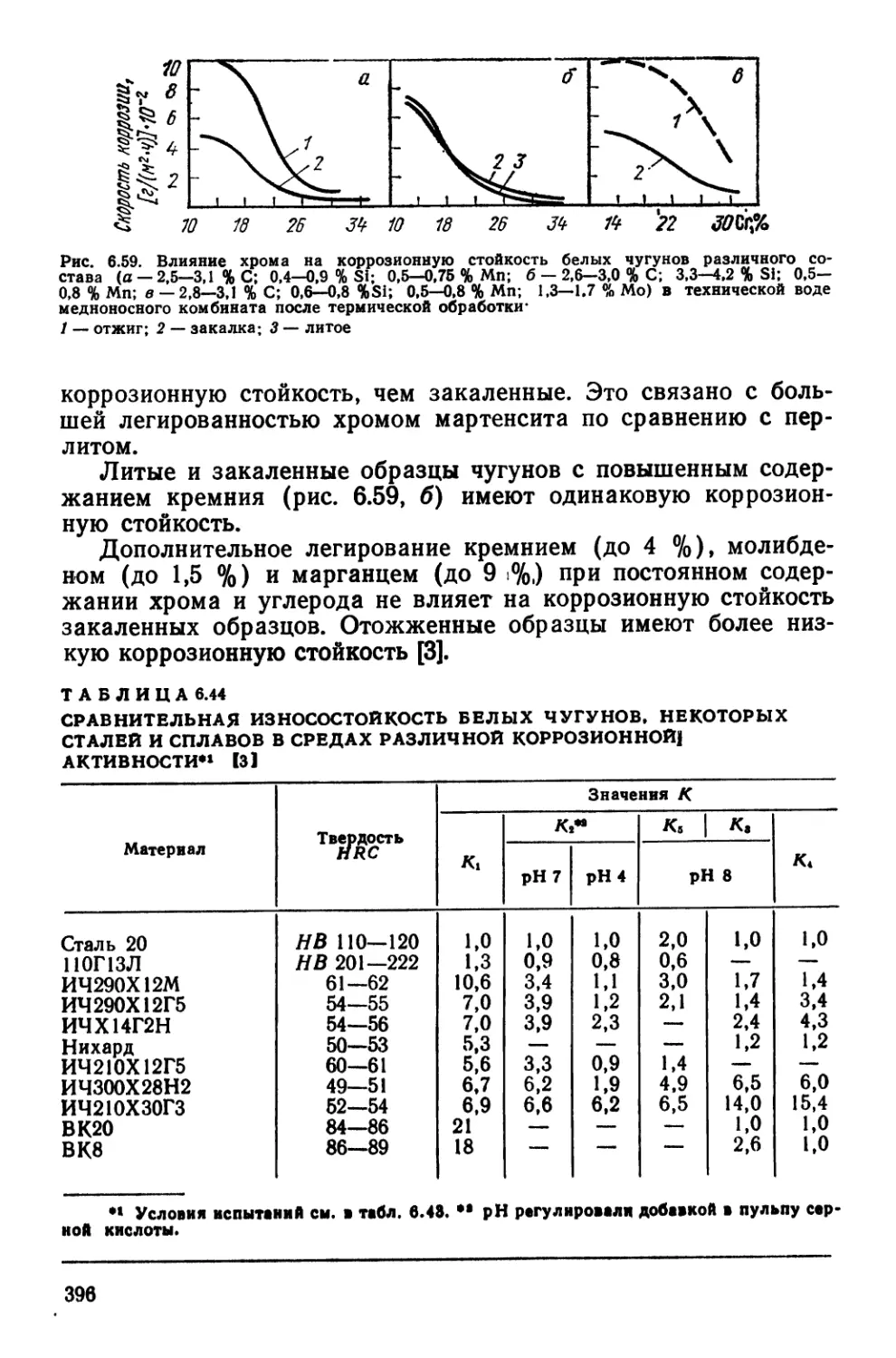
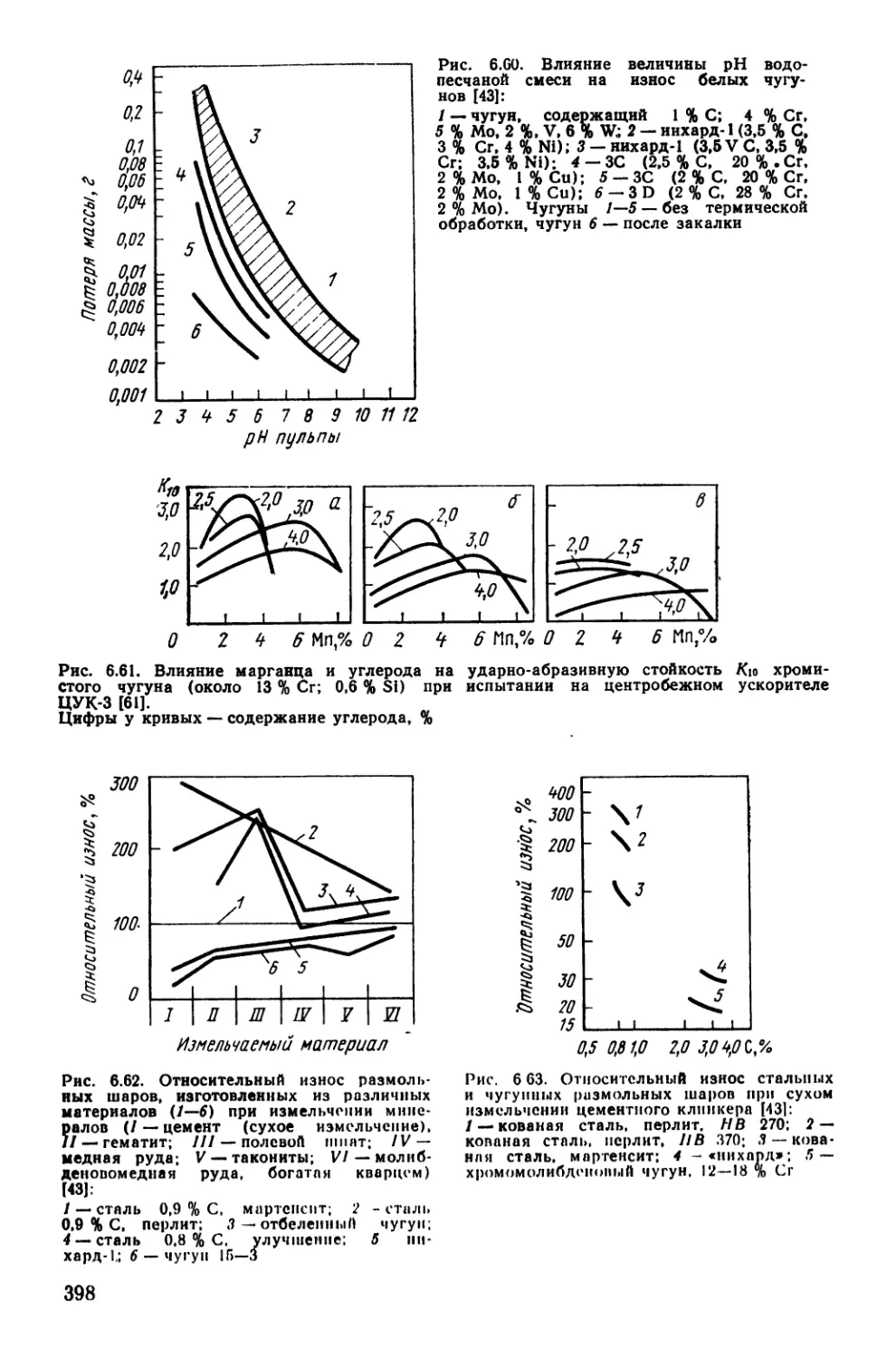
/



Author: Шерман А.Д.
Tags: металлургия черных металлов железо, чугун и сталь справочник металлургия металлы
ISBN: 5-229-00810-5
Year: 1991




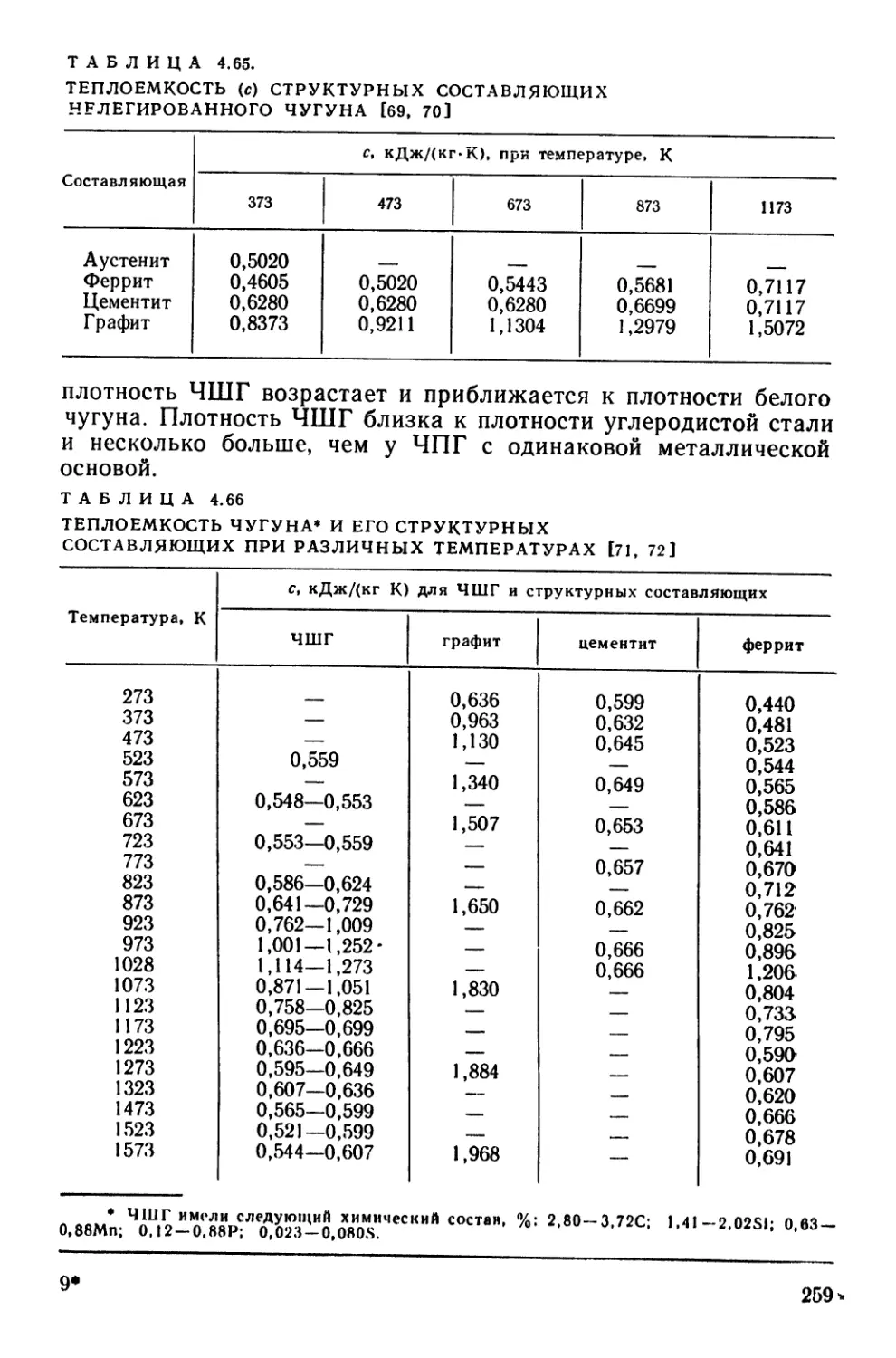
Text
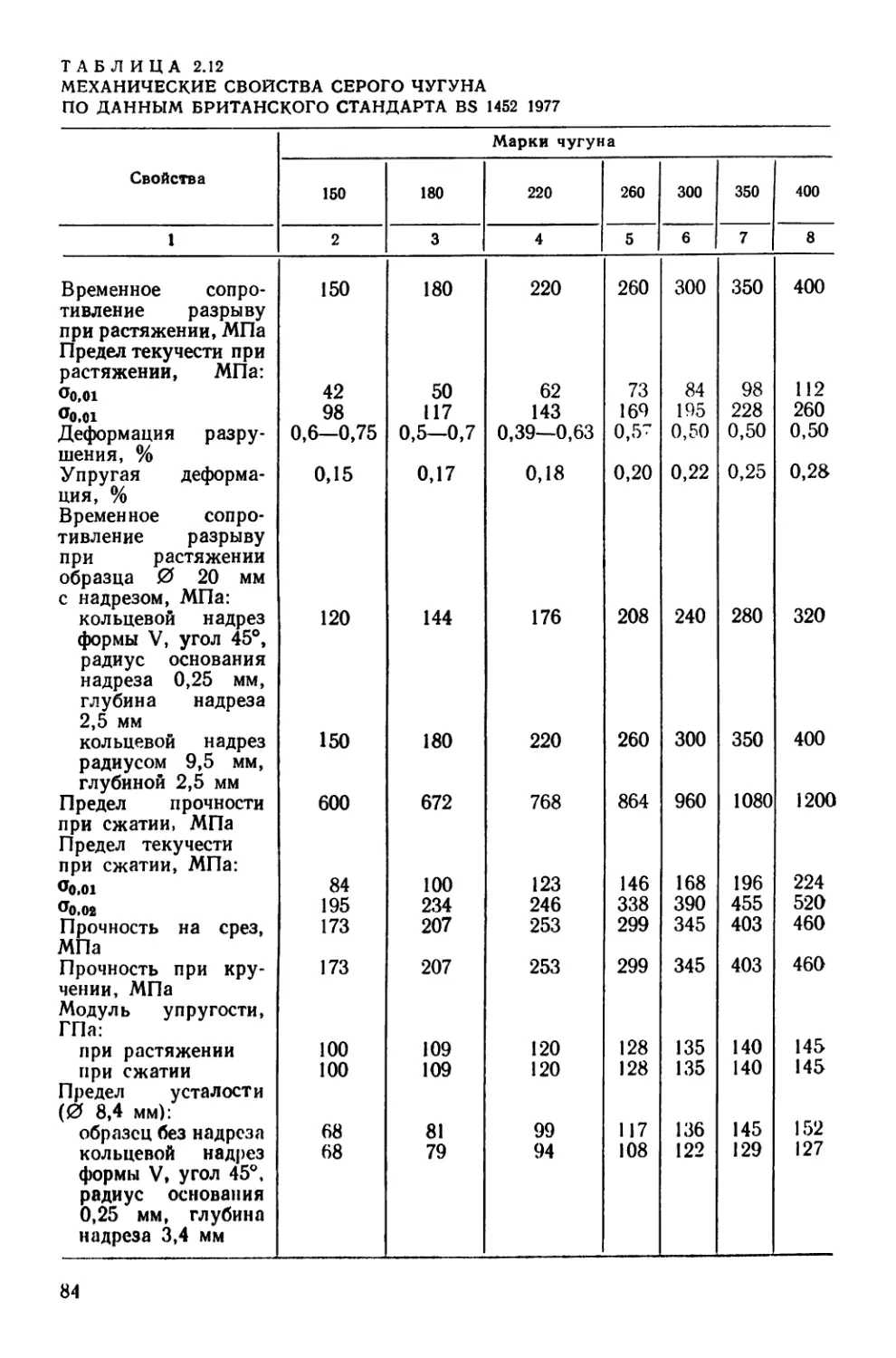
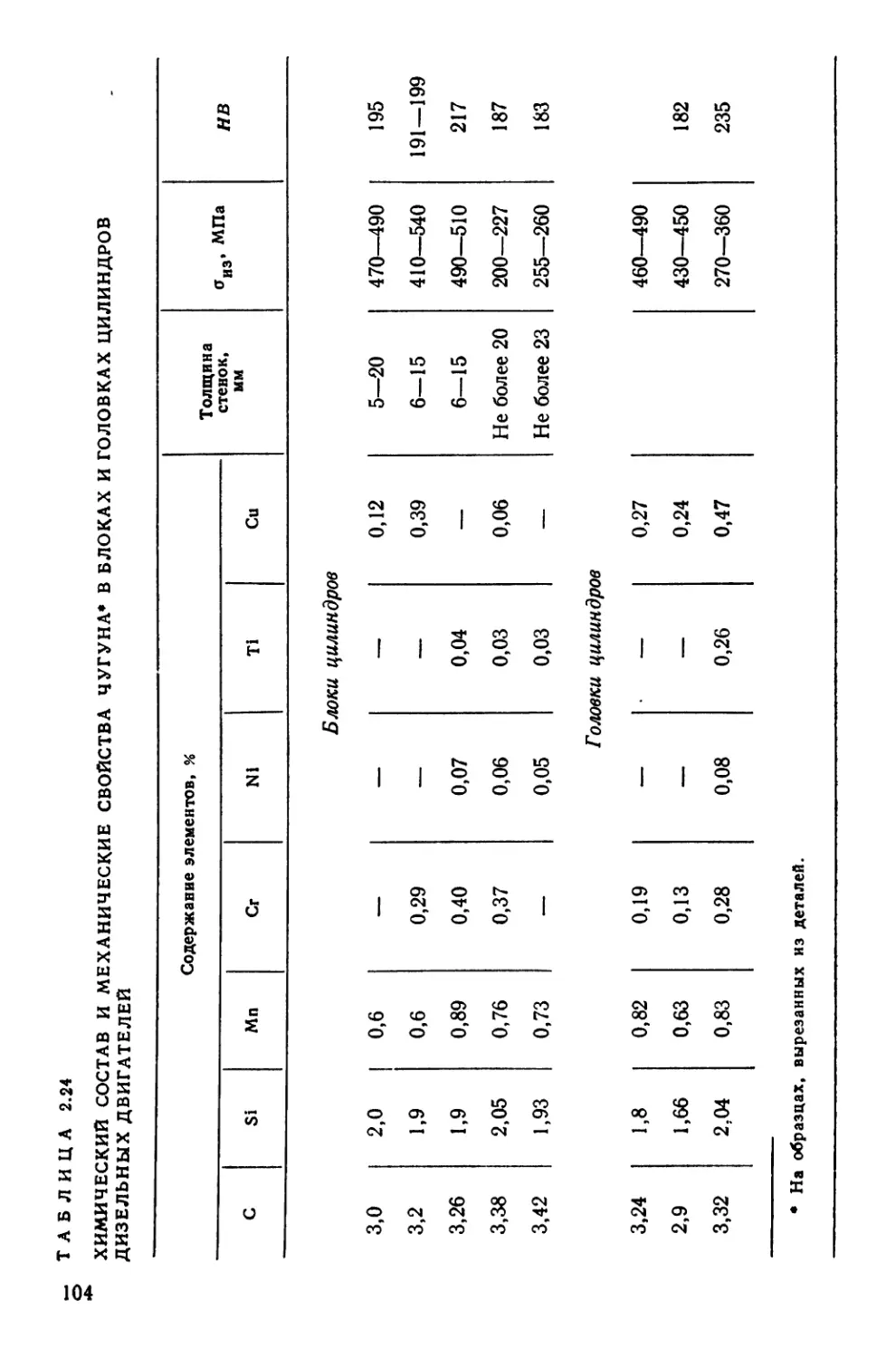
ЧУГУН
аиия
Под редакцией
канд. техн, наук А. Д. Шермана
и докт. техн, наук А. А. Жукова
Согласовано с Государственной службой
стандартных справочных данных
&
МОСКВА «МЕТАЛЛУРГИЯ» IWI
Авторы: А. Д. ШЕРМАН, А. А. ЖУКОВ, Э. В. АБДУЛЛАЕВ, И. О. ПАХ-
НЮЩИИ, В. И. САМСОНОВ, С. В. БАЛИНСКИИ, В. Р. БАЛИНСКИИ,
Э. В. ЗАХАРЧЕНКО, Ю. Н. ЛЕВЧЕНКО, Н. Г. РУДЕНКО,
И. Г. НЕИЖКО, И. И. ЦЫПИН, Г. И. СИЛЬМАН,
Е. В. КОВАЛЕВИЧ, Б. A. KHPJ^EBCKHH, А. А. ШЕИКО,
М. Л. ХРУЩЕВ, Г. Ю. ШУЛЬТЕ, Я. Г. КЛЕЦКИН, А, Ш. МИНЕВИЧ
УДК 669.13(03)
Чугун: Справ. изд./Под ред. А. Д. Шермана и А. А. Жукова. М.: Металлур-
гия, 1991. 576 с.
Обобщены данные о чугунах всех типов и марок. Приведены сведения
о физико-механических свойствах, принципах выбора марок чугуна, о слу-
жебных и технологических его свойствах, технологических основах получе-
ния чугуна различных марок, влиянии химического состава и легирования на
структуру и свойства чугуна.
Для инженерно-технических работников различных отраслей промышлен-
ности, занимающихся вопросами использования чугуна, эксплуатацией и кон-
струированием машин из него. Ил. 319. Табл. 388. Библиогр. список: 320 иазв.
В финансировании издания принимали участие:
НПО Автопромматериалы,
ПО УралАЗ
Ч
2602000000—055
040(01)—91
131—91
ISBN 5-229-00810-5
© А. Д. Шерман, А. А. Жуков, Э. В. Аб-
дуллаев и др., издательство «Металлур-
гия», 1991
ОГЛАВЛЕНИЕ
Предисловие.........................................................7
1. Основы формирования структуры и свойств чугуна.................9
1.1. Классификация чугунов..........................................9
1.2. Теория графитизации чугуна. Термодинамические и кинетические
факторы процесса графитизации...................................29
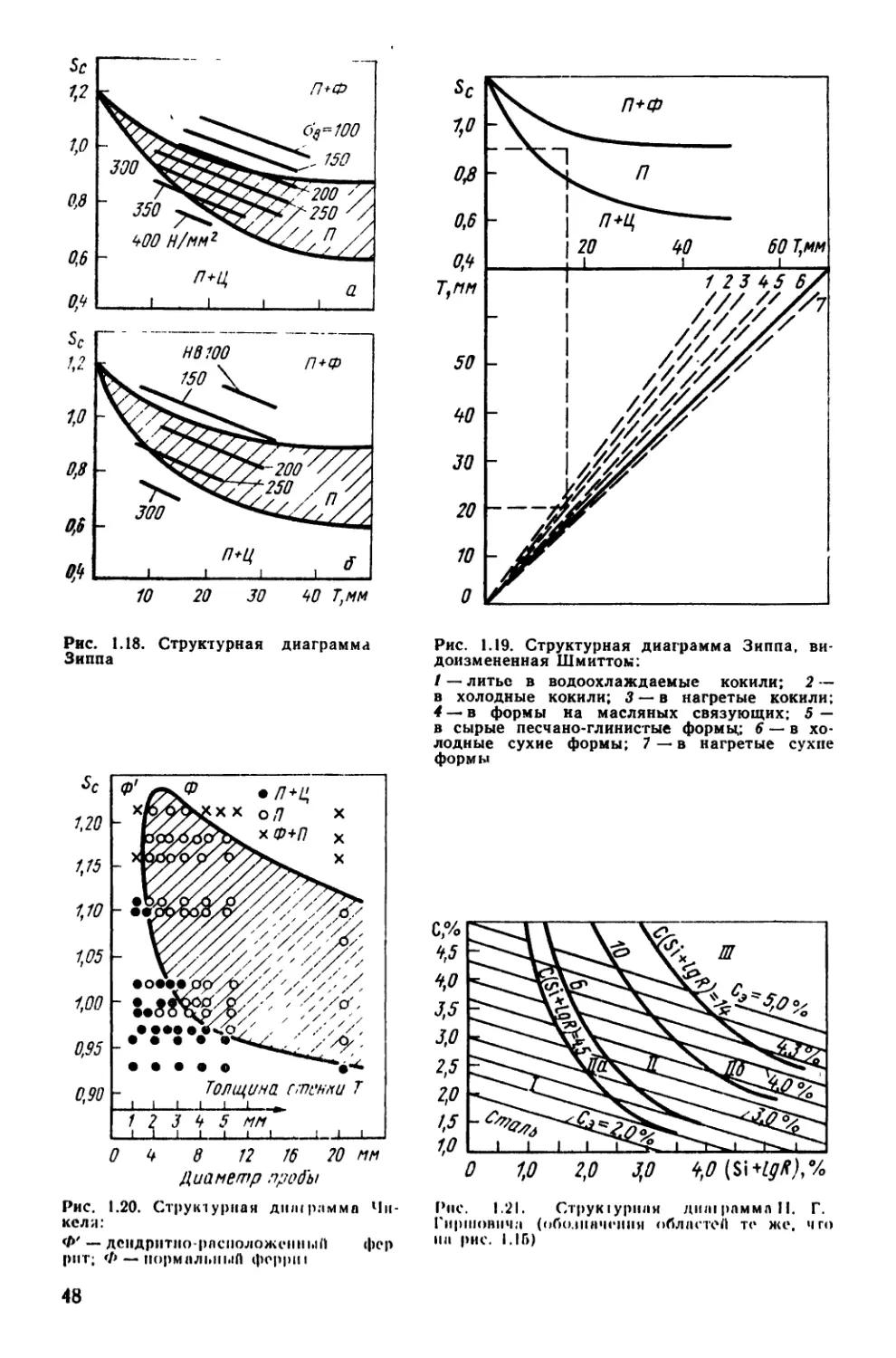
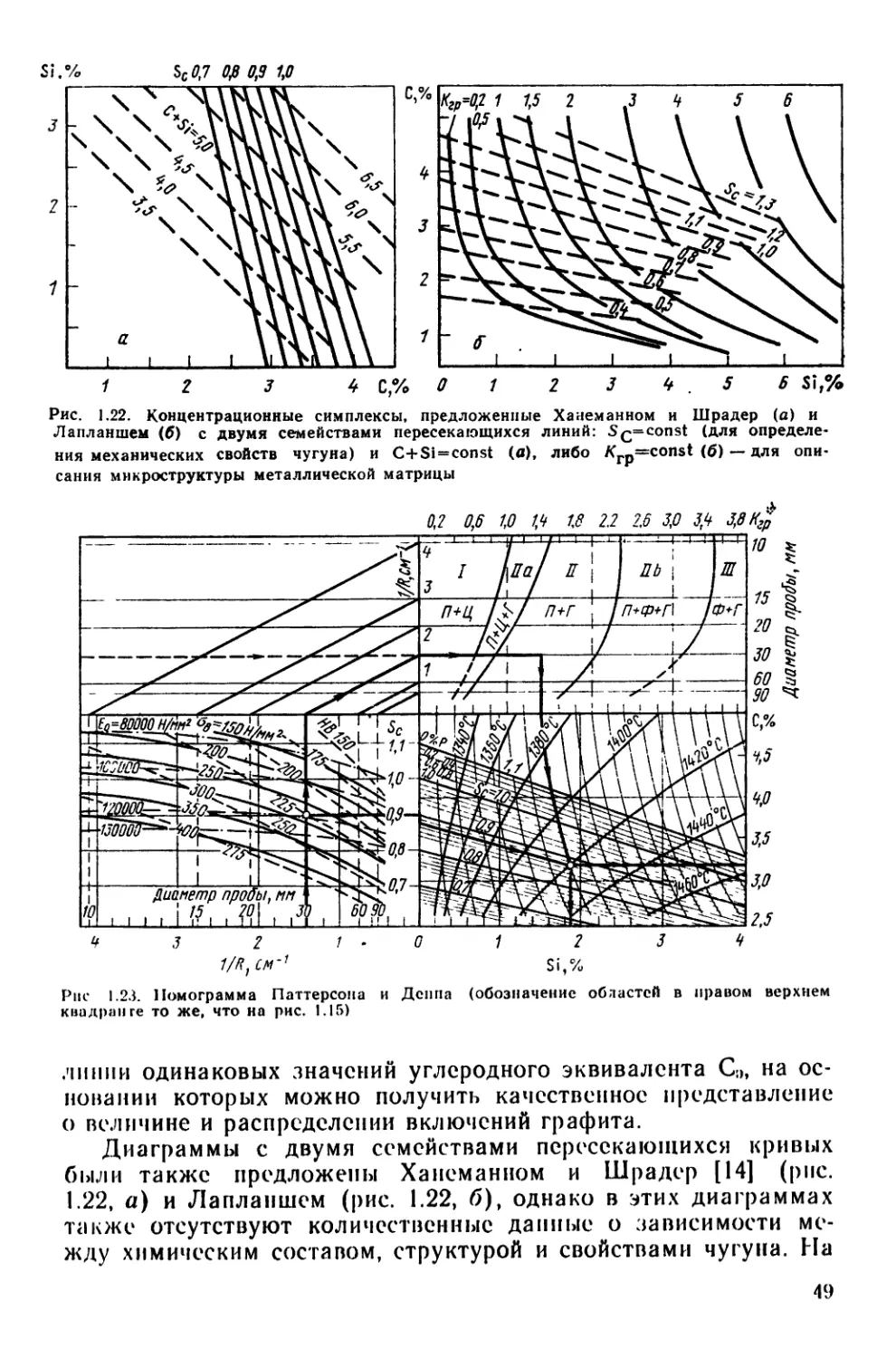
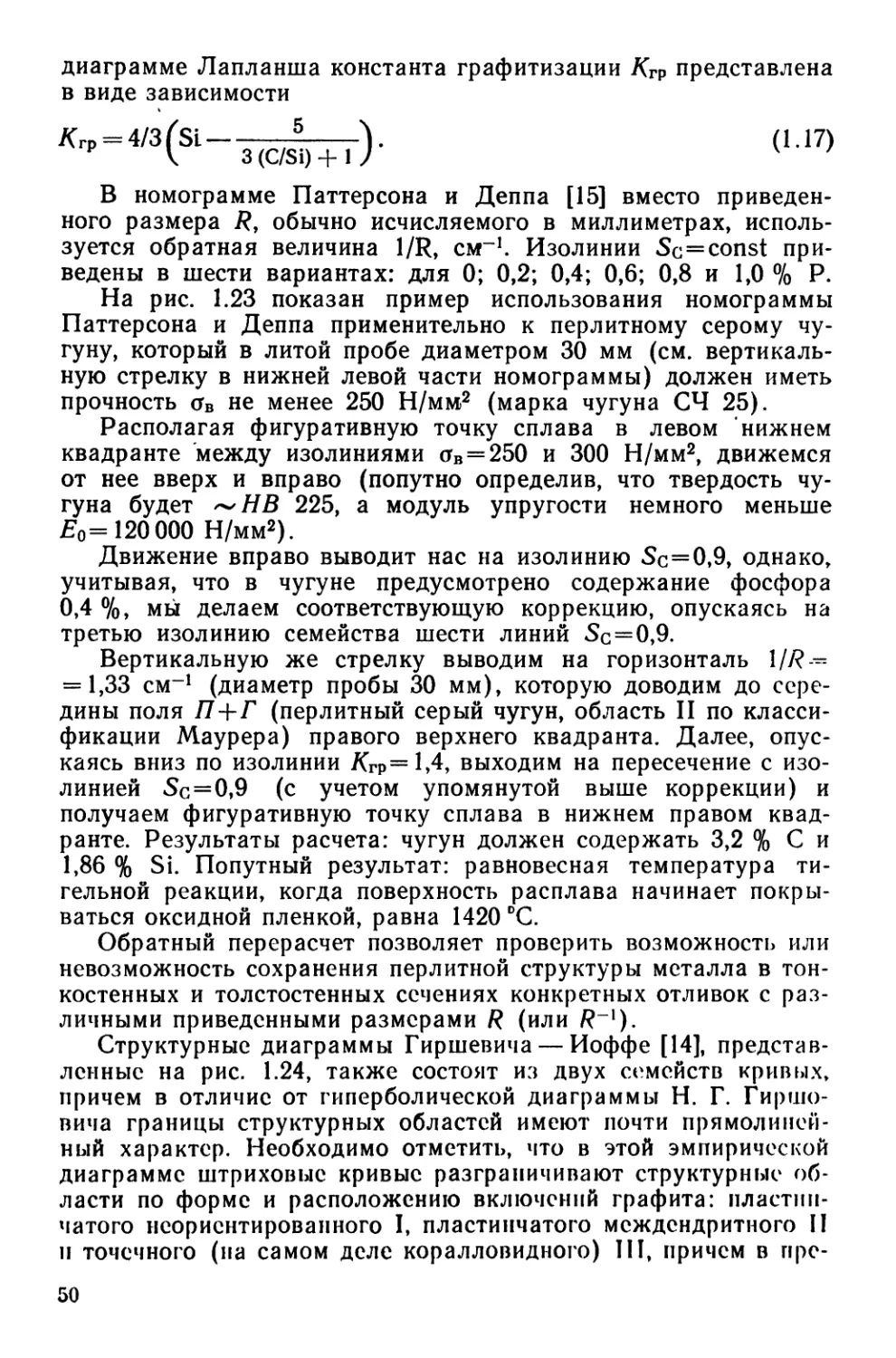
1.3. Диаграммы и номограммы для расчета структуры и механических
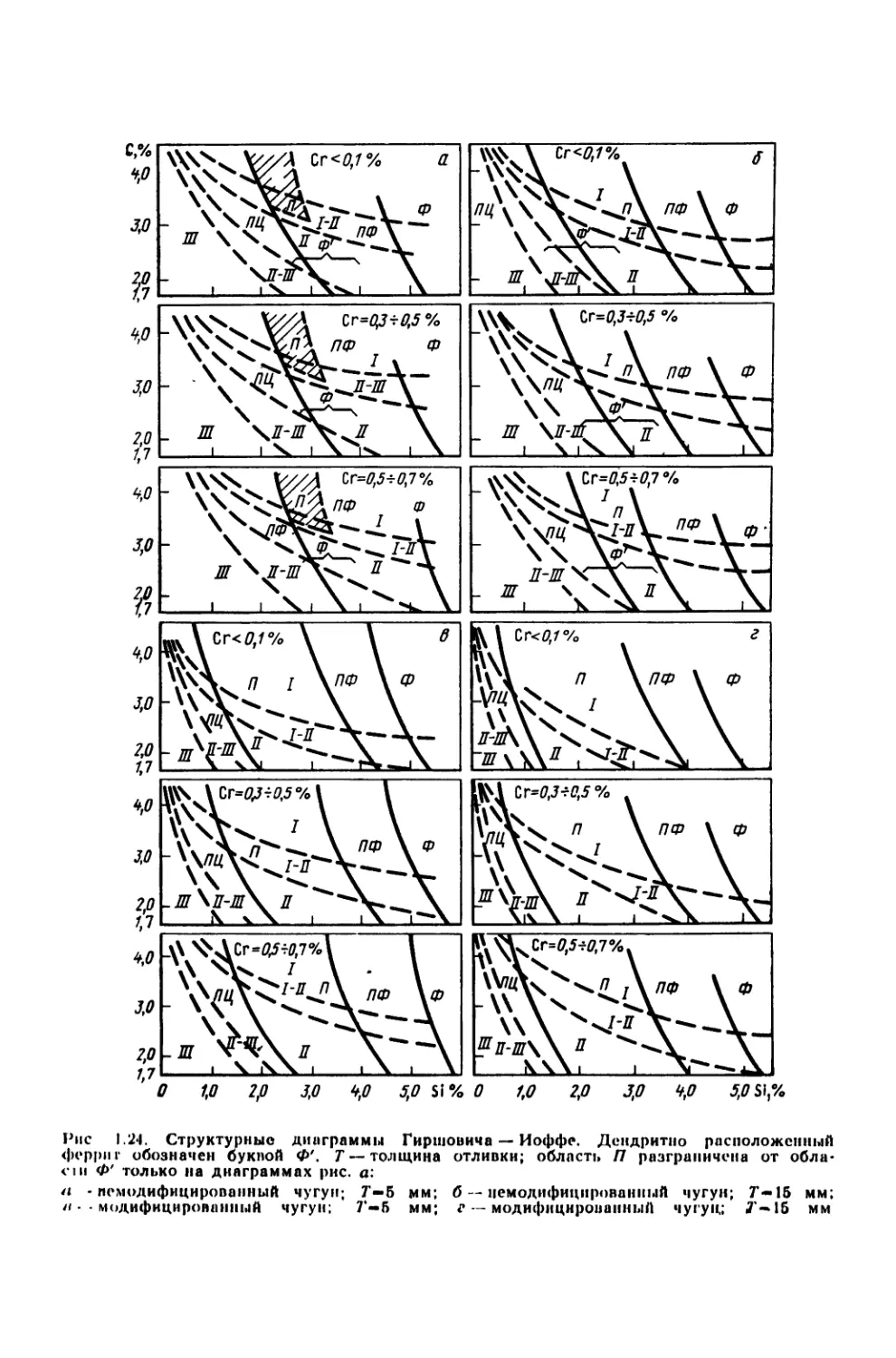
свойств чугуна.....................................................44
2. Серый чугун....................................................70
2.1. Общая характеристика микроструктуры и свойств............70
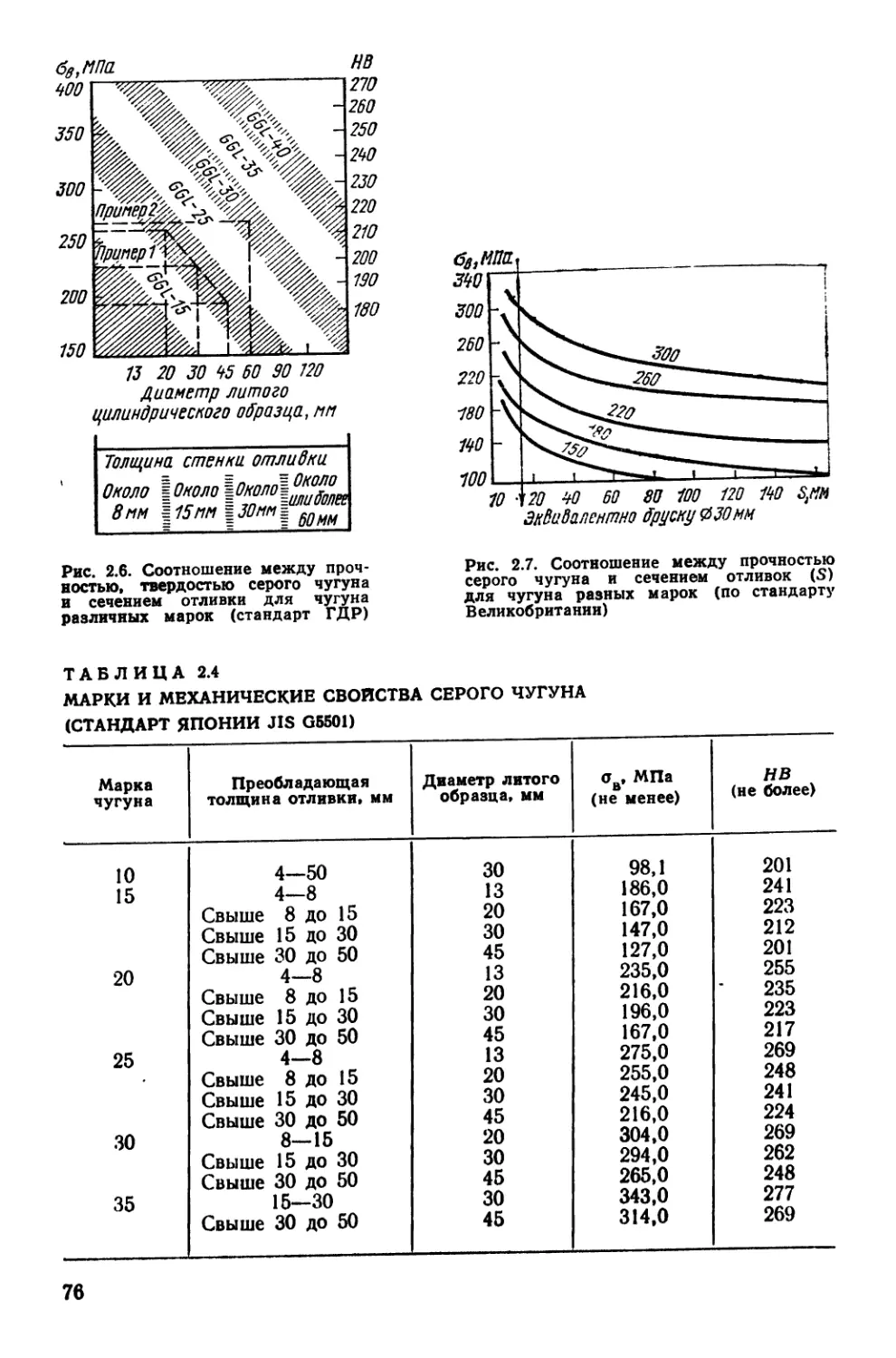
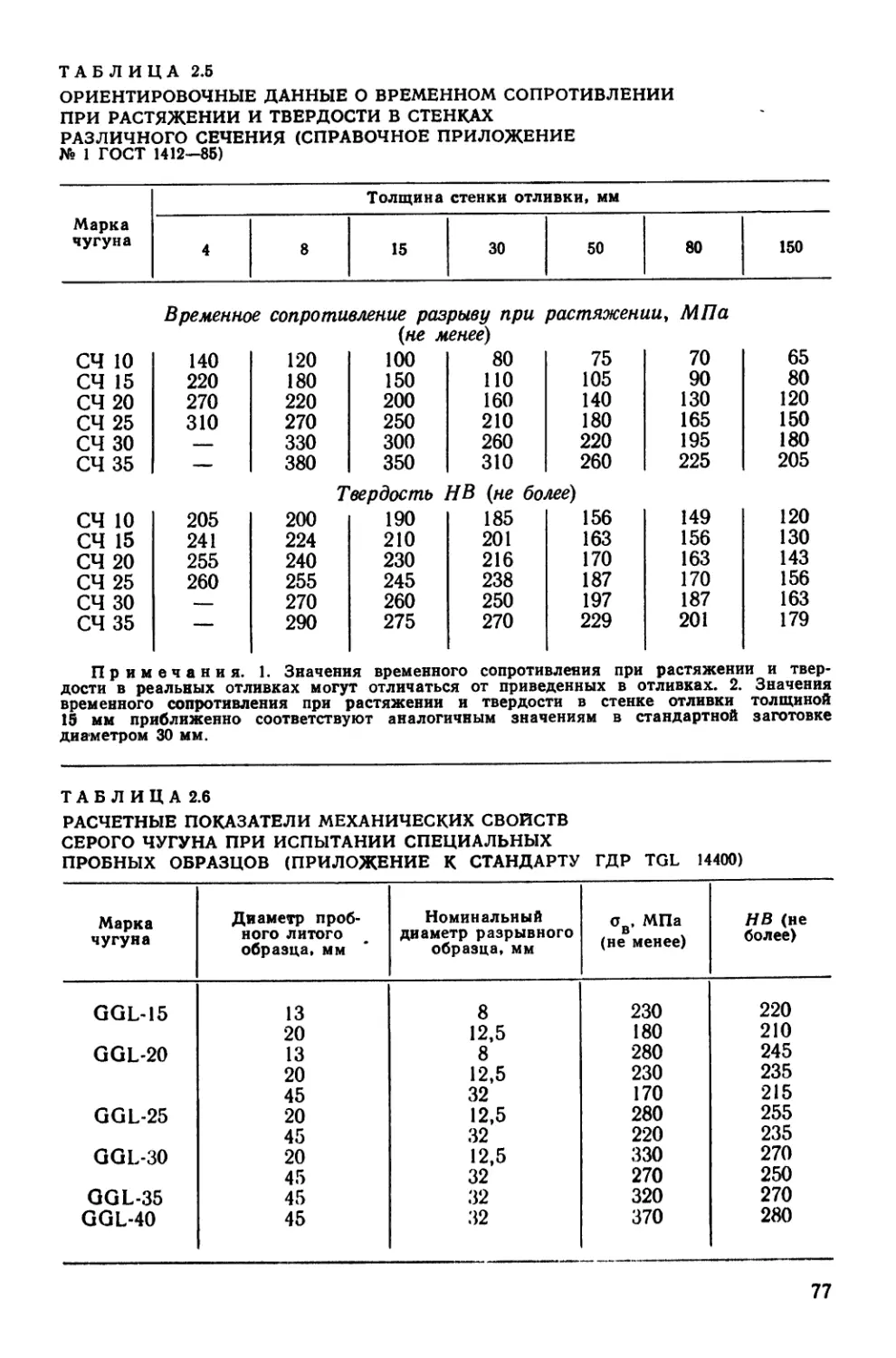
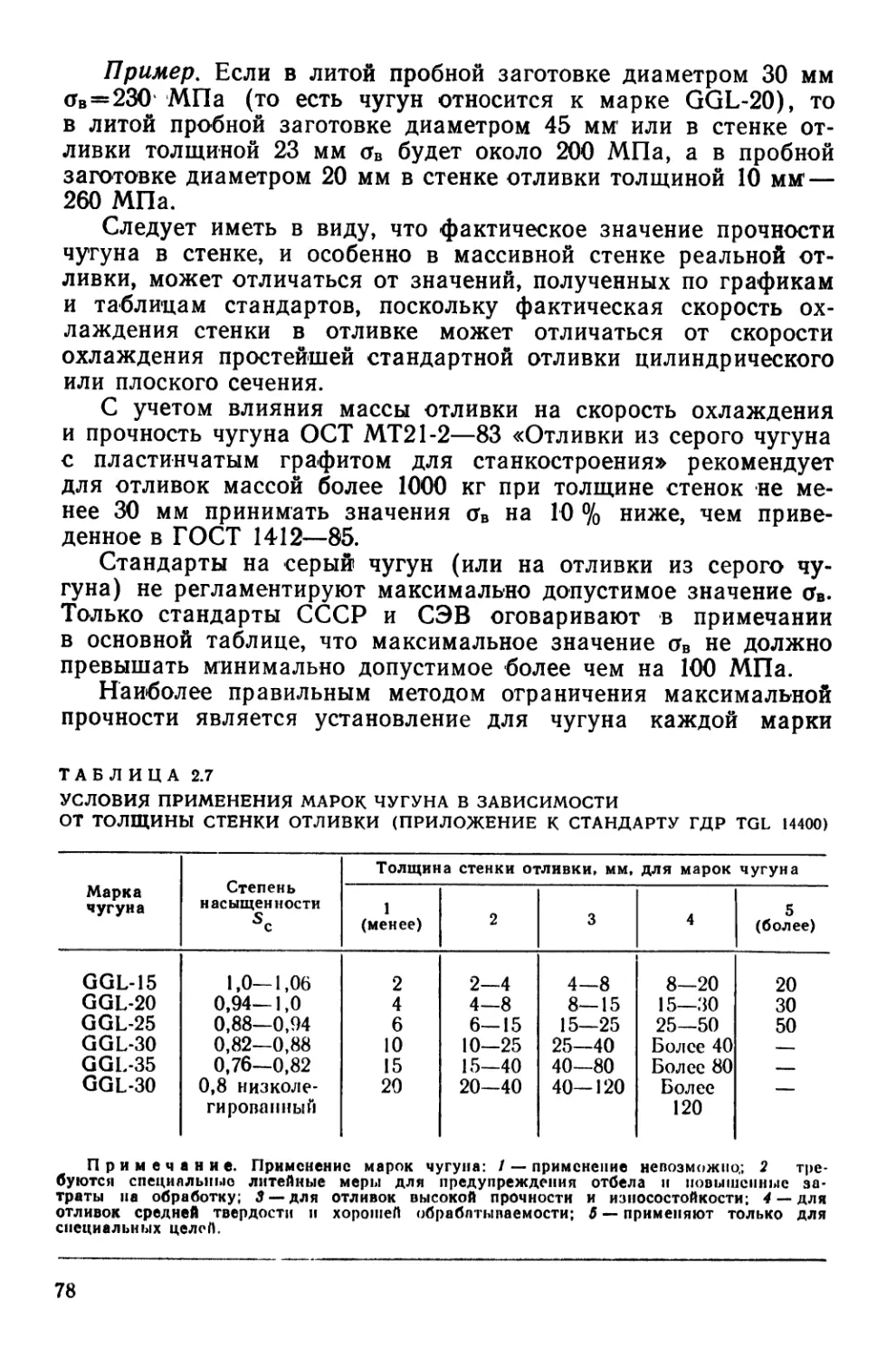
2.2. Марки чугуна и основные механические свойства............74
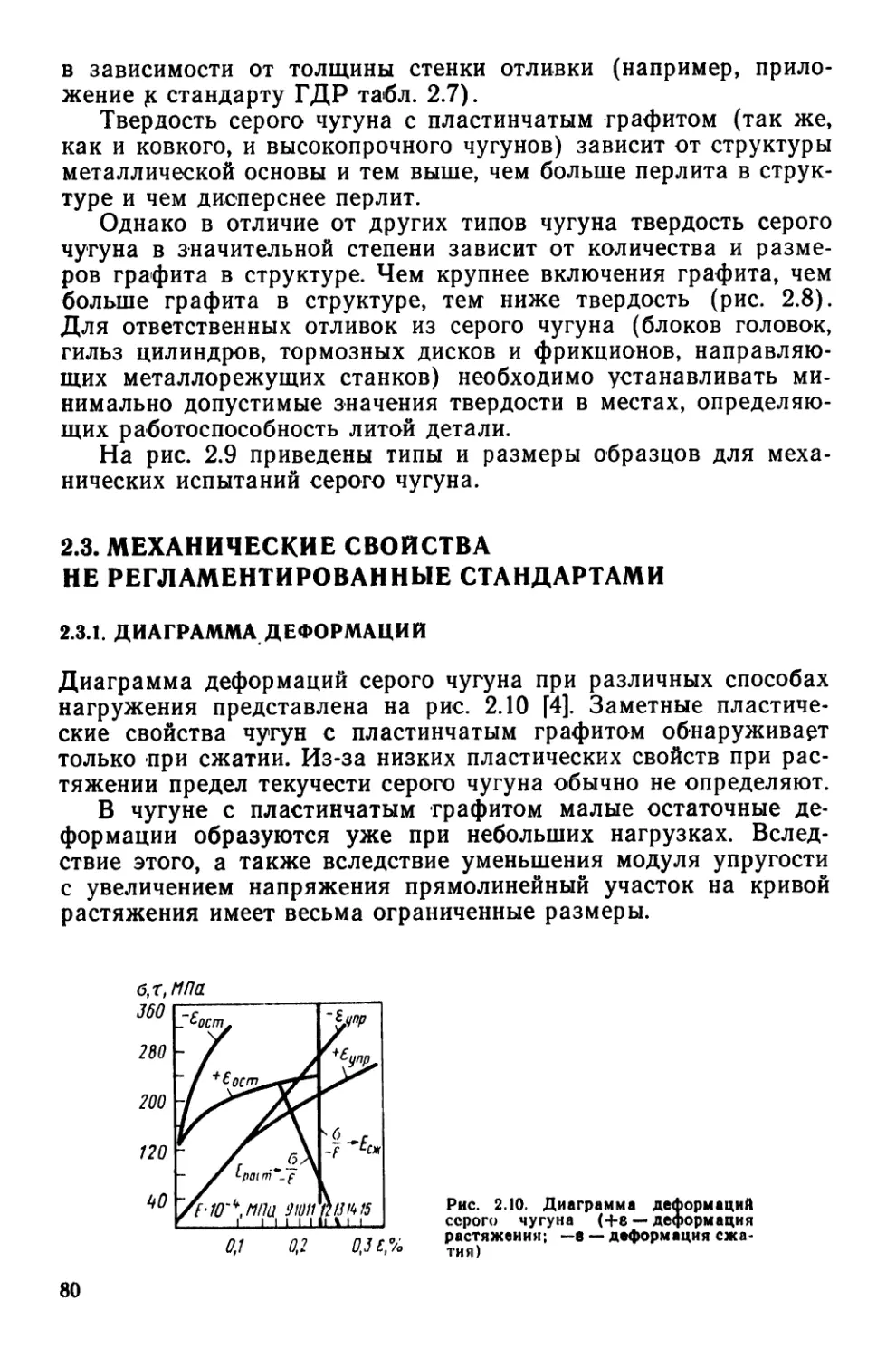
2.3. Механические свойства не регламентированные стандартами ... 80
2.3.1. Диаграмма деформаций...............................S0
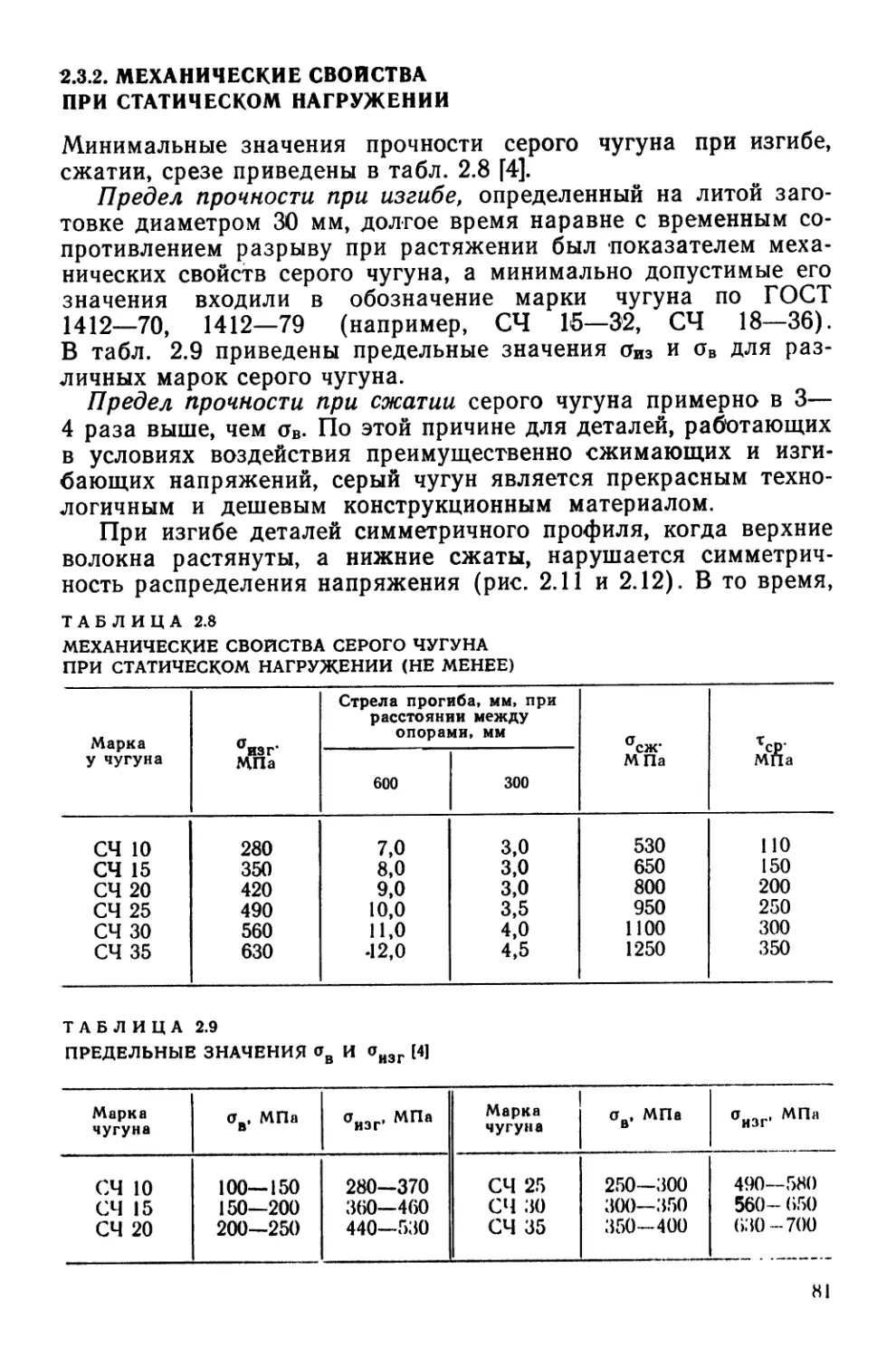
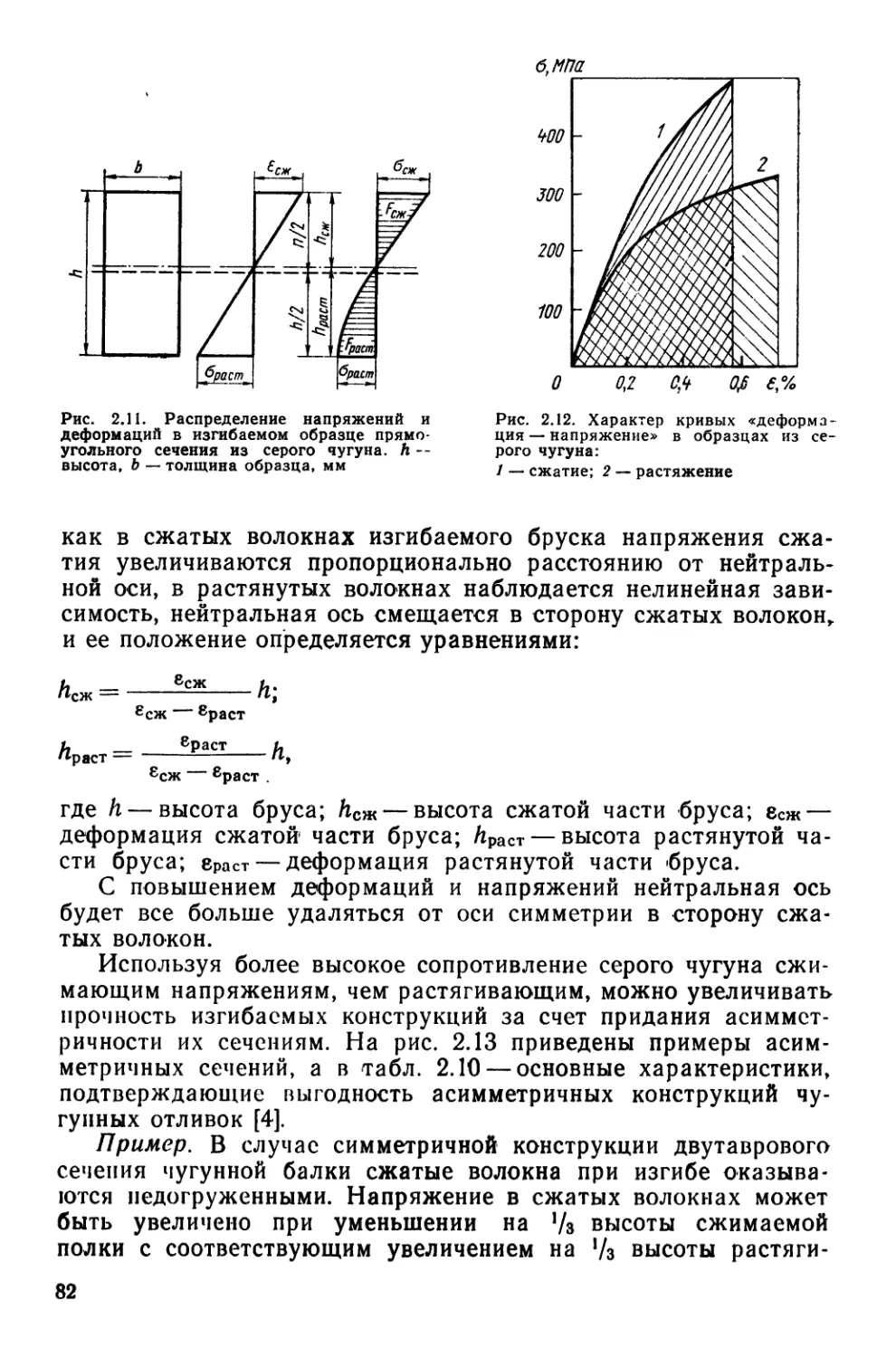
2.3.2. Механические свойства при статическом нагружении .... 81
2.3.3. Механические свойства при динамическом нагружении ... 85
2.3.4. Упругие и неупругие свойства.......................36
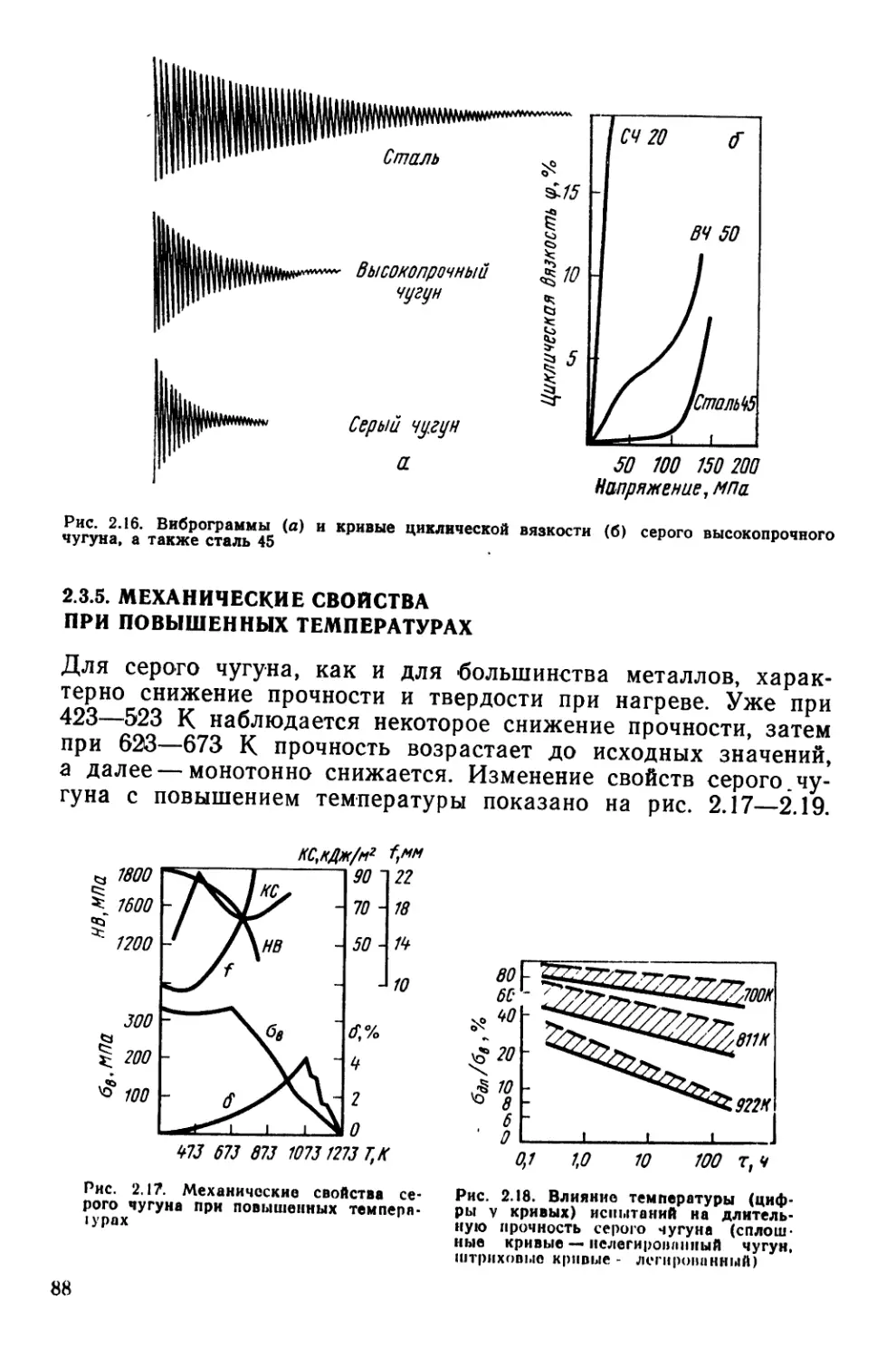
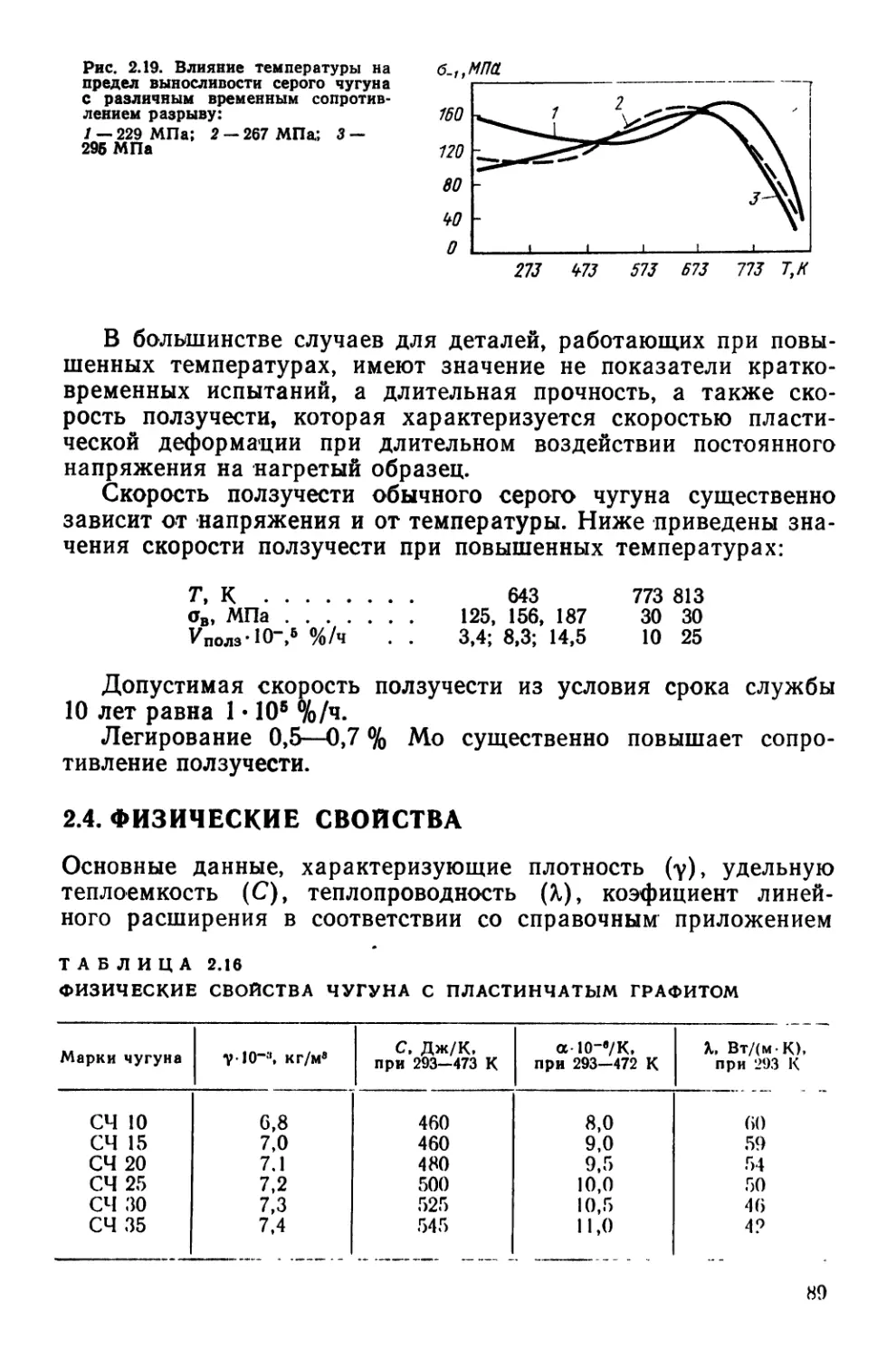
2.3.5. Механические свойства при повышенных температурах ... 88
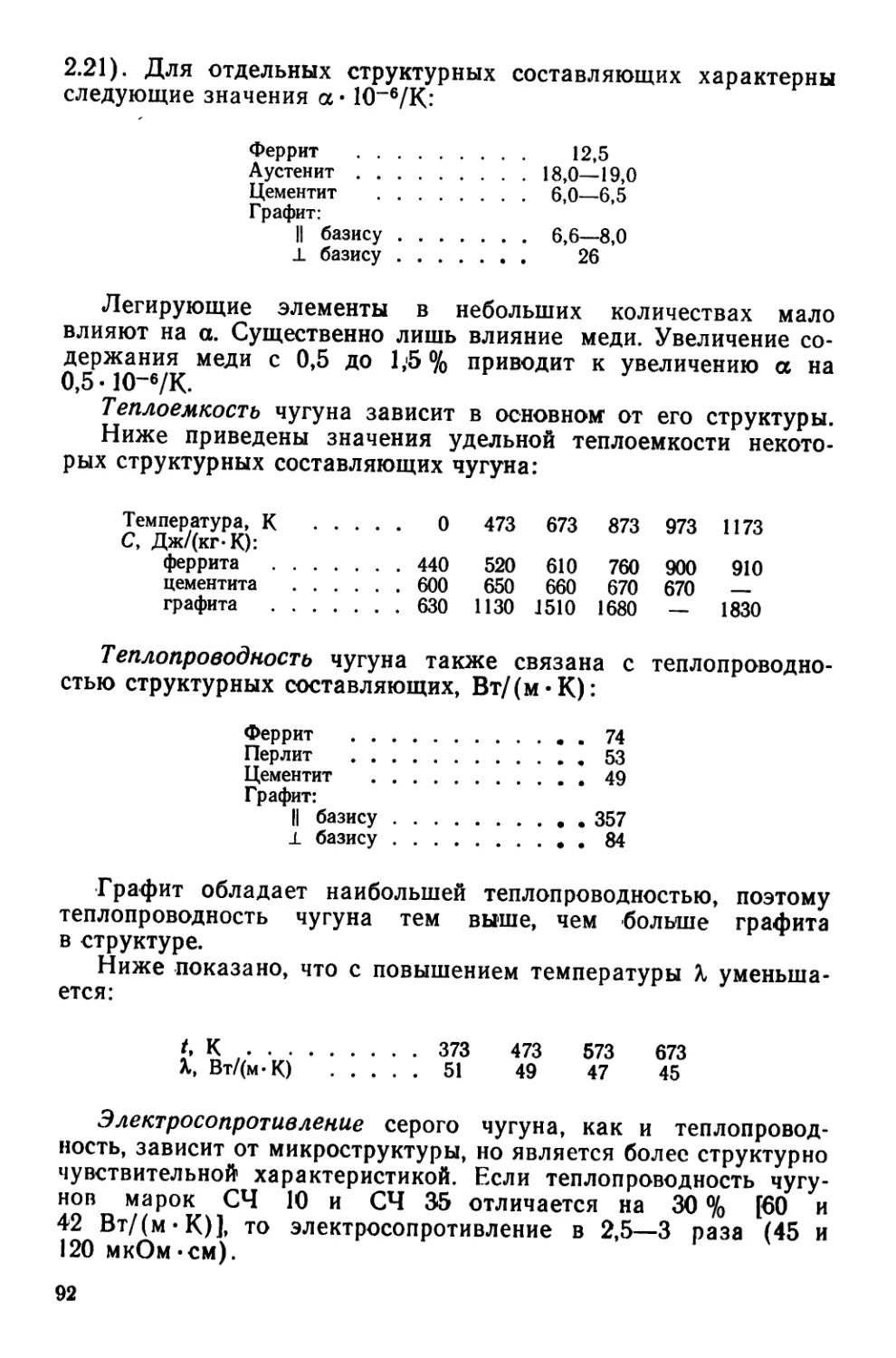
2.4. Физические свойства......................................39
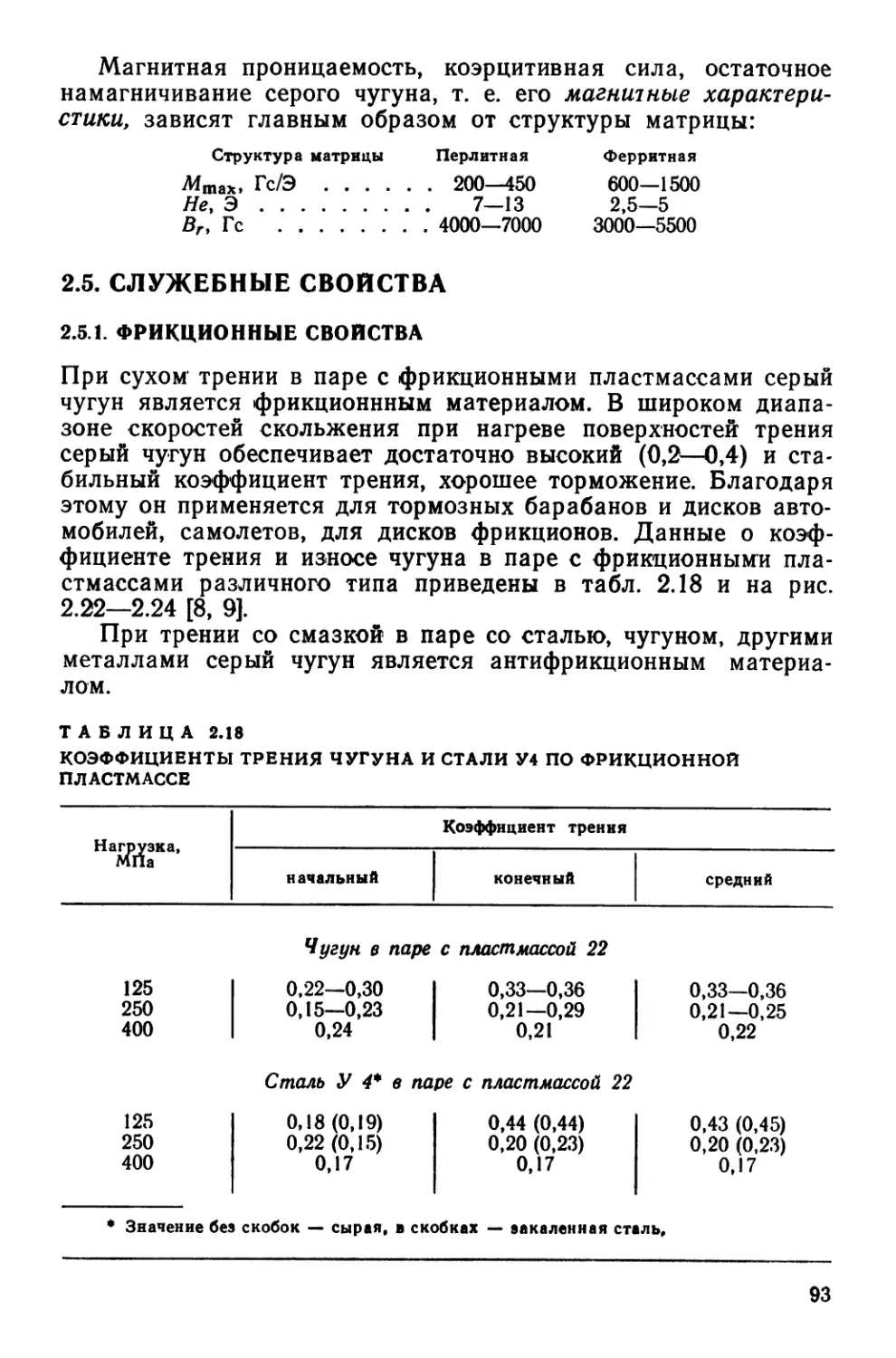
2.5. Служебные свойства.......................................93
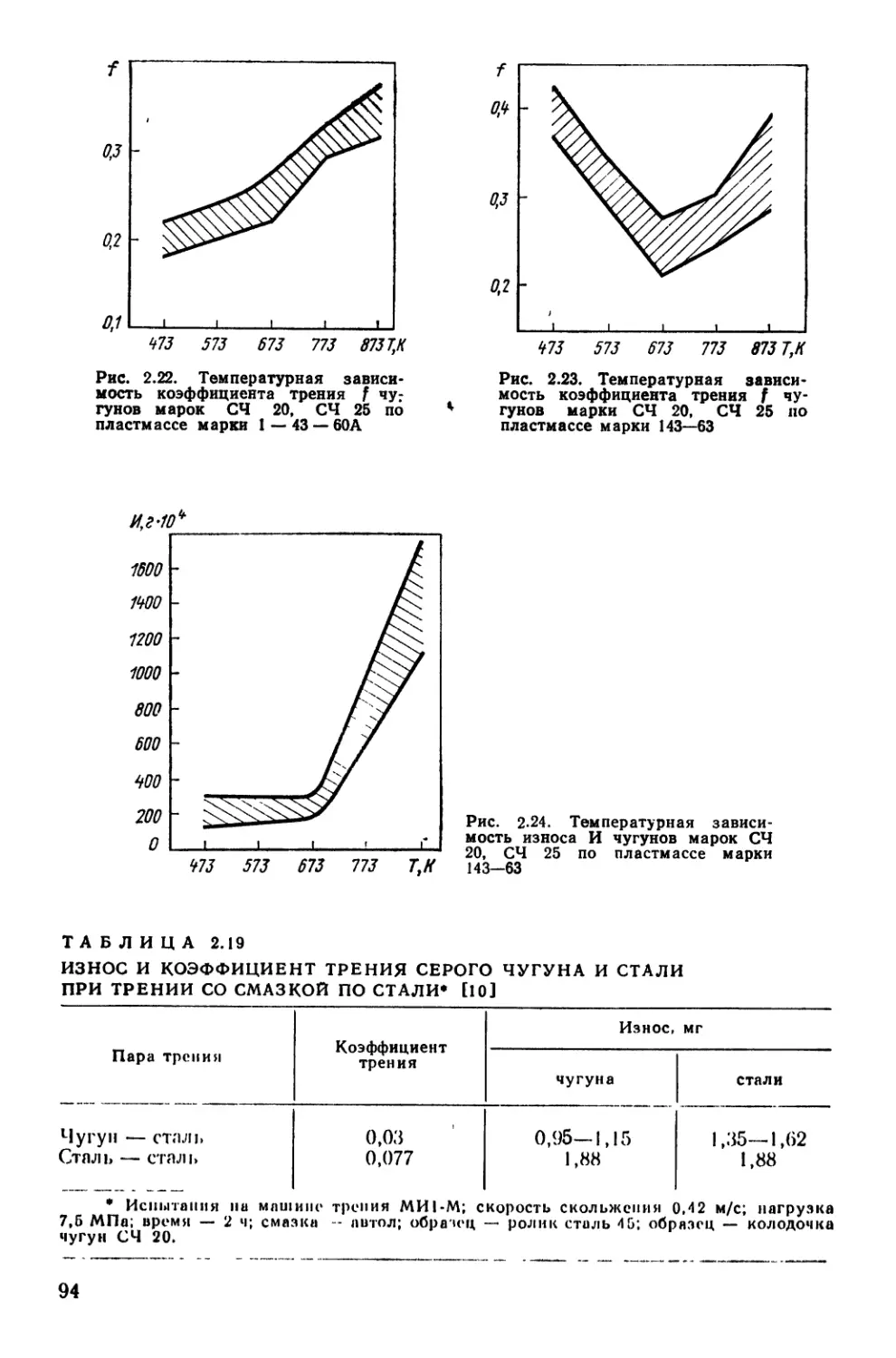
2.5.1. Фрикционные свойства....................................93
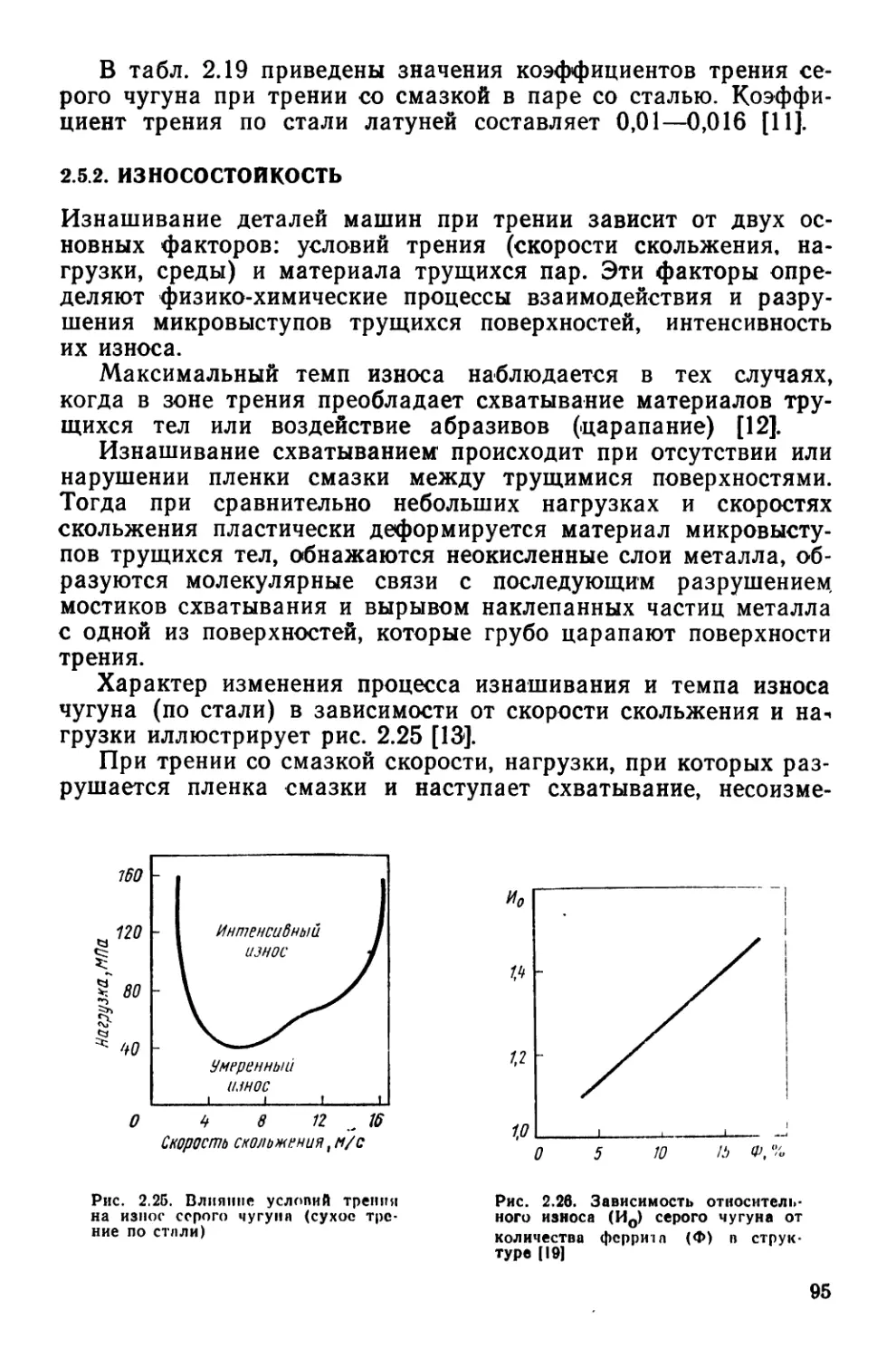
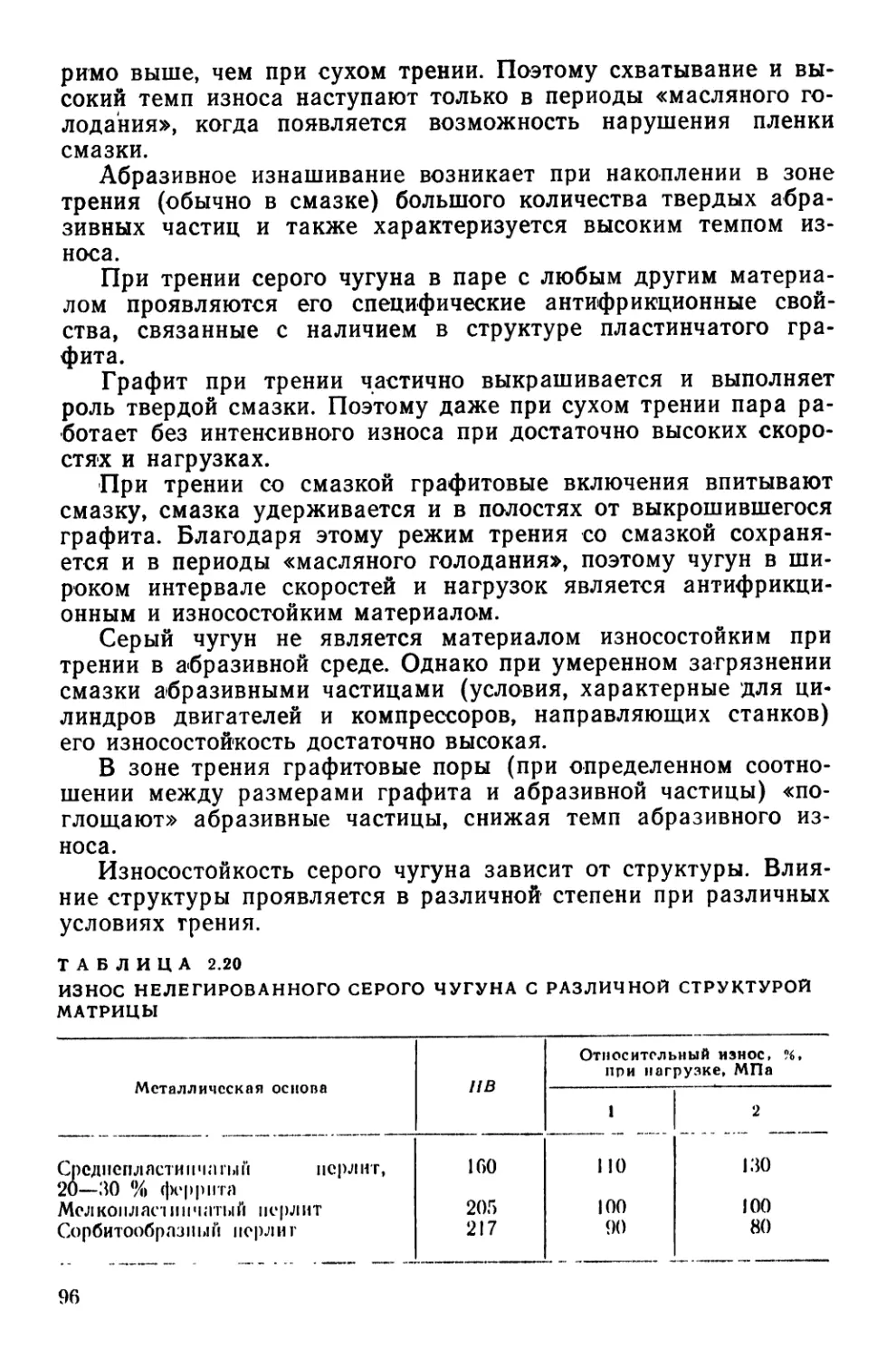
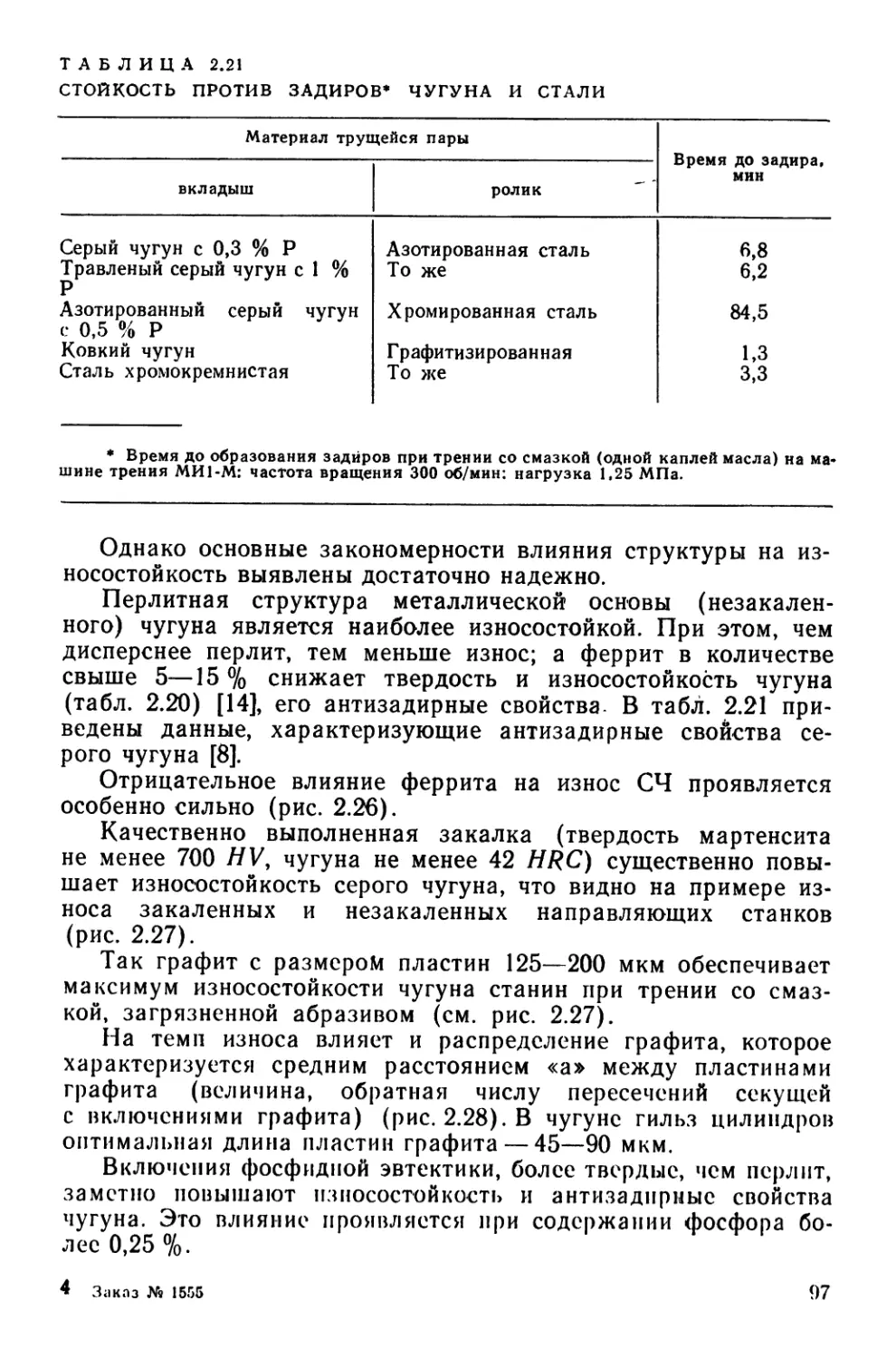
2.5.2. Износостойкость.........................................95
2.5.3. Коррозионная стойкость..................................98
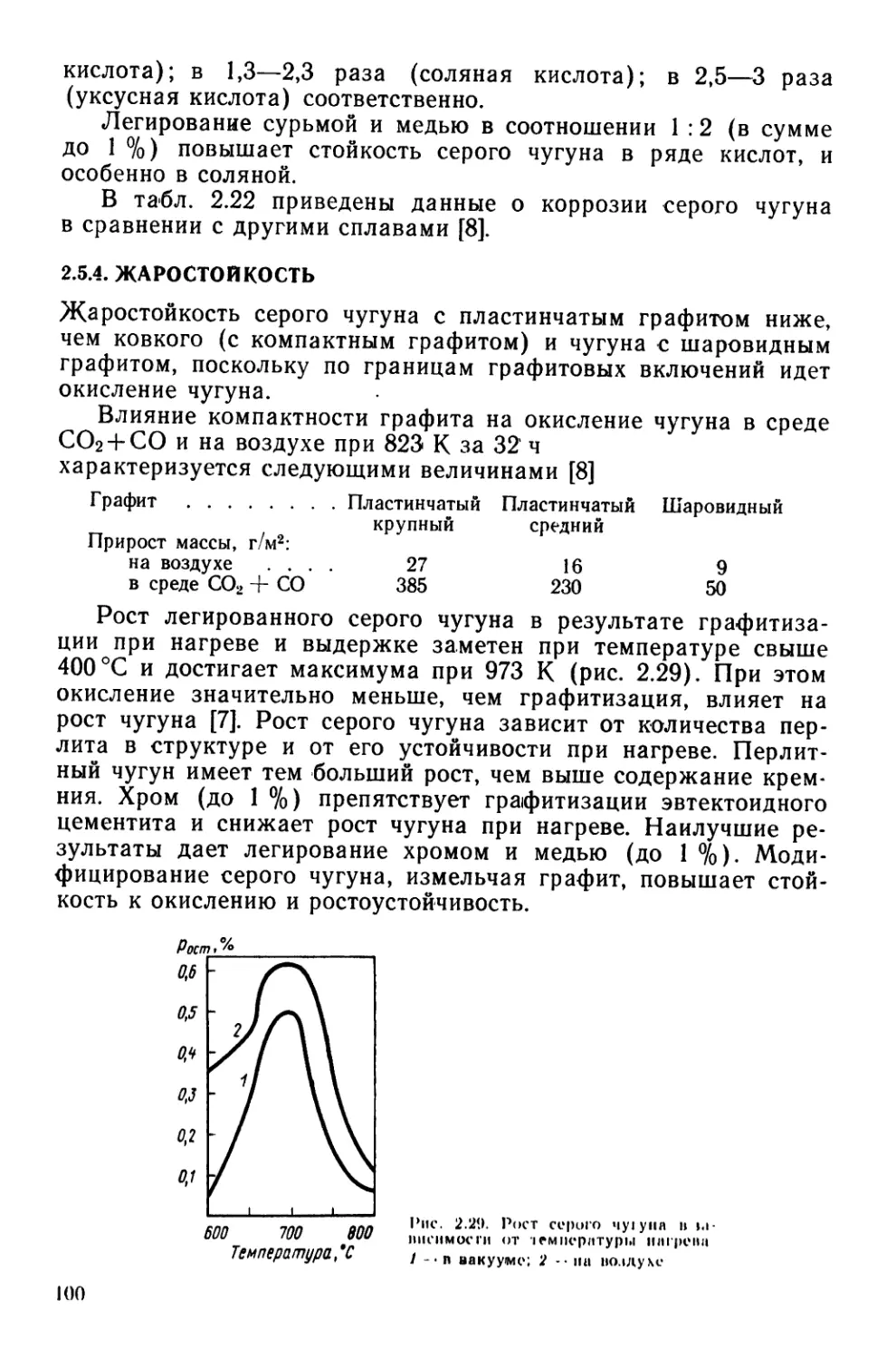
2.5.4. Жаростойкость..........................................100
2.5.5. Герметичность..........................................102
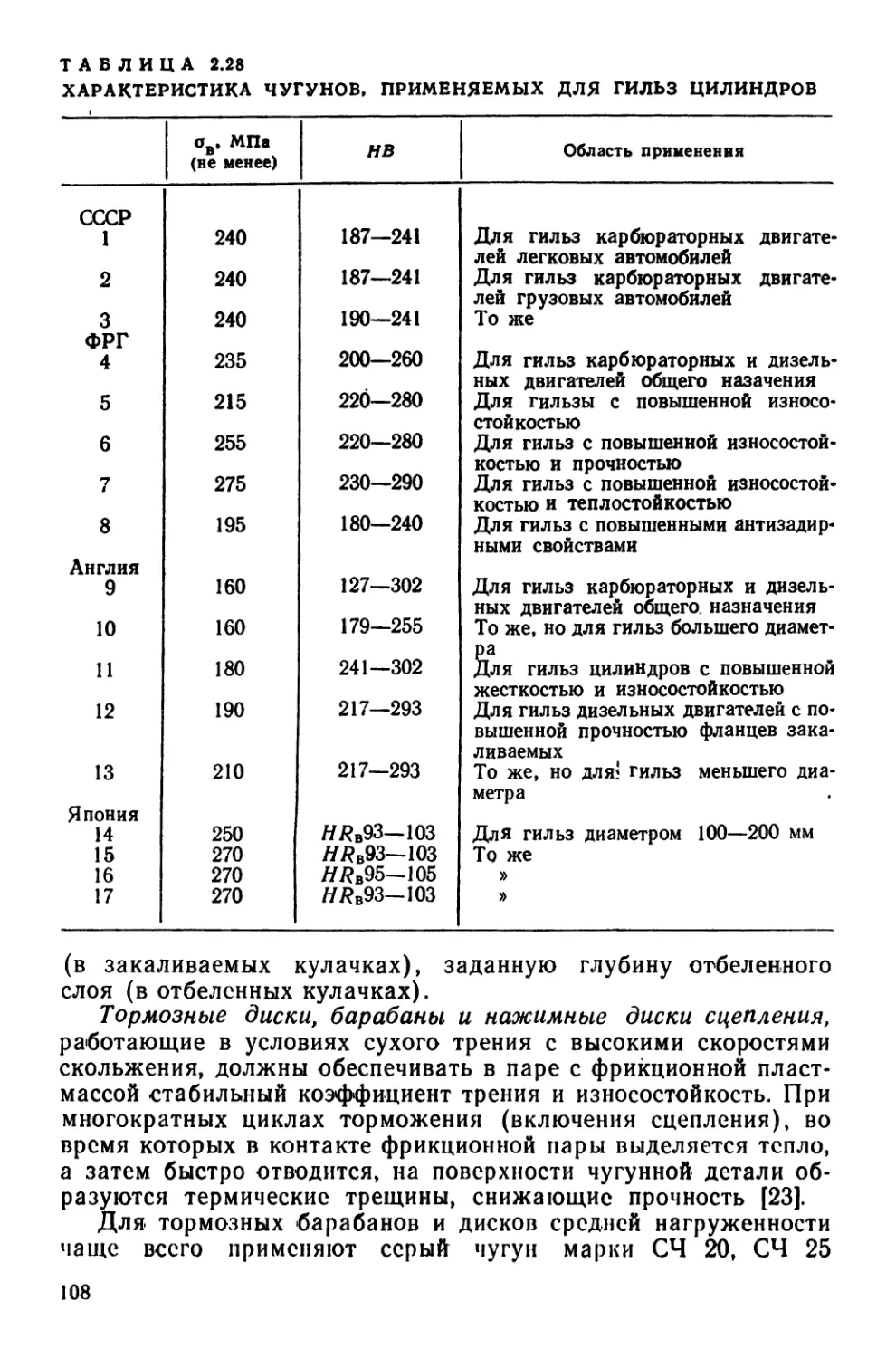
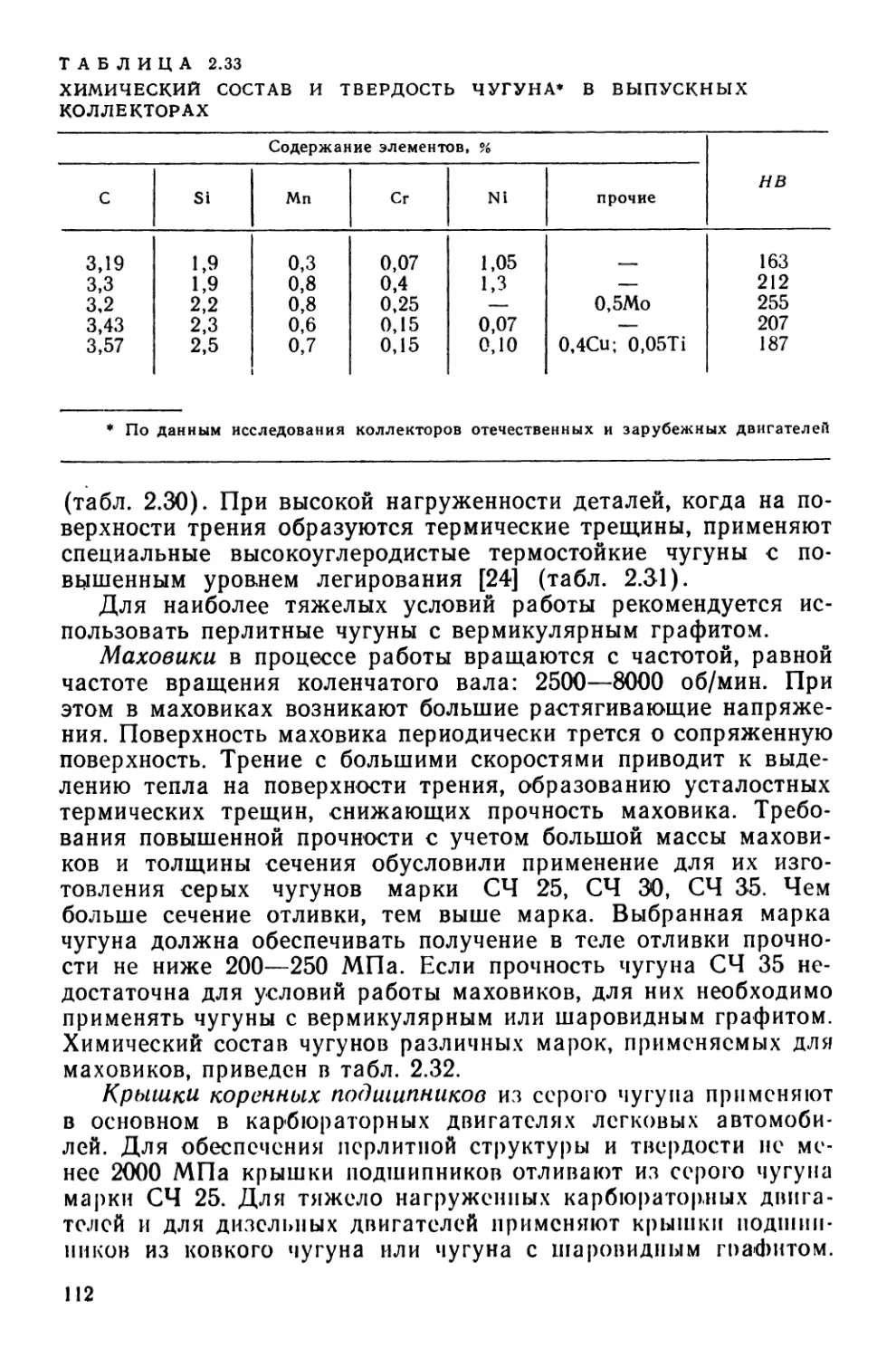
2.6. Применение..............................................102
2.6.1. Автотракторостроение...................................102
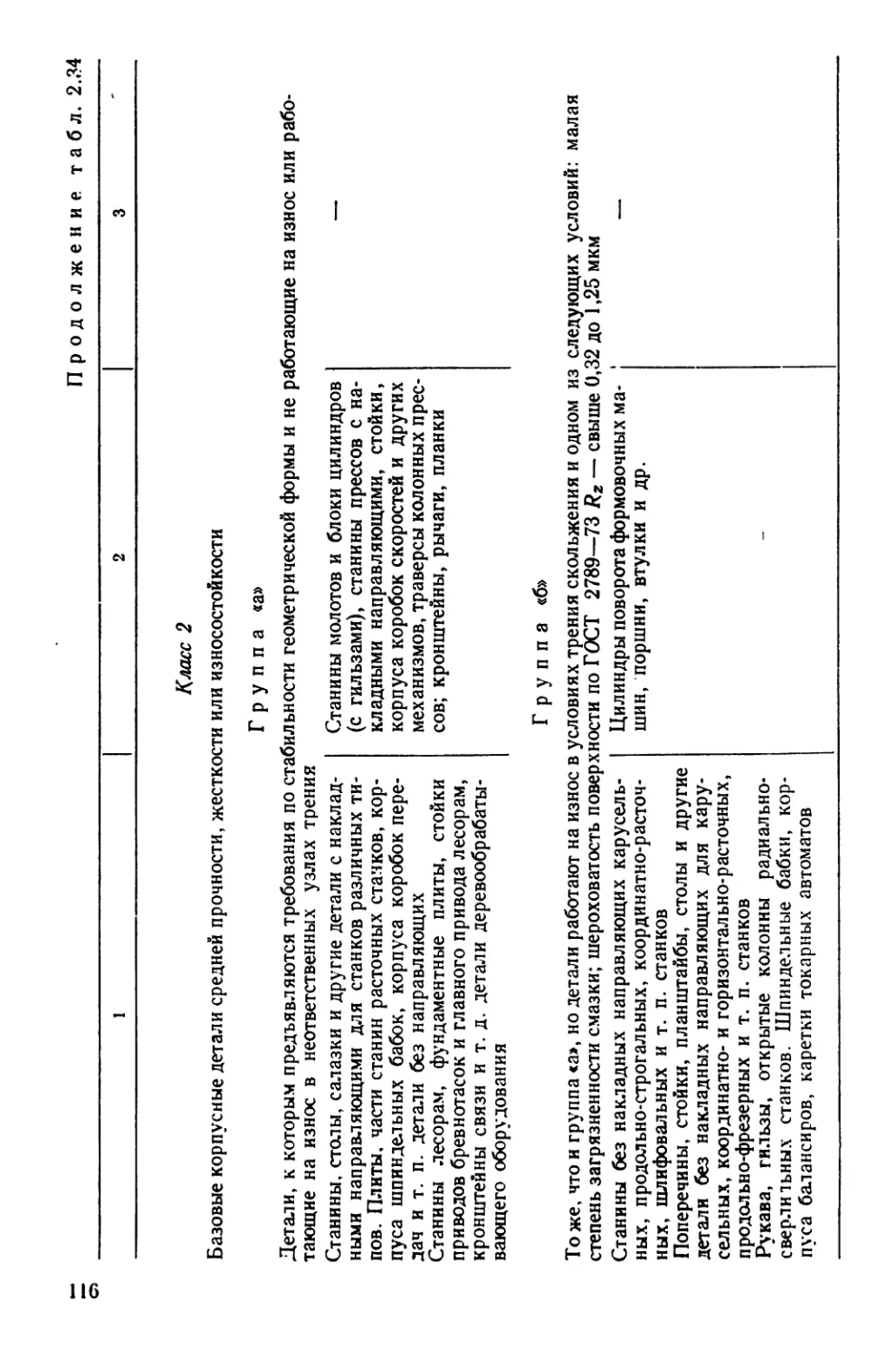
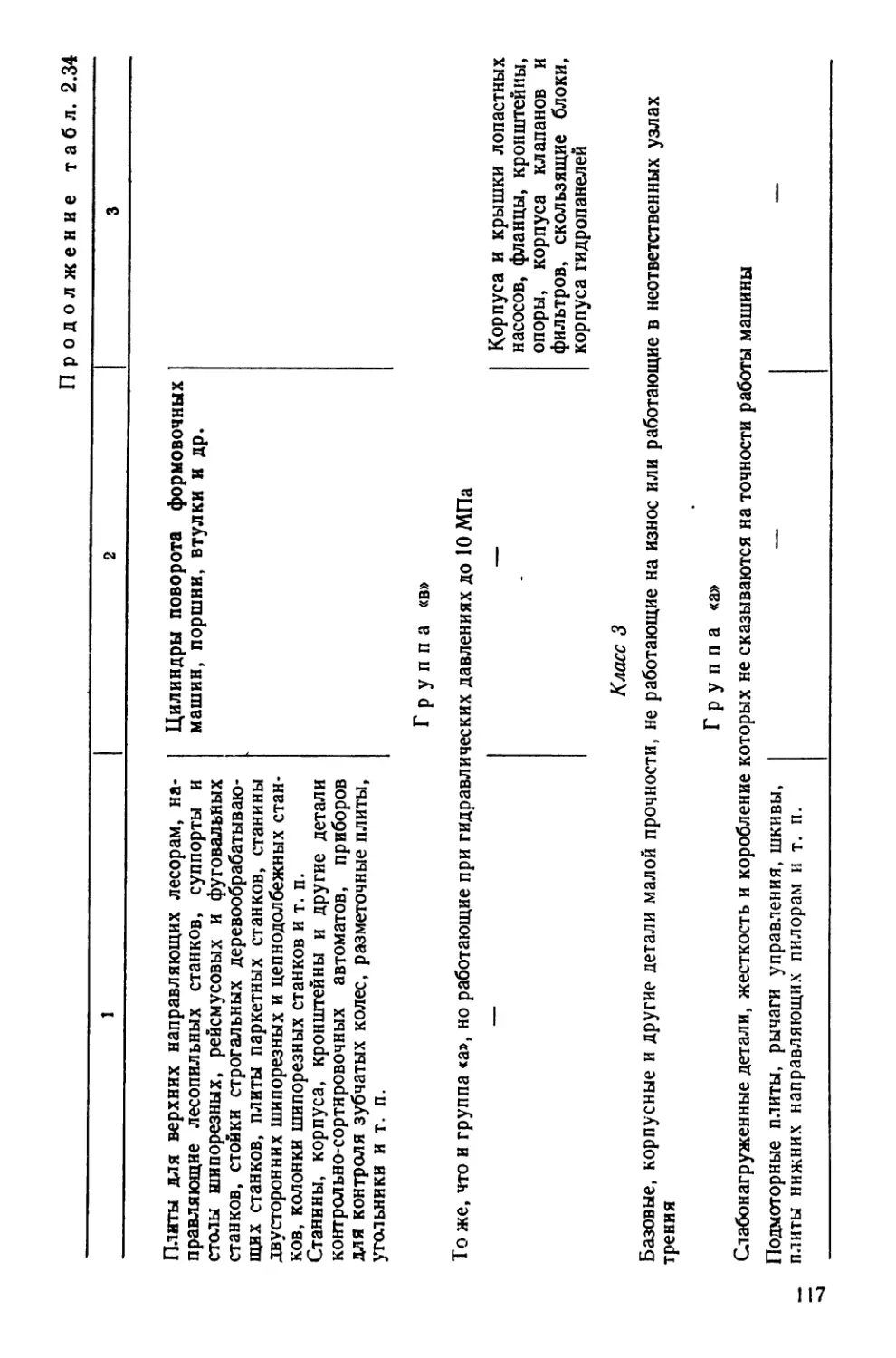
2.6.2. Станкостроение..........................................ИЗ
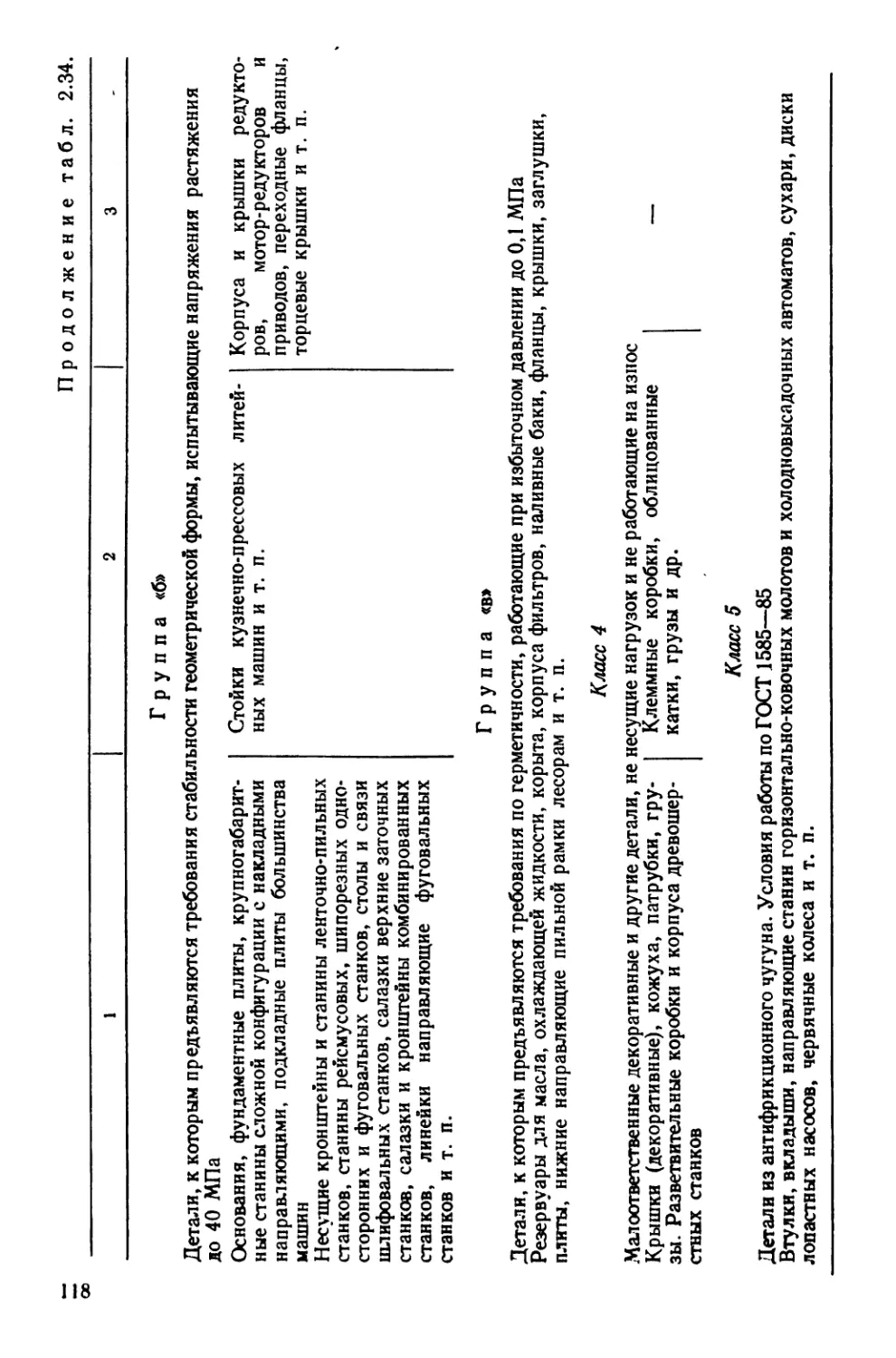
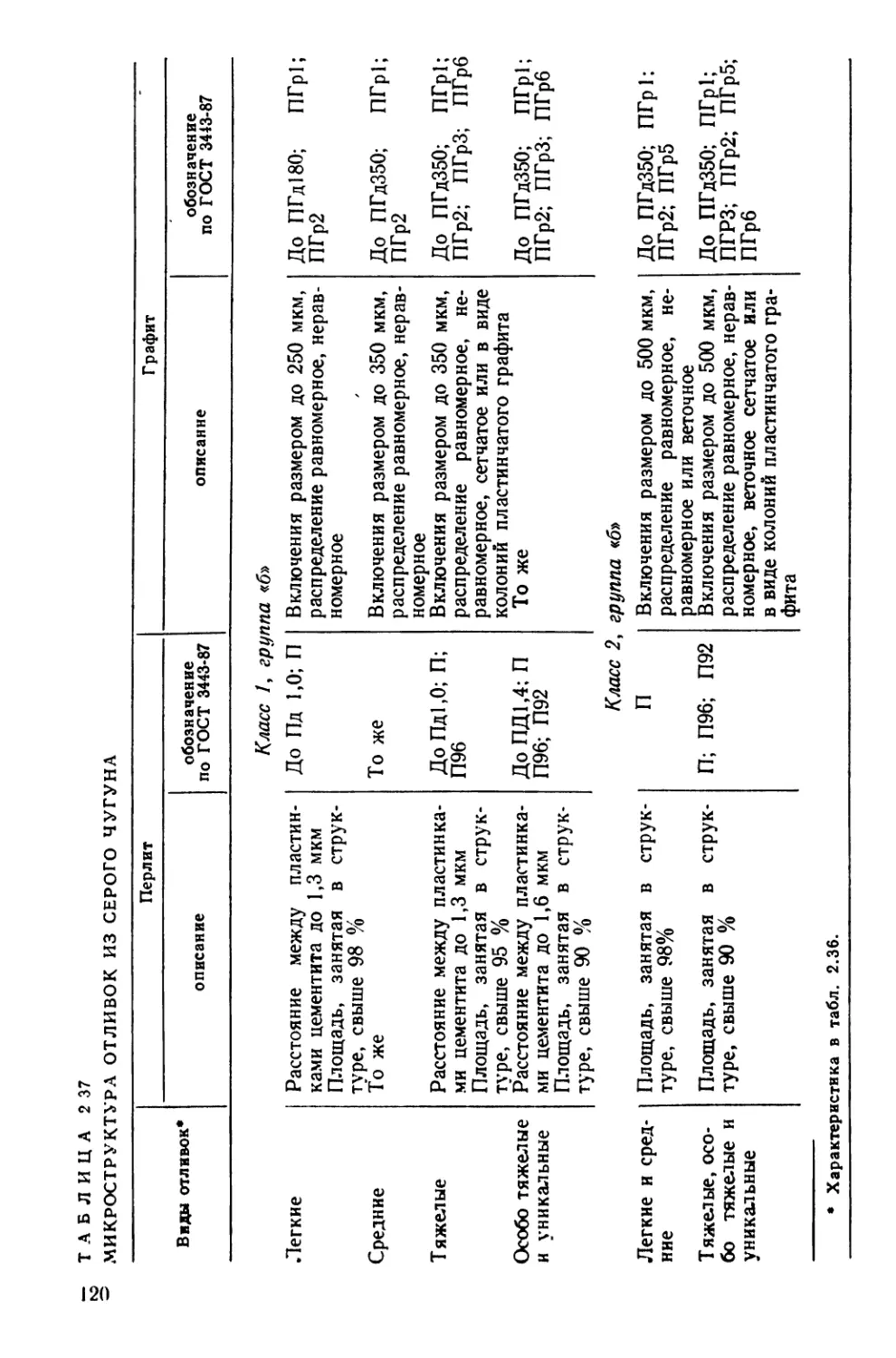
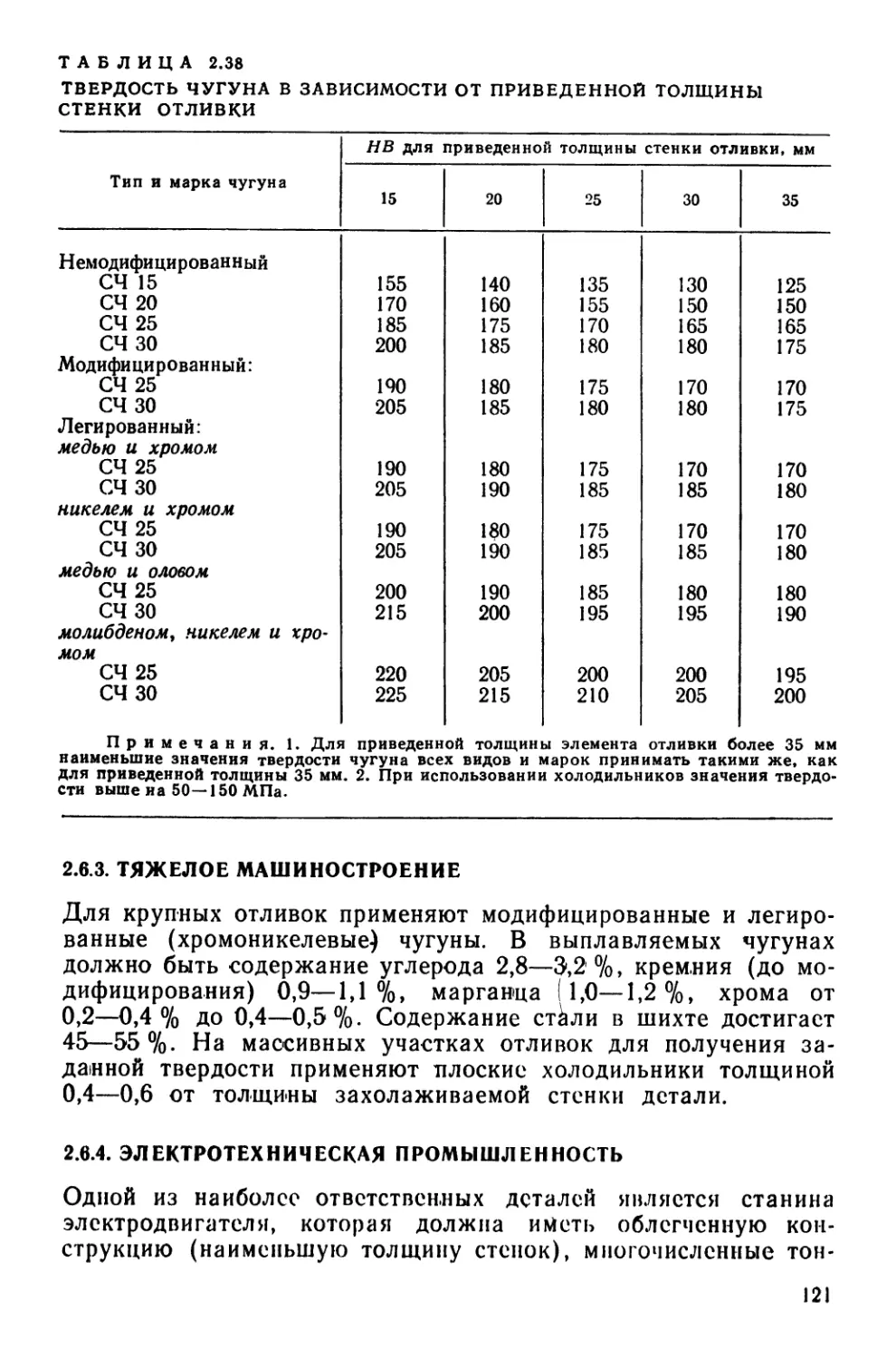
2.6.3. Тяжелое машиностроение.................................121
2.6.4. Электротехническая промышленность......................121
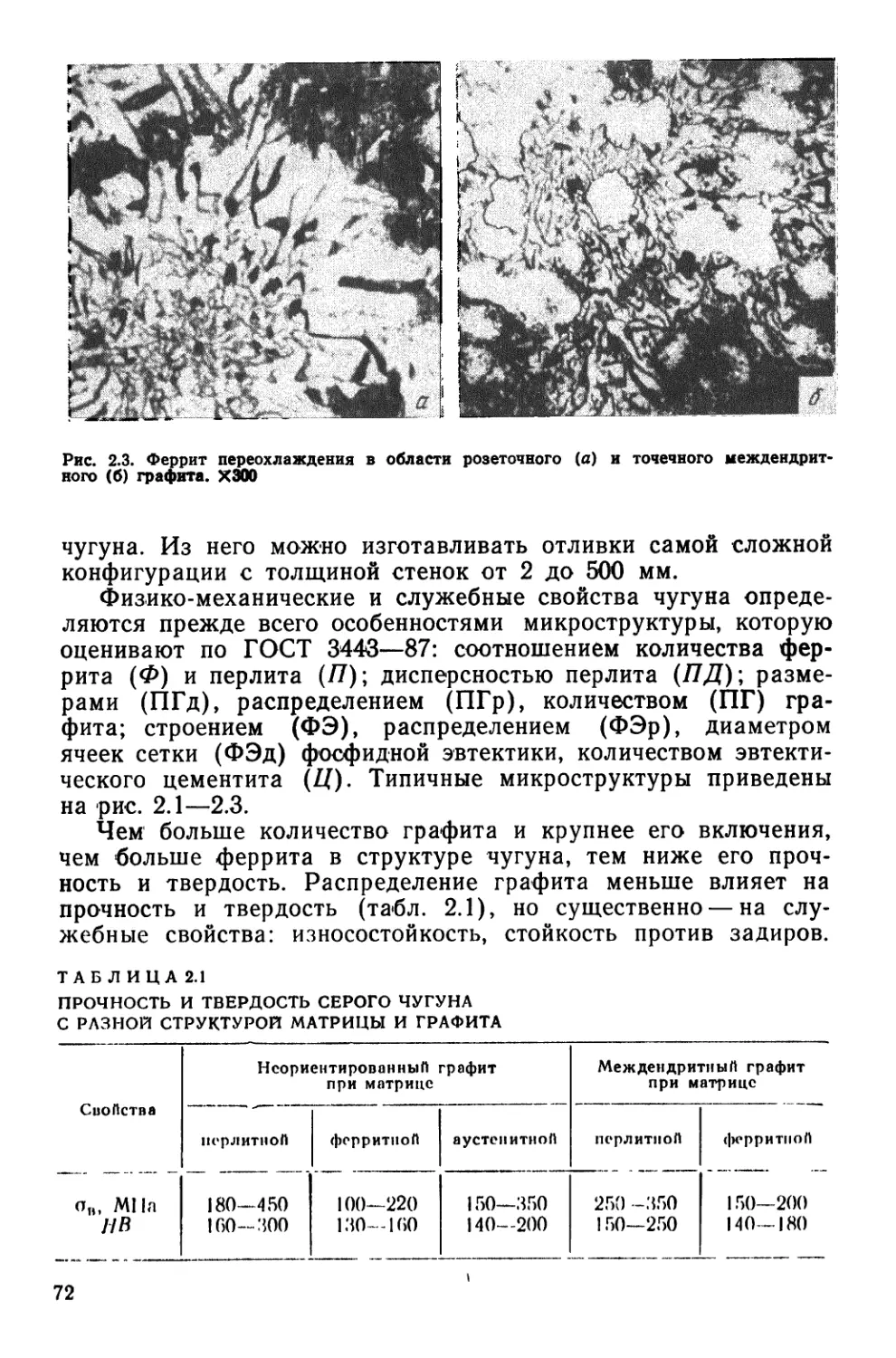
2.6.5. Санитарно-техническая промышленность...................124
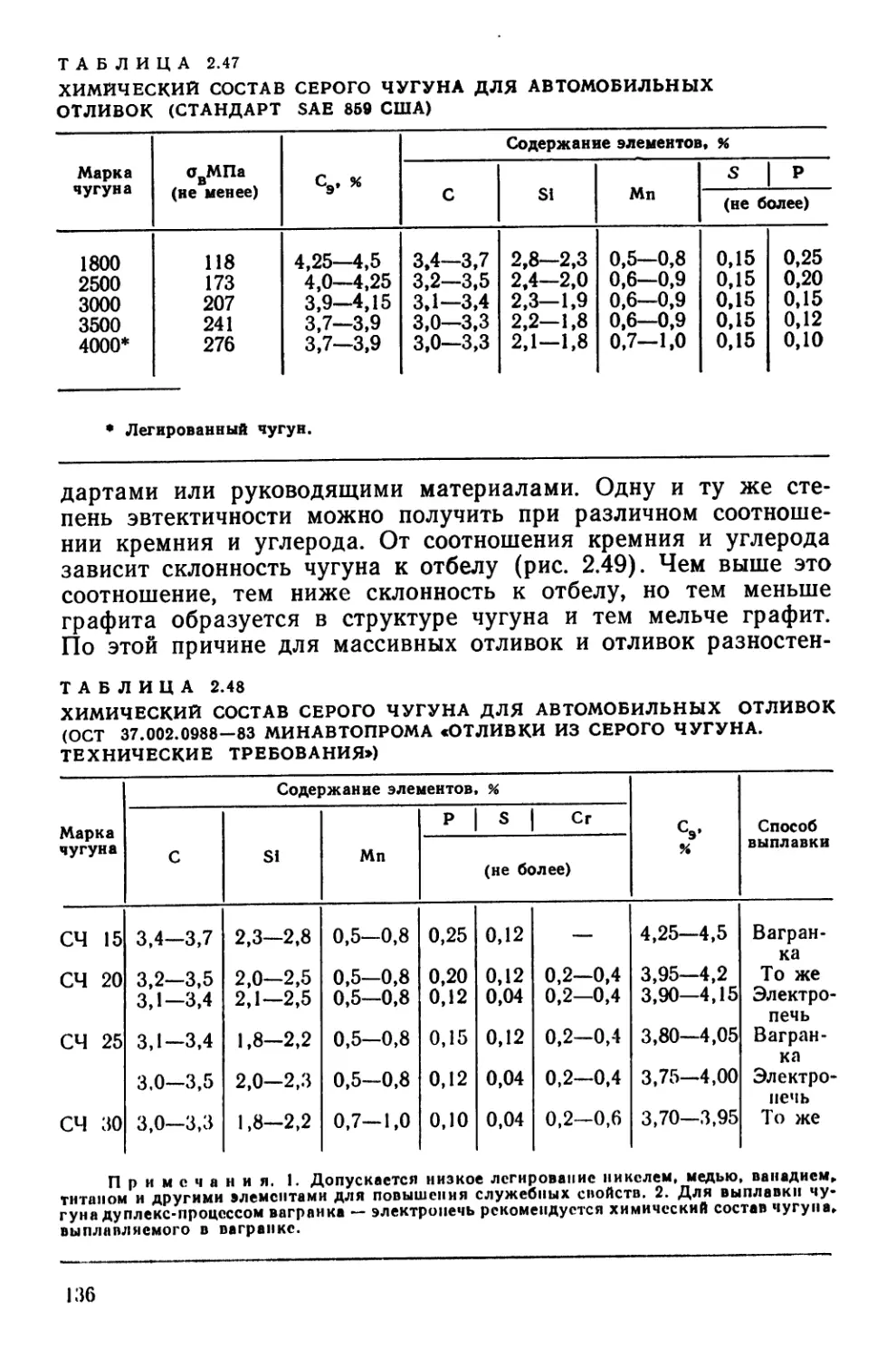
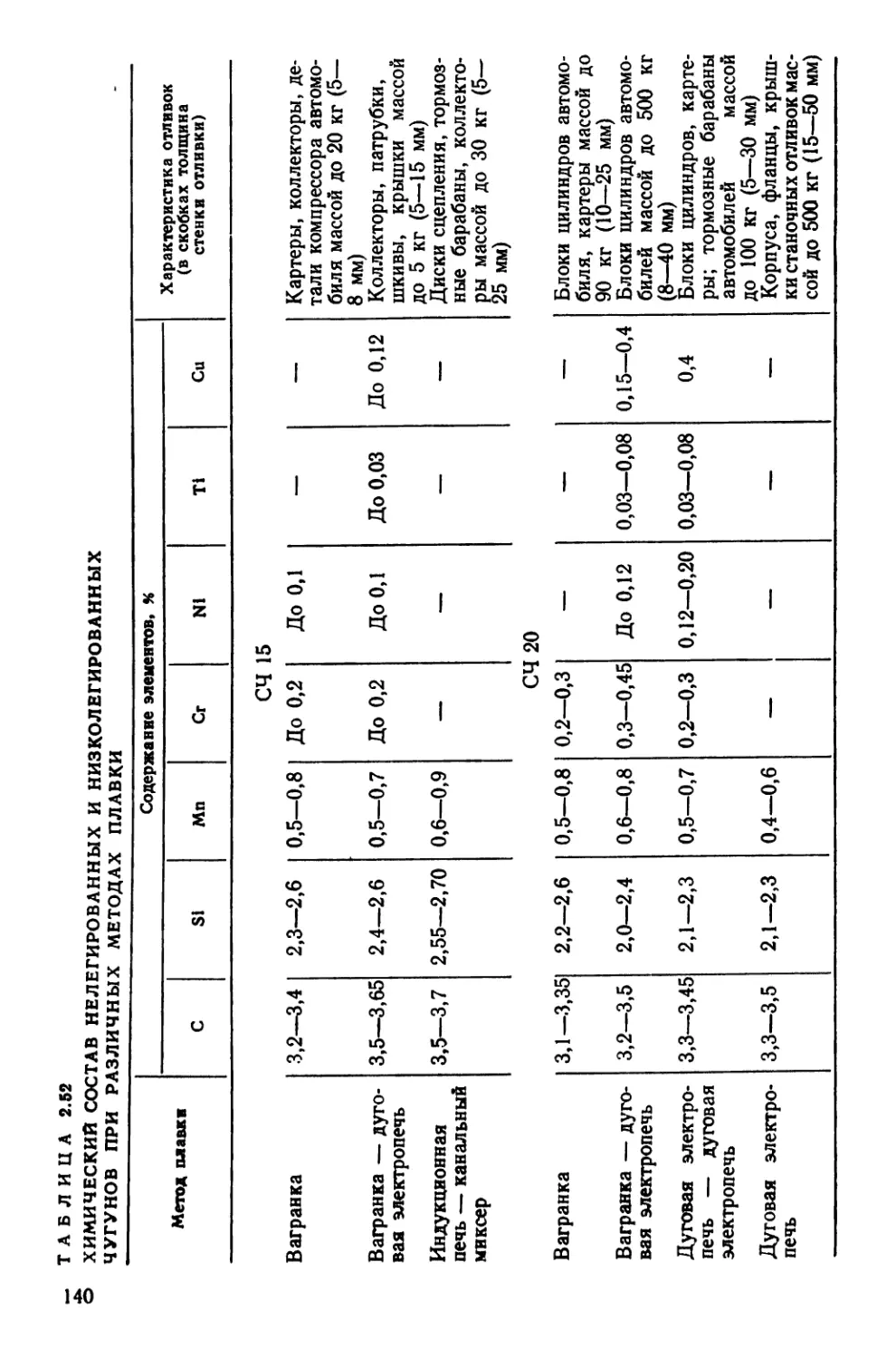
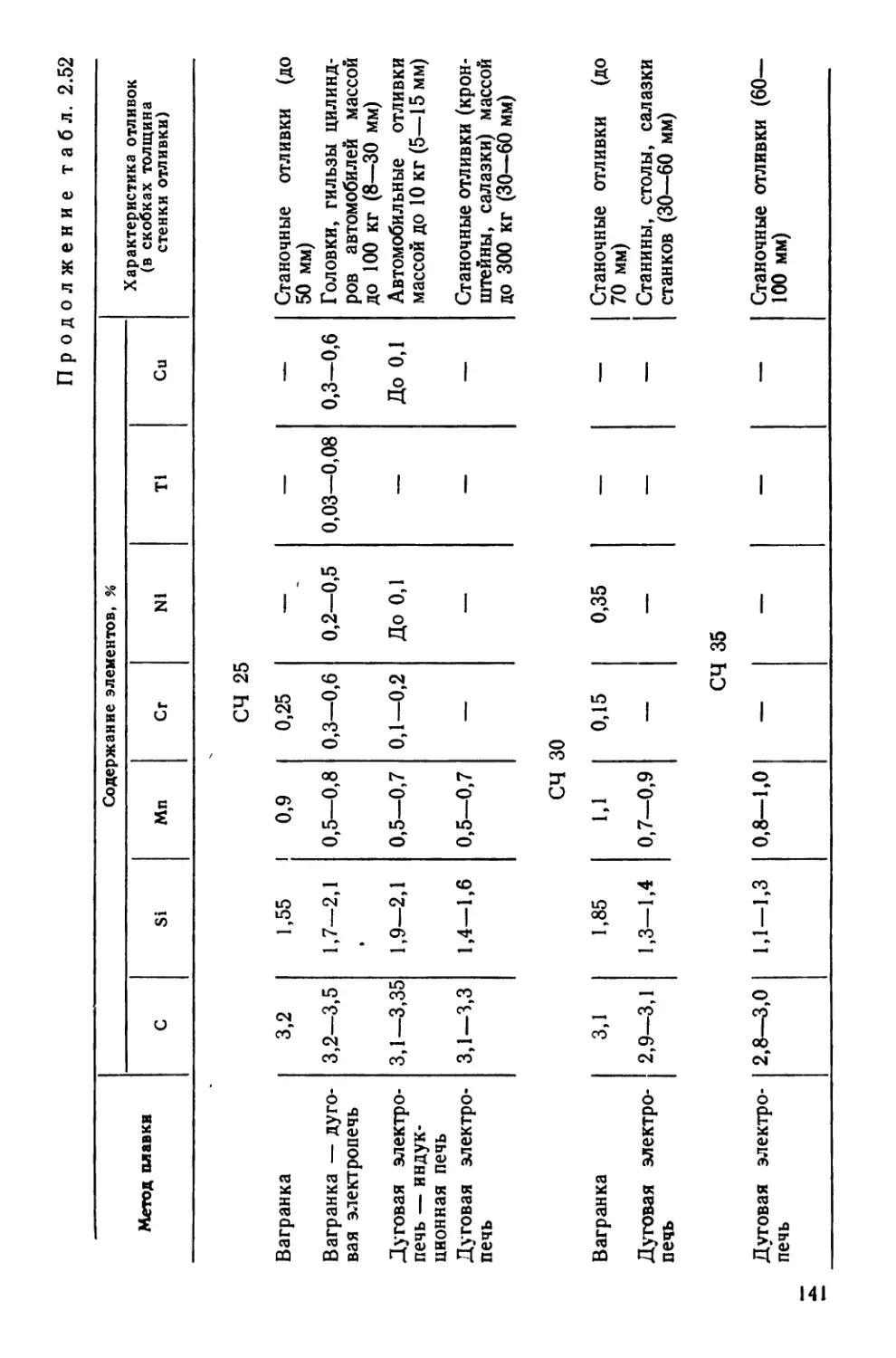
2.7. Металлургические основы получения серого чугуна различных марок 124
2.7.1. Влияние химического состава на структуру и свойства . . . 124
2.7.2. Принципы выбора химического состава...................135
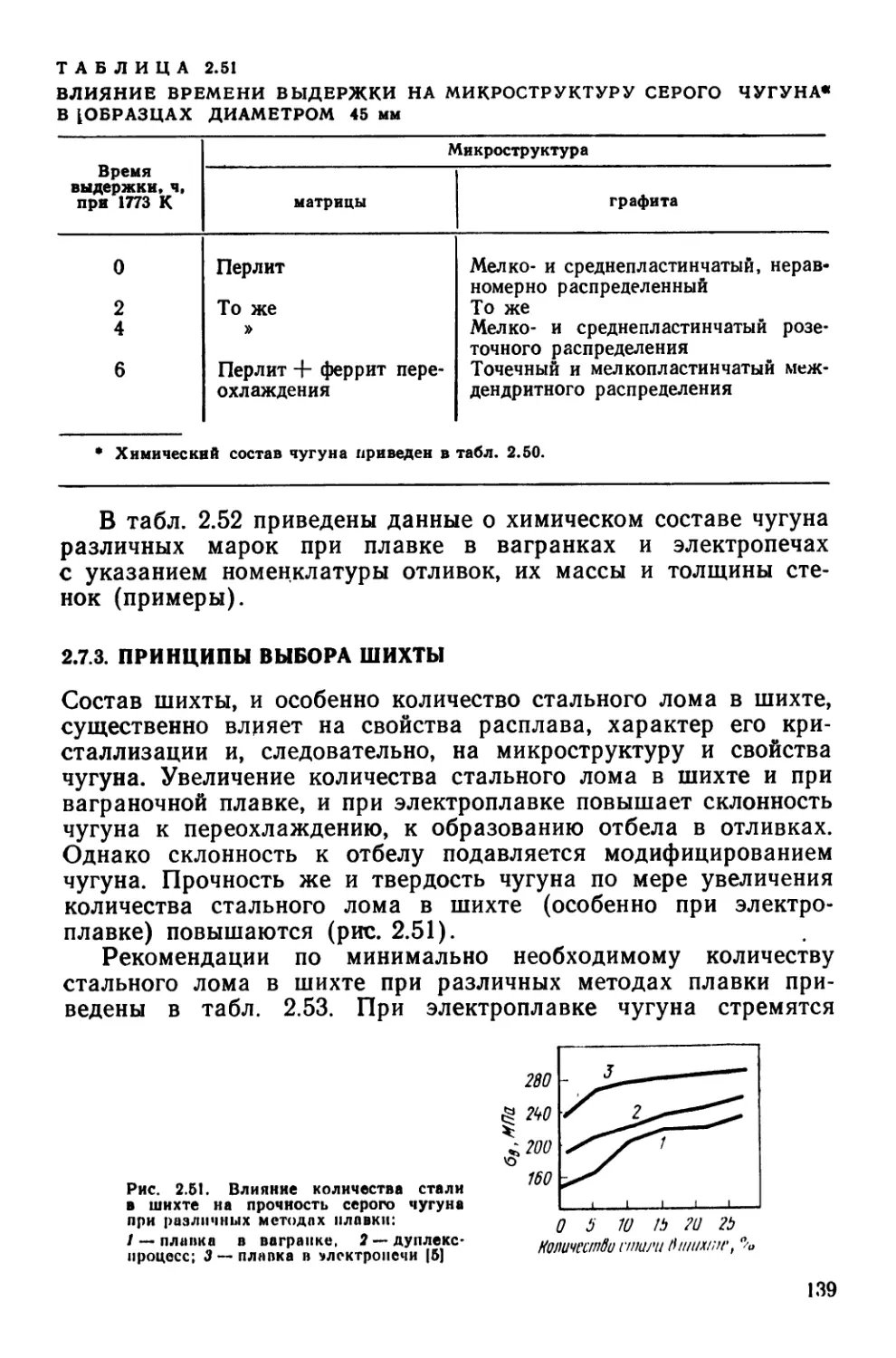
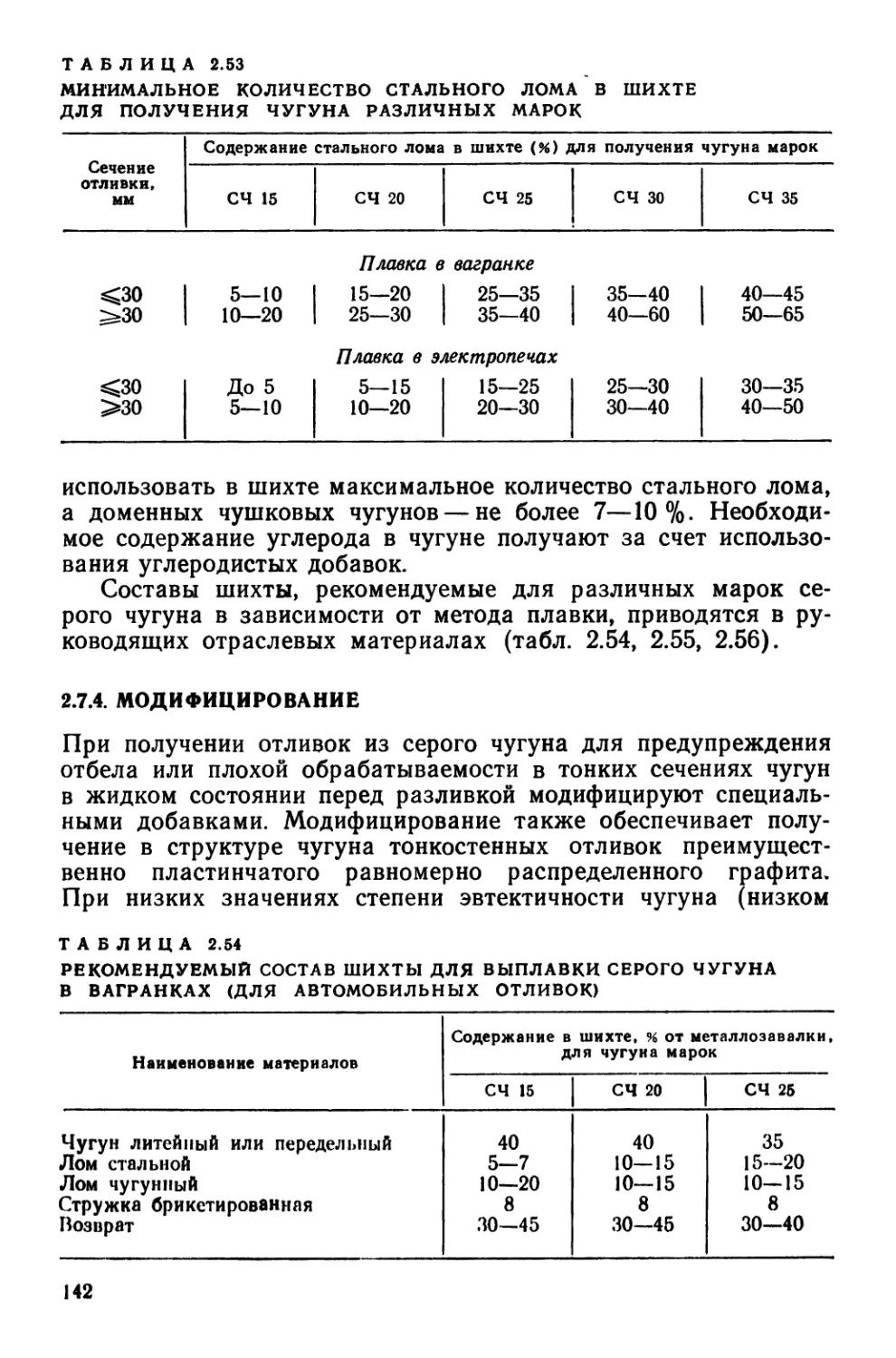
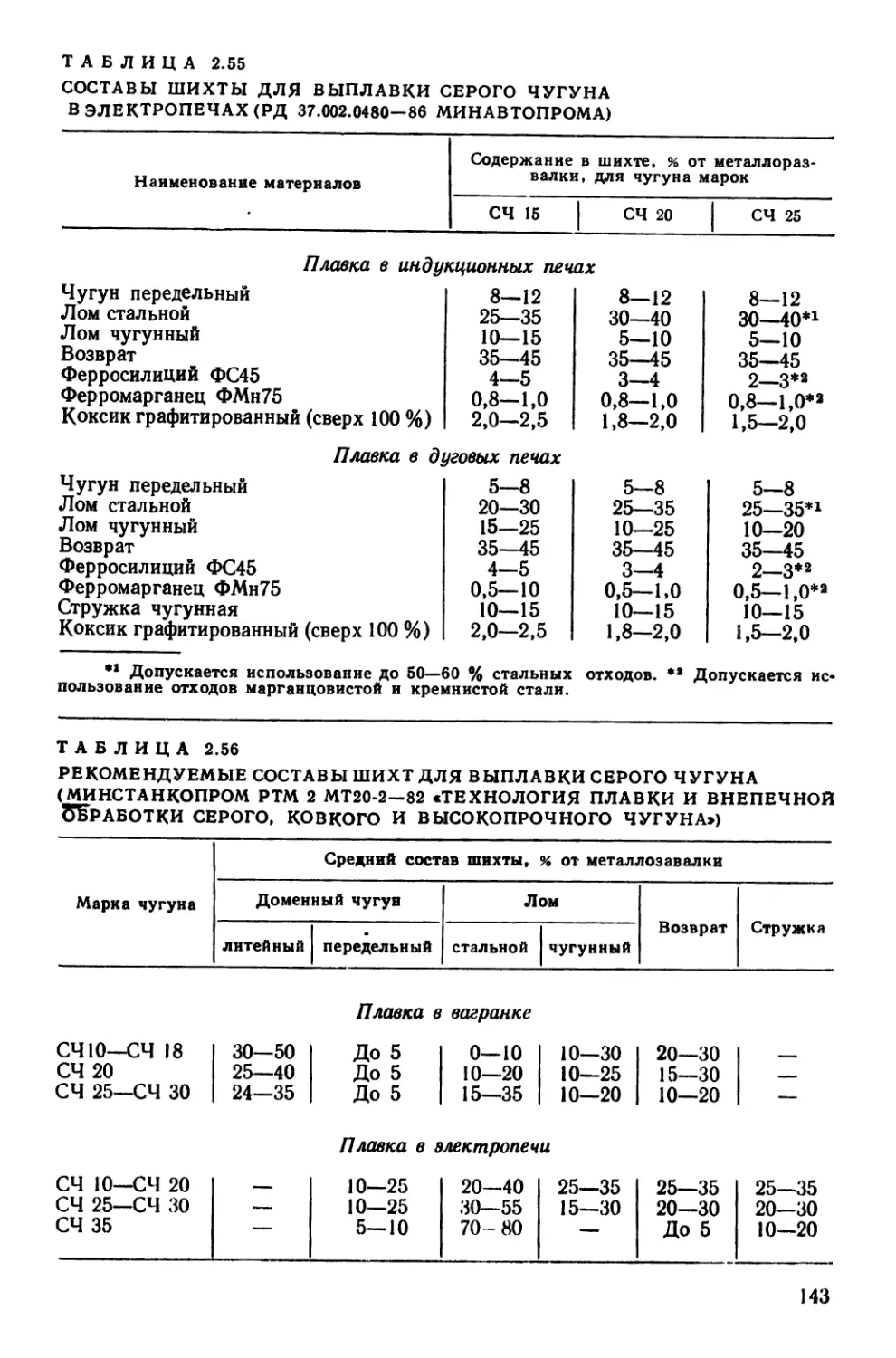
2.7.3. Принципы выбора шихты..................................139
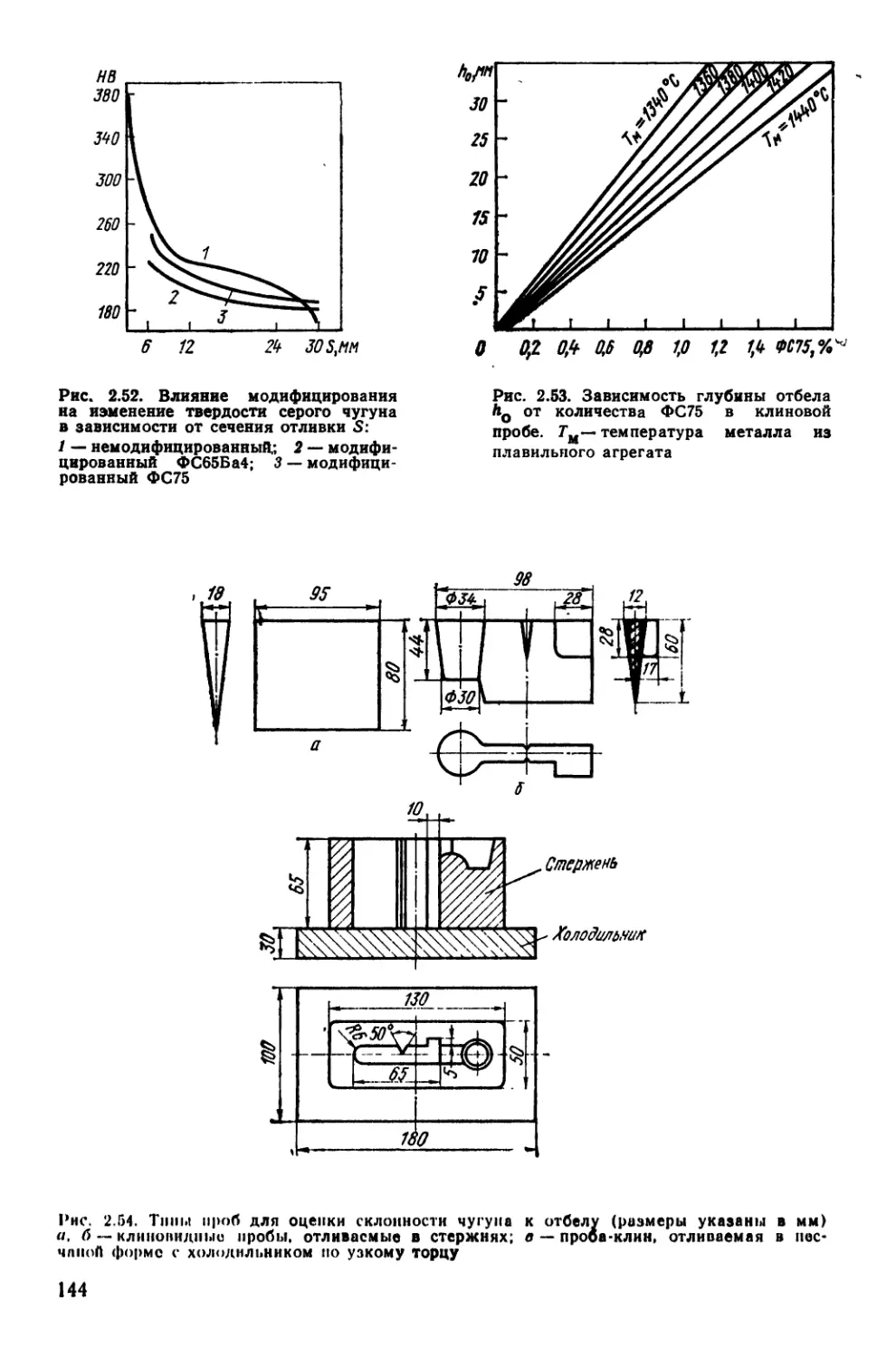
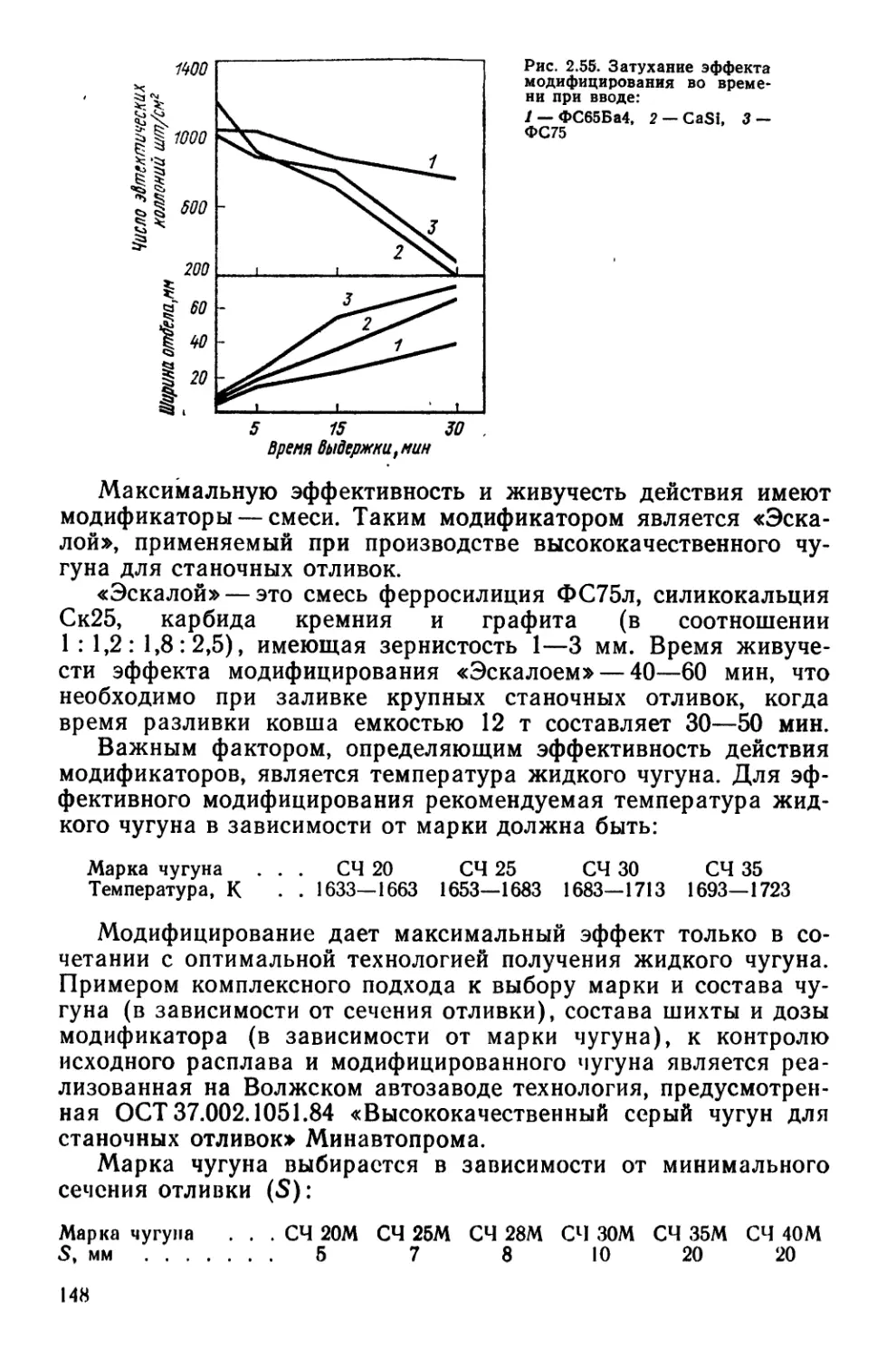
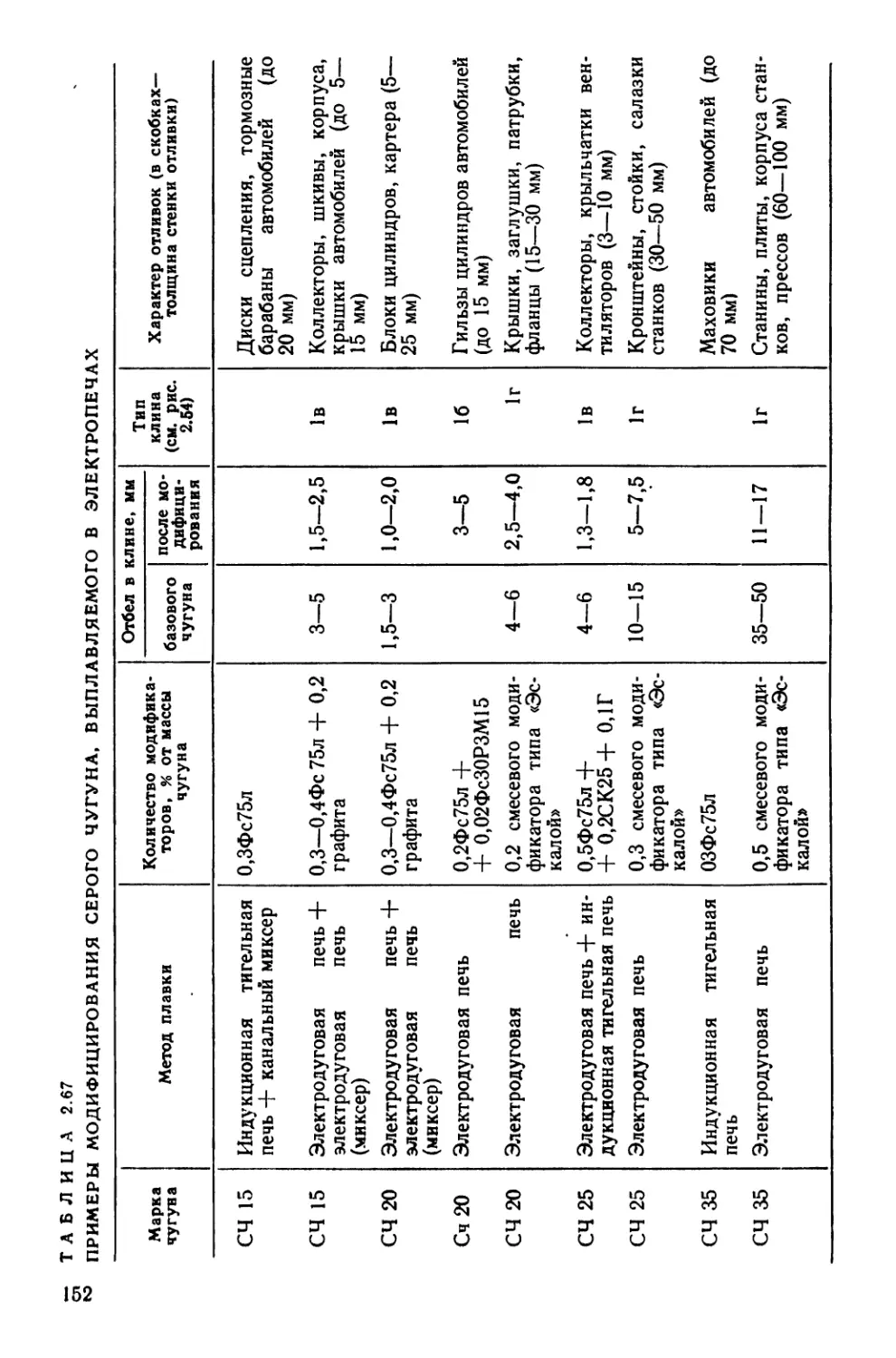
2.7.4. Модифицирование........................................142
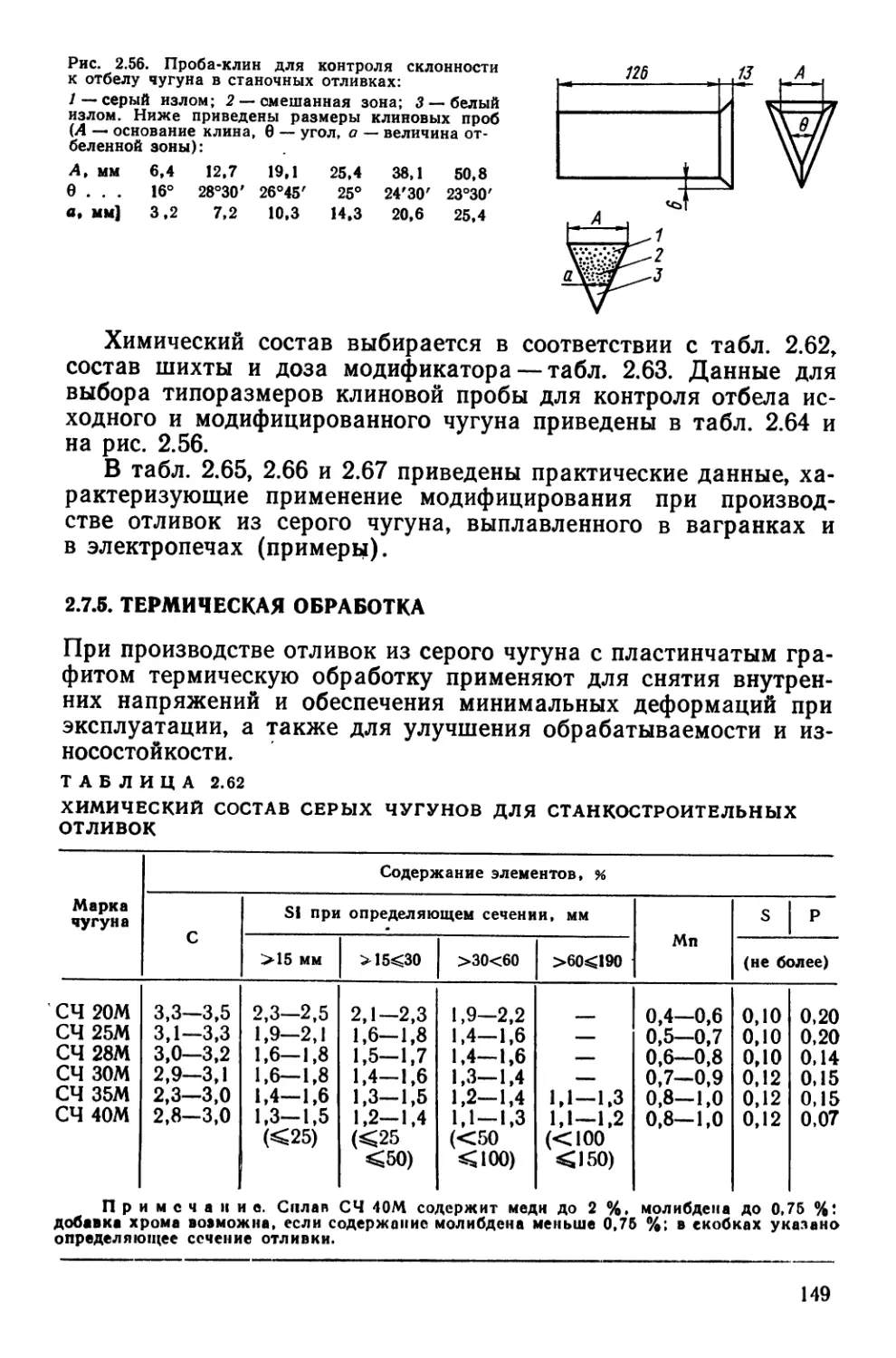
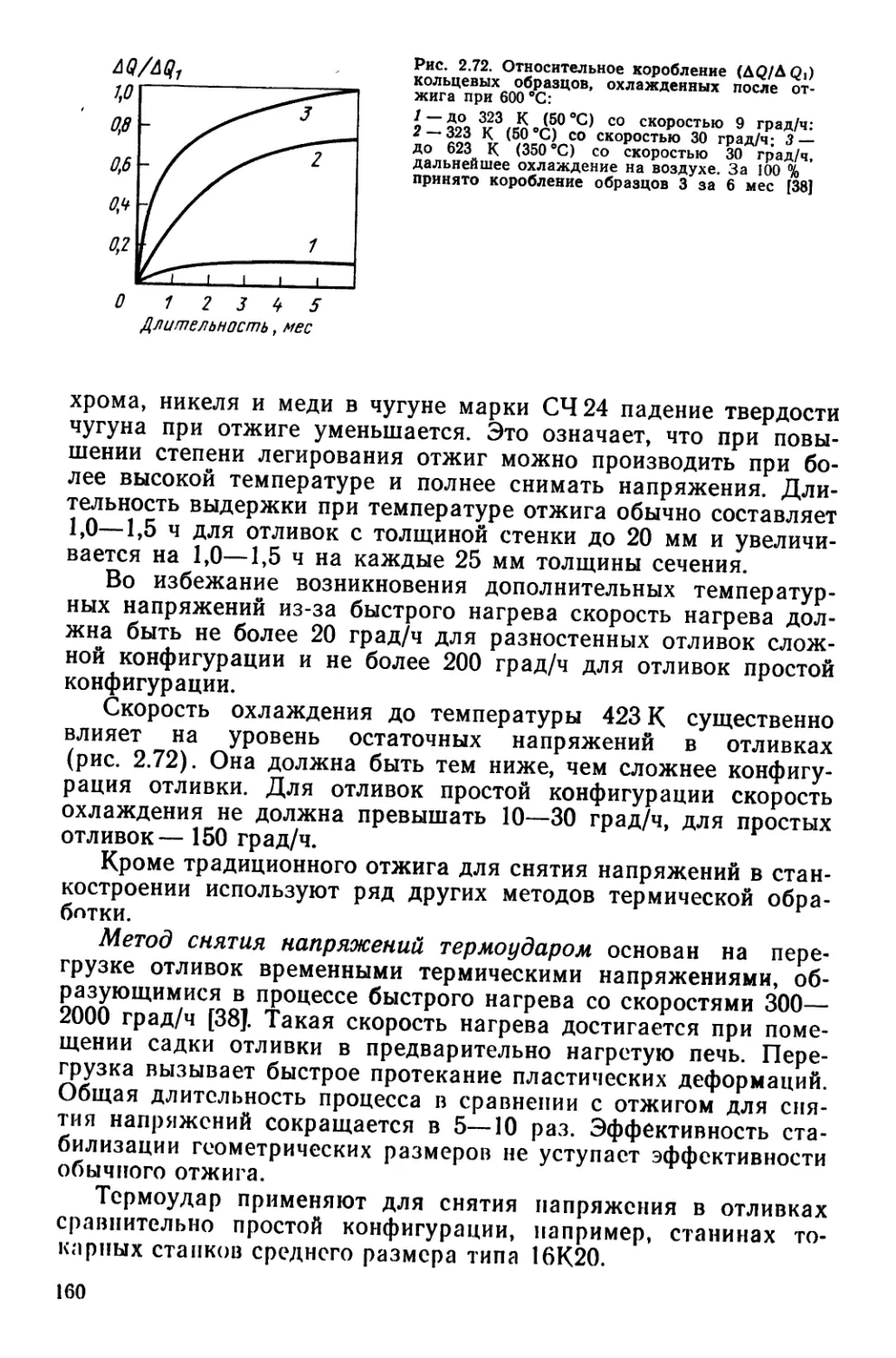
____2.7.5. Термическая обработка..................................149
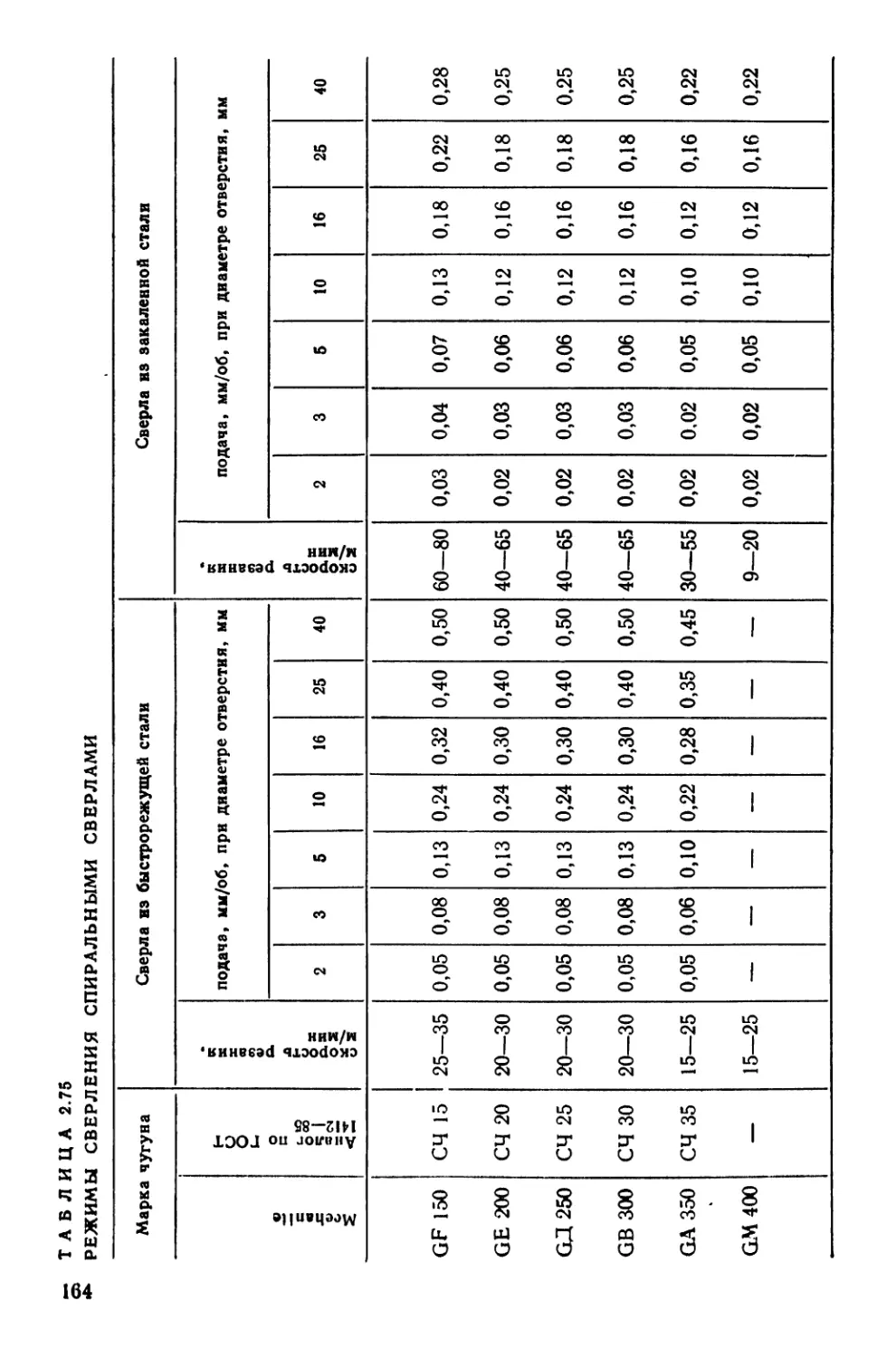
2.8. Механическая обработка.......................................161
3. Ковкий чугун....................................................165
3.1. Общая характеристика...........................................165
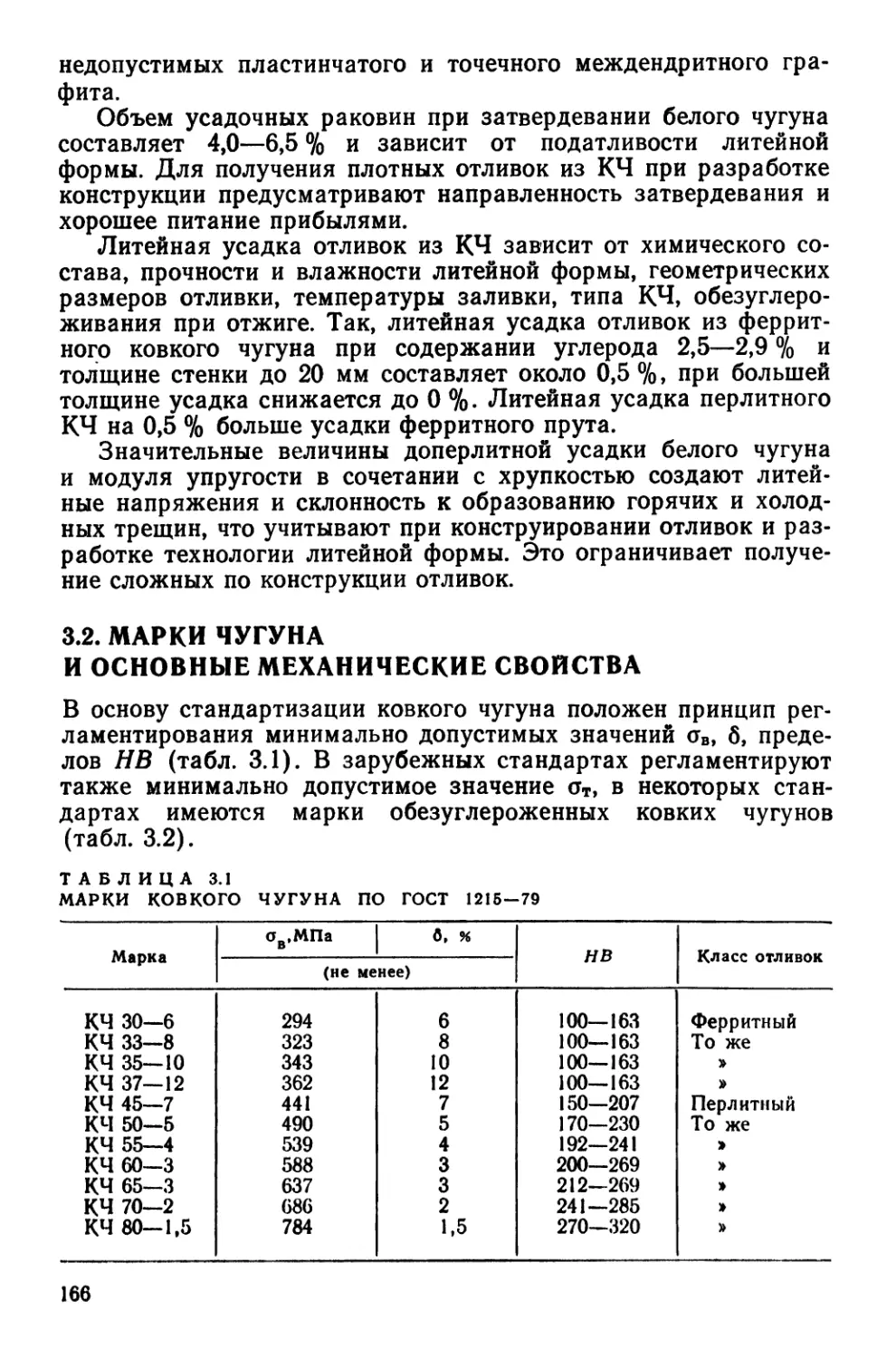
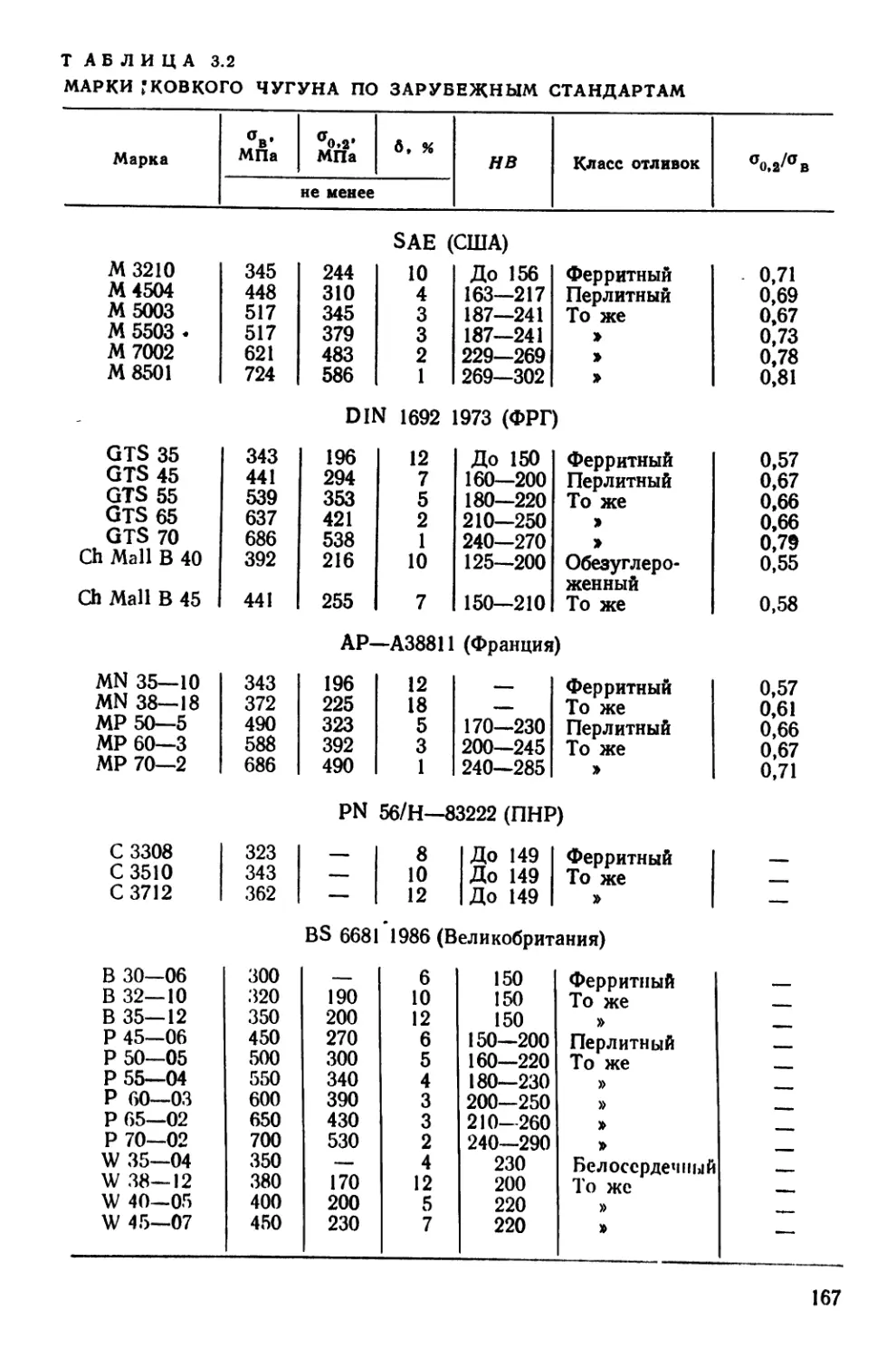
3.2. Марки чугуна и основные механические свойства...............166
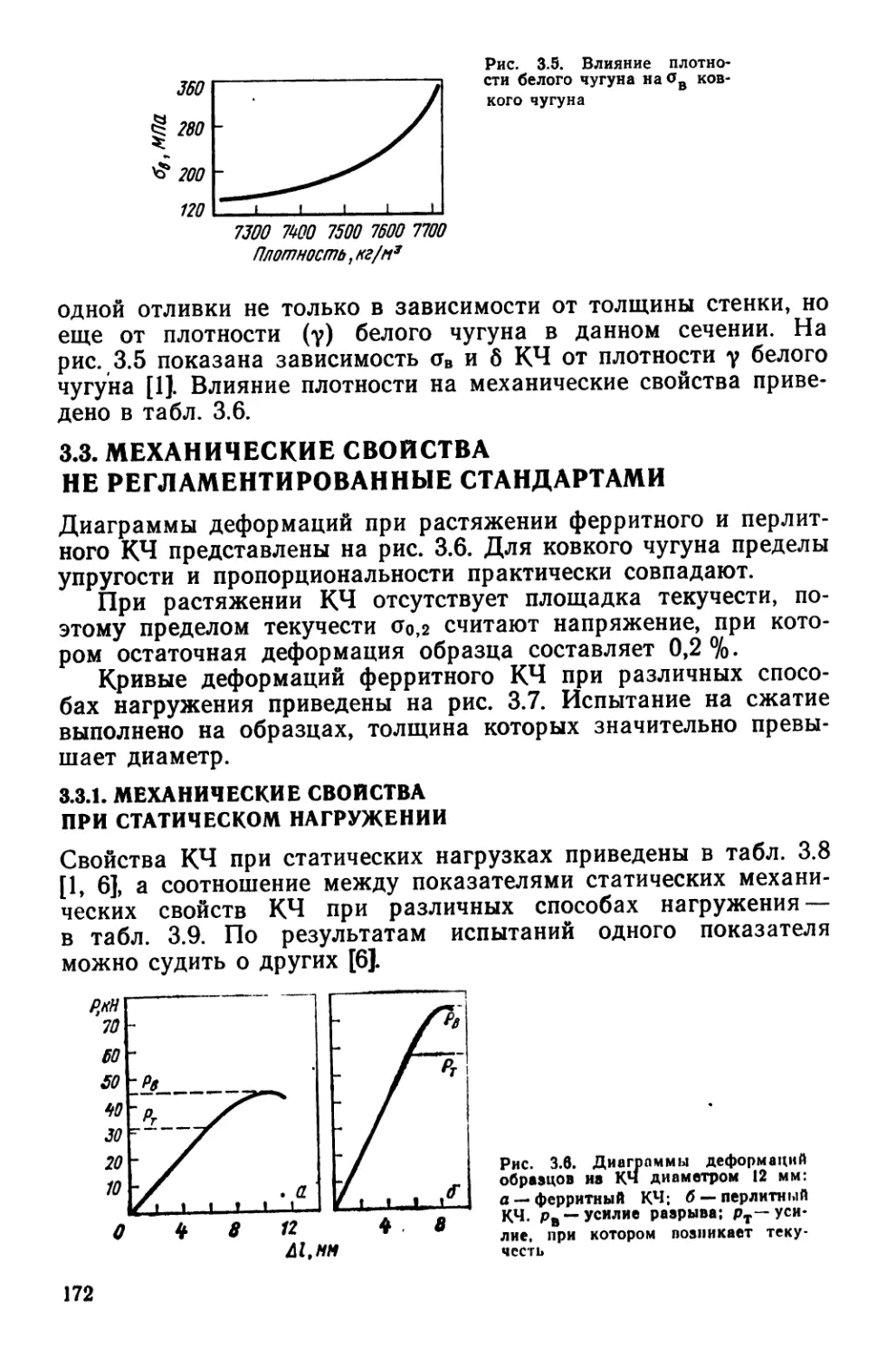
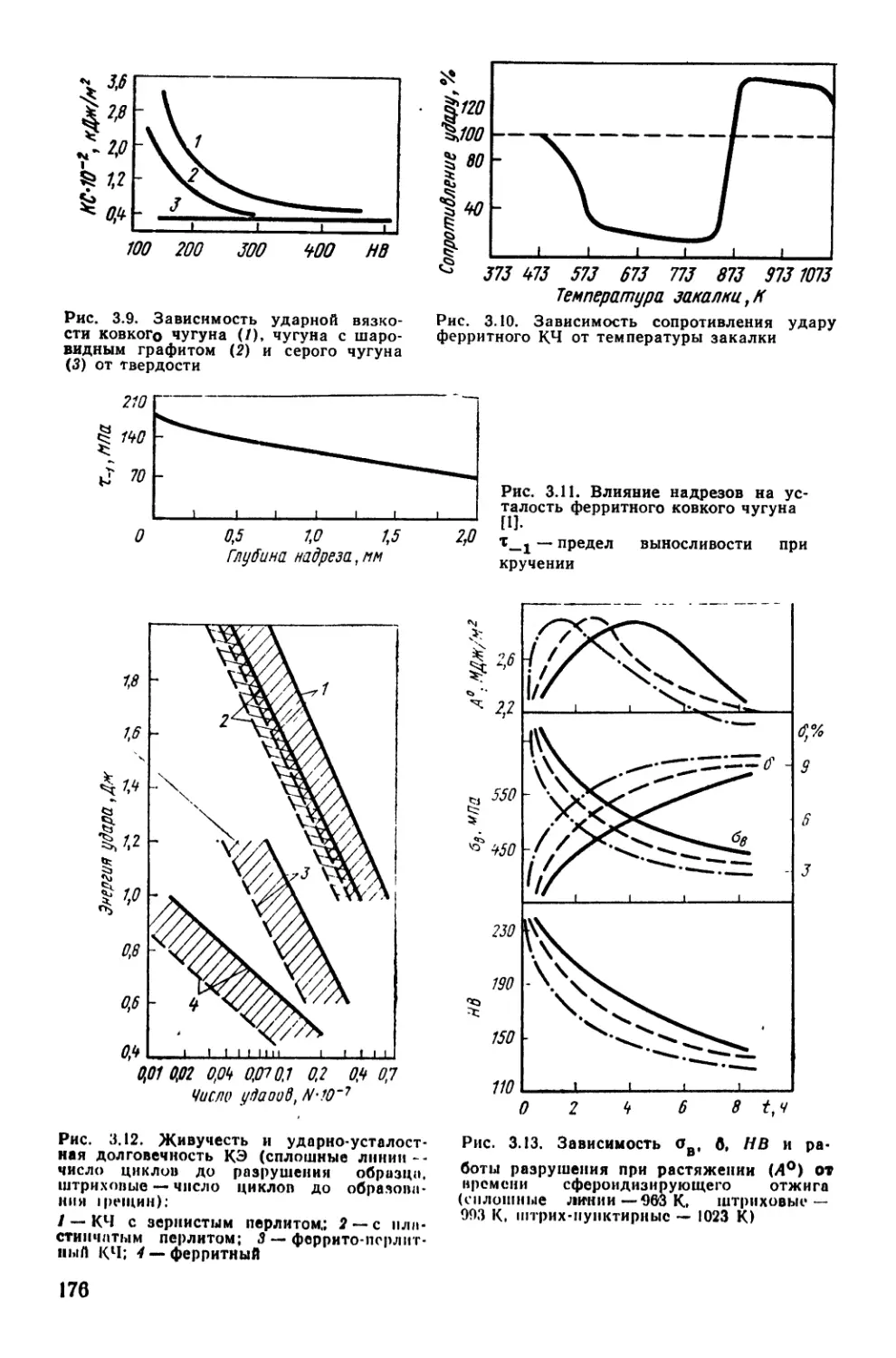
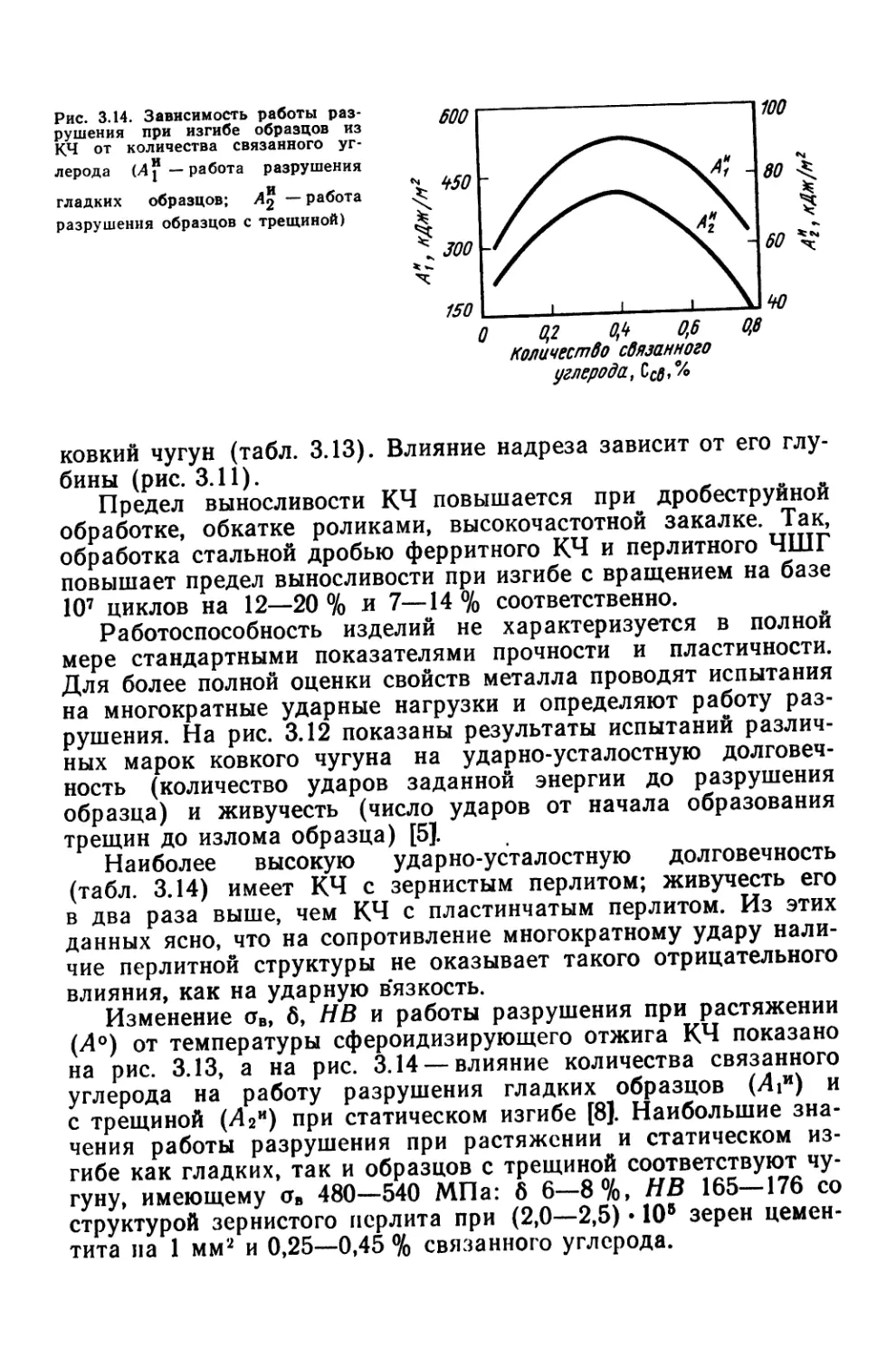
3.3. Механические свойства “не регламентированные стандартами . . .172
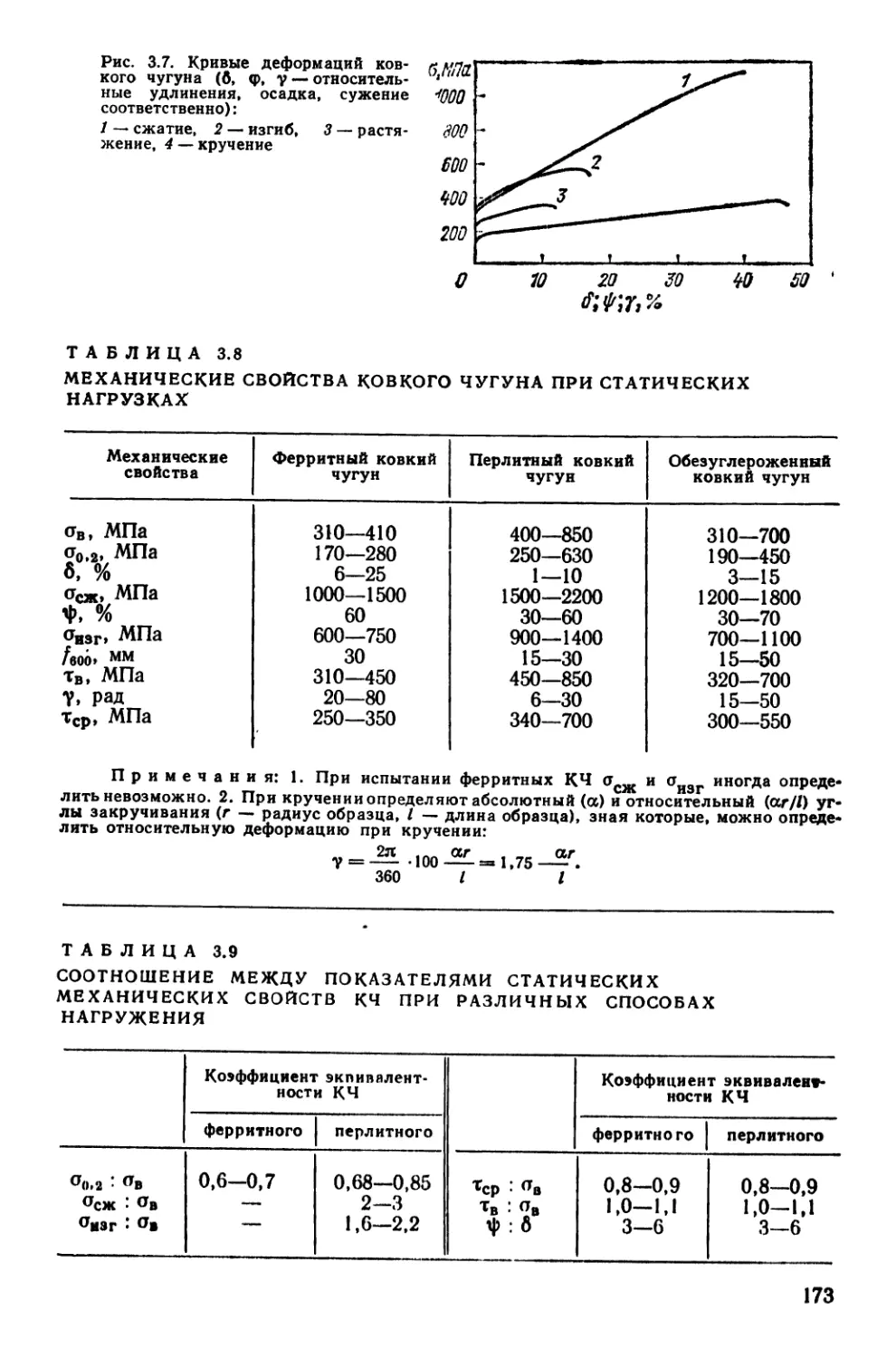
3.3.1. Механические свойства при статическом нагружении . . . .172
3.3.2. Упругие и неупругие свойства............................174
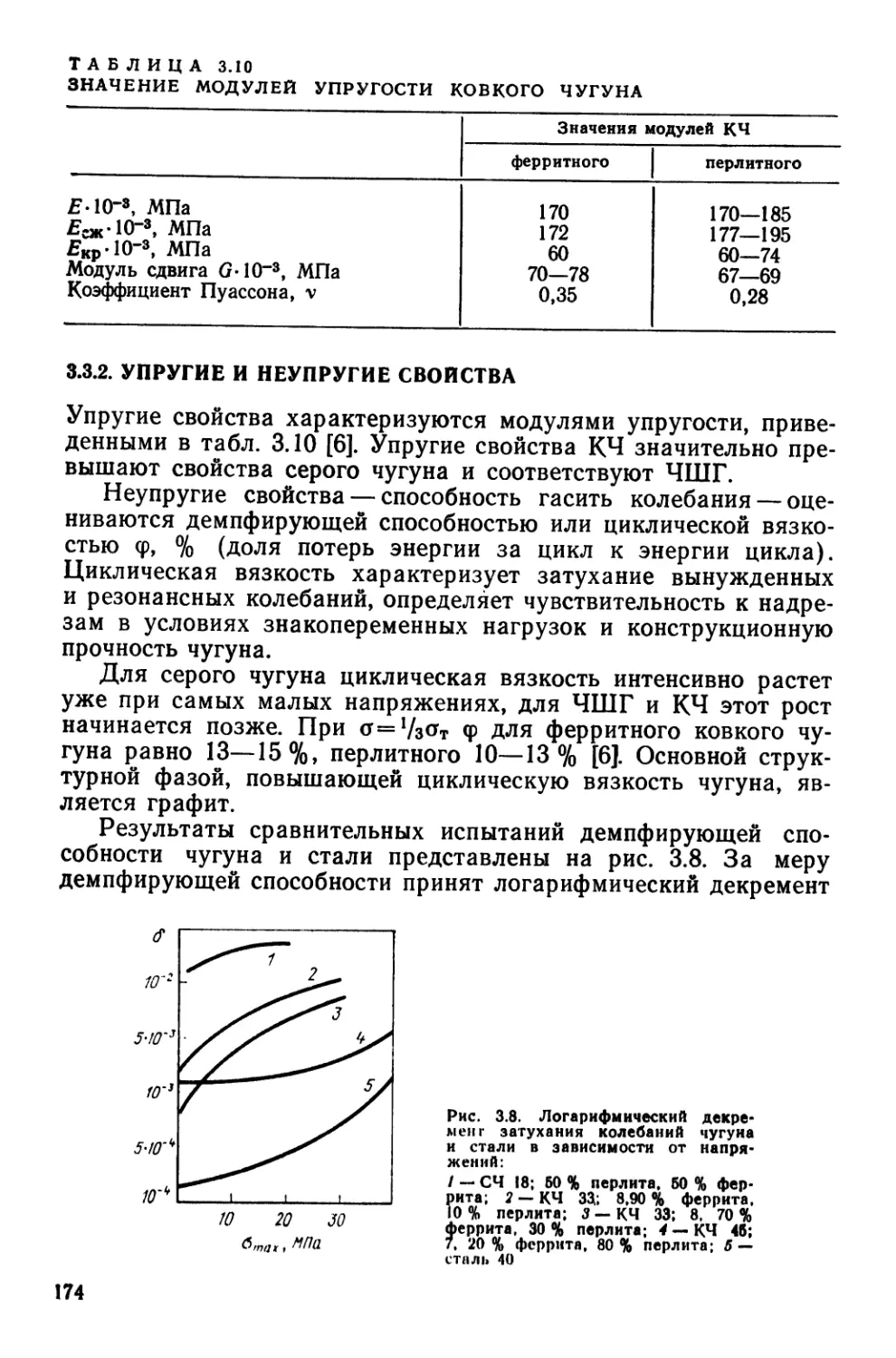
3.3.3. Механические свойства при динамических и знакопеременных
нагрузках..................................................... 175
3.3.4. Механические свойства при повышенных и пониженных тем-
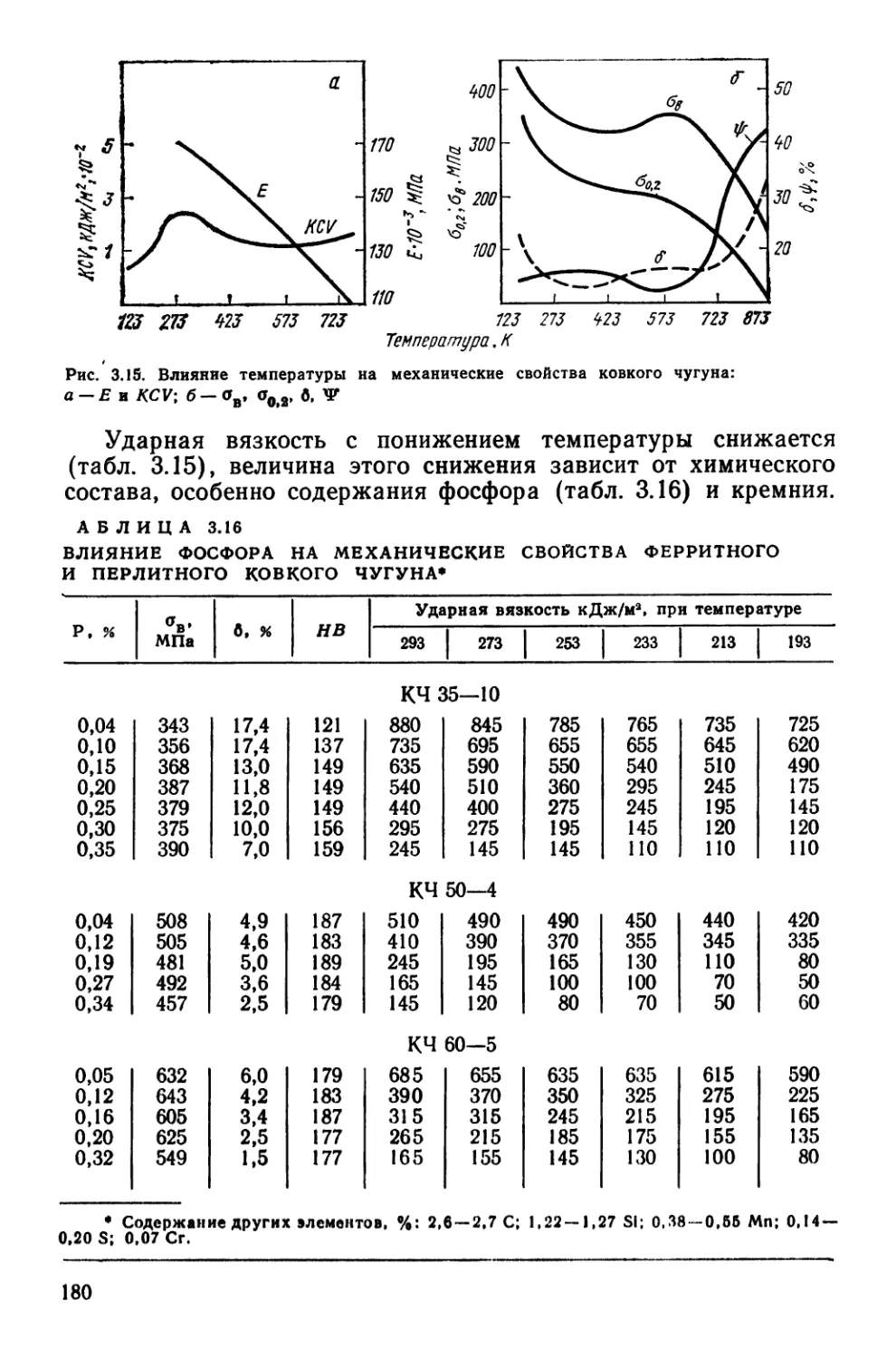
пературах ................................................... 179
3.4. Физические свойства..........................................181
3,5. Служебные свойства...........................................182
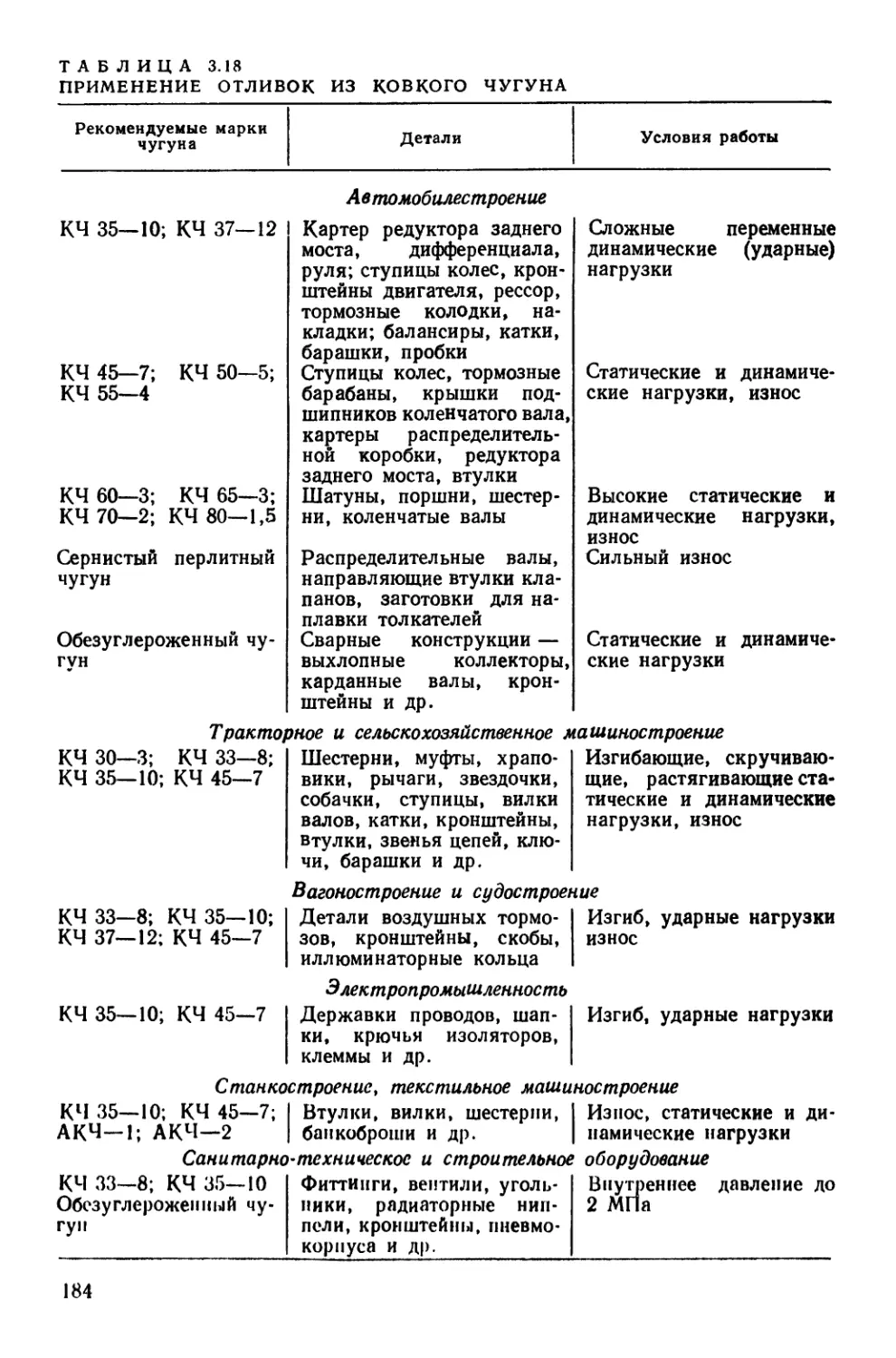
3.6. Применение...................................................185
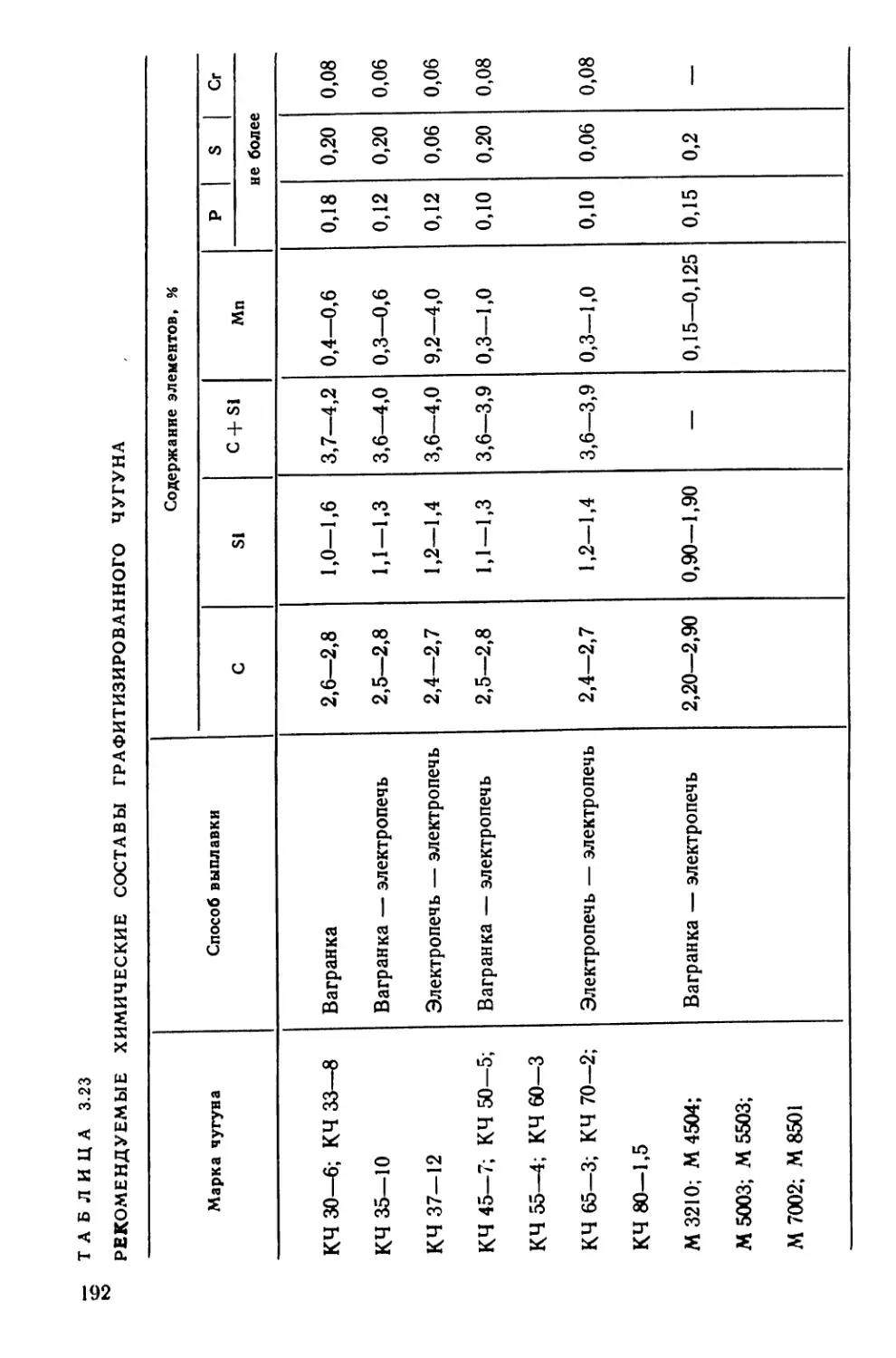
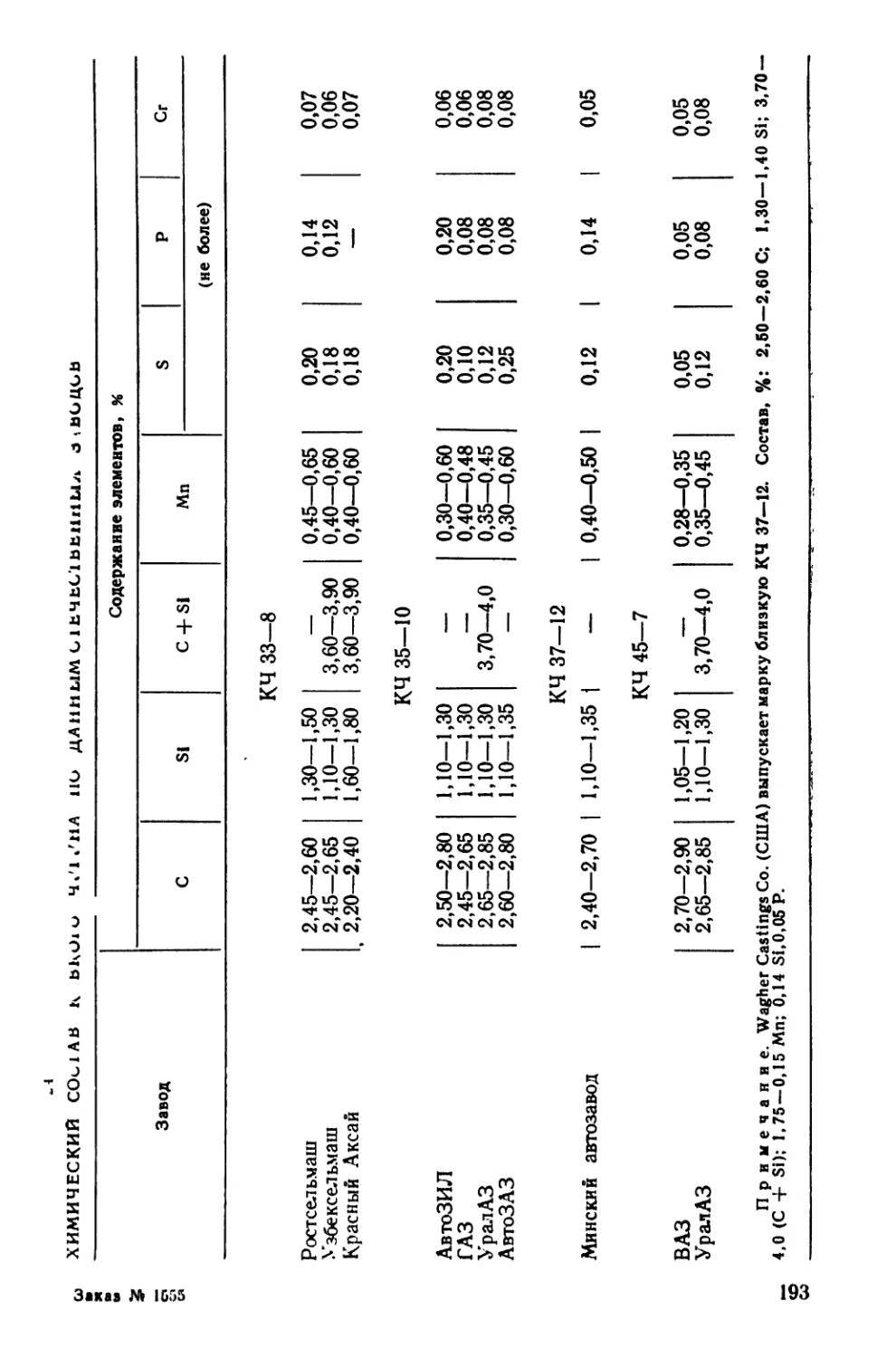
3.7. Металлургические основы получения чугуна различных марок . .185
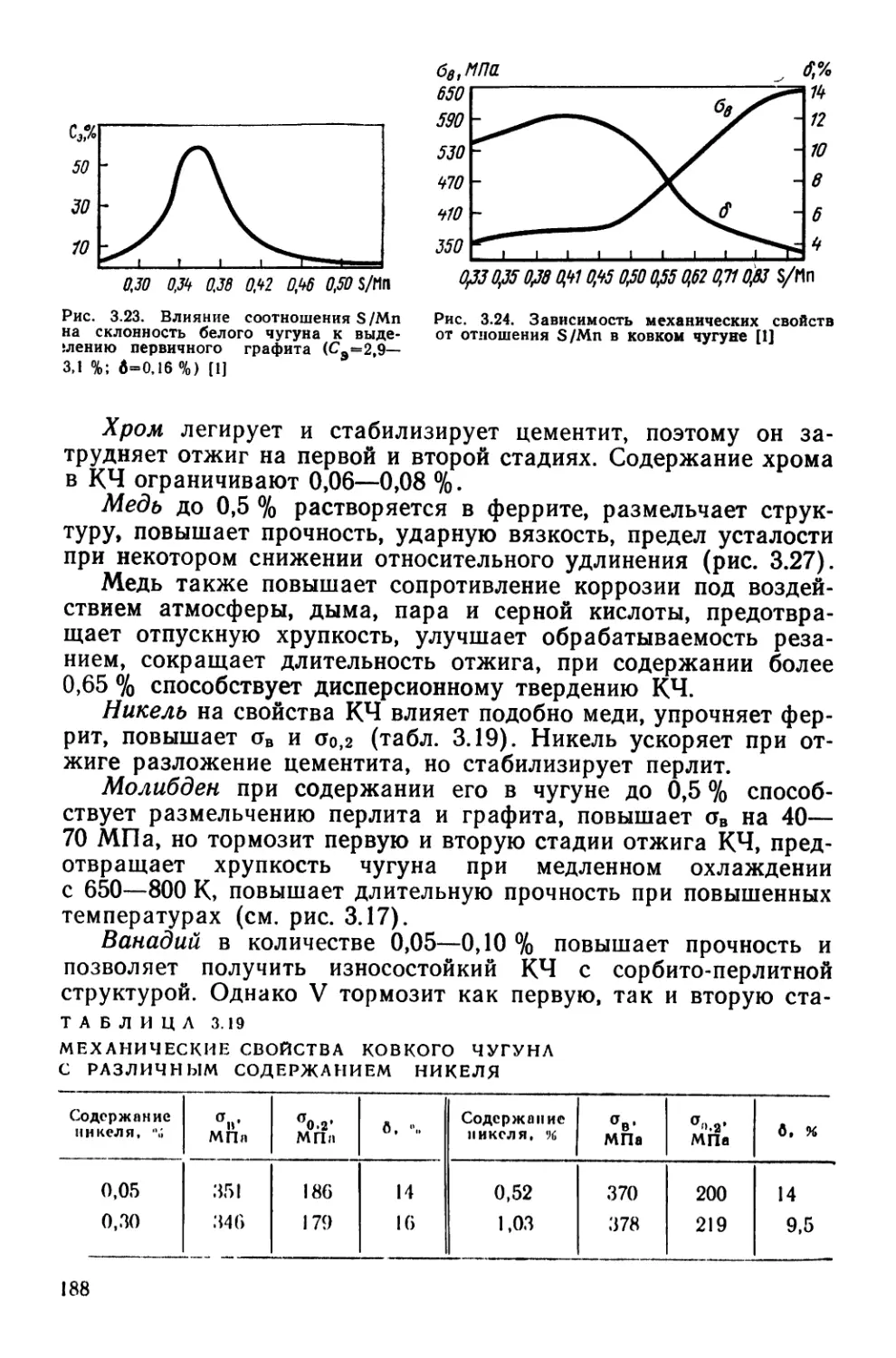
3 7.1. Влияние химического состава па структуру н свойства . . . 185
3.7.2. Принципы выбора химического состава...................191
I*
3
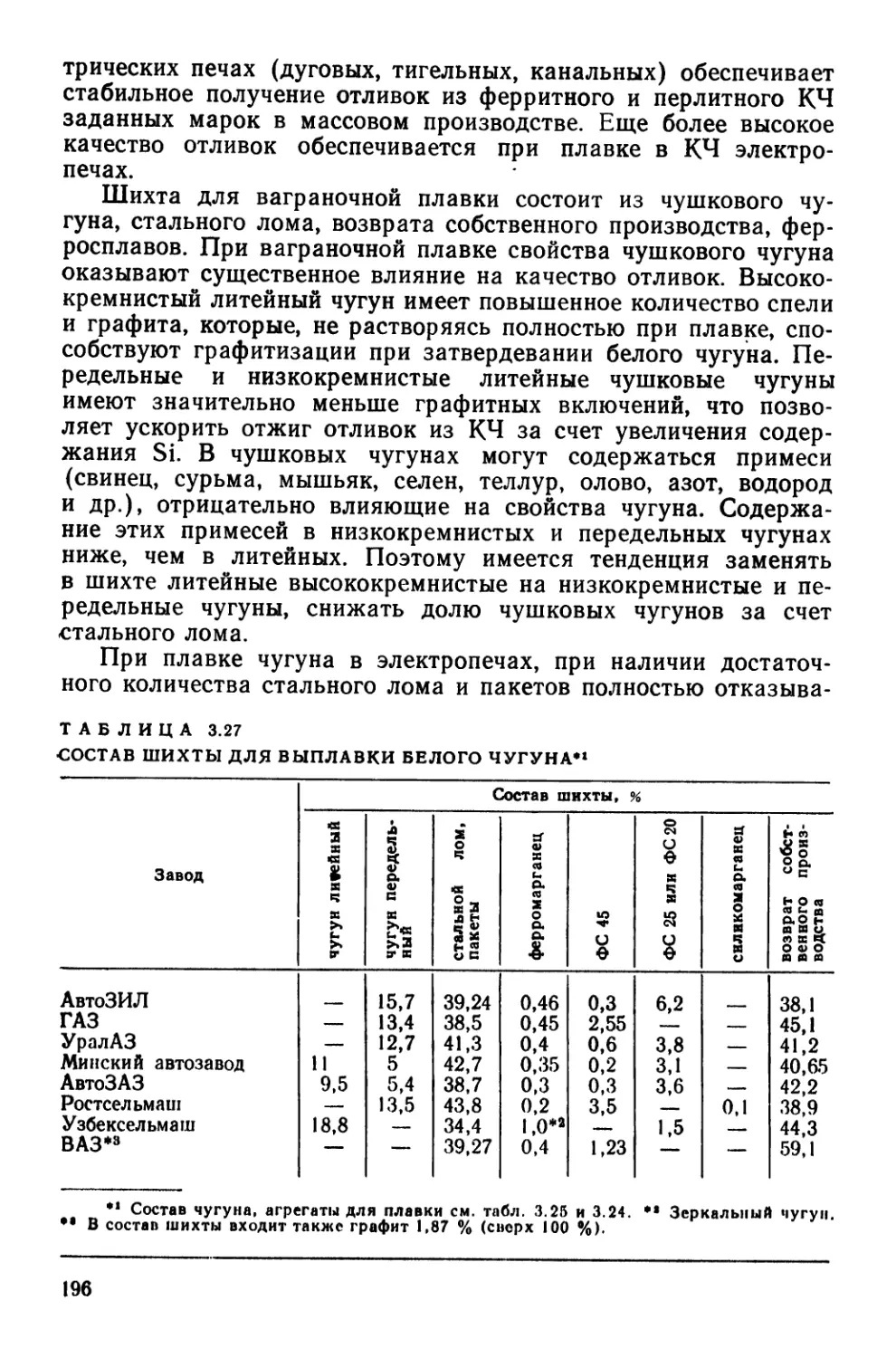
3.7.3. Составы шихт...........................................; 195
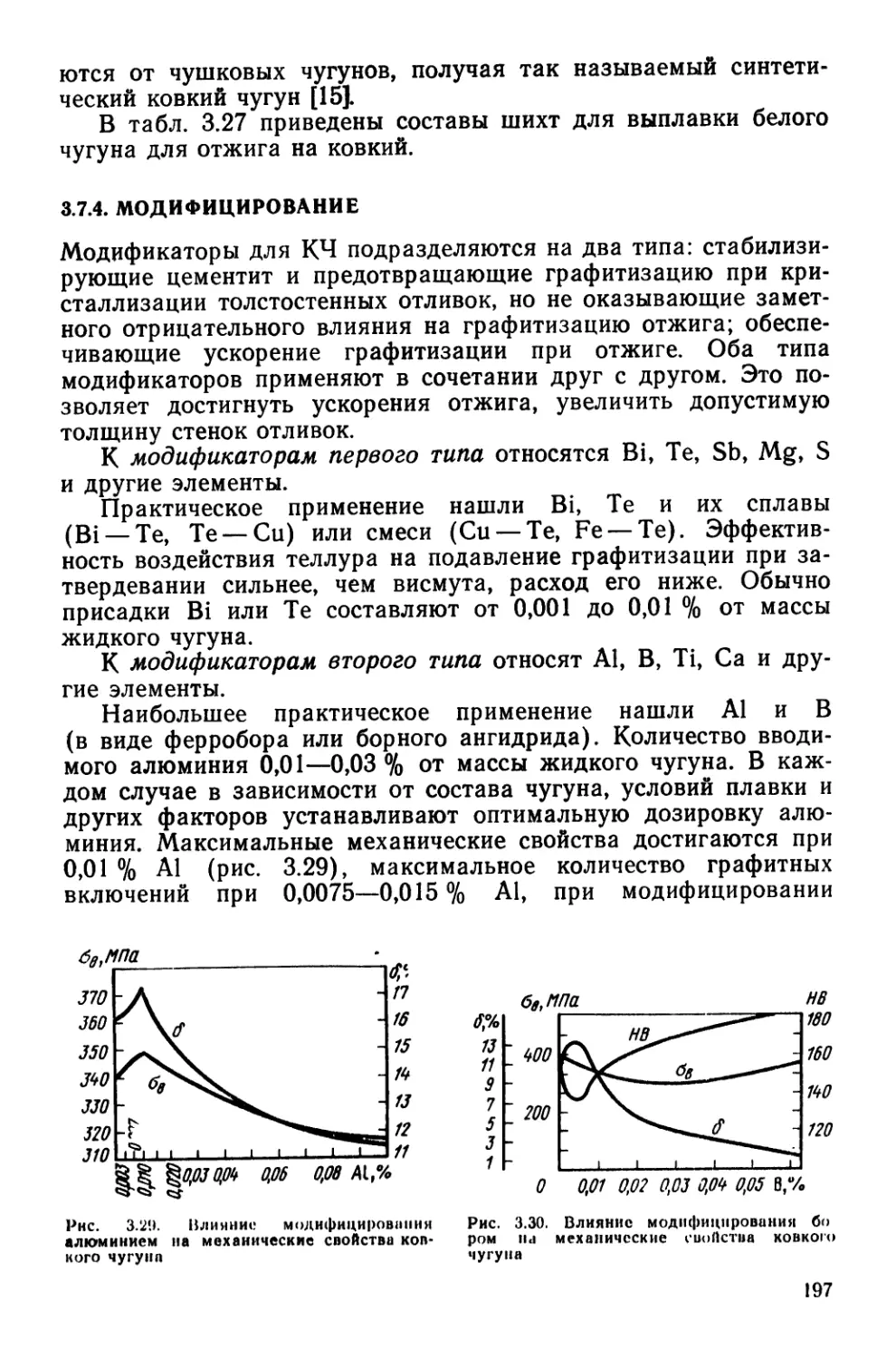
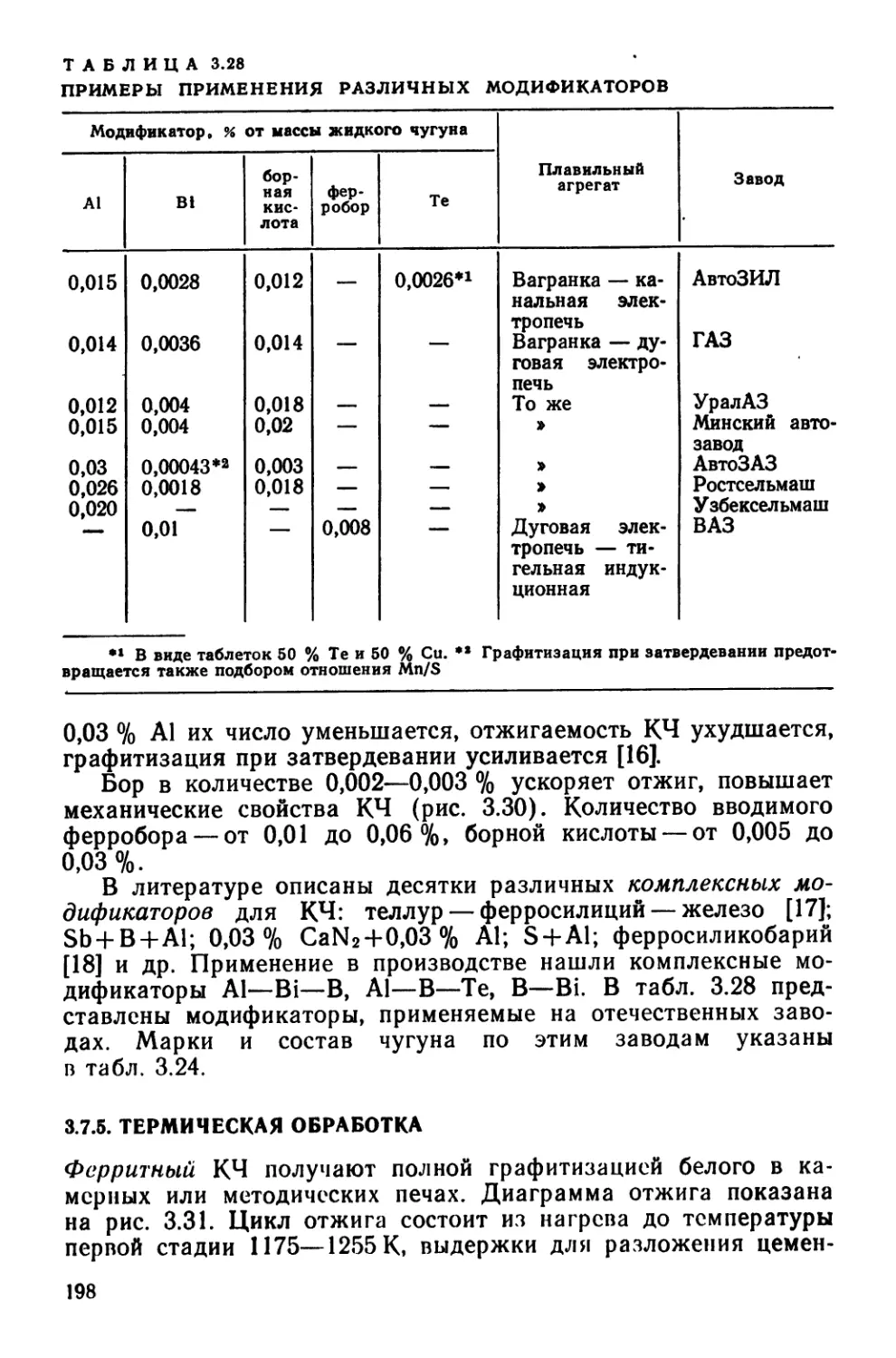
3.7.4. Модифицирование....................................... 197
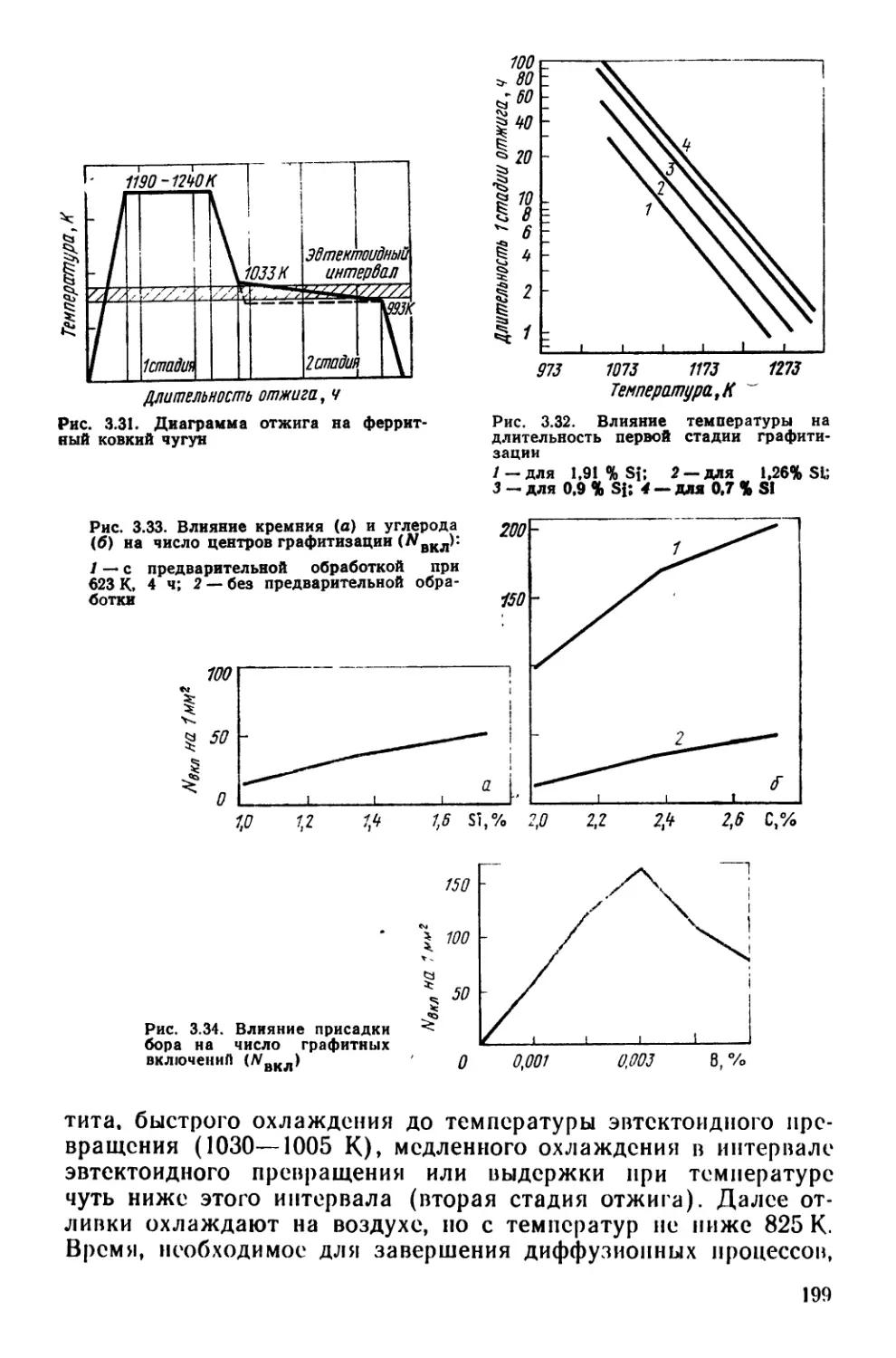
3.7.5. Термическая обработка................................. 198
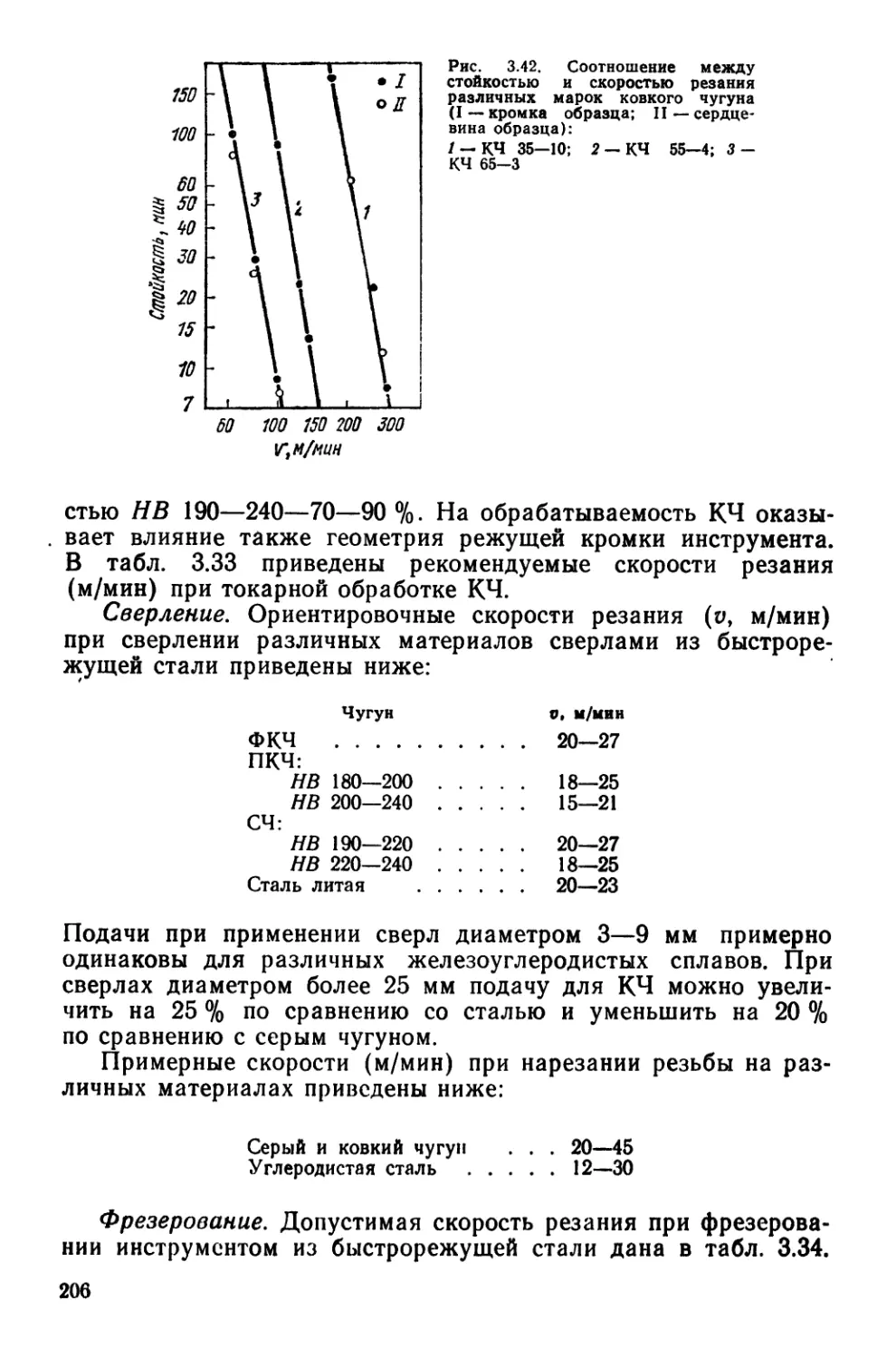
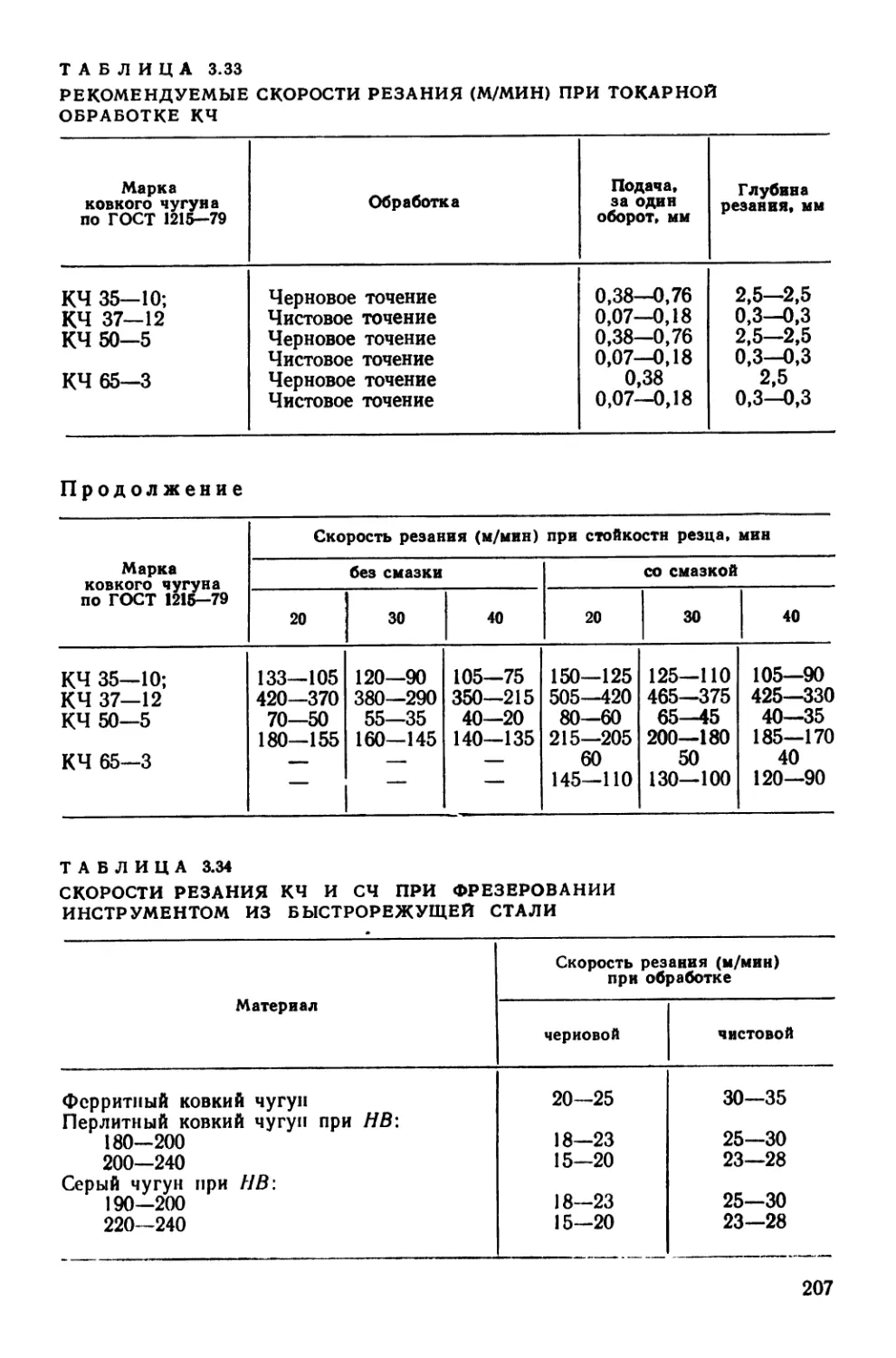
3.8. Механическая обработка.......................................205
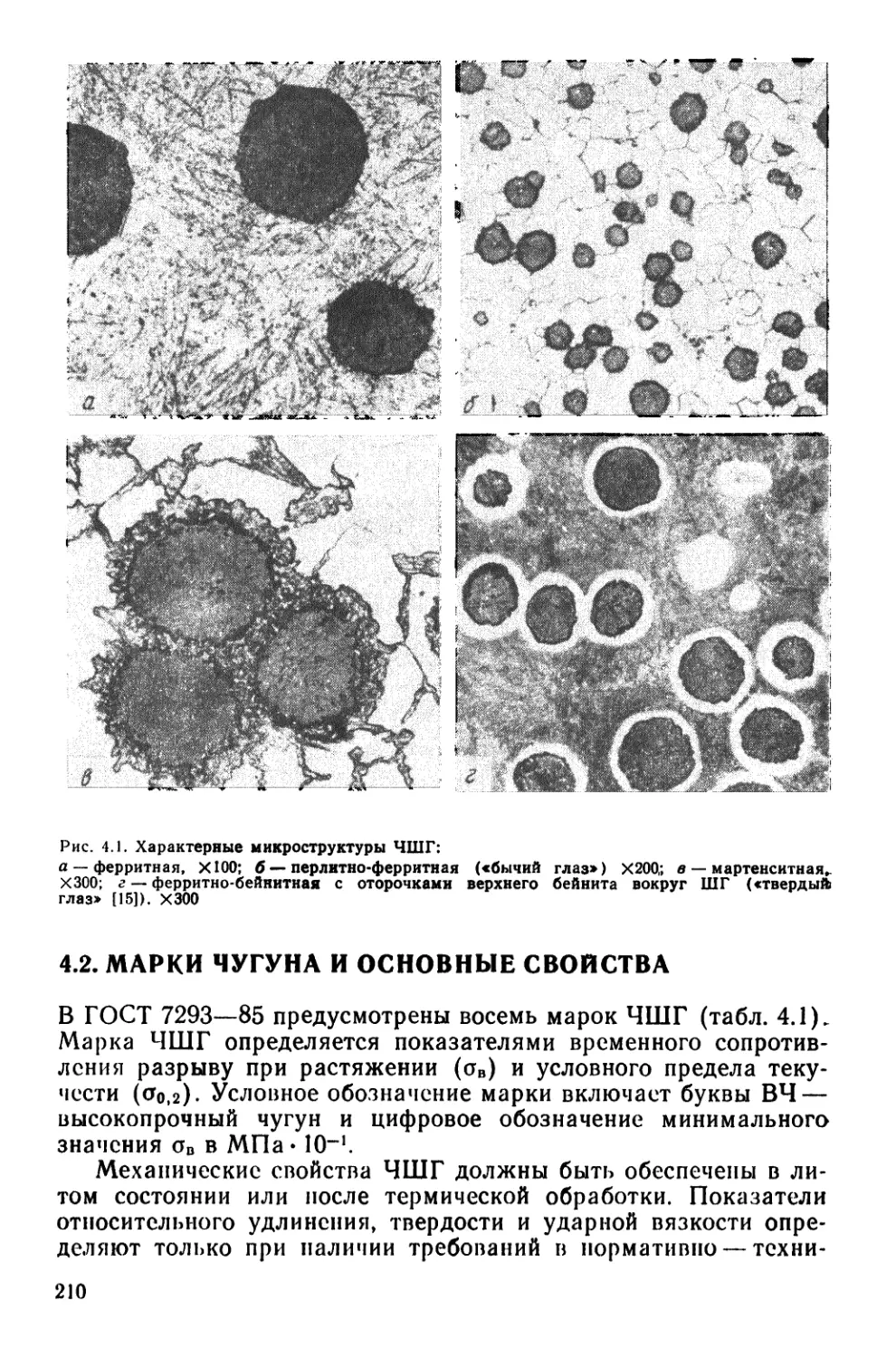
4. Чугун с шаровидным графитом...................................208
4.1. Общая характеристика структуры и свойств.....................208
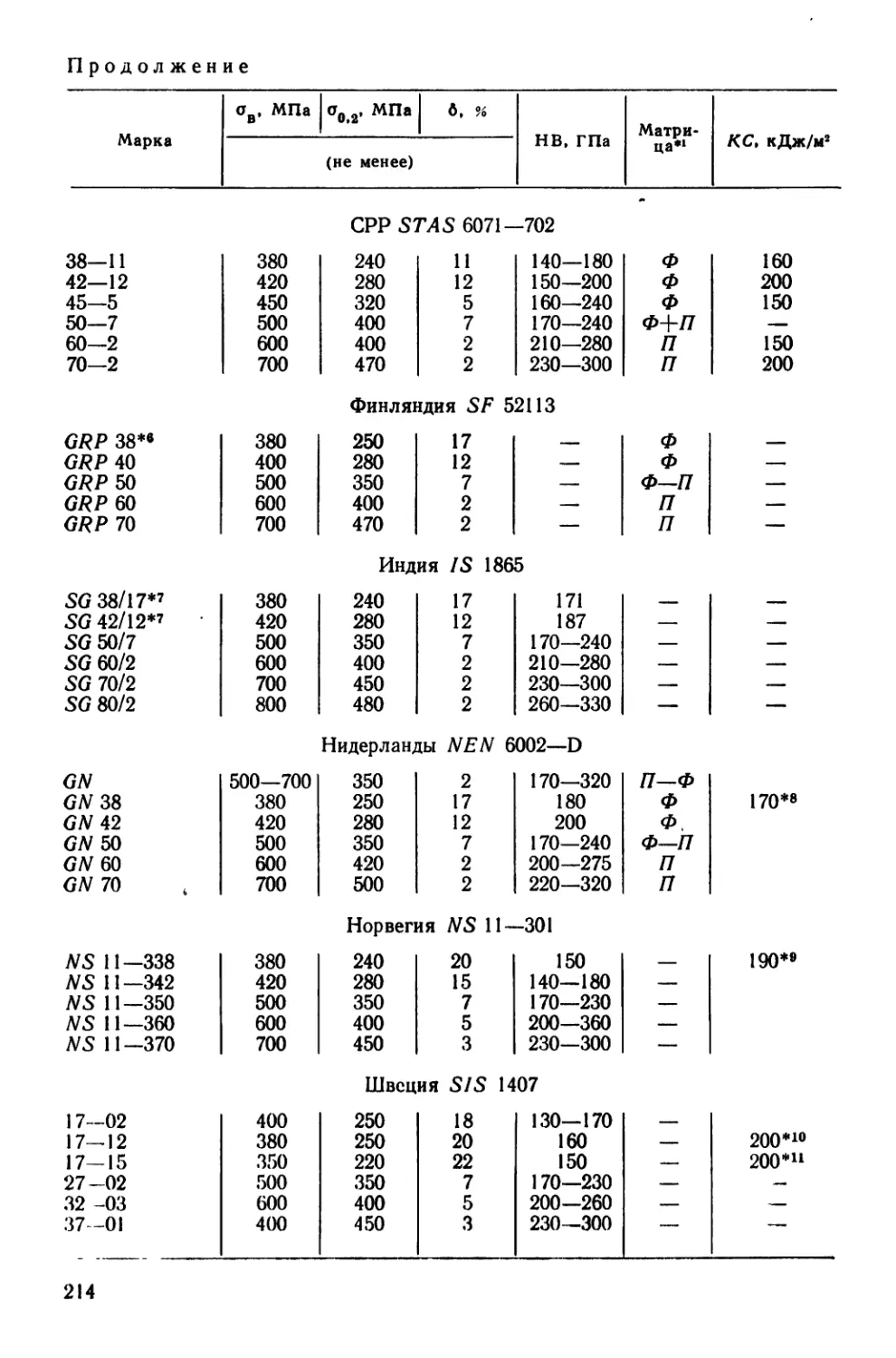
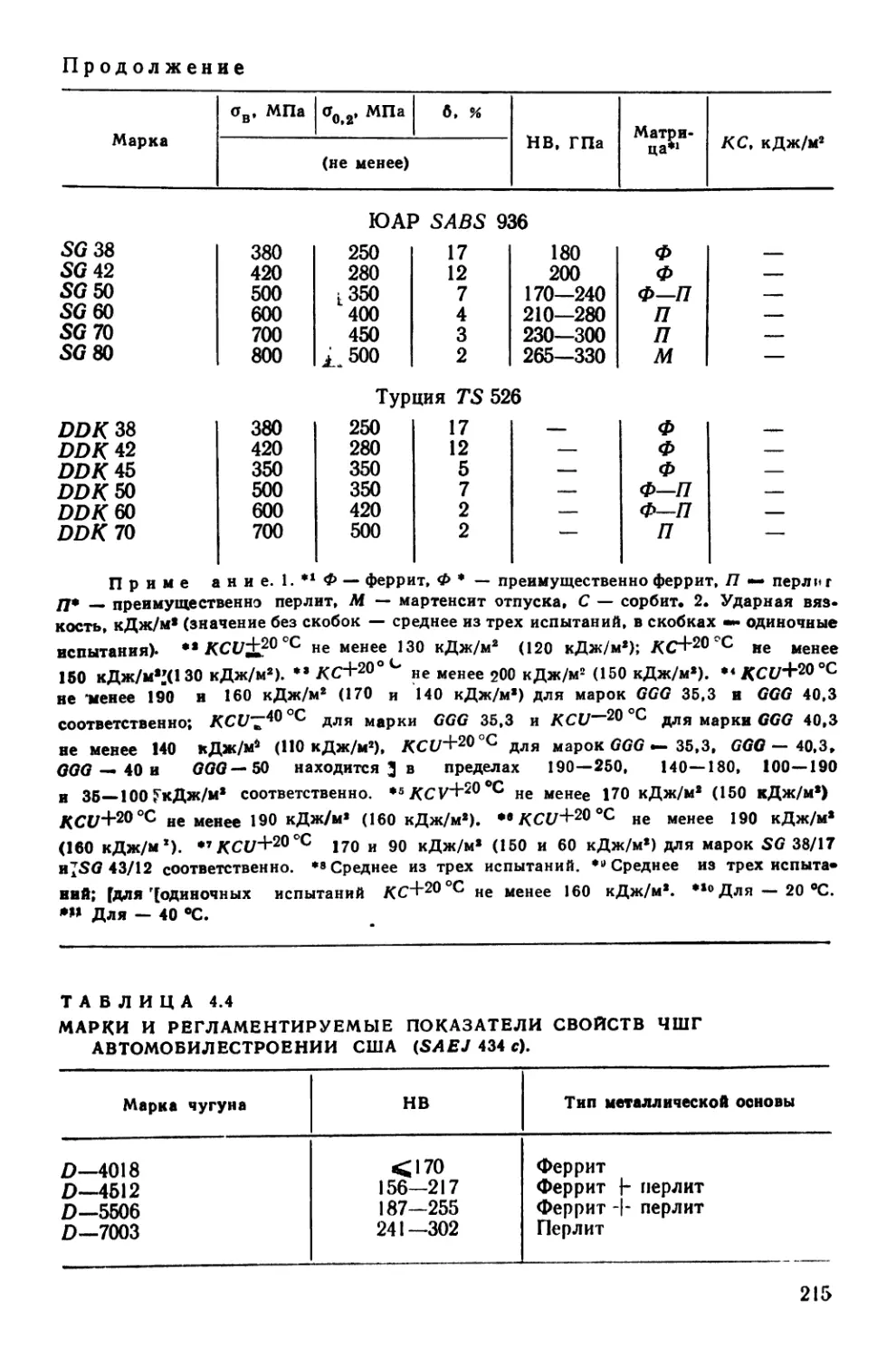
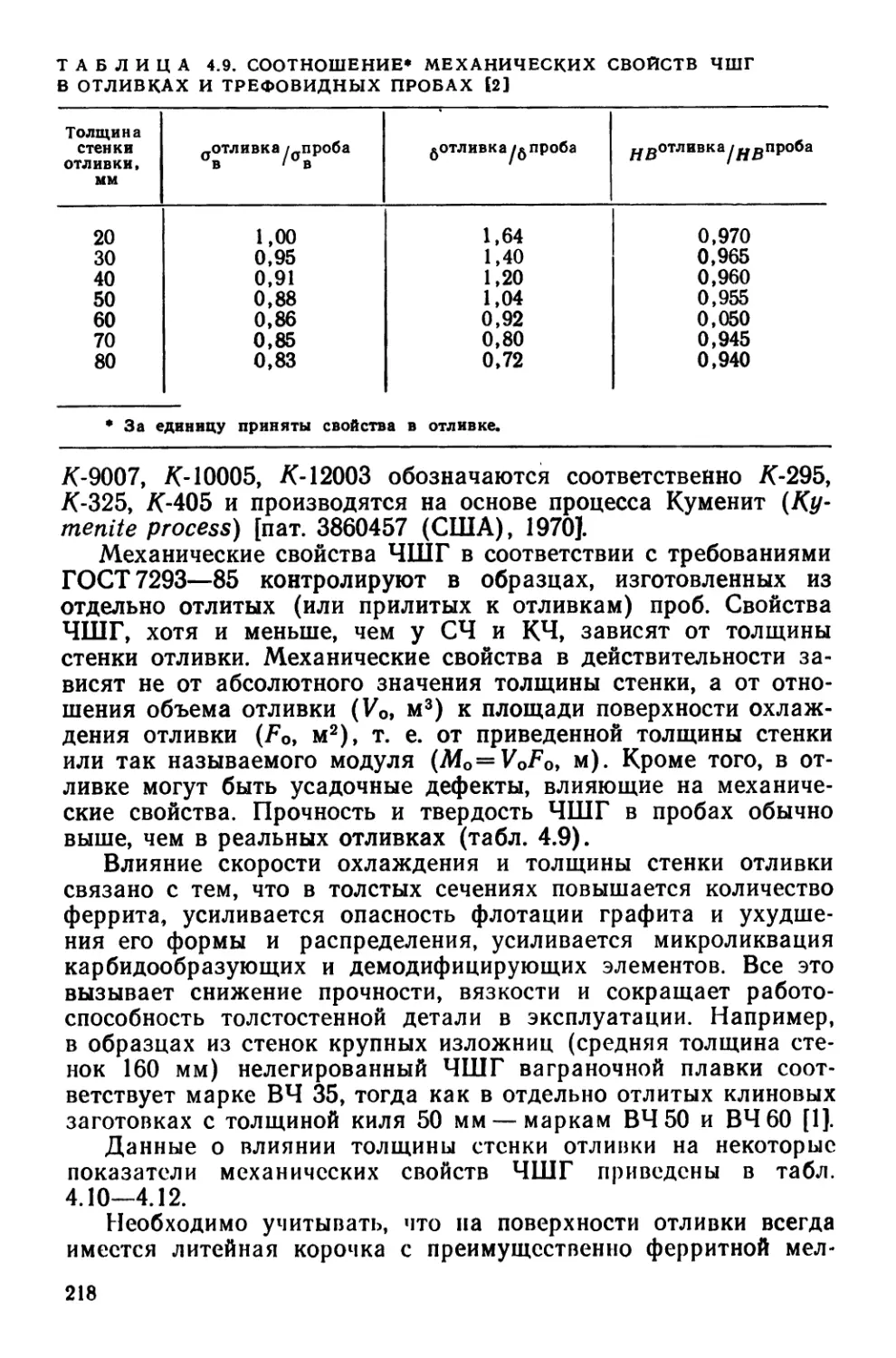
4.2. Марки чугуна и основные свойства.............................210
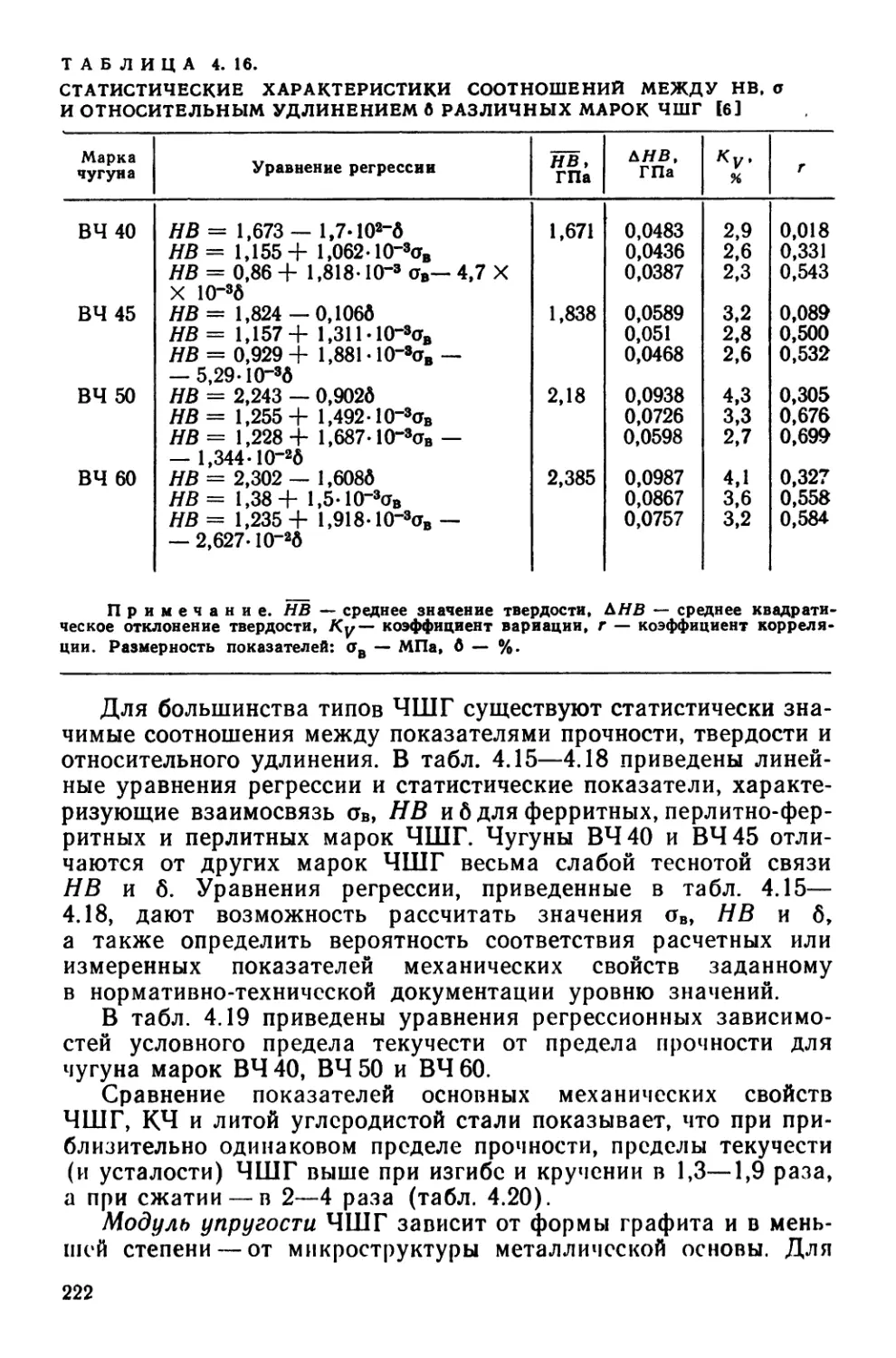
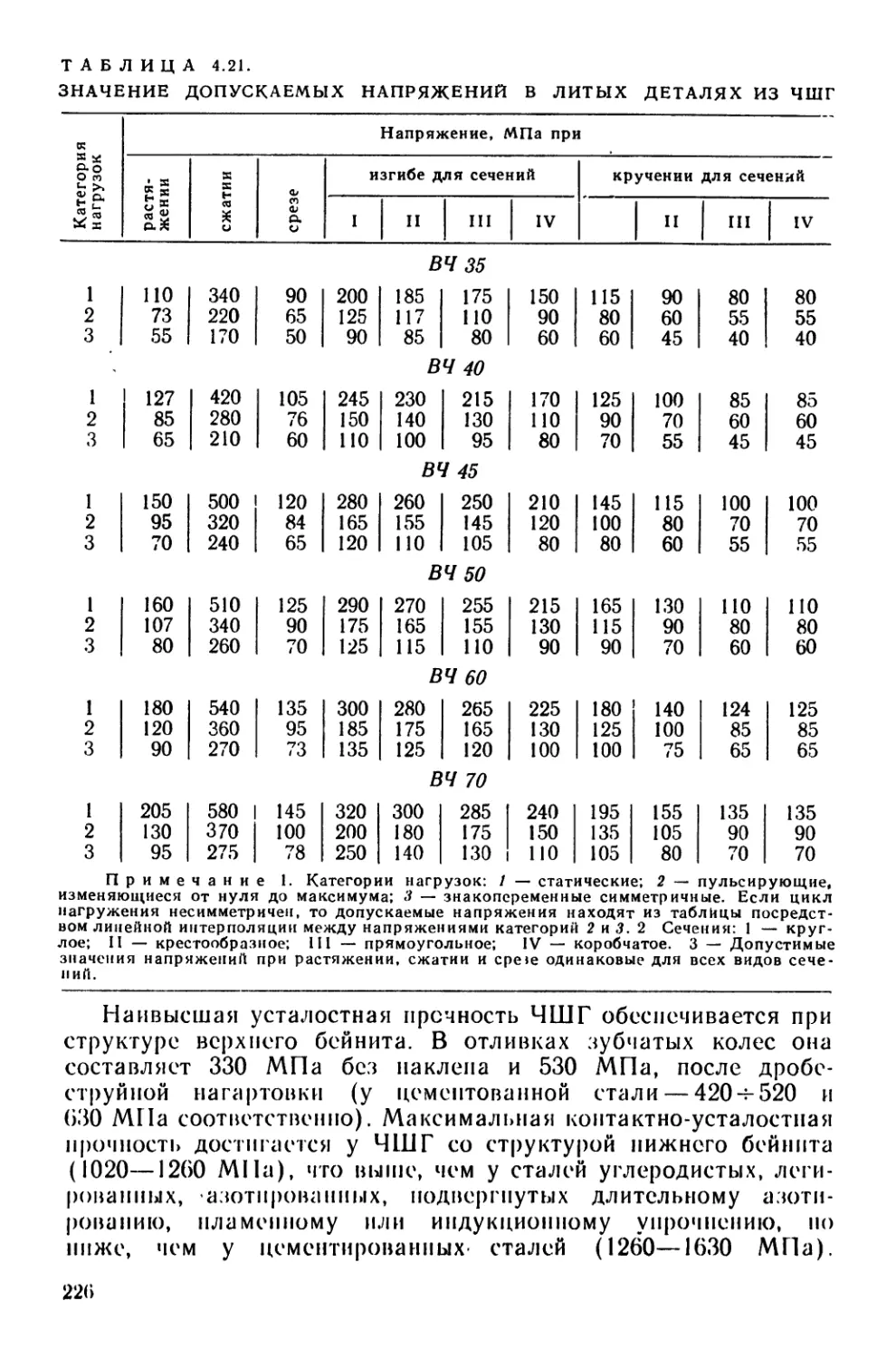
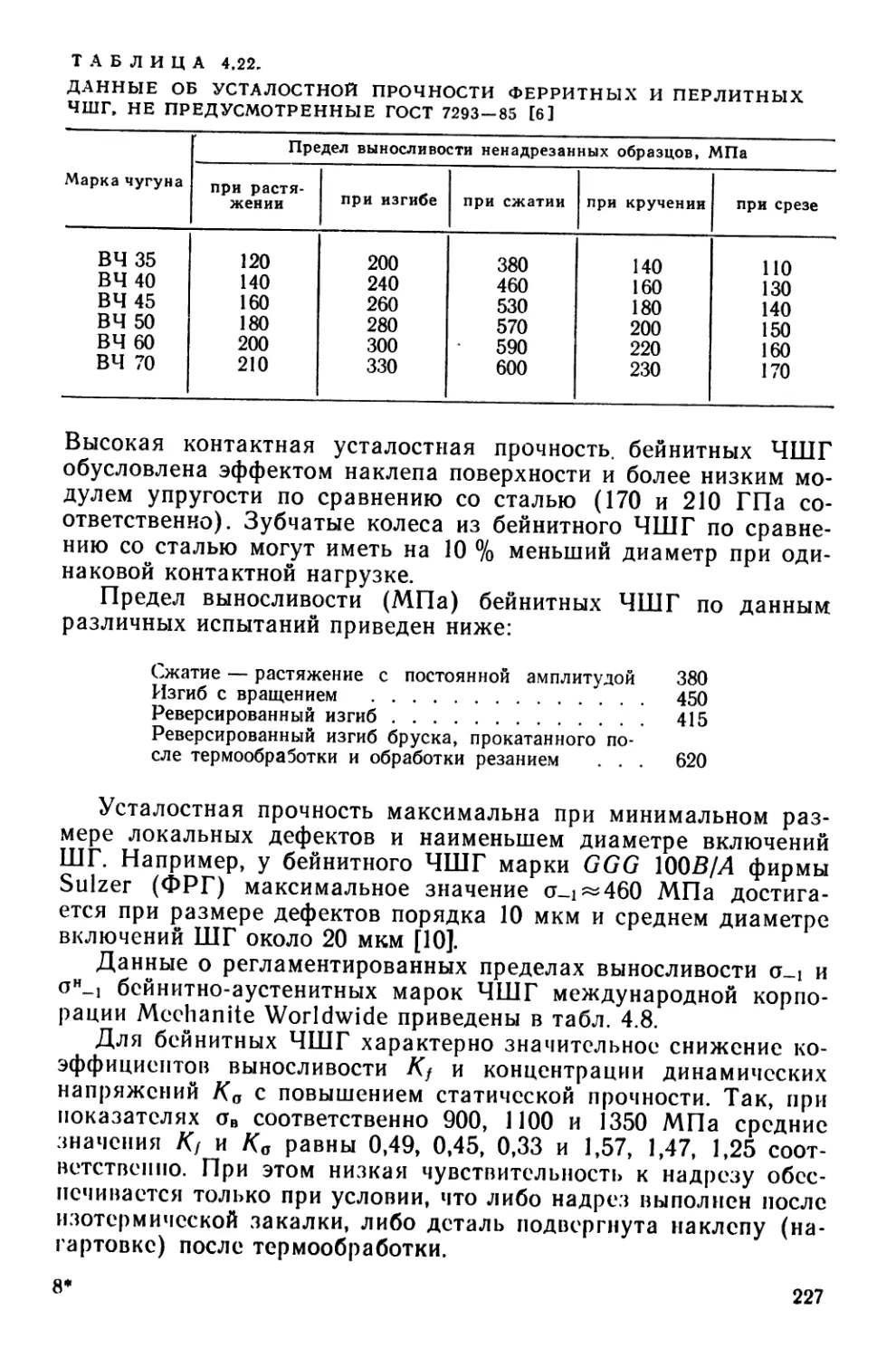
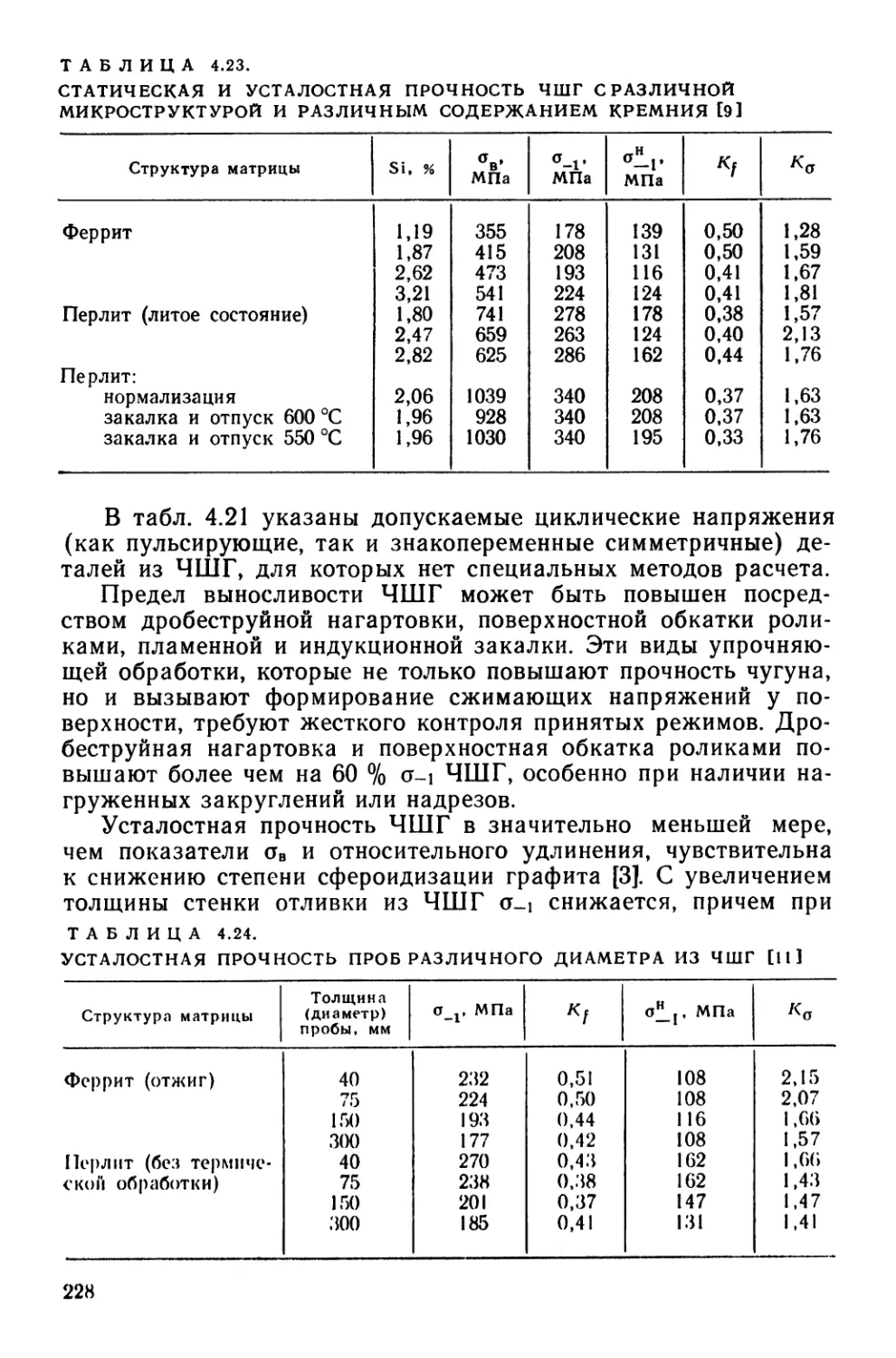
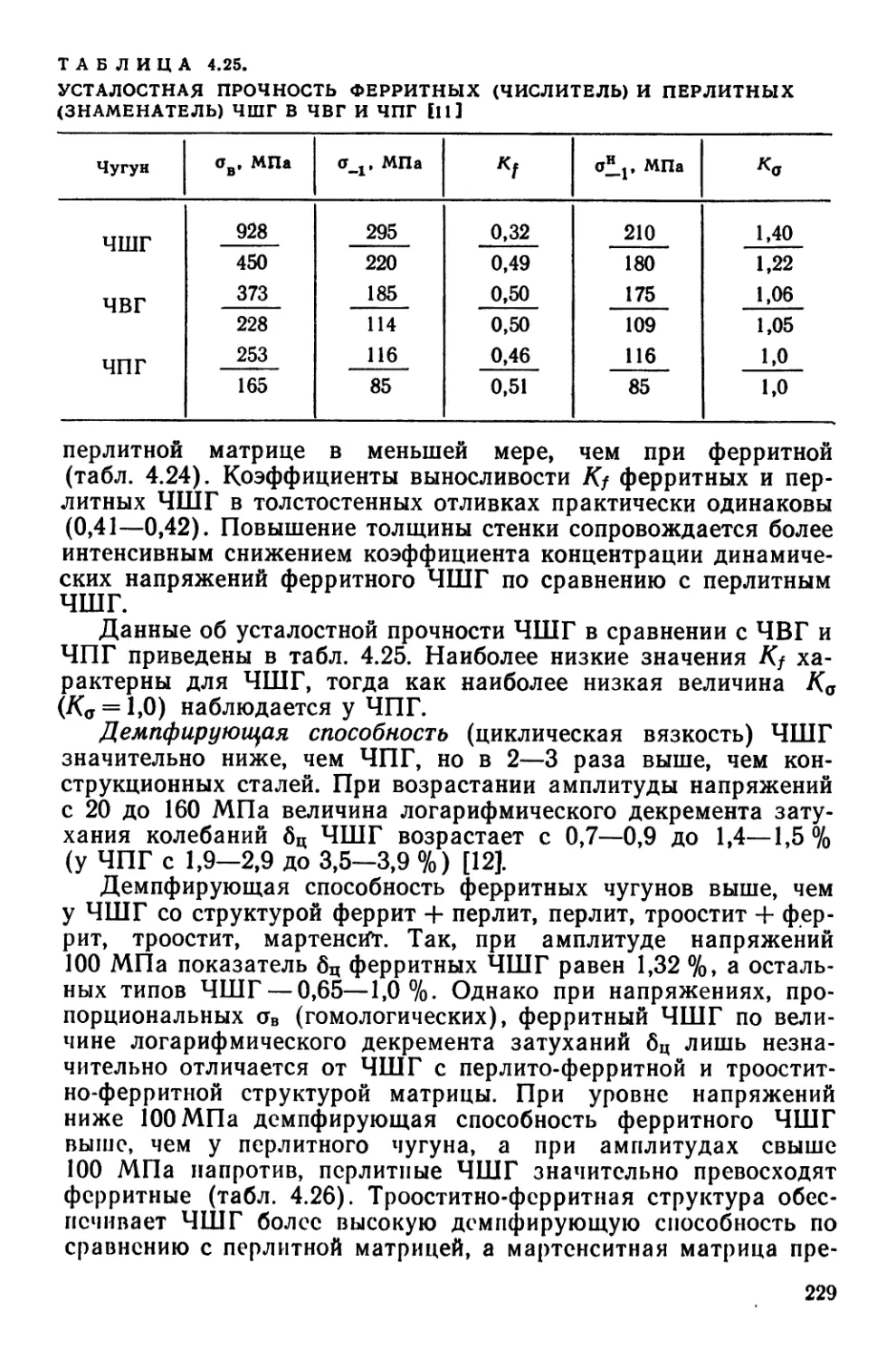
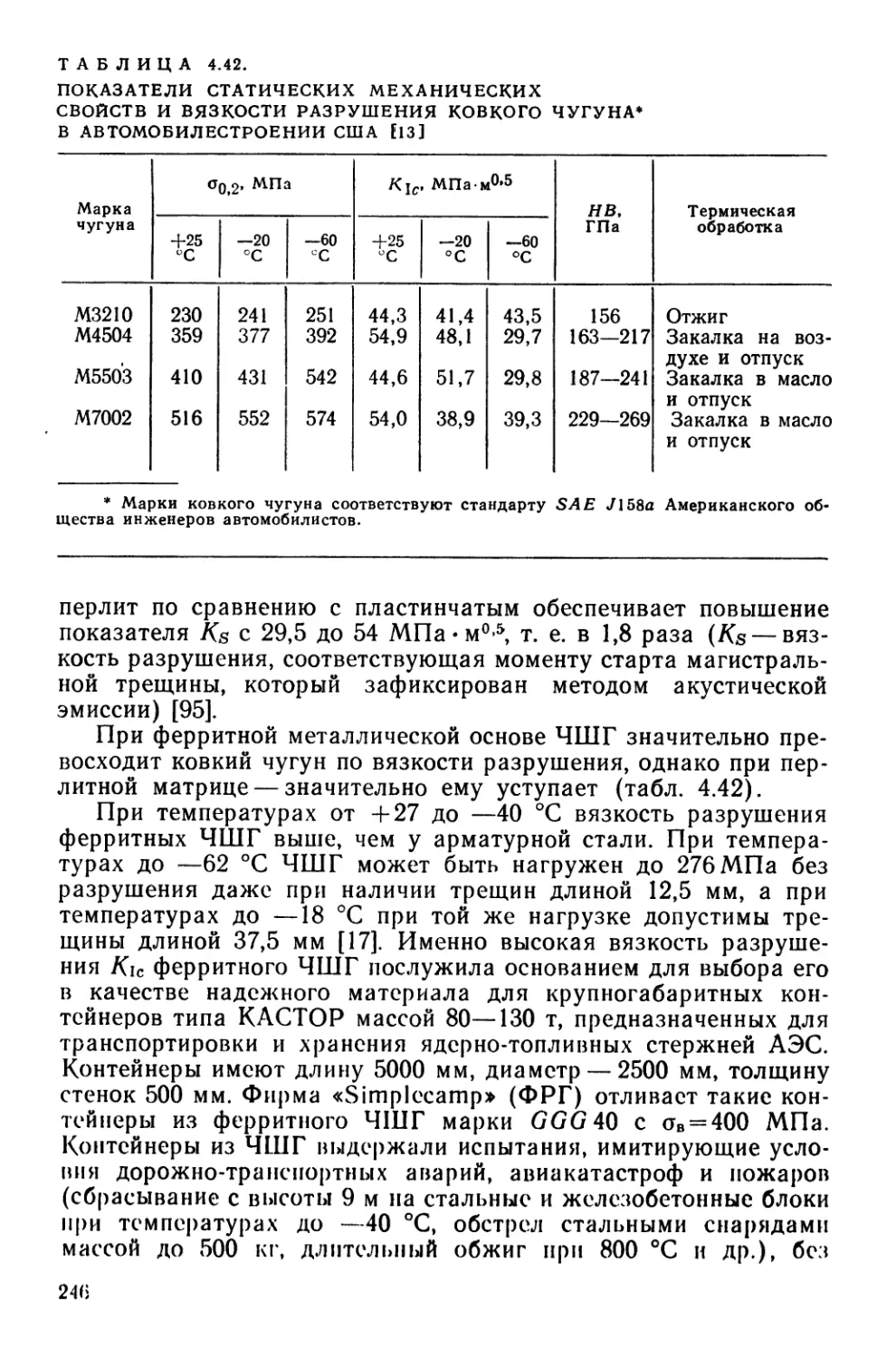
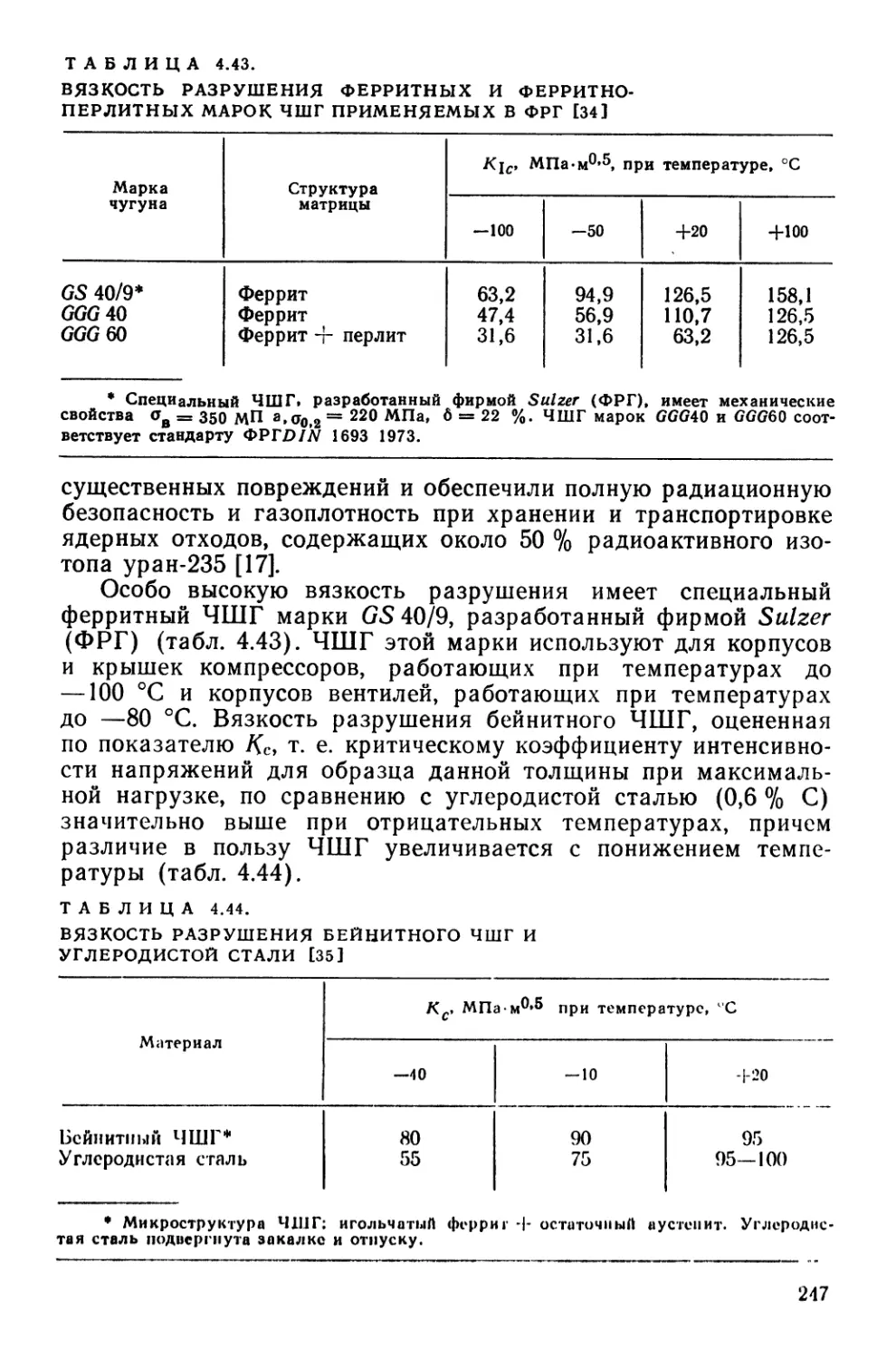
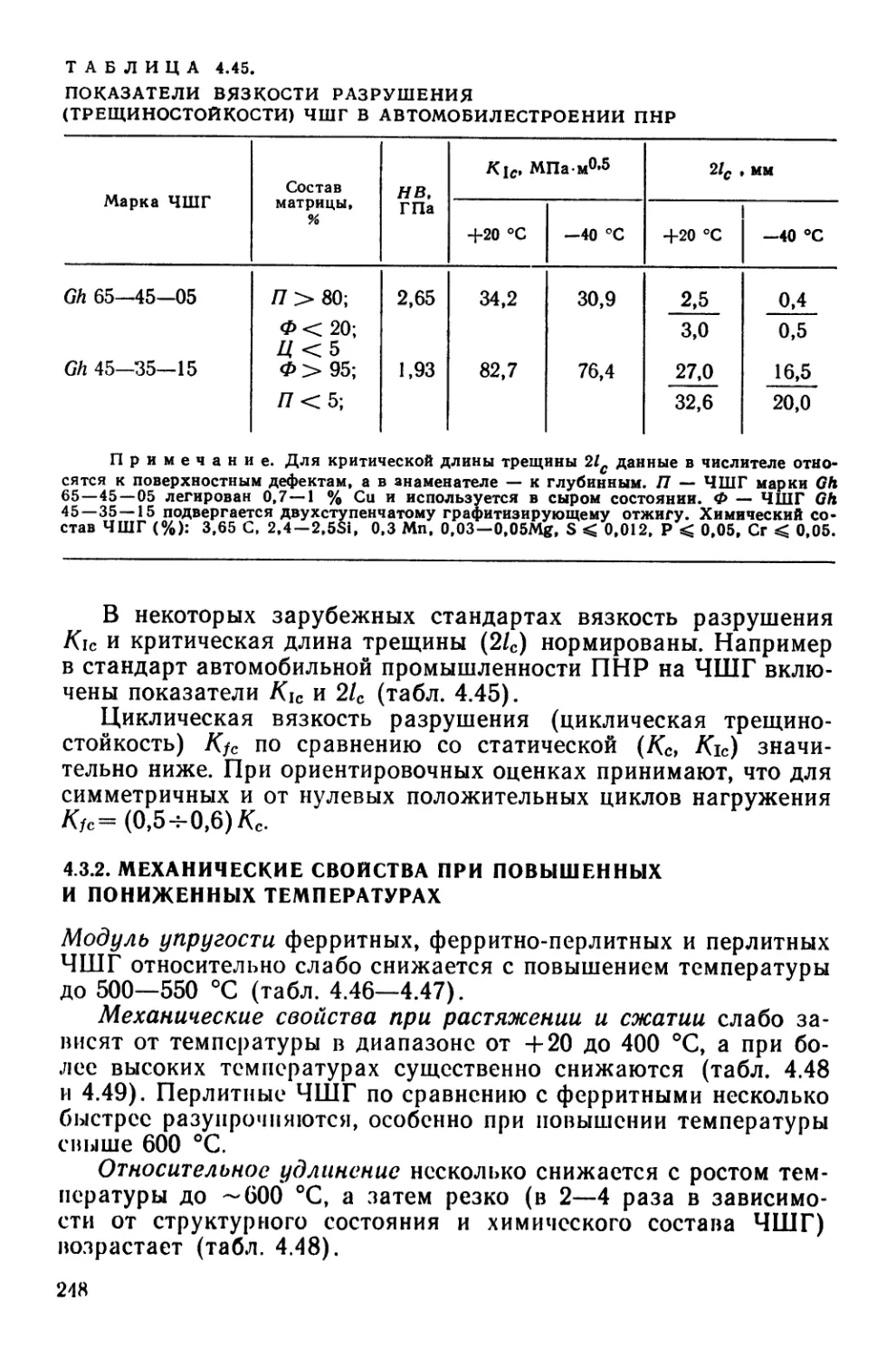
4.3. Механические свойства не регламентированные стандартами . . . 220
4.3.1. Механические свойства при статических, динамических и цик-
лических нагрузках............................................£20
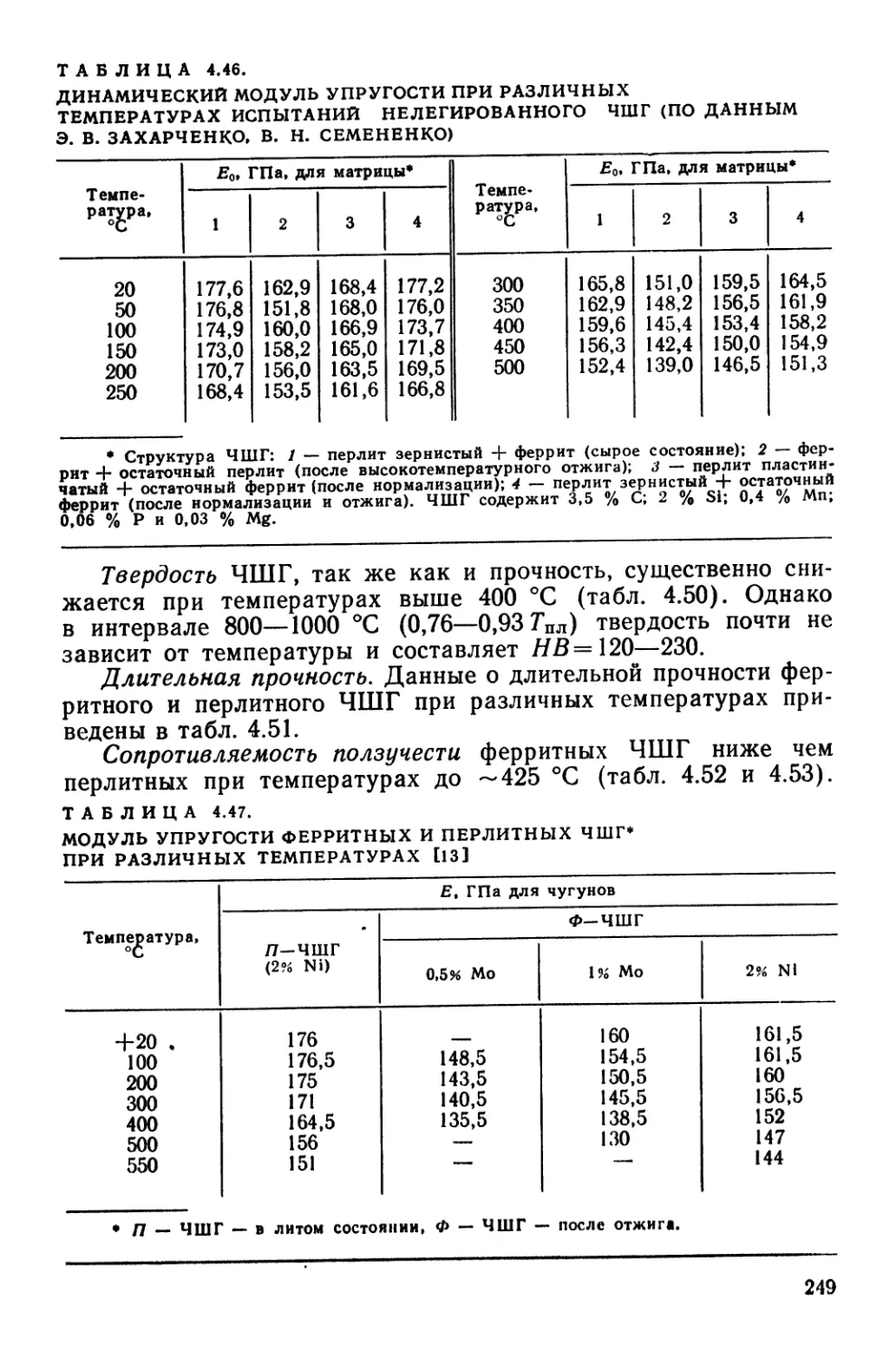
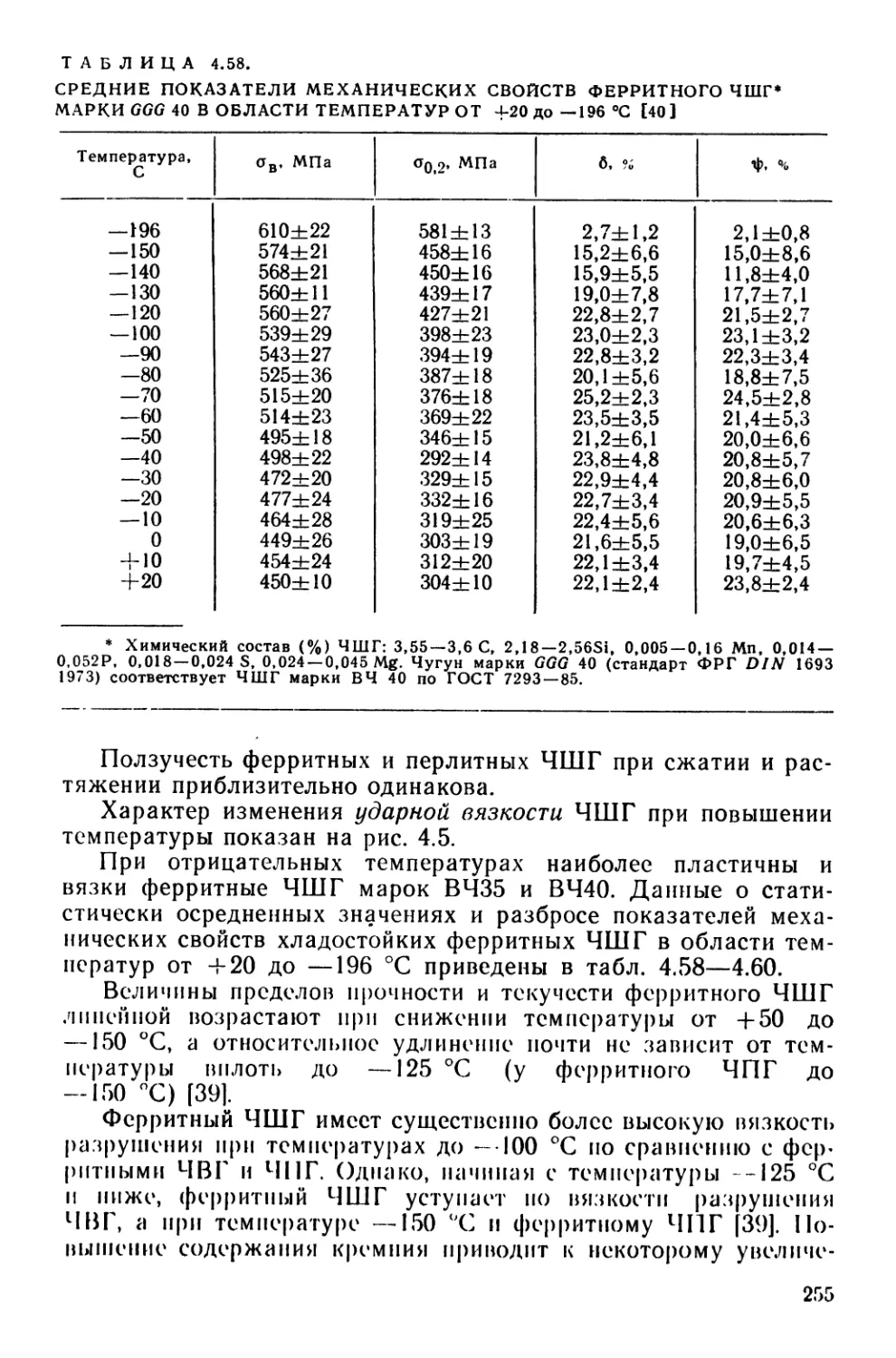
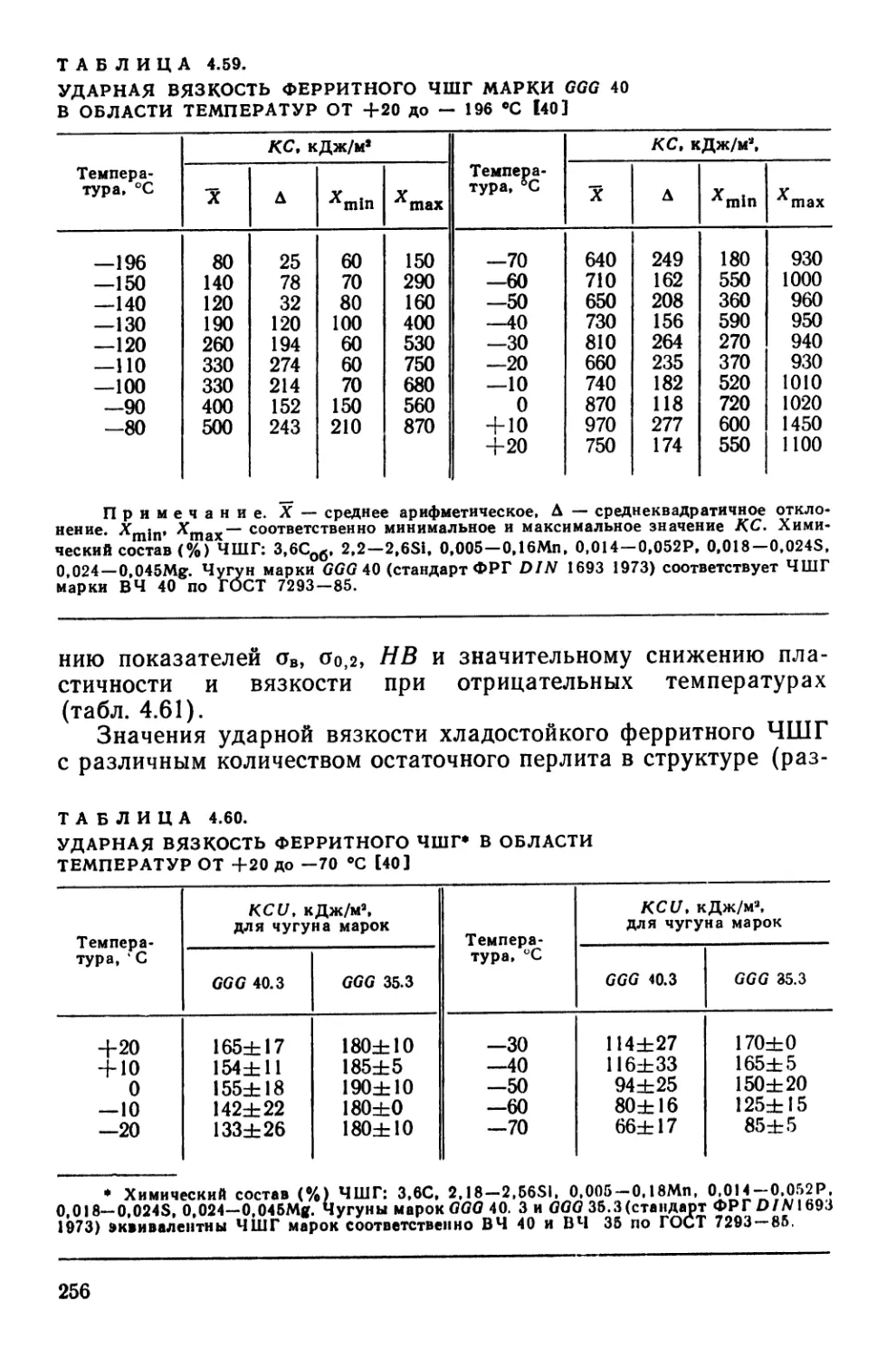
4.3.2. Механические свойства при повышенных и пониженных тем-
пературах ....................................................248
4.4. Физические свойства . . . ...............................258
4.5. Служебные свойства....................*......................264
4.5.1. Износостойкость . . . :................................264
4.5.2. Термостойкость . . . ................................... 268
4.5.3. Жаростойкость...........................................268
4.5.4. Коррозионная стойкость . . ............................269
: 4 5.5. Герметичность..........................................271
•4.6. Применение..................................................273
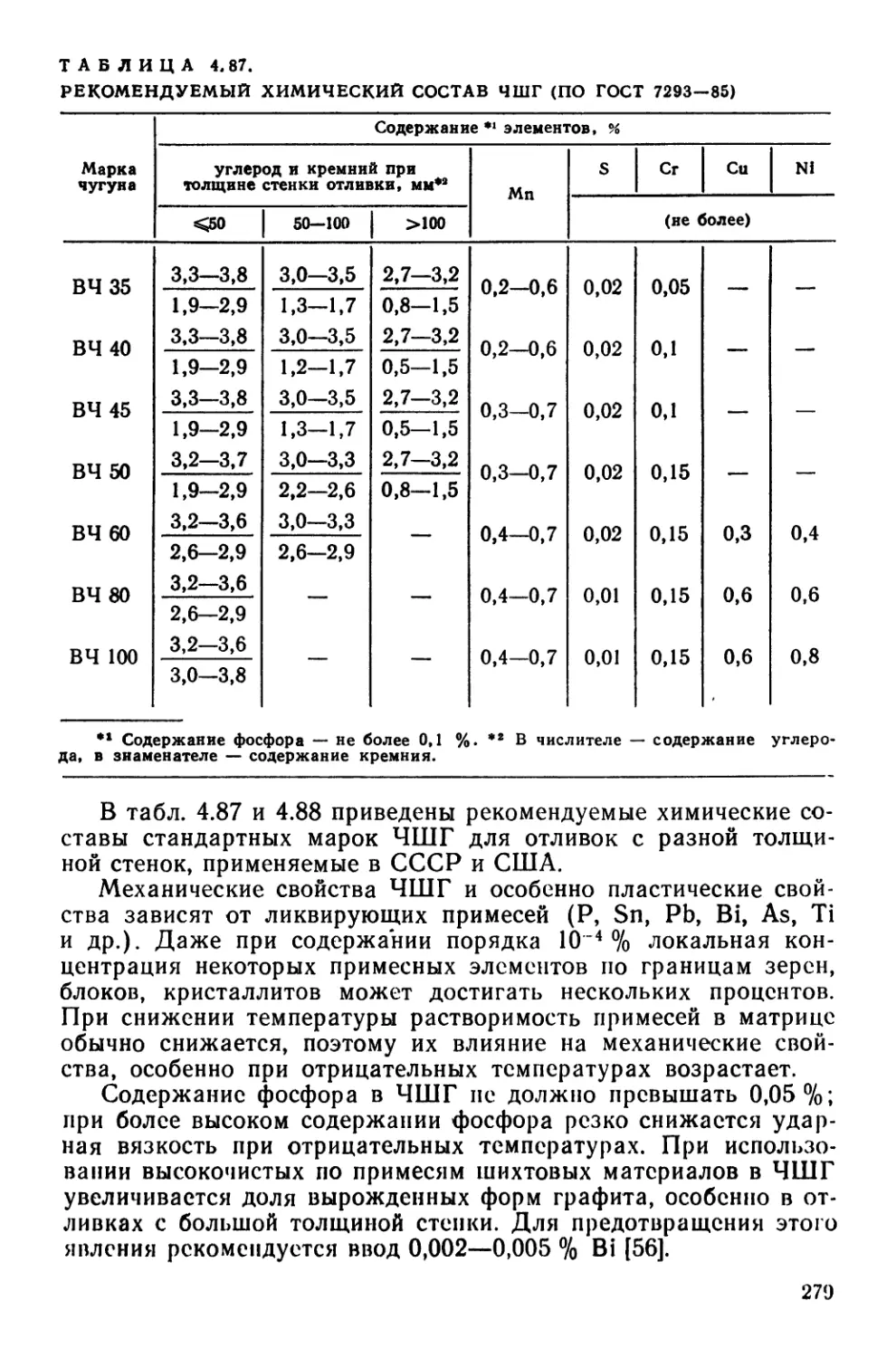
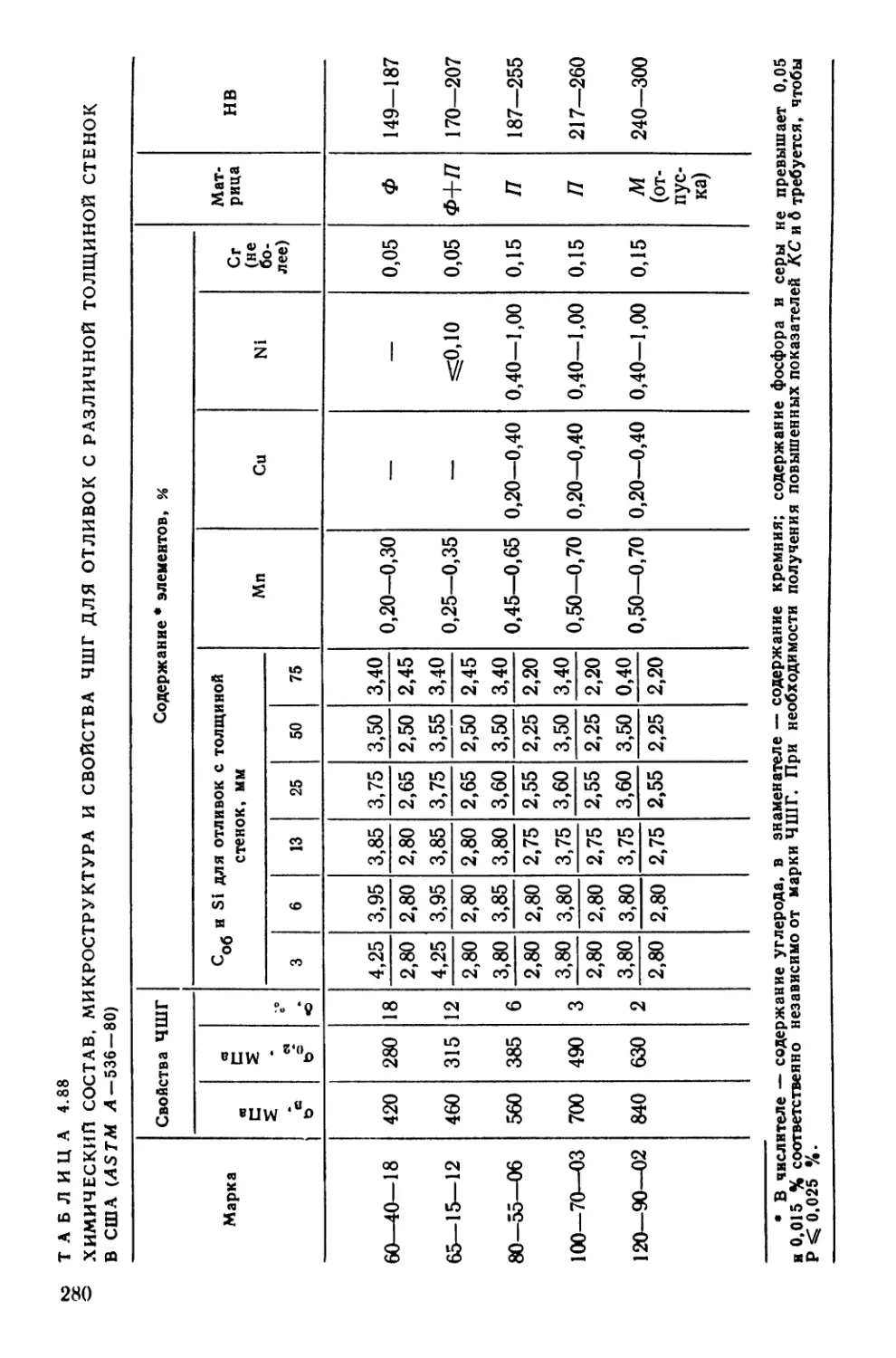
4.7. Металлургические основы получения ЧШГ разных марок .... 278
4.7.1. Принципы выбора химического состава..........278
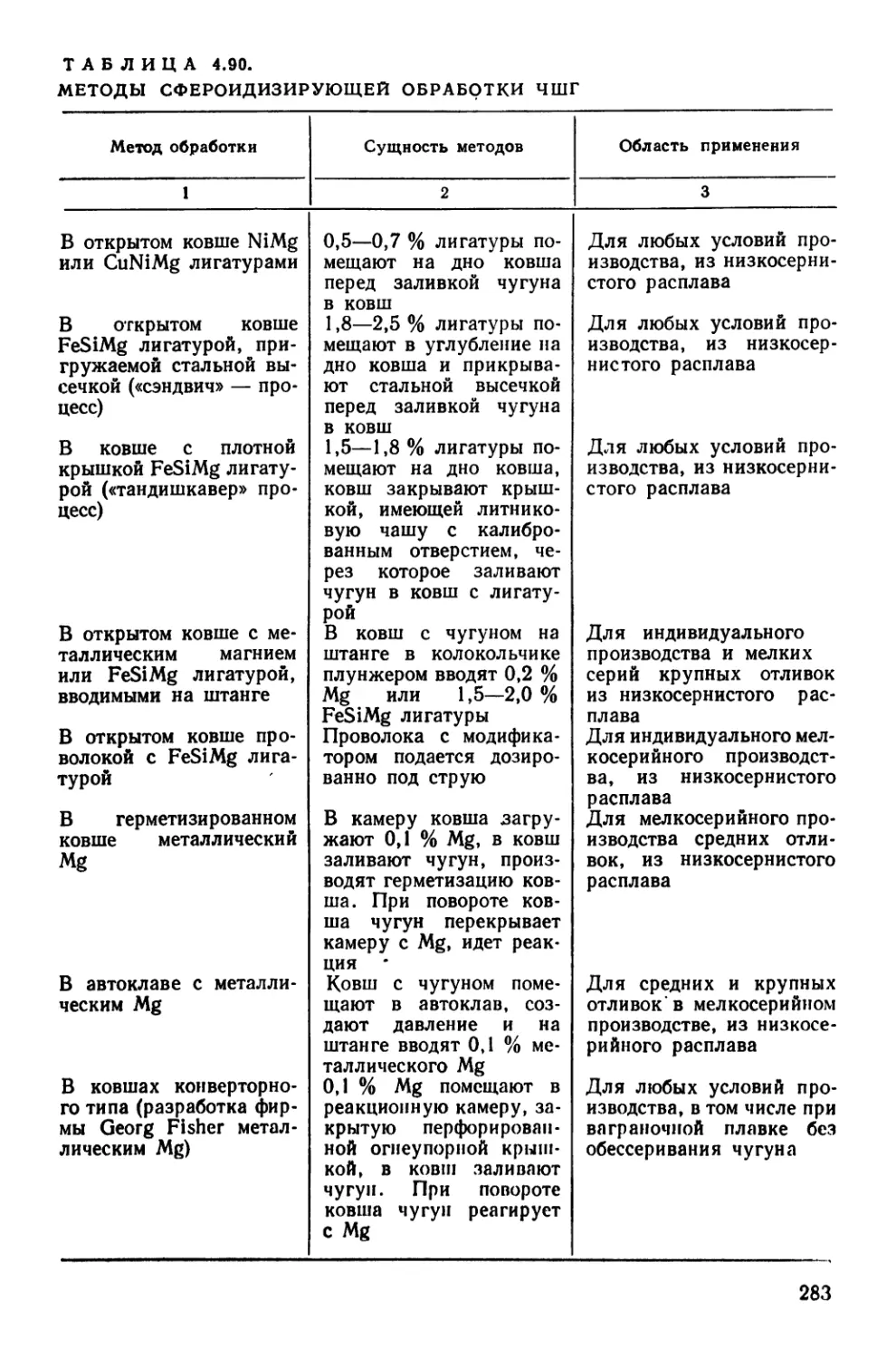
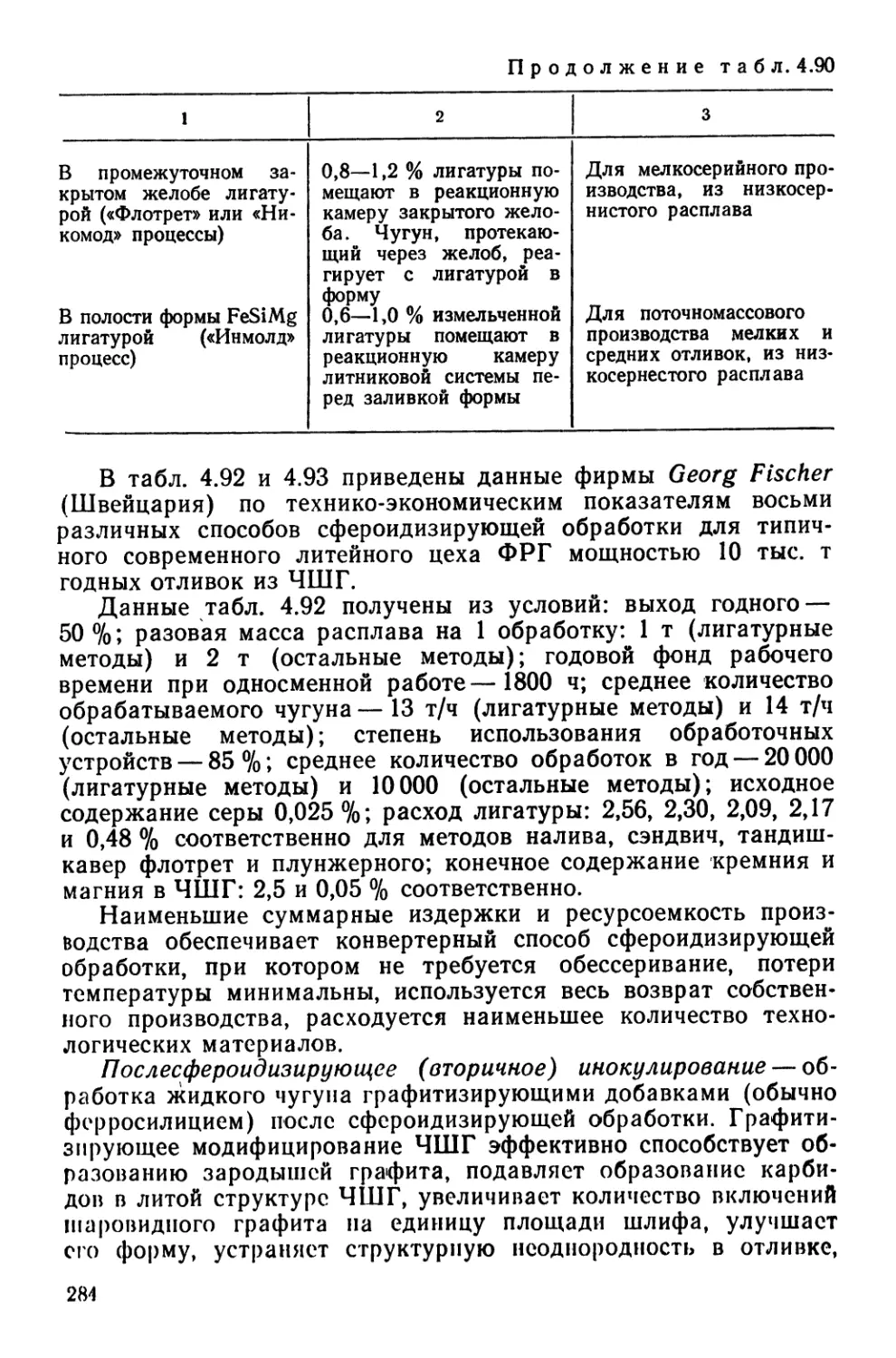
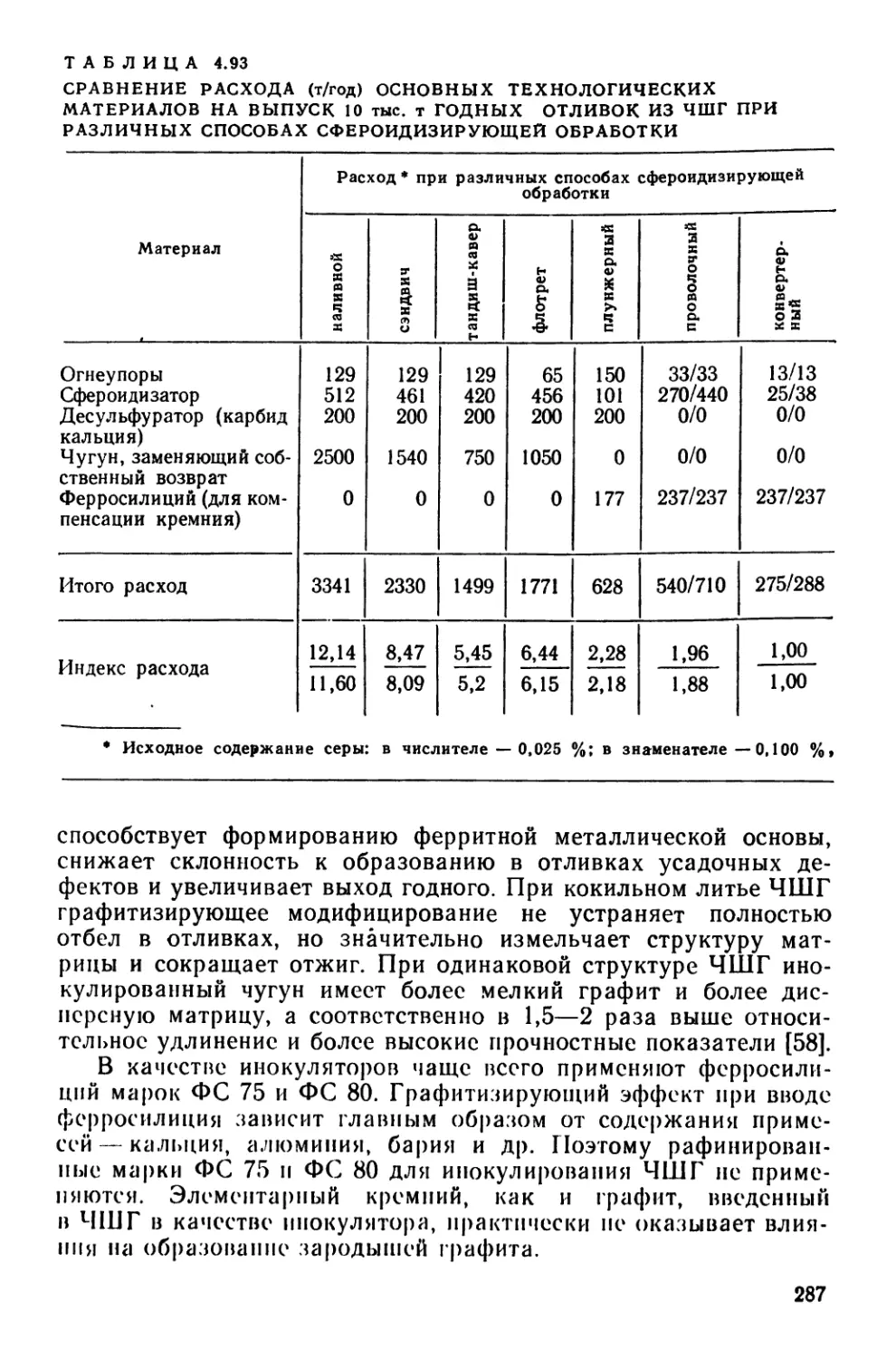
4.7.2. Сфероидизирующая обработка и инокулирование.............281
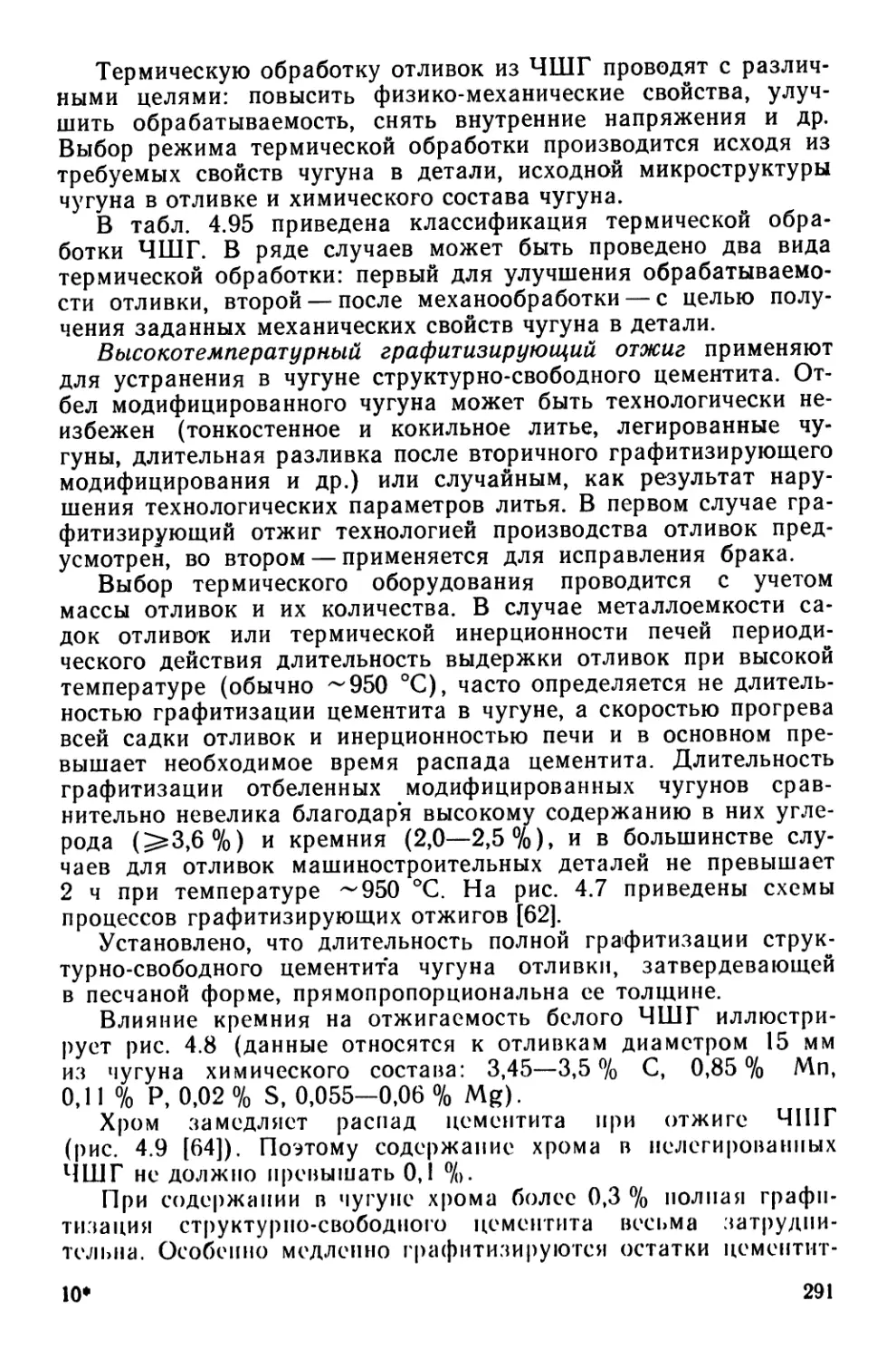
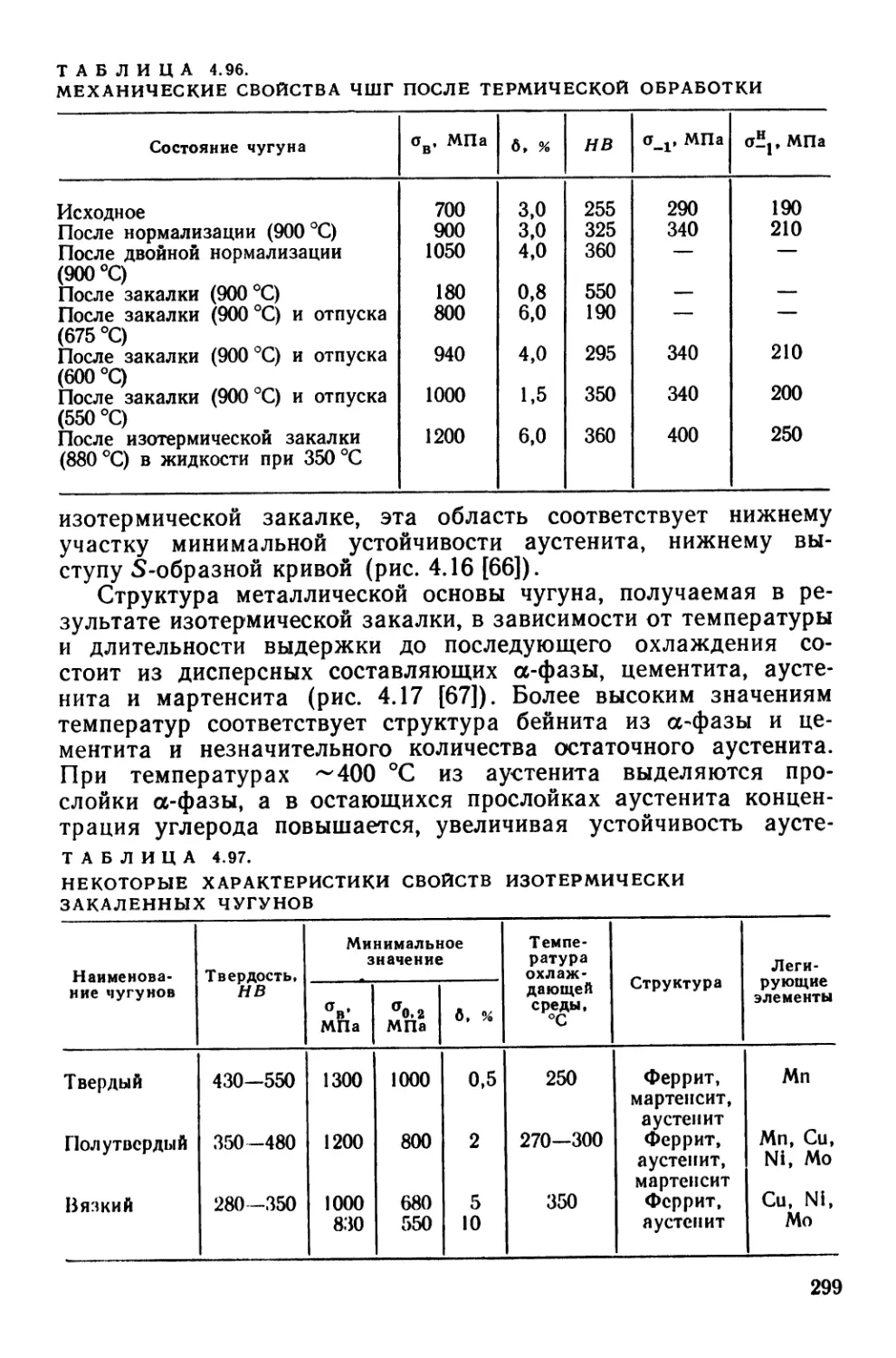
4.7.3. Термическая обработка................>..................290
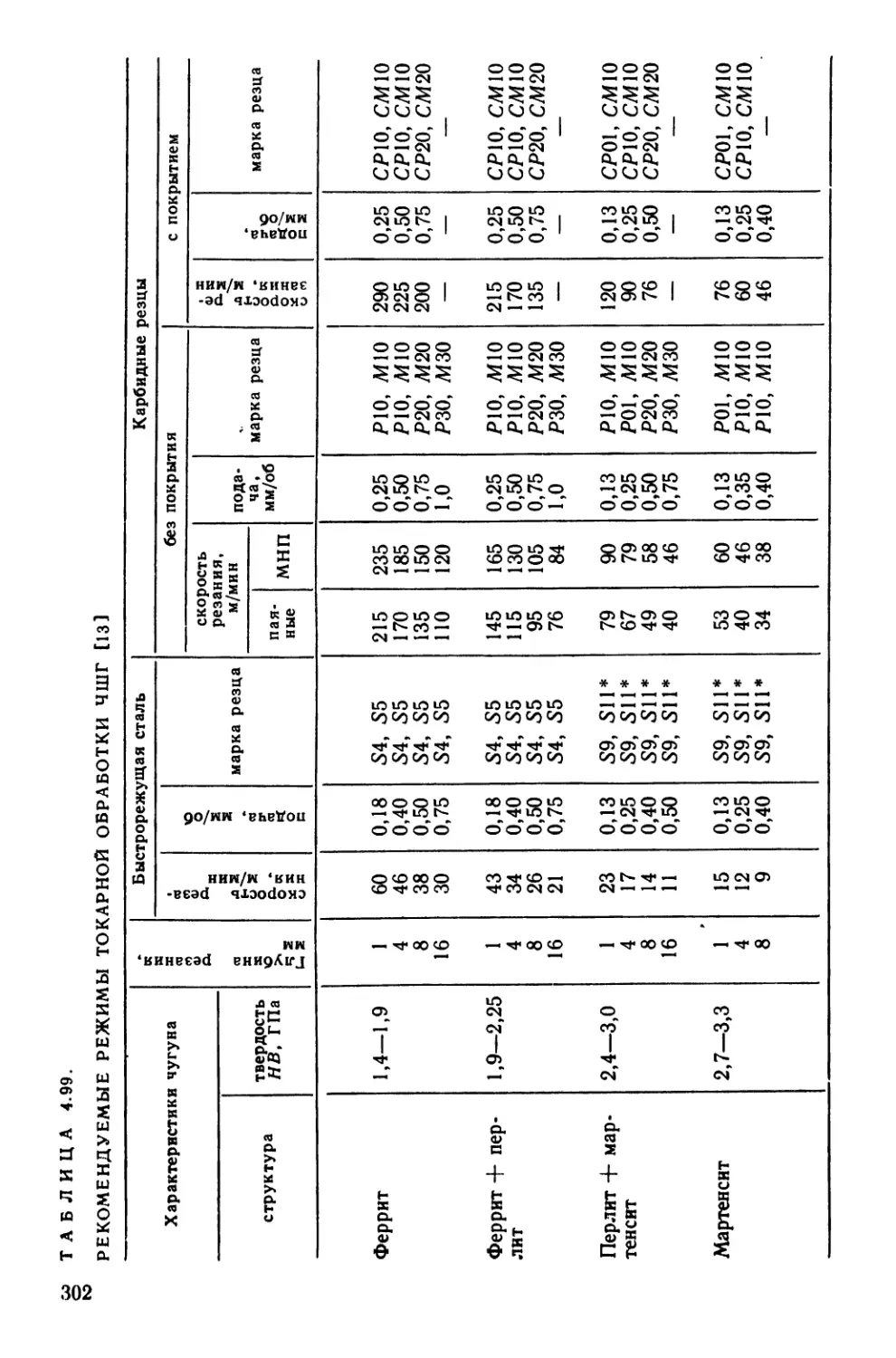
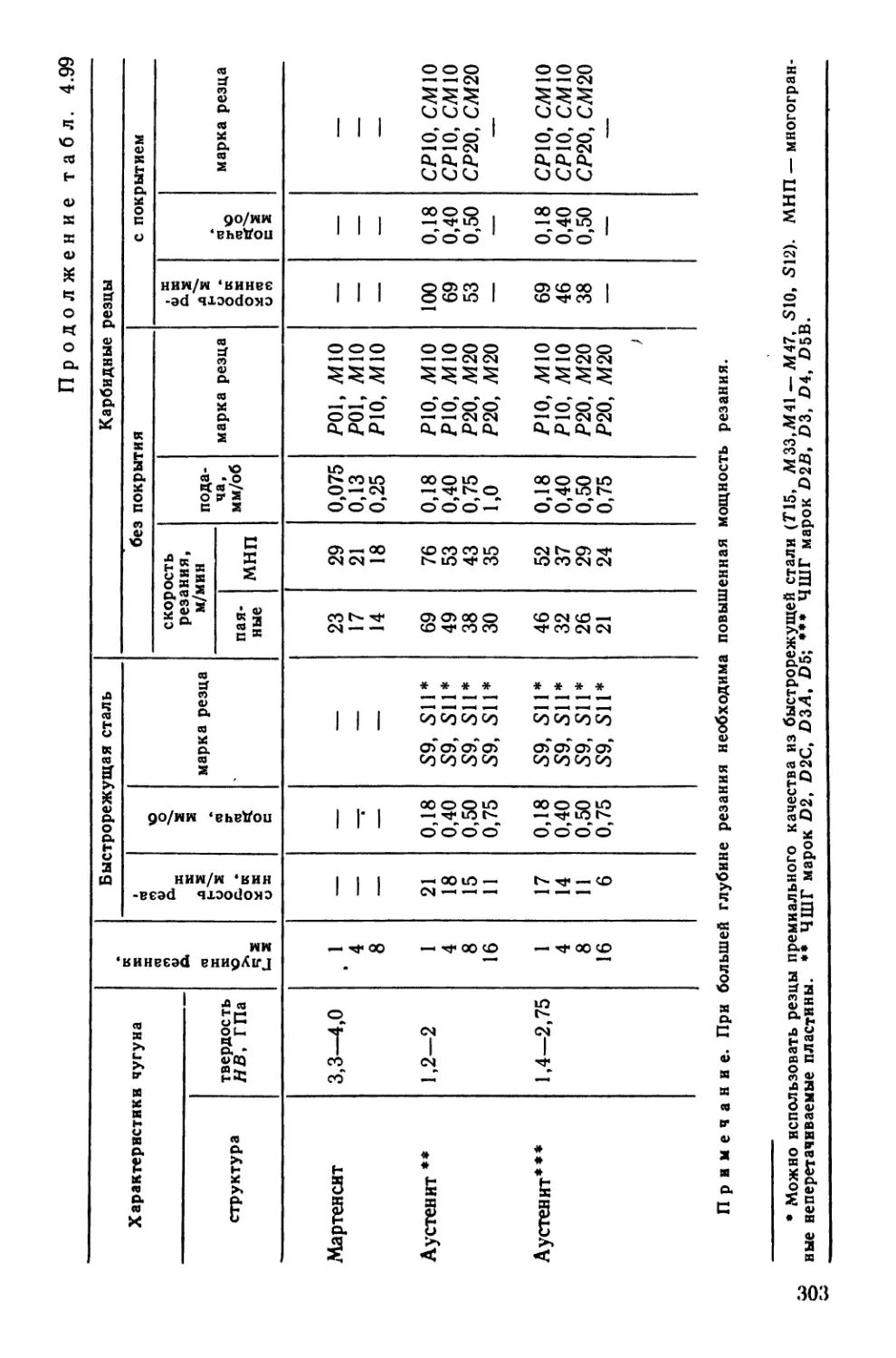
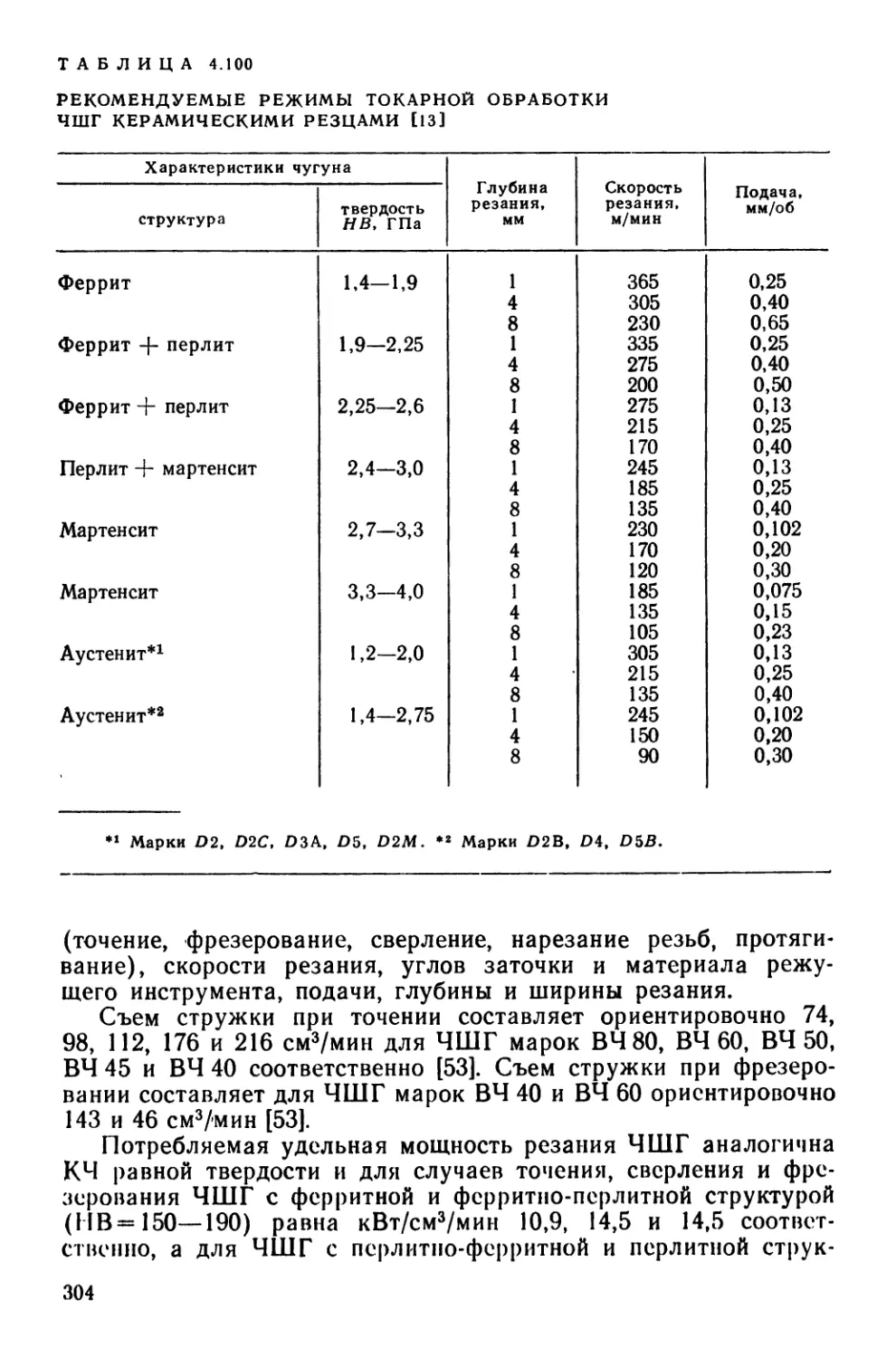
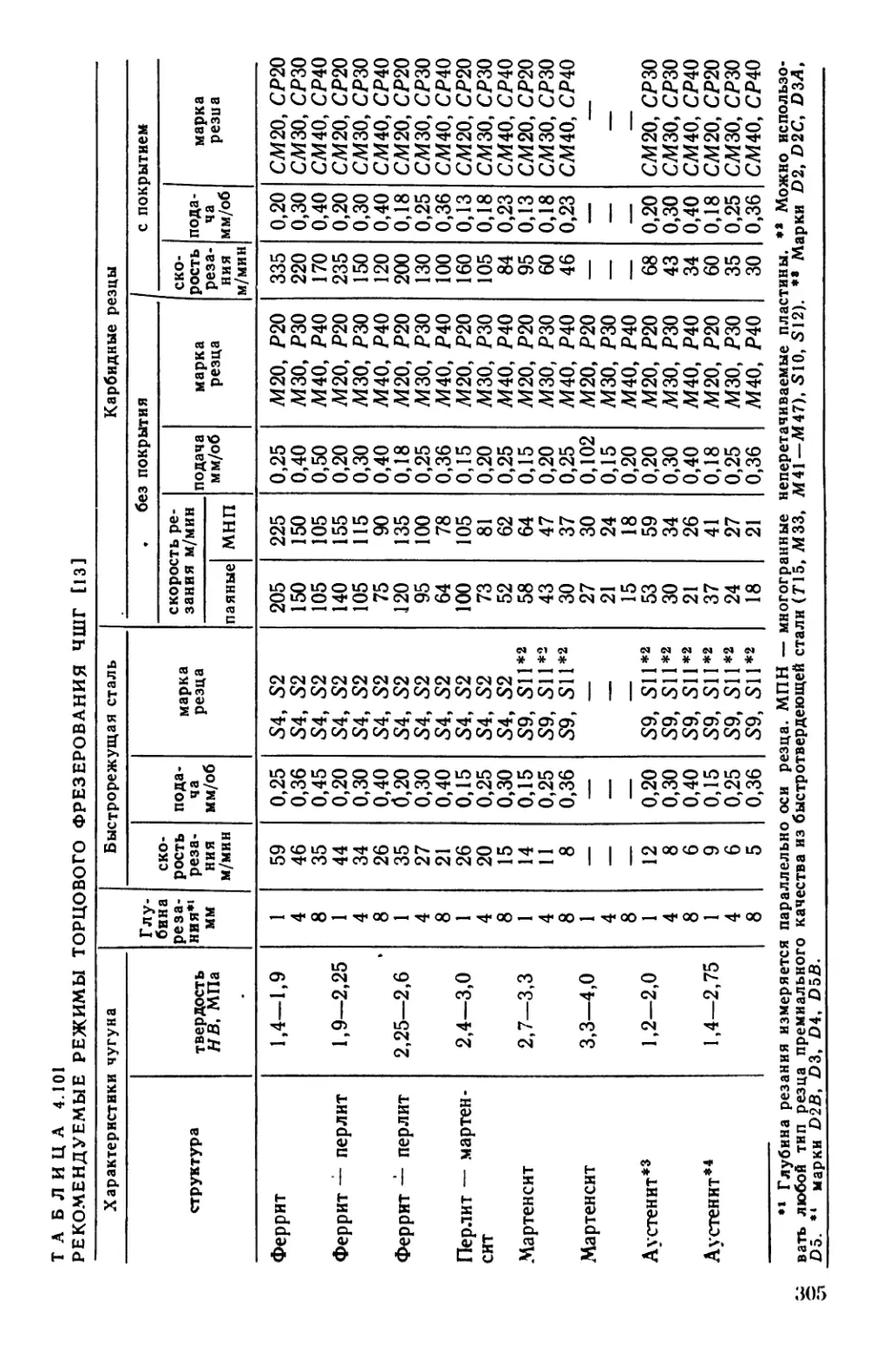
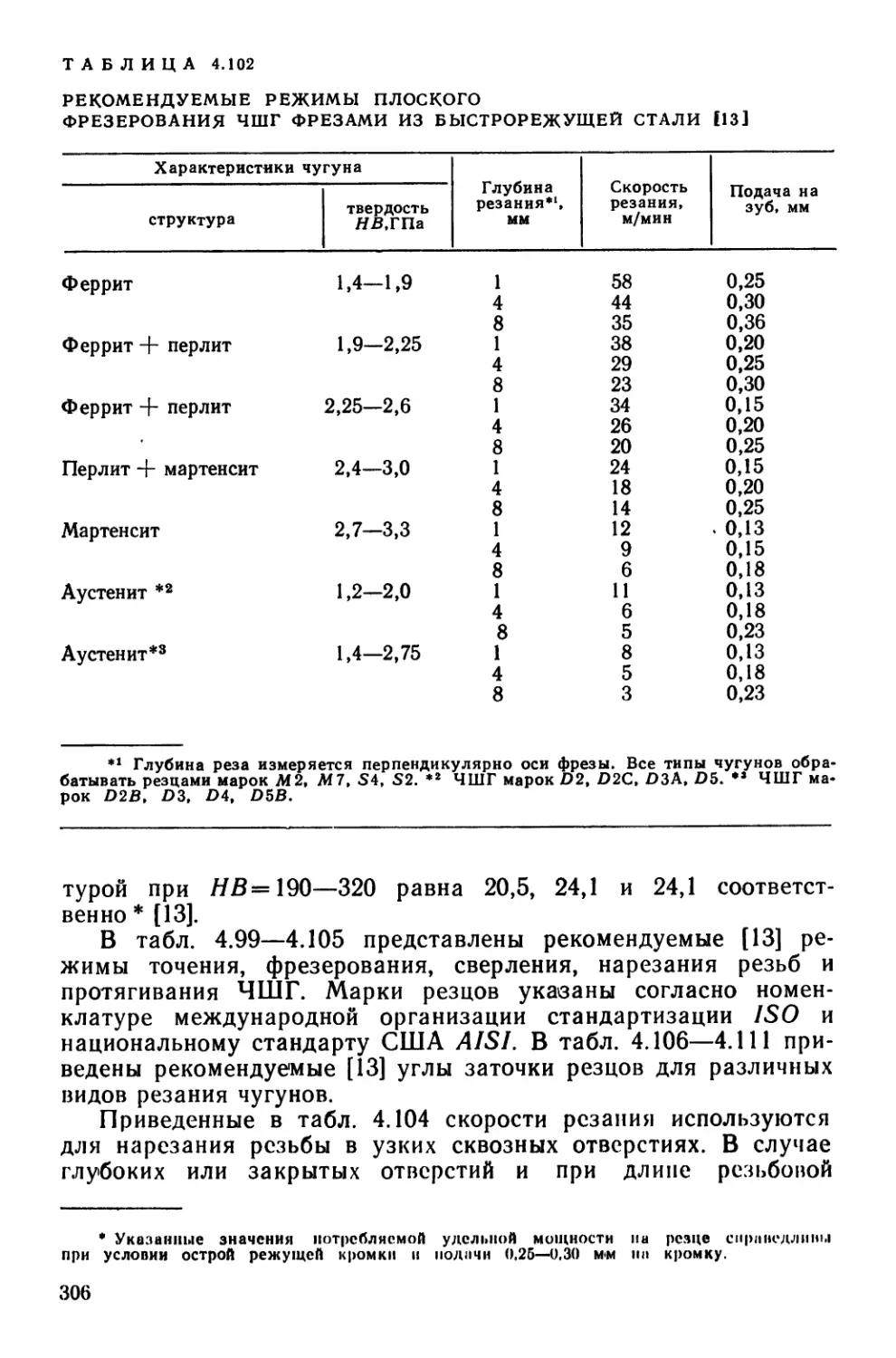
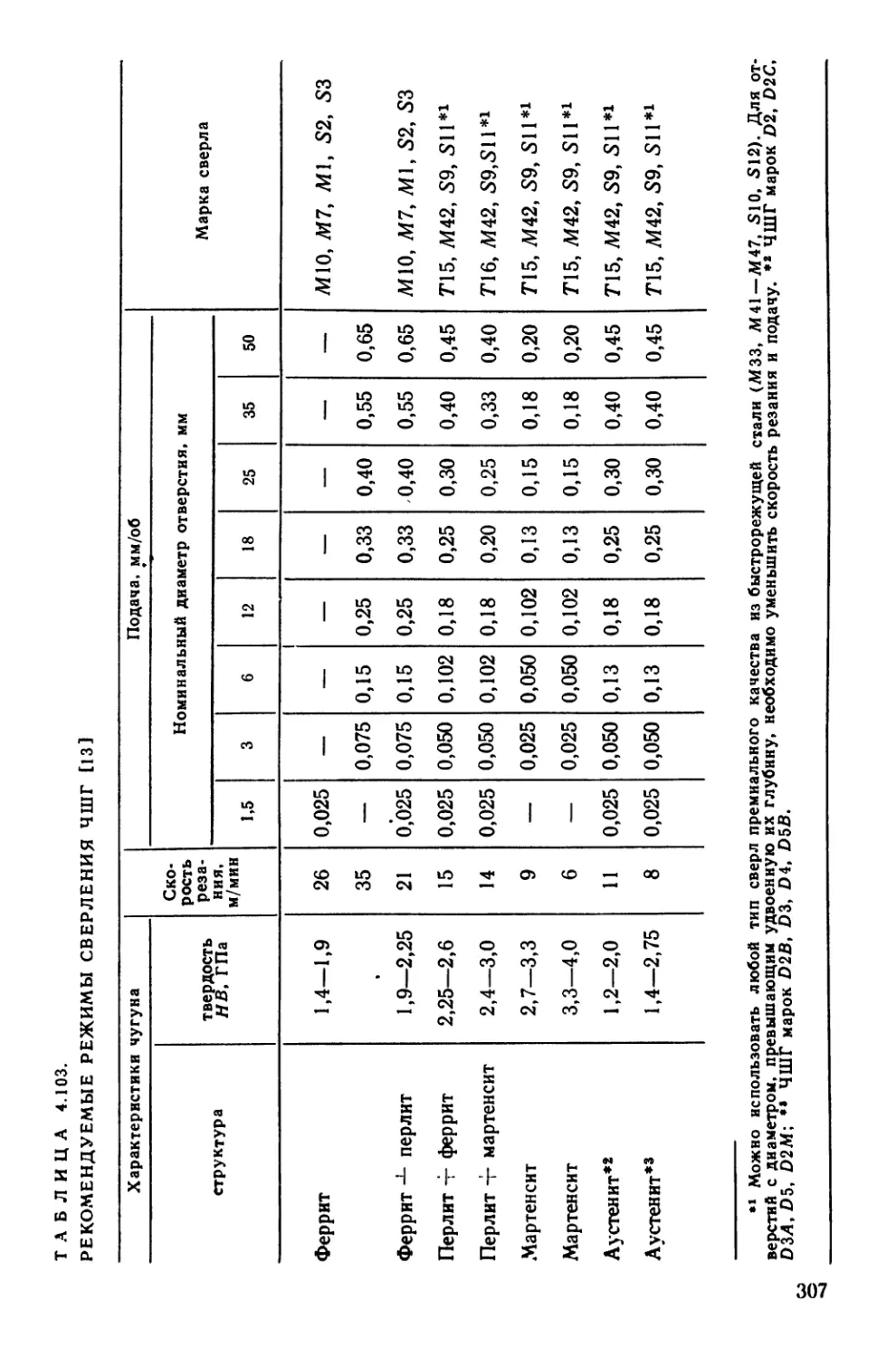
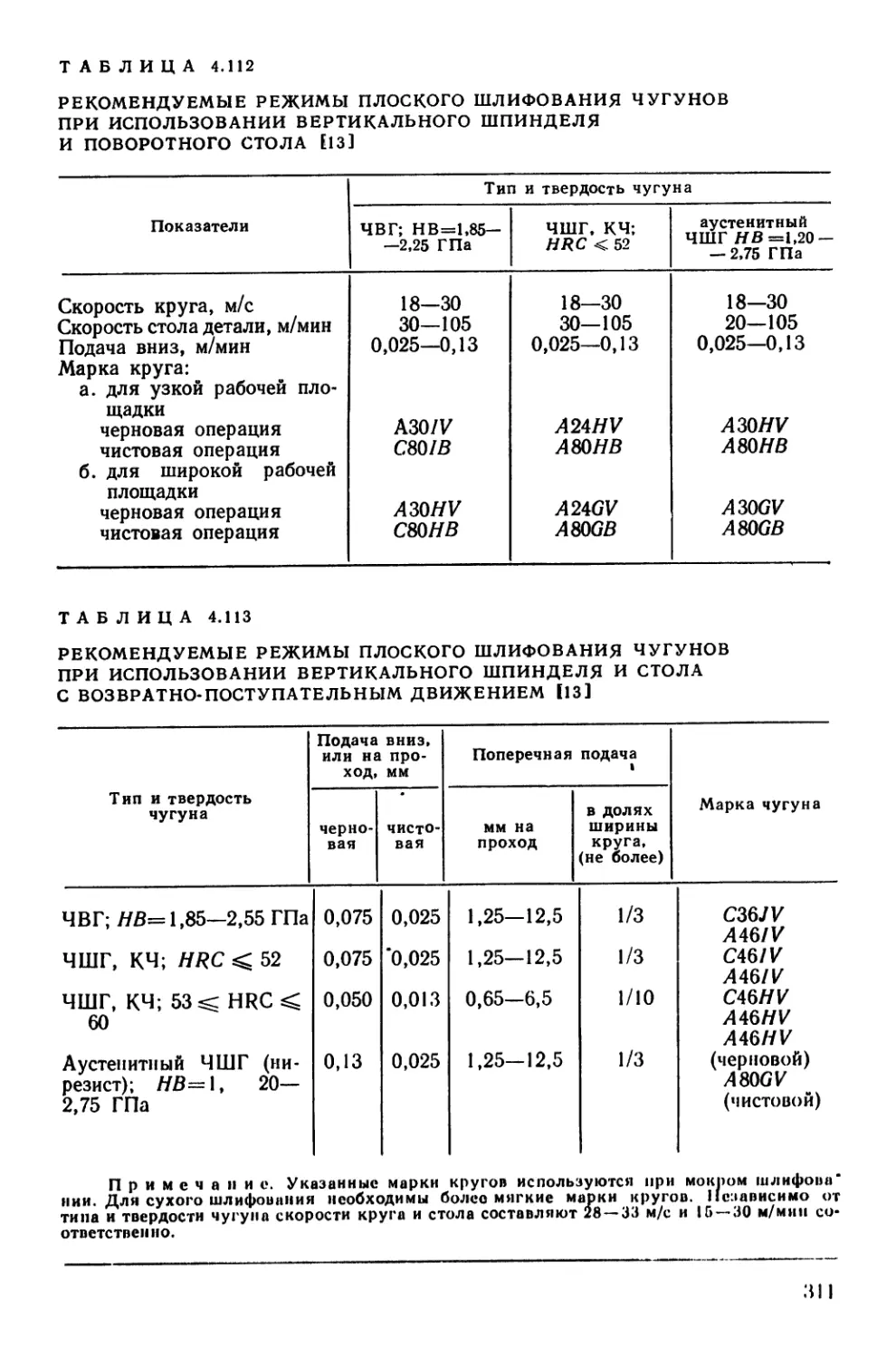
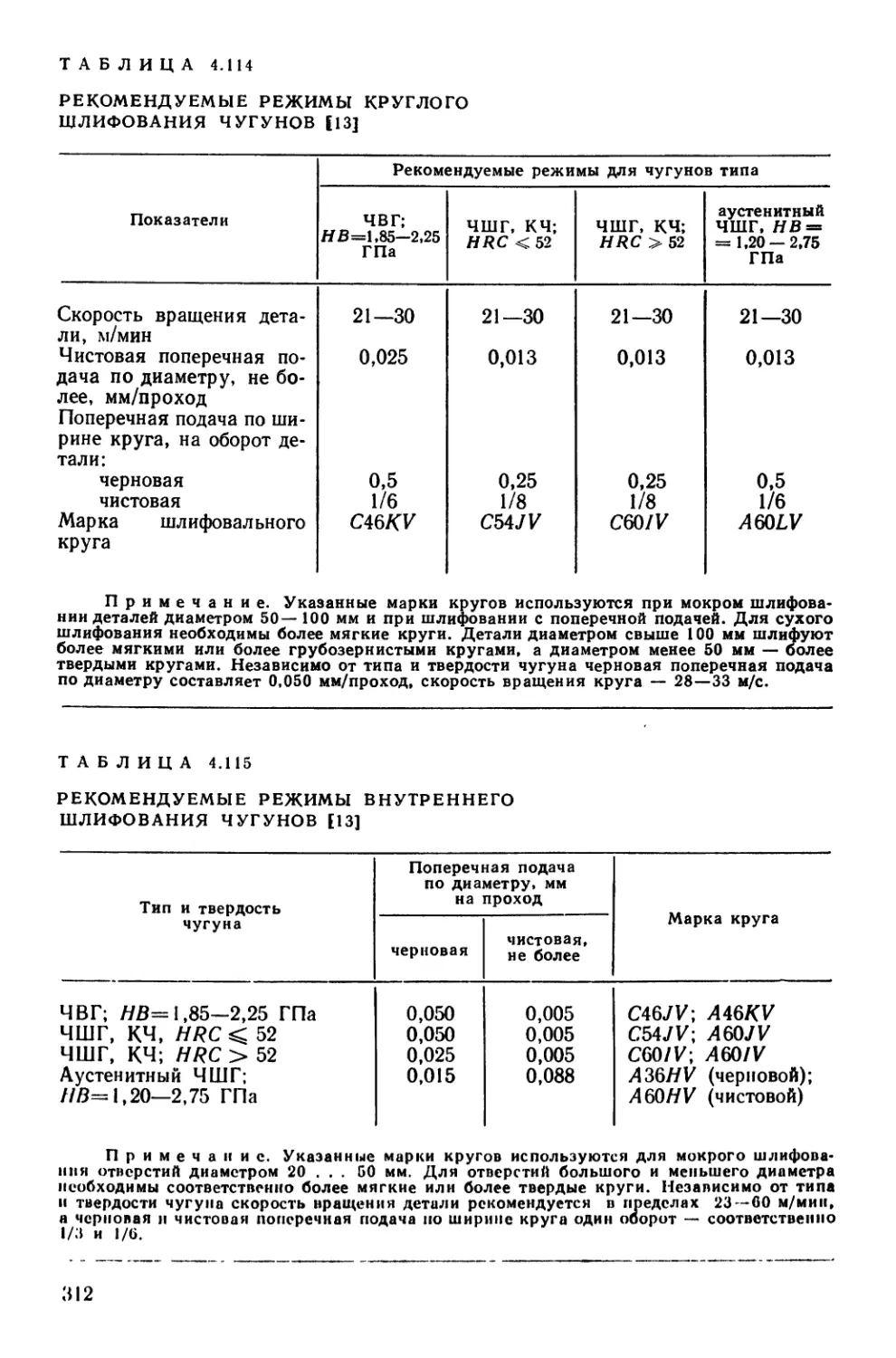
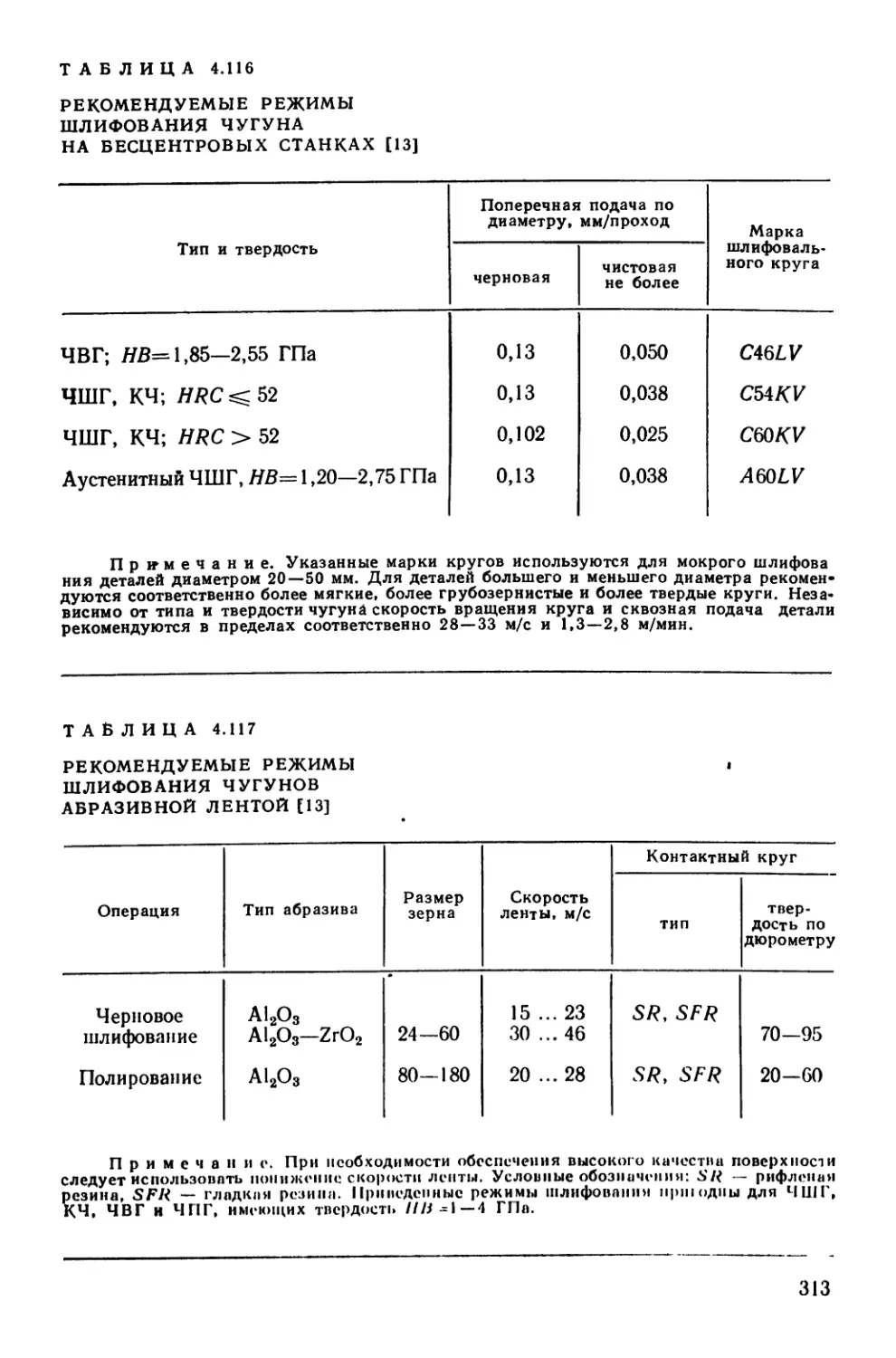
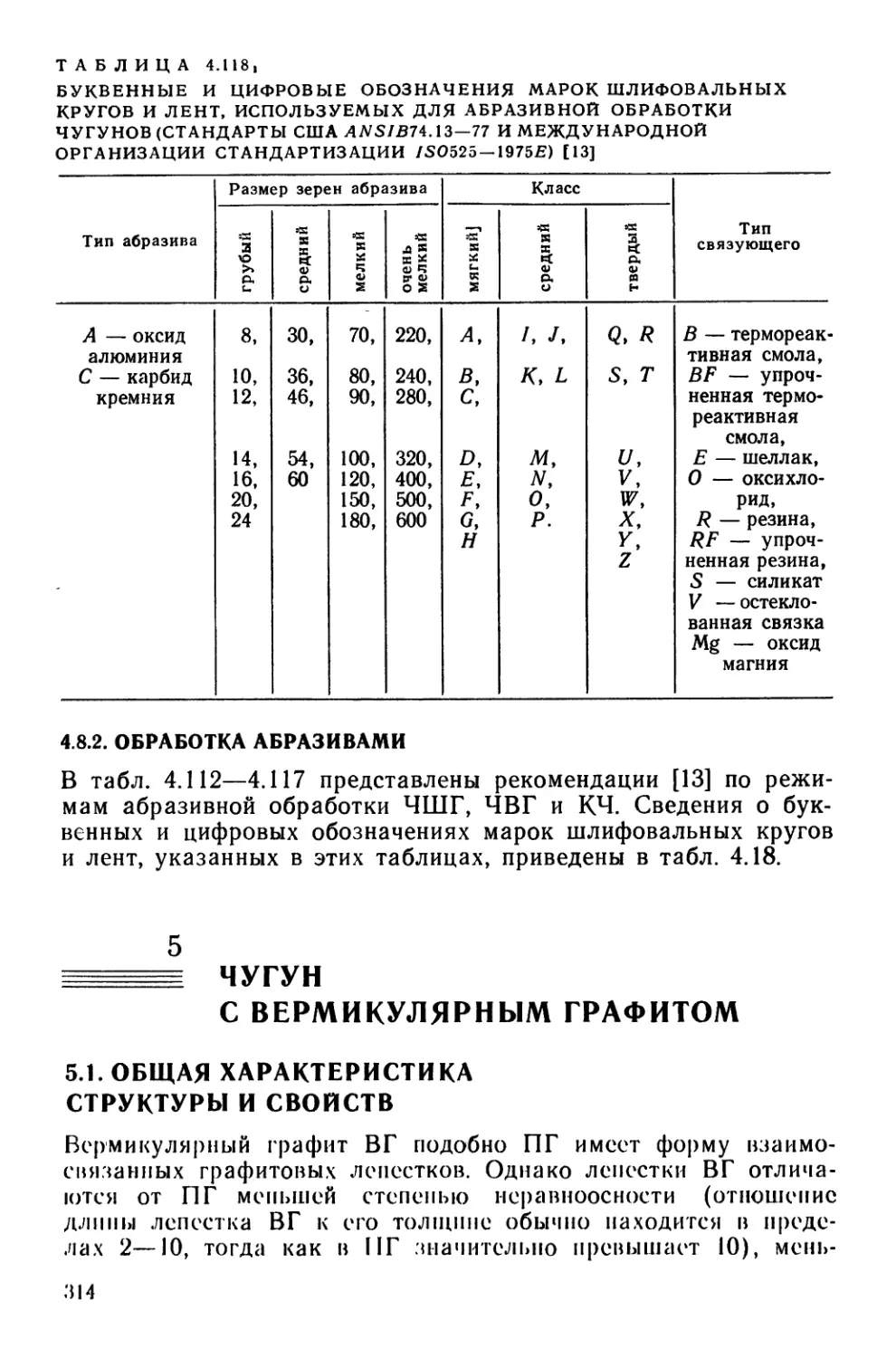
4.8. Механическая обработка.......................................301
4.8.1. Обработка резанием......................................301
4.8.2. Обработка абразивами....................................314
5. Чугун с вермикулярным графитом................................314
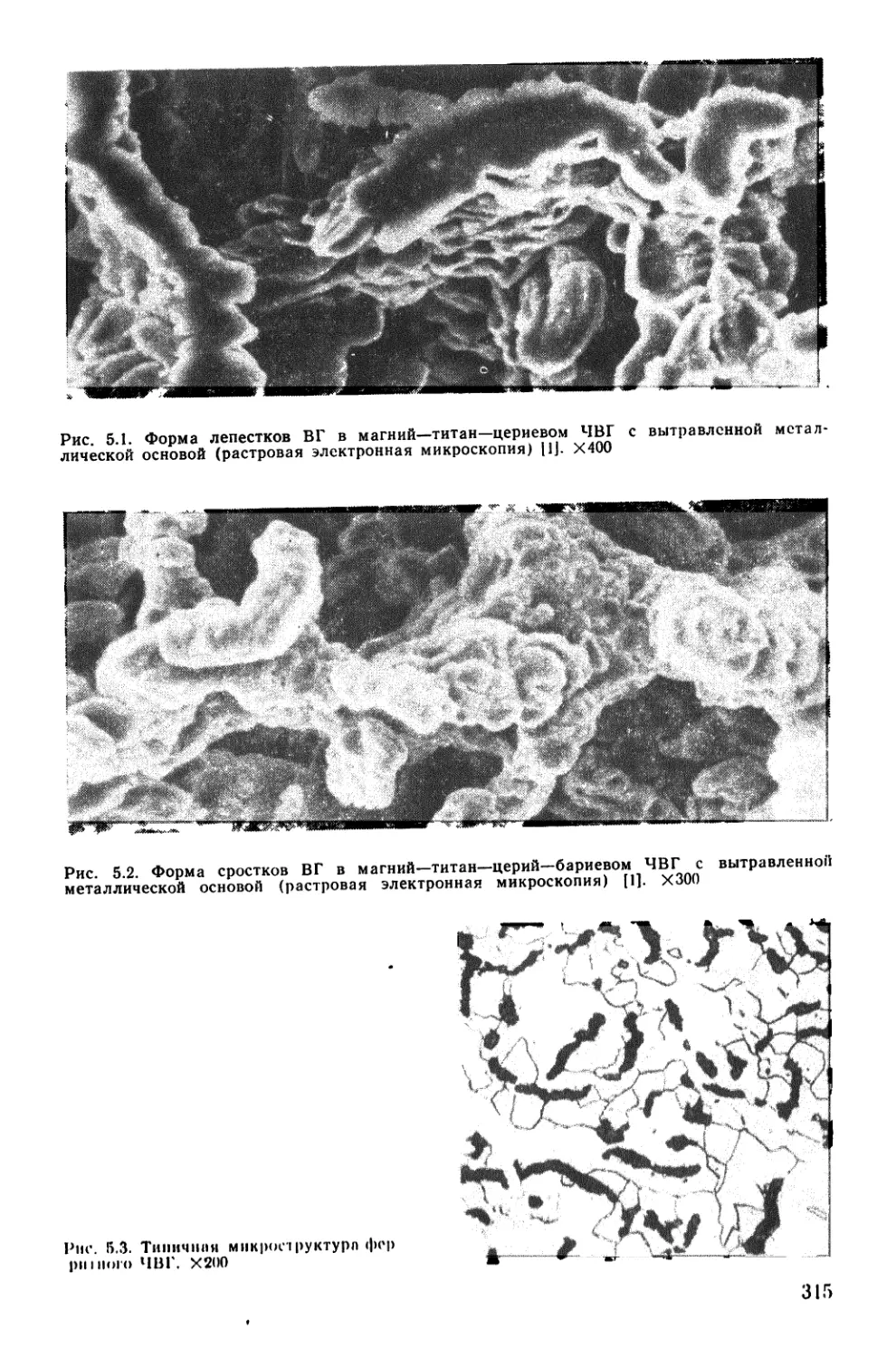
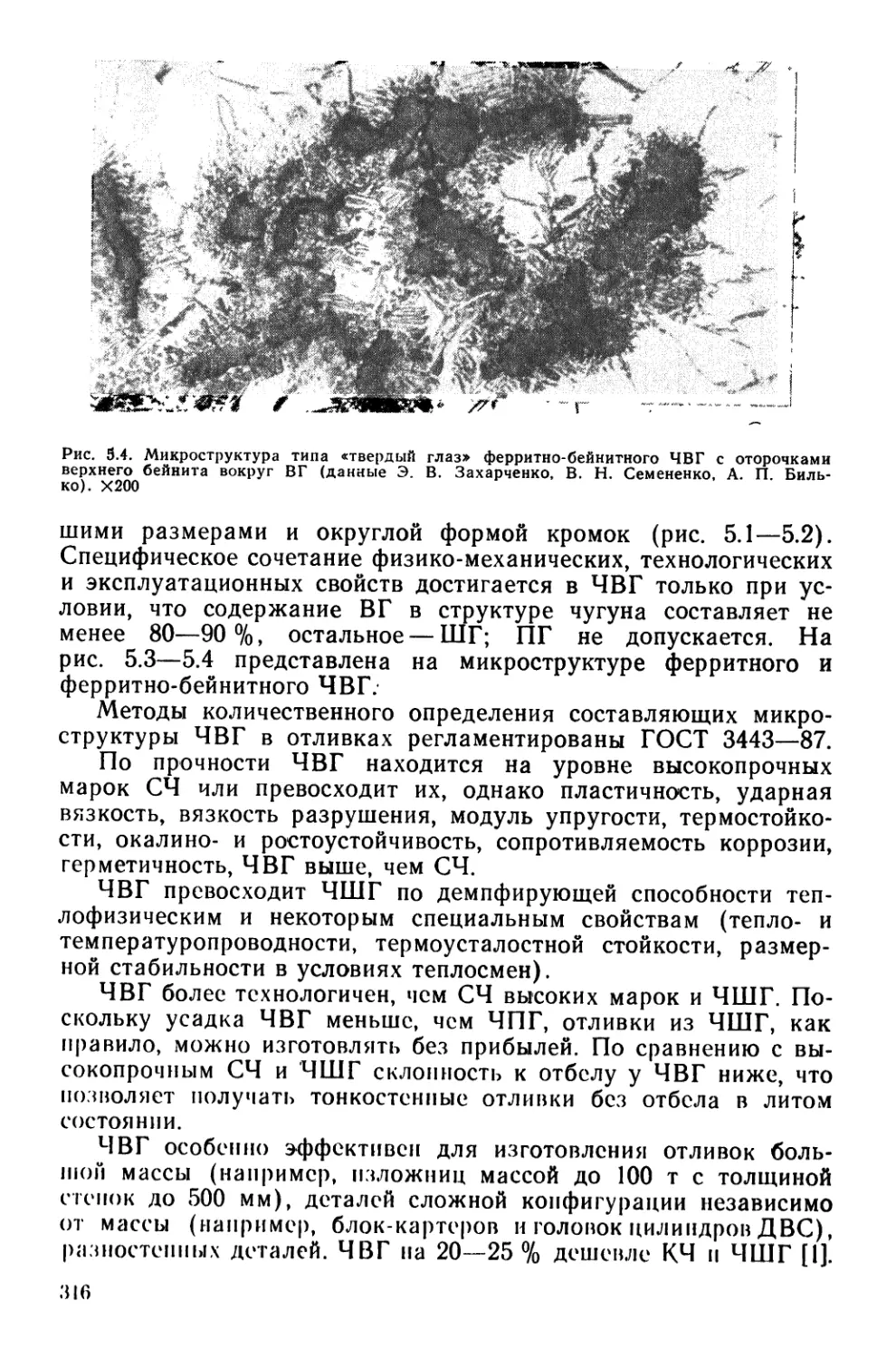
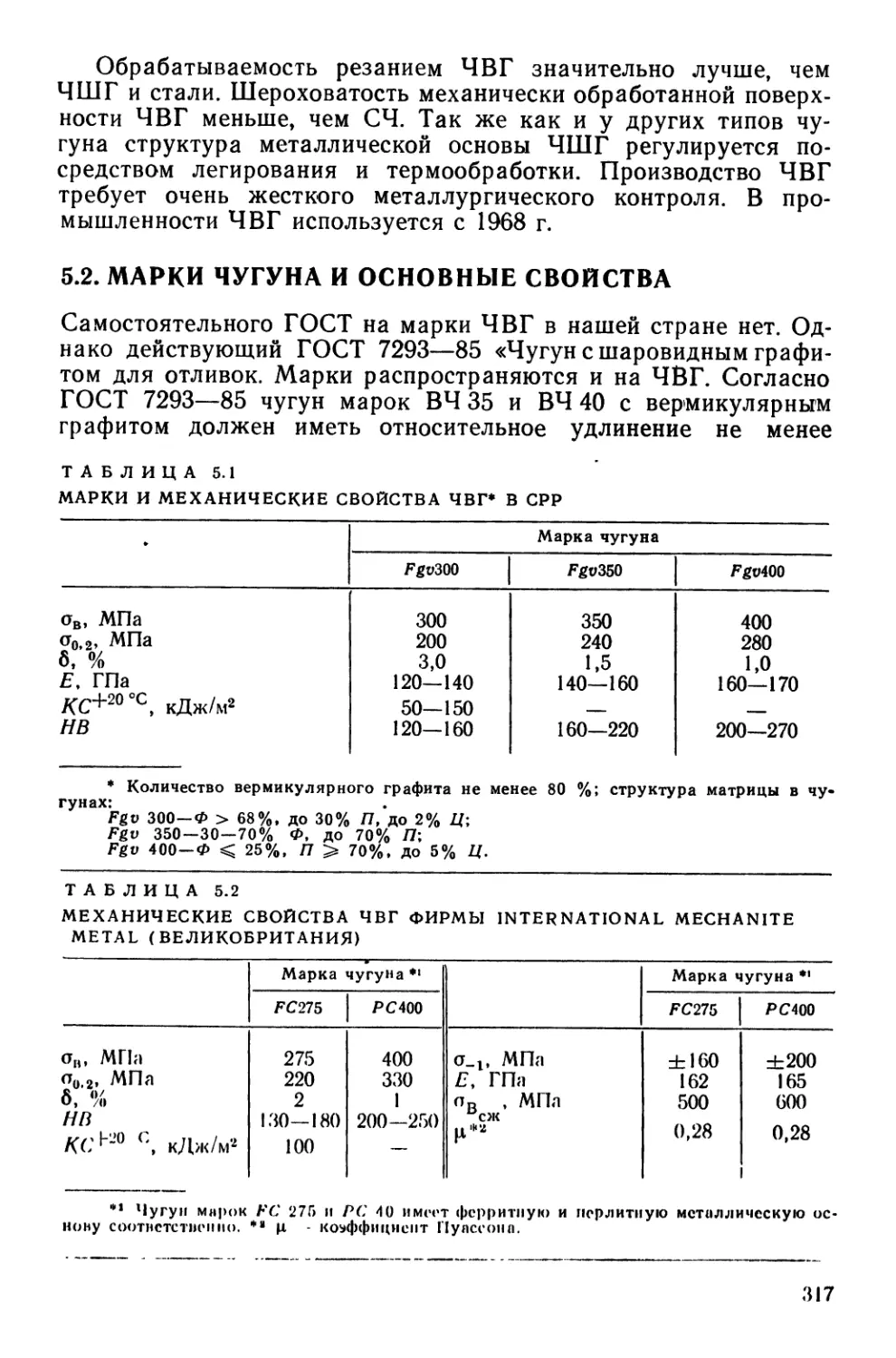
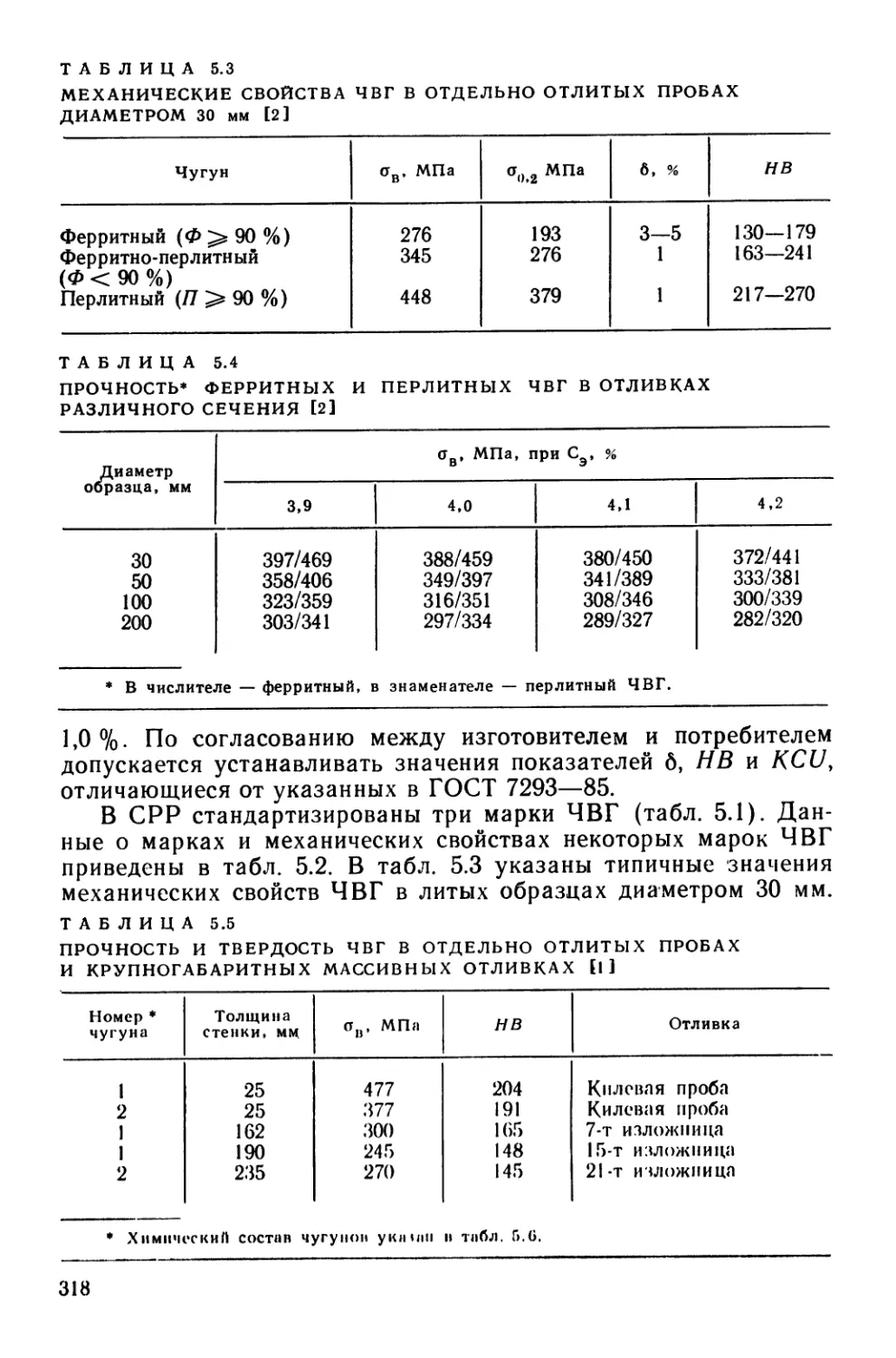
5.1. Общая характеристика структуры и свойств..........314
5.2. Марки чугуна и основные свойства.............................317
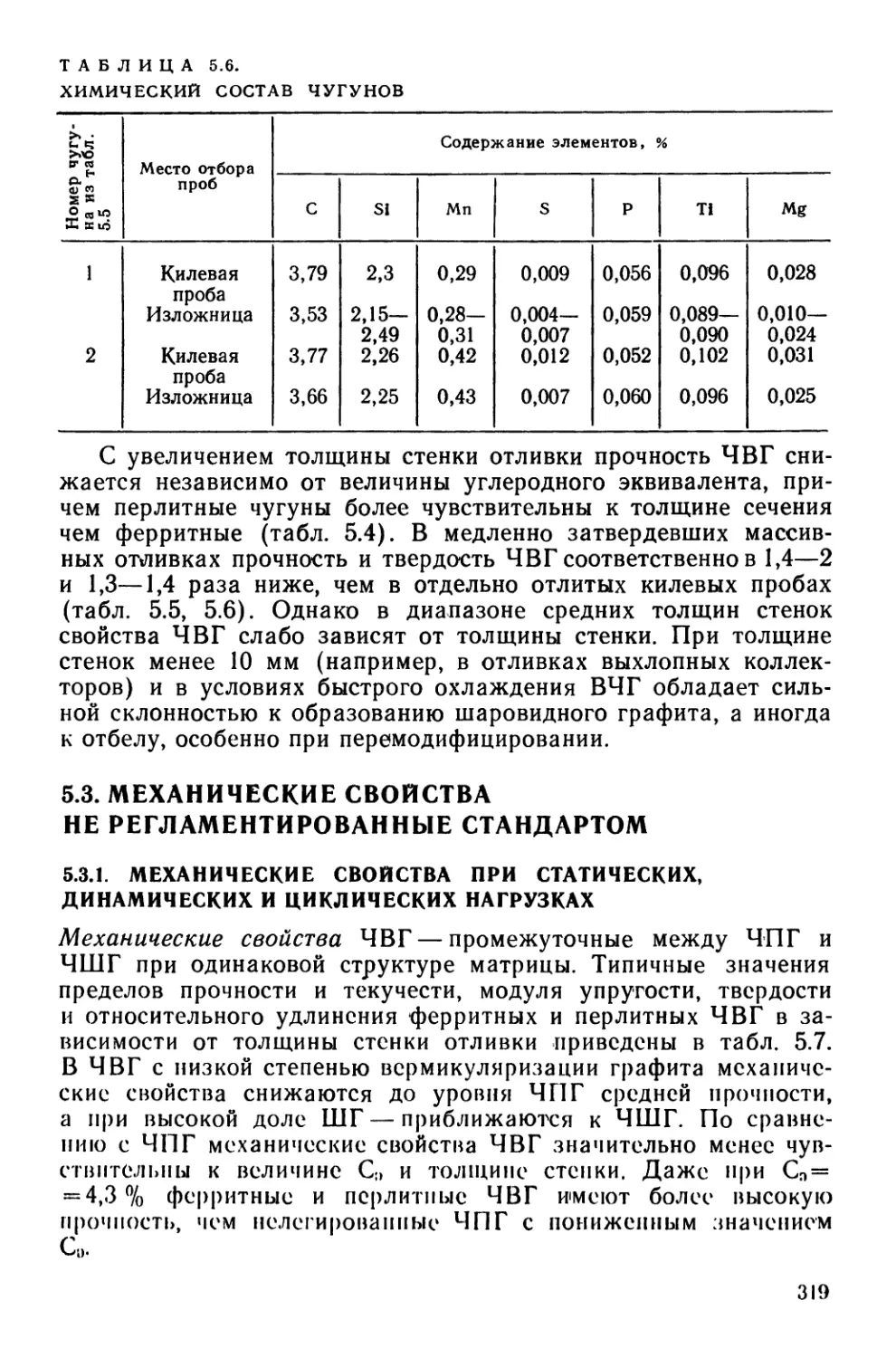
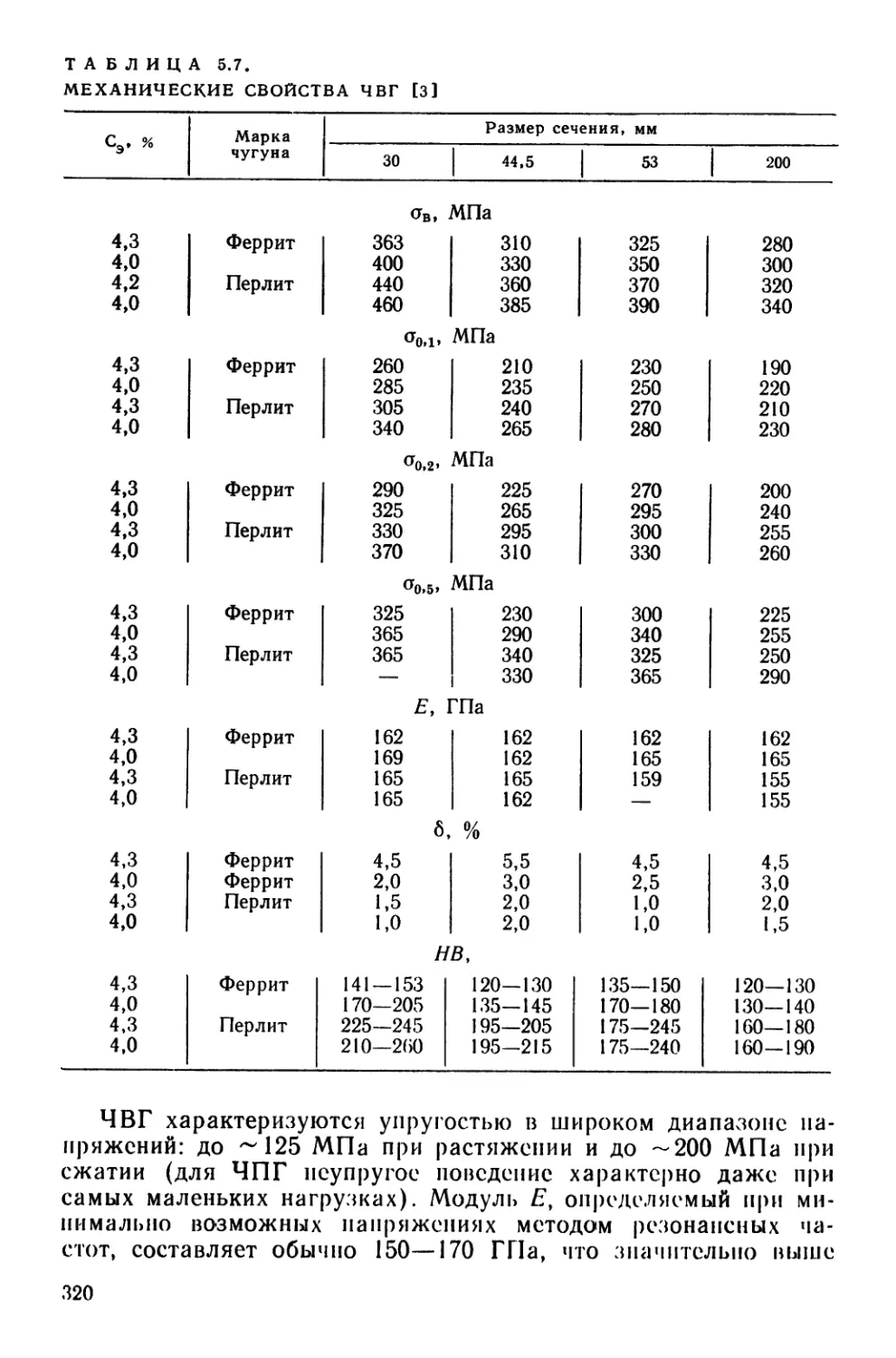
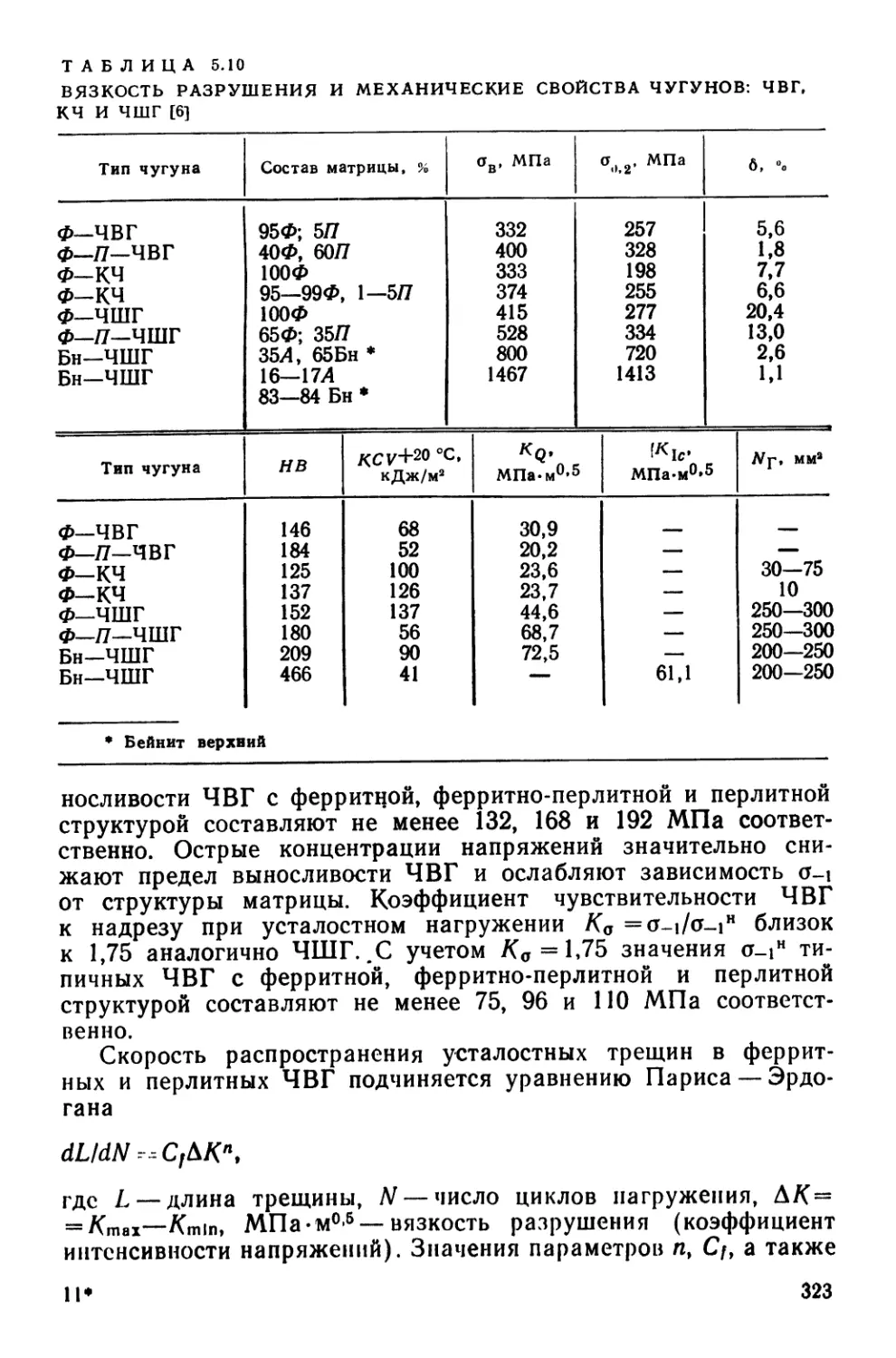
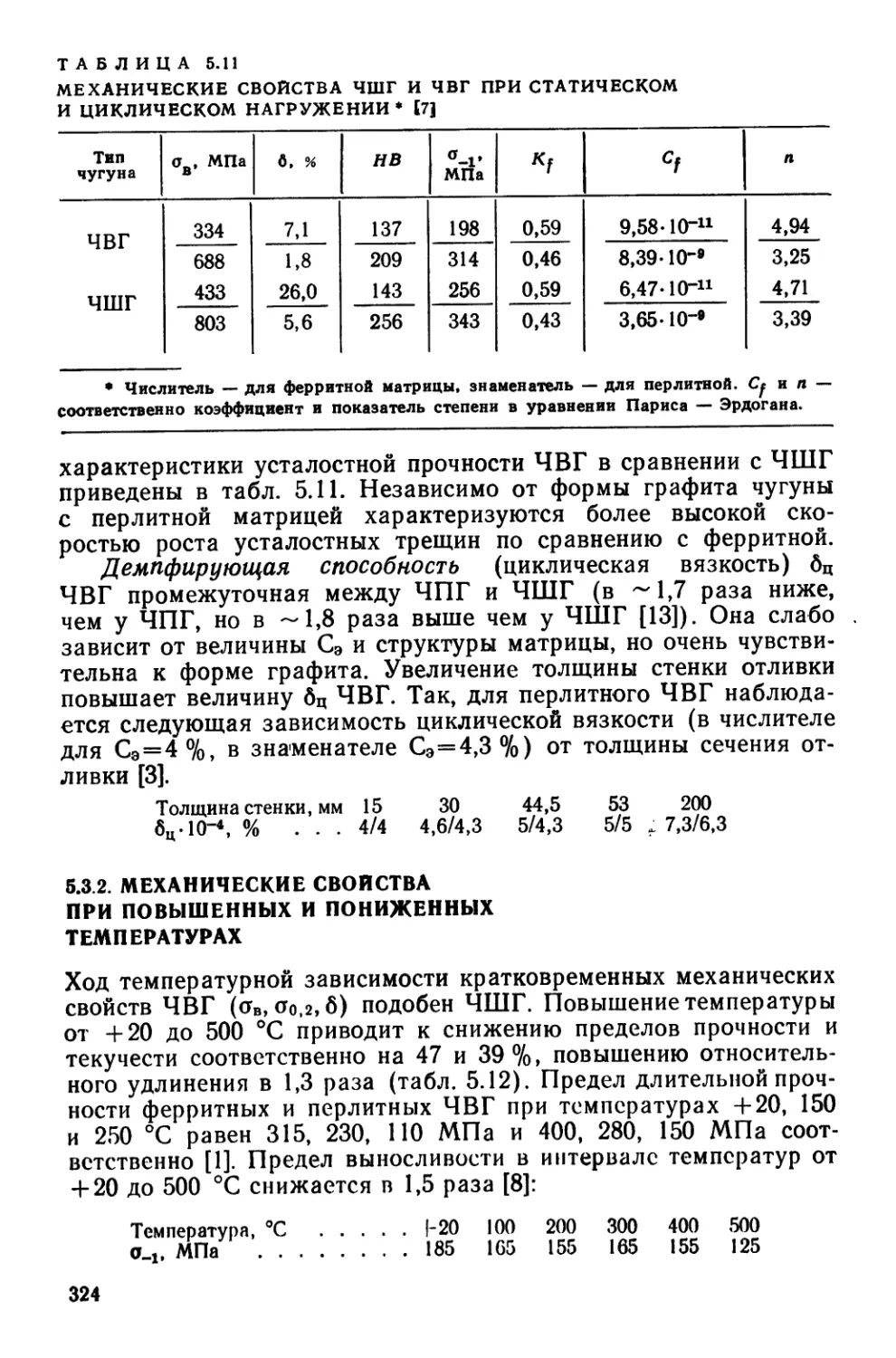
5.3. Механические свойства не регламентированные стандартом . . . .319
5.3.1. Механические свойства при статических, динамических и цик-
лических нагрузках............................................319
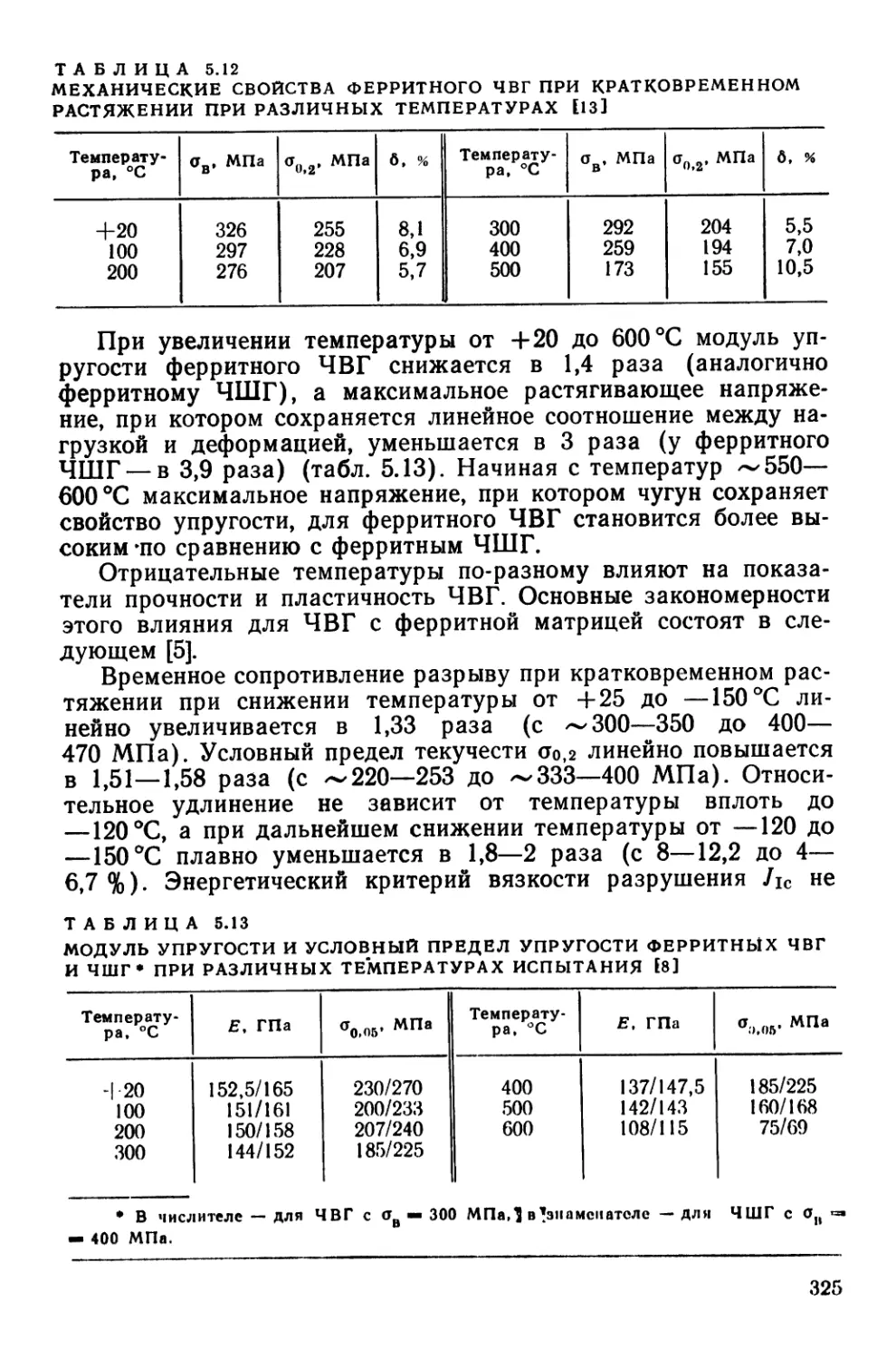
5.3.2. Механические свойства при повышенных и пониженных тем-
пературах .....................................................324
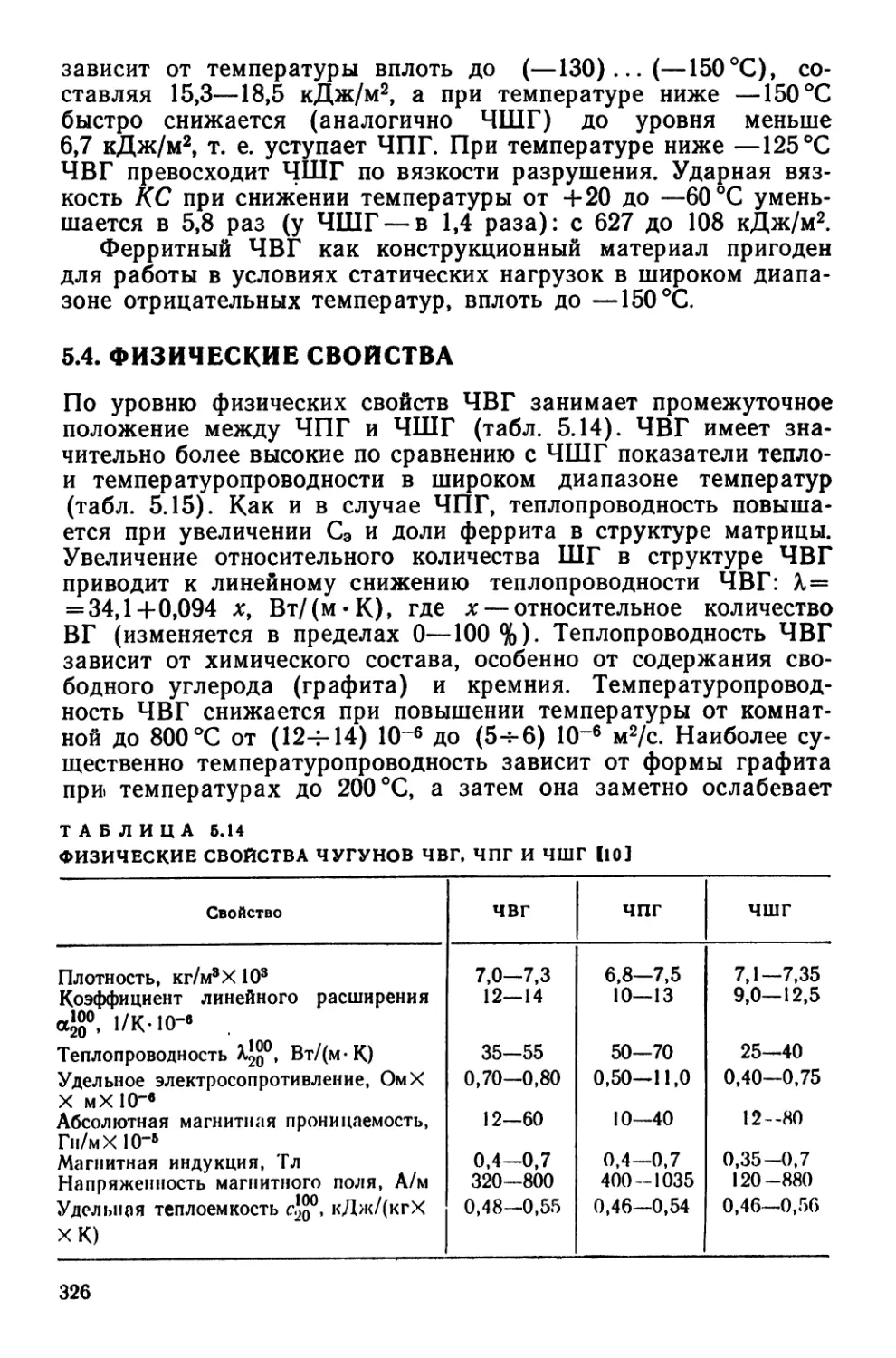
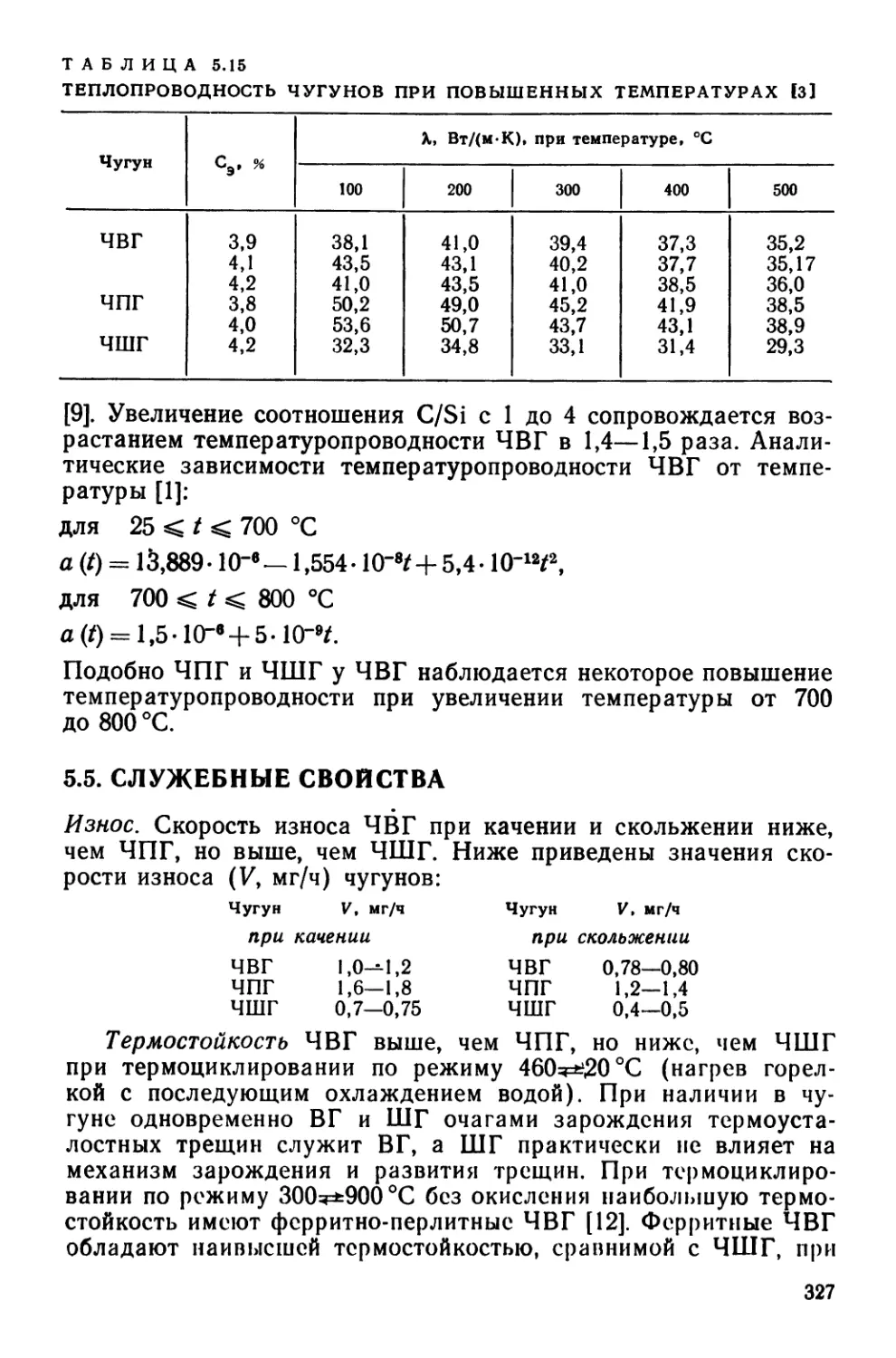
5.4. Физические свойства..........................................326
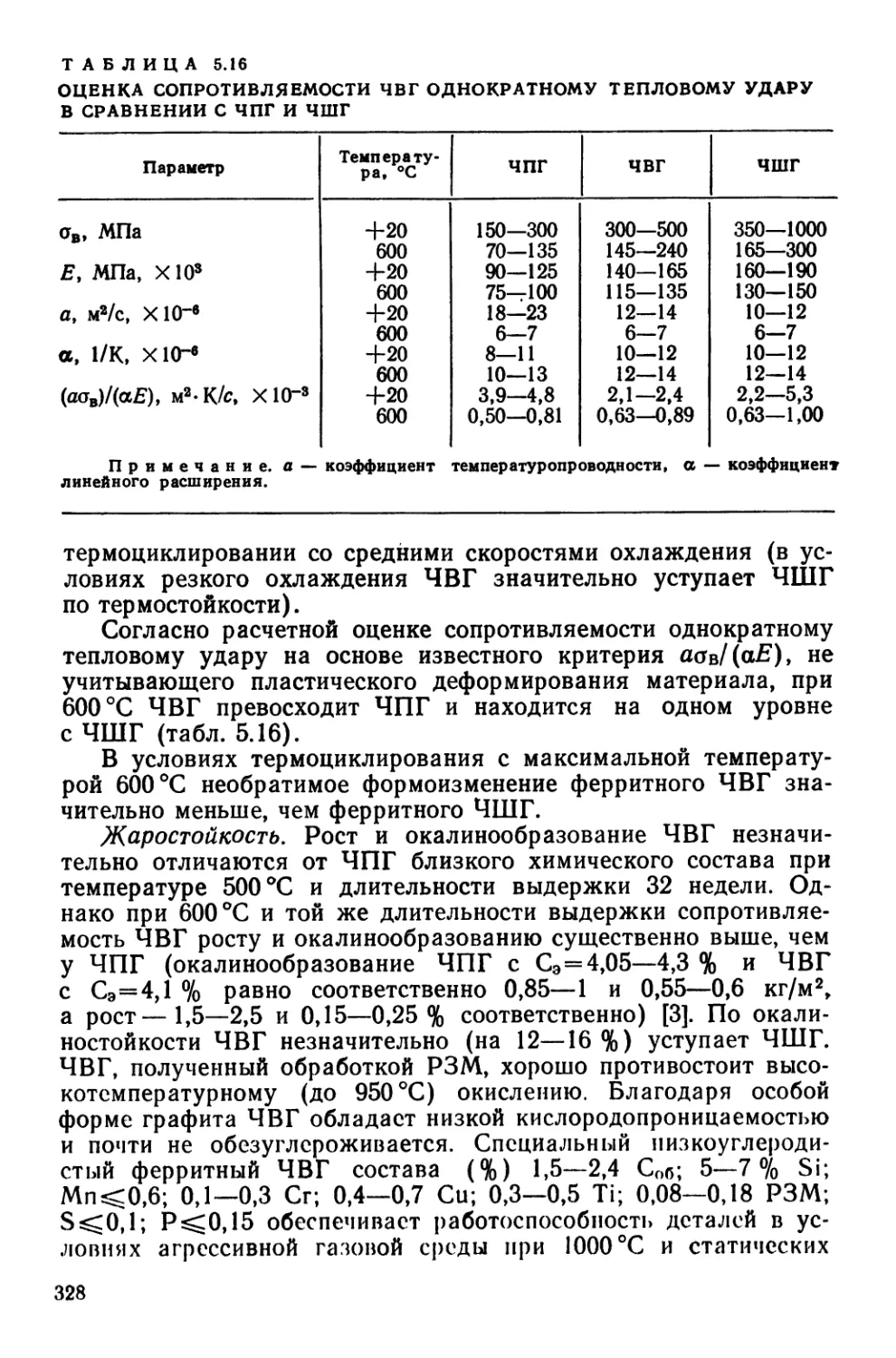
5.5. Служебные свойства............................................327
5.6. Применение...................................................329
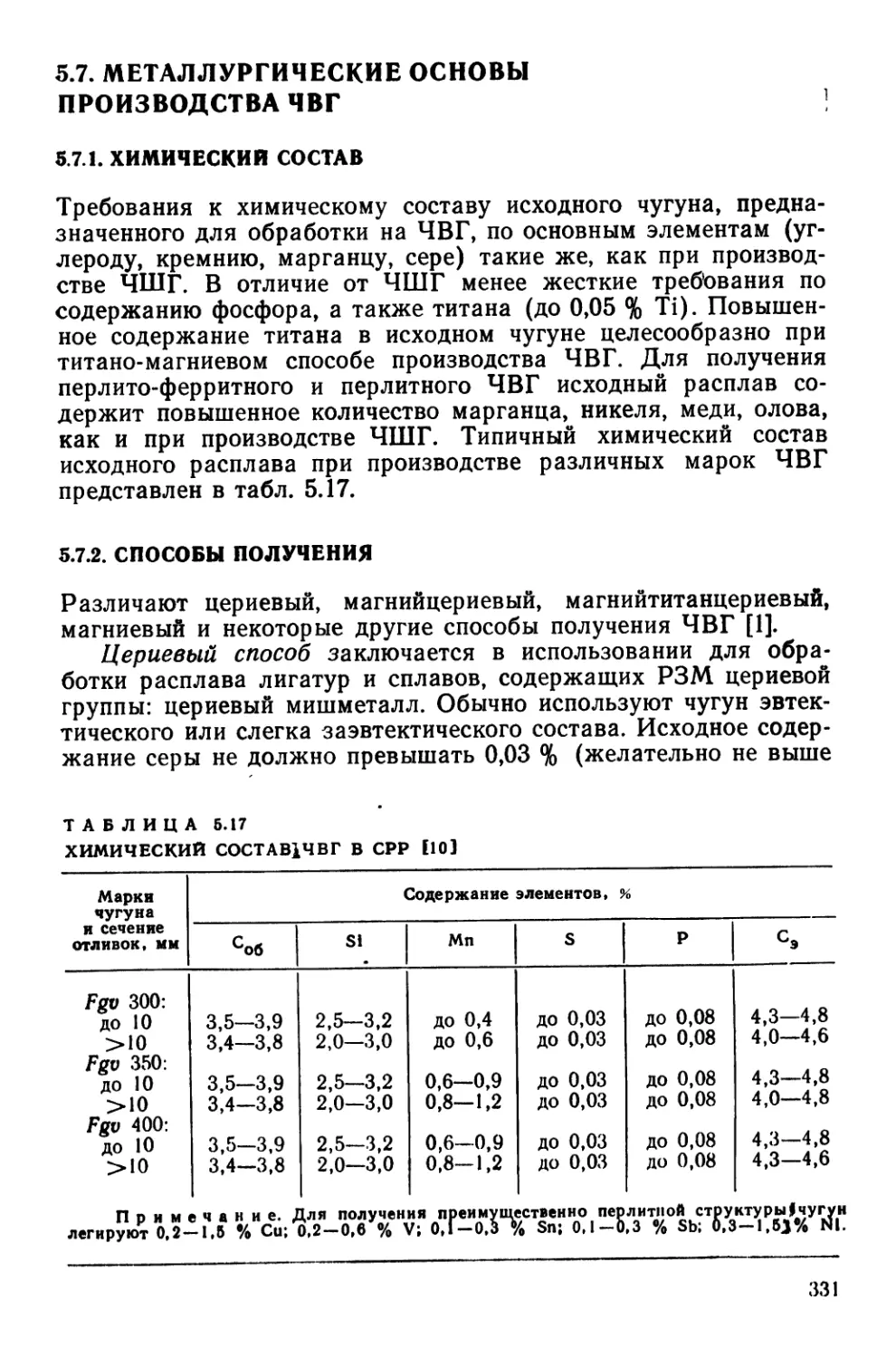
5.7. Металлургические основы производства ЧВГ......................331
5.7.1. Химический состав......................................331
5.7.2. Способы получения......................................331
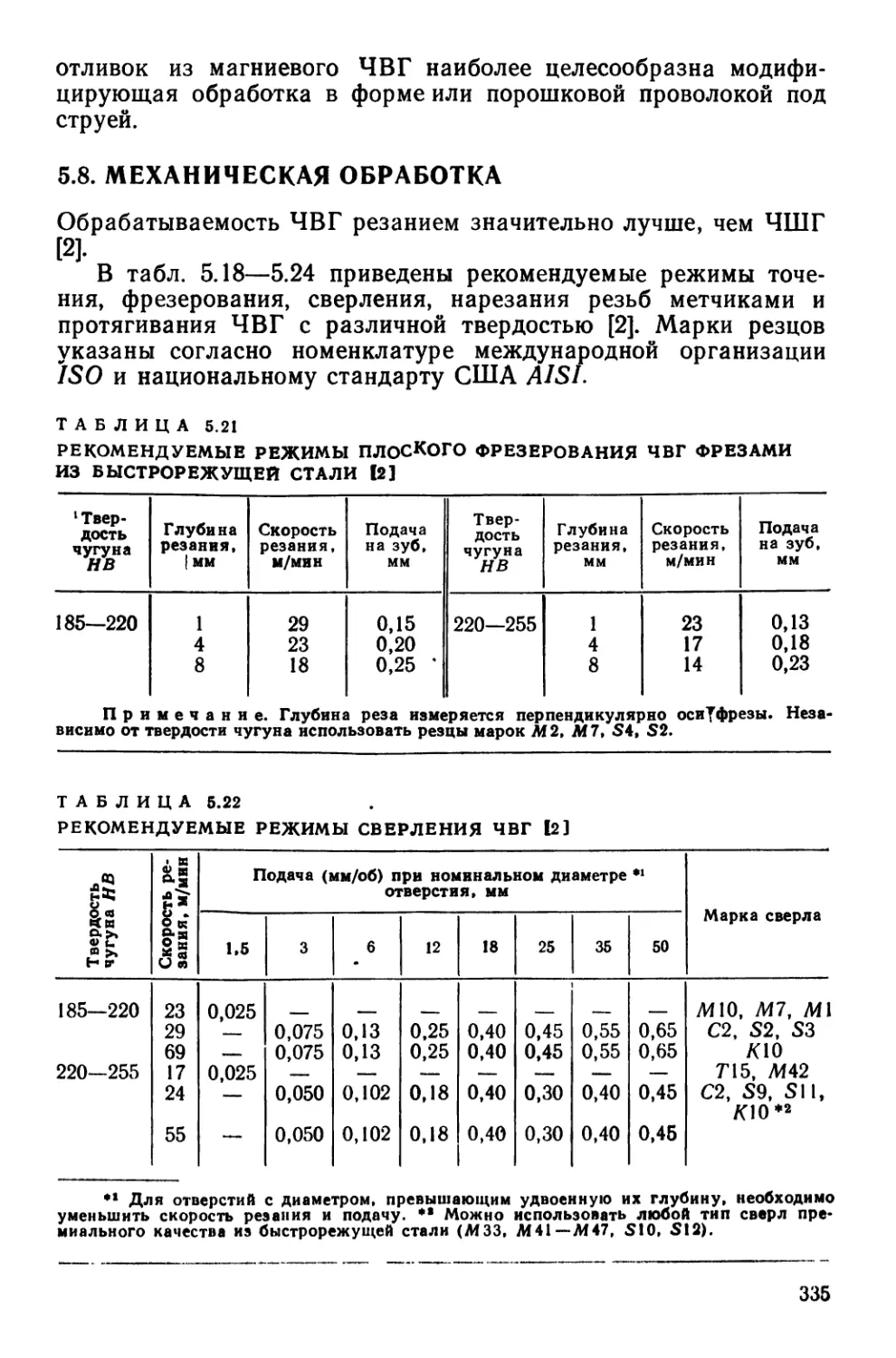
5.8. Механическая обработка.......................................335
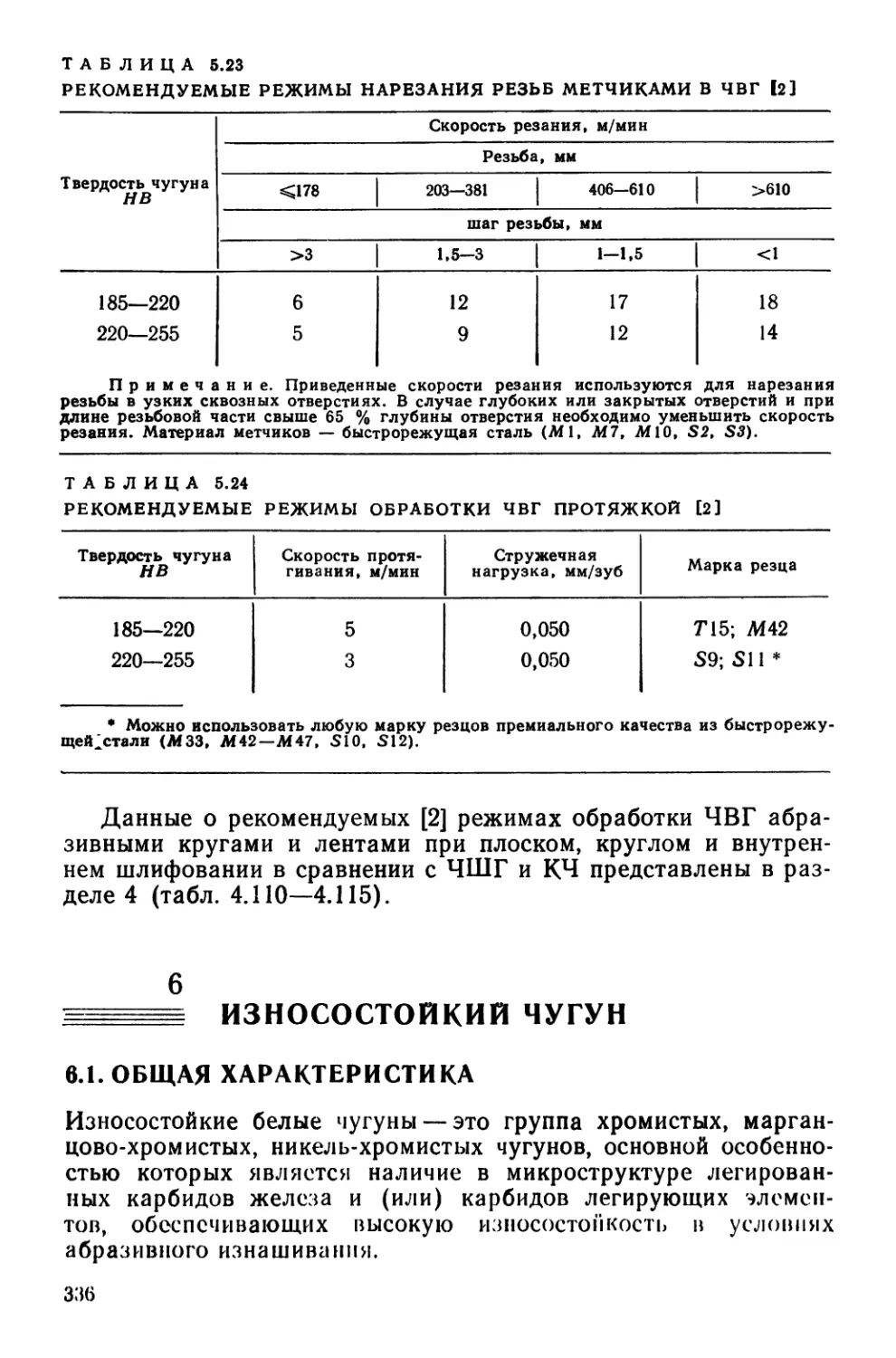
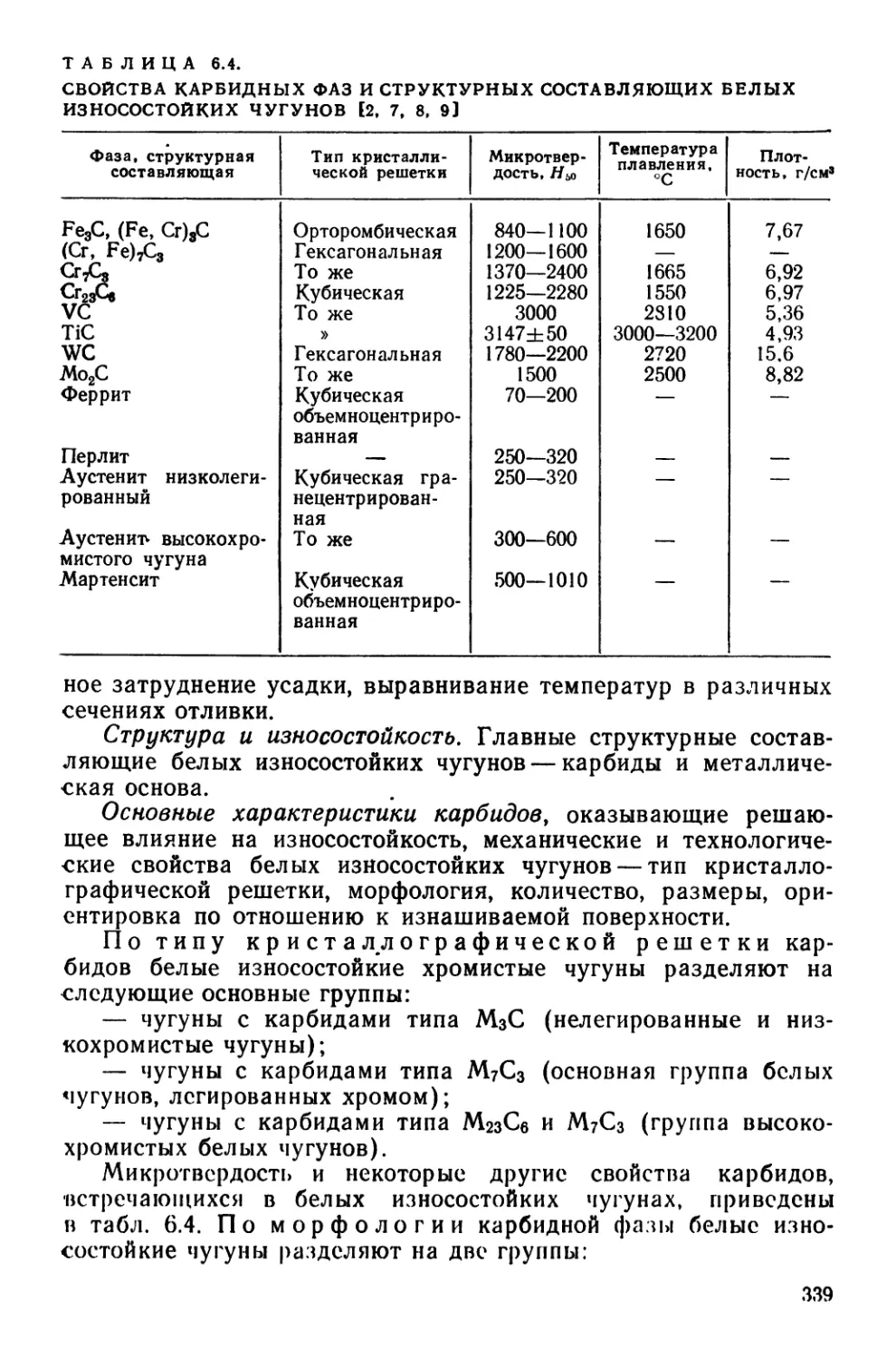
6. Износостойкий чугун...........................................336
6.1. Общая характеристика.........................................336
6.2. Процессы абразивного изнашивания..............................340
6.3. Влияние микроструктуры белых чугунов па износостойкость . . . 343
6.3.1. Влияние карбидов...................................... 343
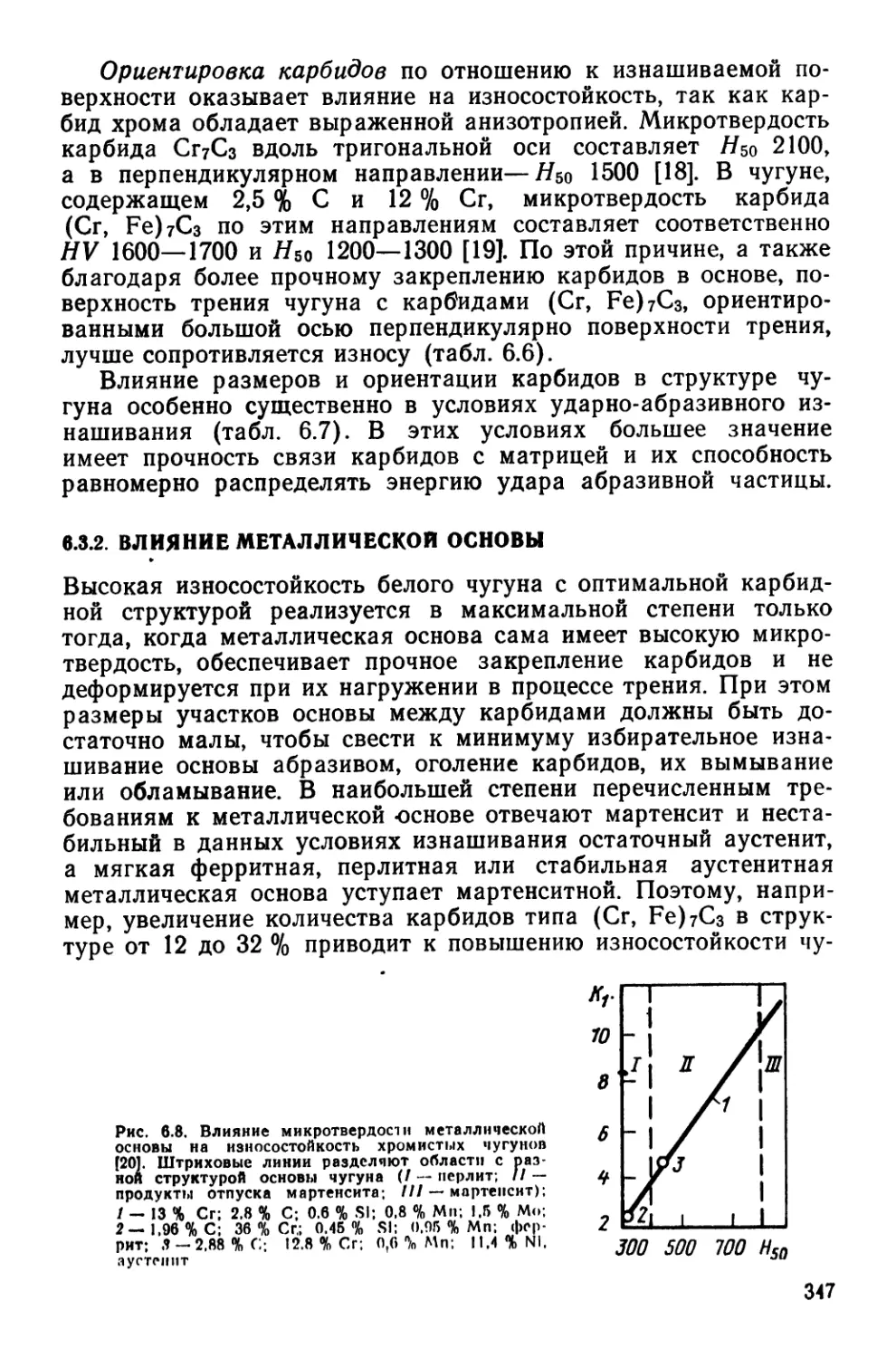
6 3.2. Влияние металлической основы...........................347
6 4. Влияние химического состава, условий кристалл)! гацни и терми-
ческой обработки................................................... 350
6.4 I. Формирование литой структуры (карбидной фазы) .... 350
6 4.2. Формирование микроструктуры металлической основы . . 353
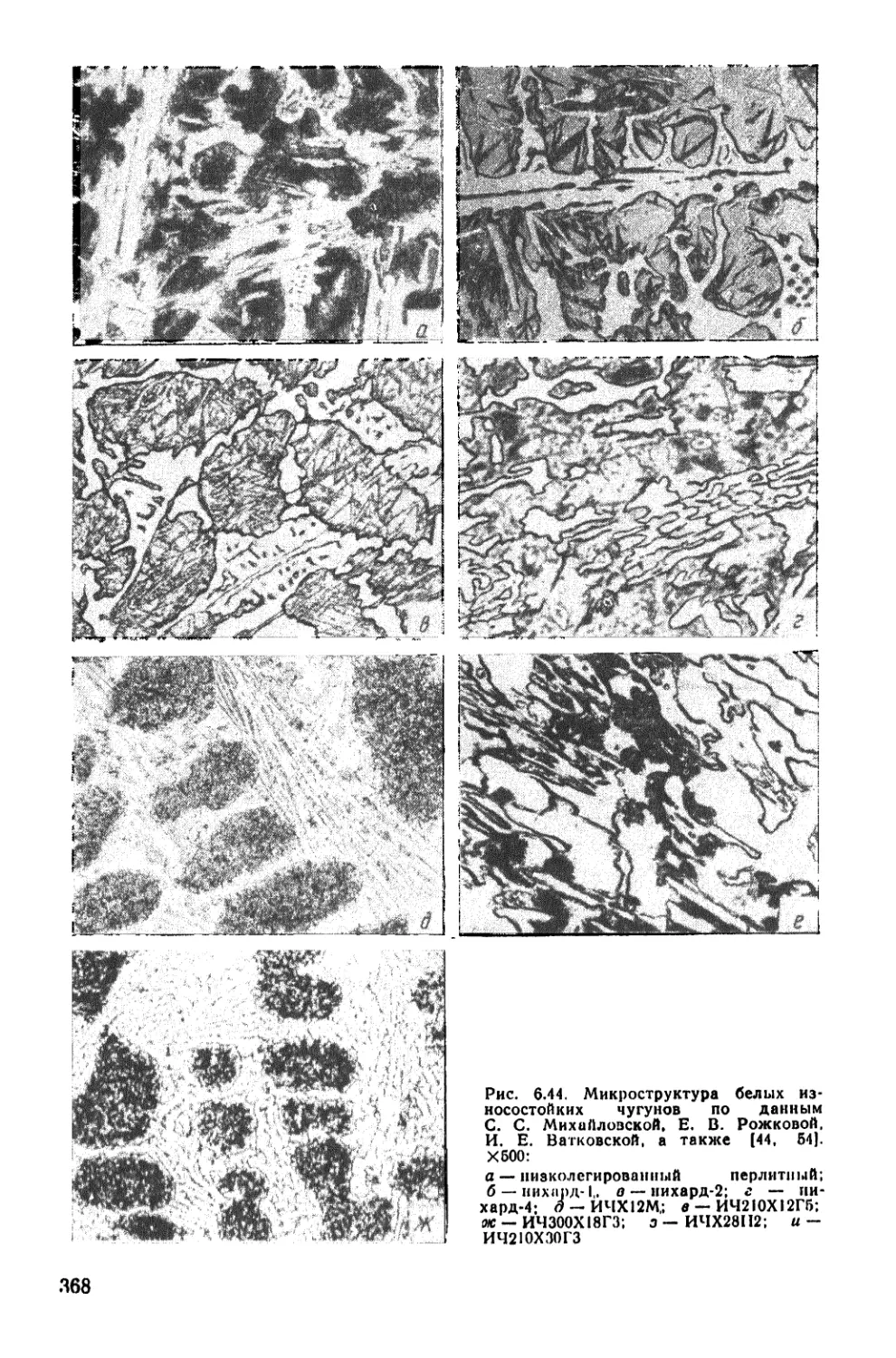
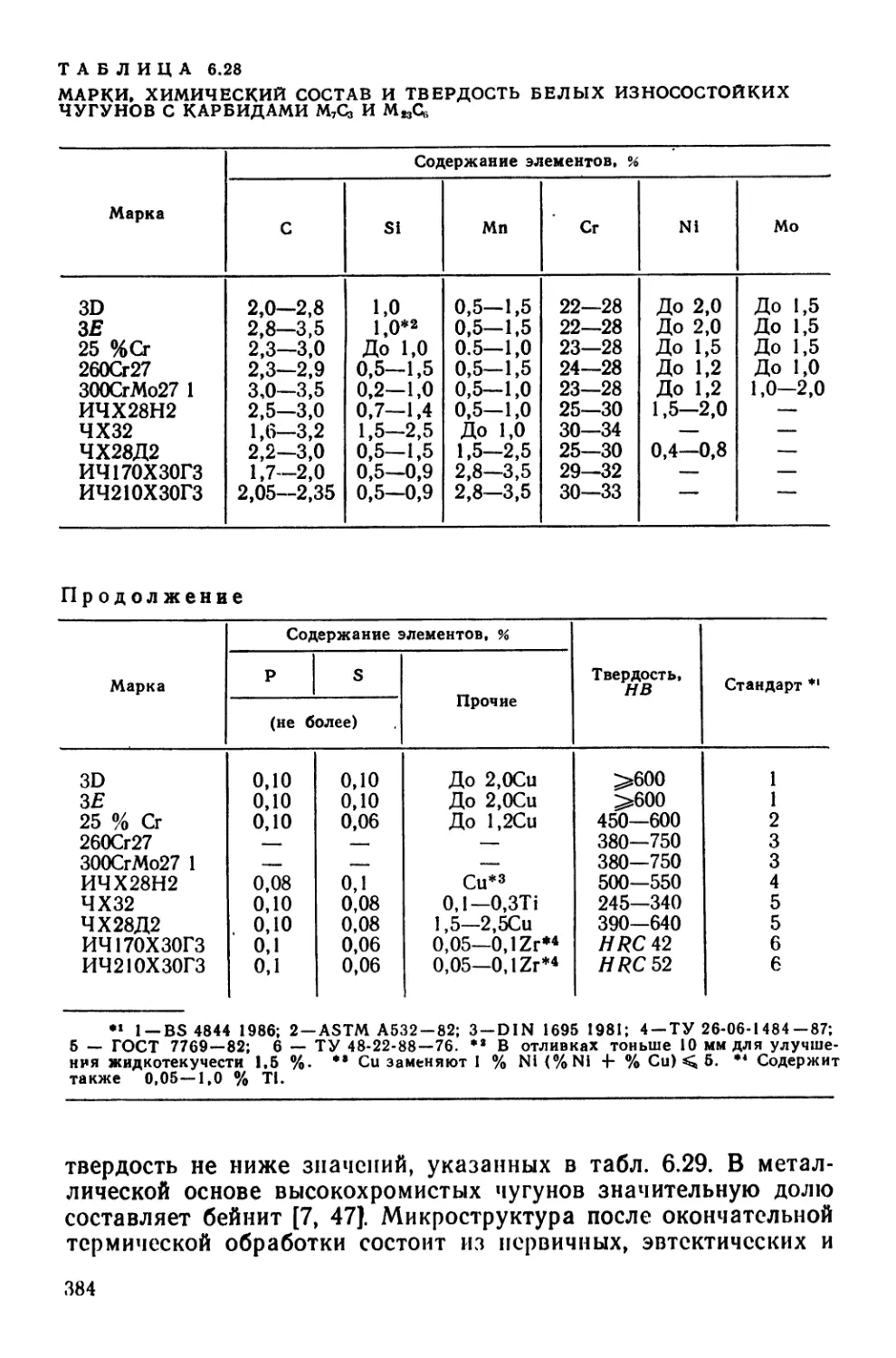
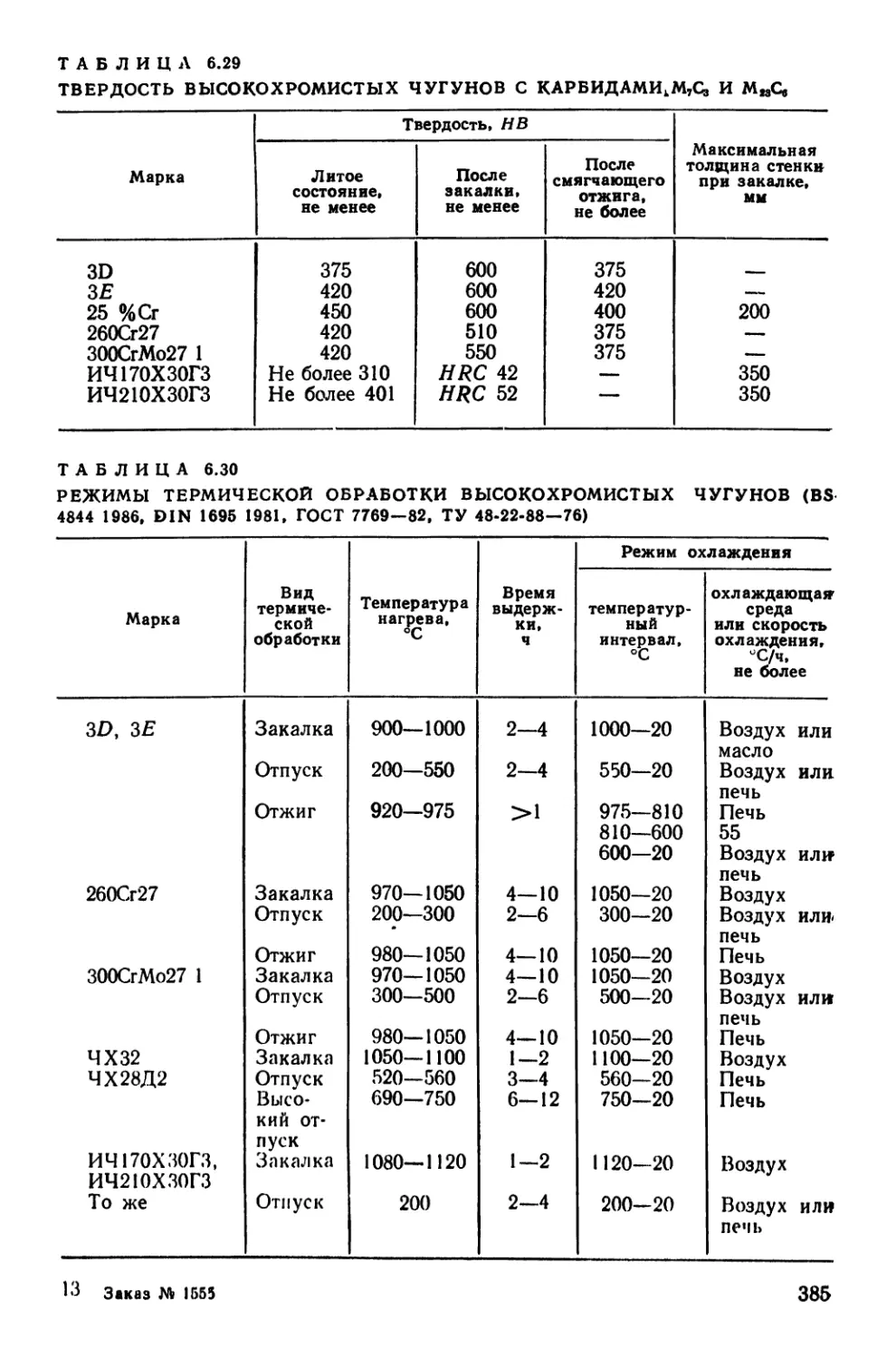
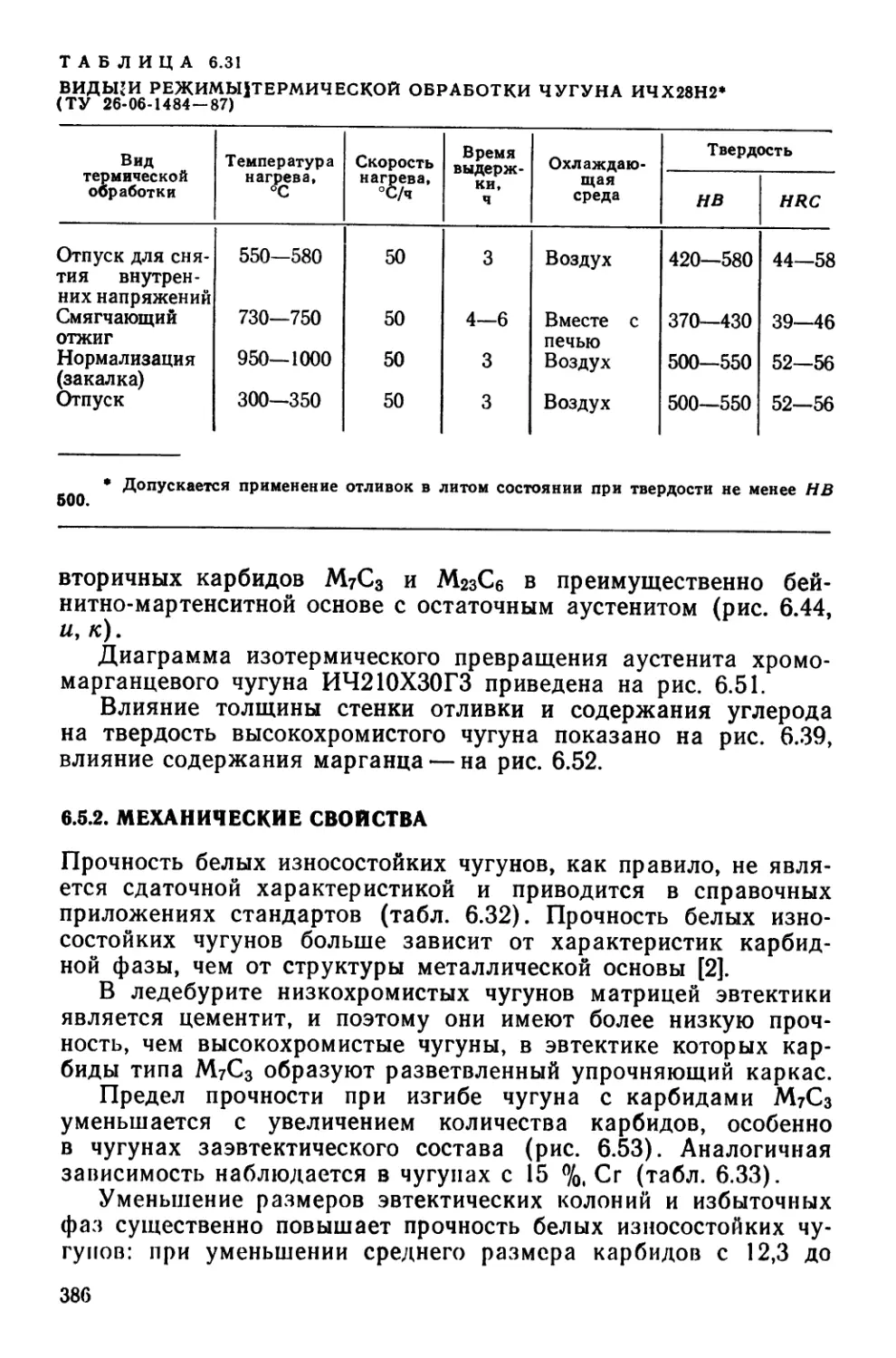
6.5. Марки чугуна и основные свойства........................... . 367
6.5.1. Химический состав, твердость, микроструктура и режимы тер-
мической обработки...........................................367
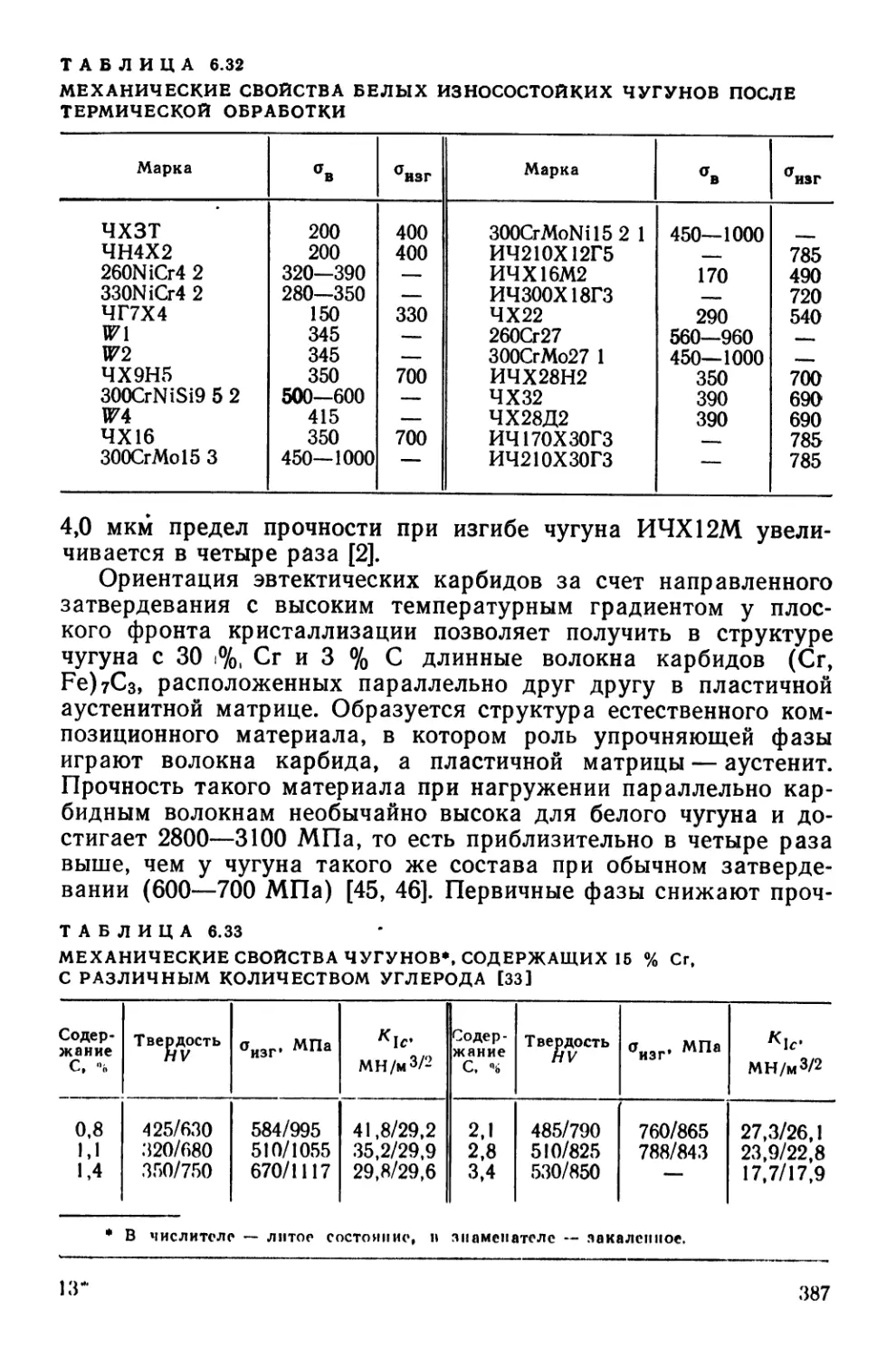
6.5.2. Механические свойства.................................386
4
6.5.3. Физические свойства......................................391
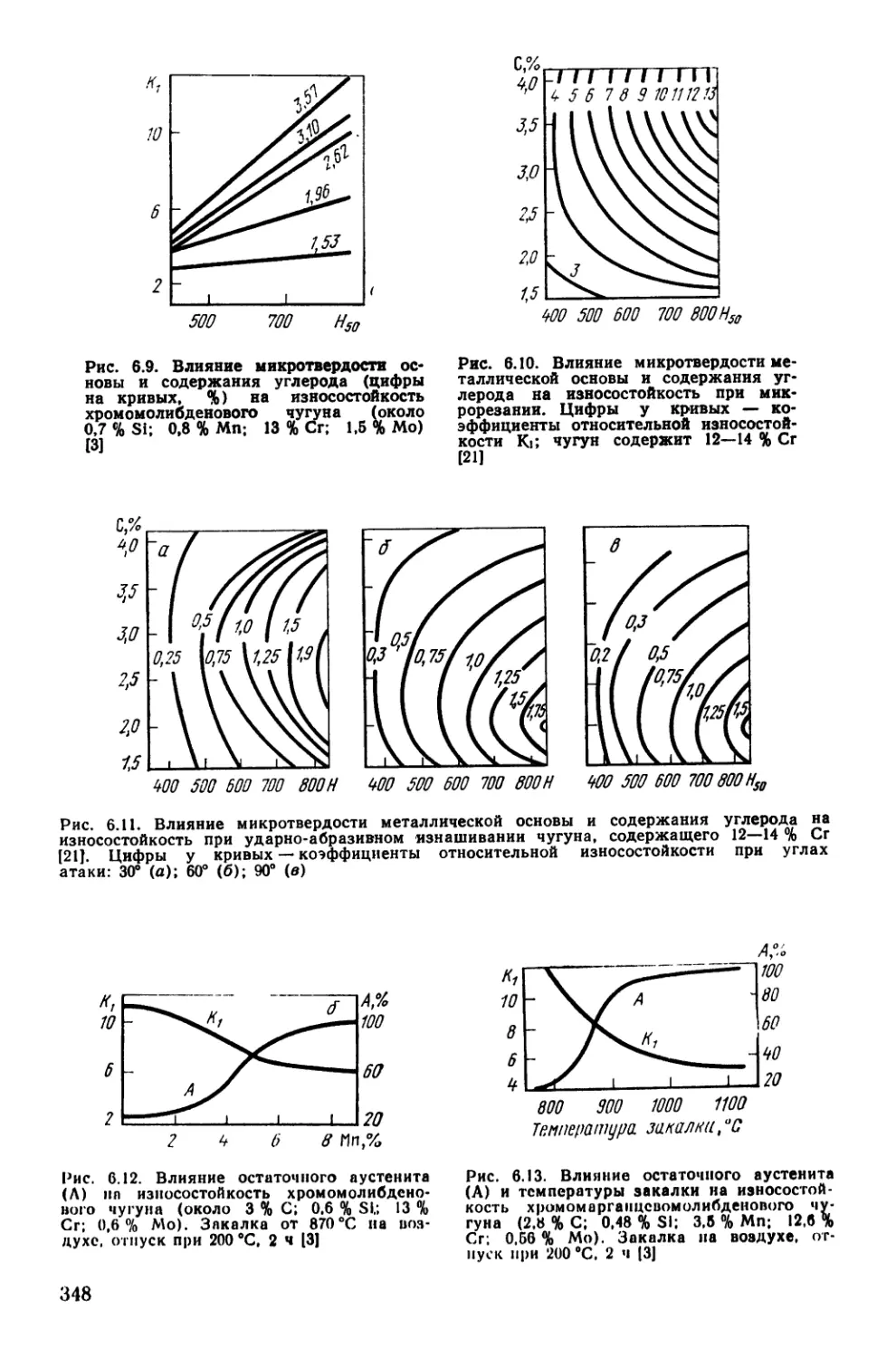
6.5.4. Износостойкость..........................................394
6.5.5. Литейные свойства........................................402
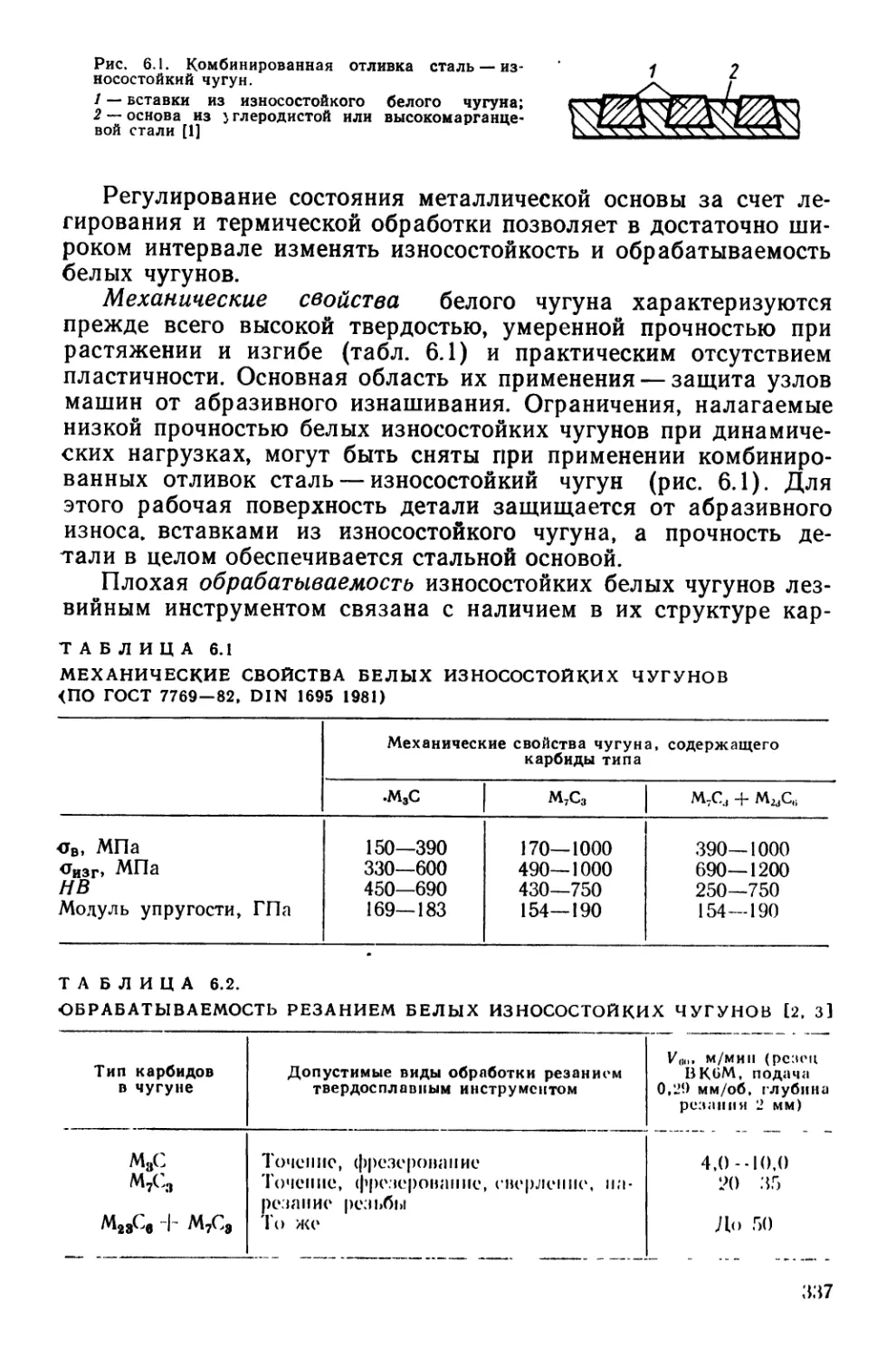
6.6. Применение.....................................................404
6.7. Металлургические основы изготовления отливок...................408
6.8. Механическая обработка.........................................410
6 8.1. Обрабатываемость резанием ...............................411
7. Износостойкие белые и половинчатые чугуны с композиционным
упрочнением....................................................... 414
7.1. Общая характеристика...........................................414
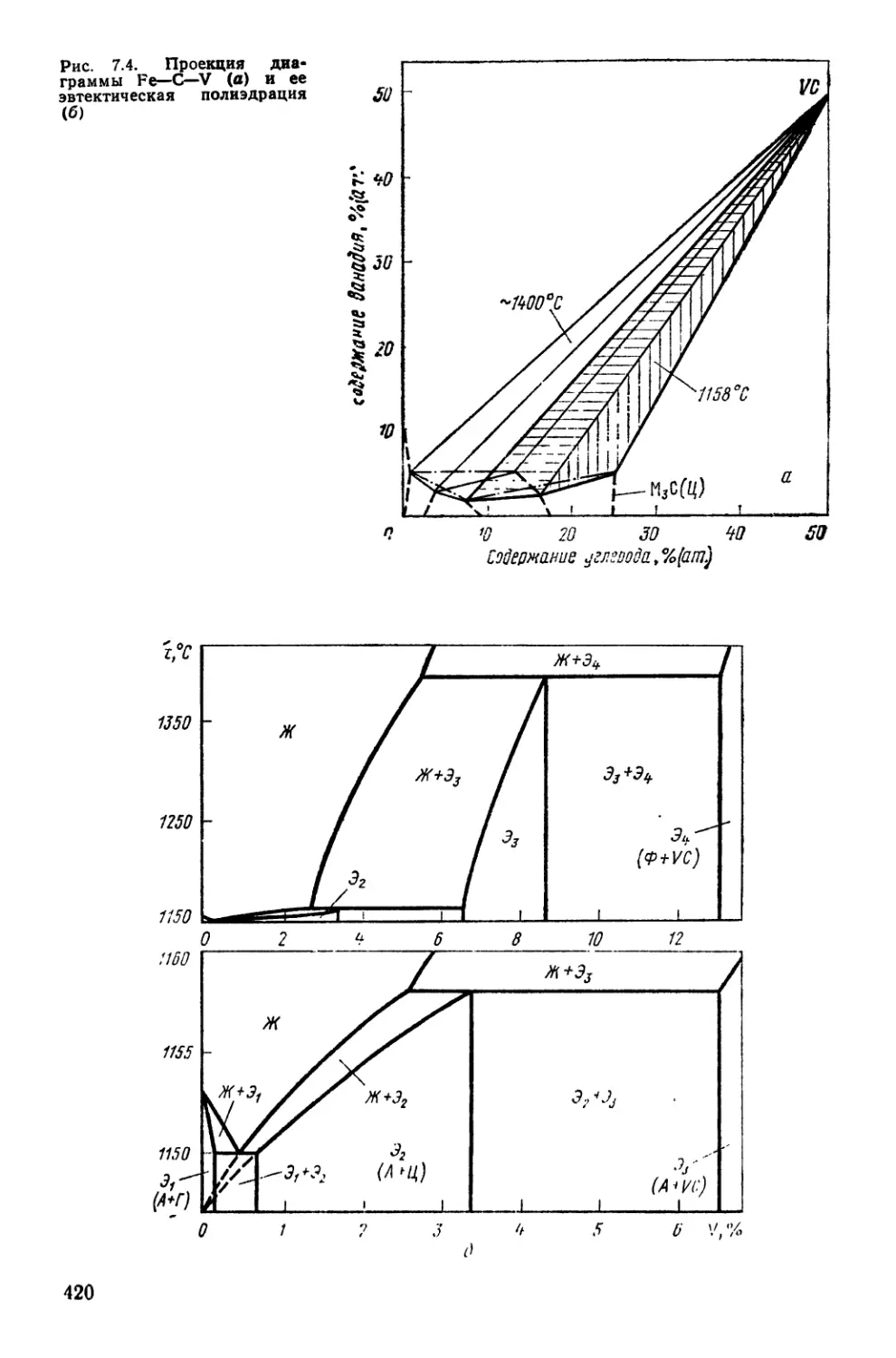
7.2. Ванадиевые белые чугуны........................................419
7.2.1. Особенности химического состава и структуры.....419
7.2.2. Механические свойства . :.............................421
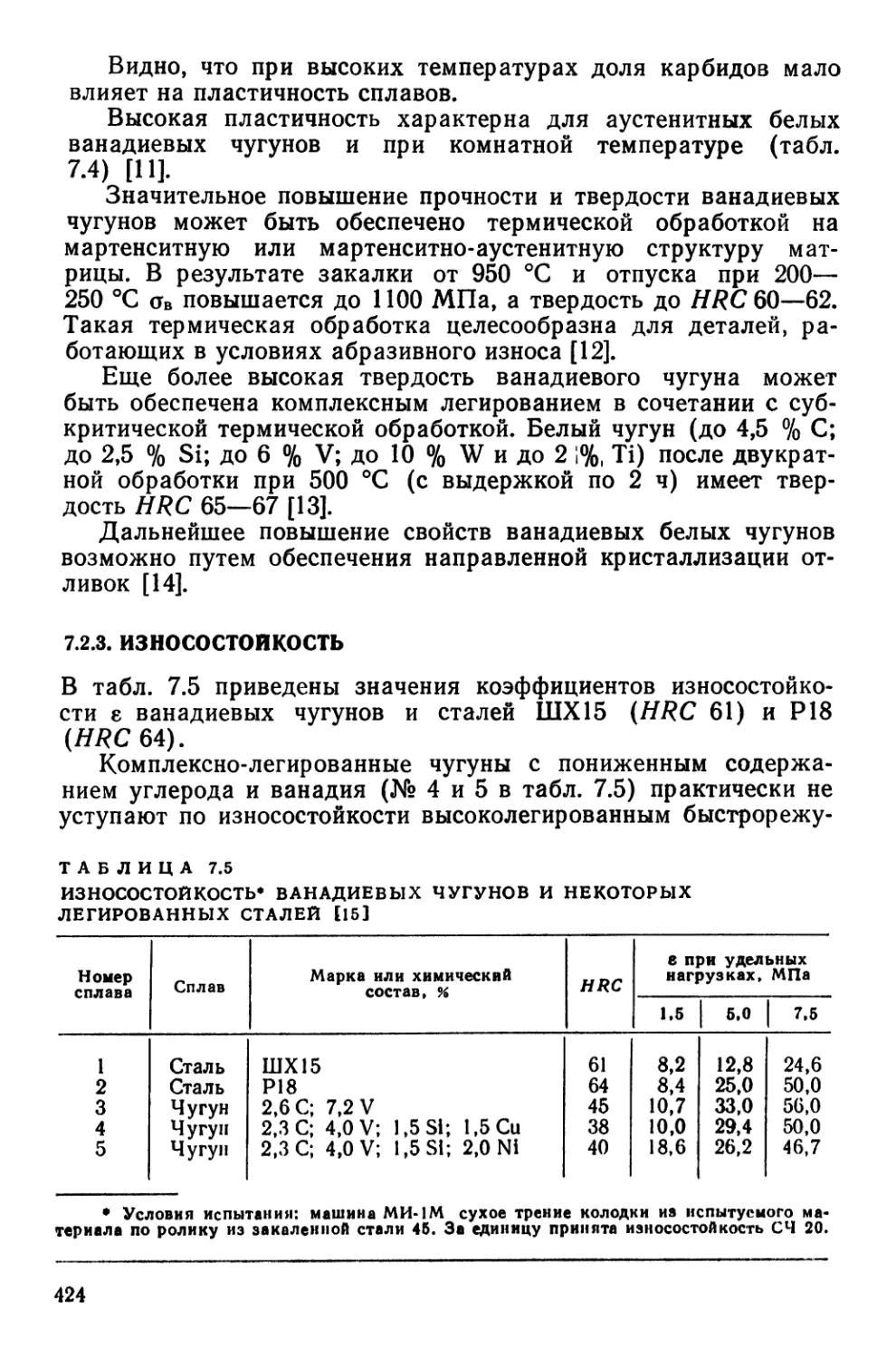
7.2.3. Износостойкость..........................................424
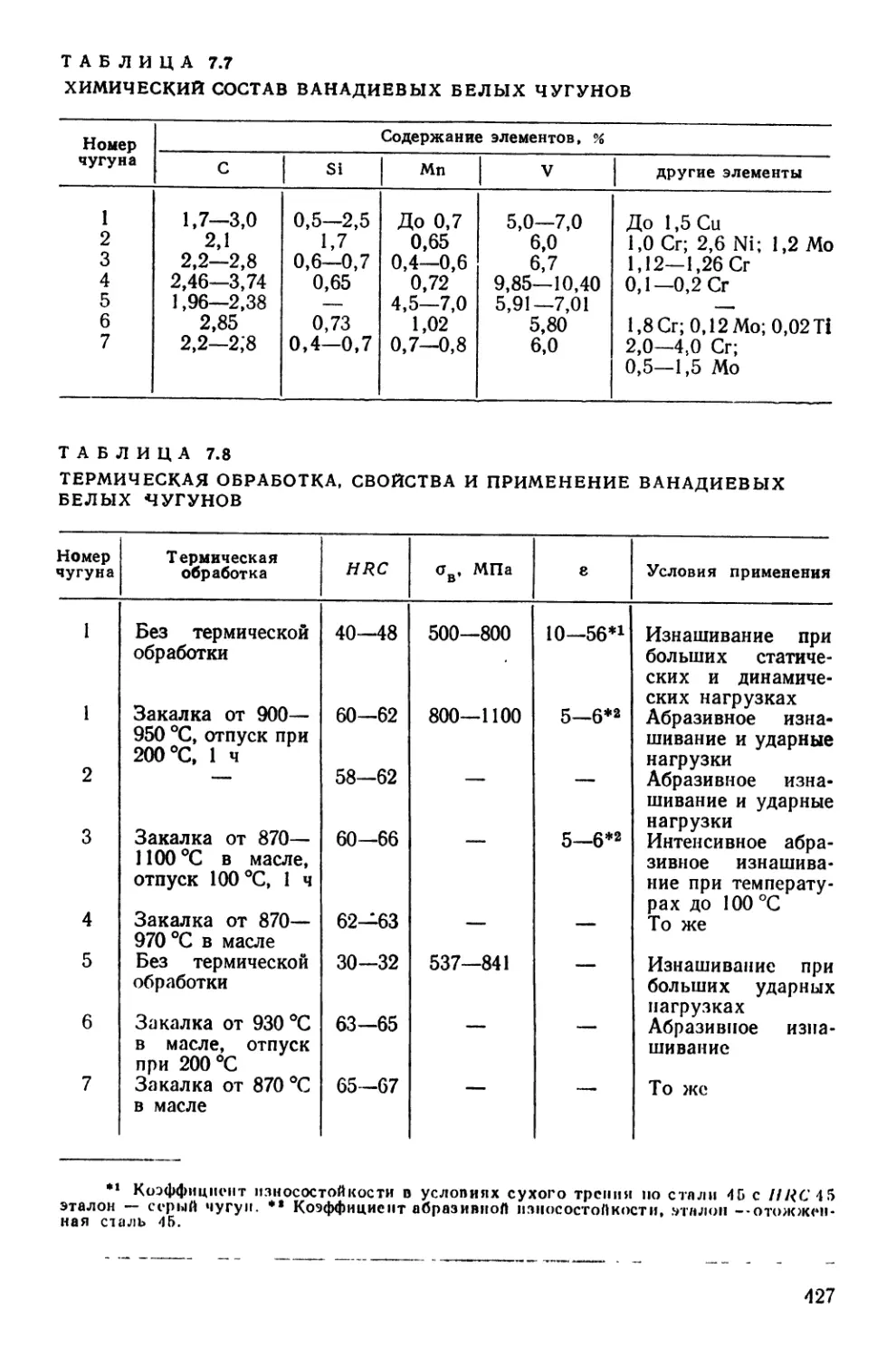
7.2.4. Применение...............................................426
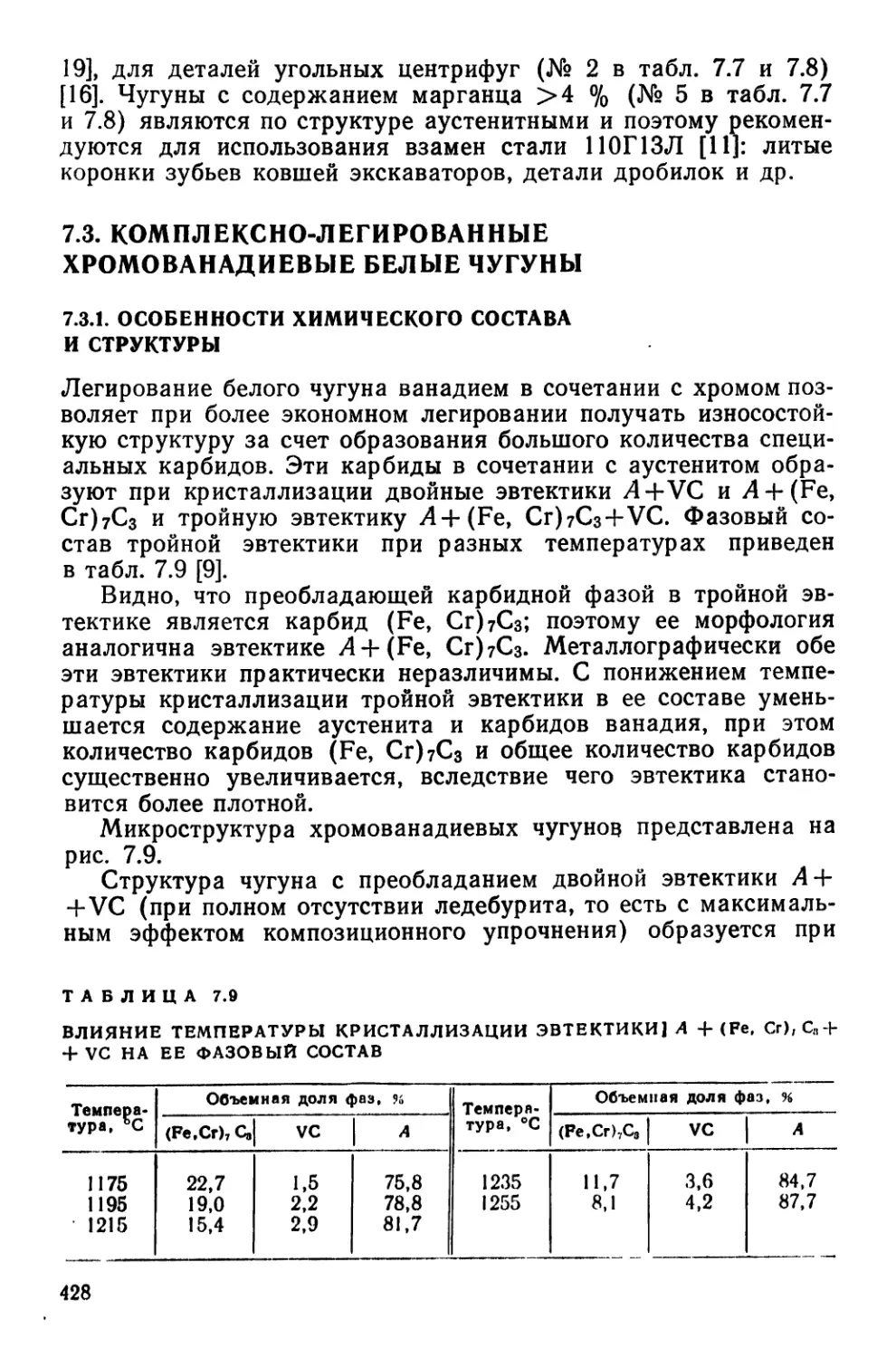
7.3. Комплексно-легированные хромованадиевые белые чугуны . . . 428
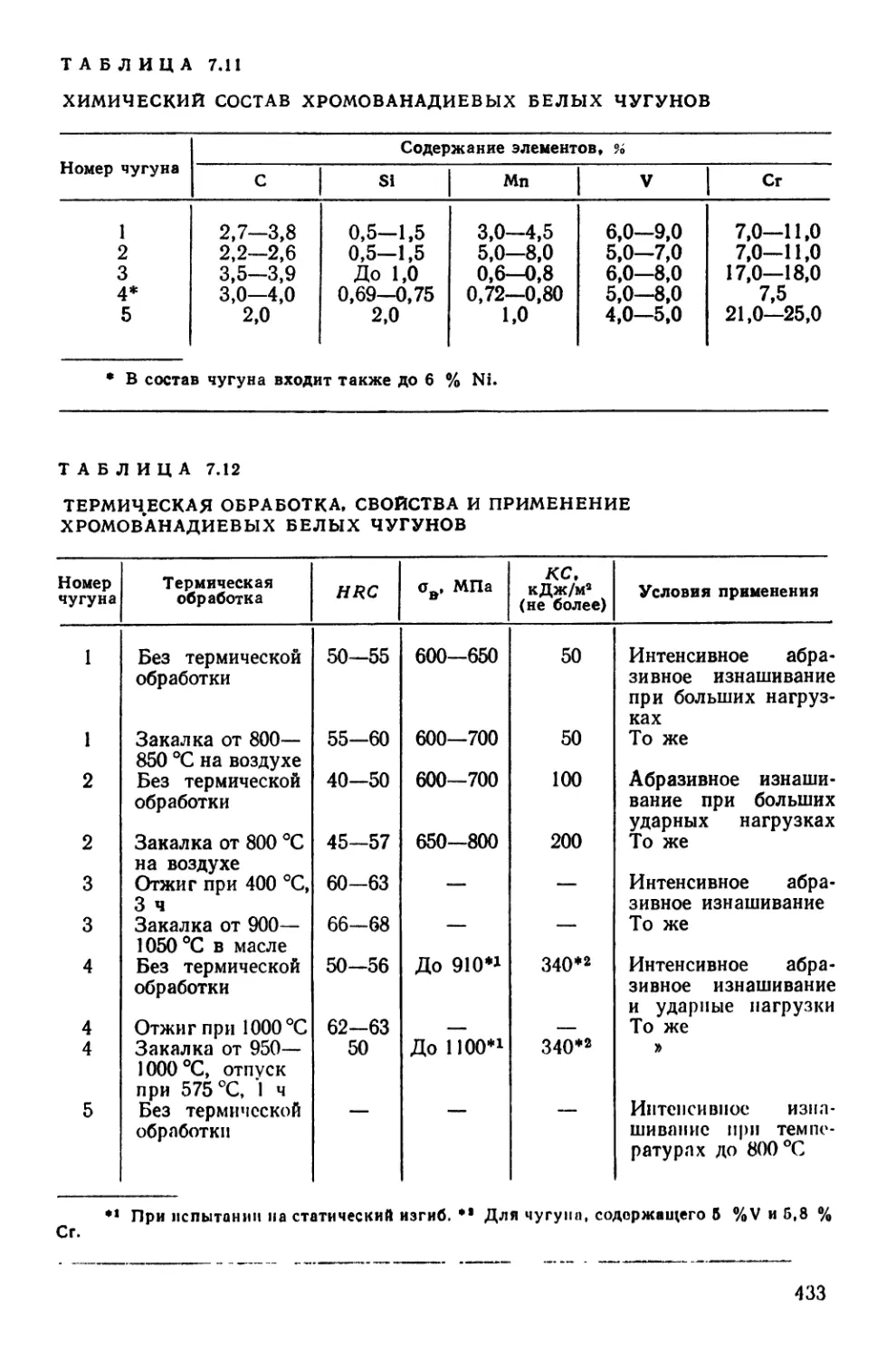
7.3.1. Особенности химического состава и структуры.....428
7.3.2. Механические свойства....................................429
7.3.3 Износостойкость...........................................432
7.3.4. Применение...............................................432
7.4. Малоуглеродистые комплексно-легированные белые чугуны . . . . 434
7.4.1. Особенности химического состава и структуры....434
7.4.2. хМеханические свойства..................................434
7.4.3. Износостойкость и теплостойкость........................435
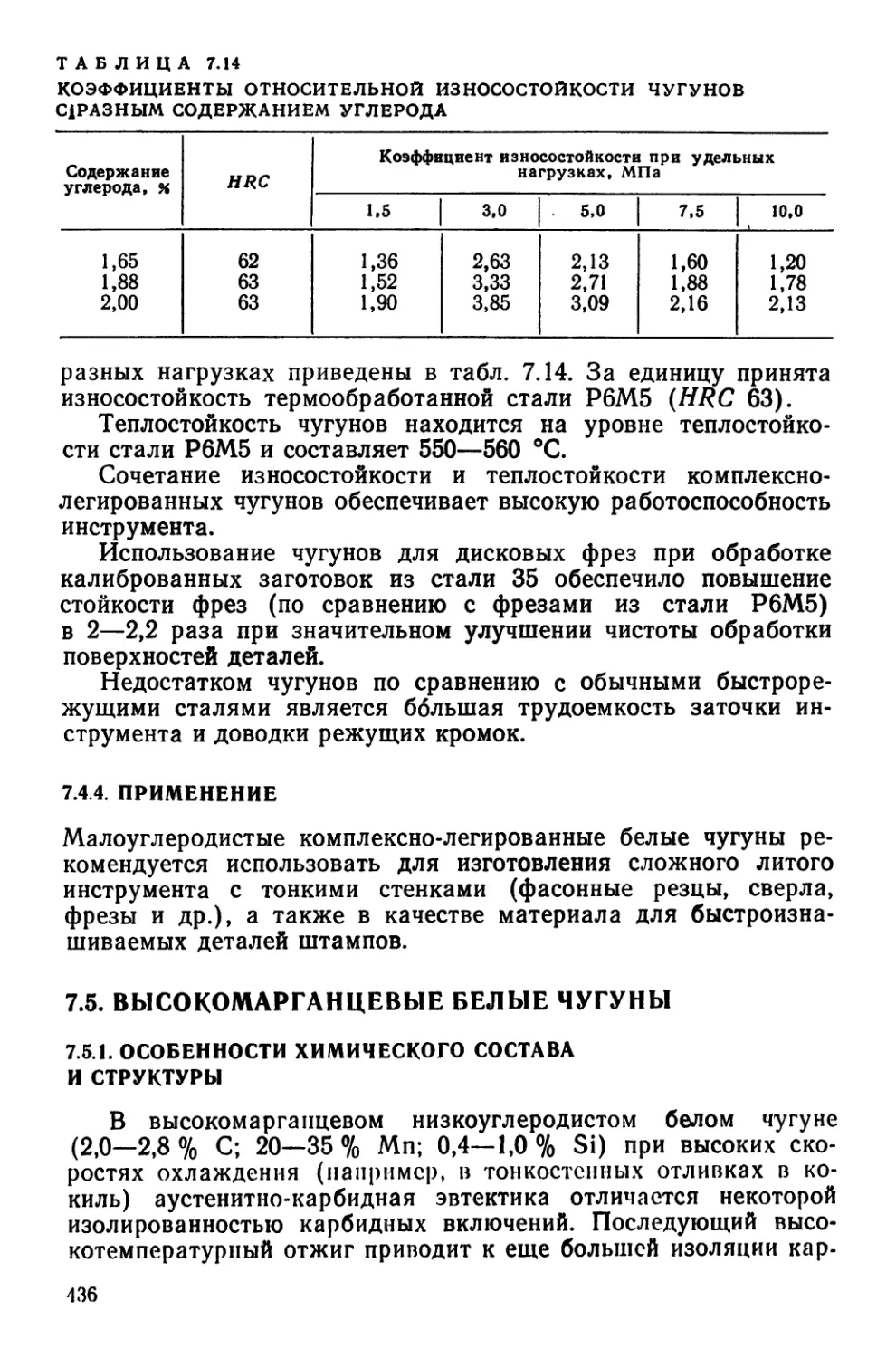
7.4.4. Применение..............................................436
7.5. Высокомарганцевые белые чугуны................................436
7.5.1. Особенности химического состава и структуры....436
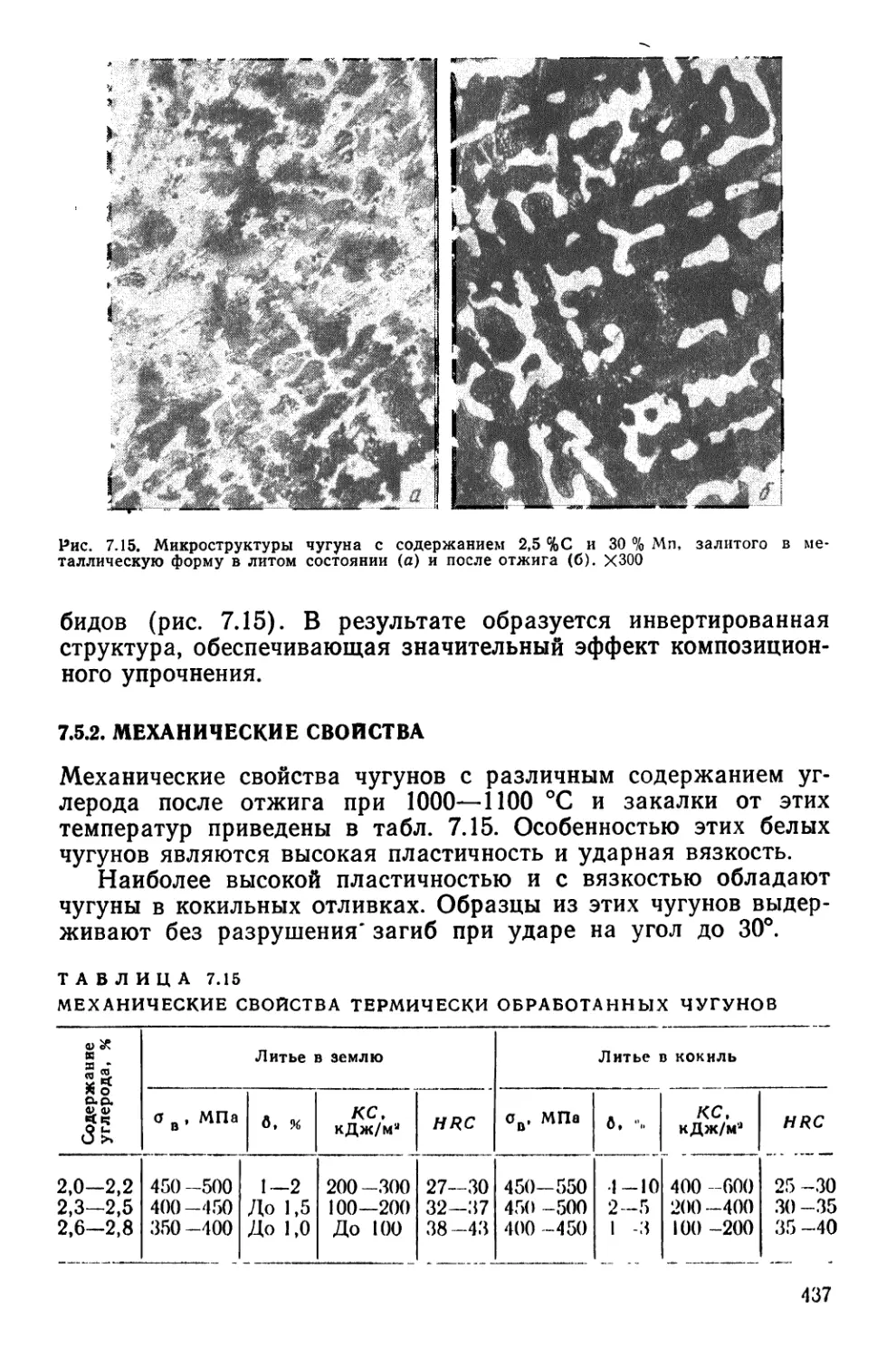
7.5.2. Механические свойства...................................437
7.5.3. Износостойкость.........................................438
7.5.4. Применение..............................................438
7.6. Деформированный белый чугун...................................438
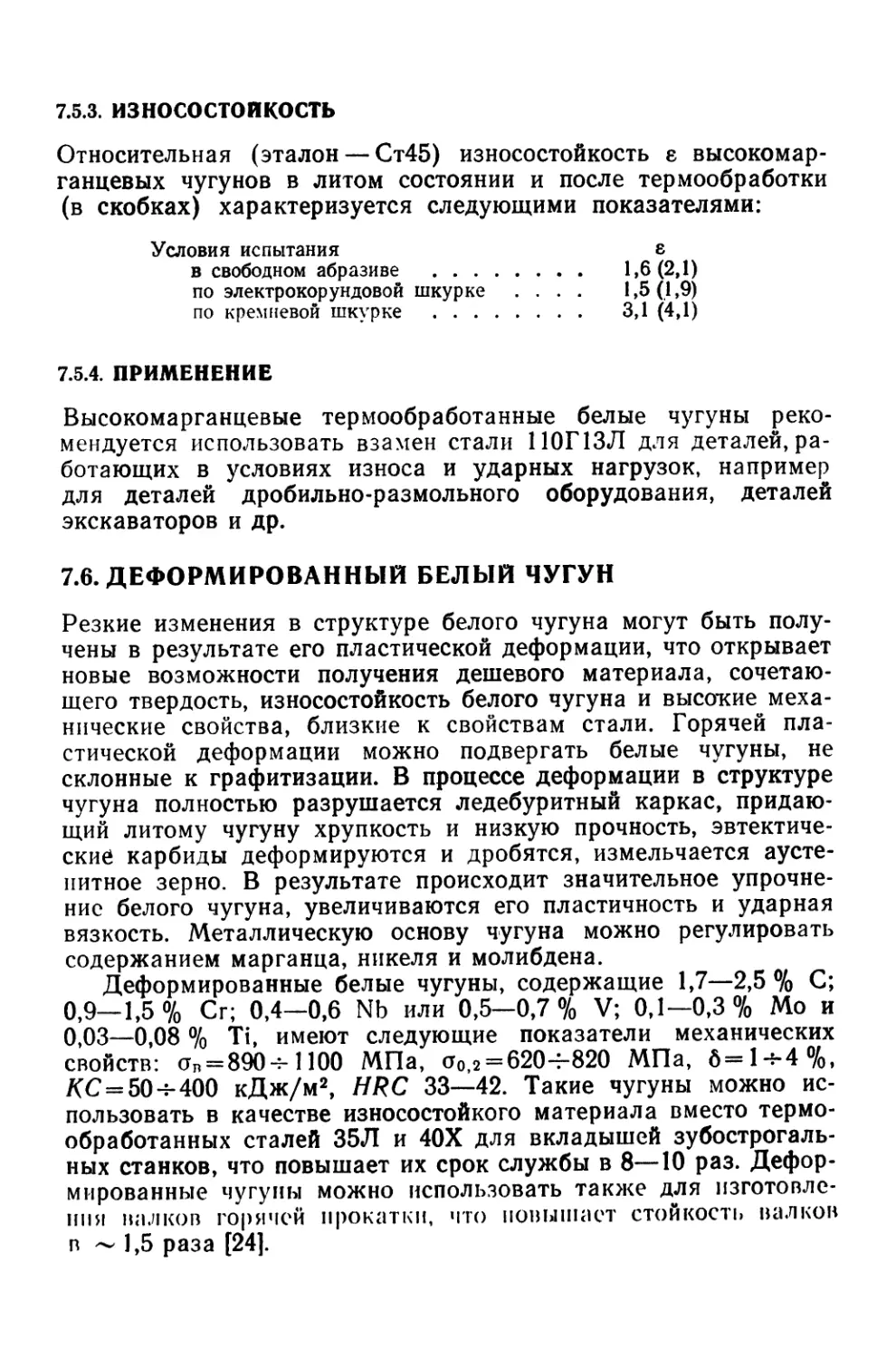
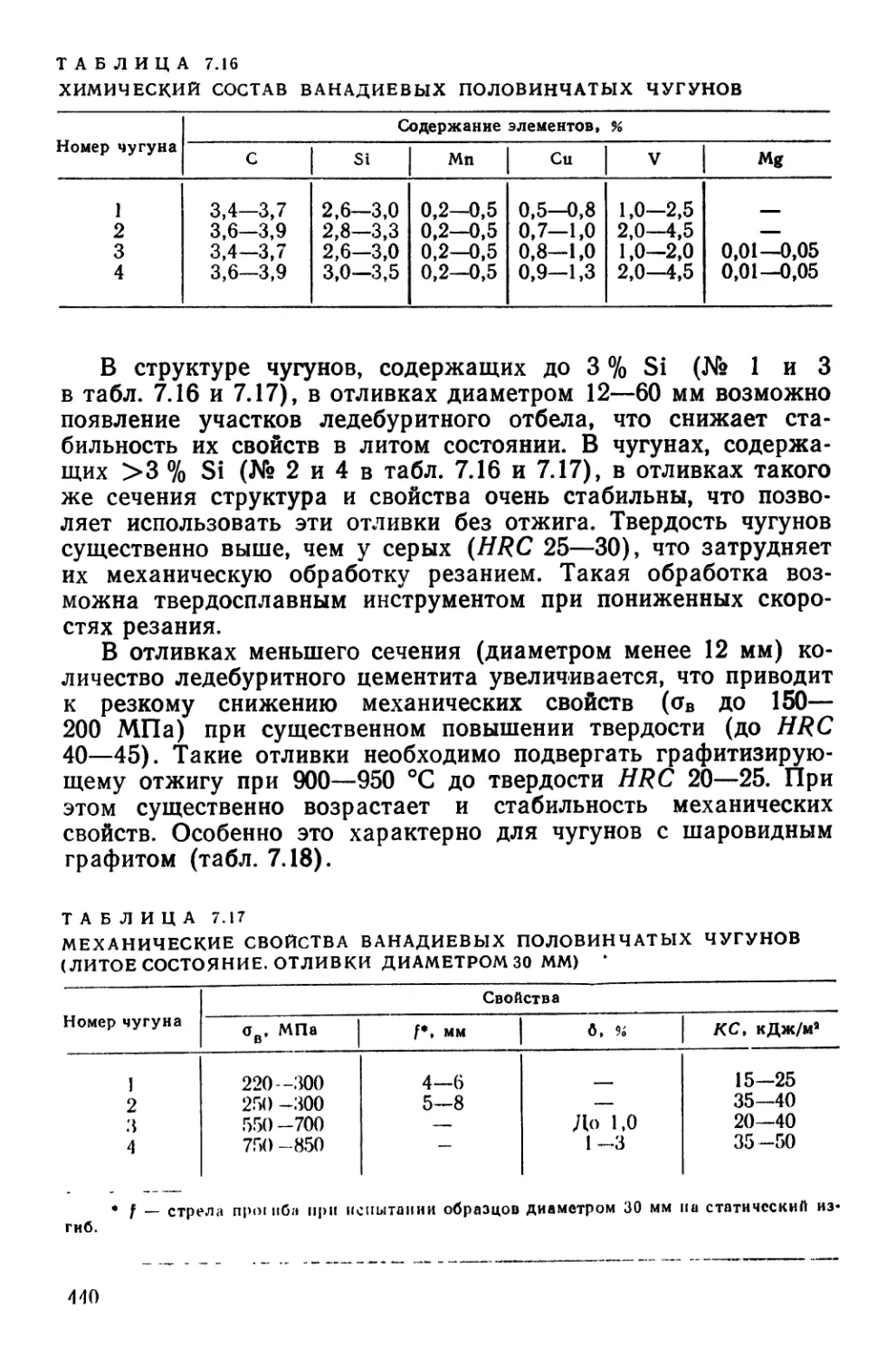
7.7. Износостойкие половинчатые ванадиевые чугуны...............439
7.7.1. Особенности химического состава и структуры....439
7.7.2. Механические свойства...................................439
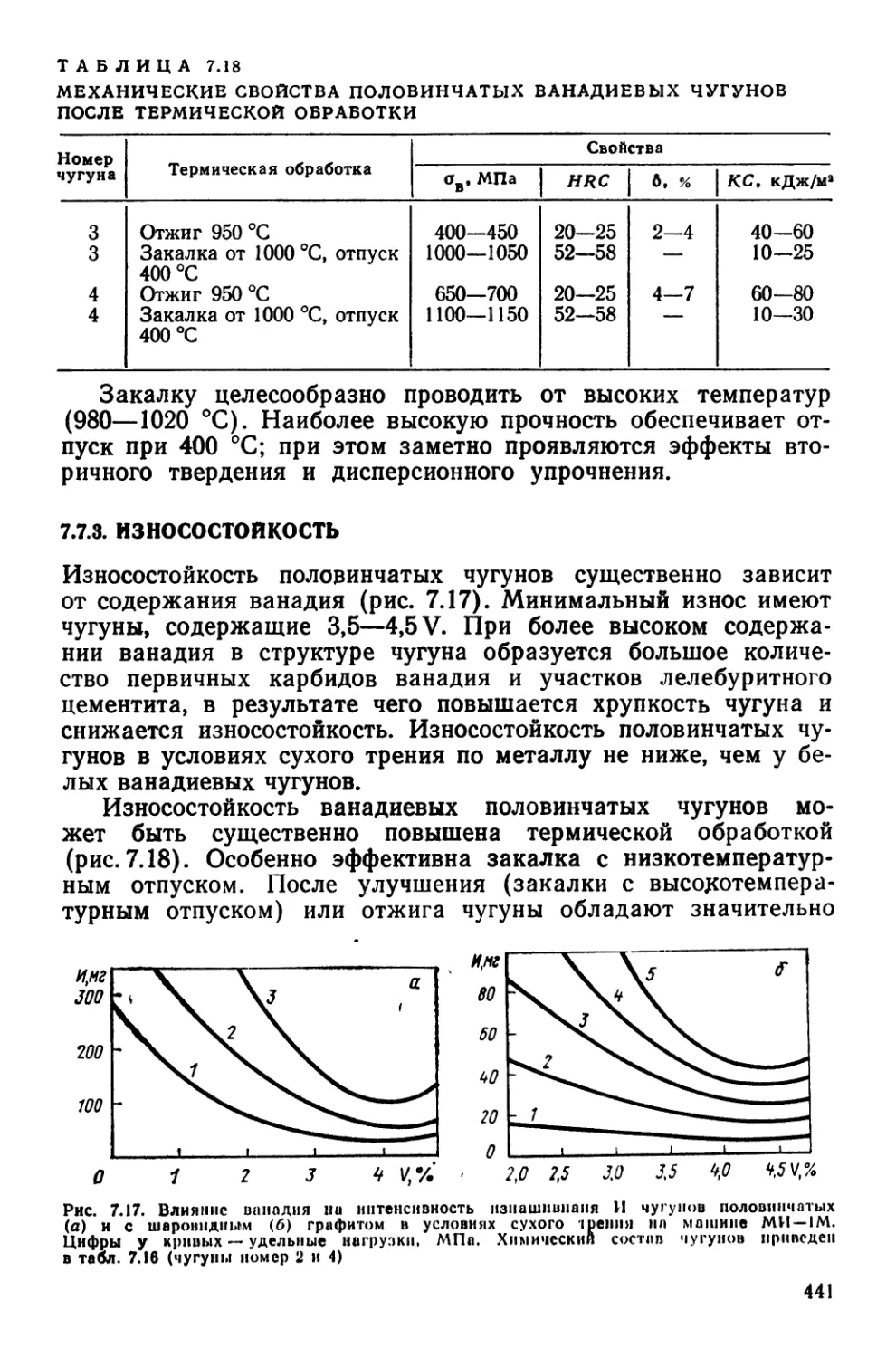
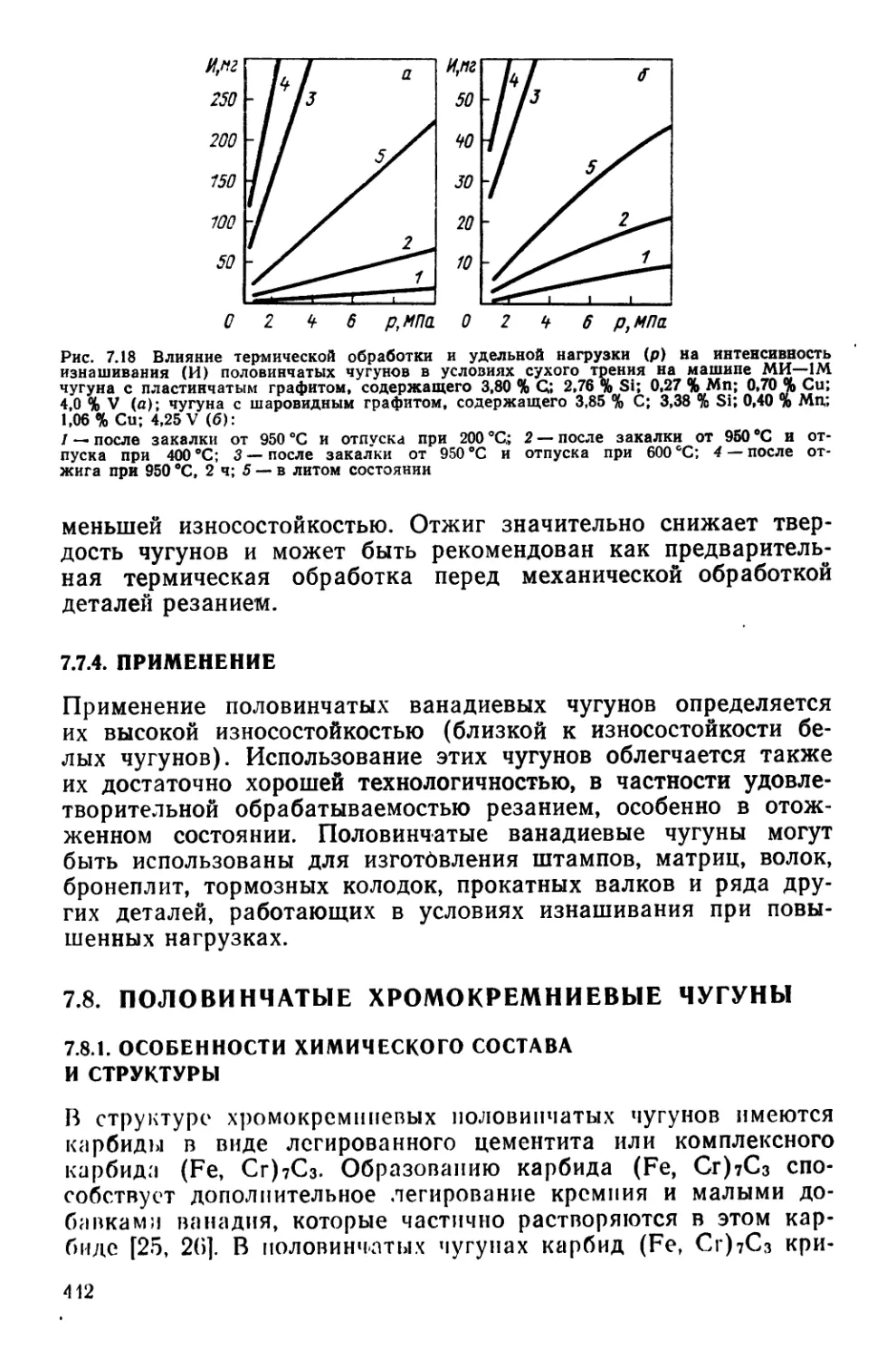
7.7.3. Износостойкость.........................................441
7.7.4. Применение..............................................442
7.8. Половинчатые хромокремниевые чугуны............................442
7 8.1. Особенности химического состава и структуры..............442
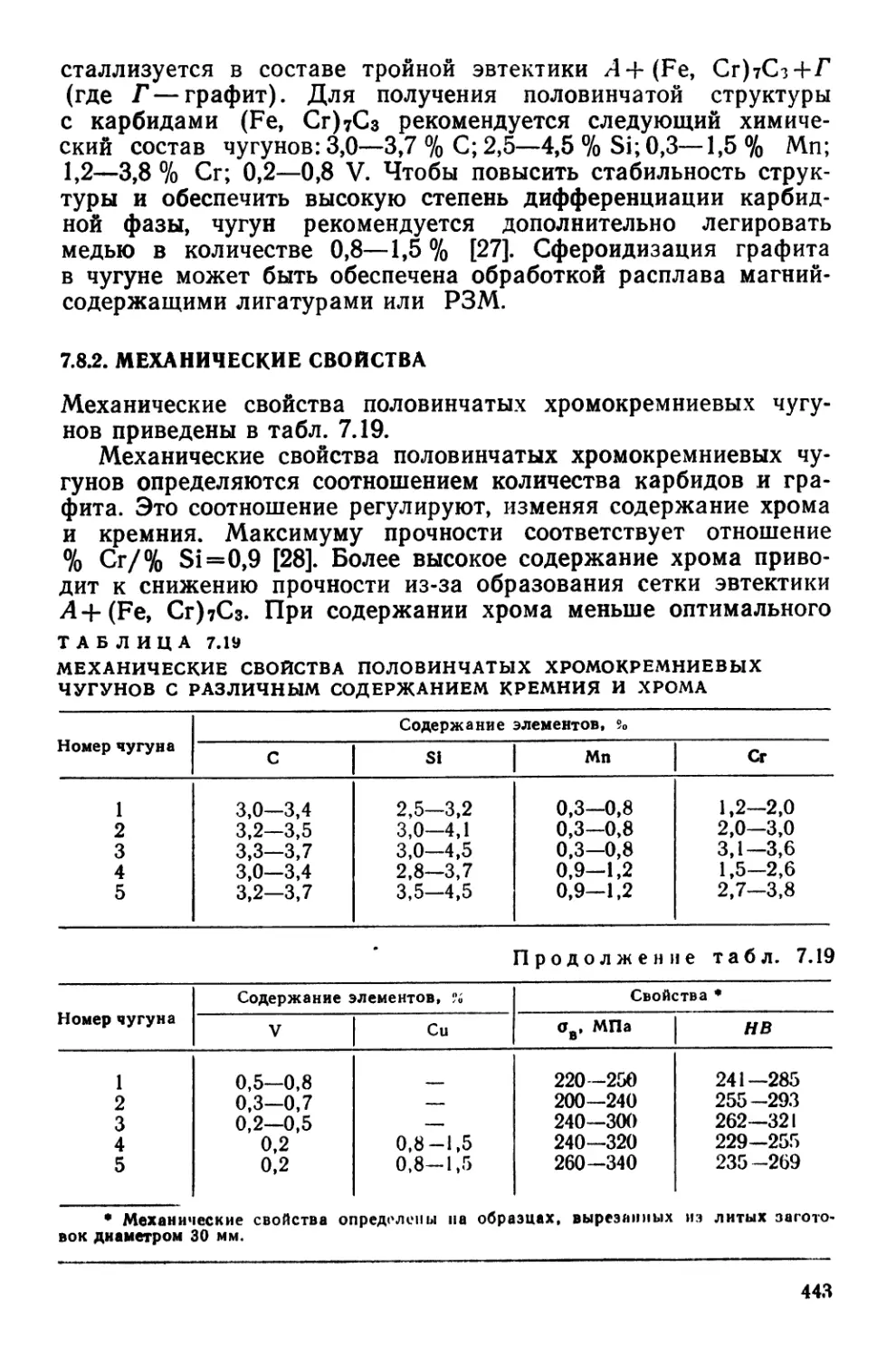
7.8.2. Механические свойства....................................443
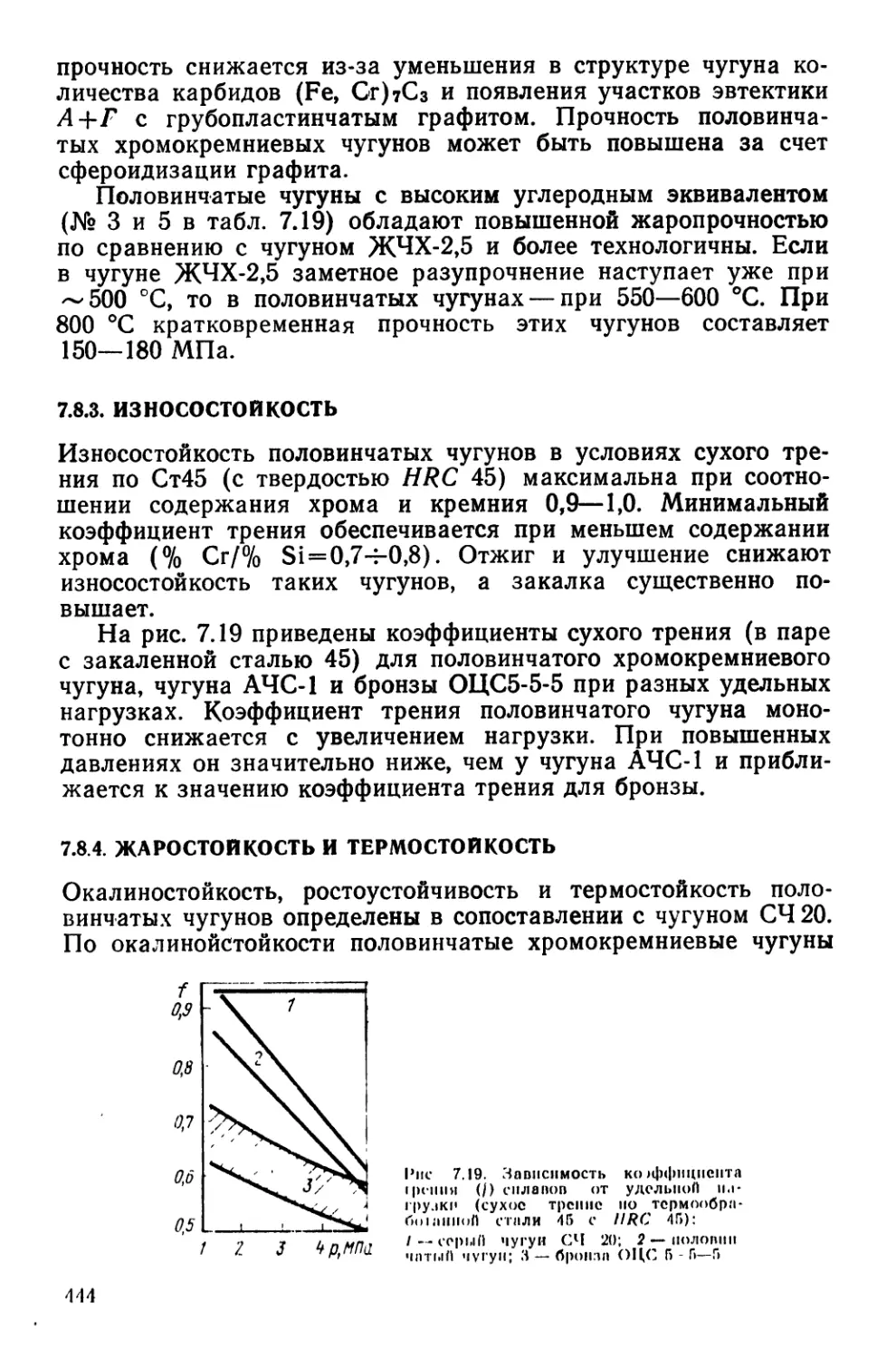
7.8.3. Износостойкость.............................. 444
7.8.4. Жаростойкость и термостойкость...........................444
7.8.5. Применение...............................................445
8. Жаростойкий чугуп . •...........................................445
8 1. Общая характеристика...........................................445
8.2. Методика определения жаростойкости.............................446
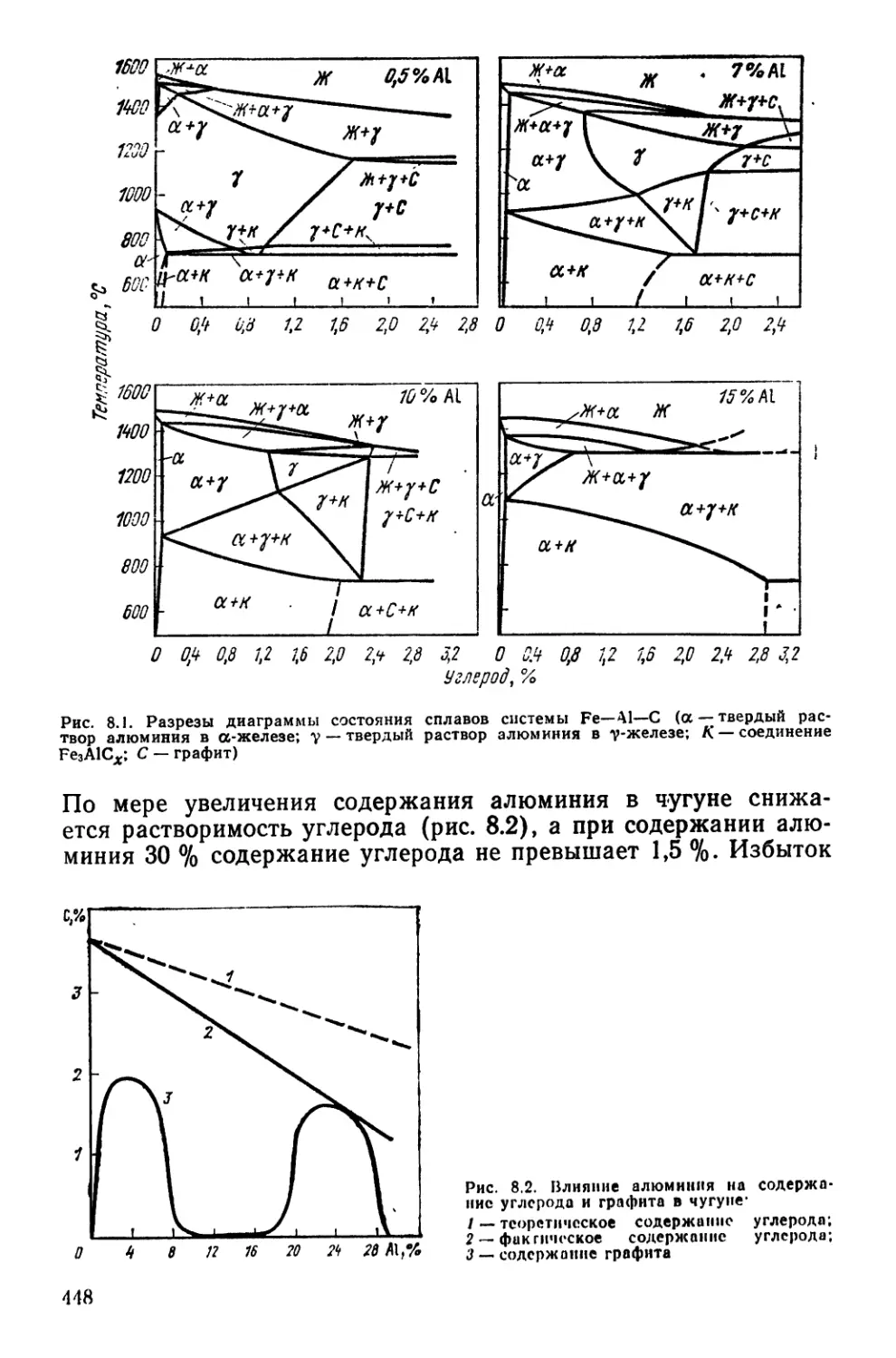
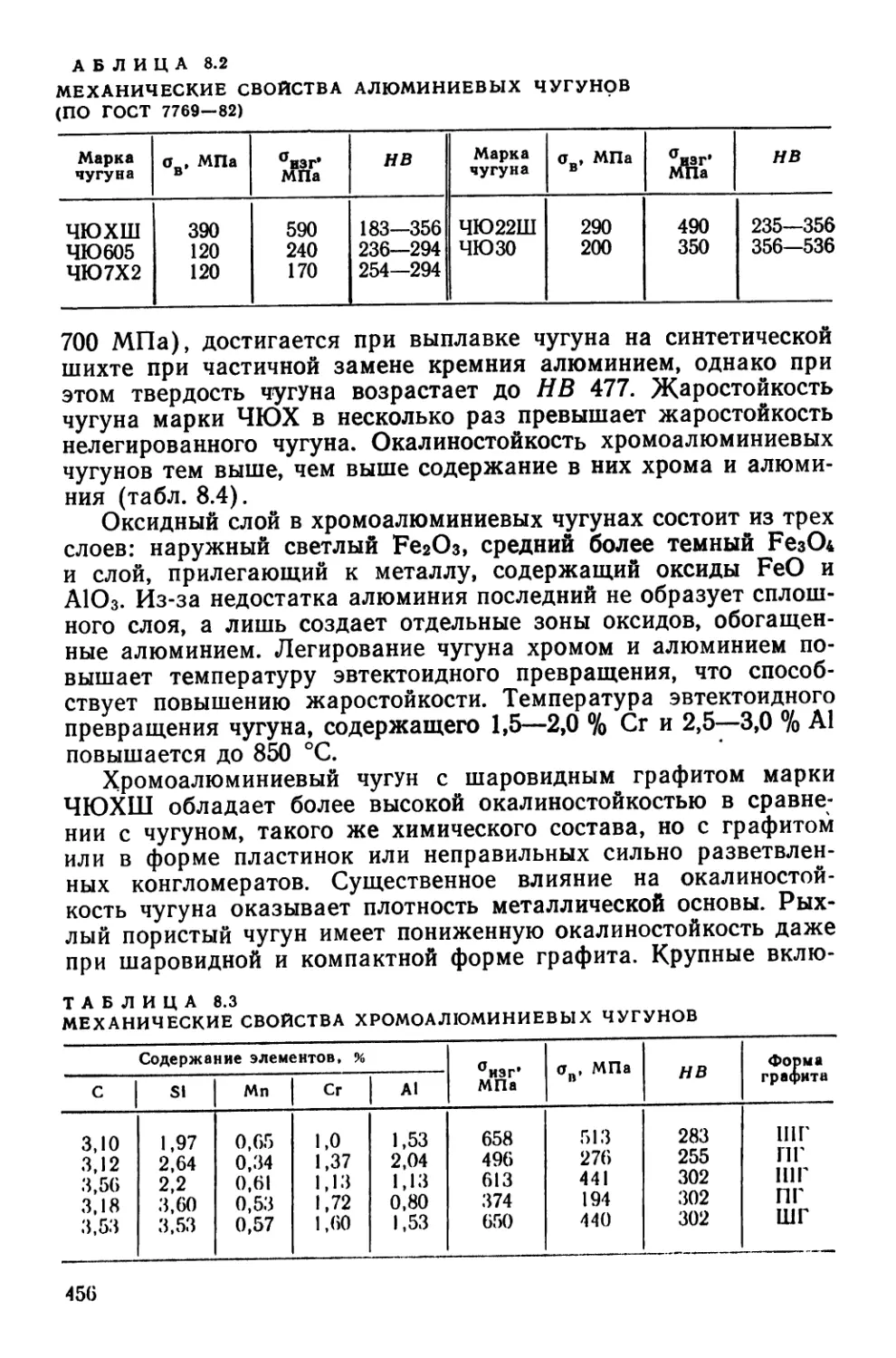
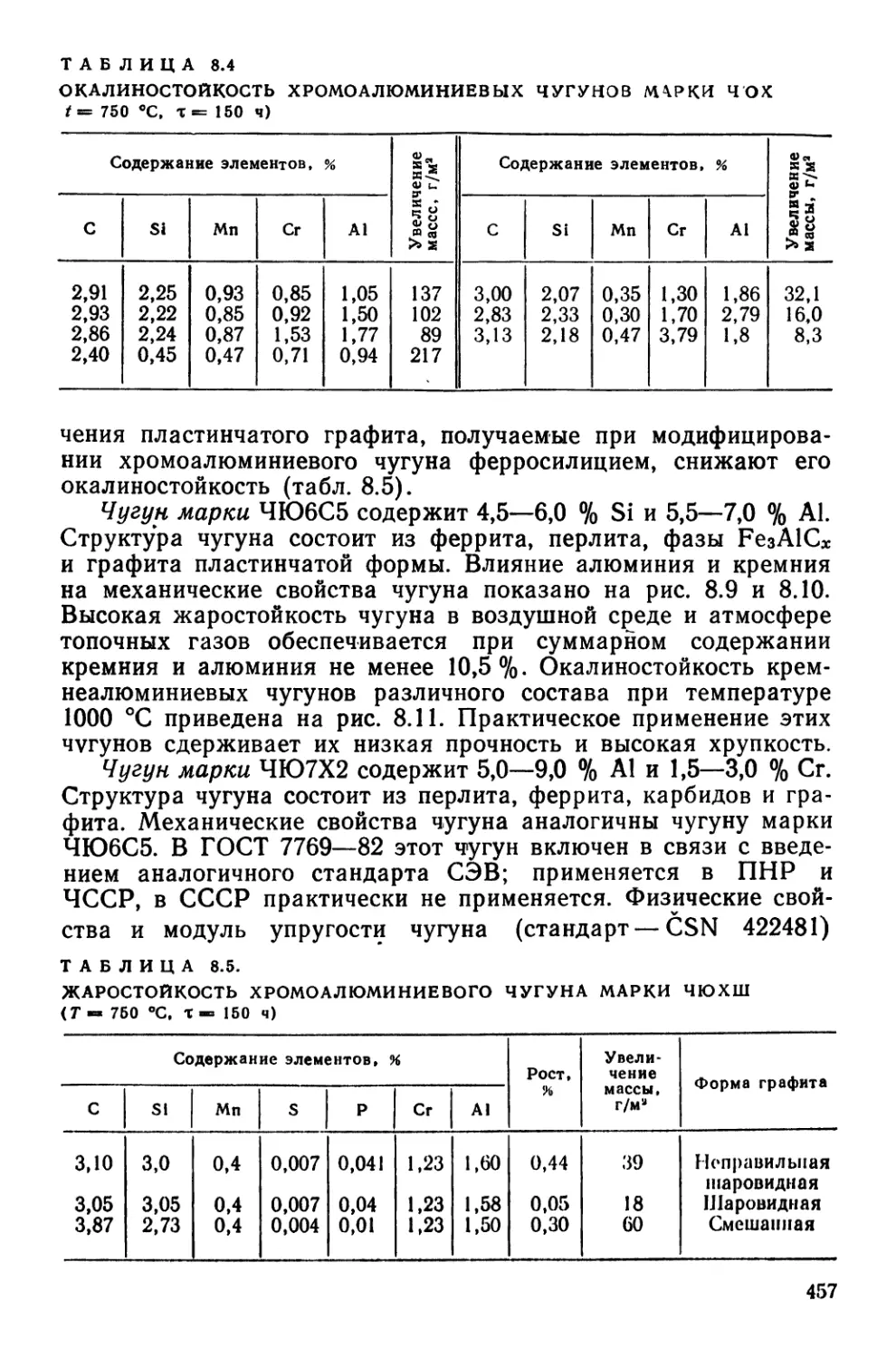
8 3. Алюминиевые чугуны.............................................447
8.3.1. Общая характеристика................................ ... 447
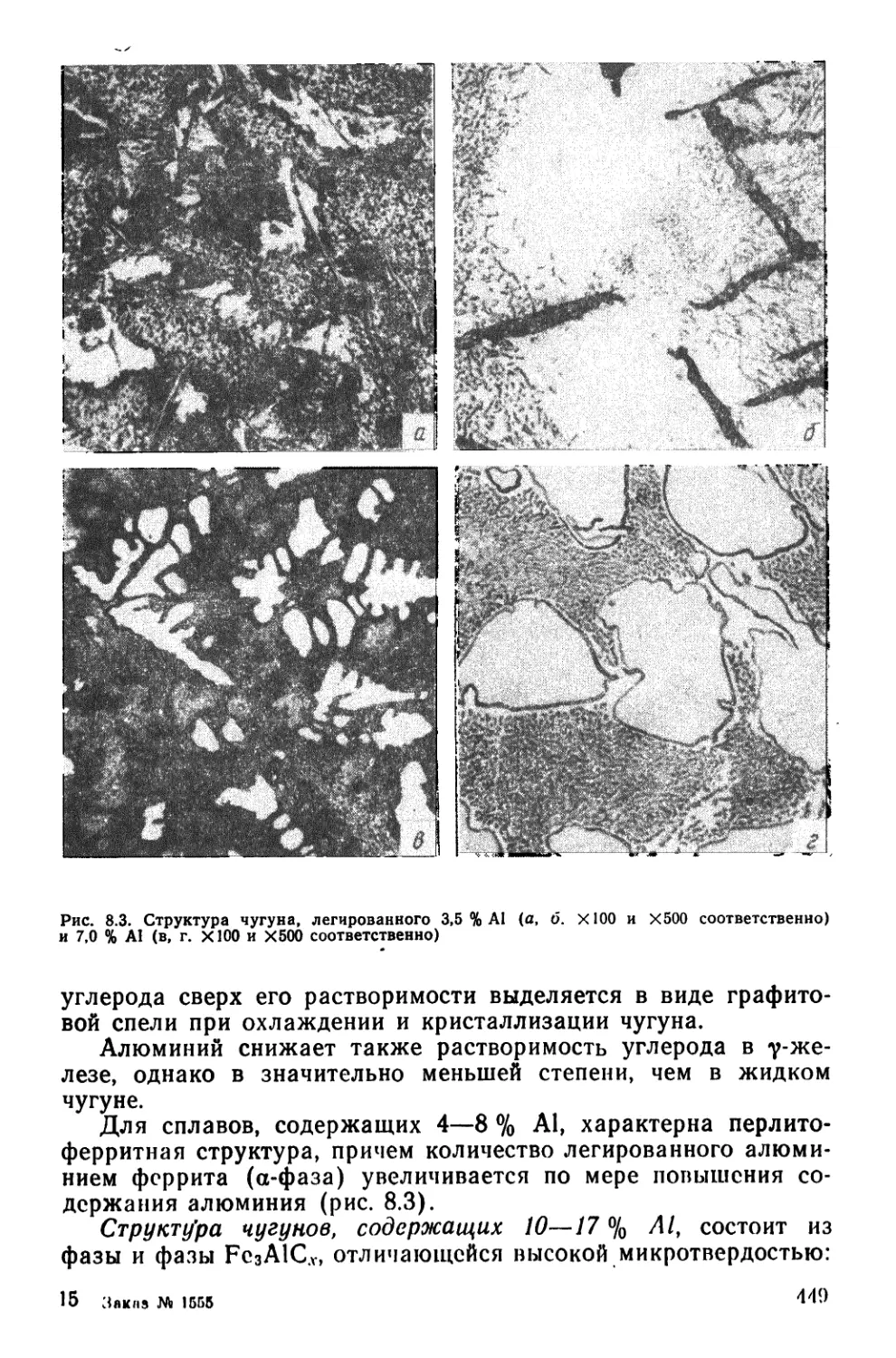
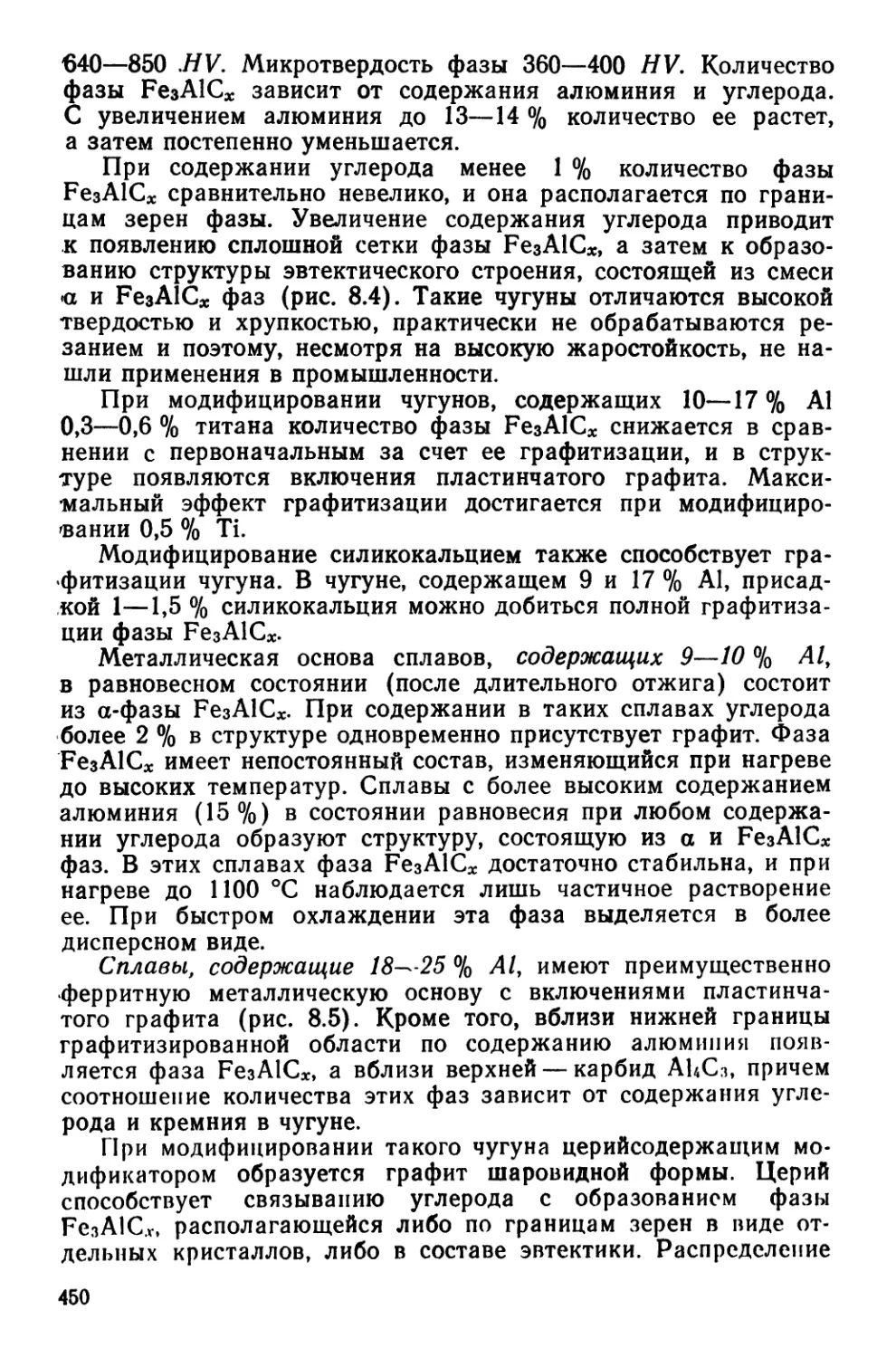
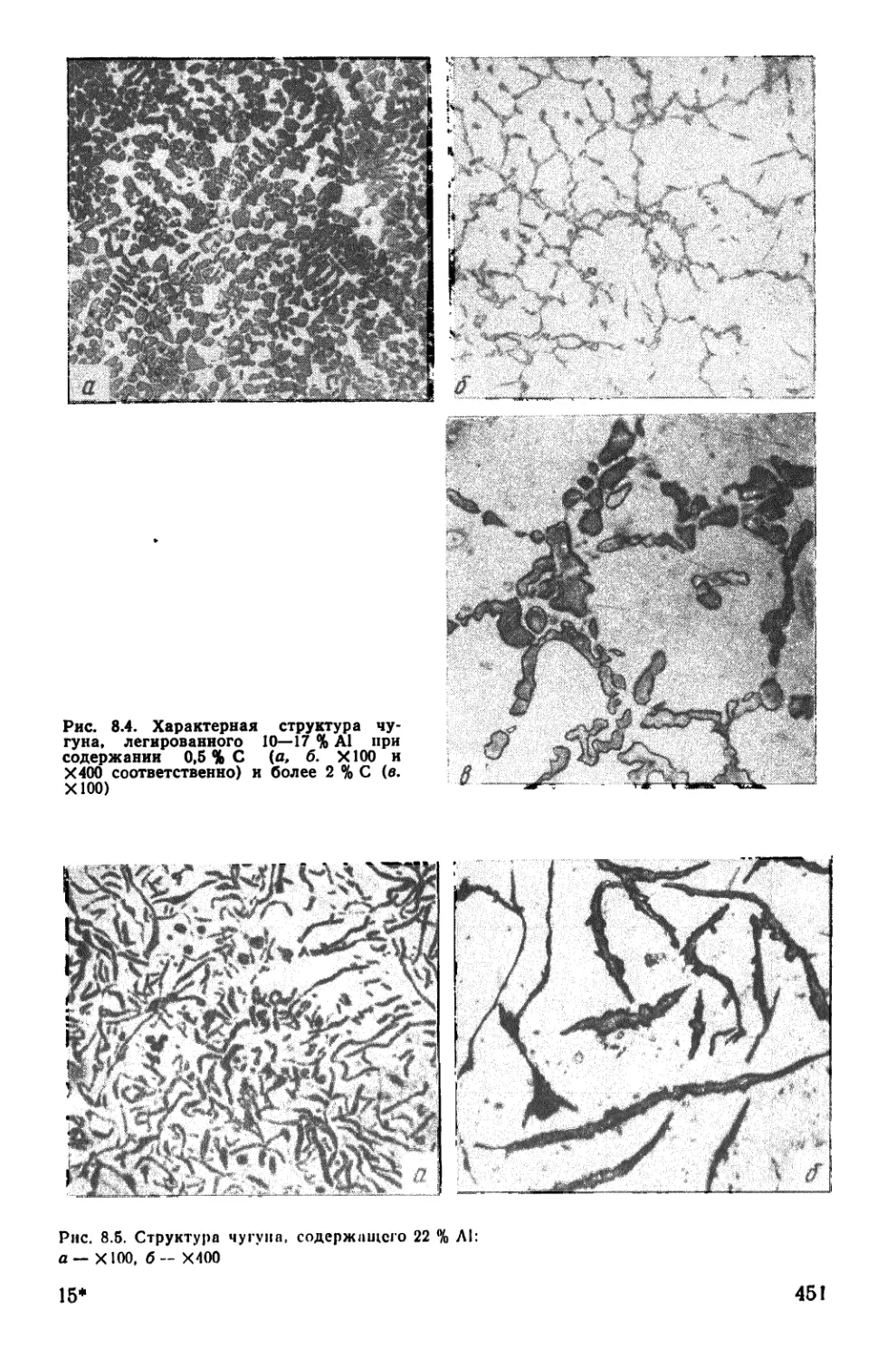
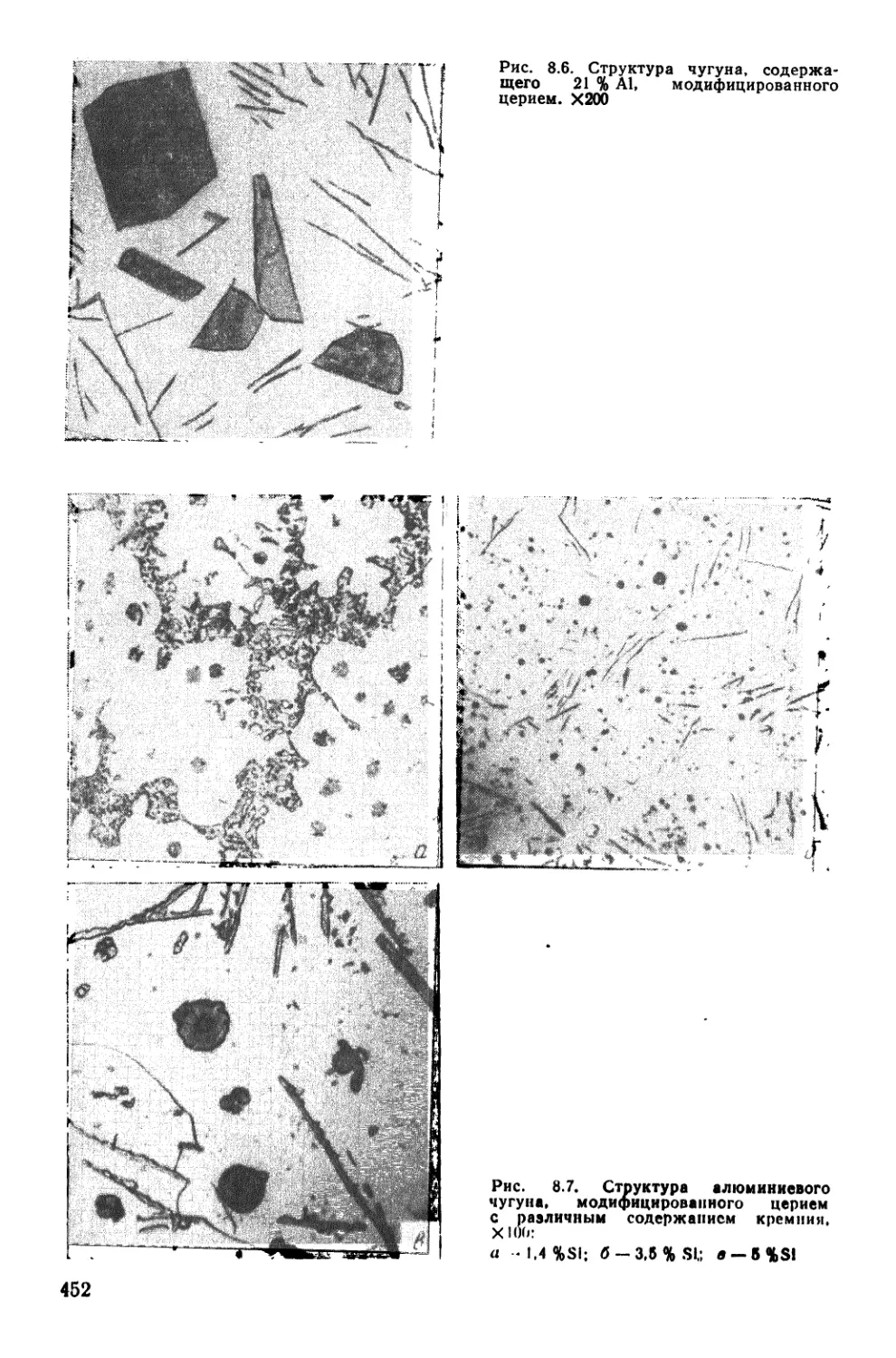
8.3.2. Формирование структуры.............................. ... 447
8 3 3. Марки чугуна и основные свойства..................... . 454
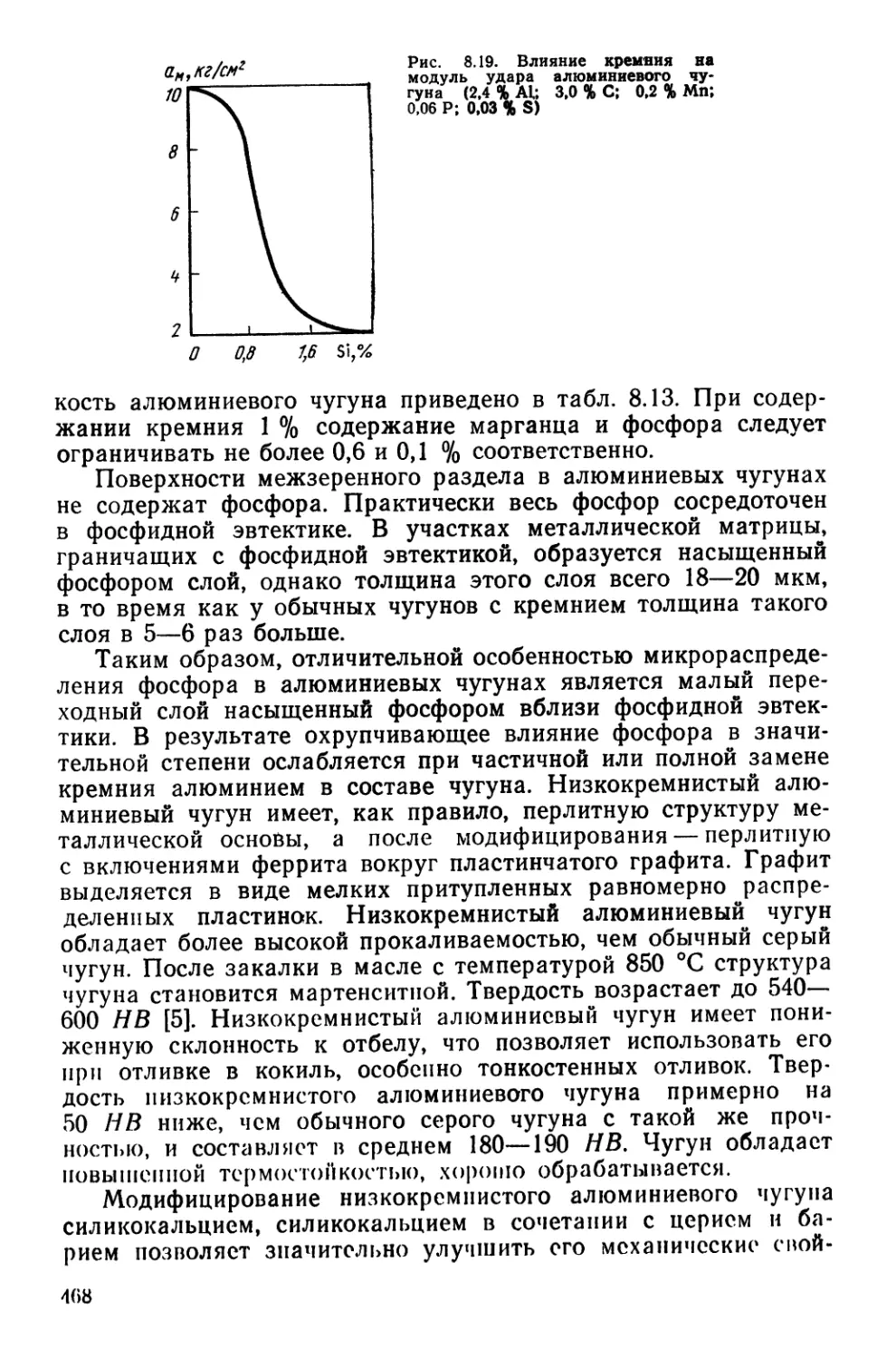
8.3 4. Применение ....................................... ... 469
8.3 5. Металлургические основы получения отливок......470
836 Механическая обработка......................................477
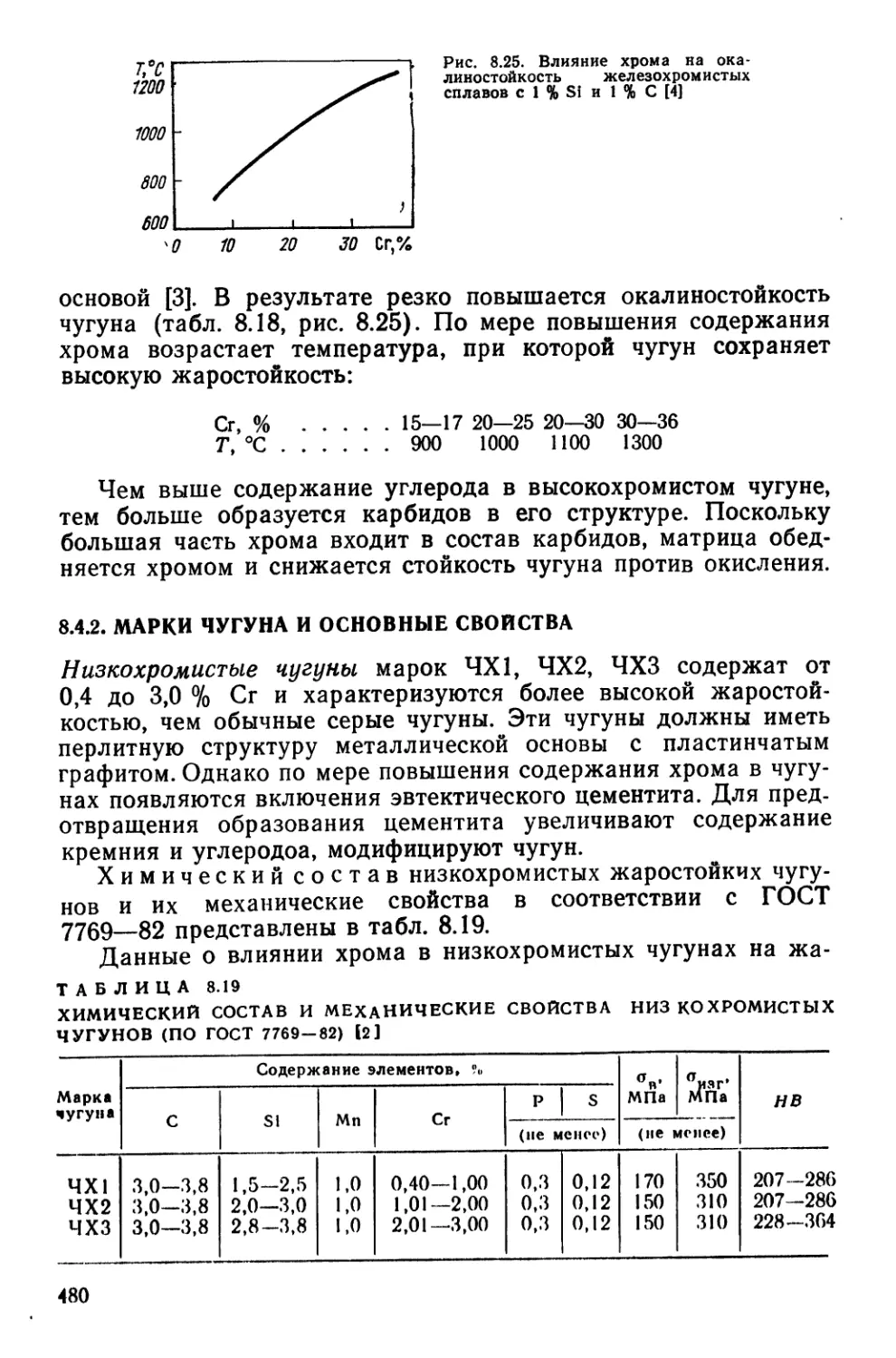
8.4. Хромистые чугуны...............................................479
8.4 1. Влияние хрома на жаростойкое!ь чугуна ... ... 479
8 4.2. Марки чугуна и основные свойства................... ... 480
8 4 3. I IpiiMCHcinie........................................ . 483
5
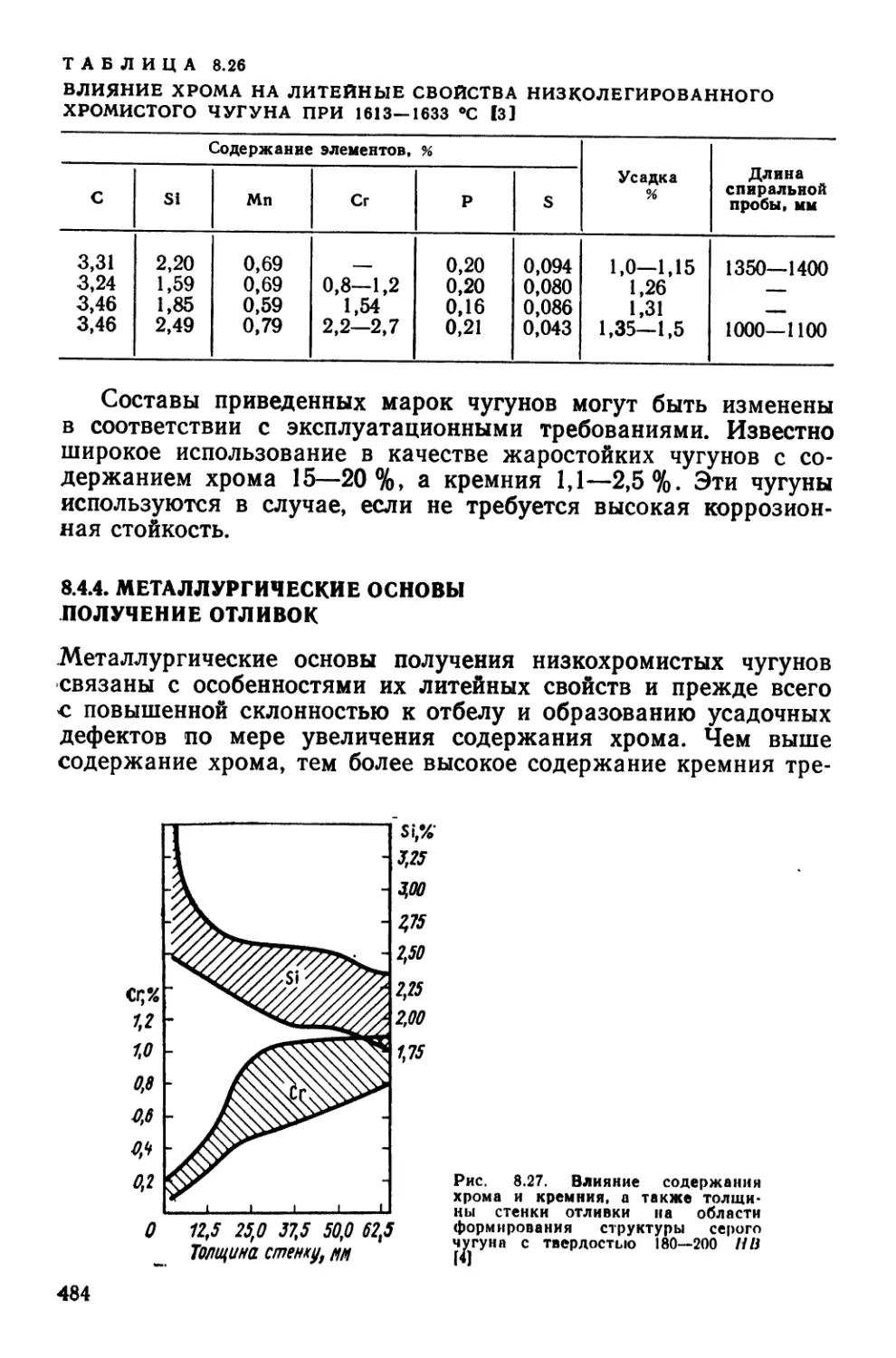
8.4.4. Металлургические основы получения отливок..............484
8.5. Кремнистый чугун.............................................485
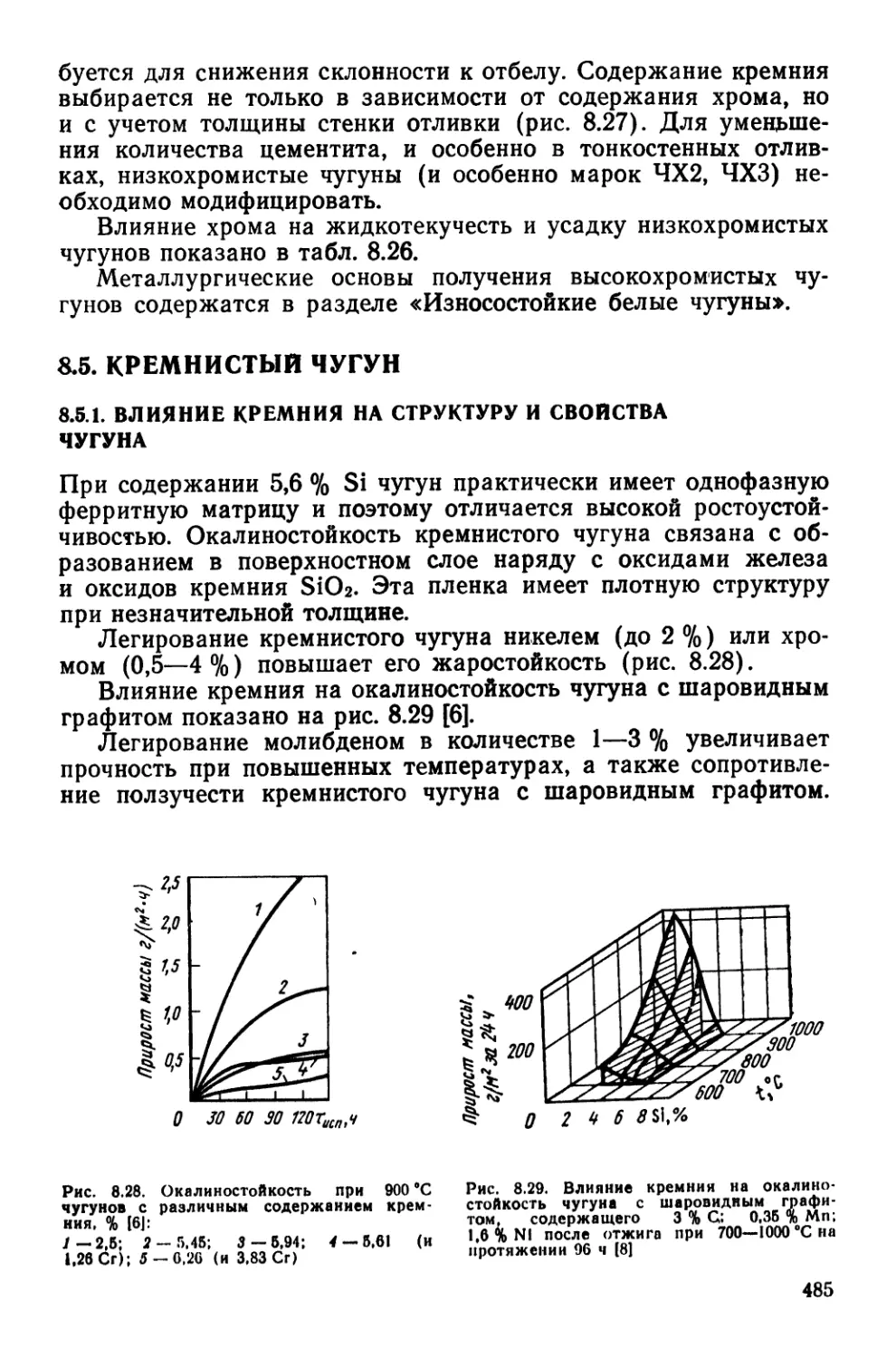
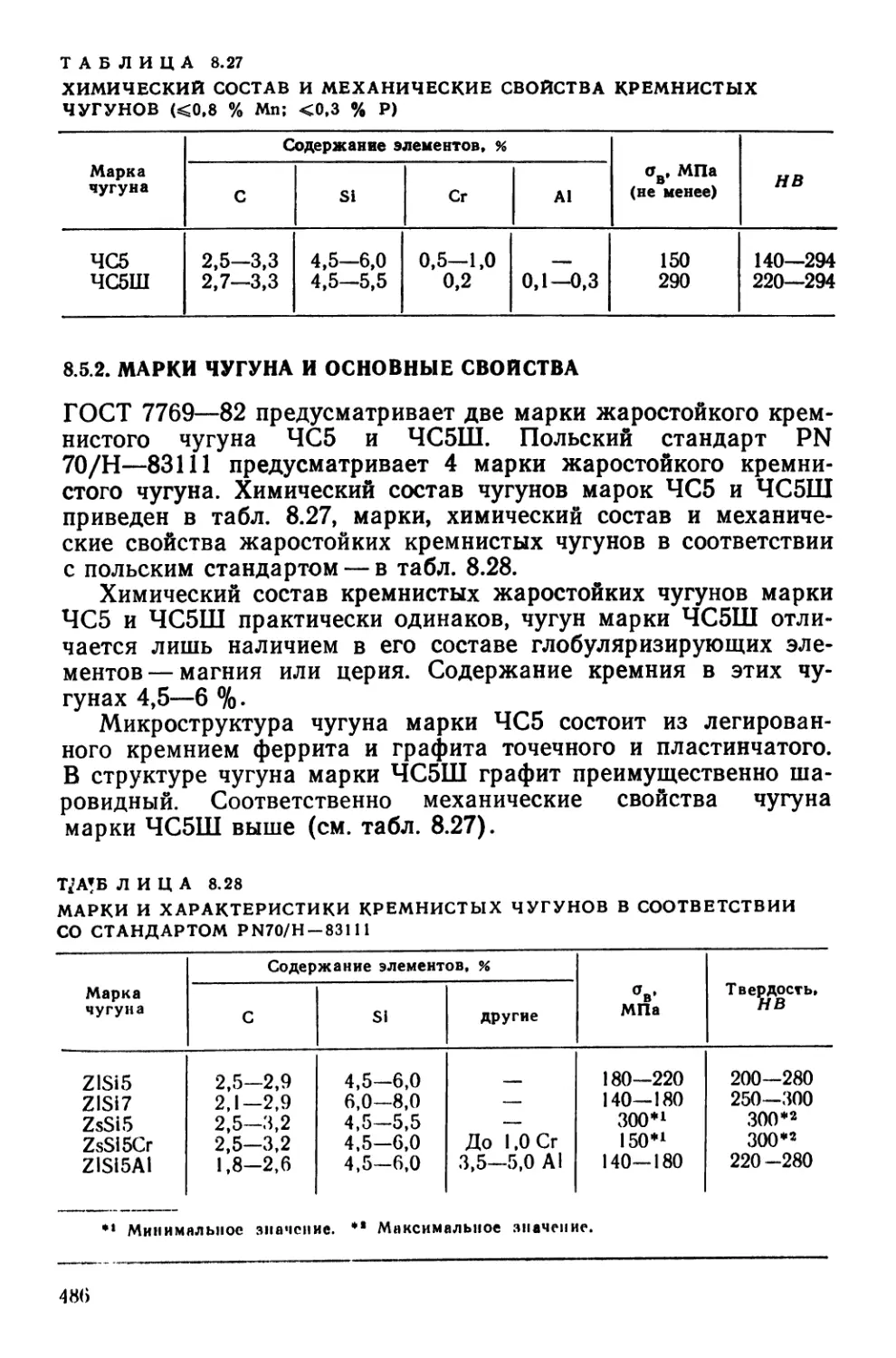
8.5.1. Влияние кремния на структуру и свойства чугуна .... 485
8.5.2. Марки чугуна и основные свойства......................486
8.5.3. Применение..............................................487
8.5.4. Металлургические основы получения отливок...............488
9. Коррозионностойкий чугун......................................488
9.1. Общая характеристика.........................................488
9.2. Процессы коррозии в чугуне..................................489
9.3. Хромистые чугуны.............................................492
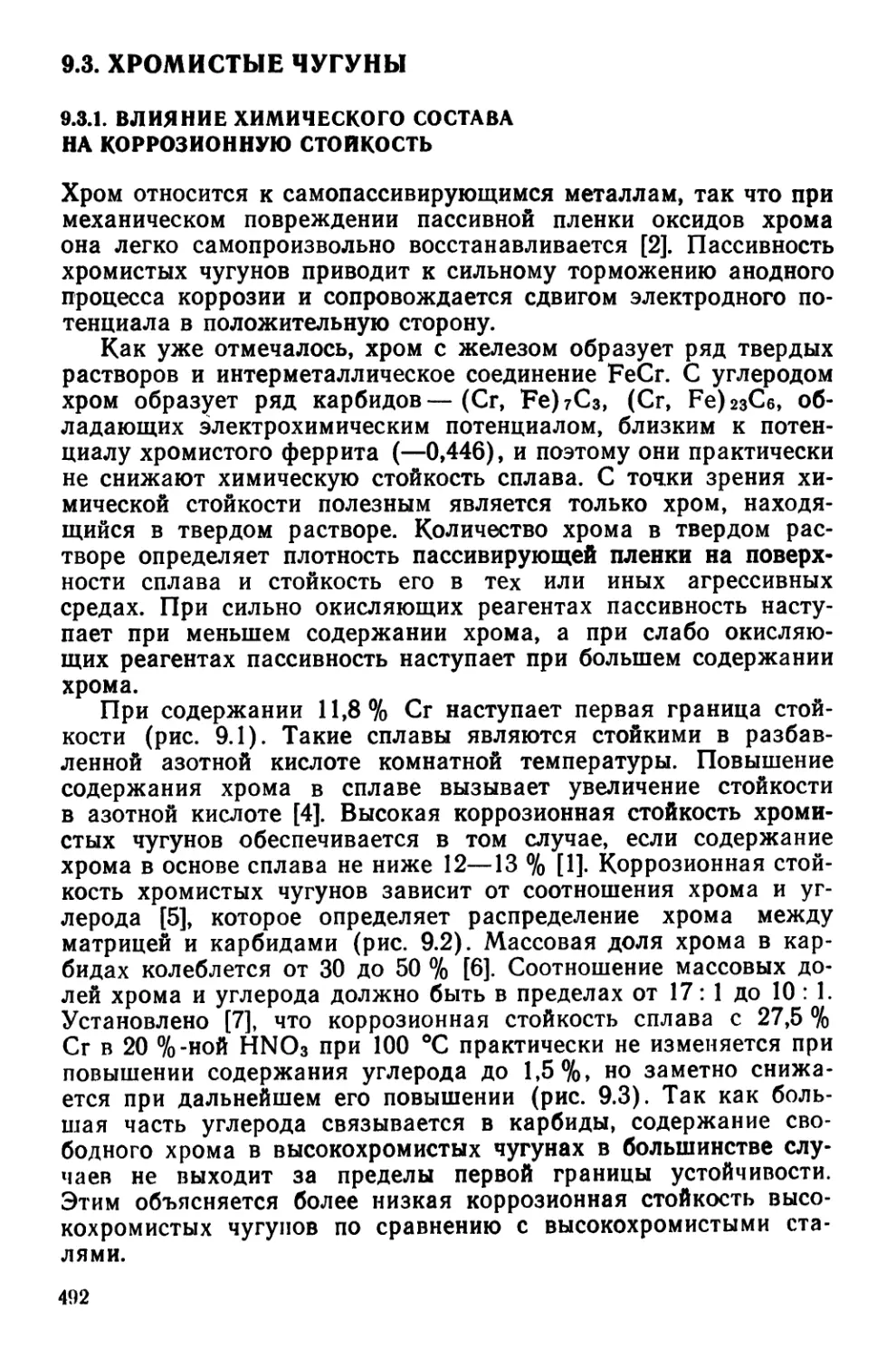
