO. Геометрическая ин-
формация задается в приращениях. Интерполятор — линейно-кру-
говой. Число управляемых координат 3, число одновременно управ-
ляемых координат при линейной интерполяции 3, при круговой 2.
Дискретность отсчета по осям координат X', Y', Z 0,01 мм. Простран-
ственная обработка достигается сочетанием движения стола по двум
141
координатам (X' и Y') и вертикального перемещения ползуна с ре
жущим инструментом (координата Z). Возможна работа в режиме
преднабора с введением программы в устройство ЧПУ непосред
ственно оператором с помощью клавиатуры.
Основные механизмы и движения в станке. Базой станка (рис. 85
является станина Д, имеющая жесткую конструкцию за счет разви-
тие. 85. Кинематическая схема вертикально-фрезерного станка 6Р13ФЗ-37 с ЧПУ
того основания и большого числа ребер. По вертикальным направ-
ляющим корпуса станины движется консоль Е (установочное пере-
мещение). По горизонтальным (прямоугольного профиля) направ-
ляющим консоли перемещается в поперечном направлении меха-
низм стол-салазки Д (подача по оси У'), а по направляющим салазок
в продольном направлении — стол (подача по оси X'), В корпусе
консоли смонтированы приводы поперечной и вертикальной по-
дачи, а в корпусе салазок — привод продольной подачи. Главное
142
движение фреза получает от коробки скоростей Б. В шпиндельной
головке В установлен привод вертикальных перемещений ползуна Г
по оси Z.
Кинематика станка. Главное движение. Шпиндель VIII получает
вращение от асинхронного электродвигателя Ml (N = 7,5 кВт,
п = 1450 мин-1) через коробку скоростей с тремя передвижными
блоками зубчатых колес Б1, Б2, БЗ и передачи z = 39—39, г =
= 42—41—42 в шпиндельной головке. Механизм переключения
блоков обеспечивает получение 18 частот вращения и позволяет
выбирать требуемую частоту вращения без последовательного про-
хождения промежуточных ступеней. Уравнение кинематической цепи
для минимальной частоты вращения шпинделя
..сп 31 16 17 19 39 42 41 .п _.
»mln 1460 49 3g 4g ед 39 41 42 40 МИН .
Инструмент в оправке крепят вне станка с помощью сменных
шомполов. Оправка имеет наружный конус 50 и внутренний конус
Морзе № 4.
Для крепления инструмента с конусами Морзе № 2 и 3 приме-
няют сменные втулки. Зажим инструмента осуществляется электро-
механическим устройством. Смазывание подшипников и зубчатых
колес коробки скоростей осуществляется от плунжерного насоса,
расположенного внутри коробки скоростей.
Движения подач. Вертикальная подача ползуна со смонтирован-
ным в нем шпинделем осуществляется от высокомоментного двига-
теля М2 (М = 13 Н-м, п = 1000 мин*1) через зубчатую пару г —
— 44—44 и передачу винт—гайка качения VII с шагом Р = 5 мм.
Предусмотрено ручное перемещение ползуна. На валу XI установ-
лен датчик обратной связи — трансформатор типа ВТМ-1В.
Поперечная подача салазок осуществляется от высокомоментного
двигателя М4 (М = 13 Н-м, п = 1000 мин*1), через беззазорный
редуктор z = 22—52—44 и винт—гайку качения XVII с шагом
Р = 10 мм. Зазор в косозубых цилиндрических колесах 1, 3 и 5
редуктора (рис. 86) устраняют шлифованием полуколец 2 и 4, уста-
навливаемых между колесами 3 и 5.
Продольная подача стола происходит от высокомоментного элек-
тродвигателя М3 (см. рис. 85) через беззазорный редуктор г =
= 26—52 и винт—гайку качения X///с шагом Р = 10 мм. В редук-
торах продольного и поперечного перемещений установлены датчики
обратной связи—трансформаторы типа ВТМ-1В. Зазор в направ-
ляющих стола и салазок выбирают клиньями. Зазор в передачах
винт—гайка качения устраняют поворотом обеих гаек в одну сторону
на нужное число зубьев.
Вспомогательные движения. Специальными шестигранными вы-
водами можно производить ручные перемещения по координатам X*
и Y'. Установочная вертикальная подача консоли осуществляется
от электродвигателя М5 (N = 2,2 кВт, п = 1500 мин*1) через чер-
вячную пару г = 2—40 и ходовой винт XIX.
143
Рис. 86. Схема устранения зазо-
ра в редукторе поперечной по-
дачи станка 6Р13ФЗ-37
Рис. 87. Редуктор продольной
подачи станка 6Р13ФЗ-37
Разрез редуктора продольной подачи показан на рис. 87. От
двигателя 6 движение передается винту качения 1 через зубчатую
передачу 2—3. Трансформатор 7 связан с валом двигателя через
зубчатые колеса 4—5. Смазывание редуктора осуществляется раз-
брызгиванием.
§ 3. ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ КОНСОЛЬНЫЙ
СТАНОК 6Р13РФЗ С РЕВОЛЬВЕРНОЙ ГОЛОВКОЙ И ЧПУ
Станок предназначен для обработки заготовок сложного
профиля (штампов, пресс-форм, кулачков и т. д.) из стали, чугуна,
цветных металлов, легких и твердых сплавов в условиях единичного
и мелкосерийного производства торцовыми и концевыми фрезами,
а также сверлами, зенкерами и развертками, установленными в ре-
вольверной головке (наибольшие диаметры инструментов: фрезы
торцовой 125 мм, фрезы концевой 40 мм, сверла 30 мм). Класс точ-
ности станка Н.
Техническая характеристика станка. Размер рабочей поверхно-
сти стола (длина х ширина) 1600x400 мм; число инструментов в ре-
вольверной головке 6; число частот вращения шпинделя 18; пре-
делы частот вращения шпинделя 40—2000 мин’1; пределы рабочих
подач (регулирование бесступенчатое) по осям X', Y', Z' 10—
1200 мм/мин; скорость быстрого перемещения по осям X', Y', Z''
2400 мм/мин; габаритные размеры станка 2575x2180X2480 мм.
Устройство ЧПУ — контурное типа Н331М. Обработка сложных
поверхностей осуществляется сочетанием одновременного движения
по двум или трем координатам. Устройство выполнено по агрегат-
ному принципу. Программа задается на восьмидорожковой перфо-
ленте. Дискретность отсчета по осям координат X', Y', Z' 0,01 мм.
Интерполяция линейно-круговая. Имеется 18 групп коррекции по
длине и диаметру вдоль оси координат. По программе осуществляется
144
ароматическая смена инструмента, выбор частоты вращения каждого
шпинделя, зажим консоли и т. д.
Основные механизмы и движения в станке. Станина А (рис. 88)
имеет жесткую конструкцию за счет развитого основания, трапе-
цеидального сечения станины по высоте и большого числа ребер и
стенок. Шпиндели, получающие вращательное движение, установ-
лены в шестипозиционной револьверной головке Г. Один из шпин-
делей усилен для выполнения более тяжелых фрезерных работ.
Рис. 88. Кинематическая схема вертикально-фрезерного станка 6Р13РФЗ с ЧПУ
Консоль Б перемещается по вертикальным направляющим станины
(подача по координате Z'). По горизонтальным направляющим кон-
соли движутся поперечные салазки В (подача по координате Y'),
а по направляющим салазок в продольном направлении — стол Д
(подача по координате X'). Коробка скоростей Е смонтирована в кор-
пусе станины. Механизмы поперечной и вертикальной подач распо-
ложены в корпусе консоли, а продольной подачи — в салазках.
Кинематика станка. Главное движение шпиндель VIII получает
от электродвигателя постоянного тока Ml (У = 7,5 кВт, п =*
= 1500 мин"1) через упругую соединительную муфту и зубчатые
колеса коробки скоростей и револьверной головки. Различные ча-
стоты вращения шпинделя получают в автоматическом цикле путем
145
изменения задающего напряжения для тиристорного преобразователя
по программе, а также передвижением блоков Б1 и Б2 с помощью
гидроцилиндров. Уравнение минимальной частоты вращения шпин-
деля
27 22 27 19 34 22 ,А .
^min •— 57 5 53 32 37 69 34 22 МИН ’
где 575 — наименьшая частота вращения двигателя.
В отверстии шпинделя вмонтирован шомпол IX для крепления
оправки с инструментом. Передний конец шомпола IX имеет резьбу,
а на заднем конце насажено коническое колесо z = 20, с которым
может зацепляться при креплении оправки колесо z = 20 вала X,
К валу // присоединен шестеренчатый насос, осуществляющий
смазывание коробки скоростей и револьверной головки.
Шестишпиндельная револьверная головка состоит из основания,
к которому полукольцами притянута поворотная плита. На торце
поворотной плиты привернуты шесть шпиндельных корпусов. Цен-
тральный вал поворотной плиты VI крестовой муфтой соединен с вы-
ходным валом V коробки скоростей. На валу VI закреплено веду-
щее колесо z = 34 с направляющим зубчатым диском. Вращение от
ведущего зубчатого колеса через передачу z — 34—34 и коническую
пару z = 20—20 (или z = 22—22) получает лишь тот шпиндель VIII,
который находится в исходном для работы положении. Для улуч-
шения сцепления передвижных зубчатых колес с ведущим зубчатым
колесом шпинделю сообщается в момент сцепления кратковременное
вращение. Поворот револьверной головки в требуемую позицию осу-
ществляется от гидродвигателя М2 типа Г12-22 через зубчатые пары
z = 18—90, z = 18—72, диск 1 с цевкой и мальтийский крест 2.
С наружной стороны каждого шпиндельного корпуса имеется гнездо,
в которое входит фиксатор, выдвигаемый по команде от конечных
выключателей.
Вертикальная, продольная и поперечная подачи и ускоренные
перемещения осуществляются от шаговых двигателей ШД5Д1 с ги-
дроусилителями моментов Э32Г18-24. Ходовой винт качения XVI
поперечной подачи с шагом Р — 8 мм получает вращение от дви-
гателя Л13 через две пары косозубых колес z = 20—40, z = 21—35.
координате Y'
м д.
от двигателя М4 через
передачи z = 27—54, z = 39—65 и винт—гайку качения XXIII
с шагом Р = 8 мм. В кинематическую цепь вертикальной подачи
встроена пружинная гидравлическая муфта М19 предохраняющая
консоль от самопроизвольного опускания при останове станка.
Консоль имеет зажимное устройство, работающее от программы и
действующее при отсутствии вертикального перемещения.
Продольная подача осуществляется от шагового двигателя М5
через беззазорный редуктор z = 27—45, z — 26—52 и винт—гайку
146
Величина минимального перемещения по
1 %® О А Л1
240 40 35 8 0,01
подача
качения XX с шагом Р = 8 мм. Величина продольного хода огра-
ничена кулачками.
Зазор в зубчатых цилиндрических колесах выбирают шлифова-
нием полуколец, установленных между двумя сдвоенными коле-
сами. Зазор в конических колесах устраняют поворотом эксцентрика
с последующим его законтриванием и затяжкой сдвоенного кониче-
ского колеса, а в направляющих станины и консоли, консоли и са-
лазок — клиньями.
Кинематические цепи ускоренных подач те же, что и для рабо-
чих подач. Гнезда рукояток ручных подач имеют конечные выклю-
чатели, осуществляющие блокировку: при вытаскивании рукоятки
из гнезда размыкается электрическая цепь механической подачи от
программы.
Гидропривод станка обеспечивает перемещение рабочих органов
по трем координатам; разгрузку, зажим и блокировку консоли;
фиксацию и зажим револьверной головки; переключение передвиж-
ных блоков коробки скоростей.
§ 4. ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК 6520ФЗ-36
С КРЕСТОВЫМ СТОЛОМ И ЧПУ
Станок предназначен для фрезерования по программе
разнообразных заготовок сложной формы торцовыми, конусными,
угловыми и фасонными фрезами. Класс точности станка Н.
Техническая характеристика станка. Размеры рабочей поверхно-
сти стола (ширина Xдлина) 250 x 630 мм; число частот вращения
шпинделя 18; пределы частот вращения
шпинделя 31,5—1600 мин-1; пределы ра-
бочих подач (регулирование бесступенча-
тое) по координатам X', Y', Z 5—
1500 мм/мин, величины ускоренных подач
по координатам X', Y', Z 5000 мм/мин;
габаритные размеры станка 1480Х1890Х
Х2185 мм.
Устройство ЧПУ контурное типа НЗЗ-1М.
Программоноситель — восьмидорожковая
перфолента, код ISO. Устройство может ра-
ботать в режимах: ручном, автоматическом,
Рис. 89. Общий вид стан-
ка 6520ФЗ-36
ручного ввода. Число управляемых координат (из них управляемых
одновременно) 3/3. Дискретность перемещения по осям коорди-
нат 0,01 мм. По программе отрабатывается перемещение рабочих
органов с определенной подачей, включение и отключение враще-
ния шпинделя, зажим и разжим шпиндельной бабки, включение
и отключение насоса охлаждения.
Основные механизмы и движения в станке. Основание станка 1
(рис. 89) коробчатой формы с перегородками и ребрами жесткости
имеет прямоугольные направляющие, по которым перемещаются
салазки 2 (подача по координате У'). Стол 3 монтируется на салаз-
ках и движется по направляющим типа ласточкин хвост по коорди-
147
нате X'. На основании установлена стойка 5 коробчатой формы
с ребрами жесткости. По направляющим стойки перемещается
шпиндельная бабка 4 (координата Z).
Кинематика станка. Главное движение (рис. 90) шпиндель полу-,
чает от асинхронного электродвигателя Ml (N — 4 кВт, п —
= 950 мин-1) через ременную передачу, девятискоростную коробку
скоростей и двухступенчатый перебор, смонтированный в шпиндель-
ной бабке. Минимальная частота вращения шпинделя
«тш = 9500,985 -37’‘47- 53’‘54'-63 — 31,5 мин .
Торможение шпинделя осуществляется тормозной электромагнитной
муфтой (на рис. 90 не показана). Зажим инструмента в шпинделе про-
исходит с помощью тарельчатых
пружин, разжим гидравлический.
Для повышения жесткости при
фрезеровании и предотвращения
самопроизвольного перемещения
бабки при выключенной гидро-
станции имеется механизм зажима
шпиндельной бабки (рис. 91).
Зажим осуществляется тарельча-
тыми пружинами 8, При разжиме
масло поступает в бесштоковую
полость гидроцплпндра 2, пор-
шень 1 со штоком, перемещаясь
Рис. 91. Механизм зажима шпин-
дельной бабки
сжимает тарельчатые пружины.
При этом винт 7, смещаясь, освобождает прихват 6, которым
шпиндельная бабка 3 прижимается к стойке 4. Гайки 5 служат
для регулирования зазора между направляющими стойки и при-
хватом.
148
Приводы подач по осям координат X', Y', Z одинаковы и состоят
из шаговых двигателей ШД-5Д1М, одноступенчатых редукторов и
ходовых винтов. Ходовой винт 3 (рис. 92) смонтирован на подшип-
Рис. 92. Ходовой винт станка 6520ФЗ-36
никах 2. Резьба на винтах специальная. Вращение винту передается
через полумуфту 1. Для отсчета перемещений на винтах имеются
лимбы 4 с ценой деления 0,05 мм.
§ 5. ФРЕЗЕРНО-РАСТОЧНОЙ СТАНОК 6М610ФЗ-1
С ПРОДОЛЬНЫМ СТОЛОМ И ЧПУ
Станок предназначен для черновой и чистовой обработки
заготовок массой до 8000 кг фрезерованием, растачиванием и раз-
вертыванием. Класс точности станка Н.
Техническая характеристика станка. Размеры рабочей поверх-
ности стола 3150X1000 мм; наибольший диаметр фрезы 315 мм,
наибольший диаметр сверления 75 мм; пределы частот вращения
шпинделя 10—1600 мин'1; пределы подач стола, бабки и ползуна
бабки (регулирование бесступенчатое) 3—3000 мм/мин; скорость
быстрых перемещений стола, бабки и ползуна бабки 4800 мм/мин;
габаритные размеры станка 8650 x 8750 x 5300 мм.
Устройство ЧПУ комбинированное типа Н55-2. Число управляе-
мых координат/из них одновременно управляемых 3/3. Дискрет-
ность 0,01 мм. Программоноситель — восьмидорожковая перфо-
лента, код ISO. В качестве датчиков обратной связи используют
линейные индуктивные измерительные преобразователи. Устрой-
ство ЧПУ работает как в режиме автоматического управления, так
и при ручном управлении в регулируемом режиме.
Конструктивные особенности станка. Станок имеет портальную
компоновку с неподвижной поперечиной в сочетании с ползунковой
фрезерно-расточной бабкой. Инструмент закрепляют в вертикальном
и горизонтальном шпинделях. Поворотная лобовая головка, закреп-
ляемая на ползуне бабки и несущая шпиндель с двумя рабочими
конусами, обрабатывает как боковые, так и наклонные поверхности
деталей.
В станке применены замкнутые гидростатические направляющие
и гидростатическая червячно-реечная передача. Бабки ползуна при-
меняют в различных модификациях: четырехскоростные в сочетании
с электродвигателем постоянного тока; восемнадцатискоростные
в сочетании с двигателями переменного тока и др.
149
ГЛАВА 14. МНОГОЦЕЛЕВЫЕ СТАНКИ
$ 1. ОСНОВНЫЕ СВЕДЕНИЯ О МНОГОЦЕЛЕВЫХ СТАНКАХ
Многоцелевым станком называется станок с ЧПУ, обеспе-
чивающий комплексную обработку сложных деталей с разных сто-
рон без их перебазирования и, как правило, имеющий автоматиче-
скую смену инструмента. Эти станки выпускают для обработки кор-
пусных заготовок и типа тел вращения. Рассмотрим многоцелевые
станки для обработки корпусных заготовок. На них можно сверлить,
зенкеровать, развертывать, растачивать, нарезать резьбу, фрезеро-
вать плоские поверхности и контуры.
Рис. 93. Схемы смены обрабатываемых деталей
Производительность многоцелевых станков в 3—8 раз выше,
чем универсальных станков. Это происходит за счет резкого сокра-
щения вспомогательного времени и тем самым увеличения доли
машинного времени до 60—75 % в общем цикле обработки.
Вспомогательное время уменьшается благодаря автоматической
смене инструмента, высокой скорости позиционирования рабочих
органов станка на вспомогательных ходах (до 15 м/мин), сокраще-
нию времени пуска—останова и реверсирования при применении
высокомоментных малоинерционных двигателей постоянного тока,
наладке инструмента на размер вне станка, исключению контроль-
ных операций и т. д. В современных станках время переналадки
еще более уменьшается вследствие применения сменных инструмен-
тальных магазинов с заранее налаженным на размер режущим
инструментом.
Для сокращения времени загрузки заготовок и съема готовых
деталей используются устройства для автоматической смены при-
способлений — спутников, маятниковые столы, несколько поворот-
ных столов, работающих поочередно, и др.
Прямоугольный стол станка со сдвоенными поворотными сто-
лами 1 и 2 показан на рис. 93, а. Разгрузку-загрузку стола 1 выпол-
няют во время обработки заготовки на столе 2 шпинделем 3. Иногда
J50
один из столов имеет механизм периодического поворота, предназна-
ченный для последовательной обработки деталей с нескольких сто-
рон, а второй может поворачиваться непрерывно для обработки
цилиндрических и сложных криволинейных поверхностей. Схема
автоматизации загрузки заготовок с применением сдвигающихся
столов-спутников показана на рис. 93, б. В период обработки заго-
товки спутник находится на рабочей позиции 2, вторую заготовку
устанавливают на позицию 1. Когда обработка закончится, спутник
с позиции 2 автоматически передвинется гидроцилиндром 4 в по-
зицию 3 разгрузки, а на его место поступит спутник с позиции 1.
И такое «маятниковое» движение спутников будет повторяться.
Машинное время обработки снижается за счет интенсификации
и оптимизации режимов резания, применения современных высоко-
производительных режущих инструментов, увеличения мощности
главного привода и диапазона частот вращения шпинделя, повыше-
ния жесткости и виброустойчивости станков.
Компоновка станков. Различают станки вертикальной и гори-
зонтальной компоновки. Вертикальные многоцелевые станки (см.
рис. 96, 102) предназначены для обработки крупных заготовок или
заготовок, обрабатываемых с одной стороны. При использовании
многопозиционных и поворотных приспособлений можно вести
обработку заготовок с нескольких сторон. Этому способствуют и
автоматически сменяемые головки с различным расположением
шпинделей. Станки выполняют по типу вертикальных консольно и
бесконсольно-фрезерных и продольно-фрезерных станков; одностоеч-
ных и двухстоечных координатно-расточных станков. В этой группе
чаще всего используют крестовый стол, а вертикально перемещается
шпиндельная бабка. Вертикальную компоновку имеют станки
243ВМФ2, 6560МФЗ, 2254ВМФ4 и др.
Горизонтальные многоцелевые станки (см. рис. 106, 109, 111)
предназначены для обработки заготовок с двух-четырех, а иногда и
пяти сторон, в последнем случае шпиндельные головки имеют пово-
рот вокруг вертикальной и горизонтальной оси. Станки изготовляют
по типу горизонтальных консольно-фрезерных и горизонтально-
расточных. Наиболее распространены станки, имеющие крестовый
поворотный стол и вертикально перемещающуюся шпиндельную
бабку. Применяют компоновки с неподвижной стойкой и крестовым
столом, перемещающимся в двух взаимно перпендикулярных на-
правлениях; с продольно-подвижной стойкой и столом, имеющим
поперечное перемещение; с поперечно-подвижной стойкой и про-
дольно-подвижным столом и др. Горизонтальную компоновку имеют
станки 6305Ф4, 6904ВФ4, ИР500МФ4 и др.
Токарно-сверлильные, токарно-сверлильно-фрезерные многоцеле-
вые станки близки по компоновке к токарным станкам и имеют
главное движение — вращение заготовки. Широко применяют при
проектировании многоцелевых станков принцип агрегатирования.
Точностные характеристики станков обеспечивают предваритель-
ную и финишную обработку. Станки выпускают классов точности
П и В.
151
Системы ЧПУ, работающие с многоцелевыми станками, имеют
ряд особенностей: большой объем программы, большое число управ-
ляемых по программе координат (до 7—8), обеспечение высокой
точности перемещений рабочих органов (у большинства многоцеле-
вых станков точность позиционирования в пределах 0,005—0,01 мм),
широкий диапазон регулирования скоростей приводов главного дви-
жения и подач, возможность работы станка в различных режимах,
высокие требования к надежности. Системы должны работать как
в автономном режиме, так и от ЭВМ верхнего уровня.
Системы обеспечивают направление и величину рабочих пере-
мещений, выдают команды на выполнение вспомогательных функ-
ций: автоматический поиск инструмента и его смену после обра-
ботки, установку шпинделя в определенное положение при смене
инструмента, изменение режимов обработки, включение и отключе-
ние системы СОЖ в зону обработки, реверс шпинделя при выполне-
нии резьбонарезных операций, фиксацию механизмов после их
позиционирования, осуществление автоматических циклов обра-
ботки; включение, выключение и индексирование поворотных сто-
лов и т. д. Станки работают совместно с позиционными, контурными
и чаще всего универсальными системами ЧПУ, как правило, замкну-
тыми с датчиками обратной связи. Наиболее совершенны для много-
целевых станков системы типа CNC, построенные по принципу ЭВМ,
которые наиболее полно отражают перечисленные выше требования.
§ 2. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ МНОГОЦЕЛЕВЫХ
СТАНКОВ
Приводы главного движения должны обеспечить регули-
рование скоростей в широком диапазоне (Rn = 50-4-100, а иногда
и до 200), учитывая большое число разнохарактерных обработок,
выполняемых на многоцелевых станках. Максимальная частота вра-
щения достигает nmax = 3000 4-4000 мин-1. Большей частью в при-
водах главного движения используют двигатели постоянного тока
с тиристорным управлением с двумя-тремя механическими ступе-
нями, а иногда и без них. Для малых и средних типоразмеров стан-
ков применяют приводы с асинхронными электродвигателями и
коробками скоростей (иногда дополнительно устанавливают вариа-
тор). Реже используют гидродвигатели малых габаритов и с большим
диапазоном регулирования.
Шпиндельные устройства многоцелевых станков достаточно
сложны, так как во внутреннее отверстие шпинделя входят зажим-
ные устройства, осуществляющие автоматическое закрепление и
освобождение инструментальных оправок. Затяжка инструмента
чаще всего производится пакетом тарельчатых пружин, разжим —
от гидроцилиндра. Для закрепления инструмента используют резь-
бовые, цанговые, байонетные (см. рис. 104) зажимы или зажимы
с радиально-движущимися элементами (рис. 94). Шарики 1 при пере-
мещении втулки 2 захватывают хвостовик инструмента 3. При об-
ратном ходе против шариков оказывается расточка втулки 2 и
152
хвостовик инструмента освобождается. Оправки инструмента имеют,
как правило, наружный конус 50. Крутящий момент от шпинделя
к оправке передается с помощью торцовых шпонок 4, и, следова-
тельно, ими же осуществляется угловое ориентирование шпинделя.
Для повышения жесткости шпинделя исключено его осевое пере-
мещение. Шпиндель монтируется непосредственно в перемещаемой
шпиндельной головке.
Привод подач. Подача подвижных рабочих органов чаще всего
осуществляется от электродвигателей постоянного тока с бесступен-
чатым регулированием подач в диапазоне до 10 000 и более. Скорости
быстрых перемещений рабочих
органов в зависимости от разме-
ров станка достигают 10—20 м/мин,
но для точного позиционирования
необходимы и малые подачи.
Обычно регулируемый электродви-
гатель через редуктор соединяется
с парой винт — гайка качения.
В станках крупных размеров вме-
сто редуктора применяют двух-
ступенчатые коробки скоростей
с электромагнитными муфтами.
Высокомоментные электродвигатели могут устанавливаться на
ходовом винте или соединяться с ним через зубчатый ремень.
В приводах подач многоцелевых станков применяют и гидро-
приводы, обеспечивающие высокую плавность перемещения рабочего
органа и диапазон регулирования скорости в пределах 1 : 15 000.
Механизмы автоматической смены инструмента должны обеспе-
чить стабильное точное, жесткое и надежное положение инструмента,
а также минимальное время его смены. По конструктивному и ком-
поновочному исполнению их делят на три группы: 1) с заменой
всего шпиндельного устройства (револьверные шпиндельные го-
ловки, магазины шпиндельных гильз); 2) со сменой инструмента
в одном шпинделе (инструментальные магазины); 3) комбинирован-
ные (магазин в сочетании с револьверной головкой или автоматиче-
ская и ручная смена).
Револьверные шпиндельные головки наиболее просты и компактны.
Головки размещаются обычно на шпиндельной бабке станка. Время
смены инструментов 1—3 с.
Магазины шпиндельных гильз (рис. 95) бывают барабанного
и линейного типа. Гильзы 1 поочередно занимают рабочее положе-
ние 4, при этом шпиндель 2 соединяется с приводом главного движе-
ния, а гильза шпинделя с приводом подач. В магазине устанавли-
вается 15—20 гильз, в которых можно монтировать шпиндели разной
конструкции для легких и тяжелых работ. Главный привод обеспе-
чивает необходимую частоту вращения различных инструментов S.
Недостаток такого способа смены инструмента — громоздкость и
высокая стоимость конструкции; преимущество — достаточная жес-
ткость шпиндельного устройства и надежность его закрепления.
153
Наиболее распространены многоцелевые станки со сменой ин-
струмента в одном шпинделе. Механизм смены инструмента в этом
случае в общем виде состоит из инструментального магазина, авто-
оператора для переноса инструментов от магазина в шпиндель и
обратно и транспортного устройства для передачи инструмента из
магазина к автооператору.
Магазины могут быть установлены на шпиндельной головке, на
колонне, на столе и за пределами станка. При расположении мага-
зина на столе станка уменьшается полезная площадь стола, увели-
Рис. 95. Магазин шпиндельных
гильз
Рис. 96. Многоцелевой станок с револьверным
магазином
чиваются затраты времени на смену инструмента, поэтому такой
способ установки магазина не получил распространения.
Значительно упрощается загрузка и транспортирование инстру-
мента из магазина в шпиндель при установке магазина 2 на шпин-
дельную головку 1 (рис. 96, а). Револьверный магазин, вращаясь,
подводит необходимый инструмент до совпадения его оси с осью
шпинделя (рис. 96, б). Гильза шпинделя 2 захватывает оправку
с инструментом 3, выносит ее из магазина 1 и, продвигаясь дальше,
осуществляет рабочий цикл. При обратном ходе оправка остается
в магазине, а шпиндель уходит вверх, чтобы не мешать повороту
револьверного магазина. Автооператор здесь не нужен. По сравне-
нию с револьверными головками такие магазины имеют более мощ-
ный шпиндель и больший рабочий ход инструмента, но вместимость
револьверных магазинов ограничена.
Этих недостатков лишены магазины, расположенные на колонне
станка или вне его. Но при таком исполнении усложняется все
устройство смены, появляется необходимость в автооператорах,
транспортных средствах для подвода инструмента, увеличивается
время его смены. Вместимость магазинов, удаленных от рабочей
зоны, составляет 12—120 инструментов. Необходимая вместимость
магазина определяется из анализа технологического процесса дета-
лей, которые будут обрабатываться на данном многоцелевом станке:
154
вместимость магазина зависит также от размеров инструментов
(прежде всего от их диаметра), которые могут быть помещены в ма-
газине. Оптимальной считают вместимость магазина в 30 инстру-
ментов. Магазины 1 выполняют дисковыми (рис. 97, а, 6), барабан-
ными (рис. 97, в), цепными (рис. 97, г), планетарными (рис. 97, ж).
Инструмент 2 в таких магазинах может располагаться параллельно,
радиально или наклонно к оси вращения магазина. При выборе
типа механизма смены инструмента учитывают следующее. При
малом числе инструментов (до 8 шт.) и невысокой точности обработки
Р ис. 97. Схемы инструментальных магазинов
можно применять револьверную головку, при большей точности
обработки необходимо использовать револьверный магазин. При
требуемом числе инструментов 30—40 шт. применяют дисковые или
барабанные магазины, при увеличении инструментов до 100 шт.
и больше чаще всего устанавливают цепной магазин.
Многоцелевые станки оснащают еще большим числом инструмен-
тов путем применения сменных магазинов, устройств для кассетной
замены инструментов в магазине, дополнительных стеллажей с ин-
струментами вне станка — смена инструмента при этом осуществ-
ляется портальным роботом.
Уменьшают время смены инструмента комбинированные устрой-
ства смены, состоящие из магазина и револьверной головки. Напри-
мер, при наличии двухшпиндельной поворотной головки во время
работы одного шпинделя происходит смена инструмента из магазина
в другом ее шпинделе с помощью автооператора.
Кодирование инструментов. Если для обработки детали требуется
немного инструментов и каждый его вид применяется только один
раз, то инструментодержатели помещают в магазине или в револь-
верной головке в порядке, необходимом для технологического про-
цесса, и при каждой смене инструмента магазин перемещается на
один шаг. В других случаях применяют один из методов кодирова-
ния: кодирование инструмента или кодирование гнезда магазина.
При кодировании инструмента на его оправке 1 (рис. 98) в опре-
деленной комбинации устанавливают сменные кодовые кольца 3
(2 — распорные кольца). Кодовые кольца во время движения ма-
газина нажимают на конечные выключатели 4; при возникновении
155
нужной комбинации сигналов магазин остановится в требуемой по-
зиции. При таком методе инструмент можно располагать в любых
гнездах, магазина, отпадает возможность ошибки при его загрузке,
но усложняется конструкция оправок, увеличивается масса мага-
зина, что ухудшает его динамику; велико время поиска инструмента.
При кодировании гнезд магазина поиск нужного гнезда осуще-
ствляется различными датчиками (кодовыми дисками в сочетании
с микропереключателями, сельсинами и др.), кинематически связан-
ными с валом магазина. В этом случае поиск идет по кратчайшему
Рис. 99. Схема кодирования
гнезд магазина с помощью
ключа
пути, применяются более простые по конструкции оправки; можно,
пропуская гнезда, устанавливать инструменты большого диаметра.
При загрузке магазина инструмент должен быть вставлен только
в свое гнездо.
При поиске инструмента по системе кодового ключа каждый
инструмент имеет свой ключ (рис. 99), который вставляется в любое
гнездо магазина против соответствующего инструмента, кодируя
тем самым гнездо. Такая система позволяет кодировать инструмент
до постановки его в магазин. При этом не увеличивается вылет
инструмента и не удорожается оправка.
Автооператоры бывают однозахватные и двухзахватные. Одно-
захватный автооператор захватывает инструмент и вытаскивает его
из шпинделя, затем поворачивается и вставляет инструмент в сво-
бодную ячейку магазина. Магазин, вращаясь, подводит следующий
инструмент в зону захвата. Далее действия автооператора совер-
шаются в обратной последовательности. При двухзахватнОхМ авто-
операторе время смены значительно уменьшается, так как инстру-
менты одновременно захватываются в шпинделе и магазине.
Автооператор при повороте меняет их местами, а затем одновре-
менно отводит или подводит к магазину и шпинделю. Для привода
автооператора, кантователей применяют механические и гидравли-
ческие устройства. Инструмент зажимается в автооператоре силами
трения, но для большей надежности применяют иногда фиксирующие
устройства. Автооператор с осевым зажимом показан на рис. 100.
Инструментальная оправка зажимается за специальный фланец /
губками 2 и 3 автооператора и фиксируется фиксатором 4.
Сменные шпиндельные головки значительно расширяют техноло-
гические возможности многоцелевых станков. В станках с одно-
156
инструментальной обработкой в таких головках устанавливают особо
тяжелые инструменты, например фрезы большого диаметра, крупные
расточные головки, комбинированные высокопроизводительные ин-
струменты и т. д. Специальные многоцелевые станки со сменным
многошпиндельными головками используют в крупносерийном про-
изводстве; при этом резко повышается производительность обработки
при сохранении широты номенклатуры обрабатываемых заготовок.
Такие станки часто выполняют на базе агрегатных станков с ЧПУ.
Рис. 100. Захват автооператора
Рис. 101. Схемы многоцелевых станков
с автоматической сменой мпогошпиндель-
ных головок
Многошпиндельные головки 2 могут располагаться в магазинном
устройстве 1 (рис. 101, а) или на поворотном индексирующем столе 1
(рис. 101, б), поочередно обрабатывая заготовку 3.
§ 3. ВЕРТИКАЛЬНЫЙ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНОЙ
ПОЛУАВТОМАТ 243ВМФ2 С ЧПУ
Станок предназначен для комплексной обработки загото-
вок небольших и средних размеров при подходе инструмента с одной
стороны. На станке можно .производить сверление, зенкерование,
цекование, черновое и чистовое растачивание, получистовое и чисто-
вое фрезерование и нарезание резьбы метчиками. Станок построен
на базе координатно-расточного станка и имеет класс точности В:
обеспечивает отклонение расстояний между осями обработанных
отверстий 0,016 мм, отклонение диаметра отверстий 0,01 мм.
Техническая характеристика станка. Наибольший диаметр свер-
ления 25 мм, наибольший диаметр растачивания 160 мм; размеры
рабочей поверхности стола (ширинахдлина) 320x560 мм; число
инструментов в магазине 30; число частот вращения шпинделя 21;
пределы частот вращения шпинделя. 40—2500 мин"1; число ступеней
подач 30; пределы подач по координатам X', Yl, Z 3,15—2500 мм/мин;
скорость быстрого перемещения по осям координат X', Y', Z
3000 мм/мин; габаритные размеры станка 1590x1640 x 2620 мм.
Устройство ЧПУ типа «Размер 2М» прямоугольно-позиционное.
Оно обеспечивает отработку по программе координатных перемеще-
157
ний стола, салазок, шпиндельной головки и гильзы шпинделя,
выдает вспомогательные команды на смену инструментов, изменение
режимов обработки, автоматический зажим подвижных рабочих
органов и др. Вся информация о введенной программе и о фактиче-
ском состоянии рабочих органов отражается на экране цифровой
индикации. Устройство позволяет ввести 35 коррекций по длине
и пять по радиусу. Точность позиционирования 0,02 мм. Число
управляемых координат (всего/одновременно) 3/2. Для позициони-
рования используется индуктив-
ная отсчетно-измерительная си-
стема с обратной связью.
Компоновка, основные ме-
ханизмы и движения в станке.
Станок имеет вертикальную ком-
поновку. На станине 1 (рис. 102)
закреплена стойка 2. В верхней
части стойки размещен привод
главного движения — вращения
шпинделя и редуктор подач по
координате Z гильзы шпинделя.
По вертикальным направля-
ющим стойки перемещается
шпиндельная головка 4 (уста-
новочное перемещение). Настой-
ке укреплен магазин 3, из ко-
торого автооператор переносит
инструмент в шпиндель. Станок
оснащен крестовым координат-
ным столом 5. По горизонталь-
ным направляющим станины пе-
ремещаются в поперечном нап-
равлении салазки (подача по
координате У'), а в продольном
направлении по направляющим
* п. d * . салазок — стол (подача по кс-
Рис. 102. Вертикальный сверл иль но-фре- yZx х
зерно-расточной полуавтомат 243ВМФ2 с ординате Л ).
ЧПУ Кинематика станка
(рис. 103, а). Главное движение
шпиндель VII получает от асинхронного электродвигателя M1(N =
=2,2 кВт, п =1430 мин-1) через двухременной вариатор Вр, трехсту-
пенчатую коробку скоростей и зубчато-ременную передачу z — 31—31.
При отклонении скорости от заданной программой тахогенератор ТГ
даст команду на включение асинхронного электродвигателя М2
(W = 0,08 кВт, и = 1390 мин"1), который через зубчатые пары z =
= 17—49, z = 25—49 и винт XIII с шагом Р = 5 мм сместит ось
подвижных дисков вариатора, что и изменит его передаточное отноше-
ние. Вариатор обеспечивает регулирование скорости (1:4) внутри
каждого из трех диапазонов, получаемых переключением блока Б1
и муфты При включении муфты MY от электромагнита постоянного
158
Рис. 103. Кинематическая схема вертикального сверлильно-фрезерно-расточного полуавтомата 243ВМФ2
с ЧПУ
&
тока Э1 получают верхний диапазон частот вращения, так как дви-
жение с вала /// на вал V передается через зубчато-ременную пере-
дачу z = 30—30, минуя понижающие передачи. Два нижних диапа-
зона шпиндель получает при переключении блока Б1 (муфта
5
Б-
У
3
стаи-
Рис. 104. Шпиндель
ка 243ВМФ2
отключена) двумя электромагнитами по-
стоянного тока (на схеме не показаны).
Шпиндель станка 8 (рис. 104) разме-
щен в гильзе 7 на специальных высоко-
точных подшипниках. Зажим инструмента
происходит от пакета тарельчатых пру-
жин 3, действующих на инструмент с по-
мощью шомпола 2, соединенного с байонет-
ным замком 1. Усилие пружин регули-
руется гайкой 4. Зуб планки 5, взаимо-
действуя с зубчатым колесом 6, закре-
пленным на шомполе 2, препятствует слу-
чайному провороту байонета. Крутящий
момент от шпинделя к инструменту пере-
дается поводками, расположенными на
торце шпинделя.
Привод вращения шомпола предназна-
чен для разжимания и зажимания байо-
нетного замка шомпола с инструментом
в крайнем верхнем положении гильзы,
а также для вращения инструмента в
случае несовпадения ведущих шпонок ин-
струмента и шпинделя во время автома-
тической смены инструмента. Привод
шомпола (рис. 103, а) осуществляется от
асинхронного электродвигателя М3
(N = 0,25 кВт, п — 2700 мин-1) через
червячный редуктор г = 1—30 при вклю-
ченной муфте М2- Двигатель включается
по команде микропереключателя, распо-
ложенного на магазине, только в положе-
нии автооператора под шпинделем. Муф-
та М3 — предохранительная.
Привод подач гильзы шпинделя и пере-
мещения шпиндельной головки осущест-
вляется от электродвигателя постоянного
тока М4 (N =0,37 кВт, п = 3000 мин-1.)
Гильза получает перемещение через двух-
ступенчатый редуктор г — 20—40, z —
и винт качения XVIII с шагом Р =6 мм, кс-
ползуном перемещения гильзы. Для обеспечения
= 16—48—40—48
торый соединен с
самоторможения пары винт—гайка качения при отжиме инстру-
мента служит тормоз.
Перемещение шпиндельной головки осуществлятся от шлице-
вого вала XVI через втулку XIX и при включенной муфте Mt через
160
червячную пару z — 1—34 (муфта М5 предохранительная) и рееч-
ную передачу. Муфта Л14 включается от механизма зажима головки.
Гильза и шпиндельная головка перемещаются синхронно. При
отключении муфты Л14 шпиндельная головка останавливается,
а шпиндель продолжает перемещаться, осуществляя рабочую по-
дачу. На валу XVII установлен круговой фотоэлектрический датчик
с дискретностью 0,01 мм, который осуществляет контроль перемещений
гильзы и шпиндельной головки.
Скорость быстрого перемещения шпиндельной головки опре-
делится из выражения
0 = 3000-^41-^л-2,5-26-0,001 =3 м/мин.
40 48 34
Головка и гильза уравновешены противовесами.
Позиционирование по заданной программе осуществляется про-
дольным перемещением стола и поперечным перемещением салазок
от электродвигателей постоянного тока соответственно М5 и Мб
(N = 0,37 кВт; п — 3000 мин-1). Движение передается через зубча-
тые ремни z = 23—49, две зубчатые пары на червячно-реечные
передачи с модулем т = 10 мм. Продольная подача стола в общем
виде определится из выражения
*^прод == ”дв "фд" 'gg" 47 ’ Ю• 1 ММ/МИН.
Измерительные винты отсчетно-измерительных систем кинемати-
чески связаны с приводными червяками через колесо г = 22 на
приводном валу XXX продольного перемещения и г = 30 на
валу XXIV.
Отсчетно-измерительная система станка замкнутая с индуктив-
ными и фотоэлектрическими датчиками. Рассмотрим принцип ее дейст-
вия на примере отсчетной системы стола (рис. 103, б). Точный
винт-якорь с прямоугольной резьбой XXXIII индуктивного датчика
ИД связан с перемещением рабочего органа через червячно-реечную
передачу, вал XXX, конические пары г — 22—22, г = 22—22, колеса
дифференциала г = 40, z — 50, г — 108 и колесо г = 106. Возникаю-
щий при перемещении сигнал рассогласования воспринимается блоком
управления БУ, дающим команды электродвигателю М7 типа РД-09
(N — 0,01 кВт, п — 1200 мин-1). Двигатель, уменьшая сигнал
рассогласования, доворачивает винт-якорь XXXIII через передачу
г = 34—68, дифференциал и колесо г = 106 отсчетного винта. Вслед-
ствие обратной связи винт-якорь вращается синхронно движению
рабочего органа.. Отсчет угла поворота винта-якоря производится
круговым фотоэлектрическим датчиком ФД. Возникающий в фотодио-
дах электрический ток преобразуется электронным устройством ЭУ
в импульсы, воспринимаемые счетчиком импульсов СИ. Шаг импуль-
сов фотоэлектрического датчика соответствует 0,001 мм перемещения
рабочего органа (дискретность отсчета). Счетчик импульсов формирует
в числовом виде полную информацию о величине перемещения ра-
бочего органа и управляет соответственно электродвигателем Мб
привода подач стола.
6 Локтева С. Е. ф 161
Для компенсации погрешностей отсчетно-измерительной системы
(неточность нарезки винта-якоря, его биение и т. д.) служит коррек-
ционное устройство, состоящее из коррекционного индуктивного
датчика и коррекционной линейки.
Зажим шпиндельной головки, стола,
ляется автоматически по программе от
салазок и гильзы осуществ-
асинхронных электродвига-
телей через ряд зубчатых
передач (на схеме не по-
казаны).
Механизм автоматиче-
ской смены инструмента
состоит из инструменталь-
ного магазина и автоопе-
ратора с приводом. Меха-
низм удобно расположен
для обслуживания, время
смены инструмента со-
ставляет около 5 с.
Цикл смены инстру-
мента (рис. 105). Магазин
во время обработки подает
инструмент в позицию за-
грузки-выгрузки. Авто-
оператор поворачивается,
захватывает инструмент,
выносит его из магазина
и опрокидывается до по-
ложения, когда оси шпин-
деля и инструмента парал-
лельны (рис. 105, а—д).
Гильза
головка перемещаются в
крайнее верхнее положе-
ние, контролируемое мик-
ропереключателями; шом-
пол отжимает инструмент,
но он остается пока в
байонетном замке. Авто-
оператор захватывает от-
работавший
в этот момент начинает вращаться
0)
Схема
работы автоеператора на
Рис. 105.
станке 243ВМФ2
и шпиндельная
инструмент
шомпол и
(рис. 105, е),
инструмент освобождается из замка, автооператор движением
вниз извлекает инструмент из шпинделя. Затем автооператор по-
ворачивается на 180° и вставляет очередной инструмент в шпиндель
(рис. 105, ж—и). Далее автооператор совершает все движения
в обратной последовательности, вставляя отработавший инструмент
в свое гнездо. Одновременно происходит зажим нового инструмента
в шпинделе. Так как шомпол вращается, то зуб инструмента запа-
дает в байонет, а ведущие выступы шпинделя — в пазы инстр} мен-
162
тальной оправки. Инструмент фиксируется в шпинделе, а шомпол
замыкает байонетный замок и останавливается. Специальная схема
контроля проверяет положение инструмента в шпинделе.
Магазин выполнен в виде барабана со втулками, в которые
устанавливают инструмент. Втулки предохраняют хвостовики опра-
вок от пыли и грязи. Оправки крепят в магазине с помощью пру-
жин. С барабаном кинематически связаны три кодовых диска, ле-
пестки которых проходят сквозь прорези бесконтактных конечных
выключателей, закрепленных на корпусе. Выходные сигналы вы-
ключателей, закодированные в двоично-десятичном коде, обеспечи-
вают выбор позиции барабана, т. е. кодируется гнездо магазина.
Вращение магазина (см. рис. 103, в) осуществляется от электро-
двигателя М8 (N = 0,18 кВт, п = 2800 мин-1) через червячную
передачу г = 1—24, винт-вал XXXVII, зубчатую пару г — 51—34,
передачи г — 2—30, г — 50—165 и вал XL, на котором расположен
магазин. Уравнение кинематического баланса запишем из условия,
что за один оборот винта-вала XXXVII магазин повернется на
1 шаг (1/30 оборота), так как в магазине 30 позиций:
. - 51 2 50 _ 1
1 °0, 34 30 165 — 30 ’
При получении команды на поиск инструмента начинает вра-
щаться червячное колесо z = 24 с внутренней резьбой. При этом
вал XXXVII перемещается вдоль своей оси влево или вправо в за-
висимости от направления вращения до тех пор, пока фиксатор 1
не выйдет из продольного паза кулачка XI. При этом винт-вал
начнет перемещаться в осевом направлении до тех пор, пока не
сработает микропереключатель, дающий команду на останов элек-
тродвигателя.
Автооператор за цикл смены инструмента должен выполнить
следующие движения: поворот, осевое перемещение и опрокидыва-
ние. От электродвигателя М9 (N = 0,12 кВт; п = 2760 мин-1)
через червячную пару z = 1—60, зубчатые пары z = 20—30—157
получает вращение вал XLIV с сидящими на нем кулачками Х2,
ХЗ, Х4. На каждом кулачке дискового типа имеются замкнутые
кривые, определяющие перемещения автооператора. От кулачка Х2
с помощью толкателя через вал-рейку XLV, реечное колесо z — 28
и зубчатую пару z = 59—36 автооператор поворачивается вокруг
центральной оси LII. От кулачка ХЗ через рейку и реечное колесо
г — 27, ыл XLVII, колеса z = 67—67—46 получает вращение по-
лый вал L, который посредством реечного колеса z = 46 перемещает
рейку модулем т — 1,5 и соответственно автооператор вдоль оси LII.
Кулачок Х4 через толкатель, рейку и реечное колесо z = 27, вал
XLVIII и колеса z = 31—43—43—58 осуществляет поворот авто-
оператора на 90° (опрокидывание).
§ 4. МНОГОЦЕЛЕВОЙ СТАНОК 2204ВМФ2 С ЧПУ
Горизонтальный фрезерно-сверлильно-расточной станок
2204ВМФ2 с крестовым поворотным столом и инструментальным
магазином предназначен для комплексной обработки корпусных
6* 163
Рис. 106. Многоцелевой станок 2204ВМФ2
с ЧПУ
Устройство ЧПУ типа «Размер
деталей средних размеров с четырех сторон без переустановок.
На станке можно производить получистовое и чистовое фрезерова-
ние деталей концевыми, торцовыми и дисковыми фрезами, сверле-
ние, зенкерование, развертывание и нарезание резьбы метчиками.
Класс точности станка В. Точность растачиваемых отверстий соот-
ветствует 6—7-му квалитетам. Станок входит в гамму многоцелевых
станков 6902ПМФ2, 6904ПМФ2, 6904ВМФ2 и др. аналогичных по
компоновке, конструкции, но отличающихся размерами и точностью.
Станок 2204ВМФ2 отличается расположением магазина, упроща-
ющим устройство смены ин-
струмента.
