/


































































































































































































































































































































































































































































































































































































































































































Author: Ксенович И.П.
Tags: общее машиностроение технология машиностроения машиноведение машиностроение энциклопедия
ISBN: 5-217-03279-0
Year: 2005




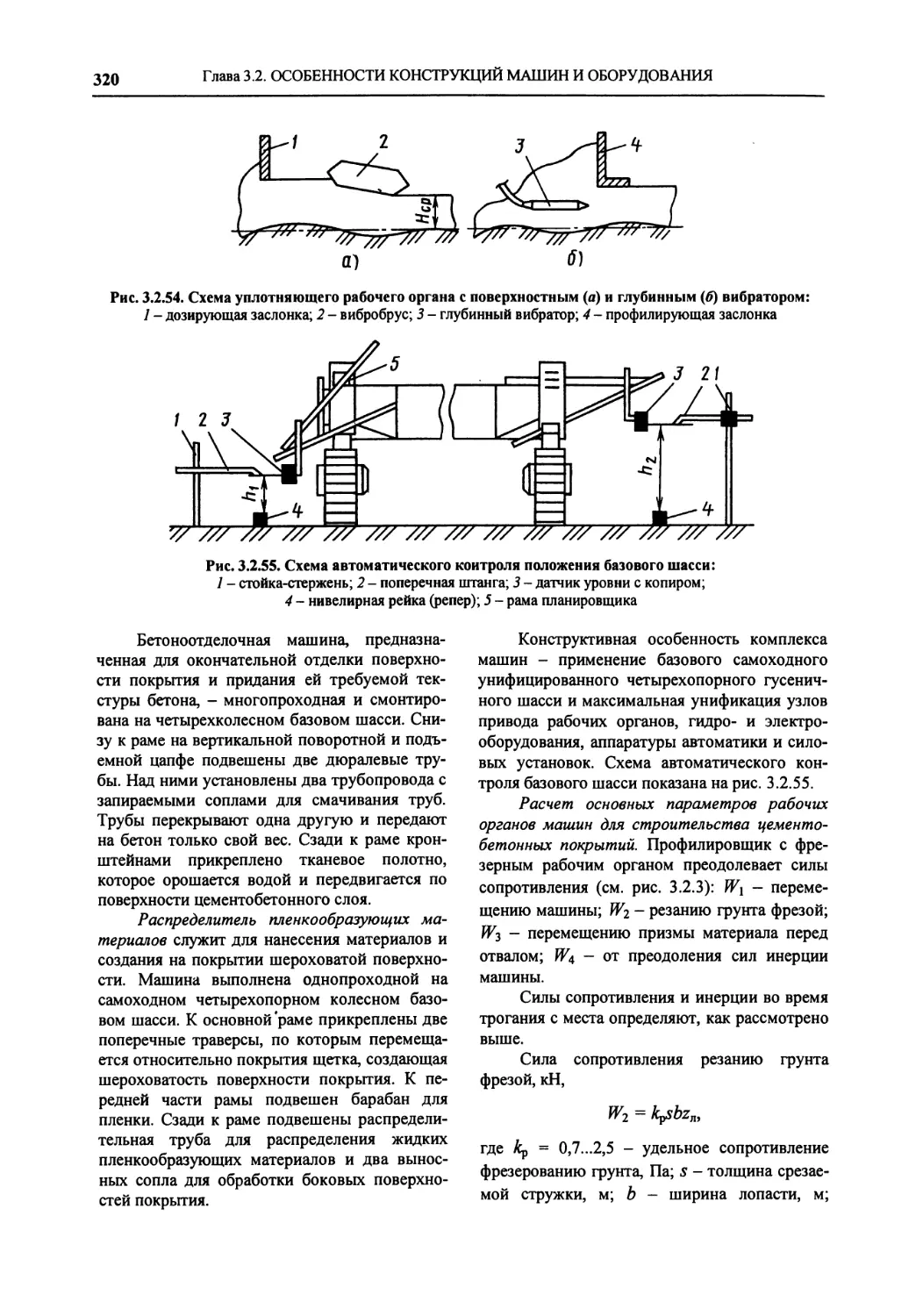
Text
АШИНОСТ О НЕ
ЭНЦИКЛОПЕДИЯ МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЯ
та
РОССИЙСКАЯ
КАДЕМИЯ НАУ
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЯ
MECHANICAL ENGINEERING
Encyclopaedia
Главный редактор академик РАН
К.В. Фролов
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЯ
В СОРОКА ТОМАХ
РЕДАКЦИОННЫЙ СОВЕТ
ФРОЛОВ К.В.
Председатель редакционного совета
Члены совета:
Белянин П.Н. (зам. Председателя редсовета и главного
редактора), Колесников К. С. (зам. Председателя редсовета
и главного редактора), Адамов Е.О., Анфимов Н.А.,
Асташов В.К., Бессонов А.П., Бюшгенс Г.С.,
Васильев В.В., Васильев Ю.С., Воронин Г.П.,
Долбенко Е.Т., Жесткова И.Н., Кирпичников М.П.,
Клюев В.В., Коптев Ю.Н., Ксеневич И.П.,
Мартынов И.А., Митенков Ф.М., Новожилов Г.В.,
Панин В.Е., Паничев Н.А., Патон Б.Е., Пашин В.М.,
Платонов В.Ф., Пугин Н.А., Румянцева О.Н.,
Силаев И.С., Федосов Е.А., Фортов В.Е.,
Черный Г.Г., Шемякин Е.И.
Scan AAW
МОСКВА “МАШИНОСТРОЕНИЕ” 2005
Раздел IV
РАСЧЕТ И КОНСТРУИРОВАНИЕ
МАШИН
Том IV-9
СТРОИТЕЛЬНЫЕ, ДОРОЖНЫЕ
И КОММУНАЛЬНЫЕ МАШИНЫ.
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
Редактор-составитель д-р техн, наук, проф.,
заслуженный деятель науки РФ
И.П. Ксеневич
Ответственный редактор академик РАН
К.С. Колесников
Редакторы тома: ИЛ. Ксеневич (Общие вопросы создания строительных, дорожных
и коммунальных машин), ГЛ. Карасев (Машины для земляных работ. Строительные
дорожные машины. Металлоконструкции строительных, дорожных и коммунальных
машин), Ю.В. Разумов (Машины для содержания и ремонта дорог), ВЛ. Воронин
(Машины и оборудование для буровых работ. Машины и оборудование для свайных
работ), Л.А. Волков (Оборудование для производства строительных материалов и
изделий), Н.М. Кирюшин (Ручные электрические машины)
МОСКВА “МАШИНОСТРОЕНИЕ” 2005
УДК 621.01/03
ББК 34.44
М38
Авторы: И.П. Ксеневич, Л.А. Волков, Г.Н. Карасев, Н.М. Кирюшин,
В.В. Акимов, В.Н. Батуев, А.А. Борщевский, И.А. Буяновский, В.П. Воронин,
Л.А.Гоберман, А.А. Гоппен, А.И. Доценко, Ю.Н. Колган, Г.В. Куста-
рев, А.С. Меджибовский, А.А. Никулин, А.Н. Новиков, Ю.В. Разумов,
А.И. Селезский, В.Е. Ставицкий, Д.Е. Флеер, К.К. Шестопалов.
Рецензенты: Ч.П. Мешик, А.С. Ильин.
Рабочая группа Редакционного совета: К.С. Колесников, П.Н. Белянин,
В.В. Васильев, В.К. Асташов, А.П. Бессонов, Е.Т. Долбенко, И.Н. Жесткова,
Н.Ф. Иванникова, Г.В. Москвитян.
Машиностроение. Энциклопедия / Ред. совет: К.В. Фролов (пред.) и др. - М.:
М38 Машиностроение.
Строительные, дорожные и коммунальные машины. Оборудование для
производства строительных материалов. Т. IV-9 / И.П. Ксеневич, Л.А. Волков,
Г.Н. Карасев и др.; Под общ. ред. И.П. Ксеневича. 2005. - 736 с.; ил.
ISBN 5-217-03279-0 (Т. IV-9)
ISBN 5-217-01949-2
Рассмотрены возможности совершенствования машин при проектировании с точки
зрения автоматизации управления, повышения производительности, надежности и безо-
пасности, а также применения новых конструкционных материалов.
Приведены конструкции и особенности расчетов машин и рабочего оборудования для
земляных, строительных, ремонтных, буровых и свайных работ, для производства различ-
ных строительных материалов, а также ручного электрического инструмента.
УДК 621.01/03
ББК 34.44
ISBN 5-217-03279-0 (Т. IV-9)
ISBN 5-217-01949-2 © Издательство "Машиностроение", 2005
Перепечатка, все виды копирования и воспроизведения материалов,
опубликованных в данной книге, допускаются только с разрешения
издательства и со ссылкой на источник информации.
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ (И.П. Ксеневич). 9
Раздел 1. ОБЩИЕ ВОПРОСЫ СОЗ-
ДАНИЯ СТРОИТЕЛЬНЫХ,
ДОРОЖНЫХ И КОММУ-
НАЛЬНЫХ МАШИН................ 11
Глава 1.1. Характеристика машин
(Т.Н. Карасев, К.К. Шестопа-
лов)........................ 11
1.1.1. Классификация машин и
их параметры................ 11
1.1.2. Основные требования,
предъявляемые к машинам, и
тенденции их развития....... 17
Глава 1.2. Тракторы как энергети-
ческие средства строитель-
ных, дорожных и коммуналь-
ных машин (И.П. Ксеневич).... 19
1.2.1. Классификация тракторов 19
1.2.2. Компоновка тракторов и
рабочего оборудования.............. 20
Глава 1.3. Автоматизация машин
(И.П. Ксеневич).................... 28
1.3.1. Основные понятия..... 28
1.3.2. Требования, предъявляе-
мые к системам автоматическо-
го управления............... 29
1.3.3. Состояние и тенденции
развития автоматизации машин 32
1.3.4. Электронное управление
строительными и дорожными
машинами.................... 37
Глава 1.4. Гидроприводы машин
(И.П. Ксеневич, Д.Е. Флеер)........ 45
1.4.1. Гидроприводы рабочих
органов..................... 46
1.4.2. Объемные гидропередачи
приводов движителей......... 62
1.4.3. Гидроприводы рулевого
управления.................. 75
1.4.4. Тенденции развития гид-
роприводов ................. 87
Глава 1.5. Обеспечение надежности
машин при проектировании
(Г.В. Кустарев)..................... 90
1.5.1. Основные показатели
надежности и их определение ... 90
1.5.2. Влияние прочности, со-
противления усталости и изно-
состойкости на надежность
машин......................... 94
Глава 1.6. Конструкционные и экс-
плуатационные материалы
(И.П. Ксеневич).................... 103
1.6.1. Конструкционные мате-
риалы основных элементов и
металлоконструкций машин... 103
1.6.2. Смазочные материалы и
рабочие жидкости (И.П. Ксене-
вич, ИА. Буяновский, А.С. Мед-
жибовский)................... 108
Список литературы................... 118
Раздел 2. МАШИНЫ ДЛЯ ЗЕМЛЯ-
НЫХ РАБОТ.......................... 119
Глава 2.1. Процессы воздействия
рабочих органов машин на
грунт (Г.Н. Карасев)............... 119
2.1.1. Характеристика грунтов 119
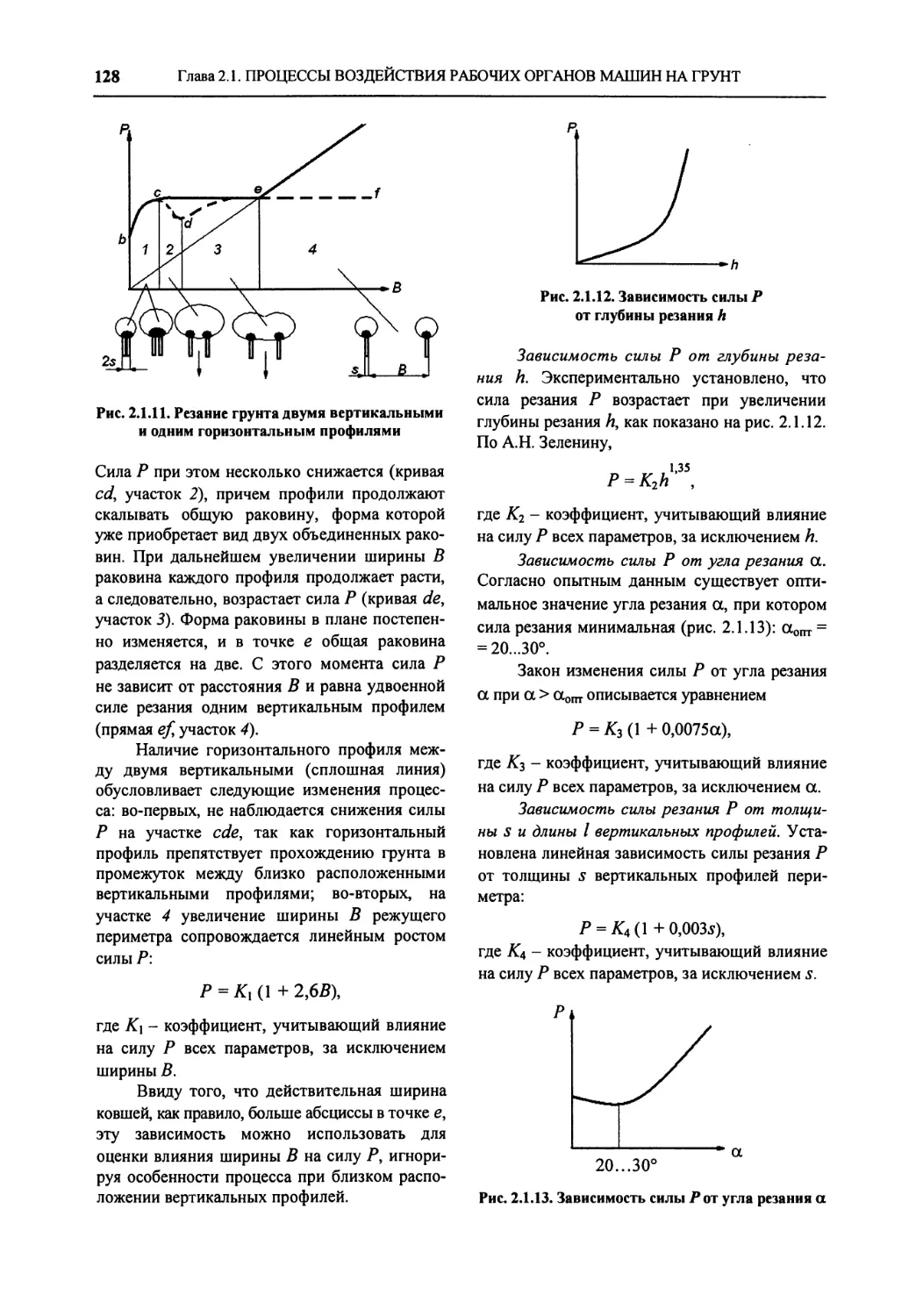
2.1.2. Резание грунтов..... 125
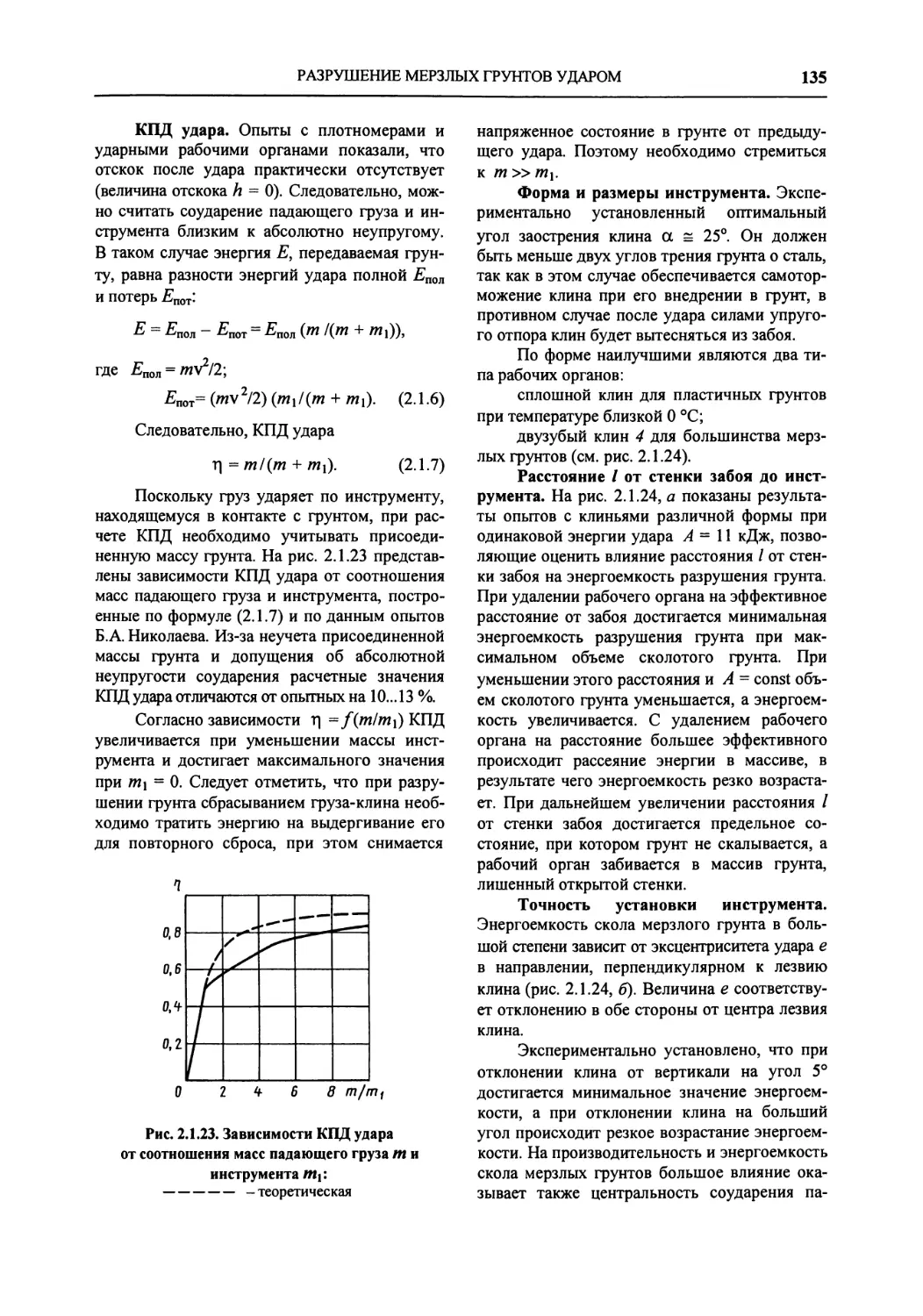
2.1.3. Разрушение мерзлых грун-
тов ударом................... 134
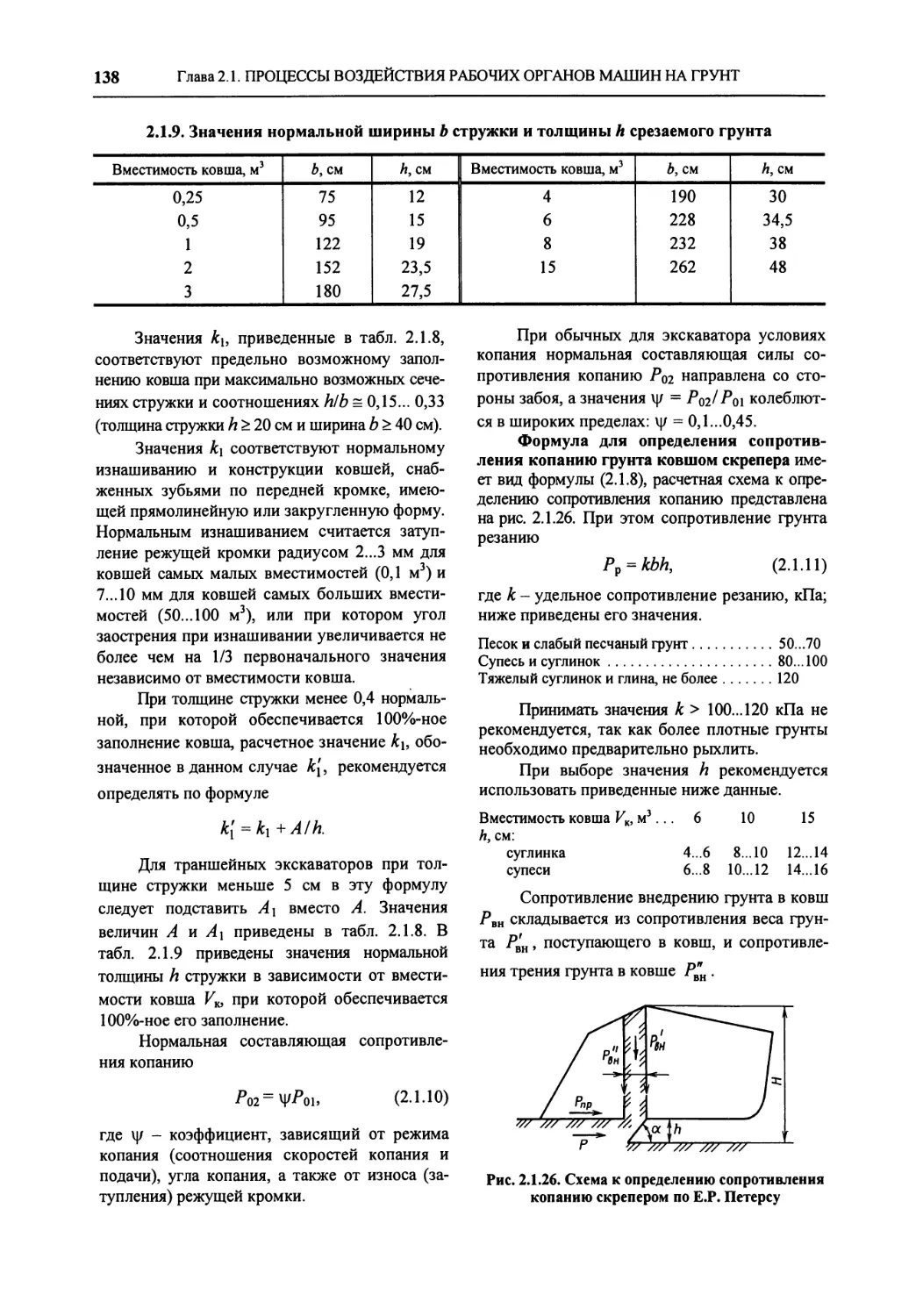
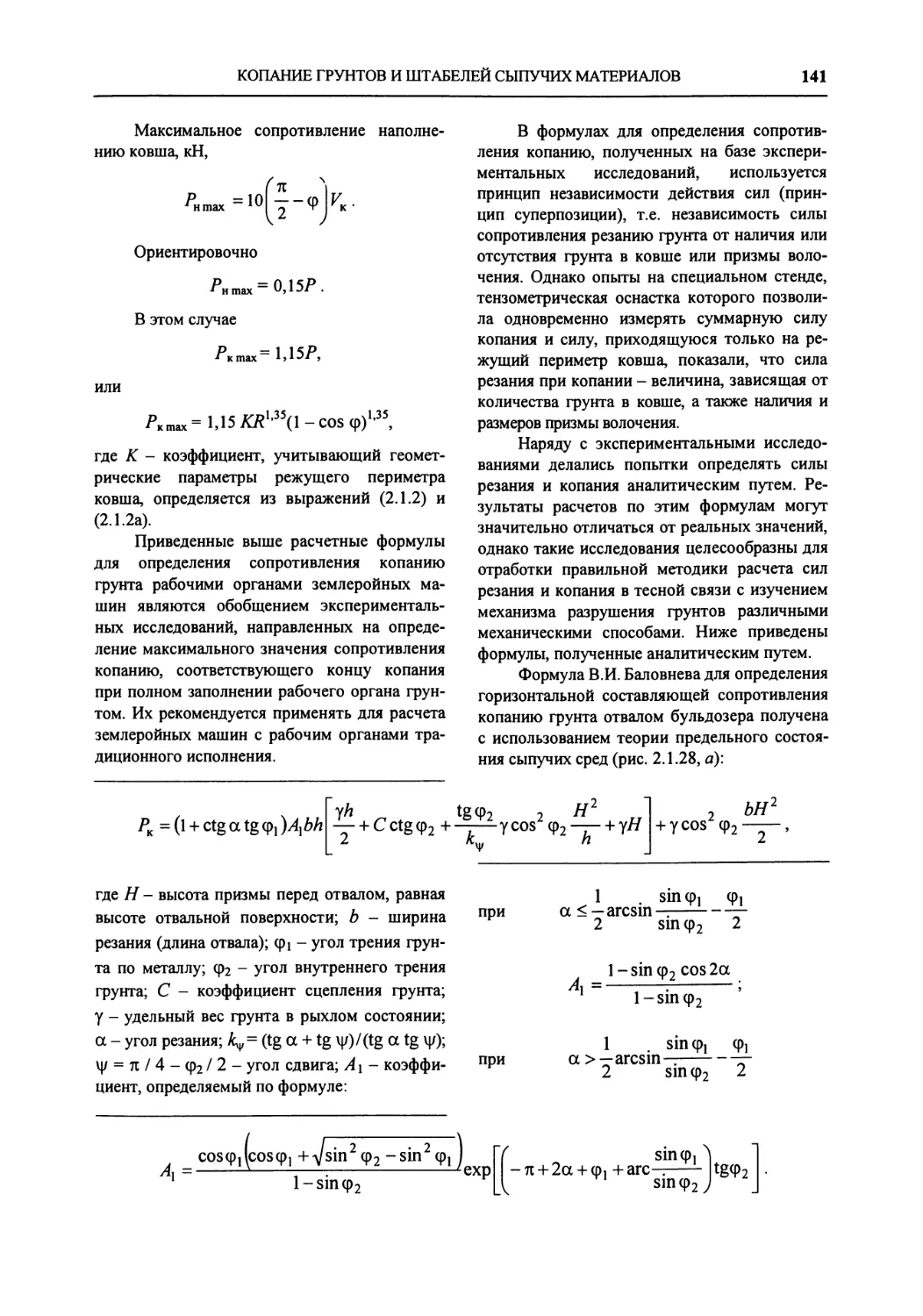
2.1.4. Копание грунтов и штабе-
лей сыпучих материалов..... 137
2.1.5. Планирование грунтов .... 145
Глава 2.2. Особенности конструкций
и расчета машин.................... 148
2.2.1. Машины для подготови-
тельных работ (К.К. Шестопа-
лов) 148
2.2.2. Бульдозеры (К.К. Шесто-
палов, Г.Н. Карасев)......... 153
2.2.3. Автогрейдеры (К.К. Шес-
топалов) .................... 160
6
ОГЛАВЛЕНИЕ
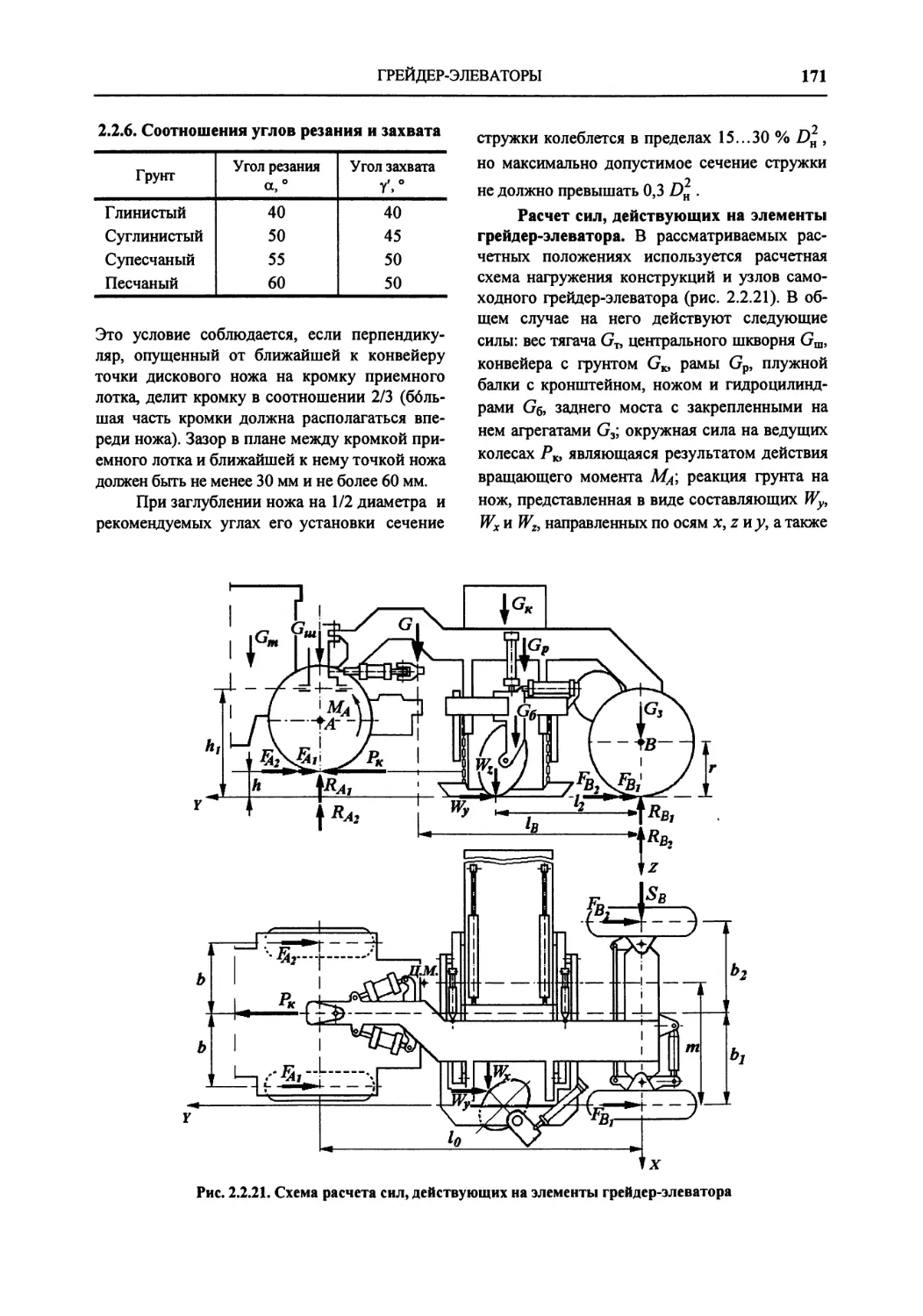
2.2.4. Грейдер-элеваторы (К.К.
Шестопалов)................ 169
2.2.5. Строительные погрузчики
(К.К. Шестопалов).......... 173
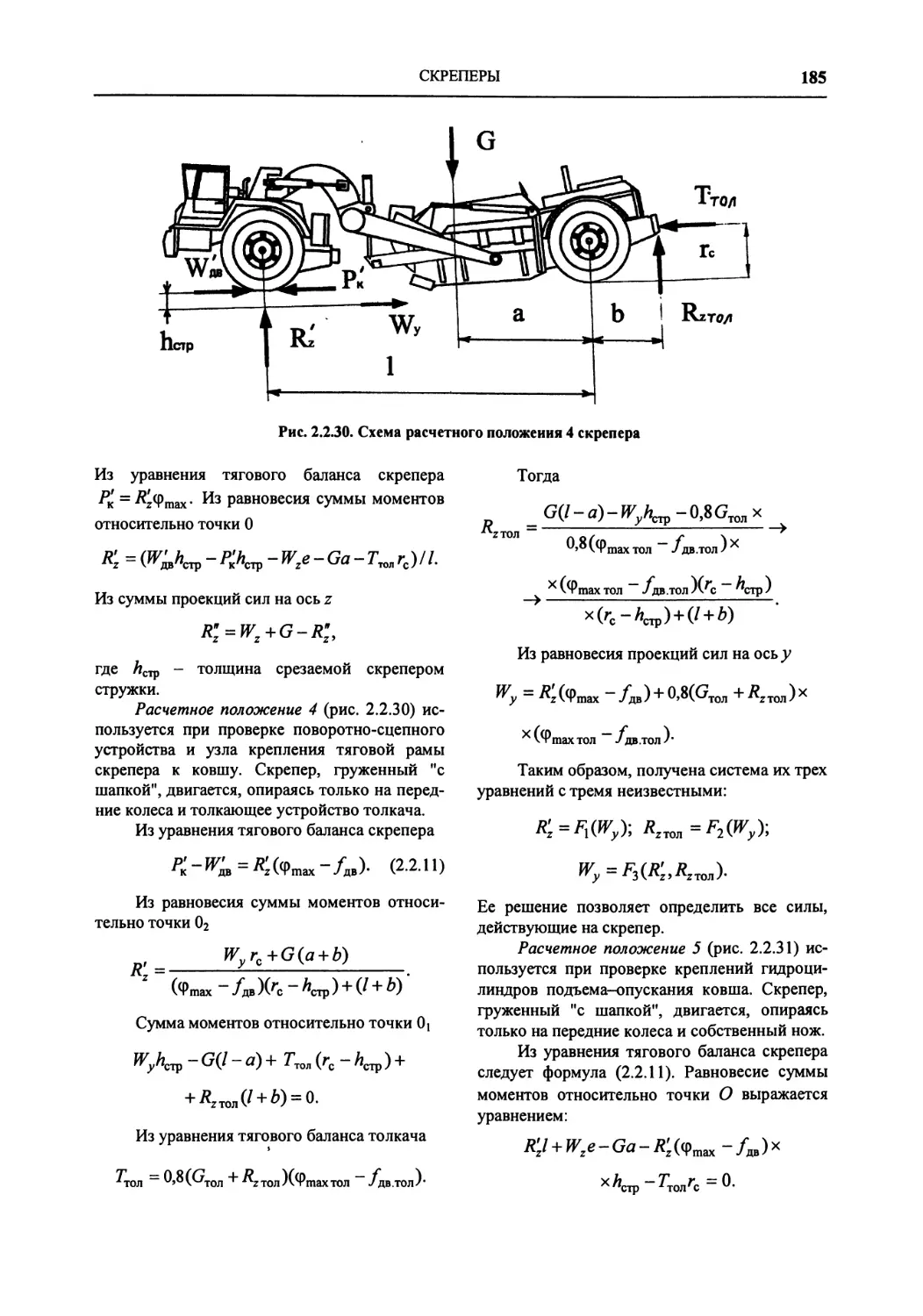
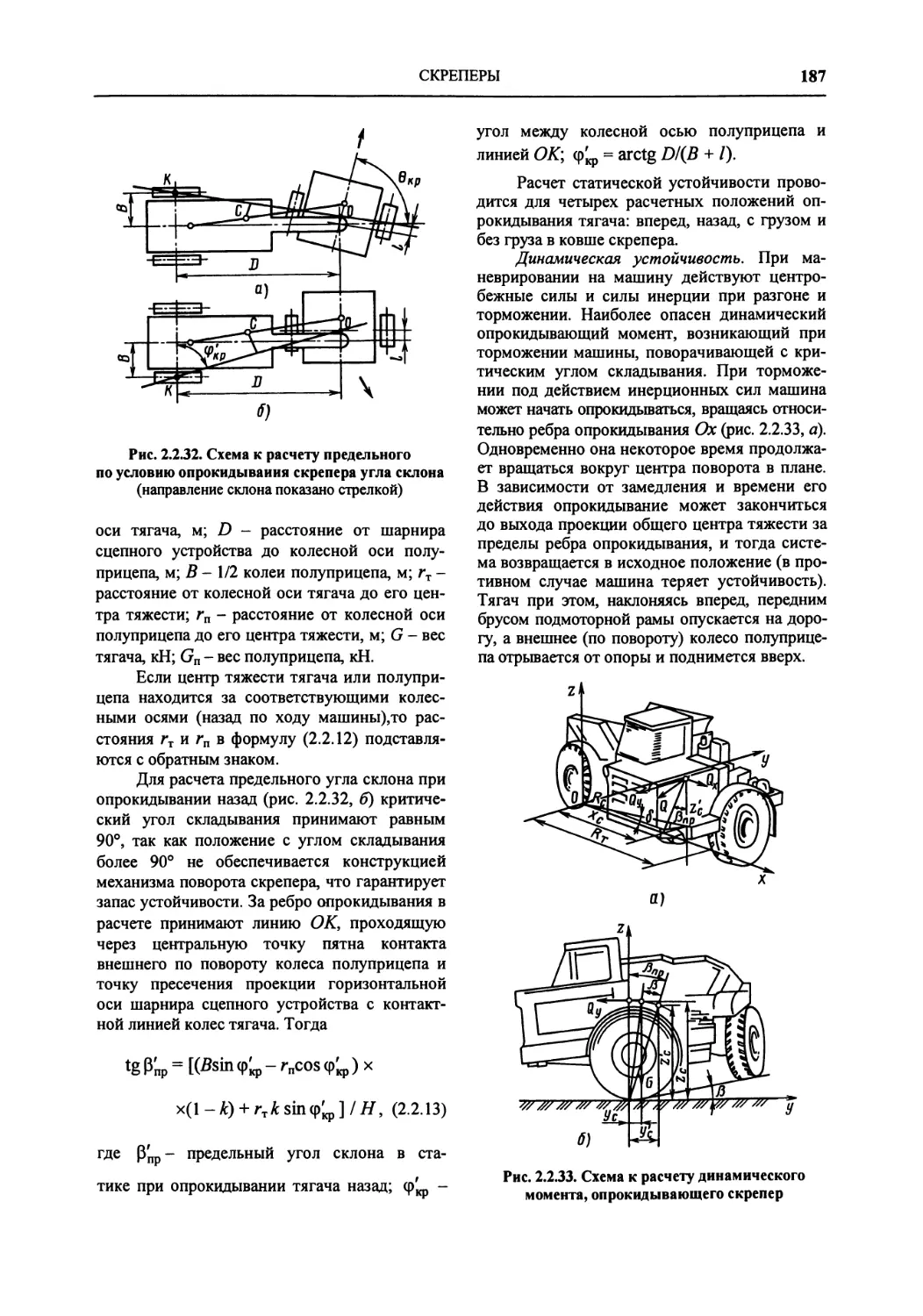
2.2.6. Скреперы (К.К. Шесто-
палов, Г.Н. Карасев)....... 181
2.2.7. Одноковшовые экскавато-
ры (К.К. Шестопалов, Г.Н. Кара-
сев) 191
2.2.8. Экскаваторы непрерывно-
го действия (В.Е. Ставицкий)... 213
2.2.9. Машины для разработки
мерзлых грунтов (К.К. Шесто-
палов) .................... 227
2.2.10. Машины для уплотнения
грунтов и материалов (Л.А. Го-
берман, А.И. Доценко, Г.В. Кус-
тарев)..................... 230
Список литературы................. 245
Раздел 3. СТРОИТЕЛЬНЫЕ ДОРОЖ-
НЫЕ МАШИНЫ........................ 247
Глава 3.1. Процессы взаимодействия
рабочих органов машин со
строительными материалами
(Г.Н. Карасев).................... 247
3.1.1. Физико-механические свой-
ства цементо- и асфальтобетона 247
3.1.2. Резание материалов до-
рожных покрытий............ 251
3.1.3. Теплообменные процессы
при изготовлении смесей для
дорожных покрытий.......... 252
3.1.4. Перемешивание дорож-
ных материалов............. 260
3.1.5. Выравнивание поверхно-
стей дорожных бетонных по-
крытий .................... 264
Глава 3.2. Особенности конструкций
машин и оборудования....... 267
3.2.1. Машины для приготовле-
ния стабилизированных покры-
тий (К.К. Шестопалов)...... 267
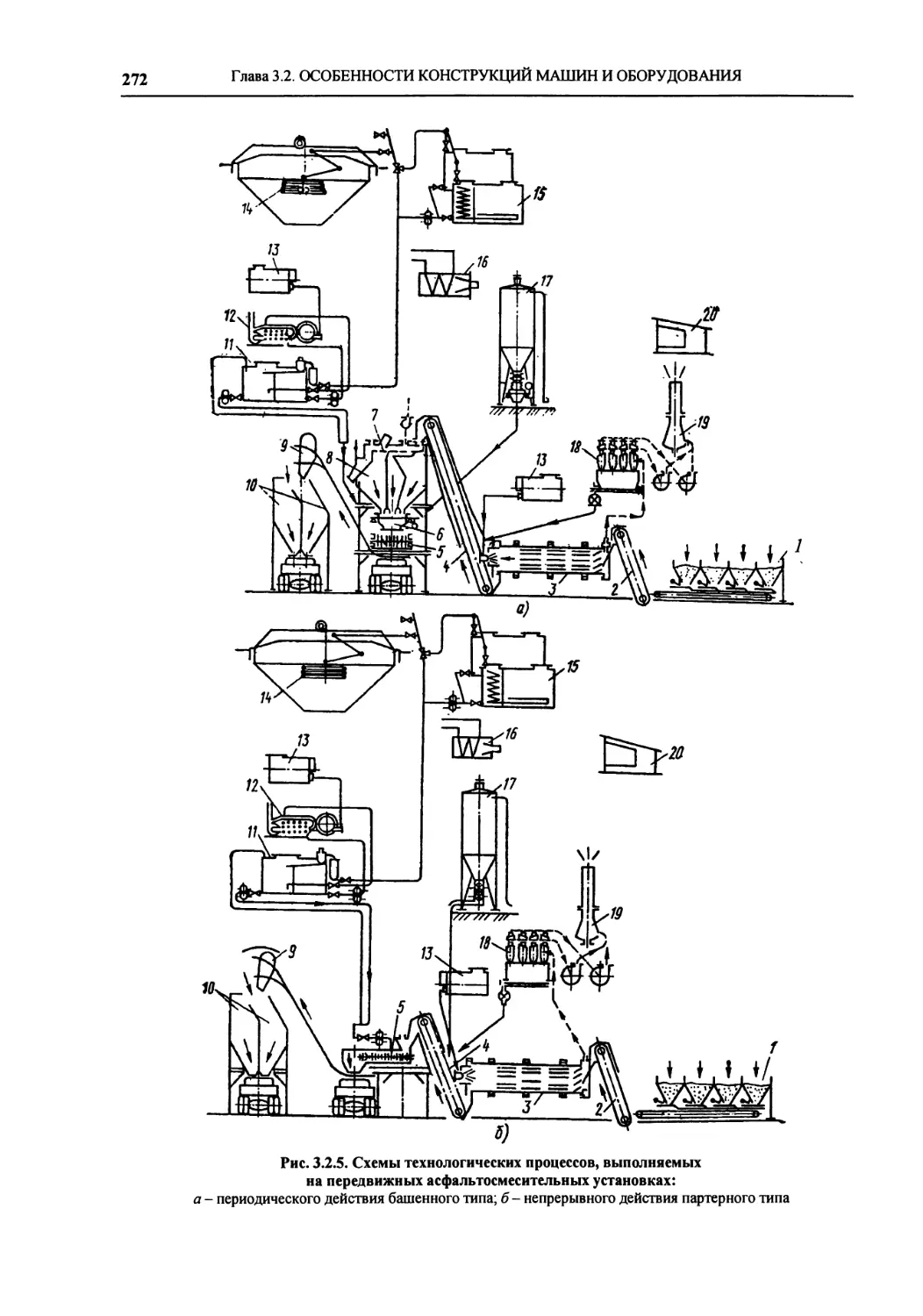
3.2.2. Оборудование для приго-
товления асфальто- и цементо-
бетонных смесей (Г.Н. Карасев,
АН. Новиков)............... 270
3.2.3. Машины для устройства
дорожных покрытий (Г.В. Кус-
тарев)..................... 317
Список литературы................. 330
Раздел 4. МАШИНЫ ДЛЯ СОДЕР-
ЖАНИЯ И РЕМОНТА ДО-
РОГ................................ 331
Глава 4.1. Особенности устройства и
расчета машин для летнего
содержания дорог................... 331
4.1.1. Загрязнения дорог и маши-
ны, используемые для их удале-
ния (Г.Н. Карасев, Ю.В. Разумов) 3 31
4.1.2. Поливочно-моечные ма-
шины (Ю.В. Разумов)......... 332
4.1.3. Подметально-уборочные
машины (Ю.В. Разумов)....... 336
4.1.4. Транспортирование смета
пневматическим транспортом
(Г.Н. Карасев)................. 343
Глава 4.2. Особенности устройства и
расчета машин для зимнего
содержания дорог (Ю.В. Разу-
мов) .............................. 345
4.2.1. Физико-механические свой-
ства снега..................... 345
4.2.2. Плужные снегоочистители 347
4.2.3. Роторные снегоочистители 355
4.2.4. Скалыватели-рыхлители
уплотненного снега............. 364
4.2.5. Машины для борьбы с
гололедом...................... 371
4.2.6. Снегоуборочные машины 380
Глава 4.3. Машины и оборудование
для ремонта дорожных по-
крытий (Г.В. Кустарев)...... 385
Список литературы..................... 396
Раздел 5. МАШИНЫ И ОБОРУДО-
ВАНИЕ ДЛЯ БУРОВЫХ РА-
БОТ (В.П. Воронин)................. 397
Глава 5.1. Свойства горных пород и
грунтов, классификация спо-
собов бурения и применяемо-
го оборудования ................. 397
5.1.1. Физико-механические свой-
ства горных пород и грунтов .... 397
5.1.2. Классификация способов
бурения........................ 398
5.1.3. Термический (огневой)
способ разрушения грунта.... 401
5.1.4. Буровое оборудование,
применяемое при различных
способах бурения............... 402
ОГЛАВЛЕНИЕ
7
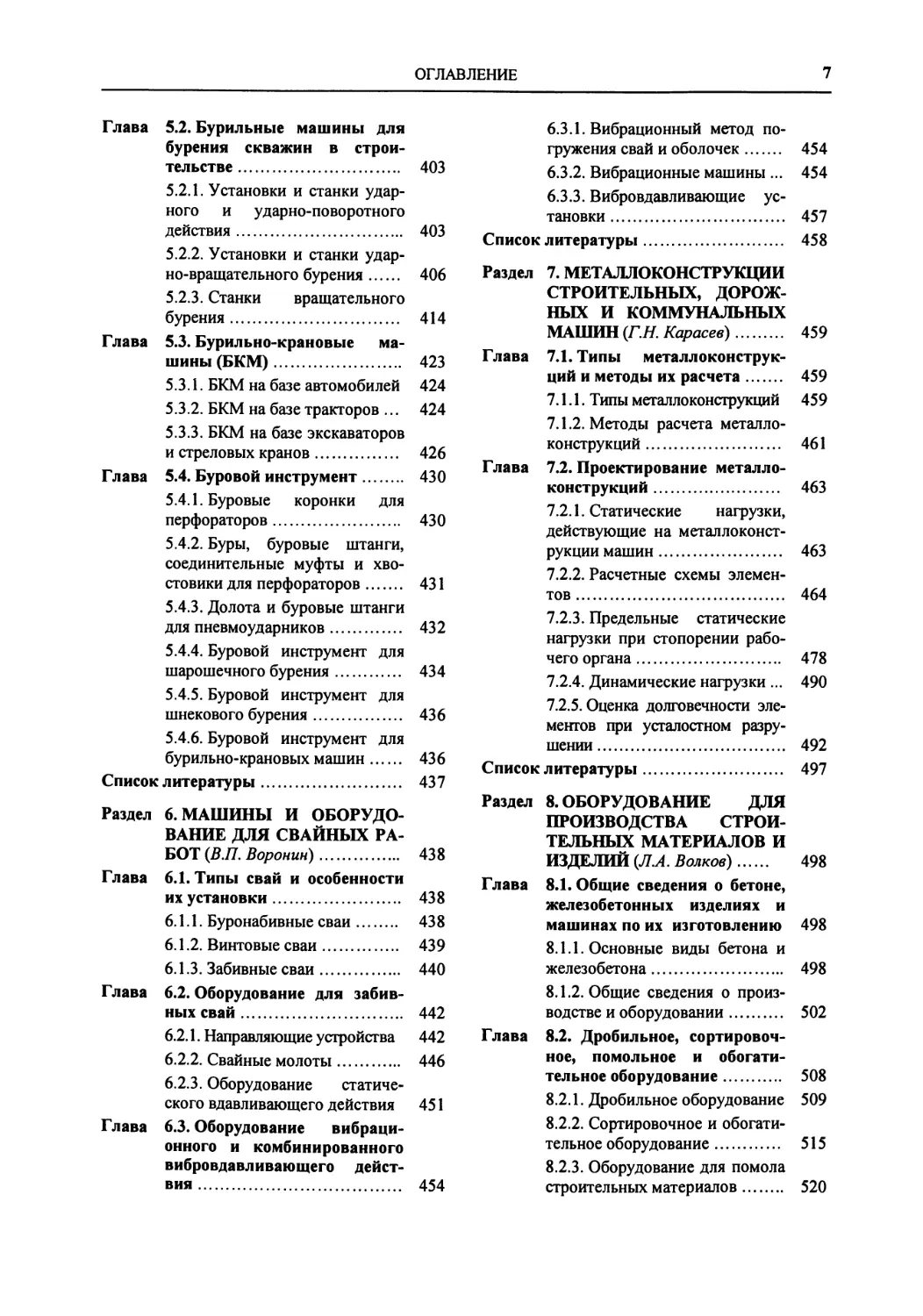
Глава 5.2. Бурильные машины для
бурения скважин в строи-*
тельстве.......................... 403
5.2.1. Установки и станки удар-
ного и ударно-поворотного
действия...................... 403
5.2.2. Установки и станки удар-
но-вращательного бурения... 406
5.2.3. Станки вращательного
бурения....................... 414
Глава 5.3. Бурильно-крановые ма-
шины (БКМ)........................ 423
5.3.1. БКМ на базе автомобилей 424
5.3.2. БКМ на базе тракторов ... 424
5.3.3. БКМ на базе экскаваторов
и стреловых кранов............ 426
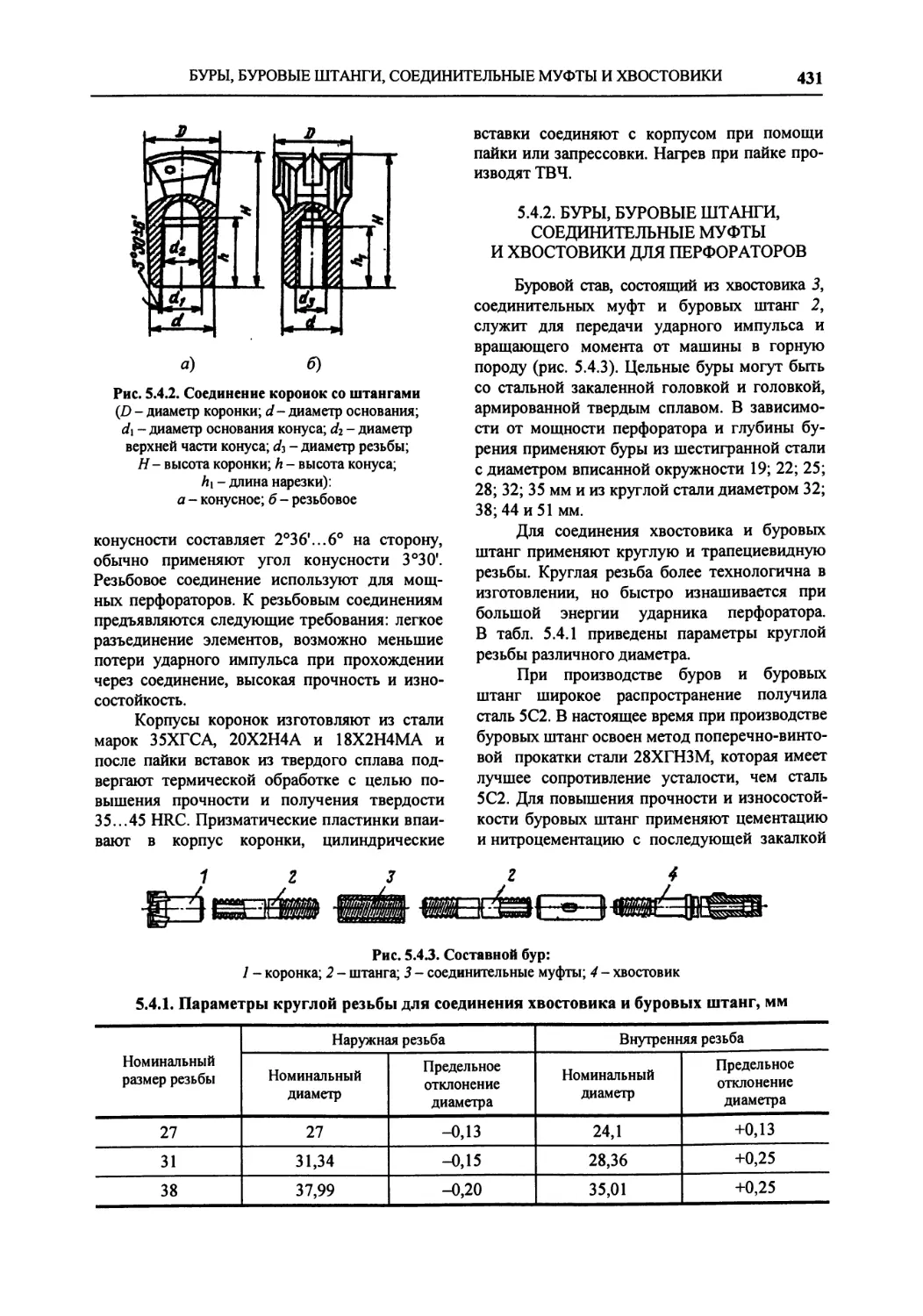
Глава 5.4. Буровой инструмент.... 430
5.4.1. Буровые коронки для
перфораторов.................. 430
5.4.2. Буры, буровые штанги,
соединительные муфты и хво-
стовики для перфораторов... 431
5.4.3. Долота и буровые штанги
для пневмоударников........ 432
5.4.4. Буровой инструмент для
шарошечного бурения........ 434
5.4.5. Буровой инструмент для
шнекового бурения............. 436
5.4.6. Буровой инструмент для
бурильно-крановых машин.... 436
Список литературы.................... 437
Раздел 6. МАШИНЫ И ОБОРУДО-
ВАННЕ ДЛЯ СВАЙНЫХ РА-
БОТ (ВЛ. Воронин)................. 438
Глава 6.1. Типы свай и особенности
их установки...................... 438
6.1.1. Буронабивные сваи... 438
6.1.2. Винтовые сваи.......... 439
6.1.3. Забивные сваи.......... 440
Глава 6.2. Оборудование для забив-
ных свай.......................... 442
6.2.1. Направляющие устройства 442
6.2.2. Свайные молоты...... 446
6.2.3. Оборудование статиче-
ского вдавливающего действия 451
Глава 6.3. Оборудование вибраци-
онного и комбинированного
вибровдавливающего дейст-
вия .............................. 454
6.3.1. Вибрационный метод по-
гружения свай и оболочек.. 454
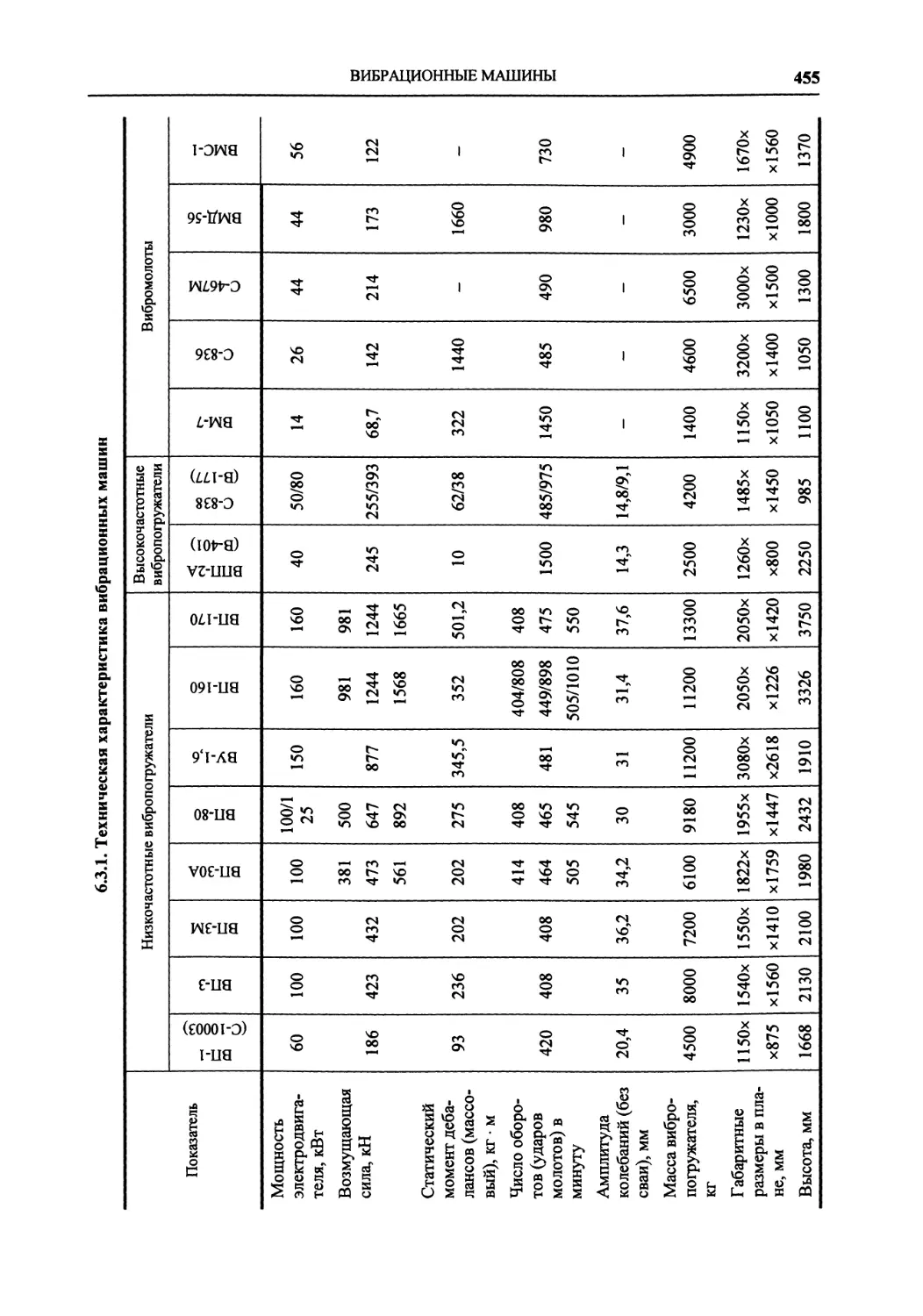
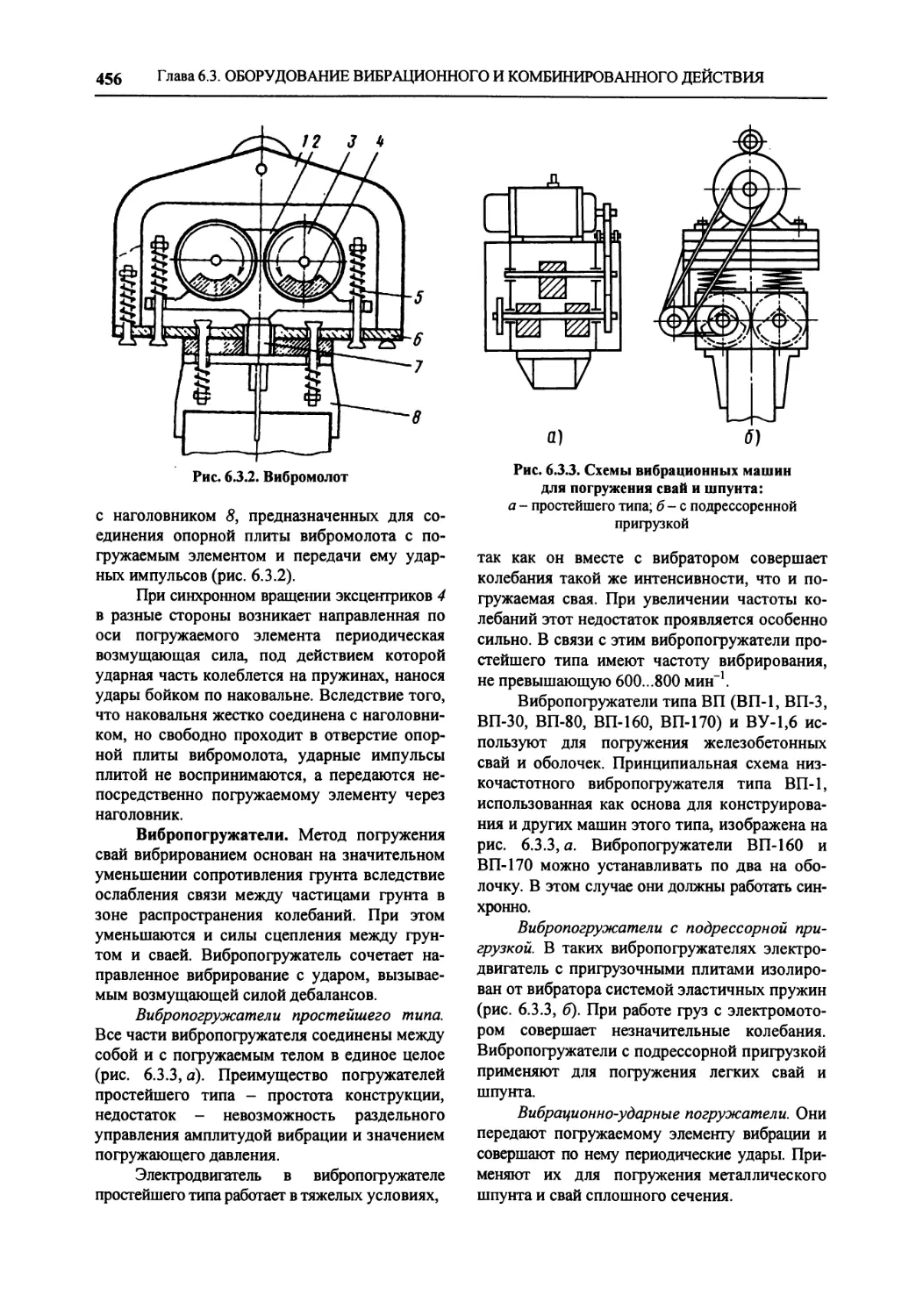
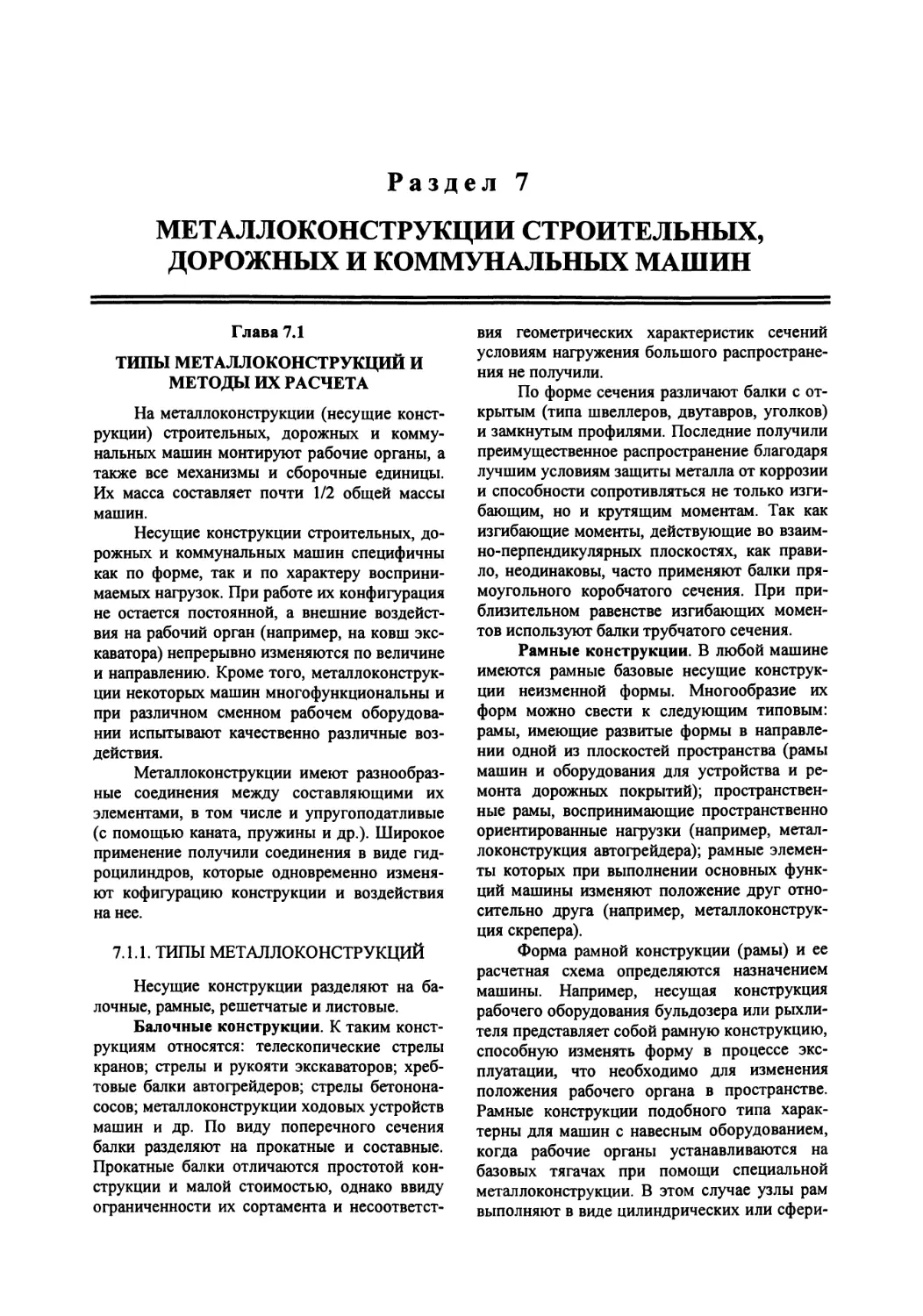
6.3.2. Вибрационные машины ... 454
6.3.3. Вибровдавливающие ус-
тановки .................. 457
Список литературы................ 458
Раздел 7. МЕТАЛЛОКОНСТРУКЦИИ
СТРОИТЕЛЬНЫХ, ДОРОЖ-
НЫХ И КОММУНАЛЬНЫХ
МАШИН (Г.Н. Карасев)............. 459
Глава 7.1. Типы металлоконструк-
ций и методы их расчета... 459
7.1.1. Типы металлоконструкций 459
7.1.2. Методы расчета металло-
конструкций .............. 461
Глава 7.2. Проектирование металло-
конструкций ..................... 463
7.2.1. Статические нагрузки,
действующие на металлоконст-
рукции машин.............. 463
7.2.2. Расчетные схемы элемен-
тов 464
7.2.3. Предельные статические
нагрузки при стопорении рабо-
чего органа............... 478
7.2.4. Динамические нагрузки ... 490
7.2.5. Оценка долговечности эле-
ментов при усталостном разру-
шении .................... 492
Список литературы................ 497
Раздел 8. ОБОРУДОВАНИЕ ДЛЯ
ПРОИЗВОДСТВА СТРОИ-
ТЕЛЬНЫХ МАТЕРИАЛОВ И
ИЗДЕЛИЙ (Л. А. Волков)......... 498
Глава 8.1. Общие сведения о бетоне,
железобетонных изделиях и
машинах по их изготовлению 498
8.1.1. Основные виды бетона и
железобетона..................... 498
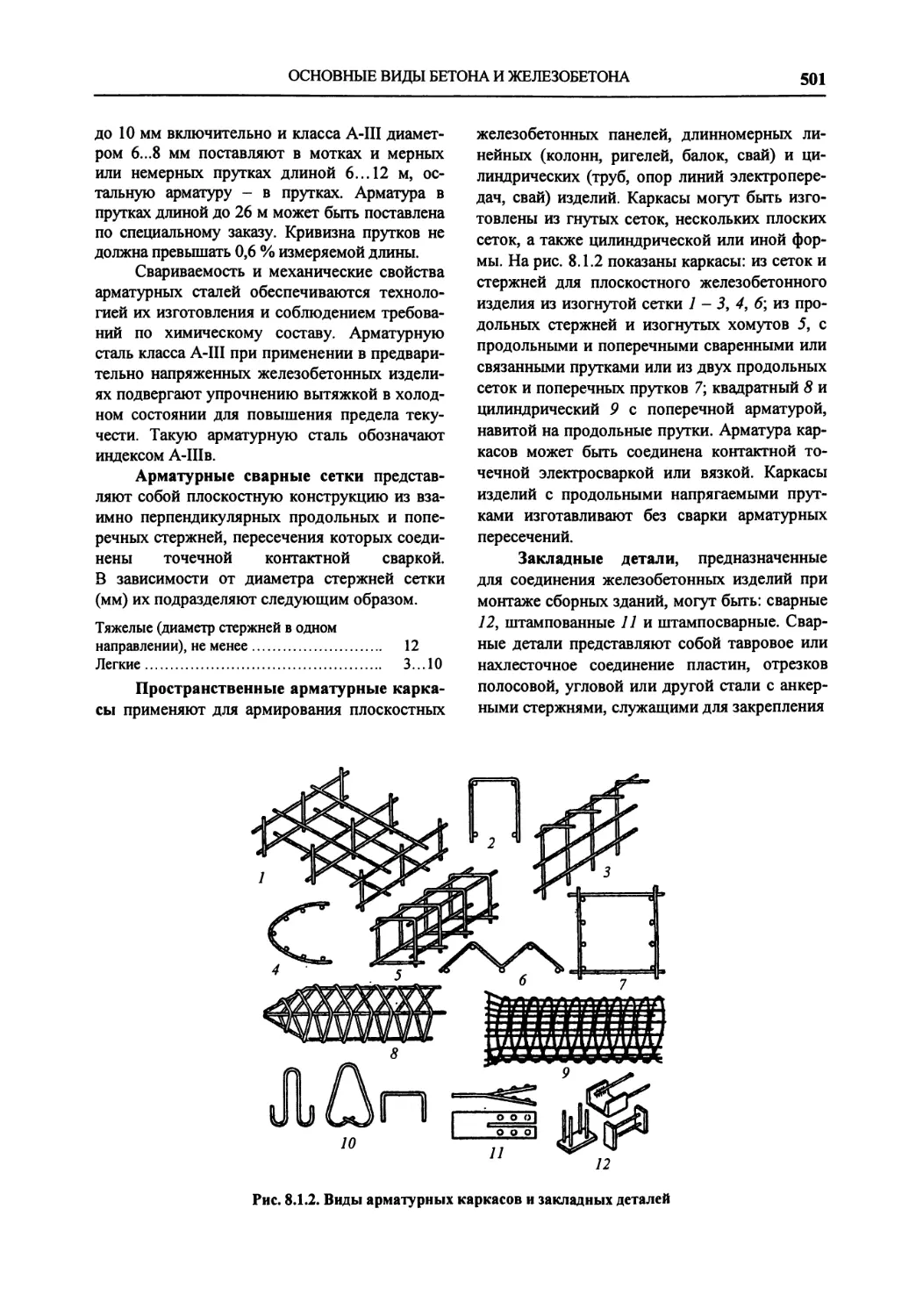
8.1.2. Общие сведения о произ-
водстве и оборудовании.... 502
Глава 8.2. Дробильное, сортировоч-
ное, помольное и обогати-
тельное оборудование...... 508
8.2.1. Дробильное оборудование 509
8.2.2. Сортировочное и обогати-
тельное оборудование...... 515
8.2.3. Оборудование для помола
строительных материалов... 520
8
ОГЛАВЛЕНИЕ
Глава 8.3. Оборудование для приго-
товления, транспортирования
и укладки бетонных и рас-
творных смесей............ 523
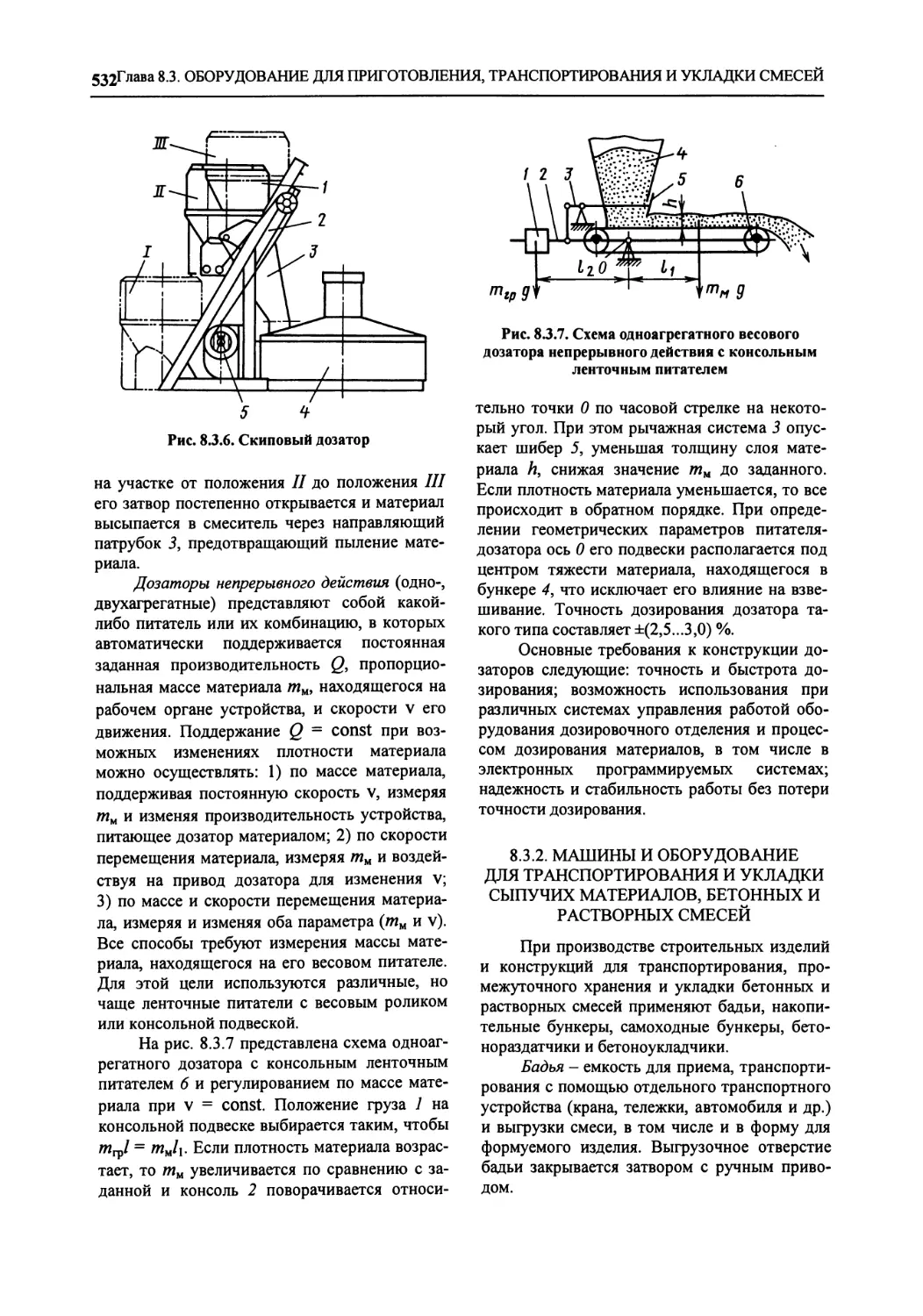
8.3.1. Смесители и дозаторы .... 526
8.3.2. Машины и оборудование
для транспортирования и ук-
ладки сыпучих материалов,
бетонных и растворных смесей 532
8.3.3. Оборудование для изго-
товления ячеистого бетона и
изделий из него (ЛА. Волков,
А.И. Селезский)............. 549
Глава 8.4. Оборудование для изго-
товления арматурных изде-
лий железобетона................... 554
8.4.1. Правильно-отрезные стан-
ки, ножницы и машины для
гибки стержневой стали...... 554
8.4.2. Оборудование для полу-
чения арматурных сеток, карка-
сов и закладных деталей..... 568
8.4.3. Оборудование для заго-
товки и натяжения арматуры
предварительно напряженных
железобетонных изделий...... 590
Глава 8.5. Вибрационное оборудова-
ние для уплотнения бетона
при формовании железобе-
тонных и бетонных изделий
(ЛА. Волков, А А. Борщевский) 598
8.5.1. Основы вибрационного
формования изделий.......... 598
8.5.2. Основное виброформо-
вочное оборудование......... 601
Глава 8.6. Технологические линии
для изготовления железобе-
тонных изделий..................... 611
8.6.1. Производство плитных
железобетонных изделий...... 611
8.6.2. Изготовление железобе-
тонных шпал, балок и ферм... 630
8.6.3. Производство объемных
строительных изделий........ 633
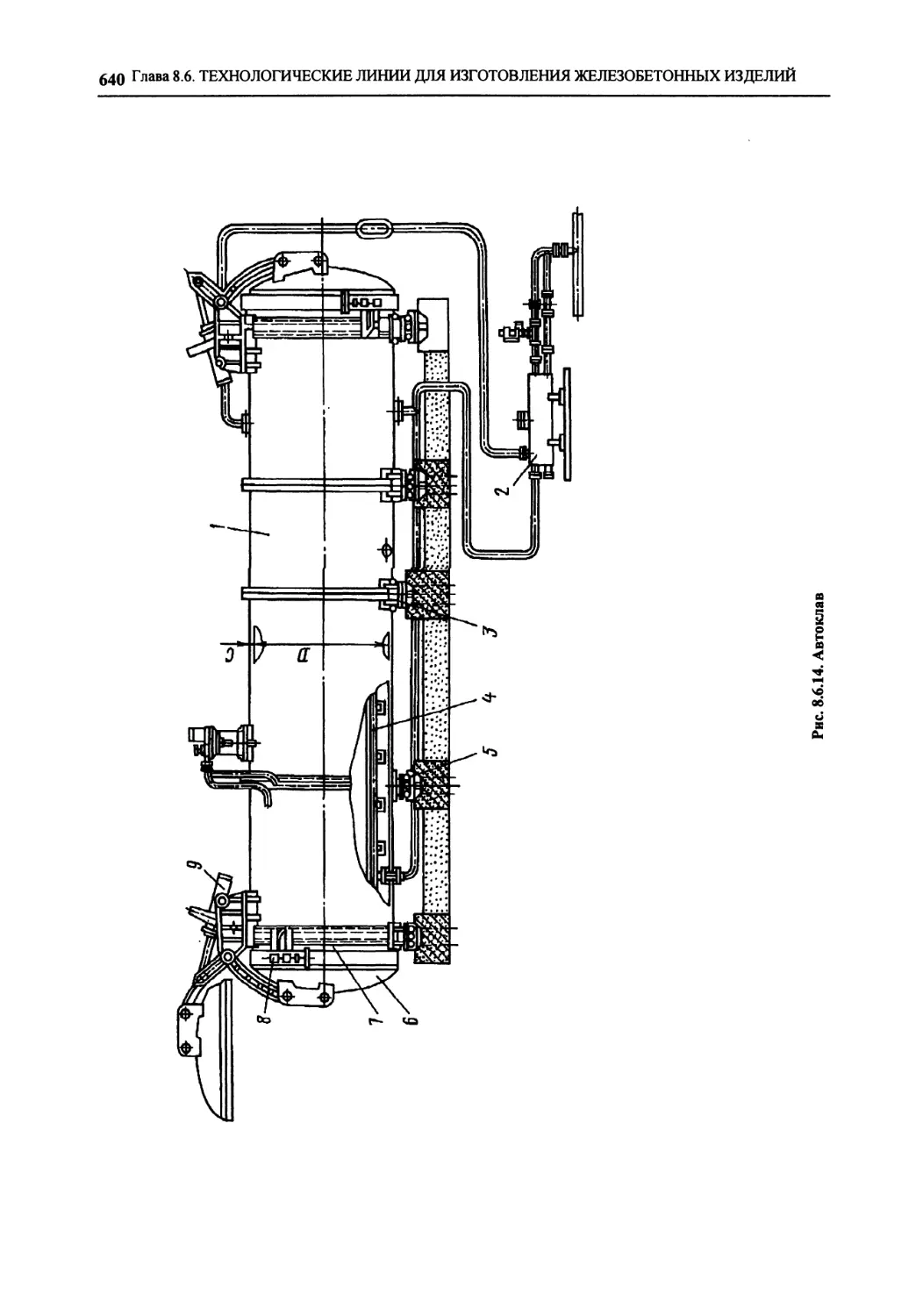
8.6.4. Тепловая обработка и
отделка бетонных и железобе-
тонных изделий.............. 637
8.6.5 Изготовление трубчатых
изделий..................... 646
Глава 8.7. Производство строитель-
ных керамических материа-
лов ............................... 663
Глава 8.8. Производство цемента,
извести, гипса и изделий на их
основе.......................... 665
Глава 8.9. Производство теплоизо-
ляционных материалов..... 669
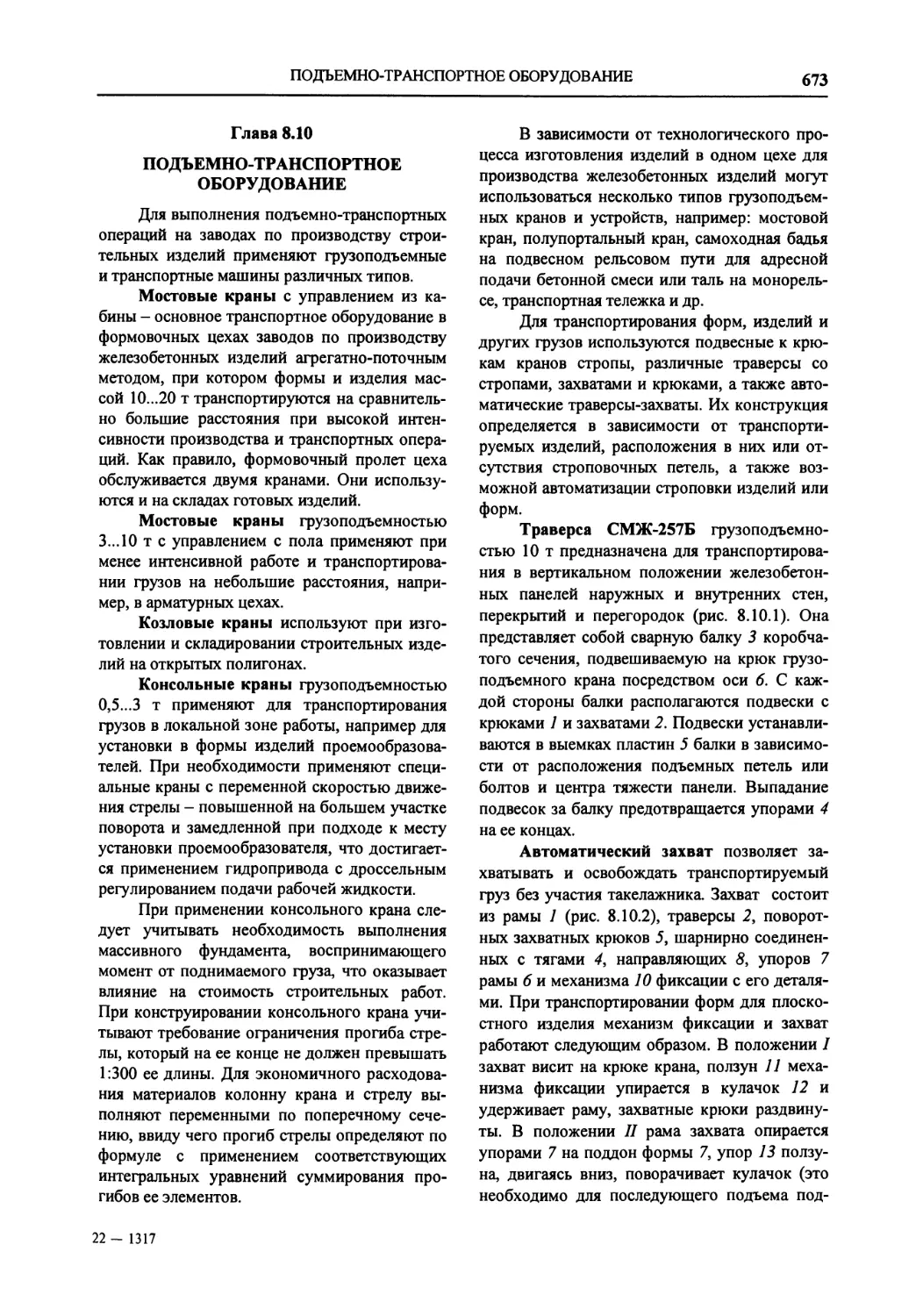
Глава 8.10. Подъемно-транспортное
оборудование.................... 673
Список литературы............... 678
Раздел 9. ЭЛЕКТРИЧЕСКИЕ РУЧ-
НЫЕ МАШИНЫ (ЭРМ)
(Н.М. Кирюшин).................. 681
Глава 9.1. Общие сведения о руч-
ных машинах (Н.М. Кирюшин,
АА.Гоппен)...................... 681
Глава 9.2. Классификация электри-
ческих ручных машин и требо-
вания предъявляемые к ним ... 683
9.2.1. Типы электродвигателей .. 683
9.2.2. Обеспечение защиты опе-
ратора от поражения электриче-
ским током (электробезопас-
ность) ......................... 686
9.2.3. Требования к механиче-
ской безопасности........ 687
Глава 9.3. Машины с однофазным
коллекторным электродвига-
телем и двойной изоляцией ... 688
9.3.1. Схемы дополнительной
изоляции........................ 688
9.3.2. Сверлильные машины 689
9.3.3. Дисковые и цепные пилы,
лобзики, ножовки, фрезерные
машины, рубанки.......... 692
9.3.4. Шлифовальные машины .. 699
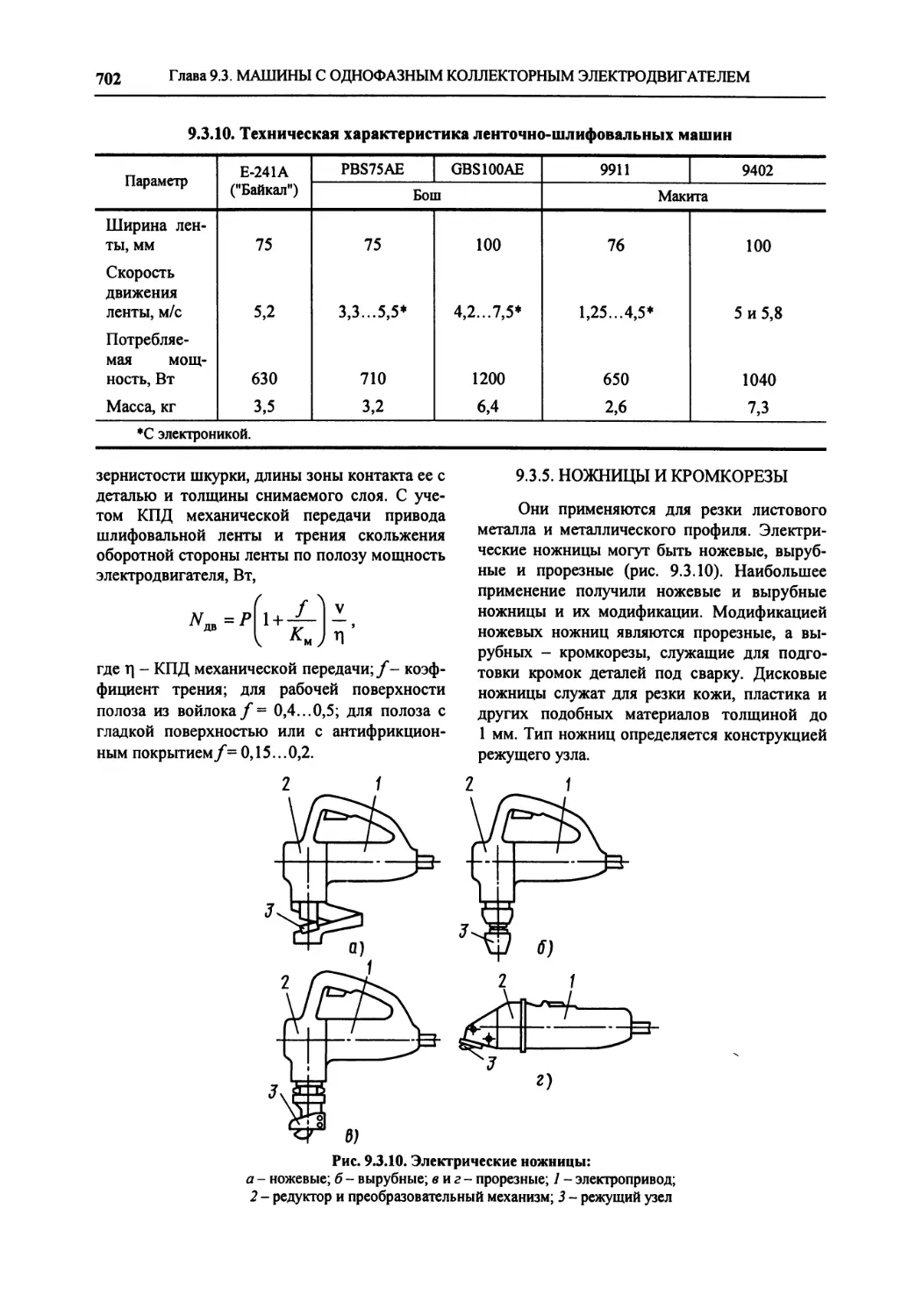
9.3.5. Ножницы и кромкорезы ... 702
9.3.6. Резьборазвертывающие ма-
шины .................... 705
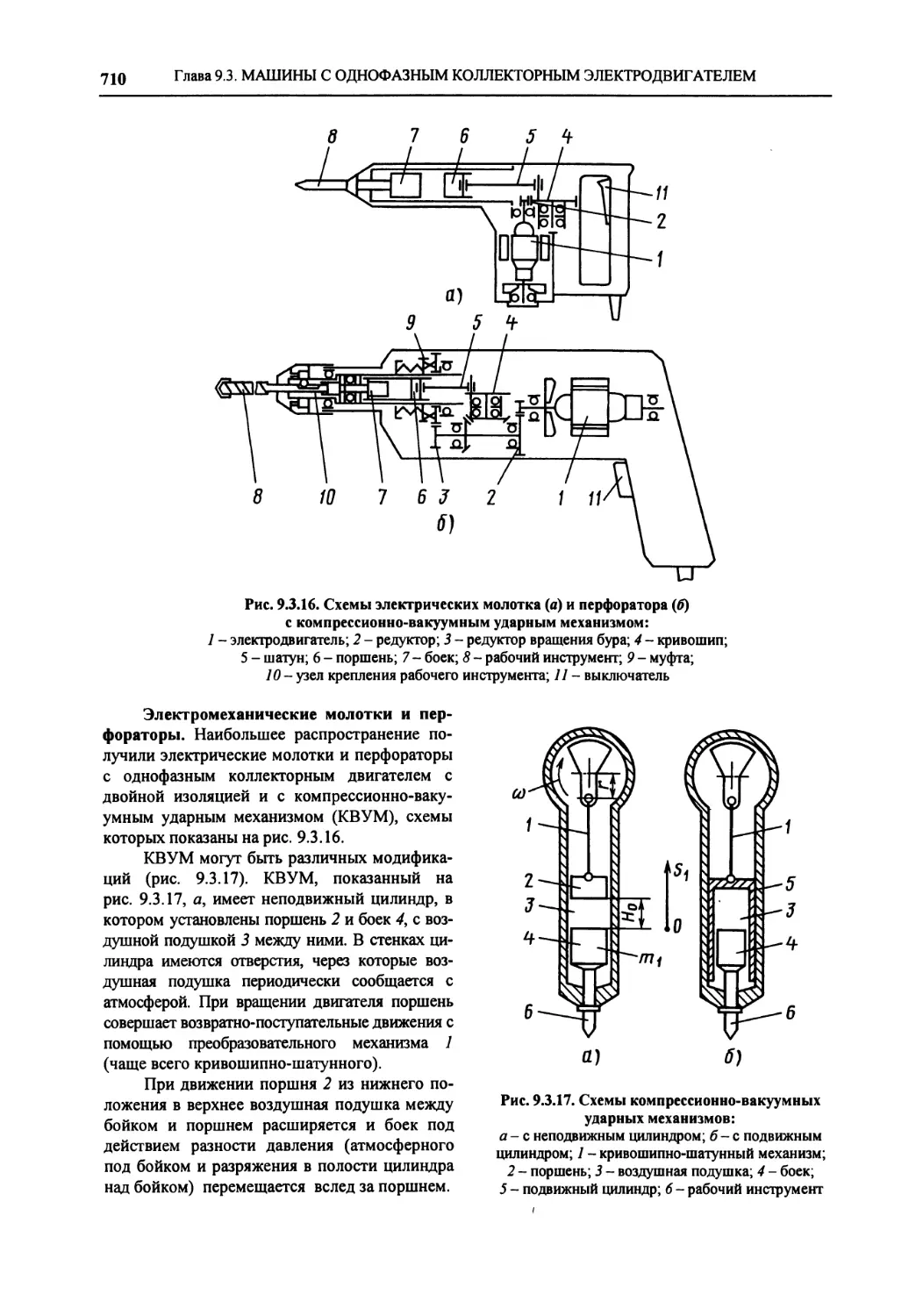
9.3.7. Молотки и перфораторы
(Ю.Н. Колган)............ 709
Глава 9.4. Аккумуляторные ручные
машины (АА. Никулин, Н.М. Ки-
рюшин) ......................... 714
Глава 9.5. Ручные и переносные ма-
шины с трехфазным асин-
хронным двигателем....... 716
Глава 9.6. Электронные регуляторы
частоты вращения (В.Н Бату-
ев, В.В. Акимов)................ 719
Глава 9.7. Виброшумозащита операто-
ров ручных машин (АА. Гоппен) 723
Список литературы............... 725
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ............ 727
ПРИЛОЖЕНИЕ...................... 733
ПРЕДИСЛОВИЕ
Строительные, дорожные и коммуналь-
ные машины, ручной электрический инстру-
мент и оборудование для производства строи-
тельных материалов применяют для выполне-
ния комплексных работ, проводимых при
строительстве, содержании и ремонте автомо-
бильных дорог, гидротехнических сооруже-
ний, при аэродромном, промышленном и граж-
данском строительстве и др. По своему со-
ставу эти машины многочисленны и разнооб-
разны по типам и назначению. Каждому виду
работ отвечает один или несколько технологи-
ческих процессов. Процессы состоят из от-
дельных операций, производимых либо в оп-
ределенной последовательности, образующей
повторяющиеся циклы (циклические процес-
сы), либо одновременно (непрерывные про-
цессы).
Большинство машин выполняют одну
или несколько операций процесса различным
рабочим оборудованием. Одна операция явля-
ется главной для данной машины, а остальные
служат только для передачи материала на дру-
гую машину. У отдельных машин комплекты
сменного рабочего оборудования насчитывают
десятки видов.
Классификации видов строительных ра-
бот обычно соответствует классификация при-
меняемых для них машин.
Разработка теории строительных, дорож-
ных и коммунальных машин имеет много об-
щего с теорией и прикладной механикой ма-
шин, на базе которых они создаются. В то же
время из-за наличия большого числа случай-
ных факторов при выполнении технологиче-
ских операций требуется их учет как в разра-
ботке конструкции, так и в выборе конструк-
ционных и эксплуатационных материалов.
Например, трактор используют как энергети-
ческое средство для агрегатирования машин с
активными и пассивными рабочими органами
(рыхлителями, бульдозерами, навесными и
прицепными), способное выполнять техноло-
гические операции на различных скоростях -
от транспортных при переезде к месту работы
до "ползучих". Строительные машины, агрега-
тируемые с тракторами, рассчитаны на работу
в интервале -60...+60 °C.
Особенностью работы агрегатов на базе
промышленных тракторов является их цик-
личность. Рабочий цикл бульдозера состоит из
рабочего хода (копания или перемещения
призмы грунта), остановки перед откатом на-
зад с подъемного отвала, отката на заднем
ходу трактора перед началом нового цикла.
Время одного цикла 60...90 с, т.е. в течение 1 ч
выполняется 40...60 циклов. При этом 80-
120 раз производится переключение передач,
50-150 раз включаются рычаги поворота и
500-800 раз - гидрораспределитель. Рабочий
цикл рыхлителя аналогичен рабочему циклу
бульдозера. За один цикл погрузки трактора-
погрузчика 4 раза изменяется направление
движения агрегата. Продолжительность цикла -
30...40 с. Оператор за один цикл совершает
25...30 действий на различные органы управ-
ления.
Автоматизация машин и оборудования
является эффективным средством обеспечения
безопасности работ, облегчения и улучшения
условий труда оператора. Системы автома-
тического управления дорожными и строи-
тельными машинами в 10-20 раз уменьшают
число включений и выключений, которые про-
изводит оператор, по сравнению с выполняе-
мыми на машинах с ручным управлением.
Обеспечение безопасности, облегчение и улуч-
шение условий труда, эффективность автома-
тизации строительной техники определяются
не только этим.
Следует отметить роль автоматизации
как средства одновременного повышения эф-
фективности и качества строительства.
Требования, предъявляемые стандарта-
ми, строительными нормами и правилами к
выдерживанию толщины и степени уплотне-
10
ПРЕДИСЛОВИЕ
ния всех слоев основания, микро- и макро-
профилю поверхности дорожных покрытий,
точности укладки дренажа, выдерживанию
ровности и уклона хлопковых и рисовых по-
лей, обеспечению заданного рецептурного
состава строительных смесей и растворов,
сопряжению строительных конструкций при
их монтаже, - трудно достижимы при приме-
нении машин и оборудования с ручным управ-
лением.
Использование автоматизированной тех-
ники позволяет:
в 2-3 раза повысить производительность
работ при обеспечении требуемого качества их
выполнения;
сократить расход строительных материа-
лов, а также удельный расход эксплуатацион-
ных материалов на единицу объема работы;
увеличить за счет соблюдения режимов
эксплуатации срок службы и межремонтные
сроки машин, сократить расходы на их ремонт
и др.