9.3.1. Влияние химического состава на коррозионную стойкость . . 492
9.3.2. Марки чугунов и основные свойства......................494
9.3.3. Применение.............................................499
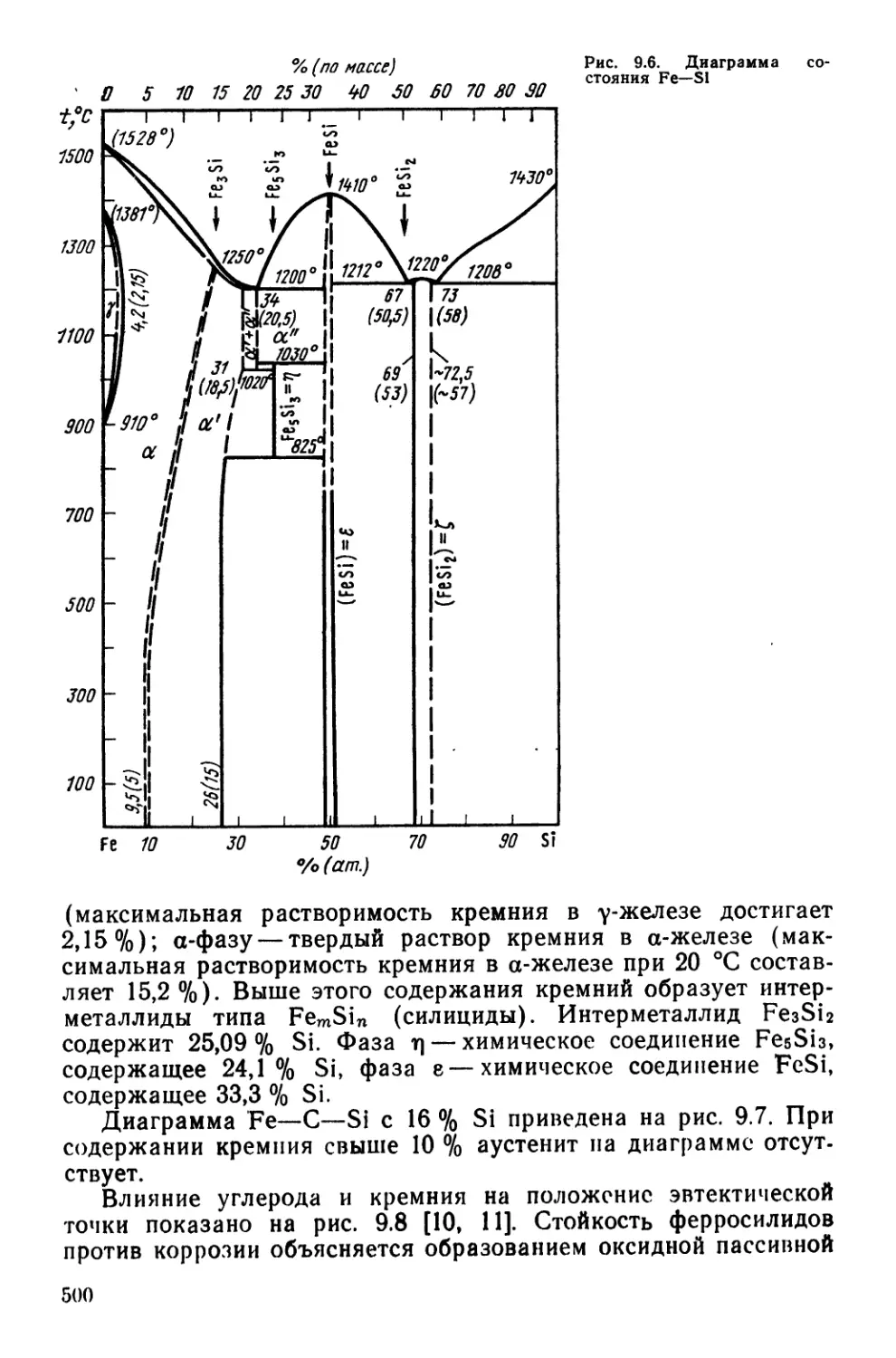
9.4. Высококремнистый чугун 7.................................... 499
9.4.1. Влияние химического состава на структуру и свойства . . . 499
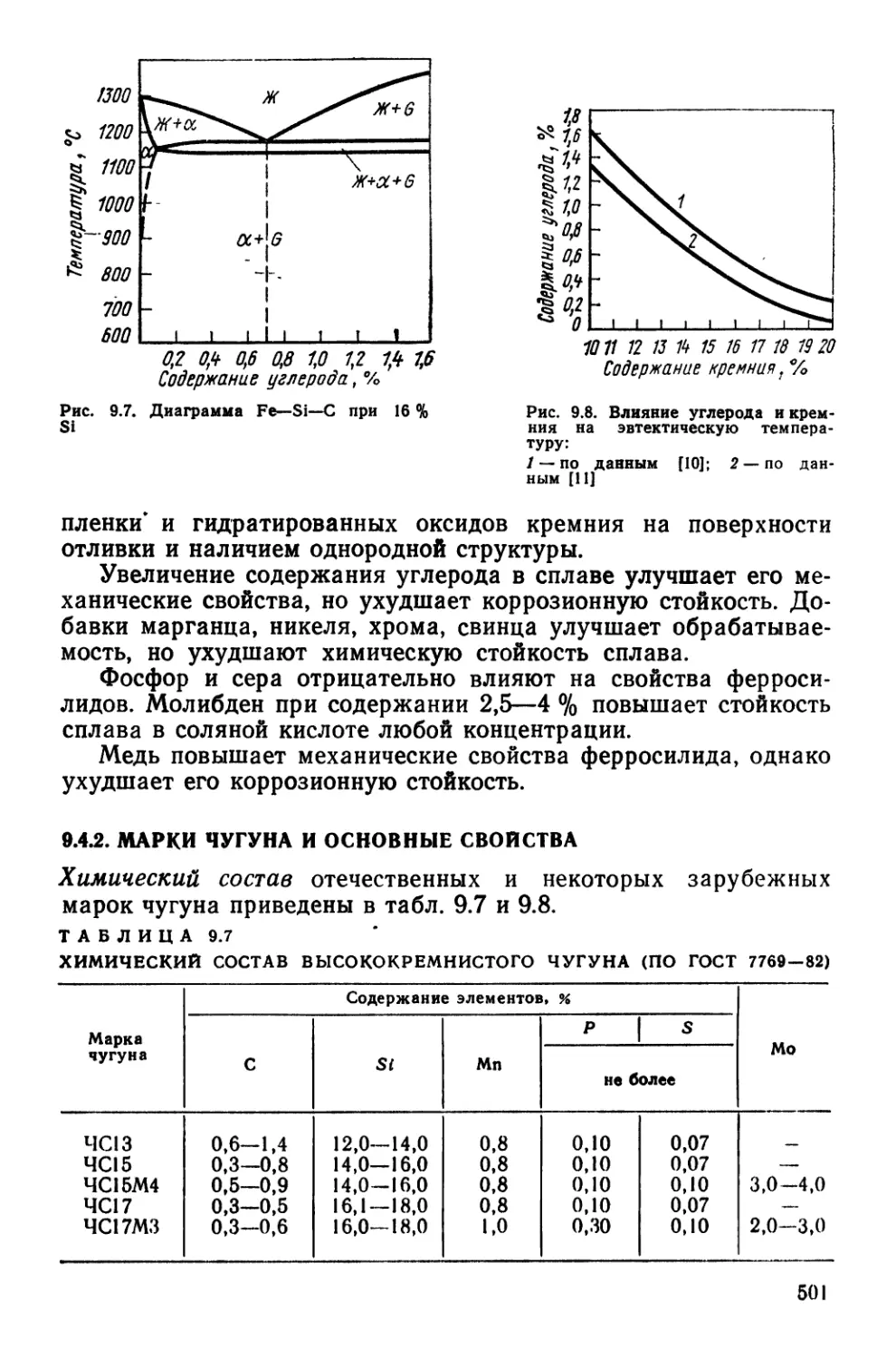
9.4.2. Марки чугуна и основные свойства......................501
9.4.3. Применение.............................................506
9.4.4. Металлургические основы получения отливок..............506
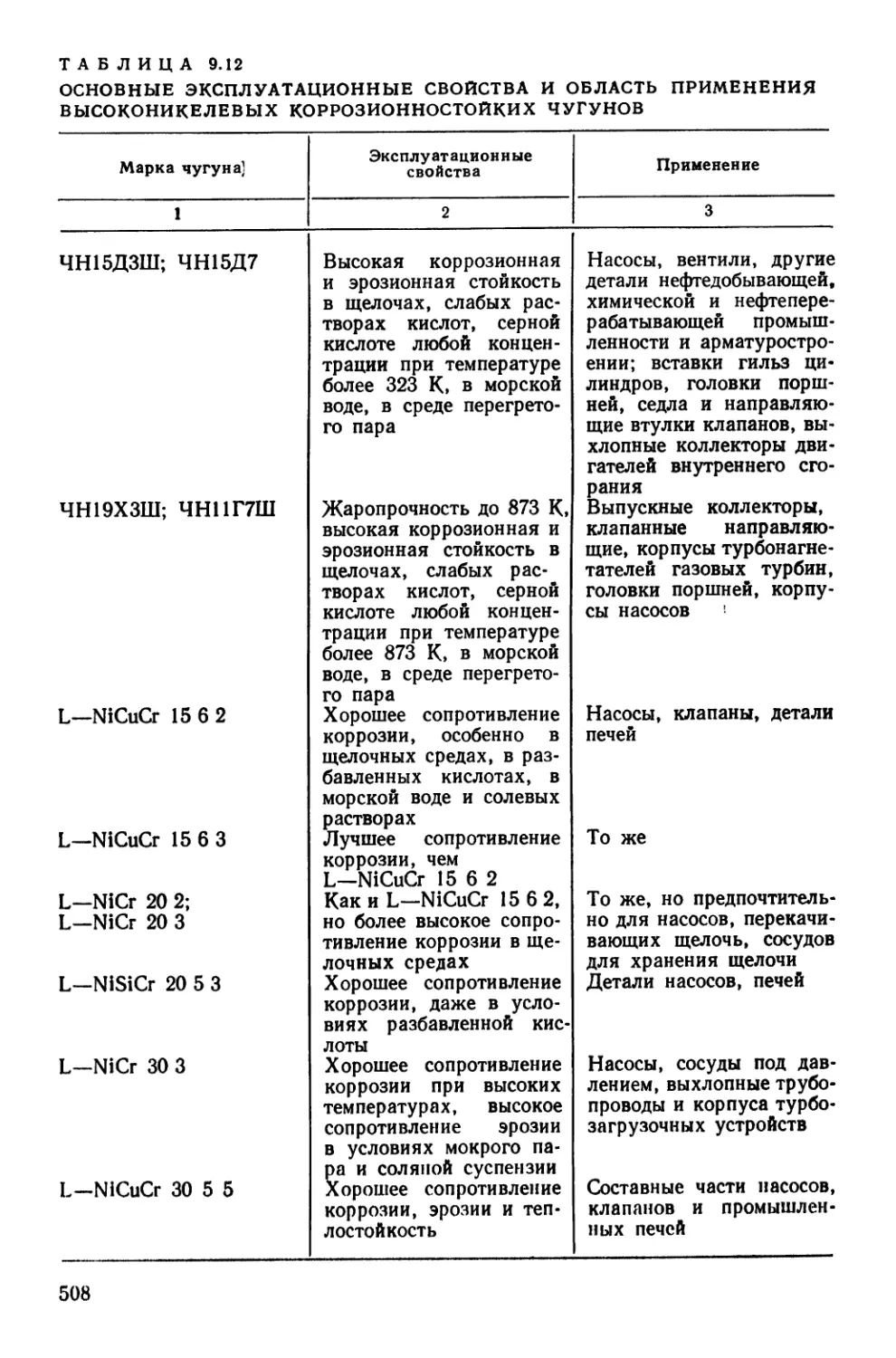
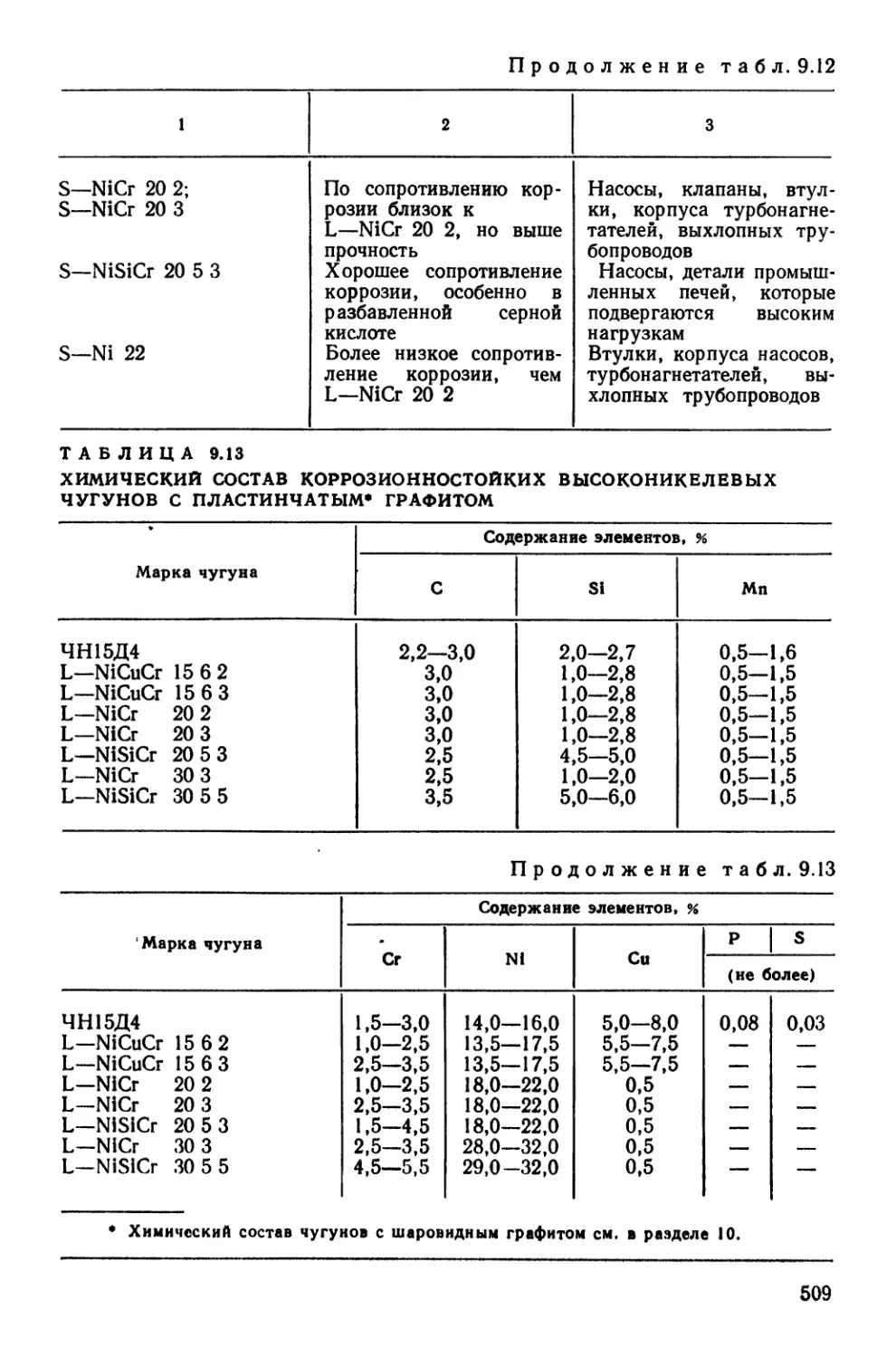
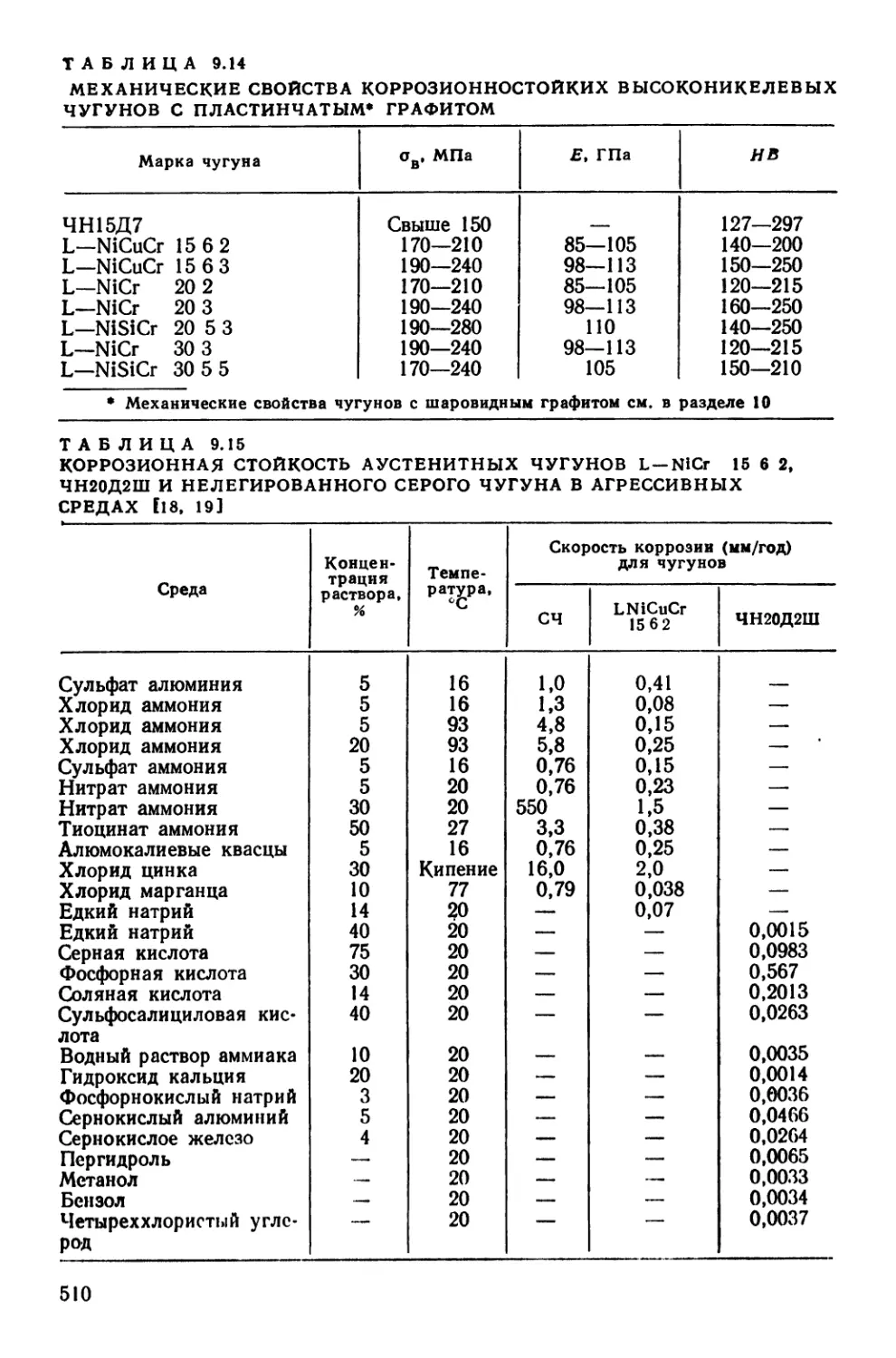
9.5. Высоконикелевый чугун........................................507
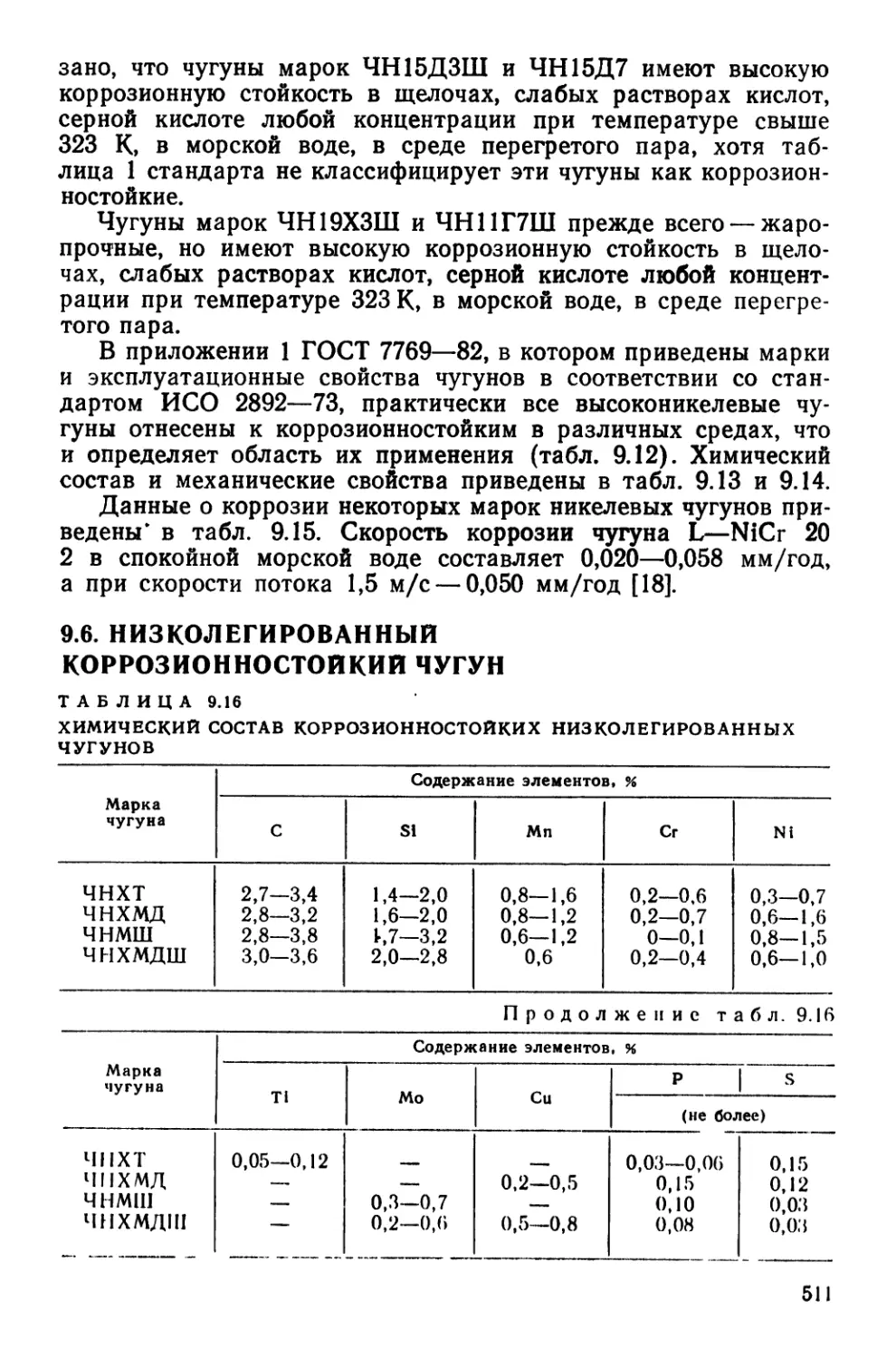
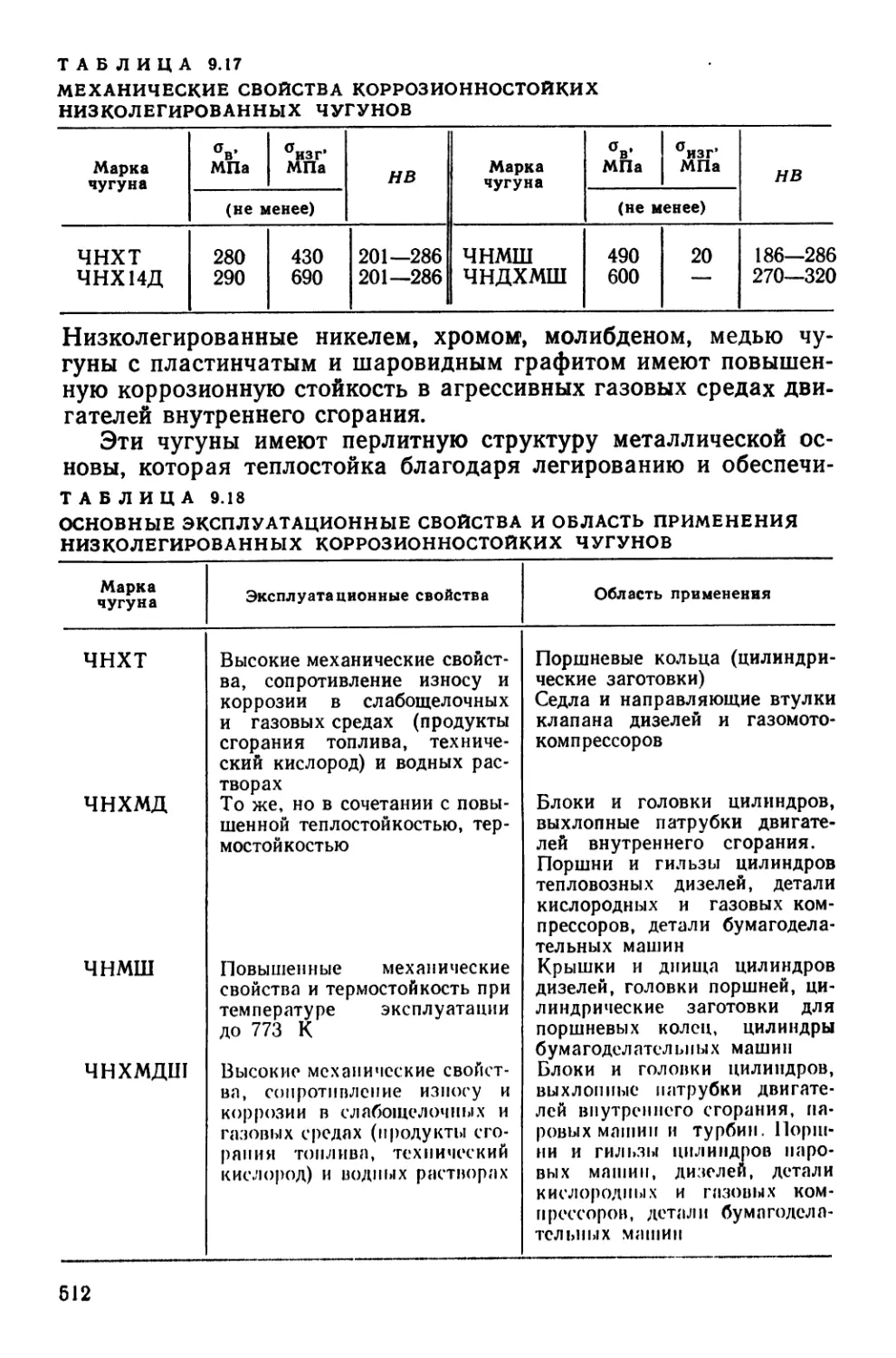
9.6. Низколегированный коррозионностойкий чугун...................511
10. Жаропрочный чугун............................................513
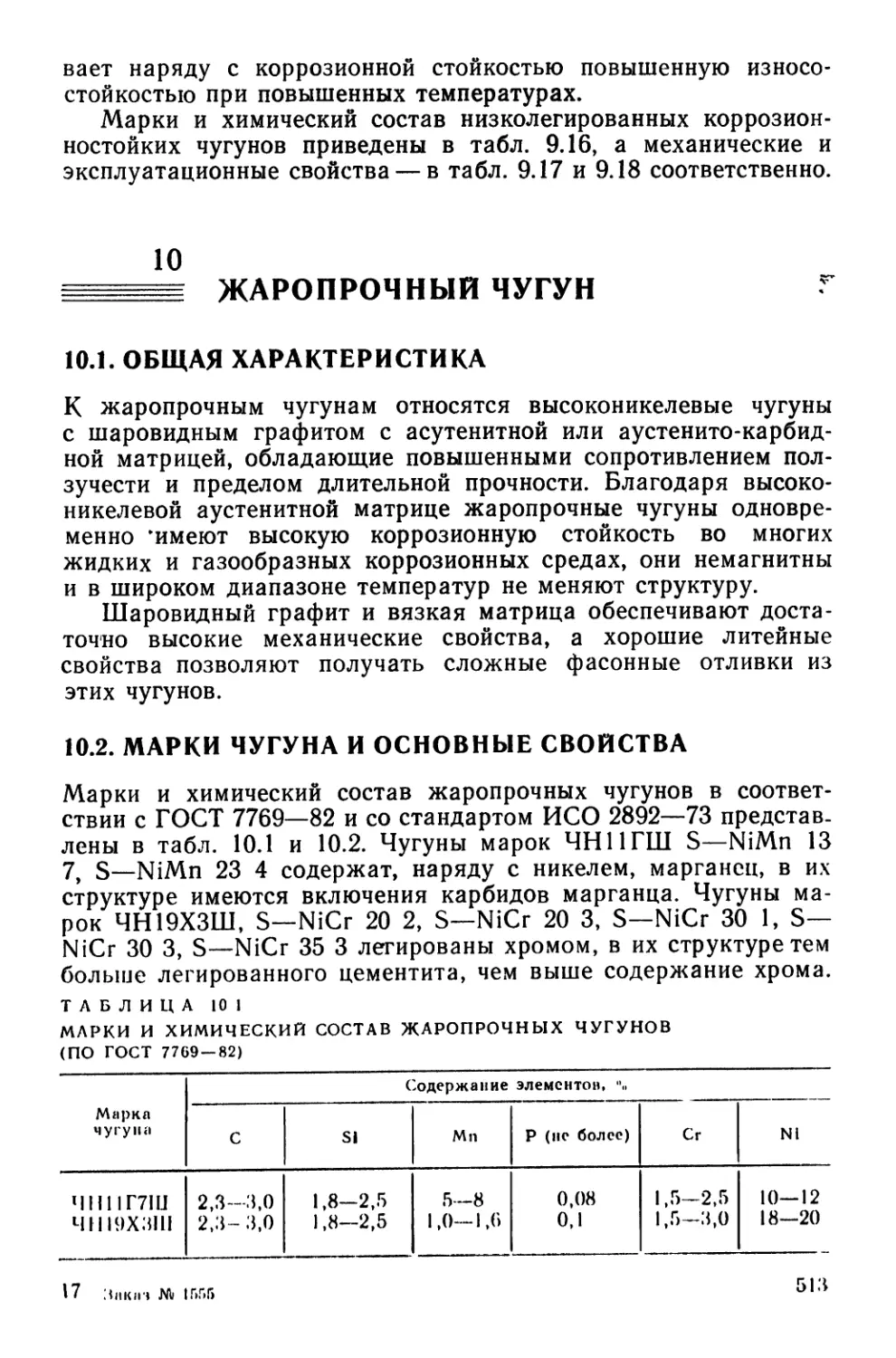
10.1. Общая характеристика.......................................513
10.2. Марки чугуна и основные свойства...........................513
10.3. Применение.................................................516
10.4. Металлургические основы получения отливок..................517
11. Немагнитный чугун............................................518
11.1. Влияние химического состава и микроструктуры на магнитные
свойства.........................................................518
11.2. Марки чугуна и основные свойства...........................518
11.3. Применение.................................................518
11.4. Металлургические основы получения отливок..................520
12. Антифрикционный чугун........................................520
12.1. Общая характеристика.......................................520
12.2. Марки чугуна и основные свойства...........................521
12.3. Применение.................................................525
12.4. Металлургические основы получения отливок..................525
13. Методы контроля................................................528
13.1. Методы экспресс-контроля по ходу плавки.......................528
13.1.1. Контроль химического состава............................528
13.1.2. Контроль отбеливаемости.................................532
13.1.3. Контроль температуры....................................532
13.2. Неразрушающие методы контроля твердости и микроструктуры чу-
гуна в отливках.....................................................534
13.2.1. Магнитные методы........................................536
13.2.2. Электрические методы....................................539
13.2.3. Метод измерения амплитуды и фазы вихревых токов . .541
13.2.4. Акустические методы.................................... 542
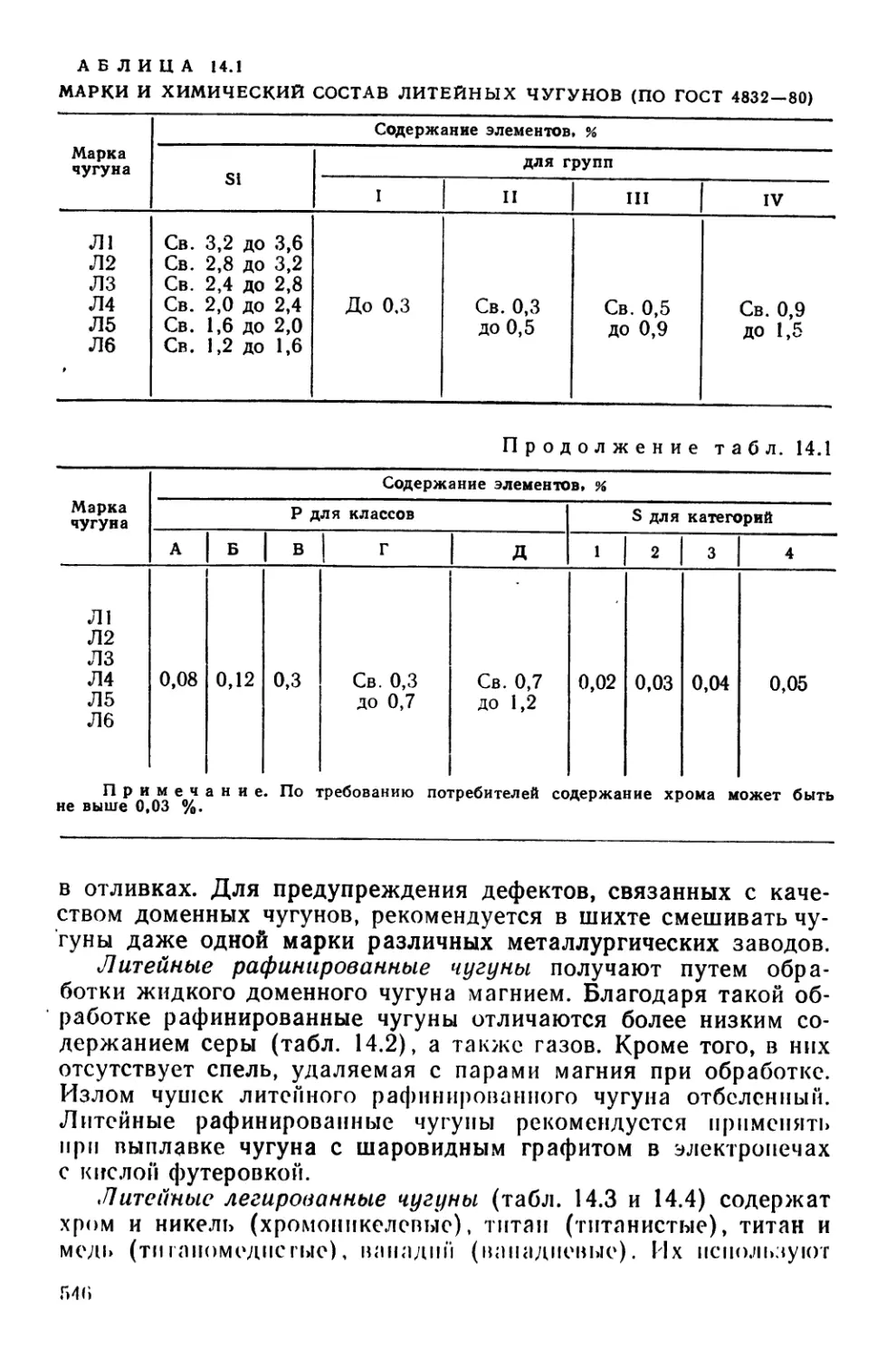
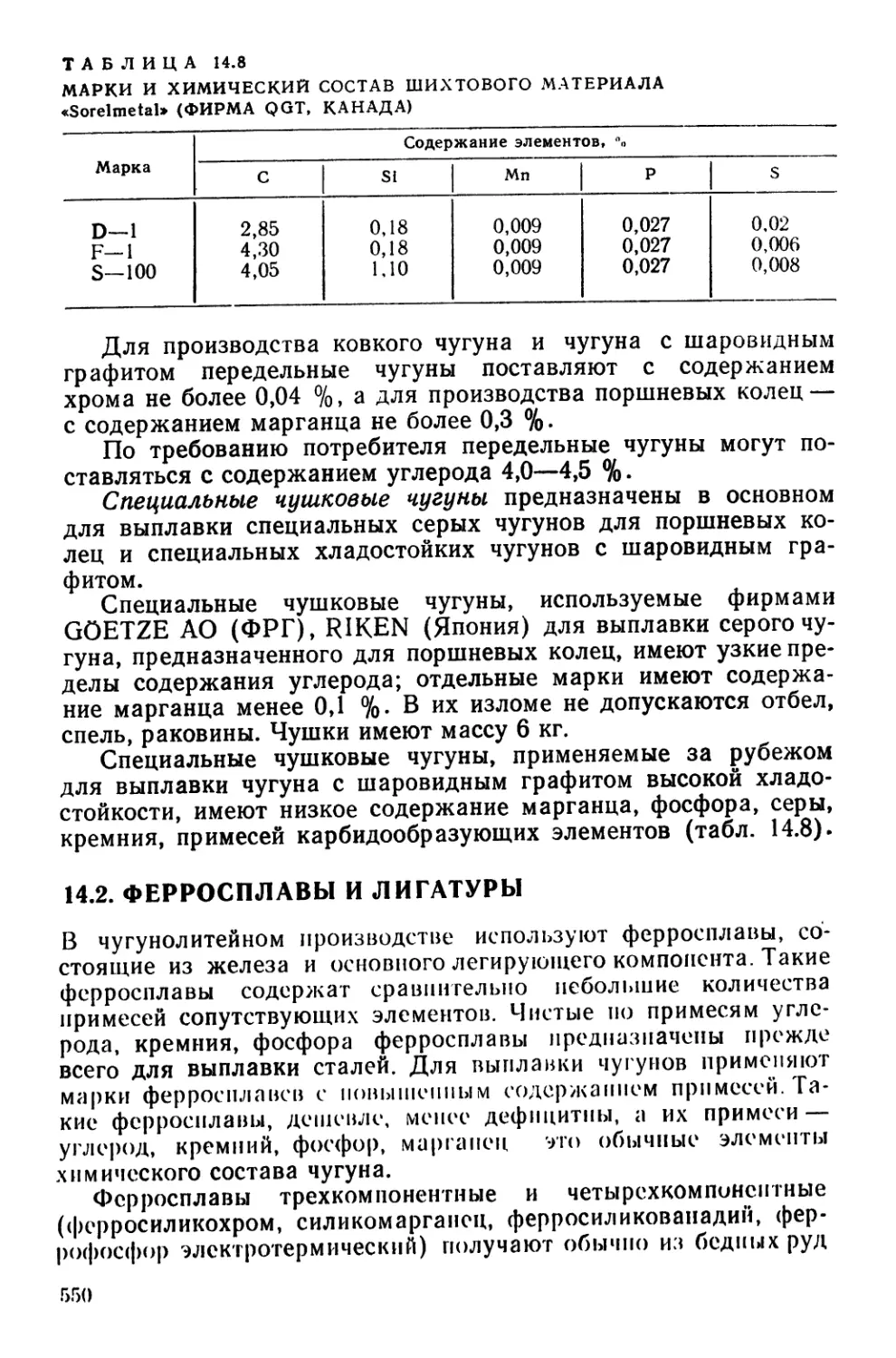
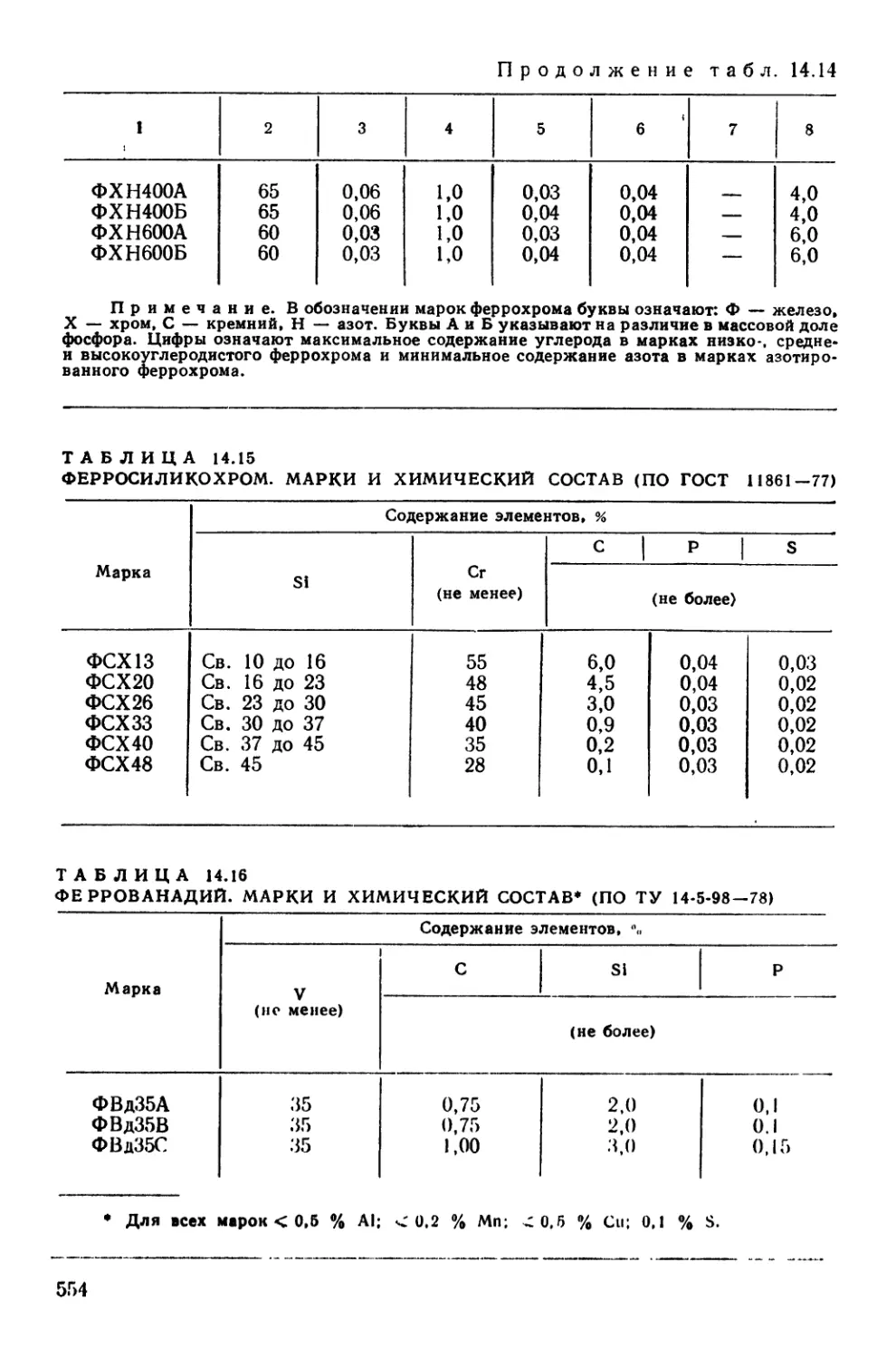
14. Шихтовые материалы.........................................
14.1. Доменные чушковые чугуны.................................
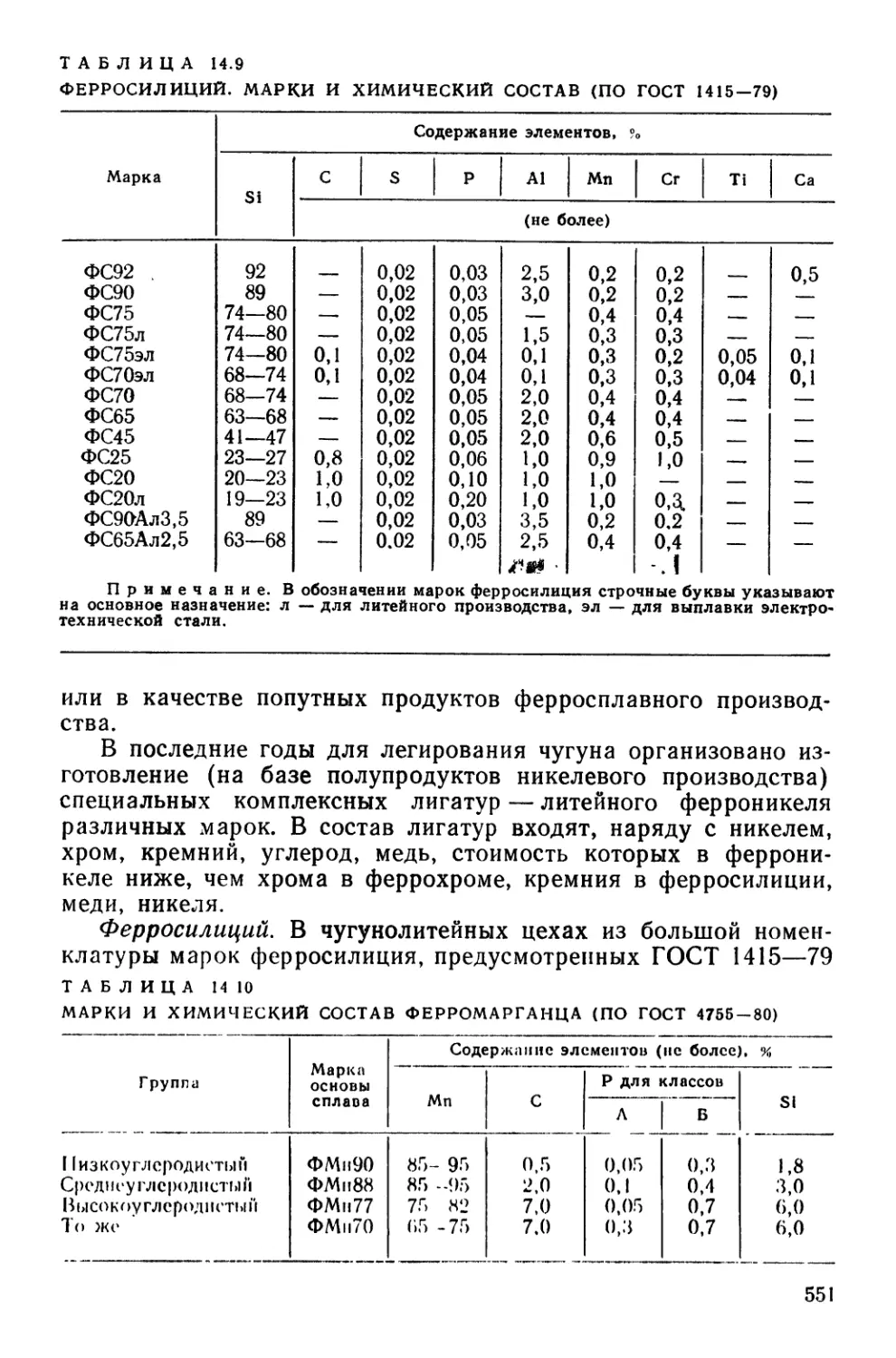
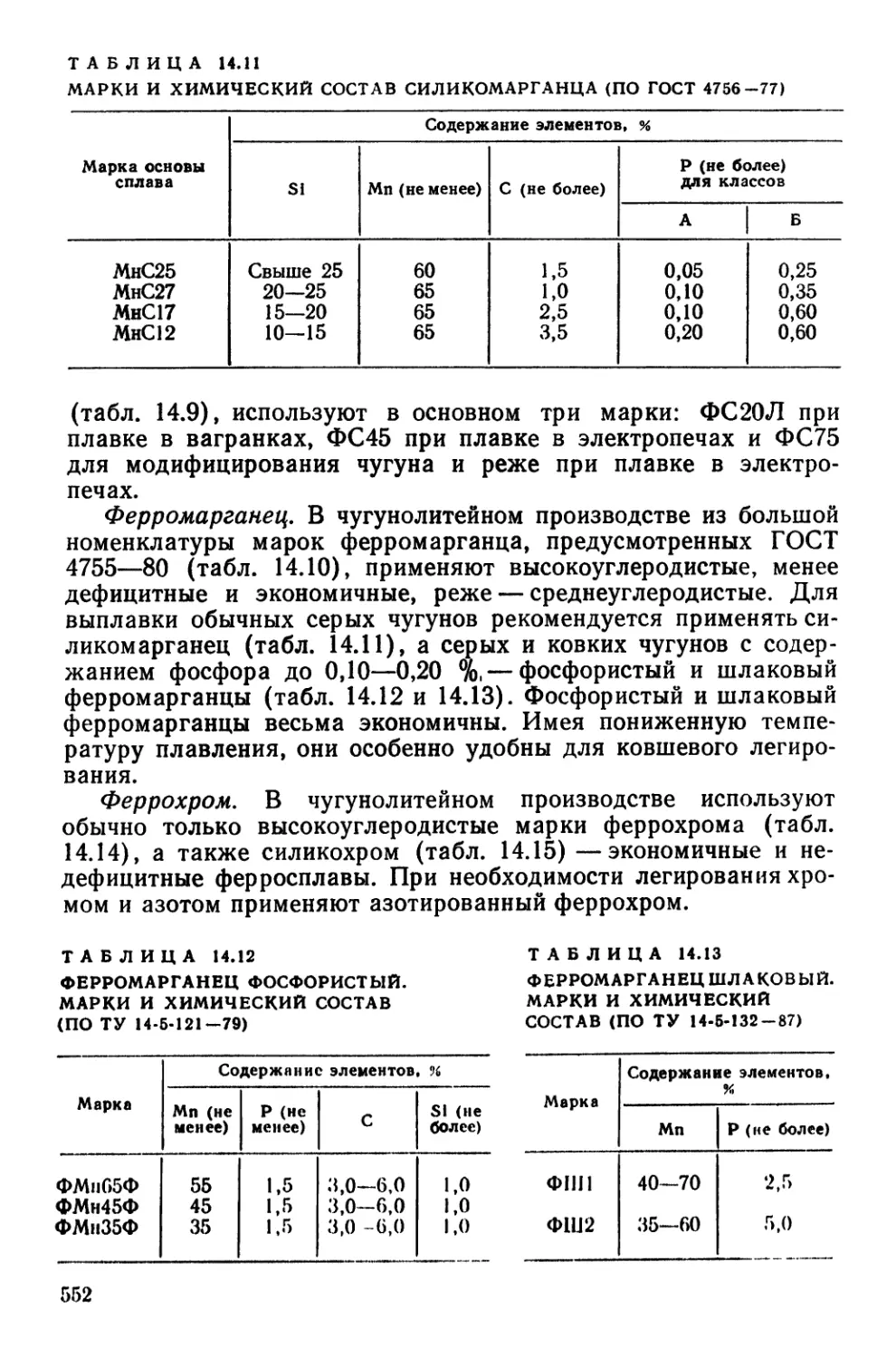
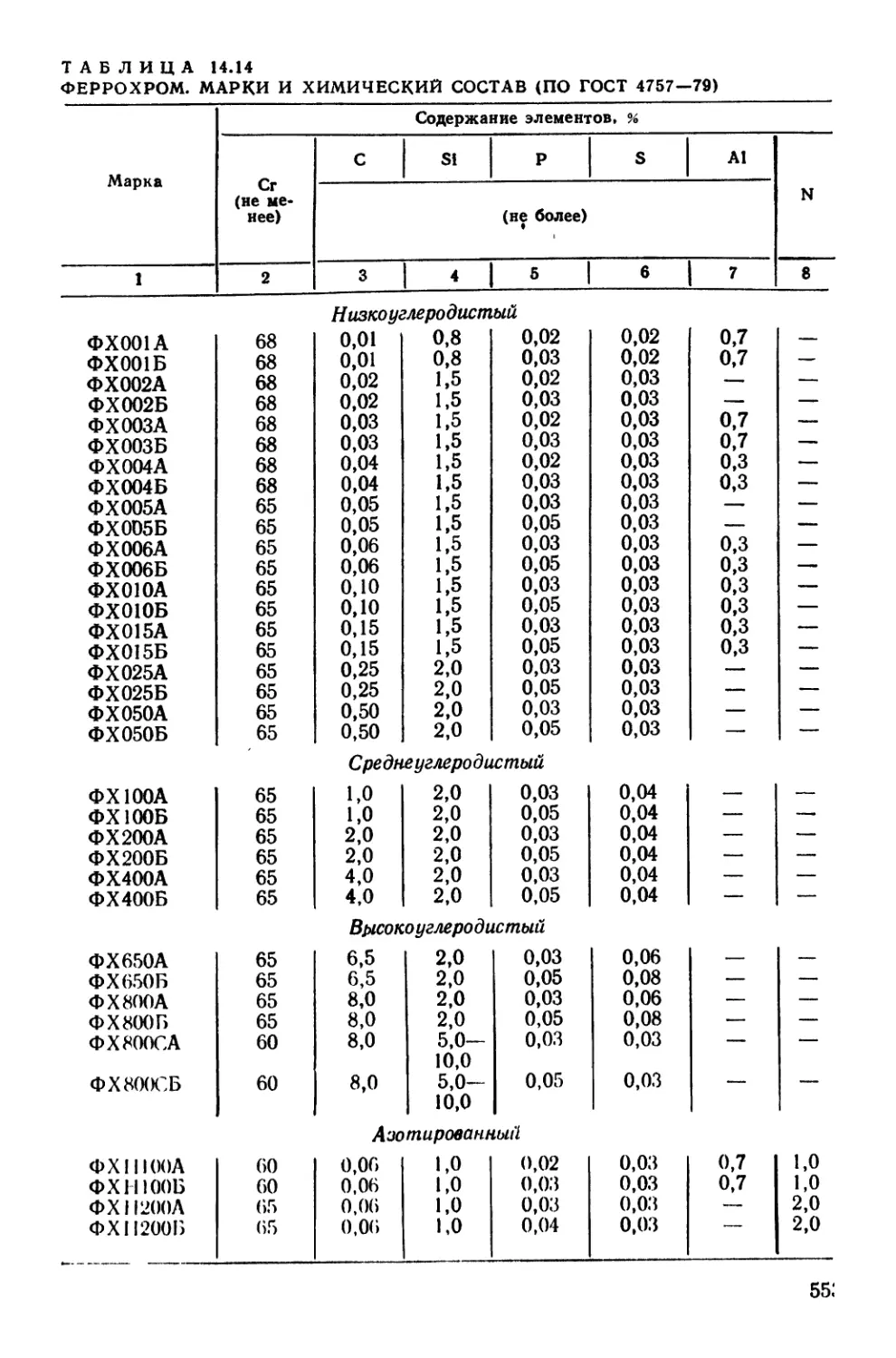
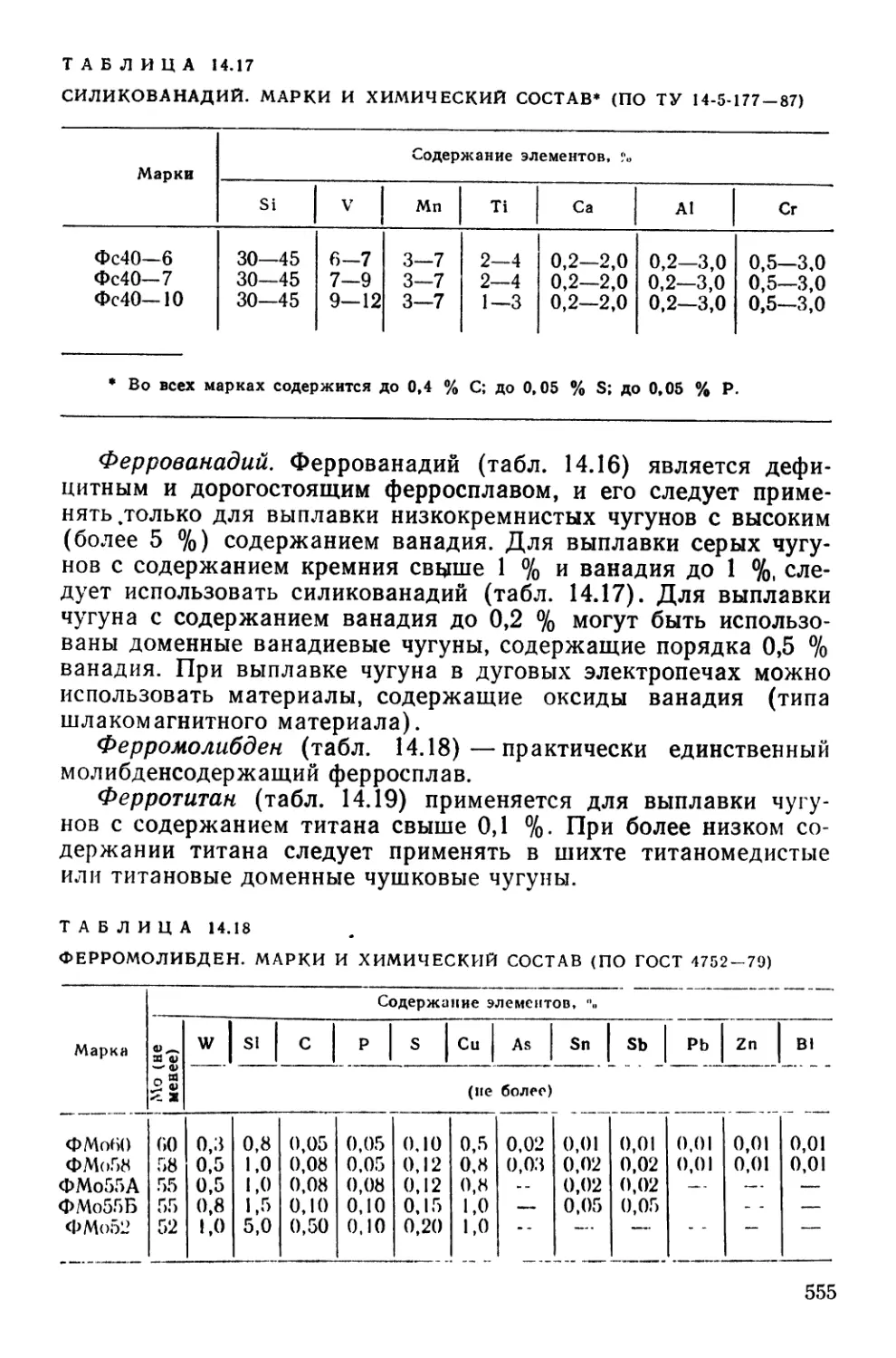
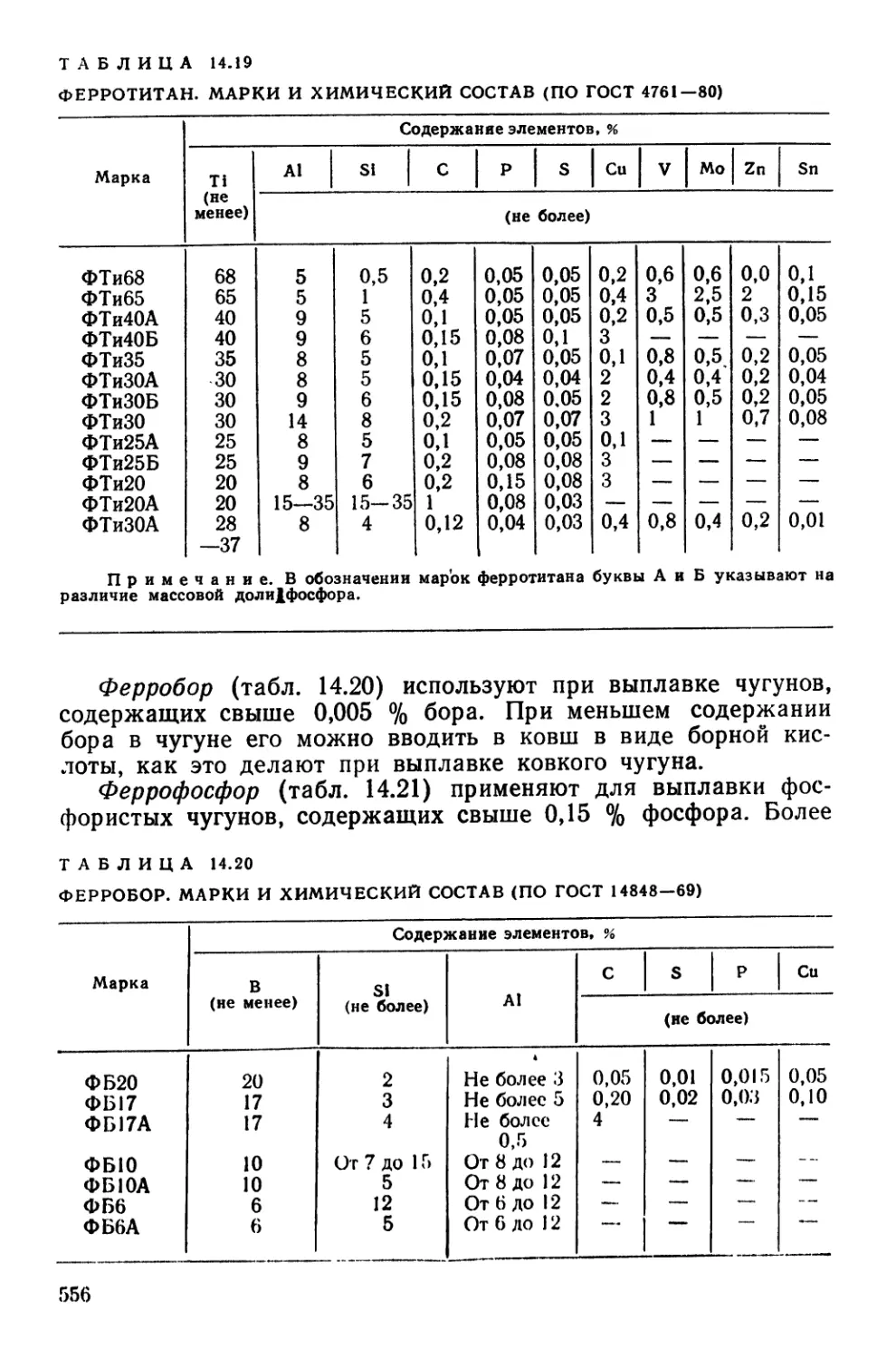
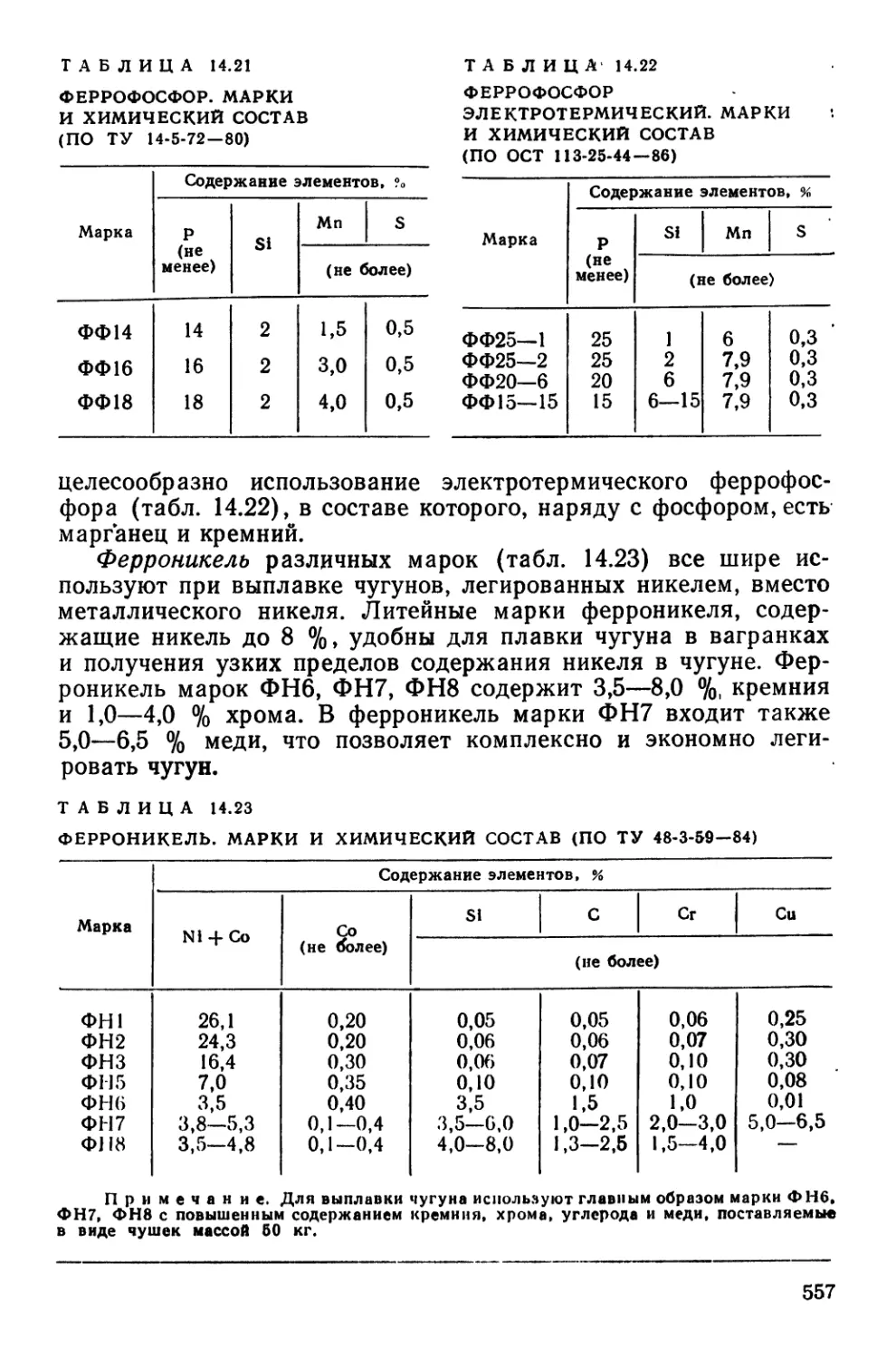
14.2. Ферросплавы и лигатуры...................................
14.3. Лом и отходы черных металлов.............................
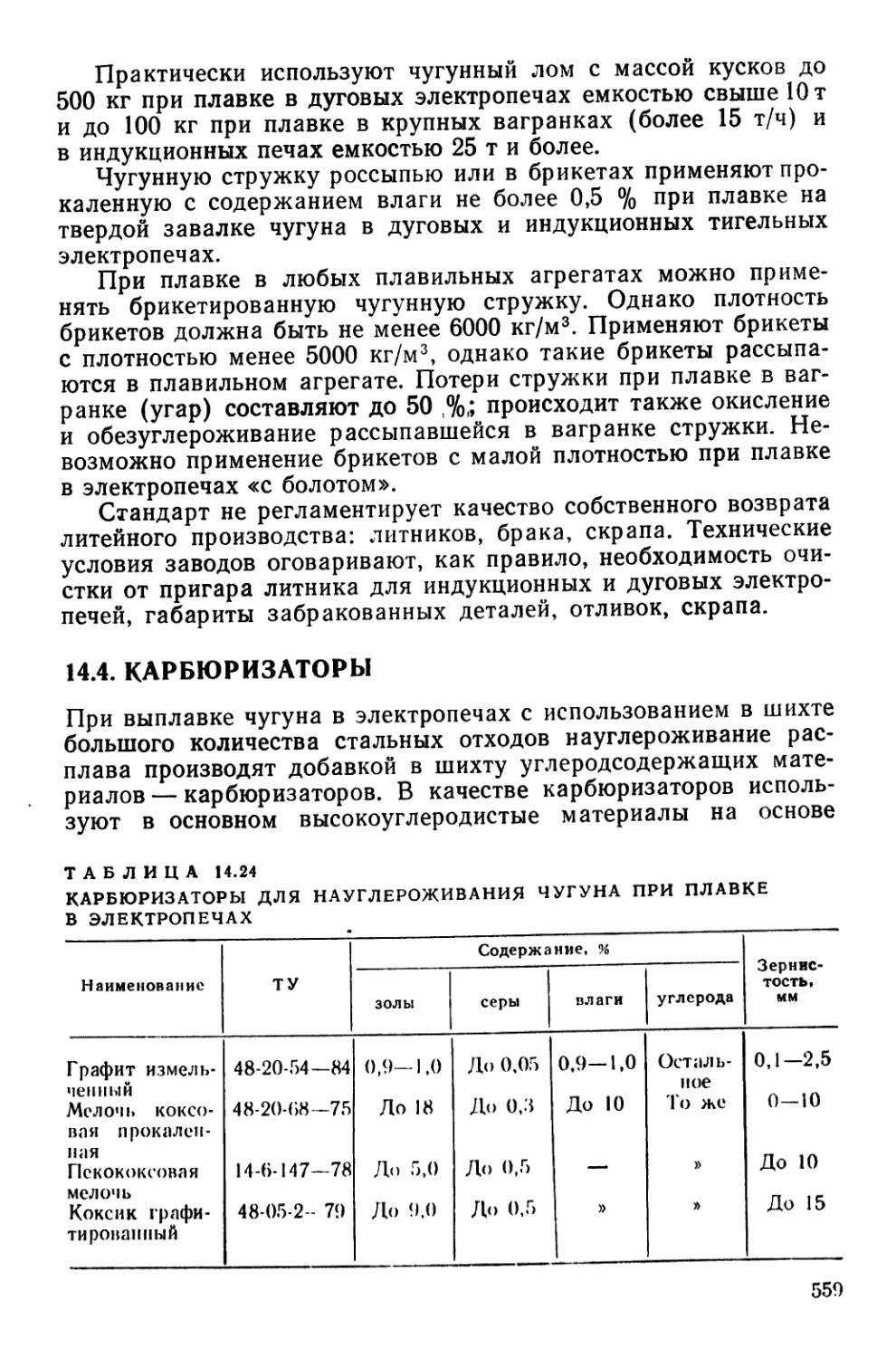
14.4. Карбюризаторы............................................
Информация.....................................................
Библиографический список . « . ...................
545
545
550
558
559
561
562
6
Посвящается памяти проф. докт. техн, наук
Наума Григорьевича Гиршовича
: х ПРЕДИСЛОВИЕ
Справочник «Чугун» содержит технические требования отечест-
венных и зарубежных стандартов к свойствам всех типов и ма-
рок чугунов, известных в мировой практике, данные о механи-
ческих свойствах при различных видах нагружения и темпера-
турах, о физических и служебных свойствах. Сформулированы
принципы выбора марки чугуна в зависимости от требований
к свойствам чугуна в литой детали с учетом ее сечения, массы,
габаритов. Рассмотрены конкретные примеры рационального
использования чугунов различных типов и марок на основе оте-
чественного и зарубежного опыта.
В справочнике приведены свойства специальных легирован-
ных, износостойких белых чугунов, в том числе с «композит-
ной» структурой, и половинчатых чугунов. В имеющейся спра-
вочной литературе сведения об этих чугунах крайне ограничен-
ные, а чугуны этих типов широко применяют в технике.
Для каждого типа чугуна кратко изложены металлургиче-
ские основы производства, данные о влиянии основных и леги-
рующих элементов на свойства, рекомендации по выбору хими-
ческого состава, модифицированию и термической обработке.
Раздел «Методы контроля» содержит информацию о прин-
ципах, методах и приборах контроля жидкого чугуна, а также
структуры и свойств чугуна в отливках.
Учитывая, что за последние годы изменились технические
требования стандартов на доменные чугуны, ферросплавы, лом
черных металлов и появились новые типы модификаторов и ли-
гатур, применяемых в чугунолитейном производстве, в справоч-
ник введен раздел «Шихтовые материалы». Металлургические
основы технологических процессов получения чугунных отли-
вок, содержащиеся в справочнике, базируются прежде всего на
теоретических представлениях Н. Г. Гиршовича, изложенных
в его монографиях и статьях.
Диапазон механических и служебных свойств современных
типов и марок чугунов весьма широк. Серый чугун с пластин-
чатым графитом имеет прекрасные антифрикционные свойства,
износостойкость, высокую демпфирующую способность, низкую
чувствительность к концентраторам напряжений. Высокопроч-
ный и ковкий чугуны имеют высокую прочность, пластичность,
а но величине соотношения пределов текучести и временного
сопротивления разрыву при растяжении, по низкой чувствитель-
ности к надрезам, демпфирующей способности и износостойко-
сти превосходят сталь. Металлоемкость литых чугунных дета-
лей меньше, чем изготовленных из проката и деформированных
7
стальных заготовок, поэтому применение чугунов обеспечивает
снижение металлоемкости конструкций.
Специальные белые легированные чугуны имеют высокую
твердость и износостойкость при трении в абразивных условиях,
и их применение обеспечивает работоспособность нагруженных
деталей металлургического, горнодобывающего и размольно-
дробильного оборудования. Специальные легированные никеле-
вые, хромистые, алюминиевые, кремнистые чугуны предназна-
чены для деталей, работающих при высоких температурах,
в агрессивных средах. Для деталей сложной конфигурации чу-
гун по уровню технологических свойств является единственным
материалом, из которого можно экономично получать заготовки
с требуемыми свойствами методом литья.
Важной особенностью чугуна является то, что его физико-
механические и служебные свойства существенно зависят от
скорости охлаждения отливки и химического состава. В то же
время стандарты на чугуны регламентируют свойства чугуна
в литой пробной заготовке определенного сечения, скорость ох-
лаждения которой практически постоянна. Реальная же ско-
рость охлаждения чугуна в стенках отливки различного сече-
ния колеблется в широких пределах.
Влияние скорости охлаждения (сечения) отливки на свой-
ства зависит от химического состава чугуна. Однако рекоменда-
ции стандартов по химическому составу чугуна не учитывают
эти особенности и не могут служить основой для выбора опти-
мального химического состава. Справочник «Чугун» предназ-
начен для широкого круга специалистов (инженеров-конструк-
торов, литейщиков-металлургов и др.). Он позволяет обосно-
ванно подходить к выбору типа и марки чугуна, а также метал-
лургических параметров процесса их производства, обеспечива-
ющих получение отливок с заданными свойствами. Приведен-
ные в справочнике данные о свойствах чугуна в соответствии
с ГОСТ 8.310—90 относятся к категории информационных.
Раздел 1 написан А. А. Жуковым совместно с Э. В. Абдул-
лаевым и И. О. Пахнющим. Предисловие, разделы 2. Г; 2.2; 2.3;
2.4; 2.7.1—2.7.4; 2.8; 14 написал А. Д. Шерман; разделы 2.5;
2.7.5—В. И. Самсонов; раздел 2.6 — А. Д. Шерман и
В. И. Самсонов; раздел 3 — С. В. Балинский и В. Р. Балинский;
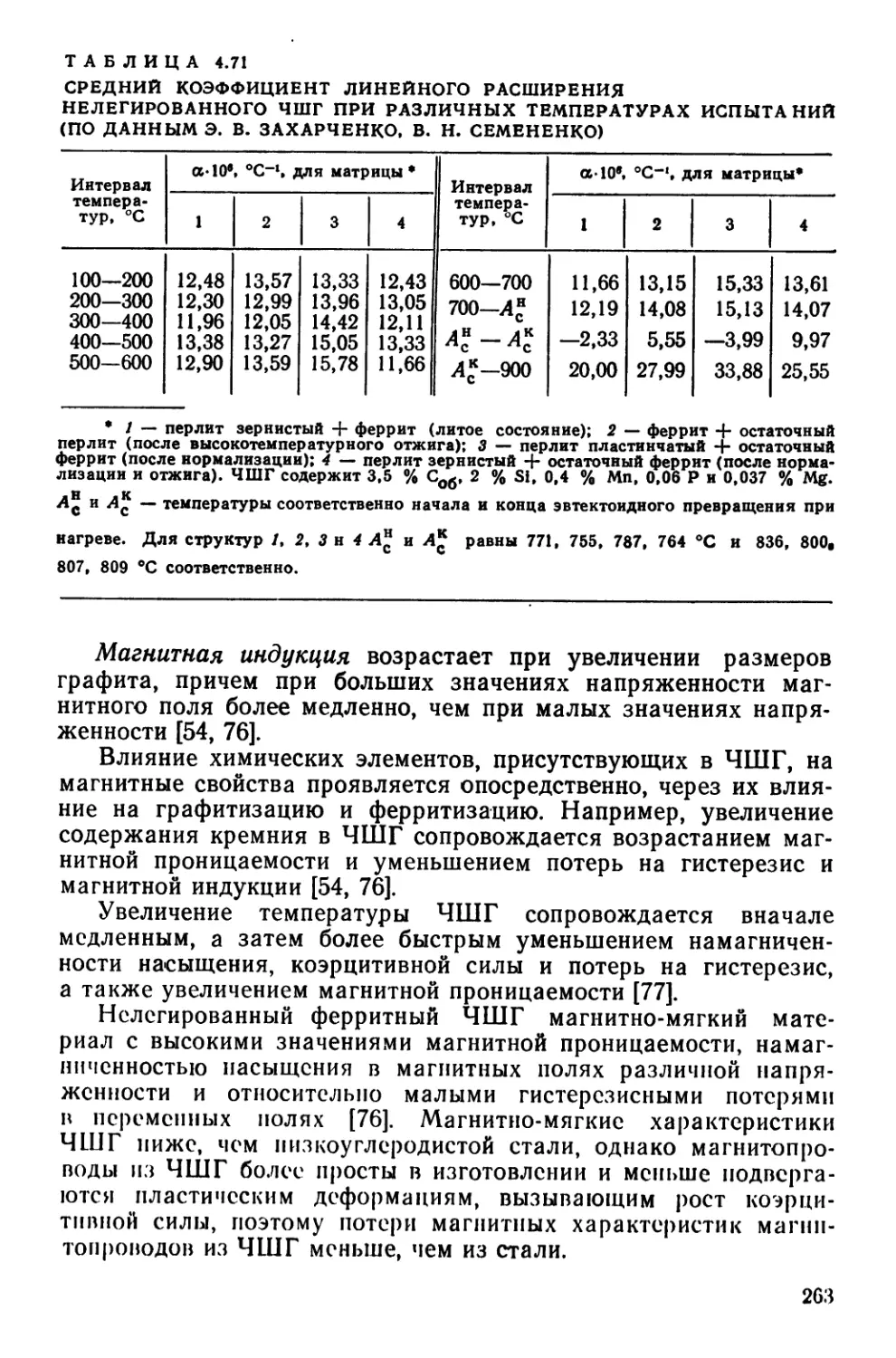
разделы 4.1; 4.2; 4.3; 4.5.2; 4.5.3; 4.5.4; 4.6; 4.8; 5—Э. В. Захар-
ченко; раздел 4.4 — Н. Г. Руденко; разделы 4.7.1 и 4.7.2 на-
писаны Э. В. Захарченко и Ю. Н. Левченко; раздел 4.5.1;
4.5.5 — Ю. Н. Левченко; раздел 4.7.3 — И. Г. Нсижко; раздел
6 — И. И. Цыпин; раздел 7 — Г. И. Сильман; раздел 8.3—
Е. В. Ковалсвич; разделы 8.4; 9.1; 9.2; 9.3 — Б. А. Кирисвский;
разделы 8.1; 8.2; 8.5; 9.4; 9.5; 9.6; 10; 11 — А. А. Шсйко; раз-
дел 12 — М. Л. Хрущев; раздел 13 — Г. Ю. Шульте; Я. Г. Клсц-
кин, А. Ш. Миневич.
8
1
-Г;:.. . ОСНОВЫ ФОРМИРОВАНИЯ
СТРУКТУРЫ И СВОЙСТВ ЧУГУНА
1.1. КЛАССИФИКАЦИЯ ЧУГУНОВ
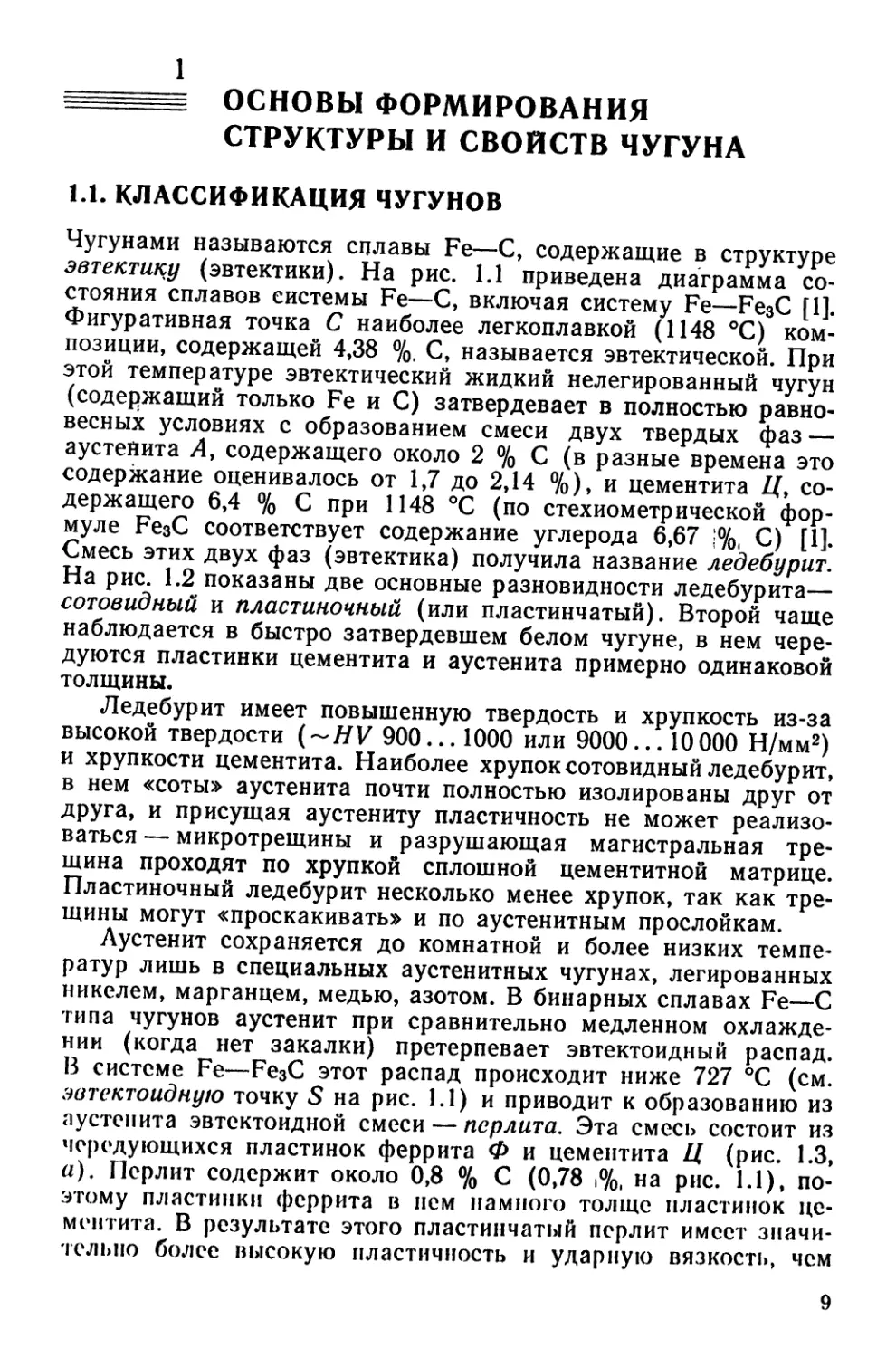
Чугунами называются сплавы Fe—С, содержащие в структуре
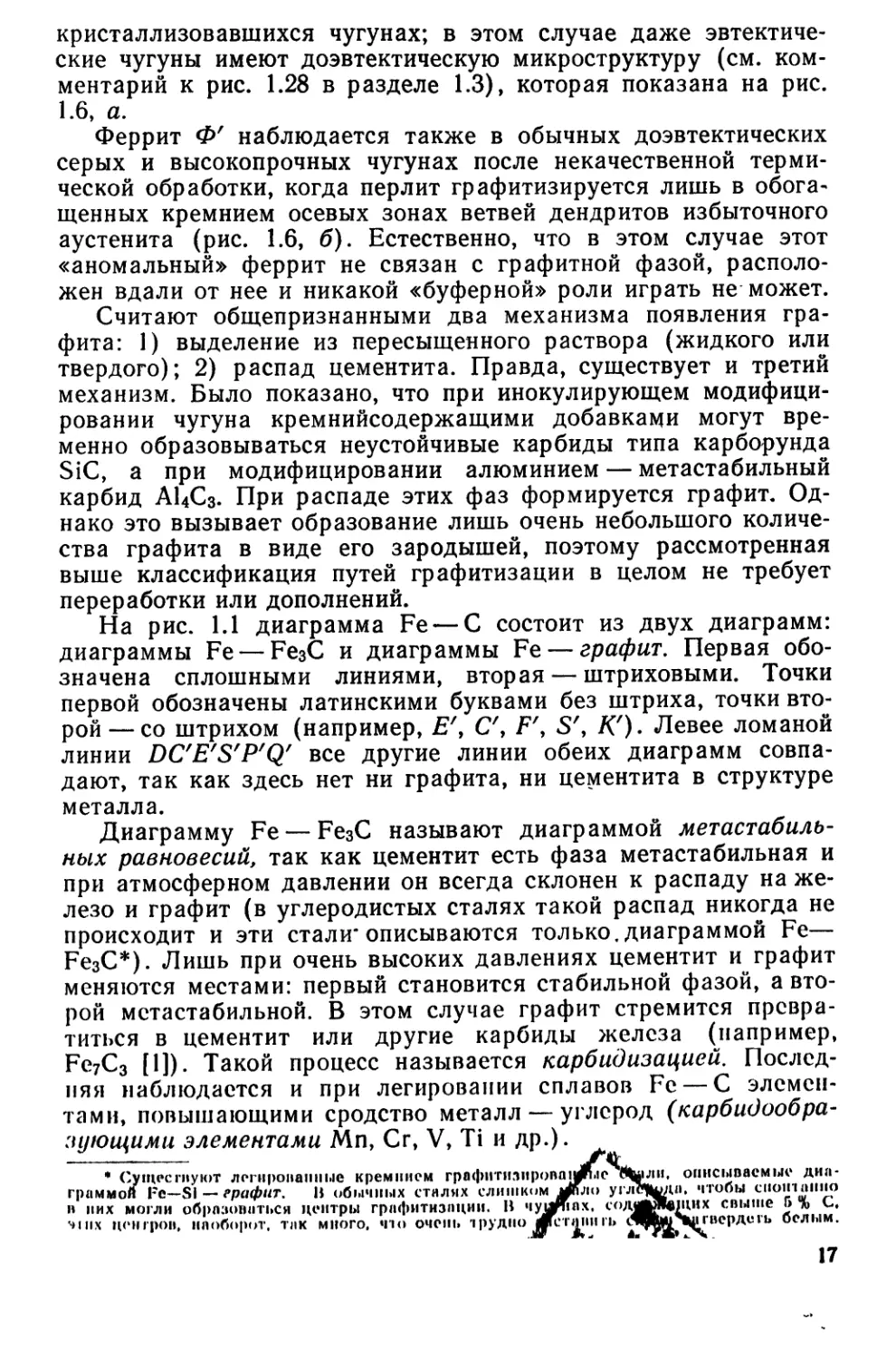
эвтектику (эвтектики). На рис. 1.1 приведена диаграмма со-
стояния сплавов системы Fe—С, включая систему Fe—РезС [1].
Фигуративная точка С наиболее легкоплавкой (1148 °C) ком-
позиции, содержащей 4,38 %, С, называется эвтектической. При
этой температуре эвтектический жидкий нелегированный чугун
(содержащий только Fe и С) затвердевает в полностью равно-
весных условиях с образованием смеси двух твердых фаз —
аустенита А, содержащего около 2 % С (в разные времена это
содержание оценивалось от 1,7 до 2,14 %), и цементита Ц, со-
держащего 6,4 % С при 1148 °C (по стехиометрической фор-
муле РезС соответствует содержание углерода 6,67 ;%, С) [1].
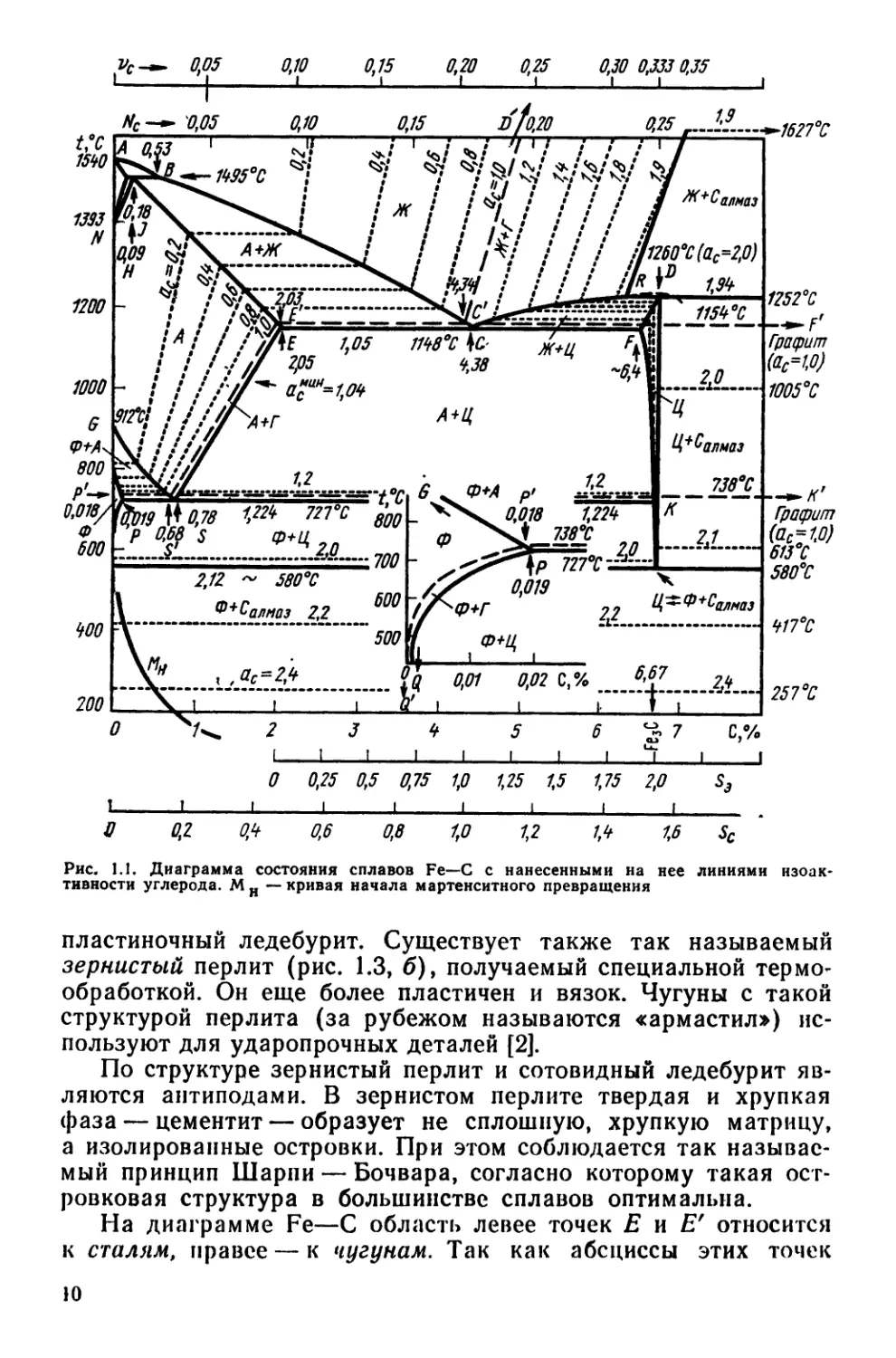
Смесь этих двух фаз (эвтектика) получила название ледебурит.
На рис. 1.2 показаны две основные разновидности ледебурита—
сотовидный и пластиночный (или пластинчатый). Второй чаще
наблюдается в быстро затвердевшем белом чугуне, в нем чере-
дуются пластинки цементита и аустенита примерно одинаковой
толщины.
Ледебурит имеет повышенную твердость и хрупкость из-за
высокой твердости (~77У 900... 1000 или 9000... 10000 Н/мм2)
и хрупкости цементита. Наиболее хрупок сотовидный ледебурит,
в нем «соты» аустенита почти полностью изолированы друг от
друга, и присущая аустениту пластичность не может реализо-
ваться — микротрещины и разрушающая магистральная тре-
щина проходят по хрупкой сплошной цементитной матрице.
Пластиночный ледебурит несколько менее хрупок, так как тре-
щины могут «проскакивать» и по аустенитным прослойкам.
Аустенит сохраняется до комнатной и более низких темпе-
ратур лишь в специальных аустенитных чугунах, легированных
никелем, марганцем, медью, азотом. В бинарных сплавах Fe—С
типа чугунов аустенит при сравнительно медленном охлажде-
нии (когда нет закалки) претерпевает эвтектоидный распад.
В системе Fe—Fe3C этот распад происходит ниже 727 °C (см.
эвтектоидную точку S на рис. 1.1) и приводит к образованию из
аустенита эвтектоидной смеси — перлита. Эта смесь состоит из
чередующихся пластинок феррита Ф и цементита Ц (рис. 1.3,
а). Перлит содержит около 0,8 % С (0,78 i%, на рис. 1.1), по-
этому пластинки феррита в нем намного толще пластинок це-
ментита. В результате этого пластинчатый перлит имеет значи-
тельно более высокую пластичность и ударную вязкость, чем
9
vc-~ 0,05
0,10 0,15 0,20 0,25 0,30 0,333 0,35
t,°c
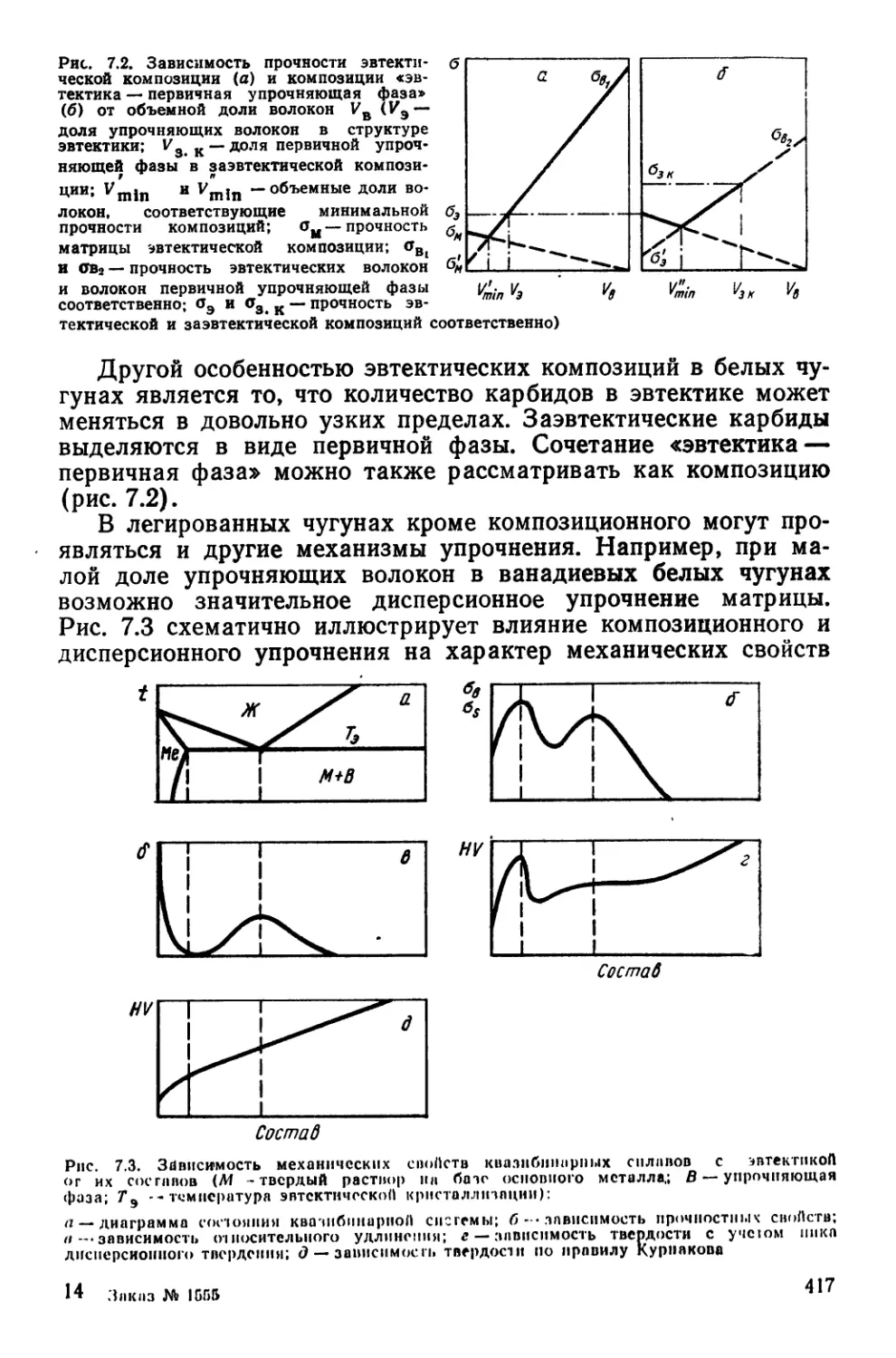
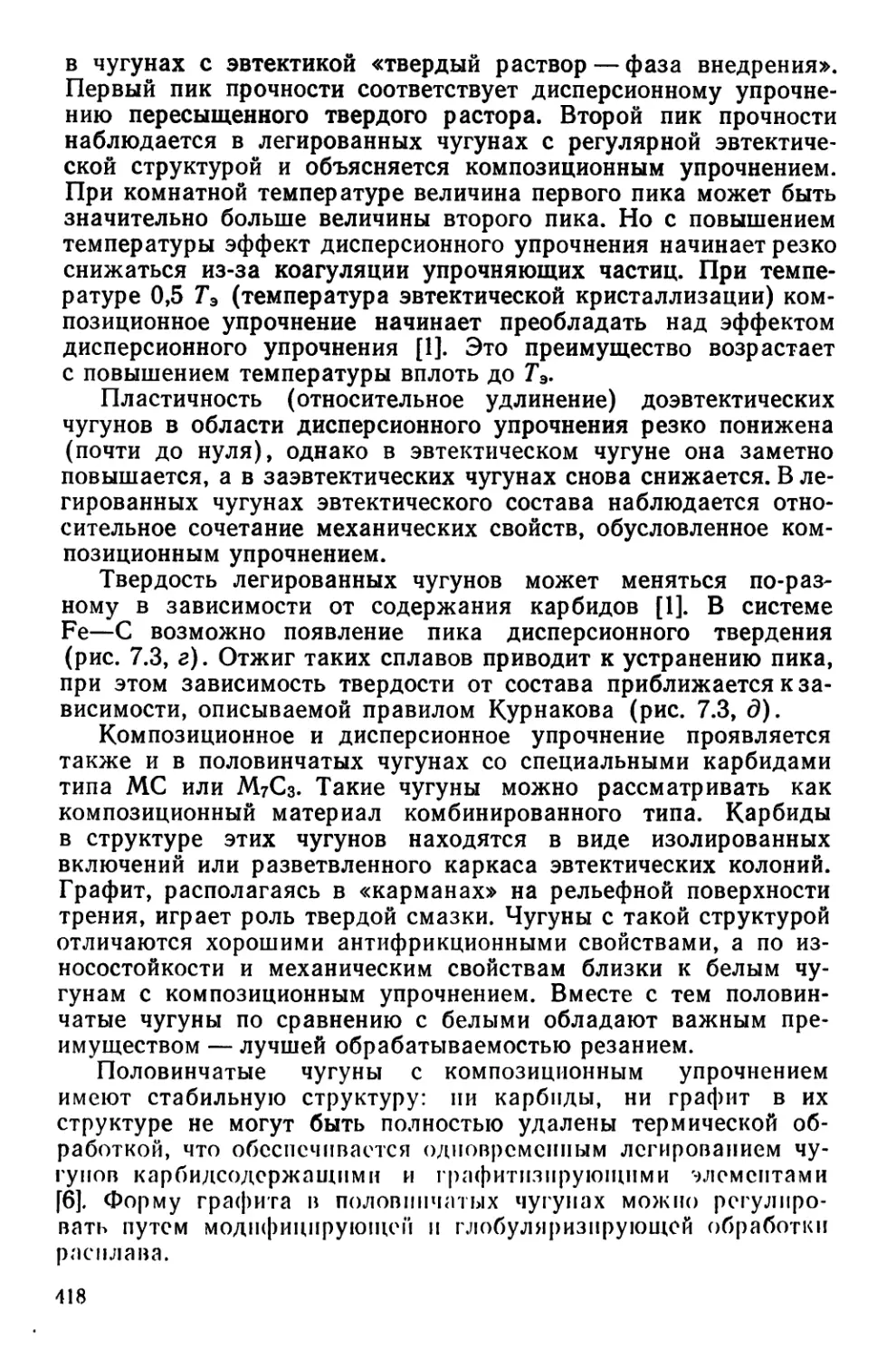
1540
1393
N
ffc-^0,05 0,10
А 0,53 1
‘5‘)
kj X.--------
Ц09 Л+Х
Н “•
0,15
0,15 ,
л* <§• л/ ч/
/ ; £ 7 7 7 7 ,
ж ! IЧ : : ! ! / итз
1200
!A
/ /Ш
1000 - /
9 9f2°c!
ф+а\!
ооо
0,018/
ООО
! /ЛЕ 1,05
// ?Р5
^=1,04
^А+Г
<
1Н8°С |С-
9,38
'1200°С (ас=2,0)
L 1,94
Я ' 11544
1252°С
400
1/______
,319^0,78 1.224 ^72Г~
Р 0,58 S ф+Ц 2Л
2,12 ~ 5804
_____~ алмаз__ 2,2_
Г .................... 500
-700 -
ООО
& < ,Ос=2,4
Ж+Ц
-0,4
2,0
Графит
(ас-Ю)
1005°С
А+Ц
Ф+А
1,2
1,224
7384
2,0
Р'
0,018
^\Р 727°С‘^Л
0,019
Ф+Г
Ф+Щ
Ц+Оалмаз
____ 7384
К
2J
--^кг
Гртрит
(ас=Ю)
613°С
580°С
417°C
200 L
о
0,01 0,02 С, % .
±
6 ^>7
257 °C
6
Ф
22 Ц^^^^/иказ
W 2,4
2
4
5
О 0,25 0,5 0,75 1,0 1,25 1,5 1,75 2,0 S3
I-----------1---------1___________I__________I__________I__________I__________I__________I
О 0,1 0,9 0,6 0,8 1,0 1,2 1,9 1,6 8С
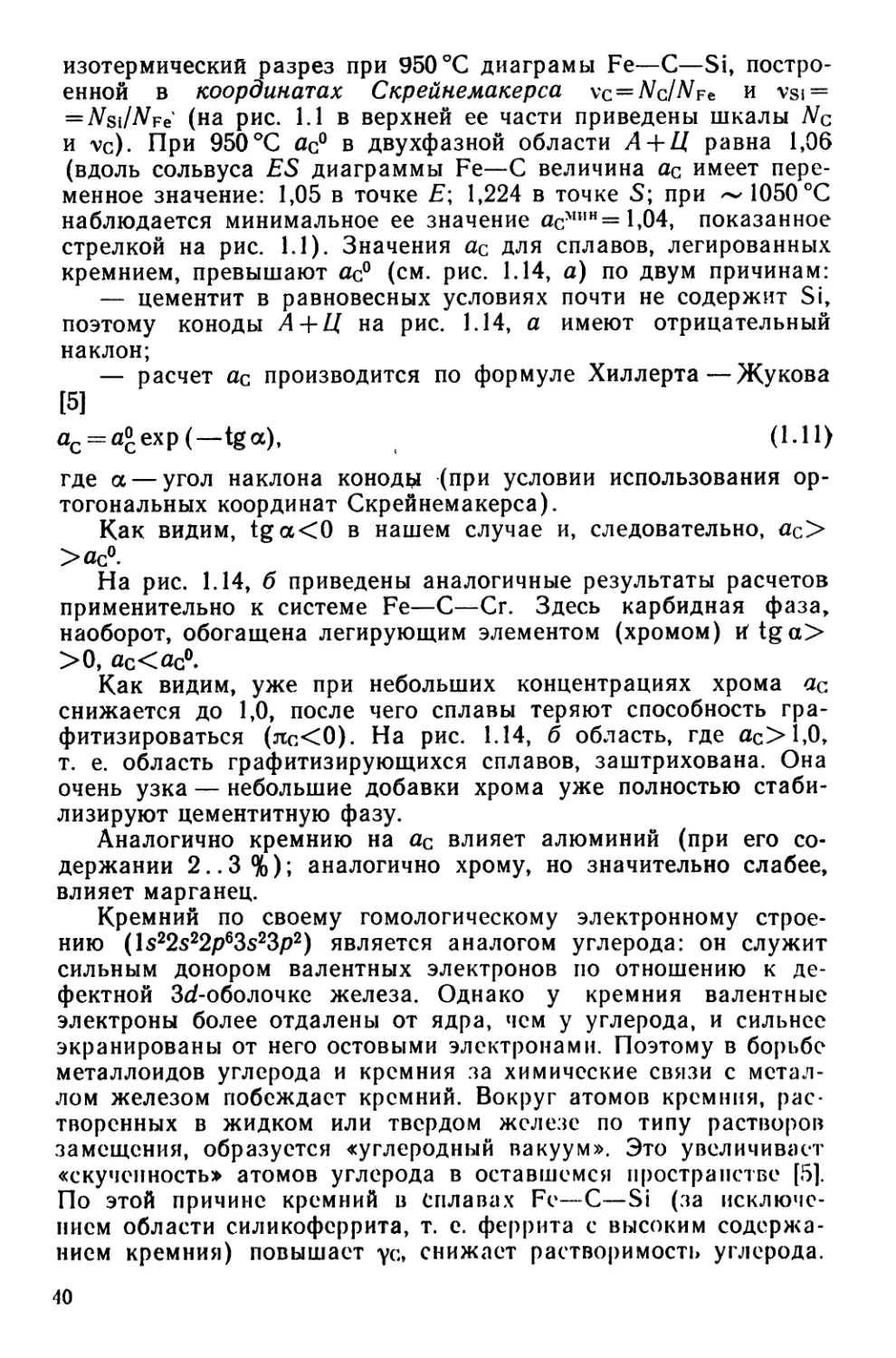
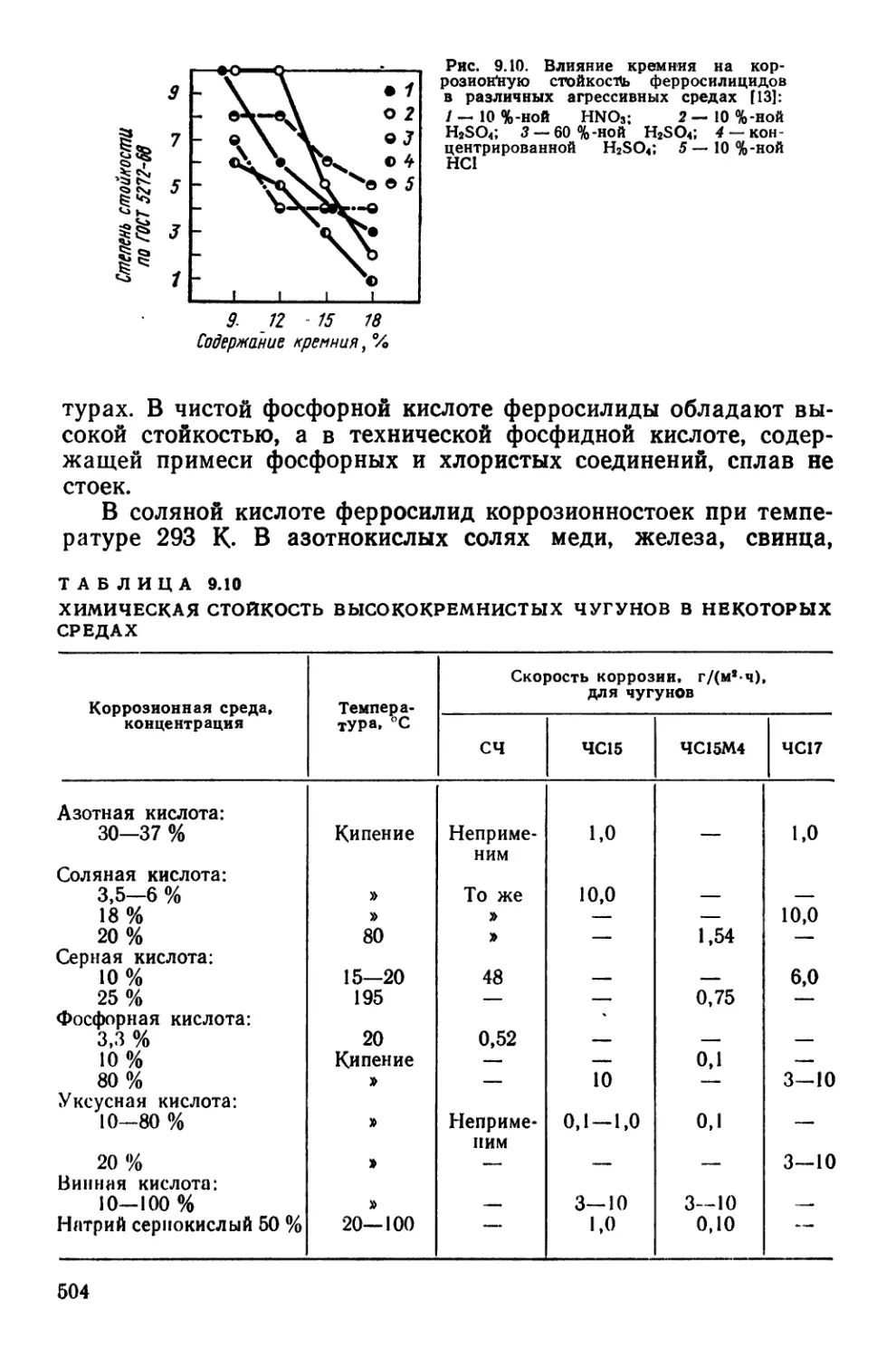
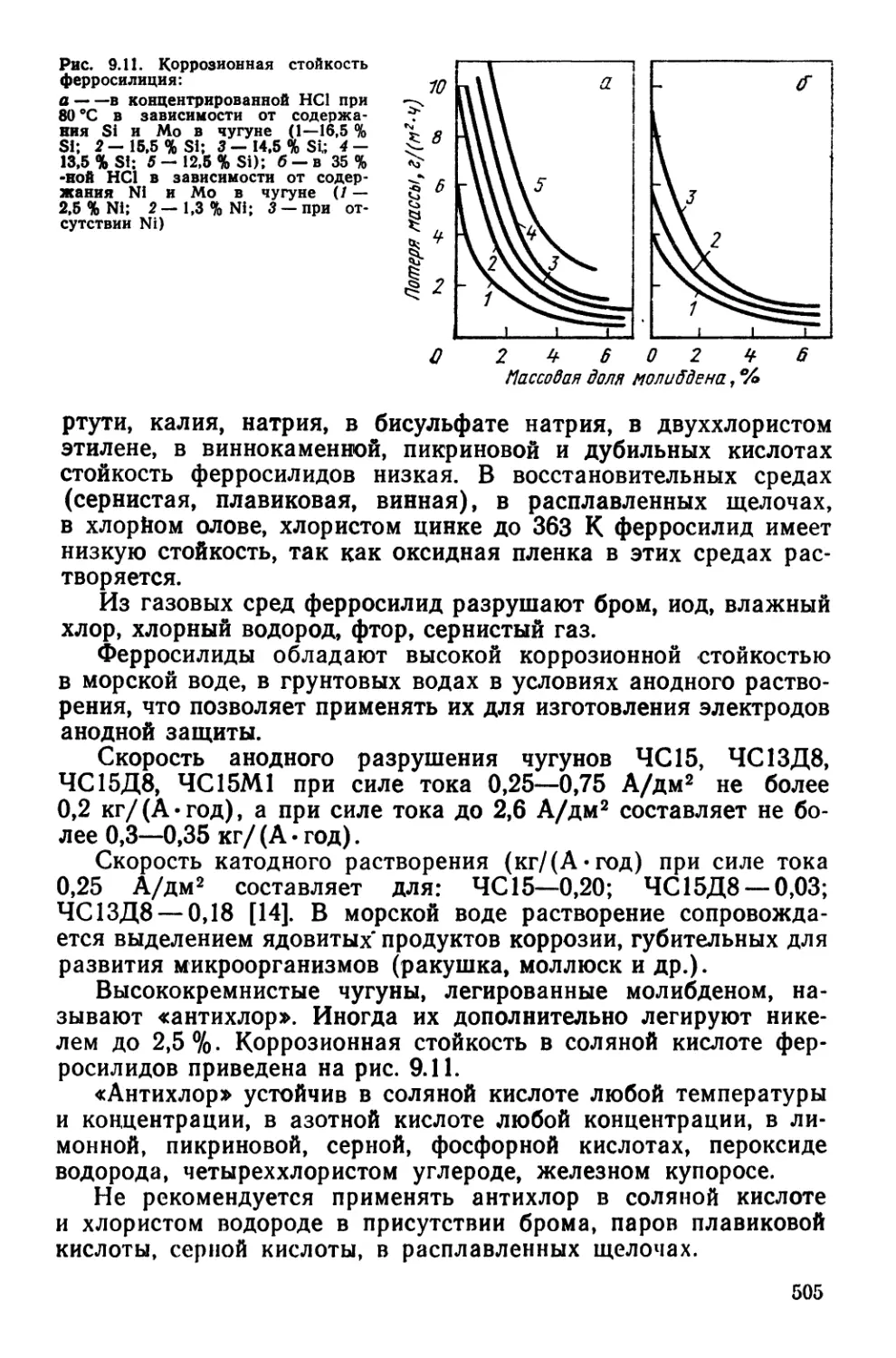
Рис. l.l. Диаграмма состояния сплавов Fe—С с нанесенными на нее линиями нзоак-
тивности углерода. М н — кривая начала мартенситного превращения
пластиночный ледебурит. Существует также так называемый
зернистый перлит (рис. 1.3, б), получаемый специальной термо-
обработкой. Он еще более пластичен и вязок. Чугуны с такой
структурой перлита (за рубежом называются «армастил») ис-
пользуют для ударопрочных деталей [2].
По структуре зернистый перлит и сотовидный ледебурит яв-
ляются антиподами. В зернистом перлите твердая и хрупкая
фаза — цементит — образует не сплошную, хрупкую матрицу,
а изолированные островки. При этом соблюдается так называе-
мый принцип Шарли — Бочвара, согласно которому такая ост-
ровковая структура в большинстве сплавов оптимальна.
На диаграмме Fe—С область левее точек Е и Е' относится
к сталям, правее — к чугунам. Так как абсциссы этих точек
10
Рис. 1.2. Микроструктура ледебурита после травления микрошлифа ниталем:
а — сотовидный ледебурит, Х400; б — пластиночный (пластинчатый) ледебурит в бы-
стро затвердевшем белом чугуне. Х1000
Рис. 1.3. Микроструктура перлита после травления микрошлифа ниталем:
а — пластинчатый перлит. Х200; б — зернистый перлит. Х100
очень близки и мало отличаются от круглой цифры 2 % С, по-
следнюю и предложили считать разграничивающей указанные
две области. Чугуны 2%< С<4,34 % С называются доэвтек-
тическими, с % С = 4,34 ... 4,38 %, (практически 4,3...4,4 %) —
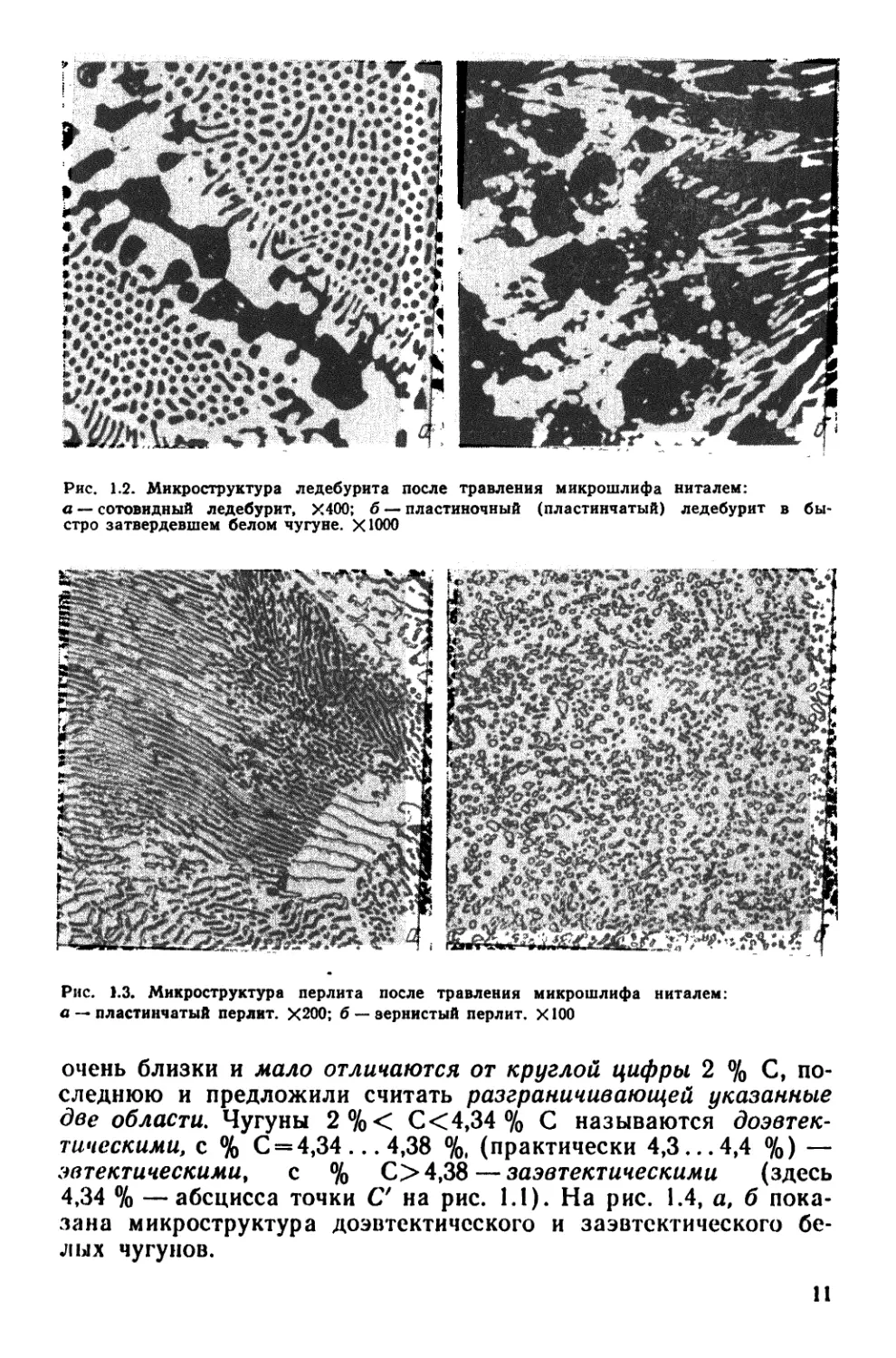
эвтектическими, с % 04,38 — заэвтектическими (здесь
4,34 % — абсцисса точки С' на рис. 1.1). На рис. 1.4, а, б пока-
зана микроструктура доэвтектического и заэвтектического бе-
лых чугунов.
11
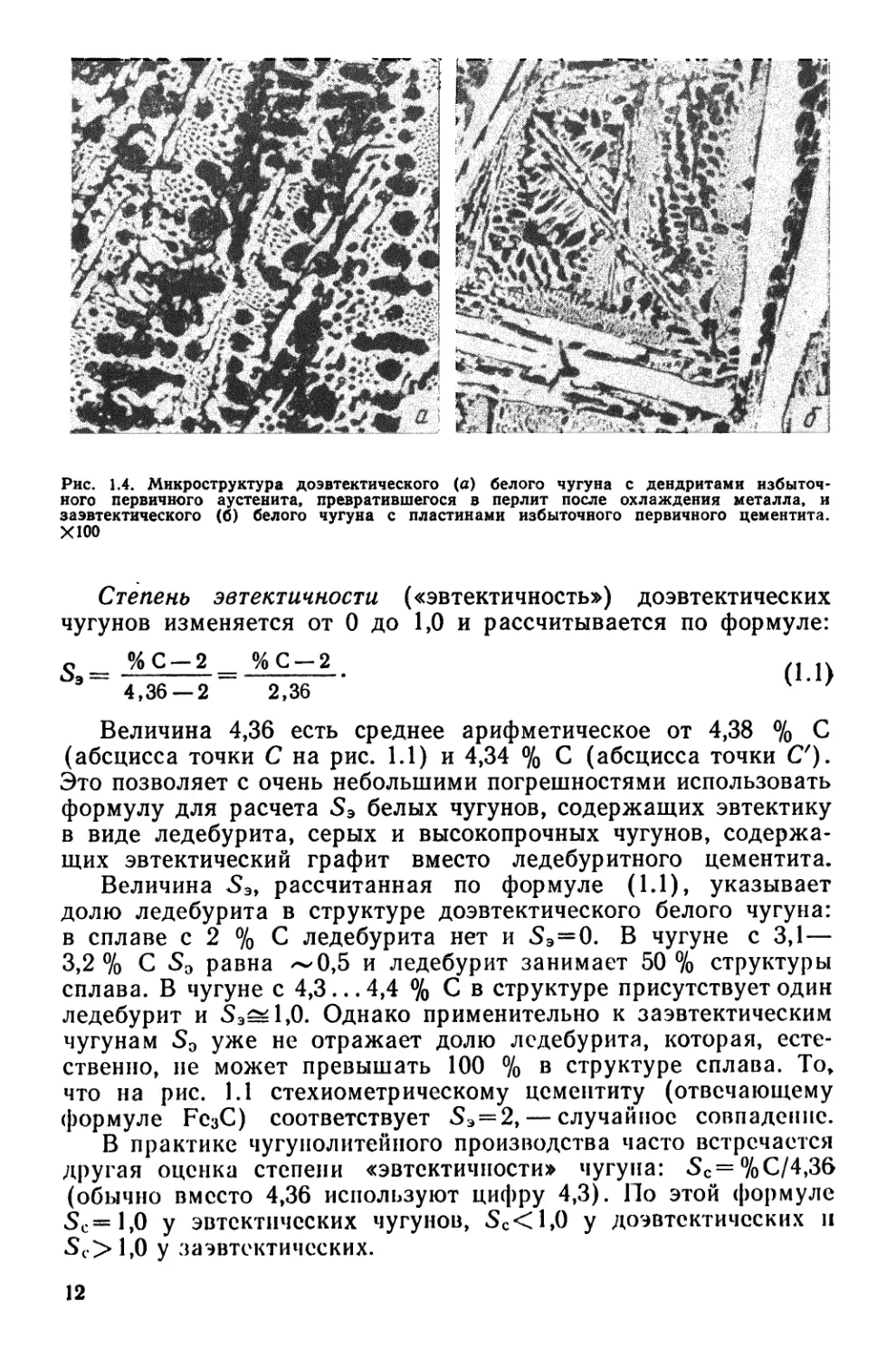
Рис. 1.4. Микроструктура доэвтектического (а) белого чугуна с дендритами избыточ-
ного первичного аустенита, превратившегося в перлит после охлаждения металла, и
заэвтектического (б) белого чугуна с пластинами избыточного первичного цементита.
Х100
Степень эвтектичности («эвтектичность») доэвтектических
чугунов изменяется от 0 до 1,0 и рассчитывается по формуле:
s = % С —2 = % С —2
3 4,36 — 2 2,36
Величина 4,36 есть среднее арифметическое от 4,38 % С
(абсцисса точки С на рис. 1.1) и 4,34 % С (абсцисса точки С').
Это позволяет с очень небольшими погрешностями использовать
формулу для расчета белых чугунов, содержащих эвтектику
в виде ледебурита, серых и высокопрочных чугунов, содержа-
щих эвтектический графит вместо ледебуритного цементита.
Величина 5Э, рассчитанная по формуле (1.1), указывает
долю ледебурита в структуре доэвтектического белого чугуна:
в сплаве с 2 % С ледебурита нет и 5э=0. В чугуне с 3,1—
3,2 % С 5Э равна ~0,5 и ледебурит занимает 50 % структуры
сплава. В чугуне с 4,3... 4,4 % С в структуре присутствует один
ледебурит и Зэ=1,0. Однако применительно к заэвтектическим
чугунам So уже не отражает долю ледебурита, которая, есте-
ственно, не может превышать 100 % в структуре сплава. То.
что на рис. 1.1 стехиометрическому цементиту (отвечающему
формуле РезС) соответствует 5Э=2, — случайное совпадение.
В практике чугунолитейного производства часто встречается
другая оценка степени «эвтектичности» чугуна: Sc=%C/4,36
(обычно вместо 4,36 используют цифру 4,3). По этой формуле
Sc=l,0 у эвтектических чугунов, 5с<1,0 у доэвтектических и
S< > 1,0 у заэвтсктичсских.
12
Величину Sc следует называть «степенью насыщенности»
(Sattignngsgrad). В нижней части рис. 1.1 приведены шкалы
И Sc.
Представленные выше данные (за исключением точек Е' и
С' диаграммы Fe—С) относятся к системе Fe — РезС, т. е. к бе-
лым чугунам. Однако в чугунах вместо цементита может обра-
зовываться графит (Г на рис. 1.1) —вещество, хотя и хрупкое,
но очень мягкое, служащее хорошей твердой смазкой при тре-
нии скольжения, при обработке металла резанием.
Процесс выделения графита в чугунах обусловлен неста-
бильностью (метастабильностью) карбида Fe3C при атмосфер-
ном давлении. Процесс называют графитизацией, а такие чу-
гуны графитизированными. Они делятся на:
— чугуны с пластинчатым графитом (ЧПГ) или серые чу-
гуны (СЧ);
— чугуны с хлопьевидным графитом (ЧХГ) или ковкие чу-
гуны (КЧ);
— высокопрочные чугуны (ВЧ), которые в свою очередь де-
лятся на чугуны с шаровидным графитом (ЧШГ) и чугуны
с вермикулярным графитом (ЧВГ).
В серых чугунах пластинки графита, размельчаясь и раз-
ветвляясь при ускорении охлаждения затвердевающего металла
и, соответственно, роста фронта кристаллизации, иногда свер-
тываются в «веточки», и тогда колония эвтектического графита,
вырастающая из одного «центра графитизации», имеет вид еще
не распустившегося куста. За рубежом такой вид графита по-
лучил название «коралловидного».
ЧХГ и ЧВГ иногда объединяют в одну группу ЧКГ (чугунов
с компактным графитом), однако не следует забывать, что
в первом случае такой графит образуется во время отжига, а во
втором — во время затвердевания.
Чугуны, содержащие, наряду с эвтектикой аустенит-[-гра-
фит, некоторое количество эвтектики аустенит-[-цементит (т. е.
ледебурит), называются половинчатыми (или «третными»). Они
имеют повышенную твердость и плохую обрабатываемость ре-
занием и чаще всего рассматриваются как литейный брак, ис-
правимый термической обработкой.
Чем больше пластинчатого графита в сером чугуне и чем
крупнее его пластинки, тем ниже механические свойства ме-
талла. Считается, что механические свойства хорошо коррели-
руют с эвтектичностыо чугуна (или со степенью насыщенности
Хс). Чем опа выше, тем больше графита в сплаве, тем ниже эти
свойства. В ковком и высокопрочном чугуне такая корреляция
прослеживается значительно слабее, а иногда в ЧШГ и вовсе
отсутствует—важное оказываются такие факторы, как ком-
пактность графитных включений, их размер, среднее расстоя-
ние между ними.
13
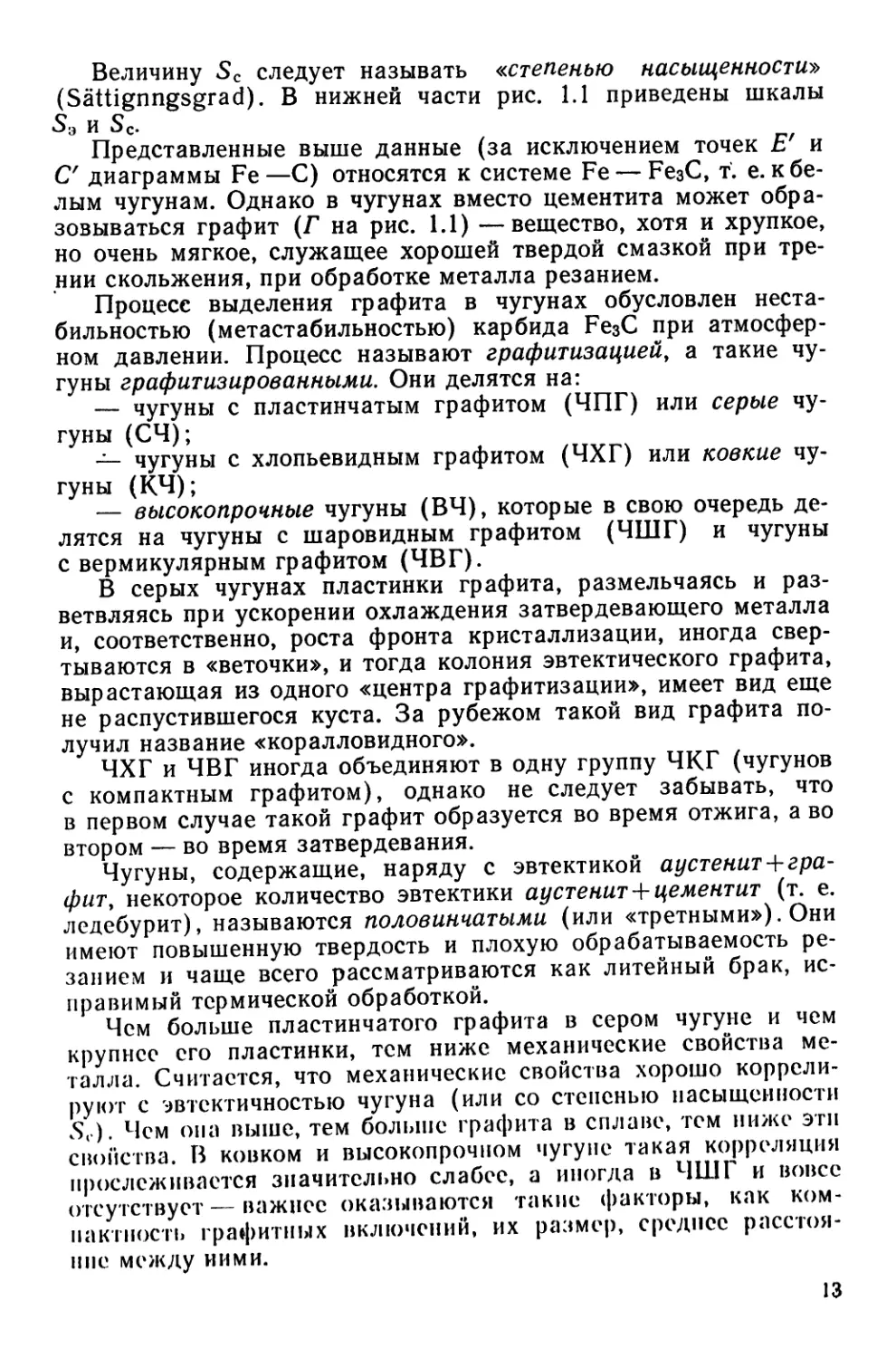
В сером чугуне графитная фаза вырастает при его затвер-
девании в виде пластинок, чаще всего объединенных в розетки,
центр которых и есть место, где в жидком чугуне зародился
(или развился) центр кристаллизации графитного разветвлен-
ного кристалла (сокращенно — центр графитизации). Плас-
тинки графита в сером чугуне сильно разобщают металличе-
скую матрицу, при нагружении и разрушении чугунных деталей
они служат внутренними надрезами, концентраторами напря-
жений и местом образования или прохождения микро- и макро-
трещин. По этой причине механические свойства серого чугуна
значительно ниже, чем у стали того же химического состава.
Придание графитной фазе в чугуне компактной формы (КЧ
и ВЧ) вызывает резкое повышение механических свойств ме-
талла.
14
В графитизированых чугунах цементит может присутство-
вать лишь в форме перлита (т. е. цементитного эвтектоида).