Техническая характеристика
станка. Размеры рабочей по-
верхности стола 400 X 500 мм
(ширинахдлина); число инстру-
ментов в магазине 30; число
частот вращения шпинделя 19;
пределы частот вращения шпин-
деля 32—2000 мин-1; число по-
дач 31, пределы рабочих подач
по координатам л, Y, Z' 2,5—
—2500 мм/мин; скорость быст-
рого перемещения по координа-
там X', Y, Z' 7500 мм/мин;
габаритные размеры станка
2630 X 2785 X 2250 мм.
2М» — позиционно-прямоуголь-
ное. На перфоленте программируют координатные перемещения
стола и шпиндельной головки, величины подачи и частот вращения
шпинделя, смену инструмента, циклы обработки и т. д. Сложные
криволинейные поверхности можно фрезеровать одновременно по
двум координатам из четырех программируемых. Индуктивная от-
счетно-измерительная система, аналогичная системе станка 243ВМФ2,
обеспечивает точность позиционирования 0,02 мм. Для позициони-
рования поворотного стола применена отсчетно-измерительная си-
стема с индуктивным зубцовым датчиком, обеспечивающим точ-
ность поворота 20". Дискретность отсчета координат по осям X',
Y, Z' 0,002 мм, дискретность отсчета поворота стола 0,01°.
Выпускается модификация станка 2204ВМФ4, которая комп-
лектуется системой ЧПУ «Размер-4». Это комбинированное устрой-
ство выполнено на базе малой ЭВМ. Число управляемых коорди-
нат 5. Виды интерполяции: линейная, круговая, винтовая. Основные
технические характеристики станка те же, что и у базового станка,
но увеличена скорость быстрых перемещений до 10 000 мм/мин.
Станок оснащен устройством для контроля угла поворота, позволя-
ющим нарезать резьбу резцом, а также автоматически устанавливать
ориентированный по углу инструмент.
Компоновка, основные механизмы и движения в станке. Станок
имеет горизонтальную компоновку. На основании А (рис. 106)
1С4
смонтирована колонна Ж, по вертикальным направляющим которой
перемещается шпиндельная головка В (подача по координате Y).
Шпиндельная головка размещена в нише колонны, в результате
исключается консольное расположение шпинделя; для повышения
жесткости шпиндель не имеет осевого перемещения. По горизон-
тальным направляющим основания перемещается крестовый по-
воротный стол Б, осуществляющий продольное и поперечное пере-
мещение по координатам X' и Z', а также поворот вокруг вертикаль-
ной оси В'. На колонне размещен механизм смены инструмента,
состоящий из магазина Е, перегружателя Г и автооператора Д.
Кинематика станка. Главное движение. Шпиндель IV (рис. 107, а)
получает вращение от электродвигателя постоянного тока Ml
(N — 6,3 кВт; п — 1000 мин'1) через ременную передачу, кониче-
скую пару z = 35—35 и блок Б1, обеспечивающий получение двух
диапазонов частот вращения. Переключение блока Б1 осуществляется
электродвигателем М2 типа РД-09 (У = 10 Вт, п = 1200 мин'1)
со встроенным редуктором через передачу z = 18—50 и систему ры-
чагов. Положение блока контролирует микропереключатель.
Инструмент затягивается в конус шпинделя пакетом тарельчатых
пружин через шток. Отжим инструмента для его замены происходит
от отдельного асинхронного электродвигателя (на рис. 107 не
показан) через систему зубчатых колес. Контроль отжима инстру-
мента производится микропереключателями.
Приводы подач продольного и поперечного перемещения стола и
его поворота, а также вертикального перемещения шпиндельной
головки конструктивно выполнены одинаково. От электродвига-
телей постоянного тока М3, М4, М5 с тиристорным управлением
(У = 900 Вт, п = 2200 мин'1) через двух- или трехступенчатый
прямозубый редуктор движение передается соответственно транспорт-
ным винтам продольного XII перемещения салазок, поперечного XV
перемещения стола, вертикального XXX перемещения головки
и шлицевому валу XXII поворота стола.
Уравнения кинематического баланса для цепи продольных,
поперечных, круговых и вертикальных подач:
с 31 37 36 1П
• ^прод ЛдвЛ13 27 55 56 ММ/МИН,
с 24 38 ,л
5ПОП = Ядв М4 49-52 10 мм/мин;
Q . 24 31 20 1 QOAQ/ •
• Экруг = Ядв mi -jj" -эд- ооиумин;
с „ 31 41 62 ,л ,
• ^верт^дв М5 20 62 50 ММ/МИН.
Колесо г = 24 на валу XHI передает движение или на попереч-
ную подачу стола или на его поворот. Перемещение колеса z = 24
производится двигателем Мб типа РД-09 (М = 10 Вт, п —
— 1200 мин'1) со встроенным редуктором, а контролируется поло-
жение колеса z = 24 микропереключателями.
165
8
XU
xifr
JT^rffdr
n=1J55 Mutr1
V-MDBt
л~2200мш!-1
Pre. !07. Кинематическая
схема многоцелевого
станка 2204ВМФ2 с ЧПУ
Стол, салазки и шпиндельная головка станка перемещаются
по замкнутым направляющим качения с предварительным натягом.
Ручное перемещение подвижных органов осуществляют через ква-
драты на соответствующих валах. Зажим поступательно переме-
щающихся рабочих органов осуществляется путем торможения
транспортных винтов. На каждом ходовом винте (на рис. 108 не
показан) закреплен стальной диск 5, проходящий между прижим-
ными пластинами 3 и 4 механизма зажима. Зажим осуществляется
тарельчатыми пружинами 6 через тягу 2, пластины 3 и 4. При отжиме
эксцентриковый вал 8, приводимый
во вращение электродвигателем /,
отжимает пакет тарельчатых пру-
жин. Микропереключатели, контро-
лирующие зажим и отжим, вклю-
чаются кулачком 7 через рычаг.
Отсчетная система (см. рис. 107).
Отсчет продольного перемещения
салазок производится фотоимпульс-
ным датчиком D, установленным на
ходовом винте XII. Для отсчета
угловых перемещений поворотного
стола применен круговой электро-
индуктивный датчик и фотоимпульс-
ный датчик D.
Система точного отсчета попе-
речных перемещений стола и вер-
тикальных перемещений шпиндель-
Рис. 108. Устройство для зажима
винтов подачи
ной головки — электроиндуктивная,
аналогичная рассмотренной для станка 243ВМФ2. Отсчетные
винты XIX и XXXIII индуктивных датчиков связаны с транспорт-
ными винтами XV и XXX через зубчатые пары и дифференциальный
механизм.
Сигнал рассогласования от индуктивных датчиков поступает
в блок управления приводов слежения, который посредством элек-
тродвигателей М7 и М8 типа РД-09 (N = 10 Вт; п = 1200 мин*1)
через дифференциалы производят доворот отсчетных винтов XIX
и XXXIII в сторону уменьшения сигнала рассогласования. На
отсчетных винтах жестко закреплены фотоимпульсные датчики;
имеются коррекционные датчики и коррекционные линейки.
Механизм смены инструмента состоит (рис. 107, б) из мага-
зина 2, автооператора 7 и перегружателя 4. Цикл смены инструмента
составляет всего 4 с, значительная часть времени смены инструмента
совмещена с машинным временем. Магазин закреплен на специаль-
ной стойке и представляет собой барабан с 30 гнездами для инстру-
мента. Инструмент устанавливается в открытый паз диска и фикси-
руется от выпадения круговой направляющей и направляющей план-
кой. Магазин получает вращение от электродвигателя постоян-
ного тока М9 (N — 250 Вт, п — 2200 мин*1) через клиноременную
передачу, передачи г — 20—40, г = 1—90. Червячное колесо смон-
167
тировано на одном валу XXXVIII с магазином и кодовым датчи-
ком 3. Тормозная муфта предохраняет барабан от поворота. Кодовый
датчик 3 и бесконтактный датчик 1 представляют собой отсчетную
систему поиска инструментов и точного останова барабана в пози-
ции смены. При получении команды на смену инструмента магазин
быстро вращается, при входе в зону искомого инструмента враще-
ние замедляется. После точного останова магазина начинает рабо-
тать перегружатель.
Перегружатель 4 получает вращение от двигателя MIO (N =
= 180 Вт, п — 1400 мин-1) через передачи г = 19—97, г = 1—60.
При повороте под действием тарельчатых пружин 5 клещи сжи-
маются и захватывают втулку с инструментом, перенося ее в двух-
захватное устройство 6 автооператора 7.
Автооператор захватывает инструмент в перегружателе и шпин-
деле, меняет их местами и вставляет в клещи перегружателя исполь-
зованный инструмент. От электродвигателя Mil (N = 370 Вт,
п = 1365 мин-1) через передачи z = 1—90, z = 22—22 вращение
передается на распределительный вал XLIII, на котором жестко
закреплено водило мальтийского креста. При вращении креста
происходит поворот захватного устройства на 180°. На валу XLIV
жестко закреплен кулак 8 фиксации инструмента в захватном уст-
ройстве. За один оборот распределительного вала происходит пол-
ная смена инструмента. Движение автооператора вдоль оси шпин-
деля осуществляется кривошипно-шатунным механизмом.
§ 5. ГОРИЗОНТАЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК 6305Ф4
С ЧПУ
Станок предназначен для комплексной обработки с четы-
рех сторон корпусных заготовок размером 1250 x 500 x 500 мм на
продольном столе и заготовок размером 400 X 400 X 500 мм на круг-
лом столе. На станке можно фрезеровать плоские поверхности, усту-
пы, пазы, окна и сложные криволинейные поверхности, расфрезе-
ровывать круглые отверстия вместо чернового растачивания, свер-
лить, растачивать, зенкеровать, развертывать отверстия и нарезать
резьбу метчиками в заготовках из чугуна, стали, легких и цветных
металлов.
Техническая характеристика станка. Размер рабочей поверх-
ности стола (длина X ширина) 1250 x 500 мм; число инструментов
в магазине 24; число частот вращения шпинделя 21; пределы частот
вращения шпинделя 16—1600 мин-1; пределы подач (бесступенча-
тое регулирование): по координатам X', Y, Z 10—2500 мм/мин,
круговых 0,2—4,17 мин-1, быстрый ход по координатам X', Y, Z
4800 мм/мин; габаритные размеры станка 3900 X 2650 X 3175 мм.
Комбинированное устройство ЧПУ Н551 управляет четырьмя
координатами, из них одновременно тремя. Программа записана
на восьмидорожковой перфоленте. Станок может работать в режиме
преднабора координат, тогда информация о требуемых величинах
и скоростях перемещений вводится с помощью многопозиционных
168
переключателей. Дискретность отсчета по координатам X', Y, Z
0,01 мм, В' 0,005°.
Основные механизмы и движения в станке. Станок скомпонован
аналогично бесконсольному горизонтально-фрезерному станку.
Станина А (рис. 109) имеет привернутые термообработанные
направляющие качения прямоугольной формы, по которым в про-
Рис. 109. Кинематическая схема горизонтального многоцелевого станка 6305Ф4
с ЧПУ
дольном направлении перемещается стол Б (подача по координате
X'). На столе Б или на встроенном в нем вращающемся круглом
столе В (поворот вокруг оси В') устанавливают заготовку. По вер-
тикальным направляющим стойки Г перемещаются салазки Д с пол-
зуном Е (подача по координате У), ползун же вместе со шпинделем
перемещается горизонтально (подача по координате Z) по напра-
вляющим салазок. Вспомогательные движения: поворот стола с ин-
дексацией через 15°, поворот и вертикальное перемещение магазина
169
инструментов, вдвижение и выдвижение ползуна при смене ин-
струмента.
Кинематика станка. Главное движение шпиндель IV получает
от электродвигателя постоянного тока Ml типа ПБСТ-63 (W =
= 7,8 кВт, п — 1500 мин-1) через передачи коробки скоростей
z = 22—46, z = 38—30 (или 23—45), г = 30—56 (или 45—41).
Блок Б1 и электродвигатель обеспечивают изменение частот вра-
щения шпинделя в трех диапазонах: 16—315, 400—630 и 800—
1600 мин-1. Блок Б1 переключается дистанционно от гидросистемы.
Максимальная частота вращения шпинделя
л.лл 33 45 1 СЛЛ —»
2400 -7д--5п тг— 1600 мин х,
где 2400 — максимальная частота вращения двигателя постоянного
тока, используемая на станке. Муфта Mt — тормозная. Зажим
инструмента в шпинделе осуществляется с помощью набора тарель-
чатых пружин, а отжим гидроцилиндром. Ориентация шпинделя
в угловом положении при его останове для смены инструмента до-
стигается воздействием пластины, вращающейся вместе со шпин-
делем, на бесконтактный конечный выключатель.
Движения подачи по координатам X', Y, Z осуществляются от
шаговых двигателей типа 1ЦД5-Д1 с гидроусилителями моментов
через двухступенчатые беззазорные редукторы. Зазор в косозубых
колесах устраняют подвинчиванием гаек.
Горизонтальное перемещение ползуна происходит от шагового
двигателя М2 через передачи г = 22—55, z = 30—40 и пару винт—
гайка качения VII. Минимальная величина перемещения ползуна
определится из выражения
1 22 30 Q Л Л.
240 55 40 6 — 0.01 ММ-
Ползун зажимается автоматически от гидросистемы.
Вертикальное перемещение салазок осуществляется от шагового
двигателя М3 через косозубые передачи z = 18—45, г — 21—42,
винт—гайку качения X с шагом Р = 12 мм. Зажим салазок проис-
ходит с помощью пакета тарельчатых пружин, а отжим — от гидро-
цилиндров.
Продольное перемещение стол получает от шагового двигателя
через беззазорный редуктор z = 18—45, z = 21—42 и пару винт—
гайка качения с шагом Р — 6 мм (на схеме не показаны). Смазы-
вание всех направляющих производится автоматически.
Круглый стол может иметь 24 фиксированных положения через
15°. Фиксация осуществляется храповым механизмом.
В круглом столе на равных расстояниях по окружности запрес-
сованы 24 штыря, а в продольном столе на неподвижной оси распо-
ложен откидывающийся упор. От шагового двигателя М4 с гидро-
усилителем через конические зубчатые колеса z = 27—27 и без-
зазорную червячную передачу г = 1—120 вращение передается
круглому столу. Для фиксации круглого стола в требуемом поло-
170
жении необходимо, чтобы он вначале повернулся на несколько
больший угол, а затем получил обратное вращение; при этом штырь
упрется в откидывающийся упор, обеспечив необходимый точный
угол. В столе имеется тяга, связанная с откидывающимся упором,
с помощью которой можно упор отводить от штырей. В этом случае
столу можно сообщить круговую подачу в любую сторону.
Автоматическая смена инструмента. Магазин, имеющий в сво-
их гнездах 24 инструмента, получает вращение от асинхронного
электродвигателя М5 (N = 0,8 кВт. п = 1350 мин-1) через передачи
г = 20—37, г = 22—60, z = 37—60 (или 40—65), z = 1—24. Ре-
верс магазина обеспечивается переключением муфт Л43 и Л14. Муфта
2 3
Рис. НО. Магазин станка 6305Ф4
Л12 — тормозная. Перемещается магазин (вверх-вниз) от гидроци-
линдра Ц1. В магазине 1 (рис. ПО) станка кодируется гнездо-
Для этого на валу 3 имеется набор дисков 4, дающих команду на
останов магазина в нужной позиции. Перед сменой инструмента
магазин находится в верхнем (исходном) положении, а свободное
гнездо, номер которого соответствует номеру инструмента, зажатого
в шпинделе, находится в нижней точке магазина. Шпиндель ориен-
тирован в определенном угловом положении. От гидроцилиндра 2
весь магазин перемещается к ползуну до момента, когда губки 5
и 6 захватят оправку с инструментом. Затем ползун перемещается
в направлении от стола, а отработавший инструмент остается в гнезде
магазина. Диск магазина 1 поворачивается до совпадения оси нуж-
ного инструмента с осью шпинделя и в этом положении фиксируется
с помощью гидроцилиндра. После этого ползун надвигается на
диск магазина и новый инструмент вставляется в шпиндель ползуна.
Магазин возвращается в исходное положение.
§ в. МНОГОЦЕЛЕВОЙ СТАНОК ИР500ПМФ4 С ЧПУ
Станок предназначен для обработки корпусных заготовок;
на нем можно производить сверление, зенкерование, растачивание
точных отверстий, фрезерование по контуру с линейной и круговой
171
интерполяцией, нарезание резьбы метчиками. Поворотный стол
станка устанавливается в 72 позиции с точностью ±5*, что позволяет
обрабатывать соосные отверстия консольным инструментом с пово-
ротом стола. Станок оснащается гидромеханическим устройством
для автоматической смены столов-спутников, которое находится
перед станком и обеспечивает ориентацию и фиксацию стола-спут-
ника и его загрузку-разгрузку. Станок может поставляться и в ком-
плекте с накопителем столов-спутников — это уже гибкий произ-
водственный модуль. Высокая степень автоматизации станка позво-
ляет встраивать его в автоматические линии и автоматизированные
производства с управлением от ЭВМ. Класс точности стан-
ка П.
Техническая характеристика станка. Размеры рабочей поверх-
ности плиты-спутника (длина X ширина) 500 x 500 мм; максималь-
ный диаметр растачиваемого отверстия 125 мм; максимальный
диаметр сверления 40 мм; вместимость магазина 30 инструментов;
число частот вращения шпинделя 89; пределы частот вращения
шпинделя 21—3000 мин-1; пределы подач стола, шпиндельной бабки,
стойки (бесступенчатое регулирование) 1—2000 мм/мин; скорости
быстрых перемещений подвижных механизмов до 10 000 мм/мин;
габаритные размеры станка 6000 x 3750 x 3100 мм.
Устройство ЧПУ — комбинированное с линейной и круговой
интерполяцией. Станок укомплектован разными устройствами ЧПУ
и от этого зависит дискретность задания перемещений, но в среднем
она составляет 0,002 мм. Число управляемых координат /из них
одновременно 3/2. Имеется 79 корректоров (эта цифра меняется
в разных типах устройств ЧПУ). Ввод программы с перфоленты
(код. ISO, EUA) или от ЭВМ; считывание с перфоленты — фото-
электрическое, отрабатываются автоматические циклы по ISO.
Некоторые из устройств ЧПУ, работающих со станком, имеют
диагностику неисправностей механических, электрических, элек-
тронных и гидравлических систем станка.
Компоновка, основные механизмы и движения в станке. По на-
правляющим станины 9 (рис. 111) перемещается в продольном
направлении стойка 4 (подача по оси Z). Шпиндельная бабка 3
бесконсольная, расположена внутри стойки и имеет вертикальную
подачу по оси Y. Поворотный стол 1 получает поперечную подачу
по оси X'. На верхнем торце стойки расположен магазин 6, из кото-
рого инструмент передается в шпиндель автооператором 5. Жесткий
шпиндель и базовые детали с большим числом ребер обеспечивают
высокую жесткость и вибро устойчивость.
Двухпозиционный поворотный стол 7 значительно сокращает
время смены заготовок. Пока на спутнике 2 ведется обработка одной
заготовки, другую устанавливают на столе-спутнике 8. После окон-
чания обработки спутник 2 автоматически передвигается вправо
на стол 7, который после этого поворачивается на 180°. Спутник 8
с заготовкой поступает на поворотный стол 1 для обработки, обра-
ботанная же деталь снимается со спутника 2 и вместо нее закреп-
ляют следующую заготовку.
172
Кинематика станка (рис. 112). Главное движение шпиндель III
получает от регулируемого электродвигателя постоянного тока MI
(N — 14 кВт, п = 1000 мин-1) через двухступенчатую коробку
скоростей. Изменение частоты вращения шпинделя производится
в пределах 1000—3150 мин-1 при постоянной мощности и 21—
1000 мин-1 при постоянном моменте. Блок Б1 переключается гидра-
влически. С блока зубчатых колес z = 33, г = 66 крутящий момент
на шпиндель передается через зубчатую муфту, таким образом
шпиндель полностью разгружен от изгибающих сил, возникающих
Рис. Ш. Станок ИР500ПМФ4
от приводных колес. Зажим инструмента происходит от тарельчатых
пружин, отжим — гидроцилиндром. Для того чтобы пазы оправки
и шпинделя для шпонок совпадали, нужно шпиндель и оправку
предварительно сориентировать. Для этого в станке имеется меха-
низм угловой ориентации (рис. 113). При подаче масла в бесшто-
ковую полость гидроцилиндра 1 происходит фиксация шпинделя,
при этом шток через рычаг 7 прижимает ролик 8 к диску ориента-
ции 9, жестко связанному со шпинделем. В положении, указанном
на схеме, планка 2 заставляет сработать бесконтактный выключа-
тель 3, обеспечивающий снижение скорости вращения и остановку
шпинделя. При попадании ролика 8 в паз диска 9 происходит фик-
сация диска и шпинделя в определенном угловом положении. Для
расфиксации масло из левой полости цилиндра сливается и поршень
со штоком перемещаются влево пружиной 6. Конечные выключа-
тели 4 и 5 контролируют фиксацию и расфиксацию шпинделя.
Подачи (см. рис. 112) стойки, шпиндельной бабки, стола, осу-
ществляются от высокомоментных двигателей с постоянными магни-
тами М2, М3, М4 (N — 2,8 кВт; п = 1500 мин-1). Ходовые винты
качения IV, V, VI соединены с электродвигателями напрямую
173
через специальные сильфонные муфты 4 (рис. 114), обладающие
высокой крутильной жесткостью и допускающие некоторую несоос-
ность и перекос вала двигателя 2 и ходового винта 8. Регулировка
муфты осуществляется натяжкой конических втулок 3 и 5 при по-
мощи винтов 1. В опорах винтов качения всех приводов подач уста-
новлены прецизионные подшипники 9, обладающие высокой нагру-
Рис. 112. Кинематическая схема многоцелевого станка ИР500ПМФ4
зочной способностью и жесткостью. Предварительный натяг в под-
шипниках создается гайкой 7 до исключения зазора. Гайка 7 сто-
порится винтом 6.
Направляющие всех подвижных механизмов имеют смешанное
трениег боковые и нижние направляющие выполнены на опорах
качения, лицевые направляющие скольжения выполнены из поли-
мерного антифрикционного материала.
Приводы подач комплектуются датчиками обратной связи типа
индуктосин или резольвер. При комплектации с резольвером станок
имеет класс точности Н и обозначается ИР500МФ4.
174
Поворотный стол (см. рис. 112) получает вращение от высоко-
моментного электродвигателя М5 (N = 2,8 кВт, п — 1500 мин-1)
через червячную пару z = 1—72. Перед поворотом от гидросистемы
происходит расцепление двух зубчатых полумуфт г = 72 муфты
с торцовыми зубьями треугольного профиля. После поворота проис-
ходит сцепление зубчатых муфт и зажим стола.
Механизм смены инструмента состоит из магазина вмести-
мостью 30 инструментов и автооператора. Цикл смены инструмента
происходит в следующем порядке:
1) магазин поворачивается для
поиска инструмента; 2) автоопера-
тор делает ход вверх, захватывает
инструмент за оправку и, выдви-
гаясь вдоль оси, вытаскивает оп-
равку из гнезда, затем перемещает-
ся вниз и назад вдоль оси; 3) шпин-
дельная бабка движется вверх в по-
зицнюсмены инструмента; автоопе-
ратор в конце хода захватывает
отработавший инструмент; 4) про-
Рис. 113. Механизм угловой ориентации
шпинделя
Привод подач станка
Рис. 114.
ИР500ПМФ4
исходит смена инструмента, для этого автооператор совершает ход
вперед, поворот на 180°, ход назад; 5) шпиндельная бабка опускается
в рабочую позицию, а автооператор переносит отработавший инстру-
мент в свое гнездо магазина; 6) автооператор опускается, чтобы не
мешать повороту магазина при поиске следующего инструмента.
Так как большая часть перечисленных действий происходит в период
обработки, то непосредственно на смену инструмента в шпинделе
затрачивается 6 с.
Магазин получает вращение от высокомоментного электродви-
гателя Мб (N — 2,8 кВт, п = 1500 мин-1) с возбуждением от посто-
янных магнитов через зубчатую пару гх и zs (колеса zs закреплено на
корпусе инструментального магазина) (см. рис. 112). Номера гнезд
магазина закодированы: в корпусе магазина установлены упоры,
175
воздействующие на конечные выключатели, осуществляющие отсчет
поворота при поиске необходимого гнезда.
Двухзахватный автооператор имеет механизмы поворота, вер-
тикального перемещения и выдвижения, работающие от гидросистемы
станка (соответствующие гидроцилиндры на схеме не показаны).
Поворот происходит от реечной передачи т — 3 мм. Контроль
крайних положений сборочных единиц и управление циклом авто-
матической смены инструментов осуществляется бесконтактными
конечными выключателями.
Поворот двухпозиционного стола на 180° для автоматической
смены спутников происходит от гидроцилиндра через реечную
передачу с модулем т — 5 мм (на схеме не показана).
Гидросистема станка обеспечивает уравновешивание шпиндель-
ной бабки, переключение блока зубчатых колес в шпиндельной
бабке, отжим инструмента в шпинделе, ориентацию шпинделя,
фиксацию магазина, работу механизмов автооператора, отжим-
зажим поворотного стола, столов-спутников, автоматическую смену
столов-спутников.
ГЛАВА 15. СТАНКИ СТРОГАЛЬНО-ПРОТЯЖНОЙ ГРУППЫ
§ I, ОБЩИЕ СВЕДЕНИЯ О СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ
СТАНКАХ
Строгальные и долбежные станки предназначены для обра-
ботки резцами плоских поверхностей, канавок, пазов, фасонных
линейных поверхностей в условиях единичного и мелкосерийного
производства. Станки этой группы характеризуются главным воз-
вратно-поступательным движением, которое может сообщаться или
заготовке, или режущему инструменту. Строгальные станки под-
разделяют на продольно-строгальные, поперечно-строгальные.
Продольно-строгальные станки предназначены для обработки
сравнительно крупных заготовок; их изготовляют одностоечными
и двухстоечными. Основными параметрами продольно-строгальных
станков являются наибольшая длина (ход стола) и ширина строга-
ния, а также наибольшая высота подъема поперечины. В современ-
ных станках эти размеры колеблются в пределах: 2—12,5 м (наиболь-
8ая длина строгания), 0,6—5 м (наибольшая ширина строгания),
,55—4,5 м (высота подъема). Движение резания в продольно-
строгальных станках сообщается заготовке.
Поперечно-строгальные станки служат для обработки мелких
и средних деталей. Основным их размером является наибольшая
длина хода ползуна (200—2400 мм). Главное движение сообщается
инструменту.
Долбежные станки применяют чаще всего для обработки вну-
тренних сложных поверхностей. Основными их размерами являются:
наибольший ход ползуна (в современных станках 100—1600 мм)
и диаметр стола (240—1600 мм).
176
$ 2. ДВУХСТОЕЧНЫЙ ПРОДОЛЬНО-СТРОГАЛЬНЫЙ
СТАНОК 7212
Станок предназначен для обработки горизонтальных,
вертикальных и наклонных поверхностей, а также продольных пазов
различного профиля в деталях из стали, чугуна и цветных металлов.
Техническая характеристика станка. Наибольшие размеры обра-
батываемой заготовки: ширина 1250 мм, высота 1120 мм; размеры
рабочей поверхности стола (длина X ширина) 4000X1120 мм; ско-
рость хода стола: рабочего 4—80 м/мин, вспомогательного 12—
80 м/мин; пределы подач вертикальных суппортов горизонтальных
Рис. 115. Двухстоечный продольно-строгальный станок 7212
0,5—25 мм/дв. ход, вертикальных 0,25—12,5 мм/дв. ход; пределы
подач (горизонтальных и вертикальных) бокового суппорта 0,25—
12,5 мм/дв. ход; габаритные размеры станка 9950 X 4500 X 3800 мм.
Основные механизмы, принцип работы и движения в станке
(рис. 115). По плоской и V-образной направляющим станины 1
возвратно-поступательно движется стол 2 коробчатой формы с Т-об-
разными пазами для закрепления заготовки. Это главное движение
станка, которое обеспечивается приводом 9. -Портал станка состоит
из двух стоек 5, прикрепленных внизу к плоскости станины, а сверху
соединенных балкой 6. По направляющим стоек перемещается по-
перечина 3 и каретка бокового суппорта 8. Поперечина несет два
вертикальных суппорта 4, на ней же расположена коробка подач
суппортов 7. Движения подач — прерывистые поступательные пере-
мещения верхних суппортов в поперечном, вертикальном и наклон*
ном направлениях и бокового суппорта в вертикальном направления.
177
Вспомогательные движения: механизированные быстрые и ручные
перемещения суппортов, подъем и опускание поперечины, ее зажим
и т. д.
§ 3. ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК 7Е35
Станок предназначен для обработки методом строгания
плоских и фасонных поверхностей, для прорезания прямоугольных
пазов, канавок в условиях единичного и мелкосерийного производ-
ства.
Техническая характеристика станка. Наибольший ход ползуна
520 мм; размеры рабочей
Рис. 116. Поперечно-строгальный ста-
нок 7Е35
поверхности стола (длина X ширина)
500 X 360 мм; наибольшее расстоя-
ние от опорной поверхности резца
до станины (вылет) 670 мм; наи-
большее горизонтальное перемеще-
ние стола 530 мм; пределы ча-
стоты ходов ползуна 13,2—
150 дв. ход/мин; число скоростей
ползуна 8; пределы горизонталь-
ных подач стола 0,2—40 мм/дв.
ход; число горизонтальных подач
стола 20; пределы механических
подач суппорта 0,16—1,0 мм/дв.
ход; число подач суппорта 6; га-
баритные размеры станка 2350 X
X 1250X1550 мм.
Основные механизмы и движе-
ния в станке (рис. 116). Главное
движение — прямолинейное возвратно-поступательное перемещение
поЛзуна 3 с суппортом 2 по направляющим станины 7. Движения
подач — прерывистое прямолинейное перемещение стола 1 с заго-
товкой по направляющим поперечины 6 в горизонтальном напра-
влении, поперечины со столом по направляющим станины в верти-
кальном направлении, а также поступательное перемещение суп-
порта 2 с резцом в вертикальном направлении. В станине располо-
жены коробка скоростей 4 и коробка подач 5.
Кинематика станка (рис. 117). Главное движение ползун полу-
чает от электродвигателя Ml (N = 5,5 кВт, п = 1450 мин-1) через
клиноременную передачу с диаметрами шкивов D = 140 и D =
= 355 мм, блоки зубчатых колес Б1, Б2, БЗ, зубчатую пару г =
— 18—102. В направляющих кулисы 1 находится палец 3 с кам-
нем 2. При вращении кулисного колеса z = 102 кулиса получает
качательное движение, которое через винт XX Ш с шагом Р =
= 6 мм передается ползуну. Длину хода ползуна можно отрегули-
ровать вручную от вала XV через передачи z = 16—18, z = 17—17.
При этом с помощью винта IX меняется радиус положения пальца 3.
Длина хода ползуна отмечается на лимбе.
Движения подачи. Подача стола происходит только при вспомо-
гательном (обратном) движении ползуна. От колеса z = 102 движе-
178
ние передается кулачку 4. Вращаясь, кулачок 4 через ролик 5,
зубчатый сектор г — 60 и колесо г = 30 приводит в действие хра-
повой механизм. Затем движение передается валам XI, XIII, XIV
и далее через передачу z = 30—30 на винт вертикальной подачи
XVIII или через зубчатые пары z = 30—42, z = 18—32 на винт
горизонтальной подачи XVII. Величина подачи зависит от числа
Рис. 117. Кинематическая схема поперечно-строгального станка 7Е35
зубьев храповика, захватываемых собачкой. Изменение величины
подачи производят удалением или приближением плеча с роликом 5
рычага-сектора к диску кулачка 4, в результате чего меняется угол
поворота рычага.
Величина горизонтальной подачи стола определится из урав-
нения
е а 30 36 30 18 с .
*->гор 96 27 25 42 32 ° ММ/ДВ- ХОД>
где а — число захватываемых зубьев храповика.
179
Муфта М3 служит для изменения направления подачи, муфта
М2 — предохранительная. Колесо z — 30 на валу XIV осуществ-
ляет блокировку подач: в положении, указанном на схеме, включена
вертикальная подача, а при зацеплении z = 30 с колесом г = 42
на валу XVI будет происходить горизонтальная подача.
Быстрые перемещения стола осуществляются от звездочки z = 12
на валу V при включении муфты в зубчатое колесо z — 40. Тогда
движение с вала V передается ходовым винтам XVII, XVIII через
цепную передачу z =19— 28, зубчатые пары г = 16—40, z = 30—27,
z = 36—25, а далее через колеса z = 30—30 или z = 30—40, z =
= 18—32.
Суппорт имеет ручную и механическую подачу. Движение
механической подачи осуществляется при обратном ходе ползуна,
когда рычаг 6 роликом 8 находит на кулачок 7. При этом собачка 9
повернет храповое колесо z = 45 и движение через зубчатые пары
z = 39—26, z = 26—26 передается ходовому винту XX.
§ 4. ДОЛБЕЖНЫЙ СТАНОК 7Д430
Станок предназначен для наружного и внутреннего долб-
ления плоских и фасонных поверхностей, вырезов, канавок, а также
долбления с поднутрением до 10°. Станок применяют в единич-
ном и мелкосерийном производстве.
Техническая характеристика стан-
ка. Наибольший ход долбяка 320 мм;
диаметр рабочей поверхности стола
630 мм; пределы скоростей долбя-
ка 3—38 м/мин; пределы подач стола:
продольных 0,1—2,5 мм/дв. ход,
поперечных 0,1—2,5 мм/дв. ход,
круговых 0,1—1,4 мм/дв. ход; габа-
ритные размеры станка 3030 Х2175Х
хЗОЮ мм.
Основные механизмы и движе-
ния в станке (рис. 118). Главное
движение — прямолинейное возврат-
но-поступательное движение долбя-
ка 4 (ползуна) с закрепленным
в резцедержателе 3 резцом по
вертикальным направляющим ста-
нины 1. Движение подачи — пре-
рывистое поступательное перемещение стола 2 с заготовкой
в продольном и поперечном направлении и периодический поворот
стола. Главное движение и движения подачи осуществляются от
гидропривода. Станок имеет ступенчато-дроссельное регулирование
скорости. В долбяке расположен механизм автоматического отвода
резца при обратном ходе долбяка. Подача стола происходит в мо-
мент реверса главного движения со вспомогательного хода на ра-
бочий, а подготовка механизма подачи к работе — при переключе-
нии с рабочего хода на вспомогательный.
180
Рис. 118. Долбежный станок
7Д430
§ 5. ОСНОВНЫЕ СВЕДЕНИЯ О ПРОТЯЖНЫХ СТАНКАХ
Протяжные станки предназначены для обработки внутрен-
них и наружных поверхностей различной формы чаще всего в усло-
виях серийного и массового производства. Станки имеют большую
производительность, обеспечивают высокую точность обработки
и при этом просты по конструкции и в работе.
Протяжные станки классифицируют: 1) по степени универсаль-
ности — станки общего назначения и специальные; 2) по направле-
нию и характеру рабочего движения — горизонтальные, вертикаль-
ные, непрерывного действия и др.; 3) по назначению — для внутрен-
него и наружного протягивания. В протяжных станках движением
резания является прямолинейное перемещение либо протяжки, либо
заготовки при неподвижном инструменте. Движение подачи отсут-
ствует, поскольку подача обеспечивается подъемом зубьев про-
тяжки.
Основные размеры протяжных станков: наибольшая тяговая
сила 6,3—1470 кН, максимальная длина хода протяжки 0,4—3,2 м.
§ 6. ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ СТАНОК 7Б55
Станок предназначен для протягивания сквозных отвер-
стий различной формы, а при использовании специальных приспо-
соблений — и для обработки наружных поверхностей.
При оснащении станка автоматизированными устройствами для
подачи заготовки и съема детали он может быть встроен в авто-
матические линии.
Рис. 119. Горизонтально-протяжной станок 7Б55
Техническая характеристика станка. Максимальная тяговая сила
100 кН; наибольшая длина рабочего хода салазок 1600 мм; пределы
скоростей рабочего хода 1,5—11,5 м/мин, обратного хода 20—
25 м/мин; подвода и отвода протяжки 15 м/мин; габаритные раз-
меры станка 7200x2200X1700 мм.
Основные механизмы станка и принцип работы (рис. 119). В ста-
нине 1 смонтированы основные агрегаты гидропривода. Шток сило-
вого цилиндра 2 имеет патрон для закрепления протяжки, правый
конец которой зажимают во вспомогательном патроне 4. Шток
поршня связан с рабочими салазками, которые, перемещаясь по
181
направляющим станины, служат дополнительной опорой. Приспо-
собления для установки заготовки или сама заготовка при не-
больших ее размерах упираются торцом в неподвижную план-
шайбу 3.
Станок работает при полном и неполном цикле. При полном цикле
используют длинные протяжки. Вспомогательный патрон 4 пере-
мещает протяжку за задний хвостик влево до тех пор, пока передний
хвостовик протяжки не войдет в отверстие заготовки. Тогда рабочий
патрон захватит этот хвостовик (связь между протяжкой и патро-
ном 4 прервется с помощью специального устройства) и будет пере-
Рис. 120. Гидравлическая схема станка 7Б55
мещать протяжку, осуществляя цикл следующих движений: замед-
ленный рабочий ход, настроенный рабочий ход, замедленный рабо-
чий ход при работе калибрующих зубьев, стоп, замедленный ход
в обратном направлении. Затем задний хвостовик протяжки снова
войдет во вспомогательный патрон и произойдет отвод протяжки.
При простом цикле отсутствует подвод и отвод протяжки; в этом
случае используют короткие протяжки, закрепляемые в патроне
вручную.
Гидросхема осуществляет цикл работы станка. Поршневой на-
сос 30 (рис. 120) с подачей 200 л/мин (на схеме он показан условно)
осуществляет рабочий и вспомогательный ходы салазок. Вспомо-
гательный гидропривод, служащий для отвода и подвода протяжки,
состоит из. шестеренного насоса 1 с подачей 25 л/мин, встроенного
132
в поршневой насос, и из вспомогательного цилиндра 12. От на-
соса 1 масло подается в подпорный цилиндр 20, в центральный ги-
дрораспределитель 32 и механизм управления, в котором располо-
жены четыре гидрораспределителя, управляемых электромагни-
тами 24—27. В диске 34, который отжимается вместе с гидрораспре-
делителем 32 влево под действием пружины 33, имеется пять отвер-
стий для винтов 36. Винты 36 регулируют производительность на-
соса 30 путем смещения статора. При подаче давления под поршень 35
он штоком упрется в винт 36 и ограничит перемещение диска 34
и соответственно гидрораспределителя 32, соединенного с порш-
нем 31 статора.
Подвод протяжки. При включении электромагнита 9, гидро-
распределитель 7 сместится влево и соединит трубопроводы 3 и 8.
Тогда масло от насоса 1 по трубопроводу 2 через гидрораспредели-
тель 7 и трубопроводы 3 и 8 поступит в гидрораспределитель 4
и сместит его влево, при этом соединятся трубопроводы 2 и 6. Масло
поступит в бесштоковую полость цилиндра 12 и начнется перемеще-
ние протяжки. В конце подвода протяжки после срабатывания
путевого выключателя ПВ 13, отключится электромагнит 9 и вклю-
чится электромагнит 27. Тогда масло пойдет под поршень 35 и сме-
стит статор насоса 30 в положение, указанное на рис. 120. Одно-
временно протяжка левым концом попадет в патрон, закрепленный
на штоке рабочего цилиндра 19.
Замедленный рабочий ход. Масло по трубопроводу 29 из нагнета-
тельной полости насоса 30 поступает в гидрораспределитель 23
и смещает его влево, при этом через трубопровод 22 масло поступает
в цилиндр 19, смещая его влево. Вытесняемое масло по трубопрово-
дам 21 и 28 поступает во всасывающую полость // насоса 30. Из-
лишки масла сливаются через гидрораспределитель <97.
Быстрый рабочий ход. При нажатии кулачка на ПВ 17 срабаты-
вает электромагнит 25. Статор 31 еще более сместится влево, экс-
центриситет блока насоса увеличится и соответственно увеличится
производительность насоса. В конце рабочего хода кулачок нажмет
на ПВ 16 и выключится электромагнит 25, производительность на-
соса уменьшится и рабочий ход замедлится. В конце замедленного
рабочего хода при срабатывании ПВ 15 отключится электромаг-
нит 27 и произойдет останов.
Обратный ход. При включении электромагнита 26 блок насоса 30
смещается влево, трубопровод 28 становится нагнетательным, а
29 всасывающим. По трубопроводу 28 масло поступает в гидрорас-
пределитель 23 и перемещает его вправо; трубопроводы 21 и 22
соединятся с трубопроводом 28, а обе полости цилиндра 19 — с ли-
нией нагнетания. Поршень, а соответственно, и рабочие салазки
перемещаются вправо до тех пор, пока кулачок не наедет на ПВ 17,
при этом включится электромагнит 24. Из-за уменьшения произво-
дительности насоса начнется замедленный ход. В конце обратного
хода сработает ПВ 18, выключающий электромагниты 26 и 24.
Салазки остановятся, левый конец протяжки освобождается, а пра-
вый зажимается во вспомогательном патроне.
183
Отвод протяжки. Путевой выключатель 18 включает электро-
магнит 10, и гидрорас'йредёЙитель 7 займет правое положение,
соединив трубопроводы 3 и 5. Масло от насоса 1 через трубопроводы 2,
3, 5 поступает в гидрораспрёдёлитель 4, смещает его вправо, тем
самым соединяя трубопроводы 2 и 11; через них масло поступает
в штоковую полость цилиндра 12 и будет перемещать протяжку до
тех пор, пока ПВ 14 не выключит электромагнит 10.
ГЛАВА 16. ШЛИФОВАЛЬНЫЕ СТАНКИ И СТАНКИ ДЛЯ
ФИНИШНОЙ ОБРАБОТКИ
§ 1. НАЗНАЧЕНИЕ, ОБЛАСТЬ ПРИМЕНЕНИЯ
Й КЛАССИФИКАЦИЯ ШЛИФОВАЛЬНЫХ СТАНКОВ
Шлифовальные станки предназначены в основном для
окончательной обработки заготовок абразивными или алмазными
кругами. Станки обеспечивают точные размеры, правильную гео-
метрическую форму и высокое качество поверхности детали. На этих
станках можно обрабатывать плоские, наружные и внутренние ци-
линдрические, конические и фасонные поверхности, шлифовать
резьбы и зубья зубчатых колес, разрезать заготовки. Шлифование
также используют для обдирочных и получистовых операций.
Шлифовальные станки делятся на круглошлифовальные, внутри-
шлифовальные, бесцентрово-шлифовальные, плоскошлифовальные и
различные специальные станки (для шлифования резьбы, зубьев
колес и т. д.). Главным движением у всех шлифовальных станков
(рис. 121) является вращение шлифовального круга (укр, м/с).
Движения подачи у станков разных типов различные.
Н'й круглошлифовальных станках можно работать методом про-
дольного (рис. 121, а) и врезного (рис. 121, б) шлифования. При
продольном шлифовании заготовке сообщаются круговая подача v3
и продольная подача Sx — возвратно-поступательное перемещение
стола. Шлифовальный круг получает периодическую поперечную
подачу S2 относительно заготовки. Метод врезания применяют для
шлифования коротких заготовок; при этом заготовка имеет круговую
подачу v3, а круг — радиальную подачу S2; кроме того, шлифоваль-
ная бабка или стол могут совершать колебательное осевое дви-
жение Si.
Внутришлифовальные станки обычного типа имеют движения
подачи (рис. 121, в): круговую v3 (вращение заготовки), продоль-
ную Si (возвратно-поступательное движение заготовки или круга)
и поперечную S2 (периодическое поперечное перемещение бабки
шлифовального круга). В планетарных станках (рис. 121, г) исполь-
зуют круговую подачу v3 (вращение оси шлифовального круга
относительно оси обрабатываемого отверстия), периодическую по-
перечную S2 и продольную подачи. Движение подачи в плоско-
шлифовальных станках зависит от типа станка: с прямоугольным
столом и горизонтальным шпинделем (рис. 121, д), с прямоуголь-
184
3)
Рис. 121. Схемы движений в шлифовальных станках
ным столом и вертикальным шпинделем (рис. 121, е), с круглым
столом и горизонтальным шпинделем (рис. 121, ж), с круглым сто-
лом и вертикальным шпинделем (рис. 121, з).
§ 2. КРУГЛОШЛИФОВАЛЬНЫЕ СТАНКИ
Круглошлифовальные станки предназначены для наруж-
ного шлифования цилиндрических, конических, а также торцовых
поверхностей. Эти станки делят на простые и универсальные. На
простых станках можно обработать конические поверхности с малой
конусностью (до ±6°), на универсальных — поверхности с большой
конусностью, что возможно за счет одновременного поворота перед-
ней и шлифовальной бабок. Круглошлифовальные станки харак-
теризуются наибольшим диаметром обрабатываемой заготовки и ее
длиной. Станки этой группы работают по полуавтоматическому и
автоматическому циклу.
Круглошлифовальный полуавтомат ЗМ151. Станок предназначен
для наружного шлифования гладких и прерывистых цилиндрических
поверхностей и пологих конусов методами продольного и врезного
шлифования. На станке установлены приборы активного контроля
размеров заготовки в процессе обработки. Класс точности станка П.
185
Техническая характеристика станка. Наибольшие размеры уста-
навливаемой детали: диаметр 200 мм, длина 700 мм; частота враще-
ния шлифовального круга 1590 мин-х; скорость перемещения стола
0,05—5 м/мин (регулируется бесступенчато); пределы частот враще-
ния детали 50—500 мин-1 (регулируются бесступенчато); пределы
периодических подач шлифовальной бабки 0,001—0,05 мм/дв. ход;
подача врезания 0,01—3 мм/мин; габаритные размеры станка 4635 X
X 2450 x 2170 мм.
На базе станка ЗМ151 выпускают станок с программным управле-
нием ЗМ151Ф2. Эти станки имеют одинаковую компоновку, общие
сборочные единицы: переднюю и заднюю бабки (без устройства вы-
вода конусности), шлифовальную бабку (кроме устройства осевой
подачи шпинделя), устройство перемещения стола, прибор правки.
Отличен по конструкции механизм поперечных подач. В станке ЗМ151
быстрое установочное перемещение, непрерывная и периодическая
подача шлифовальной бабки осуществляются гидравлически.
§ 3. БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЕ СТАНКИ
Бесцентрово-шлифовальные станки широко применяют
в крупносерийном и массовом производстве. Различают станки для
наружного и внутреннего шлифования деталей. Основным параме-
тром бесцентрово-шлифовальных станков является наибольший диа-
метр шлифуемой поверхности. Эти станки высокопроизводительны,
обеспечивают хорошую точность
и качество обрабатываемой поверх-
ности.
Схема шлифования наружной
поверхности на бесцентрово-шли-
фовальном станке показана на
рис. 122. Заготовка 3, поддержи-
ваемая ножом 4, располагается
между шлифующим 1 и ведущим 2
кругами. Шлифующий круг вра-
щается со скоростью Vx=30... 50 м/с
и снимает припуск с заготовки.
Ведущий круг имеет скорость У2=
= 0,2 ... 1 м/с и вращает заготов-
ку со скоростью круговой по-
дачи v3.
При работе на бесцентровых круглошлифовальных станках
применяют два метода: продольной подачи и врезания. Метод про-
дольной подачи используют для обработки гладких цилиндрических
заготовок или цилиндрических участков наибольшего диаметра.
Ведущий круг (или опорный нож) устанавливают под углом а =
= 1,5 ... 6° при предварительном и под углом а = 0,5 ... 1,5’ при
окончательном чистовом шлифовании. В результате разложения
скорости ведущего круга возникает продольная подача S =
= sin а (м/мин). .Подача будет тем больше, чем больше угол а.
486
Рис. 122. Схема работы бесцентрово-
шлифовального станка
Для обеспечения цилиндричности ось заготовки 3 должна рас-
полагаться выше оси центров кругов 1 и 2 примерно на 0,15—0,25
диаметра заготовки. Шлифующий круг (а при наклонном располо-
жении ножа оба круга) заправляют по форме однополостного гипер-
болоида вращения для обеспечения линейного контакта ведущего
круга со шлифуемой поверхностью.
Метод врезания применяют для обработки коротких, ступенча-
тых или фасонных заготовок. В этом случае принимают угол а = 0
(иногда а < Г для прижима заготовки к ножу), поэтому заготовка
только вращается, а ведущий или шлифующий круг получают попереч-
ную подачу в радиальном относительно детали направлении. При
шлифовании конических или фасонных поверхностей шлифующему
кругу или обоим кругам правкой придают соответствующую форму
рабочей поверхности.
§ 4. БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЙ СТАНОК ЗМ182
Станок предназначен для шлифования гладких, ступен-
чатых, конических и фасонных поверхностей методами продольного
и врезного шлифования.
Рис. 123. Кинематическая схема бесцентрово-шлифовального станка ЗМ182
Техническая характеристика станка. Пределы диаметров уста-
навливаемой детали 0,8 ... 25 мм, максимальная длина обрабаты-
ваемой детали 170 мм; пределы частот вращения ведущего круга
17—150 мин"1 (изменяются бесступенчато); габаритные размеры
станка 2230x1455 x 2120 мм.
Кинематика станка. Главное движение — вращение шлифоваль-
ного круга происходит (рис. 123) от асинхронного электродвигателя
Ml (N = 7,5 кВт, п = 1460 мин-1) через клиноременную передачу
со шкивами диаметром D = 188 мм и D = 140 мм. Шпиндель круга
установлен на подшипниках скольжения с самоустанавливающи-
мнея вкладышами.
187
Вращение ведущего круга осуществляется от электродвигателя
постоянного тока М2 типа ПБСТ-22 (N = 0,85 кВт; п = 204 ...
1800 мин-1) через червячную передачу z — 1—24. Наладочное пере-
мещение бабки ведущего круга производят винтом III. Бабка веду-
щего круга вместе с ножом имеет возможность поворота в гори-
зонтальной плоскости.