Так, колебания толщины слоев земляного
полотна, практически неизбежные при исполь-
зовании машин с ручным управлением, сни-
жают срок службы дороги в 1,5-2 раза.
Высокие эргономические и технические
качества и большая эффективность, достигае-
мые при применении автоматизированной
техники, обусловливают интенсивное развитие
данного направления строительного и дорож-
ного машиностроения, оборудования для про-
изводства строительных материалов, мелиора-
тивных работ и коммунальной службы, что
требует создания соответствующей электрон-
ной аппаратуры и самодиагностирующихся
систем автоматического управления с после-
дующим созданием машин-роботов с про-
граммным управлением.
Целью настоящего тома является стрем-
ление отразить новейшие достижения зару-
бежной и отечественной строительной и до-
рожной техники, применения систем автома-
тического управления, электроники (интегра-
ции в конструкцию) в конструкцию машин,
повышение конкурентоспособности этих
машин, накоплению опыта проектирования и
конструирования. Импорт строительных и
дорожных машин и использование их в усло-
виях страны обусловили необходимость рас-
смотрения применяемых эксплуатационных
материалов, их сопоставления и возможность
равноценной замены их на отечественные.
Интеграция в мировую экономику выдвигает
на передний план проблему гармонизации
стандартов и фактор "качество - цена" как
одного из возможных факторов конкуренто-
способности отечественных машин.
В этом томе энциклопедии "Машино-
строение" рассмотрены: физико-механические
свойства среды; теория взаимодействия рабо-
чих органов со средой; методы расчета пара-
метров и надежности, а также типичные кон-
структивные решения лучших видов машин и
отдельных основополагающих тенденций раз-
вития как отечественной, так и зарубежной
строительной техники в соответствии с ее
классификацией. Возрастающий объем науч-
но-технической информации и научных зна-
ний приводит к необходимости их обобщения
не только по отраслям знаний, но и по отдель-
ным разделам науки, в том числе по отдель-
ным классам машин.
Девять глав этого тома энциклопедии
систематизируют большой объем теоретиче-
ских исследований и инженерного опыта в
области строительных, дорожных и комму-
нальных машин, оборудования для производ-
ства строительных материалов и изделий,
а также ручных электрических машин. В напи-
сании разделов тома принимали участие
ученые ведущих НИИ, ВУЗов, научных
центров страны по соответствующим направ-
лениям. Широко использованы зарубежные
источники информации и опыт эксплуатации
машин.
Авторы выражают благодарность проф.
Д.П. Волкову за помощь в подготовке рукописи.
И.П. Ксеневич
Раздел 1
ОБЩИЕ ВОПРОСЫ СОЗДАНИЯ СТРОИТЕЛЬНЫХ,
ДОРОЖНЫХ И КОММУНАЛЬНЫХ МАШИН
Глава 1.1
ХАРАКТЕРИСТИКА МАШИН
1.1.1. КЛАССИФИКАЦИЯ МАШИН И
ИХ ПАРАМЕТРЫ
Классификация строительных, дорож-
ных и коммунальных машин и области их
применения. В строительстве и обслуживании
объектов различного назначения используется
более 1000 машин различных типов. Это мно-
гообразие машин сводится к небольшому чис-
лу классов и групп, основой объединения ко-
торых являются общие признаки. Строитель-
ные, дорожные и коммунальные машины
можно квалифицировать практически по лю-
бому признаку. Набор признаков зависит от
целей создания и типа классифицируемых
машин. Базовым признаком классификации
этих машин является их назначение, по кото-
рому их делят на классы и группы (табл. 1.1.1).
1.1.1. Классификация строительных, дорожных и коммунальных машин
Группа машин и оборудования Назначение
I. Класс машин для земляных работ
Кусторезы Срезка деревьев, кустарников, подлеска и дерна, их укладка в валки по сторонам вдоль пути
Корчеватели и корчеватели-собиратели Корчевка пней, корней и камней, их сдвиг на границы участка
Рыхлители Разрушение прочного грунта перед разработкой
Бульдозеры Разработка и перемещение грунта; перемеще- ние строительных материалов на расстояние до 100 м и разравнивание его перед уплотне- нием; предварительное профилирование грун- товых сооружений; в качестве толкача при загрузке скрепера
Скреперы Разработка грунта, перевозка его в ковше на расстояние до 5...7 км и отсыпка слоями
Автогрейдер Экскаваторы: Сооружение невысокой насыпи из грунта, срезаемого в боковых резервах; выравнивание привозного грунта перед уплотнением; плани- ровка поверхности уплотненного и стабили- зированного грунта; доведение до проектных отметок профилей насыпей и откосов
строительные одноковшовые Разработка нескального грунта любой проч- ности и его погрузка в транспортное средство
непрерывного действия продольного и Отрыв траншеи для мелиоративных систем,
поперечного копания трубопроводов и коммуникационных сетей; разработка грунта в карьере; профилирование откосов высоких насыпей и выемок
Уплотняющие машины Уплотнение грунта и дорожно-строительных материалов для повышения их водонепрони- цаемости, несущей способности и прочности
12
Глава 1.1. ХАРАКТЕРИСТИКА МАШИН
Продолжение табл. 1.1.1
Группа машин и оборудования Назначение
II. Класс подъемно-транспортных машин
Автопогрузчики, транспортеры, гравитацион- ные устройства и др. Грузоподъемные, для погрузочно-разгру- зочных работ и транспортирующие машины
III. Класс машин и оборудования для строительства и содержания дорог и аэродромов
Грунтосмесители, установки для приготовле- ния смесей с добавками различных вяжущих и дорожных смесей на дороге и в стационарных условиях Для приготовления стабилизированных грун- товых смесей при строительстве дорог и аэро- дромов в районах, в которых отсутствуют природные запасы каменных материалов
Агрегаты питания, сушильные агрегаты, сор- тировочные устройства и бункера, смеситель- ные устройства, битумоплавильни, битумо- нагревательные котлы, автогудронаторы, ав- тобитумовозы, битумные насосы и перекачи- вающие агрегаты Для приготовления асфальтобетонных и дру- гих битумоминеральных смесей
Машины для укладки и уплотнения асфальто- бетонных смесей, профилировщики оснований, распределители каменных материалов, песка и цементной смеси, бетоноотделочные машины для нарезки швов в бетонном покрытии Для устройства асфальто- и цементобетонных покрытий
Поливомоечные, подметально-уборочные, маркировочные машины, машины для ухода за зелеными насаждениями, для очистки и восстановления дорожных кюветов Для летнего содержания дорог
Снегоочистители, машины для борьбы с голо- ледом, снегоуборочные Для зимнего содержания дорог
Машины для разрушения твердых покрытий, для разогрева и терморегенерации асфальто- бетонных покрытий, машины и оборудование для заделки и ремонта швов Для ремонта дорог
IV. Класс машин для коммунального хозяйства
Для строительства, ремонта и содержания городских дорог и тротуаров, санитарной час- ти города, ремонта и содержания зданий и городских объектов
V. Класс машин для буровых работ
Машины на базе экскаваторов, стрелковых кранов, автомобилей, тракторов, специальных шасси, переносное и прицепное оборудование Для строительства мостов, дорог, граждан- ских и промышленных зданий в городских и периферийных условиях
VI. Класс машин для свайных работ
Механические и дизельные молоты, вибромо- лоты, вибропогружатели, оборудование ста- тического и комбинированного вибровдавли- вающего действия То же
КЛАССИФИКАЦИЯ МАШИН И ИХ ПАРАМЕТРЫ
13
Продолжение табл. 1.1.1
Группа машин и оборудования
Назначение
VII. Класс машин и оборудования для проведения бетонных и железобетонных работ
Смесители, дозаторы, бетоноукладчики и бе-
тонораздатчики, сварочные машины стержне-
вой арматуры и арматурных сеток, установки
сборки и сварки железобетонных изделий,
машины изготовления арматурных каркасов
железобетонных труб и свай, оборудование
для уплотнения бетона и др.
Для выполнения различных технологических
операций: дробления, помола, сортировки,
транспортирования, дозирования, перемеши-
вания и армирования строительных материа-
лов, а также для их тепловой обработки
VIII. Класс отделочных машин
Растворосмесители, растворонасосы, пневмо-
нагреватели, штукатурные агрегаты, машины
для приготовления малярных составов, окра-
сочное оборудование, установки для нанесе-
ния жидкой шпаклевки, краскораспылители,
машины для отделки полов из рулонных мо-
заично-торцовых и полимерных материалов,
установки для раскроя стекла, передвижные
для монтажа витражей и др.
Для проведения штукатурных, малярных и
стекольных работ, а также для отделки полов
IX. Класс машин для ручных работ (механизированный инструмент)
Средства малой механизации| Для строительных работ всех видов
В большинстве классификаций методи-
ческого и нормативного характера наиболее
часто встречающимися признаками являются
следующие.
1. Место в технологическом потоке, по
которому различают машины для подготови-
тельных работ, такие как кусторезы, корчева-
тели и рыхлители, и машины для основных
работ, к числу которых относятся бульдозеры,
скреперы, автогрейдеры, грейдер-элеваторы,
одноковшовые экскаваторы, экскаваторы не-
прерывного действия, уплотняющие машины,
машины для скрытой прокладки коммуника-
ций. К машинам для основных работ можно
отнести также одноковшовые строительные
погрузчики, которые формально принадлежат
к погрузочным машинам, но широко исполь-
зуются в современном строительстве для раз-
работки и погрузки грунтов.
2. Цикличность рабочего процесса, по
которой различают машины периодического и
непрерывного действия. Рабочий цикл машин
периодического действия складывается из
нескольких операций, периодически повто-
ряющихся в определенной последовательности
и сопровождающихся производством опреде-
ленного количества продукции. Производи-
тельность таких машин обычно рассчитывает-
ся, как отношение количества продукции, про-
изведенной за время рабочего цикла, к его
продолжительности. Для машин непрерывного
действия понятие рабочего цикла непримени-
мо, так как и основные, и вспомогательные
операции совершаются одновременно, а про-
дукция производится непрерывно. Производи-
тельность таких машин обычно рассчитывает-
ся как произведение какого-либо показателя
рабочего процесса (ширины захвата, площади
стружки и т.п.) на скорость движения машины.
3. Тип рабочего органа. Машины для
земляных работ, например, могут быть с ков-
шами, отвалами и рыхлящими зубьями. Широ-
ко используются машины, оснащенные рабо-
чими органами разных типов (например,
плужные и роторные снегоочистители) или
комбинированными рабочими органами (на-
пример, ковшом с зубьями).
4. Тип трансмиссии, передающей энер-
гию к движителю, исполнительным механиз-
мам систем управления и рабочим органам.
Для передачи энергии к движителю использу-
ются механические, гидромеханические (с гид-
рообъемной и гидродинамической частью) и
электромеханические трансмиссии, для пере-
14
Глава 1.1. ХАРАКТЕРИСТИКА МАШИН
дачи энергии к исполнительным механизмам
систем управления рабочими органами - как
правило, гидрообъемные трансмиссии. Сигна-
лы от органов управления к исполнительным
механизмам чаще всего передаются пневмати-
ческими, гидропневматическими и электро-
гидравлическими системами.
5. Тип движителя, который может быть
гусеничным, пневмоколесным или жестко
вальцовый у машин для земляных работ. Рель-
соколесный, шагающий, понтонный и другие
нетривиальные типы движителей используют-
ся в случаях, диктуемых особыми условиями
эксплуатации машин (например, экскаватор
для обслуживания железнодорожного полотна
устанавливается на адаптированной под него
железнодорожной платформе).
6. Масса, по которой однотипные маши-
ны могут быть объединены в размерные груп-
пы, отличающиеся массой, например: легкие,
средние и тяжелые автогрейдеры или экскава-
торы - первой, второй и третьей размерных
групп. Границы диапазонов масс зависят от
конкретного типа машин и с течением времени
изменяются.
Параметры строительных, дорожных
и коммунальных машин. Их подразделяют
на главный, основные и дополнительные.
Главный параметр машин используют
для сопоставления и классификации машин
одного типа. Он дает общее представление о
технических возможностях сравниваемых ма-
шин. Так, по стандартам экскаваторы делят на
размерные группы по объему ковша и массе,
скреперы - по объему ковша, бульдозеры, кус-
торезы, корчеватели, рыхлители - по тяговой
силе, автогрейдеры - по массе.
Основными параметрами машин явля-
ются: один из размеров рабочего органа, масса
и мощность силовой установки. Так, для экс-
каватора, скрепера, погрузчика основным па-
раметром является вместимость ковша, для
бульдозера, автогрейдера, плужного снегоочи-
стителя - длина отвала, для асфальтоукладчи-
ка - ширина обрабатываемой рабочими орга-
нами дорожной полосы.
Эти параметры необходимы для оценки
производственного потенциала технического
средства, под которым понимается максималь-
но возможная его эффективность, достигаемая
в определенных условиях применения. Соот-
ветствие размеров рабочего органа массе,
мощности и тяговым характеристикам маши-
ны однозначно определяет ее эффективность.
Оценкой эффективности использования транс-
портного средства при выполнении какого-
либо технологического процесса являются
показатели, которые выражаются в относи-
тельных единицах, например, производитель-
ность, себестоимость полученной продукции,
энергоемкость.
Масса определяет производственный по-
тенциал машины и является одним из основ-
ных ценообразующих факторов. Для сравни-
тельной оценки технического совершенства
конструктивно подобных машин могут ис-
пользоваться удельные показатели, рассчиты-
ваемые с использованием массы машины, та-
кие как металлоемкость (отношение массы
машины к производительности), энерговоору-
женность (отношение мощности двигателя к
массе машины) и др. В технической докумен-
тации на машину можно встретить различные
определения масс.
Конструктивная (сухая) масса - масса
полностью собранной, но не оснащенной и не
заправленной машины.
Транспортная масса - масса машины,
подготовленной к перебазировке обычным для
нее способом.
Эксплуатационная масса - масса ма-
шины в рабочем состоянии, с полностью за-
правленными системами, оснащенной штат-
ным инструментом и приспособлениями, с
учетом массы экипажа и всего необходимого
для его работы в течение смены.
Мощность силовой установки машины
определяет скорость выполнения рабочих опе-
раций и потребление энергоресурсов. Наличие
запаса мощности, необходимой для эффектив-
ной работы машины, выявляется анализом
баланса мощности. При сравнении конструк-
тивно подобных машин используют их энерго-
емкость (отношение мощности двигателя к
производительности машины), энергонасы-
щенность (отношение мощности двигателя к
размерам рабочего органа) и др.
Дополнительные параметры (парамет-
ры) определяют конструктивные особенности
машин. Это могут быть размеры, определяю-
щие маневренность и транспортабельность
машины: длина, ширина, высота и радиус по-
ворота - в транспортном положении; колея и
база ходового оборудования, углы въезда и
съезда, дорожный просвет, радиусы поворота
по внешнему колесу и наиболее выступающей
точке - при движении по пересеченной местно-
сти; размеры рабочей зоны, характеризующие
КЛАССИФИКАЦИЯ МАШИН И ИХ ПАРАМЕТРЫ
15
возможности таких машин, как одноковшовые
экскаваторы и фронтальные погрузчики.
Определение основных параметров
машины - ключевая проблема ее проектиро-
вания и использования для обеспечения эф-
фективной технологии производимых работ.
Математическое моделирование - наибо-
лее эффективный на сегодняшний день метод
предварительной оценки проектных решений.
Известно, что смоделировать все свойства
машины сложно, а в некоторых случаях не-
возможно, поэтому на первичных стадиях соз-
дания математической модели моделируются
свойства, признаваемые существенными на
данном этапе, с последующим анализом обос-
нованности ограничений и области примени-
мости принимаемых решений.
Свойства серийной машины - всегда ре-
зультат компромисса между стремлением за-
казчика, подрядчика и изготовителя увеличить
долю своей прибыли. Популярные у заказчика
модели машин - результат удачного компро-
мисса, найденного изготовителем, что обеспе-
чивается достижением максимума производи-
тельности при минимальных затратах.
Рациональные параметры машины - та-
кие, при которых достигается максимальный
экономический эффект. Обычно он рассчиты-
вается на базе удельных приведенных затрат Z,
в руб. на единицу выработанной продукции, с
учетом расходов на создание и эксплуатацию
машины:
5Z+5K(£H + P)
П
где - годовые текущие затраты потребителя
без учета отчислений на реновацию техники,
руб.; SK - капитальные затраты, связанные с
производством, доставкой и монтажом техни-
ки, руб.; Ен - коэффициент эффективности
предприятия; Р - доля отчислений от капи-
тальных затрат на реновацию, налоги и другие
платежи; 17 - годовая эксплуатационная про-
изводительность.
Годовая эксплуатационная производи-
тельность - показатель эффективности, оп-
ределяющий количество продукции, изготов-
ленной машиной за единицу времени:
П ~ ^эч^пр^г»
где пзч - эксплуатационная производитель-
ность, измеряемая количеством продукции в
1 ч, которая может быть получена при пра-
вильной эксплуатации машины с учетом ква-
лификации оператора, реально достижимых
скоростей, эффективности использования ра-
бочих органов, уровня организации производ-
ства, климатических и грунтовых условий и
надежности машины; Ацр - коэффициент, учи-
тывающий простои в работе, не учтенные в
иэч; Тг - время работы машины за год, маши-
ночас.
Эксплуатационная производительность
иэч - случайная величина, поскольку большин-
ство определяющих ее факторов носит слу-
чайный характер, поэтому оценивается мате-
матическим ожиданием и степенью вероятно-
сти. При оценочных расчетах эксплуатацион-
ная производительность определяется через
теоретическую производительность п с попра-
вочными коэффициентами учета использова-
ния времени смены и квалификации операто-
ра, условий видимости, типа коробки передач,
особенностей рабочего органа и обрабатывае-
мой среды (разрыхления грунта, наполнения
рабочего органа, потерь, перекрытия проходов
и т.п.):
^кв ^вид ^rp* G • 1 1)
Значения коэффициентов в уравнении
(1.1.1) приведены в табл. 1.1.2.
Теоретическая производительность п -
количество продукции, получение которой
возможно в течение 1 ч непрерывной работы
машины в заданных условиях эксплуатации
при максимальном использовании ее техниче-
ских возможностей. При расчете теоретиче-
ской производительности не учитываются
технологические, организационные и непред-
виденные перерывы в работе машины. Теоре-
тическая производительность используется
при оценке производственного потенциала
машины и может быть определена при извест-
ных значениях ее основных параметров.
Для машин циклического действия
n = qltn,
где q - количество полученной продукции за
один цикл работы машины; /ц - время, затра-
ченное на выполнение одного цикла.
Количество выработанной за один цикл
продукции q выражается через основной пара-
метр машины, характеризующий производст-
венный потенциал рабочего органа. Так, для
экскаватора, скрепера, бетономешалки q -
вместимость рабочего органа, м3 (т).
16
Глава 1.1. ХАРАКТЕРИСТИКА МАШИН
1.1.2. Значения коэффициентов кв, кКВ, квид и Лтр в уравнении (1.1.1)
Коэффициент Значения
Использования времени сме- ны Число рабочих минут в 1 ч
50 45 40
0,83 0,75 0,67
Влияния квалификации опе- ратора Лю, Уровень квалификации
высокий средний низкий
1 0,75 0,6
Влияния видимости £вид Условия видимости
Хорошая ясная погода Дождь, снег, туман, запыленность, искусственное освещение
1 0,8
Влияния типа коробки пере- дач А,р Коробка передач с переключением
под нагрузкой при отжатом сцеплении
1 0,8
Для машин, основным параметром рабо-
чего органа которых является линейный раз-
мер, количество выработанной за один цикл
продукции вычисляется по соответствующим
формулам. Например, для бульдозера основ-
ной параметр рабочего органа - ширина отвала
L, м. В этом случае количество грунта, пере-
мещенного за один цикл работы бульдозера,
^ = Апр£Я2 = М</3,
где Апр - коэффициент, учитывающий механи-
ческие характеристики перемещаемого грунта;
Н = кД - высота отвала, м, которая зависит от
его ширины, свойств перемещаемого им грун-
та и его конструктивной формы; к0 - коэффи-
циент учета свойств перемещаемого грунта и
конструктивной формы отвала.
Время, затраченное на выполнение одно-
го цикла, в общем виде определяется форму-
лой
/ц = Л/М
где - работа, совершаемая машиной за один
цикл; N - мощность, подводимая к рабочим
органам машины.
Работа, совершаемая машиной за один
цикл, вычисляется с учетом всех преодолевае-
мых сопротивлений и перемещений в условиях
реализации потенциальных возможностей
машины, определяемых ее основными пара-
метрами. Основными сопротивлениями, пре-
одолеваемыми машиной, являются сопротив-
ления ее собственному перемещению и эле-
ментов ее конструкции, а также сопротивле-
ния, преодолеваемые рабочими органами при
взаимодействии с обрабатываемой средой.
Сопротивления перемещению машины в
целом и ее элементов пропорциональны массе
машины. Сопротивления, преодолеваемые
рабочими органами при взаимодействии с об-
рабатываемой средой в условиях реализации
потенциальных возможностей машины, опре-
деляются тяговым и мощностным балансами
машины. Основа тягового и мощностного ба-
лансов машины - ее основные параметры, т.е.
масса машины и мощность ее энергоустанов-
ки. При этом используется общеизвестное
положение о детерминированной связи макси-
мальных нагрузок с прочностными размерами
и массой машины.
Для машин непрерывного действия тео-
ретическая производительность
п = Fv,
где F - количество продукции, полученной в
результате единичного перемещения рабочего
органа машины; v - скорость перемещения
рабочего органа при выполнении технологиче-
ского процесса.
Количество продукции, полученной в ре-
зультате единичного перемещения рабочего
ОСНОВНЫЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К МАШИНАМ, И ТЕНДЕНЦИИ ИХ РАЗВИТИЯ 17
органа машины при реализации ее потенци-
альных возможностей, так же как и для машин
циклического действия, функционально связа-
но с основными параметрами машины - ее
массой и мощностью энергоустановки. Ско-
рость перемещения рабочего органа при вы-
полнении технологического процесса
v = ^/P,
где Р - сопротивление единичному перемеще-
нию рабочего органа, определяемое из тягово-
го баланса машины при реализации ее потен-
циальных возможностей; Т| - КПД трансмис-
сии машины.
Очевидно, что и в этом случае сопротив-
ление единичному перемещению рабочего
органа является функцией массы машины и
мощности ее энергоустановки.
Для оценки экономической эффективно-
сти технического средства при известной про-
изводительности, определяемой основными
параметрами машины и условиями ее приме-
нения, необходимо знать взаимосвязь эконо-
мических показателей с основными парамет-
рами машины. Исследованиями установлена
возможность представления составляющих
экономических расходов в функции основных
параметров. Так, для экскаватора с гидропри-
водом
+ SK (Рн 4- Р) = OtjCz + OL2^^ ^3 +
+ a4V^ + a5N + -^^—+ a8,
a7 +N
где ct|, (*2, Щ - коэффициенты, определяющие
стоимость изготовления конструкции экскава-
тора с учетом отчислений на реновацию и на-
логи; а4 - коэффициент стоимости техниче-
ского обслуживания и ремонта машины; as,
ae, a7 - коэффициенты учета эксплуатацион-
ных расходов на топливно-смазочные мате-
риалы; а8 - расходы на содержание обслужи-
вающего персонала; G - масса экскаватора.
Получаемая математическая модель кри-
терия оценки совершенства машины по функ-
циональному назначению может быть исполь-
зована в мониторинговой системе управления
созданием конкурентоспособных проектных
решений, как конструкций машин, так и вари-
антов их комплектования для обеспечения
различных технологий строительства и ком-
мунального обслуживания.
Достаточно полная математическая мо-
дель позволяет оценить технические, финансо-
вые, экологические и социальные последствия
проектных решений, закладываемых в конст-
рукцию машины. Формирование математиче-
ской модели, позволяющей выполнить такой
анализ, возможно только с участием специали-
стов в области реализуемой технологии работ,
экологии, строительной механики, технологии
машиностроения, организации и управления
производством, технического обслуживания,
ремонта, стандартизации, сертификации, алго-
ритмизации и программирования.
Созданная математическая модель пред-
ставляет своеобразную экспериментальную
установку многоразового использования, по
которой с помощью ЭВМ можно решать зада-
чи по обоснованию экономической эффектив-
ности конструкции или режима использования
технического средства [10, 11].
1.1.2. ОСНОВНЫЕ ТРЕБОВАНИЯ,
ПРЕДЪЯВЛЯЕМЫЕ К МАШИНАМ, И
ТЕНДЕНЦИИ ИХ РАЗВИТИЯ
Требования, предъявляемые к строи-
тельным, дорожным и коммунальным ма-
шинам. В условиях рыночной экономики,
когда продукцию и услуги предоставляют
предприятия различных форм собственности,
сертификация - эффективный способ гарантии
качества продукции и услуг.
При работе строительные, дорожные и
коммунальные машины взаимодействуют с
человеком и окружающей средой. Поэтому к
их конструкции предъявляются требования
соответствия условиям безопасной и комфорт-
ной работы оператора без нанесения экологи-
ческого ущерба окружающей среде, изложен-
ные в соответствующих государственных
стандартах, в числе которых рассмотрены:
1) эргономические требования, опреде-
ляющие: наличие кабины, размеры кабины и
ее элементов, оборудование кабины, конст-
рукцию и размеры сиденья оператора, распо-
ложение и размеры органов управления, уси-
лия на органах управления, уровни вибрации и
шума в кабине, микроклимат на рабочем месте
оператора, уровень запыленности и концен-
трации вредных веществ в кабине, уровень
индустриальных радиопомех;
2) показатели безопасности, которые рег-
ламентируют: системы доступа, средства за-
щиты, обзорность и освещенность рабочей
зоны, устойчивость, пожарную и электробезо-
18
Глава 1.1. ХАРАКТЕРИСТИКА МАШИН
пасность, звуковую и цветовую сигнализацию,
силовую установку, трансмиссию, гидропри-
вод, рабочее оборудование, тормозные систе-
мы, рулевое управление, безопасность процес-
са транспортирования машины;
3) экологические показатели, которые
определяются: нормами дымности отработав-
ших газов, удельными показателями выброса
вредных веществ с отработавшими газами
(СО, NOX, углеводороды).
Общие требования к компоновке ма-
шин. Компоновка строительных, дорожных
машин, для которых базовым (несущим) или
тяговым звеном служит трактор, зависит, во-
первых, от функционального назначения ма-
шины, типа ее базовой части, конструктивных
особенностей рабочего оборудования и спосо-
ба ее соединения с базовой машиной. Во-вто-
рых, надо обеспечить:
1) хорошую обзорность с места оператора;
2) удобство отбора мощности от общего
привода машины или установку на базовые
части машины индивидуального привода ра-
бочего оборудования;
3) безопасность при работе машины;
4) устойчивость машины против опроки-
дывания в процессе движения;
5) необходимое соответствие между тех-
ническими параметрами базовой машины (на-
пример, ее мощности, силы и прочностных
возможностей, несущих элементов конструк-
ции) и рабочего оборудования (его массы, раз-
меров, нагружения рабочего оборудования при
его взаимодействии с перерабатываемым ма-
териалом (грузом) и т.п.).
Кроме того, при компоновке машины не-
обходимо учитывать требования эргономики и
технической эстетики. Следует отметить, что
выбор рациональных и оптимальных компоно-
вочных решений машины нередко осложнен
тем, что в качестве ее базы принимается трак-
тор, рассчитанный на условия работы, сущест-
венно отличающиеся от тех, которые харак-
терны для машины иного технологического
назначения. Примером может служить фрон-
тальный погрузчик на базе колесного трактора
сельскохозяйственного назначения типа К-700.
Этот трактор предназначен в основном для
работы с прицепными орудиями, для которых
характерны большие тяговые нагрузки, свя-
занные с преодолением сопротивления среды -
почвы или растений. Условия эксплуатации
погрузчиков, предназначенных в основном для
погрузочно-разгрузочных работ, выполняемых
навесным оборудованием, существенно отли-
чаются от работы агрегата, состоящего из тя-
гача и прицепа: вся нагрузка от навесного обо-
рудования воспринимается несущей рамой
трактора. При этом двигатель трактора с на-
весным погрузочным оборудованием может
иметь меньшую мощность, чем этот же трак-
торный тягач, работающий с прицепными ма-
шинами. Различают два основных вида рам-
ных конструкций погрузчиков: цельносварную
раму и со съемным порталом. Первый тип
конструкций применяют для специальных
шасси и гусеничных тракторов в тех случаях,
когда они специально конструируются для
работы с погрузочным оборудованием. Такая
компоновка позволяет более полно учесть
основные требования, предъявляемые к маши-
не, лучше распределить напряжения в метал-
локонструкции и обеспечить меньшую мате-
риалоемкость.
Тенденции развития строительных,
дорожных и коммунальных машин. Техни-
ческое совершенствование строительных, до-
рожных и коммунальных машин, направлен-
ное на повышение эффективности их исполь-
зования при снижении негативных последст-
вий для человека и окружающей среды, проис-
ходит по следующим основным направлениям.
Повышение комфортности и безопас-
ности реализуется автоматизацией систем
контроля и управления, снижением трудоем-
кости управления, оптимизацией расположе-
ния его органов, сокращением их числа и по-
вышением числа контролируемых ими функ-
ций, улучшением обзорности, совершенство-
ванием и автоматизацией работы систем мик-
роклимата, улучшением звуко- и виброизоля-
ции, защитой кабины при падении предметов
сверху (конструкции FOPS) и опрокидывании
машины (конструкции ROPS).
Повышение надежности достигается
улучшением качества очистки и увеличением
срока службы рабочих жидкостей, расширени-
ем числа контролируемых параметров техни-
ческого состояния машины, автоматической
диагностикой агрегатов и систем, снижением
трудоемкости и оптимизацией числа периоди-
ческих технических обслуживаний.
Интенсификация использования обес-
печивается расширением номенклатуры смен-
ных рабочих органов и оснащением машин
быстродействующими захватами и быстро-
разъемными гидромуфтами, сокращающими
время их перестановки.
КЛАССИФИКАЦИЯ ТРАКТОРОВ
19
Ускорение рабочих процессов обеспе-
чивается увеличением мощности силовых ус-
тановок, рабочих и транспортных скоростей,
маневренности, заправочных емкостей, силы
тяги, давлений в гидросистемах и оптимизаци-
ей параметров рабочих процессов.
Повышение экологической безопасно-
сти реализуется снижением токсичности отра-
ботавших газов двигателей, изоляцией интен-
сивных источников шума, применением дви-
жителей, щадящих опорную поверхность
(пневмоколес с пониженным давлением, рези-
новых траков гусениц и др.), использованием
биологически нейтральных или разлагающих-
ся на открытом воздухе рабочих жидкостей,
предотвращением утечек рабочих жидкостей
благодаря быстроразъемным гидромуфтам.
Адаптация к низким температурам
требует применения особо утепленных кабин с
двойным или тройным остеклением, рабочих
жидкостей, смазочных материалов и топлив
пониженной вязкости без ухудшения других
свойств и резинотехнических изделий на осно-
ве натурального каучука, сохраняющих эла-
стичность и прочность при низких температу-
рах. Металлические конструкции этих машин
должны изготовляться из легированных нике-
лем сталей, менее подверженных явлению
хладноломкости.
Глава 1.2
ТРАКТОРЫ КАК ЭНЕРГЕТИЧЕСКИЕ
СРЕДСТВА СТРОИТЕЛЬНЫХ,
ДОРОЖНЫХ И КОММУНАЛЬНЫХ
МАШИН
Тракторы - колесная или гусеничная
самоходная машина, которая в агрегате с при-
цепными, навесными, полунавесными и ста-
ционарными машинами (орудиями) выполняет
различные строительные, дорожные, транс-
портные и другие работы.
1.2.1. КЛАССИФИКАЦИЯ ТРАКТОРОВ
Общая классификация тракторов.
Тракторы классифицируют по ряду признаков:
по области применения - сельскохозяй-
ственные, промышленные, лесопромышлен-
ные и лесохозяйственные;
по назначению и специализации - сель-
скохозяйственные общего назначения, про-
пашные, универсально-пропашные, специали-
зированные, малогабаритные, мотоблоки;
промышленные общего и специального назна-
чения, погрузчики, трубоукладчики, земно-
водные, малогабаритные; лесопромышленные,
специализированные по назначению и видам
работ (в агрегате с однооперационными или
многооперационными машинами) и условиями
эксплуатации (плавающие, болотоходные);
лесохозяйственные общего назначения и спе-
циальные (болотоходные, лесопожарные);
малогабаритные, используемые на малокон-
турных участках, делянках, террасах и в ком-
мунальном хозяйстве; мотоблоки, работающие
в коммунальном хозяйстве.
Промышленные тракторы предназна-
чены для выполнения следующих работ:
общего назначения - работы в агрегате с
бульдозером, рыхлителем или скрепером и
другим оборудованием, установленным спере-
ди и сзади;
погрузчики - погрузочные землеройные
и землеройно-транспортные работы (основным
движителем является колесный, обеспечи-
вающий повышенную маневренность и воз-
можность транспортирования грунта на необ-
ходимое расстояние; гусеничный движитель
можно применять при выполнении сосредото-
ченных работ);
трубоукладчики - механизация работ по
монтажу и укладке магистральных трубопро-
водов (с боковым грузоподъемным устройст-
вом);
болотоходные - землеройные и мелиора-
тивные работы на грунтах с низкой несущей
способностью;
мелиоративные - работы по осушению,
строительству и обслуживанию мелиоратив-
ных систем;
подземные - работы под водой на глуби-
не до 7 м (с дистанционным управлением, сис-
темой герметизации двигателя, забирающего
воздух из атмосферы);
подводные - работы в акваториях рек
и на континентальном шельфе морей глуби-
ной до нескольких десятков метров (с электро-
двигателем, дистанционным или радиоуправ-
лением);
малогабаритные - малообъемные земле-
ройно-очистительные и вспомогательные ра-
боты в стесненных условиях.
Лесопромышленные тракторы для вы-
полнения лесосечных работ следующие:
трелевочные - сбор и транспортирование
леса в полупогруженном состоянии (оборуду-
ются толкателем для скучивания деревьев,
20
Глава 1.2. ТРАКТОРЫ КАК ЭНЕРГЕТИЧЕСКИЕ СРЕДСТВА
выравнивания камней, расчистки волонов и
др.); в зависимости от способа сбора воза трак-
торы разделяют на тросочокерные, с гидроза-
хватом и гидроманипулятором;
лесовозные - погрузка и транспортиро-
вание леса в полностью погруженном состоя-
нии.
По типу привода колесные самоходные
машины можно разделить на машины с перед-
ними, задними и со всеми ведущими колесами.
Гусеничные машины могут иметь движители с
задними и с переднерасположенными ведущи-
ми колесами.
У тракторов с задними ведущими коле-
сами нагрузка на переднюю ось составляет
обычно 30...40 % общего веса; при задней на-
вески рабочего оборудования нагрузка на пе-
реднюю ось уменьшается до 20 % общего веса
машины. Полезная сила тяги у тракторов
этого типа составляет 50...80 % нагрузки на
заднюю ось.
Пределом мощности трактора, выпол-
ненного по схеме 4x2, считают 110... 130 кВт.
Привод на передние колеса обладает некото-
рым преимуществом для машин с фронталь-
ной навеской рабочего оборудования.
Тракторы мощностью более 130 кВт
обычно имеют четыре ведущих колеса одина-
кового диаметра. У этих тракторов нагрузка на
переднюю ось составляет около 60 %. При
задней навески рабочего оборудования нагруз-
ка на передние и задние ведущие колеса рас-
пределяется примерно поровну, благодаря
чему достигается оптимальное использование
веса машины. Трактора со всеми ведущими
колесами имеют, как правило, более высокий
тяговый КПД и силу тяги при том же буксова-
нии, чем трактор 4x2.
Расположение ведущих колес в гусенич-
ных машинах влияет на характер нагружения
гусеничной цепи. При переднем расположении
ведущих колес наибольшее натяжение имеет
верхняя ветвь гусеничного обвода.
Некоторое сменное рабочее оборудова-
ние к колесным и гусеничным тракторам для
строительных и дорожных машин приведено
на рис. 1.2.1.
1.2.2. КОМПОНОВКА ТРАКТОРОВ И
РАБОЧЕГО ОБОРУДОВАНИЯ
Тракторы общего назначения. Гусе-
ничные тракторы характеризуются передним
расположением двигателя, к которому жестко
крепится сцепление или гидротрансформатор,
задний мост с конечными передачами, меха-
низмами поворота и тормозами, коробка пере-
дач, соединяемые между собой жестко или с
помощью карданной передачи. При жестком
соединении заднего моста с коробкой передач
сцепление (гидротрансформатор) соединяется
с ними карданной передачей. Все сборочные
блоки устанавливают на раме, к передней час-
ти которой крепят ось шарнира балансирной
балки или рессоры, концами опирающейся на
рамы гусеничных тележек. Возможность кача-
ния этих элементов вокруг оси ведущих колес
или вокруг специальной оси, расположенной
впереди ведущих колес, позволяет снизить
напряженность конечной передачи и улучшить
технологичность конструкции при выполне-
нии монтажа и демонтажа.
В передней части рамы расположен си-
ловой капот с гидроцилиндрами бульдозерно-
го оборудования. Рыхлительное оборудование
крепят к заднему мосту. Тракторы такой ком-
поновки выпускают в двух вариантах: с каби-
нами ROPS и FOPS, имеющими каркасы, за-
щищающие водителя соответственно при оп-
рокидывании трактора и от падающих предме-
тов. Кабины и каркасы располагают, как пра-
вило, над задним мостом.
Увеличение тягового класса трактора в
отдельных случаях сопровождается изменени-
ем его компоновки: смещением кабины в сто-
рону двигателя и расположением за ней ряда
сборочных единиц (масляных радиаторов дви-
гателя, трансмиссии и гидросистемы, привод
вентилятора которых осуществляется от гид-
рообъемного мотора). Однако смещение каби-
ны ограничено. Так, по мере смещения кабины
в крайнее переднее положение снижается воз-
можность обзора рабочих органов и гусениц и
соответственно производительность агрегата
вследствие ухудшения условий труда. Неудач-
ное расположение двигателя сзади в межгусе-
ничном пространстве трактора усложняет кон-
струкцию несущей системы, увеличивает чис-
ло соединений и трудоемкость обслуживания
двигателя.
Расположение ведущего колеса над гусе-
ничной тележкой с выполнением треугольного
обвода гусеницы позволяет применить блочно-
модульный принцип построения сборочных
единиц, снизить трудоемкость их обслужива-
ния, монтажа и демонтажа. Такая компоновка
применена фирмой "Катерпиллер" (США) на
тракторах D8L, D9L и D10 (рис. 1.2.2).
КОМПОНОВКА ТРАКТОРОВ И РАБОЧЕГО ОБОРУДОВАНИЯ
21
Рис. 1.2.1. Сменное рабочее оборудование для строительных и дорожных машин:
а - бульдозерные отвалы; б - корчеватели-собиратели; в - кусторез; г - снегоочиститель; д - лесовал;
е - корчеватель; ж - толкатель; и - рыхлители; к - катки; л - скреперы; м - землевозные тележки;
н - грейдер; п - грейдер-элеватор; р - канавокопатель; с - крановое оборудование
Колесные тракторы общего назначения
создаются на основе тракторов-погрузчиков и
имеют аналогичную компоновку.
Промышленные тракторы, созданные на
базе сельскохозяйственных, имеют ту же ком-
поновку и отличаются увеличенной прочно-
стью конструкций ряда деталей ходовой части
и трансмиссии.
Эксплуатационную массу т3 трактора
определяют по заданной номинальной силе
тяги FH0M (кН): для гусеничного трактора
мэ = FH0M /(9,8 • 1(Г3), для колесного т3 =
= Люм /(6,5 • ИГ3). Масса бульдозерного и
бульдозерно-рыхлительного /Иб.р агрегата рав-
на сумме масс трактора тит и оборудования, а
при неизменной массе оборудования рекомен-
дуется принимать /Иб = 1,25/ит; /Иб.р = 1,45/wT.
Для колесных тракторов масса бульдо-
зерно-рыхлительного и погрузочного агрегата
/Иб.р = 1,15тит; тп = 1,35тит.
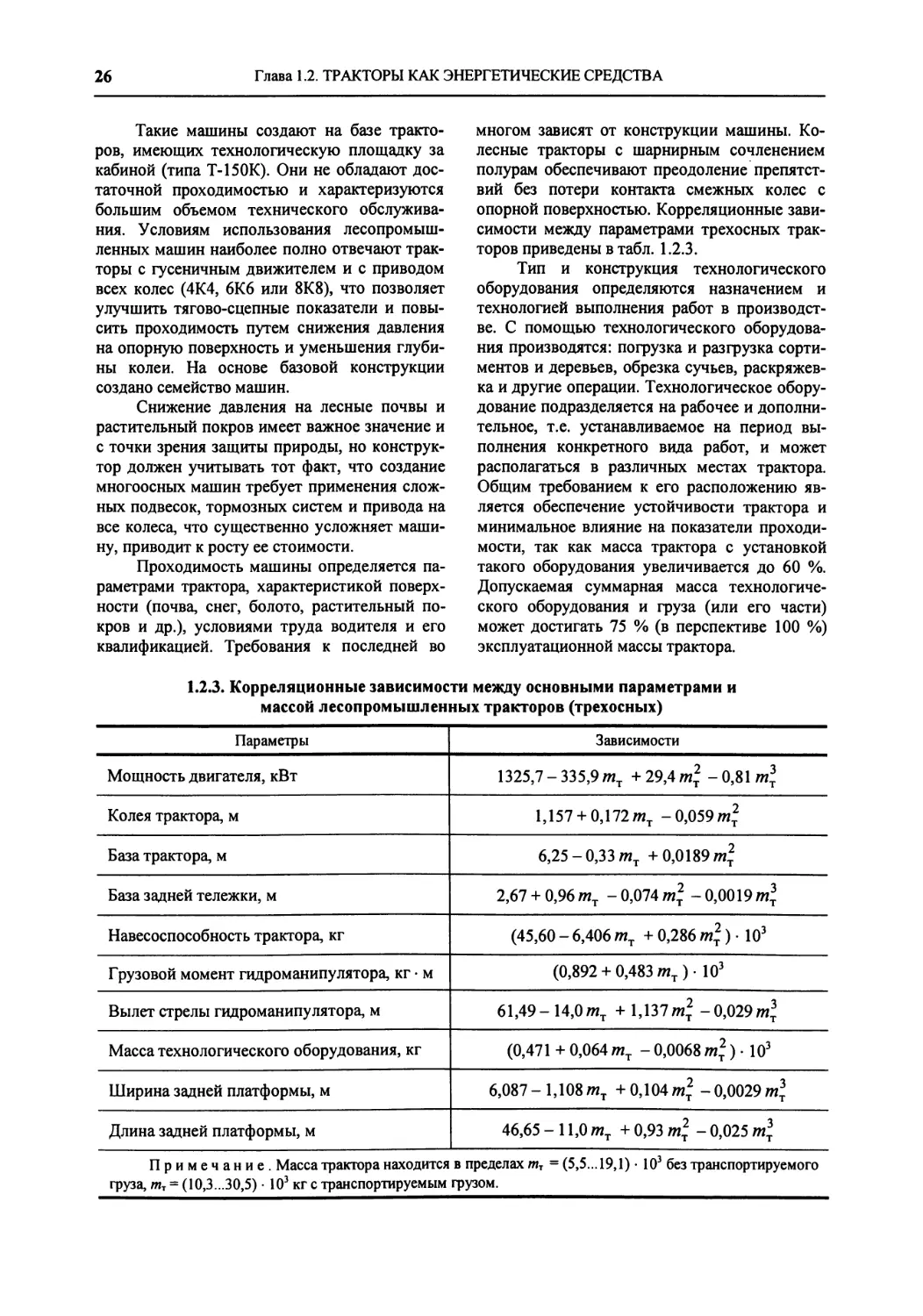
Для определения основных параметров
вновь создаваемых тракторов можно использо-
вать корреляционные зависимости (табл. 1.2.1,
табл. 1.2.2).
Рост массы трактора приводит к пропор-
циональному увеличению силы тяги. Радиус
ведущего колеса увеличивают пропорционально
корню кубическому из массы трактора, в резуль-
тате вращающий момент на ведущих колесах
возрастает пропорционально массе в степени 4/3.
С повышением тягового класса трактора
пропорционально массе в степени 1/3 увели-
чиваются линейные размеры всех деталей и
сборочных единиц, а это приводит к росту
изгибающих моментов пропорционально массе
в степени 4/3.
22
Глава 1.2. ТРАКТОРЫ КАК ЭНЕРГЕТИЧЕСКИЕ СРЕДСТВА
Рис. 1.2.2. Компоновочные схемы промышленных тракторов:
а - гусеничного D8L, D9L и D10 общего назначения; 1 - отвал бульдозера; 2 - гидроцилиндры;
3 - радиаторы и вентилятор; 4 - механизм поворота и конечные передачи; 5 - центральная передача;
6 - коробка передач; 7 - карданный вал; 8 - гидротрансформатор; 9 - двигатель;
б - колесного погрузчика высокой мощности; 1 - радиаторы и вентилятор; 2 - двигатель; 3 - коробка передач;
4,6- центральные и конечные передачи; 5 - карданный вал; 7 - ковш;
в - колесного подземного; 1 - двигатель; 2,6- карданные передачи; 3 - гидротрансформатор;
4 - коробка передач; 5, 7 - центральные и конечные передачи
1.2.1. Корреляционные зависимости между основными параметрами и массой
промышленного трактора общего назначения
Параметры Трактор
гусеничный колесный (модификация сельскохозяйственного)
Мощность двигателя Р, кВт (0,019 +0,0025) м?'95 (0,0597 ±0,01) от?’85
База L, м (1 + 0,10)(0,0775 0,014 (1 ± 0,05)(1,14 + 0,668 ^Й7)
Колея В, м: гусениц передних колес задних колес (0,41 +0,04)(0,145^/т7+1) (1 + 0,05)(0,445 + 0,0718^7) (0,105 + 0,01)^7
КОМПОНОВКА ТРАКТОРОВ И РАБОЧЕГО ОБОРУДОВАНИЯ
23
Продолжение табл. 1.2.1
Параметры Трактор
гусеничный колесный (модификация сельскохозяйственного)
Ширина Ь, м: гусениц передних колес задних колес (0,02 ± 0,002) (0,0135 + 0,0025) (0,031 + 0,005) ^7
Радиус поворота посередине колеи R, м - (1 + 0,08)(1,66 +0,145^7)
Подача насосов гидросистемы Q, л/мин (250 + 50)(0,076 -
Высота грунтоза- цепа h, мм (1 + 0,1)(2,632 + 0,0004^/m7) -
Наружный диа- метр колес D, м: передних задних (1 ± 0,08)(0,2 + 0,045 з/^7) (1 ±0,1)(0,35 +0,08^7)
Примечание. Пределы массы для гусеничного трактора (5... 75) 103 кг, для колесного
(10...64)102 кг.
1.2.2. Корреляционные зависимости между основными параметрами и
массой (кг) тракторов-погрузчиков
Параметры Трактор
колесный гусеничный
Мощность, кВт: двигателя гидросистемы (максимальная) гидросистемы поворота, кВт (1 ± 0,12)(0,112ти°’75 - 24) (0,00426 ± 0,0007) тТ (0,0022 ± 0,0007) тТ (0,00938 + 0,0011) mJ’96 (0,0036 ± 0,00066) тит
Размеры, м: базы колеи ширина: колеса гусеницы наружный диаметр колеса (0,12 + 0,01)3/^7 (0,1 ± 0,05)(0,67 + 0,057 ^7) (0,022 ±0,0025)^7 (1 + 0,07)(0,25 + 0,0525 ) (0,1 ±0,007) ^/гё7 (0,072 + 0,004)^7 (0,017 + 0,001)^7
радиус пово- рота посере- дине колеи (0,193 + 0,03)^7 -
24
Глава 1.2. ТРАКТОРЫ КАК ЭНЕРГЕТИЧЕСКИЕ СРЕДСТВА
Продолжение табл. 1.2.2
Параметры Трактор
колесный гусеничный
Г рузоподъемность (эксплуатационная), кг (0,3 ± 0,045) тит (0,235 ± 0,04) ?ит
Геометрическая вместимость ос- новного ковша, м3 (0,136 + 0,03) тТ- 10’3 (0,107 ± 0,014) тт • 10’3
Высота подъема ковша (макси- мальная), м (1± 0,09)(0,7 + 0,13 ^7) (1 ±0,08)(0,92 + 0,11^7)
Отвал бульдозера должен иметь мини-
мально возможную ширину и максимальную
высоту. Высота и ширина отвала:
Лот = (0,82-1,18)(41,88 +0,37^7 )^7 ;
йот = (0,88 - 1,12)(132,09 + 0,33 ^7) ^^7 •
Специальные тракторы. Трактор-по-
грузчик с гусеничным движителем отличается
от трактора общего назначения увеличенной
базой, которая достигается установкой допол-
нительного опорного катка и заменой рессоры
жесткой или балансирной балкой. Рама вы-
полнена как одно целое с порталом погрузоч-
ного оборудования. Центр давления смещается
под влиянием сил сопротивления при заполне-
нии ковша и массы груза при перемещении его
в поднятом положении. С учетом этих факто-
ров определяют давление на почву и углы ус-
тойчивости. Координаты центра масс вычис-
ляют для трактора-погрузчика с порожним и
заполненным ковшом в транспортном положе-
нии и в момент отрыва. Управляемые колеса
тракторов-погрузчиков малых тяговых классов
разно- или равновеликие. Управление осуще-
ствляется поворотом передних или задних, а
также всех колес.
Полурамы соединяются с помощью вер-
тикального шарнира и поворачиваются при
относительном их перемещении в горизон-
тальной плоскости. Двигатель, коробка пере-
дач с раздаточной коробкой устанавливаются
на задней полураме, портал - на передней.
Кабина может располагаться как на передней,
так и на задней полураме.
Для работы на почвах с низкой несущей
способностью и на болотах используют боло-
тоходные тракторы, созданные на базе тракто-
ров общего назначения, тракторов-погруз-
чиков или сельскохозяйственных тракторов.
Отличительной особенностью их конструкции
являются движители, оснащенные уширенны-
ми звеньями, и длинная опорная поверхность
гусеницы, которую выбирают исходя из про-
ходимости по болоту, т.е. давление на почву
должно быть снижено до допускаемого значе-
ния. Компоновка болотоходных тракторов в
остальном не отличается от базовой модели.
Необходимо учитывать увеличение мас-
сы трактора при снижении давления на опор-
ную поверхность. В отечественном тракторо-
строении первый болотоходный трактор ДТ-55
был создан на базе сельскохозяйственного
трактора ДТ-54. Опорная поверхность гусениц
была увеличена в 1,9 раза путем расширения
консольной части звеньев и опускания натяж-
ного колеса трактора на грунт при некотором
увеличении длины гусеницы. Масса гусениц
возросла при этом в 1,6 раза, среднее давление
на опорную поверхность снизилось от 33,6 до
21 кПа, т.е. на 60 %.
Однако одностороннее увеличение ши-
рины консольной части звеньев гусеницы при
работе на твердых грунтах приводит к их пе-
рекосу и ускоренному изнашиванию. При соз-
дании трактора ДТ-75 в его конструкции были
учтены требования, обеспечивающие разра-
ботку болотоходной модификации ДТ-75Б с
симметричным увеличением ширины звеньев.
Одновременно больше стала длина опорной
поверхности гусениц за счет выдвижения впе-
ред и опускания на грунт натяжного колеса.
В результате площадь опорной поверхности
возросла в 2,62 раза, масса движителей в
1,77 раза, увеличилась масса конечных пере-
КОМПОНОВКА ТРАКТОРОВ И РАБОЧЕГО ОБОРУДОВАНИЯ
25
дач рамы. В результате среднее расчетное дав-
ление на грунт трактора ДТ-75Б снизилось в
1,9 раза (от 44 до 23 кПа) по сравнению с дав-
лением, создаваемым базовой моделью. Масса
гусеничного движителя трактора ДТ-54 со-
ставляет 22 % полной массы трактора, ДТ-55
(болотоходной модификации) - 35 %, ДТ-75 -
20 % и ДТ-75Б - 37 %. Как было отмечено
выше, рост массы приводит к пропорциональ-
ному увеличению силы тяги и снижению на-
дежности деталей трансмиссии и ходовой час-
ти, а также к изгибным нагрузкам.
Подземные тракторы предназначены
для работы в стесненных условиях горных
разработок — шахтах и на строительстве тон-
нелей. Они должны иметь ограниченные раз-
меры и не должны загрязнять окружающую
среду отработавшими газами. Ограничение
габарита по высоте обусловило отсутствие
кабины, вынос двигателя за пределы передней,
колесной базы (см. рис. 1.2.2, в).
Земноводные тракторы предназначены
для производства землеройных работ на глу-
бине до 6...7 м. Тракторы управляются по ра-
дио аквалангистом или с берега и имеют сис-
тему забора воздуха для обеспечения работы
дизеля и герметичные узлы и агрегаты.
Малогабаритные промышленные трак-
торы предназначены для небольших по объе-
му вспомогательных работ (рытья траншей
вблизи зданий, очистки каналов и др.). Осо-
бенностью их компоновки являются отсутст-
вие кабины, гидрофикация управления и при-
менение гидрообъемной трансмиссии.
Лесопромышленные тракторы. Для
механизации лесосечных работ применяют
как гусеничные, так и колесные тракторы
(рис. 1.2.3). В отечественном тракторострое-
нии гусеничные лесопромышленные тракторы
создаются как самостоятельные модели. Ко-
лесные тракторы этого назначения произво-
дятся на базе сельскохозяйственных тракторов,
выполненных по схеме 4К4, в конструкцию
которых вносятся изменения, направленные на
обеспечение надежности их работы, безопас-
ных условий эксплуатации, повышения прохо-
димости, маневренности и агрегатирования с
различным технологическим оборудованием.
Рис. 1.2.3. Классификация машин, работающих на лесосеке
26
Глава 1.2. ТРАКТОРЫ КАК ЭНЕРГЕТИЧЕСКИЕ СРЕДСТВА
Такие машины создают на базе тракто-
ров, имеющих технологическую площадку за
кабиной (типа Т-150К). Они не обладают дос-
таточной проходимостью и характеризуются
большим объемом технического обслужива-
ния. Условиям использования лесопромыш-
ленных машин наиболее полно отвечают трак-
торы с гусеничным движителем и с приводом
всех колес (4К4, 6К6 или 8К8), что позволяет
улучшить тягово-сцепные показатели и повы-
сить проходимость путем снижения давления
на опорную поверхность и уменьшения глуби-
ны колеи. На основе базовой конструкции
создано семейство машин.
Снижение давления на лесные почвы и
растительный покров имеет важное значение и
с точки зрения защиты природы, но конструк-
тор должен учитывать тот факт, что создание
многоосных машин требует применения слож-
ных подвесок, тормозных систем и привода на
все колеса, что существенно усложняет маши-
ну, приводит к росту ее стоимости.
Проходимость машины определяется па-
раметрами трактора, характеристикой поверх-
ности (почва, снег, болото, растительный по-
кров и др.), условиями труда водителя и его
квалификацией. Требования к последней во
многом зависят от конструкции машины. Ко-
лесные тракторы с шарнирным сочленением
полурам обеспечивают преодоление препятст-
вий без потери контакта смежных колес с
опорной поверхностью. Корреляционные зави-
симости между параметрами трехосных трак-
торов приведены в табл. 1.2.3.
Тип и конструкция технологического
оборудования определяются назначением и
технологией выполнения работ в производст-
ве. С помощью технологического оборудова-
ния производятся: погрузка и разгрузка сорти-
ментов и деревьев, обрезка сучьев, раскряжев-
ка и другие операции. Технологическое обору-
дование подразделяется на рабочее и дополни-
тельное, т.е. устанавливаемое на период вы-
полнения конкретного вида работ, и может
располагаться в различных местах трактора.
Общим требованием к его расположению яв-
ляется обеспечение устойчивости трактора и
минимальное влияние на показатели проходи-
мости, так как масса трактора с установкой
такого оборудования увеличивается до 60 %.
Допускаемая суммарная масса технологиче-
ского оборудования и груза (или его части)
может достигать 75 % (в перспективе 100 %)
эксплуатационной массы трактора.
1.2.3. Корреляционные зависимости между основными параметрами и
массой лесопромышленных тракторов (трехосных)
Параметры Зависимости
Мощность двигателя, кВт 1325,7 - 335,9 тт + 29,4 т3 - 0,81 т3
Колея трактора, м 1,157 + 0,172тит - 0,059 т*
База трактора, м 6,25- 0,33 тТ + 0,0189 т3
База задней тележки, м 2,67 +0,96 тит -0,074 т3 - 0,0019 т3
Навесоспособность трактора, кг (45,60 - 6,406 тт + 0,286 т\) • 103
Грузовой момент гидроманипулятора, кг • м (0,892 + 0,483 тт ) • 103
Вылет стрелы гидроманипулятора, м 61,49-14,0тТ + 1,137т3 -0,029т3
Масса технологического оборудования, кг (0,471 + 0,064 тТ - 0,0068 т3) • 103
Ширина задней платформы, м 6,087-1,108 тит +0,104 т* - 0,0029 т3
Длина задней платформы, м 46,65 -11,0 тТ + 0,93 т3 - 0,025 т3
Примечание. Масса трактора находится в пределах тт = (5,5... 19,1) • 103 без транспортируемого
груза, т-г = (10,3...30,5) • 103 кг с транспортируемым грузом.
КОМПОНОВКА ТРАКТОРОВ И РАБОЧЕГО ОБОРУДОВАНИЯ
27
Увеличение вертикальной координаты
центра масс при надкабинном расположении
оборудования приводит к уменьшению углов
поперечной и продольной устойчивости, сме-
щению центра давления, которые следует оп-
ределять с учетом транспортируемого мате-
риала (пачки деревьев и др.). Причем при на-
груженном и холостом ходах трактора углы
устойчивости должны соответствовать задан-
ным стандартами или другими документами
требованиям.
Агрегатирование гусеничного трактора с
машинами привело к увеличению площадки
для размещения технологического оборудова-
ния. Двигатель располагают в передней части
трактора, кабина смещена также вперед и вле-
во по ходу машины и частично находится над
двигателем и гусеницей. Такое расположение
кабины и наличие технологической площадки
позволяет расположить переднюю часть пачки
леса близко к центру опорной поверхности
движителей (гусеницы), практически не сме-
щая центр давления. Незначительное смеще-
ние центра масс вперед относительно центра
давления позволяет устанавливать челюстной
погрузчик. При наличии технологической
площадки сзади и сбоку кабины можно протя-
гивать дерево при обрезке сучьев.
Сборочные единицы, детали, а также
технологическое оборудование крепятся на
раме трактора. Отечественные гусеничные
лесопромышленные тракторы имеют балан-
сирно-рычажные подвески ходовой части.
У трактора ТТ-4М подрессорена только перед-
няя каретка подвески, а задняя - установлена
жестко, что позволяет практически сохранить
клиренс трактора при догрузке его технологи-
ческим оборудованием и пачкой древесины, но
увеличивает динамические нагрузки на ходо-
вую часть и другие детали, снижает скорость
движения.
Дорожный просвет трактора выбирают из
условия обеспечения движения по неподго-
товленным волокнам с пнями высотой до 0,5 м
и снижения сопротивления движению по глу-
бокому снежному покрову. Параметры движи-
телей выбирают из условия обеспечения про-
ходимости по местности, минимальных потерь
мощности и заданной надежности его работы.
При определении конструктивных параметров
лесопромышленных тракторов следует исхо-
дить из наиболее тяжелых условий их работы.
Сопротивление движению определяется
средним пиковым давлением под опорной
поверхностью гусеницы и коэффициентом
перегрузки. Допускаемые максимальные пико-
вые давления для трактора при движении
по снежному покрову не должны превышать
0,06 МПа, что соответствует среднему давле-
нию 0,02 МПа.
Потерей проходимости лесопромышлен-
ного трактора по снежному покрову следует
считать невозможность его движения из-за
касания днищем поверхности пути. При этом
сила тяги меньше силы сопротивления или
равна ей.
Дорожный просвет Лд выбирают из усло-
вия Лд > Лк, где Лк - глубина колеи. В практике
конструирования принимают Лд = 0,575...0,675 м
для гусеничных и 0,585 м для колесных (4К4)
и других полноприводных тракторов.
К параметрам, изменяющим давление
движителей на опорную поверхность, относят-
ся длина и ширина гусеницы, число опорных
катков и их радиус. Изменение ширины гусе-
ницы незначительно влияет на изменение со-
противления движению. Например, для сни-
жения сопротивления в 2 раза ширину гусени-
цы необходимо увеличить в 8 раз. Изменение
базы трактора (ее увеличение) без увеличения
числа катков не приводит к изменению пико-
вого давления под ними, а значит, и к умень-
шению сопротивления качению. Увеличение
базы должно сопровождаться увеличением
числа опорных катков (wKi или п^) и, жела-
тельно, их размеров (7?i или R2), т.е. увеличе-
нием активной опорной поверхности. Если
Ик1^1 = Ик2^2> т0 такие две схемы ходовой
части эквивалентны по сопротивлению движе-
нию трактора. При постоянном пиковом дав-
лении сопротивление движению можно сни-
зить только путем уменьшения ширины гусе-
ничного движителя при одновременном уве-
личении длины активной опорной поверхно-
сти. При этом важным условием является по-
ворачиваемость машины, т.е. опорная длина
гусеницы должна быть максимальной по усло-
виям поворота: Lr = (1,2...1,8)В, где В - колея
трактора.
Колею выбирают из условия обеспечения
поворачиваемости. Отношение базы к колее
трактора изменяется в зависимости от его мас-
сы: при массе трактора 6 т оно составляет 1,31;
при 12 т- 1,46. Увеличение отношения базы к
колее приводит к ухудшению маневренности,
но позволяет сохранить давление на почву с
ростом массы трактора.
28
Глава 1.3. АВТОМАТИЗАЦИЯ МАШИН
Энергонасыщенность отечественных ле-
сопромышленных тракторов достигает 6,8 кВт/т
(9,3 л.с./т), что меньше, чем у зарубежных ма-
шин: 8,8 кВт/т (12 л.с./т). При выборе энерго-
насыщенности необходимо строго руковод-
ствоваться назначением трактора, так как ее
рост по-разному влияет на увеличение произ-
водительности при выполнении технологиче-
ских операций и негативно отражается на на-
дежности работы машины. Увеличение энер-
гонасыщенности ведет к росту производитель-
ности на трелевке леса, но имеет свой предел.
Для трактора ТБ-1М увеличение энергонасы-
щенности в 1,5 раза (от 7,4 до 11 кВт/ч) приво-
дит к росту производительности на 4 %, а на-
работка на отказ по второй группе сложности
снижается на 39 %, и по третьей - на 16 %.
Глава 1.3
АВТОМАТИЗАЦИЯ МАШИН
1.3.1. ОСНОВНЫЕ ПОНЯТИЯ
Процесс функционирования машины
представляет собой организованную и упоря-
доченную совокупность действий - операций
двух типов: рабочих и управления.
Рабочая операция направлена на выпол-
нение рабочим органом машины предписанно-
го ее назначением процесса. Правильное и
качественное выполнение рабочей операции
обеспечивается операциями управления, ко-
торые составляют процесс управления.
Совокупность технических средств (ма-
шин, рабочих машин, агрегатов и т.д.), выпол-
няющих соответствующие рабочие операции,
представляет собой объект управления.
Взаимосвязь основных понятий и опре-
делений автоматического управления приве-
дена на рис. 1.3.1.
Объектом автоматизации может быть
машинный агрегат, отдельная машина, входя-
щая в его состав, а также отдельная подсисте-
ма или механизм машины. Автоматизацию
отдельного технического устройства или ме-
ханизма машины называют локальной, или
частичной автоматизацией. При этом осу-
ществляется автоматическое управление толь-
ко отдельными рабочими операциями полного
рабочего процесса машины. Локальная авто-
матизация улучшает качество рабочего про-
цесса, облегчает труд оператора. Примером
локальной автоматической системы может
быть автоматическая трансмиссия транспорт-
ного средства, в которой все процессы управ-
ления выполняются без участия оператора.
Комплексная автоматизация машин-
ного агрегата означает автоматическое выпол-
нение всего комплекса операций по его управ-
лению. Это возможно, если агрегаты и меха-
низмы машины, требующие управления, снаб-
жены автоматическими устройствами, объеди-
ненными общей системой управления. Функ-
ции оператора в этом случае сводятся к на-
блюдению за ходом рабочего процесса и изме-
нению режима работы автоматических уст-
ройств с целью достижения наилучших техни-
ко-экономических показателей.
Рис. 1.3.1. Взаимосвязь основных понятий и определений автоматического управления:
АК- автоматический контроль; АД- автоматическое диагностирование; АЗ - автоматическая защита
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К СИСТЕМАМ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ 29
Наибольшая эффективность может быть
достигнута при комплексной автоматизации,
которая обеспечивается применением микро-
процессорной техники.
В общем случае под управлением подра-
зумевают комплекс мер и действий, направ-
ленных на достижение поставленных целей.
Целями автоматизации машинных агрегатов
являются повышение эффективности труда,
улучшение качества выполняемых рабочих
процессов, оптимальное использование потен-
циальных возможностей агрегатов, улучшение
условий труда операторов, защита окружаю-
щей среды. Это выражается в увеличении
средней скорости движения, уменьшении рас-
хода топлива на единицу выполненной работы,
улучшении управляемости, проходимости и
плавности хода машин, повышении тормозных
качеств и устойчивости движения, повышении
безопасности движения, облегчении и упро-
щении управления, а также в улучшении мно-
гих других эксплуатационных качеств.
1.3.2. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К СИСТЕМАМ АВТОМАТИЧЕСКОГО
УПРАВЛЕНИЯ
Комплекс взаимодействующих между
собой технических устройств, содержащий
объект управления и автоматическое управ-
ляющее устройство, называют системой ав-
томатического управления (САУ). Автома-
тизация современных многофункциональных
машинных агрегатов включает множество
аспектов.
Высокая универсальность энергетиче-
ских средств и большое количество агрегати-
руемых с ними машин, многофункциональ-
ность и комплексность обусловили широкую
номенклатуру контролируемых параметров
строительных, дорожных и коммунальных
машин, что определило требования, предъяв-
ляемые к системе автоматического управле-
ния, которая должна обладать теми же качест-
вами. Во-первых, это ее универсальность -
способность контролировать одинаковые па-
раметры на разных машинах; во-вторых, мно-
гофункциональность - выполнение операций
диагностирования, сигнализации, регулирова-
ния, контроля, управления и учета; в-третьих,
комплексность - контроль различных пара-
метров на одной машине. Классификация САУ
строительных, дорожных и коммунальных
машин приведена на рис. 1.3.2, а контролируе-
мые параметры - на рис. 1.3.3.
Автоматизация строительных, дорожных
и коммунальных машин выдвигает проблемы
обеспечения совместимости электрических и
электронных систем различных машин, стан-
дартизации формы и видов генерируемых дат-
чиками электрических сигналов, унификации
выходных сигналов, а также носителей ин-
формации и кодов.
Рис. 1.3.2. Классификация САУ
i ОБЪЕКТ АВТОМАТИЗАЦИЙ!
| Энергетическое средство |
| Специальное | | Трактор"]
I Автомобиль I
Машина
-| Рабочий орган ~]
Температура
в кабине
оператора
в системах
охлаодения
двигателя,
трансмиссии
в системах"
смазывания
узлов и
агрегатов
окружающего
воздуха
топлива
- Давление
в системах смазывания
в системах управления торможением
в шинах колес
в системах управления трансмиссией
в гидросистеме
в системе пуска двигателя
в тормозной системе
угол закрутки торсиона (момент),_
Сила и момент
момент вращательный двигателя
момент на валах ра- бочих органов
сила в сцепном устройстве
нагрузка на оси ходовой части
сила демпфирования в подвеске
сила тока в электросети
напряжение в электросети
частота вращения
вала отбора
мощности
Частота вращения
и скорость
частота вращения
двигателя
скорость
движения (дейст.)
частота вращения
рабочих органов
машин
Расход
пройденный путь
(моточасы)
Состояние системы
- загрязнение
фильтров, топлива, масел, воздуха
плотность электролита в аккум.батареях
наличие воды в топливе
Зарядка накопителей энергии
воздуха
кислорода
топлива
рабочих
жидкостей
Положение
угол п
отклонение заслонки топлиподачи
рабочего органа машины
поворота рулевого _ колеса
наклона машины
отклонение от заданной траектории движения
наклона рабочего органа машины
Перемещение
заслонки рейки топливного насоса
педали управления подачи топлива
положение тяги механизма управления
уровень топлива
уровень масел, рабочих жидкостей -
Глава 1.3. АВТОМАТИЗАЦИЯ
Рис. 1.3.3. Контролируемые параметры агрегатов строительных, дорожных и коммунальных машин
сиденья и зеркал
рабочих органов машины -
определение дистанции до препятствия или машины
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К СИСТЕМАМ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ
31
При образовании различных систем бло-
ки и устройства необходимо составлять по
принципу информационной, энергетической,
метрологической (классы точности) и конст-
руктивной (присоединительные размеры) со-
вместимости и надежности.
По условиям эксплуатации и предъяв-
ляемым требованиям датчики по надежности
делятся на три класса: 1) для рулевого управ-
ления, тормозной системы, безопасности;
2) для двигателя, трансмиссии, подвески ма-
шины; 3) для обеспечения комфортности, ин-
формационности, а также для диагностики,
противоугонной системы.
Энергетическая совместимость реализу-
ется на основе принципа - элементы, исполь-
зующие энергию, не должны требовать новых
видов энергии, кроме применяемых на объекте
автоматизации. Например, на тракторе могут
быть применены элементы, использующие
энергию гидравлических, электрических и
пневмосистем или их сочетание. Наиболее
широко применяются два первых источника
энергии. Энергия сжатого воздуха использует-
ся не на всех машинах. Унификация присоеди-
нительных размеров не требует пояснений и
относительно легко может быть обеспечена.
Унифицированные типоразмерные ряды дат-
чиков предпочтительно строить на принципе
прямых измерений, избегать замены их кос-
венными измерениями, снижающими досто-
верность и усложняющими конструкцию.
Одновременное применение прямых и
косвенных измерений параметров в значитель-
ной мере обусловлено различной степенью
приспособленности объекта к автоматизации
как всей системы, так и ее подсистем. В орга-
низационном плане это вызвано, во-первых,
необходимостью автоматизации машин, уже
находящихся на производстве и, во-вторых,
отсутствием научно обоснованных методик и
требований к конструкции машины и ее узлов
как к объекту автоматизации, в свою очередь,
содержащих решение проблемы и по созда-
ваемой технике.
Критерием целесообразности примене-
ния САУ на строительных, дорожных и ком-
мунальных машинах должен быть экономиче-
ский и экологический эффекты от их исполь-
зования, а в ряде случаев приоритет может
быть отдан условиям труда. Последнее особо
проявляется в тяжелых или вредных условиях
эксплуатации техники, когда автоматические
системы позволяют ослабить или полностью
исключить негативные воздействия на орга-
низм человека. Такой подход позволит вы-
явить номенклатуру технических средств, ма-
шин, подлежащих автоматизации, определить
приоритетность создания автоматических сис-
тем с целью получения максимального эффек-
та от их применения.
Целесообразность перевода локальных
средств автоматизации отдельных узлов ма-
шины на системы с микропроцессорной тех-
никой должна основываться на необходимости
управления ими от единого бортового компь-
ютера с целью автоматизации выходных пара-
метров агрегата, а не отдельных его частей.
Необходимо учитывать возможность возник-
новения «конфликтов», затрудняющих или не
допускающих одновременного действия сис-
тем на одной машине.
Комплексная САУ наделяется признака-
ми большой системы: отказ локальных систем
различного назначения (одной или несколь-
ких) не должен приводить к отказу всей сис-
темы, при этом возможно снижение эффектив-
ности использования агрегата из-за необходи-
мости ручного управления им и возникшей
трудностью оптимизации его работы.
На работу электронной аппаратуры
влияют погодно-климатические условия
(влажность и температура окружающей сре-
ды), диапазон изменения напряжения в борто-
вой сети, уровень помех в цепях питания. Тре-
бования к работоспособности и сохранности
изделий электрооборудования, в том числе и
электронной аппаратуры, регламентируются
стандартами (ГОСТ Р 52230-2004).
На работу электронной аппаратуры ока-
зывают влияние различные помехи, основные
из которых возникают в цепях питания в ре-
зультате работы различных электромагнитных
механизмов и устройств (полевые), действия
которых сопровождается искрообразованием.
Защита электронной аппаратуры от помех
является достаточно сложной проблемой. Из-
вестно, что в качестве источников питания
электронной аппаратуры используются гене-
ратор и аккумуляторная батарея, являющаяся
надежным фильтром для низкочастотных по-
мех. При внезапном отключении аккумулятор-
ной батареи или подключении потребителя
электроэнергии с изменяющейся в значитель-
ных пределах силой тока (15...20 А) могут
возникать значительные перенапряжения в
цепях питания.
32
Глава 1.3. АВТОМАТИЗАЦИЯ МАШИН
1.3.3. СОСТОЯНИЕ И ТЕНДЕНЦИИ
РАЗВИТИЯ АВТОМАТИЗАЦИИ МАШИН
Этапы разработки и внедрения средств
автоматизации. В отечественной практике
можно выделить два этапа разработки и вне-
дрения средств автоматизации строительных,
дорожных и коммунальных машин. В основу
первого поколения аппаратуры (1968 г.) поло-
жены потенциометрические преобразователи и
схемы, собранные на электромеханических
реле. Системы работали по жестким програм-
мам, не позволяющим адаптироваться к изме-
няющимся внешним условиям; работа каждой
системы осуществлялась автономно, исключа-
лась возможность объединения САУ в единый
комплекс с целью увязки режимов функцио-
нирования систем. Результат - снижение эф-
фективности их использования.
Аппаратура второго поколения построе-
на на универсальных базовых элементах -
дискретных и аналоговых бесконтактных элек-
тронных преобразователей перемещений в
электрический сигнал и унифицированных
модулях. Высокий уровень унификации позво-
лил увеличить серийность их выпуска и снизить
стоимость. Применяемые в САУ и системе за-
щиты строительных, дорожных и коммуналь-
ных машин датчики имеют унифицированные
сигналы, благодаря чему замена одного датчика
на другой не сказывается на работе остальных
элементов унифицированного канала.
На этом этапе были созданы системы:
профиль-10 и -20, стабилослой-10, стабило-
план-10, копир-стабилоплан-10, копир-авто-
план-10, комбиплан-10, штрих-1, ограничители
грузоподъемности кранов (типа ОГК): ограни-
читель грузоподъемности (типа ОГБ-2,
ОГБ-3, ОГБ-ЗО и серии ОГБ-4 и ОГБ-40), ав-
тономная система автоматического регулиро-
вания поперечного уклона рабочего органа
экскаватора.
Назначение САУ для строительных, до-
рожных и коммунальных машин и контроли-
руемые параметры приведены на рис. 1.3.4.
Система автоматического управления
лазером САУЛ-1. Характеристика САУ, рабо-
тающей с помощью лазерного луча (САУЛ-1),
обеспечивающая групповое управление прак-
тически любым количеством машин, приведе-
на ниже.
Диапазон действия системы, м......... 5...400
Погрешность задания уклона опорной
плоскости,", не более................ ±30
Точность планировки от плоскости, зада-
ваемой лучом, см..................... ±0,05
Погрешность задания направления про-
ектного уклона, мин, не более......... 10
Диапазон уклонов опорной плоскости,
создаваемой излучателем.............. 0 ± 0,03
Система САУЛ-1 предназначена для ав-
томатического поддержания заданного высот-
ного положения рабочего органа землеройной
машины с гидроприводом. Система может
быть использованы для автоматического
управления высотным положением рабочих
органов бульдозеров, скреперов, автогрейде-
ров, канавокопателей, планировщиков, ас-
фальтоукладчиков и др. Она обеспечивает
одновременное управление практически лю-
бым количеством машин. В состав системы
входят лазерный излучатель Ли-1 и приемные
устройства ЛПУ-1 (не менее двух).
Техническая характеристика лазерного
излучателя приведена ниже.
Длина волны, мкм..................... 0,6328
Выходная мощность излучения, мкВт, не
менее.................................. 200
Нестабильность положения световой плос-
кости по времени, 7ч, не более.......... 10
Диаметр поперечного сечения луча на
расстоянии 5...400 м, мм, не более... 60
Частота вращения узла развертки луча,
с-1, не менее.......................... 7
Потребляемая мощность, Вт, не более.. 40
Сопротивление изоляции, МОм, не менее .. 0,5
Луч выходит из торца излучателя
(рис. 1.3.5). Головка излучателя предназначена
для преобразования отвесного коллимирован-
ного луча лазера ] в световую плоскость с
переменным углом наклона от горизонтали.
Основными узлами головки являются зеркаль-
ный отражатель 4 и механизм задания уклона
3. Отражатель 4 поворачивает падающий на
него отвесный лазерный луч на 90°. При вра-
щении отражателя образуется горизонтальная
световая плоскость. Если придать уклон (от-
клонение от вертикали) падающему на отража-
тель лучу, то световая плоскость будет на-
клонной. Наклоны отвесного лазерного луча
осуществляются специальным механизмом.
Z.IEI - I
Рис. 1.3.4. Назначение САУ и пределы измерения выходных величин
Обеспечение стабилизации углового положения отвала в поперечной плоскости автономно и по высоте по копиру. Пределы задания поперечного уклона: плавно ±8,8%, ступенчато ±48*. глубины резанья плавно (из кабины) - 0...90 мм 11 НАЗНАЧЕНИЕ АВТОМАТИЧЕСКИХ СИСТЕМ | - Профиль-10 Профиль - 20 || АВТОМАТИЧЕСКИЕ СИСТЕМЫ | । Автогрей- деры среднего, легкого и тяжелого типа I ОБЪЕКТ АВТОМАТИЗАЦИИ I
Обеспечение стабилизации положения режущей кромки ковша в продольном направлении. Пределы задания продольного уклона: плавно ±8,8%, ступенчато ±48°, в копирном режиме ±0,3%
... । Копир-стаби- лоплан -10 1 Скреперы прицепные
Обеспечение стабилизации положения отвала в продольном направлении и угла перекоса. Пределы задания: уклона и угла перекоса в автономном режиме плавно ±8%; ступенчато ±48°; в копирном режиме уклона ±0,3%
• Копир-авто- план -10 I Бульдозеры с поворотным и неповоротным отвалом
Дистанционное управление работой форсунок. Длина штрихов 0,5; 1; 2; 3; 4; 6; 9; 12; 30 м, соотношение между штрихом и паузой 1:1; 1:3; 1:1/3. Обеспечение возможности набора любой программы, предусмотренной для дорожной разметки. Ручная регулировка длины штриха и паузы при нанесении нестандартных линий и восстановле- нии старой разметки
Штрих-1 । Марки- ровочные машины
Регулирование поперечного уклона рабочего органа экскаватора, угловая стабилизация поперечного сечения канала относительно гравитационной вертикали Система регулирования стабилослой-10 поперечного уклона - САРПУ
। Шнеко- роторный экскаватор
Обеспечение заданного продольного уклона дна траншей по копирному тросу. Зона нечувствительности датчика (по щупу) 10... 16 мм
। Экскаватор дреноукладчик, бестраншейный дреноукладчик
Обеспечение углового положения рабочего органа, регулирования высотного положения его днообразующей кромки и заданного продольного уклона дна щели по копирному тросу. Требуемая точность: местные отклонения фактически уложенной дренажной трубы от ее средней линии не более ±2 см. Допуск на уклон средней линии уложенной дрены ±0,0005%
Обеспечение стабилизации углового положения выглаживающей плиты в поперечной плоскости автономно, по высоте по копиру или стабилизации углового высотного положения плиты по двум копирам. Пределы задания поперечного уклона: выглаживающей плиты плавно 8,8%, а во втором режиме в пределах разности высот 0...90 мм; положение плиты по высоте плавно 0...90 мм » Асфальто- укладчики и укладчики покрытий
Все виды кранов с решетчатой стрелой с нагрузками 300...1000 кН и всеми видами сменного оборудования (удлинители, управ- ляемые и неуправляемые гуськи, спец.захваты)
Защита от перегрузки на всех режимах работы и при всех видах сменного оборудования с автоматической сигнализацией и запрещением перемен- ной, увеличивающих перегрузку сверх предельно допустимой (1.1&J. Индикация степени загрузки. Отклонение от настроечных данных и воспроизводи- мость в пределах ±2% - в опорной точке и ±4% - в остальных точках Ограничите ОГУ, ОГБ-3,
пь грузоподъемности ОГБ-ЗО, ОГБ-4, ОГБ-40
НИПТУИ HHlWEHlVJNOlHV KHlHHEVd ИИПНЯЙНЯ1И ЯИНКО1ЭОЭ
34
Глава 1.3. АВТОМАТИЗАЦИЯ МАШИН
Рис. 1.3.5. Схема лазерного излучателя ЛИ-1:
1 - лазер; 2 - коллиматор; 3 - клинья механизма
задания уклона; 4 - отражатель; 5 - защитное стекло
Лазерное приемное устройство ЛПУ-1
служит для регистрации световых импульсов,
создаваемых лазерным передатчиком, и пре-
образует их в электрические сигналы, управ-
ляющие работой гидравлическими золотника-
ми. Техническая характеристика ЛПУ-1 при-
ведена ниже.
Длина волны, мкм...................... 0,6328
Минимальная регистрируемая мощность
излучателя, мкВт....................... 25
Параметры импульсов регистрируемого
излучения, мкс:
минимальная длительность
импульса.......................... 3
максимальная длительность перед-
него фронта.................... 300
Напряжение выходного сигнала при силе
тока 1 А, В, не менее................ 10
II 1П+20°/о
Напряжение питания постоянного тока, В 12_10 о/о
Потребляемая мощность без нагрузки,
Вт, не более........................... 15
Применение в САУ элементов элек-
троники. Технической базой автоматизации
строительных, дорожных и коммунальных
машин являются электронные средства обра-
ботки информации - микропроцессоры и мик-
роЭВМ. Это позволяет создавать машины с
САУ движением по курсу и управления всем
комплексом операций при циклической техно-
логии выполнения работ, использовать метод
группового управления, а в результате - при-
ступить к созданию машин-роботов.
САУ автогрейдерами и другими строи-
тельными, дорожными машинами позволяют в
10-20 раз сократить (по сравнению с ручным
управлением) число воздействий на органы
управления, которые производит оператор,
выполняя отделочные операции. Даже наибо-
лее трудные работы оператор выполняет в
удобной и ненапряженной позе. Исключается
монотонная многократно повторяемая обра-
ботка одного и того же участка при планиро-
вании и профилировании дорог, рисовых чеков
и многих других объектов. САУ оборудуются
комплексы машин для строительства магист-
ральных автодорог, бетоносмесительные уста-
новки и комплекты оборудования для произ-
водства бетона, асфальтоукладчики и асфаль-
тосмесители, маркировочные машины, камер-
ные насосы и установки для загрузки цемен-
том железнодорожного и автомобильного
транспорта.
Использование автоматизированной тех-
ники (машинных систем) позволяет:
в 2-3 раза повысить производительность
на трудоемких видах работ, обеспечить высо-
кое их качество;
снизить требования к уровню квалифи-
кации обслуживающего персонала;
сократить удельный расход строитель-
ных материалов на 0,01... 0,02 м3/м2 дороги;
уменьшить число машин, необходимых
для выполнения заданного объема работ в уста-
новленные сроки и с требуемым качеством;
снизить расход топлива на 10.. .20 %;
увеличить срок службы и межремонтные
сроки машин и сократить расходы на их ре-
монт.
На ряде работ, например по планирова-
нию поверхности дорожного основания, при
ручном управлении регламентируемое норма-
ми СНиПа качество не может быть достигнуто.
Колебание толщины слоев землеполотна сни-
жает срок службы дороги в 1,5 - 2 раза.
Аппаратура САУ строится на основе
блочно-модульного принципа, отличается вы-
соким уровнем унификации и состоит из уни-
версальных блоков базовых элементов, дис-
кретных и аналоговых бесконтактных элек-
тронных преобразователей физических вели-
чин в электрический сигнал. Типы применяе-
мых и перспективных датчиков приведены на
рис. 1.3.6.
I ДАТЧИКИ
Положение (угол,
перемещение)
Контролируемые
параметры
Непосредствен но
Положение заслонки
педали управления
подачей топлива,
положение сиденья и
зеркала, ход и положе-
ние тяги механизма
управления, уровень
топлива
Потенциометры со
- скользящими под-
вижными контактами
С кольцом
закорачивания
- Попудифференциальные
Интеллектуальные с
" кольцом закорачивания
- Сопенойдноплунжерные
J Дифференциально-
дроссельные
J Дифференциально-
I преобразовательные
J ВЧ-датчики с
"| вихревыми токами
Датчик Холла
Расходомеры
Расход топлива
Расход воздуха
Расходомеры массы”
воздуха
Объемные расходомеры
Расходомеры на основе
трубки Пито
Перспективные
датчики
Магнитно-
резисторные
тонкопленочные
датчики NIFe
Магнитно-
резисторные
датчики угла
поворота в виде
шлагбаума
Магнитно-резис-
торные датчики
угла поворота по
схеме псевдоэф-
фекта Холла
Датчики
магнитного поля
Частоты вращения
и скорости (ускор.)
Индуктивные
Датчики Холла,
(створочное вклю-
чение эффекта
Холла)
Градиентные
Тангенциальные -
Перспективное при-
менение датчиков:
статистический кон-
троль (нулевая часто-
та вращения), работа
с большим воздушным
зазором, нечувствитель-
ность к изменениям воз-
душных зазоров, темпе-
ратура до 200*С
Колебательные
гирометры
Пьезоэлектрические
датчики частоты
отклонения вокруг
вертикальной оси
Радарные датчики |-
Датчики ускорения,!
вибрации
Датчики ускорения
на основе эффекта -
Холла______
ПьеэоапектрическиеН
Давления
Измерение давления непосредственно путем отклонения диафрагмы или датчика усилия
Толстопленочные датчики
Полупроводниковые датчики
Пьезоэлектрические датчики
Высокого давления с металлической мембраной
- Измерение гидроста- тического давления в цилиндрах с исполь- зованием резины или каучука
- Эффект микроизгиба, используются волоконно-оптические тензодатчики давления
- , Силы и момента
Матитоупругие датчики опорно-сцепных устройств
- Новые принципы действия датчиков
Принцип вихревых токов
Датчик крутящего мо- мента, замер радиально- го и аксимального сфучивания
Измерение с помощью тенэореэисторов, ис- пользуются запреоова- нные и вплавленные в материал датчики
Измерение силы с ис- пользованием толсто- пленочной тахнолоовт
-___________J_______________
Расхода кислорода
(датчик О2 или "Лямбда-зонд")!
Датчик концентрации I
__________кислорода_________।
| Загрязнение фильторов |-
| Датчики дождя (дождевыё)]-
Рис. 1.3.6. Типы датчиков систем САУ
Температуры с испо-
льзованием резисторов
Спеченые керамические
резисторы
Тонкопленочные метал-
лические резисторы
Толстопленочные
резисторы
Ионокристалические ~
кремневые полупро-
водниковые резисторы
СОСТОЯНИЕ И ТЕНДЕНЦИИ РАЗВИТИЯ АВТОМАТИЗАЦИИ МАШИН
36
Глава 1.3. АВТОМАТИЗАЦИЯ МАШИН
Стандартизация бортовых сетей управ-
ления и связи транспортных машин. В усло-
виях рыночной экономики и жесткой конку-
ренции особое значение приобретает исполь-
зование международных стандартов в борто-
вых сетях управления и связи при создании
САУ. Одним из таких стандартов является
стандарт SAE Л 939, разработанный Междуна-
родным обществом инженеров самоходных
машин, включающий комплект различных
документов.
Стандарт SAE Л 939 "Практические ре-
комендации по бортовым сетям последова-
тельного управления и связи на транспортных
машинах" является основой для протоколов
связи по системе CAN (сеть области управле-
ния - Controlled Area Network), разработанной
компанией БОШ в начале 1980 года для
обмена данными между множеством микро-
процессорных электронных блоков по одной
и той же двухпроводной линии в тяжелых
грузовиках и дорожно-строительной технике.
В настоящее время пропускная способность
канала Л 939 составляет 250 кБ/с, рассматрива-
ется возможность ее увеличения до 1000 кБ/с
при длине канала до 40 м.
В конструкции мобильной техники при-
менение нового протокола позволяет: повы-
сить надежность канала связи; иметь встроен-
ную самодиагностику; исключить длинные
проводниковые соединения (провода); регист-
рировать и записывать сообщения; изменять
(модернизировать) дистанционно программное
обеспечение. Новая связь - помехозащищена,
на нее слабо влияют внешние электромагнит-
ные и радиоизлучения при согласующей на-
грузке на концах проводников около ПО Ом.
Согласующие резисторы рассчитаны на мощ-
ность 400 мВт.
Кабель связи в системе CAN Л939 имеет
две различающиеся конфигурации в зависимо-
сти от требований и области применения. При
использовании в строительной, дорожной и
сельскохозяйственной технике кабель пред-
ставляет собой неэкранированные свитые че-
тыре провода (CAN-H, CAN-L, CAN-BAT и
CAN-GND). Например, для машин по уходу и
ремонту покрытия дорог требуется наличие
как связи между машинами, так и связи между
устройствами одной машины. Число необхо-
димых отводов (узлов) канала связи на одной
машине при этом может быть относительно
небольшим. При использовании в технологи-
ческой цепочке нескольких машин работа ка-
ждой машины должна координироваться с
основной машиной, при этом число узлов су-
щественно возрастает. Использование канала
Л 939 позволяет изменять (увеличивать или
уменьшать) состав машин.
Связь CAN может быть рекомендована к
применению далеко не во всех случаях. Так,
при трех или менее узлов при проектировании
бортовой системы связи следует сопоставить
другие варианты ее построения, например,
связь через стандартный канал RS-232 или
другие системы. Типичным примером может
служить система связи на подъемном кране, на
котором компьютер, показывающий значение
нагрузки, устанавливается на земле, а дисплей,
отображающий информацию - в кабине опера-
тора крана. При этом кран может поворачи-
ваться на 360°.
В настоящее время система SAE Л 93 9
позволяет объединять узлы транспортных
средств: двигатель, трансмиссию и тормоза.
Благодаря гибкости системы Л 939 система
связи CAN рекомендуется для тяжелой техники,
которая используется при строительстве, добы-
че и переработке сырья, на лесозаготовках.
Совершенствование технологий создания
электронных кристаллов - чипов позволяет
улучшить функциональные характеристики
всех его составляющих, что позволяет сокра-
тить общее количество используемых чипов и
уменьшить сложность всей системы. Многие
электронные системы, например системы
опускания - подъема стекол, в настоящее вре-
мя настолько широко применяются, что они
стали дешевле своих механических аналогов.
Архитектура системы управления разви-
вается в направлении локально-распределен-
ных систем, в которых электронные и механи-
ческие системы в значительной степени интег-
рированы в мехатронные узлы.
В то время как основные модули системы
должны быть работоспособны в диапазоне
температур -40...+85 °C, индикаторы имеют
более узкий рабочий диапазон температур.
Электронные устройства индикаторов должны
иметь тот же диапазон рабочих температур,
что и другие электронные устройства и систе-
мы. Большинство производителей индикато-
ров применяют дополнительный подогрев
устройств для обеспечения их работоспособ-
ности в условиях низких температур, а в ряде
случаев устанавливают дополнительные охла-
ждающие системы для обеспечения работы
индикаторов при повышенных температурах.
ЭЛЕКТРОННОЕ УПРАВЛЕНИЕ СТРОИТЕЛЬНЫМИ И ДОРОЖНЫМИ МАШИНАМИ
37
При разработке сложной техники с ис-
пользованием связи SAE Л 939 имеется огра-
ничение на уровне 50 узлов-отводов от кабеля,
при числе входов на узел не более 255. Поэто-
му, если число входов/выходов превышает
7650, то возможности связи по каналу Л 939
будут превышены. Однако, как правило, число
входов на узел не превышает 50. При большем
числе входов/выходов требуется слишком
много проводных соединений, а если нагрузка
на выходах достаточно велика, то значитель-
ными становятся тепловые потери.
Тенденции развития системы Л939 за-
ключаются в следующем:
повышении скорости передачи данных,
которая может превышать 1 МБ/с (сейчас
250 кБ/с). Реально повышение скорости пере-
дачи канала определяется в настоящее время
быстродействием существующих электронных
компонентов в системе Л 939;
возможности кодирования большего чис-
ла источников питания и новых датчиков; со-
ответствующую кодировку будут иметь боль-
шинство строительных и дорожных машин, а
также силовая установка;
применении стекло-волоконного канала,
который может использоваться для модулей,
требования к чувствительности и к внешним
электромагнитным воздействиям, или требо-
вания к собственному излучению которых
предельно жесткие (близкие к нулю).
Применение разработанных систем
CAN Л939 позволяет резко снизить время
проектирования машины. В настоящее время
применение системы CAN Л 939 экономически
оправдано на дорогостоящей строительной и
дорожной технике. Стоимость установки сис-
темы CAN Л939 на машине будет снижаться
по мере увеличения выпуска специализиро-
ванных модулей.
1.3.4. ЭЛЕКТРОННОЕ УПРАВЛЕНИЕ
СТРОИТЕЛЬНЫМИ И ДОРОЖНЫМИ
МАШИНАМИ
Главные вопросы, решаемые при приме-
нении электроники в конструкциях узлов и
механизмов строительной и дорожной техники -
эффективность и надежность как машин, так и
электронных систем. На первом этапе фирма
Катерпиллар (США) внедряла системы преду-
преждения и диагностики, что позволило пре-
дупредить появление отказов и не допустить
поломок и аварий узлов и механизмов машин.
В дальнейшем были созданы системы управ-
ления двигателем и трансмиссией.
Система управления текущей инфор-
мацией VIMS (Vital Information Mashine
System). Эта система, разработанная фирмой
Катерпиллар, предоставляет оператору и об-
служивающему персоналу информацию о ши-
роком спектре основных параметров и функ-
ций машины. На рис. 1.3.7 предоставлена схе-
ма системы VIMS.
Эта система рассчитана на работу в тя-
желых условиях горной промышленности. Она
включает как бортовые, так и внебортовые
подсистемы. Бортовые элементы системы
спроектированы с учетом взаимодействия с
оператором машины и обслуживающим пер-
соналом, что достигается путем использования
установленных в кабине центра сообщений и
виртуальных приборов. Центр сообщений мо-
жет выдавать сообщения на английском или на
другом языке и отображает на дисплее пара-
метры с использованием метрической системы
единиц.
По умолчанию на дисплей системы
VIMS выводятся текущие дата и время, а так-
же показания счетчика (моточасы). Многие
функции VIMS выполняются в автоматиче-
ском режиме либо нажатием кнопки. Эта сис-
тема обеспечивает круглосуточный контроль
за работой машины. При обнаружении состоя-
ния, выходящего за нормальный диапазон,
центр сообщений выводит на экран показания,
сопровождаемые необходимыми подсказками-
инструкциями для оператора. Бортовая систе-
ма позволяет быстро выявлять неисправности
и контролировать рабочие параметры без ос-
танова машины.
Компьютер системы оснащен регистра-
тором данных, рассчитанным на хранение
данных за 30 мин работы, и двумя шестими-
нутными регистраторами событий, позволяю-
щими собирать и сохранять оперативную ин-
формацию. Кроме того, бортовая система при
помощи средств телеметрии по электронным
каналам связи передает данные, собранные на
машине, на внешние устройства.
Система VIMS информирует оператора о
развивающихся и возникших ненормальных
состояниях в узлах и механизмах машины.
Ненормальные состояния, когда какие-либо
измеряемые параметры выходят за пределы
установленного диапазона, называют машин-
ными событиями. Примером такого машин-
ного события является перегрев охлаждающей
жидкости в двигателе. Система VIMS извеща-
ет оператора о системных отказах в различных
электронных блоках машины и системе VIMS.
38
Глава 1.3. АВТОМАТИЗАЦИЯ МАШИН
Рис. 1.3.7. Система управления текущей информацией VIMS:
1 - система радиосвязи (обычная); 2 - лампы управления загрузкой; 3 - ключи обслуживания;
4 - служебное освещение; 5 - порт связи VIMS 232; 6 - средства обслуживания системы VIMS и
программное обеспечение; 7 - дисплей обмена данными; 8 - модуль калибровки;
9- индикатор сигнала тревоги; 10- центральный модуль обмена посылками данных; 11 - клавиатура;
12 - электронный программатор ECAP (Electronic Control Analyzer); 13 - порт связи по каналу RS-232;
14 - управление двигателем; /5; 21, 22 - датчики; 16 - управление трансмиссией системы ЕРТСП
(Electronic Programmable Transmission Control); 17- управление тормозами ARC (Auto Retarder Control);
18 - модуль 1 внешней связи системы VIMS № 1; 19 - модуль 2 внешней связи системы VIMS № 2;
20- соленоид автоматической подачи масла; 23 - звуковой сигнал тревоги;
24 - ламповый сигнал тревоги; 25 - бортовая линия связи
Такие отказы называют системными собы-
тиями. В списке событий, хранящихся в па-
мяти компьютера на борту машины, отмеча-
ются дата и время наступления каждого собы-
тия, его продолжительность и значение изме-
ренного датчиками параметра.
Наступление машинного события свиде-
тельствует о том, что машина работает вне
нормального диапазона измеряемых величин.
В таких случаях центр сообщения выдает опе-
ратору рекомендации по тем действиям, кото-
рые необходимо предпринять. Например, из-
менить режим эксплуатации машины, обра-
титься в ремонтную мастерскую по поводу
технического обслуживания машины или не-
медленно прекратить эксплуатацию машины.
Если наступает не одно, а сразу несколько
событий, центр сообщений поочередно выво-
дит их список на экран, начиная с критичного.
При обнаружении неполадки в работе
самой системы на дисплей центра выводится
информация о соответствующем системном
событии и сопровождается данными об иден-
тификаторе модуля, в котором выявлена неис-
правность, идентификаторе компонента, в ко-
тором выявлена неисправность, и идентифика-
торе типа неисправности.
Пакет программного обеспечения VIMS PC
(персонального компьютера) анализирует по-
лученную информацию о работе бортовых
систем, сохраняя большие массивы данных,
накопленных за длительный период времени.
VIMS контролирует работу систем и выдает
предупреждающие сообщения. Она готовит
отчеты, которые позволяют проанализировать
и оценить эффективность работы машины.
В отчетах содержится информация, кото-
рая дает возможность выявить области с неис-
пользованным потенциалом машины. Инфор-
ЭЛЕКТРОННОЕ УПРАВЛЕНИЕ СТРОИТЕЛЬНЫМИ И ДОРОЖНЫМИ МАШИНАМИ
39
мация освещает вопросы: планирования объе-
ма и сроков проведения ремонта; обучения
операторов; оценки условий работы на местах;
оценки производительности машины и ее ха-
рактеристики. Отчеты могут быть использова-
ны для более углубленного анализа имеющей-
ся информации и, в конечном итоге, для улуч-
шения качества управленческих решений.
Во время планового технического обслу-
живания можно быстро ознакомиться с исто-
рией прошлых неисправностей машины и по-
лучить сведения о назревающих проблемах.