Перлит имеет твердость, обычно не превышающую НВ 250, и
серые чугуны с перлитной металлической матрицей (ПСЧ —
перлитные серые чугуны) достаточно хорошо обрабатываются
резанием. ПСЧ отличаются повышенной прочностью и износо-
стойкостью.
Чаще всего в машиностроении используют перлито-феррит-
ные серые чугуны (ПФСЧ). Их твердость составляет 200,
они лучше обрабатываются резанием, чем ПСЧ, но их механи-
ческие свойства и износостойкость несколько ниже.
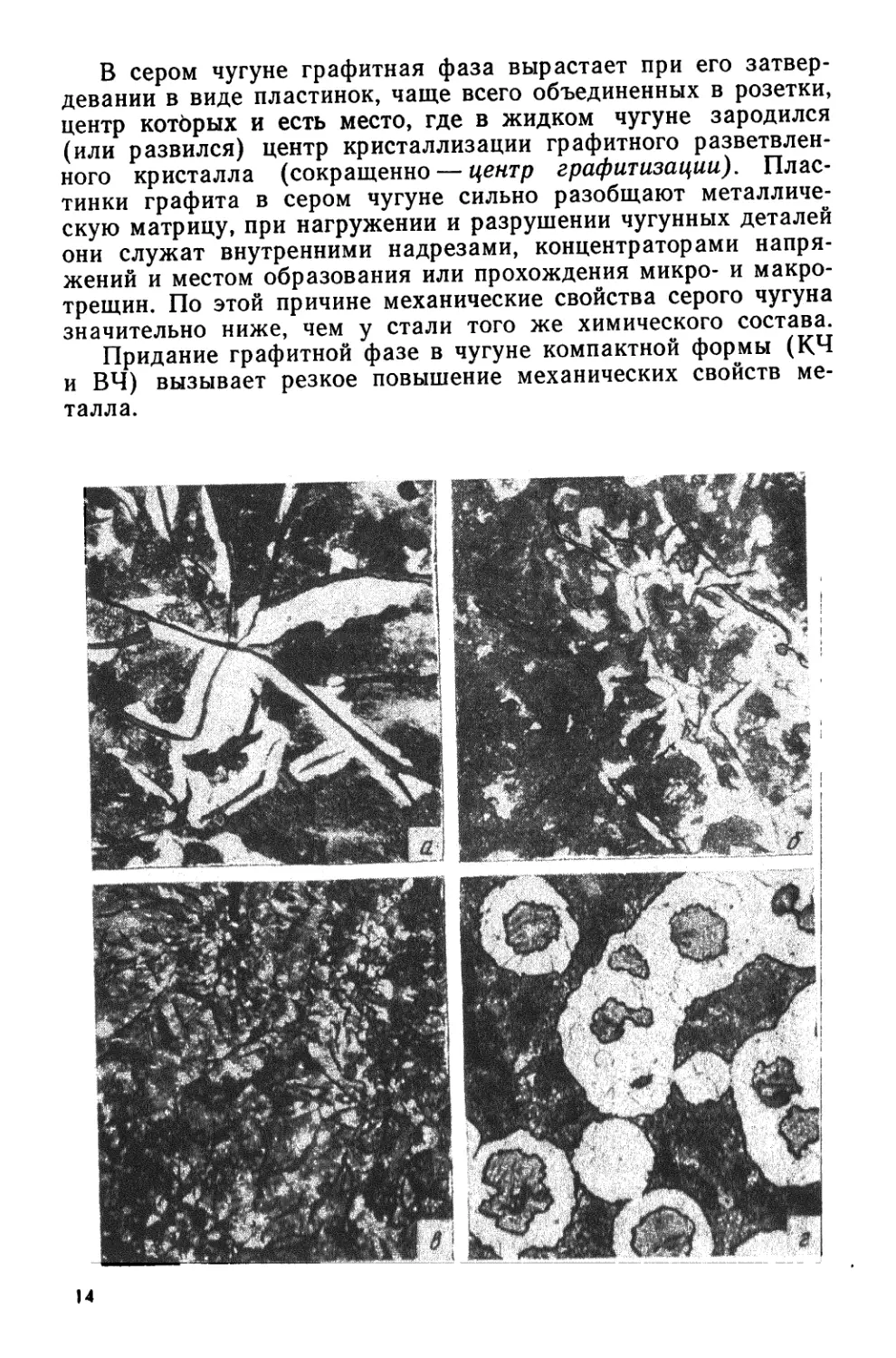
Включения графита в сером и высокопрочном чугунах
обычно окружены небольшой оторочкой металлической основы,
обогащенной кремнием (в результате так называемой обратной
эвтектической микроликвации этого элемента). Обычно именно
здесь и выделяется в первую очередь структурно-свободный
15
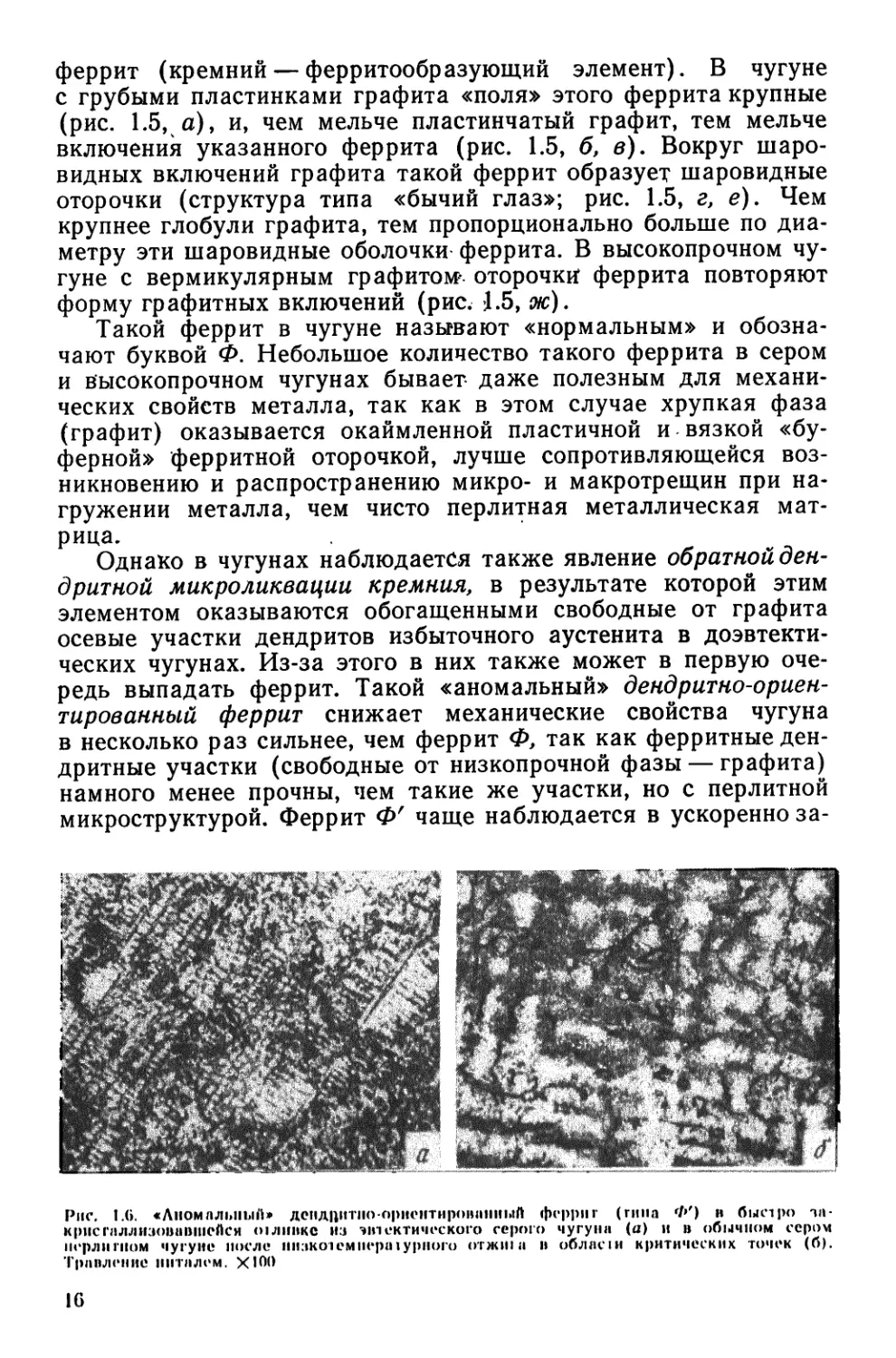
феррит (кремний — ферритообразующий элемент). В чугуне
с грубыми пластинками графита «поля» этого феррита крупные
(рис. 1.5, а), и, чем мельче пластинчатый графит, тем мельче
включения указанного феррита (рис. 1.5, б, в). Вокруг шаро-
видных включений графита такой феррит образует шаровидные
оторочки (структура типа «бычий глаз»; рис. 1.5, г, е). Чем
крупнее глобули графита, тем пропорционально больше по диа-
метру эти шаровидные оболочки феррита. В высокопрочном чу-
гуне с вермикулярным графитом- оторочки феррита повторяют
форму графитных включений (рис. 1.5, ж).
Такой феррит в чугуне называют «нормальным» и обозна-
чают буквой Ф. Небольшое количество такого феррита в сером
и высокопрочном чугунах бывает даже полезным для механи-
ческих свойств металла, так как в этом случае хрупкая фаза
(графит) оказывается окаймленной пластичной и вязкой «бу-
ферной» ферритной оторочкой, лучше сопротивляющейся воз-
никновению и распространению микро- и макротрещин при на-
гружении металла, чем чисто перлитная металлическая мат-
рица.
Однако в чугунах наблюдается также явление обратной ден-
дритной микроликвации кремния, в результате которой этим
элементом оказываются обогащенными свободные от графита
осевые участки дендритов избыточного аустенита в доэвтекти-
ческих чугунах. Из-за этого в них также может в первую оче-
редь выпадать феррит. Такой «аномальный» дендритно-ориен-
тированный феррит снижает механические свойства чугуна
в несколько раз сильнее, чем феррит Ф, так как ферритные ден-
дритные участки (свободные от низкопрочной фазы — графита)
намного менее прочны, чем такие же участки, но с перлитной
микроструктурой. Феррит Ф' чаще наблюдается в ускоренно за-
Рис. I.G. «Аномальный» дендритно-ориентированный фгрриг (типа Ф') и быстро за-
к рис галл изоваВ1пеЛся отливке из эвтектического серого чугуна (а) и в обычном сером
перлитном чугуне после низкотемпературного отжита в области критических точек (б).
Травленне ппталем. XI00
16
кристаллизовавшихся чугунах; в этом случае даже эвтектиче-
ские чугуны имеют доэвтектическую микроструктуру (см. ком-
ментарий к рис. 1.28 в разделе 1.3), которая показана на рис.
1.6, а.
Феррит Ф' наблюдается также в обычных доэвтектических
серых и высокопрочных чугунах после некачественной терми-
ческой обработки, когда перлит графитизируется лишь в обога-
щенных кремнием осевых зонах ветвей дендритов избыточного
аустенита (рис. 1.6, б). Естественно, что в этом случае этот
«аномальный» феррит не связан с графитной фазой, располо-
жен вдали от нее и никакой «буферной» роли играть не может.
Считают общепризнанными два механизма появления гра-
фита: 1) выделение из пересыщенного раствора (жидкого или
твердого); 2) распад цементита. Правда, существует и третий
механизм. Было показано, что при инокулирующем модифици-
ровании чугуна кремнийсодержащими добавками могут вре-
менно образовываться неустойчивые карбиды типа карборунда
SiC, а при модифицировании алюминием — метастабильный
карбид AI4C3. При распаде этих фаз формируется графит. Од-
нако это вызывает образование лишь очень небольшого количе-
ства графита в виде его зародышей, поэтому рассмотренная
выше классификация путей графитизации в целом не требует
переработки или дополнений.
На рис. 1.1 диаграмма Fe — С состоит из двух диаграмм:
диаграммы Fe — Fe3C и диаграммы Fe — графит. Первая обо-
значена сплошными линиями, вторая — штриховыми. Точки
первой обозначены латинскими буквами без штриха, точки вто-
рой— со штрихом (например, Е', С', F', S', К'). Левее ломаной
линии DC'E'S'P'Q' все другие линии обеих диаграмм совпа-
дают, так как здесь нет ни графита, ни цементита в структуре
металла.
Диаграмму Fe — РезС называют диаграммой метастабиль-
ных равновесий, так как цементит есть фаза метастабильная и
при атмосферном давлении он всегда склонен к распаду на же-
лезо и графит (в углеродистых сталях такой распад никогда не
происходит и эти стали'описываются только, диаграммой Fe—
РезС*). Лишь при очень высоких давлениях цементит и графит
меняются местами: первый становится стабильной фазой, а вто-
рой мстастабильной. В этом случае графит стремится превра-
титься в цементит или другие карбиды железа (например,
Fe7C3 [1]). Такой процесс называется карбидизацией. Послед-
няя наблюдается и при легировании сплавов Fe — С элемен-
тами, повышающими сродство металл — углерод (карбидообра-
зующими элементами Мп, Cr, V, Ti и др.).
• Существуют лсгироиаипыс кремнием графитиаиропап^Ье^али, описываемые дна-
граммой Fe—Si •— графит. В обычных сталях слишком лЛло углсэдда, чтобы спонтанно
в них могли образоваться центры графитизации. В 4yi>Tiax, содйыцицнх свыше 5 % С.
'них центров, наоборот, так много, что очень трудно jpcrjini ть с^у^Чцпвсрдегь белым.
17
Диаграмму железо — графит называют диаграммой стабиль-
ных равновесий. Действительно, нет такого вида термообра-
ботки, который превратил бы графитизированный сплав Fe—С
в белый чугун, хотя обратный процесс всегда возможен; он
лежит в основе производства ковкого чугуна. Карбидизация
графитизированного нелегированного чугуна в изотермических
условиях и при атмосферном давлении принципиально невоз-
можна — она противоречила бы второму началу термодина-
мики.
Алмаз является метастабильным состоянием углерода при
атмосферном давлении, поэтому давно возник интерес к си-
стеме железо — алмаз. При определенных условиях алмаз мо-
жет быть выделен из цементита при атмосферном давлении. На
рис. 1.1 показаны две такие области, где возможна алмазиза-
ция: выше 1252 °C и ниже 580 °C. До практического примене-
ния этого открытия пока еще очень далеко, и в данном спра-
вочнике в дальнейшем диаграмма Fe — РезС рассматривается
без алмазных линий.
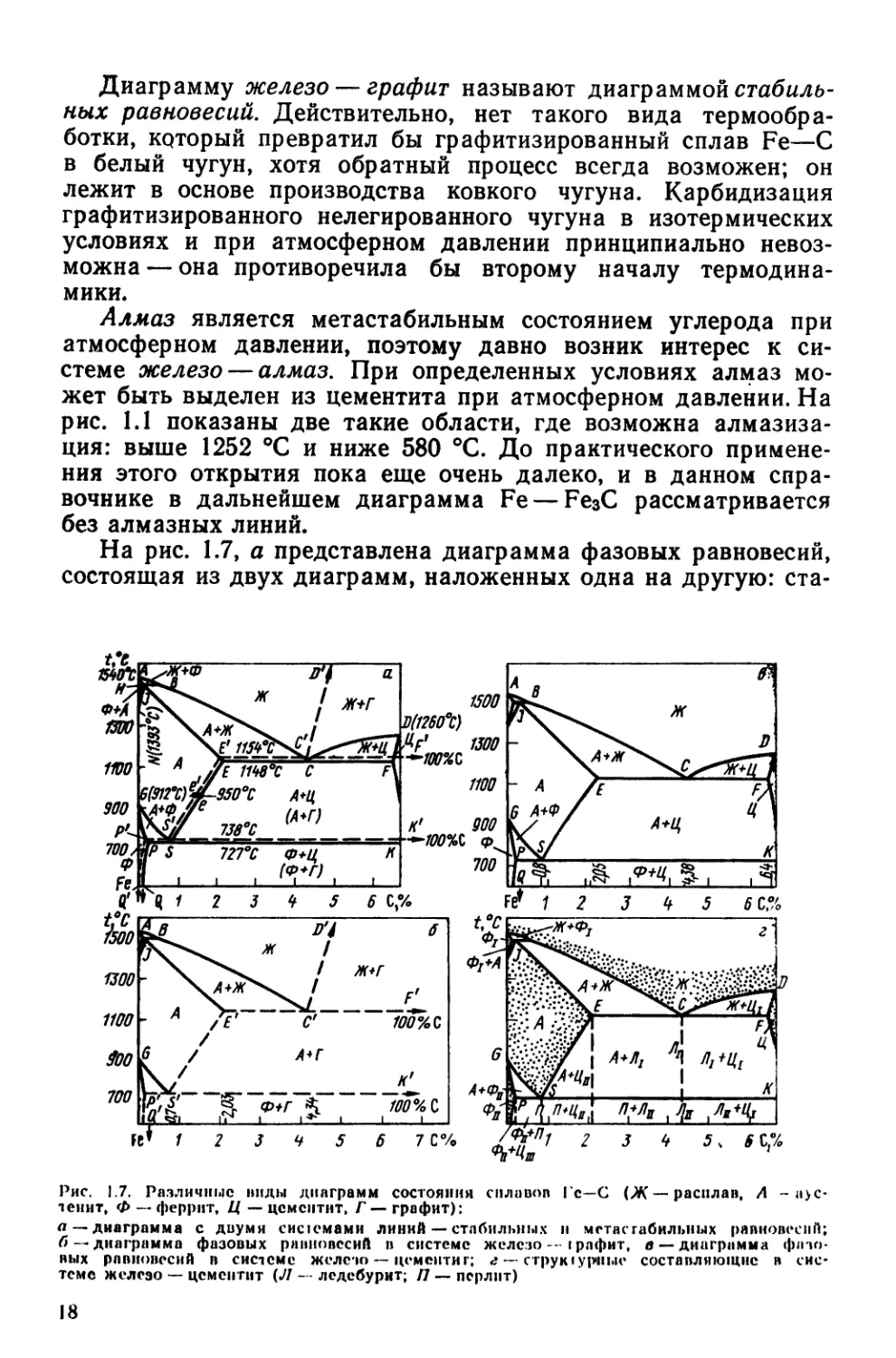
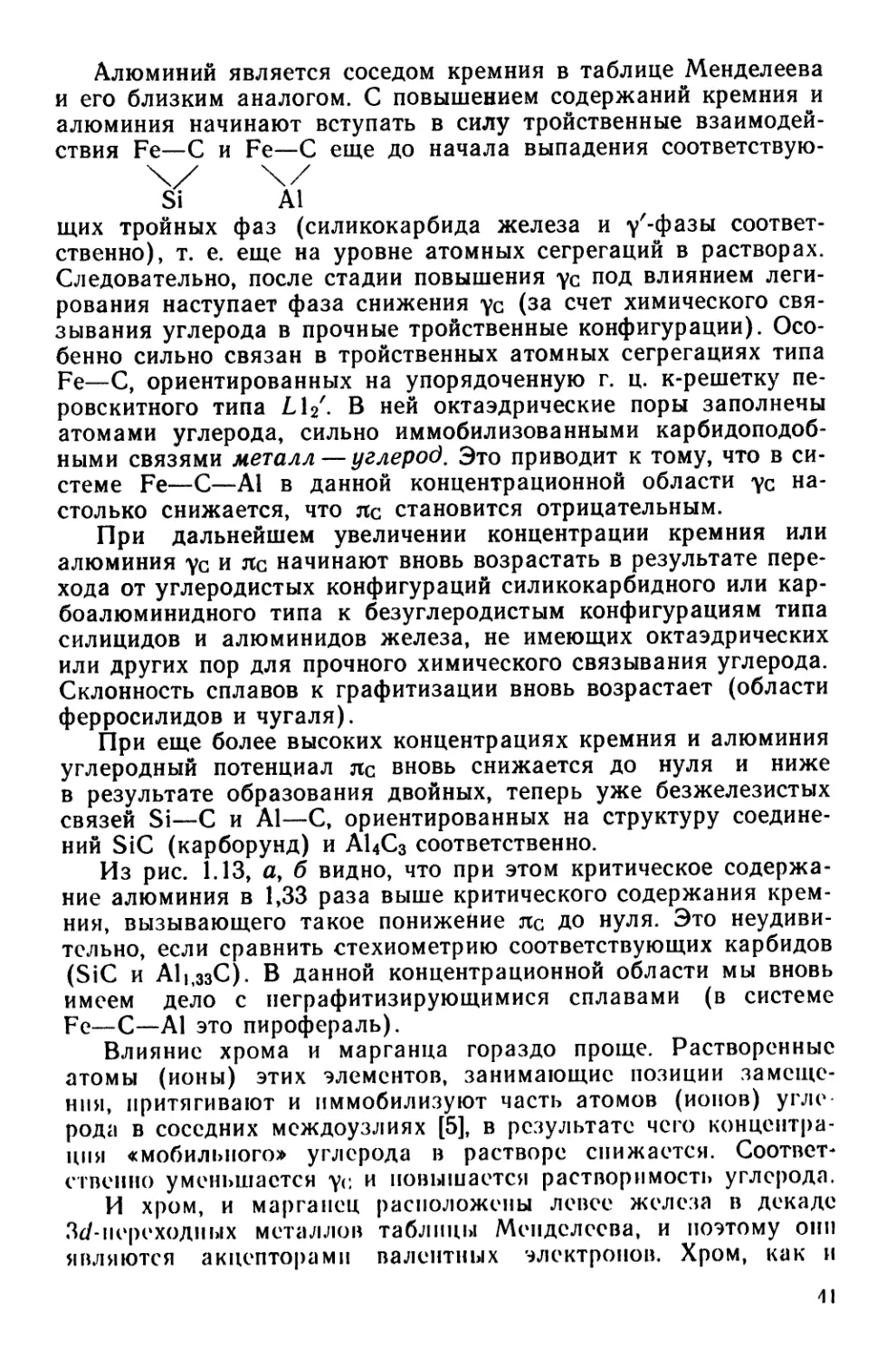
На рис. 1.7, а представлена диаграмма фазовых равновесий,
состоящая из двух диаграмм, наложенных одна на другую: ста-
Рис. 1.7. Различные виды диаграмм состояния сплавов Ге—С (Ж — расплав, А - аус-
тенит, Ф — феррит, Ц — цементит, Г — графит):
л— диаграмма с двумя системами линий — стабильных и мгтасгабильиых равновесий;
б —диаграмма фазовых равновесий в системе железо - i рвфит, л —диаграмма фазо-
вых равновесий в системе железо — цемент и г; <? —струн lypm.ie составляющие в сис-
теме железо — цементит (Л --- ледебурит; П — перлит)
18
бильных равновесий железо — графит (рис. 1.7, б) и метаста-
бильных равновесий Fe — РезС (рис. 1.7, в). Естественно, что
границы областей фазовых состояний, в которых не участвуют
графит или цементит, у них общие. Это линии АВ, ВС', АН, НВ,
NH, NJ, JE', GS', GP'. Остальные линии смещены друг по отно-
шению к другу: ломаная линия D'C'E'S'P'Q' диаграммы ста-
бильных равновесий проходит немного левее и выше линии
DCESPQ диаграммы метастабильных равновесий.
Этот «сдвиг» имеет большое теоретическое и практическое
значение. Представим себе жидкий эвтектический чугун, охлаж-
денный до 1151 °C. Он переохлажден по отношению к линии
солидус E'C'F', но не к линии ECF. Следовательно, в нем мо-
жет выделиться графит, но ледебуритный цементит еще не мо-
жет образоваться. Вот пример графитизации, минуя цементит-
ную фазу.
На рис. 1.7, г диаграмма Fe — РезС повторена, но на нее на-
несены не области фазовых состояний, а области структурных
составляющих, что для практического металловедения гораздо
важнее. Как видим, рис. 1.7, в и г — это две принципиально
различные диаграммы одной и той же системы.
Выше линии ликвидус ABC'D' лежит область однофазных
расплавов — жидких стали и чугуна*. Линия CD — тоже лик-
видус, но в метастабильной системе. Здесь из-за высоких тем-
ператур цементит очень быстро распадается на железо и гра-
фит, и истинное положение линии CD долгое время не было из-
вестно. В 1974 году была впервые экспериментально определена
точка плавления цементита за счет использования сверхскорост-
ного нагрева металла [3]. Она оказалась весьма низкой — около
1260 °C. Позже этот результат нашел экспериментальное под-
тверждение за рубежом. Ранее предполагалось, что цементит
плавится при температуре выше 1500 °C.
Чистое железо затвердевает при 1540 °C (точка А на рис.
1.1) в виде высокотемпературной модификации феррита, имею-
щего о. ц. к.-решетку (б-феррит). При температурах ниже
1393 °C (точка jV на рис. 1.1) чистое железо переходит в у-мо-
дификацию, имеющую г. ц. к.-решетку (аустенит). При даль-
нейшем охлаждении до температур ниже 912 °C (точка G на
рис. 1.1) аустенит вновь превращается в феррит с о. ц. к.-ре-
шеткой. Этот феррит обозначается греческой буквой а, чтобы
отличить его от высокотемпературного б-феррита. Области твер-
дых растворов углерода в этих фазах показаны на рис. 1.7, г
* Длительное время в СССР жидкий чугун рассматривался как двухфазная кол-
лоидная система, что противоречит теории диаграмм состояния [Ц. Жидкий чугун оче-
видно содержит не коллоидную графитную фазу, а у глеродно-железистые комплексы,
которые могут обьединязься н сравнительно крупные макромолекулы. Последние ос
таимся в растворе и не являются фазой. Поэтому область Ж на рис. 1.1 мы продол-
жаем считать областью однофазного состояния металла (на рис. 1.7, г она поэтому
заз сиена).
19
затененными: AHN — d-твердый раствор (Ф1 на рис. 1.7, г);
NJESG — у-твердый раствор (Л на рис. 1.7, г); GPQ— а-твер-
дый раствор (Фц на рис. 1.7, г).
Здесь Q — точка при абсолютном нуле по шкале Кельвина,
которая вместе с точкой Q' стабильной системы железо — гра-
фит практически совпадает с началом координат — при ОК же-
лезо практически не растворяет углерод.
Область GPQ очень узка — растворимость углерода в а-фер-
рите очень мала, она максимальна при 727 °C (~0,02 °/о С).
На рис. 1.7 она умышленно показана значительно шире, чем
этого требует использованный масштаб. На рис. 1.1 эта область
детализирована в виде врезки.
Цементит также имеет узкую область гомогенности DFK
(поэтому на рис. 1.7, г она тоже затенена пунктиром). При тем-
пературах ниже ~900 °C она становится чрезвычайно узкой.
Цементит бывает первичным (Hi), эвтектическим (ледебу-
ритным), вторичным (Нп), эвтектоидным (перлитным) и тре-
тичным (Ц111).
Между однофазными (затененными на рис. 1.7, г) обла-
стями Ж (расплав), Ф (высокотемпературный Фг и обычный
Фп феррит), А (аустенит) и Ц (цементит) расположены двух-
фазные области Ж+Фг, Ф1+Л, Ж+А, Ж+Hi, А + Нп, Л + Фц,
Фп + Дш (см. рис. 1.7, г).
Из рис. 1.7 видно, что любая углеродистая сталь с содержа-
нием углерода до 2 % может приобрести чисто аустенитную
структуру при нагреве до соответствующей температуры.
Обычно в этом состоянии и производится прокатка и другие
виды горячей деформации стали. Чугуны же ни при каких об-
стоятельствах не могут приобретать однофазную аустенитную
структуру. С большим трудом белые чугуны могут быть под-
вергнуты ковке в двухфазном состоянии А + Ц. Серые чугуны
практически не могут подвергаться обработке давлением.
Жидкая сталь, содержащая свыше 0,53 % С, не претерпе-
вает перитектическое превращение Ж+Фг+А — в ней ден-
дриты аустенита выпадают непосредственно из расплава. Ана-
логично ведут себя доэвтектические чугуны.
Жидкие чугуны, затвердевающие белыми из-за недостатка
в них центров графитизации, переохлаждаются до температур
ниже 1154 °C без образования в них графита и претерпевают
эвтектическое превращение уже ниже 1148 °C в метастабильной
системе Fe—РезС (см. рис. 1.7, а, в). При этом в доэвтектиче-
ских чугунах выпадение первичного аустенита в области Ж + А
между ликвидусом и солидусом вызывает обогащение маточ-
ного расплава углеродом до эвтектического состава (4,38 °/о С
в метастабильной системе).
В заэвтектичсских чугунах выпадение первичного цементита
Hi (см. рис. 1.7, г) в области Ж+Hi между цсментитным лик-
20
видусом CD и солидусом CF вызывает обеднение маточного рас-
плава углеродом до эвтектического состава. В случае же эвтек-
тического чугуна точки ликвидус и солидус совпадают и рас-
плав целиком претерпевает эвтектическое превращение без
предварительного выпадения из него каких-либо избыточ-
ных фаз.
Эвтектическое превращение расплава по метастабильной си-
стеме приводит к тому, что однофазный расплав эвтектического
состава (4,38 % С) распадается одновременно на две твердые
фазы — аустенит+цементит. Их смесь и составляет структур-
ную составляющую ледебурит (Л на рис. 1.7, г).
Доэвтектические чугуны приобретают при затвердевании
структуру, состоящую из двух структурных составляющих: из-
быточный (первичный) аустенит А и ледебурит Л1 (см. рис.
1.7, г). Эвтектический чугун в этих же условиях имеет одну
структурную составляющую Ль а заэвтектические чугуны
имеют две структурные составляющие Л1 и Дь С точки зрения
фазового состава все эти чугуны состоят из двух одинаковых
фаз: А+Ц (см. рис. 1.7, в). На этом примере наглядно видно
различие между понятиями «фаза», «смесь фаз» и «структурная
составляющая» и, соответственно, между диаграммами на рис.
1.7, в и г.
Расплав чугуна, содержащий достаточно большое количе-
ство центров графитизации, претерпевает эвтектическое превра-
щение в стабильной системе при температурах ниже 1154 °C.
При этом в доэвтектических чугунах (содержащих менее
4,34 % С) выпадение избыточного (первичного) аустенита вы-
зывает обогащение расплава углеродом до эвтектического со-
става (4,34 % С в стабильной системе). В заэвтектических чу-
гунах выпадение первичного графита в области Ж+Г между
графитным ликвидусом C'D' и солидусом CF' вызывает обед-
нение расплава углеродом до эвтектического состава (4,34 %
С). В случае эвтектического чугуна точки ликвидус и солидус
совпадают (см. точку С' на рис. 1.7, а, б) и расплав целиком
претерпевает эвтектическое превращение без предварительного
выпадения из него каки^-либо избыточных фаз.
Эвтектическое превращение в стабильной системе приводит
к тому, что однофазный расплав эвтектического состава (4,34 %.
С) распадается на две твердые фазы — аустенит+графит. Од-
нако, в отличие от ледебурита в белых чугунах, эти две фазы
не всегда образуют тесную механическую смесь. Поэтому их
смесь обычно не рассматривается как отдельная структурная
составляющая и не имеет специального названия (ее именуют
просто аустенито-графитной эвтектической смесью).
В доэвтектических серых чугунах избыточный (первичный)
аустенит также нс рассматривается обычно как отдельная
структурная составляющая, так как в большинстве случаев его
21
очень трудно отличить от эвтектического аустенита, наслаиваю-
щегося на него при эвтектическом превращении маточного рас-
плава. .
С понижением температуры растворимость углерода в аус-
тените уменьшается (по линии ES в метастабильной системе и
линии E'S' в стабильной системе). В высокоуглеродистых (за-
эвтектоидных) сталях из аустенита в процессе охлаждения вы-
падает вторичный цементит Цп (см. область Л+Дц на рис. 1.7,
г). Однако в белых чугунах вторичный цементит Ди обычно
трудно различить в микроструктуре, так как он наслаивается
на включениях эвтектического (ледебуритного) цементита,
а в случае заэвтектического белого чугуна и на первичном це-
ментите Дь
В серых чугунах вторичный графит не наблюдается в явном
виде, так как он осаждается на поверхности ранее образовав-
шихся включений графита.
При снижении температуры ниже 738 °C аустенит может
в принципе претерпевать эвтектоидный распад на две новые
фазы: феррит+графит (см. рис. 1.7, б). Однако в сталях этого
никогда не происходит (за исключением некоторых видов гра-
фитизированной стали) — слишком мала концентрация угле-
рода, чтобы при столь невысоких температурах в твердом ме-
талле зародились центры графитизации. В сталях аустенит
переохлаждается до температур ниже 727 °C и претерпевает эв-
тектоидное превращение уже в метастабильной системе: аусте-
нит, содержащий —0,8 % С, распадается на две другие твердые
фазы — феррит+цементит. Эти две фазы в этом случае обра-
зуют характерную тесную механическую смесь — перлит. (П на
рис. 1.7, г).
Сталь с ~0,8 %, С, имеющая в отожженном состоянии чисто
перлитную структуру, называется эвтектоидной. Стали, содер-
жащие больше или меньше углерода, называются соответ-
ственно заэвтектоидными и доэвтектоидными. Эта же термино-
логия применима и к металлической матрице чугунов. В за-
эвтектоидных сталях аустенит обедняется углеродом при
охлаждении до эвтектоидного состава (~0,8 %, С) в результате
выпадения в области Д + Дц вторичного цементита Ди. В доэв-
тектоидных сталях аустенит при охлаждении, наоборот, обога-
щается углеродом до эвтектоидного состава в результате выпа-
дения в области Фп+Д низкотемпературного феррита Фц (а-
фаза). Так как в чугунах с невысоким и средним содержанием
кремния феррит Ф( (б-феррит) практически не участвует
в структурообразовании, мы фактически всегда имеем дело
с ферритом Фц и поэтому ниже будем обозначать его одной
буквой Ф (а-феррит).
Линии ES и GS, с одной стороны, и PSK, с другой, играют
очень важную роль в процессах структурообразовании и в стали
22
и в чугуне. Ниже этих критических точек (Л3 на линии GS, Аст
на линии ES, Ai вдоль изотермы PSK) все фазовые переходы,
происходящие в условиях, близких к равновесным, прекраща-
ются, за исключением выпадения третичного цементита Цщ из
пересыщенного феррита, металлографически обычно не выяв-
ляемого в чугунах из-за наслоения третичного цементита на це-
ментите перлитном или других его разновидностях.
При превращении ледебуритного аустенита в перлит цемен-
тит перлитный часто осаждается на ледебуритном цементите и
также металлографически не проявляется. Поэтому превращен-
ный ледебурит Ли (см. рис. 1.7, г) может состоять либо из
смеси цементита и перлита, либо из смеси цементита и фер-
рита.
Если в белых чугунах эвтектоидное превращение всегда про-
исходит только в метастабильной системе, то в графитизирован-
ных чугунах оно может протекать как в метастабильной, так и
в стабильной системах. В этих сплавах эвтектоидное превраще-
ние в стабильной системе становится возможным из-за наличия
в них графита. Ниже 738 °C аустенит начинает распадаться на
эвтектоидную смесь феррита и графита. Однако последняя не
образует характерной для эвтектоида тесной двухфазной струк-
туры. Наоборот, графит, образующийся при эвтектоидном
распаде аустенита, наслаивается на поверхности ранее образо-
вавшихся включений этой фазы, и эвтектоидный феррит кри-
сталлизуется самостоятельно. Его называют «структурно-сво-
бодным», а такую «смесь», в отличие от перлита, не рассматри-
вают как структурную составляющую и она не имеет какого-
либо специального названия.