Движение врезания получает шлифовальная бабка, перемеща-
ющаяся по направляющим качения. Врезание осуществляется ги-
дравлически: ускоренный подвод производится цилиндром Ц2,
а поперечная подача — цилиндром Ц1. Врезание происходит по
следующему циклу: форсированная подача, подача для предвари-
тельной обработки, подача для окончательной обработки, выхажи-
вание, ускоренный отвод.
Шток цилиндра Ц2 является продолжением винта подачи-VII.
В нем имеется паз, через который проходит клин 3, закрепленный
на штоке цилиндра Ц1. Клин 3 служит для того, чтобы плавно, со
скоростью, определяемой наладкой, подвести и опустить шток-
винт подачи на упор; после этого клин уходит несколько дальше
(отрывается от ролика 1, встроенного в шток) и происходит выхажи-
вание на упоре 4. Регулирование рабочего хода осуществляется
винтом VIII по лимбу. Величина рабочей подачи определяется
углом клина 3 и скоростью его перемещения. Нажатием винта 2
на конечный выключатель КВ дается команда на выталкивание обра-
ботанной детали. При работе напроход винт VIII заворачивается до
отказа, в результате чего шток жестко прижимается к упору. Толч-
ковая подача шлифовальной бабки осуществляется рычагом 5 через
собачку и храповое колесо г = 80.
Быстрое перемещение шлифовальной бабки обеспечивает электро-
двигатель М5 (N = 0,18 кВт; п = 1400 мин-1) через передачи г =
= 33—60; г = 1—50.
Механизмы правки шлифовального и ведущего кругов унифи-
цированы. Они имеют шариковые направляющие. Привод правки
состоит из двигателей постоянного тока М3 или М4 (N — 0,09 кВт;
п = 1400 мин-1), передач z = 28—102, z = 35—95 и винтов XII,
XV. Муфты Mi и Л12 предохранительные.
§ 5. ВН У ТРИШ ЛИФ 0 БАЛЬНЫЙ ПОЛУАВТОМАТ ЗК227Б
Внутришлифовальные станки предназначены для шлифо-
вания отверстий цилиндрической и конической форм, а также тор-
цов заготовки. Эти станки делятся на обычные и планетарные.
Обычные станки наиболее распространены, планетарные же исполь-
зуют только для обработки крупных или несимметричных заготовок
(см. рис. 121, г). Основным параметром, характеризующим внутри-
шлифовальные станки, являетвя наибольший диаметр шлифуемого
отверстия.
Внутришлифовальный полуавтомат ЗК227Б предназначен для
шлифования цилиндрических и конических, глухих и сквозных
отверстий, а также для шлифования торцов в условиях серийного
и массового производства.
188
Класс точности станка П. Контроль размера диаметра обрабаты-
ваемого отверстия и управление рабочим циклом осуществляется
от механизма поперечной подачи станка.
Техническая характеристика станка. Пределы диаметров шли-
фуемого отверстия 20—100 мм, наибольшая длина шлифования
125 мм; пределы частот вращения шпинделя заготовки 320...
800 мин"1; частоты вращения внутришлифовального шпинделя:
9000, 12 000, 18 000, 24 000 мин-1; пределы поперечных подач 0,13—
1,3 мм/мин; габаритные размеры станка 2700X1265X1750 мм.
Рис. 124. Кинематическая схема внутришлифовального полуавтомата ЗК227Б
Основные механизмы станка. На станине А (рис. 124) уста-
новлены плита Б с бабкой заготовки В и аппарат правки Г. По на-
правляющим качения станины перемещается стол Е, на поперечных
направляющих стола размещена шлифовальная бабка Д. Торце-
шлифовальное приспособление Ж смонтировано на корпусе бабки
заготовки. '
Кинематика станка. Главное движение — вращение шлифоваль-
ного круга осуществляется от асинхронного электродвигателя Ml
(N = 5,5 кВт, п = 2900 мин-1) через плоскоременную передачу
со сменными шкивами Dt и D2, что позволяет изменять частоту
вращения шпинделя V.
Круговая подача — вращение заготовки осуществляется от асин-
хронного электродвигателя М2 (N = 1,5 кВт, п = 1400 мин-1)
через клиноремепную передачу; частота вращения шпинделя 1
189
изменяется за счет сменных шкивов на электродвигателе бабки
заготовки. Поворот бабки заготовки при шлифовании конических
отверстий осуществляется через червячную передачу z — 1—30
и звездочку z — 9 на валу IV, находящуюся в зацеплении с цепью,
закрепленной на салазках моста. Наладочное поперечное перемеще-
ние бабки В производят винтом II, а зажим заготовки осуществляется
с помощь гидроцилиндра Ц1.
Продольная подача — возвратно-поступательное движение стола
происходит от гидроцилиндра Ц2. Стол перемещается по направля-
ющим качения. Гидропривод обеспечивает бесступенчатое регулиро-
вание скорости в пределах 0,1—10 м/мин. Для тонкой продольной
подачи при шлифовании внутреннего торца заготовки предназначен
неподвижный 2 и подвижный 3 упоры.
Ручная продольная подача осуществляется маховичком 1 через
передачи г — 22—60, z = 22—60 и реечную пару (г =18, т =
= 2,5 мм). Гидроплунжер ЦЗ автоматически отключает механиче-
ское перемещение при включении гидропривода стола. При этом
реечное колесо выйдет из зацепления с рейкой, а гидроплунжер ЦЗ
зафиксируется с помощью шариков.
Поперечная подача шлифовального круга осуществляется от
электродвигателя постоянного тока М3 (N = 0,12 кВт, п = 300 ...
3000 мин-х); через червячные пары z = 1—50 и z = 1—27 получает
вращение кулачок 9, тогда ролик 8 поворачивает через толкатель 7
винт XI поперечной подачи, который, перемещаясь относительно
неподвижной гайки, отталкивается от нее и создает поперечное
перемещение бабки по направляющим качения, преодолевая сопро-
тивление пружины 11. Отсчет перемещения ведется по лимбу 10.
Ручная наладочная поперечная подача осуществляется при вра-
щении лимба 6, при этом через зубчатые колеса z = 17—102 получает
перемещение винт XII с шагом Р = 6 мм относительно неподвиж-
ной шариковой гайки.
Компенсация износа шлифовального круга (подача на правку)
осуществляется при перемещении гидрораспределителя Г1, кон-
структивно связанного с собачкой 4, которая поворачивает храпо-
вик z = 200. Далее движение передается аналогично ручным нала-
дочным перемещениям. Установку величины компенсации произво-
дят маховичком 5, связанным муфтой Л4Г с колесом z = 32. При
повороте колеса г — 32 получает вращение сектор г = 128, с кото-
рым жестко связана перекрыша. Перекрыта поворачивается на
соответствующий угол и в зацепление с собачкой 4 входит опреде-
ленное число зубьев храповика, тем самым изменяется величина
подачи при правке от 0,005 до 0,05 мм. Минимальную подачу полу-
чим при повороте храповика на один зуб
1^^6 = 0,005 мм.
Цикл работы станка зависит от расположения упоров, установ-
ленных на кулачке 9. При вращении кулачка упоры поочередно
нажимают на рычаги, действующие на соответствующие микро-
190
переключатели, которые дают команды механизмам, управляющим
рабочим циклом станка. Цикл включает подвод стола в рабочую
зону, быстрый подвод шлифовальной бабки, первое предваритель-
ное шлифование, предварительное выхаживание, быстрый отвод
шлифовальной бабки, первую правку круга, быстрый подвод'бабки,
второе предварительное шлифование, предварительное выхаживание,
быстрый отвод бабки, вторую правку круга, быстрый подвод бабки
к детали, чистовое шлифование, чистовое выхаживание, быстрый
отвод круга и стола, зарядку механизма подач.
Аппарат правки поворачивается в рабочее положение и обратно
гидроплунжером Ц4.
Торцешлифовальное приспособление служит для шлифования
наружного торца заготовки. Круг получает вращение от асинхрон-
ного электродвигателя М4 (N = 1,5 кВт, п = 2860 мин-1) через
клиноременную передачу. Наладочное ручное перемещение круга
осуществляется маховичком 13 через колеса с внутренним зацепле-
нием z — 14—49, реечное колесо z = 1 и круглую рейку ms =1,5 мм.
Тонкая подача круга на врезание осуществляется маховичком 12
через червячную пару z — 2—52; на ступице червячного колеса
z = 52 выполнена резьба, сопрягающаяся с наружной резьбой гильзы
торцового шпинделя. Поворот хобота с торцовым шпинделем в ра-
бочее положение осуществляется гидроплунжером Ц5.
§ 6. ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК ЗЕ711В
Плоскошлифовальные станки классифицируют: по распо-
ложению шпинделя — на горизонтальные и вертикальные; по форме
стола — с круглым и прямоугольным столом. Основным параме-
тром, характеризующим плоскошлифовальные станки, является
размер стола.
Плоскошлифовальный станок ЗЕ711В с прямоугольным столом
и горизонтальным шпинделем предназначен для обработки плоских
поверхностей заготовок периферией круга. Класс точности станка В.
Техническая характеристика станка. Размеры рабочей поверх-
ности стола (длина X ширина) 630 x 200 мм; пределы скоростей
продольного перемещения стола 2—35 м/мин; пределы скоростей
поперечного перемещения крестового суппорта 0,01—1,5 м/мин;
пределы вертикальных подач шлифовальной головки 0,001—0,09 мм;
габаритные размеры станка 2700x1775x1910 мм.
Основные механизмы и движения в станке. К станине А
(рис. 125) крепится колонна Б. По горизонтальным направляющим
качения станины перемещается в поперечном направлении кресто-
вый суппорт В со столом Д, совершающим продольное возвратно-
поступательное движение. По вертикальным направляющим каче-
ния колонны Б движется шлифовальная головка Г. В станине
расположены механизмы Е и Ж вертикальной и поперечной подачи,
а также гидропривод станка.
Кинематика станка. Главное движение шлифовальный круг по-
лучает от электродвигателя Ml (N = 5,5 кВт, п = 1500 мин*1)
191
через поликлиновую ременную передачу. Шпиндель II смонтиро-
ван в многоклиновых подшипниках с самоустанавливающимися
вкладышами.
Поперечная подача крестового суппорта осуществляется от дви-
гателя постоянного тока М2 (N = 0,25 кВт, п = 30—3000 мин'1)
через косозубые колеса г = 34—100, г = 60—100 и ходовой винт VII.
При включении муфты Mi в колесо z = 100 происходит автома-
тическая подача — непрерывная или прерывистая на каждый ход
Рис. 125. Кинематическая схема плоскошлифовального станка ЗЕ711В
стола (или двойной ход стола). Для получения прерывистой подачи
при продольном реверсе стола двигателю М2 дается команда на
включение от бесконтактного путевого переключателя.
Ручные грубая и тонкая поперечные подачи осуществляются при
включении муфты А4Х влево. Тонкую ручную подачу получают при
вращении лимба 2 через червячную пару z = 1—100; грубую руч-
ную подачу осуществляют маховиком 4 (червяк z = 1 при этом выво-
дится из зацепления рукояткой 3).
Продольная подача стола происходит от гидропривода; скорости
регулируются бесступенчато. Ручную продольную подачу осуще-
ствляют маховичком 1 со встроенным в него планетарным механиз-
мом. Сателлиты z — 18 и z = 19 обкатываются вокруг неподвиж-
ного центрального колеса z = 19 и через другое центральное колесо
192
z = 20 вращение передается на реечное колесо г = 18 и рейку.
Планетарная передача значительно снижает величину перемещения
на один оборот лимба.
Вертикальная подача шлифовальной головки осуществляется
от шагового электродвигателя М3 в момент реверса стола или кре-
стового суппорта. Вращение передается ходовому винту XII при
включенной муфте М2 вправо через колеса z — 34—100—100, кар-
Рис. 126. Гидравлическая схема станка ЗЕ711В
данный вал X, включенную электромагнитную муфту Л13 и червяч-
ную пару z = 1—30. Ручные (грубая и тонкая) вертикальные подачи
осуществляются аналогично поперечным ручным подачам махо-
вичком 6 по лимбу 5.
Быстрые установочные перемещения шлифовальной головки про-
исходят от асинхронного электродвигателя М4 (N = 0,4 кВт,
п — 1500 мин-1) при отключенной муфте М3.
Гидропривод станка (рис. 126) производит продольное перемеще-
ние стола, а также разжим и фиксацию гидрогайки поперечного
перемещения крестового суппорта.
Продольное перемещение стола осуществляется от сдвоенного
лопастного насоса 1. Пуск стола производится краном 7 (1), устано-
7 Локтева С. В. .193
вленным в положение Б. В положении А дросселирующего гидро-
распределителя 22 поток масла от насоса 1 (малой подачи) поступает
по цепи 1—59—2—58—7 (1)—72—22—64 под торец дросселирующего
гидрораспределителя 9, а слив из-под другого его торца происходит
по цепи 65—22—57, и гидрораспределитель 9 занимает положение Б.
При этом масло поступает в' правую полость гидроцилиндра 26
от насоса большой подачи по цепи 1—51—28—49—3—52—11—53',
стол перемещается влево. Одновременно осуществляется дополни-
тельное питание линии нагнетания большего 'насоса от меньшёго
по цепи 58—7 (/)—72—4—52—24 (2)—52, при этом обеспечиваются
устойчивые малые скорости стола. Слив из левой полости гидро-
цилиндра 26 происходит по цепи 54—11—55—9—56—8—62—23—
57—18. Давление управления в магистрали 58, развиваемое насо-
сом 1 малой производительности, поддерживается в результате
сброса избытка масла через напорный золотник 6 и магистраль 62.
Стол перемещается влево до тех пор, пока кулачок реверса не
установит кран реверса 27 в положение Б. При этом по цепи 58—
27—61 масло поступит под левый торец распределителя 12 и он
займет правое положение, соединяя магистрали 53 и 63. Распредели-
тель 11 займет положение Б позже, так как давление под его торец
поступает лишь после реверса распределителя 12. Следовательно,
в этот момент в цепи 52—11—59—12—63 будет давление, которое
поднимет клапан 5 и произойдет разгрузка насоса 1. После того, как
распределитель 11 займет положение Б, клапан 5 опустится и поток
масла поступит в левую полость гидроцилиндра 26. Стол переме-
щается вправо. Дроссели на линии управления распределителя 11
обеспечивают регулирование плавности реверса стола.
Распределитель 12 соединяет магистрали 54 и 63. Давление в ма-
гистрали 54 соответствует наладке дросселя 8 скорости перемеще-
ния стола. Это давление определяет величину подъема клапана 5
и, следовательно, величину давления в магистрали 52. Таким обра-
зом, всякому изменению давления на сливе из гидроцилиндра стола
соответствует изменение давления в напорной магистрали. По окон-
чании цикла обработки электромагнит ЭМ1 отключается и распре-
делитель 22занимает положение Б.Масло по цепи 1—59—2—58—7(1)—
72—22 поступит в магистраль 65 и распределитель 21 займет поло-
жение Б, а распределитель 9 — положение В. Тогда после пере-
ключения крана реверса 27 в положение А распределитель 12 пере-
местится влево, а распределитель 11 в положение Б, и поток масла
по цепи 1—59—2—58—7 (/)—72—4—52—24 (2)—52—11—54 про-
должает поступать в левую полость гидроцилиндра 26, а слив про-
исходит по цепи 53—11—55—9—69—24 (1)—69—21—75. Стол пере-
мещается вправо до жесткого упора с малой скоростью, а затем
происходит торможение стола.
При останове стола краном 7 (1) поток масла сливается в бак по
цепи 1—51—28—49—3—52—9—62—23—57. При положении А ги-
дрораспределителей 9 и 11 полости гидроцилиндра 26 и магистраль 62
соединены по цепи 53—11—52—9—(55—62)—11—54. Вспомога-
тельный распределитель 12 объединяет магистрали 54 и 63. В ре-
194
зультате этого перепад давления на клапане 23 действует на кла-
пан 5, поднимая его: масло от насоса 1 большой подачи дополнительно
сливается через клапан 5. Специальное устройство 29 предназначено
для выпуска воздуха из гидроцилиндра 26. При присоединении теп-
лообменников 31 к гидросистеме слив масла происходит по цепи
62—31 (1)—57—14.
Разжим и фиксация гидрогайки винта поперечного перемещения.
Устранение зазора гидрогайки 25 происходит при установке крана
7 (2) в положение А. Давление масла в этом случае распростра-
няется по цепи 58—20—70—7 (2) и контролируется маномет-
ром 19.
Фиксация суппорта осуществляется подводом масла по цепи
58—7 (2)—71 при положении Б крана 7 (2).
Блокировка. Конечный выключатель блокировки поперечной
подачи связан с рукояткой крана 7 (2). Когда этот кран находится
в положении «Фиксация», электродвигатель поперечной подачи
включить невозможно.
Конечный выключатель блокировки ручного перемещения стола
связан с рукояткой крана 7 (/). При перемещении стола с помощью
гидравлической системы масло по магистрали 72 поступает под торец
плунжера механизма ручного перемещения 32, который выводит
из зацепления реечное колесо и рейку стола. При выключении ги-
дравлической системы магистраль 72 соединяется со сливом и рееч
ное .колесо под воздействием пружины перемещается
и входит в зацепление с рейкой.
§ 7. СТАНКИ ДЛЯ ФИНИШНОЙ ОБРАБОТКИ
Станки для финишной обработки предназна-
чены для исправления отклонений от геометрической
формы деталей и получения высокого качества поверх-
ности.
Хонинговальные станки применяют для обработки
внутренних и реже наружных поверхностей. Хонинго-
вальная головка (рис. 127) получает одновременно вра-
щательное и возвратно-поступательное движение.
В корпусе 3 головки установлена оправка с абра-
зивными брусками 1 тонкой зернистости. Бруски
имеют радиальное перемещение от конусов 2, раздви-
гающих бруски в конце каждого двойного хода (ко-
нуса продвигаются пружиной 5). Для возможности
самоустановки хонинговальной головки ее соединяют
со шпинделем станка с помощью универсальных шар-
ниров 4 и 6. Хонинговальные станки выпускают уни-
версальные и специальные, одно- и многошпиндель-
ные в горизонтальной, вертикальной и наклонной
Рис. 127. Хонинговальная.головка
7*
195
Рис. 129. Схема движений при суперфинишировании
компоновках. Привод шпинделя аналогичен приводу шпинделя
вертикально-сверлильного станка. Возвратно-поступательное пере-
мещение хона происходит гидравлически. Хонингование позволяет
получить высококачественную поверхность, а также устранять не-
большие неточности формы (овальность, конусообразность и т. д.).
Точность обработки — 6-й квалитет включительно.
Притирочные станки бывают универсального и специального
назначения, на них обрабатывают различные наружные и внутрен-
ние поверхности. Притирку производят мелкозернистым абразивом,
смешанным со смазочным материалом и нанесенным на поверхность
заготовки или инструмента — притира, выполненного из чугуна,
бронзы, стали и т. д. Заготовки (рис. 128) свободно вкладывают
в окна сепаратора 2, форма которого зависит от формы заготовки.
Сепаратор с заготовками устанавливают о эксцентриситетом е ме-
жду притиром 1 и диском 3. Притир и диск вращаются вокруг оси О{
в противоположные стороны о разными скоростями. Сепаратор,
имеющий ось Оа, получает горизонтальное возвратно-поступатель-
ное движение от отдельного привода. Возникающее сложное
относительное движение обеспечивает высокое качество по-
верхности (до Ra = 0,32 мкм) и точность обработки до 6-го
квалитета.
Станки для суперфиниширования применяют для обработки до
Ra = 0,1 мкм наружных (рис. 129, а), внутренних поверхностей
тел вращения и плоских поверхностей (рис. 129, б). В качестве
инструмента используют мелкозернистые бруски, прижимаемые
к обрабатываемой поверхности пружинами или гидравлически.
Припуск на эту операцию почти не оставляют. В процессе обработки
инструмент и заготовка получают следующие движения: 1 — вра-
щение или круговое движение заготовки; 2 — возвратно-поступа-
тельное перемещение инструмента; 3 — колебательное движение
инструмента; 4 — вращение инструмента; 5 — колебательное дви-
жение заготовки. Получаемое сложное относительное движение
и обеспечивает высокое качество поверхности. Продолжительность
обработки устанавливают по реле времени.
196
ГЛАВА 17. ШЛИФОВАЛЬНЫЕ СТАНКИ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
§ 1. НАЗНАЧЕНИЕ И КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
ШЛИФОВАЛЬНЫХ СТАНКОВ
Системами ЧПУ оснащают круглошлифовальные, внутри-
шлифовальные, плоскошлифовальные, бесцентрово-шлифовальные,
контурошлифовальные и другие станки. При этом возникают тех-
нические трудности, которые объясняются следующими причинами.
Процесс шлифования характеризуется, с одной стороны, необхо-
димостью получения высокой точности и качества поверхности при
минимальном рассеянии размеров, с другой стороны — особен-
ностью обрабатывающего инструмента, заключающейся в быстрой
потере размерной точности шлифовального круга вследствие его
интенсивного изнашивания в процессе работы. Следовательно,
в станке необходимы механизмы автоматической компенсации изна-
шивания шлифовального круга. Система ЧПУ должна быть зам-
кнутой для компенсации деформаций системы СПИД, температур-
ных погрешностей, разных припусков на заготовках, неточностей
станка и т. д. Измерительные системы должны иметь высокую раз-
решающую способность, обеспечивающую жесткие допуски на точ-
ность позиционирования, например, в круглошлифовальных стан-
ках такие приборы обеспечивают непрерывное измерение диаметров
в процессе обработки с относительной погрешностью не более 2 X
X 10~5 мм. Контроль продольных перемещений стола должен осу-
ществляться с погрешностью не более 0,1 мм для круглошлифоваль-
ных станков и 0,02—0,03 мм для торцекруглошлифовальных.
Из-за большого количества неопределенной технологической
информации, содержащейся в программе, нецелесообразно исполь-
зовать программоноситель на перфоленте. Поэтому для шлифоваль-
ных станков часто используют системы типа CNC. Для этих систем
характерно управление по 3—4 координатам, но в станках, рабо-
тающих несколькими кругами, возможно управление по 5—6 и
даже 8 координатам. Взаимосвязь между оператором и системой
ЧПУ (CNC) шлифовального станка в большинстве случаев осуще-
ствляется в диалоговом режиме с помощью дисплея. Имеется также
возможность дистанционного ввода программ от центральной ЭВМ
при включении станка в автоматизированный участок. Применяются
встроенные диагностические системы, повышающие надежность
станков.
Наиболее распространены круглошлифовальные станки с ЧПУ,
дающие максимальный эффект при обработке с одной установки
многоступенчатых деталей типа шпинделей, валов электродвигате-
лей, редукторов, турбин и т. д. Производительность повышается
в основном в результате снижения вспомогательного времени на
установку заготовки и съем готовой детали, на переустановку для
обработки следующей шейки вала, на измерение и т. д. При обработке
многоступенчатых заготовок на круглошлифовальном станке с ЧПУ
197
Рис. 130. Схема обработки на профилешлифовальном стан-
ке с ЧПУ
3 достигается экономия времени в 1,5—2 раза по
s сравнению с ручным управлением.
-2 Профилешлифовальные станки с ЧПУ в от-
личие от оптических профилешлифовальных
'1 станков имеют высокую производительность
и не требуют для обслуживания высококвали-
Г фицированных операторов. Станки этого типа
выпускают с вертикальным шпинделем (контурно-шлифовальные)
и с горизонтальным шпинделем (профилешлифовальные).
В профилешлифовальном станке ЗГ95ФЗ формообразующие
движения для обработки профиля А—Б (рис. 130) заготовки 1
осуществляются с помощью шаговых двигателей ШД5-Д1 через чер-
вячные редукторы и передачи винт—гайка качения. Обеспечивается
перемещение стола по координатам X’—Y{ с дискретностью
0,00025 мм. Ориентация круга 3 относительно оси 0—0 задается
программируемым шаговым двигателем. Правка круга алмазным
инструментом 2 осуществляется по команде от программы. Шлифо-
вальный круг подается при правке с помощью храпового механизма,
одновременно от привода осуществляется поворот круга. Имеется
осветитель и проектор для наблюдения и контроля готовой детали.
Станок обеспечивает шероховатость поверхности /?а = 0,32-т-
4-0,16 мкм и точность профиля около 10 мкм.
Наметилась тенденция к созданию многоцелевых шлифовальных
станков для обработки в патроне с одного установа внутренних
и внешних поверхностей заготовок типа тел вращения. Такие станки
часто имеют несколько шлифовальных шпинделей и могут входить
в гибкий производственный модуль, обслуживаемый промышленным
роботом. В этом случае станок должен иметь автоматическую смену
инструмента либо с целью замены изношенного круга, либо круга,
соответствующего обрабатываемому отверстию. Вместимость мага-
зина инструментов 12—18 шт.
§ 2. КРУГЛОШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ ЗМ151Ф2
С ЧПУ
Круглошлифовальный полуавтомат ЗМ151Ф2 с ЧПУ пред-
назначен для шлифования цилиндрических гладких и прерывистых
поверхностей многоступенчатых валов в условиях мелкосерийного
и серийного производства. На станке можно производить в авто-
матическом режиме продольное, врезное и строчное шлифование
с последующей зачисткой продольным шлифованием, а также под-
торцовку буртиков, при этом в процессе обработки применяется
активный контроль размеров обрабатываемых валов. Станок может
встраиваться в автоматизированные участки с управлением от ЭВМ.
Класс точности станка П, он обеспечивает 6-й квалитет обрабаты-
ваемых диаметров.
198
Техническая характеристика станка. Наибольшие размеры уста-
навливаемой детали: диаметр 200 мм, длина 700 мм, диаметр заго-
товки, шлифуемой с активным контролем; 20—85 мм; частоты вра-
щения заготовки 50—500 мин'1 (регулируются бесступенчато);
скорость шлифовального круга не более 50 м/с; рабочие подачи
шлифовальной бабки для предварительной обработки 0,2—
1,2 мм/мин, окончательной обработки 0,1—0,6 мм/мин, доводочные
0,02—0,12 мм/мин; скорость быстрого подвода шлифовальной бабки
1700/930 мм/мин; скорость перемещения стола 0,05—5 м/мин (число
ступеней 10); габаритные размеры станка 4950x2400x2170 мм.
Устройство ЧПУ — специализированное для шлифовальных
станков. Программу вводят с помощью декадных переключателей;
размеры задаются в абсолютных значениях. По программе можно
шлифовать восемь ступеней заготовки. Число программируемых
координат две, работа выполняется последовательно по каждой
координате. В станке имеется два основных измерительных устрой-
ства и соответствующие им корректирующие системы: для определе-
ния отклонения размеров заготовки и круга. Контроль диаметраль-
ного износа круга (контроль по координате X) производится и кор-
ректируется косвенным путем при измерении заготовки в процессе
обработки широкодиапазонным прибором активного контроля. Кон-
троль базового торца заготовки (контроль по координате Z') прибо-
ром осевой ориентации необходим для привязки заготовки к коорди-
натной системе станка (например, в случае изменения глубины
зацентровки). В момент касания детали щупом этого прибора осу-
ществляется коррекция «нуля» датчика положения стола. Дискрет-
ность перемещения по координате X 0,001 мм; по координате Z'
0,1 мм. Устройство ЧПУ оснащено цифровой индикацией, показы-
вающей положение рабочих органов и ход выполнения технологиче-
ских команд.
Основные механизмы и движения в станке. По направляющим
станины А (рис. 131, а) возвратно-поступательно перемещается
стол Ж с верхним поворотным столом, который можно повернуть
на угол до 4°. Заготовка устанавливается в центрах передней Б
и задней Е бабок и получает движение круговой подачи. По попереч-
ным направляющим станины перемещается шлифовальная бабка В,
на корпусе которой установлен механизм поперечных подач Д.
Шлифовальный шпиндель кроме вращательного движения имеет
и осевое перемещение в автоматическом режиме. Вспомогательные
движения: ввод и вывод измерительного прибора и прибора осевой
ориентации; ручные перемещения стола и шлифовальной бабки;
ускоренное перемещение шлиЗювальной бабки; подвод-отвод пиноли
задней бабки; перемещение следящего упора; продольное перемеще-
ние измерительного прибора; продольное перемещение и подача на
круг алмазного инструмента при правке, которая осуществляется
прибором правки Г. На станке установлен механизм для баланси-
ровки круга.
Кинематика станка. Главное движение шпиндель VIII шлифо-
вального круга получает от асинхронного электродвигателя Ml
199
1
Рис. 131 а). Кинематическая схема круглошлифовального полуавтомата ЗМ151Ф2 с ЧПУ (продолжение
рис. 131 б) на 201 стр.)
Продолжение рис. 131 б).
11
% (/V = 10 кВт, п = 1460 мин'1)
U через клиноременную переда-
чу. Шпиндель вращается в гнд-
14 ростатических подшипниках.
Осевое перемещение шпин-
деля шлифовального круга,
необходимое для подшлифовки
торцов, происходит гидравли-
чески. Масло поступает в ци-
. линдр Ц5 и перемещает пор-
гь шень — рейку, которая повора-
чивает реечное колесо z — 17,
" вал XIV и кулачок 4. Кулачок,
действуя на плунжер 5 и систе-
му рычагов 6, перемещает шпин-
дель VIII. После контакта круга с торцом обрабатываемой заготовки
форсированная подача прекращается, происходит шлифование торца.
В исходное положение шпиндель возвращается от пружины.
Перемещение стола осуществляется гидроцилиндром Ц1 или
с помощью механизма ручного перемещения стола от маховичка 9
через передачи г — 14—62, z = 12—48 и реечную передачу.
При перемещении стола от гидропривода механизм ручного пере-
мещения стола автоматически выключается (гидроцилиндр Ц2
выводит из зацепления вал—колесо z = 14).
Вращение детали осуществляется от электродвигателя постоян-
ного тока М2 (N = 0,8 кВт, п = 220 ... 2200 мин*1) через две кли-
ноременные передачи. Шпиндель II неподвижен, деталь вращается
от поводка планшайбы.
Механизм поперечных подач должен обеспечить быструю подачу,
снижающуюся в ходе цикла в 2 раза, рабочую подачу и установочное
ручное перемещение шлифовальной бабки. Установочный подвод
выполняют маховичком 8, через конические колеса г = 39—39,
червячную пару z = 2—40 и пару винт—гайка качения X с шагом
Р = 10 мм. Быстрое поперечное перемещение шлифовальной бабки
осуществляется от двухскоростного асинхронного электродвига-
теля М4 (N = 0,43/0,53 кВт; п = 1400/2700 мин'1) через червячную
передачу г = 2—30 и пару винт—гайка качения X.
Автоматическая рабочая подача происходит от регулируемого
электродвигателя постоянного тока М3 типа СЛ-569 (N = 0,175 кВт;
п = 20 ... 4000 мин'1) через червячные пары z = 2—30 и z = 2—40
при включении электромагнитной муфты Mi и далее через передачи
г = 39—39, z = 2—40. Скорость вращения двигателя контроли-
руется тахогенератором ТГ типа СЛ-161 (N = 0,009 .кВт; п ==
== 20 ... 4000 мин-1), чем обеспечивается стабильная, частота враще-
ния при изменении нагрузки. При врезном шлифовании уменьшение
201
подачи от форсированной до доводочной происходит за счет измене-
ния частоты вращения электродвигателя, регулируемой управля-
ющими сигналами измерительных устройств. Величину рабочей
поперечной подачи определяют из выражения
2 2 39 2
S = naB ‘зэ’То’ 10 мм/мин.
Периодическая поперечная подача возможна при периодическом
включении муфты Mt.
Задняя бабка. Осевой отвод пиноли задней бабки производится
с помощью гидропривода при перемещении поршня-рейки с моду-
лем т = 2 мм или вручную поворотом вала-колеса г = 24. Деталь
зажимается в центрах пружиной. На бабке имеется механизм вы-
вода конусообразности на шлифуемой детали. Работа механизма
состоит в том, что конусное отверстие под центр расточено эксцен-
трично относительно наружного диаметра пиноли (см. разрез 3—3).
Поэтому при включении электродвигателя М5 (п = 3 мин*1) воз-
можна подача детали на круг поворотом пиноли, при этом центр
задней бабки может перемещаться на ±0,05 мм. Шлифование шейки,
находящейся у передней бабки, происходит после предварительной
установки оси центров заготовки. Когда размер этой шейки выпол-
нен, шлифуют шейку, находящуюся у задней бабки. Размер шейки
контролируется датчиком положения шлифовальной бабки, бабка
в определенный момент останавливается и начинается подача от
механизма вывода конусообразности.
Правка шлифовального круга. Алмаз, закрепленный в пиноли
механизма правки, подается на шлифовальный круг автоматически
или вручную вращением маховичка 2 на валу V через зубчатые
пары z = 22—72, г =27—27 и ходовой винт III с шагом Р =
= 2 мм. При автоматической правке от гидросистемы плунжер
(на рис. 131, а не показан) с помощью собачки 1 поворачивает хра-
повое колесо г = 200, закрепленное на винте ///. Угол поворота
регулируется упором. Продольное перемещение каретки прибора
правки осуществляется от гидроцилиндра ЦЗ. На каретке под
углом 45° движется от гидроцилиндра Ц4 корпус, опирающийся
щупом на прямолинейный копир 3. Копир обеспечивает правку круга
за один или за два рабочих хода. Тонкую регулировку положения
копира производят винтом с шагом Р = 1,5 мм.
Механизмы ввода измерительной скобы и прибора осевой ориен-
тации (рис. 131, б). В колонне 1 шарнирно смонтирован цилиндр 2.
Измерительная скоба 17 закреплена на штоке 10 (гидроцилиндр на
рис. 131, б не показан), который перемещается влоль оси шлифо-
вального круга и имеет два крайних положения. Для вывода скобы
из зоны шлифования масло подается в нижнюю полость цилиндра 2,
при этом шток 3 через рычаг 4 действует на штангу 7, поворачивая
корпус 6 скобы относительно оси 8. Скоба выведена из зоны измере-
ния, но еще не поднялась вверх. При дальнейшем движении штока 3
скоба и закрепленный на кронштейне 9 механизм ввода прибора осе-
вой ориентации поворачиваются вокруг оси 5 и поднимаются вверх.
202
Ввод измерительной скобы осуществляется при движении поршня
вниз.
Прибор осевой ориентации 16 закреплен клеммным зажимом
на кронштейне 15, имеющем качательное движение вокруг вала 14
через поршень 12 гидроцилиндра 11. При вводе прибора масло
поступает в бесштоковую полость цилиндра 11, при выводе — в што-
ковую. Конечные положения поршня фиксируются микропереклю-
чателями. Пружина 13 срабатывает при отсутствии давления масла
в штоковой полости.
Цикл работы станка. 1. Включаются электродвигатели гидравли-
ческой системы, насосов смазывания и магнитного сепаратора, а
затем и привода шлифовального круга.
2. Поднимается измерительная скоба, подводится пиноль зад-
ней бабки, заготовка зажимается в центрах.
3. При нажатии кнопки «Автомат» на панели пульта программ-
ного управления: а) шлифовальная бабка уходит в крайнее заднее
положение, контролируемое конечным выключателем; б) стол зани-
мает положение, соответствующее координате торца первой шли-
фуемой ступени без учета коррекции на зацентровку; в) подводится
измерительная скоба и устройство осевой ориентации; щуп прибора
осевой ориентации упирается в деталь, включается движение стола
вправо до касания базовым торцом детали щупа прибора осевой
ориентации; г) производится совмещение начала отсчета системы по
координате Z' по установленной заготовке; д) убирается щуп прибора
осевой ориентации.
4. Шлифовальная бабка начинает двигаться вперед со скоростью
быстрого подвода (1700 мм/мин) до тех пор, пока датчик положения
шлифовальной бабки не войдет в зацепление со следящим упором
и даст команду на замедление скорости в 2 раза. Включается враще-
ние детали и подача охлаждающей жидкости.
5. При дальнейшем движении шлифовальной бабки за 2—3 мм
до 'заданного размера скорость движения шлифовальной бабки
замедляется до величины форсированной подачи (6 мм/мин).
6. Скорость перемещения шлифовальной бабки переключается
с форсированной на предварительную по команде реле касания
круга с заготовкой, либо по команде от датчика положения шлифо-
вальной бабки, если припуск на заготовку меньше 0,2 мм.
7. Скорость шлифовальной бабки переключается с предваритель-
ной на окончательную по команде датчика положения шлифоваль-
ной бабки. При переключении на окончательную скорость губки
измерительной скобы смыкаются на заготовке и дальнейшие ко-
манды — переход на доводочную скорость и окончание обработки —
дает скоба. При обработке прерывистых поверхностей нельзя исполь-
зовать измерительную скобу, поэтому окончательная обработка ве-
дется по командам датчика.
8. После обработки первой ступени стол перемещается для уста-
новки следующей запрограммированной ступени против шлифо-
вального круга, шлифуется очередная ступень заготовки. После
обработки последней ступени заготовки шлифовальная бабка аг-
203
ходит в заднее крайнее положение, отводится измерительный при-
бор. Станок подготовлен для установки новой заготовки и повторе-
ния цикла обработки.
Автоматическая правка круга включается при обработке ступе-
ней заготовки, где предусматривается компенсация износа круга —
радиальная коррекция. Коррекция производится в момент обработки
ступени, контроль диаметра которой осуществляется измеритель-
ной скобой; поэтому первой нужно шлифовать ступень, контроль
которой может осуществляться измерительной скобой.
Гидросистема станка выполняет следующие функции: продоль-
ное реверсивное перемещение стола с девятью фиксированными
скоростями; продольное перемещение измерительной скобы, раз-
вод губок измерительной скобы, подвод и отвод щупа механизма
осевой ориентации, ввод и вывод измерительных приборов; отвод
пиноли задней бабкй; управление прибором правки круга; переме-
щение шпинделя шлифовальной бабки для подторцовки; устранение
зазора в механизме быстрого подвода шлифовальной бабки; отклю-
чение механизма ручного перемещения стола; смазывание подшип-
ников шпинделя шлифовальной бабки и направляющих стола.
§ 3. ПЛОСКОПРОФИЛЕШЛИФОВАЛЬНЫЙ СТАНОК ЗЕ711ВФЗ-1
С ЧПУ ПРОФИЛИРОВАНИЯ КРУГА
Станок предназначен для обработки заготовок различ-
ных профилей методом врезания, а также плоских поверхностей пе-
риферией или торцом шлифовального круга в единичном и мелкосерий-
ном производстве. Класс точности станка В. Достигаемая точность
обработанной поверхности: отклонения от плоскостности и парал-
лельности 4 мкм; шероховатость Ra — 0,16 мкм. Отклонение от
взаимной перпендикулярности поверхностей 0,002 мм.
Правка шлифовального круга производится автоматически от
устройства ЧПУ. Автоматический переход с обдирочного на чистовое
шлифование обеспечивается датчиками.
Техническая характеристика станка. Размеры рабочей поверх-
ности стола 400x200 мм; наибольшая скорость резания 35 м/с;
скорость продольного перемещения стола 2—35 м/мин; скорость
вертикального перемещения (бесступенчатое регулирование) 0,015—
1,5‘м/мин; автоматическая вертикальная подача 0,002—0,1 мм, сту-
пенчатая в диапазоне 0—0,018 мм через 0,002 мм, в диапазоне 0—
0,1 мм через 0,02 мм; автоматическая поперечная подача (бесступен-
чатое регулирование) 0,5—20 мм/ход; скорость ускоренного переме-
щения (бесступенчатое регулирование) 0,0016—0,1 м/мин; габарит-
ные размеры станка 3030X2360X2080 мм.
Основные механизмы и движения в станке аналогичны базовому
станку ЗЕ711В и здесь не рассматриваются.
Механизм правки / с ЧПУ (рис. 132) установлен в станке
ЗЕ711ВФЗ-1 на шлифовальной головке 3. Правка шлифовального
круга производится резцом с алмазной вставкой 2 по профилю,
соответствующему профилю обрабатываемой заготовки. Для этого
204
Рис. 132. Механизм правки станка
ЗЕ711ВФЗ-1
от устройства ЧПУ резцу сооб-
щаются перемещения по коорди-
натам X в продольном и Z в по-
перечном направлениях. Держав-
ка алмаза имеет поворот вокруг
оси Y (координата В) в преде-
лах ±30°. Ориентировочные режи-
мы при предварительной правке:
глубина t = 0,02 мм, контурная
скорость = 60 мм/мин; при окончательной правке t = 0,005 мм;
= 40 м/мин.
Техническая характеристика механизма правки с ЧПУ. Скорость
рабочей подачи по координатам X и Z 0,24—300 мм/мин; скорость
установочного перемещения по координатам X и Z 600 мм/мищ
скорость рабочей подачи по координате В 4,95—6000 град/мин;
Рис. 133. Кинематическая схема плоскопрофилешлифовального станка ЗЕ711ВФЗ-1
с ЧПУ профилирования круга
скорость установочного перемещения по координате В
12 000 град/мин; дискретность перемещений по X и Z 0,00125 мм/мин;
по В 0,025 град/имп.
Устройство ЧПУ типа НЗЗ-1М. Число управляемых координат/
из них одновременно управляемых 3/3; программоноситель —
восьмидорожковая перфолента.
Привод подач (рис. 133) осуществляется по координатам Z и X
соответственно от шаговых двигателей М2 и М3 типа ШД-5Д1М
через червячные редукторы и пары винт — гайки качения VI и II
205
с шагом Р = 5 мм. Поворот вокруг оси Y происходит от шагового
двигателя Ml типа ШД5-Д1М через червячный редуктор z = 1—60.
Подвижные продольные и поперечные салазки монтируются на
роликах с предварительным натягом. В парах винт—гайка качения
зазор выбирают поворотом двух гаек.
- На станке имеется устройство для ориентировочного контроля
правки. Для этого в механизм правки закрепляют графитовый
карандаш, и он должен описать запрограммированный профиль
на бумаге.
ГЛАВА 18. РЕЗЬБООБРАБАТЫВАЮЩИЕ СТАНКИ
§ 1. МЕТОДЫ ИЗГОТОВЛЕНИЯ РЕЗЬБ
Основными методами изготовления резьб являются наре’
зание их резцами и гребенками на токарных станках; фрезерование;
нарезание метчиками, плашками, резьбонарезными головками; хо-
лодное и горячее накатывание; шлифование однониточными и много-
ниточными кругами.
Выбор метода получения резьбы зависит от типа производства,
размеров резьбы, ее точности, материала заготовки и т. д. Например,
накатывание резьб широко распространено в крупносерийном и
массовом производстве, так как этот способ обеспечивает высокую
Рис. 134. Схемы фрезерования резьбы
производительность, низкую себестоимость обработки, высокую
прочность и износостойкость резьбовой заготовки. Накатывание
можно производить плоскими или круглыми плашками. Резьбо-
шлифование широко применяют не только для отделки, но и для
первоначального нарезания резьбы.
В серийном производстве широко используют резьбофрезерова-
ние, так как этот метод высокопроизводителен и прост. Выпускают
два типа резьбофрезерных станков: для фрезерования длинных
резьб дисковыми профильными фрезами (рис. 134, а) и для фрезеро-
вания коротких резьб наружных (рис. 134, б) и внутренних
(рис. 134, в) гребенчатыми фрезами. При нарезании длинных резьб
фреза получает быстрое вращательное движение а заготовка —
медленное вращение v3 и подачу Si вдоль своей оси на величину
шага нарезаемой резьбы за один оборот заготовки. В начале обра-
ботки фрезе или заготовке сообщается поперечная подача S2 для вре-
зания инструмента на полную глубину резьбы.
206
При фрезеровании гребенчатыми фрезами коротких резьб фреза
вращается быстро со скоростью оф, а заготовка получает медленную
круговую подачу о3. Резьба нарезается за один оборот заготовки,
которая при этом перемещается на величину Sx, равную шагу наре-
заемой резьбы. Для врезания фрезы в заготовку (подача $2) заготовка
должна сделать еще часть оборота. Метод высокопроизводителен,
но по точности несколько уступает нарезанию резьб дисковыми фре-
зами, так как ось гребенчатой фрезы располагается параллельно
оси детали, что приводит к некоторому искажению профиля резьбы
(при нарезании обычных треугольных резьб такое искажение не имеет
большого значения).
§ 2. РЕЗЬБОФРЕЗЕРНЫЙ ПОЛУАВТОМАТ 5Б63
Станок предназначен для фрезерования коротких наруж-
ных и внутренних резьб гребенчатыми фрезами в условиях крупно-
серийного и массового производства.
Техническая характеристика станка. Наибольший диаметр заго-
товки, устанавливаемой над станиной, 450 мм, наибольшее расстоя-
ние между торцами шпинделей 400 мм; максимальный наружный диа-
метр фрезеруемой резьбы 80 мм; пределы частот вращения шпин-
деля фрезерной головки 160—2500 об/мин; пределы частот вращения
шпинделя детали 0,315—16 об/мин.
Основные механизмы и движения в станке. Фреза, установлен-
ная в шпинделе XXI (рис. 135) фрезерной головки В, получает глав-
ное вращательное движение. Каретка фрезерной головки переме-
щается по горизонтальным направляющим станины А. Заготовке,
закрепленной в патроне бабки Б заготовки, сообщается круговая
подача. Фрезерная головка имеет поперечную подачу к заготовке
для врезания. Схема обработки на станке соответствует рис. 134, б, в.
Кинематика станка. Главное движение сообщается шпинделю
фрезы от электродвигателя М2 (W = 3 кВт, п = 1425 мин*1) через
клиноременную передачу, гитару сменных колес а—Ь, с—d, передачи
z = 33—60—36. Набор сменных колес позволяет получить 13 частот
вращения шпинделя со знаменателем геометрической прогрессии
<р — 1,26. Набор колес для а, Ь: 26, 30, 39, 48, 52, для с, d: 22, 26,
30, 48, 52, 56.
Уравнение кинематического баланса цепи вращения фрезы
1425^0,985=
откуда
Колесо z = 23 на валу XVII приводит в действие насос смазки.
Движения подачи. Круговая подача заготовки осуществляется
от электродвигателя Ml (N = 1,5 кВт, п = 1400 мин*1) через клино-
ременную передачу, зубчатую пару z = 18—66, гитару сменных
колес ai — blt — dx и передачи z = 20—25, z = 1—52.
207
Комплект сменных колес обеспечивает 18 ступеней частот враще-
ния заготовки со знаменателем геометрической прогрессии <р = 1,26.
Набор колес aif bt-. 25, 29, 34, 38, 43, 44, 49, 53, 58, 62; q, —
23, 65 (колеса парносменные).
N-Зквг
л *14-25 мин'1
Рис. 135. Кинематическая схема резьбового полуавтомата 5Б63
Уравнение кинематического баланса круговой подачи заготовки
1400 0,985
fli Ci n3
откуда =
Частоту вращения заготовки можно определить по формуле
п —
3 Л</фр *
где Зм — минутная подача, мм/мин; <2фР — диаметр фрезы, мм.
Реверс шпинделя осуществляется переключением вращения
электродвигателя.
Продольная и поперечная подачи фрезерной головки происходят
соответственно от копиров 1 и 2, получающих вращение от шпин-
деля заготовки. Составим уравнение кинематического баланса
37 43
п3=1 об. X вала -^--^=1,31 оборота или
ZZ ии
1 v т т т 49 37 37 43 1 о 1
п3=1 об. XIII вала “49“ 37 55 = Ь31 оборота*
208
Полный оборот заготовки затрачивается на формирование полного
профиля резьбы, а 0,31 оборота на врезание фрезы в заготовку. Таким
образом, за один оборот копиров заготовка совершит 1,31 оборота.
Продольный копир 1 — сменный. Плавающая гайка винта
XXVII связана с кареткой фрезерной головки через пружину 4,
которая прижи.мает каретку к копиру /, при этом обеспечивается
перемещение каретки на шаг нарезаемой резьбы при неподвижном
винте XXVII. Вал X копира 1 отключается от приводной цепи элек-
тромагнитом и муфтой Мх при возвращении копира в исходное по-
ложение после сделанного им оборота. При реверсе шпинделя VII
вал X постоянно вращается в одну и ту же сторону вследствие пере-
ключения колеса z = 43 на валу IX.
Копир 2 поперечного перемещения для определенного диапазона
шагов резьб — сменный открытого типа. Рабочее перемещение ка-
ретки на глубину нарезаемой резьбы осуществляется от копира 2
через рычаг, а ее установочное перемещение — от винта XV с ша-
гом Р == 5 мм.
Ускоренно-замедленный подвод и ускоренный отвод фрезерной
головки осуществляются от электродвигателя Л43(М=1,1 кВт,
п = 1400 мин’1). Быстрое перемещение ходовой винт XXVII полу-
чает при включении электромагнйтной муфты М2. В этом случае
уравнение кинематического баланса
1ЛЛП 38 67 33 30 70 1Q Л ЛЛ1 Л ОС /
v = 1400—-£77 12-0,001 = 4,25 м/мин. ;
При подходе копира / к упору 3 включается муфта Af3 и выклю-
чается муфта М2. Каретка фрезерной головки получает замедленное
перемещение со скоростью
l'= 1420#^##^12-°>001=0-26 м/мин-
Цикл работы станка полуавтоматический. Цикл включает бы-
строе продольное перемещение каретки к заготовке от двигателя М3,
медленное ее перемещение от того же двигателя при подходе упора
каретки к копиру /; продольное перемещение каретки от копира /
на шаг нарезаемой резьбы и одновременное врезание фрезы в заго-
товку на глубину резьбы от копира 2\ нарезание полной глубины
резьбы; отвод фрезы копирами от заготовки в поперечном и продоль-
ном направлениях, быстрое возвращение каретки в исходное поло-
жение; останов станка. Цикл обработки завершается за один оборот
копиров 1 и 2. Все автоматические переключения осуществляются
от кулачков и конечных выключателей.
ГЛАВА 19. ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ
§ 1. ОСНОВНЫЕ МЕТОДЫ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС
И КЛАССИФИКАЦИЯ ЗУБООБРАБАТЫВАЮЩИХ СТАНКОВ
Зубчатые колеса изготовляют методами обкатывания или
копирования.