Эффективная диагностика снижает затраты
времени на ремонт и обеспечивает высокий
коэффициент готовности машины.
Оптимизация полезной нагрузки - один
из факторов, позволяющий улучшить общие
показатели машины. Установленная на горных
самосвалах система VIMS информирует опе-
ратора о массе помещенного в кузов груза и
при помощи световых индикаторов сигнализи-
рует водителю погрузчика о последнем подхо-
де для загрузки самосвала. Система VIMS,
кроме того, контролирует все элементы произ-
водственного цикла самосвала. Используя
часы и календарь реального времени, система
регистрирует различные элементы производ-
ственного цикла самосвала, в том числе: дли-
тельность погрузки, пробег с грузом, длитель-
ность разгрузки, пробег без груза, время
простоя. Пакет программного обеспечения
VIMS PC обеспечивает широкий спектр раз-
личных отчетов, которые дают наглядное
представление об эффективности использова-
ния и характеристиках самосвала. Отчеты по-
зволяют выяснить правильность его загрузки
(перегрузки или недогрузки), распределение
полезной нагрузки.
В мощных колесных погрузчиках, осна-
щенных такой системой, используется про-
грамма контроля эксплуатационных показате-
лей и полезной нагрузки. Система работает в
фоновом режиме, не отвлекая оператора от его
основной работы.
В бортовых регистраторах событий (ана-
логичных регистратору полетной информации)
содержатся данные о работе всех систем в
течение 6 мин. При возникновении угрожаю-
щего отказа система сохраняет значения пара-
метров за последние 5 мин работы машины
перед отказом и работает еще 1 мин после
наступления отказа. В течение этого времени
оператор по подсказке системы должен немед-
ленно безопасным способом остановить ма-
шину. Собранные за это время данные могут
быть просмотрены и проанализированы при
помощи внебортового пакета программного
обеспечения VIMS PC, в который включено
программное обеспечение заказчика. Такой
пакет программного обеспечения дает инфор-
мацию, собранную со всех систем машины,
что позволяет выявить и устранить неисправ-
ность. Благодаря регистрации ключевых
условий эксплуатации можно строить тренды
показателей, гистрограммы, графики распре-
деления, а также отображать кумулятивные
данные.
Система электронного управления
двигателем. Она встроена в двигатель и пред-
назначена для управления системами подачи
топлива, подготовки воздуха, управления вы-
пуском, потреблением топлива, моментом и
давлением впрыскивания топлива. Одной из
наиболее широко используемых электронных
систем во всех транспортных средствах явля-
ется система электронного впрыскивания топ-
лива, благодаря которой ДВС становится объ-
ектом управления. Система прямого впрыски-
вания топлива под высоким давлением дает
возможность оптимизировать характеристики
как в ручную, так и автоматически и снизить
потребление топлива двигателем. Электронное
управление количеством подаваемого топлива
и моментом впрыскивания существенно сни-
жает дымность выбросов, а также способству-
ет пуску двигателя при низкой температуре;
электронное управление весьма эффективно
при работе двигателя в разреженной атмосфе-
ре в горных условиях работы.
В системе электронного управления дви-
гателем фирмы Катерпиллар используются
электронные компоненты трех типов, которые
можно разделить на входные, управляющие и
выходные (рис. 1.3.8). Входные компоненты
формируют электрические сигналы, посту-
пающие на модуль электронного управления.
Электрические сигналы кодируются либо
уровнем напряжения, либо частотой, либо
скважностью поступающих импульсов, что
отражает изменения какого-либо конкретного
показателя работы двигателя. Модуль элек-
тронного управления считывает информацию,
содержащуюся во входных сигналах, тем са-
мым распознается состояние или режим рабо-
ты двигателя (и машины в целом).
Электронные устройства в модуле управ-
ления, получив и оценив входные сигналы,
формируют команды управления выходными
устройствами в соответствии с текущим зна-
чением комбинации входных сигналов.
40
Глава 1.3. АВТОМАТИЗАЦИЯ МАШИН
Рис. 1.3.8. Компоненты системы электронного управления подачей топлива:
1 - модуль электронного управления; 2 - канал управления транспортным средством; 3 - винт заземления;
4 - выключатель; 5 - источник напряжения 24 В; 6 - предохранитель на 15 А; 7 - основное силовое реле питания;
8 - ключ; 9 - датчик положения дроссельной заслонки; 10 - педаль управления подачей топлива;
11 - пара выключателей для блокирования дросселя, увеличения подачи топлива на режиме холостого хода и
выключения системы; 12 - датчик давления на входе турбонагнетателя; 13 - клапан пропорционального
управления вентилятором; 14 - датчик частоты вращения вентилятора; 15 - связь с прицепными устройствами;
16 - управление трансмиссией; 17- управление запаздыванием зажигания; 18 - приборная панель;
19 - переключающий клапан системы охлаждения двигателя; 20 - датчик температуры топлива;
21 - датчик температуры масла в смазочной системе двигателя; 22 - датчик давления масла в смазочной
системе двигателя; 23 - датчик атмосферного давления; 24 - датчик давления на выходе турбонагнетателя;
25 - датчик температуры охладителя; 26 - резервный датчик скорости и временных интервалов;
27 - первичный датчик скорости и временных интервалов; 28 - датчик давления возбудителя инжекторов;
29 - клапан управления давлением возбудителя инжекторов; 30-8 или 12 гидравлических инжекторов
с электронным управлением; 31 - канал управления двигателем; 32 - разъем для подключения устройств
сервиса и телеметрии; 33 - разъем для подключения вспомогательного оборудования транспортного средства
Выходные компоненты выполняют ко-
манды, формируемые модулем управления.
Они потребляют электрическую энергию от
блока питания и используют эту энергию либо
для выполнения работы (например, передвигая
плунжер соленоида), тем самым являясь испол-
нительными органами регулирования двигателя
или режима его работы, либо для сигнализации
или предупреждения (светом, звуком) водителя
транспортного средства или других лиц.
Система отображения текущей ин-
формации. VIDS (Vital Information Display
System) аналогична по принципам построения
принятой в фирме Катерпиллар системе
управления текущей информацией (Vital
Information Management System), которая при-
менялась на грузовых автомобилях 793С. Она
обеспечивает оператору постоянную обратную
связь для управления работой двигателя и дру-
гих узлов и механизмов и включает три уровня
важности оперативной информации; осущест-
вляет мониторинг и запись данных для обес-
печения диагностики и быстрого обнаружения
и устранения неисправностей.
ЭЛЕКТРОННОЕ УПРАВЛЕНИЕ СТРОИТЕЛЬНЫМИ И ДОРОЖНЫМИ МАШИНАМИ
41
Система VIDS состоит из трех модулей с
дисплеями. Модуль группировки информации
об измерениях содержит четыре аналоговых
датчика, с помощью которых на дисплее ото-
бражается информация о температуре (в сис-
теме охлаждения двигателя; масла в трансмис-
сии и в гидравлической системе) и уровне топ-
лива в баке. Модуль спидометра/тахометра
содержит аналоговый тахогенератор, а также
датчики скорости перемещения относительно
поверхности грунта, передаточного отношения
коробки передач и направления движения.
Модуль группировки информационных посы-
лок обеспечивает связь с различными устрой-
ствами и информационными системами через
универсальное устройство ввода аналоговых и
цифровых сигналов. Центр коммутации ин-
формационных посылок позволяет получать
информацию о различных параметрах с помо-
щью универсального устройства ввода, при
этом на дисплее указывается название функ-
ции, установленные значения и соответствую-
щие поясняющие инструкции.
В режиме нормальной работы первая
строка в информационных посылках представ-
ляет текущее состояние, а вторая - выбранный
параметр. На центральном табло имеется так-
же индикатор аварии, который активируется
основным модулем системы: его мигание сви-
детельствует о появлении серьезной или кри-
тической ситуации. С помощью клавиатуры
можно получить данные диагностирования,
записанные в основном модуле системы мони-
торинга, а также войти в системное меню, с
помощью которого можно настроить характе-
ристики двигателя индивидуально для каждого
оператора.
Системы электронного управления
трансмиссией. Электронное управление
трансмиссией используется во многих транс-
портных машинах. Система электронного
управления трансмиссией фирмы Катерпиллар
в новом карьерном грузовике серии 793С по-
зволяет совместно использовать электронное
управление двигателем и трансмиссией
(рис. 1.3.9). С помощью канала связи для об-
мена информацией между этими системами
удается оптимизировать характеристики сило-
вой установки в целом, существенно повысить
показатели надежности механизмов, снизить
стоимость эксплуатации машины.
Получение необходимых исходных дан-
ных для диагностики систем достигается при
помощи диагностирующих тестов и электрон-
ного анализа управления или программного
Рис. 1.3.9. Электронная связь двигателя и
трансмиссии в карьерном грузовике 793С:
1 - электронный программатор;
2 - бортовой канал обмена данными; 3 - датчики;
4 - модуль контроля двигателя;
5 - электронно-программируемый контроллер
трансмиссии; 6 - контроллер автоматического
торможения; 7 - система контроля движения;
8 - трансмиссия; 9 - датчик колеса; 10 - тормоз
пакета электронного программатора 7, подсое-
диненного к бортовому каналу обмена данны-
ми. Он позволяет собирать данные о давлении
в цилиндрах, потреблении топлива, частоте
вращения двигателя, нагрузке в трансмиссии.
Программатор ЕТ выполняет до 13 тестов,
включая состояние цилиндра, проверку соле-
ноида инжектора впрыска, калибровку вре-
менных интервалов.
Как часть интегрированной системы, в
дополнение к системам диагностики и контро-
ля двигателя и трансмиссии, в модели грузови-
ка 793С применена система управления движе-
нием, которая позволяет улучшить показатели
движения по дорогам. Датчики измеряют часто-
ту вращения колес, а при превышении установ-
ленного значения буксования тормоза замедля-
ют частоту их вращения. Сила тяги на колесе
при этом автоматически поддерживается при
большем значении, чем при буксовании колес.
При выходе из строя датчика возможно ручное
управление колесами и их торможением.
Электронная система бульдозера D11R
Carrydozer поддерживает функции силовой
установки, систем диагностирования и обслу-
живания. При этом применяются три бортовых
микропроцессора. Прототип бульдозера D11R
содержит оригинальную систему оперативного
управления, которая спроектирована с учетом
обеспечения удобного и легкого клавишного
управления. Системы электронного управле-
ния торможением, трансмиссией, тяговой на-
грузкой при бульдозерировании и рыхлении
имеют дополнительную электронную систему
42
Глава 1.3. АВТОМАТИЗАЦИЯ МАШИН
управления маршрутом движения (Carry Cruise
Control) и отображения текущей информации
(Vita Information Display System).
Одной из особенностей электронной сис-
темы бульдозера D11R является возможность
выбора контроля элементов тормозной систе-
мы, двигателя и коробки передач. Система
электронного управления сцеплением и тормо-
зами ЕСВ позволяет водителю с высокой точ-
ностью контролировать его движение. Она
имеет два рычажка управления тормозным
клапанам. Сила управления на рычажках не
превышает 13 Н, а торможение при этом осу-
ществляется аналогично управлению традици-
онными сцеплением и тормозом. Система со-
единена с электронным усилителем. Настройка
осуществляется вручную с помощью соответ-
ствующего рычажка.
Электронное управление бульдозером и
рыхлителем осуществляется электрогидравли-
ческими устройствами, при этом предлагается
несколько автоматически выполняемых функ-
ций, которые существенно облегчают работу и
повышают производительность.
Благодаря полуавтоматическому управ-
лению отвалом бульдозера D11R устанавли-
ваются глубина погружения и угол наклона
ножа, оптимизирующие нагрузку на отвал в
течение рабочего цикла. Установленный уро-
вень нагрузки отвала является заданием для
системы управления движением, которая сле-
дит за нагрузкой на нож и поддерживает за-
данное ее значение при небольших отклонени-
ях до тех пор, пока водитель не примет реше-
ние изменить нагрузку.
Система электронного управления
трансмиссией фирмы Аллисон. Первое поко-
ление систем электронного управления авто-
матической коробкой передач внедорожных
транспортных средств относится к 1971 г.
Контроллер SPG (Shift-Pattern Generator) этой
системы, выполненный на дискретных логиче-
ских микросхемах и названный генератором
модели передачи, получает сигналы от датчи-
ков положения педали управления подачей
топлива в ДВС и частоты вращения выходного
вала трансмиссии и селектора передач. На
основе этой информации контроллер форми-
рует команду переключения передач и подает
сигнал на управляющие клапаны, переклю-
чающие передачу. В системе SPG использова-
ны определенные логические защиты, предот-
вращающие запрещенное переключение пере-
дач, в частности, предотвращающие слишком
высокие частоты вращения механических эле-
ментов в трансмиссии и двигателе (его разнос).
Второе поколение систем электронного
управления CECI (Commercial Electronic
Controls 1) трансмиссией внедорожных машин
относится к 1986 г. (системы коммерческого
электронного управления). Блок электронного
управления ECU системы СЕС1 - специализи-
рованный микрокомпьютер, разработанный
фирмой Дженерал Моторе в основном для
автомобильных транспортных средств. В сис-
теме СЕС1 в отличие от контроллеров первого
поколения SPG применены заменяемые нести-
раемые, используемые только для чтения мик-
росхемы памяти EPROM, в которых програм-
мировалась информация для управления пере-
дачей, а также встроенная система диагности-
рования.
Система управления СЕС1 постоянно со-
вершенствовалась в направлении повышения
гибкости и универсальности до тех пор, пока
не стало очевидно, что дальнейшее примене-
ние основных электронных компонентов этой
системы неперспективно. Определились сле-
дующие пять основных целей разработки сис-
тем управления третьего поколения:
использование элементов, позволяющих
контролировать уровень вредных выбросов
двигателя;
использование перспективных технологий;
сопровождение алгоритмов управления
трансмиссией системами индикации данных;
обеспечение выхода системы управления
трансмиссией на стандартные каналы связи,
объединяющие все бортовые электронные
системы;
достижение положительного экономиче-
ского эффекта от использования техники, ос-
нащенной САУ.
Система СЕС2 состоит из электронного
блока управления ECU (Electronic Control Unit)
и кнопочного или рычажного селектора пере-
дачи. В число базовых элементов системы
входят: три датчика частоты вращения (двига-
теля, колеса турбины, гидродинамической
передачи и выходного вала трансмиссии); обо-
рудование для измерения положения педали
управления подачей топлива; электрогидрав-
лический управляющий клапан. В корпус
управляющего клапана встроены соленоиды,
которые используются для переключения пе-
редач, а также датчики температуры масла.
Индикация работы системы СЕС2 выводится
на дисплей. Все основные компоненты в этой
ЭЛЕКТРОННОЕ УПРАВЛЕНИЕ СТРОИТЕЛЬНЫМИ И ДОРОЖНЫМИ МАШИНАМИ
43
системе унифицированы с компонентами, ис-
пользуемыми в других системах фирмы.
Блок электронного управления ECU
представляет современный цифровой контрол-
лер, разработанный специально для управле-
ния трансмиссией. Его конструкция удовле-
творяет жестким условиям эксплуатации вне-
дорожной и строительной техники. Для про-
граммирования ECU используется система
оперативной памяти, которая программируется
под каждое конкретное применение.
В системе СЕС2 сохранены основные уз-
лы исполнительного органа системы СЕС1:
корпус и соленоиды. В конструкцию клапанов
внесены изменения, связанные с введением
узлов защиты от отказов. Соленоиды, исполь-
зованные в системе СЕС1, модифицированы с
тем, чтобы согласовать их для применения в
системе СЕС2, в которой используются час-
тотно-модулированные выходные сигналы
блока ECU, если входное напряжение превы-
шает 12 В.
Для тех случаев, когда на транспортном
средстве используются два пульта управления,
в системе СЕС2 предусмотрены два селектора
передач для управления одной и той же транс-
миссией. При этом каждый раз активируется
только один селектор, который выделяется
световым сигналом на цветовом дисплее.
Блок ECU автоматически настраивается
для работы с напряжением питания 9... 32 В.
Если при работе системы обнаруживаются
изменения напряжения питания, то блок ECU
автоматически настроит скважность управ-
ляющих сигналов приводов соленоида так,
чтобы соленоиды работали в нормальном ре-
жиме.
Для обмена текущей информацией блока
ECU2 и сигналами датчиков с другими систе-
мами транспортного средства используется
канал электронной связи.
Положение педали управления подачей
топлива в системе СЕС2 используется для
вычисления требуемой передачи, а также для
принятия решений по другим возможным дей-
ствиям.
Специальные диагностические средства,
имеющиеся в системе СЕС2, позволяют адап-
тировать ее в соответствии с конкретным слу-
чаем применения. Диапазоны допустимых
изменений программируются отдельно для
каждой константы (всего их около 31); это
позволяет защитить систему от ввода значений
констант вне допустимого диапазона. Приме-
рами изменяемых констант являются: макси-
мальное передаточное число трансмиссии,
начальное значение передаточного отношения
при разгоне.
Основной и дополнительный режимы ра-
боты могут программироваться в блоке элек-
тронного управления системы СЕС2, выбор
режима осуществляется оператором переклю-
чением тумблера. Блок ECU имеет встроенную
логическую защиту, препятствующую вклю-
чению неверной передачи при изменении ре-
жима работы, например если кузов грузовика
загружен, то при разгоне машины требуется
первая передача; если кузов грузовика пустой,
то начинать движение можно с третьей пере-
дачи.
Гидродинамическая передача трансмис-
сии в определенных условиях работает и в
реверсном режиме, что может быть запро-
граммировано в системе СЕС2. Такая опция
используется в случаях длительного движения
задним ходом, движения на подъем и при
спуске, когда желательно эффективное управ-
ление торможением.
В блоке электронного управления ECU
постоянно вычисляется значение ускорения,
что необходимо для определения изменения
(понижения) стандартной передачи во время
разгона машины с высоким уровнем ускоре-
ния. При определении необходимости разгона
машины с высоким ускорением формируется
команда переключения на пониженную пере-
дачу.
Постоянно отслеживается температура
масла в трансмиссии и передается информация
в блок электронного управления. Если темпе-
ратура масла превышает установленное поро-
говое значение, то блок ECU снижает нагрузку
трансмиссии, защищая ее от возможных поло-
мок. Если температура масла ниже установ-
ленного нижнего предела рабочих температур,
то трансмиссия работает только в режиме пре-
образования момента, что обеспечивает наи-
более быстрый разогрев масла.
В системе СЕС2 для постоянного кон-
троля за работой масляного фильтра использу-
ется цепь дифференциального давления. При
нормальной рабочей температуре масла, а
также в случае, когда превышается установ-
ленный предел дифференциального давления,
система СЕС2 снижает нагрузку трансмиссии.
Этого не происходит, если температура масла
недостаточно высокая, ниже установленного
минимального значения рабочей температуры
44
Глава 1.3. АВТОМАТИЗАЦИЯ МАШИН
масла; при таких условиях система СЕС2 иг-
норирует предупреждающий сигнал датчика
дифференциального давления.
Движение машины по грунту с часто че-
редующимися спусками и подъемами, может
сопровождаться чрезмерно частым переклю-
чением передач. При изменении передачи в
одном направлении (при последовательном ее
повышении или понижении) система СЕС2
позволяет каждое следующее переключение
проводить достаточно быстро. Если предыду-
щее и текущее переключение передачи проис-
ходит в противоположных направлениях
(звонковое переключение), то такое переклю-
чение задерживается на программируемый
интервал времени для стабилизации скорости
движения. По истечении установленного пе-
риода времени происходит переключение пе-
редач в противоположном направлении. Это
позволяет минимизировать число переключе-
ний так, что происходят те чередующиеся по
направлению переключения, которые действи-
тельно необходимы.
В системе СЕС2 установлено программ-
ное обеспечение с усовершенствованным ал-
горитмом управления сцеплением, позволяю-
щим гибко изменять работу сцепления в раз-
личных условиях. Примерами таких улучше-
ний являются: использование дополнительных
сигналов датчиков частоты вращения двигате-
ля и колеса турбины при формировании ко-
манды изменения передачи, компенсация вре-
мени исполнения команд управления сцепле-
нием, возможность изменять параметры сис-
темы управления сцеплением в зависимости
от положения педали управления подачей
топлива.
Система диагностирования как составная
часть системы СЕС2 позволяет выявлять не-
нормальное функционирование и/или показы-
вать оператору отдельные функциональные
параметры системы. В эту систему включен
индикатор контроля трансмиссии, который
сигнализирует об обнаружении сбоев в работе,
а код сбоя регистрируется в блоке электронно-
го управления ECU. Набор диагностирующих
кодов помогает определить характер выявлен-
ной неисправности. Они могут вызываться на
дисплей.
Средства диагностики DDR (Diagnostic
Data Reader) используются для изменения па-
раметров функционирования системы. Датчи-
ки частоты вращения двигателя, колеса турби-
ны гидродинамической передачи и выходного
вала трансмиссии используются в системе
СЕС2 для выполнения ряда функций. Так, при
несовпадении измеренной скорости с теорети-
ческой, установленной для данного диапазона
скоростей, формируется многофункциональ-
ный код и сохраняется работа трансмиссии
при включенной на данный момент передаче.
Таким образом можно выявить, например,
появление проскальзывания в фрикционных
узлах трансмиссии и предупредить поломку
сцепления. Раннее предупреждение возмож-
ных мелких аварийных ситуаций помогает
предотвратить серьезные аварии.
Для соединения блока электронного
управления с трансмиссией, селектором пере-
дач, бортовым интерфейсом машины исполь-
зуются три электрических разъема.
Система СЕС2 спроектирована так, что-
бы она могла работать в широком диапазоне
напряжений питания, без применения делите-
лей напряжения. В системе имеется встроен-
ный канал связи, по которому поступают дан-
ные измерений состояния двигателя и положе-
ния педали подачи топлива, поэтому не требу-
ется установки дополнительных, внешних
датчиков в двигатель и педаль управления.
Тенденции применения электроники.
Создание новых интегрированных электрон-
ных систем за рубежом концентрируется в
основном на разработке программного обеспе-
чения, алгоритмов управления и датчиков для
систем предупреждения аварийных ситуаций.
Работы ведутся над интегрированными совре-
менными системами связи, мониторинга дви-
гателей, диагностике, управлению положени-
ем, программному обеспечению, а также
управлению двигателем. Так, перспективные
блоки системы METS фирмы Катерпиллар
включают:
глобальное позиционирование - систему
глобальной ориентации GPS (Global Positio-
ning System), обеспечивающую сантиметровую
точность определения координат;
связь - сеть высокоскоростной радиосвя-
зи и автоматического обмена данными, кото-
рая обеспечит взаимообмен данными между
транспортным парком и системой глобального
позиционирования;
систему беспроводного управления те-
кущей информацией VIMS (Wireless Vital
Information Management Systems) - средства
для обеспечения производства и эксплуатации,
которые позволят контролировать работу обо-
рудования с помощью передачи данных от
машин в офис по радиоканалу;
ЭЛЕКТРОННОЕ УПРАВЛЕНИЕ СТРОИТЕЛЬНЫМИ И ДОРОЖНЫМИ МАШИНАМИ
45
беспроводную компьютерную систему
наземного передвижения CAES (Wireless
Computeraided Earthmoving System), показы-
вающую оператору машины на дисплее план
работ; она совместима с базовым программ-
ным обеспечением горного оборудования и
может устанавливаться на существующие ма-
шины;
менеджер системы METS, связывающий
системы VIMS/CAES в сайте с использовани-
ем программного обеспечения на базе
Windows для связи и обмена данными между
этими системами;
управление машиной - развивающаяся
технология, включающая помощь оператору в
управлении машиной, снятие физических на-
грузок в управлении и создание системы авто-
номного управления транспортным средством
(роботом).
Эти разработки направлены на создание
автономных транспортно-строительных средств
(роботов): грузовиков; стационарных погруз-
чиков; колесных погрузчиков и бульдозеров.
Бульдозеры наиболее трудно поддаются авто-
матизации, так как они должны выполнять
множество различных задач и для управления
ими необходима разработка сложных алгорит-
мов управления.
Еще в конце 80-х годов фирма Катерпил-
лар продемонстрировала концептуальную мо-
дель автономного грузовика АМТ для горных
работ. Последняя демонстрационная версия
АМТ создана на базе шасси грузового вездехода
модели 777D. В этой модели используется
система глобальной навигации NAVSTAR GPS
с тригонометрической съемкой местности и
дифференциальным приемником навигацион-
ной связи, что позволяет привязывать положе-
ние грузовика на местности с точностью до
полуметра. Грузовик требует применения та-
ких бортовых систем, как системы высокочас-
тотной радиосвязи, компьютеризированного
управления парком транспортных средств и их
навигации, системы определения препятствий,
а также системы беспроводного управления
текущей информацией VIMS для управления,
мониторинга и анализа характеристик борто-
вого оборудования.
Исследования в области создания авто-
номных транспортных средств (роботов) при-
менительно к тяжелой строительной и дорож-
ной технике показали, что новые разрабаты-
ваемые транспортные средства будут:
использовать датчики высокой точности
для обнаружения препятствий на пути следо-
вания;
снабжаться точными навигационными
системами;
перемещаться на большие расстояния;
иметь большую гибкость применения, а
программное обеспечение для управления
парком таких средств будет иметь более раз-
витую архитектуру.
Глава 1.4
ГИДРОПРИВОДЫ МАШИН
Под объемным гидроприводом в общем
случае понимается привод, содержащий гид-
равлический механизм с одним или более гид-
родвигателями, в котором энергия находящей-
ся под давлением рабочей жидкости преобра-
зуется в энергию движения одного или более
выходных звеньев. К основным особенностям
объемного гидропривода, определяющим
большие масштабы его применения в строи-
тельных машинах, относятся:
удобство компоновки в связи с возмож-
ностью взаимонезависимого расположения
отдельных узлов в наиболее удобных местах
машины;
высокая энергонасыщенность, позво-
ляющая реализовывать большие мощности при
относительно малых габаритах и массе;
простота "разветвления" энергии к раз-
личным потребителям;
возможность бесступенчатого регулиро-
вания скорости выходных звеньев, создающая
предпосылки для автоматизации и оптимиза-
ции рабочих режимов;
простота реверсирования направления
движения и взаимного преобразования посту-
пательного и вращательного движений;
хорошие динамические свойства, опре-
деляемые малой инерционностью;
возможность простой и надежной защи-
ты от перегрузок;
хорошая сочетаемость с электрическими
и пневматическими устройствами;
приспособленность к типизации и уни-
фикации, создающая предпосылки для созда-
ния высокоэффективных специализированных
производств гидрооборудования.
Вместе с тем для объемного гидроприво-
да характерны: нестабильность параметров,
обусловленная изменением вязкости рабочей
жидкости под воздействием меняющейся тем-
46
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
пературы и увеличением зазоров в гидроуст-
ройствах (и соответственно утечек рабочей
жидкости) в процессе износа пар трения; отно-
сительно высокая стоимость сложного гидро-
оборудования; возможность внешних утечек
рабочей жидкости и необходимость периоди-
ческих дозаправок. Однако при правильном
проектировании, изготовлении и эксплуатации
эти недостатки минимизируются до уровня,
обеспечивающего высокую эффективность
использования гидропривода.
Классификация объемных гидроприво-
дов проводится по следующим основным при-
знакам:
назначению - рабочего оборудования,
управления поворотом (рулевые управления) и
движителей (объемные гидропередачи транс-
миссий);
характеру движения выходного звена -
поступательного, вращательного и поворотно-
го движения;
управлению: по виду управления (при
его наличии) - с ручным и автоматическим
управлением, по типу управляющего устрой-
ства - с дроссельным, машинным или машин-
но-дроссельным управлением;
источнику подачи рабочей жидкости -
насосный, аккумуляторный и магистральный,
причем насосный гидропривод может выпол-
няться с разомкнутой или замкнутой циркуля-
цией потока рабочей жидкости.
1.4.1. ГИДРОПРИВОДЫ РАБОЧИХ
ОРГАНОВ
Применение гидроприводов рабочих
органов. Комплекс кинематических, динами-
ческих, компоновочных, эксплуатационных и
других свойств гидропривода определил его
широкое применение в рабочих органах ма-
шин строительно-дорожного назначения:
грузоподъемных - перемещение стрел и
выносных опор, привод лебедок кранов, подъ-
ем вил автопогрузчиков, подъем люлек авто-
гидроподъемников и т.п.;
транспортирующих - привод шнеков,
транспортеров, элеваторов, управление бунке-
рами, затворами, питателями;
погрузочно-разгрузочных - подъем -
опускание и поворот стрел, поворот ковшей
погрузчиков, транспортеров роторных много-
ковшовых погрузчиков;
для земляных работ - подъем - опуска-
ние, наклон и перекос отвалов бульдозеров,
подъем - опускание и наклон рыхлителей,
перемещение грейферных отвалов и рыхлите-
лей автогрейдеров, поворот платформ, переме-
щение стрел, рукоятей, ковшей одноковшовых
экскаваторов, управление и привод ковшей и
скребков цепных и роторные экскаваторов;
для устройства дорожных покрытий -
эксцентриковый привод трамбующих брусов
асфальтоукладчиков, привод вибровальцов
самоходных дорожных катков, фрез для фре-
зерования, рыхления и распределения грунта
основания дорожного полотна, управление
положением фрез и профилирующих отвалов,
привод и управление положением уплотняю-
щих и выглаживающих брусьев бетоноуклад-
чиков;
для содержания и ремонта дорог - при-
вод щеток и транспортеров, управление отва-
лами подметально-уборочных машин, привод
щеток, фрез и шнеков, управление отвалами
снегоочистителей;
лесопромышленных - управление щита-
ми, формирующими устройствами, манипуля-
торами, привод пильных механизмов треле-
вочных тракторов и валочно-пакетирующих
машин;
для строительства трубопроводов - при-
вод лебедок трубоукладчиков;
транспортных - управление подъемом -
опусканием платформ автосамосвалов.
Классификация гидроприводов рабо-
чих органов. Гидроприводы рабочих органов
подразделяют следующим образом:
обеспечивающие передачу энергии рабо-
чим органам для выполнения непрерывного
или периодически повторяющегося (цикличе-
ского) технологического процесса;
управляющие положением рабочих орга-
нов, устанавливающие их в заданное положе-
ние относительно машины.
По виду движения исполнительного ме-
ханизма гидроприводы активных рабочих ор-
ганов могут быть вращательного действия
(например, привод дорожных фрез) или воз-
вратно-поступательного действия (например,
привод ковша экскаватора).
В общем случае гидроприводы рабочих
органов включают выходные звенья с гидро-
двигателями, а также комплекс гидроустройств,
обеспечивающих их функционирование:
источники питания - насосы, гидроакку-
муляторы;
гидроаппаратуру - гидрораспределители,
предохранительные клапаны, регуляторы по-
тока и др.;
ГИДРОПРИВОДЫ РАБОЧИХ ОРГАНОВ
47
кондиционеры рабочей жидкости -
фильтры, теплообменники;
гидроемкости;
гцдролинии, металлические трубопроводы
и гибкие рукава с соединительной арматурой.
Основой классификации выходных
звеньев являются следующие признаки:
вид движения;
возможность изменения направления
движения - реверсивные, нереверсивные;
характер взаимодействия с другими
звеньями машины - одновременного или раз-
новременного действия; независимые или
взаимозависимые по скорости и по нагрузке;
наличие или отсутствие регулирования в
процессе работы;
наличие или отсутствие технологических
ограничений скорости;
кинематические параметры - высокоско-
ростные, среднескоростные, низкоскоростные;
сочетание рабочих позиций - "заперто",
"вперед", "назад", "плавающая".
Важнейшим параметром, характеризую-
щим гидропривод рабочего оборудования,
является рабочее давление. По уровню давле-
ния условно различают гидроприводы низкого
(до 2,4 МПа), среднего (до 20...25 МПа) и вы-
сокого (свыше 25 МПа) давления. Повышение
рабочего давления позволяет передавать мощ-
ность при относительно меньших расходах
рабочей жидкости, что создает предпосылки
для уменьшения типоразмеров применяемого
гидрооборудования, снижения гидравлических
потерь и уменьшения количества рабочей
жидкости в гидроприводе. В то же время вы-
сокое рабочее давление усложняет задачу
обеспечения необходимого объемного КПД
гидропривода и надежности входящих в него
гидроустройств.
Разнообразие областей применения гид-
роприводов в машинах строительно-дорож-
ного назначения определяет "жесткость"
предъявляемых к ним требований.
Гидроприводы рабочих органов должны
надежно функционировать с обеспечением
герметичности гидроустройств в широком
диапазоне температур окружающей среды
(-40...+40 °C для районов с умеренным клима-
том, -50...+25 °C для районов с холодным
климатом), при его повышенных запыленности
и влажности в режимах интенсивных рабочих
нагрузок и вибраций.
Гидроприводы должны удовлетворять
требованиям минимальности количества регу-
лировок и настроек при эксплуатации машин.
Размещение гидрооборудования на машинах
должно обеспечивать удобство его осмотров и
замены уплотнительных элементов. Кроме
того, в гидроприводах должна применяться
узкая номенклатура рабочих жидкостей, со-
вместимых с материалами гидроустройств.
Схемы гидроприводов рабочих орга-
нов. Технический уровень гидроприводов ра-
бочих органов в значительной степени связан с
исполнением схемы, определяющей взаимо-
связь между его элементами. Схема гидропри-
вода влияет на функциональные качества ма-
шины (технологические возможности и каче-
ство выполнения отдельных операций, произ-
водительность, удобство управления), ее энер-
гетические показатели и надежность.
В гидроприводах рабочих органов в ос-
новном применяют схемы с разомкнутой цир-
куляцией рабочей жидкости, что определяется
необходимостью компенсации объемов, осво-
бождающихся при выдвижении штоков и
плунжеров гидроцилиндров.
Схемы гидроприводов рабочих органов
подразделяют по следующим основным при-
знакам:
числу потоков рабочей жидкости - одно-,
многопоточные;
характеру взаимодействия потоков - с
раздельными потоками и с суммированием
потоков;
виду источника питания - с индивиду-
альным источником питания одного гидродви-
гателя и групповым.
В однопоточных схемах потребители
гидравлической энергии питаются от общей
напорной гидролинии, образованной одним
или несколькими насосами, в многопоточных
схемах - от различных не связанных друг с
другом напорных гидролиний.
В схемах с суммированием потоков (ча-
стный случай многопоточных схем) потоки
различных насосов могут объединяться или
разъединяться в зависимости от требуемой
гидравлической мощности в соответствующих
гидродвигателях.
В схемах с групповым источником пита-
ния потребители могут подключаться к напор-
ной гидролинии последовательно или парал-
лельно. При последовательном подключении
напорная гидролиния источника питания со-
единяется с напорной (рабочей) гидролинией
первого потребителя, сливная гидролиния ко-
торого подключается к напорной гидролинии
второго потребителя, и т.д. При одновремен-
ной работе последовательно подключенных
48
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
потребителей (гидродвигателей) каждый из
них может использовать только часть давле-
ния, создаваемого источником питания, а сум-
ма перепадов давлений на каждом гидродвига-
теле не может превышать максимального дав-
ления, определяемого настройкой предохрани-
тельного клапана гидропривода. Поэтому при
последовательной схеме приходится приме-
нять гидродвигатели с завышенным рабочим
объемом.
В связи с этим большой интерес пред-
ставляет выбор экономичных источников пи-
тания с параллельным подключением одно-
временно работающих потребителей, что не-
обходимо для обеспечения совмещения вы-
полняемых машиной операций. В табл. 1.4.1
представлены характеристики соответствую-
щих источников питания.
При реализации схем на основе несколь-
ких нерегулируемых насосов с постоянным
расходом на выходе - многопоточной схемы
гидропривода СПР-Н - в напорной гидроли-
нии каждого насоса устанавливается давление,
соответствующее потребности подключенного
потребителя, а необходимый расход обеспечи-
вается дроссельным регулированием. Потери
мощности в этом случае определяются избыт-
п
ком подачи насосов ^QiH по отношению к
/=1
п
требуемому потребителем . Недоста-
/=1
ток такой схемы - наличие нескольких, хотя и
сравнительно дешевых и компактных нерегу-
лируемых насосов.
1.4.1. Энергетическая характеристика схем источников питания
Состав схемы, ее обозначение Схема Мощность на выходе насосов Обозначения
Несколько нерегули- руемых насосов, СПР-Н Е X <5> п - число потребите- лей; pin - давление, определяемое загруз- кой /-го потребителя; Рп max - давление наиболее загружен- ного потребителя; рк - давление на- стройки напорного переливного клапана или регулятора насо- са; Qih ~ подача /-го насоса; QH - подача насоса; Qin - расход к /-му потребителю; 7 - насос; 2 - дели- тель потока; 3 - пе- реливной клапан; 4 - . регулятор подачи; 5 - перепускной клапан; 6 - гидрораспредели- тель; 7 - избиратель- ное устройство
Нерегулируемый насос с делителем потока, СПР-Д □В' Qh Рптах.
Нерегулируемый насос с переливным клапаном, СПД-К Зг— Qh Рк
Регулируемый насос с регулятором посто- янного давления, СПД-Н п /=1
Нерегулируемый насос в сочетании с регулятором, "чувст- вительным к нагруз- ке", СЧН-НН 7 JJj>L |с k Qh Рп max
Регулируемый насос в сочетании с регуля- тором, "чувствитель- ным к нагрузке", СЧН-НР 111 L_ 7 ||Ц P J -J-6 У ' п Рптах^^йп /=1
ГИДРОПРИВОДЫ РАБОЧИХ ОРГАНОВ
49
Остальные источники питания в схемах,
показанных в табл. 1.4.1, обеспечивают отбор
гидравлической мощности от напорной гидро-
линии, образованной групповым источником
питания.
В случае использования насоса с делите-
лем потока в схеме СПР-Д энергетические
потери в гидроприводе определяются как дав-
лением на выходе насоса, соответствующим
наиболее нагруженному потребителю и пре-
вышающим давление pin остальных потреби-
телей, так и избытком подачи насоса QH по
отношению к суммарной подаче потребителей
п
. В конструктивном отношении схема
/=1
усложняется наличием делителя потока.
Одной из альтернатив схем с источником
питания постоянного расхода СПР являются
схемы постоянного давления СПД. В наиболее
простом виде схема СПД реализуется сочета-
нием нерегулируемого насоса и переливного
клапана - схема СПД-К. Потери мощности в
этом случае определяются как недоиспользо-
ванием расхода рабочей жидкости, так и не-
догрузкой по давлению. Причем последняя
составляющая является теоретически макси-
мальной, так как давление настройки перелив-
ного клапана рк больше давлений рп тах и, тем
более, рп рассмотренных выше схем источни-
ков питания. В конструктивном отношении
схема СПД-К относится к наиболее простым.
Более экономичной (по критерию потерь
мощности) по сравнению со схемой СПД-К
является схема СПД-Н, построенная на базе
регулируемых насосов, обеспечивающих ав-
томатическое изменение подачи при измене-
нии давления в напорной гидролинии от за-
данного значения. Эта схема в принципе по-
зволяет обеспечить питание всех потребителей
гидравлической энергии от одного насоса с
обеспечением взаимонезависимых скоростных
режимов гидродвигателей. В такой схеме
практически отсутствуют потери мощности,
связанные с дросселированием избыточного
расхода рабочей жидкости. Однако потери
мощности, определяемые недогрузкой потре-
бителей по давлению, по существу эквива-
лентны потерям в предыдущем варианте. Кон-
структивной особенностью схемы СПД-Н яв-
ляется использование регулируемого насоса,
характеризующегося относительно высокой
стоимостью.
Таким образом, схемы СПД энергетиче-
ски невыгодно применять для потребителей с
нестабильной загрузкой по давлению (со зна-
чительным изменением действующего рабоче-
го давления относительно заданного постоян-
ного давления в напорной гидролинии). По
этой причине в настоящее время все большее
распространение получают схемы "чувстви-
тельные к нагрузке" - СЧН. Они основаны на
принципе поддержания постоянного перепада
давлений на регулирующих кромках золотника
гидрораспределителя. В СЧН контролируется
заданный расход рабочей жидкости, посту-
пающей к гидродвигателям через золотники
гидрораспределителей. При отклонении рас-
хода от заданного значения на регулирующий
элемент источника питания поступает сигнал,
в зависимости от знака (направления) откло-
нения увеличивающий или уменьшающий
подачу рабочей жидкости к потребителям.
В результате в напорной гидролинии устанав-
ливается и поддерживается давление, соответ-
ствующее наиболее нагруженному потребите-
лю, и обеспечивается работа всех гидродвига-
телей во взаимонезависимых скоростных ре-
жимах.
Обеспечение давления требованиям наи-
более нагруженного потребителя по схеме
СЧН по сравнению со схемой СПД позволяет
уменьшить потери мощности на величину,
определяемую разницей между уровнями по-
стоянного давления по схеме СПД и дейст-
вующего рабочего давления на наиболее на-
груженном потребителе.
В схеме с нерегулируемым насосом
СЧН-НН роль регулирующего элемента вы-
полняет перепускной управляемый клапан.
Хотя в такой схеме по сравнению со схемой
СПД снижаются потери, определяемые не-
догрузкой по давлению, но имеют место поте-
ри, связанные с недогрузкой потребителей по
расходу. По энергетической характеристике
схема источника питания типа СЧН-НН экви-
валентна схеме с делителем потока СПР-Д.
В схеме СЧН-НР осуществляется ма-
шинно-дроссельное регулирование, исклю-
чающее потери мощности из-за недогрузки
потребителей по расходу рабочей жидкости, а
потери давления по сравнению с источниками
питания по схеме СПД меньше на величину,
определяемую разностью между величинами
Рк И Рптах- Насос 1 взаимодействует с гидро-
распределителем 7 (рис. 1.4.1), позволяющим
работать в режиме "чувствительном к нагрузке"
50
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
Рис. 1.4.1. Гидросистема, "чувствительная к нагрузке", на базе регулируемого насоса:
1 - регулируемый насос; 2 - гидробак; 3 - предохранительный клапан; 4 - клапан "или”; 5 - гидроцилиндр;
6 - гидромотор; 7 - гидрораспределитель; 8 - обратный клапан; 9 - регулируемый дроссель;
10- компенсирующий редукционный клапан (клапан постоянного перепада давлений);
11 - регулирующий золотник; 12 - предохранительный золотник; 13 - регулятор подачи насоса
и оснащенным для этой цели элементами кон-
троля перепада давлений на золотнике (вклю-
чающими клапаны "или" 4, предназначенные
для формирования сигнала управления к регу-
лятору подачи насоса 73). Золотники уком-
плектованы комплексами регулируемый дрос-
сель 9 - компенсирующий редукционный кла-
пан 10. В процессе работы при уменьшении
расхода рабочей жидкости на наиболее нагру-
женном потребителе до значения меньше за-
данного на соответствующем золотнике
уменьшается перепад давлений на регуляторе
73 подачи насоса. В результате регулятор по-
дачи увеличивает расход рабочей жидкости к
потребителям. Если расход на наиболее на-
груженном потребителе превышает заданное
значение, то процесс регулирования происхо-
дит в обратном порядке.
Таким образом регулятор подачи обеспе-
чивает поддержание заданной скорости одно-
временно работающих гидродвигателей.
Большая простота и относительно малая
стоимость нерегулируемых насосов определя-
ет достаточно широкое применение схем СПР
на машинах строительно-дорожного назначе-
ния. Однако энергетические и функциональ-
ные преимущества схемы СЧН-НР определяют
тенденцию расширения ее использования пре-
жде всего в относительно дорогих машинах с
мощными гидроприводами рабочих органов.
Вместе с тем, как следует из энергетической
оценки схем источников питания, до настоя-
щего времени не созданы гидроприводы рабо-
чих органов, полностью отвечающие требова-
ниям функциональной экономичности: даже
схемы СЧН, относящиеся к наиболее поздним
разработкам, не свободны от существенных
ГИДРОПРИВОДЫ РАБОЧИХ ОРГАНОВ
51
потерь мощности, например, при наличии одно-
временно работающих потребителей, отличаю-
щихся по значению используемого давления.
Это обстоятельство стимулирует поиск
новых схемных решений гидроприводов рабо-
чих органов, в частности по использованию
регулируемых гидромоторов.
В гидроприводах, сочетающих регули-
руемые насосы и регулируемые гидромоторы,
может быть достигнута максимальная эконо-
мичность даже при одновременном функцио-
нировании неравномерно загруженных потре-
бителей. В схеме, показанной на рис. 1.4.2,
регуляторы рабочего объема насосов и гидро-
моторов могут выполняться по простейшему
варианту постоянного давления: на входах в
гидромоторы устанавливаются дроссельные
регуляторы расхода рабочей жидкости, управ-
ление которыми осуществляется от датчиков
частоты вращения гидромоторов.
Условие отсутствия в гидроприводе по-
терь при недогрузке с сохранением установ-
ленной скорости рабочих органов для каждого
гидромотора характеризуется выражениями,
/чы = PU~PH = const; (1.4.1)
QlqM=® = const, (1.4.2)
где Л/м - момент на валу гидромотора; qM -
рабочий объем гидромотора; ри - давление на
выходе насоса; рм - давление на входе в гид-
ромотор; со - частота вращения гидромотора;
Q - расход через гидромотор.
При работе гидропривода изменение мо-
мента на валу гидромотора приводит в дейст-
вие соответствующий регулятор рабочего объ-
ема, который обеспечивает выполнение усло-
вия (1.4.1). Затем датчик частоты вращения
гидромотора передает сигнал на дроссельный
регулятор, корректируя расход рабочей жид-
кости через гидромотор. В результате стабили-
зируется частота вращения гидромотора (вы-
полняется условие (1.4.2)), а изменение пропу-
скной способности дроссельного регулятора
приводит к соответствующей корректировке
подачи насоса.
В техническом отношении задача созда-
ния группового источника питания для приво-
да одновременно работающих гидромоторов с
обеспечением отсутствия потерь мощности
при их недогрузке разрешима при современ-
ном уровне развития гидрооборудования.
Очевидно, однако, что использование таких
гидроприводов вместо гидроприводов с нере-
гулируемыми гидромоторами целесообразно
только в тех случаях, когда повышенные за-
траты на изготовление (определяемые более
высокой ценой регулируемых гидромоторов)
компенсируются снижением эксплуатацион-
ных затрат.
Условие целесообразности применения
регулируемых гидромоторов может быть
представлено в следующем виде:
ка(цмр-цм,)
A7U >---------------;
АЦЭ
AE = TAN,
где АЕ - годовые потери энергии, определяе-
мые недогрузкой по давлению; ЦмР - цена
регулируемых гидромоторов; Цм н - цена нере-
гулируемых гидромоторов; Ка - коэффициент
расхода запасных частей; А - амортизацион-
ный срок службы; Цэ - цена единицы энергии;
АА - средние за время Т потери мощности,
определяемые недогрузкой по давлению; Т -
время загрузки гидропривода.
Величина АЕ является обобщенным по-
казателем, исходя из которого для конкретных
соотношений недогрузки гидропривода по
давлению и его загрузки по времени можно
выбрать наиболее выгодное решение.
Рис. 1.4.2. Схема гидропривода с регулируемыми гидромоторами:
1 - регулируемый насос; 2 - регулятор подачи; 3 - регулируемый гидромотор;
4 - регулятор расхода; 5 - датчик частоты вращения гидромотора
1.4.2. Основные составляющие и достигаемый эффект применения электрогидравлического управления
Основные составляющие ЭГУ Достигаемый эффект
функциональный конструктивный энергетический эргономический повышение надежности
Пропорциональное управление Оптимизация скоро- стей, величин пере- мещений рабочих ор- ганов, усилий на них и за счет этого повы- шение производи- тельности и качества выполнения техноло- гического процесса - Исключение потерь мощности на дроссе- лирование (в сочета- нии с регулируемыми насосами) Уменьшение количе- ства переключений органов управления Уменьшение цикли- ческих нагрузок при переключении гидро- аппатуры. Уменьше- ние тепловой напря- женности за счет снижения потерь мощности на дроссе- лирование
Дистанционное управление - Уменьшение длины и числа гидролиний за счет установки гидро- аппаратов непосред- ственно у исполни- тельных механизмов Уменьшение потерь мощности на преодо- ление гидравлических сопротивлений за счет уменьшения длины гидролиний Снижение шумового и теплового воздейст- вий гидропривода на оператора за счет ус- тановки гидроагрега- тов вне кабины, сни- жение воздействия окружающей среды за счет упрощения гер- метизации кабин Уменьшение числа гидролиний и соеди- нений
Электрическая передача сигнала Обеспечение опти- мальных скоростей, величин перемещения рабочих органов и усилий на них на ос- нове использования бортовых компьюте- ров, электронных ло- гических блоков и датчиков контроля технологического процесса Упрощение органов управления - Уменьшение усилий на органах управле- ния, их габаритных размеров -
Глава 1.4. ГИДРОПРИВОДЫ
ГИДРОПРИВОДЫ РАБОЧИХ ОРГАНОВ
53
Развитие схем гидроприводов рабочего
оборудования тесно связано с возможностью
применения электрогидравлического управле-
ния (ЭГУ), позволяющего существенно повы-
сить эффективность соответствующих гидро-
устройств. Реализуемое дистанционное и про-
порциональное управление гидрооборудова-
нием в сочетании с электрической передачей
сигналов, а в ряде случаев с компьютерной
обработкой информации, создает предпосылки
для расширения функциональных возможно-
стей машины, упрощения ее конструкции,
повышения КПД, улучшения условий труда и
повышения надежности (табл. 1.4.2).
Применение чувствительного к загрязне-
ниям рабочей жидкости прогрессивного гидро-
оборудования в условиях высокой загрузки
гидропривода требует реализации специальных
мероприятий по обеспечению благоприятных
режимов работы гидроустройств (табл. 1.4.3).
1.4.3. Направления и методы обеспечения благоприятных режимов
работы гидрооборудования
Направления Основные методы реализации
Повышение чистоты рабочей жидкости Повышение грязеемкости фильтров за счет применения новых материалов (стекловолокна, комбинации стекловолокна и целлю- лозы). Контроль загрязненности фильтров применением индикаторов загрязненности с дистанционной передачей сигнала, выводом сиг- налов на устройства отключения насосов. Установка специальных фильтрующих насосов низкого давления. Последовательное соединение контуров гидросистемы с сообще- нием сливной гидролинии менее ответственного насоса с всасы- вающей гидролинией более ответственного насоса, определяюще- го безопасность оператора. Полная герметизация баков с использованием свободнолежащих диафрагм
Обеспечение нормальной температуры рабочей жидкости Применение радиаторов с активным охлаждением, охлаждающих контуров со специальным насосом, челночных клапанов в контуре подпитки. Организация тепло- и массообмена между контурами с различной теплонапряженностью
Улучшение условий всасывания насосов Оптимизация расположения баков относительно насосов. Организация всасывающего тракта с минимальным количеством сопротивлений. Последовательное включение контуров гидросистемы. Использование замкнуто-разомкнутых гидросистем, рабочих жид- костей с пологой вязкостно-температурной характеристикой
Смягчение забросов дав- ления в гидролиниях и контроль их разрывов Применение золотников управления с плавным открытием про- ходного сечения. Создание контуров постоянной циркуляции рабочей жидкости через корпусы гидроагрегатов для работы в условиях низких тем- ператур. Секционирование баков с подключением всасывания приоритет- ных потребителей к секциям с гарантированным сливом. Установка устройств контроля разрыва гидролиний с датчиками герметичности системы и элементами отключения подачи насосов
54
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
Гидрооборудование гидроприводов ра-
бочих органов. Соответствие гидроприводов
машин строительно-дорожного назначения
предъявляемым к ним требованиям в значи-
тельной степени зависит от применяемого
гидрооборудования.
В номенклатуру гидрооборудования
входят:
объемные гидромашины (насосы и гид-
ромоторы);
направляющая и регулирующая гидроап-
паратура;
гидроцилиндры;
кондиционеры рабочей жидкости;
трубопроводы и соединительная гидро-
арматура;
уплотнения.
Наибольшее распространение в гидро-
приводах рабочих органов в связи с низкой
стоимостью и компактностью получили шес-
теренные насосы внешнего зацепления и, как
правило, выполненные на их базе гидромото-
ры. В шестеренных насосах при вращении
шестерен в направлении, показанном стрелка-
ми (рис. 1.4.3, а), жидкость во впадинах шес-
терен переносится из полости всасывания в
полость нагнетания и под давлением поступает
в напорную гидролинию.
Для повышения коэффициента подачи в
насосах широко применяются компенсаторы
торцовых зазоров (между торцовыми поверх-
ностями шестерен и прилегающими поверхно-
стями) и, в ряде случаев, компенсаторы ради-
альных зазоров между головками зубьев и
корпусом. На рис. 1.4.3, б показан вариант
исполнения насоса с торцовой компенсацией, в
котором "плавающие" опорные подшипнико-
вые втулки 6 поджимаются к шестерням 8, 9
под давлением жидкости, просочившейся по
валам шестерен.
Современные конструкции шестеренных
гидромашин обеспечивают приемлемый для
гидроприводов рабочих органов КПД
(табл. 1.4.4), но уступают гидромашинам
поршневого типа по возможности работы с
высоким давлением (свыше 25 МПа) и не по-
зволяют осуществлять машинное регулирова-
ние скоростных режимов.
Стремление повысить КПД гидроприво-
дов за счет использования машинного регули-
рования определило расширение применения
регулируемых аксиально-поршневых насосов.
Для использования в гидроприводах рабочих
органов выпускаются насосы "легких" и
"средних" серий (типоразмерных рядов), рас-
считанных преимущественно на максимальное
давление 21...25 МПа (рис. 1.4.4).
Возвратно-поступательное движение
поршней в таких насосах возникает при пово-
роте диска (отклонении от положения, перпен-
дикулярного приводному валу). Рабочий объ-
ем насоса с наклонным диском
Лб/2
<7д=—^tgcp,,
4
где d - диаметр поршней; Рд - диаметр дели-
тельной окружности блока цилиндров; фд -
угол поворота наклонного диска; в современ-
ных насосах с наклонным диском фд < 18...20°;
Z - число поршней.
Рис. 1.4.3. Шестеренный насос:
а - схема качающего узла; 7,2- шестерни; 3 - корпус;
б - конструкция; 1,2- кольца; 3 - отверстие; 4 - уплотнение; 5 - крышка; 6 - втулка;
7 - корпус; 8,9- шестерни; 10 - болт; 11 - пластина
ГИДРОПРИВОДЫ РАБОЧИХ ОРГАНОВ
55
1.4.4. Характеристика шестеренных насосов типа НШ
Показатель Модель насоса и численное значение показателя
НШ10-БЗ НШ32-ВЗ НШ40-Д4 НШ50-АЗ НШ100-АЗ НШ250-4
Рабочий объем, см3 10 32 40 50 100 250
Давление, МПа:
максимальное 21 21 25 21 21 25
номинальное 16 16 20 16 16 20
Частота вращения, мин-1:
максимальная 3600 3600 3000 3000 2400 1920
номинальная 2400 2400 2400 2400 1920 1500
минимальная 960 960 960 500 500 500
Полный КПД 0,84 0,84 0,84 0,84 0,86 0,86
Коэффициент подачи 0,95 0,95 0,95 0,95 0,96 0,95
Масса, кг 2,35 4,3 5,5 8,0 17 45
Рис. 1.4.4. Регулируемый насос для гидроприводов рабочих органов:
1 - приводной вал; 2 - блок цилиндров; 3 - гидроцилиндр поворота диска; 4 - блок клапанов;
5 - регулятор подачи; 6 - торцовый распределитель; 7 - корпус; 8 - наклонный диск
Характеристика регулируемых насосов с
наклонным диском типа Рексрот AIOVO
(ряд 21) приведена ниже.
Рабочий объем, см3.. 25 40 63
Давление, МПа:
максимальное... 25 25 25
номинальное.... 21 21 21
Частота вращения, мин-1:
максимальная ... 3250 2800 2400
номинальная .... 2400 2150 1850
Масса, кг 11 15 25
Конструктивная схема с наклонным дис-
ком обеспечивает относительную простоту
насосов и хорошую устойчивость против
вибраций. Особенности насосов для гидропри-
водов рабочего оборудования состоят в сле-
дующем:
не предусматривается возможность ре-
версирования потока, так как в случае приво-
дов рабочих органов эта функция обеспечива-
ется гидрораспределителем;
предусматривается возможность само-
всасывания, для чего обеспечивается принуди-
тельное ведение поршней;
56
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
применяется облегченная конструкция
корпуса в связи с отсутствием внутреннего
давления подпитки.
Насосы комплектуются автоматическими
регуляторами подачи, в том числе типа "чувст-
вительным к нагрузке".
Полный КПД аксиально-поршневых на-
сосов легких и средних серий в основной части
диапазонов рабочих объемов и давлений со-
ставляет 0,82...0,87, а коэффициент подачи -
0,92...0,94.
Регулируемые аксиально-поршневые
гидромашины для работы при давлении свыше
25...30 МПа более подробно рассмотрены ниже
в разделе объемных гидропередач движителей,
являющихся преимущественной областью
использования гидромашин тяжелой серии.
В отличие от исполнений, предназначенных
для использования в характерных для объем-
ных гидропередач схемах с замкнутым пото-
ком рабочей жидкости, насосы высокого дав-
ления для приводов рабочих органов являются
самовсасывающими и, как правило, не преду-
сматривают реверсирования направления по-
дачи при неизменном направлении вращения
приводного вала. Насосы могут комплекто-
ваться регуляторами мощности, изменяющими
подачу в зависимости от давления, что обеспе-
чивает постоянную мощность насоса при оп-
ределенной частоте вращения приводного ва-
ла. Наличие регулятора мощности позволяет
полно использовать возможности двигателя
машины и, соответственно, повышает произ-
водительность работы на операциях, не
имеющих технологических ограничений ско-
рости рабочих органов.
Использование в гидроприводах рабочих
органов двухпоточных насосов (с общими
приводом и регулятором подачи) позволяет
осуществлять независимый одновременный
привод двух групп потребителей или, при
необходимости, суммировать подачу обоих
насосов.
Наряду с шестеренными и аксиально-
поршневыми гидромоторами, применяемыми
в основном при частотах вращения более
1000 мин-1, в машинах строительного назначе-
ния находят применение среднечастотные
(среднеоборотные) гидромоторы, рассчитан-
ные на скоростной диапазон 10...800 мин-1.
Среднечастотные гидромоторы выполняются
на базе героторного планетарного качающего
узла.
Ниже приведена характеристика геро-
торных среднечастотных гидромоторов Дан-
фосс типа ОМР.
Рабочий объем, см3..................... 25
Перепад давлений, МПа:
максимальный................... 14,0
номинальный..................... 10,0
Частота вращения, мин-1:
максимальная.......................... 1600
минимальная...................... 20
Масса, кг............................... 5,5
50 100 160 250 400
14,0 17,5 17,5 12,5 8,0
10,0 14,0 14,0 9,0 6,0
1230 615 385 250 155
10 9 8 5 5
5,7 5,9 6,2 6,6 7,4
В процессе работы гидромотора под дав-
лением рабочей жидкости в движение приво-
дится подвижная шестерня (ротор), обкаты-
вающая по "орбите" неподвижную шестерню
(статор) и создающая вращающий момент на
выходном валу. Отношение оборотов ротора
по орбите к частоте вращения вала 7:1, что
обеспечивает тихоходность гидромотора, его
компактность и малую массу.
Полный КПД героторных среднечастот-
ных гидромоторов в большей части диапазо-
нов частот вращения и рабочих давлений со-
ставляет 0,75...0,80, а объемный КПД - соот-
ветственно 0,88...0,92.
Наиболее распространенным типом гид-
роаппаратов, используемых в схемах гидро-
приводов рабочих органов и существенным
образом определяющих их построение, явля-
ются гидрораспределители. Основные пара-
метры гидрораспределителей - номинальные
расход и давление, а также условный проход.
Преимущественное исполнение гидро-
распределителей - золотниковое, что обуслов-
лено их высокой технологичностью, компакт-
ностью, приспособленностью к регулирова-
нию расхода. Основные особенности золот-
никовых гидрораспределителей приведены
ниже.
ГИДРОПРИВОДЫ РАБОЧИХ ОРГАНОВ
57
Ручное, гидравлическое, электромагнитное, элекгрогидравлическое
Двух-, трех-, четырехпозиционные
Вперед, назад, заперто (нейтраль), плавающая
Двух- (напорная и управления), трех- (напорная, сливная и управле-
ния), четырехлинейные (напорная, сливная и две линии управления)
Одно-, многозолотниковые
Параллельная, последовательная, индивидуальная
Золотниковая ("открытый центр"), клапанная ("закрытый центр")
Тип управления...................
Число рабочих позиций............
Тип рабочих позиций..............
Число внешних гидролиний.........
Число золотников.................
Схема соединения каналов.........
Схема разгрузки источника питания ....
В случае параллельной схемы соедине-
ния каналов напорная гидролиния позволяет
соединять с источником питания несколько
гидродвигателей (рис. 1.4.5, а), между кото-
рыми имеется гидродифференциальная связь
(расход между гидродвигателями распределя-
ется приблизительно обратно пропорциональ-
но нагрузке).
При последовательной схеме сливная
гидролиния первого гидродвигателя соединя-
ется с напорной гидролинией второго гидро-
распределителя (рис. 1.4.5, б). Каждый гидро-
двигатель работает на полном расходе источ-
ника питания, но использует лишь часть дав-
ления гидропривода (сумма нагрузок гидро-
двигателей не должна превышать максималь-
ного давления источника питания).
В случае индивидуальной схемы обеспе-
чивается приоритетность работы первого гид-
родвигателя ближайшего к напорной гидроли-
нии и, соответственно, работа обоих гидродви-
гателей может осуществляться только пооче-
редно (рис. 1.4.5, в).
В отличие от предыдущих схем разгрузка
насоса в схеме, показанной на рис. 1.4.5, г,
производится через управляемый от специаль-
ного канала перепускной (переливной) клапан.
Такое исполнение гидрораспределителя обес-
печивает его бблыпую компактность по срав-
нению с гидрораспределителями "проточных"
схем и, как правило, снижает давление раз-
грузки (холостой режим работы гидроприво-
да), но приводит к усложнению гидроаппара-
тов из-за наличия перепускного клапана.
Рис. 1.4.5. Схемы гидрораспределителей:
а-с параллельным соединением каналов; б - с последовательным соединением каналов;
в - с индивидуальным соединением каналов; г - с разгрузочным клапаном; А,А\, А2, В, В}, В2 - рабочие
гидролинии гидродвигателей; Р - напорная гидролиния насоса; Т- сливная гидролиния
58
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
Гидроуправляемые гидрораспределители
могут комплектоваться специальными блоками,
обеспечивающими дистанционное пропорцио-
нальное управление, при котором положение
золотника и расход к потребителю соответст-
вуют положению управляющего органа.
Особый интерес представляют гидрорас-
пределители с электроуправлением. Характе-
ристика гидрораспределителей с пропорцио-
нальным электроуправлением типа МКРН
приведена ниже.
Условный проход, мм 6 10 25
Номинальное давление, МПа 25 25 25
Номинальный расход, л/мин 12,5 80 350
Напряжение, В 13,5/27 13,5/27 13,5/27
Тип управления Электромагнитное Электромагнитное Электрогидравлическое
Вязкость рабочей жидкости, мм2/с ... 5...400 5...400 5...400
Температура окружающей среды, °C -50...+50 -50...+50 -5O...+5O
Масса, кг 1,7 6,0 15,0
Наряду с дистанционностью и пропор-
циональностью электроуправление предостав-
ляет широкие возможности для интегрирова-
ния со средствами автоматики и вычислитель-
ной техники, Существенно, что современные
гидрораспределители с электроуправлением в
большой степени удовлетворяют тяжелым
условиям эксплуатации, характерным для ма-
шин строительного назначения.
Кроме гидромашин и гидрораспредели-
телей в гидроприводах рабочих органов при-
меняется широкая номенклатура гидрообору-
дования, в том числе:
гидроцилиндры - поршневые с одно- и
двусторонним штоком, плунжерные, телеско-
пические (с полным ходом выходного звена,
равным сумме ходов всех рабочих звеньев);
делители потока - дросселирующего и
объемного типов (последние - на базе шесте-
ренных дозирующих гидромоторов), обеспе-
чивающие синхронизацию расходов при раз-
делении потока рабочей жидкости на две и
более части;
обратные гидроклапаны, предназначен-
ные для пропускания рабочей жидкости только
в одном направлении и запирании в обратном
направлении (основное применение - предот-
вращение самопроизвольного опускания рабо-
чих органов);
гидрозамки - одно- и двусторонние, вы-
полняющие функции обратных клапанов с
возможностью управляющего воздействия для
пропускания и запирания потока рабочей жид-
кости;
предохранительные гидроклапаны - пря-
мого действия и непрямого (двухступенчатые),
предназначенные для предохранения гидро-
приводов от давлений, превышающих уста-
новленные;
редукционные гидроклапаны, предназна-
ченные для поддержания в отводимом от них
потоке рабочей жидкости давления более низ-
кого, чем давление в подводимом потоке;
регуляторы потока - двух- и трехлиней-
ные, предназначенные для поддержания за-
данного значения перепада давлений в под-
водимом и отводимом потоках рабочей жид-
кости.
Ответственным элементом гидропривода
являются рукава высокого давления (РВД),
работающие в условиях комбинированного
воздействия механических изгибов и внутрен-
него давления рабочей жидкости. В основном
применяются два типа РВД, определяемые
конструкцией силового каркаса: с металлона-
вивками и металлооплетками. РВД с металло-
навивками, выполненными в виде спиралей,
предпочтительны для тяжелых режимов на-
гружения в условиях воздействия импульсных
нагрузок. Рукава с металлооплетками, выпол-
ненные в виде перекрещивающихся потоков
проволоки, из-за концентраторов напряжений
в местах контактов соприкасающихся прово-
лок менее приспособлены к восприятию боль-
шого числа циклов нагружения. Поскольку
структура их силового каркаса более устойчи-
ва к деформирующим воздействиям, использо-
вание их оправдано в условиях, требующих
установки РВД с малыми радиусами изгиба.
Надежность работы гидрооборудования
непосредственно зависит от чистоты рабочей
жидкости. Это обстоятельство определило
применение в гидроприводах рабочих органов
заправочных фильтров, сапунов (для очистки
воздуха при “дыхании" гидропривода), а также
устанавливаемых в большинстве случаев на
сливе и встраиваемых в гидробак линейных
ГИДРОПРИВОДЫ РАБОЧИХ ОРГАНОВ
59
фильтров (рис. 1.4.6). В качестве фильтрую-
щих материалов преимущественно использу-
ется бумага, картон, а также материалы на
основе стекловолокна. Основными критериями
выбора фильтрующих материалов являются
тонкость фильтрации, удельная пропускная
способность и их грязеемкость.
Одним из важнейших свойств гидропри-
вода является его герметичность, в первую оче-
редь связанная с качеством соединений гидро-
линий и уплотнений подвижных элементов.
Наиболее распространенным типом со-
единений является конструкция сферический
(шаровой) ниппель - штуцер с внутренним
конусом, причем угол конуса составляет 60°
или 24°. Угол 24° обеспечивает большую гер-
метичность соединения, но требует более точ-
ного изготовления (рис. 1.4.7, а).
Определенные преимущества имеют со-
единения с врезающимся кольцом (рис. 1.4.7, б),
в которых герметичность достигается за счет
врезания кромки кольца в трубу при сборке.
Соединения не требуют сварки или пайки, но
условием их применения является наличие
труб повышенной точности или специальная
калибровка посадочного конца трубопровода.
В качестве уплотнений подвижных эле-
ментов в гидроприводах применяются харак-
теризующиеся наибольшей простотой и ис-
9 10 11 12 13 /4- 1516 10 17
Рис. 1.4.6. Гидробак:
1 - спускная пробка; 2 - стяжка;
3 - запорный вентиль; 4,8 - гайки;
5, 75 - клапаны; 6 - боковина бака; 7 - трубка;
9- измеритель уровня; 10- фильтрующий элемент;
И - горловина; 12 - фильтр грубой очистки;
13 - крышка; 14 - корпус фильтра; 16 - болт;
7 7 - сапун; 18 - кронштейн
пользуемые при давлении до 25...33 МПа ре-
зиновые кольца круглого сечения, манжеты
(менее чувствительные к износу, чем резино-
вые кольца), многорядные резинотканевые
уплотнения (рассчитанные на давление до
63 МПа). Широким и все возрастающим мас-
штабом применения характеризуются комби-
нированные уплотнения, в которых роль анти-
фрикционного элемента выполняет пластмас-
са, а роль упругого - резина. На рис. 1.4.8 по-
казан гидроцилиндр для тяжелых условий
применения с широким набором уплотнитель-
ных элементов.
Элементы расчета гидроприводов ра-
бочих органов. При проектировании гидро-
привода на основе кинематической схемы раз-
рабатывается принципиальная схема, с учетом
принятых номинального и максимального дав-
лений выбираются типы и определяются рабо-
чие параметры гидродвигателей, исходя из
времени и скорости срабатывания рабочих
органов определяется подача источника пита-
ния, выбираются условные проходы гидроап-
паратуры, сечения трубопроводов, размеры
гидроемкостей и элементов охлаждения.
Номинальное давление рНом принимается
с учетом соответствующих стандартов исходя
из характеристик серийно выпускаемого гид-
рооборудования.
Рабочие параметры гидродвигателя вы-
бираются исходя из задачи обеспечения силы
и скорости перемещения гидроцилиндра, вра-
щающего момента и частоты вращения для
гидромотора.
Перепад давлений Др на гидродвигателе
принимается на уровне 0,8...0,9рНОм с учетом
максимальных гидравлических потерь в гид-
роприводе во всем рабочем диапазоне темпе-
ратур.
Рис. 1.4.7. Соединения трубопроводов:
а - сферический (шаровой) ниппель - штуцер с
внутренним конусом; б - с врезающимся кольцом;
7 - штуцер; 2 - накидная гайка; 3 - ниппель;
4 - врезающееся кольцо; 5 - труба
60
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
Рис. 1.4.8. Гидроцилиндр с набором уплотнений:
1 - шток; 2 - корпус; 3 - поршень; 4 - крышка; 5 - пылезащитное уплотнение;
6 - полиуретановый грязесъемник; 7 - манжетное уплотнение штока;
8 - комбинированное уплотнение (предварительная ступень); 9 - опорно-направляющее кольцо;
10 - уплотнение поршня; 11 - уплотнение с защитными кольцами; 12 - уплотнение с защитным кольцом
Диаметр D гидроцилиндра в общем слу-
чае определяется в зависимости от использо-
вания в качестве рабочей полости:
поршневой
TtD2
F=bp—— Пгм.ц;
4
штоковой
it(D2-d2)
. Лгм.ц»
4
где F - сила на штоке; Т|гм ц “ гидромехани-
ческий КПД гидроцилиндра; d - диаметр што-
ка гидроцилиндра.
Требуемый расход рабочей жидкости
для гидроцилиндра определяется из условия
обеспечения скорости перемещения поршня
(штока):
QU=FUS,
где Иц - скорость перемещения поршня (што-
ка); 5 - площадь поршня, на которую воздей-
ствует давление рабочей жидкости.
Для гидроцилиндра с поршневой рабочей
полостью S = 7tD2/4, со штоковой рабочей
полостью S = n(D2 -d2)/
Требуемый расход рабочей жидкости для
гидромотора
Qm ~~ Ям «м Лом»
где qM - рабочий объем гидромотора; пм - час-
тота вращения гидромотора; Лом - объемный
КПД гидромотора.
Рабочий объем гидромотора qu опреде-
ляется из выражения
_ ДР*7мЛгм.м
м 2л
где Мм - вращающий момент; Г|гм м - гидроме-
ханический КПД гидромотора.
При определении подачи насоса QH ис-
ходя из циклограммы работы машины учиты-
вается максимальная сумма расходов (2ГД од-
новременно работающих гидродвигателей:
т
Qh ~ бгд i >
/=1
где т - число одновременно работающих гид-
родвигателей.
Требуемый рабочий объем насоса
^нЛон
где пп - частота вращения вала насоса; л он -
коэффициент подачи насоса.
Типоразмер гидромашин выбирается из
номенклатуры серийно выпускаемого гидро-
оборудования.
При выполнении расчетов необходимо
учитывать уменьшение КПД гидромашин
ГИДРОПРИВОДЫ РАБОЧИХ ОРГАНОВ
61
вследствие их износа в ходе эксплуатации,
соответственно снижая расчетное значение по
сравнению с указанным в технической харак-
теристике.
Мощность, необходимая для привода
насоса,
^пр — Qh Ph Л н>
где рн - давление на выходе из насоса; Г|н -
полный КПД насоса.
Условный проход гидроаппаратуры,
близкий к диаметру присоединяемой трубы,
выбирается на основе расхода рабочей жидко-
сти и ее допускаемой скорости.
Рекомендуемые расчетные скорости ра-
бочей жидкости, м/с, приведены ниже.
Всасывающие гидролинии............. 1,4... 1,6
Сливные гидролинии................. 2,2...2,5
Напорные гидролинии с постоянной цир-
куляцией рабочей жидкости (РноМ = 16 МПа) 3,6...4
Остальные напорные гидролинии
(Рном — 16 МПа).................... 5...6
При номинальном давлении в гидропри-
воде 25 и 32 МПа указанные скорости для на-
порных и сливных гидролиний целесообразно
увеличить соответственно в 1,25 и 1,5 раза.
Уточнение условных проходов трубо-
проводов проводится после определения по-
терь давления с учетом длин гидролиний, ко-
личества и типов соединений.
Номинальная тонкость фильтрации ли-
нейного фильтра лимитируется наиболее чув-
ствительным к загрязнениям гидроустройст-
вом, входящим в гидропривод. В большинстве
случаев это шестеренные и аксиально-
поршневые гидромашины с наклонным бло-
ком (25 мкм), аксиально-поршневые с наклон-
ным диском (10 мкм), а также распределительно-
регулирующая гидроаппаратура (10...25 мкм).
Размеры гидробака выбираются с учетом
заполнения рабочей жидкостью внутренних
полостей гидроустройств (в том числе освобо-
ждающихся в процессе работы, например по-
лостей плунжерных гидроцилиндров), а также
требований теплоотдачи. В гидроприводах с
разомкнутым потоком вместимость гидробака
не должна быть менее 0,33-минутной подачи
насосов для предотвращения интенсивного
массообмена, приводящего к повышенному
содержанию воздуха в рабочей жидкости.
Важнейшим условием надежной работы
гидропривода является обеспечение нормаль-
ного теплового режима, определяющего ста-
бильность характеристик, нормальность рабо-
ты пар трения, долговечность рабочей жидко-
сти. Задачей расчета теплового режима являет-
ся определение размеров поверхности охлаж-
дения исходя из теплового баланса гидропри-
вода.
Выражение теплового баланса при уста-
новившемся режиме
AN <^K,S,AT,
где AN - потери мощности в гидроприводе;
Ki - коэффициент теплоотдачи элементов гид-
ропривода; S, - площадь внешней поверхности
элементов гидропривода; АГ- перепад темпе-
ратур между рабочей жидкостью и окружаю-
щим воздухом при установившемся режиме.
ДУ = ^(1-Пга).
где Nnp - мощность привода; Г|гп - полный
КПД гидропривода.
При циклическом нагружении потери
мощности следует учитывать как средние за
цикл:
. __ ANiAA + AN?Ar2 + ... +AN.Ar.-
АГ
где АГ - средняя продолжительность цикла.
Площадь охлаждающей поверхности
гидробака
[AN-AT(KrSr+KrSr)]
6 ьткб
где К?, Кт, Kq - коэффициент теплопередачи
соответственно трубопроводов, гидроуст-
ройств и гидробака; ST, Sr - площадь внешней
охлаждающей поверхности соответственно
трубопроводов и гидроустройств.
Коэффициент теплопередачи является
величиной, зависящей от конструкции маши-
ны и гидропривода, от скоростного режима
машины, состояния поверхности, влажности
окружающего воздуха. По этой причине теп-
ловой расчет носит ориентировочный харак-
тер. При отсутствии специальных средств для
увеличения отвода теплоты (вариант свобод-
ного обтекания воздухом охлаждающей по-
верхности) рекомендуются следующие расчет-
ные предельные коэффициенты теплопереда-
чи, Вт/(м2 • °C).
62
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
Для баков и металлических трубопроводов ... 15... 17,5
Для остального гидрооборудования.10... 11,5
Если по конструктивным возможностям
нельзя реализовать требуемую площадь по-
верхности гидробака, то необходимо приме-
нить теплообменник.
Целью поверочного расчета является
проверка соответствия выбранного гидрообо-
рудования поставленным задачам и уточнение
параметров гидропривода. Поверочный расчет
гидропривода проводится на основе результа-
тов предварительного расчета и характеристик
выбранного гидрооборудования с учетом мак-
симальной и минимальной вязкости рабочей
жидкости в рабочем диапазоне температур.
При поверочном расчете проверяются дейст-
вительные расходы в гидроприводе, опреде-
ляются потери давления по длине трубопрово-
дов, в гидроаппаратуре и местных сопротивле-
ниях, уточняются скорости рабочих органов и
создаваемые ими усилия, определяется КПД и
мощность гидропривода, проводится уточнен-
ный расчет теплового режима.
1.4.2. ОБЪЕМНЫЕ ГИДРОПЕРЕДАЧИ
ПРИВОДОВ ДВИЖИТЕЛЕЙ
Объемная гидропередача (ОГП) предна-
значена для передачи движения от двигателя
самоходной машины к ее ходовой части (коле-
сам, гусеницам), включает насос, не менее
одного гидромотора, а также устройства,
управляющие рабочим объемом гидромашин,
ограничивающие максимальное давление и
осуществляющие кондиционирование рабочей
жидкости. В ряде случаев ОГП содержит гид-
роустройства отключения или переключения
гидромашин, отключения подачи рабочей
жидкости к буксируемым колесам и др. В об-
щем случае ОГП является частью гидрообъем-
ной трансмиссии (ГОТ), содержащей помимо
объемной гидропередачи зубчатые передачи и
другие механические передаточные устройства
в различных сочетаниях. При отсутствии ме-
ханических передаточных устройств понятия
ОГП и ГОТ тождественны.
Использование ОГП на самоходных ма-
шинах обеспечивает простоту их управления,
бесступенчатое изменение скорости, получе-
ние "ползучих" скоростей, повышает манев-
ренность и плавность трогания.
При автоматизации и бесступенчатом ре-
гулировании скорости с ОГП можно получить
оптимальные режимы работы двигателя, более
полно использовать его мощность и увеличить
ресурс.
Свободная компоновка гидроустройств
ОГП позволяет в необходимых случаях мак-
симально подчинить ее технологическим це-
лям, а сокращение (или полное исключение)
механических передач - уменьшить массу
самоходной машины и повысить ее надежность.
При использовании ОГП на транспорт-
ной машине возможно упрощение ее конст-
рукции в связи с отсутствием необходимости в
муфте сцепления, коробке передач, тормозах
(за исключением стояночного), а на гусенич-
ной - в связи с исключением специальных
механизмов управления поворотом.
Сдерживающим фактором применения
ОГП является относительно высокая стои-
мость гидромашин. Поэтому применение ОГП
в транспортной технике ограничивается в ос-
новном многоприводными машинами (плат-
формами самоходных кранов и др.) с относи-
тельно узким диапазоном скоростей. В этих
случаях возможна минимизация рабочих объ-
емов, а следовательно, стоимости гидромашин
при максимальном использовании кинемати-
ческих и динамических преимуществ гидро-
привода, обеспечивающих высокую проходи-
мость самоходной машины (за счет автомати-
ческой блокировки дифференциала и реализа-
ции ползучих скоростей движителей) и эконо-
мичность работы двигателя (путем перевода на
низкие частоты вращения при недогрузке).
Сочетание узкого диапазона скоростей с отно-
сительно малой (по отношению к массе) мощ-
ностью двигателя позволяет применять ОГП
на самоходных катках и различных погрузчи-
ках. Использование ОГП эффективно в маши-
нах, в которых их поступательное движение не
совпадает по времени с использованием рабо-
чего оборудования, так как в этом случае для
привода рабочих органов могут быть приме-
нены насосы привода движителей и наоборот.
В частности на одноковшовых экскаваторах
насосы ОГП используются для управления
поворотом платформы, стрелой и ковшом.
Применение ОГП экономически оправ-
дано в приводах, в которых мощность рабоче-
го оборудования существенно превышает по-
требности движителей, что снижает относи-
тельную стоимость объемной гидропередачи
по сравнению с общими затратами на гидро-
привод, например у роторных и цепных экска-
ваторов с основными затратами мощности на
привод роторов и транспортирующих элемен-
ОБЪЕМНЫЕ ГИДРОПЕРЕДАЧИ ПРИВОДОВ ДВИЖИТЕЛЕЙ
63
тов. При этом ОГП позволяет обеспечить мак-
симальную загрузку двигателя и повысить
производительность за счет бесступенчатого
изменения скорости движения в зависимости
от твердости разрабатываемого грунта.
Экономичность ОГП в значительной сте-
пени зависит от типа гидропередачи.
Классификация ОГП. ОГП классифи-
цируют по следующим основным признакам:
конструктивному исполнению - нераз-
дельному или раздельному;
сочетанию регулируемых и нерегули-
руемых гидромашин - регулируемый насос -
нерегулируемый гидромотор или гидромото-
ры, регулируемый насос - регулируемый гид-
ромотор, нерегулируемый насос - регулируе-
мый гидромотор, нерегулируемый насос -
нерегулируемый гидромотор;
числу гидромашин - двух-, многома-
шинные;
типу управляющего устройства - с руч-
ным или с автоматическим управлением;
типу управления параметрами выходного
звена - с машинным или дроссельным управ-
лением;
типу взаимодействия с гидроустройства-
ми, не входящими в гидрообъемную трансмис-
сию, - автономному, объединенному.
ОГП нераздельного (моноблочного) ис-
полнения позволяет отказаться от соедини-
тельных трубопроводов и использовать в каче-
стве гидролиний каналы, выполненные в кор-
пусе гидропередачи. В этом случае ОГП явля-
ется максимально компактной и создает мак-
симальные предпосылки для создания различ-
ных модификаций машин в зависимости от их
назначения и предполагаемого использования
как с гидрообъемной, так и с механической
трансмиссией (в связи с возможной взаимоза-
меняемостью ОГП и механической коробки
передач). Нераздельное исполнение ОГП
обеспечивает максимальную герметичность
гидропривода минимизацией количества гид-
равлических разъемов.
Наиболее простое исполнение гидрообъ-
емной трансмиссии без использования допол-
нительных карданных передач обеспечивается
расположением двигателя самоходной маши-
ны и ведущих элементов движителей (ведущих
колес, звездочек) в одной зоне. Раздельное
исполнение ОГП практически снимает ограни-
чения по взаимному расположению двигателя
и ведущих элементов движителей, но услож-
няет решение задачи регулирования гидромо-
торов, что является одной из причин относи-
тельно широкого использования схем ОГП с
регулируемыми насосами и нерегулируемыми
гидромоторами. Раздельное исполнение ОГП
позволяет устанавливать гидромоторы в веду-
щих колесах самоходной машины, предельно
исключая механические передачи. Вместе с
тем, при этом увеличивается масса неподрес-
соренных частей машины, сужаются возмож-
ности выбора типа гидромоторов, усложняют-
ся задачи их бесступенчатого регулирования и
подвода рабочей жидкости.
Доминирующий тип управления пара-
метрами выходных звеньев (регулирование
скорости) - машинное (гидромашины с пере-
менным рабочим объемом). Дроссельное
управление не получило распространения вви-
ду низкого КПД и ограничено передачами с
малой мощностью и низкой загрузкой по вре-
мени.
Расширение области применения гидрав-
лики на машинах строительно-дорожного на-
значения привело к созданию ОГП с многоце-
левым использованием насосов: не только для
привода движителей, но и для питания испол-
нительных механизмов рабочих органов. Та-
кие гидроприводы позволяют уменьшить ус-
тановленную мощность наиболее дорогого
гидрооборудования (регулируемых насосов) и
существенно повысить экономическую эффек-
тивность применения ОГП.
Схемы объемных гидропередач. Ос-
новные различия схем ОГП определяются ти-
пом используемых гидромашин и их располо-
жением в контурах передачи мощности. Тип
схемы имеет существенное значение для мас-
сы и удобства компоновки, диапазона измене-
ния передаточного отношения в рабочем ре-
жиме, КПД и стоимости ОГП. ОГП выполня-
ется, как правило, по схеме с замкнутым пото-
ком. Это создает предпосылки для управления
направлением вращения гидромоторов без
использования специальных гидрораспредели-
телей и для повышения частоты вращения
насосов. В результате чего упрощается ОГП,
повышается гидравлический КПД и уменьша-
ются рабочие объемы насосов.
Основные структурные схемы ОГП в со-
четании с редукторами (в случае их использо-
вания) приведены на рис. 1.4.9.
Схемы, показанные на рис. 1.4.9, а, б
предназначены преимущественно для ОГП
нераздельного исполнения машин колесной
формулы 4x2. При благоприятных условиях
64
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
Рис. 1.4.9. Структурные схемы гидрообъемных трансмиссий:
а, б - двухмашинные; в, г - трехмашинные; д, е - с переключением или отключением гидромашин;
ж, з- с многоцелевым использованием насосов; и, к- для гусеничных машин;
1 - с диапазонным редуктором, с понижающим редуктором или без редуктора;
2 - с понижающим редуктором или без редуктора;
РО - гидрофицированные рабочие органы; ГР - гидрораспределитель
компоновки они могут удовлетворять требова-
ниям экскаваторов, погрузчиков, дорожных
катков, промышленных тракторов. Схема на
рис. 1.4.9, а рассчитана на узкий диапазон из-
менения передаточного отношения (малогаба-
ритная техника, отдельные коммунальные
машины).
Схемы на рис. 1.4.9, в, г по своим кине-
матическим возможностям соответствуют пре-
дыдущим схемам, но обладают дополнитель-
ными возможностями раздельного исполне-
ния. Схемы на рис. 1.4.9, д, е предусматривают
соответственно возможность параллельного и
последовательного соединения гидромоторов
и возможность отключения части гидромото-
ров. Схема на рис. 1.4.9, ж предназначена для
переключения насоса на привод рабочих орга-
нов при неподвижной самоходной машине.
Схема на рис. 1.4.9, з обеспечивает одновре-
менное питание движителей и рабочих органов
при их использовании во время движения ма-
шины с возможностью переключения обоих
насосов на привод движителей (преимущест-
венно в транспортных режимах) с раздельным
питанием гидромоторов левого и правого бор-
тов, что исключает гидравлическую диффе-
ОБЪЕМНЫЕ ГИДРОПЕРЕДАЧИ ПРИВОДОВ ДВИЖИТЕЛЕЙ
65
ренциальную связь. Схема на рис. 1.4.9, и пре-
дусматривает раздельный привод левой и пра-
вой гусениц от высокомоментных гидромото-
ров (без использования редукторов) или от
высокочастотных (высокооборотных) гидро-
моторов с понижающими или диапазонными
редукторами в зависимости от требуемого
диапазона изменения передаточного отноше-
ния. Схема на рис. 1.4.9, к предусматривает
применение для привода гусениц регулируе-
мых высокооборотных гидромоторов, являясь
предпочтительной для самоходных машин
с широким диапазоном передаточного отно-
шения.
Структурные схемы ГОТ и ОГП для ма-
шин с колесной формулой 4 х 4 не имеют
принципиальных отличий от схем для машин с
колесной формулой 4x2. Дополнительные
функции, обеспечиваемые ОГП в таких маши-
нах, следующие:
блокировка межосевой гидравлической
дифференциальной связи (исключение цирку-
ляции мощности);
обеспечение "плавающей” позиции гид-
ромоторов;
раздельное питание гидромоторов право-
го и левого бортов для создания возможности
поворота короткобазовых машин по аналогии
с гусеничными.
В гусеничных машинах существует прин-
ципиальная возможность использования одного
регулируемого насоса в сочетании с двумя
регулируемыми гидромоторами (рис. 1.4.9, г).
В этом случае поворот достигается уменьше-
нием рабочего объема гидромотора одного
борта и, следовательно, увеличением рабочего
объема гидромотора другого борта. Такая схе-
ма позволяет уменьшить установленную мощ-
ность насосов по сравнению со схемами, пока-
занными на рис. 1.4.9, и, к, но требует обеспе-
чения блокировки гидравлической дифферен-
циальной связи между гусеницами, например,
включением в необходимых случаях роторно-
го или дроссельного делителей потока.
Из обобщенной оценки рассмотренных
схем следует, что их основные особенности
определяются типом гидромашин и их компо-
новкой (раздельной, нераздельной); числом
гидромашин; использованием понижающих
или диапазонных редукторов (соответственно
для обеспечения возможности применения
высокооборотных гидромоторов и расширения
диапазона регулирования); наличием пере-
ключений и отключений гидромашин.
Наибольшее усложнение схем ОГП свя-
зано с переключением гидромоторов. Парал-
лельное включение гидромоторов ведущих
колес обеспечивает выполнение функции меж-
колесного гидравлического дифференциала:
менее нагруженное колесо с меньшим давле-
нием на входе в соответствующий гидромотор
"забегает", а более нагруженное - отстает.
В случае параллельного включения и одинако-
вого перепада давлений на гидромоторах ве-
дущих колес через них проходят расходы
рабочей жидкости, соответствующие лишь
1/2 подаче насоса.
При последовательном включении гид-
ромоторов весь расход проходит через каждый
гидромотор. При этом частота вращения гид-
ромоторов, а следовательно, и скорость само-
ходной машины увеличивается в 2 раза. Вме-
сте с тем каждый гидромотор использует лишь
часть перепада давлений, создаваемого насо-
сом (при одинаковой нагрузке - 1/2), поэтому
последовательное включение эффективно при
малых моментах на ведущих колесах (пре-
имущественно на транспортных режимах).
В случае последовательного включения гид-
ромоторов они вращаются с одинаковой часто-
той при любом распределении нагрузок между
ними: происходит блокировка дифференци-
альной связи. Это оправдано в экстремальных
ситуациях для повышения проходимости, но в
основных режимах движения (в частности при
повороте) требует использования гидроуст-
ройств для автоматического восстановления
дифференциальной связи. При параллельном
подключении всех гидромоторов обеспечива-
ется движение машины с межосевой и межко-
лесной дифференциальными связями, опти-
мальное при стабильных дорожных условиях и
равномерном распределении нагрузки на коле-
сах. В других условиях такая схема включения
гидромоторов приводит к повышенному бук-
сованию колес с малой нагрузкой и недоста-
точным сцеплением с опорной поверхностью и
требует наличия автоматических блокирую-
щих гидроустройств.
В случае использования двух независи-
мых замкнутых силовых контуров привода
гусениц за счет раздельного управления кон-
турами обеспечивается независимое изменение
скоростей и направлений движения каждой
гусеницы. В результате улучшается маневрен-
ность машины: можно осуществлять поворот в
различных режимах, в том числе разворот на
месте при движении обеих гусениц в противо-
положных направлениях.
з - 1317
66
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
Схемы с многоцелевым использованием
насосов позволяют уменьшить их установлен-
ную мощность и снизить стоимость исполь-
зуемого на машине гидрооборудования.
На рис. 1.4.10 представлена принципи-
альная схема ОГП с типичным набором вспо-
могательных гидроустройств.
В качестве вспомогательного насоса (на-
соса подпитки) в основном используются шес-
теренные насосы упрощенных конструкций (без
компенсаторов зазоров). В настоящее время
определилась тенденция вытеснения насосов с
внешним зацеплением насосами с внутренним
зацеплением, характеризующимися меньшим
уровнем шума, высокой всасывающей способ-
ностью, меньшими габаритными размерами.
Задачами вспомогательного насоса явля-
ются:
компенсация утечек в основных гидро-
машинах ОГП;
питание механизма управления регули-
руемого насоса (при наличии гидроусилителя);
обеспечение циркуляции рабочей жидко-
сти через устройства кондиционирования
(фильтр, теплообменник).
Выбор давления насоса подпитки опре-
деляется достаточностью его уровня для на-
дежного предотвращения кавитационных яв-
лений в ОГП при максимальной частоте вра-
щения основного насоса, для поджима гидро-
статических башмаков поршней (в случае насо-
сов с наклонным диском), для обеспечения
компактности элементов гидроусилителя сис-
темы управления подачей. Верхняя граница
давления подпитки лимитируется необходимо-
стью снижения соответствующих затрат мощ-
ности и требованием минимизации противодав-
ления при работе гидромоторов, а также сохра-
нением максимальной конструктивной просто-
ты вспомогательного насоса. Наиболее типич-
ный уровень давления подпитки 1,0... 1,6 МПа.
Подача насоса подпитки в основном определя-
ется задачей компенсации утечек, а также необ-
ходимостью создания достаточной циркуляции
рабочей жидкости в системе охлаждения. При
этом одновременно обеспечивается "запас"
подачи для случая работы при пониженной
частоте вращения двигателя машины. В совре-
менных ОГП подача насосов подпитки состав-
ляет 20...25 % максимальной подачи основного
насоса.
Наличие в ОГП комплекса перекидного
(челночного) и переливного клапанов (настро-
енного на давление меньшее, чем давление
открытия предохранительного клапана насоса)
обеспечивает необходимый для эффективного
кондиционирования рабочей жидкости массо-
обмен между основными гидролиниями объ-
емной гидропередачи и устройствами конди-
ционирования.
Рис. 1.4.10. Принципиальная схема объемной гидропередачи:
/ - гидробак; 2 - датчик температуры; 3 - фильтр; 4 - теплообменник; 5 - вакуумметр; 6 - насосный блок;
7 - гидромоторный блок; 8 - сливная гидролиния; 9,10 - рабочие гидролинии; / / - гидролиния всасывания;
12 - дренажная гидролиния; 13 - основной насос; 14 - вспомогательный насос; 15 - гидрораспределитель;
16- гидроцилиндр управления; 17- предохранительный клапан; 18-обратный клапан; 19- гидромотор;
20 - перекидной золотник; 21 - переливной клапан; 22 - основной предохранительный клапан
ОБЪЕМНЫЕ ГИДРОПЕРЕДАЧИ ПРИВОДОВ ДВИЖИТЕЛЕЙ
67
Специфическим направлением примене-
ния ОГП является его использование в комби-
нации с планетарным зубчатым редуктором в
составе гидромеханической передачи (ГМП).
В ГМП мощность может передаваться не-
сколькими потоками: гидравлическим и меха-
ническими. Для разделения и суммирования
мощности используются механические диффе-
ренциалы. ГМП, хотя и в меньшем диапазоне,
сохраняют основное преимущество ОГП -
возможность бесступенчатого регулирования,
позволяя при этом передавать мощность
при большем КПД. ГМП в большинстве случа-
ев имеют меньшие габаритные размеры и
массу, но более сложную конструкцию по
сравнению с полнопоточными ОГП той же
мощности.
По указанным причинам использование
ГМП может быть предпочтительным в услови-
ях высокой загрузки передачи по времени и
мощности при ограниченных компоновочных
возможностях самоходной машины, а также в
передачах особо большой мощности, в кото-
рых применение полнопоточной передачи
требует использования уникальных гидрома-
шин больших типоразмеров.
Гидромашины для объемных гидропе-
редач движителей. Важнейшее значение для
обеспечения высокого технического уровня
ОГП имеет выбор типа гидромашины. В со-
временных ОГП в основном применяют сле-
дующие типы гидромашин: аксиально-порш-
невые (высокочастотные); радиально-поршне-
вые (низкочастотные, высокомоментные); ге-
роторные (среднечастотные, планетарные).
Аксиально-поршневые гидромашины. Наи-
большее распространение в ОГП имеют акси-
ально-поршневые гидромашины, причем в
качестве регулируемых насосов и гидромото-
ров они в связи с относительной простотой
изменения рабочего объема практически не
имеют альтернативы.
Основными преимуществами аксиально-
поршневых гидромашин являются: высокое
давление; высокий КПД; малая масса; боль-
шой ресурс.
Конструкции аксиально-поршневых гид-
ромашин с наклонным диском для ОГП анало-
гичны рассмотренным выше для гидроприво-
дов рабочих органов "легких" и "средних"
серий. Однако они отличаются возможностью
реверсирования потока (при отрицательных
углах наклона диска), повышенной прочно-
стью корпуса с учетом воздействия давления
подпитки, а также усиленными нагруженными
элементами (споры, качающий узел), рассчи-
танными на повышенное давление, характер-
ное для ОГП (рис. 1.4.11 ирис. 1.4.12).
Рис. 4.1.11. Регулируемый акснально-поршневой насос с наклонным диском для ОГП:
/ - корпус; 2 - люлька; 3 - наклонный диск; 4 - шатун; 5 - корпус гидроцилиндра;
6 - поршень гидроцилиндра; 7 - пружина нуль-установителя; 8 - вспомогательный насос; 9 - задняя крышка;
10 -распределитель; 11 - гидрораспределитель; /2- передняя крышка; 13,16, 20 - резиновые кольца;
14- упорное кольцо; 15 - пружина; 17 - прижим; 18 - корпус уплотнения; 19 - разрезная шайба; 21 - штифт
68
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
Рис. 1.4.12. Нерегулируемый аксиально-поршневой гидромотор с наклонным диском для ОГП:
1 - вал; 2 - наклонный диск; 3 - сепаратор; 4 - прижимная сфера; 5 - пружина башмаков; б - блок цилиндров;
7 - шайба; 8 - пружина блока цилиндров; 9 - втулка; 10 - накладное дно; 11 - распределитель; 12 - крышка;
13 - задний подшипник; 14 - упорная шайба; 15 - поршень; 16 - башмак; 17 - опора;
18 - передний подшипник; 19 - корпус
Характеристика регулируемых аксиально-поршневых насосов с наклонным диском типа НП
приведена ниже.
Код рабочего объема 33 71 90 112
Рабочий объем, см3 33,3 69,8 89 110,5
Давление, МПа:
максимальное 35,7 35,7 35,8 36,3
номинальное 22,5 22,5 26,5 26,9
Частота вращения, мин-1:
максимальная 3590 2810 2590 2590
номинальная 1500
минимальная 500
Рабочий объем насоса подпитки, см3 12,3 18,1 18,1 18,1
Давление подпитки, МПа 1,2...2,2
Масса, кг 45 63 78 78
Характеристика нерегулируемых аксиально-поршневых гидромоторов с наклонным диском
типа МП приведена ниже.
Код рабочего объема 33 71 90 112
Рабочий объем, см3 33,3 69,8 89 110,8
Давление, МПа:
максимальное 35,7 35,7 35,8 36,3
номинальное 22,5 22,5 26,5 26,9
Частота вращения, мин-1:
максимальная 3590 2810 2590 2590
номинальная 1500
минимальная 500
Масса, кг 30 40 47 50
ОБЪЕМНЫЕ ГИДРОПЕРЕДАЧИ ПРИВОДОВ ДВИЖИТЕЛЕЙ
69
Наиболее широко применимая в ОГП
конструкция аксиально-поршневых гидрома-
шин с наклонным блоком - бескарданная с
шатунным ведением поршней. Блок цилиндров
приводится во вращение прилегающими к
юбкам поршней и шарнирно связанными с
приводным валом шатунами. Возвратно-по-
Рабочий объем, см3..................... 28
Давление, МПа:
максимальное.....................
номинальное.......................
Частота вращения, мин'1:
максимальная........................ 4250
минимальная.......................
Масса, кг 29
Рабочий объем аксиально-поршневой
гидромашины с наклонным блоком
л d1
q = —— £>aZsinq>6,
4
где d - диаметр поршней; - диаметр задел-
ки поршней в наклонном блоке; Z - число
поршней; фб ~ угол наклона блока цилиндров.