Аналогичным образом в чугунах вторичный графит, выпа-
дающий при охлаждении вдоль линии E'S', и третичный гра-
фит, выпадающий вдоль линии P'Q', не считаются структур-
ными составляющими: они металлографически неотличимы от
эвтектического графита (и первичного в заэвтектических чугу-
нах). Следовательно, в случае графитизированных чугунов диа-
грамма фазового состава в системе железо — графит (рис.
1.7, б) фактически совпадает с диаграммой структурных состав-
ляющих.
Присутствие в технических сплавах Fe—С дополнительных
элементов (кремния в чугунах, примесей типа Р, S, легирующих
компонентов) часто приводит к образованию новых кристалли-
ческих фаз и структурных составляющих.
В белых чугунах, содержащих свыше 1,5...2 % Si, наряду
с эвтектическим цементитом РезС, появляется силикокарбид
железа FeaSiC. При травлении питалем силикокарбид остается
неотличим от цементита. При тепловом травлении (нагрев на
воздухе до —150 °C или в щелочном растворе пикрата нат-
рия при —100 °C) цементит окрашивается, а силикокарбид
23
железа — почти нет. Силикокарбид железа более стоек, чем це-
ментит, к графитизации.
При содержании в чугунах свыше 23 % Si в структуре ме-
талла, наряду с большим количеством первичного графита
(спели), появляется карбид кремния SiC (карборунд).
Фосфор практически нерастворим в цементите и слабо рас-
творим в аустените и феррите. Поэтому при затвердевании чу-
гуна фосфор концентрируется в маточном расплаве. Последние
порции этого расплава затвердевают в виде включений тройной
фосфидной эвтектики, содержащей свыше 6 % Р и около 2 % С.
В метастабильной системе Fe—Fe3C—Р эта тройная эвтектика
состоит при кристаллизации ( — 950 °C) из трех фаз: аустенит+
-Fцементит Fe3C + фосфид железа Fe3P и носит название «сте-
дит» (при комнатной температуре аустенит чаще всего замёнен
не перлитом, а ферритом, так как перлитный распад аустенита
происходит обычно с наслоением эвтектоидного цементита на
эвтектический цементит, и перлита, как такового, под микро-
скопом мы не видим). По ГОСТ 3443—87 стедит соответствует
баллам ФЭЗ и ФЭ4 классификации структур фосфидной эвтек-
тики в чугуне.
Твердость стедита несколько ниже, чем у ледебурита, но он
отличается повышенной износостойкостью, в том числе и вслед-
ствие явления «самофосфатирования». Оно заключается в том,
что в зоне трения фосфор при окислении металла превращается
в ангидрид Р2О5, кремний — в SiO2, железо и марганец — в сла-
бощелочные оксиды FeO и МпО. При изнашивании металличе-
ской матрицы чугунов, содержащей намного больше кремния,
чем фосфора, образуются в основном силикаты железа и мар-
ганца, незначительно улучшающие триботехнические свойства
трущихся поверхностей. При изнашивании же участков тройной
фосфидной эвтектики, почти не содержащих кремния (из-за
обратной эвтектической микроликвации этого элемента), обра-
зуются фосфаты железа и марганца, резко улучшающие ука-
занные свойства. Преимущество «самофосфатирования» чугуна
перед обычным фосфатированием заключается в постоянном
самовозобновлении фосфатной пленки в процессе изнашивания
металла.
В стабильной системе Fe — графит — Fe3P образуется так
называемая псевдодвойная эвтектика (ФЭ1 по ГОСТ 3443—87),
состоящая при кристаллизации —950 °C из двух фаз — аусте-
нита и фосфида Fc3P. Однако на самом деле при этом выпадает
и третья фаза — графит. Но эта фаза не образует тесной эвтек-
тической смеси с двумя первыми, а осаждается на поверхности
ранее образовавшихся включений эвтектического графита се-
рого чугуна с наслоением на них и вторичного графита, и эв-
тектоидного графита ниже критического интервала температур.
В результате все три вида графита остаются мсталлографиче-
24
ски неотличимыми от графита аустенито-графитной эвтектики.
При комнатной температуре фосфидная эвтектика типа ФЭ1
в результате процессов наслоения графита оказывается двух-
фазной (феррит+фосфид РезР) и поэтому она также называ-
ется псевдодвойной.
Фосфидная эвтектика типа ФЭ2 по ГОСТ 3443—87 (фос-
фид+цементит) не должна образовываться в обычных чугунах
по известным законам металловедения и физической химии.
Редкое ее появление на микрошлифах связано с процессами,
протекающими при длительной термообработке.
Внутри включений стедита могут появляться крупные пла-
стины цементита с таким же габитусом, что и тонкие пластины
цементита тройной эвтектики типа ФЭ4 (эвтектика типа ФЭ5
по ГОСТ 3443—87). Характерно, что по ГОСТ 3443—87 коли-
чество этих крупных пластин и их относительный объем во
включениях типа ФЭ5 не регламентированы, нет четких крите-
риев границы между структурой типа ФЭ5 и началом ледебу-
ритного отбела чугуна со структурой типа Ц2.
Эти крупные пластины представляют собой цементитную
часть фосфористого ледебурита с «разведенной» (divorced)
микроструктурой, т. е. они не должны в принципе рассматри-
ваться как входящие в состав включений тройной фосфидной
эвтектики, хотя повсеместно именно так и поступают (в том
числе, к сожалению, и в классификации ГОСТ 3443—87).
Одна из причин такого не вполне научного подхода заклю-
чается в том, что аустенитной составляющей упомянутого фос-
фористого «разведенного» ледебурита в этих включениях, как
правило, нет. Она оказывается металлографически неразличи-
мой из-за того, что эвтектический аустенит такого фосфори-
стого ледебурита осаждается на окружающих аустенито-гра-
фитных колониях и фактически на микрошлифах не виден.
Получается, что теоретически чугуны с включениями типа
ФЭ5 являются не серыми, а половинчатыми (такой частичный
отбел, в отличие от ледебуритного, можно условно назвать
«фосфидным»). Действительно, их обрабатываемость резанием
существенно снижена. Однако согласно ГОСТ 3443—87 эти чу-
гуны продолжают считать серыми, ибо пластины цементита та-
кого «фосфидного» отбела рассматриваются как составная
часть включений фосфидной эвтектики типа ФЭ5. Пока что ни
справочники, пи государственный стандарт, ни технические ус-
ловия не дают ответа при возникающих па производстве спорах
о границе между структурами типа ФЭ5 в серых чугунах и Ц2
в отбеленных (половинчатых). В данном справочнике предла-
гается границей между серыми и половинчатыми чугунами
в любом случае считать появление в микроструктуре металла
одной (или более) объемной доли, выраженной в процентах лю-
бой карбидной фазы (эвтектического цементита ледебуритного
25
типа, крупных пластин цементита внутри включений типа ФЭ5,
карбидов ванадия в стабильно-половинчатых, чугунах, карбидов
титана, силикокарбидов, карбоалюминидов и т. п.).
Сера в чугунах образует сульфидные включения. Считается,
что меньше снижают механические свойства чугуна более или
менее компактные (хотя и остроугольные) включения типа MnS
[на самом деле — смешанные соединения переменного состава
типа (Мп, Fe)S], и больше — сульфиды типа FeS [на самом
деле типа (Fe, Mn)S], образующие эвтектические колонии с низ-
кой температурой затвердевания. При большом количестве
фазы типа MnS в сером чугуне ее включения могут образовы-
вать длинные и разветвленные дендриты. По этой причине счи-
тается, что повышенное содержание серы в чугуне должно быть
«нейтрализовано» соответствующим количеством марганца:
%Mn> 1,7(%S) 4- (0,1 ...0,2).
Однако в последнее время показано, что слишком низкое со-
держание серы в чугуне снижает его восприимчивость к иноку-
лирующему модифицированию. Кроме того, показано, что вы-
сокосернистые чугуны, содержащие 0,4... 1 % S, могут заме-
нять бронзы и латуни как антифрикционные сплавы (уступая
им только в теплопроводности).
Если фосфор почти не влияет на склонность чугунов к гра-
фитизации, то сера чаще всего играет роль элемента-антигра-
фитизатора (по терминологии А. Ф. Ланды). Однако если не-
большое количество серы вводить вместе с инокулирующими
модификаторами (эффект «встречного» модифицирования), ее
действие может оказаться противоположным упомянутому
выше.
Карбидообразующие элементы в чугуне могут формировать
в нем специальные фазы. Хром в определенной мере растворим
в цементите в виде смешанной фазы переменного состава (Fe,
Сг)3С. При содержаниях свыше 10—12 % хром образует «соб-
ственные» карандашеподобные шестигранные карбиды типа
(Fe, Сг)7С3. Они в той или иной мере изолированы друг от
друга. Такой чугун отчасти отвечает по структуре требо-
ваниям принципа Шарли — Бочвара, поэтому хромистые бе-
лые чугуны более ударопрочны, чем нелегированный белый
чугун.
Ванадий, в отличие от хрома, слабо растворим в цементите.
При содержании свыше 0,15...0,2 % ванадий способствует об-
разованию в сером чугуне стабильных (неграфитизирующихся)
карбидов типа VC с переменным химическим составом (от
VCo,75 до VCo.ee) и с высокой микротвердостыо (свыше HV
2000). Фаза VC образует в чугунах сравнительно изолирован-
ные друг от друга карбиды, и такой металл, отвечающий тре-
бованиям принципа Шарли — Бочвара, имеет повышенные ме-
ханические и износостойкие свойства.
26
Повышенная износостойкость хромистых и ванадиевых бе-
лых чугунов обусловлена не только высокой твердостью кар-
бидных фаз, но и тем, что эти фазы не способны графитизиро-
ваться даже при температурах начала их плавления. Напротив,
нелегированный или недостаточно легированный цементит, на-
греваясь до высоких температур в зонах межмолекулярного
схватывания при трении и изнашивании, претерпевает «графи-
тизационный» износ, т. е. износ, усиленный распадом этой ме-
тастабильной карбидной фазы.
Титан всегда присутствует в чугуне хотя бы в микродозах
и практически весь находится в виде соединений типа карбида
TiC, карбонитрида Ti (С, N) или оксикарбонитрида Ti (С, N,
О). Все эти соединения изоморфны, образуют непрерывный ряд
растворов, обладают очень высокой микротвердостью (свыше
HV 2500), на микрошлифах они видны в виде компактных мел-
ких бледно-голубых или бледно-розовых включений с кубиче-
ской сингонией. Небольшие добавки титана в жидкий чугун
способствуют его графитизации, в основном вследствие того,
что включения типа TiC оказывают зародышевое действие на
графитообразование; однако выявлен и чисто термодинамиче-
ский эффект. Повышенные добавки титана вызывают отбел.
Алюминий при малых его содержаниях «собственных» фаз
в чугуне не образует, однако плены, богатые А12О3, на поверх-
ности жидкого чугуна хорошо смачиваются им и легко попа-
дают внутрь отливок, что затрудняет борьбу с ними. При этом
алюминий почти не входит в состав цементита и растворяется
в основном в феррите. С ростом содержания алюминий обра-
зует сначала карбоалюминид Ре3А1Сх (где х->1,0), который
можно рассматривать и как упорядоченную у'-фазу типа £Г2
(со структурой перовскита), и собственный карбид АЦСз с очень
ослабленными металлическими свойствами (это преимущест-
венно ковалентное соединение).
Никель специальных фаз не образует, он способствует ста-
билизации аустенитной структуры чугуна вплоть до комнатной
температуры и ниже.
Медь ограниченно ра’створима и в жидком и в твердом чу-
гуне. При содержании свыше —1,5 % она становится металло-
графически различимой на нетравленых и травленых микро-
шлифах в виде глобулей золотистого или красноватого цвета.
В настоящее время считается, что и при меньшем содержании
в чугуне медь выделяется на межфазных границах и служит
тепзоактивпой «твердой смазкой» при изнашивании металла и
при его обработке резанием, которая резко улучшается. Кроме
того, эти тончайшие прослойки элементарной меди в металле
повышают его теплопроводность.
Медь и никель способствуют графитизации чугуна при кри-
сталлизации и препятствуют графитизации при эвтектоидном
27
превращении, что очень ценно при получении отливок из пер-
литного чугуна без отбела.
Висмут и теллур являются самыми сильнодействующими
элементами-антиграфитизаторами в чугуне. Особенно эффек-
тивен теллурид висмута Bi2Te3, содержащий около 50 % Bi и
50 %, Те, — тугоплавкое (585 °C) и химически прочное соедине-
ние. При растворении в жидком чугуне оно тонет и поэтому не
взаимодействует с кислородом воздуха. Это обстоятельство и
низкая упругость паров висмута и теллура над соединением
Bi2Te3 обусловливают высокое усвоение Bi и Те, очень низкий
уровень загрязнения атмосферы соответствующими элементами.
Малые присадки висмута и теллура к инокулирующим мо-
дификаторам вызывают эффект «встречного» модифицирования
(см. выше), и вместо отбела они могут стимулировать процесс
графитизации серого чугуна (а также высокопрочного чугуна
в случае присадок одного висмута).
Магний и редкоземельные металлы (лантаноиды + иттрий+
+ скандий) способствуют сфероидизации графитной фазы. При
избыточном содержании магния в чугуне могут образовываться
карбиды типа Mg2C и Mg3C2, разрушаемые водой и влагой
(с выделением ацетилена).
Бор в небольших количествах (порядка 0,003 % и выше)
образует в чугунах включения очень мягкой фазы BN, почти
изоморфной графиту и поэтому играющей роль подложки для
центров графитизации (эффект топотаксии). При больших со-
держаниях бор отбеливает чугун, образует боридную легко-
плавкую эвтектику, входит в состав цементита в виде смешан-
ного соединения переменного состава Fe3(C, В).
Чугуны содержат также газы — кислород, водород, азот.
Кислород присутствует в основном в виде оксидов типа А12О3,
SiO2. В газовых дефектах он присутствует в виде СО. Раство-
ренного в жидком или твердом чугуне кислорода очень мало,
в основном из-за повышенного содержания кремния, являюще-
гося сильным раскислителем. По уровню термодинамической
активности растворенного в жидкой фазе кислорода судят о со-
держании магния в расплавах высокопрочных чугунов и об
ожидаемой степени сфероидизации графита.
Водород слабо отбеливает чугун и в затвердевшем сером
чугуне содержится в основном внутри графитной фазы. В жид-
кий и затвердевающий чугун водород может попадать в избы-
точном количестве из влаги окружающей среды (дутья при
плавке в вагранке, влаги формовочных смесей). Присадка в чу-
гун РЗМ способствует переводу водорода в химически связан-
ное состояние, в том числе в растворенные в металле водород-
содержащие комплексы, и тем самым уменьшает его негатив-
ное влияние.
Азот находится в растворе в железе и в цементите, с кото-
28
рым он образует смешанную фазу — карбонитрид Fe3(C, N).
Обычно его слишком мало для образования нитридов железа и
других элементов. Его вводят в количествах, не вызывающих
отбел или брак по пористости отливок, по газовым раковинам,
но достаточных для перлитизации микроструктуры металличе-
ской матрицы и соответствующего повышения механических
свойств. Азот, вводимый в легированные чугуны, способствует
стабилизации в них аустенитной структуры металлической мат-
рицы.
1.2. ТЕОРИЯ ГРАФИТИЗАЦИИ ЧУГУНА.
ТЕРМОДИНАМИЧЕСКИЕ И КИНЕТИЧЕСКИЕ
ФАКТОРЫ ПРОЦЕССА ГРАФИТИЗАЦИИ
Из диаграммы состояния сплавов Fe—С (рис. 1.1) следует, что
бинарные сплавы Fe—С при атмосферном давлении всегда, при
любой температуре, сохраняют склонность к графитизации,
если их фигуративная точка находится правее линии
D'C'E'S'P'Q'. Действительно, линия DCESPQ везде располо-
жена правее. Однако на участках C'E'S'P'Q' и CESPQ обе ли-
нии расположены очень близко друг к другу и поэтому здесь
склонность сплавов к графитизации невелика. При температу-
рах выше 1150 °C расстояние между линиями CD и C'D' резко
возрастает, склонность к графитизации резко увеличивается,
причем настолько, что предотвратить распад цементита прак-
тически не удается. В первом приближении можно считать, что
расстояние между линиями DCESPQ и D'C'E'S'P'Q' есть тер-
модинамический фактор процесса графитизации, его «напор».
Кинетическими факторами служат обратные величины тех «со-
противлений», которые препятствуют переходу от метастабиль-
ной системы к стабильной.
Фазовые переходы бывают диффузионными и бездиффузион-
ными. Графитизация является диффузионным процессом. Это
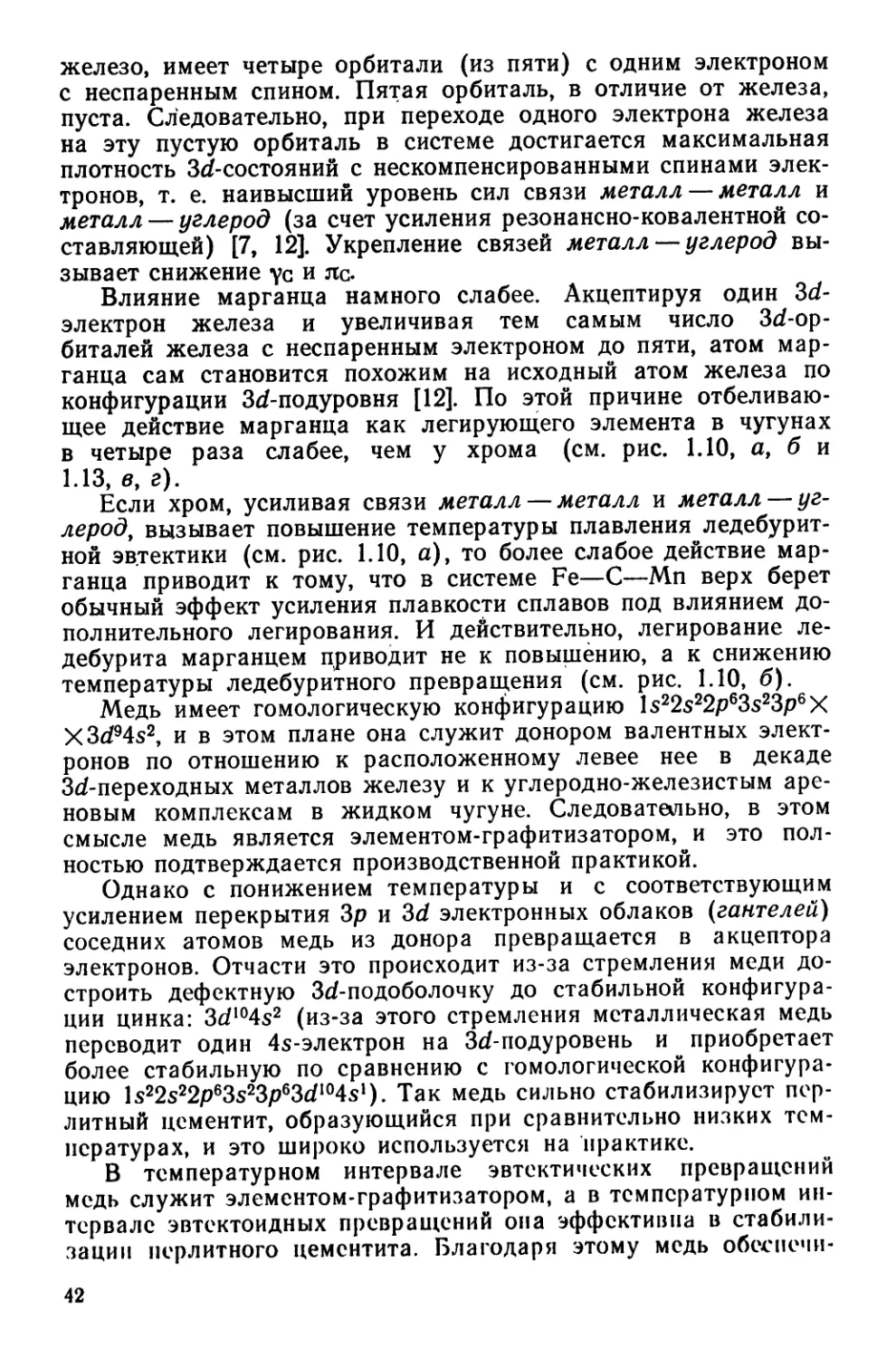
можно проиллюстрировать схемой, показанной на рис. 1.8.
На рис. 1.7, а показана изотерма 950 °C, обычно соответ-
ствующая первой стадии’ графитизирующего отжига белого чу-
гуна или графитизированной стали. Она пересекает сольвусы
аустенитной области в двух точках: сольвус ES метастабиль-
ной системы в точке е и сольвус B'S' стабильной системы в точке
е'. Как видим, растворимость метастабильной фазы — цемен-
тита — оказывается выше растворимости стабильной фазы —
графита. Эта закономерность носит всеобщий характер, ибо мс-
тасгабильная фаза является, в силу своей относительной неста-
бильности, носителем более высокой свободной энергии. Следо-
вательно, на рис. 1.8 уровень е по шкале % С выше уровня е'.
Здесь е— равновесная концентрация углерода па границе аус-
тенит Л — цементит Ц\ е' — равновесная концентрация угле-
29
Расстояние
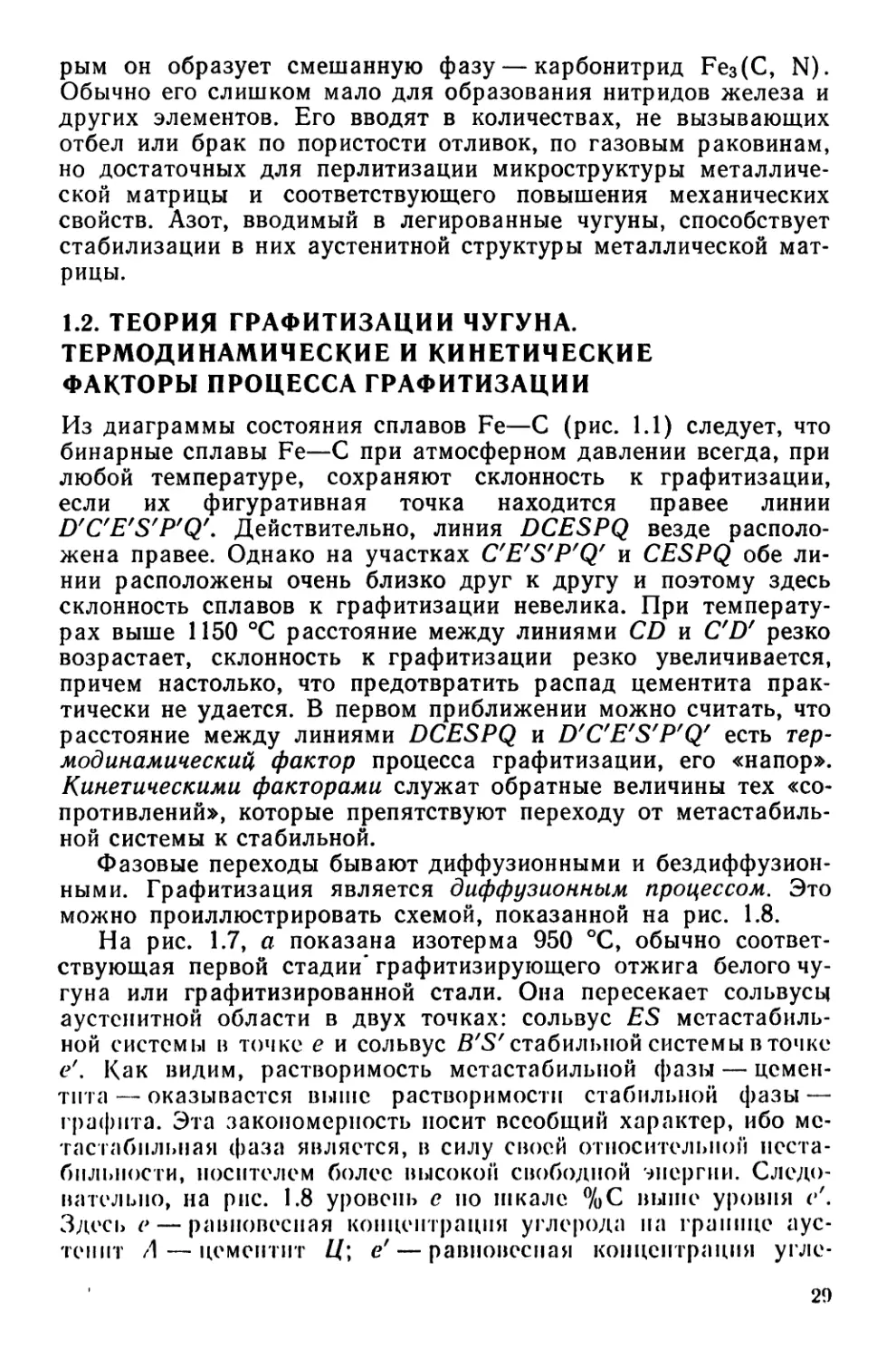
Рис. 1.8. Схема, иллюстрирующая
возникновение градиента концен-
трации углерода в аустените А
между растворяющимся включени-
ем цементита Ц и возникшим гра-
фитным зародышем Г при первой
стадии графитизирующего отжига
белого чугуна на ковкий (950 °C)
рода в том же аустените А, но на границе с графитом Г, пока-
занном в виде возникшего центра графитизации (условно
в виде точки).
Как видим, в аустените образуется градиент концентрации
углерода, который вызывает его диффузионный перенос от це-
ментита к графиту. Цементитная фаза растворяется, а графит-
ная растет, и этот процесс продолжается до тех пор, пока не
растворится весь цементит.
Однако в практике отжига ковкого чугуна часто наблюда-
ется образование так называемых остаточных карбидов [4], ко-
торые перестают растворяться в соответствии с рассмотренным
механизмом. Это объясняется следующим.
Из рис. 1.7, а видно, что содержание железа в аустените е
ниже, чем в аустените е'. Следовательно, возникает, наряду
с градиентом концентрации углерода, также и градиент концен-
трации железа, но противоположного знака. Железо из обла-
сти, занимаемой графитом, механизмом самодиффузии перено-
сится в область, где цементит превращается в аустенит и где
поэтому существует дефицит по железу [РезС содержит всего
93,33 % Fe (по массе)]. В связи с этим, а также с учетом того,
что перенос сравнительно малоподвижных атомов железа
всегда отстает от переноса значительно более подвижных ато-
мов углерода, рост центра графитизации Г всегда сопровожда-
ется его давлением на окружающую его металлическую мат-
рицу А. Таким образом в системе, кроме градиентов концентра-
ций, возникает и градиент давления, который стимулирует мед-
ленное звено процесса — перенос железа [5].
Когда белый чугун, отжигаемый на ковкий, загрязнен хро-
мом, последний также участвует в массопереиосе. В цементите
белого чугуна хрома содержится больше, чем в среднем
в сплаве, так как хром—сильный карбидообразующий элемент.
При превращении периферийных слоев кристалла цементита
(показанного на рис. 1.8) в аустенит последний сначала насле-
дует повышенную концентрацию хрома в исчезнувшем цемен-
тите (так как атомы хрома малоподвижны). Затем происходит
диффузионное перераспределение хрома. Однако при этом хром
30
преимущественно перемещается «назад», в сторону еще сохра-
нившейся части цементитного кристалла, так как согласно рав-
новесному его распределению между двумя фазами его концен-
трация в карбидной фазе должна быть всегда выше, чем в аус-
тените.
Следовательно, в процессе растворения кристалла цементита
наблюдается его постепенное обогащение хромом. На опреде-
ленном этапе это обогащение достигает такого уровня, при ко-
тором цементит практически лишается термодинамического сти-
мула к графитизации — образуются остаточные карбиды. Они
фактически всегда присутствуют в техническом ковком чугуне,
однако их не должно быть много.
Рассмотренный на рис. 1.8 диффузионный механизм «рас-
пада» (а на самом деле — растворения) цементита и роста гра-
фитной фазы не является единственным. Иногда цементит как
бы распадается «на месте» и графит наследует форму исчезаю-
щих карбидов. Однако и здесь процесс является диффузион-
ным, но диффузия углерода протекает преимущественно через
кристаллы цементита [6].
Важным кинетическим фактором является скорость измене-
ния температуры при фазовых превращениях, в частности, ско-
рость охлаждения чугунных отливок при первичной кристалли-
зации (затвердевании) и при вторичной (в области критиче-
ских точек).
При быстром охлаждении жидкого чугуна атомы углерода
не успевают сконцентрироваться в центрах графитизации и
чугун затвердевает белым. Обычно для практических целей
скорость охлаждения жидкого чугуна или скорость его затвер-
девания учитывается косвенно через толщину (массивность) от-
ливок. Чем они массивнее, тем обе эти скорости ниже. Указан-
ную массивность определяют обобщенным параметром — при-
веденным размером R отливки (неправильно называемым
приведенной толщиной). Параметр /? есть отношение объема
отливки (или отдельного ее элемента) к площади поверхности
(а на плоском сечении — отношение площади сечения к пери-
метру). Так для протяженной плоской тонкостенной отливки
(типа плиты) R^TIZ, где Т — толщина. Для удлиненной цилин-
дрической отливки R = D/4 ,где D — диаметр.
На практике удобнее использовать эквивалентную толщину
отливок ЭТ = 2/?. Тогда для плоской отливки ЭТ = Т, т. е. фак"
тической толщине.
Обычно в расчетах используют 1g /?, так как влияние мас-
сивности отливок убывает с ростом R по логарифмическому за-
кону.
Склонность чугуна к графитизации регулируют путем под-
бора химического состава. Однако кинетические факторы,
в частности факторы времени, также играют важную роль.
31
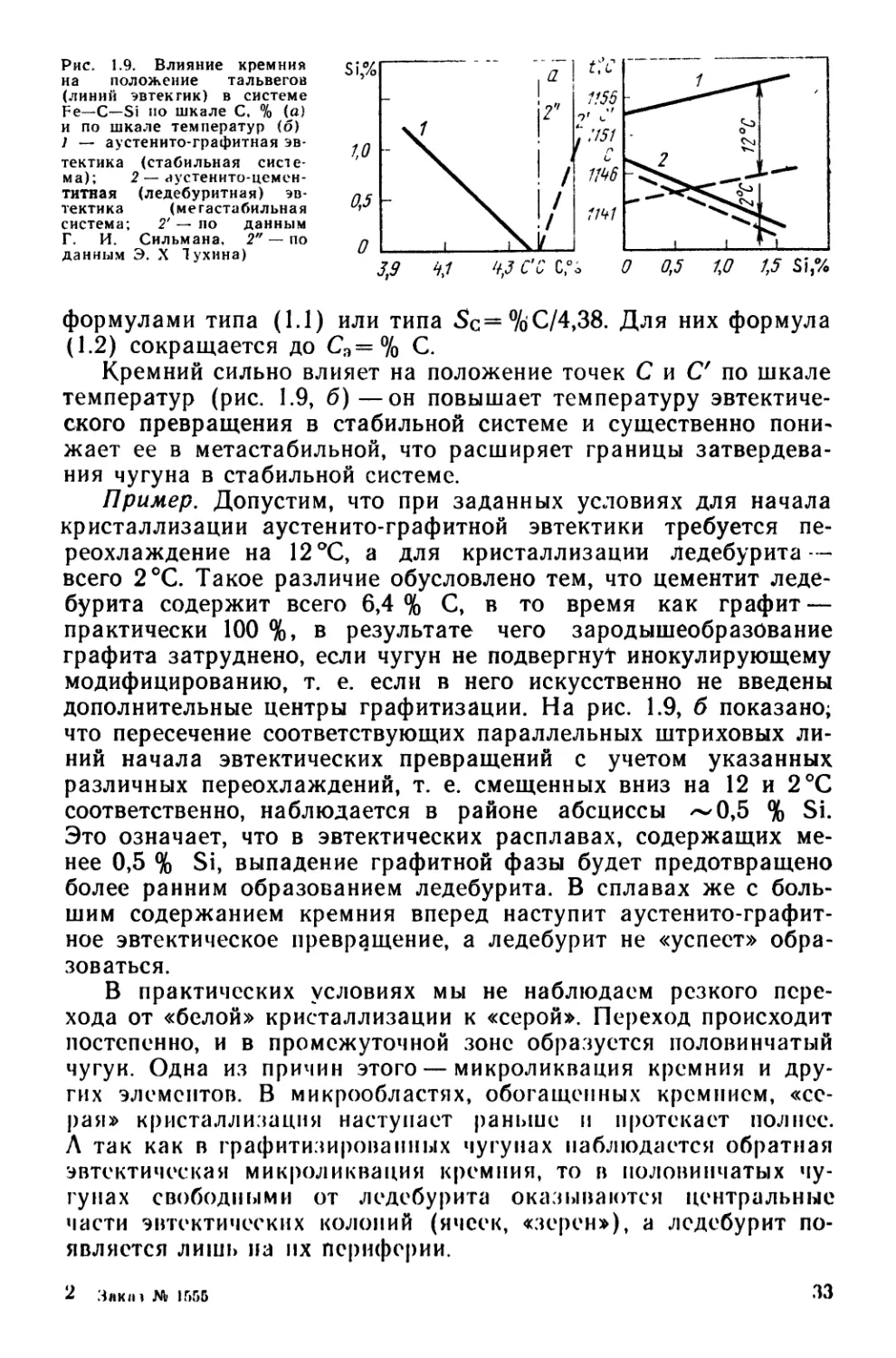
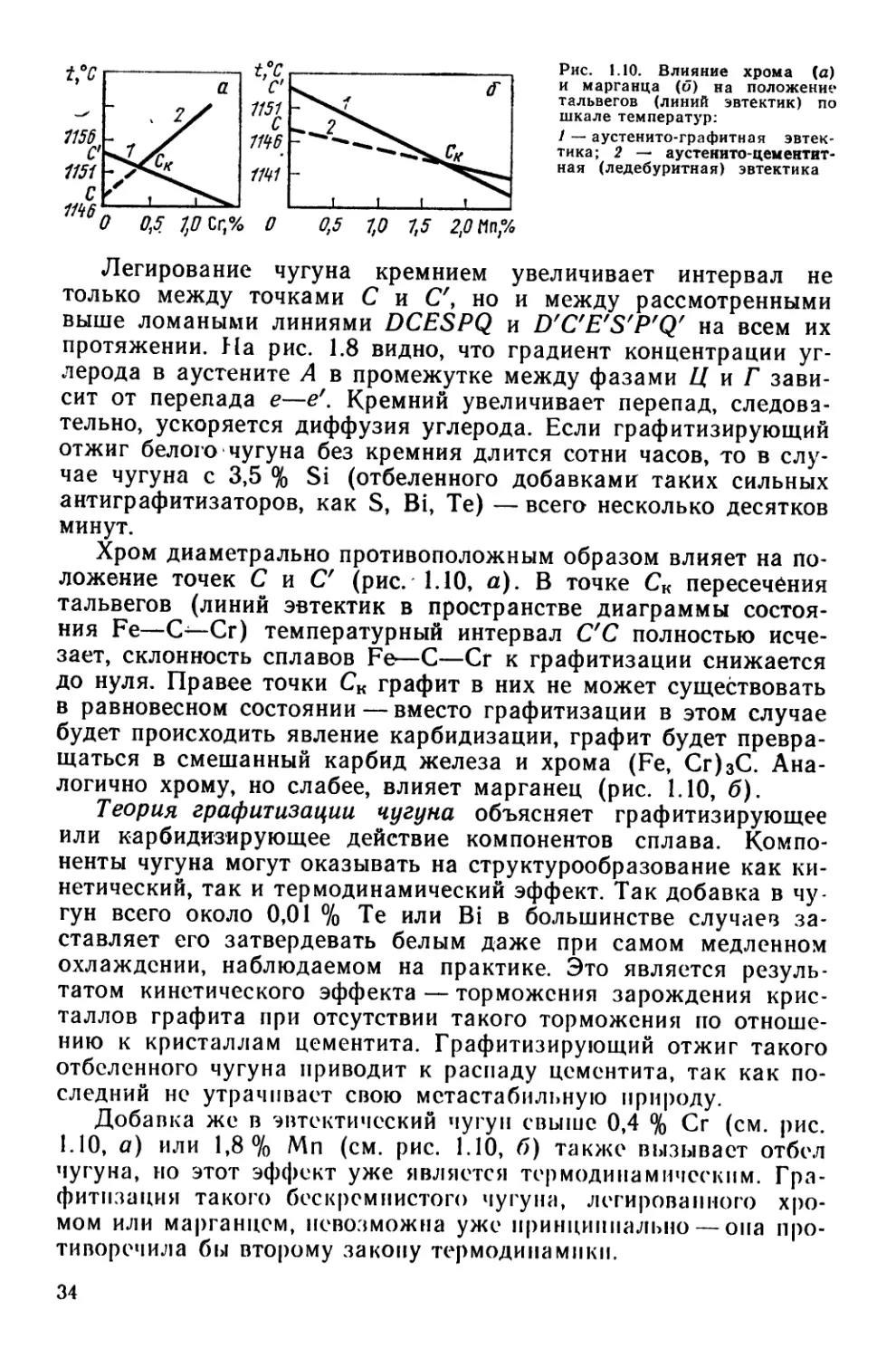
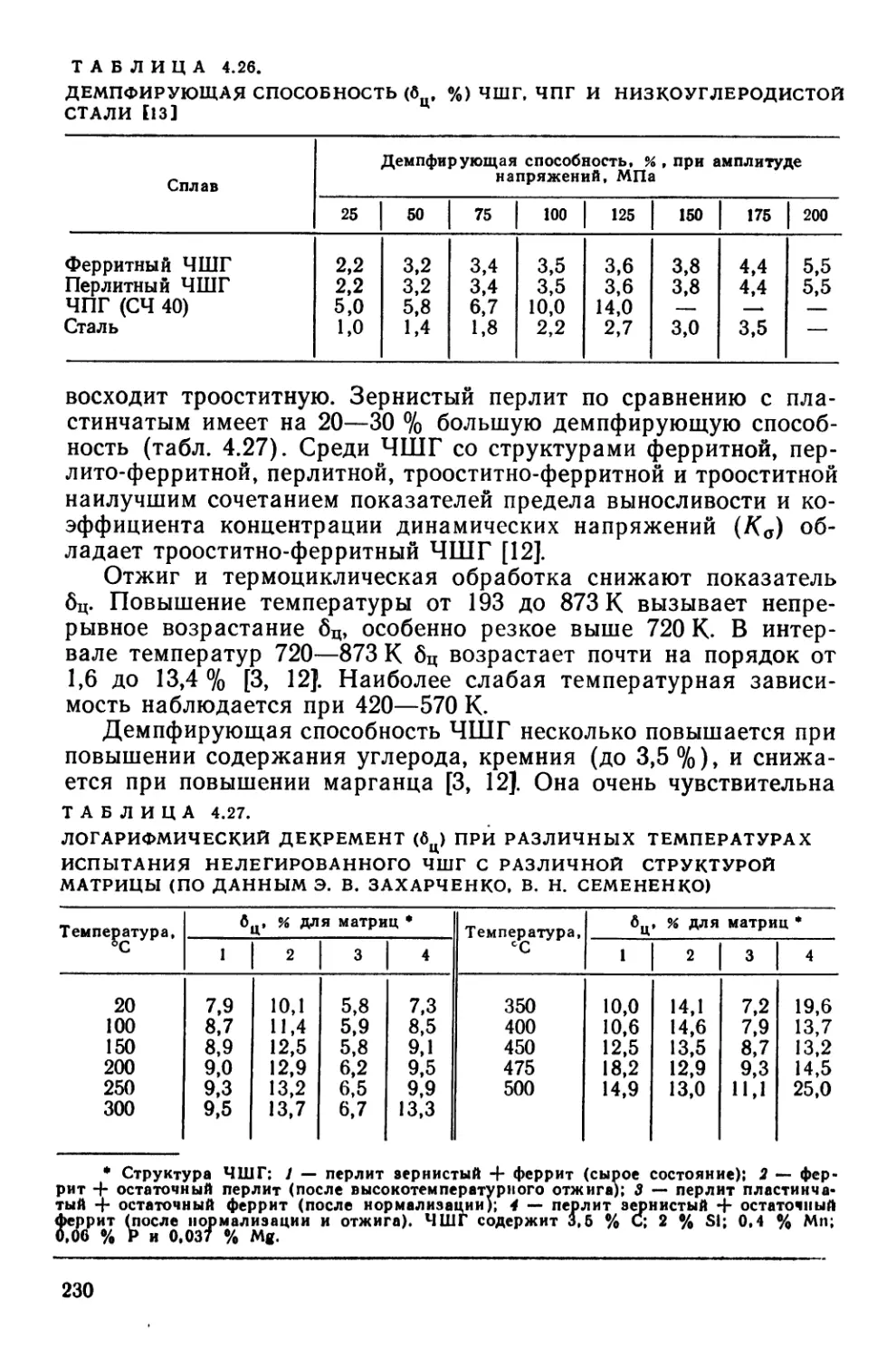
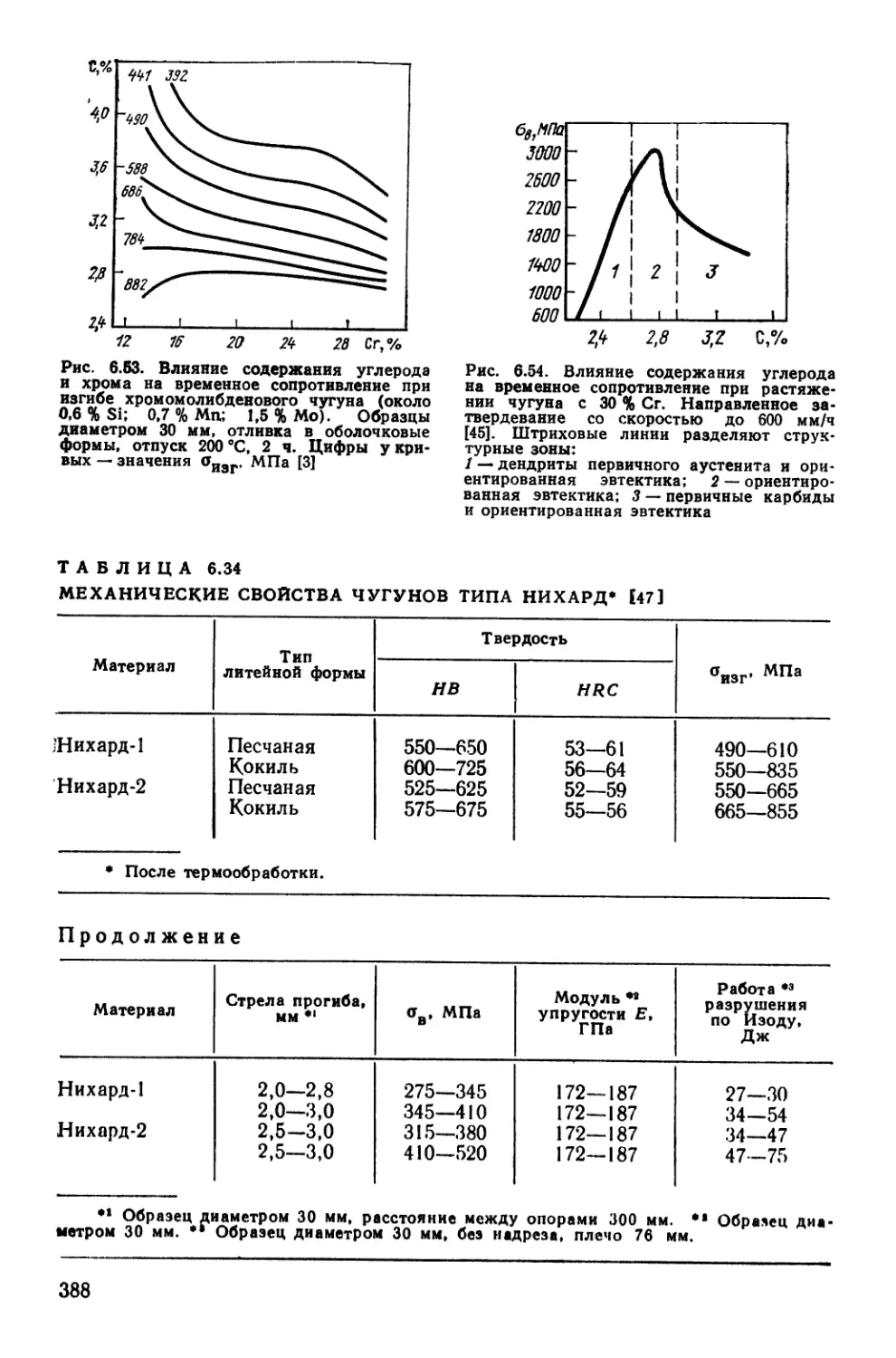
Пример. На рис. 1.1 видно, что и в доэвтектическом и заэв-
тектическом чугунах к моменту начала эвтектического превра-
щения состав маточного расплава (т. е. к концу выпадения из-
быточных фаз) становится одинаковым. Однако склонность
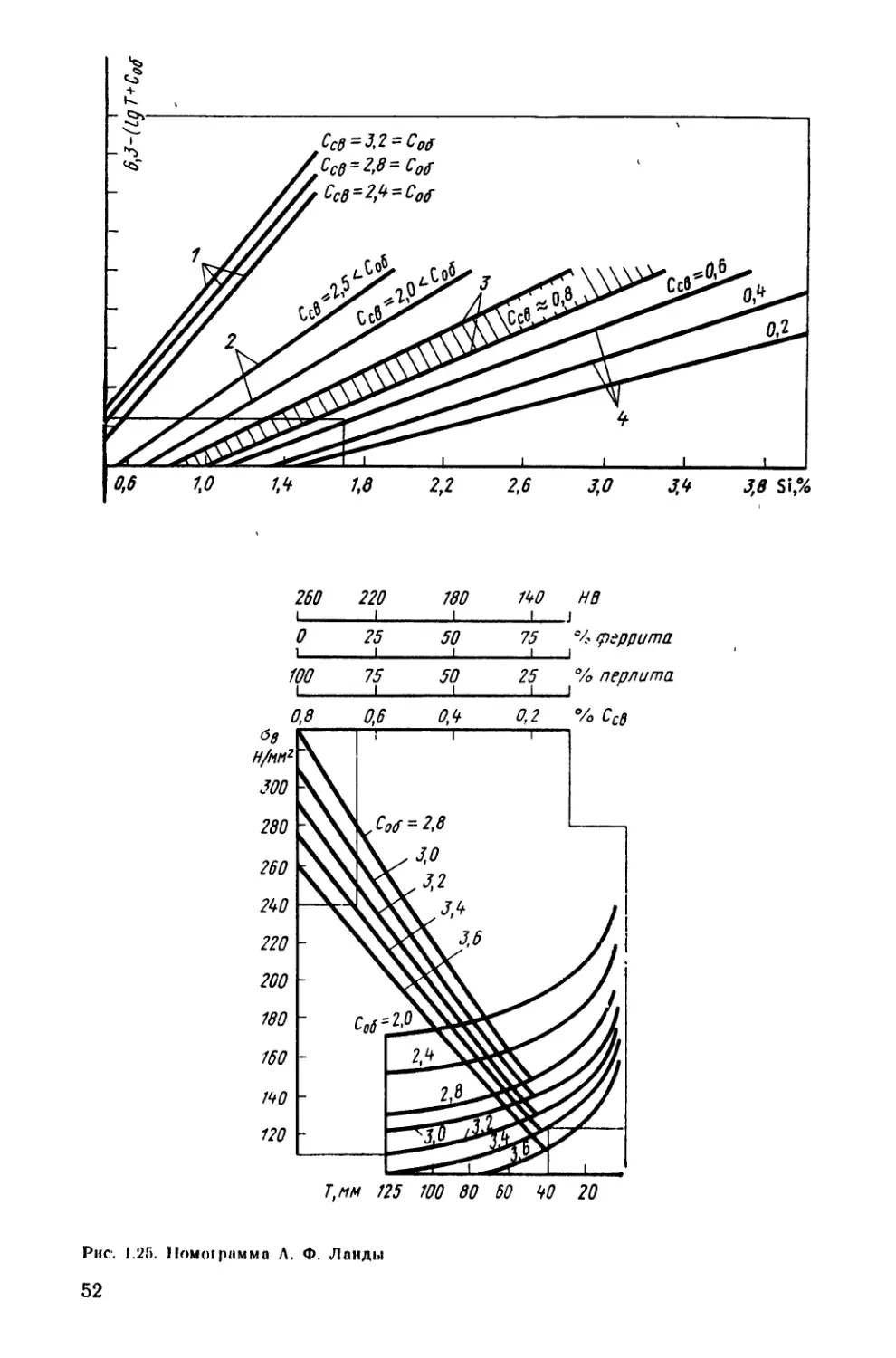
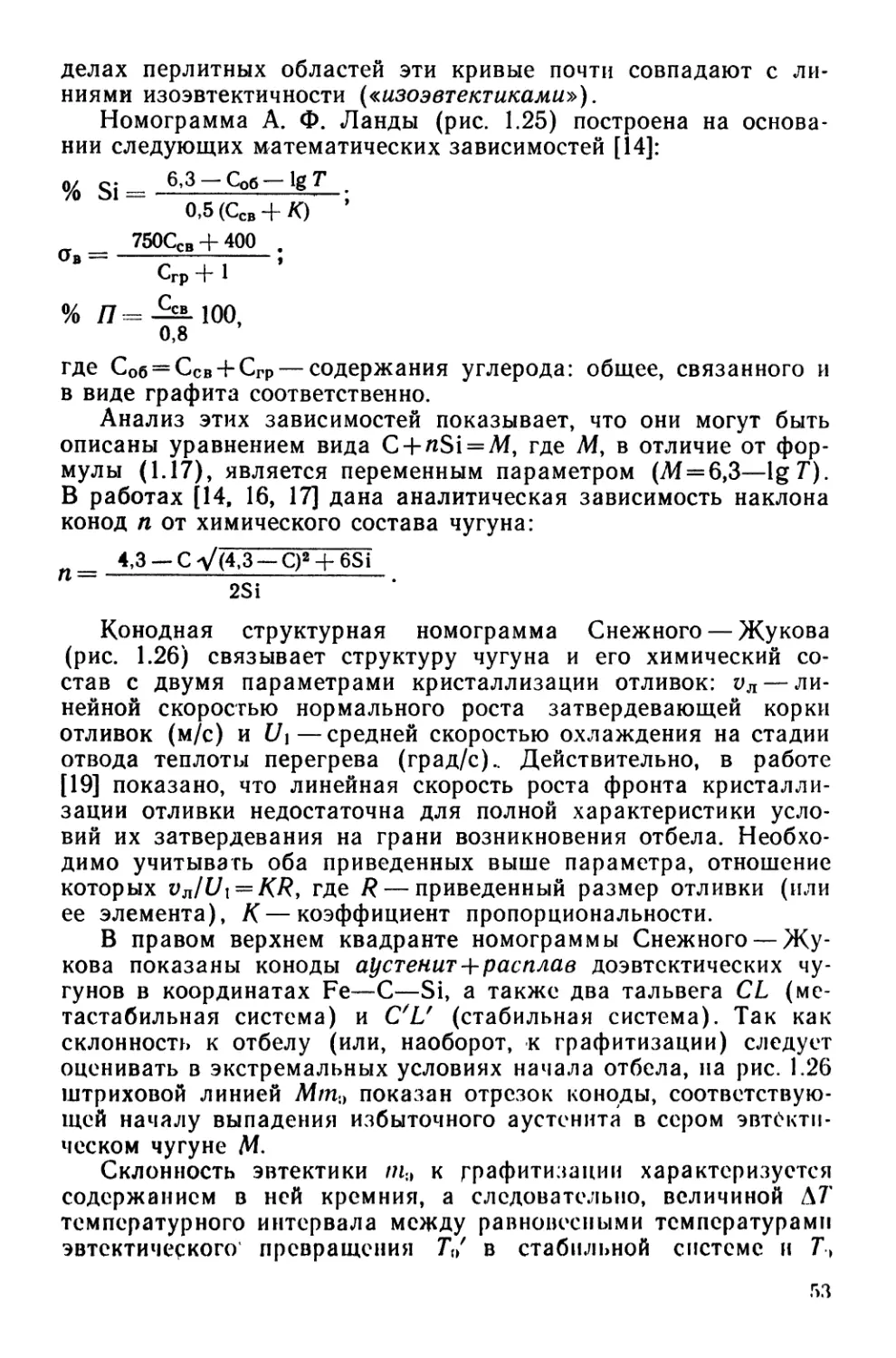
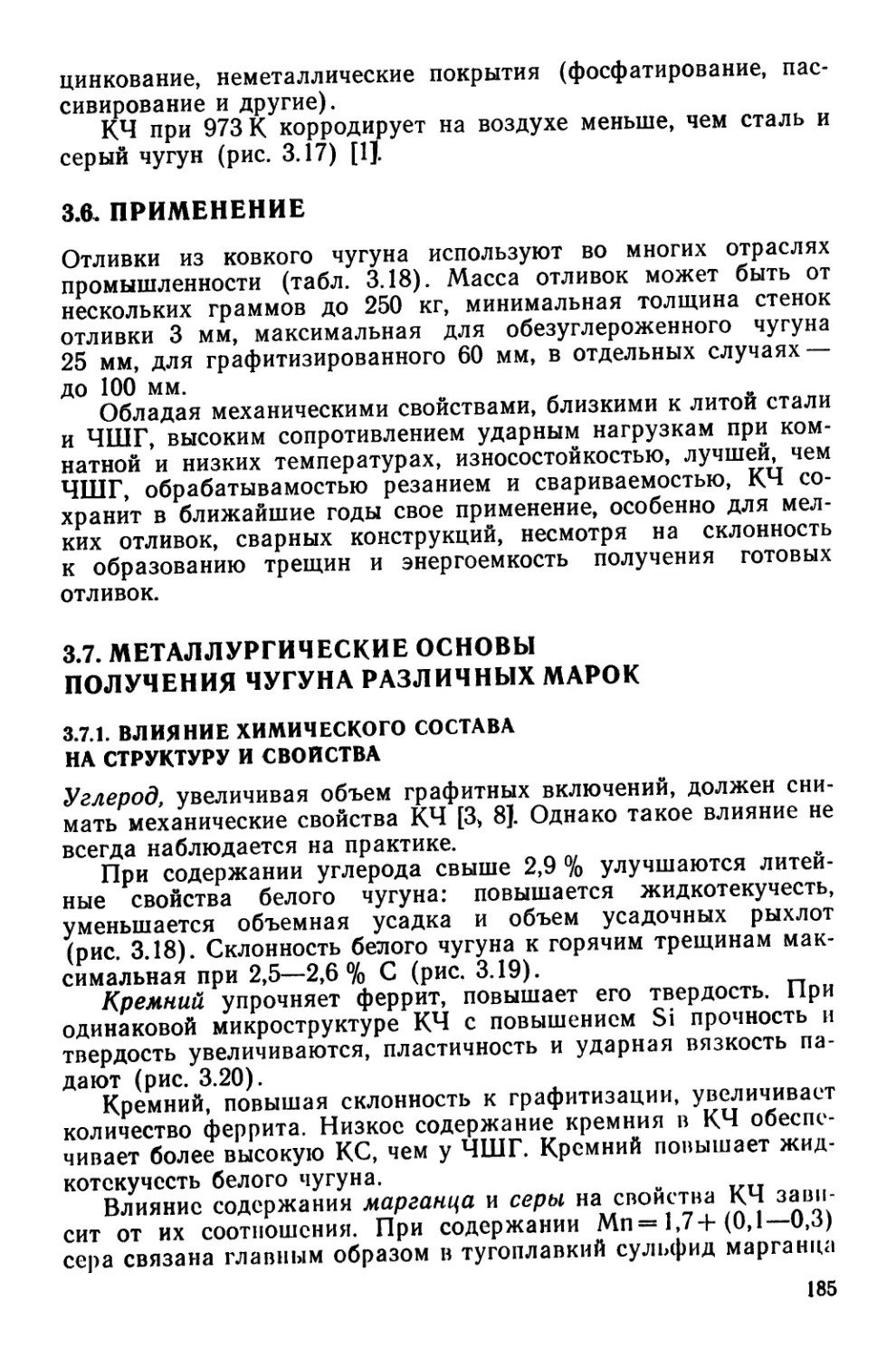
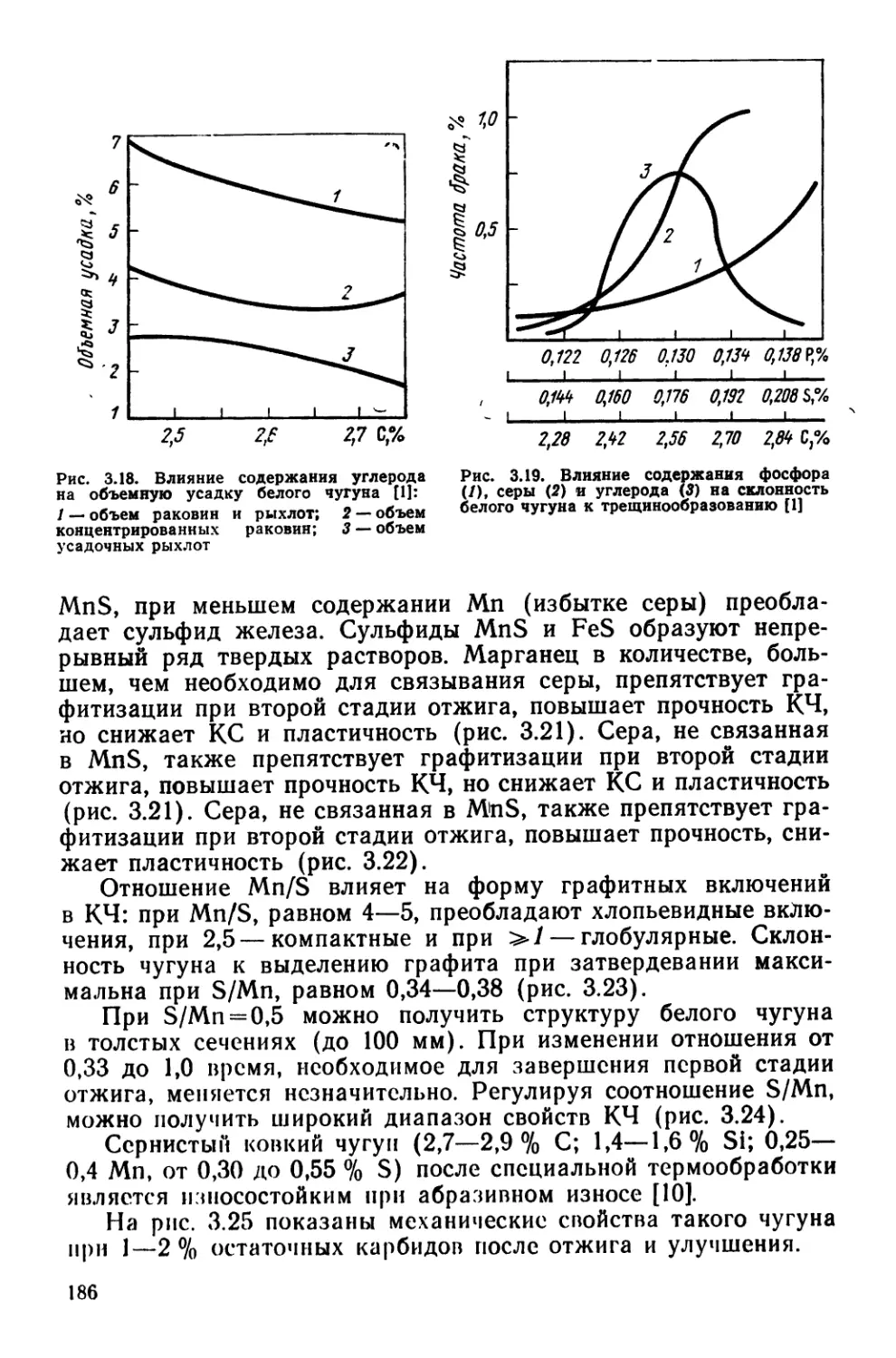
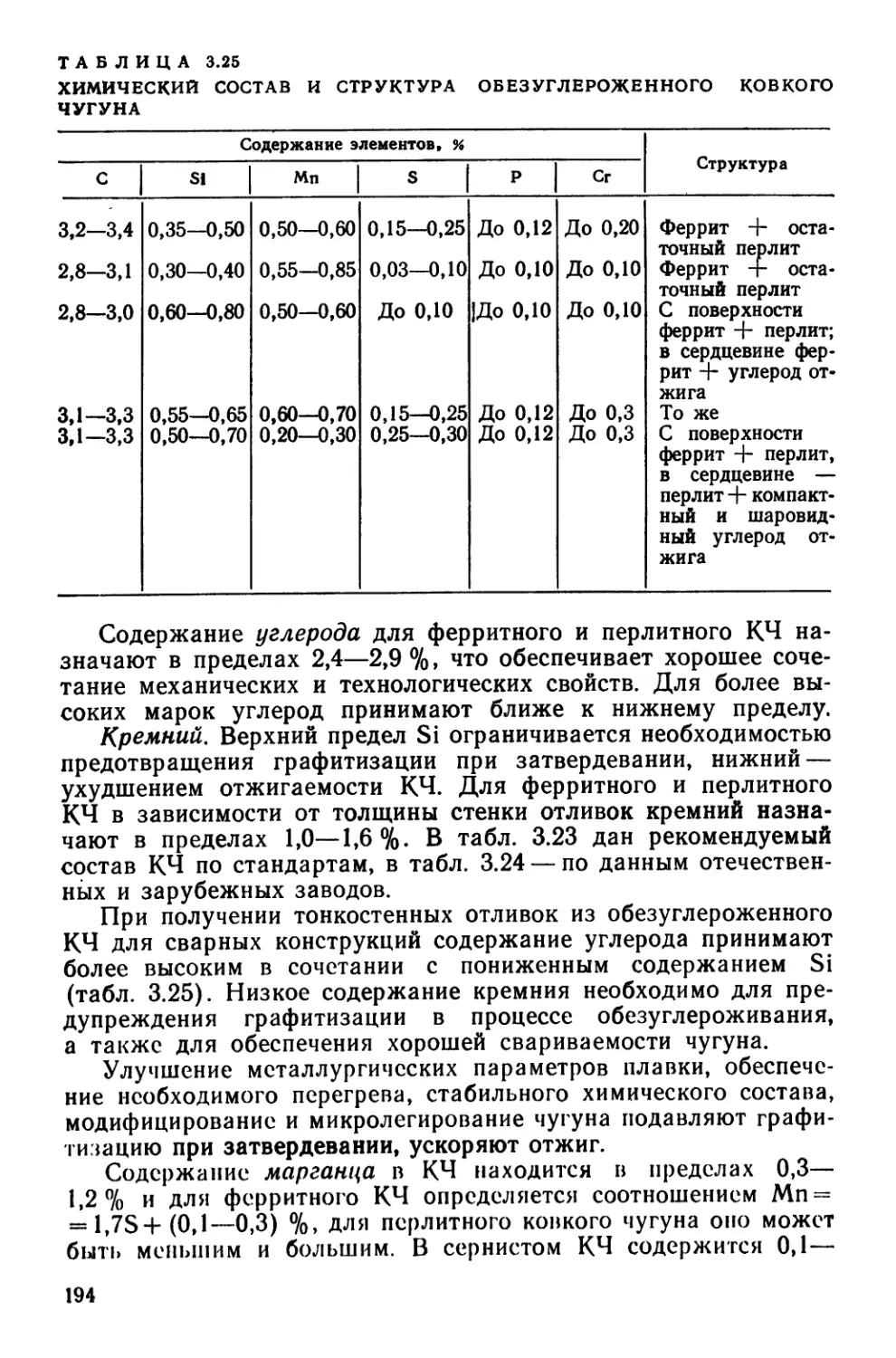
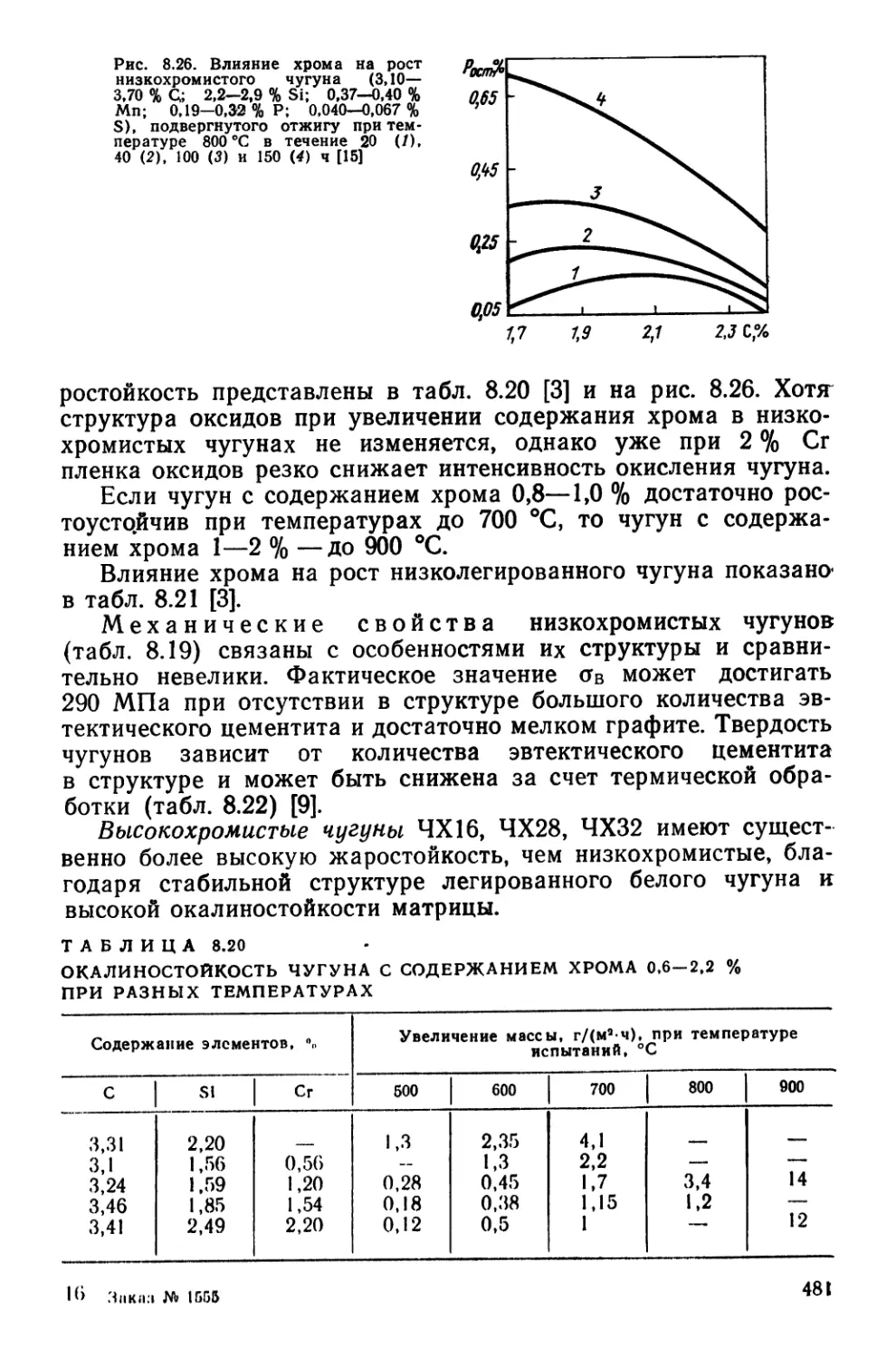
этого расплава к графитизации будет различной. Расплав до-
эвтектического чугуна лишь в течение короткого времени нахо-
дится в высокоуглеродистом состоянии и центры графитизации
не успевают в нем сформироваться. Поэтому его склонность
к отбелу будет выше, чем у эвтектического расплава, но сфор-
мировавшегося в интервале ликвидус — солидус в заэвтектиче-
ском чугуне и находившегося в еще более высокоуглеродистом
состоянии гораздо более длительное время.
Легирование сплавов Fe—С также влияет на их склонность
к графитизации, оказывая воздействие как на термодинамиче-
ские, так и на кинетические факторы. Элементы, повышающие
склонность к графитизации, называются графитизаторами, а по-
вышающие склонность к отбелу—антиграфитизаторами.
Компоненты технических чугунов влияют на его эвтектич-
ность, сдвигая на диаграммах состояния вниз или вверх, вправо
или влево точки эвтектик типа С и С'. Особенно важно учиты-
вать влияние кремния. Принято считать, что добавление одного
процента кремния к серому чугуну сдвигает точку С' на
~0,3 % С влево (от 0,2 до 0,33 ;%, согласно различным источ-
никам). Отсюда и использование на практике такого пара-
метра, как углеродный эквивалент Сэ (или СЕ в иностранной
литературе):
Сэ= % С+0,3 (% Si). (1.2)
При Сэ=4,34 чугун считается эвтектическим в стабильной си-
стеме. Целесообразно установить определенный концентрацион-
ный интервал для эвтектических чугунов: 4,3...4,4 %. Тогда
у доэвтектических чугунов Сэ<4,3°/о, а у заэвтектических
Сэ>4,4 % (здесь цифры округлены до первого знака после за-
пятой).
Соответственно выведены формулы для степени насыщенно-
сти (Sattigungsgrad)
3 --------------- (L3)
с 4,34 — 0,3 (%Si)
и для степени эвтектичности (истинной)
3 = % С-0,2 (% Si)-2 (। 4)
9 2,3 —0,2 (% Si)
В настоящее время признано, что кремний практически не
влияет на эвтектичиость белых чугунов (рис. 1.9, а). Иначе го-
воря, для белых чугунов с кремнием необходимо пользоваться
32
Рис. 1.9. Влияние кремния
на положение тальвегов
(линий эвтектик) в системе
Fe—С—Si ио шкале С, % (а)
и по шкале температур (б)
1 — аустенито-графитная эв-
тектика (стабильная систе-
ма); 2 — аустенито-цемен-
титная (ледебуритная) эв-
тектика (мегастабильная
система; 2' — по данным
Г. И. Сильмана. 2" — по
данным Э. X Тухина)
формулами типа (1.1) или типа Sc= %С/4,38. Для них формула
(1.2) сокращается до Сэ=% С.
Кремний сильно влияет на положение точек С и С' по шкале
температур (рис. 1.9, б)—он повышает температуру эвтектиче-
ского превращения в стабильной системе и существенно пони-
жает ее в метастабильной, что расширяет границы затвердева-
ния чугуна в стабильной системе.
Пример. Допустим, что при заданных условиях для начала
кристаллизации аустенито-графитной эвтектики требуется пе-
реохлаждение на 12 °C, а для кристаллизации ледебурита —
всего 2 °C. Такое различие обусловлено тем, что цементит леде-
бурита содержит всего 6,4 % С, в то время как графит —
практически 100 %, в результате чего зародышеобразование
графита затруднено, если чугун не подвергну! инокулирующему
модифицированию, т. е. если в него искусственно не введены
дополнительные центры графитизации. На рис. 1.9, б показано;
что пересечение соответствующих параллельных штриховых ли-
ний начала эвтектических превращений с учетом указанных
различных переохлаждений, т. е. смещенных вниз на 12 и 2 °C
соответственно, наблюдается в районе абсциссы ~0,5 % Si.
Это означает, что в эвтектических расплавах, содержащих ме-
нее 0,5 % Si, выпадение графитной фазы будет предотвращено
более ранним образованием ледебурита. В сплавах же с боль-
шим содержанием кремния вперед наступит аустенито-графит-
ное эвтектическое превращение, а ледебурит не «успеет» обра-
зоваться.
В практических условиях мы не наблюдаем резкого пере-
хода от «белой» кристаллизации к «серой». Переход происходит
постепенно, и в промежуточной зоне образуется половинчатый
чугун. Одна из причин этого — микроликвация кремния и дру-
гих элементов. В микрообластях, обогащенных кремнием, «се-
рая» кристаллизация наступает раньше и протекает полнее.
А так как в графитизированных чугунах наблюдается обратная
эвтектическая микроликвация кремния, то в половинчатых чу-
гунах свободными от ледебурита оказываются центральные
части эвтектических колоний (ячеек, «зерен»), а ледебурит по-
является лишь на их периферии.
3 и к nt Mb I Г>55
33
Рис. 1.10. Влияние хрома (а)
и марганца (б) на положение
тальвегов (линий эвтектик) по
шкале температур:
1 — аустенито-графитная эвтек-
тика; 2 — аустенито-цементит-
ная (ледебуритная) эвтектика
Легирование чугуна кремнием увеличивает интервал не
только между точками С и С', но и между рассмотренными
выше ломаными линиями DCESPQ и D'C'E'S'P'Q' на всем их
протяжении. На рис. 1.8 видно, что градиент концентрации уг-
лерода в аустените А в промежутке между фазами Ц и Г зави-
сит от перепада е—е'. Кремний увеличивает перепад, следова-
тельно, ускоряется диффузия углерода. Если графитизирующий
отжиг белого чугуна без кремния длится сотни часов, то в слу-
чае чугуна с 3,5 % Si (отбеленного добавками таких сильных
антиграфитизаторов, как S, Bi, Те) — всего несколько десятков
минут.
Хром диаметрально противоположным образом влияет на по-
ложение точек С и С' (рис. 1.10, а). В точке Ск пересечения
тальвегов (линий эвтектик в пространстве диаграммы состоя-
ния Fe—С—Сг) температурный интервал С'С полностью исче-
зает, склонность сплавов Fe—С—Сг к графитизации снижается
до нуля. Правее точки Ск графит в них не может существовать
в равновесном состоянии — вместо графитизации в этом случае
будет происходить явление карбидизации, графит будет превра-
щаться в смешанный карбид железа и хрома (Fe, Сг)3С. Ана-
логично хрому, но слабее, влияет марганец (рис. 1.10, б).
Теория графитизации чугуна объясняет графитизирующее
или карбидизирующее действие компонентов сплава. Компо-
ненты чугуна могут оказывать на структурообразование как ки-
нетический, так и термодинамический эффект. Так добавка в чу-
гун всего около 0,01 % Те или Bi в большинстве случаев за-
ставляет его затвердевать белым даже при самом медленном
охлаждении, наблюдаемом на практике. Это является резуль-
татом кинетического эффекта — торможения зарождения крис-
таллов графита при отсутствии такого торможения по отноше-
нию к кристаллам цементита. Графитизирующий отжиг такого
отбеленного чугуна приводит к распаду цементита, так как по-
следний не утрачивает свою мстастабильную природу.
Добавка же в эвтектический чугун свыше 0,4 % Сг (см. рис.
1.10, а) или 1,8% Мп (см. рис. 1.10, б) также вызывает отбел
чугуна, но этот эффект уже является термодинамическим. Гра-
фитизация такого бескрсмнистого чугуна, легированного хро-
мом или марганцем, невозможна уже принципиально — опа про-
тиворечила бы второму закону термодинамики.
34
Графитизирующее или антиграфитизирующее действие эле-
ментов зависит от их электронного строения. Это было показано
фон Роллем, Ю. А. Томиным, Н. Г. Гиршовичем, А. Ф. Ландой.
Заслугой И. А. Вашукова является вывод о том, что графити-
заторы — это доноры валентных электронов по отношению
к другим компонентам чугуна, а антиграфитизаторы — акцеп-
торы.
Графитизация чугуна есть самопроизвольный процесс, кото-
рый в изотермно-изобарных системах протекает со снижением
свободной энергии Гиббса:
Gr<G6; AGe_>r<0. (1.5)
где G— свободная энергия Гиббса; индексы «г» и «б» отно-
сятся к графитизированному и к исходному белому состояниям
сплава соответственно.
Известно, что G = S/ijjii, где — число молей компонентов
i системы (в сплавах металлов молекул нет и число молей сов-
падает с числом грамм-атомов); щ— химический потенциал
компонента i.
В неидеальных растворах
Ц£ = Hi + ЯГ In а., (1.6)
где Цг0 — химический потенциал компонента i в стандартном его
состоянии; R — универсальная газовая постоянная; Т — темпе-
ратура, К; сц— термодинамическая активность (или просто ак-
тивность) компонента L
Активность ai связана с концентрацией Ni компонента i
(в мольных долях) соотношением Ui—ytNi, где у»— коэффици-
ент активности. При уг> 1,0 раствор идеален (совершенен).При
Уг> 1,0 и уг< 1,0 мы имеем дело с положительным и отрицатель-
ным отклонениями от идеальности (совершенства) соответ-
ственно.
Растворы углерода в жидком или твердом железе являются
сугубо неидеальными — с повышением содержания углерода
активность этого элемента возрастает ускоренно (рис. 1.11).
Иначе говоря, с ростом' Nc возрастает и ус. Это связано с осо-
бенностями электронного строения железа и углерода.
Железо имеет гомологическую конфигурацию 1 s22s22p63s2 X
X3p63d64s2. Согласно правилу Хунда Sd-подуровень в нем за-
полнен так, как это показано на рис. 1.12, а. Гомологическая
конфигурация атомов углерода 1$22$23р2. По отношению к же-
лезу углерод является донором валентных электронов 2s22p2 и
и в аустените или феррите ионизированный атом углерода со-
храняет лишь 1s2 оболочку (ион С41). В жидком чугуне,
кроме ионов С4’, присутствуют макромолекулы типа ареновых
полимеров (CnFc)m, где /и — степень полимеризации, ал —
число, близкое к 12. Поэтому в жидком чугуне средняя степень
2*
35-
Рис. 1.11. Концентрационная зависимость
термодинамической активности углерода
ц расплавах Fer-C при 1600 °C:
Н — точк^ насыщения раствора, П — точ-
ка перегиба На кривой
ионизации углерода может
быть несколько меньше, чем
в аустените или феррите.
В безуглеродистом железе
из пяти орбиталей 3d четыре
заняты одним электроном с не-
спаренным спином (см. рис.
Г. 12, а). Это означает, что у
железа резонансно-ковалент-
ная составляющая сил меж-
атомной связи велика, этот
элемент отличается повышен-
но!) температурой плавления,
высоким модулем упругости,
низким коэффициентом тепло-
вого расширения.
При растворении углерода
в железе последнее акцептиру-
ет валентные электроны угле-
рода, которые переходят на
дефектный ^-подуровень же-
леза. На рис. 1.12, б показаны
Sd-орбитали железа после ак-
цептирования одного электро-
на. Как видим, число орбита-
Рис. 1.12. Заполнение электронами де-
фектной 3d-пбд оболочки железа до (а)
и после (б) акцептирования одного элек-
трона
лей с одним электроном с неспаренным спином снижается при
этом с 4 до 3. Следовательно, ослабляется и резонансно-кова-
лентная составляющая межатомных сил связи, причем как
Fe—Fe, так и Fe—С.
Соответственно снижается температура плавления сплава,
из-за ослабления связей Fe—С повышается коэффициент актив-
ности ус. Однако такое повышение на определенной стадии на-
чинает притормаживаться (см. точку перегиба П на графике
рис. 1.11). Это связано с тем, что из-за ослабления связей Fe—С
начинают возникать и усиливаться связи С—С, в жидком чу-
гуне образуются цепочки и кольца из углеродных атомов, при-
чем наиболее стабильными являются бензольные кольца, объе-
диняющиеся с ионами Fe2+ в ареновые комплексы (CohFe, ко-
торые в свою очередь способны к дальнейшей полимеризации.
Все это приостанавливает рост ус с увеличением Nc-
Макромолекулярное строение углерода, растворенного
в жидком чугуне, в течение многих десятилетий отождествля-
лось с якобы коллоидным его строением. Критика «коллоид-
ной» теории строения жидкого чугуна приведена в монографии
[5]. В справочнике [8] обе противоборствующие теории («колло-
идная» и «макромолекулярная») цитированы, однако пи одной
из них не отдано предпочтение. В данном справочнике жидкий
36
чугун рассматривается как раствор неидеальный, содержащий
макромолекулярные комплексы, но истинный.
Это не означает, что в нагретом над точкой ликвидуса жид-
ком чугуне нет и не может быть мелкодисперсной высокоугле-
родистой «фазы». Она существует в очень ограниченном коли-
честве (обычно намного меньше 0,1 %);
— в неравновесных расплавах непосредственно после про-
цесса инокулирующего модифицирования [9];
— в равновесных расплавах в виде очень тонких высокоуг-
леродистых слоев, адсорбированных на поверхности части не-
металлических включений в силу эффекта Ричардса — Дани-
лова [5];
— в равновесных условиях, в том числе в расплавах, очи-
щенных от неметаллических включений, в результате «графи-
тоидного мерцания», основанного на явлении образования флук-
туаций типа Краско — Любова [10].
Природа, размер частиц и концентрация высокоуглероди-
стой «фазы» зависят от природы, размеров и концентрации
замутняющих расплав неметаллических фаз, от предыстории
жидкого чугуна (параметров доменного процесса при первич-
ной плавке, явлений «жидкого» и «твердого» модифицирова-
ния расплавов и т. п.), от типа и интенсивности термовремен-
ной обработки в плавильном агрегате или миксере и предопре-
деляет «наследственные» свойства чугунов. Последние оказы-
вают сильное влияние на структурообразование в чугунных
отливках, на уровень брака по газоусадочным и другим дефек-
там последних, на физико-механические свойства сплава в от-
ливках.
Ввиду того, что перенос углерода является главной транс-
портной операцией при графитизации чугунов, основной движу-
щей силой этого переноса следует считать перепад химического
потенциала углерода — Дцс=рсб—цсг между цементитной и
графитной фазами. Здесь:
Нс ^c + RT\na^ . (1.7)
PG ’ Нс I-ЯТЧпаг. (1.8)
Если выбрать для этих уравнений одно и то же стандарт-
ное состояние углерода, величины цс° в (1.7) и (1.8) становятся
идентичными и из разности
Рс,— 1'с RT (,п ас - К.) (1 -9)
исключаются.
1‘слн же за стандартное состояние углерода принять графит
и учесть при этом, что железо в графите практически нераство-
римо, тогда мы будем иметь а<;г—1»0 и Igac1’ —0. (Здесь а^'
есть одновременно активность углерода в графите и активность
37
т^кЦж/моль
Рис. 1.13. Влияние легирования эв-
тектических сплавов Fe—С крем-
нием (а), алюминием (б), хромом
(в) и марганцем (а) на величину
термодинамического стимула гра-
фитизации — углеродный потенциал
яс
углерода в железистых фазах чугуна, находящихся в равнове-
сии с графитом). Тогда
—Дрс = ЯТ1по«. (1.Ю)
Иначе говоря, при указанном выборе стандартного состоя-
ния углерода основная движущая сила его массопереноса
—Дре зависит от уровня активности углерода в неграфитизиро-
ванных сплавах.
Как известно, графит может выделяться непосредственно из
жидкого чугуна, минуя образование промежуточной фазы — це-
ментита —Дре- В этом случае стадия кристаллизации белого
чугуна отсутствует и для определения —Дре необходимо уметь
определять ас6 при гипотетическом белом состоянии сплава. Та-
кие методы изложены в работе [5].
Обозначение ас6 просто через ас привело к тому, что влия-
ние элементов на графитизацию чугуна иногда ошибочно при-
равнивается их влиянию на ас в жидких расплавах, перегре-
тых до некоторой заданной постоянной температуры (заведомо
выше ликвидуса). Введено обозначение —Дрс=лс и эта вели-
чина названа углеродным потенциалом [5] (нс путать с хими-
ческим потенциалом углерода рс). У графитизирующихся спла-
вов железа лс>0. У сплавов, полностью стабильных в белом
состоянии (например, у высокохромистых чугунов), лс<0.
На рис. 1.13 показано, что алюминий и кремний в эвтекти-
ческих сплавах Fe—С—А1 и Fe—С—Si способствуют графити-
зации лишь при сравнительно небольшом содержании этих эле-
ментов. В интервале 10... 17 % А1 и в области содержаний алю-
миния свыше 28 % эвтектические сплавы Fc—С—А1 являются
38
Рис. 1.14. Линии изоактивности уг-
лерода в однофазной аустенитной
области изотермических разрезов
диаграмм состояния Fe—С—Si (а)
и Fe—С—Сг (б) при 950 °C и со-
пряжение этих линий с одноимен-
ными конодами двухфазной обла-
сти аустенит-V цементит (координа-
ты Скрейнемакерса, шкалы орто-
гональны и равноценны)
0,15
0,10
0,05
0
Ver
0,15
0,10
0,05
0
стабильно белыми. В системе Fe—С—Si есть лишь один кон-
центрационный интервал — свыше 24 % Si, однако и при
~ 13 % Si все же наблюдается существенное снижение склон-
ности сплавов к графитизации. На рис. 1.13 показано также,
что хром и марганец однозначно снижают яс и уже при сравни-
тельно небольшом содержании этих элементов эвтектические
чугуны становятся стабильно белыми, не способными графити-
зироваться.
Результаты, представленные на рис. 1.13, получены на базе
расчетов, выполненных по методикам, разработанным в моно-
графии [5]. Элементы этих расчетов иллюстрирует рис. 1.14 при-
менительно к системам Fe—С—Si и Fe—С—Сг.
На рис. 1.1 на диаграмму Fe—С нанесены линии изоактив-
ности углерода (ас=const). В двухфазных областях эти линии
совпадают с конодами (горизонтальными пунктирными пря-
мыми). Так, вдоль коноды ЕС при 1148°С ас=1,05, а вдоль
коноды PS при 727°С аа= 1,224. Эти величины, относящиеся
к бинарной системе Fe—С, обозначаются через а°с. Как ука-
зано выше, мы и здесь опускаем использование индекса «б»
хотя все расчеты ас, как меры склонности сплавов к графити-
зации (или углеродного потенциала jtc.=/?7'lgac), относятся
именно к белым чугунам.
В изотермических разрезах диаграмм состояния тройных си-
стем Fe—С—I (где i — легирующий элемент) наблюдается раз-
ворот конод в ту или иную сторону—коноды не остаются па-
раллельными оси Fe—С разреза. На рис. 1.14, а приведен
39
изотермический разрез при 950 °C диаграмы Fe—С—Si, постро-
енной в координатах Скрейнемакерса vc=Nc/Nfc и vsi =
= Wsi/NFe' (на рис. 1.1 в верхней ее части приведены шкалы Nc
и vc). При 950°С ас0 в двухфазной области А + Ц равна 1,06
(вдоль сольвуса ES диаграммы Fe—С величина ас имеет пере-
менное значение: 1,05 в точке Е; 1,224 в точке S; при ~ 1050 °C
наблюдается минимальное ее значение асмин=1,04, показанное
стрелкой на рис. 1.1). Значения ас для сплавов, легированных
кремнием, превышают ас0 (см. рис. 1.14, а) по двум причинам:
— цементит в равновесных условиях почти не содержит Si,
поэтому коноды А + Ц на рис. 1.14, а имеют отрицательный
наклон;
— расчет ас производится по формуле Хиллерта—Жукова
[5]
ас = а°ехр(—tga),
где a — угол наклона коноды (при условии использования ор-
тогональных координат Скрейнемакерса).
Как видим, tga<0 в нашем случае и, следовательно, ас>
>ас°.
На рис. 1.14, б приведены аналогичные результаты расчетов
применительно к системе Fe—С—Сг. Здесь карбидная фаза,
наоборот, обогащена легирующим элементом (хромом) tf tga>
>0, ac<aG°.
Как видим, уже при небольших концентрациях хрома ас
снижается до 1,0, после чего сплавы теряют способность гра-
фитизироваться (лс<0). На рис. 1.14, б область, где ас>1,0,
т. е. область графитизирующихся сплавов, заштрихована. Она
очень узка — небольшие добавки хрома уже полностью стаби-
лизируют цементитную фазу.
Аналогично кремнию на ас влияет алюминий (при его со-
держании 2..3%); аналогично хрому, но значительно слабее,
влияет марганец.
Кремний по своему гомологическому электронному строе-
нию (ls22s22p63s23p2) является аналогом углерода: он служит
сильным донором валентных электронов по отношению к де-
фектной Зб/-оболочке железа. Однако у кремния валентные
электроны более отдалены от ядра, чем у углерода, и сильнее
экранированы от него остовыми электронами. Поэтому в борьбе
металлоидов углерода и кремния за химические связи с метал-
лом железом побеждает кремний. Вокруг атомов кремния, рас-
творенных в жидком или твердом железе по типу растворов
замещения, образуется «углеродный вакуум». Это увеличивает
«скученность» атомов углерода в оставшемся пространстве [5].
По этой причине кремний в сплавах Fe—-С—Si (за исключе-
нием области силикофсррита, т. е. феррита с высоким содержа-
нием кремния) повышает ус, снижает растворимость углерода.
40
Алюминий является соседом кремния в таблице Менделеева
и его близким аналогом. С повышением содержаний кремния и
алюминия начинают вступать в силу тройственные взаимодей-
ствия Fe—С и Fe—С еще до начала выпадения соответствую-
^аГ
щих тройных фаз (силикокарбида железа и у'-фазы соответ-
ственно), т. е. еще на уровне атомных сегрегаций в растворах.
Следовательно, после стадии повышения ус под влиянием леги-
рования наступает фаза снижения ус (за счет химического свя-
зывания углерода в прочные тройственные конфигурации). Осо-
бенно сильно связан в тройственных атомных сегрегациях типа
Fe—С, ориентированных на упорядоченную г. ц. к-решетку пе-
ровскитного типа Ll2'. В ней октаэдрические поры заполнены
атомами углерода, сильно иммобилизованными карбидоподоб-
ными связями металл — углерод. Это приводит к тому, что в си-
стеме Fe—С—А1 в данной концентрационной области ус на-
столько снижается, что лс становится отрицательным.
При дальнейшем увеличении концентрации кремния или
алюминия ус и лс начинают вновь возрастать в результате пере-
хода от углеродистых конфигураций силикокарбидного или кар-
боалюминидного типа к безуглеродистым конфигурациям типа
силицидов и алюминидов железа, не имеющих октаэдрических
или других пор для прочного химического связывания углерода.
Склонность сплавов к графитизации вновь возрастает (области
ферросилидов и чугаля).
При еще более высоких концентрациях кремния и алюминия
углеродный потенциал лс вновь снижается до нуля и ниже
в результате образования двойных, теперь уже безжелезистых
связей Si—С и А1—С, ориентированных на структуру соедине-
ний SiC (карборунд) и А14С3 соответственно.
Из рис. 1.13, а, б видно, что при этом критическое содержа-
ние алюминия в 1,33 раза выше критического содержания крем-
ния, вызывающего такое понижение лс до нуля. Это неудиви-
тельно, если сравнить стехиометрию соответствующих карбидов
(SiC и АЬ.ззС). В данной концентрационной области мы вновь
имеем дело с неграфитизирующимися сплавами (в системе
Fe—С—А1 это пирофераль).
Влияние хрома и марганца гораздо проще. Растворенные
атомы (ионы) этих элементов, занимающие позиции замеще-
ния, притягивают и иммобилизуют часть атомов (ионов) угле
рода в соседних междоузлиях [5], в результате чего концентра-
ция «мобильного» углерода в растворе снижается. Соответ-
ственно уменьшается ус. и повышается растворимость углерода.
И хром, и марганец расположены левее железа в декаде
3J-переходных металлов таблицы Менделеева, и поэтому они
являются акцепторами валентных электронов. Хром, как и
11
железо, имеет четыре орбитали (из пяти) с одним электроном
с неспаренным спином. Пятая орбиталь, в отличие от железа,
пуста. Следовательно, при переходе одного электрона железа
на эту пустую орбиталь в системе достигается максимальная
плотность Sd-состояний с нескомпенсированными спинами элек-
тронов, т. е. наивысший уровень сил связи металл — металл и
металл — углерод (за счет усиления резонансно-ковалентной со-
ставляющей) [7, 12]. Укрепление связей металл — углерод вы-
зывает снижение ус и лс.
Влияние марганца намного слабее. Акцептируя один 3d-
электрон железа и увеличивая тем самым число 3d-op-
биталей железа с неспаренным электроном до пяти, атом мар-
ганца сам становится похожим на исходный атом железа по
конфигурации Sd-подуровня [12]. По этой причине отбеливаю-
щее действие марганца как легирующего элемента в чугунах
в четыре раза слабее, чем у хрома (см. рис. 1.10, а, б и
1.13, в, г).
Если хром, усиливая связи металл — металл и металл — уг-
лерод, вызывает повышение температуры плавления ледебурит-
ной эвтектики (см. рис. 1.10, а), то более слабое действие мар-
ганца приводит к тому, что в системе Fe—С—Мп верх берет
обычный эффект усиления плавкости сплавов под влиянием до-
полнительного легирования. И действительно, легирование ле-
дебурита марганцем приводит не к повышению, а к снижению
температуры ледебуритного превращения (см. рис. 1.10, б).
Медь имеет гомологическую конфигурацию ls22s22p63s23p6X
X3d94s2, и в этом плане она служит донором валентных элект-
ронов по отношению к расположенному левее нее в декаде
^-переходных металлов железу и к углеродно-железистым аре-
новым комплексам в жидком чугуне. Следовательно, в этом
смысле медь является элементом-графитизатором, и это пол-
ностью подтверждается производственной практикой.
Однако с понижением температуры и с соответствующим
усилением перекрытия Зр и 3d электронных облаков (гантелей)
соседних атомов медь из донора превращается в акцептора
электронов. Отчасти это происходит из-за стремления меди до-
строить дефектную Sd-подоболочку до стабильной конфигура-
ции цинка: 3d104s2 (из-за этого стремления металлическая медь
переводит один 45-электрон на ^-подуровень и приобретает
более стабильную по сравнению с гомологической конфигура-
цию ls22s22p63s23p63d104s1). Так медь сильно стабилизирует пер-
литный цементит, образующийся при сравнительно низких тем-
пературах, и это широко используется на практике.
В температурном интервале эвтектических превращений
медь служит элементом-графитизатором, а в температурном ин-
тервале эвтектоидных превращений она эффективна в стабили-
зации перлитного цементита. Благодаря этому медь обеснечи-
42
вает получение перлитных чугунов, не увеличивая склонность
к отбелу.
Аналогом меди, но более слабодействующим, является ни-
кель— ее сосед по декаде Sd-переходных металлов в таблице
Менделеева. Поэтому никель может быть эффективно заменен
медью при выборе легирующего комплекса чугуна.
Рассмотренный выше термодинамический подход позволил
существенно развить теорию графитизации чугуна. Дополни-
тельную информацию можно получить в специальной литера-
туре (например [13]).
Современный уровень теории графитизации позволяет реко-
мендовать ввести в практику инженерных расчетов следующие
понятия и величины.
Г = ас—1 — разность активностей углерода в цементите и
в графите. На рис. 1.8 введены дополнительные шкалы ас и
Г и показано, что перенос углерода происходит под «напором»
Г = 0,06.
Учитывая известную математическую аппроксимацию 1пх^
—1 (при|х—11 С1), мы получаем
Г = ас-1Ыпас-1п1 = -^ = ^- (1.12)
Оба параметра Г и лс могут с успехом служить мерой тер-
модинамического стимула переноса углерода к графитной фазе.
Константа графитизации Кгр. Показатель Г учитывает
только изменение химического потенциала углерода —Ацс=
=лс при графитизации. Вместе с тем, наблюдаются изменения
химических потенциалов и других элементов —Дцг, особенно
кремния —Apsi. В белом эвтектическом чугуне кремний скон-
центрирован в аустените, т. е. в половине всего объема металла,
так как вторая половина этого объема представляет собой
почти бескремнистый цементит (см. для примера коноды А + Ц
на рис. 1.14, а). Следовательно, при ледебуритном превраще-
нии концентрация кремния в твердом растворе повышается при-
мерно в два раза.
При затвердевании:чугуна серым этого не происходит. Дей-
ствительно, графит практически не содержит ни железа, ни
кремния и соотношение Nsi/N?e не изменяется при затвердева-
нии. Так как WFe очень мало изменяется при переходе от жид-
кого к твердому раствору, то можно считать, что и Wsi=const
при аустенито-графитном эвтектическом превращении.
Критерий КгР, названный константой графитизации, имеет
вид:
А1пас—-~-Д1паК| (,13)
или
Х.Р Г+0,3 (1.14)
% с
43
Из рис. 1.14, а видно, что параметры типа Г или ас для си-
стемы Fe—С—Si однотипны с «константами графитизации»
типа % С + п (% Si) (см. раздел 1.3 данной главы), где п
отражает наклон конод, ибо последние являются прямыми ли-
ниями и описываются именно такими уравнениями. При п^1,0
мы приходим к широко используемой на практике сумме % С +
+ % Si.
Параметр S9 (или Sc) также широко используется многими
исследователями для характеристики склонности чугунов к гра-
фитизации (см. также раздел 1.3 данной главы). Как видим,
он входит лишь в уточняющую часть уравнения (1.14), а не
в главный безразмерный критерий Г.
Параметр % Si/% С (вернее, обратная величина) также ши-
роко используется в научно-технической литературе. Как видим,
и он входит лишь в уточняющую часть уравнения (1.14).
1.3. ДИАГРАММЫ И НОМОГРАММЫ
ДЛЯ РАСЧЕТА СТРУКТУРЫ И МЕХАНИЧЕСКИХ
СВОЙСТВ ЧУГУНА
Формирование структуры в реальных отливках происходит в не-
равновесных условиях и зависит от множества факторов, не учи-
тываемых равновесными диаграммами состояния. Для того,
чтобы иметь возможность, задаваясь исходными параметрами,
обеспечивать получение в чугунных отливках заданной струк-
туры и, как следствие, определенных служебных свойств, стро-
ятся специальные структурные диаграммы и номограммы.
Структура чугунных отливок в течение длительного времени
определялась по диаграмме Маурера [14] в зависимости от со-
держаний углерода и кремния в сплаве (рис. 1.15, а). Подра-
зумевалось, что отливки кристаллизуются при какой-то средней
скорости охлаждения, соответствующей отливкам с приведен-
ным размером /?=12,5 мм, где R соответствует половине тол-
щины плоской отливки и четверти диаметра цилиндрической,
а также одной шестой диаметра шара.
Общее уравнение прямых границ структурных областей:
С +л Si—const-4,3 %, (1.15)
где п—коэффициент, характеризующий соотношение графити-
зирующих способностей углерода и кремния.
Практика использования диаграммы Маурера показала, что
она удовлетворительно согласуется с экспериментальными и
производственными данными лишь при значениях углерода и
кремния, характерных для обычных марок серого чугуна
(2,9...3,4 % С и 1,8...3,2% Si). С целью учета влияния ско-
рости затвердевания отливок Грейнер и Клингснштейи иредло-
44
Рис. 1 15. Структурные диаграммы Маурера (а) и Грейнера — Клингенштейна (б). I —
область белых чугунов; Па — половинчатых; II — перлитных серых.; ПЬ — перлито-фер-
ритных серых; III — ферритных серых
жили диаграмму (рис. 1.15, б), на одной из осей которой от-
кладывается толщина Т стенки отливки, а на другой—сумма
C + Si [14].
В диаграмме Л. И. Какурина (рис. 1.16) [14] границы между
структурными областями описываются уравнением Лгр = С +
+ Si Ч-lg Т.
Во многих структурных диаграммах и номограммах широко
используется параметр Sc, причем согласно данным работы [8]
степень насыщенности чугуна может комплексно учитывать со-
держание всех основных компонентов: Sc = C/[4,23—0,312 Si—
—0,33 P+0,18(Mn—1,76 S)]. Обычно учитывают только угле-
род, кремний и фосфор, причем в ходу различные формулы, на-
пример, 5с=С/[4,3—- (Si + Р)] или Sc= С/(4,3--Si + — Р).
3 4 2
Уравнение типа (1.2) напоминает по форме уравнение (1.17)
при /г^0,3. Однако углеродный эквивалент и близкий ему по
смыслу параметр Sc сравнительно хорошо отражают обобщен-
ное влияние углерода и кремния лишь на механические свой-
ства чугуна, в том числе на его твердость, но не на структуру,
для описания которой п должно быть значительно больше 0,3
(обычно около 1,0).
За рубежом известность получила номограмма Кола [14],
в которой для определения механических свойств и твердости
используется степень насыщенности Sc. По этой номограмме
(рис. 1.17) прочность [сгв1г, твердость [НВ]Х и модуль упругости
Е чугуна в отливке данного сечения х рассчитываются в зави-
Рис. 1.16. Структурная диаграмма
Л. И. Какурина. /—толщина от-
ливки, мм
45
Sc
1.0k
0/38
0,915
0JB54
0,79
100 120 140 160 180 200 240 280 340 380 440 380 280 240 220 160 120. 100
Прочность чугуна отливки [fy]* в H/мм2 Твердость отливки [нв]х
Твердость образца.
симости от прочности [сгв]зо и твердости [#В]зо чугуна в стан-
дартной пробе диаметром 30 мм, а также от толщины стенки Т.
В основу номограмы Кола положена зависимость
1g [авЬ = 1g [<Мзо + 157 (lg [HB]x-\g [ЯВ]30). (1.16)
На рис. 1.18 показана диаграмма Зиппа, на которой, кроме
зависимости прочностных свойств (а) и твердости чугуна (б)
от Sc, показано положение области перлитных чугунов [14].
К структурной диаграмме Зиппа Шмиттом была добавлена еще
одна часть (рис. 1.19), построенная с учетом условий формиро-
вания чугунных отливок в металлических формах, в сырых и
сухих песчаных формах, холодных или подогретых.
На диаграмме Чикеля (рис. 1.20), в отличие от всех преды-
дущих диаграмм, перлитная область не доведена до оси орди-
нат [14]. Это указывает на невозможность получения чисто
перлитной структуры в реальных отливках из немодифициро-
ванного чугуна с толщиной стенки Т менее 2 мм при любом со-
держании углерода и кремния.
Параметр С -(Si = coYist, предложенный Н. Г. Гиршовичем,
обусловливает на диаграммах гиперболический характер гра-
ниц структурных областей. Из такой зависимости следует, что
относительное действие каждого элемента тем интенсивнее, чем
ниже его содержание. На рис. 1.21 представлена диаграмма
Н. Г. Гиршовича [14], на которой в качестве уравнения для гра-
ничных линий, а следовательно,’ и склонности чугуна к графи-
тизации, использована гиперболическая зависимость
Krp = C(Si + lgR),
выведенная на основании того, что для заданного типа струк-
туры чугуна при R = const, С • Si = const, и при С = const мы
имеем Si + 1g/? = const. Последняя зависимость получена из
учета того, что при уменьшении приведенного размера R от-
ливки вдвое для сохранения прежней структуры содержание
кремния должно быть увеличено на 0,3 %, т. е. на 1g2 = 0,3010.
Данная диаграмма, кроме параметра С-Si, описывающего
повышение относительного влияния каждого из элементов по
мере уменьшения его концентрации, учитывает и толщину
стенки отливки r=2R. Кроме того, на диаграмму нанесены
Рис. I 17 Номограмма Кола. Ниже приведены размеры огливок
Зона Диаметр Толщина
отливок, мм отливок, мм
1............ 7,5 -"3.75
2 ........... 15 3,75-7,5
3 ........... 30 7,5-15
Зона Диаметр Толщина
отливок, мм отливок, мм
4.................. 60 15-30
5.................. 90 >30
47
Рис. 1.18. Структурная диаграмма
Зиппа
Рис. 1.19. Структурная диаграмма Зиппа, ви-
доизмененная Шмиттом:
/ — литье в водоохлаждаемые кокили; 2 —
в холодные кокили; 3 — в нагретые кокили;
4 — в формы на масляных связующих; 5 —
в сырые песчано-глинистые формы,; 6 — в хо-
лодные сухие формы; 7 — в нагретые сухпе
формы
Рис. 1.20. Структурная дншрамма Чи-
кс л я:
Ф' — лсндрнтно-рлсположснный фор
риг; Ф — нормальный феррш
[’нс. 1.21. Стру к । у рн л я диаграмма Н. Г.
Гирнюнича (обозначения областей те же, что
на рис. 1.15)
48
Si.% Sc 0,7 0^ 0,9 1,0
1 2 3 4 C,% 0 1 2 3 4.56 Si,%
Рис. 1.22. Концентрационные симплексы, предложенные Ханеманном и Шрадер (а) и
Лапланшем (б) с двумя семействами пересекающихся линий: S£=const (для определе-
ния механических свойств чугуна) и C+Si=const (а), либо Krp=const (б) — для опи-
сания микроструктуры металлической матрицы
Рис 1.23. Номограмма Паттерсона и Деппа (обозначение областей в правом верхнем
к над ранге то же, что на рис. 1.I5)
.'пиши одинаковых значений углеродного эквивалента С:>, на ос-
новании которых можно получить качественное представление
о величине и распределении включений графита.
Диаграммы с двумя семействами пересекающихся кривых
были также предложены Ханеманном и Шрадер [14] (рис.
1.22, а) и Лапланшем (рис. 1.22, б), однако в этих диаграммах
также отсутствуют количественные данные о зависимости ме-
жду химическим составом, структурой и свойствами чугуна. На
49
диаграмме Лапланша константа графитизации Кгр представлена
в виде зависимости
KrP = 4/3fSi-----$----Y (1.17)
р k 3(C/Si) + lJ v '
В номограмме Паттерсона и Деппа [15] вместо приведен-
ного размера R, обычно исчисляемого в миллиметрах, исполь-
зуется обратная величина 1/R, см-1. Изолинии Sc = const при-
ведены в шести вариантах: для 0; 0,2; 0,4; 0,6; 0,8 и 1,0 % Р.
На рис. 1.23 показан пример использования номограммы
Паттерсона и Деппа применительно к перлитному серому чу-
гуну, который в литой пробе диаметром 30 мм (см. вертикаль-
ную стрелку в нижней левой части номограммы) должен иметь
прочность Ов не менее 250 Н/мм2 (марка чугуна СЧ 25).
Располагая фигуративную точку сплава в левом нижнем
квадранте между изолиниями огв = 25О и 300 Н/мм2, движемся
от нее вверх и вправо (попутно определив, что твердость чу-
гуна будет ~НВ 225, а модуль упругости немного меньше
Ео= 120 000 Н/мм2).
Движение вправо выводит нас на изолинию Sc=0,9, однако,
учитывая, что в чугуне предусмотрено содержание фосфора
0,4 %, мы делаем соответствующую коррекцию, опускаясь на
третью изолинию семейства шести линий Sc = 0,9.
Вертикальную же стрелку выводим на горизонталь 1//? =
= 1,33 см-1 (диаметр пробы 30 мм), которую доводим до сере-
дины поля П+Г (перлитный серый чугун, область II по класси-
фикации Маурера) правого верхнего квадранта. Далее, опус-
каясь вниз по изолинии Кгр=1,4, выходим на пересечение с изо-
линией Sc = 0,9 (с учетом упомянутой выше коррекции) и
получаем фигуративную точку сплава в нижнем правом квад-
ранте. Результаты расчета: чугун должен содержать 3,2 % С и
1,86 % Si. Попутный результат: равновесная температура ти-
гельной реакции, когда поверхность расплава начинает покры-
ваться оксидной пленкой, равна 1420 DC.
Обратный перерасчет позволяет проверить возможность или
невозможность сохранения перлитной структуры металла в тон-
костенных и толстостенных сечениях конкретных отливок с раз-
личными приведенными размерами R (или R-1).
Структурные диаграммы Гиршевича — Иоффе [14], представ-
ленные на рис. 1.24, также состоят из двух семейств кривых,
причем в отличие от гиперболической диаграммы Н. Г. Гиршо-
вича границы структурных областей имеют почти прямолиней-
ный характер. Необходимо отметить, что в этой эмпирической
диаграмме штриховые кривые разграничивают структурные об-
ласти по форме и расположению включений графита: пластин-
чатого неориентированного I, пластинчатого междендритного II
н точечного (на самом деле коралловидного) III, причем в пре-
50
О 1,0 2,0 3,0 4,0 5,0 Si % 0 1,0 2,0 3,0 4,0 5,0
Рис 1.24. Структурные диаграммы Гиршовича — Иоффе. Дендритно расположенный
феррит обозначен оукпой Ф'. Г —толщина отливки; область П разграничена от обла-
ет Ф' только на диаграммах рис. а:
а - ^модифицированный чугун; Г-5 мм; б — ^модифицированный чугун; 7'-15 мм;
/«- модифицированный чугун; 7’-б мм; <’ — модифицированный чугун.; ^'-*16 мм
6,3-(lgT+ceg
260 220 180 140 HB
I______I_______I_______L_J
0 25 50 75 феррита
i_______l______I_______। ।
100 75 50 25 °/o перлита
I______l_______I_______i J
0,8 0,6 0,4 0,2 % CcQ
T,mm 125 100 80 50 40 20
Рис. 1.25. Номограмма Л. Ф. Ланды
52
делах перлитных областей эти кривые почти совпадают с ли-
ниями изоэвтектичности («изоэвтектиками»).
Номограмма А. Ф. Ланды (рис. 1.25) построена на основа-
нии следующих математических зависимостей [14]:
ох с:__ 6*3 — Соб—1g Г .
0,5(Ссв + К) ’
750Ссв + 400 .
О в ----------- 9
Сгр + 1
% /7 -^100,
0,8
где СОб = ССв + Сгр — содержания углерода: общее, связанного и
в виде графита соответственно.
Анализ этих зависимостей показывает, что они могут быть
описаны уравнением вида C + nSi = Af, где М, в отличие от фор-
мулы (117), является переменным параметром (Af = 6,3—lg Т).
В работах [14, 16, 17] дана аналитическая зависимость наклона
конод п от химического состава чугуна:
= 4,3 — С У(43 — С)2 + 6ST
2Si
Конодная структурная номограмма Снежного — Жукова
(рис. 1.26) связывает структуру чугуна и его химический со-
став с двумя параметрами кристаллизации отливок: ул — ли-
нейной скоростью нормального роста затвердевающей корки
отливок (м/с) и U\—средней скоростью охлаждения на стадии
отвода теплоты перегрева (град/с).. Действительно, в работе
[19] показано, что линейная скорость роста фронта кристалли-
зации отливки недостаточна для полной характеристики усло-
вий их затвердевания на грани возникновения отбела. Необхо-
димо учитывать оба приведенных выше параметра, отношение
которых v^Vx-=KR, где R— приведенный размер отливки (или
ее элемента), К — коэффициент пропорциональности.
В правом верхнем квадранте номограммы Снежного — Жу-
кова показаны коноды аустенит-]-расплав доэвтектических чу-
гунов в координатах Fe—С—Si, а также два тальвега CL (ме-
тастабильная система) и C'L' (стабильная система). Так как
склонность к отбелу (или, наоборот, к графитизации) следует
оценивать в экстремальных условиях начала отбела, на рис. 1.26
штриховой линией Мт>} показан отрезок коноды, соответствую-
щей началу выпадения избыточного аустенита в сером эвтекти-
ческом чугуне А4.
Склонность эвтектики к графитизации характеризуется
содержанием в ней кремния, а следовательно, величиной АТ
температурного интервала между равновесными температурами
эвтектического превращения Г/ в стабильной системе и Г>
53
3,0 3,4 '4,2 С,%
Рис. 1.26. Номограмма Снежного — Жукова (шкала С, % смещена немного вправо
с учетом влияния на эвтектичность технических чугунов марганца, фосфора и серы
в пределах обычных их содержаний: А — лекальная кривая для немодифицированного
серого чугуна.; Д'— то же для чугуна, модифицированного 0,2 % ФС75
в метастабильной системе. Этот интервал был и эксперимен-
тально определен, и рассчитан (см. рис. 1.9, б), его величина
представлена в виде лекальной кривой в левом верхнем квад-
ранте номограммы. Два нижних квадранта номограммы позво-
ляют рассчитывать предельный приведенный размер R отливок,
соответствующий началу отбела при различных значениях v„
и Ui для различных содержаний кремния в металле.
Пример. Штриховой линией показан пример использования
номограммы применительно к почти эвтектическому чугуну М
(его фигуративная точка лежит лишь слегка в стороне от таль-
вега C'L'), содержащего 3,5 % С и 2,3 % Si. Участок М—пг0
соответствует коноде C-t-nSi = 5,5 % при п=0,88. Вдоль этой
коноды расположены фигуративные точки чугунов, имеющих
различную степень эвтектичности, но одинаковый состав эв-
тектики (1,8% Si, что соответствует ординате точки т9), т. е.
примерно одинаковую склонность к графитизации.
Если принять в нашем примере, что /? = 0,015 м (т. е. ЭТ =
= 30 мм), то расчет по номограмме даст £Л = 5,5 град/с и ил =
54
Рис. 1.27. Структурная диаграмма Энглиша:
а —для выбора Sq и температурного режима литья заготовок
поршневых колец в зависимости от их высоты и площади по*
перечного сечения; б — для расчета заданной твердости чугуна
Рис. 1.28. Структурные диаграммы Л. Б. Когана (обозначения
I, II и III те же, что на диаграммах Гиршовича — Иоффе; см.
рис. 1.24)
0,5 С 0,1 0,9 1,1 0,5 0,1 0,9 1,1 S3
О &
= 2,6 • 10~4 м/с для немодифицированного чугуна и =
= 7,7 град/с и г/л = 4,3-10“4 м/с для модифицированного. Полу-
ченные величины соответствуют предельным значениям ряда
технологических параметров (например, толщины облицовки
кокиля, его температуры и т. п.), при которых отбел чугуна еще
нс появляется. Это позволяет производить выбор этих парамет-
ров с соответствующим технологическим запасом с учетом до-
пустимой нестабильности технологических процессов.
В структурных диаграммах чугуна, как правило, нс отра-
жено влияние температуры перегрева и температуры заливки
чугуна. На диаграмме Энглиша [14], построенной для весьма
тонкостенных отливок (типа поршневых колец), температуры
представлены в виде параметра, связанного с площадью сече-
ния литых заготовок F и их высотой А (рис. 1.27, а). Приведен
также график для выбора величин степени насыщенности чу-
56
Гуна Sc (рис. 1.27, б) в зависимости от F и требуемой твердо-
сти металла.
Структурные диаграммы синтетического чугуна построены
Л. Б. Коганом [18] (рис. 1.28) в координатах C/Si—S9: для не-
модифицированного (а) и модифицированного (б) чугуна и для
приведенного размера R отливок 5; 7,5 и 15 мм (графики /, 2,
и 3 соответственно).
В работе [20] было проведено статистическое исследование
влияния на Ов, твердость НВ, глубину отбела стандартных проб
/отб следующих переменных параметров: содержаний С, Si, Мп,
S и Р, диаметра цилиндрических образцов, температуры за-
ливки жидкого чугуна. Получены уравнения регрессии для неле-
гированного немодифицированного и модифицированного чугу-
нов, а также для чугунов,, легированных хромом, медью и ва-
надием. По этим уравнениям построены диаграммы, представ-
ленные на рис. 1.29.
Пример. Требуется определить структуру и механические
свойства в наиболее тонкостенной и наиболее толстостенной
частях отливки, получаемой в сырых песчано-глинистых формах
из чугуна, содержащего 3,2 % С и 2 % Si. Из фигуративной
точки 1 с такими координатами продвигаемся вдоль изолинии
К,Р = const вправо и выходим на соответствующую горизонталь
правой части диаграммы рис. 1.29, а, где находим положение
точек 2 и 3 вблизи границ перлитной области, из которой опус-
каемся на шкалу абсцисс, определяя при этом минимальную
(10 мм) и максимальную (20 мм) допустимые толщины отли-
57
вок Т (или эквивалентные толщины ЭТ=2/?, если отливки
имеют сложную конфигурацию).
Далее из фигуративной точки 4 опускаемся на рис. 1.29, б
вдоль изолинии ов = const и выходим на горизонталь правой
части диаграммы, где устанавливаем положение точек 5 и 6,
соответствующих ЭТ =10 и 20 мм. Фигуративная точка 5 от-
вечает <тв = 210 Н/мм2, а точка 6 — ов=185 Н/мм2.
Выполнив аналогичную операцию на рис. 1.29, в (см. точки
7, 8 и 9), получаем значения твердостей НВ 188 в сечении
ЭТ=10 мм и НВ 175 в сечении с ЭТ=20 мм.
На рис. 1.29, а условно показано, что легирование чугуна
хромом и ванадием сдвигает границы перлитной области вверх,
а кремнием и медью — вниз. При этом легирование медью
(а также никелем) расширяет перлитную область, так как сдвиг
вниз нижней границы области не сопровождается аналогичным
сдвигом верхней границы; наоборот, последняя даже несколько
сдвигается вверх. Это объясняется тем, что никель и особенно
медь способствуют графитизации чугуна при затвердевании от-
ливок и препятствуют графитизации при их охлаждении в тем-
пературном интервале эвтектоидных превращений.
Поскольку изолинии oB=const и HB=const на рис. 1.29, б
и в почти совпадают по профилю, различия профилей сущест-
венны для чугунов, содержащих более 3,61 % Св сочетании
с весьма низким или высоким кремнием. Они были объединены
в одно семейство изолиний, позволяющее определять одновре-
менно ав и НВ. На номограмме, представленной на рис. 1.30,
эти изолинии по-прежнему названы «изоэвтектиками», хотя
в левой части номограммы они от истинных изоэвтектик не-
сколько отклоняются. Химическая часть номограммы традици-
онно построена в координатах % С—% Si для серого чугуна,
содержащего обычные количества Мп, S, Р и других примесей.
Шкала ЭТ приведена на наклонной прямой в нижней левой
части номограммы как для сырых песчано-глинистых литейных
форм, так и для сухих (сдвиг шкал рассмотрен в работе [14]).
Если стенка отливки оформлена с одной стороны в сырой
форме, а с другой в сухой (например, в виде стержня), необ-
ходимо пользоваться среднеарифметическими значениями ЭТ
двух соответствующих шкал.
На рис. 1.30 штриховыми линиями в структурной части но-
мограммы показаны сдвинутые границы структурных областей
(сдвиг при этом обозначен стрелками), отвечающие серым чу-
гунам, подвергнутым инокулирующему модифицированию фер-
росилицием ФС75. Штрих-пунктирная вертикаль в левой части
номограммы отвечает ЭТ=15 мм для сухих песчаных форм,
т. е. стандартной цилиндрической пробе диаметром 30 мм.
На рис. 1.30 область немодифицированных серых перлит-
ных чугунов (заштрихована) выклинивается при ЭТ=1,6 мм
58
Рис. 1.30. Обобщенная комплексная номограмма для расчета структуры и физико-меха-
нических свойств серого чугуна. Графит: первичный I; пластинчатый (неориентирован
ный) II; пластинчатый (междендритный) III; «точечный» (коралловидный) IV
Рис. 1.31. Примеры расчетов с использованием номогрьммы. представленной па рш
1.30
59
(сырые формы) или 0,7 мм (сухие формы). При кокильном литье
такое выклинивание происходит при еще больших значениях
ЭТ. Инокулирующее модифицирование ослабляет этот эффект.
Диаграмма в левой верхней части номограммы на рис. 1.30
ограничена справа лекальной кривой, за пределами которой
определение ав и НВ становится бессмысленным из-за отбела
чугуна. Однако пользоваться этой кривой для установления
границы отбела чугуна (в координатах эвтектичность — ЭТ) не
рекомендуется. Такие определения следует производить более
точно в левой нижней части номограммы, используя симплекс
КГр—ЭТ, ибо корреляция /ОТб — КГр значительно надежнее кор-
реляции /отб — Ьвтектичность.
Примеры применения номограммы для расчета состава,
структуры и прочностных свойств серого чугуна представлены
на рис. 1.30 и 1.31.
Пример 1. Определить структуру и механические свойства
чугуна, содержащего 3,2 % Си 1,8 % Si (содержание осталь-
ных элементов находится в обычных пределах) в отлитых в сы-
рой песчаной форме деталях с толщиной стенки 10 мм (см.
рис. 1.30).
Из фигуративной точки М чугуна проводим изолинию /СГр =
= const и изоэвтектику. На шкале толщин стенок отливок при
литье в сырые формы находим точку 10 мм и ведем от нее
горизонталь и вертикаль. Горизонталь сопрягается с изолинией
КГр = const (вернее с вертикалью, опущенной вниз из точки пе-
ресечения этой изолинией оси абсцисс диаграммы химических
составов) в точке, расположенной внутри поля «перлитные чу-
гуны». Следовательно, структура металлической матрицы чу-
гуна должна быть перлитной.
Далее эта же горизонталь сопрягается с рассмотренной
выше изоэвтектикой в точке, находящейся внутри области 7/Ч-
+ /// структурной диаграммы графитной фазы. Это означает,
что в микроструктуре чугуна наблюдается смесь пластинчатого
неориентированного графита с пластинчатым междендритным.
Приведенная нами вертикаль сопрягается с рассмотренной
изоэвтектикой в точке «25 мм» диаграммы прочностных
свойств. Это означает, что механические свойства чугуна в от-
ливке будут следующими: оп — не менее 250 Н/мм2; твердость
НВ 180... 250.
Чтобы определить марку чугуна, необходимо из точки
«15 мм» на шкале ЭТ при литье в сухие формы провести вер-
тикаль (показанную штрих-пунктиром), которая пересекается
с изоэвтектикой в точке, соответствующей марке чугуна СЧ 25.
Номограмма дает и некоторые дополнительные сведения:
1. Фигуративная точка металла отливки на структурной
диаграмме металлической основы лежит сравнительно неда-
леко от границы перлитной области с областью половинчатых
60
чугунов. Следовательно, чугун можно подвергать модифициро-
ванию (например, выплавлять металл с 1,6 % Si и добавлять
0,2 % Si в виде ферросилиция ФС75 в ковш или на желоб ва-
гранки). При таком модифицировании структура графита, вме-
сто типа 11+III, становится типа II, т. е. более однородной.
Механические свойства чугуна повышаются, но остаются в пре-
делах рассчитанной выше марки. Повышение этих свойств на
одну или даже две ступени ГОСТ 1412—85 достигается лишь
в случае модифицирования половинчатых или белых чугунов.
Соответствующая дополнительная перлитная область «модифи-
цированные чугуны» показана на структурной диаграмме номо-
граммы.
2. Аналогичную структуру и свойства будет иметь чугун
заданного состава при литье в сухие формы или в стержни
(оболочковые формы) в случае уменьшения толщины стенок от-
ливки до 6 мм.
Пример 2. При условии получения в сырой песчаной форме
отливки из чугуна марки СЧ 20 с чисто перлитной структурой
по всему сечению установить минимальную толщину стенки от-
ливки при наличии в ней приливов цилиндрической формы и
определить требуемый для этого состава чугуна (рис. 1.31).
Допуская, что приливы представляют собой цилиндры диа-
метром 50 мм с малым отношением площади торцов к площади
боковой поверхности, устанавливаем, что максимальная ЭТ от-
ливки равна 25 мм. От точки А, соответствующей толщине сте-
нок отливки 25 мм (литье в сырые формы), проводим горизон-
таль и вертикаль. Горизонталь пересекает в точке Б границу
между перлитной и перлито-ферритной областями структурной
диаграммы. Вертикаль, проведенная через точку 5, пересекает
границы между областями перлитных и половинчатых чугу-
нов в точке б в случае немодифицированных сплавов и в точке
б' в случае инокулирующего модифицирования чугуна (в дан-
ном случае 0,2...0,3 % ФС75). Соответственно, минимальная
допустимая толщина стенки отливки оказывается равной 7 мм
(точка а) для нсмодифицированного чугуна и 4 мм (точка а')
для модифицированного.
Исходя из марки чугуна, устанавливаем положение точки
Bj, определяющее уровень механических свойств серого чугуна
(пн>200 Н/мм2) в стандартной пробе диаметром 30 мм, отли-
той в сухой форме или стержне (точка В\ находится на штрих-
пунктирной вертикали, проведенной через точку Аь которая со-
ответствует эквивалентной толщине 15 мм цилиндрических от-
ливок, получаемых в сухих формах). Проведенная через точку
Bi горизонталь пересекает в точках Вне вертикали, проведен-
ные in точек Л и а. Положение точек В и в показывает, что
в толстостенной части отливки прочностные свойства металла
будут практически такими же, как и в пробе (точки В и В\
(И
лежат в одной и той же области механических свойств на диа-
грамме), в то время как прочностные свойства чугуна в тон-
костенной части будут характеризоваться величинами ов>
>250 Н/мм2.
Искомый химический состав чугуна определяется координа-
тами % С— % Si точки пересечения Е изоэвтектики, сопряжен-
ной с точкой Bj, с изолинией Кг₽=const, сопряженной с верти-
калью Ббб'. В рассматриваемом случае состав чугуна оказыва-
ется равным 3,2 % С и 2,1 % Si при обычном содержании дру-
гих элементов (0,5...0,8 % Мп, до 0,15% Si; до 0,2 % Р). При
иных содержаниях примесей и при легировании чугуна положе-
ние изолиний и границ структурных областей существенно из-
меняется и рассматриваемая номограмма не может быть ис-
пользована.
Строение графита определяется путем построения точек пе-
ресечения Г, г и г' рассматриваемой изоэвтектики горизонта-
лями АБ, аб и а'б'. Точки Гиг находятся в области, соответ-
ствующей смеси пластинчатого неориентированного и меж-
дендритного графита. Положение точки г' говорит о том, что
модифицирование способствует более равномерному распреде-
лению графитной фазы.
Пример 3. В рассмотренных выше примерах расчеты были
проведены без учета возможности отклонения химического со-
става чугуна в пределах некоторого поля допуска — искомого
или, наоборот, заданного. На практике же всегда необходимо
это учитывать. Так, допустим, что необходимо определить воз-
можные пределы колебания содержания кремния в отливках из
перлитного чугуна, получаемых в сухой песчаной форме
(в стержнях, в оболочковой форме), имеющих максимальную и
минимальную толщину стенок 50 и 25 мм (см. рис. 1.31).
Для этого из соответствующих точек М и Н проводим гори-
зонтали до пересечения границ перлитной области в точках
и Н2. Вертикали М\Н\ и MtHi сопрягаются с соответствующими
двумя изолиниями Кгр=const, ограничивающих область допус-
тимых химических составов чугуна.
При обычном содержании углерода в ваграночном чугуне
3,2...3,4 % эта область оказывается ограниченной ромбом
M\MiHiHx и соответствующие пределы содержания кремния оп-
ределяются положением точек Hi и Mt (0,9... 1,4 % Si). При
этом минимальные гарантируемые механические свойства чу-
гуна определяются по точке Mt, соответствующей наибольшей
эвтсктичности чугунов (точка Mt случайно оказалась на одной
изоэвтектикс с точкой Е предыдущего примера). Соответству-
ющие ей значения <тп равны: не менее 150 Н/мм2 (см. точку м?')
в толстостенном сечении, 200 Н/мм2 (см. точки Mt" и В|) в на-
иболее тонкостенном сечении и в стандартной пробе диаметром
30 мм. Максимальные механические свойства будут у чугуна
62
Рис. 1.32 Влияние содержания уг-
лерода на Ов (при растяжении)
высокопрочных чугунов, обработан-
ных модификатором ЖКМК-6 (ли-
тое состояние) при ЭТ = 25 мм и
содержании кремния.
/ — 2,5%; 2 — 2.7—2,9 %. 3 - 3.2-
3.3 %; 4-3,5-3,6 %
Яь ав^200 Н/мм2 в толстостенном сечении, ов^250 Н/мм2
в тонкостенном сечении, сгв^300 Н/мм2 в стандартной пробе.
При содержании в чугуне менее 1,1 % Si проба может ока-
заться немного отбеленной (см. структурную диаграмму номо-
граммы на рис. 1.31).
При модифицировании кремнийсодержащими добавками ме-
ханические свойства чугуна повышаются против рассчитанных
по номограмме примерно на одну ступень по ГОСТ 1412—85
лишь в том случае, если стандартная проба аналогичного, но
немодифицированного чугуна оказывается отбеленной или на
грани отбела. Именно это и имеет место в рассматриваемом
примере.
Попытки распространить принципы построения структурных
диаграмм и номограмм серого чугуна на высокопрочные чу-
гуны с компактными формами графита предпринимались неод-
нократно, однако малоуспешно. Структурообразование в высо-
копрочных чугунах зависит от очень большого числа факторов,
учесть которые даже в очень сложной по «конструкции» номо-
грамме невозможно. Поэтому такие попытки следует предпри-
нимать лишь для весьма конкретных случаев, не распространяя
их на все многообразие ВЧ, методов модифицирования, модифи-
каторов.
Важнейшими элементами, влияющими на структуру и свой-
ства ВЧ, остаются углерод и кремний. ов высокопрочных чугу-
нов в отожженном состоянии с увеличением содержания угле-
рода лишь незначительно снижается по линейному закону,
а в литом состоянии вначале возрастает, а затем снижается по
закону кривой второго порядка, имеющей незначительную отри-
цательную кривизну (рис. 1.32). Из этого рисунка видно, что
влияние кремния на пв значительно сложней влияния углерода
и носит периодический (типа «синусоидального») характер.
Соответствующая номограмма (рис. 1.33), построенная для
чугуна, модифицированного в ковше лигатурами типа железо —
кремний — магний — кальций (ЖКМК) с пониженным содер-
жанием кальция, состоит из химической (верхняя часть), струк-
турной (средняя часть) и прочностной (нижняя часть) диа-
грамм. 14а химическую диаграмму нанесены изолинии =
63
Рис. 1.33. Номограмма для рас-
чета химического состава,
структуры и механических
свойств высокопрочного чугуна,
обработанного комплексным мо-
дификатором ЖКМК-6 (литое
состояние). ЭТ — эквивалентная
толщина огливки или толщина
ее стенки (при сырой форме),
мм; Т — толщина стенки отлив-
ки (при сухой форме), мм
= const, структурная и прочностная диаграммы построены на
базе эмпирических данных. В отличие от номограммы, приве-
денной на рис. 1.30 и 1.31, номограмма на рис. 1.33 не содер-
жит области, отвечающей чисто перлитной микроструктуре ме-
таллической основы чугуна. Действительно, в ВЧ, не содержа-
щем медь и никель в качестве легирующих элементов и не
подвергнутом сильному дополнительному инокулирующему мо-
дифицированию после сфероидизирующей обработки, чрезвы-
чайно трудно, а во многих случаях невозможно исключить из
микроструктуры ферритные оторочки вокруг графитных глобу-
лей, с одной стороны, и ледебуритного цементита, с другой.
Из-за обратной эвтектической микроликвации кремния, размах
которой усилен повышенным содержанием этого элемента в ВЧ,
сосуществование в металле этих, казалось бы, полярных струк-
турных составляющих является обычным явлением.
Пример. С целью получения чугуна с равными количествами
феррита и перлита в микроструктуре отливки с ЭТ = 22 мм при
литье в сырые песчано-глинистые формы (на рис. 1.33 точка 4
поэтому находится в середине феррито-перлитной области) и
с целью определения необходимого содержания Si (при усло-
вии содержания углерода около 3,45%), структуры графита
и (тп из точки А проводим вертикальную прямую до пересече-
ния с осью шкалы % Si, а из точки пересечения возводим
64
вдоль кривых Кгр=const соответствующую изолинию до ее пе-
ресечения с горизонталью 3,45 % С. Абсцисса полученной та-
ким способом точки В соответствует 3,05 % Si.
Из точки В проводим вдоль семейства изоэвтектик прямую
до пересечения с нижней наклонной прямой в правом нижнем
углу химической диаграммы, а из точки их пересечения опус-
каем вертикаль вплоть до пересечения с горизонталью, прове-
денной через точку А (ЭТ = 22 мм). Полученная точка С по-
казывает, что структура графита соответствует баллам
ШГ6.. .ШГ8 и ШГд45 по ГОСТ 3443—87.
Протянув вниз вертикаль, проходящую через точку В, вплоть
до пересечения с синусоидовидной кривой ЭТ = 22 мм, получаем
точку D. Из этой точки проводим горизонталь, а далее, в ниж-
ней правой части номограммы, наклонную линию вдоль лекаль-
ных кривых, вплоть до точки F. Абсцисса этой точки установ-
лена по абсциссе точки Е, расположенной на верхней наклон-
ной прямой в верхнем правом углу номограммы и имеющей
ту же ординату, что точка В (3,45 % С). Ордината точки F
оказывается равной <гв = 505 Н/мм2.
Создать аналогичные расчетные методы для определения
пластических свойств ВЧ (а следовательно, и его марки) не
удается, так как эти свойства зависят от очень большого коли-
чества факторов.
Для ВЧ, дополнительно модифицированных графитизирую-
щими добавками непосредственно перед разливкой металла
в литейные формы или внутри последних (инмолд-процесс),
граница между областями номограммы П + Ф+Г и П + Ф +
-Ь Ц+Г сдвигается влево сильнее, чем граница между облас-
тями П + Ф + Ц+Г и П + Ц+Г, и тогда появляется область
П+Г (перлитные ВЧ, получаемые в литом состоянии, т. е. без
использования термообработки). Область П+Г появляется
также при легировании ВЧ медью, никелем или комплексом
Cu + Ni, олово.
Многообразие легирующих элементов и методов модифици-
рования чугуна и их неоднозначное влияние на структуру и
механические свойства отливок затрудняют построение доста-
точно простых номограмм для легированных, микролегирован-
ных и модифицированных чугунов. В этом случае наиболее
приемлемым является расчет на ЭВМ с использованием соот-
ветствующих уравнений регрессии.
Твердость чугунов определяет в первую очередь их обра-
батываемость резанием. При появлении в структуре чугуна
более 2.. .5 % ледебурита твердость металла возрастает на-
столько, что обрабатываемость резанием становится неудовлет-
ворительной. Такой брак обычно считают исправимым — путем
термической обработки но режимам графитизирующего от-
жига.
3 Закпл № 1555
65
Чем выше ств, тем обычно выше твердость. Очевидно каче-
ство чугуна будет тем выше, чем выше прочность и чем ниже
при этом твердость. В. Паттерсон предложил сравнивать между
собой не фактические значения <тв и НВ, а относительные вели-
чины
®в
RG=----------Sc
980 — 785
И
RH =-------—------.
100 + 0,43ав
Здесь величины в знаменателях представляют собой теоре-
тическую (расчетную) прочность и твердость чугуна (в Н/мм2
и единицах Бринеля, т. е. Н/мм'2 • 10“* соответственно). Естест-
венно надо стремиться к тому, чтобы фактическая прочность
металла была выше теоретической, а фактическая твердость —
ниже. Тогда показатель качества серого чугуна получает вид
GZ=RGjRH.
Важнейшим физико-механическим свойством чугунов явля-
ется модуль упругости (модуль Юнга). Из-за присутствия в се-
ром чугуне пластинчатого графита и вызываемых им микро-
пластических деформаций на кромках графитных пластинок при
приложении даже весьма небольших нагрузок на металл пре-
дел пропорциональности (когда соблюдается закон Гука) прак-
тически отсутствует, графики нагружения и разгружения ме-
талла не совпадают (явление гистерезиса; см. рис. 1.34). После
нескольких циклов нагружения — разгружения наступает отно-
сительная стабилизация размеров испытуемого образца — так
называемая аккомодация, когда петля гистерезиса становится
фактически замкнутой. На рис. 1.35,6 показаны три угла ао,
а' и а", которым соответствуют три различные величины мо-
дуля упругости Ео, Е' и Е". При конструировании чугунных де-
талей, которые должны обладать определенной жесткостью и
стабильностью размеров в эксплуатации, знание этих трех раз-
новидностей модуля Е необходимо и конструктору и технологу.
На рис. 1.35 приведена номограмма Бауэра и Нехтельбер-
гера [22], позволяющая прогнозировать многие физико-механи-
ческие свойства серых чугунов марок от СЧ 15 до СЧ 35 в зави-
симости от толщины стенки отливок Т. Значения Е' и Е" опре-
деляются при (т^0,5ав. В скобках приведены значения П. р.—
поля разброса рассчитываемых характеристик. На номограмме,
кроме шкалы для ап, приведена шкала предела прочности при
раздавливании в клиньях оР. к. Оба показателя взаимосвязаны
отношением
ст» 1,57стр.к—-20,5(в Н/мм2).
66
Рис. 1.34. Диаграммы рас*
тяжения чугунов марки СЧ
10 (а) и СЧ 30 (б). Пунк-
тиром показаны диаграммы
после завершения аккомо-
дации чугуна
20 100. 200 0-10's SO 100150200250JOO £-10~s
Испытание чугуна раздавливанием в клиньях одно время
весьма широко применялось в мире. В настоящее время во
многих промышленно развитых странах этот способ переживает
«вторую молодость».
На номограмме приведена также шкала определения ожи-
даемой твердости чугуна (верхний график), степени насыщен-
ности Sc (нижний график, на котором приведены пять наклон-
ных прямых для RG, равного 0,8; 0,9; 1,0; 1,1; 1,2). В среднем
графике прямая, отвечающая Т=15 мм, т. е. диаметру стан-
дартной пробы 30 мм (в обоих случаях приведенный размер R
равен 7,5 мм). Примеры расчетов даны для чугуна марки СЧ20
(главная вертикаль проведена посредине поля СЧ 20), в част-
ности, для <тв в образцах, выточенных из стандартных проб
диаметром 30 мм, равного 225 Н/мм2 (см. позицию 1 в нижней
части номограммы). Позиции 2 и 3 показывают результаты
расчетов ав и НВ для двух вариантов толщин стенок отливки —
6 и 20 мм. Три позиции 4 показывают результаты расчета Sc для
трех значений RG (0,9; 1,0; 1,1). Позиция 5 дает значение
ор.к при Т=6 мм). Позиция 6 иллюстрирует расчет £0, а пози-
ция 7 — расчет модулей Е' и Е" по уравнениям (соответствую-
щим углам а' и а" на рис. 1.35) Е'=Е0 — т'а и Е"—Ео — т"а.
Инокулирующее модифицирование повышает <тп, а следова-
тельно, и RG чугуна, и GZ. На рис. 1.36 светлыми точками по-
казана зависимость ов = /(Т) для немодифицированного чугуна,
а темными точками та же зависимость для чугуна после ино-
кулирующего модифицирования. Из этих данных следует, что
такое модифицирование в среднем повышает марку серого чу-
гуна на одну ступень ГОСТ 1412—85.
На рис. 1.37 показано, что белые и черные точки приблизи-
тельно равномерно разбросаны по высоте поля разброса, од-
нако по горизонтали светлые точки (немодифицированный чу-
гун) сгруппированы в правой половине графика, а черные (мо-
дифицированный чугун)—в левой. Это означает, что основной
фактор, влияющий на <тн, есть размер эвтектического «зерна»
(эвтектической колонии, ячейки) в сером чугуне. Модифициро-
3*
67
НВ
_ М Ь
Толщина.____________
стенки^Л б
Рис. 1.35. Номограмма Бауера и Нехтельбергера. П. р.—
поле разброса рассчитываемых величин; <Ур. к— предел
прочности при раздавливании в клиньях
350
300-
250
200'
150
6в,Н/мм2
400 -
200
180
150
то
120
3^
Т,мм
-СЧ15\СЧ 20У:ч 25\СЧ ЗО}РЧ35
Марка чугуна
6s,H/hM2
350
2
3 /
5
100 -
751-----1---------1---
100 150 200 250 sc
бр.к.^Н/мМ2
0,95
0,90
0,85
0,80
0,75
80 100 120 140
Ео,кН/мм2
(П.р.=3,4 кН/мм2)
80 100 120 140
Е0,кН/мм2
(П.р. =4,3 кН/мм2)
300
250
200
150
-100
_ 75
Прочность металла отладки
150 200 250 300 350 бв,Н/пмг
Прочность металла 8
стандартной пробе 030 мм
О 0,2 0,4 0,6 0,8 1,0
Коэффициенты
т' и т”
бв,н/ппг
2 ‘t 6 8 10 12 Ю 1бТ,пн
Рис. 1.36. Влияние модифицирования чу-
гуна и толщины стенки отливки на ов.
П. р. 1 — поле разброса значений <JB
для модифицированного чугуна; П. р. 2 —
то же для немодифицированного
(5$, Н/мм2
ЧОО
350
300
250
200
150
г-п/чо^ ю3 юг г-ю1
Число эвтектических зерен/см2
Рис. 1.37. Зависимость предела
прочности при растяжении чугуна
от числа эвтектических «зерен» на
единице площади поверхности
микрошлифа
вание размельчает это «зерно» и поэтому повышает ов. К со-
жалению, ГОСТ 3443—87 на микроструктуру чугуна не преду-
сматривает определение «зернистости» этого сплава и соответ-
ствующих баллов размера «зерна».
В последнее время для расчета и прогнозирования структу-
рообразования и формирования свойств металла чугунных от-
ливок начинают использовать физические методы исследова-
ния кристаллизующегося сплава (термография, запись кривых
Рис. 1.38. Кривые изменения электросопротивления серого чугуна при затвердевании.
Цифры у кривых — присадка инокулирующего модификатора (енлнкобарня) в жид-
кий чугун [% (по массе)). Содержание кремния в чугуне:
л — 1,8 %.; 6-2,1 %; в — 2,3 %
69
усадки чугуна и т. п.). Особо перспективен метод фиксирования
электросопротивления сплава во время затвердевания и охлаж-
дения отливок [9].
Определение изменения электросопротивления р чугуна
в процессе затвердевания позволяет фиксировать интервал вре-
мени и интенсивность выделения графита из затвердевающего
металла, а следовательно, и оценивать склонность чугуна к гра-
фитизации. Исследования [9] показали, что в этом случае наи-
более структурно-чувствительным параметром является вели-
чина Д возрастания р в процессе перехода чугуна из жидкого
в твердое состояние. Из рис. 1.38 видно, что чем выше содер-
жание кремния в чугуне, тем выше значение Д. Сравнение каж-
дой из групп кривых по вертикали показывает, что с увеличе-
нием присадки модификатора увеличивается Д, т. е. склонность
чугуна к графитизации.
На основании полученных зависимостей создан прибор для
экспресс-анализа чугуна на склонность к графитизации. В те-
чение минуты, необходимой для полной кристаллизации пробы
чугуна, прибор выдает результат, который может быть опера-
тивно использован для корректировки химического состава
выплавляемого чугуна и для изменения дозировки присажи-
ваемого в жидкий металл модификатора. Прибор эксплуатиру-
ется на Подольском механическом заводе.
2
= СЕРЫЙ ЧУГУН
2.1. ОБЩАЯ ХАРАКТЕРИСТИКА
МИКРОСТРУКТУРЫ И СВОЙСТВ
Основной особенностью микроструктуры серого чугуна, опреде-
ляющей физико-механические, и служебные свойства, является
наличие пластинчатого графита. Пластинчатый графит нару-
шает сплошность металлической основы, и поэтому серый
чугун имеет сравнительно невысокие значения временного со-
противления разрыву при растяжении и очень низкую пластич-
ность. Однако именно благодаря пластинчатому графиту в се-
ром чугуне уникально сочетаются хорошие антифрикционные
свойства, высокая износостойкость, малая чувствительность
к концентраторам напряжений. Серый чугун имеет высокую
демпфирующую способность и прекрасно гасит вибрации.
Серый чугун — технологичный материал. Г.го расплав обла-
дает хорошей жидкотекучестью, малой склонностью к образо-
ванию усадочных дефектов по сравнению с другими типами
70
Рис. 2.1. Основные типы
распределения графита
в сером чугуне. ХЮО:
А — неориентированный
равномерно распределен-
ный; В — розеточный:
С — прямой неравномер-
но распределенный; D —
точечный междендрит-
ный; Е — мелкопластин-
чатый сетчатого распо-
ложения
Рис. 22 Перлитная (а) и перлито ферритная (б) мечаллическая основа в сером чучуие
с графитом типа А. Х300
7!
Рис. 2.3. Феррит переохлаждения в области розеточного (а) и точечного междендрит-
ного (б) графита. Х300
чугуна. Из него можно изготавливать отливки самой сложной
конфигурации с толщиной стенок от 2 до 500 мм.
Физико-механические и служебные свойства чугуна опреде-
ляются прежде всего особенностями микроструктуры, которую
оценивают по ГОСТ 3443—87: соотношением количества фер-
рита (Ф) и перлита (77); дисперсностью перлита (ПДУ, разме-
рами (ПГд), распределением (ПГр), количеством (ПГ) гра-
фита; строением (ФЭ), распределением (ФЭр), диаметром
ячеек сетки (ФЭд) фоофидной эвтектики, количеством эвтекти-
ческого цементита (77). Типичные микроструктуры приведены
на рис. 2.1—2.3.
Чем больше количество графита и крупнее его включения,
чем больше феррита в структуре чугуна, тем ниже его проч-
ность и твердость. Распределение графита меньше влияет на
прочность и твердость (табл. 2.1), но существенно — на слу-
жебные свойства: износостойкость, стойкость против задиров.
ТАБЛИЦА 2.1
ПРОЧНОСТЬ И ТВЕРДОСТЬ СЕРОГО ЧУГУНА
С РАЗНОЙ СТРУКТУРОЙ МАТРИЦЫ И ГРАФИТА
Свойства Неориентированный графит при матрице Междендритпый графит при матрице
перлитной ферритной аустенитной перлитной ферритной
а„, МПа 180—450 100—220 150—350 250 -350 150—200
НВ 160—300 130—160 140—200 150-250 МО—180
72
Фосфидная эвтектика и эвтектический цементит повышают из-
носостойкость чугуна.
Влияние на прочность чугуна дисперсности перлита, кото-
рая характеризуется расстоянием между пластинами эвтекто-
идного цементита в перлите, выражается формулой [1]:
<Jb = 4,09Ccb/L2,
где Сев — содержание связанного углерода, °/0; L — расстояние
между пластинами эвтектоидного цементита.
Из формулы следует, что прочность чугуна обратно пропор-
циональна квадрату расстояния между пластинами эвтектоид-
ного цементита в перлите. Увеличение дисперсности перлита
приводит к повышению твердости чугуна:
L, мкм . . . 0,4 0,35 0,30 0,25
НВ........... 200 228 287 320
Микроструктура серого чугуна, а соответственно прочность,
твердость и другие его свойства, определяются двумя главными
факторами: химическим составом и скоростью охлаждения при
кристаллизации и в твердом состоянии.
Наибольшее влияние на структуру оказывают углерод и
кремний. Чем выше их содержание, тем больше графита в струк-
туре и крупнее его включения, больше феррита и менее дис-
персен перлит в металлической основе. Суммарно влияние С и
Si на структуру определяется степенью насыщенности Sc:
Sc = (% С+ 1,3 % Si)/4,23.
Sc — это отношение углеродного эквивалента (СЭ=%С +
+ l/3Si) к содержанию углерода в чугуне эвтектического со-
става (4,23% С).
Скорость охлаждения чугуна в отливке зависит от целого
ряда факторов: материала (теплопроводности) формы и стерж-
ней, температуры (теплосодержания) жидкого чугуна, заливае-
мого в форму, от количества жидкого чугуна, протекающего
через данное сечение формы и отдающего ей тепло. Но прежде
всего и в наибольшей степени — от толщины стенки отливки.
Именно поэтому при данном химическом составе чугуна его
микроструктура, а соответственно, прочность (и твердость) оп-
ределяются толщиной стенки отливки (или ее диаметром). Чем
толще стенка, тем ниже в ней прочность и твердость чугуна
(рис. 2.4).
Математически влияние толщины стенки отливки на о,
определяется коэффициентом «а» в уравнении
Ов/®в, (dj/dj)0,
где оВ| и <т„2 — временное сопротивление разрыву при растяже-
нии в пробных литых заготовках диаметром di и t/г.
73
150 200 250 300 350 4006g,МПа
fiGL-15 yGGL-20,66lr25{ 661-30166L-35l 66lr40t
Марки чугуна no T6L 14400
Рис. 2.4. Прочность (пунктирные кривые) и
твердость (сплошные кривые) серого чугуна
различных марок в зависимости от толщины
стенки (S) или диаметра (D) литой пробной
заготовки [£] для различных марок чугуна
(по стандарту ГДР)
бв,мпа
420
380
340
300
260
220
180
140
100
О 20 40 60 80
диаметр пробного 5руска,мм
Рис. 2.5. Влияние диаметра проб-
ного литого бруска и степени на-
сыщенности на прочность серого
чугуна
Графическое выражение этих уравнений представлено на
рис. 2.5 [3]. Видно, что чем ниже степень насыщенности, тем
выше прочность чугуна. Чугун с низкой степенью насыщенно-
сти менее чувствителен к толщине стенки отливки: интенсив-
ность снижения прочности в чугуне с низкой степенью эвтектич-
ности по мере увеличения сечения меньше.
Включения эвтектического цементита в структуре серого чу-
гуна или не допускаются, или допускаются в минимальном ко-
личестве. Эти включения резко ухудшают обрабатываемость
отливок. Цементит образуется в структуре чугуна при низком
содержании углерода и кремния в сочетании с высокой скоро-
стью охлаждения при кристаллизации. Увеличение содержания
карбидообразующйх элементов (Сг, V) усиливает тенденцию
к образованию цементита. В чугунах с пониженным содержа-
нием углерода и кремния и повышенным содержанием леги-
рующих элементов образование цементита предотвращают за
счет интенсивного модифицирования расплава.
2.2. МАРКИ ЧУГУНА
И ОСНОВНЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА
В основу стандартизации серого чугуна заложен принцип ре-
гламентирования минимально допустимого значения времен-
ного сопротивления разрыву при растяжении. В соответствии
с этим принципом обозначение марки чугуна в стандартах раз-
личных стран (табл. 2.2—2.4) содержит значение минимально
допустимого Ов, определенного в стандартной пробной литой
заготовке диаметром 30 мм.
74
ТАБЛИЦА 2.2
МАРКИ И МЕХАНИЧЕСКИЕ СВОЙСТВА СЕРОГО ЧУГУНА
(ПО ГОСТ 1412-85)
Обозна- чение марки чугуна Обозначе- ние по стан- дарту СЭВ Ов, МПа Обозна- чение марки чугуна Обозначе- ние по стан- дарту СЭВ ов, МПа
СЧ 00 31 100 Не опреде- СЧ 25 31 125 От 250 до 300
ляется СЧ 30 31 130 От 300 до 350
СЧ 10 31 ПО От 100 до 150 СЧ 35 31 135 От 350
СЧ 15 31 115 От 150 до 200
СЧ 20 31 120 От 200 до 250
Примечание. Допускается превышение максимального значения временного
сопротивления при растяжении над минимальным не более 100 МПа, если в техниче-
ских требованиях на отливки нет других ограничений.
Поскольку значения прочности чугуна данной марки в от-
ливке зависят от скорости охлаждения, определяемой толщи-
ной стенки (диаметром) отливки, в стандартах (табл. 2.5 и
2.6) приводятся минимальные значения <тв в отдельно отли-
тых пробных заготовках других диаметров или сечений из се-
рого чугуна каждой марки.
Эти таблицы, а также номограммы, связывающие прочность
чугуна каждой марки с сечением пробной заготовки (рис. 2.6,
2.7), приводимые в справочном приложении к стандартам, по-
зволяют конструктору выбрать марку чугуна, обеспечивающую
требуемую прочность в стенке отливки заданной толщины, или
оценить прочность чугуна, которую следует ожидать в этой
стенке при заливке чугуном выбранной марки.
Пример. Если в отливке с характерной толщиной стенки
30 мм требуется иметь <тв не менее 270 МПа, то в соответствии
с графиком (рис. 2.6) следует выбрать чугун марки GGL-30,
для которого <тв = 300 МПа в стандартной литой пробной заго-
товке диаметром' 30 мм. •
ТАБЛИЦА 2.3
МАРКИ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНОВ ПРИ ИСПЫТАНИИ
НОРМАЛЬНОГО ПРОБНОГО ОБРАЗЦА (СТАНДАРТ ГДР TGL 14 400)
Обозначение марки чугуна ов, МПа НВ 5/750 (не более) Обозначение марки чугуна Ов, МПа НВ 5/7«0 (нс более)
GGL-00 GGL-15 GGL-20 GGL-25 Не регламс 150 200 250 ттируются 200 225 245 GGL-30 GG/.-35 GGL-40 300 350 400 260 275 285
75
13 20 30 45 50 90 120
Диаметр литого
цилиндрического образца, мн
Толщина стенки отливки
Около
8 мм
f Около ^Около
115 мм 130мм
। Около
Ц1лидолее
= 60мм
Рис. 2.7. Соотношение между прочностью
серого чугуна и сечением отливок (S)
для чугуна разных марок (по стандарту
Великобритании)
Рис. 2.6. Соотношение между проч-
ностью, твердостью серого чугуна
и сечением отливки для чугуна
различных марок (стандарт ГДР)
ТАБЛИЦА 2.4
МАРКИ И МЕХАНИЧЕСКИЕ СВОЙСТВА СЕРОГО ЧУГУНА
(СТАНДАРТ ЯПОНИИ JIS G5601)
Марка чугуна Преобладающая толщина отливки, мм Диаметр литого образца, мм ов, МПа (не менее) НВ (не более)
10 4—50 30 98,1 201
15 4—8 13 186,0 241
Свыше 8 до 15 20 167,0 223
Свыше 15 до 30 30 147,0 212
Свыше 30 до 50 45 127,0 201
20 4—8 13 235,0 255
Свыше 8 до 15 20 216,0 235
Свыше 15 до 30 30 196,0 223
Свыше 30 до 50 45 167,0 217
25 4—8 13 275,0 269
Свыше 8 до 15 20 255,0 248
Свыше 15 до 30 30 245,0 241
Свыше 30 до 50 45 216,0 224
30 8—15 20 304,0 269
Свыше 15 до 30 30 294,0 262
Свыше 30 до 50 45 265,0 248
35 15—30 30 343,0 277
Свыше 30 до 50 45 314,0 269
76
ТАБЛИЦА 2.5
ОРИЕНТИРОВОЧНЫЕ ДАННЫЕ О ВРЕМЕННОМ СОПРОТИВЛЕНИИ
ПРИ РАСТЯЖЕНИИ И ТВЕРДОСТИ В СТЕНКАХ
РАЗЛИЧНОГО СЕЧЕНИЯ (СПРАВОЧНОЕ ПРИЛОЖЕНИЕ
№ 1 ГОСТ 1412—85)
Марка чугуна Толщина стенки отливки, мм
4 8 15 30 50 80 150
СЧ 10 Временно 140 е сопроти 120 вление раз, (не м 100 риву при , енее) 80 растяжеш 75 ш, МПа 70 65
СЧ 15 220 180 150 НО 105 90 80
СЧ 20 270 220 200 160 140 130 120
СЧ 25 310 270 250 210 180 165 150
СЧ 30 330 300 260 220 195 180
СЧ 35 — 380 350 310 260 225 205
СЧ 10 205 Т 200 'вердость i 190 НВ (не бо. 185 лее) 156 149 120
СЧ 15 241 224 210 201 163 156 130
СЧ 20 255 240 230 216 170 163 143
СЧ 25 260 255 245 238 187 170 156
СЧ 30 270 260 250 197 187 163
СЧ 35 — 290 275 270 229 201 179
Примечания. 1. Значения временного сопротивления при растяжении и твер-
дости в реальных отливках могут отличаться от приведенных в отливках. 2. Значения
временного сопротивления при растяжении и твердости в стенке отливки толщиной
15 мм приближенно соответствуют аналогичным значениям в стандартной заготовке
диаметром 30 мм.
Т А Б Л И Ц А 2.6
РАСЧЕТНЫЕ ПОКАЗАТЕЛИ МЕХАНИЧЕСКИХ СВОЙСТВ
СЕРОГО ЧУГУНА ПРИ ИСПЫТАНИИ СПЕЦИАЛЬНЫХ
ПРОБНЫХ ОБРАЗЦОВ (ПРИЛОЖЕНИЕ К СТАНДАРТУ ГДР TGL 14400)
Марка чугуна Диаметр проб- ного литого образца, мм Номинальный диаметр разрывного образца, мм ов, МПа (не менее) НВ (не более)
GGL-I5 13 8 230 220
20 12,5 180 210
GGL-20 13 8 280 245
20 12,5 230 235
45 32 170 215
GGL-25 20 12,5 280 255
45 32 220 235
GGL-30 20 12,5 330 270
45 32 270 250
GGL-35 45 32 320 270
GGL-40 45 32 370 280
77
Пример. Если в литой пробной заготовке диаметром 30 мм
<гв=230' МПа (то есть чугун относится к марке GGL-20), то
в литой пробной заготовке диаметром 45 мм1 или в стенке от-
ливки толщиной 23 мм <Тв будет около 200 МПа, а в пробной
заготовке диаметром 20 мм в стенке отливки толщиной 10 мм —
260 МПа.
Следует иметь в виду, что фактическое значение прочности
чугуна в стенке, и особенно в массивной стенке реальной от-
ливки, может отличаться от значений, полученных по графикам
и таблицам стандартов, поскольку фактическая скорость ох-
лаждения стенки в отливке может отличаться от скорости
охлаждения простейшей стандартной отливки цилиндрического
или плоского сечения.
С учетом влияния массы отливки на скорость охлаждения
и прочность чугуна OCT МТ21-2—83 «Отливки из серого чугуна
с пластинчатым графитом для станкостроения» рекомендует
для отливок массой более 1000 кг при толщине стенок не ме-
нее 30 мм принимать значения пв на 10 % ниже, чем приве-
денное в ГОСТ 1412—85.
Стандарты на серый чугун (или на отливки из серого чу-
гуна) не регламентируют максимально допустимое значение ов.
Только стандарты СССР и СЭВ оговаривают в примечании
в основной таблице, что максимальное значение <тв не должно
превышать минимально допустимое более чем на 100 МПа.
Наиболее правильным методом ограничения максимальной
прочности является установление для чугуна каждой марки
ТАБЛИЦА 2.7
УСЛОВИЯ ПРИМЕНЕНИЯ МАРОК ЧУГУНА В ЗАВИСИМОСТИ
ОТ ТОЛЩИНЫ СТЕНКИ ОТЛИВКИ (ПРИЛОЖЕНИЕ К СТАНДАРТУ ГДР TGL 14400)
Марка чугуна Степень насыщенности sc Толщина стенки отливки, мм, для марок чугуна
1 (менее) 2 3 4 5 (более)
GGL-15 1,0—1,06 2 2—4 4—8 8—20 20
GGL-20 0,94—1,0 4 4—8 8—15 15—30 30
GGL-25 0,88—0,94 6 6—15 15—25 25—50 50
GGL-30 0,82—0,88 10 10—25 25—40 Более 40 —
GGL-35 0,76—0,82 15 15—40 40—80 Более 80 —
GGL-30 0,8 низколе- 20 20-40 40—120 Более —
гированный 120
Примечание. Применение марок чугуна: / — применение невозможно.; 2 тре-
буются специальные литейные меры для предупреждения отбела и повышенные за-
траты на обработку; 5 — для отливок высокой прочности и износостойкости; 4 — для
отливок средней твердости н хорошей обрабатываемости; 5 — применяют только для
специальных целой.
78
Рис. 2.8. Влияние содержания уг-
лерода и длины включений графита
(L) на твердость чугуна
ЗО-БО 50~120 120-250 >250 LtfiKM
максимально допустимого значения твердости. Это и преду-
смотрено в основной таблице стандарта ГДР. В справочном
приложении № 1 ГОСТ 1412—85 приведены, наряду со значе-
ниями прочности в пробных литых заготовках различного се-
чения, значения максимально допустимой твердости чугуна раз-
личных марок.
При выборе марки чугуна конструктор ориентируется на по-
лучение в стенке отливки требуемой прочности. Однако суще-
ствуют ограничения в выборе более прочных марок чугуна, по-
тому что их применение приводит к повышению твердости,
ухудшению обрабатываемости, а иногда к отбелу тонких сте-
нок и кромок отливок.
В связи с этим в справочном приложении к стандартам ре-
комендованы ограничения на применение каждой марки чугуна
Рис. 2.9. Образцы для испытаний серого чугуна на разрыв. Размеры образцов:
D Тип I и III Тип II
Dt л 1с L D, 1 В А Li.
(не । левее] (не mi энее)
1 20-1-0,5 254-5 25 М27Х2 50 30 111 85 25 50 11 50 161
II 104-0.2 15-1-3 15 MI6 30 20 77 58 15 25 8,5 30 107
III 64-0,2 84-2 10 М10 20 12 51 35 10 15 5,5 30 66
79
в зависимости от толщины стенки отливки (например, прило-
жение ц стандарту ГДР табл. 2.7).
Твердость серого чугуна с пластинчатым графитом (так же,
как и ковкого, и высокопрочного чугунов) зависит от структуры
металлической основы и тем выше, чем больше перлита в струк-
туре и чем дисперснее перлит.
Однако в отличие от других типов чугуна твердость серого
чугуна в значительной степени зависит от количества и разме-
ров графита в структуре. Чем крупнее включения графита, чем
больше графита в структуре, тем ниже твердость (рис. 2.8).
Для ответственных отливок из серого чугуна (блоков головок,
гильз цилиндров, тормозных дисков и фрикционов, направляю-
щих металлорежущих станков) необходимо устанавливать ми-
нимально допустимые значения твердости в местах, определяю-
щих работоспособность литой детали.
На рис. 2.9 приведены типы и размеры образцов для меха-
нических испытаний серого чугуна.
2.3. МЕХАНИЧЕСКИЕ СВОЙСТВА
НЕ РЕГЛАМЕНТИРОВАННЫЕ СТАНДАРТАМИ
2.3.1. ДИАГРАММА ДЕФОРМАЦИЙ
Диаграмма деформаций серого чугуна при различных способах
нагружения представлена на рис. 2.10 [4]. Заметные пластиче-
ские свойства чугун с пластинчатым графитом обнаруживает
только при сжатии. Из-за низких пластических свойств при рас-
тяжении предел текучести серого чугуна обычно не определяют.
В чугуне с пластинчатым графитом малые остаточные де-
формации образуются уже при небольших нагрузках. Вслед-
ствие этого, а также вследствие уменьшения модуля упругости
с увеличением напряжения прямолинейный участок на кривой
растяжения имеет весьма ограниченные размеры.
0,1 0,2 0,3 С,У,
Рис. 2.10. Диаграмма деформаций
серого чугуна (4-8 — деформация
растяжении; —в — деформация сжа-
тия)
80
2.3.2. МЕХАНИЧЕСКИЕ СВОЙСТВА
ПРИ СТАТИЧЕСКОМ НАГРУЖЕНИИ
Минимальные значения прочности серого чугуна при изгибе,
сжатии, срезе приведены в табл. 2.8 [4].
Предел прочности при изгибе, определенный на литой заго-
товке диаметром 30 мм, долгое время наравне с временным со-
противлением разрыву при растяжении был показателем меха-
нических свойств серого чугуна, а минимально допустимые его
значения входили в обозначение марки чугуна по ГОСТ
1412—70, 1412—79 (например, СЧ 15—32, СЧ 18—36).
В табл. 2.9 приведены предельные значения стИз и ов для раз-
личных марок серого чугуна.
Предел прочности при сжатии серого чугуна примерно в 3—
4 раза выше, чем ов. По этой причине для деталей, работающих
в условиях воздействия преимущественно сжимающих и изги-
бающих напряжений, серый чугун является прекрасным техно-
логичным и дешевым конструкционным материалом.
При изгибе деталей симметричного профиля, когда верхние
волокна растянуты, а нижние сжаты, нарушается симметрич-
ность распределения напряжения (рис. 2.11 и 2.12). В то время,
ТАБЛИЦА 2.8
МЕХАНИЧЕСКИЕ СВОЙСТВА СЕРОГО ЧУГУНА
ПРИ СТАТИЧЕСКОМ НАГРУЖЕНИИ (НЕ МЕНЕЕ)
Марка у чугуна %зг* МПа Стрела прогиба, мм, при расстоянии между опорами, мм стсж* МПа МПа
600 300
СЧ 10 280 7,0 3,0 530 ПО
СЧ 15 350 8,0 3,0 650 150
СЧ 20 420 9,0 3,0 800 200
СЧ 25 490 10,0 3,5 950 250
СЧ 30 560 11,0 4,0 1100 300
СЧ 35 630 -12,0 4,5 1250 350
ТАБЛИЦА 2.9
ПРЕДЕЛЬНЫЕ ЗНАЧЕНИЯ % И анзг [4]
Марка чугуна <УВ, МПа аизг’ Марка чугуна 1 <тв, МПа аизг’ МПа
СЧ 10 100—150 280—370 СЧ 25 250—300 490—580
СЧ 15 150—200 360—460 СЧ 30 300—350 560- 650
СЧ 20 200-250 440—530 СЧ 35 350-400 630-700
«I
Рис. 2.11. Распределение напряжений и
деформаций в изгибаемом образце прямо*
угольного сечения из серого чугуна, h —
высота, Ь — толщина образца, мм
б, МПа
О 0,2 0^ 0^ €,7о
Рис. 2.12. Характер кривых «деформа-
ция — напряжение» в образцах из се-
рого чугуна:
1 — сжатие; 2 — растяжение
как в сжатых волокнах изгибаемого бруска напряжения сжа-
тия увеличиваются пропорционально расстоянию от нейтраль-
ной оси, в растянутых волокнах наблюдается нелинейная зави-
симость, нейтральная ось смещается в сторону сжатых волокон,
и ее положение определяется уравнениями:
йсж =----------h-
есж ераст
h — 8Раст h
есж ераст .
где h — высота бруса; йсж — высота сжатой части бруса; веж —
деформация сжатой части бруса; йраст — высота растянутой ча-
сти бруса; враст — деформация растянутой части бруса.
С повышением деформаций и напряжений нейтральная ось
будет все больше удаляться от оси симметрии в сторону сжа-
тых волокон.
Используя более высокое сопротивление серого чугуна сжи-
мающим напряжениям, чем растягивающим, можно увеличивать
прочность изгибаемых конструкций за счет придания асиммет-
ричности их сечениям. На рис. 2.13 приведены примеры асим-
метричных сечений, а в табл. 2.10 — основные характеристики,
подтверждающие выгодность асимметричных конструкций чу-
гунных отливок [4].
Пример. В случае симметричной конструкции двутаврового
сечения чугунной балки сжатые волокна при изгибе оказыва-
ются недогруженными. Напряжение в сжатых волокнах может
быть увеличено при уменьшении на */з высоты сжимаемой
полки с соответствующим увеличением на */з высоты растяги-
82
a в г веж
Рис. 2.13. Примеры асимметричных сечений (а—ж). Характеристики сечений см. табл.
2.10
ваемой полки. При этом без изменения общей материалоемко-
сти увеличивается разрушающий момент изгиба.
Предел прочности при срезе ориентировочно характеризу-
ется зависимостью: тСр=0,754-1,8ов. Меньшие значения соответ-
ствуют чугуну более высокой прочности.
Следует иметь в виду, что пластинчатый графит в структуре
серого чугуна резко уменьшает его чувствительность к над-
Т АБЛ ИЦА 2.10
ХАРАКТЕРИСТИКА СИММЕТРИЧНЫХ
И АСИММЕТРИЧНЫХ ЧУГУННЫХ конструкции
Обозначе- ние про- филя на рисунке 2.13 Масса одного метра профиля Момент инерции, см2 Макси- мальное напряже- ние сжа- тия, МПа Макси- мальный прогиб, мм Рабочий момент
кгсм % кг*см % % на 1м
а 48,2 100 367 55,6 4,54 227 100 100
б 41,3 85,5 345 70,0 4,80 244 107,5 126
в 20,3 42,2 450 55,6 3,72 186 81,9 194
г 19,6 40,6 368 80,2 4,53 226 100,0 244
д 18,6 38,5 345 90,0 4,84 242 106,7 275
е 22,6 46,8 278 124,0 6,02 301 132,5 282
АЛ/* ль 20,0 41,4 380 94,4 5,56 278 122,5 294
Примечание. Таблица составлена для нагрузки 1000 кг, момента сопротивле-
ния 90 см2; допускаемого напряжения на растяжение 55,6 МПа, расстояния между
опорами 2 м.
ТАБЛ ИЦА 2.11
ЗНАЧЕНИЯ КОЭФФИЦИЕНТА КОНЦЕНТРАЦИИ НАПРЯЖЕНИЙ Ка
Условия нагружения Серый чугун Чугун с шаровидным графитом
О, МПа О, МПа Ко
Растяжение Кручение Сжатие Изгиб усталостный 133-369 219-560 553 -1630 210-450 О 8 ас — — О о —‘ 1111 СП ас К 2 аГ ©’ о ! 500-600 70 - 92 1740 490—850 1,35-1.55 1,07 0,84 1,5-2,1
83
ТАБЛ ИЦА 2.12
МЕХАНИЧЕСКИЕ СВОЙСТВА СЕРОГО ЧУГУНА
ПО ДАННЫМ БРИТАНСКОГО СТАНДАРТА BS 1452 1977
Марки чугуна
Свойства 150 180 220 260 300 350 400
1 2 3 4 5 6 7 8
Временное сопро- тивление разрыву при растяжении, МПа Предел текучести при растяжении, МПа: 150 180 220 260 300 350 400
<*0,01 42 50 62 73 84 98 112
<*0,01 98 117 143 169 195 228 260
Деформация разру- шения, % 0,6—0,75 0,5—0,7 0,39—0,63 0,5~ 0,50 0,50 0,50
Упругая деформа- ция, % Временное сопро- тивление разрыву при растяжении образца 0 20 мм с надрезом, МПа: 0,15 0,17 0,18 0,20 0,22 0,25 0,28
кольцевой надрез формы V, угол 45°, радиус основания надреза 0,25 мм, глубина надреза 2,5 мм 120 144 176 208 240 280 320
кольцевой надрез радиусом 9,5 мм, глубиной 2,5 мм 150 180 220 260 300 350 400
Предел прочности при сжатии, МПа Предел текучести при сжатии, МПа: 600 672 768 864 960 1080 1200
<*0,01 84 100 123 146 168 196 224
<*0,02 195 234 246 338 390 455 520
Прочность на срез, МПа Прочность при кру- чении, МПа Модуль упругости, ГПа: 173 207 253 299 345 403 460
173 207 253 299 345 403 460
при растяжении 100 109 120 128 135 140 145
при сжатии Предел усталости (0 8,4 мм): 100 109 120 128 135 140 145
образец без надреза 68 81 99 117 136 145 152
кольцевой надрез формы V, угол 45°, радиус основания 0,25 мм, глубина надреза 3,4 мм 68 79 94 108 122 129 127
84
резу. Этим серый чугун выгодно отличается от других типов чу-
гуна и стали (табл. 2.11, 2.12). В табл. 2.12 приведены данные
о механических свойствах серого чугуна при различных видах
нагружения из стандарта Великобритании BS 1452 1977.
2.3.3. МЕХАНИЧЕСКИЕ СВОЙСТВА
ПРИ ДИНАМИЧЕСКОМ НАГРУЖЕНИИ
Ударная вязкость (КС). Серый чугун является в принципе
хрупким материалом. КС серого чугуна находится в пределах
10—80 кДж/м2 [6]. Более высокие значения КС соответствуют
чугунам более высоких марок:
Марка чугуна СЧ 15 СЧ 20 СЧ 25 СЧ 30 СЧ 35
КС, кДж/м2 10 20 40 60 80
Сопротивление удару. Ударная вязкость серого чугуна на
образцах без надреза, определяемая по энергии разрушения
одним ударом, имеет низкие значения и практически не харак-
теризует работоспособность чугунных деталей при воздействии
умеренных ударных нагрузок. Более объективным показателем
является сопротивление серого чугуна разрушению при воздей-
ствии многократных ударных нагрузок. При циклических удар-
ных испытаниях оценивают либо число ударов, либо суммар-
ную энергию многократных ударов до разрушения образца. Эти
показатели тесно коррелируют с прочностью чугуна (табл. 2.13
и 2.14).
Усталостная прочность серого чугуна обычно оценивается
при симметричном цикле нагружения величиной предела уста-
лости при растяжении (сг-ip) или изгибе (o-i), а также коэф-
фициентом эквивалентности предела усталости, равным отно-
шению предела усталости к временному сопротивлению.
Предел усталости повышается с увеличением статической
прочности чугуна:
Марка чугуна СЧ 15 СЧ 20 СЧ 25 СЧ 30 СЧ 35
о_1( МПа . . . ±70 ±90 ±110 ±140 ±160
ТАБЛИЦА 2.13
УДАРНАЯ ВЯЗКОСТЬ И СОПРОТИВЛЕНИЕ УДАРУ СЕРОГО ЧУГУНА
РАЗЛИЧНОЙ ПРОЧНОСТИ
о8, МПа КС, кДж/м8 Число ударов до излома Легирующие элементы, %
280 30,0 650 0,8Р
300 30,0 2 248 0,2 Ст; 0,2 Си 1,7 N1
350 70,0 24 900
85
ТАБЛИЦА 2.14
УДАРНАЯ ВЯЗКОСТЬ
И СОПРОТИВЛЕНИЕ УДАРУ
СЕРОГО ЧУГУНА
С РАЗЛИЧНОЙ СТРУКТУРОЙ
МАТРИЦЫ
Матрица КС. кДж/м- Суммарная энергия разрушения, кДж/мЕ 2
Ферритная Перлитная 100 70 120,0 160,0
Серый чугун при цикличе-
ском нагружении мало чувст-
вителен к надрезам, которые
в принципе существенно сни-
жают усталостную прочность
металлов. Эффективный коэф-
фициент концентрации напря-
жений Ко, равный отношению
пределов усталости образцов
без надреза и с надрезом, у
серого чугуна составляет 1,0—
1,1 (табл. 2.15) по сравнению
с 1,5—2,1 у высокопрочного
чугуна.
ТАБЛИЦА 2.15
ЗНАЧЕНИЯ КОЭФФИЦИЕНТА КОНЦЕНТРАЦИИ НАПРЯЖЕНИЙ
ПРИ РАЗЛИЧНЫХ ВИДАХ НАГРУЖЕНИЯ СЕРОГО И ВЫСОКОПРОЧНОГО
ЧУГУНОВ
Условия нагружения Серый чугун Высокопрочный чугун
о, МПа Ко о, МПа Ко
Растяжение 133—369 0,91 — 1,03 503—600 1,35—1,55
Сжатие 553—1630 0,77—0,87 1740 0,84
Кручение 219—560 0,81—0,95 700—920 1,07
Изгиб усталостный 210—450 1,0—1,1 490—850 1,5—2,1
2.3.4. УПРУГИЕ И НЕУПРУГИЕ СВОЙСТВА
Модуль упругости серого чугуна различных марок находится
в пределах от 70 • 103 МПа до 160 • 103 МПа и тем выше, чем
выше марка чугуна:
Марка чугуна .... £10-», МПа . . . . СЧ 10 70—110 СЧ 15 70—110 СЧ 20 85—110
Марка чугуна . . . . . . . . СЧ25 СЧ 30 СЧ 35
£10”8, МПа . . . . 90—110 120-145 130—160
Е зависит прежде всего от количества графита в структуре
чугуна и размера его включений (рис. 2.14). Влияние матрицы
менее существенно:
Длина включений графита, мкм 25
£-10-\ МПа:
ферритная матрица...........119
перлитная матрица ......... 113
95 380 750
108 92 78
116 104 88
Особенностью серого чугуна является прямая зависимость
величины Е от напряжения (рис. 2.16).
86
Рис. 2.14. Влияние количества гра-
фита на модуль упругости серого
чугуна
Рис. 2.15. Зависимость модуля уп-
ругости от напряжения
Циклическая вязкость или демпфирующая способность.
Благодаря неоднородности структуры и наличию пластинчатого
графита вынужденные колебания в сером чугуне затухают зна-
чительно быстрее, чем в любом другом Fe—С сплаве (рис. 2.16).
Циклическую вязкость можно определять при любом виде
нагружения и измерять либо логарифмическим декриментом
затухания колебаний бц (натуральный логарифм отношения
амплитуд двух последовательных колебаний при свободном их
затухании), либо отношением величины потери энергии ко всей
упругой энергии цикла <р:
Ап-- Лл+1 .
Va Ап + Ап+1
12 — Л2
----^1-100 %,
где Ап, Ап+1 — амплитуда предыдущего и последующего коле-
баний.
Значение <р существенно зависит от величины создаваемого
напряжения. Обычно <р определяют при напряжении, равном
*/зо-
Величина <р для серого чугуна снижается с повышением
марки (прочности) чугуна:
Марка чугуна СЧ 15 СЧ 20 СЧ 25 СЧ 30 СЧ 35
<р, % ......... 32 30 28 25 22
Ф у серого чугуна различных марок составляет 20—30%,
что значительно выше, чем у чугуна с шаровидным графитом
(не более 15 %) и стали (не более 4 %).
87
Рис. 2.16. Виброграммы (а) и кривые циклической вязкости (б) серого высокопрочного
чугуна, а также сталь 45
2.3.5. МЕХАНИЧЕСКИЕ СВОЙСТВА
ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
Для серого чугуна, как и для большинства металлов, харак-
терно снижение прочности и твердости при нагреве. Уже при
423—523 К наблюдается некоторое снижение прочности, затем
при 623—673 К прочность возрастает до исходных значений,
а далее — монотонно снижается. Изменение свойств серого.чу-
гуна с повышением температуры показано на рис. 2.17—2.19.
КС,кДи</мг Амн
1800
1600
1200
300
200
100
т 673 873 10731273 Tt К
Рис. 2.17. Механические свойства се*
рого чугуна при повышенных темпера*
iypax
Рис. 2.18. Влияние температуры (циф-
ры у кривых) испытаний на длитель-
ную прочность серого чугуна (сплош-
ные кривые нслегирошшный чугун,
штриховые кривые - легированный)
88
Рис. 2.19. Влияние температуры на
предел выносливости серого чугуна
с различным временным сопротив-
лением разрыву:
1 — 229 МПа; 2 — 267 МПа; 3 —
295 МПа
В большинстве случаев для деталей, работающих при повы-
шенных температурах, имеют значение не показатели кратко-
временных испытаний, а длительная прочность, а также ско-
рость ползучести, которая характеризуется скоростью пласти-
ческой деформации при длительном воздействии постоянного
напряжения на нагретый образец.
Скорость ползучести обычного серого чугуна существенно
зависит от напряжения и от температуры. Ниже приведены зна-
чения скорости ползучести при повышенных температурах:
Т, К ......................... 643 773 813
ав, МПа.................. 125, 156, 187 30 30
Уполз-Ю",8 %/ч . . 3,4; 8,3; 14,5 10 25
Допустимая скорость ползучести из условия срока службы
10 лет равна 1 • 10® %/ч.
Легирование 0,5—-0,7 % Мо существенно повышает сопро-
тивление ползучести.
2.4. ФИЗИЧЕСКИЕ СВОЙСТВА
Основные данные, характеризующие плотность (у), удельную
теплоемкость (С), теплопроводность (X), коэфициент линей-
ного расширения в соответствии со справочным приложением
ТАБЛИЦА 2.16
ФИЗИЧЕСКИЕ СВОЙСТВА ЧУГУНА С ПЛАСТИНЧАТЫМ ГРАФИТОМ
Марки чугуна кг/мв С. Дж/К. при 293—473 К а10-«/К, при 293-472 К X, Вт/(м К), при 293 К
СЧ 10 6,8 460 8,0 60
СЧ 15 7,0 460 9,0 59
СЧ 20 7.1 480 9,5 54
СЧ 25 7,2 500 10,0 50
СЧ 30 7,3 525 10,5 46
СЧ 35 7,4 545 11,0 4?
89
ТАБЛИЦА 2.17
ФИЗИЧЕСКИЕ СВОЙСТВА СЕРОГО ЧУГУНА ПО ДАННЫМ
БРИТАНСКОГО СТАНДАРТА BS 1452 1977
Свойства чугуна марок
150 170 220 260 300 350 400
Плотность, кг/м3 Коэффициент терми- ческого расширения а - 10"в/К в интервале температур, °C: 7050 7100 7150 7200 7250 7300 7300
—100—20 10,0 10,0 10,0 10,0 10,0 10,0 10,0
20—200 11,0 11,0 11,0 11,0 11,0 11,0 11,0*
200—400 Теплопроводность %, Вт/(м-К) при темпе- ратуре, °C: 12,5 12,5 12,5 12,5 12,5 12,5 12,5*
100 52,5 51,5 50,1 48,8 47,4 45,7 44,0
200 51,5 50,5 49,1 47,8 46,4 44,7 43,0
300 50,5 49,5 48,1 46,8 45,4 43,7 42,0
400 49,5 48,5 47,1 45,8 44,4 42,7 41,0
500 Удельная теплоем- кость, Дж/(кг-К), в интервале темпера- тур, °C: 48,5 47,5 46,1 44,8 43,4 41,7 40,0
20—200 265 330 420 460 460 460 460
20—300 355 405 455 495 495 495 495
20—400 400 440 465 505 505 505 505
20—500 425 460 475 515 515 515 515
20—600 445 480 495 535 535 535 535
20—700 Магнитная прони- цаемость, Г/м Коэрцитивная сила, А/м Потери на гистере- зис, Дж/м3 Электросопротивле- ние, Ом-м 490 530 310—: 560—1 2500—2 560 180 для г20 для Ю00 для 605 : всех м; [ всех м; всех м< 605 арок чу1 арок чу! арок чу! 605 'уна 'У на 'уна 605
0,8 0,78 0,76 0,73 0,70 0,67 0,64
• Для перлитной структуры. Для игольчатых структур: от 20 °C до 200 °C— 15,0;
от 20 °C до 400 °C — 16,5.
№ 2 ГОСТ 1412—85, приведены в табл. 2.16, а также в табл.
2.17 по данным Британского стандарта BS 1452 1977.
Плотность чугуна тем выше, чем ниже содержание углерода
и кремния в пом и чем меньше графита в сто структуре. На
плотность влияет и микропористость, которая может быть в чу-
гунной отливке. Поэтому даже для чугуна одной марки в зави-
90
Рис. 2.20. Влияние содержа*
ния углерода и углеродного
эквивалента на плотность
серого чугуна
sj 2,8
2,4
6,3 7J0 7,1 7,2 7,3 7,4
Плотность /, т/м3
симости от химического состава и сечения литой заготовки
плотность может колебаться в пределах ±(0,3—0,8 кг/м3).
На рис. 2.20 представлена диаграмма, связывающая у чу-,
гуна с величиной углеродного эквивалента.
Коэффициент теплового расширения зависит не столько от
химического состава чугуна, сколько от его структуры (рис.
О 1,0 2,0 3,0
Кремний
О 1,0 2,0 3,0
Кремний
0 0,5 1,0 1,5 2,0 00,51,01,52,0
Хром Медь
Содержание элементов, %
0 2 4 6 810
Алюминий
Рис. 2.21. Влияние различных элементов ня коэффициент линейного расширения се-
рого чугуна
91
2.21). Для отдельных структурных составляющих характерны
следующие значения а • 10~6/К:
Феррит . .
Аустенит . .
Цементит
Графит:
|| базису
± базису
12,5
18,0—19,0
6,0—6,5
6,6—8,0
26
Легирующие элементы в небольших количествах мало
влияют на а. Существенно лишь влияние меди. Увеличение со-
держания меди с 0,5 до 1,5 % приводит к увеличению а на
0,5-10-6/К.
Теплоемкость чугуна зависит в основном от его структуры.
Ниже приведены значения удельной теплоемкости некото-
рых структурных составляющих чугуна:
Температура, К ............. 0
С, Дж/(кг-К):
феррита ................440
цементита .............600
графита ...............630
473 673 873 973 1173
520 610 760 900 910
650 660 670 670 —
ИЗО 1510 1680 — 1830
Теплопроводность чугуна также связана с теплопроводно-
стью структурных составляющих, Вт/(м-К):
Феррит ...................... . 74
Перлит ..........................53
Цементит ........................49
Графит:
|| базису...................... 357
_L базису...................84
Графит обладает наибольшей теплопроводностью, поэтому
теплопроводность чугуна тем выше, чем больше графита
в структуре.
Ниже показано, что с повышением температуры X уменьша-
ется:
t, К.....................
X, Вт/(м-К) .............
373 473 573 673
51 49 47 45
Электросопротивление серого чугуна, как и теплопровод-
ность, зависит от микроструктуры, но является более структурно
чувствительной характеристикой. Если теплопроводность чугу-
нов марок СЧ 10 и СЧ 35 отличается на 30 % [60 и
42 Вт/(м’К)], то электросопротивление в 2,5—3 раза (45 и
120 мкОм-см).
92
Магнитная проницаемость, коэрцитивная сила, остаточное
намагничивание серого чугуна, т. е. его магнитные характери-
стики, зависят главным образом от структуры матрицы:
Структура матрицы Перлитная Ферритная
Л4юах> Гс/Э ......... 200—450 600—1500
Не, Э................ 7—13 2,5—5
Вг, Гс .............. 4000—7000 3000—5500
2.5. СЛУЖЕБНЫЕ СВОЙСТВА
2.5.1. ФРИКЦИОННЫЕ СВОЙСТВА
При сухом трении в паре с фрикционными пластмассами серый
чугун является фрикционнным материалом. В широком диапа-
зоне скоростей скольжения при нагреве поверхностей трения
серый чугун обеспечивает достаточно высокий (0,2—0,4) и ста-
бильный коэффициент трения, хорошее торможение. Благодаря
этому он применяется для тормозных барабанов и дисков авто-
мобилей, самолетов, для дисков фрикционов. Данные о коэф-
фициенте трения и износе чугуна в паре с фрикционными пла-
стмассами различного типа приведены в табл. 2.18 и на рис.
2.22—2.24 [8, 9].
При трении со смазкой в паре со сталью, чугуном, другими
металлами серый чугун является антифрикционным материа-
лом.
ТАБЛИЦА 2.18
КОЭФФИЦИЕНТЫ ТРЕНИЯ ЧУГУНА И СТАЛИ У4 ПО ФРИКЦИОННОЙ
ПЛАСТМАССЕ
Нагэдзка, Коэффициент трения
начальный конечный средний
Чугун в паре с пластмассой 22
125 0,22—0,30 0,33—0,36 0,33—0,36
250 0,15—0,23 0,21—0,29 0,21—0,25
400 0,24 0,21 0,22
Сталь У 4* в паре с пластмассой 22
125 0,18(0,19) 0,44 (0,44) 0,43 (0,45)
250 0,22 (0,15) 0,20 (0,23) 0,20 (0,23)
400 0,17 0,17 0,17
Значение без скобок —• сырая, в скобках — закаленная сталь.
93
Рис. 2.22. Температурная зависи-
мость коэффициента трения f чу:
Гунов марок СЧ 20, СЧ 25 по
пластмассе марки 1 — 43 — 60А
Рис. 2.23. Температурная зависи-
мость коэффициента трения f чу-
гунов марки СЧ 20, СЧ 25 по
пластмассе марки 143—63
Рис. 2-24. Температурная зависи-
мость износа И чугунов марок СЧ
20, СЧ 25 по пластмассе марки
143-63
ТАБЛИЦА 2.19
ИЗНОС И КОЭФФИЦИЕНТ ТРЕНИЯ СЕРОГО ЧУГУНА И СТАЛИ
ПРИ ТРЕНИИ СО СМАЗКОЙ ПО СТАЛИ* [10]
Пара трения Коэффициент трения Износ, мг
чугуна стали
Чугун — сталь Сталь — сталь 0,03 0,077 0,95—1,15 1,«« 1,35—1,62 1,88
* Испытания на машине трения МИ1-М; скорость скольжения 0J2 м/с; нагрузка
7,5 МПа; время — 2 ч; смазка - автол; образец — ролик сталь 45; образец — колодочка
чугун СЧ 20.
94
В табл. 2.19 приведены значения коэффициентов трения се-
рого чугуна при трении со смазкой в паре со сталью. Коэффи-
циент трения по стали латуней составляет 0,01—0,016 [11].
2.5.2. ИЗНОСОСТОЙКОСТЬ
Изнашивание деталей машин при трении зависит от двух ос-
новных факторов: условий трения (скорости скольжения, на-
грузки, среды) и материала трущихся пар. Эти факторы опре-
деляют физико-химические процессы взаимодействия и разру-
шения микровыступов трущихся поверхностей, интенсивность
их износа.
Максимальный темп износа наблюдается в тех случаях,
когда в зоне трения преобладает схватывание материалов тру-
щихся тел или воздействие абразивов (царапание) [12].
Изнашивание схватыванием происходит при отсутствии или
нарушении пленки смазки между трущимися поверхностями.
Тогда при сравнительно небольших нагрузках и скоростях
скольжения пластически деформируется материал микровысту-
пов трущихся тел, обнажаются неокисленные слои металла, об-
разуются молекулярные связи с последующим разрушением,
мостиков схватывания и вырывом наклепанных частиц металла
с одной из поверхностей, которые грубо царапают поверхности
трения.
Характер изменения процесса изнашивания и темпа износа
чугуна (по стали) в зависимости от скорости скольжения и на-,
грузки иллюстрирует рис. 2.25 [13].
При трении со смазкой скорости, нагрузки, при которых раз-
рушается пленка смазки и наступает схватывание, несоизме-
Скорость скольжения ^/с
Рис. 2.25. Влияние условий трения
на износ серого чугуна (сухое тре-
ние по стили)
Рис. 2.26. Зависимость относитель-
ного износа (Ио) серого чугуна от
количества феррита (Ф) в струк-
туре [19]
римо выше, чем при сухом трении. Поэтому схватывание и вы-
сокий темп износа наступают только в периоды «масляного го-
лодания», когда появляется возможность нарушения пленки
смазки.
Абразивное изнашивание возникает при накоплении в зоне
трения (обычно в смазке) большого количества твердых абра-
зивных частиц и также характеризуется высоким темпом из-
носа.
При трении серого чугуна в паре с любым другим материа-
лом проявляются его специфические антифрикционные свой-
ства, связанные с наличием в структуре пластинчатого гра-
фита.
Графит при трении частично выкрашивается и выполняет
роль твердой смазки. Поэтому даже при сухом трении пара ра-
ботает без интенсивного износа при достаточно высоких скоро-
стях и нагрузках.
При трении со смазкой графитовые включения впитывают
смазку, смазка удерживается и в полостях от выкрошившегося
графита. Благодаря этому режим трения со смазкой сохраня-
ется и в периоды «масляного голодания», поэтому чугун в ши-
роком интервале скоростей и нагрузок является антифрикци-
онным и износостойким материалом.
Серый чугун не является материалом износостойким при
трении в абразивной среде. Однако при умеренном загрязнении
смазки абразивными частицами (условия, характерные для ци-
линдров двигателей и компрессоров, направляющих станков)
его износостойкость достаточно высокая.
В зоне трения графитовые поры (при определенном соотно-
шении между размерами графита и абразивной частицы) «по-
глощают» абразивные частицы, снижая темп абразивного из-
носа.
Износостойкость серого чугуна зависит от структуры. Влия-
ние структуры проявляется в различной степени при различных
условиях трения.
ТАБЛИЦА 2.20
ИЗНОС НЕЛЕГИРОВАННОГО СЕРОГО ЧУГУНА С РАЗЛИЧНОЙ СТРУКТУРОЙ
МАТРИЦЫ
Металлическая основа ив Относительный износ, %, при нагрузке, МПа
i 2
Срсдпеги1ясти11чагый перлит, 160 110 130
20—30 % феррита Мел koi । л ас 1 и 11' ।;iti>i й перлит 205 100 100
Сорбитообразный перли г 217 90 80
96
ТАБЛИЦА 2.21
СТОЙКОСТЬ ПРОТИВ ЗАДИРОВ* ЧУГУНА И СТАЛИ
Материал трущейся пары
вкладыш
ролик
Время до задира,
мин
Серый чугун с 0,3 % Р
Травленый серый чугун с 1 %
Р
Азотированный серый чугун
с 0,5 % Р
Ковкий чугун
Сталь хромокремнистая
Азотированная сталь
То же
Хромированная сталь
Г рафитизированная
То же
6,8
6,2
84,5
1,3
3,3
* Время до образования задиров при трении со смазкой (одной каплей масла) на ма-
шине трения МИ1-М: частота вращения 300 об/мин: нагрузка 1,25 МПа.
Однако основные закономерности влияния структуры на из-
носостойкость выявлены достаточно надежно.
Перлитная структура металлической основы (незакален-
ного) чугуна является наиболее износостойкой. При этом, чем
дисперснее перлит, тем меньше износ; а феррит в количестве
свыше 5—15% снижает твердость и износостойкость чугуна
(табл. 2.20) [14], его антизадирные свойства- В табл. 2.21 при-
ведены данные, характеризующие антизадирные свойства се-
рого чугуна [8].
Отрицательное влияние феррита на износ СЧ проявляется
особенно сильно (рис. 2.26).
Качественно выполненная закалка (твердость мартенсита
не менее 700 HV, чугуна не менее 42 HRC) существенно повы-
шает износостойкость серого чугуна, что видно на примере из-
носа закаленных и незакаленных направляющих станков
(рис. 2.27).
Так графит с размером пластин 125—200 мкм обеспечивает
максимум износостойкости чугуна станин при трении со смаз-
кой, загрязненной абразивом (см. рис. 2.27).
На темп износа влияет и распределение графита, которое
характеризуется средним расстоянием «а» между пластинами
графита (величина, обратная числу пересечений секущей
с включениями графита) (рис. 2.28). В чугуне гильз цилиндров
оптимальная длина пластин графита — 45—90 мкм.
Включения фосфидпой эвтектики, более твердые, чем перлит,
заметно повышают износостойкость и антизадирные свойства
чугуна. Это влияние проявляется при содержании фосфора бо-
лее 0,25 %.
4 Заказ Хе 1555
97
И,мкм
Рис. 2.27. Влияние длины включе-
ний графита (i) в закаленном (/)
и незакаленном (2) чугуне на из-
нос (И) направляющих станков
Рис. 2.28. Влияние среднего рас-
стояния (а) между включениями
графита в сером чугуне на относи-
тельный износ (Ио) направляющих
металлорежущих станков
По мере повышения содержания фосфора фосфидная эвтек-
тика располагается в виде разорванной или сплошной сетки.
Максимальная износостойкость достигается, если фосфористый
чугун содержит хром (Сг/Р^1,5) или ванадий (V/Pj>0,8),
которые ликвируют в фосфидную эвтектику и повышают ее
микротвердость.
Включения эвтектического цементита в перлитном чугуне
повышают его износостойкость, особенно в условиях загрязнен-
ной смазки (абразивный износ), но при этом увеличивается из-
нос контртела [15]. При мартенситной или бейнитной матрице
включения цементита, повышая износостойкость чугуна, прак-
тически не влияют на износ контртела.
2.5.3. КОРРОЗИОННАЯ СТОЙКОСТЬ
Серый чугун не является коррозионностойким материалом.
В сильных и слабых растворах кислот скорость его коррозии
высокая.
В атмосфере, даже обогащенной сернистым газом, скорость
коррозии (и, мм/г) серого чугуна сравнительно невелика и на-
ходится на уровне листовой стали [7]:
Материал: у, мм/г.
пслегированный чугун........... 0,08—0,79
чугун с 0,3 % .............. 0,22 -0,40
чугун с 0,9 % 0,25—0,37
кровельная сталь ................. 0,3—0,74
98
Скорость коррозии чугунов и стали в морской воде характери-
зуется следующими значениями:
Материал: v, мм/г.
сталь.......................... 0,09—0,22
серый чугун ............... 0,03—0,085
высокопрочный чугун ........... 0,05—0,1
аустенитный чугун ............. 0,02—0,04
Серые чугуны, легированные хромом (0,4—0,8%) и нике-
лем (0,35—1,0%), являются щелочестойкими при температу-
рах до 323 К. На коррозионную стойкость серого чугуна больше
влияет плотность его в отливках, чем химический состав и
структура. Большую плотность имеет серый чугун с содержа-
нием кремния менее 1,5%. Меньше скорость почвенной корро-
зии у труб из серого чугуна, отлитых центробежным способом
и имеющих большую плотность, чем отлитых в стационарных
формах.
Добавка до 0,6 % меди повышает коррозионную стойкость
серого чугуна в ряде слабоагрессивных сред. Медь легирует
феррит и повышает его электродный потенциал. Легирование
медью (0,3—0,4%) повышает сопротивление атмосферной кор-
розии и коррозии в уксусной кислоте. В растворах солей и ще-
лочей медистые чугуны не обладают повышенной стойкостью.
Добавка до 2 % Sn повышает стойкость чугуна в 10-, 20 %-ных
кислотах: в 1,8—2 раза (азотная кислота); в 2—6 раз (серная
ТАБЛИЦА 2.22
КОРРОЗИЯ РАЗЛИЧНЫХ СПЛАВОВ
Коррозионная среда и ее концентрация, •% Уменьшение массы, г/м2, за 24 ч
серый чугун аустенитный чугун мягкая сталь
Азотная кислота: 10 441,5 10,72 61,34
25 354,2 11,65 74,03
50 320,6 39,85 76,50
75 238,8 37,73 47,64
Соляная кислота 10 611,5 4,66 787,4
25 608,1 8,07 1108,0
50 618,6 23,03 1482,0
75 610,6 61,49 1275,0
Серная кислота: 10 702,0 2,26 1474,0
25 675,6 0,53 1179,0
50 5,28 0,76 7,39
75 2,33 3,06 0,12
Водопроводная иода 7,48 1,17 10,49
Морская вода 3,50 2,46 4,14
4 *
99к
кислота); в 1,3—2,3 раза (соляная кислота); в 2,5—3 раза
(уксусная кислота) соответственно.
Легирование сурьмой и медью в соотношении 1 :2 (в сумме
до 1 %) повышает стойкость серого чугуна в ряде кислот, и
особенно в соляной.
В табл. 2.22 приведены данные о коррозии серого чугуна
в сравнении с другими сплавами [8].
2.5.4. ЖАРОСТОЙКОСТЬ
Жаростойкость серого чугуна с пластинчатым графитом ниже,
чем ковкого (с компактным графитом) и чугуна с шаровидным
графитом, поскольку по границам графитовых включений идет
окисление чугуна.
Влияние компактности графита на окисление чугуна в среде
СО2 + СО и на воздухе при 823 К за 32 ч
характеризуется следующими величинами [8]
Графит ............Пластинчатый Пластинчатый Шаровидный
крупный средний
Прирост массы, г/м2:
на воздухе .... 27 16 9
в среде СО2 + СО 385 230 50
Рост легированного серого чугуна в результате графитиза-
ции при нагреве и выдержке заметен при температуре свыше
400 °C и достигает максимума при 973 К (рис. 2.29). При этом
окисление значительно меньше, чем графитизация, влияет на
рост чугуна [7]. Рост серого чугуна зависит от количества пер-
лита в структуре и от его устойчивости при нагреве. Перлит-
ный чугун имеет тем больший рост, чем выше содержание крем-
ния. Хром (до 1 %) препятствует графитизации эвтектоидного
цементита и снижает рост чугуна при нагреве. Наилучшие ре-
зультаты дает легирование хромом и медью (до 1 %). Моди-
фицирование серого чугуна, измельчая графит, повышает стой-
кость к окислению и ростоустойчивость.
Рис. 2.29. Рост серого uyiyiia вм-
писимосги от «емпсрлтуры плгрена
/ -•п вакууме; 2 •на воздухе
100
Рис. 2.30. Качественная за-
висимость средней скорости
фильтрации жидкости через
пластину из серого чугуна
от давления, ро — давление
начала фильтрации:
1 — расчетная по закону
фильтрации; 2 — фактиче-
ская
Уф,сн3/мин
V9lCM3/rtUM
101
ю* -
10'1 -
1О'г _
Ю'г 2 4 6810'’ 2 4 6 81O1
Ц СМ/мин
ЯГ'Е
1Гг
-
10'“ .
Ю'г 2 4 6 810''2 4 6810*
V,см/мин
Яш. 2.31. Зависимость средней скорости
фильтрации (Уф) азота от скорости ох-
лаждения отливок из чугуна с углерод-
ным эквивалентом 4,3—4,6 % (а); 4,0—4,3
(б), 3,7-4,0 % (в):
1, 2, 3 — образцы из поверхностной, про-
межуточной и центральной зон отливки
соответственно [20]
Рис. 2.32. Зависимость средней ско-
рости фильтрации газа от углерод-
ного эквивалента, в нелегирован-
ном (!) н легированном 0,3-0,6 %NI
и 0,3—0,6 % Си (2) сером чугуне
Ю!
2.5.5. ГЕРМЕТИЧНОСТЬ
Под герметичностью чугуна понимают его способность сопро-
тивляться проникновению через стенку отливки жидкости или
газа. Герметичность, как правило, оценивают либо скоростью
утечки газа, жидкости (расходом), либо величиной давления,
при котором начинает обнаруживаться течь.
Основным фактором, определяющим герметичность отливок,
является наличие в них сообщающихся между собой (транзит-
ных) пор и раковин. Транзитная пористость может увеличи-
ваться в процессе испытания или эксплуатации отливок при
повышенном давлении за счет разрушения перемычек между
отдельными порами.
Просачивание жидкости через слой чугуна не подчиняется
закону фильтрации (рис. 2.30). Для начала протечки необхо-
димо начальное давление р0, величина которого может дости-
гать 100 МПа в случае жидкости и 70 МПа в случае газа [17].
Транзитными микропорами в сером чугуне являются сооб-
щающиеся зазоры между включениями графита и металличе-
ской матрицей, а также междендритные сообщающиеся поло-
сти размером менее 1 мкм.
Величина зазора по длине графитового включения неодина-
кова и достигает максимума в наиболее массивной средней
части включения графита [18].
Герметичность чугуна снижается при увеличении количества
и размеров включений графита [18]. Утека газа через стенку
толщиной 1 мм тем больше, чем выше углеродный эквивалент
чугуна и ниже скорость его охлаждения (рис. 2.31).
Легирование повышает герметичность чугуна (рис. 2.32) [19].
2.6. ПРИМЕНЕНИЕ
2.6.1. АВТОТРАКТОРОСТРОЕНИЕ
В конструкции автомобилей и тракторов масса литых деталей
из серого чугуна составляет 15—25 % от общей массы. Основ-
ная номенклатура — это ответственные детали: блоки, головки,
гильзы цилиндров, крышки коренных подшипников двигателей,
тормозные диски и диски сцепления, тормозные барабаны, де-
тали, для которых серый чугун является оптимально техноло-
гичным и экономичным конструкционным материалом.
Блоки цилиндров карбюраторных и дизельных двигателей
изготавливают из низколегированных чугунов марки СЧ 20,
СЧ 25 (табл. 2.23), которые обеспечивают в стенках отливок
толщиной 15—25 мм оп = 200—250 МПа, а в более тонких стен-
ках до 270 МПа. Такого же типа чугуны обычно применяют для
головок цилиндров дизельных двигателей.
102
ТАБЛИЦА 2.23
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ ЧУГУНОВ*, ПРИМЕНЯЕМЫХ ДЛЯ ОТЛИВКИ БЛОКОВ И ГОЛОВОК ЦИЛИНДРОВ
Марка чугуна Содержание элементов, %
С Si Мп Сг N1 TI Си Sn
Блоки и головки дизельных двигателей
СЧ 20 3,2—3,5 2,0-2,4 0,6—0,8 0,3-0,45 0,15 0,03-0,08 0,15—0,4 —
СЧ 20 3,3—3,45’ 2,0-2,4 0,5-0,7 0,3—0,4 0,12 0,03—0,08 0,3—0,4 —
СЧ 25 3,2-3,5 1,7—2,1 0,5—0,8 0,3—0,6 0,2—0,5 0,03-0,08 0,3-0,6 —
3000 (СЧ 20)** 3,1—3,4 1,9—2,3 0,6-0,9 — — — — —
3500 (СЧ 25) 3,0—3,3 1,8—2,2 0,6—0,9 —• — — — —
Блоки карбюраторных двигателей
СЧ 25 3,3—3,5 2,1—2,4 0,45—0,6 0,1-0,35 0,1—0,25 — — 0,06—0,1
СЧ 25 3,3—3,6 2,3—2,6 0,8-1,1 0,2—0,35 0,15—0,35 — 0,4—0,6 —
СЧ 25 3,2—3,4 2,0—2,3 0,5—0,8 0,25-0,4 0,1—0,25 — — —
СЧ 25 3,25-3,35 2,1—2,2 0,5—0,7 0,1—0,25 0,1—0,3 — — 0,08—0,12
• В соответствии с техническими условиями отечественных заводов и стандартом SAE J431C 1979 (США). ♦♦ В скобках — экви*
валентная марка по ГОСТ 1412—85.
- ТАБЛИЦА 2.24
О
ХИМИЧЕСКИЙ СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНА» В БЛОКАХ И ГОЛОВКАХ ЦИЛИНДРОВ
ДИЗЕЛЬНЫХ ДВИГАТЕЛЕЙ
Содержание элементов, % Толщина стенок, мм °из’ МПа НВ
С Si Мп Сг NI Ti Си
Блоки цилиндров
3,0 2,0 0,6 — — —• 0,12 5—20 470—490 195
3,2 1,9 0,6 0,29 — — 0,39 6—15 410—540 191-199
3,26 1,9 0,89 0,40 0,07 0,04 — 6—15 490—510 217
3,38 2,05 0,76 0,37 0,06 0,03 0,06 Не более 20 200—227 187
3,42 1,93 0,73 — 0,05 0,03 — Не более 23 255—260 183
Головки цилиндров
3,24 1,8 0,82 0,19 — — 0,27 460—490
2,9 1,66 0,63 0,13 — — 0,24 430—450 182
3,32 2.04 0,83 0,28 0,08 0,26 0,47 270-360 235
* На образцах, вырезанных из деталей.
В табл. 2.24 приведены результаты исследования блоков и
головок цилиндров отечественных и зарубежных двигателей
[20]. Для блоков цилиндров карбюраторных двигателей с целью
снижения массы двигателя часто применяют алюминиевые
сплавы, выполняя гильзы цилиндров вставными из серого чу-
гуна. Однако современные технологические процессы позволяют
получать отливки блоков с толщиной стенки до 2,5 мм. В этом
случае масса чугунного блока приближается к массе алюми-
ниевого с чугунными гильзами.
Для блоков и головок цилиндров тяжело нагруженных ди-
зельных двигателей (автомобильных и судовых) применяют спе-
циальные легированные чугуны, а для головок цилиндров —
высокоуглеродистые (более 3,5 % С) легированные термостой-
кие чугуны (табл. 2.25).
Гильзы цилиндров карбюраторных и дизельных двигателей
изготавливают главным образом из серого чугуна. Только
гильзы крупных транспортных дизелей иногда изготавливают
из высокопрочного чугуна. Преимущественное применение се-
рого чугуна обусловлено тем, что в нем сочетаются высокая
износостойкость н противозадирные свойства при трении с ог-
раниченной смазкой, демпфирующая способность.
Для гильз цилиндров применяют чугуны марки СЧ 20,
СЧ 25. Гильзы цилиндров дизельных двигателей закаливают
(поверхностная или объемная закалка) для получения твердо-
сти на зеркале не менее 42 HRC.
Основными требованиями к чугуну для гильз являются [21]:
перлитная структура матрицы (не более 5 % феррита), графит
среднепластинчатый неориентированный, твердость в пределах
200—250 НВ. Эти требования выполняются при использовании
для отливки гильз низколегированных чугунов, химический со-
став которых выбирается с учетом технологии формы, метода
плавки, сечения отливки (табл. 2.26).
В конструкции автомобильных (дизельных и карбюратор-
ных), а также тракторных двигателей широко применяют
гильзы цилиндров из специальных легированных чугунов, чаще
всего — фосфористых (табл. 2.27, 2.28).
Распределительные валы дизельных и карбюраторных дви-
гателей имеют высокую износостойкость и широко применяются
в автомобилестроении. Высокая твердость и износостойкость
кулачков достигаются либо за счет поверхностной закалки чу-
гуна, в структуре которого (в носике кулачков) имеются стрель-
чатые карбиды, либо за счет поверхностного отбсла чугуна
в кулачках при кристаллизации в контакте с холодильником.
Отбеленные кулачки предпочтительны в тяжелых условиях ра-
боты [22]. Применяют легированные чугуны марки СЧ 25, СЧЗО
(табл. 2.29). Легирование молибденом, хромом, никелем обес-
печивает хорошую закаливаемость и прокаливаемость чугуна
105
— ТАБЛИЦА 2.25
05 СПЕЦИАЛЬНЫЕ ЛЕГИРОВАННЫЕ ЧУГУНЫ ДЛЯ БЛОКОВ И ГОЛОВОК ЦИЛИНДРОВ ДИЗЕЛЬНЫХ ДВИГАТЕЛЕЙ
Содержание элементов, % GB, МПа (не менее) НВ
С Si Мп Сг N1 Мо
Чугун для блоков цилинд- ров*1 марки: G74—М 3,1—34 2,15—2,35 0,6—0,8 0,3—0,5 0,35—0,55 250 207—241
G73—М 2,84—3,15 1,95—2,05 0,65-0,85 0,35—0,55 0,65—0,85 0,65—0,85 350 223—248
Чугун для головок цилинд- 3,5—3,7 2,0—2,3 0,6—0,9 0,2—0,4 — 0,5—0,7 220 180—229
ров*2
** Технические условия фирмы General Motors, США.
* Данные проспекта фирмы Daimler Benz, ФРГ.
ТАБЛИЦА 2.26
ХИМИЧЕСКИЙ СОСТАВ НИЗКОЛЕГИРОВАННЫХ ЧУГУНОВ МАРОК СЧ 20, СЧ 25, ВЫПЛАВЛЕННЫХ В ЭЛЕКТРОПЕЧАХ*,
РЕКОМЕНДУЕМЫЙ ДЛЯ РАЗЛИЧНЫХ ПРОЦЕССОВ ОТЛИВКИ ГИЛЬЗ
Сечение отливки, мм Содержание элементов, %
С Si Мп Сг N1
Песчаные или металлические формы с толстым (более 5 мм) 15 3,2-3,4 2,1—2,3 0,6—0,8 0,25—0,35 0,15—0,20
слоем теплоизоляции То же 15—30 3,0—3,2 1,8—2,0 0,6—0,8 0,35—0,45 0,15—0,30
Металлические формы с тонким (менее 3 мм) слоем тепло- 15 3,3—3,5 2,2—2,4 0,5—0,7 0,15—0,35 0,15—0,20
изоляции То же 15-39 3,0—3,2 2,1—2,3 0,5-0,7 0,15—0,25 0,15—0,30
* При плавке в вагранках содержание кремния на 0,2 % ниже.
ТАБЛИЦА 2.27
ХИМИЧЕСКИЙ СОСТАВ ЧУГУНОВ, ПРИМЕНЯЕМЫХ ДЛЯ ГИЛЬЗ ЦИЛИНДРОВ
Страна Содержание элементов, %
С Si Мп Сг N1 Р Си Мо V В
СССР 1 3,1—3,3 2,2-2,4 0,6—0,8 0,3—0,5 0,3 0,4—0,6 0,4
2 3,3—3,7 2,2—2,6 0,5-0,7 0,5—0,7 0,15—0,5 0,3—0,45 0,5—0,7 — 0,08—0,15 0,005—0,01
3 2,9—3,4 2,4—2,8 0,6-0,9 0,2—0,3 0,1—0,2 0,12—0,2 — 0,08-0,35 —
ФРГ*1 4 3,2—3,5 1,8—2,2 0,6—1,0 0,2—0,5 0,3—0,5
5 3,2—3,5 1,8—2,2 0,6—1,0 0,2—0,5 — 0,5—0,9 — — — —
6 3,2—3,5 1,8—2,2 0,6—1,0 0,2—0,5 — 0,5—0,9 — 0,3—0,6
7 3,1—3,4 1,8—2,8 0,8 0,25 — 0,55 — 0,55 0,2
8 3,8—4,3 1,0—1,4 0,1—0,35 0,2—0,4 — 0,1—0,4 0,4—0,8 0,2—0,6 — 0,4—0,65
Англия*2 9 3,35 2,5 0,65 0,35 0,55
10 3,20 2,0 0,65 0,40 — 0,20 — — —.
11 3,35 2,5 0,65 0,55 — 0,55 —. —
12 3,40 2,5 0,65 0,30 0,25 0,18 . 0,40 —
13 3,20 2,0 0,65 0,40 0,30 0,18 — 0,45 __ —
Япония*3 14 3,0—3,7 1,2—2,5 0,5—1,0 0,2—0,5
15 3,0—3,7 1,2—2,5 0,5—1,0 — — 0,1—0,5 0,2—0,5 — 0,02—0,06
16 3,0—3,7 1,2—2,5 0,5—1,0 — — 0,1—0,5 —. — — 0,05—0,10
17 3,0—3,5 1,4—2,4 0,5—1,0 0,2—0,5 — 0,2—0,5 0,2—0,5 — — —
•> Фирма Teves Thompson GMBH (ФРГ).
♦ » фирма GKN Sheepbridge Stokes Ltd (Англия).
*« Фирма Nippon Piston Ring Co. Ltd (Япония).
ТАБЛИЦА 2.28
ХАРАКТЕРИСТИКА ЧУГУНОВ. ПРИМЕНЯЕМЫХ ДЛЯ ГИЛЬЗ ЦИЛИНДРОВ
<УВ, МПа (не менее) НВ Область применения
СССР
1 240 187—241 Для гильз карбюраторных двигате- лей легковых автомобилей
2 240 187—241 Для гильз карбюраторных двигате- лей грузовых автомобилей
3 240 190—241 То же
ФРГ
4 235 200—260 220—280 Для гильз карбюраторных и дизель- ных двигателей общего назачения
5 215 Для гильзы с повышенной износо- стойкостью
6 255 220—280 230—290 Для гильз с повышенной износостой- костью и прочностью
7 275 Для гильз с повышенной износостой- костью и теплостойкостью
8 195 180—240 Для гильз с повышенными антизадир- ными свойствами
Англия
9 160 127—302 Для гильз карбюраторных и дизель- ных двигателей общего, назначения
10 160 179—255 То же, но для гильз большего диамет-
11 180 241—302 Для гильз цилиндров с повышенной жесткостью и износостойкостью
12 190 217—293 Для гильз дизельных двигателей с по- вышенной прочностью фланцев зака-
ливаемых
13 210 217—293 То же, но для] гильз меньшего диа- метра
Япония ЯЯв93—103
14 250 Для гильз диаметром 100—200 мм
15 270 ЯЯВ93—103 То же
16 270 77/?в95—105 »
17 270 tf£B93-103 »
(в закаливаемых кулачках), заданную глубину отбеленного
слоя (в отбеленных кулачках).
Тормозные диски, барабаны и нажимные диски сцепления,
работающие в условиях сухого трения с высокими скоростями
скольжения, должны обеспечивать в паре с фрикционной пласт-
массой стабильный коэффициент трения и износостойкость. При
многократных циклах торможения (включения сцепления), во
время которых в контакте фрикционной пары выделяется тепло,
а затем быстро отводится, на поверхности чугунной детали об-
разуются термические трещины, снижающие прочность [23].
Для тормозных барабанов и дисков средней нагруженности
чаще всего применяют серый чугун марки СЧ 20, СЧ 25
108
ТАБЛИЦА 2.29
ХАРАКТЕРИСТИКА ЧУГУНОВ, ПРИМЕНЯЕМЫХ ДЛЯ РАСПРЕДЕЛИТЕЛЬНЫХ ВАЛОВ
Содержание элементов*', % Механические свойства
С Si Мп Сг Ni Мо В <Тп, МПа НВ HRC в носике кулачка
в пробе q 30 мм отбелен- ного закален- ного
3,0—3,3
3,5—3,7
3,2—3,6
3,0—3,6
3,0—3,6
2,8—3,5
3,0—3,8
1,5-2,5
1,5—2,5
1,5—2,5
1,6—2,8
0.5—1,0
0 5—1,0
0,5—1,0
0,5—1,0
0,5—1,0
0,5—1,2
0,7—1,6
0,1—1,0
СССР
1,0—1,3 —
0,2—0,5 —
0,3—0,5 0,05—0,1 0,04—0,08
Япония*2
0,15—0,25
0,2—0,8
0,2—0,8
0,2—1,0
0,15—0,25
0,2—0,8
0,2—0,8
^0,5
240 250—280 — 52—60
210 — >50 —
240 — >45 —
0,02—0,06
0,005—0,1
0,005—0,1
250 217—285 >45
250 241—302 —
250 241—302 —
— — >45
>50
>52
США*3
3,1— 3,6 I 1,95—2,4 10,6—0,9 1 0,85—1,5
0,2—0,45
0,4—0,6
280
241—321
Содержание фосфора не более 0,3 %.
♦2 По данным фирм Nippon Piston Ring и Riken.
♦* По данным стандарта SAE J4 31с 1979 (США).
— ТАБЛИЦА 2.30
° ХАРАКТЕРИСТИКА ЧУГУНОВ СЧ 20, СЧ 25, ПРИМЕНЯЕМЫХ ДЛЯ ДИСКОВ СЦЕПЛЕНИЯ И ТОРМОЗНЫХ БАРАБАНОВ
Содержание элементов, %
С Si Мп Сг Ni Ti Си Примечание
3,2—3,4 2,0—2,3 0,5—0,8 0,25—0,40 0,10—0,25 — — Для тормозных барабанов и дисков сцеп- ления грузовых и легковых автомобилей
3,2—3,5 1,7—2,1 0,5—0,8 0,3—0,4 0,2-0,5 0,03—0,08 0,3—0,6 То же
3,4 1,6—2,1 0,6—0,9 По необходимости — — Для нагруженных тормозных бараба- нов грузовых автомобилей
3,0—3,3 2,0—2,4 0,7—0,9 0,4—0,6 0,7—0,9 — 0,35—0,5 Мо То же
ТАБЛИЦА 2.31
ХАРАКТЕРИСТИКА СПЕЦИАЛЬНЫХ ЧУГУНОВ ДЛЯ ТОРМОЗНЫХ БАРАБАНОВ И ДИСКОВ СЦЕПЛЕНИЯ
Содержание элементов, % <тв, МПа, не менее НВ Примечание
С Si Мп Сг Ni Мо
>3,4 1,6—2,1 0,6—0,9 По необходимости 173 170—229 Для умеренно нагруженных деталей
>3,4 >3,5 3,5—3,8 1,3—1,8 1,3—1,8 1,8—2,2 0,6—0,9 0,6—0,9 0,6—0,8 0,2—0,4 То же » 0,5—0,7 241 241 220 207—255 207—255 Для тяжело нагруженных деталей, под- верженных термическому растрескиванию Для особо тяжелых условий работы Для особо тяжелых условий работы де-
4,05 0,92 0,41 — — 0,78 260 200—229 талей, подверженных термическому рас- трескиванию То же
ТАБЛИЦА 2.32
ЧУГУНЫ, ПРИМЕНЯЕМЫЕ ДЛЯ МАХОВИКОВ ДВИГАТЕЛЕЙ
Страна Марка чугуна НВ Содержание элементов, % Примечание (в скобках—толщина стенки отливки)
С Si Мп Сг Ni Ti Си
США 3000 210 3,1— 3,4 1,9—2,3 0,6—0,9 — — — — Для отливок общего назначения
То же 3500 240 3,0—3,3 1,8—2,2 0,6—0,9 — — — — Для тяжело нагру- женных массивных отливок
ФРГ 30 300 2,9—3,1 1,5—1,7 0,6—0,8 1,0 Для массивных отли- вок быстроходного дизеля
СССР СЧ 21 210 3,2—3,4 2,0—2,3 0,5—0,8 0,25—0,4 0,1—0.15 — Для отливок карбю- раторного двигателя (25—40 мм)
То же СЧ 25 250 3,3—3,5 2,0-2,2 0,5—0,7 0,3—0,4 <0,12 0,03—0,05 0,4—0,6 Для отливок дизель- ных двигателей (30—50 мм)
СССР СЧ 24 240 3,2—3,5 1,7-2,1 0,5—0,6 0,3—0,6 0.2—0,5 0,03—0,08 0,3—0,6 Для отливок дизель- ных двигателей (30—80 мм)
То же СЧ 25 250 3,15—3,35 2,2—2,4 0,6—0,8 0,2—0,35 0,1—0,35 — — Для отливок карбю- раторных двигателей (25—40 мм)
ТАБЛИЦА 2.33
ХИМИЧЕСКИЙ СОСТАВ И ТВЕРДОСТЬ ЧУГУНА* В ВЫПУСКНЫХ
КОЛЛЕКТОРАХ
Содержание элементов, % НВ
С Si Мп Сг Ni прочие
3,19 1,9 0,3 0,07 1,05 163
3,3 1,9 0,8 0,4 1,3 — 212
3,2 2,2 0,8 0,25 — 0,5Мо 255
3,43 2,3 0,6 0,15 0,07 — 207
3,57 2,5 0,7 0,15 0,10 0,40 0,05Ti 187
♦ По данным исследования
коллекторов отечественных и зарубежных двигателей
(табл. 2.30). При высокой нагруженности деталей, когда на по-
верхности трения образуются термические трещины, применяют
специальные высокоуглеродистые термостойкие чугуны с по-
вышенным уровнем легирования [24] (табл. 2.31).
Для наиболее тяжелых условий работы рекомендуется ис-
пользовать перлитные чугуны с вермикулярным графитом.
Маховики в процессе работы вращаются с частотой, равной
частоте вращения коленчатого вала: 2500—8000 об/мин. При
этом в маховиках возникают большие растягивающие напряже-
ния. Поверхность маховика периодически трется о сопряженную
поверхность. Трение с большими скоростями приводит к выде-
лению тепла на поверхности трения, образованию усталостных
термических трещин, снижающих прочность маховика. Требо-
вания повышенной прочности с учетом большой массы махови-
ков и толщины сечения обусловили применение для их изго-
товления серых чугунов марки СЧ 25, СЧ 30, СЧ 35. Чем
больше сечение отливки, тем выше марка. Выбранная марка
чугуна должна обеспечивать получение в теле отливки прочно-
сти не ниже 200—250 МПа. Если прочность чугуна СЧ 35 не-
достаточна для условий работы маховиков, для них необходимо
применять чугуны с вермикулярным или шаровидным графитом.
Химический состав чугунов различных марок, применяемых для
маховиков, приведен в табл. 2.32.
Крышки коренных подшипников из серого чугуна применяют
в основном в карбюраторных двигателях легковых автомоби-
лей. Для обеспечения перлитной структуры и твердости не ме-
нее 2000 МПа крышки подшипников отливают из серого чугуна
марки СЧ 25. Для тяжело нагруженных карбюраторных двига-
телей и для дизельных двигателей применяют крышки подшип-
ников из ковкого чугуна или чугуна с шаровидным гпафитом.
112
Выпускные коллекторы подвергаются воздействию горячих
агрессивных выхлопных газов и в процессе работы подвержены
окислению термическим деформациям, а иногда — растрескива-
нию. Во многих случаях серый чугун является экономичным и
достаточно долговечным материалом для этих деталей. Учиты-
вая, что коллекторы имеют тонкие стенки (3—7 мм), их отли-
вают из чугунов марки СЧ 15, СЧ 20, которые для повышения
жаростойкости легируют небольшими добавками хрома и ни-
келя (табл. 2.33).
Для термически нагруженных коллекторов применяют ков-
кий чугун, чугун с шаровидным графитом, а иногда — аусте-
нитный чугун с шаровидным графитом, имеющий высокую тер-
мостойкость и стойкость против окисления.
2.6.2. СТАНКОСТРОЕНИЕ
В станкостроении серый чугун применяют для широкой номен-
клатуры литых деталей с массой от 0,1 кг до 100 т, толщинами
стенок от 4 до 200 мм, работающих в самых разнообразных
условиях.
Классификация станкостроительных литых деталей из серого
чугуна с учетом этого разнообразия конструкций и условий ра-
боты в соответствии с ОСТ2 МТ21-2—83 приведена в табл. 2.34,
2.35.
При выборе марки чугуна конструктор в зависимости от
класса, группы детали (см. табл. 2.34), приведенной толщины
стенки отливки (табл. 2.35) определяет необходимый минималь-
ный уровень твердости (табл. 2.36) и микроструктуру (табл.
2.37). Затем, сопоставляя величину твердости, обеспечиваемую
в направляющей при заданной приведенной ее толщине, с ми-
нимально необходимой, выбирают (табл.2.38) нужную марку
чугуна. Минимально допустимая толщина стенки отливки опре-
деляется с помощью графиков (рис. 2.33) по величине приве-
денного габаритного размера отливки W (м):
N^i/3(2L + B + H),
где L, В, // — соответственно максимальный габаритный раз-
мер, ширина и высота отливки.
С учетом специфики большинства станкостроительных дета-
лей [25], работающих преимущественно на жесткость, а не на
прочность, предпочтение отдается чугунам, обладающим повы-
шенной твердостью, пониженной пластичностью. Такне чугуны
по химическому составу отличаются повышенным (против ре-
комендаций ГОСТ 1412—85) содержанием кремния и марганца
при пониженном содержании углерода (табл. 2.39) [26, 27].
При невозможности обеспечения необходимого уровня твер-
дости чугуна в направляющих в станкостроении применяют ле-
гирование, формовку с холодильниками и др. (табл. 2.40).
113
ТАБЛИЦА 2.34
КЛАССИФИКАЦИЯ ОТЛИВОК
Типичные детали
станки металле- и деревообрабатывающие, средства измерения линейных и угловых размеров машины кузнечно-прессовые и литейные гидро- и пневмоаппаратура, редукторы и приводы
1 2 3
Класс 1
Базовые, корпусные и другие детали высокой прочности, жесткости или износостойкости
Группа «а»
Детали, несущие высокие нагрузки
Корпуса зажимных и поводковых патронов
Поддерживающие кронштейны лесорам, корпуса
верхних ворот, кронштейны комбинированных
и строгальных деревообрабатывающих станков
и т. п.
Станины холодновысадочных авто-
матов, станины молотов и блоки ци-
линдров (без гильз), станины литей-
ных машин, тумбы пескометов, крон-
штейны, опоры и зубчатые колеса,
маховики, шкивы-маховики и т. п.
Группа «б»
Детали, к которым предъявляются требования по стабильности геометрической формы и работающие на износ при трении
скольжения или качения в одном из следующих условий: большая степень загрязненности смазки; шероховатость поверх-
ности по ГОСТ 2789—73, Rz — не более 0,32 мкм
Станины с направляющими скольжения или каче-
ния (не накладными) для станков с ЧПУ, агрегат-
ных, автоматических и полуавтоматических разных
типов; токарно-винторезных, револьверных, фре-
зерных, поперечно-строгальных и т. п. станков;
притирочные диски доводочных станков. Станины
координатно-расточных резьбошлифовальных,
шлифовальных и других станков с направляющи-
ми качения (не накладными)
Станины прессов с направляющими
скольжения (не накладными), рубаш-
ки, направляющие втулки плунже-
ров, штоков и колонн гидравличе-
ских прессов, диски трения, встря-
хивающие столы, цилиндры и порш-
ни узлов встряхивания формовочных
машин, поршневые кольца
Продолжение табл. 2.34.
1 2 3
Нижние салазки столов горизонтально-расточных станков, консоли фрезерных станков; ползуны, поперечины, столы поперечно-строгальных стан- ков ит. п., детали без накладных направляющих. Накладные направляющие. Направляющие лесопильных рам, туера бревнота- сок; станины с направляющими скольжения фре- зерных, шипорезных, сверлильно-пазовальных де- ревообрабатывающих станков, каретки строгаль- ных и токарных деревообрабатывающих станков, салазки нижние заточных станков и т. п. Станины, корпуса, кронштейны и другие детали прецизион- ных средств измерения: интерферометров, кругло- меров, уровней, приборов для контроля зубчагых колес и т. д. Шабровочные и поверочные плиты, линейки, де- тали, подвергаемые полировке и т. п. Детали, испытывающие гидравлические давления св Станины прессов с направляющими скольжения (не накладными), ру- башки, направляющие втулки плунжеров, штоков и колонн гид- равлических прессов, диски тре- ния, встряхивающие столы, цилин- дры и поршни узлов встряхивания формовочных машин, поршневые кольца Группа «в» ыше 10 МПа
— — Корпуса распределителей и на-
порных золотников, роторы и
плунжерные втулки аксиаль-
но- и радиально-поршневых на-
сосов и гидромоторов, цилинд-
ровые блоки, поршни и т. п.,
детали, работающие на износ.
Детали насосов и гидромото-
ров: корпуса, крышки перед-
ние и задние, барабаны, крон-
штейны, щеки шестеренных на-
сосов, корпуса и крышки кла-
панов и фильтров и т. п. детали
не работающие на износ
Продолжение табл. 2.34
3
Класс 2
Базовые корпусные детали средней прочности, жесткости или износостойкости
Группа «а»
Детали, к которым предъявляются требования по стабильности геометрической формы и не работающие на износ или рабо-
тающие на износ в неответственных узлах трения
Станины, столы, салазки и другие детали с наклад-
ными направляющими для станков различных ти-
пов. Плиты, части станин расточных станков, кор-
пуса шпиндельных бабок, корпуса коробок пере-
дач и т. п. детали без направляющих
Станины лесорам, фундаментные плиты, стойки
приводов бревнотасок и главного привода лесорам,
кронштейны связи и т. д. детали деревообрабаты-
вающего оборудования
Станины молотов и блоки цилиндров
(с гильзами), станины прессов с на-
кладными направляющими, стойки,
корпуса коробок скоростей и других
механизмов, траверсы колонных прес-
сов; кронштейны, рычаги, планки
Группа «б»
То же, что и группа «а>, но детали работают на износ в условиях трения скольжения и одном из следующих условий: малая
степень загрязненности смазки; шероховатость поверхности по ГОСТ 2789—73 Rz — свыше 0,32 до 1,25 мкм
Станины без накладных направляющих карусель- ных, продольно-строгальных, координатно-расточ- ных, шлифовальных и т. п. станков Поперечины, стойки, планштайбы, столы и другие детали без накладных направляющих для кару- сельных, координатно- и горизонтально-расточных, продольно-фрезерных и т. п. станков Рукава, гильзы, открытые колонны радиально- сверлильных станков. Шпиндельные бабки, кор- пуса балансиров, каретки токарных автоматов Цилиндры поворота формовочных ма- шин, поршни, втулки и др.
Продолжение табл. 2.34
Плиты для верхних направляющих лесорам, на-
правляющие лесопильных станков, суппорты и
столы шипорезных, рейсмусовых и фуговальных
станков, стойки строгальных деревообрабатываю-
щих станков, плиты паркетных станков, станины
двусторонних шипорезных и цепнодолбежных стан-
ков, колонки шипорезных станков и т. п.
Станины, корпуса, кронштейны и другие детали
контрольно-сортировочных автоматов, приборов
для контроля зубчатых колес, разметочные плиты,
угольники и т. п.
Цилиндры поворота формовочных
машин, поршни, втулки и др.
Группа «в»
То же, что и группа «а», но работающие при гидравлических давлениях до 10 МПа
Корпуса и крышки лопастных
насосов, фланцы, кронштейны,
опоры, корпуса клапанов и
фильтров, скользящие блоки,
корпуса гидропанелей
Класс 3
Базовые, корпусные и другие детали малой прочности, не работающие на износ или работающие в неответственных узлах
трения
Группа «а»
Слабонагруженные детали, жесткость и коробление которых не сказываются на точности работы машины
Подмоторные плиты, рычаги управления, шкивы, — —
плиты нижних направляющих пилорам и т. п.
Продолжение табл. 2.34.
00
Группа «б»
Детали, к которым предъявляются требования стабильности геометрической формы, испытывающие напряжения растяжения
до 40 МПа
Основания, фундаментные плиты, крупногабарит-
ные станины сложной конфигурации с накладными
направляющими, подкладные плиты большинства
машин
Несущие кронштейны и станины ленточно-пильных
станков, станины рейсмусовых, шипорезных одно-
сторонних и фуговальных станков, столы и связи
шлифовальных станков, салазки верхние заточных
станков, салазки и кронштейны комбинированных
станков, линейки направляющие фуговальных
станков и т. п.
Стойки кузнечно-прессовых литей-
ных машин и т. п.
Корпуса и крышки редукто-
ров, мотор-реду кторов и
приводов, переходные фланцы,
торцевые крышки и т. п.
Группа «в»
Детали, к которым предъявляются требования по герметичности, работающие при избыточном давлении до 0,1 МПа
Резервуары для масла, охлаждающей жидкости, корыта, корпуса фильтров, наливные баки, фланцы, крышки, заглушки,
плиты, нижние направляющие пильной рамки лесорам и т. п.
Класс 4
Малоответственные декоративные и другие детали, не несущие нагрузок и не работающие на износ
Крышки (декоративные), кожуха, патрубки, гру- Клеммные коробки, облицованные
зы. Разветвительные коробки и корпуса древошер- катки, грузы и др.
стных станков
Класс 5
Детали из антифрикционного чугуна. Условия работы по ГОСТ 1585—85
Втулки, вкладыши, направляющие станин горизонтально-ковочных молотов и холодновысадочных автоматов, сухари, диски
лопастных насосов, червячные колеса и т. п.
Рис. 2.33. Минимально допустимая
толщина стенки отливки (S) при
заданном габаритном размере (АГ) * ••
ТАБЛИЦА 2.35
ВИДЫ ОТЛИВОК
Виды отливок Приведенная толщина направляющих (элементов) отливки, мм Масса отливки, кг
Легкие 10 100
Средние 10—20 ЮО—4000
Тяжелые 20—30 4 000—10 000
Особо тяжелые 30 10 000—30 000
Уникальные — 30 000
Примечание. Если по массе и приведенной толщине направляющих отливка
относится к разным видам, то ее вид должен устанавливаться по той характеристике
(массе или толщине), по которой отливка является более тяжелой. При наличии в отливке
направляющих с разной приведенной толщиной в расчет должна приниматься направ-
ляющая с большей приведенной толщиной.
ТАБЛИЦА 2.36
ТВЕРДОСТЬ ЧУГУНА В ОТЛИВКАХ
Виды отливок*1 НВ (не менее) не подвергаемых поверхностной закалке отливок*2 группы <б> класса
1 2
Легкие 180 180
Средние 180 170
Тяжелые 170 170
Особо тяжелые и универсальные 170 170
41 Характеристика в табл. 2.37.
•• Твердость НВ подвергаемых поверхностей закалке отливок I и 2 класса группы
«б» всех видов не менее 170.
119
— Т А Б Л И Ц A 2 37
° МИКРОСТРУКТУРА ОТЛИВОК ИЗ СЕРОГО ЧУГУНА
Виды отливок* Перлит Графит
описание обозначение по ГОСТ 3443-87 описание обозначение по ГОСТ 3443-87
Легкие Расстояние между пластин- Класс /, гр у) До Пд 1,0; П ъпа «б» Включения размером до 250 мкм, До ПГд180; ПГр1;
Средние ками цементита до 1,3 мкм Площадь, занятая в струк- туре, свыше 98 % То же То же распределение равномерное, нерав- номерное Включения размером до 350 мкм, ПГр2 До ПГд350; ПГр1;
Тяжелые Расстояние между пластинка- До Пд1,0; П; распределение равномерное, нерав- номерное Включения размером до 350 мкм, ПГр2 До ПГд350; ПГр1;
ми цементита до 1,3 мкм П96 распределение равномерное, не- ПГр2; ПГрЗ; ПГрб
Особо тяжелые Площадь, занятая в струк- туре, свыше 95 % Расстояние между пластинка- До ПД1,4; П равномерное, сетчатое или в виде колоний пластинчатого графита То же До ПГдЗбО; ПГр1;
и уникальные ми цементита до 1,6 мкм П96; П92 ПГр2; ПГрЗ; ПГрб
Легкие и сред- Площадь, занятая в струк- туре, свыше 90 % Площадь, занятая в струк- Класс 2, П группа «б» Включения размером до 500 мкм, До ПГдЗбО; ПГр 1;
ние Тяжелые, осо- туре, свыше 98% Площадь, занятая в струк- П; П96; П92 распределение равномерное, не- равномерное или веточное Включения размером до 500 мкм, ПГр2; ПГрб До ПГдЗбО; ПГр1;
бо тяжелые и уникальные • Характере туре, свыше 90 % [стика в табл. 2.36. распределение равномерное, нерав- номерное, веточное сетчатое или в виде колоний пластинчатого гра- фита ПГРЗ; ПГр2; ПГр5; ПГрб
ТАБЛИЦА 2.38
ТВЕРДОСТЬ ЧУГУНА В ЗАВИСИМОСТИ ОТ ПРИВЕДЕННОЙ ТОЛЩИНЫ
СТЕНКИ ОТЛИВКИ
Тип и марка чугуна НВ для 1 приведенной толщины стенки отливки, мм
15 20 25 30 35
Немодифицированный СЧ 15 155 140 135 130 125
СЧ 20 170 160 155 150 150
СЧ 25 185 175 170 165 165
СЧ 30 200 185 180 180 175
Модифицированный: СЧ 25 190 180 175 170 170
СЧ 30 205 185 180 180 175
Легированный: медью и хромом СЧ 25 190 180 175 170 170
СЧ 30 205 190 185 185 180
никелем и хромом СЧ 25 190 1§0 175 170 170
СЧ 30 205 190 185 185 180
медью и оловом СЧ 25 200 190 185 180 180
СЧ 30 215 200 195 195 190
молибденом, никелем и хро- мом СЧ 25 220 205 200 200 195
СЧ 30 225 215 210 205 200
Примечания. 1. Для приведенной
толщины элемента отливки более 35 мм
наименьшие значения твердости чугуна всех видов и марок принимать такими же* как
для приведенной толщины 35 мм. 2. При использовании холодильников значения твердо-
сти выше на 50—150 МПа.
2.6.3. ТЯЖЕЛОЕ МАШИНОСТРОЕНИЕ
Для крупных отливок применяют модифицированные и легиро-
ванные (хромоникелевые) чугуны. В выплавляемых чугунах
должно быть содержание углерода 2,8—3,2%, кремния (до мо-
дифицирования) 0,9—1,1 %, марганца (1,0—1,2%, хрома от
0,2—0,4 % до 0,4—0,5%. Содержание ст^ли в шихте достигает
45—55%. На массивных участках отливок для получения за-
данной твердости применяют плоские холодильники толщиной
0,4—0,6 от толщины захолаживаемой стенки детали.
2.6.4. ЭЛЕКТРОТЕХНИЧЕСКАЯ ПРОМЫШЛЕННОСТЬ
Одной из наиболее ответственных деталей является станина
электродвигателя, которая должна иметь облегченную кон-
струкцию (наименьшую толщину стенок), многочисленные тон-
121
— ТАБЛИЦА 2.39
10 ОРИЕНТИРОВОЧНЫЙ ХИМИЧЕСКИЙ СОСТАВ ЧУГУНА РАЗЛИЧНЫХ МАРОК И НАИМЕНЬШАЯ ТОЛЩИНА
СТЕНКИ ОТЛИВКИ (S) ИЗ УСЛОВИЯ ОТСУТСТВИЯ ОТБЕЛА ДЛЯ ОТЛИВОК ВСЕХ ВИДОВ, ФОРМУЕМЫХ
БЕЗ ХОЛОДИЛЬНИКОВ
Тип и марка чугуна Содержание элементов, % S, мм
С Si Мп Сг Ni Си Sn Мо
Немодифнцированный: СЧ 15 3,2—3,4 2,1—2,5 0,9—1,1 0,15 0,15 6
СЧ 20 3,1-3,3 2,1—2,5 1,0—1,2 0,20 0,20 — — — 9
СЧ 25 3,0—3,2 2,0—2,4 1,1—1,3 0,20 0,20 — — — 12
СЧ 30 2,8—3,0 1,9—2,3 1,2—1,4 0,20 0,20 — — — 15
Модифицированный: СЧ 25 3,1—3,3 1,6—1,9 1,0—1,3 0,20 0,20 11
СЧ 30 2,9—3,1 1,6—1,9 1,1—1,4 0,25 0,20 — — — 14
Легированный: медью и хромом СЧ 25 3,0—3,2 2,0—2,4 0,8—1,0 0,2—0,4 0,20 0,5—0,7 - 12
СЧ 30 2,9—3,1 1,9—2,3 0,9—1,1 0,2—0,4 0,20 0,5—0,7 — — 14
никелем и хромом СЧ 25 3,0—3,2 2,0—2,4 0,8-1,0 0,2—0,4 0,5—0,7 — — 11
СЧ 30 2,9—3,1 1,9—2,3 0,9—1,1 0,2—0,4 0,5—0,7 — — — 14
медью и оловом CU 25 3,0—3,2 1,8—2,2 0,9—1,1 <0,2 <0,2 0,5—0,7 0,05—0,07 — 11
СЧ 30 2,9—3,1 1,7—2,1 1,0—1,2 <0,2 <0,2 0,5-0,7 0,05—0,07 — 14
молибденом у никелем и хро- мом СЧ 30 3,0—3,2 2,0—2,4 0,8—1,0 0,2—0,4 0,5—0,7 0,2—0,4 11
СЧ 35 2,8—3,0 1,9—2,3 0,9—1,1 0,2—0,4 0,5-0,7 — — 0,2-0,4 15
ТАБЛИЦА 2.40
ОРИЕНТИРОВОЧНЫЙ ХИМИЧЕСКИЙ СОСТАВ ЧУГУНА РАЗЛИЧНЫХ МАРОК ДЛЯ ТЯЖЕЛЫХ ОТЛИВОК.