Метод копирования применяют при фрезеровании, протягива-
нии, строгании, шлифовании зубьев. Профиль режущих кромок
209
Рис. 136. Схемы нарезания
колес по методу копирования
инструмента имеет форму впадин нарезаемого зубчатого колеса.
Так, при зубофрезеровании в качестве инструмента используют мо-
дульные дисковые (рис. 136, а) или пальцевые фрезы (рис. 136, 6).
После нарезания одной впадины производят деление на один шаг
с помощью делительной головки. Недостатки метода: низкая произ-
водительность и точность обработки, необходимость иметь ком-
плекты инструмента в зависимости от модуля и числа зубьев нарезае-
мых колес. Для каждого модуля применяют комплект из 8 или 15
фрез. Каждую фрезу используют для определенного интервала чи-
сел зубьев, но ее профиль рассчиты-
вают по наименьшему числу зубьев
этого интервала. Метод копирования
применяют в единичном производстве.
Метод обкатывания состоит в том,
что инструмент и заготовка в процессе
нарезания зуба копируют своими дви-
жениями зубчатое зацепление. Инстру-
менту можно придать форму зубчатого
колеса, зубчатой рейки, червяка и т. д.
Для нарезания цилиндрических зубчатых колес методом обкаты-
вания используют преимущественно долбяки, червячные фрезы
и гребенки.
Метод обкатывания применяют в серийном и массовом произ-
водстве. Он имеет следующие преимущества: высокую производи-
тельность и точность обработки, возможность автоматизации, ис-
пользование одного инструмента для нарезания с одинаковой точ-
ностью колес одного модуля с разными числами зубьев.
Классификация зубообрабатывающих станков. Станки разли-
чают: 1) по виду обработки и инструменту: зубодолбежные, зубо-
фрезерные, зубострогальные, зубопротяжные, зубошевинговальные,
зубошлифовальные; 2) по назначению: для нарезания цилиндриче-
ских колес с прямым и винтовым зубом, для конических колес с пря-
мыми и криволинейными зубьями; для шевронных, червячных колес,
зубчатых реек и т. д.; 3) по точности и степени шероховатости наре-
заемых зубьев: для предварительного нарезания зубьев, для чисто-
вой обработки зубьев, для доводки рабочих поверхностей зубьев.
§ 2. ЗУБОДОЛБЕЖНЫЙ ПОЛУАВТОМАТ 5140
Станок предназначен для обработки цилиндрических колес
с наружным и внутренним зубом, а также косозубых колес с углом
наклона зуба до 35°. Черновая, получистовая и чистовая обработка
на станке производятся в автоматическом цикле (со сменой режимов
обработки в цикле) за один, два и три рабочих хода. Станок работает
по методу обкатывания.
Техническая характеристика станка. Наибольший диаметр обра-
батываемого колеса 500 мм; наибольший нарезаемый модуль 8 мм;
пределы расстояний между шпинделем стола и штосселем 75—225 мм;
габаритные размеры станка 1750X1280 X 2350 мм.
510
Основные механизмы станка. Станок имеет вертикальную компо-
новку. На станине А (рис. 137) установлена стойка Б, в которой рас-
положена коробка скоростей В и коробка круговых подач Г. По
вертикальным направляющим стойки перемещается суппорт Д
с долбяком, а по горизонтальным направляющим станины — стол Е
с заготовкой.
Движения в станке (рис. 138). Долбяку 1 сообщается главное
возвратно-поступательное движение vp, vx. Движения подач: круго-
Рис. 137. Кинематическая схема зубодолбежного полуавтомата 5140
вая подача SKp — вращение долбяка относительно своей оси; ра-
диальная подача 5рад — радиальное перемещение стола с заготов-
кой в период врезания. Для получения профиля зуба в станке имеется
движение деления и обкатывания — согласованное вращение
долбяка и стола с заготовкой 2. Вспомогательные движения: отвод
долбяка от заготовки во время обратного хода, работа счетного
механизма, ускоренное вращение заготовки.
Кинематика станка. Главное движение (см. рис. 137) осуществ-
ляется от двускоростного электродвигателя Ml (N — 3,7 кВт, _
п = 940/1420 мин-1), через клиноременную передачу, коробку ско-
ростей, ременную передачу с диаметрами шкивов D = 180 мм и
D — 365 мм и вал IV привода ползуна (штосселя). На валу IV
установлена ползушка /, несущая камень 2 кулисы 3. При вращении
кулиса сообщает штосселю возвратно-поступательное перемещение,
величина которого регулируется винтом XV. Щтоссель имеет гидро-
статические направляющие.
Благодаря переключению двигателя Ml в автоматическом' цикле
при переходе с черновой обработки на чистовую и перемещению двух
211
подвижных блоков Б1 и Б2 долбяк имеет шесть значений 65, 92,
132, 145, 206, 296 дв. ход/мии для черновой обработки и шесть зна-
чений 99, 140, 200, 220, 310, 450 дв. ход/мин для чистовой обработки.
Л1инимальное число двойных ходов долбяка определяют из
выражения
«пип = 940 4g-0,985 f-g-g-0,985 = 65 дв. ход/мин,
а число двойных ходов долбяка в минуту по формуле
и = 1000v/2L,
Рис. 138/ Схема нарезания зубьев на
зубодолбежном станке
где v — выбранная скорость резания м/мин; L = Ь -|- с — длина
хода долбяка, мм; b — ширина заготовки, мм; с — перебег долбяка
в обе стороны, мм.
На валу III расположен элек-
тромагнитный тормоз.
Движение обкатывания и деле-
ния обеспечивает кинематическую
связь вращения заготовки и дол-
бяка по следующей кинематиче-
ской цепи: долбяк, червячная
пара z — 90—1, передачи z =
= 56—46—54—36, гитара деле-
ния а—Ь, с—d, конический ре-
верс с муфтой Д41, вал XVI,
передачи г = 32—32, z = 38—56,
z = 1—190, стол с заготовкой.
При повороте долбяка на 1/гд часть оборота заготовка повернется
на 1/z часть оборота, где гд и г — число зубьев долбяка и наре-
заемого колеса. Составим уравнение кинематического баланса
1 90 56 46 54 а с 33 32 38 1 1
гд 1 46 54 36 b d 33 32 56 “Т90 ~ ~9
откуда
а' с _ 2*д
b d 2
При подборе колес гитары следует учесть, что a 4- b = 120,
а с = &-2-гд, где k — 1, 2. Набор сменных колес гитары деления:
24, 30, 30, 32, 36, 38, 40, 40 , 44, 45, 46, 48, 50, 51, 52, 54, 55,
56, 57, 58, 59, 60, 60, 61, 62, 64, 65, 66, 67, 68, 70, 70, 71, 72,
73, 74, 75, 76, 78, 79, 80, 80, 82, 83, 84, 85, 86, 88, 89, 90, 90,
91, 92, 94, 96, 97, 98, 100, 100, 101, 102, 103, 104, 106, 107, 108,
109, 112, 113, 114, 115, 116, 118, 120.
Чтобы обе стороны профиля зуба долбяка изнашивались равно-
мерно, что соответственно улучшает точность и качество обрабаты-
ваемой поверхности, направление обкатывания следует менять каж-
дые 130—180 мин непрерывной работы долбяка.
Круговая подача заимствуется от центрального вала IV. Движение
передается через ременную передачу с диаметрами шкивов D =
= 365 мм и D = 1.80 мм, червячную пару z = 2—24, зубчатые пере-
213
дачи z = 44—50, z = 45—40—44 (реверс обкатывания), блоки зуб-
чатых колес БЗ, Б4, Б5 коробки круговых подач, через передачи
z = 36—54—46—56, z = 1—90 на штоссель долбяка. Блоки БЗ,
Б4, Б5 переключаются в автоматическом цикле гидравлически и
обеспечивают восемь значений подач, мм/дв. ход: 0,14; 0,18; 0,22;
0,29; 0,36; 0,45; 0,59; 0,75.
За один двойной ход долбяк должен снять слой металла, соответ-
ствующий величине круговой подачи SKp, а один двойной ход дол-
бяк совершает за один оборот вала IV, отсюда уравнение кинемати-
ческого баланса цепи круговых подач
. „ „„ 365 „ Q„c 2 44 45 40 . 36 54 46 1 „
1 дв. ход 180 0,985 24 50 40 44 <к. п 54 46 5е 90 nDa ==
= SKp мм/дв. ход,
где «к. п — передаточное отношение коробки подач;
: __ 298SKp ,
<кп DT'
Da — диаметр долбяка.
Радиальная подача происходит следующим образом. После на-
жатия кнопки «Пуск» заготовка ускоренно перемещается к инстру-
менту до момента контакта с жестким упором. Тем самым дается ко-
манда на перемещение штока цилиндра Ц1 радиального врезания,
который перемещает клиновую ползушку 4 со скоростью, установ-
ленной дросселем (5рад = 0,025--0,1 мм/дв. ход). К ползушке 4
через ролик 5 и упор постоянно поджат гидроцилиндрОлМ Ц2 стол.
Радиальное врезание будет происходить до тех пор, пока упор
не нажмет на путевой выключатель конца врезания; при этом дается
команда на переключение двойных ходов и подачи, а также на вклю-
чение счетчика оборотов. Дальнейшая работа полуавтомата проис-
ходит по выбранному циклу работы — однопроходному или много-
проходному, что зависит от величины модуля нарезаемого колеса.
При однопроходном цикле счетчик сработает после полного оборота
заготовки и даст команду на отключение станка.
Для работы при многопроходных циклах нужно установить
необходимое число упоров глубины врезания на барабане управле-
ния; циклов будет столько, сколько установлено упоров на этом
барабане. После закрепления заготовки и пуска станка работа бу-
дет происходить так же, как при однопроходном цикле. После од-
ного оборота стола переключится подача. Очередное врезание будет
происходить до нажима следующего упора, закрепленного на бара-
бане, на соответствующий путевой переключатель — он даст ко-
манду на включение счетчика и отключение радиальной подачи.
Счетчик отсчитывает еще один оборот стола, вновь произойдет вре-
зание и т. д. Следовательно, при однопроходном цикле стол сделает
один полный оборот (и еще часть оборота на врезание); при двух-
проходном цикле — два полных оборота, при трехпроходном — три
полных оборота.
213
Счетчик отсчета полного оборота стола (рис. 139) включается
после окончания врезания инструмента. При этом отключается тол-
кающий электромагнит 3 и собачка 6 подводится к храповому диску 1.
За один оборот приводного кулачка (на рис. 139 не показан) рычаг 5
через собачку 6 повернет храповой диск / на 1/140 оборота. После
двух оборотов диска 1, что соответствует одному обороту заготовки,
фиксатор 8, западая в паз диска 7, даст команду электромагниту 3
на отключение счетчика и продолжение цикла. Собачка 2 служит для
фиксации диска 1. За два оборота диска 1 диск 7 сделает один оборот,
Рис. 140. Долбя к
для нарезания вин-
товых колес
I
отсчет этого оборота осуществляется фиксатором 8 и путевым пере-
ключателем 9. Собачка 4 служит для отключения счетчика при быст-
ром вращении стола.
Вспомогательные движения. Быстрое вращение стола (см. рис. 137)
для проверки заготовки на биение происходит от электродвигателя М2
(N — 0,8 кВт, п = 1350 мин-1), через ременную передачу, зубчатую
и червячную пары г = 38—56, г = 1—190.
Отвод долбяка при вспомогательном ходе осуществляется от экс-
центрика на валу IV через систему рычагов. Шнек для отвода стружки
из зоны резания имеет привод от отдельного электродвигателя.
Нарезание винтового зуба (рис. 140) осуществляется с помощью
сменного копира 1 с винтовыми направляющими, который закрепля-
ется на штосселе долбяка 2. Шаг винтовой направляющей копира
должен быть равен шагу винтовой линии зуба долбяка. У долбяка
винтовые зубья имеют направление, обратное направлению зубьев
заготовки. Копир / сообщает долбяку дополнительное вращение.
Гидропривод станка осуществляет зажим заготовки, подъем
штосселя, подвод стола, радиальное врезание и переключение под-
вижных блоков коробки круговых подач.
214
§ 3. ЗУБОФРЕЗЕРНЫЙ ПОЛУАВТОМАТ 5М32
Станок предназначен для фрезерования зубьев цилиндри-
ческих прямозубых и косозубых колес, а также червячных колео
методом радиальной и тангенциальной подач в условиях единичного
и серийного производства.
Техническая характеристика станка. Наибольший диаметр на-
резаемых цилиндрических колес 800 мм, наибольший нарезаемый
модуль 10 мм; пределы частоты вращения фрезы 50—315 мин-1;
число частот вращения фрезы 9; предел подач вертикальной 0,8—
5,0 мм/об, радиальной 0,15—1,5 мм/об, тангенциальной 0,17—
3,1 мм/об; габаритные размеры станка 2810X1640X2200 мм. Класс
точности станка Н.
Цикл работы станка автоматизирован: быстрый подвод инстру-
мента к заготовке, зубонарезание, быстрый отвод инструмента в ис-
ходное положение и останов станка. Цилиндрические колеса можно
обработать методом попутного (вертикальная подача снизу вверх)
и встречного (вертикальная подача сверху вниз) фрезерования. При
попутном фрезеровании возможно применение более высоких ско-
ростей резания.
Основные механизмы станка. Настанине Л (рис. 141) закреплена
суппортная стойка В, по которой перемещается фрезерный суппорт Г.
Стол Е движется по горизонтальным направляющим станины. Контр-
поддержка Д подерживает верхний конец оправки с установленными
на ней заготовками. В станине расположена коробка скоростей Ж,
а в суппортной стойке коробка подач Б.
Движения в станке. Главное движение — вращение фрезы.
Движения подачи: вертикальная подача суппорта Г; радиальная
подача стола Е, осевое перемещение ползушки суппорта Г. Движе-
ние обкатывания и деления — согласованное вращение фрезы и за-
готовки. Вспомогательные движения: ускоренные перемещения суп-
порта и стола, перемещение фрезы вдоль своей оси для более полного
использования всех ее витков.
Наладка станка на нарезание прямозубых цилиндрических колес.
Фрезу устанавливают под углом к горизонтали, равным углу подъ-
ема витков червячной фрезы (рис. 142, а). Для обработки прямо-
зубого колеса требуется три формообразующих движения: главное
движение, движение обкатки и деления, вертикальная подача.
Главное движение (см. рис. 141) осуществляется от электродвига-
теля Ml (N = 7,5 кВт, п — 1460 мин'1) через зубчатую пару г =
= 26—63, коробку скоростей, вал IV, зубчатые передачи г =
= 29—29, г = 29—29, г = 29—29, г = 20—80. Переключение элек-
тромагнитных муфт /Wj—Af6 обеспечивает девять значений частот
вращения фрезы. Уравнение кинематического баланса для мини-
мальной частоты вращения фрезы
. .сл 26 45 32 29 29 29 20 сл
1460 63 57 81 29 29 29 80 МИН '
Движение деления и обкатывания связывает вращение фрезы и
заготовки. Соответствующая кинематическая цепь имеет следующий
215
Рис. 141. Кинематическая
схема зубофрезерного по
луавтомата 5М32
вид: червячная фреза, зубчатые пары'? = 80—20, г = 29—29, z =
= 29—29, г — 27—27, дифференциал, передачи г = 58—58, е—f,
гитара сменных колес а—Ь, с—d, зубчатые передачи г = 33—33,
z = 35—35, делительная червячная пара z = 1—96. При работе
правозаходной фрезой движение с вала XI11 передается на вал XV,
минуя зубчатую передачу z = 58—58.
Цепь деления и обкатывания налаживают, исходя из условия:
за один оборот z{ — заходной фрезы заготовка должна совершить zjz
оборотов, где z — число зубьев нарезаемого колеса:
. 80 29 29 27 . 58 е а с 33 35 1 _ г{
1 20 29 29 27 1диф 58 f b d 33 35 96 ~ г ’
где /ДИф — передаточное отношение дифференциала.
Рис. 142. Схемы нарезания зубьев червячной фрезой
При нарезании прямозубых колес дифференциал работает как
обычная зубчатая передача, поэтому передаточное отношение 1ДИф =
= 1. Зубчатые колеса е и f служат для расширения диапазона регу-
лирования сменных колес гитары деления, их подбирают следую-
щим образом: при г < 161 е : / = 54 : 54, при z > 161 е : / =
= 36 : 72.
Подставив указанные значения и решая уравнение относительно
а—Ь, с—d, получим
при z с 1614-4- = —;
r b d г
К станку прилагается следующий набор сменных колес для ги-
тар деления и дифференциала: 23, 24, 25 (2 шт.), 30, 33, 34, 35,
37, 40, 40, 41, 43, 45, 47, 48, 50, 53, 55, 58, 59, 60, 61, 62, 65, 67,
70, 71, 73, 75, 79, 80, 83, 85, 87, 89, 90, 92, 95, 98, 100.
Вертикальная подача фрезы осуществляется по следующей кине-
матической цепи: стол, червячная пара г = 96—1, зубчатые пере-
дачи z = 35—35, г = 33—33, червячная пара z = 2—26, коробка
подач с электромагнитными муфтами, передачи z = 45—55, z =
= 50—45—45 (включена муфта Mv), червячная пара z = 1—24,
ходовой винт XXV с шагом Рх. в = 10 мм. Переключением электро-
магнитных муфт —Л412 обеспечивается девять значений подачи.
Подачу реверсируют переключением муфт Л413 и Расчетные пере-
217
Рис. 143. Развертка косозубого ко-
леса
мещения для цепи вертикальной подачи: за один оборот заготовки
фреза должна переместиться на величину вертикальной подачи $в.
Уравнение кинематической цепи
, 96 35 33 2 40 . 45 50 45 1 1Л_С
1 "Т" 35 33 26 56 п 55 45 45 24 1и = °в»
откуда SB = 2:к. где t'K. п — передаточное отношение коробки по-
дач.
Ускоренные вертикальные перемещения фрезы осуществляются
от электродвигателя М2 (N = 3 кВт, п = 1430 мин-1) по следующей
кинематической цепи:
1 лол 20 45 50 45 1 1Л .ег1 ,
1430 2Г 55 45 15 2Г 10=450 ММ/МИН-
Наладка станка на нарезание
цилиндрических колес с винтовым
зубом, Фрезу устанавливают под
углом ф = 0 ± а (рис. 142, б),
где р — угол наклона зубьев наре-
заемого колеса к оси, а — угол
подъема винтовой линии фрезы.
Знак «-(-» ставят при разноименных
направлениях винтовых линий зубьев
нарезаемого колеса и фрезы, знак «—»
при одноименных направлениях; точ-
ность обработки будет выше во вто-
ром случае.
Кинематические цепи главного движения, обкатывания и деле-
ния, вертикальной-подачи налаживают так же, как и при нарезании
прямозубых цилиндрических колес, но заготовке помимо движения
обкатывания для получения косого зуба сообщается еще и дополни-
тельное вращение.
На рис. 143 показана развертка колеса с косым зубом. Линия АС
является винтовой линией. Произведя ее развертку на плоскость,
получим треугольник EDF, где EF — шаг винтовой линии Рв. л,
a DF — развертка окружности начального цилиндра, равная nd.
Фреза, перемещаясь вертикально на величину вертикальной по-
дачи SB, при нарезании прямозубых колес попадает в точки
А2 и т. д., а при нарезании косозубых колес должна попасть в точки
В1Г В2, Сит. д., лежащие на винтовой линии, в последнем случае
нужно довернуть стол с заготовкой на дугу AjB^ А2В2 и т. д. А при
перемещении фрезы на величину шага винтовой линии Рв. л, заго-
товка должна повернуться дополнительно на один оборот. Из тре-
угольника DEF1.
Рв. „ = nd ctg 0 = nmtz ctg 0 = ,
где mt и mn — соответственно торцовый и нормальный модули.
Кинематическая цепь, обеспечивающая траекторию винтового
движения, называется- цепью дифференциала. Она связывает (см.
рис. 141) винт XXV и делительную червячную пару z = 1—96
218
через червячную передачу г — 24—1, коническую пару г «= 33—22,
гитару дифференциала ах—Ьц q—dlt передачи г — 27—27, г = 1—45,
дифференциал, передачи г = 58—58, е—f, гитару деления а—Ь,
с—d, зубчатые пары г = 33—33, z = 35—35. Уравнение кинемати-
ческой цепи дифференциала составим из условия, что при перемеще-
нии фрезы на величину шага Рв. л винтовой линии заготовка сделает
один оборот:
Рв. л 24 33 Cf 27 1 . 58 е а с 33 35 1 ___.
10 Т 22’77“^' 27" 15 ‘58’7”* d” 33 35 96 ~ 1 °0, ЗЯГ‘
Для данного случая 1диф = 2 (червячное колесо z = 45 вращает
водило); е : f = 54 : 54; — 24 -у-, шаг винтовой канавки
Л>.л = -^у. Подставив эти значения в уравнение, получим
__ 7,95775 sin Р
Дифференциальную цепь настраивают иногда и при нарезании
прямозубых колес с простым числом зубьев, для которых нет смен-
ных колес в прилагаемом к станку наборе. Для этого на входной и
выходной валы коробки подач устанавливают специальные колеса,
а электромагнитные муфты коробки подач отключают.
Наладка на нарезание червячных колес методом радиальной
подачи. Ось фрезы устанавливают горизонтально (рис. 142, в).
Червячная фреза должна иметь параметры, соответствующие чер-
вяку, с которым будет работать в паре нарезаемое червячное колесо.
При этом методе нужны следующие движения: вращение фрезы,
движение обкатывания и деления, радиальная подача. Главное дви-
жение и движение обкатывания налаживают так же, как и при наре-
зании цилиндрических колес.
Цепь радиальной подачи (см. рис. 141) связывает вращениз за-
готовки с ходовым винтом XXXIV. За один оборот заготовки стол
должен переместиться на величину радиальной подачи
. 96 35 33 2 40 . 45 45 34 1 1П_е
1 1 35 33 26 56 *к п 55 50 61 36 1U —дР>
откуда Sp = 0,6/к. п-
Муфта включает радиальную подачу, переключение муфт
Л4?—М12 обеспечивает девять ее значений. Муфта М17 — тормозная.
При врезании стол доводится до жесткого упора, что обеспечивает
стабильный размер детали. Ускоренное перемещение стола проис-
ходит от электродвигателя М2 через передачи z — 20—24, z =
= 45—55, z — 45—50, z = 34—61, z = 1—36. Ручные радиальные
и вертикальные подачи осуществляются с помощью квадратов 3
и 1 на соответствующих валах. Квадратом 4 на валу XXXVIII
устанавливается упор стола. Квадратом 2 вала XII через передачи
z = 1—48, z — 12—102 поворачивается фрезерный суппорт.
Наладка станка на нарезание червячных колес методом осевой
подачи. Этим методом в основном нарезают червячные колеса для
219
мнбгозаходных червяков; профиль нарезаемых зубьев получается
более точным, чем при методе радиальной подачи. В качестве инстру-
мента используют фрезу с конической заборной частью, ее цилин-
дрический участок соответствует размерам и профилю червяка, с ко-
торым ;будет работать нарезаемое колесо. При этом методе в станке
необходимы следующие движения (рис. 142, г): вращение фрезы,
движение деления и обкатывания, осевая подача фрезы So, добавоч-
ное вращение заготовки, вызванное осевой подачей фрезы.
Цепи главного движения и обкатывания и деления налаживаются
так жё, как при нарезании цилиндрических колес.
Осевая подача фрезы обеспечивается перемещением ползушки со
встроенным в нее фрезерным шпинделем. Цепь подач (см. рис. 141)
от. заготовки до вала XXIV одинакова с цепью вертикальной подачи.
С вала XXIV вращение передается через зубчатую пару z = 33—22,
трехступенчатый блок Б1, реверсивный блок Б2, передачи z ~
= 40—70—40, г = 2—36, г = 68—40, г = 4—25 на ходовой винт XI
осевой подачи.
Уравнение кинематического баланса цепи осевой подачи состав-
ляют, учитывая, что за один оборот заготовки фреза в осевом направ-
лении переместится на величину осевой подачи So:
. 96 35 33 2 40 . 45 50 45 33 . 32 40 70 2 68 4 я _
1 I 35 33 26 56 1r- п 55 45 45 22 11 40 70 40 36 40 25 ° ~ d°‘
Отсюда So = 0,69 zK. ailt где z\ — передаточное отношение блока
Б1, который вместе с коробкой подач обеспечивает получение 27
значений осевых подач. Быстрые перемещения шпинделя фрезы вдоль
оси осуществляются от электродвигателя М2.
Цепь дифференциала (или добавочного вращения заготовки).
Червячная фреза получает осевое перемещение. А так как фрезу
можно рассматривать как рейку, то при перемещении фрезы—рейки
на один осевой шаг Ро зацепленная с ней заготовка, выполняющая
роль реечного колеса, должна повернуться на 1/z оборота. Но за-
готовка уже участвует в обкаточном движении, поэтому для сум-
мирования этих двух движений служит дифференциал. Учитывая,
что рассматриваемая цепь связывает винт осевой подачи XI с. вра-
щением заготовки, запишем уравнение кинематического баланса
Ро 25 40 36 40 70 40 1 22 33 at ct 27 1 { 58 е а с
8 4 68 2 70 40
Имея в виду, что
в осевом сечении,
1диф = 2;
32 <1 33 22 di
„ 33 35 1 1 л „„„
Х 33 35 96 — z °6, Заг‘
Ро — птх, где тх — модуль червячной фрезы
4 = #; 4-4- = ^- полУчим
f 54 о a z
ai Ci 2,77056 .
d, = mxz< v
220
При отсутствии специальной червячной фрезы можно в<)СП9ЛЬ-
зоваться методом обкатывания, применив «летучий» резец, т. е. оп-
равку с резцом, представляющим один зуб фрезы.
Гидропривод станка предназначен для осуществления догрузки
фрезерного суппорта при методе попутного фрезерования, переме-
щения кронштейна контрподдержки и для зажима заготовки.
§ 4, ЗУБОСТРОГАЛЬНЫЙ СТАНОК 5Т23В
Прямозубые конические зубчатые колеса нарезают мето-
дом копирования и методом обкатывания. Метод копирования при-
меняют для чернового нарезания зубьев на универсально-фрезер-
ных станках специальными дисковыми фрезами. В современных стан-
ках в основном используют метод обкатывания.
Зубострогальный станок 5Т23В работает по методу обкатывания
и предназначен для чернового и чистового нарезания прямозубых
конических колес в условиях серийного и массового производства.
Техническая характеристика станка. Наибольший диаметр наре-
заемых зубчатых колес 125 мм; число зубьев нарезаемых колес
12—100; пределы ходов резца в минуту 210—820 дв. ход/мин, га-
баритные размеры станка 1620X1050X1415 мм.
Принцип работы станка. В станине 1 (рис. 144) смонтирована
обкатная люлька 2 с закрепленными на ней в ползунах 6 резцами 7.
По продольным направляющим станины может перемещаться стол 5,
несущий бабку 4 станка. Круговые направляющие позволяют пово-
рачивать бабку станка с заготовкой 3, зажатой в гидравлическом
патроне, на угол <рм.
В станке имитируется зацепление нарезаемого конического ко-
леса (заготовки) с воображаемым коническим колесом, которое на-
зывают производящим. В данном случае люльку с резцами, имею-
щими прямолинейный профиль, можно рассматривать как произво-
дящее колесо. Для формообразования боковых поверхностей зуба
нужны следующие движения: главное движение — возвратно-по-
ступательное перемещение резцов; возвратно-качательное движение
221
люльки вокруг оси 0х и связанное с ним кинематически вращение
заготовки вокруг оси 02 (обкаточное движение); поворот заготовки
для обработки следующего зуба (деление).
Цикл обработки начинается с подвода резцов к заготовке; затем
включается обкаточное движение. Люлька и заготовка вращаются
вместе до тех пор, пока не будет образован профиль зуба. Затем за-
готовка отводится от резцов и продолжает вращаться в том же
направлении, а люлька с резцами быстро движется в обратном на-
правлении до исходного положения. За время обратного хода люльки
Рис. 145. Кинематическая схема зубострогального станка 5Т23В
заготовка повернется на целое число зубьев Zt и начнется обработка
следующего зуба, а после обработки всех зубьев станок автомати-
чески выключается.
При обработке конических колес с углом начального конуса
от 70 до 85° в начале рабочего цикла одновременно с обкаточ-
ным движением происходит врезание, которое прекращается
при достижении определенной глубины (комбинированное ре-
зание).
Кинематика станка. Главное движение (рис. 145) передается от
электродвигателя Ml (N = 0,6 кВт, п = 1350 мин"х) через клино-
ременную передачу, зубчатые пары г = 33—67, г = 31—69, смен-
ные колеса а—Ь, зубчатую пару г = 95—25 к двум кривошипным
дискам 1. От дисков 1 через систему рычагов получают возвратно-
поступательное движение ползуны с резцами, которые за каждый
222
оборот дисков 1 совершают один двойной ход. Уравнение кинема-
тического баланса для цепи главного движения
, 80 л ло- 33 31 а 95 ,
1350-Tjog 0,98о ~п дв- ход/мин, откуда
а п дв. ход/мин
b ~ 430
Число двойных ходов в минуту определяется
ЮООи .
=п дв. ход/мин,
где v — скорость резания, м/мин; L — длина хода (L = b + 24-
4-3 мм); b — длина зуба, мм.
Из паспорта станка известно, что а + b = 100. К станку прила-
гается набор из восьми сменных колес: 31, 36, 41, 47, 53, 59, 64, 69.
Движение подачи. Станок является полуавтоматом и управляется
распределительным валом /, который за время цикла 1Ц (обработка
одного зуба) делает один оборот.
Движение к распределительному валу передается от электродви-
гателя постоянного тока М2 (N = 1,5 кВт, п = 300 — 3000 мин”х)
через клиноременную передачу с диаметрами шкивов D = 140 мм
и D — 188 мм, через зубчатые колеса z = 20—65, z = 30—35,
z = 50—50—50 и червячную пару z = 1—60. Уравнение кинемати-
ческой цепи подачи
140 Л пос 20 30 50 /ц i 7
пд 188 °’985 65 35 ео 60" “ об* вала
где /ц = /р + /в (^р — время рабочего хода; tB — время вспомога-
тельного хода; tB « 3 с).
В паспорте станка имеется таблица соответствия частоты враще-
ния двигателя М2 рабочему времени цикла /р.
Необходимую частоту вращения лд устанавливают вращением
рукоятки потенциометра по показаниям тахометра.
На распределительном валу I установлены три кулачка; кулачки
К1 и К2 переключают гидрораспределители 2, 3 цилиндров Ц2
отвода резцов и счетчика циклов Ц1, кулачок КЗ через путевой вы-
ключатель ПВ дает команду двигателю М2 на рабочую или ускорен-
ную частоту вращения.
Вращение заготовки (деление) на целое число зубьев zt происходит
за один оборот распределительного вала. Число zt не должно иметь
общих множителей с числом зубьев нарезаемого колеса z. Это необ-
ходимо для того, чтобы инструмент попадал каждый раз в новую
впадину. Вращение заготовки происходит от вала / через передачи
2 = 60—1, 2= 50—50—50, 2 = 20—20, 2 = 23—23, 2 = 25—25,
гитару деления aL — Ьъ сг — d19 делительную червячную передачу
2 = 1 —180. Расчетное уравнение составляется из условия, что за
один оборот распределительного вала I заготовка повернется на
Zitz об.:
1 об вяля I 6Q 50 20 23 25 gj 1 zt
1 00. вала 1 { 50 20 23 25 . d 180 — г •
223
Из уравнения выводим формулу наладки гитары деления
at 3ii
~~ г
Цепь обкатывания связывает поворот люльки, выполняющей роль
производящего колеса, с заготовкой. От люльки движение передается
через червячную пару z == 175—1, гитару обкатывания d2—с2,
b2—a2t колесо z = 24 — составное колесо — колесо z = 20 (на валу
IX) — колеса z = 61—62—61, z = 20—20 и далее по цепи деления,
рассмотренной выше. Составное колесо позволяет при неизменном
направлении вращения колеса z = 20 получать возвратно-вращатель-
ное движение люльки. Составное колесо состоит из венца внутреннего
зацепления с 80 зубьями, венца наружного зацепления со 120 зубьями
и двух пол у колес внутреннего зацепления (г = 20). Вал IX ведущего
колеса z = 20 находится на рычаге, который может поворачиваться
относительно оси X и перемещаться вдоль нее, чем и достигается за-
цепление колеса z = 20 с составным колесом. Колесо z = 20 перево-
дится с участка на участок составного колеса с помощью кулачка
Х4 и в зависимости от того, участвует колесо z = 20 в наружном или
внутреннем зацеплении, происходит качание люльки в том или дру-
гом направлении.
Уравнение кинематического баланса составляется из условия,
что при повороте люльки на 1/?пл оборота нарезаемое колесо повер-
нется на 1/z оборота (?пл — число зубьев воображаемого плоского
производящего колеса):
1 175 d2 b2 24 120 61 62 20 23 25 at с{ 1 1
гпл 1 с2 а2 120 20 62 61 20 23 25 dt 180 ~ г ’
гт • fli Cl 3z; 2
Подставляя в это уравнение значения , гпл = •,
где фх — половина угла начального конуса, получим
а2 С2 О £ *1 sin
Набор сменных колес гитар обкатки и деления: 30, 31, 33, 34,
36, 37, 39, 40, 41, 42, 43, 44, 46, 47, 48, 50, 52, 53, 54, 56, 58,
59, 60, 61, 62, 63, 64, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76,
78 , 79 , 80, 82 , 83, 86, 89, 90, 91, 93, 94, 97, 100.
Угол качания люльки 0 зависит от параметров нарезаемого зуб-
чатого колеса и выбирается таким, чтобы обеспечить полностью
обкатку зуба. Люлька должна качаться в обе стороны на одинаковый
угол.
Угол установки бабки заготовки <рм (см. рис. 144) должен быть
равен углу внутреннего конуса нарезаемого колеса. Ось заготовки
с плоскостью вершин зубьев производящего колеса составляет
угол ф = Ф1 — у, где фх — половина угла начального конуса колеса,
а у — угол ножки зуба. Вершина начального конуса должна быть
совмещена с центром станка.
224
Угол <в установки резцовых суппортов, равный углу конусности
впадины (в угл. мин), определяется по формуле
и == 28,65 ,
где Le — длина образующей начального конуса, мм; haf — высота
ножки зуба колеса, мм; sB — ширина впадины зуба по дуге началь-
ной окружности, мм.
Гидропривод служит для подвода, отвода, зажима и отжима за-
готовки, отвода резцов, управления счетчиком циклов.
§ 5. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС
С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ
Конические колеса с криволинейными зубьями компактны,
бесшумны, выдерживают большие нагрузки и имеют более плав-
ный ход, чем зубчатые конические колеса с прямым зубом. Форма
нарезаемого зуба зависит от формы зуба сопряженнсго плоского
производящего колеса. На произ-
водящем колесе линии, определя-
ющие форму зуба, зависят от вы-
бранного инструмента и могут быть
в виде прямой, дуги окружности,
удлиненной или укороченной
эвольвенты и т. д. В качестве ин-
струмента используют торцовые
резцовые головки, пальцевые мо-
дульные фрезы, конические чер-
вячные фрезы. Например, пальце-
вой фасонной фрезой нарезают
зубья по архимедовой спирали.
При использовании конической
червячной фрезы зубья в про-
дольном направлении имеют
эвольвентный профиль. Торцовой
резцовой головкой (рис. 146) с
резцами, имеющими прямолиней- Рис. |46> схема нарезания
ные режущие кромки, нарезают i
круговые зубья конических ко-
лес с углом спирали 0—60° методом обкатывания при периодиче-
ском делении. При такой обработке главным движением будет вра-
щение резцовой головки 2; вращение люльки 1, согласованное с вра-
щением заготовки 3, — движение обкатывания. Деление произво-
дится —
кому
Рис. 146. Схема нарезания коническо-
го колеса с криволинейными зубьями
поворотом заготовки после обработки каждого зуба. По та-
принципу работает станок 5С280П.
§ 6. ЗУБООТДЕЛОЧНЫЕ СТАНКИ
Зубоотделочные станки служат для получения точной фор-
мы и размеров зубьев и улучшения качества их поверхности. От-
делка зубьев производится методами обкатывания, шевингования,
8 Локтева С. В. 225
Рис.- 147. Схема работы ше-
винговального станка
притирки, шлифования и хонингования. Обкатывание и шевинго-
вание применяют для отделки незакаленных колес, а шлифование,
притирку, хонингование — для закаленных.
Обкатные станки предназначены для получения гладкой и уплот-
ненной поверхности зубьев методом наклепа. Обрабатываемое колесо
вводят в зацепление с тремя эталонными колесами. Прижим колеса
к эталонным колесам осуществляется гидравлически. Периодически
движение всех колес реверсируется. На отделку одного зуба затра-
чивается 0,1—1 с. При обработке на этих
станках погрешности профиля шага не
устраняются.
Зубопритирочные станки. Притира-
емое колесо насаживается на оправку,
свободно вращающуюся в центрах, и вво-
дится в зацепление с одним или несколь-
кими чугунными притирами. Притир —
это изготовленное с высокой точностью
зубчатое колесо, зубья которого смазы-
ваются смесью масла с мелкозернистым
абразивным порошком. Притиры полу-
чают вращение и возвратно-поступатель-
ное движение вдоль оси заготовки. Оси
притиров и зубчатого колеса могут скрещиваться или быть парал-
лельными между собой. После обработки зубьев с одной стороны
притиры вращаются в обратном направлении и зубья обрабаты-
ваются с другой стороны. Притирка повышает степень точности
и качество поверхности зубчатых колес.
Зубошевинговальные станки применяют для отделки поверх-
ностей термически не обработанных и улучшенных колес. При
относительном скольжении профилей обрабатываемого колеса и
шевера с боковых поверхностей зубьев снимается стружка толщи-
ной 0,005—0,1 мм. При обработке прямозубых колес применяют
косозубый шевер и наоборот. Для обеспечения относительного про-
скальзывания профилей зубьев заготовку и шевер устанавливают
под углом скрещивания 10—15°. Работа станка происходит сле-
дующим образом. Шевер 1 (рис. 147) получает вращение (движе-
ние резания) и ведет за собой заготовку 2 (движение обкатывания и2).
Заготовка установлена на оправке 3 в центрах•передней и задней
бабок, размещенных на специальном столе, обеспечивающем полу-
чение бочкообразного зуба. Стол 5 с заготовкой получает возвратно-
поступательное движение подачи Si по направляющим кронштейна 6;
причем в конце каждого хода вращение шевера и заготовки ревер-
сируется. Радиальная подача 32 (врезание) сообщается столу с за-
готовкой или шпиндельной головке.
В СССР выпускают зубошевинговальные полуавтоматы для об-
работки зубчатых колес диаметром до 4000 мм.
Зубошлифовальные станки обеспечивают получение зубчатых
колес высокой степени точности и высокого качества поверхности.
Зубошлифование малопроизводительно, станки дороги и сложны,
226
обслуживаются рабочими высокой квалификации. Шлифование зубь-
ев может производиться методами копирования и обкатывания. При
шлифовании методом копирования (рис. 148, а) шлифовальный круг
заправляют алмазами так,чтобы его профиль в радиальном сечении со-
ответствовал профилю впадины шлифуемого зуба. В процессе шлифо-
вания участвуют следующие движения: вращение шлифовального кру-
га цвр, возвратно-поступательное перемещение круга вдоль зуба
и его периодическая подача S2 на глубину за каждый двойной ход.
Рис. 148. Методы зубошлифования
При шлифовании методом обкатывания копируется зацепление
реечного колеса с зубчатой рейкой, роль которой выполняют два
тарельчатых круга (рис. 148, б) или один дисковый круг
(рис. 148, в). Кругу или кругам сообщается главное движение икр
и возвратно-поступательное движение подачи S. Шлифуемое колесо
получает вращение около неподвижной оси и прямолинейное пере-
мещение v2, которые взаимосвязаны. При обработке одной стороны
зуба обкаточное движение производится в одном направлении
(рис. 148, в), а при обработке другой стороны — в обратном направ-
лении. Затем происходит процесс деления на один зуб.
Зубохонинговальные станки применяют для обработки зубчатых
колес после шевингования и термической обработки. Инструмент —
зубчатый хон представляет собой зубчатое колесо, изготовленное
из пластмассы с абразивной смесью. Станки для хонингования зуб-
чатых колес аналогичны шевинговальным станкам, так как для об-
работки необходимы одни и те же движения. Окружная скорость
хона обычно в 2 раза превышает окружную скорость шевера. При
зубохонинговании снимается окалина, устраняются небольшие де-
фекты поверхности и обеспечивается шероховатость поверхности
Ra = 0,25 мкм.
ГЛАВА 20. ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ С ЧПУ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Наибольшее развитие получили зубофрезерные и зубо-
долбежные станки с ЧПУ, но применяют также зубошлифовальные
и шлицешлифовальные станки с ЧПУ. По уровню автоматизации
наладки эти станки можно разделить на две группы: станки для
мелкосерийного и серийного производства зубчатых колес.
8* 227
В станках для мелкосерийного производства при помощи устрой-
ства ЧПУ автоматизируется: установка числа зубьев и угла наклона
обрабатываемых колес, параметры обработки, режимы резания и
цикл обработки, перемещение рабочих органов в исходное положе-
ние. Вручную только закрепляют заготовку и инструмент. В таких
станках механические связи заменены электронными. Для управле-
ния используют современные устройства ЧПУ типа 2С85, выполнен-
ные на базе микро-ЭВМ с хранением алгоритмов управления и по-
стоянных циклов в запоминающем устройстве.
Станки для серийного производства имеют меньший уровень
автоматизации. В них сохраняются механические кинематические
связи. С пульта управления устанавливают параметры и режим
обработки, ее цикл и перемещение рабочих органов в исходное
положение. Для автоматизации цикла и наладки используют системы
с элементами ЧПУ на основе позиционных или контурных систем
ЧПУ.
Дальнейшее развитие этой группы станков с ЧПУ — создание
переналаживаемых автоматических линий и участков, а также
зубообрабатывающих модулей. Модули на основе зубофрезерных
станков ЧПУ имеют магазины инструментов и заготовок, магазин
оснастки для установки заготовки на станке, перегружатели инстру-
мента и магазинов заготовок и оснастки. Управляет модулем система
типа 2С85. В автоматический цикл работы модуля входят автомати-
ческая загрузка заготовки, ее обработка и складирование в магазин
обработанных деталей; смена инструмента и оснастки для креп-
ления заготовки при соответствующем позиционировании рабочих
органов станка для смены оснастки и инструмента, перемещение всех
рабочих органов в исходное положение в начале цикла.
§ 2.„ЗУБОФРЕЗЕРНЫЙ ПОЛУАВТОМАТ 53А20Ф4 С ЧПУ
Полуавтомат предназначен для нарезания зубьев прямо-
зубых и косозубых цилиндрических колес, червячных колес, а также
колес с конусным и бочкообразным зубом в единичном и мелкосе-
рийном производстве. Класс точности станка П.
Техническая характеристика станка. Наибольший диаметр обра-
батываемых зубчатых колес (прямозубых) 200 мм; наибольший наре-
заемый модуль 6 мм; пределы частот вращения фрезы 80—300 мин-1;
пределы подач радиальной и вертикальной 1—300 мм/мин, тан-
генциальной 0,5—80 мм/мин; величины подач на быстром ходу
радиальной и вертикальной 1000 мм/мин, тангенциальной
500 мм/мин; габаритные размеры станка 3555 x 3250 x 3030 мм.
Устройство ЧПУ на базе микро-ЭВМ «Электроника-60» типа
2С85-62. Число управляемых координат всего 5, одновременно
управляемых 4; коэффициент деления шага 200; дискретность пе-
ремещений по координатам X, Y 0,0025 мм, Z 0,001 мм.
На пульте ЧПУ в соответствующем коде устанавливают следую-
щие параметры обрабатываемого зубчатого колеса: число зубьев z,
модуль т, ширину венца Ь, наружный диаметр da, синус угла нак-
228
лона зубьев, направление винтовых линий колеса и фрезы, наруж-
ный диаметр фрезы da0 и ее число заходов zt. На пульте ЧПУ зада-
ются также частоты вращения фрезы при черновом и чистовом ра-
бочих ходов, кодовый номер положения перебора фрезы, номер
диапазона подачи и др.
Управление работой полуавтомата производится от постоянных
программ, заложенных в память системы ЧПУ, обычно это пять ос-
новных наиболее сложных циклов обработки Зубчатых колес, на базе
которых строятся упрощенные циклы обработки.
Основные механизмы, принцип работы и движения в станке
(рис. 149). Станина А полуавтомата имеет коробчатую форму, по
ее прямоугольным направляющим перемещается стойка с инстру-
ментальным суппортом Б. Стойка прижимается к направляющим че-
тырьмя гидравлическими зажимами. На столе Г размещен шпин-
дель заготовки, которая поджимается кронштейном контрпод-
держки В. Суппорт расположен на каретке, имеющей круговой паз,
в который входят гидравлические зажимы суппорта. Для обработки
всей номенклатуры заготовок станок должен иметь следующие дви-
жения, управляемые от устройства ЧПУ: главное движение — вра-
щение фрезы (координата U); подачи: вертикальную фрезерной ка-
ретки (координата У); радиальную стойки (координата X), танген-
циальную инструмента (координата Z), вращение детали (коорди-
ната W'). Перемещение червячной фрезы по координате Z применяют
при нарезании червячных колес методом протягивания или при
нарезании цилиндрических колес для полного использования ре-
жущей части фрезы.
Взаимосвязанное вращение приводов по координатам W', V
и Y используют для обработки цилиндрических колес; по коорди-
натам W, U, Y и Z — зуба червячных колес и червяков; по коор-
динатам Y и X — зуба бочкообразного и конусного.
На станке колеса модулем до 2 мм нарезают за один рабочий
ход при точности обработки до 7-й степени и в два рабочих хода
при точности выше 7-й степени. Колеса модулем 3—6 мм нарезают
за два рабочих хода при чистовой обработке, а также при черновой
обработке под последующую чистовую.
На нижнем конце шпинделя заготовки закреплено зубчатое ко-
лесо z — 120 торможения. Торможение производится гидромотором
ГД. Червяк делительной пары выполнен с переменным шагом для
регулирования зазора в передаче.
Возможны следующие модификации обработки в циклах при
обработке прямозубых и косозубых колес: с радиальным врезанием
и без врезания, со встречной и попутной подачей, за один и два рабо-
чих хода; при обработке червячных колес: с радиальным врезанием
и без врезания, с протяжкой вправо или влево, без протяжки.
Кинематика полуавтомата выполнена с жесткой связью в цепи
деления и безгитарной наладкой связей вращения заготовки и
инструмента, перемещений инструмента и заготовки. Согласование
движений в полуавтомате осуществляется дополнительным вра-
щением дифференциала, встроенного в кинематическую цепь
229
§
Рис. 149. Кинематическая схема зубофрезерного полуавтомата 53А20Ф4 с ЧПУ
деления. Скорости вращения привода дифференциала согласованы о
вращением и перемещением инструмента через интерполяторы
устройства ЧПУ.
Главное движение осуществляется от двигателя постоянного тока
Ml (N = 1 кВт, п = 1200 мин-1), питаемого от тиристорного пре-
образователя. Движение шпинделю фрезы передается через зубча-
тую пару z = 36—36, блок Б1, зубчатые пары z = 23—23, z =
= 23—23, z = 25—100. При переключении блока Б1 получаем
два диапазона частот вращения фрезы 80—180 мин-1 и 181—300 мин-1.
Частота вращения фрезы определяется по формуле
„ _ foGMst ми„-1.
пфр 2,5-200-4 МИН ’
где ft> — частота управления приводом фрезы; iB1 — передаточное
отношение блока Б Г, 2,5 — передаточное число мультипликатора
резольвера главного привода; 200 — коэффициент деления шага
(взят из характеристики устройства ЧПУ); 4 — постоянное переда-
точное число зубчатых колес привода.
Тогда частота управления приводом (Гц)
е ________________________ 100 Лфр
IV — “о — •
а *Б1
На шпиндель VI насажен маховик со встроенным в него фрикцион-
ным тормозом. Тормоз состоит из зубчатых колес z = 21—86 с пере-
даточным отношением на 0,1 больше, чем передаточное отношение
колес z = 25—100, что заставляет их вращаться с проскальзыванием
относительно маховика, в котором находятся прижимные кулачки.
Усилие прижима кулачков к фрикционному диску, жестко сидящему
на колесе z = 86, регулируется пружинами.
Движения подачи. В качестве приводов подач по координатам X,
Y, Z, W' на станке используются высокомоментные двигатели по-
стоянного тока.
Радиальная подача фрезы (координата X) осуществляется от
электродвигателя М3 (N = 1,7 кВт, п = 800 мин-1) через червяч-
ную передачу z = 3—24 и винт—гайку качения с шагом Р = 10 мм.
Частота управления приводом радиальной подачи fx определяется
из уравнения кинематического баланса между частотой вращения
двигателя М3 и радиальной подачей от ходового винта:
2,5-200 "24" Ю = мм/мин»
откуда fx = ~^-$x Гц.
Дискретность перемещения по координате X
1 я
= 2,5-200 = 0’0025 ММ.
Вертикальная подача фрезы (координата Y) осуществляется от
электродвигателя М4 (N = 1,7 кВт, п = 800 мин-1) через передачи
2 = 40—40, z = 3—24 и винт — гайку качения о шагом Р =10 мм.
231
За один оборот стола фреза проходит вдоль оси колеса путь, рав-
ный величине вертикальной подачи Sy, за это же время фреза сде-
лает z/zx оборотов, где z — число нарезаемых зубьев, zx — число за-
ходов фрезы.