При изменении угла наклона блока от
положительного до отрицательного значения
Рабочий объем, см3..................... 71
Перепад давлений, МПа:
максимальный.....................
номинальный.......................
Частота вращения, мин'1:
максимальная....................... 3200
минимальная.......................
Масса, кг.............................. 34
В аксиально-поршневых гидромашинах с
наклоннным блоком поворотная часть корпуса
может отсутствовать, а изменение наклона
блока достигается перемещением установлен-
ступательное движение происходит при воз-
никновении угла между валом и расположен-
ным в поворотной части корпуса блоком ци-
линдров.
Характеристика регулируемых аксиаль-
но-поршневых насосов с наклонным блоком
Рексрот A4VG приведена ниже.
40 56 71 125 250
4000 3600 45 40 3300 2850 2400
31 38 500 50 80 156
достигается изменение направления потока
рабочей жидкости при сохранении направле-
ния вращения приводного вала.
В нерегулируемых гидромашинах рас-
сматриваемого типа блок цилиндров в отличие
от регулируемых зафиксирован под постоян-
ным углом относительно вала.
Характеристика нерегулируемых акси-
ально-поршневых гидромоторов с наклонным
блоком Рексрот A4FM приведена ниже.
125 250 500
40
35
2600 2200 1800
500
61 120 240
ного в проточке корпуса сферического элемен-
та торцового распределителя.
Характеристика регулируемых аксиаль-
но-поршневых гидромоторов с наклонным
блоком Рексрот A6VM приведена ниже.
Рабочий объем, см3..................... 28
Перепад давлений, МПа:
максимальный....................
номинальный...................... 40
Частота вращения, мин'1:
максимальная....................... 5300
минимальная......................
Масса, кг.............................. 16
55 140 250 500 1000
45
40 40 35 35 34
4200 3150 500 2500 2000 1600
26 60 90 210 432
Благодаря подвижному сферическому
элементу торцового распределителя можно
существенно уменьшить массу гидромашины
(до 30...40 %) по сравнению с гидромашинами,
имеющими поворотную часть корпуса. Недос-
татками гидромашин с подвижным сфериче-
70
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
ским элементом являются: повышенное усилие
управления подачей, что связано с необходи-
мостью перемещения поджатого к торцовому
распределителю сферического элемента; от-
сутствие реверсирования потока. Последнее
обстоятельство ограничивает применение об-
легченных гидромашин с наклонным блоком в
ОГП только в качестве гидромоторов или на-
сосов в тех случаях, когда реверсирование
потока обеспечивается направляющим гидро-
распределителем (например, в объединенных
приводах движителей и рабочего оборудова-
ния).
Поскольку аксиально-поршневые гидро-
машины с наклонным диском и наклонным
блоком предназначены для близких условий
применения (давления, частоты вращения)
задача их выбора для использования в ОГП с
технической и экономической точек зрения
является наиболее сложной (табл. 1.4.5).
1.4.5. Сравнительная оценка аксиально-поршневых гидромашин
с наклонным диском и наклонным блоком
Сравниваемые характеристики Наклонный блок Наклонный диск
Силы воздействия Малая боковая (радиальная) составляющая воздействия шатуна на стенки цилиндра; малые силы трения поршня о стенки цилиндра Большая боковая (радиаль- ная) составляющая воздейст- вия диска на поршень, при- ложенная консольно; значи- тельная сила трения поршня о стенки цилиндра
Угол поворота Большой наклонного блока (25...35° у регулируемых гид- ромашин, до 45° у нерегули- руемых) Относительно малый наклон- ного диска (до 18...20°)
Диапазон регулирования ра- бочего объема БОЛЬШОЙ ((/maximin 3.5...4) Относительно малый (^max/<7min — 2,5...2,8);
Подшипниковый узел Большие габаритные размеры и масса Компактный
Подвод рабочей жидкости Сложный к поворотной части корпуса Простой к блоку цилиндров
Масса Относительно большая Малая
Зона перемещения Необходимость свободного пространства для перемеще- ния наклонного блока Компактная зона перемеще- ния наклонного диска
Возможность "сдваивания" (тандемирования) насосов Относительная сложность ввиду наличия зубчатых пе- редач Простая благодаря выполне- нию сквозного вала
Фильтрация рабочей жидкости Относительно грубая (25 мкм) Тонкая (10 мкм)
Возможность установки гид- ромашин в бескорпусном исполнении В картере трансмиссии Отсутствует
Габаритные размеры Относительно большие Малые
Стоимость Повышенная Малая
Область максимального КПД Более широкая Менее широкая
ОБЪЕМНЫЕ ГИДРОПЕРЕДАЧИ ПРИВОДОВ ДВИЖИТЕЛЕЙ
71
Комплексная оценка всех показателей
гидромашин позволяет сделать вывод, что
применение гидромашин с наклонным блоком
является более выгодным по технико-
экономическим критериям в самоходных ма-
шинах с высокой загрузкой ОГП по времени,
мощности и с "жесткими" требованиями к
ресурсу, когда определяющими факторами
являются эксплутационные затраты топлива и
долговечность. В машинах ОГП с относитель-
но малой загрузкой и ограниченными возмож-
ностями компоновки гидрооборудования, у
которых лимитирующими факторами являют-
ся стоимость и габаритные размеры гидроуст-
ройств, более предпочтительным оказывается
применение гидромашин с наклонным диском.
В отдельных случаях оптимальным явля-
ется комбинирование этих типов гидромашин:
регулируемый насос с наклонным блоком (оп-
ределяющий фактор - большой диапазон регу-
лирования) и нерегулируемый гидромотор с
наклонным диском (определяющие факторы -
низкая стоимость и малые габаритные размеры).
При оценке КПД насосов на различных
режимах работы обычно используются экспе-
риментальные универсальные характеристики:
кривые равных значений полного КПД; зави-
симости изменения подачи от перепада давле-
ний при постоянной частоте вращения; кривые
постоянных значений мощности. Графики
строятся в координатах подача - перепад дав-
лений. В отличие от универсальных характе-
ристик насосов универсальными характери-
стиками гидромоторов являются: зависимости
вращающего момента на валу от частоты вра-
щения; кривые равных значений полного КПД
гидромотора, постоянного перепада давлений,
а также постоянных расходов и значений
мощности.
Аксиально-поршневые гидромашины
имеют наиболее высокие КПД по сравнению с
гидромашинами других типов. В номинальном
режиме полный КПД аксиально-поршневых
гидромашин превышает 0,9, коэффициент по-
дачи насосов и гидромеханический КПД гид-
ромоторов превышают 0,95.
Радиально-поршневые гидромашины.
В ОГП в качестве гидромоторов широко при-
меняются гидромашины радиально-поршне-
вого типа (высокомоментные), которые позво-
ляют получать необходимый вращающий мо-
мент на ведущем элементе движителя без ис-
пользования редуктора. Радиально-поршневые
гидромоторы могут быть однократного дейст-
вия (за один оборот вала в них происходит
один двойной ход поршней) и многократного
действия. При встраивании в колесо ротор
гидромотора непосредственно связывается со
ступицей, а статор - с осью. Радиально-
поршневые гидромоторы уступают аксиально-
поршневым по уровню используемого давле-
ния, по удельной массе (на единицу мощности)
и по КПД. Положительным качеством ради-
ально-поршневых гидромоторов является воз-
можность отключения отдельных групп гид-
роцилиндров, в результате чего расширяется
диапазон регулирования ОГП.
На рис. 1.4.13 показана схема радиально-
поршневого гидромотора многократного дей-
ствия. Вращение ротора 2 гидромотора с за-
крепленным на нем колесом происходит при
взаимодействии с профильным кольцом порш-
ней 5 (статора 3), к которым через неподвиж-
ный вал и распределитель (золотниковый или
торцовый) поступает рабочая жидкость.
Типичным представителем радиально-
поршневых гидромоторов многократного дей-
ствия является гидромашина Сису (табл. 1.4.6).
Героторные гидромоторы. В ОГП нахо-
дят применение героторные (среднечастотные)
гидромоторы "тяжелых" серий (рядов). От
рассмотренных выше героторных гидромото-
ров для приводов рабочих органов они отли-
чаются наличием дополнительного кардана и
использованием только торцовых распредели-
телей, обеспечивающих большую герметич-
ность. Предусмотрено специальное исполне-
ние корпуса для вариантов мотор-колес. Эле-
менты гидромоторов для ОГП рассчитаны на
более высокое давление, чем соответствующие
гидромоторы для приводов рабочих органов.
5
а
Рис. 1.4.13. Схема радиально-поршневого
гидромотора:
7 - распределитель; 2 - ротор; 3 - статор;
4 - ролик; 5 - поршень (величина хода а - Ь)
72
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
1.4.6. Характеристика радиально-поршневых гидромоторов
Показатель Марка гидромотора
603А 13 23В 32А 500А
Рабочий объем, см3 1250 2000 2800 4000 4700
Давление, МПа: максимальное 40 30 30 25 35
номинальное 30 25 25 17,5 25
Вращающий момент при номинальном давлении, Н • м 5700 7500 10 600 10 600 17 500
Мощность на выходе, кВт 45 45 45 45 90
Максимальная частота вращения, мин-1: в рабочем режиме 300 120 85 60 150
при свободном вращении 1000 700 700 700 700
Масса, кг 115 230 275 200 260
Характеристика героторных гидромоторов для ОГП типа Данфосс OMV приведена ниже.
Рабочий объем, см3 315 400 500 630 800
Перепад давлений, МПа:
максимальный 24 24 24 21 18
номинальный 20 20 20 18 16
Частота вращения, мин"1:
максимальная 510 500 400 315 250
минимальная 10 9 8 6 5
Масса, кг 32,4 33,2 34,1 35,5 37,1
Героторные гидромоторы уступают ак-
сиально-поршневым и радиально-поршневым
гидромоторам по уровню максимальных рабо-
чих давлений, а также аксиально-поршневым
гидромоторам - по КПД (при номинальном
давлении и частоте вращения 50 %, макси-
мальной полный КПД героторных гидромото-
ров находится на уровне 0,85), радиально-
поршневым - по устойчивости работы в зоне
"ползучих" скоростей.
Вместе с тем героторные гидромоторы
характеризуются относительно малыми габа-
ритными размерами и массой, что делает тех-
нически оправданным их применение на ряде
самоходных машин (в частности в условиях
недостатка места для установки крупногаба-
ритного гидрооборудования).
Критерием выбора радиально-
поршневых гидромоторов и героторных гид-
ромоторов, наряду с соответствием развивае-
мого момента максимальной тяге машины,
диапазона частот вращения - ее максимальной
и минимальной скорости, является также (с
учетом специфики применения гидромашин
двух типов) их встраиваемость в обод колеса.
Основные зависимости между пара-
метрами объемных гидропередач движите-
лей и элементы их расчета. Проектирование
ОГП проводится на основе зависимостей, свя-
зывающих размеры гидромашин (рабочий
объем q), их энергонасыщенность (перепад
давлений Др, подачу насосов и расход гидро-
моторов), экономичность работы (КПД) с па-
раметрами гидропередачи: передаваемой мощ-
ностью, вращающими моментами, передаточ-
ными числами, частотой вращения ведущих
колес (звездочек), диапазоном регулирования
(табл. 1.4.7). Зависимости от NH до QM харак-
терны для всех объемных гидроприводов, а
остальные зависимости связаны с регулирова-
нием рабочих объемов гидромашин, и, следо-
вательно, с изменением имеющих особое зна-
чение для ОГП передаточных отношений.
ОБЪЕМНЫЕ ГИДРОПЕРЕДАЧИ ПРИВОДОВ ДВИЖИТЕЛЕЙ
73
1.4.7. Расчетные зависимости между параметрами ОГП
Параметр Расчетная формула
Мощность, потребляемая насо- сом, NH ДРнбн/Лн’ где Др - перепад давлений на насосе; Q„ - подача насоса; Г|н - полный КПД насоса
Вращающий момент на валу насоса для создания перепада давлений Др ДРн^н/Лгмн» где qH - рабочий объем насоса; Т]™ н - гидромеханический КПД насоса
Подача насоса QH Я»п» Ло.н, где пн - частота вращения вала насоса; Г|о н - коэффициент подачи насоса
Мощность на выходе гидромото- ра#м ДРм Ям Пм, где Дрм - перепад давлений на гидромоторе; дм - рабочий объем гидромотора; Г|м - полный КПД гидромотора
Вращающий момент на выходе (валу) гидромотора Мм ДРм *7м Лгм.м > где Лгм.м - гидромеханический КПД гидромотора
Расход через гидромотор QM <7м"м /Ло.м > где лм - частота вращения вала гидромотора; Г|ом - объем- ный КПД гидромотора
Полный КПД ОГП Г|огп А/МСОМ А/нсон или Л О.нЛ ГМ.нЛ О.мЛ ГМ.мЛ г> где сом и шн - угловая скорость соответственно гидромото- ра и насоса; Г|г - гидравлический КПД ОГП
Передаточное отношение ОГП (кинематическое) /огп <0м/<0н
Передаточное число ОГП (кине- матическое) worn “н/^м
Теоретическое передаточное отношение (кинематическое) <7Н/^М, ИЛИ огп Ло.нЛо.М
Диапазон регулирования насоса Дн Ян max /Ян min
Диапазон регулирования гидро- мотора Дм <7мтах /Ямтт
Диапазон регулирования ОГП (диапазон изменения кинемати- ческого передаточного отноше- ния) Догп *7нтах*7м max *7нтт Ям min
74
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
При регулировании скорости выходного
звена только за счет изменения рабочего объе-
ма насоса обеспечивается плавное страгивание
и разгон. Диапазон регулирования определяет-
ся минимально допустимым значением рабо-
чего объема насоса по КПД (преимущественно
по коэффициенту подачи).
Регулирование скорости только за счет
изменения рабочего объема гидромотора не
обеспечивает плавного страгивания машины,
так как минимально возможная скорость вы-
ходного звена в отличие от предыдущего вари-
анта отличается от нуля и определяется выра-
жением
® ~ Янпн /Ям max •
Совместное изменение рабочих объемов
насоса и гидромотора расширяет диапазон
регулирования ОГП. Как видно из табл. 1.4.7,
в этом случае полный теоретический диапазон
регулирования объемной гидропередачи равен
произведению диапазонов регулирования по
насосу и гидромотору.
Так как рабочий объем насоса в принци-
пе может быть равен нулю, то теоретически
возможный диапазон регулирования ОГП мо-
жет быть равен бесконечности. Но в случае
работы ОГП в режиме полной реализации
мощности TVorn max (мощность двигателя ма-
шины или допустимая для использования в
приводе движителей ее часть) qH mjn (на мини-
мальных рабочих скоростях машины) теорети-
чески ограничивается рабочим объемом, при
котором давление в гидропередаче не превы-
шает максимально заданных значений (рнтах
или Дрн тах). Это обстоятельство определяется
тем, что, как видно из соответствующих фор-
мул табл. 1.4.7, постоянство вращающего мо-
мента (и мощности) на входе в насос при
уменьшении его рабочего объема может под-
держиваться только за счет возрастания давле-
ния (или перепада давлений) насоса. Для наи-
меньшего допустимого рабочего объема
насоса, при котором давление (перепад давле-
ний) достигает регламентированного макси-
мального значения (как правило, соответст-
вующего номинальному давлению гидропере-
дачи), получаем с достаточной для практиче-
ских расчетов точностью диапазон изменения
передаточного отношения ОГП в режиме пе-
редачи мощности двигателя:
_ Ян max Ям max
Догп м ~ •
ЯндЯм min
Соотношение между установленной
мощностью, соответствующей максимальному
давлению и максимальному рабочему объему
насоса, и максимальной мощностью ОГП сле-
дующее:
АТ" ТТ АТ
Wy ~ WОГПmax = Дн^ОГПтах-
Янд
В связи с тем, что регулирование как по
насосу, так и по гидромотору ограничивается
минимально допустимым значением общего
КПД, целесообразно иметь регулируемыми и
насос, и гидромотор. Очевидно, что использо-
вание гидромотора с большим Дм позволяет
уменьшить Дн, т.е. снизить установленную
мощность насоса и использовать его в зоне
относительно высоких КПД. Однако наличие
регулируемых гидромоторов повышает стои-
мость гидроустройств и усложняет систему
управления, поэтому на практике во многих
случаях регулируемыми выполняют только
насосы.
Применением составных или секционных
гидромоторов можно осуществлять ступенча-
тое регулирование, что сравнительно проще.
В случае самоходных машин с четко выделен-
ными двумя скоростными диапазонами (рабо-
чим и транспортным) возможно применение
ОГП с диапазонными (преимущественно двух-
ступенчатыми) редукторами, позволяющими
уменьшить рабочий объем гидромашин и диа-
пазон их регулирования, а также создать пред-
посылки для работы ОГП в области высоких
кпд.
Выбор рабочих объемов гидромашин оп-
ределяется экономически допустимым диапа-
зоном регулирования. Обычно в зависимости
от типа гидромашин он составляет 2,5...3,5.
Более узкий диапазон регулирования требует
применения гидромашин больших типоразме-
ров, а следовательно, габаритных размеров и
стоимости, но обеспечивает повышенную экс-
плуатационную экономичность в связи с
меньшими расходами на топливо при работе в
зоне более высоких КПД.
Очевидно, что в случае большого задан-
ного ресурса машины и высокой загрузки по
времени и мощности более весомым критери-
ем для выбора гидромашин является их КПД, а
в случае малого ресурса, низкой загрузки и
ограниченного места для компоновки целесо-
образно расширение диапазона регулирования.
ГИДРОПРИВОДЫ РУЛЕВОГО УПРАВЛЕНИЯ
75
Основной задачей расчета ОГП является
определение параметров гидромашин. Исход-
ными данными при расчете ОГП являются
максимальная сила тяги, определяющая мак-
симальный вращающий момент Метах на ве-
дущих элементах (колесах, звездочках) само-
ходной машины, и максимальная скорость ее
движения, определяющая максимальную час-
тоту вращения ведущих элементов.
Гидромоторы рассчитываются из условия
обеспечения максимального вращающего мо-
мента:
АртахЕ<?мтахПгм.м “PmaXnP =Л , (14.3)
Гк
где т - число гидромоторов, как правило, в
режиме максимальной тяги включенных, если
т > 1, параллельно; Артах - максимальный
расчетный перепад давлений на насосе (при-
нимается равным номинальному давлению,
регламентированному для выбранного типа
гидромашин); qM max - максимальный рабочий
объем данного гидромотора (в случае нерегу-
лируемого гидромотора <7Mmax = q„); г)™.м -
гидромеханический КПД гидромотора, соот-
ветствующий Apmax; wpmax - максимальное
передаточное число редуктора (при его нали-
чии между гидромотором и ведущим колесом
или звездочкой); Т]р - КПД редуктора; гк -
радиус качения соответствующего ведущего
колеса или звездочки; Рт - сила тяги самоход-
ной машины; в общем случае РТ = Pf+ Ркртах',
Pf- сила сопротивления движению самоход-
ной машины, принятая с учетом массы маши-
ны и условий работы движителей; /\pmax -
максимальная сила тяги на крюке машины;
задается техническим заданием на машину;
при отсутствии у машины тяговой функции
^кр max ~ О-
На основе полученного из уравнения
(1.4.3) суммарного объема гидромоторов опре-
деляются их отдельные рабочие объемы.
В наиболее типичном случае равенства радиу-
сов всех ведущих колес гидромоторы прини-
маются однотипными и одноразмерными.
Расчет насоса ОГП проводится из усло-
вия получения подачи, обеспечивающей мак-
симальную транспортную скорость движения
самоходной машины при выбранных рабочих
объемах гидромоторов. Максимальный рас-
четный объем насосов получается из следую-
щего выражения, левая часть которого пред-
ставляет собой максимальную подачу насосов,
а правая - расход через гидромоторы в режиме
максимальной скорости самоходной машины:
Клах V"’ minmin . ..
^н^нтах^нЛо.н ~ —, » 0-4.4)
2* ГкПо.м
где т„ - число насосов; qH тах - максимальный
рабочий объем насоса; Г|о н - коэффициент
подачи насоса; пн - частота вращения вала
насоса; Итах - максимальная скорость движе-
ния машины; т - число гидромоторов, со-
храняющих параллельность включения в ре-
жиме максимальной скорости самоходной
машины; wp - передаточное число редукто-
ра; «ртах = wpmin при однодиапазонном редук-
торе.
Действительные рабочие объемы гидро-
машин выбираются из номенклатуры гидро-
оборудования, выпускаемого промышленно-
стью близкими к рассчитанным по уравнениям
(1.4.3) и (1.4.4) с учетом минимизации запаса
рабочего объема.
В случае гусеничных машин с двумя
ОГП (по одной на каждую гусеницу) расчет
рабочих объемов гидромашин не имеет прин-
ципиальных отличий от изложенного выше, за
исключением обеспечения дополнительного
запаса установленной мощности насосов для
случая осуществления объемной гидропереда-
чей режима поворота машины.
При поверочном расчете определяются
гидравлические потери в ОГП для регламенти-
руемого температурного диапазона рабочей
жидкости при длительной работе. На основе
полученных результатов уточняются нагру-
зочные и тепловые режимы работы ОГП.
1.4.3. ГИДРОПРИВОДЫ РУЛЕВОГО
УПРАВЛЕНИЯ
Общие сведения и классификация. Ру-
левое управление предназначено для поворота
управляемых колес или секций шарнирно-
сочлененой рамы самоходной машины при
воздействии водителя на командный орган.
В общем случае оно состоит из командного
органа (рулевого колеса, рычагов, кнопок),
рулевого механизма, воспринимающего и пре-
образующего командное воздействие (с усили-
телем или без него) и рулевого привода, пере-
дающего командное воздействие от рулевого
механизма на поворотный механизм машины
(управляемые колеса, секции шарнирно-сочле-
ненной рамы).
76
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
Зависимость между перемещением ко-
мандного органа и поворотного механизма
выражается коэффициентом передачи рулево-
го управления
*Ф=<Р2/<Р1,
где (pi - угол поворота командного органа;
Ср2 - угол поворота поворотного механизма.
Отношение моментов, создаваемого по-
воротным механизмом и прилагаемого к ко-
мандному органу, выражается коэффициентом
усиления
~ ^П.М /К.0 •
Коэффициент повышения мощности сис-
темы рулевого управления
^«Лу-
Рулевой усилитель создает дополнитель-
ное силовое воздействие на поворотный меха-
низм и состоит из исполнительного механизма,
распределителя и его привода, взаимодействуя
по линиям связи с источником энергии. Пре-
имущественное исполнение усилителей - гид-
равлическое.
Для обеспечения пропорциональности
между перемещениями. командного органа и
поворотного механизма в рулевых управлени-
ях с гидроусилителями используется обратная
связь по перемещению исполнительного меха-
низма. По типу обратной связи рулевые управ-
ления разделяются на четыре группы:
с внутренней механической обратной
связью;
с внешней механической обратной связью;
с внешней гидравлической обратной
связью;
с внутренней обратной связью на основе
дозирующей гидромашины.
В случае внутренней обратной связи она
реализуется в рулевом механизме путем взаи-
модействия исполнительного механизма (гид-
роцилиндра) и гидрораспределителя, а в слу-
чае внешней - соответствующее воздействие
поступает от силовой передачи рулевого при-
вода.
Рулевые управления с механической об-
ратной связью широко известны, получив пре-
имущественное распространение на автомоби-
лях и других скоростных машинах, где по ус-
ловиям безопасности движения требуется на-
личие механической связи с поворотным ме-
ханизмом.
Схема рулевого управления с внутренней
механической обратной связью показана на
рис. 1.4.14. Рулевой привод является моно-
блочным агрегатом, содержащим исполни-
тельный гидроцилиндр, гидрораспределитель,
винтовую и зубчатую передачи. Гидроци-
линдр, гидрораспределитель и винтовая пара
образуют исполнительную часть следящего
привода. При нейтральной позиции золотника
гидрораспределителя напорная гидролиния
насоса 3 сообщена со сливом. Осевое переме-
щение золотника гидрораспределителя (в ре-
жиме поворота машины) характеризуется дву-
мя составляющими: первая составляющая
осуществляется поворотом входного (рулево-
го) вала с винтом, в результате чего возникает
управляющее воздействие на поршень испол-
нительного гидроцилиндра; вторая состав-
ляющая возникает в обратном направлении
при перемещении поршня с закрепленной на
нем ходовой гайкой, выполняя функцию об-
ратной связи. Поворот управляемых колес
заканчивается с прекращением вращения ру-
левого колеса и возвращением золотника в
нейтральную позицию под воздействием цен-
трирующих пружин.
Гидросистема рулевого управления с
внешней механической обратной связью,
используемая на скреперах, показана на
рис. 1.4.15. Поворот тягача относительно при-
цепа осуществляется при сдвиге из нейтраль-
ной позиции золотника 22 управляющего гид-
рораспределителя при вращении рулевого вала
19 совместно с червяком относительно рулево-
го сектора 20. Обратная связь осуществляется
перемещающимися относительно рамы тягача
рычагами и тягами, возвращающими сектор в
нейтральную позицию, вследствие их шарнир-
ного соединения с рулевой сошкой.
Недостатками рулевых управлений с ме-
ханической обратной связью являются: повы-
шенная материалоемкость; затрудненность
создания крупносерийного производства гид-
роусилителей на специализированных гидро-
агрегатных предприятиях ввиду сложности
унификации отдельных элементов и, что осо-
бенно важно для самоходных машин, ограни-
ченные возможности компоновки. Например, в
ряде экскаваторов лесозаготовительных и дру-
гих машин платформа с кабиной и рабочим
оборудованием в процессе работы поворачи-
ваются относительно ходовой части, что ус-
ложняет передачу управляющего воздействия
механическим путем от командного органа к
поворотному механизму.
ГИДРОПРИВОДЫ РУЛЕВОГО УПРАВЛЕНИЯ
77
Рис. 1.4.14. Схема рулевого управления с внутренней механической обратной связью:
1 - гидробак; 2 - фильтр; 3 - насос; 4 - переливной клапан; 5 - регулируемый дроссель;
б, 7- нерегулируемые дроссели; 8 - предохранительный клапан; 9 - рулевая колонка;
10- центрирующие пружины; 77 - дросселирующий гидрораспределитель; 12 - напорная гидролиния;
13 - сливная гидролиния; 14 - обратный клапан; 75 - винтовая передача; 16 - поршень;
77- реечная передача; 18- выходное звено; 79- исполнительный гидроцилиндр;
20,21 - рабочие гидролинии; 22 - реактивный поршень контроля внешней нагрузки
Рис. 1.4.15. Схема управления с внешней механической обратной связью:
7 - насос; 2 - гидробак; 3,11 - поршни механизма поворота; 4,10- тяги автоматического переключения
золотников; 5,9 - коленчатые рычаги; 6,8 - золотники; 7 - золотниковая распределительная коробка;
12 - задняя тяга; 75 - двуплечий рычаг; 14 - передняя тяга; 75 - опора; 16 - рычаг; 7 7 - тяга сошки;
18 - рулевое колесо; 79 - рулевой вал; 20 - рулевой сектор; 21 - рулевая сошка;
22 - золотник управляющего гидрораспределителя; 23 - управляющий гидрораспределитель
Компоновочные возможности рулевых
управлений расширяются при использовании
внешней гидравлической обратной связи
(рис. 1.4.16). Рабочая жидкость, вытесняемая
из соответствующей полости гидроцилиндра 5
поворота колес, перемещает поршень гидро-
цилиндра 7 обратной связи. В результате осу-
ществляется установка (возвращение) корпуса
гидрораспределителя 2 в нейтральную пози-
цию относительно золотника 3 и обеспечива-
ется пропорциональность углов поворота ру-
левого колеса и управляемых колес. Наличие
специального обратного клапана 8 в гидроци-
линдре обратной связи предотвращает рассо-
гласование положений гидроцилиндров, обу-
словленного утечками рабочей жидкости.
78
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
Рис. 1.4.16. Схема рулевого управления с внешней
гидравлической обратной связью:
1 - рулевое колесо; 2 - гидрораспределитель;
3 - золотник; 4 - центральный коллектор;
5 - гидроцилиндр поворота колес; 6 - шток;
7 - гидроцилиндр обратной связи; 8 - обратный
клапан; 9 - фильтр; 10 - гидробак; 11 - насос;
12 - предохранительный клапан
Недостатками рулевого управления с
внешней гидравлической обратной связью
являются потери давления в гидролиниях и то,
что объемная деформация рабочей жидкости
ухудшает точность управления, снижает быст-
родействие и устойчивость системы.
Наибольшие возможности предоставля-
ют рулевые управления с обратной связью,
реализуемой внутри рулевого механизма на
основе принципа измерения расхода рабочей
жидкости, поступающего в исполнительный
гидроцилиндр поворотного механизма при
вращении рулевого колеса. Для этой цели в
рулевом механизме используется специальная
"дозирующая" гидромашина. Соответствую-
щие рулевые управления характеризуются:
высокой компоновочной автономностью, про-
стотой монтажа, компактностью, малыми уси-
лиями управления, возможностью унификации
основных узлов, простотой технического об-
служивания из-за отсутствия требующих регу-
лировки механических передач, хорошей со-
вместимостью с устройствами автоматики.
Вследствие этого применение рулевых управ-
лений с внутренней обратной связью на основе
дозирующей гидромашины стало домини-
рующим на строительно-дорожных и других
самоходных машинах с максимальной скоро-
стью движения до 50...60 км/ч, вытеснив ис-
пользовавшиеся ранее традиционные системы
с механической обратной связью.
Объемный гидропривод рулевого управ-
ления (ОГРУ). В технической литературе для
рулевых механизмов с обратной связью на
основе дозирующей гидромашины наиболее
часто используется термин "насос-дозатор", а
соответствующую систему называют объем-
ным гидроприводом рулевого управления.
Исходя из практики эксплуатации, меж-
дународных и национальных нормативных
документов ОГРУ большинство самоходных
строительных машин должно обеспечивать
выполнение следующих основных требований:
полный поворот управляемых колес или
частей шарнирно-сочлененной рамы из одного
крайнего положения в другое за два - шесть
оборотов рулевого колеса;
люфт в рулевом колесе не более 15...25°;
максимальная сила, прикладываемая к
рулевому колесу, не более 115 Н (оптимальное
значение 10...30 Н) при работающем насосе
(источнике питания) и не более 300...600 Н при
неработающем насосе;
возможность вращения рулевого колеса с
максимальной частотой 1,5 с-1 при частоте
вращения вала двигателя машины в пределах
60... 100 % номинального (альтернативное тре-
бование, известное в мировой практике 1,66 с-1
при номинальной частоте вращения вала дви-
гателя);
предотвращение произвольных отклоне-
ний и колебаний поворотного механизма, а
также (за исключением специальных случаев)
передачи ударов от опорной поверхности на
командный орган.
Основным элементом ОГРУ является на-
сос-дозатор, включающий: приводное устрой-
ство, предназначенное для передачи управ-
ляющего воздействия водителя к гидрораспре-
делителю; гидрораспределитель, соединяющий
напорную гидролинию со сливом или с соот-
ветствующими полостями гидроцилиндров
поворота; устройство обратной связи (дози-
рующий узел), предназначенное для обеспече-
ния пропорциональности между углами
поворота рулевого колеса и поворотного меха-
низма.
ГИДРОПРИВОДЫ РУЛЕВОГО УПРАВЛЕНИЯ
79
Объемные гидроприводы рулевого
управления классифицируют по следующим
признакам:
типу насоса-дозатора;
количеству контуров;
источнику подачи рабочей жидкости.
Основные особенности насосов-дозато-
ров определяются следующим:
типом связи качающего узла дозирующе-
го устройства с гидрораспределителем (меха-
нической, гидравлической);
исполнением приводного устройства
(механическим, гидравлическим);
типом гидрораспределителя (однозолот-
никовым с вращательным, поступательным
или вращательно-поступательным движением;
двухзолотниковым с поступательным движе-
нием);
исполнением качающего узла дозирую-
щего устройства (шестеренным с внутренним
или внешним зацеплением, аксиально-порш-
невым плунжерным или шариковым).
По числу контуров ОГРУ делят на одно-
и двухконтурные (последние - с гидроцилин-
дром обратной связи, двумя насосами-дозато-
рами или усилителем потока).
В качестве источников питания ОГРУ,
как правило, используют насосы (регулируе-
мые или нерегулируемые). Источник питания
может быть автономным (предназначенным
только для использования в рулевом управле-
нии) или многоцелевым в гидросистемах, объ-
единенных с другими потребителями гидрав-
лической энергии (с последовательным и па-
раллельным подключением рулевого управле-
ния и других гидроустройств).
Приведенная классификация отражает
определяющие особенности ОГРУ и не учиты-
вает теоретически возможные варианты, не
получившие широкого распространения, а
также не включает признаки, связанные с
чрезмерной детализацией различных уст-
ройств и элементов: магистральные и аварий-
ные источники питания, схемы с постоянным
и изменяемым передаточным отношением и с
электрической обратной связью, с программ-
ным слежением и объемным регулированием;
гидрораспределители с открытым и закрытым
центром; противовакуумные и противоудар-
ные клапаны и т.д.
Наибольшее распространение в насосах-
дозаторах получили механические приводные
устройства благодаря их высокой чувстви-
тельности. Гидравлические устройства харак-
теризуются меньшей "жесткостью" и, следова-
тельно, чувствительностью вследствие сжи-
маемости рабочей жидкости и расширения
гидролиний, а также утечек рабочей жидкости,
что отрицательно сказывается на "скольже-
нии" рулевого колеса (под "скольжением" по-
нимается максимальная скорость рулевого
колеса, при которой шток гидроцилиндра ме-
ханизма поворота остается неподвижным).
В качестве основного типа гидрораспре-
делителей применяют однозолотниковые уст-
ройства вращательного действия, обеспечи-
вающие оптимальное соотношение конструк-
тивно-технологической простоты и компакт-
ности. Гидрораспределители поступательного
действия характеризуются простотой изготов-
ления, но повышенными габаритными разме-
рами, а двухзолотниковые - конструктивной
сложностью.
Дозирующий узел насоса-дозатора обес-
печивает слежение за расходом рабочей жид-
кости, поступающей в исполнительный гидро-
цилиндр. В случае одноконтурной схемы сле-
жение осуществляется по полному расходу, в
случае двухконтурной - по части расхода, что
позволяет уменьшить рабочий объем насоса-
дозатора.
В качестве источника подачи рабочей
жидкости преимущественно используют шес-
теренные насосы, что объясняется их относи-
тельно низкими стоимостью и массой при при-
емлемом КПД и достаточно высокой надежно-
сти. Аксиально-поршневые насосы применяют
в основном в объединенных гидросистемах
(с обеспечением приоритетности питания ру-
левого управления), когда рулевое управление
и другие системы машины подключены к об-
щему насосу. Хотя аккумуляторное питание
ОГРУ обеспечивает экономию гидравлической
энергии, его использование сдерживается
сравнительной сложностью компоновки на
машинах и эксплуатации.
В объединенных гидросистемах возмож-
но как последовательное, так и параллельное
включение рулевого управления с другими
системами машины. Последовательное вклю-
чение является наиболее простым, но имеет
ограниченное применение в связи с уменьше-
нием давления, максимально возможного для
использования в рулевом управлении, на вели-
чину давления, используемого в других систе-
мах, работающих одновременно с рулевым
колесом.
80
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
Принципиальные схемы объемного
гидропривода рулевого управления. В одно-
контурных ОГРУ весь расход (поток) рабочей
жидкости, поступающий от источника пита-
ния, проходит не разветвляясь по последова-
тельно включенным гидравлическим устрой-
ствам. В схеме с механически управляемым
гидроусилителем поступление рабочей жидко-
сти к исполнительному гидроцидиндру 2 через
дозирующий узел 5 обеспечивается смещени-
ем из нейтральной позиции золотника дроссе-
лирующего гидрораспределителя 4, управляе-
мого от рулевого колеса (рис. 1.4.17, а). Воз-
вращение золотника в нейтральную позицию и
устранение рассогласования системы достига-
ется за счет его связи с дозирующим узлом.
В результате равенства скоростей вращения
рулевого колеса и дозирующего узла достига-
ется пропорциональность подачи рабочей
жидкости в исполнительный гидроцилиндр
пропорционально углу поворота рулевого ко-
леса, а следовательно, обеспечивается пропор-
циональность между углами поворота команд-
ного органа и поворотного механизма. Функ-
цию обратной связи дозирующий узел выпол-
няет, работая в моторном режиме. При нерабо-
тающем источнике питания (при аварийном
управлении) дозирующий узел функционирует
как насос с ручным приводом, нагнетая рабо-
чую жидкость в соответствующую требуемому
направлению поворота машины полость ис-
полнительного гидроцилиндра.
Если дозирующий узел связан с гидро-
распределителем гидравлически, то можно
реализовать рулевой механизм (насос-дозатор)
как в моноблочном, так и в раздельно-агре-
гатном исполнении, т.е. дозирующий узел и
гидрораспределитель выполнены в виде авто-
номных устройств (рис. 1.4.17, б). В этом слу-
чае перемещение золотника дросселирующего
гидрораспределителя 4 осуществляется под
действием перепада давлений в полостях его
управления, пропорционального скорости
вращения рулевого колеса и качающего узла
насоса-дозатора. Такая схема не получила ши-
рокого распространения из-за повышенных
усилий на рулевом колесе, обусловленных
необходимостью преодоления сопротивления
вращению качающего узла, а также вследствие
отрицательного влияния на габаритные разме-
ры и надежность рулевого управления допол-
нительных линий связи.
К одноконтурным гидроприводам руле-
вого управления относится его упрощенный
вариант без обратной связи (рис. 1.4.17, в).
В этом случае расход рабочей жидкости к ис-
полнительному гидроцилиндру 2 и, следова-
тельно, скорость поворота самоходной маши-
ны определяются величиной смещения золот-
ника гидрораспределителя 4, задаваемой ко-
мандным органом. Использование такой схемы
целесообразно при необходимости выполне-
ния резких поворотов в случае низких скоро-
стей движения машины, например, при работе
Рис. 1.4.17. Схемы одноконтурных ОГРУ:
а - с механически управляемым гидрораспределителем;
б - с гидравлическим управляемым гидрораспределителем;
в - с механически управляемым гидрораспределителем без обратной связи;
7 - источник питания (насос); 2 - исполнительный гидроцилиндр; 3 - насос-дозатор;
4 - гидрораспределитель; 5 - дозирующее устройство (узел); 6 - линия обратной связи
ГИДРОПРИВОДЫ РУЛЕВОГО УПРАВЛЕНИЯ
81
лесозаготовительных машин на лесосеке. При
такой схеме не обеспечивается необходимая
при транспортных режимах работы пропор-
циональность перемещений командного орга-
на и исполнительного гидроцилиндра, по-
скольку скорость перемещения поворотного
механизма зависит от сопротивления его дви-
жению. По этим причинам эффективно ис-
пользование комбинированного рулевого
управления, когда поворот самоходной маши-
ны в маневровом режиме осуществляется по
схеме, показанной на рис. 1.4.17, в, в транс-
портном режиме - по схеме, показанной на
рис. 1.4.17, а.
ОГРУ, выполненные по одноконтурной
схеме, характеризуются наибольшей простотой
и надежностью, что определило их преимуще-
ственное применение. Однако на тяжелых
машинах использование одноконтурных ОГРУ
требует установки насосов-дозаторов с боль-
шими рабочими объемами. Значительное уве-
личение рабочих объемов насосов-дозаторов
сопровождается соответствующим ростом их
габаритных размеров и ухудшением функцио-
нальных свойств. Достигнутый на практике
предел рабочего объема насосов-дозаторов по
схеме с механически управляемым гидрорас-
пределителем составляет 1000 см3, а по схеме
с гидравлическим - 160...200 см3. Последнее
обстоятельство определяется тем, что усилие
на рулевом колесе существенно зависит от
рабочего объема насоса-дозатора и с его уве-
личением достигает недопустимого уровня.
В связи с этим на тяжелых самоходных
машинах используют двухконтурные схемы,
которые разделяют на три группы: с гидроци-
линдром обратной связи; с двумя насосами-
дозаторами; с усилителем потока.
В ОГРУ с гидроцилиндром обратной свя-
зи (рис. 1.4.18) смещение золотника дроссели-
рующего гидрораспределителя 3 из нейтраль-
ной позиции осуществляется под действием
перепада давлений между его полостями
управления, возникающего при вращении ру-
левого колеса и качающего узла. Обратная
связь обеспечивается связанным с исполни-
тельным гидроцилиндром 4 гидроцилиндром
обратной связи 6, при перемещении которого
снижается перепад давлений на качающем
узле, а следовательно, между полостями управ-
ления дозирующего гидрораспределителя.
Недостатком такой схемы является необходи-
мость в специальном гидроцилиндре обратной
связи.
Рис. 1.4.18. Схема двухконтурного ОГРУ
с гидроцнлиндром обратной связи:
1 - насос; 2 - обратный клапан;
3 - гидрораспределитель; 4 - исполнительный
гидроцилиндр; 5 - управляемое колесо;
6 - гидроцилиндр обратной связи; 7 - дозирующий
узел; 8 - предохранительный клапан
Эффективное использование такой схемы
ОГРУ возможно в случае применения двух
одинаковых исполнительных гидроцилиндров,
один из которых выполняет функцию гидро-
цилиндра обратной связи. При одинаковых
размерах обоих гидроцилиндров схема позво-
ляет увеличить подачу рабочей жидкости в
исполнительные гидроцилиндры более, чем в
2 раза по сравнению с подачей соответствую-
щего насоса-дозатора в одноконтурном ОГРУ.
В двухконтурном ОГРУ с двумя насоса-
ми-дозаторами один насос-дозатор жестко
связан с рулевым колесом, а второй - с первым
через фрикционную передачу, или фрикцион-
ную муфту (рис. 1.4.19). В нормальном режиме
управления (при работающем источнике пита-
ния) подача рабочей жидкости к гидроцилинд-
ру 6 поворотного механизма соответствует
суммарному рабочему объему насосов-
дозаторов. В аварийном режиме возрастает
усилие управления и насос-дозатор, приводи-
мый через фрикционную передачу, отключает-
ся вследствие ее пробуксовки. В результате
подача рабочей жидкости к гидроцилиндру
будет соответствовать рабочему объему только
одного насоса-дозатора, что приведет к
уменьшению передаточного отношения и
снижению усилия на рулевом колесе в аварий-
82
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
Рнс. 1.4.19. Схема двухконтурного ОГРУ с двумя
насосамн-дозаторами:
1 - насос; 2 - обратный клапан;
3,4 - гидрораспределители; 5 - рулевое колесо;
6 - гидроцилиндр; 7 - управляемое колесо;
8,9- дозирующие устройства;
10- предохранительный клапан; 11 - гидробак;
12 - фрикционная передача
ном режиме. Применение рассмотренной схе-
мы сдерживается относительно высокой стои-
мостью, малой компактностью и ограничен-
ным диапазоном изменения передаточного
отношения рулевого управления.
Развитием рассмотренной схемы являют-
ся конструктивные решения, предусматри-
вающие объединение не насосов-дозаторов, а
только их дозирующих узлов. Однако соответ-
ствующие схемы усложнены в связи с необхо-
димостью применения специального гидро-
распределителя, отключающего в аварийном
режиме одно из дозирующих устройств. Наи-
больший интерес представляют двухконтур-
ные ОГРУ с усилителями потока (рис. 1.4.20).
Усилитель потока 1 осуществляет управление
рабочим потоком, поступающим от источника
питания к исполнительному гидроцилиндру 5
в соответствии с направлением и величиной
управляющего потока, задаваемого насосом-
дозатором 18. В процессе работы управляю-
щий поток проходит через насос-дозатор 18 и
Рис. 1.4.20. Схема двухконтурного ОГРУ
с усилителем потока:
1 - усилитель потока;
2,10 - клапаны-дроссели рабочего контура;
3, 9 - клапаны дроссели управляющего контура;
4,6- противоударные клапаны; 5 - гидроцилиндр;
7,8 - всасывающие клапаны; 11 - гидроуправляемый
золотник; 12,17,20,21, 22 - гидролинии;
13 - предохранительный клапан; 14 - приоритетный
клапан; 75 - насос; 16 - обратный клапан;
18 - насос-дозатор; 19 - рулевое колесо
усилитель потока 1 (соответствующий клапан-
дроссель управляющего контура), а рабочий
поток, пропорциональный управляющему, -
через приоритетный клапан 14 и усилитель
потока 1 (гидроуправляемый золотник и соот-
ветствующий клапан-дроссель рабочего кон-
тура). Требуемое соотношение рабочего и
управляющего потоков (коэффициент усиле-
ния) достигается подбором в усилителе потока
проходных сечений дроссельных элементов
(клапанов-дросселей). Суммируясь в исполни-
тельном гидроцилиндре, оба потока обеспечи-
вают управление скоростью поворота машины
в соответствии со скоростью вращения руле-
ГИДРОПРИВОДЫ РУЛЕВОГО УПРАВЛЕНИЯ
83
вого колеса при оптимальном передаточном
отношении.
ОГРУ на основе усилителей потока ха-
рактеризуется компактностью и предоставляет
широкие возможности выбора передаточного
отношения, позволяя достаточно эффективно
решать проблемы аварийного управления.
Конструкции объемного гидропривода
рулевого управления. Основным устройст-
вом ОГРУ является насос-дозатор, в решаю-
щей степени определяющий технический уро-
вень рулевого управления. На рис. 1.4.21 пока-
зан насос-дозатор героторного типа "Орбит-
роль" фирмы Данфосс (Дания), широко при-
меняемый на самоходных машинах. В качестве
качающего узла в дозирующем устройстве
применена пара шестерен внутреннего зацеп-
ления (героторных). Наружная неподвижная
шестерня 8 и внутренняя подвижная 9 (соот-
ветственно с семью и шестью зубьями) обра-
зуют семь рабочих камер, объемы которых
изменяются при качении по статору планетар-
ного ротора, совершающего орбитальное дви-
жение. За один оборот вокруг своей оси плане-
тарная шестерня совершает шесть орбиталь-
ных движений, обеспечивая при каждом дви-
жении полный цикл изменения объема в семи
упомянутых рабочих камерах. В результате в
дозирующем устройстве достигается большая
подача рабочей жидкости за один осевой обо-
рот ротора при относительно малых габарит-
ных размерах и массе качающего узла. Это
обстоятельство в решающей степени опреде-
лило доминирующее применение планетарных
дозирующих устройств героторного типа в
насосах-дозаторах.
Рнс. 1.4.21. Насос-дозатор героторного типа:
1 - рулевая колонка; 2 - пакет пластинчатых пружин; 3 - корпус; 4 - обратный клапан;
5 - золотник гидрораспределителя; б - следящая втулка; 7 - карданный валик;
8 - неподвижная шестерня (статор); 9 - подвижная шестерня (ротор)
84
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
Гидрораспределитель состоит из золот-
ника, установленного во вращающейся в кор-
пусе следящей втулке. Отверстия во втулке
служат для соединения с рабочими камерами
качающего узла, а продольные каналы предна-
значены для сообщения через корпус с источ-
ником питания, сливом и полостями исполни-
тельного гидроцилиндра. Нейтральная позиция
золотника 5 относительно следящей втулки
фиксируется пакетом 2 пластинчатых пружин.
Гидрораспределитель связан с дозирующим
устройством механически. Вследствие плане-
тарного движения ротор соединен со следящей
втулкой 6 карданным валиком 7.
В нормальном режиме управления пере-
ключение подачи рабочей жидкости со слива к
рабочим камерам дозирующего устройства и
далее к исполнительному гидроцилиндру обеспе-
чивается поворотом золотника. Рассогласование
системы предотвращается благодаря передаче
вращения ротора к следящей втулке. В аварийном
режиме управления в связи с ограничением угла
поворота золотника относительно следящей втул-
ки момент от рулевого колеса через карданный
валик передается к ротору, выполняющему со
статором функцию ручного насоса.
Конструкции рассмотренных насосов-
дозаторов характеризуются развитым типо-
размерным рядом (табл. 1.4.8).
1.4.8. Характеристика насосов-дозаторов героторного типа
Тип Типоразмер Рабочий объем, см3 Номинальная подача, л/мин Давление, МПа Масса, кг
нагне- тания слива
OSPB/OSPC 50 ON 50 5 5,2
OSPB/OSPC 80 ON 80 8 5,3
OSPB/OSPC 100 ON 100 10 5,4
OSPB/OSPC 125 ON 125 13 5,5
OSPB/OSPC 160 ON 160 16 5,6
OSPB 200 ON 200 20 14,0 5,8
OSPB 315 ON 315 32 6,2
OSPB 400 ON 400 40 7,0
OSPB 500 ON 500 50 2,0 7,6
OSPB 630 ON 630 63 7,9
OSPB 800 ON 800 80 8,3
OSPB 1000 ON 1000 100 9,5
OSPB 50 CN 50 5 5,2
OSPB 80 CN 80 8 5,3
OSPB 100 CN 100 10 5,4
OSPB 125 CN 125 12 5,5
OSPB 160 CN 160 16 5,6
OSPC 80 LS 80 8 5,3
OSPC 100 LS 100 10 17,5 5,4
OSPC 125 LS 125 13 5,5
OSPC/OSPBX 160 LS 160 16 5,6
OSPC/OSPBX 200 LS 200 20 1,5 5,8
OSPC/OSPBX 315 LS 315 32 6,2
OSPC/OSPBX 400 LS 400 40 7,0
OSPC/OSPBX 500 LS 500 50 7,6
OSPBX 630 LS 630 63 7,9
OSPL 630 LS 630 63 8,4
OSPL 800 LS 800 80 21,0 8,8
OSPL 1000 LS 1000 100 10,0
Примечание. Обозначения: OSPB ON - с открытым центром; OSPC ON - с открытым центром
и предохранительными клапанами; OSPB CN - с закрытым центром; OSPC S и OSPL LS - с закрытым
центром и каналом управления приоритетным клапаном; OSPC LS - с закрытым центром, каналом управ-
ления приоритетным клапаном и предохранительными клапанами; OSPBX LS - с закрытым центром и с
каналом управления приоритетным клапаном (для использования с усилителем потока).
ГИДРОПРИВОДЫ РУЛЕВОГО УПРАВЛЕНИЯ
85
Выполнение распределительных уст-
ройств насосов-дозаторов с открытым центром
(в нейтральных позициях напорная гидроли-
ния источника питания соединена со сливом)
обеспечивает разгрузку насоса постоянного
рабочего объема при неработающем рулевом
управлении. Применение насосов-дозаторов с
закрытым центром целесообразно в случае
использования регулируемых насосов (не тре-
бующих разгрузки). Применение насосов-
дозаторов с каналом управления приоритет-
ным клапаном позволяет использовать общие
источники питания как для рулевого управле-
ния, так и для других приводов машин, с от-
ключением последних при нехватке рабочей
жидкости для выполнения нормального пово-
рота.
В комплект предохранительных клапанов
насосов-дозаторов входят противоударные
клапаны для предохранения рабочих гидроли-
ний при действии пиковых нагрузок, возни-
кающих в случаях наезда машины на препят-
ствия, а также клапаны предохранения источ-
ника питания и напорных гидролиний.
Общие параметры насосов-дозаторов ге-
роторного типа приведены ниже.
Момент управления, Н • м:
при нормальной работе.............. 3
в аварийном режиме, не более ... 12
при экстремальных ситуациях
(кратковременно), не более.... 24
Температура, °C:
допустимая для рабочей жидкости -30...+90
рекомендуемая для рабочей
жидкости..................... +30...+60
окружающей среды............. -30...+60
Допустимый перепад температур
между рабочей жидкостью в насосе-
дозаторе и других гидроустройствах
гидропривода, °C, не более 10
Вязкость рабочей жидкости, мм2/с:
минимальная.................... 10
максимальная.................. 1000
Номинальная тонкость фильтрации
рабочей жидкости, мкм................ 25
Для большинства ведущих изготовителей
насосов-дозаторов характерен единый подход
к выбору конструкции дозирующего узла -
рассмотренного выше героторного исполне-
ния. Большим разнообразием отличаются гид-
рораспределители насосов-дозаторов, что свя-
зано в значительной степени с различными
оценками их технологичности изготовителями.
Распределительное устройство фирмы TRB -
Росс (США) является комбинированным. Пло-
ский торцовой гидрораспределитель синхро-
низирован с планетарной шестерней, выполня-
ет функции распределения рабочей жидкости
по камерам качающего узла и соответствия фаз
впуска и выпуска. Дросселирующий гидрорас-
пределитель содержит золотник вращательно-
поступательного движения. Поступательное
(осевое) движение золотника из нейтральной
позиции осуществляется при его вращении за
счет взаимодействия с приводным валом через
винтовую шариковую передачу, в результате
чего рабочая жидкость подается к торцовому
гидрораспределителю и далее через дозирую-
щее устройство к исполнительному гидроци-
линдру. Устранение рассогласования систем
достигается движением золотника в обратную
сторону при вращении ротора дозирующего
устройства. Развитием этого принципа являет-
ся конструкция фирмы Цанрад-фабрик (Гер-
мания), в которой на одном золотнике совме-
щены функции дросселирующего гидрорас-
пределителя (при осевом движении) и распре-
деления рабочей жидкости по камерам качаю-
щего узла (при вращении). Совмещение функ-
ций позволяет существенно уменьшить массу
и габаритные размеры насоса-дозатора.
На основе насосов-дозаторов героторно-
го типа выпускаются усилители вращающего
момента, предназначенные преимущественно
для модернизации самоходных машин, не
имеющих гидроусилителей рулевого управле-
ния, но требующих повышенных усилий пере-
мещения поворотного механизма, например,
для коммунальных машин при навешивании
спереди тяжелого уборочного оборудования,
создающего большие загрузки на управляемые
колеса. В усилителе вращающего момента не
используются выходные отверстия, предна-
значенные в базовых конструкциях насосов-
дозаторов для подсоединения к полостям ис-
полнительных гидроцилиндров. Качающий
узел работает в режиме не дозирующего, а
силового гидромотора, передавая вращающий
момент на выходной вал, связанный с плане-
тарной шестерней (ротором) дополнительным
карданным валиком.
Усилители вращающего момента относи-
тельно легко встраиваются в существующие
механические системы рулевого управления, в
том числе не допускающие по компоновочным
возможностям установку исполнительных
гидроцилиндров, и позволяют расширить
86
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
функциональные возможности системы. Ос-
новные параметры усилителей вращающего
момента, унифицированны? с с насосами-
дозаторами, приведены ниже. Рабочий объем, см3 75 95 160
Вращающий момент на выходе при перепаде давле- ний 7 МПа, Нм 62 79 124
Номинальное давление, МПа 7 7 7
Номинальный расход, л/мин.. 11,4 13,2 13,9
Максимальная частота враще- ния при номинальных давле- нии и расходе, мин-1 125 118 102
В отечественных самоходных машинах
широко применяют ОГРУ с планетарным ре-
дуктором, установленным между гидрорас-
пределителем и дозирующим устройством
(гидрорули). Гидрорули выполняются как по
одноконтурной схеме в виде моноблочной
конструкции, так и (для тяжелых и мощных
машин) по двухконтурной схеме в раздельно
агрегатном исполнении: насос-дозатор, усили-
тель потока и приоритетный клапан. Гидрору-
ли первого типа (У245006) предназначены для
автогрейдеров, экскаваторов, самоходных
стреловых кранов, дорожных катков, а гидро-
рули второго типа (У245007) - для погрузчи-
ков грузоподъемностью до 15 т и скреперов с
ковшом объемом до 40 м3.
Основными особенностями гидрорулей
являются:
исполнение дозирующего устройства в
виде размещенной в корпусе центральной
шестерни и трех периферийных шестерен;
наличие планетарного редуктора (с пере-
даточным отношением 15,5), сателлит которо-
го закреплен на эксцентриковом валу дози-
рующего устройства и карданным валиком
связан с втулкой гидрораспределителя.
Использование планетарного редуктора
позволяет реализовать большой рабочий объем
дозирующего устройства и повысить его объ-
емный КПД. Конструкция гидрорулей по
сравнению с насосами-дозаторами героторного
типа отличается большим количеством дета-
лей и увеличенными габаритными размерами,
но позволяет использовать традиционные тех-
нологии изготовления качающего узла, харак-
терные для шестеренных гидромашин с внеш-
ним зацеплением.
Расчет объемного гидропривода руле-
вого управления. Основными задачами, ре-
шаемыми при расчете ОГРУ, являются опре-
деление типоразмеров исполнительных гидро-
цилиндров и рулевого механизма (насоса-
дозатора), а также подачи источника питания
(насоса).
Основными выходными параметрами,
которые должны обеспечиваться гидроприво-
дом рулевого управления, являются:
1) максимальная сила или момент, созда-
ваемый исполнительным гидроцилиндром;
2) наибольший рабочий ход (угол пово-
рота) поворотного механизма (управляемых
колес или секций шарнирно-сочлененной
рамы);
3) минимальное время полного хода по-
воротного механизма.
Первые два выходных параметра могут
быть представлены в виде обобщенного пока-
зателя - работоспособности исполнительного
гидроцилиндра, характеризующего макси-
мальную работу, которую он способен выпол-
нить за полный ход:
А — F L — pKSnL — p^V^, (1.4.5)
где F - максимальная сила, создаваемая ис-
полнительным гидроцилиндром; L - полный
ход исполнительного гидроцилиндра; 5П -
площадь поршня исполнительного гидроци-
линдра; рк - давление полного открытия пре-
дохранительного клапана; Кц - рабочий объем
исполнительного гидроцилиндра.
Требуемая работоспособность гидроци-
линдра
А = МтахФп , (1.4.6)
ПпПцПг
где Л/тах - максимальный момент сопротивле-
ния в механизме поворота (принимается для
случая поворота на месте на сухом асфальте
или бетоне); фп - полный угол поворота пово-
ротного механизма; Г|п - КПД силовой переда-
чи от исполнительного гидроцилиндра, до
поворотного механизма; т|ц - КПД исполни-
тельного гидроцилиндра; Г|г - гидравлический
КПД участка насос - исполнительный гидро-
цилиндр.
Из выражений (1.4.5) и (1.4.6) требуемый
рабочий объем исполнительного гидроци-
линдра
у _ ^тахФп^з
Ц АПпПцПг ’
ТЕНДЕНЦИИ РАЗВИТИЯ ГИДРОПРИВОДОВ
87
где К3 - коэффициент запаса; рекомендуемое
значение К3 = 1,1...1,3.
Диаметр и ход поршня исполнительного
гидроцилиндра определяются на основе полу-
ченного рабочего объема с учетом условий его
компоновки и возможностей сложившегося
производства.
Рабочий объем рулевого механизма (на-
соса-дозатора)
где Кс - коэффициент скольжения, учитываю-
щий внутренние утечки; принимается Кс =
= 0,9... 1,0; т - число оборотов рулевого коле-
са, необходимое для перемещения механизма
поворота из одного крайнего положения в
другое.
Как уже отмечалось, общепринятым яв-
ляется требование обеспечения полного пере-
мещения механизма поворота не более, чем
за два - шесть оборотов рулевого колеса (в
зависимости от типа и массы самоходной
машины).
Для выполнения требования возможно-
сти управления поворотом при неработающем
насосе (при аварийном управлении) рабочий
объем насоса-дозатора
*7да ~ ^^к'кЛд/Рд >
где FK - максимальная сила, прикладываемая
водителем к рулевому колесу; гк - радиус ру-
левого колеса; рл - давление на выходе из на-
соса-дозатора, необходимое для поворота ма-
шины; Г|д - механический КПД насоса-доза-
тора.
В соответствии с мировой практикой
и международными нормативами величина
FK < 300...600 Н; для землеройных машин
в соответствии со стандартом ИСО 5010
FK < 350 Н.
В случае дд < дда рабочий объем насоса-
дозатора принимается равным qa при однокон-
турной схеме ОГРУ. Если qa > q^, то создают-
ся предпосылки для выбора двухконтурного
ОГРУ.
Подача насоса ОГРУ QH определяется
двумя критериями:
1) минимальным временем перемещения
поворотного механизма из одного крайнего
положения в другое (/mjn);
2) обеспечением возможности вращения
рулевого колеса с максимальной скоростью л,
определяемой физическими возможностями
водителя.
Первый критерий описывается выраже-
нием
^min ПО
а второй
щкл
где Т|о - объемный КПД гидросистемы рулево-
го управления; Кл - коэффициент, учитываю-
щий возможное снижение частоты вращения
насоса при отклонении частоты вращения вала
двигателя от номинального значения.
В отечественной практике при оценке
требуемой подачи насоса по второму крите-
рию наиболее распространены рекомендации
предусматривающие обеспечение вращения
рулевого колеса с максимальной частотой не
менее 1,5 с-1 при частоте вращения вала двига-
теля 60.... 100 % номинальной (Кл = 0,6). На
практике второй критерий, как правило, явля-
ется более жестким чем первый, и поэтому
именно он определяет выбор подачи насоса.
1.4.4. ТЕНДЕНЦИИ РАЗВИТИЯ
ГИДРОПРИВОДОВ
Развитие гидроприводов строительных
машин происходит в направлениях повышения
КПД, уменьшения массы и габаритных разме-
ров, повышения надежности, упрощения об-
служивания, повышения экологической безо-
пасности, расширения в необходимых случаях
функциональных возможностей. Реализация
этих направлений связана с совершенствова-
нием общих схем и параметров гидроприво-
дов, появлением новых типов гидрооборудо-
вания и технологических процессов его произ-
водства, применением прогрессивных мате-
риалов и рабочих жидкостей, расширением
применения средств автоматизации и вычис-
лительной техники в сочетании с пропорцио-
нальной электрогидравлической аппаратурой
управления и регулирования.
Совершенствование общих схем невоз-
можно без поиска и реализации новых реше-
ний, сочетающих положительные (в настоящее
время взаимоисключающие друг друга) каче-
88
Глава 1.4. ГИДРОПРИВОДЫ МАШИН
ства основных типов известных гидросистем:
постоянного расхода и "чувствительных к на-
грузке". Это может быть достигнуто за счет
универсализации схем с обеспечением воз-
можности перехода гидропривода на режим
работы источника питания, оптимальный для
конкретных условий нагружения. Перспектив-
ным методом совершенствования гидроприво-
дов (в первую очередь с групповым питанием
потребителей) является применение автомати-
чески регулируемых гидромоторов, позво-
ляющих практически исключить потери мощ-
ности, связанные с недозагрузкой гидродвига-
телей по давлению и расходу.
Перспективы повышения гидравлическо-
го КПД гидроприводов связаны с дальнейшим
повышением рабочего давления. Соответст-
вующие предпосылки для реализации этого
направления (с одновременным сохранением, а
в необходимых случаях повышением надежно-
сти) имеются в применении новых материалов
(в том числе, полимеров в уплотнениях, опо-
рах подвижных элементов и силовых каркасах
рукавов высокого давления), повышении точ-
ности изготовления золотниковых пар и дру-
гих сопрягаемых деталей, повышении тонко-
сти фильтрации на основе использования
фильтрующих материалов высокой пропуск-
ной способности и грязеемкости и улучшени-
ем защиты гидроприводов от поступающих в
них внешних загрязнений.
Увеличение энергонасыщенности гидро-
приводов, а следовательно, уменьшение массы
и габаритных размеров будет обеспечиваться
наряду с повышением давления (концентраци-
ей энергии в пространстве), а также частоты
вращения насосов (концентрацией энергии во
времени) одновременным увеличением эффек-
тивности систем охлаждения рабочей жидко-
сти, в том числе организацией массо- и тепло-
обмена между контурами с различной тепло-
напряженностью, использованием радиаторов
с активным охлаждением.
Упрощение обслуживания гидроприво-
дов и повышение их экологической безопасно-
сти связано с развитием бортовых диагности-
ческих систем, элементами ускорения разогре-
ва рабочей жидкости в пусковой период, уста-
новкой устройств автоматической защиты от
аварийных потерь рабочей жидкости. Должны
получить применение экологически безопас-
ные рабочие жидкости (в том числе на основе
воды).
Унификация гидрооборудования коснет-
ся в первую очередь распределительно-регули-
рующей гидроаппаратуры. В частности можно
прогнозировать широкое применение встав-
ных (картриджных) двухлинейных клапанов, в
том числе пропорциональных, позволяющих
обеспечить построение широкой номенклату-
ры систем управления практически любой
сложности на основе унифицированных ком-
пактных гидравлических элементов. При та-
ком подходе специализированные фирмы смо-
гут изготовлять очень узкую номенклатуру
клапанов, что позволит укрупнить производст-
во и снизить стоимость гидроустройств, а
фирмы-изготовители гидрофицированных ма-
шин смогут изготовлять различные гидравли-
ческие панели - плиты с каналами и отвер-
стиями для вставки картриджных клапанов -
аналоги печатных схем в электротехнике.
Одновременно до минимума сводится
количество соединительных труб и арматуры,
а следовательно, источников возможных уте-
чек рабочей жидкости.
Наиболее существенные изменения в
системах рулевого управления будут связаны с
расширением применения элементов электро-
техники и электроники и, следовательно, с
возрастанием использования систем со всеми
управляемыми колесами: управление в основ-
ном режиме движения только передними коле-
сами в сочетании с поворотом в необходимых
случаях передних и задних колес в противопо-
ложных направлениях, с параллельным пово-
ротом передних и задних колес и др.
Рассмотренные выше тенденции разви-
тия гидроприводов строительно-дорожных
машин носят преимущественно эволюционный
характер и определяются главным образом
совершенствованием уже имеющихся схем и
конструкций. Однако анализ разработок по-
следнего времени показывает, что в ближай-
шей перспективе возможно использование
принципиально новых средств генерации и
передачи гидравлической энергии, которые
могли бы обеспечить качественный скачок в
повышении экономичности и снижении мате-
риалоемкости гидроприводов. Одним из таких
средств являются газогидравлические генера-
торы, представляющие собой комплекс сво-
боднопоршневого двигателя внутреннего сго-
рания (ДВС) и качающегося гидравлического
узла. В таком комплексе отсутствуют механи-
ческие звенья передачи движения от поршня
ДВС, коленчатого вала и промежуточного
привода. На рис. 1.4.22 показана гидравличе-
ская схема газогидравлического генератора
"Чирон" (Chiron), созданного фирмами Ноас и
Иннас (Нидерланды). "Чирон" предназначен
ТЕНДЕНЦИИ РАЗВИТИЯ ГИДРОПРИВОДОВ
89
Рнс. 1.4.22. Схема гидронасоса "Чирон":
1 - движущий и возвратный поршень; 2 - поршень насоса; 3 - обратные клапаны линий всасывания;
4 - клапан обратного хода поршня; 5 - аккумулятор низкого давления; 6 - поршень компрессии;
7 - клапан старта; 8 - клапан регулирования давления сжатия;
9 - аккумулятор сжатия; 10 - обратный клапан линии давления;
/-областьрасположения ДВС; //-область расположения гидронасоса;///-область сжатия;
IV - низкое давление; V- магистрали давления; VI - высокое давление
для использования в мобильных машинах.
Подача рабочей жидкости (масла) осуществля-
ется как при движении поршня насоса влево (в
течение цикла сжатия), так и вправо (во время
рабочего хода поршня ДВС). Гидравлическая
подача определяется рабочей частотой движе-
ния поршня насоса, которая, в свою очередь,
задается клапаном старта 7: при закрытом по-
ложении клапана поршень стоит в положении
нижней мертвой точки. При открытии клапана
начинается новый цикл движения (сжатие).
Длительность пауз между циклами определяет
частоту движения поршня. Импульсность
управления паузами позволяет использовать
эффективный цифровой регулятор частоты.
В газогидравлическом генераторе "Чирон"
частота движения может изменяться практиче-
ски от нуля до 42 Гц.
Энергия, необходимая для сжатия, запа-
сается в аккумуляторе 9 во время рабочего
хода. Изменяя давление в аккумуляторе по-
средством электрогидравлических клапанов,
управляемых от высокоэффективной элек-
тронной системы, можно оптимизировать про-
цессы сжатия и сгорания топлива, повышая
КПД; причем, специфика свободнопоршневого
двигателя позволяет автоматически сохранять
найденный оптимум при любой частоте дви-
жения поршня.
Существенное упрощение конструкций
гидроприводов может быть достигнуто в слу-
чае промышленной реализации элементов гид-
равлики переменного потока (ГПП), или вол-
новой гидравлики, которая базируется на воз-
можности передачи волн давления в гидроли-
нии, заполненной рабочей жидкостью. Осо-
бенностью ГПП является отсутствие замкну-
той циркуляции рабочей жидкости: рабочая
жидкость не возвращается от исполнительного
гидромеханизма в бак или на всасывание насо-
са. Поэтому ГПП позволяет реализовать одно-
проводные (однолинейные) рабочие контуры и
сократить тем самым число гидромагистралей,
что особенно важно для многоконтурных гид-
роприводов сложных строительных машин.
В случае применения в качестве элемен-
та, отделяющего используемую источником
питания рабочую жидкость от жидкости гид-
родвигателя, ступенчатого поршня возможно
преобразование (редуцирование или мультип-
ликация) давления и расхода. Использование
ГПП наиболее эффективно при возвратно-
90
Глава 1.5. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ МАШИН ПРИ ПРОЕКТИРОВАНИИ
поступательном движении рабочего органа,
так как в этом случае исключаются преобра-
зующие элементы. К таким рабочим органам
на строительных машинах относятся вибраци-
онные катки, транспортеры, бункеры, элевато-
ры и др. Известны соответствующие разработ-
ки для привода в колебательное движение ра-
бочих органов планировщиков, погрузчиков,
экскаваторов (бульдозерного отвала, лопаты,
ковша). Вместе с тем в случаях, когда решаю-
щее значение имеет экономия числа гидрома-
гистралей, ГПП может использоваться для
привода рабочих органов вращательного дей-
ствия. Это может быть достигнуто путем ис-
пользования выпрямителей механического
(обгонных муфт, храповых механизмов) или
гидравлического типа (мостовых схем с ис-
пользованием обратных клапанов). ГПП может
применяться в гидросистемах смешанного
типа: при последовательном включении с уст-
ройствами гидравлики постоянного потока -
в качестве одного из звеньев передачи гидрав-
лической энергии, при последовательном
включении - как один из контуров системы.
В качестве генераторов колебаний (пуль-
саторов) можно использовать приводимые
эксцентриком поршни, а также клапанные или
золотниковые устройства, попеременно под-
ключающие источники питания и слив к линии
переменного потока.
Основные схемы ГПП показаны на
рис. 1.4.23. Однофазная схема обеспечивает
наибольшую конструктивную простоту, ее
применение весьма эффективно в случае рабо-
чих органов возвратно-поступательного, виб-
рационного действия. Многофазные системы
более сложны, но могут обеспечивать сравни-
тельно равномерное вращение рабочих орга-
нов, сохраняя отсутствие массообмена между
источником питания и исполнительными ме-
ханизмами.
Системы ГПП хорошо сочетаются с рас-
смотренными выше газогидравлическими ге-
нераторами, так как практически не требуют
демпфирующих устройств.
Конкретные перспективы широкого при-
менения ГПП в строительных машинах зави-
сят от решения ряда технических проблем.
Наиболее сложной из них является задача
обеспечения необходимого ресурса гидропри-
вода в условиях, характерных для ГПП дина-
мических нагрузок.
в)
Рис. 1.4.23. Принципиальные схемы гидравлики
переменного потока:
а - однофазная; 1 - эксцентрик; 2 - поршень
пульсатора; 3 - гидролиния; 4 - исполнительный
механизм; Р - нагрузка; Q - расход; t - время;
б - двухфазная; 1 - гидродвигатель;
2 - гидрораспределитель; 3 - клапан;
4 - гидроаккумулятор; 5 - демодулятор;
6 - генератор; Qr - подача; Qn - расход;
в - трехфазная; 1 - эксцентрик;
2 - поршень генератора; 3 - поршень
гидродвигателя; 4 - эксцентрик (гидродвигателя);
со - угловая скорость выходного вала гидродвигателя
Глава 1.5
ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ МАШИН
ПРИ ПРОЕКТИРОВАНИИ
1.5.1. ОСНОВНЫЕ ПОКАЗАТЕЛИ
НАДЕЖНОСТИ И ИХ ОПРЕДЕЛЕНИЕ
Сохранение при эксплуатации способно-
сти выполнять требуемые технологические
процессы - одна из основных задач повыше-
ОСНОВНЫЕ ПОКАЗАТЕЛИ НАДЕЖНОСТИ И ИХ ОПРЕДЕЛЕНИЕ
91
ния качества строительных, дорожных и ком-
мунальных машин. Комплекс свойств, обеспе-
чивающих эту способность машины, опреде-
ляется стандартизованными показателями на-
дежности.
В качестве основных показателей надеж-
ности строительных, дорожных и коммуналь-
ных машин и оборудования принимают сле-
дующие:
гамма-процентный ресурс
средний ресурс до капитального ремонта
Гк или до списания Тс;
коэффициенты технического использо-
вания Кт и и (или) готовности Кт',
удельные суммарные трудоемкости ре-
монта или технического обслуживания.
Эти показатели связаны с другими пока-
зателями: вероятностью безотказной работы
P(t), наработкой на отказ tH или наработкой до
отказа элементов (деталей) ta.
Расчет надежности машины как системы
заключается в определении вероятности P(t)
безотказной ее работы по значениям вероятно-
сти безотказной работы каждого ее элемента.
Вероятность безотказной работы
элемента P(t) - это вероятность того, что
элемент будет работоспособным в течение
заданного интервала времени, или вероятность
того, что за заданный интервал времени не
произойдет отказа. Длительность времени
безотказной работы элемента Т - случайная
величина.
Наиболее полно характеризуют случай-
ные величины законы распределения. Законом
распределения, или интегральной функцией
случайной величины Т принято называть не-
возрастающую функцию Р(/), выражающую
вероятность неравенства Т > t. Безотказность
представляет интегральную функцию распре-
деления, показанную на рис. 1.5.1, а. Так как
работа и отказ - противоположные состояния,
р(0+Г(0 = 1,
где F(t) - функция ненадежности.
Вероятность безотказной работы можно
оценить как отношение числа элементов, про-
работавших весь заданный срок без отказов, к
общему числу No элементов.
При достаточно большом числе элемен-
тов можно определить статистическую оценку
вероятности безотказной работы
Ао=(лго-"('))/М)>
где n(t) - число отказавших элементов.
Статистическая оценка вероятности отказа
F\t) = n(t)/N0.
Частота отказов в единицу времени
а(О = п(О/(^0АО-
Для достаточно большого числа Nq плот-
ность распределения наработки на отказ или
дифференциальная функция распределения
/(О = л(О/(АГоА/).
Интенсивность отказов
где N(t) = N0 -n(t).
Средний ресурс до списания (или капи-
тального ремонта)
ОО 00
о о
где f(t) - плотность распределения ресурса; t -
ресурс до списания или капитального ремонта;
P(t) - интегральная функция вероятности рас-
пределения ресурса.
Рис. 1.5.1. Графики функций распределения (а) и реализации случайных процессов (бу.
1 - вероятность безотказной работы; 2 - вероятность отказа; 5 - плотность распределения наработки на отказ;
4 - стационарный процесс; 5 - 7 - нестационарные процессы соответственно первого, второго, третьего типов
92
Глава 1.5. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ МАШИН ПРИ ПРОЕКТИРОВАНИИ
Расчет системы включает: расчленение
ее на отдельные элементы, определение веро-
ятности безотказной работы элементов, со-
ставление структурной схемы и ее расчет. Все
элементы системы можно разделить на груп-
пы: элементы, отказы которых не влияют на
работоспособность изделия; элементы, работо-
способность которых практически не изменя-
ется (корпуса, малонагруженные детали); эле-
менты, ремонт и регулирование которых воз-
можны при работе машины или во время ее
остановок; элементы, отказ которых приводит
к отказу машины. Число, степени, характер
расчленения зависят от конкретной решаемой
задачи. Нужно стремиться разбить систему на
элементы, отказ одного из которых не будет
влиять на отказ других. Это позволит упро-
стить расчет. Тогда при условии, что отказ
одного элемента выводит из состояния работо-
способности всю систему, структурная схема
представляется последовательным соединени-
ем элементов, а вероятность безотказной рабо-
ты системы в этом случае равна произведению
вероятностей безотказной работы ее элемен-
тов:
п
p(.t)=p}p2...pn=Y[pi.
/=1
При одинаковой надежности элементов
Системы, состоящие из элементов высо-
кой надежности, могут обладать низкой на-
дежностью вследствие наличия большого чис-
ла элементов, отказ которых приводит к отказу
всей системы, например: если Pf = 0,99 и
п = 50, то P(t) = (О,99)50 = 0,6; если п = 400, то
P(t) = (О,99)4оо= 0,018; если причина отказа
системы связана с внезапными отказами (по
прочности), которые подчиняются экспонен-
циальному закону,
Р,
/>(/) = Це"х'/ = e-<xi+x2++^„)' =е’х^.
/=1
Если в приводе машины выйдет из строя
любая шестерня, муфта, насос и др., то весь
привод перестанет функционировать. Конст-
руктивно эти элементы не обязательно должны
быть соединены последовательно, но струк-
турная схема дает последовательное их соеди-
нение.
В общем случае для каждого элемента
характерна определенная кривая распределе-
ния наработки на отказ / (/) и ресурсов, кото-
рая может быть получена на основе анализа
модели возникновения отказа. Поэтому следу-
ет учитывать, что при изменении времени t, в
течение которого рассматривается работа сис-
темы, изменяется и значение Р> для каждого
элемента.
Для повышения надежности отдельных
подсистем можно применить резервирование,
например, элементов гидрооборудования, т.е.
создавать дублирующие элементы. Структур-
ная схема в этом случае представляется парал-
лельно соединенными элементами. Отказ бу-
дет иметь место при условии отказа всех эле-
ментов. Вероятность совместного проявления
отказов
п
F(0 = F1F2...F„=n^.
/=1
а вероятность безотказной работы
п
p(o=i-F(o=i-na-^)-
/=1
Например, если вероятность безотказной
работы элемента Р, = 0,9 и п = 3, то P(t) =
= 0,999, т.е. значение P(t) резко повышается.
Поэтому возможно создание надежных
систем из малонадежных элементов, работо-
способное состояние каждого из которых
обеспечивает работоспособное состояние сис-
темы.
Различают нагруженный, облегченный и
ненагруженный резервы. При облегченном
резерве резервные элементы до момента вклю-
чения находятся в облегченном режиме работы
и вероятность их отказа в этот период мала.
Ненагруженное резервирование (резервирова-
ние замещением) заключается в том, что ре-
зервные цепи находятся в отключенном со-
стоянии и включаются в том случае, когда
основной элемент отказывает. Построение
структурных схем надежности зависит не
только от конструктивной схемы, но и от вида
отказа (рис. 1.5.2). Поэтому необходимо четко
формулировать, что подразумевается под отка-
зами элементов и системы. Возможно опреде-
ление требований к надежности систем по
ремонтопригодности и предельному состоя-
нию.
ОСНОВНЫЕ ПОКАЗАТЕЛИ НАДЕЖНОСТИ И ИХ ОПРЕДЕЛЕНИЕ
93
Рис. 1.5.2. Структурные схемы надежности,
построенные в зависимости от конструктивной
схемы и вида отказа:
а, б - параллельное соединение фильтров
гидросистемы; г, д - последовательное
соединение; а, г - конструктивные схемы;
б, д - структурные схемы отказ - засорение;
в, е - структурные схемы отказ - разрыв
Показатель ремонтопригодности сис-
темы - относительный уровень (ранг) ре-
монтных затрат
= Zz IZK р,
где Zj - затраты на восстановление работоспо-
собности при Z-м отказе; ZKp = Zn + Zp + Zcg +
+ Z3 - уровень затрат на капитальный ремонт;
Zn - затраты на подготовительные операции
(очистку, мойку, слив топлива); Zp - затраты
на разборку; Zcg - затраты на сборку; Z3 - за-
траты на заключительные операции (регулиро-
вание, испытания).
Возможны следующие ситуации:
1) Zz>ZKp; 2) 0<Z/<ZKp.
Считается, что первый случай характери-
зует ремонтную ситуацию или событие пре-
п
дельного состояния, т.е. Rt > 1; Rt > 1.
/=1
Необходимо определить вероятность возник-
новения событий достижения предельного
состояния.
Составляются структурные схемы на-
дежности систем по ремонтопригодности и
производится их анализ. Элементы, имеющие
в системе 7?z > 1, в структурной схеме соеди-
няют последовательно, а элементы, имеющие
Rj < 1, - параллельно с образованием подсистем
(ремонтных комплектов) так, чтобы минималь-
ное число рангов давало бы суммарный ранг
z=min
Рис. 1.5.3. Структурная схема системы
по ремонтопригодности с рангами
ремонтных затрат элементов:
1-R} = 1; 2-R2 = 0,6; 3-R3 = 0,3; 4-RA = 0,1
Например, машина состоит из четырех
узлов. При этом известны ранги для каждого
узла: R\ = 1; R2 = 0,6; R3 = 0,3; R^ = 0,1. Струк-
турная схема (рис. 1.5.3) состоит из парал-
лельно включенных элементов 2, 3, 4, обра-
зующих подсистему, к которой последова-
тельно подключен элемент 7. Вероятность
достижения предельного состояния
Р(ТУ) = pi[i-(i-p2)(i-p3)(i-p4)],
где Р\, Р2, Р3, Ра - вероятности возникновения
ремонтных ситуаций.
Надежность систем, в том числе и маши-
ны в целом, определяют также эксперимен-
тальными методами. Наиболее эффективны
методы ускоренных автоматизированных ис-
пытаний с применением специальных стендов
и управляющих ЭВМ, а также имитацией ха-
рактера изменения нагрузок в условиях экс-
плуатации.
Гамма-процентным ресурсом называют
наработку, в течение которой машина не дос-
тигнет предельного состояния с заданной ве-
роятностью у (%):
ОО
P(TY) = -^ = 1-P(PY) = ff(t)dt =
TY
=1- \f(t)dt,
0
где P(T^) - вероятность того, что за ресурс
объект не достигнет предельного состояния;
F(T^) - вероятность достижения предельного
состояния.
Коэффициент технического использо-
вания
94
Глава 1.5. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ МАШИН ПРИ ПРОЕКТИРОВАНИИ
где Т - суммарное время пребывания объекта в
работоспособном состоянии; Гр - время ремон-
та; Тт0 - время технического обслуживания.
Коэффициент готовности
г т ’
Т + ^вн/
/=1
т
где £ТВН/ - суммарное время внепланового
/=1
восстановления.
Коэффициент готовности численно равен
вероятности того, что объект будет работоспо-
собным в произвольный момент времени меж-
ду плановыми ремонтами и техническим об-
служиванием.
1.5.2. ВЛИЯНИЕ ПРОЧНОСТИ,
СОПРОТИВЛЕНИЯ УСТАЛОСТИ И
ИЗНОСОСТОЙКОСТИ
НА НАДЕЖНОСТЬ МАШИН
Решение задач, связанных с обеспечени-
ем долговечности строительных, дорожных и
коммунальных машин, требует знания физиче-
ских причин возникновения отказов. Причины
отказов различны, различна и их физическая
природа. Особенности расчетов долговечности
этих машин обусловлены следующим:
наличием и одновременной работой у
многих машин нескольких рабочих органов и
приводов, содержащих большое число элемен-
тов;
применением вибрационных устройств,
нагружающих элементы с высокой частотой,
что может привести к быстрому накоплению
усталостных повреждений;
взаимодействием рабочих органов с аб-
разивной средой высокой твердости в услови-
ях повышенных температур, приводящих к
быстрому изнашиванию элементов.
Основные виды отказов элементов и сис-
тем дорожных машин возникают в результате
потери прочности, сопротивления усталости и
изнашивания. Эти процессы зависят от режи-
мов нагружения машин и характеристик мате-
риалов, из которых изготовляют детали.
При определении нагрузок, действующих
на элементы строительных, дорожных и ком-
мунальных машин, используют аналитические
и эмпирические зависимости, характеризую-
щие их работу. Основу многих зависимостей,
определяющих максимальные нагрузки, со-
ставляет выражение
где Рд - динамическая нагрузка; Рс - номи-
нальная статическая нагрузка; Кд - коэффици-
ент динамичности.
Величины Рс, Кд - функции многих ар-
гументов: физических свойств среды, парамет-
ров и режимов рабочих органов и машины.
Следует отметить, что в литературных
источниках приводятся рекомендации по вы-
бору значения коэффициента динамичности Кд
с учетом характера рабочего процесса проек-
тируемой машины применительно к опреде-
ленным расчетным случаям. Эти рекоменда-
ции получены на основе испытаний отдельных
моделей машин и не раскрывают сущности
коэффициента динамичности, не показывают
степени влияния тех или иных факторов на
значения динамических нагрузок. Рекомендо-
ванные значения коэффициентов динамично-
сти (РД 24.220.03-90) колеблются в довольно
широких пределах и в сущности являются
произвольно выбираемыми коэффициентами
запаса. Излишняя осторожность при выборе
этого запаса приводит к перерасходу не только
машиностроительных материалов, но и энерге-
тических ресурсов, при этом не исключается
наличие слабых мест конструкции, снижаю-
щих ее надежность.
Ориентировочно для камнедробилок
Кд = 2.. .2,6, для катков и дорожных фрез Кд =
= 1,5...2,5, для асфальтоукладчиков Кд =
= 1,5... 1,7, для рабочих органов грунтосмеси-
тельных машин, режущих грунт, Кд = 1,5...2,
измельчающих грунт, Кд = 1,2... 1,3, переме-
шивающих материалы, Кд = 1... 1,2.
При использовании расчетных зависимо-
стей получают приближенные значения нагру-
зок. Реальные нагрузки в результате случайно-
го изменения многих факторов также являются
случайными. Для их определения применяют
вероятностный анализ с использованием ЭВМ.
Основные характеристики случайных нагрузок
и случайных процессов - математическое
ожидание, дисперсия, корреляционная функ-
ция, спектральная плотность. Если имеется
совокупность из п реализаций случайного
процесса x(f), то в каждом сечении можно
определить частное математическое ожидание,
найти дисперсию и распределение случайной
величины.
ВЛИЯНИЕ ПРОЧНОСТИ, СОПРОТИВЛЕНИЯ УСТАЛОСТИ и износостойкости
95
Математическое ожидание - это пре-
дел, к которому стремится среднее значение
случайной величины, при п -» оо:
Дисперсия случайной величины
1 п
Dx =-----
Характеристикой рассеяния случайной
величины служит также среднее квадратиче-
ское отклонение Sx = y]Dx или коэффициент
вариации Тх = Sx / тх.
Для оценки структуры процесса, взаимо-
связи между значениями процесса в различные
моменты времени используют автокорреляци-
онную функцию
1 п
К (т) =—£ (х(0 - тх )(x(t - т) - тх ),
или нормированную автокорреляционную
функцию R(x), где т - интервал времени;
т = /2-Л.
При т = 0 имеем К(0) = Dx.
Нормированная автокорреляционная
функция
Я(т) = ВДЩ0).
Если математическое ожидание и дис-
персия случайного процесса не зависят от вре-
мени, а корреляционная функция не зависит от
положения точек t2, а зависит от т, то такой
случайный процесс называют стационарным.
Если характеристики случайного процесса не
изменяются от реализации к реализации, то
такой случайный процесс называют эргодиче-
ским.
Для анализа частотного состава случай-
ного процесса наряду с корреляционной функ-
цией применяют спектральную плотность
п
S(co) =---£ /С(т), cos (co(zAz)),
где со - частота процесса; Дт), - значение
корреляционной функции в определенный
момент (<ДГ).
Нормированная спектральная плотность
S(cd) = S((d)/Z\.
Функция S(co) характеризует распреде-
ление энергии процесса по непрерывным час-
тотам и позволяет оценить ширину основного
спектра частот, среднюю частоту процесса.
При вычислении значений тх, Dx, К(т), 5(ш),
7?(т) используют численные методы и получа-
ют так называемые оценки этих характери-
стик. При этом процессы квантуют, т.е. разде-
ляют, дискретизируют:
п=Т/\t,
где Т - длительность реализации; А/ - шаг
квантования.
Часто процессы нагружения узлов до-
рожных машин нестационарные. Их можно
разделить на три типа (рис. 1.5.1, б): 1) мате-
матическое ожидание зависит от времени, а
дисперсия постоянна; 2) дисперсия изменяется
во времени, а математическое ожидание по-
стоянно; 3) математическое ожидание и дис-
персия зависят от времени. Для проведения
анализа нестационарных процессов применяют
следующие методы: центрирование флуктуа-
ций (высокочастотных составляющих); выде-
ление тренда (низкочастотных составляющих);
нормирование случайных флуктуаций. Слу-
чайные процессы можно представить в виде
суммы флуктуации Хф и трендов хт.
Для случайного процесса первого типа
флуктуации стационарны, для второго и
третьего - нестационарны по дисперсии. Они
подлежат нормированию или преобразованию:
Хф Х0 Хф н,
где Xq - средняя (огибающая) процесса; Хф н -
нормированная флуктуация.
Флуктуация процесса третьего типа име-
ет зависимость, близкую к функциональной от
значения тренда:
Хф ХтХф
.н •
Для полного описания процессов опреде-
ляют: дисперсию и корреляционную функцию
нормированных случайных флюктуации, дис-
персии, амплитуды трендов, зависимости из-
менения трендов. Если тренды детерминиро-
ваны (функции времени), то это периодически
нестационарные случайные процессы. Полное
и точное описание процессов изменения на-
грузок и получение сведений об их статисти-
96
Глава 1.5. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ МАШИН ПРИ ПРОЕКТИРОВАНИИ
ческих характеристиках достигается на основе
экспериментальных исследований.
Прочность элементов. Модель возник-
новения внезапного отказа в общем виде пред-
ставлена следующим условием:
R<u, (1.5.1)
где R - сопротивление элемента разрушению
(предел текучести или временное сопротивле-
ние); Q - напряжение в элементе.
Если R > а, то имеется условие сохране-
ния прочности. Причиной нарушения условия
сохранения прочности, т.е. причиной отказа,
могут быть конструктивные и технологические
дефекты, а также нарушение правил эксплуа-
тации. В зависимости от соотношения величин
R и о могут наблюдаться полный отказ, раз-
рушение (для хрупких материалов) или воз-
никновение остаточных пластических дефор-
маций. Для конкретного элемента значение R -
постоянно, но в общем случае (для совокупно-
сти элементов) значения R имеют разброс и
являются случайными величинами с соответ-
ствующим распределением. Экспериментально
установлено, что для величины R может быть
принято нормальное распределение. Распреде-
ление f(R) и коэффициент вариации Vr суще-
ственно зависят от технологии изготовления.
В то же время действующее напряжение
не постоянно как для конкретного элемента,
так и для их совокупности. В общем случае в
элементах дорожных, строительных и комму-
нальных машин напряжение может быть
охарактеризовано как случайный процесс
(рис. 1.5.4, а). Основная характеристика слу-
чайного процесса п(/) при анализе внезапных
отказов - среднее число "выбросов" по этого
процесса в единицу времени за некоторый
уровень а. При а = а получаем среднюю
частоту процесса.
Среднюю частоту процесса можно опре-
делить экспериментально, тогда
па = п ехр
(ст-ст)
2^
Таким образом, для определения по нуж-
но знать статистические характеристики на-
пряжений: среднее Q, дисперсию, коэффици-
ент вариации или среднее квадратическое от-
клонение SCT, корреляционную функцию или
среднюю частоту п . Надежность по распре-
делению случайных напряжений оценивают на
основе предположения, что напряжение Q и
сопротивление R разрушению - независимые
величины. Распределения f(R) и /(и) подчи-
няются нормальному закону. Рассмотрим
функцию, характеризующую условие прочно-
сти, Н = R — g, среднее значение Н = R- а.
Дисперсия Z)H — + D — Sr + S& — S^.
Функция f(H) подчиняется нормальному
закону распределения:
f\H) = „ ехр
Sfj у 2 л
(Н-Н)2
1SH
Характеристика безопасности
7?-ст Н
Sh ’
где Уб ~ величина, обратная коэффициенту
вариации величины Н.
Рис. 1.5.4. Распределения параметров Л и о (а) и выбросы случайного процесса x(Z) на уровне а и
распределения /(а) (б):
1 - площади, характеризующие вероятности отказов; 2,4- распределения параметра R при относительно
высокой в низкой технологии изготовления; 3 - распределение Q
ВЛИЯНИЕ ПРОЧНОСТИ, СОПРОТИВЛЕНИЯ УСТАЛОСТИ и износостойкости
97
Коэффициент запаса прочности
Kn=R/a.
Величина Уб связана с Кп:
*„-1
Уб ’
где Vr, - коэффициент вариаций соответст-
венно сопротивления разрушению и напряже-
ний.
Исходя из величин Уб и й получают вы-
ражение для определения интенсивности отка-
зов или средней частоты отказов:
А, = й0ехр(-Уб/2),
где 2 = 1/71+ (5Д/5О)2 .
Вероятность безотказной работы
P(f) = exp (-АД
Надежность сложнонапряженных эле-
ментов оценивают по эквивалентным напря-
жениям пэкв. Условие сохранения прочности
(1.5.1) имеет вид:
/?>пэкв. (1.5.2)
Отказ возникает при R < пэкв.
Часто нагрузки на элементах строитель-
ных, дорожных и коммунальных машин неста-
ционарны. При расчетах прочности в этом
случае используют принцип приведения не-
стационарного процесса к стационарному для
того, чтобы использовать те же зависимости.
Отличие заключается в том, что расчетный
ресурс изменяется и определяется выражением
— ^р,
где Кр - коэффициент режима, определяемый
по таблицам и номограммам; Кр = 0... 1.
Если ресурс можно представить суммой
отдельных периодов работы
т
/=1
т
то вероятность безотказной работы Р = ,
/=1
где т - число видов работ, условий.
Отсюда
Если при этом можно выделить наиболее
нагруженный режим с интенсивностью отка-
зов Хр, то
' т 4
Р = ехр ,
к /=1 7
где сц tj I /р, bj I tp.
Более точно расчет ведется путем стати-
стического моделирования на ЭВМ.
Под обеспечением прочности понимают
установление уровня напряжения, которое
будет действовать на элемент и соответство-
вать нормативному уровню надежности. Исхо-
дя из этого напряжения определяют геометри-
ческие параметры элементов. Порядок расчета
следующий:
1) задается нормативный уровень веро-
ятности безотказной работы PQ;
2) определяется характеристика безо-
пасности
Info
Qtn
3) определяется коэффициент запаса
П 1-гМ
4) рассчитывается средний уровень на-
пряжений
c = R/Kn.
Сопротивление усталости. Усталость
рассматривается как постепенный отказ. При-
чина усталости в том, что напряжения, возни-
кающие в элементе, периодически превышают
определенное значение (предел выносливо-
сти), а каждое такое превышение оказывает
повреждающее воздействие на элемент. По-
вреждения постепенно накапливаются и, дос-
тигнув предельного значения, приводят к пол-
ному разрушению или появлению трещин не-
допустимых размеров. В общем случае модель
отказа в результате усталости можно предста-
вить в виде
4 - 1317
98
Глава 1.5. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ МАШИН ПРИ ПРОЕКТИРОВАНИИ
п
/=1
где Gn - предельное значение повреждений;
Gj - повреждения на отдельных этапах работы.
Скорость накопления повреждений в те-
чение каждого этапа
gi = Gn/Nh
где Nf - число циклов, необходимых для дос-
тижения предельного повреждения Gn при
режимах и условиях, соответствующих /-му
этапу работы.
Тогда модель отказа
п
Ел =Gn,
/=1
где /Уд, - число циклов действующих напря-
жений на /-м этапе работы.
Скорость накопления повреждений и ре-
сурс зависят от цикла N, циклов, которое в
свою очередь определяется действующей ам-
плитудой напряжений а, и пределом выносли-
вости.
Предел выносливости - это максималь-
ное напряжение OLi, от действия которого не
возникают разрушения при практически неог-
раниченном числе циклов. Это число называ-
ют базовым числом циклов Nq « 107. Число N,
циклов напряжений а также предел вынос-
ливости Q-1 определяют по кривым усталости,
которые получают экспериментально. Кривая
усталости - это графическая зависимость
от Nj или Qa/ / Q-i от Nj (рис. 1.5.5).
Для удобства построений чаще использу-
ют зависимости = /(lg М)> или <за1 / q_i =
Часть кривой усталости, где и, > Q_i, ап-
проксимируется степенной зависимостью. На
этом участке справедливо выражение
^,/^0= (ст-1/а,г,
где т - показатель степени, зависящий от
свойств материала, размеров, формы и техно-
логии изготовления элементов, характера ре-
жима нагружения, температуры и др., у образ-
цов без концентраторов напряжение т = 6...
12, у элементов с концентраторами т = 3...8.
Для оценки надежности представляет ин-
терес наклонный участок.
Рис. 1.5.5. Схема определения распределений
ресурсов:
1 - область полностью ограниченной долговечности;
2 - область частично ограниченной долговечности;
3 - кривая усталости
Влияние состояния и качества поверхно-
сти детали на предел выносливости учитывают
коэффициентами качества поверхности, опре-
деляемыми экспериментально. В результате
получают предел выносливости конкретной
детали п_1д.
В общем случае предел выносливости -
случайная величина вследствие разброса ха-
рактеристик материала. Экспериментально
установлено, что значения предела выносливо-
сти подчиняются закону нормального распре-
деления или закону Вейбулла. При оценке
сопротивления усталости задачу часто сводят
к необходимости определения функции ресур-
са элемента, если известно, что на элемент
действует гармоническая, симметричная на-
грузка Возможны два основных случая,
которые следуют из общей схемы формирова-
ния отказов по усталости (рис. 1.5.5): 1) ам-
плитуда напряжения <за\ пересекает все сово-
купности левых ветвей кривой усталости, т.е.
лежит выше максимально возможного предела
выносливости; область полностью ограничен-
ной долговечности. Дифференциальные и ин-
тегральные кривые распределения ресурса
имеют обычный вид; 2) амплитуда напряже-
ний Пд2 пересекает часть левых ветвей кривой
усталости, т.е. проходит ниже максимума пре-
дела выносливости; область частично ограни-
ченной долговечности. В этом случае от уста-
лости разрушится лишь та часть элементов,
линии которых пересечены. Дифференциаль-
ные и интегральные кривые распределения
ресурса имеют характерный участок с посто-
ВЛИЯНИЕ ПРОЧНОСТИ, СОПРОТИВЛЕНИЯ УСТАЛОСТИ и износостойкости
99
янными значениями. В области полностью
ограниченной долговечности справедливо
выражение
°-ia=aa"№/N0 =<PGV).
где N- число циклов до разрушения.
При частоте п изменения напряжения
ресурс определяется выражением Т = N !п .
Поэтому при известном п необходимо найти
распределение N, тогда Т определяется рас-
пределением N.
В теории вероятностей известно, что
ЛЮ = Лф(Юф'(Ю]-
Отсюда
uamJN/N0
(оа^^о-а_1д)2’
хехр-------1,
[ 25-1д J
где о_1д, 5_1д - соответственно среднее значе-
ние, среднее квадратическое отклонение пре-
дела выносливости детали.
Коэффициент вариации предела вынос-
ливости
у_1д=5_1д/ст_1д.
Для расчетов используют коэффициент
запаса по сопротивлению усталости
“ СТ-1д а >
а также характеристику безопасности
Гб =^N/No -Ky)/(Kyv_la).
Зависимость числа циклов до разрушения
от этих величин
y = tf0(l+Y6v_u)'"*ym.
Вероятность безотказной работы
Р = 0,5 [1 + Ф(уб)],
где Ф(уб) - функция Лапласа.