ФОРМУЕМЫХ С ХОЛОДИЛЬНИКАМИ
Содержание элементов, %
Тип и марка чугуна С Si Мп Сг Ni Си Sn Мо
Неыодифицированный: СЧ 25 3,0—3,2 1,8—2,2 1,0—1,2 0,2 0,2
СЧ 30 2,9—3,1 1,6—2,0 1,1—1,3 0,2 0,2 — — —
Легированный: медью и хромом СЧ 25 3,0—3,2 1,8-2,2 0,7—0,9 0,2—0,4 0,2 0,5—0,7
СЧ 30 2,9—3,1 1,6—2,0 0,8—1,0 0,2—0,4 0,2 0,5—0,7 — —
никелем и хромом СЧ 35 3,0—3,2 1,6—2,2 0,7—0,9 0,2—0,4 0,5—0,7
СЧ 30 2,9—3,1 1,6—2,0 '0,8—1,0 0,2—0,4 0,5—0,7 — — —
медью и оловом СЧ 25 3,0—3,2 1,6—2,0 0,8—1,0 <0,2 <0,2 0,5—0,7 0,05—0,07
СЧ 30 2,9—3,1 1,4-1,8 0,9—1,1 ^0,2 <0,2 0,5—0,7 0,05—0,07 —
молибденом, никелем и хромом СЧ 30 3,0—3,2 1,8-2,2 0,7—0,9 0,2—0,4 0,5—0.7 0,2—0,4
СЧ 35 2,9-3,1 1,6—2,0 0,8—1,0 0,2—0,4 0,5—0,7 — — 0,2—0.4
кие ребра на внешней поверхности для лучшего теплообмена,
гладкую поверхность.
Механическая обработка станин производится на высокопро-
изводительных автоматических линиях, вследствие чего к отлив-
кам предъявляют жесткие требования по обрабатываемости,
шероховатости поверхности и геометрической точности. Отбел
кромок недопустим.
Применяют чугун марки СЧ 15 с содержанием 3,2—3,6 % С;
2,2—2,6% Si; 0,4—0,7 % Мп, до 0,3 % Р, до 0,15% Сг. Чугун
выплавляют дуплекс-процессом или в индукционных электро-
печах.
2.6.5. САНИТАРНО-ТЕХНИЧЕСКАЯ ПРОМЫШЛЕННОСТЬ
Номенклатура: секции отопительных радиаторов, секции отопи-
тельных котлов и гарнитура к ним, ванны, трубы, раковины и
другие общим объемом около 10 % выпуска чугунного литья
в народном хозяйстве. Толщина стенки отливок 4—8 мм.
Применяют чугун марки СЧ 10 с высоким содержанием уг-
лерода (3,5—3,7%) и фосфора (0,3—0,6%), что обеспечивает
высокую жидкотекучесть, необходимую для получения тонко-
стенных отливок с развитой поверхностью.
2.7. МЕТАЛЛУРГИЧЕСКИЕ ОСНОВЫ
ПОЛУЧЕНИЯ СЕРОГО ЧУГУНА
РАЗЛИЧНЫХ МАРОК
2.7.1. ВЛИЯНИЕ ХИМИЧЕСКОГО СОСТАВА
НА СТРУКТУРУ И СВОЙСТВА
Углерод и кремний. Эти элементы оказывают наиболее сильное
влияние на структуру и свойства чугуна, способствуют графи-
тизации и обеспечивают кристаллизацию и эвтектоидное пре-
вращение чугуна по стабильной (аустенит—графит, феррит—
графит) системе, т. е. получение структуры cepoiro чугуна. Влия-
ние углерода и кремния, а также основных легирующих эле-
ментов на константу графитизации К/ и КГ" при эвтектической
кристаллизации и эвтектоидном превращении чугуна характе-
ризуют выражения [5]:
Кг С (Si —0,2 (Мп -1,7S—0,3) + 0,1Р + 0,4Ni — 1,2Сг +
- I-0.5A1 + 0,2Cu + 0,4Ti —0,4Мо—2V —8Mg];
к; С [Si —0,2 (Мп — 1,7S —0,3)—0.2Р -0,25Ni -
— 1,2 (Сг + Mo)—0,8Cu - 4V—8Sn].
Поскольку в сером иелегированном и низколегированном чугу-
нах от содержания углерода >и кремния зависят количество и
124
Рис. 2.34. Влияние углерода, кремния, углеродного эквивалента на длину графитовых
включений (Lr). количество графита (Г), количество (П) и дисперсность (Пд) перлита,
размер эвтектических зерен (£>)
Рис. 2 35. Влияние содержания углерода
на механические свойства серого чугуна
Рис. 2.36. Влияние содержания кремния на
механические свойства серого чугуна
Рис. 2.37. Влияние графита
на относительную скорость
звука в сером чугуне
125
дисперсность перлита, размеры, количество, распределение гра-
фита (рис. 2.34), структурные диаграммы для чугуна строят
в координатах углерод—кремний.
Углерод сильнее, чем кремний, влияет на количество, раз-
меры и распределение графита в структуре чугуна. При низ-
ком содержании углерода в структуре чугуна может образо-
ваться междендритный графит. Так, в чугуне, содержащем
3 % Си 1,0 % Мп, по мере снижения содержания углерода
уменьшается критическая скорость охлаждения (оКр), при ко-
торой образуется междендритный графит [1]:
С, % ............ 2,3 2,5 2,7 2,9
vKp, °С/с........ 0,16 0,6 1,05 1,56
Кремний при обычных содержаниях в сером чугуне (до 3 %)
мало влияет на распределение графита.
Малые примеси легирующих элементов (например, хрома)
в количествах, характерных для низколегированных чугунов,
лишь немного смещают области на структурных диаграммах.
Влияние углерода и кремния на механические свойства се-
рого чугуна показано на рис. 2.35, 2.36 [4].
Обычно прочность и твердость выражают через степень на-
сыщенности Sc. Однако эти показатели свойств при одной и
той же Sc изменяются с изменением соотношения содержания
углерода и кремния. Уменьшение содержания углерода в преде-
лах одной и той же Sc повышает прочность чугуна [27].
Размеры графитовых включений влияют на такие важные
показатели служебных свойств, как демпфирующая способность
(рис. 2.37), модуль упругости (рис. 2.38). По мере увеличения
размеров графитовых включений при повышении содержания
углерода возрастает сопротивление серого чугуна термическому
растрескиванию, и влияние графита превосходит влияние леги-
рования (табл. 2.41) [24].
Марганец и сера. Влияние марганца, содержание которого
в сером чугуне находится в пределах 0,5—1,0 %, следует рас-
сматривать одновременно с содержанием серы, которая всегда
присутствует в чугуне в количестве 0,02—0,15%. Имея большое
химическое сродство, эти элементы при кристаллизации чугуна
образуют прочные соединения: сульфид марганца или сульфиды
железа, обогащенные марганцем. Влияние на кристаллизацию
определяется избытком в чугуне одного из этих элементов. На
практике в чугуне всегда имеется избыток марганца, опреде-
ляемый выражением:
% Мп„зб- % Мп —1,7 % S —(0,2 —0,3) %.
Марганец повышает растворимость углерода в аустените,
уменьшает количество графита, выделяющегося при кристалли-
зации. При эвтектоидном превращении марганец стабилизирует
126
Рис. 2.38. Влияние размеров гра-
фита (£) на модуль упругости се-
рого чугуна
1000\500-25l)M-120\ 15-30 I
500'1000120-25030-60 <15
величина включений
epatpuma Ljikm
Рис. 2.39. Влияние содержания марганца
на механические свойства серого чугуна
Рис. 2.40. Влияние содержания серы на
механические свойства серого чугуна
0 0,2 0.4 0,6 0,8 1,0 1,2 1,Ь 1,6 Ю 2,0 2,2
Содержание фосфора, °/о
Рис. 2.41. Влияние содержания фосфора на механические свойства серого чугуна
перлит, уменьшая количество фсрр-ита в структуре чугуна.
В результате этого марганец при его содержании до 1 % повы-
шает механические свойства чугуна (рис. 2.39), избыток серы
снижает прочность и повышает твердость (рис. 2.40).
Сульфиды марганца при кристаллизации выполняют роль
центров графитизации. Поэтому чугун с пониженным содержа-
нием серы (менее 0,03%), выплавленный в электропечах, бо-
лее склонен к отбелу и переохлаждению при кристаллизации,
127
ТАБЛИЦА 2.41
термическая СТОЙКОСТЬ СЕРОГО ЧУГУНА С РАЗЛИЧНЫМ
СОДЕРЖАНИЕМ УГЛЕРОДА И ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
Содержание элементов, % Среднее коли- чество циклов* до появления трещин
С Si Мп Сг Мо Си Ni
4,0 1,7 0,80 0,57 1,2 86
3,89 1,55 0,76 0,60 0,5 1,2 — 40
3,33 1,9 0,78 0,55 .— — 0,15 17
3,5 2,3 0,70 0,60 0,5 1,2 — 13
3,6 1,8 0,70 0,60 — 1,2 — 29
* Индукционный нагрев до 700 °C, охлаждение водой торца цилиндрического образ-
ца.
и для получения нормальной структуры серого чугуна необхо-
димо применять эффективное модифицирование.
Фосфор, как и кремний, интенсивно снижает растворимость
углерода в жидком чугуне и поэтому способствует усилению
графитизации при эвтектической кристаллизации.
При кристаллизации чугуна фосфор ликвирует на границу
эвтектического зерна, усиливая ликвацию карбидообразующих
элементов [28, 29]. Из остаточной эвтектической жидкости, обо-
гащенной фосфором, хромом, молибденом, марганцем, на гра-
нице эвтектических колоний кристаллизуется фосфидная эвтек-
тика (табл. 2.42). При соотношении Cr/P^l,5; V/P^l,0 [30],
а также при содержании кремния в чугуне менее 1,0 % фосфид-
ная эвтектика кристаллизуется в контакте с пластиной ледебу-
ритного цементита (тип Ф5 по ГОСТ 3442—87).
При содержании до 0,3 % Р фосфидная эвтектика образует
разорванную сетку, а свыше 0,5 % Р — сплошную сетку.
Влияние фосфора на механические свойства серого чугуна
показано на рис. 2.41. Фосфидная эвтектика несколько повы-
ТАБЛИЦА 2.42
РАСПРЕДЕЛЕНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ В ФОСФОРИСТОМ ЧУГУНЕ
Элементы Содержание элементов, , %
среднее в чугуне в матрице в фосфидной эвтектике
Фосфор 0,5—0,88 5,8-6,1
Хром 0,4—1,0 0,29—0,77 0,86—2,78
Марганец 0,5—1,0 0,42—0,77 0,76—1,84
Ванадий 0,3-0,45 0,12-0,23 0,75—0,97
Молибден 0,75 0,26 4,03
128
шает твердость. Однако прочность и особенно пластичность чу-
гуна снижаются по мере увеличения фосфора свыше 0,2—
0,3%.
Специальные легирующие элементы. В качестве легирующих
элементов серого чугуна чаще всего используют хром, никель,
медь, титан, реже ванадий, в специальных случаях — молибден
и олово. Легирующие элементы изменяют растворимость угле-
рода в жидком чугуне и в аустените, входят в состав феррита
и цементита.
Никель, марганец, медь снижают температуру эффектив-
ного превращения аустенита, что приводит к образованию пре-
имущественно перлитной структуры при эвтектоидном превра-
щении аустенита. Хром, ванадий, молибден в количествах до
0,8%, характерных для серого чугуна, в основном легируют и
стабилизируют перлитный цементит, предотвращая его распад
при медленном охлаждении отливки. За счет стабилизации и
измельчения перлита, легирования его составляющих легирую-
щие элементы повышают механические свойства при комнатной
и повышенных температурах. Некоторые из них эффективно по-
вышают однородность структуры и свойств в толстых и тонких
сечениях отливок.
Хром, никель, медь в количестве до 1,0 % каждого наибо-
лее часто используют для легирования серого чугуна. Влияние
этих (и других) легирующих элементов на механические свой-
ства иллюстрируют рис. 2.42.
Хром повышает растворимость углерода в жидком растворе
и в аустените, увеличивает количество связанного углерода
в чугуне, уменьшает количество графита и феррита. Содержа-
ние хрома обычно ограничивают 0,25—0,45%, поскольку даль-
нейшее увеличение его содержания увеличивает склонность чу-
гуна к отбелу, снижает критическую скорость охлаждения, пре-
вышение которой приводит к образованию цементита в струк-
туре.
Ниже приведены значения критической скорости охлажде-
ния (1»кр), превышение которой приводит к образованию цемен-
тита в структуре, для различных содержаний хрома:
Сг, % ........ 0,05 0,5 1,07
vKp, °С/мин . . . 235 165 35
Никель и медь за счет перлитизации структуры и измельче-
ния перлита повышают прочность серого чугуна. В то же время
в процессе кристаллизации они снижают растворимость угле-
рода в аустените и способствуют увеличению количества гра-
фита в структуре.
Известно, что по мере увеличения толщины стенки проч-
ность п твердость чугуна снижаются. В разностенных отливках
5 Заказ № 1556
129
Рис. 2.42. Влияние легирующих
элементов на твердость и прочность
перлитного чугуна (бв1 и бв2 —
легированный и нелегированный
чугун соответственно)
Рис. 2.43. Изменение прочности се-
рого чугуна в зависимости от тол-
щины стенки отливки (S):
/ — без никеля, СЕ»4,2 %; 2 —
1,85 % Ni, СЕ=3,4 %.; 3 — 3,1 Ni,
СЕ=3,4 %
0,70 0,78 0,86 0,94 Sc
325
275
v? 225
175
0,70 0,78 0J86 0,94 Sc
300
250
200
150
100
280
240
200
160
0,70 0,78 0,86 0£4Sc
Ч 260
| 220
180
55 140
0,70 0,78 0,86 0,94 Sc
0,70 0,78 0,86 0,94 Sc
0,70 0,78 0,86 OJ4SC
Рис. 2.44. Влияние меди на ов и НВ перлитного серого чугуна для отливод диаметром
30 (а), 70 (б) и 150 (в) мм при различной Sq:
/ — 2 % Си, 2 — I % Си, 3 — без меди
Рис. 2.45. Влияние молибдена на стой-
кость серого чугуна с 3,5 % С против об-
разования термических трещин (число
циклов до образования трещин и сред-
няя длина трещип).
Термический цикл: нагрев для 923 К, ох-
лаждение до 533 К в жидкой среде.
Циф^ы у кривых — содержание молнбде-
130
ТАБЛИЦА 2.43
ВЛИЯНИЕ ЛЕГИРОВАНИЯ НА ПРОЧНОСТЬ СЕРОГО ЧУГУНА
ПРИ КОМНАТНОЙ И ПОВЫШЕННОЙ ТЕМПЕРАТУРАХ
Сэ Содержание элементов, % Ов, МПа НВ при 293 К
Ст Мо Ni при 293 К при 700 К
3.61 0,61 0,84 0,04 442 123 269
3,82 0,41 0,44 1,12 384 112 255
3,83 0,08 0,73 0,08 314 105 225
3,87 0,08 0,07 0,15 29 88 217
свойства чугуна в различных сечениях могут существенно раз-
личаться.
Никель, а также медь, хром обеспечивают уменьшение ин-
тенсивности падения прочности и твердости с увеличением тол-
щины стенки (рис. 2.43, 2.44).
Молибден в количестве до 0,6 %, наиболее характерном для
обычного серого чугуна, практически не влияет на склонность
чугуна к отбелу, не образует собственных карбидов, хотя и яв-
ляется карбидообразующим элементом. Распределяясь между
эвтектоидными цементитом и ферритом, молибден в широком
интервале температур эффективно повышает прочность чугуна.
Наиболее эффективно прочность повышается при комплекс-
ном легировании молибденом в сочетании с хромом, никелем,
медью [3].
Легирование молибденом, особенно в сочетании с другими
легирующими добавками, наиболее эффективно для повышения
прочности при повышенной температуре, длительной прочности
(табл. 2.43, 2.44) [32, 4].
Термическая стойкость серого чугуна (стойкость против
образования термических трещин) зависит прежде всего от
ТАБЛИЦА 2.44
ВЛИЯНИЕ ЛЕГИРОВАНИЯ НА СТАТИЧЕСКУЮ И ДЛИТЕЛЬНУЮ
ПРОЧНОСТЬ* ЧУГУНА СОСТАВА (%): 3,43 С; 1,7 Si; 0,6 Мп
Чугун Ов» МПа стдл' МПа
Нелегированный 266 31
Легированный (содержание элементов, %): 0,5Сг; 0,6 Ni; 0,6Cu 302 41
0,4Мо; 0,08Sn 305 59
0,ЗСг; 0,9Си 324 55
0,ЗМо; 1,0 Ni, 0,5Сг, 0,5Мо 331 74
• При 843 К. 1000 ч.
5*
131
содержания углерода (размеров графита) в чугуне. Однако су-
щественное повышение термической стойкости высокоуглероди-
стого чугуна достигается легированием молибденом (рис. 2.45).
При термоциклировании (индукционный 'нагрев торца об-
разца до 813 К, выдержка 7 мин, охлаждение до 373 К) до об-
разования термической трещины установлено преимущественное
влияние молибдена в сочетании с оловом и хромом на термо-
стойкость чугуна, содержащего 3,26—3,45 % С и 1,56—1,76 %
Si [33]:
Легирование, %:
Среднее число
циклов
0,5 Сг; 0,6 Ni; 0,6 Си........... 48—78
0,39 Мо; 0,5 Сг.................. 221
0,48 Мо; 0,0333 Sn .............. 288
0,80 Мо; 0,053 Sn................ 511
Ванадий является сильным карбидообразующим элементом.
В обычных серых чугунах его содержание находится в преде-
лах 0,08—0,3 %. При таких содержаниях ванадий образует кар-
биды или карбонитриды ванадия, равномерно распреденные
в матрице. Ванадий сильнее повышает прочность и твердость
чугуна, чем другие легирующие элементы (см. рис. 2.42). В со-
став износостойких чугунов, в том числе фосфористых, часто
вводят 0,08—0,25 % V.
Олово и сурьма являются сильными перлитизаторами чу-
гуна. Оба элемента при содержании 0,03—0,1 % повышают ко-
личество перлита в структуре чугуна отливок. Увеличение со-
держания олова и, особенно, сурьмы сверх предела, обеспечи-
вающего перлитизацию чугуна в отливке данного сечения, при-
водит к охрупчиванию чугуна, ухудшению обрабатываемости.
Влияние олова на твердость в зависимости от сечения отливки
показано на рис. 2.46, влияние сурьмы на механические свой-
ства — на рис. 2.47.
В табл. 2.45 приведены обобщенные данные о влиянии ос-
новных легирующих элементов на механические свойства и ха-
рактеристики технологических свойств серого чугуна перлит-
ного класса [31].
Титан. Малые примеси (до 0,03%) титана всегда содер-
жатся в сером чугуне, попадая в него из таких шихтовых мате-
риалов, как стальные отходы «и чугунный лом. В количествах
0,03—0,1 % титан вводят в специальные конструкционные се-
рые чугуны. В чугуне титан образует карбиды или карбони-
триды, которые при его содержании 0,03—0,1 % равномерно
распределены в матрице. Включения карбонитридов титана по-
вышают износостойкость тормозных дисков и барабанов, даже
при наличии в структуре чугуна повышенного количества фер-
рита [34].
132
Рис. 2.46. Влияние олова на твер-
дость серого чугуна состава, %:
3,3 С.; 2,15 Si; 0,4 Мп в зависимо-
сти от диаметра литой заготовки
(D):
/ — без олова; 2 — 0,1 % Sn
Рис. 2*47. Влияние содержания сурьмы
на механические свойства серого чу-
гуна. f — стрела прогиба, мм
Рис. 2.48. Влияние содержания мышьяка на
механические свойства серого чугуна
Титан несколько снижает прочность чугуна. Ниже приве-
дены [39] значения <тв для чугунов одинакового базового хими-
ческого состава с различным содержанием титана:
Ti, % .... 0,01—0,03 0,03—0,05
ав. МПа . . . 250—300 230—260
Такое действие титана связано с тем, что он нейтрализует
(связывает) азот, повышающий прочность чугуна.
Азот. Содержание азота в чугуне находится в пределах
0,005—0,013%. Большее содержание соответствует чугунам, вы-
плавляемым в электропечах.
Увеличение содержания азота на каждые 0,001 % приводит
к повышению пв на 6—8 МПа, НВ — на 30—40 МПа [31].
При содержании азота свыше 0,012% появляется опасность
образования в отливках ситовидной пористости.
133
ТАБЛИЦА 2.45
СРАВНИТЕЛЬНОЕ ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
НА ПОВЫШЕНИЕ Ов И НА НЕКОТОРЫЕ ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
СЕРОГО ЧУГУНА*1
V Сг Мо
Склонность к отбелу Твердость феррита Перлитизация ав*а перлитного чугуна, МПа Закаливаемость*3 +2 + 1,8 + 1 + (25—35) 3 +1 +1,1 +2 + (30—50) 3 +0,3 + 1,7 —1 + (25—30) 19
Продолжение 2.45
Си N1 Sn
Склонность к отбелу —0,4 —0,3
Твердость феррита + 1,15 +0,9 + 1,2
Перлитизация + 1 +0,2 + 1,2
ав*2 перлитного чугуна, МПа + (25—30) + (15—25) ——
Закаливаемость*3 8 10 —
♦* 4- увеличение; — снижение. Повышение Ов при легировании (%) 0,2 V; 0,4 Сг:
0,25 Мо; 1,0 Си; 1,0 Ni. •• За единицу закаливаемости принята закаливаемость неле-
гированного чугуна.
Вредные примеси. К числу вредных примесей, ухудшающих
микроструктуру и снижающих механические свойства чугуна,
относятся свинец и мышьяк. Эти элементы попадают в чугун из
шихтовых материалов; свинец — из лома автоматных и освин-
цованных сталей, мышьяк — из доменных чугунов. Хотя при со-
держании до 0,02 % РЬ и до 0,2 % As перлитизируют структуру
чугуна, эти элементы способствуют образованию «вырожден-
ного» «видманштеттова» графита, резко снижающего прочность
чугуна [35}. По этой причине их содержание в чугуне ограни-
чивают 0,003—0,006 %.
Ниже приведены данные, характеризующие влияние свинца
на прочность и твердость серого чугуна:
Содержание РЬ, %
Сечение пробы, мм
ав, МПа ....
НВ..............
— — 0,13 0,13
30 90 30 90
303 204 234 169
227 207 218 202
Влияние мышьяка на механические свойства серого чугуна
показано на рис. 2.48.
134
2.7.2. ПРИНЦИПЫ ВЫБОРА ХИМИЧЕСКОГО
СОСТАВА
Химический состав должен обеспечивать получение заданной
марки чугуна, прочность (и твердость) которого в пробной ли-
той заготовке соответствует требованиям стандарта на серый
чугун. При этом химический состав факультативен и назнача-
ется литейщиками как один из элементов технологического про-
цесса получения чугуна заданной марки. Только в тех случаях,
когда химический состав и, особенно, содержание легирующих
элементов должны обеспечивать выполнение специальных тре-
бований к отливке (теплостойкости, жаропрочности, износо-
стойкости, термостойкости, коррозионной стойкости и др.) хими-
ческий состав обязателен и должен соответствовать техническим
условиям или требованиям чертежа.
Рекомендуемый химический состав чугуна каждой марки
обычно приводится в приложениях к стандартам (табл. 2.46).
Однако в рекомендациях стандартов содержание элементов хи-
мического состава дано в достаточно широких пределах и тре-
бует уточнения в зависимости от условий производства (ме-
тода плавки, состава шихты), характеристики отливок (массы,
максимальной и минимальной толщины стенок) и технических
требований к ним.
Отраслевые стандарты и руководящие материалы уточняют
рекомендуемый химический состав чугуна различных марок
с учетом некоторых из перечисленных факторов применительно
к отраслевой номенклатуре отливок (табл. 2.47, 2.48, 2.49).
Основой для выбора химического состава чугуна различных
марок могут быть значения степени насыщенности Sc (или угле-
родного эквивалента Сэ= % С+*/з % Si), рекомендуемые стан-
ТАБЛИЦА 2.46
ХИМИЧЕСКИЙ СОСТАВ СЕРОГО ЧУГУНА (СПРАВОЧНОЕ ПРИЛОЖЕНИЕ 3
ГОСТ 1215-85. «СЕРЫЙ ЧУГУН. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ»)
Марка чугуна Содержание элементов, %
С SI Мп Р S
СЧ 00 3,5—3,8 2,2—2,6 0,5—0,8 0,3 0,15
СЧ 10 3,5—3,7 2,2—2,6 0,5—0,8 0,3 0,15
СЧ 15 3,5—3,7 2,0—2,4 0,5-0,8 0,2 0,15
СЧ'20 3,3—3,5 1,4—2,2 0,7—1,0 0,2 0,15
СЧ 25 3,2—3,4 1,4—2,2 0,7—1,0 0,2 0,15
СЧ 30 3,0—3,2 1,0—1,3 0,7—1,0 0,2 0,12
СЧ 35 2,9-3,0 1,0—1,1 0,7—1,1 0,2 0,12
Приме ч а и и е. Допускается низкое легирование различными элементами
(хром, никель, медь, титан и др.).
135
ТАБЛИЦА 2.47
ХИМИЧЕСКИЙ СОСТАВ СЕРОГО ЧУГУНА ДЛЯ АВТОМОБИЛЬНЫХ
ОТЛИВОК (СТАНДАРТ SAE 859 США)
Марка чугуна авМПа (не менее) сэ’ % Содержание элементов, %
С S1 Мп S 1 р
(не б олее)
1800 118 4,25—4,5 3,4—3,7 2,8—2,3 0,5—0,8 0,15 0,25
2500 173 4,0—4,25 3,2—3,5 2,4—2,0 0,6—0,9 0,15 0,20
3000 207 3,9—4,15 3,1—3,4 2,3—1,9 0,6—0,9 0,15 0,15
3500 241 3,7—3,9 3,0—3,3 2,2—1,8 0,6—0,9 0,15 0,12
4000* 276 3,7—3,9 3,0—3,3 2,1—1,8 0,7—1,0 0,15 0,10
• Легированный чугун.
дартами или руководящими материалами. Одну и ту же сте-
пень эвтектичности можно получить при различном соотноше-
нии кремния и углерода. От соотношения кремния и углерода
зависит склонность чугуна к отбелу (рис. 2.49). Чем выше это
соотношение, тем ниже склонность к отбелу, но тем меньше
графита образуется в структуре чугуна и тем мельче графит.
По этой причине для массивных отливок и отливок разностен-
ТАБЛИЦА 2.48
ХИМИЧЕСКИЙ СОСТАВ СЕРОГО ЧУГУНА ДЛЯ АВТОМОБИЛЬНЫХ ОТЛИВОК
(ОСТ 37.002.0988—83 МИНАВТОПРОМА «ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ»)
Марка чугуна Содержание элементов, % % Способ выплавки
С Si Мп Р I S 1 с'
(не б( >лее)
СЧ 15 3,4—3,7 2,3—2,8 0,5—0,8 0,25 0,12 — 4,25—4,5 Вагран- ка
СЧ 20 3,2—3,5 3,1—3,4 2,0—2,5 2,1—2,5 0,5—0,8 0,5—0,8 0,20 0,12 0,12 0,04 0,2—0,4 0,2—0,4 3,95—4,2 3,90—4,15 То же Электро- печь
СЧ 25 3,1—3,4 3.0—3,5 1,8—2,2 2,0—2,3 о о СЛ СИ 1 1 о о ОО 00 0,15 0,12 0,12 0,04 о о N3 ЬО 1 1 р р 4*. 3,80—4,05 3,75—4,00 Вагран- ка Электро- печь
СЧ 30 3,0—3,3 1,8—2,2 0,7—1,0 0,10 0,04 0,2—0,6 3,70—3,95 То же
Примечания. 1. Допускается низкое легирование никелем, медью, ванадием,,
титаном и другими элементами для повышения служебных свойств. 2. Для выплавки чу-
гуна дуплекс-процессом вагранка — электропечь рекомендуется химический состав чугуна»
выплавляемого в вагранке.
136
ТАБЛИЦА 2.49
РЕКОМЕНДУЕМЫЙ ХИМИЧЕСКИЙ СОСТАВ И ТЕХНОЛОГИЧЕСКИЕ
ХАРАКТЕРИСТИКИ СЕРОГО ЧУГУНА* РАЗЛИЧНЫХ МАРОК
(РТМ 108.922.01—81 МИНЭНЕРГОМАША)
Содержание элементов, %
Марка чугуна С S1 Мп sc Si/C
СЧ 20 СЧ25 СЧ 30 Ди 3,1—3,3 3,0—3,2 3,9—3,1 1Я средних и 2,0—2,5 2,0—2,5 2,0—2,5 тяжелых от 1,0—1,2 1,1—1,3 1,2—1,4 ливок 0,9 0,86 0,83 0,7 0,73 0,75
Для особо тяжелых отливок, формуемых с холодильниками
СЧ 25 СЧ 30 3,0—3,3 2,9—3,2 1,8—2,2 1,6—2,0 1,0—1,2 1,1—1,3 0,85 0,82 0,64 0,60
* Средние значения.
ных с массивными узлами и тонкими стенками (станины, са-
лазки станков, крупные дизельные блоки цилиндров) рекомен-
дуется применять чугун с более высоким соотношением Si/C,
т. е. с пониженным содержанием (в пределах заданного значе-
ния Sc) углерода и повышенным — кремния.
На выбор химического состава чугуна влияют состав шихты,
метод плавки, температура перегрева и время выдержки рас-
плава в жидком состоянии, от которых зависит количество
устойчивых зародышей кристаллизации в расплаве.
При плавке в вагранке чугун содержит до 0,12% S, погло-
щаемой из кокса, в расплаве имеется большое количество соб-
ственных зародышей графитизации в виде графитовых комплек-
сов (в том числе наследуемых из доменного чушкового чугуна),
сульфидов марганца и других. Благодаря большому количеству
собственных зародышей графитизации чугун ваграночной плавки
менее склонен к переохлаждению при кристаллизации. В ре-
зультате в структуре чугуна крупнее эвтектическое зерно, длин-
нее включения графита, меньше междендритного графита
(рис. 2.50). Такой чугун имеет более низкую прочность и твер-
дость по сравнению с чугуном такого же химического состава,
выплавленным в электропечи.
Чугун, выплавленный в индукционной электропечи, имеет
более высокую склонность к переохлаждению, чем чугун, вы-
плавленный в дуговой электропечи и, тем более, в вагранке.
Это связано с всплыванием зародышей графитизации в про-
цессе индукционного перемешивания расплава чугуна. Пере-
137
hofiM
1,6
1,2
0,8
0,0-
О
0,2 ОН 0,6 0,8 1,0 Si/C
Рис. 2.49. Влияние соотно-
шения Si/C на глубину от-
бела (Ло) серого чугуна в
клиновой пробе
Рис. 2.50. Влияние метода плавки на
количество междендритного графита
(МГ); максимальную длину включений
графита £тахи средний диаметр эв-
тектического зерна (О) в зависимости
от углеродного эквивалента (СЕ):
/ — в вагранке; 2 — дуплекс-процесс;
3-в дуговой электропечи. Сплошные
кривые — перегрев 1390 °C, штриховые
кривые — перегрев 1480 °C
охлаждение тем сильнее, чем выше перегрев и длительнее вы-
держка жидкого чугуна (табл. 2.50, 2.51).
Чугун с повышенной склонностью к переохлаждению, связан-
ной с низкой степенью эвтектичности или с перегревом и вы-
держкой при высоких температурах, после модифицирования
имеет высокую прочность.
ТАБЛИЦА 2.50
ВЛИЯНИЕ ПЕРЕГРЕВА НА МИКРОСТРУКТУРУ СЕРОГО ЧУГУНА*
В ОБРАЗЦАХ ДИАМЕТРОМ 12,5 мм
Температура перегрева чугуна, К Микроструктура
матрица графит
1798 Перлит Среднепластинчатый неравномерно распределенный Мелко- и среднепластинчатый розе-
1938 То же
2043 Перлит + феррит пере- охлаждения точного распределения Точечный междендритный графит
* Химический состав чугуна, %: 3,25 С; 2,1 SI; 0,75 Мп; 0,12 Р; 0,02 S; заливка
при 1773 К.
138
ТАБЛИЦА 2.51
ВЛИЯНИЕ ВРЕМЕНИ ВЫДЕРЖКИ НА МИКРОСТРУКТУРУ СЕРОГО ЧУГУНА*
В [ОБРАЗЦАХ ДИАМЕТРОМ 45 мм
Время выдержки, ч, при 1773 К Микроструктура
матрицы графита
0 Перлит Мелко- и среднепластинчатый, нерав- номерно распределенный
2 То же То же
4 » Мелко- и среднепластинчатый розе- точного распределения
6 Перлит + феррит пере- охлаждения Точечный и мелкопластинчатый меж- дендритного распределения
Химический состав чугуна приведен в табл. 2.50.
В табл. 2.52 приведены данные о химическом составе чугуна
различных марок при плавке в вагранках и электропечах
с указанием номенклатуры отливок, их массы и толщины сте-
нок (примеры).
2.7.3. ПРИНЦИПЫ ВЫБОРА ШИХТЫ
Состав шихты, и особенно количество стального лома в шихте,
существенно влияет на свойства расплава, характер его кри-
сталлизации и, следовательно, на микроструктуру и свойства
чугуна. Увеличение количества стального лома в шихте и при
ваграночной плавке, и при электроплавке повышает склонность
чугуна к переохлаждению, к образованию отбела в отливках.
Однако склонность к отбелу подавляется модифицированием
чугуна. Прочность же и твердость чугуна по мере увеличения
количества стального лома в шихте (особенно при электро-
плавке) повышаются (рис. 2.51).
Рекомендации по минимально необходимому количеству
стального лома в шихте при различных методах плавки при-
ведены в табл. 2.53. При электроплавке чугуна стремятся
Рис. 2.51. Влияние количества стали
в шихте на прочность серого чугуна
при различных методах плавки:
1 — планка в вагранке, 2 — дуплекс*
процесс; 3 — плавка в электропечи |5]
Количество стили // in их/nr, %
139
- ТАБЛИЦА 2.52
О ХИМИЧЕСКИЙ СОСТАВ НЕЛЕГИРОВАННЫХ И НИЗКОЛЕГИРОВАННЫХ
ЧУГУНОВ ПРИ РАЗЛИЧНЫХ МЕТОДАХ ПЛАВКИ
Метод плавки Содержание элементов, % Характеристика отливок (в скобках толщина стенки отливки)
С Si Мп Сг N1 Ti Си
СЧ 15
Вагранка Вагранка — дуто- 3,2—3,4 3,5—3,65 2,3—2,6 2,4—2,6 0,5—0,8 0,5—0,7 До 0,2 До 0,2 До 0,1 До 0,1 До 0,03 До 0,12 Картеры, коллекторы, де- тали компрессора автомо- биля массой до 20 кг (5— 8 мм) Коллекторы, патрубки,
вая электропечь шкивы, крышки массой до 5 кг (5—15 мм)
Индукционная печь — канальный миксер 3,5—3,7 2,55—2,70 0,6—0,9 СЧ 20 Диски сцепления, тормоз- ные барабаны, коллекто- ры массой до 30 кг (5— 25 мм)
Вагранка 3,1—3,35 2,2—2,6 0,5-0,8 0,2—0,3 — — — Блоки цилиндров автомо- биля, картеры массой до 90 кг (10—25 мм)
Вагранка — дуго- вая электропечь 3,2—3,5 2,0—2,4 0,6—0,8 0,3—0,45 До 0,12 0,03—0,08 0,15—0,4 Блоки цилиндров автомо- билей массой до 500 кг (8—40 мм)
Дуговая электро- печь — дуговая электропечь 3,3—3,45 2,1—2,3 0,5—0,7 0,2—0,3 0,12—0,20 0,03—0,08 0,4 Блоки цилиндров, карте- ры; тормозные барабаны автомобилей массой до 100 кг (5—30 мм)
Дуговая электро- печь 3,3—3,5 2,1—2,3 0,4—0,6 — Корпуса, фланцы, крыш- ки станочных отливок мас- сой до 500 кг (15—50 мм)
Продолжение табл. 2.52
Метод плавки Содержание элементов, % Характеристика отливок (в скобках толщина стенки отливки)
С Si Мп Сг Ni Ti Си
СЧ 25
Вагранка Вагранка — дуго- 3,2 3,2—3,5 1,55 1,7—2,1 0,9 0,5—0,8 0,25 0,3—0,6 0,2—0,5 0,03—0,08 0,3—0,6 Станочные отливки (до 50 мм) Головки, гильзы цилинд-
вая электропечь • ров автомобилей массой до 100 кг (8—30 мм)
Дуговая электро- печь — индук- ционная печь 3,1—3,35 1,9—2,1 0,5—0,7 0,1—0,2 До 0,1 — До 0,1 Автомобильные отливки массой до 10 кг (5—15 мм)
Дуговая электро- печь 3,1—3,3 1,4—1,6 0,5—0,7 СЧ 30 Станочные отливки (крон- штейны, салазки) массой до 300 кг (30—60 мм)
Вагранка 3,1 1,85 1,1 0,15 0,35 — — Станочные отливки (до 70 мм)
Дуговая электро- печь 2,9—3,1 1,3—1,4 0,7—0,9 СЧ 35 Станины, столы, салазки станков (30—60 мм)
Дуговая электро- печь 2,8—3,0 1,1—1,3 0,8—1,0 — — — — Станочные отливки (60— 100 мм)
ТАБЛИЦА 2.53
МИНИМАЛЬНОЕ КОЛИЧЕСТВО СТАЛЬНОГО ЛОМА В ШИХТЕ
ДЛЯ ПОЛУЧЕНИЯ ЧУГУНА РАЗЛИЧНЫХ МАРОК
Сечение отливки, мм Содержание стального лома в шихте (%) для получения чугуна марок
СЧ 15 СЧ 20 СЧ 25 СЧ 30 СЧ 35
Плавка в вагранке
<30 I >30 1 5-10 I | 10—20 1 15—20 I 1 25—30 ; 1 25—35 | 35—40 I 35—40 | | 40—60 1 I 40—45 | 50—65
Плавка в электропечах
<30 До 5 5—15 15—25 25—30 30—35
>30 5—10 10—20 20—30 30—40 40—50
использовать в шихте максимальное количество стального лома,
а доменных чушковых чугунов — не более 7—10%. Необходи-
мое содержание углерода в чугуне получают за счет использо-
вания углеродистых добавок.
Составы шихты, рекомендуемые для различных марок се-
рого чугуна в зависимости от метода плавки, приводятся в ру-
ководящих отраслевых материалах (табл. 2.54, 2.55, 2.56).
2.7.4. МОДИФИЦИРОВАНИЕ
При получении отливок из серого чугуна для предупреждения
отбела или плохой обрабатываемости в тонких сечениях чугун
в жидком состоянии перед разливкой модифицируют специаль-
ными добавками. Модифицирование также обеспечивает полу-
чение в структуре чугуна тонкостенных отливок преимущест-
венно пластинчатого равномерно распределенного графита.
При низких значениях степени эвтектичности чугуна (низком
ТАБЛИЦА 2.54
РЕКОМЕНДУЕМЫЙ СОСТАВ ШИХТЫ ДЛЯ ВЫПЛАВКИ СЕРОГО ЧУГУНА
В ВАГРАНКАХ (ДЛЯ АВТОМОБИЛЬНЫХ ОТЛИВОК)
Наименование материалов Содержание в шихте, % от металлозавалки, для чугуна марок
СЧ 15 СЧ 20 СЧ 25
Чугун литейный или передельный 40 40 35
Лом стальной 5—7 10—15 15-20
Лом чугунный 10—20 10—15 10-15
Стружка брикетированная 8 8 8
Возврат 30-45 30—45 30—40
142
ТАБЛИЦА 2.55
СОСТАВЫ ШИХТЫ ДЛЯ ВЫПЛАВКИ СЕРОГО ЧУГУНА
В ЭЛЕКТРОПЕЧАХ (РД 37.002.0480— 86 МИНАВТОПРОМА)
Содержание в шихте, % от металлораз-
Наименование материалов валки, для чугуна марок СЧ 15 | СЧ 20 | СЧ 25
Плавка в индукционных печах
Чугун передельный 8—12 8—12 8—12
Лом стальной 25—35 30—40 30—40*1
Лом чугунный 10—15 5—10 5—10
Возврат 35—45 35—45 35—45
Ферросилиций ФС45 4—5 3—4 2—З*2
Ферромарганец ФМн75 0,8—1,0 0,8—1,0 0,8—1,О*2
Коксик графитированный (сверх 100 %) 2,0—2,5 1,8—2,0 1,5—2,0
Плавка в дуговых печах
Чугун передельный 5—8 5—8 5—8
Лом стальной 20—30 25—35 25—35*1
Лом чугунный 15—25 10—25 10—20
Возврат 35—45 35—45 35—45
Ферросилиций ФС45 4—5 3—4 2—З*2
Ферромарганец ФМн75 0,5—10 0,5—1,0 0,5—1,О*2
Стружка чугунная 10—15 10—15 10—15
Коксик графитированный (сверх 100 %) 2,0—2,5 1,8—2,0 1,5—2,0
•* Допускается использование до 50—60 % стальных
пользование отходов марганцовистой и кремнистой стали.
отходов. ♦* Допускается ис-
ТАБЛИЦА 2.56
РЕКОМЕНДУЕМЫЕ СОСТАВЫ ШИХТ ДЛЯ ВЫПЛАВКИ СЕРОГО ЧУГУНА
(МИ НСТ АН КОПРОМ РТМ 2 МТ20-2—82 «ТЕХНОЛОГИЯ ПЛАВКИ И ВНЕПЕЧНОЙ
ЗАРАБОТКИ СЕРОГО, КОВКОГО И ВЫСОКОПРОЧНОГО ЧУГУНА»)
Марка чугуна Средний состав шихты, % от металлозавалки
Доменный чугун Лом Возврат Стружка
литейный передельный стальной чугунный
Плавка в вагранке
СЧ10—СЧ 18 30—50 До 5 0—10 10—30 20—30 —
СЧ 20 25—40 До 5 10—20 10—25 15—30 —
СЧ 25—СЧ 30 24-35 До 5 15—35 10—20 10—20 —
Плавка в электропечи
СЧ 10—СЧ 20 — 10—25 20—40 25—35 25—35 25—35
СЧ 25—СЧ 30 ч' 1111 10—25 30—55 15—30 20—30 20—30
СЧ 35 — 5—10 70-80 — До 5 10—20
143
Рис. 2.52. Влияние модифицирования
на изменение твердости серого чугуна
в зависимости от сечения отливки S:
1 — немодифицированный,; 2 — модифи-
цированный ФС65Ба4; 3 — модифици-
рованный ФС75
Рис. 2.53. Зависимость глубины отбела
hQ от количества ФС75 в клиновой
пробе. 7^— температура металла из
плавильного агрегата
Рис. 2.54. Тиши проб для оценки склонности чугуна к отбелу (размеры указаны в мм)
а, б — клиновидные пробы, отливаемые в стержнях; в — проба-клин, отливаемая в пес-
чаной форме с холодильником по узкому торцу
144
ТАБЛИЦА 2.57
МОДИФИКАТОРЫ ДЛЯ СЕРОГО ЧУГУНА
Марка Химический состав, %
Si | Al | Са РЗМ | Ва | Fe
Ферросилиций*1. ГОСТ 1414—78
ФС75л | 74—80 | 1,5 | — | — | — | Остальное
Ферросилиций с барием*2, ТУ 14-5-160—84
ФС75Ба1 70—80 3,0 — 0,5—2,0 То же
ФС75Ба2 70—80 7,0 — — 2,0—7,0 »
ФС65Ба1 70—80 3,0 — — 0,1—2,0 »
ФС65Ба2 70—80 3,0 — — 2,0—5,0 »
Силикокальций, ГОСТ 4762—71
СК25 I I 55—60 I 2 1 25 1 - 1 10
СИЗО | 1 55—60 | 2 1 1 30 1 - 1 6
Силикобарий, ТУ 14-6-108—78
СБа25 55—65 3 25—30 I 15
СБаЗО 55—65 3 — 30—35 10
СБа35 55—65 3 — — 35 1 10
Лигатуры РЗМ, ТУ 14-5-136—81
ФСЗОРЗМ15 30—60 2—10 — 15—20 — Остальное
ФСЗОРЗМ1О 30—60 2—6 — 10—15 — То же
ФСЗОРЗМ5 30—60 2—15 — 5—10 — »
Ф1 Фактическое содержание кальция 0,2—1,0 %. *2 По требованию потребителей
поставляется с содержанием алюминия, %: <1,5, <2,0.
ТАБЛИЦА 2.58
МАРКИ И ТИПОВЫЕ ХИМИЧЕСКИЕ СОСТАВЫ МОДИФИКАТОРОВ
ДЛЯ СЕРОГО ЧУГУНА, ПРИМЕНЯЕМЫХ ЗА РУБЕЖОМ
Марка Содержание элементов*1, %
Si | Са А1 Мп | Ва | Ze
Ферросилиций: 75 % 76,5 0,82*а 1,3
50 % 47,5 0,20 1,3 — — —
85 % 86,0 1,01 1,4 — — —
Inoculoy 62,5 2,75 U 10,0 5,0 —
Inocuein 25 60, 65 0,6—1,0 0,7—1,5 5—7 —~ 5-7
Силикокальций 62,5 32,0 1,1 — —► —
ф| Остальное железо. *• 0,5—1,5 но техническим условиям.
145
углеродном эквиваленте) модифицирование повышает проч-
ность чугуна благодаря образованию пластинчатого равно-
мерно распределенного графита вместо междендритного и устра-
нению из структуры металлической основы феррита переохлаж-
дения, сопровождающего междендритный графит.
В разностенных отливках из чугунов высоких марок моди-
фицирование при правильно выбранном составе базового чугуна
уменьшает разницу прочности и твердости тонких и толстых
сечений (рис. 2.52).
Приведенный в технических условиях и в стандартах хими-
ческий состав чугунов, и особенно чугунов марок СЧ20 и
выше — окончательный, с учетом кремния, введенного с моди-
фикаторами.
В табл. 2.57 и 2.58 приведены химический состав основных
модификаторов, применяемых в отечественной и зарубежной
[36] практике для модифицирования серого чугуна, и их харак-
теристики.
Наиболее часто применяется и является универсальным для
модифицирования чугунов, выплавленных различными спосо-
бами, ферросилиций марки ФС75л, содержащий не более
1,5 % А1 и до 0,8 % Са. Эффективность ФС75л существенно
выше, если содержание кальция в нем от 0,8 до 1,5%.
Для модифицирования чугуна, выплавленного в электропе-
чах и предназначенного для получения тонкостенных отливок,
рекомендуется использовать ФС75л в сочетании с графитом,
силикокальцием, лигатурами РЗМ (табл. 2.59). Для модифици-
рования чугуна, выплавленного в вагранках, силикокальций не
применяют. В этом случае рекомендуется использовать ФС75л
в сочетании с графитом и лигатурами РЗМ (табл. 2.60).
Количество ферросилиция, вводимого в качестве модифика-
тора, определяется химическим составом базового чугуна, кото-
рый выбирают в зависимости от марки выплавляемого чугуна
и толщины стенок получаемых отливок. В литейных цехах, про-
изводящих крупные станочные отливки, дозу модификатора вы-
ТАБЛИЦА 2.59
РЕКОМЕНДАЦИИ ПО МОДИФИЦИРОВАНИЮ ЧУГУНА, ВЫПЛАВЛЕННОГО
В ЭЛЕКТРОПЕЧАХ (РД 37.002.0461-87 «КОВШЕВАЯ ОБРАБОТКА
ВЫСОКОКАЧЕСТВЕННЫХ СЕРЫХ ЧУГУНОВ» МИНЛВТОПРОМ)
Марка модификатора Доза модификатора, % от массы металла
СЧ 15 СЧ 20 | СЧ 25 СЧ 30
ФС75л 0,2—0,4 0,2—0,4 0,3—0,5 0,4—0,6
Ск25, СкЗО — — 0,1-0,2 0,1—0,2
ФСЗОРЗМ15 0,03—0,06 0,03-0,08 0,03 -0,08 0,05—0,1
Графит 0,1 0,1— 0,2 0,1-0,2 0,1-0,2
146
ТАБЛИЦА 2.60
РЕКОМЕНДАЦИИ ПО МОДИФИЦИРОВАНИЮ ЧУГУНА,
ВЫПЛАВЛЕННОГО В ВАГРАНКАХ (РД 37.002.0461—87 «КОВШЕВАЯ ОБРАБОТКА
ВЫСОКОКАЧЕСТВЕННЫХ СЕРЫХ ЧУГУНОВ» МИНАВТОПРОМ)
Марка модификатора Доза модификатора, % от массы металла
СЧ 15 СЧ 20 СЧ 25 СЧ 30
ФС75Л 0,1—0,2 0,2—0,4 0,3—0,5 0,3—0,6
ФСЗОРЗМ15 0,03—0,05 0,03—0,08 0,03—0,08 0,05—0,1
Г рафит — — 0,1—0,25 0,1—0,25
бирают в зависимости от величины отбела в специальной
пробе — клине в соответствии с рис. 2.53 и 2.54.
Модификаторы на основе ФС75л и ФС65 с активными эле-
ментами (Ва, Са), а также кремнистые с высоким содержанием
активных элементов более эффективны, чем ФС75л, и доза их
может быть уменьшена на 30—50 %. Эти модификаторы имеют
большую длительность действия (рис. 2.55), благодаря чему
увеличивается допустимое время разливки модифицированного
чугуна (табл. 2.61).
Важной технической характеристикой модификаторов явля-
ется их зерновой состав. Мелкозернистый модификатор дает
максимальный эффект, но быстро затухающий; крупнозерни-
стый— более слабый эффект, но растянутый во времени. Реко-
мендуется выбирать зернистость модификатора в зависимости
от массы чугуна в ковше:
Масса чугуна, кг До 50 500—100 100—1000 1000—5000 Св. 5000
Зернистость, мм 0,5—3,0 0,5—5 3—10 3—20 5—30
Учитывая, что ФС75л поставляют в зернах 3,2—10 мм (класс
крупности 6) и 3,2 — 20 мм (класс крупности 5), рекомендуется
для массы чугуна до 2000 кг использовать зерна 3,2—10 мм,
а свыше 2000 кг — 3,2—20 мм.
ТАБЛИЦА 2.61
РЕКОМЕНДУЕМОЕ ВРЕМЯ РАЗЛИВКИ МОДИФИЦИРОВАННОГО ЧУГУНА
(РТМ 108.922.01 — 81 МИНЭНЕРГОМАША)
Тип модификатора Время разливки модифицированного чугуна (мин) из ковшей с массой чугуна
до 0,5 т 1—5 т | 10—25 т
ФС75Л 4—6 6-10 10-20
ФС75 с активными элементами бария 4—6 6—12 15—20
Кремнистые с содержанием бария >15 % 6-10 10—15 15 25
147
5 15 50
Время выдержки t мин
Рис. 2.55. Затухание эффекта
модифицирования во време-
ни при вводе:
/ — ФС65Ба4, 2 — CaSi, 3 —
ФС75
Максимальную эффективность и живучесть действия имеют
модификаторы — смеси. Таким модификатором является «Эска-
лой», применяемый при производстве высококачественного чу-
гуна для станочных отливок.
«Эскалой» — это смесь ферросилиция ФС75л, силикокальция
Ск25, карбида кремния и графита (в соотношении
1: 1,2: 1,8: 2,5), имеющая зернистость 1—3 мм. Время живуче-
сти эффекта модифицирования «Эскалоем»— 40—60 мин, что
необходимо при заливке крупных станочных отливок, когда
время разливки ковша емкостью 12 т составляет 30—50 мин.
Важным фактором, определяющим эффективность действия
модификаторов, является температура жидкого чугуна. Для эф-
фективного модифицирования рекомендуемая температура жид-
кого чугуна в зависимости от марки должна быть:
Марка чугуна ... СЧ 20 СЧ 25 СЧ 30 СЧ 35
Температура, К . . 1633—1663 1653—1683 1683—1713 1693—1723
Модифицирование дает максимальный эффект только в со-
четании с оптимальной технологией получения жидкого чугуна.
Примером комплексного подхода к выбору марки и состава чу-
гуна (в зависимости от сечения отливки), состава шихты и дозы
модификатора (в зависимости от марки чугуна), к контролю
исходного расплава и модифицированного чугуна является реа-
лизованная на Волжском автозаводе технология, предусмотрен-
ная ОСТ 37.002.1051.84 «Высококачественный серый чугун для
станочных отливок» Минавтопрома.
Марка чугуна выбирается в зависимости от минимального
сечения отливки (S):
Марка чугуна . . . СЧ 20М СЧ 25М
S, мм ................... 5 7
СЧ 28М СЧ ЗОМ СЧ 35М СЧ 40М
8 10 20 20
148
Рис. 2.56. Проба-клин для контроля склонности
к отбелу чугуна в станочных отливках:
/ — серый излом; 2 —смешанная зона; 3 — белый
излом. Ниже приведены размеры клиновых проб
(4 — основание клина, 0 — угол, а — величина от-
беленной зоны):
4, мм 6,4 12.7 19,1 25,4 38,1 50,8
0 . . . 16° 28°30' 26°45' 25° 24'30' 23°30'
а, мм] 3,2 7,2 10,3 14,3 20,6 25,4
Химический состав выбирается в соответствии с табл. 2.62,
состав шихты и доза модификатора — табл. 2.63. Данные для
выбора типоразмеров клиновой пробы для контроля отбела ис-
ходного и модифицированного чугуна приведены в табл. 2.64 и
на рис. 2.56.
В табл. 2.65, 2.66 и 2.67 приведены практические данные, ха-
рактеризующие применение модифицирования при производ-
стве отливок из серого чугуна, выплавленного в вагранках и
в электропечах (примеры).
2.7.5. ТЕРМИЧЕСКАЯ ОБРАБОТКА
При производстве отливок из серого чугуна с пластинчатым гра-
фитом термическую обработку применяют для снятия внутрен-
них напряжений и обеспечения минимальных деформаций при
эксплуатации, а также для улучшения обрабатываемости и из-
носостойкости.
ТАБЛИЦА 2.62
ХИМИЧЕСКИЙ СОСТАВ СЕРЫХ ЧУГУНОВ ДЛЯ СТАНКОСТРОИТЕЛЬНЫХ
ОТЛИВОК
Марка чугуна Содержание элементов, %
С Si при определяющем сечении, мм Мп S Р
>15 мм >15<30 >30<60 >60090 (не более)
СЧ 20М СЧ 25М СЧ 28М СЧ ЗОМ СЧ 35М СЧ 40М 3,3—3,5 3,1—3,3 3,0—3,2 2,9—3,1 2,3—3,0 2,8-3,0 2,3—2,5 1,9—2,1 1,6—1,8 1,6—1,8 1,4—1,6 1,3-1,5 «25) 2,1— 2,3 1,6—1,8 1,5—1,7 1,4—1,6 1,3—1,5 1,2—1,4 «25 <50) 1,9-2,2 1,4—1,6 1,4—1,6 1,3—1,4 1,2—1,4 1,1 —1,3 (<50 <100) 3551 1 1 1 1 1 о N3 СО 0,4—0,6 0,5—0,7 0,6—0,8 0,7—0,9 0,8—1,0 0,8—1,0 0,10 0,10 0,10 0,12 0,12 0,12 0,20 0,20 0,14 0,15 0,15 0,07
Примечание. Сплав СЧ 40М содержит меди до 2 %, молибдена до 0,75 %!
добавка хрома возможна, если содержание молибдена меньше 0,75 %; в скобках указано
определяющее сечение отливки.
149
ТАБЛИЦА 2.63
ПРИМЕРНЫЙ СОСТАВ ШИХТЫ И КОЛИЧЕСТВО МОДИФИКАТОРА
<ЭСКАЛОЙ> ПРИ ИЗГОТОВЛЕНИИ СТАНКОСТРОИТЕЛЬНЫХ ОТЛИВОК
Марка чугуна Состав шихты, % Количество модификатора, %, от массы металла
стальной лом чугун чушковый возврат собственного производства
СЧ 20М 30 50 20 0,2
СЧ 25М 40 40 20 0,3
СЧ 28М 60 30 10 0,4
СЧ ЗОМ 60 25 15 0,5
СЧ 35М 65 20 15 0,5
СЧ 40М 65 20 15 0,5
ТАБЛИЦА 2.64
ВЫБОР ТИПОРАЗМЕРА КЛИНА ДЛЯ КОНТРОЛЯ ОТБЕЛА ИСХОДНОГО
(ДО МОДИФИЦИРОВАНИЯ) И МОДИФИЦИРОВАННОГО ЧУГУНА
Марка чугуна Величина отбела в клине после модифи- цирования, мм Типоразмер (А) клина для модифи- цированного чугуна, мм Типоразмер (А) клина для исходного чугуна, мм Величина отбела в клине до модифици- рования, мм
СЧ 40М; СЧ 35М (0,3—0,35) И И (3—3,5) И Н
СЧ ЗОМ; СЧ 28М 0,25Я Q,7H (1,8—2,1) И (0,6—0,8) Н
СЧ 25М; СЧ 20М (0,15—0,20) Н 0,5Я (0,8—1,0) И (0,2—0,4) И
Примечания. 1. Н — определяющее сечение отливки, мм. 2. По округленной
величине А выбирается типоразмер клина на рис. 2.56.
ТАБЛИЦА 2.65
КОНТРОЛЬНЫЕ ВЕЛИЧИНЫ ОТБЕЛА В КЛИНЕ
Марка чугуна Величина отбела после модифицирования, мм, при определяющем сечении отливки, мм Оптимальное соотношение величины отбела до и после модифицирования
<15 >15<30 >30<60 >60<100
СЧ 20М 1,5 2,5—4,0 1,5 : 1,0
СЧ 25М 2,0 4,0-6,0 5,0—7,5 — 2,0 : 1,0
СЧ 28М 3,0 5,0—7,5 6,5—10,0 — 2,5 : 1,0
СЧ ЗОМ 4,0 5,5—8,0 7,5—12,0 — 3,0 : 1,0
СЧ 35М — 6,5—10,0 9,0—14,6 11,0—17,0 3,0 : 1,0
СЧ 40М* 5.5 7,5—12,0 10,5—20,0 20,0 3,5 : 1,0
«25) (>25 <50) 050^100) О100<150)
* В'скобках указано определяющее сечение отливки.
150
ТАБЛИЦА 2.66
МОДИФИЦИРОВАНИЕ СЕРОГО ЧУГУНА, ВЫПЛАВЛЕННОГО В ВАГРАНКАХ (ПРИМЕРЫ)
Марка чугуна Метод плавки Модифицирование Отбел в клине Тип клина (см. рис. 2.54) Характеристика отливок (в скобках — толщина стенки отливки)
марка модификатора Л количество модифика- тора, % от массы чугуна базового чугуна после модифи- цирова- ния
СЧ 15*1 Вагранка ФС75л 0,2—0,3 5—7 3—5 1а Картеры, коллекторы, отливки компрессора автомобиля (5—7 мм)
СЧ 15*1 То же . ФСЗОРЗМ15 0,05—0,08 5—7 3—5 1а То же
СЧ 20#« Вагранка + элек- тродуговая печь ФС75л 0,25 6-8 4—6 1а Тормозные барабаны картера автомобиля (10—15 мм)
СЧ 20* 2 Вагранка + ка- нальный миксер ФС75л 0,2—0,3 5—8 1а Блоки и головки цилин- дров автомобилей (10— 35 мм)
СЧ 20«2 То же Г рафит 0,1—0,2 6—8 5—8 1а То же
СЧ 20*8 Вагранка МЦ40 0,04 2—4 1а Тормозные барабаны, картеры автомобилей (20—30 мм)
СЧ 25#« Вагранка ФС75л 0,4—0,6 6—8 2—4 1а Направляющие станков (не более 60 мм)
СЧ 30*2 То же ФС75л 1,0—1,2 6-8 2—4 1а Разностенные отливки тяжелого машинострое- ния (15—60 мм)
Нелегированный чугун. •* Низколегированный чугун.
— ТАБЛИЦА 2.67
ПРИМЕРЫ МОДИФИЦИРОВАНИЯ СЕРОГО ЧУГУНА, ВЫПЛАВЛЯЕМОГО В ЭЛЕКТРОПЕЧАХ
Марка чугуна Метод плавки Количество модифика- торов, % от массы чугуна Отбел в клине, мм Тип клина (см. рис. 2.54) Характер отливок (в скобках— толщина стенки отливки)
базового чугуна после мо- дифици- рования
СЧ 15 Индукционная тигельная печь 4- канальный миксер 0,ЗФс75л Диски сцепления, тормозные барабаны автомобилей (до 20 мм)
СЧ 15 Электродуговая электродуговая (миксер) печь + печь 0,3—0,4Фс75л + 0,2 графита 3-5 1,5—2,5 1в Коллекторы, шкивы, корпуса, крышки автомобилей (до 5— 15 мм)
СЧ 20 Электродуговая электродуговая (миксер) ’ печь + печь 0,3—0,4Фс75л + 0,2 графита 1,5-3 1,0—2,0 1в Блоки цилиндров, картера (5— 25 мм)
Сч 20 Электродуговая печь 0,2Фс75л + + О,О2ФсЗОРЗМ15 3—5 16 Гильзы цилиндров автомобилей (до 15 мм)
СЧ 20 Электродуговая печь 0,2 смесевого моди- фикатора типа «Эс- калон» 4—6 2,5—4,0 1г Крышки, заглушки, патрубки, фланцы (15—30 мм)
СЧ 25 Электродуговая печь + ин- дукционная тигельная печь 0,5Фс75л + + 0,2СК25 + 0,1 Г 4—6 1,3—1,8 1в Коллекторы, крыльчатки вен- тиляторов (3—10 мм)
СЧ 25 Электродуговая печь 0,3 смесевого моди- фикатора типа «Эс- калой» 10—15 5—7,5 1г Кронштейны, стойки, салазки станков (30—50 мм)
СЧ 35 Индукционная печь тигельная 03Фс75л Маховики автомобилей (до 70 мм)
СЧ 35 Электродуговая печь 0,5 смесевого моди- фикатора типа «Эс- калой» 35—50 11—17 1г Станины, плиты, корпуса стан- ков, прессов (60—100 мм)
Рис. 2.57. Влияние содержа-
ния кремния в чугуне на
температуру точки Ai
1100
1050
1000
350
О 1,0 2,0 3,0 Si,%
В отдельных случаях термическую обработку проводят для
устранения отбела в отливках (исправление брака).
Выбор температурного интервала нагрева отливок при тер-
мической обработке основан на информации о положении кри-
тических точек сплава на диаграмме состояния.
Положение критических точек зависит от химического со-
става и, прежде всего, от содержания кремния, которое в сером
чугуне колеблется от 1 до 3% (рис. 2.57). На положение кри-
тических точек серого чугуна влияют легирующие элементы:
молибден и никель; влияние хрома в меньшей степени, ванадия,
меди и некоторых других элементов значительно выше, чем
у стали.
Данные о критических точках для некоторых характерных
химических составов низколегированных чугунов приведены
в табл. 2.68, типичные диаграммы изотермического превраще-
ния аустенита — на рис. 2.58 и 2.59 [37J.
Закалка. Целью закалки является получение мартенситной
структуры металлической основы чугуна и, соответственно, вы-
сокой твердости и износостойкости.
ТАБЛИЦА 2.68
КРИТИЧЕСКИЕ ТОЧКИ НИЗКОЛЕГИРОВАННОГО СЕРОГО ЧУГУНА
Содержание элементов, % Ан Ак q А1 А*г,
С Si Мп Сг’ NI
2,82 0,69 0,42 0,59 0,36 745
2,65 1,60 1,50 0,15 0,10 760 — —- —
2,90 1,87 1,45 0,22 0,63 770 — — —
2,83 2,17 0,50 — — 775 830 765 723
2,86 2,27 0,50 0,70 1,70 770 825 750 700
2,86 2,23 0,50 0,95 3,00 770 825 750 700
2,85Ф1 2,24 0,45 2,30 780 830 725 625
2,86*« 2,24 0,50 — — 775 860 775 700
2,85** 2,25 0,55 0,35 — 770 825 725 680
В состав чугуна входит также 0,9 % Мо; 0,69% Мо; 9,00 % Сг соответственно.
153
Теп перату pa, °C Температура, °C
Рис. 2.58. Изотермическая
диаграмма распада переох-
лажденного аустенита в се-
ром чугуне состав, %: 2,90 С;
1,90 Si; 1,20 Мп,; 0,20 Сг:
0,20 Ni
Рис. 2.59. Изотермическая
диаграмма распада персох*
лажденного аустенита в
хромонпкелемолибдсновом
чугуне cociubu, %:
3.0 С; I.96S1; 0,94 Мп; 0.25
Сг; 0,96 NI; 0.68 Мо
154
Рис. 2.60. Влияние степени насы-
щенности (Sq) при постоянном со-
держании кремния [4]:
/ — до закалки,; 2 — после закалки
О 20 W 60 80 JOO 120
время выдержки, нин
Рис. 2.61. Растворимость углерода в сером
чугуне в зависимости от времени выдерж-
ки при различных температурах нагрева,
К:
/— 1053, 2 — 1073, 3 — 1093, 4—1133, 5 —
1173, 3— 1233
tjMUH
Рис. 2.62. Влияние исходной структуры
металлической основы и времени выдерж-
ки при 853 °C на закаливаемость серого
чугуна [14]:
1 — перлит; 2 — перлит+феррит; 3 — фер-
рит-1-перлит
Рис. 2.63. Влияние температуры от-
пуска (выдержка 1 ч) на твер-
дость закаленного чугуна
Температура, нагреб а,9С
Рис. 2.64. Влияние температуры на-
грева и времени выдержки на ко-
личество перлита в чугуне после
нормализации. Цифры у кривых —
время выдержки в минутах
Рис. 2.65. Зависимость количества
перлита в структуре серого чугуна
от температуры нормализации.
Цифры у кривых — содержание
кремния, %
155
Нагрев под закалку должен обеспечить полную аустенитиза-
цию исходной перлитной или перлито-ферритной структуры чу-
гуна. Аустенитизацию производят при температуре, превышаю-
щей на 50—70 °C верхнюю точку эвтектоидного интервала Afl.
Скорость охлаждения при закалке должна быть достаточно вы-
сокой для подавления превращения аустенита в перлит и полу-
чения мартенсита. Закалочные напряжения вызывают дефор-
мацию деталей. Во избежание деформации деталей применяют
стабилизирующий отпуск (после закалки) при 180—200 °C.
При повышении степени эвтектичности чугуна увеличива-
ются количество и размеры графита в его структуре, сущест-
венно снижается твердость как исходного, так и закаленного
чугуна (рис. 2.60).
Закаливаемость и прокаливаемость чугуна повышаются при
легировании молибденом, хромом, никелем. Особенно эффек-
тивно комплексное легирование. Легирующие элементы сни-
жают температуру закалки, при которой достигается высокая
твердость. В свою очередь закалка с более низкой темпера-
туры обеспечивает снижение уровня закалочных напряжений и,
соответственно, опасность возникновения закалочных трещин.
Легирующие элементы замедляют диффузию углерода
в аустените, увеличивают прокаливаемость чугуна и расширяют
диапазон скоростей охлаждения при закалке, что позволяет
использовать более мягкие закалочные среды (например, масло
вместо воды) и снизить тем самым уровень закалочных напря-
жений и деформаций.
Повышение температуры аустенизации выше точки At при-
водит сначала к повышению твердости вследствие более полной
аустенитизации, а затем к ее снижению, что обусловлено пере-
насыщением аустенита углеродом и увеличением количества
остаточного аустенита при увеличении температуры аустенити-
зации с 900 до 950 °C, вызывает снижение твердости чугуна на
20—30 НВ.
При наличии в структуре исходного чугуна феррита время
выдержки для получения максимальной твердости возрастает,
так как растворение углерода в феррите требует более дли-
тельного времени (рис. 2.61).
Индукционную поверхностную закалку чугуна характери-
зуют быстрый нагрев и кратковременная выдержка при темпе-
ратуре аустенитизации. При этом закаливаемость наиболее
сильно зависит от однородности исходной структуры чугуна,
поскольку за несколько секунд нагрева под закалку не успе-
вает произойти гомогенизация аустенита. Наличие в структуре
феррита резко ухудшает закаливаемость. Закаливаемость тем
хуже, чем больше время выдержки, необходимое для получения
максимальной твердости (рис. 2.62).
Легирующие элементы — молибден, хром, никель — сущест-
ве
ТАБЛИЦА 2.69
ВЛИЯНИЕ ЛЕГИРОВАНИЯ НА ПРОКАЛИВАЕМОСТЬ СЕРОГО ЧУГУНА
Содержание элементов, %
HRC на глубине от поверхности, мм
С Si Мп Сг Мо Ni 0,8 1,6 2,4 3,2 4,0 5,6 14,3
3,19 1,70 0,76 0,03 0,002 49 47 40 20—39 20 18 16
3,20 1,76 0,64 0,005 0,48 — 55 54 54 50 30—48 18 18
3,22 2,02 0,66 0,02 0,52 1,21 51 50 44 40 19 19 19
3,36 1,96 0,74 0,35 0,47 1,0 52 52 54 53 52 31 17
венно повышают прокаливаемость и закаливаемость чугуна при
индукционной закалке (табл. 2.69). Однако при большом коли-
честве феррита в исходной микроструктуре их действие прак-
тически не проявляется.
Улучшение состоит в закалке с последующим отпуском. В за-
висимости от температуры отпуска можно получить или троос-
титную сорбитную структуру металлической основы, или струк-
туру зернистого перлита. Таким образом, улучшение позволяет
повысить твердость и прочность исходного чугуна за счет полу-
чения структур, хотя и менее твердых, чем мартенситная, но
более твердых, чем перлитная или перлито-ферритная.
Температура отпуска при улучшении выбирается в зависи-
мости от требований, предъявляемых к структуре и твердости
чугуна (рис. 2.63). Выдержка при температуре отпуска выби-
рается из условия 1 ч на каждые 25 мм толщины стенки.
Нормализация применяется для получения перлитной ме-
таллической основы и повышения механических свойств и изно-
состойкости чугуна с исходной перлито-ферритной структурой.
Нормализация заключается в аустенитизации (см. закалку)
с последующим охлаждением отливок на воздухе. Сложные от-
ливки рекомендуется охлаждать на воздухе до 500 °C, а далее
в печи со скоростью 40'град/ч для снятия напряжений. Вы-
держка при температуре аустенитизации составляет около 1 ч на
25 мм толщины сечения отливки.
Нормализации подвергают отливки, имеющие ферритную,
феррито-перлитную структуру. При нормализации ферритного
или феррито-перлитного чугуна происходят растворение угле-
рода (графита) в металлической основе чугуна (рис. 2.64) и по-
вышение содержания связанного углерода. С повышением содер-
жания кремния в чугуне количество перлита в нормализованном
чугуне снижается (рис. 2.65).
Высокотемпературный отжиг применяют для снижения твер-
дости отбеленного чугуна. Отжиг проводят при тех же темпера-
турах, что и нормализацию. Время выдержки для полного
157
Рис. 2.66. Влияние на максималь-
но допустимую температуру отжига
Т, К [38]
Рис. 2.67 Влияние содержания
кремния на температуру начала
графитизации перлита в чугуне
Рис. 2.68. Влияние температуры на-
грева на снятие остаточных напряже-
ний
Рис. 2.69. Влияние температуры на-
грева при низкотемпературном отжиге
на механические свойства серого чу-
гуна [4]
8репп выдерлт ццн
Рис. 2.70. Влияние длительности выдерж-
ки на величину остаточных напряжений
при различных температурах отжига, К
[4]:
/ — 295, 2 — Б88, .7-- 700, 4- 706. 5-783.
5 — 811; 7 —839, 8 — 866
Длительность отжига, ч
Рис. 2.71. Влияние длительности отжига
серого чугуна на количество связанного
углерода Ссв и содержание перлита в
структуре при различных температурах, К:
/ — 823; 2 — 873, .7-923, 4-973, 5—1023
158
распада цементита составляет 0,5—5 ч. Нагрев и охлаждение
осуществляются с теми же скоростями, что и при нормализации.
Отжиг для снятия напряжений. Снижение напряжений в от-
ливках происходит в результате необратимых пластических де-
формаций под действием внутренних (или внешних) напряже-
ний. Скорость протекания пластических деформаций зависит от
уровня напряжений, но в большей степени — от температуры.
Для ускорения процесса снятия напряжений отливки нагревают
до температур, резко ускоряющих деформации, т. е. подвергают
отжигу.
Нагрев и выдержка при отжиге одновременно ускоряют про-
цессы коагуляции эвтектоидного цементита и его распад, что
приводит к снижению прочности и твердости чугуна в отлив-
ках. Поэтому температура отжига не должна превышать значе-
ний, выше которых начинается интенсивное падение механиче-
ских свойств чугуна (рис. 2.66).
Ниже приведены предельно допустимые температуры отжига
для снятия напряжений в зависимости от марки чугуна:
Марка чугуна . . . СЧ 10 СЧ 15 СЧ 20 СЧ 25 СЧ 30 СЧ 35
/, °C............ 520 520 550 570 600 600
По существу это различие связано со снижением содержа-
ния кремния в чугуне по мере повышения его марки (рис. 2.67).
Влияние температуры нагрева при отжиге на степень сня-
тия остаточных напряжений приведено на рис. 2.68, а на изме-
нение механических свойств — на рис. 2.69.
При заданной температуре степень снижения остаточных на-
пряжений зависит от длительности выдержки (рис. 2.70).
Влияние температуры и длительности отжига на изменение
количества связанного углерода и перлита в структуре чугуна
приведено на рис. 2.71.
Легирование чугуна существенно повышает допустимую тем-
пературу отжига (табл. 2.70), при повышении содержания
ТАБЛИЦА 2.70
ВЛИЯНИЕ ЛЕГИРОВАНИЯ И ТЕМПЕРАТУРЫ ОТЖИГА НА ТВЕРДОСТЬ
И НАПРЯЖЕНИЯ В ОТЛИВКАХ ГОЛОВОК ЦИЛИНДРОВ
Содержание легирую- щих элементов, % НВ исходная НВ при темпера- туре отжига, К Снятие напряжений после отжига, % от исходных при темпе- ратуре к
Си | Ni Си 848 873 923 848 873 | 923
0,45 0,3 0,4 197 200 183 143 80 80 95
0,60 0,4 0,6 235 235 217 185 80 80 95
159
Длительность, мес
Рис. 2.72. Относительное коробление (AQ/AQO
кольцевых образцов, охлажденных после от-
жига при 600 °C:
1 — до 323 К (50 °C) со скоростью 9 град/ч:
2 — 323 К (50 °C) со скоростью 30 град/ч; 3 —
до 623 к (350 °C) со скоростью 30 град/ч,
дальнейшее охлаждение на воздухе. За 100 %
принято коробление образцов 3 за 6 мес [38]
хрома, никеля и меди в чугуне марки СЧ24 падение твердости
чугуна при отжиге уменьшается. Это означает, что при повы-
шении степени легирования отжиг можно производить при бо-
лее высокой температуре и полнее снимать напряжения. Дли-
тельность выдержки при температуре отжига обычно составляет
1,0—1,5 ч для отливок с толщиной стенки до 20 мм и увеличи-
вается на 1,0—1,5 ч на каждые 25 мм толщины сечения.
Во избежание возникновения дополнительных температур-
ных напряжений из-за быстрого нагрева скорость нагрева дол-
жна быть не более 20 град/ч для разностенных отливок слож-
ной конфигурации и не более 200 град/ч для отливок простой
конфигурации.
Скорость охлаждения до температуры 423 К существенно
влияет на уровень остаточных напряжений в отливках
(рис. 2.72). Она должна быть тем ниже, чем сложнее конфигу-
рация отливки. Для отливок простой конфигурации скорость
охлаждения не должна превышать 10—30 град/ч, для простых
отливок—150 град/ч.
Кроме традиционного отжига для снятия напряжений в стан-
костроении используют ряд других методов термической обра-
ботки.
Метод снятия напряжений термоударом основан на пере-
грузке отливок временными термическими напряжениями, об-
разующимися в процессе быстрого нагрева со скоростями 300—
2000 град/ч [38). Такая скорость нагрева достигается при поме-
щении садки отливки в предварительно нагретую печь. Пере-
грузка вызывает быстрое протекание пластических деформаций.
Общая длительность процесса в сравнении с отжигом для сня-
тия напряжений сокращается в 5—10 раз. Эффективность ста-
билизации геометрических размеров не уступает эффективности
обычного отжига.
Термоудар применяют для снятия напряжения в отливках
сравнительно простой конфигурации, например, станинах то-
карных станков среднего размера типа 16К20.
160
Низкотемпературная тепловая обработка (НТО) при темпе-
ратурах 200—300 °C приводит к незначительному снижению на-
пряжений, однако протекание микропластических деформаций
обеспечивает достаточно эффективную стабилизацию размеров
отливок. Процесс НТО гораздо менее энергоемок для снятия
напряжений, чем обычный отжиг, и может использоваться либо
для базовых и корпусных отливок станков нормальной точности
взамен отжига для снятия напряжений, либо в качестве до-
полнительного метода искусственного старения для деталей
станков высокой точности.
Низкотемпературный отжиг для улучшения обрабатываемо-
сти. Отливки подвергают отжигу при температурах вблизи
точки Аг, что обеспечивает распад эвтектоидного цементита
в перлите на феррит и графит. При этом интенсивно снижаются
твердость и прочность чугуна. На положение точки Л2 в сером
чугуне наиболее сильное влияние оказывает кремний. Увеличе-
ние содержания кремния на 1 % снижает температуру точки Л2
на 50 град, поэтому в сером чугуне по мере повышения содер-
жания кремния от 1 до 3 % температуру отжига соответственно
понижают от 1023 до 953 К. Время выдержки при температуре
отжига составляет 5—6 ч. Дальнейшее увеличение выдержки
малоэффективно.
Влияние длительности отжига (Д) при 973 К на механиче-
ские свойства чугуна показано ниже:
А, ч...........................—
ав, МПа.......................251
НВ............................197
2 4 6 8 12
235 215 200 204 201
197 179 179 137 137
Легирование хромом, никелем, молибденом, медью стабили-
зирует эвтектоидный цементит и поэтому резко снижает ско-
рость его распада, а следовательно, и интенсивность снижения
твердости и прочности чугуна.
2.8. МЕХАНИЧЕСКАЯ ОБРАБОТКА
Обрабатываемость и режимы обработки серого чугуна суще-
ственно зависят от микроструктуры: количества, размеров, рас-
пределения включений графита, количества феррита (перлита)
в матрице. По мере повышения прочности и твердости чугуна
включения графита становятся мельче, количество их уменьша-
ется. Матрица содержит меньше феррита и становится чисто
перлитной, в результате чего обрабатываемость ухудшается.
Включения фосфидной эвтектики и, особенно, эвтектического
цементита также ухудшает обрабатываемость.
Высококачественные серые чугуны марок Сч 15, Сч20 дол-
жны иметь преимущественно перлитную структуру (не более
10 % феррита), а марок СЧ 25 и выше — только перлитную.
6
Заказ № 1556
161
ТАБЛИЦА 2.71
РЕЖИМЫ ОБРАБОТКИ ТОЧЕНИЕМ ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ*
Марка чугуна Черновая обработка Чистовая обработка
Meehanite аналог по ГОСТ 1412—85 скорость резания, м/мин подача, мм/об марка твердого сплава по ISO R 513-1966 скорость резания, м/мин марка твер- дого сплава по ISO R 513—196$
GF 150 СЧ 15 100—160 0,5—1,5 М15М20(Р25) 130—200 К10М10
GE 200 СЧ 20 90—125 0,4—1,2 М15М20Р25К20 110—145 К10М10
ОД 250 СЧ 25 80—110 0,4—1,1 М15М20К20 100—130 кюмю
GB 300 СЧ 30 70—100 0,3—1,0 М15М20К20 90—120 К10К20М10
GA 350 СЧ 35 50—85 0,3—1,0 М15М20К20 70—110 КЮК20М10
GM 400 — 40—70 0,3—1,0 М15М20К20 60—90 КЮК20М10
* Подача при чистовой~обработки 0,1—0,5 мм/об.
Режимы механической обработки СЧ различных марок при
точении, ферезеровании, строгании, сверлении таких чугунов, по
данным фирмы Internationale Meehanite Со. Ltd, представлены
в табл. 2.71—2.75. Эти данные относятся к обработке чугунов
с перлитной матрицей, пластинчатым неориентированным рав-
номерно распределенным графитом, без включений эвтектиче-
ского цементита в матрице.
ТАБЛИЦА 2.72
РЕЖИМЫ ОБРАБОТКИ* ПРЧ ТОЧЕНИИ КЕРАМИЧЕСКИМ ИНСТРУМЕНТОМ
НА ОСНОВЕ КОРУНДА
Марки чугуна Скорость резания, м/мин, при обра- ботке Марки чугуна Скорость резания, м/мин, при обра- ботке
4> по 2-85 О) по 2-85
Meehanit аналоги ГОСТ 141 черновой чистовой ! Meehanit аналоги i ГОСТ 141 черновой чистовой
GF 150 СЧ 15 400 650 GB 300 СЧ 30 300 500
GE 200 СЧ 20 350 550 GA 350 СЧ 35 300 500
Gfl 250 СЧ 25 350 550 GM 400 — 275 450
Подача при чистовой и
черновой обработке 0,2—0,3 об/мин.
162
ТАБЛИЦА 2.73
РЕЖИМЫ ФРЕЗЕРОВАНИЯ ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ
Марки чугуна Скорость резания, м/мин Подача, мм/об Марки твердого сплава по ISOR 513-1966
Meehanite аналоги по ГОСТ 1412—85
GF 150 СЧ 15 80—130 0,2—0,8 М15М20Р25
GE 200 СЧ 20 60—110 0,2—0,7 М15Р25К20
СД 250 СЧ 25 60—110 0,2—0,7 То же
GB 300 СЧ 30 55—100 0,2—0,6 М15Р25КЮК20
GA 350 СЧ 35 45—75 0,2—0,6 КЮК20
GM 400 — 35—55 0,2—0,4 М15Р25
ТАБЛИЦА 2.74
РЕЖИМЫ СТРОГАНИЯ ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ
Марки чугуна Черновая обработка
Meehanite аналог по ГОСТ 1412—85 скорость резания, м/мин подача, мм/об марка твердого сплава по ISO R 513-1966
GF 150 СЧ 15 30—45 1,0—1,2 К20К30Р40
GE 200 СЧ120 30—45 1,0—1,2 К20К20Р30
ОД 250 СЧ 25 30—40 0,8—1,2 К20К20Р30
GB 300 СЧ 30 30—40 0,8—1,2 К20К20Р30
GA 350 СЧ 35 25—30 0,5—0,8 К20К20Р30
GM 400 СЧ 35 25—30 0,5—0,8 К20К20Р30
Продолжение табл. 2.74
Марки чугуна Чистовая обработка
Meehanite аналог по ГОСТ 1412-85 скорость резания, м/мин подача, об/мин марка твердого сплава по ISO R 513—1966
GF 150 СЧ 15 35—45 4,0—5,0 KI0K20P30P40
GE 200 СЧ 20 35-45 3,0—4,0 КЮК20Р30Р40
СЩ 250 СЧ 25 30—40 1,8—2,0 КЮК20Р30
GB 300 СЧ 30 30—40 1,8—2,0 КЮК20Р30
GA 350 СЧ 35 25—30 1,5-2,0 КЮК20Р30
GM 400 СЧ 35 25-30 1,5—2,0 КЮК20Р30
6*
163
- ТАБЛИЦА 2.75
РЕЖИМЫ СВЕРЛЕНИЯ СПИРАЛЬНЫМИ СВЕРЛАМИ
Марка чугуна Сверла из быстрорежущей стали
Meehan Не Аналог по ГОСТ 1412-85 скорость резания, м/мин подача, мм/об, при диаметре отверстия, мм
2 3 5 10 16 25 40
GF 150 СЧ 15 25—35 0,05 0,08 0,13 0,24 0,32 0,40 0,50
GE 200 СЧ 20 20—30 0,05 0,08 0,13 0,24 0,30 0,40 0,50
GJ250 СЧ 25 20—30 0,05 0,08 0,13 0,24 0,30 0,40 0,50
GB 300 СЧ 30 20—30 0,05 0,08 0,13 0,24 0,30 0,40 0,50
GA350 СЧ 35 15—25 0,05 0,06 0,10 0,22 0,28 0,35 0,45
GM400 — 15—25 — — — — — — —
Сверла из закаленной стали
к S X я S подача, мм/об, при диаметре отверстия, мм
скорость I м/мин 2 3 5 10 16 25 40
60—80 0,03 0,04 0,07 0,13 0,18 0,22 0,28
40—65 0,02 0,03 0,06 0,12 0,16 0,18 0,25
40—65 0,02 0,03 0,06 0,12 0,16 0,18 0,25
40—65 0,02 0,03 0,06 0,12 0,16 0,18 0,25
30—55 0,02 0,02 0,05 0,10 0,12 0,16 0,22
9—20 0,02 0,02 0,05 0,10 0,12 0,16 0,22
3
= = КОВКИЙ ЧУГУН
3.1. ОБЩАЯ ХАРАКТЕРИСТИКА
Основной особенностью микроструктуры ковкого чугуна (КЧ),
определяющей его свойства, является наличие компактных
включений графита — «углерода отжига». Благодаря компакт-
ному графиту ковкий чугун имеет высокую прочность и пла-
стичность.
Если по уровню временного сопротивления разрыву при рас-
тяжении, относительного удлинения и ударной вязкости КЧ
близок к чугуну с шаровидным графитом (ЧШГ), то по хлад-
ноломкости он превосходит ЧШГ. Это связано с низким содер-
жанием кремния в КЧ (0,9—1,6 % против 2,0—3,0 % в ЧШГ).
При содержании в чугуне свыше 2,0 % кремний ликвирует
на границу эвтектических зерен, охрупчивает их, снижая за счет
этого ударную вязкость при низких температурах.
Обрабатываемость резанием КЧ, особенно ферритного,
лучше, чем ЧШГ или стали с одинаковым содержанием связан-
ного углерода. Это объясняется наличием углерода отжига, ко-
торый облегчает излом стружки и служит смазкой режущей
кромки инструмента; в ЧШГ более высокое содержание крем-
ния повышает микротвердость феррита, ухудшает его обраба-
тываемость. Если принять обрабатываемость резанием автомат-
ной стали за 100 %, то обрабатываемость ферритного КЧ соста-
вит 100—120%, перлитного с твердостью НВ 190—240 — 70—
90 %. КЧ с зернистым перлитом обрабатывается лучше, чем
с пластинчатым.
Обезуглероженный КЧ является единственным конструкци-
онным чугуном, который хорошо сваривается и может быть
использован для получения сварно-литых конструкций. Детали
можно соединять дуговой сваркой в среде защитного газа и
стыковой сваркой с оплавлением. После сварки термической
обработки не требуется; твердость сварного шва не превышает
ЯВ200 [1J. При специальных режимах сварки в сварных кон-
струкциях применяют ферритный КЧ [2].
КЧ хорошо поддается запрессовке, расчеканке и легко за-
полняет зазоры. Отливки из ферритного КЧ можно подвергать
холодной правке, из перлитного — в горячем состоянии.
КЧ имеет пониженные литейные свойства. Жидкотекучесть
ниже, чем СЧ и ЧШГ, но выше, чем стали, и возрастает с по-
вышением содержания углерода, кремния и фосфора. Соответ-
ственно толщину стенки отливок из КЧ назначают не менее
6 мм. Ограничение по максимальной толщине (пе более
60 мм) связано с возможностью появления в литом состоянии
165
недопустимых пластинчатого и точечного междендритного гра-
фита.
Объем усадочных раковин при затвердевании белого чугуна
составляет 4,0—6,5 % и зависит от податливости литейной
формы. Для получения плотных отливок из КЧ при разработке
конструкции предусматривают направленность затвердевания и
хорошее питание прибылями.
Литейная усадка отливок из КЧ зависит от химического со-
става, прочности и влажности литейной формы, геометрических
размеров отливки, температуры заливки, типа КЧ, обезуглеро-
живания при отжиге. Так, литейная усадка отливок из феррит-
ного ковкого чугуна при содержании углерода 2,5—2,9 % и
толщине стенки до 20 мм составляет около 0,5%, при большей
толщине усадка снижается до 0 %. Литейная усадка перлитного
КЧ на 0,5 % больше усадки ферритного прута.
Значительные величины доперлитной усадки белого чугуна
и модуля упругости в сочетании с хрупкостью создают литей-
ные напряжения и склонность к образованию горячих и холод-
ных трещин, что учитывают при конструировании отливок и раз-
работке технологии литейной формы. Это ограничивает получе-
ние сложных по конструкции отливок.
3.2. МАРКИ ЧУГУНА
И ОСНОВНЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА
В основу стандартизации ковкого чугуна положен принцип рег-
ламентирования минимально допустимых значений <тв, 6, преде-
лов НВ (табл. 3.1). В зарубежных стандартах регламентируют
также минимально допустимое значение сгт, в некоторых стан-
дартах имеются марки обезуглероженных ковких чугунов
(табл. 3.2).
ТАБЛИЦА 3.1
МАРКИ КОВКОГО ЧУГУНА ПО ГОСТ 1215-79
Марка ов,МПа | б, % НВ Класс отливок
(не ме нее)
КЧ 30—6 294 6 100—163 Ферритный
КЧ 33—8 323 8 100—163 То же
КЧ 35—10 343 10 100—163
КЧ 37—12 362 12 100—163 »
КЧ 45—7 441 7 150—207 Перлитный
КЧ 50—5 490 5 170—230 То же
КЧ 55—4 539 4 192—241 »
КЧ 60—3 588 3 200—269 »
КЧ 65-3 637 3 212—269 »
КЧ 70—2 686 2 241—285
КЧ 80-1,5 784 1,5 270—320 »
166
ТАБЛИЦА 3.2
МАРКИ ГКОВКОГО ЧУГУНА ПО ЗАРУБЕЖНЫМ СТАНДАРТАМ
Марка GB’ МПа ^0.2* МПа д, % НВ Класс отливок
не менее
SAE ( США)
М 3210 345 244 10 До 156 Ферритный 0,71
М 4504 448 310 4 163—217 Перлитный 0,69
М 5003 517 345 3 187—241 То же 0,67
М 5503 • 517 379 3 187—241 » 0,73
М 7002 621 483 2 229—269 » 0,78
М 8501 724 586 1 269—302 » 0,81
- DIN 1692 1973 (ФРГ)
GTS 35 343 196 12 До 150 Ферритный 0,57
GTS 45 441 294 7 160—200 Перлитный 0,67
GTS 55 539 353 5 180—220 То же 0,66
GTS 65 637 421 2 210—250 > 0,66
GTS 70 686 538 1 240—270 > 0,79
Ch Mall В 40 392 216 10 125—200 Обезуглеро- женный То же 0,55
Ch Mall В 45 441 255 7 150—210 0,58
АР—А38811 (Франция)
MN 35—10 343 196 12 — Ферритный 0,57
MN 38—18 372 225 18 — То же 0,61
MP 50—5 490 323 5 170—230 Перлитный 0,66
MP 60—3 588 392 3 200—245 То же 0,67
MP 70—2 686 490 1 240—285 » 0,71
PN 56/H—83222 (ПНР)
C3308 323 — 8 До 149 Ферритный
C3510 343 — 10 До 149 То же —
C3712 362 — 12 До 149 » —
BS 6681 1986 (Великобритания)
В 30—06 300 — 6 150 Ферритный
В 32—10 320 190 10 150 То же
В 35—12 350 200 12 150 »
P 45—06 450 270 6 150—200 Перлитный
P 50—05 500 300 5 160—220 То же
P 55—04 550 340 4 180—230 »
P 60—03 600 390 3 200—250 »
p 65—02 650 430 3 210—260
P 70—02 700 530 2 240—290
W 35—04 350 — 4 230 Белосердечный । —
W 38—12 380 170 12 200 То же
W 40—05 400 200 5 220 »
W 45—07 450 230 7 220 » —
167
Механические свойства КЧ определяют на литых образцах
диаметром 16 мм; в зависимости от толщины стенки отливок
допускается применение образцов диаметром 8 или 12 мм. Рас-
четная длина для определения относительного удлинения, как
правило, трехкратная. Механические свойства контролируют
у чугуна каждой плавки, а при крупносерийном производстве —
один раз в смену.
Временное сопротивление разрыву при растяжении ковкого
чугуна ферритного и перлитного классов несколько ниже, чем
у ЧШГ. Следует отметить, что с точки зрения работоспособно-
сти литых деталей существенное значение имеет отношение
0т/<Тв, которое у ковкого чугуна несколько выше (0,6—0,85), чем
у литой углеродистой стали (0,5—0,7).
Относительное удлинение ковкого чугуна достаточно высо-
кое: от 6 до 20 % У марок ферритного класса и от 1,5 до 10 %
у перлитного. Для ковкого чугуна ферритного класса, в отличие
от ЧШГ, с увеличением ов и от растет относительное удлинение,
причем увеличение количества и компактности графитовых
включений, размельчение зерен феррита повышают <тв, от, не
оказывая существенного влияния на твердость.
На рис. 3.1 показано влияние количества включений угле-
рода отжига, компактности графитовых включений [3] и раз-
мера зерен феррита на механические свойства ферритного ков-
кого чугуна. Следует учесть, что чем больше углерода отжига,
тем мельче зерна феррита. Зависимость, приведенная на
рис. 3.1, а, показывает суммарное влияние этих факторов. Од-
нако более существенное влияние на механические свойства ока-
зывает величина зерен феррита. Это подтверждается данными
табл. 3.3, где показана зависимость от, ов и б чистого железа
от размера зерен феррита; в отличие от ферритного КЧ для
перлитного выявлено даже некоторое снижение механических
свойств при увеличении числа включений графита [4].
Твердость ковкого чугуна ферритного (ФКЧ) и перлитного
(ПКЧ) классов ниже, чем ЧШГ. Эта разница особенно заметна
на ферритных марках: твердость ФКЧ НВ 100—163; ферритного
ЧШГ 100—200; ПКЧ 150—320; перлитного ЧШГ 170—360. Одна
из причин более низкой твердости КЧ — пониженное содержа-
ние кремния.
С увеличением количества связанного углерода или перлита
в ковком чугуне повышаются твердость (рис. 3.2) [1J, ов. пт,
а б падает (рис. 3.3) [3]. Показатели механических свойств
также существенно зависят от строения перлита и его дисперс-
ности. Так, зернистый перлит придает КЧ при той же проч-
ности более высокое б и более низкую твердость, чем пластин-
чатый. Это видно из табл. 3.4, где приведены показатели <тн, б
и НВ ковких чугунов с различной структурой, причем все чу-
гуны получены из белого чугуна одного химического состава [5].
168
Рис. 3.1. Влияние структурных состав-
ляющих на механические свойства ков-
кого чугуна:
а — количество включений углерода
отжига (Л^отж); б — компактность гра-
фитовых включений (ССГ — степень
сфероидизации графита); в —размера
зерна феррита
Рис. 3 2. Влияние связанного углерода на
твердость ковкого чугуна состава, %:
2,55 С; 1,40 Si; 0,45 Мп, 0,12 S. 0,05 Р
Рис. 3.3. Влияние содержания перлита на
% и б ковкого чугуна
Влияние дисперсности структуры на сгв и НВ ковкого чугуна,
подвергнутого закалке и последующему отпуску при различ-
ных температурах, с изменением структуры от мартенсита до
троостита, сорбита, перлита показано в табл. 3.5 [3].
Механические свойства ковкого чугуна снижаются с увели-
чением сечения отливки в меньшей степени, чем серого чугуна и
ЧШГ в литом состоянии, но в большей, чем лнтой стали и тср-
169
Т А Б Л И Ц A 3.3 Т|А Б Л И Ц А 3.4
ВЛИЯНИЕ ^КОЛИЧЕСТВА ЗЕРЕН ФЕРРИТА НА МЕХАНИЧЕСКИЕ МЕХАНИЧЕСКИЕ СВОЙСТВА КОВКОГО ЧУГУНА С РАЗЛИЧНОЙ МИКРОСТРУКТУРОЙ
СВОЙСТВА ЖЕЛЕЗА ЧИСТОГО Микроструктура <У_, Мп а б, % НВ
Количество зерен Ов> МПа ит, МПа основы в
феррита на 1 мм3 £ «о Зернистый перлит 588—617 6 219—229
Зернистый перлит 441—470 8—10 177—184
5 348 231 .4,7 Пластинчатый пер- 579—617 3—4 229—241
51 439 267 7 лит Феррит и перлит 372—392 8—10 156—173
295 466 287 10,8 Феррит 333—362 10—12 142—157
ТАБЛИЦА 3.S
МЕХАНИЧЕСКИЕ СВОЙСТВА КОВКОГО ЧУГУНА ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ ОТПУСКА
Температура отпуска, К ов, МПа НВ Температура отпуска, К ов, МПа НВ
573 941 500 773 734 370
673 862 425 873 666 220
ТАБЛИЦА 3.6
а , « И ПЛОТНОСТЬ ФЕРРИТНОГО КОВКОГО ЧУГУНА
ОБРАЗЦОВ РАЗЛИЧНОГО ДИАМЕТРА
Диаметр образца, мм Плотность белого чугуна, кг/м3 ав’ МПа б, % Диаметр образца, мм Плотность белого чугуна, кг/м8 °в- МПа 6, %
8 7663 382 15,0 24 7648 335 8,1
12 7664 371 13,3 28 7643 323 6,3
16 7659 359 11,5 50 7633 294 3,0
20 7657 347 9,8
мообработанного ЧШГ. В табл. 3.6 показано влияние размера
образцов на Ов и б ферритного ковкого чугуна [3]. Такая зави-
симость определяется величиной зерна феррита (оно более мел-
кое в тонких сечениях), толщиной перлитной каймы на поверх-
ности отливки (до 1,2 мм по ГОСТ 1215—79) или обезуглеро-
женного слоя. Чем тоньше отливка, тем в большей степени
проявляется влияние величины зерна феррита и поверхностного
слоя. Так, если показатели свойств литого образца диаметром
170
8 10 12 п 16 18 8 10 12 74 16 18
Толпам сечения отливки> пн
Рис< 3.4. Зависимость ав (а) и 6 (б) обезуглероженного ковкого чугуна от толщины
сечения отливки
16 мм принять за 1, то после снятия поверхностного слоя ов со-
ставит 0,95; 6 — 0,90; КС — 0,70; предел выносливости при рас-
тяжении—1,3 [1}. Снятие поверхностного слоя не снижает 6
при диаметре образца более 20 мм и <тв— при диаметре более
37 мм. В некоторых случаях на поверхности отливок имеет ме-
сто образование обратной серой структуры, которая наблюда-
ется и на образцах диаметром 1£ мм. В этом случае поверх-
ностный слой снижает механические свойства и механическая
обработка образцов не только не понизит, а даже повысит их.
Влияние сечения образца на ав и 8 перлитного ковкого чу-
гуна значительно слабее, чем ферритного (табл. 3.7), поскольку
исключается влияние величины зерна феррита и перлитной
каймы.
На рис. 3.4 показана зависимость ов и 6 обезуглероженного
ковкого чугуна от диаметра образцов. Временное сопротивление
разрыву сначала увеличивается, а затем падает, так как с уве-
личением сечения снижается доля обезуглероженной зоны и
увеличивается перлитной.
Механические свойства отливок из КЧ с достаточной сте-
пенью точности соответствуют результатам, полученным на
стандартных образцах, но свойства изменяются в пределах
T А Б Л И Ц А 3.7
МЕХАНИЧЕСКИЕ/СВОЙСТВА КЧ 50—4* В ОБРАЗЦАХ РАЗЛИЧНОГО
ДИАМЕТРА
Диаметр образца, мм ов, МПа б» % НВ Диаметр образца, мм ав, МПа 6, % НВ
8 562 4,8 201 24 555 3,4 209
12 575 4,1 229 28 547 3,0 229
16 554 4,0 229 50 531 2,8 241
20 581 3,5 217
• Содержание элементов, %: 2,65 С; 1,26 SI; 0,42 Мп; 0,16 S; 0,07 Сг.
171
Рис. 3.5. Влияние плотно-
сти белого чугуна на<Ув ков-
кого чугуна
одной отливки не только в зависимости от толщины стенки, но
еще от плотности (у) белого чугуна в данном сечении. На
рис. 3.5 показана зависимость ав и 6 КЧ от плотности у белого
чугуна [1]. Влияние плотности на механические свойства приве-
дено в табл. 3.6.
3.3. МЕХАНИЧЕСКИЕ СВОЙСТВА
НЕ РЕГЛАМЕНТИРОВАННЫЕ СТАНДАРТАМИ
Диаграммы деформаций при растяжении ферритного и перлит-
ного КЧ представлены на рис. 3.6. Для ковкого чугуна пределы
упругости и пропорциональности практически совпадают.
При растяжении КЧ отсутствует площадка текучести, по-
этому пределом текучести <То,2 считают напряжение, при кото-
ром остаточная деформация образца составляет 0,2%.
Кривые деформаций ферритного КЧ при различных спосо-
бах нагружения приведены на рис. 3.7. Испытание на сжатие
выполнено на образцах, толщина которых значительно превы-
шает диаметр.
3.3.1. МЕХАНИЧЕСКИЕ СВОЙСТВА
ПРИ СТАТИЧЕСКОМ НАГРУЖЕНИИ
Свойства КЧ при статических нагрузках приведены в табл. 3.8
[1, 6], а соотношение между показателями статических механи-
ческих свойств КЧ при различных способах нагружения —
в табл. 3.9. По результатам испытаний одного показателя
можно судить о других [6J.
Рис. 3.6. Диаграммы деформаций
образцов из КЧ диаметром 12 мм:
а — ферритный КЧ; б — перлитный
КЧ. рв —усилие разрыва; рт— уси-
лие, при котором возникает теку-
честь
172
Рис. 3.7. Кривые деформаций ков-
кого чугуна (б, ф, V — относитель-
ные удлинения, осадка, сужение
соответственно):
1 — сжатие, 2 — изгиб, 3 — растя-
жение, 4 — кручение
ТАБЛИЦА 3.8
МЕХАНИЧЕСКИЕ СВОЙСТВА КОВКОГО ЧУГУНА ПРИ СТАТИЧЕСКИХ
НАГРУЗКАХ
Механические свойства Ферритный ковкий чугун Перлитный ковкий чугун Обезуглероженный ковкий чугун
ав, МПа 310—410 400—850 310—700
а0,2, МПа 170—280 250—630 190—450
6, % 6—25 1—10 3—15
Осж, МПа 1000—1500 1500—2200 1200—1800
Ч>, % 60 30—60 30—70
^изг» МПа 600—750 900—1400 700—1100
/воо» мм 30 15—30 15—50
тв, МПа 310—450 450—850 320—700
Y, рад 20—80 6—30 15—50
тср, МПа 250—350 340—700 300—550
Примечания: 1. При испытании ферритных КЧ стсж и оизг иногда опреде-
лить невозможно. 2. При кручении определяют абсолютный (а) и относительный (аг/l) уг-
лы закручивания (г — радиус образца, I — длина образца), зная которые, можно опреде-
лить относительную деформацию при кручении:
7==2« .100^«1,75-«Г.
360 I I
ТАБЛИЦА 3.9
СООТНОШЕНИЕ МЕЖДУ ПОКАЗАТЕЛЯМИ СТАТИЧЕСКИХ
МЕХАНИЧЕСКИХ СВОЙСТВ КЧ ПРИ РАЗЛИЧНЫХ СПОСОБАХ
НАГРУЖЕНИЯ
Коэффициент эквивалент- ности КЧ Коэффициент эквнваленг* ности КЧ
ферритного перлитного ферритного | перлитного
асж • ав амэг ‘ ав 0,6-0,7 0,68—0,85 2-3 1,6—2,2 е а е с «о а. и-э- 0,8-0,9 1,0—1,1 3-6 0,8-0,9 1,0—1,1 3—6
173
ТАБЛИЦА 3.10
ЗНАЧЕНИЕ МОДУЛЕЙ УПРУГОСТИ КОВКОГО ЧУГУНА
Значения модулей КЧ
ферритного перлитного
£•10-», МПа 170 170—185
Егж-10-», МПа 172 177—195
£кр-10-3, МПа 60 60—74
Модуль сдвига G-10-3, МПа 70—78 67—69
Коэффициент Пуассона, v 0,35 0,28
3.3.2. УПРУГИЕ И НЕУПРУГИЕ СВОЙСТВА
Упругие свойства характеризуются модулями упругости, приве-
денными в табл. 3.10 [6]. Упругие свойства КЧ значительно пре-
вышают свойства серого чугуна и соответствуют ЧШГ.
Неупругие свойства — способность гасить колебания — оце-
ниваются демпфирующей способностью или циклической вязко-
стью ф, % (доля потерь энергии за цикл к энергии цикла).
Циклическая вязкость характеризует затухание вынужденных
и резонансных колебаний, определяет чувствительность к надре-
зам в условиях знакопеременных нагрузок и конструкционную
прочность чугуна.
Для серого чугуна циклическая вязкость интенсивно растет
уже при самых малых напряжениях, для ЧШГ и КЧ этот рост
начинается позже. При сг=1/зот Ф для ферритного ковкого чу-
гуна равно 13—15%, перлитного 10—13 % [6]. Основной струк-
турной фазой, повышающей циклическую вязкость чугуна, яв-
ляется графит.
Результаты сравнительных испытаний демпфирующей спо-
собности чугуна и стали представлены на рис. 3.8. За меру
демпфирующей способности принят логарифмический декремент
Рис. 3.8. Логарифмический декре-
мент затухания колебаний чугуна
и стали в зависимости от напря-
жений:
/ — СЧ 18; 50 % перлита, 50 % фер-
рита; 2 — КЧ 33; 8,90 % феррита,
10% перлита; 3— КЧ 33; 8. 70 %
феррита, 30 % перлита; 4 — КЧ 45;
7, 20 % феррита, 80 % перлита; 5 —
сталь 40
174
колебаний б. Ковкий чугун по этому показателю находится
между серым чугуном и сталью. С увеличением количества пер-
лита демпфирующая способность падает, но во всех случаях
остается выше, чем у стали, и примерно соответствует ЧШГ
с такой же металлической матрицей и при тех же нагрузках.
3.3.3. МЕХАНИЧЕСКИЕ СВОЙСТВА
ПРИ ДИНАМИЧЕСКИХ И ЗНАКОПЕРЕМЕННЫХ
НАГРУЗКАХ
В табл. 3.11 приведены механические свойства КЧ при динами-
ческих и знакопеременных нагрузках.
Ударная вязкость КС, KCU зависит от твердости чугуна,
причем максимальной ударной вязкостью обладает КЧ с фер-
ритной матрицей. На рис. 3.9 показана зависимость ударной
вязкости КЧ и ЧШГ от твердости [6]. КЧ обладает более высо-
кой КС, чем ЧШГ. Быстрое охлаждение отливок из КЧ с тем-
ператур 500—800 К приводит к резкому снижению сопротивле-
ния удару (рис. 3.10) и соответственно ударной вязкости. При
этом излом от черного бархатистого переходит к блестящему
белому. При назначении режимов термической обработки отли-
вок из КЧ необходимо не допускать быстрого охлаждения
с указанного диапазона температур.
Предел выносливости КЧ и ЧШГ различных марок приве-
ден в табл. 3.12.
КЧ по прочности при знакопеременных нагрузках превосхо-
дит серый чугун, близок к стали 35Л и незначительно уступает
ЧШГ. Экспериментально определенные значения коэффициента
эффективности надреза меньше теоретических значений
(табл. 3.12), что свидетельствует о низкой чувствительности КЧ
и ЧШГ к концентраторам напряжений. При пульсирующем из-
гибе ЧШГ имеет большую чувствительность к надрезам, чем
ТАБЛИЦА 3.11
МЕХАНИЧЕСКИЕ СВОЙСТВА КОВКОГО ЧУГУНА
ПРИ ДИНАМИЧЕСКИХ НАГРУЗКАХ
Механические свойства КЧ
ферритного перлитного и обезугле- роженного
Ударная вязкость, кДж/м2: КС 550—2000 200—800
KCU 100—500 50—160
cl-id, МПа о-р МПа 85—110 Ю5—140
95-190 170—250
т_ь МПа 105—150 180—260
176
Рис. 3.9. Зависимость ударной вязко-
сти ковкого чугуна (/), чугуна с шаро-
видным графитом (2) и серого чугуна
(3) от твердости
Температура закал к и, К
Рис. 3.10. Зависимость сопротивления удару
ферритного КЧ от температуры закалки
Рис. 3.11. Влияние надрезов на ус-
талость ферритного ковкого чугуна
х — предел выносливости при
кручении
0,01 0,02 0,04 0,070,1 0,2 Op 0,7
Число удаоов, N'W1
Рис. 3.12. Живучесть и ударно-усталост-
ная долговечность КЭ (сплошные линии--
число циклов до разрушения образца,
штриховые — число циклоп до образова-
ния । ретин):
/ — КЧ с зернистым перлитом.; 2 —с пла-
стинчатым перлитом; 3 — феррито-перлит-
ный КЧ; '/ — ферритный
Рис. 3.13. Зависимость <JB, б, НВ и ра-
боты разрушения при растяжении (4°) от
времени сфероидизирующего отжига
(сплошные линии—963 К, штриховые —
993 К, штрих-пунктирные — 1023 К)
176
Рис. 3.14. Зависимость работы раз-
рушения при изгибе образцов из
КЧ от количества связанного уг-
лерода (Д” — работа разрушения
гладких образцов; работа
разрушения образцов с трещиной)
ковкий чугун (табл. 3.13). Влияние надреза зависит от его глу-
бины (рис. 3.11).
Предел выносливости КЧ повышается при дробеструйной
обработке, обкатке роликами, высокочастотной закалке. Так,
обработка стальной дробью ферритного КЧ и перлитного ЧШГ
повышает предел выносливости при изгибе с вращением на базе
107 циклов на 12—20 % и 7—14 % соответственно.
Работоспособность изделий не характеризуется в полной
мере стандартными показателями прочности и пластичности.
Для более полной оценки свойств металла проводят испытания
на многократные ударные нагрузки и определяют работу раз-
рушения. На рис. 3.12 показаны результаты испытаний различ-
ных марок ковкого чугуна на ударно-усталостную долговеч-
ность (количество ударов заданной энергии до разрушения
образца) и живучесть (число ударов от начала образования
трещин до излома образца) [5].
Наиболее высокую ударно-усталостную долговечность
(табл. 3.14) имеет КЧ с зернистым перлитом; живучесть его
в два раза выше, чем КЧ с пластинчатым перлитом. Из этих
данных ясно, что на сопротивление многократному удару нали-
чие перлитной структуры не оказывает такого отрицательного
влияния, как на ударную вязкость.
Изменение ов, б, НВ и работы разрушения при растяжении
(Л°) от температуры сфероидизирующего отжига КЧ показано
на рис. 3.13, а на рис. 3.14 — влияние количества связанного
углерода на работу разрушения гладких образцов (Л1И) и
с трещиной (Л2Н) при статическом изгибе (8). Наибольшие зна-
чения работы разрушения при растяжении и статическом из-
гибе как гладких, так и образцов с трещиной соответствуют чу-
гуну, имеющему ав 480—540 МПа: б 6—8%, НВ 165—176 со
структурой зернистого перлита при (2,0—2,5) • 10® зерен цемен-
тита на 1 мм2 и 0,25—0,45 % связанного углерода.
- ТАБЛИЦА 3.12
00 ПРОЧНОСТЬ КОВКОГО И ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ ПРИ ЗНАКОПЕРЕМЕННЫХ НАГРУЗКАХ* [71
Нагружение Теоретический коэффициент концентрации напряжений Предел выносливости (МПа) при числе циклов нагружений 5'10*, 90 % выживания
КЧ ЧШГ
GTS-35 GTS-45 GTS-55 GTS-70 GGG-40 GGG-60 GGG-70
Знакопеременный изгиб, частота 25 с”1 1,0/2,4 235/130 270/150 275/150 300/160 235/155 280/150 310/155
Пульсирующий изгиб, частота 50 с”1 1,0/2,4 175/120 200/120 200/125 185/120 205/90 230/105 230/110
Знакопеременное кручение, частота 25 с’1 1,0/3,0 185/135 220/140 225/140 265/155 190/140 230/160 290/135
Знакопеременный изгиб и кручение, частота 25 с-1 1,0/4,1 120/80 145/85 165/85 195/100 135/90 165/85 205/100
В числителе — проба без надреза, в знаменателе — с надрезом.
ТАБЛИЦА 3.13
СООТНОШЕНИЕ ПРЕДЕЛА ВЫНОСЛИВОСТИ И ВРЕМЕННОГО СОПРОТИВЛЕНИЯ ПРИ РАСТЯЖЕНИИ
Нагружение чугунов •
КЧ ЧШГ
GTS-35 | GTS-45 GTS-55 GTS-70 GGG 40 GQG 60 I GGG 70
Знакопеременный изгиб, частота 25 с”1 Пульсирующий изгиб, частота 50 с"1 Знакопеременное кручение, частота 25 с-1 Знакопеременный изгиб и кручение, частота 25 с-1 0,67/0,36 0,49/0,33 0,51/0,38 0,33/0,22 0,51/0,29 0,38/0,23 0,42/0,27 0,28/0,16 0,50/0,27 0,36/0,24 0,40/0,25 0,28/0,15 0,41/0,22 0,26/0,17 0,37/0,21 0,27/0,14 0,54/0,36 0,47/0,18 0,44/0,32 0,31/0,21 0,41/0,22 0,34/0,15 0,34/0,23 0,24/0,12 0,42/0,21 0,31/0,15 0,39/0,18 0,28/0,14
В числителе — образец без надреза, в знаменателе — с надрезом.
3.3.4. МЕХАНИЧЕСКИЕ СВОЙСТВА
ПРИ ПОВЫШЕННЫХ И ПОНИЖЕННЫХ ТЕМПЕРАТУРАХ
Влияние температуры на механические свойства КЧ при
кратковременных испытаниях показано на рис. 3.15. С повы-
шением температуры снижаются прочностные характеристики,
начиная с 700 К — повышается пластичность.
На рис. 3.16 показана прочность различных сплавов при дли-
тельных испытаниях (723К). Перлитный КЧ, легированный
молибденом, обладает высокой длительной прочностью, не усту-
пая ЧШГ [1J.
Результаты кратковременных и длительных испытаний меха-
нических свойств перлито-ферритного КЧ представлены
в табл. 3.14. В зависимости от степени ответственности деталей
допускается скорость ползучести от 1 -10~5 до 1 • 10_4 %/ч [6J.
Выдержка при повышенных температурах вызывает рост
чугуна.
Ниже приведены данные роста КЧ после выдержки при 773 К
в течение 800 ч:
Чугун . . . .ФКЧ Ф-ЧШГ ПКЧ П-ЧШГ СЧ
Рост, % . . . 0,05 0,06 0,12 0,2 0,2
ТАБЛИЦА 3.14
МЕХАНИЧЕСКИЕ СВОЙСТВА КОВКОГО ЧУГУНА
ПРИ КРАТКОВРЕМЕННЫХ И ДЛИТЕЛЬНЫХ ИСПЫТАНИЯХ ПРИ 698 К
Тип КЧ Кратковременные испытания Длительные испытания, 4 000 ч
ав, МПа 6, % <тв, МПа д, % Скорость ползуче- сти 10\ %/ч, при напряжении сг, МПа Предел ползучести, МПа, при скорости деформации ыо"5 %/4
62 78
Перлито- ферритный 398 15,3 204 22,4 1,59 4,63 60
Ферритный 199 4,7 115 7,0 2,61 8,7 55
ТАБЛИЦА 3.15
УДАРНАЯ ВЯЗКОСТЬ КОВКОГО ЧУГУНА ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ
Тип КЧ НВ КС, кДж/м8 КС U, кДж/м»
при 293 при 208 при 293 | при 208
Ферритный 115—137 550-850 450- 700 110—205 88—195
Перлитный 180—220 400-570 340-500 80—135 69-125
179
Рис. 3.15. Влияние температуры на механические свойства ковкого чугуна:
а — Е и KCV; б— ав, <т0,2, б, Чг
Ударная вязкость с понижением температуры снижается
(табл. 3.15), величина этого снижения зависит от химического
состава, особенно содержания фосфора (табл. 3.16) и кремния.
А Б Л И Ц А 3.16
ВЛИЯНИЕ ФОСФОРА НА МЕХАНИЧЕСКИЕ СВОЙСТВА ФЕРРИТНОГО
И ПЕРЛИТНОГО КОВКОГО ЧУГУНА»
р, % ’в- МПа б, % НВ Ударная вязкость кДж/м3, при температуре
293 273 | 253 | 233 213 | 193
КЧ 35—10
0,04 343 17,4 121 880 845 785 765 735 725
0,10 356 17,4 137 735 695 655 655 645 620
0,15 368 13,0 149 635 590 550 540 510 490
0,20 387 11,8 149 540 510 360 295 245 175
0,25 379 12,0 149 440 400 275 245 195 145
0,30 375 10,0 156 295 275 195 145 120 120
0,35 390 7,0 159 245 КЧ 145 50—4 145 ПО 110 ПО
0,04 508 4,9 187 510 490 490 450 440 420
0,12 505 4,6 183 410 390 370 355 345 335
0,19 481 5,0 189 245 195 165 130 НО 80
0,27 492 3,6 184 165 145 100 100 70 50
0,34 457 2,5 179 145 КЧ 120 60-5 80 70 50 60
0,05 632 6,0 179 685 655 635 635 615 590
0,12 643 4,2 183 390 370 350 325 275 225
0,16 605 3,4 187 315 315 245 215 195 165
0,20 625 2,5 177 265 215 185 175 155 135
0,32 549 1,5 177 165 155 145 130 100 80
* Содержание других элементов, %: 2,6 —2,7 С; 1,22—1,27 SI; 0,38 — 0,55 Мп; 0,14 —
0,20 S; 0,07 Сг.
180
Рис. 3.16. Временное сопротивление
разрыву при растяжении сплавов
при длительных испытаниях при
723 К:
1 — КЧ 35—10; 2 — обезуглерожен-
ный чугун типа КЧ 45—5; 3 —ВЧ
40.; 4 —КЧ 55—4; 5—КЧ 60—3;
6 — КЧ 37—17, легированный мо-
либденом; 7 — ВЧ 70; 8 — сталь
с 0,5 % Мо; 9 — КЧ 60—3, легиро-
ванный молибденом
Пониженное содержание кремния в КЧ является одной из
причин его более высокой ударной вязкости при низких темпе-
ратурах.
3.4. ФИЗИЧЕСКИЕ СВОЙСТВА
Основные физические свойства ковкого чугуна различных ти-
пов приведены в табл. 3.17 [1}.
Плотность ковкого чугуна зависит от соотношения структур-
ных составляющих — феррита, перлита, графита, мартенсита,
цементита, имеющих плотность 7860; 7780; 2250; 7630; 7660 г/м3
соответственно. Белый чугун имеет наибольшую плотность,
после отжига она снижается, оставаясь наибольшей у обезугле-
роженного КЧ. При одинаковом химическом составе перлитный
КЧ имеет большую плотность, чем ферритный. С повышением
содержания углерода плотность КЧ уменьшается. В отливках
плотность чугуна меньше идеальной для данного состава, так
как она снижается при недостаточном питании, газонасыщенно-
сти чугуна, при податливой форме.
Коэффициент теплового расширения КЧ всех марок отлича-
ется незначительно. Коэффициент теплопроводности А, доста-
точно высок для всех марок КЧ, особенно ферритного класса, и
превышает теплопроводность стали, серого чугуна и ЧШГ, ко-
торый имеет А, от 30 до 40 Вт/(м>К). Из структурных состав-
ляющих максимальную теплопроводность имеет графит, однако
из-за анизотропности графита А, колеблется в больших преде-
лах, а графит шаровидной формы снижает теплопроводность
ЧШГ. С повышением температуры теплопроводность КЧ, как и
других черных сплавов, падает.
ТАБЛИЦА 3.17
ФИЗИЧЕСКИЕ СВОЙСТВА КОВКОГО ЧУГУНА
Свойства Тип чугуна
белый до отжига ферритный КЧ перлитный КЧ обезуглеро- женный КЧ
Плотность у, кг/м3 7350—7800 7200—7400 7300—7500 7300—7700
Коэффициент линейного расширения «293-373'Ю3» 1/К Коэффициент теплопро- водности ^293-373, Вт/(м-К) 9—10 10,5—11,0 10,3—10,8 10,5—11
29—50 50—60 45-60 42—60
Удельная теплоемкость ^373-293» Дж/(кГ*К) 520—575 460—500 530—545 460—500
Удельное электросопро- тивление р, мкОм-м 0,45—0,70 0,25—0,38 0,30—0,45 0,25—0,40
Магнитная индукция В, Тл — 1,1—1,2 0,8—1,0 0,75—1,1
Магнитная проницаемость р-10®, Гн/м 150—190 1200—2300 200—800 500—2000
Остаточная индукция Вг, Тл 0,65—0,75 0,55—0,70 0,60—0,75 0,55—0,75
Коэрцитивная сила Нс, А/М 400—880 125-300 320—800 160—800
Электрические и магнитные свойства. Электросопротивление
чугуна р определяется формой графитных включений, структу-
рой металлической матрицы и составом. Пластинчатый графит,
перлит и повышенное содержание кремния повышают электро-
сопротивление чугуна. Ковкий чугун имеет меньшее р по срав-
нению с серым чугуном (примерно в 3 раза) и ЧШГ (при-
мерно в 1,5 раза).
Ферритный ковкий чугун по сравнению с перлитным имеет
более высокую магнитную проницаемость, магнитную индукцию
и минимальные остаточную индукцию и коэрцитивную силу,
т. е. он имеет свойства, полезные для изготовления деталей с ми-
нимальными потерями на гистерезис. Данные о магнитных свой-
ствах чугуна используют для разработки неразрушающих мето-
дов контроля отливок. Размельчение графитных включений и
увеличение доли перлита в структуре КЧ снижают магнитную
проницаемость и повышают коэрцитивную силу.
3.5. СЛУЖЕБНЫЕ СВОЙСТВА
Износостойкость КЧ определяется микроструктурой (количе-
ством и типом перлита), неметаллическими (сульфидными)
включениями и зависит от условий трения — наличия и качества
смазки, зазоров между валом и подшипником, материала вала.
182
Длительность
испытаний/!
Рис. 3.17. Коррозийные
испытания сплавов на
воздухе при 973 К:
/ — Ст 35Л; 2 — сталь
20; 3-СЧ 18.; 4 — СЧ
24; 5 — КЧ 56—4
При работе чугунного образца по сырому
стальному со смазкой лучшими антифрик-
ционными свойствами обладает перлито-
ферритный КЧ при 60—70 % перлита и
НВ 187—197. В контакте с закаленным
стальным образцом наименьший износ у
образца из перлитного КЧ при 90—100 %
перлита и НВ 220—260. Перлитный КЧ со
смазкой успешно работает при давлении
до 3 МПа, но быстро изнашивается при
сухом трении. Перлито-ферритный КЧ при
сухом трении показывает удовлетворитель-
ные результаты [1].
Коэффициент трения перлитного КЧ при
трении со смазкой равен 0,05—0,10, при
сухом трении — 0,30—0,45. Перлитный и
перлито-ферритный КЧ используют для
подшипников скольжения; ферритный ков-
кий чугун может применяться только при
малых значениях pV—менее 2МПа«м/с.
Основные характеристики антифрикцион-
ного ковкого чугуна приведены в разделе 12.
В условиях сухого трения хорошие результаты показывает
перлитный КЧ с повышенным содержанием S (от 0,25 до
0,30%) [1J.
Герметичность КЧ, имеющего компактные включения гра-
фита, высокая. Отливки, изготовленные из ковкого чугуна, вы-
держивают гидравлическое давление 4 МПа при толщине
стенки 7—8 мм, а фитинги из обезуглероженного КЧ — до
60 МПа. Вместе с тем КЧ склонен к образованию усадочных и
газоусадочных дефектов в отливках, резко снижающих герме-
тичность. Для картерных отливок из КЧ, работающих под дав-
лением, требуется тщательная проработка конструкции и техно-
логии формы для обеспечения направленности затвердевания,
исключения пористости.
Коррозионная стойкость КЧ определяется многочисленными
факторами: химическим составом; структурой (особенно по-
верхностного слоя); плотностью; температурой; агрессивностью
среды. Электрохимическую коррозию создают гальванические
пары феррит — графит (э. д. с. 0,564 В) и феррит — цементит,
э. д. с. которой ниже. Электрохимическая коррозия усиливается
с повышением дисперсности структурных составляющих при на-
личии рыхлот, неметаллических включений. Поэтому обезугле-
роженная однофазная поверхность отливок из КЧ хорошо со-
противляется атмосферной коррозии. Механически обработан-
ные поверхности ферритного КЧ корродируют быстрее. Для за-
щиты от коррозии КЧ применяют гальванопокрытия, горячее
183
ТАБЛИЦА 3.18
ПРИМЕНЕНИЕ ОТЛИВОК ИЗ КОВКОГО ЧУГУНА
Рекомендуемые марки чугуна Детали Условия работы
Автомобилестроение
КЧ 35—10; КЧ 37—12 Картер редуктора заднего моста, дифференциала, руля; ступицы колес, крон- штейны двигателя, рессор, тормозные колодки, на- кладки; балансиры, катки, барашки, пробки Сложные переменные динамические (ударные) нагрузки
КЧ 45—7; КЧ 50—5; Ступицы колес, тормозные Статические и динамиче-
КЧ 55—4 барабаны, крышки под- шипников коленчатого вала, картеры распределитель- ной коробки, редуктора заднего моста, втулки ские нагрузки, износ
КЧ 60—3; КЧ 65—3; Шатуны, поршни, шестер- Высокие статические и
КЧ70—2; КЧ 80—1,5 ни, коленчатые валы динамические нагрузки, износ
Сернистый перлитный чугун Распределительные валы, направляющие втулки кла- панов, заготовки для на- плавки толкателей Сильный износ
Обезуглероженный чу- Сварные конструкции — Статические и динамиче-
гун выхлопные коллекторы, карданные валы, крон- штейны и др. ские нагрузки
Тракторное и сельскохозяйственное машиностроение
КЧ 30—3; КЧ 33—8;
КЧ 35—10; КЧ 45—7
КЧ 33—8; КЧ 35—10;
КЧ 37—12; КЧ 45—7
КЧ 35—10; КЧ 45—7
Шестерни, муфты, храпо-
вики, рычаги, звездочки,
собачки, ступицы, вилки
валов, катки, кронштейны,
втулки, звенья цепей, клю-
чи, барашки и др.
Вагоностроение и судостроение
Детали воздушных тормо-
зов, кронштейны, скобы,
иллюминаторные кольца
Электропромышленность
Державки проводов, шап-
ки, крючья изоляторов,
клеммы и др.
Изгибающие, скручиваю-
щие, растягивающие ста-
тические и динамические
нагрузки, износ
Изгиб, ударные нагрузки
износ
Изгиб, ударные нагрузки
Станкостроение, текстильное машиностроение
КЧ 35—10; КЧ 45—7; I Втулки, вилки, шестерни, I Износ, статические и ди-
АКЧ—!; АКЧ—2 | банкоброши и др. | намические нагрузки
Санитарно-техническое и строительное оборудование
КЧ 33-8; КЧ 35-10
Обезуглероженный чу-
гун
Фиттинги, вентили, уголь- Внутреннее давление до
ники, радиаторные нип- 2 МПа
пели, кронштейны, пневмо-
корпуса и др.
184
цинкование, неметаллические покрытия (фосфатирование, пас-
сивирование и другие).
КЧ при 973 К корродирует на воздухе меньше, чем сталь и
серый чугун (рис. 3.17) [1].
3.6. ПРИМЕНЕНИЕ
Отливки из ковкого чугуна используют во многих отраслях
промышленности (табл. 3.18). Масса отливок может быть от
нескольких граммов до 250 кг, минимальная толщина стенок
отливки 3 мм, максимальная для обезуглероженного чугуна
25 мм, для графитизированного 60 мм, в отдельных случаях —
до 100 мм.
Обладая механическими свойствами, близкими к литой стали
и ЧШГ, высоким сопротивлением ударным нагрузкам при ком-
натной и низких температурах, износостойкостью, лучшей, чем
ЧШГ, обрабатывамостью резанием и свариваемостью, КЧ со-
хранит в ближайшие годы свое применение, особенно для мел-
ких отливок, сварных конструкций, несмотря на склонность
к образованию трещин и энергоемкость получения готовых
отливок.
3.7. МЕТАЛЛУРГИЧЕСКИЕ ОСНОВЫ
ПОЛУЧЕНИЯ ЧУГУНА РАЗЛИЧНЫХ МАРОК
3.7.1. ВЛИЯНИЕ ХИМИЧЕСКОГО СОСТАВА
НА СТРУКТУРУ И СВОЙСТВА
Углерод, увеличивая объем графитных включений, должен сни-
мать механические свойства КЧ [3, 8]. Однако такое влияние не
всегда наблюдается на практике.
При содержании углерода свыше 2,9 % улучшаются литей-
ные свойства белого чугуна: повышается жидкотекучесть,
уменьшается объемная усадка и объем усадочных рыхлот
(рис. 3.18). Склонность белого чугуна к горячим трещинам мак-
симальная при 2,5—2,6 % С (рис. 3.19).
Кремний упрочняет феррит, повышает его твердость. При
одинаковой микроструктуре КЧ с повышением Si прочность и
твердость увеличиваются, пластичность и ударная вязкость па-
дают (рис. 3.20).
Кремний, повышая склонность к графитизации, увеличивает
количество феррита. Низкое содержание кремния в КЧ обеспе-
чивает более высокую КС, чем у ЧШГ. Кремний повышает жид-
котекучесть белого чугуна.
Влияние содержания марганца и серы на свойства КЧ зави-
сит от их соотношения. При содержании Мп = 1,7 + (0,1—0,3)
сера связана главным образом в тугоплавкий сульфид марганца
185
Рис. 3.18. Влияние содержания углерода
на объемную усадку белого чугуна [11:
/ — объем раковин и рыхлот; 2 — объем
концентрированных раковин; 3 — объем
усадочных рыхлот
2,28 2^2 2,56 2,70 2,8* С,%
Рис. 3.19. Влияние содержания фосфора
(/), серы (2) и углерода (3) на склонность
белого чугуна к трещинообразованию [1]
MnS, при меньшем содержании Мп (избытке серы) преобла-
дает сульфид железа. Сульфиды MnS и FeS образуют непре-
рывный ряд твердых растворов. Марганец в количестве, боль-
шем, чем необходимо для связывания серы, препятствует гра-
фитизации при второй стадии отжига, повышает прочность КЧ,
но снижает КС и пластичность (рис. 3.21). Сера, не связанная
в MnS, также препятствует графитизации при второй стадии
отжига, повышает прочность КЧ, но снижает КС и пластичность
(рис. 3.21). Сера, не связанная в MnS, также препятствует гра-
фитизации при второй стадии отжига, повышает прочность, сни-
жает пластичность (рис. 3.22).
Отношение Mn/S влияет на форму графитных включений
в КЧ: при Mn/S, равном 4—5, преобладают хлопьевидные вклю-
чения, при 2,5 — компактные и при — глобулярные. Склон-
ность чугуна к выделению графита при затвердевании макси-
мальна при S/Mn, равном 0,34—0,38 (рис. 3.23).
При S/Mn = 0,5 можно получить структуру белого чугуна
в толстых сечениях (до 100 мм). При изменении отношения от
0,33 до 1,0 время, необходимое для завершения первой стадии
отжига, меняется незначительно. Регулируя соотношение S/Mn,
можно получить широкий диапазон свойств КЧ (рис. 3.24).
Сернистый ковкий чугун (2,7—2,9 % С; 1,4—1,6% Si; 0,25—
0,4 Мп, от 0,30 до 0,55 % S) после специальной термообработки
является износостойким при абразивном износе [10].
На рис. 3.25 показаны механические свойства такого чугуна
при 1—2% остаточных карбидов после отжига и улучшения.
186
Рис. 3.20. Влияние кремния на механические свойства перлитного (а) и ферритного
(б) ковкого чугуна [3]
Рис. 3 22. Влияние серы на механические
свойства ковкого чугуна [6]
Рис. 3.21. Влияние марганца на механи-
ческие свойства ковкого чугуна [6]
Легированный КЧ, содержащий около 12 % Мп, имеет свой-
ства, не уступающие стали Гатфильда [11J.
Фосфор содержится в КЧ в пределах 0,04—0,20%; он не-
сколько упрочняет феррит, а при 0,2—0,3 % повышает проч-
ность ферритного КЧ, но снижает б и КС, особенно при низких
температурах (рис. 3.26, см. также табл. 3.16).
Фосфор повышает жидкотекучесть КЧ. При содержании фос-
фора 0,15—0,20 % и выше в структуре чугуна появляется много
фосфидной эвтектики, которая охрупчивает чугун.
187
бв.мпа $,%
Рис. 3.23. Влияние соотношения S/Мп
на склонность белого чугуна к выде-
лению первичного графита (Сэ=2,9—
3,1 %; 6=0,16%) [1]
Рис. 3.24. Зависимость механических свойств
от отношения S/Mn в ковком чугуне [1]
Хром легирует и стабилизирует цементит, поэтому он за-
трудняет отжиг на первой и второй стадиях. Содержание хрома
в КЧ ограничивают 0,06—0,08 %.
Медь до 0,5 % растворяется в феррите, размельчает струк-
туру, повышает прочность, ударную вязкость, предел усталости
при некотором снижении относительного удлинения (рис. 3.27).
Медь также повышает сопротивление коррозии под воздей-
ствием атмосферы, дыма, пара и серной кислоты, предотвра-
щает отпускную хрупкость, улучшает обрабатываемость реза-
нием, сокращает длительность отжига, при содержании более
0,65 % способствует дисперсионному твердению КЧ.
Никель на свойства КЧ влияет подобно меди, упрочняет фер-
рит, повышает <тв и <то,2 (табл. 3.19). Никель ускоряет при от-
жиге разложение цементита, но стабилизирует перлит.
Молибден при содержании его в чугуне до 0,5 % способ-
ствует размельчению перлита и графита, повышает ав на 40—
70 МПа, но тормозит первую и вторую стадии отжига КЧ, пред-
отвращает хрупкость чугуна при медленном охлаждении
с 650—800 К, повышает длительную прочность при повышенных
температурах (см. рис. 3.17).
Ванадий в количестве 0,05—0,10 % повышает прочность и
позволяет получить износостойкий КЧ с сорбито-перлитной
структурой. Однако V тормозит как первую, так и вторую ста-
ТАБЛИЦЛ 3.19
МЕХАНИЧЕСКИЕ СВОЙСТВА КОВКОГО ЧУГУНА
С РАЗЛИЧНЫМ СОДЕРЖАНИЕМ НИКЕЛЯ
Содержание никеля, %• МПп а0.2’ МПа б, %
0,05 351 186 14
0,30 346 179 16
Содержание никеля, % МПа ап,2» МПа б. %
0,52 370 200 14
1,03 378 219 9,5
188
дию графитизации, что сдерживает его использование как леги-
рующего элемента.
Алюминий. Низкокремнистый ферритный ковкий чугун, со-
держащий 2 % А1, имеет механические свойства выше, чем
обычный. Длительность отжига такого чугуна существенно со-
кращается. Алюминиевый ковкий чугун имеет низкую жидкоте-
кучесть и повышенную склонность к образованию литейных де-
фектов [12J.
Рис. 3.25. Механические свойства сер-
нистого чугуна с остаточными карби-
дами
Рис. 3.26. Влияние фосфора на механичес
кие свойства ковкого чугуна
кс-ю~\ кдж/м*
Рис. 3.27. Влияние меди на меха-
нические свойства ковкою чугуна
Рнс. 3.28. Влияние азота ня продол-
жительность первой (/) и второй (2)
стадий графитизации ковкого чугуна
189
ТАБЛИЦА 3.20
МЕХАНИЧЕСКИЕ СВОЙСТВА КОВКОГО ЧУГУНА
С ПРИСАДКАМИ СВИНЦА И ЦИНКА
Присадка, % ав, МПа б, % НВ Присадка, % <FB, МПа б, % НВ
0 380—400 9—12 131 0 350—370 8—12 137
0,05 РЬ 370—400 8—12 137 0,05 Zn 370—380 9-13 143
0,10 РЬ 400—430 9—12 137 0,10 Zn 350—390 10—15 140
0,15 РЬ 390—405 9—12 137 0,15 Zn 400—420 13—16 143
Сурьма при содержании >0,03 % стабилизирует в КЧ пер-
лит, однако выявлено крайне отрицательное влияние сурьмы на
ударную вязкость. 0,03 % Sb снижает КС в 1,5—2 раза, 0,06 %
Sb — в 4—5 раз [13}.
Примеси. В состав КЧ могут попасть микропримеси элемен-
тов, которые влияют на отжигаемость, микроструктуру и меха-
нические свойства. Стабилизируют перлит в ферритном КЧ:
0,05 % Sn, 0,03 % Sb, 0,01 % As.
Цинк и свинец до 0,15 % не ухудшают свойств КЧ. Влияние
цинка и свинца на механические свойства показано в табл. 3.20
[14]. Свинец незначительно увеличивает перлитную составляю-
щую (с 10 до 15%), цинк несколько повышает компактность
графитных включений, уменьшает перлитную составляющую
с 10 до 3—5%, соответственно растут механические свойства.
Существенное влияние на свойства КЧ оказывают газы —
азот, водород, кислород.
Азот увеличивает продолжительность первой и второй ста-
дий графитизации (рис. 3.28), снижает пластичность и повы-
шает прочность КЧ. Отрицательное действие азота нейтрализу-
ется А1, В, Ti. В ковком чугуне в зависимости от шихты и усло-
вий плавки содержание азота колеблется в пределах 0,004—
0,016 % (табл. 3.21). При содержании азота более 0,011 % в от-
ливках из белого чугуна возможно образование горячих тре-
щин [1].
ТАБЛИЦА 3.21
СОДЕРЖАНИЕ ГАЗОВ В ЧУГУНЕ ПРИ РАЗЛИЧНЫХ СПОСОБАХ ПЛАВКИ
Печь Содержание газов, %
азот водород кислород
Вагранка Электродуговая Индукционная ка- нальная 0,004—0,016 0,0085—0,0016 0,09—0,013 0,0002—0,0008 0,0002—0,0005 0,003—0,0095 0,0025—0,007 0,002-0,005
190
ТАБЛИЦА 3.22
ИЗМЕНЕНИЕ ГАЗОСОДЕРЖАНИЯ В ЧУГУНЕ ПО ЭТАПАМ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Место отбора пробы Кислород, % Водород Азот, %
% см»/100 г
Из копильника вагранки 0,003 0,0005 5,5 0,0105
Из дуговой электропечи 0,003 0,00045 4,95 0,0105
Из заливочного ковша 0,002 0,0004 3,92 0,011
Из заливочного ковша* 0,002 0,0004 4,15 0,0095
Из выпора формы Из литых образцов: 0,002 0,0006 6,73 0,015
до отжига 0,002 0,00045 5,07 0,0105
после отжига 0,0025 0,00015 1,73 0,013
• Чугун модифицировали 0,015 % А1
Водород увеличивает отбел чугуна, является сильным стаби-
лизатором цементита, уменьшает число центров графитизации
и скорость распада цементита на 1 и 2 стадиях отжига. Хотя
в процессе отжига 70—80 % Н2 теряется, его влияние на свой-
ства КЧ сохраняется. Изменение содержания газов в чугуне по
этапам технологического процесса показано в табл. 3.22. Влаж-
ная атмосфера в термической печи резко ухудшает качество от-
жига КЧ. Водород при содержании более 0,0005 % снижает <гв и
S КЧ. В летнее время чугун при плавке в вагранке насыщается
водородом больше, чем в зимнее, что проявляется на меньшей
склонности к графитизации, благодаря чему увеличивается
Ов. Водород, подавляя графитизацию при затвердевании, дей-
ствует подобно висмуту [30]. Содержание водорода в КЧ колеб-
лется в пределах 0,0002—0,0005%, иногда выше. При содержа-
нии водорода 0,0004 % и более снижается жидкотекучесть чу-
гуна, растет объем усадочных дефектов.
Кислород в КЧ обычно находится в связанном виде благо-
даря присадкам алюминия и в этом виде несколько ускоряет
отжиг за счет образования центров графитизации. В КЧ может
быть от 0,0002 до 0,00095 % кислорода, а при содержании более
0,0004 % возможно образование горячих трещин в отливках из
белого чугуна.
3.7.2. ПРИНЦИПЫ ВЫБОРА ХИМИЧЕСКОГО СОСТАВА
Выбор состава ковкого чугуна для конкретных отливок опреде-
ляется назначением детали, маркой чугуна, служебными и тех-
нологическими свойствами, а также уровнем технологии литей-
ного производства.
191
— ТАБЛИЦА 3.23
О
ьо
РЕКОМЕНДУЕМЫЕ ХИМИЧЕСКИЕ СОСТАВЫ ГРАФИТИЗИРОВАННОГО ЧУГУНА
Марка чугуна Способ выплавки Содержание элементов, %
С S1 C + S1 Мп р 1 s 1 Сг
£ ie более
КЧ 30—6; КЧ 33—8 Вагранка 2,6—2,8 1,0—1,6 3,7—4,2 0,4—0,6 0,18 0,20 0,08
КЧ 35—10 Вагранка — электропечь 2,5—2,8 1,1—1,3 3,6—4,0 0,3—0,6 0,12 0,20 0,06
КЧ 37—12 Электропечь — электропечь 2,4-2,7 1,2—1,4 3,6—4,0 9,2—4,0 0,12 0,06 0,06
КЧ 45—7; КЧ 50-5; КЧ 55—4; КЧ 60—3 Вагранка — электропечь 2,5—2,8 1,1—1,3 3,6—3,9 0,3—1,0 0,10 0,20 0,08
КЧ 65—3; КЧ 70—2; КЧ 80—1,5 Электропечь — электропечь 2,4—2,7 1,2—1,4 3,6—3,9 0,3—1,0 0,10 0,06 0,08
М3210; М4504; М 5003; М 5503; М 7002; М 8501 Вагранка — электропечь 2,20—2,90 0,90—1,90 0,15—0,125 0,15 0,2
Заказ № 1655
ХИМИЧЕСКИЙ COclAB К bhUiu 4?1.4iA 11U ДАННЫМ С1ЬЧЬС'1ЬЫШЫл Л^ВОЦОВ
Содержание элементов, %
Завод С Si с 4-si Мп S Р Сг
(не более)
КЧ 33—8
Ростсельмаш 2,45—2,60 1,30—1,50 — 0,45—0,65 0,20 0,14 0,07
Узбексельмаш 2,45—2,65 1,10—1,30 3,60—3,90 0,40—0,60 0,18 0,12 0,06
Красный Аксай 2,20—2,40 1,60—1,80 3,60—3,90 0,40—0,60 0,18 — 0,07
КЧ 35—10
Ав тоЗИЛ 2,50—2,80 1,10—1,30 — 0,30—0,60 0,20 0,20 0,06
ГАЗ 2,45-2,65 1,10—1,30 — 0,40—0,48 0,10 0,08 0,06
УралАЗ 2,65—2,85 1,10—1,30 3,70—4,0 0,35—0,45 0,12 0,08 0,08
АвтоЗАЗ 2,60—2,80 1,10—1,35 — 0,30—0,60 0,25 0,08 0,08
КЧ 37-12
Минский автозавод | 2,40—2,70 | 1,10-1,35 1 — КЧ 45—7 | 0,40—0,50 1 0,12 1 0,14 | 0,05
ВАЗ 2,70—2,90 1,05—1,20 — 0,28—0,35 0,05 0,05 0,05
УралАЗ 2,65—2,85 1,10—1,30 3,70—4,0 0,35-0,45 0,12 0,08 0,08
Примечание. Wagher Castings Со. (США) выпускает марку близкую КЧ 37—12. Состав, %: 2,60—2,60 С; 1,30—1,40 Si; 3,70 —
4,0 (С 4- Si); 1,75 — 0,15 Мп; 0,14 Si,0,05 Р.
ТАБЛИЦА 3.25
ХИМИЧЕСКИЙ СОСТАВ И СТРУКТУРА ОБЕЗУГЛЕРОЖЕННОГО КОВКОГО
ЧУГУНА
Содержание элементов, % Структура
С Si Мп S Р Сг
3,2—3,4 0,35—0,50 0,50—0,60 0,15—0,25 До 0,12 До 0,20 Феррит + оста- точный перлит
2,8—3,1 0,30—0,40 0,55—0,85 0,03—0,10 До 0,10 До 0,10 Феррит + оста- точный перлит
2,8—3,0 0,60—0,80 0,50—0,60 До 0,10 |До 0,10 До 0,10 С поверхности феррит + перлит; в сердцевине фер- рит + углерод от- жига
3,1—3,3 0,55—0,65 0,60—0,70 0,15—0,25 До 0,12 До 0,3 То же
3,1—3,3 0,50—0,70 0,20—0,30 0,25—0,30 До 0,12 До 0,3 С поверхности феррит + перлит, в сердцевине — перлит + компакт- ный и шаровид- ный углерод от- жига
Содержание углерода для ферритного и перлитного КЧ на-
значают в пределах 2,4—2,9%, что обеспечивает хорошее соче-
тание механических и технологических свойств. Для более вы-
соких марок углерод принимают ближе к нижнему пределу.
Кремний. Верхний предел Si ограничивается необходимостью
предотвращения графитизации при затвердевании, нижний —
ухудшением отжигаемости КЧ. Для ферритного и перлитного
КЧ в зависимости от толщины стенки отливок кремний назна-
чают в пределах 1,0—1,6%. В табл. 3.23 дан рекомендуемый
состав КЧ по стандартам, в табл. 3.24 — по данным отечествен-
ных и зарубежных заводов.
При получении тонкостенных отливок из обезуглероженного
КЧ для сварных конструкций содержание углерода принимают
более высоким в сочетании с пониженным содержанием Si
(табл. 3.25). Низкое содержание кремния необходимо для пре-
дупреждения графитизации в процессе обезуглероживания,
а также для обеспечения хорошей свариваемости чугуна.
Улучшение металлургических параметров плавки, обеспече-
ние необходимого перегрева, стабильного химического состава,
модифицирование и микролегирование чугуна подавляют графи-
тизацию при затвердевании, ускоряют отжиг.
Содержание марганца в КЧ находится в пределах 0,3—
1,2% и для ферритного КЧ определяется соотношением Мп =
= l,7S+(0,l—0,3) %, для перлитного ковкого чугуна оно может
быть меньшим и большим. В сернистом КЧ содержится 0,1—
194
ТАБЛИЦА 3.26
ХИМИЧЕСКИЙ СОСТАВ ПЕРЛИТНЫХ СЕРНИСТЫХ ковких ЧУГУНОВ
Характеристика КЧ Содержание элементов, %
С Si Мп S
С низким содержанием Мп, обычным S и Si 2,8—3,1 0,9—1,1 0,1-0,15 0,1—0,2
С низким содержанием Мп, обычным S и повы- шенным Si 2,4—2,6 1,5—1,8 0,1—0,25 0,1—0,2
С обычным содержанием Мп и Si, повышенным S (для абразивного износа) 2,5—2,8 1,04—1,4 0,3—0,4 0,3-0,4
С обычным содержанием Мп, повышенным S и Si 2,4—2,7 1,5—2,0 0,3—0,4 0,3—0,5
0,4 % Мп (табл. 3.26), в обезуглероженном — 0,2—0,85 % Мп
(табл. 3.25).
Содержание серы определяется процессом плавки и шихто-
выми материалами. На заводах, применяющих при плавке в ваг-
ранке сернистый кокс, отношением Mn/S регулируют графити-
зацию при затвердевании и отжигаемость чугуна. Для получе-
ния сернистого чугуна (табл. 3.26) требуется введение серы
в чугун, что ограничивает применение таких марок чугуна.
Содержание фосфора в КЧ не должно превышать 0,12%,
а для деталей, работающих в условиях повышенных динамиче-
ских нагрузок, не более 0,05%. Несколько десятилетий назад
при плавке в вагранке фосфор вводили в чугун для повышения
жидкотекучести. В настоящее время из-за отрицательного влия-
ния Р на ударную вязкость от его повышения в чугуне отка-
зались.
Хром при производстве отливок из графитизированного КЧ
ограничивают 0,05—0,08 %. Источник хрома — стальные отходы,
содержание хрома в которых растет в связи с использованием
в машиностроении легированных сталей. Для обезуглерожен-
ного чугуна содержание хрома допускается до 0,03%.
3.7.3. СОСТАВЫ ШИХТ
Состав шихты для выплавки белого чугуна, отжигаемого на
ковкий, зависит от марки чугуна, плавильных агрегатов, нали-
чия на заводе собственного металлолома и других факторов.
Плавка чугуна в вагранке не обеспечивает стабильность хи-
мического состава и температуры и применима только при про-
изводстве неответственных отливок из марок КЧ 30—3 и
КЧ 33—8. Плавка в вагранке с последующей доводкой хими-
ческого состава и перегревом чугуна в пламенных или в элск-
7*
195
трических печах (дуговых, тигельных, канальных) обеспечивает
стабильное получение отливок из ферритного и перлитного КЧ
заданных марок в массовом производстве. Еще более высокое
качество отливок обеспечивается при плавке в КЧ электро-
печах.
Шихта для ваграночной плавки состоит из чушкового чу-
гуна, стального лома, возврата собственного производства, фер-
росплавов. При ваграночной плавке свойства чушкового чугуна
оказывают существенное влияние на качество отливок. Высоко-
кремнистый литейный чугун имеет повышенное количество спели
и графита, которые, не растворяясь полностью при плавке, спо-
собствуют графитизации при затвердевании белого чугуна. Пе-
редельные и низкокремнистые литейные чушковые чугуны
имеют значительно меньше графитных включений, что позво-
ляет ускорить отжиг отливок из КЧ за счет увеличения содер-
жания Si. В чушковых чугунах могут содержаться примеси
(свинец, сурьма, мышьяк, селен, теллур, олово, азот, водород
и др.), отрицательно влияющие на свойства чугуна. Содержа-
ние этих примесей в низкокремнистых и передельных чугунах
ниже, чем в литейных. Поэтому имеется тенденция заменять
в шихте литейные высококремнистые на низкокремнистые и пе-
редельные чугуны, снижать долю чушковых чугунов за счет
стального лома.
При плавке чугуна в электропечах, при наличии достаточ-
ного количества стального лома и пакетов полностью отказыва-
ТАБЛИЦА 3.27
СОСТАВ ШИХТЫ ДЛЯ ВЫПЛАВКИ БЕЛОГО ЧУГУНА**
Завод Состав шихты, %
чугун лилейный чугун передель- ный стальной лом, пакеты ферромарганец ФС 45 ФС 25 или ФС20 силикомарганец возврат собст- венного произ- водства
АвтоЗИЛ 15,7 39,24 0,46 0,3 6,2 38,1
ГАЗ — 13,4 38,5 0,45 2,55 — — 45,1
УралАЗ — 12,7 41,3 0,4 0,6 3,8 — 41,2
Минский автозавод 11 5 42,7 0,35 0,2 3,1 — 40,65
АвтоЗАЗ 9,5 5,4 38,7 0,3 0,3 3,6 — 42,2
Ростсельмаш — 13,5 43,8 0,2 3,5 — 0.1 38,9
Узбексельмаш 18,8 — 34,4 1,0*2 — 1,5 — 44,3
ВАЗ*8 — — 39,27 0,4 1,23 — — 59,1
ф| Состав чугуна, агрегаты для плавки см. табл. 3.25 и 3.24. •• Зеркальный чугун.
•• В состав шихты входит также графит 1,87 % (сверх 100 %).
196
ются от чушковых чугунов, получая так называемый синтети-
ческий ковкий чугун [15J.
В табл. 3.27 приведены составы шихт для выплавки белого
чугуна для отжига на ковкий.
3.7.4. МОДИФИЦИРОВАНИЕ
Модификаторы для КЧ подразделяются на два типа: стабилизи-
рующие цементит и предотвращающие графитизацию при кри-
сталлизации толстостенных отливок, но не оказывающие замет-
ного отрицательного влияния на графитизацию отжига; обеспе-
чивающие ускорение графитизации при отжиге. Оба типа
модификаторов применяют в сочетании друг с другом. Это по-
зволяет достигнуть ускорения отжига, увеличить допустимую
толщину стенок отливок.
К модификаторам первого типа относятся Bi, Те, Sb, Mg, S
и другие элементы.
Практическое применение нашли Bi, Те и их сплавы
(Bi — Те, Те — Си) или смеси (Си — Те, Fe — Те). Эффектив-
ность воздействия теллура на подавление графитизации при за-
твердевании сильнее, чем висмута, расход его ниже. Обычно
присадки Bi или Те составляют от 0,001 до 0,01 % от массы
жидкого чугуна.
К модификаторам второго типа относят А1, В, Ti, Са и дру-
гие элементы.
Наибольшее практическое применение нашли А1 и В
(в виде ферробора или борного ангидрида). Количество вводи-
мого алюминия 0,01—0,03 % от массы жидкого чугуна. В каж-
дом случае в зависимости от состава чугуна, условий плавки и
других факторов устанавливают оптимальную дозировку алю-
миния. Максимальные механические свойства достигаются при
0,01 % А1 (рис. 3.29), максимальное количество графитных
включений при 0,0075—0,015 % А1, при модифицировании
Рнс. 3.29. Влияние модифицирования
алюминием на механические свойства ков-
кого чугуип
Рис. 3.30. Влияние модифицирования бо
ром на механические сиойстиа ковкого
чугуна
197
ТАБЛИЦА 3.28
ПРИМЕРЫ ПРИМЕНЕНИЯ РАЗЛИЧНЫХ МОДИФИКАТОРОВ
Модификатор, % от массы жидкого чугуна Плавильный агрегат Завод
А1 Bi бор- ная кис- лота фер- робор Те
0,015 0,0028 0,012 — 0,0026Ф1 Вагранка — ка- нальная элек- АвтоЗИЛ
0,014 0,0036 0,014 — — тропечь Вагранка — ду- говая электро- печь ГАЗ
0,012 0,004 0,018 — — То же УралАЗ
0,015 0,004 0,02 — — » Минский авто- завод
0,03 0,00043*2 0,003 — — » АвтоЗАЗ
0,026 0,0018 0,018 — — » Ростсельмаш
0,020 — — — — в Узбексельмаш
0,01 0,008 Дуговая элек- тропечь — ти- гельная индук- ционная ВАЗ
41 В виде таблеток 50 % Те и 50 % Си. ** Графитизация при затвердевании предот-
вращается также подбором отношения Mn/S
0,03 % Al их число уменьшается, отжигаемость КЧ ухудшается,
графитизация при затвердевании усиливается [16].
Бор в количестве 0,002—0,003 % ускоряет отжиг, повышает
механические свойства КЧ (рис. 3.30). Количество вводимого
ферробора — от 0,01 до 0,06 %, борной кислоты — от 0,005 до
0,03 %.
В литературе описаны десятки различных комплексных мо-
дификаторов для КЧ: теллур — ферросилиций — железо [17];
Sb + B+Al; 0,03 % CaN2+0,03% Al; S+A1; ферросиликобарий
[18] и др. Применение в производстве нашли комплексные мо-
дификаторы А1—Bi—В, А1—В—Те, В—Bi. В табл. 3.28 пред-
ставлены модификаторы, применяемые на отечественных заво-
дах. Марки и состав чугуна по этим заводам указаны
в табл. 3.24.
3.7.6. ТЕРМИЧЕСКАЯ ОБРАБОТКА
Ферритный КЧ получают полной графитизацией белого в ка-
мерных или методических печах. Диаграмма отжига показана
на рис. 3.31. Цикл отжига состоит из нагрева до температуры
первой стадии 1175—1255 К, выдержки для разложения цемен-
198
Температура, к
Рис. 3.31. Диаграмма отжига на феррит-
ный ковкий чугун
Рис. 3.32. Влияние температуры на
длительность первой стадии графити-
зации
1 - для 1,91 % Si: 2 — для 1,26% Si;
3 — для 0,9 % Sj; 4 — для 0,7 % SI
1 — с
623 К,
ботки
200
150
Рис. 3.33. Влияние кремния (а) и углерода
(б) на число центров графитизации (#вкл>:
предварительной обработкой при
4 ч; 2 — без предварительной обра-
100
Рис. 3.34.
бора на
включений (/V
Влияние присадки
число графитных
вкл)
тита. быстрого охлаждения до температуры эвтектоидного пре-
вращения (1030—1005 К), медленного охлаждения в интервале
эвтектоидного превращения или выдержки при температуре
чуть ниже этого интервала (вторая стадия отжига). Далее от-
ливки охлаждают на воздухе, но с температур не ниже 825 К.
Время, необходимое для завершения диффузионных процессов,
199
Относительный рост
содержания азота , %
Рис. 3.35. Влияние алюминия на
число включений ^вкл) углерода
отжига при различном диаметре
отливок (цифры у кривых, мм)
Рис. 3.36 Влияние азота (а), водо-
рода (б) и кислорода (в) на число
центров графитизации (^вкл)« Циф-
ры у кривых — температура отжи-
га, К [1]
зависит от химического состава чугуна, содержания кремния
(табл. 3.29), температур первой и второй стадий (рис. 3.32),
числа центров графитизации. Число центров графитизации уве-
личивают кремний, углерод [1]; бор, алюминий, уменьшают азот,
водород, кислород (рис. 3.33—3.36). Чем тоньше отливка, тем
быстрее она охлаждается после заливки, тем больше центров
графитизации (рис. 3.37). Особенно большое количество цент-
ров образуется после закалки белого чугуна, однако этот метод
не нашел применения. Отжиг белого чугуна сразу после вы-
бивки, без охлаждения до комнатной температуры, замедля-
ется [I].
200
Рис. 3.37. Зависимость между Сэ
и Лвклдля различных диаметров
сечений отливок (цифры у кривых,
мм)
Число центров графитизации зависит от условий нагрева при
термической обработке. Медленный нагрев или выдержка в ин-
тервале температур 450—670 К увеличивают число центров
(рис. 3.38, 3.39) [3J. Увеличивает число центров также перегрев
жидкого чугуна до 1773—1923 К.
Влияние числа включений углерода отжига на продолжи-
тельность первой стадии отжига и на скорость охлаждения в эв-
тектоидном интервале для получения ферритной структуры по-
казано на рис. 3.40 и 3.41. Существует связь между продолжи-
тельностью 1 и 2 стадий отжига — выдержка при температуре
1 стадии после завершения графитизации приводит к коалес-
ценции включений углерода отжига и последующему замедле-
нию 2 стадии отжига.
На процесс графитизации КЧ оказывает влияние состав ат-
мосферы в печах отжига [1]. Для получения ферритного и пер-
литного КЧ используют нейтральную и слабо окислительную
среду, для обезуглероженного КЧ — окислительную (табл. 3.30).
Пары воды и водород в печной атмосфере уменьшают число
ТАБЛИЦА 3.29
ПРОДОЛЖИТЕЛЬНОСТЬ ГРАФИТИЗАЦИИ КЧ С РАЗЛИЧНЫМ
СОДЕРЖАНИЕМ КРЕМНИЯ
SI, % Продолжится ь н ость графитизации, г S1, % Продолжительность графитизации, г
1 стадия при 1258 2 стадия при 1008 1 стадия при 1258 2 стадия при 1008
0,7 4,9 16,0 1,0 3,2 11,2
0,8 4,3 14,4 М 2,7 9,7
0,9 3,8 12,8 1,2 2,1 8,2
201
Рис. 3.38. Влияние средней скоро-
сти нагрева на число графитовых
включений (ЛГВКЛ)
NtKnHa. 1нн2
Рис. 3.39. Зависимость числа центров кристалли-
зации (А^вкл) от температуры предварительной вы-
держки. Температура графитизации 1123 К, вре-
мя 50 мин
Рис. 3.40. Влияние числа включений
углерода отжига (^вкл) на время
для прохождения первой стадии
СП)
Рис. 3.41. Влияние числа включений угле-
рода отжига на допустимую скорость ох-
лаждения в эвтектоидном интервале для
обеспечения ферритной структуры, —
скорость охлаждения при второй стадии
отжига, К/ч
включений углерода отжига, замедляют графитизацию, но спо-
собствуют обезуглероживанию КЧ [19}. От состава печной атмо-
сферы зависит структура поверхностного слоя на отливках из
ферритного КЧ. При отношении СО/СО2<1 образуется значи-
тельный слой окалины и происходит обезуглероживание; обра-
зуется ферритная кайма и под ней слой перлита. При
202
ТАБЛИЦА 3.30
СОСТАВ АТМОСФЕРЫ В ПЕЧАХ ОТЖИГА КОВКОГО ЧУГУНА
Назначение атмосферы Состав атмосферы, %
СО2 со н2 Н2О n2
Защитная для ферритного кч Защитная для ферритного и перлитного КЧ 5—6 10—10,5 10—11 0,08 Остальное
Не более 0,1 1,8—5 1—4 — Остальное
Нейтральная (азот) для ферритного и перлитного Окислительная для полу- чения обезуглероженного чугуна: 0,1 со + Н2 1,9 98
состав 1 8—9 25—28 15—30 12—18 Остальное
состав 2 4 11,2 8 5,5 Остальное
состав 3 9,1 24,5 9 6,9 Остальное
СО/СС>2> 10 на поверхности образуется перлитная кайма. Опти-
мальное соотношение СО/СОг&*2 [1J.
Время, необходимое для завершения первой и второй стадий
отжига для обычного состава ферритного КЧ, колеблется в пре-
делах 2—8 и 4—10 ч соответственно. Помимо химического со-
става, модифицирования и скорости охлаждения отливок оно за-
висит также от типа печей для термической обработки. В ка-
мерных печах медленный нагрев и медленное прохождение
интервала температур 450—750 К ускоряют графитизацию, но
из-за значительных перепадов температур по объему садки тре-
буется дополнительное время для завершения графитизации
всех отливок. В методических печах отливки нагреваются бы-
стро, в том числе в интервале 450—750 К, что сокращает число
центров графитизации. При этом в зависимости от металлурги-
ческих и технологических'параметров выдержку для заверше-
ния первой стадии назначают от 3 до 15 ч, второй стадии — от
6 до 20 ч.
Делаются попытки получения отливок из ферритного КЧ от-
жигом при пониженных температурах (975—1100К) за счет по-
вышения содержания кремния и оптимального модифицирова-
ния [20, 21J.
Перлитный КЧ получают различными методами [22, 23]:
— закалкой в масло отливок из ферритного КЧ с последую-
щим отпуском на заданную твердость, что позволяет получить
перлитный КЧ любой марки по ГОСТ 1215—79;
— нормализацией отливок из ферритного КЧ с последую-
щим отпуском или без него;
203
— ускоренным охлаждением отливок после первой стадии
отжига белого чугуна (метод применим при отжиге не только
в методических, но и в камерных печах);
— легированием чугуна марганцем (0,8—1,2%) или серой
(Mn/S=l) при отжиге по режиму ферритного КЧ;
— закалкой после первой стадии отжига и подстуживания
до 1100—1175К (в масло или обдувом воздухом). Твердость
после закалки в масло выше, чем после воздушной закалки
(НВ 321—363 и НВ 241—363 соответственно). Последующий
отпуск позволяет получить перлитный КЧ любой марки. Темпе-
ратура отпуска от 870 до 990 К, выдержка 4—8 ч. Термическая
обработка ведется в специальных агрегатах. Для получения бо-
лее стабильных результатов созданы агрегаты, в которых от-
ливки после первой стадии отжига и воздушного охлаждения
вновь нагревают до 1115—1145 К, закаливают в масло и под-
вергают отпуску на заданную марку. Такой режим применим
для чугуна с повышенным содержанием либо Мп, либо S.
Обезуглероженный КЧ получают отжигом белого чугуна
в окислительной среде. Скорость окисления углерода зависит от
содержания СО2, Н2 и Н2О в атмосфере печи, концентрации С
на поверхности отливок и скорости диффузии углерода. Пере-
ход С в твердый раствор из графита более длителен, чем из це-
ментита, содержание элементов, способствующих графитизации,
в первую очередь кремния, держат на нижнем пределе, а пре-
дельная концентрация карбидообразующих примесей (Сг, V)
может быть увеличена. Для предотвращения графитизации по-
вышают содержание S (снижают отношение Mn/S) (табл. 3.27).
Пары воды в атмосфере печи способствуют обезуглерожива-
нию [19].
Отжиг ведут как в камерных, так и в методических печах.
При засыпке отливок смесью железной руды с песком темпера-
тура отжига 1175—1225 К, выдержка при 1175—1225 К состав-
ляет 70—72 ч [24]. Более экономичен отжиг в газовой среде
(табл. 3.31); процесс можно вести при более высокой темпера-
туре (1325—1345) К в течение 25—50 ч [1]. Время выдержки при
заданной температуре зависит от состава чугуна, толщины
стенки отливки, необходимой степени обезуглероживания и
обычно составляет 10 ч на 1 мм толщины стенки. Скорость ох-
лаждения до выгрузки (925 К) 20—40 К/ч.
Другие виды термической обработки КЧ. Ферритный и пер-
литный КЧ можно подвергать поверхностной закалке ТВЧ —
нагрев до 1320—1370 К, выдержка 75—125 с, охлаждение во-
дой, отпуск. Твердость поверхности HRC 45—55. Выдержка для
перлитного КЧ меньшая. Отливки из КЧ подвергают также азо-
тированию и сульфидированию для придания износостойкости,
антикоррозионных свойств, прирабатываемости в узлах тре-
ния [1].
204
ТАБЛИЦА 3.31
МЕХАНИЧЕСКИЕ СВОЙСТВА ФЕРРИТНОГО КОВКОГО ЧУГУНА
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ ЗАКАЛКИ В ВОДУ
Температура нагрева* под закалку, К ств- МПа %,2’ МПа б, % НВ Температура нагрева* под закалку, К %• МПа °0,2» МПа б, % НВ
944 357 220 13,5 143 1000 448 324 8,5 143
955 351 232 19,5 141 1011 453 327 7,0 156
966 364 233 12,5 143 1023 479 340 8,0 163
988 405 280 11,5 159
Режим термообработки выдержка при температуре закалки 1 ч, старение 96 ч
при комнатной т ч пер ату ре.
После закалки ферритного КЧ в воду с 980—1016 К и есте-
ственного старения в течение 4 сут ов повышается до 410—
480 МПа, Оо,2 до 340—370 МПа при относительном удлинении
до 10 % (табл. 3.31). Ферритный КЧ, упрочненный старением,
может заменить низкие марки перлитного КЧ.
3.8. МЕХАНИЧЕСКАЯ ОБРАБОТКА
Обрабатываемость резанием КЧ в зависимости от материала
режущего инструмента и марки КЧ показана в табл. 3.32 и на
рис. 3.42 [1]. Обрабатываемость нелегированной автоматной
стали (0,12% С) принимают за 100%, тогда обрабатываемость
ферритного КЧ составляет 100—120 %, а перлитного с твердо-
ТАБЛИЦА 3.32
СКОРОСТЬ ОБТОЧКИ КЧ РЕЖУЩИМИ ИНСТРУМЕНТАМИ
ИЗ РАЗЛИЧНОГО МАТЕРИАЛА
Материал режущего инструмента Скорость обточки (м/мии) при обработке чугуна
ферритного перлитного
Инструментальная сталь (с применением 15—35 8—18
эмульсии для охлаждения режущего инстру- мента) Быстрорежущая сталь (с применением эмуль- 25—60 15—30
сии для охлаждения режущего инструмента) Твердый сплав 50—150 30—130
Металлорежущая минерялокерамикя 250-300 250-300
205
— ускоренным охлаждением отливок после первой стадии
отжига белого чугуна (метод применим при отжиге не только
в методических, но и в камерных печах);
— легированием чугуна марганцем (0,8—1,2%) или серой
(Mn/S=l) при отжиге по режиму ферритного КЧ;
— закалкой после первой стадии отжига и подстуживания
до 1100—1175К (в масло или обдувом воздухом). Твердость
после закалки в масло выше, чем после воздушной закалки
(НВ 321—363 и НВ 241—363 соответственно). Последующий
отпуск позволяет получить перлитный КЧ любой марки. Темпе-
ратура отпуска от 870 до 990 К, выдержка 4—8 ч. Термическая
обработка ведется в специальных агрегатах. Для получения бо-
лее стабильных результатов созданы агрегаты, в которых от-
ливки после первой стадии отжига и воздушного охлаждения
вновь нагревают до 1115—1145 К, закаливают в масло и под-
вергают отпуску на заданную марку. Такой режим применим
для чугуна с повышенным содержанием либо Мп, либо S.
Обезуглероженный КЧ получают отжигом белого чугуна
в окислительной среде. Скорость окисления углерода зависит от
содержания СО2, Н2 и Н2О в атмосфере печи, концентрации С
на поверхности отливок и скорости диффузии углерода. Пере-
ход С в твердый раствор из графита более длителен, чем из це-
ментита, содержание элементов, способствующих графитизации,
в первую очередь кремния, держат на нижнем пределе, а пре-
дельная концентрация карбидообразующих примесей (Сг, V)
может быть увеличена. Для предотвращения графитизации по-
вышают содержание S (снижают отношение Mn/S) (табл. 3.27).
Пары воды в атмосфере печи способствуют обезуглерожива-
нию [19}.
Отжиг ведут как в камерных, так и в методических печах.
При засыпке отливок смесью железной руды с песком темпера-
тура отжига 1175—1225 К, выдержка при 1175—1225 К состав-
ляет 70—72 ч [24]. Более экономичен отжиг в газовой среде
(табл. 3.31); процесс можно вести при более высокой темпера-
туре (1325—1345) К в течение 25—50 ч [1]. Время выдержки при
заданной температуре зависит от состава чугуна, толщины
стенки отливки, необходимой степени обезуглероживания и
обычно составляет 10 ч на 1 мм толщины стенки. Скорость ох-
лаждения до выгрузки (925 К) 20—40 К/ч.
Другие виды термической обработки КЧ. Ферритный и пер-
литный КЧ можно подвергать поверхностной закалке ТВЧ —
нагрев до 1320—1370 К, выдержка 75—125 с, охлаждение во-
дой, отпуск. Твердость поверхности HRC 45—55. Выдержка для
перлитного КЧ меньшая. Отливки из КЧ подвергают также азо-
тированию и сульфидированию для придания износостойкости,
антикоррозионных свойств, прирабатываемости в узлах тре-
ния [1].
204
ТАБЛИЦА 3.31
МЕХАНИЧЕСКИЕ СВОЙСТВА ФЕРРИТНОГО КОВКОГО ЧУГУНА
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ ЗАКАЛКИ В ВОДУ
Температура нагрева* под закалку, К МПа &0,2’ МПа б, % НВ Температура нагрева* под закалку, К МПа °0,2’ МПа б, % НВ
944 357 220 13,5 143 1000 448 324 8,5 143
955 351 232 19,5 141 1011 453 327 7,0 156
966 364 233 12,5 143 1023 479 340 8,0 163
988 405 280 11,5 159
Режим термообработки • выдержка при температуре закалки 1 ч, старение 96 ч
при комнатной т ч пер ату ре.
После закалки ферритного КЧ в воду с 980—1016 К и есте-
ственного старения в течение 4 сут ов повышается до 410—
480 МПа, Оо,2 До 340—370 МПа при относительном удлинении
до 10 % (табл. 3.31). Ферритный КЧ, упрочненный старением,
может заменить низкие марки перлитного КЧ.
3.8. МЕХАНИЧЕСКАЯ ОБРАБОТКА
Обрабатываемость резанием КЧ в зависимости от материала
режущего инструмента и марки КЧ показана в табл. 3.32 и на
рис. 3.42 [1]. Обрабатываемость нелегированной автоматной
стали (0,12% С) принимают за 100 %, тогда обрабатываемость
ферритного КЧ составляет 100—120%, а перлитного с твердо-
ТАБЛИЦА 3.32
СКОРОСТЬ ОБТОЧКИ КЧ РЕЖУЩИМИ ИНСТРУМЕНТАМИ
ИЗ РАЗЛИЧНОГО МАТЕРИАЛА
Материал режущего инструмента Скорость обточки (м/мин) при обработке чугуна
ферритного перлитного
Инструментальная сталь (с применением эмульсии для охлаждения режущего инстру- мента) 15—35 8—18 15—30
Быстрорежущая сталь (с применением эмуль- сии для охлаждения режущего инструмента) 25—60
Твердый сплав 50-150 30—130
Металлорежущая минералокерамика 250—300 250—300
205
50 100 150 200 300
v^m/muh
Рис. 3.42. Соотношение между
стойкостью и скоростью резания
различных марок ковкого чугуна
(I — кромка образца; И — сердце-
вина образца):
/ —КЧ 35-10; 2 —КЧ 55-4; 3-
КЧ 65-3
стыо НВ 190—240—70—90 %. На обрабатываемость КЧ оказы-
вает влияние также геометрия режущей кромки инструмента.
В табл. 3.33 приведены рекомендуемые скорости резания
(м/мин) при токарной обработке КЧ.
Сверление. Ориентировочные скорости резания (о, м/мин)
при сверлении различных материалов сверлами из быстроре-
жущей стали приведены ниже:
Чугун о, м/мин
ФКЧ ...................... 20—27
ПКЧ:
НВ 180—200 ........... 18—25
НВ 200—240 ........... 15—21
СЧ:
НВ 190—220 ........... 20—27
НВ 220—240 ........... 18—25
Сталь литая ............ 20—23
Подачи при применении сверл диаметром 3—9 мм примерно
одинаковы для различных железоуглеродистых сплавов. При
сверлах диаметром более 25 мм подачу для КЧ можно увели-
чить на 25 % по сравнению со сталью и уменьшить на 20 %
по сравнению с серым чугуном.
Примерные скорости (м/мин) при нарезании резьбы на раз-
личных материалах приведены ниже:
Серый и ковкий чугун . . . 20—45
Углеродистая сталь ..........12—30
Фрезерование. Допустимая скорость резания при фрезерова-
нии инструментом из быстрорежущей стали дана в табл. 3.34.
206
ТАБЛИЦА 3.33
РЕКОМЕНДУЕМЫЕ СКОРОСТИ РЕЗАНИЯ (М/МИН) ПРИ ТОКАРНОЙ
ОБРАБОТКЕ КЧ
Марка ковкого чугуна по ГОСТ 1215—79 Обработка Подача, за один оборот, мм Глубина резания, мм
КЧ 35—10; Черновое точение 0,38—0,76 2,5—2,5
КЧ 37—12 Чистовое точение 0,07—0,18 0,3—0,3
КЧ 50—5 Черновое точение Чистовое точение 0,38—0,76 0,07—0,18 2,5—2,5 0,3-0,3
КЧ 65—3 Черновое точение Чистовое точение 0,38 0,07—0,18 2,5 0,3—0,3
Продолжение
Марка ковкого чугуна по ГОСТ 1215—79 Скорость резания (м/мин) при стойкости резца, мин
без смазки со смазкой
20 30 40 20 30 40
КЧ 35—10; 133—105 120—90 105—75 150—125 125—110 105—90
КЧ 37—12 420—370 380—290 350—215 505—420 465—375 425—330
КЧ 50—5 70—50 55—35 40—20 80—60 65—45 40—35
180—155 160—145 140—135 215—205 200—180 185—170
КЧ 65—3 — — — 60 50 40
— — — 145—110 130—100 120—90
ТАБЛИЦА 3.34
СКОРОСТИ РЕЗАНИЯ КЧ И СЧ ПРИ ФРЕЗЕРОВАНИИ
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Материал Скорость резания (м/мин) при обработке
черновой чистовой
Ферритный ковкий чугун Перлитный ковкий чугун при НВ: 20-25 30—35
180-200 18—23 25—30
200—240 15—20 23—28
Серый чугун при НВ: 25—30
190-200 18—23
220—240 15—20 23—28
207
Протягивание. КЧ легче обрабатывается протягиванием, чем
сталь той же твердости. Скорости протягивания (о) в зависи-
мости от твердости чугуна при подаче черновой 0,076—
0,127 мм/зуб и чистовой 0,038—0,05 мм/зуб приведены ниже:
НВ.................. 240—270 197—255 163—229 120—163
V, м/с ............. 0,127—0,177 0,152—0,177 0,203 0,203—0,228
Строгание. Скорость резания ор (м/мин) при строгании КЧ
и стали на различных стадиях обработки приведена ниже:
Материал t/p, м/мин
Ковкий чугун:
черновая обработка . . . 15—40
чистовая обработка . . . 30—60
Сталь:
черновая обработка . . . 15—30
чистовая обработка . . . 30—60
4
..- ЧУГУН
С ШАРОВИДНЫМ ГРАФИТОМ
4.1. ОБЩАЯ ХАРАКТЕРИСТИКА
СТРУКТУРЫ И СВОЙСТВ
Для ЧШГ характерны прежде всего значительная пластичность
и вязкость, которые обусловлены шаровидной формой включе-
ний графита, получаемой в литом состоянии. Именно поэтому
в большинстве зарубежных стандартов ЧШГ называется пла-
стичным чугуном (ductile iron). Вместе с тем ЧШГ имеет и вы-
сокую прочность, в связи с чем в отечественном стандарте
(ГОСТ 7293—85 «Чугун с шаровидным графитом для отливок.
Марки») условное обозначение марки включает буквы ВЧ, что
означает «высокопрочный чугун».
ЧШГ имеют широкий диапазон механических и эксплуата-
ционных свойств. Ферритные ЧШГ, характеризующиеся наивыс-
шей среди чугунов пластичностью и вязкостью, обеспечивают
литым деталям и конструкциям хладо- и ударостойкость, хоро-
шую свариваемость и обрабатываемость резанием. Перлитные
ЧШГ обладают высокой сопротивляемостью к статическим и
циклическим нагрузкам, износо- и задиростойкостью. В бейнит-
ных ЧШГ сочетается максимальная прочность с достаточно вы-
сокой пластичностью, что обеспечивает высокую сопротивляе-
мость износу, усталости, контактную выносливость. Основные
составляющие матрицы бсйнитных ЧШГ — бейнит и остаточный
208
аустенит (метастабильная фаза). Под воздействием обработки
резанием, давлением или эксплуатационных нагрузок, вызываю-
щих наклеп (нагартовку), остаточный аустенит трансформиру-
ется в мартенсит, что повышает твердость и износостойкость
поверхности независимо от степени износа детали.
Все марки ЧШГ имеют высокий модуль упругости при зна-
чительно большей, по сравнению со сталями, демпфирующей
способности. Например, благодаря тому, что модуль упругости
ЧШГ на 60 % выше, чем у ЧПГ, существенно снижена масса
валков бумагоделательных машин.
Предел текучести бейнитных ЧШГ в 2,5—3 раза выше, чем
у обычных конструкционных сталей.
По способности выдерживать наиболее высокие механиче-
ские нагрузки при наименьших деформациях и массе ЧШГ зна-
чительно превосходит КЧ, сталь и особенно СЧ. Масса литых
деталей из ЧШГ может быть на 5—10 % ниже по сравнению
с КЧ и литой сталью, на 10—20 %, меньше по сравнению
с стальными поковками и штамповками.
ЧШГ успешно заменяет КЧ, СЧ и углеродистую сталь в де-
талях, работающих в условиях тепловых ударов, термоустало-
сти (при максимальных температурах цикла до 400—600 °C),
отрицательных температур (до —100 °C), умеренно агрессивных
газовых и жидких сред (кислотных, солевых, щелочных), высо-
ких давлений, знакопеременных динамических нагрузок. Благо-
приятные литейные свойства (более низкая по сравнению с КЧ
и сталью склонность к усадочным дефектам при более высокой
жидкотекучести) позволяют изготавливать из ЧШГ высококаче-
ственные отливки с минимальной толщиной стенок 2,5—3 мм.
Сталь и КЧ имеют значительно больше ограничений по тол-
щине стенок отливок (минимальная толщина стенок в случае
литой стали должна быть не ниже 8 мм, а максимальная в слу-
чае КЧ — не может превышать 60 мм). Успешно апробирован-
ная максимальная толщина стенок отливок из ЧШГ составляет
1000 мм, а масса отливок — от нескольких десятков граммов
(например, поршневые кольца) до 200 т (станины, цилиндры,
поршни, контейнеры и другие крупногабаритные детали ответ-
ственного назначения для тяжелого и атомноэнергетического
машиностроения, станкостроения, металлургии).
Высокая герметичность в сочетании с ударо- и коррозионно-
стойкостью обеспечили ЧШГ эффективное использование как
наиболее экономичного материала напорных труб и фитингов,
причем свыше половины мирового производства ЧШГ расходу-
ется именно на эти цели.
Характерные типы микроструктуры ЧШГ показаны на
рис. 4.1. Методы количественного определения составляющих
структуры ЧШГ в отливках регламентированы ГОСТ
3443—87.
209
Рис. 4.1. Характерные микроструктуры ЧШГ:
а — ферритная, Х100; б — перлитно-ферритная («бычий глаз») Х200,; в — мартенситная».
Х300; г — ферритно-бейнитная с оторочками верхнего бейнита вокруг ШГ («твердый)
глаз» [15]). Х300
4.2. МАРКИ ЧУГУНА И ОСНОВНЫЕ СВОЙСТВА
В ГОСТ 7293—85 предусмотрены восемь марок ЧШГ (табл. 4.1).
Марка ЧШГ определяется показателями временного сопротив-
ления разрыву при растяжении (ов) и условного предела теку-
чести (00,2). Условное обозначение марки включает буквы ВЧ —
высокопрочный чугун и цифровое обозначение минимального
значения ов в МПа* 10_|.
Механические свойства ЧШГ должны быть обеспечены в ли-
том состоянии или после термической обработки. Показатели
относительного удлинения, твердости и ударной вязкости опре-
деляют только при наличии требований в нормативно — техни-
210
ТАБЛИЦА 4.1
МАРКИ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧШГ (ПО ГОСТ 7293-85)
Марка чугуна ав, МПа <У0>2, МПа Марка чугуна ав, МПа а0,2’ МПа
(не м енее) (не ы (енее)
ВЧ 35 350 220 ВЧ 60 600 370
ВЧ 40 400 250 ВЧ 70 700 420
ВЧ 45 450 310 ВЧ 80 800 480
ВЧ 50 500 320 ВЧ 100 1000 700
ческой документации, они должны соответствовать нормам
ГОСТ 7293—85 (табл. 4.2).
ЧШГ марки ВЧ35 должен иметь среднее значение ударной
вязкости KCU не менее 210 и 150 кДж/м2 при температурах
20 °C и —40 °C соответственно, а минимальное значение KCU
должно быть не ниже 170 и ПО кДж/м2 при тех же темпе-
ратурах.
В ГОСТ 7293—85 оговорено, что по согласованию между
изготовителем и потребителем допускается устанавливать зна-
чения относительного удлинения, твердости и ударной вязко-
сти, отличающиеся от нормированных величин.
Данные о марках и механических свойствах ЧШГ в соот-
ветствии с зарубежными стандартами приведены в табл. 4.3.
В некоторых зарубежных стандартах, например SAE 1434с
(США), для всех марок ЧШГ регламентируют только твердость
и тип металлической основы (табл. 4.4). Стандарты отдельных
зарубежных фирм регламентируют такой уровень механических
свойств ЧШГ, который значительно превышает требования мно-
гих национальных стандартов. Например, в стандарте фирмы
International Mechanite Metal (Великобритания) предусмотрен
мартенситный ЧШГ марки SH 1000 с показателями ов=Ю00-5-
ТАБЛИЦА 4.2
ПОКАЗАТЕЛИ ОТНОСИТЕЛЬНОГО УДЛИНЕНИЯ И ТВЕРДОСТИ ЧШГ»
Марка чугуна 6, % (не менее) НВ Марка чугуна б t % (не менее) НВ
ВЧ 35 22 140-170 ВЧ 60 3 192-277
ВЧ 40 15 140-202 ВЧ 70 2 228—302
ВЧ 45 10 140—225 ВЧ 80 2 248—351
ВЧ 50 7 153-245 ВЧ 100 2 270 -360
* Определяют при наличии требований в нормативно-технической документации.
211
ТАБЛИЦА 4.3
МАРКИ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧШГ
СОГЛАСНО ЗАРУБЕЖНЫМ СТАНДАРТАМ
Марка ов, МПа а0,2’ МПа 6, % НВ, ГПа Матри- ца*1 КС, кДж/м2
(не менее)
Великобритания BS 2789—85
350/22*2 350 — — — Ф —
400/18 400 — 18 — Ф —
420/12 420 255 12 — Ф —
450/10 450 — 10 — П—Ф —
500/7 500 315 7 170—241 П—Ф —
600/3 600 360 3 192—269 п —.
700/2 700 410 2 229—302 п —
800/2 800 470 2 248—352 п —
900/2 900 — 2 — м —
Япония JIS G5502 —1986
FCD 40 400 260 15 121—197 ф —
FCD 45 450 300 10 143—217 П—Ф —
FCD 50 500 350 7 170—241 П—Ф —
FCD 60 600 400 2 207—285 п —
FCD 70 700 450 2 229—321 п —
США, ASTM A—f >36-802
60—40—18 420 280 18 140—190 ф —
65—45—12 460 315 12 140—190 ф —
80—55—06 560 385 . 6 190—225 П—Ф —
100—70—03 700 490 3 240—300 п—м
120—90—02 840 630 2 270—400 м —
США, ASTM А476—70
80—60—03 I 560 | 420 1 3 | 201 1 П 1 “
Италия <7АА/ 4544 1979
42/10 420 300 10 140—190 ф* —
42/14*3 420 280 15 130—170 Ф —
50/5 500 380 5 160—220 П—Ф —
55/2 550 400 2 190—250 П* —
ФРГ DIN 1693 1973
GGG 40*4 400 250 15 135-185 Ф 980-1960
GGG 50*4 500 320 7 170-220 Ф—П 590—1180
GGG60 600 380 3 200—250 Ф~П 390 -780
GGG70 700 440 2 235-285 П 190-490
GGQ 80 800 500 2 270-335 П 90 - -290
GGG 35,З*4 350 220 22 110-150 Ф
GGG 40,З*4 400 250 18 120-165 Ф
212
Продолжение
Марка ав, МПа а0 2. МПа 6, % НВ, ГПа Матри- ца*1 КС, кДж/м2
(не менее)
Франция NF Л32—201 1976
FGS 38-15 380 240 15 200 ф —
FGS 42-12 420 280 12 220 ф —
FGS 50-7 i 500 350 7 210—260 Ф—П —
FGS 60-2 600 400 2 330—280 п —
FGS 70-2 ^700 470 2 240—300 п —
Австрия б NORM. 3193
SG42 420 280 12 — Ф —
SG50 500 350 7 — Ф—П —
SG60 600 420 2 — П —
SG38 380 250 17 — Ф —
SG70 700 500 2 — п —
Бельгия NBN 830—02
FNG 500 — 2 — /7—Ф —
FNG 38-17*» 380 240 17 140—170 Ф —
FNG 42-12 420 280 12 150—200 Ф —
FNG 50-7 500 350 7 170—240 П—Ф —
FNG 60-2 600 400 2 210—280 П —
FNG 70-2 700 450 2 230—300 П —
FNG 80-2 800 500 2 240—320 П—С —
ЧССР CSN 42—1242
42—2438 380 250 17 140—200 — —
42—2442 420 280 12 160—220 — —
42—2450 500 350 7 200—260 — —
42—2460 600 420 2 220—280 — —
42—2470 700 500 2 240—300 — —
ГДР TGL—8119
GGG40 400 280 12 150—190 ф —
GGG45 450 350 — 100—240 Ф—П —
GGG50 500 350 5 180—240 Ф—П —
GGG60 [600 420 2 220 -300 п
GGG70 f 700 500 2 260—320 п —
ПНР PN—6Q/H—83123
ZS 3817 380 250 17 140—170 — 600
ZS 4012 400 280 12 140—200 — 400
ZS 4005 450 330 5 160—220 — 300
ZS 5002 500 380 2 180—260 — 200
ZS 6002 600 420 2 200—280 —— 200
ZS 7002 700 480 2 220—300 — 200
ZS 8002 800 500 2 220-300 —- 200
ZS 9002 900 540 2 240-300 — 200
213
Продолжение
Марка ав, МПа а0 2, МПа д, % НВ, ГПа Матри- ца*1 КС, кДж/м2
(не менее)
СРР STAS 6071—702
38—11 380 240 11 140—180 Ф 160
42—12 420 280 12 150—200 Ф 200
45—5 450 320 5 160—240 Ф 150
50—7 500 400 7 170—240 Ф+П —
60—2 600 400 2 210—280 П 150
70—2 700 470 2 230—300 П 200
Финляндия SF 52113
GRP 38*« 380 250 17 — Ф —
GRP 40 400 280 12 — Ф
GRP 50 500 350 7 — Ф—П —
GRP 60 600 400 2 — П —
GRP 70 700 470 2 — П —
Индия IS 1865
SG 38/17*’ 380 240 17 171 —
SG 42/12*’ 420 280 12 187 — —
SG 50/7 500 350 7 170—240 — —
SG 60/2 600 400 2 210—280 — —
SG 70/2 700 450 2 230—300 — —
SG 80/2 800 480 2 260—330 — —
Нидерланды NEN 6002—D
GN 500—700 350 2 170—320 П—Ф
GN 38 380 250 17 180 Ф I70*8
GN 42 420 280 12 200 Ф
GN 50 500 350 7 170—240 Ф—П
GN 60 600 420 2 200—275 П
GN 70 700 500 2 220—320 П
Норвегия NS 11- -301
NS 11—338 380 240 20 150 — 190*’
NS 11—342 420 280 15 140—180 —
NS 11—350 500 350 7 170—230 —
NS 11—360 600 400 5 200—360 —
NS 11—370 700 450 3 230—300 —
Швеция SIS 1407
17-02 400 250 18 130—170 —
17—12 380 250 20 160 — 200*1’
17-15 350 220 22 150 — 200*11
27-02 500 350 7 170—230 — —
32 -03 600 400 5 200—260 — —
37-01 400 450 3 230—300 — —
214
Продолжение
Марка ов, МПа (Г0,2. МПа 6, % НВ, ГПа Матри- ца*1 КС, кДж/м2
(не менее)
ЮАР SABS 936
SG 38 380 250 17 180 Ф
SG 42 420 280 12 200 Ф
SG 50 500 [350 7 170—240 Ф—П
SG 60 600 400 4 210—280 П
SG 70 700 450 3 230—300 П
SG 80 800 £ 500 2 265—330 М —
Турция TS 526
DDK 38 380 250 17 — Ф
DDK 42 420 280 12 — Ф —
DDK 45 350 350 5 — Ф
DDK 50 500 350 7 — Ф—П
DDK 60 600 420 2 — Ф—П
DDK 70 700 500 2 — П —
Приме a i н и e. 1. *x Ф — ферри IT, Ф ♦ — П] эеимуществе! ано феррип Г, П — П€
П* — преимущественно перлит, М — мартенсит отпуска, С — сорбит. 2. Ударная вяз«
кость, кДж/м1 (значение без скобок — среднее из трех испытаний, в скобках •» одиночные
испытания). •*КС17+20°с не менее 130 кДж/м2 (120 кДж/м2); ЛС+20 °с не менее
150 кДж/м>:(1 30 кДж/м2). *2 КС+20° С не менее 200 кДж/м2 (150 кДж/м2). •< KCt/+20°c
не ’менее 190 и 160 кДж/м2 (170 и 140 кДж/м2) для марок GGG 35,3 и GGG 40,3
соответственно; KCU~4® °C для марки G66 35,3 и К С (/—20 °с для марки GGG 40,3
не менее 140 нДж/м2 (ПО кДж/м2), ХС(/+20°с для марок 666 — 35,3, GGG — 40,3»
GGG — 40 и GGG—50 находится J в пределах 190—250, 140—180, 100—190
и 35—100 ^кДж/м2 соответственно. *S/(CV+2O<>^ не менее 170 кДж/м2 (150 кДж/м2)
KCLH“20oC не менее 190 кДж/м2 (160 кДж/м2). •• КСС/+2® °C не менее 190 кДж/м2
(160 кДж/м х). •*КС(Н‘20°С 170 и 90 кДж/м2 (150 и 60 кДж/м2) для марок $6 38/17
и7$в 43/12 соответственно. *8 Среднее из трех испытаний. Среднее из трех испыта»
ний; [для'[одиночных испытаний Кс+20°С не менее 160 кДж/м2. *20 Для — 20 °C.
•И Для - 40 °C.
ТАБЛИЦА 4.4
МАРКИ И РЕГЛАМЕНТИРУЕМЫЕ ПОКАЗАТЕЛИ СВОЙСТВ ЧШГ
АВТОМОБИЛЕСТРОЕНИИ США (SAEJ 434 с).
Марка чугуна НВ Тип металлической основы
D—4018 <170 Феррит
D—4512 156—217 Феррит перлит
D—5506 187-255 Феррит -|- перлит
D—7003 241—302 Перлит
215
ЬЭ ТАБЛИЦА 4.5
° МАРКИ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧШГ СОГЛАСНО СТАНДАРТУ ФИРМЫ INTERNATIONAL MEEHANITE METAL
Марка (Ув, МПа ап,2’ МПа б, % НВ КС, кДж/м2 кси, кДж/м3 а-г МПа ' Е’ ГПа 1 1 авсж’ МПа с, ГПа
SFF 350*1 350 220 24 130—160 1200 140*10 ±180 160 600 62 0,28
SFF 400* 2 400 250 20 130—170 1000 140*п ±200 160 700 62 0,28
SF 400*3 400 250 17 140—190 800 140*12 ±220 165 800 65 0,28
SF 420.12м 420 260 12 140—190 800 — ±220 165 800 65 0,28
SFP 500м 500 320 8 170—230 600 — ±240 170 900 66 0,28
SFP 600м 600 380 3—5 200—260 400 — ±260 175 1000 68 0,28
SP 700*7 700 440 3 220-280 300 — ±280 180 1000 70 0,29
SH 800м 800 500 2 250—320 200 — ±300 185 1200 72 0,29
SH 1000м 1000/1400 600/800 1 280—550 — — — 185 1300 72 0,29
Требуются исключительно чистая по примесям шихта и длительный отжиг отливок. ♦* Требуются умеренно чистая по примесям
шихта и высокотемпературный отжиг отливок. ** Обычно требуется отжиг отливок. *4 Ударностойкий ферритный ЧШГ. *5 Феррит-
но-перлитный ЧШГ. ЧШГ с преимущественно перлитной матрицей; используется взамен углеродистой стали. *7 Перлитный ЧШГ;
используется для высоконагруженных деталей машин. *8 Обычно требуется нормализация или закалка и отпуск отливок; в литом со-
стоянии и после нормализации температуры вязко-хрупкого перехода превышает 4-20 °C; закалка и отпуск снижают 7'в_х. *у Износо-
стойкий мартенситный ЧШГ; требуется закалка и отпуск исходного перлитного чугуна. Приведены значения для двух типов чугуна этой
марки. При —40 °C. *и При —20 °C. *,г При 4-20 °C. Коэффициент Пуассона.
ТАБЛИЦА 4.6
МАРКИ И МЕХАНИЧЕСКИЕ СВОЙСТВА БЕЙНИТНЫХ ЧШГ
(ВЕЛИКОБРИТАНИЯ)
Марка чугуна (Ув, МПа б, %
950/6 950—1020 6—12
1050/3 1050—1130 3—8
1200/1 1200—1300 1—6
ТАБЛИЦ А’|4.7
МАРКИ И МЕХАНИЧЕСКИЕ СВОЙСТВА БЕЙНИТНЫХ ЧШГ (США)
Марка чугуна ов, МПа °0Л‘ МПа 6, % КС, кДж/ма НВ
ADI—1 860 550 10 1020 269—321
ADI—2 1035 690 7 880 302—363
ADI—3 1200 830 4 610 363—444
ADI—4 1310 965 1 410 388—477
ADI—5 1450 1105 * * 418—512
ДР/—6 1585 1240 * * 444—555
* Нет данных.
ТАБЛИЦА 4.8
МАРКИ И МЕХАНИЧЕСКИЕ СВОЙСТВА БЕЙНИТНЫХ ЧШГ
КОРПОРАЦИИ MECHANITE WORLDWIDE CORPORATION
Марка чугуна ав, МПа О0,2. МПа б, % а-г МПа МПа НВ
К—9007 900—1100 730—900 7—18 440 270 280—310
К—10005 1000—1200 800—1000 5—12 466 320 300—350
К—12003 1200—1500 1000—1300 3—5 510 350 380—430
-i-1400 МПа и сто,2 = 600-*•800 МПа (табл. 4.5). Национальные
стандарты на марки и механические свойства бейнитных ЧШГ
отсутствуют. В табл. 4.6—4.8 указаны марки и регламентируе-
мые механические свойства бейнитных ЧШГ согласно проектам
стандартов BCIRA (Великобритания), DIS (США, общество
чугуна с шаровидным графитом) и действующего стандарта
международной корпорации Meehanite Worldwide [10].
ЧШГ марки ADI — 1 имеет структуру верхнего бейнита,
ЧШГ марки ADI — 6 структуру нижнего бейнита (табл. 4.7).
Содержание остаточного аустенита в ЧШГ марок К — 9007,
К—10005 и К—12003 (табл. 4.8) находится в пределах 30—
40, 20—30 и 10—20 % соответственно. В США чугуны марок
217
ТАБЛИЦА 4.9. СООТНОШЕНИЕ* МЕХАНИЧЕСКИХ СВОЙСТВ ЧШГ
В ОТЛИВКАХ И ТРЕФОВИДНЫХ ПРОБАХ [2]
Толщина стенки отливки, мм 1ивка/апроба ^отливкапроба ^^отливка ! де^проба
20 1,00 1,64 0,970
30 0,95 1,40 0,965
40 0,91 1,20 0,960
50 0,88 1,04 0,955
60 0,86 0,92 0,050
70 0,85 0,80 0,945
80 0,83 0,72 0,940
* За единицу приняты свойства в отливке.
К-9007, К-10005, К-12003 обозначаются соответственно К-295,
К-325, К-405 и производятся на основе процесса Куменит (Ку-
menite process) [пат. 3860457 (США), 1970].
Механические свойства ЧШГ в соответствии с требованиями
ГОСТ 7293—85 контролируют в образцах, изготовленных из
отдельно отлитых (или прилитых к отливкам) проб. Свойства
ЧШГ, хотя и меньше, чем у СЧ и КЧ, зависят от толщины
стенки отливки. Механические свойства в действительности за-
висят не от абсолютного значения толщины стенки, а от отно-
шения объема отливки (Уо, м3) к площади поверхности охлаж-
дения отливки (Ко, м2), т. е. от приведенной толщины стенки
или так называемого модуля (M0=V0F0, м). Кроме того, в от-
ливке могут быть усадочные дефекты, влияющие на механиче-
ские свойства. Прочность и твердость ЧШГ в пробах обычно
выше, чем в реальных отливках (табл. 4.9).
Влияние скорости охлаждения и толщины стенки отливки
связано с тем, что в толстых сечениях повышается количество
феррита, усиливается опасность флотации графита и ухудше-
ния его формы и распределения, усиливается микроликвация
карбидообразующих и демодифицирующих элементов. Все это
вызывает снижение прочности, вязкости и сокращает работо-
способность толстостенной детали в эксплуатации. Например,
в образцах из стенок крупных изложниц (средняя толщина сте-
нок 160 мм) нелегированный ЧШГ ваграночной плавки соот-
ветствует марке ВЧ 35, тогда как в отдельно отлитых клиновых
заготовках с толщиной киля 50 мм — маркам ВЧ50 и ВЧ60 [1].
Данные о влиянии толщины стенки отливки на некоторые
показатели механических свойств ЧШГ приведены в табл.
4.10—4.12.
Необходимо учитывать, что на поверхности отливки всегда
имеется литейная корочка с преимущественно ферритной мел-
218
ТАБЛИЦА 4.10.
МЕХАНИЧЕСКИЕ СВОЙСТВА ПЕРЛИТНЫХ ЧШГ* В ОТЛИВКАХ С РАЗЛИЧНОЙ
ТОЛЩИНОЙ СТЕНОК (3]
Чугун ов, МПа б, %
при толщине стенок отливки, мм
25 50 150 | 25
1 —/760 731/694 635/814 —/2,2
2 800/795 746/816 667/785 2,5/1,8
3 852/858 788/878 634/890 4,7/3,6
4 873/888 810/922 692/817 5,0/3,6
5 853/847 817/995 —/868 4,2/5,2
Продолжение табл. 4.10
б, % | Е, ГПа
Чугун при толщине стенок отливки, мм
50 150 25 50 150
1 3,0/1,8 3,2/3,0 167/178 157/178 160/178
2 4,1/2,6 4,0/2,4 167/174 152/164 154/164
3 4,5/3,6 3,3/5,8 164/170 152/178 157/183
4 5,0/4,0 4,2/5,0 159/186 152/183 149/181
5 4,2/4,8 —/4,2 157/170 169/183 154/177
Примечание. Химический состав (%) чугунов: 1 — 0,5Мп: 1,0Си; 2 — 0,9Си;
О.бМо: 0,2Мп; 3 — 0,8 Си; 1.1N1; 0,2Мп; 4 — 0,7Cu, 2,0Ni, 0,2Мп: 5 — 0,8Cu, 1.1 Ni. О.бМп.
Содержание других элементов (%): 3,6—3,8СО^, 1,8—l,9Si, 0,02—0.05Р, 0,06—0,08Mg.
В числителе — чугун в литом состоянии, в знаменателе — после нормализации.
ТАБЛИЦА 4.11.
МЕХАНИЧЕСКИЕ СВОЙСТВА ФЕРРИТНОГО ЧШГ* В ОТЛИВКАХ
С РАЗЛИЧНОЙ ТОЛЩИНОЙ СТЕНОК (31
Толщина стенки, мм ов, МПа °0.2' МПа Толщина стенки, мм <УВ. МПа а()>2. МПа
30 485 90 428 360
45 468 365 150 403 357
60 440 355 300 390 345
* Химический состав (%): 3,44Cog, 3.58SI, 0,55Мп, 0.08Р, 0.0IS, 0,08Сг, 0.06NI,
0,07 Mg.
219
ТАБЛИЦА 4.12.
СТАТИЧЕСКАЯ И УСТАЛОСТНАЯ ПРОЧНОСТЬ ЧШГ В ОТЛИВКАХ
С РАЗЛИЧНОЙ ТОЛЩИНОЙ СТЕНОК [4]
Толщина стенки, мм ов, МПа о ,, МПа —1 МПа
44 457/659 232/270 108/162
76 449/605 224/232 108/162
152 443/547 193/201 116/147
304 422/451 177/185 108/131
* В числителе — значения для ферритной матрицы, в знаменателе — для перлит*
ной.
ТАБЛИЦА 4.13.
СВОЙСТВА ЧШГ В ЛИТЫХ И МЕХАНИЧЕСКИ ОБРАБОТАННЫХ
ОБРАЗЦАХ*1 [б]
Термическая обработка 1 Литые образцы Rz 50 . . .80 1 Механически обработан* иые 42 образцы
ов, МПа б, % ов, МПа б, %
Без термической обработки (Я) Нормализация (/7) Отжиг (Ф) 683 2,8 647/602 3,2/8,8
768 416 2,1 6,1 759/787 408/421 2,4/3,2 17,0/20,7
41 Диаметр литых образцов 15, расчетная длина 50 мм. Диаметр образцов с « 5
из трефовидных проб 10, длина 50 мм. *2 В числителе — для литых образцов с = 20,
в знаменателе — для образцов из трефовидных проб с = 5.
козернистой структурой, характеризующейся повышенной твер-
достью и пониженной пластичностью. По этой причине литые
образцы небольшого диаметра имеют меньшее относительное
удлинение и более высокую прочность по сравнению с образ-
цами без литейной корочки (табл. 4.13).
4.3. МЕХАНИЧЕСКИЕ СВОЙСТВА
НЕ РЕГЛАМЕНТИРОВАННЫЕ СТАНДАРТАМИ
4.3.1. МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ СТАТИЧЕСКИХ,
ДИНАМИЧЕСКИХ И ЦИКЛИЧЕСКИХ НАГРУЗКАХ
Характеристики статической прочности ЧШГ наиболее высокие
в условиях сжатия, промежуточные—при изгибе, растяжении и
кручении, наименьшие — в условиях среза. Рекомендуемые для
220
ТАБЛИЦА 4.14.
ДАННЫЕ О МЕХАНИЧЕСКИХ СВОЙСТВАХ ЧШГ, НЕ ПРЕДУСМОТРЕННЫЕ
ГОСТ 7293—85 1б]
Марка чугуна Предел прочности, МПа Предел текучести, МПа
при изгибе при сжатии при круче- нии при срезе при изгибе при сжатии при круче- нии при срезе
ВЧ 35 700 1200 400 320 440 760 250 200
ВЧ 40 800 1400 420 340 540 930 280 230
ВЧ 45 850 1500 440 360 620 1100 320 260
ВЧ 50 900 1600 520 400 630 1120 360 280
ВЧ 60 1000 1800 600 450 660 1200 400 300
ВЧ 70 1100 2000 680 500 700 1280 440 320
прочностных расчетов данные о пределах прочности и текуче-
сти ферритных и перлитных марок ЧШГ при статических на-
грузках, не предусмотренные ГОСТ 7293—85, приведены
в табл. 4.14. Пределы прочности бейнитных ЧШГ в зависимо-
сти от вида статических нагрузок составляют при сжатии, из-
гибе, кручении и срезе соответственно 1800—2200, 1200—1400,
700—900 и 550—700 МПа [7J.
Прочность на изгиб бейнитного ЧШГ марки К—10005
(#—325) международной корпорации Meehanite Worldwide со-
ставляет 1600—2000 МПа.
ТАБЛИЦА 4.15.
СТАТИСТИЧЕСКИЕ ПОКАЗАТЕЛИ ВЗАИМОСВЯЗИ <тв И НВ В ЧШГ [6]
ав, МПа при твердости НВ
156 163 170 179 . 186 187
ав, МПа Ао*1, МПа 466,2 476,2 490,3 511 547,5 547,5
14,2 16,6 18,9 20 19,4 26,7
<2, % 3,0 3,5 £ 3,8 3,9 3,7 4,9
Продолжение табл. 4.15
ов, МПа при твердости НВ
207 217 229 | 241 255
aD, МПа 582,3 630,3 650,5 675,6 704,5
Да*’, МПа 34,1 37,2 27,3 34,6 37,6
% 5,8 5,9 4,2 5,1 5,4
Дав — среднее квадратическое отклонение. Ку — коэффициент вариации.
221
ТАБЛИЦА 4. 16.
СТАТИСТИЧЕСКИЕ ХАРАКТЕРИСТИКИ СООТНОШЕНИЙ МЕЖДУ НВ, а
И ОТНОСИТЕЛЬНЫМ УДЛИНЕНИЕМ 6 РАЗЛИЧНЫХ МАРОК ЧШГ [6]
Марка чугуна Уравнение регрессии нв, ГПа дяв, ГПа Ку. % г
ВЧ 40 НВ = 1,673 — 1,7-102-6 1,671 0,0483 2,9 0,018
НВ — 1,155+ 1,062- 10-»<гв 0,0436 2,6 0,331
НВ = 0,86 + 1,818- IO"3 ов— 4,7 X X 10"36 0,0387 2,3 0,543
ВЧ 45 НВ = 1,824 — 0,1063 1,838 0,0589 3,2 0,089
НВ = 1,157+ 1.31Ы0-»», 0,051 2,8 0,500
НВ = 0,929 + 1,881 • 10-»<т, — — 5,29-1(Г36 0,0468 2,6 0,532
ВЧ 50 НВ = 2,243 — 0,9026 2,18 0,0938 4,3 0,305
НВ = 1,255+ 1,492 • 10-3<тв 0,0726 3,3 0,676
НВ = 1,228 + 1,687- 10-’ав — — 1,344-10^6 0,0598 2,7 0,699
ВЧ 60 НВ = 2,302 — 1,6086 2,385 0,0987 4,1 0,327
НВ= 1,38+ 1,5-10-3ав 0,0867 3,6 0,558
НВ = 1,235 + 1,918- 10-3ав — — 2,627-10"3б 0,0757 3,2 0,584
Примечание. НВ — среднее значение твердости, ЬНВ — среднее квадрати-
ческое отклонение твердости, Ку — коэффициент вариации, г — коэффициент корреля-
ции. Размерность показателей: ав — МПа, 6 — %.
Для большинства типов ЧШГ существуют статистически зна-
чимые соотношения между показателями прочности, твердости и
относительного удлинения. В табл. 4.15—4.18 приведены линей-
ные уравнения регрессии и статистические показатели, характе-
ризующие взаимосвязь ов, НВ и б для ферритных, перлитно-фер-
ритных и перлитных марок ЧШГ. Чугуны ВЧ40 и ВЧ45 отли-
чаются от других марок ЧШГ весьма слабой теснотой связи
НВ и б. Уравнения регрессии, приведенные в табл. 4.15—
4.18, дают возможность рассчитать значения ов, НВ и б,
а также определить вероятность соответствия расчетных или
измеренных показателей механических свойств заданному
в нормативно-технической документации уровню значений.
В табл. 4.19 приведены уравнения регрессионных зависимо-
стей условного предела текучести от предела прочности для
чугуна марок ВЧ 40, ВЧ 50 и ВЧ 60.
Сравнение показателей основных механических свойств
ЧШГ, КЧ и литой углеродистой стали показывает, что при при-
близительно одинаковом пределе прочности, пределы текучести
(и усталости) ЧШГ выше при изгибе и кручении в 1,3—1,9 раза,
а при сжатии — в 2—4 раза (табл. 4.20).
Модуль упругости ЧШГ зависит от формы графита и в мень-
шей степени — от микроструктуры металлической основы. Для
222
ТАБЛИЦА 4.17.
СТАТИСТИЧЕСКИЕ ХАРАКТЕРИСТИКИ СООТНОШЕНИЙ МЕЖДУ %, ОТНО-
СИТЕЛЬНЫМ УДЛИНЕНИЕМ д И НВ РАЗЛИЧНЫХ МАРОК ЧШГ [6]
Марка чугуна Уравнение регрессии МПа Дав. МПа Ку. % г
ВЧ 40 Ов = 447,6 + 2,496 485 15,2 3,1 0,633
ств = 192,3+ 175ЯВ 17,7 3,7 0,431
ав = 146,6 + 180ЯВ + 2,526 10,7 2,2 0,760
ВЧ 45 ав = 490,4 + 2,26 519 19,6 3,8 0,492
ств = 168,5 + 191НВ 19,5 3,8 0,500
ав = 102,9 + 209ЯВ + 2,486 14,6 2,8 0,672
ВЧ 50 ств = 601,7+2,616 620 43,8 7,1 0,195
ав = 306//В — 47,8 32,9 5,3 0,676
ав = 367ЯВ + 5,936 — 223 28,4 4,6 0,676
ВЧ 60 ав = 642,9 + 5,326 670 37,2 5,6 0,291
ав = 174,9+ 208ЯВ 32,3 4,8 0,558
<тв = 272/78 + 9,696 — 28,6 28,7 4,3 0,570
Примечание. ов — среднее значение, Дав — среднее квадратическое откло-
нение, Ку — коэффициент вариации, г — коэффициент корреляции. Размерность пока-
зателей: НВ — ГПа, д — %.
практических расчетов рекомендуются следующие значения мо-
дуля упругости Е:
Марка чугуна: Е, ГПа
ВЧ 35, ВЧ 40 ............. 160—165
ВЧ 45 ............. 165—170
ВЧ 50, ВЧ 60 ......... 170—175
ВЧ 70 ............. 175—180
ВЧ 100 ............ 180—190
Способность конструкционных материалов нести наиболее
высокие нагрузки при наименьших деформациях и массе оцени-
вается обобщенным показателем (сто,2£)/у2, где сто,2 — условный
предел текучести, Е — модуль упругости, у — плотность [8]. По
этому показателю, наиболее полно определяющему выгодность
материала по массе, ЧШГ имеют значительные преимущества
по сравнению с КЧ, литой сталью и особенно ЧПГ:
Материал:
[(вО.г5)/?2]’™-11. Па м6 кг“2
ЧШГ ..................... 6,81—26,38
КЧ....................... 5,51—17,84
Сталь............. 6,33—11,73
ЧПГ .............. 1,04—7,62
Допускаемые напряжения для нетиповых литых деталей
с необработанной поверхностью, для которых отсутствуют спе-
циальные методы расчета, приведены в табл. 4.21. Данные этой
таблицы предназначены для расчетов по приближенной рас-
четной схеме, учитывающей только основные нагрузки. Для
223
ТАБЛИЦА 4.18
СТАТИСТИЧЕСКИЕ ХАРАКТЕРИСТИКИ СООТНОШЕНИЙ МЕЖДУ
ОТНОСИТЕЛЬНЫМ УДЛИНЕНИЕМ (б), ав НВ РАЗЛИЧНЫХ МАРОК ЧШГ [6]
Марка чугуна Уравнение регрессии б, % Дб, % Ку, г
ВЧ 40 й = 0,161ав — 63 15,0 3,9 25,8 0,633
й= 18,12 — 1.9ЯВ 5,0 33,2 0,018
й = 0,2ав — 36,9/УВ — 20,4 3,2 21,4 0,693
ВЧ 45 й= 0,108ав — 43,1 12,9 4,3 33,3 0,492
й = 26,6 — 7,4НВ 4,9 38,0 0,089
й = 0,23 + 0,1569ав — 37.4НВ 3,9 30,5 0,524
ВЧ 50 й — 1,45-10-2<тв — 2 7,0 3,3 46,6 0,195
й = 29,45 — 10,ЗНВ 3,2 45,3 0,305
й = 5,51 • 10-2ав — 27.2ЯВ + 32,09 3,1 44,0 0,305
ВЧ 60 й= 1,610-2ав — 5,5 5,2 2,0 39,4 0,291
й = 21 — 6,6ЯВ 2,0 38,9 0,327
й = 3,76-Ю-2^ — 14.5ЯВ + 14,43 1,9 36,5 0,352
Примечание, б — среднее значение относительного удлинения, Дб — среднее
квадратическое отклонение относительного удлинения, Ку — коэффициент вариации,
г —- коэффициент корреляции. Размерность показателей: ав — МПа, НВ — ГПа.
более точных расчетов, учитывающих помимо основных также и
дополнительные нагрузки, табличные значения допускаемых на-
пряжений можно повышать на 20—30%. Табличные значения
допускаемых напряжений соответствуют минимальным значе-
ниям механических свойств ЧШГ и не учитывают концентрации
напряжений и. абсолютных размеров детали. Допускаемые на-
пряжения для литых деталей из ЧШГ, работающих в условиях
статических нагрузок при растяжении, изгибе и особенно при
сжатии, кручении и срезе, значительно выше по сравнению
с нелегированными и низколегированными литыми сталями.
ТАБЛИЦА 4.19.
СТАТИСТИЧЕСКИЕ ХАРАКТЕРИСТИКИ СООТНОШЕНИЙ МЕЖДУ ПРЕДЕЛАМИ
ТЕКУЧЕСТИ И ПРОЧНОСТИ ЧШГ РАЗЛИЧНЫХ МАРОК 1б]
Марка чугуна Уравнение регрессии *в МПа Дав. МПа ао,2» МПа Д0М»’ МПа г а0,2 V
ВЧ 40 а0,2 0,621<тв |- 59,7 491,5 32,2 360,5 30,1 0,653 0,733
ВЧ 50 ' 0,52ав 126 619,5 41,8 448,1 29,0 0,750 0,723
ВЧ 60 а0,2 0,637ав 1 46,8 718,8 43,6 504,8 34,3 0,810 0,702
Примечание. а1Р <*о.2 ““ средние значения, Аан, Дао,2 — средние квадра-
тические отклонения, г — коэффициент корреляции.
224
ТАБЛИЦА 4.20.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ КОВКОГО ЧУГУНА И ЧШГ [б]
Сталь 35Л КЧ 45-6 ВЧ 45
Пределы прочности; МПа:
при изгибе 600 660 850
при сжатии 490 500 1500
при кручении 370 440 440
Ов, МПа 500 450 450
Пределы текучести, МПа:
при растяжении 280 250 310
при изгибе 330 390 620
при сжатии 280 280 1100
при кручении 210 170 320
Пределы усталости, МПа:
при растяжении 140 80 160
при изгибе 200 135 260
при сжатии 140 80 530
при кручении 120 120 180
д, % 15 6 10
Е, ГПа 200 175—180 165—170
НВ, ГПа 1,57—1,90 1,75—2,07 1,40—2,25
Предел выносливости ЧШГ наиболее высокий в условиях
сжатия, промежуточный — последовательно при изгибе, круче-
нии и растяжении, наименьший — в условиях среза. Рекомен-
дуемые для прочностных расчетов данные об усталостной проч-
ности ферритных и перлитных марок ЧШГ, не предусмотренные
ГОСТ 7293—85, приведены в табл. 4.22. Пределы выносливости
бейнитных ЧШГ (марки ВЧ 100) при изгибе, растяжении и кру-
чении равны соответственно 280—400, 240—400 и 220—
300 МПа [7].
Предел выносливости ЧШГ повышается с увеличением ста-
тической прочности, а коэффициент выносливости К/, равный
отношению о-1/Ов, зависит ‘от структуры матрицы, содержания
кремния и режима термообработки (табл. 4.23). В ферритных
ЧШГ повышение содержания кремния увеличивает <т_i и коэф-
фициент концентрации динамических напряжений Ка(Ка —
= сг_1/а_|п), однако снижает К/. Повышение содержания крем-
ния в ЧШГ с перлитной матрицей в литом состоянии снижает
Ов, но слабо влияет на a_i и несколько повышает К/. ЧШГ
с матрицей из тонкодисперсного перлита, получаемого посред-
ством нормализации, имеет наиболее высокие показатели ав и
о-i, однако коэффициент выносливости у него пониженный. Та-
кими же высокими значениями пп и а-> (1039 и 340 МПа соот-
ветственно) при пониженном уровне К/ обладает перлитный
ЧШГ после закалки и отпуска.
8 Звкп.1 № 1665
225
ТАБЛИЦА 4.21.
ЗНАЧЕНИЕ ДОПУСКАЕМЫХ НАПРЯЖЕНИЙ В ЛИТЫХ ДЕТАЛЯХ ИЗ ЧШГ
Напряжение, МПа при
растя- жении сжатии срезе изгибе для сечений кручении для сечений
1 II III IV II III IV
ВЧ 35
1 НО 340 90 200 185 175 150 115 90
2 73 220 65 125 117 ПО 90 80 60
3 55 170 50 90 85 80 60 60 45
ВЧ 40
1 127 420 105 245 230 215 170 125 100
2 85 280 76 150 140 130 НО 90 70
3 65 210 60 НО 100 95 80 70 55
80
55
40
85
60
45
80
55
40
85
60
45
ВЧ 45
1 150 500 1 120 280 260 250 210 145 115 100 100
2 95 320 84 165 155 145 120 100 80 70 70
3 70 240 1 65 120 НО 105 80 80 60 55 55
ВЧ 50
1 160 510 125 290 270 255 215 165 130 НО НО
2 107 340 90 175 165 155 130 115 90 80 80
3 80 260 70 125 115 НО 90 90 70 60 60
1
2
3
1
2
3
180
120
90
540
360
270
135
95
300
185
135
280
175
125
ВЧ 60
265
165
120
ВЧ 70
205 580 1 145 320 300
130 370 100 200 180
95 275 | 78 250 140
285 I 240
175 150
130 I НО
225
130
100
180
125
100
195
135
105
140
100
75
155
105
80
124
85
65
135
90
70
125
85
65
135
90
70
Примечание 1. Категории нагрузок: / — статические; 2 — пульсирующие,
изменяющиеся от нуля до максимума; 5 — знакопеременные симметричные. Если цикл
нагружения несимметричен, то допускаемые напряжения находят из таблицы посредст-
вом линейной интерполяции между напряжениями категорий 2 и 3. 2 Сечения: 1 — круг-
лое; II — крестообразное; III — прямоугольное; IV — коробчатое. 3 — Допустимые
значения напряжений при растяжении, сжатии и cpeie одинаковые для всех видов сече-
ний.
Наивысшая усталостная прочность ЧШГ обеспечивается при
структуре верхнего бейнита. В отливках зубчатых колес она
составляет 330 МПа без наклепа и 530 МПа, после дробе-
струйной нагартовки (у цементованной стали — 4204-520 и
630 МПа соответственно). Максимальная контактно-усталостная
прочность достигается у ЧШГ со структурой нижнего бейнита
(1020—1260 МПа), что выше, чем у сталей углеродистых, леги-
рованных, азотированных, подвергнутых длительному азоти-
рованию, пламенному или индукционному упрочнению, по
ниже, чем у цементированных сталей (1260—1630 МПа).
226
ТАБЛИЦА 4.22.
ДАННЫЕ ОБ УСТАЛОСТНОЙ ПРОЧНОСТИ ФЕРРИТНЫХ И ПЕРЛИТНЫХ
ЧШГ, НЕ ПРЕДУСМОТРЕННЫЕ ГОСТ 7293-85 [6]
Марка чугуна Предел выносливости ненадрезанных образцов, МПа
при растя- жении при изгибе при сжатии при кручении при срезе
ВЧ 35 120 200 380 140 ПО
ВЧ40 140 240 460 160 130
ВЧ 45 160 260 530 180 140
ВЧ 50 180 280 570 200 150
ВЧ 60 200 300 590 220 160
ВЧ 70 210 330 600 230 170
Высокая контактная усталостная прочность, бейнитных ЧШГ
обусловлена эффектом наклепа поверхности и более низким мо-
дулем упругости по сравнению со сталью (170 и 210 ГПа со-
ответственно). Зубчатые колеса из бейнитного ЧШГ по сравне-
нию со сталью могут иметь на 10 % меньший диаметр при оди-
наковой контактной нагрузке.
Предел выносливости (МПа) бейнитных ЧШГ по данным:
различных испытаний приведен ниже:
Сжатие — растяжение с постоянной амплитудой 380
Изгиб с вращением ............................ 450
Реверсированный изгиб......................... 415
Реверсированный изгиб бруска, прокатанного по-
сле термообработки и обработки резанием . . . 620
Усталостная прочность максимальна при минимальном раз-
мере локальных дефектов и наименьшем диаметре включений
ШГ. Например, у бейнитного ЧШГ марки GGG XQQB/A фирмы
Sulzer (ФРГ) максимальное значение <у__i~460 МПа достига-
ется при размере дефектов порядка 10 мкм и среднем диаметре
включений ШГ около 20 мкм [10].
Данные о регламентированных пределах выносливости o_i и
он-1 бсйнитно-аустенитных марок ЧШГ международной корпо-
рации Meehanite Worldwide приведены в табл. 4.8.
Для бейнитных ЧШГ характерно значительное снижение ко-
эффициентов выносливости К/ и концентрации динамических
напряжений Ка с повышением статической прочности. Так, при
показателях ав соответственно 900, 1100 и 1350 МПа средние
значения К/ и Ко равны 0,49, 0,45, 0,33 и 1,57, 1,47, 1,25 соот-
ветственно. При этом низкая чувствительность к надрезу обес-
печивается только при условии, что либо надрез выполнен после
изотермической закалки, либо деталь подвергнута наклепу (на-
гартовке) после термообработки.
8* 227
ТАБЛИЦА 4.23.
СТАТИЧЕСКАЯ И УСТАЛОСТНАЯ ПРОЧНОСТЬ ЧШГ С РАЗЛИЧНОЙ
МИКРОСТРУКТУРОЙ И РАЗЛИЧНЫМ СОДЕРЖАНИЕМ КРЕМНИЯ (9]
Структура матрицы Si, % МПа МПа "If МПа Kf *0
Феррит 1,19 355 178 139 0,50 1,28
1,87 415 208 131 0,50 1,59
2,62 473 193 116 0,41 1,67
3,21 541 224 124 0,41 1,81
Перлит (литое состояние) 1,80 741 278 178 0,38 1,57
2,47 659 263 124 0,40 2,13
2,82 625 286 162 0,44 1,76
Перлит:
нормализация 2,06 1039 340 208 0,37 1,63
закалка и отпуск 600 °C 1,96 928 340 208 0,37 1,63
закалка и отпуск 550 °C 1,96 1030 340 195 0,33 1,76
В табл. 4.21 указаны допускаемые циклические напряжения
(как пульсирующие, так и знакопеременные симметричные) де-
талей из ЧШГ, для которых нет специальных методов расчета.
Предел выносливости ЧШГ может быть повышен посред-
ством дробеструйной нагартовки, поверхностной обкатки роли-
ками, пламенной и индукционной закалки. Эти виды упрочняю-
щей обработки, которые не только повышают прочность чугуна,
но и вызывают формирование сжимающих напряжений у по-
верхности, требуют жесткого контроля принятых режимов. Дро-
беструйная нагартовка и поверхностная обкатка роликами по-
вышают более чем на 60 % a-i ЧШГ, особенно при наличии на-
груженных закруглений или надрезов.
Усталостная прочность ЧШГ в значительно меньшей мере,
чем показатели ав и относительного удлинения, чувствительна
к снижению степени сфероидизации графита [3]. С увеличением
толщины стенки отливки из ЧШГ о-i снижается, причем при
ТАБЛИЦА 4.24.
УСТАЛОСТНАЯ ПРОЧНОСТЬ ПРОБ РАЗЛИЧНОГО ДИАМЕТРА ИЗ ЧШГ [11]
Структура матрицы Толщина (диаметр) пробы, мм o_1F МПа Kf МПа ко
Феррит (отжиг) 40 232 0,51 108 2,15
224 0,50 108 2,07
150 193 0,44 116 1,66
300 177 0,42 108 1,57
Перлит (без термиче- 40 270 0,43 162 1,66
ской обработки) 75 238 0,38 162 1,43
150 201 0,37 147 1,47
300 185 0,41 131 1,41
228
ТАБЛИЦА 4.25.
УСТАЛОСТНАЯ ПРОЧНОСТЬ ФЕРРИТНЫХ (ЧИСЛИТЕЛЬ) И ПЕРЛИТНЫХ
(ЗНАМЕНАТЕЛЬ) ЧШГ В ЧВГ И ЧПГ [11]
Чугун ов, МПа а ,, МПа —а Kf мПа Ка
ЧШГ 928 295 0,32 210 1,40
450 220 0,49 180 1,22
ЧВГ 373 185 0,50 175 1,06
228 114 0,50 109 1,05
ЧПГ 253 116 0,46 116 1,0
165 85 0,51 85 1,0
перлитной матрице в меньшей мере, чем при ферритной
(табл. 4.24). Коэффициенты выносливости К/ ферритных и пер-
литных ЧШГ в толстостенных отливках практически одинаковы
(0,41—0,42). Повышение толщины стенки сопровождается более
интенсивным снижением коэффициента концентрации динамиче-
ских напряжений ферритного ЧШГ по сравнению с перлитным
ЧШГ.
Данные об усталостной прочности ЧШГ в сравнении с ЧВГ и
ЧПГ приведены в табл. 4.25. Наиболее низкие значения К/ ха-
рактерны для ЧШГ, тогда как наиболее низкая величина Кв
(Ка = 1,0) наблюдается у ЧПГ.
Демпфирующая способность (циклическая вязкость) ЧШГ
значительно ниже, чем ЧПГ, но в 2—3 раза выше, чем кон-
струкционных сталей. При возрастании амплитуды напряжений
с 20 до 160 МПа величина логарифмического декремента зату-
хания колебаний 6Ц ЧШГ возрастает с 0,7—0,9 до 1,4—1,5 %
(у ЧПГ с 1,9—2,9 до 3,5—3,9 %) [12].
Демпфирующая способность ферритных чугунов выше, чем
у ЧШГ со структурой феррит + перлит, перлит, троостит + фер-
рит, троостит, мартенсит. Так, при амплитуде напряжений
100 МПа показатель бц ферритных ЧШГ равен 1,32 %, а осталь-
ных типов ЧШГ — 0,65—1,0 %. Однако при напряжениях, про-
порциональных Ов (гомологических), ферритный ЧШГ по вели-
чине логарифмического декремента затуханий 6Ц лишь незна-
чительно отличается от ЧШГ с перлито-ферритной и троостит-
но-ферритной структурой матрицы. При уровне напряжений
ниже 100 МПа демпфирующая способность ферритного ЧШГ
выше, чем у перлитного чугуна, а при амплитудах свыше
100 МПа напротив, перлитные ЧШГ значительно превосходят
ферритные (табл. 4.26). Трооститно-фсрритная структура обес-
печивает ЧШГ более высокую демпфирующую способность по
сравнению с перлитной матрицей, а мартенситная матрица пре-
229
ТАБЛИЦА 4.26.
ДЕМПФИРУЮЩАЯ СПОСОБНОСТЬ (б %) ЧШГ, ЧПГ И НИЗКОУГЛЕРОДИСТОЙ
СТАЛИ [13]
Сплав Демпфирующая способность, % , при амплитуде напряжений, МПа
25 50 1 75 1 1 >0° | 125 | 150 | 175 | 200
Ферритный ЧШГ 2,2 3,2 3,4 3,5 3,6 3,8 4,4 5,5
Перлитный ЧШГ 2,2 3,2 3,4 3,5 3,6 3,8 4,4 5,5
ЧПГ (СЧ 40) 5,0 5,8 6,7 10,0 14,0 — —» —
Сталь 1,0 1,4 1,8 2,2 2,7 3,0 3,5 —
восходит трооститную. Зернистый перлит по сравнению с пла-
стинчатым имеет на 20—30 % большую демпфирующую способ-
ность (табл. 4.27). Среди ЧШГ со структурами ферритной, пер-
лито-ферритной, перлитной, трооститно-ферритной и трооститной
наилучшим сочетанием показателей предела выносливости и ко-
эффициента концентрации динамических напряжений (Ка) об-
ладает трооститно-ферритный ЧШГ [12].
Отжиг и термоциклическая обработка снижают показатель
6ц. Повышение температуры от 193 до 873 К вызывает непре-
рывное возрастание 6Ц, особенно резкое выше 720 К. В интер-
вале температур 720—873 К 6Ц возрастает почти на порядок от
1,6 до 13,4 % [3, 12]. Наиболее слабая температурная зависи-
мость наблюдается при 420—570 К.
Демпфирующая способность ЧШГ несколько повышается при
повышении содержания углерода, кремния (до 3,5%), и снижа-
ется при повышении марганца [3, 12]. Она очень чувствительна
ТАБЛИЦА 4.27.
ЛОГАРИФМИЧЕСКИЙ ДЕКРЕМЕНТ (бц) ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ
ИСПЫТАНИЯ НЕЛЕГИРОВАННОГО ЧШГ С РАЗЛИЧНОЙ СТРУКТУРОЙ
МАТРИЦЫ (ПО ДАННЫМ Э. В. ЗАХАРЧЕНКО, В. Н. СЕМЕНЕНКО)
Температура, бц, % для матриц • Температура, СС 6ц , % для матриц *
1 1 2 1 3 1 4 1 1 2 1 1 3 1 1 4
20 7,9 10,1 5,8 7,3 350 10,0 14,1 7,2 19,6
100 8,7 11,4 5,9 8,5 400 10,6 14,6 7,9 13,7
150 8,9 12,5 5,8 9,1 450 12,5 13,5 8,7 13,2
200 9,0 12,9 6,2 9,5 475 18,2 12,9 9,3 14,5
250 9,3 13,2 6,5 9,9 500 14,9 13,0 И,1 25,0
300 9,5 13,7 6,7 13,3
♦ Структура ЧШГ: / — перлит зернистый 4- феррит (сырое состояние); 2 — фер-
рит 4- остаточный перлит (после высокотемпературного отжига); 3 — перлит пластинча-
тый + остаточный феррит (после нормализации); 4 •— перлит зернистый 4~ остаточный
феррит (после нормализации и отжига). ЧШГ содержит 3,5 % С; 2 % SI; 0,4 % Мп;
0,06 % Р и 0,037 % Mg.
230
ТАБЛИЦА 4.28.
УДАРНАЯ ВЯЗКОСТЬ (кДж/м2) ЧШГ И ДРУГИХ ТИПОВ ЧУГУНОВ ПРИ
20 “С [14]
Тип чугуна Преобладающая структура металлической основы КС кси
Белый Ледебурит + карбиды 10—50 ____
СЧ с равномерным ПГ Феррит 100—150 30—60
СЧ с равномерным ПГ Перлит 50—100 20—50
СЧ с междендритным гра- фитом Феррит 50—100 20—30
СЧ с междендритным гра- фитом ЧШГ Перлит 30—50 10—20
Феррит; феррит + перлит 300—1500 100—300
ЧШГ Перлит; перлит + феррит 150—300 60—200
ЧШГ Бейнит 300 50—150
кч Феррит 800—2500 200—400
кч Перлит 200—500 80—150
к степени сфероидизации графита. При снижении ССГ с 95—95
до 80 и 60 % величина <тв снижается в среднем соответственно
на 10 и 30 %, тогда как 6Ц возрастает при этом на 35 % и почти
на 300 % соответственно [3].
Ударная вязкость — один из важнейших критериев оценки
пластичности ЧШГ.
При испытаниях на ударный изгиб по ГОСТ 9454—78 опре-
деляют ударную вязкость образцов без надреза (КС) и с над-
резами трех видов: U- и V-образными (радиусы концентраторов
соответственно 1 и 0,25 мм; обозначения величин вязкости со-
ответственно KCU и KCV), Т-образными (усталостная трещина;
обозначение вязкости — КСТ). При испытаниях ЧШГ обычно
ограничиваются определением КС и KCU. Испытания на KCV
и КСТ рекомендуются при использовании ЧШГ для особо от-
ветственных деталей. При испытаниях на ударный изгиб опре-
деляют также температуру вязко-хрупкого перехода (Тв-х) или
порог хладноломкости (критическую температуру перехода от
вязкого разрушения к бездеформационному или от разрушения
сдвигом к разрушению расколом). Критерием порога хладно-
ломкости служит работа разрушения или вид поверхности из-
лома.
Типичные значения ударной вязкости ЧШГ при 20 °C пред-
ставлены в табл. 4.28—4.29. Наиболее высокие значения КС и
KCV имеют ферритные марки ЧШГ (ВЧ35, ВЧ40), наиболее
низкие — перлитные (ВЧ70 и ВЧ80). У ферритных ЧШГ наи-
более низкая температура вязко-хрупкого перехода (табл. 4.30).
Однако в области криогенных температур (ниже —100 °C) фер-
рито-перлитные ЧШГ превосходят по величине KCU все осталь-
ные типы ЧШГ [29, 32].
231
ТАБЛИЦА 4.29. ОРИЕНТИРОВОЧНЫЕ ЗНАЧЕНИЯ УДАРНОЙ ВЯЗКОСТИ
(кДж/м*) СТАНДАРТНЫХ МАРОК ЧШГ ПРИ 20 °C
Марка чугуна КС KCU Марка чугуна КС кси
ВЧ 35 800—1500 170—250 ВЧ 60 100—300
ВЧ 40 300—800 100—150 ВЧ 70 100—250
ВЧ 50 300—500 30—100 ВЧ 100 — 100—160
ТАБЛИЦА 4.30. УДАРНАЯ ВЯЗКОСТЬ ЧШГ ПРИ РАЗЛИЧНЫХ
ТЕМПЁРАТУРАХ ИСПЫТАНИЯ [13]
KCU, КДж/м* при температуре. °C
Металлическая основа —150 —100 -50 0 +50 +100 +150 +200
Феррит 17 24 57 201 242 246 246 250
Феррит + перлит 21 30 45 78 123 162 165 165
Перлит сфероидизирован- 9 12 21 33 72 119 148 148
ный Перлит пластинчатый 11 18 30 45 72 96 111 111
ТАБЛИЦА 4.31. РАБОТА РАЗРУШЕНИЯ И ВИД ИЗЛОМА ОБРАЗЦОВ
ФЕРРИТНОГО ЧШГ ПРИ РАЗЛИЧНОМ СПОСОБЕ НАГРУЖЕНИЯ 113]
Характер нагружения KCU, kRxJm*, при температуре, °C
—100 —80 —60 —40 -20 0 +20
Медленное (статический изгиб) 16 (хруп 30 1 60 [КИЙ излом) 87 87 вязкий 87 | ; излом 92 )
Ударное (ударный изгиб) 16 | 18 | 21 (хрупкий излом) 27 36 | 1 51 92 (вязкий излом)
ТАБЛИЦА 4.32. ВЛИЯНИЕ НАДРЕЗА НА УДАРНУЮ ВЯЗКОСТЬ
ФЕРРИТНОГО ЧШГ 1131
Значения ударной вязкости, кДж/м% при температуре, °C
-160 -120 -80 -40 0 +40
КС кси 74 50 310 50 1116 62 1250 211 1250 397 1250 432
232
Рис. 4.2. Температурная зависи-
мость ударной вязкости (а —
КСТ, б — КС) нетермоциклиро-
ванного ЧШГ изложниц со
структурой матрицы [15]:
/ — ферритно-перлитной; 2 —
ферритной; 3 — перлитной; 4 —
ферритно-бейнитной («твердый
глаз»)
Работа разрушения и вид излома ЧШГ существенно зависят
от скорости нагружения (табл. 4.31). Наличие надреза не только
в несколько раз снижает абсолютное значение ударной вязкости
ЧШГ, но и повышает температурный порог хладостойкости
(табл. 4.32).
По сравнению с ферритной, ферритно-перлитной и феррит-
но-бейнитной («твердый глаз») матрицами ЧШГ перлитная
структура имеет намного более низкую ударную вязкость [15].
Например, в интервале температур +100.. .600 °C показатель
КС перлитного ЧШГ в 3—7 раз меньше по сравнению с пере-
численными типами металлической основы (рис. 4.2).
При увеличении объемной доли и удельного количества ШГ
температура вязко-хрупкого перехода снижается и КС увеличи-
вается. Температура вязко-хрупкого перехода при испытаниях
на ударный изгиб образцов с надрезом линейно повышается на
17 °C при каждом десятикратном увеличении скорости дефор-
мации (е) [16]:
7\_x -171ge—100 °C.
Так, при скорости деформации е, равной 10~3, 1 и 103 с_| Тв-х
составляет —151, —100 и —49 °C соответственно.
Ударная вязкость ферритного ЧШГ в крупногабаритных
толстостенных отливках сохраняется практически на уровне
233
ТАБЛИЦА 4.33.
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧШГ РАЗНОЙ СТЕПЕНИ ХРУПКОСТИ» [19]
% 41 КС+20 Ю | ксц+20 °с
ЧШГ 6, %
МПа кДж/м2
Вязкий 402 253 28 1200—1230 240
Полухрупкий 433 287 26 1040—1240 50
Хрупкий 490 343 23 120—260 20
♦ Полухрупкий и хрупкий ЧШГ имеют повышенное содержание Si, Мп, Р.
отдельно отлитых проб при условии оптимального химического
состава ЧШГ и технологических факторов литья. Например,
в отливке массой 100 т длиной 5000 мм и диаметром 2500 мм
в тепловом центре стенки толщиной 630 мм, значения KCU со-
ставляют 160—170 кДж/м2 при +20 °C и 80—ПО кДж/м2 при
—20 °C [17].
Повышение содержания кремния, марганца, молибдена, ста-
билизирующих карбиды, а также меди и фосфора охрупчивает
ЧШГ и снижает его ударную вязкость (табл. 4.33). Легирование
никелем снижает температуру хладостойкости ЧШГ с одинако-
вой прочностью [13].
Наличие в структуре ЧШГ карбидов и графита нешаровид-
ной формы снижает ударную вязкость, но слабо влияет на тем-
пературу вязко-хрупкого перехода (табл. 4.34). Ударная вяз-
кость ферритного КС+20 падает с 610 до 340 кДж/м2 при 2 %
карбидов [18]. Перлитные марки ЧШГ склонны к охрупчиванию
после отпуска при 350—500 °C и тем сильнее, чем длительнее
отпуск [13].
Ударная вязкость бейнитных ЧШГ зависит от температуры
изотермической закалки: КС+2О°С максимальна при температуре
закалки 320—360 °C (~600 кДж/м2), снижается почти до нуля
при ~450 °C и затем несколько возрастает (до ~200 кДж/м2)
с повышением температуры закалки до 600 °C [20, 21]. В бей-
иитпых ЧШГ образование мартенсита и огрубление структуры
значительно снижают ударную вязкость (табл. 4.35).