_ 2 100 23 23 1 36 1 t 40 3 )Л с
Тогдэ ч 25 23 23 1.Б1 36 /, 'Y 40 24 ,I0—
откуда fy = -g- fot > где /г — частота управления приводом
вертикальной подачи, Гц. Дискретность перемещения по координа-
те Y
&Y = 2,5-200 10 24 1 0 = мм.
Тангенциальная подача фрезы (координата Z) осуществляется
электродвигателем М5 (N = 1,7 кВт, п — 1000 мин-х), М =
= 17 Н-м) через зубчатые пары г — 28—28, z= 30—82, z — 82—20,
червячную передачу z = 2—30 и винт — гайку качения с шагом Р =
= 5 мм. Уравнение кинематического баланса связывает вращение
фрезы с ее перемещением Sz (мм) за один оборот стола (фреза за это
время сделает z/zx оборотов).
Тогда
г 100 23 23 1 36 1 , 28 30 82 2 с _ е
21 25 23 23 /Б1 36 fe 'z 28 82 20 30 0 “ °2’
откуда
fe'Tnr/’ 1ГцЬ
Дискретность перемещения по координате Z
А 1 28 30 82 2 к ЛЛЛ1
2,5-200 28 82 20 30 ° и»ии1 мм-
Вращение заготовки (координата W') происходит от электродвига-
теля Ml и через дифференциал от электродвигателя доворота заго-
товки М2 (N = 1,7 кВт, п = 1000 мин-1). В кинематической цепи
постоянных связей вращения заготовки и инструмента передвижные
блоки Б2, БЗ и колесо Z = 50 (коробка деления) обеспечивают че-
тыре диапазона чисел зубьев нарезаемых колес.
Найдем число нарезаемых зубьев прямозубой заготовки zQ,
получаемое только установкой блоков (при неподвижном электродви-
гателе М2).
Коробка деления обеспечивает следующие передаточные отно-
шения:
50 50 45 5 . . 50 40 50 45 5 .
*к. д1 — 5о 50 72 ~ 8 ’ *« Д2 — 50 60 50 72 “ 12 ’
? — 50 30 45 _ 15 , . _ 50 40 30 45 _ 5
*“• Д® 50 70 72 56 ’’ ,1“-д4 ~ 50 60 70 72 ~ 28 ’
Составим уравнение баланса кинематической цепи от фрезы до
стола
1 100 23 23 23 29 32 . 1 1
u 1 ОО. фр. 25 23 13 23 32 29 /к-« 60 — «7*
232
Подставляя полученные выше значения д, получим значение
z0 = 24, 36, 58, 84 (параметр z0 набирается на пульте ЧПУ). Из
этого же уравнения iR. д — 15/г0.
Дифференциал подключается при нарезании зубьев прямозубых
и косозубых цилиндрических колес, червячных колёс с числом
зубьев г Ф г0. Тогда частота управления приводом стола fw' при на-
резании прямозубых колес определяется из зависимости (фреза -»•
-> стол) ± (фреза -> дифференциал -► стол).
Общее уравнение баланса кинематической цепи составляют из
условия: за один оборот фрезы стол поворачивается на zjz оборота:
.... 100 23 23 23 29 32 15 1
1 00. фр. 25 23 23 23 32 29 Z(j 60 ±
, , 100 23 23 1 36 1 t , 3 о 15 1 _ Zj
± 1 2э 23 23 «bi 36 fv 'w 33 2 z0 60 — г ’
где 1Диф = 2 (определяется по формуле Виллиса).
Отсюда
fw' — ± -%—^-(Vi — z)fa.
Преобразуя это выражение и принимая 1ДИф = fw'lft» получим
формулу числа нарезаемых зубьев
_ ______HzoZitBi_
г« 2 (± 1ДИф) + 11»Б1 *
Ограничивая гДИф = 1, принимая z0 = 24, гх = 1, /В1 = 0,6 получим
наименьшее число нарезаемых зубьев
_ Ц.244.0,6 _1Я
Zmin 2-1 + 11-0,6 “ 1б'
При нарезании косозубых колес частота управления приводом
f’w = fw’ ± fwr, где fw> — частота дифференциала, определяемая
из зависимости: за один оборот стола фреза проходит по вертикали
путь, равный шагу спирали зуба нарезаемого колеса nmz/sin 0,
где р — угол наклона зуба;
1 об. заг.-i-jf—2Г1О = —р.
Делая ряд преобразований, получим
При нарезании червячных колес частота управления приводом
дифференциала fw> = fw' ± Fw, где fw' выводится из зависимости:
за 1/z оборота заготовки фреза проходит путь лт. Уравнение ба-
ланса соответствующей кинематической цепи
1 60 г0 1 33 _1_. 28 30 82 2
~г Г 15 2 3 f ’z 28 82 20 30 °-п/п>
откуда
lw птг '
233
Поворот суппорта происходит при включении электромагнитной
муфты Mi от электродвигателя Ml через колеса z — 36—36, блок Б1,
2 = 36—36, z = 1—20, z = 20—92.
Для поворота суппорта предусмотрено два режима: безразмерный
от толчковой кнопки и размерный на величину, задаваемую на уст-
ройстве ЧПУ.
Гидросистема станка обеспечивает переключение блоков зуб-
чатых колес в цепи деления и главного привода; зажим фрезерной
стойки, суппорта, контрподдержки фрезерной оправки, фрезерной
каретки, заготовки; перемещение контрподдержки заготовки; за-
жим заготовки и фрезерной оправки; торможение шпинделя заго-
товки; питание системы смазывания станка.
ГЛАВА 21. СТАНКИ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКИХ
И ЭЛЕКТРОХИМИЧЕСКИХ МЕТОДОВ
ОБРАБОТКИ
§ I. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ СТАНКОВ
Станки для электрофизических и электрохимических
методов обработки широко используют для обработки заготовок из
труднообрабатываемых материалов: твердых сплавов, высоколеги-
рованных сталей, германия, кремния и т. д. На них изготовляют
пресс-формы, штампы, фильеры, а также детали, имеющие щели,
отверстия и т. д., которые довольно трудно или вообще невозможно
обработать механическим путем.
В рассматриваемую группу входят электроэрдзионные и элек-
трохимические станки, станки для ультразвуковой обработки, ла-
зерные установки. Их развитие идет в направлении повышения раз-
мерной точности и производительности обработки, а также повы-
шения технического уровня станков путем создания новых источников
технологического тока, использования новых рабочих жидкостей
и устройств для их очистки.
§ 2. ЭЛЕКТРОЭРОЗИОННЫЕ СТАНКИ .
Работа электроэрозионных станков основана на разру-
шении материала обрабатываемой заготовки под воздействием элек-
трических разрядов. К этой группе относятся станки для электро-
искровой, электроимпульсной, анодно-механической и электро-
контактной обработки.
Электроискровые станки (рис. 150) применяют для выполнения
узких щелей, небольших отверстий и т. д. Обрабатываемая заго-
товка 1 погружена в жидкую среду 2 (керосин, индустриальные масла
и т. д.), не проводящую электрический ток. Инструмент 3 переме-
щается возвратно-поступательно. Электрический ток от специаль-
ного генератора 6 подводится к заготовке—аноду и инструменту—
катоду. В электрическую цепь подключен конденсатор 5, придающий
234
разрядам импульсную форму, и сопротивление 7. Нужный искровой
зазор между заготовкой и инструментом поддерживается автомати-
ческим регулятором 4. Возникающий дуговой разряд создает темпера-
туру 4000—5000 °C. При этом расплавляется металл на поверхности
заготовки, который выбрасывается в межэлектродное простран-
ство. Форма разрушения заготовки зависит от формы торцовой части
инструмента.
Станки для электроимпульсной обработки значительно более
производительны и служат для обработки крупных заготовок типа
пресс-форм, штампов. Импульсные разряды создаются специальными
Рис. 150. Схема станка для электро-
искровой обработки
Рис. 151. Схема станка для анод-
но-механической обработки
генераторами импульсов. Инструмент—анод, заготовка—катод. Об-
работка ведется в жидкой среде. Инструмент—электрод изготовляют
из меди, алюминия и его сплавов, графита.
Станки для электроимпульсной и электроискровой обработки
образуют размерный ряд, в котором в качестве основного параметра
выбран размер стола. К этому ряду относятся электроэрозионные
копировально-прошивочные координатные станки высокой точности
4Д722АФ1, 4Е723 и др., электроимпульсный копировально-про-
шивочный станок 4726. Выпускают ряд станков для профильной вы-
резки проволочным электродом, в котором электродная проволока
перематывается при определенном натяжении с подающей катушки
на приемную, прорезая в результате электроэрозии обрабатываемую
заготовку.
Станки для анодно-механической обработки применяют для без-
абразивной заточки твердосплавных инструментов, шлифования,
хонингования, разрезки заготовок из труднообрабатываемых ма-
териалов. В пространстве между заготовкой 1 (рис. 151) и вращаю-
щимся инструментом 2 по трубке 3 подается электролит — водный
раствор жидкого стекла, который под действием тока растворяет
металл, образуя на его поверхности тонкую оксидную пленку.
В месте, подлежащем обработке, пленка удаляется перемещающимся
в сторону заготовки инструментом, но на этом участке вновь обра-
зуется пленка, которая опять же снимается инструментом и т. д.
В качестве инструмента применяют заточные диски, токопроводя-
щие круги, бруски и притиры.
Станки для электроконтактной обработки служат для снятия боль-
ших припусков на заготовках, для обдирки слитков и т. д. Обра-
235
ботка ведется вращающимся диском в воздушной среде; между ин-
струментом и заготовкой возникает дуга переменного тока большой
силы. Размягченный от нагрева металл удаляется инструментом.
Метод дает самую высокую скорость съема металла в сравнении с рас-
смотренными выше методами.
§ 3. ЭЛЕКТРОЭРОЗИОННЫЕ СТАНКИ С ЧИСЛОВЫМ
ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Станки предназначены для выполнения сквозных отвер-
стий как цилиндрических, так и с произвольным контуром, узких
прямолинейных и криволинейных щелей в заготовках для изготов-
ления матриц, штампов, фасонного режущего инструмента, шабло-
нов, контршаблонов и т. д.
Широкое внедрение в народное хозяйство электроэрозионных
станков с ЧПУ дает большой экономический эффект. Область их
применения — инструментальное производство, а также основное
производство авиационной, электронной, радиотехнической и дру-
гих отраслей промышленности.
Наиболее распространены станки, осуществляющие электро-
эрозионное вырезание непрофилированным электродом-проволокой.
Для этого применяют медную, латунную, вольфрамовую или молиб-
деновую проволоку диаметром 0,02—0,3 мм. При обработке прово-
лока прорезает паз, ширина которого определяется диаметром про-
волоки, величиной искрового промежутка, режимом обработки и
высотой микронеровностей. Устройство ЧПУ электроэрозионных
станков помимо формообразования должно обеспечить регулирова-
ние технологического параметра — величины напряжения на искро-
вом промежутке. Существенная особенность процесса электроэро-
зионной вырезки — это наличие переменной эквидистанты, которая
зависит от ширины паза, прорезаемого проволокой. Следовательно,
устройство ЧПУ должно допускать коррекцию эквидистанты. В элек-
троэрозионных вырезных станках все более широко используют
системы ЧПУ по четырем и более осям. В универсальных копиро-
вально-прошивочных станках новых серий применяют два варианта
системы управления: 1) системы адаптивного управления с пред-
варительным набором режимов по программе; 2) системы адаптивно-
программного управления по трем координатам; в таких станках
обеспечивается планетарное движение заготовки в следящем ре-
жиме, автоматическое позиционирование и автоматическая смена
инструмента.
§ 4. ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ СТАНОК 4732ФЗ
С ЧПУ
Станок предназначен для обработки заготовок сложного
контура с прямолинейной образующей, например рабочих элемен-
тов вырубных штампов, фасонных фильер в матрицах, фасонных
резцов, шаблонов и подобных заготовок из любых токопроводящих
236
материалов: легированных закаленных сталей, металлокерамиче-
ских твердых сплавов, цветных металлов и т. д. Электродом-инстру-
ментом является непрерывно перематывающаяся латунная, вольфра-
мовая или молибденовая проволока диаметром 0,05—0,3 мм. Обра-
ботку ведут в среде рабочей жидкости, в качестве которой исполь-
зуют воду с антикоррозионными присадками или керосин. Импульс-
ный технологический ток вырабатывается тиристорным генератором
типа ГКИ-250.
Станок может комплектоваться копировальной системой управ-
ления, работающей по фотошаблону. Это позволяет обрабатывать
заготовки со сложным контуром, программирование которого за-
труднено. Заготовки с наклонной образующей обрабатывают при
применении специальных приспособлений.
Техническая характеристика станка. Наибольшие размеры обра-
батываемой заготовки (длинахширинах высота) 250x160x75 мм;
наибольшая масса заготовки 45 кг; точность изготовления контура
0,032 мм; производительность при обработке заготовок из стали
и меди 35 мм2/мин, из твердого сплава 18 мм2/мин; габаритные раз-
меры станка (длинах ширинах высота) 830X1200X1570 мм.
Устройство ЧПУ типа CNC (15 ИПИ-3-001 или 2М-43) имеет
линейно-круговой интерполятор, обеспечивает управление двух-
координатным приводом подачи в плоскости X—Y по программе,
заданной в коде ISO. Цена деления импульса программного управ-
ления при линейных перемещениях 0,001 мм, при круговых 0,Р.
Точность координатных перемещений по программе 0,025 мм. Для
обработки поверхности наклонной проволокой необходимо управле-
ние по третьей координате для поддержания заданного угла наклона
проволоки. В этом случае нужно пользоваться служебной про-
граммой — интерпретатором, поставляемой со станком. Она зано-
сится в оперативное запоминающее устройство к ЧПУ и вслед за
ней помещается программа для обработки детали.
Основные механизмы и кинематика станка (рис. 152). На ста-
нине А установлены подъемная ванна Б и механизм координатных
перемещений Г. Скоба В несет на себе механизмы перемотки и натя-
жения проволоки. В ванне расположен стол Д Г-образной формы для
крепления обрабатываемой заготовки.
Подъем и опускание ванны с рабочей жидкостью осуществляется
винтом // с шагом Р = 4 мм, движение которому передается от дви-
гателя Ml (N = 0,18 кВт, п = 2890 мин-1) через червячный редук-
тор. Скорость перемещения ванны
v = 2890 yjr 4 — 300 мм/мин.
Перемещение скобы с проволокой в горизонтальной плоскости
в двух взаимно перпендикулярных направлениях является движе-
нием формообразования. Ходовые винты качения VI и X о ша-
гом Рх. в = 5 мм приводятся в движение шаговыми двигателями М2
и М3 типа ШД5-Д1М через редукторы г = 18—36, z = 18—60,
z = 24—75.
237
I
Рис. 152. Кинематическая схема электроэрозионного вырезного станка 4732ФЗ с ЧПУ
Линейное перемещение скобы в том или другом направлении
за один импульс при минимальном повороте вала шагового двига*
теля на 1,59 составит
1 18 18 24 _ п лл,
240 36 60 75 5 — 0,001 ММ.
Ручное перемещение скобы осуществляется в продольном направ-
лении непосредственно от ходового винта X, в поперечном направ-
лении через винтовую зубчатую передачу z = 28—28.
В качестве направляющих качения в станке использованы ли-
нейные подшипники качения.
Перемотка проволоки осуществляется непосредственно двигате-
лем М4 типа РД-09 со встроенным редуктором (N — 10 кВт, редук-
ция 1/76 мин-1) через ведущий ролик диаметром 45 мм. Скорость
перемотки регулируется в пределах 8—20 мм/с за счет изменения
частоты вращения двигателя М4. Вращение на катушку, принимаю-
щую отработанную проволоку, передается через ременную передачу.
Направление движения проволоки в рабочей зоне сверху вниз.
Раскладка проволоки на приемной катушке производится за счет
осевого возвратно-поступательного движения катушки, осущест-
вляемого качающимся рычагом 1 и торцовым кулачком 2. Вращение
кулачку передается от двигателя М4 через зубчатые пары г = 20—
80, z = 20—80, z = 20—80. Натяжение проволоки осуществляется
электродвигателем Л45 (Л/ =0,015 кВт, п = 3000 мин-1), работаю-
щим в заторможенном режиме. Управление наклоном проволоки про-
исходит от шагового двигателя ШД5-Д1М (на схеме не показан).
§ 5. УЛЬТРАЗВУКОВЫЕ СТАНКИ
Ультразвуковые станки применяют для обработки загото-
вок из хрупких и твердых материалов, не проводящих ток: кремния,
твердых сплавов, рубинов, алмазов и т. д.
Ультразвуковые колебания, частота которых более 20 кГц, можно
получить при применении магнитострикционного устройства. Оно
состоит из набора пластин (никелевых, ко-
бальтовых и др.), обладающих способностью
изменять свои линейные размеры в перемен-
ном магнитном поле. При этом длина пла-
стин меняется в такт с частотой изменения
поля, вследствие чего в окружающей среде
возникают упругие колебания. На рис. 153
представлена схема ультразвуковой уста-
новки. Магнитострикционный преобразова-
тель 4 создает продольные колебания, кото-
рые через акустический концентратор 3,
увеличивающий их амплитуду, передаются
инструменту 2. Между инструментом и за-
готовкой 1 насосом 5 вводится абразивный
порошок, находящийся в жидкости во
взвешенном состоянии. Под действием виб-
Рис. 153. Схема ультра-
ввуковой обработки
239
рирующего инструмента абразивные зерна с большой силой уда-
ряются о заготовку и выбивают из нее частицы материала по фор-
ме, соответствующей инструменту. Проточная вода охлаждает магни-
тостриктор. Материал инструмента должен быть мягче материала
обрабатываемой заготовки. Промышленность выпускает ультразву-
ковые прошивочные станки 4770, 4771, 4Д772 и др.
§ 6. ЛУЧЕВАЯ ОБРАБОТКА
Лучевая обработка основана на съеме металла при воз-
действии на него концентрированными лучами (световыми или элек-
тронными). В месте касания луча с обрабатываемой поверхностью
благодаря высоким температурам материал испаряется.
Лучевой метод применяют для обработки отверстий в алмазах,
рубинах, керамике, твёрдых сплавах и т. д. Лазерная установка
(рис. 154) позволяет получать в пресс-формах отверстия диаметром
0,05—0,5 мм с допуском на межцентровые расстояния ±0,003 мм.
Установка состоит из активного элемента 1, лампы 2, цилиндриче-
ского осветителя 3 и зеркал 4 и 5. Излучение, пройдя систему пово-
ротных зеркал 7, 8 с диэлектрическим покрытием, попадает в теле-
скопическую систему. В результате взаимодействия луча лазера с за-
готовкой 12 металл в зоне воздействия испаряется и образуется от-
верстие. Излучение можно перекрыть заслонкой 6. Объективы 11,
13, зеркала 10, 14, масштабная сетка 16, окуляр 17 и блок свето-
фильтров 15 позволяют следить за процессом обработки. Световое
пятно регулируется набором линз 9.
Светолучевой станок 4222Ф2 с ЧПУ предназначен для обработки
отверстий в диапазоне 0,02—0,2 мм в заготовках из труднообрабаты-
ваемых материалов. На станке можно обрабатывать систему отвер-
стий, выполнять отверстия различных профилей в заготовках (на-
пример, для микроэлектроники), профилировать многогранный
инструмент из эльбора и т. д. Станок оснащен системой ЧПУ типа
CNC, управляющей перемещением стола с шаговым приводом, ра-
ботой луча лазера, а также работой приспособлений, которые могут
быть необходимы в технологическом процессе,
240
ГЛАВА 22. АГРЕГАТНЫЕ СТАНКИ
§ 1, НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Агрегатными называют многоинструментальные станки,
собранные из нормализованных и частично специальных агрегатов.
Они широко распространены в крупносерийном и массовом произ-
водстве для обработки в основном корпусных деталей. В серийном
производстве, например, в станкостроении выполнение трудоемких
расточных операций на агрегатных станках также дает большой эко-
номический эффект. На агрегатных станках можно выполнять свер-
Рис. 155. Примеры компоновок агрегатных станков:
а — вертикальный односторонний однопозиционный; б — наклонный односторонний одно*
позиционный; в — четырехсторонний однопозиционный смешанной компоновки; г — вер*
тикальный односторонний многопозиционный
ление, зенкерование, растачивание, фрезерование, нарезание вну-
тренних и наружных резьб, накатывание резьб, некоторые виды то-
карной обработки.
Преимущества агрегатных станков: 1) высокая производитель-
ность, обусловленная многоинструментальной обработкой заготовок
одновременно с нескольких сторон; годовой эффект от использования
агрегатных станков значительно выше по сравнению с универсаль-
ными станками; 2) простота изготовления благодаря унификации
механизмов и деталей; 3) сокращение сроков проектирования; 4) воз-
можность многократного использования части агрегатов при изме-
нении объекта производства; 5) возможность обслуживания станков
операторами низкой квалификации.
В зависимости от формы, размеров и точности обрабатываемой
заготовки агрегатные станки (рис. 155) компонуют по разным схе-
мам: односторонними и многосторонними, одношпиндельными и
многошпиндельными, однопозиционными и многопозиционными
в вертикальном, наклонном, горизонтальном и комбинированном
исполнениях.
На однопозиционных станках обработка заготовки ведется при
одном ее постоянном положении. Агрегатные станки с многопозицион-
ными поворотными столами или барабанами предназначены для
параллельно-последовательной обработки одной или одновременно
нескольких заготовок средних и малых размеров. Вспомогательное
время при этом сокращено до минимума, так как установка заго-
241
товки и снятие деталей на загрузочной позиции происходит во время
обработки на других позициях.
Типовые унифицированные компоновки созданы на базе унифи-
цированных агрегатов, при этом уровень унификации агрегатов
~90 %. В вертикальном агрегатном станке (рис. 156) унифициро-
ваны: базовые детали (станина /, стойка Р, боковая станина 20, упор-
ный угольник 11), силовые механизмы (силовой стол 8, а в станках
других типов силовые головки); шпиндельные механизмы (шпин-
дельная коробка 14, расточная бабка 19, сверлильная бабка 10);
механизмы транспортирования (поворотный делительный стол 3,
двухпозиционный делительный^ стол прямолинейного перемещения
18), механизмы главного движения (коробка скоростей 17 с зубча-
тыми колесами или в других станках с ременным приводом); гидро-
оборудование (гидробак 4, насосная установка 5, гидропанель 6),
электрооборудование (центральный и наладочный пульты 2, элек-
трошкаф силовых механизмов 16, электрошкаф станка 7), вспомо-
гательные механизмы (удлинитель 15, резьбовой копир 13, расточная
пиноль 12). Специальные механизмы, например приспособление для
крепления заготовок, имеют отдельные нормализованные элементы.
§ 2. СИЛОВЫЕ МЕХАНИЗМЫ АГРЕГАТНЫХ СТАНКОВ
Силовые механизмы агрегатных станков по конструктив-
ному выполнению разделяют на силовые головки и силовые столы.
Силовые головки работают обычно в автоматических циклах,
например: 1) быстрый подвод, рабочая подача (одна или две), вы-
держка на жестком упоре (при необходимости), быстрый отвод,
стоп; 2) быстрый подвод, рабочая подача, быстрый подвод, рабочая
подача, быстрый отвод, стоп; такой цикл применяют, например, при
242
последовательной обработке нескольких соосных отверстий одинако-
вого диаметра.
Головки различают по технологическому назначению (сверлиль-
ные, фрезерные, расточные и т. д.); по мощности, которая колеблется
в пределах 0,1—30 кВт. По типу привода главного движения их под-
разделяют на головки с электрическим, пневматическим и гидравли-
ческим приводом. В зависимости от расположения привода подач
головки делят на самодействующие и несамодействующие. В само-
действующих головках все элементы привода подачи расположены
в корпусе головки, несамодействующие головки имеют вынесенный
привод подачи.
4 Г
Рис. 157. Схема механической самодействующей силовой головки
По типу привода подач различают головки механические, ги-
дравлические, пневматические, пневмогидравлические. Механиче-
ские головки предназначены для выполнения различных операций,
их достоинство — высокая надежность. Шпиндель 7 механической
пинольной самодействующей головки (рис. 157) приводится во вра-
щение электродвигателем 1 через редуктор 2. Подача пиноли 6 осу-
ществляется плоским кулачком 8, приводимым во вращение через
червячную пару 3—10 и сменные колеса 4. Конечные выключатели 5
дают команду на выключение и торможение электродвигателя 1 при
возвращении пиноли 6 в исходное положение. Для предотвращения
поломок инструмента при резком возрастании нагрузки в цепи подачи
предусмотрена предохранительная муфта 9.
Широко применяются в агрегатных станках гидравлические
силовые головки, обеспечивающие получение больших мощностей
(до 30 кВт) и осевых сил (до 100 кН). Эти головки позволяют автома-
тически выполнять самые сложные циклы работы головок. Схема
самодействующей головки с гидравлическим приводом подачи пред-
ставлена на рис. 158. Шпиндель 3 приводится во вращение электро-
243
двигателем через зубчатые пары гг — г2, г3 — zit г3 — г3. Движение
подачи осуществляется при нагнетании масла от насоса 2 в правую
полость цилиндра 4, при этом силовая головка будет двигаться слева
направо, так как поршень 5 и шток 6 закреплены неподвижно. Насос
2 получает вращение через зубчатую пару z3—z7. Регулирование ве-
личины подач осуществляется дросселем 1, а в других видах гидрав-
лических головок — установкой насоса с регулируемой производи-
тельностью.
Силовые столы предназ-
начены для установки на
них инструментальных бабок
(фрезерных, сверлильных
и др.) с самостоятельным
приводом вращения для вы-
полнения рабочего цикла:
быстрого подвода, рабочей
подачи, быстрого отвода. При-
п ,_о „ . . - вод подач у силовых столов
Рис. 158. Схема гидравлической самодеиству- „„„„„„„„„„„„„„
ющей силовой головки может быть гидравлическим
и электромеханическим. Сто-
лы выпускают шести типоразмеров, нормальной и повышенной
точности с максимальной тяговой силой подачи 1—100 кН и мощ-
ностью 1—30 кВт.
Силовой стол 1 (рис. 159) с гидравлическим приводом подачи
перемещается по направляющей плите 2 от гидроцилиндра 3, при-
крепленного к поверхности стола снизу.
Рис. 159. Силовой стол с гидравлическим приводом подачи
Кинематическая схема силового стола с электромеханическим
приводом подачи показана на рис. 160. Быстрый подвод и отвод стола
2 с плитой / осуществляется от электродвигателя М2 через зубчатые
колеса zlx—z12, z18—zu (муфта Afj при этом отключена).
Рабочая подача стола 2 осуществляется от электродвигателя Ml
через зубчатые пары ?!—z2, z3—zit сменные зубчатые колеса z8—ze,
Предохранительную муфту М2, зубчатые пары z7—ze, ze—zJ0 (муфта
Mt включена), зубчатые пары ги—zl2, z13—zu. Величина подачи из-
.меняется с помощью сменных колес, но при необходимости получе-
ния двух рабочих подач в цикле устанавливают двухскоростной
электродвигатель Ml.
244
Рис. 160. Силовой стол с электро-
механическим приводом подачи
Управление циклом рабо-
ты стола производится от
передвижных упоров 4, за-
крепленных на линейке 3,
воздействующих на конечные
выключатели 5.
§ 3. ГИДРОПАНЕЛИ
Гидропанели при-
меняют для управления цик-
лом работы силовой головки.
В ней скомпонованы основные гидравлические приборы и аппа-
раты, осуществляющие пуск, останов, изменение величины подачи,
реверс и т. д. Гидропанели, как правило, унифицированы.
Привод подачи силовой головки включает сдвоенный насос 1.1—
1.2, гидропанель 24 и силовой цилиндр 23 с закрепленным штоком
(рис. 161). Гидропанель обеспечивает быстрый подвод, две рабочие
подачи (первую и вторую), выдержку на жестком упоре, быстрый
отвод в исходное положение и остановку силовой головки. Для
обеспечения этого цикла гидрораспределитель 10 можно установить
в пять положений, фиксируемых подпружиненным фиксатором 9.
Крайние положения гидрораспределитель 10 занимает при включении
соленоидов 15 и 19, которые перемещают гидрораспределители упра-
вления 16 и 20; при этом масло от насоса 1.2 быстрого хода (низкого
давления) поступает в правую или левую полости плунжера 17, сме-
щая его до упора. Тогда через реечную передачу смещается вверх
или вниз гидрораспределитель 10, а промежуточные его положения
зависят от положения ролика 8, упирающегося в упоры.
Для получения быстрого подвода включается соленоид 19. При
этом положении гидрораспределителя полости а и б соединяются,
а полость в изолируется.-Тогда масло поступает в полость б от на-
соса 1.1 быстрых ходов по трубопроводу 4 и от насоса 1.2 рабочих
подач (высокого давления) через подпорный клапан 21 и трубопро-
вод 22. Из полости а, соединенной с полостью б, масло поступает
в правую полость цилиндра 23. Вытесняемое масло через обратный
клапан 12 и гидрораспределитель 10 вновь поступает в правую по-
лость цилиндра, увеличивая тем самым производительность насоса.
Для получения первой рабочей подачи (положение показано на
рис. 161). масло от насоса 1.1 через фильтр 2, трубопровод 3, дрос-
сель 6, дозирующий клапан 5 и полость а поступает в правую по-
лость цилиндра 23. Вытесняемое масло сливается в бак через кла-
пан 12 и полость в. Излишки масла сливаются через переливной кла-
пан 25.2. Масло от насоса 1.2 сливается в бак; клапан 25.1 предохра-
нительный.
Для получения второй рабочей подачи (медленной) масло от на-
соса 1.1 поступает в цилиндр, пройдя два дросселя 6 и 7. В позиции
245
«Останов» масло от насосов 1.1 и 1.2 по трубопроводам 22 и 4 ели*
вается в бак.
При быстром отводе гидрораспределитель 10 занимает самую
верхнюю позицию. Тогда масло от насосов 1.1 и 1.2 по трубопрово-
дам 4 и 26—22 поступает в полость б, а оттуда через обратный кла-
пан 11 — в левую полость цилиндра 23. Из правой полости масло
через гидрораспределитель 10 и трубопровод 18 сливается в бак.
Рис. 161. Гидросхема привода подачи силовой головки
Выдержка на жестком упоре становится возможной, когда торец
цилиндра 23 встретит при движении упорный винт, тогда давление
масла в системе повысится. Если давление превысит заданное датчи-
ком 13, реле давления 14 даст команду на включение соленоида 15
и быстрый отвод головки.
§ 4. ШПИНДЕЛЬНЫЕ МЕХАНИЗМЫ
К шпиндельным механизмам относятся шпиндельные
коробки, сверлильные, расточные, фрезерные и револьверные бабки.
Шпиндельные коробки служат для размещения рабочих шпин-
делей и передачи движения от выходного вала силовой головки
к шпинделям. В основном шпиндельные коробки предназначены для
246
выполнения сверлильно-расточных операций, но возможно их ис-
пользование и для нарезания резьбы в отверстиях, тогда подача
метчика осуществляется по индивидуальным копирным гайкам.
Чаще используют коробки с постоянным расстоянием между шпин-
делями, но проектируются и коробки с раздвижными шпинделями.
Все детали шпиндельных коробок нормализованы. Только рас-
тачивание отверстий в корпусных деталях и сборку коробок прово-
дят согласно чертежу детали, для которой спроектирован станок.
В настоящий момент расчет координатных осей отверстий, силовой
расчет всех элементов шпин-
дельных коробок производят
с помощью ЭВМ.
Типовая шпиндельная ко-
робка (рис. 162) состоит из
собственно корпуса 2, задней
плиты 1 и передней крыш-
ки 3. Рабочие шпиндели 5
получают вращение от при-
водного вала 4 силовой го-
ловки через несколько зубча-
тых пар. Сменные зубчатые
колеса 6 используют для из-
Рис. 162. Шпиндельная коробка:
а — общий вид; б — развертка по осям
менения частоты вращения
шпинделей.
Расточные, фрезерные бабки предназначены для обработки одним
шпинделем. Револьверная бабка позволяет вести обработку последо-
вательно тремя инструментами. Для сообщения инструменту движе-
ния подачи бабки устанавливают на силовых столах. Корпусы бабок
имеют фланцы для закрепления привода вращения шпинделя.
ГЛАВА 23. АГРЕГАТНЫЕ СТАНКИ С ПРОГРАММНЫМ
УПРАВЛЕНИЕМ
§ 1. НАЗНАЧЕНИЕ И КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Агрегатные станки с ЧПУ предназначены для выполнения
сверления, зенкерования, растачивания, развертывания, резьбона-
резания, прямолинейного и контурного фрезерования в заготовках
типа корпусов, арматуры, плит, панелей, строительных балок и т. д.
Как правило, это многоцелевые станки: они оснащены или револьвер-
ными головками или магазинами инструментов, а заготовка, устанав-
ливаемая на координатно-силовом столе, может обрабатываться со
всех сторон за один уставов. Эти станки могут иметь от одной до трех
силовых головок, которые перемещаются от устройства ЧПУ по
трем, либо двум координатам. Их выпускают с горизонтальной и вер-
тикальной осью шпинделя, с поворотным, наклонно-поворотным
или продольным столом.
247
Агрегатный станок с поворотным столом и тремя силовыми го-
ловками (шпиндельными бабками 3), которые перемещаются в вер-
тикальном направлении (координаты Y, V, Q) представлен на
рис. 163. Стойки 2 со шпиндельными бабками 3 устанавливают либо
на крестовом столе 4, как на агрегате / (координаты X и Z), либо
на крестово-поворотном столе I, как стойки агрегатов // и III (коор-
динаты R, D и W, Е). Соответственно шпиндельная бабка агрегата /
перемещается по координатам X, Y, Z, а шпиндельные бабки агрега-
тов II и /// имеют перемещение соответственно по координатам Q, R
и V, W и поворот (координа-
ты D и £).
К унифицированным агрега-
там агрегатных станков с ЧПУ
относятся стойки со шпиндель-
ными бабками, столы, механиз-
мы автоматической смены, гид-
рооборудование и т. д.
Стойки со шпиндельными
бабками бывают двух типов:
с горизонтальным и вертикаль-
ным расположением оси шпин-
деля. Бабки перемещаются по
направляющим качения; привод
главного движения и верти-
кальной подачи осуществляет-
ся, как правило, от двигателей
постоянного тока. Инструмен-
тальные оправки в шпинделе
изготовляют двухкоординатные
Рис. 163. Агрегатный станок с ЧПУ
крепятся автоматически. Столы
крестовые и однокоординатные, двухкоординатные крестово-пово-
ротные и наклонно-поворотные, поворотные с горизонтальной и
вертикальной осью вращения планшайбы. Приводы подач столов
осуществляются чаще всего от двигателей постоянного тока.
Агрегатные станки оснащаются позиционными или комбиниро-
ванными устройствами ЧПУ, которые обеспечивают управление
работой станка в автоматическом режиме в целом и в частности меха-
низмом смены инструмента, координатными перемещениями подвиж-
ных органов станка, выбором режимов резания и т. д.
На некоторых агрегатных станках вместо магазина инструментов
применяют магазин шпиндельных коробок. Такие магазины выпол-
няют барабанными или в виде цепного конвейера; в них может раз-
меститься 6—50 шпиндельных коробок с разным числом шпин-
делей. .
Агрегатные переналаживаемые станки с ЧПУ являются эффек-
тивным средством автоматизации многономенклатурного производ-
ства. Переналадка станка на обработку различных заготовок заклю-
чается в замене управляющей программы, а иногда еще приспособ-
ления для установа заготовки и инструментальных наладок в мага-
зине.
248
§ 2. АГРЕГАТНЫЙ СВЕРЛИЛЬНО-РАСТОЧНОЙ
СТАНОК МА299Ф2 С ЧПУ
Станок предназначен для обработки отверстий, оси кото-
рых лежат в одной плоскости и пересекаются в общем центре. На
нем можно производить сверление, расточку, обточку, подрезку,
торца, выборку карманов, резьбонарезание в деталях гидравлической
арматуры в условиях мелкосерийного производства. Класс точности
станка Н.
Техническая характеристика станка. Диаметр стола 400 мм;
число инструментов 35; число частот вращения шпинделя 12; пре-
делы частот вращения шпинделя 46—2270 мин-1; число подач 36;
пределы подачи координатно-силового стола 18—1080 мм/мин; по-
перечные подачи резца 0,9—50,4 мм/мин; габаритные размеры станка
3500 x 3200 x 2700 мм.
Устройство ЧПУ станка позиционное типа П321. Программо-
носитель — восьмидорожковая перфолента. По команде устройства
ЧПУ осуществляется перемещение координатного стола и резца, по-
ворот делительного стола, изменение режимов резания, выбор нуж-
ного инструмента, цикл смены инструмента и т. д. Дискретность
подачи стола по оси Z равна 0,01 мм, подачи резца 0,001 мм.
Основные механизмы и движения в станке. Станок скомпонован
из отдельных самостоятельных агрегатов, установленных на общей
станине А (рис. 164). К унифицированным агрегатам относятся:
координатно-силовой стол Б и его привод, магазин Е, автооператор
Д, делительный стол В, автоматическая коробка скоростей АКС,
механизм подачи резца Ж- К оригинальным агрегатам относится
станина А, шпиндельная бабка Г, коробка резьбовых подач 3, си-
стемы охлаждения и смазывания, гидрооборудование, электрообо-
рудование .
Главное движение сообщается шпинделю V с инструментом, дви-
жения подачи — координатно-силовому столу с установленной
нем шпиндельной бабкой вдоль оси Z и закрепленному в сменной
план-суппортной головке резцу по оси R в радиальном направлении.
Относительно оси q' стол с закрепленной на нем заготовкой может
занимать восемь фиксированных положений: 5°, 15°, 30°, 40°, 45°,
60°, 90°, 120°.
Кинематика станка. Главное движение шпиндель V получает
от асинхронного двухскоростного электродвигателя Ml (N =4,7 кВт,
п =935/1430 мин-1) через зубчатую передачу z =28—32, АКС, обес-
печивающую шесть значений частот вращения шпинделя, передачу
z =60—60, полый вал III коробки резьбовых подач, шлицевый
вал IV и пару зубчатых колес z — 45—45.
Частоту вращения (мин-1) шпинделя определяют из выражения
ПОС/1ЛОЛ 28 . 60 45
П = 935/1430 -32 » 60 45 ,
где i — передаточное отношение, получаемое в АКС.
Привод подачи бабки. Шпиндельная бабка установлена на коор-
динатно-силовом столе, который перемещается от винт—гайки
249
Рис. 164. Кинематическая схема агрегатного станка МА299Ф2 с ЧПУ
качения VII. В зависимости от вида работы стол получает дви-
жение от различных приводов.
Быстрый подвод и отвод и рабочая подача осуществляются от
шагового электродвигателя М2 типа ШД5-Д1 с гидроусилителем
моментов через беззазорную передачу z = 17—73 (включена муфта
Mj). Минимальная величина перемещения -^-^-10 = 0,01 мм.
Подача при резьбонарезании осуществляется от приводаглавного
движения. В этом случае движение от шпинделя V через зубчатые
пары z = 45—45, z = 50—50 передается через включенную одно-
зубую муфту Л12 на вал VIII, передачу z = 28—56, блок реверса Б1,
переключаемый вручную и позволяющий менять направление наре-
зания, и далее на переднюю или заднюю гитары. Включение в работу
той или другой гитары производят вручную с помощью кулачковых
муфт М3 и Mit что позволяет заранее наладить станок на нарезание
резьб разных шагов. При включенной муфте М4 движение передается
с вала XIV через передачи z =71—50, z =48—48 на винт VII.
При включенной муфте М3 винт VII получает вращение от вала XII
через передачи z = 71—50, z = 48—48. Уравнение кинематического
баланса цепи нарезания резьбы
Т’н.р—1 об. шп. 45 50 56 60 -^-^50-48'10 ММ.
Однозубая муфта Мг переключается автоматически от гидро-
цилиндра Ц1. Рабочий ход резьбонарезании налаживается упорами.
Привод подачи резца в радиальном направлении осуществляется
механизмом подачи резца через толкатель 7, проходящий внутри
шпинделя и контактирующий со сменными план-суппортами. Меха-
низм приводится шаговым двигателем М3 типа ШД5-Д1, который
вращает червяк с z = 1, связанный с червячным колесом z =25.
Внутри колеса помещена шариковая гайка. При вращении гайки
винт XV, удерживаемый от вращения, выдвигается и нажимает на
толкатель шпинделя. Толкатель через ряд передач обеспечивает
перемещение резца по оси R. Минимальное перемещение резца
6 =0,001 мм. С помощью план-суппортов обрабатывают
торцовые поверхности, внутренние и внешние канавки.
Шпиндельная бабка несет шпиндель V, не имеющий осевого пере-
мещения относительно ее корпуса. В отверстие шпинделя входит
трубчатая тяга 6, несущая на конце кулачковую муфту для захвата
инструмента. Инструмент затягивается пакетом тарельчатых пру-
жин 4, поставленных между тягой и торцом шпинделя. Во время
разжима инструмента тяга подается вперед гидроцилиндром Ц2 через
рычаг 5.
На валу IV закреплен копир 2 индексации шпинделя. Ролик 3
индексации перемещается вдоль копира гидроцилиндром ЦЗ, поло-
жение штока которого контролируется тремя путевыми выключате-
лями. Ролик 3 обеспечивает три положения инструмента в шпинделе;
зажатое, разжатое и захваченное механической рукой.
251
Оригинальный механизм касания позволяет производить переход
бабки с быстрого подвода на рабочую подачу при контакте подпру-
жиненного инструмента с заготовкой. Для этого в захваченном, но не-
зажатом положении инструмент несколько выдвинут и имеет воз-
можность осевого перемещения относительно шпинделя. Это переме-
щение контролируется датчиком, смонтированным на толкателе,
который проходит внутри трубчатой тяги. Возможна работа станка
без контроля касания, но тогда усложняется подготовка программы
обработки.
Делительный стол фиксируется с помощью плоского зубчатого
колеса г — 72. При расфиксации стол приподнимается гидравличе-
ской диафрагмой, при этом расцепляются зубья фиксирующих колес
и входят в зацепление зубья муфты поворота Л15.
В расфиксированном положении стол поворачивается на требуе-
мый угол гидроцилиндром через рейку и реечное колесо z = 90.
В конце поворота производится торможение дросселем. Шток ци-
линдра возвращается в исходное положение после фиксации стола.
Обратный ход штока ограничен упорами, расположенными на пово-
ротном барабанчике.
Устройство автоматической смены инструмента состоит из мага-
зина, автооператора, клещей.
Магазин выполнен планетарным и включает диск с четырьмя ин-
струментальными барабанами и четырьмя гнездами для крупных ин-
струментов. Каждый барабан имеет восемь инструментов. Инстру-
менты устанавливают в магазине в промежуточных втулках-спутни-
ках, предохраняющих посадочные места инструментальных оправок
от загрязнения.
Диск магазина приводится во вращение асинхронным электро-
двигателем на валу XVI через зубчатую пару г = 36—50 и червяч-
ный редуктор г — 1—80. На валу XVIII установлено храповое
колесо z = 8, фиксирующее диск в одном из восьми положений.
С осью диска цепью связан контактный датчик. При поиске позиции
диск вращается по часовой стрелке до получения от датчика команды
о прохождении нужной позиции. От этой команды двигатель ревер-
сируется и на «ползучей» скорости доводит диск по упора храповика
в зуб храпового колеса. Червяк z = 1 редуктора выполнен подвиж-
ным и подпружиненным; при остановке диска он, сжимая пружину,
сдвигается вдоль оси, замыкая путевой выключатель электродви-
гателя.
Барабаны установлены на диске на подшипниках качения. Валы
барабанов имеют с нижней стороны рычаги с роликами, находящи-
мися под диском. Ролики входят в паз кругового копира и не дают
возможности барабанам вращаться. В рабочей позиции копир пре-
рывается, и его паз переходит в паз, прорезанный на храповом колесе
z = 8, установленном на валу XXI. Таким образом, барабан, находя-
щийся в рабочей позиции, соединяется с приводом. Привод барабана
осуществляется от асинхронного двигателя через зубчатую пару
z = 36—50 и червячную передачу z = 1—35.
252
Клещи 1 имеют два положения: у магазина и у автооператора.
Захват втулки-спутника и поворот клещей осуществляется от гидро-
цилиндра Ц5 через реечную передачу. Втулка-спутник удержи-
вается в клещах с помощью пружины. Захват втулки-спутника свд-
ван зубчатой передачей z = 34—17 с осью поворота клещей XXIII.
При ходе клещей к магазину цилиндр Ц5 имеет дополнительный ход,
который используется для разжима клещей.
Автооператор представляет собой планку с двумя захватными
устройствами и служит для передачи инструмента при его автома-
тической смене из клещей магазина в шпиндель и обратно. Поворот
автооператора производится гидродвигателем М4 типа ГД1 через
передачи z = 20—60, z = 20—40, z = 20—70. Осевое перемещение
автооператора происходит от гидроцилиндра Ц4, а его угловое по-
ложение контролируется тремя путевыми выключателями. •
Цикл смены инструмента. 1. Исходное положение. Автооператор
стоит горизонтально, клещи находятся у магазина, шпиндельная
бабка осуществляет обработку. 2. С начала рабочей подачи от уст-
ройства ЧПУ дается команда на поиск нового инструмента. Диен
магазина вращается; барабан, пришедший на рабочую позицию,
поворачивается и вносит в клещи требуемый инструмент, затем клещи
занимают горизонтальное положение. 3. Дается команда на отвод
шпиндельной бабки, на смену инструмента и поиск пустого гнезда,
соответствующего инструменту в шпинделе. 4. Бабка приходит в
крайнее заднее положение. Шпиндель индексируется в среднем поло-
жении, инструмент предварительно разжимается. 5. Автооператор
поворачивается на 45°, полностью раскрепляя инструмент, а затем
поворачивается на 90°, захватывает инструмент, находящийся в кле-
щах и шпинделе. 6. Автооператор выдвигается в переднее положение,
поворачивается на 180°, меняя инструменты местами; вдвигается
внося инструменты в конус шпинделя и клещи 7. Шпиндель повора-
чивается на 45° в, промежуточное положение. 8. Автооператор пово-
рачивается на 90° в исходное положение, а клещи ставят отработав-
ший инструмент на место. 10. Бабка начинает быстрый подвод до
касания инструмента с заготовкой, происходит торможение стола,
зажим инструмента, разиндексация шпинделя; включается вращение
шпинделя и подача.
РАЗДЕЛ IV
ПРОМЫШЛЕННЫЕ РОБОТЫ
ГЛАВА 24. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ, НАЗНАЧЕНИЕ^
КЛАССИФИКАЦИЯ И ТЕХНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ ПРОМЫШЛЕННЫХ
РОБОТОВ
§ 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Промышленные роботы являются представителями машин-
манипуляторов, которые предназначены для выполнения двигатель-
ных функций, аналогичных функциям руки человека. Манипуляторы
с ручным управлением (биотехнические) управляются оператором
дистанционно или непосредственно путем перемещения рабочего
органа.
К автоматическим манипуляторам относятся автооператоры,
промышленные роботы и интерактивные роботы.
Автооператор — это неперепрограммируемый автоматический
манипулятор.
Промышленный робот (ПР) — автоматическая машина, пред-
ставляющая собой совокупность манипулятора и перепрограммируе-
мого устройства управления для выполнения в производственном
процессе двигательных и управляющих функций, заменяющих ана-
логичные функции человека при перемещении предметов производ-
ства и (или) технологической оснастки. Перепрограммируемость —
это свойство робота заменять управляющую программу автомати-
чески или оператором.
Существуют роботы, которые попеременно управляются то опе-
ратором, то автоматически. В них имеется устройство памяти для
автоматического выполнения отдельных действий.
Применение ПР в значительной степени решает вопрос развития
комплексной автоматизации производства с возможностью его быст-
рой переналадки на выпуск нового вида продукции. ПР освобождает
рабочего от неквалифицированного монотонного и вредного для здо-
ровья труда, улучшает условия безопасности рабочих и высвобож-
дает их для выполнения новых народнохозяйственных задач.
Применение ПР позволяет повысить производительность труда
в 2—3 раза, увеличить сменность работы оборудования и улучшить
ритмичность. Сегодня ПР в машиностроении выполняют погрузочно-
разгрузочные, транспортно-складские работы, обслуживают станки,
прессы, литейные машины и т. д., а также они могут выполнять сва-
рочные, сборочные, контрольно-измерительные, окрасочные и другие
основные операции.
254
ПР широко применяют в горнодобывающей, металлургической,
нефтяной и других отраслях промышленности. Их используют в ме-
дицине, в сфере обслуживания, при исследовании океанов и т. д. Во
всех случаях ПР позволяют автоматизировать на их основе производ-
ство со всеми вытекающими отсюда технологическими, организа-
ционными, психологическими и социально-экономическими аспек-
тами.
Структурная схема промышленного робота представлена на
рис. 165. Исполнительное устройство ПР выполняет все его двига-
тельные функции. В исполнительное устройство входит манипулятор
и в общем случае устройство передвижения ПР. Манипулятор со-
стоит из несущих конструкций, приводов, исполнительных и переда-
Рис. 165. Структурная схема промышленного робота
точных механизмов. Каждая степень подвижности манипулятора
имеет свой двигатель (пневматический, электрический, гидравличе-
ский). В ПР часто используют волновые и планетарные редукторы,
что позволяет уменьшить объем и массу сборочной единицы при вы-
соком коэффициенте передачи. В ПР малой грузоподъемности ис-
пользуют традиционные зубчатые редукторы, а в тяжелых ПР —
зубчатые редукторы в сочетании с винтовой парой.