Для построения функций распределения
в области частично ограниченной долговечно-
сти можно использовать те же зависимости, но
не на всем интервале чисел N, а до Nq, после
которого долговечность можно считать неог-
раниченной, а вероятность безотказной работы
постоянной P(Nq).
Коэффициент вариации предела вынос-
ливости
V-1A = Vv? + V2 + va + ^экв >
где Vj = 0,03...0,07 - коэффициент вариации
пределов выносливости деталей, изготовлен-
ных из металла одной плавки; v2 = 0,05...0,1 -
коэффициент вариации средних пределов вы-
носливости из металла одной марки, но разных
плавок; va = 0,02...0,1 - коэффициент вариа-
ции размеров детали; Тэкв - коэффициент ва-
риации эквивалентного напряжения.
Нагрузки чаще всего носят случайные
амплитуды и могут иметь несимметричный
характер. Во всех этих случаях необходимо
определять характеристики гармонических
детерминированных напряжений с симмет-
ричным циклом эквивалентных по разрушаю-
щему воздействию случайных напряжений и
использовать их при определении коэффици-
ента запаса по сопротивлению усталости
КУ =П_1д^/^Аэкв •
Для линейного накопления повреждений
и степенного уравнения кривой усталости
°ai^i = const, а эквивалентного напряжения
Суммирование следует проводить по
всем напряжениям, превышающим 0,5п_1Д.
Коэффициент а = 1 при линейной зави-
симости накоплений повреждений, в других
случаях его значение уменьшается до а = 0,2.
При действии напряжений, асимметрия
цикла которых случайна, определяют приве-
денную амплитуду симметричного цикла:
^пр Ф + Р1 >
где пс - среднее напряжение цикла; и, - /-я
амплитуда цикла; pi = 0,1...0,3 - коэффициент
асимметрии.
Для случайного процесса с постоянной
асимметрией цикла
4*
100
Глава 1.5. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ МАШИН ПРИ ПРОЕКТИРОВАНИИ
^экв
где Q - среднее напряжение процесса.
При действии на элемент нагрузки в виде
блока, т.е. набора симметричных циклов, с
разной амплитудой Q,:
^экв
где q - число блоков нагружения за весь срок
службы; ti - относительная длительность
z-й нагрузки; 7, = ТУб/ / ^б; Nq - общее число
циклов повторения амплитуды всех уровней в
блоке нагружения.
Надежность по усталостному разруше-
нию обеспечивается, если напряжения в эле-
менте не превышают определенного уровня,
при котором в течение заданного ресурса с
заданной вероятностью не возникает усталост-
ного разрушения.
При полностью ограниченном ресурсе
коэффициент запаса прочности
_ mjN/N0
Ку — )
l + Y6v-u
где Уб - характеристика безопасности, опреде-
ляемая из уравнения Ф(Уб) = 2Р - 1.
Средний ресурс по числу циклов находят
при У-1Д = 0:
N = NqK” .
При частично ограниченной долговечно-
сти N = Nq
Ку = 1/(1 -Y6V-ia),
а средний ресурс оценивать не требуется.
Затем определяется уровень напряжений
по коэффициенту Ку. Уровень напряжений с
симметричными амплитудами
О_1д / Ку.
Износостойкость элементов. Для строи-
тельных, дорожных и коммунальных машин
наиболее характерно абразивное изнашивание.
Оно происходит в результате микрорезания
или многократного микроскопического де-
формирования металла абразивными телами.
Это в первую очередь относится к рабочим
органам (фрезам, шнекам, зубьям, деталям
ходового устройства и др.), которые непосред-
ственно взаимодействуют с абразивными сре-
дами. Различают изнашивание в абразивной
среде, которое характеризуется микрорезани-
ем, и контактно-абразивное, которое характе-
ризуется усталостью.
Микрорезание возникает при отношении
твердости поверхностного слоя детали к твер-
дости абразива Н / На < 0,5, а усталость при
Н/На >0,7.
Основной количественной характеристи-
кой изнашивания служит линейный износ де-
тали:
ДЛ = Л2 ~
где h\,h2- размеры детали.
Можно применять другие характеристи-
ки изнашивания: объемное, массовое, а также
интенсивность изнашивания
где ДЛ - линейный износ; Д/ - путь трения.
Динамику изнашивания характеризует
его скорость
i = Nhl Nt,
где &t - время изнашивания.
Наиболее характерными являются пять
моделей динамики изнашивания (рис. 1.5.6).
Первая, наиболее простая - линейная модель
(кривая 7). Скорость изнашивания i = const.
Длительность работы может быть определена
как
t = \h/i.
Рис. 1.5.6. Модели динамики изнашивания:
1 - линейная; 2-4- нелинейные;
5 - общая - кривая Лоренца;
а - приработка; б - установившееся изнашивание;
в - катастрофическое изнашивание
ВЛИЯНИЕ ПРОЧНОСТИ, СОПРОТИВЛЕНИЯ УСТАЛОСТИ и износостойкости
101
Вторая модель характеризуется прира-
боткой с последующей постоянной скоростью
изнашивания (кривая 2). Она наблюдается в
шарнирных соединениях, подшипниках
скольжения.
Третья модель с монотонно снижающей-
ся скоростью изнашивания (кривая 3) харак-
терна для подшипников скольжения, шестерен.
Четвертая модель имеет увеличивающуюся
скорость изнашивания (кривая 4). Наиболее
общая модель (кривая 5) - кривая Лоренца -
включает три стадии: а) приработку; б) уста-
новившееся изнашивание; в) катастрофическое
изнашивание.
Для участка б можно определить ресурс
(без учета t\):
*=(*np—а0) tg <p; tg(p = j.
Катастрофическое изнашивание может
начаться при увеличении зазора в сочленении
вследствие нарушения условий трения или
изнашивания обработанного слоя поверхности
детали. Пары трения часто работают с переры-
вами. В этом случае кривая износа имеет сту-
пенчатый вид и модель отказа
Xgo=^пр ’
;=1
где N - число циклов за весь ресурс; tj - дли-
тельность у-го цикла; ij - скорость изнашива-
ния ву-м цикле; /?пр - максимальный износ.
Если tj = Tfj, то ресурс
п
7’ = Апр£Л/У =Апр//Т>
>1
где fj - относительная длительностьу-го цикла;
i - средняя скорость изнашивания.
При оценке работоспособности механиз-
ма необходимо установить предельно допус-
тимые значения износа Лпр. Имеются нормати-
вы на предельные износы для ограниченной
номенклатуры деталей. При занижении значе-
ний срок службы деталей используется непол-
ностью (потери основных фондов затрат), при
завышении - возрастает доля аварийных ре-
монтов вследствие отказов в межремонтный
период (повышаются текущие затраты), т.е.
существует задача оптимизации значения Лпр.
Возможно установление значения из усло-
вий прочности, так как уменьшение размера
детали в результате изнашивания приводит к
снижению прочности. По израсходовании запа-
са прочности можно получить Лпр Для тихоход-
ных передач. Для быстроходных передач следу-
ет учитывать еще повышение динамических
нагрузок вследствие увеличения зазоров Д:
Р = Ро + Рд,
где Ро - расчетная нагрузка; Рд =/(Д) - дина-
мическая составляющая.
Для реверсивных передач на зазор влияет
износ четырех поверхностей зубьев. Предель-
ный износ можно установить также из условия
точности многозвенных механизмов (цепей,
гусениц). Из условия суммарного износа
^Л<5...6 % предельное удлинение цепей
(Zmax-Z)/Z < 0,05.
Наиболее точно предельные износы ус-
танавливают экспериментально. Возможны
другие случаи выбора и определения предель-
ного износа: по предельному снижению про-
изводительности, увеличению энергоемкости,
невыполнению заданных функций.
Следующей задачей является определе-
ние скорости изнашивания:
i = aN^IFK^
где а - коэффициент пропорциональности,
определяемый по справочным данным; -
мощность трения; F - площадь контакта тру-
щихся элементов; К„ - коэффициент запаса
износостойкости.
При этом мощность трения
Мр=/трЛу,
где/^р - коэффициент трения; R - сила, дейст-
вующая перпендикулярно к относительному
перемещению (силе нормального давления);
v - скорость относительного перемещения.
Коэффициент запаса износостойкости
— Ей /
где 8И, <7и _ относительные значения соответст-
венно износостойкости детали и изнашиваю-
щей способности среды.
Значение 8И определяют эксперимен-
тально в зависимости от материала детали, а
102
Глава 1.5. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ МАШИН ПРИ ПРОЕКТИРОВАНИИ
также справочных данных о ней. Относитель-
ная изнашивающая способность среды
<7и — -^р
где Лд - коэффициент, характеризующий дав-
ление на поверхности трения; - коэффици-
ент, оценивающий твердость и форму абра-
зивных зерен, определяющих характер разру-
шения (микрорезание или усталость); Ка -
коэффициент, учитывающий степень закреп-
ленности абразива в среде.
Оценка надежности элементов при изна-
шивании производится на основе рассмотре-
ния общей схемы возникновения отказа
(рис. 1.5.7). Отказ элемента возникает при дос-
тижении предельного значения Лпр. Модель
отказа h(t) = i(t- + hQ> h^.
Безотказная работа обеспечивается при
условии
h(t) = i(t-t0) + h0<hnp,
где t - текущее время; t0 - время обкатки (при-
работки); hQ - износ в период обкатки.
При изнашивании в абразивной среде
можно считать tQ = 0; h0 = 0. При контактно-
абразивном изнашивании время tQ мало по
сравнению с t. Тогда it + hQ< h^. Но парамет-
ры i, hQ, h„p в общем случае величины случай-
ные. Поэтому ресурс деталей Т тоже случай-
ная величина:
T=(hnp-ho)/i.
Рис. 1.5.7. Общая схема возникновения отказов и
определения распределения ресурсов
при изнашивании
Поэтому существует плотность распре-
деления f(T). В общем случае для описания
f(T) при коэффициенте вариации ресурса
Т < 0,33 используют нормальное распределе-
ние, а при Т > 0,33 - гамма-распределение.
При нормальном распределении скоро-
сти изнашивания
Р(7’) = 1-ф[(Ль+/7’-Лпр)/(/Т’Т)].
Средний ресурс
Т7 — ~ _ АЛКи
~(aN/F)KaKaKp~ ап
Коэффициент вариации ресурса
+^д +^р ,
где Тд/, - коэффициент вариации предельного
износа, который зависит от технических до-
пусков и качества изготовления; Тд/, = 0...0,2;
Ч/еи - коэффициент вариации относительной
износостойкости; при контактно-абразивном
изнашивании % = 0,03...0,08; в абразивной
фазе Т6и = 0,08...0,15; Т# = 0,2...0,3 - коэф-
фициент вариации удельной мощности трения
(зависит от скоростей машины); - коэф-
фициент вариации абразивности; в абразивной
среде Тка = 0,2...0,33; при контактно-абразив-
ном изнашивании Т^а = 0; - коэффициент
вариации давления; в абразивных средах
Тк = 0; при контактно-абразивном изнашива-
нии = 0,15...0,25; = 0,1...0,2 - коэф-
фициент вариации твердых включений.
Под обеспечением надежности следует
понимать определение необходимой износо-
стойкости элементов и размеров износостой-
кого покрытия, при которых в течение задан-
ного ресурса с заданной вероятностью не на-
ступит предельный износ.
Запас по износу
ль-лПр=с71_тТт;т-Ттт>
где U\ _ у - параметр, определяемый по табли-
це функции Лапласа: соответствует вероятно-
сти Ф(£/1 _у) = 1 - у; у - нормативный уровень
вероятности безотказной работы; Ту - гамма-
процентный ресурс.
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ ОСНОВНЫХ ЭЛЕМЕНТОВ
103
Обеспечение и повышение надежности
производятся на основе конструктивных меро-
приятий, применения новых износостойких
материалов, улучшения смазочных материа-
лов, компенсации износа, контроля за износом,
применения безызносного трения.
Глава 1.6
КОНСТРУКЦИОННЫЕ И
ЭКСПЛУАТАЦИОННЫЕ МАТЕРИАЛЫ
1.6.1. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
ОСНОВНЫХ ЭЛЕМЕНТОВ И
МЕТАЛЛОКОНСТРУКЦИЙ МАШИН
Элементы строительных, дорожных и
коммунальных машин изготовляют из углеро-
дистых, легированных, специальных сталей,
чугунов различной структуры, цветных спла-
вов, неметаллических материалов. При восста-
новлении деталей используют такое же разно-
образие материалов. Выбор способов, техноло-
гических вариантов и режимов восстановления
деталей непосредственно связан со знанием
химического состава, структуры, механиче-
ских, физических и технологических характе-
ристик тех металлов и сплавов, из которых они
изготовлены.
Требования, предъявляемые к метал-
лам и сплавам, применяемым для изготов-
ления строительных, дорожных и комму-
нальных машин. В процессе эксплуатации
этих машин рабочие поверхности большинства
деталей подвержены изнашиванию под влия-
нием сил трения, коррозионному воздействию
и др. Кроме того, многие детали воспринима-
ют при работе значительные динамические
нагрузки, возникающие вследствие действия
инерционных сил, при нарушении соосности
сопряженных агрегатов, механизмов и дета-
лей, в результате частотных колебаний, при
торможении машин, ударах колес о препятст-
вия (неровности дороги) и по другим причи-
нам. Многие детали воспринимают системати-
ческие переменные нагрузки и поэтому могут
подвергаться усталостному разрушению. К та-
ким деталям в первую очередь следует отнести
продольные балки и поперечины рам, рессор-
ные листы, пружины подвески и полуоси и др.
Сопряженные рабочие поверхности деталей
подвержены различным видам механического
и коррозионно-механического изнашивания, в
частности абразивному и газоабразивному
(клапаны, гильзы цилиндров и др.), усталост-
ному (рабочие поверхности зубчатых венцов
шестерен, подшипников качения и др.), окис-
лительному (поршни, головки цилиндров,
поршневые кольца и др.), изнашиванию при
фреттинг-коррозии (рессорные листы), а также
комбинированному воздействию перечислен-
ных и других видов изнашивания.
В отношении смазки условия работы со-
пряжений деталей машин не одинаковы: лишь
подшипники коленчатых валов (коренные и
шатунные) работают при установившемся
режиме в условиях гидродинамической смаз-
ки; работа некоторых деталей (например, под-
шипников распределительных валов) протека-
ет на границе условий гидродинамической и
полужидкостной смазок; большинство деталей
работает при граничной смазке. По характеру
и величинам воспринимаемых нагрузок, видам
трения и условиям смазки сопряжения узлов и
агрегатов машин работают в сложных условиях.
Особенности использования строитель-
ных, дорожных и коммунальных машин не
позволяют при разработке их конструкций с
целью повышения надежности и увеличения
ресурса идти по пути увеличения сечений,
габаритных размеров и массы деталей. Поэто-
му к материалам, применяемым при их произ-
водстве и восстановлении, предъявляются
высокие требования. Они должны надежно
обеспечивать статическую и динамическую
прочность изготовляемых из них деталей, га-
рантировать высокую износостойкость тру-
щихся поверхностей, температурную и корро-
зионную стойкость.
Указанным требованиям хорошо отвеча-
ют легированные стали. В нормализованном и
особенно улучшенном состоянии они обеспе-
чивают при ограниченных сечениях необхо-
димую прочность изготовляемых из них дета-
лей, а в результате химико-термической обра-
ботки с последующими закалкой и низкотем-
пературным отпуском - высокую твердость и
износостойкость рабочих поверхностей при
больших удельных нагрузках. За счет соответ-
ствующего подбора легирующих компонентов
у изготовляемых деталей достигаются пружи-
нящие свойства, коррозионная стойкость, жа-
ропрочность и другие специальные качества.
В рассматриваемых машинах широко приме-
няют легированные стали при большом разно-
образии используемых групп, марок и химиче-
ского состава.
Поскольку стоимость легированных ста-
лей намного превышает стоимость качествен-
104
Глава 1.6. КОНСТРУКЦИОННЫЕ И ЭКСПЛУАТАЦИОННЫЕ МАТЕРИАЛЫ
ных углеродистых сталей, наряду с ними при-
меняют более дешевые низколегированные и
качественные углеродистые стали во всех тех
случаях, когда это не вызывает снижения на-
дежности и ресурса соответствующих деталей,
а следовательно, агрегатов и узлов, в конст-
рукцию которых они входят.
В качестве заготовок деталей использу-
ются поковки, штамповки, отливки из черных
и цветных металлов. Первые два вида загото-
вок отличаются лучшей структурой металла, а
следовательно, наилучшими механическими
свойствами изготовляемых из них деталей.
Поэтому в конструкциях рассматриваемых
машин кованых и штампованных деталей
большинство. Исходным материалом для изго-
товления поковок и штамповок является ме-
таллопрокат. Однако ввиду относительно вы-
сокой его стоимости и сложности операций
обработки металлов давлением в тех случаях,
когда нагрузки деталей ограничены, целесооб-
разно вместо поковок использовать отливки
(при изготовлении кронштейнов, педалей,
корпусов и т.д.). Получение деталей (особенно
сложной формы) литьем часто является един-
ственно возможным способом. Наиболее де-
шевые отливки, но и менее прочные, получают
из чугуна с пластинчатым графитом. Механи-
ческие качества чугуна могут быть повышены
за счет его модификации, легирования, специ-
альной термической обработки. В связи с этим
широко применяют чугун с шаровидным гра-
фитом, а также легированный и ковкий. Ков-
кий чугун обеспечивает наивысшие механиче-
ские качества изготовляемых из него деталей,
однако более дорогой и отличается сложной
технологией их термической обработки. Чугун
с шаровидным графитом по своим механиче-
ским качествам приближается к ковкому, зна-
чительно дешевле и проще по технологии по-
лучения заготовок. Поэтому в последние годы
ряд деталей, прежде изготовляемых из ковкого
чугуна, получают из чугуна с шаровидным
графитом.
Для дальнейшего повышения динамиче-
ских качеств машин большое значение имеет
максимально возможное снижение их массы.
Этому в значительной мере способствует про-
изводство деталей из сплавов на алюминиевой,
цинковой, магниевой основе, а также компо-
зитных материалов, область применения кото-
рых непрерывно увеличивается.
Радикальное снижение массы малона-
груженных металлоконструкций строительных
машин или элементов, имеющих форму обо-
лочек, например кузов автосамосвалов, может
быть достигнуто применением алюминиевых
сплавов, обладающих к тому же хорошими
антикоррозионными свойствами и по прочно-
сти не уступающим сталям. Однако использо-
вание их для длинных ферм-элементов, рабо-
тающих на сжатие, нецелесообразно вследст-
вие того, что модуль упругости у них в 2,8 раза
меньше, чем у стали.
Материалы металлоконструкций.* Ме-
таллы, применяемые для несущих конструк-
ций, должны обладать механическими свойст-
вами, обеспечивающими работоспособность
конструкций в течение длительного срока
службы в заданных условиях эксплуатации.
Они должны быть прочными, упругими, со-
противляться циклическим и ударным воздей-
ствиям как при положительных, так и при от-
рицательных температурах, обладать коррози-
онной стойкостью и хорошей свариваемостью.
Указанным требованиям соответствуют
стали с содержанием углерода не более
0,22...0,25 %. Стали с большим содержанием
углерода, несмотря на высокую прочность, для
несущих конструкций не применяют ввиду их
склонности к хрупкому разрушению и плохой
свариваемости. Алюминиевые и титановые
сплавы пока еще не нашли широкого приме-
нения для несущих конструкций строитель-
ных, дорожных и коммунальных машин.
Низколегированные стали имеют по срав-
нению с углеродистыми лучшие механические
свойства, что достигается введением легирую-
щих добавок. Применение этих сталей позволя-
ет на 20...30 % снизить массу конструкций и
увеличить их срок службы. В настоящее время
основные несущие конструкции строительных и
дорожных машин изготовляют из низколегиро-
ванных сталей (ГОСТ 19281-89).
Термоупрочненная углеродистая сталь
при незначительном повышении стоимости
изготовления (по сравнению со стоимостью
обычной углеродистой стали) имеет лучшие
механические свойства, близкие по прочности
низколегированной стали. Недостатком термо-
упрочненных сталей некоторых видов является
их частичное разупрочнение вследствие нагре-
ва при сварке, что недопустимо для металло-
конструкций строительных и дорожных ма-
шин.
* Раздел написан совместно с Г.Н. Карасевым.
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ ОСНОВНЫХ ЭЛЕМЕНТОВ
105
Выбор марки стали зависит от условий
эксплуатации конструкций, особенностей тех-
нологического процесса их изготовления, тре-
бований к массе и стоимости конструкции. Для
снижения массы конструкции рекомендуется
применять низколегированные стали высокой
прочности.
При выборе марки стали необходимо
учитывать возможность работы строительно-
дорожных машин в различных климатических
зонах. В зоне с холодным климатом работо-
способность машин должна обеспечиваться
при температуре -60 °C, а в зоне с умеренным
климатом - при температуре -40...-50 °C.
Институтом электросварки им. Е.О. Пато-
на разработаны рекомендации по выбору сталей
для сварных конструкций. Для основных несу-
щих конструкций, работающих при температуре
-40.. .-50 °C, а также при -50.. .-65 °C при усло-
вии контроля их ударной вязкости при темпера-
туре -70 °C при толщине проката до 20...40 мм,
рекомендуются низколегированные стали 09Г2,
09Г2С, 10Г2С1, 10ХСНД 15ХСНД, 14Г2АФ,
15Г2АФДсп. Применение углеродистых сталей
в условиях отрицательных температур -50 °C и
ниже допускается только для вспомогательных
элементов (ограждений, настилов, кожухов и
т.д.). При проверке сопротивления усталости
следует пользоваться пониженными значениями
предела выносливости в зависимости от вида
сварного соединения: 10...50 МПа.
Внедрению дюралюминия для изготов-
ления металлоконструкций способствует раз-
работанная сравнительно недавно технология
сварки алюминиевых сплавов, обеспечиваю-
щая необходимую прочность швов. Для клепа-
ных металлоконструкций применяют термиче-
ски упрочненные сплавы типа дюралевых, а
для сварных - неупрочненные на основе сис-
темы алюминий - магний.
Наиболее распространенные материалы, при-
меняемые для изготовления деталей строи-
тельных, дорожных и коммунальных машин,
приведены в табл. 1.6.1.
1.6.1. Материалы, применяемые при производстве деталей строительных, дорожных и
коммунальных машин
Материал Изготовляемые детали
08, 08кп, 10 Конструкционные углеродистые стали Корпусы стеклоподъемников и дверных замков, дверки кабин, кры- лья, глушители, щитки радиатора, панели капота, корпусы воздушных фильтров, детали кабин и кузовов, кронштейны, крышки клапанных механизмов, регулировочные прокладки, маслоотражатели, гайки, шурупы, детали приспособлений, нестандартного оборудования
15, 15кп Диски колес, различные пальцы и оси, болты и винты с круглой, полукруглой, цилиндрической, потайной и другими головками
20, 20кп, 25 Валы и червяки рулевого управления, валы управления коробкой передач, тросы стеклоподъемников, бамперы, детали рычага ручно- го тормоза, вилки переключения передач, карданные валы, вклады- ши рулевых тяг, рычаги переключения передач, различные крон- штейны и др.
30,35 Карданные фланцы и вилки, шестерни коленчатого вала, шестерни масляного насоса, корпусы гидроцилиндров опрокидывающих уст- ройств автосамосвалов, выдвижные гильзы гидроподъемников, бук- сирные крюки, вилки переключения передач, шпильки колес, шести- гранные болты, детали нестандартного оборудования
40, 45 Коленчатые валы двигателя и компрессора, распределительные ва- лы, поршневые пальцы, оси шестерен заднего хода, поворотные шкворни, скользящие вилки, венцы маховиков, разжимные кулаки колодок тормоза, штанги толкателей, шпильки головки блока и дру- гие детали, гильзы, поршни, штоки гидромашин
45Л-55Л Траки гусениц, сложные детали средней нагруженности (литые)
106
Глава 1.6. КОНСТРУКЦИОННЫЕ И ЭКСПЛУАТАЦИОННЫЕ МАТЕРИАЛЫ
Продолжение табл. 1.6.1
Материал Изготовляемые детали
Ковкий (ГОСТ 7293-85) КЧ35-10, КЧ37-12 Чугуны Колесные тормоза и ступицы колес
Высокопрочный (ГОСТ 7293-85) ВЧ 50, ВЧ 35, ВЧ 60 Ступицы колес тяжелых автомобилей, корпусные детали, крышки гидромашин, люльки
Серый (ГОСТ 1412-85) СЧ 15, СЧ 20 Тормозные барабаны, корпусные детали коробок передач, задних мостов, крышки корпусных деталей, корпусные детали гидромашин
Констр; 40Г, 50Г, 45Г2 акционные легированные стали (ГОСТ 44543-71) Полуоси, шатуны, коленчатые валы двигателей
Г-13Л (ГОСТ 2176-67) Зубья, корпусы и другие детали ковшей, рыхлителей, звеньев, кат- ков и колес гусениц шестерен и реек напорных механизмов, дробя- щих плит и др.
40ХФА, 60ХФА Пружины клапанов, пружины подвески, шатуны двигателей, колен- чатые валы
20ХН2М, 40ХН2МА Шестерни полуосей и сателлиты, конические шестерни главной пе- редачи, червяки рулевого управления, поршни, блоки цилиндров гидромашин
38ХГСА Полуоси, штоки гидроцилиндров гидромашин
20ХГНР, 14ХГН, 19ХГН, 15ХГН2ТА Валы и шестерни коробок передач, ось шестерни заднего хода, кре- стовины карданного шарнира и дифференциала, шестерни полуоси и сателлиты, конические шестерни заднего моста
20ХГНМ, 25ХГНМТ, 30Х2ГСМА Валы и шестерни коробок передач, ведомая коническая шестерня главной передачи, сателлиты и крестовины дифференциала
ЗОХ, 35Х, 40Х, 45Х, 50Х Балки передней оси, поворотные цапфы, рычаги рулевого управле- ния, крестовины и оси сателлитов, коромысла, болты коренных и шатунных подшипников двигателей, валы гидромашин
18ХГТ, ЗОХГТ, 25ХГМ, 25ХГТ Шкворни, распределительные валы, шестерни полуосей и сателли- ты, конические шестерни заднего моста, крестовины карданного шарнира, шестерни и валы коробок передач, ось шестерни заднего хода, качающиеся шестерни, валы гидромашин
12ХН2, 12ХНЗА, 20ХНЗА, 40ХН Поршневые пальцы, крестовины карданного шарнира, вал рулевой сошки, конические шестерни заднего моста, полуосевые шестерни, сателлиты, крестовины дифференцила
50ХГА, 60С2А, 60С2ГФ (ГОСТ 14959-79) Рессорные листы, пружины подвески, блок цилиндров гидромашин
14Г2АФ, 19ХГС, 12ХГЮТ, 15ХГЮТ, 22Г2ТЮ Лонжероны, поперечины
На основе системы: алюминий - кремний: АК9ч, АК9пч, АК7ч, АК7пч, АК9, АК7 Алюминиевые сплавы (ГОСТ 1583-93) Картеры рулевых механизмов, сцепления, поршни компрессоров, корпусы масляных центрифуг, водяных насосов, поршни тормозных цилиндров, впускные трубопроводы, корпусные детали гидромашин
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ ОСНОВНЫХ ЭЛЕМЕНТОВ
107
Продолжение табл. 1.6.1
Материал Изготовляемые детали
Алюминий - кремний - медь: АК5М, АКбМч, АК5М2, АК5М4 Корпусы топливных насосов, арматура, различные крышки, мелкие патрубки, ненагруженные детали
Алюминий - медь: АМ5, АМ4,5Кд Арматура, кронштейны и др.
Алюминий - магний: Амг5К, Амг11, Амгбл, АмгЮ, Амг5Мц Декоративные детали
БрО5Ц6С5, БрО5С25, БрА9ЖЗ, БрА9ЖЗЛ, БрА10ЖЗМц2, БрО5Ц5С2 Бронза (ГОСТ 493-79) Направляющие гидроцилиндров гидромашин, втулки торцовых уп- лотнений, опоры скольжения гидромашин. Втулки, венцы колес, колец, вкладышей, червячных колес и других деталей механизмов распределителя гидромашин
ЛМцСКА58-2-2-1-1, ЛМцКНС58-3-45-1,5-1 Латунь (ГОСТ 1020-97) Опорные пяты плунжеров, распределители гидромашин
ЛЦ 14КЗСЗ, ЛЦ38М2С2К Опоры скольжения гидромашин
Полиамид 610, углена- полненный У ПА 6/15, У ПА 6/20 Неметаллические материалы Направляющие втулки гидроцилиндров гидравлических машин
Лента металлофторо- пластовая МФ Л Опоры (подшипники, работающие без смазки) скольжения
Фторопласт коксонапол- ненный Ф4К20, Ф4К15М5 Уплотнения различных стыков
Резина В14, В14-1, ИРП-3028, ИРП-1287, В-7512, ДРП1316НТА Уплотнения неподвижных соединений, уплотнения при относитель- ном перемещении деталей, уплотнения вращающихся деталей, под- жимные кольца
Полиэфиры хайтрел 47, 72 Полиуретан Десмонд 487 Уплотнения
Бумага АФБ-1, БФА, БТ-10П Фильтрующие материалы
Рециклирование конструкционных
материалов. Наряду с первичным использо-
ванием конструкционных материалов они
рассматриваются и с точки зрения их рецикли-
рования, т.е. переработки для повторного ис-
пользования в производстве новых машин.
Создаются фирмы и производства по рецикли-
рованию отработанных или отслуживших пер-
вый срок эксплуатации материалов. Как пра-
вило, к фирмам и производствам по рецикли-
рованию предъявляется ряд специфических
требований, в том числе:
пригодность для рециклирования как
отечественных, так и зарубежных материалов;
наличие систем и средств для идентифи-
кации и рассортировки материалов (сталей,
сплавов, неметаллических материалов);
сравнительно высокая производитель-
ность и технико-экономические характеристи-
ки процессов при минимально возможных
затратах энергетических ресурсов;
обеспечение экологических требований
по воздействию производства на окружающую
среду и производственный персонал.
108
Глава 1.6. КОНСТРУКЦИОННЫЕ И ЭКСПЛУАТАЦИОННЫЕ МАТЕРИАЛЫ
Фирма МБА Полмерс (США) занимается
исследованиями и разработкой оборудования и
технологических процессов для рециклирова-
ния пластиков и изготовления из них различ-
ных элементов автомобильной техники. Для
идентификации пластиков применяются раз-
личные ИК-спектрометры и трибоэлектриче-
ские устройства. Создано специальное произ-
водство по рециклированию различных пла-
стиков Мульти-Продакс Ресайклинг Фэсилити.
1.6.2. СМАЗОЧНЫЕ МАТЕРИАЛЫ И
РАБОЧИЕ ЖИДКОСТИ
В строительных, дорожных и комму-
нальных машинах применяют различные сма-
зочные материалы и рабочие жидкости. Их
разнообразие и требования, предъявляемые к
ним, определяются условиями эксплуатации
машин и работы узлов трения. В связи с разви-
тием конструкций этих машин происходит
постепенное стирание резких границ между
применяемыми в них и в автомобилях смазоч-
ными материалами. Смазочные системы совре-
менных двигателей обычно обеспечивают по-
дачу моторного масла под давлением в под-
шипниковые узлы, к деталям механизма газо-
распределения и т.д. С применением на трак-
торах гидромеханических трансмиссий транс-
миссионное масло, являющееся рабочей жид-
костью в гидротрансформаторе, одновременно
служит смазочным материалом для шестерен и
подшипников, используется в гидравлической
системе управления и навесной системе трак-
тора. Кроме того, оно осуществляет теплоот-
вод из зоны трения и очищает детали гидро-
систем от загрязнения. Во многих тракторных
трехступенчатых гидротрансформаторах для
повышения КПД в качестве рабочей жидкости
используют дизельное топливо. Пластичные
смазки широко применяют в узлах трения.
Моторные масла. Разнообразные усло-
вия применения моторных масел обусловили
их классификацию по вязкости и уровню экс-
плуатационных свойств. По ГОСТ 14479.1
моторные масла в зависимости от кинематиче-
ской вязкости делят на классы: четыре зимних -
З3; 43; 53; 63; восемь летних - 6; 8; 10; 12; 14; 16;
20; 24; остальные - всесезонные (табл. 1.6.2).
Для всесезонных классов (обозначенных
дробью) указывают принадлежность к одному
из зимних (числитель дроби) и одному из лет-
них (знаменатель дроби) классов.
В зависимости от области применения
моторные масла делят на группы А, Б, В, Г, Д,
Е и подгруппы - Бь Б2, Вь В2, Гь Г2, Дь Да, Еь
Е2 (табл. 1.6.3). Индекс ”1” присваивают мо-
торным маслам для карбюраторных двигате-
лей, а индекс ”2” - для дизелей.
Группу моторного масла в зависимости
от степени форсированное™ двигателя выби-
рают исходя из эффективного давления рэф и
скорости поршня vn (рис. 1.6.1).
1.6.2. Классификация моторных масел по классам по ГОСТ 17479.1
Класс вязкости Кинематическая вязкость, мм2/с, при температуре, °C Класс вязкости Кинематическая вязкость, мм2/с, при температуре, °C
100 -18, не более 100 -18, не более
Зз Не менее 3,8 1250 24 Св. 21,9 до 26,1 -
43 Не менее 4,1 2600 33/8 ” 7,0 ” 9,3 1250
53 Не менее 5,6 6000 43/6 " 5,6 ” 7,0 2600
6, Не менее 5,6 10 400 43/8 ” 7,0 ” 9,3 2600
6 Св. 5,6 до 7,0 - 43/10 ” 9,3 ” 11,5 2600
8 ” 7,0 " 9,3 - 53/10 " 9,3 ” 11,5 6000
10 " 9,3 ”11,5 - 53/12 ” 11,5 ” 12,5 6000
12 " 11,5 ”12,5 - 53/14 ” 12,5 ” 14,5 6000
14 ” 12,5 ” 14,5 - 63/10 ” 9,3 ” 11,5 10 400
16 ” 14,5 ” 16,3 - 63/14 ” 12,5 ” 14,5 10 400
20 ” 16,3 ”21,9 - 63/16 " 14,5 ” 16,3 10 400
СМАЗОЧНЫЕ МАТЕРИАЛЫ И РАБОЧИЕ ЖИДКОСТИ
109
1.6.3. Классификация моторных масел по группам по ГОСТ 17479.1
Группа масла по эксплуатационным свойствам Рекомендуемая область применения
А Нефорсированные карбюраторные двигатели и дизели
Б Б, Малофорсированные карбюраторные двигатели, работающие в усло- виях, способствующих образованию высокотемпературных отложе- ний и коррозии подшипников
б2 Малофорсированные дизели
В Bi Среднефорсированные двигатели, работающие в условиях, способст- вующих окислению масла и образованию всех видов отложений
В2 Среднефорсированные дизели, предъявляющие повышенные требо- вания к антикоррозионным, противоизносным свойствам масел и склонностью к образованию высокотемпературных отложений
Г Г) Высокофорсированные карбюраторные двигатели, работающие в тяжелых эксплуатационных условиях, способствующих окислению масла, образованию всех видов отложений и коррозии
Г2 Высокофорсированные дизели без наддува или с умеренным надду- вом, работающие в эксплуатационных условиях, способствующих образованию высокотемпературных отложений
д Д1 Высокофорсированные бензиновые двигатели, работающие в экс- плуатационных условиях более тяжелых, чем для масел группы Г
Д2 Высокофорсированные дизели с наддувом, работающие в тяжелых эксплуатационных условиях или в условиях, когда применяемое топ- ливо требует использования масел с высокой нейтрализующей спо- собностью, высококоррозионными и противоизносными свойствами и малой склонностью к образованию всех видов отложений
Е Ej Высокофорсированные бензиновые двигатели и дизели, работающие в эксплуатационных условиях, более тяжелых, чем для масел групп Д| И Дг
е2 Отличаются повышенной диспергирующей способностью, лучшими противоизносными свойствами
о s 12Vn,H/c
Рис. 1.6.1. Выбор группы моторного масла
в зависимости от среднего эффективного
давлениярЭф и скорости поршня vn
Отечественные моторные масла готовят в
основном из нефтяного сырья, смешивая в
различных пропорциях дистиллятный и оста-
точный компоненты. Существенно меньше
доля синтетических или полусинтетических
основ.
Подбор необходимого сочетания приса-
док определяется требуемым уровнем эксплуа-
тационных свойств. Обычно моющие присадки
вводят в концентрациях 3...15 %, дисперги-
рующие 1...2 %, антиокислительные и проти-
воизносные до 2 %, антикоррозионные до 1 %.
Соответствующие оптимальные концентрации
существуют для вязкостных, депрессорных,
по
Глава 1.6. КОНСТРУКЦИОННЫЕ И ЭКСПЛУАТАЦИОННЫЕ МАТЕРИАЛЫ
антипенных и защитных присадок. Их ассор-
тимент и количество зависят от назначения
масла. Моторные масла для карбюраторных
двигателей содержат 6... 15 % присадок, масла
для дизелей - 6...25 %. Характеристика неко-
торых моторных масел приведена в табл. 1.6.4.
Моторные масла зарубежных фирм
обычно по вязкостно-температурным свойст-
вам регламентируются по классификации SAE
(Международного общества инженеров само-
ходных машин), а эксплуатационные - по
классификации API (Американского института
нефти). Согласно SAE J300 моторные масла по
вязкости классифицируют на шесть зимних
классов (SAE OW, 5W, 10W, 15W, 20W, 25W)
и пять летних классов (SAE 20, 30, 40, 50, 60).
Чем больше число, входящее в обозначение
класса вязкости, тем выше вязкость масла.
Классификация API по эксплуатацион-
ным свойствам, как и отечественная классифи-
кация, предусматривает две большие группы
масел: S - для бензиновых двигателей; С - для
дизелей. Кроме буквы ”S” или "С" в обозначе-
ние масла входит буква, отражающая уровень
эксплуатационных свойств, от А до L для кар-
бюраторных двигателей или от А до Н для
дизелей, например: масла API SJ и SL для кар-
бюраторных двигателей и масла API SF-4, CF,
CG-4, СН-4 (масла категории РС-9, разрабо-
танные в связи с новыми экологическими тре-
бованиями Американского агентства по охране
окружающей среды) для дизелей. Моторные
масла API ЕС - энергосберегающие маловяз-
кие высококачественные, обеспечивающие
снижение расхода топлива до 5,5...6,5 %. Уни-
версальные масла, применяемые как для кар-
бюраторных двигателей, так и для дизелей,
имеют дробное обозначение: API SJ/CG-4,
CF-4/SG и т.д. (назначение масла характеризу-
ет обозначение в числителе).
Соотношение между уровнем эксплуата-
ционных свойств групп масел по ГОСТ 17479.1
и по API приведено в табл. 1.6.5. Следует от-
метить, что соответствие между группами мо-
торных является приблизительным и замена
отечественных масел на импортные (или на-
оборот) требует учета конкретных условий
эксплуатации.
В табл. 1.6.6 представлено соответствие
между классами вязкости по ГОСТ 17479.1 и
SAE J 300.
Трансмиссионные масла. Применение
трансмиссий с коробками передач, переклю-
чаемыми на ходу с помощью фрикционов и
гидротрансмиссий (гидродинамических и гид-
ростатических), в которых масло служит рабо-
чей жидкостью для включения фрикционов
и передачи вращающего момента от двигателя
к движителю, к нему предъявляют повышен-
ные требования. Смазывание зубчатых пере-
дач коробок, мостов, дифференциалов, как
правило, осуществляется погружением части
зубчатых колес в масло и его разбрызгивани-
ем. При наличии в трансмиссии систем, рабо-
тающих под давлением (гидросистема тракто-
ра или коробки передач), давление слива ис-
пользуется для смазывания зубьев шестерен,
подшипников и других элементов. В отдель-
ных случаях применяется индивидуальное
смазывание.
1.6.4. Характеристика некоторых моторных масел
Показатель Для карбюраторных двигателей Для дизелей
М-6У12-Г j М-Зэ/Ю-П М-4э/6-В| М-8-В МТ-16-П М-14-В2 М-10 -Г2(к) МТ-4э/8-Д(с)
Кинематическая вязкость, мм2/с, при температу- ре, °C: 100 >12 10...11 5,5...6,5 7,5...8,5 15,5...16,5 13,5...14,5 11,0 ±0,5 7,5...8,5
0 — - - <1200 - - - -
-18 <10 400 - 1100...2800 - - - - <2600
Индекс вязко- сти, не менее 115 120 125 93 85 85 95 —
Температура, °C: вспышки >210 200 >165 >207 200 210 220 200
застывания <-30 -38 -42 -25 -25 -12 -18 -55
Щелочное чис- ло, мг КОН/г, не менее >7,5 >5,0 >5,5 >4,2 >4,0 >4,8 6 7
СМАЗОЧНЫЕ МАТЕРИАЛЫ И РАБОЧИЕ ЖИДКОСТИ
111
1.6.5. Ориентировочное соответствие групп моторных масел
по эксплуатационным свойствам по ГОСТ 17479.1 и API
ГОСТ 17479.1 по API ГОСТ 17479.1 no API
А SB Г1 SE
Б SC/CA r2 CC
Б! SC Д CD/SF
б2 CA Д. SF
В SD/SB Дз CD
Bi SD E CF-4/SG
в2 CB E, SG
г SE/CC e2 CF-4
Примечание. Классы API SH, CJ и CG-4 не имеют отечественных аналогов.
1.6.6. Соответствие классов вязкости моторных масел по ГОСТ 17479.1 и SAE J 300
Класс вязкости Класс вязкости
поГОСТ 17479.1 по SAE поГОСТ 17479.1 по SAE
3, 5W 24 60
4, 10W 33/8 5W-20
53 15W 43/8 10W20
6, 20W 43/8 10W-20
6 20 43/10 10W-30
8 20 53/10 15W-30
10 30 53/12 15W-30
12 30 63/10 20W-30
14 40 63/14 20W-40
16 40 63/16 20W-40
20 50
Высокие контактные напряжения в зубь-
ях шестерен, достигающие 900...2100 МПа, а в
гипоидных передачах 3000...4000 МПа, при-
водят к росту температуры в зоне контакта
до 150 °C. Использование тракторов в различ-
ных почвенно-климатических зонах с темпера-
турой окружающего воздуха от +50...60 °C до
-60 °C, интенсивное перемешивание (барби-
таж) масла ведут к аэрации (насыщению воз-
духом), а также к их окислению вследствие
нагрева и каталитического воздействия метал-
лов деталей, нагреванию и окислению. При
снижении массы трансмиссии увеличивается
напряженность ее работы, ухудшается теплоот-
вод и ужесточаются условия эксплуатации
трансмиссионных масел, что требует введения в
них комплекса различных присадок, обеспечи-
вающих повышение эксплуатационных свойств.
Трансмиссионные масла должны удовле-
творить следующим требованиям: ослаблять
или предотвращать процесс изнашивания кон-
тактирующих поверхностей деталей; умень-
шать потери на трение и за счет этого повы-
шать КПД трансмиссии; обеспечивать хоро-
ший теплоотвод и удаление с рабочих поверх-
ностей продуктов изнашивания и других меха-
нических примесей; исключать корродирова-
ние поверхностей деталей трансмиссии; мак-
симально сохранять свои качества в процессе
работы; не вспениваться; обеспечивать плав-
ное трогание трактора при любых температу-
рах окружающего воздуха.
112
Глава 1.6. КОНСТРУКЦИОННЫЕ И ЭКСПЛУАТАЦИОННЫЕ МАТЕРИАЛЫ
Приведенные требования характеризу-
ются физико-химическими показателями: вяз-
костью, температурой застывания, коррозион-
ностью, содержанием механических примесей,
смазывающей способностью и др. Содержание
воды и механических примесей в трансмисси-
онных маслах не допускается.
Для уменьшения ценообразования приме-
няют ряд конструктивных мероприятий. Так, с
целью уменьшения разрежения во всасываю-
щих магистралях масляных насосов их делают
большего диаметра и тщательно уплотняют.
Шестерни приводов масляных насосов и шес-
терни в коробках передач располагают выше
уровня масла. Сливные отверстия магистралей с
большим расходом масла, например отверстия
теплообменника и редукционных клапанов,
располагают ниже уровня масла.
Большое влияние на образование пены
оказывают вязкость масла и его температура.
Это объясняется тем, что более вязкое масло
лучше удерживает пузырьки воздуха, а с по-
вышением температуры в масле растворяется
большее количество газов. Для уменьшения
склонности масла к пенообразованию к нему
добавляют присадки, содержащие силиконо-
полимеры. В США для проверки склонности
масла к пенообразованию применяется прибор,
в котором через определенный объем масла
продувается воздух в течение 5 мин. Опыт
повторяется при разной температуре масла.
Склонность масла к пенообразованию оцени-
вается объемом образовавшейся пены. Кроме
того, в маслах, используемых в гидромехани-
ческих трансмиссиях, пена должна исчезнуть в
течение 3 мин после окончания продувки.
Температура вспышки для масел гидро-
механических трансмиссий должна быть не
ниже 160... 180 °C, а температура воспламене-
ния - не ниже 180...200 °C. Температура
вспышки показывает температуру воспламе-
нения паров при соприкосновении с открытым
огнем (зажженной спичкой). При нагревании
масла выше температуры воспламенения мас-
ло самовоспламеняется.
Масла для гидромеханических трансмис-
сий должны обладать высокими антикоррози-
онными свойствами и не разъедать резиновых
уплотнений. Корродирование элементов
трансмиссии приводит к засорению масла ок-
сидами металла и повышенному изнашиванию
шестерен, фрикционных дисков и уплотнений.
Для повышения антикоррозионных свойств в
масло добавляют специальные присадки. Ан-
тикоррозионные свойства масла проверяют в
приборе, в котором в смесь из 300 мм масла и
30 мм воды, нагретой до 60 °C, на сутки опус-
кают стальной стержень. У вынутого из смеси
стержня не должно быть следов коррозии.
Ввиду того, что масло в гидромеханиче-
ских трансмиссиях тракторов используется не
только как рабочая жидкость в гидротранс-
форматоре, но и как смазочный материал в
коробке передач, оно должно обладать хоро-
шими противозадирными и противоизносными
свойствами, которые проверяются на четы-
рехшариковой испытательной установке.
Вязкость минерального масла зависит от
температуры нагревания: при остывании она
резко возрастает. Большая вязкость масла при
низкой температуре снижает КПД гидро-
трансформатора и приводит к значительному
повышению гидравлических сопротивлении в
маслопроводах. В результате во фрикционных
муфтах давление масла оказывается недоста-
точным, диски начинают пробуксовывать.
Кроме того, при различной длине трубопрово-
дов включение фрикционных муфт происхо-
дит не одновременно. Застывание масла при
низкой температуре затрудняет пуск двигателя
трактора. Применение маловязких масел огра-
ничивается их низкой несущей способностью.
Вязкость измеряется при помощи виско-
зиметров при температуре 50 и 100 °C. Для
уменьшения изменения вязкости масла от
температуры к нему добавляют присадки,
содержащие высокомолекулярные полимеры.
Обычно минимальная вязкость свежего масла
при 100 °C должна быть не ниже 7 мм2/с, отра-
ботавшего - 6,2 мм2/с.
Плотность масла при повышении темпе-
ратуры уменьшается по линейной зависимо-
сти. Желательно, чтобы масло имело большую
удельную теплоемкость и не обладало токси-
ческими свойствами.
Срок службы новых масел проверяется
или непосредственно при эксплуатации на
тракторе, или на специальном стенде, имею-
щем инерционные массы и тормоза, имити-
рующие условия работы трансмиссии на трак-
торе. При испытаниях производят многократно
разгон и торможение трансмиссии.
Обозначение отечественных трансмисси-
онных масел состоит из букв "ТМ" (трансмис-
сионное масло), цифры, обозначающей группу
масла по эксплуатационным свойствам
(табл. 1.6.7, 1.6.8), и двух следующих цифр,
обозначающих класс вязкости (табл. 1.6.9).
Допускаются также уточняющие буквенные
обозначения, например, "3" - загущенное.
Характеристика некоторых трансмисси-
онных масел приведена в табл. 1.6.10.
СМАЗОЧНЫЕ МАТЕРИАЛЫ И РАБОЧИЕ ЖИДКОСТИ
113
1.6.7. Группы трансмиссионных масел, определяемых по ГОСТ 9490
Определяемое свойство Группа масла
1 2 3 4 5
Предельная нагрузочная способность по нагрузке сваривания Рс, Н, не менее 2700 2760 3000 3280
Противоизносное свойство по показателю износа /)и при осевой нагрузке 392 Н при (20 ±5) °C в течение 1 ч, мм, не более 0,5 - - 0,4
1.6.8. Классификация трансмиссионных масел на группы
по эксплуатационным свойствам по ГОСТ 17479.2
Группа Состав масла Тип передачи Контактное давление, МПа Температура масла в объеме, °C, не более
1 Нефтяные масла Цилиндрические, ко- нические и червячные 900... 1600 90
2 Нефтяные масла с противоиз- носными присадками То же Не выше 2100 130
3 Нефтяные масла с противоза- дирными присадками умерен- ной эффективности Цилиндрические, ко- нические, спирально- конические и гипоид- ные " 2500 150
4 Нефтяные масла с противоза- дирными присадками высокой эффективности Цилиндрические, спи- рально-конические и гипоидные " 3000 150
5 Нефтяные масла с противоза- дирными присадками высокой эффективности и многофунк- ционального действия, а так- же универсальные масла Г ипоидные передачи (в том числе работаю- щие с ударными на- грузками) Выше 3000 >150
1.6.9. Классификация трансмиссионных масел на классы по вязкости по ГОСТ 17479.2
Класс вязкости Кинематическая вязкость при 100 °C, мм2/с Температура, при которой динамическая вязкость не превышает 150 Па • с, °C
9 6...10,99 -35
12 11...13,99 -26
18 14...24,99 -18
34 25...41 -
114
Глава 1.6. КОНСТРУКЦИОННЫЕ И ЭКСПЛУАТАЦИОННЫЕ МАТЕРИАЛЫ
1.6.10. Характеристика некоторых трансмиссионных масел
Показатель Заводская марка масла
ТЭп-15 ТСп-8 ТАП-15В ТСП-15К ТСЗ-9ГИП ТАД-17и
Обозначение по ГОСТ 17479.2
ТМ-2-18 ТМ-3-9 ТМ-3-18 ТМ-3-18 ТМ-5-9 ТМ-5-18
Кинематическая вязкость при 100 °C, мм 2/с 15,0 ±1 7,5...8,5 15,0 ±1 15,0 ±1 9,0 217,5
Индекс вязкости (не менее) - 140 - 90 140 100
Температура, °C, не менее: вспышки в открытом тигле засты- вания 185 -18 164 -50 185 -20 185 -20 160 -50 200 -25
Смазывающие свойства по ГОСТ 9490, не менее: индекс задира нагрузка сваривания, Н - 392 2764 490 3283 539 3479 490 3283 568 3687
Показатель износа при 392 Н, 20 °C, не более 0,55 0,50 - 0,50 0,90 0,40
Для трансмиссионных масел зарубежных
фирм используют две классификации: SAE -
по вязкости; API - по уровню эксплуатацион-
ных свойств и области применения. Классифи-
кация SAE J 306b включает четыре зимних
(SAE 70W, 75W, 80W, 85W) и пять летних
классов вязкости. Наименее вязкое масло
SAE 70W, наиболее вязкое SAE 250.
Приблизительное соответствие между клас-
сами вязкости по ГОСТ 17479.1 и SAE J 306b
приведено в табл. 1.6.11.
Согласно классификации API трансмис-
сионные масла по уровню эксплуатационных
свойств делятся на группы: GL-1...GL-5.
Масла этих групп по API приблизительно со-
ответствуют группам ТМ-1...ТМ-5 по ГОСТ
17479.1.
В современных гидромеханических трак-
торных трансмиссиях применяется специаль-
ное масло для автоматических трансмиссий
типа А. Летом часто используется масло SAE 5
различных модификаций, а зимой SAE 10.
Масло необходимо менять через 400... 1000 ч
работы трактора.
1.6.11. Соответствие классов вязкости
трансмиссионных масел
Стандарт Класс вязкости
ГОСТ 14779.2 9 12 18 34
SAE J 306b 75W 80W/85W 90 140
Для гидромеханических трансмиссий ис-
пользуют в основе очищенное минеральное
масло, которое смешивают с присадками, из-
меняющими вязкость, маслянистость, склон-
ность к пенообразованию, стойкость к окисле-
нию и др. В некоторых модификациях масел
присадки могут составлять до 9 % объема.
Свойства масел для гидромеханических трак-
торных трансмиссий устанавливаются специ-
альными испытаниями. Одним из отрицатель-
ных свойств масел является их склонность к
пенообразованию. Присутствие пены в рабо-
чей жидкости снижает КПД гидротрансформа-
тора и способствует более быстрому наступле-
нию кавитации. Пена вызывает колебание дав-
лений в гидравлической системе управления
трансмиссией, а кавитация - характерный шум
масляных насосов и "жужжание" золотников
гидравлической системы управления. Образо-
вание большого количества пены приводит к
перегреву гидротрансформатора и фрикцион-
ных муфт при проскальзывании. Кроме того,
при трении вращающихся частей трансмиссии
о пену выделяется дополнительное количество
теплоты. Большое пенообразование приводит
к быстрому старению масла, так как резко
возрастает площадь соприкосновения масла с
воздухом.
Индустриальные масла. Масла этой
группы предназначены для снижения трения и
износа узлов трения машин и механизмов
СМАЗОЧНЫЕ МАТЕРИАЛЫ И РАБОЧИЕ ЖИДКОСТИ
115
промышленного оборудования, гидроприводов
строительных, дорожных и коммунальных
машин. Следует отметить, что смазываемые
узлы трения промышленного оборудования по
нагрузкам, скоростям относительного переме-
щения и рабочим температурам существенно
отличаются от соответствующих узлов, ис-
пользуемых в строительно-дорожной технике.
Разнообразие узлов трения, смазываемых
индустриальными маслами, а следовательно,
условий, в которых они эксплуатируются, обу-
словливают разнообразие требований к инду-
стриальным маслам.
По назначению выделяют четыре основ-
ные группы индустриальных масел для смазы-
вания наиболее распространенных типов узлов
трения:
Л - легко нагруженные узлы (шпиндели,
подшипники и сопряженные с ними соедине-
ния);
Г - гидравлические системы;
Н - направляющие скольжения;
Т - тяжело нагруженные узлы (зубчатые
и другие передачи, подшипники и сопрягае-
мые с ними соединения).
Эксплуатационные свойства индустри-
альных масел без присадок обеспечиваются
регулированием состава нефтяной основы
масла. Однако в эффективных маслах для тя-
жело нагруженных узлов трения для достиже-
ния необходимого уровня эксплуатационных
свойств в масла вводят соответствующие при-
садки и их композиции. Индустриальные мас-
ла разбиты на пять подгрупп по уровню экс-
плуатационных свойств: А - без присадок; В -
с антиокислительными и антикоррозионными
присадками; С - типа В с противоизносными
присадками; Д - типа С с противозадирными
присадками; Е - типа Д с противоскачковыми
присадками.
Индустриальные масла по вязкости делят-
ся на 18 классов: от класса 2 до класса 1500.
Число, обозначающее класс вязкости индустри-
ального масла, соответствует его вязкости при
40°C (1,9...2,5 ... 1350... 1650 мм2/с).
По ГОСТ 17479.4 обозначение индустри-
ального масла включает (по порядку): букву
"И", обозначающую группу по назначению;
букву, обозначающую подгруппу; число -
класс вязкости.
При выборе индустриальных масел для
конкретных условий эксплуатации следует
исходить из назначения масла, требуемого
уровня эксплуатационных свойств (пакета
присадок) и из необходимых значений вязко-
сти и индекса вязкости, определяющих базовое
масло. Наиболее распространены масла сле-
дующих заводских марок: И-5А (И-Л-А-7);
И-12А (И-ЛГ-А-15); И-20А (И-Г-А-32); ИГП-4
(И-Л-С-5); ИГП-18 (И-Г-С-32); ИГСп-18
(И-ГН-Д-32/(С)); универсальные масла И-ГН-Е-32
и И-ГН-Е-68, предназначенные для использо-
вания в гидравлической системе.
Рабочие жидкости для гидравлических
систем (гидравлические масла) предназначены
для передачи сил от привода к исполнитель-
ному или управляющему механизму за счет
гидростатического давления в системе. Гид-
равлические масла должны иметь оптималь-
ную вязкость при условиях эксплуатации, по-
зволяющую осуществлять жидкостной режим
смазывания. Высокий уровень вязкости масел
приводит к значительным потерям энергии.
Для типовых гидросистем оптимальной явля-
ется вязкость 30...40 мм2/с. Благодаря высоко-
му индексу вязкости, который имеют эти мас-
ла, даже при низкой пусковой температуре
вязкость масла достаточно низкая для прокач-
ки его по трубопроводам, а при максимальной
температуре вязкость обеспечивает эффектив-
ную работу гидросистем без больших утечек.
Для использования в строительных, до-
рожных и коммунальных мобильных машинах
созданы и широко применяются специальные
гидравлические масла, позволяющие сущест-
венно ограничить номенклатуру соответст-
вующих рабочих жидкостей. В гидросистемах
промышленных тракторов и трактора
ДТ-175С используют веретенное масло МГ-22-А,
обеспечивающее стабильную работу при тем-
пературе до -30 °C, кратковременный допус-
тимый верхний предел +65 °C. При добавле-
нии в веретенное масло противокоррозионных
и протиокислительных присадок верхний пре-
дел температуры повышается до +125 °C.
В качестве гидравлической жидкости
можно использовать масло МГ-46-Б, которое
обеспечивает работу гидросистемы при давле-
нии до 20 МПа в весенне-летний период в
средней климатической зоне и всесезонное в
южных районах.
В качестве единого масла используются
масла МГ-15-В и МГ-46-В (диапазон рабочих
температур находится в пределах от -60 до
+90 °C, температура застывания -70 °C).
При разработке гидравлического масла
ВМГЗ (МГ-15-В) исходили из предпосылки,
116
Глава 1.6. КОНСТРУКЦИОННЫЕ И ЭКСПЛУАТАЦИОННЫЕ МАТЕРИАЛЫ
что для обеспечения работоспособности гид-
роприводов в районах с холодным климатом
рабочая жидкость должна иметь температуру
застывания на 10... 15 °C ниже возможной
рабочей температуры, вязкость при +50 °C -
не менее 10мм2/с, при -40 °C - не более
1500 мм2/с. Масло ВМГЗ может использовать-
ся в качестве всесезонного в районах Крайнего
Севера, Сибири, Дальнего Востока, а также как
сезонное зимнее в районах с умеренным кли-
матом. Масло ВМГЗ позволяет заменить в
гидросистемах строительных и дорожных ма-
шин индустриальные масла ИГ-12, ИС-12,
ИГП-12, веретенные масла АУ и АУП, транс-
форматорные масла ЭШ-406-5, МВП и др.
Гидравлическое масло МГ-30 (МГЕ-46В)
рассчитано на применение в гидроприводах
строительных и дорожных машин в качестве
сезонного летнего сорта в районах умеренного
климата и в качестве всесезонного сорта в
южных районах страны (диапазон температур
окружающего воздуха -20...+75 °C). Масло
МГ-30 позволяет заменить индустриальные
масла И-30, ИГП-30, турбинные 22(2), ГСП-22,
20(УТ), моторные М-8-Г, М-8-В, М-10-В и др.
Амортизаторы применяют в подвеске си-
денья и ходовой системе гусеничных тракто-
ров. Повышение рабочих скоростей и, прежде
всего, транспортных приведет к использова-
нию гидравлических амортизаторов. Для них
применяют жидкости с высокими смазываю-
щими способностями, противокоррозионными
качествами и низкой температурой застыва-
ния. Этим требованиям наиболее полно отве-
чает жидкость АЖ-12Т, имеющая широкий
диапазон рабочих температур: -50...+60 °C.
В качестве заменителя АЖ-12Т применяют
смеси турбинного и трансформаторного масел
в соотношении 60:40 или, наоборот, в
зависимости от сезона возможно также ис-
пользование веретенного масла АУ в зимний
период.
Пластичные смазки. Пластичные смаз-
ки широко применяются в подшипниках каче-
ния. Следует иметь в виду, что коэффициент
трения в них возрастает по мере увеличения
количества смазочного материала, поступаю-
щего в зону трения.
Антифрикционные смазки подразделя-
ются на смазки общего назначения и специ-
альные. Смазки общего назначения применяют
для обычных температур (до 70 °C) и повы-
шенных (120 °C и выше). Специальные анти-
фрикционные смазки делят на термостойкие
(150 °C и выше), морозостойкие (-40 °C и ни-
же), противозадирные и противоизносные,
химически- и радиационностойкие.
В зависимости от области применения
специальные смазки подразделяют на проти-
возадирные и противоизносные, радиацион-
ные, химически стойкие, приборные, электро-
контактные, авиационные, автомобильные,
железнодорожные, судовые и индустриальные
(табл. 1.6.12).
1.6.12. Антифрикционные смазки
Подгруппа Область применения Заводская марка
Смазки общего на- значения для обыч- ных температур Узлы трения, работающие при температуре до 70 °C Солидол С, пресс-солидол С, со- лидол Ж, графитная
Смазки общего на- значения для повы- шенных температур Узлы трения, работающие при температуре до 110 °C 1-13; консталин, Литин-2
Многоцелевые смазки Узлы трения, работающие при температуре -30... 130 °C в усло- виях повышенной влажности; достаточно мощных механизмов (обеспечивается работоспособ- ность сопряжений до -40 °C) Литол-24; Литол-24РК, Фиол-1, Фиол-2, Фиол-2М, БНЗ-З, Алю- мол, ЛКМтранс-2, "Политерм - многоцелевая"
Термостойкие смазки Узлы трения, работающие при температуре выше 150 °C ЦИ АТИМ-221, У ниол-2М/1, ВНИИНП-207, -210, -219, -231, -233, -235, -246, 247, Графитол, Аэрол, Силикол, Полимол, Мас- пол, БНЗ-4, БНЗ-5, ПФМС-4с, "Политерм - термостойкая"
СМАЗОЧНЫЕ МАТЕРИАЛЫ И РАБОЧИЕ ЖИДКОСТИ
117
Продолжение табл. 1.6.12
Подгруппа Область применения Заводская марка
Низкотемпературные смазки Узлы трения, работающие при температуре ниже -40 °C ЦИАТИМ-201, ГОИ-54п, Лита, Зимол
Химически стойкие смазки Узлы трения, имеющие контакт с агрессивными средами ЦИАТИМ-205, ВНИИНП-279, -280, -282, -294, -295, -298, Криогель
Приборные смазки Узлы трения приборов и точных механизмов ОКБ-122-7, ВНИИНП-223,' -228, -257, -258, -260, -270, -271, -274, -286, -293, -299, Протон
Редукторные трансмиссионные Зубчатые и винтовые передачи всех видов (полужидкие) ЦИАТИМ-208, Шахтол-У, Шахтол-К, СТП-Л, СТП-3, Трансол-100, Трансол-200, Трансол-РОМ, Редуктол М, Редуктол, СКП-М, ЛЗ-ПЖЛ-00
Приработочные пасты Для облегчения сборки, предот- вращения задиров и ускорения приработки ВНИИНП-225, -232, Лимол
Узкоспециализиро- ванные (отраслевые) смазки Узлы трения, смазки для которых должны удовлетворять специаль- ным требованиям (прокачиваемо- стью, эмульгируемостью, искро- гашением), для электрических машин ВНИИНП-242, ЛДС-1, ЛДС-3, ЭШ-176, СВЭМ
Автомобильные, тракторные Литинг-2, АМ-карданная, Литол-459/2, ЛСЦ-15, ШРБ-4, ШРУС-4, Фиол-2У, № 158, ЛЗ-31, КСБ, ДТ-1, Дисперсол-1,0 М3-10
Буровые Долотол Н, Долотол АУ, Долотол НУ, Геол-1, Пластол
Электроконтактные ВНИИНП-248, -252, Электра-1
Многоцелевыми смазками (для подшип-
ников качения и скольжения, зубчатых и чер-
вячных передач различного назначения) явля-
ются литиевые смазки Литол-24 (водостойкие
даже в кипящей воде, работоспособные в ин-
тервале температур от -40 до +130 °C), Фиол-1
и Фиол-2 (водостойкие, работоспособные от
-40 до +120 °C), смазка Фиол-2М, содержащая
добавку дисульфида молибдена, улучшающего
ее противоизносные и противозадирные свой-
ства, а также полимочевинная "Политерм -
многоцелевая", обладающая водостойкостью и
окислительной стабильностью и температурным
диапазоном работоспособности -20.. .+150 °C.
К термостойким смазкам относят ком-
плексную кальциевую смазку УНИОЛ-1, рабо-
тоспособную в интервале температур -40...
160 °C, смазку ЦИАТИМ-221, получаемую
загущением кремнийорганической жидкости
комплексным мылом стеарата и ацетата каль-
ция, смазку "Политерм - термостойкую", по-
лученную загущением синтетического масла,
работоспособную при -60...+250 °C, и др.
К низкотемпературным смазкам относят-
ся такие, как ЦИАТИМ-203 (-50...+10 °C),
Лита (-50...+100 °C), Зимол (-50...+130 °C).
В качестве смазки общего назначения
для относительно грубых узлов трения меха-
низмов и машин при температуре до 70 °C до
сих пор применяется Солидол С, который сей-
час заменяют многоцелевыми литиевыми
смазками.
118
СПИСОК ЛИТЕРАТУРЫ
СПИСОК ЛИТЕРАТУРЫ
1. Антонов А.С. Запрягаев М.Н. Гидро-
объемные передачи транспортных и тяговых
машин. Л.: Машиностроение, 1968. 256 с.
2. Васильченко В.А. Гидравлическое
оборудование мобильных машин: Справочник.
М.: Машиностроение, 1983. 302 с.
3. Гаркунов Д.Н. Триботехника: Учеб-
ник для ВТУЗов. М.: Машиностроение, 1989.
328 с.
4. Гидравлический привод строитель-
ных, дорожных и коммунальных машин: Ката-
лог-справочник. Т. 1, 2. М.: АО "МАШМИР" и
ЗАО "ГИДРОКОМПЛЕКТ", 1997. 776 с.
5. Гидропривод объемный и пневмопри-
вод. Термины и определения. ГОСТ 17752-81.
М.: Изд-во стандартов, 1982. 71 с.
6. Гинзбург В.В., Швед А.И., Парфе-
нов А.П. Промышленные тракторы. М.: Ма-
шиностроение, 1986. 29 с.
7. Горбунов П.П., Черпак Ф.А., Львов-
ский К.Я. Гидромеханические трансмиссии
тракторов. М.: Машиностроение, 1965. 447 с.
8. Данилов Ю.А., Кирилловский Ю.Л.,
Колпаков Ю.Г. Аппаратура объемных гидро-
приводов: Рабочие процессы и характеристи-
ки. М.: Машиностроение, 1990. 212 с.
9. Домбровский Н.Г., Картвешвили ЮЛ.,
Гальперин М.И. Строительные машины:
Учебник. Ч. 1. М.: Машиностроение, 1976.
391 с.
10. Колесные и гусеничные машины.
Энциклопедия. Машиностроение. Т. IV-15 /
Под ред. В.Ф. Платонова. М.: Машинострое-
ние, 1997. 688 с.
11. Ксеневич И.П. Тракторы МТЗ-100 и
МТЗ-102. М.: Агропромиздат, 1986. 256 с.
12. Ксеневич И.П., Городецкий К.И.,
Мастеровой В.М. Типизированные бесступен-
чатые гидроходоуменыпители для тракторов //
Тракторы и с.-х. машины. 1989. № 12. С. 12- 14.
13. Ксеневич И.П., Тарасик В.П. Авто-
матизация управления машинно-тракторным
агрегатом / Энциклопедия. Машиностроение.
Т. IV-16. М.: Машиностроение, 1997. С. 475 -
489.
14. Ксеневич И.П., Тарасик В.П. Теория
и проектирование автоматических систем:
Учебник. М.: Машиностроение, 1996.
15. Любимов Б.А., Флеер Д.Е. Новые
направления развития комплексных гидропри-
водов мобильных машин. М.: ЦНИИТЭтрак-
торсельхозмаш, 1978. 40 с.
16. Любимов Б.А., Червяков Е.Н. Обос-
нование схем и основных параметров унифи-
цированных объемных гидроприводов рулево-
го управления колесных тракторов // Исследо-
вание и повышение эффективности трактор-
ных гидроприводов агрегатируемого оборудо-
вания и рулевых механизмов: Труды НАТИ.
М.:НАТИ, 1975.
17. Мотовил ин Г.В., Масико М.А., Су-
воров О.М. Автомобильные материалы: Спра-
вочник. М.: Транспорт, 1989. 464 с.
18. Навороцкий К.Л., Акулова Н.Н.,
Ермаков С. А. Гидравлические системы
управления дорожно-строительными машина-
ми. М.: МАДИ, 1984. 68 с.
19. Наземные тягово-транспортные сис-
темы: Энциклопедия. Т. 2 / Под ред. И.П. Ксе-
невича. М.: Машиностроение, 2003. 878 с.
20. Объемные гидромеханические пере-
дачи: Расчет и конструкция / О.М. Бабаев и др.
Л.: Машиностроение, 1987. 256 с.
21. Объемные гидравлические передачи
сельскохозяйственных тракторов и машин /
В.А. Петров и др. М.: Машиностроение, 1966.
100 с.
22. Основы теории расчета и проектиро-
вания строительных и дорожных машин / Под
ред. Л.А. Гобермана. М.: Машиностроение,
1988. 465 с.
23. Пашкевич В.В., Ни кеш ин В.В.,
Скворцов Г.А. Системы рулевого управления
пневмоколесных экскаваторов. М.: ЦНИИТЭИ-
строймаш, 1979. 54 с.
24. Петров В.А. Гидрообъемные транс-
миссии самоходных машин. М.: Машино-
строение, 1988. 248 с.
25. Применение микропроцессорной тех-
ники в автотракторостроении / А.И. Антонович
и др. Минск: Ураджай, 1987.
26. Скловский А.С. Автоматизация строи-
тельно-дорожных машин: Справочник. Рига:
Авотс, 1990.
27. Тракторы. Проектирование, конст-
руирование и расчет: Учебник / Под общ. ред.
И.П. Ксеневича. М.: Машиностроение, 1991.
544 с.
28. Трансмиссии тракторов / К.Я. Львов-
ский и др. М.: Машиностроение, 1976. 280 с.
29. Трение, износ и смазка / Под ред.
А.В. Чичинадзе. М.: Машиностроение, 2003.
745 с.
30. Флеер Д.Е. Современное состояние и
тенденции развития гидросистем тракторов и
сельхозмашин. Минск: Сервовит, 1996. 100 с.
31. Чаки И. Возможности применения
микропроцессоров в сельском хозяйстве: Об-
зор МС Агроинформа. Будапешт, 1985.
32. Dutch companies Noas and Innas.
Design of hydraulic free piston engine // SAE.
Off-highway Engineering. February. 2001.
Раздел 2
МАШИНЫ ДЛЯ ЗЕМЛЯНЫХ РАБОТ
Глава 2.1
ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ
ОРГАНОВ МАШИН НА ГРУНТ
2.1.1. ХАРАКТЕРИСТИКА ГРУНТОВ
Под грунтом понимают любую горную
породу, почву, твердые отходы производст-
венной и хозяйственной деятельности челове-
ка, представляющие собой многокомпонент-
ную систему, изменяющуюся во времени, и
используют в качестве основания, среды или
материала для возведения зданий и инженер-
ных сооружений. В зависимости от характера
структурных связей грунты подразделяют на
два основных класса: скальные с жесткими
связями и нескальные без них (табл. 2.1.1).
2.1.1. Классификация грунтов
Грунт Состав
Скальный с жест- кими связями: магматический метаморфиче- ский осадочный сце- ментированный искусственный Гранит, диорит, базальт, порфир и др. Гнейс, сланец, мрамор, кварцит и др. Брекчий, песчаник, алев- ролит, аргиллит, из- вестняк, мел, гипс и др. Закрепленный цемент- ным раствором, жид- ким силикатом, рас- плавленным битумом, известью и др.
Нескальный: песок, супесь, суглинок, глина, лесс гравийно- галечный, щебе- нистый, шлак растительный слой содержащий растворы солей Без примесей и с при- месями щебня, гальки, гравия или строгаль- ного мусора Чернозем, торфяник Солончак, солонец
Грунт как объект воздействия рабочих
органов машин для земляных работ является
многофазовой дисперсной нелинейно дефор-
мируемой средой, состоящей из минеральных
частиц различных размеров и химического
состава, промежутки между которыми запол-
нены водой и воздухом. В зависимости от тем-
пературы грунты подразделяют на немерзлые
и мерзлые.
Немерзлые грунты. Свойства немерз-
лых грунтов определяются их структурой,
пористостью, гранулометрическим составом и
влажностью. Гранулометрический состав
грунта определяется процентным соотношени-
ем частиц и каменистых включений следую-
щих размеров.
Валун, более.......................20 см
Булыжник...........................4...20 см
Гравий.............................2...40 мм
Песок..............................0,05...2 мм
Пыль............................... 0,005...0,05 мм
Глина, менее....................... 0,005 мм
Все минеральные частицы грунта (кроме
глинистых) - продукт механического разру-
шения основных пород. Они малосвязаны,
водопроницаемы, непластичны, малосжимае-
мы, при высыхании не уменьшаются в объеме
и легко размываются. Глина обладает проти-
воположными свойствами и является продук-
том химического разрушения основных пород.
Наименование грунта можно установить
по содержанию глинистых частиц размером
< 0,005 мм, приведенному ниже, %.
Песок, менее........................... 3
Супесь................................ 3...10
Суглинок............................... 10...30
Глина, более........................... 30
При наличии крупных фракций к наиме-
нованию грунта добавляют соответствующее
определение: гравелистый суглинок, глина с
включениями булыжника и т.д. Ниже приве-
дены значения вероятности разработки (в %)
различных грунтов на территории стран СНГ.
120
Глава 2.1. ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ ОРГАНОВ МАШИН НА ГРУНТ
Гравий................................. 7
Песок, супесь.......................... 21
Суглинок, глина........................ 41
Лесс................................... 18
Торф................................... 7
Прочие грунты.......................... 5
Наиболее часто встречающимися грун-
тами являются суглинки и глины. В зависимо-
сти от решаемой задачи состояние грунтов
может оцениваться такими показателями, как
плотность, пористость, коэффициент пористо-
сти и др.
Плотностью грунта называют массу
его 1 м3. Различают следующие плотности:
минеральных частиц (для всех грунтов она
практически постоянна и равна примерно 2,7
т/м3), сухого грунта и грунта во влажном со-
стоянии, которая для различных грунтов есте-
ственного сложения составляет 1,8...2,1 т/м3, а
для рыхлых грунтов - 1,5... 1,6 т/м3.
Пористостью грунта п называют от-
ношение объема Ип пор, имеющихся в пробе
грунта, к суммарному объему пробы V, выра-
женное в %:
и= *"-100%.
V
Коэффициентом пористости грунта 8
называют отношение (в долях единицы) объе-
ма пор к объему скелета грунта:
Как правило, чем меньше пористость
грунта, тем он прочнее. При уплотнении грун-
тов их пористость уменьшается, а прочность
увеличивается. При разрушении грунтов есте-
ственного сложения происходит их разрыхле-
ние: пористость повышается, а прочность и
плотность снижаются. На механические свой-
ства грунтов значительное влияние оказывает
содержание влаги, количество которой опре-
деляется весовой влажностью ш: - отноше-
нием веса GB воды, содержащейся в пробе
грунта, к весу Gc пробы после высушивания:
со = —100 % = G~Gc 100 %,
Gc Gc
где G - вес влажной пробы.
2.1.2. Влажность различных грунтов со, %
Грунт Гигроско- пическая Молеку- лярная Капилляр- ная
Песок 1,5...3 5...6 7...8
Супесь 3...6 8...12 12...15
Суглинок 6...8 12...15 15...20
Глина 8...13 1...20 20...28
Различают следующие виды влажности
(табл. 2.1.2): гигроскопическую - частицы
грунта покрыты пленкой воды толщиной в
одну молекулу; молекулярную - частицы
грунта могут удержать пленку воды макси-
мальной толщины за счет молекулярных сил;
капиллярную - вода заполняет тончайшие
капилляры между частицами грунта; гравита-
ционную - влажность больше капиллярной.
Различные грунты в разной степени об-
ладают способностью удерживать влагу. Чем
больше в грунте глинистых частиц, тем боль-
ше воды они способны удержать. На этом
свойстве основана классификация грунтов по
числу пластичности И^П, %:
П'п=Жг-1Рр,
где FTT - предел текучести (весовая влажность,
при превышении которой грунт переходит из
пластичного в жидкое состояние), определяе-
мый как влажность пробы грунта, в который
стандартный конус массой 76 г и с углом при
вершине 30° внедряется на 1 см за 5 с; JVp -
предел раскатывания (весовая влажность, при
превышении которой грунт переходит из твер-
дого в пластичное состояние), определяемый
как влажность пробы грунта, разделяющегося
на отдельные куски при раскатывании в жгут
диаметром менее 3 мм.
Ниже приведены числа пластичности Wn
различных грунтов.
1есок, менее.......................
?упесь........................................7
Суглинок................................. '...17
лина, более............................... 7
Число пластичности характеризует диа-
пазон влажностей, при котором грунт нахо-
дится в пластичном состоянии. Состояние
грунта в зависимости от его влажности опреде-
ляется его консистенцией В: В = (W- И^р)/ И^п.
Ниже приведены значения консистенции грун-
та различного состояния.
Твердое.........................B<0(W< J¥p)
Пластичное......................0<2?<1
Текучее.........................В>1 (W> Wr)
ХАРАКТЕРИСТИКА ГРУНТОВ
121
Рис. 2.1.1. Взаимосвязь влажности <о, прочности различных грунтов,
определяемой по числу ударов С динамического плотномера и консистенции В:
I- глина; //-суглинок; ///-супесь; IV- песок
Как правило, при увеличении влажно-
сти о грунта его прочность уменьшается. На
рис. 2.1.1 представлены кривые, характери-
зующие зависимости показателя прочности,
определяемого по числу ударов С динамиче-
ского плотномера, различных грунтов от мас-
совой влажности со, а также изменение кон-
систенции В грунта в зависимости от его
влажности. Эти данные получены А.Н. Зеле-
ниным для всех немерзлых грунтов (от песков
до глин) во всем диапазоне естественных
влажностей (1...40 %). Очевидно, что в целом
глины прочнее суглинков, суглинки прочнее
супесей, которые прочнее песков. Однако при
работе землеройных машин на конкретных
грунтах может оказаться, что, например, сухая
супесь окажется прочнее влажной глины. Та-
ким образом, классификации грунтов по гра-
нулометрическому составу или по числу пла-
стичности не характеризуют трудности их
разработки механическим способом, так как не
учитывают фактическую влажность разраба-
тываемого грунта.
Кроме прочности, весовая влажность
влияет и на липкость Рл грунтов (Н/м2) - спо-
собность грунтов сцепляться с поверхностью
рабочих органов. Установлено, что наиболь-
шей липкостью обладают глины при влажно-
сти меньше предела текучести WT. Зависи-
мость изменения липкости Рл грунта от его
влажности со показана на рис. 2.1.2.
Величина Рл возрастает при увеличении
времени контакта грунта с поверхностью ра-
бочего органа и давления прижатия грунта к
поверхности. При больших значениях Рл за-
трудняется выгрузка грунта из ковша. Напри-
мер, при липкости 10 кН/м2 и площади по-
верхностей днища и стенок кубового ковша
экскаватора 4,5 м2, сила прилипания составля-
ет 45 кН, а вес грунта в ковше при плотности
1,6 т/м3 - 16 кН. Следовательно, такой грунт не
может выгружаться из ковша только за счет
Рис. 2.1.2. Зависимость липкости Рл
от влажности грунта <о
122
Глава 2.1. ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ ОРГАНОВ МАШИН НА ГРУНТ
2.1.3. Значения липкости Рл,
коэффициентов f и / для различных
материалов при контакте влажного
суглинка с различными материалами
Материал Л, кН/м2 f I
Фторопласт 2,6 0,22 0,21
Полиэтилен 3,5 0,30 0,28
Эпоксидная композиция 5,0 0,40 -
Сталь (шлифованная) 6,3 0,55 1
собственного веса. Если сцепление грунта
меньше его липкости, то грунт будет выгру-
жаться, однако на днище и стенках ковша бу-
дет оставаться слой налипшего грунта.
В табл. 2.1.3 приведены значения липко-
сти Рл, коэффициентов трения f и относи-
тельной износостойкости I при контакте влаж-
ного суглинка с различными материалами [1].
Для определения сил резания и копания
грунтов необходимо знать значения показате-
лей, характеризующих сопротивляемость
грунтов разрушению.
Наиболее широко используются такие
показатели, как число ударов С (при примене-
нии экспериментальных данных и расчете по
эмпирическим формулам), сцепление Со и
угол внутреннего трения ф (при расчетах по
аналитическим формулам).
Число ударов С определяют с помощью
динамического плотномера - ударник ДорНИИ
(рис. 2.1.3), состоящего из штанги 1 и груза 2
массой 2,5 кг, падающего с высоты 0,4 м.
Рис. 2.1.3. Динамический плотномер
(размеры указаны в мм)
На концах штанги имеются два цилиндриче-
ских наконечника, один из которых имеет
площадь торца 1 см2, а второй (для слабых грун-
тов) 10 см2. Штангу устанавливают вертикально
на поверхность грунта и отмечают число уда-
ров С падающего груза, необходимых для
полного заглубления наконечника в грунт.
Число С может характеризовать суммар-
ную удельную работу, необходимую для раз-
рушения и сжатия грунта при внедрении в него
наконечника объемом 10 см3 и работе одного
удара 1 кН-см. Так как единица измерения
удельной работы совпадает с единицей изме-
рения напряжения (кН-см/см3 = кН/см2), число
ударов С можно сопоставлять с другими пока-
зателями, имеющими такую же единицу изме-
рения.
Известно, что грунты могут разрушаться
от действия нормальных растягивающих на-
пряжений (отрыв) или касательных напряже-
ний (сдвиг). Предельные касательные напря-
жения зависят не только от свойств грунта, но
и от нормальных напряжений сжатия. Для
характеристики сопротивления грунтов сдвигу
используется закон Кулона:
T = atg<p + C0,
где т - предельное касательное напряжение, МПа;
о - нормальное напряжение, МПа; tg ф = f -
коэффициент, зависящий от трения частиц
грунта в плоскости сдвига; ф - угол внутрен-
него трения, °; Со - сцепление грунта, МПа.
Сцепление и угол внутреннего трения
определяют с помощью прибора прямого сре-
за, который состоит из двух колец (рис. 2.1.4),
одно из которых смещается относительно дру-
гого. Между кольцами расположена проба
грунта, которая нагружается штампом, соз-
дающим силу N нормального давления. Во
время опыта измеряют касательную силу Т,
вызывающую разрушение пробы. Опыт повто-
ряют несколько раз при различных значениях
силы N. Поскольку т = TIF и о = N/F, где F-
площадь сечения пробы, результаты можно
представить графически в координатах о, т.
Проведя через полученные точки прямую,
определяют значения угла внутреннего трения ф
и сцепления Со грунта.
ХАРАКТЕРИСТИКА ГРУНТОВ
123
Рис. 2.1.4. К определению сцепления Со
и угла внутреннего трения ф
с помощью прибора прямого среза
Экспериментально установлено, что ме-
жду показателями прочностных свойств грунта
существуют прямые корреляционные связи.
Поскольку различные показатели прочностных
свойств грунта имеют одинаковую единицу
измерения, их можно сопоставлять для выяв-
ления перспективных способов разработки
грунтов. Ниже приведена шкала сопротивляе-
мости разрушению грунтов в зависимости от
метода разрушения (по данным А.Н. Зелени-
на), при построении которой сопротивляе-
мость грунта отрыву принята за единицу.
На основе прямой пропорциональности
сопротивления грунта резанию числу ударов С
А.Н. Зелениным предложена следующая клас-
сификация немерзлых грунтов (табл. 2.1.4).
Метод разрушения грунта Оценка этого метода по сравнению Отрыв Сдвиг Изгиб Сжатие Резание Вдавливание
с отрывом 1 1,7 2 3 9 21
2.1.4. Классификация немерзлых грунтов А.Н. Зеленина
Показатель Категория грунта
1 2 3 4
Число ударов плотномера С 1...4 5...8 9...15 16...35
(3) (6) (12) (25)
Сцепление С*, кН/м2 10...20 30...40 50...80 90...200
Вероятность разработки грунта данной категории*, % 20 48 20 11
’Ориентировочные значения.
Примечание. Одноковшовые гидравлические экскаваторы должны разрабатывать грунты до категории 4.
Поскольку с изменением одного из рас-
смотренных параметров грунта изменяются
значения всех остальных его параметров, для
установления взаимной функциональной зави-
симости параметров предложены номографи-
ческие связи, полученные в результате анализа
более 2000 паспортов грунтов.
На рис. 2.1.5 и рис. 2.1.6 представлены
номограммы, позволяющие по известному чис-
лу С определить сцепление Со и угол ф внут-
реннего трения, характеризующий трение час-
тиц грунта в плоскости сдвига. Так, по рис. 2.1.1
для данного числа С и влажности грунта (О
определяется тип грунта и его показатель кон-
систенции В. Затем по рис. 2.1.5 для данного
числа С находится точка пересечения линии
абсциссы с линией соответствующей конси-
стенции В, а по оси ординат определяют зна-
чение Со- Аналогично по рис. 2.1.6 определя-
ют значение угла ф.
В табл. 2.1.5 приведена ориентировочная
характеристика немерзлых грунтов [1-3].
Мерзлые грунты. Мерзлые грунты
имеют повышенную сопротивляемость разру-
шению, вследствие чего эффективность и про-
изводительность строительных и дорожных
машин при работе в мерзлых грунтах сущест-
венно ниже, чем в немерзлых.
В зависимости от длительности сущест-
вования мерзлые грунты принято разделять на
вечно- и сезонномерзлые. Вечномерзлые грун-
ты могут чередоваться с талыми или сливаться
с сезонномерзлыми грунтами. Вечномерзлые
грунты с глубиной промерзания до 1500 м и
глубиной летнего оттаивания 0,7...3 м состав-
ляют около 1/2 всех грунтов на территории
стран СНГ. Грунты сезонного промерзания охва-
тывают практически всю территорию России.
Температура мерзлых грунтов не одина-
ковая на различных глубинах массива. Чем
ближе грунт к открытой поверхности, контак-
тирующей с холодным воздухом, тем ниже его
температура. Основные физико-механические
124
Глава 2.1. ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ ОРГАНОВ МАШИН НА ГРУНТ
Рис. 2.1.5. Номограмма для определения
сцепления Со грунта
Рис. 2.1.6. Номограмма для определения угла
внутреннего трения ф грунта
свойства грунта формируются во время замер-
зания при появлении льда и снижении количе-
ства воды в жидкой фазе. Мерзлый грунт рас-
сматривают как систему, состоящую из мине-
ральных частиц, льда, незамерзшей воды и га-
зов. Причина повышения прочности грунта при
замерзании - наличие в нем воды, превращаю-
щейся в лед. Поэтому свойства мерзлых грун-
тов нельзя анализировать без учета их влажности.
Как уже отмечалось, наиболее распро-
страненные грунты - суглинки и глины, со-
держащие большое количество частиц разме-
2.1.5. Характеристика немерзлых грунтов [1 -3]
Показатель Песок Супесь Суглинок Глина
Число ударов С 1 6 12 16
Плотность, т/м3 1,8 2,0 2,1 2,1
Сцепление, МПа - 0,01 0,03 0,06
Угол внутреннего трения ф, ° Коэффициент трения грунта f 29 27 25 23
о грунт 0,7 0,7 0,8 0,9
о сталь 0,5 0,5 0,55 0,65
Коэффициент сцепления:
гусениц с грунтом 0,9 1,0 1,0 1,0
колес с грунтом Коэффициент сопротивления перемещению: 0,9 0,95 0,95 0,95
гусениц по грунту 0,12 0,07 0,07 0,08
колес по грунту 0,12 0,1 0,1 0,1
Липкость, кПа, при консистенции:
0<В<0,2 — 0,3 0,9 2,3
0,2 <В<0,5 — 0,6 2,5 9,0
0,5 <£<0,9 — 1,1 5,5 20
РЕЗАНИЕ ГРУНТОВ
125
ром 0,005 мм и менее. В промежутках между
ними образуются мельчайшие поры, частично
заполненные водой. Находясь в капиллярах в
виде тончайших слоев, вода приобретает не-
обычные свойства: повышенную плотность,
прочность на растяжение, незамерзаемость до
температуры порядка -60...-70 °C. Поэтому
при охлаждении грунта в нем замерзает не вся
вода. Например, при охлаждении глины влаж-
ностью 35 % до температуры -10 °C около 15 %
воды не замерзает. Поэтому мерзлые глини-
стые грунты сохраняют пластические свойства
даже при низких температурах и для них ха-
рактерно разрушение путем сдвига, а не отрыва.
Наибольшую прочность при равных от-
рицательных температурах имеют грунты та-
кой влажности, при которой поры максималь-
но заполнены водой и льдом. При меньшей
влажности прочность снижается из-за наличия
воздушных пустот, а при большой влажности
избыточная вода концентрируется в виде ле-
дяных линз и прослоек, что, как правило, при-
водит к снижению прочности.
При прилипании влажных глинистых
грунтов к рабочим органам с последующим
замерзанием значение липкости может на
один-два порядка превысить липкость немерз-
лого грунта.
Из всех факторов, влияющих на проч-
ность мерзлых грунтов, наиболее значимой
является отрицательная температура: чем она
ниже, тем прочнее мерзлый грунт. Изменение
прочности мерзлого грунта с изменением тем-
пературы выражается формулой
где А - коэффициент пропорциональности; о -
показатель прочности (предел прочности на
растяжение, сцепление, удельное сопротивле-
ние резанию или др.); t - отрицательная тем-
пература, °C.
Кроме температуры и влажности проч-
ность мерзлого грунта зависит от скорости
приложения нагрузки. Согласно эксперимен-
тальным данным при повышении скорости
приложения нагрузки в 10 раз предел прочно-
сти на сжатие может увеличиться в 2 раза.
Классификация мерзлых грунтов по
трудности их разработки механическими спо-
собами приведена ниже.
Категория грунта........... 5 6
Число ударов С............. 35...70 70...140
7 8 9 10
140...280 280...420 420...560 >560
Ниже приведена сравнительная энерго-
емкость различных способов разработки мерз-
лых грунтов различными способами, при этом
энергоемкость копания грунта однозубым
рыхлителем принята за единицу.
Оттаивание огнем.......................300
Опаивание паром.........................150
Оттаивание электроштырями...............110
Сплошное резание........................22
Удар с малой энергией (отбойный молоток) .... 10
Резание щелями.........................2,5
Электрогидравлический удар..............2
Удар с большой энергией (копровая установка)... 2
Рыхление................................ 1
2.1.2. РЕЗАНИЕ ГРУНТОВ
Резание грунтов выполняется элементами
рабочих органов в виде ножей отвалов бульдо-
зера, автогрейдера и режущих периметров
ковшей и зубьев рыхлителя.
Рабочие органы землеройных машин.
Рабочие органы землеройных машин в зависи-
мости от способа транспортирования грунта из
зоны резания можно классифицировать сле-
дующим образом:
1) разрушающие и отделяющие грунт от
массива для подготовки его к транспортирова-
нию другими рабочими органами или маши-
нами. К ним относятся рыхлители различных
конструкций, режущие профили, режущие
периметры, горизонтальные ножи незначи-
тельной высоты;
2) отделяющие грунт от массива с одно-
временным транспортированием его впереди
рабочего органа при движении всей машины.
Это отвалы бульдозеров, автогрейдеров, пла-
нировщиков;
3) ковши различной конструкции, запол-
няемые грунтом в процессе отделения грунта
от массива. После наполнения ковша процесс
резания прекращается, и грунт транспортиру-
ется при движении всей машины (скреперы)
или ее отдельных узлов (экскаваторы);
126
Глава 2.1. ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ ОРГАНОВ МАШИН НА ГРУНТ
4) отделяющие грунт от массива и на-
правляющие его к транспортирующему орга-
ну, обычно в виде транспортера или элеватора.
Это рабочие органы грейдер-элеваторов и
скреперов с элеваторной загрузкой;
5) отдельные резцы, установленные в оп-
ределенном порядке на резцовой цепи или
роторе. Процесс транспортирования продуктов
резания осуществляется либо самими резцами,
либо следующими за ними скребками. Это
рабочие органы машин фрезерного типа, ма-
шин с баровыми цепями и буровых машин.
В каждом случае нужно различать взаи-
модействие рабочего органа с грунтом, кото-
рое может характеризоваться как чистое реза-
ние или копание, так как оптимальные пара-
метры и зависимости, установленные для чис-
того резания, не всегда совпадают с оптималь-
ными параметрами и зависимостями, справед-
ливыми для копания. Разрушение грунта рабо-
чими органами первой, четвертой и пятой
групп соответствует чистому резанию, а раз-
рушение грунта рабочими органами второй и
третьей групп - копанию.
Резание грунтов - это процесс отделе-
ния грунта от массива, осуществляемый рабо-
чими органами, оснащенными режущими эле-
ментами, не предназначенными для транспор-
тирования грунта. Процесс резания характери-
зуется отсутствием призмы волочения и воз-
можностью проследить дневную поверхность
грунта вплоть до схода стружки с поверхности
режущего органа.
Копание - это совокупность процессов
отделения грунта от массива и одновременно-
го перемещения вырезанного грунта впереди
или внутри рабочего органа. Различают копа-
ние отвалом и ковшом. Для копания отвалом
характерна большая призма волочения перед
ним, в результате чего дневная поверхность
грунта перед отвалом находится под слоем
грунта. Отвал состоит из режущего ножа и
отвальной поверхности, назначение которой -
перемещать вырезанный из массива ножом
грунт вперед или в сторону от рабочего орга-
на. Для копания грунта ковшом характерно
проталкивание стружки внутрь ковша через
навал грунта.
Ковш условно можно рассматривать со-
стоящим из двух основных частей: режущего
периметра и корпуса (рис. 2.1.7). Режущий
периметр вырезает грунт из массива - резание
грунта, а срезаемый грунт поступает в кор-
пус ковша - заполнение. Взаимодействие
ковша с грунтом, включая резание и заполне-
ние, является копанием. Периметр прямо-
угольного ковша состоит из следующих элемен-
тов (рис. 2.1.7): горизонтального 1 и двух вер-
тикальных 2 и 3 профилей. На горизонтальном
профиле, а иногда и на вертикальных, могут
устанавливаться зубья.
Резание грунтов элементами режущего
периметра. Основоположником теории реза-
ния грунтов следует считать А.Н. Зеленина.
При продвижении горизонтального профиля
грунт перед ним деформируется, напряжения в
грунте увеличиваются, соответственно возрас-
тает сила резания Р, которую необходимо
приложить для дальнейшего движения профи-
ля. Когда напряжения достигнут предельного
для прочности грунта значения, происходит
выкалывание из разрабатываемого массива
тела скольжения или раковины 1 под углом \|/
(рис. 2.1.8).
Рис. 2.1.7. Режущий периметр ковша
Рис. 2.1.8. Резание грунта горизонтальным
профилем
РЕЗАНИЕ ГРУНТОВ
127
Рис. 2.1.9. Изменение силы резания Р
при сколе раковин
В момент скола сила резания резко
уменьшается, но не до нуля, поскольку режу-
щая кромка на глубине h продолжает вдавли-
ваться в грунт. Характер изменения силы реза-
ния Р при сколе раковин на пути s показан на
рис. 2.1.9. Наклонное положение поверхности
раковины свидетельствует о том, что разруше-
ние происходит за счет действия касательных
напряжений, т.е. путем сдвига.
Процесс резания грунта горизонтальным
профилем можно рассматривать как периоди-
ческие сколы раковин поверхностью профиля
при одновременном вдавливании в грунт ре-
жущей кромки. Ввиду того, что вдавливание -
энергоемкий вид воздействия на грунт, целе-
сообразно заострять режущую кромку и уста-
навливать на ней зубья, уменьшая тем самым
размер зоны вдавливания.
Механика разрушения грунта вертикаль-
ным профилем имеет иной характер (рис. 2.1.10).
В начале продвижения вертикального профиля
в грунте на его передней грани образуется
уплотненное ядро 2. Если, например, первые
5... 10 см пути профиль перемещать в окрашен-
ном грунте, а затем продвинуть на несколько
метров в обычном грунте, то, сделав срез,
можно убедиться, что цветное ядро не разру-
шено. Тупой вертикальный профиль как бы
заостряется, и в дальнейшем грунт в массиве
разрушается не передней гранью профиля, а
уплотненным ядром.
Раковина 1 образуется только в верхней
части профиля, выше критической глубины Нк.
В нижней части грунт вытесняется уплотнен-
ным ядром в боковые стороны относительно
профиля. В сечении А-А штриховыми линиями
показаны траектории движения частиц грунта
(линии скольжения), которые перпендикуляр-
ны линиям равных напряжений (сплошным
линиям). Согласно исследованиям В.К. Рудне-
ва эпюра давлений р грунта на переднюю
грань профиля имеет точку излома на критиче-
ской глубине Нк, которая определяется по
формуле
74 = 0,9(0,1+5),
где 5 - ширина профиля, м.
Рис. 2.1.10. Резание грунта вертикальным
профилем
Для резания грунта вертикальными про-
филями характерно вдавливание в грунт их
нижней части. Поэтому с целью снижения
энергозатрат на вдавливание в грунт верти-
кальных профилей периметра ковша зубья
следует располагать так, чтобы вертикальные
профили внедрялись в предварительно разру-
шенный зубьями рыхлый грунт.
Зависимости силы резания от пара-
метров режущего периметра. Режущий пе-
риметр без зубьев характеризуется следующи-
ми геометрическими параметрами (см. рис. 2.1.7):
шириной В и углом резания а горизонтально-
го профиля, толщиной s вертикальных профи-
лей и их длиной 7, а также технологическим
параметром - глубиной резания h (см рис. 2.1.8).
Зависимость силы резания от ширины В
режущего периметра. Горизонтальный и два
вертикальных профиля, составляющие режу-
щий периметр, при резании взаимодействуют
(рис. 2.1.11). Соединенные вместе два верти-
кальных профиля разрушают грунт так же, как
один профиль удвоенной толщины: образуется
общее уплотненное ядро и выкалывается еди-
ная для двух профилей. Сила резания Р двух
профилей больше, чем одного (точка Ь).
При увеличении расстояния В между
профилями (участок 7) сила Р возрастает (кри-
вая be), как если бы грунт резали профилем
толщиной 2s + В. Между профилями образу-
ется монолитное единое для двух профилей
ядро. При дальнейшем увеличении ширины В
в условиях отсутствия горизонтального профиля
это ядро начинает разрушаться, и грунт частич-
но проходит в промежуток между профилями.
128
Глава 2.1. ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ ОРГАНОВ МАШИН НА ГРУНТ
Рис. 2.1.11. Резание грунта двумя вертикальными
и одним горизонтальным профилями
Сила Р при этом несколько снижается (кривая
cd, участок 2), причем профили продолжают
скалывать общую раковину, форма которой
уже приобретает вид двух объединенных рако-
вин. При дальнейшем увеличении ширины В
раковина каждого профиля продолжает расти,
а следовательно, возрастает сила Р (кривая de,
участок 3). Форма раковины в плане постепен-
но изменяется, и в точке е общая раковина
разделяется на две. С этого момента сила Р
не зависит от расстояния В и равна удвоенной
силе резания одним вертикальным профилем
(прямая ef, участок 4).