Сочетанием повышенных значений ударной вязкости, ста-
тической прочности, износостойкости и других эксплуатацион-
ных характеристик обладают ЧШГ со структурой так называе-
мого «твердого глаза> [22]. Структура «твердого глаза> состоит
из микрооболочек бейнита (рис. 4.1,г) или сорбита отпуска
(объемная доля 20—60%) вокруг ШГ при пластичном феррите
в остальной части матрицы (40—80%). При наличии подобной
микроструктуры существенно замедляется разрушение межфаз-
234
ТАБЛИЦА 4.34.
УДАРНАЯ ВЯЗКОСТЬ ЧШГ С РАЗЛИЧНЫМ КОЛИЧЕСТВОМ КАРБИДОВ
И ГРАФИТА НЕШАРОВИДНОЙ ФОРМЫ [18]
Количе- ство кар- бидов, % Количество графита не- шаровидной формы, % т Хв-х’ °C КС, кДж/м2 Количе- ство кар- бидов, % Количество графита не- шаровидной формы, % Т 1 в-х’ СС КС, кДж/м2
3,5 40 200 135 13,4 70 250 146
8,4 40 200 125 1,9 100 217 341
13,9 50 200 108 7,1 100 221 211
1,9 75 208 228 14,4 100 225 146
8,7 65 200 157
ной поверхности ШГ-матрица. По сравнению с известной струк-
турой «мягкий глаз» («бычий глаз») структура «твердый глаз»
обеспечивает при одинаковой объемной доле второй фазы и рав-
ной макротвердости повышение показателя KCU в 1,5—
2,2 раза, причем тем большее повышение, чем выше доля второй
фазы (табл. 4.36). Чугун со структурой «твердый глаз» с бей-
нитными микрооболочками вокруг глобулей имеет следующие
показатели ударной вязкости (кДж/м2) :КС+50°с 1650, КС“50°с
180—220, ЛС“1ОО°С 80 при химическом составе: 3,3—3,6 % С,
2,3% Si, 0,3% Мп, 0,06% Р, 0,012% S, 0,028—0,034 % Mg.
Для получения бейнитно-ферритной структуры исходный
ЧШГ вначале ферритизируют посредством отжига при 950 °C
5 ч, охлаждения в печи до 720 °C, выдержки 15 ч с последую-
щим охлаждением на воздухе. Затем ферритизированный ЧШГ
быстро нагревают до 850—950 °C, кратковременно (порядка не-
сколько минут) выдерживают и изотермически закаливают при
400 °C с выдержкой 30 мин.
Ударная вязкость ЧШГ с дуплексной структурой феррит-бей-
нит (верхний) значительно выше по сравнению с ферритными,
перлитными и бейнитныыи ЧШГ в диапазоне температур от
+ 20 до —80 °C [23}. ЧЩГ, в структуре которого 55—90 % или
ТАБЛИЦА 4.35.
МЕХАНИЧЕСКИЕ СВОЙСТВА БЕЙНИТНЫХ
И МАРТЕНСИТНЫХ ЧШГ [20]
Структура матрицы <ув, МПа <Т0,а. МПа б, % НВ ГПа кс+20 с кДж/м2
Бейнит нижний Бейнит + мартенсит Мартенсит Мартенсит отпуска 900-1300 700—1400 600—900 600—1100 700-1100 600-950 500-800 500-900 3-8 2-6 0,5-2 1-5 280-350 350—550 550-650 300-550 300—700 200—600 100—300 150—600
235
ТАБЛИЦА 4.36.
УДАРНАЯ ВЯЗКОСТЬ ЧШГ С РАЗЛИЧНЫМ СОДЕРЖАНИЕМ
ВТОРОЙ ФАЗЫ В СТРУКТУРЕ 122]
Тип микроструктуры KCU9 кДж/м3 при объемной доле второй фазы, %
0 20 40 60 80
«Твердый глаз»: сорбитные оболочки + фер- 282 234 198 168 147
рит мартенситные оболочки + 282 76 67 61 60
+ феррит «Мягкий глаз» («обычный глаз»): ферритные оболочки + сор- 282 162 111 75 45
бит
Примечание. Химический состав ЧШГ, %: 3.7С, 2,3Si, 0,2Мп, 0.008S, 0,05Mg.
Режим термообработки ЧШГ для получения структуры «твердый глаз»: ферритизирую-
щий двухстадийный отжиг при 950 °C и 720 °C 20 ч с последующим медленным охлаж-
дением; быстрый нагрев ферритизированного ЧШГ до 1000 °C, выдержка 1—2 мин и за-
калка в воду. Отпуск закаленного ЧШГ при 600 °C обеспечивает получение вокруг ШГ
сорбита. Режим термообработки для получения структуры «мягкий глаз»: нагрев до 900 °C,
выдержка 5 мин, закалка в воду, отпуск при 600 °C 20 мин с последующим охлаждением
в воде.
95 % верхнего бейнита, имеет КС+20’с 1450—1500 и 2400—
2700 кДж/м2 соответственно.
Вязкость разрушения — это сопротивление материала про-
движению в нем трещины.
Количественная мера напряжений, раскрывающих трещину,
коэффициент интенсивности напряжений Ki (индекс I указы-
вает, что коэффициент К относится к трещине типа I нормаль-
ного отрыва):
= МПа-м0-5,
где а — приведенное к полному поперечному сечению (включая
поверхность трещины) приложенное напряжение, I — полудлина
трещины, м, У — безразмерный коэффициент, учитывающий
форму образца (детали), размер и конфигурацию трещины. Чем
выше Ki, тем при большем напряжении и при большей длине
трещины деталь (конструкция) будет оставаться работоспособ-
ной, т. е. тем выше ее трещиностойкость.
Вязкость разрушения, соответствующая наступлению крити-
ческого состояния (страгивания и неустойчивого роста тре-
щины), обозначается Kjr и называется критическим коэффици-
ентом интенсивности напряжений. Для условий плоскодсформи-
рованного состояния К\<- является характеристикой материала,
не зависящей от геометрии образца (детали). Kic— основной
236
силовой критерий сопротивления металла хрупкому разруше-
нию.
По известной величине Kic определяют приложенное напря-
жение Ооо вдали от трещины, при котором трещина длины 21
страгивается, а при заданных величинах Kic и о» устанавли-
вают наибольший допустимый размер трещинообразного де-
фекта (трещины):
о» = KK/(V^ • У); 1кР = л’1 [/СрДстооУ)]2.
Например, в перлитном ЧШГ при Kic = 35 МПа-м0’5 и о<х> =
= 150 МПа, допустима трещина длиной до 0,0173 м (17,3 мм).
В ферритном ЧШГ, имеющем JCic=90 МПа-м05, при наличии
исходной трещины (трещинообразного металлургического де-
фекта) длиной 35 мм (0,035 м) допустимы растягивающие на-
пряжения 000 = 271 МПа. Критерий Kic применим для чугунов
при условии, что />0,6(/Cic/oo,2)2, т. е. при Ооо<0,73оо,2 (для
стали — при условии Ооо<0,36оо,2).
В процессе прочностного расчета вычисленное значение ко-
эффициента интенсивности напряжений сравнивается с критиче-
ским его значением. Условие работоспособности детали (кон-
струкции) с трещиной: KiCKr, где /G определен расчетом
с учетом напряженного состояния детали и геометрии трещины,
a Kic установлен экспериментально на образцах. Методы опре-
деления характеристик трещиностойкости материалов изложены
в [94].
Для определения коэффициента интенсивности напряжений
в реальных конструкциях используют численные методы, прежде
всего метод конечных элементов [73, 92, 93]. В случае смешан-
ного типа нагружения, когда нормальные напряжения перпен-
дикулярны к плоскости трещины, а сдвиговые напряжения дей-
ствуют в плоскости трещины, эффективный коэффициент интен-
сивности напряжений рассчитывают по формуле:
Кэфф = (Ki + Км + фЛш)°’-,
где Ki, Лп, Лш— соответственно коэффициенты, характеризую-
щие нормальный отрыв, поперечный сдвиг, продольный сдвиг
(раскрытие трещин типа I, II и III соответственно), <р= 1 (1—
—ц)—для плоской деформации, (р=1(1-Ьц,)—для плоского
напряженного состояния.
Для количественной оценки сопротивляемости металла ква-
знхрупкому и вязкому разрушению, т. е. при наличии значи-
тельной пластической деформации у вершины трещины, исполь-
зуют критерии нелинейной механики разрушения. Наиболее ча-
сто в качестве критерия трещиностойкости материала в упруго-
пластическом состоянии используют так называемый /-интеграл,
МДж/м2 и критическое раскрытие в вершине трещины (df,
237
мкм). Первый из названных критериев — энергетический, а вто-
рой— деформационный, /-интеграл равен полному расходу ме-
ханической энергии на образование единицы площади новой по-
верхности трещины. Критические значениня /-интеграла Jc или
Jic характеризуют сопротивление материала началу неустойчи-
вого распространения трещины независимо от вида разрушения.
Критерий основан на предположении, что максимальная пла-
стическая деформация в пластической зоне однозначно связана
с взаимным смещением берегов непосредственно у вершины тре-
щины в момент ее страгивания.
Способ практического применения критериев /ic, /с, 6ic и 6С
такой же, как и силового критерия К\с, Для обеспечения работо-
способности конкретной детали с трещиной необходимо, чтобы
удовлетворялись условия /i</ic(/c), 6i<6ic(6c). Например,
в случае ферритного ЧШГ, имеющего Kic = 90,7 МПа-м0 5, Е =
= 171,7.103 МПа, оо,2 = 285 МПа. 6ic = 6c=10-4 м (100 мкм) и
/ic = /c = 45,6 кДж/м2. Разрушение детали из ферритного ЧШГ
наступит только при условии, что раскрытие в вершине тре-
щины превысит 100 мкм, а полный расход механической энергии
на образование единицы площади новой поверхности трещины
в детали Л>45,6 кДж/м2. В случае перлитного ЧШГ, имеющего
JCic = 40 МПа-м0’5, £=169,5-103 МПа, о0,2 = 404 МПа, 6ic = 6c =
= 0,14-10“4 м (14 мкм) и /ic = /c=9,05 кДж/м2, сопротивляе-
мость квазихрупкому и вязкому разрушению значительно худ-
шая: 6г> 14 мкм и /i>9,05 кДж/м2.
Пример, С целью иллюстрации использования механики раз-
рушения для количественной оценки трещиностойкости конкрет-
ных литых деталей из ЧШГ рассмотрим следующую задачу.
Шарнирно опертая по концам литая деталь в виде пластины
из перлитного ЧШГ марки ВЧ60 толщиной а = 30 мм, шириной
6=150 мм и длиной 500 мм в процессе эксплуатации нагружа-
ется статической осевой растягивающей силой.
В двух деталях, изготовленных из ЧШГ одной плавки, при
контрольном обследовании обнаружено по одной сквозной крае-
вой трещине неодинаковой глубины; в одной /| = 2 мм и во вто-
рой Z2=15 мм. Каково наибольшее допустимое значение растя-
гивающей нагрузки на каждую из этих деталей при условии,
что по.2 = 400 МПа (40 кг/мм2), Ллс = 40 МПа • м°5 (129 кг/мм3/),
коэффициент запаса прочности м= 1,5?
Условие плоской деформации соблюдается, если минималь-
ная толщина чугунной детали в окрестности вершины трещины
удовлетворяет требованию Zmin>^0,6(^<./<т0,2)2- В рассматривае-
мом случае /min = 0,6 (129/40)2 = 6,2 мм, т. е. предположение
о плоской деформации для пластины толщиной 30 мм справед-
ливо. Следовательно, коэффициент интенсивности напряжений
для односторонней краевой сквозной трещины при осевом рас-
238
тяжении равен в случае действия максимального напряже-
ния, если размер трещины равен критическому /кр:
Х]с — Y1<Т/ max Vл^кР •
Отсюда /Кр=л_|[/<1с/(У1Отах)-2]. По данным [92] для первой де-
тали /1/6 = 2/150=0,013 и У1 = 1,14, для второй /2/6= 15/150=0,1 и
/2=1,19. Максимальное значение номинального растягивающего
напряжения без учета трещины при заданных условиях нагру-
жения о<тах=40/1,5=26,7 кг/мм2. Значит для первой детали
/кр(1) = —[129/(1,14-27,7)]2 = 5,7 мм, для второй— /кр(2) = — X
71 ТС
X [129/(1,19-26,7)]2 = 5,2 мм. При наличии трещины глубиной
/1</кР (Л = 2 мм, /кр = 5,7 мм) максимальное допустимое значе-
ние нагрузки на первую деталь в условиях предполагаемого раз-
рушения вследствие текучести Р'тах = (о0,2/п)А'= (40/1,5)-30Х
X (150—2) = 118 400 кг. Для условий предполагаемого хрупкого
разрушения Р"тах= (о//тах/п)Д//, где о^щах определяется из со-
отношения УxOmax '^л11=КЛс. При У] = 1,14 И /1 = 2 ММ Отах =
= К1с/(У1-у'л/1)= 129/(1,14-\/2л) = 45,1 кг/мм2, а
Ртах = (45,1/1,5)30-150= 135300 кг.
Итак, при /1</кр рассмотренная сквозная трещина в первой де-
тали (/1 = 2 мм) значительно менее опасна, чем текучесть ЧШГ.
При наличии трещины глубиной /2>/Кр (/2= 15 мм, /кр=5,2 мм)
максимальное допустимое значение нагрузки на вторую деталь
в условиях пластического течения ЧШГ
Ртах = (а0,2/л) А’ = (40/1,5)-30 (150—15) = 108000 кг.
Для условий хрупкого разрушения
Ртах-[^/(пУадМ’)] Л'= [129/(1,5- 1,19 д/15^)] 30-150 =
-47374 кг.
Из сравнения Р'тах и P/Zmax для случая /2>/кр (вторая деталь)
ясно, что когда размер трещины превышает критическую вели-
чину, наибольшую опасность представляет хрупкое разрушение:
расчетное значение допустимой нагрузки для детали с трещиной
/2=15 мм в 2,3 раза меньше, чем в условиях вязкого разруше-
ния. Далее предположим, что рассматриваемая деталь из ЧШГ,
имеющая сквозную трещину глубиной /2= 15 мм, допущена к по-
следующей эксплуатации с условием ограничения внешней рас-
тягивающей нагрузки величиной 40 000 кг. Однако в результате
дополнительной проверки второй детали обнаружена еще одна
поверхностная трещина глубиной /3 = 5 мм и длиной с =10 мм.
Изменит ли появление этого дефекта величину рекомендованной
рабочей нагрузки 40000 кг? Для оценки опасности вновь обна-
руженной трещины пересчитаем разрушающее напряжение для
239
случая поверхностного дефекта посредством формулы —
=(l,12/VQ)o<Vn/, где Q — параметр формы поверхностного
дефекта, который зависит от отношения глубины трещины к ее
длине и от соотношения номинального напряжения к пределу
текучести. С учетом /3/2с = 5/(2 • 10) =0,25 и Оном/по,2 =
= [40000/(30Х 150) ]/40=0,22 находим по данным [92] Q=l,4.
Имеем:
Gt = Д-к/[( 1,12 VQ ) ] = 129/[( 1,12 Vh4 ) V5iT = 24,6 кг/мм2,
^max= (24,6/1,5)30* 150 = 73 695 кг. Как видим, вновь обнаружен-
ный поверхностный дефект не приводит к дополнительным огра-
ничениям, так что рассматриваемая литая деталь из ЧШГ мо-
жет быть допущена к последующей эксплуатации с условием
ограничения рабочей нагрузки величиной 40000 кг в связи
с первоначально обнаруженной односторонней краевой сквозной
трещиной глубиной /2= 15 мм.
Данные о вязкости разрушения ЧШГ в зависимости от
структуры представлены в табл. 4.37. С повышением <тв и о0>2
вязкость разрушения всех типов ЧШГ снижается. Максималь-
ные значения Л+ характерны для аустенитных ЧШГ (137—
143 МПа-м0-5), минимальные — для перлитных ЧШГ (30—
40 МПа-м0-5). У ферритных ЧШГ вязкость разрушения на
~35% ниже, чем у аустенитных (72—106 МПа*м0’5), причем
она снижается с увеличением ов и повышнием % Si. Для пер-
литно-ферритных ЧШГ характерно благоприятное сочетание
статической прочности и вязкости разрушения, a Kicj=67—
—83 МПа-м0-5, что вдвое выше, чем у перлитных ЧШГ и равно
Kicj ферритных ЧШГ с повышенным % Si (дополнительное бук-
венное обозначенние J в нижнем индексе означает, что пара-
метр Ku рассчитан по величине /-интеграла, т. е. с учетом пла-
стической деформации). Зависимость Л+ от количества феррита
в перлитно-ферритном ЧШГ нелинейная, причем наиболее силь-
ное влияние на повышение вязкости разрушения оказывает уве-
личение количества феррита в пределах 10—50 %.
Влияние степени сфероидизации графита ССГ = 35.. .84 % и
количества перлита на /|С типичных ЧШГ [25] описывается урав-
нением:
16,614 +0,5ССГ—0,06П—0.004ССГ-/7, кДж/м2.
Вязкость разрушения повышается при возрастании ССГ и
уменьшении количества перлита./«• не зависит от общего содер-
жания углерода. Процесс разрушения ферритного ЧШГ вклю-
чает рост и коалесценцию микропор вокруг ШГ, а в перлитном
ЧШГ матрица разрушается независимо от включений ШГ. Для
ферритных и ферритно-перлитных ЧШГ J\e коррелирует с удар-
ной вязкостью: увеличение Jic с 30 до 60 кДж/м2 сопровождается
240
Т.’А Б Л И Ц A 4.37.
МЕХАНИЧЕСКИЕ СВОЙСТВА И ВЯЗКОСТЬ
РАЗРУШЕНИЯ ЧШГ [24]
Структура матрицы, % ав, МПа а0,2» МПа 6> % НВ Я, ГПа К/с
МПа .м0,5
100Ф 384,3 264,0 24,2 114 150,7 99,6
100Ф 449,8 285,0 25,6 154 171,7 — 90,7
100Ф 455,5 352,1 16,1 162 169,9 — 75,0
100Ф 460,1 368,9 13,1 170 169,9 — 77,7
100Ф 344,0 192,9 31,4 ПО 169,9 — 106,1
100Ф 354,0 205,1 27,7 117 169,0 — 97,6
100Ф 352,0 217,5 25,7 103 176,0 — 95,8
100Ф 430,0 307,5 22,4 152 171,0 — 71,9
98/7 592,5 351,0 5,4 223 175,0 31,8 —
98/7 736,6 403,8 4,4 251 169,5 40,3 —
99/7 700,5 439,5 2,8 241 169,4 30,3 —
67/7—ЗЗФ 674,6 412,1 9,5 219 171,3 —. 82,7
56/7—44Ф 625,6 358,1 7,5 213 170,7 — 69,4
71/7—29Ф 704,8 392,2 6,8 238 174,7 — 67,4
49/7—51Ф 620,5 424,0 12,1 188 177,3 —. 80,6
Бн (35Л) 1009,0 724,0 7,9 273 155,4 — 56,6
Бн (35Л) 989,0 746,0 5,4 292 152,4 — 65,4
Бн (28Л) 851,0 635,0 13,1 236 165,3 — 75,3
Бн (20Л) 1579,0 1242,0 2,8 398 155,4 55,4 —
100М 945,0 802,3 1,3 269 148,0 45,0 —
100 Л 461,0 227,0 40,7 148 145,0 — 143,2
100 Л 514,0 283,0 38,4 182 149,0 — 135,9
линейным повышением KCV с 30 до 140 кДж/м2. В перлитных
ЧШГ KCV практически не изменяется при повышении Jic.
Зависимости силовых (Kq, Кс) и энергетической (/с) харак-
теристик вязкости разрушения от структуры матрицы ЧШГ
в широком интервале температур (от —196 до 900 °C) пред-
ставлены на рис. 4.3—4.4.' Необходимо учитывать, что силовые
критерии Kq(Kic) и Кс линейной механики разрушения отра-
жают только упругую составляющую вязкости разрушения, т. е.
занижают трещиностойкость ЧШГ повышенной пластичности.
По показателю /с нелинейной механики разрушения, учитываю-
щему значительные пластические деформации в вершине тре-
щины, наибольшую трещиностойкость ЧШГ при статическом на-
гружении в области температур 0.. .450 и 700.. .900 °C обеспечи-
вает ферритно-бейнитная матрица (ствсрдый глаз»), а при
450.. .700 °C — ферритно-перлитная структура. Наименьшая со-
противляемость началу неустойчивого (лавинного) распростра-
нения трещины характерна для нслегированного перлитного
ЧШГ с пластинчатым перлитом.
241
Рис. 4.3. Температурная зависи-
мость силовых характеристик
вязкости разрушения — трещи-
нестойкости (a—Kq, б — Кс) —
при статическом нагружении
нетермоциклированного ЧШГ из-
ложниц со структурой матрицы
[15J:
1 — ферритно-перлитной; 2 —
ферритной; 3 — перлитной; 4 —
ферритно-бейнитной («твер-
дый глаз»)
Рис. 4.4. Температурная зависи-
мость энергетической характери-
стики Iс вязкости разрушения (тре-
щиностойкости) при статическом
нагружении нетермоциклированного
ЧШГ изложниц с ферритно-перлиг-
ной (/), ферритной (2), перлитной
(3) и ферритно-бейнитной («твер-
дый глаз») (4) структурой матрицы
[15]
Режим термической обработки и химический состав значи-
тельно влияют на статическую и динамическую вязкость разру-
шения бейнитных ЧШГ (табл. 4.38). Наиболее высокие значе-
ния К\с обеспечиваются при температуре изотермической за-
калки 300—350 °C, длительности ее нс менее 30 мин. При этом
количестве остаточного аустенита нс менее 10 % [53]. При оди-
наковой длительности аустенитизации /<1С, уменьшается при уве-
личении температуры аустенизации. Структура нижнего бейнита
обеспечивает ЧШГ более высокую трещиностойкость по сравне-
нию с верхним бейнитом [53]. В низкомарганцовистых бейнит-
ных ЧШГ, легированных 0,5 % Мо, увеличение содержания
кремния слабо повышает расчетную величину коэффициента ин-
тенсивности напряжений Кд и несколько более значительно —
параметр раскрытия трещины 61ППХ (табл. 4.39). В ферритных
ЧШГ повышение содержания кремния от 1 до 3,5 % линейно
снижает Kicj, увеличивая при этом статическую прочность [24]:
/<1(., = 91,4—13,6 Si, МПа-м05.
242
ТАБЛИЦА 4.38.
СТАТИЧЕСКАЯ И ДИНАМИЧЕСКАЯ ВЯЗКОСТЬ
РАЗРУШЕНИЯ БЕЙНИТНОГО ЧШГ ПОСЛЕ РАЗЛИЧНЫХ РЕЖИМОВ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ [27]
Показатель Режимы термообработки при содержании в чугуне, %
0.06N1, 0,17Мп 0,06Ni, 0,6Мп 3.5Ni, О.бМп
В QB В QB в QB
К/с, МПа-м05 45,3 60,4 37,7 39,0 58,8 63,3
KIcJt МПа-м05 42,3 58,8 32,8 37,1 56,4 62,7
J 1с, кДж-м-2 10,8 18,4 4,2 7,5 19,7 18,3
JId> кДж-м”2 10,4— 18,6— 29,5— 34,8— 19,2— 41,7—
10,7 18,9 30,4 36,3 20,3 41,8
Примечание. В — изотермическая закалка после выдержки в двухфазной
области а + v; QB — закалка в масло после кратковременной выдержки в V - области
и изотермическая закалка после выдержки в области ос + V; J/j— критическое значе-
ние J-интеграла при динамических испытаниях.
Низкотемпературный отжиг ферритных ЧШГ с 1,9—3,5 % Si
не влияет на показатель Jic [26].
В ферритных ЧШК резкое снижение показателей Jic и Kiz,
указывающее на переход от вязкого к хрупкому разрушению,
наблюдается соответственно при 3,24 % Si для +20 °C и при
2,34 % Si для —100 °C (табл. 4.40).
0,22—1,35 % Ni и 0,02—0,37 % Мо в ферритных ЧШГ, 0,56—
2,03 % Ni и 0,25—0,46 % Мо в бейнитных ЧШГ, 14,1—22,5 % Ni
в аустенитных ЧШГ практически не влияют на вязкость разру-
шения [24].
Графитная фаза в ЧШГ является хрупкой. Ее вязкость раз-
рушения примерно на два порядка ниже, чем у металлической
основы чугуна: /Стс~0,8 МПа-м0*5 [24]. Вязкость разрушения
ТАБЛИЦА 4.39.
ВЛИЯНИЕ СОДЕРЖАНИЯ КРЕМНИЯ НА ВЯЗКОСТЬ
РАЗРУШЕНИЯ БЕЙНИТНОГО ЧШГ ПРИ 4-20 °C [28]
SI, % ав , МПа а0,2 МПа ° 0,05 МПа KQ. МПа м0>б ^тах» мкм
1,8 1370 1180 960 52,8-55,9 95—100
2,14 1320 1170 990 54,7-61,5 104—110
2,40 675—1220 633-1130 535-1025 56,2-57,8 109-122
3,16 1235 1155 985 59,1-62,7 115-121
243
ТАБЛИЦА 4.40.
ВЯЗКОСТЬ РАЗРУШЕНИЯ ОТОЖЖЕННОГО ФЕРРИТНОГО ЧШГ
С РАЗЛИЧНЫМ СОДЕРЖАНИЕМ КРЕМНИЯ [29]
Si, % J при температуре, °C МПа-м0’5 при температуре, С
20 -100 20 —100
2,34 27,4 17,1 65,4 51,5
2,63 30,6 6,8 69,2 29,5
3,04 25,6 6,4 53,0 26,4
3,24 24,6 5,6 62,0 24,2
3,47 9,7 5,6 38,0 25,7
ферритных и ферритно-перлитных ЧШГ тем выше, чем больше
протяженность z матрицы между соседними включениями ШГ
[24]. /Cicj линейно зависит от удельного количества (Afr) и диа-
метра (D) включений ШГ, причем с ростом D она увеличива-
ется, а при повышении NT, наоборот, снижается [24]. Вязкость
разрушения ЧШГ в первом приближении подчиняется анали-
тическому соотношению:
Ku ~ 8,8 (бэт0>2£)0-5, МПа-м0,5.
В ферритном ЧШГ увеличение размера ШГ с 26 до 64 мкм пу-
тем снижения скорости охлаждения отливок повышает Kicj с 65
до 85 МПа • м0 5 [29].
Вязкость разрушения перлитных ЧШГ с пластинчатым пер-
литом в противоположность ферритным и ферритно-перлитным
ЧШГ снижается с увеличением расстояния z между включе-
ниями ШГ [24]. С повышением удельного количества ШГ сило-
вой критерий К]С перлитных ЧШГ увеличивается в интервале
температур от —100 °C до +50 °C, а для ферритных ЧШГ —
от (—100 °C) до (—200 °C) (Холдзуэрт, Джолли, 1975). Kic
снижается при —100 °C увеличением диаметра ШГ [29].
Во всех случаях в ферритных ЧШГ при +20 °C, т. е. при
вязком характере разрушения, наблюдается уменьшение Kic
с увеличением удельного количества включений ШГ. Различный
характер влияния D и 7Vr на Kic в хрупких и пластичных состоя-
ниях матрицы ЧШГ объяснен в работе [24].
Увеличение содержания марганца свыше 0,45—0,55 % вызы-
вает сильное понижение вязкости разрушения ЧШГ, причем тем
больше, чем выше % П\ особенно резко трещиностойкость ЧШГ
понижается при /7>60 % [30].
В массивных толстостенных отливок из Ф — ЧШГ вязкость
разрушения находится па высоком уровне. Например, в приз-
матической отливке размерами 800X480X800 мм, с приведен-
ной толщиной №„= V,>/F„= 109 мм и массой 2150 кг из Ф — ЧШГ
244
(состава, %: 3,59С, 1,94Si, 0,12Мп, 0,033Р, 0,003S, 0,065Мо),
динамическая вязкость разрушения по всей толщине стенки
Кш= 120—140 МПа-м0’5 независимо от температуры в диапа-
зоне от +50 до —20 °C [31]. При —75 °C Кш в указанной от-
ливке все еще весьма высокое (70—90 МПа • м0>5). В тепловом
центре этой отливки ССГ>80 % и Afr>40 мм-2.
Повышение содержания фосфора в Ф — ЧШГ слабо снижает
статическую вязкость разрушения при +20 °C [32]:
Jlc = 35,5 —23,ЗР, кДж • м2,
где 0,006 % < Р < 0,026 %.
При этом начало вязко-хрупкого перехода Ф — ЧШГ нахо-
дится в области отрицательных температур и линейно снижа-
ется с уменьшением содержания фосфора до 0,05%. Влияние
фосфора на температуру вязко-хрупкого перехода становится
пренебрежимо малым при <0,04 % Р.
По сравнению с серым чугуном с пластинчатым графитом
ЧШГ имеет в целом более высокую вязкость разрушения: 30—
143 МПа-м°>5 против 21—46 МПа-м0-5 (табл. 4.41).
Морфология цементитной составляющей перлита сильно
влияет на вязкость разрушения перлитного ЧШГ. Зернистый
ТАБЛИЦА 4.41.
ПОКАЗАТЕЛИ СТАТИЧЕСКИХ МЕХАНИЧЕСКИХ
СВОЙСТВ И ВЯЗКОСТИ РАЗРУШЕНИЯ ЧПГ» [33]
Матрица, % Тип графита МПа НВ Е, ГПа KlcJ МПам®*5
9677—4Ф Гф\ 130 182 95,42 23,2
9977—1Ф Гф\ 228 218 122,33 31,6
9077—10Ф Гф\ 374 234 133,45 42,7
9977—1Ф Гф\ 214 176 125,96 35,4
9977—1Ф Гф{ 312 227 139,99 38,8
9977—1Ф Гф\ “ 144 180 92,61 21,0
9977—1Ф Гф\ 221 220 115,50 27,8
9977— 1Ф Гф\ 242 220 131,21 30,4
71Ф—2977 Гф\ 219 152 131,82 41,8
67Ф—3377 Г р9 428 204 166,47 46,4
100Ф Гф\ 121 86 107,59 36,7
1005к Гф\ 216 202 76,04 24,6
100Бк Гр9 647 311 148,64 45,7
100А4 Гф\ 211 207 74,33 22,1
♦ Типы графита указаны по ГОСТ 3443—87; эталон Гф1 — пластинчатый прямо-
линейный (тип Л согласно стандартам ASTM Л247—67 и 945—1969), эталон Гр9 — меж-
дендритное распределение графита (тип Е согласно ASTM и ISO). Объемная доля гра-
фита 7,1 — 10,9 %; удельное количество включений графита 126 — 453 мм-2; максималь-
ная длина хорды в сечении графитовых включений 35—96 мкм.
245
ТАБЛИЦА 4.42.
ПОКАЗАТЕЛИ СТАТИЧЕСКИХ МЕХАНИЧЕСКИХ
СВОЙСТВ И вязкости РАЗРУШЕНИЯ КОВКОГО ЧУГУНА*
В АВТОМОБИЛЕСТРОЕНИИ США £13]
Марка чугуна <?0,2’ МПа К1с, МПа-м0’5 НВ, ГПа Термическая обработка
+25 °C —20 °C —60 сс +25 °C —20 °C —60 °C
М3210 230 241 251 44,3 41,4 43,5 156 Отжиг
М4504 М5503 359 377 392 54,9 48,1 29,7 163—217 Закалка на воз- духе и отпуск
410 431 542 44,6 51,7 29,8 187—241 Закалка в масло и отпуск
М7002 516 552 574 54,0 38,9 39,3 229—269 Закалка в масло и отпуск
* Марки ковкого чугуна соответствуют стандарту SAE Л58а Американского об-
щества инженеров автомобилистов.
перлит по сравнению с пластинчатым обеспечивает повышение
показателя Ks с 29,5 до 54 МПа • м0 5, т. е. в 1,8 раза (Ks — вяз-
кость разрушения, соответствующая моменту старта магистраль-
ной трещины, который зафиксирован методом акустической
эмиссии) [95].
При ферритной металлической основе ЧШГ значительно пре-
восходит ковкий чугун по вязкости разрушения, однако при пер-
литной матрице — значительно ему уступает (табл. 4.42).
При температурах от +27 до —40 °C вязкость разрушения
ферритных ЧШГ выше, чем у арматурной стали. При темпера-
турах до —62 °C ЧШГ может быть нагружен до 276 МПа без
разрушения даже при наличии трещин длиной 12,5 мм, а при
температурах до —18 °C при той же нагрузке допустимы тре-
щины длиной 37,5 мм [17]. Именно высокая вязкость разруше-
ния К1С ферритного ЧШГ послужила основанием для выбора его
в качестве надежного материала для крупногабаритных кон-
тейнеров типа КАСТОР массой 80—130 т, предназначенных для
транспортировки и хранения ядерно-топливных стержней АЭС.
Контейнеры имеют длину 5000 мм, диаметр — 2500 мм, толщину
стенок 500 мм. Фирма «Simplecamp» (ФРГ) отливает такие кон-
тейнеры из ферритного ЧШГ марки GGG40 с ов = 400 МПа.
Контейнеры из ЧШГ выдержали испытания, имитирующие усло-
вия дорожно-транспортных аварий, авиакатастроф и пожаров
(сбрасывание с высоты 9 м на стальные и железобетонные блоки
при температурах до —40 °C, обстрел стальными снарядами
массой до 500 кг, длительный обжиг при 800 °C и др.), без
246
ТАБЛИЦА 4.43.
ВЯЗКОСТЬ РАЗРУШЕНИЯ ФЕРРИТНЫХ И ФЕРРИТНО-
ПЕРЛИТНЫХ МАРОК ЧШГ ПРИМЕНЯЕМЫХ В ФРГ [34]
Марка чугуна Структура матрицы Kic» МПа’М°»5, при температуре, °C
—100 -50 4-20 Ч-юо
GS 40/9* Феррит 63,2 94,9 126,5 158,1
GGG40 Феррит 47,4 56,9 110,7 126,5
GGG60 Феррит + перлит 31,6 31,6 63,2 126,5
* Специальный ЧШГ» разработанный фирмой Sulzer (ФРГ), имеет механические
свойства (Хв = 350 МП а,Оо,2 = 22® МПа, 6 = 22 %. ЧШГ марок GGG40 и GGG60 соот-
ветствует стандарту ФРГDIN 1693 1973.
существенных повреждений и обеспечили полную радиационную
безопасность и газоплотность при хранении и транспортировке
ядерных отходов, содержащих около 50 % радиоактивного изо-
топа уран-235 [17].
Особо высокую вязкость разрушения имеет специальный
ферритный ЧШГ марки GS 40/9, разработанный фирмой Sulzer
(ФРГ) (табл. 4.43). ЧШГ этой марки используют для корпусов
и крышек компрессоров, работающих при температурах до
—100 °C и корпусов вентилей, работающих при температурах
до —80 °C. Вязкость разрушения бейнитного ЧШГ, оцененная
по показателю 7(с, т. е. критическому коэффициенту интенсивно-
сти напряжений для образца данной толщины при максималь-
ной нагрузке, по сравнению с углеродистой сталью (0,6 % С)
значительно выше при отрицательных температурах, причем
различие в пользу ЧШГ увеличивается с понижением темпе-
ратуры (табл. 4.44).
ТАБЛИЦА 4.44.
ВЯЗКОСТЬ РАЗРУШЕНИЯ БЕЙНИТНОГО ЧШГ И
УГЛЕРОДИСТОЙ СТАЛИ [35]
Материал Кс, МПа м^’б при температуре, С
—40 -10 4-20
Бсйнитный ЧШГ* 80 90 95
Углеродистая сталь 55 75 95—100
♦ Микроструктура ЧШГ: игольчатый феррит остаточный аустенит. Углеродис-
тая сталь подвергнута закалке и отпуску.
247
ТАБЛИЦА 4.45.
ПОКАЗАТЕЛИ ВЯЗКОСТИ РАЗРУШЕНИЯ
(ТРЕЩИНОСТОЙКОСТИ) ЧШГ В АВТОМОБИЛЕСТРОЕНИИ ПНР
Марка ЧШГ Состав матрицы, % НВ, ГПа К 1с. МПа м0-5 2/с. мм
+20 °C —40 °C +20 °C -40 °C
Gh 65—45—05 П >80; Ф< 20; Ц<5 2,65 34,2 30,9 2,5 3,0 0,4 0,5
Gh 45—35—15 Ф> 95; П <5; 1,93 82,7 76,4 27,0 32,6 16,5 20,0
Примечание. Для критической длины трещины 21с данные в числителе отно-
сятся к поверхностным дефектам, а в знаменателе — к глубинным. П — ЧШГ марки Gh
65—45—05 легирован 0,7—1 % Си и используется в сыром состоянии. Ф — ЧШГ Gh
45—35—15 подвергается двухступенчатому графитизирующему отжигу. Химический со-
став ЧШГ (%): 3,65 С, 2,4—2,5Si, 0,3 Мп, 0,03—0,05Mg, S < 0,012, Р < 0,05, Сг < 0,05.
В некоторых зарубежных стандартах вязкость разрушения
Ktc и критическая длина трещины (2/с) нормированы. Например
в стандарт автомобильной промышленности ПНР на ЧШГ вклю-
чены показатели Kic и 2/с (табл. 4.45).
Циклическая вязкость разрушения (циклическая трещино-
стойкость) Kje по сравнению со статической (/Сс, Kie) значи-
тельно ниже. При ориентировочных оценках принимают, что для
симметричных и от нулевых положительных циклов нагружения
Я/с= (0,5 -т-0,6) Кс.
4.3.2. МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ ПОВЫШЕННЫХ
И ПОНИЖЕННЫХ ТЕМПЕРАТУРАХ
Модуль упругости ферритных, ферритно-перлитных и перлитных
ЧШГ относительно слабо снижается с повышением температуры
до 500—550 °C (табл. 4.46—4.47).
Механические свойства при растяжении и сжатии слабо за-
висят от температуры в диапазоне от +20 до 400 °C, а при бо-
лее высоких температурах существенно снижаются (табл. 4.48
и 4.49). Перлитные ЧШГ по сравнению с ферритными несколько
быстрее разупрочняются, особенно при повышении температуры
свыше 600 °C.
Относительное удлинение несколько снижается с ростом тем-
пературы до —600 °C, а затем резко (в 2—4 раза в зависимо-
сти от структурного состояния и химического состава ЧШГ)
возрастает (табл. 4.48).
248
ТАБЛИЦА 4.46.
ДИНАМИЧЕСКИЙ МОДУЛЬ УПРУГОСТИ ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ ИСПЫТАНИЙ НЕЛЕГИРОВАННОГО ЧШГ (ПО ДАННЫМ
Э. В. ЗАХАРЧЕНКО, В. Н. СЕМЕНЕНКО)
Темпе- ратура, Ео, ГПа, для матрицы* Темпе- ратура, °C Ео. ГПа, для матрицы*
1 2 3 4 1 2 3 4
20 177,6 162,9 168,4 177,2 300 165,8 151,0 159,5 164,5
50 176,8 151,8 168,0 176,0 350 162,9 148,2 156,5 161,9
100 174,9 160,0 166,9 173,7 400 159,6 145,4 153,4 158,2
150 173,0 158,2 165,0 171,8 450 156,3 142,4 150,0 154,9
200 170,7 156,0 163,5 169,5 500 152,4 139,0 146,5 151,3
250 168,4 153,5 161,6 166,8
♦ Структура ЧШГ: 1 — перлит зернистый + феррит (сырое состояние); 2 — фер-
рит + остаточный перлит (после высокотемпературного отжига); 3 — перлит пластин-
чатый 4- остаточный феррит (после нормализации); 4 — перлит зернистый Ч- остаточный
феррит (после нормализации и отжига). ЧШГ содержит 3,5 % С; 2 % Si; 0,4 % Мп;
0,06 % Р и 0,03 % Mg.
Твердость ЧШГ, так же как и прочность, существенно сни-
жается при температурах выше 400 °C (табл. 4.50). Однако
в интервале 800—1000 °C (0,76—0,93 Тил) твердость почти не
зависит от температуры и составляет ЯВ=120—230.
Длительная прочность. Данные о длительной прочности фер-
ритного и перлитного ЧШГ при различных температурах при-
ведены в табл. 4.51.
Сопротивляемость ползучести ферритных ЧШГ ниже чем
перлитных при температурах до ~425 °C (табл. 4.52 и 4.53).
ТАБЛИЦА 4.47.
МОДУЛЬ УПРУГОСТИ ФЕРРИТНЫХ И ПЕРЛИТНЫХ ЧШГ»
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ (13]
Температура, Е, ГПа для чугунов
П-ЧШГ (2% Ni) Ф-ЧШГ
0,5% Мо 1% Мо 2% Ni
+20 , 176 160 161,5
100 176,5 148,5 154,5 161,5
200 175 143,5 150,5 160
300 171 140,5 145,5 156,5
400 164,5 135,5 138,5 152
500 156 — 130 147
550 151 — — 144
• П — ЧШГ —• в литом состоянии, Ф — ЧШГ — после отжига.
249
ТАБЛИЦА 4.48.
ВЛИЯНИЕ ТЕМПЕРАТУРЫ НА МЕХАНИЧЕСКИЕ
СВОЙСТВА ФЕРРИТНЫХ (ЧИСЛИТЕЛЬ) И ПЕРЛИТНЫХ (ЗНАМЕНАТЕЛЬ)
ЧШГ ПРИ РАСТЯЖЕНИИ Е131
Темпе- ратура, °C <*в» МПа, а0,2» МПа б, % Темпе- ратура, °C ав ’ МПа а0,2» МПа б, %
+20 200 400 532/1030 507/867 416/613 385/838 372/714 294/526 23,5/5,5 17,9/4,2 10,5/2,5 600 800 157/313 28/47 118/250 25/24 8,8/16,2 50,4/21,4
ТАБЛИЦА 4.49.
МЕХАНИЧЕСКИЕ СВОЙСТВА ФЕРРИТНО-ПЕРЛИТНОГО
ЧШГ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ [36]
Тем- пера- тура, °C Е ГПа ав » МПа а0,2 МПа осж, МПа а°’2СЖ МПа Тем- пера- тУ£а’ Е, ГПа ав » МПа а0,2» МПа асж» МПа а0»2сж МПа
+20 180 328 272 984 525 450 178 280 250 850 434
100 179,6 306 262 927 476 500 174 260 230 748 355
150 179,2 298 258 900 450 550 163 235 201 625 275
200 179 286 25,4 887 434 600 150 201 171 486 210
250 179,2 286 257 890 439 650 136 140 115 310 150
300 179,4 288 259 911 451 700 122 83 70 204 116
350 179,8 301 260 930 470 750 119,1 51 41 180 99
400 180 294 1 261 912 278 800 118 43 31 170 86
Примечание. Образцы вырезаны из толстостенной крупногабаритной отливки.
Структура ЧШГ: П > 60 %, диаметр графита 60 — 100 мкм; перлит — тонкопластинча-
тый (0,8—1,3 мкм) и зернистый.
ТАБЛИЦА 4.50.
ТВЕРДОСТЬ ПО ВИККЕРСУ (HV) ЧШГ ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ [37 ]
Темпера- тура, С HV для чугунов Темпера- тура, С HV для чугунов
Ф-ЧШГ //-ЧШГ Ф-ЧШГ /7-ЧШГ
1 20 153 256 600 50 107
200 135 238 800 16 23
400 131 231 1000 12 18
250
ТАБЛИЦА 4.51.
ав ФЕРРИТНЫХ И ПЕРЛИТНЫХ ЧШГ ПРИ СКОРОСТИ
ПОЛЗУЧЕСТИ ДО 10~4 (%/ч) ДЛЯ РАЗЛИЧНОЙ ДЛИТЕЛЬНОСТИ ИСПЫТАНИЙ
ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ [13]
Темпера- тура, °C св, МПа при длительности испытаний, ч* Темпера- тура, С° о , МПа при длительности
испытаний, ч*
10-1 10 10* 10® 10-1 10 10* 10®
450 299 208 180 140 600 117 53 38 22
569 376 285 207 238 102 63 29
500 241 150 127 92 650 72 34 22 12
456 245 169 106 164 51 28 15
550 177 91 64 42
327 158 102 53
♦ В числителе — ферритный ЧШГ, в знаменателе — перлитный. Ферритный ЧШГ
после отжига, перлитный ЧШГ после нормализации. Длительность испытаний 10-1 ч
соответствует обычным кратковременным испытаниям на растяжение.
При более высоких температурах ползучесть перлитного чугуна
выше в силу роста, обусловленного графитизацией [44].
Данные о влиянии температуры на предел ползучести и дли-
тельную прочность ферритного ЧШГ приведены в табл. 4.54.
Перлитный ЧШГ по сравнению с ферритным разрушается
при более высоких растягивающих напряжениях при температу-
рах до —650 °C в условиях, когда длительность испытаний не
ТАБЛИЦА 4.52.
СКОРОСТЬ ПОЛЗУЧЕСТИ ФЕРРИТНОГО ЧШГ*
ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ [13]
Темпера- тура, °C Напряжение растяжения (МПа) при минимальной скорости ползучести (%/ч)
10"в ю-4 10"3 ю-2 Ю"1 1 10
370 135 (137) 161 (200) 221 300
425 —— 100 135 161 212 236 282
540 — 26,5 36,3 50 68,9 100 135
650 — 3,7 6,5 12,8 21,3 32,8 50
* ЧШГ содержит 2,5 % S1 и 1 % NI. В скобках указаны данные для ЧШГ с 0,8 %
Мо.
251
ТАБЛИЦА 4.53.
СКОРОСТЬ ПОЛЗУЧЕСТИ ПЕРЛИТНОГО ЧШГ
ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ [13]
Темпера- тура, °C Напряжения растяжения (МПа) при минимальной скорости ползучести (%/ч)
10“4 10“3 10“2 Ю"1 1 10
425 144 200 282 400 467
540 117 27,5 70,8 124 184 267
650 3,2 6,6 13 24 47 —
превышает 102—103 ч (табл. 4.55). При большей длительности
испытаний различие становится незначительным вследствие про-
цесса сфероидизации пластинчатого цементита.
Для оценки поведения детали в процессе длительной экс-
плуатации данные по разрушению при ползучести экстраполи-
руют с помощью температурно-временного параметра Лар-
сона — Миллера:
Лл(<7) = Т(1ёТр + /Сл),
где Т — абсолютная температура испытаний, К; тР— время до
разрушения, ч; Кл=15—30 — константа (приближенно лл = 20).
Значения параметра Ларсона — Миллера для температур
350—650 °C и длительности испытаний 103. ..105 ч находятся
в пределах 14330.. .23080. Кривые ползучести и разрушения
ЧШГ, построенные с использованием Рл (а) и графиков зависи-
мости времени до разрушения от напряжения, обеспечивают до-
стоверные результаты при условии стабильности микрострук-
туры при длительных выдержках.
ТАБЛИЦА 4.54.
ПРЕДЕЛЫ ПРОЧНОСТИ И ПОЛЗУЧЕСТИ ФЕРРИТНОГО
ЧШГ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ [7]
Температура испытаний, °C Кратковременные испытания Длительная прочность, МПа при выдержке, ч Предел ползучести, МПа при скорости ползучести за 1000 ч
<*В’ МПа °0,2 МПа 103 ю4 Ю5 0,1 % /ч 0,01 %/ч
20 459 323
370 391 248 253 210 168 176 133
426 341 240 161 119 87 89 6,1
482 281 204 91 64 45 42 27
537 207 168 49 34 23,5 19 13
593 133 122 27,5 18,2 12,3 9,4 —
650 76 73 15,4 10,0 6,5 — —
252
ТАБЛИЦА 4.55.
ЗНАЧЕНИЯ РАЗРУШАЮЩИХ НАПРЯЖЕНИЙ
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРЕ И ВРЕМЕНИ ИСПЫТАНИЙ ФЕРРИТНЫХ
И ПЕРЛИТНЫХ ЧШГ* [13]
Темпе- ратура, °C Разрушающие напряжения растяжения,МПа при времени до разрушения ч, Темпе- ратура, Разрушающие напряжения растяжения, МПа при времени до разрушения, ч
1 10 102 103 1 10 102 Ю3
425 540 310 600 129 260 285 477 94 186 225 — 650 52 92 35 51 23 15,5
370 70 29 15,5
121
* В числителе — данные для ферритного ЧШГ, в знаменателе — для перлитного
Ферритный ЧШГ содержит 2,5 % Si и 1 % Ni.
Значения растягивающих напряжений, которые вызывают де-
формации ползучести 0,1 % при 350 и 400 °C, а также значения
разрушающих и допускаемых эксплуатационных растягивающих
напряжений для различных уровней температуры и длительно-
сти работы чугунов приведены в табл. 4.56 и 4.57.
При температурах 400—450 °C Ф-ЧШГ по уровню длитель-
ной прочности аналогичны нелегированным низкоуглеродистым
сталям, а Л-ЧШГ эквиваленты или превосходят многие низко-
легированные углеродистые стали. Легирование молибденом и
хромом значительно улучшает высокотемпературные свойства
Ф-ЧШГ и /7-ЧШГ. Самую высокую длительную прочность при
повышенных температурах имеют аустенитные ЧШГ.
ТАБЛИЦА 4.56.
РАСТЯГИВАЮЩИЕ НАПРЯЖЕНИЯ (МПа)
СООТВЕТСТВУЮЩИЕ ДЕФОРМАЦИИ ПОЛЗУЧЕСТИ 0,1 %♦ [38]
Тип чугуна Растягивающие напряжения при длительности испытаний, ч
10‘ 10е
Ф-ЧШГ 133/68 94/46
//-ЧШГ 168/91 121/—
ЧПГ 94/51 70/34
* Числитель •- испытания при 350 °C, знаменатель — при 400 °C.
253
Рис. 4.5. Температурная за-
висимость ударной вязкости
(КС) нетермоциклированных
ферритно-перлитных ЧШГ
изложниц:
1 — магниевый ЧШГ; 2 —
магний-кальциевый ЧШГ
[90]
Выбор допускаемых эксплуатационных напряжений зависит
от требований к размерной стабильности литых деталей при
нагреве. Обычно принимают, что 1/3 напряжений, вызывающих
разрушение после 105 ч при 350 °C адекватно отражает уровень
максимальных допускаемых эксплуатационных нагрузок при
жестких требованиях к размерной стабильности. Для ЧШГ и
ЧПГ этот уровень составляет — 80 % напряжений, вызывающих
деформацию ползучести 0,1 % после 105 ч при 350 °C, и обе-
спечивает достаточную сопротивляемость разрушению и иска-
жению геометрии детали.
ТАБЛИЦА 4.57.
РАЗРУШАЮЩИЕ И ДОПУСКАЕМЫЕ СТАТИЧЕСКИЕ
НАПРЯЖЕНИЯ ДЛЯ ЧШГ И КОВКОГО ЧУГУНА [38]
Марка чугуна Разрушающие напряжения, МПа при длительности испытаний, ч Допускаемые напря- жения при длитель- ности испытаний 10е ч, МПа
104 105
Испытания при 350 °C
ВЧ 40 240 192 62
ВЧ 60 436 344 108
КЧ 35—10 167 139 46
КЧ 45-5 309 270 85
Испытания при 400 °C
ВЧ 40 153 114 39
ВЧ 60 270 193 62
КЧ 35-10 111 88 31
КЧ 45-5 224 158 53
Испытания при 450 °C
ВЧ 40 90 65 22
ВЧ 60 147 97 31
КЧ 35—10 73 56 19
КЧ 45-50 120 83 28
254
ТАБЛИЦА 4.58.
СРЕДНИЕ ПОКАЗАТЕЛИ МЕХАНИЧЕСКИХ СВОЙСТВ ФЕРРИТНОГО ЧШГ*
МАРКИ GGG 40 В ОБЛАСТИ ТЕМПЕРАТУР ОТ 4-20 до —196 °C [40]
Температура, С ав, МПа а0,2’ мПа б, % ф. %
— 196 610+22 581 + 13 2,7± 1,2 2,1+0,8
— 150 574+21 458+16 15,2+6,6 15,0+8,6
—140 568+21 450+16 15,9+5,5 11,8+4,0
— 130 560+11 439+17 19,0+7,8 17,7+7,1
—120 560+27 427+21 22,8+2,7 21,5+2,7
— 100 539+29 398+23 23,0+2,3 23,1+3,2
—90 543+27 394+19 22,8+3,2 22,3+3,4
—80 525+36 387+18 20,1+5,6 18,8+7,5
—70 515+20 376+18 25,2+2,3 24,5+2,8
—60 514+23 369+22 23,5+3,5 21,4+5,3
—50 495+18 346+15 21,2+6,1 20,0+6,6
—40 498+22 292+14 23,8+4,8 20,8+5,7
—30 472+20 329+15 22,9+4,4 20,8+6,0
—20 477+24 332+16 22,7+3,4 20,9+5,5
— 10 464+28 319+25 22,4+5,6 20,6+6,3
0 449+26 303+19 21,6+5,5 19,0+6,5
+ 10 454+24 312+20 22,1+3,4 19,7+4,5
+20 450+10 304+10 22,1+2,4 23,8+2,4
* Химический состав (%) ЧШГ: 3,55 — 3,6 С, 2,18-2,56Si, 0,005-0,16 Мп, 0,014 —
0.052Р, 0,018—0,024 S, 0,024 —0,045 Mg. Чугун марки GGG 40 (стандарт ФРГ DIN 1693
1973) соответствует ЧШГ марки ВЧ 40 по ГОСТ 7293 — 85.
Ползучесть ферритных и перлитных ЧШГ при сжатии и рас-
тяжении приблизительно одинакова.
Характер изменения ударной вязкости ЧШГ при повышении
температуры показан на рис. 4.5.
При отрицательных температурах наиболее пластичны и
вязки ферритные ЧШГ марок ВЧ35 и ВЧ40. Данные о стати-
стически осредненных значениях и разбросе показателей меха-
нических свойств хладостойких ферритных ЧШГ в области тем-
ператур от 4-20 до —196 °C приведены в табл. 4.58—4.60.
Величины пределов прочности и текучести ферритного ЧШГ
линейной возрастают при снижении температуры от +50 до
—150 °C, а относительное удлинение почти не зависит от тем-
пературы вплоть до —125 °C (у ферритного ЧПГ до
— 150 °C) [39].
Ферритный ЧШГ имеет существенно более высокую вязкость
разрушения при температурах до -100 °C по сравнению с фор’
ритпыми ЧВГ и 411Г. Однако, начиная с температуры -125 °C
и ниже, ферритный ЧШГ уступает по вязкости разрушения
ЧВГ, а при температуре —150 °C и ферритному ЧПГ [39]. По-
вышение содержания кремния приводит к некоторому увеличе-
255
ТАБЛИЦА 4.59.
УДАРНАЯ ВЯЗКОСТЬ ФЕРРИТНОГО ЧШГ МАРКИ GGG 40
В ОБЛАСТИ ТЕМПЕРАТУР ОТ +20 до — 196 ®С 140]
Темпера- тура, °C КС, кДж/м’ Темпера- тура, 5С КС, кДж/м3,
X А ^min max X А *min *max
—196 80 25 60 150 —70 640 249 180 930
—150 140 78 70 290 —60 710 162 550 1000
—140 120 32 80 160 —50 650 208 360 960
—130 190 120 100 400 —40 730 156 590 950
—120 260 194 60 530 —30 810 264 270 940
—НО 330 274 60 750 —20 660 235 370 930
—100 330 214 70 680 —10 740 182 520 1010
—90 400 152 150 560 0 870 118 720 1020
—80 500 243 210 870 + 10 970 277 600 1450
+20 750 174 550 1100
Примечание. X — среднее арифметическое. А — среднеквадратичное откло-
нение. Xmjn, ^max— соответственно минимальное и максимальное значение КС. Хими-
ческий состав (%) ЧШГ: 3,6Соб, 2,2—2,6Si, 0,005—0,16Мп, 0,014—0,052Р, 0,018—0.024S,
0,024—0,045Mg. Чугун марки GGG 40 (стандарт ФРГ DIN 1693 1973) соответствует ЧШГ
марки ВЧ 40 по ГОСТ 7293—85.
нию показателей ав, По,2, НВ и значительному снижению пла-
стичности и вязкости при отрицательных температурах
(табл. 4.61).
Значения ударной вязкости хладостойкого ферритного ЧШГ
с различным количеством остаточного перлита в структуре (раз-
ТАБЛИЦА 4.60.
УДАРНАЯ ВЯЗКОСТЬ ФЕРРИТНОГО ЧШГ* В ОБЛАСТИ
ТЕМПЕРАТУР ОТ +20 до —70 °C [40]
Темпера- тура, ' С KCU, кДж/м3, для чугуна марок Темпера- тура, °C KCU, кДж/м3, для чугуна марок
GGG 40.3 GGG 35.3 GGG 40.3 GGG 35.3
+20 165+17 180+10 —30 114+27 170+0
+ 10 154+11 185+5 —40 116+33 165+5
0 155+18 190+10 —50 94+25 150+20
— 10 142+22 180+0 -60 80+16 125+15
-20 133+26 180+10 —70 66+17 85+5
* Химический состав (%) ЧШГ: 3,6С, 2.18-2.56SI, 0,005-0,18Мп, 0,014 — 0,052Р,
0,018—0,024S, 0,024—0,045Mg. Чугуны марок GGG 40. 3 и GGG 35.3 (стандарт ФРГ D/Л/1693
1973) эквивалентны ЧШГ марок соответственно ВЧ 40 и ВЧ 35 по ГОСТ 7293 — 85.
256
ТАБЛИЦА 4.61.
ВЛИЯНИЕ ТЕМПЕРАТУРЫ* НА МЕХАНИЧЕСКИЕ
СВОЙСТВА ФЕРРИТНОГО ЧШГ С РАЗЛИЧНЫМ СОДЕРЖАНИЕМ КРЕМНИЯ [29]
Si, % ав, МПа, а0>2. МПа б, % НВ
2,3 500/400 280/360 23/23 140/165
3,5 600/530 400/490 20/7,5 180/310
* В числителе при 4-20 °C, в знаменателе — при —100 °C.
ТАБЛИЦА 4.62.
УДАРНАЯ ВЯЗКОСТЬ ХЛАДОСТОЙКОГО ФЕРРИТНОГО
ЧШГ ПРИ ТЕМПЕРАТУРАХ ДО —100 °C [41]
КС, кДж/м2 при температуре испытаний, СС Остаточ- ный перлит, % КС, кДж/м2 при температуре испытаний, Остаточ- ный перлит, %
4-20 —60 -80 —100 4-20 —60 -80 -100
1120 1070 925 580 4—6 1200 1160 1090 260 5—7
1310 1190 1300 1060 1240 940 890 940 1—2 2—3 ( 1300 1280 1220 1210 0—2
ТАБЛИЦА 4.63.
ВЛИЯНИЕ ФОРМЫ ГРАФИТА НА МЕХАНИЧЕСКИЕ
СВОЙСТВА ЧУГУНА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [42]
Форма графита в чугуне т, °C ав, МПа со 2, МПа КС, кДж/м2 б, % Мъ %
Вермикулярная +20 410 288 627 11,3 8,9
0 351 249 461 10,3 2,2
—20 372 287 392 9,5 2,0
—40 491 346 235 9,3 2,0
—60 432 383 108 8,0 1,3
Неправильная +20 486 289 480 5,0 7,4
и разорванная 0 526 313 412 4,5 1,6
—20 479 295 314 3,7 1,6
40 579 319 245 5,1 1,4
—60 530 356 78 3,3 0,8
Правильная и не- 20 410 291 — 21,0 16,0
правильная 0 424 318 333 19,2 14,7
—20 405 280 265 17,0 7,1
—40 502 360 118 15,3 7,1
—60 504 348 78 11,7 1,9
Шаровидная 1 20 478 341 1450 19,0 11,0
0 422 298 1450 20,6 11,8
-20 455 343 1372 19,2 10,7
—40 457 344 1352 19,0 9,0
-60 477 258 1039 17,1 8,5
9 Заказ № 1555
257
ТАБЛИЦА 4.64.
ВЛИЯНИЕ СТРУКТУРЫ МЕТАЛЛИЧЕСКОЙ ОСНОВЫ
НА МЕХАНИЧЕСКИЕ СВОЙСТВА ЧШГ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [42]
Матрица т, с V МПа а0.2- МПа КС | кси 6, % Ф, % НВ
КД: к/м2
Феррит +20 408 268 1774 353 22,8 12,5 124
0 448 300 1490 343 18,6 9,9 124
—20 463 313 1401 314 19,0 9,7 126
—40 440 315 784 137 16,6 8,6 137
—50 446 303 1176 255 15,8 7,5 139
—60 444 344 1284 157 14,6 8,3 137
Феррит + перлит +20 — — 500 — — — 235
0 790 489 343 — 1,3 1,2 235
—20 835 498 235 — 3,3 1,0 212
—40 773 571 108 — 1,0 — 207
—50 836 545 304 — — — 228
—60 796 554 235 — 2,0 1,0 223
Перлит +20 — — 187 — 0,7 0,2 311
0 131,1 1269 167 — — — 321
—20 126,3 1146 137 — — — 321
—40 109,1 873 108 — — — 321
—50 115,0 950 157 — — — 286
—60 119,3 982 98 — — — 311
работка ИПЛ АН УССР) при температурах до —100 °C при-
ведены в табл. 4.62. Чугун выплавлен с использованием окаты-
шей и не содержит марганца и титана.
Механические свойства, особенно показатели пластичности и
вязкости (КС, б, ф), высокопрочных чугунов при отрицатель-
ных температурах сильно зависят от формы графита и типа ме-
таллической основы (табл. 4.63 и 4.64).
4.4. ФИЗИЧЕСКИЕ СВОЙСТВА
Плотность ЧШГ определяется условиями его кристаллизации и
зависит от количества и соотношения структурных составляю-
щих сплава. Данные [69] о плотности (у) ЧШГ с различной мат-
рицей приведены ниже:
Матрица V, кг/м'
Ферритная.......... 7100—7200
Перлитная ......... 7200—7300
Бей нити а я ...... 7250 -7350
Наибольшее влияние на плотность ЧШГ оказывают включе-
ния графита. Поэтому увеличение в сплаве количества углерода
и кремния способствует уменьшению его плотности. При увели-
чении количества в структуре ЧШГ цементитной составляющей
258
ТАБЛИЦА 4.65.
ТЕПЛОЕМКОСТЬ (с) СТРУКТУРНЫХ СОСТАВЛЯЮЩИХ
НЕЛЕГИРОВАННОГО ЧУГУНА [69, 70]
с, кДж/(кг-К), при температуре, К
Составляющая 373 473 673 873 1173
Аустенит 0,5020
Феррит 0,4605 0,5020 0,5443 0,5681 0,7117
Цементит 0,6280 0,6280 0,6280 0,6699 0,7117
Графит 0,8373 0,9211 1,1304 1,2979 1,5072
плотность ЧШГ возрастает и приближается к плотности белого
чугуна. Плотность ЧШГ близка к плотности углеродистой стали
и несколько больше, чем у ЧПГ с одинаковой металлической
основой.
ТАБЛИЦА 4.66
ТЕПЛОЕМКОСТЬ ЧУГУНА* И ЕГО СТРУКТУРНЫХ
СОСТАВЛЯЮЩИХ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [71, 72]
Температура, К с, кДж/(кг К) для ЧШГ и структурных составляющих
ЧШГ графит цементит феррит
273 0,636 0,599 0,440
373 — 0,963 0,632 0,481
473 — 1,130 0,645 0,523
523 0,559 — — 0,544
573 — 1,340 0,649 0,565
623 0,548—0,553 — — 0,586
673 — 1,507 0,653 0,611
723 0,553—0,559 — — 0,641
773 — — 0,657 0,670
823 0,586—0,624 — — 0,712
873 0,641—0,729 1,650 0,662 0,762
923 0,762—1,009 — — 0,825
973 1,001—1,252- — 0,666 0,896
1028 1,114—1,273 — 0,666 1,206
1073 0,871—1,051 1,830 — 0,804
1123 0,758—0,825 — — 0,733-
1173 0,695-0,699 — — 0,795
1223 0,636-0,666 — — 0,590
1273 0,595—0,649 1,884 0,607
1323 0,607—0,636 — 0,620
1473 0,565—0,599 — — 0,666
1523 0,521-0,599 — 0,678
1573 0,544—0,607 1,968 — 0,691
* ЧШГ имели следующий химический состав, %: 2,80—3.72С: 1,41—2.02S1: 0.63 —
0,88Мп; 0.I2-0.88P; 0,023-0,080S.
9*
259
ТАБЛИЦА 4.67
ТЕПЛОПРОВОДНОСТЬ ПЕРЛИТНОГО (ЧИСЛИТЕЛЬ)
И ФЕРРИТНОГО (ЗНАМЕНАТЕЛЬ) ЧУГУНОВ С РАЗЛИЧНОЙ ФОРМОЙ ГРАФИТА
[9]
Чугун Химический состав, % 1, Вт/(м К) при температуре, К
Соб Si Ni Mg 373 673
ЧШГ 3,22 2,44 1,35 0,056 31 30
3,52 2,05 0,05 0,066 39 38
ЧПГ 3,18 2,08 — 49 40
3,18 2,08 53 44
Теплоемкость чугуна зависит от температуры и количества
структурных составляющих. Химический состав, форма графи-
товых и цементитных включений и их дисперсность на теплоем-
кость практически не влияют (табл. 4.65 и 4.66). С повышением
температуры теплоемкость графита существенно возрастает и
изменяется незначительно для феррита и цементита. Теплоем-
кость чистого железа (феррита) меньше, чем у структурных со-
ставляющих цементита и графита.
Теплопроводность ЧШГ. Среди структурных составляющих
чугуна графит имеет наибольшую теплопроводность. Теплопро-
водность чугуна зависит не только от количества графита, но и
от формы графитовых включений; ЧШГ менее теплопроводен,
чем ЧПГ (табл. 4.67).
Увеличение количества цементита (перлит в сравнении с фер-
ритом) в ЧШГ сопровождается несущественным снижением его
теплопроводности. Влияние обычно присутствующих и легирую-
щих элементов в чугуне на теплопроводность оценивают по их
влиянию на графитизацию сплава, структуру и дисперсность
фаз: графитизирующие элементы повышают, а карбидообра-
зующие— понижают теплопроводность ЧШГ.
Температуропроводность ЧШГ при нормальной температуре
почти в два раза ниже, чем у ЧПГ. Независимо от формы гра-
фита коэффициент температуропроводности чугуна при повыше-
нии температуры уменьшается (табл. 4.68). Наиболее сущест-
венно температуропроводность зависит от формы графитовых
включений при повышении температуры до 473 К. При темпера-
турах выше 873 К влияние формы графита на температуропро-
водность чугунов заметно ослабевает.
Электросопротивление ЧШГ является структурночувствитель-
ным свойством материала и зависит от многих факторов: хи-
мического состава, количества и соотношения фаз мсталличе-
260
ТАБЛИЦА 4.68
КОЭФФИЦИЕНТ ТЕМПЕРАТУРОПРОВОДНОСТИ ЧУГУНА [75]
а10~®, м2/с, при температуре, К
Чугун 293 473 673 873 1073
ЧШГ 10—12 9-11 7—8 5,5—6,5 5,0—5,6
ЧВГ 12—14 10—12 8—9 6,0—7,0 5,5—6,5
ЧПГ 18—23 14—16 9—11 6,2—7,5 5,8—7,0
ТАБЛИЦА 4.69
ЭЛЕКТРОСОПРОТИВЛЕНИЕ ЧУГУНОВ С РАЗЛИЧНОЙ ФОРМОЙ ГРАФИТА [54]
Химический состав, %
Чугун с Si Мп S Р
ЧШГ: перлитный ферритный ферритный ферритный ЧПГ: перлитный перлитный ферритный ферритный ферритный 2,90 2,84 3,64 3,04—3,25 3,12 3,37 3,09 3,35 2,92—3,60 2,61 2,61 1,41 1,46—2,40 2,22 2,04 2,22 2,04 1,24—2,36 0,72 0,72 0,30 0,24—0,25 0,67 0,52 0,67 0,52 0,013 0,013 0,019 0,012—0,014 0,067 0,065 0,067 0,065 0,072—0,116 0,044 0,044 0,017 0,021—0,022 0,130 1,030 0,130 1,030 0,063 0,118
Продолжение
Чугун Химический состав, % р!0~в, Ом м
Ni Сг Mg
ЧШГ: перлитный ферритный ферритный ферритный ЧПГ: перлитный перлитный ферритный ферритный (кфрнтиый 2,18 2,23 0,03 0,67-0,72 0,31 0,31 0,25 0,25 0,130 0,130 0,028 0,039—0,055 0,71 0,58 0,39 0,407—0,508 0,73 0,85 0,71 0,77 0,76-1,49
261
ской основы, формы и размеров графитовых и других неметал-
лических включений (табл. 4.69). Увеличение количества цемен-
титной составляющей в структуре чугуна сопровождается воз-
растанием сопротивления. При одинаковой металлической ос-
нове увеличение количества графита способствует возрастанию
электросопротивления. При этом первостепенное влияние на из-
менение величины электросопротивления оказывает форма гра-
фитовых включений — ЧШГ имеет значительно меньшее сопро-
тивление, чем ЧПГ с аналогичной металлической основой.
Кремний и углерод в чугуне наиболее существенно влияют
на количество и размер графитовых включений, увеличение со-
держания этих элементов в сплаве способствует увеличению
электросопротивления и наоборот.
Никель и алюминий по мере возрастания их концентрации
повышают удельное электросопротивление [9]. Фосфор способ-
ствует увеличению электросопротивления, причем его влияние
с возрастанием температуры усиливается [74].
Магнитные свойства ЧШГ зависят от химического состава
и количественного соотношения структурных составляющих
(табл. 4.70).
ТАБЛИЦА 4.70
МАГНИТНЫЕ СВОЙСТВА* ЧШГ [54, 76]
ЧШГ Химический состав, %
С Si Мп S Р Ni
Перлитный 2,90 2,61 0,72 0,013 0,044 2,18
Ферритный 2,84 2,61 0,72 0,013 0,044 2,23
Ферритный 3,64 1,41 0,30 0,019 0,017 0,03
♦ Вг — остаточный магнетизм, Нс — коэрцитивная сила, — потери на гистере-
зис, ц — магнитная проницаемость.
Продолжение
ЧШГ Химический состав, % Вг, Тл нс. Л/м wh- Дж/м’ ц-10“в, Гн/м
Mg с связ
Перлитный 0,130 0,72 0,540 915 3039 364
Ферритный 0,130 0,19 0,464 199 700 1445
Ферритный 0,028 0,06 0,6065 119 450 2589
262
ТАБЛИЦА 4.71
СРЕДНИЙ КОЭФФИЦИЕНТ ЛИНЕЙНОГО РАСШИРЕНИЯ
НЕЛЕГИРОВАННОГО ЧШГ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ ИСПЫТАНИЙ
(ПО ДАННЫМ Э. В. ЗАХАРЧЕНКО, В. Н. СЕМЕНЕНКО)
Интервал темпера- тур, °C а«10®, °C-1, для матрицы ♦ Интервал темпера- тур, °C а-10®, °С“‘, для матрицы*
1 2 3 4 1 2 3 4
100—200 12,48 13,57 13,33 12,43 600—700 11,66 13,15 15,33 13,61
200—300 12,30 12,99 13,96 13,05 700—А® 12,19 14,08 15,13 14,07
300—400 11,96 12,05 14,42 12,11
400—500 13,38 13,27 15,05 13,33 А н А к Лс 71 с —2,33 5,55 —3,99 9,97
500—600 12,90 13,59 15,78 11,66 А*- 900 20,00 27,99 33,88 25,55
* 1 — перлит зернистый + феррит (литое состояние); 2 — феррит + остаточный
перлит (после высокотемпературного отжига); 3 — перлит пластинчатый + остаточный
феррит (после нормализации); 4 — перлит зернистый + остаточный феррит (после норма*
лизации и отжига). ЧШГ содержит 3,5 % Со^, 2 % Si, 0,4 % Мп, 0,06 Р и 0,037 % Mg.
А« и А* — температуры соответственно начала и конца эвтектоидного превращения при
нагреве. Для структур /, 2, 3 н 4 и а£ равны 771, 755, 787, 764 °C и 836, 800в
807, 809 °C соответственно.
Магнитная индукция возрастает при увеличении размеров
графита, причем при больших значениях напряженности маг-
нитного поля более медленно, чем при малых значениях напря-
женности [54, 76].
Влияние химических элементов, присутствующих в ЧШГ, на
магнитные свойства проявляется опосредственно, через их влия-
ние на графитизацию и ферритизацию. Например, увеличение
содержания кремния в ЧШГ сопровождается возрастанием маг-
нитной проницаемости и уменьшением потерь на гистерезис и
магнитной индукции [54, 76].
Увеличение температуры ЧШГ сопровождается вначале
медленным, а затем более быстрым уменьшением намагничен-
ности насыщения, коэрцитивной силы и потерь на гистерезис,
а также увеличением магнитной проницаемости [77].
Нелегированный ферритный ЧШГ магнитно-мягкий мате-
риал с высокими значениями магнитной проницаемости, намаг-
ниченностью насыщения в магнитных полях различной напря-
женности и относительно малыми гистерезисными потерями
в переменных нолях [76]. Магнитно-мягкие характеристики
ЧШГ ниже, чем низкоуглеродистой стали, однако магнитопро-
воды из ЧШГ более просты в изготовлении и меньше подверга-
ются пластическим деформациям, вызывающим рост коэрци-
тивной силы, поэтому потери магнитных характеристик магнп-
топроводов из ЧШГ меньше, чем из стали.
263
Коэффициент линейного расширения (а) повышается при
возрастании температуры от комнатной до точки начала эвтек-
тоидного превращения, а в интервале температур Асн — Аск
резко снижается (табл. 4.71). При дальнейшем повышении тем-
пературы нагрева наблюдается резкое увеличение а. Скачок а
при эвтектоидном превращении оказывает решающее влияние
на долговечность ЧШГ в условиях термоциклирования при тем-
пературах выше точки Асн.
4.5. СЛУЖЕБНЫЕ СВОЙСТВА
4.5.1. ИЗНОСОСТОЙКОСТЬ
Характеристики ЧШГ с различной металлической основой и не-
которых сплавов, использованных при исследовании износостой-
кости в табл. 4.72, а данные об износе различных пар трения —
в табл. 4.73.
При прочих равных условиях минимальной износостойкостью
обладает ЧШГ с ферритной основой. Увеличение количества
перлитной составляющей в чугуне сопровождается значитель-
ным увеличением износостойкости (табл. 4.74). При этом чугун
с мелкодисперсным пластинчатым перлитом имеет большую
износостойкость, чем ЧШГ с зернистым перлитом [11, 84]. Еще
выше износостойкость ЧШГ с бейнитной матрицей (табл. 4.75).
Износостойкость материалов зависит от уровня механиче-
ских свойств и, обычно, повышается с увеличением твердости.
Поэтому износостойкость ЧШГ с перлитно-бейнитной и бейнит-
ТАБЛИЦА 4.72
ХАРАКТЕРИСТИКА СПЛАВОВ, ИСПОЛЬЗОВАННЫХ ПРИ ИССЛЕДОВАНИИ
ИЗНОСОСТОЙКОСТИ [88]
Сплав Структура Обозначение сплава Твердость МПа
ЧШГ: Феррит ЧШГ6 207—212ЯВ 480
Перлит ЧШГ4 255ЯВ 500
Перлит + феррит ЧШГ5 241—255ЯВ 540
Мартенсит ЧШГ11 55ЯЯС —
ЧПГ: Перлит ЧПГ 217—241 НВ 280—320
Перлит + цементит ЧПГот 429—ШНВ
Троостит ЧПГз 41—WHRC —
Сталь 40Х: Феррит + перлит Ст.40Х 262—293ЯВ 700
Троостит Ст.40Х3 420/7В —
Сталь 20 Мартенсит Ст.20ц 58ЯЯС —
Сталь 45 Сорбит Ст,453 33HRC —
Сталь ШХ15 Мартенсит Ст.Шх—153 G3HRC —.
Сталь 110Г13Л Аустенит Ст.ЛГ—133 233НВ —
Сталь ЗОСГ Троостит + сорбит Ст.ЗОСГэ 2ЮНВ —
264
ТАБЛИЦА 4.73
СРЕДНИЙ И ОТНОСИТЕЛЬНЫЙ ИЗНОС*1 ОБРАЗЦОВ
И ПАРЫ ТРЕНИЯ [88]
Материал втулки *2 Износ втулки Материал пальца Износ пальца Износ пары трения
мг % мг % мг %
Сухое трение*3
ЧШГ4 1,7 11,3 ЧШГ4 1,3 8,5 3,0 9,9 10,5
ЧШГ5 1,5 11,3 ЧПГ, 1,5 9,8 3,2
Ст .20ц ЧШГ5 1,8 0,8 12,0 5,3 ЧПГ, Ст.45, 2,2 3,2 14,3 20,8 4,0 4,0 13,2 13,2
Ст. 20ц 1,5 10,0 Ст.20ц 3,4 22,1 4,9 16,1
Сг «20ц 1,3 8,7 ЧШГ4 7,0 45,5 8,3 27,3 32,9
ЧЩГ4 8,5 56,6 ЧПГ, 1,5 9,8 10,0
Ст.40Х3 9,7 64,6 ЧПГ, 0,7 4,5 10,4 34,2
ЧПГОТ 9,0 60,0 Ст.20ц 1,8 11,7 10,8 35,6 75,7
Ст.ЗОиРд 15,5 103,3 Ст.20ц 7,5 48,8 23,0
Ст. ЛГ—1 3g 15,0 100,0 Ст.ЛГ—13, 15,4 100,0 30,4 100,0
ЧШГ4 13,5 9,0 ЧПГ 44,0 28,5 57,5 189,0
ЧПГ 58,8 392,0 ЧПГ 24,1 155 82,9 272,0 302,0
ЧШГ6 62,8 418,6 ЧШГ5 29,1 188,9 91,9
ЧШГ6 77,5 516,6 ЧШГ6 47,0 305,2 124,5 408,0
Трение с абразивом
чшгп 30,7 98,3 чшгп 53,8 54,4 84,5 65,0 70,5
Ст .ЗОСГд 17,0 54,5 ЧПГз 74,5 75,2 91,5
ЧШГ4 38,1 122,0 ЧШГ4 60,6 61,2 98,7 75,5
ЧШГ5 18,7 60,0 Ст.ЛГ—133 81,5 82,3 100,2 77,0
Ст .40Хд 10,6 34,0 Ст.ШХ—153 95,6 96,5 106,2 81,7
Ст .ЗОСГд 41,5 133,5 Ст.40Х3 67,4 68,0 108,9 83,7
Ст.40Х3 26,6 85,3 ЧШГ5 87,4 88,2 114,0 87,7
Ст .40 Хд 38,3 122,5 Ст.40Х3 82,8 83,4 121,1 93,0
ЧШГ5 24,7 79,2 Ст.20 ц 96,8 97,8 121,5 93,3 93,4 96,3
СТ.ЗОСГд 55,8 179,0 ЧШГ6 65,6 66,2 121,4
Ст.ШХ—15д 17,0 54,5 Ст.ШХ—15д 108,1 109,2 125,1
Ст.40Х 18,1 58,0 Ст.ЛГ— 1 Зд 111,5 112,5 129,6 95,5
Ст. Л Г—133 31,2 100 - Ст. Л Г— 1 Зд 99,1 100,0 130,3 100,0
ЧШГ4 67,6 216,3 Ст.40Х3 70,7 71,3 138,3 106,0
ЧШГ5 43,2 138,2 Ст.40Х3 98,7 99,6 141,9 108,5
Ст. Л Г 1 Зд 68,3 219,0 Ст.453 90,7 91,4 159,0 122,6
Ст .20ц 29,0 93,0 Ст.20ц 143,0 144,2 172,0 13,0
Ст .Л Г— 1 Зд 78,1 250,0 Ст.40Х3 98,0 99,0 176,1 135,0
Ст .40Хд 68,3 219,0 ЧШГ6 117,7 118,8 186,0 143,0
Ст .20ц 129,6 416,0 ЧШГ5 82,9 83,6 212,5 163,0 171,0 185,0
Ст. Л Г—1 Зд Ст.ЛГ—13Э 51,5 112,5 165,0 361,0 Ст. 20ц ЧШГ5 171,0 127,6 172,6 128,8 222,5 240,1
Ст. 20ц 136,1 437,0 Ст.453 106,8 107,8 242,9 186,5
За 100 % принят износ: образцов и пары трения Ст. ЛГ-138—Ст.ЛГ-13э в случаях
сухого трения и трения с абразивом; образцов и пары трения Ст.40Ха—Ст.40Ха при тре-
нии со смазкой. ♦’ Условное обозначение сплавов и их характеристики, приведенные
в табл. 4.71. Условия трения: Р 2,0 МПа, V 1 м/с, абразив — речной песок фрак-
ции 0,15 . . . 0,25 мм, смазка — автол 10.
265
Продолжение
Материал втулки *2 Износ втулки Материал пальца Износ пальца Износ пары трения
мг % мг % мг ?о
Трение со смазкой
ЧШГ4 0,4 5,3 ЧШГ4 0,5 16,2 0,9 8,9
ЧШГ5 0,5 6,7 ЧШГ5 1,0 32,4 1,0 14,2
ЧШГ4 1,8 24,0 ЧШГ5 1,0 32,4 2,8 26,4
ЧШГ4 1,3 17,3 ЧПГ3 1,7 55,0 3,0 28,3
Ст.ШХ—15з 0,7 9,3 Ст.ШХ—15э 2,4 77,5 3,1 29,2
ЧШГ6 2,1 28,0 ЧШГ5 1,4 45,3 3,5 33,0
ЧШГ5 0,6 8,0 ЧПГ3 2,9 93,6 3,5 33,0
ЧШГ5 0,4 5,3 Ст.40Х3 4,0 129,0 4,4 41,5
ЧПГ 1,4 18,7 ЧПГ 3,8 122,8 5,2 49,1
ЧШГ6 2,8 37,4 ЧПГз 2,9 93,6 5,7 53,8
ЧШГ6 6,7 89,3 ЧШГ6 0,9 29,1 7,6 71,7
ЧПГ 5,0 66,7 ЧПГ 2,9 93,6 7,9 74,5
ЧШГ4 4,2 56,0 ЧПГ 4,2 135,5 8,4 77,4
Ст.40Х3 7,5 100,0 Ст.40Х3 3,1 100,0 10,6 100,0
ЧШГ6 4,6 61,4 Ст.40Х3 11,6 374,0 16,2 152,8
ной структурой в несколько раз выше, чем у перлитного ЧШГ
[11].
Отдельные химические элементы влияют на износостойкость
ЧШГ, изменяя его структуру (табл. 4.76 и 4.77). Например,
влияние магния на износостойкость ЧШГ проявляется в увели-
чении микротвердости феррита (вследствие концентрации в нем
ТАБЛИЦА 4.74
ИЗНОС* ЧШГ С РАЗЛИЧНЫМ СОДЕРЖАНИЕМ ФЕРРИТА
В ПАРЕ СО СТАЛЬЮ 40 ПРИ НАГРУЗКЕ 10,9 МПа И СКОРОСТИ СКОЛЬЖЕНИЯ
1,57 м/с [84]
Содержание феррита в чугуне, % Износ ЧШГ и стали 40, Ю2 мг/(см2ч) Содержание феррита в чугуне, % Износ ЧШГ и стали 40, 102 мг/(см2-ч)
15 2,9 2,9 1,9 50 1,9 17,6 12,4
3,5 8,7 7,3 3,7 21,2 12,4
30 4,8 9,0 16,7
4,3 5,7 ПЛ
* Числитель ЧШГ, знаменатель — сталь 40.
266
ТАБЛИЦА 4.75
ИЗНОС ЧШГ С РАЗЛИЧНЫМ СОДЕРЖАНИЕМ БЕЙНИТА (И]
Содержание* бейнита, % Твердость НВ Износ, мкм Содержание* бейнита, % Твердость НВ Износ, мкм
229 20 50 322 1,6
15 269 6 60 346 1,4
20 301 5
• Остальное перлит.
ТАБЛИЦА 4.76.
ИЗНОСОСТОЙКОСТЬ С РАЗЛИЧНЫМ ЛЕГИРОВАНИЕМ [6]
Содержание легирующих элементов, % Относительная износостойкость (по сравнению с износостойкостью ВЧ 60) при различных условиях испытаний *
I п 111 1 1 IV V 1 VI
0,5 Р 1,07 1,14
4,0Si 1,27 1,03 1,08 1,06 1,05 1,05
4,7 Si 1,49 1,13 — 1,20 1,40 1,15
0,06 Sn — —. — — 1,20 1,02
1,0 Си — — 1,40 1,46 1,50 1,20
1,2 Ni — — 1,10 — 1,15 —
0,6 Mo 1,69 1,93 1,28 1,45 1,66 1,50
0,9 Mo 1,74 1,97 1,42 1,58 — 1,68
• Характеристика условий испытаний: I — ролик из закаленной стали — чугун-
ная колодка, без смазки, Р = 3,0 МПа, V » 0,31 м/с; II — ролик из закаленной стали —
чугунная колодка, без смазки, Р = 7,5 МПа, V » 0,31 м/с; III — ролик из незакален-
ной стали — чугунная колодка со смазкой, Р = 7,5 МПа, V » 0,31 м/с; IV — ролик из
закаленной стали — чугунная колодка, со смазкой, Р = 7,5 МПа, V = 0,31 м/с; V —
испытания при возвратно-поступательном движении со смазкой, Р = 6,0 МПа. V «
= 0,4 м/с; VI — испытания при возвратно-поступательном движении со смазкой, содер-
жащей абразив, Р == 2,0 МПа; V ~ 0,06 м/с.
ТАБЛИЦА 4.77.
ВЛИЯНИЕ МАГНИЯ НА ИЗНОСОСТОЙКОСТЬ ЧШГ [87]
Mg, % Износ ♦ г/сма‘10“® Коэффи- циент трения Mg, % Износ • г/сма-10~5 Коэффи- циент трения
ролика коло- дочки ролика коло- дочки
0,20 9,08 12,17 0,08 0,12 12,00 12,17 0,09
0,16 12,12 12,30 0,08 0,10 12,00 12,30 0,10
0,14 11,30 12,15 0,09
• р 10,0 МПа; V •« 1 м/с, т 10 ч; сухое трение.
9А7
карбидов магния и образования метасиликатов) и в формиро-
вании эвтектики, обогащенной по границам зерен фазами повы-
шенной твердости. ЧШГ перлитного класса имеют максималь-
ную износостойкость при содержании 0,05—0,08 % Mg [11, 88].
4.5.2. ТЕРМОСТОЙКОСТЬ
При термоциклировании с высокими скоростями охлаждения
(например, охлаждение в воде) лучшими по термостойкости яв-
ляются ЧПГ, со средними скоростями охлаждения — ферритные
ЧШГ и ЧВГ. Перлитные ЧШГ используют только при темпера-
турах до 450—500 °C, т. е. тогда, когда перлит не распадается
вследствие нагрева. Наибольшую термостойкость имеют ЧШГ
с ферритно-перлитной структурой [43].
4.5.3. ЖАРОСТОЙКОСТЬ
В отличие от ЧПГ, где рост обусловлен процессами графитиза-
ции и внутреннего окисления, рост ЧШГ связан в основном
с графитизацией [44].
При температурах до 820 °C Ф-ЧШГ не имеют роста. П-ЧШГ
и Ф-П-ЧШГ при таких температурах растут вследствие графити-
зации. Теоретический максимум роста около 1 % для полностью
перлитной структуры. Действительная величина роста составляет
0,25—0,5 % при длительных выдержках.
Рост всех типов ЧШГ при температуре выше 820 °C может
быть значительным, особенно в случае тонкостенных отливок
из 77-ЧШГ. Рост отливок с толщиной стенок менее 12 мм со-
ставляет ~1 % при выдержке 1—2 ч при 980 °C, при толщине
стенок свыше 12 мм рост равен 0,5 %.
Интенсивность роста ЧШГ зависит от размера графита. Мак-
симальную скорость роста имеет ЧШГ с крупным ШГ (Afr =
ТАБЛИЦА 4.78.
ПОКАЗАТЕЛИ ОКИСЛЕНИЯ ФЕРРИТНОГО ЧШГ (ПРОТОЧНЫЙ ВОЗДУХ,
815 °C. 500 ч) [13]
Содержание легирующих элементов, % Прирост массы •» мг/сма Глубина окисле- ния, мкм
2,8 Si 119,9 470
4,0 Si; 0,8 Al 6,3 90
4,2 Si; 1,9 Mo; 0,6 Al 22,8 150
3,8 Si; 2,0 Mo; 1,0 Al 15,2 90
4,0 Si; 2,0 Mo; 0,9 Al 6,2 70
* Указан чистый прирост массы (окисление минус обезуглероживание).
268
85 мм-2) вдвое ниже с мелким ШГ (N г = 657 мм-2) [91]. Раз-
личие скоростей роста обусловлено тем, что путь диффузии уг-
лерода в матрице значительно больше в случае крупного ШГ.
Нелегированные и низколегированные ЧШГ имеют высокую
сопротивляемость окислению до 650 °C. При более высоких
температурах необходимо легирование кремнием.
Влияние легирования на окисление ферритных ЧШГ пред-
ставлено в табл. 4.78.
4.5.4. КОРРОЗИОННАЯ СТОЙКОСТЬ
Атмосферная коррозия. Потери от коррозии чугунов не превы-
шают 120 мкм в год даже в наиболее агрессивных промышлен-
ных атмосферах, что обусловлено защитными свойствами про-
дуктов коррозии на поверхности чугунных деталей [13]. По
коррозионной стойкости в атмосфере ЧШГ значительно превосхо-
дят стали, в том числе легированные медью (табл. 4.79). В ус-
ловиях морской атмосферы ЧШГ несколько уступают ЧПГ.
Водная коррозия. Чугуны обладают очень высокой сопротив-
ляемостью водной коррозии. В табл. 4.81 приведены данные
о коррозии ЧШГ в сравнении с другими типами чугунов и
сталью в морской воде. Аэрирование вызывает усиление корро-
зии даже в дистиллированной воде (табл. 4.80).
При скоростях движения морской воды до 5,7 м/с различие
в коррозионной стойкости ЧПГ и ЧШГ невелико. Ферритные
ЧШГ менее стойкие по сравнению с перлитными ЧШГ в потоке
морской воды, движущемся со скоростью 8,2 м/с.
Ввиду относительно низкой коррозионной стойкости ЧПГ
в морской воде его широко заменяют на ЧШГ для таких дета-
лей морского назначения, как станины машин, корпуса клапа-
нов, сосуды, трубопроводы танкеров и т. д.
ТАБЛИЦА 4.79.
СКОРОСТЬ АТМОСФЕРНОЙ КОРРОЗИИ чшг
И ДРУГИХ СПЛАВОВ [13]
Скорость коррозия в различных атмосферах, мг/дмэ/День
ипл а в сельская городская промышленная морская
Сталь мягкая 25 15-19 —'
Сталь 10 12 — — 24 24-32 — 36 27
ЧПГ — — 14—21 — — — 32 11—12 — 6
Белый чугун — — 1-3 — — — 13 — — — —
Ферритный КЧ 6—7 33 ——. 21 49 10—19 — —- 33-56 — 9—12
Перлитный КЧ 5 — —, —— — 11 — —— — — 10
Ферритный ЧШГ 9 — — —— 12 — — — — 16
Перлитный ЧШГ 6 — — — — 13 — — — 9 10
2G9
ТАБЛИЦА 4.80.
ВЛИЯНИЕ АЭРИРОВАНИЯ ВОДЫ НА СКОРОСТЬ КОРРОЗИИ ЧШГ [13]
Сплав Потери массы за 380 дней, мг/см2/день
аэрированная вода спокойная дистилли- рованная вода
морская естествен- ная морская искусст- венная дистилли- рованная
ЧШГ (1,5 % Ni) 15,6 15,6 18,9 5,9
ЧШГ (делегированный) 15,3 15,8 19,1 6,1
ЧПГ (нелегированный) 17,0 19,4 19,3 6,3
Сталь (низкоуглероди- стая) 23,5 25,4 24,5 1 7,5 1
Почвенная коррозия. Долговечность чугунных труб в усло-
виях почвенной коррозии зависит от многих факторов (пористо-
сти почв, дренажа, наличия растворимых соединений в грунтовых
водах и т. д.). Питтинговая коррозия может заметно интен-
сифицироваться при нерегулярном контакте трубы с окружаю-
щей почвой, что требует достаточного уплотнения почвы под
трубой. В зависимости от условий коррозии скорость питтинга
чугунных труб составляет 0,05—1 мм/год [13].
Коррозионная стойкость в почве труб из ЧШГ и ЧПГ при-
мерно одинакова, однако потеря прочности меньше у ЧШГ
(табл. 4.82).
При замене ЧПГ на ЧШГ необходимо назначать толщину
стенок с учетом не только показателей прочности, но и скоро-
сти коррозии. Для агрессивных почв следует использовать вы-
соколегированные чугуны.
ТАБЛИЦА 4.81.
КОРРОЗИОННЫЙ ИЗНОС ЧШГ, ДРУГИХ ТИПОВ ЧУГУНОВ И СТАЛИ
В МОРСКОЙ ВОДЕ [13]
Страна Длитель- ность испыта- ний, мес Коррозионный износ сплавов, г/ма/день
П-ЧШГ Ф — ЧШГ КЧ Белый чугун ЧПГ Сталь
Великобритания 24 — — 1,6 — 1,2 —
ФРГ 6 1,0 2,1 — — 1,7 4,4
Франция 12,7 — 1,6 — — 1,7 2,4
фрр*1 7,3 1,4 0,5 0,9 0,65 0,6 1,6
США*2 36 5,5 — — — 1,6 —
41 Искусственная морская вода. ** Указана измеренная глубина питтинга: высокие
скорости питтинга свидетельствуют о необходимости различать среднюю скорость удале-
ния металла и интенсивность развития питтинговой коррозии.
270
Т А Б Л И Ц А 4.82.
ВЛИЯНИЕ ТИПА ПОЧВЫ НА КОРРОЗИОННУЮ СТОЙКОСТЬ И СНИЖЕНИЕ
ПРОЧНОСТИ ТРУБ ИЗ ЧПГ И ЧШГ [13]
Длитель- ность испытаний, лет Потеря массы мг/дма/день Максимальный питтинг, мкм/год Потеря прочности, %
ЧШГ ЧПГ ЧШГ ЧПГ ЧШГ (менее) ЧПГ
Зольная почва
3,7 12,2 10,6 875 875 10 20
5,9 15,9 16,0 800 800 10 30
7,9 12,5 13,8 675 700 10 31
9,4 10,6 Н,7 450 550 10 27
13,5 9,3 11,3 275 500 15 40
Щелочная почва
3,7 7,2 5,4 550 400 10 10
6,0 4,3 3,2 325 250 10 10
8,0 3,2 2,3 250 350 10 24
9,9 2,3 1,6 250 225 15 42
12,0 2,6 2,2 200 250 15 41
14,0 2,4 1,9 225 325 9 39
Коррозия в кислотах. Нелегированные ЧШГ имеют низкую
сопротивляемость коррозии в минеральных кислотах слабой и
средней концентрации. Однако независимо от структуры мат-
рицы они превосходят ЧПГ при работе в концентрированных
кислотах [13]. Ферритные ЧШГ имеют лучшую коррозионную
стойкость по сравнению с перлитными ЧШГ.
Коррозия в щелочах. Коррозионная стойкость ЧПГ и ЧШГ
в щелочах одинакова. ЧШГ склонны к трещинообразованию
вследствие коррозионных напряжений в высокощелочных рас-
творах в большей степени, чем ЧПГ [13]. Добавка 3—5 % Ni по-
вышает сопротивляемость коррозии в щелочных растворах как
ЧШГ, так и ЧПГ.
Коррозия в солевых растворах. Скорость коррозии нелегиро-
ванных и никельсодержащих (1,5% Ni) ЧПГ и ЧШГ в 3,5 %-ном
растворе хлорида натрия, насыщенного воздухом и движущемся
со скоростью 5 м/мин, составляет 0,7—0,9 мм/год по данным
семидневных испытаний [13].
4.5.5. ГЕРМЕТИЧНОСТЬ
Герметичность чугунов характеризуется их способностью про-
тивостоять фильтрации жидкостей и газов и определяется глав-
ным образом формой графита, а также структурой матрицы.
271
ТАБЛИЦА 4.83.
ГЕРМЕТИЧНОСТЬ П-ЧШГ С РАЗЛИЧНОЙ СТЕПЕНЬЮ ШАРОВИДНОСТИ
ГРАФИТА [50]
Доля графита, % Скорость фильтрации, см3/мин Доля графита, % Скорость фильтрации, СМ3/МИН
шаровидного вермикуляр- ного шаровидного вермикуляр- ного
98 2 0,005 20 80 0,02—0,08
82 18 0,005 2 75 0,10—0,80
45 55 0,01—0,05 — — 2,60-2,80
В образцах с низкой герметичностью (давление протечки
1—2 МПа) усадочная микропористость не обнаруживается ни
визуально, ни просвечиванием рентгеновскими лучами, и влия-
ние технологических факторов на рассматриваемую характери-
стику металла очень велико. Герметичность чугунов в значи-
тельной степени зависит от состава шихтовых материалов,
скорости охлаждения отливки, материала формы, правильного
питания отливки, применения жестких форм, состава жидкого
чугуна (особенно по углероду и кремнию) [46—49, 52].
В таблице 4.83 приведены данные о влиянии степени сферо-
идизации графита на герметичность (скорость фильтрации
азота через образцы чугуна толщиной 1 ±0,05 мм при давлении
ЗМПа).
На рис. 4.6 приведены данные о герметичности чугунов с раз-
личной структурой и формой графита при испытании водой об-
разцов толщиной 0,8 мм [51]. Критерием герметичности явля-
лось давление, при котором на поверхности образца появилась
вода. Дальнейшее повышение давления приводило к разруше-
нию образца чугуна (гидропрочность). В случае ЧПГ давление
разрыва образца в 2—6 раз выше давления появления течи,
так как в металле имеются транзитные микропоры между вклю-
чениями графита и металлической матрицей, а также межден-
дритные сообщающиеся полости [45]. По мере повышения
степени сфероидизации графита герметичность по абсолютной ве-
личине приближается к гидропрочности, а при полностью ша-
ровидной форме графита эти величины практически совпадают,
т. е. герметичность равна гидропрочности. Предельные значения
гидропрочности без нарушения герметичности образцов для
ЧШГ —более 50 МПа (для ЧВГ —204-35 МПа) [52]. Для ЧШГ
и ЧВГ влияние структуры матрицы на герметичность, в сравне-
нии с формой графита, невелико, тогда как в ЧПГ этот фактор
имеет первостепенное значение для повышения герметичности
металла. Увеличение доли феррита в матрице уменьшает гер-
метичность чугуна. Поэтому легирующие компоненты (олово,
хром, никель, молибден), повышающие содержание перлита
272
Рис. 4.6. Влияние формы
графита на степень герме-
тичности чугунов
р,мпа
>25 мпа
s Ш Ш 4
О 25 50 75 100 75 50 25 О
ВГ, %
J________I_________I_______। ।
100
О 25 50 75 100
ШГ, %
в металлической основе, увеличивает в 2—4 раза герметичность
чугуна.
Высокая герметичность ЧШГ дает возможность широко при-
менять его для производства отливок ответственного назначе-
ния: головок цилиндров, корпусов, турбокомпрессоров, деталей
гидроаппаратуры, напорных труб, трубопроводной арматуры
и т. п.
4.6. ПРИМЕНЕНИЕ
ЧШГ используется во многих областях техники взамен литой и
кованой стали, серого и ковкого чугунов. Мировое производ-
ство ЧШГ превышает 7,5 млн. т в год, а к 2000 г. оно составит
около 20 млн. т [54]. К 2000 г. доля ЧШГ в выпуске чугунных
отливок и в общем производстве отливок из железных и неже-
лезных сплавов составит соответственно 35 и 31 % в США, 52,5
и 42,5 % в Японии.
Центробежнолитые трубы составляют половину мирового
тоннажа ЧШГ. Трубы из ЧШГ по механическим свойствам
почти одинаковы со стальными, а по долговечности превышают
последние в 3—8 раз в силу более высокой коррозионной стой-
кости. Они используются в напорных трубопроводах для воды,
нефти, разнообразных агрессивных жидких и газовых средах.
Номенклатура труб из ЧШГ охватывает широкий диапазон их
размеров: диаметр — от 50 до 2800 мм, длина — от 2000 до
8000 мм.
273
Т А Б Л И Ц А 4.84
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ ЧШГ В АВТОТРАКТОРНОМ
И СЕЛЬСКОХОЗЯЙСТВЕННОМ МАШИНОСТРОЕНИИ [55]
Марка ЧШГ Заменяемый исход- ный материал Наименование деталей
ВЧ 60; ВЧ 70 Прокат стальной Распределительные и коленчатые валы карбюраторных двигателей малофорси- рованных дизелей, крышки и стаканы подшипников, коробок передач и валов отбора мощности, лапки свеклоубороч- ных комбайнов и т. п.
ВЧ 45; ВЧ 50 Сталь литая Корпуса редукторов, барабаны, крон- штейны, бугели, тормозные колодки, корпуса подшипников и муфты комбай- нов, упоры пружины, диски катков и т. п.
ВЧ 50 Серый чугун не- легированный Блок-картеры, головки цилиндров, крышки коренных подшипников, кар- теры маховиков, корпуса распределите- лей, коробок передач, задних мостов и муфт сцепления, детали турбин, насосов и дождевальных агрегатов, выхлопные коллекторы и т. п.
ВЧ 40 Ковкий чугун Ступицы колес автомобилей, кронштей- ны, корпуса дифференциалов автомоби- лей, бортовых редукторов комбайнов, рычаги, корпуса подшипников опоры и головки зерноуборочных комбайнов, дер- жатели, накладки, колпаки культива- торов
По данным фирмы Georg Fisher (Швейцария) при изготов-
лении отливок напорных труб из ЧШГ вместо ЧПГ для транс-
портировки жидкостей масса труб снижается на 30%. В табл.
4.84 и 4.85 представлена номенклатура деталей, рекомендуемых
к переводу на ЧШГ в станкостроении, автотракторном и сель-
скохозяйственном машиностроении.
Номенклатура отливок из ЧШГ, освоенная в мировом авто-
мобилестроении: коленчатые и распределительные валы; блоки
цилиндров; кронштейны рессор, картера заднего моста, диффе-
ренциала, делителя и т. п.; шатуны, тормозные барабаны;
диски сцепления, маховики; выхлопные коллектора; крышки
подшипника; ступицы; зубчатые колеса; поршни; поршневые
кольца; корпуса турбин; сервопоршни; сервоцилиндры; кулаки
заднего моста; поворотные шкворни; водила планетарного ме-
ханизма конечной передачи; корпуса передней оси; рычаги по-
воротного кулака [53, 54].
ЧШГ — распространенный материал запорной и регули-
рующей арматуры, работающей в газовой и жидких средах
274
ТАБЛИЦА 4.85
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ ЧШГ В СТАНКОСТРОЕНИИ [б]
Назначение и условия работы деталей Типичные детали Марки ЧШГ
станков металло- и деревообрабаты- вающих, средств измерения линей- ных и угловых размеров машин кузнечно- прессовых и литей- ных гидропневмо- аппаратуры, редукторов и приводов
1 2 3 4 5
1. Базовые, корпусные и другие детали высокой прочности
и износостойкости
1.1 Детали, к которым предъ- Корпуса зажим- ных и поводковых Плиты подштам- повые гидравли- Водила мотор- редукторов и ВЧ 45 ВЧ 50
являются тре- бования высо- кой прочности патронов, корпу- са тисков, шпин- дели токарно-ка- русельных стан- ков и токарных полуавтоматов, звездочки, роли- ки, втулки лесо- рам, пол у муфты, диски ленточно- пильных станков и т. п. ческих прессов, поршни, диски тормоза и муф- ты, ползуны ме- ханических прес- сов, направляю- щие и плунжеры литейных машин и т. п. т. п.
1.2. Детали, к которым предъ- являются I^Tpe- бования повы- шенной износо- стойкости Детали суппорт- ной группы то- карно-винторез- ных станков, де- тали узла люль- ки; суппорты и корпуса бараба- нов управления зуборезных стан- ков, задние пли- ты и платформы столов агрегат- ных станков; са- лазки, столы, хо- боты фрезерных станков, ползуны, долбяки строгаль- ных и долбежных станков; наклад- ные направляю- щие металлооб- рабатывающих станков и т. п. Диски тормоза муфты и направ- ляющие кузнеч- но-прессовых ма- шин и автома- тов, буксы, коль- ца поршневые мо- лотов и т. п. Водила ВЧ 50 ВЧ 60 ВЧ 70
275
Продолжение табл. 4.85
1 2 3 4 5
1.3. Детали гидропневмо- смазочного обо- рудования, ра- ботающие при гидравлических давлениях свы- ше 20 МПа Корпуса зо- лотниковых распределите- лей и напор- ных золотни- ков, роторы и плунжерные втулки акси- ально и ра- диально-пор- шневых насо- сов и гидро- моторов и т. п. ВЧ 40 ВЧ 50
2. Базовые корпусные и др, детали, работающие под воздействием '
знакопеременных нагрузок
2.1. Детали, к которым предъ- являются тре- бования высо- кой прочности и пластичности 2.2. Детали гидро- и пнев- мосмазочного оборудования, работающие при гидравли- ческих давле- ниях свыше 20 МПа Рычаги, крон- штейны, вилки, скобы, валы втулки, фланцы металло- и де- ревообрабатыва- ющих станков, скобы калибров и микрометров, звенья цепи при резных деревооб- рабатывающих станков и т. п. Траверсы, шату- ны, крышки ша- тунов, поршни, гильзы цилинд- ров, плиты, сто- лы, муфты, шибе- ры механических прессов, буксы, шаботы, буксы компрессоров, поршни, головки и гайки шатунов прессов, стойки левые и правые, встряхивающие столы, пресс- поршни, поворот- ные плиты фор- мовочных машин, плиты подвиж- ные и стойки опор- ные кокильных машин и т. п. Корпуса и крышки насо- сов, гидромо- торов, клапа- нов и др. рас- пределитель- ной и контроль- по-регулирую- щей аппарату- ры: переход- ные плиты, корпуса нагне- тательных кол- лекторов и т. п. ВЧ 40 ВЧ 45 вчхо ВЧ^45
276
(кислотных, солевых и щелочных), в том числе при отрицатель-
ных температурах.
Во многих странах эксплуатируются туннельные сегменты
из перлитного ЧШГ для метрополитена и подземных дорог.
ЧШГ успешно используется для литья определенной но-
менклатуры деталей сменного металлургического оборудования:
сорто- и листопрокатных валков, изложниц массой до 10 т и
для прокатных и поковочных слитков, надставок и некоторых
других деталей.
Мировое производство бейнитных ЧШГ в настоящее время
невелико (около 20 тыс. т в 1986 г. [10]), однако именно эта
группа высокопрочных, высоковязких и высокоизносостойких
сплавов считается наиболее перспективной.
Бейнитные ЧШГ эффективно заменяют кованые стали, в том
числе цементованные, в производстве зубчатых колес (за ис-
ключением некоторых типов зубчаток, от которых требуется
исключительно высокая контактная усталостная прочность),
высоконагруженных износостойких деталей железнодорожного и
грузового автомобильного транспорта, сельхозмашин, горнодо-
бывающей техники [10, 54].
Потенциальная потребность только в зубчатых колесах из
бейнитных ЧШГ в США и Канаде составляет около 10 млн. т
в год [54]. Самые крупные зубчатые колеса из бейнитного ЧШГ,
освоенные в производстве, имеют массу до 250 кг при наруж-
ном диаметре 570 мм. Фирма Cummins (США) ежегодно выпу-
скает 50 тыс. редукторов с шестернями из бейнитного ЧШГ для
дизельных ДВС, что снизило производственные затраты на 30 %
по сравнению с кованой сталью.
Особо высокий технико-экономический эффект обеспечивает
производство из бейнитного ЧШГ коленвалов в автомобиле-
строении. Фирмы Форд Мотор и Крайслер (США) разработали
и с конца 1987 г. приступили к освоению технологии крупномас-
штабного производства коленвалов из бейнитных ЧШГ. Средние
значения предела выносливости коленвалов при ступенчатых
испытаниях на изгиб в случае бейнитного ЧШГ вдвое выше по
сравнению с высокопрочным перлитным ЧШГ. При одинаковой
конструкции коленвалы из бейнитного ЧШГ имеют на 40 %
выше о0,2» на 35 % выше сгв, на 10 % меньше массу и на 20 %
меньше модуль упругости при одинаковых показателях относи-
тельного удлинения и твердости.
277
4.7. МЕТАЛЛУРГИЧЕСКИЕ ОСНОВЫ ПОЛУЧЕНИЯ
ЧШГ РАЗНЫХ МАРОК
4.7.1. ПРИНЦИПЫ ВЫБОРА ХИМИЧЕСКОГО СОСТАВА
Кремний и углерод в наибольшей степени влияют на свойства
ЧШГ.
В таблице 4.86 приведены данные о содержании углерода и
кремния в составе нелегированных и низколегированных чугу-
нов, которые обеспечивают получение перлитной или ферритной
микроструктуры матрицы в литом состоянии при различной тол-
щине стенки отливки.
Высокоуглеродистые ЧШГ рекомендуются для тонкостенных
отливок. Сочетание высокого содержания углерода и низкого
кремния в тонкостенных отливках обеспечивает отсутствие
крупных карбидов в литой структуре и облегчает их устранение
при инокулировании или термической обработке. Для тонко-
стенных отливок рекомендуется [56] устанавливать следующие
значения содержания углерода ЧШГ при содержании кремния
^2,75% (числитель) и ^2,50 % (знаменатель):
Максимальная С, %
толщина
стенок, мм
Максимальная С, %
толщина
стенок, мм
3
6
12
4,35/4,40
4,05/4,10
3,85/3,90
25
50
>100
3,55/3,60
3,40/3,40
3,35/3,40
Марганец увеличивает склонность чугуна к образованию це-
ментита в отливках. Марганец увеличивает содержание перлита
в литой структуре ЧШГ.
ТАБЛИЦА 4.86.
РЕКОМЕНДУЕМЫЕ СОДЕРЖАНИЯ УГЛЕРОДА И КРЕМНИЯ (%) ДЛЯ ЧШГ
С РАЗЛИЧНОЙ СТРУКТУРОЙ В ЗАВИСИМОСТИ ОТ ТОЛЩИНЫ СТЕНКИ
ОТЛИВКИ [56]
Толщина стенок отливки, мм Перлитный, ЧШГ Ферритный ЧШГ Толщина стенок отливки, мм Перлитный, ЧШГ Ферритный ЧШГ
с 1 Si с 1 Si С 1Sl с 1 SI
До 3 4,00 3,75 3,95 4,00 До 12 3,85 2,75 3,70 3,25
6 3,70 3,75 3,65 4,00 25 3,55 2,75 3,40 3,25
12 3,50 3,75 3,35 4,00 50 3,40 2,75 3,25 3,25
25 3,20 3,75 3,15 4,00 >100 3,35 2,75 3,20 3,25
50 3,05 3,75 3,00 4,00 До 25 3,60 2,50 3,50 3,00
>100 3,00 3,75 2,95 4,00 50 3,45 2,50 3,35 3,00
До 6 3,90 3,25 3,75 3,75 >100 3,40 2,50 3,30 3,00
12 3,70 3,25 3,55 3,75 До 50 3,60 2,10 3,40 2,75
25 3,40 3,25 3,25 3,75 >100 3,55 2,10 3,35 2,75
50 >100 3,25 3,20 3,25 3,25 3,10 3,05 3,75 3,75 >100 3,60 2,00 3,40 2,50
97ft
ТАБЛИЦА 4,87.
РЕКОМЕНДУЕМЫЙ ХИМИЧЕСКИЙ СОСТАВ ЧШГ (ПО ГОСТ 7293—85)
Содержание 41 элементов, %
Марка чугуна углерод и кремний при толщине стенки отливки, мм43 Мп S Сг Си Ni
<50 50—100 >100 (не более)
ВЧ 35 3,3—3,8 3,0—3,5 2,7—3,2 0,2—0,6 0,02 0,05
1,9—2,9 1,3—1,7 0,8—1,5
ВЧ 40 3,3—3,8 1,9-2,9 3,0—3,5 1,2—1,7 2,7—3,2 0,5—1,5 0,2-0,6 0,02 0,1 — —
ВЧ 45 3,3—3,8 1,9-2,9 3,0—3,5 1,3—1,7 2,7—3,2 0,5—1,5 0,3—0,7 0,02 0,1 — —
ВЧ 50 3,2—3,7 1,9—2,9 3,0—3,3 2,2—2,6 2,7—3,2 0,8—1,5 0,3—0,7 0,02 0,15 — —
ВЧ 60 3,2—3,6 2,6—2,9 3,0—3,3 2,6—2,9 — 0,4—0,7 0,02 0,15 0,3 0,4
ВЧ 80 3,2—3,6 2,6—2,9 — — 0,4—0,7 0,01 0,15 0,6 0,6
ВЧ 100 3,2—3,6 3,0—3,8 — — 0,4—0,7 0,01 0,15 0,6 0,8
** Содержание фосфора — не более 0,1 %. 42 В числителе — содержание углеро-
да, в знаменателе — содержание кремния.
В табл. 4.87 и 4.88 приведены рекомендуемые химические со-
ставы стандартных марок ЧШГ для отливок с разной толщи-
ной стенок, применяемые в СССР и США.
Механические свойства ЧШГ и особенно пластические свой-
ства зависят от ликвирующих примесей (Р, Sn, Pb, Bi, As, Ti
и др.). Даже при содержании порядка 10~4 % локальная кон-
центрация некоторых примесных элементов по границам зерен,
блоков, кристаллитов может достигать нескольких процентов.
При снижении температуры растворимость примесей в матрице
обычно снижается, поэтому их влияние на механические свой-
ства, особенно при отрицательных температурах возрастает.
Содержание фосфора в ЧШГ пе должно превышать 0,05%;
при более высоком содержании фосфора резко снижается удар-
ная вязкость при отрицательных температурах. При использо-
вании высокочистых по примесям шихтовых материалов в ЧШГ
увеличивается доля вырожденных форм графита, особенно в от-
ливках с большой толщиной степки. Для предотвращения этого
явления рекомендуется ввод 0,002—0,005 % Bi [56].
279
№ ТАБЛИЦА 4.88
° ХИМИЧЕСКИЙ СОСТАВ, МИКРОСТРУКТУРА И СВОЙСТВА ЧШГ ДЛЯ ОТЛИВОК С РАЗЛИЧНОЙ ТОЛЩИНОЙ СТЕНОК
В США (ASTM А-536-80)
Марка Свойства ЧШГ Содержание * элементов, % Мат- рица НВ
оп, МПа BLIW ‘ С 0Х> «о %б и S* для отливок с толщиной стенок, мм Мп Си Ni Сг (не бо- лее)
3 6 13 25 50 75
60—40—18 420 280 18 4,25 3,95 3,85 3,75 3,50 3,40 0,20—0,30 0,05 Ф 149-187
2,80 2,80 2,80 2,65 2,50 2,45
65—15—12 460 315 12 4,25 3,95 3,85 3,75 JV>5_ 3,40 0,25—0,35 ^0,10 0,05 Ф+П 170—207
2,80 2,80 2,80 2,65 2,50 2,45
80—55—06 560 385 6 3,80 3,85 3,80 3,60 3,50 3,40 0,45—0,65 0,20—0,40 0,40—1,00 0,15 П 187-255
2,80 2,80 2,75 2,55 2,25 2,20
100—70—03 700 490 3 3,80 3,80 3,75 3,60 3,50 3,40 0,50—0,70 0,20—0,40 0,40—1,00 0,15 п 217—260
2,80 2,80 2,75 2,55 2,25 2,20 а
120—90—02 840 630 2 3,80 3,80 3,75 3,60 3,50 0,40 0,50—0,70 0,20—0,40 0,40—1,00 0,15 м 240—300
2,80 2,80 2,75 2,55 2,25 2,20 (от-
пус- ка)
• В числителе — содержание углерода, в знаменателе — содержание кремния; содержание фосфора и серы не превышает 0,05
и 0 015 % соответственно независимо от марки ЧШГ. При необходимости получения повышенных показателей КС и б требуется, чтобы
Р < 0,025 %.
Содержание магния в ЧШГ составляет от 0,02 до 0,07%.
Стабильное образование ШГ в чугуне обеспечивается, как пра-
вило, при соблюдении соотношения MgOCT/SocT5s3,0. При Mg/S =
= 1,0-?3,0 образуется не только ШГ, но и вырождение формы
графита, а если оно меньше 1—только ПГ.
4.7.2. СФЕРОИДИЗИРУЮЩАЯ ОБРАБОТКА
И ИНОКУЛИРОВАНИЕ
Технология изготовления ЧШГ состоит из следующих операций
обработки расплава чугуна: десульфурация, предсфероидизирую-
щее (первичное) инокулирование, сфероидизирующая обработка
и послесфероидизирующее (вторичное или позднее) инокулиро-
вание. Десульфурация производится в тех случаях, когда шихта
или техника плавки не обеспечивают получение заданного содер-
жания серы в расплаве перед глобуляризирующей обработкой.
Содержание серы в чугуне (после десульфурации) не должно
превышать 0,01—0,025%, в зависимости от метода глобуляри-
зации и степени ответственности отливок.
В мировой практике наиболее широко используется десуль-
фурация продувкой через пористую огнеупорную пробку (метод
пористой пробки или Газаль-процесс). Метод позволяет в тече-
ние 1,5—2 мин снизить исходное содержание серы на 85—90 %
при расходе реагента (карбида кальция), равном примерно
10-кратному исходному содержанию серы. Для десульфурации
относительно больших масс чугуна (свыше 3 т) эффективна
обработка во встряхивающих ковшах [54]. Подобные ковши, фу-
терованные высокоглиноземистыми огнеупорами, вращаются
с эксцентриситетом вокруг вертикальной оси со скоростью 50—
55 об/мин. Длительность обработки — 8—10 мин. Для ковшей
вместимостью свыше 5 т используются также механические пе-
ремешивающие устройства типа лопастных огнеупорных меша-
лок (скорость вращения 30—100 об/мин, длительность переме-
шивания— 4—6 мин). Перспективна электрошлаковая десуль-
фурация чугуна, разработанная в Институте электросварки
им. Е. О. Патона АН УССР.
Десульфурация сопровождается значительными потерями
температуры, что требует дополнительного нагрева чугуна
в электропечах до начала сфероидизирующей обработки,
а также вызывает необходимость удаления отработанных реа-
гентов и шлака из расплава.
Иногда обессеривание производят в процессе плавки в ос-
новных дуговых электропечах.
Предсфероидизирующее инокулирование имеет целью созда-
ния в расплаве чугуна повышенного числа эффективных заро-
дышей графита, что позволяет уменьшить переохлаждение, об-
легчить последующую сфероидизацию графита, а также после-
281
ТАБЛИЦА 4.89
ХИМИЧЕСКИЙ СОСТАВ (%) МОДИФИКАТОРА КОМПЛЕКСНОГО ТИПА
ФСМг (ТУ 14-5-134—86)
Марка Mg Са Сумма РЗМ Si Al (не более)
ФСМг9 8,5—10,5 0,2—1 0,3—1 50—60 1,2
ФСМг7 6,5—8,5 0,2—1 0,3—1 45—55 1,2
ФСМг5 4,5—6,5 0,2—1 0,3—1 45—55 1,2
ФСМг4 3,5—4,5 0,2—1 1—2 45—55 1,2
ФСМгЗ 2,5—3,5 2—4 1—2 55—70 2,5
ФСМг2 1,5—2,5 2—4 1—2 55—70 2,5
сфероидизирующее (вторичное) инокулирование. Предсфероиди-
зирующее инокулирование выполняют обычно с помощью малых
добавок графита, ферросилиция, карбида кремния, силикокаль-
ция или других реагентов [54]. Эти добавки особенно эффективны
для чугуна, выплавленного в электропечах. Например, обра-
ботка чугуна в дуговой электропечи графитовым порошком
фракции 0,1—3 мм в количестве 0,15% за 5—6 мин до ввода
сфероидизирующей добавки значительно повышает пластичность
и вязкость ЧШГ в отливках после длительных выдержек рас-
плава в печи.
Сфероидизирующая обработка. Формирование ШГ в про-
мышленном чугуне обычно осуществляется малыми добавками
магния или магния совместно с РЗМ. Хотя формированию ШГ
способствуют многие химические элементы (церий, кальций,
литий, иттрий, натрий и др.), магний и его сплавы остаются наи-
более экономичными и доступными сфероидизаторами графита
в производстве ЧШГ. Остаточное содержание магния в чугуне,
обеспечивающее требуемый комплекс физико-механических и
служебных свойств ЧШГ — преимущественно 0,03—0,06 % и за-
висит от количества серы, кислорода и десфероидизирующих
примесей в исходном чугуне, а также от технологических фак-
торов. Наиболее распространенные сфероидизаторы — металли-
ческий магний, магнийсодержащие лигатуры (табл. 4.89),
магниевый кокс [54]. Разнообразные методы ввода магния и
лигатур, данные о современных методах сфероидизирующей об-
работки при производстве ЧШГ, их свойствах и областях при-
менения приведены в табл. 4.90.
Основные технические особенности способов сфероидизи-
рующей обработки (за исключением проволочного метода) обоб-
щены в табл. 4.91. Проволочный метод используется только
в мелких цехах и предусматривает использование измельченной
магниевой лигатуры или металлического магния, упакованных
в стальную оболочку в виде проволоки.
282
ТАБЛИЦА 4.90.
МЕТОДЫ СФЕРОИДИЗИРУЮЩЕЙ ОБРАБОТКИ ЧШГ
Метод обработки Сущность методов Область применения
1 2 3
В открытом ковше NiMg 0,5—0,7 % лигатуры по- Для любых условий про-
или CuNiMg лигатурами мещают на дно ковша перед заливкой чугуна в ковш изводства, из низкосерни- стого расплава
В открытом ковше 1,8—2,5 % лигатуры по- Для любых условий про-
FeSiMg лигатурой, при- мещают в углубление на изводства, из низкосер-
гружаемой стальной вы- сечкой («сэндвич» — про- цесс) дно ковша и прикрыва- ют стальной высечкой перед заливкой чугуна в ковш нистого расплава
В ковше с плотной 1,5—1,8 % лигатуры по- Для любых условий про-
крышкой FeSiMg лигату- мещают на дно ковша, изводства, из низкосерни-
рой («тандишкавер» про- цесс) ковш закрывают крыш- кой, имеющей литнико- вую чашу с калибро- ванным отверстием, че- рез которое заливают чугун в ковш с лигату- рой стого расплава
В открытом ковше с ме- В ковш с чугуном на Для индивидуального
таллическим магнием штанге в колокольчике производства и мелких
или FeSiMg лигатурой, плунжером вводят 0,2 % серий крупных отливок
вводимыми на штанге Mg или 1,5—2,0 % FeSiMg лигатуры из низкосернистого рас- плава
В открытом ковше про- Проволока с модифика- Для индивидуального мел-
волокой с FeSiMg лига- тором подается дозиро- косерийного производст-
турой ванно под струю ва, из низкосернистого расплава
В герметизированном В камеру ковша загру- Для мелкосерийного про-
ковше металлический жают 0,1 % Mg, в ковш изводства средних отли-
Mg заливают чугун, произ- водят герметизацию ков- ша. При повороте ков- ша чугун перекрывает камеру с Mg, идет реак- ция ' вок, из низкосернистого расплава
В автоклаве с металли- Ковш с чугуном поме- Для средних и крупных
ческим Mg щают в автоклав, соз- дают давление и на штанге вводят 0,1 % ме- таллического Mg отливок’в мелкосерийном производстве, из низкосе- рийного расплава
В ковшах конверторно- 0,1 % Mg помещают в Для любых условий про-
го типа (разработка фир- реакционную камеру, за- крытую перфорирован- изводства, в том числе при
мы Georg Fisher метал- ваграночной плавке без
лическим Mg) ной огнеупорной крыш- кой, в ковш заливают чугун. При повороте ковша чугун реагирует с Mg обессеривания чугуна
283
Продолжение т а б л. 4.90
1 2 3
В промежуточном за- крытом желобе лигату- рой («Флотрет» или «Ни- комод» процессы) В полости формы FeSiMg лигатурой («Инмолд» процесс) 0,8—1,2 % лигатуры по- мещают в реакционную камеру закрытого жело- ба. Чугун, протекаю- щий через желоб, реа- гирует с лигатурой в форму 0,6—1,0 % измельченной лигатуры помещают в реакционную камеру литниковой системы пе- ред заливкой формы Для мелкосерийного про- изводства, из низкосер- нистого расплава Для поточномассового производства мелких и средних отливок, из низ- косернестого расплава
В табл. 4.92 и 4.93 приведены данные фирмы Georg Fischer
(Швейцария) по технико-экономическим показателям восьми
различных способов сфероидизирующей обработки для типич-
ного современного литейного цеха ФРГ мощностью 10 тыс. т
годных отливок из ЧШГ.
Данные табл. 4.92 получены из условий: выход годного —
50 %; разовая масса расплава на 1 обработку: 1 т (лигатурные
методы) и 2 т (остальные методы); годовой фонд рабочего
времени при односменной работе—1800 ч; среднее количество
обрабатываемого чугуна — 13 т/ч (лигатурные методы) и 14 т/ч
(остальные методы); степень использования обработочных
устройств — 85%; среднее количество обработок в год — 20000
(лигатурные методы) и 10000 (остальные методы); исходное
содержание серы 0,025%; расход лигатуры: 2,56, 2,30, 2,09, 2,17
и 0,48 % соответственно для методов налива, сэндвич, тандиш-
кавер флотрет и плунжерного; конечное содержание кремния и
магния в ЧШГ: 2,5 и 0,05 % соответственно.
Наименьшие суммарные издержки и ресурсоемкость произ-
водства обеспечивает конвертерный способ сфероидизирующей
обработки, при котором не требуется обессеривание, потери
температуры минимальны, используется весь возврат собствен-
ного производства, расходуется наименьшее количество техно-
логических материалов.
Послесфероидизирующее (вторичное) инокулирование — об-
работка жидкого чугуна графитизирующими добавками (обычно
ферросилицием) после сфероидизирующей обработки. Графити-
зирующее модифицирование ЧШГ эффективно способствует об-
разованию зародышей графита, подавляет образование карби-
дов в литой структуре ЧШГ, увеличивает количество включений
шаровидного графита на единицу площади шлифа, улучшает
его форму, устраняет структурную неоднородность в отливке,
284
ТАБЛИЦА 4.91*
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ НЕКОТОРЫХ СОВРЕМЕННЫХ СПОСОБОВ СФЕРОИДИЗИРУЮЩЕЙ
ОБРАБОТКИ ЧУГУНА [54]
Показатель В открытом ковше или сэндвич, лигатурой Тандиш- Кавер лигатурой FeSiMg Флотрейт, Имконод лигатурой FeSiMg Плунжерный Конвер- терный Mg Инмолд, лигатурой FeSiMg
Ni Mg FeSiMg лигатурой FeSiMg Mg
Содержание магния в реагенте, % 4—15 3-10 5—10 3—5 15—30 100 100 5—10
Усвоение магния, % 90—45 50—35 70-50 50—40 60—50 50-40 45—60 80—70
Ды.мовыделение Высокое Среднее Низкое Низкое Высокое Высокое Среднее Нет
Ограничения по со- держанию серы в ис- ходном чугуне, % <0,01 <0,03 <0,03 <0,03 <0,04 <0,04 <0,1 <0,01
Масса обрабатываемо- го расплава чугуна, т Любая Любая Любая До 5,0 Св. 0,5 Св. 1,0 Св. 0,5 До 0,5
Инокулирующая об- работка Интенсив- ная Слабая Слабая Не тре- буется Слабая Интен- сивная Интен- сивная Не требу- ется
Интенсивность реак- ции Средняя Средняя Слабая Слабая Бурная Бурная Средняя Очень слабая
g ТАБЛИЦА 4.92 .
СРАВНЕНИЕ СТОИМОСТИ* СФЕРОИДИЗИРУЮЩЕЙ ОБРАБОТКИ 1 Т ЖИДКОГО ЧУГУНА РАЗЛИЧНЫМИ СПОСОБАМИ
Статьи расходов Стоимость при различных способах сфероидизирующей обработки
наливной лигатурой FeSIMg5 сэндвич лигатурой FeSiMg5 тандиш—ка- вер FeSiMg 5 флотрет FeSiMg5 плунжерный FeSiMg30 проволочный конвер- терный Mg
Сфероидизирующий реагент 71,7/84,7 65,50/86,8 58,60/83,7 60,90/80,9 17,80/32,3 95,70/77,9 9,35/22,4
Ковшевая добавка кремния 71,7/84,7 65,50/86,8 58,60/83,7 60,90/80,9 12,40/22,5 16,60/13,5 16,60/39,7
Ковшевая добавка железа 3,05/3,6 65,50/86,8 1,3/1,9 3,4/4,5 5/9,1 1,53/1,2 4,2/10,0
Оборудование 0,52/0,6 0,52/0,7 0,65/0,9 0,76/1,0 1,63/3,0 2,6/2,1 3,25/7,8
Огнеупоры и эксплуатацион- ные издержки 2,22/2,6 2,22/2,9 2,26/3,2 1,28/1,7 9,34/17,0 3,32/2,7 2,17/5,2
Рабочая сила 7,23/8,5 7,23/9,6 7,23/10,3 8,93/11,9 9,22/16,7 3,15/2,6 7,26/17,4
Итого издержек 84,70/100 75,45/100 70,04/100 75,20/100 66,06/100 122,80/100 41,83/100
В числителе — стоимость в марках ФРГ, в знаменателе — % общей стоимости обработки.
ТАБЛИЦА 4.93
СРАВНЕНИЕ РАСХОДА (т/год) ОСНОВНЫХ ТЕХНОЛОГИЧЕСКИХ
МАТЕРИАЛОВ НА ВЫПУСК 10 тыс. т ГОДНЫХ ОТЛИВОК ИЗ ЧШГ ПРИ
РАЗЛИЧНЫХ СПОСОБАХ СФЕРОИДИЗИРУЮЩЕЙ ОБРАБОТКИ
Материал Расход* при различных способах сфероидизирующей обработки
наливной сэндвич тандиш-кавер флотрет плунжерный проволочный 1 конвертер- ный
Огнеупоры 129 129 129 65 150 33/33 13/13
Сферой ди затор 512 461 420 456 101 270/440 25/38
Десульфуратор (карбид кальция) 200 200 200 200 200 0/0 0/0
Чугун, заменяющий соб- ственный возврат 2500 1540 750 1050 0 0/0 0/0
Ферросилиций (для ком- пенсации кремния) 0 0 0 0 177 237/237 237/237
Итого расход 3341 2330 1499 1771 628 540/710 275/288
Индекс расхода 12,14 8,47 5,45 6,44 2,28 1,96 1,00
11,60 8,09 5,2 6,15 2,18 1,88 1,00
• Исходное содержание серы: в числителе — 0,025 %; в знаменателе — 0,100 %,
способствует формированию ферритной металлической основы,
снижает склонность к образованию в отливках усадочных де-
фектов и увеличивает выход годного. При кокильном литье ЧШГ
графитизирующее модифицирование не устраняет полностью
отбел в отливках, но значительно измельчает структуру мат-
рицы и сокращает отжиг. При одинаковой структуре ЧШГ ино-
кулированный чугун имеет более мелкий графит и более дис-
персную матрицу, а соответственно в 1,5—2 раза выше относи-
тельное удлинение и более высокие прочностные показатели [58].
В качестве инокуляторов чаще всего применяют ферросили-
ций марок ФС 75 и ФС 80. Графитизирующий эффект при вводе
ферросилиция зависит главным образом от содержания приме-
сей — кальция, алюминия, бария и др. Поэтому рафинирован-
ные марки ФС 75 и ФС 80 для инокулирования ЧШГ не приме-
няются. Элементарный кремний, как и графит, введенный
в ЧШГ в качестве инокулятора, практически не оказывает влия-
ния на образование зародышей графита.
287
Тип Si Sr Ва
Суперсид 73—78 0,6—1,0 —
Суперсид-50 46-50 0,6—1,0 —
SMZ 60—65 — 0,6—0,9
Ваксой 46—50 — —
Ваксон Д 46—50 — —
Ренод 72—77 — —
Инокюлой 60—65 — 4-6
Калсифер-50 46—50 — —
Калсифер-75 74—79 — —
Са Al Мп Mg Размер гранул, мм
0,10 0,50 — . — 0,23—9,50 0,15—2,4; 0,15—0,59
0,10 0,50 — — 0,23—9,50; 0,15—2,40; 0,15—0,59
0,6—0,9 0,75—1,25 5—7 — 0,55—9,50
0,6—0,9 0,50—1,25 — — 0,55—9,50 0,15—0,59
0,6—0,9 0,50—1,25 — 1,0—1,5 0,15—0,59; 0,55—9,50
0,5—1,0 1,25 — 1,0—1,5 0,23—9,50
1,5-3,0 1,0—1,5 9—12 — —
0,6—0,9 0,5-1,25 — — —
0,5—1,0 0,75-1,25 — — —
Рекомендуемое содержание кальция в ферросилиции состав-
ляет около 1 %, бария 0,34-1,5%. Вопрос о полезности алюми-
ния в составе ферросилиция остается дискуссионным. Установ-
ленным фактом является то, что алюминий способствует появ-
лению ситовидной пористости в отливках и его содержание
в ферросплаве необходимо ограничивать до 1,0—1,5 %.
Типичные составы специальных инокулирующих сплавов при-
ведены в таблице 4.94.
При скоростях охлаждения 5—10 °С/с и выше (тонкостенные
отливки, кокильное литье), применяется ферросилиций, легиро-
ванный стронцием и барием, так как эти ферросплавы обеспечи-
вают максимальный графитизирующий эффект. Модификаторы со
стронцием должны иметь низкое содержание кальция и алю-
миния [61].
Инокуляторы типа Ваксон Д и Ренод в своем составе со-
держат магний (1,0—1,5%) и применяются в том случае, когда
в жидком ЧШГ содержание магния недостаточно для гаранти-
рованной сфероидизации графита.
Графитизирующее модифицирование жидкого ЧШГ ускоряет
самопроизвольное удаление магния из жидкого чугуна [59]. При
выдержке инокулированного ЧШГ в жидком состоянии эффект
модифицирования особенно интенсивно ослабляется в первые
1—2 мин, а затем медленнее.
Чем меньше промежуток времени между инокулирующей об-
работкой и заливкой чугуна в форму, тем полнее протекают
процессы графитизации при затвердевании сплава. С уменьше-
нием температуры жидкого ЧШГ инокулирование оказывает
большой эффект.
Наиболее простым способом графитизирующего модифици-
рования является ввод ферросилиция на дно ковша, в который
переливают жидкий ЧШГ после сфероидизирующей обработки.
Однако при таком инокулировании удлиняется интервал вре-
мени от обработки до заливки, что значительно ослабляет гра-
фитизирующий эффект. Поэтому в производстве чаще всего про-
изводят одновременную обработку чугуна сфероидизирующими
и инокулирующими добавками, хотя такой способ менее эффек-
тивен. Не рекомендуется ввод инокулятора на поверхность жид-
кого металла в ковше и механическое перемешивание его с чу-
гуном.
Лучший способ графитизирующего модифицирования чугуна
заключается в равномерной добавке инокулятора в струю ме-
талла, где достаточно развита турбулентность, обеспечивающая
быстрое растворение и однородное перемешивание по всему
объему жидкого чугуна. Разновидностями рассматриваемого
способа ипокулирования чугуна является графитизирующее мо-
дифицирование ЧШГ порошковой проволокой и порошково-
струйное [54].
10 ЗПКН1 № 1Г>Г)Г»
289
Порошково-струйное инокулирование предусматривает по-
дачу инокулятора зернистостью менее 1,5 мм, в струю воз-
духа, которая направлена на струю чугуна при входе ее в за-
ливочную воронку формы. В труболитейном производстве этим
способом вводят инокулятор непосредственно во вращающуюся
металлоформу центробежной машины (фирма «Pont-a-Musson»
Франция). Метод пригоден для автоматических систем заливки
[60].
Графитизирующее модифицирование ЧШГ в полости литей-
ной формы является самым эффективным и стабильным сред-
ством инокулирования жидкого металла.
Однако этот метод наиболее сложный, так как требует тща-
тельной проработки литниковой системы, подготовки инокуля-
тора (по гранулометрическому составу и размеру разовой пор-
ции), достаточно высокой (около 1400 °C) температуры заливки
чугуна.
Расход инокулирующих добавок зависит от способа сферо-
идизации графита, толщины стенки отливки, состава инокуля-
тора, способа ввода инокулятора в металл и др. При сфероиди-
зации графита чистым магнием или NiMg, NiCuMg лигатурами
расход ФС 75 при ковшевом инокулировании составляет 0,6—
1,0%, при порошково-струйном — 0,2—0,3%, при инокулирова-
нии в форме — 0,1—0,2%. После сфероидизации графита ком-
плексным модификатором типа FeSiMg расход инокулятора
при ковшевом инокулировании составляет 0,3—0,5%; при по-
рошково-струйном и в форме 0,1—0,2 %.
Расход инокуляторов с барием или стронцием в 2—3 раза
меньше чем ФС 75.
Гранулометрический состав инокулятора выбирается таким,
чтобы обеспечить полное его растворение. При инокулировании
ЧШГ в ковше размер зерен инокулятора составляет 3—15 мм;
при порошково-струйном — 0,2—2,5 мм; при инокулировании
в литейной форме 0,15—1,5 мм.
4.7.3. ТЕРМИЧЕСКАЯ ОБРАБОТКА
Термическая обработка отливок из ЧШГ наиболее эффективно
повышает физико-механические свойства. Чаще всего свойства
ЧШГ в литом состоянии обеспечивают требования конструкции.
Поэтому в сложных и массивных отливках, термическая об-
работка которых затруднена и может вызвать деформации,
улучшение физико-механических свойств достигается легирова-
нием и подбором режима охлаждения при остывании отливок.
Легирование чугунов является альтернативной термической об-
работки. Совместное использование легирования и термической
обработки обеспечивает самые высокие показатели требуемых
свойств.
290
Термическую обработку отливок из ЧШГ проводят с различ-
ными целями: повысить физико-механические свойства, улуч-
шить обрабатываемость, снять внутренние напряжения и др.
Выбор режима термической обработки производится исходя из
требуемых свойств чугуна в детали, исходной микроструктуры
чугуна в отливке и химического состава чугуна.
В табл. 4.95 приведена классификация термической обра-
ботки ЧШГ. В ряде случаев может быть проведено два вида
термической обработки: первый для улучшения обрабатываемо-
сти отливки, второй — после механообработки — с целью полу-
чения заданных механических свойств чугуна в детали.
Высокотемпературный графитизирующий отжиг применяют
для устранения в чугуне структурно-свободного цементита. От-
бел модифицированного чугуна может быть технологически не-
избежен (тонкостенное и кокильное литье, легированные чу-
гуны, длительная разливка после вторичного графитизирующего
модифицирования и др.) или случайным, как результат нару-
шения технологических параметров литья. В первом случае гра-
фитизирующий отжиг технологией производства отливок пред-
усмотрен, во втором — применяется для исправления брака.
Выбор термического оборудования проводится с учетом
массы отливок и их количества. В случае металлоемкости са-
док отливок или термической инерционности печей периоди-
ческого действия длительность выдержки отливок при высокой
температуре (обычно ~950 °C), часто определяется не длитель-
ностью графитизации цементита в чугуне, а скоростью прогрева
всей садки отливок и инерционностью печи и в основном пре-
вышает необходимое время распада цементита. Длительность
графитизации отбеленных модифицированных чугунов срав-
нительно невелика благодар’я высокому содержанию в них угле-
рода (^3,6%) и кремния (2,0—2,5%), и в большинстве слу-
чаев для отливок машиностроительных деталей не превышает
2 ч при температуре ~950 °C. На рис. 4.7 приведены схемы
процессов графитизирующих отжигов [62].
Установлено, что длительность полной графитизации струк-
турно-свободного цементита чугуна отливки, затвердевающей
в песчаной форме, прямопропорциональна ее толщине.
Влияние кремния на отжигаемость белого ЧШГ иллюстри-
рует рис. 4.8 (данные относятся к отливкам диаметром 15 мм
из чугуна химического состава: 3,45—3,5 % С, 0,85 % Мп,
0,11 % Р, 0,02 % S, 0,055-0,06 % Mg).
Хром замедляет распад цементита при отжиге ЧШГ
(рис. 4.9 [64]). Поэтому содержание хрома в нелегированпых
ЧШГ не должно превышать 0,1 %.
При содержании в чугуне хрома более 0,3 % полная графи-
тизация структурно-свободного цементита весьма затрудни-
тельна. Особенно медленно графитизируются остатки цементит-
10»
291
g ТАБЛИЦА 4.95.
КЛАССИФИКАЦИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧШГ
Вид обработки Назначение Исходная структура металлической основы чугуна
Отжиг графи- тизирующий, высокотемпера- турный Уменьшение твердости, повышение пластично- сти, вязкости и проч- ности, улучшение обра- батываемости Ледебурит, структурно- свободный цементит, перлит
Нормализация Повышение твердости, прочности, износостой- кости Феррит, феррит + + перлит
Отжиг графи- тизирующий низкотемпера- турный Уменьшение твердости, повышение пластично- сти, вязкости, улучше- ние обрабатываемости Перлит, перлит 4- + феррит
Закалка Повышение твердости, износостойкости, проч- ности Перлит, перлит + + феррит, феррит
Конечная структура металлической основы чугуна Технологические параметры процесса
Скорость нагрева, ° С/ч Темпера- тура нагрева, °C Продол- житель- ность выдерж- ки, ч Охлаждение
Перлит, феррит 100—300 850—1000 0,5—6,0 С печью на воздухе
Перлит, перлит + + феррит 200—500 900—1000 0,5—3,0 На воздухе
Феррит, феррит + + перлит (зернистый) 200—500 680—800 0,5-4 На воздухе, медленно с печью
Мартенсит, бейнит, оста- точный аусте- нит 200—500 850—950 0,5—1 Вода, масло
293
Вид обработки Назначение Исходная структура металлической основы чугуна
Отпуск Снятие закалочных на- пряжений, повышение вязкости, пластичности и предела выносливости Мартенсит, мартенсит 4“ 4- бейнит + + оетаточный аустенит
Отжиг низко- температурный (искусственное старение) Снятие внутренних на- пряжений, повышение стабильности размеров, снижение деформации, повышение вязкости Перлит, перлит + + феррит
Изотермичес- кая закалка Повышение прочности, износостойкости, твер- дости Перлит, перлит + + феррит, феррит
Поверхностная закалка Повышение поверхност- ной твердости, износо- стойкости Перлит, перлит + + феррит
Продолжение табл. 4.95
Конечная структура металлической основы чугуна Технологические параметры процесса
Скорость нагрева, ° С/ч Темпера- тура нагрева °C Продол- житель- ность выдерж- ки, ч Охлаждение
Мартенсит, сорбитизиро- ванный перлит, троостит, ос- таточный аусте- нит, бейнит 200-500 200—500 1—3 На воздухе
Перлит, перлит + + феррит 50—200 500—600 2—6 С печью до 250 °C со скоростью 50 °С/ч
Бейнит, бейнит -|- + мартенсит + + остаточный аустенит 200—500 850—920 0,3—1 Закалочная среда 250—450 °C, выдержка 0,3—1,0 ч на воздухе
В поверхност- ном слое мартенсит, . бейнит, оста- точный аусте- нит Быстро, токами высокой частоты 900—1050 6—15 сек Вода, масло
Риб. 4.7. Схемы процессов графитизирующего отжига:
а — двухстадийный (/ — прямая и 2 — непрямая графитизация во II стадии); б — од-
ностадийный высокотемпературный; в — одностадийный низкотемпературный
Рис. 4.8. Отжигаемость бе-
лого ЧШГ на первой (а) и
второй стадии графитизации
(б) при содержании крем-
ния:
/ — 3,5; 2 — 3,0; <7 — 2,0, 4 —
1,5; 5 — 0,5; 5 — 3,52, 7 —
2,56; 8 — 1,5
Рис. 4.9. Влияние хрома на степень
распада цементита при графити-
зирующем огжиге ЧШГ.
/ — чугун без хрома, температура
отжига 950 °C; 2, 3, 4 — содержа-
ние хрома 0,3 % (по массе), тем-
пература отжига 980, 950 и 900 °C
соответственно
ных включений, в которых в результате межфазного перерас-
пределения легирующих элементов имеется повышенное содер-
жание хрома, а металлическая основа, в которой растворяется
цементит, имеет пониженное содержание кремния (из-за того,
что она сформирована в результате распада бескремнистого
цементита).
Нормализация включает нагрев чугуна выше критических
температур, выдержку для аустенизации металлической основы
чугуна и последующее охлаждение на воздухе (рис. 4.7,6).
294
Температура аустенитизации, с которой проводится охлаж-
дение на воздухе, обычно находится в пределах 850—950 °C.
Повышение твердости и прочности чугуна нормализованных от-
ливок тем больше, чем выше температура, с которой проводится
охлаждение, и скорость охлаждения. Легирование чугуна эле-
ментами, стабилизирующими аустенит (марганец, медь, никель,
молибден, хром), также обеспечивает повышение твердости при
нормализации.
Выдержка чугуна при температуре аустенитизации должна
обеспечить растворение части графита и насыщения металли-
ческой основы (аустенита) углеродом.
В производственных условиях при температурах аустенити-
зации выше критических на 30—50 °C достаточно 0,5 ч вы-
держки для насыщения металлической основы чугуна углеро-
дом, хотя увеличение длительности способствует выравниванию
концентрации углерода и ее незначительному повышению. Вы-
держка в 1—1,5 ч при температурах 900—950 °C способствует
подготовке чугуна к формированию (при охлаждени) перлит-
ной структуры.
Увеличение скорости охлаждения, как и температуры на-
грева чугуна, способствует получению более дисперсных струк-
тур перлита, повышению твердости чугуна. Легирование чугуна
никелем, молибденом и др. элементами, способствующими по-
вышению устойчивости аустенита при охлаждении и понижаю-
щими температуру его превращения до 350—280 °C, обеспечи-
вает получение бейнитных структур в чугуне. Поэтому норма-
лизация легированных чугунов может обеспечивать получение
бейнитных структур в мелких и тонкостенных отливках.
Низкотемпературный ферритизирующий отжиг имеет целью
снижение твердости и повышение вязкости ЧШГ за счет умень-
шения в его структуре количества перлита и увеличения коли-
чества феррита.
Часто практикуется способ термической обработки, предус-
матривающий нагрев чугуна до температур аустенитизации ме-
таллической основы чугуна с последующим медленным охлаж-
дением в районе температур эвтектоидного превращения аусте-
нита. При этом аустенит превращается в феррит, а углерод из
аустенита выделяется на включениях графита.
Низкотемпературный ферритизирующий отжиг заключается
в нагреве чугуна в область подкритических температур (680—
750 °C) и выдержке до полной графитизации эвтектоидного це-
ментита (рис. 4.7, в). Охлаждение чугунных отливок после пол-
ной ферритизации может быть ускоренным. Первый вариант ме-
нее длительный и более экономичен.
Для выбора температурного режима ферритнзирующего от-
жига необходимо знать температурные области превращений,
температуру нагрева, длительность выдержек и скорость охлаж-
295
дения. Равновесная температура образования аустенита в чу-
гунах зависит от содержания легирующих элементов. Один про-
цент кремния повышает эту температуру на 35—40 °C, хрома —
на 8 °C. Один процент марганца, никеля, меди понижают тем-
пературу образования аустенита на 35—40 °C, 20 °C и 10 °C
соответственно. Исходя из химического состава чугуна и с уче-
том аддитивности влияния легирующих элементов возможен при-
мерный расчет равновесной температуры образования аусте-
нита, принимая ее значение в нелегированном железоуглеро-
дистом сплаве, равным 738 °C. Так как превращение проходит
в интервале температур с гистерезисом, на рис. 4.10 [63] и
4.11 [7] приведены конкретные значения этих температур в за-
висимости от содержания кремния и марганца.
Наиболее сильно способствует ферритизации чугуна крем-
ний, подавляет этот процесс — хром. Уже при содержании в чу-
гуне хрома 0,3 % чисто ферритную структуру без повышения
содержания кремния свыше 3 % (что нежелательно из-за ох-
рупчивания чугуна), в производственных условиях получить
практически невозможно.
Легированные чугуны практически не подвергаются ферри-
тизирующему отжигу. При подкритической выдержке перлит-
ного чугуна происходит как графитизация эвтектоидного це-
ментита, так и его сфероидизация. На рис. 4.12 [64] приведена
зависимость количества графитизирующегося эвтектоидного це-
ментита от температуры и длительности выдержки. Зависи-
мость твердости чугуна от температуры и длительности вы-
держки при низкотемпературном графитизирующем отжиге пер-
литного высокопрочного чугуна приведена на рис. 4.13 [65]. Сте-
пень графитизации эвтектоидного цементита и ферритизация
структуры при низкотемпературном отжиге перлитного ЧШГ
зависит от температуры предшествующего нагрева чугуна, сте-
пени насыщения аустенита углеродом, количества эвтектоидного
цементита.
Закалка ЧШГ проводится с целью повышения прочности,
твердости и износостойкости. ЧШГ как и сталь может быть
подвергнут всем видам закалки. При нагреве до температур
выше критической Act полнота насыщения аустенита углеро-
дом определяется исходной структурой металлической основы
чугуна, дисперсностью графитных включений в чугуне, содержа-
нием легирующих элементов и др. Ферритные чугуны и чугуны
с крупными графитными включениями должны выдерживаться
при температуре выше Ас, дольше, чем чугуны с исходной пер-
литной или перлито-ферритной структурой и мелкими графит-
ными включениями. Время выдержки чугунов с исходной фер-
ритной или ферритно-перлитной структурой под закалку при
850—900 °C составляет не более 0,5—1 ч, при нагреве до
1000 °C — около одной минуты.
296
Рис. 4.10. Влияние кремния на по-
ложение критических точек при на-
греве ЧШГ (Д^—начало. ACl —
конец превращения) и при охлаж-
дении (ДГ1 — начало, АГх — конец
превращения)
Рис. 4.11. Влияние марганца на по-
ложение критических точек ЧШГ
при нагреве (ДС1 — начало, ACi —
конец превращения) и охлаждении
(Дп — начало, ДГ1 — конец превра-
щения)
Рис. 4.12. > Влияние температуры (цифры
у кривых, ’С) при низкотемпературном
графитизирующем отжиге на количество
перлита в ЧШГ
Рис. 4.13. Влияние температуры и про-
должительности выдержки при нагреве
на твердость при низкотемпературном
графитизирующем отжиге перлитного
ЧШГ:
/ — 700 °C; 2 — 750 °C
С повышением температуры закалки от 900 до 1000 °C и
при медленном нагреве насыщение аустенита углеродом до не-
обходимых концентраций (0,5—0,7 %) может наступить раньше,
чем достигнута указанная температура.
Кремний в чугуне понижает прокаливаемость. Марганец,
хром, никель и др. легирующие элементы повышают устойчи-
вость аустенита и улучшают прокаливаемость чугуна (рис. 4.14
[63]). Повышение температуры нагрева и, следовательно, повы-
шение концентрации углерода в аустените способствует повы-
шению его устойчивости, прокаливаемости (рис. 4.15 [63]).
297
Рис. 4.14. Влияние легирующих элемен-
тов на прокаливаемость ЧШГ при закалке
с 900 °C:
1 — нелегированный чугун; 2 — чугун с
0,22 % Си; 3 — чугун с 0,24 % Ni; 4 — чу-
гун с 0,25 % Мо; 5 — чугун с 0,48 % Си.;
6 — чугун с 0,025 % В
Рис. 4.15. Влияние температуры ау-
стенитизации на прокаливаемость
ЧШГ:
/ — закалка с 850 °C; 2 — закалка
с 900 °C; 3 —закалка с 950 °C
Отпуск после закалки чугунов проводится как с целью сня-
тия напряжений в детали, так и для снижения твердости и до-
стижения хорошего сочетания прочностных и пластических ха-
рактеристик. Отпуск для снятия закалочных напряжений про-
водят при 150—250 °C, длительность составляет 0,5—2 ч в зави-
симости от характеристики термического оборудования, сечения
литых деталей.
Низкотемпературный отпуск (400—600 °C) после закалки
может проводиться как до, так и после механической обработки
литой заготовки. Следует учитывать, что у чугунов, отпущенных
в районе температур 500—550 °C, может резко снижаться удар-
ная вязкость. Влияние термической обработки на механические
свойства ЧШГ приведены в табл. 4.96.
Изотермическая закалка формирует бейнитные структуры ме-
таллической основы чугуна, которые обеспечивают по сравне-
нию с другими видами закалки самые высокие прочностные
свойства при сравнительно высокой пластичности и вязкости
(табл. 4.97 [66]). Особенность изотермической закалки заключа-
ется в том, что превращение аустенита проводят в средах, имею-
щих температуру выше начала мартенситного превращения
(250—450 °C) и в условиях, когда градиент температур в от-
ливке (детали) сведен к минимуму. После изотермической за-
калки детали обычно не обрабатываются, лезвийным инструмен-
том, а только шлифовкой. В качестве сред, в которых прово-
дят охлаждение, используют расплавы щелочей и солей
(табл. 4.98).
Превращение аустенита при изотермической закалке проводит
в промежуточной области между мартенситным и перлитным
превращением. На S-образной кривой распада аустенита, кото-
рую необходимо иметь (построить) для чугунов, подвергаемых
298
ТАБЛИЦА 4.96.
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧШГ ПОСЛЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Состояние чугуна ов, МПа 6, % НВ о ., МПа —1 МПа
Исходное 700 3,0 255 290 190
После нормализации (900 °C) 900 3,0 325 340 210
После двойной нормализации (900 °C) 1050 4,0 360 — —
После закалки (900 °C) 180 0,8 550 — —
После закалки (900 °C) и отпуска (675 °C) 800 6,0 190 — —
После закалки (900 °C) и отпуска (600 °C) 940 4,0 295 340 210
После закалки (900 °C) и отпуска (550 °C) 1000 1,5 350 340 200
После изотермической закалки (880 °C) в жидкости при 350 °C 1200 6,0 360 400 250
изотермической закалке, эта область соответствует нижнему
участку минимальной устойчивости аустенита, нижнему вы-
ступу S-образной кривой (рис. 4.16 [66]).
Структура металлической основы чугуна, получаемая в ре-
зультате изотермической закалки, в зависимости от температуры
и длительности выдержки до последующего охлаждения со-
стоит из дисперсных составляющих a-фазы, цементита, аусте-
нита и мартенсита (рис. 4.17 [67]). Более высоким значениям
температур соответствует структура бейнита из а->фазы и це-
ментита и незначительного количества остаточного аустенита.
При температурах ~400 °C из аустенита выделяются про-
слойки a-фазы, а в остающихся прослойках аустенита концен-
трация углерода повышается, увеличивая устойчивость аусте-
ТАБЛИЦА 4.97.
НЕКОТОРЫЕ ХАРАКТЕРИСТИКИ СВОЙСТВ ИЗОТЕРМИЧЕСКИ
ЗАКАЛЕННЫХ ЧУГУНОВ
Наименова- ние чугунов Твердость, НВ Минимальное значение Темпе- ратура охлаж- дающей среды, °C Структура Леги- рующие элементы
%• МПа ’0.2 МПа б, %
Твердый 430-550 1300 1000 0,5 250 Феррит, мартенсит, аустенит Мп
Полутвердый 350-480 1200 800 2 270—300 Феррит, аустенит, мартенсит Мп, Си, Ni, Мо
Вязкий 280-350 1000 830 680 550 5 10 350 Феррит, аустенит Си, Ni, Мо
299
ТАБЛИЦА 4.98.
СОСТАВ СОЛЯНЫХ ВАНН ДЛЯ ИЗОТЕРМИЧЕСКОЙ ЗАКАЛКИ И ОТПУСКА
Состав ванны Температура плавления, °C Температурный интервал применения ванны, °C
1 часть KNO3 + 1 часть NaNO2 145 160—500
4 части NaNO3 + 3 части KNO3 + 3 части Ba (NO3)2 160 180—400
1 часть KNO3 + 1 часть NaNO3 220 240—520
Свинец 330 350—900
1 часть СаС12 + 2 части NaCl + 4 части КС1 + 470 500-800
+ 7 частей ВаС12
3 части СаС12 + 1 часть NaCl 500 540
3 части СаС12 + 2 части NaCl + 3 части NaCN 500 500—800
нита к распаду, в том числе и к мартенситному превращению.
В зависимости от исходного содержания углерода в аустените,
степени легирования чугуна такими элементами как никель,
медь, марганец, температуры и длительности выдержки при изо-
термическом превращении, а также с учетом последующего пре-
вращения части аустенита при дальнейшем охлаждении, струк-
тура продуктов распада может состоять из a-фазы, аустенита и
мартенсита в различном соотношении. Кремний в аустените
препятствует выделению цементита и карбидов (марганец
способствует), что обеспечивает возможность получения в чу-
гунах продуктов распада аустенита, устойчивых и при охлажде-
нии до комнатной температуры, состоящих из дисперсных про-
слоек a-фазы и аустенита или с превращением незначительной
части аустенита в мартенсит. Дисперсность пластичных фаз
аустенита и a-фазы обеспечивает высокие характеристики проч-
ности, пластичности и вязкости.
Рис. 4.16. Схематическое изображение раз-
личных способов закалки пелегированного
ЧШГ:
/ — закалка на бейнит; 2 — изотермическая
закалка; 3 —закалка на мартенсит; 4 -- об-
ласть перлита; 5 —область бейнита; 6 —об-
ласть мартенсита
200 250 300 350 МО МО 500
Температура превращения, ° с
Рис. 4.17. Взаимосвязь между темпе-
ратурой закалки нелегиропанного Ч1ПГ
и образующимися фазами
300
Рис. 4.18. Зависимость механических
свойств изотермически закаленного ЧШГ
(3,8 % С; 2,6 % Si: 0,6 % Си; 0,3 % Мп;
перлитная структура в литом состоянии)
от температуры изотермической выдержки
(температура нагрева 900 °C, длительность
изотермической выдержки 2 ч):
1 - HVW 2~аъ-3 ~айЛ и 4 - 6
Содержание марганца в ЧШГ для изотермической закалки
не должно превышать 0,4 %. Для массивных отливок чугун ле-
гируют никелем (0,8—1,5%), медью (0,5%) и молибденом
(0,2—0,4%). Температура нагрева обычно составляет 900 °C,
температура щелочной или соляной ванны 350—400 °C дли-
тельность изотермической выдержки (0,5—1 ч).
Охлаждение и изотермическая выдержка отливок (деталей)
может проводиться последовательно в нескольких средах. Пер-
вая среда должна обеспечить такую скорость охлаждения, чтобы
не началось перлитное превращение аустенита. Во второй среде
в отливке должна установиться необходимая температура изо-
термической выдержки. Выдержка до необходимой степени рас-
пада аустенита может проводиться и в воздушно-газовых сре-
дах. На рис. 4.18 приведена зависимость механических свойств
чугуна от температуры изотермической выдержки.
Изотермическая закалка проводится как при нагреве чугу-
нов до температур полной аустенизации металлической основы
чугуна, так и до температуры ниже верхней критической, при
которой металлическая основа чугуна состоит из 60—90 %
аустенита и 40—10 % феррита. В последнем случае достигается
высокая пластичность, вязкость и хорошая обрабатываемость чу-
гуна при относительно высоких прочностных характеристиках.
Низкотемпературный отжиг (искусственное старение) про-
водится с целью снятия внутренних напряжений. Внутренние
напряжения формируются в области температур перехода от
пластических к упругим деформациям. Нагрев проводят до
500—600 °C, выдерживают 2—6 ч и медленно охлаждают со
скоростью 20—50 °С/ч до 300 °C. Низкотемпературный отжиг
используют и для стабилизации размеров отливок.
4.8. МЕХАНИЧЕСКАЯ ОБРАБОТКА
4.8.1. ОБРАБОТКА РЕЗАНИЕМ
Обрабатываемость ЧШГ резанием зависит прежде всего от
микроструктуры, твердости, вязкости чугуна, вида обработки
301
g ТАБЛИЦА 4.99.
to
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ТОКАРНОЙ ОБРАБОТКИ ЧШГ [13]
Характеристики чугуна Глубина резания, мм Быстрорежущая сталь Карбидные резцы
скорость реза- ния, м/мин подача, мм/об марка резца без покрытия с покрытием
скорость резания, м/мин пода- ча, мм/об марка резца скорость ре- зания, м/мин подача, мм/об марка резца
структура твердость НВ, ГПа
пая* ные мнп
Феррит 1,4—1,9 1 60 0,18 S4, S5 215 235 0,25 РЮ, /ию 290 0,25 СРЮ, СМ 10
4 46 0,40 S4, S5 170 185 0,50 РЮ, /ИЮ 225 0,50 СРЮ, СМ 10
8 38 0,50 S4, S5 135 150 0,75 Р20, 4420 200 0,75 СР20, СМ20
16 30 0,75 S4, S5 НО 120 1,0 РЗО, /ИЗО — —
Феррит + пер- 1,9—2,25 1 43 0,18 $4, S5 145 165 0,25 РЮ, /ИЮ 215 0,25 СРЮ, смю
лит 4 34 0,40 S4, S5 115 130 0,50 РЮ, /ИЮ 170 0,50 СРЮ, смю
8 26 0,50 S4, S5 95 105 0,75 Р20, 4420 135 0,75 СР20, СМ20
16 21 0,75 S4, S5 76 84 1,0 РЗО, /ИЗО — —
Перлит + мар- 2,4—3,0 1 23 0,13 S9, S11* 79 90 0,13 РЮ, /ИЮ 120 0,13 СР01, СМ 10
тенсит 4 17 0,25 S9, S11* 67 79 0,25 Р01, /ИЮ 90 0,25 СРЮ, СМ 10
8 14 0,40 S9, S11* 49 58 0,50 Р20, /И20 76 0,50 СР20, СМ20
16 11 0,50 S9, S11* 40 46 0,75 РЗО, /ИЗО — —
Мартенсит 2,7—3,3 1 15 0,13 S9, S11* 53 60 0,13 Р01, /ИЮ 76 0,13 СР01, СМ 10
4 12 0,25 S9, S11* 40 46 0,35 РЮ, /ИЮ 60 0,25 СРЮ, СМ 10
8 9 0,40 S9, S11* 34 38 0,40 РЮ, /ИЮ 46 0,40
Продолжение табл. 4.99
Характеристики чугуна Глубина резания, мм Быстрорежущая сталь Карбидные резцы
скорость реза- ния, м/мин подача, мм/об марк а резца без покрытия с покрытием
скорость резания, м/мин пода- ча, мм/об марка резца скорость ре- зания, м/мин подача, мм/об марка резца
структура твердость НВ, ГПа
пая- ные МНП
Мартенсит 3,3—4,0 1 23 29 0,075 Р01, Л410
4 — — — 17 21 0,13 Р01, ЛН0 — — —
8 — — — 14 18 0,25 РЮ, ЛИО — — —
Аустенит ♦♦ 1,2—2 1 21 0,18 S9, S11* 69 76 0,18 РЮ, ЛИО 100 0,18 СРЮ, СЛИ0
4 18 0,40 S9, S11* 49 53 0,40 РЮ, ЛИО 69 0,40 СРЮ, слио
8 15 0,50 S9, S11* 38 43 0,75 Р20, /И 20 53 0,50 СР20, СМ20
16 11 0,75 S9, S11* 30 35 1,0 Р20, Л420 — — —
Аустенит*** 1,4—2,75 1 17 0,18 S9, S11* 46 52 0,18 РЮ, ЛИО 69 0,18 СРЮ, слио
4 14 0,40 S9, S11* 32 37 0,40 РЮ, ЛИО 46 0,40 СРЮ, слио
8 11 0,50 S9, S11* 26 29 0,50 Р20, М20 38 0,50 СР20, СМ20
16 6 0,75 S9, S11* 21 24 0,75 Р20, Л!20 — — —
Примечание. При большей глубине резания необходима повышенная мощность
резания.
• Можно использовать резцы премиального качества из быстрорежущей стали (Г15, М33,Л441— Л447, S10, $12). МНП — многогран
ф ные неперетачнваемые пластины. ** ЧШГ марок D2, D2C, D3A, D5; *** ЧШГ марок D2Bt D3, D4, D5B.
ТАБЛИЦА 4.100
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ТОКАРНОЙ ОБРАБОТКИ
ЧШГ КЕРАМИЧЕСКИМИ РЕЗЦАМИ [13]
Характеристики чугуна Глубина резания, мм Скорость резания, м/мин Подача, мм/об
структура твердость НВ, ГПа
Феррит 1,4—1,9 1 365 0,25
4 305 0,40
8 230 0,65
Феррит + перлит 1,9—2,25 1 335 0,25
4 275 0,40
8 200 0,50
Феррит + перлит 2,25—2,6 1 275 0,13
4 215 0,25
8 170 0,40
Перлит + мартенсит 2,4—3,0 1 245 0,13
4 185 0,25
8 135 0,40
Мартенсит 2,7—3,3 1 230 0,102
4 170 0,20
8 120 0,30
Мартенсит 3,3-4,0 1 185 0,075
4 135 0,15
8 105 0,23
Аустенит*1 1,2—2,0 1 305 0,13
4 215 0,25
8 135 0,40
Аустенит*2 1,4—2,75 1 245 0,102
4 150 0,20
8 90 0,30
Марки D2, D2C, D3A, D5, D2M. »» Марки D2B, D4, D5B.
(точение, фрезерование, сверление, нарезание резьб, протяги-
вание), скорости резания, углов заточки и материала режу-
щего инструмента, подачи, глубины и ширины резания.
Съем стружки при точении составляет ориентировочно 74,
98, 112, 176 и 216 см3/мин для ЧШГ марок ВЧ80, ВЧ 60, ВЧ 50,
ВЧ 45 и ВЧ 40 соответственно [53]. Съем стружки при фрезеро-
вании составляет для ЧШГ марок ВЧ 40 и ВЧ 60 ориентировочно
143 и 46 см3/мин [53].
Потребляемая удельная мощность резания ЧШГ аналогична
КЧ равной твердости и для случаев точения, сверления и фре-
зерования ЧШГ с ферритной и ферритно-перлитной структурой
(НВ=150—190) равна кВт/см3/мии 10,9, 14,5 и 14,5 соответ-
ственно, а для ЧШГ с перлитпо-ферритной и перлитной струк-
304
ТАБЛИЦА 4.101
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ТОРЦОВОГО ФРЕЗЕРОВАНИЯ ЧШГ [13]
Характеристики чугуна Глу- бина реза- ния*1 мм Быстрорежущая сталь Карбидные резцы
структура твердость НВ, МПа ско- рость реза- ния м/мин пода- ча мм/об марка резца . без покрытия с покрытием
скорость ре- зания м/мин подача мм/об марка резца ско- рость реза- ния м/мин пода- ча мм/об марка рези а
паяные мнп
Феррит 1,4—1,9 1 59 0,25 84, 82 205 225 0,25 /И20, Р20 335 0,20 С/И20, СР20
4 46 0,36 84, S2 150 150 0,40 /ИЗО, РЗО 220 0,30 С/ИЗО, СРЗО
8 35 0,45 S4, S2 105 105 0,50 /И40, Р40 170 0,40 С/И40, СР40
Феррит — перлит 1,9—2,25 1 44 0,20 84, S2 140 155 0,20 /И 20, Р20 235 0,20 С/И20, CP2Q
4 34 0,30 84, S2 105 115 0,30 /ИЗО, РЗО 150 0,30 С/ИЗО, СРЗО
» 8 26 0,40 84, 82 75 90 0,40 /И40, Р40 120 0,40 С/И40, СР40
Феррит — перлит 2,25—2,6 1 35 0,20 84, 82 .120 135 0,18 /И20, Р20 200 0,18 С/И20, СР20
4 27 0,30 84, 82 95 100 0,25 /ИЗО, РЗО 130 0,25 С/ИЗО, СРЗО
8 21 0,40 84, 82 64 78 0,36 /И 40, Р40 100 0,36 С/И40, СР40
Перлит — мартен- 2,4—3,0 1 26 0,15 84, 82 100 105 0,15 /И20, Р20 160 0,13 С/И20, СР20
сит 4 20 0,25 84, 82 73 81 0,20 /ИЗО, РЗО 105 0,18 С/ИЗО, СРЗО
8 15 0,30 84, 82 52 62 0,25 Л440, Р40 84 0,23 С/И40, СР40
Мартенсит 2,7—3,3 1 14 0,15 89, 811*2 58 64 0,15 /И 20, Р20 95 0,13 С/И20, СР20
4 11 0,25 89, 811*2 43 47 0,20 /ИЗО, РЗО 60 0,18 С/ИЗО, СРЗО
8 8 0,36 89, 811*2 30 37 0,25 /И40, Р40 46 0,23 С/И40, СР40
Мартенсит 3,3—4,0 1 — — — 27 30 0,102 /И20, Р20 — — —
4 — —— — 21 24 0,15 /ИЗО, РЗО — — —
8 — — — 15 18 0,20 /И40, Р40 — — —
Аустенит*3 1,2—2,0 1 12 0,20 89, 811*2 53 59 0,20 /И20, Р20 68 0,20 С/И20, СРЗО
4 8 0,30 89, 811*2 30 34 0,30 А130, РЗО 43 0,30 С/ИЗО, СРЗО
8 6 0,40 89, 811*2 21 26 0,40 /И40, Р40 34 0,40 С/И40, СР40
Аустенит*4 1,4—2,75 1 9 0,15 89, 811*2 37 41 0,18 /И20, Р20 60 0,18 С/И20, СР20
4 6 0,25 89, 811*2 24 27 0,25 /ИЗО, РЗО 35 0,25 С/ИЗО, СРЗО
8 5 0,36 89, 811*2 18 21 0,36 /И40, Р40 30 0,36 С/И40, СР40
Глубина резания измеряется параллельно оси резца. МПН — многогранные неперетачиваемые пластины. ♦* Можно использо-
вать любой тип резца премиального качества из быстротвердеющей стали (Т15, МЗЗ, М41—М47), S10, S12). Марки £>2, D2C, D3A,
D5. ** марки D2B, D3, D4, D5B.
ТАБЛИЦА 4.102
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ПЛОСКОГО
ФРЕЗЕРОВАНИЯ ЧШГ ФРЕЗАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ [13]
Характеристики чугуна Глубина резания*1, мм Скорость резания, м/мин Подача на зуб, мм
структура твердость ЯВ.ГПа
Феррит 1,4—1,9 1 58 0,25
4 44 0,30
8 35 0,36
Феррит + перлит 1,9—2,25 1 38 0,20
4 29 0,25
8 23 0,30
Феррит + перлит 2,25—2,6 1 34 0,15
4 26 0,20
8 20 0,25
Перлит + мартенсит 2,4—3,0 1 24 0,15
4 18 0,20
8 14 0,25
Мартенсит 2,7—3,3 1 12 . 0,13
4 9 0,15
8 6 0,18
Аустенит *2 1,2—2,0 1 11 0,13
4 6 0,18
8 5 0,23
Аустенит*3 1,4—2,75 1 8 0,13
4 5 0,18
8 3 0,23
#1 Глубина реза измеряется перпендикулярно оси фрезы. Все типы чугунов обра-
батывать резцами марок М2, М7, S4, S2. *2 ЧШГ марок D2, D2C, D3A, D5. ЧШГ ма-
рок D2B, D3, D4, D5B.
турой при //В=190—320 равна 20,5, 24,1 и 24,1 соответст-
венно * [13].
В табл. 4.99—4.105 представлены рекомендуемые [13] ре-
жимы точения, фрезерования, сверления, нарезания резьб и
протягивания ЧШГ. Марки резцов указаны согласно номен-
клатуре международной организации стандартизации ISO и
национальному стандарту США AISI. В табл. 4.106—4.111 при-
ведены рекомендуемые [13] углы заточки резцов для различных
видов резания чугунов.
Приведенные в табл. 4.104 скорости резания используются
для нарезания резьбы в узких сквозных отверстиях. В случае
глубоких или закрытых отверстий и при длине резьбовой
* Указанные значения потребляемой удельной мощности на резце справедливы
при условии острой режущей кромки и подачи 0.25—0.30 мм на кромку.
306
ТАБЛИЦА 4.103.
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ СВЕРЛЕНИЯ ЧШГ [13]
Характеристики чугуна Ско- рость реза- ния, м/мин Подача, мм/об Марка сверла
структура твердость НВ, ГПа Номинальный диаметр отверстия, . мм
1,5 3 6 12 18 25 35 50
Феррит 1,4—1,9 26 0,025 — — — — — — — М10, М7, ЛИ, S2, S3
35 — 0,075 0,15 0,25 0,33 0,40 0,55 0,65
Феррит — перлит 1,9—2,25 21 0,025 0,075 0,15 0,25 0,33 0,40 0,55 0,65 Л110, М7, Ml, S2, S3
Перлит 4- феррит 2,25—2,6 15 0,025 0,050 0,102 0,18 0,25 0,30 0,40 0,45 745, Л442, S9, S11*1
Перлит -г мартенсит 2,4—3,0 14 0,025 0,050 0,102 0,18 0,20 0,25 0,33 0,40 Т16, Л442, S9.S11*1
Мартенсит 2,7—3,3 9 — 0,025 0,050 0,102 0,13 0,15 0,18 0,20 745, Л142, S9, S11*1
Мартенсит 3,3—4,0 6 — 0,025 0,050 0,102 0,13 0,15 0,18 0,20 745, Л442, S9, Sll*i
Аустенит*2 1,2—2,0 11 0,025 0,050 0,13 0,18 0,25 0,30 0,40 0,45 745, Л142, S9, S11*1
Аустенит*3 1,4—2,75 8 0,025 0,050 0,13 0,18 0,25 0,30 0,40 0,45 745, Л442, S9, S11*1
Можно использовать любой тип сверл премиального качества из быстрорежущей стали (Af33, Af41— Af47, S10, S12). Для от-
верстий с диаметром, превышающим удвоенную их глубину, необходимо уменьшить скорость резания и подачу. *2 ЧШГ марок D2, D2C,
D3A.D5, D2M', ЧШГ марок D2B, D3, DI, DSB.
ТАБЛИЦА 4.104
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ НАРЕЗАНИЯ РЕЗЬБ
МЕТЧИКАМИ В ЧШГ [13]
Характеристика чугуна Скорость резания, м/мин
резьба, мм
178 | 203—381 | 406—610 | 610
Структура твердость ЯВ, ГПа шаг резьбы, мм
3 1,5—3 1-1,5 1
Феррит 1,4—1,9 6 12 17 18
Феррит + перлит 1,9—2,25 5 9 12 14
Феррит + перлит 2,25—2,6 3 6 8 9
Перлит + мартенсит 2,4—3,0 2,4 3,6 5'5 6
Мартенсит 2,7—3,3 1,8 3 3,6 5
Мартенсит 3,3—4,0 1,5 1,8 2,4 3
Аустенит*1 1,2—2,0 3 5 6 8
Аустенит*2 1,4—2,75 2,4 5 5,5 6
*1 ЧШГ марок D2, D2C, D3A, D5, D2M. ♦« ЧШГ марок D2B, D3, D4, D5B.
ТАБЛИЦА 4.105
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ ЧШГ
ПРОТЯЖКОЙ [13]
Характеристика чугуна Скорость протяги- вания, м/мин Стружеч- ная на- грузка, мм/зуб Марка резца
структура твердость, НВ, ГПа
Феррит 1,4—1,9 8 0,13 М2, М7, S2, S4
Феррит + перлит 1,9—2,25 8 0,102 М2, М7, 32, 34
Феррит + перлит 2,25—2,6 6 0,102
Перлит + мартенсит 2,4—3,0 3 0,050 715, М42, 39, 511*1
Мартенсит 2,7—3,3 3 0,050
Аустенит*2 1,2—2,0 5 0,075 М2, М7, 34, 55
Аустенит*3 1,4—2,75 3 0,075
♦* Можно использовать любую марку резцов премиального качества из быстроре-
жущей стали (МЗЗ, М41—М47, $10, S12). *» ЧШГ марок D2, D2C, D3A, D5, D2M.
•• ЧШГ марок D2B, D3, D4, D5B.
части свыше 65 % глубины отверстия необходимо уменьшить
скорость резания. Материал метчиков — быстрорежущая сталь
(Ml, М7, MIO, S2, S3). В случае мартенситного ЧШГ с НВ =
3,30—4,00 ГПа рекомендуются нитридированные метчики.
308
ТАБЛИЦА 4.106
РЕКОМЕНДУЕМЫЕ УГЛЫ ЗАТОЧКИ (В ГРАДУСАХ) ОДНОЛЕЗВИЙНОГО
ИНСТРУМЕНТА ДЛЯ ТОЧЕНИЯ И СВЕРЛЕНИЯ ЧУГУНОВ [13]
Материал резцов Углы заточки (град.) при твердости чугунов, НВ
100—200 200-300 300—400
Резцы из быстрорежущих сталей: угол продольного скоса 5 5 5
угол поперечного скоса 10 8 5
главный тыльный угол 5 5 5
вспомогательный тыльный угол 4 5 5
Резцы карбидные паяные: угол продольного скоса 0 0 —5
угол поперечного скоса 6 6 —5
тыльные углы 7 7 7
Карбидные МНП*: угол продольного скоса —5 —5 —5
угол поперечного скоса —5 —5 —5
тыльные углы 5 5 5
♦ МНП — многогранные неперетачиваемые пластины.
ТАБЛИЦА 4.107
РЕКОМЕНДУЕМЫЕ УГЛЫ ЗАТОЧКИ МЕТЧИКОВ
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ [13]
Твердость чугуна, НВ, ГПа Угол упора (скоса), градусы Тип метчиков
1,20—2,60 2,60—3,30 5—8 0—3. Ручной с 4 канавками Улучшенный ручной с 4 канавками
ТАБЛИЦА 4.108
РЕКОМЕНДУЕМЫЕ УГЛЫ ЗАТОЧКИ В ГРАДУСАХ ТОРЦОВЫХ ФРЕЗ [13]
Наименование угла Материал и тип фрезы
быстрорежущая . сталь карбидные МНП* карбидные паяные
Угол осевого скоса Угол радиального уклона Краевой (ребровой) угол Концевой угол режущей кромки Угол осевого тыльного уклона Угол радиального тыль- ного уклона 20—30 (—5) ...(-10) 45 5-10 4—7 4—7 т сл сл 1 1 11^1 5—11 5 ... (-10)
МНП — многогранные неперетачиваемые пластины.
309
ТАБЛИЦА 4.109
РЕКОМЕНДУЕМЫЕ УГЛЫ ЗАТОЧКИ В ГРАДУСАХ
ДИСКОВЫХ И ПАЗОВЫХ ФРЕЗ [13]
Угол заточки (град.) фрезы из материала
быстродействую- щая сталь карбидные
Угол осевого скоса 10 . .. 12 0 .. .. (-10)
Угол радиального уклона 10 . .. 12 5 . .. (-10)
Угол осевого тыльного уклона 2 ., .. 4 3 . ..5
Угол радиального тыльного уклона 3 .. .. 7 5 . .. 8
ТАБЛИЦА 4.110
РЕКОМЕНДУЕМЫЕ ЗНАЧЕНИЯ ТЫЛЬНОГО УГЛА
РЕЖУЩЕЙ КРОМКИ
СПИРАЛЬНЫХ СВЕРЛ ИЗ БЫСТРОРЕЖУЩИХ
СТАЛЕЙ [13]
Тыльный угол, град Номер сверла Размер сверла, мм Тыльный угол, град Номер сверла Размер сверла, мм
24 80 ... 61 — 14 — 6 ...9
21 60 ... 41 — 12 — 9 ... 13
18 40 ... 31 — 10 — 13 ... 19
16 — 3 ... 6 8 — 25
ТАБЛИЦА 4. 111
РЕКОМЕНДУЕМЫЕ ЗНАЧЕНИЯ УГЛОВ
ЗАТОЧКИ ПРОТЯЖЕК
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ [13]
Тип чугуна Твердость чугуна, НВ Углы, град.
упора зазора
ЧПГ 110—320 6-8 2—3
ЧШГ, кч 110—400 8-15 2—3
310
ТАБЛИЦА 4.112
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ПЛОСКОГО ШЛИФОВАНИЯ ЧУГУНОВ
ПРИ ИСПОЛЬЗОВАНИИ ВЕРТИКАЛЬНОГО ШПИНДЕЛЯ
И ПОВОРОТНОГО СТОЛА Е13]
Тип и твердость чугуна
Показатели ЧВГ; НВ=1,85— —2,25 ГПа ЧШГ, КЧ; HRC < 52 аустенитный ЧШГ НВ =1,20 — — 2,75 ГПа
Скорость круга, м/с 18—30 18—30 18—30
Скорость стола детали, м/мин 30—105 30—105 20—105
Подача вниз, м/мин Марка круга: а. для узкой рабочей пло- щадки 0,025—0,13 0,025—0,13 0,025—0,13
черновая операция A30/V Л24ЯУ ЛЗОЯУ
чистовая операция б. для широкой рабочей площадки С80/В Л80/7В АШВ
черновая операция ЛЗОЯУ A24GV АЖУ
чистовая операция С80/75 АЖВ АЖВ
Т А Б Л И Ц А 4.113
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ПЛОСКОГО ШЛИФОВАНИЯ ЧУГУНОВ
ПРИ ИСПОЛЬЗОВАНИИ ВЕРТИКАЛЬНОГО ШПИНДЕЛЯ И СТОЛА
С ВОЗВРАТНО-ПОСТУПАТЕЛЬНЫМ ДВИЖЕНИЕМ [13]
Тип и твердость чугуна Подача вниз, или на про- ход, мм Поперечная подача Марка чугуна
черно- вая чисто- вая мм на проход в долях ширины круга, (не более)
ЧВГ; ЯВ= 1,85—2,55 ГПа 0,075 0,025 1,25—12,5 1/3 C36JV Л46/У
ЧШГ, КЧ; HRC < 52 0,075 ‘0,025 1,25—12,5 1/3 С46/И Л 46/1/
ЧШГ, КЧ; 53<с HRC < 60 0,050 0,013 0,65—6,5 1/10 С46//И Л46/7У Л46//И
Аустенитный ЧШГ (ни- резист); НВ~ 1, 20— 2,75 ГПа 0,13 0,025 1,25—12,5 1/3 (черновой) Л 800 У (чистовой)
Примечание. Указанные марки кругов используются при мокром шлифова*
нии. Для сухого шлифования необходимы болсо мягкие марки кругов. Независимо от
типа и твердости чугуна скорости круга и стола составляют 28 — 33 м/с и 15 — 30 м/мин со-
ответственно.
311
ТАБЛИЦА 4.114
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ КРУГЛОГО
ШЛИФОВАНИЯ ЧУГУНОВ [13]
Показатели Рекомендуемые режимы для чугунов типа
ЧВГ; НВ=1,85—2,25 ГПа ЧШГ, КЧ; HRC < 52 ЧШГ, КЧ; HRC > 52 аустенитный ЧШГ, ЯВ = = 1,20 — 2,75 ГПа
Скорость вращения дета- ли, м/мин Чистовая поперечная по- дача по диаметру, не бо- лее, мм/проход Поперечная подача по ши- рине круга, на оборот де- тали: 21—30 21—30 21—30 21—30
0,025 0,013 0,013 0,013
черновая 0,5 0,25 0,25 0,5
чистовая 1/6 1/8 1/8 1/6
Марка шлифовального круга C46KV C54JV C60/V A6QLV
Примечание. Указанные марки кругов используются при мокром шлифова-
нии деталей диаметром 50— 100 мм и при шлифовании с поперечной подачей. Для сухого
шлифования необходимы более мягкие круги. Детали диаметром свыше 100 мм шлифуют
более мягкими или более грубозернистыми кругами, а диаметром менее 50 мм — более
твердыми кругами. Независимо от типа и твердости чугуна черновая поперечная подача
по диаметру составляет 0,050 мм/проход, скорость вращения круга — 28—33 м/с.
ТАБЛИЦА 4.115
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ВНУТРЕННЕГО
ШЛИФОВАНИЯ ЧУГУНОВ [13]
Тип и твердость чугуна Поперечная подача по диаметру, мм на проход Марка круга
черновая чистовая, не более
ЧВГ; НВ= 1,85—2,25 ГПа 0,050 0,005 C46JV; A46KV
ЧШГ, КЧ, HRC < 52 0,050 0,005 C54JV; A60JV
ЧШГ, КЧ; HRC > 52 0,025 0,005 C601V-, A60/V
Аустенитный ЧШГ; 0,015 0,088 A36/7V (черновой);
НВ= 1,20—2,75 ГПа A60/7V (чистовой)
Примечание. Указанные марки кругов используются для мокрого шлифова-
ния отверстий диаметром 20 . . . 50 мм. Для отверстий большого и меньшего диаметра
необходимы соответственно более мягкие или более твердые круги. Независимо от типа
и твердости чугуна скорость вращения детали рекомендуется в пределах 23—60 м/мин,
а черновая и чистовая поперечная подача по ширине круга один оборот — соответственно
1/3 и 1/6.
312
ТАБЛИЦА 4.116
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ
ШЛИФОВАНИЯ ЧУГУНА
НА БЕСЦЕНТРОВЫХ СТАНКАХ [13]
Тип и твердость Поперечная подача по диаметру, мм/проход Марка шлифоваль- ного круга
черновая чистовая не более
ЧВГ; НВ= 1,85—2,55 ГПа 0,13 0,050 C46LV
ЧШГ, КЧ; HRC$z52 0,13 0,038 C54KV
ЧШГ, КЧ; HRC > 52 0,102 0,025 C60KV
Аустенитный ЧШГ, НВ= 1,20—2,75 ГПа 0,13 0,038 A60LV
Примечание. Указанные марки кругов используются для мокрого шлифова
ния деталей диаметром 20—50 мм. Для деталей большего и меньшего диаметра рекомен-
дуются соответственно более мягкие, более грубозернистые и более твердые круги. Неза-
висимо от типа и твердости чугуна скорость вращения круга и сквозная подача детали
рекомендуются в пределах соответственно 28—33 м/с и 1,3—2,8 м/мин.
ТАБЛИЦА 4.117
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ
ШЛИФОВАНИЯ ЧУГУНОВ
АБРАЗИВНОЙ ЛЕНТОЙ [13]
Операция Тип абразива Размер зерна Скорость ленты, м/с Контактный круг
тип твер- дость по дюрометру
Черновое шлифование А12О3 Al2O3—ZrO2 24-60 15 ... 23 30 ... 46 Sfl,SFR 70-95
Полирование А12О3 80-180 20 ... 28 SR, SFR 20-60
Примечание. При необходимости обеспечения высокого качества поверхности
следует использовать понижение скорости ленты. Условные обозначения: — рифленая
резина, SFR — гладкая резина. Приведенные режимы шлифования приюдны для ЧШГ,
КЧ, ЧВГ и ЧПГ, имеющих твердость ///J-I— 4 ГПа.
313
ТАБЛИЦА 4.118,
БУКВЕННЫЕ И ЦИФРОВЫЕ ОБОЗНАЧЕНИЯ МАРОК ШЛИФОВАЛЬНЫХ
КРУГОВ И ЛЕНТ, ИСПОЛЬЗУЕМЫХ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ
ЧУГУНОВ (СТАНДАРТЫ США ANSIBlb. 13—77 И МЕЖДУНАРОДНОЙ
ОРГАНИЗАЦИИ СТАНДАРТИЗАЦИИ /SO525 —1975Е) [13]
Тип абразива Размер зерен абразива Класс Тип связующего
грубый средний мелкий очень мелкий мягкий] средний твердый
А — оксид алюминия 8, 30, 70, 220, А, /, Л Q, R В — термореак- тивная смола,
С — карбид кремния ю, 12, 36, 46, 80, 90, 240, 280, в, С, К, L S, Т BF — упроч- ненная термо- реактивная смола,
14, 54, 100, 320, D, М, и, Е — шеллак,
16, 20, 24 60 120, 150, 180, 400, 500, 600 Е, F, 6, Н X, 0, р. V, w, х, У, Z 0 — оксихло- рид, R — резина, RF — упроч- ненная резина, S — силикат 17 —остекло- ванная связка Mg — оксид магния
4.8.2. ОБРАБОТКА АБРАЗИВАМИ
В табл. 4.112—4.117 представлены рекомендации [13] по режи-
мам абразивной обработки ЧШГ, ЧВГ и КЧ. Сведения о бук-
венных и цифровых обозначениях марок шлифовальных кругов
и лент, указанных в этих таблицах, приведены в табл. 4.18.
5
--- ЧУГУН
С ВЕРМИКУЛЯРНЫМ ГРАФИТОМ
5.1. ОБЩАЯ ХАРАКТЕРИСТИКА
СТРУКТУРЫ И СВОЙСТВ
Вермикулярный графит ВГ подобно ПГ имеет форму взаимо-
связанных графитовых лепестков. Однако лепестки ВГ отлича-
ются от ПГ меньшей степенью неравноосности (отношение
длины лепестка ВГ к его толщине обычно находится в преде-
лах 2—10, тогда как в ПГ значительно превышает 10), мень-
314
Рис. 5.1. Форма лепестков ВГ в магний—титан—цериевом ЧВГ с вытравленной метал
лической основой (растровая электронная микроскопия) П]. Х400
Рис. 5.2. Форма сростков ВГ в магний—титан—церий—бариевом ЧВГ с вытравленной
металлической основой (растровая электронная микроскопия) [1]. Х300
315
Рис. 5.4. Микроструктура типа «твердый глаз» ферритно-бейнитного ЧВГ с оторочками
верхнего бейнита вокруг ВГ (данные Э. В. Захарченко, В. Н. Семененко, А. П. Биль-
ко). Х200
шими размерами и округлой формой кромок (рис. 5.1—5.2).
Специфическое сочетание физико-механических, технологических
и эксплуатационных свойств достигается в ЧВГ только при ус-
ловии, что содержание ВГ в структуре чугуна составляет не
менее 80—90 %, остальное — ШГ; ПГ не допускается. На
рис. 5.3—5.4 представлена на микроструктуре ферритного и
ферритно-бейнитного ЧВГ.
Методы количественного определения составляющих микро-
структуры ЧВГ в отливках регламентированы ГОСТ 3443—87.
По прочности ЧВГ находится на уровне высокопрочных
марок СЧ или превосходит их, однако пластичность, ударная
вязкость, вязкость разрушения, модуль упругости, термостойко-
сти, окалино- и ростоустойчивость, сопротивляемость коррозии,
герметичность, ЧВГ выше, чем СЧ.
ЧВГ превосходит ЧШГ по демпфирующей способности теп-
лофизическим и некоторым специальным свойствам (тепло- и
температуропроводности, термоусталостной стойкости, размер-
ной стабильности в условиях теплосмен).
ЧВГ более технологичен, чем СЧ высоких марок и ЧШГ. По-
скольку усадка ЧВГ меньше, чем ЧПГ, отливки из ЧШГ, как
правило, можно изготовлять без прибылей. По сравнению с вы-
сокопрочным СЧ и ЧШГ склонность к отбелу у ЧВГ ниже, что
позволяет получать тонкостенные отливки без отбела в литом
состоянии.
ЧВГ особенно эффективен для изготовления отливок боль-
шой массы (например, изложниц массой до 100 т с толщиной
стенок до 500 мм), деталей сложной конфигурации независимо
от массы (например, блок-картеров и головок цилиндров ДВС),
разностепных деталей. ЧВГ на 20—25 % дешевле КЧ п ЧШГ [1].
316
Обрабатываемость резанием ЧВГ значительно лучше, чем
ЧШГ и стали. Шероховатость механически обработанной поверх-
ности ЧВГ меньше, чем СЧ. Так же как и у других типов чу-
гуна структура металлической основы ЧШГ регулируется по-
средством легирования и термообработки. Производство ЧВГ
требует очень жесткого металлургического контроля. В про-
мышленности ЧВГ используется с 1968 г.
5.2. МАРКИ ЧУГУНА И ОСНОВНЫЕ СВОЙСТВА
Самостоятельного ГОСТ на марки ЧВГ в нашей стране нет. Од-
нако действующий ГОСТ 7293—85 «Чугун с шаровидным графи-
том для отливок. Марки распространяются и на ЧВГ. Согласно
ГОСТ 7293—85 чугун марок ВЧ 35 и ВЧ 40 с вермикулярным
графитом должен иметь относительное удлинение не менее
ТАБЛИЦА 5.1
МАРКИ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧВГ* В СРР
• Марка чугуна
Fgt>300 | Fgu350 Fgu400
ав, МПа 300 350 400
а0,2, МПа 200 240 280
6, % 3,0 1,5 1,0
Е, ГПа 120—140 140—160 160—170
КС+20°с> кДж/м2 50—150 — —
НВ 120—160 160—220 200—270
* Количество вермикулярного графита не менее 80 %; структура матрицы в чу-
гунах:
Fgv 300-Ф > 68%, до 30% П, до 2% Ц\
Fgv 350-30-70% Ф, до 70% 77;
Fgv 400—Ф < 25%, П > 70%, до 5% Ц.
ТАБЛИЦА 5.2
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧВГ ФИРМЫ INTERNATIONAL MECHANITE
METAL (ВЕЛИКОБРИТАНИЯ)
Марка чугуна *’ Марка чугуна ♦'
FC275 РС400 FC275 РС400
ав, МПа ^0,2» -МПа 6, % НВ КсЛ'-0 с, кДж/м2 275 220 2 130-180 100 400 330 1 200—250 (j-t, МПа Е, ГПа gr , МПа ° ОК ±160 162 500 0,28 ±200 165 600 0,28 1
ф| Чугун марок FC 275 и PC 40 имеет ферритную и перлитную металлическую ос-
нову соответственно. ц - коэффициент Пуассона.
317
ТАБЛИЦА 5.3
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧВГ В ОТДЕЛЬНО ОТЛИТЫХ ПРОБАХ
ДИАМЕТРОМ 30 мм [2]
Чугун ов, МПа ®0.2 МПа б, % НВ
Ферритный (Ф 90 %) 276 193 3—5 130—179
Ферритно-перлитный (Ф<90%) 345 276 1 163—241
Перлитный (П > 90 %) 448 379 1 217—270
ТАБЛИЦА 5.4
ПРОЧНОСТЬ* ФЕРРИТНЫХ И ПЕРЛИТНЫХ ЧВГ В ОТЛИВКАХ
РАЗЛИЧНОГО СЕЧЕНИЯ [2]
Диаметр образца, мм ств, МПа, при Сэ, %
3,9 4,0 4,1 4,2
30 397/469 388/459 380/450 372/441
50 358/406 349/397 341/389 333/381
100 323/359 316/351 308/346 300/339
200 303/341 297/334 289/327 282/320
В числителе — ферритный,
в знаменателе — перлитный ЧВГ.
1,0%. По согласованию между изготовителем и потребителем
допускается устанавливать значения показателей б, НВ и KCUy
отличающиеся от указанных в ГОСТ 7293—85.
В СРР стандартизированы три марки ЧВГ (табл. 5.1). Дан-
ные о марках и механических свойствах некоторых марок ЧВГ
приведены в табл. 5.2. В табл. 5.3 указаны типичные значения
механических свойств ЧВГ в литых образцах диаметром 30 мм.
ТАБЛИЦА 5.5
ПРОЧНОСТЬ И ТВЕРДОСТЬ ЧВГ в ОТДЕЛЬНО ОТЛИТЫХ ПРОБАХ
И КРУПНОГАБАРИТНЫХ МАССИВНЫХ ОТЛИВКАХ [1]
Номер * чугуна Толщина стенки, мм ов, МПа НВ Отливка
1 25 477 204 Килевая проба
2 25 377 191 Килевая проба
1 162 300 165 7-т изложница
1 190 245 148 15 т изложница
2 235 270 145 21-т изложница
* Химический состав чугунов укапш и табл. 5.6.
318
ТАБЛИЦА 5.6.
ХИМИЧЕСКИЙ СОСТАВ ЧУГУНОВ
Номер чугу- на из табл. 5.5 Место отбора проб Содержание элементов, %
С SI Мп S Р Ti Mg
1 Килевая проба Изложница 3,79 2,3 0,29 0,009 0,056 0,096 0,028
3,53 2,15— 2,49 0,28— 0,31 0,004— 0,007 0,059 0,089— 0,090 0,010— 0,024
2 Килевая проба 3,77 2,26 0,42 0,012 0,052 0,102 0,031
Изложница 3,66 2,25 0,43 0,007 0,060 0,096 0,025
С увеличением толщины стенки отливки прочность ЧВГ сни-
жается независимо от величины углеродного эквивалента, при-
чем перлитные чугуны более чувствительны к толщине сечения
чем ферритные (табл. 5.4). В медленно затвердевших массив-
ных отливках прочность и твердость ЧВГ соответственно в 1,4—2
и 1,3—1,4 раза ниже, чем в отдельно отлитых килевых пробах
(табл. 5.5, 5.6). Однако в диапазоне средних толщин стенок
свойства ЧВГ слабо зависят от толщины стенки. При толщине
стенок менее 10 мм (например, в отливках выхлопных коллек-
торов) и в условиях быстрого охлаждения ВЧГ обладает силь-
ной склонностью к образованию шаровидного графита, а иногда
к отбелу, особенно при перемодифицировании.
5.3. МЕХАНИЧЕСКИЕ СВОЙСТВА
НЕ РЕГЛАМЕНТИРОВАННЫЕ СТАНДАРТОМ
5.3.1. МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ СТАТИЧЕСКИХ,
ДИНАМИЧЕСКИХ И ЦИКЛИЧЕСКИХ НАГРУЗКАХ
Механические свойства ЧВГ — промежуточные между ЧПГ и
ЧШГ при одинаковой структуре матрицы. Типичные значения
пределов прочности и текучести, модуля упругости, твердости
и относительного удлинения ферритных и перлитных ЧВГ в за-
висимости от толщины стенки отливки приведены в табл. 5.7.
В ЧВГ с низкой степенью вермикуляризации графита механиче-
ские свойства снижаются до уровня ЧПГ средней прочности,
а при высокой доле ШГ — приближаются к ЧШГ. По сравне-
нию с ЧПГ механические свойства ЧВГ значительно менее чув-
ствительны к величине С;) и толщине стенки. Даже при Сэ =
= 4,3% ферритные и перлитные ЧВГ имеют более высокую
прочность, чем пелегироваппые ЧПГ с пониженным значением
Со.
319
ТАБЛИЦА 5.7.
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧВГ [3]
Марка Размер сечения, мм
сэ, % чугуна 30 | 44,5 | 53 | 200
сгв, МПа
4,3 4,0 4,2 4,0 Феррит Перлит 363 400 440 460 310 330 360 385 325 350 370 390 280 300 320 340
ао,1» МПа
4,3 Феррит 260 210 230 190
4,0 285 235 250 220
4,3 Перлит 305 240 270 210
4,0 340 265 280 230
а0,2» МПа
4,3 Феррит 290 225 270 200
4,0 325 265 295 240
4,3 Перлит 330 295 300 255
4,0 370 310 330 260
а0,5> МПа
4,3 Феррит 325 230 300 225
4,0 365 290 340 255
4,3 Перлит 365 340 325 250
4,0 — 330 365 290
£, ГПа
4,3 Феррит 162 162 162 162
4,0 169 162 165 165
4,3 Перлит 165 165 159 155
4,0 165 162 — 155
6, %
4,3 Феррит 4,5 5,5 4,5 4,5
4,0 Феррит 2,0 3,0 2,5 3,0
4,3 Перлит 1,5 2,0 1,0 2,0
4,0 1,0 2,0 1,0 1,5
НВ,
4,3 Феррит 141 — 153 120—130 135—150 120—130
4,0 170—205 135—145 170—180 130—140
4,3 Перлит 225—245 195—205 175—245 160—180
4,0 210—260 195-215 175—240 160—190
ЧВГ характеризуются упругостью в широком диапазоне на-
пряжений: до ~ 125 МПа при растяжении и до —200 МПа при
сжатии (для ЧПГ псупругое поведение характерно даже при
самых маленьких нагрузках). Модуль Е, определяемый при ми-
нимально возможных напряжениях методом резонансных ча-
стот, составляет обычно 150—170 ГПа, что значительно выше
320
по сравнению с ЧПГ, но ниже чем у ЧШГ. Если от ЧВГ тре-
буется пониженный модуль упругости, то количество ШГ не
должно превышать 10%. Значение Е снижается с увеличением
толщины стенки и повышением Сэ, снижением количества ШГ
и перлита.
Предел пропорциональности ЧВГ (<7Пц~125 МПа) меньше,
чем у ЧШГ, а отношение од/сГв— несколько более высокое
(0,72—0,82). Соотношение ов/НВ у ЧВГ выше, чем у ЧПГ.
С возрастанием твердости от 1,3 до 2,3 ГПа относительное уд-
линение снижается с 4,5—9,5 % до 2—4%, а <тв увеличивается
с 287—353 до 480—600 МПа. Повышение количества перлита
в матрице линейно увеличивает твердость ЧВГ:
ЯВ = (/7+137) ± 28.
Показатели прочности и текучести перлитного ЧВГ при сжа-
тии соответственно в 3,2 и 1,3 раза выше, чем при растяже-
нии. Предел прочности при сжатии составляет ~ 1400 и
~1200 МПа для ферритного и перлитного ЧВГ соответственно.
В перлитном ЧВГ отношение сдвиговой прочности к <тв состав-
ляет 0,95—0,98, что выше, чем у ЧШГ (0,9), но ниже, чем у ЧПГ
(1,1—1,2). Механические свойства ЧВГ практически не зависят
от размера ВГ, поскольку последний изменяется в узких пре-
делах.
По показателю ударной вязкости ЧВГ (табл. 5.8) значи-
тельно ближе к ЧШГ, чем к ЧПГ. Температура вязко-хрупкого
перехода чугунов, представленных в табл. 5.8, составляет от 0
до +15 °C в случае ферритной матрицы (аналогично феррит-
ному ЧШГ) и ниже +100 °C — в случае перлитной матрицы.
При температурах выше Тв_х значения КС могут достигать
340 кДж/м2. Температура’вязко-хрупкого перехода ЧВГ за-
метно повышается при испытании образцов с V-образным над-
резом. У ферритного ЧВГ при оценке КС Тв_х»—40 °C
(КС~40°С =135 кДж/м2), а при оценке KCV: Тв_х«0 °C
(KCV0 с =54 кДж/м2). Температура условно нулевой пластич-
ности (температура конца вязко-хрупкого перехода) ЧВГ
весьма низкая: —55, —75 и —115 °C для чугуна в литом со-
стоянии, после нормализации и после отжига соответственно.
Сопротивляемость ЧВГ удару снижается с увеличением коли-
чества перлита, Сэ и содержания фосфора (свыше 0,06%).
Ударная вязкость ЧВГ линейно возрастает с повышением коли-
чества ШГ в его структуре. С понижением температуры испы-
таний на ударный изгиб уменьшается доля траектории тре-
щины, проходящей по графиту, т. е. с понижением температуры
прочность ЧВГ все больше определяется свойствами матрицы.
Имеется критическое содержание перлита в структуру ЧВГ
(~40%), выше которого Тп х существенно возрастает [4]. По-
I I Заказ № 1555
321
ТАБЛИЦА 5.8
ОСРЕДНЕННЫЕ ЗНАЧЕНИЯ УДАРНОЙ ВЯЗКОСТИ ЧВГ* ПРИ РАЗЛИЧНЫХ
ТЕМПЕРАТУРАХ [3]
Температура, КС и, кДж/м8, для матрицы Температура, КС и, кДж/м9, для матрицы
ферритной перлитной ферритной перлитной
—60 41/41 -/- +60 68/75 34/41
—20 48/54 27/27 +80 68/75 -/-
0 54/68 -/- +100 68/75 41/41
+ю 54/68 -/- + 160 -/- 48/65
--20 61/68 27/34 +200 -/- 43/54
+40 68/68 -/-
’^Химический составХчугуна, (%): с ферритной матрицей (3,9Cog; 2,0Si; 0,13Мп;
0,023Mg; 0.108Т1) с перлитной матрицей (3,6С^, 1.7S1. 0,34Mn, 0,020Mg, 0,052Ti).” В чи-
слителе —• для отливки)толщиной 45 мм, в знаменателе — для отливки толщиной 200 мм.
видимому, именно при этом пороговом содержании перлита
обеспечивается связанность (непрерывность) перлитного кар-
каса, обусловливающая хрупкое состояние 'матрицы в целом.
Вязкость разрушения ЧВГ значительно выше, чем у ЧПГ,
но на 15—40 % ниже по сравнению с ЧШГ. В зависимости от
степени сферидизации графита показатели Kic и Jic ферритного
ЧВГ в 2,1—2,8 раза выше, чем у ферритного ЧПГ (табл. 5.9). По
сравнению с ферритным КЧ показатель Kq ферритного ЧВГ
в 1,3 раза выше. Увеличение содержания перлита с 5 до 60 %
снижает вязкость разрушения ЧВГ в 1,5 раза (табл. 5.10).
Усталостная прочность. Предел выносливости <г—i, характе-
ризующий способность ЧВГ выдерживать повторно-переменные
нагрузки, зависит от предела статической прочности:
=K.fdt,
где Kf — коэффициент выносливости. К/=0,37—0,59 (в случае
ЧШГ Kf=0,334-0,59). С учетом /Q~0,48 значения предела вы-
T А Б Л И Ц А 5.9
ВЯЗКОСТЬ (РАЗРУШЕНИЯ И МЕХАНИЧЕСКИЕ СВОЙСТВА ФЕРРИТНЫХ
ЧУГУНОВ ЧВГ, ЧШГ/И ЧПГ [5]
Тип чугуна ссг. % ав, МПа 6, % «!<• МПам°>б кДж/м’ Т* , °C в— х’
ЧВГ 54 353 12,2 53,3 18,5 —125
ЧВГ 38 298 8 46,5 15,3 —150
ЧШГ 81 411 24,1 72,2 31,5 -75
ЧПГ — 102 2,3 21,7 6,7 Ниже —150
* Тв_х соответствует температуре начала вязко-хрупкого перехода.
322
ТАБЛИЦА 5.10
ВЯЗКОСТЬ РАЗРУШЕНИЯ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНОВ: ЧВГ,
КЧ И ЧШГ [6]
Тип чугуна Состав матрицы, % ов> МПа О(| 2, МПа д, %
Ф—ЧВГ 95Ф; 577 332 257 5,6
Ф—П—ЧВГ 40Ф, 60П 400 328 1,8
ф-кч 100Ф 333 198 7,7
ф-кч 95—99Ф, 1—577 374 255 6,6
Ф—ЧШГ 100Ф 415 277 20,4
ф—77—ЧШГ 65Ф; 35/7 528 334 13,0
Бн—ЧШГ 35Л, 65Бн * 800 720 2,6
Бн—ЧШГ 16—17Л 1467 1413 1,1
83—84 Бн *
Тип чугуна НВ xcv+20 °C. кДж/м2 Kq. МПа-м0-5 МПа-м°>5 Ну, мм2
Ф—ЧВГ 146 68 30,9
Ф—П—ЧВГ 184 52 20,2 —. —
Ф—кч 125 100 23,6 —. 30—75
Ф—кч 137 126 23,7 — 10
Ф—ЧШГ 152 137 44,6 250—300
Ф—77—ЧШГ 180 56 68,7 — 250—300
Бн—ЧШГ 209 90 72,5 — 200—250
Бн—ЧШГ 466 41 — 61,1 200—250
* Бейнит верхний
носливости ЧВГ с ферритцой, ферритно-перлитной и перлитной
структурой составляют не менее 132, 168 и 192 МПа соответ-
ственно. Острые концентрации напряжений значительно сни-
жают предел выносливости ЧВГ и ослабляют зависимость <j-i
от структуры матрицы. Коэффициент чувствительности ЧВГ
к надрезу при усталостном нагружении Ка =<j_|/<j_ih близок
к 1,75 аналогично ЧШГ. ,С учетом К„ = 1,75 значения a_iH ти-
пичных ЧВГ с ферритной, ферритно-перлитной и перлитной
структурой составляют не менее 75, 96 и ПО МПа соответст-
венно.
Скорость распространения усталостных трещин в феррит-
ных и перлитных ЧВГ подчиняется уравнению Париса — Эрдо-
гана
dL/dN : -Cf\Kn,
где L — длина трещины, W— число циклов нагружения, ДК=
= Ктах—Ктш, МПа-м06— вязкость разрушения (коэффициент
интенсивности напряжений). Значения параметров п, Cf, а также
Н* 323
ТАБЛИЦА 5.11
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧШГ И ЧВГ ПРИ СТАТИЧЕСКОМ
И ЦИКЛИЧЕСКОМ НАГРУЖЕНИИ* [7]
Тип чугуна ав, МПа 0, % НВ °-1> МПа Kf cf п
ЧВГ 334 7,1 137 198 0,59 9,58- IO"1* 4,94
688 1,8 209 314 0,46 8,39-10"» 3,25
ЧШГ 433 26,0 143 256 0,59 6,47-10"11 4,71
803 5,6 256 343 0,43 3,65-10-» 3,39
* Числитель —- для ферритной матрицы, знаменатель — для перлитной. п -
соответственно коэффициент и показатель степени в уравнении Париса — Эрдогана.
характеристики усталостной прочности ЧВГ в сравнении с ЧШГ
приведены в табл. 5.11. Независимо от формы графита чугуны
с перлитной матрицей характеризуются более высокой ско-
ростью роста усталостных трещин по сравнению с ферритной.
Демпфирующая способность (циклическая вязкость) бц
ЧВГ промежуточная между ЧПГ и ЧШГ (в ~ 1,7 раза ниже,
чем у ЧПГ, но в —1,8 раза выше чем у ЧШГ [13]). Она слабо
зависит от величины Сэ и структуры матрицы, но очень чувстви-
тельна к форме графита. Увеличение толщины стенки отливки
повышает величину бц ЧВГ. Так, для перлитного ЧВГ наблюда-
ется следующая зависимость циклической вязкости (в числителе
для Сэ=4%, в знаменателе Сэ=4,3%) от толщины сечения от-
ливки [3].
Толщина стенки, мм 15 30 44,5 53 200
вц-10-4, % ... 4/4 4,6/4,3 5/4,3 5/5 7,3/6,3
5.3.2. МЕХАНИЧЕСКИЕ СВОЙСТВА
ПРИ ПОВЫШЕННЫХ И ПОНИЖЕННЫХ
ТЕМПЕРАТУРАХ
Ход температурной зависимости кратковременных механических
свойств ЧВГ (<тв, со,2, б) подобен ЧШГ. Повышение температуры
от +20 до 500 °C приводит к снижению пределов прочности и
текучести соответственно на 47 и 39%, повышению относитель-
ного удлинения в 1,3 раза (табл. 5.12). Предел длительной проч-
ности ферритных и перлитных ЧВГ при температурах +20, 150
и 250 °C равен 315, 230, ПО МПа и 400, 280, 150 МПа соот-
ветственно [1]. Предел выносливости в интервале температур от
+ 20 до 500 °C снижается в 1,5 раза [8]:
Температура, °C .....|-20 100 200 300 400 500
a_i. МПа ............185 165 155 165 155 125
324
ТАБЛИЦА 5.12
МЕХАНИЧЕСКИЕ СВОЙСТВА ФЕРРИТНОГО ЧВГ ПРИ КРАТКОВРЕМЕННОМ
РАСТЯЖЕНИИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [13]
Температу- ра, °C ав, МПа <т()>2> МПа б, % Температу- ра, °C ов, МПа а„>2, МПа б, %
+20 326 255 8,1 300 292 204 5,5
100 297 228 6,9 400 259 194 7,0
200 276 207 5,7 500 173 155 10,5
При увеличении температуры от +20 до 600 °C модуль уп-
ругости ферритного ЧВГ снижается в 1,4 раза (аналогично
ферритному ЧШГ), а максимальное растягивающее напряже-
ние, при котором сохраняется линейное соотношение между на-
грузкой и деформацией, уменьшается в 3 раза (у ферритного
ЧШГ — в 3,9 раза) (табл. 5.13). Начиная с температур ~550—
600 °C максимальное напряжение, при котором чугун сохраняет
свойство упругости, для ферритного ЧВГ становится более вы-
соким-по сравнению с ферритным ЧШГ.
Отрицательные температуры по-разному влияют на показа-
тели прочности и пластичность ЧВГ. Основные закономерности
этого влияния для ЧВГ с ферритной матрицей состоят в сле-
дующем [5].
Временное сопротивление разрыву при кратковременном рас-
тяжении при снижении температуры от +25 до —150 °C ли-
нейно увеличивается в 1,33 раза (с ~300—350 до 400—
470 МПа). Условный предел текучести <то,2 линейно повышается
в 1,51—1,58 раза (с ~220—253 до ~333—400 МПа). Относи-
тельное удлинение не зависит от температуры вплоть до
—120 °C, а при дальнейшем снижении температуры от —120 до
—150 °C плавно уменьшается в 1,8—2 раза (с 8—12,2 до 4—
6,7 %). Энергетический критерий вязкости разрушения Jic не
ТАБЛИЦА 5.13
МОДУЛЬ УПРУГОСТИ И УСЛОВНЫЙ ПРЕДЕЛ УПРУГОСТИ ФЕРРИТНЫХ ЧВГ
И ЧШГ» ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ ИСПЫТАНИЯ [8]
Температу- ра. °C Е, ГПа "o.o.v МПа Температу- ра, °C Е, ГПа °:,М- МПа
-| 20 152,5/165 230/270 400 137/147,5 185/225
100 151/161 200/233 500 142/143 160/168
200 150/158 207/240 600 108/115 75/69
300 144/152 185/225
* В числителе — для ЧВГ с ав 300 МПа,1 в’знаменателе — для ЧШГ с <JB
— 400 МПа.
325
зависит от температуры вплоть до (—130)... (—150°C), со-
ставляя 15,3—18,5 кДж/м2, а при температуре ниже —150 °C
быстро снижается (аналогично ЧШГ) до уровня меньше
6,7 кДж/м2, т. е. уступает ЧПГ. При температуре ниже —125 °C
ЧВГ превосходит ЧШГ по вязкости разрушения. Ударная вяз-
кость КС при снижении температуры от +20 до —60 °C умень-
шается в 5,8 раз (у ЧШГ — в 1,4 раза): с 627 до 108 кДж/м2.
Ферритный ЧВГ как конструкционный материал пригоден
для работы в условиях статических нагрузок в широком диапа-
зоне отрицательных температур, вплоть до —150 °C.
5.4. ФИЗИЧЕСКИЕ СВОЙСТВА
По уровню физических свойств ЧВГ занимает промежуточное
положение между ЧПГ и ЧШГ (табл. 5.14). ЧВГ имеет зна-
чительно более высокие по сравнению с ЧШГ показатели тепло-
и температуропроводности в широком диапазоне температур
(табл. 5.15). Как и в случае ЧПГ, теплопроводность повыша-
ется при увеличении Сэ и доли феррита в структуре матрицы.
Увеличение относительного количества ШГ в структуре ЧВГ
приводит к линейному снижению теплопроводности ЧВГ: Л=
= 34,1+0,094 х, Вт/(м-К), где х — относительное количество
ВГ (изменяется в пределах 0—100 %). Теплопроводность ЧВГ
зависит от химического состава, особенно от содержания сво-
бодного углерода (графита) и кремния. Температуропровод-
ность ЧВГ снижается при повышении температуры от комнат-
ной до 800°C от (12+14) 10-6 до (5-4-6) 10-6 м2/с. Наиболее су-
щественно температуропроводность зависит от формы графита
при температурах до 200 °C, а затем она заметно ослабевает
ТАБЛИЦА 6.14
ФИЗИЧЕСКИЕ СВОЙСТВА ЧУГУНОВ ЧВГ, ЧПГ И ЧШГ 1101
Свойство ЧВГ ЧПГ ЧШГ
Плотность, кг/м8Х 103 7,0—7,3 6,8—7,5 7,1—7,35
Коэффициент линейного расширения а$°, 1/К-Ю"» 12—14 10—13 9,0—12,5
Теплопроводность Вт/(м-К) 35—55 50—70 25—40
Удельное электросопротивление, ОмХ X мХ 10~в 0,70—0,80 0,50—11,0 0,40—0,75
Абсолютная магнитная проницаемость, Гп/мХ 10”5 12—60 10—40 12-80
Магнитная индукция, Тл 0,4—0,7 0,4—0,7 0,35-0,7
Напряженность магнитного поля, А/м 320—800 400 — 1035 120-880
Удельная теплоемкость cj®0, кДж/(кгХ ХК) 0,48—0,55 0,46—0,54 0,46—0,56
326
ТАБЛИЦА 5.15
ТЕПЛОПРОВОДНОСТЬ ЧУГУНОВ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ [3]
Чугун С9, % X, Вт/(м«К), при температуре, °C
100 200 300 400 500
ЧВГ 3,9 38,1 41,0 39,4 37,3 35,2
4,1 43,5 43,1 40,2 37,7 35,17
4,2 41,0 43,5 41,0 38,5 36,0
ЧПГ 3,8 50,2 49,0 45,2 41,9 38,5
4,0 53,6 50,7 43,7 43,1 38,9
ЧШГ 4,2 32,3 34,8 33,1 31,4 29,3
[9] . Увеличение соотношения С/Si с 1 до 4 сопровождается воз-
растанием температуропроводности ЧВГ в 1,4—1,5 раза. Анали-
тические зависимости температуропроводности ЧВГ от темпе-
ратуры [1]:
для 25 < t С 700 °C
а (0 = 13,889• 10-’— 1,554• 10"8/ + 5,4• 10"12/2,
для 700 С t < 800 °C
а (/) = 1,5-10“’4-5-10-9/.
Подобно ЧПГ и ЧШГ у ЧВГ наблюдается некоторое повышение
температуропроводности при увеличении температуры от 700
до 800 °C.
5.5. СЛУЖЕБНЫЕ СВОЙСТВА
Износ. Скорость износа ЧВГ при качении и скольжении ниже,
чем ЧПГ, но выше, чем ЧШГ. Ниже приведены значения ско-
рости износа (V, мг/ч) чугунов:
Чугун V, мг/ч Чугун V, мг/ч
при качении при скольжении
ЧВГ 1,0-М,2 ЧВГ 0,78—0,80
ЧПГ 1,6—1,8 ЧПГ 1,2—1,4
ЧШГ 0,7—0,75 ЧШГ 0,4—0,5
Термостойкость ЧВГ выше, чем ЧПГ, но ниже, чем ЧШГ
при термоциклировании по режиму 460^20 °C (нагрев горел-
кой с последующим охлаждением водой). При наличии в чу-
гуне одновременно ВГ и ШГ очагами зарождения термоуста-
лостных трещин служит ВГ, а ШГ практически не влияет на
механизм зарождения и развития трещин. При термоциклиро-
вании по режиму 300ч=ь900°С без окисления наибольшую термо-
стойкость имеют ферритно-перлитные ЧВГ [12]. Ферритные ЧВГ
обладают наивысшей термостойкостью, сравнимой с ЧШГ, при
327
ТАБЛИЦА 5.16
ОЦЕНКА СОПРОТИВЛЯЕМОСТИ ЧВГ ОДНОКРАТНОМУ ТЕПЛОВОМУ УДАРУ
В СРАВНЕНИИ С ЧПГ И ЧШГ
Параметр Температу- ра, °C ЧПГ ЧВГ ЧШГ
ов, МПа +20 150—300 300—500 350—1000
600 70—135 145—240 165—300
Е, МПа, ХЮ3 +20 90—125 140—165 160—190
600 75—100 115—135 130—150
а, м2/с, Х10"в +20 18—23 12—14 10—12
600 6—7 6—7 6—7
а, 1/К, ХЮ"» +20 8—11 10—12 10—12
600 10—13 12—14 12—14
(аав)/(а£), м2-К/с, Х1(Г3 +20 3,9—4,8 2,1—2,4 2,2—5,3
600 0,50—0,81 0,63—0,89 0,63—1,00
Примечание, а — коэффициент температуропроводности, а — коэффициент
линейного расширения.
термоциклировании со средними скоростями охлаждения (в ус-
ловиях резкого охлаждения ЧВГ значительно уступает ЧШГ
по термостойкости).
Согласно расчетной оценке сопротивляемости однократному
тепловому удару на основе известного критерия аав/(аЕ), не
учитывающего пластического деформирования материала, при
600 °C ЧВГ превосходит ЧПГ и находится на одном уровне
с ЧШГ (табл. 5.16).
В условиях термоциклирования с максимальной температу-
рой 600 °C необратимое формоизменение ферритного ЧВГ зна-
чительно меньше, чем ферритного ЧШГ.
Жаростойкость. Рост и окалинообразование ЧВГ незначи-
тельно отличаются от ЧПГ близкого химического состава при
температуре 500 °C и длительности выдержки 32 недели. Од-
нако при 600 °C и той же длительности выдержки сопротивляе-
мость ЧВГ росту и окалинообразованию существенно выше, чем
у ЧПГ (окалинообразование ЧПГ с Сэ=4,05—4,3 % и ЧВГ
с Сэ=4,1 % равно соответственно 0,85—1 и 0,55—0,6 кг/м2,
а рост—1,5—2,5 и 0,15—0,25 % соответственно) [3]. По окали-
ностойкости ЧВГ незначительно (на 12—16%) уступает ЧШГ.
ЧВГ, полученный обработкой РЗМ, хорошо противостоит высо-
котемпературному (до 950 °C) окислению. Благодаря особой
форме графита ЧВГ обладает низкой кислородопроницаемостью
и почти не обезуглероживается. Специальный пизкоуглероди-
стый ферритный ЧВГ состава (%) 1,5—2,4 Сос; 5—7 % Si;
Мп <0,6; 0,1—0,3 Сг; 0,4—0,7 Си; 0,3—0,5 Ti; 0,08—0,18 РЗМ;
S<0,1; Р<0,15 обеспечивает работоспособность деталей в ус-
ловиях агрессивной газовой среды при 1000 °C и статических
328
нагрузках (разработка Запорожского машиностроительного ин-
ститута). Подобный жаро- и коррозионностойкий ЧВГ имеет
показатели <тв^130 МПа, #5<3,0 ГПа и скорость газовой
коррозии в продуктах дожигания анодного газа не более
11 г/(м2-ч).
Коррозионная стойкость. Коррозионная стойкость ЧВГ при
20 °C в среде 5 %-ной H2SO4 почти в 2 раза выше, чем у ЧПГ.
Однако с увеличением температуры это различие значительно
снижается. В отличие от ЧШГ, перлитная матрица ЧВГ обес-
печивает более высокую коррозионную стойкость по сравнению
с ферритной [14]. Наложение растягивающих напряжений уси-
ливает коррозию.
Герметичность ЧВГ при наличии 15, 25 и 45 % ШГ харак-
теризуется давлением начала протечки 34,2—35,3, 37,3—37,6 и
41,2—43,7 МПа соответственно [11]. При отсутствии пластинча-
тых включений графита ЧВГ по герметичности практически не
уступает ЧШГ.
5.6. ПРИМЕНЕНИЕ
Машиностроительные отливки. В мировом автотракторострое-
нии освоена большая номенклатура литых деталей из ЧВГ
[1, 8]: маслопроводы для тракторов (0,4—0,6 кг), опорные де-
тали головки цилиндров тяжелых грузовиков (0,7—2 кг), кре-
пежные детали рам грузовиков (1 и 1,5 кг), тормозные рычаги
трактора (1,2 кг), шкивы сервопривода грузовика (10,6 кг),
монтажные кронштейны балластных грузов трактора (5,7 кг),
бандажные кольца шестерен грузовиков (3,6 кг), монтажные де-
тали двигателей ножей тракторов (11,5 кг), корпуса промежу-
точных зубчатых передач‘(17,9 и 41 кг), соединительные вилки
(2 и 2,6 кг), несущие кронштейны (1,9 кг), цепные звездочки
(1,1 и 1,6 кг), тормозные кронштейны (8,6 кг), вентиляторные
подушки (9,1 кг), соединительные фланцы (11,2кг), разнообраз-
ные крышки коробки передач и многие другие. Толщина стенок
перечисленных типов отливок—в пределах 4—50 мм, гаран-
тируемый минимальный" уровень механических свойств: ов =
= 350 МПа, по,2=280 МПа, 6=4 %. Характерные автомобиль-
ные детали из ЧВГ: блок-картеры, картеры (40 кг), чашки диф-
ференциала (7,3, 12,9, 22,4 кг), роторы (40 кг), корпуса под-
шипников (2,1 кг), тормозные колодки (1,5 кг), крышки (5,6кг),
ступицы ротора (5,6 кг), коробки передач рулевого управления
(17 кг) и др.
В больших масштабах ЧВГ используется в ФРГ взамен се-
рого чугуна (с 1970 г.) для производства головок цилиндров
крупных морских дизельных ДВС. Масса этих головок 185, 500
и 1000 кг. Замена высокопрочного легированного ЧПГ марки
СЧ 30 ферритным ЧВГ (ап^300 МПа, По,2^240 МПа, 6^2 %)
329
позволила увеличить выходную мощность морских ДВС до
50 %, снизить в 165 раз число аварийных разрушений крышек.
В Японии из ЧВГ отливают головки цилиндров для мощных
высокоскоростных дизель-генераторов электростанций (толщина
стенок 8—50 мм, масса 100 кг, свойства ЧВГ в прилитых об-
разцах <тв>370 МПа, <т0,2>300 МПа, 6^6 %, ЯВ=1,63 МПа).
В ФРГ из ферритного ЧВГ отливают также особо крупные ци-
линдровые головки морских ДВС черновой массой 2000 кг га-
баритами 750X1000X1200 мм и толщиной стенок 20—70 мм.
Использование ЧВГ взамен ЧПГ как материала выхлопного
коллектора ДВС пассажирских и грузовых автомобилей позво-
лило существенно повысить выходную мощность и снизить га-
бариты двигателей, улучшить эффективность использования
топлива, снизить загрязнение среды выхлопными газами, умень-
шить интенсивность внешнего охлаждения, повысить темпера-
туру коллектора до уровня свыше 500 °C (коллекторы из ЧПГ
при таких температурах быстро выходят из строя вследствие
трещинообразования, а из ЧШГ — коробятся, что приводит
к разрушению соединительных болтов и потере герметичности
стыков). Эффективно использование перлитных и бейнитных
ЧВГ для литья дисковых тормозов ДВС железнодорожных ло-
комотивов и вагонов высокоскоростных (свыше 200 км/ч) поез-
дов, гоночных автомобилей.
В зарубежной практике из ЧВГ отливают также корпуса
турбонагнетателей (100—1000 кг), выхлопные трубы локомо-
тивных ДВС (26 кг, толщина стенки 8—40 мм)., маховые ко-
леса, сложные толстостенные гидроплотные детали гидронасо-
сов высокого давления, цилиндры для газовых и жидкостных
сред, охладители высокого давления, трубы газосборников, экс-
центриковые зубчатые колеса и иные герметичные и износо-
стойкие детали для тяжелого машиностроения, рабочие втулки
цилиндров и вращающегося поршня для двигателя Ванкеля и
другие детали.
Металлургические отливки. ЧВГ — эффективный заменитель
ЧПГ как материал сталеразливочных изложниц [1]. Стойкость
сквозных слябинговых изложниц единичной массой 8—25 т из
ЧВГ ваграночной плавки повысилась по сравнению с ЧПГ на
25—50 % (данные фирмы Wolken Mold and Iron, США). Ана-
логичные результаты получены при испытаниях других типо-
размеров изложниц для прокатных и поковочных слитков (раз-
работки ИПЛ АН УССР, ЦНИИТМАШ и других организа-
ций [1].
5.7. МЕТАЛЛУРГИЧЕСКИЕ ОСНОВЫ
ПРОИЗВОДСТВА ЧВГ ’
5.7.1. ХИМИЧЕСКИЙ СОСТАВ
Требования к химическому составу исходного чугуна, предна-
значенного для обработки на ЧВГ, по основным элементам (уг-
лероду, кремнию, марганцу, сере) такие же, как при производ-
стве ЧШГ. В отличие от ЧШГ менее жесткие требования по
содержанию фосфора, а также титана (до 0,05 % Ti). Повышен-
ное содержание титана в исходном чугуне целесообразно при
титано-магниевом способе производства ЧВГ. Для получения
перлито-ферритного и перлитного ЧВГ исходный расплав со-
держит повышенное количество марганца, никеля, меди, олова,
как и при производстве ЧШГ. Типичный химический состав
исходного расплава при производстве различных марок ЧВГ
представлен в табл. 5.17.
5.7.2. СПОСОБЫ ПОЛУЧЕНИЯ
Различают цериевый, магнийцериевый, магнийтитанцериевый,
магниевый и некоторые другие способы получения ЧВГ [1].
Цериевый способ заключается в использовании для обра-
ботки расплава лигатур и сплавов, содержащих РЗМ. цериевой
группы: цериевый мишметалл. Обычно используют чугун эвтек-
тического или слегка заэвтектического состава. Исходное содер-
жание серы не должно превышать 0,03 % (желательно не выше
ТАБЛИЦА 6.17
ХИМИЧЕСКИЙ СОСТАВ1ЧВГ В СРР [10]
Марки чугуна и сечение отливок, мм Содержание элементов, %
соб SI Мп S Р сэ
Fgv 300: до 10 3,5—3,9 2,5—3,2 до 0,4 до 0,03 до 0,08 4,3—4,8
>10 3,4—3,8 2,0—3,0 до 0,6 до 0,03 до 0,08 4,0—4,6
Fgv 350: до 10 3,5—3,9 2,5—3,2 0,6—0,9 до 0,03 до 0,08 4,3—4,8
>10 3,4—3,8 2,0—3,0 0,8—1,2 до 0,03 до 0,08 4,0—4,8
Fgv 400: до 10 3,5—3,9 2,5—3,2 0,6—0,9 до 0,03 до 0,08 4,3—4,8
>10 3,4—3,8 2,0—3,0 0,8-1,2 до 0,03 до 0,08 4,3—4,6
Примечание. Для получения преимущественно перлитной структурыfчугун
легируют 0.2—1.5 % Си; 0,2-0,6 % V; 0,1-0,3 % Sn; 0,1-0,3 % Sb; 0,3—1.51% NI.
331
0,02%), причем важно не только обеспечить низкий абсолютный
уровень содержания серы, но и поддерживать его в указанных
узких пределах: при цериевом способе—±0,001 %, при магний-
титановом — ±0,002 %. Цериевый мишметалл добавляется в рас-
плав обычно на струю металла при наполнении ковша. Расход
его зависит от содержания кислорода и серы в базовом чугуне,
от качества и природы шихтовых материалов. Так, при исходном
содержании 0,003 % S расход лигатуры типа МЦ 40 составляет
0,05 % и при 0,033 % S — 0,25%. При повышенном содержании
стального скрапа в шихте добавку РЗМ следует увеличить, а при
наличии в шихте титана или алюминия — несколько снизить.
При избытке введенных РЗМ, особенно при высоком исходном
содержании серы, наряду с ВГ образуются вырожденные формы
графита (переохлаждения или чанковый и другие), что резко
снижает вязкость и пластичность ЧВГ. Живучесть цериевого
ЧВГ при температуре 1420 °C в ковше с кислой футеровкой —
обычно 10—12 мин. Восстановление утраченного эффекта вер-
микуляризации достигается повторным вводом РЗМ на месте.
В качестве инокуляторов используют те же добавки, что и для
ЧШГ. Требования к тщательности и точности выполнения всех
технологических операций в производстве цериевого чугуна не
ниже чем у ЧШГ. При выплавке исходного чугуна с использо-
ванием возврата цериевого ЧВГ следует учитывать вводимые
с ним РЗМ и соответственно снижать расход лигатуры РЗМ
с целью предотвращения отбела. Не рекомендуется для вторич-
ного модифицирования применять инокуляторы, содержащие
РЗМ, поскольку они усиливают отбел ЧВГ. Температура чугуна
при обработке ЧВГ—1410—1450 °C. Специфический дефект це-
риевого ЧВГ — так называемая цериевая неоднородность (не-
равномерность формы, размеров и распределения графита в от-
ливках).
Магнийцериевый способ предусматривает обработку чугуна
магнийцерийсодержащими лигатурами типа сплава «Вермика-
лой — 662» (фирма Foseco, Великобритания; состав, (%): 6Mg;
2 РМЗ; 2 Са; 1,5 А1; 45 Si; Fe — остальное). Расход сплава та-
кого типа Q (%) определяется исходным содержанием серы и за-
висит от способа ввода: для способа Инмолд Q=20,53 % SHcx +
+0,3, где SHcx=0,005—0,025 %; для способа сэндвич и других
видов обработки в открытых ковшах Q= 19,13 % S+0,53, где
SHCX=0,005—0,03 %. Соотношение MgocT/SOcT должно быть
1-2 [8].
Магнийтитановый ЧВГ — наиболее широко распространен-
ный тип ЧВГ. Для его производства используют лигатуры слож-
ного состава, содержащие магний, кальций, титан, кремний, же-
лезо (например, лигатуры состава: 2,8—5,5 % Mg, ^5,5 % Са,
4,5—10 % Ti, 44—54 % Si, Fe —остальное [1]). При выборе со-
става и определении расхода указанной лигатуры необходимо
332
учитывать загрязненность оборотного лома ЧВГ собственного
производства демодификатором титаном.
Магниевый ЧВГ производят вводом в чугун пониженного
(по сравнению с ЧШГ) количества магния. Способ требует
чистого по сере и демодифицирующим примесям исходного рас-
плава чугуна и соблюдения соотношения MgOCT = 2SocT, где
MgOcT=0,018±0,005 %. Живучесть и склонность к отбелу маг-
ниевого ЧВГ несколько ниже, чем цериевого. Для производства
ТАБЛИЦА 5.18
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ТОКАРНОЙ ОБРАБОТКИ ЧВГ 2
Твердость чугуна НВ, ГПа Глубина резания, мм Быстрорежущая сталь
скорость резания, м/мин подача, мм/об марка резца
1 2 3 4 5
1,85—2,2 1 34 0,18 S9, S11
4 24 0,40 S9, S11
8 20 0,50 S9, S11
16 17 0,75 S9, S11
2,2—2,55 1 26 0,18 S9, S11
4 17 0,40 S9, S11
8 14 0,50 S9, S11
16 11 0,75 S9, S11
Карбидные резцы
без покрытия с покрытием
скорость резания, м/мин подача, мм/об марка резца скорость резания, м/мин подача, мм/об. марка резца
паяные МНП
6 7 8 9 10 11 12
105 120 0,18 ХЮ, А110 160 0,18 С#10, СЛ410
90 105 0,40 #20, М20 135 0,40 С#30, СМ20
76 82 0,50 #20, /И20 105 0,50 С#20, СМ 20
60 67 0,75 #20, М20 — —
84 100 0,18 #10, MI0 130 0,18 С#10, СМЮ
69 81 0,40 #20, Л42О 105 0,40 С#20, СМ20
60 64 0,50 #20, /И20 84 0,50 С #20, СМ 20
46 52 0,75 #20, Л120 — —
Примечание. 1. При большей глубине резания необходима повышенная мощ-
ность резания. 2. Можно использовать оезцы (кроме S9 и S11) премиального качества
из быстрорежущей стали (TI5, МЗЗ, М41—М47, S|0, S12). 3. МНП — многогранные
неперетачиваемые пластины.
333
ТАБЛИЦА 5.19
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ТОКАРНОЙ ОБРАБОТКИ ЧВГ КЕРАМИЧЕСКИМИ
РЕЗЦАМИ 12] **
Твер- дость чугуна НВ Глубина резания, мм Скорость резания, м/мин Подача, мм/об Твер- дость чугуна НВ Глубина резания, мм Скорость резания, м/мин Подача, мм/об
185—220 1 460 0,25 220—255 1 395 0,13
4 305 0,40 4 245 0,25
8 215 0,50 8 185 0,40
ТАБЛИЦА 5.20
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ТОРЦОВОГО ФРЕЗЕРОВАНИЯ ЧВГ [2]
Твердость чугуна НВ Глубина резания *», мм Быстрорежущая сталь
скорость резания, м/мин подача мм/об марка резца
1 2 3 4 5
185—220 1 38 0,20 -34, 32
4 27 0,30 34, 32
8 21 0,40 34, 32
220—255 1 30 0,15 34, S2
4 20 0,25 35, 32
8 15 0,36 34, 32
Карбидные резцы
без покрытия с покрытием
скорость резания, м/мин подача, мм/об марка резца скорость резания, м/мин подача, мм/об марка резца
паяные МНП*1
6 7 8 9 10 11 12
115 135 0,20 К10, А420 205 0,20 СКЮ, СЛ42О
95 115 0,30 К20, МЗО 150 0,30 С/(20, СЛ43О
72 88 0,40 ЯЗО, Л440 115 0,40 СКЗО, СМ40
87 105 0,20 Л10, /И20 160 0,20 СК10, С/И20
72 88 0,30 К20, /ИЗО 135 0,30 СК20, С/ИЗО
56 69 0,40 КЗО, М40 90 0,40 СКЗО, С/И40
** Глубина резания измеряется "параллельно оси резца. •• МНП — многогранные
неперетачиваемые пластины.
334
отливок из магниевого ЧВГ наиболее целесообразна модифи-
цирующая обработка в форме или порошковой проволокой под
струей.
5.8. МЕХАНИЧЕСКАЯ ОБРАБОТКА
Обрабатываемость ЧВГ резанием значительно лучше, чем ЧШГ
[2].
В табл. 5.18—5.24 приведены рекомендуемые режимы точе-
ния, фрезерования, сверления, нарезания резьб метчиками и
протягивания ЧВГ с различной твердостью [2]. Марки резцов
указаны согласно номенклатуре международной организации
ISO и национальному стандарту США AISI.
ТАБЛИЦА 5.21
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ПЛОСКОГО ФРЕЗЕРОВАНИЯ ЧВГ ФРЕЗАМИ
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ 12]
1 Твер- дость чугуна НВ Глубина резания, | мм Скорость резания, м/мин Подача на зуб, мм Твер- дость чугуна НВ Глубина резания, мм Скорость резания, м/мин Подача на зуб, мм
185—220 1 29 0,15 220—255 1 23 0,13
4 23 0,20 4 17 0,18
8 18 0,25 ' 8 14 0,23
Примечание. Глубина реза измеряется перпендикулярно осиТфрезы. Неза-
висимо от твердости чугуна использовать резцы марок М2, М7, S4, S2.
ТАБЛИЦА 5.22
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ СВЕРЛЕНИЯ ЧВГ [2]
Твердость чугуна НВ Скорость ре- зания, м/мин Подача (мм/об) при номинальном диаметре w отверстия, мм Марка сверла
1,5 3 6 12 18 25 35 50
185—220 23 0,025 AJ10, М7, Л41
29 — 0,075 0,13 0,25 0,40 0,45 0,55 0,65 С2, S2, S3
69 0,075 0,13 0,25 0,40 0,45 0,55 0,65 ХЮ
220—255 17 0,025 — — — — — — — Л 5, М42
24 55 — 0,050 0,050 0,102 0,102 0,18 0,18 0,40 0,40 0,30 0,30 0,40 0,40 0,45 0,45 С2, S9, SII, К10*2
♦* Для отверстий с диаметром, превышающим удвоенную их глубину, необходимо
уменьшить скорость резания и подачу. •• Можно использовать любой тип сверл пре-
миального качества из быстрорежущей стали (МЗЗ, М41—М47, S10, S12).
335
ТАБЛИЦА 5.23
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ В ЧВГ 12]
Скорость резания, м/мин
Резьба, мм
Твердость чугуна НВ <178 203—381 | 406—610 >610
шаг резьбы, мм
>3 1,5—3 1—1,5 <1
185—220 6 12 17 18
220—255 5 9 12 14
Примечание. Приведенные скорости резания используются для нарезания
резьбы в узких сквозных отверстиях. В случае глубоких или закрытых отверстий и при
длине резьбовой части свыше 65 % глубины отверстия необходимо уменьшить скорость
резания. Материал метчиков — быстрорежущая сталь (Ml, М7, AflO, S2, S3).
ТАБЛИЦА 5.24
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ ЧВГ ПРОТЯЖКОЙ [2]
Твердость чугуна НВ Скорость протя- гивания, м/мин Стружечная нагрузка, мм/зуб Марка резца
185—220 5 0,050 Т15; Л442
220—255 3 0,050 S9; S11 *
* Можно использовать любую марку резцов премиального качества из быстрорежу-
щей!стали (МЗЗ, М42—А447. S10, S12).