Исполнительный механизм ПР (механическая рука) осущест-
вляет ориентирующие и транспортирующие движения. Чаще всего
он имеет шарнирное исполнение. Рабочим органом ПР является
255
захватное устройство (сварочные клещи, окрасочный пистолет,
сварочный инструмент и т. д.). Захватное устройство захватывает
и удерживает объекты, перемещаемые манипулятором. Современные
ПР комплектуют набором типовых захватных устройств.
Устройство управления ПР служит для формирования и выдачи
управляющих воздействий исполнительному устройству в соответ-
ствии с управляющей программой. В устройство управления, как
правило, входят: пульт управления; запоминающее устройство,
в котором хранятся программы и другая информация; вычислитель-
ное устройство и блок управления приводами манипулятора и уст-
ройства передвижения. Устройство управления используют обычно
и для технологического оборудования, работающего совместно с дан-
ным ПР, или совместно работающих с ним других роботов.
Информационная система обеспечивает сбор и передачу в устрой-
ство управления данных о состоянии окружающей среды и функцио-
нировании механизмов ПР. В эту систему входит комплект датчиков
обратной связи различного назначения, устройство обратной связи,
устройство сравнения сигналов.
Некоторые элементы кинематической схемы ПР приведены
в табл. 2.
2. Условные обозначения элементов схем роботов и манипуляторов
Движения в ПР разделяют на транспортирующие в направле-
ниях ХХ\ ZZ\ <px;/; <pzx‘t ориентирующие в направлениях 6 и фг и
координатное движение Y — Y. Ориентирующие движения придают
захватному устройству необходимое положение в заданной точке
рабочей зоны. Транспортирующие движения определяются разме-
рами звеньев исполнительного механизма и служат для перемеще-
ния захватного устройства в различные точки рабочего простран-
256'
ства. Координатные движения обеспечивают перемещение ПР между
отдельными производственными позициями. Эти перемещения пре-
вышают размеры самого ПР и обслуживаемого им оборудования.
Рабочие движения ПР направлены на удержание объекта и пере-
мещение его в заданных направлениях. Установочные движения
необходимы для удобства выполнения операций и увеличения зоны
обслуживания.
Системы координат ПР определяют его компоновочную схему
и соответственно кинематику и форму рабочей зоны. Роботы могут
работать в прямоугольной декартовой, цилиндрической, сфериче-
ской, угловой и комбинированной системе координат (табл/ 3).
J Система координат ЛР и примерь/ компановки
Система
координат
Прямоугольная
плоская
Прямоугольная
лрос/пранс/лУси-
ная
Система осноОнь/к коор-
Сонат перемещений
Полярная
плоская
Полярная
цилиндрическая
Полярная
сферическая
Углодая
В прямоугольной (декартовой) системе координат звенья меха-
нической системы имеют прямолинейные перемещения по трем (или
двум — при плоской системе) взаимно перпендикулярным осям X,
У, Z. Рабочая зона ПР имеет форму прямоугольника или параллеле-
пипеда (размеры Я, L, Lr определяют параметры рабочей зоны).
В плоской полярной системе координат объект перемещается в од-
ной координатной плоскости и его положение определяется величи-
ной радиуса-вектора г и углом поворота радиуса-вектора ф.
Цилиндрическая система координат характеризуется перемеще-
нием рабочего органа ПР в основной координатной плоскости в на-
правлениях г и ф, а также по координате Z. Рабочая зона в этом слу-
чае имеет форму цилиндра, размеры Я, L и угол ф определяют ее
параметры.
Сферическая система координат характеризуется перемещением
рабочего органа в точку пространства за счет перемещений по ра-
9 Локтева С. Е. 257
диусу-вектору г и угловым перемещениям <р и 0 в двух взаимно пер-
пендикулярных плоскостях. Рабочая зона ПР имеет в этом случае
форму шара.
Угловая плоская или пространственная (цилиндрическая и сфе-
рическая) система координат характерна для движения многозвен-
ных шарнирных рук ПР. Объект манипулирования перемещается
в направлении радиуса-вектора г за счет относительных угловых
поворотов звеньев руки, имеющих постоянную длину. Увеличивается
число моделей так называемых «антропоморфных» ПР, имитирующих
движение руки человека и работающих в угловой системе координат.
Такие ПР имеют только вращательные пары, что увеличивает зону
обслуживания, маневренность и функциональные возможности.
§ 2. КЛАССИФИКАЦИЯ, ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
И ТИПАЖ ПРОМЫШЛЕННЫХ РОБОТОВ
Роботы, выпускаемые промышленностью, отличаются
значительным разнообразием конструкций, технических характери-
стик, сфер применения и т. д. Для установления рациональной об-
ласти применения роботов, составления типажа необходимо знать их
классификацию по различным признакам и основные технические
характеристики.
Технические характеристики промышленного робота согласно
ГОСТ 25685—83 включают номинальную грузоподъемность, зону
обслуживания роботом, рабочую зону ПР, число степеней подвиж-
ности, скорость перемещения по степени подвижности, погрешность
позиционирования рабочего органа, погрешность отработки траекто-
рии рабочего органа.
Грузоподъемность — наибольшая масса захватываемого ПР
объекта производства, при которой гарантируется захватывание,
удерживание и обеспечение установленных значений эксплуатацион-
ных характеристик ПР. Число степеней подвижности ПР — это
сумма возможных координатных движений захваченной детали от-
носительно неподвижного звена: стойки, основания и т. д. (движе-
ние зажима детали захватным устройством здесь не учитывается).
Зона обслуживания ПР — это пространство, в котором рабочий ор-
j ан выполняет свои функции в соответствии с назначением робота и
установленными значениями его характеристик. Рабочая зона ПР —
это пространство, в котором может находиться рабочий орган при
его функционировании. Рабочая зона может иметь объем от 0,01 м3
(при особо точных операциях) и свыше 10 м3 (для передвижных
роботов).
Погрешность позиционирования — отклонение положения рабо-
чего органа от заданного управляющей программой. Большинство
современных ПР имеет погрешность ± 0,1 ...2,5 мм (для грубых
работ от ±1 до ±5 мм, для точных работ от ±0,1 до ±1 мм, для
высокоточных работ, до ±0,1 мм).
Линейная скорость исполнительного механизма у большинства
ПР составляет 0,5—1 м/с, а угловая 90—180%.
258
Классификация промышленных роботов. По характеру выполняе-
мых операций ПР подразделяют на производственные, непосредст-
венно участвующие в производственном процессе и выполняющие
основные операции типа сварки, гибки, окраски, сборки и т. д.;
подъемно-транспортные (вспомогательные) ПР, используемые для
установки-снятия деталей и инструмента, обслуживания транспорте-
ров и складов и т. д.; универсальные роботы, выполняющие как
основные, так и вспомогательные операции.
По виду производства различают ПР, используемые в литейном,
кузнечно-прессовом, сварочном производствах, при механической
обработке, термообработке, нанесении покрытий, сборке, автомати-
ческом контроле, транспортно-складских работах и т. д.
По степени специализации ПР делят на специальные, специали-
зированные и универсальные. Специальные ПР выполняют опреде-
ленную технологическую операцию или вспомогательный переход
и обслуживают конкретную модель оборудования. Специализиро-
ванные ПР выполняют операции одного вида, например сварку,
окрашивание, сборку, и обслуживают определенную группу моделей
оборудования, например станки с горизонтальной осью шпинделя.
Универсальные ПР служат для выполнения разнородных операций
и функционируют с оборудованием различного назначения. Универ-
сальные ПР, несмотря на их большую сложность и стоимость, легче
приспособить к работе со станками без особой их модернизации и
изменения конструкции. Гибкие универсальные или с широкой спе-
циализацией ПР используют в автоматизированных производствах
высокого уровня, например в гибких производственных системах..
По грузоподъемности различают ПР: сверхлегкие (номинальная
грузоподъемность до 1 кг), легкие (номинальная грузоподъемность
свыше 1 до 10 кг), средние (свыше 10 до 200 кг), тяжелые (свыше 200
до 1000 кг), сверхтяжелые (номинальная грузоподъемность свыше
1000 кг).
По числу степеней подвижности выпускают роботы с двумя,
тремя, четырьмя и более четырех степенями подвижности.
По возможности передвижения ПР подразделяют на стационар-
ные и подвижные. Стационарные ПР имеют ориентирующие и транс-
портирующие движения, а подвижные ПР дополнительно к этим
двум движениям еще и координатные перемещения.
По способу установки на рабочем месте различают ПР напольные,
подвесные и встроенные. Встроенные роботы компактны, но обслужи-
вают только один станок. Напольные роботы обычно имеют более
сложные задачи, например обеспечивают смену инструмента, кон-
трольные операции, межстаночное транспортирование.
По виду систем координат ПР подразделяют на работающие в пря-
моугольной, цилиндрической, сферической, угловой и комбиниро-
ванной системах координат. Роботы, работающие в прямоугольной
системе координат, отличаются жесткостью и имеют грузоподъем-
ность свыше 80 кг; их часто используют для транспортно-складских
работ или для штабелирования. Наиболее распространена цилиндри-
ческая система координат. В этой системе работают роботы с грузо-
9* 259
подъемностью до 60 кг. ПР со сферической системой координат
имеют высокую жесткость, большой объем рабочей зоны, распростра-
нены для грузоподъемности от 10 до 140 кг. ПР, работающие в угло-
вой системе координат, компактны, имеют увеличенный объем рабо-
чей зоны; применяются щри грузоподъемности от 5 до 160 кг.
По виду привода ПР подразделяют на роботы с электромехани-
ческим, гидравлическим, пневматическим и комбинированным при-
водами.
По виду управления ПР подразделяют на роботы с программным
управлением (цикловым, числовым, позиционным, контурным), и
роботы с адаптивным управлением (позиционным, контурным).
По способу программирования различают роботы, программируе-
мые обучением и аналитически (путем расчета программ). По методу
обучения оператор, управляя ПР с ручного пульта, последовательно
проводит захватное устройство из одного конечного положения
в другое через серию точек в пространстве, которые фиксируются
в запоминающем устройстве ПР. При обработке последующих де-
талей захватное устройство робота будет двигаться по этим зафикси-
рованным точкам.
По методу самообучения программа формируется на основе ин-
формации о внешней среде, запоминающейся устройством ЧПУ,
которое затем и выдает соответствующие команды.
Расчет программ для ПР аналогичен подготовке программ для
металлорежущих станков. При программировании используют ши-
рокий набор от языков высокого уровня (Fortran и др.) до ориенти-
рованных языков.
Типаж промышленных роботов определяют исходя из следующих
технических характеристик и параметров: назначения ПР, грузо-
подъемности, рабочей зоны, числа степеней подвижности, возмож-
ности передвижения (мобильности), компоновочной схемы, кон-
структивного исполнения, вида управления, иногда точности пози-
ционирования (дополнительная характеристика). Компоновочная
схема и конструктивное исполнение ПР зависят от применяемой си-
стемы координат (см. табл. 3), назначения ПР, особенностей обслу-
живаемого оборудования, числа позиций и их расположения. Так,
в компоновках модуля «станок—робот» ПР (рис. 166, а) перемещает
заготовку по трем координатам, подавая ее из загрузочной позиции 1
в рабочую позицию 2 станка, затем ПР снимает деталь и переносит ее
в разгрузочную позицию 3. ПР, изображенный на рис. 166, б, имеет
еще одну степень подвижности — поворот на 180° захватного уст-
ройства вокруг вертикальной оси, что позволяет обработать заготовку
с двух сторон. Перегрузочная позиция 4 позволяет совместить транс-
портирование заготовки, находящейся на позиции 1 и детали (поз. 3)
со временем ее обработки на станке. У ПР на рис. 166, в применено
двухзахватное устройство, что дает возможность совмещения вре-
мени транспортирования детали и заготовки.
Каждая компоновочная схема может быть выполнена в несколь-
ких конструктивных исполнениях. Каждой модификации внутри
кода основной модели присваивается двухзначный номер 01—99.
260
В типаж внесены напольные роботы (с горизонтальной выдвиж-
ной рукой и консольным механизмом подъема, с горизонтальной вы-
движной рукой и подъемной кареткой, с качающейся выдвижной
рукой, с многозвенной рукой), портальные роботы, манипуляторы
с ручным управлением и т. д.
Индексация моделей ПР проводится в следующем порядке:
1) целевое назначение; 2) вид оборудования; 3) грузоподъемность;
4) тип системы ПУ; 5) условная компоновочная схема; 6) исполнение.
Например, модель СМ40Ф2.80.01 расшифровывается следующим
образом: СМ — станочный манипулятор; 40 — грузоподъемность;
Рис. 166. Схемы компоновок модуля «станок—робот»
Ф2 — с позиционной системой ПУ, 80 — индекс схемы компоновки;
01 — конструктивное исполнение.
Робототехнические транспортные тележки служат для передачи
обрабатываемых заготовок от центрального стеллажа-накопителя
к конвейеру-накопителю или приемно-передающим устройствам
станков и рабочим позициям операторов и обратно. Траектория пере-
мещения транспортной тележки зависит от кабеля, проложенного
в полу цеха. По кабелю пропускают переменный ток, создается маг-
нитное поле, которое взаимодействует с витками катушек индуктив-
ности, размещенных в тележке. При этом вырабатывается сигнал,
который подается в электронное устройство рулевого управления, и
определяется направление движения.
ГЛАВА 25. СИСТЕМЫ ПРОГРАММНОГО УПРАВЛЕНИЯ
ПРОМЫШЛЕННЫМИ РОБОТАМИ
§ 1. КЛАССИФИКАЦИЯ СИСТЕМ ПРОГРАММНОГО
УПРАВЛЕНИЯ ПРОМЫШЛЕННЫМИ РОБОТАМИ
Системы ПУ промышленными роботами достаточно
разнообразны и классифицируются по различным приз-
накам.
По объему информации в управляющей программе системы
управления разделяют на жесткопрограммируемые и адаптивные.
261
ПР первого поколения, т. е. практически большинство роботов,
работающих в промышленности, являются жесткопрограммируе-
мыми. В них управляющая программа не корректируется в процессе
обработки при изменении параметров внешней среды.
ПР с адаптивным управлением (это ПР второго поколения) имеют
измерительные устройства для восприятия внешней среды. Управ-
ляющая программа в этом случае не должна содержать всю необходи-
мую информацию. Неопределенность текущей программы снимается
путем опроса датчиков системы очувствления и соответствующей об-
работки результатов измерения. На основе анализа параметров внеш-
ней среды и функционирования самого ПР формируются необходи-
мые команды исполнительному устройству. Такие роботы могут само-
наводиться на произвольно расположенные предметы, обходить нере-
гулярно появляющиеся препятствия, захватывать неориентированные
заготовки из стандартной тары и ориентировать их, контролировать
наличие объекта в захватном устройстве робота и усилие зажима
заготовки, регулировать скорость перемещения, например, при сня-
тии заусенцев и шлифовании, следовать по неточно определенной
в программе траектории и др. Адаптивное управление снижает тре-
бования к периферийному оборудованию, значительно упрощает
программирование, позволяет использовать заготовки с более широ-
кими допусками и т. д. Адаптивные роботы позволяют автоматизи-
ровать достаточно сложные технологические операции, такие, как
сварка, окраска, сборка.
Жесткопрограммируемые ПР могут иметь элементы адаптации
в конструкции. Для этого им придают сенсорные устройства и соот-
ветствующее математическое обеспечение. По сигналам датчиков
у таких ПР возможна корректировка управляющей программы.
К сенсорным устройствам (системам очувствления) относят тактиль-
ные датчики прикосновения, датчики контроля сил и момента сил,
локационные датчики ближнего и дальнего действиям также системы
технического зрения — визуальные сенсорные установки.
Высшим классом адаптивных систем являются системы с искус-
ственным интеллектом, которые можно сравнить в какой-то мере
с интеллектуальной деятельностью человека при выполнении им
физической работы. Таким роботам (а это уже роботы третьего поко-
ления) программа работы задается в самых общих формах. ЭВМ,
получая информацию от сенсорных устройств, вырабатывает опти-
мальный вариант действий робота в зависимости от поставленных
целей. В таких ПР заложены элементы самообучения на основе полу-
чаемого опыта. В машиностроении роботы с искусственным интел-
лектом найдут применение там, где происходит частая смена объек-
тов производства, где нужно обслуживать разнородное технологиче-
ское оборудование и т. д.
По способу позиционирования рабочих органов различают ПР
с позиционным (цикловым и числовым), контурным и комбинирован-
ным управлением. При позиционных системах управления рука ПР
движется от точки к точке по жесткому маршруту, намеченному
в программе. Это относительно простая система управления, позво-
262
лякицая роботу выполнить несложные действия («взять» и «поло-
жить»), например установить заготовку на станок, на конвейер,
в пресс, а затем после обработки снять готовые детали. Возможны и
более сложные действия: уложить детали в штабеля, упаковать
детали, произвести точечную сварку. Здесь уже требуется большее
число запрограммированных точек. У многоточечных позиционных
систем число программируемых позиций достигает нескольких сотен
и ограничивается объемом памяти и допустимой погрешностью по-
зиционирования.
В позиционных системах программа может задаваться на ма-
тричных штекерных панелях, штекерных барабанах, магнитных
барабанах, набором упоров с конечными выключателями, пневмони-
кой (блоком управления со струйными логическими элементами).
Контурные системы управления позволяют захватному устрой-
ству осуществлять непрерывные точные и плавные перемещения
по заданному контуру с заданными скоростями, а иногда с ускоре-
нием или замедлением движения на некоторых участках траектории.
Здесь уже ПР выполняет более сложные задачи. Роботы с контур-
ными системами можно использовать при дуговой сварке по кон-
туру, при нанесении лакокрасочных покрытий, при установке де-
талей на движущийся конвейер и снятии их. Программу работ в кон-
турных системах управления чаще всего записывают на перфоленте
или гибких магнитных дисках. Комбинированные системы управле-
ния обеспечивают как позиционное, так и контурное управление ПР.
По способу управления системы управления ПР делят на не-
замкнутые и замкнутые. Незамкнутая система не дает информации
о состоянии внешней среды и функционировании самого робота.
Замкнутые системы лишены этих недостатков и поэтому область их
применения расширяется.
§ 2. ВИДЫ СИСТЕМ УПРАВЛЕНИЯ
ПР управляются от автономных, комплексных и много-
уровневых систем. Автономные системы используют для управления
только ПР. В этих целях применяют как устройства управления
станками, так и специализированные. Специализированные устрой-
ства для ПР отличаются возможностью программирования методом
обучения, дополнительными модулями измерения показателей состоя-
ния внешней среды и механизмов робота, большим числом входов-вы-
ходов для связи с основным и вспомогательным оборудованием
и т. д. Комплексные системы управления управляют комплексом
«оборудование—ПР». В этом случае обычно используют серийно
выпускаемые станочные системы ЧПУ, но это целесообразно только
при возможности применения метода обучения при подготовке про-
грамм как для станка, так и для робота. Многоуровневые системы
ЧПУ нужны там, где ПР обслуживает станки, входящие в автомати-
зированные участки, управляемые от ЭВМ (такие системы будут рас-
смотрены ниже).
Наиболее распространены в промышленности автономные унифи-
цированные системы управления ПР, разработанные странами СЭВ.
263
Сюда относятся цикловые системы позиционного управления серии
УЦМ (УЦМ-10, УЦМ-20, УЦМ-30, УЦМ-663), числовые устройства
позиционного управления серии УПМ (УПМ-331, УПМ-552 и
УПМ-772), системы контурного управления серии УКМ (УКМ-552
и УКМ-772).
Структурная схема устройства ЦПУ УЦМ-20 приведена на
рис. 167. Программа задается штекерами. Команды формируются
в блоке формирования команд на основе информации, поступающей
от блоков задания программ и управления. Формирователь времен-
ных интервалов обеспечивает выдержки времени между отработкой
Рис. 167. Схема устройства циклового программного управления УЦМ-20
отдельных кадров управляющей программы. Устройство может
управлять семью координатами, число точек позиционирования по
координатам до трех. ПР, комплектуемые таким устройством, имеют
ограниченные функциональные возможности. Их применяют в круп-
носерийном и массовом производстве для обслуживания литейного и
кузнечно-прессового оборудования, металлорежущих Станков и т. д.
Числовые системы позиционного управления типа УПМ комплек-
туются с ПР, обслуживающими металлорежущие станки, подъемно-
транспортные операции, простейшие сборочные работы и др. Техно-
логическая информация включает до шести-десяти команд, програм-
мирование осуществляется методом обучения. Информация с пульта
обучения и пульта управления записывается в оперативную память
устройства, для длительного хранения ее можно переписать на маг-
нитную ленту кассетного накопителя.
Контурные устройства ЧПУ типа УКМ-552 и УКМ-772 управ-
ляют ПР, обеспечивающими сложные перемещения рабочего органа
по заданной траектории. Они выполнены на базе микро-ЭВМ «Элек-
троника-60», программоноситель — гибкие магнитные диски. Уст-
ройство УКМ-552 предназначено для ПР, используемых в процессе
окраски. Число управляемых координат до пяти. На внешнее обо-
рудование может выдаваться до восьми управляющих команд. Уст-
ройство УКМ-772 управляет ПР, обеспечивающим процесс дуговой
сварки. Число управляемых координат до семи, на внешнее оборудо-
вание может выдаваться до 32 управляющих команд.
264
ГЛАВА 26. КОНСТРУКЦИИ ПРОМЫШЛЕННЫХ РОБОТОВ
§ 1. ПРИВОДЫ ПРОМЫШЛЕННЫХ РОБОТОВ
Рис. 168. Принципиальная
схема позиционного пневмо-
привода ПР
ПР выполняют с электромеханическим, гидравлическим,
пневматическим и комбинированным приводом. Выбор типа привода
определяется назначением ПР, его техническими характеристиками,
в частности грузоподъемностью, конструктивными особенностями,
условиями эксплуатации, видом системы управления. Привод ПР
должен иметь высокое быстродействие, минимально возможные га-
баритные размеры, высокую надежность,
высокие энергетические показатели; обе-
спечивать точность позиционирования и
возможность работы в режиме автомати-
ческого управления. Следует учесть, что
привод работает в условиях сильно
меняющейся нагрузки, что связано с из-
менением геометрии ПР в процессе работы.
Для упрощенных ПР с цикловым
управлением и грузоподъемностью до
20 кг применяют пневмопривод. Преиму-
щества пневмопривода — простота, на-
дежность, высокая точность в режиме
управления по упорам, возможность
работы во взрывоопасных средах, в средах
повышенной запыленности, меньшая стои-
мость по сравнению с другими типами при-
вода. Недостатки привода — низкий КПД,
значительные колебания скорости исполнительных механизмов при
изменяемой нагрузке. Принципиальная схема позиционного пневмо-
привода ПР представлена на рис. 168. Шток 4 пневмоцилиндра 5,
управляемого пневмораспределителем 6, передает движение через
рейку 3 зубчатому колесу 2. На одном валу с зубчатым колесом за-
креплен электромагнитный тормоз /, изменением питающего напря-
жения которого регулируется тормозящий момент. При позициони-
ровании датчик положения дает предварительную команду на тор-
можение, затем за счет увеличения тормозного момента скорость
привода сбрасывается до «ползучею» и происходит медленный подход
к заданной точке позиционирования.
Для ПР с грузоподъемностью свыше 10—20 кг в основном при-
меняют гидропривод. Гидропривод имеет высокую энергоемкость,
быстродействие, стабильность скорости при изменяющейся нагрузке,
малую инерционность, высокую точность позиционирования и т. д.
Недостаток гидропривода — возможность утечек. В гидроприводах
цикловых ПР в качестве исполнительных устройств применяют ги-
дроцилиндры, гидродвигатели с ограниченным углом поворота вы-
ходного вала, гидромоторы. В ПР с числовыми системами ПУ ис-
пользуют электрогидравлические следящие приводы с линейными
гидроцилиндрами (типа ПЭГС) или гидродвигателями (типа СП),
265
имеющие датчики обратной связи по положению. Могут применяться
и электрогидравлические шаговые приводы, в этом случае звенья ПР
оснащаются дополнительными датчиками положения.
Электропривод ъблы&ег высокой надежностью, точностью, бес-
шумностью, легкостью регулиррвания, простотой монтажа, умень-
шениехм металлоемкости конструкций ПР. Наиболее подходят для
ПР электродвигатели постоянного тока с возбуждением от постоян-
Рис. 169. Обобщенная схема электропривода промышленного робота
мощности. Используют для ПР электродвигатели с плоским ротором,
малоинерционные высокомоментные электродвигатели, шаговые
приводы с усилителями моментов и силовые.
Электропривод (рис. 169) содержит механическую передачу,
электродвигатель, чувствительные устройства в виде датчиков поло-
жения и скорости и блок позиционирования, включающий схемы
сравнения сигналов по положению и скорости, схему ограничения,
определяющую максимальную скорость, и усилитель мощности,
§ 2. ЗАХВАТНЫЕ УСТРОЙСТВА ПР
Захватные устройства (ЗУ) предназначены для захвата и
удержания объектов манипулирования. Современные ПР комплек-
туют типовым набором стандартных захватных устройств, для спе-
циальных ПР захватные устройства могут проектироваться индиви-
дуально. Захватные устройства должны обеспечивать надежный за-
хват и удержание деталей различных по массе, размерам и конструк-
ции (в пределах предусмотренных параметрами робота); стабиль-
ность базирования; быстроту переналадки; они не должны повреж-
дать деталь в месте захвата. На конструкцию захватных устройств
влияют система ЧПУ, вид обслуживаемого оборудования, тип ро-
бота, серийность производства. Например, робот, обслуживающий
группу станков в серийном производстве, должен иметь широкодиа-
пазонные захватные устройства или их автоматическую смену. За-
266
хватные устройства для обслуживания патронных токарных станков
отличаются по конструкции от захватных устройств, обслуживаю-
щих центровые станки. На рис. 170 показана схема работы захватного
устройства 6 с зажимными губками 5 при установке заготовки 2
в патрон 1 токарного патронного станка с ЧПУ. Упор 3 с помощью
пружины 4 поджимает деталь по торцу в момент смены баз. Одна из
конструкций захватного устройства для установки валов в центрах
токарного станка приведена на рис. 171.
Рис. 170. Захватное устройство для
установки з аготовки в патрон токар-
ного станк а с ЧПУ
Рис. 171. Захватное устройство с пнев-
моприводом
Классификация захватных устройств проводится по многим
признакам. Остановимся на некоторых из них. По принципу дейст-
вия различают захватные устройства механические, магнитные, ва-
куумные, с эластичными камерами, деформирующимися под дейст-
вием нагнетаемого внутрь воздуха или жидкости. Захватные уст-
ройства всех четырех групп могут быть одно-, двух- и многозахват-
ными.
По характеру базирования различают захватные устройства цен-
трирующие, определяющие положение оси или плоскости симме-
трии захватываемой заготовки; базирующие, определяющие поло-
жение базовой поверхности; перебазирующие; фиксирующие поло-
жение объекта, которое тот имел в момент захвата.
По характеру крепления различают захватные устройства несме-
няемые, сменные, быстросменные, с автоматической сменой.
По виду управления захватные устройства делят на неуправляе-
мые, командные, жесткопрограммируемые, адаптивные. К неуправ-
ляемым относятся, например, захватные устройства с постоянными
магнитами: чтобы освободить заготовку из захватного устройства,
нужно приложить силу, большую, чем сила удержания. Командные
захватные устройства получают команды только на захват или от-
пускание объекта. Жесткопрограммируемые захватные устройства
управляются устройством ПУ, определяющим в зависимости от про-
граммы величину перемещения губок, силу зажима, взаимное распо-
ложение рабочих элементов и т. д. Адаптивные захватные устройства
также управляются устройством ПУ и оснащаются датчиками, даю-
щими информацию об объекте и внешней среде, например, о форме
267
поверхности объекта манипулирования или об усилии, возникающем
в месте захвата, и т. д. Элементы адаптации предусмотрены, напри-
мер, в захватном устройстве робота УМ160Ф281.01 (см. рис. 182).
Применяют «антропоморфные» захватные устройства, имитирующие
кисть руки человека. Например, трехпалое устройство такого типа
благодаря сгибанию «фаланг пальцев» может обеспечить 11 степеней
подвижности. Каждое звено управляется отдельно и приводится
в движение электродвигателями постоянного тока. Такие устрой-
ства могут захватывать и базировать детали разных размеров
и формы.
Рассмотрим конструкции захватных устройств разных
типов.
Механические захватные устройства наиболее распространены.
Их классифицируют по типу привода (пружинные, пневматические,
гидравлические, электромеханические), по типу губок (жесткие, ре-
гулируемые, гибкие или пружинящие); по виду передаточного меха-
низма (рычажные, реечные, клиновые). Механические захватные
устройства с пневмоприводом просты, удобны, отсутствуют утечки,
но при одних и тех же габаритных размерах с гидроприводом послед-
ний обеспечивает значительно большие силы захвата. Пневмопривод
к тому же в отличие от гидропривода не позволяет точно регулиро-
вать силу зажима. Рычажное захватное устройство с пневмоприво-
дом для деталей цилиндрической формы показано на рис. 171. На
штоке 2 пневмоцилиндра 1 расположены рычаги 3, несущие зажим-
ные губки 4, которые могут быть постоянными или сменными. Про-
филь губок обеспечивает центрирование захватываемых деталей
в широком диапазоне.
Реечные захватные устройства по сравнению с рычажными имеют
меньшие габаритные размеры, обеспечивают большее раскрытие гу-
бок, однако развивают меньшие силы зажима.
Захватные устройства с электромеханическим приводом встре-
чаются реже. Для заготовок небольшой массы и габаритных размеров
могут использоваться захватные устройства одностороннего действия,
в которых губки раскрываются или закрываются пружиной.
Чтобы не повредить деталь при зажиме, часто применяют гибкие,
эластичные или силораспределяющие захватные устройства. Для
взятия хрупких предметов используют губки в виде надувных поду-
шек или надувных пальцев (рис. 172, а). Пальцы выполнены из
резины цельными с постепенным переходом тонкостенной части 4
в гофрированную 3 и толстостенную часть 2 (рис. 172, б). При по-
даче воздуха через канал 1 тонкостенная часть пальца удлиняется
больше, чем гофрированная и утолщенная, поэтому происходит де-
формирование пальцев по линии 5 и зажим детали.
Вакуумные и магнитные захватные устройства. Вакуумные за-
хваты пригодны для захвата деталей из различных материалов, не
имеющих плоскую и ровную поверхность. Их делят на пассивные
с простыми присосами, изготовляемыми из резины или пластических
материалов, и активные с принудительным поддержанием вакуума
в удерживающей чаше. Вакуум-присос для плоских деталей показан
268
на рис. 173. Отсосом воздуха через штуцер 2 создается разряжение
между деталью и резиновой прокладкой 5, приклеенной к чашке 4.
Чашка может вертикально перемещаться в корпусе 3 для компен-
сации погрешности позиционирования. Возврат в исходное положе-
ние осуществляется пружиной 1, Вакуумные захватные устройства
имеют пониженную точность базирования из-за эластичности при-
сосок.
Магнитные захватные устройства могут иметь постоянные маг-
ниты или электромагниты (первые распространены мало, так как
Рис. 173. Вакуумприсос
Рис. 172. Захватное устройство с надув-
ными пальцами
для высвобождения дегали нужны специальные устройства). Захват-
ные устройства такого типа пригодны только для намагничивающихся
материалов, они имеют простую конструкцию, обладают быстродей-
ствием, обеспечивают высокую точность базирования. Электромаг-
нитные захватные устройства компонуют часто из небольших элек-
тромагнитов, расположенных на общей раме. На рис. 174 изобра-
жено электромагнитное захватное устройство, центрирующее де-
тали по оси симметрии.
Захватные устройства с эластичными камерами (рис. 175) при-
меняют для переноса хрупких небольших деталей неправильной
формы или с большими отклонениями размеров. На корпус 1 надета
камера 4, выполненная из эластичного материала, например резины.
Камера крепится к корпусу накидной гайкой 2 через промежуточное
кольцо 3 и винтом 5. При подаче сжатого воздуха через отверстия
в корпусе камера раздувается, центрируется и удерживает захваты-
ваемую деталь за отверстие. Такие захватные устройства могут удер-
живать детали и за наружную поверхность.
269
Захватные устройства с приспособлениями для выполнения тех-
нологических операций расширяют область применения ПР. К таким
приспособлениям относятся средства запрессовки для выполнения
Рис. 174. Электромагнитное захватное
устройство
Рис. 175. Захватное устройство о эла-
стичной камерой
монтажных работ; сопла для очистки поверхностей деталей и станка
сжатым воздухом; приспособления для измерения деталей и т. д.
§ 3. ПРОМЫШЛЕННЫЕ РОБОТЫ АГРЕГАТНО-МОДУЛЬНОГО
ТИПА
Одним из наиболее важных направлений робототехники
является максимальное ограничение конструкций выпускаемых ПР.
Этому способствует унифицированный блочно-модульный принцип
построения ПР. Конструктивный модуль (блок) — функционально и
конструктивно независимая единица, которую можно использовать
как индивидуально, так и в различных комбинациях с другими мо-
дулями. ПР модульной конструкции получают путем соединения ав-
тономных модулей, при этом число степеней подвижности и кинема-
тическую схему выбирают согласно конкретным условиям примене-
ния ПР. Модульный принцип построения позволяет сократить сроки
и затраты на изготовление, освоение и внедрение в эксплуатацию
ПР, упростить их конструкцию. Модульные ПР надежнее универ-
сальных, так как конструкция модулей обычно хорошо отработана.
ПР модульного типа можно легко перестроить для использования
на других работах.
Для разработки агрегатно-модульных ПР используют следующие
типовые модули: несущие металлоконструкции (основание, рельсо-
вые пути и т. д.); набор захватных механизмов; механизмы рабочих
перемещений с приводами (механизмы подъема, поворота, подъема и
поворота, поворота и перемещения, вращения, качания, выдвижения,
выдвижения и вращения и т. д.); модули отдельных блоков или в це-
лом управляющих устройств ПР; модули, обеспечивающие перемеще-
ние ПР.
270
Базовый кинематический модуль включает привод, аппаратуру
управления и клеммные разъемы для подсоединения к устройству
управления. В модулях с ПУ применяют обычно следящие приводы
с обратной связью по положению. При использовании электропри-
вода не требуются гидравлические разъемы высокого давления и,
следовательно, упрощаются коммуникации между модулями.
Унификация и нормализация основных параметров и механиз-
мов ПР. Грузоподъемность, характеризующая гамму ПР, построен-
ных по агрегатно-модульному типу, может относиться лишь к базо-
вым моделям или к наиболее характерным модификациям. Это свя-
зано с тем, что масса механизмов ПР, которая влияет на его грузо-
подъемность, может значительно меняться при замене одной сбороч-
ной единицы другой или замене привода и т. д.
Энергетические показатели модулей (мощность, сила, крутящий
момент) устанавливают при разработке параметрических рядов агре-
гатных систем. В пределах отдельных агрегатных гамм регламенти-
руют скорости и перемещения.
Захватные устройства агрегатных ПР нормализуют по грузоподъ-
емности, размерам захватываемой поверхности.
Важная задача — нормализация стыковых элементов и присоеди-
нительных размеров сборочных единиц, так как компоновка модуль-
ного робота содержит от одного до семи основных модулей, при этом
число приводов может достигать восьми. Системы управления ПР,
комплектующие агрегатную гамму ПР, также должны быть унифи-
цированы.
Компоновки гаммы агрегатных ПР можно условно разделить
на две группы: 1) ПР, построенные на базе одной принципиальной
компоновки (однотипные роботы); 2) ПР, построенные по различным
компоновочным схемам на основе унифицированных модулей (разно-
типные роботы).
ПР, построенные на базе одной принципиальной компоновочной
схемы. В этом случае различные модификации получают за счет
изменения взаимного расположения основных модулей, применения
дополнительных кинематических модулей, различных типов приво-
дов или систем управления и т. д. На рис. 176 показана система По-
строения отдельных модификаций агрегатной гаммы ПР, обслужива-
ющих литейные цехи с поточным характером производства или стан-
ки в условиях массового и крупносерийного производства. Всего
эта гамма включает 24 модификации, различающиеся числом степе-
ней подвижности (2—6), формами рабочих зон, комбинациями и
расположением стыкуемых сборочных единиц. Например, модуль 1,
обеспечивающий перемещение по координатам г, аъ а2, и модуль 2,
осуществляющий движение по координате г, используют в четырех
модификациях, а модули 3, 4 только в двух. ПР этой гаммы имеют
грузоподъемность 40 кг, гидравлический привод. Система управле-
ния — цикловая. Метод программирования перемещений — по упо-
рам, погрешность позиционирования ±2,0 мм.
ПР, построенные по различным компоновочным схемам на основе
унифицированных модулей, обеспечивают разнообразие размеров и
271
форм зон обслуживания. Для массового и крупносерийного произ-
водства такие ПР делают упрощенными с цикловыми системами ПУ;
для серийного производства используют ПР широкого назначения,
применяемые для выполнения сложных операций. Агрегатная гамма
роботов упрощенного типа грузоподъемностью до 6 кг (рис. 177)
строится на базе модулей линейного и углового перемещений с пнев-
матическим приводом. В этой гамме можно комплектовать до 50 типо-
размеров ПР. Число степеней подвижности 2—7. Система управле-
Рис. 176. Схема построения отдельных
модификаций агрегатной гаммы
Рис. 177. Схема построения агрегатной
гаммы упрощенных роботов
ния — цикловая, способ программирования — по упорам. Погреш-
ность позиционирования ±0,1... 0,5 мм в зависимости от набора мо-
дулей.
§ 4. ПРОМЫШЛЕННЫЙ РОБОТ СМ40Ф2.80.01
Промышленный робот с программным управлением пред-
назначен для загрузки деталей типа тел вращения в станках с гори-
зонтальной осью шпинделя. Обширная рабочая зона площадью
более 30 м2 позволяет обслуживать группу станков при линейном
или линейно-параллельном (в два ряда) расположении. Привод
ПР — электрогидравлический шаговый. Система координат — угло-
вая. ПР комплектуется быстросменными широкодиапазонными само-
центрирующими захватными устройствами. Имеется специальный
датчик для определения положения заготовок на позициях вспомо-
гательных устройств. Предусмотрено устройство светозащиты, обес-
печивающее безопасность эксплуатации оборудования.
272
Рис. 178. Общий вид и рабочая зона ро-
бота СМ40Ф2.80.01
12000
методом обучения. Точность
Техническая характеристи-
ка. Грузоподъемность 40 кг;
число степеней подвижности
(без захвата) 4; число захват-
ных устройств 1; наибольший
диаметр и длина транспорти-
руемых за готовок соответствен-
но 250 и 1200 мм; максимальные
линейные перемещения 1900 мм;
углы поворота плеча и лок-
тя 90°, кантования захватного
устройства 180°; максимальная
скорость перемещений рабочих
органов: каретки 0,8 м/с; плеча
и локтя 0,6 м/с, кантования
захватного устройства 0,5 м/с.
Система управления — пози-
ционная типа УПМ-331. Число
управляемых от устройстваЧПУ
координат (всего/одновремен-
но) 3/2; программирование прои<
позиционирования ±1,00 мм. Программоноситель — накопитель на
магнитной ленте с объемом хранимой информации 600 К бит.
Имеется цифровая индикация номера зоны и номера кадра, а также
световая сигнализация.
Основные механизмы, движения и кинематика. ПР (рис. 178)
имеет портальную компоновку. Опорная система 1 представляет со-
бой траверсу, состоящую из двух секций монорельс длиной 6000 мм
каждая, закрепленную на трех колоннах. К траверсе крепятся рельсы
прямоугольного сечения, по которым перемещается каретка 2. Две
груцпы роликов (каждая из трех штук) охватывают верхний рельс и
пара роликов опирается с боков на нижний рельс. К базовой поверх-
ности каретки крепится рука и гидропанель. Рука выполнена свар-
ной и состоит из плеча 3 и локтя 4. На базовый фланец локтя устанав-
ливается головка 5 робота, на переднем конце шпинделя которой
имеется байонетный зажим для крепления захватного устройства.
Привод каретки 10 (рис. 179) осуществляется от шагового двига-
теля Ml типа ШД5-Д1 с гидроусилителем крутящих моментов через
редуктор —z2, z3~z4 и реечную передачу с реечным колесом гб.
Рейка расположена на монорельсе 11. Вокруг оси 9, закрепленной на
каретке, качается плечо 7 от электрогидравлическогр шагового при-
вода М2 через редуктор zQ—z? и пару винт—гайка качения 12. Вокруг
неподвижной оси 6 качается от шагового электродвигателя М3 типа
ШД5-Д1 с гидроусилителем локоть 5 через зубчатую пару z8 —z9 и
винт — гайку качения 8. Электромагнитные муфты Л41 и М2 обеспечи-
вают торможение при прекращении подачи электрического тока.
273
Гидроцилиндр Ц1 через тягу, передний конец которой входит
в зацепление с захватным устройством 2, осуществляет его зажим.
Приводом механизма кантования является гидроцилиндр Ц2. Этот
механизм позволяет захватному устройству поворачиваться соответ-
ственно на углы 90 и 180° относительно шпинделя 3 в зависимости от
положения выдвижного упора, управляемого электромагнитом.
Гидроцилиндр Ц2 вращает шпиндель головки и соответственно за-
хватное устройство посредством шток-рейки и зубчатой пары zu—z12.
Захватное устройство имеет две пары губок специального профиля,
обеспечивающего центрирование заготовок с диаметрами, лежащими
в диапазоне работы захвата. На губках, шарнирно закрепленных на
корпусе, нарезаны зубчатые сектора, и губки попарно зацепляются
с двусторонними рейками 1, Зубчатые рейки связаны с цилиндром
зажима Ц1.
274
§ 5. ПРОМЫШЛЕННЫЙ РОБОТ УМ160Ф2.81.01
Универсальный промышленный робот с ПУ предназначен
для группового обслуживания оборудования, в основном металлоре-
жущих станков с горизонтальной осью шпинделя или горизонталь-
ным столом. ПР производит установку-снятие деталей и их межста-
ночное транспортирование. ПР может обслуживать токарные, фре-
зерно-центровальные, шлифовальные, зубообрабатывающие и дру-
гие станки. ПР оснащен широкодиапазонными быстросменными за-
хватными устройствами, возможна автоматическая смена захватных
устройств.
Техническая характеристика. Грузоподъемность 160 кг; число
захватных устройств /, число обслуживаемых технологических еди-
ниц 4; число степеней подвижности 4; линейные перемещения X
(при скорости 1,2 м/с) 16 000 мм; угловые перемещения 0ь 02 (при
скорости 307с) 90°, а (при скорости 90 7с) 90—180°.
Система управления — позиционная типа УПМ 331. От устрой-
ства ЧПУ управляются три координаты. Способ программирова-
ния — обучение. Погрешность позиционирования ±0,5 мм. Про-
граммоноситель — накопитель на магнитной ленте.
Основные механизмы, движения и кинематика. ПР (рис. 180)
имеет портальную конструкцию. Каретка 1 перемещается по моно-
рельсу 2, состоящему из трех секций длиной 6000 мм каждая, за-
крепленных на четырех колоннах. Ролики каретки катятся по двум
направляющим прямоугольного сечения, прикрепленным к моно-
рельсу.
Привод каретки осуществляется от шагового электродвигателя
Ml типа ШД5-Д1 с гидроусилителем через зубчатую пару г = 18—60,
реечное колесо г = 18 и рейку z = 30. Привод имеет дополнительную
кинематическую цепь от гидродвигателя М2 с зубчатыми колесами
z = 18—60 и реечным колесом z = 18. Эта цепь служит для устране-
ния зазора в реечном зацеплении. Гидроусилитель двигателя Ml и
гидромотор М2 гидравлически связаны в единую систему, что обес-
печивает беззазорное зацепление ведущего реечного колеса z = 18
в рейкой z = 30.
Привод плеча 27 осуществляется шаговым двигателем М3 типа
ШД5-Д1 с гидроусилителем через зубчатую пару z = 51—85. Плечо
27 шарнирно закреплено на каретке 1 на оси /, привод плеча уста-
новлен на кронштейне 3. При вращении винта качения 5 гайка 69
шарниром II связанная с плечом, перемещается по винту, поворачи-
вая плечо 27. Кулачковая тормозная муфта Л11 с гидроприводом за-
пирает винт 5 при падении давления в гидросистеме. Максимальный
угол поворота плеча составляет 90°.
Предплечье 12 шарнирно закреплено на оси V плеча. Поворот
предплечья относительно оси V осуществляется от шагового двига-
теля М4 типа ШД5-Д1 с гидроусилителем через зубчатую пару z ==
= 51—85 и винт—гайку качения z = 29—28. Гайка 28 шарнирно
закреплена на плече. Муфта М2 — кулачковая тормозная. Макси-
мальный угол поворота предплечья 12 относительно плеча 27 состав-
275
Рис. 180. Кинематическая схема робота УМ160Ф2.81.01
276
ляет 90°, в исходном же положении звенья расположены под углом
30° друг к другу, что обеспечивает выгодную форму рабочей зоны.
Головка 22 шарнирно крепится на диске 25 предплечья 12. Го-
ловка несет шпиндель 21, в котором закрепляются сменные захват-
ные устройства 19. В корпусе головки расположен гидроцилиндр Ц1
привода движения захватов захватного устройства. Перемещение за-
хватов происходит через тягу 20 с закрепленной на ней рейкой, на-
ходящейся в зацеплении с зубчатыми секторами привода захватов.
Рис. J81. Сенсорное оснащение ПР УМ160Ф2.81.01
Ротация шпинделя 21 головки 22 на 90° и 180° осуществляется
лопастным гидроцилиндром Ц2 через реечную передачу. Гидроци-
линдр управляется следящим гидрораспределителем 15, щуп кото-
рого* через рычаг 17 контактирует с кольцевым копиром 16, закреп-
ленным на шпинделе 21 головки. Ось рычага 17 закреплена на тяге 14,
которая опирается на ступенчатый шток 18 вспомогательного ги-
дроцилиндра ЦЗ. В зависимости от положения штока ось рычага 17
может устанавливаться на один из трех уровней, что приводит к из-
менению положения щупа следящего гидрораспределителя 15 по
отношению к копиру, и, соответственно, вызывает поворот лопаст-
ного гидроцилиндра.
Шарнирно-рычажный спрямителъный механизм крепится к руке
и служит для сохранения вертикального расположения шпинделя
головки и соответственно захватного устройства при любом поло-
жении звеньев руки. Механизхм включает палец 4, жестко закреплен-
ный на каретке, свободный диск 9, несущий пальцы 8, 10 и 11, а также
диск 25, жестко соединенный с цапфой головки 22. На диске 25 за-
креплены пальцы 23 и 24. Пальцы 4 и 8 соединены рычагом 7, пальцы
10, 23 и 11, 24 соответственно связаны рычагами 13, 26. Образован-
ные рычагами 7, 13, 26 и звеньями руки 27 и 12 шарнирные паралле-
лограммы обеспечивают вертикальное положение шпинделя 21 го-
ловки.
Сенсорный модуль, которым оснащен ПР, служит для поиска,
опознавания, измерения и захватывания деталей типа тел вращения.
Имеется электромеханический тактильный датчик (рис. 181, а) в виде
штыря 4, перемещающегося в вертикальном направлении. Подпру-
277
жиненное коромысло 6 закреплено на основании штыря 4. Перемеще-
ние штыря 4 и коромысла 6 фиксируется датчиками положения 5.
Датчик используется следующим образом: захватное устройство ПР
перемещается над позициями ориентирующего магазина 1 на уровне,
обеспечивающем контакт коромысла 6 с лежащей в позиции заго-
товкой 2. При совпадении оси датчика с плоскостью оси заготовки
датчик дает сигнал в систему управления на перемещение руки на
величину шага L и вверх и на взятие заготовки захватным устройст-
вом 3. Расстояние между осью захватного устройства и коромысла
устанавливается равным шагу позиций магазина. Последовательность
захвата заготовки показана на рис. 181, б. С помощью электроли-
нейки можно измерить длину заготовки, установить положение
захватного устройства относительно ее торцов и ввести соответствую-
щую коррекцию в программу.
РАЗДЕЛ V
АВТОМАТИЗИРОВАННОЕ ПРОИЗВОДСТВО
ГЛАВА 27. ОБЩИЕ ПОНЯТИЯ И КЛАССИФИКАЦИЯ
АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА,
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ
§ 1. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ АВТОМАТИЧЕСКИХ
СТАНОЧНЫХ СИСТЕМ
Современное машиностроение примерно на три четверти
имеет среднесерийный и мелкосерийный характер производства.
Быстро обновляется номенклатура машин, одновременно возрастает
их сложность и точность, все это приводит к необходимости опера-
тивной перестройки производства на предприятиях. Организационно-
технические средства, эффективные для массового однономенклатур-
ного уровня производства, становятся’ тормозом при обновлении
продукции. Следовательно, необходимо создавать быстро перена-
лаживаемые производства с высокой производительностью труда.
Значительное место в таких производствах принадлежит промышлен-
ным роботам, которые на многих операциях заменяют ручной труд,
что уменьшает число требуемых рабочих, способствует многостаноч-
ному обслуживанию. Повышению производительности труда спо-
собствует резкое повышение уровня автоматизации оборудования и
надежности его работы. Высокоавтоматизированные станки, обслужи-
ваемые промышленными роботами, окупаются в приемлемые сроки
только при условии их работы в две-три смены.
Наиболее правильное решение — обслуживание автоматизиро-
ванного производства рабочими только в первую смену и автомати-
ческая работа оборудования без обслуживающего персонала во вто-
рую и третью смены. В дневную смену автоматизированное производ-
ство работает в режиме наладки и подготовки к работе (комплекто-
вание и входной контроль заготовок, наладка, контроль состояния
и комплектование режущего инструмента и крепежной оснастки;
проверка и корректировка управляющих программ, контроль со-
стояния, профилактическое и текущее обслуживание оборудования
и др.); в вечернюю и ночную смены производство должно работать
в автоматическом режиме под наблюдением дежурного персонала,
который периодически контролирует качество обработанных деталей,
устраняет мелкие неисправности. По этому принципу работают гиб-
кие производственные системы различной сложности.