Наличие горизонтального профиля меж-
ду двумя вертикальными (сплошная линия)
обусловливает следующие изменения процес-
са: во-первых, не наблюдается снижения силы
Р на участке cde, так как горизонтальный
профиль препятствует прохождению грунта в
промежуток между близко расположенными
вертикальными профилями; во-вторых, на
участке 4 увеличение ширины В режущего
периметра сопровождается линейным ростом
силы Р:
Р = КХ(\+ 2,6В),
где К\ - коэффициент, учитывающий влияние
на силу Р всех параметров, за исключением
ширины В.
Ввиду того, что действительная ширина
ковшей, как правило, больше абсциссы в точке е,
эту зависимость можно использовать для
оценки влияния ширины В на силу Р, игнори-
руя особенности процесса при близком распо-
ложении вертикальных профилей.
Рис. 2.1.12. Зависимость силы Р
от глубины резания h
Зависимость силы Р от глубины реза-
ния h. Экспериментально установлено, что
сила резания Р возрастает при увеличении
глубины резания h, как показано на рис. 2.1.12.
По А.Н. Зеленину,
1,35
P = K2h ,
где К2 - коэффициент, учитывающий влияние
на силу Р всех параметров, за исключением h.
Зависимость силы Р от угла резания а.
Согласно опытным данным существует опти-
мальное значение угла резания а, при котором
сила резания минимальная (рис. 2.1.13): а0Пт =
= 20...30°.
Закон изменения силы Р от угла резания
а при а > а01ТГ описывается уравнением
Р = К3 (1 + 0,0075а),
где К3 - коэффициент, учитывающий влияние
на силу Р всех параметров, за исключением а.
Зависимость силы резания Р от толщи-
ны s и длины I вертикальных профилей. Уста-
новлена линейная зависимость силы резания Р
от толщины s вертикальных профилей пери-
метра:
Р = Кд (1 + 0,003s),
где Кд - коэффициент, учитывающий влияние
на силу Р всех параметров, за исключением s.
Рис. 2.1.13. Зависимость силы Рот угла резания а
РЕЗАНИЕ ГРУНТОВ
129
Длина I вертикальных профилей (см. рис.
2.1.7) почти не влияет на силу резания: при
увеличении / в 2 раза сила резания возрастает
всего на 4...5 %. Поэтому при расчете силы
резания влиянием / можно пренебречь.
Эмпирические формулы А.Н. Зеленина
для расчета силы резания ковшами. На осно-
вании приведенных выше формул, получим
следующую зависимость для расчета силы
резания (Н) периметром ковша без зубьев:
Р = 10 СЛ1’35 (1 + 2,6В)(1 + 0,0075а)х
X (1 + 0,035)Ро Ц, (2.1.1)
где С - число ударов динамического плотно-
мера; h - глубина резания, см; В - ширина
ковша, м; а - угол резания, °; s - толщина
вертикальных профилей, см; Ро - коэффици-
ент, учитывающий заострение вертикальных
профилей; р0 = 1,05 для тупых профилей; р0 = 1
для заостренных под углом 45° профилей;
ц - коэффициент, учитывающий технологию
разработки грунта.
Различают три схемы разработки забоя
(рис. 2.1.14).
При блокированном срезе 7 грунт среза-
ется по трем поверхностям (горизонтальным и
двумя вертикальными профилями); Ц = 1. При
полублокированном срезе 2 грунт срезается
только по двум поверхностям; ц = 0,75. При
свободном срезе 3 грунт срезается только го-
ризонтальным профилем. В этом случае сила
резания Р меньше, чем при других схемах;
Ц = 0,5.
У ковша с зубьями вертикальные профи-
ли режущих периметров не участвуют в про-
цессе резания, так как они проходят через
грунт, разрушенный действием зуба. Поэтому
для режущих периметров ковшей с зубьями
формула расчета силы резания (Н) видоизме-
няется:
1,35
Р = 10 Ch (1 + 2,6В) (1 + 0,0075а)2Ц, (2.1.1 а)
где z - коэффициент, учитывающий схему
установки зубьев на горизонтальном профиле;
1---------------2----
3
Рис. 2.1.14. Схемы разработки забоя
при рациональной расстановке зубьев (при
расстоянии между ними в 2-3 раза превышаю-
щем их ширину) 2=1; в противном случае
z= 1,2.
Эти зависимости рекомендуются для
практических расчетов силы резания режущи-
ми периметрами рабочих органов, траектория
движения которых при копании близка к пря-
молинейной.
Резание грунта методом поворота рабо-
чего органа относительно неподвижного цен-
тра, когда толщина срезаемой стружки изме-
няется от нуля до наибольшего значения, а
затем вновь уменьшается до нуля (рис. 2.1.15),
существенно отличается от послойного реза-
ния, характерного для скреперов, драглайнов,
грейдер-элеваторов.
При отделении из грунтового массива с
плоской поверхностью цилиндрического сег-
мента объем вырезанного грунта V (м3) можно
определить по формуле:
V - q- 0,5В/?!2 (2ф-sin 2ф),
где 7?1 - радиус траектории движения режуще-
го периметра по зубу, м; 2ф - полный угол
поворота ковша в грунте, рад.
Угол 2ф отсчитывается от начального
положения А радиуса, проведенного от оси
поворота ковша к кромке зуба, до его конечно-
го положения В, соответствующего выходу
зуба из грунта. Промежуточное положение
ковша определяется текущим углом поворо-
та [3. При изменении угла Р от 0 до 2ф глубина
резания h (м) возрастает от 0 до , а затем
вновь уменьшается до 0 по закону
/? = /?! [cos(P - ф) - cos ф],
достигая при
Р = ф наибольшего значения
^max =^l(l-COS<p).
Рис. 2.1.15. Схема взаимодействия ковша
с грунтом при повороте относительно
неподвижного центра
5 - 1317
130
Глава 2.1. ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ ОРГАНОВ МАШИН НА ГРУНТ
Изменение касательной составляющей
силы резания Р грунта в функции угла поворо-
та Р обусловлено изменением глубины копа-
ния Л. Поэтому можно предположить, что из-
вестные для послойного резания зависимости
(2.1.1) и (2.1.1а) будут справедливы и для вра-
щательного резания при условии подстановки
в них закона h = F(P).
На основе закона изменения глубины ре-
зания получены формулы для определения
силы резания (Н) грунта вращающимися пе-
риметрами:
Р = KR\'35 [cos (Р - ф) - cos ф]1,35;
4ax = ^l1’35(l-COS<p)1’35>
где R\ - радиус от оси поворота ковша до зуба,
см; для ковша без зубьев
К = 10С(1 + 2,6Я)(1 + 0,03s)(l + 0,0075а)Роц;
(2.1.2)
для ковша с зубьями
К = 10С(1 + 2,6В)(1 + 0,0075a)z|LL (2.1.2а)
Эти зависимости были экспериментально
проверены [11] при различных комбинациях
параметров R\ и 2ф.
Сила резания грунта косо поставлен-
ным рабочим органом. Рабочие органы мно-
гих землеройно-транспортных машин (авто-
грейдеров, поворотных бульдозеров, грейдер-
элеваторов) осуществляют не только отделе-
ние грунта от массива, но и перемещение вы-
резанного грунта в сторону. Это достигается
установкой рабочих органов этих машин под
острым углом у по отношению к направлению
движения машины (рис. 2.1.16, б) - углом за-
хвата или установки рабочего органа в плане.
При углах захвата у = 90° резание грунта при-
нято называть лобовым (рис. 2.1.16, а), а при
углах захвата < 90° - косым (рис. 2.1.16, б).
Косое резание соответствует отделению
стружки грунта при помощи косого клина.
При лобовом резании частицы грунта
поднимаются по рабочей поверхности по на-
правлению, перпендикулярному режущей
кромке рабочего органа, а при косом - под
углом осх. Экспериментально установлено, что
ах = у. Тогда фактический угол при косом
резании ф - угол между направлением движе-
ния частиц грунта и осью х:
ф a
sin — = sin у sin — .
2 1 2
Рис. 2.1.16. Схема сил, действующих на
рабочий орган при резании:
а - лобовом; б - косом
На поверхность рабочего органа при ло-
бовом и косом резании со стороны грунта дей-
ствуют только две силы: равнодействующая
нормальных сил N и сил трения F = Л^ф, где
ф - угол трения грунта по поверхности рабо-
чего органа. Проектируя эти силы на ось х,
получим выражения для определения силы
сопротивления движению:
при лобовом резании
РЛОб = Nsin a + #tg фС08 a;
при косом резании
Лое= Nysin a sin у + #Ytg ф cos ф,
где Ny - равнодействующая нормального дав-
ления при соответствующем угле захвата.
Это выражение для косого резания хо-
рошо согласуется с экспериментальными дан-
ными и может применяться для определения
сопротивлений грунта блокированному реза-
нию косым рабочим органом. Для сравнения
сил косого и лобового резания разделим полу-
ченные выражения друг на друга:
Ркос 8та8тусо8ф + 8тфсо8ф
Рлоб # sin(a + <p)
(2.1.3)
На рис. 2.1.17 представлены зависимости
(2.1.3) при Ny / N = 1, a = 45° и переменном
значении угла трения ф грунта о поверхность
рабочего органа. Из анализа этих зависимостей
следует, что при ф = 0 с уменьшением угла
захвата зависимость P*QZI РЛОб ~ sin у, т.е. сила
резания прямо пропорциональна ширине выре-
заемой стружки:
РЕЗАНИЕ ГРУНТОВ
131
Рис. 2.1.17. Зависимости Ркос /Рло6 = f (у)
по соотношению (2.1.3):
7~Ф = 36°; 2-ф = 26,5°; 3-<р = 18,5°; 4-ф = О
В = I sin у,
где В - ширина вырезаемой стружки; / - длина
рабочего органа.
При значениях ф > О кривые зависимо-
стей Ркос/^лоб =/(у) проходят выше кривой 4,
соответствующей ф = 0. В этих условиях сила
косого резания снижается непропорционально
уменьшению ширины вырезаемой стружки, а
удельное сопротивление грунта косому реза-
нию соответственно возрастает по сравнению
с лобовым резанием. Для сопоставления
удельных сопротивлений грунта косому и ло-
бовому резанию воспользуемся отношением
^кос _ ^кос^ _
^лоб ^лоб I sin
зшазтусозф + зтфсозф
N sin (а + ф)8т у
(2.1.4)
Ha рис. 2.1.18 представлены зависимости
(2.1.4) для угла резания 45°. При Ny /N = 1
энергоемкость косого резания увеличивается
по сравнению с лобовым, причем тем значи-
тельнее, чем больше угол трения ф и чем
меньше угол захвата у. Увеличение энергоем-
кости косого резания при уменьшении угла
захвата является следствием дополнительных
сопротивлений, связанных с появлением до-
полнительных сил трения при движении грун-
та вдоль рабочего органа.
Рис. 2.1.18. Зависимости Ккос IКпо6 = /(у)
по соотношению (2.1.4):
7-ф = 36°; 2-ф = 26,5°; 3-ф= 18,5°; 4-ф = 0
При оценке энергоемкости процессов ре-
зания и копания необходимо учитывать соот-
ношения глубины резания h с высотой рабоче-
го органа Н (X = Н / h). Согласно эксперимен-
тальным исследованиям отношение силы со-
противления при косом резании к силе сопро-
тивления при лобовом резании в зависимости
от угла захвата можно представить в следую-
щем виде:
Ркос/Рлоб — sin у,
где т - показатель степени, зависящий от ко-
эффициента X и параметров рабочего органа.
При резании (X < 1) т = 0,6... 1, а при ко-
пании (X > 1) тп = 1...4. В таком случае энерго-
емкость косого резания, определяемая удель-
ным сопротивлением лобового резания по
формуле KK0Z= Кло6 sinm-1y, при X < 1 должна
превышать энергоемкость лобового резания.
Резание грунта стружкой различной
формы. При производстве земляных работ
иногда возникает необходимость создания
профилей земляного полотна различной фор-
мы, например: придорожные кюветы, мелио-
ративные каналы треугольной, трапециевид-
ной или полукруглой формы. Для выполнения
этих работ используют специальные рабочие
органы (ковши экскаваторов с трапециевидной
режущей кромкой) или традиционные рабочие
органы (отвал автогрейдера или бульдозера),
установленные под углом к поверхности грун-
та в плоскости, перпендикулярной направле-
нию движения. Кроме того, вырезание грунта
стружкой треугольной формы отвалом произ-
водят для предварительного рыхления проч-
ных грунтов.
5*
132
Глава 2.1. ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ ОРГАНОВ МАШИН НА ГРУНТ
а) б) в) г)
Рис. 2.1.19. Влияние формы поперечного сечения
стружки на сопротивление резанию
(грунт песок, С= 1, ш = 10 %)
Сравнительные опыты Д.И. Федорова в
грунтовом канале на искусственно уплотняе-
мом суглинке (С = 5,5, (0=17%) по резанию
грунта прямолинейной и закругленной режу-
щей кромками при углах резания 25° показали,
что при площади поперечного сечения струж-
ки F > 700 см2 и закругленной в плане режу-
щей кромке по сравнению с прямолинейной
сила резания снижается примерно на 10... 15 %.
Резание производилось поступательным дви-
жением периметров постоянной ширины b = 90
см. Особое внимание уделялось влиянию дли-
ны режущей кромки на удельное сопротивле-
ние резанию.
Опыты проводились в МАДИ в грунто-
вом канале с плоскими ножами одинаковой
ширины b = 60 см с углами резания а = 90° и
а = 45° при постоянной площади F = 600 см2
поперечного сечения вырезаемой стружки,
формы которой представлены на рис. 2.1.19, а
результаты в табл. 2.1.7.
Аналогичные опыты были проведены
при изучении вращательного резания режу-
щими периметрами ковшей экскаваторов с
гидроприводом. Цель опытов - определение
формы плоского горизонтального профиля
периметра, при которой достигается мини-
мальная энергоемкость резания грунта враща-
тельным способом. Профили имели прямо-
угольную, треугольную и полукруглую форму.
Ширина режущих периметров одинаковая
b = 60 см, угол поворота при резании ф = 110°,
объем вырезаемого грунта V = 0,2 м3. Опыты
проводились в грунтовом канале на песке при
числе ударов динамического плотномера С = 1,
влажности (0 = 8... 12 %.
Из трех исследованных периметров наи-
лучшим оказался периметр с прямоугольной
режущей кромкой, для которого максимальная
сила Ртах» момент Мпах, работа А и энергоем-
кость E = AIV резания минимальные.
Влияние скорости резания на процесс
взаимодействия рабочего органа с грун-
том. Обобщая многочисленные исследования,
В.П. Станевский обосновал следующую схему
резания грунта острым ножом (рис. 2.1.20).
Нож при медленном внедрении в массив вы-
зывает в нем сложное напряженное состояние.
Вначале передней гранью ножа сжимается
находящийся перед ним грунт, и в месте кон-
такта развиваются пластические деформации
(зона /). По мере увеличения поверхности
контакта ножа с грунтом возрастают касатель-
ные напряжения, при превышении которыми
значений, соответствующих предельному со-
стоянию, происходит сдвиг элемента стружки.
Наибольшего значения пластические дефор-
мации достигают вдоль поверхности разруше-
ния АВ. Справа от поверхности АВ в грунто-
вом массиве происходит нагружение преиму-
щественно в упругой стадии 2. Таким образом,
каждая частица отделяемого слоя грунта при
движении режущего инструмента последова-
тельно проходит зоны сначала упругой 2, а
затем пластической деформации 1. Аналогич-
но протекает процесс деформирования и при
сливной стружке, однако в этом случае отде-
ления элементов стружки друг от друга не
происходит.
Сдвиг по поверхности разрушения про-
исходит со скоростью деформирования Vj в
направлении, составляющим угол ф к поверх-
ности массива:
Nd = v sin a /sin (а + ф),
где V - скорость движения рабочего органа.
В момент соприкосновения ножа с грун-
том сила резания вызывает сжатие бесконечно
малого элемента, примыкающего к передней
2.1.7. Сопротивление резанию плоских
ножей Р, кН, по рис. 2.1.19
а, ° а б в г
90 0,97 1,04 1,1 1,27
45 0,75 0,88 0,92 1,03
2
Рис. 2.1.20. Схема резания грунта
РЕЗАНИЕ ГРУНТОВ
133
грани. Это сжатие поочередно передается сле-
дующим элементам, деформирование развива-
ется со скоростью Nd, не превышающей пре-
дельной скорости разрушения:
v /о-нЯ'-и2)
р 3 °V (1-2|1)£р ’
где Со - предел прочности грунта на сжатие,
МПа; Ц - коэффициент относительной попе-
речной деформации; Е - модуль упругости,
МПа; р - плотность грунта, кг/м3.
Вычисления для глинистых грунтов
плотностью р « 1800 кг/м3, пределом прочно-
сти на сжатие Со = 25...400 кПа, модулем упру-
гости Е = 7...22 МПа и коэффициентом отно-
сительной поперечной деформации ц = 0,2...
0,4 показали, что предельная скорость разру-
шения этих грунтов составляет 0Д5...3 м/с.
В таком случае критическая скорость движе-
ния рабочего органа, определяемая формулой
Vxp = vp sin (а + \|/) / sin а, имеет те же значе-
ния, что и рабочие скорости современных зем-
леройных машин. При движении рабочего
органа со скоростью больше критической в
зоне грунта, примыкающей к нему, возникают
напряжения, превышающие предел прочности,
и разрушение грунта в этих условиях имеет
хрупкий характер, без пластических деформаций.
В.П. Станевский предлагает расчетную
формулу для определения силы, необходимой
для образования стружки, полагая сопротивле-
ние грунта сдвигу пропорциональным отноше-
нию скоростей деформирования и разрушения:
P = (1+V/V4,)PO.
где Ро - сила резания при скорости, близкой к
нулю.
Помимо работы, необходимой для обра-
зования стружки, следует учитывать затраты
энергии на перемещение отделяющихся при
резании кусков грунта, источником которой
является рабочий орган.
Суммарная сила резания
Л = Р + Ркин,
где Лин = (1 + v/VjqOpv^cpSin a cos vy/sin(сс+\|/);
Fcp - площадь сечения среза.
В конечном виде сила резания грунта с
учетом влияния скорости движения рабочего
органа определяется зависимостью
P=(l +v/vKp)[Po+pv2Fcpsina cos\|//sin(a + v|/)],
в которой член, пропорциональный скорости в
кубе, учитывает дополнительную силу на от-
брасывание, связанное с изменением характера
взаимодействия ножа с грунтом, при переходе
от пластического разрушения к хрупкому.
Особенности процесса резания мерз-
лых грунтов. Наибольшей популярностью в
изучении резания мерзлых грунтов пользуются
экспериментальные исследования А.Н. Зеле-
нина. Они базировались на гипотезах об общ-
ности качественной стороны разрушения
мерзлых и немерзлых грунтов и гипотезе пря-
мо пропорциональной корреляционной зависи-
мости между силой резания и числом ударов С
динамического плотномера.
Обобщая результаты экспериментальных
исследований резания мерзлых грунтов раз-
личного физического состояния элементарны-
ми режущими профилями, проф. А.Н. Зеленин
предложил формулу для расчета сопротивле-
ния Р (Н) резанию мерзлых грунтов:
Р = 10 Ch 4s [1 + (a - 30°) / 80°] цД, (2.1.5)
где 5 - ширина элементарного профиля, см;
ц - коэффициент, учитывающий технологию
разработки грунта; для блокированного реза-
ния ц = 1; для полублокированного резания
ц = 0,75; для свободного резания ц = 0,5; Д -
коэффициент, учитывающий степень затупле-
ния рабочего органа; Д = 0,85, 1 и 2 соответст-
венно для острых, нормальных и изношенных
зубьев.
Поскольку с увеличением глубины тем-
пература мерзлых грунтов повышается, их
прочность понижается. Поэтому в формулах
для определения силы разрушения мерзлых
грунтов рыхлительным зубом показатель сте-
пени 1,35 отсутствует. При оптимальном зна-
чении угла резания a = 30 и ц = 1 формула
(2.1.5) приобретает вид:
Р = 10 Ch4s Д.
Исследования И.К. Растегаева по реза-
нию вечномерзлых грунтов подтвердили воз-
можность использования динамического плот-
номера для оценки трудности разработки веч-
номерзлых грунтов. Им предложена расчетная
134
Глава 2.1. ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ ОРГАНОВ МАШИН НА ГРУНТ
зависимость для определения сопротивления
рыхлению этих грунтов (Н)
Р = \QChhJB к\к2к3к^,
где Ch - число ударов динамического плотно-
мера на глубине рыхления h, см; В - ширина
наконечника рыхлителя, см; к\ - коэффициент,
учитывающий степень блокирования; для бло-
кированного резания к\ = 1; для полублокиро-
ванного резания к\ = 0,75; для свободного реза-
ния к\ = 0,5; к2 - коэффициент, учитывающий
форму кромки затупления нового наконечни-
ка; к2 = 1,05; 1,15; 1,25 и 1,35 соответственно
для грунтов категорий 6 - 9; к3 - коэффициент,
учитывающий снижение сопротивления рых-
лению вечномерзлого грунта вследствие на-
гревания наконечника в процессе работы;
к3 = 0,85...0,95 для вечномерзлых грунтов ка-
тегорий 6 и 7; к3 = 0,7...0,85 для грунтов кате-
горий 8 и 9; к3 = 0,5...0,7 для грунтов катего-
рии 10; меньшие значения назначают для из-
ношенных наконечников, средние - при изно-
се, равном 1/2 предельного, большие - для
новых наконечников; к^ - коэффициент, учиты-
вающий износ наконечников в процессе рых-
ления и зависящий от категории грунта; к$ = 1
для новых наконечников; к$ = 1,05... 1,2 для
наконечников, эксплуатируемых 1/2 срока служ-
бы, при рыхлении всех категорий грунта;
£4 = 1,2... 1,3 для полностью изношенных нако-
нечников при рыхлении грунтов категорий 6
и 7; = 1,3... 1,5 при рыхлении грунтов категорий
8-10; меньшие значения коэффициентов к$
назначают для менее прочных грунтов.
На рис. 2.1.21 показана схема износа на-
конечника зуба. Полностью изношенным на-
конечник зуба принято считать, когда А/// = 0,25
(25 %). По данным исследований И.К. Расте-
гаева при работе на вечномерзлых грунтах
100%-ный износ наконечника зуба рыхлителя
наступает через 10 ч (иногда 3 ч) работы, на-
кладки стойки рыхлителя - через 300 ч, стойки
рыхлителя - через 2000 ч. Снижение силы тяги
в процессе работы рыхлителя происходит при
нагреве наконечника зуба до температуры
близкой к 100 °C из-за смазки оттаявшим
льдом. Однако при нагреве до температуры
свыше 100 °C возникает опасность резкого
снижения ударной вязкости стали наконечни-
ка, что может привести к хрупкому излому.
Рис. 2.1.21. Схема износа зуба рыхлителя
2.1.3. РАЗРУШЕНИЕ МЕРЗЛЫХ ГРУНТОВ
УДАРОМ
Впервые систематические исследования
разрушения мерзлых грунтов ударной нагруз-
кой были выполнены под руководством А.Н. Зе-
ленина в 1951 - 1955 гг. Основным критерием
оценки эффективности разрушения была при-
нята энергоемкость Е, определяемая энергией,
необходимой для отделения от массива 1 м3
грунта. На рис. 2.1.22 представлена схема ско-
ла 3 части грунтового массива у открытой
стенки ударом падающего груза 1 по рабочему
органу 2.
Как было установлено, факторами, влияю-
щими на энергоемкость разрушения, являются:
- КПД удара, учитывающий потерю
энергии при соударении масс груза и инстру-
мента;
- энергия одного удара;
- форма и размеры инструмента;
- метод воздействия (скол ударом или
скол ударом с последующим отрывом);
- расстояние / от стенки забоя до инст-
румента;
- точность установки инструмента, оп-
ределяемая углом наклона клина и соосностью
соударения груза с клином;
- метод разработки забоя.
Рис. 2.1.22. Схема скола грунта ударом
падающего груза
РАЗРУШЕНИЕ МЕРЗЛЫХ ГРУНТОВ УДАРОМ
135
КПД удара. Опыты с плотномерами и
ударными рабочими органами показали, что
отскок после удара практически отсутствует
(величина отскока h = 0). Следовательно, мож-
но считать соударение падающего груза и ин-
струмента близким к абсолютно неупругому.
В таком случае энергия Е, передаваемая грун-
ту, равна разности энергий удара полной £пол
и потерь £пот:
Е — EnQn — Епот — Епол (т 1(тп + TWi)),
где £пол = оту2/2;
£пот= (mv2/2) + mi). (2.1.6)
Следовательно, КПД удара
г| = m/(m + щ\). (2.1.7)
Поскольку груз ударяет по инструменту,
находящемуся в контакте с грунтом, при рас-
чете КПД необходимо учитывать присоеди-
ненную массу грунта. На рис. 2.1.23 представ-
лены зависимости КПД удара от соотношения
масс падающего груза и инструмента, постро-
енные по формуле (2.1.7) и по данным опытов
Б.А. Николаева. Из-за неучета присоединенной
массы грунта и допущения об абсолютной
неупругости соударения расчетные значения
КПД удара отличаются от опытных на 10... 13 %.
Согласно зависимости Г| = КПД
увеличивается при уменьшении массы инст-
румента и достигает максимального значения
при тп\ = 0. Следует отметить, что при разру-
шении грунта сбрасыванием груза-клина необ-
ходимо тратить энергию на выдергивание его
для повторного сброса, при этом снимается
Рис. 2.1.23. Зависимости КПД удара
от соотношения масс падающего груза m и
инструмента тх:
----------------теоретическая
напряженное состояние в грунте от предыду-
щего удара. Поэтому необходимо стремиться
к т»т\.
Форма и размеры инструмента. Экспе-
риментально установленный оптимальный
угол заострения клина а = 25°. Он должен
быть меньше двух углов трения грунта о сталь,
так как в этом случае обеспечивается самотор-
можение клина при его внедрении в грунт, в
противном случае после удара силами упруго-
го отпора клин будет вытесняться из забоя.
По форме наилучшими являются два ти-
па рабочих органов:
сплошной клин для пластичных грунтов
при температуре близкой 0 °C;
двузубый клин 4 для большинства мерз-
лых грунтов (см. рис. 2.1.24).
Расстояние / от стенки забоя до инст-
румента. На рис. 2.1.24, а показаны результа-
ты опытов с клиньями различной формы при
одинаковой энергии удара А = 11 кДж, позво-
ляющие оценить влияние расстояния I от стен-
ки забоя на энергоемкость разрушения грунта.
При удалении рабочего органа на эффективное
расстояние от забоя достигается минимальная
энергоемкость разрушения грунта при мак-
симальном объеме сколотого грунта. При
уменьшении этого расстояния и А = const объ-
ем сколотого грунта уменьшается, а энергоем-
кость увеличивается. С удалением рабочего
органа на расстояние большее эффективного
происходит рассеяние энергии в массиве, в
результате чего энергоемкость резко возраста-
ет. При дальнейшем увеличении расстояния /
от стенки забоя достигается предельное со-
стояние, при котором грунт не скалывается, а
рабочий орган забивается в массив грунта,
лишенный открытой стенки.
Точность установки инструмента.
Энергоемкость скола мерзлого грунта в боль-
шой степени зависит от эксцентриситета удара е
в направлении, перпендикулярном к лезвию
клина (рис. 2.1.24, б). Величина е соответству-
ет отклонению в обе стороны от центра лезвия
клина.
Экспериментально установлено, что при
отклонении клина от вертикали на угол 5°
достигается минимальное значение энергоем-
кости, а при отклонении клина на больший
угол происходит резкое возрастание энергоем-
кости. На производительность и энергоемкость
скола мерзлых грунтов большое влияние ока-
зывает также центральность соударения па-
136
Глава 2.1. ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ ОРГАНОВ МАШИН НА ГРУНТ
0) б)
Рис. 2.1.24. Влияние формы клииа (а) и эксцентриситета е (б) его установки на энергоемкость Е
разрушения мерзлого грунта
дающего груза и рабочего инструмента. По-
этому эти два фактора являются определяю-
щими при конструировании машин такого типа.
Энергия одного удара. Энергоемкость Е,
а следовательно, производительность при раз-
рушении мерзлых грунтов ударной нагрузкой
изменяются в широких пределах в зависимо-
сти от энергии А единичного удара. Результа-
ты многочисленных исследований по этой
проблеме могут быть рекомендованы для рас-
чета энергозатрат и производительности при
различных условиях разрушения мерзлых
грунтов ударной нагрузкой (рис. 2.1.25):
1) энергоемкость разрушения мерзлого
грунт стабилизируется при энергии удара А =
= 5 кДж. Такая энергия удара достигается при
соотношении mlтп\ = 3...4, что соответствует
КПД удара Г| = 0,65...0,7;
2) при увеличении энергии удара Г| -> 1,
однако при возрастании А до 30...40 кДж воз-
можна поломка рабочего органа при жестком
Рис. 2.1.25. Влияние работы Л одного удара на
энергоемкость Е скола суглинка при температуре
-S...-7 °C, влажности о = 22...25 % и
оптимальном расстоянии от края забоя:
/-зонамалых энергий удара; //- зона средних
энергий удара; ///- зона больших энергий удара
соударении с ним большой массы падающего
груза;
3) применение механизмов с малой энер-
гией удара неэффективно.
Зависимость, показанная на рис. 2.1.25,
получена для условий разрушения мерзлого
грунта при оптимальном расстоянии рабочего
органа от края забоя, при угле наклона клина к
поверхности забоя 85°, эксцентриситете е = 0,
соотношении масс m / mx= 3...4, может быть
использована для расчета энергоемкости и
производительности разрушения мерзлых грун-
тов ударной нагрузкой при любых условиях
при введении соответствующих коэффициентов.
Для определения величины Е при разра-
ботке мерзлого песка, супеси или глины при их
полной влагоемкости и температуре -5...-7 °C
следует использовать переводной коэффици-
ент е: для суглинка £ = 1; для песка £ = 0,5;
для супеси £ = 0,75; для глины £ = 1,25.
При пересчете энергоемкости на темпе-
ратурные условия, отличные от -5...-7 °C, ре-
комендуется формула
Et=Et=-f>4tib >
где Е/=_б - энергоемкость разрушения мерзло-
го грунта ударом по рис. 2.1.25; t - расчетная
температура.
При расчете энергоемкости разрушения
мерзлых грунтов различными рабочими орга-
нами рекомендуется использовать переводной
коэффициент Д: для сплошного клина Д = 1;
для трех- или двузубого Д = 0,5...0,7, при ком-
бинированном сколе с последующим движе-
нием клина в сторону забоя после внедрения
его в грунт Д = 0,35.
КОПАНИЕ ГРУНТОВ И ШТАБЕЛЕЙ СЫПУЧИХ МАТЕРИАЛОВ
137
2.1.4. КОПАНИЕ ГРУНТОВ И ШТАБЕЛЕЙ
СЫПУЧИХ МАТЕРИАЛОВ
В отличие от резания при копании отде-
ление стружки от грунтового массива проис-
ходит под нагрузкой от веса ранее срезанного
грунта, перемещаемого перед рабочим орга-
ном, или от грунта, находящегося в рабочем
органе. Срезанный грунт, перемещаемый пе-
ред рабочим органом, называют призмой во-
лочения.
Призма волочения образуется перед от-
вальными и ковшевыми рабочими органами
землеройных машин. У бульдозера призма
волочения перемещается на расстояние менее
100 м. У автогрейдера перемещение грунта
производится при минимальном объеме приз-
мы волочения, косо установленным отвалом на
расстояние 0,5... 1,5 м в сторону от направле-
ния движения машины. У ковшовых рабочих
органов (экскаватора, скрепера) образование
призмы волочения и ее рост, с одной стороны,
увеличивают энергозатраты на копание ввиду
необходимости дополнительных затрат энер-
гии на перемещение призмы перед ковшом и
на преодоление большего сопротивления реза-
нию грунта под давлением призмы волочения,
а с другой - пригрузка на срезаемый грунт от
призмы волочения укрепляет его и обеспечи-
вает заполнение ковша грунтом в большей
степени.
Сопротивление копанию грунта рабочи-
ми органами землеройных машин
Р = Рр + Лф + Рвн, (2.1.8)
где Рр - сопротивление грунта резанию; Рпр -
сопротивление перемещению призмы волоче-
ния грунта перед рабочим органом; Рвн - со-
противление внедрению грунта в призму воло-
чения перед рабочим органом или в его внут-
реннюю полость.
Наиболее распространены формулы для
расчета сопротивления копанию землеройных
машин, копающих грунт при движении рабо-
чего органа по траектории с незначительным
изменением глубины копания, полученные на
базе экспериментальных исследований. Это
формулы Н.Г. Домбровского для экскаваторов
с прямой и обратной лопатами, Е.Р. Петерса для
ковшей скрепера и драглайна и В.М. Гольд-
штейна для бульдозера.
Касательная сила сопротивления копа-
нию ковшом экскаватора
PQi = k{bh, (2.1.9)
где к\ - удельное сопротивление копанию,
включающее не только сопротивление реза-
нию, но и все другие сопутствующие копанию
сопротивления (трение ковша о забой, сопро-
тивление призмы волочения, сопротивление
грунта при продвижении его в ковше и др.) и
определяемое экспериментально применитель-
но к рабочему органу землеройной машины
соответствующей конструкции (табл. 2.1.8);
bnh- соответственно ширина и толщина сре-
заемого пласта грунта.
2.1.8. Значения удельных сопротивлений резанию к и копанию кх экскаваторами
по данным Н.Г. Домбровского
Грунт к, кПа к\, кПа, для экскаватора А Ai
одноковшового многоковшового
Лопата Драглайн Струг цепного попе- речного копания ротор- ного тран- шейного
Песок, супесь 10...55 16...80 30...120 40...130 50...180 40...130 70...230 50 110
Суглинок без включений 57...110 70...160 120...200 140...200 150...300 120...250 210...400 100 280
Суглинок плотный, глина средняя ПО... 170 120...250 160...300 180...320 240...450 200...350 380...600 160 360
Суглинок крепкий со щебнем или галькой, глина крепкая и очень крепкая влажная 160...240 220...360 250...420 270...450 370...600 300...450 550...800 260 450
138
Глава 2.1. ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ ОРГАНОВ МАШИН НА ГРУНТ
2.1.9. Значения нормальной ширины b стружки и толщины h срезаемого грунта
Вместимость ковша, м3 Ь, см Л, см Вместимость ковша, м3 Ь, см Л, см
0,25 75 12 4 190 30
0,5 95 15 6 228 34,5
1 122 19 8 232 38
2 152 23,5 15 262 48
3 180 27,5
Значения ку приведенные в табл. 2.1.8,
соответствуют предельно возможному запол-
нению ковша при максимально возможных сече-
ниях стружки и соотношениях h/b = 0,15... 0,33
(толщина стружки h > 20 см и ширина b > 40 см).
Значения к\ соответствуют нормальному
изнашиванию и конструкции ковшей, снаб-
женных зубьями по передней кромке, имею-
щей прямолинейную или закругленную форму.
Нормальным изнашиванием считается затуп-
ление режущей кромки радиусом 2...3 мм для
ковшей самых малых вместимостей (0,1 м3) и
7... 10 мм для ковшей самых больших вмести-
мостей (50... 100 м3), или при котором угол
заострения при изнашивании увеличивается не
более чем на 1/3 первоначального значения
независимо от вместимости ковша.
При толщине стружки менее 0,4 нормаль-
ной, при которой обеспечивается 100%-ное
заполнение ковша, расчетное значение к\, обо-
значенное в данном случае к{, рекомендуется
определять по формуле
к{ = к\ + A/h.
Для траншейных экскаваторов при тол-
щине стружки меньше 5 см в эту формулу
следует подставить Aj вместо А. Значения
величин А и А\ приведены в табл. 2.1.8. В
табл. 2.1.9 приведены значения нормальной
толщины h стружки в зависимости от вмести-
мости ковша Ик, при которой обеспечивается
100%-ное его заполнение.
Нормальная составляющая сопротивле-
ния копанию
Р&2= Ч'/’ОЬ
(2.1.10)
где у - коэффициент, зависящий от режима
копания (соотношения скоростей копания и
подачи), угла копания, а также от износа (за-
тупления) режущей кромки.
При обычных для экскаватора условиях
копания нормальная составляющая силы со-
противления копанию Pq2 направлена со сто-
роны забоя, а значения \|/ = PQ2/ Ли колеблют-
ся в широких пределах: \|/ = 0,1...0,45.
Формула для определения сопротив-
ления копанию грунта ковшом скрепера име-
ет ввд формулы (2.1.8), расчетная схема к опре-
делению сопротивления копанию представлена
на рис. 2.1.26. При этом сопротивление грунта
резанию
P^ = kbh, (2.1.11)
где к - удельное сопротивление резанию, кПа;
ниже приведены его значения.
Песок и слабый песчаный грунт.........50...70
Супесь и суглинок.....................80... 100
Тяжелый суглинок и глина, не более....120
Принимать значения к > 100... 120 кПа не
рекомендуется, так как более плотные грунты
необходимо предварительно рыхлить.
При выборе значения h рекомендуется
использовать приведенные ниже данные.
Вместимость ковша Гк, м3.
Л, см:
суглинка
супеси
6 10 15
4...6 8...10 12...14
6...8 10...12 14...16
Сопротивление внедрению грунта в ковш
Рвн складывается из сопротивления веса грун-
та Рвн, поступающего в ковш, и сопротивле-
ния трения грунта в ковше Рв„ .
Рис. 2.1.26. Схема к определению сопротивления
копанию скрепером по Е.Р. Петерсу
КОПАНИЕ ГРУНТОВ И ШТАБЕЛЕЙ СЫПУЧИХ МАТЕРИАЛОВ
139
2.1.10. Коэффициент разрыхления грунта Кр в ковше скрепера
Грунт Влажность, % Объемный вес грунта ус в естественном залегании, кН/м3 к.
Песок:
сухой - 1,5...1,6 1,0...1,2
влажный 12...15 1,6...1,7 1,1...1,2
Легкая супесь 7...10 1,5...1,7 1,1...1,2
Супеси и суглинки 4...6 1,6...1,8 1,2...1,4
Суглинок:
средний 15...18 1,6...1,8 1,2...1,3
сухой пылеватый 8...12 1,6...1,8 1,3...1,4
тяжелый 17...19 1,65...1,8 1,2...1,3
Сухая глина - 1,7...1,8 1,2...1,3
Сопротивление веса поднимаемого стол-
ба грунта (см. рис. 2.1.26), кН,
где у - удельный вес грунта в разрыхленном
состоянии, кН/м3; у = уе / Кр, Кр - коэффици-
ент разрыхления грунта в ковше скрепера
(табл. 2.1.10); уе - удельный вес грунта в есте-
ственном залегании, кН/м3; Н - высота напол-
нения ковша, м.
Ориентировочные значения Н для ков-
шей различной вместимости приведены ниже.
Вместимость ковша
скрепера К* м3 .... <3 6 10 15
Высота наполнения
ковша Я, м . . . . 1,00...1,13 1,25...1,5 1,8...2,0 2,3
Сопротивление трению Рв„ (в кН) грун-
та по грунту в ковше возникает в результате
давления боковых призм по обе стороны стол-
ба грунта при его перемещении в вертикаль-
ном направлении внутри ковша:
р;п=хьн\
где х = (sin 2ф)/2; ф - угол внутреннего тре-
ния грунта (табл. 2.1.11).
Сопротивление перемещению призмы
волочения, кН,
P^yfbH2!,
где у = 0,5...0,7 - коэффициент объема призмы
волочения перед заслонкой и ножами ковша;
наибольшее значение относится к сыпучим
грунтам; f = 0,3...0,5 - коэффициент трения
грунта по грунту (супеси, пески).
2.1.11. Значения величины х и угла
внутреннего трения ф для различных
грунтов
Грунт <р.° X
Глина 14...19 0,24...0,31
Суглинок 24...30 0,37...0,44
Песок 35...45 0,46...0,50
Формула для определения сопротив-
ления копанию грунта отвалом бульдозера
соответствует расчетной схеме, показанной на
рис. 2.1.28, а, для определения сопротивления
при транспортировании грунта отвалом буль-
дозера по горизонтальной площадке. При этом
возникает сопротивление резанию, определяе-
мое аналогично формуле (2.1.11), в которой
k - удельное сопротивление лобовому реза-
нию, средние значения которого при угле ре-
зания а = 45...60° для категорий грунта 1 - 3
приведены ниже.
Категория грунта........ 1 2 3
к, кПа..................70 НО 170
При перемещении призмы волочения
часть ее переходит в боковые валики, поэтому
глубина срезания стружки должна быть доста-
точной для восполнения этих потерь. Потери
грунта в боковые валики на 1 м пути оценива-
ются коэффициентом потерь
А„= И./Кпр,
где VB - объем грунта в боковых валиках в
плотном теле на 1 м пути, м3; Ипр - фактический
объем призмы волочения в плотном теле, м3.
140
Глава 2.1. ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ ОРГАНОВ МАШИН НА ГРУНТ
Ориентировочно в зависимости от грун-
тов рекомендуется принимать следующие зна-
чения кл.
Связные грунты.................. 0,025...0,032
Несвязные грунты................ 0,06...0,07
Глубина резания во время перемещения
призмы грунта
h = kBVnp/b.
Объем призмы волочения в зависимости
от размеров отвала и свойств грунта
Гпр= 0,5bH2lk^,
где b - ширина отвала; Н - высота отвала с
учетом козырька; - коэффициент, завися-
щий от отношения ЫН и свойств грунта. Ниже
приведены его значения.
Отношение ЫН.......0,15 0,30 0,35 0,40 0,45
Апр для грунта:
связного
категории 1 и 2 .... 0,70 0,80 0,85 0,90 0,95
несвязного..... 1,15 1,20 1,20 1,30 1,50
Сопротивление перемещению призмы
волочения
^пр=
где у - объемный вес грунта в плотном теле,
кН/м3; f = 0,5 для связных грунтов;/= 0,7 для
несвязных грунтов, максимальное значение f= 1.
Сопротивление от внедрения грунта в
призму волочения при перемещении вверх по
отвалу
Лн = ^прУС032а/1,
где а - угол резания; f\ - коэффициент трения
грунта по металлу. Ниже приведены его зна-
чения.
Песок и супесь.............................0,35
Средний суглинок...........................0,50
Тяжелый суглинок ..........................0,80
При расчете тяги бульдозеров с поворот-
ным отвалом учитывается дополнительное
сопротивление трению при движении призмы
волочения вдоль отвала, установленного в
плане под углом ф к направлению движения
тягача. В этом случае
Лн = И„рУ (/, cos2 а + /i/cos<p).
Опыты, выполненные в грунтовом канале
МАДИ, позволяют рекомендовать следующую
формулу для определения сопротивления ко-
панию отвалом автогрейдера в зависимости от
угла захвата ф при вырезании прямоугольной
стружки:
Л (ф) = Л (ф=90°) sin ф5
где РК (ф = 9о°) - сопротивление копанию, опре-
деленное по формуле (2.1.8) для неповоротно-
го отвала бульдозера при ширине резания
грунта / = /'созф; Г - длина ножа автогрейдера.
Силу копания грунта ковшом обратной
лопаты экскаватора с гидроприводом методом
поворота ковша относительно рукояти реко-
мендуется определять формулой, полученной
на базе широких экспериментальных исследо-
ваний, проведенных в МАДИ совместно с
ВНИИСДМ, в которой ввиду малости сопро-
тивление призмы волочения не учитывается:
РК=Р + Р«,
где Р - сила резания; Рн - сопротивление на-
полнению ковша грунтом.
Заполнение ковша грунтом при его пово-
роте относительно рукояти (рис. 2.1.27) суще-
ственно отличается от послойного заполнения.
Фотографии последовательных положений
грунтовой стружки, заполняющей ковш при
углах поворота Р = 15, 30, 45, 60 и 90°, при их
совмещении по контуру ковша показали, что
грунт входит в ковш в виде массивного обра-
зования. При правильно спроектированном
ковше преодолеваются только сопротивления
сил трения по днищу и боковым стенкам, а
также вес грунта. Сопротивление заполнению
ковша при вращательном копании обычно не
превышает 15 % силы резания.
Рис. 2.1.27. Заполнение ковша грунтом
при вращательном копании
КОПАНИЕ ГРУНТОВ И ШТАБЕЛЕЙ СЫПУЧИХ МАТЕРИАЛОВ
141
Максимальное сопротивление наполне-
нию ковша, кН,
(к
Липах ~2 ~~ "
Ориентировочно
Рншах — 0,15Р .
В этом случае
Лтах=1,15Р,
ИЛИ
Рктах= 1,15 КЛ135(1-cos ср)1'35,
где К - коэффициент, учитывающий геомет-
рические параметры режущего периметра
ковша, определяется из выражений (2.1.2) и
(2.1.2а).
Приведенные выше расчетные формулы
для определения сопротивления копанию
грунта рабочими органами землеройных ма-
шин являются обобщением эксперименталь-
ных исследований, направленных на опреде-
ление максимального значения сопротивления
копанию, соответствующего концу копания
при полном заполнении рабочего органа грун-
том. Их рекомендуется применять для расчета
землеройных машин с рабочим органами тра-
диционного исполнения.
В формулах для определения сопротив-
ления копанию, полученных на базе экспери-
ментальных исследований, используется
принцип независимости действия сил (прин-
цип суперпозиции), т.е. независимость силы
сопротивления резанию грунта от наличия или
отсутствия грунта в ковше или призмы воло-
чения. Однако опыты на специальном стенде,
тензометрическая оснастка которого позволи-
ла одновременно измерять суммарную силу
копания и силу, приходящуюся только на ре-
жущий периметр ковша, показали, что сила
резания при копании - величина, зависящая от
количества грунта в ковше, а также наличия и
размеров призмы волочения.
Наряду с экспериментальными исследо-
ваниями делались попытки определять силы
резания и копания аналитическим путем. Ре-
зультаты расчетов по этим формулам могут
значительно отличаться от реальных значений,
однако такие исследования целесообразны для
отработки правильной методики расчета сил
резания и копания в тесной связи с изучением
механизма разрушения грунтов различными
механическими способами. Ниже приведены
формулы, полученные аналитическим путем.
Формула В.И. Баловнева для определения
горизонтальной составляющей сопротивления
копанию грунта отвалом бульдозера получена
с использованием теории предельного состоя-
ния сыпучих сред (рис. 2.1.28, а):
Рк = (1 -ь ctgoc tgcp,
уЛ tg92 2 Н2 1 2 ЬН2
у + С^ф2+-^—ycos ф2 — + уН +YCOS ф2 —,
где Н - высота призмы перед отвалом, равная
высоте отвальной поверхности; b - ширина ПРИ
резания (длина отвала); ф1 - угол трения грун-
та по металлу; ф2 - угол внутреннего трения
грунта; С - коэффициент сцепления грунта;
у - удельный вес грунта в рыхлом состоянии;
а - угол резания; k^= (tg а + tg V|/)/(tg а tg ф);
ф = л/ 4-ф2/2- угол сдвига; A i - коэффи- ПРИ
циент, определяемый по формуле:
1 sin q)i
а <— arcsin —-------
2 SU1 ф2
Ф1
2
1 - sin ф2 cos 2а
1- sin ф2
1 Sin ф! ф]
а > — arcsin—-------—
2 sin ф2 2
I Г 2 • 2
СОЗфЛСОЗф! +-\/Sin ф2 - SHI ф!
Лх =------*------—:--------------zexp
1-31Пф2
81Пф]
-л + 2а + ф1 + arc—-- tgф2
81Пф2у
142
Глава 2.1. ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ ОРГАНОВ МАШИН НА ГРУНТ
а - В.И. Баловнева; б - К. А. Артемьева
Формула К. А. Артемьева для определения
горизонтальной составляющей сопротивления
копанию грунта отвалом бульдозера получена
в развитие методики расчета, предложенной
В.И. Баловневым (рис. 2.1.28, б):
Р* = Р + Р + Р в fl + ^пр>
где /1 - коэффициент трения ножа по грунту;
Рпр - сопротивление перемещению призмы
волочения;
Р' = МуЬх
(у ।
X К2 у Л2 + qxhx + CAjCtg <р2 - Cfyctg <р2 ;
р’=г>х
I Y 2 I
Му = 1 + tg cpictg а;
( Г’ 2 • 2 г/ \
coscpilcoscpi 4-A/sin ф9-8Ш q>i ( sing), А
К2 =--------*---;—г---------------^ехр -7г + 2а + ф1 + arc—------ tgф9
1-51Пф2 SH1 ф2 J Z
h\ - толщина срезаемой стружки; Л2 - толщина
кромки затупления ножа отвала; qy - равно-
мерно распределенная нагрузка на дневной
поверхности скалываемого элемента грунта;
q2 - равномерно распределенная нагрузка на
горизонтальной поверхности элемента грунта,
скалываемого кромкой затупления;
_ y(^-/»i)tgatgv|z
(tga + tg\|/)A]
8Ш2ф9 , , ч
hx sin(a + y)'
sin ф
sin a;
, м2£2у(л2-л2)
^2 171 2/i2(ctga + ctgy) ’
A/2=ctga-tg<pi.
Вертикальная составляющая сопротивле-
ния копанию
где Р'ъ - М2Ь х
[ У 2 1
х K2l—hy + <71^+СЛ!^ф2 1-СЛ]^ф2 ;
PB” = M3bx
I Y 2 I
X к2\ — ^2 +^2^2 +С’^2с^Ф2 1“СЛ2с*ёФ2 i
M3 = -tg<pi.
Сопротивление перемещению призмы
волочения
Рпр = у6со82ф2(Я- Л)2/2.
Эти зависимости для определения сил
сопротивления при копании могут применять-
ся только при условии, когда угол внешнего
трения грунта по поверхности рабочего органа ф]
меньше угла внутреннего трения грунта ф2 или
КОПАНИЕ ГРУНТОВ И ШТАБЕЛЕЙ СЫПУЧИХ МАТЕРИАЛОВ
143
равен ему. Для большинства видов разрабаты-
ваемых грунтов это условие не выполняется.
Предлагаемая Ю.А. Ветровым компенсация
этого недостатка введением условного угла
внешнего трения, определяемого через дейст-
вительный угол трения и нормальное напря-
жение, успеха не имела. Основной недостаток -
использование условий прочности Мора, Зво-
рыкина и Губера, пригодных к описанию грун-
товой среды в рамках упругих и локально-
пластичных деформаций. Анализ условий
прочности, проведенный В.Б. Горовицем, по-
казал, что для разрушения грунта наиболее
подходит теория прочности А.Н. Зеленина для
плоской задачи деформирования грунта до
полной потери им структурной прочности, а
для пространственной задачи - теория прочно-
сти М.В. Малышева. Однако применение тео-
рии М.В. Малышева в настоящее время невоз-
можно из-за неопределенности величин, ха-
рактеризующих углы сдвига частиц грунта
относительно друг друга.
В.Б. Горовиц разработал приближенное
решение системы нелинейных дифференци-
альных уравнений на основе условия прочно-
сти А.Н. Зеленина для условия плоской задачи
теории деформирования применительно к та-
ким землеройным машинам, как бульдозеры,
скреперы, автогрейдеры и планировщики.
В результате получена формула для определе-
ния силы резания широким идеально острым
плоским ножом, получившая название форму-
лы Зеленина-Горовица
z ч l-sinpcos2o)
Р = (1 + ctg a tg b)bh-------— х
l + sinpcos2o)
х(С0 cos р + уЛ + р(у));
2со = 2л - 2а - 8 - arcsin (sin psin 8),
где а - угол резания; 5 - угол трения грунта по
ножу; р - угол внешнего трения грунта по
грунту; G) - угол вида напряженного состоя-
ния; b - ширина ножа; h - глубина резания; у -
удельный вес грунта; р(у) - закон распределе-
ния пригрузки на дневной поверхности масси-
ва от призмы волочения или от грунта в рабо-
чем органе.
Согласно рассмотренным выше схемам
(см. рис. 2.1.27 и рис. 2.1.29) отделяемая от
массива стружка при копании продвигается
вверх по рабочему органу или внутри его в
виде монолитного тела. Возникающие при этом
силы сопротивления продвижению стружки
оказывают косвенное влияние на общее сопро-
тивление вследствие увеличения сил сопротив-
ления отделению грунта от массива при воспри-
ятии пригрузки р(у). Действие этой пригрузки
распространяется на участке перед ножом на
расстоянии а = h (tg а + tg у) / (tg а tg \|/), при
этом угол сдвига \|/ = л/4 - ср2/2 принимается
постоянным, зависящим только от угла внут-
реннего трения грунта, что противоречит ис-
пользуемой авторами теории предельного
равновесия сыпучей и связанной среды, в ко-
торой положение и геометрическая форма по-
верхностей сдвига не задается заранее, а опре-
деляется путем решения системы дифферен-
циальных уравнений равновесия с определен-
ным условием прочности.
При определении сопротивления пере-
мещению призмы волочения большинство
исследователей рассматривают ее как твердое
тело, перемещаемое по грунтовой поверхности
перед рабочим органом. Исследователи, ис-
пользующие теорию предельного состояния
сыпучих и связных грунтов, сопротивление
перемещению призмы определяют как пассив-
ное давление на рабочий орган насыпи грунта
под углом к горизонту, равным углу внутрен-
него трения грунта. Влияние стружки, вне-
дряемой в призму волочения, которая при
движении поднимает часть призмы, ни в одной
работе не учитывается.
Эксперименты с цветными слоями по
изучению копания грунта отвалом бульдозера,
проведенные в лаборатории МАДИ, позво-
ляют предложить дополнительно следующие
схемы формирования призмы волочения (рис.
2.1.29, а и б) на конечной стадии процесса
копания:
1) стружка, отделяемая от массива грун-
та, имеет такую толщину, что ее прочности
достаточно для внедрения в тело призмы воло-
чения и перемещения вверх вдоль поверхности
отвала (рис. 2.1.29, а). При этом стружка увле-
кает в движение за собой прилегающие к ней
слои призмы волочения. Часть призмы воло-
чения AOCD поворачивается относительно
центра, положение которого определяется
углом сдвига \|/, высотой Н и углом естествен-
ного откоса р призмы волочения. Часть приз-
мы АВО при движении отвала неподвижна, по
ее поверхности ВО перемещается под углом
естественного откоса слой грунта, осыпающе-
гося из вращающейся части призмы;
144
Глава 2.1. ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ ОРГАНОВ МАШИН НА ГРУНТ
Рис. 2.1.29. Схемы формирования
призмы волочения:
а - глубина копания, достаточная
для внедрения стружки в призму;
б - малая глубина копания
2) толщина стружки такова, что ее проч-
ности недостаточно для внедрения в тело
призмы волочения (рис. 2.1.29, б). Стружка
грунта отделяется от массива посредством
уплотненного ядра перед призмой волочения.
В этом случае призма волочения перемещается
отвалом как твердое тело, выполняя функцию
рабочего органа, отделяя стружку от массива и
накапливая перед собой новую призму разра-
ботанного грунта.
При внедрении ковша погрузчика в шта-
бель сыпучего материала в начальный период
наблюдается упругое сжатие и выпучивание
материала перед режущей кромкой ковша, а
затем происходит сдвиг по почти вертикаль-
ной плоскости cd (рис 2.1.30).
Загрузка ковша состоит из внедрения его
в штабель материала при горизонтальном пе-
ремещении погрузчика и поворота ковша, ко-
торые могут совершаться раздельно или одно-
временно.
При раздельном способе погрузчик с
опущенным ковшом перемещается в сторону
штабеля и напорным усилием машины внедряет
ковш в материал на глубину внедрения £вн.
Затем с помощью рычажного механизма ковш
поворачивается в вертикальной плоскости и
поднимается стрелой в крайнее верхнее по-
ложение, а затем в месте разгрузки опрокиды-
вается.
Общее сопротивление внедрению ковша
в материал
рви= + W1 + и'з,
где FPi - сопротивление внедрению в штабель
материала передней кромки и кромок боковых
стенок ковша, которое зависит от ширины
режущей кромки ковша В, глубины внедрения
ковша в материал Авн, коэффициентов К учета
свойств сыпучего материала и К\ = 1,1... 1,2,
учитывающего сопротивления на кромках
боковых стенок ковша; W\ = KK\BLW. Ниже
приведены значения коэффициентов К для
различных грунтов.
Щебень............................. 600... 100
Песок и мелкий уголь............... 320.. .500
Более легкие материалы............. 200...250
Сопротивление W2 трения между мате-
риалом и внутренними поверхностями днища
и боковых стенок ковша определяется силой
давления штабеля на днище ковша Рш, коэф-
фициентом трения материала о ковш /ь зави-
сящим от рода материала, и коэффициентом К2,
Рис. 2.1.30. Схема процесса взаимодействия ковша погрузчика со штабелем материала
ПЛАНИРОВАНИЕ ГРУНТОВ
145
учитывающим трение материала о боковые
стенки ковша(К2 = 1,04... 1,1):
И,2 = /С2/1Рш.
Сила Рш определяется весом Gnp материала в
призме acd и давлением материала штабеля,
находящегося за пределами этой призмы:
Рш = Gnp(l -sin2 фо)=0,5В Z2BH у tg фо(1 -зт2ф0),
где фо - угол естественного откоса материала.
Сопротивление Из возникает в случае
контакта ковша с грунтом и является следст-
вием трения днища ковша об основание шта-
беля. Оно зависит от веса ковша с грузом Рк,
коэффициента трения f\ между днищем ковша
и основанием штабеля и коэффициента К3,
учитывающего положение ковша при внедре-
нии: W3 = K3fxP*
Для ковшей рациональной формы или
поворачивающихся при внедрении на угол авн
К3 = 0, при полном опирании днища ковша на
основание штабеля К3 = 1, при промежуточ-
ных положениях ковша по данным эксплуата-
ции К3 = 0,2...0,3.
В конце внедрения материал зачерпыва-
ется, чему препятствует сила Т (сопротивление
сдвигу материала по плоскости cd), определяе-
мая по формуле:
Т =fN0Tn + тЛсдв,
где N0Tn - пассивный отпор штабеля; f - коэф-
фициент внутреннего трения материала по
поверхности сдвига; т - удельное сопротивле-
ние начальному сдвигу материала, которое
для большинства строительных материалов
колеблется в пределах 0,37...0,96 кН/м2; FC№ =
= LmB tg9o - площадь сдвига по плоскости cd.
Пассивный отпор штабеля при отсутст-
вии подпора материала в заднюю стенку ковша
l,06/i (Gnp + D-
Совмещенный способ набора материала в
ковш заключается в том, что процесс внедре-
ния многократно совмещается с зачерпывани-
ем путем одновременных поворотов ковша.
В результате время цикла сокращается при-
мерно на 10 %.
Опыт показал, что наполнять ковш при
внедрении его в штабель целесообразно с од-
новременным подъемом и поворотом. При
совмещении этих операций количество зачер-
пываемого материала увеличивается, а коэф-
фициент наполнения ковша достигает 0,8...0,9
при меньшей на 40...50 % глубине внедрения
ковша в штабель, чем при раздельном способе
набора материала.
По результатам исследований различных
авторов можно сделать следующие выводы.
1. Форма продольного профиля ковша
существенно влияет на его наполнение. Зад-
нюю стенку ковша следует располагать под
углом 135... 145° в сторону от штабеля, длина
задней стенки должна находиться в пределах
0,5...0,7 длины днища ковша.
2. Переднюю кромку днища ковша в
плане следует выполнять криволинейной, в
виде части окружности с радиусом, равным
1,1... 1,2 ширины ковша.
3. Для снижения силы внедрению в мате-
риал переднюю кромку ковша целесообразно
армировать зубьями трапециевидной формы с
осями, параллельными продольной оси ковша,
и с шагом расстановки, равным (2,5...3)-кратной
ширине зуба, но не превышающим диаметр
среднего куска насыпного груза.
4. Направления продольных осей зубьев
должны совпадать с осью ковша. Веерообраз-
ное расположение зубьев на передней кромке
ковша приводит к заклиниванию между ними
кусков груза и росту сопротивлений.
5. Передние кромки боковых стенок
ковша должны быть наклонены в сторону от
штабеля груза и заострены со скосом во внутрь
ковша.
6. Угол наклона днища ковша к почве
выработки должен быть равен 5...7°. Перед-
нюю кромку днища следует располагать на
поверхности контакта груза с почвой.
7. Ширина ковша не должна быть мень-
ше (2,5...3)-кратного диаметра наиболее круп-
ных кусков груза. При одном и том же напор-
ном усилии узкие ковши по сравнению с ши-
рокими внедряются на большую глубину и
зачерпывают больше груза.
2. 1.5. ПЛАНИРОВАНИЕ ГРУНТОВ
Обычно рабочий орган планировщика -
отвал - размещается внутри колесной базы
машины между передней и задними осями
(рис. 2.1.31, а). Такое размещение отвала в
сочетании с балансирной подвеской задних
колес существенно уменьшает вертикальное
перемещение режущей кромки отвала при
преодолении колесами неровностей, благодаря
146
Глава 2.1. ПРОЦЕССЫ ВОЗДЕЙСТВИЯ РАБОЧИХ ОРГАНОВ МАШИН НА ГРУНТ
Рис. 2.1.31. Расчетные схемы для получения уравнения рабочего процесса воздействия
на неровности планируемой поверхности автогрейдера:
а - без балансирной подвески; б - с задней балансирной подвеской;
в - с передней балансирной подвеской; г - с двумя балансирными подвесками
чему повышаются планирующие качества ав-
тогрейдера и уменьшается число п необходи-
мых проходов по одному месту. Число п при
планировочных работах определяет его произ-
водительность и зависит от параметров маши-
ны и характеристики неровностей планируе-
мого земляного полотна.
Рассмотрим основные положения теории
планирующих машин грейдерного типа.
Уравнение рабочего процесса двухос-
ного планировщика. Ордината кромки рабо-
чего органа f(s) (рис. 2.1.31, а) при движении
планировщика без балансирной подвески по
неровной поверхности в функции пути s опре-
деляется выражением
z 271
f(s) = AZXAcos — s-ср , (2.1.12)
-Lt
где
AZX = . а
yjl - 2(1 - a)cos(2nK/l)+ (1 - a)2
амплитудно-частотная характеристика плани-
ровщика; a = Г7В; A - амплитуда неровно-
стей; L - длина периода гармонического про-
филя;
(l-a)sin(27tK/Z)
Ф arctg j _ (1 _ а)cqs (2п V[Ly
Уравнение смещения центральной
точки балансира. При строительстве дорог
для планировочных работ земляного полотна и
строительных материалов используют авто-
грейдер с балансирной подвеской задних осей
и колесной формулой 6x4x2. Балансиры в кон-
струкции автогрейдера обеспечивают повыше-
ние планирующей способности машины. Для
учета влияния балансирной подвески на пла-
нировку необходимо иметь уравнение смеще-
ния центральной точки балансира (рис. 2.1.32).
Уравнение смещения центральной точки
балансира при движении по рельефу местно-
сти с неровностями имеет вид
f(s) = AZX6Acos(2ns/L), (2.1.13)
где = cos(7iZ>/L) - амплитудно-частот-
ная характеристика балансира как преобразо-
вателя гармонических воздействий.
Рис. 2.1.32. Расчетная схема к выводу уравнения
смещения центральной точки балансира
ПЛАНИРОВАНИЕ ГРУНТОВ
147
Расчетная схема рабочего процесса
планировщика с балансирной подвеской.
Уравнение рабочего процесса воздействия
неровностей не спланированной поверхности
на положение планирующего рабочего органа
имеет ввд уравнения (2.1.12) для планировщи-
ка без балансира, но в зависимости от места
расположения балансира изменяется выраже-
ние для определения AZX. Так, для плани-
ровщика с задней балансирной подвеской
(рис. 2.1.31, б)
а
AZX = .... =->
71 - 2 (1 - а) cos (jib/L) х
xcos(2rcK/£) + (l-a)2cos2(7iZ>/Z) ’
для планировщика с передним балансиром
(рис. 2.1.31, в)
AZX- acos(nb/L)
д/1 - 2(1 - a) cos(27t K/Z,) + (1 - a)2
для планировщика с двумя балансирами
(рис. 2.1.31, г).
AZX - , °“WI)
71 - 2 (1 - a) cos (nb/L) х
х cos(27iK/Z) + (1 - a)2 cos2 (nb/L)
Определение требуемого числа прохо-
дов п при планировании земляного полот-
на. Математическую модель неровностей ис-
ходного профиля планируемого рельефа мест-
ности можно представить в виде ряда Фурье:
^(5) = ^4сО8(Л(05-фл),
к=\
где F(s) - величина неровности исходного
профиля планируемой поверхности относи-
тельно линии, определяющей макрорельеф
земляного полотна будущей дороги; Ак - ве-
личина амплитуды к-й гармонической компо-
ненты; к - номер одной из гармоник, на кото-
рые раскладывается исходный профиль отно-
сительно линии макрорельефа местности; т -
число гармоник; со - основная частота или ос-
новная гармоника исходного профиля рельефа
местности; о = 2л/L; L - базовая длина участка
макрорельефа местности, для которого опре-
деляется нормированная величина допустимой
неровности [А]; ср* - начальная фаза гармони-
ки неровности к-й частоты; ук = arctgZ^ /ак ;
Ькиак- коэффициенты Фурье.
После первого прохода планировщика,
например автогрейдера, по исходному профи-
лю полученный профиль рельефа местности
определится при гармоническом синтезе всех
его гармоник, параметры которых определя-
ются из условия, что после прохода плани-
ровщика гармоники исходного профиля по-
давляются в разной степени соответственно их
параметрам конструкции автогрейдера. В та-
ком случае рельеф местности после первого
прохода определится выражением:
Fl СО = AZXkAk COS(£(0S - ф* - фХ),
k=\
где AZXk - амплитудно-частотная характери-
стика конструкции автогрейдера по воздейст-
вию на к-ю гармонику исходного профиля,
длина волны которой Lk = L / к, (р£ - сдвиг
фаз гармоники неровностей к-й частоты, опре-
деляемый только конструктивными парамет-
рами автогрейдера; для планировщика без
балансиров
ф* =
(l-a)sin(27tAy/Z)
1 - (1 - a)cos(27iAy / L)
После второго прохода автогрейдера, по-
лученный профиль рельефа местности опреде-
лится при гармоническом синтезе следующих
гармоник:
т
F2(s) = ^AZXkAk cos(k®s -<рк - 2<рк).
к=\
После и-го прохода
F„(s) = Y,AZXkAk cos(hos - <рк - п<р*к) .
к=\
Контроль ровности земляного полотна
осуществляется по значению амплитуд неров-
ностей, максимальная из которых не должна
148
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
превышать допустимую величину [А] для
нормированной базовой длины участка микро-
рельефа местности. Планировку местности
необходимо завершать в том случае, когда
неровности профиля Fn(s), полученные после
п проходов автогрейдера по одному месту,
будут менее допустимого значения. Это и есть
условие определения необходимого числа
проходов при планировке местности, которое в
итоге определяет производительность авто-
грейдера при этой операции.
Для этого необходимо произвести синтез
гармоник уравнения рабочего процесса после
каждого прохода автогрейдера и сопоставить
величины полученных максимальных неров-
ностей Ап с допустимой неровностью [Л]. Этот
процесс необходимо повторить п раз до тех
пор, пока величина неровности Ап не станет
меньше допустимой:
Л„<[Л]. (2.1.14)
Осуществление этих операций при использо-
вании ЭВМ не должно вызвать трудностей.
Оценить планирующую способность ав-
тогрейдера можно из условия планировки по-
верхности, неровности которой описываются
уравнением одной гармоники. В этом случае
уравнение полученного профиля рельефа ме-
стности после и-го прохода автогрейдера бу-
дет иметь следующий частный вид:
Fn(s) = AZX^A^QS^s-n^, (2.1.15)
где а) = 2л/£ - частота исходного профиля с
длиной волны Ц AZXk- амплитудно-частотные
характеристики конструкции автогрейдера для
частоты изменения неровностей о.
Согласно этому уравнению амплитуда
неровностей после п проходов автогрейдера
определится соотношением:
А„ = AkAZXk .
Используя условие окончания планиров-
ки местности (2.1.14), определяют необходи-
мое число проходов автогрейдера для вырав-
нивания неровностей гармоники к-й частоты:
_ ig[j]-ig4t
” lg AZXk '
Глава 2.2
ОСОБЕННОСТИ КОНСТРУКЦИЙ И
РАСЧЕТА МАШИН
2.2.1. МАШИНЫ
ДЛЯ ПОДГОТОВИТЕЛЬНЫХ РАБОТ
Кусторезы. Особенности конструкций.
В качестве базовой машины используется, как
правило, промышленный гусеничный трактор,
перед которым установлен рабочий орган,
состоящий из колуна и отвальной поверхно-
сти, нижняя кромка которой оборудована ров-
ными или пилообразными ножами, а верхняя
переходит в защитный кожух или решетку.
Отвальная поверхность может быть двухкор-
пусной, состоящей из двух цилиндрических
или плоских секций, образующих симметрич-
ный клин, обращенный углом вперед, или од-
нокорпусной, состоящей из одной секции,
установленной под углом к направлению дви-
жения.
Колун раскалывает и разваливает стволы
мелких деревьев, режущая кромка срезает кус-
тарник, дерн и мелколесье, отвальная поверх-
ность собирает и сдвигает срезанную расти-
тельность и почву с очищаемой полосы в бо-
ковые валики. Защитная конструкция в виде
сплошного кожуха, закрывающего простран-
ство между отвалом и капотом трактора, или
решетчатого козырька предотвращает пересы-
пание материала через верхнюю кромку отва-
ла. Конструкция FOPS защищает элементы
крепления отвала, переднюю часть тягача и
кабину от повреждения падающими ветками и
стволами.
Кусторезы с косилкой (рис. 2.2.1), фрезой
(рис. 2.2.2), а также дисковыми и цепными
пилами отличаются более высокой производи-
тельностью, но меньшей, чем отвальные, уни-
версальностью.
Расчетные зависимости кустореза.
Сила Рр, на которую следует рассчитывать
элементы рабочего оборудования, возникает,
когда кусторез во время движения упирается
колуном в непреодолимое препятствие. Она
равна максимальной силе тяги трактора:
— ^сцФтах^дин »
где Gcu - сцепной вес; сртах - максимальный
коэффициент сцепления, соответствующий на-
чалу полного буксования движителя; к^ « 2 -
коэффициент динамичности.
МАШИНЫ ДЛЯ ПОДГОТОВИТЕЛЬНЫХ РАБОТ
149
Рис. 2.2.1. Кусторез с боковой косилкой:
1 - бульдозерный отвал; 2 - гусеничный трактор; 3 - толкающий брус; 4 - тяга кусторезного оборудования;
5 - редуктор привода кустореза; 6 - промежуточная опора; 7 - несущая рама кусторезного оборудования;
8 - конечная опора; 9 - режущие гребенки
Рис. 2.2.2. Кусторез с фронтальной
измельчающей фрезой:
1 - режущая фреза; 2 - отбойный щиток; 3 - гидро-
цилиндр подъема-опускания рабочего оборудования;
4 - гусеничный трактор; 5 - конструкция FOPS
2.2.1. Число проходов по одному следу
для деревьев разных пород
Дерево Диаметр ствола, мм
Сосна До 250 250...300 350...400
Береза До 200 95...250 125...350
Дуб Число прохо- дов по одно- До 80 До 95 До 125
му следу 1 2 3
Независимо от типа кусторезного рабо-
чего органа эксплуатационная производитель-
ность машины (м2/ч)
3600/>3£в
[^пр ] ^пер
(2.2.1)
где кв = 0,75 - коэффициент использования
времени смены; Ь3 - ширина полосы, очищае-
мой за один проход (ширина захвата), м; -
длина очищаемого участка, м; Уф - фактиче-
ская рабочая скорость кустореза, м/с; Vxx -
скорость холостого хода кустореза при воз-
вращении его в исходное положение, м/с (при
работе челночным способом считается беско-
нечно большой величиной); /ман «120 — затра-
ты времени на маневрирование, переключение
передач и другие операции за один проход, с;
Ипр] ~ число проходов по одному следу, необ-
ходимое для полной очистки участка от де-
ревьев (см. табл. 2.2.1); £пер~ 1,15 - коэффици-
ент перекрытия проходов.
150
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Максимальное рабочее сопротивление на
отвальном рабочем органе кустореза возникает
при срезке древесного ствола. При этом общее
сопротивление, преодолеваемое машиной, оп-
ределяется уравнениями:
р _ р р р
1 общ 1 ср 1 пр 1 ДВ ’
где Рср = 0,25 оср71 - сопротивление ствола
тт п ^пр ^ОТВ 4)ТВ Рпр /гр
дерева срезу, Н; Рпр = —*—т—----------------
2Чэ Фотк
сопротивление перемещению призмы волоче-
ния, Н; Рпп =G(fnn +0,18) - собственное
сопротивление машины движению, Н; оср -
предел прочности древесины на срез поперек
волокон; для дуба оср = 49 • 106 Па, для сосны
Пер = 4,9 • 106 Па); JCTB - диаметр ствола на
высоте среза, м; Лпр= 1,4 - коэффициент, учи-
тывающий отклонение формы призмы волоче-
ния от расчетной; Лотв - высота отвала над
дневной поверхностью, м; /отв - длина отвала, м;
рпр - плотность материала призмы волочения,
кг/м3; /р - коэффициент трения материала
призмы волочения о грунт; фотк - угол естест-
венного откоса материала призмы волочения;
G - вес машины, Н; - коэффициент сопро-
тивления движению.
Корчеватели. Особенности конструкции.
В зависимости от устройства и принципа дей-
ствия различают корчеватели рычажного типа
и корчеватели-собиратели, отличающиеся ра-
бочим оборудованием и технологией работы.
В обоих случаях в качестве базовой машины
используется, как правило, промышленный
гусеничный трактор. Рабочее оборудование
корчевателя представляет собой шарнирно-
рычажную систему (рис. 2.2.3), установленную
в задней части тягача. Оборудование включает
Рис. 2.2.3. Рычажное корчующее оборудование
на тракторе:
1 - гусеничный трактор; 2 - рабочая рама;
3 - шарнир; 4 - клык; 5 - корчующий рычаг; 6 - зуб
рабочую раму 2, шарнирно прикрепленную к
раме трактора 1 и оканчивающуюся двумя
клыками 4, направленными вниз под большим
углом к ее продольной оси. У основания клы-
ков к раме шарнирно крепится рабочий рычаг 5,
состоящий из двух продольных балок, скреп-
ленных поперечинами, внизу оканчивающийся
двумя зубьями 6.
Во время корчевания клыки рамы вместе
с зубьями рабочего рычага упираются в грунт
и при движении трактора задним ходом по-
гружаются в него, заходя под корчуемый объ-
ект. Затем трактор останавливается, рабочий
рычаг поворачивается относительно рамы, и
извлекает корчуемый объект на поверхность.
Благодаря клыкам большая часть силы корче-
вания передается с рамы рабочего оборудова-
ния на грунт, разгружая тем самым конструк-
цию тягача.
Корчеватели-собиратели оснащают рабо-
чим оборудованием отвального типа, установ-
ленным перед тягачом и использующим его
тягу. Оборудование состоит из корчующих
зубьев, жестко или шарнирно закрепленных на
рабочей балке. В последнем случае оно пред-
ставляет собой прочную прямоугольную раму
из рабочей балки (внизу) и несущего бруса
(вверху), торцы которых соединены боковыми
косынками. К несущему брусу через равные
промежутки шарнирно прикреплены верхние
концы рыхлящих зубьев, опирающихся тыль-
ной стороной средней части о рабочую балку.
Переваливание собранного материала через
верх рамы предотвращается ограждающей
решеткой, а его уход в стороны - боковыми
косынками. Рабочая балка связана с тягачом
универсальной толкающей рамой с подкосами
и раскосами или толкающими брусьями и гид-
роцилиндрами подъема - опускания.
Расчет корчевателя. Корчеватель-соби-
ратель рассчитывают для случая, когда маши-
на, двигаясь с рабочей скоростью, упирается
концом зуба в камень и, не останавливаясь и под-
нимая зуб, стремится извлечь камень (рис. 2.2.4).
Наиболее опасным для прочности зуба можно
считать его сечение в месте упора в него рабо-
чей балки. Изгибающий момент в опасном
сечении, Н • м,
(lb
“ ^сц I ~ + Фтах ^дин I ’
где / - расстояние по горизонтали между осью
переднего катка и центром массы агрегата, м;
МАШИНЫ ДЛЯ ПОДГОТОВИТЕЛЬНЫХ РАБОТ
151
Рис. 2.2.4. Схема к расчету сил, действующих
на зуб корчевателя-собирателя
Ь - расстояние по горизонтали между острием
зуба и его опасным сечением, м; а - расстоя-
ние по горизонтали между острием зуба и
осью переднего катка тягача, м; к^и « 2; h -
расстояние по вертикали между острием зуба и
его опасным сечением, м.
Расчетный случай для корчевателя ры-
чажного типа следующий: корчующий зуб
упирался острием в извлекаемый объект, а
корчеватель, оставаясь на месте, развивает на
свободном конце рабочего рычага максималь-
ную силу. Корчующий зуб, поворачиваясь
вместе с рабочим рычагом со скоростью vpbI4
относительно крепления к раме, стремится
извлечь корчуемый объект. Опасным с точки
зрения прочности рабочего рычага, оканчи-
вающегося зубом, в этой ситуации оказывается
его сечение в месте шарнирного соединения с
рамой оборудования (рис. 2.2.5).
Максимально возможная расчетная сила
определяется силой Ир, развиваемой приводом
рабочего рычага, так как близость расположе-
Рис. 2.2.5. Схема к расчету сил, действующих
на зуб корчевателя рычажного типа
ния шарнира крепления рычага к клыку рамы
практически исключает ограничение силы ус-
тойчивостью агрегата в целом. В этом случае
расчет ведется по силе, развиваемой приводом
рабочего рычага JPp:
Ми=^ра;
где Ми - изгибающий момент в опасном сече-
нии, возникающий при корчевании неизвле-
каемого объекта; а - плечо действия силы FTp
относительно опасного сечения.
Производительность рычажного корчева-
теля, установленного на тракторе мощностью
73,5 кВт с канатно-блочным управлением ра-
бочим оборудованием, оценивается следую-
щими значениями:
для участка с плотностью до 700 пней на
гектар на тяжелом суглинке - 80-90 пней диа-
метром 35...75 см в 1 ч;
для участка с засоренностью до 300 кам-
ней на 1 га - 18 м3 камней объемом 0,75...2,0 м3
в 1 ч.
Производительность корчевателя-собира-
теля, м2/ч, можно оценить по формуле (2.2.1).
В число сопротивлений, учитываемых
при расчете фактической рабочей скорости
корчевателя-собирателя, включают сопротив-
ление грунта корчеванию, удельная величина
которого для дерна и грунта без корней со-
ставляет 23,5 кПа, а для грунта с корнями кус-
тарника - 117,7 кПа. Ниже приведены значе-
ния силы корчевания пней.
Диаметр
пня, м...... 0,1 0,2 0,3 0,4 0,5
Сила корчева-
ния, кН..... <19,6 <54,0 <93,2 <57,0 <206,0
Рыхлители. Особенности конституции.
Рыхлительное оборудование (рыхлитель)
состоит из рыхлящих зубьев и механизма их
подвески (рис. 2.2.6). Рыхлитель обычно уста-
навливается сзади гусеничного бульдозера, и
служит дополнительным оборудованием, рас-
ширяющим область применения последнего.
Число рыхлящих зубьев определяется видом
работы и тяговым классом базовой машины.
Такие машины называются бульдозерно-рых-
лительными агрегатами.
Зубья рыхлителя устанавливаются в
сквозных вертикальных прорезях рабочей бал-
ки, которая крепится к раме тягача шарнирно-
рычажным механизмом, состоящим из сталь-
ных брусьев и гидроцилиндров, соединенных
152
Глава 2.2.ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Рис. 2.2.6. Рычажные механизмы подвески рыхлителя:
а - трехзвенный, с переменным нерегулируемым углом рыхления; вид- трехзвенный, с переменным
регулируемым углом рыхления; б - четырехзвенный, с постоянным углом рыхления;
г, е-м - четырехзвенные, с регулируемым углом рыхления
между собой шарнирами. Четырехзвенные ме-
ханизмы подвески рыхлителя более эффектив-
ны, так как позволяют одновременно регули-
ровать глубину и угол рыхления, а в ряде слу-
чаев сдвигать изменять вылет зуба. Прочность
и эффективность работы зуба зависят от раз-
меров поперечного сечения его стойки и гео-
метрии наконечника (рис. 2.2.7).
Длина зубьев должна превышать макси-
мальную глубину рыхления на 0,1... 0,3 м,
чтобы рама рыхлителя свободно проходила
над поверхностью разрыхленного грунта. Вы-
сота подъема зубьев над опорной поверхно-
стью должна быть не менее 0,3 м для легких
машин, не менее 0,6 м для средних и не менее
0,7 м для тяжелых. Задний угол въезда должен
Рис. 2.2.7. Элементы зуба рыхлителя:
1 - наконечник; 2 - задний угол; 3 - угол рыхления;
4 - стойка; 5 - накладка; 6 - угол отгиба
быть не менее 20°. Расстояние между зубьями
должно быть не менее двух-трех ширин зуба,
чтобы исключалось заклинивание кусков раз-
рыхляемого материала между их стойками и в
то же время достигалась сплошность разрых-
ляемого участка. У легкого рыхлителя с пятью
зубьями расстояние между ними (шаг) обычно
равно 0,3...0,5 м, с тремя зубьями - 0,8... 1 м,
у средних рыхлителей - 0,9... 1,3 м, у тяжелых -
до 1,4 м. Расстояние от зубьев до гусеницы по
поверхности земли должно быть больше дли-
ны зоны разрушения, что соответствует при-
мерно 1,5...2 глубинам рыхления.
В зависимости от условий выполнения
работ применяют разные способы заглубления
зубьев. При разрушении сплошного массива
прочного грунта зубья заглубляются в него
только после начала поступательного движе-
ния машины. При разрушении прочной корки
(мерзлого грунта, твердого покрытия), покры-
вающей более мягкий грунт, возможна работа
из приямка. Глубина рыхления должна на 20 %
и более превышать глубину копания машин,
для которых рыхлится грунт.
Расчет рыхлителя проводится из усло-
вия, что он с разгона упирается концом зуба в
непреодолимое препятствие. Значение и на-
правление силы сопротивления, возникающей
при этом на конце зуба, можно определить по
ее составляющим (проекциям на ортогональ-
ные оси) (рис. 2.2.8):
БУЛЬДОЗЕРЫ
153
Рис. 2.2.8. Схемы к расчету сил, действующих
и а зуб рыхлителя
продольной
— ^сц Фшах ^дин»
боковой, обусловленной неоднородно-
стью грунта, несимметричной формой зуба и
курсовым рысканьем агрегата,
= ±(0,4С?сцФтах^н);
вертикальной, возникающей при заглублении
зубьев рыхлителя:
с опрокидыванием в точке 0]
WZ = к"
с опрокидыванием в точке 02
^=^НССц('2-'1)/(/2+/з).
где А^ин, £дИН, £дИН - коэффициенты дина-
мичности; ^ин= 3; £дИН = 1,8; £дИН = 1,5;
/1 - расстояние по горизонтали от оси ведущей
звездочки до центра масс агрегата, м; /2 - база
ходовой части агрегата, м; /3 - расстояние по
горизонтали от оси ведущей звездочки до кон-
ца зуба рыхлителя, м.
Производительность рыхлителя, м3/ч, раз-
рыхленного грунта
77 = 36000’8/’РЛр£р^р
Ч vf+/м 1
\ Ф 7
где 0,8 - коэффициент, учитывающий, что
средняя глубина рыхления меньше глубины
погружения зубьев; Ьр - ширина разрыхляемой
полосы, м; йр = й3 и3 + 2 Лр tg цск 4-1 (п3 -1);
Лр - глубина погружения зуба в грунт, м; Zp -
длина разрыхляемого участка, м; к* - коэффи-
циент использования времени смены; к? - ко-
эффициент разрыхления грунта при разработ-
ке; кп - коэффициент перекрытия проходов
при рыхлении; £п = 1,33; Уф - фактическая ско-
рость рыхления, м/с; tM - время маневрирова-
ния в течение одного прохода; tM « 20 с; Ь3 -
ширина зуба, м; п3 - число зубьев; Цск - угол
скола раковины грунта; для мерзлого цск « 15°;
для талого Цск « 60°; t - шаг расстановки
зубьев, м.
Фактическая скорость рыхлителя опре-
деляется с учетом преодолеваемого им сопро-
тивления
А: = + Лхв ’
где - суммарное сопротивление, преодоле-
ваемое рыхлителем; Рр - сопротивление грун-
та рыхлению; Рда - сопротивление движению
рыхлителя по опорной поверхности.
Сопротивление грунта рыхлению можно
рассчитать по формулам А.Н. Зеленина или по
формуле:
Рр = Крьрьр’
где Кр - удельное сопротивление грунта рых-
лению, Па.
2.2.2. БУЛЬДОЗЕРЫ
Бульдозер - это промышленный трактор,
оснащенный бульдозерным оборудованием.
В зависимости от типа движителя различают
гусеничные и пневмоколесные бульдозеры.
Самостоятельную группу машин образуют
жестковальцовые бульдозеры-уплотнители,
применяемые на полигонах бытовых отходов.
Основными узлами трактора являются
рама, силовая установка (обычно, дизельный
двигатель), трансмиссия, движитель, кабина с
органами управления, система управления
бульдозерным оборудованием, корпусные и
облицовочные детали.
Рамы гусеничных и колесных машин
конструктивно различаются, что обусловлено
разными принципами компоновки и маневри-
рования машин.
Конструкция рамы гусеничного бульдо-
зера зависит от его размера и контура гусенич-
ной ленты. Она может быть сварена целиком
154
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
из стального проката (рамный тип) либо со-
стоять из сварного или литого корпуса транс-
миссии и передней сварной полурамы (полу-
рамный тип).
Задние части катковых рам гусеничных
тележек соединены с рамой трактора цилинд-
рическими шарнирами, цапфы которых сме-
щены к оси заднего моста, а передние - опи-
раются на концы балансирного бруса, шарнир-
но закрепленного в центре поперечной балки
рамы (или полурамы) трактора. У тяжелых
бульдозеров балансирный брус соприкасается
с катковыми рамами гусеничных тележек че-
рез упругую подвеску или выполнен в форме
пакета листовых рессор, у машин меньшей
массы такая подвеска может отсутствовать.
Боковое смещение гусеничных тележек отно-
сительно рамы трактора предотвращается за-
крепленными на ней направляющими.
Рама пневмоколесного бульдозера и буль-
дозера-уплотнителя отходов состоит из шар-
нирно соединенных передней и задней частей
(полурам), поворачиваемых относительно друг
друга рулевыми гидроцилиндрами при манев-
рировании машины. На передней полураме
колесной машины устанавливается бульдозер-
ное оборудование с системой его привода и,
иногда, кабина машиниста. На задней раме
устанавливается двигатель с ходовой транс-
миссией и, как правило, кабина машиниста.
Обе полурамы оборудуются одинаковыми
ведущими мостами.
В зависимости от условий эксплуатации
гусеничного бульдозера на нем могут исполь-
зоваться различные варианты шасси:
стандартный - для общих бульдозерных
и планировочных работ;
удлиненная гусеничная тележка в соче-
тании с повышенной мощностью - для повы-
шения рабочих скоростей, более равномерного
распределения давления на грунт, улучшения
планирующей способности и курсовой устой-
чивости;
траки увеличенной ширины и уширенная
колея - для повышения проходимости на сла-
бых, переувлажненных или рыхлых грунтах.
В любом случае при увеличении площа-
ди опорной поверхности гусениц требуются
повышенные затраты мощности на движение и
поворот.
Силовой привод состоит из двигателя и
трансмиссии. В качестве силовых установок
используются дизельные двигатели с частотой
вращения 1800...2100 мин"1 и повышенным
вращающим моментом. Механическая транс-
миссия состоит из коробки переключения пе-
редач «под нагрузкой», раздаточной коробки,
главной передачи (с дифференциалом у колес-
ных машин) и бортовых редукторов (со сцеп-
лениями и тормозами у гусеничных машин).
Гидромеханическая трансмиссия состоит из
гидротрансформатора или гидронасоса с гид-
ромоторами и сопряженных с ними механиче-
ских агрегатов.
В качестве рабочих используются масло-
погруженные многодисковые тормоза, распо-
ложенные в ведущих мостах или бортовых
редукторах.
Маневрирование гусеничных машин
осуществляется путем рассогласования угло-
вых скоростей левой и правой гусениц (так
называемый бортовой поворот), пневмоколес-
ных - относительным поворотом передней и
задней частей шарнирно-сочлененной рамы на
угол до 45°.
Облицовка бульдозера состоит из кожу-
хов, капотов, панелей и предназначена для
звукоизоляции источников интенсивного шу-
ма, защиты персонала от движущихся деталей
и придания машине привлекательного внешне-
го вида. В последние годы облицовка выпол-
няет и антивандальные функции.
Кабина должна обеспечивать безопасные
условия и максимальную эффективность тру-
да, что достигается увеличением обзорности,
определенным уровнем комфорта, эргономич-
ностью органов управления, а также защитой
кабины при опрокидывании (ROPS) и от па-
дающих тяжелых объектов (FOPS).
Бульдозерное оборудование состоит из
отвала, механизма его подвески и систем ма-
нипулирования им. Операции управления
бульдозерным оборудованием сводятся к из-
менению положения отвала в пространстве и
состоят из подъема - опускания, поперечного
перекоса и поворота в плане.
Отвалы бульдозеров. В зависимости от
вида работ и обрабатываемого материала ис-
пользуются различные виды отвалов.
Стандартный прямой отвал применя-
ется для работы с грунтами нормальной и
повышенной прочности. Его лобовой лист
имеет цилиндрическую поверхность с гори-
зонтальными образующими, иногда ограни-
ченную по торцам боковыми косынками.
Такой отвал характеризуется наибольшими
значениями удельной мощности и силы тяги
на кромке, быстро заглубляется в грунт и
БУЛЬДОЗЕРЫ
155
наполняется, может работать с поперечным
перекосом.
Прямой буферный отвал используется
для бульдозеров-толкачей, работающих со
скреперами. По конструкции он аналогичен
обычному прямому отвалу, но может оборудо-
ваться резиновыми подушками, поглощающи-
ми удары при толкании скрепера, и дополни-
тельным листом, увеличивающим его проч-
ность. Иногда отвал делают короче, что ис-
ключает "подрезание" задних колес скрепера.
Такой отвал может использоваться на бульдо-
зерных работах общего назначения таким же
образом, как и обычный прямой отвал.
Полусферический отвал предназначен
для работы с грунтами средней прочности. К
его центральной секции, обеспечивающей не
менее 75 % общей ширины захвата, под углом
в плане пристыкованы две боковые секции
цилиндрического профиля. По сравнению со
стандартным прямым отвалом полусфериче-
ский обладает повышенной вместимостью и
лучшей накопительной способностью, но хуже
заглубляется в плотные материалы, так как
удельные мощность и сила тяги на его кромке
меньше, чем у прямого отвала. Полусфериче-
ский отвал может работать с поперечным пе-
рекосом.
Сферический отвал применяется глав-
ным образом при перемещении больших объ-
емов грунта на значительные расстояния. Он
оборудован более длинными, чем полусфери-
ческий, боковыми секциями, образующими с
центральной секцией меньший угол, чем у
полусферического отвала. Сферический отвал
отличается повышенными вместимостью и
накопительной способностью, но удельные
мощность и сила тяги на его кромке меньше,
чем у полусферического, поэтому он хуже за-
глубляется в грунт. Кроме того, его нельзя ис-
пользовать для работы с поперечным перекосом.
Эффективность прямого, полусфериче-
ского и сферического отвалов при перемеще-
нии грунта дана в табл. 2.2.2.
Поворотный отвал предназначен для ук-
ладки грунта в боковые валки, чернового про-
филирования дорог, рытья и обратной засыпки
траншей. Он устанавливается под углом
75...90° к продольной оси бульдозера. Его
основным отличием от отвалов других типов
являются увеличенная длина и расположение в
плане под острым углом к направлению дви-
жения бульдозера. Его не рекомендуется при-
менять на тяжелых и скальных грунтах.
2.2.2. Эффективность прямого,
полусферического и сферического отвалов
Отвал Ширина полосы захвата, Дальность перемещения, м
30 | 60 | 90
мм Производительность, %
Прямой 3900 100 57 40
Полусфе- рический 3680 127 83 52
Сферический 3980 180 85 66
Полусферический отвал с переменным
радиусом кривизны отличается хорошими спо-
собностями к резанию и заглублению, повы-
шенными вместимостью и накопительной спо-
собностью. Центральная секция имеет относи-
тельно небольшую длину, а радиус кривизны
симметричных боковых секций уменьшается
от центра к периферии. Благодаря этому мате-
риал смещается к центру отвала, а потери в
боковые валики снижаются.
Отвал увеличенной емкости применяется
для работы с материалами относительно малой
плотности и большим углом естественного
откоса (снегом, древесной стружкой, каменным
углем). Это полууниверсальный отвал с увели-
ченной высотой и решетчатым козырьком.
Отвал для бытовых отходов отличается
повышенными вместимостью и дальностью
перемещения. Ломаная лобовая поверхность
отвала с куполообразной средней частью обес-
печивает попадание отходов под катки бульдо-
зера-уплотнителя, а наклон отвала вперед
улучшает его подгребающую способность и
снижает налипание мусора. Хорошая обзор-
ность обеспечивается решетчатым козырьком.
Лобовая поверхность стандартного отва-
ла представляет собой цилиндрическую по-
верхность, верхняя кромка которой сопряжена
с козырьком, а нижняя - с плоской режу-
щей кромкой, оснащаемой сменными ножами
(рис. 2.2.9). Ее размеры определяются сле-
дующими зависимостями:
Нэ = H0sin(£+a)+/7K3cos(£-PK3);
Яо = 2J?0sin^ + /7Kpcos^;
Ркэ-ЮО-Р;
2£+a + P = 180°,
156
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Рис. 2.2.9. Размеры элементов поперечного
профиля бульдозерного отвала
где Н3 - эффективная высота отвала; Hq - соб-
ственная высота отвальной поверхности; £, -
угол кривизны отвала; а - угол резания; для не-
поворотного а « 50°; для поворотного а » 55°;
Ню - ширина козырька; Рю - угол наклона
козырька; Rq - радиус кривизны цилиндриче-
ской поверхности; - ширина плоской ре-
жущей кромки; Р - угол опрокидывания; для
неповоротного Р « 72°; для поворотного Р « 70°.
Лобовая поверхность отвала усилена
задней стенкой, коробками и ребрами жестко-
сти, оснащена проушинами и кронштейнами
для крепления к системе подвески.
Отвал неповоротного бульдозерного
оборудования крепится непосредственно к
толкающим брусьям, расположенным по бо-
кам базовой машины, шарнирами, а подкосы и
раскосы ограничивают подвижность этой ры-
чажной системы. Иногда отвал соединяют с
рамой бульдозера брусом-стабилизатором,
разгружающим толкающие брусья и катковые
рамы. Основные элементы подвески непово-
ротного отвала - толкающие брусья, упряжные
шарниры, шарниры крепления толкающего
бруса к отвалу, проушины крепления гидро-
цилиндров подъема-опускания отвала, верти-
кальные подкосы (гидравлические и винто-
вые), горизонтальные раскосы, шарниры креп-
ления подкосов и раскосов.
Отвал поворотного бульдозерного обо-
рудования крепится к толкающей раме, лонже-
роны которой проходят либо с внешней сторо-
ны гусеничных тележек, либо между ними и
рамой трактора. Основные элементы такого
бульдозерного оборудования - толкающая рама,
вертикальные подкосы и горизонтальные рас-
косы, упряжные шарниры и шарниры крепления
раскосов и подкосов, а также проушины крепле-
ния гидроцилиндра подъема - опускания рамы.
Расчет сил, действующих на отвал буль-
дозера (табл. 2.2.3). При расчете сил рассматри-
ваются пять расчетных положений (рис. 2.2.10):
2.2.3. Зависимости для расчета сил на отвале бульдозера
Расчетное положение W2 wx
1 "»g<Pmax 0 0
2 (mg-IV2)<pmax + Уфл/С^Г ”»Tg<4 / + /с 0
3 (mg-№2)(?тах +Уфу/С^п mrglA l + lc (mg 2(Z+ZC)
4 (mg + W2 )<pmax + уф JCjn mxglB 0
5 (mg + W2)g>mm+y^y/c^n m,glB + ^z)фтах ^от 2/c или, если (mTg + ^z)фтах > Лжр — ^дв’ to -mgp/l
Примечание. Обозначения: т - масса бульдозерного агрегата, кг; ту- масса базового трактора, кг;
Уф - фактическая скорость бульдозера в момент встречи с препятствием, м/с; Ьт- длина отвала, м; ц - коэффициент
бокового сдвига; ц = 0,65...0,7; Рокр - окружная касательная сила движителя, Н; Рм - сопротивление на дви-
жителе, Н; Cz - суммарная жесткость препятствия и бульдозерного оборудования, Н/м: с,
« 0,098G - жесткость бульдозерного оборудования, Н/м; Сг - жесткость препятствия, Н/м (табл. 2.2.4).
БУЛЬДОЗЕРЫ
157
Рис. 2.2.10. Схема к расчетным положениям
бульдозера
1) внезапный упор в препятствие средней точ-
кой отвала при движении машины по ровной
горизонтальной поверхности с запертыми гид-
роцилиндрами, вывешивание бульдозера на
середине режущей кромки с опрокидыванием
вокруг точки А; 2) движение по ровной гори-
зонтальной поверхности с заглублением отва-
ла в грунт гидроцилиндрами, вывешивание
бульдозера на конце режущей кромки с опро-
кидыванием вокруг точки А; 3) движение по
ровной горизонтальной поверхности с заглуб-
лением отвала в грунт, вывешивание бульдо-
зера на середине режущей кромки с опрокиды-
ванием вокруг точки В; 4) движение по ровной
горизонтальной поверхности с выглублением
отвала из грунта гидроцилиндрами, вывеши-
вание бульдозера на конце режущей кромки с
опрокидыванием вокруг точки В; 5) движение
по ровной горизонтальной поверхности с вы-
глублением отвала из грунта гидроцилиндрами.
2.2.4. Жесткость препятствий
№ Расчетная ситуация Жесткость С2, МН-м’1 Удельная жесткость
по площа- ди, МН/м3 по стороне или диаметру, МН/м2
1 Заглубление отвала длиной 3 м в грунт категории 1 под углом резания, °: 30 60 11,3- 1(Г4 13,24-1 (Г4 3,71-Ю"4 4,41 -10’4
2 Заглубление отвала длиной 3 м в грунт категории 2 под углом резания, °: 30 60 0,3 0,83 0,09 0,28
3 Заглубление отвала длиной 3 м в грунт категории 3 под углом резания, °: 30 60 1,70 9,12 0,57 3,04
4 Удар отвалом в сосновую сваю, заде- ланную нижним концом, на высоте 0,15 м от заделки, при диаметре сваи, м: 0,3 0,7 0,17 0,50 0,056 0,17
5 Удар отвалом в кирпичный столб ши- риной В = 0,65 м и площадью сечения F= 0,39 м2 на высоте 0,15 м от заделки 17,81 45,35 27,39
6 Удар отвалом в камень (гранитный массив) шириной В = 0,5 м 127,53 255,06
Примечания: 1. Для расчетного положения 1 следует использовать данные пунктов 4-6.