Данные о рекомендуемых [2] режимах обработки ЧВГ абра-
зивными кругами и лентами при плоском, круглом и внутрен-
нем шлифовании в сравнении с ЧШГ и КЧ представлены в раз-
деле 4 (табл. 4.110—4.115).
6
===== ИЗНОСОСТОЙКИЙ ЧУГУН
6.1. ОБЩАЯ ХАРАКТЕРИСТИКА
Износостойкие белые чугуны — это группа хромистых, марган-
цово-хром истых, никель-хромистых чугунов, основной особенно-
стью которых является наличие в микроструктуре легирован-
ных карбидов железа и (или) карбидов легирующих элемен-
тов, обеспечивающих высокую износостойкость в условиях
абразивного изнашивания.
336
Рис. 6.1. Комбинированная отливка сталь — из-
носостойкий чугун.
/ — вставки из износостойкого белого чугуна;
2 — основа из j глеродистой или высокомарганце-
вой стали [1]
Регулирование состояния металлической основы за счет ле-
гирования и термической обработки позволяет в достаточно ши-
роком интервале изменять износостойкость и обрабатываемость
белых чугунов.
Механические свойства белого чугуна характеризуются
прежде всего высокой твердостью, умеренной прочностью при
растяжении и изгибе (табл. 6.1) и практическим отсутствием
пластичности. Основная область их применения — защита узлов
машин от абразивного изнашивания. Ограничения, налагаемые
низкой прочностью белых износостойких чугунов при динамиче-
ских нагрузках, могут быть сняты при применении комбиниро-
ванных отливок сталь — износостойкий чугун (рис. 6.1). Для
этого рабочая поверхность детали защищается от абразивного
износа, вставками из износостойкого чугуна, а прочность де-
тали в целом обеспечивается стальной основой.
Плохая обрабатываемость износостойких белых чугунов лез-
вийным инструментом связана с наличием в их структуре кар-
ТАБЛИЦА 6.1
МЕХАНИЧЕСКИЕ СВОЙСТВА БЕЛЫХ ИЗНОСОСТОЙКИХ ЧУГУНОВ
<ПО ГОСТ 7769-82, DIN 1695 1981)
Механические свойства чугуна, содержащего карбиды типа
•м,с М7С3 I М7сз + M2JCU
<тв, МПа 150—390 170—1000 390—1000
о^изг» МПа 330—600 490—1000 690—1200
НВ 450—690 430—750 250—750
Модуль упругости, ГПа 169—183 154—190 154—190
ТА БЛИЦА 6.2.
•ОБРАБАТЫВАЕМОСТЬ РЕЗАНИЕМ БЕЛЫХ ИЗНОСОСТОЙКИХ ЧУГУНОВ [2, 3]
Тип карбидов в чугуне Допустимые виды обработки резанием твердосплавным инструментом У(И), м/мин (резец ВК6М, подача 0,29 мм/об, глубина резания 2 мм)
М8С Точение, фрезерование 4,0--10,0
М7СЯ Точение, фрезерование, сверление, на- резание резьбы 'Го же 20 35
м28с. -1- м,с, До 50
337
ТАБЛИЦА 6.3
НЕКОТОРЫЕ ЛИТЕЙНЫЕ И ФИЗИЧЕСКИЕ СВОЙСТВА БЕЛЫХ
ИЗНОСОСТОЙКИХ ЧУГУНОВ [5, 3, 6, DIN 1695 1981]
Тип карбидов в чугуне Температура, °C Жидко- теку- честь при 1400 °C, мм ♦ Линейная усадка, %
ликвидуса солидуса песчано- глинистая форма металли- ческая форма
М3с 1350—1220 1150—1130 230-450 1,5—2,2
МА 1310—1280 1240—1220 370—550 1,8—2,2 2,3—2,7
МА + M2SCe 1350—1280 1280—1250 300—400 1,8—2,2 2,3—2,7
Продолжение табл. 6.3
Тип карбидов в чугуне Плотность, г/см8 Удельная теплоем- кость, кДж/(кг-К) Тепло- провод- ность, Вт/(м-К) Коэффи- циент терми- ческого расширения, К-110-в Удельное электро- сопротив- ление, мкОмсм
МзС МА М7С3 + М23Св 7,61—7,75 7,7 7,6 0,45 14 12,6—15 12—14 8,0—9,0 10—18 12—15 80 50 85—95
* Длина спирали Кери с трапециевидным сечением высотой 8,2 мм и размерами ос-
нований 5 и 8,4 мм в песчано-глинистой форме (верхняя полуформа — сухая, нижняя —
сырая).
б'идов и морфологическими особенностями эвтектики у + кар-
биды. Однако обрабатываемость чугунов с карбидами хрома
в структуре может быть существенно изменена термической об-
работкой (табл. 6.2).
Перспективным направлением снижения трудоемкости меха-
нической обработки является применение электроискровых ме-
тодов обработки, плазменного нагрева зоны резания [4].
Литейные свойства белых чугунов (табл. 6.3) хуже, чем се-
рых. Однако их жидкотекучести достаточно для получения ли-
тых заготовок с толщиной стенок 6—8 мм и ребрами толщиной
3—4 мм в обычных формах [5]. Линейная усадка белых чугунов
близка к линейной усадке углеродистой стали.
Белые чугуны обладают повышенной склонностью к образо-
ванию горячих и холодных трещин, что связано с широким ин-
тервалом кристаллизации сплава, большой величиной линейной
усадки, низкой теплопроводностью [12—15 Вт/(м«К)]. Поэтому
при конструировании литых деталей из белого чугуна и проек-
тировании технологии формы необходимо обеспечить минималь-
338
ТАБЛИЦА 6.4.
СВОЙСТВА КАРБИДНЫХ ФАЗ И СТРУКТУРНЫХ СОСТАВЛЯЮЩИХ БЕЛЫХ
ИЗНОСОСТОЙКИХ ЧУГУНОВ [2, 7, 8, 9]
Фаза, структурная составляющая Тип кристалли- ческой решетки Микротвер- дость, ЯЬ0 Температура плавления, °C Плот- ность, г/см3
Fe3C, (Fe, Cr)3C Орторомбическая 840—1100 1650 7,67
(Сг, FeJA Гексагональная 1200—1600 — —
Сг^з То же 1370—2400 1665 6,92
^Г2зСв Кубическая 1225—2280 1550 6,97
VC То же 3000 2810 5,36
TiC » 3147±50 3000—3200 4,93
WC Гексагональная 1780—2200 2720 15.6
Mo2C То же 1500 2500 8,82
Феррит Кубическая объемноцентриро- ванная 70—200 — —
Перлит — 250—320 — —
Аустенит низколеги- рованный Кубическая гра- нецентрирован- ная 250—320 — —
Ay стен иъ высокохро- мистого чугуна То же 300—600 — —
Мартенсит Кубическая объемноцентриро- ванная 500—1010
ное затруднение усадки, выравнивание температур в различных
сечениях отливки.
Структура и износостойкость. Главные структурные состав-
ляющие белых износостойких чугунов — карбиды и металличе-
ская основа.
Основные характеристики карбидов, оказывающие решаю-
щее влияние на износостойкость, механические и технологиче-
ские свойства белых износостойких чугунов — тип кристалло-
графической решетки, морфология, количество, размеры, ори-
ентировка по отношению к изнашиваемой поверхности.
По типу кристаллографической решетки кар-
бидов белые износостойкие хромистые чугуны разделяют на
следующие основные группы:
— чугуны с карбидами типа М3С (нелегированные и низ-
кохромистые чугуны);
— чугуны с карбидами типа М7С3 (основная группа белых
чугунов, легированных хромом);
— чугуны с карбидами типа МгзСв и М7С3 (группа высоко-
хромистых белых чугунов).
Микрогвсрдость и некоторые другие свойства карбидов,
встречающихся в белых износостойких чугунах, приведены
в табл. 6.4. По морфологии карбидной фазы белые изно-
состойкие чугуны разделяют на две группы:
339
— чугуны, в которых матричной фазой является карбид,
а разветвленной — аустенит или продукты его превращения (чу-
гуны с карбидами типа МзС);
— чугуны, в которых матричной фазой является аустенит
или продукты его превращения, а разветвленной — карбиды
(чугуны с карбидами типа М.7С3, МгзСе).
Количество карбидов белых износостойких чугунов оп-
ределяется в основном содержанием углерода и составляет от
12 до 50 %. Наиболее распространенные марки чугунов имеют
25—30 % карбидов.
Размеры первичных и эвтектических карбидов определя-
ются главным образом скоростью охлаждения в интервале
кристаллизации. Для отливок с толщиной стенки от 3 до 100 мм
средний размер карбидов М7С3 составляет соответственно от 4
до 12 мкм. При этом длина карбида больше его поперечника
в 10 и более раз [2, 3, 7].
Размеры вторичных карбидов, выделяющихся из пересыщен-
ного аустенита или мартенсита, существенно меньше одного-
мкм.
Ориентировка карбидов по отношению к изнашивае-
мой поверхности имеет значение для чугунов с карбидами типа
М7С3, отличающимися разными типами межатомных связей по
осям а и с гексагональной кристаллической решетки. Как пра-
вило, преимущество по износостойкости имеет ориентация кар-
бидов осью с перпендикулярно изнашиваемой поверхности
[3, 10].
Металлическая основа белых износостойких чугунов — это
аустенит и продукты его превращения. Ее главными характери-
стиками, влияющими на износостойкость, механические и тех-
нологические свойства, являются микротвердость (табл. 6.4),
связь «карбид — матрица», определяющая прочность закрепле-
ния карбидов в основе, и способность к деформации и фазовым
превращениям в процессе изнашивания.
6.2. ПРОЦЕССЫ АБРАЗИВНОГО ИЗНАШИВАНИЯ
Процессы изнашивания поверхности материала абразивными
частицами с учетом свойств изнашиваемого материала, абра-
зива и условий нагружения сводятся к следующим основным
схемам [П, 12]:
— царапание (микрорезание) кромками абразивных частиц
поверхности материала с отделением микростружкп;
— многократное пластическое оттеснение материала кром-
ками абразивных частиц с образованием канавок и валиков
оттесненного материала на поверхности трения, их охрупчива-
нием и усталостным отделением;
340
ТАБЛИЦА 6.5
ТВЕРДОСТЬ АБРАЗИВНЫХ МАТЕРИАЛОВ [13, 14]
Минералы, порода Твердость Минералы, порода Твердость
по Кно- опу, МПа HV по Кноопу, МПа HV
Уголь 20—35 Ортоклаз 620—720
Гипс 40 36 Кремень 820—1000 950
Мрамор — НО Кварц 840 900—1280
Барит — 120 Топаз 1330 1430—1500
Кальцит 130 140 Гранат 1360 —
Известняк 1 — 135 Корунд 1400 2300
Известняк 2 Флюорит 175 180 190 Оксид алюми- ния 2020 2800
Доломит Апатит 335 325 540 Карбид крем- ния 2585 2600
Стекло Полевой шпат Магнетит 455 550 575 500 600—750 Алмаз 7575 10 000
— ббразование и распространение трещин на поверхности
материала в результате воздействия абразивных частиц, хруп-
кое отделение (разрушение) материала;
— образование на поверхности трения материала оксидных
и коррозионных плен, сопровождающее и усиливающее износ
по первым трем схемам.
Интенсивность изнашивания материала зависит от того, ка-
кой из указанных процессов преобладает в конкретных условиях
трения, поэтому и темп износа может колебаться в широких
пределах: от 0,1 до 100 мкм/ч [4, 12].
Данные о твердости некоторых абразивных материалов, при
работе с которыми детали машин подвергаются абразивному
изнашиванию, приведены в табл. 6.5 (характеристики структур-
ных составляющих чугунов см. в табл. 6.4).
Наиболее часто абразивное изнашивание происходит при
воздействии частиц кварцевого песка, имеющих твердость 800—
1000 HV.
Соотношение твердости абразивных частиц и изнашиваемого
материала—один из наиболее важных факторов, определяющих
процесс изнашивания и темп износа/ При высокой твердости
абразива и соотношении твердости материала Н„ и твердо-
сти абразива Нл в пределах 0,5—0,7 и ниже имеет место микро-
резание, и темп износа высок, а увеличение твердости матери-
ала сопровождается снижением темпа износа по линейной за-
висимости (рис. 6.2). При больших значениях Нм/Нп происхо-
дит переход от микрорезапия к пластическому оттеснению и
усталостному разрушению материала с резким уменьшением
темпа износа.
341
Рис. 6.2. Относительная износостой-
кость £отн при абразивном изна-
шивании металлов различной твер-
дости о закрепленные абразивные
частицы [15]:
а — технически чистые металлы и
углеродистые стали в отожженном
состоянии; б — стали 40, У8, У12 и
Х12 после закалки и отпуска при
разных температурах
При увеличении размеров абразивных частиц, уменьшении
радиуса их кромок, при закреплении абразивных частиц в контр-
теле темп износа материала возрастает.
При воздействии на поверхность материала потока абразив-
ных частиц в жидкости или газообразной среде темп износа за-
висит от концентрации абразивных частиц в потоке, скорости
их движения и угла атаки:
Ig = kVm,
где Ig — потеря массы материала в г на 1 кг массы воздей-
ствующего абразива; k — коэффициент, зависящий от свойств
материала, абразива и угла атаки; V — скорость потока; т —
показатель степени.
Показатель т для скорости потока до 100 м/с увеличива-
ется с повышением хрупкости материала и составляет для раз-
личных материалов [12]:
Материал т Материал т
СтЗ ........................2,3 Чугун белый................2,8
Сталь 45 закаленная ... 2,5 Базальт ...................2,9
Хрупкие материалы имеют максимальный темп износа при
значении угла атаки 90°, то есть при лобовом ударе. По мере
повышения пластичности материала значение угла атаки, соот-
ветствующее максимальному темпу износа, уменьшается: 50—
70° для закаленной стали и 30—40° для мягкой.
Твердые, но хрупкие материалы имеют высокую износостой-
кость при малых, а мягкие, пластичные — при больших углах
атаки.
Смена механизма разрушения поверхности детали в соответ-
ствии с переходом от одной схемы изнашивания к другой часто
происходит при относительно незначительном изменении свойств
белого износостойкого чугуна или внешних условий. Поэтому
342
износостойкость белых износостойких чугунов часто меняется
резким скачком при достижении пороговых условий для дан-
ного механизма разрушения. Примером такого скачкообразного
изменения износостойкости являются зависимости интенсивно-
сти износа от размеров карбидов, твердости и скорости абра-
зива (переход от микрорезания к хрупкому разрушению), от
содержания хрома (при переходе от микрорезания к абразивно-
коррозионному разрушению) и т. п. [3].
6.3. ВЛИЯНИЕ МИКРОСТРУКТУРЫ БЕЛЫХ ЧУГУНОВ
НА ИЗНОСОСТОЙКОСТЬ
6.3.1. ВЛИЯНИЕ КАРБИДОВ
Тип и морфология. В чугунах, содержащих до 7 % Сг, образу-
ются карбиды цементитного типа МзС. Хотя по мере увеличения
содержания хрома в чугуне от 0 до 7 % микротвердость карби-
дов возрастает с HV 800 до HV 1100, износостойкость чугуна
с карбидами цементитного типа при испытании по методу Шта-
уффера [16] в условиях гидроабразивного изнашивания* мини-
мальна (рис. 6.3).
Карбиды цементитного типа в чугуне с содержанием до 7 %
Сг образуют жесткий каркас ледебуритной эвтектики. Для та-
кого жесткого каркаса карбидов условия хрупкого разрушения
при превышении предельных величин по скорости нагружения
или энергии удара абразивной частицы достигаются раньше,
чем для эвтектики с разветвленными диспергированными кар-
бидами (Сг, Fe)7C3. При повышении содержания хрома свыше
8 % в чугуне с 3 % С количество карбидов цементитного типа
уменьшается за счет образования карбидов хрома с более вы-
сокой микротвердостью и износостойкость чугуна увеличива-
ется. Максимальную износостойкость имеют чугуны с карби-
дами (Сг, Ре)7Сз (содержание хрома в чугуне свыше 11—13 %)
благодаря повышенной микротвердости этих карбидов и раз-
ветвленному строению в эвтектике (рис. 6.3).
Увеличение количества карбидов повышает износостойкость
белых чугунов, если тип карбидов при этом не меняется (рис.
6.4). Так, в чугуне, содержащем 13 % Сг и 3,2—3,4 % С, коли-
чество карбидов М7Сз составляет ~30 %. Дальнейшее увеличе-
ние содержания углерода и количества карбидов не приводит
к росту износостойкости (рис. 6.4), так как в структуре появля-
ются карбиды МзС; кроме того, в чугунах заэвтектических со-
ставов часть карбидов М7С3 кристаллизуется в виде вытянутых
хрупких шестигранных призм (рис. 6.5, а).
'Абразив — остроугольный песок размером 1,0—3,0 мм, линейная ско-
рость образцов 8 м/с, объемное отношение песка и поды 2:1, эталон- сталь
20, НВ 123, обозначение коэффициента относительной износостойкости Kt.
343
Рис. 6.3. Зависимость коэффициента отно-
сительной износостойкости Ki хромомо-
либденового чугуна (около 3 % С; 0,7 %
Si; 0,8 % Мп; 1,5 % Мо) от содержания
хрома и типа карбидов [2]. Штриховые ли-
нии обозначают границы областей сущест-
вования карбидов (/ — М3С; II — М3С+
+М?С3; Ill - МтСз)
10 20 30 40 50 60
Количество корШов, 7О
Рис. 6.4. Влияние количества карбидов на
износостойкость хромомолибденового чугу-
на (около 0,7 % Si; 0,8 % Мц; 13 % Сг;
1,5 % Мо) при различной структуре метал-
лической основы [3]. Штриховые линии
обозначают границы областей существо-
вания карбидов (/ —М7С3; II — М7С3+М3С):
1 — мартенсит; 2 — аустенит; 3 — перлит
Количество карбидов в структуре чугуна тем больше, чем
выше содержание углерода. Тип образующихся карбидов опре-
деляется соотношением содержаний хрома и углерода в чу-
гуне. Соответственно износостойкость чугуна определяется со-
держанием хрома и его соотношением с содержанием углерода
(рис. 6.6). При этом максимальную износостойкость имеют чу-
гуны, содержание углерода в которых соответствует эвтектиче-
скому, а соотношение хрома и углерода обеспечивает образо-
вание карбидов типа (Сг, Fe)7C3 и отсутствие карбидов типа
(Fe, Сг)3С.
Увеличение размеров карбидных включений снижает изно-
состойкость чугуна (рис. 6.7). Степень влияния размеров кар-
бидов зависит от условий изнашивания и характеристики абра-
зива, что связано с влиянием этих факторов на формирование
напряжений в карбидах и на распределение напряжений между
карбидом и металлической основой. Крупные карбидные вклю-
чения (особенно в мягкой матрице) растрескиваются и выкро-
шиваются под действием напряжений, создаваемых абразивной
частицей, и деформаций основы. Мелкие — передают часть на-
пряжений на металлическую основу и не разрушаются. В отно-
сительно «мягких» условиях в чугуне допустимы более крупные
карбиды, в более «жестких» по скорости, твердости, остроуголь-
ности, массе абразива допустимый размер карбидов уменьша-
ется.
В условиях микрорезания (испытания по методу Штауф-
фера) критический размер карбидов составляет 7—8 мкм. При
увеличении этого размера износостойкость уменьшается скачком
(рис. 6.7).
344
Рис. 6.5. Микроструктура белого изно-
состойкого чугуна с карбидами (Сг,
Fe)7C3, Х100 [3]:
а — заэвтектический, 4 % С; 29 % Сг;
б — эвтектический, 2,5 % С.; 27, % Сг;
6 — доэвтектический, 1,8 % С; 13 %
Сг
Рис. 0.6. Уровни равной износостойкости
белых хромистых чугунов (около 0,7 % SI;
0,8 % Мп; 1,5 % Мо) при мартенситной ос-
нове матрицы. Образцы диаметром 14 мм.
Цифрами обозначены значении коэффи-
циента Ki |17)
Рис. 6.7. Влияние размера карбидов (/и)
на износостойкость хромомолибденового
чугуна, содержащего около 3 % С, 0,6 %
SI, 0.7 % Мп; 13 % Сг,; 1,5 % Мо |3|
345
ТАБЛИЦА 6.6
ИЗНОСОСТОЙКОСТЬ ЧУГУНА* С РАЗНОЙ ОРИЕНТАЦИЕЙ КАРБИДОВ 13]
Время охлаждения в интервале кристалли- зации, мин Скорость охлаждения в интервале кристалли- зации, К/мин Твердость НЕС Коэффициент Ki Коэффициент анизотроп- ности A1=K?/Kf
ось образца параллельна направле- нию тепло- отвода ось образца перпендику- лярна направ- лению теплоотвода К?
20 4,0 63—65 7,1 9,5 1,34
— — 61—62 6,4 8,5 1,33
28 2,9 62—63 6,3 7,9 1,24
— — 61—62 5,6 7,4 1,32
84 0,95 63—65 3,3 6,1 1,85
* 3 % С; 12 j% Сг, закалка от 930° С в масло, отпуск 200 °C, 2 ч.
ТАБЛИЦА 6.7
ВЛИЯНИЕ ОРИЕНТИРОВКИ КАРБИДОВ И РАЗМЕРА ЗАГОТОВКИ
НА ИЗНОСОСТОЙКОСТЬ ПРИ УДАРНО-АБРАЗИВНОМ ИЗНАШИВАНИИ* 13]
Материал Заготовка Термическая обработка Твердость
1 2 3 4
1. ИЧЗООХ18ГЗ 2. ИЧЗООХ18ГЗ 34ИЧ300Х18ГЗ 110Г13Л Непрерывное литье, сечение 18X25 мм То же Клин 25 X 135Х X 160 мм, отливка в землю То же Закалка 1000 °C на воздухе, от- пуск 200 °C, 2 ч То же » Закалка 1100 °C в воде HRC 62—63 HRC 62—63 HRC 62—63 НВ 201
Продолжение табл. 6.7
Ориентировка карбидов Коэффициент относительной износостойкости (эталон — сталь СтЗ при углах атаки, град
30 60 90
5 6 7 8
1. Параллельно поверхнос- 6,3 1,4 1,5
ти износа 2. Перпендикулярно по- 18,4 2,6 2,3
верхности износа 3. Случайная 3,0—3,5 1,6—1,7 1,3—1,5
4. — 1,7 1,45 1,15
* Испытания па центробежном ускорителе ЦУК-З. Абразив — чугунная дробь диа*
метром 0,8 —1,0 мм; скорость в момент удара 60 м/с; расход абразива за один опыт 26,6 кг.
346
Ориентировка карбидов по отношению к изнашиваемой по-
верхности оказывает влияние на износостойкость, так как кар-
бид хрома обладает выраженной анизотропией. Микротвердость
карбида Сг7Сз вдоль тригональной оси составляет Н50 2100,
а в перпендикулярном направлении—Я50 1500 [18]. В чугуне,
содержащем 2,5 % С и 12 % Сг, микротвердость карбида
(Сг, Ре)7Сз по этим направлениям составляет соответственно
HV 1600—1700 и Язо 1200—1300 [19]. По этой причине, а также
благодаря более прочному закреплению карбидов в основе, по-
верхность трения чугуна с карбидами (Сг, Fe)7C3, ориентиро-
ванными большой осью перпендикулярно поверхности трения,
лучше сопротивляется износу (табл. 6.6).
Влияние размеров и ориентации карбидов в структуре чу-
гуна особенно существенно в условиях ударно-абразивного из-
нашивания (табл. 6.7). В этих условиях большее значение
имеет прочность связи карбидов с матрицей и их способность
равномерно распределять энергию удара абразивной частицы.
6.3.2. ВЛИЯНИЕ МЕТАЛЛИЧЕСКОЙ ОСНОВЫ
Высокая износостойкость белого чугуна с оптимальной карбид-
ной структурой реализуется в максимальной степени только
тогда, когда металлическая основа сама имеет высокую микро-
твердость, обеспечивает прочное закрепление карбидов и не
деформируется при их нагружении в процессе трения. При этом
размеры участков основы между карбидами должны быть до-
статочно малы, чтобы свести к минимуму избирательное изна-
шивание основы абразивом, оголение карбидов, их вымывание
или обламывание. В наибольшей степени перечисленным тре-
бованиям к металлической -основе отвечают мартенсит и неста-
бильный в данных условиях изнашивания остаточный аустенит,
а мягкая ферритная, перлитная или стабильная аустенитная
металлическая основа уступает мартенситной. Поэтому, напри-
мер, увеличение количества карбидов типа (Сг, Ре)7С3 в струк-
туре от 12 до 32 % приводит к повышению износостойкости чу-
Рис. 6.8. Влияние микротвердост н металлической
основы на износостойкость хромистых чугунов
[201. Штриховые линии разделяют области с раз-
ной структурой основы чугуна (/ — перлит; 11 —
продукты отпуска мартенсита; /// — мартенсит);
1 — 13 % Сг; 2,8 % С; 0.6 % SI; 0,8 % Мп; 1.5 % Мо;
2 — 1,96 % С; 36 % Сг.; 0.46 % SI; 0.95 % Мп; фер-
рит; 3 — 2,88 % С; 12.8 % Сг; 0,6 % Мп; 11,4 % NI,
аустенит
347
Рис. 6.9. Влияние микротвердости ос*
новы и содержания углерода (цифры
на кривых, %) на износостойкость
хромомолибденового чугуна (около
0,7 % Si; 0,8 % Мп; 13 % Сг; 1,5 % Мо)
13]
С,%
4,0
3,5
3.0
2.5
2,0
1,5
W 500 500 100 800Н50
Рис. 6.10. Влияние микротвердости ме-
таллической основы и содержания уг*
лерода на износостойкость при мик*
рорезании. Цифры у кривых —• ко*
эффициенты относительной износостой*
кости Кг, чугун содержит 12—14 % Сг
[21]
Рис. 6.11. Влияние микротвердости металлической основы и содержания углерода на
износостойкость при ударно-абразивном изнашивании чугуна, содержащего 12—14 % Сг
[21]. Цифры у кривых — коэффициенты относительной износостойкости при углах
атаки: 30° (а); 60° (б); 90° (в)
Рис. 6.12. Влияние остаточного аустенита
(Л) на износостойкость хромомолибдено-
вого чугуна (около 3 % С; 0,6 % Si.; 13 %
Сг; 0,6 % Мо). Закалка от 870 °C на воз-
духе, отпуск при 200 °C, 2 ч [3]
Температура, закалки,0С
Рис. 6.13. Влияние остаточного аустенита
(А) и температуры закалки на износостой-
кость хромомаргапцевомолибденового чу-
гуна (2,8 % С; 0,48 % SI; 3,5 % Мп; 12,6 %
Сг, 0,56 % Мо). Закалка на воздухе, от-
пуск при 200 °C, 2 ч [3]
348
ТАБЛИЦА 6.8
ИЗНОСОСТОЙКОСТЬ ХРОМИСТОГО ЧУГУНА (ОКОЛО 0.7 % Si. 0.8 % Мп)
ПРИ НЕДОСТАТОЧНОЙ ПРОКАЛИВАЕМОСТИ 13 ]
Содержание элементов, % Ki (числитель) и HRC (знаменатель) ♦* при различных значениях а *а, мм
С Сг 3 30 50 1 75
3,13 28,2 13,0/62 —/57 —/50 2,7/45
2,83 22,6 12,0/61 —/50 3,5/45 2,8/38
3,16 33,5 12,7/60 5,0/56 —/54 3,3/54
2,63 16,7 11,6/60 3,3/47 —/39 3,0/38
2,52 23,0 9,8/60 10,0/59 4,0/59 3,6/54
2,95 12,8*3 10,6/62 — 6,4/55 2,9/42
*1 Образцы из заготовки диаметром 14 мм после нагрева под закалку охлаждались
по режиму охлаждения на спокойном воздухе плиты размером аХ4аХ4а, /зак— 1000 °C.
*• Содержится также 1,51 % Мо.
гуна с перлитной металлической основой только на 50 %,
а с мартенситной — в три раза (рис. 6.4).
Износостойкость в условиях микрорезания линейно связана
с микротвердостью металлической основы, если последняя пред-
ставлена однородной структурной составляющей (рис. 6.8).
Металлическая основа с высокой микротвердостью (мартен-
ситная) превосходит основу с низкой микротвердостью (перлит-
ная) в темпе роста износостойкости по мере увеличения коли-
чества карбидов в чугуне (рис. 6.4, 6.9).
Существенное снижение износостойкости наблюдается, если
в структуре основы появляется даже небольшое (<10 %) ко-
личество мягких продуктов перлитного превращения аустенита,
вызывающее незначительное уменьшение твердости (табл. 6.8).
Максимальную износостойкость белого чугуна обеспечивает
прочная и твердая мартенситная металлическая основа.
Влияние микротвердости металлической основы на износо-
стойкость при различном содержании углерода представлено на
рис. 6.10 (изнашивание при микрорезании) и на рис. 6.11 (удар-
но-абразивное изнашивание).
Остаточный аустенит снижает износостойкость чугуна с мар-
тенситной металлической основой, если аустенит стабилен и
не наклепывается в процессе трения (рис. 6.8, 6.12, 6.13).
Остаточный аустенит, который наклепывается при трении
в условиях больших деформаций, превращается в мартенсит и
может не снижать износостойкость чугуна с мартенситной ме-
таллической основой [22, 23, 24].
Однако в условиях ударно-абразивного изнашивания пре-
вращение остаточного аустенита в мартенсит может вызвать
повышение износа в результате возникновения растягивающих
напряжений при этом превращении.
349
6.4. ВЛИЯНИЕ ХИМИЧЕСКОГО СОСТАВА,
УСЛОВИЙ КРИСТАЛЛИЗАЦИИ
И ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Хром растворяется в карбидах и в матрице белого чугуна,
а также образует специальные высокохромистые карбиды.
В орторомбическом карбиде железа (Fe, Сг)3С хром может
замещать часть атомов железа, и его количество в карбидах
цементитного типа может достигать 18 %.
В белых износостойких чугунах образуются карбиды хрома
двух типов: тригональный (Сг, Fe)7C3 и кубический (Сг, Ре)2зСв;
содержание в них железа может составлять 50 и 35 % соот-
ветственно [9, 7].
В ct-Fe растворимость хрома неограниченная, а в y-Fe рас-
творяется до 12 % Сг [9].
6.4.1. ФОРМИРОВАНИЕ ЛИТОЙ СТРУКТУРЫ
(КАРБИДНОЙ ФАЗЫ)
Морфологические особенности микроструктуры белых чугунов
в значительной степени зависят от того, карбиды какого типа
выделяются из кристаллизующегося расплава первыми.
В хромистых чугунах с содержанием хрома до 8 % ведущей
фазой эвтектической кристаллизации является легированный
хромом цементит (Fe, Сг)3С, который образует матрицу эвтекти-
ческой колонии. Разветвленной фазой в эвтектической колонии
чугуна, содержащего до 8 % Сг, является аустенит. Эвтектиче-
ская колония зарождается на базовом кристалле цементита. По-
слойное нарастание ведущей фазы — цементита — формирует
пластиночное или сотовое строение ледебуритной колонии в за-
висимости от степени эвтектичности чугуна и скорости охлажде-
ния отливки [7, 25, 26]. Первичный аустенит в доэвтектическом
чугуне имеет дендритное строение, между ветвями дендритов
кристаллизуется ледебурит.
Прочность и износостойкость чугунов с карбидами цементит-
ного типа в значительной степени определяются хрупкостью це-
ментита и тем, что цементит является матричной фазой в леде-
буритной колонии.
Кристаллизация с образованием карбидов типа (Сг, Fc)7C3
резко меняет структуру чугуна. При кристаллизации эвтетики
аустенит—(Сг, Fe)7C3 ведущей фазой также является карбид.
Из-за высокой скорости роста карбида вдоль оси с эвтектическая
колония выглядит как усеченный конус с базовой пластиной
карбида по оси и ответвляющимися под небольшим углом кар-
бидными стержнями шестигранного сечения, в промежутках
между которыми кристаллизуется ведомая фаза — аустенит.
Аустенитохромистокарбидная эвтектика имеет скелетное строе-
350
Рис. 6.14. Влияние содержания
хрома и температуры испытаний на
твердость карбидов белых износо-
стойких чугунов [27]
ние, причем матричной фазой является аустенит, а разветвлен-
ной— карбид [7, 26]. В заэвтектическом чугуне первичный
кристалл (Сг, Fe)7C3 приобретает форму шестигранной призмы
(рис. 6.5, а).
На рис. 6.14 показана зависимость твердости карбидов типа
М3С и М7С3 от содержания хрома в чугуне и температуры ис-
пытаний. Эти особенности морфологии аустенитохромистокар-
бидной.эвтектики, а также преимущества карбидов типа М7С3
перед карбидами типа МзС по твердости (табл. 6.4, рис. 6.14)
определяет скачкообразное повышение износостойкости и проч-
ности белых чугунов при содержании хрома свыше 10—12 %
по сравнению с низкохромистыми чугунами, имеющими эвтек-
тику ледебуритного типа.
Количество карбидов типа (Сг, Fe)7C3, образующихся при
кристаллизации чугуна, зависит прежде всего от содержания
углерода. При соотношении Сг/С=3,0—10,0 количество карби-
дов (К, %) может быть определено по формуле [28]:
К = 12,33 % Сг + 0,55 % Сг—15,2.
Количество карбидов в чугунах, содержащих 1,7—4,0 % С;
10—30 % Сг, можно определить из диаграммы на рис. 6.15.
Марганец, никель, медь, повышая растворимость углерода
в аустените, соответственно уменьшают количество образую-
щихся карбидов. Напримёр, в чугуне, содержащем 3 % Си
13 % Сг, количество образующихся карбидов (К) изменяется
в зависимости от содержания марганца следующим образом [3]:
Мп, % ... О 1,6 2,6 3,75 4,6
К, % .... 29 26 24,9 22,8 21,8
Размеры карбидов в белом чугуне зависят от скорости ох-
лаждения отливки, а также от содержания в ней углерода и
хрома. Скорость охлаждения отливок из белого чугуна различ-
ных сечения и массы находится в пределах от 0,5 до 200°С/мин.
Скорость охлаждения отливок с толщиной стенок 10—50 мм
351
Рис. 6.15. Влияние содержания углерода
и хрома на количество карбидов (цифры
на кривых, %) в белых чугунах [29].
Штриховые линии обозначают границы об-
ластей существования карбидов:
/—(Сг, Fe)7C3+(Fe, Сг)3С; //—(Сг,
Fe)TC3; 77/— (Сг, Fe)7C3+(Cr, F23C6;
/V—(Сг, Fe)23C6
,‘C/мин
Рис. 6.16. Влияние скорости охлаждения
(VOXJl) при кристаллизации на среднюю
величину карбидов (т) хромомолибдено-
вого чугуна (3 % С; 13 % Сг; 1,5 % Мо).
Закалка на мартенсит [2]
в песчано-глинистых формах колеблется в пределах 3—
10 °С/мин.
Эффективное изменение среднего размера карбидов дости-
гается при увеличении скорости охлаждения свыше 10°С/мин
(рис. 6.16).
Снижение скорости охлаждения (увеличение толщины стен-
ки) отливки приводит не только к укрупнению карбидов, но и
к 'увеличению как размеров дендритов первичного аустенита
в доэвтектических чугунах, так и расстояния между карбидами
в эвтектике.
Средний размер карбидов в хромистых чугунах, содержа-
щих 13 % Сг и легированных молибденом, для отливки различ-
ных габаритов приведен в табл. 6.9.
При определении износостойкости по методу Штауффера по-
роговое значение скорости охлаждения составляет около
5°С/мин, что примерно соответствует охлаждению плоской от-
ливки толщиной 50 мм в песчано-глинистой форме. Если ско-
рость охлаждения ниже этой величины, коэффициент Ki резко
уменьшается [3]. В заэвтектических чугунах размер первичных
карбидов в десятки раз больше по сравнению с доэвтектиче-
скими и эвтектическими (рис. 6.5).
Для уменьшения размеров эвтектических колоний и устра-
нения транскристаллизации белые чугуны модифицируют цир-
конием (до 0,1 %), бором (до 0,1 %).
Ориентировка карбидов (Сг, Ее)7Сз осью с перпендикулярно
изнашиваемой поверхности достигается применением металли-
ческих форм, местных наружных холодильников.
352
ТАБЛИЦА 6.9
ВЛИЯНИЕ ТОЛЩИНЫ СТЕНКИ ОТЛИВКИ И ТИПА ЛИТЕЙНОЙ ФОРМЫ
НА СРЕДНИЙ РАЗМЕР КАРБИДОВ В ВЫСОКОХРОМИСТОМ ЧУГУНЕ*
Габариты отливки,
мм
Тип литейной формы
Средний размер
карбидов, мкм
120X120X15
120X120X30
75X300X300
100X400X400
120X120X50
120X120X15
120X120X30
25Х 160Х 135
50X 200X 200
120X120X50
75X300X300
100X400X400
Песчано-глинистая с холодильником
То же
Кокиль
То же
Песчано-глинистая с холодильником
Песчано-глинистая
То же
»
»
»
»
4,03
5,2
4,55
5,1
6,4
6,53
6,8
7,65
7,99
8,45
8,75
12,8
• Состав чугуна, %: ЗС; 0,7Si; 0,7Mn; 1 ЗСг; 1,5Мо.
6.4.2. ФОРМИРОВАНИЕ МИКРОСТРУКТУРЫ
МЕТАЛЛИЧЕСКОЙ ОСНОВЫ
Получить мартенситную структуру металлической основы бе-
лого чугуна в литом состоянии удается лишь введя большое ко-
личество никеля (от 3,0 до 5,5 % в чугуна^ нихард-1 и нихард-2
и от 4,0 до 7,0 % в чугунах нихард-4).
В литом состоянии металлическая основа хромистых чугу-
нов, содержащих свыше 8 % Сг и имеющих в структуре кар-
биды типа (Сг, Ре)?Сз, состоит из аустенита и продуктов его
распада (рис. 6.17). Только термическая обработка позволяет
получать мартенситную металлическую основу в таких чугу-
нах. Учитывая, что хромистые белые чугуны имеют низкую
теплопроводность и склонны к образованию трещин при резком
охлаждении, термическая обработка их предусматривает обычно
охлаждение от температуры аустенитизации на спокойном воз-
духе.
Рис. 6.17. Структура (4 — аустенит; 11 -
перлит) основы хромомолибденового чу-
гуна (0.7 % Мп; 0,9 % Si) в литом со-
стоянии. Отливка в песчано-глинистую
форму прутков диаметром 25 мм (34)
о 0,5 to м :\о
12 Заказ № 1655
353
Рис. 6.18. Твердость HRC (цифры у кривых) после закалки на воздухе отливок из
хромистого чугуна (около 0,6 % Si.; 0,7 % Мп) различных размеров, мм 129]:
а—«3X12X12; б — 30XI20K120; в — 200X800X800
О 0,4 0,8 1,2 1,8 Ni,% 0 0,4 0,8 1,2 1,8 СИ,%
Рис. 6.19. Зависимость периода полуохлаждепия (время охлаждения от 9Б5 до
490 °C) при непрерывном охлаждении чугуна (2,9 % С; 0,6 %Si; 0,75 % Мп; 17,6% Сг;
Ту -965°C) от содержания молибдена (а), марганца (б), никеля (в) и меди (г). Сплош-
ные кривые — начало образования перлита,; штриховые — начало образования бей-
нита [31]
354
Необходимо иметь в виду, что скорость охлаждения отливки
из хромистого чугуна в центральной части и у поверхности в ин-
тервале температур 550—700 °C при охлаждении на воздухе
практически одинакова. Поэтому, если отливка при данной ско-
рости охлаждения прокаливается — то насквозь. Если же ско-
рость охлаждения меньше, чем требуется для предотвращения
распада аустенита в перлитном интервале, то по всей толщине
отливки количество продуктов распада аустенита одинаково.
Хромистые белые чугуны без дополнительного легирования
имеют низкую прокаливаемость. Для образования мартенсита
при охлаждении на воздухе достаточную скорость охлаждения
имеют лишь отливки с толщиной стенки не более 30 мм (рис.
6.18).
По этой причине для улучшения закаливаемости и прокали-
ваемости и получения при охлаждении на воздухе мартенсита
или мартенсито-аустенитной металлической основы белые хро-
мистые чугуны легируют элементами, стабилизирующими аусте-
нит в эвтектоидном интервале температур: молибденом, нике-
лем, марганцем, медью и их сочетаниями. Влияние этих эле-
ментов на время начала появления перлита и бейнита при
непрерывном охлаждении на спокойном воздухе показано на
рис. 6.19.
Влияние легирующих элементов на стабилизацию и превра-
щения аустенита при термической обработке зависит от рас-
пределения их между карбидами и аустенитом в белом чугуне.
Кремний, никель, медь практически полностью растворяются
в аустените.
Содержание хрома в аустените чугунов, имеющих в струк-
туре карбиды (Сг, Ре);7Сз, составляет от 5 до 14 % и может
быть определено по формуле [30]
Сг?= 1,95Сг/С—2,47.
На рис. 6.20 показано распределение хрома между аустени-
том и карбидами. Примерно одна четвертая часть молибдена,
содержащегося в таком чугуне, растворена в аустените, осталь-
ные три четверти — в карбидах М02С и М7С3 [28].
Содержание марганца в карбидах хромистого белого чугуна
зависит от соотношения Сг/С (рис. 6.21). Доля молибдена
в аустените увеличивается при легировании чугуна марганцем
(табл. 6.10) [3].
На рис. 6.22 показано влияние молибдена на превращение
аустенита при непрерывном охлаждении. Влияние молибдена на
торможение перлитного превращения в хромистых чугунах уси-
ливается элементами, расширяющими у-область: марганцем,
медью или никелем (рис. 6.23, 6.24). Молибден, в отличие от
меди, никеля и марганца, мало влияет на температуру начала
12*
355
Cr,% Cr/C
Рис. 6.20. Распределение хрома в белых
чугунах:
а — хромистых [32]; б — хромомолибдено-
вых с карбидами М7С3 [30]; в— хромомар-
ганцевомолибденовых (около 3 % С; 3,5 %
Мп; 0,6 % Мо) [3):
1 — основа; 2 — (Fe, Сг)3С; 3 — М?С3
Рис. 6.21. Распределение марганца в белых чугунах:
а — марганцевые чугуны [71; б — хромомарганцевомолибденовые
13,2 % Сг; 0,65 % Мо; 0,30 % Si) [3]; в — хромомарганцевые чугуны
0,53 % Si) [3]; а —то же (2,03 % С; 14,2 % Сг; 0,31 % Si) [3]:
1 — аустенит; 2 — цементит; 3 — М7С3
Мп 6 чугуне, %
чугуны (3,03 % С;
(3,1 % С; 11,2 % Сг;
мартенситного превращения, и поэтому практически не влияет
на количество остаточного аустенита в структуре закаленного
чугуна.
Влияние скорости охлаждения на твердость хромомолибде-
нового чугуна представлено на рис. 6.25. Минимальное содер-
жание молибдена, необходимое для обеспечения мартенситно-
аустенитной структуры металлической основы, возрастает с уве-
личением толщины стенки отливки (рис. 6.26) и зависит от со-
отношения Сг/С (рис. 6.27), определяющего содержание хрома
в аустените.
Легирование марганцем стабилизирует аустенит во всех
температурных зонах превращения. В отливках диаметром 15 мм
из чугуна, содержащего 12 % Сг и 3 % С, охлаждавшихся
в песчано-глинистой форме, при содержании свыше 3 % Мп,
металлическая основа на 80—100 % состоит из аустенита. Чу-
гун с 12 % Сг, 3 % Си 1,5 % Мо в таких отливках имеет прак-
тически полностью перлитно-трооститную структуру основы.
356
ТАБЛИЦА 6.10
РАСПРЕДЕЛЕНИЕ МОЛИБДЕНА В ИЗНОСОСТОЙКОМ ЧУГУНЕ*
ПО РЕЗУЛЬТАТАМ КАРБИДНОГО АНАЛИЗА [3]
Тип чугуна Содержание элементов, % Концентрация Мо в металли- ческой основе, %
Мп Мо
X ромомол ибденовый 0,34 0,60 Следы
То же 0,78 1,50 0,27
Хромомарганцевомолибде- новый 3,25 0,37 Следы
То же 3,16 0,60 0,36
» 3,21 1,06 0,98
* Чугун содержит, %: 0,ЗС; 13Сг; O,7S1
Марганец, подавляя превращение в бейнитной области, рас-
тягивает во времени превращение в перлитной области при од-
новременном интенсивном снижении температуры мартенсит-
ного превращения (рис. 6.28). Поэтому легированные марган-
цем чугуны при хорошей прокаливаемости имеют в структуре
значительное количество остаточного аустенита, а отжиг их
особенно при содержании более 3,0 % Мп затруднен.
На рис. 6.29 показано влияние марганца на твердость за-
каленных на воздухе отливок различной толщины из хромистого
чугуна. При недостаточной прокаливаемости в структуре чугуна
образуются продукты диффузионного распада аустенита, при
избыточном содержании марганца твердость снижается из-за
увеличения количества остаточного аустенита. Влияние угле-
рода и марганца на прокаливаемость в чугунах, содержащих
12—14 % Сг, показано на рис. 6.30.
Совместное влияние марганца и молибдена на прокаливае-
мость (рис. 6.31, 6.32) эффективнее, чем каждого из этих эле-
ментов в отдельности, что связано с повышением растворимо-
сти молибдена в аустените (табл. 6.10). Диаграмма на рис. 6.32
позволяет определить минимальное количество марганца и мо-
либдена, которое необходимо ввести в чугун (3 % С и 13 % Сг),
чтобы обеспечить подавление перлитного превращения в от-
ливке заданной толщины при охлаждении на спокойном воз-
духе и максимальную толщину стенки отливки, в которой пер-
литный распад аустенита еще не начинается. На рис. 6.33 при-
ведены данные о влиянии содержания углерода и марганца на
твердость чугуна (0,6 % Si; 18 % Сг) в массивных отливках
после закалки.
357
Z7,W % МО
Рис. 6.22. Влияние молибдена
на превращение аустенита при
непрерывном охлаждении чугу-
на, содержащего 2,9 % С; 0,6 %
Si; 0,7 % Мп; 17,5 % Сг. Нагрев
при 955 °C, 20 мин после пред-
варительной выдержки при
955 °C, 2 ч, и охлаждения на
воздухе. Цифры без кружков —
количество а-фазы, %, в круж-
ках — твердость, HV [31]. Штри-
ховые линии — степень превра-
щения, %
В чугунах, содержащих 12—18 % Сг и легированных мар-
ганцем, превращение аустенита идет только в перлитной и
мартенситной областях, а в бейнитной отсутствует (рис.6.34,а).
В хромомаргапцевых чугунах (30 % Сг, 2 % С) происходит
бейнитное и мартенситное превращение, а перлитное превраще-
ние в интервале 750—600 °C не наблюдается (рис. 6.34, б) [36].
358
Рис. 6.23. Влияние молибдена на изотермическое превращение аустенита в хромо-
марганцевом чугуне (около 3 % С; 0,6 % Si; 3,6 % Мп; 12,5 % Сг). Цифры у кривых —
количество а-фазы, % [3]:
а — без Мо; б — 0,58 % Мо
1 Ч 10 30ч
Время
Рис. 6.24. Превращение аустенита (Л4Н—
температура начала мартенситного пре*
вращения) при непрерывном охлаждении
хромомедистых чугунов различного со-
става:
/ — 3,25 % С; 0,6 % Si; 0,7 % Мп; 12,7 % Сг;
0,7 % Мо; 1,2 % Си; 2 — 3,32 % С; 0,58 % Si;
0,72 % Мп; 14,6 % Сг; 2,0 % Мо; 1,0 % Си;
3 — 2,89 % С; 0.55 % Si; 19,3 % Сг: 0,73 %
Мп; 2,0% Мо; 1,0 % Си [33]
II I ill I
1 Ч 1030 ч
Время охлаждения до 500°с
Рис. 6.25. Влияние скорости охлаждения
при закалке на воздухе на твердость хро-
момолибденового чугуна (2,9 % С; 17,5 %
Сг; 0,6 % St; 0,7 % Мп). Аустенитизация
при 955 °C, 20 мин. Цифры у кривых —
содержание молибдена, % [31]
Твердость таких чугунов максимальная при содержании
в них 2,5—3,0 % Мп. Твердость чугуна, содержащего 30 % Сг,
мало зависит от толщины стенки отливки (рис. 6.35), а опре-
деляется в основном количеством у* и a-фаз при температуре
закалки [37].
Увеличение содержания углерода, особенно свыше 3 %, в чу-
гунах, содержащих 12—24 % Сг, приводит к снижению устой-
чивости переохлажденного аустенита в перлитной области и,
соответственно к уменьшению прокаливаемое™ (рис. 6.36,
6.37).
359
Рис. 6.26. Влияние молибдена на
твердость плоской отливки разме-
ром аХ4аХ4а из хромистого чугуна
(около 3 % С; 0,6% Si; 0,7 % Мп;
13 % Сг) после закалки от 930 ° С
на спокойном воздухе. Цифры у
кривых — значения а, мм [2]
Это связано с уменьшением содержания хрома, молибдена,
марганца, которые концентрируются в карбидах (рис. 6.20,
6.21).
В высокохромистом чугуне, содержащем около 30 % Сг, по
мере повышения содержания углерода расширяется у-область
и уменьшается количество феррита в структуре основы; поэтому
улучшается закаливаемость и повышается твердость закален-
ного чугуна (рис. 6.38, 6.39).
Кремний снижает устойчивость аустенита хромистых чугу-
нов в перлитной области превращения и повышает температуру
мартенситного превращения (рис. 6.40). Увеличение содержа-
ния кремния в хромомолибденовых чугунах приводит к сниже-
нию прокаливаемости (рис. 6.41, а); поэтому содержание крем-
ния в таких чугунах ограничивают до 0,5—0,8 %.
В хромомарганцевых чугунах 1,0—1,5 % кремния обеспечи-
вает большую полноту мартенситного превращения при доста-
точной прокаливаемости (рис. 6.41, б).
В высокохромистом чугуне, содержащем 30 % С, кремний
сужает у-область, затрудняя получение высокой твердости по-
сле закалки (рис. 6.41, в).
Рис. 6.27. Влияние молибдена на
прокаливаемость белого чугуна, со-
держащего 2,0—4,3 % С; 11—26 %
Сг. </кр— критический диаметр при
охлаждении в слабом потоке воз-
духа [34]
360
Рис. 6.28. Влияние марган-
ца на изотермическое пре-
вращение аустенита белого
чугуна (около 3 % С; 0,8 %
Si; 13 % Сг).
Цифры на кривых — количе-
ство а-фазы, % [35] при со-
держании марганца, %:
а —0,22; 6 — 3,64; в —4,13;
г-4,5; д — 5,19
Рис. 6.29. Влияние марганца на твердость
плоской отливки размерами аХ4аХ4а из хро-
мистого чугуна (около 3 % С; 0,6 % SI; 13 %
Сг). Цифры у кривых — значения а, мм [3]
Рис. 6.30. Прокаливаемость хромомар-
ганцевых чугунов с 12—14 % Сг.
Цифры на кривых — толщина 6 пли-
ты размерами 6X46X46 и твердостью
выше I IRC 60 [29]
В отливках из хромистого чугуна, легированного молибде-
ном, марганцем и медью, при содержании кремния 1,2 % после
отпуска в субкритическом интервале температур в структуре
матрицы количество аустенита уменьшается, а твердость значи-
тельно повышается (табл. 6.11).
361
Рис. 6.31. Влияние марганца (а) и молибдена (б) на прокаливаемость б белых чугу*
нов (около 3 % С; 0,6 % Si; 13 % Сг). Аустенитизация при 880—900 °C, охлаждение на
воздухе, б — максимальная толщина плоской отливки с размерами аХ4аХ4а, мм;
твердость после закалкц на воздухе не ниже HRC 60 [3}. Цифры у кривых — содер-
жание Мо, %
Рис. 6.33. Твердость HRC (цифры у кривых) после
закалки плоских отливок размерами 75Х300Х
Х300 мм из белого чугуна (около 0,6 % Si; 18 %
Сг) [36]
Рис. 6.32. Диаграмма для выбора содержания марганца и молибдена в белом чу
гуне (около 3 % С; 0,6 % Si; 13 % Сг).
Цифры у кривых — толщина стенки плоской отливки, мм [3]
Рис. 6.34. Влияние марганца на превращение аустенита при непрерывном охлаждении
различных хромистых чугунов. Цифры у кривых — содержание Мп, % (3]
а — 3 % С; 0,6 % SI; 12 % Сг; 0,6 % Мо; аустенитизация при 9Б0°С, скорость охлаждения
20°С/мин: б —2,16 % С; 0,56 %SI; 32 % Сг.; ауезешиизация при 1000 С. скорость ох-
лаждения 200°С/мин
362
Рис. 6.35. Влияние марганца на твер-
дость плоской отливки размером
аХ4аХ4а из высокохром истого чугуна
(2,00-2,25 % С; до 1,0 % Si; около 30 %
Сг) [3]. Цифры у кривых значения а,
мм
Рис. 6.36. Влияние углерода на изотермическое превращение аустенита хромомолибде-
нового чугуна (около 0,6 % Si; 0,8 % Мц; 13 % Сг; 1,2—1,5 % Мо), аустенитизация при
950°C, 6 мин [38]. Цифры у кривых — количество а-фазы (%) при содержании угле-
рода, %:
а — 1,96; б — 2,6; в - 3,02; г — 3,57
Рис. 6.37. Структурная диаграмма метал-
лической основы хромомолибденового чу-
гуна (около 13 % Сг; 1,5 % Мо; 0,6 % Si;
0,7 % Мп) Закалка плоской отливки раз-
мерами #Х4аХ4а на спокойном воздухе
(20]:
/ — продукты диффузионного распада ау-
стенита; I! — 50 % мартенсита; /// —мар-
1 СИСИ I
Рис. 6.38. Влияние углерода на
твердость плоской отливки толщи-
ной до 200 мм из пысокохромн-
стого чугуна (около 30 % Сг; 3 %
Мн; I % SI) после закалки от
1100 °C па воздухе [3|
3(И
Рис. 6.39. Влияние содержания угле-
рода и толщины стенки отливки (6)
на твердость HRC (цифры у кривых)
высокохромистого чугуна (0,56—1,2 %
Si.; 2,5-3,3 % Мп; 29,9 — 33,6 % Сг)
после закалки от 1100 °C на воздухе
[37]
1,2 1,5 2,0 ' 2,5 С, %
В хромистых чугунах с карбидами М7С3 углерод и марганец
снижают, а кремний повышает температуру начала мартенсит-
ного превращения (рис. 6.42). Поэтому полнота мартенситного
превращения и твердость после закалки хромомарганцевого чу-
гуна увеличиваются при повышении содержания кремния
(табл. 6.12).
Рис. 6.40. Влияние кремния (а —
0,84%; 6-1,65%, в-2,7 %) на
изотермическое превращение аусте-
нита хромомарганцевого чугуна
(2,15 % С; 3,5 % Мп; 12,3 % Сг). Аус-
тенитизация при 900 °C, 6 мин. Мн —
температура начала мартенситного
превращения. Цифры у кривых —
количество а-фазы, % (31
364
Рис. 6.41. Влияние кремния на твердость плоских отливок размером аХ4аХ4а после
закалки на спокойном воздухе для чугунов различного состава. Цифры на кривых —
значения а, мм [3]:
а — 2,81 % С; 0,90 % Мп; 12,2 % Сг; 1,45 % Мо; *зак=930 °C б — 2,0 % С, 4,04 % Мп;
12,5 % Сг; /ЯЯ1С=850 °C,; в —около 2 % С; 3 % Мп; 32 % Сг; /яяи=1100°С
о а IV «за tv
Рис. 6.42. Влияние углерода, кремния и марганца
на температуру начала мартенситного превра-
щения Мя для чугунов [3]:
/ — около 0,7 % Si; 0,8 % Мп; 13 % Сг; 1,5 % Мо;
2 — 2,15% С; 3,45% Мп; 12,6 % Сг; 3 — 2,58% С;
5,02 %Мп; 13,1 % Сг; 4 —около 3 % С; 0,6 % Si;
13 % Сг; до 0,6 % Мо
7,0 ^5 2,0 2,5 3,0 3,5 0,75 1,0 1,5 2,0 2,5' 3,0
Рис. 6.43. Зависимость твердости ЯЯС (цифры у кривых) хромом аргапцсвого чугуна
(около 18% Сг; 0,6 % SI; образцы диаметром 14, высотой 15 мм) после закалки на
воздухе от содержания углерода, марганца и температуры закалки [36]:
а — 900 °C; б — 950 °C; в - 1100 °C; а — 1100 'С
365
ТАБЛИЦА 6.11
КОЛИЧЕСТВО ОСТАТОЧНОГО АУСТЕНИТА (А) И ТВЕРДОСТЬ ПОСЛЕ ОТПУСКА
В ЧУГУНЕ* С РАЗЛИЧНЫМ СОДЕРЖАНИЕМ КРЕМНИЯ [39]
Si, % Температура отпуска *', °C HVM А, % Si, % Температура отпуска *‘, °C Я Изо А, %
0,54 Литое состоя- 630 46 1,17 Литое состоя- 640 30
ние*2 ние*2
0,54 450 604 — 1,17 450 721 33
0,54 475 633 45 1,17 775 728 23
0,54 500 670 — 1,17 500 670 15
0,54 525 688 38 1,17 525 639 —
0,54 550 665 25 1,17 550 611 —
* Состав чугуна, %: 2.65С; l,5Mn; 19,7Сг; 2,4Мо; ICu.*1 Медленный нагрев
(12 °С/ч) до температуры отпуска, выдержка 4 ч, медленное охлаждение до комнатной тем-
пературы. ** Охлаждение со скоростью охлаждения плиты толщиной 150 мм.
При повышении температуры аустенитизации хромистых чу-
гунов увеличивается содержание легирующих элементов в аусте-
ните за счет растворения вторичных карбидов, что приводит
к повышению устойчивости аустенита в перлитной области. Од-
новременно снижается температура мартенситного превраще-
ния. Соответственно прокаливаемость улучшается, но твердость
может понижаться из-за увеличения количества остаточного
аустенита (рис. 6.43).
Т А Б Л1И Ц А 6.12
ВЛИЯНИЕ КРЕМНИЯ НА МАРТЕНСИТНОЕ ПРЕВРАЩЕНИЕ
ХРОМОМАРГАНЦЕВЫХ ЧУГУНОВ, СОДЕРЖАЩИХ 12 — 14 % Сг (ПО ДАННЫМ
Е. В. РОЖКОВОЙ)
Содержание элементов, % мн. °C Количество мартенсита, % Твердоость после закалки, HRC при
с 1 S' | Мп 860 °C | 920 °C
2,15 3,51 0,84 70 55 56 48
2,15 3,45 1,65 100 60 62 58
2,15 3,38 2,70 150 75 63 59
2,53 3,30 0,71 65 — 51 47
2,58 5,02 1,40 — — 51 47
2,58 5,02 2,01 70 52 54 50
2,58 5,02 2,71 80 55 55 51
2,58 4,88 4,17 — — 55 53
2,0 4,04 0,8 — — 50 44
2,0 4,04 1,60 — — 56 50
2,0 4,04 2,82 — — 56 53
2,0 3,76 3,99 — 56 55
366
6.5. МАРКИ ЧУГУНА И ОСНОВНЫЕ СВОЙСТВА
ГОСТ 7769—82 «Чугун легированный для отливок со специаль-
ными свойствами» предусматривает девять марок белых изно-
состойких чугунов: низколегированный хромистый марки ЧХЗТ,
высоколегированные хромистые марки ЧХ9Н5, ЧХ16, ЧХ16М2,
4X22, ЧХ28Д2, 4X32, высоколегированный марганцевый марки
ЧГ7Х4 и низколегированный никелевый марки ЧН4Х2.
Однако с точки зрения особенностей микроструктуры и ха-
рактеристик износостойкости более целесообразна классифика-
ция белых чугунов по типу карбидов в структуре.
6.5.1. ХИМИЧЕСКИЙ СОСТАВ, ТВЕРДОСТЬ,
МИКРОСТРУКТУРА И РЕЖИМЫ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Химический состав чугунов с карбидами типа М3С приведен
в табл. 6.13. Содержание хрома в таких чугунах не превышает
4—5 %. Чугуны, легированные только хромом, имеют перлит-
ную структуру матрицы (рис. 6.44, а). Их твердость зависит от
толщины стенки отливки (табл. 6.14).
Чугуны с повышенным содержанием никеля или марганца
имеют мартенситно-аустенитную матрицу (рис. 6.44, б, в). Низ-
кохромистые чугуны, легированные 3,0—5,0 % Ni, получили на-
звание «нихард».
Количество карбидов в структуре чугунов типа «нихард»
тем больше, чем выше содержание углерода, а количество аус-
тенита зависит в основном от содержания никеля и скорости
охлаждения. Рекомендации по количеству никеля и хрома в за-
висимости от скорости охлаждения (сечения отливок) в чугу-
нах типа «нихард» приведены в табл. 6.15.
При увеличении скорости охлаждения отливок за счет умень-
шения толщины стенки отливки или применения металлических
форм твердость возрастает (табл. 6.16).
Термообработка чугунов типа «нихард» имеет целью сниже-
ние остаточных напряжений и уменьшение количества остаточ-
ного аустенита в структуре. Диаграммы изотермического пре-
вращения аустенита чугунов типа «нихард» приведены на
рис. 6.45. Виды и режимы термической обработки приведены
в табл. 6.17.
Двойная термическая обработка с дестабилизацией аусте-
нита в бейнитной области (450±25 °C) и в мартенситной об-
ласти (275±25°С) применяется для получения структуры с ми-
нимальным количеством остаточного аустенита.
Марганцевохромистый чугун типа «элманайт» (№4, табл.
6.13) имеет перлитную структуру металлической основы,
367
368
0,51 5 10 50 100 500 ЮОО 10* 1 5 10 50 100 5001000 10*
О. t, пин б
Рис. 6.45. Диаграммы изотермического превращения аустенита (Мн— температура на-
чала мартенситного превращения. Аустенитизация при 850 °C, 10 мин) для чугуна типа
«нихард» [13] при содержании элементов, %:
а — 2,88—3,00 С; 1,80—2,14 Сг; 0,6 SI; 0,15 Мп.; б — 2.84—2,94 С; 2,75 Ni; 0,6 Si; 0,15 Мп
чугуны W2 и ЧГ7Х4 — мартенситно-аустенитную. Отливки из
этих чугунов, как правило, применяются в литом состоянии.
Химический состав белого чугуна с карбидами М7С3 приве-
ден в табл. 6.18.
369
со ТАБЛИЦА 6.13
° МАРКИ, ХИМИЧЕСКИЙ СОСТАВ И ТВЕРДОСТЬ БЕЛЫХ ИЗНОСОСТОЙКИХ ЧУГУНОВ С КАРБИДАМИ М8С
Марка Содержание элементов, % Твер- дость, НВ Стан- дарт ♦»
С S1 Мп Сг Ni Р S не более прочие
Хромистые низколегированные перлитные
чхзт 2,6—3,6 0,7—1,5 1,0 2,01—3,0 — 0,30 0,12 0,5—0,801 440—590 1
1Л 2,4—3,4 0,5—1,5 0,2—0,8 2,0 — 0,15 0,7—l.OTi 350 2
1В 2,4—3,4 0,5—1,5 0,2—0,8 2,0 — 0,5 — — 350 2
1С 2,4—3,0 0,5-1,5 0,2—0,8 2,0 — 0,15 — — 200 2
Никельхромистые мартенситные*2
Нихард-2: ЧН4Х2 2А 2,8—3,6 2,7—3,2 0,0—1,0 0,30—0,80 0,8—1,13 0,20—0,80 0,8—2,5 1,5—3,5 3,5—5,0 3,0—5,5 0,30 0,15 0,15 0,1& До 0,5Мо 400—650 450 1 2
Ni—Сг—LC 2,5—3,0 0,8 До 1,3 1,4—4,0 3,3—5,0 0,3 0,15 До 1,0Мо 550—600 3
260NiCr4 2 2,6—2,9 0,2—0,8 0,3—0,7 1,4—2,4 3,3—5,0 —— — До 0,5Мо 430—690 4
Нихард-1: 2В 3,2—3,6 0,30—0,80 0,20—0,80 1,5—3,5 3,0—5,0 0,15 0,15 До 0,5Мо 500 2
Ni—Сг—НС 3,0—3,6 0,8 До 1,3 1,4—4,0 3,3—5,0 0,3 0,15 До 1,0Мо 550—600 3
330NiCr4 2 3,0—3,6 0,2—0,8 0,3—0,7 1,4—2,4 3,3—5,0 — — До 0,5Мо 430—690 4
Ni—Сг—GB 2,9—3,7 0,8 До 1,3 1,1—1,5 2,7—4,0 0,3 0,15 До 1,0Мо 550—600 3
Марганцево хромистые
ЧГ7Х4 W1*3 3,0—3,8 3,2—3,4 1,4—2,0 0,8—1,4 6,0—8,0 2,0—3,0 3,0—5,0 1,0—2,0 До 1,5 0,1 0,08 0,05 0,10 1,0—2,0Си*< 390—450 500—600 1 [40]
W2*3 2,5—2,8 1,0-1,4 2,5—3,5 До 1,0 До 1,5 0,08 0,12 0,7—0,9Мо^ 500-600 [40]
** 1 — ГОСТ 7769—82; 2 — BS 4844 — 86; 3 — ASTM А532—82; 4 — DIN 1695—81. *а Торговое название нихард, Диамайт, элве-
райт, BF954, диамакс, никромакс, LC — LightC — низкоуглеродистый, НС — NighC — высокоуглеродистый *• Торговое название
элманайт. *♦ Содержит также до 0,5 % Мо и до 0,5 % V. *3 Содержит также до 1,5 % Ni; до 1,5 % Си и до 0,5 % V.
ТАБЛИЦА 6.14
ТВЕРДОСТЬ ОТЛИВОК ИЗ НЕЛЕГИ-
РОВАННОГО И НИЗКОХРОМИСТОГО
БЕЛОГО ЧУГУНА (BS 4844 1986)
Марка Твердость ♦ (не менее) при толщине стенки отливки, мм
<50 >50
1А 400/428 350/368
1В 400/428 350/368
1С 250/255 200/205
♦ В числителе — НВ, в знаменате-
ле — HV&.
ТАБЛИЦА 6.15.
РЕКОМЕНДУЕМЫЙ СОСТАВ ЧУГУНОВ
НИХАРД-1 и НИХАРД-2 В ЗАВИСИМО-
СТИ ОТ ТОЛЩИНЫ СТЕНКИ ОТЛИВ-
КИ (BS 4844 1986)
Толщина стенки отливки, мм Содержание элементов, %
Si Мп N1 Сг
15—25 0,50 0,40 3,4 1,8
25—50 0,40 0,50 3,8 2,0
50—100 0,40 0,50 4,2 2,5
Свыше 100 0,40 0,60 4,5 3,0
Примечания. 1. При толщине
стенки значительно больше 100 мм содер-
жание никеля необходимо увеличить. При
толщине стенки менее 15 мм содержание
никеля 2,5 % При толщине стенки более
150 мм содержание хрома 4,0 %. 2. Марки
чугунов 2А и 2В (см. табл. 6.13).
ТАБЛИЦА 6.16
ТВЕРДОСТЬ ЧУГУНОВ ТИПА «НИХАРД> В ЗАВИСИМОСТИ ОТ СКОРОСТИ
ОХЛАЖДЕНИЯ ОТЛИВКИ (BS 4844 1986. ГОСТ 7769—82, DIN 2695 1981, ASTM
А532-82)
Марка Твердость после термической обработки 41 Примечания
2А >500/>542 >450/^485 при толщине от- ливки > 125 мм
2В >550/>599 >500/>542 при толщине отлив- ки >125 мм
ЧН4Х2 400—650/— ——
260CrNi4 2 430—690/450—750 —
330CrNi4 2 430—690/450—750 —
Ni—Сг—ЯС >550/— Отливка в землю
То же >600/— Отливка в кокиль
’Ni—Сг—LC 550/— Отливка в землю
То же >600/— Отливка в кокиль
Ni—Сг—GB >550/— Отливка в землю
То же >600/— Отливка в кокиль
♦ В числителе — НВ, в знаменателе — НУ#.
В хромоникелевых чугунах типа «нихард-4» благодаря по-
вышенному содержанию никеля уже при охлаждении отливки
в форме достигается подавление перлитного превращения. Чу-
гуны типа «нихард-4> имеют мартенситно-аустенитную матрицу
(рис. 6.44, г). Химический состав чугуна типа <нихард-4>, обес-
печивающий максимальную твердость в отливках различного
сечения, приведен в табл. 6.19.
371
ТАБЛИЦА 6.17
ВИДЫ И РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНОВ ТИПА«НИХАРД»
(BS 4844 1986, DIN 1695 1981)
Вид термической обработки Температура нагрева, °C Время выдержки, ч Охлаждающая среда
Отпуск 250—300 6—24 Вместе с печью или
Двойной отпуск 425—475 4—16 воздух То же
250—300 8—16 в
При изготовлении отливок с наружными холодильниками
твердость чугуна «нихард-4» снижается по мере увеличения
расстояния от холодильника и растет с повышением содержания
кремния (табл. 6.20).
Отливки из чугуна «нихард-4» подвергают термической об-
работке для снижения уровня остаточных напряжений и повы-
шения твердости. Режимы термической обработки приведены
в табл. 6.21. В большинстве случаев применяется закалка. Для
отливок, работающих в условиях многократных ударных нагру-
зок, применяется специальная термическая обработка, обеспе-
чивающая минимальное количество остаточного аустенита в ос-
нове и повышение ударостойкости (табл. 6.21). Отливки из чу-
гуна ЧХ9Н5 подвергаются нормализации (выдержка при 1050—
1100 °C, 1—2 ч, охлаждение на воздухе) и отпуску (520—560 °C,
3—4 ч) для достижения максимальной износостойкости.
Чугун W4, имеющий в литом состоянии аустенитно-мартен-
ситную основу, может применяться после закалки с охлажде-
нием на воздухе или обработки холодом при —84 °C [40],
а также без термической обработки.
В хромомолибденовых чугунах с карбидами М7С3 микро-
структура металлической основы и твердость могут изменяться
в широких пределах в зависимости от вида термической обра-
ботки.
Твердость хромомолибденовых чугунов с карбидами М7С3
после различных видов термической обработки приведена
в табл. 6.22.
Скорость охлаждения, обеспечивающая подавление перлит-
ного превращения при охлаждении на спокойном воздухе, вы-
бирается в зависимости от соотношения Сг/С и содержания мо-
либдена (рис. 6.46).
На рис. 6.47 приведены диаграммы изотермического превра-
щения аустенита основных промышленных марок хромомолиб-
деновых чугунов, а на рис. 6.48 — термокипетичсские диаграммы
превращения аустенита этих же чугунов.
При повторном нагреве после дестабилизации первородного
аустенита и после изотермической выдержки микротвердость
372
ТАБЛИЦА 6.18
МАРКИ, ХИМИЧЕСКИЙ СОСТАВ И ТВЕРДОСТЬ БЕЛЫХ ИЗНОСОСТОЙКИХ ЧУГУНОВ С КАРБИДАМИ М7С3
Марка тугуна Содержание элементов, % • Твердость, НВ Стан* дарт*
С Si Мп Сг Ni Мо Р S прочие
не более
Хромоникелевые мартенситные*2
ЧХ9Н5 Ni—//Сг 2,8-3,6 2,5—3,6 1,2—2,0 1 „0-2,2 0,5—1,5 До 1,3 8,0—9,5 7,0—11,0 4,0—6,0 4,5—7,0 <0,4 До 1,0 0,06 0,10 0,1 0,15 — 490—610 500—600 1 2
300CrNiSi9 5 2 2,5—3,5 1,5—2,2 0,3—0,7. 8—10 4,5—6,5 До 0,5 — — 430—690 3
2С 2,4-2,8 1,50— 2,20 0,20— 0,80 8,0—10,0 4,0—6,0 До 0,5 0,10 0,15 — >450 4
2D 2,8—3,2 1,50— 2,20 0,20— 0,80 8,0—10,0 4,0—6,0 До 0,5 0,10 0,15 — >500 4
2Е 3,2—3,6 1,50— 2,20 0,20— 0,80 8,0—10,0 4,0—6,0 До 0,5 0,10 0,15 — >550 4
W4 3,3—3,6 2,0—2,4 3,5—4,0 7,0—9,0 3,0—3,5 До 1,5 0,08 0,12 1,5—2,ОСи; до 1,0V 400—700 140]
Хромомолибденовые* 3
ИЧХ12М 12 %Сг 3F 36 ЧХ16 300СгМо15 3 w 300СгМо15 2 1 со 2,6—3,0 2,4—2,8 2,0—2,7 2,7—3,4 1,6—2,4 2,3-3,6 2,3—3,6 До 0,7 До 1,0 До 1,0 До 1,0 1,5—2,2 0,2—0,8 0,2—0,8 0,5—1,0 0,5—1,5 0,5—1,5 0,5—1,5 До 1,0 0,5—1,0 0,5—1,0 11,5— 14,0 11,0— 14,0 11—13 11 — 13 13,0— 19,0 14—17 14—17 До 0,5 До 2,0 До 2,0 До 0,7 0,8—1,2 1,4—1,6 0,5—1,0 До 2,5 До 3,0 1,0—3,0 1,8—2,2 0,10 0,10 0,10 0,10 0,10 0,06 0,06 0,10 0,10 0,05 До 1,2Си До 2,ОСи До 2,ОСи Си Си HRC 60—64 >550 >600 >650 400—450 380-690 380—750 [2] 2 4 4 1 3
Продолжение табл. 6.18
Марка чугуна Содержание элементов, % Твердость, НВ Стан- дарт •’
С Si Мп Сг Ni Мо Р S прочие
не С юлее
34 1,8-3,0 До 1,0 0,5-1,5 14—17 До 2,0 До 2,5 0,10 0,06 До 2,0Си >600 4
15 %Сг—Мо—LC 2,4—2,8 До 1,0 0,5—1,5 14,0— 18,0 До 0,5 1,0—3,0 0,10 0,06 До 1,2Си 450—600 2
BF182 2,5 1,о 0,5 15 — 0,5 0,05 0,05 HV 700 41
ЗВ 3,0—3,6 До 1,0 0,5—1,5 14—17 До 2,0 До 3,0 0,10 0,10 До 2,0Си >650 4
15 %Сг—Мо—НС 2,8—3,6 До 1,0 0,5—1,5 14,0— 18,0 До 0,5 2,3—3,5 0,10 0,06 До 1,2Си 550-600 2
260CrMoNi20 21 2,3—2,9 0,2—0,8 0,5—1,0 18—22 0,8—1,2 1,4—2,0 — — Си 380—750 3
ЗС 1,8—3,0 1,0 0,5—1,0 17—22 До 2,0 До 3,0 0,10 0,10 До 2,0Си 600 4
20 %Сг—Мо— LC 2,0—2,6 До 1,0 0,5—1,5 18,0— 23,0 До 1,5 До 1,5 0,10 0,06 До 1.2Си 450—600 2
20 %С—Мо—НС 2,6—3,2 До 1,0 0,5-1,5 18,0— 23,0 Хром До 1,5 омарганца 1,5—2,0 зые 0,10 0,06 До 1,2Си 450—600 2
ИЧ210Х12Г5 1,9—2,3 0,4—1,0 4,6—5,6 11,0— 14,0 — — 0,8 0,06 — HRC 53—60 5
ЧХ16М2 2,4—3,6 0,5—1,5 1,5—2,5 ' 13,0— 19,0 — 0,5—2,0 0,10 0,05 1,0—1,5Си 490—610 1
ИЧЗООХ18ГЗ 2,7—3,0 04—0,8 2,0—4,5 17—21 — — 0,1 0,06 0,05—0,1 Zr 0,05—0,1В HRC 55—61 6
ЧХ22 2,4—3,6 0,2—1,0 1,5—2,5 19,0— 25,0 — — 0,10 0,06 0,15—0,35 V 0,15—0,35Т1 330—610 1
•i i _ ГОСТ 7769—82; 2 — ASTM А532—82; 3 — DIN 1695 1981; 4 — BS 4844 1986; 5 — ТУ 48-22-13—78; 6 — ТУ 48*0601-4—85.
•* Торговое название «нихард-4». ♦* Торговое название Клаймекс Аллой-42, 15—3, 20—2—1.
Рис. 6.46. Максимально допусти-
мое время охлаждения для подав-
ления образования перлита в хро-
момолибденовом чугуне [43] при
содержании элементов, %:
/ — 2,1 Мо; 1 Си; 3,3 С; 14,6 Сг,; 2 —
2,1 Мо; 1 Си; 2,9 С; 19,3 Сг.; 3 —
2,5—3 Мо; 4 — 1,0—1,5 Мо; 5 — 0 %
Мо
аустенита и мартенсита выше в высокоуглеродистых чугунах.
Минимальная твердость может быть получена после изотерми-
ческой выдержки при 700 °C (табл. 6.23).
Если отливки не требуют механической обработки, их под-
вергают закалке и низкотемпературному отпуску. Отливки
сложной формы, имеющие высокие остаточные напряжения,
могут быть использованы в литом состоянии или после отпуска
для снятия внутренних напряжений (табл. 6.24). Перед механи-
ческой обработкой лезвийным инструментом отливки проходят
смягчающую термическую обработку (табл. 6.25). В этом слу-
чае после механической обработки обязательна закалка с от-
пуском. Микроструктура хромомолибденовых чугунов после
окончательной термической обработки — первичные, эвтектиче-
ские и вторичные карбиды М7С3 в преимущественно мартенсит-
ной или мартенситно-аустенитной основе (рис. 6.44, д, е).
ТАБЛИЦА 6.19.
СОДЕРЖАНИЕ ОСНОВНЫХ
ЭЛЕМЕНТОВ В ЧУГУНЕ ТИПА
«НИХАРДж-4» В ОТЛИВКАХ)
С РАЗЛИЧНОЙ ТОЛЩИНОЙ СТЕНОК
Толщина стенки, мм Содержание элементов, %
Si Мп N1 Сг
15—25 1,90 0,40 4,5 8,5
25—50 1,80 0,50 5,0 9,0
50—100 1,80 0,50 5,0 9,0
Свыше 100 1,60 0,60 5,0 9,5
♦ Для чугунов марок 2С, 2D, 2Е.
ТАБЛИЦА 6.20
ТВЕРДОСТЬ ЧУГУНА ТИПА
«НИХАРД-4» С РАЗЛИЧНЫМ
СОДЕРЖАНИЕМ КРЕМНИЯ* [42]
Расстояние от холодиль- ника, мм Твердость, HRC, при содержании Si, %
1,2 1 1.6 1 2-’
0 56,5 55,0 59,5
13 52,0 55,0 58,5
25 50,5 53,0 57,5
38 51,5 54,0 57,0
50 50,5 55,0 57,0
* Отливки 250X125 X 125 мм из чугуна
состава, %: ЗС; 7,8 Сг: 5,3 NI; 0,5 Мо.
375
ТАБЛИЦА 6.21
РЕЖИМЫ ТЕРМИЧЕСКОЙ^ ОБРАБОТКИ ЧУГУНОВ ТИПА «НИХАРД-4» (BS 4844
1986, DIN 1695 1981)
Марка В нд термической обработки Темпе- ратура иегова, Время выдерж- ки, ч Охлаждение
2С, 2D, 2Е Закалка 800±25 6—12 На возду- хе или с пе- чью
2С, 2D, 2Е Отпуск после закалки 275±25 8—16 То же
300CrNiSi9 5 2 Закалка 750—820 4—10 в
300CrNiSi9 5 2 Отпуск после закалки 250—300 12—24 На воздухе
300CrNiSi9 5 2 Двойной отпуск*1 450 4 То же
300CrNiSi9 5 2 То же 450 16 В
♦* Для толстостенных отливок.
ТАБЛИЦА 6.22
ТВЕРДОСТЬ ХРОМОМОЛИБДЕНОВЫХ ЧУГУНОВ С КАРБИДАМИ М7Сз
Марка Твердость, НВ Максимальная толщина стенки при закалке, мм
литое состояние после закалки после смягчаю- щего отжига (не бо- лее)
(не менее)
ИЧХ12М 420 550 400 30
12 %Сг 550 600 400 Шар диамет-
ром 25 мм
3F 450 600 400 *1
3G 450 650 450 *1
300СгМо15 3 420 550 375*2 *1
300CrMoNil5 2 1 420 550 375*2 ♦1
ЗА 450 600 400 ♦1
15 %Cr—Мо—LC 450 600 400 100
ЗВ 500 650 450 *1
15 %Сг—Мо—НС 550 600 400 75
260CrMoNi20 2 1 420 550 395 *1
ЗС 450 600 450 *1
20 %Сг—Мо—LC 450 600 400 200
20 %Сг—Мо—НС 450 600 400 300
ИЧ210Х12Г5 420 HRC 53*3 — 500
ИЧЗООХ18ГЗ*» 430 HRC 55*3 341 75
ИЧЗООХ18ГЗ*4 430 HRC 55*3 375 200
ИЧЗООХ18ГЗ*4 430 HRC 55*3 350
** По DIN 169511981 и BS 4844 1986 не оговаривается. *’ При содержании углерода
не более 3,1 %. При(содержании1марганца не более 2,5 %. *4 При содержании мар-
ганца не более 3,1 %. *° При содержании марганца не менее 3,1 %.
376
ТАБЛИЦА 6.23
КРИТИЧЕСКИЕ ТОЧКИ, ТВЕРДОСТЬ И МИКРОТВЕРДОСТЬ СТРУКТУРНЫХ
СОСТАВЛЯЮЩИХ ХРОМОМОЛИБДЕНОВЫХ ЧУГУНОВ* 144]
Марка Микротвердость ау- стенита в литом состоянии, Hioo Характеристика основы после выдержки в течение 3 ч при температуре, °C Выдержка при 1000 °C в течение 20 мин
500 600 700 800 о о гЧ V» о о ’со о о И Микротвер- дость ♦’ мар- тенсита Нам Характеристика основы после выдержки в течение 24 ч при температуре, °C
250 280 500 600 700
12Сг—Мо 390 446 702 468 876 799 865 191 770 589 645 494 393
0,5/7 • 25/7 100/7 М 25Б+А4 А+М 10077 100 Л
15Сг—Мо—LC 428 526 675 487 896 807 871 189 763 544 659 535 375
А 45/7 100/7 М 5Б+М 1/7+М 100/7 100/7
15Сг—Мо— НС 407 494 702 522 951 801 848 178 803 659 874 514 376
А 60/7 100/7 М 65Б+/И 7Б+М 95/7+/И 100Л
2ОСг—Мо— LC 370 486 506 405 535 819 910 266 756 704 450 357
А (5—10) П 9577 М м 100 Л 100Л
2600-27 375 606 607 432 494 844 916 270 680 878 709 414
0,5/7 (15—20) /7 (95—100)/7 М М 20/74-/И 100 П
300СгМо27 1 451 642 702 498 556 835 900 278 833 869 906 547 435
А (15—20) П 400/7 М ЗБ+М М 70Л+Л1 100Л
* В числителе — микротвердость основы после соответствующей термической обработки; в знаменателе — микроструктура основы.
П — перлит, М — мартенсит, А — аустенит, Б — бейнит. Цифры перед буквами — количество соответствующей структурной составляю-
щей в процентах к металлической основе. Критические точки определялись при повторном нагреве после дестабилизации первородного
аустенита (нагрев до 1000 °C, выдержка 20 мин, охлаждение на воздухе). Химический состав чугунов указан в подписи к рис. 6.47.
oj Образец диаметром 5 мм, охлаждение на воздухе. Образцы диаметром 5 мм вырезали из слитка диаметром 25 мм и длиной 250 мм,
отлитого в песчаной форме.
Закаленные хромомолибденовые чугуны устойчивы к отпуску
до температуры 500—550 °C (рис. 6.49).
В хромомарганцевых белых чугунах с карбидами М7С3
(табл, 6.18) мартенситно-аустенитная структура металлической
основы после закалки достигается без легирования дорогими и
дефицитными молибденом и никелем.
Влияние марганца и углерода на твердость чугунов, содер-
жащих 18 % хрома, приведено на рис. 6.50. Для получения
V
700
600
500
ООО
300
200
100
о
800
ТОО
600
500
ООО
300
200
100
о
800
700
600
500
ООО
300
200
100
0
А*К
МН-191°С
Ф+К
1 25 5099
°C
700
600
500
ООО
300
А+К
- МН-266°С
1 2550 99
- 50
а
600 -
500 -
300
200
т -
_ Мц=270°С
~~50
600 -
500 -
100
О
1 101 102 103 10ч 10s с
400 -
300^^^
6 “
200
200 - 50
100 -
О I । и
800------
700 -
Ф+К
А+К
1 25 50 99
100 -
О _
800 ~
700 -
А+К
1 25 50 99
50
101 10г Ю3 10ч С
г
6
1
0,1 1 10 100 1000 мин 0,1 1 10 100 1000
I_____I______।__ пин I________I_______L—
0,1 1 10 ч 0,1 1 Юч
Время время
378
ТАБЛИЦА 6.24
РЕЖИМЫ ОКОНЧАТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ХРОМОМОЛИБДЕНОВЫХ ЧУГУНОВ С КАРБИДАМИ MyCg
Марка Вид термической обработки Температура наг^ва, Время вы- держ- ки, ч Охлаждение
ИЧХ12М; ЗА; ЗВ; ЗС; 3F; ЗС; BF 182; 12 % Сг Закалка 900—1000 2—4 На воздухе или в масле
То же Отпуск после закалки 200—300 2—6 На воздухе или с печью
> Отпуск после литья 200—550 4—10 То же
300СгМо15 3; 300CrMoNil5 2 1; 15 % Сг—Мо—LC; 15 % Сг—Мо—НС . Закалка 930—980 1—8 На воздухе
То же Отпуск после закалки 200—300 2—6 На воздухе или с печью
» Отпуск после литья 200—500 4—10 То же
260CrMoNi20 2 1 Закалка 970—1050 4—10 На воздухе
20 % Сг—Мо—ЯС Отпуск после закалки 200—300 2—6 На воздухе или с печью
То же Отпуск после литья 200—550 4—10 То же
• Температура загрузки в печь 200—300 °C. Скорость нагрева в зависимости от
сложности отливки 30—120 °С/ч.
заданной твердости после закалки в чугуне типа ИЧЗООХ18ГЗ
следует увеличивать содержание марганца по мере увеличения
эквивалентной толщины садки при закалке:
Эквивалентная толщина
стенки, мм................ до 75 до 200 до 350
Содержание марганца, % 2,0—2,5 2,5—3,1 3,1—4,5
Рис. 6.47. Диаграммы изотермическдго превращения аустенита хромомолибденовых чу
Гунов [44]. Аустенитизация при 1000 °C, 20 мин (А — аустенит, К — карбиды, Ф — фер-
рит, Б — бейнит, AfH — температура начала мартенситного превращения).
Цифры у кривых — полнота превращения, %. Марки и химический состав чугунов
Марка Содержание • эле-
ментов, %
С Сг Мо
а 12 Сг — Мо 2.55 12,40 1,25
б 16 Сг — Мо - LC 2,60 15,20 1,95
в 15 Сг — Мо — НС 3,56 14,60 U7
Марка Содержание • эле- ментов, %
с 1 Cr 1 Мо
г 20 Сг — Мо — LC 2,04 20,65 0,61
д 260 Сг27 2,87 25,50 1,22
9 300 СгМо 27 1 3,66 24,95 1,53
• В состав чугунов всех марок входит также 1,0 Ч SI, 0,7 % Мп; 0,01 ч S; 0,06 % Р.
379
101 102 103 10ч с 1
U--...I______I_____!_____l_
0,1 1 10 100 1000мин
I______!_____L_
0,1 1 10 ч
веемя
102 103 104 c
—I_____I______I______L
1 10 100 1000
мин ।-------1______i
0,1 1 10 ч
Время
Рис. 6 48. Диаграмма превращения аустенита хромомолибденовых чугунов при непре-
рывном охлаждении на воздухе. Аустенитизация при I00U °C, 20 мин. Тонкие линии —
кривые охлаждения поверхности цилиндра с диаметром (0), обозначенным вверху ри-
сунка (мм). Цифры у кривых — полнота превращения и соответствующей области, %.
Остальные обозначения см. в подписи к рис. 6.47 [44]
380
ТАБЛИЦА 6.25
РЕЖИМЫ СМЯГЧАЮЩЕЙ,ТЕРМИЧЕСКОЙ ОБРАБОТКИ ХРОМОМОЛИБДЕНОВЫХ
ЧУГУНОВ С КАРБИДАМИ М7Сз (ПЕРЕД МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ)
Марка Вид термической обработки Температура нагрева, Время выдерж- ки, ч Режим охлаждения
темпера- турный интервал, охлаждающая среда или скорость охлаждения, °С/ч, не более
ЗА, ЗВ, ЗС, 3G, 3F Отжиг 920-975 1 975—810 Печь
ЗА, ЗВ, ЗС, 3G, 3F 920—975 1 810—600 55
ЗА, ЗВ, ЗС, 3G, 3F » 920-975 1 600—20 Воздух или печь
ЗА, ЗВ, ЗС, 3G, 3F Высокий 750 4 750—600 Печь
ЗА, ЗВ, ЗС, 3G, 3F отпуск То же 750 4 600—20 Воздух или печь
ИЧХ12М* Отжиг 860—880 2 880—550 40
ИЧХ12М » 860—880 2 550—20 Воздух или печь
ИЧХ12М Высокий 750 4 750—600 Печь
ИЧХ12М отпуск То же 750 4 600—20 Воздух или печь
300СгМо15 3, 15 % Cr—Мо—LC, 15 % Сг—Мо—ЯС Отжиг 930—860 1—8 960—800 Печь
300СгМо15 3, 15 % Сг—Мо—LC, 15 % Сг—Мо—ЯС » 930—960 1—8 800—650 40
300СгМо15 3, 15 % Сг—Мо—LC, 15 % Сг—Мо—ЯС » 930—960 1—8 650—20 Воздух или печь
300CrMoNil5 2 1 » 930—960 1—8 960—800 Печь
300CrMoNil5 2 1 » 930—960 1—8 800—650 20
300CrMoNil5 2 1 » 930—960 1—8 650—20 Воздух или печь
260CrMoNi20 2 1, 20 % Cr—Mo—LC, 20 % Cr—Mo—ЯС » 970—1000 1—8 960-800 Печь
260CrMoNi20 2 1, 20 % Cr—Mo—LC, 20 % Cr—Mo—ЯС 970—1000 1-8 800—700 15
260CrMoNi20 2 1, 20 % Cr—Mo—LC, 20 % Cr—Мо-ЯС » 970—1000 5-20 700 0
260CrMoNi20 2 1, 20 % Cr—Mo-LC, 20 % Cr—Mo—ЯС » 970—1000 5-20 700—20 Воздух или печь
381
ТАБЛИЦА 6.26.
РЕКОМЕНДУЕМАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА ХРОМОМАРГАНЦЕВЫХ
ЧУГУНОВ С КАРБИДАМИ М,Сз
Марка Высокий отпуск Закалка Отпуск
И4210Х215 ЧХ16М2; ЧХ22 690—750 °C, вы- держка 6—12 ч, охлаждение с пе- чью 880—900 °C, вы- держка 2—4 ч, ох- лаждение на воздухе 1050—1100 °C, вы- держка 1—2 ч, ох- лаждение на воздухе 200—250 °C, вы- держка 2—4 ч, охлаждение на воздухе 520—560 °C, вы- держка 3—4 ч, охлаждение с пе- чью
Влияние содержания углерода и марганца на твердость
хромомарганцевых чугунов при различной температуре закалки
показано на рис. 6.43.
Рекомендуемые режимы термической обработки хромомар-
ганцевых чугунов приведены в табл. 6.24 и 6.27. Микрострук-
тура после закалки представлена на рис. 6.44, з.
Высокохромистые белые чугуны с карбидами типа М2зС& и
М7Сз отличаются соотношением Сг/С^8 и соответственно вы-
Рис. 6.49. Влияние температуры отпуска
(*отп) на тввРД°сть чугуна ИЧХ12М пое-
ло чакалки [3):
/ — от 930 °C; 2 -от 1100’С
сокой концентрацией хрома
в твердом растворе (рис.
6.20). Такие чугуны обладают
наряду с высокой износостой-
костью повышенной коррози-
онной стойкостью и жаро-
стойкостью по сравнению с
другими типами белых изно-
состойких чугунов. Химиче-
ский состав высокохромистых
чугунов и их твердость при-
ведены в табл. 6.28. Отливки
Рис. 6.60. Твердость HRC (цифры у кри-
вых) хромома1)гапцевого чугуна (около
0,6 %SU 18 % Сг) в литом состоянии
136].
Отливка в сухую форму прутков диа-
метром 14 мм
382
ТАБЛИЦА 6.27
РЕКОМЕНДУЕМАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА ЧУГУНА ИЧЗООХ18ГЗ
Содержа- ние Мп, % Вид термической обработки Температура за- грузки в печь, °C Скорость нагре- ва (не более), °С/ч ♦> Температура аустенитиза- ции, °C Время выдержки* ч Режим охлаждения
2,0—3,1 Отжиг 200 70 860—880 1 ч на каждые 25 мм тол- щины отливки Один из двух ре- жимов*2
2,0—2,5 Закалка 200 100 900—950 То же На воздухе
2,5—3,1 То же 200 100 980—1000 То же
3,1—4,5 » 200 70 980—1000 »
2,0—4,5 Отпуск 200 2 ч на каждые 25 мм тол- щины отливки С печью или на воз- духе
*а Для деталей сложной конфигурации при нагреве вводятся изотермические вы-
держки продолжительностью по 2 ч при 200, 400 и 600 °C. Первый — 40 °С/ч до 500 °C,
далее на воздухе или с печью; второй — охлаждение с печью до 560 °C, выдержка не ме-
нее 6 ч, далее нагрев до 650 °C выдержка не менее 4 ч, охлаждение с печью до 300 °C, да-
лее на воздухе.
из таких чугунов, как правило, подвергают закалке и отпуску.
Твердость после различных режимов термической обработки
указана в табл. 6.29. Режимы термической обработки
высокохромистых чугунов приведены в табл. 6.30 и табл. 6.31.
Перед механической обработ-
кой лезвийным инструментом
отливки предварительно про-
ходят смягчающий обжиг
(кроме хромомарганцевых чу-
гунов). Допускается примене-
ние отливок в литом состоя-
нии или после отпуска, если
Температура, выдержи ,лС
Рис. 6 51. Диаграмма изотермическою
превращения переохлажденного аустенита
чугуна ИЧ210Х30ГЗ (2.1 % С; 0,56 % SI;
3.0 % Мп; 31.5 % Сг.; 0,07 %Zr; 0,05 % TI) по
данным работы (37J.
Цифры у кривых--время изотермической
выдержки, с.
&,НН
J00
200
100
О
2,0 4,0 6,0 Мп,%
Рис. 6.52. Влияние содержания марганца
и толщины стенки отливки 6 на твердость
HRC (цифры у кривых) высокохром истого
чугуна (1,9—2,3 % С; 0,52—1,2 % SI.; 31.3-
33.6 % Сг) после закалки ня воздухе ог
1100 АС [37]
383
ТАБЛИЦА 6.28
МАРКИ, ХИМИЧЕСКИЙ СОСТАВ И ТВЕРДОСТЬ БЕЛЫХ ИЗНОСОСТОЙКИХ
ЧУГУНОВ С КАРБИДАМИ М7Сз И МгзС,,
Марка Содержание элементов, %
С Si Мп Сг Ni Мо
3D 2,0—2,8 1,0 0,5—1,5 22—28 До 2,0 До 1,5
ЗЕ 2,8—3,5 10*2 0,5—1,5 22—28 До 2,0 До 1,5
25 %Сг 2,3—3,0 До 1,0 0.5—1,0 23—28 До 1,5 До 1,5
260Сг27 2,3—2,9 0,5—1,5 0,5—1,5 24—28 До 1,2 До 1,0
300СгМо27 1 3,0—3,5 0,2—1,0 0,5—1,0 23—28 До 1,2 1,0—2,0
И4Х28Н2 2,5—3,0 0,7—1,4 0,5—1,0 25—30 1,5—2,0 —
ЧХ32 1,6—3,2 1,5—2,5 До 1,0 30—34 — —
ЧХ28Д2 2,2—3,0 0,5—1,5 1,5—2,5 25—30 0,4—0,8 —
ИЧ17ОХЗОГЗ 1,7—2,0 0,5—0,9 2,8—3,5 29—32 — —
ИЧ21ОХЗОГЗ 2,05—2,35 0,5—0,9 2,8—3,5 30—33 — —
Продолжение
Марка Содержание элементов, % Твердость, НВ Стандарт *'
Р S Прочие
(не б олее)
3D 0,10 0,10 До 2,0Си >600 1
ЗЕ 0,10 0,10 До 2,0Си >600 1
25 % Сг 0,10 0,06 До 1,2Си 450—600 2
260Сг27 — — —_ 380—750 3
300СгМо27 1 — — — 380—750 3
ИЧХ28Н2 0,08 0,1 Си*3 500—550 4
ЧХ32 0,10 0,08 0,1—0,3Ti 245—340 5
4Х28Д2 0,10 0,08 1,5—2,5Си 390—640 5
И417ОХЗОГЗ 0,1 0,06 0,05—0,1 Zr*4 HRC 42 6
И421ОХЗОГЗ 0,1 0,06 0,05—0,1 Zr*4 HRC 52 6
•» 1 —BS 4844 1986; 2 —ASTM А532-82; 3-DIN 1695 1981; 4 —ТУ 26-06-1484—87;
5 — ГОСТ 7769—82; 6 — ТУ 48-22-88—76. *’ В отливках тоньше 10 мм для улучше-
ния жидкотекучести 1,5 %. Си заменяют I % Ni <% Ni 4- % Си) 5. ** Содержит
также 0,05—1,0 % TI.
твердость не ниже значений, указанных в табл. 6.29. В метал-
лической основе высокохромистых чугунов значительную долю
составляет бейнит [7, 47). Микроструктура после окончательной
термической обработки состоит из первичных, эвтектических и
384
ТАБЛИЦА 6.29
ТВЕРДОСТЬ ВЫСОКОХРОМИСТЫХ ЧУГУНОВ С КАРБИДАМИ.МтСз И М,3Св
Марка Твердость, НВ Максимальная толщина стенки при закалке, мм
Литое состояние, не менее После закалки, не менее После смягчающего отжига, не более
3D 375 600 375
ЗЕ 420 600 420 —
25 %Сг 450 600 400 200
260Сг27 420 510 375 —_
300СгМо27 1 420 550 375 —
ИЧ17ОХЗОГЗ Не более 310 HRC 42 350
ИЧ21ОХЗОГЗ Не более 401 HRC 52 — 350
ТАБЛИЦА 6.30
РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОХРОМИСТЫХ ЧУГУНОВ (BS
4844 1986, DIN 1695 1981, ГОСТ 7769—82, ТУ 48-22-88—76)
Марка Вид термиче- ской обработки Температура наг^ва, Время выдерж- ки, ч Режим охлаждения
температур- ный интервал, °C охлаждающая среда или скорость охлаждения, °С/ч, не более
3D, ЗЕ Закалка 900—1000 2—4 1000—20 Воздух масло или
Отпуск Отжиг 200—550 920—975 2—4 >1 550—20 975—810 810—600 600—20 Воздух печь Печь 55 Воздух печь или или
260Сг27 Закалка 970—1050 4—10 1050—20 Воздух
Отпуск Отжиг 200—300 980—1050 2—6 4—10 300—20 1050—20 Воздух печь Печь или
300СгМо27 1 Закалка 970—1050 4—10 1050—20 Воздух
Отпуск Отжиг 300—500 980—1050 2—6 4—10 500—20 1050—20 Воздух печь Печь или
ЧХ32 Закалка 1050—1100 1—2 1100—20 Воздух
ЧХ28Д2 Отпуск Высо- кий от- пуск 520-560 690—750 3—4 6—12 560—20 750-20 Печь Печь
ИЧ17ОХЗОГЗ, ИЧ21ОХЗОГЗ Закалка 1080—1120 1-2 1120-20 Воздух
То же Отпуск 200 2—4 200—20 Воздух печь или
13 Заказ М 1555
385
ТАБЛИЦА 6.31
ВИДЫ’И РЕЖИМЬЦТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА ИЧХ28Н2’
(ТУ 26-06-1484—87)
Вид термической обработки Температура наг^ва, Скорость нагрева, °С/ч Время выдерж- ки, ч Охлаждаю- щая среда Твердость
НВ HRC
Отпуск для сня- тия внутрен- них напряжений 550—580 50 3 Воздух 420—580 44—58
Смягчающий отжиг 730—750 50 4—6 Вместе с печью 370—430 39—46
Нормализация (закалка) 950—1000 50 3 Воздух 500—550 52—56
Отпуск 300—350 50 3 Воздух 500—550 52—56
* Допускается применение отливок в литом состоянии при твердости не менее НВ
S00.
вторичных карбидов М7С3 и МгзС6 в преимущественно бей-
нитно-мартенситной основе с остаточным аустенитом (рис. 6.44,
и, к).
Диаграмма изотермического превращения аустенита хромо-
марганцевого чугуна ИЧ21ОХЗОГЗ приведена на рис. 6.51.
Влияние толщины стенки отливки и содержания углерода
на твердость высокохромистого чугуна показано на рис. 6.39,
влияние содержания марганца — на рис. 6.52.
6.5.2. МЕХАНИЧЕСКИЕ СВОЙСТВА
Прочность белых износостойких чугунов, как правило, не явля-
ется сдаточной характеристикой и приводится в справочных
приложениях стандартов (табл. 6.32). Прочность белых изно-
состойких чугунов больше зависит от характеристик карбид-
ной фазы, чем от структуры металлической основы [2].
В ледебурите низкохромистых чугунов матрицей эвтектики
является цементит, и поэтому они имеют более низкую проч-
ность, чем высокохромистые чугуны, в эвтектике которых кар-
биды типа М7С3 образуют разветвленный упрочняющий каркас.
Предел прочности при изгибе чугуна с карбидами М7С3
уменьшается с увеличением количества карбидов, особенно
в чугунах заэвтектического состава (рис. 6.53). Аналогичная
зависимость наблюдается в чугунах с 15 %, С г (табл. 6.33).
Уменьшение размеров эвтектических колоний и избыточных
фаз существенно повышает прочность белых износостойких чу-
гунов: при уменьшении среднего размера карбидов с 12,3 до
386
ТАБЛИЦА 6.32
МЕХАНИЧЕСКИЕ СВОЙСТВА БЕЛЫХ ИЗНОСОСТОЙКИХ ЧУГУНОВ ПОСЛЕ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Марка % °изг Марка % аизг
чхзт 200 400 300CrMoNil5 2 1 450—1000
4Н4Х2 200 400 ИЧ210Х12Г5 — 785
260NiCr4 2 320—390 — ИЧХ16М2 170 490
330NiCr4 2 280—350 — ИЧЗООХ18ГЗ —_ 720
ЧГ7Х4 150 330 ЧХ22 290 540
345 — 260Сг27 560—960 —
W2 345 — 300СгМо27 1 450—1000 —
ЧХ9Н5 350 700 И4Х28Н2 350 700
300CrNiSi9 5 2 500—600 — 4X32 390 690
№4 415 — 4Х28Д2 390 690
ЧХ16 350 700 И417ОХЗОГЗ — 785
300CrMol5 3 450—1000 — И421ОХЗОГЗ — 785
4,0 мкм предел прочности при изгибе чугуна ИЧХ12М увели-
чивается в четыре раза [2].
Ориентация эвтектических карбидов за счет направленного
затвердевания с высоким температурным градиентом у плос-
кого фронта кристаллизации позволяет получить в структуре
чугуна с 30 1%, Сг и 3 % С длинные волокна карбидов (Сг,
Ре)уСз, расположенных параллельно друг другу в пластичной
аустенитной матрице. Образуется структура естественного ком-
позиционного материала, в котором роль упрочняющей фазы
играют волокна карбида, а пластичной матрицы — аустенит.
Прочность такого материала при нагружении параллельно кар-
бидным волокнам необычайно высока для белого чугуна и до-
стигает 2800—3100 МПа, то есть приблизительно в четыре раза
выше, чем у чугуна такого же состава при обычном затверде-
вании (600—700 МПа) [45, 46]. Первичные фазы снижают проч-
ТАБЛИЦА 6.33
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНОВ*, СОДЕРЖАЩИХ 15 % Сг,
С РАЗЛИЧНЫМ КОЛИЧЕСТВОМ УГЛЕРОДА [33]
Содер- жание С, % Твердость HV °изг- МПа к1с- МН/м3/2 Содер- жание С, % Твердость HV аизг» МПа МН/м 3/2
0,8 425/630 584/995 41,8/29,2 2,1 485/790 760/865 27,3/26,1
1,1 320/680 510/1055 35,2/29,9 2,8 510/825 788/843 23,9/22,8
1,4 350/750 670/1117 29,8/29,6 3,4 530/850 — 17,7/17,9
В числителе •— литое состояние, в знаменателе — закаленное.
13
387
Рис. 6.53. Влияние содержания углерода
и хрома на временное сопротивление при
изгибе хромомолибденового чугуна (около
0,6 % Si; 0,7 % Мп; 1,5 % Мо). Образцы
диаметром 30 мм, отливка в оболочковые
формы, отпуск 200 °C, 2 ч. Цифры у кри-
вых — значения <*Изг, МПа [3]
2,4 2,8 3,1 С,%
Рис. 6.54. Влияние содержания углерода
на временное сопротивление при растяже-
нии чугуна с 30 % Сг. Направленное за-
твердевание со скоростью до 600 мм/ч
[45]. Штриховые линии разделяют струк-
турные зоны:
1 — дендриты первичного аустенита и ори-
ентированная эвтектика; 2 — ориентиро-
ванная эвтектика; 3 — первичные карбиды
и ориентированная эвтектика
ТАБЛИЦА 6.34
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНОВ ТИПА НИХАРД* [47]
Материал Тип литейной формы Твердость °ИЗГ’ МПа
НВ HRC
?Нихард-1 Песчаная 550—650 53—61 490—610
Кокиль 600—725 56—64 550—835
Нихард-2 Песчаная 525—625 52—59 550—665
Кокиль 575—675 55—56 665—855
♦ После термообработки.
Продолжение
Материал Стрела прогиба, мм ♦* <гв, МПа Модуль •« упругости Е, ГПа Работа *3 разрушения по Изоду, Дж
Нихард-1 2,0—2,8 275—345 172—187 27—30
2,0—3,0 345—410 172—187 34—54
Нихард-2 2,5-3,0 315—380 172—187 34—47
2,5—3,0 410—520 172—187 47—75
♦* Образец диаметром 30 мм, расстояние между опорами 300 мм. ** Образец диа-
метром 30 мм. •• Образец диаметром 30 мм, без надреза, плечо 76 мм.
388
ТАБЛИЦА 6.35
ВЛИЯНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ НА СТОЙКОСТЬ ПРИ УДАРЕ ЧУГУНА
НИХАРД-2 148]
Термическая обработка Работа разрушения по Изоду ♦*, Дж Диаметр шаров, мм Количество ударов до разрушения шара *2 Твердость, HV
Литое состояние 23—34 60 150 570
275 °C (16 ч), ОВ*8 23—34 60 240 670
450 °C (4 ч), ОВ, 275 °C (16 ч) 14—21 60 300 670
550 °C (4 ч), ОВ, 450 °C (16 ч) — 100 800 650
** Образец диаметром 20 мм без надреза. *2 Шар свободно падает с высоты 6,4 м
на массивную наковальню. ОБ — охлаждение на воздухе.
ность чугуна, причем дендриты первичного аустенита сильнее,
чем первичные карбиды (рис. 6.54).
Чугун в отливках, полученных в кокиль, имеет более мелкие
эвтектические колонии и средние размеры карбидов, в резуль-
тате повышается прочность, ударная вязкость и твердость [на-
пример, чугунов типа нихард-1 и нихард-2 (табл. 6.34)].
Стойкость против удара чугунов типа нихард-2 увеличива-
ется при применении двойного отпуска, уменьшающего количе-
ство остаточного аустенита (табл. 6.35).
Влияние скорости охлаждения в форме на твердость, проч-
ность, ударную вязкость чугуна нихард-4 приведено в табл. 6.36.
С увеличением расстояния от наружного холодильника проч-
ность при изгибе и стрела прогиба чугуна нихард-4 уменьша-
ются. Увеличение содержания кремния с 1,2 до 2,1— увеличи-
ТАБЛИЦА 6.36
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНА-НИХАРД-4» 147]
Тип литейной формы Твердость бв» МПа аизг’ МПа Стрела прогиба при изгибе*1, мм Работа разрушения по Изоду кДж
НВ HRC
Песчаная 550—700 53-63 490—590 600—735 2,0—2,8 34—41
Кокиль 600—725 56—64 — 665-850 2,5—3,8 47—45
* После термической обработки. •• Образец диаметром 30 мм, расстояние между
опорами 300 мм. ♦* Образец диаметром 30 мм без надреза, плечо 76 мм.
389
ТАБЛИЦА 6.37
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНА НИХАРД-4 (3,3 % С; 7,8 % Сг; 5,3 % N1;
0,5 % Мп) ПРИ ИСПЫТАНИИ НА ИЗГИБ [42]
Расстояние до холодильника, мм °иэг* МПа ПРИ содержании Si, % Стрела прогиба, мм, при содержании Si, %
1.2 U6 2,1 1.2 Ьб 2,1
0 878 766 758 0,89 0,71 0,74
13 505 533 695 0,53 0,46 0,66
25 467 418 715 0,43 0,36 0,64
38 432 446 663 0,46 0,33 0,61
50 432 464 605 0,46 0,48 0,53
вает прочность при изгибе и стрелу прогиба во внутренних
слоях отливок (табл. 6.37).
Число ударов до разрушения шаров из чугуна нихард-4 (вы-
сота падения 6,4 м) увеличивается от 648 до 4590 с уменьше-
нием содержания углерода от 3,48 до 2,6 %, [49]:
С, % . . .
Число ударов
Твердость
3,01
1670
807
. . 3,48
. . 684
. . 821
2,90 2,60
3728 4590
737 710
Оптимальная термическая обработка увеличивает ударо-
стойкость шаров из чугуна нихард-4 в 3—6 раз (табл. 6.38).
Влияние содержания углерода на свойства при сжатии хро-
мистого чугуна показано в табл. 6.39.
Вязкость разрушения чугуна с 17 % Сг уменьшается по мере
увеличения содержания углерода (рис. 6.55).
ТАБЛИЦА 6.38
СТОЙКОСТЬ ПРИ УДАРЕ ЧУГУНОВ НИХАРД-4 ПОСЛЕ РАЗЛИЧНЫХ РЕЖИМОВ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ [48]
Термическая обработка Работа раз- рушения по Изоду*’, Дж Диаметр шаров, мм Количество Ударов до разру- шения*3 Твер- дость, HV
Литое состояние 34—54 60 350 550
750 °C (8 ч), ОВ*3 31—47 60 2500 750
750 °C (4 ч), ОВ, 750 °C — 60 2000 730
(4 ч), ОВ 550 °C (4 ч), ОВ, 450 °C (16 ч), 23—31 100 1500 680
ОВ 750 °C (8 ч), ОВ — 100 Нет разру- шения после 5140 720
*1 Образец диаметром 20 мм без надреза. *’ Шер свободно падает с высоты 6,4 м
на массивную наковальню. *• ОВ — охлаждение на воздухе.
390
Рис. 6.55. Влияние содержания углерода
на вязкость разрушения чугуна, содержа-
щего, %: 16,9—17,4 Сг; 0,5 Si; 0,75 Мп;
1,5—1,6 Мо; 1,0 Си. Цифры на кривых —
значен”я твердости, HRC [50, 51]:
/ — литое состояние, 2 — закалка
Рис. 6.56. Влияние размера образца и со-
держания марганца на временное сопро-
тивление при растяжении чугуна с 28 %
Сг для цилиндрических образцов (/) диа-
метром 16 мм и прямоугольных образцов
(2) сечением 100X100 мм [52]
Прочность при растяжении чугуна ИЧХ28Н2 уменьшается
более чем в четыре раза при нагреве до 800 °C [4]:
• Температура, °C ... 200 100 300 800
ав, МПа............. 650 500 360 150
Прочность при растяжении образцов диаметром 16 мм из чу-
гуна, содержащего, %, около 2,8 С; 0,4 Si; 28,5 Сг; 0,08 V,
в 1,5—2 раза выше, чем у образцов из того же чугуна сечением
100X100 мм (рис. 6.56).
6.5.3. ФИЗИЧЕСКИЕ СВОЙСТВА
Физические свойства некоторых типов белых износостойких чу-
гунов приведены в табл. 6.40. Коэффициенты теплового расши-
рения, модуль упругости и теплопроводность чугунов с карби-
дами М3С ниже, чем у чугунов с карбидами М7С3.
ТАБЛИЦА 6.39
СОПРОТИВЛЕНИЕ СЖАТИЮ ИЗНОСОСТОЙКОГО ЧУГУНА (17,5 % Сг; 1.5 % Мо;
1 % Си) С РАЗЛИЧНЫМ СОДЕРЖАНИЕМ УГЛЕРОДА [331
Термическая обработка с, % асж* МПа ао,г МПа м £, ГПа ф при разру- шении, %
Литое состояние 1,2 2800 550 610 180 38
1,8 2560 600 690 186 27
2,4 2280 800 900 185 16
3,0 2270 920 1050 187 9
3,6 2380 1050 1220 201 5
Закалка от 1010 °C, 1,2 3480 860 1010 184 13
4 ч, охлаждение на 1,8 3390 1460 1690 191 9
воздухе 2,4 3290 1550 1820 194 8
3,0 3270 1420 1730 185 6
3,6 3160 1280 1610 194 4
391
ТАБЛИЦА 6.40
ФИЗИЧЕСКИЕ СВОЙСТВА БЕЛЫХ ИЗНОСОСТОЙКИХ ЧУГУНОВ ПО DINJ1695
1981
Марка Е, ГПа Плотность р, кг/дм3 Коэффициент теплового расширения в интервале 20—100 °C, а-10-6 к-1 Теплопро- водность в интервале 20—100 °C X, Вт/(м К)
260NiCr4 2 169—183 7,7 8—9 14
330NiCr4 2 169—183 7,7 8—9 14
300CrNiSi9 5 2 196 7,7 14—15 12,6—15
300CrMol5 3 154—190 7,7 11—15 12,6-15
260CrMoNil5 2 1 154—190 7,7 11—15 12,6—15
260CrMoNi20 2 1 154—190 7,7 11—15 12,6—15
260Сг27 154—190 7,6 12—15 12,6—15
300СгМо27 1 154—190 7,6 12—15 12,6—15
ТАБЛИЦА 6.41
НЕКОТОРЫЕ ФИЗИЧЕСКИЕ СВОЙСТВА ЧУГУНОВ ТИПА «НИХАРД> 147]
Свойства Нихард-1, Нихард-2 Нихард-4
Плотность при 20 °C, г/см3 7,6—7,8 7,75
Коэффициент теплового расширения, 10"в К"1, в интервале температур, °C: 10—95 8,1—9,0
20—100 — 14,8
20—200 — 15,2
10—260 11,3—11,9 —
20—300 —. 15,8
20—300 — 15,9
10—425 12,2—12,8 —.
Теплопроводность, Вт/(м• К): 20—100 °C 14 12,6—15
при 120 °C 14,5 —
при 450 °C 19 —.
Удельная теплоемкость при 20 °C, кДж/(кг-К) — 0,45
Удельное электросопротивление при 20 °C, мкОм-см 80 85
ТАБЛИЦА 6.42
МАГНИТНАЯ ПРОНИЦАЕМОСТЬ ЧУГУНА НИХАРД-4 Е47]
Напряженность магнитного поля, Э Магнитная проницае- мость, Гн/м, при тем- пературе, 1 С
20 200 400
50 23,7 20,2 19,3
100 25,4 22,1 21,8
200 22,8 21,8 21,0
Напряженность магнитного поля, Э Магнитная проницае- мость, Ги/м, при тем- пературе, ’С
20 200 400
300 19,0 18,1 17,1
400 16,2 15,0 14,1
500 14,0 13,0 12,2
392
Е-10~6кг''1чг
ср,кД)к/(кг-!<') Л
О,it । ।_____ 25 __________I__________
2.0 3.0 4.0Z.7O 2.0 3.0 С, %
t
Рис: 6.57. Влияние содержания
углерода в хромистом чугуне
(около 13,5 % Сг; 0,4 % Si;
0,5 % Мп) на физические свой-
ства при повышенной темпера-
туре [6]
Рис. 6.58. Температурная зави-
симость теплоемкости хроми-
стого чугуна (около 13,5 % Сг;
0.4 % Si; 0,5 % Мп) с различным
содержанием углерода, % (0):
/ - 2Д; 2 — 2,9; 3 - 3,6
393
Модуль упругости (Е) чугуна нихард снижается с ростом
температуры [47]:
Температура, °C ............ 20 100 300 400 500 600 700 800
Е, ГПа-102 ............ 196 192 178 173 170 162 144 130
Некоторые физические свойства чугунов типа «нихард» при-
ведены в табл. 6.41 и 6.42.
Влияние содержания углерода и температуры на некоторые
физические свойства чугуна с 13,5 % Сг представлено на
рис. 6.57 и 6.58.
Теплопроводность (X) чугуна ИЧХ28Н2 увеличивается с ро-
стом температуры [4]:
Температура, °C .................. 20 100 200 300 600
X, Вт/(м-К) ....................... 8 11 12 20 25
в.5.4. ИЗНОСОСТОЙКОСТЬ
Различают три главных разновидности абразивного изнашива-
ния в зависимости от условий работы детали:
— абразивное изнашивание в нейтральной среде;
— изнашивание в абразивно-коррозионных средах;
— ударно-абразивное изнашивание.
В табл. 6.43 приводятся условия испытаний чугунов при гид-
роабразивном изнашивании на стенде ЛП-ЗМ по методу Шта-
уффера [16]. Разновидности гидроабразивного износа при ис-
пытаниях на этом стенде получают, меняя абразив, добавляя
в гидроабразивную смесь кислоту, щелочь и ингибиторы кор-
розии.
Эталонные образцы изготовляют из нормализованной при
880—900 °C стали 20 твердостью HV 120—150. Коэффициент
относительной износостойкости определяют как К=Д69/Дб0,
где Дбэ и Д0о — потери массы эталонного и испытуемого об-
разца соответственно. В случае применения эталонных образ-
цов из закаленного от 930 °C на воздухе и отпущенного (200 °C,
2 ч) чугуна ИЧ290Х12М твердостью HRC 61—63 коэффициент
Ki определяют как Ki= (Дбэ/Дб0) 10,6, где 10,6 — коэффициент
относительной износостойкости чугуна ИЧ290Х12М по отноше-
нию к стали 20, рассчитанный по данным многолетних испыта-
ний [3].
Испытания по схеме Ki моделируют абразивное изнашива-
ние в нейтральной среде, испытания по схеме Кг—Кв — изнаши-
вание в абразивно-коррозионных средах при разной степени аб-
разивного и коррозионного воздействия.
Сравнительная износостойкость белых износостойких чугу-
нов и некоторых других материалов при испытании на стенде
ЛПЗ-М приведена в табл. 6.44.
394
ТАБЛИЦА 6.43.
УСЛОВИЯ ИСПЫТАНИЙ ИЗНОСОСТОЙКОСТИ МАТЕРИАЛОВ НА СТЕНДЕ ЛПЗ-М
Характер изнашивания
абразивное в нейтраль- ной среде абразивно-коррозионное
Схема ис- пытаний Условия испыта- ний*1: К1 Кг *3 *4 Кб
тип абра- Речной Речной Уголь Магне- Речной
айва остро- угольный песок окатанный песок марки А тит*2 + + уголь марки А окатанный песок
крупность абразива, мч 1,0—3,0 0,25 3—10 Магнетит 0—0,15; уголь 3—10 0,25
состав Водопро- Водопро- Водопро- Водопро- Морская
жидкой водная водная водная водная вода
среды* 2 вода вода + + H2SO4 вода вода
частота вращения диска, мин-1 750 430 430 430 430
линейная скорость образцов, м/с 8,0 4,6 4,6 4,6 4,6
41 Объемное соотношение абразива к жидкости 2:1, время испытаний 1,5 ч.* 2Твер-
Av.гь'?Яю1467—788, плотность 4,6 г/смв.
При абразивном изнашивании в коррозионной среде разуп-
рочнение поверхностного слоя в результате коррозии резко уси-
ливает износ. Поэтому высокую износостойкость имеют только
чугуны, являющиеся одновременно коррозионностойкими. Для
хромистых белых чугунов это условие выполняется при дости-
жении концентрации хрома в металлической основе не менее
12 %, когда сплав становится коррозионностойким в нейтраль-
ных, кислых и окислительных средах вследствие пассивности
при образовании пленки оксидов хрома [53].
На рис. 6.59 представлены результаты определения скорости
коррозии белых износостойких чугунов в технической воде обо-
гатительной фабрики медносерного комбината. Пассивное со-
стояние в этих условиях наступает при содержании хрома в чу-
гуне свыше 30 %. Отожженные образцы имеют более низкую
395
Рис. 6.59. Влияние хрома на коррозионную стойкость белых чугунов различного со-
става (а — 2,5—3,1 % С; 0,4—0,9 % Si; 0,5—0,75 % Мп; б — 2,6—3,0 % С; 3,3—4,2 % Si; 0,5—
0,8 % Мп; в — 2,8—3,1 % С; 0,6—0,8 %Si; 0,5—0,8 % Мп; 1,3—1.7 % Мо) в технической воде
медноносного комбината после термической обработки*
1 — отжиг; 2 — закалка; 3 — литое
коррозионную стойкость, чем закаленные. Это связано с боль-
шей легированностью хромом мартенсита по сравнению с пер-
литом.
Литые и закаленные образцы чугунов с повышенным содер-
жанием кремния (рис. 6.59, б) имеют одинаковую коррозион-
ную стойкость.
Дополнительное легирование кремнием (до 4 %), молибде-
ном (до 1,5 %) и марганцем (до 9 >%,) при постоянном содер-
жании хрома и углерода не влияет на коррозионную стойкость
закаленных образцов. Отожженные образцы имеют более низ-
кую коррозионную стойкость [3].
ТАБЛИЦА 6.44
СРАВНИТЕЛЬНАЯ ИЗНОСОСТОЙКОСТЬ БЕЛЫХ ЧУГУНОВ. НЕКОТОРЫХ
СТАЛЕЙ И СПЛАВОВ В СРЕДАХ РАЗЛИЧНОЙ КОРРОЗИОННОЙ]
АКТИВНОСТИ»* (3)
Материал тжеть Значения К
Xi К** К» | 1 к*
pH 7 pH 4 р’ i 8
Сталь 20 НВ 110—120 1,0 1,0 1,0 2,0 1,0 1,0
110Г13Л НВ 201—222 1,3 0,9 0,8 0,6 — —
ИЧ290Х12М 61—62 10,6 3,4 1,1 3,0 1,7 1,4
ИЧ290Х12Г5 54—55 7,0 3,9 1,2 2,1 1,4 3,4
ИЧХ14Г2Н 54—56 7,0 3,9 2,3 2,4 4,3
Нихард 50—53 5,3 —. — — 1,2 1,2
ИЧ210Х12Г5 60—61 5,6 3,3 0,9 1,4 — —
ИЧ300Х28Н2 49—51 6,7 6,2 1,9 4,9 6,5 6,0
ИЧ21ОХЗОГЗ 52—54 6,9 6,6 6,2 6,5 14,0 15,4
ВК20 84—86 21 —— — — 1,0 1.0
ВК8 86—89 18 — — — 2,6 1.0
•* Условия испытаний см. в табл. 6.48. •• pH регулировали добавкой в пульпу сер-
ной кислоты.
396
Анализ результатов определения износостойкости белых чу-
гунов, сталей и металлокерамических твердых сплавов в средах
различной коррозионной активности (табл. 6.43) меняет пред-
ставления о сравнительной износостойкости многих сплавов,
сложившиеся в результате испытаний в нейтральных средах.
Износостойкий чугун ИЧ290Х12М и металлокерамические твер-
дые сплавы ВК 8 и ВК 20, отличающиеся максимальной изно-
состойкостью в условиях абразивного износа в нейтральных
средах (К около 10, 18 и 22 соответственно), в водоугольных
пульпах и водопесчаной пульпе (pH 4) лишь ненамного превос-
ходят по износостойкости сталь 20.
Чугуны с повышенной коррозионной стойкостью (30 % Сг)
имеют умеренную износостойкость в нейтральной среде, а в аб-
разивно-коррозионных средах — более высокую, чем другие ма-
териалы. Максимальную износостойкость во всех испытаниях
в абразивно-коррозионных средах показал чугун ИЧ21ОХЗОГЗ.
Влияние величины pH на потери массы белых износостойких
чугунов при испытаниях в водопесчаной пульпе показано на
рис. 6.60. По мере увеличения кислотности пульпы износостой-
кость чугунов всех типов снижается. Однако, если для высоко-
хромистых чугунов с карбидами М7С3 и МгзСв и отношением
Сг/С=14 потери массы при уменьшении pH от 6 до 3,5 увели-
чиваются в три раза, то для чугунов с карбидами МзС (нихард
и др.) — в 20—50 раз, поэтому износостойкость высокохроми-
стых чугунов в таких условиях выше в 10—50 раз.
В условиях ударно-абразивного изнашивания доэвтектиче-
ские чугуны с повышенным содержанием углерода имеют более
высокую стойкость, чем эвтектические и тем более заэвтектиче-
ские. На рис. 6.61 показано влияние марганца и углерода на
ударно-абразивную стойкость при испытании на центробежном
ускорителе ЦУК-3. Условия испытаний см. в табл. 6.7.
ТАБЛИЦА 6.45
ИЗНОСОСТОЙКОСТЬ СПЛАВОВ ПРИ ТРАНСПОРТИРОВКЕ ЗЕМЛЕСОСАМИ
АБРАЗИВНЫХ МАТЕРИАЛОВ 1БХ ]
Сплав Относительный срок службы, %, при транспортировке
песка 0—3 мм гравия 3—50 мм гравия более 50 мм
Нихард-1 100 80 50
Нихард-4 100 80 60
25 %Сг 100 80 60
Аустенитная сталь с 12 % Мп 30 40 50
Сг—Мп—Мо сталь 40 50 60
Резина 300 — —
397
2 3 4 5 6 7 8 9 10 11 12
pH пульпы
Рис. 6.G0. Влияние величины pH водо-
песчаной смеси на износ белых чугу-
нов [43]:
/ — чугун, содержащий 1 % С; 4 % Сг,
5 % Мо, 2 %, V, 6 % W; 2 —нихард-1(3,5 % С.
3 % Сг, 4 % Ni); 3 — нихард-1 (3,5 V С, 3,5 %
Сг; 3,5 % Ni); 4-ЗС (2,5 % С, 20%.Сг,
2 % Мо, 1 % Си); 5 — ЗС (2 % С, 20 % Сг,
2 % Мо, 1 % Си); 6 —3D (2 % С, 28 % Сг,
2 % Мо). Чугуны 1—5 — без термической
обработки, чугун 6 — после закалки
3,0
2,0
1г0
о
Рис. 6.61. Влияние марганца и углерода на ударно-абразивную стойкость /Сю хроми-
стого чугуна (около 13 % Сг; 0,6 % Si) при испытании на центробежном ускорителе
ЦУК-3 [61].
Цифры у кривых — содержание углерода, %
2 4 6 Мп,% 0 2 4 6 Пл,% 0 2 4 6 Мп,%
Рис. 6.62. Относительный износ размоль-
ных шаров, изготовленных из различных
материалов (1—6) при измельчении мине-
ралов (/ — цемент (сухое измельчение),
// — гематит; /// — полевой шпат; IV —
медная руда; V — такониты; VI — молиб-
деновомедная руда, богатая кварцем)
[43]:
/ — сталь 0,9 % С, мартенсит; 2 -сталь
0,9 % С, перлит; <? —отбеленный чугун;
4 —сталь 0,8 % С. улучшение; 5 нп-
хард-1,; 6 — чугун 1Б—-3
300
2
3 100
50
I 30
Д 20
15
0,5 0fl 1,0 2,0 3,04ft t,%
Рис. 6 63. Относительный износ стальных
и чугунных размольных шаров при сухом
измельчении цементного клинкера [43]:
/ — кованая сталь, перлит, НВ 270; 2 —
кованая сталь, перлит, 11В 370; 3 —кова-
ная сталь, мартенсит; 4 - «нихард»; 5 —
хромомолибденовый чугун. 12—18 % Сг
398
Эксплуатация отливок из износостойких чугунов в промыш-
ленных условиях часто включает элементы каждой из указан-
ных разновидностей изнашивания в различных сочетаниях. На-
пример, в работе шаров при мокром измельчении руд цветных
металлов имеются элементы изнашивания по всем трем схемам.
В табл. 6.45 представлены данные о сравнительной износо-
стойкости различных сплавов при транспортировке песка и гра-
вия. По мере увеличения размера абразивных частиц преиму-
щество белых износостойких чугунов перед улучшаемой и аус-
тенитной сталью утрачивается.
По мере увеличения твердости измельченного материала
разница в износостойкости чугунов различных типов сглажива-
ется, однако чугуны с карбидами М7С3 сохраняют преимуще-
ство перед «нихардом», а тот в свою очередь — перед низколе-
гированным перлитным чугуном. При сухом измельчении це-
мента износостойкость шаров из чугуна 15—3 в 15 раз выше,
чем у шаров из перлитной стали, а при мокром измельчении
молибденовой руды — только в 1,8 раза (рис. 6.22).
В тйбл. 6.46 приведены сравнительные данные по стойкости
футеровок из различных типов чугунов при эксплуатации в ша-
ровой мельнице диаметром 3,8 м. Чугуны с карбидами типа
М7С3 имеют более высокий срок службы, чем чугуны с карби-
дами МзС.
В табл. 6.47 приведены результаты эксплуатации белых из-
носостойких чугунов в мельнице самоизмельчения. Хромомолиб-
деновые износостойкие чугуны превосходят по стойкости чугуны
«нихард» в 1,3—1,75 раза, а перлитную сталь в 1,7—3,7 раза.
При эксплуатации шаровой мельницы диаметром 2,7 м мак-
симальную износостойкость как на футеровках, так и на шарах
ТАБЛИЦА 6.46
ЭКСПЛУАТАЦИЯ ШАРОВОЙ МЕЛЬНИЦЫ 3,8X4,27 М ДЛЯ ИЗМЕЛЬЧЕНИЯ
МЕДНОЙ РУДЫ [33]
Материал футеровок (технология отливки) Марка (состав) Количество перера- ботанной руды до выхода футеровок из строя, тыс.т
Мартенситный низкохромистый чугун Нихард 2 190
(в песчаные формы) Мартенситный низкохромистый чугун Нихард 2 270
(в кокиль) Мартенситный чугун с карбидами М7С8: Сг-—Мо—Ni (20 %Cr, 1 %Мо, 1 %Ni) (20 % Сг, 2 %Мо, 2 700
Сг—Мо—Си 2 850
1% Си)
399
ТАБЛИЦА 6.47
СРАВНИТЕЛЬНАЯ СТОЙКОСТЬ БЕЛЫХ ИЗНОСОСТОЙКИХ ЧУГУНОВ
И ХРОМОМОЛИБДЕНОВОЙ СТАЛИ В УСЛОВИЯХ РАБОТЫ МЕЛЬНИЦЫ
САМОИЗМЕЛЬЧЕНИЯ ДИАМЕТРОМ 7,3 И ДЛИНОЙ 2,43 М ПРИ ИЗМЕЛЬЧЕНИИ
ТАКОНИТА [33]
Наименование детали Количество переработанной руды до выхода из строя, тыс.т, при материале детали
перлитная Сг—Мо сталь мартенситный низкохромистый чугун после термообработки Сг—Мо износо- стойкий белый чугун (отливка в песчаную форму)
Питающий элеватор 270 425 540
Разгрузочный элеватор 300 — 500
Разгрузочная решетка 600 1200 —
Концевая броня 570 1200 2100
ТАБЛИЦА 6.48
СРАВНИТЕЛЬНАЯ ИЗНОСОСТОЙКОСТЬ ФУТЕРОВОЧНЫХ ПЛИТ ШАРОВЫХ
МЕЛЬНИЦ ДЛЯ МОКРОГО ИЗМЕЛЬЧЕНИЯ МОЛИБДЕНОВОЙ РУДЫ (ДИАМЕТР
МЕЛЬНИЦЫ 2,7 М, ЗАПОЛНЕНИЕ ШАРАМИ ИЗ КОВАНОЙ СТАЛИ ДИАМЕТРОМ
75 ММ) 143]
Материал Относительные затраты на производство, % Коэффициент износа, %
футеровка1* шары*2
20Сг—2Мо—1Си 118 87—95 90
Нихард-1 99 — 114
Перлитная Сг—Мо сталь 100 132 127
Сталь 6Мп—1Мо НО 114 114
Промышленная эксплуатация. *2 Испытания опытных партий.
ТАБЛИЦА 6.49]'
СРАВНИТЕЛЬНАЯ ИЗНОСОСТОЙКОСТЬ ШАРОВ ДИАМЕТРОМ 75 ММ ПРИ
ИЗМЕЛЬЧЕНИИ МОЛИБДЕНОВОЙ И МЕДНОЙ РУДЫ [49]
Материал шаров Твердость, НВ Коэффициент износа, %
молибденовая РУДа медная руда
Кованая сталь 0,8 %С; 0,3 %Мо 650 100 100
Перлитный белый чугун 460 153 168
Мартенситный белый чугун ни- хард-2 600 95 87
400
ТАБЛИЦА 6.50
ИЗНОСОСТОЙКОСТЬ Сг—Мо ЧУГУНОВ (331
Марка чугуна Содержа- ние угле- рода, % Термическая обработка Испыта- ния в ще- ковой дробилке, индекс износа Испытания на обрези- ненном колесе, потери массы, г
12Сг—Мо 3,25 Закалка от 955 °C 0,073 0,048
15Сг—2Мо— ICu 15Сг—2Мо— ICu 3,26 3,32 в масле Литое состояние Закалка от 955 °C на 0,093 0,072 0,047
20Cr—2Мо—ICu 20Cr—2Мо—ICu 2,87 2,89 воздухе Литое состояние Закалка от 955 °C на 0,101 0,081 0,051
27Сг 2,68 воздухе Литое состояние 0,133 —
имеет чугун 20 % Сг—2Мо—1Си (мокрое измельчение молиб-
деновгой руды, табл. 6.48).
Мартенситный чугун нихард-2 превосходит по стойкости пер-
литный белый чугун более чем в 1,5 раза при эксплуатации
шаров в мельнице для измельчения медной и молибденовой
руды (табл. 6.49).
Износостойкость размольных шаров из чугуна марки 15—3
и стали при сухом помоле цементного клинкера показана на
рис. 6.63.
В табл. 6.50 приведена сравнительная износостойкость хро-
момолибденовых чугунов при испытаниях в лабораторной ще-
ковой дробилке. После закалки чугунов износ в этих условиях
уменьшается на 20—22 % по сравнению с литым состоянием.
ТАБЛИЦА 6.51
РАСХОД МЕЛЮЩИХ ТЕЛ ПРИ ПРОИЗВОДСТВЕ ЦЕМЕНТА 141]
Камера измельчения Диаметр' мелющих тел, мм Расход материала мелющих тел (г/т цемента) из
хромомолибденового износо- стойкого белого чугуна кованой стали (400-500 НВ)
Сырьевые мельницы сухого помола
I 90-60 15—18 100—150
II 50—30 8—10 80—100
III 25—20 8—10 80—100
Клинкерные мельницы
I 100—60 20-25 150—200
II 60-30 20—15 100-150
III 30—60 10—15 100—150
101
ТАБЛИЦА 6.52
СРАВНИТЕЛЬНЫЕ СРОКИ СЛУЖБЫ ФУТЕРОВОК ЦЕМЕНТНЫХ
МЕЛЬНИЦ[41]
Камера измельче- ния Срок службы (тыс. ч) футеровок из Камера измельче- ния Срок службы (тыс. ч) футеровок из
хромомолиб- денового износостой- кого белого чугуна стали типа 110Г13Л хромомолиб- денового износостой- кого белого чугуна стали типа 110Г13Л
Сырьевые мельницы мокрого помола
I • 10—12 5
II 12—15 5
III 12—15 5
Клинкерные мельницы
I
II
III
5—8
10—15
10—15
25—30
50—60
50—60
Сырьевые мельницы сухого помола
I 20—35 5—8
II 55—65 10—15
Удельный расход мелющих тел из хромомолибденового из-
носостойкого чугуна при производстве цемента (сухой помол)
в 6—10 раз ниже, чем из кованой стали (табл. 6.51).
Футеровки цементных мельниц из хромомолибденового изно-
состойкого чугуна имеют срок службы при мокром помоле в 2—
3 раза выше, чем футеровки из аустенитной стали типа 110Г13Л.
При сухом измельчении сырья и клинкера срок службы футеро-
вок из хромомолибденового чугуна вЗ—5 раз выше, чем у стали
110Г13Л (табл. 6.52).
6.5.5. ЛИТЕИНЫЕ СВОЙСТВА
Литейные свойства белых износостойких чугунов, хотя и хуже,
чем у серого чугуна, достаточны для получения тонкостенных
отливок. Температуры ликвидуса и солидуса, жидкотекучесть
и линейная усадка приведены в табл. 6.3. Жидкотекучесть хро-
мистых чугунов увеличивается с ростом содержания углерода
(рис. 6.64) и хрома (рис. 6.65).
Зависимость жидкотекучести чугуна ИЧХ12М от темпера-
туры заливки приведена на рис. 6.66.
Кремний улучшает жидкотекучесть хромистых чугунов. Для
повышения жидкотекучести при изготовлении тонкостенных от-
лпвок (тоньше 10 мм) в высокохромистых чугунах (>22 % Сг)
допускается увеличение содержания кремния до 1,5 %, (BS
4844 1986).
Белые чугуны имеют высокую склонность к образованию го-
рячих и холодных трещин, которая определяется низкой тепло-
проводностью, высокой усадкой, высокой теплоемкостью и прак-
402
Рис. 6.64. Влияние содержания угле-
рода на жидкотекучесть (L — длина
спирали Кери) хромистого чугуна
(около 13 % Сг; 0,6 % Si; 0,6 % Мп)
[56]
L,mn
1000
900
800
700
600
500
400
10 15 20 25 JZ7Cr}%
Рис. 6.65. Влияние содержания хрома
на жидкотекучесть (L — длина спи-
рали Кери) хромистого чугуна (около
3 % С; 0,8 % Si; 0,6 % Мп) [2]
Рис. 6.66. Влияние температуры за-
ливки на жидкотекучесть чугунов (L —
длина спирали Кери) [2]:
1 — чугун ИЧХ12М; 2 — серый чугун
Рис. 6.67. Зависимость остаточных напря-
жений аост в круглой усадочной решетке
от степени эвтектичности S3 износостой-
ких белых чугунов (12—35 % Сг, 2—
3 % С). Метод расчета: Р = 52(г4£Д////?3).
аоств4/?Р/г3 1571
тическим отсутствием пластичности у этих чугунов. Чем ближе
состав белого чугуна к эвтектическому, тем меньше опасность
образования горячих и холодных трещин. На рис. 6.67 показана
величина остаточных напряжений в круглой усадочной решетке
в зависимости от степени эвтектичности хромомаргапцевых,
хромомолибденовых и хромоникелевых чугунов.
По комплексу литейных свойств наименее технологичны пер-
литные белые чугуны и чугуны нихард, затем следуют чугуны
с карбидами М7С3. Наименее склонны к образованию трещин
высокохром истые чугуны с карбидами М7С3 и М2зСв, особенно
близкие к эвтектике.
10.3
6.6. ПРИМЕНЕНИЕ
Главное назначение белых износостойких чугунов — изготовле-
ние деталей машин и оборудования, которые находятся в кон-
такте с абразивом — минеральным сырьем, строительными ма-
териалами, окалиной и т. д.
Область применения деталей из белых износостойких чугу-
нов охватывает практически все добывающие отрасли, энерге-
тику, металлургию, строительно-дорожную технику, оборудова-
ние, где срок службы деталей определяется абразивным изно-
сом (табл. 6.53).
Критериями выбора конкретной марки износостойкого чу-
гуна для детали являются условия работы и интенсивность из-
нашивания. Следует учитывать необходимость механической об-
работки, прокаливаемость, экономичность [56].
Низколегированные перлитные белые чугуны (табл. 6.13)
применяются для мелющих шаров малого диаметра, цильпеб-
сов, грязевых насосов, футеровок при низких конструктивных
нагрузках, слабых ударах и небольшой интенсивности износа.
Наиболее обширная область применения «нихарда» — шары,
мелющие тела, валки углеразмольных мельниц, наружный слой
двуслойных прокатных валков [54].
Марки «нихарда» с повышенным содержанием углерода (ни-
хард-1) предназначены для отливок, испытывающих минималь-
ные динамические нагрузки при эксплуатации. Увеличенное ко-
личество карбидов (около 50 %) обеспечивает повышенную из-
носостойкость.
Для условий работы с повышенным уровнем ударных нагру-
зок выбирают марки с повышенным содержанием углерода
(нихард-2).
То же относится к хромомолибденовым и хромомарганце-
вым чугунам. По ASTM А532—82 типичная толщина стенок
отливок до 200 мм, для марки Ni—Сг—GB, предназначенной
для размольных шаров — до диаметра 75 мм.
Удельный расход шаров из нихарда-2 при сухом измельче-
нии цементого клинкера, доменного шлака в 4—5 раз ниже, чем
стальных кованых шаров из среднеуглеродистой стали. При
мокром измельчении преимущество нихарда уменьшается.
Минимальная толщина футеровок мельниц из «нихарда»
в зависимости от размеров мельницы и мелющих тел приведена
в табл. 6.54.
Отливки из чугунов с карбидами М7С3 (табл. 6.18) имеют
более высокую износостойкость и прочность, чем чугуны с кар-
бидами МзС, а также технологические преимущества, облегчаю-
щие производство деталей, особенно сложной формы.
Отливки из чугуна нихард-4 практически не поддаются ме-
ханической обработке лезвийным инструментом.
.404
ТАБЛИЦА 6.53
ОБЛАСТИ ПРИМЕНЕНИЯ ДЕТАЛЕЙ ИЗ БЕЛЫХ ИЗНОСОСТОЙКИХ ЧУГУНОВ
15, 41. 54, 43, 3, 10]
Назначение оборудования Оборудование Детали
1 2 3
Горнодобывающая промышленность
Обогащение руд черных Стержневые и шаровые Футеровки барабана, фу-
и цветных металлов, рудоразмольные мель- теровки торцевых кры-
угля, сырья для химиче- ской промышленности и минеральных удобре- ний ницы шек, черпаки питателей, загрузочные патрубки и разгрузочные воронки, шары
То же Песковые и шламовые насосы Рабочие колеса, бронедис- ки, корпуса, всасываю- щие и напорные патрубки
» Системы конвейерной транспортировки Течки желобов, футеров- ки бортов питателей, от- бойные стенки
» Гидроциклоны Насадки, конуса, спираль- ные корпуса
Системы гидротранспор- та Трубы, колена
» Спиральные классифика- торы Монолитные и комбини- рованные футеровки спи- ралей
» Сушилка для концентра- та Насадки
Открытая добыча полез- ных ископаемых Карьерные экскаваторы Карьерные автосамосва- лы Промышленные тракторы Металлургия Комбинированные футе- ровки передних стенок, днища, механизма закры- вания ковшей, отбойные стенки дробилок, прием- ные течки роторных экс- каваторов Комбинированные фу- теровки днища кузова Кольца торцовых уплот- нений ходовых систем
Производство кокса, аг- Обжиговые машины Футеровки бункеров и же-
ломерата и окатышей и коксовые батареи лобов, приемные течки
То же Хоппера Футеровки
» Дробилки Валки и сегменты
Производство чугуна Доменная печь Футеровки конусов загру- зочного аппарата, футе- ровки скипов, футеровки бункеров па рудном дворе
Прокатное производство Прокатный стан Рабочие валки для холод- ной и горячей прокатки, проводки,ролики,направ- ляющие, детали насосов для удаления окалины
405
Продолжение табл. 6.53
1 2 3
Литейное производство То же » в Производство цемента То же Гидротранспорт и клас- сификация строительных материалов То же в Производство асфальта и бетона То же Приготовление твердого топлива на тепловых электростанциях То же в Удаление золы из котлов тепловых электростан- ций То же в Копер Очистные камеры Пескометы Бегуны и спиральные смесители Строительная индустрия Трубные мельницы для размола клинкера и сы- рья Шламовые насосы Землесосы Гидроциклоны Промывочные машины Смесители Штампы Энергетика Шаровые углеразмоль- ные мельницы Молотковые углераз- мольные мельницы Среднеходные углераз- мольные мельницы Шнеки Шламовые насосы Дымососы Шары для разделки скра- па Лопатки и турбинки дро- беметных аппаратов, футе- ровки и отражательные плиты Ковши Ножи, плуги, лопатки, бегуны Футеровки барабана, меж- камерные перегородки, шары, цильпебсы Рабочие колеса, бронедис- ки, корпуса Рабочие колеса, броне- диски, корпуса, колена, патрубки Конуса, насадки Сегменты классификато- ров, ножи мешалок Лопатки, желоба, ножи, уплотнительные кольца Защитные втулки пусто- тообразователей Футеровки барабана, фу- теровки торцевых кры- шек, шары Футеровки, течки Бандажи валков, плиты стола, размольные шары Футеровки корпуса, фу- теровки витков шнека Рабочие колеса, броне- диски, корпуса Футеровки, гибы пыле- проводов
Хромомолибденовые чугуны назначаются, если требуется по-
вышенная износостойкость, а также значительный объем меха-
нической обработки, однако они дороги из-за дефицитного и
дорогого молибдена. Марки с пониженным содержанием молиб-
дена (12 % Сг, ИЧХ12М, BF 182) применяются для деталей
с толщиной стенки не более 25 мм. Необходимая скорость ох-
лаждения при термической обработке и твердость достигаются
406
закалкой в масло или обду-
вом сильной струей воздуха.
Поэтому применение этих ма-
рок ограничивается изделия-
ми простой формы, в которых
не образуются закалочные
трещины, например, для раз-
мольных шаров диаметром до
90 мм, лопастей классифика-
торов, лопаток дробеметов
(55].
Максимальную прокалива-
емость имеют чугуны типа
260CrMoNi20 2 1; ЗС; 20 %
ТАБЛИЦА 6.54
МИНИМАЛЬНАЯ ТОЛЩИНА
ФУТЕРОВОК МЕЛЬНИЦ
ИЗ «НИХАРДА» (5]
Диаметр мельницы, мм Толщина футеровки (мм) при диаметре шаров или стержней, мм
25 50 75 100
1,8 38 51 64 76
2,4 44 57 70 83
3,0 51 64 76 89
Сг—Мо—LC. Они применяются для массивных и тяжелонагру-
женных деталей (лифтеры мельниц самоизмельчения диа-
метром 6,5 м), где они имеют срок службы 8 месяцев про-
тив 4—6 месяцев для лифтеров из хромомолибденовой стали.
Валки и плиты стола среднеходных валковых мельниц для
ТАБЛИЦА 6.55
СРАВНИТЕЛЬНЫЕ РЕЗУЛЬТАТЫ ПРИМЕНЕНИЯ ЧУГУНА ИЧЗООХ18ГЗ
Деталь Условия работы Повышение срока службы отливок из ИЧЗООХ18ГЗ по сравнению с применявшимися ранее
Рабочие колеса, вну* Перекачка пульпы на горно- 1,5—2,0 раза по срав-
тренние корпуса, обогатительных фабриках (ру- нению с отливками
бронедиски ды черных и цветных метал- лов, грунтовые насосы 8ГР-8, 12ГР-8, ГРТ1250/71 и др.) из ИЧХ28Н2
Монолитные и комби- Измельчение руд черных и 1,5—2,5 раза по срав-
нированные футеров- цветных металлов в мельницах нению сфутеровками
ки рудоразмольных мельниц диаметром до 2,7 мм (шары, стержни диаметром до 125 мм) и в мельницах диаметром до 3,6 м (шары диаметром до 80 мм) из стали 110Г13Л
Комбинированные за- Защита от износа днища ку- 2,5—3 раза по сравне-
щитные плитки зовов большегрузных карьер- ных автосамосвалов емкостью до 120 т нию с защитой сталь- ным прутком
То же Защита от износа передних стенок механизма закрывания ковшей карьерных экскавато- ров с емкостью ковша до 12,5 м3 1,5—2 раза по сравне- нию с защитой сталь- ным прутком и изно- состойкой наплавкой
То же Защита от износа бункеров, течек, бортов питателей при транспортировке руды с мак- симальным габаритом до 600 мм 3—5 раз по сравнению с углеродистой сталью и сталью 110Г13Л
407
размола угля и цемента, изготовленные из этих чугунов, с тол-
щиной стенки 150 мм, диаметром 1800 мм и массой 3 т имеют
срок службы на 40—100 % выше, чем эти же детали из чугуна
нихард-1. Била массой 530 кг и отражательные плиты из чу-
гунов 15—3 и 20—2—1 имеют срок службы в ударно-отража-
тельных мельницах для размола угля в 4—10 раз выше, чем
из стали 110Г13Л. Из этих чугунов отливают детали крупных
грунтовых насосов массой до 18 т [43].
Хромомарганцевые чугуны также имеют высокую прокали-
ваемость, но несколько пониженные по сравнению с хромомо-
либденовыми чугунами износостойкость и обрабатываемость
резанием. Они значительно дешевле и хромомолибденовых чугу-
нов, и чугунов типа «нихард» и широко применяются для изго-
товления монолитных и комбинированных с углеродистой
сталью деталей горнообогатительного и добычного оборудова-
ния (табл. 6.55).
Высокохромистые чугуны с карбидами М?С3 и МгзС6 (табл.
6.28) применяют в условиях абразивного изнашивания, ослож-
ненного коррозионным воздействием среды, а также повышен-
ными температурами. Особенно эффективно их применение в си-
стемах гидрозолоудаления тепловых электростанций, углеобо-
гащении, обогащении некоторых руд цветных металлов и т. д.
6.7. МЕТАЛЛУРГИЧЕСКИЕ ОСНОВЫ
ИЗГОТОВЛЕНИЯ ОТЛИВОК
Белые износостойкие чугуны выплавляют в дуговых или индук-
ционных электропечах. Лишь чугуны с карбидами типа МзС
можно выплавлять и в вагранках.
Плавка ведется методом переплава, без активных металлур-
гических процессов.
Угар основных элементов, рекомендуемый для расчета
шихты, приведен в табл. 6.56.
В случае использования высокоуглеродистого феррохрома
ФХ800, ФХ400, особенно при плавке в индукционной печи, ре-
комендуют перегрев расплава до 1500 °C и выдержку при этой
температуре не менее 15 мин.
Температура заливки зависит от толщины стенки отливки,
типа литейной формы и содержания углерода. Для чугунов
с карбидами М7С3 рекомендуемая температура заливки 1340—
1360 °C для массивных отливок и до 1400 °C для тонкостенных.
Для чугунов с карбидами МзС температура заливки форм
1280—1340 °C.
Учитывая высокую склонность отливок из белых чугунов
к образованию трещин, при проектировании технологии отливки
необходимо предусмотреть минимальное затруднение усадки
40Я
ТАБЛИЦА 6.86
УГАР ОСНОВНЫХ ЭЛЕМЕНТОВ ПРИ ВЫПЛАВКЕ БЕЛЫХ ИЗНОСОСТОЙКИХ
ЧУГУНОВ
Печь Тип футеровки Угар элементов» %
С Si Мп Сг | Мо Ni Си
Дуговая Основная 3 0 15 3 0 0 0
» Кислая 3 0 25 3 0 0 0
Индукционная Основная 3 0 10 3 0 0 0
» Кислая 3 0 20 3 0 0 0
стержнями и литниковой системой и обеспечить снижение тем-
пературных градиентов между частями отливки.
Рекомендуется применение легкоотделяемых прибылей, так
как отрезка прибылей электросваркой приводит к образованию
трещин в отливках. Допускается удаление остатков литников и
заливов толщиной до 20 мм электровоздушной строжкой или
абразивными кругами. Широкое распространение получает ко-
кильная технология изготовления отливок из белых износо-
стойких чугунов, которая обеспечивает повышение точности и
чистоты поверхности отливок, снижение объема очистки и меха-
нической обработки, повышение эксплуатационных свойств.
Наиболее характерные типы отливок — плиты течек, футеровки
мельниц, рабочие колеса центробежных насосов, шары, циль-
пебсы. Некоторые параметры технологии отливки в кокиль при-
ведены в табл. 6.57.
Сложные отливки из белых износостойких чугунов, имеющие
высокий уровень остаточных напряжений, как правило, загру-
ТАВЛИЦА 6.57
НЕКОТОРЫЕ ПАРАМЕТРЫ ТЕХНОЛОГИИ ОТЛИВКИ В КОКИЛЬ ЧУГУНОВ
С КАРБИДАМИ М,С,
Масса отливки» кг Преобл адающа я толщина стенки» мм Время заливки» с Время до раскрепления кокиля после заливки, мин Время до выбивки из кокиля» мин
Рабочее колесо центробежного насоса
30 18—20 20—30 1 3-5
но 25—30 40—50 1,5-2 5-8
270 35 60-80 3-5 10—12
370 45 80-100 4-6 15-20
Футеровочная плита
75 40 30—40 1-2 5—10
250 100 50—70 8 15-20
500 100 80-110 10 20-25
409
жают в печь для термической обработки при температуре не
более 200 °C, для массивных отливок и отливок сложной формы
во время нагрева вводят выравнивающие температуру вы-
держки при 200, 400 и 600 °C по 2—3 ч. Укладка отливок на по-
дине печи осуществляется «колодцем», при необходимости —
с прокладками между отливками для обеспечения более равно-
мерного нагрева в печи и охлаждения после аустенитизации.
Охлаждение небольших садок осуществляется на спокойном
воздухе, крупных садок и массивных отливок — потоком воз-
духа от мощных вентиляторов.
6.8. МЕХАНИЧЕСКАЯ ОБРАБОТКА
Для черновой и получистовой обработки отливок из износостой-
ких белых чугунов рекомендуются твердые сплавы ВК 6М,
ВК 6, ВК 8, для чистовой — ВК 2, ВК 3 [59]. Минералокерами-
ческие резцы можно рекомендовать только для чистовой обра-
ботки без литейной корки и ударов при резании. Оптимальные
ТАБЛИЦА 6.58
СКОРОСТЬ РЕЗАНИЯ ПРИ РАЗЛИЧНЫХ ВИДАХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ИЗНОСОСТОЙКИХ БЕЛЫХ ЧУГУНОВ [59]
Марка чугуна Вид обработки Материал инстру- мента Уравнение скорости резания
ИЧ300Х13ГЗМ Точение В Кб 12,4
7-0,18^0,15 £0,53
Фрезерование В Кб V — - 11 D0’22
У " 7-0,24£0,75 *0,09 ^0,5
Сверление Р18 V О.183Р0’83
ji0,26 <j0,7
Нихард-1 Точение В Кб 9,8
V = j.0,33 ^0,23 £0,54
Фрезерование В Кб v = - 3D0,22 ^0,24^0,75 j0,09 ^0.55
Примечание. V — скорость резания, м/мии; Т — стойкость резца, мин; t —-
глубина резания, мм; D — диаметр фреэыДсверла), мм; b — ширина фрезы, мм; 3 — по-
дача, мм/об.
геометрические параметры резцов при точении: у = —20°, Х=
— 10°, а= 1,24-8°, <р = 60°, <р'= 10°, r= 1 мм. Для заточки фрез при
торцевом фрезеровании рекомендуют: у=—20°, Х=15°, а =
= 1,24-14°, <р=60°, ф'=15°, г— 1 мм. Оптимальные параметры ре-
410
жущей части сверл: обратная конусность 0,15; у=0°, а=15°.
Для чугунов нихард-1 и ИЧ300Х13ГЗМ режимы механической
обработки могут быть назначены по данным табл. 6.58.
Применение новых инструментальных материалов позволяет
в отдельных случаях проводить токарную обработку отливок из
«нихарда» с повышенными скоростями резания. Чистовая обра-
ботка при торцовке и расточке чугуна «нихард» (марка 2В по
BS 4844 1986, твердость НВ 550—690) минералокерамическими
резцами (Al2O3 + TiC) ведется со скоростью 27—33 м/мин (по-
дача 0,125—0,2 мм-1, глубина резания 0,375—0,75 мм). Ско-
рость резания при обработке той же детали резцами из поли-
кристаллического нитрида бора увеличивается до 66—80 м/мин
при подаче 0,25—0,4 мм-1 и глубине резания 0,75—1,5 мм [60].
Перспективными направлениями снижения трудоемкости меха-
нической обработки является применение электрофизических и
электрохимических методов обработки. Электроэрозионный ме-
тод обработки применяется для обдирных операций на отлив-
ках из любых марок износостойких чугунов. Скорость резания
при точёнии чугунов с карбидами М7Сз с применением плазмен-
ного нагрева зоны резания достигает 100 м/мин.
Предварительный подогрев до 200—300 °C при обработке
чугуна ИЧХ28Н2 обеспечивает минимальную суммарную тем-
пературу в зоне резания и повышает производительность меха-
нической обработки в 3—5 раз [4].
6.8.1. ОБРАБАТЫВАЕМОСТЬ РЕЗАНИЕМ
Обрабатываемость резанием белых износостойких чугунов
сильно затруднена из-за большого количества карбидов, содер-
жащихся в структуре.
Чугуны с карбидами типа МзС практически не поддаются
обработке лезвийным инструментом.
Определяющую роль в обрабатываемости чугунов с карби-
дами М7С3 играет металлическая основа. Если после отжига
она имеет структуру относительно мелкого зернистого перлита,
чугун обрабатывается сравнительно легко, несмотря на наличие
в структуре карбидов. Износостойкие чугуны с большим коли-
чеством аустенита в структуре плохо обрабатываются резанием
(Убо ДО 12 м/мин) из-за процессов интенсивного наклепа и мар-
тенситного превращения аустенита в зоне резания. При близ-
ких значениях твердости (HRC 36—38), но перлитной струк-
туре основы те же чугуны можно обрабатывать со скоростью
У6о=304-35 м/мин [3].
Обрабатываемость чугуна с 12 % Сг резко ухудшается при
увеличении содержания марганца свыше 3,5—4,0 %, (рис. 6.68).
Увеличение содержания углерода в чугуне с 12 % Сг и 1,5 %
Мо, особенно сверх 3,2 %, вызывает резкое увеличение износа
резца (рис. 6.69).
411
Рис. 6.68. Влияние содержания марганца
на интенсивность затупления резца по зад-
ней грани Д при точении отожженного
хромистого чугуна (3 % С; 12 % Сг; 0,6 %
Si).
А — количество остаточного аустенита,
скорость резания 31—33 м/мин (/) и
15,8 м/мин (2) [3]. Штриховая линия раз-
деляет области существования карбидов
Рис. 6.69. Влияние содержания углерода
на интенсивность затупления резца по
задней грани Д при точении отожжен-
ного хромистого чугуна (12 % Сг; 0,6 % Si;
0,8 % Мп; 1,5 % Мо). X— количество кар-
бидов; скорость резания 31—33 м/мин [3].
Штриховая линия разделяет области су-
ществования карбидов
Сравнительную обрабатываемость резанием износостойких
белых чугунов характеризуют данные табл. 6.59. Худшую обра-
батываемость имеют белые чугуны с карбидами типа МзС,
а также чугуны с остаточным аустенитом в структуре основы
и чугуны с содержанием углерода свыше 3,2 %. Химический со-
став этих чугунов приведен в табл. 6.60.
Легче других обрабатываются чугуны с карбидами М7С3 и
перлитной структурной основы. Максимальную обрабатывае-
мость имеют высокохромистые чугуны с 30—32 % Сг и 1,7—
2,0 % С. В литом состоянии в структуре металлической основы
этих чугунов имеются участки свободного феррита с микротвер-
достью HV 200—220. Небольшое количество карбидов и боль-
шие промежутки между ними обеспечивают этим чугунам хо-
рошую обрабатываемость резанием в литом состоянии. Степень
упрочнения малоуглеродистого аустенита при пластической де-
формации в зоне резания намного меньше, поэтому У6о для чу-
гуна ИЧ21ОХЗОГЗ в литом состоянии превышает 50 м/мин, если
структура основы преимущественно ферритная (табл. 6.56). Хо-
рошую обрабатываемость имеет чугун ЧХ32. Ступенчатая об-
работка (аустенитизация при 860 °C, 2 ч, охлаждение до 600 °C,
10 ч, подогрев до 690 °C, 6 ч, охлаждение до 300 °C с печью,
далее — на воздухе) хромомарганцевых чугунов (около 2 % С,
13 % Сг, 4% Мп) обеспечивает уменьшение количества оста-
точного аустенита на 20—30 % и снижение твердости на 5—10
единиц по Роквеллу в сравнении с обычным отжигом с непре-
рывным медленным охлаждением со скоростью 40 К/ч [58].
412
ТАБЛИЦА 6.59
ОБРАБАТЫВАЕМОСТЬ РЕЗАНИЕМ ИЗНОСОСТОЙКИХ БЕЛЫХ ЧУГУНОВ 1з]
Марка чугуна Термическая обработка Твер- дость, НРС Структура и микротвердость Н50 Скорость резания Veo, м/мин
карбиды металлическая основа
в сердцевине у обработанной поверхности
Низколегированный белый чугун Литое состояние 46 850—1050*3 /7 330—390 П 330—390 15,0
Нихард Отпуск при 230—250 °C, 3 ч 53 840—950*3 М+А 500—607 М+А 837—607 8,0
ИЧХ12М Отжиг при 860—880 °C, 3 ч 28—33 1280—1480 /7 300—400 П 300—400 33,3
ИЧ280Х12ГЗМ Отжиг при 860—880 °C, 3 ч 36-38 1200—1500 П 300—400 П 350—400 30—35
15 % Сг—Мо—ЯС Отжиг 860—880 °C, 3 ч 33—36 1340—1500 П 300—400 П 300—400 31,6
ИЧ210Х12Г5 Литое состояние 38—42 1100—1400 А — 11,0—11,5
ИЧ210Х12Г5 Отжиг при 860—880 °C, 3 ч 38—42 1100—1400 ПР + А — 25,5—28,0
ИЧ280Х17ГЗН2 Отпуск при 600—615 °C, 3 ч 48 1100—1400 А 477—525 М+А 888—520 11,5
ИЧЗЗОХ18ГЗСМ Отжиг при 860—880 °C, 2 ч 43-50 1200-1500 А 350—600 ПР 240—390 — 10—18
ИЧХ28Н2 Отпуск при 560—580 °C, 3 ч 54 1200—1500 Ф+4438—477 Ф+ л 637—501 7,4
Отжиг при 930—950 °C, 3 ч 50 1220—1500 — — 7,9
ИЧ21ОХЗОГЗ Литое состояние 34 1200—1500 Ф+4230—320 — 48—57
Пр в меч ан и
А. Я- Гринбергом, И.
я. 1. Химический состав чугунов см. в табл. 6.57. 2. Результаты получены автором совместно с М.
Е. Ватковской, В. В. Трухиным.
Е. Гарбером,
*« П — перлит, М — мартенсит, А — аустенит, ПР — продукты распада аустенита, Ф — феррит. *2 t = 2 мм, S = 0,29 мм/об.
•• Цементит (Fe, Crh С, в остальных случаях карбиды (Сг, Ре)7Сз.
ТАБЛИЦА 6.60
ХИМИЧЕСКИЙ СОСТАВ ИЗНОСОСТОЙКИХ ЧУГУНОВ ПРИ ОПРЕДЕЛЕНИИ
ОБРАБАТЫВАЕМОСТИ РЕЗАНИЕМ [3]
Марка чугуна Содержание элементов, %
С Si | Мп Сг прочие
Перлитный белый чугун 2,64 0,62 1,4 1,0 2,4 Ni
Нихард 2,80 0,67 0,98 1,83 4,27 Ni
ИЧХ12М 2,86 0,47 0,93 12,2 1,6 Мо
ИЧ280Х12ГЗМ 2,83 0,47 3,70 12,4 0,58 Мо
ИЧ280Х12ГЗМ 2,89 0,83 3,63 11,5 0,6 Мо
15С—Мо—НС 2,85 0,7 0,98 15,6 2,6 Мо
ИЧ210Х12Г5 2,07 0,72 4,6 12,0 —
ИЧ210Х12Г5 2,23 1,3 4,4 12,1 —
ИЧ280Х17ГЗН2 2,65 0,56 2,66 15,6 2,12 Ni
ИЧЗЗОХ18ГЗСМ 3,17 0,8 3,4 18,7 0,5 Мо
ИЧХ28Н2 3,0 1,17 1,0 30,2 2,28 Ni
ИЧ21ОХЗОГЗ 2,05 0,82 3,45 29,5 0,05 Ti;
0,05 Zr
Чугун ИЧЗООХ18ГЗ, содержащий 3,2 % Мп, после ступенча-
того отжига (аустенитизация при 840—860 °C, охлаждение до
580 °C, выдержка 10 ч, подогрев до 690 °C, выдержка 6 ч, ох-
лаждение на воздухе) практически не содержит остаточного
аустенита, металлическая основа имеет микротвердость Н5о
296—310, твердость не превышает HRC 36 [36]. Такая термиче-
ская обработка дает преимущества перед стандартными режи-
мами (табл. 6.25) только при предварительном определении
температуры минимальной устойчивости аустенита при изотер-
мическом превращении и выборе оптимальной температуры вы-
держки для коагуляции продуктов превращения аустенита.
7
?= - " ИЗНОСОСТОЙКИЕ БЕЛЫЕ
И ПОЛОВИНЧАТЫЕ ЧУГУНЫ
с композиционным
УПРОЧНЕНИЕМ
7.1. ОБЩАЯ ХАРАКТЕРИСТИКА
Гетерогенная структура белых и половинчатых чугунов харак-
теризуется сочетанием разнородных фаз или структурных со-
ставляющих, резко различающихся своими свойствами. Общие
свойства сплавов с такой структурой определяются нс только
соотношением и свойствами составляющих, но и чисто геомет-
414
Рис. 7.1. Зависимость проч-
ности 0 композиции от
объемной доли волокон Ув
min- доля волокон, соот-
ветствующая минимальной
прочности композиции: VKp—
доля волокон, обеспечиваю-
щая прочность композиции,
равную прочности матрицы
<тм; ов — прочность воло-
кон; ам — напряжение тече-
ния матрицы в момент раз-
рыва волокон; Ов — напря-
жение в волокнах при де-
формации разрушения мат-
рицы)
а — композиция с пластич-
ной матрицей и прочными,
твердыми волокнами,; б — композиция с твердой, хрупкой матрицей и пластичными
волокнами
рическими факторами: взаимным расположением составляю-
щих, геометрической формой и размерами включений, ориента-
цией их относительно действующих напряжений и т. д. Положи-
тельный эффект, обусловленный этими геометрическими факто-
рами, получил название композиционного упрочнения [1, 2].
Строение эвтектических колоний в белых чугунах очень по-
хоже на структуру волокнистых или слоистых композиций, по-
лучаемых путем искусственного сочетания матрицы и упрочни-
теля. В связи с этим подобные эвтектические структуры
называют иногда естественными композициями. В материалах
с такой структурой может быть достигнут значительный эффект
композиционного упрочнения. Как показали исследования [2],
упрочнители в эвтектических композициях по механическим
свойствам близки к нитевидным кристаллам («усам»). Преиму-
ществами эвтектических композиций являются также исключи-
тельно хорошее сопряжение матрицы с упрочняющей фазой и
высокая термодинамическая стабильность структуры [3]. Этим
объясняется возможность сохранения эффекта композиционного
упрочнения в таких материалах при нагревании до высоких тем-
ператур (вплоть до 0,9 Тпл [4]).
Эвтектические волокнистые композиции в белых чугунах мо-
гут быть двух видов: состоящие из пластической матрицы и
прочных твердых волокон и состоящие из хрупкой матрицы и
пластичных волокон. На рис. 7.1 представлена схема влияния
объемной доли волокон на прочность композиций, имитирую-
щих эвтектики обоих видов [3].
В композициях первого вида достигается высокая прочность
при достаточно большой доле прочных волокон. Если же доля
волокон мала, прочность композиции определяется в основном
прочностью матрицы.
В композиции второго вида даже при большой объемной
доле волокон прочность определяется прочностью матрицы и
415
не может быть высокой. Примером эвтектики, состоящей из
хрупкой матрицы и пластичных волокон, является сотовый ле-
дебурит в обычном белом чугуне. Роль матрицы в нем выпол-
няет хрупкий цементит, а армирующие волокна состоят из аус-
тенита или продуктов его распада. В таком чугуне не могут
быть достигнуты высокая прочность и пластичность.
Примером эвтектики, состоящей из пластичной матрицы и
высокопрочных волокон, являются специальные легированные
белые чугуны с инвертированной структурой. В этих чугунах
матричной составляющей эвтектик является аустенит или про-
дукты его распада, а роль армирующих волокон выполняют
карбиды легирующих элементов.
Включения упрочняющих фаз в эвтектической структуре бе-
лых чугунов могут иметь не только форму волокон, но также
пластинчатую или зернистую форму. Волокнистые композиции
обладают высокой прочностью при достаточно высокой вязкости
разрушения, низкой чувствительностью к концентраторам на-
пряжений и высоким сопротивлением усталостному разру-
шению.
Пластинчатые композиции отличаются большим объемным
содержанием упрочняющей фазы. Однако по эффекту упрочне-
ния такие композиции уступают волокнистым, особенно при
растяжении под углами 45 и 90° к плоскости пластинок [5]. Ти-
пичными примерами пластинчатых композиций могут служить
пластинчатый перлит и эвтектика аустенит — карбид Сг7Сз.
В зернистых композициях обеспечивается хорошее сочетание
всего комплекса механических свойств — прочности, пластично-
сти и ударной вязкости. Примером таких композиций являются
термообработанные высокомарганцевые белые чугуны, в квази-
эвтектической структуре которых обеспечивается дробление и
сфероидизация включений легированного цементита.
Особенностью ненаправленной эвтектической структуры яв-
ляется различная ориентация колоний, в связи с чем каждая
колония вносит разный вклад в общий эффект композиционного
упрочнения. Кроме того, даже в пределах одной эвтектической
колонии, особенно с волокнистой упрочняющей фазой, воз-
можно различное расположение элементов упрочнителя. Напри-
мер, для колонии аустенит — карбид ванадия характерно вееро-
образное расположение лучей-волокон карбидной фазы, что
обеспечивает равномерное армирование. Особенностями такой
структуры являются независимость интенсивности композици-
онного упрочнения от направления деформации и повышенные
значения пластичности и ударной вязкости. Последнее объяс-
няется как значительным вкладом вязкой и пластичной мат-
рицы колоний, так и возможностью перемещения композицион-
но-упрочненных колоний друг относительно друга за счет де-
формации матричной прослойки по их границам.
4)6
Рис. 7.2. Зависимость прочности эвтекти- б
ческой композиции (а) и композиции «эв-
тектика — первичная упрочняющая фаза»
(6) от объемной доли волокон Ув (Уэ —
доля упрочняющих волокон в структуре
эвтектики; У3 к — доля первичной упроч-
няющей фазы в заэвтектической компози-
ции; Vmln и VmJn — объемные доли во-
локон, соответствующие минимальной бэ
прочности композиций; ом — прочность
матрицы эвтектической композиции; <JB(
и <Ув2 — прочность эвтектических волокон &м
и волокон первичной упрочняющей фазы
соответственно; <УЭ и <*3, к — прочность эв-
тектической и заэвтектической композиций соответственно)
Другой особенностью эвтектических композиций в белых чу-
гунах является то, что количество карбидов в эвтектике может
меняться в довольно узких пределах. Заэвтектические карбиды
выделяются в виде первичной фазы. Сочетание «эвтектика —
первичная фаза» можно также рассматривать как композицию
(рис. 7.2).
В легированных чугунах кроме композиционного могут про-
являться и другие механизмы упрочнения. Например, при ма-
лой доле упрочняющих волокон в ванадиевых белых чугунах
возможно значительное дисперсионное упрочнение матрицы.
Рис. 7.3 схематично иллюстрирует влияние композиционного и
дисперсионного упрочнения на характер механических свойств
Рис. 7.3. Зависимость механических свойств ква.знбииарпых сплавов с эвтектикой
ог их сосгнвов (М -твердый раствор па базе основного металла,; В — упрочняющая
фаза; Т3 --температура эвтектической кристаллизации):
и —диаграмма состояния квазибинарпой системы; б - • .зависимость прочностных свойств;
«--•зависимость относительного удлинении; г — зависимость твердости с учсюм пика
дисперсионного твердения; О — зависимое гь твердости по правилу Курпакова
14 Заказ № 15Б5
417
в чугунах с эвтектикой «твердый раствор — фаза внедрения».
Первый пик прочности соответствует дисперсионному упрочне-
нию пересыщенного твердого растора. Второй пик прочности
наблюдается в легированных чугунах с регулярной эвтектиче-
ской структурой и объясняется композиционным упрочнением.
При комнатной температуре величина первого пика может быть
значительно больше величины второго пика. Но с повышением
температуры эффект дисперсионного упрочнения начинает резко
снижаться из-за коагуляции упрочняющих частиц. При темпе-
ратуре 0,5 Т3 (температура эвтектической кристаллизации) ком-
позиционное упрочнение начинает преобладать над эффектом
дисперсионного упрочнения [1]. Это преимущество возрастает
с повышением температуры вплоть до Т3-
Пластичность (относительное удлинение) доэвтектических
чугунов в области дисперсионного упрочнения резко понижена
(почти до нуля), однако в эвтектическом чугуне она заметно
повышается, а в заэвтектических чугунах снова снижается. В ле-
гированных чугунах эвтектического состава наблюдается отно-
сительное сочетание механических свойств, обусловленное ком-
позиционным упрочнением.
Твердость легированных чугунов может меняться по-раз-
ному в зависимости от содержания карбидов [1]. В системе
Fe—С возможно появление пика дисперсионного твердения
(рис. 7.3, г). Отжиг таких сплавов приводит к устранению пика,
при этом зависимость твердости от состава приближается к за-
висимости, описываемой правилом Курнакова (рис. 7.3, д).
Композиционное и дисперсионное упрочнение проявляется
также и в половинчатых чугунах со специальными карбидами
типа МС или М7Сз. Такие чугуны можно рассматривать как
композиционный материал комбинированного типа. Карбиды
в структуре этих чугунов находятся в виде изолированных
включений или разветвленного каркаса эвтектических колоний.
Графит, располагаясь в «карманах» на рельефной поверхности
трения, играет роль твердой смазки. Чугуны с такой структурой
отличаются хорошими антифрикционными свойствами, а по из-
носостойкости и механическим свойствам близки к белым чу-
гунам с композиционным упрочнением. Вместе с тем половин-
чатые чугуны по сравнению с белыми обладают важным пре-
имуществом — лучшей обрабатываемостью резанием.
Половинчатые чугуны с композиционным упрочнением
имеют стабильную структуру: ни карбиды, ни графит в их
структуре не могут быть полностью удалены термической об-
работкой, что обеспечивается одновременным легированием чу-
гунов карбидсодсржащими и графитизирующими элементами
[6]. Форму графита в половинчатых чугунах можно регулиро-
вать путем модифицирующей и глобуляризпрующсй обработки
расплава.
418
7.2. ВАНАДИЕВЫЕ БЕЛЫЕ ЧУГУНЫ
7.2.1. ОСОБЕННОСТИ ХИМИЧЕСКОГО СОСТАВА
И СТРУКТУРЫ
При содержании в белом чугуне менее 3 % V он в основном
растворяется в цементите и не меняет морфологию эвтектики.
При больших содержаниях ванадия в структуре белого чугуна
появляются участки эвтектики «аустенит — карбид ванадия»,
а при содержании >5% V такая эвтектика полностью заме-
няет ледебурит. Из рис. 7.4 видно, что ледебурит и аустенитно-
ванадиевокарбидная эвтектика находятся в перитектическом
равновесии с расплавом при 1158 °C. При более высоких тем-
пературах из расплава кристаллизуется разреженная эвтек-
тика «аустенит — карбид ванадия» с пониженным содержанием
углерода (3,0—2,4%), но с более высоким содержанием вана-
дия (7—8,5%). Регулируя содержания ванадия и углерода,
можно обеспечить различную плотность эвтектики и тем са-
мым регулировать свойства чугуна [7].
Колонии двойной аустенитно-ванадиевокарбидной эвтектики
имеют композитную структуру с волокнистыми включениями
упрочняющей фазы (карбид ванадия). В пределах каждой эв-
тектической колонии карбид ванадия образует жесткий каркас,
армирующий более мягкую, пластичную и вязкую матрицу, со-
стоящую из аустенита или продуктов его превращения. Эвтек-
тические сферолитные колонии стыкуются друг с другом по мат-
ричной оболочке (рис. 7.5, а), что предохраняет чугун от хруп-
кого разрушения.
В доэвтектических ванадиевых чугунах первичная фаза
(аустенит) кристаллизуется в виде дендритов, а междендрит-
ные пространства занимает эвтектика «аустенит — карбид ва-
надия». В заэвтектических чугунах образуются первичные кри-
сталлы карбидов ванадия. Если чугун содержит примеси ти-
тана, то кристаллы карбида ванадия имеют компактную форму
(рис. 7.5, б); если же содержание титана в чугуне незначи-
тельно (менее 0,05 %,), то в его структуре формируются развет-
вленные дендриты первичных карбидов ванадия (рис. 7.5, в).
Варьированием химического состава чугуна и условий его
кристаллизации можно регулировать содержание в эвтектике
упрочняющей карбидной фазы (от 4 % в разреженной эвтек-
тике до —12 i%, в наиболее плотной квазиэвтектике), что обес-
печивает получение чугунов с широким спектром механических,
технологических и эксплуатационных свойств. Карбиды типа
МС (в том числе и карбид ванадия VC) в эвтектиках «ме-
талл— фаза внедрения» имеют <т„ свыше 10 000 МПа [2], то
есть по свойствам близки к монокристаллам. Карбид ванадия
обладает очень высокой твердостью (микротвсрдость 21 000—
14*
419
Рис. 7.4. Проекция диа-
граммы Fe—С—V (а) и ее
эвтектическая полиэдрация
(б)
420
Рис. 7.5. Микроструктура ванадиевых
белых чугунов. Х300:
а — эвтектического; б — заэвтектиче-
ского с компактными карбидами,; в —
заэвтектического с дендритами пер-
вичных карбидов
25 000 МПа), имеет высокий модуль упругости (~43-104 МПа),
обладает высокой термодинамической устойчивостью. При на-
гревании чугуна до 950—1000 °C он может в значительном ко-
личестве (до 1,5 %) растворяться в матрице, обеспечивая ее
дисперсионное упрочнение в процессе охлаждения чугуна или
его низкотемпературной обработки.
После полного охлаждения чугуна матричной составляющей
эвтектических колоний могут быть феррит, перлит или другие
продукты распада аустенита (например, бейнит, мартенсит).
Если чугун дополнительно легирован марганцем (более 5 %.),
то матрица остается аустенитной.
7.2.2. МЕХАНИЧЕСКИЕ СВОЙСТВА
Влияние ванадия на механические свойства белых чугунов ил-
люстрирует табл. 7.1.
Максимальные значения прочности соответствуют полной ин-
версии микроструктуры чугуна (при 11 —12 % V), максимум
твердости достигается при несколько меньшем содержании ва-
надия (около 9 %). Ударная вязкость чугуна повышается с уве-
личением в его составе содержания ванадия, если в его струк-
туре не образуются первичные карбиды ванадия.
На структуру и свойства ванадиевых белых чугунов сущест-
венно влияет дополнительное легирование. Па рис. 7.6 показано
421
ТАБЛИЦА 7.1
МЕХАНИЧЕСКИЕ СВОЙСТВА БЕЛЫХ ЧУГУНОВ С РАЗЛИЧНЫМ
СОДЕРЖАНИЕМ ВАНАДИЯ*
Содер- жание ванадия, % ов, МПа Твер- дость, HRC КС кДж/м2 Содер- жание ванадия, % ов, МПа Твер- дость, HRC КС кДж/м2
1,55 207 45 10 7,00 515 49 55—80
2,26 300 47 10—20 9,00 570 50 80-100
5,50 435 48 20—55 12,00 600 49 90—120
• Чугуны содержат 3,2—3,4 % С; 2,0—2,2 % Si и 0,5—0,8 %7Мп.
влияние кремния [8]. Максимум прочности соответствует
— 2,5 % Si. Дальнейшее увеличение содержания кремния в чу-
гуне вызывает значительное охрупчивание и снижение прочно-
сти. Твердость возрастает линейно по мере увеличения концен-
трации кремния.
Повышение прочности ванадиевого чугуна достигается и
при легировании никелем (табл. 7.2).
Максимум прочности достигается при —3,3 % Ni, а макси-
мум твердости при —4 % Ni.
Наиболее высокие показатели механических свойств полу-
чены при комплексном легировании чугуна ванадием (—4 %),
кремнием ( — 1,5 %) и медью ( — 1,5 %) при пониженном содер-
жании углерода (2,2 %) [8, 9]: овте850 МПа, 6=1,0—1,5 %, НВ
390—430.
Комплексное легирование чугуна позволяет снизить содер-
жание в нем ванадия, который является дорогим и сравни-
тельно дефицитным элементом. Особенно эффективно действие
элементов, повышающих термодинамическую активность угле-
рода (кремния, никеля, меди и др.). При комплексном легиро-
вании чугуна оптимальное содержание ванадия (%) можно
рассчитать по формуле:
V > [4,5—0,12Сг—0,4 (Si + Al)—0,15 (Cu+Ni)][C—[5,3—
—0,41 (Mn + 2Cr)[. (7.1)
Рис. 7.6. Влияние содержания крем-
ния на прочность и твердость ва-
надиевых белых чугунов
422
ТАБЛИЦА 7.2
ВЛИЯНИЕ ВАНАДИЯ И НИКЕЛЯ НА СВОЙСТВА БЕЛОГО,ЧУГУНА*
Содержание элементов, % ов, МПа Твердость, HRC Содержание элементов, % <УВ» МПа Твердость, HRC
V N1 V 1 Ni
7,0 0,2 520—580 37—40 6,9 4,0 710—750 52—55
7,2 2,0 660—720 40—45 7,0 4,9 620—680 48—52
6,7 3,3 800—880 49—53
♦ Чугуны содержат 2,2—2,4 % С и 1,3—1,5 % Si.
ТАБЛИЦА 7.3
СВОЙСТВА СПЛАВОВ Fe—VC при 900 °C
* Механические свойства сплавов при объемной доле карбидов ванадия, %
1 9 1 12 1 18 1 18
ов, МПа 71 151 146 103 118
8, % 26,5 16,5 55 37 19,8
Я», % 6,2 2,0 4,0 2,4 1,0
ТАБЛ И Ц А 7.4
МЕХАНИЧЕСКИЕ СВОЙСТВА АУСТЕНИТНЫХ ВАНАДИЕВЫХ БЕЛЫХ
ЧУГУНОВ РАЗЛИЧНОГО ХИМИЧЕСКОГО СОСТАВА
Содержание элемен- тов, % V МПа б, % НВ Содержание элемен- тов, % °в> МПа б, % НВ
С v 1 Мп с 1 v 1 Мп
1,96 6,82 4,53 537 1,5 311 2,38 6,82 12,77 841 8,0 302
2,06 6,92 7,31 723 3,0 293 1,98 5,91 17,34 774 3,0 302
1,84 7,01 6,98 695 5,5 ' 302
При соблюдении этого соотношения обеспечивается полная ин-
версия микроструктуры чугуна, т. е. полная замена ледебурита
эвтектикой «аустенит — карбид ванадия» с наиболее сильным
эффектом композиционного упрочнения.
При температурах аустенитного состояния ванадиевые бе-
лые чугуны приобретают высокую пластичность: при 900 °C
6=244-28 %, ап = 2004-250 МПа.
Влияние количества карбидов ванадия на механические
свойства квазпбинарных сплавов Fe—VC показано в табл.
7.3 [10].
423
Видно, что при высоких температурах доля карбидов мало
влияет на пластичность сплавов.
Высокая пластичность характерна для аустенитных белых
ванадиевых чугунов и при комнатной температуре (табл.
7.4) [11].
Значительное повышение прочности и твердости ванадиевых
чугунов может быть обеспечено термической обработкой на
мартенситную или мартенситно-аустенитную структуру мат-
рицы. В результате закалки от 950 °C и отпуска при 200—
250 °C ов повышается до 1100 МПа, а твердость до HRC 60—62.
Такая термическая обработка целесообразна для деталей, ра-
ботающих в условиях абразивного износа [12].
Еще более высокая твердость ванадиевого чугуна может
быть обеспечена комплексным легированием в сочетании с суб-
критической термической обработкой. Белый чугун (до 4,5 % С;
до 2,5 % Si; до 6 % V; до 10 % W и до 2 Ti) после двукрат-
ной обработки при 500 °C (с выдержкой по 2 ч) имеет твер-
дость HRC 65—67 [13].
Дальнейшее повышение свойств ванадиевых белых чугунов
возможно путем обеспечения направленной кристаллизации от-
ливок [14].
7.2.3. ИЗНОСОСТОЙКОСТЬ
В табл. 7.5 приведены значения коэффициентов износостойко-
сти в ванадиевых чугунов и сталей ШХ15 (HRC 61) и Р18
(HRC 64).
Комплексно-легированные чугуны с пониженным содержа-
нием углерода и ванадия (№ 4 и 5 в табл. 7.5) практически не
уступают по износостойкости высоколегированным быстрорежу-
ТАБЛИЦА 7.5
ИЗНОСОСТОЙКОСТЬ» ВАНАДИЕВЫХ ЧУГУНОВ И НЕКОТОРЫХ
ЛЕГИРОВАННЫХ СТАЛЕЙ [15]
Номер сплава Сплав Марка или химический состав, % HRC в при удельных нагрузках, МПа
1,5 | 5.0 1 ™
1 Сталь ШХ15 61 8,2 12,8 24,6
2 Сталь Р18 64 8,4 25,0 50,0
3 Чугун 2,6 С; 7,2 V 45 10,7 33,0 56,0
4 Чугун 2,3 С; 4,0 V; 1,5 Si; 1,5 Си 38 10,0 29,4 50,0
5 Чугун 2,3 С; 4,0 V; 1,5 S1; 2,0 Ni 40 18,6 26,2 46,7
• Условия испытания: машина МИ-1М сухое трение колодки из испытуемого ма-
териала по ролику из закаленной стали 45. За единицу принята износостойкость СЧ 20.
424
Рис. 7.7. Влияние термической об-
работки и удельной нагрузки р
на интенсивность изнашивания И
белого чугуна, легированного ком-
плексом V+Si+Cu:
/ — литое состояние; 2 — после за-
калки и отпуска при 400 °C; 3 —
после закалки и отпуска при 200 °C
Рис . 7.8. Влияние содержания углерода на
износостойкость (8) ванадиевого белого чу-
гуна, содержащего 6,7 % V, закаленного с тем-
ператур [12]:
1 — 870 °C; 2 — 970 °C; 3—1100 °C
щим сталям и чугуну, легированному только ванадием (№ 3
в табл. 7.5).
После закалки с 950 °C в воде и отпуска при 200—400 °C
(выдержка 1 ч) износостойкость белого чугуна повышается
в 1,5—2 раза (рис. 7.7).
Ванадиевые белые чугуны отличаются высокой абразивной
износостойкостью, особенно после термической обработки на
высокую твердость. При испытании трением по закрепленному
абразиву коэффициент износостойкости в комплексно-легиро-
ванного ванадиевого белого чугуна с твердостью 60—62 HRC
(N® 4 в табл. 7.5) находится в пределах 54-6, что соответствует
износостойкости термически обработанных хромомолибденовых
белых чугунов.
При гидроабразивном изнашивании на установке АКИ-2
в сравнении со сталью СтЗ (табл. 7.6) максимальную износо-
стойкость имеют чугуны, у которых содержание ванадия соот-
ветствует формуле (7.1). При значительном избытке ванадия
уменьшается твердость металлической основы чугуна из-за ее
обезуглероживания и ферритизации.
Влияние углерода на износостойкость белого чугуна, содер-
жащего 6,7 % V, при шлифовании цилиндрического образца ко-
рундовой бумагой (давление 0,63 МПа, путь шлифования 50 м)
показано на рис. 7.8 [12]. Видно, что максимум износостойкости
достигается при содержании в чугуне 2,2—2,8 %, С. При содер-
жании менее 2,2 и более 2,8 % С износостойкость чугуна резко
падает. В первом случае слишком большое количество ванадия
при малом содержании углерода приводит к обезуглерожива-
нию и ферритизации матрицы чугуна. Во втором случае инвер-
425
ТАБЛИЦА 7.6
ВЛИЯНИЕ УГЛЕРОДА, ВАНАДИЯ И КОЛИЧЕСТВА КАРБИДОВ
НА ИЗНОСОСТОЙКОСТЬ БЕЛЫХ ЧУГУНОВ В УСЛОВИЯХ ГИДРОАБРАЗИВНОГО
ИЗНАШИВАНИЯ (16]
Содержание элементов, % Объемная доля карби- дов, % НВ (в литом состоянии) е Содержание элементов, % Объемная доля карби- дов, % НВ (в литом состоянии) 8
С V Fe3C VC С V Fe3C VC
1,90 1,7 15,0 2,0 415 2,9 2,17 6,1 3,6 7,4 388 6,2
1,95 3,1 10,7 3,8 401 5,5 2,23 10,7 — 11,8 321 1,8
сия структуры чугуна становится неполной (в структуре сохра-
няется значительное количество ледебурита) и, кроме того, об-
разуются компактные карбидные включения (часто сфериче-
ской формы), которые в процессе испытаний выкрошиваются и
увеличивают износ. Температура закалки в интервале 870—
1100 °C мало влияет на износостойкость чугуна; рекомендуется
температура закалки около 900 °C.
Очень высокой абразивной износостойкостью и твердостью
(HRC 65—67) обладают комплексно-легированные белые чу-
гуны после закалки в масле и отпуска при 200—500 °C [17].
Обрабатываемость резанием ванадиевых белых чугунов за-
труднена, поэтому желательно получать детали точными мето-
дами литья с минимальным объемом механической обработки
шлифованием. Для улучшения обрабатываемости резанием та-
ких чугунов рекомендуется отжиг при температурах 920—
970 °C (3—7 ч в зависимости от толщины сечения) до твердости
НВ 300—350.
7.2.4. ПРИМЕНЕНИЕ
Ванадиевые белые чугуны рекомендуется использовать для де-
талей, работающих в тяжелых условиях эксплуатации (сухое
трение, абразивная среда, высокие статические и динамические
нагрузки). В таких условиях применение ванадиевых чугунов
экономически оправдано.
Химические составы некоторых белых чугунов, их свойства
и области применения приведены в табл. 7.7 и 7.8. Эти чугуны
рекомендуется использовать для изготовления мелких изнаши-
ваемых деталей (деталей трикотажных машин, крутильных и
прядильных колец, деталей боевого механизма ткацких стан-
ков, седел клапанов двигателей и др.) [18], для изготовления
мелющих тел, бил центробежных мельниц, лопаток дробемет-
ных аппаратов (см. №№ 3, 4, 6, 7 в табл. 7.7 и 7.8) [9, 12, 17,
426
ТАБЛИЦА 7.7
ХИМИЧЕСКИЙ СОСТАВ ВАНАДИЕВЫХ БЕЛЫХ ЧУГУНОВ
Номер чугуна Содержание элементов, %
С Si Мп V | другие элементы
1 1,7—3,0 0,5—2,5 До 0,7 5,0—7,0 До 1,5 Си
2 2,1 1,7 0,65 6,0 1,0 Сг; 2,6 Ni; 1,2 Мо
3 2,2—2,8 0,6—0,7 0,4—0,6 6,7 1,12—1,26 Сг
4 2,46—3,74 0,65 0,72 9,85—10,40 0,1—0,2 Сг
5 1,96—2,38 — 4,5—7,0 5,91—7,01
6 2,85 0,73 1,02 5,80 1,8 Сг; 0,12 Мо; 0,02 Ti
7 2,2—2,8 0,4-0,7 0,7—0,8 6,0 2,0—4,0 Сг; 0,5—1,5 Мо
ТАБЛИЦА 7.8
ТЕРМИЧЕСКАЯ ОБРАБОТКА, СВОЙСТВА И ПРИМЕНЕНИЕ ВАНАДИЕВЫХ
БЕЛЫХ ЧУГУНОВ
Номер чугуна Термическая обработка HRC ав, МПа 8 Условия применения
1 Без термической обработки 40—48 500—800 10—56*1 Изнашивание при больших статиче- ских и динамиче- ских нагрузках
1 Закалка от 900— 950 °C, отпуск при 200 °C, 1 ч 60—62 800—1100 5—б*2 Абразивное изна- шивание и ударные нагрузки
2 — 58—62 — — Абразивное изна- шивание и ударные U Л ГП
3 Закалка от 870— 1100 °C в масле, отпуск 100 °C, 1 ч 60—66 — 5—6*2 ndlруоКИ Интенсивное абра- зивное изнашива- ние при температу- рах до 100 °C
4 Закалка от 870— 970 °C в масле 62—63 — — То же
5 Без термической обработки 30—32 537—841 — Изнашивание при больших ударных нагрузках
6 Закалка от 930 °C в масле, отпуск при 200 °C 63—65 — — Абразивное изна- шивание
7 Закалка от 870 °C в масле 65-67 — То же
*| Коэффициент износостойкости в условиях сухого трения по стали 45 с HRC45
эталон — серый чугун. ♦» Коэффициент абразивной износостойкости, эталон - отожжен-
ная сталь 45.
427
19], для деталей угольных центрифуг (№ 2 в табл. 7.7 и 7.8)
[16]. Чугуны с содержанием марганца >4 % (№ 5 в табл. 7.7
и 7.8) являются по структуре аустенитными и поэтому рекомен-
дуются для использования взамен стали 110Г13Л [11]: литые
коронки зубьев ковшей экскаваторов, детали дробилок и др.
7.3. КОМПЛЕКСНО-ЛЕГИРОВАННЫЕ
ХРОМОВАНАДИЕВЫЕ БЕЛЫЕ ЧУГУНЫ
7.3.1. ОСОБЕННОСТИ ХИМИЧЕСКОГО СОСТАВА
И СТРУКТУРЫ
Легирование белого чугуна ванадием в сочетании с хромом поз-
воляет при более экономном легировании получать износостой-
кую структуру за счет образования большого количества специ-
альных карбидов. Эти карбиды в сочетании с аустенитом обра-
зуют при кристаллизации двойные эвтектики Л+VC и Л + (Ре,
Сг)7С3 и тройную эвтектику A+(Fe, Cr)7C3+VC. Фазовый со-
став тройной эвтектики при разных температурах приведен
в табл. 7.9 [9].
Видно, что преобладающей карбидной фазой в тройной эв-
тектике является карбид (Fe, Сг)7С3; поэтому ее морфология
аналогична эвтектике Л + (Ре, Сг)7С3. Металлографически обе
эти эвтектики практически неразличимы. С понижением темпе-
ратуры кристаллизации тройной эвтектики в ее составе умень-
шается содержание аустенита и карбидов ванадия, при этом
количество карбидов (Fe, Сг)7С3 и общее количество карбидов
существенно увеличивается, вследствие чего эвтектика стано-
вится более плотной.
Микроструктура хромованадиевых чугунов представлена на
рис. 7.9.
Структура чугуна с преобладанием двойной эвтектики Л +
+VC (при полном отсутствии ледебурита, то есть с максималь-
ным эффектом композиционного упрочнения) образуется при
ТАБЛИЦА 7.6
ВЛИЯНИЕ ТЕМПЕРАТУРЫ КРИСТАЛЛИЗАЦИИ ЭВТЕКТИКИ] А + (Fe, Сг), С,,+
+ VC НА ЕЕ ФАЗОВЫЙ СОСТАВ
Темпера- тура, ЪС Объемная доля фаз, % Темпера- тура, °C Объемная доля фаз, %
(Ре,Сг)7 Сз VC 1 А (Ре,Сг)7Са VC 1 А
1175 22,7 1,5 75,8 1235 11,7 3,6 84,7
1195 19,0 2,2 78,8 1255 8,1 4,2 87,7
1215 15,4 2,9 81,7
428
Рис. 7.9. Микроструктуры хромованадиевых белых чугунов. Х500:
а — 2,2 % Q; 11,7 % Мп; 6,4 % Сг; 6,6 % V; б — 3,19 % С; 3,5 % Мп; 7,9% Сг, 6,8 % V
следующих соотношениях между содержанием ванадия и
хрома [20]:
V/Cr........0,4—0,5 0,8—0,9 1,0—1,1
V + Сг, % 19—20 14—15 12,5—13,5
Более высокое легирование неэкономично и не оказывает су-
щественного влияния на свойства чугуна. При V+Cr<13 %
в структуре чугуна образуется сетка ледебурита или эвтектиче-
ского цементита по границам колоний двойной эвтектики, что
приводит к существенному охрупчиванию чугуна. Структура
матрицы регулируется изменением содержания марганца.
7.3.2. МЕХАНИЧЕСКИЕ СВОЙСТВА
Механические свойства хромованадиевого легированного мар-
ганцем чугуна двух типов с аустенитной матрицей и понижен-
ным содержанием углерода и с мартенситной или мартенсито-
аустенитной матрицей и более высоким содержанием углерода
приведены в табл. 7.10 [20]. Чугуны первого типа рекомендуется
использовать при трении с повышенным давлением (свыше
0,7 МПа) и ударными нагрузками. Чугуны второго типа реко-
мендуются для работы при удельных нагрузках до 0,7 МПа.
В чугунах, содержащих 3,0—3,6 % С; 3,4—4,2 % Мп; 5—
10 % Сг и 5—8 % V, углерод мало влияет на прочность. Интен-
429
ТАБЛИЦА 7.10
ХИМИЧЕСКИЙ СОСТАВ И СВОЙСТВА ХРОМОВАНАДИЕВЫХ БЕЛЫХ ЧУГУНОВ
в литом состоянии
Содержание элементов, % Отноше- Сумма V Н-Сг, % СГВ, МПа
с | Мп | Si | Сг | V ние V/Cr HRC
Чугун с аустенитной матрицей
2,21 5,21 1,30 6,25 6,28 1,01 12,53 670—700 42—46
2,35 6,44 0,95 6,20 6,35 1,02 12,55 650—680 40—44
2,50 7,12 0,72 6,33 6,51 1,03 12,84 630—660 40—45
Чугуны с мартенситной и мартенсито-аустенитной матрицей
2,90 3,82 0,74 7,70 6,35 0,82 14,05 590—630 58—60
3,20 3,90 0,65 7,82 6,41 0,82 14,23 580—610 58—60
3,76 4,11 0,69 7,61 6,45 0,85 14,06 580—610 57—60
сивность влияния марганца зависит от содержания углерода
(рис. 7.10). При пониженном содержании углерода минимум
прочности сдвигается в сторону большего содержания мар-
ганца; ему соответствует бейнитно-мартенсито-аустенитная или
мартенсито-аустенитная структура матрицы чугуна при распо-
ложении более хрупкой составляющей (бейнита или мартен-
сита) в виде сетки.
Ванадий повышает прочность чугуна, обеспечивая ее макси-
мум при содержании около 6,5 %. Оптимальными являются
значения V+Cr= 13-5-16 % и V/Cr=0,804-0,95. Хром заметно
повышает прочность чугуна, но интенсивность его влияния за-
висит от содержания марганца (рис. 7.11). При содержании
около 4,2 ;%, Мп хром практически не влияет на прочность чу-
гуна. Связано это с влиянием этих элементов на аустенитиза-
цию матрицы чугуна.
Углерод в интервале концентраций 3,0—3,6 % мало влияет
на твердость чугуна. Наиболее сильно повышает твердость чу-
гуна хром при увеличении содержания его до 8,0—8,5 .%,. Даль-
нейшее увеличение содержания хрома малоэффективно. Мар-
ганец обеспечивает максимум твердости при содержании его
около 3,5 %. Более высокое содержание марганца приводит
к снижению твердости из-за частичной аустенитизации мат-
рицы. Влияние марганца зависит и от суммарного содержания
хрома и ванадия. Чем больше эта сумма, тем меньше марганца
требуется для обеспечения максимального количества мартен-
сита и наиболее высокой твердости чугуна (рис. 7.12). При
сумме V+Cr около 18 % и пониженном содержании марганца
(3,0—3,2 %) может быть достигнута очень высокая твердость
(HRC 65 и выше).
-130
Рис. 7.10. Влияние углерода и марганца
на прочность чугуна, содержащего
~7,5 % Сг; 6,5 % V. Цифры у кривых —
содержание углерода, %
Рис. 7.11. Влияние хрома и марганца на
прочность чугуна, содержащего 3,3 % С;
6,5 % V. Цифры у кривых — содержание
марганца, %
Рис. 7.12. Влияние марганца и сум-
марного содержания ванадия и
хрома на твердость чугуна, содер-
жащего ~3,3 % С. Отношение V/
/Сг=0,85-^0,88. Цифры у Кривых —
суммарное содержание ванадия и
хрома, %
Закалка
содержащих марганца
при содержании угле-
Нормализация Закалка. Нормализация
Рис. 7 13. Влияние термической 'обработки на HRC чугунов,
2,2-2,4 % (а); 3,1-3,5 % (б); 4,29-4,35 % (в); 6,9-7,0 % (г),
рода
1 — 3,2-3,5 %.; 2 — 2,2—2,5 %
На твердость чугуна влияет термическая обработка (рис.
7.13). Имеется оптимальная температура нагрева под закалку,
обеспечивающая максимальную твердость. Марганец снижает
эту температуру, но одновременно снижает и максимум дости-
гаемой твердости. Твердость чугуна практически не зависит от
условий охлаждения, в связи с чем возможна его закалка на
воздухе.
В хромованадиевых чугунах необходимые структура и свой-
ства могут быть обеспечены и при пониженном содержании
431
марганца (до 1 %). Так, чугун, содержащий 3,5—3,9 % С; до
1 % Si; 0,6—0,8 % Мп; 6—8 %, V и 17—18 % Сг, имеет высо-
кую твердость (HRC 60—63) даже в литом состоянии после
низкотемпературной обработки (при 400 °C). После закалки от
900—1050 °C твердость такого чугуна достигает HRC 66—
68 [21].
Высокие механические свойства чугуна обеспечивает также
дополнительное легирование никелем. Чугун, содержащий 3—
4 % С; 0,69—0,75 %, Si; 0,72—0,80 % Мп; 5—8 % V; 5,8—7,5 %
Сг и до 6 % Ni, уже в литом состоянии обладает высокой твер-
достью (HRC 50—56), прочностью (оИзг до 910 МПа) и удар-
ной вязкостью (КС до 340 кДж/м2). Твердость такого чугуна
повышается отжигом (до HRC 62—63) и снижается закалкой
(до HRC 50). После закалки чугун имеет высокую прочность
(<Тизг до 1100 МПа) и ударную вязкость (КС до 340 кДж/м2 [22].
7,3.3. износостойкость
В хромованадиевых чугунах с повышенным содержанием мар-
ганца аустенит нестабилен и наклепывается при трении в усло-
виях ударно-абразивного изнашивания. Их относительная из-
носостойкость при трении по абразивной кремниевой шкурке
при удельных нагрузках 0,45 и 0,7 МПа (с ударом и без удара)
в 3,5—5,5 раз, а в потоке абразива — в 6—25 раз выше, чем
углеродистой стали.
Чугуны с пониженным содержанием марганца (до 1 %) об-
ладают высокой абразивной износостойкостью (е=4ч-6) после
термической обработки на высокую твердость (Н/?С>60).
7.3.4. ПРИМЕНЕНИЕ
Химический состав, механические свойства и применение хро-
мованадиевых комплексно-легированных белых чугунов приве-
дены в табл. 7.11 и 7.12. Применение чугунов с мартенсито-аус-
тенитной или аустенитной матрицей, полученной за счет леги-
рования марганцем (№ 1 и 2 в табл. 7.11 и 7.12), наиболее эф-
фективно в условиях ударно-абразивного изнашивания. В таких
условиях работают зубья ковшей экскаваторов, дробеметные
лопатки, детали дробилок. Чугуны с мартенсито-аустенитной
матрицей успешно используют и для деталей, работающих в ус-
ловиях интенсивного абразивного изнашивания без значитель-
ных ударных нагрузок (ножи шнеков и другие детали земле-
ройных машин). Время работы до отказа зубьев ковшей, ножей
шнеков и других деталей экскаваторов, изготовленных из таких
чугупов, в 2,5—3,5 раза больше, чем из сталей 35ГЛ, 110Г13Л,
60С2 [20].
432
ТАБЛИЦА 7.11
химический состав хромованадиевых белых чугунов
Номер чугуна Содержание элементов, %
С S1 1 Мп 1 V 1 Сг
1 2,7—3,8 0,5—1,5 3,0—4,5 6,0—9,0 7,0—11,0
2 2,2—2,6 0,5—1,5 5,0—8,0 5,0—7,0 7,0—11,0
3 3,5—3,9 До 1,0 0,6—0,8 6,0—8,0 17,0—18,0
4* 3,0—4,0 0,69—0,75 0,72—0,80 5,0—8,0 7,5
5 2,0 2,0 1,0 4,0—5,0 21,0—25,0
• В состав чугуна входит также до 6 % Ni.
ТАБЛИЦА 7.12
ТЕРМИЧЕСКАЯ ОБРАБОТКА, СВОЙСТВА И ПРИМЕНЕНИЕ
ХРОМОВАНАДИЕВЫХ БЕЛЫХ ЧУГУНОВ
Номер чугуна Термическая обработка ИКС <тв, МПа КС, кДж/ма (не более) Условия применения
1 Без термической обработки 50—55 600-650 50 Интенсивное абра- зивное изнашивание при больших нагруз- ках
1 Закалка от 800— 850 °C на воздухе 55—60 600—700 50 То же
2 Без термической обработки 40—50 600-700 100 Абразивное изнаши- вание при больших ударных нагрузках
2 Закалка от 800 °C на воздухе 45—57 650—800 200 То же
3 Отжиг при 400 °C, 3 ч 60-63 — — Интенсивное абра- зивное изнашивание
3 Закалка от 900— 1050 °C в масле 66-68 — — То же
4 Без термической обработки 50—56 До 910*1 340*2 Интенсивное абра- зивное изнашивание и ударные нагрузки
4 Отжиг при 1000 °C 62-63 — — То же
4 Закалка от 950— 1000 °C, отпуск при 575 °C, '1 ч 50 До 1100*1 340*2 »
5 Без термической обработки Интенсивное изна- шивание при темпе- ратурах до 800 °C
•’ При испытании на статический изгиб, *’ Для чугуна, содержащего б %V и 5,8 %
Сг.
433
Хромованадиевые чугуны высокой твердости (№ 3 в табл.
7.11 и 7.12) разработаны применительно к армирующим пла-
стинам угольных центрифуг. После термической обработки
такие чугуны могут служить заменителем твердого сплава [21].
Аустенитные чугуны (№ 4 в табл. 7.11 и 7.12) хорошо на-
клепываются под действием ударных нагрузок. Они рекоменду-
ются взамен стали 110Г13Л для изготовления таких изнашивае-
мых деталей, как зубья ковшей экскаваторов, детали дроби-
лок и др. [22].
Чугуны с высоким содержанием хрома (№ 5 в табл. 7.11 и
7.12) рекомендуются для изготовления изнашиваемых деталей,
работающих при повышенных температурах: деталей горелок,
фурм, колосниковых решеток, цементных печей и т. д. [23].
7.4. МАЛОУГЛЕРОДИСТЫЕ
КОМПЛЕКСНО-ЛЕГИРОВАННЫЕ БЕЛЫЕ ЧУГУНЫ
Такие чугуны обладают высокой износостойкостью при повы-
шенной теплостойкости и удовлетворительных механических
свойствах. Они используются для изготовления литого режущего
и деформирующего инструмента.
7.4.1. ОСОБЕННОСТИ ХИМИЧЕСКОГО СОСТАВА
И СТРУКТУРЫ
Чугуны, содержащие 1,6—2,0 % С; 1,4—2,3 % Si; 0,3—0,8 % Мп;
6,5—7,5 % Сг; 5,5—7,0 % V; до 3,5 % Мо, имеют структуру с раз-
реженной эвтектикой A+VC. На рис. 7.14 приведена микро-
структура подобного сплава. По границам колоний этой эвтек-
тики кристаллизуется в небольшом количестве тройная эвтек-
тика A+(Fe, Сг)7Сз+УС. После отжига и закалки с 1150—
1200 °C в структуре чугуна сохраняется лишь эвтектика A + VC,
матрица чугуна становится мартенситно-аустенитной,твердость
повышается до HRC 57—60. После отпуска при 500—560 °C,
сопровождающегося карбидным старением аустенита, происхо-
дит его мартенситное превращение, при этом твердость чугуна
повышается до HRC 61—65.
7.4.2. МЕХАНИЧЕСКИЕ СВОЙСТВА
Механические свойства чугунов в литом состоянии и после
термической обработки приведены в табл. 7.13.
Отливки обладают высокой твердостью, что делает практи-
чески невозможной их обработку резанием без предваритель-
ной термической обработки. Отжигом можно резко снизить
твердость чугуна и улучшить его обрабатываемость резанием.
434
Рис. 7.14. Микроструктура инструмен-
' тального сплава (2,1 % С; 7,2 % V;
J 8,1 % Сг; 2,5 % Мо; 2,3 % Si). Х500:
( а — литое состояние, б — после отжи-
* га, в — после закалки и отпуска
После закалки и отпуска механические свойства чугунов до-
статочно высоки для надежной работы инструмента. Особенно-
стью этих чугунов является также склонность к вторичному
твердению: после отпуска закаленного чугуна его твердость
возрастает на 4—6 единиц HRC.
7 АЗ. ИЗНОСОСТОЙКОСТЬ И ТЕПЛОСТОЙКОСТЬ
Износостойкость комплексно-легированных малоуглеродистых
белых чугунов значительно выше, чем быстрорежущих сталей.
Коэффициенты относительной износостойкости при испытании
трением из стали 45 (HRC 45) на установке МИ-1М при
ТАБЛИЦА 7.13
МЕХАНИЧЕСКИЕ СВОЙСТВА ИНСТРУМЕНТАЛЬНЫХ ЧУГУНОВ
Механические свойства чугунов
в литом состоянии после закалки И отпуска после отжига при 900 °C
(Уизг> МПа ов, МПа КС, кДж/м2 750 -900 1000 — 1100 800 —1000
500—600 700 -900 600—750
40—60 60 -150 80-200
HRC 54 —59 (И —65 27 -32
435
ТАБЛИЦА 7.14
КОЭФФИЦИЕНТЫ ОТНОСИТЕЛЬНОЙ ИЗНОСОСТОЙКОСТИ ЧУГУНОВ
СДРАЗНЫМ СОДЕРЖАНИЕМ УГЛЕРОДА
Содержание углерода, % HRC Коэффициент износостойкости при удельных нагрузках, МПа
1.5 3.0 5,0 7,5 Ю.О
1,65 62 1,36 2,63 2,13 1,60 1,20
1,88 63 1,52 3,33 2,71 1,88 1,78
2,00 63 1,90 3,85 3,09 2,16 2,13
разных нагрузках приведены в табл. 7.14. За единицу принята
износостойкость термообработанной стали Р6М5 (HRC 63).
Теплостойкость чугунов находится на уровне теплостойко-
сти стали Р6М.5 и составляет 550—560 °C.
Сочетание износостойкости и теплостойкости комплексно-
легированных чугунов обеспечивает высокую работоспособность
инструмента.
Использование чугунов для дисковых фрез при обработке
калиброванных заготовок из стали 35 обеспечило повышение
стойкости фрез (по сравнению с фрезами из стали Р6М5)
в 2—2,2 раза при значительном улучшении чистоты обработки
поверхностей деталей.
Недостатком чугунов по сравнению с обычными быстроре-
жущими сталями является большая трудоемкость заточки ин-
струмента и доводки режущих кромок.
7.4.4. ПРИМЕНЕНИЕ
Малоуглеродистые комплексно-легированные белые чугуны ре-
комендуется использовать для изготовления сложного литого
инструмента с тонкими стенками (фасонные резцы, сверла,
фрезы и др.), а также в качестве материала для быстроизна-
шиваемых деталей штампов.
7.5. ВЫСОКОМАРГАНЦЕВЫЕ БЕЛЫЕ ЧУГУНЫ
7.5.1. ОСОБЕННОСТИ ХИМИЧЕСКОГО СОСТАВА
И СТРУКТУРЫ
В высокомаргапцевом низкоуглеродистом белом чугуне
(2,0—2,8 % С; 20—35% Мп; 0,4—1,0 % Si) при высоких ско-
ростях охлаждения (например, в тонкостенных отливках в ко-
киль) аустенитно-карбидная эвтектика отличается некоторой
изолированностью карбидных включений. Последующий высо-
котемпературный отжиг приводит к еще большей изоляции кар-
436
Рис. 7.15. Микроструктуры чугуна с содержанием 2,5 %С и 30 % Мп, залитого в ме-
таллическую форму в литом состоянии (а) и после отжига (б). X300
бидов (рис. 7.15). В результате образуется инвертированная
структура, обеспечивающая значительный эффект композицион-
ного упрочнения.
7.5.2. МЕХАНИЧЕСКИЕ СВОЙСТВА
Механические свойства чугунов с различным содержанием уг-
лерода после отжига при 1000—1100 °C и закалки от этих
температур приведены в табл. 7.15. Особенностью этих белых
чугунов являются высокая пластичность и ударная вязкость.
Наиболее высокой пластичностью и с вязкостью обладают
чугуны в кокильных отливках. Образцы из этих чугунов выдер-
живают без разрушения' загиб при ударе на угол до 30°.
ТАБЛИЦА 7.15
МЕХАНИЧЕСКИЕ СВОЙСТВА ТЕРМИЧЕСКИ ОБРАБОТАННЫХ ЧУГУНОВ
Содержание углерода, % Литье в землю Литье в кокиль
0 в , МПа б, % КС. кДж/ма HRC ап, МПа д, % КС, кДж/ма HRC
2,0-2,2 450 -500 1—2 200 -300 27—30 450—550 1—10 400 -600 25 -30
2,3—2,5 400-450 До 1,5 100—200 32—37 450 -500 2—5 200-400 30 -35
2,6—2,8 350 -400 До 1,0 До 100 38-43 400 -450 1 -3 100 -200 35 -40
437
7.5.3. ИЗНОСОСТОЙКОСТЬ
Относительная (эталон — Ст45) износостойкость е высокомар-
ганцевых чугунов в литом состоянии и после термообработки
(в скобках) характеризуется следующими показателями:
Условия испытания е
в свободном абразиве ......... 1,6 (2,1)
по электрокорундовой шкурке .... 1,5 (1,9)
по кремневой шкурке .......... 3,1 (4,1)
7.5.4. ПРИМЕНЕНИЕ
Высокомарганцевые термообработанные белые чугуны реко-
мендуется использовать взамен стали 110Г13Л для деталей, ра-
ботающих в условиях износа и ударных нагрузок, например
для деталей дробильно-размольного оборудования, деталей
экскаваторов и др.
7.6. ДЕФОРМИРОВАННЫЙ БЕЛЫЙ ЧУГУН
Резкие изменения в структуре белого чугуна могут быть полу-
чены в результате его пластической деформации, что открывает
новые возможности получения дешевого материала, сочетаю-
щего твердость, износостойкость белого чугуна и высокие меха-
нические свойства, близкие к свойствам стали. Горячей пла-
стической деформации можно подвергать белые чугуны, не
склонные к графитизации. В процессе деформации в структуре
чугуна полностью разрушается ледебуритный каркас, придаю-
щий литому чугуну хрупкость и низкую прочность, эвтектиче-
ские карбиды деформируются и дробятся, измельчается аусте-
нитное зерно. В результате происходит значительное упрочне-
ние белого чугуна, увеличиваются его пластичность и ударная
вязкость. Металлическую основу чугуна можно регулировать
содержанием марганца, никеля и молибдена.
Деформированные белые чугуны, содержащие 1,7—2,5 % С;
0,9—1,5% Сг; 0,4—0,6 Nb или 0,5—0,7 % V; 0,1—0,3% Мо и
0,03—0,08 % Ti, имеют следующие показатели механических
свойств: оп = 8904-1100 МПа, Оо,2 = 6204-820 МПа, 6=14-4%,
КС=50 4-400 кДж/м2, HRC 33—42. Такие чугуны можно ис-
пользовать в качестве износостойкого материала вместо термо-
обработанных сталей 35Л и 40Х для вкладышей зубострогаль-
ных станков, что повышает их срок службы в 8—10 раз. Дефор-
мированные чугуны можно использовать также для изготовле-
ния валков горячей прокатки, что повышает стойкость валков
в ~ 1,5 раза [24].
7.7. ИЗНОСОСТОЙКИЕ ПОЛОВИНЧАТЫЕ
ВАНАДИЕВЫЕ ЧУГУНЫ
7.7.1. ОСОБЕННОСТИ ХИМИЧЕСКОГО СОСТАВА
И СТРУКТУРЫ
Половинчатые чугуны, легированные 1,0—4,5 % V в сочетании
с элементами, нейтрализующими его сильное отбеливающее
действие (кремнием, медью, никелем и др.), имеют в структуре
эвтектические карбиды ванадия, которые обеспечивают повы-
шение механических свойств и износостойкости в сравнении
с половинчатыми нелегированными или низколегированными чу-
гунами. Правильный выбор сочетания содержаний углерода,
ванадия и легирующих элементов позволяет стабильно полу-
чать композитную структуру половинчатого чугуна с заданным
количеством карбидов ванадия. При нагреве до 700—750 °C та-
кие чугуны мало изменяют свою структуру.
Модифицирование ванадиевых половинчатых чугунов лига-
турой* типа ЖКМК с церием и медью обеспечивает сфероидиза-
цию графита. Химические составы половинчатых чугунов с пла-
стинчатым и шаровидным графитом приведены в табл. 7.16,
а их типичные микроструктуры показаны на рис. 7.16.
7.7.2. МЕХАНИЧЕСКИЕ СВОЙСТВА
Механические свойства половинчатых чугунов с различным
содержанием ванадия приведены в табл. 7.17.
Половинчатые ванадиевые чугуны, особенно с шаровидным
графитом, обладают высокими механическими свойствами. Наи-
более стабильными свойствами при повышенном их уровне об-
ладают чугуны с повышенной степенью легирования.
Рис. 7.16. Микрос1рук1уры ианаднепых иол<шиичитых ччгуиои. X 1<»<1
<4 — е пластинчатым цшфитом; б — с шаровидным графитом
439
ТАБЛИЦА 7.16
ХИМИЧЕСКИЙ СОСТАВ ВАНАДИЕВЫХ ПОЛОВИНЧАТЫХ ЧУГУНОВ
Номер чугуна Содержание элементов» %
С Si Мп Си V 1 | Mg
1 3,4—3,7 2,6—3,0 0,2—0,5 0,5—0,8 1,0—2,5
2 3,6—3,9 2,8—3,3 0,2—0,5 0,7—1,0 2,0—4,5 —
3 3,4—3,7 2,6—3,0 0,2—0,5 0,8—1,0 1,0—2,0 0,01—0,05
4 3,6—3,9 3,0—3,5 0,2—0,5 0,9—1,3 2,0—4,5 0,01—0,05
В структуре чугунов, содержащих до 3 % Si (№ 1 и 3
в табл. 7.16 и 7.17), в отливках диаметром 12—60 мм возможно
появление участков ледебуритного отбела, что снижает ста-
бильность их свойств в литом состоянии. В чугунах, содержа-
щих >3 % Si (№ 2 и 4 в табл. 7.16 и 7.17), в отливках такого
же сечения структура и свойства очень стабильны, что позво-
ляет использовать эти отливки без отжига. Твердость чугунов
существенно выше, чем у серых (HRC 25—30), что затрудняет
их механическую обработку резанием. Такая обработка воз-
можна твердосплавным инструментом при пониженных скоро-
стях резания.
В отливках меньшего сечения (диаметром менее 12 мм) ко-
личество ледебуритного цементита увеличивается, что приводит
к резкому снижению механических свойств (ов до 150—
200 МПа) при существенном повышении твердости (до HRC
40—45). Такие отливки необходимо подвергать графитизирую-
щему отжигу при 900—950 °C до твердости HRC 20—25. При
этом существенно возрастает и стабильность механических
свойств. Особенно это характерно для чугунов с шаровидным
графитом (табл. 7.18).
ТАБЛИЦА 7.17
МЕХАНИЧЕСКИЕ СВОЙСТВА ВАНАДИЕВЫХ ПОЛОВИНЧАТЫХ ЧУГУНОВ
(ЛИТОЕ СОСТОЯНИЕ. ОТЛИВКИ ДИАМЕТРОМ 30 ММ) '
Номер чугуна Свойства
<jb, МПа f*, мм | в. W I КС, кДж/м9
] 220-300 4—6 15-25
2 250 -300 5-8 — 35—40
3 550 -700 —. До 1.0 20-40
4 750 -850 — 1-3 35-50
* f — стрела npoi пба при испытании образцов диаметром 30 мм на статический из«
гиб.
440
ТАБЛИЦА 7.18
МЕХАНИЧЕСКИЕ СВОЙСТВА ПОЛОВИНЧАТЫХ ВАНАДИЕВЫХ ЧУГУНОВ
ПОСЛЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Номер чугуна Термическая обработка Свойства
ав, МПа HRC | б, % КС, кДж/ма
3 Отжиг 950 °C 400—450 20—25 2—4 40—60
3 Закалка от 1000 °C, отпуск 400 °C 1000—1050 52—58 — 10—25
4 Отжиг 950 °C 650—700 20—25 4—7 60—80
4 Закалка от 1000 °C, отпуск 400 °C 1100—1150 52—58 — 10—30
Закалку целесообразно проводить от высоких температур
(980—1020 °C). Наиболее высокую прочность обеспечивает от-
пуск при 400 °C; при этом заметно проявляются эффекты вто-
ричного твердения и дисперсионного упрочнения.
7.7.3. ИЗНОСОСТОЙКОСТЬ
Износостойкость половинчатых чугунов существенно зависит
от содержания ванадия (рис. 7.17). Минимальный износ имеют
чугуны, содержащие 3,5—4,5 V. При более высоком содержа-
нии ванадия в структуре чугуна образуется большое количе-
ство первичных карбидов ванадия и участков ледебуритного
цементита, в результате чего повышается хрупкость чугуна и
снижается износостойкость. Износостойкость половинчатых чу-
гунов в условиях сухого трения по металлу не ниже, чем у бе-
лых ванадиевых чугунов.
Износостойкость ванадиевых половинчатых чугунов мо-
жет быть существенно повышена термической обработкой
(рис. 7.18). Особенно эффективна закалка с низкотемператур-
ным отпуском. После улучшения (закалки с высокотемпера-
турным отпуском) или отжига чугуны обладают значительно
Рис. 7.17. Влияние ванадия на интенсивность изнашмвнаия И чугунов половинчатых
(а) и с шаровидным (б) графитом в условиях сухого iрения иа машине МИ —IM.
Цифры у кривых — удельные нагрузки, МПа. Химический состав чугунов приведен
в табл. 7.16 (чугуны номер 2 и 4)
441
Рис. 7.18 Влияние термической обработки и удельной нагрузки (р) на интенсивность
изнашивания (И) половинчатых чугунов в условиях сухого трения на машине МИ—1М
чугуна с пластинчатым графитом, содержащего 3,80 % Q; 2,76 % Si; 0,27 % Мп; 0,70 % Си;
4,0 % V (а); чугуна с шаровидным графитом, содержащего 3,85 % С; 3,38 % Si; 0,40 % Мп;
1,06 % Си; 4,25 V (б):
1 — после закалки от 950 °C и отпуска при 200 °C; 2 — после закалки от 950 ®С и от-
пуска при 400 °C; 3 —после закалки от 950 °C и отпуска при 600 СС; 4 — после от-
жига при 950 °C, 2 ч; 5 — в литом состоянии
меньшей износостойкостью. Отжиг значительно снижает твер-
дость чугунов и может быть рекомендован как предваритель-
ная термическая обработка перед механической обработкой
деталей резанием.
7.7.4. ПРИМЕНЕНИЕ
Применение половинчатых ванадиевых чугунов определяется
их высокой износостойкостью (близкой к износостойкости бе-
лых чугунов). Использование этих чугунов облегчается также
их достаточно хорошей технологичностью, в частности удовле-
творительной обрабатываемостью резанием, особенно в отож-
женном состоянии. Половинчатые ванадиевые чугуны могут
быть использованы для изготдвления штампов, матриц, волок,
бронеплит, тормозных колодок, прокатных валков и ряда дру-
гих деталей, работающих в условиях изнашивания при повы-
шенных нагрузках.
7.8. ПОЛОВИНЧАТЫЕ ХРОМОКРЕМНИЕВЫЕ ЧУГУНЫ
7.8.1. ОСОБЕННОСТИ ХИМИЧЕСКОГО СОСТАВА
И СТРУКТУРЫ
В структуре хромокремнпевых половинчатых чугунов имеются
карбиды в виде легированного цементита или комплексного
карбида (Fe, Сг)?Сз. Образованию карбида (Fe, Сг)?Сз спо-
собствует дополнительное легирование кремния и малыми до-
бавками ванадия, которые частично растворяются в этом кар-
биде [25, 26]. В половинчатых чугунах карбид (Fe, Сг)?Сз кри-
412
сталлизуется в составе тройной эвтектики Л+(Ре, Сг)тСз+Г
(где Г — графит). Для получения половинчатой структуры
с карбидами (Fe, Сг)тСз рекомендуется следующий химиче-
ский состав чугунов: 3,0—3,7 % С; 2,5—4,5 % Si; 0,3—1,5 % Мп;
1,2—3,8 % Сг; 0,2—0,8 V. Чтобы повысить стабильность струк-
туры и обеспечить высокую степень дифференциации карбид-
ной фазы, чугун рекомендуется дополнительно легировать
медью в количестве 0,8—1,5 % [27]. Сфероидизация графита
в чугуне может быть обеспечена обработкой расплава магний-
содержащими лигатурами или РЗМ.
7.8.2. МЕХАНИЧЕСКИЕ СВОЙСТВА
Механические свойства половинчатых хромокремниевых чугу-
нов приведены в табл. 7.19.
Механические свойства половинчатых хромокремниевых чу-
гунов определяются соотношением количества карбидов и гра-
фита. Это соотношение регулируют, изменяя содержание хрома
и кремния. Максимуму прочности соответствует отношение
% Сг/% Si=0,9 [28]. Более высокое содержание хрома приво-
дит к снижению прочности из-за образования сетки эвтектики
Л+(Ёе, Сг)?Сз. При содержании хрома меньше оптимального
ТАБЛИЦА 7.19
МЕХАНИЧЕСКИЕ СВОЙСТВА ПОЛОВИНЧАТЫХ ХРОМОКРЕМНИЕВЫХ
ЧУГУНОВ С РАЗЛИЧНЫМ СОДЕРЖАНИЕМ КРЕМНИЯ И ХРОМА
Номер чугуна Содержание элементов, %
С S1 | Мп Сг
1 3,0—3,4 2,5—3,2 0,3—0,8 1,2—2,0
2 3,2—3,5 3,0—4,1 0,3—0,8 2,0—3,0
3 3,3—3,7 3,0—4,5 0,3—0,8 3,1—3,6
4 3,0—3,4 2,8—3,7 0,9—1,2 1,5—2,6
5 3,2—3,7 3,5—4,5 0,9—1,2 2,7—3,8
Продолжение табл. 7.19
Номер чугуна Содержание элементов, % Свойства *
V | Си ав. МПа I НВ
1 0,5—0,8 220—250 241—285
2 0,3-0,7 — 200—240 255-293
3 0,2—0,5 —. 240—300 262—321
4 0,2 0,8-1,5 240—320 229—255
5 0,2 0,8-1,5 260—340 235-269
* Механические свойства определены на образцах, вырезанных из литых загото-
вок диаметром 30 мм.
443
прочность снижается из-за уменьшения в структуре чугуна ко-
личества карбидов (Fe, Сг)7Сз и появления участков эвтектики
A+F с грубопластинчатым графитом. Прочность половинча-
тых хромокремниевых чугунов может быть повышена за счет
сфероидизации графита.
Половинчатые чугуны с высоким углеродным эквивалентом
(№ 3 и 5 в табл. 7.19) обладают повышенной жаропрочностью
по сравнению с чугуном ЖЧХ-2,5 и более технологичны. Если
в чугуне ЖЧХ-2,5 заметное разупрочнение наступает уже при
~500 °C, то в половинчатых чугунах — при 550—600 °C. При
800 °C кратковременная прочность этих чугунов составляет
150—180 МПа.
7.8.3. ИЗНОСОСТОЙКОСТЬ
Износостойкость половинчатых чугунов в условиях сухого тре-
ния по Ст45 (с твердостью HR.C 45) максимальна при соотно-
шении содержания хрома и кремния 0,9—1,0. Минимальный
коэффициент трения обеспечивается при меньшем содержании
хрома (% Сг/% Si=0,7-т-0,8). Отжиг и улучшение снижают
износостойкость таких чугунов, а закалка существенно по-
вышает.
На рис. 7.19 приведены коэффициенты сухого трения (в паре
с закаленной сталью 45) для половинчатого хромокремниевого
чугуна, чугуна АЧС-1 и бронзы ОЦС5-5-5 при разных удельных
нагрузках. Коэффициент трения половинчатого чугуна моно-
тонно снижается с увеличением нагрузки. При повышенных
давлениях он значительно ниже, чем у чугуна АЧС-1 и прибли-
жается к значению коэффициента трения для бронзы.
7.8.4. ЖАРОСТОЙКОСТЬ И ТЕРМОСТОЙКОСТЬ
Окалиностойкость, ростоустойчивость и термостойкость поло-
винчатых чугунов определены в сопоставлении с чугуном СЧ 20.
По окалинойстойкости половинчатые хромокремниевые чугуны
Рис 7.19. Зависимость ко )ффнцнента
।рения (/) сплавов от удельной на-
грузки (сухое трение но термообра-
бо!виной стали 45 с IIRC 4Г>):
/—серый чугун СЧ 20; 2 — половин
чптый чугун; 3 — бронза ОЦС 5 - Г»—Г>
4 14
при 800—900 °C в 5—6 раз превосходят СЧ 20 и в 1,5—2 раза
ЖЧХ-2,5. Ростоустойчивость половинчатых чугунов в 2—4 раза
выше, чем у СЧ 20, и не зависит от формы графитных вклю-
чений.
При нагревании чугунов до 850—950 °C термостойкость по-
ловинчатых чугунов в 1,5—2 раза выше, чем у СЧ 20, а при
более низких температурах находится на уровне СЧ 20.
7.8.5. ПРИМЕНЕНИЕ
Половинчатые хромокремниевые чугуны рекомендуется исполь-
зовать как износостойкий, антифрикционный, жаропрочный,
а в некоторых случаях и термостойкий материал. Из них можно
изготовлять детали пресс-форм стекловырабатывающих машин,
элементы плунжерных пар машин для литья под давлением,
штампов горячего деформирования и др. Например, изготовле-
ние поршней плунжерных пар машин литья под давлением вме-
сто серого чугуна из половинчатого чугуна с пластинчатым
графитом (см. № 3 в табл. 7.19) повышает срок их службы в 4—
6 раз, а из половинчатого чугуна с шаровидным графитом (см.
№ 5 в табл. 7.19) — в 10—12 раз [28, 29].
8
===== ЖАРОСТОЙКИЙ ЧУГУН
8.1. ОБЩАЯ ХАРАКТЕРИСТИКА
Обычные низколегированные серый, ковкий, высокопрочный чу-
гуны при нагреве в окислительной среде корродируют, а в ре-
зультате графитизации увеличивают объем.
Специальные жаростойкие легированные чугуны значительно
меньше подвержены окислению и росту при нагреве в окисли-
тельных газовых средах.
Согласно ГОСТ 7769—82 жаростойкие чугуны должны уве-
личивать массу в результате окисления не более 0,5 г/(м2-ч)
и иметь рост не более 0,2 % при температуре эксплуатации в те-
чение 150 ч.
Легированные чугуны при определенном содержании в них
алюминия, кремния, хрома, никеля имеют повышенную жаро-
стойкость. Такие легирующие элементы, как алюминий, крем-
ний, хром, обеспечивают образование па поверхности чугуна
плотных оксидов железа, шпинелей, а также собственных окси-
дов, защищая ее от коррозии. Кроме того, они обеспечивают
стабильность структуры при нагреве, снижая рост чугуна.
445
В соответствии с ГОСТ 7769—82 к жаростойким относятся
хромистые, кремнистые, алюминиевые чугуны с пластинчатым
и шаровидным графитом. Высоконикелевые коррозионностой-
кие и жаропрочные чугуны также обладают высокой жаростой-
костью, хотя их применение в качестве жаростойких ограничи-
вается из-за высокой цены и дефицитности никеля.
Высокохромистые белые чугуны и высокоалюминиевые чу-
гуны имеют наиболее высокий уровень жаростойкости, однако
их применение ограничивается из-за плохой обрабатываемости,
склонности к образованию трещин в отливках и дефектов типа
пористости и плен.
Более дешевые и технологичные хромистые, алюминиевые
чугуны с пониженным содержанием алюминия в определенных
условиях работы обеспечивают экономически оправданный уро-
вень долговечности литых деталей.
8.2. МЕТОДИКА ОПРЕДЕЛЕНИЯ
ЖАРОСТОЙКОСТИ
Жаростойкость оценивается по двум показателям: окалиностой-
кости и ростоустойчивости.
О ростоустойчивости чугуна судят по относительному изме-
нению размеров образца при нагреве. Методика испытания чу-
гуна на рост приведена в ГОСТ 7769—82.
Окалиностойкость, в соответствии с тем же стандартом, оп-
ределяют весовым методом или непосредственным измерением
глубины корродированного слоя. В первом случае определяют
потерю или прирост массы образца после выдержки в печи
с заданной газовой средой при постоянной температуре по срав-
нению с исходной. При определении потери массы продукт кор-
розии удаляют с поверхности образца погружением в ванну
с расплавом (350—420 °C) металлического натрия, через кото-
рый продувают аммиак. После удаления окалины образцы дол-
жны быть тщательно промыты в проточной воде, осушены филь-
тровальной бумагой и промыты чистым этиловым спиртом. Очи-
щенные от окалины образцы должны быть помещены в эксика-
тор на 1 ч, после чего взвешены с точностью +0,1 мг. При оп-
ределении прироста массы образцы взвешивают вместе со слоем
окалины.
Метод непосредственного определения глубины окисления
заключается в измерении размеров образца до испытаний и
после окончания испытаний и удаления окалины с поверхно-
сти образца.
8.3. АЛЮМИНИЕВЫЕ ЧУГУНЫ
8.3.1. ОБЩАЯ ХАРАКТЕРИСТИКА
Алюминиевые чугуны содержат от 0,6—1,5 до 29—32 % А1 и
относятся к жаростойким сплавам. Некоторые марки алюминие-
вых чугунов имеют одновременно повышенную коррозионную
стойкость, износостойкость, термостойкость, прочность.
Высокая жаростойкость легированных алюминием чугунов
связана с окислением алюминия в поверхностном слое и обра-
зованием защитных оксидных плен. Наиболее жаростойкими
являются чугуны, содержащие свыше 14 % алюминия, на по-
верхности которых образуется плотная пленка оксидов АЬОз.
В зависимости от содержания алюминия и углерода алюми-
ниевые чугуны могут кристаллизоваться без образования гра-
фита в структуре, с пластинчатым графитом, а при модифици-
ровании — с шаровидным графитом, что существенно расширяет
диапазон их физико-механических свойств.
Отдёльную группу составляют низкокремнистые алюминие-
вые чугуны, отличающиеся от остальных типов алюминиевых
чугунов высокой прочностью, стойкостью против термического
растрескивания. Временное сопротивление разрыву при растя-
жении таких чугунов достигает 700 МПа при умеренной твер-
дости.
Наличие в составе чугуна алюминия усложняет процесс вы-
плавки и затрудняет получение качественных отливок. Алюми-
ний в жидком чугуне окисляется, поглощает газы, способствует
образованию дефектов в виде газовых раковин, оксидных плен
и включений. Поэтому необходимо при выплавке, внепечной
обработке, разливке соблюдать ряд технологических мер.
Обрабатываемость алюминиевых чугунов, имеющих в струк-
туре графит, удовлетворительная; чугун без графита практиче-
ски не обрабатывается резанием.
8.3.2. ФОРМИРОВАНИЕ СТРУКТУРЫ
Сплавы железа с алюминием, содержащие до 36 % А1, обра-
зуют непрерывный ряд твердых растворов.
В системе Fe—Al—С образуются углеродсодержащие фазы:
графит, РезА1Сх (часто обозначаемая у, К или е-фаза) и кар-
бид алюминия АЦСз. Области существования этих фаз пока-
заны на рис. 8.1.
Чугуны, содержащие до 32 % А/, имеют две области с со-
держанием до 8 и от 18 до 26 % AI, в которых углерод кристал-
лизуется в виде графита. При содержании алюминия 9—17 %
практически весь углерод кристаллизуется в виде соединения
FesAlCx, а при содержании более 26 % А|—АЦСз (рис. 8.2).
447
0 ZJ4 0,8 1,2 1,6 2,0 2<+ 2,8 3,2 О OJt 0,8 1,2 1,6 2,0 2,8 3,2
Углерод, %
Рис. 8.1. Разрезы диаграммы состояния сплавов системы Fe—Al—С (а —твердый рас-
твор алюминия в a-железе; у — твердый раствор алюминия в v-железе; К — соединение
Fe3AlCx; С — графит)
По мере увеличения содержания алюминия в чугуне снижа-
ется растворимость углерода (рис. 8.2), а при содержании алю-
миния 30 % содержание углерода не превышает 1,5 %. Избыток
Рис. 8.2. Влияние алюминия на содержа-
ние углерода и графита в чугуне*
/ — теоретическое содержание углерода;
2 — фактическое содержание углерода;
3 — содержание графита
448
Рис. 8.3. Структура чугуна, легированного 3,5 % А1 (а, б. Х100 и Х500 соответственно)
и 7,0 % А1 (в, г. Х100 и Х500 соответственно)
углерода сверх его растворимости выделяется в виде графито-
вой спели при охлаждении и кристаллизации чугуна.
Алюминий снижает также растворимость углерода в у-же-
лезе, однако в значительно меньшей степени, чем в жидком
чугуне.
Для сплавов, содержащих 4—8 °/о А1, характерна перлито-
ферритная структура, причем количество легированного алюми-
нием феррита (a-фаза) увеличивается по мере повышения со-
держания алюминия (рис. 8.3).
Структура чугунов, содержащих 10—17 % А1, состоит из
фазы и фазы РезА1С.г, отличающейся высокой микротвердостью:
15 Зпкпз № 1ББ5
449
640—850 .HV. Микротвердость фазы 360—400 HV. Количество
фазы Fe3AlCx зависит от содержания алюминия и углерода.
С увеличением алюминия до 13—14 % количество ее растет,
а затем постепенно уменьшается.
При содержании углерода менее 1 % количество фазы
Fe3AlCx сравнительно невелико, и она располагается по грани-
цам зерен фазы. Увеличение содержания углерода приводит
к появлению сплошной сетки фазы Fe3AlCx, а затем к образо-
ванию структуры эвтектического строения, состоящей из смеси
•а и Fe3AlCx фаз (рис. 8.4). Такие чугуны отличаются высокой
твердостью и хрупкостью, практически не обрабатываются ре-
занием и поэтому, несмотря на высокую жаростойкость, не на-
шли применения в промышленности.
При модифицировании чугунов, содержащих 10—17 % А1
0,3—0,6 % титана количество фазы Fe3AlCx снижается в срав-
нении с первоначальным за счет ее графитизации, и в струк-
туре появляются включения пластинчатого графита. Макси-
мальный эффект графитизации достигается при модифициро-
вании 0,5 % Ti.