Основные определения. Станочная система (ССт) — управляе-
мая совокупность станков и вспомогательного оборудования, пред-
назначенная для обработки одной, нескольких подобных заготовок или
заготовок широкой номенклатуры на основе одного, нескольких или
279
различных маршрутных технологических процессов. Автоматические
или автоматизированные ССт — совокупность взаимодействующих
станков и вспомогательного оборудования, объединенных автомати-
ческими подсистемами: транспортно-накопительной и управления.
Автоматические ССт функционируют без участия человека или с ми-
нимальным его участием. Автоматизированные ССт допускают уча-
стие человека в реализации некоторых производственных функций.
В зависимости от типа производства ССт подразделены на спе- _
циальные (непереналаживаемые), специализированные (перенала-
живаемые) и универсальные (гибкие). К специальным ССт относятся
непереналаживаемые автоматические линии, предназначенные для
одновременной обработки 1—2 заготовок. Годовая программа выпус-
ка деталей одного наименования >75 000 шт. на основе одного мар-
шрутного технологического процесса, поток обрабатываемых заго-
товок следует по схеме «станок — станок». Специальные ССт включают
специальные, специализированные и универсальные станки и яв-
ляются основным средством автоматизации массового производства.
В универсальные ССт входят только универсальные станки, поток
обрабатываемых заготовок движется по схеме «станок — склад —
станок». К этой группе относятся гибкие автоматизированные ССт,
предназначенные для обработки заготовок широкой номенклатуры
(закреплено 10—30 наименований) с различными технологическими
маршрутами.
В специализированные ССт (переналаживаемые автоматические
линии) включают универсальные и специализированные станки, за
ними закрепляют от 2 до 15 наименований обрабатываемых заготовок.
Автоматический станочный модуль — это металлорежущий ста-
нок, оснащенный устройствами управления и автоматической смены
обрабатываемых заготовок (пристаночным накопителем, автоопера-
тором или ПР), осуществляющий многократные автоматические ра-
бочие циклы. Он предназначен для автономной работы и его можно
встраивать в станочную систему.
Адаптивный станочный модуль обеспечивает автоматические кон-
троль и подналадку процесса обработки, а также контроль и коррек-
цию качества обрабатываемых заготовок. Переналаживающийся мо-
дуль обеспечивает автоматизированный или автоматический переход
на обработку заготовок другого типоразмера или- наименования.
Гибкий производственный модуль (ГПМ) имеет все перечисленные
выше свойства, оснащен устройствами ПУ, смены инструмента,
заготовок, удаления отходов; его можно встраивать в систему более
высокого ранга.
Гибкая автоматизированная линия (ГАЛ) и гибкий автомати-
зированный участок (ТАУ)— это совокупность не менее двух
единиц оборудования или ГПМ, объединенных автоматизированными
системами управления и транспортно-накопительными системами для
заготовок, полуфабрикатов, инструментов, оснастки, отходов, пере-
налаживаемых на обработку заготовок заданной номенклатуры в
пределах технических возможностей оборудования. В ГПЛ обра-
ботка заготовок идет по схеме единица оборудования — единица
280
оборудования, ГАУ отличаются независимым потоком обработки
по основному технологическому оборудованию. Гибкий автомати-
зированный цех (ГАУ) — это комплекс ГАЛ, ГАУ, ТПМ.
Гибкий автоматизированный завод (ГАЗ) — это комплекс ГАЦ,
ГАЛ, ГАУ, ГПМ (литейных, кузнечно-прессовых, металлорежущих,
термических и т. д.) и других типов основного оборудования, пере-
налаживаемых на выпуск деталей, входящих в план основного про-
изводства.
§ 2. ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ МОДУЛИ
Гибкие (автоматически переналаживаемые) модули приме-
няются в серийном производстве с установившейся номенклатурой
обрабатываемых деталей, что дает возможность использовать для за-
грузки-разгрузки промышленные роботы. Модуль может функциони-
ровать в автоматическом режиме 1—2 смены и более при соответству-
ющих условиях, которые заключаются в подготовке партии заготовок
для автоматической загрузки (заготовки проходят входной контроль),
контроле и замене режущего инструмента, проверке и обслуживании
оборудования, переналадке станка, пробной обработке первых за-
готовок и т. д.
Токарный автоматический переналаживаемый модуль (рис. 182)
состоит из токарного станка 10, устройства автоматической смены ин-
струмента 3 или 5, устройств для контроля состояния режущего ин-
струмента 1 и точности обрабатываемой заготовки 2, промышленного
робота 8, транспортно-накопительного оборудования 9, устройства
для сбора и удаления стружки 6, устройства ЧПУ типа CNC 7, си-
стемы охлаждения 4, системы диагностики и восстановления работо-
способности модуля. Станок, входящий в модуль, должен иметь вы-
сокую надежность работы всех механизмов.
Компоновка станка должна обеспечить свободный сход стружки
и СОЖ из зоны резания, свободный доступ в рабочую зону оператора
или ПР, надежную изоляцию рабочей зоны. С этой целью станки
выпускают с наклонными направляющими, расположенными за
осью центров, с герметичными защитными кожухами.
Устройство автоматической смены инструмента, выполненное
в виде одной или двух многопозиционных револьверных головок
или магазина, должно иметь вместимость (до 28 инструментов), до-
статочную для обслуживания станка в течение 1—2 смен. Состояние
режущего инструмента и точность обрабатываемой заготовки опре-
деляются с помощью индикаторов контакта. На основе поступающих
от них электрических сигналов устройство ЧПУ принимает решение
об автоматическом вводе коррекции, о прерывании или продолжении
процесса обработки и т. д. Система диагностики контролирует вы-
полнение команд, определяет причины отказов и по возможности
устраняет их. Например, можно без участия наладчика исправить
некоторые отказы: не вышел суппорт в нулевое положение, не вра-
щается шпиндель и т. д.
Для смены обрабатываемых заготовок в таких модулях приме-
няют ПР трех типов: портальные, напольные и встроенные. Транс-
281
портно-накопительное оборудование для заготовок выполняют в виде
тележечно-цепного замкнутого конвейера, находящегося рядом со
станком. Возможна автоматическая смена кулачков для закрепле-
ния заготовки в патроне, тогда в модуль встраивается магазин смен-
ных кулачков.
Основой модуля для обработки заготовок корпусных деталей слу-
жат многоцелевые станки. Сюда же входят накопители инструмента
и заготовок, устройства их автоматической смены; дополнительные
устройства, позволяющие автоматизировать уборку стружки, из-
мерение детали, подналадку и при необходимости замену инстру-
мента, изменение запрограммированных режимов резания и т. д.,
Рис. 183. Система накопления деталей
т. е. то, что в обычных условиях требует вмешательства станочника
в рабочий цикл после наладки станка. Для накопления и смены обра-
батываемых заготовок служат устройства с использованием приспо-
соблений-спутников. Система накопления деталей представлена
на рис. 183. Приспособления 1—8 установлены в специальном мага-
зине. На позиции 9 оператор заранее закрепляет заготовки. С по-
мощью устройства передачи 10, имеющего продольное и поперечное
перемещения, а также механизм подъема, автоматически по програм-
ме приспособления транспортируются от позиции ожидания 11 к ма-
газину и обратно. Автоматическое транспортирование от позиции
зажима до позиции накопления включается вручную. Заготовка
обрабатывается на рабочем месте 12, поворотное устройство 13 меня-
ет местами обработанную деталь и ожидающую обработки заготовку.
Транспортирование приспособлений для крепления заготовок и их
закрепление производится в процессе обработки, время смены заго-
товки до 20 с. Такой способ удобен для крупных и сложных заготовок
при штучном времени их обработки более 2 ч. Для сравнительно не-
больших и простых заготовок с меньшим временем обработки для
загрузки выгодно использовать промышленные роботы.
Вместимость накопителя инструментов должна составлять 50—60
позиций. Для компенсации размерного износа инструментов и полу-
чения высокой точности обработки применяют автоматический кон-
троль в сочетании с автоматической подналадкой инструмента. Для
этого в магазине инструментов могут быть установлены специальные
282
головки с индикаторами контакта, которые заводятся в шпиндель вме-
сто режущего инструмента по специальным командам и приводятся
в соприкосновение с поверхностью заготовки. Возникающие при этом
импульсы поступают в устройство ЧПУ, которое и дает команду на
подналадку инструмента, введение коррекции и т. д.
Проектируются модули и со сменными шпиндельными коробками.
Один из таких автоматизированных переналаживаемых модулей со
сменными шпиндельными коробками предназначен для обработки
заготовок корпусных деталей габаритами до 500x500x500 мм из
чугуна, стали, алюминия и т. д., имеющих большое число основных
и крепежных отверстий, а также ступенчатых поверхностей. Группу
однотипных заготовок отбирают заранее для обеспечения полной
загрузки модуля. Выпуск деталей должен быть рассчитан на доста-
точно длительный период времени, чтобы было целесообразно при-
менение многошпиндельных коробок и специальных приспособлений
для закрепления заготовок. Система смены обрабатываемых загото-
вок включает склад заготовок, промышленный робот, перекладчик
и тумбу для загрузки-выгрузки. В системе смены инструмента имеет-
ся склад, рассчитанный на размещение 36 многошпиндельных коро-
бок и тележка-оператор с загрузочным устройством. Для управле-
ния модулем используется развитая система ЧПУ типа «Электроника
НЦ 80-31». На этом модуле производительность обработки корпус-
ных деталей повышается в 2—3 раза по сравнению с многоцелевыми
станками.
§ 3. ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ
Гибкие производственные системы — это наиболее эффек-
тивное средство автоматизации серийного производства, позволяю-
щее переходить с одного вида продукции на другой с минималь-
ными затратами времени и труда, ГПС позволяет снизить потреб-
ность в квалифицированных станочниках и станках, повысить каче-
ство продукции. Производительность станков с ЧПУ, входящих
в ГПС, в 1,5—2 раза выше суммарной производительности такого же
количества индивидуально работающих станков с ЧПУ.
Гибкая производственная система (ГПС) — это комплекс техно-
логических средств, состоящий из одного-двух (не более) многоцеле-
вых станков с ЧПУ или других металлорежущих станков с ЧПУ,
оснащенных механизмами автоматической смены инструмента, авто-
матической смены заготовок и транспортирования их со склада до
зоны обработки при помощи различных транспортных средств, на-
пример при помощи самоходных роботизированных тележек. Этот
комплекс связан единым математическим обеспечением, способствую-
щим работе оборудования в автоматическом режиме с минимальным
участием человека. ГПС рентабельны только при эксплуатации в 2—3
смены. ГПС оснащены современными системами ЧПУ, управляющи-
ми перемещениями механизмов станка, инструментом, транспортом,
системами загрузки-выгрузки. Такие системы ЧПУ имеют дисплеи,
помогающие оператору увидеть отклонения в работе станка; мони-
торные устройства, обеспечивающие диагностирование режущего
283
Рис. 184. Структурная
схема гибкого автомати-
зированного производства
инструмента, контроль размеров обрабатываемых заготовок непосред-
ственно на станке и т. д.
Для встраивания в ГПС создаются разные типы оборудования.
В мелкосерийном производстве это может быть комплекс «станок —
робот», позволяющий при сохранении свойств быстрой переналажи-
ваемости обеспечить автоматическую загрузку заготовок и выгрузку
деталей. Для среднесерийного производства создаются автономно
работающие токарные, сверлильно-фрезерно-расточные и зубообра-
батывающие модули. В крупносерийном производстве для обработки
деталей типа тел вращения создают высоко-
производительные токарные автоматы с ЧПУ
с увеличенным числом шпинделей, суппор-
тов, с возможностью выполнения сверлиль-
ных, фрезерных и других работ. Для обра-
ботки корпусных деталей в крупносерийном
переналаживаемом производстве применяют
многоцелевые станки со сменными много-
шпиндельными головками.
ГПС являются основой гибких автома-
тизированных производств (ГАП). В струк-
туру ГАП (рис. 184) входит автоматизиро-
ванный комплекс 1 «станок — промышлен-
ный робот», автоматическая транспортно-
складская система 2, автоматические скла-
ды заготовок 3, 4, инструмента и готовой
продукции 6, автоматический контроль гото-
вых изделий 5, диспетчерское управление 8. С помощью автоматизи-
рованных рабочих мест (АРМ) технолога 10, конструктора 11, иссле-
дователя 12, экономиста-плановика 13 реализуется система автома-
тизированного проектирования (САПР), единая система технологи-
ческой подготовки производства (ЕСТ ПП), автоматизированные
системы управления производством (АСУП) и технологическими про-
цессами (АСУ ТП). ЭВМ 8 осуществляет планирование, диспетчиро-
вание и управление всем производственным процессом. Управляю-
ще-вычислительные подсистемы ГАП имеют иерархическую струк-
туру, которая подробнее рассматривается в гл. 28, § 2.
ГЛАВА 28. АВТОМАТИЗИРОВАННЫЕ УЧАСТКИ
§ 1. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ
АВТОМАТИЗИРОВАННЫХ УЧАСТКОВ
Автоматизированные участки (АУ) из станков с ЧПУ,
управляемых средствами электронно-вычислительной техники, ис-
пользуют в мелкосерийном и серийном производстве. ЭВМ осуще-
ствляет прямое числовое управление группами станков; управление
системами, обеспечивающими рабочие места заготовками, инстру-
ментом, оснасткой и управляющими программами (УП); планирова-
284
ние и диспетчирование производства. В задачу ЭВМ входит также
подготовка УП, а именно расчет данных и формирование кадров УП,
их контроль и внесение коррекции по результатам обработки пер-
вых заготовок.
Применение АУ позволяет повысить производительность труда
станочника в 4—5 раз, снизить стоимость обработки, уменьшить
площадь под оборудование, сократить число рабочих-станочников
в 4—5 раз, сократить производственный цикл изготовления детали
и т. д. Отдача оборудования с ЧПУ по сравнению с индивидуально
используемыми станками с ЧПУ увеличивается в 1,4—1,7 раза и
более. Эти показатели достигаются применением ЭВМ для оптималь-
ного управления всем комплексом работ, высокой степенью унифи-
кации станков, систем управления, инструмента и др., механизацией
и автоматизацией вспомогательных процессов и т. д.
Автоматизированные участки классифицируют по технологиче-
скому назначению и компоновке.
По технологическому назначению АУ из станков с ЧПУ. подраз-
деляют на три основные группы: 1) для обработки заготовок типа тел
вращения (фланцы, валы, втулки и т. п.) — участки типа АСВ;
2) для обработки корпусных деталей (корпуса коробок скоростей,
основания, станины и т. д.) — участки типа АСК; 3) для обработки
плоских заготовок (планки, крышки, панели и т. п.) — участки типа
АСП.
По компоновке различают участки: 1). с линейной одно- или много-
рядной компоновкой, при которой станки выставляются в один или
несколько рядов, а параллельно им устанавливают транспортно-на-
копительные системы; 2) с круговой компоновкой, когда станки рас-
положены по радиусу вокруг центрального склада-накопителя;
3) с модульным принципом компоновки, когда участок комплектуется
из отдельных унифицированных производственных единиц-модулей,
в которые входят однотипные станки и все относящееся к ним обору-
дование (устройство ЧПУ, транспортно-загрузочные и накопитель-
ные устройства, электро- и гидроприводы).
§ 2. СИСТЕМЫ УПРАВЛЕНИЯ АВТОМАТИЗИРОВАННЫМИ
УЧАСТКАМИ
Системы централизованного управления участками (си-
стемы DNC) имеют одну или две управляющие ЭВМ (рис. 185), ста-
ночные устройства ЧПУ и каналы связи. В участках типа АСВ у
станков установлены устройства NC (Н22 для токарных и НЗЗ для
сверлильно-фрезерных многоцелевых станков). К каждому станоч-
ному устройству от ЭВМ проходит индивидуальный кабель, по ко-
торому и осуществляется связь ЭВМ — ЧПУ. Работа станков участка
АСВ возможна в двух режимах: прямого управления с покадровым
вводом управляющей информации от ЭВМ и в автономном — с вво-
дом информации с перфоленты при помощи фотосчитывающего устрой-
ства. Вызов требуемой УП от ЭВМ осуществляется оператором с по-
мощью декадных переключателей на пульте устройства ЧПУ. Но-
мер нужной УП задан оператору в сменном задании.
285
В участках типа АСК у станков установлены мини-ЭВМ (системы
типа CNC), в этом случае УП передается в устройство ЧПУ не по
кадрам, а целиком или в виде технологически законченной части.
Мини-ЭВМ выполняют все функции ЧПУ, кроме того, операции ре-
дактирования и корректировки УП имеют индикацию технологиче-
ской информации на экране. '
Управляющая ЭВМ работает в режиме разделения времени, у нее
появляется резерв времени, который может быть использован для
различных производственных целей.
Рис. 185. Структурная схема управления автоматизированными участками
Системы централизованного управления построены по иерархи-
ческому признаку: устройства более высоких рангов управляют
устройствами низких рангов. К устройствам первого ранга относят
исполнительные механизмы станка: привода подач, автоматические
коробки скоростей, механизмы автоматической смены инструмента
и т. д. К устройствам второго ранга относят устройства станочного
управления: механизмы управления приводами, дешифраторы ко-
манд, элементы цикловой автоматики и т. д.
Устройства преобразования кодированной программы в декоди-
рованную относятся к третьему рангу, как, например, все устрой-
ства ЧПУ, использующие в качестве программоносителя перфо-
ленту.
Малая ЭВМ — устройство четвертого ранга непосредственно уп-
равляет участком: подключает те или иные станки, управляет по-
иском и транспортированием заготовок и инструмента, выбирает из
долговременной памяти массивы управляющих программ и обеспе-
чивает их выдачу по запросам. Большая ЭВМ — устройство пятого
ранга выполняет операции по долгосрочному и оперативному плани-
рованию, решает вопросы ремонта и загрузки станков, производит
расчет УП и их автоматическую передачу. Большая ЭВМ ведет
конструкторскую и технологическую подготовку производства и
может управлять несколькими ЭВМ четвертого ранга, в то же время
центральная ЭВМ может и не использоваться на участке.
286
§ 3. АВТОМАТИЗИРОВАННЫЙ УЧАСТОК АСВ-22
Автоматизированный участок АСВ-22 предназначен для
комплексной механической обработки заготовок типа тел вра-
щения в условиях мелкосерийного и единичного производства.
На АСВ-22 за год обрабатывается практически неограниченное
число наименований заготовок диаметром до 250 мм и длиной до
750 мм. Серийность от 5 до 500 заготовок при соблюдении средней
величины партии запуска 20—50 деталей. На станках, размещенных
на АСВ, может выполняться полная токарная обработка наружных,
Рис. 186. Компоновка участка АСВ-22
внутренних и торцовых, прямолинейных и криволинейных поверх-
ностей; сверление, развертывание, цекование отверстий; фрезерова-
ние пазов, лысок, канавок, граней. В дальнейшем на таких участках
будут производиться шлифовальные, зубообрабатывающие и другие
операции.
Участок АСВ-22 (рис. 186) состоит из 12 станочных и ряда вспо-
могательных секций, конвейера и ЭВМ. Здесь применен агрегатно-
секционный принцип компоновки. Все секции примыкают к конвейе-
ру 6. В число станочных входит девять секций 4 с токарными полуав-
томатами 1725МФЗ и три секции 3 с многоцелевыми станками
МА2235МФ4. Каждая секция состоит из станка, его гидростанции,
электрошкафа, устройства ЧПУ, а также приемных столов с ролико-
выми конвейерами для приема тары с заготовками, инструментом и
оснасткой (станок 1725МФЗ рассмотрен в гл. 8, § 10). Многоцелевой
станок МА2235МФ4 имеет магазин на 12 инструментов, выполняющих
сверлильные и фрезерные работы. У станка оригинальная компонов-
ка: шпиндель расположен горизонтально; шпиндельная бабка пере-
мещается в горизонтальной плоскости вдоль оси шпинделя по коор-
динате Z по салазкам, а салазки — по направляющим станины по
координате X. Приспособление с заготовкой устанавливают на вер-
тикальной поверхности стола, имеющего вертикальное перемещение
(координата Y') и поворот вокруг своей оси на 90° (координата А').
Имеется кантователь для приспособлений, снимаемых со стола и от-
правляемых в транспортно-накопительную систему. Управление стан-
ком осуществляется устройством ЧПУ НЗЗ или 2С42 (типа CNC).
Секция оснастки и режущего инструмента 1 предназначена для
комплектации и наладки режущего инструмента, а также для приема
использованного инструмента. Секция 2 крепежной оснастки и при-
287
сггособлений имеет аналогичное назначение. Стружка от станков со-
бирается в емкости, уплотняется в них с помощью специальных
устройств; емкости передаются в конвейер-накопитель, а в секции 5
сбора стружки и СОЖ стружка сортируется и собирается в большие
емкости. В секции 8 приемо-сдачи и ОТК установлена мини-ЭВМ и
другое оборудование для приёма заготовок и готовой продукции.
Конвейер-накопитель 6 — это замкнутый напольный тележеч-
ный конвейер, перемещающийся со скоростью 18 м/мин. Движется
он в одном направлении и периодически пускается и останавливается.
Та или иная тележка вызывается набором адреса в любой секции
по команде от ЭВМ. Конвейер-преднакопитель 7 позволяет основному
конвейеру обслуживать рабочие позиции независимо от поступления
партий заготовок, т. е. создает определенный задел. Связь конвейеров
осуществляется с помощью тележки с поворотной платформой, за-
грузка конвейера 7 — поворотным краном. С конвейера 6 к рабочим
местам тара с заготовками или инструментом доставляется тележками
с механическим приводом.
ЭВМ на АСВ-22 осуществляет технологическую подготовку произ-
водства, оперативно-производственное планирование и прямое (цен-
трализованное) управление станками- участка. В технологическую
подготовку в данном случае входит подготовка управляющих про-
грамм, расчет припусков, времени обработки детали, распределение
корректоров режущего инструмента и т. д. ЭВМ выдает УП по вызову
с рабочего места по номеру, а при отказе ЭВМ УП можно ввести в ус-
тройство ЧПУ станка в виде перфоленты. ЭВМ планирует загрузку
станков, выдает сведения о получении заготовок и полуфабрикатов,
дает задание на комплектование оснастки и инструмента и т. д.
§ 4. АВТОМАТИЗИРОВАННЫЙ УЧАСТОК АСК-Ю
Автоматизированный участок АСК-10 предназначен для
обработки корпусных заготовок с габаритными размерами до 750 X
X 600x550 мм в условиях мелкосерийного и серийного производства
(размер партии деталей 10 ... 50 шт.). Условная годовая произво-
дительность участка при двухсменной работе, эквивалентная уни-
версальным станкам, 60 000 станко-ч/год. На АСК-10 выполняют:
проверку отливок и нанесение установочных рисок; черновую, по-
лучистовую и чистовую обработку плоских поверхностей, отверстий,
уступов, пазов, платиков и криволинейных контуров; нарезание
резьб в отверстиях. При этом достигается точность обработайных от-
верстий по 7—8-му квалитету, точность межосевых расстояний
±0,02 мм, параллельность и перпендикулярность обработанных по-
верхностей 0,01 ... 0,02 мм.
Участок АСК-10 (рис. 187) комплектуется многоцелевыми стан-
ками МА6907ПхМФ4, автоматизированным складом 6 с автоматизи-
рованным краном-оператором 5, участками наладки инструмента
и сборки приспособлений и системой централизованного управле-
ния, обеспечивающей планирование, диспетчирование, подготовку,
контроль и хранение управляющих программ и их оперативную кор-
288
ректировку. На участке расположена координатно-разметочная ма-
шина 1 с цифровой индикацией для контроля заготовок и предвари-
тельных разметочных операций. На станке 2 подготовляют техноло-
гические базы для дальнейшей обработки. Выходной контроль де-
талей проводится на контрольно-измерительной машине 4 с ЧПУ.
В автоматическом режиме по программе могут быть проверены диа-
метры, геометрия и отклонения от соосности отверстий, межосевые
расстояния и т. д. Данные измерений анализируются в управляю-
щей ЭВМ.
В состав участка входят шесть многоцелевых станкоз
МА6907ПМФ4 с магазином на 36 инструментов. Крестовый и пово-
J 6
Рис. 187. Автоматизированный участок типа АСК-10
ротный столы, горизонтально расположенный шпиндель обеспечивают
обработку заготовки без переустановки с трех-четырех сторон. В стан-
ке применены регулируемые тиристорные электродвигатели в при-
водах главного движения и подач, точные пары винт — гайка ка-
чения, направляющие качения на подвижных механизмах. Обеспе-
чивается стабильность положения инструмента при его смене в
пределах 0,003 ... 0,005 мм.
Инструментальное отделение позволяет хранить, комплектовать
и налаживать на размер 190 наименований режущего инструмента и
90 наименований вспомогательного. Для сборки и наладки комплекта
инструментов для одного магазина затрачивается в среднем 60 ...
70 мин.
Участок комплектации приспособлений позволяет из элементов
универсально-сборной оснастки (УСО) собрать 400 типов приспособ-
лений. Для закрепления заготовок используются унифицированные
стальные плиты-спутники, на которых и монтируют элементы УСО.
Транспортно-складская система служит для создания задела за-
готовок, полуфабрикатов и готовых деталей, что обеспечивает опти-
мальную загрузку станков, позволяет автоматизировать межопера-
ционные транспортные и погрузочно-разгрузочные работы, обеспе-
чивает подачу заготовки на станок. Заготовки и детали хранятся
в двухъярусном, двухрядном ячеистом складе. По команде с диспет-
черского пульта кран-оператор подается к роликовым конвейерным
станциям, расположенным в зоне загрузки станков. Оператор с по-
мощью крана-манипулятора устанавливает заготовку в приспособле-
нии на столе-спутнике. После обработки от программы происходит
разжим спутника с заготовкой, удаление его манипулятором из рабо-
10 Локтева С. Е. 289
чей зоны в позицию ожидания, который затем подает новый спутник
с заготовкой на обработку. Затем спутник автоматически базируется
и закрепляется, от программы начинается обработка новой заготовки.
Система управления на базе ЭВМ М-6000 осуществляет: оператив-
ное управление станками, манипуляторами для подачи спутников;
технологическую подготовку производства, включая подготовку про-
грамм на ЭВМ и ик редактирование на рабочем месте; автоматическое
оперативно-календарное планирование, учет кода производства.
Каждый агрегат участка может управляться от индивидуального
устройства управления или централизованно от ЭВМ.
§ 5. РОБОТИЗИРОВАННЫЕ КОМПЛЕКСЫ
Роботизированные комплексы {РК) могут входить в авто-
матизированные участки, линии, цеха. В роботозтгрованнык техно-
логических комплексах (РТК) ПР выполняет вспомогательные опе-
рации типа «взять — положить», в роботизированных производ-
ственных комплексах (РПК) ПР выполняет основные операции тех-
нологического процесса (сборку, сварку, окраску). Ниже рассмотре-
ны примеры РТК.
На рис. 188 показаны компоновки РТК на базе напольных робо-
тов, работающих в цилиндрической или сферической системах ко-
ордеяет. Круговую компоновку применяют при стационарных ро-
ботах, линейнопараллельную — при передвижных роботах. РТК
Рис. 1*88. Компоновки ро-
ботизированных техно-
логических комплексов
е групповым обслуживанием в зависимости от серийности производ-
ства может иметь различные организационные формы загрузки обо-
рудования: от независимой работы каждого станка до поточной ли-
нии.
РТК для индивидуального обслуживания оборудования содержит
ставок S (рис. 188, а) и встроенный в оборудование или автономный
ПР /, перемещающий заготовки из накопителя 3 к станку, а от станка
к конвейеру 4. Такая компоновка РТК характерна для крупно- и
среднесерийного производства. В РТК с индивидуальным -обслужи-
ванием оборудования автоматизированы операции установки за-
готовки-, снятия детали, базирования заготовки и фиксация ее в ра-
бочей зоне, обработка. Обеспечиваются транспортные и информа-
ционные связи с основным производством.
При групповом 'Обслуживании оборудования, имеющем круговое
(рис. 488, б) линейное или линейно-параллельное (рис. 188, в) рас-
290
положение, ПР осуществляет еще и межстаночное транспортирование
заготовок.
Металлорежущие станки, встраиваемые в РТК, должны иметь
высокую производительность, высокий уровень концентрации разно-
характерных переходов обработки, удобный доступ к рабочей зоне
станка, механизмы автоматической смены инструмента. Конструк-
ция станка должна предусматривать автоматический зажим заготов-
ки в патроне, тисках и т. д. (специальные датчики должны контроли-
ровать правильность и надежность базирования заготовок); устрой-
ства автоматического открывания и закрывания защитных экранов,
Р ис. 189. Автоматизированный участок АСВР-10
ограждающих зону обработки; устройства обдува или обмыва базо-
вых поверхностей приспособлений для закрепления заготовок;
устройства для дробления и уборки стружки. Для встраивания в РТК
серийно выпускаемые станки модернизируют или разрабатывают
вновь специализированное оборудование. В последнем случае целе-
сообразно проектировать для соблюдения техники безопасности раз-
дельные рабочие зоны оператора и ПР; станки оснащают устройства-
ми автоматической смены инструментальных блоков. Желательно
оснащение станков устройствами ЧПУ с программированием мето-
дом обучения по первой детали, что делает рентабельным применение
РТК при партиях запуска 5—10 шт.
Рассмотрим РТК «робот — группа станков» (рис. 189) (РТК типа
«станок — робот» рассмотрен в гл. 24 § 2, рис. 166). Автоматизиро-
ванный участок АСВР-10 состоит из фрезерно-центровального стан-
ка 2 и двух токарных патронно-центровых станков 3. Участок обслу-
живает подвесной перемещающийся по монорельсу 5 ПР 4
СМ40Ф2.80.01, работающий в угловой системе координат. Заго-
товки из резаного проката укладываются электрочалью 1 на ролико-
вый конвейер S, а затем роботом переносятся на станок 2 для цен-
трования и фрезерования торцов, далее на станки 3 для полной токар-
10* 291
ной обработки. Обработанные заготовки ПР укладывает на второй
ручей роликового конвейера 8, откуда их забирает внутрицеховой
транспорт. Между станками установлены промежуточные накопи*
тели 6. В контрольную позицию 7 ПР подает деталь, если это требует-
ся по программе. Обслуживание станков роботом осуществляется
во их вызовам.
ГЛАВА 29. АВТОМАТИЧЕСКИЕ ЛИНИИ
§ 1. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ
АВТОМАТИЧЕСКИХ ЛИНИЙ
Автоматической линией (АЛ) называется система станков,
технологических агрегатов и вспомогательных устройств, автомати-
чески осуществляющих определенную последовательность ряда тех-
нологических операций без участия операторов. Наладчики АЛ лишь
периодически контролируют работу оборудования и подналажи-
вают его, а также загружают заготовки в начале АЛ и снимают в
конце (для загрузки-разгрузки и укладки заготовок могут исполь-
зоваться ПР).
АЛ предназначены для обработки заготовок резанием, давлени-
ем, для металлопокрытий, для получения отливок, термической обра-
ботки, сборочных операций; имеются и комплексные АЛ.
Автоматические станочные линии по типу оборудования делятся
на следующие группы: а) из агрегатных станков, применяемых в ос-
новном для обработки корпусных деталей; б) из модернизированных
универсальных станков, автоматов и полуавтоматов общего назна-
чения, используемых для обработки валов, дисков, зубчатых колес
и т. д.; в) из специальных и специализированных станков, построен-
ных только для этой линии; г) из станков с ЧПУ и транспортной си-
стемы с ПУ, которыми управляет единая программа.
В зависимости от величины выпуска деталей различают АЛ одно-
поточные последовательного действия и многопоточные параллельно-
последовательного действия. На однономенклатурной АЛ выпускают
постоянно детали одного наименования. На многономенклатурной
АЛ обрабатываются заготовки нескольких наименований или различ-
ных типоразмеров одного наименования.
По расположению и виду транспорта различают АЛ: а) со сквоз-
ным транспортированием заготовки между станками (применяется
при обработке корпусных заготовок); б) с боковым транспортирова-
нием (применяется при обработке коленчатых валов, гильз и т. д.);
в) с верхним транспортированием (применяется при обработке ва-
лов, зубчатых колес, фланцев и т. д.); г) с комбинированным транспор-
тированием; д) с роторным транспортированием, используемым в ро-
торных АЛ, в которых все технологические операции выполняются
при непрерывном транспортировании заготовок и инструмента.
По расположению оборудования различают замкнутые и незамк-
нутые АЛ. В замкнутых АЛ загрузка заготовок и съем деталей произ-
292
водится в одном месте. Это удобно, но доступ к агрегатам такой ли-
нии затруднен, поэтому в основном распространены незамкнутые
АЛ> прямолинейные, П-образные, Г-образные и т. д.
По типу связи между агрегатами различают АЛ с жесткой и гиб-
кой связью. В линиях с жесткой связью отсутствуют межоперацион-
ные заделы заготовок, при выходе из строя одного станка останавли-
вается вся АЛ. В АЛ с гибкой связью имеются межоперационные
заделы заготовок, отсутствует жесткое координирование во времени
работы агрегатов, останов какого-либо агрегата не вызывает простоя
всей АЛ.
По возможности переналадки АЛ делят на переналаживаемые и
непереналаживаемые. На переналаживаемых АЛ периодически про-
изводится переналадка оборудования с обработки заготовки одного
типа на другой. По виду обрабатываемых заготовок различают АЛ
для обработки корпусных заготовок, заготовок типа тел вращения.
Обрабатываемые на АЛ заготовки должны быть технологичными,
стабильной конструкции, допускающими минимальное число бази-
рований. Задача тщательно спроектированного технологического
процесса—добиться синхронизации работы отдельных станков и
позиций, что достигается применением комбинированного инстру-
мента, согласованием режимов резания на отдельных операциях,
разделением видов обработки и т. д.
Применение АЛ позволяет снизить себестоимость обработки;
сокращаются число рабочих, число станков и производственные
площади. На АЛ в настоящее время обрабатывается большая часть
сложных корпусных заготовок, например цилиндры и головки бло-
ков автомобильных и тракторных деталей, карданные автомобильные
и железнодорожные подшипники. По сравнению с агрегатными стан-
' ками линии из них эффективнее в несколько раз. Обработка на ком-
плексных АЛ заготовок типа тел вращения значительно эффектив-
ней, чем на отдельных автоматизированных станках. Вместе с тем
повышается качество обработки и его стабильность, сокращается
объем незавершенного производства, создаются предпосылки для
автоматизации системы управления производством.
§ 2. ОБОРУДОВАНИЕ АВТОМАТИЧЕСКИХ ЛИНИЙ
В состав АЛ кроме технологического оборудования входят
транспортные, загрузочные, поворотные и ориентирующие устрой-
ства, приспособления для закрепления заготовки, устройства для
отвода стружки, механизмы контроля и т. д.
Транспортные механизмы делят на механизмы жесткой, гибкой
и смешанной связи. К механизмам жесткой связи относятся конвей-
еры, поворотные столы и т. д. Конвейеры являются основным меха-
низмом транспортных устройств. Для перемещения корпусных де-
талей наиболее распространены пластинчатые конвейеры, перемеща-
ющие одновременно все заготовки участка АЛ на очередную позицию.
Шаг конвейера кратен расстоянию между позициями. На рис. 190, а
показан пластинчатый конвейер. Штанга 1 движется возвратно-по-
293
ступателъно. При движении штанги вперед пластины 2 упираются
в обрабатываемые детали 3 и проталкивают их вперед на один шаг.
При движении штанги назад зафиксированные на позициях детали
утопляют собачки, затем под действием пружин 4 собачки поднима-
ются, цикл повторяется. На рис. 190, б показан наиболее простой
толкающий конвейер. Шток гидро- или пневмоцилнндра 1 давит на
заготовку 2, при этом в результате взаимного давления перемеща-
ются все заготовки на конвейере.
На рис. 190, в показан
конвейер, используемый для
рывного транспортирования
вок 1 при движении цепи 2.
При с пособлени я- сп у гни ки
няют, если заготовка имеет
ную форму и должна обрабатываться
со многих сторон, а ее автоматиче-
цепной
непре-
загото-
приме-
слож-
ское базирование при обработке и
транспортировании затруднено. Каж-
дый спутник снабжен нижней базо-
вой плитой с точными втулками для
фиксации, а на верхней плите спут-
ника имеются Т-образные пазы и
Рис. 190. Схемы шаговых транспор- различные установочные и зажим-
теров ные элементы для закрепления и
базирования заготовок. Иногда при-
меняют спутники, обеспечивающие только базирование детали, а ее
закрепление вместе со спутником производится в приспособлениях
станков. Но более распространены спутники, на которых базируют
и закрепляют заготовку.
В качестве транспортных средств гибкой связи используют соче-
тание гибких лотков с подъемниками, конвейерами-распределите-
лями, отводящими конвейерами, магазинами, бункерами. Схема
транспортной системы АЛ с гибкой связью для обработки подшип-
ников представлена на рис. 191. Заготовки, ориентированные в бун-
кере /, подаются по гибкому лотку 3 на участок 6—7 транспортной
системы. После заполнения лотка 3 часть заготовок отводится меха-
низмом 2 деления потока в магазин 4. из которого их можно подавать
цепным подъемником 8 через механизм 5 соединения потоков на уча-
сток 6—7. Оттуда заготовки через гибкие лотки направляются к стан-
кам для обработки, а обработанные заготовки на отводящий конвейер
и затем в подъемник для дальнейшего транспортирования.
Загрузочные устройства должны быть быстродействующие, про-
сты по конструкции, высоко надежны. В линиях с жесткой связью
заготовки устанавливают на конвейеры или спутники вручную или
автоматически, базируя чаще всего предварительно обработанными
отверстиями на два штыря. Для фиксации и зажима более сложных
заготовок применяют сложные автоматические устройства.
На линиях с гибкой связью для загрузки штучных заготовок ис-
пользуют магазинные, бункерные или бункерно-магазинные за гр узо ч-
ные устройства. Магазинные устройства состоят из лотка-накопи-
теля, в котором заготовки располагаются в ориентированном поло-
жении, и питателя, подающего заготовки в зону обработки. При бун-
керном устройстве происходит процесс автоматической ориентации
и подачи заготовок из бункера в станок и съем их после обработки.
На рис. 192 показана схема бункерно-магазинного устройства. В бун-
кер 7 заготовки 5 загружаются навалом. В бункере они ориентиру-
ются в рабочее положение (неправильно сориентированные заготовки
вновь сбрасываются в бункер) и поступают в лоток (магазин) 6 с по-
мощью толкателя 5. В рабочую зону заготовки подаются питателем <?,
Рис. 191. Схема транспортной си-
стем ы АЛ с гибкой связью
Рис. Г92. Схема бункерно-магазин-
ного загрузочного устройства
перемещающимся от кулачка 1. Пружина 2 возвращает питатель в
первоначальное положение. Отсекатель 4 удерживает заготовку
в лотке в момент движения питателя.
В бункерных устройствах с захватными органами для ориенти-
рования заготовок используют механические захватные приспособ-
ления (крючки, штыри и т. д.), которые производят выборку загото-
вок из бункера с помощью возвратно-поступательных движений.
Недостатком этих устройств является возможность поломок захват-
ных органов, повреждение поверхности заготовок^ износ и т. д.
Поэтому наиболее распространены вибрационные загрузочные уст-
ройства, в которых заготовки перемещаются по вибрирующим лот-
кам за счет сил инерции и’трения. При этом они ориентируются с по-
мощью несложных конструктивных элементов: буртиков, порогов,
отверстий, планок и т. д.
Механизмы изменения ориентации производят поворот загото-
вок на 90* и 180°. Для изменения ориентации корпусных деталей при-
меняют барабаны для поворота вокруг горизонтальной оси, столы
для поворота вокруг вертикальной оси, кантователи для поворота
вокруг наклонной оси.
Изменение ориентации деталей типа колец, втулок, дисков про-
исходит при их транспортировании в лотках. Так, лоток (рис. 193)
может поворачивать кольца на 90° относительно горизонтальной
оси (рис. 193, а) или на 180° относительно вертикальной оси
(рис. 193, б).
Накопительные устройства служат для приема, хранения и вы-
дачи заготовок из межоперационных заделов. Межоперационные за-
295
делы создают между отдельными участками АЛ для того, чтобы при
остановке одного из участков другие могли работать самостоятельно.
Накопительные устройства делятся на транзитные (проходные) и
тупиковые. Заготовки при переходе с участка на участок обязательно
проходят через транзитные накопители. Тупиковые накопители вклю-
чаются только в случае остановки предыдущего участка АЛ. На
рис. 194 представлена схема накопителя. Заготовки из приемного
лотка 2 в зависимости от положения переключателя 4 поступают
или на дальнейшую обработку в лоток 5 (положение, показанное на
Рис. 193. Изменение ориентации заготов-
ки при перемещении в лотках
рис. 194) или в лоток 3 накопителя, при этом переключатель 4
поворачивают на некоторый угол против часовой стрелки, а собач-
ка 1 удерживает заготовки в лотке 2.
§ 3. УПРАВЛЕНИЕ АВТОМАТИЧЕСКИМИ ЛИНИЯМИ
Системы управления АЛ должны обеспечить заданную по-
следовательность работы станков и механизмов в соответствии с цик-
лограммой линии. Необходимая последовательность обеспечивается
своевременной подачей однозначных команд приводным и исполни-
тельным органам станков и механизмов, входящих в АЛ. В систему
управления входят подсистемы блокирования, обеспечивающие без-
аварийную работу, подсистемы контроля размеров обрабатываемых
заготовок, подсистемы сигнализации и т. д. Системы управления АЛ
обеспечивают автоматизацию обнаружения места и характера возни-
кающих отказов. В задачу систем управления входит также получе-
ние информации для управления эксплуатацией оборудования; дан-
ные о производительности АЛ, учет и анализ простоев, сведения о
работе инструмента и т. д.
Для управления АЛ часто применяют метод путевого контроля
с применением релейно-контактной аппаратуры. Качественно новый
принцип управления связан с появлением программируемых кон-
троллеров (ПК) — командоаппараторов. ПК — это малая специали-
зированная управляющая машина, построенная на элементах вычи-
слительной техники. Наметилась тенденция децентрализации управ-
ления АЛ, когда каждый станок, транспортное устройство управля-
296
ются собственным командоаппаратом, которые объединяются в еди-
ную систему управления.
Выпускаются два вида ПК: 1) малые ПК — ПКМ, предназначен-
ные только для управления циклом оборудования; 2) большие
ПК—ПКБ, предназначенные для управления циклом и организации
технического обслуживания. Опыт эксплуатации АЛ показал, что
необходима двухуровневая система управления, в которой нижний
уровень организован на базе ПК, а верхний — на базе ЭВМ. Состав
управляющего оборудования зависит от структуры АЛ. Так, для
АЛ с жесткой связью целесообразна система управления (рис. 195, а),
a) S)
Рис. 195. Структуры управления АЛ
при которой ПКБ управляет циклом работы АЛ, осуществляет диаг-
ностику и решает некоторые задачи диспетчирования. На верхнем
уровне системы установлена малая ЭВМ, обеспечивающая накопле-
ние и обработку статистической информации. Такая ЭВМ может
быть общей для нескольких АЛ. Для АЛ с гибкой связью наиболее
рационально управление каждым станком от индивидуального ПКМ
(рис. 195, б). При выходе из строя какого-либо станка или ПКМ ли-
ния не останавливается, использует межстаночные заделы. ПКМ
объединяются или ПКБ или специализированной малой ЭВМ, ко-
торые ориентированы только на выполнение функций технического
обслуживания АЛ.
§ 4. КОНСТРУКЦИИ АВТОМАТИЧЕСКИХ ЛИНИЙ
АЛ для обработки деталей типа тел вращения (колец под-
шипников, клапанов, толкателей, поршневых пальцев, вагонных
осей и т. д.) разнообразны по конструкции.
Схема АЛ для обработки заготовок клапанов двигателя автомоби-
ля представлена на рис. 196. Заготовки из бункера 1 цепными подъ-
емниками 2 по склизам подаются к автоматам 3 для обдирочного шли-
фования, а затем после прохождения контрольного устройства — на
конвейер 4. Далее подъемниками заготовки перемещаются на торце-
шлифовальный автомат 5, бесцентрово-шлифовальные автоматы 6
и затем в магазин 7. Из магазина 7 заготовки поступают на токарный
участок из четырех станков 8 — 10, а затем на два автомата 11 для об-
катывания стержня клапана. На автомате 12 ТВЧ закаливается то-
рец стержня. Далее заготовки обрабатываются на бесцентрово-шли-
297
фовальных автоматах 25, автоматах для обдирочного 14 а чистового,
шлифования 15. Затем заготовки транспортируются и магазин и пе-
редаются на токарный автомат 13 для чистового точения. Оконча-
тельная обработка выполняется на автоматах—бесцентровочплифо-
вальных 17,. обкаточных 13 и круглошлифовальных М Обработан-
ные заготовки поступают в магазин, а оттуда на участок контрол я.
Контроль клапанов гго основным' параметрам осуществляется на
автомате 20^ визуальный контроль — на механизированном стен-
де 21. На автомате 22 производится антикоррозионная обработка,
Рис. 196. Схема автоматической, линии для обработки, клапанов
а на автомате 23 — упаковка клапанов. АЛ спроектирована для об-
работки клапанов диаметром стержня 5—15> мм;. длиной. 92;—200 мм
при соответствующей переналадке;
АЛ из агрепаолшж станков: служат для изготовления корпусных
деталей (блоков* цилиндров;, головок блока, картеров различных. ме-
ханизмов и. т. д.);, а также деталей сложной формы (рычагов, вилок,
коленчатых, валов^ и; т.. при обработке которых выполняется
большое число различных, операций. Выпуск АЛ из агрегатных
станков непрерывно возрастает. Такие АЛ строят двух видов: АЛ,
на которых обрабатываемые заготовки передаются от станка к станку
непосредственно конвейером, и. АЛ с перемещением от станка к стан-
ку с помощью спутника (см. рис. 197). Для обработки крупных кор-
пусных заготовок. чаще всего; применяют однопозйционные агрегат-
ные станки,, связанные автоматическим' конвейером. Для обработки
более мелких заготовок целесообразны' АЛ, состоящие из многопо-
зиадонных агрегатных станков.
Переналаживаемые автоматические линии (ПАЛ) являются базой
гибких производственных, систем в условиях, крупносерийного и
массового производства; Такие линии допускают ручную, автомати-
ческую или комбинированную переналадку при одновременной или
последовательной механической обработке группы однотипных по
размерам и технологии обработки заготовок. Компонуют ПАЛ; как
правило, из тех же унифицированных устройств, типовых, транспорт-
ных средств, встраиваемых станков, что и непереналаживаемые.
В» ПАЛ включаются резервные1 позиции, заранее оснащенные устрой-
293
ствами для базирования и зажима заготовки и дополнительными си-
ловыми механизмами. Такие позиции нужны, если на обработку по-
ступят заготовки с частично измененной конструкцией. Дополни-
тельные силовые механизмы помимо движения подачи имеют воз-
можность перемещения по одной-двум координатам. При использова-
нии силовых механизмов с поворотными устройствами возможна по-
очередная автоматическая подача в зону обработки до 4—6 много-
шпиндельных коробок или отдельных инструментов.
Переналаживаемая автоматическая линия для обработки загото-
вок четырех типоразмеров корпусов редукторов (рис. 197) состоит из
Возврат приспособлении - спутников
Рис. 197. Переналаживаемая автоматическая линия для обработки корпусов редук-
торов
десяти агрегатных станков С1—СЮ, связанных общим конвейером.
Заготовки загружаются на позиции /, детали разгружаются на пози-
ции 5, пройдя контрольные позиции 5. При обработке и транспорти-
ровании используют приспособления-спутники четырех типоразме-
ров. На позициях 4 установлены поворотные столы (с утлом поворота
90е). На позиции 2 расположены два переналаживаемых агрегатных
станка с устройством для автоматической смены четырех шпиндель-
ных коробок, каждая из которых обрабатывает заготовку определен-
ного типоразмера. Переналадка АЛ на следующий типоразмер за-
готовки производится один раз в неделю, время переналадки 4 ч.
В серийном производстве для обработки сложных корпусных де-
талей, как заранее известных, так и новых, используют многоно-
менклатурные ПАЛ, обладающие большей гибкостью. На ПАЛ та-
кого типа заготовка во время обработки остается на одной и той же
рабочей позиции и обрабатывается последовательно инструментами,
установленными в автоматически сменяемых одношпиндельных и
многошпиндельных коробках, которые подаются, закрепляются, а
потом снимаются с силового механизма. Комплекты унифицирован-
ных механизмов для широкономенклатурных ПАЛ можно изготов-
лять серийно, управляются такие ПАЛ программируемыми командо-
аппаратами.
299
При переналадке ПАЛ для обработки заготовок типа тел враще-
ния заменяют базирующие устройства (патроны, центры, люнеты
и т. д.), устройства и элементы инструментальной наладки (копиры,
резцы, шлифовальные круги и т. д.), регулируют приводы на новые
режимы резания, переналаживают системы управления.
Системы автоматических линий (комплексные АЛ) значительно
увеличивают производительность труда при том же числе единиц
оборудования и точности обработки. На комплексных АЛ выпол-
няется 90—100 % всех операций механической обработки, ряд опе-
Рис. 198. Автоматический комплекс для производства карданных подшипников
раций промежуточной сборки, автоматический контроль, упаковка
и т. д. Все оборудование АЛ объединено общим автоматическим транс-
портом.