2. Для расчетных положений 2-5 следует использовать данные пунктов 1 - 3.
3. Поворотный отвал проверяется по расчетным положениям 3 и 5 с приложением нагрузки к его вы-
ступающему вперед концу.
158
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Производительность бульдозера. Эф-
фективность использования бульдозера оцени-
вается производительностью, которая зависит
от размеров и формы отвала, грунтовых усло-
вий, условий производства земляных работ,
параметров тягача, квалификации оператора.
Производительность бульдозера определяется
по формуле
П = 3600УпрКвКукл/Ти, (2.2.2)
Рис. 2.2.11. Схема процесса работы бульдозера
где Кв - коэффициент использования бульдо-
зера по времени; А?укл - коэффициент учета
уклона местности; Ипр - объем, перемещаемой
за один цикл призмы волочения;
вн2
г _____.
ПР 2Vp’
(2.2.3)
В - ширина отвала бульдозера; Н - высота
перемещаемой призмы волочения; Л?пр - коэф-
фициент призмы волочения, зависящий от
свойств грунта и соотношения геометрических
параметров отвала. Значения коэффициента
учета формы призмы волочения в зависимости
от отношения высоты отвала к ширине приве-
дены ниже.
Отношение высоты
отвала к ширине.. 0,15 0,30 0,35 0,4 0,45
Связные грунты... 0,70 0,80 0,85 0,90 0,95
Несвязные грунты... 1,15 1,20 1,20 1,30 1,50
Значения коэффициента разрыхления Кр
различных грунтов приведены ниже.
Песок................................... 1,11
Супесь.................................. 1,25
Глинистый............................... 1,43
Гравелистый............................. 1,18
Гравий.................................. 1,13
Слежавшийся гравий...................... 1,42
Мягкий кусковой камень.................. 1,65
Кусковой гравий или базальт.............. 1,7
Разрушенный скальный.................... 1,75
Крупногабаритный камень................. 1,80
Время выполнения одного цикла работы
бульдозера
Гц = — +—+—+ 2Zn+?0+?с, (2.2.4)
Vi v2 v3
где lK - длина пути копания при наборе призмы
волочения (рис. 2.2.11); /п-длина пути переме-
щения призмы волочения грунта; /т = /к + /п -
длина обратного хода бульдозера, технологи-
ческая длина участка, на котором работает
бульдозер; vls v2, v3 - скорость движения
бульдозера при выполнении операций соответ-
ственно копания, перемещения грунта и воз-
врата бульдозера в исходное положение; tn -
время, необходимое для разворота бульдозера;
в среднем tn = 10 с; t0 = 1... 2 с - время, необхо-
димое для опускания отвала в рабочее поло-
жение; tc = 4...5 с - время, необходимое для
переключения передач.
Скорость движения бульдозера при ко-
пании
V1 =
\|/KG6
(1-5K)
где N - мощность двигателя; Т| - КПД транс-
миссии; \|/к - коэффициент использования
сцепного веса при выполнении операции ко-
пания грунта; G - вес бульдозера; 0 - коэффи-
циент веса, приходящегося на ведущую ось;
8К = Я\|/к - коэффициент буксования
ходового оборудования тягача при копании;
А, В - эмпирические коэффициенты, завися-
щие от свойств опорной поверхности, по кото-
рой движется бульдозер. Для гусениц при
движении по плотному свежесрезанному грун-
ту Я = 0,05, В =1,76.
Скорости бульдозера при перемещении и
возвратном ходе определяются по формулам
соответственно:
V2=-^(1-8n);
где \|/п, \|/т, 8П, 8Т - коэффициенты исполь-
зования соответственно сцепного веса и бук-
сования при перемещении грунта и на воз-
вратном холостом ходу.
БУЛЬДОЗЕРЫ
159
Путь заполнения отвала бульдозера приз-
мой волочения /к определяется из условия по-
стоянства силы тяги при наборе грунта, которая
необходима для преодоления сопротивлений:
перемещению бульдозера
W6=G(f±i);
отделению стружки от грунтового масси-
ва, которое по данным теоретических и экспери-
ментальных исследований определяется зави-
симостью
FFp = KxBh(K2 + K3h + К4Н) + КЗТВЬ ;
перемещению призмы волочения
^пр=^пр,
где f - коэффициент сопротивления переме-
щению ходового оборудования; i - коэффици-
ент, учитывающий влияние уклона местности;
KXi К2, Кз, К4 - коэффициенты, учитывающие
механические характеристики разрабатывае-
мого грунта и углы установки элементов кон-
струкции отвала; Кзт - величина сопротивле-
ния, возникающая на кромке затупления ножа
отвала бульдозера, зависящая от свойств раз-
рабатываемого грунта и геометрических пара-
метров кромки затупления толщиной 8; К$ -
коэффициент, учитывающий механические
свойства разрабатываемого грунта и парамет-
ры отвала бульдозера; Ипр - текущее, соответ-
ствующее пути копания значение объема
призмы волочения.
В результате имеем выражение для опре-
деления необходимой силы тяги бульдозера
при копании грунта:
Т = G(f ± /) + KxBh(K2 4- K3h 4- К4Н) 4-
+K„B?> + K5Vnp. (2.2.5)
Представим текущее значение высоты
призмы волочения в виде
Н = 72^^^/В ,
приняв Хпр = const, подставим в выражение
(2.2.5) и решим его относительно
KxK4Bh 12К„рК
где а, =---------л-----—— :
1 2К5 V В ’
1
х [G(/+i)+Кх Bh(K2 +K3h)+К^ВЬ - Г].
Учитывая, что Кпр > 0 , объем призмы
волочения определится зависимостью
В то же время объем призмы волочения
можно представить в зависимости от пути ее
набора в виде
1
Vnp=(l-Kn)$KpBhdl,
о
где Кп - коэффициент, учитывающий потери
грунта из призмы волочения при ее перемеще-
нии.
В результате имеем
> Г /---- А2
(1-Кп)р:рВМ/ = 1 Vo,2-а2 -ах I
о 4 7
Решение этого уравнения относительно /
после преобразований и упрощений имеет вид:
l = D
где
1
D = -
К3 v ZB
, к5 I
кхк4ркпркрв-
Для определения пути копания восполь-
зуемся условием, что процесс заглубления
отвала в грунт до глубины /?к происходит по
прямолинейной траектории под углом Р к
дневной поверхности грунта, что близко к
данным, наблюдаемым на практике.
160
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Тогда
г =J^-
к tg₽
Значение глубины копания Лк определим
из уравнения тягового баланса в начале копа-
ния при условии, что
Ипр =(!-*„)
H-h. ГКп •
Т = G(f ± 0 + KxBhK(K2 + х
х J 1 5 + + К5 (1 - кп )„ .
Vtgp^p зт 5V n72tgp/Cp
(2.2.6)
Решение уравнения (2.2.6) относитель-
но Лк позволит определить максимальную глу-
бину копания бульдозером при заданных ши-
рине отвала и силе тяги тягача. Глубина копа-
ния в конце процесса набора призмы воло-
чения определится из условия восполнения
потерь грунта при сохранении постоянным
транспортируемого объема набранной призмы
волочения.
2.2.3. АВТОГРЕЙДЕРЫ
Автогрейдер - длинобазовая самоходная
пневмоколесная (чаще трехосная) машина с
невысоким длинным отвалом, расположенным
между передней и средней осями машины.
Основные части автогрейдера следующие:
рама; ходовое оборудование, состоящее из
передней оси и задних балансирных тележек;
рабочее оборудование, включая грейдерный
отвал и дополнительный рабочий орган; сило-
вая установка; трансмиссия; кабина с органами
управления; системы управления рабочим
оборудованием и машиной.
Особенности конструкций автогрейде-
ров. Рама автогрейдера состоит из хребтовой
балки и подмоторной рамы. В монолитных
конструкциях эти части являются единым це-
лым, в шарнирно-сочлененных - они могут
поворачиваться относительно друг друга в
горизонтальной плоскости на угол до ± 30°.
Высокая планирующая способность ав-
тогрейдера, обусловленная длинной колесной
базой, сопряжена с плохой маневренностью
машины ввиду большого радиуса поворота.
Поэтому значительная часть современного
парка автогрейдеров имеет шарнирно-сочле-
ненную раму, а некоторые модели машин вы-
пускаются в двух вариантах: с моноблочной и
шарнирно-сочлененной рамой. Шарнирно-
сочлененная рама улучшает маневренность
машин и позволяет расширить перечень тех-
нологических приемов работой с боковым
смещением передних колес и отвала. При этом
повышается курсовая устойчивость машины и
предотвращается повреждение отделанной
поверхности задними колесами.
Подмоторная рама - плоская прямо-
угольная сварная конструкция, опирающаяся
на задние балансирные тележки и несущая
двигатель, трансмиссию и, как правило, каби-
ну с органами управления. Хребтовая балка -
сварная пространственная конструкция короб-
чатого или круглого сечения, опирающаяся
передним концом на переднюю ось и несущая
основное и дополнительное рабочее оборудо-
вание с механизмами управления. Поворот
хребтовой балки относительно моторной рамы
на угол до ±30° обеспечивается двумя гидро-
цилиндрами. У автогрейдера система управле-
ния "изломом" рамы не является следящей, так
как работает независимо от рулевого механиз-
ма. Она используется только при необходимо-
сти уменьшения радиуса поворота или при
движении "крабом" (т.е. с боковым смещением
передних колес относительно балансирной
тележки), поэтому ее работа не синхронизиро-
вана с поворотом передних колес.
Грейдерный отвал - основной рабочий
орган машины. Его длина больше высоты
в 5-7 раз. Обычно авто грейдер оборудуется
еще одним постоянным рабочим органом -
бульдозерным отвалом, устанавливаемым пе-
ред машиной, и кирковщиком, который раз-
мещают перед передними колесами, сразу за
ними, за грейдерным отвалом или сзади маши-
ны. Дополнительный рабочий орган выполняет
вспомогательные рабочие операции: обеспечи-
вает бесперебойную работу грейдерного отва-
ла, сокращая непроизводительные простои
машины.
Подвеска грейдерного отвала допускает
его вращение вокруг трех ортогональных осей
(рис. 2.2.12) и поступательное перемещение
вдоль собственной продольной оси. Таким
АВТОГРЕЙДЕРЫ
161
Рис. 2.2.12. Степени свободы грейдерного отвала
образом, отвал может вращаться в горизон-
тальной плоскости на 360° в любом направле-
нии, становиться вертикально справа или слева
от автогрейдера, выдвигаться вправо или влево
от машины более чем на 1/3 своей длины и
поворачиваться вокруг собственной режущей
кромки. Вращением в плоскости YOZ изменя-
ется угол резания, в плоскости XOZ - угол
зарезания, в плоскости YOX - угол захвата.
Перемещаясь вдоль оси X, отвал выдвигается
вправо или влево от автогрейдера.
Грейдерный отвал - часть узла, основой
которого является тяговая рама автогрейдера.
Это А- или Т-образная в плане металлоконст-
рукция, сваренная из балок коробчатого сече-
ния и соединенная с основной рамой тяговым
шарниром, расположенным над осью передних
колес. Тяговый шарнир позволяет тяговой
раме отклоняться во все стороны и вращаться
вокруг собственной продольной оси. На нижней
поверхности тяговой рамы устанавливаются
фиксаторы, удерживающие поворотный круг,
к серповидным стойкам которого шарнирно
прикреплены боковые кронштейны с отвалом.
Гидромотор вращает поворотный круг вместе
с отвалом относительно тяговой рамы.
Тяговая рама и отвал также соединены с
гидроцилиндрами, обеспечивающими измене-
ние угла резания и выдвижение отвала в сто-
рону. Кроме тягового шарнира тяговая рама
поддерживается еще двумя гидроцилиндрами
подъема-опускания отвала (левым и правым) и
гидроцилиндром выноса тяговой рамы в сто-
рону. На виде спереди (или сзади) гидроци-
линдры подъема-опускания отвала выглядят
как два стержня, на которых покачивается
задний конец тяговой рамы с поворотным кру-
гом и отвалом. Жесткость такому рычажному
параллелограмму придает гидроцилиндр вы-
носа тяговой рамы, образующий его диаго-
наль. В современных конструкциях гидроци-
линдры подъема-опускания отвала и гидроци-
линдр выноса тяговой рамы крепятся к скобе,
способной вращаться вокруг хребтовой балки
машины. Вращение происходит под действием
гидроцилиндра выноса тяговой рамы, когда
отвал опирается на грунт, а механизм фикса-
ции скобы разблокирован.
Для привода основного и вспомогатель-
ного рабочего оборудования, поворота управ-
ляемых колес и ’’излома” шарнирно-сочленен-
ной рамы в современных автогрейдерах ис-
пользуется объемный гидропривод. В качестве
ходовой наиболее часто применяется гидроме-
ханическая трансмиссия с гидротрансформа-
тором и планетарной коробкой передач.
Особенности компоновки движителя ав-
тогрейдера отражаются его колесной форму-
лой. Наиболее популярной является компонов-
ка движителя автогрейдера с колесной форму-
лой 1x2x3, которая означает, что с одного
борта машины расположены три колеса, в том
числе одно управляемое и два ведущих. Выпус-
каются машины с шасси с колесной формулой
1x2x2, 2x2x2, 1x3x3. У трехосных автогрей-
деров ступицы средних и задних колес одного
борта монтируются на разнесенных вторичных
валах бортового редуктора (зубчатого или
цепного), соединенного с рамой автогрейдера
подшипниковым узлом. Колодочные рабочие
тормоза монтируются на ступицах колес. Мно-
годисковые маслопогружные рабочие тормоза
устанавливаются между шестерней или звез-
дочкой редуктора и ступицей колеса.
Бортовой редуктор в сборе с колесами
называется балансирной тележкой. Благодаря
подшипниковому соединению балансирной
тележки с рамой опорная нагрузка на ее колеса
распределяется равномерно, что обеспечивает
им одинаковые силы тяги, а автогрейдеру -
повышение планирующей способности, так
как при наезде на препятствие среднего или
заднего колеса отвал приподнимется только на
часть высоты этого препятствия. Роль первич-
ного вала бортового редуктора играет полуось
заднего моста. Корпус бортового редуктора
соединен с корпусом ведущей полуоси под-
шипниковым узлом, допускающим их относи-
тельное вращение. Корпус ведущей полуоси
соединен с корпусом заднего моста и крепится
к раме автогрейдера жестко или с помощью
блокируемой подвески.
6 - 1317
162
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Задний мост большинства современных
автогрейдеров оснащается блокируемыми
дифференциалами или дифференциалами по-
вышенного трения. Это обеспечивает равно-
мерное распределение вращающего момента
между разными бортами автогрейдера, повы-
шая тем самым проходимость в сложных грун-
товых условиях, а в транспортном режиме не
мешает управлять машиной, снижает расход
топлива и износ покрышек.
Передние управляемые колеса могут на-
клоняться вправо или влево от вертикали на
угол до 20°, что улучшает курсовую устойчи-
вость машины при боковых и внецентренных
нагрузках. Наклон передних колес также осу-
ществляется гидроцилиндрами. На ведущие
передние колеса вращающий момент с перед-
него моста передается с помощью шарниров
равных угловых скоростей (в случае механи-
ческой и гидромеханической трансмиссий),
обеспечивающих поворот и наклон колес, или
гидрообъемных бортовых мотор-редукторов.
В последнем случае появляется возможность
применить регулируемое рассогласование уг-
ловых скоростей передних и задних колес,
повышающее курсовую устойчивость машины.
Передняя ось (или мост), а с ней и перед-
ние колеса могут качаться относительно рамы
автогрейдера на угол до 35°, что выравнивает
их давление на опорную поверхность и силу
тяги ведущих колес.
К кабинам и органам управления авто-
грейдера предъявляются традиционные требо-
вания.
Практически все современные автогрей-
деры оборудуются автоматическими система-
ми управления, основная функция которых -
сохранение заданной ориентации грейдерного
отвала в пространстве. Положение грейдерно-
го отвала, заданное в начале движения маши-
ны, должно оставаться неизменным независи-
мо от колебаний автогрейдера. Автоматиче-
ские системы профилирования должны обес-
печивать ровность в пределах допусков, пред-
писываемых строительными нормами и прави-
лами. Для ориентации грейдерного отвала в
пространстве используются маятниковые, ко-
пирные (проволочные и лазерные) и гироско-
пические устройства.
В качестве сменного оборудования к ав-
тогрейдерам поставляются уширители грей-
дерных отвалов, бульдозерные отвалы, задние
и боковые подгребающие отвалы, снежные
фронтальные и боковые плуги, кирковщики,
рыхлители, подметальные щетки, задненавес-
ные экскаваторы, оборудование фронтального
погрузчика.
Расчет основных параметров авто-
грейдера. Основными параметрами автогрей-
дера являются следующие.
Масса - главный параметр автогрейдера,
определяющий его тяговые возможности, а
следовательно, эффективность. На долю ба-
лансирных тележек приходится часть массы,
определяемая коэффициентом 0 ее распреде-
ления по осям: 0 = 0,72...0,75 для колесной
формулы 1x2x3 и 0 - 0,67 для колесной фор-
мулы 1x3x3.
Для колесной формулы 1x2x3 сцепная
сила тяжести (участвующая в создании силы
тяги) составляет 0G, а для колесной формулы
1 хЗхЗ - G, где G - общая сила тяжести машины.
Мощность двигателя определяет энерге-
тические возможности автогрейдера. Для со-
временных машин при оценочных расчетах
можно принимать:
Ne =(7,4...8,1)Л/,
где Ne - номинальная мощность двигателя,
кВт; М- эксплуатационная масса машины, т.
Размеры отвала должны обеспечивать
разработку и экскавацию грунта из забоя без
пересыпания его через верхнюю кромку отвала
или просыпания по склону обратно в забой
(рис. 2.2.13). С учетом этого условия имеем:
длину отвала
Zo=^-x
sin у
X У71* , АГ1 cos(<pOT-р)(2~у2-2^2)
sin Р 1 + К2
Рис. 2.2.13. Схема к определению длины
грейдерного отвала
АВТОГРЕЙДЕРЫ
163
высоту отвала
h К' sin2(PoT
° cos(a+v) cos(tpOT + p)
2-^2-2K2 sin2(p0T -sin20
l + £2 2cos((pOT+0)
гле К - l2^rp^p • к _ S“1
у sin 2фот sin 2
v = 0,5(90°-a-g); у - угол захвата, °; h3 -
глубина забоя, м; hK - глубина копания, м;
Фот ~ угол естественного откоса грунта, °; Р -
угол зарезания, °; a - угол резания, °; -
площадь поперечного сечения стружки, м2;
Лр - коэффициент разрыхления грунта при
разработке; v - угол кривизны отвала, °; £ -
угол опрокидывания, °.
Колея ходового оборудования LK авто-
грейдера должна обеспечивать перекатывание
одного из передних колес по дну вырезанного
кювета, а задних колес противоположного
борта - по внешней кромке валика, образованно-
го грунтом, вырезанным из кювета (рис. 2.2.14).
Уравнение, соответствующее этому ус-
ловию, выглядит следующим образом:
LK =^K3+J2 + 2 J^/^cos Р,
где
FCTOsina
к3=-^—.—;
Sin Р sin у
J -у / СТР^Р .
min V tg(pOT ’
r |2FCTp£psin(<p0T+p)
max . n
V Sin Фот Sin P
Минимально допустимая колея £к соот-
ветствует минимально возможной длине отва-
ла /0, установленного под минимально допус-
тимым углом захвата у, что реализуется при
условии J = Jmin . Максимально целесооб-
разная колея, когда весь вырезанный грунт
уходит под режущую кромку отвала, реализу-
ется при условии J = Jmax.
Рис. 2.2.14. Схема к определению колеи
автогрейдера
Радиус и ширина пневмоколеса опреде-
ляются условием, в соответствии с которым
давление движителя автогрейдера на опорную
поверхность не должно превышать ее несущей
способности. Допуская, что несущая способ-
ность грунта равна 1,6 МПа, форма контактно-
го отпечатка близка к эллипсу, выступы про-
тектора занимают 50 % общей площади отпе-
чатка, статический радиус пневмоколеса равен
силовому, а максимальное сцепление 0,85,
получаем:
свободный радиус пневмоколеса, м,
гк = 0,435+ 0,0165 0М;
ширина профиля шины, м,
dK = 0,097>/М),
где М - полная масса автогрейдера, т; 0 - ко-
эффициент распределения массы по осям.
Габаритная ширина автогрейдера опре-
деляется следующими ограничениями:
минимальная, зависящая от колеи авто-
грейдера и ширины пневмоколес, м,
Лтип - »
максимальная, ограниченная автодорож-
ным или железнодорожным габаритом, м,
Алах — или Дпах — ^,8.
База ходового оборудования автогрейде-
ра определяется условием сохранения полно-
поворотности грейдерного отвала при сниже-
нии его копирующей способности за счет
смещения режущей кромки к задней оси ма-
шины:
Ц =2гк+Д+а+^/0 +R2 +(а-гкУ -Л2 ,
6*
164
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
где Д - 1/2 зазора между колесами одной ба-
лансирной тележки, м; а - расстояние от оси
переднего моста до центра вращения отвала, м;
R - кратчайшее расстояние между режущей
кромкой отвала и осью его вращения в гори-
зонтальной плоскости, м.
Расчет сил, действующих на рамы ав-
тогрейдера. Силы определяются для четырех
расчетных положений автогрейдера. Положе-
ния 1 и 2 используются при расчете на проч-
ность основной рамы, а положения 3 и 4 - при
расчете на прочность тяговой рамы.
Расчетное положение 1 автогрейдера
(рис. 2.2.15): правые колеса автогрейдера пе-
рекатываются по дну кювета, поэтому вся ма-
шина наклонена в поперечной плоскости под
углом Р; силы сопротивления грунта копанию
приложены к вынесенному вперед правому
концу отвала; передний мост вывешен и упи-
рается боковиной правого колеса в стенку
кювета; задние колеса развивают максималь-
ную силу тяги в момент начала полного бук-
сования.
Сумма моментов, действующих в плос-
кости xOz (рис. 2.2.15, в),
S^Oz =
= 0,5GLK cos Р - G/^M sin Р - Z2 Ак = 0;
откуда
Z2 = 0,5 G(LK cos P - 2АцМ sin P)/£K,
Сумма моментов, действующих в плос-
кости yOz (рис. 2.2.15, а),
IXoz = ^/-G/2cosP = 0;
откуда
^z=(l-e)L6Gcosp//.
Сумма проекций сил, действующих на
ось z,
^Z = 7.х + Z2 + Wz-GcosP = 0,
откуда
Zx =GcosP-Z2-FKz.
Из расчетной схемы следует:
у; = Zx Фтах; Г2 = z2 Фтах.
Сумма проекций сил, действующих на
ось у,
^Г = У1+У2-^=0;
откуда
^ = г1+г2.
Сумма моментов, действующих в плос-
кости уОх (рис. 2.2.15, б),
JXoz = WX{L6 -I)-(Xt + %2)Z6 -
-У21к + G0Z6 sin p = 0.
АВТОГРЕЙДЕРЫ
165
Допустим, что проекции на ось х всех сил,
действующих на автогрейдер, распределяются
в соответствии с коэффициентом распределе-
ния веса по осям, т.е.
X1+X2=(FTx+GsinP)0;
^3=(FTx+GsinP)(l-0),
тогда
, y2l
х L6(l-Q)-l
В качестве допущения примем
Лцм=(гс+0,5)м.
Здесь Wy, Wx, Wz - ортогональные составляю-
щие сопротивления грунта на отвале, прило-
женные в точке 0; Ai, Уь Zb Х2, Y2, Z2, Х3, -
опорные реакции грунта, приложенные в точ-
ках 01, О2, Оз (точка О3 - точка контакта выве-
шенного переднего правого колеса с краем
кювета); G - вес автогрейдера; Лцм - высота
центра масс; гс - силовой радиус пневмоколеса.
Силы, действующие на шарнире тяговой
рамы (рис. 2.2.16), рассчитывают по уравнениям:
Y4<wy;
X<4WYlml+Wxl^/lmX-,
где /Ш1 - расстояние по оси у между центром
тягового шарнира и плоскостью расположения
гидроцилиндров управления тяговой рамой;
/Ш2 - расстояние по оси х от зарезающего кон-
ца отвала до продольной оси автогрейдера;
Рис. 2.2.16. Схема к определению сил в шарнире
тяговой рамы автогрейдера
1шЗ ~ расстояние по оси z от центра тягового
шарнира до зарезающего конца отвала; /ш4 -
расстояние по оси у от зарезающего конца
отвала до плоскости, в которой лежат оси гид-
роцилиндров управления тяговой рамой.
В действительности величина у4 несколько
меньше расчетной, что увеличивает запас
прочности конструкции.
Расчетное положение 2 автогрейдера
(рис. 2.2.17): автогрейдер планирует поверх-
ность отвалом, выдвинутым вправо и поверну-
тым правым концом назад; движется по гори-
зонтальной поверхности на повышенной ско-
рости с малым буксованием, опираясь на грунт
всеми колесами, и задевает выступающим
концом отвала за массивное прочное препятст-
вие, в результате чего сила тяги резко возрас-
тает до максимального значения и машина
начинает буксовать.
Сумма проекций сил на ось у
YjY = Y1+Y2+Pj-Wy=0-,
откуда
WY=Yi + Y2 + PJ.
Из расчетной схемы следует:
У1 — ^1Фтах; ^2 =^2Фтах-
Сумма проекций сил, действующих на
ось z,
Z== + Z2 + Z3 — G — 0;
откуда
Z1=Z2=0,5(G-Z3).
В плоскости yOz для суммы моментов,
действующих относительно оси O1O2,
£л/0102 = Z3Z6 - G(1 - 0)Z6 - Pj Лцм = 0;
откуда
Z3=G(l-0)Z6+PyABM/Z6.
Сумма моментов, действующих в плос-
кости уОх относительно точки 0,
-(^i+JV2)/-Jr3(Z6-/) = 0;
166
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Рис. 2.2.17. Схема расчетного положения 2
автогрейдера
Pj=v<bylCzm,
где Уф - фактическая начальная скорость ма-
шины в момент столкновения; - суммарная
жесткость пневматических шин и металлокон-
струкции; т - масса автогрейдера.
Если представить автогрейдер в виде же-
сткой рамы (рис. 2.2.18), масса которой нахо-
дится в центре тяжести, а податливые элемен-
ты - в точках контакта с грунтом отвала и ко-
лес, то суммарная жесткость шин и металло-
конструкции
Сг=Р/Хг,
где Р - сила, под действием которой центр
масс автогрейдера смещается на величину А^;
А^ + АГ2; ~ смещение центра масс в
результате деформации металлоконструкции;
Аз - смещение центра масс в результате де-
формации шин; Хх - Р/Сх ; Ci - жесткость
металлоконструкции автогрейдера.
По данным Т.В. Алексеевой жесткость
всей металлоконструкции автогрейдера
Сх =119000 + 1450™,
где Ci - жесткость металлоконструкции, Н/м;
0 - доля силы тяжести, приходящейся на ве-
дущие колеса автогрейдера.
откуда
^1+^2 =
Y2(a+LK)+Yia+PJ(a+Q,5Lt)-X3(L6-l)
I
Известно, что максимальный коэффици-
ент сопротивления пневматических колес бо-
ковому сдвигу равен сумме максимального
сцепления шин (ртах с опорной поверхностью
и сопротивления перекатыванию f\
^=Z3(q>max+/).
Сумма проекций на ось х
XX = Х1+Х2+Х3-РГх =0;
откуда
fPx=Xl+X2-X3.
Сила инерции
Рис. 2.2.18. Схема к расчету суммарной жесткости
автогрейдера и препятствия
АВТОГРЕЙДЕРЫ
167
2.2.5. Динамическая жесткость шин, кН/мм
Тип шины Нагрузка, кН Давление воздуха, кПа
250 190 130 70
16.00-24 24,5... 34,3 4410 3680 2940 2450
12.00-20 14,7 5400 — — —
1140x700 (арочная) 24,5... 34,3 - 5640 4170 4170
Смещение
X2=AUMsin<p,
где Лцм - высота центра масс машины над
опорной поверхностью, м; ф - угол, на кото-
рый поворачивается рама автогрейдера под
действием составляющей Q силы Р ввиду
податливости шин; sin ф = &/1х; 1Х = 0 £б;
Д - деформация шин, м; 0 - коэффициент раз-
весовки; - длина базы автогрейдера, м;
Д = б/С2; Q-Ph^/L^ -, С2 - жесткость
шин, Н/м (суммарная шин двух передних и
четырех задних колес).
Динамическая жесткость шин приведена
в табл. 2.2.5.
Таким образом,
04 с2
Рис. 2.2.19. Схема расчетного положения 3
автогрейдера
1 ! ^ЦМ
С] еь26с
Расчет реакций, передаваемых тяговым
шарниром, проводится так же, как для расчет-
ного случая.
Расчетное положение 3 автогрейдера
(рис. 2.2.19).
Автогрейдер с колесной формулой 1x3x3
с вынесенным вперед правым концом отвала
копает грунт, поверхностный слой которого
плотнее подстилающего; вертикальная состав-
ляющая силы копания направлена вниз, веду-
щие колеса работают на пределе полного бук-
сования.
В общем случае силы, действующие на
машину, определению не поддаются, поэтому
рассмотрим два предельных случая. Боковые
реакции на задних колесах отсутствуют, так
как все сцепление расходуется на создание
силы тяги, боковые реакции на передних коле-
сах возникают в результате внецентренного
приложения сил сопротивления, действующих
на отвал.
Исходя из уравнений равновесия внеш-
ние силы, действующие на тяговую раму,
можно рассчитать по следующим формулам:
ту G(Pmax + Pj
z 1 + /ст LK-l
-^ctga—<pmax
1 ~ Jet L6
^=(G + ^)<pmax+P7;
JVx=Xi+Xy,
7 _G1+G2 p ^цм __L
Z|" 2 P‘2L.- Ls
7 - — -P •
2 2 Pj 2L6 ’
Zi=%+pj^~ + wz-r^
3 2 J 2L6 z L6
168
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Z = — + Р
Z* 2 Pj 2L6’
и / к”
_ г,гцтл'пер
2 4>tbC0Sy”
Xi + X2=0;
X3+X< =
(G + Pj)LK
2L6l
где fcr - коэффициент трения стали по грунту.
У автогрейдера с колесной формулой
1x2x3 передние ведомые колеса воспринима-
ют боковую реакцию по пределу сцепления,
а боковая реакция на задних колесах возникает
в результате их упора боковинами шин в
грунт. В этом случае из уравнений равновесия
следует:
^Фтах
Гст . LK~l
-Fctga—фтах
ст
L
Wy= GQ + W.-^—l^+Pj-,
к ьб J
Wx=Xx+X2+X3+X^
*3 + *4 ~
= G(1 - 0)+ W2 -L + Pj (фтах + /).
L6 L6 _
Силы в тяговом шарнире определяются
с помощью формул, используемых в расчет-
ном положении 1, после чего можно рассчи-
тать все силы и моменты, действующие на
тяговую раму.
Расчет производительности автогрей-
дера. Производительность автогрейдера при
профилировании грунтовой насыпи (наиболее
универсальный вид работ, объединяющий три
основные операции, выполняемые автогрейде-
ром - зарезание, перемещение, отделка) можно
рассчитать по формулам:
Т F к
ру _ 2''уч/насЛ'в
7 3 3
2 ^учЁ —+ 'ман!л
F к'
нас пер
где пх -----------
2F
Z/CTP
_ [иотд ]^на<Лпер
П3~ Ucosy"
£уч - длина профилируемого участка насыпи,
заданная проектом; как правило, = 600...
1000 м; FHac - площадь поперечного сечения
насыпи, заданная проектом, м2; кв - коэффици-
ент использования времени смены; п1 - число
проходов; при зарезании i = 1, при перемещении
i = 2 и при отделке i = 3; к'пер, к"пер, к”ер -
коэффициенты перекрытия проходов при заре-
зании (Лпер= 1/7), перемещении (&пер= М5)
и отделке (к^ер= 1,1); FCTp - площадь попе-
речного сечения вырезаемой стружки, м2; /цт -
расстояние по горизонтали между центрами
тяжести кювета и половиной сечения насыпи, м;
[«отд] - число отделочных проходов по одному
месту, необходимое для достижения заданной
ровности; в зависимости от квалификации
машиниста и совершенства автоматики [мотд] =
= 2.. .4; Внас - ширина насыпи по верху, м; /отв -
длина грейдерного отвала, м; у" и у'" углы
захвата грейдерного отвала соответственно
при перемещении и отделке, °; у" = 35...50°,
у"' = 60...70°; V, - фактическая скорость авто-
грейдера при зарезании (/ = 1), перемещении
(/ = 2) и отделке (i = 3), м/с; /ман - время, за-
трачиваемое на маневрирование в течение
одного прохода; /ман = 30...90 с.
Рабочие сопротивления определяются
для наиболее тяжелых работ: копания и пере-
мещения грунта. Сила сопротивления копанию
грунта грейдерным отвалом:
РК ~ + ^тр1 + Лтр + ^тр2 + 7р2 ’
где Рр - сила сопротивления грунта резанию;
Ртр1 - сила трения о грунт режущей кромки
ножа; Рпр - сила сопротивления перемещению
призмы волочения; Р^2 ~ сила трения, возни-
кающая при движении грунта вверх по отвалу;
Лр2 “ сила тРения’> возникающая при движе-
нии грунта вдоль отвала.
Для расчета составляющих силы сопро-
тивления копания можно использовать сле-
дующие зависимости:
ГРЕЙДЕР-ЭЛЕВАТОРЫ
169
^p^^siny;
^тр1 =tg/CT^rtgx;
^np ~ ^npYrp^g/ip sin Y >
^тр2 “ ^npYгр^ё/ст COS (X ,
^>2 = ^npYrptg/rptg/cT COSY ;
V —
np 2k '
где К? - удельное сопротивление грунта реза-
нию ножом отвала, Па; FCTp - площадь попе-
речного сечения вырезаемой стружки, м2;
у - угол установки отвала в плане (угол захва-
та), °; % - угол наклона результирующей силы
сопротивления копания к горизонту; для рых-
лого грунта х = 0°, для плотного х = 17°; Ипр -
объем призмы волочения, возникающей перед
отвалом при перемещении грунта; у^ - удель-
ный вес грунта;/р - коэффициент трения грун-
та по грунту; для связных грунтов/p - 0,5; для
несвязных/р = 0,7; а - угол резания, измерен-
ный в плоскости, перпендикулярной режущей
кромке, °; h3 - глубина забоя, м; - коэффи-
циент учета формы призмы волочения.
При вырезании треугольной стружки со-
противлением призмы волочения можно пре-
небречь, так как она мала.
2.2.4. ГРЕЙДЕР-ЭЛЕВАТОРЫ
Грейдер-элеваторы используются для по-
слойной разработки грунтов категорий 1-3
без крупных каменистых включений при воз-
ведении невысоких насыпей автомобильных и
железных дорог из боковых резервов в рав-
нинной местности, разработке выемок с пере-
мещением вынутого грунта в отвал, устройст-
ва полунасыпей на косогорах с поперечным
уклоном до 12° и рытья небольших ороситель-
ных каналов. Грейдер-элеваторы являются
машинами непрерывного действия и отлича-
ются высокой производительностью. Их целе-
сообразно применять на линейных работах при
большой протяженности участков, когда мож-
но обеспечить работу в постоянном режиме.
Конструктивные особенности грейдер-
элеваторов. Особенностью грейдер-элеватора,
обеспечивающей ему высокую производи-
тельность, является разделение функций реза-
ния и перемещения грунта между режущими и
транспортирующими рабочими органами.
Грейдер-элеваторы различаются:
типом режущего органа - дисковый нож,
система плоских ножей, система плоских и
дисковых ножей, совковый нож;
ориентацией или типом транспортирую-
щего органа - поперечный, поперечно-пово-
ротный и диагональный конвейер, грунтомета-
тель, отвальный мост;
компоновкой - прицепные, полуприцеп-
ные, навесные и самоходные;
типом привода - механический, гидравли-
ческий, многомоторный дизель-элекгрический.
К основным агрегатам самоходного
грейдер-элеватора относятся (рис. 2.2.20): тя-
гач, основная рама 5, плужная балка 3 с режу-
щим рабочим органом, конвейер и системы
управления тягачом и рабочими органами.
К основной раме 5 крепятся все узлы
грейдер-элеватора. Это продольная горизон-
тальная балка коробчатого сечения, передняя
часть которой при помощи опорно-поворот-
ного устройства соединена с базовым тягачом,
а задняя - опирается на полуоси ходовых ко-
лес. Опорно-поворотное устройство допускает
относительное покачивание рамы и тягача в
поперечной вертикальной плоскости и поворот
их относительно друг друга - в горизонталь-
ной. В средней части к раме крепится плужная
балка 3 с дисковым ножом 4, управляющие
гидроцилиндры и рама конвейера.
Положение ножа 4 в пространстве опре-
деляется глубиной резания и углами резания и
захвата. Установка ножа изменяется переме-
щением плужной балки относительно рамы
грейдер-элеватора гидроцилиндрами.
Стружка грунта, вырезанная и разверну-
тая ножом перпендикулярно направлению
движения машины, попадает на приемный
лоток ленточного конвейера 7, а с него - к
транспортирующему органу. Конвейер (или
грунтометатель) эвакуирует грунт в транспорт,
насыпь или отвал. Конвейер в транспортном
положении складывается так, что не выступает
за габаритные размеры машины, а в рабочем
положении раздвигается, обеспечивая вынос
грунта за полосу движения грейдер-элеватора.
Угол наклона конвейера регулируется гидро-
цилиндрами независимо от глубины копания,
но его приемный лоток, соединенный цепями с
основной рамой, опирается на лыжу и всегда
движется по поверхности земли.
170
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
А-А
Рис. 2.2.20. Основные агрегаты самоходного грейдер-
элеватора:
1 - двигатель тягача; двухходовая трансмиссия тягача;
3 - плужная балка; 4 - дисковый нож; 5 - основная рама;
б - гидромотор привода конвейера; 7 - ленточный конвейер;
8 - шкворень опорно-поворотного устройства; 9 - тяга подвески
плужной балки; 10- гидроцилиндр подъема конвейера
Для повышения устойчивости машины при
работе, когда конвейер заполнен грунтом,
одно из задних колес может выдвигаться в
сторону выгрузки, увеличивая колею в рабо-
чем положении.
Вырезание и перемещение грунта грей-
дер-элеватор осуществляет последовательны-
ми проходами по обрабатываемому участку с
разворотами на его концах. Нож устанавлива-
ется таким образом, что глубина резания со-
ставляет примерно 1/2 его диаметра, а заднее
колесо движется по дну вырезаемой выемки.
Этим компенсируется боковой увод грейдер-
элеватора. Некоторые конструкции с поворот-
ным рабочим органом допускают челночный
способ ведения работ.
Основные параметры грейдер-эл ева-
тора - это размеры и углы установки дисково-
го ножа, а также возможный вылет и высота
установки конвейера. Дисковый нож является
частью сферической поверхности, а его режу-
щая кромка образуется конусной заточкой.
Наиболее распространены дисковые ножи
диаметром DH~ 0,6... 1,2 м.
В общем случае параметры режущего ра-
бочего органа грейдер-элеватора связаны сле-
дующими соотношениями:
Dh=aTV"; *н=(о>85-Ж;
V Лпуф
сон = 2arcsin DH/7?H ;
8 = а-он/2; 8' = Y-a„/2,
где DH - диаметр ножа, м; Пт - теоретическая
производительность грейдер-элеватора, м3/ч,
Уф - фактическая рабочая скорость грейдер-
элеватора, м/ч; Лп = 0,85...0,95 - коэффициент
потерь грунта при переходе с ножа на конвей-
ер; RH - радиус кривизны дискового ножа, м;
Шн - центральный сферический угол дискового
ножа, °; 8 - задний угол дискового ножа в вер-
тикальной экваториальной плоскости, °; 8' -
задний угол дискового ножа в горизонтальной
экваториальной плоскости, °; а - угол резания
в вертикальной экваториальной плоскости, °;
Y - угол захвата в горизонтальной экватори-
альной плоскости, °.
Угол заострения режущей кромки ножа
составляет 15...20°, а задний угол должен быть
не менее 3°. Рекомендуемые значения углов
резания и захвата для различных типов грун-
тов приведены в табл. 2.2.6.
Наименьшие потери грунта при переходе
с ножа на конвейер обеспечиваются, если выре-
занный грунт попадает на середину конвейера.
ГРЕЙДЕР-ЭЛЕВАТОРЫ
171
2.2.6. Соотношения углов резания и захвата
Грунт Угол резания а, ° Угол захвата Y'.0
Глинистый 40 40
Суглинистый 50 45
Супесчаный 55 50
Песчаный 60 50
Это условие соблюдается, если перпендику-
ляр, опущенный от ближайшей к конвейеру
точки дискового ножа на кромку приемного
лотка, делит кромку в соотношении 2/3 (ббль-
шая часть кромки должна располагаться впе-
реди ножа). Зазор в плане между кромкой при-
емного лотка и ближайшей к нему точкой ножа
должен быть не менее 30 мм и не более 60 мм.
При заглублении ножа на 1/2 диаметра и
рекомендуемых углах его установки сечение
стружки колеблется в пределах 15...30 % ,
но максимально допустимое сечение стружки
не должно превышать 0,3 D* .
Расчет сил, действующих на элементы
грейдер-элеватора. В рассматриваемых рас-
четных положениях используется расчетная
схема нагружения конструкций и узлов само-
ходного грейдер-элеватора (рис. 2.2.21). В об-
щем случае на него действуют следующие
силы: вес тягача центрального шкворня Gm,
конвейера с грунтом GK, рамы Gp, плужной
балки с кронштейном, ножом и гидроцилинд-
рами Ge, заднего моста с закрепленными на
нем агрегатами G3; окружная сила на ведущих
колесах Рю являющаяся результатом действия
вращающего момента МА, реакция грунта на
нож, представленная в виде составляющих Wy,
Wx и Wz, направленных по осям х, z и у, а также
Рис. 2.2.21. Схема расчета сил, действующих на элементы грейдер-элеватора
172
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
опорные реакции грунта на передние RA
и задние RB колеса; сопротивления перека-
тыванию FA и Fb и боковому уводу SB. Если
конвейер оборудован опорной лыжей, то сле-
дует учитывать реакцию на нее (на схеме не
показана).
Проверка на прочность ножа, кронштей-
на, плужной балки, основной рамы, рамы кон-
вейера, рамы подвески конвейера, центрально-
го шкворня тягача выполняется по расчетным
положениям 1 и 2.
Расчетное положение 1 грейдер-элева-
тора: грейдер-элеватор движется по горизон-
тальной поверхности, сопротивление перека-
тыванию минимальное, нож, опущенный на
максимальную глубину резания, упирается в
препятствие нижней точкой передней грани,
ведущие колеса развивают максимальную силу
тяги, конвейер нагружен грунтом, правое зад-
нее колесо выдвинуто вправо.
Продольная Wy, боковая Wx и вертикаль-
ная Wz составляющие сопротивления на ноже
рассчитываются по формулам:
=^‘Л(Ртах^д + ^А2 +
Z0
Wx = yWy;
cos 8- /CTCOSG)
где \|/ =-----;
cosK + ZcrSinx
£ = ctg
© = argctg(cos8 tgy');
X = arccos (sin 8 siny')>
G - вес грейдер-элеватора, H; cpmax - макси-
мальный коэффициент сцепления; кЛ - коэф-
фициент динамичности; кЛ = 1,5; FAJ, FA2, Fbj,
FB2 ~ сопротивления движению машины, воз-
никающие на передних и задних колесах, Н;
\|/ - коэффициент пропорциональности боко-
вой и продольной составляющих силы копа-
ния; Е, - коэффициент пропорциональности
вертикальной и продольной составляющих
силы копания; 8 - задний угол установки ножа
в вертикальной экваториальной плоскости, °;
Уст ~ коэффициент трения стали о грунт; со -
центральный сферический угол ножа, °; у' -
угол захвата в горизонтальной экваториальной
плоскости, °.
Реакции на колесах и сопротивления
движению рассчитываются по уравнениям
моментов, причем сопротивления движению -
при минимальном коэффициенте сопротивле-
ния перекатыванию.
Расчетное положение 2\ грейдер-элева-
тор движется по горизонтальной поверхности,
сопротивление перекатыванию минимальное,
нож, опущенный на максимальную глубину
резания, упирается в препятствие левым краем
ножа на уровне поверхности, ведущие колеса
развивают максимальную силу тяги, конвейер
нагружен грунтом, правое заднее колесо вы-
двинуто вправо.
Для расчета составляющих сопротивле-
ния на ноже используются те же формулы,
отличающиеся только коэффициентами про-
порциональности составляющих:
cosa- /L sin a cosco
\|/ =------—------------;
cosx + /CTsinx
^ = ctg
argctg
sin a
4/crsin®
+ cos2atg8' +8'
Расчетное положение 3 используется
при проверке на прочность основной рамы и
деталей ходового оборудования: машина дви-
жется по горизонтальной поверхности, веду-
щие колеса развивают максимальную силу
тяги, плужная балка, правое колесо и конвейер
находятся в транспортном положении, задние
колеса грейдер-элеватора преодолевают пре-
пятствие.
Расчетное положение 4 используется
при проверке на прочность передней и задней
оси, основной рамы, рамы конвейера и рамы
подвески конвейера: грейдер-элеватор движет-
ся по поверхности с максимально допустимым
поперечным уклоном, равным углу опрокиды-
вания, нож поднят, грунт рыхлый, коэффици-
ент сопротивления движению по нему равен
0,2, конвейер заполнен грунтом, правое колесо
выдвинуто.
Производительность грейдер-элевато-
ра, м3/ч, в зависимости от вида выполняемых
работ можно рассчитать по одной из следую-
щих формул:
СТРОИТЕЛЬНЫЕ ПОГРУЗЧИКИ
173
возведение насыпи из двусторонних ре-
зервов
„ F £ кп км къ
П = 3600 У4 п ф в ;
„ ман
уф
возведение насыпи из одностороннего
резерва
„ F Lm кп кл. к.
П = 3600 У4 п ф »
разработка грунта с погрузкой его в
транспорт
F~— ^УЧ
П = 3600 У4 " ф »-------------(
—— + (и - l)zCM + гман
уф
где Fcip - площадь поперечного сечения выре-
заемой стружки, м2; ки - коэффициент потерь
грунта; для прямоугольных ножей Ап = 0,95...
0,98; для дискового ножа кп = 0,9...0,95; кф -
коэффициент учета отклонения формы ножа от
прямоугольной; для дисковых ножей кф = 0,85;
для системы прямоугольных ножей кф = 1,0;
къ - коэффициент использования времени сме-
ны; Lyi - длина разрабатываемого участка, м;
Уф - рабочая скорость грейдер-элеватора, м/с;
Vxx - скорость холостого хода грейдер-элева-
тора, м/с; /ман - время, затрачиваемое на ма-
неврирование, с; п - число транспортных еди-
ниц, погружаемых на данной длине участка;
/см - время постановки транспортного средства
под погрузку, с.
Рабочая скорость определяется с учетом
буксования, которое зависит от суммарного
сопротивления движению машины, рассчиты-
ваемого по формулам:
— A^KFCTp cosot,
^в=(ож2+е+сгр)/да;
WZ=KKFC^,
^ = ctg
argctg
sinS
^tg/^sinco
+ cos26tgy' +y'
^кон^конРгр#
G^=--------V-------’
v KOH
где Wy - продольная составляющая сопротив-
ления копанию, Н; КК - удельное сопротивле-
ние грунта копанию, Па; Fcip - площадь попе-
речного сечения вырезаемой стружки, м2; а -
угол резания, измеренный в вертикальной эк-
ваториальной плоскости сферического ножа, °;
^дв ~ сопротивление движению машины, Н;
Wz - вертикальная составляющая сопротивле-
ния копанию, Н; - вес грунта, находящего-
ся на ленте конвейера, Н; f№ - коэффициент
сопротивления движению; 77КОН - производи-
тельность конвейера, м3/с; /кон - длина конвей-
ера, м; Ргр - плотность разрабатываемого грун-
та в разрыхленном состоянии, кг/м3; vK0H -
скорость ленты конвейера, м/с.
2.2.5. СТРОИТЕЛЬНЫЕ ПОГРУЗЧИКИ
Версификация рабочего оборудования и
сменных рабочих органов значительно расши-
ряет сферу применения погрузчиков, превра-
щая их в универсальную машину, используе-
мую на всех этапах транспортного строитель-
ства. При перевалках рыхлых и разработке
небольших объемов слабых грунтов широко
используются одноковшовые фронтальные
пневмоколесные и гусеничные погрузчики,
телескопические погрузчики-манипуляторы и
мини-погрузчики с бортовым поворотом, рас-
смотренные ниже.
Фронтальные одноковшовые погруз-
чики (рис. 2.2.22). Эти перегрузочные машины
способны работать в стесненных условиях с
сыпучими и кусковыми материалами чрезвы-
чайно широкого диапазона плотностей и раз-
меров.
Рабочее оборудование фронтального по-
грузчика состоит из ковша 2 или сменного
рабочего органа, соединенного с рамой шасси 7
рычажным механизмом, образуемым стрелой 5,
кулисой 4, тягой 3 и гидроцилиндрами 1 и 6.
В зависимости от назначения погрузчика ис-
пользуются два типа рычажных механизмов:
Z-образный, обеспечивающий повышенное
усилие отрыва, и Н-образный, отличающийся
увеличенным углом запрокидывания.
174
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Рис. 2.2.22. Погрузчики с Z-образным (а) и Н-образным (d) рычажными механизмами
Стандартные ковши погрузчиков с прямой
режущей кромкой без зубьев используются
при перегрузке песка, гравия и глинистых
грунтов с насыпной плотностью 1,4... 1,8 т/м3.
Они могут комплектоваться сменной двусто-
ронней режущей кромкой из упрочненной
износостойкой стали высокой твердости и
оснащаться зубьями. Широко используются
двухчелюстные ковши, которые увеличивают
высоту выгрузки на десятки сантиметров и
позволяют погрузчикам выполнять некоторые
ранее несвойственные им функции (толкание
и разравнивание грунта, обратную засыпку,
планировку, захват сыпучих и штучных грузов
и т.д.). К недостаткам таких ковшей относятся
их более высокая стоимость, необходимость
дополнительных гидравлических контуров и
снижение полезной нагрузки.
Для работы с гранитным щебнем и взо-
рванной скальной породой используют ковши
повышенной прочности с дельтовидной или
прямой режущей кромкой, с зубьями или без
них. Ковши часто оснащают решетчатыми
козырьками, увеличивающими их вмести-
мость, но не влияющими на обзорность с места
водителя в транспортном режиме. Ковши по-
вышенного (в 1,5-2,5 раза) объема применяют
при перегрузке легких материалов: древесной
щепы, бытовых отходов, угля, торфа, снега,
сельскохозяйственных грузов. Решетчатая
задняя стенка таких ковшей не снижает обзор-
ности при движении и позволяет следить за
процессом наполнения ковша.
Для эффективной работы погрузчика
весьма важны ширина зева ковша и угол его
запрокидывания. При очень узком зеве повы-
шается сопротивление ковша заполнению и
ограничивается размер загружаемых кусков,
а при очень широком - центр тяжести смеща-
ется вперед, что снижает продольную устой-
чивость машины. Для крупнокусковых грузов
применяют ковши с увеличенной шириной
зева.
Угол запрокидывания ковша у земли оп-
ределяет степень его наполнения. Оптималь-
ный угол запрокидывания обеспечивает парал-
лельность зева ковша поверхности на заклю-
чительной стадии его наполнения. Диапазон
изменения угла запрокидывания у различных
моделей фронтальных погрузчиков достаточно
широк (34...53°) и зависит от размеров гидро-
цилиндров и типа рычажного механизма пово-
рота ковша.
Кроме ковшей фронтальные погрузчики
могут оборудоваться разнообразными вилоч-
ными захватами с грейферными челюстями и
без них для перегрузки длинномерных, волок-
нистых, крупнокусковых грузов, а также
штучных грузов на поддонах. Фронтальные
погрузчики оснащают моноблочными и теле-
скопическими крановыми стрелами с соответ-
ствующим грузоподъемным оборудованием.
Обилие основных и сменных рабочих ор-
ганов (иногда более 30 наименований) позво-
ляет использовать одну машину с чрезвычайно
высокой интенсивностью. Быстрая замена
одного рабочего органа другим обеспечивается
быстродействующим захватом, который кре-
пится к шарнирам оголовка стрелы и обеспе-
чивает смену и фиксацию рабочего органа за
2...3 мин.
СТРОИТЕЛЬНЫЕ ПОГРУЗЧИКИ
175
Конструкция рамы фронтального одно-
ковшового погрузчика зависит от типа его
ходового оборудования. У гусеничных погруз-
чиков рабочее оборудование крепится к раме
базового трактора. Шарнирно-сочлененная
рама пневмоколесного погрузчика состоит из
двух частей (полурам), соединенных верти-
кальным шарниром. На задней полураме уста-
навливаются двигатель, трансмиссия, задний
мост и кабина оператора, на передней - рабо-
чее оборудование с гидросистемой управления
им и передний мост. Фиксация и поворот по-
лурам относительно друг друга осуществляют-
ся двумя гидроцилиндрами, управляемыми
рулевой системой следящего типа, которая
обеспечивает относительный поворот полурам
на угол, пропорциональный углу поворота
рулевого колеса. Значение угла относительно-
го поворота колеблется в пределах 28...45° в
каждую сторону, но для подавляющего числа
моделей составляет 40°.
У пневмоколесных фронтальных погруз-
чиков все колеса ведущие, благодаря чему
масса машины и перевозимого груза полно-
стью участвуют в создании силы тяги. Это
ускоряет заполнение ковша и повышает сте-
пень его наполнения. Передний мост жестко
крепится к передней полураме, несущей рабо-
чие органы и полезный груз, задний мост бла-
годаря подвеске может качаться относительно
задней полурамы в поперечной плоскости в
зависимости от модели на угол ± 12.. .± 30°.
Одноковшовые погрузчики оснащают
гидромеханической трансмиссией с гидро-
трансформатором и переключением передач
«под нагрузкой» и, иногда, автоматом выбора
скорости в зависимости от нагрузки на рабо-
чем органе. Трансмиссии пневмоколесных
машин комплектуются мостами повышенной
прочности, с полностью разгруженными полу-
осями, дифференциалами (обычными, повы-
шенного трения или блокируемыми), пони-
жающими редукторами (осевыми или борто-
выми) и многодисковыми маслопогружными
тормозами (осевыми или бортовыми).
В последние годы на фронтальные пнев-
моколесные погрузчики стали устанавливать
гидрообъемные трансмиссии, которые в соче-
тании с механическими узлами обеспечивают
по сравнению с гидродинамической трансмис-
сией следующие преимущества:
работу двигателя в оптимальном режиме
при любых колебаниях рабочих нагрузок;
автоматическое обеспечение наибольшей
силы тяги при максимально возможной скоро-
сти и без буксования;
независимость силы тяги от расхода
мощности на другие системы погрузчика;
снижение уровня шума;
снижение удельного расхода топлива.
Автоматические системы фронтальных
одноковшовых погрузчиков управляют опера-
циями рабочего процесса либо упрощают их
выполнение, а также осуществляют контроль
за состоянием агрегатов. К числу выполняе-
мых операций относятся: адаптация скорости к
нагрузкам; перераспределение гидравлических
потоков; возврат ковша в исходное положение;
переход на низшую передачу.
Рулевая гидросистема пневмоколесных
машин оснащена клапаном, обеспечивающим
приоритетную подачу жидкости к цилиндрам
поворота рамы. Она может быть оборудована
аварийным гидронасосом с независимым элек-
троприводом, автоматически включающимся
при падении давления в основном питающем
контуре.
Рабочие тормоза включаются по выбору
оператора любой из двух педалей, одна из
которых включает только тормоз, а другая
одновременно с торможением отключает сце-
пление и коробку передач.
Переключение передач может выпол-
няться вручную или полуавтоматически. В по-
следнем случае рычагом задается нужная пе-
редача, которая может отличаться от текущей
на несколько ступеней, после чего автомат
переключает передачи. Автомат управления
трансмиссией выбирает передачу в зависимо-
сти от нагрузки, следит за поддержанием вы-
бранной скорости, тормозит двигателем при
спуске под уклон и блокирует его пуск при
включенной передаче.
Переключение со второй передачи на
первую при заполнении ковша производится
нажатием кнопки. Возврат на высшую переда-
чу производится либо повторным нажатием
кнопки, либо автоматически при включении
заднего хода. Электрический рычаг переклю-
чения передач расположен на рулевой колонке.
Механизмы управления рабочим обору-
дованием оснащаются предохранительными и
автоматическими устройствами, в частности:
азотными компенсаторами в контурах
гидроцилиндров подъема стрелы, подавляю-
щими динамические нагрузки при движении с
грузом по неровной дороге;
176
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
автоматом подъема стрелы из горизон-
тального положения на максимальную высоту
и поворота ковша в заданное положение;
автоматом опускания стрелы с пустым
ковшом в плавающее положение;
автоматом, объединяющим при необхо-
димости расходы насосов, питающих разные
гидравлические контуры;
автоматом задания конечных положений
ковша.
Телескопические погрузчики-манипу-
ляторы. Телескопические манипуляторы ис-
пользуются для выгрузки строительных мате-
риалов и оборудования из автотранспорта,
перемещения грузов по строительной площад-
ке и подачи их в зону действия башенных кра-
нов, для подачи и позиционирования металли-
ческих конструкций при сборке несущих кар-
касов зданий, а также на землеройных, подъ-
емно-транспортных и отделочных работах в
туннелях, под мостами, путепроводами, ли-
ниями электропередач и в других подобных
местах.
Эффективность телескопических погруз-
чиков-манипуляторов особенно наглядна при
строительстве зданий небольшой этажности,
занимающих большие площади: они имеют
значительную высоту подъема груза (до 20 м и
более), сопоставимую с высотой подъема гру-
зов стреловыми самоходными кранами, обес-
печивая маневренность, универсальность и
точность подачи грузов, характерные для по-
грузчиков.
Конструкция большинства телескопиче-
ских погрузчиков-манипуляторов базируется
на традиционном наборе технических реше-
ний, среди которых:
двух- или трехсекционная телескопиче-
ская стрела шарнирно закреплена над задним
мостом погрузчика;
дополнительные, в том числе и высоко-
расходные гидравлические, контуры для рабо-
чих органов (челюстные ковши, гидромолоты,
подметальные щетки и т.д.) с быстроразъем-
ными соединительными муфтами, имеют соб-
ственные гидроприводы;
полноприводное пневмоколесное шасси с
шинами высокой проходимости;
электрогидравлическая система управле-
ния поворотом всех колес, обеспечивающая
маневрирование машины несколькими спосо-
бами;
широкий спектр сменных рабочих органов,
дополненный быстродействующим захватом.
Машины большой массы оснащены пе-
редними выносными опорами и стабилизи-
рующим устройством, выравнивающим шасси
при работе с грузом на поперечных уклонах
до 10°. Грузовая телескопическая стрела имеет
коробчатое или U-образное сечение, закрытое
сверху плоским листом. Оголовок последней
секции стрелы опущен вниз, что позволяет при
необходимости опустить рабочий орган до
уровня земли. Трансмиссия оснащена межосе-
вым понижающим редуктором, повышающим
проходимость машины в тяжелых грунтовых
условиях. Двигатель размещается за кабиной
между опорами шарниров крепления стрелы
или справа от кабины оператора под стрелой.
Оборудование кабины отражает специ-
фику работы погрузчика. Наряду со стандарт-
ными для погрузчика приборами он оснащен
индикаторами грузового момента и безопасной
нагрузки, автоматом или полуавтоматом ори-
ентации колес. При поднятой стреле управле-
ние выносными опорами может блокировать-
ся, что предотвращает их случайное выключе-
ние при операциях с грузом. При включении
рабочего тормоза автоматическая муфта от-
ключает двигатель от трансмиссии.
Мини-погрузчики с бортовым поворо-
том. Их применяют для выполнения земляных
и погрузочных работ небольшого объема, по
уборке и благоустройству городских террито-
рий, в городских коммунальных службах.
В конструкции мини-погрузчиков грузо-
подъемностью 300... 1400 кг используется ог-
раниченный набор технических концепций и
решений. Как правило, это короткобазовое
четырехколесное полноприводное шасси с
небольшим дорожным просветом и гидрообъ-
емная ходовая трансмиссия. Колеса левого и
правого бортов приводятся двумя независи-
мыми гидромоторами, которые могут работать
с разными угловыми скоростями и в режиме
противовращения. Ступицы колес одного бор-
та, как правило, закреплены на выходных ва-
лах цепного редуктора, входной вал которого
соединен с ходовым гидромотором, но воз-
можны варианты с гидрообъемными мотор-
колесами. В ступицах колес могут размещать-
ся стояночные многодисковые маслопогруж-
ные тормоза, включаемые оператором при его
выходе из кабины либо автоматически. Рабо-
чее торможение и торможение во время стоян-
ки возможны прекращением подачи жидкости
ко всем гидромоторам или гидромоторам од-
ного борта. Бортовой поворот делает эти ма-
шины чрезвычайно маневренными.
СТРОИТЕЛЬНЫЕ ПОГРУЗЧИКИ
177
Среди недостатков этих машин следует
отметить повышенный износ шинного протек-
тора, более жесткие требования к стабильно-
сти давления в шинах, ограничение скорости
движения продольной устойчивостью маши-
ны, повреждение шинами мягких искусствен-
ных, травяных и грунтовых покрытий.
Бескамерные шины с развитым протек-
тором для работы на грунтах входят в стан-
дартную комплектацию ходового оборудова-
ния мини-погрузчиков. Если условия работы
сопряжены с повышенным риском поврежде-
ния шин, то можно использовать наборные
сегментные колеса, сохраняющие работоспо-
собность при значительных механических
повреждениях, а также стальные или резино-
вые гусеницы, надеваемые на колеса, которые
снижают удельное давление машины на грунт.
Рабочее оборудование мини-погрузчика
включает, как правило, сменный рабочий ор-
ган, быстродействующий захват, грузовую
стрелу, гидроцилиндры подъема стрелы и за-
прокидывания ковша и гидравлические конту-
ры для подачи жидкости к сменным рабочим
органам, оснащенным собственным гидропри-
водом. К числу сменных рабочих органов от-
носятся ковши разного объема с фронтальной
и боковой разгрузкой, вилочные и грейферные
захваты, одноковшовое экскаваторное обору-
дование, фрезы, дисковые пилы, вибротрам-
бовки, гидромолоты, траншеекопатели, буры,
бетономешалки, подметальные щетки, отвалы,
снегоуборочные устройства и т.д.
Грузовая стрела в плане имеет, как пра-
вило, П-образную конфигурацию. Переклади-
на, являющаяся ее передней частью, с захва-
том и рабочим органом располагается непо-
средственно перед кабиной оператора, а сво-
бодные задние концы боковых балок шарнир-
но крепятся к высокому порталу, расположен-
ному сзади кабины и являющемуся частью
силовой рамы мини-погрузчика. Такая компо-
новка силовой конструкции относительно про-
ста, надежна и обеспечивает хороший обзор
рабочей зоны. В некоторых мини-погрузчиках
П-образная стрела крепится к концам четырех
параллельных (по две с каждой стороны ма-
шины) балок, другие концы которых шарнир-
но закреплены на раме машины. При подъеме
стрелы эти балки поворачиваются относитель-
но рамы и поднимают стрелу параллельно
поступательно, увеличивая вылет рабочего
органа на максимальной высоте его подъема.
Следует отметить, что недостатком конструк-
ции с П-образной стрелой является возмож-
ность входа в кабину только через проем в ее
фронтальной панели. Расположение рабочего
органа перед кабиной затрудняет оператору
вход и выход в штатной ситуации и повышает
риск травматизма при аварии.
Этот недостаток отсутствует у конструк-
ции с однобалочной Г-образной стрелой, кото-
рая шарнирно крепится к порталу шасси более
длинным концом. Поперечина располагается
перед кабиной и служит для крепления рабо-
чего органа. Такая конструкция обеспечивает
равномерное распределение рабочей нагрузки
по силовой конструкции и в то же время по-
зволяет использовать одну из боковых панелей
кабины для входа и выхода оператора при
любом положении стрелы и рабочего органа.
Силовая установка, обычно дизельный
двигатель с масляным насосом, расположена
сзади. Низкая посадка машины и низкое раз-
мещение двигателя для обеспечения мини-
мального обзора заднего сектора обуславли-
вают необходимость защиты двигателя от по-
вреждения снизу. С боков и сверху силовая
установка защищена кожухом. Доступ к узлам
и агрегатам при обслуживании и ремонте
обеспечивается либо оптимизаций компоновки
агрегатов в двигательном отсеке, либо увели-
чением зоны свободного доступа (например,
откидыванием облицовочных панелей и каби-
ны). Частичное решение проблемы возможно
путем сокращения объема профилактических и
регламентных работ.
Кабина оператора расположена в перед-
ней части шасси и сзади ограничена двига-
тельным отсеком. Свободным для обзора зоны
работ и входа в кабину в большинстве случаев
остается пространство перед сиденьем опера-
тора. Поэтому все органы управления, а также
контрольные приборы и сигнальные индикато-
ры расположены по сторонам и сверху входно-
го проема, а сиденье оснащено, как правило,
рычагом безопасности. Оператор не может
выйти из кабины, не сместив рычаг в сторону
(или вверх), при этом включаются стояночные
тормоза, блокируются все органы управления
или останавливается двигатель. Эти меры по-
вышают уровень безопасности оператора, хотя
и не устраняют возможность травм полностью.
В качестве критериев эффективности ми-
ни-погрузчика могут использоваться грузо-
подъемность, грузовая устойчивость, динами-
ка разгона, способность перемещаться в узких,
извилистых и низких проходах, а также высота
подачи груза.
178
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Основные параметры и расчет одно-
ковшового фронтального погрузчика. Мак-
симальная грузоподъемность - масса груза,
который может быть поднят гидроцилиндрами
погрузчика.
Вместимость ковша "с шапкой" (м3) -
объем груза, помещающегося в ковше при
горизонтальном положении его зева, завися-
щий от геометрического объема ковша Гк,
коэффициента его заполнения и угла естест-
венного откоса материала.
Для погрузчиков массой до 30 т:
Кш = 0,0002т- 0,1606,
для погрузчиков тяжелее 30 т:
Кш = 0,00009™+ 2,1697,
где т - эксплуатационная масса - масса пол-
ностью заправленного погрузчика, укомплек-
тованного всем штатным оборудованием и
инструментом и с учетом массы оператора, кг;
~ (^шас wpo ^зап ) ’
тиро = (0,25...0,35)(тишас + тзап),
где тишас - масса шасси; тиро - масса рабочего
оборудования; тизап - масса расходных мате-
риалов, заправок и машиниста.
Для современных погрузчиков массой до
30 т:
т = 4990 Кш +850.
Выглубляющая сила (сила отрыва) -
сила, приложенная на расстоянии 102 мм
вглубь от кромки ковша и направленная вер-
тикально вниз, которую может преодолеть
гидроцилиндр поворота ковша при его запро-
кидывании у поверхности, кН:
Ротр=0(015ОТ°’9458.
Опрокидывающая сила Ропр - вес, прило-
женный в центре масс ковша и вывешиваю-
щий задние колеса погрузчика, кН:
ковша в прямом положении
Р0'пр = 0,0067ти +6,963;
ковша в положении полного поворота
Ро'пр=0,006ти + 4,481.
Максимальная высота выгрузки йтах -
высота кромки ковша, опрокинутого на мак-
симальной высоте, м:
= -9-10-11m2 +0,034/п + 2,4.
Скорость запрокидывания ковша v3an -
линейная скорость кромки ковша при запроки-
дывании в конце процесса заполнения:
V3an = (0,5...0,6) vBH,
где 0,5...0,6 - коэффициент, учитывающий
одновременность внедрения и запрокидывания
ковша, а также снижение скорости погрузчика
по мере внедрения ковша в бурт материала;
vBH - начальная скорость погрузчика при вне-
дрении ковша в бурт материала.
Скорость опрокидывания ковша vonp -
линейная скорость кромки ковша при опроки-
дывании в начале выгрузки:
для Z-образного механизма
vonp =(1>3°-..1,35) v^;
для Н-образного механизма
Vonp = (0,74...0,77) v3an.
Расчет сил производится для перечис-
ленных ниже элементов конструкции погруз-
чика в различных его положениях.
Силы в гидроцилиндрах (на примере
Z-образного механизма) можно найти из усло-
вия равновесия моментов сил SM, действую-
щих на рабочее оборудование погрузчика,
описанного системой уравнений (рис. 2.2.23):
SMB=0;
рк/9-я/6=0;
SA/л = 0;
^опр 4 + ®к^2 “ = 0 J
^ = (^опр/1+^/2)//5.
С учетом КПД Т|к гидроцилиндра пово-
рота ковша и работающих с ним шарниров
pjp
7 к 7 ОПр , Т TUK ; ; _ •
V Z5Z9
1
^5 Ь J Лк
СТРОИТЕЛЬНЫЕ ПОГРУЗЧИКИ
179
Рис. 2.2.23. Схема к определению сил в штоках
гидроцилиндров одноковшового фронтального
погрузчика
Рис. 2.2.24. Схема к определению
опрокидывающей силы одноковшового
фронтального погрузчика
С учетом КПД Т|с гидроцилиндра подъе-
ма стрелы и работающих с ним шарниров:
ЕЛ/С=О;
P.li U “^опрh ~ 0»
Р _ 4 + 4о + ^4 + ^опр ^3
h^c
Здесь Ропр - опрокидывающая нагрузка; GK -
вес ковша с грунтом; R - реакция тяги на ковш
и кулису; Gp - вес рычажного механизма с
гидроцилиндрами; Рк - сила гидроцилиндра
поворота ковша; Рс - сила гидроцилиндра
подъема стрелы; Т|к - КПД гидроцилиндра
поворота ковша и работающих с ним шарни-
ров; Т|с - КПД гидроцилиндра подъема стрелы
и работающих с ним шарниров.
Опрокидывающая сила, при которой выве-
шиваются задние колеса погрузчика (рис. 2.2.24),
Л>пр = с|Ч
42
где G - вес погрузчика; /ц - плечо действия
опрокидывающей силы относительно оси,
проходящей через центры площадок контакта
передних колес с опорной поверхностью; -
плечо действия веса погрузчика относительно
оси, проходящей через центры площадок контак-
та передних колес с опорной поверхностью, м.
Расчет сил выполняется для трех поло-
жений погрузчика.
Расчетное положение 1 (рис. 2.2.25, а):
в ходе внедрения ковша в штабель насыпного
груза происходит удар углом ковша о препят-
ствие, в то время как днище ковша наклонено
к опорной поверхности под углом 5°. При этом
Рис. 2.2.25. Схемы к расчетным положениям одноковшового фронтального погрузчика:
а - положение 1; б - положение 2; в - положение 3
180
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
машина движется по горизонтальной поверх-
ности прямолинейно и равномерно, а гидроци-
линдры ковша и стрелы заперты.
Расчетное значение выбирается из двух
значений силы тяги - номинальной И^Ном и мак-
симальной JVy max:
М^уном ~ ^сцФопт + ™ ’
с = С'С2 .
C?i + С2
С] = £ж(7;
g г2
^утах ~ ^сц Фтах ’
где GC11 - сцепной вес погрузчика, Н; фопт -
оптимальный по тяговой мощности коэффици-
ент сцепления; v - рабочая скорость погрузчи-
ка в момент столкновения, м/с; С% - приведен-
ная жесткость металлоконструкции погрузчика
и препятствия; т - масса погрузчика, кг; Ci -
жесткость рабочего оборудования погрузчика;
103 - удельная жесткость рабочего обору-
дования, приходящаяся на 1 Н веса погрузчика,
м"1; Сг - жесткость препятствия (табл. 2.2.7);
Атр « 1,3 - коэффициент учета влияния махо-
вых масс трансмиссии и ходовой части; 7да -
момент инерции вращающихся деталей двига-
теля; i - передаточное число трансмиссии;
Т|тр - КПД трансмиссии; гк - силовой радиус
пневмоколеса, м.
Расчетное положение 2 (рис. 2.2.25, б).
В процессе заполнения ковша погрузчик опро-
кидывается относительно оси, проходящей
через центры площадок контакта передних
колес с опорной поверхностью, тогда как зад-
ние колеса теряют контакт. В этом случае
Wy ~ ^сцфопт’
W2=Gln/hx,
где Фопт«о,5.
Расчетное положение 3 (рис. 2.2.25, в) -
в процессе заполнения ковша погрузчик опро-
кидывается относительно оси, проходящей
через центры площадок контакта задних колес
с опорной поверхностью, тогда как передние
колеса его теряют. В этом случае
=(Ссц-^)ф01тг;
w _ °(Аз ~Аг)
Ai + Аз
где Zb - длина базы погрузчика.
При расчете на устойчивость к опроки-
дыванию рекомендуется принимать уклоны
рабочих участков не более 10°, подъездных
путей - не более 25°.
Производительность одноковшового фрон-
тального погрузчика рассчитывается по фор-
мулам:
77 = 3600ИшЛ3ЛуслЛтрА:в/Г,
где Т — tBH + /зап + /отх + /выг + tM + /под,
^вн ~ ^к/^вн »
. _ ^гц^шт .
'зап ~ .тт ’
4ПнТ|об
^отх Алх/^отх >
^под Аюд/Упод’
2.2.7. Жесткость различных препятствий
Тип препятствия с2, МНм-‘ Удельная жесткость
по площа- ди, МН/м3 по диамет- ру, МН/м2
Кирпичная кладка (в земле 0,8 м, d = 0,45 м, F = 0,27 м2) 10,30 38,15 22,90
Железобетонный столб (в земле 1,2 м, d = 0,20 м, F= 0,04 м2) 10,79 269,75 53,95
Сосновый столб (в земле 1 м, d = 0,2 м, F = 0,04 м2) 6,38 159,5 31,9
СКРЕПЕРЫ
181
k3 - коэффициент заполнения ковша; ЛуСЛ =
= 0,8... 1 - коэффициент учета условий работы;
кц - коэффициент учета типа трансмиссии
(для обычной трансмиссии = 0,8; для авто-
матической кф = 1,0); k3 - коэффициент ис-
пользования времени смены; Т - время цикла, с;
/вн - время внедрения ковша в бурт материала,
с; ^зап “ время запрокидывания ковша, с; /отх -
время отхода погрузчика от бурта и подхода к
месту выгрузки, с; /опр - время опрокидывания
ковша, с; /м = 2...6 - время маневрирования, с;
4юд _ время подхода к бурту материала для
заполнения ковша, с; 1К - длина днища ковша,
м; vBH - средняя скорость погрузчика при вне-
дрении ковша в бурт материала, м/с; -
диаметр поршня гидроцилиндра поворота
ковша, м; 5ШТ - ход штока гидроцилиндра, м;
Пн - теоретическая производительность насо-
сов, питающих гидроцилиндр поворота ковша,
м3/с; Т|об - объемный КПД насосов; Z0TX - дли-
на пути отхода погрузчика от бурта, м; v0TX -
средняя скорость погрузчика при отходе от
бурта, м/с; JmT - диаметр штока гидроцилинд-
ра поворота ковша, м; Lnoa - длина пути под-
хода погрузчика к бурту, м; упод - средняя
скорость погрузчика при подходе к бурту ма-
териала, м/с.
2.2.6. СКРЕПЕРЫ
Скреперы предназначены для послойной
разработки грунтов до категории 3 прочности
включительно, их транспортирования на рас-
стояние до 7 км, послойной выгрузки грунта в
земляное сооружение с одновременным раз-
равниванием. Лучше всего разработке скрепе-
рами поддаются супеси и суглинки оптималь-
ной и меньшей влажности без крупных каме-
нистых включений, которые хорошо заполня-
ют ковш и легко выгружаются. Влажные гли-
ны и почвы налипают на рабочее оборудова-
ние, затрудняя его работу, а предварительно не
разрыхленные прочные грунты и грунты с
крупными каменистыми включениями могут
вывести из строя ножевую систему скрепера.
Особенности конструкций скреперов.
Скреперы различают по компоновке, способам
загрузки, разгрузки и ряду других признаков.
Основным элементом силовой конструкции
любого скрепера является ковш, на котором
монтируются ножевая система, передняя за-
слонка или дополнительные грунтоподъемные
механизмы (элеватор или шнек), ходовое обо-
рудование, сцепное устройство и исполни-
тельные органы системы управления работой
машины. По компоновке различают прицеп-
ные, полуприцепные и самоходные машины.
Прицепной скрепер оснащен всем необ-
ходимым для разработки, транспортирования и
выгрузки грунтов, включая ходовое оборудо-
вание и системы управления. Энергию, необ-
ходимую для движения, разработки грунта,
заполнения ковша и работы систем управле-
ния, он получает от тягача, как правило, про-
мышленного гусеничного трактора. Скрепер,
буксируемый тягачом, копает грунт и заполня-
ет им ковш, а энергия для работы механизмов,
управляющих ковшом и его механизмами,
подается от тягача к их двигателям чаще всего
через гидравлические системы и объемный
гидропривод. Применение быстроразъемных
гидравлических муфт позволяет сократить
простои тягача и предотвратить загрязнение
окружающей среды рабочей жидкостью.
Полуприцепные скреперы передней ча-
стью опираются не на собственные передние
колеса, а на седельное устройство тягача, в
качестве которого может использоваться двух-
осный гусеничный или пневмоколесный трак-
тор. Работа механизмов и технология приме-
нения полуприцепного скрепера такие же, как
у прицепного, а для сцепки или разъединения
тягача и скрепера используется грузоподъем-
ное оборудование.
Наиболее распространены самоходные
скреперы, в которых одноосный тягач и скре-
перное оборудование составляют единое целое.
Скреперы различают по способу загруз-
ки: собственной силой тяги или с помощью
толкача; с помощью другого скрепера (при
сцепке "цугом"); элеватором и шнеком. Ма-
шины, загружаемые собственной силой тяги
или с помощью бульдозера-толкача, имеют
буферное устройство, выступающее за задние
колеса скрепера. Скреперы, загружаемые в
сцепке "цугом", оснащаются полуавтоматиче-
скими дистанционно размыкаемыми буксирно-
толкающими приспособлениями. К числу ме-
ханизмов для принудительной загрузки грунта
в ковш относятся скреперные элеваторы и
винтовые конвейеры, устанавливаемые в пе-
редней части ковша. Они снижают сопротив-
ление заполнения ковша и увеличивают сте-
пень его заполнения без помощи толкача или
второго скрепера, но требуют подвода энергии
к механизмам загрузки.
182
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Скреперы отличаются по способу раз-
грузки: со свободной выгрузкой опрокидыва-
нием ковша вперед или назад, принудительной
выгрузкой подвижной стенкой через передний
или задний проем или через щели в днище
ковша. Последний способ применяется также в
скреперах с элеваторной и шнековой загрузкой.
Ковш самоходного скрепера опирается
на два пневмоколеса, расположенных сзади
него. К боковым стенкам ковша шарнирно
крепятся концы боковых тяг П-образной тяго-
вой рамы, поперечная балка которой через
хобот соединена с шарнирно-сцепным устрой-
ством тягача. К поперечной балке тяговой ра-
мы крепится гидроцилиндр подъема-опуска-
ния ковша, шток которого шарнирно закреп-
лен на балке, соединяющей передние кромки
боковых стенок ковша.
В скреперах, загружаемых силой тяги,
передний зев ковша закрывается заслонкой,
которой управляют гидроцилиндры, прикреп-
ленные к стенкам ковша или поперечной балке
тяговой рамы. Длинноходовой гидроцилиндр,
размещенный в металлоконструкции заднего
буфера, выдвигает заднюю стенку, приближая
ее к зеву ковша. Выдвижение стенки позволяет
контролировать скорость и качество разгрузки
ковша. Перекосы задней стенки при движении
по ковшу предотвращаются установленными
по ее периметру роликами, перекатывающи-
мися по специальным направляющим на дни-
ще и боковых стенках ковша. Нижняя кромка
переднего зева ковша образована подножевой
плитой, к которой болтами крепятся сменные
ножи.
Ножевая система скрепера состоит из не-
скольких горизонтальных ножей, образующих
режущую кромку ровной, ступенчатой и
овальной формы, или ножей с зубьями. Сту-
пенчатая и особенно овальная кромки сокра-
щают время загрузки ковша скрепера на
10...20 %, повышая при этом степень его за-
полнения на 18...25 %. Ножи с рыхлящими
зубьями позволяют разрабатывать более проч-
ные грунты. На передних гранях боковых сте-
нок ковша крепятся боковые ножи, подрезаю-
щие стружку грунта с боков и препятствую-
щие уходу грунта в боковые валики.
Двигатель и кабина тягача расположены
перед ведущими колесами, трансмиссия - сза-
ди них, а поворотно-сцепное устройство - над
осью моста. Такая компоновка повышает силу
тяги и снижает момент сопротивления поворо-
ту при маневрировании скрепера. Установка
на тяжелых скреперах дополнительного двига-
теля с автономным приводом задних колес
позволяет увеличить силу тяги в конце запол-
нения ковша и повысить скорость перевозки
грунта.
В качестве силового привода использу-
ются дизельные двигатели, агрегатированные с
гидротрансформатором и планетарной короб-
кой передач, обеспечивающей их переключе-
ние под нагрузкой. При работе на малых ско-
ростях с большими сопротивлениями (запол-
нение и выгрузка ковша, а также задний ход)
гидротрансформатор обеспечивает ббльшую
силу тяги, а также плавное изменение скорости
хода и вращающего момента. При движении с
транспортными скоростями (третья передача и
выше) гидротрансформатор блокируется, и
вращающий момент передается механической
частью трансмиссии.
Арочная форма хобота позволяет пово-
рачивать тягач относительно ковша на угол до
90°, при котором радиус поворота скрепера
минимальный. В ряде конструкций поворотно-
сцепное устройство оборудовано азотно-
масляным компенсатором, в котором масло,
проходя через калиброванное отверстие и
сжимая азот, поглощает энергию толчков, воз-
никающих при передвижении по неровной
поверхности.
Одноместная кабина скрепера имеет, как
правило, четырехгранную форму и дверь, рас-
положенную слева по ходу движения машины.
Звуко- и виброизоляция кабины, ее внутрен-
ний интерьер, количество, доступность и лег-
кость органов управления, наличие защитных
конструкций, эргономичность инструменталь-
ной панели и кресла оператора должны отве-
чать требованиям, предъявляемым к условиям
и безопасности работы оператора.
Расчет скрепера. Основные размеры
скрепера определяют следующим образом.
Масса скрепера:
с обычной загрузкой
?иоб =1,92+Кк,
с элеваторной загрузкой
тиэл =1,94 + Ик,
со шнековой загрузкой
/ишн =2,10+Ик.
Ширина ковша
5к<вгаб.
СКРЕПЕРЫ
183
Длина ковша
= • (2.2.7)
Высота ковша
К=К/пВк- (2-2.8)
Вместимость ковша скрепера "с шапкой"
КШ=1,43КГ. (2.2.9)
Здесь Вгаб - ограничения на ширину груза,
налагаемые правилами железной дороги, м;
Иг - геометрический объем ковша скрепера,
который известен из технической характери-
стики либо рассчитывается, как произведение
площади боковой стенки ковша на его шири-
ну; п - отношение длины днища ковша к его
высоте, зависящее от вместимости Иш. Ниже
приведены его значения.
Гш.... 4...6 6...8 8...12 12...18
п .... 1,00...0,82 0,91...0,80 0,96...0,95 >1,00
Расчет сил проводится для пяти положе-
ний скрепера.
Расчетное положение 1 скрепера
(рис. 2.2.26) используется при проверке пово-
ротно-сцепного устройства и гидроцилиндров
подъема-опускания ковша: скрепер с полным
ковшом движется прямолинейно по неровной
поверхности на максимальной скорости, пре-
одолевая сопротивление качению.
Из уравнения тягового баланса скрепера
следует, что Рк' + Р”>(R'z + Rz\f- Из равно-
весия суммы моментов в плоскости чертежа
относительно точки 0
Рис. 2.2.26. Схема расчетного положения 1
скрепера
Из равенства суммы проекций сил на ось z
Ъ ~ ~ *z-
Здесь Р* и Р” - окружная сила ведущих колес
соответственно переднего и заднего моста;
R'z и R” - опорные реакции колес соответст-
венно переднего и заднего моста; f- коэффи-
циент сопротивления перекатыванию колес;
^дин - коэффициент динамичности нагруже-
ния; = 2; G - вес груженного скрепера.
Расчетное положение 2 скрепера
(рис. 2.2.27) используется при проверке тяго-
вой рамы и элементов крепления задних колес
или узлов заднего моста: на выходе из левого
поворота, когда тягач повернут относительно
продольной оси ковша на 90°, правое заднее
колесо попадает в выемку глубиной t.
Из уравнения тягового баланса скрепера
следует, что его сила тяги расходуется на пре-
одоление сопротивлений перекатыванию скре-
пера и вытаскиванию провалившегося колеса
из выемки: Л=Рпж+ЛЫт- Очевидно, что
Л. ДО DD11
Рда = + РГда. Из равновесия суммы мо-
ментов сил, действующих в плоскости хОу
относительно точки 0
Р =W” b/L
Л выт гг выт * »
где И7ЫТ - сопротивление вытаскиваемого
колеса.
Рис. 2.2.27. Схема расчетного положения 2
скрепера
184
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Рис. 2.2.28. Схема действия реактивных сил на
колесо скрепера в положении 2
Из равновесия суммы моментов реактив-
ных сил, действующих в плоскости yOz отно-
сительно точки О], следует (рис. 2.2.28):
выт . »
rc~t
d = 7rc2 -(гс - О2 •
Расчетное положение 3 (рис. 2.2.29) ис-
пользуется при проверке металлоконструкции
скрепера: заполнение ковша закончено и он
начинает выглубляться, объем призмы волоче-
ния перед ковшом и заслонкой максимальный,
скрепер с толкачом развивают максимальную
силу тяги.
Для полноприводного скрепера из урав-
нения равновесия проекций сил на ось у имеем:
^=/’к+7;ол-И'дв, (2.2.10)
где Рк - сумма окружных сил всех ведущих
колес скрепера; Гтол - сила тяги, развиваемая
толкачом; - сумма сопротивлений движе-
нию скрепера.
Из уравнения тягового баланса скрепера
= -^гФтах ’
^дв = Rzfjw •
Из уравнения тягового баланса толкача
^тол “ О’^^тол (фшахтол — /дв.тол)»
где 0,8 - коэффициент одновременности при-
ложения сил тяги скрепера и толкача; GTOJI -
вес толкача; фтяхтпп - максимальный коэф-
фициент сцепления толкача с опорной поверх-
ностью, соответствующий началу полного
буксования; /дВТ0Л - коэффициент сопротив-
ления движению толкача.
Из равновесия суммы проекций сил на
OCbZ
RZ=G + WZ,
где Wz - вертикальная составляющая силы
сопротивления копанию; Wz =1|/^; ф - ко-
эффициент пропорциональности вертикальной
и продольной составляющей силы сопротив-
ления копанию; ф = 0,37.. .0,45.
Для скрепера с передними ведущими ко-
лесами из уравнения равновесия проекций сил
на ось у имеем формулу (2.2.10), где Рк = Р* .
Рис. 2.2.29. Схема расчетного
положения 3 скрепера
СКРЕПЕРЫ
185
Рис. 2.2.30. Схема расчетного положения 4 скрепера
Из уравнения тягового баланса скрепера
Р* = ^фтах. Из равновесия суммы моментов
относительно точки 0
R'z = (.W№hctp-P^^-Ga-T^)/!.
Из суммы проекций сил на ось z
RZ=WZ+G-R”,
где Лстр - толщина срезаемой скрепером
стружки.
Расчетное положение 4 (рис. 2.2.30) ис-
пользуется при проверке поворотно-сцепного
устройства и узла крепления тяговой рамы
скрепера к ковшу. Скрепер, груженный "с
шапкой", двигается, опираясь только на перед-
ние колеса и толкающее устройство толкача.
Из уравнения тягового баланса скрепера
— ^дв “ ^г(фтах —/дв)’ (2.2.11)
Из равновесия суммы моментов относи-
тельно точки 02
Wyrc+G(a + b)
2 (фтах-/дв)(Гс-АСТр) + (/ + 6)’
Сумма моментов относительно точки 01
^стр - G(l -а)+ Тпл (гс -Лстр) +
+ RzmIi(! + b) = e-
Из уравнения тягового баланса толкача
5
^тол — 0>8(GTOJI + ^гтолХфтахтол — /дв.тол)’
Тогда
r G(l-a)-Wyh^-^G^x
0,8(фтахтол-/дв.тол)х
х (фтах тол “ /дв.тол )(^с ^стр)
Из равновесия проекций сил на ось у
^у = Rz (фтах “ fflfi ) + 0Ж<Аол + ^гтол ) Х
х (Фтах тол “ /дв.тол )•
Таким образом, получена система их трех
уравнений с тремя неизвестными:
Rfz=Fx(Wyy, RZTOn=F2(Wyy
Wy = (Rz, RZT0Jl).
Ее решение позволяет определить все силы,
действующие на скрепер.
Расчетное положение 5 (рис. 2.2.31) ис-
пользуется при проверке креплений гидроци-
линдров подъема-опускания ковша. Скрепер,
груженный "с шапкой", двигается, опираясь
только на передние колеса и собственный нож.
Из уравнения тягового баланса скрепера
следует формула (2.2.11). Равновесие суммы
моментов относительно точки О выражается
уравнением:
Fzl + Wze — Ga — Rz (фтах — /дВ) * x
x ^стр Vc 0*
186
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Рис. 2.2.31. Схема расчетного положения 5 скрепера
Из уравнения тягового баланса толкача
^тол “ ^тол(фтахтол “/дв.тол)’ ^3 равновесия
суммы проекций сил на ось у и моментов от-
носительно точки О следует:
_ G(a — в) + Гтолгс
~ (фтах ~ /дв )^стр
Устойчивость самоходного скрепера.
Жесткая, единая конструкция тягача, находя-
щегося на опорной поверхности, теряет устой-
чивость в том случае, когда равнодействующая
внешних сил выходит за пределы опорного
контура [28] . Опорный контур определяется
многоугольником, замыкающим внешние опо-
ры конструкции, а каждая прямая, соединяю-
щая смежные опоры, может стать ребром оп-
рокидывания. Для шарнирно сочлененных
конструкций самоходных скреперов с одноос-
ным тягачом это условие устойчивости являет-
ся недостаточным, так как между двумя жест-
кими телами (тягача и полуприцепной секции
скрепера) имеется шарнир с двумя степенями
свободы. Наличие такого шарнира допускает
отрыв от опорной поверхности какого-либо
колеса одной из секций до момента касания с
опорной поверхностью выступающих частей
секций. При этом тягач, поворачивающийся
относительно скреперного ковша, может опро-
кидываться вперед с отрывом от опоры внеш-
него по повороту колеса или назад с отрывом
от опоры внутреннего по повороту колеса по-
луприцепной секции. Направление опрокиды-
вания зависит от направления действия опро-
кидывающих нагрузок, величины и направле-
ния склона опорной поверхности.
Статическая устойчивость. Самоход-
ные машины с одноосными тягачами обладают
более высокой статической устойчивостью при
прямолинейном движении, чем при повороте.
При малых углах поворота продолжение кон-
тактной линии колес тягача (прямой, соеди-
няющей центры их пятен контакта) проходит
через центр пятна контакта одного из колес
полуприцепной секции машины. В этом поло-
жении машина рассматривается с точки зрения
устойчивости как единая конструкция с реб-
ром опрокидывания, проходящим через точки
контакта с опорой колес тягача и одного из
колес полуприцепной секции машины (линия
ОК, рис. 2.2.32). Рассмотрим условие опроки-
дывания тягача вперед согласно расчетной
схеме, показанной на рис. 2.2.32, а. Предель-
ный угол склона Рпр и критический угол скла-
дывания вкр при повороте тягача взаимосвязаны:
tgPnp= [(ВзшОкр-ГпСОзбкрХ! -А)-гтА]/Н,
(2.2.12)
А 1 D
где 0КП = arcsin-j=^=+arctg—;
р ТБчв1 в
k = GI(G+Gn\
Н - высота общего центра тяжести, м; I - сме-
щение шарнира сцепного устройства от колесной
СКРЕПЕРЫ
187
Рис. 2.2.32. Схема к расчету предельного
по условию опрокидывания скрепера угла склона
(направление склона показано стрелкой)
оси тягача, м; D - расстояние от шарнира
сцепного устройства до колесной оси полу-
прицепа, м; В - 1/2 колеи полуприцепа, м; гт -
расстояние от колесной оси тягача до его цен-
тра тяжести; гп - расстояние от колесной оси
полуприцепа до его центра тяжести, м; G - вес
тягача, кН; Gn - вес полуприцепа, кН.
Если центр тяжести тягача или полупри-
цепа находится за соответствующими колес-
ными осями (назад по ходу машины),то рас-
стояния гт и гп в формулу (2.2.12) подставля-
ются с обратным знаком.
Для расчета предельного угла склона при
опрокидывании назад (рис. 2.2.32, б) критиче-
ский угол складывания принимают равным
90°, так как положение с углом складывания
более 90° не обеспечивается конструкцией
механизма поворота скрепера, что гарантирует
запас устойчивости. За ребро опрокидывания в
расчете принимают линию ОК, проходящую
через центральную точку пятна контакта
внешнего по повороту колеса полуприцепа и
точку пресечения проекции горизонтальной
оси шарнира сцепного устройства с контакт-
ной линией колес тягача. Тогда
tg Р'пр = [(Bsin ф^р - rncos ф^р ) X
х(1-А^ + гДзшср'кр]/Я, (2.2.13)
где Р'пр- предельный угол склона в ста-
тике при опрокидывании тягача назад; ср^ -
угол между колесной осью полуприцепа и
линией ОК; ср^ = arctg DI(B + Z).
Расчет статической устойчивости прово-
дится для четырех расчетных положений оп-
рокидывания тягача: вперед, назад, с грузом и
без груза в ковше скрепера.
Динамическая устойчивость. При ма-
неврировании на машину действуют центро-
бежные силы и силы инерции при разгоне и
торможении. Наиболее опасен динамический
опрокидывающий момент, возникающий при
торможении машины, поворачивающей с кри-
тическим углом складывания. При торможе-
нии под действием инерционных сил машина
может начать опрокидываться, вращаясь относи-
тельно ребра опрокидывания Ох (рис. 2.2.33, а).
Одновременно она некоторое время продолжа-
ет вращаться вокруг центра поворота в плане.
В зависимости от замедления и времени его
действия опрокидывание может закончиться
до выхода проекции общего центра тяжести за
пределы ребра опрокидывания, и тогда систе-
ма возвращается в исходное положение (в про-
тивном случае машина теряет устойчивость).
Тягач при этом, наклоняясь вперед, передним
брусом подмоторной рамы опускается на доро-
гу, а внешнее (по повороту) колесо полуприце-
па отрывается от опоры и поднимется вверх.
Рис. 2.2.33. Схема к расчету динамического
момента, опрокидывающего скрепер
188
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Дифференциальное уравнение движения
анализируемой системы относительно оси х
Ix'$ + Mg-Md=Q, (2.2.14)
где 1Х - момент инерции системы тягач-полу-
прицеп относительно оси х; р - угловое уско-
рение; MG - восстанавливающий момент от
веса; MD - опрокидывающий динамический
момент.
Восстанавливающий момент от веса
MG = Gyc.
Координата центра тяжести системы ус
при опрокидывании машины относительно
оси х будет изменяться в зависимости от угла
поворота Р:
Ус = y’ccos$-z'c sinp,
где Ус и zc ~ координата центра тяжести
системы относительно оси соответственно у
и z при р = 0 (т.е. до начала опрокидывания).
Тогда
Mg = G (у'с cos Р - z'c sin Р).
Опрокидывающий момент MD создается
при торможении машины из-за силы инер-
ции Q, действующей в горизонтальной плос-
кости, проходящей через центр тяжести систе-
мы, перпендикулярно радиусу Rc поворота
относительно оси z центра тяжести машины:
MD=Qyzc, (2.2.15)
4р + G(y' cos Р-Zc sin P)-7wF/?txc(у'с sin Р +
Учитывая, что угол р = 0...200, принима-
ем cos р « 1, sin р « р, тогда
Гу sin2 Р + Z' cos2 Р - sin Р cos Р « /'.
(2.2.17)
Погрешность такой замены не превышает
6 %, увеличивая запас устойчивости. Заменив
FR^xJ I'z = ас в (2.2.17), получим
A₽ + G(X -z;p)-/nac(XP+ 4) = 0-
(2.2.18)
Решение этого уже линейного уравнения
имеет вид
Р = с,ей + с2ек'-р1К2, (2.2.19)
где Qy = Q cos 8 - составляющая силы Q, пер-
пендикулярная ребру опрокидывания (оси х);
8 - угол между радиусом поворота Rc центра
тяжести и осью х; zc= у' sin Р + z' cos р -
координата центра тяжести по оси z.
Сила инерции при постоянной за время
действия тормозной силы F
Q = mFRTRc/Iz,
где т - масса системы; RT - условный радиус
точки приложения силы F относительно цен-
тра поворота; Iz - момент инерции системы
относительно оси z, который при повороте
системы относительно оси х изменяется в за-
висимости от угла р по закону
4 = Гу sin2 Р + I'z cos2 Р - I’yz sin Р cos Р,
где Гуг - центробежный момент инерции сис-
темы относительно плоскости уОх до начала
опрокидывания.
Приняв хс = 7?ccos8, получим
MD = mFR^ (у'с sin Р + z' cos Р) I (Гу sin2 Р +
+ /'cos2p~ sinp)cos P . (2.2.16)
Подставив полученные значения MG по
(2.2.15) и MD по (2.2.16) в исходное уравнение
(2.2.14) движения системы в процессе опроки-
дывания, получим
cos Р) / (Гу sin2 Р + /' cos2 р - Г^ sin Р cos Р) = 0.
где р = (macz'c - Gy'c)/Ix; К2 = (тасу'с +
+ Gz'c)/Ix.
Опрокидывание рассматривается как
двухэтапный процесс: от момента начала тор-
можения до его окончания и после окончания
торможения. Общее решение дифференциаль-
ного уравнения (2.2.19) для обоих этапов будет
одинаковым. Изменятся только постоянные
коэффициенты С\ и с2, определяемые при рас-
смотрении начальных условий: для первого
этапа // = 0, р/ = 0, р j = 0; для второго этапа
tn = о, Рд = Рт, Р = рт, где рт и рт - соот-
ветственно угол и угловая скорость опрокиды-
вания в конце первого этапа.
СКРЕПЕРЫ
189
В результате имеем:
для первого этапа
Pz = p(ch^/- V)/K2-, Р7 = (pshKtj)/K-9
Рт = p(chA7T- \)/К2; Рт = (pshKtT)IK-9
для второго этапа
Р// = Р т (sh/q^)/+ Ус / 4
-(Z/zc-₽t) ch
₽ п = ₽ т (ch к^п) - К\ (Ус / < “ Рт) sh Kitjj,
где /т - время окончания торможения;
Kx=^GzJIx.