Модифицирование силикокальцием также способствует гра-
фитизации чугуна. В чугуне, содержащем 9 и 17 % А1, присад-
кой 1—1,5 % силикокальция можно добиться полной графитиза-
ции фазы Fe3AlCx-
Металлическая основа сплавов, содержащих 9—10 % А/,
в равновесном состоянии (после длительного отжига) состоит
из а-фазы Fe3AlCx. При содержании в таких сплавах углерода
более 2 % в структуре одновременно присутствует графит. Фаза
Fe3AlCx имеет непостоянный состав, изменяющийся при нагреве
до высоких температур. Сплавы с более высоким содержанием
алюминия (15%) в состоянии равновесия при любом содержа-
нии углерода образуют структуру, состоящую из а и Fe3AlCx
фаз. В этих сплавах фаза Ре3А1Сж достаточно стабильна, и при
нагреве до 1100 °C наблюдается лишь частичное растворение
ее. При быстром охлаждении эта фаза выделяется в более
дисперсном виде.
Сплавы, содержащие 18—25 % At, имеют преимущественно
ферритную металлическую основу с включениями пластинча-
того графита (рис. 8.5). Кроме того, вблизи нижней границы
графитизированной области по содержанию алюминия появ-
ляется фаза Fe3AlCx, а вблизи верхней — карбид АЬСз, причем
соотношение количества этих фаз зависит от содержания угле-
рода и кремния в чугуне.
При модифицировании такого чугуна церийсодержащим мо-
дификатором образуется графит шаровидной формы. Церий
способствует связыванию углерода с образованием фазы
Fe3A!Cx, располагающейся либо по границам зерен в виде от-
дельных кристаллов, либо в составе эвтектики. Распределение
450
Рис. 8.4. Характерная структура чу-
гуна, легированного 10—17 % А1 при
содержании 0,5 % С (а, б. Х100 и
Х400 соответственно) и более 2 % С (в.
Х100)
Рис. 8.5. Структура чугуна, содержащего 22 % Л!:
а — ХЮО, б — Х400
15*
45!
Рис. 8.6. Структура чугуна, содержа-
щего 21 % А1, модифицированного
церием. Х200
Рис. 8.7. Структура алюминиевого
чугуна, модифицированного церием
с различным содержанием кремния,
X 100:
а - 1,4 %SI; б-3,5 % SI.; в - б %S!
452
и количество фазы резА1Сж в алюминиевом чугуне, модифици-
рованном церием, определяется содержанием углерода в сплаве
и скоростью охлаждения (рис. 8.6).
С увеличением содержания кремния количество фазы
ЕезА1Сж в структуре чугуна уменьшается, и при содержании
кремния более 3 % она полностью исчезает. При легировании
кремнием чугун становится хрупким, твердость его возрастает,
графит измельчается, появляются включения АЦСз, количество
которых растет по мере увеличения содержания кремния
(рис. 8.7). Излом чугуна становится камневидным с большими
лучистыми плоскостями скалывания.
При модифицировании чугуна ферроцерием (0,2—0,3 %) при
остаточном содержании в чугуне 0,07—0,08 % Се, весь графит
приобретает шаровидную форму. Дальнейшее повышение ко-
личества модификатора приводит к увеличению количества
фазы РезА1Сж, к появлению карбида АЦС3 и графита переох-
лаждения, расположенного, как и в обычном сером чугуне,
в виде сетки или отдельных скоплений. Последующее дополни-
тельное модифицирование чугуна ферросилицием или силико-
кальцием в количестве до 0,5 % обеспечивает более полную
графитизацию.
Присадка в чугун, содержащий 19—25 % А1, одного сили-
кокальция приводит к появлению розеточного графита и от-
дельных включений шаровидного графита, а металлическая ос-
нова чугуна состоит преимущественно из а-фазы.
Увеличение присадки силикокальция способствует повыше-
нию степени сфероидизации графита; при присадке 1,5 % сили-
кокальция графит кристаллизуется полностью шаровидной
формы, фаза РезА1Сж исчезает.
Размер зерен феррита после модифицирования силикокаль-
цием заметно уменьшается. Получение мелкодисперсной одно-
родной структуры металлической основы существенно повы-
шает пластичность и снижает твердость алюминиевых чугунов
с шаровидным графитом.
При содержании более 25 % А1 структура чугуна состоит из
трудно травящейся a-фазы и карбидов А14Сз, имеющих форму
прямоугольников или многоугольников (рис. 8.8), количество
которых увеличивается по мере повышения содержания алю-
миния. При содержании углерода более 0,75 % кристаллизация
сплава начинается с выделения карбидов алюминия. Первич-
ные карбиды алюминия представляют собой крупные включе-
ния, расположенные вдоль осей дендритов. При температуре
1280—1260 °C образуется эвтектика, состоящая из a-фазы и
карбида А14Сз.
Включения карбидов АЦСз на нетравленном шлифе имеют
обычно светло-серый цвет, иногда светло-синий или сине-
зеленый в зависимости от длительности хранения шлифа.
453
Рис. 8.8. Структура чугуна
при содержании более 25 %
алюминия. Х400
Микротвердость 950—1000 HV. На воздухе в присутствии атмо-
сферной влаги карбид алюминия легко окисляется, покрывается
цветами побежалости и растрескивается.
8.3.3. МАРКИ ЧУГУНА И ОСНОВНЫЕ СВОЙСТВА
ГОСТ 7769—82 «Чугун легированный для отливок со специ-
альными свойствами» предусматривает пять марок чугуна ле-
гированного алюминием. Такие же марки содержатся в стан-
дарте СЭВ 5505—86 «Чугун легированный для отливок. Марки»
и в национальных стандартах Болгарии, Румынии и ГДР. Наци-
ональные стандарты ЧССР регламентируют две марки алюми-
ниевого чугуна, а ПНР — восемь марок.
Основным требованием к чугуну каждой марки (табл. 8.1)
является химический состав, который определяет микрострук-
туру и основные эксплуатационные свойства алюминиевых чу-
гунов: жаростойкость, износостойкость.
Контроль прочности, твердости и структуры алюминиевых
чугунов производится в зависимости от технических требова-
ний к конкретным отливкам и условиям их эксплуатации.
Механические свойства алюминиевых чугунов приведены
в табл. 8.2.
Чугун марки ЧЮХШ содержит 0,6—1,5 % А1 и 0,4—1,0 % Сг,
структура его состоит из перлита, небольшого количества фер-
рита вокруг графитовых включений и цементитной эвтектики
по границам эвтектических колоний.
Графит шаровидной формы получается при модифицирова-
нии чугуна лигатурами ЖКМК или ЖКМ. в количестве 2,0—
2,5 %. Чугун такого типа с пластинчатым графитом имеет низ-
кие механические свойства (табл. 8.3). Для получения мини-
мального количества цементита в структуре чугуна содержа-
ли
ТАБЛИЦА 8.1
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ ЧУГУНОВ, ЛЕГИРОВАННЫХ
АЛЮМИНИЕМ
Обозначение марки Содержание элементов, %
Ст. СЭВ 5505—86 ГОСТ 7769—82 PN 75/Н - 83 112 С S1 Сг
1 2 3 4 5 6
33630 чюхш 3,0—3,8 2,0—3,0 0,4—1,0
31540 ЧЮ6С5 Z1A16 1,8—2,4 4,5—6,0 —
35630 ЧЮ7Х2*1 Z1A17C 2,5—3,0 1,5—3,0 1,5—3,0
33540 ЧЮ22Ш Z1A122*2 1,6—2,5 1,0—2,0 —
35540 ЧЮЗО*1 Z1A130 1,0—1,2 0,0—0,5 —
— — Z1A17 2,5—3,1 1,5—2,9 —
— — Z1A112 1,8—2,4 3,6—4,4 —
— — Z1A116 1,7—2,1 2,3—3,4 —
— — Z1A122 1,6—2,5 1,0—2,0 —
Продолжение табл. 8.1
Обозначение марки Содержание элементов, %
Ст. СЭВ ГОСТ 7769-82 PN Мп | р 1 S
5505-86 75/Н — 83 112 А1 (не более)
1 2 3 7 8 9 1 10
33630 чюхш 0,6—1,5 0,5 0,10 0,03
31540 ЧЮ6С5 Z1A16 5,5—7,0 0,8 0,30 0,12
35630 ЧЮ7Х2*1 Z1A17C 5,0—9,0 1,0 0,30 0,12
33540 ЧЮ22Ш Z1A122*2 19,0—25,0 0,8 0,20 0,03
35540 ЧЮЗО*1 Z1A130 29,0—31,0 0,7 0,04 0,08
— — Z1A17 6,0—8,0 0,8 0,25 0,12
— — Z1A112 9,5—14,0 0,7 0,20 0,10
— — Z1A116 14,1—18,9 0,7 0,20 0,10
— — Z1A122 19,0—23,0 0,8 0,20 0,08
*• Аналогичные марки с стандарте'fesN 422481 и CSN 422484. *’ По стандарту
PN 78/Н—83139.
ние алюминия должно быть 2—3 % при содержании хрома не
более 1,5 %. Повышение содержания алюминия приводит к по-
явлению фазы Fe3AlCx, а хрома — к увеличению количества
карбидной эвтектики. При отжиге 850 °C в течение 6 ч проис-
ходит графитизация цементитной эвтектики и перлита. Струк-
тура металлической основы чугуна после отжига феррито-пер-
литная с остатками цементитной эвтектики.
Значительное повышение прочности хромоалюминиевого чу-
гуна, содержащего 2,35 % Сг; 1,68% А1 и 0,45 Si (до
466
А В Л И Ц A 8.2
МЕХАНИЧЕСКИЕ СВОЙСТВА АЛЮМИНИЕВЫХ ЧУГУНОВ
(ПО ГОСТ 7769—82)
Марка чугуна <тв» МПа fe НВ Марка чугуна ав, МПа fe’ НВ
ЧЮХШ 390 590 183—356 ЧЮ22Ш 290 490 235—356
ЧЮ605 ЧЮ7Х2 120 120 240 170 236—294 254—294 ЧЮЗО 200 350 356—536
700 МПа), достигается при выплавке чугуна на синтетической
шихте при частичной замене кремния алюминием, однако при
этом твердость чугуна возрастает цо НВ 477. Жаростойкость
чугуна марки ЧЮХ в несколько раз превышает жаростойкость
нелегированного чугуна. Окалиностойкость хромоалюминиевых
чугунов тем выше, чем выше содержание в них хрома и алюми-
ния (табл. 8.4).
Оксидный слой в хромоалюминиевых чугунах состоит из трех
слоев: наружный светлый Ре20з, средний более темный FeeO*
и слой, прилегающий к металлу, содержащий оксиды FeO и
А10з. Из-за недостатка алюминия последний не образует сплош-
ного слоя, а лишь создает отдельные зоны оксидов, обогащен-
ные алюминием. Легирование чугуна хромом и алюминием по-
вышает температуру эвтектоидного превращения, что способ-
ствует повышению жаростойкости. Температура эвтектоидного
превращения чугуна, содержащего 1,5—2,0 % Сг и 2,5—3,0 % А1
повышается до 850 °C.
Хромоалюминиевый чугун с шаровидным графитом марки
ЧЮХШ обладает более высокой окалиностойкостью в сравне-
нии с чугуном, такого же химического состава, но с графитом
или в форме пластинок или неправильных сильно разветвлен-
ных конгломератов. Существенное влияние на окалиностой-
кость чугуна оказывает плотность металлической основы. Рых-
лый пористый чугун имеет пониженную окалиностойкость даже
при шаровидной и компактной форме графита. Крупные вклю-
ТАБЛИЦА 8.3
МЕХАНИЧЕСКИЕ СВОЙСТВА ХРОМОАЛЮМИНИЕВЫХ ЧУГУНОВ
Содержание элементов, % аизг* МПа <Уп, МПа НВ Форма графита
С Si Мп Сг 1 А|
3,10 1,97 0,65 1,0 1,53 658 513 283 ШГ
3,12 2,64 0,34 1,37 2,04 496 276 255 ПГ
3,56 2,2 0,61 1,13 1,13 613 441 302 ШГ
3,18 3,60 0,53 1,72 0,80 374 194 302 ПГ
3,53 3,53 0,57 1,60 1,53 650 440 302 ШГ
456
ТАБЛИЦА 8.4
ОКАЛИНОСТОЙКОСТЬ ХРОМО АЛЮМИНИЕВЫХ ЧУГУНОВ М4РКИ ЧОХ
/= 750 ’С, т= 150 ч)
Содержание элементов, % Увеличение массе, г/ма Содержание элементов, % Увеличение массы, г/ма
С Si Мп Сг А1 С Si Мп Сг А1
2,91 2,25 0,93 0,85 1,05 137 3,00 2,07 0,35 1,30 1,86 32,1
2,93 2,22 0,85 0,92 1,50 102 2,83 2,33 0,30 1,70 2,79 16,0
2,86 2,40 2,24 0,45 0,87 0,47 1,53 0,71 1,77 0,94 89 217 3,13 2,18 0,47 3,79 1,8 8,3
чения пластинчатого графита, получаемые при модифицирова-
нии хромоалюминиевого чугуна ферросилицием, снижают его
окалиностойкость (табл. 8.5).
Чугун марки ЧЮ6С5 содержит 4,5—6,0 % Si и 5,5—7,0 % А1.
Структура чугуна состоит из феррита, перлита, фазы FesAlCx
и графита пластинчатой формы. Влияние алюминия и кремния
на механические свойства чугуна показано на рис. 8.9 и 8.10.
Высокая жаростойкость чугуна в воздушной среде и атмосфере
топочных газов обеспечивается при суммарном содержании
кремния и алюминия не менее 10,5%. Окалиностойкость крем-
неалюминиевых чугунов различного состава при температуре
1000 °C приведена на рис. 8.11. Практическое применение этих
чугунов сдерживает их низкая прочность и высокая хрупкость.
Чугун марки ЧЮ7Х2 содержит 5,0—9,0 % А1 и 1,5—3,0 % Сг.
Структура чугуна состоит из перлита, феррита, карбидов и гра-
фита. Механические свойства чугуна аналогичны чугуну марки
ЧЮ6С5. В ГОСТ 7769—82 этот чугун включен в связи с введе-
нием аналогичного стандарта СЭВ; применяется в ПНР и
ЧССР, в СССР практически не применяется. Физические свой-
ства и модуль упругости чугуна (стандарт — CSN 422481)
ТАБЛИЦА 8.5.
ЖАРОСТОЙКОСТЬ ХРОМОАЛЮМИНИЕВОГО ЧУГУНА МАРКИ ЧЮХШ
(Г — 750 °C, Т— 150 ч)
Содержание элементов, % Рост, % Увели- чение массы, г/ма Форма графита
С S1 Мп S Р Сг А1
3,10 3,0 0,4 0,007 0,041 1,23 1,60 0,44 39 Неправильная шаровидная
3,05 3,05 0,4 0,007 0,04 1,23 1,58 0,05 18 Шаровидная
3,87 2,73 0,4 0,004 0,01 1,23 1,50 0,30 60 Смешанная
457
бв,*10нпа
Рис. 8.9. 0В (а) и сИЗг (б) чугуна в зависимости от содержания кремния и алюминия
Рис. 8.Ю. Изменение твердости чу-
гуна в зависимости от содержа-
ния кремния и алюминия
приведены в табл. 8.6. Чугун марки ЧЮ7Х2 имеет высокую жаро-
стойкость в воздушной среде. Благодаря защитному действию
оксидов, образующихся на таком чугуне, процесс обезуглеро-
живания в первоначальный период превалирует над процессом
окисления. В результате при оценке окалиностойкости отмеча-
ется уменьшение массы вместо увеличения (табл. 8.7).
458
В чугунах марок Z1A112, Z1A116 (стандарт PN 75/Н—83112),
содержащих 10—18 % А1, весь углерод находится в связанном
состоянии. Структура чугуна состоит из a-фазы и фазы РезА1Сх.
Чугуны хрупкие, имеют высокую твердость 500 НВ, что исклю-
чает их обработку резанием. Из-за низкой прочности (100—
140 МПа при изгибе) и хрупкости отливки из этого чугуна
требуют осторожного обращения при выбивке и очистке во из-
бежание разрушения. Данные о механических свойствах двух
Т А В’Л И Ц А,; 8.6
СВОЙСТВАЦЧУГУНА ЧЮ7Х2 ПО СТАНДАРТУ ESN 422481
Свойства чугуна при температуре испытаний, °C
20 100 200 300 400 500 | 600 700
МПа-10-4 10,70 10,20 9,50 8,80 8,15 7,45 —
Вт/(м«К) юЛк 33,9 33,1 31,8 31,0 30,1 28,9 28,1 27,2
— 14,8 14,9 15,1 15,3 15,7 16,0 16,3
Дж/(кГ-К) кГ/мМ0» — 494 511 532 557 595 653 733
6,68 6,66 6,63 6,60 6,56 6,53 6,49 6,46
459
ТАБЛИЦА 8.7
ОКАЛИНОСТОЙКОСТЬ ХРОМОАЛЮМИНИЕВОГО ЧУГУНА МАРКИ ЧЮ7Х2
t = 750 °C, т= 150 ч)
Содержание элементов, % Уменьшение массы, г/м9
С Si Мп Сг А1
3,02 2,2 0,27 2,8 5,3 21,2
2,97 2,19 0,30 3,6 5,1 11,8
марок такого чугуна в соответствии со стандартом ПНР PN
75/Н—83112 приведены ниже:
Марка чугуна ов, МПа <ТНЗГ, МПа НВ
Z1A112 ... 130 200 300
Z1A116 ... 110 200 290
При дополнительном легировании кремнием и хромом уда-
ется улучшить свойства алюминиевых чугунов этой группы [1].
При содержании 6—7 % Si в структуре появляется графит,
твердость снижается до 380 НВ, временное сопротивление раз-
рыву при растяжении увеличивается до 80—120 МПа. При по-
лучении в структуре таких чугунов графита шаровидной формы
временное сопротивление разрыву при растяжении увеличива-
ется до 280—320 МПа. Хрупкость алюминиевых чугунов может
быть значительно уменьшена добавкой хрома в количествах не
менее 6—7 %. Такого количества хрома оказывается достаточно
для связывания всего углерода в карбиды типа (Fe, Сг)3С. Зна-
чительный рост пластичности алюминиевых чугунов отличается
при легировании хромом свыше 10 %. Чугун с содержанием 14—
18 % А1 и 15—20 % Сг обладает высокой жаростойкостью при
температурах 1100—1200 °C.
Чугун марки ЧЮ22Ш содержит 19—25 % А1. Структура ме-
таллической основы чугуна может быть чисто ферритной при
содержании 22—23 % А1 и 1,5—1,8 % Si или ферритной с раз-
личным количеством фазы РезА1Сж (при более ником содержа*
нии алюминия и кремния) или карбида АЬСз (при повышен-
ном содержании алюминия и кремния).
В стандарте PN 75/Н—83112 чугун с таким же содержанием
алюминия и кремния значится под маркой Z1A122. Однако этот
чугун с пластинчатым графитом и по уровню физико-механиче-
ских свойств уступает чугуну марки ЧЮ22Ш с шаровидным
графитом. Прочность при растяжении чугуна марки Ч1О22Ш
в 3—4 раза превосходит прочность чугуна такого же состава,
но с пластинчатым графитом, прочность при изгибе составляет
500—700 МПа, а ударная вязкость на образцах без надреза
6—9 Дж/см2. При увеличении содержания кремния ударная
вязкость алюминиевого чугуна непрерывно снижается за счет
460
увеличения количества карбидов в структуре чугуна и повыше-
ния хрупкости металлической основы за счет растворения крем-
ния. Модифицирование церием в количестве 0,25—0,35%, обес-
печивающем полную сфероидизацию графита, повышает удар-
ную вязкость чугуна, дальнейшее увеличение присадки церия
вызывает рост карбиднй фазы в структуре чугуна и, как след-
ствие, понижение ударной вязкости.
Фосфор снижает прочность при растяжении алюминиевого
чугуна с шаровидным графитом. При повышении содержания
фосфора с 0,01 до 0,26 % прочность при растяжении снижается
на 20 % •
Твердость высокоалюминиевых чугунов определяется в ос-
новном содержанием алюминия (рис. 8.12). При содержании
алюминия 19—23 % снижение содержания углерода на 1 %
повышает твердость чугуна примерно на 100 НВ. По мере уве-
личения содержания кремния твердость чугуна повышается
(рис. 8.13).
Твердость алюминиевого чугуна с шаровидным графитом,
полученного модифицированием ферроцерием, на 50—60 НВ
Рис. 8.12. Влияние алюминия на тиср-
доечь чугуна
выше, чем чугуна с пластинча-
тым графитом. При модифици-
ровании силикокальцием твер-
дость не меняется при содержа-
нии кремния 2,2—2,8 %.
Чугуны, легированные 19—
25 % А1, сохраняют высокую
прочность и твердость при по-
вышенных температурах. В табл.
8.8 приведены значения различ-
ных механических свойств чугу-
на марки ЧЮ22Ш при повы-
шенных температурах (четыре
значения). Разброс значений
приведенных величин связан с
различной степенью легирования
алюминием (19—25%), соотно-
шением содержания алюминия и
не
W0
300
200
100
5 10 15 20 25 А1,%
Рис. 8.13. Влияние углерода н кремния
на твердое и. чугуна, содержащего 19 —
2-1 % AI
461
ТАБЛИЦА 8.8
МЕХАНИЧЕСКИЕ СВОЙСТВА АЛЮМИНИЕВОГО ЧУГУНА МАРКИ ЧЮ22Ш
ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
Механические свойства при температуре, °C
20 500 600 700 800 1000
°в- МПа МПа МПа П0,2 МПа %’ МПа 6, % МПа а0.2* МПа 6, % °в> МПа а0.2’ МПа 6, % ф, %
378 388 322 298 310 2,8 145 140 9,0 25 23 32,4 38,6
368 — 365 292 307 2,0 168 162 2,9 27 25 28,5 32,3
374 296 274 — 262 — 174 172 8,9 34 32 56,3 58,4
358 427 408 — 337 0,7 192 164 3,3 68 66 4,4 9,2
кремния, а также различным количеством фазы РезА1Сх в чу-
гуне. Твердость при 900 °C составляет 90 НВ\ временное со-
противление разрыву при растяжении при 1000 °C — 25—
68 МПа и 13 МПа при 1200 °C. При этом относительное удли-
нение повышается до 30 % • Благодаря стабильности структуры
алюминиевого чугуна с шаровидным графитом в области вы-
соких температур, прочность его после длительной выдержки
при температуре 1000 °C изменяется незначительно (20 %) •
Исследование релаксации алюминиевого чугуна с шаровид-
ным графитом при температурах 450—750 °C показало, что ос-
таточные напряжения после 10 ч выдержки независимо от вели-
чины начального напряжения различаются между собой на 10—
20 МПа. С увеличением времени выдержки эта разница умень-
шается. Повышение температуры резко снижает величину оста-
точных напряжений (рис. 8.14).
При 450 °C алюминиевый чугун по релаксационной стойко-
сти аналогичен перлитному высокопрочному чугуну, легирован-
ному молибденом и медью. При более высоких температурах
алюминиевый чугун с шаровидным графитом релаксационного
более устойчив, чем низколегированные высокопрочные чугуны.
Модуль упругости алюминиевого чугуна с шаровидным гра-
фитом по величине соответствует модулю упругости обычного
чугуна с шаровидным графитом и монотонно снижается при по-
вышении температуры до 680—690 °C. В интервале температур
690—730 °C происходит резкое снижение модуля упругости
(рис. 8.15).
Коэффициент линейного расширения алюминиевого чугуна
возрастает с увеличением температуры и содержания алюми-
ния. Коэффициент линейного расширения алюминиевого чугуна
с шаровидным графитом несколько выше, чем такого же чугуна
с пластинчатым графитом (табл. 8.9).
462
Рис. 8.14. Влияние температуры и продол-
жительности выдержки на величину ос-
таточных напряжений в алюминиевом чу-
гуне с шаровидным графитом при на-
чальном напряжении, МПа:
1 — 200, 2 — 100, 3 — 70
Рис. 8.15 Зависимость модуля упру-
гости от температуры:
1—литая сталь 25Л; 2— высокопроч-
ный чугун (ферритный), 3 — алюминие-
вый чугун с шаровидным графитом
Рис. 8.16. Окисление алюминиевого чу-
гуна на воздухе. Цифры у кривых — тем-
пературы окисления, °C
время, Ч
Рис. 8.17. Окисление алюминиевого чу-
гуна при 900 °C (сплошные кривые —
в среде, содержащей 12 % сернистого
газа, штриховые кривые — в среде водя-
ного пара):
/—с плястинчл1ым графитам, 2 —с ша-
ровидным графи юм
463
ТАБЛИЦА 8.9
КОЭФФИЦИЕНТ ЛИНЕЙНОГО РАСШИРЕНИЯ ЧУГУНОВ С ПЛАСТИНЧАТЫМ
И ШАРОВИДНЫМ ГРАФИТОМ С РАЗЛИЧНЫМ СОДЕРЖАНИЕМ АЛЮМИНИЯ
Содержание алюминия в % а, 10”"6/°С при температуре, °C
100 200 300 400 500 600 | 700 800 900
10,0* 13,55 13,94 14,54 15,98 16,43 14,91 14,49 14,18 16,65
18,0 14,81 16,30 17,71 18,23 19,42 20,49 19,02 18,69 18,38
22,0* 14,19 14,69 18,95 21,62 17,23 26,09 26,40 26,99 26,37
22,0 17,48 19,09 20,84 23,29 21,17 25,22 27,47 26,90 27,99
Чугун с пластинчатым графитом.
Теплопроводность алюминиевого чугуна типа ЧЮ22Ш при
нормальной температуре ниже, чем у серого и высокопрочного
чугунов. С повышением температуры коэффициент теплопровод-
ности алюминиевого чугуна возрастает, в то время как у неле-
гированных чугунов снижается. В результате при 950 °C коэф-
фициент теплопроводности алюминиевого чугуна с шаровидным
графитом более чем в два раза выше, чем серого и высокопроч-
ного чугунов.
Окалиностойкость чугуна типа ЧЮ22Ш высокая вплоть до
температуры плавления (табл. 8.10). При 900—1100 °C окисле-
ние алюминиевого чугуна в воздушной среде описывается пара-
болической зависимостью (рис. 8.16). При повышении темпера-
туры интенсивность процесса окисления растет. При 1200 °C
процесс окисления с достаточной точностью может быть опи-
сан уравнением прямой линии.
ТАБЛИЦА 8.10
ОКАЛИНОСТОЙКОСТЬ ЧУГУНА ТИПА ЧЮ22Ш
Температу- ра, °C Изменение массы образца, г/ма, за время, ч Расчетное уравнение • Примечание
100 250 500 1000 за год
900 7,2 10,0 12,8 15,3 33,0 ^2,85 = 2,46т По уменьшению массы
1000 9,1 12,5 16,0 20,1 43,5 ^.86= 5,43т То же
1100 10,8 16,6 23,6 27,7 87,5 .2,15 = 1,597т »
1150 19,0 42,8 8,5 156,0 — ^1.0969 = 0,2531т По увеличению массы
1200 29,1 80,2 146,3 312,4 — у = 0,38т То же
• т — продолжительность испытания; у — изменение массы образца.
464
Защитные свойства окислов
на чугуне типа ЧЮ22Ш обеспе-
чивают работоспособность его
при температуре 1100 °C в воз-
душной среде до 10 лет. Этот
чугун обладает высокой окали-
ностойкостью до 900 °C в среде
перегретого водяного пара и
среде, содержащей 12 % серни-
стого газа (рис. 8.17, табл.
8.11).
Окалиностойкость чугуна с
пластинчатым графитом несколь-
ко ниже, чем такого же чугуна
с шаровидным графитом. Однако
эта разница несущественна в
сравнении с влиянием формы
графита на окалиностойкость в
Рис. 8.18. Окалиностойкость алюмини-
евого чугуна (/) и стали 1Х18Н10Т (2)
при 900 °C в условиях ванадиевой
коррозии
нелегированных и низколегированных чугунах.
Изменение содержания углерода в алюминиевом чугуне
практически не влияет на уровень его окалиностойкости; фос-
фор и медь несколько повышают окалиностойкость алюминие-
вого чугуна. Увеличение массы за 150 ч при 1100 °C у алюми-
ниевого чугуна, содержащего 0,01 % Р,— 18,2 г/м2; 0,26 %
Р—10,4 г/м2; 2,5 % Си—13,1 г/м2. Изменение содержания
марганца от 0,2 до 1,6 % и кремния от 1,0 до 2,7 % практически
не сказывается на окалиностойкости алюминиевого чугуна.
По стойкости в условиях ванадиевой коррозии алюминиевый
чугун с шаровидным графитом марки ЧЮ22Ш превосходит
сталь Х18Н10Т (рис. 8.18).
Чугун марки ЧЮЗО содержит 29,0—31,0 % А1. Чугун такого
типа широко применяют в ЧССР как жаростойкий и износо-
стойкий материал под названием «пирофераль». Весь углерод
T А Б Л И Ц А 8.11
ОКАЛИНОСТОЙКОСТЬ ЧУГУНА МАРКИ ЧЮ22Ш ПРИ 900 °C В СРЕДЕ
СЕРНИСТОГО ГАЗА И ВОДЯНОГО ПАРА
Среда Потеря массы, г/м\ за время, ч Расчетное уравнение Форма графита
150 300 | 500 1000 за год
soa 16,8 22,8 26,1 34,0 53,5 у - 2,03 1g т — 2,77 ПГ
so2 21,4 23,5 26,0 30,0 47,0 у - 1,65 1g т — 1,81 ШГ
НаО 46,2 51,0 58,1 70,6 98,8 у 3,14 Igr —2,51 ПГ
нао 32,4 36,2 42,6 50,7 75,0 у -- 2,47 1g % — 2,36 ШГ
* т — продолжительность испытания; у — уменьшение массы образца.
465
в структуре чугуна находится в связанном состоянии в виде
карбида АЦСз, поэтому чугун обладает высокой твердостью и
хрупкостью. Несмотря на низкое (1—1,2%) содержание угле-
рода пирофераль, как и любой чугун, имеет эвтектическое пре-
вращение. Наряду с высокой жаростойкостью пирофераль обла-
дает хорошей износостойкостью при повышенных температурах.
К недостаткам чугуна этой марки следует отнести склонность
к самопроизвольному распаду при нормальной температуре и
невозможность обработки резанием. Самопроизвольный распад,
наблюдаемый у отливок из пирофераля, является одной из серь-
езных причин, сдерживающих его применение. Основной причи-
ной распада пирофераля является наличие в металлической
основе чугуна карбида алюминия АЦСз, который при обычной
температуре, особенно в присутствии атмосферной влаги, явля-
ется нестабильным соединением и разлагается:
А14С3 + 6Н2О = 2А12О3 + ЗСН4.
Склонность пирофераля к распаду зависит от структуры, хими-
ческого состава и технологического процесса ведения плавки.
Чем грубее включения карбидов А14Сз в структуре чугуна, тем
выше его склонность к распаду. Образованию структуры с круп-
ными включениями карбидов алюминия способствует перегрев
при плавке и, как следствие, насыщение водородом. Чугуны,
содержащие в структуре мелкие, равномерно распределенные
карбиды алюминия более устойчивы к распаду, особенно при
хранении в условиях низкой влажности. Для уменьшения опас-
ности распада отливок из перофераля чешские исследователи
рекомендуют отжигать отливки при 900 °C [2]. Процесс рас-
пада пирофераля можно существенно замедлить присадкой
0,1 % ферротитана или добавками цериевых ферросплавов до
0,1 %. При повышенных температурах карбид алюминия явля-
ется стойким соединением, и детали из этого сплава в эксплуа-
тационных условиях не подвержены распаду.
Физико-механические свойства пирофераля приведены
в табл. 8.12.
Прочность пирофераля не снижается после выдержки образ-
цов в окислительной атмосфере при 1000 °C в течение 100 ч,
что свидетельствует о структурной стабильности сплава. Испы-
тания на длительную прочность на изгиб при температуре
1000 °C в сравнении с хромистыми и хромоникелевыми сталями
показали следующие результаты [3]:
Мятериял Относительная
длительная
прочность
Аустенитная сталь (24 % Сг и 19 %
Ni) ............................... 100 (эталон)
Ферритная сталь (25 % Сг) . . . 4 8
Пирофераль ..................... 160
Чугун с 13 % Сг..................... 60 80
466
ТАБЛИЦА 8.12
СВОЙСТВА ЧУГУНА МАРКИ ЧЮЗО ПО СТАНДАРТУ CSN 422484 при 200-800 °C
Параметр 20 100 200 300 400 500 600 700 800
£, МПа-10* 13,61 13,18 12,62 12,05 11,49 10,98 10,38
X, Вг/(м-К) 14,7 15,5 16,7 17,6 18,4 19,7 20,5 21,4 —
а, 1Н/К — 18,5 18,7 19,0 19,5 20,1 20,7 21,4 —
С, Дж/(кГ-К) — 599 624 641 662 — 716 — 804
у, кГ/мМО3 5,50 5,48 5,44 5,41 5,38 — 5,30 — 5,21
р, Ом-мм2-10_а 141 160 183 206 229 — 276 — 322
Пирофераль обладает высокой жаростойкостью при темпе-
ратурах до 1200 °C в воздушной среде, а также в атмосфере
чистого кислорода и в восстановительной и окислительной ат-
мосферах продуктов горения.
Из пирофираля отливают тигли для плавки алюминиевых
сплавов. Срок службы их, согласно данным чешских исследова-
телей, в четыре раза больше, чем тиглей, отлитых из обычного
серого чугуна. Цементационные ящики по стойкости в 10 раз
превосходят стальные сварные. Особенно широко в Чехослова-
кии пирофераль применяется для отливки зубьев печей обжига
колчедана.
Алюминиевые низкокремнистые чугуны, содержащие 1,5—
3,0 % А1 и менее 0,5 % Si имеют высокую прочность (до 400—
600 МПа). Максимальная прочность чугуна достигается при
содержании 2,2—2,8 % С, 3—5 % А1, до 0,6 % Мп, не более
0,5 % Si, до 0,05 % S и до 0,1 % Р. Увеличение содержания
кремния свыше 0,8 % приводит к снижению прочностных и
пластических свойств чугуна.
На рис. 8.19 показано влияние кремния на модуль удара
алюминиевого чугуна. Влияние марганца и фосфора на хруп-
ТАБЛИЦА 8.13
ВЛИЯНИЕ МАРГАНЦА И ФОСФОРА НА МОДУЛЬ УДАРА АЛЮМИНИЕВЫХ
ЧУГУНОВ*
s£ х А* а> я х а
X S Д К жан (п Мп) Л X S л я X X Со сэ —' С X < *
Содер; Мп, % 0,06 % с( я а Содер; Р, % 0,6 % I *я С Содер Мп, Я 0,06 % 1 С( Я <3 а о OG.O Ct я с
0,40 42 0,05 41 1,20 28 0,35 26
0,65 40 0,15 38 1,80 18 0,40 М
0,86 36 0,28 34
• Состав чугуна, %: 3,5-3,6 С; 1,35-1,5 SI; 1,6-1,7 А1.
467
кость алюминиевого чугуна приведено в табл. 8.13. При содер-
жании кремния 1 % содержание марганца и фосфора следует
ограничивать не более 0,6 и 0,1 % соответственно.
Поверхности межзеренного раздела в алюминиевых чугунах
не содержат фосфора. Практически весь фосфор сосредоточен
в фосфидной эвтектике. В участках металлической матрицы,
граничащих с фосфидной эвтектикой, образуется насыщенный
фосфором слой, однако толщина этого слоя всего 18—20 мкм,
в то время как у обычных чугунов с кремнием толщина такого
слоя в 5—6 раз больше.
Таким образом, отличительной особенностью микрораспреде-
ления фосфора в алюминиевых чугунах является малый пере-
ходный слой насыщенный фосфором вблизи фосфидной эвтек-
тики. В результате охрупчивающее влияние фосфора в значи-
тельной степени ослабляется при частичной или полной замене
кремния алюминием в составе чугуна. Низкокремнистый алю-
миниевый чугун имеет, как правило, перлитную структуру ме-
таллической основы, а после модифицирования — перлитную
с включениями феррита вокруг пластинчатого графита. Графит
выделяется в виде мелких притупленных равномерно распре-
деленных пластинок. Низкокремнистый алюминиевый чугун
обладает более высокой прокаливаемостью, чем обычный серый
чугун. После закалки в масле с температурой 850 °C структура
чугуна становится мартенситной. Твердость возрастает до 540—
600 НВ [5]. Низкокремнистый алюминиевый чугун имеет пони-
женную склонность к отбелу, что позволяет использовать его
при отливке в кокиль, особенно тонкостенных отливок. Твер-
дость пизкокрсмнистого алюминиевого чугуна примерно на
50 НВ ниже, чем обычного серого чугуна с такой же проч-
ностью, и составляет в среднем 180—190 НВ. Чугун обладает
повышенной термостойкостью, хороню обрабатывается.
Модифицирование низкокремпистого алюминиевого чугуна
силикокальцием, силикокальцием в сочетании с церием и ба-
рием позволяет значительно улучшить его механические свой-
468
Рис. 8.20. Влияние кремния на
прочность алюминиевого чугуна
в образцах различного диаметра.
Цифры у кривых — диаметр об-
разца, мм
Рис. 8.21. Влияние углерода на
прочность низкоуглеродистого
алюминиевого чугуна с 1,8 % А1
(/) и 2,5 % А1 (2)
ства. Эффект модифицирования проявляется уже при присадке
0,5 % силикокальция. Увеличение присадки силикокальция вы-
зывает появление графита компактной формы. При присадке
более 1,5 % CaSi форма графита изменяется на шаровидную.
Оптимальная температура модифицирования силикокальцием
составляет 1500—1550 °C. При более низких температурах об-
разуется пластинчатый графит независимо от количества вве-
денного модификатора. Наибольший эффект дает совместное
модифицирование церием и силикокальцием. При этом ферроце-
рий или мишметалл в количестве 0,3 % вводят в печь перед
выпуском чугуна, а силикокальций в количестве 0,5—2 % —
в ковш под струю металла. Прочность при растяжении такого
чугуна повышается до 600 МПа.
Влияние углерода, алюминия и кремния на ов алюминие-
вого чугуна модифицированного 1,0 % силикокальция показана
на рис. 8.20 и 8.21 [6].
8.3.4. ПРИМЕНЕНИЕ
Алюминиевые чугуны применяются, главным образом, как жа-
ростойкие материалы в различных агрессивных газовых средах
при повышенных температурах.
Чугун марки ЧЮХШ жаростоек в воздушной среде до 700 °C,
стоек против истирания. Применяется как материал пресс-форм
для изготовления стеклянных изделий, для деталей печного обо-
рудования; колосников агломерационных машин и топок кот-
лов, для деталей коксохимического оборудования; для роликов
чистовых клетей листопрокатных станов, деталей газовых дви-
гателей и компрессоров, горелок, кокилей.
Чугун марки ЧЮ6С5 жаростоек в воздушной среде до
800 °C, коррозионностойкий в среде содержащей соединения
4(И>
серы, стоек к резким сменам температуры. Стоек в условиях
трения и износа. Применяется для изготовления деталей топоч-
ной гарнитуры, колосников, кокилей, сероуглеродных реторт,
деталей турбокомпрессоров, деталей аппаратов химического
оборудования, деталей агломерационных машин, деталей сте-
кольных машин, арматуры химического машиностроения, дета-
лей цементных печей.
Чугун марки ЧЮ7Х2. Жаростойкий в воздушной среде до
1100 °C. Стойкий в среде, содержащей пары воды, сернистый
носа. Применяется для деталей химического и нефтеперераба-
тывающего оборудования, деталей печной арматуры, колосников
агломерационных машин и топок котлов, деталей цементных
печей.
Чугун марки ЧЮ22Ш. Жаростойкий в воздушной среде до
800 °C и среде печных газов. Стоек в условиях истирания и из-
газ и оксиды ванадия. Обладает высокой прочностью при нор-
мальной и повышенной температурах. Алюминиевый чугун
с шаровидным графитом применяют в химической, металлурги-
ческой и энергетической промышленности для изготовления де-
талей печей пылевидного обжига колчедана, механических кол-
чеданных печей, колосников агломерационных машин, топоч-
ной арматуры, деталей термических печей для вытяжных
зонтов криолитовых ванн, футеровочных плит камер сгорания
газотурбинных установок, плавильных тиглей и т. д.
Применение алюминиевого чугуна с шаровидным графитом
в химической промышленности при производстве серной кис-
лоты показало его эффективность в сравнении с высокохроми-
стыми сталями. Детали колчеданных печей, отлитые из алюми-
ниевого чугуна с шаровидным графитом, имеют стойкость
в 1,5—2 раза выше, чем из сплава Х28. Продолжительность
эксплуатации деталей в колчеданных печах на самых горячих
сводах составляет более 100 сут.
Чугун ЧЮЗО. Жаростойкий в среде, содержащей серу и сер-
нистый газ, в среде топочных газов. Стойкий против износа
при нормальных и высоких температурах. В воздушной среде
жаростойкий до 1100 °C. Применяется для отливки деталей
термических печей, печей обжига колчедана, тиглей для плавки
алюминия. Низкокремниевые алюминиевые чугуны применя-
ются главным образом как конструкционный материал.
8.3.6. МЕТАЛЛУРГИЧЕСКИЕ ОСНОВЫ
ПОЛУЧЕНИЯ ОТЛИВОК
Литейные свойства алюминиевых чугунов хуже, чем чугунов,
не содержащих алюминия. Чугуны склонны к газопасыщению,
окислению при плавке и разливке, образованию усадочных и
газоусадочных дефектов. Однако при выполнении ряда мстал-
470
Рис. 8.22. Жидкотеку-
честь алюминиевого чу-
гуна (1,8—2,1 % С; 0,5—
0,7% Мп; 1,7-2,1 % Si;
20—23 % AI) с различ-
ным содержанием фос-
фора, %:
/ — чугун без алюминия;
2 — 0,16-^0,23; 3 — О.ООЗн-
+ 0,08
ВО 100 120 100 160 180 200 220
Перегреб под ликвидусом, °C
лургических приемов из них можно получать отливки сложной
конфигурации без дефектов, снижающих служебные свойства.
Жидкотекучесть алюминиевых чугунов несколько ниже, чем
обычных серых чугунов, и по мере повышения содержания алю-
миния понижается. Увеличение содержания углерода и моди-
фицирование повышают жидкотекучесть. Каждый процент угле-
рода в чугуне увеличивает жидкотекучесть в 1,5—2 раза.
Модифицирование церием также повышает жидкотекучесть
алюминиевого чугуна, что связывают с уменьшением газонасы-
щенности расплава. Повышенная газонасыщенность по причине
высокого перегрева, снижает жидкотекучесть чугуна, поэтому
температура перегрева не должна превышать 1500 °C.
Снижение содержания фосфора от 0,16—0,2 до 0,03—0,08 %
в 1,5—2 раза уменьшает жидкотекучесть. При повышении содер-
жания марганца с 0,35 до 0,72 % жидкотекучесть возрастает
на 10—15%. Жидкотекучесть алюминиевого чугуна, содержа-
щего 20—23% А1; 1,8—2,1 %; 0,5—0,7 % Мп и 0,16—0,2 Р
близка к жидкотекучести серого чугуна (рис. 8.22) [7].
Значения объемной усадки низкоалюминиевого чугуна с пла-
стинчатым графитом находятся в пределах 1,5—2,2 %, высо-
коалюминиевого с пластинчатым графитом — 2,6—5,7 %, высо-
коалюминиевого с шаровидным графитом — 3,2—7,0%. Вели-
чина усадки тем меньше, чем ниже температура заливки.
Алюминий снижает растворимость углерода в чугуне. При
содержании 20 и 30 % А1 количество углерода в чугуне не пре-
вышает 2,4 % и 1 % соответственно. Кремний также снижает
растворимость углерода в алюминиевом чугуне. При содержа-
нии углерода свыше предела его растворимости в алюминиевом
чугуне, в процессе охлаждения и кристаллизации расплава из
него выделяется графитовая спель. На поверхности графитовой
спели наиболее вероятно зарождение газовых пузырьков. В по-
давляющем большинстве случаев, при выделении графитовой
спели из алюминиевого чугуна последний получается с пори-
стостью, даже при относительно низком содержании водорода
471
5—7 см3/100 г. Алюминиевый чугун, содержащий 10—17 А1,
не имеющий структурно-свободного графита и спели, получается
плотным даже при высоком его перегреве (до 1620 °C).
Из газов, содержащихся в алюминиевом чугуне, наиболь-
шее влияние на образование газовых дефектов в отливках ока-
зывает водород. Основными источниками насыщения расплава
водородом служат атмосферная влага, а также влага, содер-
жащаяся в шихтовых материалах. При выплавке на чистых ших-
товых материалах содержание водорода в алюминиевом чугуне
определяется температурой перегрева, интенсивностью переме-
шивания расплава, наличием покровного шлака. Так, при пере-
греве 1500—1530 °C содержание водорода составило 5—
11 см3/100 г, при перегреве свыше 1530 °C — 65 см3/100 г, при
плавке на окисленной шихте до 100 см3/100 г. В последнем
случае в отливках неизбежно образуется интенсивная газовая
пористость.
Наибольшей склонностью к образованию газовых раковин
и пористости обладают высокоалюминиевые чугуны, содержа-
щие 19—25 % А1, в которых кристаллизуется пластинчатый
графит. Для уменьшения склонности к образованию газовой
пористости рекомендуется модифицировать чугун элементами,
связывающими водород,— Ti, Zr, La, Се. При температуре кри-
сталлизации алюминиевого чугуна способность растворять водо-
род у церия и лантана примерно в два раза выше, чем у титана
и циркония. Поэтому добавка в расплав 0,1—0,5 % ферроцерия
или цериевого мишметалла практически всегда устраняет по-
ристость, а ферротитана или силикоциркония — не всегда. Мо-
дифицирование ферроцерием на 15—30 °C снижает темпера-
туру кристаллизации (рис. 8.23), предотвращает выделение
графитовой спели, что является одной из причин уменьшения
пористости в отливках.
Особенности плавки. Самый простой способ получения алю-
миниевого чугуна — раздельная выплавка чугуна и алюминия
с последующим их смешиванием не обеспечивает получение
стабильного химического состава и свойств чугуна из-за непо-
стоянного угара алюминия (от 18 — до 40%). Этот способ мо-
жет быть рекомендован только при производстве деталей неот-
ветственного назначения из низколегированного алюминиевого
чугуна.-
При этом для повышения качества чугуна рекоменду-
ется в расплавленный алюминий ввести силикокальций (до
2,5%) или ферроцерий (до 0,3%), или же силикокальций и
ферроцерий совместно (1,5—2% и 0,1 % соответственно). Тем-
пература алюминия перед смешиванием должна быть не выше
750 °C, температура чугуна 1350—1450 °C. Графитовая спель
при таком способе получения алюминиевого чугуна не выделя-
ется даже при высоком содержании углерода (доЗ%)в чугуне.
472
Рис. 8.23. Температура кристалли-
зации немодифицированного (/) и
модифицированного церием (2)
алюминиевого чугуна
S 1300
£
g g 1250
I §
Й g
§ 14 16 18 20 22 24 26
g- Содержание алюминия, %
Получение высококачественного чугуна с любым содержа-
нием алюминия обеспечивается только при выплавке в индук-
ционных печах.
В печах средней частоты присадка твердого алюминия про-
изводится в расплав чугуна в несколько приемов, чтобы обес-
печить хорошее перемешивание алюминия с чугуном. Плавка
чугуна под основным шлаком существенно снижает угар алю-
миния, даже при выдержке расплава в тигле, уменьшает содер-
жание газов в чугуне. На качество отливок существенное влия-
ние оказывает футеровка тигля печи (табл. 8.14).
Плавка чугуна в печи с основной цирконовой или ошлако-
ванной кислой футеровкой обеспечивает минимальное содер-
жание неметаллических включений в чугуне. При модифициро-
вании церием количество неметаллических включений умень-
шается в 1,5—2 раза. Хотя количество включений при кислой и
основной футеровке практически одинаково, однако существенно
изменяется их состав. Содержание оксидов железа и кремния
снижается до 7—9 % и 20—25 % соответственно, а оксидов алю-
миния— повышается до 60—69%. Насыщение чугуна оксид-
ными включениями происходит также при переливе чугуна
в ковш и заливке форм. При проектировании технологии от-
ливки деталей из алюминиевого чугуна необходимо предусма-
тривать литниковую систему, обеспечивающую спокойное за-
полнение формы.
ТАБЛИЦА 8.14
КОЛИЧЕСТВО НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ В МОДИФИЦИРОВАННОМ
АЛЮМИНИЕВОМ ЧУГУНЕ. ПОЛУЧЕННОМ В ПЕЧАХ С РАЗЛИЧНОЙ
ФУТЕРОВКОЙ
Емкость тигля печи, кг Футеровка Содержание неметаллических включений, % Примечание
50 Кислая 0,054 Без обработки церием
50 Кислая 0,026 После обработки церием
50 Основная 0,035 Без обработки церием
430 Кислая 0,026 То же
430 Кислая 0,018 После обработки церием
430 Основная 0,009 То же
473
ТАБЛИЦА 8.15
СОДЕРЖАНИЕ ГАЗОВ В АЛЮМИНИЕВОМ
ЧУГУНЕ ПРИ ПЛАВКЕ В РАЗЛИЧНЫХ
ПЕЧАХ
П вильная печь Содержание газов, см3/100 г
СО N, | н,
ИЧТ-1 5—9 8—10 9—20
МГП 102А 6—8 1,1—5,0 5—10
МГП-250 5—7 1,1—4 6—16
Плавка чугуна в печах
промышленной частоты ха-
рактеризуется интенсивным
магнитодинамическим пе-
ремешиванием расплава и
наличием постоянного жид-
кого остатка «болота»
в тигле
При
ИЧТ-1
мощности 320 кВА (ско-
остатка
печи.
плавке в печи
на максимальной
рость движения расплава 3,2 м/с, кратность массообмена —
2,4«с-1) содержание газов в алюминиевом чугуне резко возрас-
тает, так как при плавке большой мощности быстро повы-
шается температура чугуна. Для получения отливок без газовой
пористости плавка чугуна должна проводиться при мощности
200—220 кВА. Если алюминиевый чугун плавился при интен-
сивном перемешивании на большой подводимой мощности и
сильно газонасыщен, то последующая выдержка, особенно под
основным1 шлаком, способствует удалению газов.
Содержание газов в алюминиевом чугуне, выплавленном
в ИЧТ-1 больше, чем в чугуне, выплавленном в индукционных
печах повышенной частоты (табл. 8.15).
Общее содержание неметаллических включений в алюминие-
вом чугуне при плавке в печи ИЧТ-1 несколько больше, чем
при плавке в печах повышенной частоты и составляет 0,027—
0,054 %. При работе печи на средней мощности (не более
200 кВА) не происходит разрыва оксидной пленки на поверх-
ности металла и содержание неметаллических включений не
превышает 0,036%. При большей мощности оксидная пленка,
образующаяся на поверхности металла, замешивается в него, и
содержание неметаллических включений повышается до 0,054 %.
Анализ неметаллических включений показал наличие оксидов,
%: 35—42 А120з; 17—35 SiO2; 9—17 МпО; 1,2—4 Fe2O3; 10—
15 FeO.
Для удаления включений из расплава целесообразно наво-
дить легкоплавкий шлак, способствующий удалению неметал-
лических включений и предохраняющий расплав от контакта
с атмосферой.
При плавке в печах промышленной частоты значительно уп-
рощается введение алюминия. Благодаря хорошему перемеши-
ванию металла индукционными токами не требуется принуди-
тельного замешивания алюминия в чугун, как это делается при
плавке в печах повышенной частоты. Чушки алюминия загру-
жаются на поверхность расплавленного чугуна и быстро в те-
чение 1—2 мин расплавляются и равномерно перемешиваются
с чугуном.
474
Угар алюминия в печах повышенной частоты в зависимо-
сти от чистоты исходных шихтовых материалов, температуры
расплава и интенсивности перемешивания составляет от 5 до
17%. В наибольшей степени угар алюминия зависит от интен-
сивности перемешивания расплава, определяемой подводимой
к индуктору мощностью. С повышением интенсивности переме-
шивания угар алюминия возрастает до 0,35 % в минуту при
максимальной мощности и 0,06 %—при отключенной печи.
При плавке в печах промышленной частоты для футеровки ре-
комендуется применять массу на основе оксида алюминия. Чем
меньше материал футеровки будет содержать кремнезема, тем
меньше будет образовываться трудноудалимых настылей. Хо-
рошие результаты получены при плавке алюминиевого чугуна
в тиглях с дистенсилиманитовой футеровкой, состав (%) кото-
рой приведен ниже:
Дистенсилиманитовый концентрат зернистый (ДСК-3,
ТУ 48-4-307—74) ...................................... 48
Дистенсилиманитовый концентрат пылевидный (ДСКП,
ТУ 48-4-307—74) ...................................... 10
Электрокорунд нормальной зернистости 100 (ЭЗ, 34
ГОСТ 2-115—71) ........................................40
Борная кислота (ГОСТ 18704—78)......................... 2
Настыли (независимо от состава футеровки) имеют практи-
чески одинаковый состав, однако с кислой футеровкой они свя-
заны значительно прочнее, так что отделение их очень затруд-
нено. От высокоглиноземистой футеровки настыль сравнительно
легко удаляется механическим путем, что позволяет довести
стойкость при плавке алюминиевого чугуна до 100 плавок.
Интенсивное перемешивание металла в печах промышлен-
ной частоты способствует наиболее полному протеканию про-
цесса— модифицирования чугуна, так как модификатор, поме-
щаемый на поверхность металла, тут же затягивается во внутрь
движущимся потоком. При этом реакция модифицирования про-
исходит спокойно без пироэффекта и дымовыделений.
Графит шаровидной формы в структуре алюминиевого чу-
гуна может быть получен при модифицировании ферроцерием —
0,3 %, лигатурой ФСЗОРЗМЗО—1% или силикокальцием — 2%.
Физико-механические свойства алюминиевого чугуна, обра-
ботанного различными модификаторами, практически одина-
ковы. Однако в структуре чугуна, модифицированного силико-
кальцием, количество карбида Fe^AICx всегда меньше, чем при
модифицировании другими модификаторами. Графит более дис-
персной и правильной формы. Вместе с тем следует отмстить,
что модифицирование силикокальцием по всегда возможно,
так как при этом существенно повышается содержание кремния
в чугуне.
175
Максимальный эффект модифицирования достигается при
высокой температуре обработки расплава (1500 °C) и выдержке
после модифицирования 5—7 мин. Повышение температуры и
увеличение продолжительности выдержки приводит к насыще-
нию чугуна газами.
При наличии остатка металла («болото») при плавке в печах
промышленной частоты для получения чугуна с шаровидным
графитом количество вводимого ферроцерия должно быть
уменьшено до 0,1—0,15 %, так как церий сохраняется в жидком
чугуне при выдержке, а увеличение остаточного содержания
его в металле увеличивает количество карбидной фазы в струк-
туре и приводит к образованию междендритного графита.
Положительный эффект дает модифицирование алюминие-
вого чугуна ферроцерием совместно с силикокальцием, при этом
улучшается форма графита и снижается количество карбида
Fe3AlCx.
Учитывая повышенную литейную усадку алюминиевых чугу-
нов и склонность к образованию трещин, стержни и форму, сле-
дует по возможности выполнять из податливых формовочных
смесей. Отливки должны конструироваться с плавными перехо-
дами с радиусом 10—30 мм. Сечение элементов литниковой си-
стемы следует увеличивать на 15—20 % в сравнении с серым
чугуном. Сильное окисление алюминиевого чугуна требует бы-
строй заливки. Температура заливки 1380—1480 °C. Подвод
металла следует осуществлять в тонкие части отливок щеле-
выми питателями. Литниковую систему следует проектировать
так, чтобы не создавалось встречных потоков металла в форме.
Рекомендуется заливать формы с крупными отливками под на-
клоном, а на приподнятой части формы обязательно ставить
выпор. Заливку следует прекращать только после перелива ме-
талла через выпор. При отливке мелких деталей из высокоалю-
миниевого чугуна с шаровидным графитом нет надобности в по-
становке прибылей, однако на верхней части отливки обяза-
тельно должен быть установлен выпор или сделаны наколы
диаметром 8—12 мм. При толщине стенки отливки до 35 мм уса-
дочных дефектов не наблюдается. При отливке средних и круп-
ных деталей из чугуна с шаровидным графитом ставятся при-
были массой 15—20 % от массы отливок.
Формы и стержни, предназначенные для отливки деталей
из алюминиевого чугуна, не требует покраски, так как посто-
янно образующийся на поверхности чугуна оксид АЬОз предо-
храняет чугун от взаимодействия с материалом формы, и от-
ливки всегда получаются чистыми без следов пригара.
Для отливок из алюминиевых чугунов характерны некоторые
специфические дефекты.
Крупнозернистый излом. Характерен для отливок залитых
при высокой температуре или залитых при нормальной темпе-
476
ратуре, но сильно перегретым чугуном. Вызывает повышенную
хрупкость отливок.
Трещины. Горячие трещины возникают преимущественно
в тех случаях, когда форма или стержень сильно затрудняют
усадку чугуна. Причиной, вызывающей появление горячих тре-
щин, может быть также высокая температура заливки и пере-
грева чугуна, низкое содержание углерода, наличие большого
количества неметаллических включений, нетехнологичность кон-
струкции отливки, ускоренное охлаждение.
Холодные трещины могут также образовываться при неосто-
рожной выбивке и обрубке деталей.
Оксидные плены. При несоблюдении режимов плавки по
температуре и технологии заливки на горизонтальных поверх-
ностях отливок появляется скопление оксидных плен, избежать
появление которых можно хорошей вентиляцией формы кана-
лами диаметром 6—12 мм или выпорами и перепуском металла
через них. При заливке не допускается прерывание струи ме-
талла. Небольшая добавка криолита в струю металла или
в литйиковую чашу снижает образование плен в отливках.
Газовые раковины и микропористость. Появляются в отлив-
ках при насыщении металла водородом в результате наруше-
ния технологического режима плавки (высокий перегрев, ис-
пользование сильно окисленных шихтовых материалов, высокое
содержание углерода).
8.3.6. МЕХАНИЧЕСКАЯ ОБРАБОТКА
Удовлетворительную обрабатываемость резанием имеют
только алюминиевые чугуны, имеющие в структуре графит
(табл. 8.16).
При содержании от 10 до 17 % А1 чугун очень трудно об-
рабатывается резанием, так что практически обработка таких
чугунов нецелесообразна. При содержании 18—24 % А1 чугун
ТАБЛИЦА 8.16
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ АЛЮМИНИЕВОГО ЧУГУНА*
С ШАРОВИДНЫМ ГРАФИТОМ
Глубина 1 резания. мм Скорость резания ум, м/мин, при подаче, мм/об Глубина резания, мм Скорость резания рИ), м/мин, при подаче, мм/об
0,1 0,2 0.3 0,4 0,5 0,1 0.2 | 1 °-31 1ол 1 0.5
0,5 31 26 24 22 20 3,0 27 22 20 18 17
1,0 30 24 22 21 19 4,0 26 21 19 17 16
2,0 28 23 21 19 18 5,0 25 20 18 16 15
• Состав чугуна, %: 1.69С; 0.63SI; 0.32Мп; 20.7А1.
477
Ofr Ofi Oft 1,0 1,2 7,4 1,0 1t8 2fl 2,2
Коэффициентt KM
Рис. 8.24. Влияние алюминия в чу-
гуне с пластинчатым (/) и шаро-
видным (2) графитом на коэффи-
циент км
удовлетворительно обрабатывается при точении, причем в этом
случае существенное влияние на его обрабатываемость оказы-
вает содержание углерода и кремния. С увеличением количе-
ства углерода обрабатываемость улучшается по линейному за-
кону, таким образом, для получения хорошей обрабатываемости
должно быть 1,8—2,2 % С; 1—2 % Si; 0,4—0,6 % Мп; 19—
24 % At.
При обработке резанием алюминиевого чугуна марки
ЧЮ22Ш используют резцы с твердосплавными пластинами
ВКЗ, ВК4, ВК6, ВК8 или Т5К10. На рис. 8.24 приведена зави-
симость коэффициента Км от количества алюминия. Зная вели-
чину К„, можно определить скорость резания по формуле:
У = УзоАмКЛт,
где Узо — скорость резания, м/мин, при стойкости резца 30 мин,
выбирается по табл. 8.16; Кк — коэффициент, зависящий от об-
рабатываемого материала; Кс — коэффициент, зависящий от ма-
териала резца; Кт— коэффициент, зависящий от скорости
резца.
Значения коэффициентов Кс и Кт приведены ниже:
Кс................. 1
Материал резца . . ВК2
Кт ................ ьз
Стойкость резца, мин 10
0,89 0,89 0,93
вкз ВК4 В Кб
1,0 0,86 0,78
30 60 90
0,78 0,6
ВК8 'Т5КЮ
0,72
120
Общая зависимость скорости резания от подачи и стойко-
сти инструмента при сверлении алюминиевого чугуна марки
ЧЮ22Ш сверлами Р18 имеет вид:
0,5d°’3
J.0,28^0.68 ’
где V — скорость резания, м/мин; Т — стойкость сперла, мин;
S — подача, мм/об; d — диаметр сверла, мм.
Режимы резания при сверлении алюминиевого чугуна марки
ЧЮ22Ш приведены в табл. 8.17.
478
ТАБЛИЦА 8.17
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ ДЛЯ СВЕРЛЕНИЯ АЛЮМИНИЕВОГО
ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (СВЕРЛА Р18)
4, мм so- мм/об !/» м/мин п, об/мин S, мм/мин Т, мин
10 0,05 4,04 128 6,4
15 0,08 3,2 68 5,5 10
20 0,10 2,9 46 4,6
d. so> мм/об У, м/мин П, об/мин 8. мм/мин Г. мин
25 0,13 2,4 31 4
30 0,15 2,2 23 3,5 20
40 0,18 2,1 16 3
8.4. ХРОМИСТЫЕ ЧУГУНЫ
8.4.1. ВЛИЯНИЕ ХРОМА НА ЖАРОСТОЙКОСТЬ
ЧУГУНА
Легирование чугуна малыми добавками хрома (не более 4%)
повышает устойчивость эвтектоидного цементита при нагреве
и уменьшает рост чугуна. Повышение окалиностойкости низко-
хромистих чугунов связано прежде всего с измельчением гра-
фита и уменьшением его количества в структуре. Однако
в структуре таких чугунов может быть цементит.
Наличие цементита в структуре серого чугуна, легирован-
ного хромом, приводит к увеличению твердости, ухудшению
обрабатываемости.
Чугуны с содержанием свыше 4—7 % Сг — белые чугуны;
большая часть хрома входит в состав цементита, а при нагреве
чугуна металлическая основа окисляется с образованием окси-
дов типа Fe2O3, не препятствующих дальнейшему окислению
чугуна.
Существенное повышение жаростойкости хромистых чугунов
достигается при содержании в них хрома свыше 15%. При вы-
соком содержании хрома при нагреве чугуна на поверхности
образуется оксидная пленка типа шпинели (РеО-Сг2Оз), имею-
щая высокую плотность и прочное сцепление с металлической
ТАБЛИЦА 8.18 ИЯ
ВЛИЯНИЕ ХРОМА НА ФАЗОВЫЙ СОСТАВ ОКСИДНЫХ ПЛЕНОК
и; ОКАЛИНОСТОЙКОСТЬ ЧУГУНА
Сг, % Фазовый состав оксидной пленки Увеличение массы, г/мм’-ч
верхнего слоя среднего слоя нижнего слоя
Fe2O3 Fe3O4 FcO 36
4,0 Fe2O3 Fe3O4 FcO 27
5,28 Fe2O;i Fc3O4 FcO 23
9,66 Fc2O3 I’C3O4 FcO 14
15,82 FcOCr2O3 — 0,6
479
Рис. 8.25. Влияние хрома на ока-
линостойкость железохромистых
сплавов с 1 % Si и 1 % С [4]
основой [3]. В результате резко повышается окалиностойкость
чугуна (табл. 8.18, рис. 8.25). По мере повышения содержания
хрома возрастает температура, при которой чугун сохраняет
высокую жаростойкость:
Сг, % .......... 15—17 20—25 20—30 30—36
Т, °C........... 900 1000 1100 1300
Чем выше содержание углерода в высокохромистом чугуне,
тем больше образуется карбидов в его структуре. Поскольку
большая часть хрома входит в состав карбидов, матрица обед-
няется хромом и снижается стойкость чугуна против окисления.
8.4.2. МАРКИ ЧУГУНА И ОСНОВНЫЕ СВОЙСТВА
Низкохромистые чугуны марок ЧХ1, ЧХ2, 4X3 содержат от
0,4 до 3,0 % Сг и характеризуются более высокой жаростой-
костью, чем обычные серые чугуны. Эти чугуны должны иметь
перлитную структуру металлической основы с пластинчатым
графитом. Однако по мере повышения содержания хрома в чугу-
нах появляются включения эвтектического цементита. Для пред-
отвращения образования цементита увеличивают содержание
кремния и углеродоа, модифицируют чугун.
Химический состав низкохромистых жаростойких чугу-
нов и их механические свойства в соответствии с ГОСТ
7769—82 представлены в табл. 8.19.
Данные о влиянии хрома в низкохромистых чугунах на жа-
ТАБЛИЦА 8.19
ХИМИЧЕСКИЙ СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВА НИЗ КОХРОМИСТЫХ
ЧУГУНОВ (ПО ГОСТ 7769-82) (2]
Марка чугуна Содержание элементов, % МПа стизг’ МПа левее) НВ
С SI Мп Сг Р 1 1 s
(не м 1енес) (не ।
ЧХ1 3,0-3,8 1,5-2,5 1,0 0,40—1,00 0,3 0,12 170 350 207-286
ЧХ2 3,0—3,8 2,0—3,0 1,0 1,01—2,00 0,3 0,12 150 310 207-286
4X3 3,0—3,8 2,8-3,8 1,0 2,01—3,00 0,3 0,12 150 310 228-364
480
Рис. 8.26. Влияние хрома на рост
низкохромистого чугуна (3,10—
3,70 % С,; 2,2—2,9 % Si; 0,37-0,40 %
Мп; 0,19-0,32 % Р; 0,040—0,067 %
S), подвергнутого отжигу при тем-
пературе 800 °C в течение 20 (/),
40 (2), 100 (3) и 150 (4) ч [15]
ростойкость представлены в табл. 8.20 [3] и на рис. 8.26. Хотя
структура оксидов при увеличении содержания хрома в низко-
хромистых чугунах не изменяется, однако уже при 2 % Сг
пленка оксидов резко снижает интенсивность окисления чугуна.
Если чугун с содержанием хрома 0,8—1,0 % достаточно рос-
тоустойчив при температурах до 700 °C, то чугун с содержа-
нием хрома 1—2 % — до 900 °C.
Влияние хрома на рост низколегированного чугуна показано'
в табл. 8.21 [3].
Механические свойства низкохромистых чугунов
(табл. 8.19) связаны с особенностями их структуры и сравни-
тельно невелики. Фактическое значение ств может достигать
290 МПа при отсутствии в структуре большого количества эв-
тектического цементита и достаточно мелком графите. Твердость
чугунов зависит от количества эвтектического цементита
в структуре и может быть снижена за счет термической обра-
ботки (табл. 8.22) [9].
Высокохромистые чугуны ЧХ16, ЧХ28, 4X32 имеют сущест-
венно более высокую жаростойкость, чем низкохромистые, бла-
годаря стабильной структуре легированного белого чугуна и
высокой окалиностойкости матрицы.
ТАБЛИЦА 8.20
ОКАЛИНОСТОЙКОСТЬ ЧУГУНА С СОДЕРЖАНИЕМ ХРОМА 0,6-2.2 %
ПРИ РАЗНЫХ ТЕМПЕРАТУРАХ
Содержание элементов, % Увеличение массы, г/(м2 ч), при температуре испытаний, °C
с 1 1 S1 1 Сг 500 600 700 800 900
3,31 2,20 1,3 2,35 4,1
3,1 1,56 0,56 — 1,3 2,2 — —1 —
3,24 1,59 1,20 0,28 0,45 1,7 3,4 14
3,46 1,85 1,54 0,18 0,38 1,15 1,2
3,41 2,49 2,20 0,12 0,5 1 — 12
Hi 3iikii:i № 1655
481
ТАБЛИЦА 8.21
ВЛИЯНИЕ СОДЕРЖАНИЯ ХРОМА И ТЕМПЕРАТУРЫ НА РОСТ
НИЗКОЛЕГИРОВАННОГО ЧУГУНА
Содержание элементов, % Рост, % при температуре испытаний, °C
С Si Сг 500 600 | 700 800 | 900
3,31 2,20 0 0,33 0,7 1,8 4,5
3,1 1,56 0,56 0,16 0,23 0,36 — —
3,2 1,59 1,20 0,04 0,15 0,20 0,45 1,3
3,46 1,85 1,54 — 0,02 1,10 0,4 —
3,46 2,49 2,20 — — 0,09 0,09 0,67
ТАБЛИЦА 8.22
ВЛИЯНИЕ СОДЕРЖАНИЯ ХРОМА НА ТВЕРДОСТЬ ЧУГУНА В ЛИТОМ
СОСТОЯНИИ И ПОСЛЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Содержание Сг, % Твердость, НВ Содержание Сг, % Твердость, НВ
h 4 О я А О X после выдержки при температурах, °C в литом состоя- нии после выдержки при температурах, °C
500 600 | 700 500 | 600 | 700
0 196 126 112 103 1,54 286 217 207
0,7 1,2 241 302 121 286 228 179 2,2 340 332 321 286
ТАБЛИЦА 8.23
ХИМИЧЕСКИЙ СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВА ВЫСОКОХРОМИСТЫХ
ЧУГУНОВ (ПО ГОСТ 7769—82)
Марка чугуна Содержание элементов, % МПа аизг’ МПа Твер- дость, НВ
С Si Мп Сг Р 1 s
(не । более) (не м сенее)
ЧХ16 1,6—2,4 1,5—2,2 1,0 13,0—19,0 0,10 0,05 350 700 400—450
ЧХ28 0,5—1,6 0,5—1,5 1,0 25,0—30,0 0,10 0,08 370 560 215—270
4X32 1,6—3,2 1,5—2,5 1,0 30,0—34,0 0,10 0,08 290 490 245—340
Химический состав чугунов ЧХ16, ЧХ28, 4X32 в соот-
ветствии с ГОСТ 7769—82 представлен в табл. 8.23. 4угуны
марки 4X16 имеют перлитоцементитную, а марки 4X28 и
4X32 — ферритоцементитную, и их жаростойкость повышается
с увеличением содержания хрома. 4угун 4X16 жаростоек при
температурах до 900 °C, 4X28 —до 1100 °C, 4X32 —до 1200 °C.
Данные о механических и физических свойст-
вах высокохромистых чугунов приведены в разделе «Износо-
стойкие белые чугуны». Прочность их существенно выше, чем
низкохромистых чугунов.
482
8.4.3. ПРИМЕНЕНИЕ
Низкохромистые чугуны ЧХ1, ЧХ2, 4X3 жаростойки в воздуш-
ной окислительной среде при температурах до 700 °C, высоко-
хромистые — до 1200 °C. Помимо высокой жаростойкости, вы-
сокохромистые чугуны износостойкие и поэтому применяются
для деталей, работающих' в условиях абразивного изнашивания
при высоких температурах окислительных газовых сред
(табл. 8.24).
В США используют высокохромистые чугуны с торговым
названием «феррохромит» и «неохром», содержащие до 1,5 %
С, до 2,5 % Si, около 25 % Сг. В сплаве «гуронит» содержание
углерода находится в пределах 0,7—2,6%, а хрома 20—40 %.
Содержание кремния составляет 80—90 % от содержания угле-
рода. Иногда в чугун вводят дополнительно 2,5—3,5 % Мо. В ев-
ропейских странах в качестве жаростойких используют марки
высокохромистых чугунов, приведенные в табл. 8.25 [3].
ТАБЛИЦА 8.24
ОСНОВНЫЕ ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА И ОБЛАСТЬ ПРИМЕНЕНИЯ
ХРОМИСТЫХ ЖАРОСТОЙКИХ ЧУГУНОВ
Марка чугуна Эксплуатационные свойства чугунов Примечание
ЧХ1 Жаростойкий в воздушной среде до 773 К Холодильные плиты доменных печей, колосники агломерационных машин, детали коксохими4еского оборудова- ния, горелки, кокили, детали газотруб- ных двигателей
ЧХ2 Жаростойкий в воздушной среде до 873 К Колосники и балки горна агломера- ционных машин, решетки трубчатых печей нефтеперерабатывающих заво-
4X3 Жаростойкий в воздушной среде до 973 К дов, детали термических печей, колос- ники, облицовочные плиты тушильных вагонов
4X16 Жаростойкий в воздушной среде до 1173 К Печная арматура, детали цементных печей
4X32 Жаростойкий до температур 1373—1423 К Печная арматура, роторы для цемента- ции, гребки печей обжига колчедана t
Т А Б Л И Ц А 8.25
ХАРАКТЕРИСТИКИ ЖАРОПРОЧНЫХ ВЫСОКОХРОМИСТЫХ ЧУГУНОВ (3]
Торговое обозна- чение чугуна Содержание элементов, % Твердость, НВ
С | 1 Сг SI
Вегуцит 2,5 30 3,0 370
Альферои 1,98 23,5 3G3
Ниростагусе 1,1 -3,1 34,0 1,2- 1,5 250-350
16*
483
ТАБЛИЦА 8.26
ВЛИЯНИЕ ХРОМА НА ЛИТЕЙНЫЕ СВОЙСТВА НИЗКОЛЕГИРОВАННОГО
ХРОМИСТОГО ЧУГУНА ПРИ 1613—1633 ®С [3]
Содержание элементов, % Усадка % Длина спиральной пробы, мм
С Si Мп Сг Р S
3,31 2,20 0,69 0,20 0,094 1,0—1,15 1350—1400
3,24 1,59 0,69 0,8—1,2 0,20 0,080 1,26 —
3,46 1,85 0,59 1,54 0,16 0,086 1,31 —
3,46 2,49 0,79 2,2—2,7 0,21 0,043 1,35—1,5 1000—1100
Составы приведенных марок чугунов могут быть изменены
в соответствии с эксплуатационными требованиями. Известно
широкое использование в качестве жаростойких чугунов с со-
держанием хрома 15—20 %, а кремния 1,1—2,5%. Эти чугуны
используются в случае, если не требуется высокая коррозион-
ная стойкость.
8.4.4. МЕТАЛЛУРГИЧЕСКИЕ ОСНОВЫ
ЛОЛУЧЕНИЕ ОТЛИВОК
Металлургические основы получения низкохромистых чугунов
связаны с особенностями их литейных свойств и прежде всего
с повышенной склонностью к отбелу и образованию усадочных
дефектов по мере увеличения содержания хрома. Чем выше
содержание хрома, тем более высокое содержание кремния тре-
Рис. 8.27. Влияние содержания
хрома и кремния, а также толщи-
ны стенки отливки на области
формирования структуры серого
чугуна с твердостью 180—200 НВ
484
буется для снижения склонности к отбелу. Содержание кремния
выбирается не только в зависимости от содержания хрома, но
и с учетом толщины стенки отливки (рис. 8.27). Для уменьше-
ния количества цементита, и особенно в тонкостенных отлив-
ках, низкохромистые чугуны (и особенно марок ЧХ2, ЧХЗ) не-
обходимо модифицировать.
Влияние хрома на жидкотекучесть и усадку низкохромистых
чугунов показано в табл. 8.26.
Металлургические основы получения высокохромистых чу-
гунов содержатся в разделе «Износостойкие белые чугуны».
8.5. КРЕМНИСТЫЙ ЧУГУН
8.5.1. ВЛИЯНИЕ КРЕМНИЯ НА СТРУКТУРУ И СВОЙСТВА
ЧУГУНА
При содержании 5,6 % Si чугун практически имеет однофазную
ферритную матрицу и поэтому отличается высокой ростоустой-
чивостью. Окалиностойкость кремнистого чугуна связана с об-
разованием в поверхностном слое наряду с оксидами железа
и оксидов кремния SiO2. Эта пленка имеет плотную структуру
при незначительной толщине.
Легирование кремнистого чугуна никелем (до 2 %) или хро-
мом (0,5—4 %) повышает его жаростойкость (рис. 8.28).
Влияние кремния на окалиностойкость чугуна с шаровидным
графитом показано на рис. 8.29 [6].
Легирование молибденом в количестве 1—3 % увеличивает
прочность при повышенных температурах, а также сопротивле-
ние ползучести кремнистого чугуна с шаровидным графитом.
Рис. 8.28. Окалиностойкость при 900 *С
чугунов с различным содержанием крем-
ния, % [6J:
/-2,6; 2 — 5,45; 3-5,94; 4 - 5,61 (и
1,26 Сг); 5 — 0,26 (и 3,83 Сг)
Рис. 8.29. Влияние кремния на окалино-
стойкость чугуна с шаровидным гоафи-
том, содержащего 3 % С; 0,35 % Мп;
1,6 % NI после отжига при 700—1000 °C на
протяжении 96 ч [8]
485
ТАБЛИЦА 8.27
ХИМИЧЕСКИЙ СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВА КРЕМНИСТЫХ
ЧУГУНОВ «0.8 % Мп; <0,3 % Р)
Марка чугуна Содержание элементов, % ов, МПа (не менее) НВ
С Si Сг А1
ЧС5 2,5—3,3 4,5—6,0 0,5—1,0 150 140—294
ЧС5Ш 2,7—3,3 4,5—5,5 0,2 0,1—0,3 290 220—294
8.5.2. МАРКИ ЧУГУНА И ОСНОВНЫЕ СВОЙСТВА
ГОСТ 7769—82 предусматривает две марки жаростойкого крем-
нистого чугуна ЧС5 и ЧС5Ш. Польский стандарт PN
70/Н—83111 предусматривает 4 марки жаростойкого кремни-
стого чугуна. Химический состав чугунов марок ЧС5 и ЧС5Ш
приведен в табл. 8.27, марки, химический состав и механиче-
ские свойства жаростойких кремнистых чугунов в соответствии
с польским стандартом — в табл. 8.28.
Химический состав кремнистых жаростойких чугунов марки
ЧС5 и ЧС5Ш практически одинаков, чугун марки ЧС5Ш отли-
чается лишь наличием в его составе глобуляризирующих эле-
ментов— магния или церия. Содержание кремния в этих чу-
гунах 4,5—6 %.
Микроструктура чугуна марки ЧС5 состоит из легирован-
ного кремнием феррита и графита точечного и пластинчатого.
В структуре чугуна марки ЧС5Ш графит преимущественно ша-
ровидный. Соответственно механические свойства чугуна
марки ЧС5Ш выше (см. табл. 8.27).
Т,’А’Б ЛИЦА 8.28
МАРКИ И ХАРАКТЕРИСТИКИ КРЕМНИСТЫХ ЧУГУНОВ В СООТВЕТСТВИИ
СО СТАНДАРТОМ PN70/H —83111
Марка чугуна Содержание элементов, % %• МПа Твердость,
С Si Другие
ZIS15 2,5—2,9 4,5-6,0 180—220 200-280
ZIS17 2,1—2,9 6,0-8,0 — 140—180 250—300
ZsSi5 2,5-3,2 4,5-5,5 — 300*1 300 *2
ZsS15Cr 2,5-3,2 4,5—6,0 До 1.0 Сг 150*1 300*2
ZIS15A1 1,8-2,6 4,5-6,0 3,5—5.0 AI 140—180 220-280
•* Минимальное значение.
* Максимальное значение.
486
ТАБЛИЦА 8.29
ЖАРОСТОЙКОСТЬ КРЕМНИСТЫХ ЧУГУНОВ (ПО ГОСТ 7769-73)
Марка чугуна Окалиностойкость, г/м2 (числитель), и рост, % (знаменатель), при температуре, °C
800 900 1000
ЧС5 0,2/0,4 10/0,5 20/1,0
ЧС5Ш 0,05/— 0,2/0,2 1,0/0,7
Ниже приведены данные о механических свойствах кремни-
стых чугунов при повышенных температурах (t):
Марка ....................
ав, МПа, при t, °C:
500 ..................
600 ..................
700 ..................
800 ..................
ЧС5 ЧС5Ш
118 440
98 382
49 118
19 39
Данные, характеризующие жаростойкость кремнистых чугу-
нов, приведены в табл. 8.29. Чугун с шаровидным графитом
более жаростоек. При 900 °C рост чугуна марки ЧС5 состав-
ляет 0,2—0,8%, при 1000 °C — 0,6—1,0 % [8]. Окалиностойкость
при температурах 1173 и 1273 К (900—1000 °C) кремнистого
чугуна с пластинчатым графитом в 2—5 раза выше, чем обыч-
ного серого чугуна, а чугуна с шаровидным графитом в 50—
200 раз [10].
Чугун марки ЧС5 является жаростойким материалом в среде
топочных газов и в воздушной среде при температуре до 973 К,
чугун марки ЧС5Ш — до 1073 К.
Физические свойства. Плотность кремнистого чугуна зави-
сит от содержания кремния и находится в пределах 6,7—
7,0 т/м3. С повышением содержания кремния плотность чугуна
снижается.
Теплопроводность кремнистого чугуна с пластинчатым и
шаровидным графитом почти идентична. При температуре
373 К (100 °C) она составляет 0,058 Вт/(м2-К), при 873 К
(600 °C) она составляет 0,075 Вт/(м2-К).
Коэффициент линейного расширения у чугунов марки ЧС5 и
ЧС5Ш приблизительно одинаков: (14—17) -10~9 К~‘ в интер-
вале 273—1173 К (0—900 °C).
8.5.3. ПРИМЕНЕНИЕ
Чугун марки ЧС5 применяется для изготовления колосников,
бронеплит для печей отжига цементной промышленности, серо-
углеродистых реторт. Чугун ЧС5Ш применяется для изготовле-
487
ния топочной арматуры котлов, дистанционирующих деталей
параперегревателей котлов, газовых сопел, подовых плит тер-
мических печей.
8.5.4. МЕТАЛЛУРГИЧЕСКИЕ ОСНОВЫ ПОЛУЧЕНИЯ ОТЛИВОК
Литейные свойства чугунов марки ЧС5 и ЧС5Ш в части жидко-
текучести близки к обычным серым чугунам.
Свободная линейная усадка ЧС5Ш составляет 1,3—1,6%,
ЧС5—0,9—1,25%. Свободная линейная усадка чугуна ЧС5, ле-
гированного до 1 % хрома, не превышает 1,2 %. Объемная
усадка ЧС5 практически не отличается от серого чугуна, в чу-
гуне ЧС51П она составляет 4—7 %, в зависимости от состава чу-
гуна и температуры заливки.
Выплавка кремнистых чугунов производится в электропечах
или в вагранках. Модифицирование кремнистых чугунов для по-
лучения шаровидного графита производят аналогично нелегиро-
ванным чугунам. В качестве модификаторов применяют лига-
туры типа ФСМг, ЖКМК, ФЦМ5, металлический магний. Гра-
фитизирующее модифицирование производят ферросилицием
марки ФС75. Отливки из чугуна ЧС5Ш подвергают термообра-
ботке для снятия внутренних напряжений. Для снятия напря-
жений в отливках проводят отпуск при температуре 473—523 К
(200—250 °C) с выдержкой в печи 2—3 часа и последующим
охлаждением с печью.
9
да КОРРОЗИОННОСТОЙКИЙ ЧУГУН
9.1. ОБЩАЯ ХАРАКТЕРИСТИКА
Обычные нелегированные и легированные чугуны подвержены
коррозии в агрессивных газовых и жидких средах.
Причиной повышенной коррозии чугуна является образова-
ние в контакте с агрессивной средой гальванических пар из его
структурных составляющих. При этом графит играет роль ка-
тода, а металлическая основа — анода. Гальванической парой,
но более слабой, является цементит и металлическая основа.
Аустенитная металлическая основа имеет более низкий электро-
химический потенциал в паре с графитом и с цементитом, чем
перлитная и ферритная.
Легированные коррозионностойкие чугуны имеют повышен-
ную коррозионную стойкость либо за счет предотвращения обра-
зования графита и легирования матрицы (высокохромистые
чугуны), либо за счет легирования, обеспечивающего создание
488
на поверхности металла пассивирующих пленок (высококрем-
нистые чугуны), либо за счет создания стабильной аустенитной
матрицы (высоконикелевые чугуны).
9.2. ПРОЦЕССЫ КОРРОЗИИ В ЧУГУНЕ
Различают два основных механизма коррозии: химический и
электрохимический.
При химической коррозии поверхностный слой металла взаи-
модействует с окружающей средой, вступая с ней в химические
гетерогенные реакции. Этот процесс не сопровождается возник-
новением гальванических пар.
Электрохимическая коррозия протекает в водных растворах
электролитов, влажных газов, расплавах солей и щелочей. Она
связана с появлением электрического тока между структурными
составляющими, которые являются элементами гальванических
пар. При этом одновременно протекают два процесса: окисли-
тельный (растворение металла на катоде) и восстановительный
(восстановление кислорода и других окислителей на аноде).
Среди структурных составляющих серого чугуна (графита,
цементита, феррита) наиболее высокий электродный потенциал
имеет графит (+0,37), наименьший — феррит (—0,44). Электро-
движущая сила (разность потенциалов) гальванического эле-
мента феррит—графит достигает 0,81 В, а элемента феррит —
цементит 0,01 В, т. е. ниже. Поэтому интенсивность электрохи-
мической коррозии железа зависит от того, в каком виде —
связанном (цементит) или свободном (графит) присутствует
в чугуне углерод.
Наибольшим сопротивлением коррозии в различных агрес-
сивных средах обладают белые чугуны, в которых весь углерод
находится в связанном виде. При этом коррозионная стойкость
белого чугуна, в свою очередь, зависит от количества углерода
в нем, а следовательно, от количества цементита. Количество
возникающих гальванических пар феррит — цементит сначала,
по мере увеличения содержания углерода, растет и, достигнув
максимума при равном количестве в структуре феррита и цемен-
тита, затем снижается вследствие уменьшения количества от-
рицательно заряженного феррита и возрастания количества
положительно заряженного цементита, что приводит к умень-
шению коррозии.
Разность потенциалов гальванических пар зависит от длины
включений графита, его распределения, структуры металличе-
ской основы, типа агрессивной среды. Для обеспечения наиболь-
шей коррозионной стойкости графит должен быть пластинчатый
или округлой формы и равномерно распределен в метал-
лической основе чугуна. Чем дисперснее структурные состав-
ляющие в чугуне, тем больше количество микропар и, соответ-
489
ственно, интенсивнее протекает коррозия чугуна. Термическая
обработка чугуна, приводящая к коагуляции фаз, ослабляет
коррозию. Большое влияние на коррозионную стойкость чугуна
оказывает легирование, которое изменяет электродный потен-
циал основы или приводит к образованию защитной коррозион-
ной пленки. В чистых железоуглеродистых сплавах при высо-
ком содержании кремния растет коррозионная стойкость, что
связано как с образованием богатого кремнием однородного
твердого раствора, имеющего низкий отрицательный электрод-
ный потенциал, так и с формированием на поверхности металла
защитной пленки (см. раздел «Кремнистые чугуны»). Малые
же добавки кремния ухудшают коррозионную стойкость серого
чугуна как в щелочах, так и кислотах.
Марганец слабо влияет на коррозионную стойкость чугуна,
хотя и несколько улучшает ее при содержании до 0,8%. При
большем содержании из-за сорбитизирующего влияния на струк-
туру действие марганца отрицательно.
Сера, присутствуя в чугуне в виде сернистых соединений
MnS, FeS, понижает коррозионную стойкость.
При повышении содержания серы от 0,03 до 0,14% потери
массы в 10 %-ных растворах кислот увеличиваются с 4—5 до
13—19%.
Фосфор незначительно повышает сопротивление коррозии
в кислотах, нейтральных средах и в атмосфере при содержании
его в чугуне до 0,4—0,6%. В щелочах фосфор снижает корро-
зионную стойкость чугуна.
Все виды неметаллических включений, которые встречаются
в чугунах (шлаковые включения, оксиды, сульфиды и др.), дают
с железом достаточную для развития процесса коррозии раз-
ность потенциалов и в связи с этим являются нежелательными.
Ниже приведены значения разности потенциалов (В) таких
включений в паре с железом:
Железо — основной шлак ...............0,018
Железо — сернистый марганец . . . 0,015
Железо — сернистое железо .... 0,015
Железо — фосфоритное железо . . . 0,013
Железо — кремнистый марганец . . 0,006
Железо — кремнистое железо . . . 0,006
Все технологические мероприятия, которые могут обеспе-
чить увеличение плотности отливок, уменьшение содержания
газов в поверхностных слоях (модифицирование, повышение
температуры заливки и т. д.), снижают скорость коррозии. Боль-
шое значение для обеспечения коррозионной стойкости имеет
состояние поверхности отливки. Повышает коррозионную стой-
кость сплошная корка окалины, образовавшаяся при отжиге
чугуна, литейная корка, если ее сплошность не нарушена.
490
ТАБЛИЦА 9.1
ШКАЛА КОРРОЗИОННОЙ СТОЙКОСТИ ДЛЯ ЖЕЛЕЗА И ЖЕЛЕЗНЫХ СПЛАВОВ
Характеристика стойкости Группа стойкости Потери массы, г/(м2ч) Балл корро- зионной стойкости
Совершенностойкие I 0,0009 1
Весьма стойкие II 0,0009—0,0045 2
То же II 0,0045—0,009 3
Стойкие III 0,009—0,045 4
То же III 0,045—0,09 5
Пониженной стойкости IV 0,09—0,45 6
То же » IV 0,45—0,9 7
Малостойкие V 0,9—4,5 8
То же V 4,5—9,1 9
Нестойкие VI Свыше 9,1 10
Коррозионная стойкость металлов и сплавов существенно
зависит от их способности к пассивированию в эксплуатацион-
ных условиях.
Пассивность — это состояние относительно высокой корро-
зионной стойкости металла или сплава, вызванное торможением
анодной реакции ионизации металла в определенной области
потенциалов за счет образования на металлической поверхно-
сти фазовых или адсорбированных слоев. К легко пассивирую-
щимся металлам относятся алюминий, хром, никель, титан,
вольфрам, молибден и др.
Легирование слабо пассивирующихся металлов, например
железа, элементами легко пассивирующимися приводит к повы-
шению склонности к пассивации легируемых металлов, но
только в случае образования сплавов типа твердых растворов.
На этом принципе основано получение коррозионных чугунов
при легировании их хромом. При этом пассивное состояние
имеет место в случае определенного содержания легко пасси-
вирующегося элемента в сплаве, а именно, когда наблюдается
скачкообразное появление границ устойчивости при определен-
ных кратных концентрациях. Наступление пассивного состоя-
ния хромистых сплавов, как известно, подчиняется правилу
п/8 границ устойчивости Таммана [1, 2]. Граница устойчивости
имеет место и в случае, когда один из компонентов сплава при
взаимодействии с окружающей средой образует защитную
пленку из нерастворимых соединений.
В зависимости от скорости коррозии металлы и сплавы раз-
биты на группы по десятибалльной шкале. Шкала для железо-
углеродистых сплавов приведена в табл. 9.1. Коррозионностой-
кие чугуны относятся к группам I, П, III.
491
9.3. ХРОМИСТЫЕ ЧУГУНЫ
9.3.1. ВЛИЯНИЕ ХИМИЧЕСКОГО СОСТАВА
НА КОРРОЗИОННУЮ СТОЙКОСТЬ
Хром относится к самопассивирующимся металлам, так что при
механическом повреждении пассивной пленки оксидов хрома
она легко самопроизвольно восстанавливается [2]. Пассивность
хромистых чугунов приводит к сильному торможению анодного
процесса коррозии и сопровождается сдвигом электродного по-
тенциала в положительную сторону.
Как уже отмечалось, хром с железом образует ряд твердых
растворов и интерметаллическое соединение FeCr. С углеродом
хром образует ряд карбидов—(Сг, Ре)7Сз, (Сг, Ре)2зСб, об-
ладающих электрохимическим потенциалом, близким к потен-
циалу хромистого феррита (—0,446), и поэтому они практически
не снижают химическую стойкость сплава. С точки зрения хи-
мической стойкости полезным является только хром, находя-
щийся в твердом растворе. Количество хрома в твердом рас-
творе определяет плотность пассивирующей пленки на поверх-
ности сплава и стойкость его в тех или иных агрессивных
средах. При сильно окисляющих реагентах пассивность насту-
пает при меньшем содержании хрома, а при слабо окисляю-
щих реагентах пассивность наступает при большем содержании
хрома.
При содержании 11,8% Сг наступает первая граница стой-
кости (рис. 9.1). Такие сплавы являются стойкими в разбав-
ленной азотной кислоте комнатной температуры. Повышение
содержания хрома в сплаве вызывает увеличение стойкости
в азотной кислоте [4]. Высокая коррозионная стойкость хроми-
стых чугунов обеспечивается в том случае, если содержание
хрома в основе сплава не ниже 12—13 % [1]. Коррозионная стой-
кость хромистых чугунов зависит от соотношения хрома и уг-
лерода [5], которое определяет распределение хрома между
матрицей и карбидами (рис. 9.2). Массовая доля хрома в кар-
бидах колеблется от 30 до 50 % [6]. Соотношение массовых до-
лей хрома и углерода должно быть в пределах от 17:1 до 10 :1.
Установлено [7], что коррозионная стойкость сплава с 27,5 %
Сг в 20 %-ной HNO3 при 100 °C практически не изменяется при
повышении содержания углерода до 1,5%, но заметно снижа-
ется при дальнейшем его повышении (рис. 9.3). Так как боль-
шая часть углерода связывается в карбиды, содержание сво-
бодного хрома в высокохромистых чугунах в большинстве слу-
чаев не выходит за пределы первой границы устойчивости.
Этим объясняется более низкая коррозионная стойкость высо-
кохромистых чугунов по сравнению с высокохромистыми ста-
лями.
492
Рис. 9.2. Влияние хрома и углерода на
коррозионную стойкость чугунов [5]. Об-
ласть I — стойкие коррозионностойкие;
область II — относительно стойкие; об-
ласть III — нестойкие
Рис. 9.3. Зависимость химической стой-
кости сплавов с 27,5 % Сг от содержания
углерода [5]:
1 — кривая изменения твердости; 2 — кри-
вая коррозионной стойкости
Рис. 9.4. Влияние углерода на
твердость хромистых чугунов * при
содержании кремния, % (пунктир-
ные линии получены методом экс-
траполирования) [7]:
/ — 0,93; 2 — 1,148; 3 — 2,31; 4 —
3,0
Кремний уменьшает растворимость углерода в кремистом
феррите, образует с хромом химическое соединение CrSi, что
неблагоприятно отражается на химической стойкости сплава.
Повышенная концентрация кремния в хромистых чугунах
увеличивает их твердость, и только в высокоуглеродистых чу-
гунах нарастание твердости несколько замедляется (рис. 9.4).
Содержание марганца в хромистых чугунах ограничивается
0,5—0,8 % при минимальном содержании серы [4]. Для улучше-
493
ния антикоррозионных свойств и борьбы с крупнозернистым
строением рекомендуют содержание марганца повышать до
2—3%. При этом увеличивается коррозионная стойкость в не-
которых средах (20%-ная HNO3 при кипении, 1 %-ная H2SO4,
85 %-ная Н3РО4) [5]. По данным, приведенным в работе [8],
увеличение концентрации марганца до 10—12 % в сплавах с вы-
соким содержанием хрома на коррозионную стойкость заметно
не влияет.
Добавка молибдена до 3,5 % увеличивает коррозионную
стойкость (за счет увеличения эффективного содержания хрома
в твердом растворе), в ряде разбавленных растворов кислот,
таких как H2SO4, НС1, Н3РО4, HSO3, уксусной, муравьиной
и др. [6, 4]. Молибден обладает также высокой пассивирующей
способностью в некоторых восстановительных средах. Пасси-
вированная пленка состоит из 53 % Ре20з, 32 % СггОз, 12 %
МоОз [6]. Легирование молибденом особенно повышает корро-
зионную стойкость чугунов в агрессивных средах, содержащих
ионы хлора [2]. Сильно повышает коррозионную стойкость в сер-
ной кислоте средних концентраций совместный ввод 2 % Мо и
2 % Си [4].
Титан размельчает структуру чугуна и оказывает положи-
тельное влияние на антикоррозионные свойства. Весьма дей-
ственна добавка 0,5 % Ti к чугуну с 27 % Сг и 10 % С. В этом
случае устраняется транскристаллизация и происходит измель-
чение структуры, механические свойства повышаются. Хими-
ческая стойкость при добавке 0,5 % Ti увеличивается в 20 %-ной
H2SO4, 20 %-ной НС1 и 85 %-ной Н3РО4 при температуре кипе-
ния. При добавке титана свыше 0,5 % измельчение структуры
уменьшается [4]. При содержании 0,6—1,0 % Ti с добавкой от
5 до 6 % Си сплав стоек в 70 %-ной H2SO4. Содержание титана
в этом сплаве 0,8—1,5 % делает его стойким в 80 %-ной H2SO4
при 60 °C. Механические свойства чугуна при легировании ти-
таном возрастают.
Рекомендуется введение в высокохромистый чугун 0,1—0,3 %
азота для повышения механических свойств, однако пластич-
ность и вязкость чугуна остаются низкими из-за присутствия
карбидной фазы в сплаве [3, 4].
Медь, будучи добавлена в высокохромистый чугун в коли-
чествах от 0,5 до 2,0 %, повышает химическую стойкость, но не
устраняет транскристаллизацию [4].
9.3.2. МАРКИ ЧУГУНОВ И ОСНОВНЫЕ СВОЙСТВА
ГОСТ 7769—82 предусматривает три марки высокохромистых
чугунов, отличающихся прежде всего содержанием хрома,
а также содержанием углерода и кремния (табл. 9.2).
494
ТАБЛИЦА 9.2
ХИМИЧЕСКИЙ СОСТАВ КОРРОЗИОННОСТОЙКИХ ЧУГУНОВ
(ПО ГОСТ 7769—82)
Марка чугуна Содержание элементов, %
С Si Мп Сг р 1 1 s
(не бо. лее)
ЧХ22С 0,6—1,0 3,0—4,0 1,0 19,0—25,0 0,10 0,08
ЧХ28 0,5—1,6 0,5—1,5 1,0 25,0—30,0 0,10 0,08
ЧХ32 1,6—3,2 1,5—2,5 1,0 30,0—34,0 0,10 0,08
В табл. 9.3 приведен химический состав коррозионностойких
чугунов типа «Хромэкс», «Фуродит», применяемых за рубе-
жом [7].
Высокохромистые чугуны марок ЧХ22С, ЧХ28, ЧХ32 имеют
содержание хрома в пределах 20—34%. При таком содержа-
нии хрома в чугуне наряду с карбидами хрома образуется хро-
мистый феррит, в котором содержится не менее 13 % Сг. Элект-
рохимический потенциал такого феррита близок к электрохи-
мическому потенциалу карбидов хрома и является причиной
высокой коррозионной стойкости чугунов.
Дополнительное легирование кремнием (чугун марки
4Х22С), хотя и охрупчивает чугун, но повышает коррозионную
стойкость в концентрированных азотной и фосфорной кислотах.
Данные о коррозионной стойкости высокохромистых чугунов
приведены в табл. 9.4.
Высокохромистые чугуны обладают повышенной коррозион-
ной стойкостью в кислородоокисляющих средах (рис. 9.5):
в азотной, фосфорной, крепкой серной кислотах, во многих
органических кислотах, растворах щелочей, солей, в морской и
рудниковой воде. При взаимодействии с водородовыделяющими
ТАБЛИЦА 9.3
ХИМИЧЕСКИЙ СОСТАВ НЕКОТОРЫХ КОРРОЗИОННОСТОЙКИХ ЧУГУНОВ.
ПРИМЕНЯЕМЫХ ЗА РУБЕЖОМ [7]
Содержание элементов, %
Сплав С Si Мп Сг NI Р, S
Хромэкс 1,8—2,8 1,5-2,5 0,3-0,8 32-36 — 0,10
Фуродит 0,22—0,33 0,5-0,7 0,4—0,6 25-29 0,5 0,03
High CroiTiiiiiTi 0,7-2,0 0,8—2,0 0,3-1,0 20-35 — 0,03—0,10
495
ТАБЛИЦА 9.4
КОРРОЗИОННАЯ СТОЙКОСТЬ ВЫСОКОХРОМИСТЫХ ЧУГУНОВ [4]
Среда Концен- трация, % Темпе- ратура, °C Потери от коррозии для чугуна марки
ЧХ28 4X32
г/ (м3 ч) мм/год (г/ма«ч) мм/год
1 2 3 4 5 6 7
Азотная кислота 7 т. к. 0,1 0,118
То же 10 20 0,1 0,118 — —
в 10 т. к. 0,1 0,118 — —
В 10 90 — — 0,062 0,073
в 25 90 — — 0,14 0,16
в 30 20 0 0 — —
Ъ 30 т. к. 0,55 0,63 — —
в 37 20 0,1 0,118 1,0 1,11
В 37 т. к. 1,0 1,18 — —
» 50 20 0,001 0,001 — —
> 50 90 — — 0,63 0,74
в 50 т. к. 2,9 3,33 — —
в 66 20 0,003 0,003 — —
» 66 т. к. 4,9 5,63 1,0 1,11
» 99,5 20 — — 0,1 0,11
^Серная кислота 2 20 0,02—0,32 0,023—0,39 — —
То же 2 50 0,0—20,0 0,0—20,0 — —
» 62 20 3,0 3,0 1,0 1,1
> 78 20 0,1 0,11 0,1 0,11
в 78 70 — — 0,1 0,11
в 95 50 — — 0,1 0,11
» 95 100 — — 0,1 0,11
Соляная кислота 100 40 0,02 0,024 — —
То же 100 100 0,13 0,15 — —
Фосфорная кисло- 12—30 40 0,0 0,0 — —
та То же 45 40 0,04 0,048 —
В 45 60 0,04 0,048 — —
» 45 80 0,06 0,072 — —
в 45 т. к. 0,1 0,12 — —
в 50 40 0,01 0,012 — —
в 50 60 0,05 0,06 — —
в 50 80 1,31 1,57 — —
в 55 40 0,0 0,0 — —
в 55 60 0,10 0,12 — —
в 55 80 0,01 0,012 — —
Сернистая кислота Насы- 20 1,0 1,0 — —
Смесь: серная кислота щенная 20 20 0,1 0,12
азотная кисло- 15 70 1,0 1,2 — —
та вода 65 100 10,0 12,0 —
496
Продолжение табл. 9.4
1 2 3 4 5 6 7
Смесь: серная кислота 58 20 0,1 0,12
азотная кисло- 40 70 1,0 1,2 — —
та вода 2 100 10,0 12,0 — —
Сульфат аммония Насы- 20—100 0,1 0,1 — —
То же щенный 50 т. к. 0,1 0,1 — —
Нитрат калия 25 т. к. 0,1 0,01 — —
Карбонат калия 50 100 0,1 0,1 — —
Сульфат меди Насы- 100 0,1 0,1 — —
Сульфат натрия щенный 50 т. к. 0,1 0,1 — —
Сульфид натрия 50 т. к. 0,1 0,1 — —
Сульфат натрия 10 100 0,1 0,1 — —
Хлорид натрия 20 100 1,0 1,0 — —
То же • 20 900 10,0 10,0 — —
» 10 20 0,02 0,011 — —
Хлорид кальция 25 40 1,0 1,0 — —
Хлорид цинка — т. к. 0,1 0,1 — —
(плотность 1,2) Пероксид водоро- 90 10 0,1 0,1 — —
да Хлористый водо- 15 0,08 0,096 — —
род (сухой) Фтористый водо- род: жидкий 15 0,89 1,07
жидкий + Н2 0,5—3 15 0,51 0,51 — —
газ + Н2О 0,5—0,3 40 0,16 0,19 — —
Морская вода — 20 0,0007 0,0018 — —
То же — 100 0,1 0,008 — —
Галловая кислота 10—50 т. к. 0,1 0,1 — —
Масляная кислота 80 20 0,1 0,1 — —
Молочная кислота 1,5 20 0,1 0,1 — —
Монохлоруксусная 10 20 0,1 0,1 — —
кислота Олеиновая кислота 150 0,1 0,1 — —
Уксусная кислота 100 т. к. 0,1 0,1 — —
Углерод четырех- — т. к. 0,1 0,1 — —
хлористый чистый Уксуснокислый 25 т. к. 0,1 0,1 — —
свинец Уксуснокислый Насы- 20-100 0,1 0,1 — -
алюминий Бензол щенная т. к. 0,1 0,1 - _ —
Фенол 80 180 0,1 0,1 — —
Формальдегид 40 20 0,1 0,1 — —
Этиловый спирт 10-100 т. к. 0,57 0,63 — —
Примечание. Т. К. — температура кипения.
497
< 13 15,6 17-20 19-20 20-23 26~28 Сг,%
0,17 0,П 0.2~0,ЗдоО,35 doQfi до 1,0 С,%
Рис. 9.5. Коррозионная стойкость
хромистых чугунов с различным
содержанием хрома и углерода
в кислотах [7]:
1 — в концентрированной HNO3; 2 —
в 25 %-ной HNO3; 3 — в 6 %-ной
HNO3; 4 — в 50 %-ной СНзСООН;
5 — в концентрированной H2SO4
кислыми средами (разбавленной серной кислотой) стойкость
значительно ниже.
Механические свойства высокохромистых чугунов достаточно
высокие (табл. 9.5). Минимальные значения временного сопро-
тивления разрыву при растяжении находятся в пределах 29—
37 МПа.
Физические свойства коррозионностойких высокохромистых
чугунов характеризуют следующие показатели.
Плотность чугуна, содержащего 25—30 % Сг и 2,7—3,0 % С,
составляет 7,4 • 103—7,6*103 кг/м3. Хром, находясь в твердом
растворе, увеличивает параметры решетки a-фазы, в связи с чем
изменяется и плотность чугуна. В низколегированных чугунах
увеличение плотности незначительно вследствие небольшого
содержания хрома в твердом растворе. Линейная усадка чугуна
составляет 1,6—1,9 % [9].
ТАБЛИЦА 9.5
МЕХАНИЧЕСКИЕ СВОЙСТВА КОРРОЗИОННОСТОЙКИХ ХРОМИСТЫХ ЧУГУНОВ
Марка чугуна <УВ» МПа 1 аизг’ МПа НИ
(не менее)
ЧХ22С 290 540 215—340
ЧХ28 370 560 215—270
ЧХ32 290 490 245—340
49Я
ТАБЛИЦА 9.6
ОСНОВНЫЕ ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА И ОБЛАСТИ ПРИМЕНЕНИЯ
КОРРОЗИОННОСТОЙКИХ ЧУГУНОВ
Марка Эксплуатационные свойства Применение
ЧХ22С Повышенная коррозионная стойкость в запыленных газо- вых средах при температуре до 1273 К, высокая кислото- стойкость и сопротивление межкристаллитной коррозии Детали, не подвергающиеся дей- ствию постоянных нагрузок; детали аппаратуры для концентрирован- ной азотной и фосфорной кислот, печная арматура и т. д.
ЧХ28; Высокая коррозионная стой- Детали, работающие при неболь-
ЧХ32 кость в растворах кислот (азот- ной, серной, фосфорной, со- ляной, уксусной, молочной и т. д.), щелочей, солей (азотно- кислого алюминия, сульфата алюминия, хлорной извести, ших механических нагрузках в сре- де SO2 и SO3, в щелочах высокой концентрации, азотной кислоте, рас- творах и расплавах солей до 1273 К; детали центробежных насосов, печ- ная арматура, реторты для цемен-
хлорного железа, селитры), в газах, содержащих серу или SO2; жаростойкость до 1373— 1423 К; высокое сопротивле- ние абразивному износу тации, сопла горелок, цилиндры, корпуса золотников, гребки печей обжига колчедана и т. д.; детали, подверженные абразивному истира- нию; детали пищевой аппаратуры, проводковая арматура мелкосорт- ных станов
Данные о коэффициенте линейного расширения высокохро-
мистого чугуна, содержащего 30 % Сг, приведены ниже [9]:
/, °C....................... 0—200 50—500
а-10-«/К:
литое состояние . . . 9,4—10,0 12,7—17,6
после отжига .... 9,4—10,0 11,0—13,5
Коэффициент теплопроводности высоколегированного хро-
мистого чугуна составляет 176 Вт/(м-°С), что примерно в два
раза ниже теплопроводности серого чугуна.
9.3.3. ПРИМЕНЕНИЕ
Основные эксплуатационные свойства и области применения
коррозионностойких высокохромистых чугунов в соответствии
с ГОСТ 7769—82 приведены в табл. 9.6.
9.4.ВЫСОКОКРЕМНИСТЫИ ЧУГУН
9.4.1. ВЛИЯНИЕ ХИМИЧЕСКОГО СОСТАВА
НА СТРУКТУРУ И СВОЙСТВА
Из диаграммы состояния сплавов железо—кремний (рис. 9.6)
видно, что сплавы Fe—Si образуют следующие фазы: у-фазу,
представляющую собой твердый раствор кремния в у-железе
499
% (по массе)
°/o (am.)
Рис. 9.6. Диаграмма со-
стояния Fe—SI
(максимальная растворимость кремния в у-железе достигает
2,15%); а-фазу — твердый раствор кремния в a-железе (мак-
симальная растворимость кремния в a-железе при 20 °C состав-
ляет 15,2 %). Выше этого содержания кремний образует интер-
металлиды типа FemSin (силициды). Интерметаллид FesSi2
содержит 25,09 % Si. Фаза ц — химическое соединение FesSis,
содержащее 24,1 % Si, фаза е—химическое соединение FeSi,
содержащее 33,3 % Si.
Диаграмма Fe—С—Si с 16 % Si приведена на рис. 9.7. При
содержании кремния свыше 10 % аустенит на диаграмме отсут-
ствует.
Влияние углерода и кремния на положение эвтектической
точки показано на рис. 9.8 [10, 11]. Стойкость ферросилидов
против коррозии объясняется образованием оксидной пассивной
500
1300
j> 1200
1100
I 1000
^-900
800 -
700 -
600 _
0,2 0,9- 0,6 0,8 1,0 1,2 7,4 1,6
Содержание углерода, °A>
Рис. 9.7. Диаграмма Fe—Si—С при 16 %
Si
1011 12 13 74 15 15 77 18 19 20
Содержание кремния. c/o
Рис. 9.8. Влияние углерода и крем-
ния на эвтектическую темпера-
туру:
/ — по данным [10]; 2 — по дан-
ным [11]
пленки* и гидратированных оксидов кремния на поверхности
отливки и наличием однородной структуры.
Увеличение содержания углерода в сплаве улучшает его ме-
ханические свойства, но ухудшает коррозионную стойкость. До-
бавки марганца, никеля, хрома, свинца улучшает обрабатывае-
мость, но ухудшают химическую стойкость сплава.
Фосфор и сера отрицательно влияют на свойства ферроси-
лидов. Молибден при содержании 2,5—4 % повышает стойкость
сплава в соляной кислоте любой концентрации.
Медь повышает механические свойства ферросилида, однако
ухудшает его коррозионную стойкость.
9.4.2. МАРКИ ЧУГУНА И ОСНОВНЫЕ СВОЙСТВА
Химический состав отечественных и некоторых зарубежных
марок чугуна приведены в табл. 9.7 и 9.8.
Т А Б л и Ц А 9.7
ХИМИЧЕСКИЙ СОСТАВ ВЫСОКОКРЕМНИСТОГО ЧУГУНА (ПО ГОСТ 7769-82)
Марка чугуна Содержание элементов, % Мо
С Si Мп р 1 1 s
не б олее
ЧС13 0,6—1,4 12,0—14,0 0,8 0,10 0,07
ЧС15 0,3—0,8 14,0—16,0 0,8 0,10 0,07 —.
ЧС15М4 0,5-0,9 14,0-16,0 0,8 0,10 0,10 3,0-4,0
ЧС17 0,3—0,5 16,1—18,0 0,8 0,10 0,07 —
ЧС17МЗ 0,3-0,6 16,0—18,0 1,0 0,30 0,10 2,0—3,0
501
ТАБЛИЦА 9.8
МАРКИ, ХИМИЧЕСКИЙ СОСТАВ, МЕХАНИЧЕСКИЕ СВОЙСТВА
ВЫСОКОКРЕМНИСТЫХ ЧУГУНОВ В СООТВЕТСТВИИ СО СТАНДАРТОМ
PN 70/Н — 83111
Марка чугуна Содержание элементов, % Ов, МПа (не более) НВ (не более)
С Si остальное
ЧС13 0,6—1,4 12,0—14,0 100 360
ЧС15 0,5—0,8 14,0—16,0 — 60 400
ЧС17 0,3—0,8 16,0—18,0 — 40 460
ЧС15М4 0,6—0,9 14,0—16,0 3,0—4,0 Мо 60 460
ЧС17МЗ 0,3—0,6 16,0—18,0 2,0—3,0 Мо 60 460
Чугуны марок ЧС13, ЧС15, ЧС17 (ферросилиды) имеют
структуру, состоящую из твердого раствора кремния и силици-
дов кремния в a-железе и включений точечного графита.
Чугуны марок ЧС15МЧ и ЧС17МЗ, дополнительно легиро-
ванные молибденом (антихлоры), имеют такую же структуру,
что и ферросилиды, однако молибден повышает коррозионную
стойкость в ряде сред и, особенно, в соляной кислоте любой
концентрации.
Механические свойства высококремнистых чугунов (табл. 9.9)
очень низкие, особенно чугуна марки ЧС17. Минимально допу-
стимые по стандарту значения предела прочности при растя-
жении не превышают 100 МПа. При этом твердость достаточно
высокая: НВ 294—450. Ударная вязкость ферросилидов на об-
разцах без надреза не превышает 5 Дж/см2.
Модифицирование увеличивает механические свойства фер-
росилидов за счет десульфурации, рафинирования и придания
графиту компактной формы. Влияние содержания кремния в вы-
сококремнистых чугунах и модифицирования РЗМ в количе-
стве 0,05—0,10% на их прочность и твердость показано на
рис. 9.9 [12]. Модифицированный чугун отличается мелкокри-
сталлической структурой, а отливки повышенной плотностью.
Т А1Б Л И Ц А 9.9
МЕХАНИЧЕСКИЕ СВОЙСТВА ВЫСОКОКРЕМНИСТЫХ ЧУГУНОВ
Марка чугуна %• МПа аизг* МПа НВ Марка чугуна мКа НВ
(не менее) (не менее)
ЧС13 100 210 294—399 ЧС17 40 140 390—450
ЧС15 ЧС15М4 60 60 170 140 294—390 390—450 ЧС17МЗ 50 100 390—450
602
Рис. 9.9. Влияние содержа-
ния кремния в высококрем-
нистых чугунах с пластин-
чатым (ПГ) и шаровидным
(ШГ) графитом на механи-
ческие свойства:
я-ав; б — °изг; в-стре-
ла прогиба (f).; г — НВ
Физические свойства высококремнистых чугунов характери-
зуются прежде всего низкой теплопроводностью — в два раза
более низкой, чем у серого чугуна.
Плотность высококремнистого чугуна с 15 % Si составляет
6,95 т/м3. При увеличении или уменьшении содержания крем-
ния на 1 % плотность соответственно уменьшается или увеличи-
вается на 0,1 т/м3.
Коэффициент линейного расширения (а • 10-6/К) ферроси-
лидов в интервале температур составляет:
20—100 °C
20—200 .
20-300 .
20—400 .
20—500 .
20—600 .
3,6
4,7
6,15
7,15
7,75
9,0 ... 10,0
Коррозионная стойкость высококремнистых чугунов в некоторых
средах приведена в табл. 9.10.
Чугуны ЧС13, ЧС15, ЧС17 обладают высокой коррозионной
стойкостью при температуре до 473 К к воздействию концентри-
рованных и разбавленных кислот, растворов щелочей, солей,
кроме фтористоводородных и фтористых соединений.
В окислительных кислотах (азотной, серной, хромовой) фер-
фосилиды обладают весьма высокой коррозионной стойкостью,
которая зависит от содержания в них кремния (рис. 9.10). Они
стойки также в органических кислотах (уксусной, муравьиной,
лимонной, молочной) при различных концентрациях и темпера-
503
Содержание кремния, %
Рис. 9.10. Влияние кремния на кор-
розионную стойкость ферросилицидов
в различных агрессивных средах [13]:
1 — 10 %-ной HNO3; 2—10 %-ной
H2SO4; 3 — 60 %-ной H2SO4; 4 — кон-
центрированной H2SO4; 5—10 %-ной
НС1
турах. В чистой фосфорной кислоте ферросилиды обладают вы-
сокой стойкостью, а в технической фосфидной кислоте, содер-
жащей примеси фосфорных и хлористых соединений, сплав не
стоек.
В соляной кислоте ферросилид коррозионностоек при темпе-
ратуре 293 К. В азотнокислых солях меди, железа, свинца,
ТАБЛИЦА 9.10
ХИМИЧЕСКАЯ СТОЙКОСТЬ ВЫСОКОКРЕМНИСТЫХ ЧУГУНОВ В НЕКОТОРЫХ
СРЕДАХ
Коррозионная среда» концентрация Темпера- тура, °C Скорость коррозии, г/(м’ч), для чугунов
сч ЧС15 ЧС15М4 ЧС17
Азотная кислота:
30—37 % Кипение Неприме- ним 1,0 — 1,0
Соляная кислота:
3,5—6 % » То же 10,0 — —
18% » » — — 10,0
20% 80 » — 1,54 —
Серная кислота:
10% 15—20 48 — — 6,0
25% Фосфорная кислота: 195 — — 0,75 —
3,3 % 20 0,52 — —— —
10% Кипение — — 0,1 - "
80% — 10 — 3—10
Уксусная кислота:
10—80 % » Неприме- ним 0,1 — 1,0 0,1 —
20 % » — — — 3—10
Винная кислота:
10—100 % » — 3—10 3—10 —-
Натрий сернокислый 50 % 20—100 — 1,0 0,10 —-
504
Рис. 9.11. Коррозионная стойкость
ферросилиция:
а----в концентрированной НС1 при
80 °C в зависимости от содержа*
ния Si и Мо в чугуне (1—16,5 %
Si; 2 - 15,5 % Si; 3 — 14,5 % Si.; 4 -
13,5 % Si; 5—12,5 % Si); б —в 35 %
-ной HC1 в зависимости от содер-
жания Ni и Мо в чугуне (/ —
2,5 % Ni; 2—1,3 % Ni; 3 — при от-
сутствии Ni)
ртути, калия, натрия, в бисульфате натрия, в двуххлористом
этилене, в виннокаменной, пикриновой и дубильных кислотах
стойкость ферросилидов низкая. В восстановительных средах
(сернистая, плавиковая, винная), в расплавленных щелочах,
в хлорйом олове, хлористом цинке до 363 К ферросилид имеет
низкую стойкость, так как оксидная пленка в этих средах рас-
творяется.
Из газовых сред ферросилид разрушают бром, иод, влажный
хлор, хлорный водород, фтор, сернистый газ.
Ферросилиды обладают высокой коррозионной стойкостью
в морской воде, в грунтовых водах в условиях анодного раство-
рения, что позволяет применять их для изготовления электродов
анодной защиты.
Скорость анодного разрушения чугунов ЧС15, ЧС13Д8,
ЧС15Д8, ЧС15М1 при силе тока 0,25—0,75 А/дм2 не более
0,2 кг/(А-год), а при силе тока до 2,6 А/дм2 составляет не бо-
лее 0,3—0,35 кг/(А - год).
Скорость катодного растворения (кг/(А-год) при силе тока
0,25 А/дм2 составляет для: ЧС15—0,20; ЧС15Д8 — 0,03;
ЧС13Д8 — 0,18 [14]. В морской воде растворение сопровожда-
ется выделением ядовитых' продуктов коррозии, губительных для
развития микроорганизмов (ракушка, моллюск и др.).
Высококремнистые чугуны, легированные молибденом, на-
зывают «антихлор». Иногда их дополнительно легируют нике-
лем до 2,5%. Коррозионная стойкость в соляной кислоте фер-
росилидов приведена на рис. 9.11.
«Антихлор» устойчив в соляной кислоте любой температуры
и концентрации, в азотной кислоте любой концентрации, в ли-
монной, пикриновой, серной, фосфорной кислотах, пероксиде
водорода, четыреххлористом углероде, железном купоросе.
Не рекомендуется применять антихлор в соляной кислоте
и хлористом водороде в присутствии брома, паров плавиковой
кислоты, серной кислоты, в расплавленных щелочах.
505
ТАБЛИЦА 9.11
ПРИМЕНЕНИЕ ВЫСОКОКРЕМНИСТЫХ ЧУГУНОВ (ПО ГОСТ 7769-82)
Марка чугуна Условия работы Область применения
ЧС13; Коррозионные среды: концентри- Простые по конфигурации
ЧС15; рованные и разбавленные кисло- детали центробежных насо-
ЧС17 ты, растворы солей, щелочей (кро- ме фтористоводородных и фтори- стых соединений) до температуры 473 К; не допускаются механиче- ские и термические удары сов, компрессоров, трубопро- водов, арматуры и другие де- тали химической аппаратуры
ЧС15М4; Особо высокая коррозионная Простые конфигурации, де-
ЧС17МЗ стойкость в серной, азотной, со- ляной кислотах разной концен- трации и температуры, водных растворах щелочей и солей при местном перепаде температур до 30 К в теле детали при отсут- ствии динамических, а также пе- ременных и пульсирующих на- грузок тали центробежных и порш- невых насосов, компрессо- ров и трубопроводной арма- туры, трубы и фасонные де- тали дтя груээтрэз)Ц » 1 1 '- матуры, теплообменников и другие детали химической аппаратуры
9.4.3. ПРИМЕНЕНИЕ
Условия работы и область применения высококремнистых кор-
розионностойких чугунов приведены в табл. 9.11.
9.4.4. МЕТАЛЛУРГИЧЕСКИЕ ОСНОВЫ
ПОЛУЧЕНИЯ ОТЛИВОК
Литейные свойства высококремнистых чугунов низкие. Чугуны
склонны к газонасыщению в процессе плавки и разливки, имеют
большую усадку при кристаллизации, низкую теплопровод-
ность и потому склонны к образованию трещин при перепадах
температур в отливках. Температура плавления ферросилида
1180—1200 °C. Линейная усадка в зависимости от газонасыщен-
ности колеблется от 1,2 до 2,6%, но обычно составляет 1,7—
1,8%. Рост отливки и ее пористость зависят от насыщенности
сплава водородом. Жидкотекучесть по спирали Кери при пере-
греве сплава на 30 °C составляет 515 мм, на 60 °C — до
740 мм [16].
Плавка высококремнистых чугунов производится только
в электрических печах. При плавке в дуговой электропечи ДСП
1,5 с кислой футеровкой шихта состоит из предварительно про-
каленного ферросилиция, стального лома, возврата, чушкового
чугуна Л1, Л2. Шлак разжижают известняком и скачивают при
температуре 1500—1550 °C. Угар кремния при этом составляет
5—7%. Чушковый чугун должен быть чистым по сере и фос-
фору, а ферросилиций должен иметь минимальное содержание
506
алюминия и кальция. Такому требованию удовлетворяет ФС75Л
с содержанием алюминия менее 0,8 %.
Особенностью выплавки ферросилидов является их склон-
ность к газонасыщению, прежде всего водородом. Газонасы-
щенность металла уменьшается с увеличением температуры
перегрева. Дегазация сплава осуществляется за счет распада
гидратов кремния типа Si2H2, Si2H6, SiH4. С увеличением тем-
пературы перегрева уменьшается количество неметаллических
включений, прежде всего суспензионных силикатных неметал-
лических включений.
Перегрев благоприятно сказывается на трещиностойкости
отливок. Выдержка перегретого до 1600 °C ферросилида
в ковше вплоть до температуры заливки приводит к измель-
чению зерна сплава. Чем продолжительней выдержка сплава,
тем более измельчается структура ферросилида. Положитель-
ные результаты дает и двойной переплав сплава.
Рафинирование ферросилидов можно осуществить гексахлор-
этаном (С2С16) в количестве 0,25—0,4 % или продуктами тер-
мической деструкции полиэтилена (0,05—0,1 %) при темпера-
туре 1450—1550 °C. Гексахлорэтан разлагается на хлор и
тетрахлорэтан (С2С14) и рафинирует образующимися пузырь-
ками сплав. Содержание водорода при таком рафинировании
снижается до 3 см3/100 г [17].
Конструирование отливок производят, исходя из принципа
направленной кристаллизации. Прибыли на отливках должны
отсутствовать. В местах термических узлов отливок устанав-
ливают холодильники. Устройство литниковой системы должно
обеспечить быстрое заполнение формы. Мелкие отливки зали-
вают при температуре 1220—1280 °C, крупные при толщине
стенки более 10 мм — при 1220—1250 °C. Толстостенные от-
ливки должны охлаждаться в форме до 150—200 °C. Ранняя
выбивка приводит к большим внутренним напряжениям, след-
ствием которых являются трещины. Мелкие отливки выбивают
из формы при 800—850 °C и помещают в термическую печь,
нагретую до 750—850 °C. Выдерживают при температуре 730—
740 °C в течение 3—4 ч, затем охлаждают с печью до 100—
200 °C.
Заварка дефектов производится с предварительным нагре-
вом до 400 °C. Электроды — прутки ферросилида. При элект-
родуговой сварке прутки ферросилида покрывают меловой об-
мазкой [10].
9.5. ВЫСОКОНИКЕЛЕВЫЙ ЧУГУН
Высоконикелевые чугуны, обладающие высокой жаропроч-
ностью, немагнитностью, износостойкостью, являются также и
коррозионностойкими. В приложении № 1 ГОСТ 7769—82 ука-
507
ТАБЛИЦА 9.12
ОСНОВНЫЕ ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА И ОБЛАСТЬ ПРИМЕНЕНИЯ
ВЫСОКОНИКЕЛЕВЫХ КОРРОЗИОННОСТОЙКИХ ЧУГУНОВ
Марка чугуна] Эксплуатационные свойства Применение
1 2 3
ЧН15ДЗШ; ЧН15Д7 Высокая коррозионная и эрозионная стойкость в щелочах, слабых рас- творах кислот, серной кислоте любой концен- трации при температуре более 323 К, в морской воде, в среде перегрето- го пара Насосы, вентили, другие детали нефтедобывающей, химической и нефтепере- рабатывающей промыш- ленности и арматуростро- ении; вставки гильз ци- линдров, головки порш- ней, седла и направляю- щие втулки клапанов, вы- хлопные коллекторы дви- гателей внутреннего сго- рания
ЧН19ХЗШ; ЧН11Г7Ш Жаропрочность до 873 К, высокая коррозионная и эрозионная стойкость в щелочах, слабых рас- творах кислот, серной кислоте любой концен- трации при температуре более 873 К, в морской воде, в среде перегрето- го пара Выпускные коллекторы, клапанные направляю- щие, корпусы турбонагне- тателей газовых турбин, головки поршней, корпу- сы насосов !
L—NiCuCr 15 6 2 Хорошее сопротивление коррозии, особенно в щелочных средах, в раз- бавленных кислотах, в морской воде и солевых ПГТЙЛЛ О V Насосы, клапаны, детали печей
L—NiCuCr 15 6 3 pdClDUpdA Лучшее сопротивление коррозии, чем L—NiCuCr 15 6 2 То же
L—NiCr 20 2; Как и L—NiCuCr 15 6 2, То же, но предпочтитель-
L—NiCr 20 3 но более высокое сопро- тивление коррозии в ще- лочных средах но для насосов, перекачи- вающих щелочь, сосудов для хранения щелочи
L—NiSiCr 20 5 3 Хорошее сопротивление коррозии, даже в усло- виях разбавленной кис- лоты Детали насосов, печей
L—NiCr 30 3 Хорошее сопротивление коррозии при высоких температурах, высокое сопротивление эрозии в условиях мокрого па- ра и соляной суспензии Насосы, сосуды под дав- лением, выхлопные трубо- проводы и корпуса турбо- загрузочных устройств
L-NiCuCr 30 5 5 Хорошее сопротивление коррозии, эрозии и теп- лостойкость Составные части насосов, клапанов и промышлен- ных печей
508
Продолжение табл.9.12
1 2 3
S—NiCr 20 2; S—NiCr 20 3 S—NiSiCr 20 5 3 S—Ni 22 По сопротивлению кор- розии близок к L—NiCr 20 2, но выше прочность Хорошее сопротивление коррозии, особенно в разбавленной серной кислоте Более низкое сопротив- ление коррозии, чем L—NiCr 20 2 Насосы, клапаны, втул- ки, корпуса турбонагне- тателей, выхлопных тру- бопроводов Насосы, детали промыш- ленных печей, которые подвергаются высоким нагрузкам Втулки, корпуса насосов, турбонагнетателей, вы- хлопных трубопроводов
ТАБЛИЦА 9.13
ХИМИЧЕСКИЙ СОСТАВ КОРРОЗИОННОСТОЙКИХ ВЫСОКОНИКЕЛЕВЫХ
ЧУГУНОВ С ПЛАСТИНЧАТЫМ* ГРАФИТОМ
Марка чугуна Содержание элементов, %
С Si Мп
ЧН15Д4 2,2—3,0 2,0—2,7 0,5—1,6
L—NiCuCr 15 6 2 3,0 1,0—2,8 0,5-1,5
L—NiCuCr 15 6 3 3,0 1,0—2,8 0,5—1,5
L—NiCr 20 2 3,0 1,0—2,8 0,5-1,5
L—NiCr 20 3 3,0 1,0—2,8 0,5—1,5
L—NiSiCr 20 5 3 2,5 4,5—5,0 0,5—1,5
L—NiCr 30 3 2,5 1,0—2,0 0,5—1,5
L—NiSiCr 30 5 5 3,5 5,0—6,0 0,5—1,5
Продолжение табл.9.13
Марка чугуна Содержание элементов, %
Сг Ni Си p 1 1 s
(не б олее)
ЧН15Д4 1,5-3,0 14,0—16,0 5,0—8,0 0,08 0,03
L—NiCuCr 1562 1,0—2,5 13,5—17,5 5,5—7,5 —— —
L—NiCuCr 1563 2,5—3,5 13,5-17,5 5,5—7,5 — —
L—NiCr 20 2 1,0-2,5 18,0—22,0 0,5 — —
L—NiCr 20 3 2,5-3,5 18,0—22,0 0,5 — —
L—NiSiCr 20 5 3 1,5-4,5 18,0—22,0 0,5 — —
L—NiCr 30 3 2,5—3,5 28,0—32,0 0,5 — —
L—NiSiCr 30 5 5 4,5—5,5 29,0-32,0 0,5 — —
* Химический состав чугунов с шаровидным графитом см. в разделе 10.
509
ТАБЛИЦА 9.14
МЕХАНИЧЕСКИЕ СВОЙСТВА КОРРОЗИОННОСТОЙКИХ ВЫСОКОНИКЕЛЕВЫХ
ЧУГУНОВ С ПЛАСТИНЧАТЫМ* ГРАФИТОМ
Марка чугуна ав, МПа £, ГПа ив
ЧН15Д7 Свыше 150 127—297
L-NiCuCr 1562 170—210 85—105 140—200
L—NiCuCr 1563 190—240 98—113 150—250
L-NiCr 20 2 170—210 85—105 120—215
L—NiCr 20 3 190—240 98—113 160—250
L—NiSiCr 20 5 3 190—280 НО 140—250
L—NiCr 30 3 190—240 98—113 120—215
L—NiSiCr 30 5 5 170—240 105 150—210
* Механические свойства чугунов с шаровидным графитом см. в разделе 10
ТАБЛИЦА 9.15
КОРРОЗИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ ЧУГУНОВ L — NiCr 15 6 2,
ЧН20Д2Ш И НЕЛЕГИРОВАННОГО СЕРОГО ЧУГУНА В АГРЕССИВНЫХ
СРЕДАХ 118, 19]
Среда Концен- трация раствора, % Темпе- ратура, Скорость коррозии (мм/год) для чугунов
СЧ LNiCuCr 1562 ЧН20Д2Ш
Сульфат алюминия 5 16 1,0 0,41
Хлорид аммония 5 16 1,3 0,08 —
Хлорид аммония 5 93 4,8 0,15 —
Хлорид аммония 20 93 5,8 0,25 —
Сульфат аммония 5 16 0,76 0,15 —
Нитрат аммония 5 20 0,76 0,23 —
Нитрат аммония 30 20 550 1,5 —
Тиоцинат аммония 50 27 3,3 0,38 —
Алюмокалиевые квасцы 5 16 0,76 0,25 —
Хлорид цинка 30 Кипение 16,0 2,0 —
Хлорид марганца 10 77 0,79 0,038 —
Едкий натрий 14 20 — 0,07 —
Едкий натрий 40 20 —— — 0,0015
Серная кислота 75 20 — — 0,0983
Фосфорная кислота 30 20 — — 0,567
Соляная кислота 14 20 — — 0,2013
Сульфосалициловая кис- 40 20 — — 0,0263
лота
Водный раствор аммиака 10 20 — — 0,0035
Гидроксид кальция 20 20 — — 0,0014
Фосфорнокислый натрий 3 20 — — 0,0036
Сернокислый алюминий 5 20 — — 0,0466
Сернокислое железо 4 20 — —. 0,0264
Пергидроль —. 20 — — 0,0065
Метанол —- 20 — — 0,0033
Бензол — 20 — — 0,0034
Четыреххлористый угле- — 20 — — 0,0037
род
510
зано, что чугуны марок ЧН15ДЗШ и ЧН15Д7 имеют высокую
коррозионную стойкость в щелочах, слабых растворах кислот,
серной кислоте любой концентрации при температуре свыше
323 К, в морской воде, в среде перегретого пара, хотя таб-
лица 1 стандарта не классифицирует эти чугуны как коррозион-
ностойкие.
Чугуны марок ЧН19ХЗШ и ЧН11Г7Ш прежде всего — жаро-
прочные, но имеют высокую коррозионную стойкость в щело-
чах, слабых растворах кислот, серной кислоте любой концент-
рации при температуре 323 К, в морской воде, в среде перегре-
того пара.
В приложении 1 ГОСТ 7769—82, в котором приведены марки
и эксплуатационные свойства чугунов в соответствии со стан-
дартом ИСО 2892—73, практически все высоконикелевые чу-
гуны отнесены к коррозионностойким в различных средах, что
и определяет область их применения (табл. 9.12). Химический
состав и механические свойства приведены в табл. 9.13 и 9.14.
Данные о коррозии некоторых марок никелевых чугунов при-
ведены* в табл. 9.15. Скорость коррозии чугуна L—NiCr 20
2 в спокойной морской воде составляет 0,020—0,058 мм/год,
а при скорости потока 1,5 м/с — 0,050 мм/год [18].
9.6. НИЗКОЛЕГИРОВАННЫЙ
КОРРОЗИОННОСТОЙКИИ ЧУГУН
ТАБЛИЦА 9.16
ХИМИЧЕСКИЙ СОСТАВ КОРРОЗИОННОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ
ЧУГУНОВ
Содержание элементов, %
Марка чугуна с Si Мп Сг Ni
ЧНХТ 2,7—3,4 1,4—2,0 0,8—1,6 0,2—0,6 0,3—0,7
чнхмд 2,8—3,2 1,6—2,0 0,8—1,2 0,2—0,7 0,6—1,(5
чнмш 2,8—3,8 t,7—3,2 0,6—1,2 0—0,1 0,8—1,5
чнхмдш 3,0—3,6 2,0—2,8 0,6 0,2—0,4 0,6—1,0
Продолжение табл. 9.16
Марка чугуна Содержание элементов, %
Т1 Мо Си Р 1 S
(не 6oj iee)
ЧНХТ 0,05—0,12 0,03—0,06 0,15
ЧНХМД — — 0,2—0,5 0,15 0,12
чнмш — 0,3—0,7 — 0,10 0,03
чнхмдш — 0,2—0,6 0,5—0,8 0,08 0,03
511
ТАБЛИЦА 9.17
МЕХАНИЧЕСКИЕ СВОЙСТВА КОРРОЗИОННОСТОЙКИХ
НИЗКОЛЕГИРОВАННЫХ ЧУГУНОВ
Марка чугуна ав’ МПа аизг* МПа НВ Марка чугуна МПа °изг’ МПа НВ
(не в/ 1енее) (не м енее)
ЧНХТ 280 430 201—286 чнмш 490 20 186—286
ЧНХ14Д 290 690 201—286 чндхмш 600 — 270—320
Низколегированные никелем, хромом, молибденом, медью чу-
гуны с пластинчатым и шаровидным графитом имеют повышен-
ную коррозионную стойкость в агрессивных газовых средах дви-
гателей внутреннего сгорания.
Эти чугуны имеют перлитную структуру металлической ос-
новы, которая теплостойка благодаря легированию и обеспечи-
ТАБЛИЦА 9.18
ОСНОВНЫЕ ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА И ОБЛАСТЬ ПРИМЕНЕНИЯ
НИЗКОЛЕГИРОВАННЫХ КОРРОЗИОННОСТОЙКИХ ЧУГУНОВ
Марка чугуна Эксплуатационные свойства Область применения
ЧНХТ Высокие механические свойст- ва, сопротивление износу и коррозии в слабощелочных и газовых средах (продукты сгорания топлива, техниче- ский кислород) и водных рас- Поршневые кольца (цилиндри- ческие заготовки) Седла и направляющие втулки клапана дизелей и газомото- компрессоров
чнхмд 1 oUpdA То же, но в сочетании с повы- шенной теплостойкостью, тер- мостойкостью Блоки и головки цилиндров, выхлопные патрубки двигате- лей внутреннего сгорания. Поршни и гильзы цилиндров тепловозных дизелей, детали кислородных и газовых ком- прессоров, детали бумагодела- тельных машин
чнмш Повышенные механические свойства и термостойкость при температуре эксплуатации до 773 К Крышки и днища цилиндров дизелей, головки поршней, ци- линдрические заготовки для поршневых колец, цилиндры бумагоделательных машин
чнхмдш Высокие механические свойст- ва, сопротивление износу и коррозии в слабощелочных и газовых средах (продукты сго- рания топлива, технический кислород) и водных растворах Блоки и головки цилиндров, выхлопные патрубки двигате- лей внутреннего сгорания, па- ровых машин и турбин. Порш- ни и гильзы цилиндров паро- вых машин, дизелей, детали кислородных и газовых ком- прессоров, детали бумагодела- тельных машин
612
вает наряду с коррозионной стойкостью повышенную износо-
стойкостью при повышенных температурах.
Марки и химический состав низколегированных коррозион-
ностойких чугунов приведены в табл. 9.16, а механические и
эксплуатационные свойства — в табл. 9.17 и 9.18 соответственно.
10
•-.- ЖАРОПРОЧНЫЙ ЧУГУН
10.1. ОБЩАЯ ХАРАКТЕРИСТИКА
К жаропрочным чугунам относятся высоконикелевые чугуны
с шаровидным графитом с асутенитной или аустенито-карбид-
ной матрицей, обладающие повышенными сопротивлением пол-
зучести и пределом длительной прочности. Благодаря высоко-
никелевой аустенитной матрице жаропрочные чугуны одновре-
менно ’имеют высокую коррозионную стойкость во многих
жидких и газообразных коррозионных средах, они немагнитны
и в широком диапазоне температур не меняют структуру.
Шаровидный графит и вязкая матрица обеспечивают доста-
точно высокие механические свойства, а хорошие литейные
свойства позволяют получать сложные фасонные отливки из
этих чугунов.
10.2. МАРКИ ЧУГУНА И ОСНОВНЫЕ СВОЙСТВА
Марки и химический состав жаропрочных чугунов в соответ-
ствии с ГОСТ 7769—82 и со стандартом ИСО 2892—73 представ-
лены в табл. 10.1 и 10.2. Чугуны марок ЧН11ГШ S—NiMn 13
7, S—NiMn 23 4 содержат, наряду с никелем, марганец, в их
структуре имеются включения карбидов марганца. Чугуны ма-
рок ЧН19ХЗШ, S—NiCr 20 2, S—NiCr 20 3, S—NiCr 30 1, S—
NiCr 30 3, S—NiCr 35 3 легированы хромом, в их структуре тем
больше легированного цементита, чем выше содержание хрома.
ТАБЛИЦА 101
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ ЖАРОПРОЧНЫХ ЧУГУНОВ
(ПО ГОСТ 7769 — 82)
Марка чугуна Содержание элементов,
С Si Мп Р (не более) Сг Ni
ЧН11Г7Ш 2,3-3,0 1,8—2,5 5—8 0,08 1,5-2,5 10—12
ЧН19X3111 2,3- 3,0 1,8—2,5 1,0—1,6 0,1 1,5-3,0 18-20
17 ЗлК1Г* № 1656
513
ТАБЛИЦА 13.6
ХАРАКТЕРИСТИКИ ПРИБОРОВ ДЛЯ КОНТРОЛЯ МИКРОСТРУКТУРЫ ЧУГУНА
АКУСТИЧЕСКИМИ МЕТОДАМИ
Марка прибора Изготовитель Принцип работы Назначение
УС-12ИМ Завод «Электро- точприбор», г. Ки- шинев Измерение ско- рости и коэффи- циента затухания ультразвука Контроль степе- ни глобуляриза- ции графита в вы- сокопрочном чу- гуне, отбраков- ка отливок с низ- кой степенью гло- буляризации гра- фита То же
CL202G Krutcramer, ФРГ Измерение скоро- сти ультразвука
АДА ВАЗ, г. Тольятти Измерение резо- нансной часготы колебаний изде- лия после его ударного возбуж- дения »
Son—A—Test Hova cast (Шве- ция) Измерение резо- нансной частоты »
Mat—A—Cheek Vitosoniks (Анг- лия) Измерение ско- рости ультразву- ка »
уменьшении размеров пластин графита от 180 до 100 мкм коэф-
фициент затухания уменьшается от 3,614 до 1,737 дб/м.
Характеристики приборов для контроля формы графита
в чугуне по измерению скорости и коэффициента затухания уль-
тразвука представлены в табл. 13.6.
Повышенные требования к чистоте поверхности отливок, воз-
можность контроля отливок сравнительно простой конфигура-
ции и небольших размеров, необходимость применения в от-
дельных случаях контактной смазки ограничивают применение
этих приборов.
Болес эффективным в ряде случаев оказывается звуковой
метод контроля структуры чугуна, заключающийся в возбуж-
дении в контролируемом изделии продольной стоячей волны и
измерении частоты резонанса, которая для однотипных изделий
прямо пропорциональна скорости распространения продольной
звуковой волны в материале изделия.
Блок-схема прибора АДА конструкции Волжского автоза-
вода, основанного на этом методе, приведена на рис. 13.14.
На рис. 13.15 показано влияние количества шаровидного
графита в чугуне на частоту резонанса, измеренного в отлпв-
514
ках. Для каждого типа отливок производится тарировка резо-
нансной частоты.
При постоянной структуре матрицы данные о резонансной
частоте или скорости ультразвука могут быть использованы для
приближенной оценки предела прочности чугуна.
Ограничения в использовании отечественных звуковых при-
боров для контроля структуры чугуна связаны с тем, что вы-
пускаемые приборы часто не предназначены для определения
скорости и коэффициента затухания непосредственно на отлив-
ках. Они позволяют определять их в основном на образцах или
на отливках с параллельными поверхностями, точность прибо-
ров низкая.
На заводе TATRA (ЧСФР), фирмах FIAT (Италия), Gene-
ral Motors (США) форму графита в ЧШГ ультразвуковым ме-
тодом контролируют на автоматических линиях.
Производительность одной восьмиконтактной ультразвуко-
вой установки типа PS—702А (США) 500 отливок в час.
14
,== ШИХТОВЫЕ МАТЕРИАЛЫ
В качестве шихтовых материалов при выплаке чугунов исполь-
зуют доменные чушковые чугуны, ферросплавы, лигатуры, цвет-
ные металлы, а также металлоотходы (медь и стружку чугуна
и стали, стальные пакеты, возврат чугунного литья — литники,
брак, сливы).
При выплавке чугуна в электропечах используют карбюри-
заторы для получения заданного содержания углерода в чугуне.
14.1. ДОМЕННЫЕ ЧУШКОВЫЕ ЧУГУНЫ
Литейные чугуны в зависимости от марки содержат 1,2—3,6 %
Si. Чугун каждой марки может поставляться 4 групп, отличаю-
щихся содержанием марганца, 5 классов — по содержанию фос-
фора, 4 категорий — по содержанию серы (табл. 14.1). Чугун
всех марок для выплавки ковкого чугуна и чугуна с шаровид-
ным графитом может поставляться с содержанием хрома не
более 0,04 %. Чушки литейного чугуна, как правило, не имеют
отбела в изломе.
Чугуны различных металлургических заводов отличаются
содержанием примесей титана, мышьяка, газов; в изломе чушек
могут быть усадочные дефекты, спель. Чушки могут отличаться
и структурой: размерами графита, количеством феррита. Ука-
занные примеси и особенности структуры чушек в условиях ва-
граночной плавки иногда приводят к образованию дефектов
18 Заказ № 1Б5Б
545
А Б Л И Ц A 14.1
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ ЛИТЕЙНЫХ ЧУГУНОВ (ПО ГОСТ 4832—80)
Марка чугуна Содержание элементов, %
Si для групп
I п III IV
Л1 Л2 ЛЗ Л4 Л5 Л6 Св. 3,2 до 3,6 Св. 2,8 до 3,2 Св. 2,4 до 2,8 Св. 2,0 до 2,4 Св. 1,6 до 2,0 Св. 1,2 до 1,6 До 0,3 Св. 0,3 до 0,5 Св. 0,5 до 0,9 Св. 0,9 до 1,5
Продолжение табл. 14.1
Содержание элементов» %
Марка
чугуна
Р для классов
S для категорий
Л1
Л2
ЛЗ
Л4
Л5
Л6
0,08
0,12
0,3
Св. 0,3
до 0,7
Св. 0,7
до 1,2
0,02
0,03
0,04
0,05
А
Б
В
Г
Д
2
3
4
Примечание. По требованию
не выше 0,03 %.
потребителей содержание хрома может быть
в отливках. Для предупреждения дефектов, связанных с каче-
ством доменных чугунов, рекомендуется в шихте смешивать чу-
гуны даже одной марки различных металлургических заводов.
Литейные рафинированные чугуны получают путем обра-
ботки жидкого доменного чугуна магнием. Благодаря такой об-
работке рафинированные чугуны отличаются более низким со-
держанием серы (табл. 14.2), а также газов. Кроме того, в них
отсутствует спель, удаляемая с парами магния при обработке.
Излом чушек литейного рафинированного чугуна отбеленный.
Литейные рафинированные чугуны рекомендуется применять
при выплавке чугуна с шаровидным графитом в электропечах
с кислой футеровкой.
Литейные легированные чугуны (табл. 14.3 и 14.4) содержат
хром и никель (хромоникелевые), титан (титанистые), титан и
медь (тигапомедпегые), ванадий (ванадиевые). Их используют
54 В
ТАБЛИЦА 14.2
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ РАФИНИРОВАННЫХ ЛИТЕЙНЫХ ЧУГУНОВ
(ПО ГОСТ 4832-80)
Содержание элементов* %
Марка чугуна Si Мп для групп
I II III
ЛР1 ЛР2 ЛРЗ Св. 3,2 до 3,6 включений Св. 2,8 до 3,2 » Св. 2,4 до 2,8 »
ЛР4 Св. 2,0 до 2,4 » До 0,3 Св. 0,3 Св. 0,5 .
ЛР5 Св. 1,6 до 2,0 » включений до 0,5 до 1,0 .
ЛР6 ЛР7 Св. 1,2 до 1,6 » Св. 0,8 до 1,2 » включений включений
Продолжение табл. 14.2
Марка чугуна Содержание элементов. %
Р (не более) для классов S (не более) для категорий С*
А | Б 1 2
ЛР1 ЛР2 ЛРЗ ЛР4 ЛР5 ЛР6 ЛР7 0,08 0,12 0,005 0,010 3,4—3,9 3,5—4,0 3,6—4,1 3,7—4,2 3,8—4,3 3,9—4,4 4,0—4,5
По требованию потребителя.
ТАБЛИЦА 14.3
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ ХРОМОНИКЕЛЕВЫХ ЧУГУНОВ
(ПО ТУ 14-15-84—79)
Марка чугуна Содержание элементов, Марка чугуна Содержание элементов, •*.,
Ni-J-Co Сг Ni4-Co Сг
ЛХН1 0,2 0,4—1,2 ЛХН6 0,7 1,2—2,2
ЛХН2 0,3 0,4- 1,2 ЛХ117 0.8 1,2—2.2
ЛХНЗ 0,4 0.4- 1,2 ЛХН8 0,9 1,2—2,2
ЛХН4 0,5 0,4— 1.2 ЛХН9 1,0 1,2—2,2
ЛХН5 0,6 0,4- 1.2 ЛХ1110 1.0 2,3-3,2
Примечание. Содержание SI. Мп, Р, S для чугуна любой марки должносо-
ответствовать требованиям ГОСТ 4Н32--К0 «Myiyii апнойный».
18'
547
ТАБЛИЦА 14.4
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ ЛИТЕЙНЫХ ТИТАНОВЫХ
И ТИТАНОМЕДИСТЫХ ЧУГУНОВ (ПО ТУ 14-15-77—79)
Марки Содержание элементов. %
SI Мп Р S (не более) для катего- рии Си для степени легирования Сг (не бо- лее) Ti
1 1 11 I 1 II 1 III
Титановый
БТЛЗ
БТЛ4
БТЛ5
БТЛ6
БТЛ7
2,41—2,30
2,01—2,40
1,61—2,00
1,21—1,60
0,81—1,20
0,9 0,5 0,02 0,03
0,8
0,3—
1,0
Ти таномедистый
БТМЛЗ БТМЛ4 БТМЛ5 2,41—2,80 2,01—2,40 1,61—2,00 0,9 0,5 0,02 0,03 1,0— 2,01— 2,51— 0,8 0,3-
БТМЛ6 БТМЛ7 1,21—1,60 0,81—1,20 2,0 2,5 3,0 1,0
ТАБЛИЦА 14.5
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ ПЕРЕДЕЛЬНЫХ ЧУГУНОВ
ДЛЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА (ПО ГОСТ 805—80)
Марка чугуна Содержание элементов. %
Si Мп для групп
I И 1 III 1 IV
ПЛ1 Св. 0,8 ДО 1,2 До 0,3 Св. 0,3 до 0,5 Св. 0,5 до 0,9 Св. 0,9 до 1,5
ПЛ2 Св. 0,5 до 0,8 До 0,3 Св. 0,3 до 0,5 Св. 0,5 до 0,9 Св. 0,9 до 1,5
Марка чугуна Содержание элементов, %
Р (не более) для классов S (не более) для категорий
А Б 1 в I 11 III IV V
ПЛ1 11Л2 0,08 0,08 0,12 0,12 0,3 0,01 0,02 0,03 0,04 0,05
Примечание. По требованию потребителя изготавливают с массовой долей
углерода 4,0—4,5 %, для ЧШГ и КЧ — с массовой долей хрома до 0,2 %.
548
ТАБЛИЦА 14.6
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ ВЫСОКОКАЧЕСТВЕННОГО ПЕРЕДЕЛЬНОГО
ЧУГУНА (ПО ГОСТ 805—80)
Элемент Группа, класс, категория Содержание элементов в чугунах, %
ПВК1 | ПВК2 пвкз
Кремний Марганец* Фосфор* Сера* Группа I » II » III Класс А » Б » В > Г Категория I » II » III 0,9—1,2 0,5—0,9 До 0,5 Св. 0,5 до 1,0 Св. 1,0 до 1,5 До 0,02 До 0,03 До 0Д4 До 0,05 До 0,015 До 0,020 До 0,025 До 0,5
* Для всех марок.
при выплавке низколегированных чугунов с содержанием 0,1—
0,4 % Сг, до 0,12 °/о, Ni, до 0,4 % Си, до 0,15 % Ti.
Передельные чушковые чугуны (ПЛ) для литейного произ-
водства отличаются прежде всего низким содержанием крем-
ния (менее 1,2 %), а также пониженным, по сравнению с обыч-
ными передельными чугунами, содержанием фосфора (табл.
14.5). Передельные высококачественные чугуны (ПВК) имеют
еще более низкое, чем ПЛ, содержание фосфора; содержание
серы в них не превышает 0,025 % (табл. 14.6). При выплавке
фосфористых чугунов (для поршневых колец) применяют фос-
фористые передельные чугуны (табл. 14.7).
ТАБЛИЦА 14.7
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ ФОСФОРИСТЫХ ПЕРЕДЕЛЬНЫХ ЧУГУНОВ
(ПО ГОСТ 805—80)
Марка чугуна . Содержание элементов, %
Si Мп (не более) для групп S(не более) для категорий Р для классов
1 1 " ill I II III А 1 Б 1 в
ПФ1 Св. 0,9 ДО 1,2
ПФ2 ПФЗ Св. 0.5 до 0,9 До 0,5 1,0 1,5 2,0 0,03 0,05 0,07 Св. 0,3 до 0,7 Си. 0,7 до 1,5 Св. 1,5 до 2,0
Примечания. I. Мп, S, Р — для всех марок. 2. Для классов Л, Б, В содер-
жание мышьяка соответственно не более 0,6 %; 0,15 %; 0,20 %.
549
ТАБЛИЦА 14.8
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ ШИХТОВОГО МАТЕРИАЛА
«Sorelmetal» (ФИРМА QGT, КАНАДА)
Марка Содержание элементов, %
С Si Мп Р S
D—1 2,85 0,18 0,009 0,027 0,02
F— 1 4,30 0,18 0,009 0,027 0,006
S—100 4,05 1,10 0,009 0,027 0,008
Для производства ковкого чугуна и чугуна с шаровидным
графитом передельные чугуны поставляют с содержанием
хрома не более 0,04 %, а для производства поршневых колец —
с содержанием марганца не более 0,3 % •
По требованию потребителя передельные чугуны могут по-
ставляться с содержанием углерода 4,0—4,5 %.
Специальные чушковые чугуны предназначены в основном
для выплавки специальных серых чугунов для поршневых ко-
лец и специальных хладостойких чугунов с шаровидным гра-
фитом.
Специальные чушковые чугуны, используемые фирмами
GOETZE АО (ФРГ), RIKEN (Япония) для выплавки серого чу-
гуна, предназначенного для поршневых колец, имеют узкие пре-
делы содержания углерода; отдельные марки имеют содержа-
ние марганца менее 0,1 %. В их изломе не допускаются отбел,
спель, раковины. Чушки имеют массу 6 кг.
Специальные чушковые чугуны, применяемые за рубежом
для выплавки чугуна с шаровидным графитом высокой хладо-
стойкости, имеют низкое содержание марганца, фосфора, серы,
кремния, примесей карбидообразующих элементов (табл. 14.8).
14.2. ФЕРРОСПЛАВЫ И ЛИГАТУРЫ
В чугунолитейном производстве используют ферросплавы, со-
стоящие из железа и основного легирующего компонента. Такие
ферросплавы содержат сравнительно небольшие количества
примесей сопутствующих элементов. Чистые по примесям угле-
рода, кремния, фосфора ферросплавы предназначены прежде
всего для выплавки сталей. Для выплавки чугунов применяют
марки ферросплавсв с повышенным содержанием примесей. Та-
кие ферросплавы, дешевле, менее дефицитны, а их примеси —
углерод, кремний, фосфор, марганец это обычные элементы
химического состава чугуна.
Ферросплавы трехкомпонентные и четырехкомпинептные
(ферросиликохром, силикомарганец, ферросиликованадий, фер-
рофосфор электротермический) получают обычно из бедных руд
550
ТАБЛИЦА 14.9
ФЕРРОСИЛИЦИЙ. МАРКИ И ХИМИЧЕСКИЙ СОСТАВ (ПО ГОСТ 1415-79)
Содержание элементов, %
Марка Si С S Р А1 Мп Сг Ti Са
(не более)
ФС92 . 92 0,02 0,03 2,5 0,2 0,2 0,5
ФС90 89 — 0,02 0,03 3,0 0,2 0,2 — —
ФС75 74—80 —. 0,02 0,05 — 0,4 0,4 —
ФС75л 74—80 — 0,02 0,05 1,5 0,3 0,3 — —
ФС75эл 74—80 0,1 0,02 0,04 0,1 0,3 0,2 0,05 0,1
ФС70эл 68—74 0,1 0,02 0,04 0,1 0,3 0,3 0,04 0,1
ФС70 68—74 — 0,02 0,05 2,0 0,4 0,4 —— —
ФС65 63—68 — 0,02 0,05 2,0 0,4 0,4 — —
ФС45 41—47 — 0,02 0,05 2,0 0,6 0,5 — —
ФС25 23—27 0,8 0,02 0,06 1,0 0,9 1,0 —. —
ФС20 20—23 1,0 0,02 0,10 1,0 1,0 — — —
ФС20л 19—23 1,0 0,02 0,20 1,0 1,0 од — —
ФС90АлЗ,5 89 — 0,02 0,03 3,5 0,2 0,2 — —
ФС65Ал2,5 63—68 — 0.02 0,05 2,5 0,4 0,4 — —
• .1
Примечание. В обозначении марок ферросилиция строчные буквы указывают
на основное назначение: л — для литейного производства, эл — для выплавки электро-
технической стали.
или в качестве попутных продуктов ферросплавного производ-
ства.
В последние годы для легирования чугуна организовано из-
готовление (на базе полупродуктов никелевого производства)
специальных комплексных лигатур — литейного ферроникеля
различных марок. В состав лигатур входят, наряду с никелем,
хром, кремний, углерод, медь, стоимость которых в феррони-
келе ниже, чем хрома в феррохроме, кремния в ферросилиции,
меди, никеля.
Ферросилиций. В чугунолитейных цехах из большой номен-
клатуры марок ферросилиция, предусмотренных ГОСТ 1415—79
ТАБЛИЦА 14 10
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ ФЕРРОМАРГАНЦА (ПО ГОСТ 4755-80)
Г руппа Марка основы сплава Содержание элементов (не более), %
Мп С Р для классов Si
11изкоуглсродиеты1*1 ФМн90 85- 95 0,5 0,05 0,3 1,8
Среднеуглсродпстый ФМн88 85 -95 2,0 0,1 0,4 3,0
В ы с о к < > у г л е р о д 11 с т ы й ФМн77 75 82 7,0 0,05 0,7 6,0
То же ФМн70 65 -75 7.0 0,3 0,7 6,0
551
ТАБЛИЦА 14.11
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ СИЛИКОМАРГАНЦА (ПО ГОСТ 4756-77)
Содержание элементов, %
Марка основы сплава S1 Мп (не менее) С (не более) Р (не более) для классов
А 1 1 Б
МнС25 Свыше 25 60 1,5 0,05 0,25
МнС27 20—25 65 1,0 0,10 0,35
МнС17 15—20 65 2,5 0,10 0,60
МнС12 10—15 65 3,5 0,20 0,60
(табл. 14.9), используют в основном три марки: ФС20Л при
плавке в вагранках, ФС45 при плавке в электропечах и ФС75
для модифицирования чугуна и реже при плавке в электро-
печах.
Ферромарганец. В чугунолитейном производстве из большой
номенклатуры марок ферромарганца, предусмотренных ГОСТ
4755—80 (табл. 14.10), применяют высокоуглеродистые, менее
дефицитные и экономичные, реже — среднеуглеродистые. Для
выплавки обычных серых чугунов рекомендуется применять си-
ликомарганец (табл. 14.11), а серых и ковких чугунов с содер-
жанием фосфора до 0,10—0,20 %, — фосфористый и шлаковый
ферромарганцы (табл. 14.12 и 14.13). Фосфористый и шлаковый
ферромарганцы весьма экономичны. Имея пониженную темпе-
ратуру плавления, они особенно удобны для ковшевого легиро-
вания.
Феррохром. В чугунолитейном производстве используют
обычно только высокоуглеродистые марки феррохрома (табл.
14.14), а также силикохром (табл. 14.15) —экономичные и не-
дефицитные ферросплавы. При необходимости легирования хро-
мом и азотом применяют азотированный феррохром.
ТАБЛИЦА 14.13
ФЕРРОМАРГАНЕЦ ШЛАКОВЫЙ.
МАРКИ И ХИМИЧЕСКИЙ
СОСТАВ (ПО ТУ 14-5-132-87)
ТАБЛИЦА 14.12
ФЕРРОМАРГАНЕЦ ФОСФОРИСТЫЙ.
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ
(ПО ТУ 14-5-121-79)
Марка Содержание элементов, % Марка Содержание элементов, %
Мп (не менее) Р (не менее) С Si (не более)
Мп Р(не более)
ФМ1165Ф 55 1,5 3,0—6,0 1,0 Ф1П1 40—70 2,5
ФМн45Ф 45 1,5 3,0-6,0 1,0
ФМн35Ф 35 1,5 3,0 -6,0 1,0 ФШ2 35—60 5,0
552
ТАБЛИЦА 14.14
ФЕРРОХРОМ. МАРКИ И ХИМИЧЕСКИЙ СОСТАВ (ПО ГОСТ 4757—79)
Содержание элементов, %
Марка Сг (не ме- нее) С S! Р S А1 N
(не более)
1 2 3 1 4 1 1 8 1 6 1 7 8
Низко углеродистый
ФХ001А 68 0,01 0,8 0,02 0,02 0,7 —
ФХ001Б 68 0,01 0,8 0,03 0,02 0,7 —
ФХ002А 68 0,02 1,5 0,02 0,03 —— —
ФХ002Б 68 0,02 1,5 0,03 0,03 — —
ФХ (ЮЗА 68 0,03 1,5 0,02 0,03 0,7 —
ФХ003Б 68 0,03 1,5 0,03 0,03 0,7 —
ФХ004А 68 0,04 1,5 0,02 0,03 0,3 —
ФХ004Б 68 0,04 1,5 0,03 0,03 0,3 —
ФХ005А 65 0,05 1,5 0,03 0,03 — —
ФХ005Б 65 0,05 1,5 0,05 0,03 — —
ФХ006А 65 0,06 1,5 0,03 0,03 0,3 —
ФХ006Б 65 0,06 1,5 0,05 0,03 0,3 —
ФХ010А 65 0,10 1,5 0,03 0,03 0,3 —
ФХ010Б 65 0,10 1,5 0,05 0,03 0,3 —
ФХ015А 65 0,15 1,5 0,03 0,03 0,3 —
ФХ015Б 65 0,15 1,5 0,05 0,03 0,3 —
ФХ025А 65 0,25 2,0 0,03 0,03 — ——
ФХ025Б 65 0,25 2,0 0,05 0,03 •— —
ФХ050А 65 0,50 2,0 0,03 0,03 — —
ФХ050Б 65 0,50 2,0 0,05 0,03 — —
С ре дне углеродистый
ФХ100А 65 1,0 2,0 0,03 0,04 — —
ФХ100Б 65 1,0 2,0 0,05 0,04 — —
ФХ200А 65 2,0 2,0 0,03 0,04 — —
ФХ200Б 65 2,0 2,0 0,05 0,04 — —
ФХ400А 65 4,0 2,0 0,03 0,04 — —
ФХ400Б 65 4,0 2,0 0,05 0,04 — —
Высоко углеродистый
ФХ650А 65 6,5 2,0 0,03 0,06 — —
ФХ650Б 65 6,5 2,0 0,05 0,08 — —
ФХ800А 65 8,0 2,0 0,03 0,06 — —
ФХ800Б 65 8,0 2,0 0,05 0,08 — —
ФХ800СА 60 8,0 5,0— 0,03 0,03 — —
10,0
ФХ8(ХХ'Б 60 8,0 5,0— 0,05 0,03 — —
10,0
Азотированный
ФХП100А 60 0,06 1,0 0,02 0,03 0,7 1,0
ФХН100Б 60 0,06 1,0 0,03 0,03 0,7 1,0
ФХН200Л 65 0,06 1,0 0,03 0,03 2,0
ФХ11200Б 65 0,0(> 1,0 0,04 0,03 — 2,0
55:
Продолжение табл. 14.14
1 2 3 4 5 6 7 8
ФХН400А 65 0,06 1,0 0,03 0,04 4,0
ФХН400Б 65 0,06 1,0 0,04 0,04 — 4,0
ФХН600А 60 0,03 1,0 0,03 0,04 — 6,0
ФХН600Б 60 0,03 1,0 0,04 0,04 — 6,0
Примечание. В обозначении марок феррохрома буквы означают: Ф — железо,
X — хром, С — кремний, Н — азот. Буквы А и Б указывают на различие в массовой доле
фосфора. Цифры означают максимальное содержание углерода в марках низко-, средне-
и высокоуглеродистого феррохрома и минимальное содержание азота в марках азотиро-
ванного феррохрома.
ТАБЛИЦА 14.15
ФЕРРОСИЛИКОХРОМ. МАРКИ И ХИМИЧЕСКИЙ СОСТАВ (ПО ГОСТ 11861-77)
Марка Содержание элементов, %
S1 Сг (не менее) с 1 р 1 (не более) S
ФСХ13 Св. 10 до 16 55 6,0 0,04 0,03
ФСХ20 Св. 16 до 23 48 4,5 0,04 0,02
ФСХ26 Св. 23 до 30 45 3,0 0,03 0,02
ФСХЗЗ Св. 30 до 37 40 0,9 0,03 0,02
ФСХ40 ФСХ48 Св. 37 до 45 Св. 45 35 28 0,2 0,1 0,03 0,03 0,02 0,02
ТАБЛИЦА 14.16
ФЕРРОВАНАДИЙ. МАРКИ И ХИМИЧЕСКИЙ СОСТАВ* (ПО ТУ 14-5-98-78)
Содержание элементов, %
Марка V (не менее) С Si Р
(не более)
ФВд35А 35 0,75 2,0 0,1
ФВд35В 35 0,75 2,0 0.1
ФВд35С 35 1,00 3,0 0,15
* Для всех марок < 0,5 % AI; <0,2 % Мп;
<0,5 % Си; 0,1 % S.
5Г>4
ТАБЛИЦА 14.17
СИЛИКОВАНАДИЙ. МАРКИ И ХИМИЧЕСКИЙ СОСТАВ* (ПО ТУ 14-5-177-87)
Марки Содержание элементов, %
Si V Мп Ti Са А1 Сг
Фс40—6 30—45 6-7 3—7 2—4 0,2—2,0 0,2—3,0 0,5—3,0
Фс40—7 30—45 7-9 3—7 2—4 0,2—2,0 0,2—3,0 0,5—3,0
Фс40—10 30—45 9—12 3—7 1—3 0,2—2,0 0,2—3,0 0,5—3,0
* Во всех марках содержится до 0,4 %
С; до 0,05 % S; до 0,05 % Р.
Феррованадий. Феррованадий (табл. 14.16) является дефи-
цитным и дорогостоящим ферросплавом, и его следует приме-
нять .только для выплавки низкокремнистых чугунов с высоким
(более 5 %) содержанием ванадия. Для выплавки серых чугу-
нов с содержанием кремния свыше 1 % и ванадия до 1 %, сле-
дует использовать силикованадий (табл. 14.17). Для выплавки
чугуна с содержанием ванадия до 0,2 % могут быть использо-
ваны доменные ванадиевые чугуны, содержащие порядка 0,5 %
ванадия. При выплавке чугуна в дуговых электропечах можно
использовать материалы, содержащие оксиды ванадия (типа
шлакомагнитного материала).
Ферромолибден (табл. 14.18)—практически единственный
молибденсодержащий ферросплав.
Ферротитан (табл. 14.19) применяется для выплавки чугу-
нов с содержанием титана свыше 0,1 %. При более низком со-
держании титана следует применять в шихте титаномедистые
или титановые доменные чушковые чугуны.
ТАБЛИЦА 14.18
ФЕРРОМОЛИБДЕН. МАРКИ И ХИМИЧЕСКИЙ СОСТАВ (ПО ГОСТ 4752-79)
Содержание элементов, °.,
Марка 4) л-. Я (У W Si С Р S Си As Sn | Sb Pb Zn | Bl
Мо ( мене (не более)
ФМобО G0 0,3 0,8 0,05 0,05 0,10 0,5 0,02 0,01 0,01 0,01 0,01 0,01
ФМо58 58 0,5 1,0 0,08 0,05 0,12 0,8 0,03 0,02 0,02 0,01 0,01 0,01
ФМо55А 55 0,5 1,0 0,08 0,08 0,12 0,8 -- 0,02 0,02 — — —
ФМо55Б 55 0,8 1,5 5,0 0,10 0,10 0,15 1,0 — 0,05 0,05 - - •—
ФМо52 52 1,0 0,50 0,10 0,20 1,0 — — — —
555
ТАБЛИЦА 14.19
ФЕРРОТИТАН. МАРКИ И ХИМИЧЕСКИЙ СОСТАВ (ПО ГОСТ 4761—80)
Содержание элементов, %
Марка Ti А1 Si С Р S Си V Мо Zn Sn
(не менее) (не более)
ФТи68 68 5 0,5 0,2 0,05 0,05 0,2 0,6 0,6 0,0 0,1
ФТи65 65 5 1 0,4 0,05 0,05 0,4 3 2,5 2 0,15
ФТи40А 40 9 5 0,1 0,05 0,05 0,2 0,5 0,5 0,3 0,05
ФТи40Б 40 9 6 0,15 0,08 0,1 3 —— — — —
ФТиЗб 35 8 5 0,1 0,07 0,05 0,1 0,8 0,5 0,2 0,05
ФТиЗОА 30 8 5 0,15 0,04 0,04 2 0,4 0,4 0,2 0,04
ФТиЗОБ 30 9 6 0,15 0,08 0,05 2 0,8 0,5 0,2 0,05
ФТиЗО 30 14 8 0,2 0,07 0,07 3 1 1 0,7 0,08
ФТи25А 25 8 5 0,1 0,05 0,05 0,1 — — — —
ФТи25Б 25 9 7 0,2 0,08 0,08 3 — — — —
ФТи20 20 8 6 0,2 0,15 0,08 3 — — — —
ФТи20А 20 15—35 15—35 1 0,08 0,03 — — — — —
ФТиЗОА 28 —37 8 4 0,12 0,04 0,03 0,4 0,8 0,4 0,2 0,01
Примечание. В обозначении марок ферротитана буквы А и Б указывают на
различие массовой дол инфосфер а.
Ферробор (табл. 14.20) используют при выплавке чугунов,
содержащих свыше 0,005 % бора. При меньшем содержании
бора в чугуне его можно вводить в ковш в виде борной кис-
лоты, как это делают при выплавке ковкого чугуна.
Феррофосфор (табл. 14.21) применяют для выплавки фос-
фористых чугунов, содержащих свыше 0,15 % фосфора. Более
ТАБЛИЦА 14.20
ФЕРРОБОР. МАРКИ И ХИМИЧЕСКИЙ СОСТАВ (ПО ГОСТ 14848—69)
Марка Содержание элементов, %
В (не менее) Si (не более) AI С S Р Си
(не более)
ФБ20 ФБ17 ФБ17А ФБ10 ФБ10А ФБ6 ФБ6А 20 17 17 10 10 6 6 2 3 4 От 7 до 15 5 12 5 4 Не более 3 Не более 5 Не более 0,5 От 8 до 12 От 8 до 12 От 6 до 12 От 6 до 12 0,05 0,20 4 0,01 0,02 0,015 0,03 0,05 0,10
556
ТАБЛИЦА 14.21
ФЕРРОФОСФОР. МАРКИ
И ХИМИЧЕСКИЙ СОСТАВ
(ПО ТУ 14-5-72 — 80)
Содержание элементов, %
Марка Р Si Мп S
(не менее) (не более)
ФФ14 14 2 1,5 0,5
ФФ16 16 2 3,0 0,5
ФФ18 18 2 4,0 0,5
ТАБЛИЦА 14.22
ФЕРРОФОСФОР
ЭЛЕКТРОТЕРМИЧЕСКИЙ. МАРКИ
И ХИМИЧЕСКИЙ СОСТАВ
(ПО ОСТ 113-25-44-86)
Содержание элементов, %
Марка Р Si Мп S
(не менее) (не более)
ФФ25—1 25 1 6 0,3
ФФ25—2 25 2 7,9 0,3
ФФ20—6 20 6 7,9 0,3
ФФ15—15 15 6—15 7,9 0,3
целесообразно использование электротермического феррофос-
фора (табл. 14.22), в составе которого, наряду с фосфором, есть
марганец и кремний.
Ферроникель различных марок (табл. 14.23) все шире ис-
пользуют при выплавке чугунов, легированных никелем, вместо
металлического никеля. Литейные марки ферроникеля, содер-
жащие никель до 8 %, удобны для плавки чугуна в вагранках
и получения узких пределов содержания никеля в чугуне. Фер-
роникель марок ФН6, ФН7, ФН8 содержит 3,5—8,0 %, кремния
и 1,0—4,0 % хрома. В ферроникель марки ФН7 входит также
5,0—6,5 % меди, что позволяет комплексно и экономно леги-
ровать чугун.
ТАБЛИЦА 14.23
ФЕРРОНИКЕЛЬ. МАРКИ И ХИМИЧЕСКИЙ СОСТАВ (ПО ТУ 48-3-59-84)
Марка Содержание элементов, %
Ni-f-Co Со Si С Сг Си
(не более) (не более)
ФН1 26,1 0,20 0,05 0,05 0,06 0,25
ФН2 24,3 0,20 0,06 0,06 0,07 0,30
ФНЗ 16,4 0,30 0,06 0,07 0,10 0,30
ФН5 7,0 0,35 0,10 0,10 0,10 0,08
ФН6 3,5 0,40 3,5 1,5 1,0 0,01
ФН7 3,8-5,3 0,1—0,4 3,5—6,0 1,0—2,5 2,0—3,0 5,0—6,5
ФН8 3,5—4,8 0,1—0,4 4,0—8,0 1,3—2,5 1,5—4,0 —
Примечание. Для выплавки чугуна используют главным образом марки ФН6,
ФН7, ФН8 с повышенным содержанием кремния, хрома, углерода и меди, поставляемые
в виде чушек массой 50 кг.
557
14.3. ЛОМ И ОТХОДЫ ЧЕРНЫХ МЕТАЛЛОВ
Лом и отходы черных металлов, применяемые для выплавки
чугуна, — это пакеты, кусковой лом и стружка стали, кусковой
лом и стружка чугуна. Основные требования к этим материа-
лам (химический состав, масса, габариты и плотность) огово-
рены в ГОСТ 2787—86 «Металлы черные вторичные».
Для выплавки ковкого и высокопрочного чугунов применяют
в основном углеродистые стальные отходы категории А, а для
выплавки серого и специального легированного чугуна исполь-
зуют также и низколегированные категории Б I, содержащие,
<%.: 0,2—1,8 Сг; >0,3 Ni; 0,15—1,8 Si: 0,15—2,1 Мп; >0,005 В;
>0,09 Ti.
Стальной лом и отходы № 1 (обозначение 1А, 1Б) имеют
размер куска не более 300 X 200X150 мм, толщину куска не
менее 6 мм, а массу не менее 0,2 и не более 30 кг. Такой лом
можно применять для плавки в вагранках производительностью
3—10 т/ч, в индукционных печах емкостью 2—5 т, в дуговых
электропечах емкостью 3—10 т.
Стальной лом и отходы № 2 (обозначения 2А, 2Б) имеют
размеры куска не более 600X350X250 мм, толщину куска не
менее 8 мм, массу не менее 2 кг; трубы должны иметь наруж-
ный диаметр не более 150 мм. Такой лом можно использовать
при плавке в вагранках производительностью свыше 10 т/ч,
в индукционных печах емкостью Юти более, дуговых электро-
печах емкостью свыше 5 т.
Для дуговых электропечей емкостью до 20 т стандарт пре-
дусматривает поставку по требованию потребителей пакетов
600 X 600 x 600 мм.
Пакеты № 1 размерами 2000X1000X710 мм, массой не менее
100 кг предназначены для большой металлургии, но их можно
использовать в дуговых электропечах емкостью 50 т и более,
применяемых в литейных цехах.
Стальная брикетированная стружка (обозначение 7А, 7Б)
с массой брикета не менее 2 и не более 50 кг при плотности не
менее 5000 кг/м3 может быть использована при плавке в любых
пла’вильных агрегатах. Содержание влаги (эмульсии) в брике-
тах не должно превышать 0,5—1,0 %,.
Чугунные лом и отходы № 1 (обозначение 16А, 16Б) дол-
жны иметь максимальный размер куска не более 300 мм, массу
нс более 20 и пе менее 0,5 кг. Такой лом может быть использо-
ван при плавке в любых агрегатах (кроме индукционных печей
емкостью менее 0,2 т).
Чугунные лом и отходы № 2 (обозначение 17А, 17Б) должны
иметь размер куска не более 300 мм, массу не более 40 кг и
могут быть использованы при планке в любых плавильных аг-
регатах (кроме индукционных печей емкостью менее 2 т).
558
Практически используют чугунный лом с массой кусков до
500 кг при плавке в дуговых электропечах емкостью свыше 10 т
и до 100 кг при плавке в крупных вагранках (более 15 т/ч) и
в индукционных печах емкостью 25 т и более.
Чугунную стружку россыпью или в брикетах применяют про-
каленную с содержанием влаги не более 0,5 % при плавке на
твердой завалке чугуна в дуговых и индукционных тигельных
электропечах.
При плавке в любых плавильных агрегатах можно приме-
нять брикетированную чугунную стружку. Однако плотность
брикетов должна быть не менее 6000 кг/м3. Применяют брикеты
с плотностью менее 5000 кг/м3, однако такие брикеты рассыпа-
ются в плавильном агрегате. Потери стружки при плавке в ваг-
ранке (угар) составляют до 50 происходит также окисление
и обезуглероживание рассыпавшейся в вагранке стружки. Не-
возможно применение брикетов с малой плотностью при плавке
в электропечах «с болотом».
Стандарт не регламентирует качество собственного возврата
литейного производства: литников, брака, скрапа. Технические
условия заводов оговаривают, как правило, необходимость очи-
стки от пригара литника для индукционных и дуговых электро-
печей, габариты забракованных деталей, отливок, скрапа.
14.4. КАРБЮРИЗАТОРЫ
При выплавке чугуна в электропечах с использованием в шихте
большого количества стальных отходов науглероживание рас-
плава производят добавкой в шихту углеродсодержащих мате-
риалов — карбюризаторов. В качестве карбюризаторов исполь-
зуют в основном высокоуглеродистые материалы на основе
ТАБЛИЦА 14.24
КАРБЮРИЗАТОРЫ ДЛЯ НАУГЛЕРОЖИВАНИЯ ЧУГУНА ПРИ ПЛАВКЕ
В ЭЛЕКТРОПЕЧАХ
Наименование ТУ Содержание, % Зернис- тость, мм
золы серы влаги углерода
Графит измель- ченный 48-20-54—84 0,9—1,0 До 0.05 0,9—1,0 Осталь- ное 0,1-2,5
Мелочь коксо- вая прокален- ная 48-20-68-75 До 1Й До 0,3 До 10 То же 0—10
Пекококсовая мелочь 14-6-147—78 До 5,0 До 0,5 — » До Ю
Коксик графи- тированный 48-05-2 - 79 Л<> 9.0 До 0,5 » » До 15
559
нефтяных и пековых коксов с определенным гранулометриче-
ским составом. В нашей стране наибольшее применение нашли
прокаленные измельченные отходы пековых коксов и электро-
дов (табл. 14.24).
Измельченный графит — это чистый по примесям продукт,
получаемый при механообработке или дроблении электродов и
графитовых изделий. Благодаря низкому содержанию серы его
используют прежде всего для выплавки низкосернистого высо-
копрочного чугуна.
Прокаленная коксовая мелочь и графит в зернах — это ме-
лочь литейного или пекового кокса, использованная в качестве
засыпки электродов при их графитизации. Повышенное количе-
ство примесей золы и песка связано с попаданием песка при за-
сыпке электродов; насыщение серой происходит в процессе гра-
фитизации.
Материалы эти рекомендуются для науглероживания серого
и ковкого чугуна.
ИНФОРМАЦИЯ
ГОСТ 28394—79 «ЧУГУН С ВЕРМИКУЛЯРНЫМ
ГРАФИТОМ ДЛЯ ОТЛИВОК».
С 01.01.91 г. в СССР введен в действие ГОСТ 28394—89 «Чугун
с вермикулярным графитом для отливок». В стандарт вклю-
чены 4 марки чугуна (таблица). Марка чугуна определяется
минимальным значением временного сопротивления разрыву
при растяжении и условным пределом текучести. Относитель-
ное удлинение и твердость по Бринеллю определяют только
при наличии требований в нормативно-технической документа-
ции, и их значение может отличаться от приведенных в таб-
лице.
ТАБЛИЦА
МАРКИ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧВГ (ГОСТ 28394-89)
Мариа чугуна ав» МПа | <*0,2’ МПа | д, % НВ, кг/мм2
(не менее)
ЧВГ 30 300 240 3,0 130—180
ЧВГ 35 350 260 2.0 140—290
ЧВГ 40 400 320 1,5 170—220
ЧВГ 45 450 380 0,9 190-250
В справочном приложении стандарта приведены данные
о химическом составе, влиянии приведенной толщины стенки
отливки на механические свойства, о физико-механических
свойства и области применения ЧВГ.
Стандарт разработан Центральным научно-исследователь-
ским институтом технологии машиностроения ЦНИИТМАШ.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
К разделу 1
1. Жуков А. А. О диаграмме состояния сплавов системы Fe — С//МиТОМ.
1988. № 4. С. 2—8.
2. Спиртус Г. А., Жуков А. А„ Перегудов Л. В. Использование ковкого
чугуна с зернистым перлитом для ударно нагруженных деталей.— М.:
Из-во ЦНИИТЭИтракторосельхозмаш, 1981.— 40 с.
3. Жуков А. А., Сасин А. Л., Кокора А. Н., Борисова О. М. Определение
температуры плавления цементита//ФХОМ. 1976. № 3. С. 145—147.
4. Шалашов В. А., Жуков А. А. К вопросу об остаточных карбидах в .хро-
мистом ковком чугуне//Изв. вузов. Черная металлургия. 1964. № 3.
С. 154—160.
5. Жуков А. А. Геометрическая термодинамика сплавов железа.— М.: Ме-
таллургия, 1979.— 232 с.
6 Ильинский В. А., Жуков А. А., Костылева Л. В. и др. Некоторые за-
кономерности геометрической термодинамики графитизации чугунов//
МиТОМ. 1986. № 6 С. 26—29.
7. Жуков А. А. Новое в теории графитизацин//МиТОМ 1987. № 1. С 7—14.
8. Справочник по чугунному литью/Под ред. И. Г. Гиршовича. 3-е изд.—
Л.: Машиностроение, 1978 — 758 с.
9. Жуков А. А., Дыбенко И. В., Абдуллаев Э. В., Афонаскин А. В Новое
в теории графитизации//МиТОМ. 1989. № 2. С. 11—18.
10. Жуков А. А., Абдуллаев Э. В., Костылева Л. В. Явления «наследствен-
ности» при кристаллизации расплавов Fe — С//Расплавы. 1987. № 4.
С. 70—74.
11. Zhukov A. A., Snezhnoy R. L. (Жуков А. А., Снежной Р. Л.) Sonte geo-
metrical aspects of cast iron thermodynamics — In «The Metallurgy of
Cast Iron» (Proceedings of Second International Symposium). Georgi publ.
Co. St. Saphorin. Switzerland. 1975. P. 97—112.
12. Ильинский В. А., Жуков А. А., Костылева Л. В., Абдуллаев Э. В. Но-
вое в теории графитизации//МиТОМ. 1988. № 10. С. 10—16.
13. Жуков А. А. Новое в теории графитизации//МиТОМ. 1984. Xs 11. С. 52—58.
14. Вопросы теории литейных процессов/П. Н. Аксенов, П. П. Берг, Н. М. Бо-
дашков и др.— М.: Машгиз, I960 —С. 163—252.
15. Dopp R. Verbesserter Betriebsschaubild fur GG//Konstruiren und Giessen.
1979. No 4. S. 17—20.
16. Жуков А. А. Конодная номограмма для расчета состава, структуры и
прочностных свойств перлитных чугунов//Литейное производство. 1959.
№ 1. С. 36-41.
17. Баландин Г. Ф., Канунников И. К. Структурная номограмма чугуна//
Литейное производство. 1978. № 8. С. 6—7.
18. Коган Л. Б. Структурные диаграммы для синтетического чугуна//Ли-
тейпое производство. 1972. № 11. С. 13—14.
19. Снежной Р, Л., Жуков А. А. Расчет скоростей охлаждения и затверде-
вания чугунных отливок, соответствующих началу отбела//Изв. вузов
Черная металлургия. 1983. № 3. С. 104—107.
20. Добровольский И. И., Жуков A. А., Пахнющий И. О. Расчет структуры
и механических свойств нелегированного и легированного чугунов//Ли-
тейное производство. 1988. Xs 5. С. 6—8.
21. Кабинов Д. А., Сильман Г. И., Жуков А. А. Номограмма для расчета
химического состава, структуры н предела прочное!и чугуна с шаровид-
ным графитом, модифицированного лигатурой ЖКМК-6//Вссгпик маши-
ностроения. 1978. Xs 11. С. 69—72.
22. Бауер В., Нехтельбергер Е. Новые исследования зависимости прочности
отливок из нелегированпого чугуна с пластинчатым графитом от тол-
щины стснок/Тезисы докладов на 55-ом Международном конгрессе ли-
тейщиков.—М.: Изд-во ВНИИТЭМР. 1988 —С. 1 — 11.
562
К разделу 2
1. Гиршович Н. Г, Кристаллизация и свойства чугуна в отливках.— М.;
Л.: Машиностроение, 1966.—562 с.
2. Рихтер Р. Конструирование технологичных отливок: Пер. с нем./Под ред.
Б. В. Рабиновича.— М.: Машиностроение, 1968.—-254 с.
3. Lampic М. Gufieisen mit Lamellen graphit//Konstruiren+Giessen 1981.
No 2. S. 2!—27.
4. Материалы в машиностроении: Справочник в 5 т./Под ред. И. В. Куд-
рявцева.— М.: Машиностроение, 1969. Т. 4. Чугун.— 248 с.
5 Справочник по чугунному литью/Под ред. Н. Г. Гиршовича. 3-е изд.—
Л.: Машиностроение, 1978.— 758 с.
6. Meehanite Specification: Handbook. The International Meehanite Metal Co
Ltd.—L.: 1980.—320 c.
7. Довгалевский Я. M. Чугуны с особыми свойствами.— М.: Металлургиз-
дат, 1957.— 198 с.
8. Гречин В, П. Легированное чугунное литье.— М.: Оборонгиз, 1952.—
147 с.
9. Канторович В. И. Исследование влияния химического состава, струк-
туры и физико-механических свойств чугуна на долговечность деталей
автомобилей, работающих на истирание (тормозные барабаны, диски
сцепления): Автореферат дис. ... канд. техн. наук. М., 1972.
10. Станчев Д. И. Конструкционные материалы для лесных машин.— Воро-
неж: Изд-во Воронежского университета. 1982.— 172 с.
11. Материалы в машиностроении: Справочник в 5 т./Под ред. И. В. Куд-
рявцева.— М.: Машиностроение, 1969. Т. 1. Цветные металлы и сплавы.—
394 с.
12. Костецкий Б. И. Сопротивление изнашиванию деталей машин.— М.:
Киев; Машиностроение, 1979.— 354 с.
13. Eyre Т. S., Williams Р. Effect of phosphorus on friction and Wear charac-
teristics of gray iron//Wear 1973. V. 24, No 3. P. 337—349.
14. Шерман А. Д., Якушин H. H. Чугуны для гильз цилиндров автомобиль-
ных двигателей. Вып. IV. Автомобильные двигатели и топливная аппа-
ратура.— М.: Изд-во НИИНАвтопром, 1978.— 71 с.
15. Герчиков А. М., Шевчук С. А., Самсонов В. И. Влияние качества чугуна
на износостойкость базовых деталей станков//Станки и инструмент. 1979.
№ 3. С. 28.
16. Гринберг Б. М. Исследование процессов формирования фосфидной эвтек-
тики в серых чугунах и ее влияние на износостойкость: Автореф. дис.
. . канд. техн. наук. М., 1977.
17 Колесниченко А. Г., Дубинин В. А. О герметичности серых чугунов//
Литейное производство. 1979. № 6. С. 6.
18. Колесниченко А. Г., Дубинин В. А. Газопроницаемость чугуна с пластин-
чатым графитом//Литейное производство. 1981. № 6. С. 5.
19. Колесниченко А. Г., Оболенский В. К., Демченко В. И. и др. Расчет гер-
метичности чугунных отливок//Литейное произволе!во. 1982. № 4 С. 8.
20. Отечественный и зарубежный опыт применения чугунов для де iалей
тракторных дизелей/В. И. Канторович, А. Д. Шерман, В М Семенов
и др.— М.: Изд-во ЦНИИТЭИТракторосельхозмаш. 1980. 72 с.
21. Материалы карбюраторных двигателей: Справочное нособис/Под ред.
А. В. Лакедемонского.— М..' Машиностроение. 1969.— 223 с.
22. Jarrett М. Р. Material considerations for automobile camshafls//SAE Prcpr.
No 10545. 1972, p. 10.
23. Полимеры в узлах трения машин и приборов: Справочник — 2-е изд/
Под ред. А. В. Чичинадзе.— М.: Машиностроение, 1988,—208 с.
24 Henke U. Ober die Temperaturwechshel — bestiindigkeit von GnBeiseii//
Giesserci — Praxis. 1974. No 3. S. 47—59; No 4 S. 71—78.
25 Чугунное литье в станкосiроении/IIод ред. /'. II Клецкина -М Маши-
ностроение, 1975 — 380 с.
563
26. Гольцман В. И., Самсонов В. А„ Шевчук В. А. Получение высокомароч-
ного чугуна для базовых деталей станков//Станки и инструмент. 1987.
№ 4. С. 37.
27. Шевчук А. И., Егорьина Н. Д., Дьяков В. С. Чугун для станкостроения
с высокими эксплуатационными и литейно-технологическими свойствами//
Литейное производство. 1980. № 2. С. 13—15.
28. Бунин К. П., Таран Ю. Н. Строение чугуна.— М.: Металлургия, 1972.—
160 с.
29. Бунин К. П., Маляночка Я. И., Таран Ю, Н. Основы металлографии чу-
гуна.— М.: Металлургия, 1969.— 416 с.
30. Лущенков В. Л., Шерман А. Д., Гринберг Б. М. Особенности распреде-
ления легирующих элементов в белом и сером чугуне//МиТОМ. 1981.
№ 7. С. 11—12.
31. Fairhurst IV7., Rohrig К. Use of Alloing Elements in cast irons//Foundry
Trade J .Int 1981. V. 4. No 12. P. 36; 38—40; 43; 47; 48.
32. Henke F. Niedriglegiertes GuBeisen zum Einsatz Bei hoheren Temperatu-
ren//Giesserei. Prax. 1969. No 21. S. 373—398.
33. Gundlach R. B. Temperaturwech sei bestandigkeit von legierten Gufieisen
mit Lamellengraphit fur Bauteile von Dieselmotoren//Giesserei.— Praxis.
1981. No 6. S. 97—107.
34. Chapman J., Mannion G. Titanium Bearung Cast Irons for Automotive
Bracing Application//Foundry Trade Journal 1982. February 25. P. 232;
235—237; 239—242; 244—246.
35. Greenhill J. M. Some practical observations on lead contamination of cast
iron//The Brit. Foundrymen, 1984. V. 77, No 7. August — Sept. P. 370—376.
36. Patterson W. Wise use of inoculants can improve properties fo gray cast
iron//Modern Castings 1980. May. P. 75—81.
37. Попов А. А., Попова A. E. Изотермические и термокинетические диа-
граммы распада переохлажденного аустенита: Справочник термиста.—
М.: Металлургия, 1965.— 150 с.
38. Коцюбинский О. Ю. Стабилизация размеров чугунных отливок.— М.: Ма-
шиностроение, 1974.— 296 с.
К разделу 3
1. Васильев Е. А. Отливки из ковкого чугуна.— М.: Машиностроение.
1976.—248 с.
2. TemperguB fur Verbundkonstruktionen.//ATS. 1987. No 1. S. 59. Informa-
tion ZGV — Zentral fur Gufiverwendung.
3. Тодоров P. П. Структура и свойства ковкого чугуна — М.: Металлургия,
1974,— 160 с.
4. Овчинников В. И,, Гиренков С. Г., Шарков В. А. Влияние графитовых
включений иа работоспособность ковкого чугуна//Литейное производство.
1981. № 10. С. 19—20.
5. Спиртус Г, А., Фоминых И. П., Перегудов Л, В. Конструктивная проч-
ность ковкого чугуна с зернистым пСрлитом.//МиТОМ. 1978. № 7.
С. 23—25.
6. Гириювич И. Г. Кристаллизация и свойства чугуна в отливках.— М.;
Л.: Машиностроение, 1966.— 562 с.
7. Kowalke Horst. Jahesubcrsicht Tampergu^ (13. Folgc).//Giesserei. 1976.
Bd. 63, No 1. S. 14 — 19.
8. Овчинников В. И., Гиренков С. Г., Шариков В, Д. Влияние структуры
и механических свойств ковкого чугуна иа его работоспособность.//
МиТОМ 1983. № 3. С. 11 — 13.
9. Балине кий В. Р., Павлов П. II, Повышение содержания углерода в ков-
ком чугунеУ/Литсйное производство. 1980. № 2. С. 33.
10. Получение и свойства сернистого износостойкого чугуна.//Тсхнология и
оборудование литейного производства: Экспресс-информация. 1982. № 44.
С. 10 14.
564
11. Исследование ковкого аустенитного чугуна с 12 % Мп.//Технология и
оборудование литейного производства: Экспресс-информация. 1975. № 24.
С. 2—8.
12. Barledo A. Etude des fontes melleables a raluminiumJ/Fonderie. 1975.
No 1. P. 31—34.
13. Шапиро А. А. и др. Влияние сурьмы на графитизацию и механические
свойства ковкого чугуна//Литейное производство 1981. № 2. С. 4—5.
14. Сучков А. Н., Такидзе Т. Р. Влияние цинка и свинца на структуру и
свойства ковского чугуна.//Литейное производство. 1984. № 6. С. 34.
15. Шумизин В. С. и др. Синтетический ковкий чугун.//Литейное производ-
ство. 1975. № 6. С. 7—8.
16. Балинский В. Р., Балинский С. В. Алюминий в ковком чугуне.//Литейное
производство. 1984. № 1. С. 7—8.
17. Рыжиков А. А., Коровин В. А. Модификатор для ковкого чугуна.//Литей-
ное производство. 1986. № 2. С. 34.
18. Влияние металлического бария и бариевого ферросилиция на структуру
и свойства черносердечного ковкого чугуна.//Экспресс-информация. Серия
3. Технология и оборудование литейного производства. Зарубежный опыт.
1985. Выпуск 2. Реферат 4. С. 3—6.
19. Влияние печной атмосферы на обезуглероживание белосердечного и
черносердечного ковкого чугуна в процессе отжига.//Технология и обо-
рудование литейного производства: Экспресс-информация. 1977. № 32.
С.‘6—12.
20. Возможность проведения графитизирующего отжига ковких чугунов при
пониженных температурах.//Технология и оборудование литейного произ-
водства: Экспресс-информация. 1979. № 38. С. 3—6.
21. Roy Р. L., Chakrabarti А. К.. Banerjee Р Annealing white cast iron at
Suberitical Temperatures.//49-th International Foundry Congress. Chicago.
April 14—17. 1982. 26. P. 7.
22. Moore С. T. Heat treatment of malleable cast irons.//The British Foundry-
man. 1979. No 6. P. 75—89.
23. Богачев И. В., Балинский В. P., Шульте Г. Ю. Перлитный ковкий чугун
в автомобилестроении.//Автомобильная промышленность. 1984. № 8.
С. 27—29.
24. Литейный цех ковкого и серого чугуна//Технология и оборудование ли-
тейного производства: Зарубежный опыт. 1985. Выпуск 18. С. 16.
К разделу 4
1. Снижение металлоемкости и увеличение срока службы сталеразливочиых
изложниц из модифицированного чугуна/Э. В. Захарченко, В. И. Семе-
ненко, А. П. Билько, В. Н. Савчук//Повышение надежности и долговеч-
ности литых деталей.— Киев: Изд-во Института проблем литья АН УССР,
1987.—С. 14—23.
2. Кривошеев А. Е., Маринченко Б. В., Фетисов Н. М. Механические свой-
ства чугуна с шаровидным графитом в отливках//Литейное производство.
1972. № 5. С. 34—35.
3. Литовка В. И. Повышение качества высокопрочного чугуна в отливках.—
Киев: Наукова думка, 1987.— 208 с.
4. Palmer R. В. Effect of cast section size on fatique properties and the
prevention of corrosion fatique of nodular irons.//Brit. Foundryman. 1982.
V. 75. No 11. P. 201—212.
5. Андреев В. В., Хамбазаров А. В. Кош роль механических свойств .высо-
копрочного чугуна на литых образцах без механической обработки//Ли-
тейное производство. 1982. № 6. С. 14—15.
6. Конструирование литых дегалеЙ из высокопрочного чугуна с шаровид-
ным графитом: Методические рекомендации--М.: ВНИИНМаш, 1981.—
28 с.
565
7. Справочник по чугунному литью/Под ред. Н. Г. Гиршовича. 3-е изд.—
Л.: Машиностроение» 1978.— 758 с.
8. Орлов П. И. Основы конструирования. Справочно-методическое пособие.
В 2-х кн. Кн. 1/Под ред. П. Н. Учаева.— М.: Машиностроение, 1988.
9. Angus Н. Т. Cast Iron: Physical and Engineering Properties.—2-nd Edi-
tion.— Butterworth, London, 1976.— 542 p.
10. Forrest R. D. The challenge and opportunity presented to the SG iron
industry by the development of austempering ductile iron//Brit. Foundry-
man. 1988. V. 81, No 4. P. 168, 170—172, 174, 176—181.
11. Высокопрочный чугун в автомобилестроении/Af. П. Шебатинов, Ю. А. Аб-
раменко, Н. И. Бех— М.: Машиностроение, 1988.— 216 с.
12. Яковлев А. П. Диссипативные свойства неоднородных материалов и си-
стем.— Киев: Наукова думка, 1985.— 248 с.
13. Iron Casting Handbook. 3-rd Edition, Edited by C. F. Walton. Clevelend:
Iron Castings Society USA, 1981—B32 p.
14. Справочник по чугунному литью/Под ред. И. Г. Гиршовича. 2-е изд.—
Л.: Машиностроение. 1961.— 800 с.
15. Влияние структуры матрицы и скорости нагружения на трещиностой-
кость ЧШГ изложниц при температурах от —196 до 900 °С/Э. В. Захар-
ченко, А. П. Билько, В. И. Кирьян, С. В, Шомоновский! IСтруктура и
свойства чугуна.— Киев: Институт проблем литья АН УССР, 1989.—
С. 10—20.
16. Effects of Testing Temperature and Strain Rate on Toughness of Ferritic
Spheroidal Graphite Cast Iron//K. Nagai, S. Izumi, K. Kishitake, T. Owa-
danoZ/Imono. 1986. V. 58, No 9. P. 653—658.
17. Bralower P. M. Ductile Iron Cask Cleared for Nuclear Fuel Storage/IMo-
dern Casting. 1987. V. 77, No 12. P. 21—23.
18. Экспресс-информация. Технология и организация литейного производ-
ства. М.: ВИНИТИ, 1982. № 4, Реф. 19.
19. Справочник литейщика. Чугунное литье/Под ред. Л. М. Мариенбаха.—
М.: Машгиз, 1961.— 774 с.
20. Экспресс-информация. Технология и организация литейного производ-
ства. М.: ВИНИТИ, 1981. № 23. Реф. 103.
21. Экспресс-информация. Технология и организация литейного производ-
ства. М.: ВИНИТИ. 1983 № 33. Реф. 165.
22. Impact Characteristics of and Fractografy of Spheroidal Graphite Cast Iron
and Graphite Steel with «Hard Eye Structure»/^. Okabayashi, M. Kawa-
moto, A. Ikegana, M. Tsuitkawa//Trans, of Japan Foundrymen’s Soc. 1982.
V. 1. P. 37—41.
23 Экспресс-информация. Технология и организация литейного производ-
ства.—М.: ВИНИТИ, 1981. № 27. Реф. 126.
24. Wolfensberger S., Uggowitzer P., Speidel M. O. Die Bruchzahigkeit von
Guseisen. Teil 11: Guseisen mit Kugelgraphit//Gissereiforschung. 1987. Bd.
39, No 2. S. 17—24.
25. Elastic — Plastic Fracture Toughness of Cast Irons and its Relations to
Graphite Morphology and Pearlite Content/P. Brandhubanyong, M. Ito,
T. Umeda el a/.//Tiaiis. of Japan Fonndrymen’s Soc 1987. V. 6. P. 28—32.
26. Effect of Heat Treatment and Silicon Content on the Fracture Toughness
of Black Heait Malleable and Spheroidal Graphite Cast Irons./?. Maezono,
Y. Ohlsuha, R. Takahasi el n///Imono. 1986. V. 58. No 3. P. 195—199.
27 Kobayashi T.. Yamamoto FL. Takabayashi Y. Evaluation of Fracture Tough-
ness Parameters of Auslcinpered Low Alloy Ductile Iron//Imono. 1987.
V. 59. No 4. P. 211—216.
28 Экспресс-информация. Технология и организация литейною производства
М • ВИНИТИ. 1984. № 23 Реф. 86.
29. Komatsu S, Shiota Т„ Nakamura К Influence of Silicon Content on the
Frachire Toughness of Feuitic Spheroidal Graphite Cast lion//Trans. of
Japan Fonndrymen’s Soc 1986. V. 5. P. 14—18.
5G6
30. Красовский А. Я-> Калайда В. В. Прочность и трещипостойкость чугу-
нов с шаровидным графитом.— Киев: Наукова думка, 1989.— С. 136.
31. Iwabushi Y., Narita Н., Ichnomiya Y .Mechanical Properties of Heavy
Spheroidal Graphite Iron Castings//Imono. 1987. V. 59. No 3 P. 153—
158.
32. Komatsu S, Shiota T., Nakamura K. Influence of Phosphorus Content on
Fracture Toughness and its Transition Behavior of Ferritic Spheroidal
Graphite Cast Iron//Imono. 1987. V. 59, No 9. P. 554—559.
33. Wolfensberger S.t Uggowitzer P„ Speidel M. 0. Die Bruchzahkeit von Gu-
seisen. Teil 1: Guseisen mit Lamellengraphit/ZGiessereiforschung. 1987. Bd.
39, No 1. S. 17—24.
34. Экспресс-информация. Технология и организация литейного производства.
М.: ВИНИТИ, 1982. № 2. Реф. 9.
35. Ulin У. J. Guidelines for Desining and Machining Meehanite ADI Castings//
Casting World. 1987. V. 19. No 2. P. 8—21
36. Абрамов В, В., Курганов В. А. Термоуравновешенная металлургическая
изложница.— М.: Металлургия, 1988.— 144 с.
37. Rohrig К. Eigenschaften von Unlegiertem und Niedriylegiertem Guseisen
mit Kugelgraphit bei erhohten Temperaturen//Giesserei Praxis. 1985. No 3/4.
S. 29—40.
38. Palmer К. B. High temperature properties of cast irons.//Iron and Steel.
1971. V. 44, No 1. P. 39—40.
39. Komatsu S., Shiota T., Nakamura К Influence of Graphite Shape on
Fracture Toughness and Its Transition Behavior of Ferritic Cast Iron//
Imono. 1987. V. 59, No 3. P. 159—163.
40. Экспресс-информация. Технология и организация литейного производ-
ства. М.: ВИНИТИ, 1982. № 23 Реф 113.
41. Дронюк Н. Н., Великий А. И., Значковский О. Я., Изаров М. А. Повы-
шение хладостойкости ЧШГ до —100 °С//Литейное производство. 1987.
№ 6. С. 26—27.
42. Мильман Б. С., Клочнев Н. И., Пестов Е. С. и др. Влияние химического
состава и структуры на механические свойства синтетического ЧШГ при
отрицательных температурах//Литейное производство. 1971. <№ 11. С. 13—
15.
43. Юзвак В. М., Волчок И. П., Гонтаренко В. И. Микромеханизм разруше-
ния чугунов/МиТОМ. 1983. № 8. С. 12—13.
44. Баранов А. А. Фазовые превращения и термоциклпрование металлов —
Киев: Наукова думка, 1974.— С. 230.
45. Колесниченко А. Г., Дубинин А. В. О герметичности серых чугунов//Лн-
тейное производство. 1979. № 12. С. 6—7.
46. Гиршович Н. Г., Иоффе Я- А., Еремин В М. Обеспечение герметичности
отливок из чугуна с пластинчатым графитом//Литеиное производство.
1976. № 6. С. 9—10.
47. Жалимбетов С. Ж. Высокопрочный чугун для арматурных огливок//Ли-
тейное производство. 1978. № 10. С. 6—8.
48. Лапин В. Л., Свичинский С. Г., Базуев М. М., Десятое Б. С. Получение
герметичных отливок из высокопрочного чугуна без нрибылей//Ли1ей11ое
производство. 1982. № 6. С. 13—14.
49. Колесниченко А. Г., Дубинин А. В. Газопроницаемость чугуна с пластин-
чатым графитом//Литсйное производство, 1981. № 5 С. 5.
50. Чернышова Н. В., Дубинин А. В., Ежов Г, И., Бойко Г. Г. Влияние
. формы графита на герметичное п> чугупа//Литсйпое производство. 1986.
'№>2.0.18.
51. Riposan L, Tudor G. Druckolichkeit von Gusseisen mit Vennikular graphit.
von Gusseisen mit Jamellcn graphite, von Gusseisen mil Kugelgraphitc//
Giesserei Praxis. 1982. No 9. S. 135—140.
52. Еремин В. M. Особенности питания чугуна с различной формой графита:
Автореф. дис. ... канд. техн. наук. Л.. 1976
567
53. Doong J.-L.. Chen C.-S./Fracture toughness of bainitic nodular cast iron//
Fatigue and fracture eng. Mater .and Struct., 1989. V. 12, № 2. P. 155—165.
54. Отливки из чугуна с шаровидным и вермикулярным графитом/Э. В. За-
харченко, Ю. Н. Левченко, В. Г. Горенко, П. А. Вареник.— Киев: Нау-
кова думка, 1986.— 248 с.
55. Применение отливок из высокопрочного чугуна с шаровидным графитом
в тракторном и сельскохозяйственном машиностроении. Методические ре-
комендации.— М.: Изд-во ЦНИИТЭИтракторсельхозмаш. 1980.— 61 с.
56. Karsay S. I. Ductile Iron Production Practices. Cleveland, 1979. 2-nd Prin-
ting. Published by AFS.— 179 p.
57. Barton R. Development in the Production of S.— G. Iron Castings//Foundry
Trade J. Internat. 1987. V. 10. No 33. P. 36, 38—39.
58. Левченко Ю. H., Еремин А. П. Графитизирующее модифицирование вы-
сокопрочного чугуна//Литейное производство. 1987. № 6. С. 15—16.
59. Левченко Ю. Н., Левицкий В. О., Горшков А. А. Вплив присадок ферро-
сил1*щ’ю на швидюсть вилучення магнпо с рщкого чавуну//Допов!д! АН
УРСР. 1967. № 10. С. 747—749.
60. New Concepts in Nodularization and Inoculation//Foundry Trade J. 1981.
V. 151. No 3217. P. 105—106.
61. Левченко Ю. H., Гончаренко Г. А., Лыков H. П. Влияние алюминия,
стронция и редкоземельных металлов в составе комплексных модифи-
каторов на структуру высокопрочного чугуна//Литейное производство.
1984. № 4. С. 8-9.
62. Гиршович И. Г. Кристаллизация и свойства чугуна в отливках.— М.;
Л. Машиностроение, 1966.— 564 с.
63. Справочник по изготовлению отливок из высокопрочного чугуна//Под ред.
А. А. Горшкова.— М.: Киев Машгиз. 1961.— 300 с.
64. Кунявский М. Н. Исследование фазовых превращений и структурных из-
нений в высокопрочных чугуна х//Металл сведение и современные методы
термической обработки чугуна.— М.: Машгиз, 1955.— С. 58—77.
65. Кунявский М. Н., Демидова Т. Г. Научные основы и прогрессивная тех-
нология термической обработки чугуна/Вопросы литейного производства
и термической обработки чугуна.— М.: Машгиз, 1956.— С. 58—81.
66 Rohrig К. Zwischenstufenvergutetes Gusseisen mit Kugelgraphit//Giesse-
rei — Rundschau. 1983. No 4. S. 19—35.
67. Ikhlef A., et al. Evolution structurales de fontes G. S. au cours de diffe-
rents types de traitements thermiques//Hommes et Fonderie. 1982. No 121.
P. 9—22.
68. Properties of hotrolled ductile cast iron/У. Otoguro, K. Sato, K. Hasho-
moto, et «/.//Nippon Steel Techn. Rept. 1980. No 15. P. 40—54.
69 Теплофизические свойства топлив и шихтовых материалов черной метал-
лургии ЦВ. М. Бабошин, Е А. Кричевцов, В. М. Абзалов и др.— М.:
Металлургия, 1982.— 152 с
70 Сучков В. Д. Теплофизические величины. Справочные данные для про-
ектирования металлургических печей. Свердловск: Изд-во Уральского по-
литехнического института, 1963. 39 с.
71. Егоренков И. П. О теплосодержании и теплоемкости железа и чугуна.//
Литейное производство. 1955 №7. С. 20—24.
72. Пивоварский Е. Высококачественный чугун: Пер. с нем./Под ред.
И. Н. Богачева и Б. Г. Лившица. В 2-х т. 1965. Т. 1.—650 с.
73 Механика разрушения и прочность материалов: Справочное пособие.
В 4-х т./Под ред В. В. Панасюка.— Киев: Наукова думка, 1988. Т. 2.
Коэффициент интенсивное in напряжений в телах с трещинами 620 с.
74 Влияние фосфора на физические свойства синтетического чугуна с шаро-
видным графитом.//?. В. Гельд, В. Е. Зиновьев, О. В. Пузырьков-Уваров
п </р.//14зв. ну юн. Черная металлургия. 1977. № 3. С. 156 158
75. Thermal diffusion of flaky, CV ana spheroidal graphite cast iron./M Sasaki,
568
К. Taniguchi, С. Yoshida, Т. Sakamoto./] J. Jap. Foudrym. Soc. 1983. V. 55.
No 4. P. 219—224.
76. Nakano Y. Kavano Y. Magnetic properties of cast iron,//Imono. 1979. V. 51,
No 6. P. 315—321.
77. Koniger A. Magnetischen Eigenschaften von Gusseisen in Abhangigkeit von
Begleitelcmenten.//Gefugeausbild und Temperatur Giess. 1959. Bd. 46,
No 9. S. 216—218.
78. Трение, изнашивание и смазка: Справочник. В 2-х кн.//Под ред. И. В. Кра-
гельского и В. В. Алисина. М.: Машиностроение, 1978. Кн. I. 400 с.
79. Основы металлографии чугуна./К. П. Бунин, Я. Н. Малиночка, Ю. Н. Та-
ран.— М.: Металлургия, 1969.—416 с.
80. Гречин В. П. Износостойкие чугуны и сплавы. М.: Машгиз, 1961. 128 с.
81. Суходольская Е. А. Новый материал для поршневых колец//Литейное
производство. 1953. № 2. С. 21—23.
82. Любарский И. М„ Палатник Л. С. Металлофизика трения.— М.: Металлур-
гия. 1981.— 190 с.
83. Рыбакова Л. М., Куксенова Л. И. Структура и износостойкость ме-
талла.— М.: Машиностроение. 1982.— 212 с.
84. Использование радиоизотопных методов в промышленности./Под ред.
А. П. Любченко.— М.: Атомиздат, 1975.— 160 с.
85. Лившиц Л. С., Соколова Т. И., Григорьев С. П. и др. Износостойкость
серого и высокопрочного чугунов в условиях ударно-абразивного изнаши-
вания.//Трение и износ. 1987. Т. 8. № 5. С. 949—951.
86. Горушкина Л. П. Структура и свойства магниевого чугуна:—Харьков:
Вища школа, 1980.— 160 с.
87. Михайлов Р. И. Исследование влияния микростроения на физико-меха-
нические, технологические свойства и износостойкость высокопрочного чу-
гуна: Автореф. дис. ... канд. техн. наук. Киев, 1983. 20 с.
88. Износостойкость конструкционных чугунов, применяемых в тракторо-
строении: Информационное письмо.//АН УССР. Ин-т машиноведения и
сельскохозяйственной механики.— Киев: Изд-во АН УССР, 1956.— 16 с.
89. Лядский В. Б. Размеры продуктов износа как показатель величины из-
носа.//Литейное производство. 1955. № 10. С. 10—13.
90. Захарченко Э. В., Дронюк Н. Н. Влияние температуры на свойства вы-
сокопрочного чугуна изложниц//Литейное производство. 1976. № 12.
С. 8—10.
91. Sohma М., Nagaoka К. Effect of Graphite Size on the Growth of Sphe-
roidal Graphite Cast Iron//Imono. 1986. V. 58, No 11. P. 781—786.
92. Коллинз Дж. Повреждение материалов в конструкциях. Анализ, пред-
сказание, предотвращение.— М.: Мир, 1984.—624 с.
93. Сиратори М., Миеси Т., Мацусита X. Вычислительная механика разру-
шения.— М.: Мир, 1986 — 334 с.
94. Механика разрушения и- прочность материалов: Справочное пособие.
В 4-х т./Под ред. В. В. Панасюка.— Киев: Наукова думка, 1988. Т. 3: Ха-
рактеристики кратковременной трещиностойкости материалов и методы
их определения.— 436 с.
95. Романив О. Н., Ткач А. И., Юськин Т. Я.. Овчинников В. И., Шарков В. А.
Статическая трещипостойкость чугунов. Чугуны с шаровидным графитом.
ФХММ. 1988. № 4. С. 57-63.
К разделу 5
1. Отливки из чугуна с шаровидным и вермикулярным графитом/Э. В. За-
харченко, Ю. Н. Левченко, В. Г. Горенко, П. А. Вареник.— Киев: Нау-
кова думка, 1986.—248 с.
2. Iron Castings Handbook.- 3rd edition. Edited by C. F. Walton. Cleveland:
Iron Castings Society USA, 1981.—832 p.
3. Sergeant G. F„ Evans E. R. The production and properties of compacted
iron graphite irons//British Foundryman. 1978 V. 71, No 5. P. 115—124.
( 569
4. Ikenaga A., Ueda T., Okabayashi К The influence of matrix structure on
mechanical properties of compacted vermicular graphite cast iron//Imono.
1981. V. 53, No 10. P. 541—546.
5. Komatsu S., Shiota T., Nakamura К Influence of Graphite Shape on Fra-
cture Toughness and its Transition Behavior of Ferritic Cast Iron//Imono.
1987. V. 59, No 3. P. 159—163
6. Blom A. F. et al. Fracture Mechanical Testing of Cast Materials//55th Inter-
national Foundry Congress Moscow. September 11—16, 1988.
7. Shikida M., Matsumoto H. Fatigue Strength and Fatigue Crack Growth
Behavior in Compacted Vermicular Graphite Cast Iron//Imono. 1987. V. 59.
No 6. P. 368—369.
8. Nechtelbergcr E. et al. Cast Iron with vermicular/Compacted graphite.
State of the art .Development, production, properties, applications//49th
International Foundry Congress. Chikago Apr. 14—17, 1982.
9. Sasaki M. et al. Thermal diffusivity of flaky, CV and spheroidal graphite
cast iron//Imono. 1983. V. 55, No 4. P. 219—224.
10. Riposan I., Sofroni L. Fonta Cu Grafit Vermicular.— Bucuresti: Editure
Technica ,1984.— 334 p.
11 Носов В. H., Носова Л. М. Эксплуатационные свойства чугуна с вер-
микулярным графитом//Изв. вузов. Черная металлургия. 1983. № 10.
С. 101—104.
12. Юзвак В. М., Волчок И. П., Гонтаренко В. И. Микромеханизм разру-
шения чугунов//МиТОМ. 1983. № 8. С. 12—13.
13. Кривошеев А. Е., Маринченко Б. В., Фетисов Н. М. Коррозионная стой-
кость немодифицированного и модифицированного чугуна//Литейное про-
изводство. 1973. № 3. С. 6—7.
14. Петриченко А. М и др. Особенности строения и термической обработки
чугуна с вермикулярным графитом//МиТОМ. 1983. № 10. С. 61—63.
А' разделу 6
1. Гарбер М. £., Романов О. М., Цыпин И. И. О производстве комбини-
рованных (сталь—износостойкий чугун) отливок.//Литейное производ-
ство. 1980. № 6. С. 20—21
2. Гарбер М. Е. Отливки из белых износостойких чугунов.— М.: Машино-
строение, 1972.— 112 с.
3. Цыпин И. И. Белые износостойкие чугуны. Структура и свойства.— М.:
Металлургия, 1983.— 176 с.
4. Овсеенко А. Н., Шаповалова Г. Я-, Башкин О. Н. Температура и со-
стояние поверхности слоя высоколегированных чугунов при обработке
с нагревом.//Вестник машиностроения. 1983. № 3. С. 56—57.
5. The production of Hi-Hard Martensitic White Cast Iron—L: International
Nickel Company (Mond) LTd, 1963.— 65 p.
6. Белякова П. E.f Гарбер M. E., Рожкова E. В. Физические свойства бе-
лых хромистых чугунов.//МпТОМ. 1975. № 12. С. 45—48.
7. Бунин К. П., Малиночка Я- Н., Таран Ю. Н. Основы металлографии чу-
гуна.—М : Металлургия, 1969.— 416 г.
8 Самсонов Г. В Тугоплавкие соединения. 2-е изд., псрераб. и доп.— М.:
Металлургия, 1976.—558 с4
9 Металловедение и термическая обработка стали: Справочник. В 3-х т.
2-е изд./Нод ррд. М. Л. Бернштейна и А. Г. Рахштадта — М.: Металлур-
гия, 1961. Т. I. -747 с.
10. Цыпин И. И., Канторович В И., Гольдштейн В. А. и др.— Технология,
организация н экономика машиностроительного произволе 1ва//ВНИИМАШ.
1982 № 6 С 3 -5.
II. Тененбаум М. М. Сопротивление абразивных изнашиванию. М.: Маши-
ностроение 1976--271 с
12. Трение, и ni.'iiiiHHaiine и смаша: Справочник. Кн. 1/ Нод ред И. В. Кра-
сельского, В В Алисина — М Машиностроение. 1978.— 400 с.
570
13. Matsubara Y., Honda Е.//Нэцу сери. 1977. V. 17. No 6, P. 539—545.
14. Boyes I. IF.//Iron and Steel. 1969. V. 42. No 1. P. 57—63.
15. Хрущов M. M., Бабичев M. А. Абразивное изнашивание.— M.: Наука,
1970.— 272 с.
16. Гамельская 3. М., Гутерман В. М. Износостойкость и прочность мате-
риалов для горных машин.//Научные труды. ВНИИПТУглемаш.— М.:
Недра, 1966. Вып. 11.— С. 3—33.
17. Конторович И, Е., Рожкова Е. В., Гарбер М. Е., Цыпин И. И. Об оп-
тимальном содержании углерода и хрома в белых износостойких чугу-
нах.//МиТОМ. 1971. № 5. С. 45—46.
18. Ковальченко М. С., Рогова Ю. И. Анизотропия микротвердости поли-
кристаллических карбидов переходных металлов VI группы//Порошковая
металлургия. 1971. № 2. С. 98.
19. Мирзаева Н. М„ Маргулис Д. К., Рогов А. А. Вопросы производства и
обработки стали.//Научные труды ЧПИ.— Челябинск: Изд-во ЧПИ, 1974.
№ 47, с. 154.
20. Гарбер М. Е., Рожкова Е. В., Цыпин И. И. Влияние структуры на из-
носостойкость белых чугунов.//МиТОМ. 1968. № 11. С. 23—25.
21. Рожкова Е. В., Романов О. М., Романов Л. М., Козлов Л. Л. Влияние
металлической основы на износостойкость хромистых чугунов.//МиТОМ.
1986. № 6. С. 30—32.
22. Rusnak Z.//Strojirenstvi. 1974. No 2. S. 97—100.
23. Gundlach R. B„ Parks J. L.IPWew. 1978. V. 46, No 1. P. 97—108.
24. Попов В. С., Брыков Н. Н., Дмитриченко Н. С., Приступа П. Т, Долго-
вечность оборудования огнеупорного производства.— М.: Металлургия,
1978.—232 с.
25. Бунин К. П., Таран Ю. Н. Строение чугуна.— М.: Металлургия, 1972.—
160 с.
26. Таран Ю. Н., Мазур В. И. Структура эвтектических сплавов.— М.: Ме-
таллургия, 1978.— 312 с.
27. Окамото М., Кагаева А, Износостойкий белый чугун//Тютандзо на нэпу
сёра. 1983. Т. 36, № 2, С. 1—8.
28. Maratray F.//Memoires scientifiques de la revue de metallurgie. 1971. V. 68,
No 2. P. 67—74.
29. Рожкова E. В., Романов О. M. Прокаливаемость износостойких легиро-
ванных чугунов.//МиТОМ. 1985. № 7. С., 16—18.
30. Maratray F.//AFS transaction. 1971. V. 79. Р. 121—124.
31. Cias W. W. Austenite Transformation Kinetics of ferrous alloys. N-Y.:
Climax Molybdenum Company Grenwich Connecticut. 1974. P. 88.
32. Таран Ю. H„ Снаговский В. M. Морфология эвтектики в Fe — С — Сг//
МиТОМ. 1966. № 4. С. 27—30.
33. Dodd /.//Bulletin du Cercle d’etudes des metaux. 1973. V. 13, No 2 (numero
special). P. 77—108.
34. Rohrig /(.//Giesserei — Praxis. 1971. No 2. S. 21—33.
35. Гарбер M. E., Рожкова E. В., Цыпин И. И. Влияние марганца на превра-
щение аустенита белых хромистых чугунов.//МиТОМ. 1981. № 1. С. 48—
52.
36. Рожкова Е. В., Ватковская И. Е., Иванова М. Ю. Оптимизация режимов
термической обработки хромистых чугунов (18 % хрома) в кн.: Повыше-
ние служебных свойств высоколегированных литых сталей и чугунов М.:
Московский дом научно-технической пропаганды им. Ф. Э. Дзержинского.
1987. С. 119—124.
37. Рожкова Е. В., Михайловская С. С., Цыпин И. И. Особенности фазовых
превращений чугунов с 30 % хрома.//МиТОМ. 1983. № 4. С. 29—31.
38. Гароер М. Е., Рожкова Е. В., Цыпин И. И. Влияние углерода на превра-
щение аустенита белых хромистых чугунов//МиТОМ. 1977. № 4. С. 21—23.
39. Parks J. /..//Giesserci — Praxis. 1979. No 6. S 81—91.
40. Almanite U7.//Alloy Digest. 1974. V. 3. P. 1- 42
571
41. Special-Purpose Alloy Castings To Resist Abrasion—Darlaston: Bradley
and Foster Ltd 1976.— 20 p.
42. Fischer J. J. The Relationship of Microstructure to Properties in Ni-Hard//
AFS Transaction. 1983. V. 91, No 4. P. 47—54.
43. Rohrig K. Verschleissbestandige weisse. Chrom-Molibdan Gusseisen//Frei-
berger Forschungshefte. 1985. No 245. S. 120—134.
44. Maratray F., Usseglio-Nanot R. Atlas courbes de transformation de fontes
blanches au chrome et au chrome-molybdene.— Paris, Climax Molybdenum
S. A. 1970.— 198 p.
45. Panigrahi S. C. 48-th Intern. Foundry Congress — Varna: 1981.
46. Fras E. 48-th Intern. Foundry Congress — Varna: 1981.
47. Ni—Hard—Werstoffe Verschleissfester Hartguss//Technik und Betrib.
1969. Bd. 21. No 3. S. 64—66.
48. Henke F. Verschleissbestandige weisse Gusseisen.//Giesserei — Praxis. 1973.
No 3. S 52.
49. Farge J. C„ Barclay J. A. Properties of Cast Iron Grinding Balls//Metals
Engineering. Quarterly, 1975. V. 15. No 4. P. 41—46.
50. Diesburg D. E., Rohrig K. Ober die Risszahigkeit von Chrom-Gusseisen.//
Giesserei. 1976. Bd. 63. No 2j S. 25—30.
51. Durman R. W. The application of alloyed white cast irons in crushing, grin-
ding and material handling processes.//The British foundryman. 1976 V. 69,
No 6. P. 141—149.
52. Нива P. Влияние содержания марганца на механические свойства, струк-
туру и износостойкость чугуна с 28 % Сг//Имоно. 1980. V. 52. № 3.
Р. 135—140.
53 Томашов Н. Д. Теория коррозии и защиты металлов.— М.: Металлург-
издат, I960 —591 с.
54. Engineering Properties and Applications of Ni-hard Martensitic White Cast
Iron.— L.: International Nickel Ltd. 1965. 36 p.
55. Fairhurst W., Stolk D. A. Chrom-molybdanlegirte wisse Gusseisen-sorten fur
verschleiss beau spruchte Bauteile//Giesserei — Praxis. 1972. No 3. S. 39—
47.
56. Гарбер M. E., Цыпин И. И. Основы подбора состава и структуры износо-
стойких отливок из белого чугуна.//Литейное производство. 1970, № 6.
С. 2—6.
57. Цыпин И. И., Гарбер М. Е., и др. Новый абразиво-коррозионпостойкий
белый чугун.//Литейное производство. 1978. № 9. С. 5—7.
58. Фиилбейн И. Е. Опыт совершенствования технологии и организации ра-
бот в угольном машиностроении. М.: Из-во ЦНИИЭуголь, 1975.— С. 22—
23.
59. Цыпин И. О., Трубицын Н. А., Крючков П. П. и др. Износостойкие мелю-
щие элементы среднеходных углеразмольных мельниц.//Литейное произ-
водство. 1970. № 2. С. 11—13.
60. Herbert S., Bozzoni N. Amborite bei der Bearbeitung von Nihard//Industrie
Diamanten Rundschau. 1981 V. 15, No 2. S. 74—77.
61 Рожков E. В., Романов О. M Оптимизация состава износостойких хроми-
стых чугунов по углероду и марганцу.//МиТОМ. 1982. № 6. С. 36.
К разделу 7
1 Шурин А. К Диаграммы состав — свойство квазибннариых и квазитрой-
пых эвтектических систем с фазами внедрения. Диаграммы состояния
материаловедении.— Киев Из-во НИМ АН УССР. 1980.— С. 59--67.
2. Шурин А. К. Исследование фа юных равновесий и структуры сплавов
с фазами внедрения для задач разработки материалов с композицион-
ным упрочнением. Фазовые равновесия в металлических сплавах. М.:
Наука. 1981. С 209—217
3. Структура и свойства компошиионпых матсриалов/А'. И. Портной,
572
С. Е. Салибеков, И. А. Светлов, В. М, Чубарев.— М..: Машиностроение,
1979.—255 с.
4. Портной К. И., Туманов А. Т. Композиционные и дисперсноупрочненные
жаропрочные никелевые сплавы. Структура и свойства жаропрочных ме-
таллических материалов.— М.: Изд-во АН СССР, 1970.—С. 55—68.
5. Лизунов В. И. Композиционные стали.— М.: Металлургия, 1976.— 151 с.
6. Сильман Г. И., Фрольцов М. С. Половинчатые чугуны. Классификация,
свойства, применение//!I Всесоюзный съезд литейщиков.— Л.: Изд-во
НИИмаш, 1983.— С. 68—70.
7. Сильман Г. И. О некоторых особенностях структурообразования в спла-
вах Fe — С — У//Повышение качества литых деталей из стали и чугуна
за счет легирования ванадием: Сб. тр. Всесоюзной конференции. М.:
1977. С. 44—47.
8. Сильман Г. И., Фрольцов М. С. Отливки из износостойких белых чугу-
нов.— М.: Изд-во ЦНИИТЭстроймаш, 1982 — 44 с.
9. Жуков А. А., Сильман Г. И., Фрольцов М. С. Износостойкие отливки
из комплексно-легированных белых чугунов.— М.: Машиностроение,
1984 — 104 с.
10. Дмитриева Г. П., Шурин А. К., Васильев А. Д. Строение и механиче-
ские свойства сплавов железа с карбидами ванадия//МиТОМ. 1978. № 4.
С. 64—66.
11 Бедый вязкий чугун с высоким содержанием марганца.— РЖ Метал-
лургия, 1963, 12, И3378П, с. 52.
12. Фремунт П. и др. Износостойкие отливки из ванадиевого чугуна//40-й
Международный конгресс литейщиков. М.: Изд-во НИИмаш, 1975.
С. 228—244.
13. Кинто Нобухиро. Белый доменный чугун.— РЖ Металлургия, 1979, 10,
с. 98.
14 Fras Е., Gusik Е. Pierwotna mikrostruktura stopow Fe — С — V.//Arch.
hutn. 1980. Bd. 25, No 4. S. 757—772.
15. Исследование структуры и свойств белых легированных чугунов повышен-
ной износостойкости и вязкости/Г. И. Сильман, А. А. Жуков, Ю. Н. Та-
ран и ^.//Прогрессивная технология литейного производства.— Горь-
кий: Волго-Вятское книжное изд-во, 1969.— С 195—199.
16 Жуков А. А., Зволинская В. В. Отливки из железоуглеродистых сплавов,
легированных ванадием.— М.: Изд-во НИИмаш, 1979.— 48 с.
17. Sakwa J. Wanadowe i molibdenowo-chromowe zeliwa biale odporne na
scieranie//Wiad. hutn., 1978, Bd. 34. No 4, S. 147—148.
18. Жуков А. А., Сильман Г. И. Ванадиевые и некоторые другие легиро-
ванные чугуны, отвечающие принципу Шарпп. Чугунное литье. Л.: Ма-
шиностроение, 1978. с. 127—131.
19. Тейх В. А., Савчук В. Г.,,Чумак Б. И. Высоколегированные чугуны для
износостойких деталей дробеметных аппаратов.//Литейное производство.
1980. № 9. С 23—24.
20 Сильман Г. И., Фрольцов М. С., Жуков А. А. Разработка и исследова-
ние износостойких комплексно-легированных белых чугунов.//МиТОМ.
1978. № 3. С. 74—75.
21. Слободинский И. И., Софрошенко А. Ф Хромованадисвый чугун для
угольных центрифуг//Литейное производство 1977. № 9. С. 36.
22. Parent-Simonin S., Arnould J., Schissler J M. Les fontes blanches an
chrome-vanadium.//Fonderie. 1978. V. 375. P. 45—53.
23. Воздвиженский Б. M., Кононов В. А. Исследование структуры и свойств
хромованадиевого чугуна//Прогрессивные процессы и материалы в ли-
тейном производстве.— Ярославль: Из-во Ярославского политехнического
института. 1979.— С. 59—62.
24. Агапова Л. И. Повышение прочностных и пластических свойств белого
чугуна путем легирования ванадием и ниобием и деформации: Автореф.
дис. канд. техн, наук М., 1981.
573
25. Сальман Г. И., Болховитина Н. А., Эпштейн Л. 3. О стабильности карбид-
ных фаз в системе Fe — С — Сг. Деп. в Черметинформации 31.01.86.
№ ЗД/ЗЗЮ.
26. Chakrabatry J., Basak A. Structural study of Cr —Мп — Cu white cast
irons.//Journ. Mater. Sci. Lett. 1987. V. 6, No 12. P. 1399—1402.
27. Жуков А. А., Сальман Г. И., Половинчук В. П. Получение легирован-
ных стабильно половинчатых чугунов.//Литейное производство. 1987.
№ 2. С. 7.
28. Сальман Г. И., Болховитина Н. А. Разработка и исследование износо-
стойких чугунов с повышенным содержанием хрома и кремния//Новые
конструкционные стали и сплавы и методы их обработки для повышения
надежности и долговечности изделий. Тр. Всесоюзной конференции.—
Запорожье: Изд-во ЗМИ, 1980. С. 218—219.
29. Жуков А. А., Половинчук В. П. Прессующие поршни для машин литья
под давлением из стабильно-половинчатого чугуна//Ускорение научно-тех-
нического прогресса в литейном производстве Дальнего Востока. Тез. до-
кладов всесоюзного семинара. Комсомольск-на-Амуре: Изд-во Хабаров-
ского ЦНТИ, 1986. С. 23—24.
К р аз д е л у 8
1. Бобро Ю. Г. Алюминиевые чугуны.— Харьков: Из-во Харьковского ун-та,
1964.— 195 с.
2. Grainger Z. Pzispevek k Vyroby odlitkie Z pyroferalu//Slevarenstvi. 1955.
No 10. S. 309—317.
3. Александров H. H„ Клочнев H, И. Технология получения и свойства жа-
ростойких чугунов.— М.: Машиностроение. 1964.— 169 с.
4. Бобро Ю. Г. Легированные чугуны.— М.: Металлургия, 1976.— 282 с.
5. Paren Т., Setnanin S., Margerie J. Stude des proprietes des fontes fer car-
bone-aluminium//Fonderie. 1975. V. 30. No 343. P. 87—89.
6. Герек А., Байка Л. Легированный чугун — конструкционный материал.—
М.: Металлургия, 1978.— 206 с.
7. Клочнев Н. И. Технология производства отливок из высокопрочного чу-
гуна с шаровидным графитом.—М.: Машгиз. 1962.— 172 с.
8. Справочник по чугунному литью/Под ред. Н. Г. Гиршовича. 3-е изд —
Л.: Машиностроение. 1978.—758 с.
9. Материалы в машиностроении. Справочник в 5-ти т./Под ред. И. В. Куд-
рявцева.— М.: Машиностроение, 1969. Т. 4.— С. 248.
10. Ващенко К» И., Софрони Л., Магниевый чугун.— М.— Киев: Машино-
строение, 1960.— 485 с.
К разделу 9
1. Томашев Н. Д., Чернова Г. Л. Коррозия и коррозионностойкие сплавы —
М.: Металлургия, 1973.— 232 с.
2. Клинов И. Я. Коррозия химической аппаратуры и коррознонкостонкие
материалы.—М.: Машиностроение, 1976.—468 с.
3. Пивоварский Е. Высококачественный чугун. Пер. с нем./Под рея.
И. Н. Богачева и Б. Г. Лифшица. В 2-х т.— М.: Металлургия, 1965.
Т.П.-1184 с.
4. Эванс Ю. Р. Коррозия и окисление металлов: Теоретические основы и
их практическое приложение. Пер с англ./Пол. ред. /7. Л. Розенфельда —
М.: Машгиз, 1962.— 254 с.
5 Довеалевский Я- М. Чугуны с особыми свойствами — М: Металлург-
и <да г, 1957.— 198 с.
6. Юкалов И. Н. Отливки из химически стойких сплавов.—М.: Машино-
строение, 1964.—232 с.
7 Химушин Ф. Ф. Нержавеющие (чалн.— М.: Металлургия, 1967,—798 с
8. Ващенко К. И. Химически стойкие отливки из высоколегированных же
ле ^углеродистых сплавов.— М.: Машгиз, 1964.— 132 с.
571
9. Гудремон Э. Специальные стали. Перевод с нем./Под ред. А. С. Зай-
мовского, М. JI. Бернштейна и В. С. Меськина.— М.: Металлургия, 1966.
Т. I.— 736 с.
10. Материалы в машиностроении: Справочник в 5-ти т./Под ред. И. В. Куд-
рявцева.— М.: Машиностроение, 1969, Т. 4.— 248 с.
11. Жук, И. П. Курс коррозии и защиты металлов.— М.: Металлургия,
1968 — 498 с.
12. Lewandowski К, Reska /.//Przeglad, odlewnitctwa. 1968. V. 18, No 10.
P. 335—343.
13. Lewandowski K-, Reska Y. Prace Institutu odlewmtctwa, 1968. V. 18.
No 10, p. 27—43.
14. Зорин А. //.//Газовая промышленность. 1973.— 2. С. 20—22.
15. Справочник по чугунному литью/Под ред. Я. Г. Гиршовича. 3-е изд.— Л.:
Машиностроение, 1978.— 758 с.
16. Довголевский Я. М. Чугуны с особыми свойствами.— М.: Металлургиздат,
1957. С. 302.
17. Титенский Э. Г., Сиренко Т. А., Наумов Г. И. Повышение производитель-
ности труда в литейном производстве.— М.: НИИМАШ, 1969.— 469 с.
18. Raczka J., Lewandowski К. Badania па kozozja Wysacokrzemowego ге-
liwa Steroi daluego-—Warszawa: 1968 Prace Institutu odlewnitetwa.—
S. 27—43.
19. Шейко А. А., Зеленый Б. Г., Бондаревский В. Н. Повышение служебных
свойств высоколегированных литых сталей и чугунов —М.: Знание, 1987.
Сл 57—62.
К разделу И
1. Шейко А. А. Получение и свойства немагнитных чугунов с шаровидной
формой графита/УкрНИИНТИ, ИПЛ АН УССР —Киев: изд-во ЧПЛ АН
СССР. 1970.—40 с.
2. Энциклопедия неорганических материалов./Под ред. И. М. Федорченко,—
Киев: Укр. радян энцикл, 1977. Т. 2.—815 с.
3. Аптекарь Л. И., Абраменко Ю. Е. Аустенитные чугуны с повышенным со-
держанием марганца/ЦНИИ Минчермета.— М.: 1977.— Сер. 12.-—Вып. 1.—
20 с.
К разделу 13
1. Приборы для неразрушающего контроля материалов и изделий: Спра-
вочник. В 2-х кн 2-е изд./Под ред. В. В. Клюева.— М.: Машиностроение,
1986.—352 с.
2. Ершов Р. Е. Метод высших гармоник в нержавеющем контроле.— Ново-
сибирск: Наука, 1979.— 59 с.
3. Дорофеев А. Л., Ершов Р. Е. Физические основы электромагнитной струк-
туроскопии.— Новосибирска Наука, 1985—182 с.
4 Иванушкин Е. С., Белай Г Е. Ультразвуковые методы контроля при про-
изводстве отливок.— Киев* Техника, 1984.— 126 с.
5. Fuller А. С. Nondestructive Assessment of the Properties of Ductile Iron
Castings//Trans. Amer. Foundrymens Soc. Proc. 1980. V. 88 P 751—768.
6. Снегир А. И. Использования данных технического анализа для прогнозиро-
вания первичной структуры чугуна с помощью ЭВМ//Литсйнос производ-
ство, 1987 —№ 10. С. 3—4.
СПРАВОЧНОЕ ИЗДАНИЕ
Александр Давыдович Шерман, Андрей Александрович Жуков, Эркин Вале-
евич Абдуллаев, Игорь Олегович Пахнющий, Виктор Иосифович Самсонов,
Станислав Вацлавович Балинский, Вацлав Ромуальдович Балинский, Эдуард
Владимирович Захарченко, Юрий Николаевич Левченко, Николай Григорье-
вич Руденко, Иван Григорьевич Неижко, Игорь Израилевич Цыпин, Гри-
горий Ильич Сильман, Евгений Владимирович Ковалевич, Борис Абрамо-
вич Кириевский, Анатолий Антонович Шейко, Михаил Львович Хрущев,
Герман Юрьевич Шульте, Яков Григорьевич Клецкин, Александр Шаевич
Миневич
ЧУГУН
Справочник
Редактор издательства Т. Б. Кнорозова
Художественный редактор А. А. Якубенко
Технический редактор Э. А. Кулакова
Корректоры Ю. И. Королева, В. М. Гриднева
И Б № 3379
Слано в набор 13.11.90 Подписано в иечаи» 0103 91 Формат бумаги 60X90*До Бумага
типографская № 2 Гарнитура литераiуриая. Печать высокая Усл. печ л 36.0. Усл.
кр.-отт. 36,0. Уч.-изд. л. 36.9 * Тираж 5900 -»кз Зака с № 1555. Цена 3 р. 10 к Изд.
№ 1659
Ордена Трудового Красного Знамени издательство «Моа.тл\ргия»
119867, ГСП, Москва, Г-34, 2-й Обыденский пер., д. II
.Ленинградская типография № I Государе г венного комнм'га СССР по печати. 141126,
Ленинград, Социалистическая ул., II.