Комплекс АЛ для обработки головок цилиндров двигателя авто-
мобиля состоит из 130 станков, входящих в 14 автоматических и две
поточные линии. Производительность комплекса 150 дет/ч. Все АЛ
комплекса вытянуты в прямоугольные цепочки длиной 72 м. Состав
оборудования в каждой АЛ определяется технологической последо-
вательностью. В комплекс входит следующее оборудование: металло-
режущие станки (18 фрезерных, 60 сверлильных, 34 расточных,
6 резьбонарезных и 6 для снятия заусенцев), сборочные станки, элек-
тронагревательные печи, холодильные установки, контрольные уста-
новки, моечные машины, накопители, системы — транспортная, ох-
лаждения, стружкоудаления и управления.
На рис. 198 представлено комплексное автоматическое производ-
ство карданных подшипников. Автоматический комплекс состоит
зоо
из участков: производства точных заготовок, токарной, термической
и шлифовальной обработок, контроля и сортировки колец по раз-
мерным группам и селективной сборки и упаковки подшипников.
Все участки, кроме термической обработки, работают в две смены,
термический — в три. Разносменность работы компенсируется на-
личием магазинов-накопителей заготовок.
На участке для производства точных заготовок производят рубку,
калибровку, отжиг, химическую обработку поверхностей, холодное
выдавливание, операцию мойки и контроль. Впервые в мире заготовки
для колец получают методом обратного холодного выдавливания, а
для роликов — методом холодной поперечно-винтовой прокатки из
шлифованной прутковой стали (заготовка даже не требует токарной
обработки).
Дальнейшая обработка колец производится на специальных то-
карных и протяжных автоматах непрерывного действия. На участке
шлифовальной обработки установлены бесцентрово-шлифовальные,
внутришлифовальные и торцешлифовальные автоматы.
Участок контроля колец состоит из трех-четырех параллельно ра-
ботающих автоматов. Годные кольца поступают на участок сборки,
а брак — на специальный автомат для перепроверки. Сборка под-
шипника осуществляется за 2,5 с.
Транспортная система комплекса состоит из бункеров с вибро-
ориентаторами, подъемников, конвейеров, отводящих лотков. Четко
ориентированные заготовки под действием собственной массы или
принудительно перемещаются по лоткам или склизам.
РАЗДЕЛ VI
ЭКСПЛУАТАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ГЛАВА 30. ОБЩИЕ СВЕДЕНИЯ ОБ ЭКСПЛУАТАЦИИ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Основные задачи рациональной эксплуатации металло-
режущих станков — обеспечение длительной и безотказной обработ-
ки на них заготовок о заданной производительностью, точностью и
качеством поверхности. Требования эксплуатации станков включают:
нравильную упаковку и транспортирование станков, устройство по-
мещений для них, правильную установку и крепление станков и их
испытания, соблюдение правил работы и ухода за станком; своевре-
менный ремонт.
$ 1. ТРАНСПОРТИРОВАНИЕ И УСТАНОВКА СТАНКОВ
Перед транспортированием станки защищают смазкой и
тщательно упаковывают в деревянные ящики, обеспечивая их непо-
движную установку. При транспортировании станка морским транс-
портом применяют специальные защитные средства. Обводку распа-
кованного станка канатом производят согласно руководству по экс-
плуатации.
Точность и долговечность работы станков во многом зависит от
их правильной установки. Станки в цехе устанавливают или на об-
щем бетонном полу толщиной 150—250 мм или на специально проек-
тируемых фундаментах. Мелкие и средние токарные, сверлильные,
карусельные и другие станки нормальной точности устанавливают
на бетонный пол и закрепляют фундаментными болтами. Специальные
станки, объединенные в линию, можно располагать на бетонных лен-
тах шириной 1,5—3 м и длиной до 6 м.
Тяжелые, точные станки и станки, подверженные большим дина-
мическим нагрузкам, устанавливают на отдельных фундаментах
для повышения их жесткости и виброустойчивости. Фундаменты
делают из кирпича, бетона, бутобетона. Станок размещают на фунда-
менте по установочному чертежу, имеющемуся в руководстве по
эксплуатации станка. Фундамент предварительно рассчитывают, оп-
ределяя его высоту и площадь основания.
Высоту бетонного фундамента Н выбирают по формуле Н =
= k где L — длина фундамента; k — коэффициент; для токар-
ных и горизонтально-протяжных станков k = 0,2; для продольно-
строгальных, продольно-фрезерных и расточных станков k = 0,3;
;302
для шлифовальных k — 0,4; для зуборезных, карусельных станков
k = 0,6.
Для прецизионных станков высоту фундамента увеличивают до-
полнительно на 20 %. Легкие фрезерные, зубофрезерные, сверлиль-
ные станки устанавливают на фундаментах высотой 0,25 м. Для
долбежных, радиально-сверлильных, вертикально-протяжных стан-
ков высота фундамента 0,6—1,4 м.
Площадь основания фундамента выбирают из условия, чтобы
удельные давления на грунт не превосходили допускаемые значение,
учитывая, что общая нагрузка на
дно фундамента состоит из суммы
масс станка, обрабатываемой за-
готовки и самого фундамента. При
установке станка применяют ре-
гулирующие приспособления: под-
кладки, башмаки, клинья. Пра-
вильность установки проверяют по
уровню в продольном и попереч-
ном направлениях, точность уста-
новки должна соответствовать
стандарту. После установки и вы-
верки зазор между фундаментом
и станком заливают бетоном или
цементным раствором. Для более
надежного крепления станка при-
меняют фундаментные болты.
Вибронзолирующую установку широко используют для монтажа
высокоточных или виброактивных станков, а также для станков об-
щего назначения. При таком способе установки сокращается время
монтажа станка, уменьшается пыль и грязь в цехе, повышается ка-
чество обработанных поверхностей, создается возможность обработки
на всех режимах, допускаемых конструкцией станка. Виброизоли-
рующие опоры удобны при установке станков на верхних этажах
зданий. Опоры могут быть: резиновые и резинометаллические, цельно-
металлические, пластмассовые, пневматические и др.
Арматура резинометаллической опоры (рис. 199) защищает ре-
зину 1 от воздействия солнечного света, масел и растворителей.
Крышка опоры 2, на которую устанавливают станину 3, допускает
регулирование по высоте при вращении регулировочного винта 4.
Такая опора может выдержать нагрузку от 600 до 27 000 Н. При
увеличении нагрузки резина выпучивается по всем свободным поверх-
ностям. При дальнейшем увеличении нагрузки и соответственно
деформации сжатия расширяющаяся резина постепенно заполняет
зазоры; при этом увеличивается жесткость опоры.
§ 2. ОСНОВНЫЕ ВИДЫ ИСПЫТАНИЙ СТАНКОВ
Основным видом испытаний станков являются приемоч-
ные испытания, включающие: 1) испытание станка на хоЛостом ходу»
проверку работы механизмов и проверку паспортных данных; 2) ис-
303
пытание станка в работе под нагрузкой, а специальных станков и
на производительность: 3) проверку станка на геометрическую точ-
ность, точность обрабатываемой заготовки и параметр шероховато-
сти; 4) испытание станка на жесткость и виброустойчивость при ре-
зании.
Часть серийного выпуска станков помимо перечисленных испы-
таний подвергают выборочным испытаниям, к которым относятся
измерение КПД привода станка, более глубокие испытания на
виброустойчивость, проверка на уровень шума, измерения статиче-
ской жесткости всех основных механизмов, проверка мощности и
т. д. Перед приемочными испытаниями станок устанавливают на
специальном фундаменте, при помощи регулировочных клиньев и
башмаков производят выверку по уровню в продольном и попереч-
ном направлениях, но фундаментальные болты не затягивают.
Испытания станка без нагрузки (на холостом ходу) и проверка
паспортных данных. Станок испытывают постепенным включением
всех его частот вращения, а также при низких, средних, наибольших
и ускоренных величинах рабочих подач. На наибольшей скорости
станок должен непрерывно работать не менее 1,5—2 ч для установле-
ния постоянной температуры в подшипниках шпинделя, при этом
допускается нагрев подшипников качения не более 70 °C, подшипни-
ков скольжения не более 60 °C. Пусковая аппаратура, кнопки управ-
ления, блокирующие устройства, рычаги переключений должны ра-
ботать надежно, без заедания и самопроизвольного смещения. Про-
веряются механизмы зажима заготовки и инструмента, исправность
работы системы смазывания, отсутствие течи в трубопроводах, работа
охлаждающей системы, электрооборудования и гидрооборудования,
а также наличие и надежность действия защитных устройств техники
безопасности. Механизмы станка должны работать плавно, без толч-
ков, повышенного шума, сотрясений, вызывающих вибрацию. Изме-
рение уровня шума производится шумомером или фонометром. Допу-
стимый уровень шума станка в зоне рабочего места 70—80 дБ.
Затем выполняют проверку паспортных данных станка. При этом
проверяют соответствие данным паспорта и чертежа: а) основных раз-
меров и характеристик станка, характеристик электродвигателей,
гидронасосов, гидромоторов и пневмооборудования; б) величин ча-
стот вращения и числа подач; в) кинематической, гидравлической и
электрической схем станка, системы смазывания и охлаждения и т. д.
Отклонения фактических данных от паспортных более чем на 5 %
не допускаются.
Испытание станка в работе под нагрузкой проводят для проверки
качества работы станка, правильности функционирования и взаимо-
действия всех его механизмов в условиях нормальной эксплуатации.
Образцы обрабатывают в течение 30 мин (не менее) на средних ско-
ростях при нагрузке до номинальной мощности с кратковременной
перегрузкой до 25 % сверх номинальной мощности на черновом или
чистовом режиме в зависимости от назначения станка. При этом все
механизмы станка должны работать исправно; не должно наблюдать-
ся вибраций, резкого шума, неравномерности движений. Особое
304
внимание обращают на надежность и безопасность действия предохра-
нительных устройств, тормозов, фрикционных муфт. Последние не
должны самовыключаться и буксовать при перегрузке свыше 25 %
сверх номинальной мощности.
Испытание станков на производительность проводят для опера-
ционных станков-автоматов, полуавтоматов, агрегатных станков н
др. Фактическая производительность должна соответствовать ука-
занной в паспорте.
Испытание станков на получение параметра шероховатости
поверхности производят для станков, предназначенных для доводоч-
ных работ. Обработку производят на чистовом режиме за один рабо-
чий ход. Параметр шероховатости поверхности обработанной детали
сравнивают с параметром шероховатости эталонной детали. Для более
точной оценки параметра шероховатости поверхности применяют
различные приборы: профилометры, профилографы, интерферометры
и т. д.
Проверка станка на геометрическую точность и точность обра-
батываемой заготовки. Точность формы и размеров обработанных
на станке заготовок зависит от точности станка, инструмента, жест-
кости системы СПИД (станок — инструмент — приспособление —
деталь) и многих других факторов. Точность станка должна соответ-
ствовать нормам точности, предусмотренным стандартом.
В объем испытания станка на точность входит измерение геоме-
трической точности самого станка и измерение точности обработан*
ных на нем заготовок. Средства измерения (уровни, индикаторы, мик«
рометры и т. д.) по точности должны отвечать требованиям государ-
ственных стандартов.
Проверка геометрической точности станка включает проверку
точности изготовления отдельных элементов станка: точность враще-
ния шпинделей, геометрическую форму посадочных поверхностей,
отклонения от прямолинейности и плоскостности направляющих по-
верхностей станин, стоек, колонн, отклонение от прямолинейности
перемещения суппортов, точность ходовых винтов и т. д. Контролю
подлежит также правильность взаимного положения и движения сбо-
рочных единиц и элементов станка.
Проверка точности деталей, изготовленных на станке, позволяет
выявить точность станка в рабочем состоянии. Выбор образца для
испытаний, а также инструмента и режимов резания производят
в соответствии с типом, размерами и конструкцией испытываемого
станка по соответствующим стандартам. Так, на токарных станках
производят: а) обтачивание закрепленной в патроне заготовки ва-
лика диаметром не менее 1/4 высоты центров и длиной не менее вы-
соты центров, но не более 300 мм; б) подрезку торца заготовки диаме-
тром не менее высоты центров. Обработанный валик контролируют
на отклонение от овальности и конусообразность с помощью микро-
метра, а у торцовой поверхности проверяют отклонение от плоскост-
ности с помощью линейки, щупа и мерных плиток. Полученные от-
клонения сравнивают с наибольшими допустимыми. При испытании
горизонтальных и универсальных фрезерных станков обрабатывают
305
торцовой фрезой три взаимно перпендикулярные поверхности заго-
товки из чугуна; при этом проверяют отклонение от плоскостности
обработанной поверхности, отклонение от параллельности основанию
и отклонение взаимной перпендикулярности с помощью поверочной
линейки, щупа, индикатора и угольника.
Испытания на жесткость» Жесткость станка определяется вели-
чиной / = P/у, где Р — прилагаемая сила; у — величина деформа-
ции. Чем выше жесткость станка, тем точнее получают размеры дета-
лей, обрабатываемых на нем. Перед проверкой на жесткость все части
станка, которые должны быть закреплены в процессе резания, также
закрепляются. Затем к рабочим органам станка, несущим инструмен-
ты и заготовку, прилагают плавно возрастающую до заданного пре-
дела нагрузку и с помощью индикаторов, миниметров, уровней из-
меряют относительное перемещение этих рабочих органов. В каче-
стве устройств для нагружения используют механизмы станка или
специальные приборы.
Испытание станка на виброустойчивость. Вибрации в станке
возникают из-за колебаний, вызываемых работающими рядом маши-
нами; прерывистого характера процесса резания; недостаточной жест-
кости передач в приводах станков; недостаточной уравновешенности
вращающихся частей станка или вращающейся заготовки и т. д.
Вибрации при токарной обработке, например, увеличиваются при
увеличении глубины резания, уменьшаются при увеличении глав-
ного угла резания в плане и переднего угла резца, при увеличении
скорости резания и т. д. Испытание станков на виброустойчивость
при резании сводится к определению предельной стружки и ее зави-
симости от скорости резания. Предельная стружка — это наиболь-
шая ширина среза, снимаемая на станке без вибраций. Предельную
стружку определяют по характерному звуку во время работы, по
сильной волнистости и зазубренности сходящей стружки, по следам
на обработанной поверхности.
На токарных станках для проверки их виброустойчивости обра-
батывают образцы с вылетом от торца шпинделя на 300 мм при точе-
нии проходным резцом с углами <р = 45°, <рх = 15° и радиусом при
вершине резца г = 1 мм. Для станка 16К20ФЗ, например, предель-
ная стружка в этих условиях должна быть равна 2 мм.
$ 3. СИСТЕМА СМАЗЫВАНИЯ СТАНКОВ
Смазывание станков способствует уменьшению износа тру-
щихся поверхностей и потерь мощности на трение, обеспечивает дол-
говечность работы станка при длительном сохранении точности, по-
вышает его КПД, поддерживает допустимую рабочую температуру
в зоне резания.
Смазочные материалы. Минеральные масла, чаще всего исполь-
зуемые для смазывания, различают по вязкости, температуре за-
стывания, температуре вспышки и маслянистости. Чем больше удель-
ная нагрузка и выше температура трущихся деталей, тем более вяз-
кими должны быть смазочные материалы. При более высоких ско-
306
ростах перемещения трущихся деталей используют смазочные мате-
риалы меньшей вязкости. Температура их застывания должна быть
ниже температуры помещения, а температура вспышки выше мак-
симальной рабочей температуры. Для смазывания механизмов коро-
бок скоростей и подач используют смазочные материалы средней
вязкости, для смазывания направляющих — повышенной вязкости
и специальные сорта смазочных материалов, для смазывания шпин-
дельных подшипников скольжения — маловязкие материалы.
Системы смазывания подразделяют на индивидуальные, когда
отдельные точки станка смазываются независимо друг от друга, и
централизованные, когда точки системы смазывания объединены.
Наиболее совершенна централизованная система смазывания, так как
она достаточно надежно обеспечивает смазывание всех точек и умень-
шает расход смазочного материала. Направляющие станков смазы-
вают из индивидуальных масленок, специальными роликами, поме-
щенными в масляных карманах станины, и другими способами.
Шпиндельные сборочные единицы смазывают масляным туманом,
й ответственных случаях для смазывания шпинделей применяют спе-
циальную систему. Смазывание коробок скоростей и подач может
производиться погружением в масляную ванну или разбрызгиванием.
В руководстве по эксплуатации станка и устройства ЧПУ имеется
схема смазывания о наглядным указанием мест смазывания и карта
смазывания, где перечислены места и способы смазывания, марки
смазочного материала или масла, периодичность их замены, коли-
чество заливаемого смазочного материала.
§ 4. ПАСПОРТИЗАЦИЯ СТАНКОВ
Паспорт является основным техническим документом, со-
держащим необходимые сведения по конструкции, кинематике и
динамике станка. Паспорт станка используют механики при его
ремонте и эксплуатации и технологи при разработке технологического
процесса, назначении режимов обработки, проектировании оснастки
и т. д. В паспорте помещают фотографию станка и общие сведения
о нем (тип станка, модель, завод-изготовитель, год выпуска, класс
точности, массу, габаритные размеры).
В разделе «Основные данные» приводят основные размеры ра-
бочих органов станка, расстояние между ними и предельные их пе-
ремещения, минимальные и максимальные размеры обрабатываемых
заготовок, данные для крепления инструмента. В разделе «Привод»
дается характеристика электродвигателей, ремней, цепей, подшип-
ников, муфт и т. д. В разделе «Кинематическая схема станка» ука-
зана спецификация зубчатых и червячных колес, червяков, ходовых
винтов, содержатся все данные, необходимые для подсчета конечных
перемещений в станке.
В разделе «Механика станка» приведены частоты вращения шпин-
делей (об/мин), числа двойных ходов (дв. ход/мин) столов и ползу-
нов; передаваемые крутящие моменты и мощности, величины подач
и наибольшие допустимые силы резания. Здесь же приводится об-
307
щий КПД станка, а также КПД кинематических цепей, приводимых
от каждого электродвигателя. Для каждого значения частоты вра-
щения шпинделя указывается наиболее слабое звено.
Паспорт содержит также разделы: «Гидравлические механизмы»,
«Изменения в станке», «Дата капитального ремонта», «Принадлеж-
ности и приспособления», «Таблицы настройки станка», «Схемы уп-
равления».
Помимо паспорта к станку прилагается руководство по его экс-
плуатации.
ГЛАВА 31. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ
СТАНКОВ С ЧПУ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Основные правила эксплуатации станков с ЧПУ такие же,
как и металлорежущих станков без ЧПУ, поэтому рассмотрим
только отличительные особенности эксплуатации станков с ЧПУ.
Устройство помещений. Станки с ЧПУ классов точности Н и П
устанавливают в общих помещениях механических цехов, а станки
классов точности В и А — в изолированных помещениях. Нормаль-
ная температура воздуха в помещении должна быть 20ч. Допускаются
следующие пределы колебания температуры:
Класс точности станка с ЧПУ ............................ Н.П В А
Допустимые колебания температуры, *С.................... ±5 ±2 ±0,5
Помещения, где установлены станки с ЧПУ, должны освещаться
лампами дневного света. Окна в помещениях для прецизионных стан-
ков с ЧПУ следует располагать так, чтобы на станки не падал прямой
солнечный свет.
Установка оснований и монтаж станков с ЧПУ, Станки с ЧПУ
класса А, легкие и средние станки класса В с нежесткой станиной,
а также тяжелые станки устанавливают на бетонных фундаментах
с виброизолирующим слоем. Легкие и средние станки классов В,
П, Н монтируют на виброопоры или резиновые прокладки непосред-
ственно на бетонном полу, а крупные и тяжелые станки — на бетон-
ные фундаменты без виброизоляции. Установка станков классов А
и С на полу зданий второго этажа не допускается.
Распаковку станков и устройств ЧПУ производят в соответствии
с указаниями завода-изготовителя. Устройства ЧПУ следует из-
влекать из ящиков в помещении с температурой +20 ₽С, где в зимнее
время они должны находиться не менее суток до распаковки.
Станки с ЧПУ подключаются к трехфазной четырехпроводной
сети переменного тока напряжением 380/220 В.
Испытание станков с ЧПУ, До опробования на холостом ходу
станок и устройство ЧПУ следует выдержать в помещении летом не
менее суток, зимой в сырую погоду — не менее трех суток.
308
При испытании на холостом ходу прежде всего проверяют ра-
боту станка; если дефектов не обнаружено, включают устройство
ЧПУ и проверяют работу комплекса станок — устройство ЧПУ.
После испытания на холостом ходу приступают к испытаниям под
нагрузкой, на точность и на жесткость, а также на виброустойчи-
вость станка при резании.
Для станков с ЧПУ приемлемы существующие методы проверки
точности с соответствующим их совершенствованием, но разработан
и ряд новых видов испытаний. Так, проводятся проверки на точность
обработки комплекса станок — устройство ЧПУ на холостом ходу;
проверяют точность и стабильность позиционирования, точность и
надежность работы станка и устройства ЧПУ по заданной тест-про-
грамме в течение определенного времени, проводят контроль точно-
сти станка с ЧПУ путем ощупывания эталонной детали и т. д.
Проверке на геометрическую точность подлежат: а) форма и от-
носительное расположение поверхностей, на которых базируются
заготовка й инструмент; б) траектории перемещений рабочих орга-
нов станка; в) координаты линейных и угловых перемещений рабочих
органов; г) положение осей вращения и траекторий рабочих органов,
несущих заготовку и инструмент.
При измерениях помимо обычных измерительных приборов ис-
пользуют новые измерительные средства и оборудование для записи
измерений: электронные уровни, датчики малых линейных переме-
щений, фотоэлектрические отсчетные системы со шкалами, лазерные
интерферометры и т. д. Результаты измерений чаще обрабатывают
с помощью ЭВМ. Например, для токарных станков с ручным управле-
нием стандартом предусматривается 17 проверок геометрической точ-
ности, из них 15 применяют и для токарных станков с ЧПУ. Допол-
нительно проверяют точность револьверной головки: отклонения от
параллельности опорных поверхностей под резцовые блоки относи-
тельно продольного перемещения суппорта для центровых и попереч-
ного перемещений в патронных станках; стабильность фиксации ре-
вольверной головки. В токарных станках с ЧПУ проверяют: точность
возврата суппорта в исходное положение и точность отработки за-
данных перемещений по каждой из координат, стабильность выхода
суппорта на заданную позицию, точность отработки единичных им-
пульсов, точность отработки корректоров положения.
Проверку точности станков с ЧПУ классов П, В и А и комплексов
станок — устройство ЧПУ в работе, а также геометрической и ки-
нематической точности станков рекомендуется проводить не реже 1
раза в 6 месяцев для станков классов П и В и 4 месяцев для станков
класса А. Работоспособность комплекса станок — устройство ЧПУ
проверяют по тест-программе на холостом ходу станка не реже 1 раза
в 2 месяца.
§ 2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СТАНКОВ С ЧПУ
Работа на станках с ЧПУ. Станки с ЧПУ следует исполь-
зовать для работ, ограничиваемых технологическим назначением
станка, обеспечиваемой точностью и параметром шероховатости об-
зоэ
рабатываемых поверхностей, наибольшими допускаемыми станком
нагрузками от обработки заготовок. Нельзя закреплять на станке за-
готовки, масса которых превышает указанную в руководстве по экс-
плуатации. Для равномерного изнашивания столов рекомендуется
заготовки небольших размеров закреплять на разных участках
стола. Перед установкой на станок инструментов и оправок поверх-
ности их конусных хвостовиков должны быть проверены.
К наладке станков и устройств ЧПУ допускаются только квали-
фицированные наладчики. Оператор станка с ЧПУ должен сдать
экзамен квалифицированной комиссии, в которую обязательно вхо-
дит специалист по устройству ЧПУ.
Техническое обслуживание станков с ЧИУ. Станки должны про-
ходить обязательный ежедневный и периодический плановый осмотр
и проверку их электрооборудования и устройств ЧПУ; нужно по-
стоянно поддерживать чистоту станков и устройств ЧПУ; проводить
периодическую промывку и очистку от пыли механизмов станков и
устройств ЧПУ; профилактическую регулировку механизмов и уст-
ройств, подверженных наиболее быстрому износу; систематически
проводить смазывание всех поверхностей трения станков и устройств
ЧПУ. Для смазывания станков с ЧПУ рекомендуют масло Т (вазе-
линовое) для высокоскоростных механизмов, масло индустриаль-
ное 30 (машинное Л) для средненагруженных механизмов, универ-
сальную среднеплавкую смазку УС-2 (Л) и т. д.
Регулировку механизмов и устройств станка в процессе эксплуата-
ции выполняют по данным ежедневных и периодических осмотров м
проверок точности. Регулируют все механизмы, определяющие ко-
нечную точность станка. В результате регулирования восстанавли-
вают прямолинейность перемещения столов, кареток, суппортов
и т. д.; устраняют зазоры при зажиме салазок и столов; устраняют
осевое и радиальное биение шпинделя; устраняют зазоры в винтовых
парах перемещения столов, салазок, суппортов; компенсируют зазоры
в цепях, связывающих движение шпинделя с перемещением стола,
и т. д. (методы регулирования шпиндельной и суппортной групп
станков, а также винтовых пар рассмотрены ранее при разборе ос-
новных механизмов станков с ЧПУ).
Кроме того, в процессе эксплуатации станков необходимо перио-
дически регулировать натяжение ременных или цепных передач,
фрикционные муфты и тормозы, механизмы фиксации револьверных
головок, зажимы заготовки в шпинделе, давление в пневмо- и гидро-
системах и системах смазывания, вентили, клапаны, уплотнения и
пневмо- и гидросистемы, контакторы, реле, выключатели и переклю-
чатели.
СПИСОК ЛИТЕРАТУРЫ
I». Брон Л; (L, Земляной В. Bl Переналаживаемые автоматические линии. М.:
НИИмаш, 1982. 32 с.
2. ВОячкевич’Л. И*., Кузнецов-М*. М., У сок В. А. Автоматы и автоматические
линии. Ч. П/Под ред. Г. А. Шаумяна. М.: Высшая школа, 1976. 336 с.
3< ВЬриничев’Н. Ml, Генин» В. Б», Тартаковски# Ж, 3. Автоматические линии
из агрегатных станков. М.: Машиностроение, 1971. 552 с.
4' . Грачев-Л. IV., Гиндин. Д’. В. Автоматизированные участки для точной раз-
мерной обработки деталей. М\: Машиностроение, 1981. 240 с.
5. Гранен Л*. Н., ГиндинД. В. Автоматический переналаживаемый токарный
модуль/Под ред. В. А. Кудинова. М.: ЭНИМС, 1983, с. ЗФ—36.
6. Детали- иг механизмы металлорежущих станков/Под ред. Д. №. Решетова.
Т. I, II. М.: Машиностроение, 1972, е. 520, 664:
7. Загорски# IL Ж, Жолнерчик & Ж Технология обработки деталей на стан-
ках с программным управлением. JE: Машиностроение, 1975. 208 с.
8. Использование станков с программным управлением/Справочное пособие.
Под ред. В. Лесли. Пер. с англ. М.: А1ашиностроение, 1976. 420 с.
9. Классификация станочных систем и обобщенная оценка их технических
характеристик/В. С. Белов, Л. Ю. Лищинскнй, Д. А. Ныс, В. Н. Коваль. М.: ЭНИМС,
1983, с. 25—33.
10. Косовский В. Л., Брон А. М. Комплексная автоматизация производства
корпусных деталей.—Машиностроитель, 1981, № 4, с. 10—12.
11. Козырев Ю. Г. Промышленные роботы/Справочник. М.: Машиностроение,
1983. 376 с.
12. Локтева С. Е. Станки с программным управлением: Учебн. пособие для
машиностроительных техникумов. М.: Машитюстпоение, 1979. 288 с.
13. Лурье Г. Б., Ковшов А. Н. Начальные сведения по обработке на станках
с программным управлением. М.: Машиностроение, 1978. 56 с.
14. Шаталин А. А., Дашевский Т. Б., Княжицкий Н. И. Миогооперационные
станки. М.: Машиностроение, 1974. 320 с.
15. Металлорежущие станки/Н. С. Колев, Л. В. Красниченко, М. С. Никулин
и др. Учебн. пособие для втузов. 2-е изд. перераб. и доп. М.: Машиностроение,
1980. 500 с.
16. Металлорежущие станки/Под ред. В. К. Тепинкичиева. М.: Машиностроение,
1973. 472 с.
17. Металлорежущие станки с числовым программным управлением. Каталог.
М.: НИИмаш, 1982. 63 с.
18. Модзелевский А. А., Соловьев А. В., Лонг В. А. Многооперационные станки:
Основы проектирования и эксплуатации. М.: Машиностроение, 1983. 216 с.
19. Мясников Е. А., Игнатьев М. Б., Покровский А. М. Программное управле-
ние оборудованием. Л.: Машиностроение, 1974. 543 с.
20. Наладка станков с программным управлением/А. Н. Ковшов, В. А. Ратми-
ров, И. А. Вульфсон и др. М.: Высшая школа, 1976. 280 с.
21. Панов А. А. Совершенствование производства в условиях внедрения гиб-
ких автоматизированных технологических систем и промышленных роботов. —
Станки и инструмент, 1983, № 7, с. 2—4.
22. Петрик М. И., Шишков В. А. Таблицы для подбора зубчатых колес. 3-е
изд. М.: Машиностроение, 1973. 528 с.
311
23. Построение систем управления автоматическими линиями на основе про-
граммируемых командоаппаратов/И. Н. Миков, Б. И. Черпаков, Ю. Н. Адалин,
С. В. Мешков — Станки и инструмент, 1982, № И, с. 3—5.
24. Программное управление станками: Учебник для машиностроительных
вузов/В. Л. Сосонкин, О. П. Михайлов, Ю. А. Павлов и др.; Под общей ред.
В. Л. Сосонкина. М.: Машиностроение, 1981. 398 с.
25. Промышленные роботы и манипуляторы с ручным управлением. Каталог,
М.: НИИмаш, 1982. 100 с.
26. Правила технической эксплуатации станков с устройствами числового
программного управления/В. И. Клягин, А. А. Невский, Л. А. Зайчук и др. М.:
ЭНИМС, 1972. 34 с.
27. Ратмиров В. А., Чурин И. Н., Шмутер С. А. Повышение точности и про-
изводительности станков с программным управлением. М.: Машиностроение, 1970.
343 с.
28. Ратмиров В. А. Основы программного управления станками, М.: Машино-
строение, 1978. 240 с.
29. Сергиевский Л. В. Наладка и эксплуатация станков с устройствами ЧПУ.
М.: Машиностроение, 1981. 240 с.
30. Срибнер Л. А. Цикловое программное управление оборудованием. М.:
Машиностроение, 1980. 152 с.
31. Точность и надежность станков с числовым программным управлением/Под
ред. А. С. Проникова. М.: Машиностроение, 19§2. 256 с.
32. Устройство промышленных роботов/^. И. Юревич, Б. Г. Аветиков, О. Б. Ко-
рытко и др. Л.: Машиностроение, 1980. 384 с.
33. Цикловое программное управление металлорежущими станками/В. Г. Зус-
ман, Л. К. Шраго, Г. К. Михна и др. М.: Машиностроение, 1971. 152 с.
34. Чернов Н. Н. Металлорежущие станки. М.: Машиностроение, 1978. 389 с.
35. Шарин Ю. С. Станки с числовым управлением. М.: Машиностроение, 1976.
149 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автоматизированный участок (АУ) — Компоновка 285 — Назначение 285
— АВС-22 — Назначение 287, 288
— АСК-10 — Назначение 288, 289
— АСВР-10 — Назначение 291
Автоматическая линия (АЛ) — Конструкция 297 — Назначение 292 — Оборудова-
ние 293 — Управление 296
— переналаживаемая — Назначение 298—299
Автооператор — Назначение 254 — Применение 156, 168, 175, 176, 253
Г
Гибкая производственная линия (ГПЛ) — Определение 280
Гибкая производственная система (ГПС) — Принцип работы 279, 283—284
Гибкий автоматизированный завод (ГАЗ) — Определение 281
Гибкий производственный участок (ГПУ) — Определение 280
Гитара — Определение 11
Головка делительная — Применение 134
— оптическая 134, 135
— универсальная 134 — Схема наладки 135, 136
ГОСТ 2.770—68* 9
8—82Е 5
25685—83 258
д
Датчик обратной связи — Принцип работы 36
Движение в станке
— вспомогательное 8 '
— главное 8
— подачи 8
Детали базовые — Конструктивные особенности 24
Завод гибкий автоматизированный — см. Гибкий автоматизированный завод (ГАЗ)
Зазор — Методы выбора 29, 99
И
Информация — Способы считывания 22, 23
— геометрическая 13, 14
— технологическая 13, 14
К
Комплекс роботизированный — см. Роботизированный комплекс (РК)
Контроллер программируемый — Определение 20 — Применение в АЛ 296
Л
Линия автоматическая — см. Автоматическая линия (АЛ)
Линия гибкая производственная — см. Гибкая производственная линия (ГПЛ)
313
м
Манипулятор — Назначение 254
Материалы смазочные 306
Механизм автоматической смены инструмента — Назначение 153, 162, 167, 171, 175
— Угловой ориентации 173
Механизм правки — Назначение 188
Механизмы транспортные — Назначение 293, 294
— изменения ориентации — Назначение 295
Модуль гибкий производственный (ГП модуль) — Применение 280
— станочный адаптивный — Назначение 280
— станочный автоматический — Определение 280
Муфта электромагнитная — Назначение 31 — Устройство 31
Н
Наладка кинематическая — Методика 9
Направляющие станков — Назначение 24
— гидростатические 25
— качения 25
— скольжения 25
О
Обработка лучевая — Метод 240
П
Перфолента — Назначение 222
Привод главного движения — Конструктивные особенности в станках с ЧПУ 26
— подач и позиционирования — Особенности конструкции 9
Программа управления — Определение 13
Программатор — Классификация L8, 19, 20
Программоноситель — Понятие 13
Промышленный робот (ПР) — Индексация моделей 261 — Классификация 259 —
Конструкция 265 — Системы координат 257 — Система управления 266 — Струк-
турная схема 255
— агрегатно-модульный — Компоновка 271
— СМ40Ф2.80.01 272 — Основные механизмы, кинематика 273, 274
— УМ160Ф2.81.01 275 — Основные механизмы 276—278
Р
Робот промышленный — см. Промышленный робот (ПР)
Роботизированный комплекс (РК) — Назначение 290
С
Система гибкая производственная — см. Гибкая производственная система (ГПС)
Система самоприспособляющаяся — Характеристика 37
Система смазывания — Назначение 307
Система станочная (ССт) — Определение 279
Система циклового программного управления—Определение 16 — Состав 17
— числового программного управления — Классификация 33—35 — Определение
32
Станки агрегатные — Назначение 241 — Компоновка 241 — Силовые механизмы 242
— для финишной обработки — Назначение 184>
— зубообрабатывающие 210—227
— многоцелевые— Компоновка 151 — Конструктивные особенности 152—157 —
Определение 150 — Основные механизмы и движения 15^—163
— полуавтоматы и автоматы — Классификация 52 — Конструктивные особенности
59—66 — Определение 51 — Особенности эксплуатации 52
— резьбообрабатывающие — Методы образования резьб 206
614
— сверлильно-расточные — Классификация 111 —128 — Назначение 106— Общие
сведения 104 — Оснастка 106, 107
— строгаль но-протяжные—Классификация 176—Назначение 176
— токарцые — Классификация 67 — Конструктивные особенности 68, 69 — Общие
сведения 40 — С программным управлением 66, 67 — С цикловым программным
управлением 70—75 — С числовым программным управлением 75—80
— ультразвуковые — Применение 239
— фрезерные—Классификация 128, 129 — Назначение 128
— шлифовальные — Назначение 184
— электроэрозионные — Классификация 234 — Применение 235, 236
Станок металлорежущий — Испытания 303—306— Классификация 5, 6 — Обозначе-
ние моделей 5—8 — Определение 5 — Методика наладки 9 — Паспортизация 307
— с ЧПУ — Испытания 308—309 — Конструктивные особенности 24 — Особен-
ности эксплуатации 308 — Техническое обслуживание 309
Схема кинематическая — Определение 9
У
Управление числовое программное — см. Числовое программное управление
Уравнение кинематического баланса — Основные понятия 9, 10
Устройство автоматической смены инструмента — 11азначение 32
Устройство загрузочное — Назначение 294 — Типы 295
— накопительное — Назначение 295, 296
Устройства захватные — Классификация 267 — Конструкция 268—270 — Назна-
чение 266
— вакуумные 268
— магнитные 269
— механические 268
— с эластичными камерами 269
— с приспособлениями для выполнения технологических операций 270
Устройство исполнительное — Назначение 17
— обратной связи — Назначение 17
И
Цепь дифференциала — Назначение 220
— обкатывания — Назначение 224
Цепь кинематическая — Определение 9 — Уравнение 10
Цикл работы стайка — Определение 16 — Отдельных видов 190, 203, 209, — смены
инструмента 253
Ч
Числовое программное управление (ЧПУ) — Назначение 21 —Состав 21
Ш
Шаг нарезаемой резьбы 10» 11
— ходового винта 11
Э
Этап программы — Определение 17
ОГЛАВЛЕНИЕ
Введение.................................................................. 3
Раздел I
<О<О СО 00 СЛСП
ОБЩИЕ СВЕДЕНИЯ О СТАНКАХ............................................. 5
Глава 1. Классификация металлорежущих станков и движений в них . .
§ 1. Классификация и условные обозначения станков........
§ 2. Классификация движений в металлорежущих станках . .
Глава 2. Основы кинематической наладки металлорежущих станков . .
§ 1. Кинематические схемы станков .......................
§ 2. Методика кинематической наладки металлорежущих станков
§ 3. Методы подбора сменных колес гитар.................... 11
Раздел II
ОБЩИЕ СВЕДЕНИЯ О СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ 13
Глава 3. Назначение станков с программным управлением............. 13
§ 1. Основные понятия о станках с программным управлением
и их классификация ............................. 13
§ 2.. Краткая историческая справка ...................... 14
§ 3. Назначение и основные преимущества станков с программ-
ным управлением...................................... 15
Глава 4. Сведения о цикловом программном управлении станками . . 16
§ 1. Назначение цикловых систем и их функциональная схема 16
§ 2. Программаторы циклов, устройства размерной наладки ... 18
Глава 5. Общие понятия о числовом программном управлении металло-
режущими станками ................................................. 21 .
§ 1. Основные сведения о числовом программном управлении. . 21
§ 2. Конструктивные особенности станков с ЧПУ............ 24
§ 3. Основные сведения о системах ЧПУ.................... 32
§ 4. Оси координат в станках с ЧПУ ...................... 33
Раздел III
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ. УСТРОЙСТВО, КИНЕМАТИКА,
НАЛАДКА....................................................... 40
Глава 6. Токарные станки...................................... 40
§ 1. Общие сведения .................................. 40
§ 2. Токарно-винторезный станок 16К20 ................ 40
§ 3. Наладка токарно-винторезных станков для производства
различных работ...................................... 46
316
§ 4. Лобовые токарные станки . '............................ 4$
§ 5. Основные сведения о карусельных станках................ 49
§6. Одностоечный карусельный станок 1512................... 49
§ 7. Основные сведения о токарно-револьверных станках .... 50
Глава 7. Токарные полуавтоматы и автоматы............................. 51
§ 1. Назначение и классификация ............................ 51
§ 2. Одношпиндельные токарные полуавтоматы.................. 52
§ 3. Токарный многорезцово-копировальный полуавтомат 1713 52
§ 4. Одношпиндельные прутковые автоматы..................... 53
§ 5. Одношпиндельный токарно-револьверный автомат 1Б140 . . 53
§ 6. Общие сведения о многошпиидельных токарных автоматах
и полуавтоматах............................................. 58
§ 7. Шести шпиндельный токарный прутковый автомат 1Б265-6К 58
§ 8. Токарный вертикальный восьмишпиндельный полуавто-
мат 1К282 .................................................. 63
Глава 8. Токарные станки с программным управлением...................... 66
§ 1. Общие сведения о токарных станках с программным управле-
нием ......................................................... 66
§ 2. Конструктивные особенности токарных станков с программным
управлением................................................... 68
§ 3. Токарный многорезцово-копировальный полуавтомат
1713Ц с цикловым программным управлением...................... 70
§ 4. Токарный патронно-центровой станок 16К20ФЗС5 с ЧПУ 75
§ 5. Токарный станок 16К20Т1 с оперативной системой управле-
ния .......................................................... 80
§ 6. Токарно-револьверный станок 1В340Ф30 с оперативной
системой ЧПУ........................; » » • .................. 81
§ 7. Токарно-карусельный одностоечный станок 1512ФЗ с ЧПУ 85
§8. Токарный центровой полуавтомат 1Б732ФЗ с ЧПУ. . . 89
§ 9. Токарный патронный вертикальный полуавтомат 1А734ФЗ
с ЧПУ......................................................... 93
§ 10. Токарный патронно-центровой полуавтомат 1725МФЗ . . 97
§ 11. Токарные многоцелевые станки........................... 101
§ 12. Многоцелевой токарный станок ТМЦ-200 .................. 101
Глава 9. Станки сверлильно-расточной группы *.......................... 104
§ 1. Общие сведения о сверлильных станках.................... 104
§ 2. Вертикально-сверлильный станок 2Н135.................... 104
§ 3. Радиально-сверлильные станки ,.......................... 106
§ 4. Оснастка сверлильных станков .'......................... 106
§ 5. Общие сведения о расточных станках...................... 107
§ 6. Общие сведения о координатно-расточных станках .... 108
Глава 10. Станки сверлильно-расточной группы с числовым программ-
ным управлением . . . . ............................................... 109
§ 1. Назначение, классификация и конструктивные особенности
сверлильных и расточных станков с ЧЦУ........................ 109
§ 2. Вертикально-сверлильный станок 2Р135Ф2-1 с ЧПУ. ... 111
§3. Координатно-сверлильный станок 2554Ф2 с ЧПУ......... 116
§4. Горизонтально-расточной станок 2А620Ф2-1 с ЧПУ. ... 119
§5. Горизонтально-расточной станок 2611Ф2 с ЧПУ......... 124
§6. Координатно-расточные станки с ЧПУ...................... 127
Глава 11. Фрезерные станки............................................ 128
§ 1. Общие сведения о фрезерных станках..................... 128
§ 2. Универсальный консольно-фрезерный станок 6Р82.......... 129
§ 3. Вертикально-фрезерный станок 6560 с крестовым столом . . 132
317
Глава 12. Делительные головки......................................... 134
§ 1. Назначение и типы делительных головок.................. 134
§ 2. Универсальная лимбовая делительная головка............. 134
§ 3. Оптическая делительная головка......................... 137
Глава 13. Фрезерные станки с числовым программным управлением. . 138
§ 1. Назначение, классификация и конструктивные особенности
Здеезерных станков с числовым программным управлением 138
§ 2. Вертикально-фрезерный станок 6Р13ФЗ-37 с ЧПУ.......... 141
§ 3. Вертикально-фрезерный консольный станок 6Р13РФЗ с ре-
вольверной головкой и ЧПУ .................................. 144
§ 4. Вертикально-фрезерный станок 6520ФЗ-36с крестовым столом
и ЧПУ....................................................... 147
§ 5. Фрезер но-расточной станок 6М610ФЗ-1 с продольным сто-
лом и ЧПУ .................................................. 149
Глава 14. Многоцелевые станки ....................................... 150
§ 1. Основные сведения о многоцелевых станках.............. 150
§ 2. Конструктивные особенности многоцелевых станков .... 152
§ 3. Вертикальный сверлильно-фрезерно-расточной полуавтомат
243ВМФ2 с ЧПУ.............................................. 157
§ 4. Многоцелевой станок 2204ВМФ2 с ЧПУ ................... 163
§ 5. Горизонтальный многоцелевой станок 6305Ф4 с ЧПУ ... 168
§ 6. Многоцелевой станок ИР500ПМФ4 с ЧПУ................... 171
Глава 15. Станки с трога л ьно-протяжной группы...................... 176
§ 1. Общие сведения о строгальных и долбежных станках ... 176
§ 2. Двухстоечный продольно-строгальный станок 7212........ 177
§ 3. Поперечно-строгальный станок 7Е35..................... 178
§ 4. Долбежный станок 7Д430 ............................... 180
§ 5. Основные сведения о протяжных станках ................ 181
§ 6. Горизонтально-протяжной станок 7Б55................... 181
Глава 16. Шлифовальные станки и станки для финишной обработки 184
§ 1. Назначение, область применения и классификация шли-
фовальных станков......................................... 184
§ 2. Круглошлифовальные станки ........................... 185
§ 3. Бесцентрово-шлифовальные станки...................... 186
§ 4. Бесцентрово-шлифовальный станок ЗМ182................ 187
§ 5. Внутришлифовальный полуавтомат ЗК227Б ............... 188
§ 6. Плоскошлифовальный станок ЗЕ711В .................... 191
§ 7. Станки для финишной обработки ................... 195
Глава 17. Шлифовальные станки с программным управлением.... 197
§ 1. Назначение и конструктивные особенности шлифовальных
станков ................................................. 197
§2. Круглошлифовальный полуавтомат ЗМ151Ф2 с ЧПУ. . . 198
§ 3. Плоскопрофилешлифовальный станок ЗЕ7ПВФЗ-1 с ЧПУ
профилирования круга ..................................... 204
Глава 18. Резьбообрабатывакнцие станки.......................... 206
§ 1. Методы изготовления резьб............................ 206
§ 2. Резьбофрезерный полуавтомат 5Б63..................... 207
Глава 19. Зубообрабатывающие станки............................. 209
§ 1. Основные методы нарезания зубчатых колес н классифика-
ция зубообрабатывающих станков............................ 209
§ 2. Зубодолбежный полуавтомат 5140....................... 210
§ 3. Зубофрезерный полуавтомат 5М32....................... 215
318
§ 4. Зубострогальный станок 5Т23В....................... 221
§ 5. Нарезание конических колес с криволинейными зубьями 225
§ 6. Зубоотделочные станки . .......................... 225
Глава 20. Зубообрабатывающие станки с ЧПУ......................... 227
§ 1. Общие сведения .................................. . . 227
§ 2. Зубофрезерный полуавтомат 53А20Ф4 с ЧПУ ............ 228
Глава 21 Станки для электрофизических и электрохимических мето-
дов обработки...................................................... 231
§ 1. Назначение и область применения станков............. 234
§ 2. Электроэрозиониые стаяли........................... 231
§ 3. Электроэрозионные станки с числовым программным упра-
влением ................................................ 2 ?6
§ 4. Электроэрозионный вырезной станок 4732ФЗ с ЧПУ. . . 236
§ 5. Ультразвуковые станки............................... 239
§ 6. Лучевая обработка.................................. 240
Глава 22. Агрегатные станки . .................................... 241
§ 1. Назначение и область применения..................... 241
§ 2. Силовые механизмы агрегатных станков................ 242
§ 3. Гидропанели......................................... 245
§ 4. Шпиндельные механизмы.....................-......... 246
Глава 23. Агрегатные станки с программным управлением. ...... 247
§ 1. Назначение и конструктивные особенности............. 247
§ 2. Агрегатный сверлильно-расточной станок МА299Ф2 с ЧПУ 249
Раздел IV
ПРОМЫШЛЕННЫЕ РОБОТЫ............................................... 254
Глава 24. Основные определения, назначение, классификация и тех-
нические характеристики промышленных роботов ................. 254
§ 1. Основные понятия и определения.................. 254
§ 2. Классификация, технические характеристики и типаж про-
мышленных роботов......................................... 258
Глава 25. Системы программного управления промышленными роботами 261
§ 1. Классификация систем программного управления промышлен-
ными роботами............................................. 261
§ 2. Виды систем управления ............................. 263
Глава 26. Конструкции промышленных роботов........................ 265
§ 1. Приводы промышленных роботов ....................... 265
§ 2. Захватные устройства ПР............................. 266
§ 3. Промышленные роботы агрегатно-модульного типа...... 270
§ 4. Промышленный робот СМ40Ф2.80.01..................... 272
§ 5. Промышленный робот УМ160Ф2.81.01 ................... 275
Раздел V
АВТОМАТИЗИРОВАННОЕ ПРОИЗВОДСТВО................................... 279
Глава 27. Общие понятия и классификация автоматизированного про-
изводства. Гибкие производственные системы......................... 279
§ 1. Назначение и классификация автоматических станочных
систем.................................................... 279
§ 2. Гибкие производственные модули ................. 281
§ 3. Гибкие производственные системы................. 283
319
Глава 28. Автоматизированные участки............................. . . 284
§ 1. Назначение и классификация автоматизированных участков 284
§ 2. Системы управления автоматизированными участками . . . 285
§ 3. Автоматизированный участок АСВ-22 ....................... 287
§ 4. Автоматизированный участок АСК-10 . . . ............... 288
§ 5. Роботизированные комплексы............................... 290
Глава 29. Автоматические линии.......................................... 292
§ 1. Назначение и классификация автоматических линий . . . 292
§ 2. Оборудование автоматических линий................. 293
§ 3. Управление автоматическими линиями................ 296
§ 4. Конструкции автоматических линий................... . 297
Раздел Vi
ЭКСПЛУАТАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ .............................. 302
Глава 30. Общие сведения об эксплуатации металлорежущих станков 302
§ 1. Транспортирование и установка станков............... 302
§ 2. Основные виды испытаний станков..................... 303
§ 3. Система смазывания станков.......................... 306
§ 4. Паспортизация станков............................... 307
Глава 31. Особенности эксплуатации станков сЧПУ .................. 308
§ 1. Общие сведения ..................................... 308
§ 2. Техническое обслуживание станков с ЧПУ.............. 309
Список литературы................................................. 311
Предметный указатель ............................................. 313