Устойчивость будет обеспечена, если
максимальный угол наклона машины под дей-
ствием инерционных сил не превысит ее
предельного угла статической устойчивости:
Рпр — PzZmax*
Введем следующие обозначения: ас /g = i -
коэффициент интенсивности торможения; ас -
ускорение центра тяжести; у'с / z'c = tg рпр= у -
коэффициент статической устойчивости; 1Х =
= p,w(z')2 = ц т Н2, где ц - коэффициент
распределения масс; Ц = 1,2...1,25 для порож-
него скрепера, ц= 1,25... 1,3 для груженного.
Максимальный угол р//тах определим
из условия равенства нулю угловой скорости
опрокидывания (р п =0). После соответст-
вующих преобразований получим
PzZmax Рпр
Заменяя ускорение центра тяжести сис-
темы ас линейным ускорением центра колес-
ной оси тягача аТ и учитывая, что /т = vT / аТ9
после соответствующих преобразований полу-
чим зависимости критической (с точки зрения
устойчивости) скорости тягача в повороте пе-
ред началом торможения от интенсивности
торможения От и конструктивно-весовых па-
раметров машины:
7т кр=а1^ in
YS
аД
(2.2.20)
где X = хс / RT - отношение координат центра
тяжести машины и центра колесной оси тягача
по оси х.
Полученное уравнение (2.2.20) позволяет
определить вертикальную и горизонтальную
асимптоты этой функции (рис. 2.2.34). Так,
при у = a^/g критическая скорость vT Kp -> оо.
Это означает, что когда величина ат < 9,81 у/Х,
машина устойчива при торможении с любой
начальной скорости, так как опрокидывающий
момент в этом случае не превышает восста-
навливающего момента от веса. При ат -> оо
получаем для vT Kp неопределенность вида оо - 0,
при раскрытии которой по правилу Лопиталя
получим
lim vt.kp
ат->оо
Таким образом, для данной машины су-
ществуют такие скорости перед началом тор-
можения, при которых устойчивость сохраня-
ется при сколь угодно больших замедлениях.
Это положение, в частности, показывает на
принципиальную ошибочность попыток вести
оценку динамической устойчивости по крите-
рию уменьшения до нуля реакции на разгру-
жающейся опоре.
Производительность скрепера. Произ-
водительность скрепера в общем виде, м3/ч,
П=УкК31(ТпКр), (2.2.21)
где Ик - геометрический объем скреперного
ковша; К3 - коэффициент заполнения ковша;
Тц - продолжительность полного цикла, ч; Кр-
коэффициент разрыхления грунта.
► Зона Vjj/Z неустойчивости
П „ 9,81цНсГ Vr Л
Рис. 2.2.34. Определение критической скорости
движения, при которой исключается
опрокидывание в процессе поворота скрепера
190
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Продолжительность полного цикла, ч,
Tn=tx + t2+t3 + t4+t5, (2.2.22)
где t\ - продолжительность набора грунта: t\ =
= 4 / V]j ZK - длина пути копания при наборе
грунта в ковш, м; t2 - продолжительность пе-
ревозки грунта; t2 = 1-^1 v2; - длина пути
перемещения груженного скрепера, м; t3 -
продолжительность разгрузки грунта; t3 = Zp/ Уз;
/р - длина пути разгрузки ковша скрепера, м;
/4 - продолжительность обратного хода порож-
него скрепера к месту забоя грунта; /4 = / v4;
Zxx - длина обратного пути скрепера, м; /5 =
= 0,02 Гц - продолжительность поворотов, пе-
реключения передач и прочие затраты времени,
можно принять по опытным данным в средних
эксплуатационных условиях; vb v2, Уз, У4 -
скорость движения бульдозера соответственно
при копании, перемещении, разгрузке и воз-
врате скрепера в исходное положение.
Скорость движения скрепера при копа-
нии и наборе грунта в ковш
v1=-^0-5k)> (2-2-23)
где Г| - КПД трансмиссии; \|/к - коэффициент
использования сцепного веса при выполнении
операции копания грунта; 8К = Я\|/к + -
коэффициент буксования ходового оборудова-
ния тягача при копании; А, В, и - эмпириче-
ские коэффициенты, зависящие от типа ходо-
вого оборудования и свойств опорной поверх-
ности, по которой движется тягач скрепера.
Так, например, при движении гусенично-
го ходового оборудования по плотному свеже-
срезанному грунту по данным Н.А. Ульянова
А = 0,05, В = 1,76, п = 12; 0 - коэффициент
распределения веса скрепера между ведущими
колесами.
Скорости движения скрепера при пере-
мещении и на возвратном ходу определяются
по формулам соответственно
/1 я \*
v2 =—
\|/nG0
V3 =
№|
i|/TG0
(»-8T),
где \|/п, \|/т, 8П, 8Т - коэффициенты соответст-
венно использования сцепного веса и буксова-
ния при выполнении операций перемещения
грунта и холостого хода.
Путь заполнения ковша скрепера грун-
том ZK определяется при следующих допуще-
ниях. В начале копания скреперный ковш вне-
дряется в грунт на глубину, которую позволяет
достичь тягач по сцепному весу. При даль-
нейшем движении скрепера, по мере роста
сопротивления заполнения грунтом ковш вы-
глубляется для сохранения равенства силы
сумме сопротивлений грунта копанию. Со-
гласно принятой расчетной схеме в первом
приближении путь набора грунта в ковш
ZK = 2КкД/(ЛВстр),
где Встр - ширина вырезаемой стружки; h -
максимальная глубина резания грунта; А ~ 1,1...
1,2 - коэффициент, учитывающий условность
расчетной схемы.
Максимальную глубину резания, пренеб-
регая малыми сопротивлениями заполнению
ковша грунтом в начале копания, можно опре-
делить для прицепного скрепера без толкача из
равенства:
G(Vk-/1±0=^ + Gckp(/2±0>
где G и GCKp - вес соответственно тягача и
прицепного скрепера, Н; f\ и f2 - коэффици-
енты сопротивления перемещению соответст-
венно ходового оборудования тягача и скрепе-
ра; i - коэффициент, учитывающий влияние
уклона местности; Р - сопротивление копанию
скрепера, которое в начале процесса набора
грунта в ковш ввиду малости призмы волоче-
ния и грунта в ковше практически состоит из
сопротивления резанию на максимальной глуби-
не h (см). Сопротивление резанию (Н) определя-
ется известной формулой А.Н. Зеленина (2.1.1):
Р ={[G(Vk-/1 ± 0 - Сскр(/2 ± 01 / {130(14-
+ 2,6ВК)]}0’74.
При расчете производительности само-
ходного скрепера, заполнение ковша которого
осуществляется с использованием толкача,
Р ={[GT^(0T\|/T-/± 0 + GCKp(0WK-
-/1± 01 / [13С(1 + 2,6ВК)]}0-74,
где GT, 0Т, \|/т, £, и f - соответственно вес тол-
кача, коэффициент распределения веса по ве-
дущим колесам, коэффициент использования
сцепного веса, коэффициент совместности
ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ
191
действия толкача с тягачом скрепера и сопро-
тивление движению толкача.
В результате можно получить время пол-
ного цикла копания грунта ковшом скрепера
при реализации тяговой мощности скрепера на
всех этапах работы с учетом ограничений мак-
симальной скорости движения. В процессе
теоретического анализа функции производи-
тельности от определяющих ее параметров
варьируют коэффициент использования сцеп-
ного веса \|/к при копании, для других опера-
ций этот коэффициент определяется отноше-
нием сопротивления, преодолеваемого тяга-
чом, к его сцепному весу.
Ниже приведены геометрические пара-
метры ковша скрепера, при которых соблюда-
ются минимальные значения энергоемкости,
удельного сопротивления копанию и удельно-
го сопротивления наполнению ковша:
ширина ковша скрепера
Вк = 1,65 ^7 ;
длина ковша скрепера
ZK =0,74^Й;
длина днища ковша
Z'=0,66ZK;
высота боковой стенки
Я = 0,4Вк;
максимальная высота боковой стенки
^4пах = 0,612?к.
2.2.7. ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ
Одноковшовые экскаваторы классифи-
цируют, как полноповоротные и неполнопово-
ротные, на гусеничном, пневмоколесном и
автомобильном ходу, с рабочим оборудовани-
ем - "прямой" и "обратной" лопатой, драглай-
ном, грейфером - с жесткой, гибкой и телеско-
пической подвеской рабочего органа. В транс-
портном строительстве наиболее распростра-
нены одноковшовые универсальные гидравли-
ческие экскаваторы с жесткой подвеской рабо-
чего органа. К их основным агрегатам отно-
сятся: рама, ходовое оборудование, ходовая
трансмиссия, двигатель, рабочее оборудова-
ние, механизмы управления рабочим оборудо-
ванием, кабина и органы управления. Пневмо-
колесный экскаватор также оборудуется вы-
носными опорами и/или бульдозерным отва-
лом, который кроме своего прямого назначе-
ния может заменять передние выносные опоры.
Классификация экскаваторов приведена в
табл. 2.2.8.
Отечественные одноковшовые экскаваторы
обозначают по следующей схеме: ЭО-А Б В Г,
где ЭО - экскаватор одноковшовый, а другие
буквы - см. табл. 2.2.9.
Классификация SAE (США) выделяет
19 групп гусеничных экскаваторов массой
< 2 ... > 150 т и шесть групп пневмоколесных
массой <!!...> 20т. Иногда одноковшовые
2.2.8. Одноковшовые универсальные гидравлические экскаваторы
Группа Масса, т Тип Объем ковша, м3 Мощность двигателя, кВт
1 3,5 6,5 Навесной Полноповоротный 0,15...0,40 15...25
2 6,5 9,5 Неполноповоротный Полноповоротный 0,25...0,65 25...40
3 16,0 Полноповоротный 0,40... 1,00 40...60
4 25,0 0,65...1,66 60...90
5 40,0 1,00...2,50 90... 120
6 70,0 1,60...4,00 100...210
Примечание. Гидравлический - силовой привод рабочего оборудования, и управление им осущест-
вляется с помощью гидравлического оборудования; навесной - экскаваторное оборудование с механизмами
управления им навешивается в качестве сменного на другую машину (пневмоколесный бульдозер, пневмо-
колесный фронтальный погрузчик, автогрейдер и т.д.); - неполноповоротный - экскаваторное оборудова-
ние вращается относительно базовой машины вокруг вертикальной оси менее чем на 360° (обычно на 180°);
полноповоротный - экскаваторное оборудование вращается в плане вместе с поворотной платформой в
любом направлении на любое число оборотов.
192
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
2.2.9. Условные обозначения в маркировке
одноковшовых экскаваторов
Буква Кодируемое свойство Шифр Пояснение
1 До 0,40
2 До 0,65
д Объем 3 До 1,00
ковша 4 До 1,25
5 До 1,60
6 До 2,50
1 Гусеничное
Б Ходовое оборудо- 2 Гусеничное уширенное
вание 3 Пневмоколесное
4 автомобильного
типа
Подвеска 1 Гибкая подвеска
в рабочего 2 Жесткая подвеска
оборудо- 3 Телескопическая
вания 4 Резервная группа
Г Модель по заводской Произвольная
нормали маркировка
полноповоротные экскаваторы условно делят-
ся на укрупненные размерные группы: мини -
массой до 5 т, миди - массой до 8 т, полнораз-
мерные - массой до 45...50 т и карьерные экс-
каваторы с прямой или обратной лопатой -
массой более 50 т. Классификация экскавато-
ров по массе вполне оправдана, так как она
определяет его производительность, габарит-
ные размеры и стоимость и является основным
фактором, учитываемым при выборе машины.
Тип ходового оборудования зависит от пред-
полагаемой области применения машины.
Степень полноповоротности экскаватора
зависит от его типоразмера и назначения. Не-
полноповоротные экскаваторы используются
при относительно небольших объемах земля-
ных и погрузочных работ, сопряженных с час-
тыми перебросками машин между объектами и
работой в стесненных условиях. Такие условия
характерны при обслуживании и ремонте теп-
ловых, водопроводных, газовых, электриче-
ских, дренажных и коммуникационных сетей,
а также при благоустройстве и содержании
территорий в городах. Полноповоротные экс-
каваторы отличаются большей производитель-
ностью, поэтому используются при рытье
больших котлованов, протяженных и глубоких
траншей, при сооружении грунтовых насыпей,
строительстве тоннелей и мостовых переходов.
Наиболее распространенным в группе
экскаваторов массой до 50 т является рабочее
оборудование "обратная лопата", так как оно
позволяет копать и выше, и ниже уровня сто-
янки машины. Прямая лопата наиболее часто
используется на карьерных экскаваторах, раз-
рабатывающих грунты выше уровня стоянки.
Оборудованием драглайн оснащаются экскава-
торы также больших типоразмеров, в частно-
сти, карьерные шагающие, приспособленные
для работы с гибкой подвеской ковша. Теле-
скопируемое рабочее оборудование устанав-
ливается, как правило, на экскаваторы-
планировщики, специализирующиеся на от-
делке откосов, расчистке водоотводных канав
и придорожных кюветов.
У неполноповоротного экскаватора к
задней части рамы базовой машины (пневмо-
колесному погрузчику или бульдозеру) кре-
пится экскаваторное оборудование, поэтому
она соответствующим образом усилена и
снабжена выдвижными или откидными опора-
ми. В ряде моделей задняя часть рамы осна-
щена направляющими, скользя по которым
неполноповоротное экскаваторное оборудова-
ние смещается в поперечном направлении к
одному из боков машины.
У полноповоротного экскаватора имеют-
ся рама шасси и поворотная платформа. На
раме шасси монтируется ходовое оборудова-
ние и ходовая трансмиссия, а у колесных экс-
каваторов - также бульдозерный отвал, вы-
носные опоры и механизмы манипулирования
ими. На поворотной платформе расположены
двигатель, кабина с органами управления, ра-
бочее оборудование с механизмами манипули-
рования им и механизм вращения платформы.
Пневмоколесное ходовое оборудование
неполноповоротного экскаватора является
штатным для базовой машины с колесной
формулой 2x2x4, 2x4x4 и 4x4x4. Маневриро-
вание обеспечивается поворотом передних
колес, поворотом задних колес, "крабом" или
"колеей в колею". В качестве ходовой транс-
миссии применяют либо механические пере-
дачи с традиционным набором агрегатов, либо
гидромеханические с гидротрансформаторами
и планетарными коробками передач.
Ходовое оборудование и трансмиссия
пневмоколесного полноповоротного экскава-
тора, как правило, не рассчитаны на очень
ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ
193
большую дальность перебросок своим ходом и
на преодоление больших тяговых сопротивле-
ний, поэтому не отличаются повышенными
прочностью и ходовым ресурсом. При букси-
ровке за тягачом трансмиссия пневмоколесно-
го экскаватора, как правило, должна во избе-
жание поломки отключаться. Гусеничное обо-
рудование отличается уширенными траками
(гладкими или с грунтозацепами) и более
длинной базой. Оно не рассчитывается на дли-
тельные передвижения своим ходом, высокую
скорость и преодоление больших тяговых со-
противлений. Вместе с тем траки, опорные
катки, ведущие звездочки и подвеска гусенич-
ных экскаваторов должны выдерживать боль-
шие знакопеременные нагрузки, возникающие
при копании.
Проектирование кабины и органов управ-
ления экскаватора должно быть направлено на
снижение утомляемости оператора и создание
безопасных условий его работы и окружаю-
щего персонала. Этому служат следующие ме-
роприятия:
защита кабины конструкциями ROPS и
FOPS;
эргономичное размещение органов уп-
равления и контроля;
увеличение внутреннего объема и наи-
лучшего обзора;
подрессоренное и регулируемое сиденье
анатомического профиля;
удобные и безопасные ступеньки и по-
ручни;
звуко-, вибро- и теплоизоляция, вентиля-
ция, кондиционирование и отопление (автомат
климатического контроля, полнопоточная фильт-
рация забортного воздуха, поддержание внут-
ри кабины избыточного давления);
минимизация числа органов управления
и контроля (рабочее оборудование может
управляться двумя джойстиками и двумя нож-
ными педалями);
автоматизированная система задания
мощности двигателя с функциями самодиагно-
стики (стандартными являются режимы обыч-
ный, высокоточный и максимальной мощно-
сти);
программируемые системы пуска при
низких температурах;
повышение безопасности при работе и
транспортном перемещении за счет дублиро-
вания тормозных систем и применения закры-
тых дисковых маслопогруженных тормозов.
Техническое развитие одноковшовых
экскаваторов определяется следующими на-
правлениями:
увеличением рабочей зоны экскаватора
за счет совершенствования геометрии стрелы и
рукояти;
сокращением продолжительности цикла
за счет ускорения копания и поворота;
сокращением времени маневрирования
благодаря улучшению проходимости и сок-
ращению времени перехода из режима макси-
мальной транспортной скорости в режим мак-
симальной тяговой мощности и обратно за
счет увеличения силы тяги и автоматизации
силовой трансмиссии;
повышением долговечности и топливной
экономичности двигателя за счет автоматиче-
ского задания режима работы двигателя и уве-
личения числа программируемых режимов
(быстрый переход на кратковременную работу
в режиме повышенной на 10 % мощности,
автоматика выбора режима работы и перевода
двигателя из режима полной нагрузки на ре-
жим холостого хода и обратно);
сокращение простоев за счет использова-
ния быстродействующих захватов, быстро-
разъемных гидромуфт, снижения объема и
частоты технического обслуживания;
кратковременным повышением мощно-
сти на рабочем органе за счет привлечения
расхода насосов рулевых, ходовых и других
систем.
Надежность, долговечность и удобство
обслуживания экскаваторов обеспечиваются:
увеличением срока службы масел и рабо-
чих жидкостей в системах экскаватора за счет
улучшение качества их очистки;
повышением надежности гидросистем
минимизацией количества узлов, снижения
протяженности трубопроводов и числа соеди-
нений;
повышением надежности и долговечно-
сти силового привода за счет использования
дефорсированных двигателей;
сокращением времени диагностирования
за счет группировки точек диагностики гидро-
системы в одном легкодоступном месте;
сокращением времени поиска неисправ-
ностей введением автоматических диагности-
ческих систем, встроенных в автоматизиро-
ванные системы управления экскаватором.
Рабочее оборудование экскаватора
(кроме телескопируемого и драглайна) состоит
из стрелы, рукояти, ковша и гидроцилиндров
управления ими. Стрела и рукоять - это две
7- 1317
194
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
балки коробчатого сечения, шарнирно соеди-
ненные между собой. Свободный конец стре-
лы шарнирно крепится к раме экскаватора, а к
свободному концу рукояти шарнирно присое-
диняется ковш или другой рабочий орган.
Механизм крепления стрелы к раме не-
полноповоротного экскаватора обеспечивает
независимый ее поворот в вертикальной и го-
ризонтальной плоскостях. Стрела перемещает-
ся под действием гидроцилиндров подъема-
опускания и поворота. Гидроцилиндр подъема-
опускания стрелы корпусом присоединен к
шарниру на поворотной колонне, а штоком - к
шарниру на стреле и может вращаться вместе
со стрелой в горизонтальной плоскости. Гид-
роцилиндр поворота стрелы крепится корпу-
сом к шарниру на раме машины, а штоком - к
шарниру на металлоконструкции стрелы. По-
воротная колонна вместе со стрелой и гидро-
цилиндрами управления может быть жестко
соединена с рамой базовой машины или смон-
тирована на промежуточной раме, скользящей
по направляющим поперек продольной оси
машины. Поперечный сдвиг производится
отталкиванием ковшом от поверхности. При
работе промежуточная рама фиксируется на
направляющих захватами.
Стрела полноповоротного экскаватора
крепится к поворотной платформе шарниром,
допускающим ее поворот в вертикальной
плоскости. Подъем и опускание стрелы произ-
водится двумя гидроцилиндрами, расположен-
ными по бокам. Гидроцилиндры подъема-опу-
скания могут корпусом крепиться к шарниру
поворотной платформы и штоком - к шарниру
на стреле, или наоборот. Вращение поворот-
ной платформы осуществляется механизмом
поворота. Подавляющее большинство машин
оснащены объемным гидроприводом поворота
рабочего оборудования.
В зависимости от предполагаемой сферы
применения экскаватор может оснащаться мо-
ноблочной или двухзвенной стрелой. Моно-
блочная стрела является, как правило, стан-
дартным оборудованием и представляет собой
балку коробчатого сечения, изогнутую по дли-
не (изгиб позволяет создавать вертикальную
стенку под экскаватором при копании ниже
уровня его стоянки), имеющую внутренние
диафрагмы жесткости, наружные кронштейны
для крепления гидроцилиндров и проушины на
концах для соединения с рукоятью и поворот-
ной платформой.
Двухзвенная стрела, позволяющая уве-
личить рабочую зону, состоит из двух шар-
нирно или телескопически соединенных и
фиксируемых гидроцилиндром балок коробча-
того сечения, также имеющих внутренние
диафрагмы жесткости, наружные кронштейны
для крепления гидроцилиндров и проушины на
концах для соединения между собой, с руко-
ятью и поворотной платформой. При необ-
ходимости значительного увеличения вылета
или высоты подъема рабочего органа исполь-
зуются стрелы увеличенной на 10...30 % дли-
ны, но их применение снижает грузоподъем-
ность и устойчивость машины и требует
внесения в ее конструкцию ряда изменений.
Рукоять - коробчатая сварная конст-
рукция, оснащенная кронштейнами для креп-
ления гидроцилиндров, проушинами для
соединения с ковшом и стрелой и усиленная
внутренними диафрагмами жесткости и на-
кладками в местах крепления к стреле, ковшу
и штокам гидроцилиндров. Рукоять шарнирно
крепится к стреле и фиксируется относительно
нее гидроцилиндром поворота рукояти, корпус
которого крепится к стреле, а шток - к
рукояти. Выпускаются рукояти моноблочные и
телескопические, состоящие из двух теле-
скопически сопряженных элементов, один из
которых крепится к стреле, а второй - с ра-
бочим органом на свободном конце скользит
внутри или по наружным граням первого с
помощью гидроцилиндра.
Стандартный рабочий орган экскавато-
ра - ковш. В зависимости от способа его
соединения с рукоятью различают обору-
дование прямая и обратная лопата. Ковши
различают:
по прочности грунта, для которого они
предназначены - тяжелые, уменьшенного
объема для прочных и скальных грунтов;
стандартного объема для грунтов категорий
2 и 3 прочности; облегченные, увеличенного
объема для слабых грунтов;
по назначению - стандартного профиля
для обычных работ, уширенные для зачистных
и планировочных работ, профильные для
профилирования и очистки водоотводных
канав, грейферные для обработки сыпучих
материалов, челюстные для разработки грун-
тов, погрузки сыпучих материалов и штучных
грузов нестандартной конфигурации, подгре-
бания грунта и и разравнивания поверхности.
ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ
195
Различный способ копания обусловли-
вает различия в конструкции ковшей прямой и
обратной лопаты. При копании ковш прямой
лопаты движется снизу вверх, а ковш обратной
лопаты - сверху вниз.
Любой ковш имеет режущий периметр,
состоящий из горизонтального и боковых
вертикальных профилей, боковых стенок,
днища и коробки жесткости с монтажными
кронштейнами. У ковша обратной лопаты
днище образовано единым стальным листом.
Ковш прямой лопаты либо имеет откидное
днище, либо его боковые стенки с гори-
зонтальным режущим периметром и днищем
шарнирно соединены с задней стенкой ковша,
что делает возможной его разгрузку. Для
копания слабых связных и сыпучих грунтов
могут использоваться ковши с эллиптической
режущей кромкой горизонтального профиля
(ковши Федорова). Режущий периметр ковша,
используемого при копании прочных грунтов
и полускальных пород, оснащается зубьями, на
кромках которых развивается сила, превыша-
ющая прочность разрушаемой среды. Зубья и
режущие периметры изготовляют из высоко-
прочной износостойкой стали и подвергают
поверхностной закалке, сохраняющей вязкую
сердцевину детали. Износ зубьев очень интен-
сивен, поэтому их крепление к ковшу должно
обеспечивать возможность быстрой их замены.
Ковши крепятся к рукояти с помощью
двухзвенных рычажных механизмов, обеспе-
чивающих ковшу необходимые угол поворота
и силу копания. Использование сменных
рабочих органов широкой номенклатуры
предполагает частую их замену. Быстродей-
ствующие захваты с непосредственной или
дистанционной блокировкой ускоряют и
упрощают эту операцию. Быстродействующий
захват установливается между сменным ра-
бочим органом и рукоятью.
Эффективность использования экскава-
тора повышается при увеличении числа сте-
пеней свободы рабочего оборудования, что
достигается установкой на стрелы и рукояти
дополнительных звеньев, дающих им возмож-
ность поворачиваться в гоизонтальной пло-
скости: стреле - относительно поворотной
платформы, рукояти - относительно стрелы.
Наибольший объем земляных работ в
строительстве, выполняемых экскаваторами,
приходится на копание выемок, расположен-
ных ниже уровня стоянки экскаватора. Поэто-
му 96...98 % общего количества одноковшовых
строительных экскаваторов имеют оборудова-
ние обратной лопаты. Объем ковшей обратной
лопаты составляет примерно от 0,02 м3 у ми-
ни-экскаваторов до 30 м3 у наиболее мощных
карьерных экскаваторов. При этом к одноков-
шовым универсальным гидравлическим строи-
тельным экскаваторам обычно относят маши-
ны третьей-шестой размерных групп с ковша-
ми обратной лопаты вместимостью 0,4...3,2 м3
Экскаваторы оснащают рядом конструк-
тивно подобных ковшей различной вместимо-
сти, от качества которых зависит эффектив-
ность экскаватора в целом. Использование
неправильно спроектированных ковшей при-
водит к потере производительности экскавато-
ра и увеличению энергоемкости копания.
Параметры ковша обратной лопаты.
Основание для назначения параметров ковшей -
результаты исследования их взаимодействия с
грунтом, а также статистические данные о
ковшах, выпускаемых фирмами развитых
стран. Кроме того, при выборе параметров
используется информация об объектах разра-
ботки (траншеях, выемках под фундаменты
и т.д.).
Исходя из требований технологии строи-
тельства, желательно принимать возможно
большее значение угла поворота ковша в грун-
те 2ф. При этом снижается доля ручного труда
на доработку углов выемок. Однако, очевидно,
что угол 2ф не может превышать 150... 160°,
так как при бблыпих углах проушина оси по-
ворота ковша расположилась бы ниже уровня
грунтовой поверхности. Кроме того, необхо-
дим запас на вход зуба в грунт и выход его из
грунта. Поэтому рекомендуется принимать
угол 2ф = 90...120°.
Известно, что увеличение ширины Вк
ковша заданного объема приводит к снижению
энергоемкости копания (рис. 2.2.35). В то же
время ширина Вк ограничена минимальными
ширинами траншей, которые разрабатываются
данным ковшом. Согласно опыту мирового
экскаваторостроения, обобщенному в стати-
стических зависимостях, ширина ковшей, м,
Вк = 1,51^-0,26.
После назначения параметров Вк и 2ф
радиус копания определяется из формулы
R - | 2Ик
1 у Вк(2ф-зш2ф)
т
196
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Рис. 2.2.35. Геометрические параметры ковша
обратной лопаты
Эффективность ковша во многом зависит
от формы и параметров его продольного про-
филя. Из опытов по резанию периметрами и
ковшами известно, что чем больше угол подъ-
ема днища и меньше радиус днища, тем боль-
ше сила копания Рк. Поэтому, казалось бы,
наилучшим должен быть ковш, продольный
профиль которого совпадает (с небольшим
зазором) с профилем дна прорези, остающейся
в грунте после прохода ковша. При этом пол-
ностью исключилась бы возможность прежде-
временного упора грунта в заднюю стенку
ковша.
Статистическая обработка параметров
ковшей, выпускаемых разными фирмами, по-
казала следующее (рис. 2.2.36):
предусматривается большой зазор между
днищем и поверхностью срезанного грунта;
разброс значений этого зазора у разных
ковшей велик (зона между штриховыми ли-
ниями);
Рис. 2.2.36. Продольный профиль ковша
обратной лопаты
для разных точек профиля ковша зазор
тем больше, чем дальше от зуба находится
рассматриваемая точка.
Кривые, показанные на рис. 2.2.38, опи-
сываются уравнением
у = Л[1,7х - 0,6(х2 + х3)],
где х и у - координаты точек в долях радиуса R\,
А - коэффициент пропорциональности; А = 0,85
и 1,15 для границ зоны разброса (штриховые
линии) и А = 1 для "среднего'' профиля (сплош-
ная линия).
Чем больше значение А, тем меньше сила
и энергоемкость копания. Однако ось поворота
ковша при копании не остается неподвижной,
а перемещается в пространстве (рис. 2.2.37).
При внедрении кромки в грунт ось смещается
вверх в положение 2, а затем перемещается
горизонтально в положение 3. Траектория
движения зуба (сплошная линия) оказывается
лежащей выше расчетной траектории (штри-
ховая линия). При выглублении зуба ось опус-
кается вместе с ковшом в положение 4. Если
не был предусмотрен достаточно большой
зазор между днищем и прорезью, то оно вне-
дряется в грунт прорези. При этом сопротив-
ление копанию резко увеличивается, ковш
выталкивается из забоя и его заполнение
уменьшается.
Объясняется это тем, что при внедрении
ковша в грунт реактивная сила, действующая
на гидроцилиндр поворота ковша, деформиру-
ет рабочее оборудование и экскаватор в целом.
При этом преодолеваются весовые силы,
уменьшаются зазоры в шарнирах и поворот-
ном круге, смещаются штоки запертых цилин-
дров рукояти и стрелы, деформируются гибкие
шланги, а также грунт под гусеницами или
выносными опорами.
Рис. 2.2.37. Движение ковша обратной лопаты
при копании с учетом нежесткости системы
рабочее оборудование-экскаватор-ковш
ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ
197
Поэтому в начале поворота ковша в
грунте ось поворота смещается вверх, дефор-
мируя экскаватор (подобно сжатию пружины).
Горизонтальное смещение на участке 23 объ-
ясняется сдвигом опор экскаватора по грунту с
преодолением сопротивления перемещению.
Эта деформация является необратимой. В кон-
це поворота происходит обратный процесс:
энергия, аккумулируемая в деформированных
элементах, высвобождается и ось поворота
ковша опускается.
Экспериментальные и теоретические ис-
следования взаимодействия ковша экскаватора
с грунтом показали, что наименьшей энерго-
емкостью набора грунта в ковш обладают
ковши, продольный профиль днища которых
наиболее удален от центра поворота ковша,
т.е. наиболее приближен к поверхности забоя.
В этой связи определение рациональной про-
дольной формы ковша экскаватора - необхо-
димая задача проектирования нового рабочего
оборудования экскаваторов для типовых и
специальных условий их эксплуатации.
Смещение центра поворота ковша обу-
словлено податливостью конструкции крепле-
ния ковша и значением нагрузки, восприни-
маемой ковшом при копании. Податливость
конструкции - следствие упругих, псевдоупру-
гих и "релаксирующих” деформаций элемен-
тов несущей конструкции экскаватора при
восприятии рабочих нагрузок копания грунта.
Упругие деформации несущей конструк-
ции экскаватора в заданном направлении оп-
ределяются также размерами элементов ме-
таллоконструкции экскаватора, характеристи-
ками упругости гидросистемы и положением
рабочего оборудования.
Псевдоупругие деформации - следствие
наличия зазоров в кинематических парах про-
ушин крепления гидроцилиндров, узлов со-
вместного крепления ковша, рукояти, стрелы,
поворотной платформы, опорно-ходовой рамы
и опорных устройств. Особенность этих де-
формаций - ступенчатое смещение центра
поворота ковша по мере достижения опреде-
ленных значений нагрузки на рабочем органе и
возврат в исходное положение при их умень-
шении.
Релаксирующие деформации определя-
ются состоянием силового оборудования экс-
каватора (гидроцилиндров рукояти, стрелы,
выносных опор), износ элементов которых
вызывает перетечку рабочей жидкости из по-
лости высокого давления в полость низкого
давления, вызывая необратимые смещения
центра поворота ковша. Релаксирующие де-
формации зависят от величины и времени дей-
ствия нагрузки, степени износа уплотнителей
гидросистемы.
На рис. 2.2.38 представлен график верти-
кального Дв и горизонтального Дг смещений
центра поворота ковша при восприятии на-
грузки в вертикальном от силы Р3 (или гори-
зонтальном от силы Рг) направлении вдоль оси
у(х) согласно расчетной схеме (рис. 2.2.39).
Смещение центра поворота ковша является
следствием упругих и псевдоупругих дефор-
маций элементов конструкции экскаватора и
его рабочего оборудования.
Рис. 2.2.38. Зависимости вертикального Ав
(горизонтального Аг смещения центра поворота
ковша экскаватора при восприятии
нагрузки от силы Ри в вертикальном
(Рг горизонтальном) направлении
Рис. 2.2.39. Расчетная схема определения
смещения центра поворота ковша экскаватора
198
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Наклонные прямолинейные участки гра-
фика смещения центра поворота ковша соот-
ветствуют упругим деформациям систем, со-
ставленных из следующих элементов экскава-
тора:
участок I определен упругой деформаци-
ей системы ковш - рукоять до момента начала
выбора люфтов в сочленениях рукоять - стрела;
участок //-упругая деформация системы
ковш - рукоять - стрела до момента начала
выбора зазоров в сочленениях стрела - опор-
но-поворотная платформа;
участок /// - упругая деформация систе-
мы ковш - рукоять - стрела - опорно-
поворотная платформа до момента начала вы-
бора зазоров в сочленениях опорно-пово-
ротной платформы с рамой ходового оборудо-
вания;
участок IV - упругая деформация систе-
мы ковш - рукоять - стрела - опорно-
поворотная платформа - рама ходового обору-
дования до момента начала опрокидывания
экскаватора относительно ребра опорного кон-
тура.
Вертикальные участки графика характе-
ризуют смещение центра поворота ковша, со-
пряженное с выбором зазоров в системах: Др_с
рукоять - стрела; Дс_п стрела - опорно-пово-
ротная платформа; Дп-Х опорно-поворотная
платформа ходового оборудования.
Для простоты расчета представленный
закон смещения центра поворота ковша в вер-
тикальном Дв или горизонтальном Дг направ-
лениях в зависимости от значений сил в верти-
кальном Рв и горизонтальном Рг направлени-
ях, т.е. сил действующих по осям у и х, ап-
проксимируем уравнением прямой линии:
Д =/С Р ; \=КГРТ,
где К3 и Кг - податливость несущей конст-
рукции экскаватора при восприятии соответст-
венно вертикальной и горизонтальной нагру-
зок для заданного положения в пространстве
элементов рабочего оборудования, см/Н.
Величины К3 и Кг изменяются в зависи-
мости от взаимного положения в пространстве
элементов экскаватора и его рабочего обору-
дования.
Допущение о линейном законе измене-
ния смещения центра поворота ковша от вос-
принимаемой нагрузки, как показано на рис.
2.2.40, завышает расчетные значения по отно-
шению к реальным. Однако это гарантирует
зазор между стенкой днища ковша и поверх-
ностью забоя, что необходимо обеспечить при
поиске продольной формы ковша экскаватора.
Справедливость этого допущения правомерна
при условии, что угол наклона отрезка упругой
деформации на каждом последующем участке
будет увеличиваться. Это и наблюдается на
практике, так как на каждом последующем
участке увеличивается число упругих элемен-
тов, соединенных последовательно, и, следо-
вательно, податливость конструкции при пере-
ходе от одного участка к другому будет воз-
растать.
В наиболее распространенных случаях
экскаватор с обратной лопатой работает в за-
бое, поверхность которого наклонена к гори-
зонту под углом 8 (см. рис. 2.2.39). В этом
случае при известных значениях вертикальной
и горизонтальной (К3 и Кг) податливостей
экскаватора, используя геометрические взаи-
мосвязи между перемещениями по направле-
нию осей Xg и yg и перемещениями по осям х и
у, можно получить значения податливости по
перпендикулярному (ось yg) и параллельному
(ось Xg) к поверхности забоя направлениям:
Св = Къ cos2 8 + Кт sin2 8;
Сн = Къ sin2 8 + £г cos2 8.
Сопротивление копанию грунта рабочи-
ми органами рассмотрено в разд. 2.1.4. Каса-
тельная сила сопротивления копанию Poi мо-
жет быть определена по формуле (2.1.9) или
Р01 = СЛ1’35 (1+2,6В)К, (2.2.24)
где К определяется по формуле (2.1.2).
Нормальная составляющая сопротивле-
ния копанию определяется по формуле (2.1.10)
Смещение центра поворота ковша при
копании определяет траекторию движения
режущей кромки ковша, которой определяется
реальная глубина копания h и, следовательно,
составляющие сопротивления копанию Poi и
Pq2, определяющие в свою очередь, значение
смещения центра поворота ковша.
Для определения реальной глубины ко-
пания воспользуемся расчетной схемой, пред-
ставленной на рис. 2.2.40, на которой приняты
следующие обозначения: XgOyg - оси координат,
ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ
199
Рис. 2.2.40. Расчетная схема определения
реальной глубины копания h
ориентированные параллельно и перпендику-
лярно к поверхности забоя, расположенной
под углом 8 к горизонту (см. рис. 2.2.39);
центр осей координат 0 определяет исходное
положение центра поворота ковша перед со-
вершением внедрения режущей кромки ковша
в грунт; 0/ - положение центра поворота ковша
при повороте его на угол у, при копании грун-
та; угол у, отсчитывается по направлению ча-
совой стрелки от оси х0; DB(\) и DH(Y) - ко-
ординаты положения центра поворота при
повороте ковша на угол у,; х, и у, - координа-
ты режущей кромки ковша, соответствующие
углу у,; Ri - расстояние от центра поворота
ковша до его режущей кромки; 2ф - угол по-
ворота ковша, необходимый для вырезания
заданного объема грунта К; Лт - теоретическая
глубина копания, соответствующая углу пово-
рота режущей кромки ковша у, относительно
неподвижного центра поворота 0.
Согласно расчетной схеме реальная глу-
бина копания
Л = ЛГ-ПВ(1),
где DB(1) = РуСВ ; Ру = /^(cosy, + <|/siny,) -
проекция силы сопротивления копанию на
направление, перпендикулярное поверхности
забоя.
Теоретическая глубина копания
= /^(siny, -coscp).
Подставим значения Лт и силы РОь вы-
раженной через реальную глубину копания,
получим уравнение
h = ^(siny, -coscp)-
-CA1’35^CB(cosy/ +\|/siny,),
решение которого относительно h позволит
определить значение реальной глубины копа-
ния с учетом смещения центра поворота ковша
ввиду податливости конструкции экскаватора.
Разработанная математическая модель опреде-
ления реальной глубины копания грунта ков-
шом экскаватора с обратной лопатой с учетом
податливости его конструкции позволяет пе-
рейти к обоснованному определению геомет-
рических параметров формы ковша.
Рациональные параметры формы ковша
экскаватора обеспечивают максимальный эко-
номический эффект. При расчете экономиче-
ского эффекта необходимо учитывать удель-
ные приведенные затраты, определяемые пу-
тем учета расходов на его создание и эксплуа-
тацию, отнесенных к 1 м3 выработанного грун-
та. Согласно данным исследований [30] расхо-
ды, сопряженные с изготовлением и эксплуа-
тацией ковша, незначительны по отношению
к суммарным затратам. Указанными измене-
ниями стоимостных показателей при оптими-
зации параметров экскаватора, учитывая веро-
ятностную природу изменчивости условий
производства работ, можно пренебречь. По-
этому условимся считать расходы на изготов-
ление и эксплуатацию ковша при изменении
его формы постоянными.
В таком случае оценить совершенство
формы ковша можно по показателю произво-
дительности экскаватора, которая в большой
степени зависит от энергоемкости копания
грунта и материалоемкости ковша. Энергоем-
кость копания определяется выражением
Y
77= (2.2.25)
Y1
где Vr - объем грунта в ковше.
Материалоемкость ковша Й7к=7Ик/Кк,
где тк - масса ковша.
Полученная информация может быть ис-
пользована при проектировании продольной
формы ковшей экскаваторов и диагностирова-
ния допустимой степени износа узлов экскава-
тора, влияющих на податливость рабочего
оборудования.
Геометрическая вместимость ковша Кк
определяется как объем, ограниченный внут-
ренними поверхностями днища, боковых сте-
200
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
нок и верхнего листа, а также поверхностью,
образованной перемещением прямой линии по
профилю открытой стороны ковша:
K = BKF, (2.2.26)
где F - площадь проекции боковых стенок
2
ковша на его плоскость симметрии, м .
Площадь F можно определить, суммируя
площади треугольников, сегментов и секторов,
полученных разбиением боковой поверхности
ковша на простые фигуры.
Номинальная вместимость ковша VH
определяется для ковша, загруженного грун-
том ”с шапкой”. Грунт в шапке имеет норма-
тивный угол естественного откоса (27° к го-
ризонту, что соответствует уклону 1 :2). Для
стандартных ковшей объем шапки, м3,
ГШ = ВК2(3 Ri-BJ/24,
где R1 - радиус траектории поворота режущей
кромки ковша относительно рукояти, м (см.
рис. 2.2.35).
Максимальный коэффициент наполнения
ковша грунтом равен
Кн = (Ик+Иш)/Кк.
У ковшей обратной лопаты Кн = 1,16...
1,18. По ГОСТ 30067-93 коэффициент напол-
нения должен быть больше 1,1.
По ГОСТ 30067-93 геометрическая вме-
стимость Кк ковша задается из числового ряда:
0,32; 0,40; 0,50; 0,63; 0,80; 1,00; 1,25, 1,60; 2,00;
2,50; 3,20 м3. Предусмотрены три типа ковшей:
01 - усиленные (для прочных грунтов); 02 -
ковши общего назначения; 03 - облегченные
(для слабых грунтов).
От типа и вместимости ковша зависит
расчетная сила копания (табл. 2.2.10).
Геометрические параметры ковшей (см.
рис. 2.2.35) зависят только от их геометриче-
ских вместимостей и не зависят от типа ковша.
Регламентируемыми являются следующие
линейные размеры, мм, ковша (табл. 2.2.11 и
табл. 2.2.12):
внутренняя ширина ковша Вк;
радиус по режущей кромки R;
радиус по зубу
длина прямолинейной части днища L;
радиус днища Г\;
радиус перехода днища в крышку г2;
расстояние от оси до верхней кромки с.
2.2.10. Сила копания в зависимости
от типа и вместимости ковша
Вместимость ковша Рк, м3 (с точностью ±5 %) Сила копания, кН-10, для ковшей типов
01 02 03
0,32 8,5 — —
0,40 10 — —
0,50 11,5 8,5 —
0,63 13 10 8,5
0,80 15,5 11,5 10
1 18,5 13 11,5
1,25 21,5 15,5 13
1,60 25 18,5 15,5
2 - 21,5 18,5
2,50 - 25 21,5
3,20 - - 25
2.2.11. Значения параметров Вк и RY ковшей
различной вместимости, мм
И«,м3 ВК Bi И„м3 Вк Bj
0,32 750 1110 1,25 1350 1600
0,40 850 1170 1,60 1500 1710
0,50 950 1240 2 1650 1820
0,63 1050 1320 2,50 1800 1930
0,80 1150 1410 3,20 1950 2080
1 1250 1500 - - -
2.2.12. Рекомендуемые значения для
линейных размеров ковшей R, L, г2, мм
И«,м3 R L Г2
0,32 1010 560 380 230
0,40 1070 590 410 240
0,50 ИЗО 630 440 250
0,63 1200 660 470 270
0,80 1280 700 500 280
1 1360 740 530 300
1,25 1450 780 560 320
1,60 1550 850 600 340
2 1650 890 640 360
2,50 1750 950 690 380
3,20 1880 1010 740 400
ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ
201
Параметры, приведенные в табл. 2.2.11 и
2.2.12, могут быть получены по следующим
формулам, м:
7?! = 1,25^+0,25; R = 1,10^ + 0,26;
L= 0,58^+0,16; /J = 0,45^; + 0,08;
г2 =0,22^7 + 0,08,
где Ик в м3.
Размер с (см. рис. 2.2.35) принимается:
с = 30...70 мм.
Кроме линейных размеров определяются
приведенные ниже значения угловых парамет-
ров ковша.
Угол, °:
криволинейной части днища р............ 75... 8(
резания режущей кромки а........... 27... 3^
плоской части днища а.............. 27... 3^
заострения режущей кромки ук....... 16.. .2(
резания зуба ак.................... 48... 5^
заострения зуба у3................. 25
заострения боковых стенок рс....... 16... 2(
Параметры грейферного ковша экска-
ватора. Объем грунта в ковше Иг не должен
превышать вместимости ковша Ик:
ИГ<ИК.
Вместимость ковша Ик выбирается из ти-
пового размерного ряда с учетом обеспечения
грузовой устойчивости экскаватора и опреде-
ляется параметрами формы ковша (рис. 2.2.41,
рис. 2.2.42), м3:
it
где 7?р - радиус-вектор точки продольного
профиля челюсти, определяемой угловой ко-
ординатой р; R - радиус челюсти; а - угол,
характеризующий максимальное раскрытие
челюстей, связанный с размерами 7? и а соот-
ношением sin а = а/7?; 7?ф - радиус, опреде-
ляющий область, занятую деталями крепления
челюстей к штанге.
Если угол наклона прямолинейной части
днища отличается от рекомендуемых значе-
ний, то желательно при расчете силы копания
вводить поправочный множитель:
ка = 1 + (а-30°)/100°.
При проектировании рекомендуется учи-
тывать следующее:
боковые стенки ковша должны быть па-
раллельны (угол между стенками должен быть
не более 6°);
отношение промежутка а между зубьями
к ширине зуба b должно находиться в преде-
лах 2...3;
ширину зуба следует выбирать из усло-
вий его прочности. Силу, действующую на
зуб, считать приложенной к центру крайнего
зуба ковша. Она определяется по максималь-
ной силе, развиваемой механизмом копания.
Кроме того, следует учитывать боковую силу,
действующую на зуб,
Л) ~ ^п^пЛп/^1 >
где Мп - момент двигателя при повороте
платформы; in - передаточное число механиз-
ма поворота; Г|п - КПД механизма поворота.
Рис. 2.2.41. Основные параметры
грейферного ковша
Рис. 2.2.42. Схема определения объема
вырезаемого грунта грейферным ковшом
202
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Объем грунта в ковше Иг не может пре-
вышать объема V грунта, вырезанного из мас-
сива: V > Vr. Вырезание грунта челюстями
грейферного ковша состоит из двух операций:
поступательного внедрения раскрытого ковша
в грунт на глубину т и поворота челюстей
с вырезанием объема V:
V=mBKL,
где L = 27?(sin а + cos а) - расстояние между
режущими кромками полностью раскрытого
ковша, м.
Используем эти условия и уравнения для
выбора геометрических параметров грейфер-
ного ковша такими, чтобы при обеспечении
заданной величины Иг получить как можно
меньшие значения энергоемкости и материа-
лоемкости грейферного ковша.
Теоретическая глубина копания, изме-
ряемая от режущей кромки А по нормали к
открытой поверхности грунта (отрезок АВ на
рис. 2.2.43), зависит от радиуса челюсти R,
начального внедрения т и текущего значения
угла поворота челюсти ф:
=>/л2 +т2 +2znflsin<p-R. (2.2.27)
В момент, предшествующий повороту
челюстей, когда ковш внедрился в грунт на
глубину т, ф = а и, следовательно, Лк опре-
деляется зависимостью (2.2.27).
Приведенные формулы справедливы для
выкапывания колодцев, размеры которых в
плане соответствуют размерам полностью
раскрытого ковша. При копании траншей кро-
ме глубины т необходимо учитывать смеще-
ние ковша по горизонтали при переходе от
предыдущего цикла копания к последующему.
При копании горизонтальные состав-
ляющие Рг силы копания, действующие на две
смыкающиеся челюсти, направлены в проти-
воположные стороны и взаимно уравновеши-
ваются. Вертикальные составляющие склады-
ваются и их сумма Рв воздействует на рабочее
оборудование и экскаватор в целом, вызывая
вертикальное смещение центров поворота че-
люстей. Смещение Дв, определяемое как и для
обратной лопаты, зависит от значения и на-
правления силы Р3, а также от жесткостных
свойств элементов экскаватора: жесткости
металлоконструкций рабочего оборудования,
податливости элементов гидросистемы, нали-
чия зазоров в шарнирах рабочего оборудова-
ния и т.д.
Рис. 2.2.43. Изменение глубины копания
в результате перемещения центра поворота
челюсти
Вертикальную силу Рв нетрудно опреде-
лить (рис. 2.2.43), используя известное из экс-
периментов соотношение между нормальной и
тангенциальной составляющими силы копания
(2.1.10), в котором ф = 0,2...0,4. В результате
Рв = 2P0i(cos ф + ф sin ф). (2.2.28)
Расчет Р01 возможен при известном зна-
чении глубины резания h, определяемой с уче-
том смещения центра поворота челюстей
грейфера Дво относительно исходного положе-
ния (точки 0). Исходное положение центра
поворота определяется окончанием процесса
вертикального внедрения ковша на величи-
ну т. При этом система крепления ковша вос-
принимает силу вертикального внедрения Рвн,
которую необходимо учитывать при определе-
нии смещения.
Смещение центров поворота челюстей
грейфера
Ав0= 2P0i^b(cos <р + у sin <р) - РтК„,
оно сказывается на траектории движения режу-
щей кромки (штриховая линия на рис. 2.2.43),
причем глубина резания
К = ^R2 +(m-AB0)2 +2(w-ABO)^sin9 - R.
(2.2.29)
Система приведенных уравнений позво-
ляет определить закон изменения силы копа-
ния Р01 в функции угла поворота челюсти ф,
что необходимо для вычисления энергоемко-
сти. Ввиду сложности аналитического реше-
ния этой системы рекомендуется применять
численные методы с использованием ЭВМ.
ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ
203
Рациональная форма грейферного ковша
должна исключать трение днища челюстей о
стенки колодца при вертикальном опускании
ковша и о дно забоя при повороте челюстей с
одновременным вертикальным смещением
центров их поворота, а также обеспечивать
минимальное сопротивление заполнению ков-
ша грунтом при его движении по днищу челю-
сти грейфера.
Чтобы исключить трение днища ковша о
поверхность забоя, необходимо, чтобы радиус-
вектор днища Яр был меньше радиуса-векто-
ра Гр, определяющего расстояние от оси пово-
рота челюсти до поверхности забоя при любых
углах ф поворота челюсти (рис. 2.2.44):
Яр = гр - А,
где А - зазор между днищем и забоем.
Траектория движения режущей кромки
(штриховая линия) в декартовых координатах
определяется точками, соответствующими раз-
личным значениям угла поворота ф:
= R СОБф,
уф = Я8Шф-Ав.
Для расчета численным методом на ЭВМ
уравнение траектории представляется в виде
кусочно-линейной аппроксимации (точки п - 1,
п, п + 1). Для каждого угла р можно найти
координату х точки пересечения луча, прове-
денного из точки 0' под углом р, с отрезком,
аппроксимирующим траекторию движения
кромки. После этого радиус-вектор Яр опреде-
лится как
Яр =х/соз(ф- Р).
Рис. 2.2.44. Определение координат продольного
профиля челюсти грейферного ковша
Эти вычисления делаются при различных
углах риф, после чего определяют профиль
ковша.
Для определения рациональной формы
ковша грейфера необходимы значения ве-
личин:
объема грейферного ковша Ик;
вертикальной силы внедрения грейфера в
грунт Рвн;
вертикальной податливости рабочего
оборудования экскаватора Яв;
числа ударов С динамического плотно-
мера;
размеров а и Яф, характеризующих об-
ласть крепления челюстей к штанге грейфера;
зазора между днищем грейфера и забоем А;
А, характеризующей сопротивление вне-
дрению грунта в ковш;
коэффициента, учитывающего соотно-
шения касательной и нормальной составляю-
щих силы сопротивления копанию.
Цель оптимизации формы грейферного
ковша - минимизация массы тк ковша при
обеспечении минимального расхода энергии Е
в процессе разработки грунта. В общем виде
постановку задачи можно записать так: найти
множество параметров RnB, при которых
Е =f(R, Вк) => min, тик =/(Я, В) => min
при ограничениях
Ящт < Я < Ятах; Вк min < Вк < Вк тах;
ИГ<ИК; я;н<явн,
где Яв'н сила вертикального внедрения грей-
фера, необходимая для заполнения ковша объ-
емом грунта Иг; Яр < Гр и других ограничени-
ях, вводимых на этапе разработки алгоритма.
Устойчивость экскаватора. В процессе
копания опасность опрокидывания экскаватора
отсутствует вследствие постоянного контакта
рабочего органа с поверхностью грунта забоя
и возможности оператора контролировать по-
ложение экскаватора относительно опорной
поверхности. Около 60 % времени рабочего
цикла экскаватора расходуется на поворот
платформы с одновременным манипулирова-
нием рабочим оборудованием для подъема
ковша с грунтом на необходимый уровень,
разгрузке ковша и возврата его в забой. Со-
кращение этого времени в результате увеличения
204
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАНТИИ
мощности привода позволило бы значительно
повысить производительность экскаватора.
Однако с увеличением мощности возрастают
скорости рабочих операций и силы инерции,
стремящиеся опрокинуть экскаватор. В ре-
зультате эффективность и безопасность рабо-
ты одноковшовых экскаваторов существенно
зависит от способности противодействовать
опрокидыванию, что должно подтверждаться
сертификационными испытаниями.
Для подтверждения способности экска-
ватора противодействовать опрокидыванию
при повороте платформы с груженным ковшом
и одновременном манипулировании рабочим
оборудованием необходимо решить следую-
щие задачи:
1) проанализировать динамику поворота
платформы экскаватора с одновременным ма-
нипулированием рабочим оборудованием для
определения наихудшего по устойчивости
варианта совмещения движений;
2) определить взаимное положение эле-
ментов экскаватора, наиболее неблагоприятное
для его устойчивости;
3) разработать алгоритм испытания экска-
ватора на устойчивость против опрокидывания;
4) определить состав необходимого обо-
рудования и средств измерения для сертифи-
кационного испытания экскаватора на устой-
чивость.
Решение этих задач возможно экспери-
ментальным способом. Однако в этом случае
для получения надежных результатов потре-
буются огромные затраты времени и средств.
Поэтому перед разработкой методики серти-
фикационного испытания целесообразно про-
извести теоретический анализ возможности
опрокидывания экскаватора.
Опасность потери устойчивости возника-
ет в случае, если суммарный опрокидывающий
момент MQ действия внешних сил будет пре-
вышать суммарный удерживающий момент Му.
В этом случае начинается поворот экскавато-
ра относительно ребра опрокидывания, чему
противодействуют удерживающий момент и
момент инерции сопротивления опрокидыва-
нию. Если длительность действия и значения
динамических нагрузок достаточно велики,
то происходит опрокидывание. В противном
случае экскаватор возвратится в устойчивое
состояние.
Элементы экскаватора и груз (в ковше
или подвешенный к ковшу) совершают сле-
дующие движения: поворот платформы, стре-
лы (подъем или опускание), рукояти и ковша.
Эти движения могут быть установившимися
или неустановившимися (разгон или торможе-
ние элементов), причем некоторые движения
могут быть одновременными. В процессе дви-
жений изменяются число действующих нагру-
зок, их значения и плечи до ребра опрокиды-
вания. Поэтому при проверке устойчивости
необходимо исследовать все возможные поло-
жения экскаватора и рабочего оборудования, а
также решить две задачи: определить наихуд-
ший вариант совмещения движений, допус-
каемый гидросистемой и системой управления
экскаватора, и определить взаимное положе-
ние элементов, наиболее неблагоприятное для
устойчивости экскаватора. Затем необходимо
оценить возможность потери устойчивости
экскаватора с учетом длительности действия и
изменений нагрузок в функции времени.
Приближенно можно принять следую-
щие силы, приложенные в центре тяжести
элементов ковша экскаватора (рис. 2.2.45):
вес G, линия действия которого проходит
через центр тяжести перпендикулярно к гори-
зонтальной плоскости;
центробежную от поворота платформы
Рцп, проходящую через центр тяжести ковша и
пересекающую ось поворота платформы под
углом 90°,
касательную инерции от торможения
(разгона) платформы Рт, направленную па-
раллельно опорной плоскости и перпендику-
лярно к плоскости симметрии рабочего обору-
дования;
центробежную от поворота стрелы Рпс,
линия действия которой проходит через центр
тяжести ковша и пяту стрелы;
касательную инерции от торможения
(разгона) опускающейся (поднимающейся)
стрелы Рис, расположенную в плоскости рабо-
чего оборудования и перпендикулярно силе Рпс;
центробежную от поворота рукояти Рцр,
линия действия которой проходит через центр
тяжести ковша и шарнир стрела - рукоять;
касательную инерции от торможения (раз-
гона) опускающейся (поднимающейся) рукояти
Рир, расположенную в плоскости рабочего
оборудования и перпендикулярно силе Р^;
составляющие силы Кориолиса, возни-
кающие при совмещениях поворотов плат-
формы и стрелы Ркс и поворотов платформы и
рукояти Ркс, направленные параллельно опор-
ной поверхности и перпендикулярно к плоско-
сти рабочего оборудования;
ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ
205
Рис. 2.2.45. Силы, действующие
на ковш экскаватора:
1 - противовес; 2 - платформа
с оборудованием; 3 - ходовая тележка;
4 - стрела; 5 - рукоять; 6 - ковш
с грунтом или грузом, если подвешивается
давления ветра Рв, направленную в сто-
рону наибольшего уклона параллельно опор-
ной поверхности.
Аналогичные силы действуют на другие
элементы экскаватора.
С момента начала опрокидывания экска-
ватора к перечисленным выше силам добавля-
ются силы, сопутствующие повороту экскава-
тора относительно ребра опрокидывания 1-Г.
центробежная от поворота экскаватора
относительно ребра опрокидывания Рцо, линия
действия которой проходит через центр тяже-
сти элемента перпендикулярно к ребру опро-
кидывания;
касательная инерции от неравномерного
движения опрокидывания экскаватора Рио, про-
ходящая через центр тяжести элемента пер-
пендикулярно к центробежной силе от опро-
кидывания Рцо и расположенная в плоскости,
перпендикулярной к ребру опрокидывания;
составляющая Кориолиса РКпо, возни-
кающая при совмещении поворотов платфор-
мы и экскаватора при опрокидывании, прохо-
дящая через центр тяжести элемента перпен-
дикулярно к опорной плоскости экскаватора;
составляющие силы Кориолиса, возни-
кающие при совмещении поворотов стрелы и
экскаватора Рксо и поворотов рукояти и экска-
ватора при опрокидывании, направленные
через центр тяжести элемента перпендикуляр-
но к проекции вектора относительной скоро-
сти поворота соответственно стрелы и рукояти
на плоскость, перпендикулярную к ребру оп-
рокидывания.
Значения всех сил определяются по из-
вестным формулам механики. Веса всех эле-
ментов экскаватора G, угловые скорости ш,
угловые ускорения е и радиусы вращения г
определяются из конструкторской документа-
ции.
Центробежные силы, Н, рассчитываются
по формуле
Рц =Go)2r/q.
Касательные силы инерции, Н, дейст-
вующие при торможении вращающихся эле-
ментов, определяются по формулам
Ри = Gw/g, или Ри = Go>r/(gf),
где t - время торможения, с.
Силы Кориолиса, Н, действующие при
совмещении, например, поворотов платформы
и стрелы, определяются по формуле
PI[C = G(2<onvOTHsin5)/g>
где соп - угловая скорость платформы, 1/с;
vOth = сос г - линейная относительная скорость
центра тяжести рассчитываемого элемента,
м/с; шс- угловая скорость стрелы, 1/с; г - рас-
стояние от центра тяжести элемента до шарни-
ра поворота стрелы, м; S - угол между век-
торами угловой скорости платформы и от-
носительной скорости центра тяжести элемен-
та, рад.
Определение удерживающего и опроки-
дывающего моментов состоит в суммировании
моментов, создаваемых отдельными нагрузка-
206
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
ми, действующими на элементы экскаватора.
При этом решается достаточно сложная задача
определения координат точек приложения сил
и плеч действующих сил до ребра опрокиды-
вания с учетом положения платформы и рабо-
чего оборудования, а для весов - с учетом угла
наклона опорной площадки экскаватора к го-
ризонту.
Анализ устойчивости экскаватора требу-
ет выполнения трудоемких расчетов. Для каж-
дого из возможных расчетных положений,
определяемых различными сочетаниями углов
поворота платформы, стрелы, рукояти и ков-
ша, необходимо вычислить моменты от 73 на-
грузок, что с учетом нескольких тысяч расчет-
ных положений, подлежащих исследованию,
приводит к необходимости использовать ЭВМ.
Так, если диапазоны изменения угловых по-
ложений платформы, стрелы и рукояти разде-
лить на 10 интервалов, то необходимо произ-
вести вычисление моментов от 73 нагрузок для
103 расчетных положений.
Воспользуемся программой вычислений,
основанной на изложенных выше теоретиче-
ских положениях, которая предназначена для
решения следующих задач: определения наи-
худшего с точки зрения устойчивости расчет-
ного положения; расчета максимальной грузо-
подъемности; построения зависимостей грузо-
подъемности от вылета рабочего оборудования
экскаватора; назначения допустимых скоро-
стей и ускорений движения элементов экска-
ватора; оценки качества экскаватора с учетом
его устойчивости. Программу можно исполь-
зовать для анализа устойчивости как в случае
жесткого крепления груза (захват челюстями,
подъем грунта в ковше и т.д.), так и для креп-
ления груза на гибкой подвеске. В программе
можно учитывать и отклонение подвешенного
груза под действием центробежной силы, воз-
никающей при повороте платформы. Про-
грамма обеспечивает расчет и анализ устойчи-
вости экскаватора для всей области возмож-
ных положений оборудования [12].
Рассмотрим результаты анализа устойчи-
вости экскаватора ЭО-4125. На рис. 2.2.46
приведены зависимости коэффициентов ус-
тойчивости экскаватора ЭО-4125, полученные
по различным методикам, от угла ап поворота
платформы.
Значения коэффициентов устойчивости
соответствуют наихудшему для устойчивости
сочетанию углов наклона стрелы, рукояти и
ковша. Расчеты по известным методикам пока-
Рис. 2.2.46. Зависимости коэффициентов
устойчивости экскаватора ЭО-4125 с обратной
лопатой и ковшом вместимостью Кк =1 м3
от угла поворота платформы ап
(KS- коэффициент статической устойчивости,
определяемый с учетом только весов элементов
конструкции экскаватора и грунта в ковше;
KWS- коэффициент устойчивости, определяемый
согласно методике ВНИИСДМ с учетом весов
и центробежных сил, действующих на элементы
конструкции экскаватора при повороте платформы;
К - коэффициент устойчивости, определяемый
с учетом весов центробежных сил и инерции,
включая силы Кориолиса и ветрового давления.
При ап = 0 положение рабочего оборудования
перпендикулярно к гусеничному ходу)
зали, что устойчивость экскаватора ЭО-4125
обеспечивается при любых углах ап, так как
значения этих коэффициентов больше едини-
цы. Уточненный расчет показал, что при ап =
= 0...800 коэффициент К < 1, что свидетельст-
вует об отрыве от основания опор, не лежащих
на ребре опрокидывания. Однако согласно
расчетам экскаватор не опрокидывается ввиду
кратковременного действия динамических
нагрузок; он только поворачивается относи-
тельно опорной поверхности на угол, не пре-
вышающий 2°.
Наихудшим для устойчивости является
положение платформы экскаватора, опреде-
ляемое углом ап = 0...200. Зависимости углов
наклона стрелы ас, рукояти ар и ковша ак,
соответствующих этому положению, от угла
поворота платформы ап показаны на рис. 2.2.47.
При ап = 0...100 наихудшее по устойчивости
состояние экскаватора характеризуется поло-
жением рабочего оборудования, близким к
горизонтальному. При ап = 60...70° опасное
положение наступает при стреле, поднятой на
максимальную высоту. Анализ расчета состав-
ляющих опрокидывающего момента показал,
что в расчетах устойчивости экскаватора по-
мимо моментов от центробежных сил, необхо-
димо учитывать моменты от касательных сил
ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ
207
Рис. 2.2.47. Зависимости углов наклона стрелы с^,
рукояти ар и ковша ак (К = 1 м3), соответствую-
щие наихудшей устойчивости экскаватора, от
угла поворота платформы ап
инерции и сил Кориолиса, существенно
влияющих на устойчивость экскаватора. При
ап = 0...200 наибольшее влияние на устойчи-
вость оказывает опрокидывающий момент от
сил инерции торможения стрелы. При ап =
= 60...80° наибольшее влияние на устойчи-
вость оказывает опрокидывающий момент от
сил Кориолиса при совмещении поворотов
платформы и стрелы. Опрокидывающими мо-
ментами от сил ветра и центробежных сил при
повороте рукояти можно пренебречь.
В результате расчетов установлено, что
устойчивость экскаватора ЭО-4125 обеспечи-
вается при изменении угла наклона опорной
поверхности 0 от 0 до 12°, если устойчивость
оценивать по традиционным методикам расче-
та. Однако уточненные расчеты свидетельст-
вуют о возможности отрыва гусениц экскава-
тора от наклонной опорной поверхности при
неблагоприятном для устойчивости сочетании
движений и положении элементов рабочего
оборудования. Согласно этим расчетам экс-
каватор ЭО-4125 с ковшом вместимостью
Ик = 0,65 м3 не опрокидывается при угле 0 =
= 0... 12°. При работе с ковшом вместимостью
Ик = 1 м3 экскаватор устойчив при 0 = 0.. .9°, а с
ковшом Ик = 1,25 м3 только при 0 = 0...60 (что
удовлетворяет требованию ГОСТ 30067-93, но
почти без запаса устойчивости).
Предложенная методика рекомендуется в
следующих случаях: для расчета экскаваторов
на устойчивость при проектировании; для соз-
дания единых норм (стандартов) проверки
устойчивости экскаваторов; обоснования ме-
тодики сертификационных испытаний экска-
ваторов на устойчивость при производстве
работ с различным сменным оборудованием и
подъеме грузов экскаватором с помощью гру-
зового звена или гибкой сцепки; создания уст-
ройств контроля устойчивости экскаваторов
при работе и автоматических систем защиты
от опрокидывания; обоснования модернизации
экскаваторов в части, связанной с увеличением
мощности двигателя, сокращением времени
цикла, изменением размеров опорного контура
и других параметров устойчивости; сравнения
экскаваторов, выпускаемых разными произво-
дителями; принятия решения о приобретении
зарубежной техники и обоснования преиму-
ществ продаваемых экскаваторов.
Представленный теоретический анализ
позволяет сформулировать требования, со-
блюдение которых необходимо для организа-
ции сертификационного испытания экскавато-
ра на устойчивость:
1. Перед сертификационным испытанием
устойчивости экскаватора с целью определе-
ния наихудших для устойчивости угловых
положений элементов его конструкции необ-
ходим теоретический анализ динамики опро-
кидывания экскаватора в условиях возможного
совмещения рабочих движений в режиме
разгона или торможения элементов его конст-
рукции.
2. Для теоретического анализа устойчи-
вости экскаватора необходимо располагать
следующими данными:
массой и координатами центров тяжести
составных элементов конструкции - ходового
оборудования (с выносными опорами, если
они имеются); поворотной платформы с уста-
новленным на ней оборудованием; противове-
са; стрелы; рукояти; ковша с перемещаемым
материалом; если в инструкции по эксплуата-
ции допускается использование экскаватора с
различным сменным оборудованием, то его
характеристики в собранном состоянии (при
наличии гибкой связи указать диапазон изме-
нения ее длины);
геометрическими характеристиками
опорного контура экскаватора;
границами диапазона изменения взаим-
ных угловых положений элементов рабочего
оборудования (платформы, стрелы, рукояти,
ковша);
угловыми скоростями и ускорениями пе-
ремещения платформы, стрелы, рукояти, ковша.
3. Перед сертификационным испытанием
необходимо экспериментальным путем опре-
делить угловые скорости и ускорения движе-
ния платформы, стрелы, рукояти и ковша ис-
пытуемого экскаватора. Эти данные исполь-
зуются в теоретическом анализе для установ-
208
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАПТИН
ления наихудших для устойчивости взаимных
положений элементов конструкции экскавато-
ра, при которых необходимо сертификацион-
ное испытание. Так, для экскаватора ЭО-4125
при теоретическом анализе рекомендованы два
варианта взаимного положения элементов кон-
струкции для сертификационного испытания
устойчивости:
угол поворота платформы 0°, угол на-
клона стрелы к опорной поверхности 12°, угол
между стрелой и рукоятью 10°, угол между
ковшом и рукоятью минус 27°;
угол поворота платформы 65°, угол на-
клона стрелы к опорной поверхности 50°, угол
между стрелой и рукоятью минус 10°, угол
между ковшом и рукоятью минус 17°.
4. Экспериментальную оценку устойчи-
вости экскаватора необходимо производить в
условиях неустановившегося режима движе-
ния (разгон-торможение) платформы, стрелы,
рукояти одновременно. Исходное условие для
начала режима ускоренного движения - вза-
имные положения элементов рабочего обору-
дования экскаватора, указанные выше.
Производительность экскаватора с об-
ратной лопатой. Для выбора и оценки экска-
ватора могут быть использованы результаты
сравнительных испытаний машин ведущих
машиностроительных компаний, регулярно
освещаемые независимыми организациями
(например, отраслевыми журналами). При
этом для потребителей главной трудностью
остается несопоставимость информации об
условиях испытаний экскаваторов, а следова-
тельно, невозможность объективного сравне-
ния машин. Ниже рассмотрен надежный и
легко реализуемый на ЭВМ метод оценки экс-
каваторов, позволяющий при неполных дан-
ных рассчитать реальные значения производи-
тельности и экономической эффективности
сравниваемых машин.
Метод базируется на известной формуле
технической производительности экскавато-
ров, м3/ч:
77т=3600КЛн WP), (2.2.30)
где Кк - вместимость ковша, м3; Кп - коэффи-
циент наполнения ковша грунтом; Кр - коэф-
фициент разрыхления грунта; Тц - продолжи-
тельность рабочего цикла экскавации грунта, с;
Тц = t\ + t2 + 6 + t* + h + 6 - время копа-
ния и заполнения ковша грунтом; t2 - время
подъема ковша с грунтом из забоя на уровень
стоянки экскаватора; /3 - время подъема и по-
ворота рабочего оборудования с груженым
ковшом от точки выхода из забоя к месту раз-
грузки; /4 - время разгрузки ковша; при раз-
грузке в бурт без залипания грунта = 0; при
разгрузке в кузов t4 = 2 с; t5 - время возврата
рабочего оборудования в забой; t6 - дополни-
тельное время управления рабочим оборудо-
ванием; при автоматической регулировке по-
токов жидкости и подачи топлива /6 = 0.
Время на совершение процесса копания и
заполнение ковша при полной реализации
мощности энергоустановки экскаватора
Л = (Лк4-Лп)/(#Пк),
где Ак- работа на отделение грунта от массива
и заполнение ковша; Ап - работа на подъем
элементов рабочего оборудования и рабочего
органа с грунтом при копании; N - мощность
энергоустановки экскаватора; Г|к - КПД пере-
дачи энергии от двигателя к рабочему органу в
процессе копания грунта.
Работа
А =/(^^^90,
где С - число ударов динамического плотно-
мера; Вк - ширина режущей кромки ковша;
Ф1 - угол поворота ковша при наборе грунта.
Работа
A Gp, 7?к> Рmax? Aiax> Ф1)>
где GK - вес ковша, определяемый по данным
статистической информации; для ковшей, ис-
пользуемых в слабых грунтах, бк = 0,9 Ик а
в прочных GK = (0,5 + 0,04 С) Ик при С > 12;
Gp - вес рукояти, определяемый по данным
статистической информации с привлечением
детерминированной модели [25]; Gp = 0,3 Gpo;
Gpo- вес стрелы и рукояти, Gpo= O,O133(Pmax)o,667x
х (Aiax)1,667J Лпах ~ максимальная сила, разви-
ваемая на кромке ковша экскаватора; 7?тах -
максимальный радиус действия экскаватора;
RK - расстояние от оси поворота ковша до его
режущей кромки; 7?р - длина рукояти.
При отсутствии в технической докумен-
тации значения Ртах ее вычисляют как макси-
мальную силу сопротивления копанию грунта
при заданных параметрах ковша, траектории
его движения и прочности грунта.
Мощность энергоустановки экскаватора
в аналогичной ситуации определяется зависи-
мостью
ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ
209
N /^тах^Лк?
где V - скорость движения режущей кромки
ковша при максимальной силе копания грунта.
Продолжительность подъема груженого
ковша из забоя и поворота его под разгрузку
t2 + h = (Лп.р - 4>.р) /(№1к) + 1,89х
х [/р^крУПпов)]0”,
где Ап,р - работа на подъем ковша с грунтом
из траншеи до уровня разгрузки; А'и р - работа
на подъем ковша с грунтом от уровня стоянки
экскаватора до уровня разгрузки; I - суммар-
ный момент инерции всех масс элементов кон-
струкции экскаватора относительно оси пово-
рота платформы при повороте ковша на раз-
грузку; Р - угол поворота платформы для раз-
грузки ковша; - коэффициент перераспре-
деления мощности двигателя при совмещении
движений поворота платформы и подъема
рабочего оборудования; т|пов - КПД механизма
поворота платформы.
Величины Лпр = f(Gw, Gf0, Rmm) и
^пр =/(^кг> Gpo, Лщах) определяются услови-
ем подъема ковша с грунтом от уровня средне-
го положения рабочего оборудования в забое
до среднего уровня разгрузки грунта.
Коэффициент перераспределения мощ-
ности энергоустановки при совмещении дви-
жений поворота платформы и подъема рабоче-
го оборудования определяет долю мощности
энергоустановки K^N, затраченной на поворот
платформы, а мощность на подъем рабочего
оборудования, совмещаемый с поворотом
платформы, составляет (1 -K^N.
Время подъема и поворота оборудования
t3 = [i,6/(/cKp)0’333 -(/cKp)0’666Jrp,
где tp - время разгона платформы при поворо-
те на разгрузку, когда энергии двигателя дос-
таточно, чтобы поднять ковш с грунтом на
уровень разгрузки за время торможения пово-
ротной платформы;
/р =1)18[/р2/(УПпов)]°’33,
где Г|пов - КПД механизма поворота плат-
формы.
Согласно физическому смыслу коэффи-
циент К^р не должен быть больше единицы.
В то же время его значение должно быть мак-
симальным для обеспечения минимального
времени поворота рабочего оборудования экс-
каватора под разгрузку при совмещении пово-
рота платформы и подъема рабочего оборудо-
вания. Коэффициент перераспределения мощ-
ности энергоустановки при этом вычисляется
при решении кубического уравнения, пред-
ставляющего условие достаточности энергии,
поступающей от двигателя, для подъема ковша
на уровень разгрузки.
Работа
4.₽ = (l,6-KKp)Nf]Ktp/(KKp)0'333.
Если при решении кубического уравне-
ния получают Ккр > 1, то его принимают рав-
ным единице. Это означает, что энергии дви-
гателя, вырабатываемой при торможении по-
воротной платформы, достаточно для подъема
ковша с грунтом на уровень разгрузки. В слу-
чае, когда известен момент М, развиваемый
механизмом привода поворотной платформы,
время на поворот платформы на разгрузку
определяется выражением /3 = 3,20/ / М. Вре-
мя на возврат рабочего оборудования в забой
/5 = 3,20/'/А/. При отсутствии информации о
моменте, развиваемом механизмом поворота
платформы,
t5 = 1>89[/'р2/(УПпо.)]0’33,
где Г - суммарный момент инерции всех масс
элементов экскаватора относительно оси пово-
рота платформы при повороте рабочего обору-
дования с пустым ковшом в забой.
При расчете моментов инерции масс
элементов экскаватора относительно оси пово-
рота платформы использовалась зависимость
I^Grflg,
где Gj - вес элемента конструкции экскавато-
ра, вычисляемый из условия прочности изде-
лия при изменении его линейных размеров с
соблюдением конструктивно-геометрического
подобия; Rj - расстояние от оси поворота
платформы до центра тяжести элемента конст-
рукции; G, = К (Ртах ,)° “7 Д , 667> где К - ко-
эффициент, учитывающий механические ха-
рактеристики материала и эффективность его
расхода в конструкции; < - максимальная
нагрузка, воспринимаемая z-м элементом кон-
струкции; Lj - основной геометрический пара-
метр z-ro элемента конструкции.
210
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИИ И РАСЧЕТА МАШИН
Вес конструкции двигателя и элементов
трансмиссии
С = Л + ВРтах, (2.2.31)
где А и В - коэффициенты, зависящие от кон-
структивной формы и материалов деталей и
определяемые по данным статистической ин-
формации. Геометрические параметры экска-
ватора и элементов его конструкции опреде-
ляются по технической документации или на
основе статистического анализа параметров
конструкций современных экскаваторов с гид-
роприводом. Полученная математическая мо-
дель позволяет анализировать зависимость
производительности экскаватора от его основ-
ных параметров при различных сочетаниях
эксплуатационных условий, характеризуемых
прочностью грунта, размерами отрываемой
траншеи и технологическими приемами вы-
полнения работ. Для оценки достоверности
результата расчета производительности экска-
ватора воспользуемся протоколом сравнитель-
ных испытаний одноковшовых полноповорот-
ных экскаваторов с обратной лопатой 12 круп-
нейших компаний (см. табл. 2.2.13).
Однако из-за неполноты информации об
испытаниях зарубежных машин при сопостав-
лении расчетных данных с эксперименталь-
ными необходима оценка влияния этих факто-
ров на производительность экскаватора для
определения их наиболее вероятных значений.
Для этого были выполнены специальные рас-
четы на примере экскаваторов Atlas 1704LC и
JCB JS200LC (Кк = 1,25 м3 и b = 1,5 м) - лиде-
ров по производительности представленной в
табл. 2.2.13 группы.
На рис. 2.2.48 показаны зависимости
расчетной производительности экскаваторов
Atlas 1704LC и JCB JS200LC от угла Р поворо-
та платформы под разгрузку ковша, которая
при увеличении угла поворота платформы в
пределах 10...90° изменяется в 1,6-1,7 раза.
При организации сравнительных испытаний
экскаваторов различных фирм для определе-
ния производительности необходимо контро-
лировать или фиксировать угол поворота
платформы. По ГОСТ 30067-93 рекомендуется
продолжительность рабочих циклов опреде-
лять при повороте платформы на 90°. Расчет
производительности экскаваторов, указанных
в табл. 2.2.13, при таком угле поворота плат-
формы дал результаты меньше, чем получен-
ные экспериментально. На графике линиями,
параллельными оси абсцисс, указаны уровни
экспериментальных значений производительно-
сти экскаваторов Atlas 1704LC и JCB JS200LC.
Эти линии пересекают расчетные кривые про-
изводительности в диапазоне углов поворота
платформы 30...45°. В то же время расчеты
значения производительности большинства
указанных в табл. 2.2.13 экскаваторов близки к
экспериментальным при этих же значениях
угла поворота платформы.
2.2.13. Результаты сравнительных испытаний экскаваторов
№ Марка экскаватора Масса, т Мощность, кВт Производитель- ность, м3/ч Момент поворота платформы, тм
1 Atlas 1704 LC 21 107 652 5,78
2 JCB JS200LC 20,135 91 605 7,15
3 Fiat Hitachi FH200LC 20,525 92 565 . 6,64
4 KatoHD700 21,06 92 563 5,76
5 Caterpillar 320L 22,25 96 536 5,93
6 Liebherr R9t2 Litr. 21,685 90 522 5,67
7 Kobeico SK200LC 21,9 99 507 6,28
8 Hyundai Robex 200LC 21,225 102 483 6,34
9 Case Poclain 1088Maxi 22,205 95 470 4,45
10 Samsung SE210LC 21,575 96 458 6,46
11 Komatsu PC210LC-5 22,33 92 458 7,96
12 Benmac 3.20R 18,675 79 409 5,62
ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ
211
Рис. 2.2.48. Зависимости производительности Пт
экскаваторов Atlas 1704LC (7) и JCB JS200LC (2)
от угла 0 поворота платформы иа разгрузку
ковша
Рис. 2.2.49. Зависимости производительности Пт
экскаваторов Atlas 1704LC (7,3,5) и JCB JS200LC
(2,4,6) от коэффициента поджатия рабочего
оборудования к„ при повороте платформы
На рис. 2.2.49 представлены зависимости
производительности этих же экскаваторов от
коэффициента поджатия к^ рабочего оборудо-
вания при повороте платформы. Коэффици-
ент кп определяет расстояния между центром
поворота платформы и центром тяжести эле-
ментов рабочего оборудования (стрела - руко-
ять - ковш) при повороте ковша на разгрузку и
равен отношению этого расстояния соответст-
вующего элемента рабочего оборудования в
поджатом положении в момент разгона плат-
формы к его максимально возможному значе-
нию, определяемому положением рабочего
оборудования экскаватора при максимальном
радиусе действия.
Изменение коэффициента к^ в диапазоне
0,1... 1 вызывает изменение производительно-
сти экскаваторов в 1,6-1,7 раза. Линиями, па-
раллельными оси абсцисс, отмечены уровни
производительности 77т, полученные измере-
ниями. Пересечение этих линий с зоной, огра-
ниченной расчетными кривыми 77т30 и П^5,
определяющими производительность экскава-
торов при углах поворота платформы соответ-
Рис. 2.2.50. Зависимости производительности 77т
экскаваторов Atlas 1704LC (7) и JCB JS200LC (2)
от прочности грунта С
ственно 30 и 45°, наблюдается при коэффици-
енте кп < 0,3. Наблюдения за работой экскава-
торов и приближенный расчет расстояний от
центров тяжести элементов рабочего оборудо-
вания до центра поворотной платформы в мо-
мент подъема ковша из забоя до уровня опор-
ной поверхности экскаватора дали основания
принять кц = 0,25 в момент разгона платформы.
Результаты расчетов по определению
влияния прочности грунта С на производи-
тельность экскаватора 77т представлены на рис.
2.2.50 (по оси абсцисс показано изменение
числа ударов С динамического плотномера).
Производительность экскаваторов Atlas 1704LC
и JCB JS200LC начинает снижаться при работе
на грунтах прочностью С > 6. Расчетная про-
изводительность, наиболее близкая к измерен-
ной, у всех экскаваторов наблюдается при
числе ударов динамического плотномера С = 9.
Математическая модель производитель-
ности экскаватора позволяет оптимизировать
копание по производительности в заданных
условиях работы путем выбора траектории
движения в грунте режущей кромки ковша.
Для всех экскаваторов оптимальная траекто-
рия движения ковша при копании определяет-
ся углом поворота рабочего оборудования на
80... 100°, что практически соответствует ко-
панию грунта поворотом ковша относительно
рукояти.
С учетом выводов предварительных вы-
числений приняты следующие условия для
расчета производительности группы экскава-
торов, представленных в табл. 2.2.15:
глубина котлована согласно требованиям
ГОСТ 30067 составляет около 66 % максималь-
ной глубины копания экскаватора, т.е. 4,6 м;
грунт III категории, число ударов дина-
мического плотномера С = 9;
212
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
угол поворота платформы на разгрузку
ковша 30 и 45°;
подъем и опускание рабочего оборудова-
ния выше уровня опорной поверхности экска-
ватора совмещаются с поворотом платформы;
совмещение операций при повороте платфор-
мы, как показали расчеты, рационально прово-
дить на этапе ее торможения;
разгон поворотной платформы при дви-
жении ковша на разгрузку выполняется при
поджатом рабочем оборудовании на 25 % мак-
симального радиуса действия;
дополнительное время на переключение
рычагов управления принято равным нулю;
КПД привода рабочего оборудования
принят равным 0,68, а привода поворотной
платформы - 0,7.
На рис. 2.2.51 представлены расчетные
производительности сопоставляемых экскава-
торов (Ик = 1,25 м3 и Вк = 1,5 м) в условиях
поворота платформы на 30 и 45°.
Анализ графического материала позволя-
ет констатировать удовлетворительную схо-
димость расчетных значений производитель-
ности с экспериментальными данными. Сред-
нее отклонение расчетных значений произво-
дительности от измеренных для 12 экскавато-
ров составляет 4,5 и 13,3 % при углах поворота
платформы соответственно 30 и 45°.
Наибольшее значение как расчетной, так
и измеренной производительности наблюдает-
ся у экскаватора Atlas 1704LC. Однако по дан-
ным испытаний эта машина расходует больше
топлива на 1 м3 разработанного грунта. В свя-
зи с этим был проведен теоретический анализ
удельных показателей экскаваторов, результа-
ты которого представлены на рис. 2.2.52.
Удельная по мощности производитель-
ность экскаваторов 77т / N [м3 • с / (ч • кН • м)]
определяется количеством выработанного
грунта на единицу мощности установленного
двигателя, а удельная по массе экскаватора
производительность ГЦ/т [м3/(ч т)] - количест-
вом разработанного в единицу времени грунта,
приходящегося на 1 т массы экскаватора.
По данным расчета и эксперимента луч-
шая удельная по массе производительность -
у наиболее энергонасыщенного экскаватора
Atlas 1704LC, а лучшая удельная по мощно-
сти производительность - у экскаватора
JCB JS200LC.
Рис. 2.2.51. Производительности ПТ экскаваторов
(по табл. 2.2.13) при угле поворота платформы
на 30 (7) и 45° (2):
А - экспериментальные значения
Рис. 2.2.52. Удельные производительности IJt/Nh
ПТ/т экскаваторов (по табл. 2.2.13):
1 - теоретическая удельная по мощности
производительность при повороте платформы на 30°;
2 - то же, при повороте платформы на 45°;
3 - теоретическая удельная по массе
производительность при повороте платформы на 30°;
4 - то же, при повороте платформы на 45°;
А - удельная по мощности производительность;
о - удельная по массе экскаватора
производительность по экспериментальным данным
В связи с неоднозначностью выводов по
представленным показателям для дальнейшего
анализа сравнительной эффективности был
использован комбинированный показатель -
удельная по мощности и массе производитель-
ность 77т= (mN) [м3 с/(ч кН т)], которая опре-
деляется как частное от деления производи-
тельности экскаватора на мощность его двига-
теля и массу машины.
На рис. 2.2.53 представлена удельная по
мощности и массе производительность раз-
личных экскаваторов по результатам расчета и
эксперимента.
Лучшей машиной из анализируемой груп-
пы по удельной мощности и массе производи-
тельности является экскаватор JCB JS200LC.
Кривые на рис. 2.2.51 - рис. 2.53 практически
эквидистантны для всех машин, за исключе-
нием точек, характеризующих экскаватор
Case Poclain 1088 Maxi, вращающий момент ме-
ханизма привода платформы которого минималь-
ный из представленной группы экскаваторов.
ЭКСКАВАТОРЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
213
Рис. 2.2.53. Удельная по массе и мощности
производительность Пт = (mN) 12 экскаваторов:
-----теоретическая удельная по мощности и массе
производительность при повороте платформы на 30°;
-----то же, при повороте платформы на 45°;
А - удельная по мощности и массе производительность
по результатам эксперимента
Рис. 2.2.54. Зависимости производительности Пт
от момента М механизма привода поворота плат-
формы экскаватора:
/ - JCB JS200LC; 2 - Case Poclain 1088 Maxi
На рис. 2.2.54 показаны зависимости про-
изводительности Пт эксаваторов JCB JS200LC
и Case Poclain 1088 Maxi от момента М меха-
низма привода поворотной платформы. Здесь
даны две горизонтальные линии, определяю-
щие уровни производительности экскаваторов
JCB JS200LC (верхняя) и Case Poclain 1088 Maxi
(нижняя) и соответствующие производитель-
ности, обусловленной характеристиками меха-
низма привода поворота платформы. Макси-
мальная производительность обоих экскавато-
ров при вращающем моменте механизма при-
вода поворота платформы около 110 кН м, что
соответствует реализации всей мощности дви-
гателя экскаватора при повороте платформы
на 45°. Дальнейшее увеличение вращающего
момента механизма привода поворота плат-
формы не эффективно из-за отсутствия резерва
мощности. Отношение момента установленно-
го механизма привода поворота платформы к
максимальному моменту по мощности двига-
теля у экскаватора JCB JS200LC (0,65) выше,
чем у экскаватора Case Poclain 1088 Maxi (0,4).
Этим и определяется отмеченное снижение
показателей эффективности на рис. 2.2.51 -
рис. 2.2.53, т.е. техническая характеристика
механизма привода поворота платформы экс-
каватора Case Poclain 1088 Maxi не позволяет
использовать мощность двигателя в такой же
степени, как у других машин.
Разработанные методика и программа
расчета производительности экскаватора могут
быть полезны для решения следующих задач:
расчета производительности экскаватора
при проектировании;
обоснования модернизации экскаваторов
для сокращения времени цикла, изменения
мощности двигателя и других параметров,
связанных с производительностью;
сравнения экскаваторов одного класса,
выпускаемых разными производителями;
технико-экономического обоснования
для принятия решений по приобретению зару-
бежной техники;
обоснования преимуществ и рекламы
продаваемых экскаваторов;
технико-экономических расчетов при
проектировании, модернизации и эксплуата-
ции экскаваторов в заданных условиях приме-
нения.
2.2.8. ЭКСКАВАТОРЫ НЕПРЕРЫВНОГО
ДЕЙСТВИЯ
Экскаваторы непрерывного действия
разрабатывают грунт или другой материал и
одновременно транспортируют его в отвал или
транспортное средство. Большинство таких
экскаваторов предназначено для разработки
грунтов категорий 1 -4, не имеющих крупных
минеральных включений. Некоторые способ-
ны разрабатывать мерзлые грунты и другие
прочные материалы. Экскаваторы непрерыв-
ного действия применяют для разработки вы-
емок (траншей и каналов) различных форм и
размеров, возведения насыпей и планирования
горизонтальных и наклонных поверхностей, а
также для выполнения других видов работ при
строительстве дорог, нефте- и газопроводов,
оросительных и осушительных каналов, дре-
нажных систем и др. Кроме того, их исполь-
зуют при добыче строительных материалов
(глины, песка, гравия) и при разработке полез-
ных ископаемых (бурого угля, торфа, фосфо-
ритов и т.д.).
214
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Сравнивая одноковшовые экскаваторы и
экскаваторы непрерывного действия, следует
отметить следующие преимущества последних:
благодаря совмещению и непрерывности
рабочих операций они имеют более высокую
техническую производительность при рав-
ных массах машин и мощностях силовых ус-
тановок;
однотипность рабочих движений облег-
чает управление и позволяет автоматизировать
рабочий процесс;
при работе в карьерах они позволяют
производить экскавацию с равномерным пере-
мешиванием и измельчением прослоек (на-
пример, при добыче глины для кирпичных
заводов) или раздельную разработку прослоек
полезных ископаемых и пустой породы;
могут разрабатывать грунт с получением
точного профиля поперечного сечения выемки
и окончательной отделкой ее поверхностей.
Их недостатками являются:
меньшая надежность вследствие сложно-
сти конструкции;
невозможность бесперебойной работы
экскаватора при больших размерах твердых
включений, содержащихся в разрабатываемом
грунте;
меньшая универсальность (находят наи-
большее применение при достаточно больших
объемах однотипных работ).
Экскаватор непрерывного действия со-
стоит из следующих элементов: тягача; рабо-
чих органов; транспортирующих устройств;
устройства для крепления к раме тягача и пе-
ремещения относительно нее рабочих органов
и транспортирующих устройств; механизмов
привода рабочих и вспомогательных исполни-
тельных устройств.
Основной рабочий орган представляет
собой замкнутую цепь или ротор с закреплен-
ными на одинаковом расстоянии друг от друга
ковшами, скребками или резцами. Грунт раз-
рабатывается при одновременном относитель-
ном и переносном движениях. Относительное
движение - непрерывное многократное пере-
мещение ковшей (скребков, резцов) вместе с
рабочим органом по замкнутой траектории
относительно рамы рабочего органа. Каждый
ковш или заменяющий его элемент работает в
цикличном режиме, последовательно выпол-
няя следующие операции: отделение грунта от
массива с выносом его из забоя, разгрузка,
возврат в забой. Так как элементы рабочего
органа располагаются равномерно по всей
длине цепи (окружности ротора), в любой
фиксированный момент времени они находят-
ся на разных этапах рабочего цикла. В целом
рабочий орган все перечисленные операции
выполняет одновременно. Переносное движе-
ние (подача) - перемещение рабочего органа
вместе с рамой - реализуется тягачом.
Транспортирующее устройство, в основ-
ном в виде ленточного, скребкового или вин-
тового конвейера, принимает от рабочего ор-
гана порции грунта, перемещает и направляет
его в транспортное средство, отвал или специ-
альное разгружающее устройство. В некото-
рых случаях транспортировка грунта осущест-
вляется только рабочим органом.
Экскаваторы непрерывного действия
классифицируются по назначению, характеру
перемещения рабочего органа в пространстве,
типам рабочего, органа, ходового устройства,
силового оборудования и привода механизмов:
по назначению - траншейные экскавато-
ры для рытья и засыпки траншей; экскаваторы-
дреноукладчики для строительства дренажных
систем; экскаваторы-каналокопатели - для раз-
работки, ремонта и очистки каналов; карьер-
ные экскаваторы для добычи строительных
материалов и полезных ископаемых;
по характеру перемещения рабочего ор-
гана - поперечного копания, направление
движения которых перпендикулярно плоско-
сти перемещения рабочего органа; продольно-
го копания, направление движения которых
параллельно плоскости перемещения рабочего
органа; радиального копания, рабочий орган
которых перемещается, поворачиваясь относи-
тельно вертикальной оси;
по типу рабочего органа - цепные, ро-
торные, шнекороторные, фрезерные, плужно-
фрезерные, двухфрезерные экскаваторы;
по типу ходового устройства - гусенич-
ные, пневмоколесные и рельсоколесные, а
также модели с комбинированным ходовым
устройством;
по типу силового оборудования и привода
механизмов - с ДВС, механическим, гидравли-
ческим, электрическим или комбинированным
приводами, а также с электрическим многомо-
торным приводом от внешней сети (карьерные
экскаваторы, работающие в ограниченной зоне).
Для экскаваторов непрерывного действия
принято буквенно-цифровое условное обозна-
чение (рис. 2.2.55 и табл. 2.2.14): для траншей-
ных экскаваторов (ЭТЦ - цепной, ЭТР - ро-
торный) первые две цифры - глубина копания
ЭКСКАВАТОРЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
215
------Если не было модернизации _
а) б)
Рис. 2.2.55. Структура условного обозначения экскаваторов непрерывного действия:
а - продольного копания; б - поперечного копания
2.2.14. Классификация экскаваторов непрерывного действия
Признак классификации Буквенное условное обозначение* Наименование
Характер перемещения рабочего органа Тип рабочего органа Назначение
Продольное копание Цепной Траншейный этц (ЭТУ, ЭТН) Цепной траншейный экскаватор
Дреноукла- дочный Экскаватор-дреноукладчик
Роторный Траншейный ЭТР (ЭР) Роторный траншейный экскаватор
Дреноукла- дочный Экскаватор-дреноукладчик
Шнеко- роторный Канальный ЭТР Шнекороторный экскаватор- каналокопатель
Двух- фрезерный Канальный ЭТР (КФН) Двухроторный или двухфрезер- ный экскаватор-каналокопатель
Плужно- роторный Канальный мк Плужно-роторный каналокопа- тель
Поперечное копание Цепной Карьерный эм Цепной экскаватор
Мелиоратив- ный МР Мелиоративный экскаватор
Радиальное копание Роторный Карьерный ЭР Роторный стреловый экскаватор
* В скобках указано устаревшее условное обозначение.
в дециметрах, третья - порядковый номер мо-
дели; для экскаваторов радиального копания
(ЭР) первые три цифры - вместимость ковша в
литрах, четвертая - порядковый номер модели;
для экскаваторов поперечного копания (ЭМ)
первые две цифры - вместимость ковша в лит-
рах, третья - порядковый номер модели. При мо-
дернизации после цифрового обозначения до-
бавляют буквы по порядку русского алфавита.
В конце условного обозначения указывается
обозначение специального климатического ис-
полнения машины (ХЛ - северное исполнение,
Т - тропическое, ТВ - тропическое влажное).
Например, индекс ЭТЦ-252А обозначает: экска-
ватор траншейный цепной с глубиной копания
до 25 дм, второй модели, первой модернизации.
216
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Плужно-фрезерным экскаваторам-кана-
локопателям присваивается общее буквенное
обозначение мелиоративных каналокопателей
МК и порядковый номер по реестру, например,
МК-23, экскаваторам-каналоочистителям - ин-
декс машин для ремонта и содержания мелио-
ративных систем МР и порядковый номер по
реестру, например, МР-15. При модернизации
плужно-фрезерных каналокопателей и канало-
очистителей после цифрового обозначения
также добавляют букву по порядку русского
алфавита.
Рабочие органы и транспортирующие
устройства. Роторы экскаваторов непрерыв-
ного действия выполнены по общей конструк-
тивной схеме (рис. 2.2.56, а). Несущие элемен-
ты роторного рабочего органа - два кольца 6,
расположенные в параллельных плоскостях и
соединенные перемычками. Внутренними по-
верхностями кольца опираются на ребордные
ролики 1 и 5, воспринимающие радиальные и
осевые нагрузки. По периферии колец равно-
мерно расположены ковши. На широких рото-
рах ковши устанавливают в два ряда с проме-
жуточным третьим кольцом и со смещением
одного ряда относительно другого на 1/2 шага
ковшей, чем обеспечивается более равномер-
ная нагрузка на ротор при работе. Ковш состо-
ит из арочного козырька 4 с установленными в
его передней части сменными режущими зубь-
ями 2 и цепного днища 3. Ковши открыты с
лобовой стороны для поступления в них грун-
та и с внутренней стороны - для разгрузки.
При вращении ротора ковши, перемеща-
ясь вдоль груди забоя, разрабатывают грунт
и заполняются им. Для защиты от просыпа-
ния грунта внутрь ротора служит обечайка 1
(рис. 2.2.57, а), установленная на раме ротора и
прилегающая к внутренней его стороне. Верх-
ний край обечайки расположен в начале зоны
разгрузки. При достижении ковшами этой зоны
грунт разгружается в открывшуюся внутрен-
нюю полость ротора на отвальный конвейер 2
или на тарельчатый питатель 4 (рис. 2.2.57, б),
который отбрасывает грунт в установленный
сбоку ротора 3 конвейер 5. Благодаря встряхи-
ванию цепей вследствие их провисания в мо-
мент разгрузки грунта ковши с цепным дни-
щем опорожняются практически полностью,
что является их преимуществом перед ковша-
ми со сплошным днищем и компенсирует не-
достатки: меньшие герметичность и надеж-
ность.
Цепной ковшовый рабочий орган (см.
рис. 2.2.56, б) представляет две длиннозвенные
замкнутые цепи 8 с закрепленными на них
ковшами 9 со сплошным днищем; опорами
Рис. 2.2.56. Рабочие органы непрерывного действия:
а - роторный; б - цепной ковшовый; в - цепной с комбинированными рабочими элементами;
г - скребковый; д - фрезерный
ЭКСКАВАТОРЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
217
а) Л
Рис. 2.2.57. Схемы разгрузки грунта из ковшей рабочих органов:
а - роторного продольного копания; б-роторного радиального копания; в - цепного ковшового
цепей являются приводные звездочки 10 или
граненый барабан, натяжные колеса 7, опор-
ные и поддерживающие ролики, оси которых
закреплены на раме. Для натяжения цепей на
раме устанавливается натяжное устройство.
При рытье широких траншей применяются
рабочие органы с тремя цепями и двумя ряда-
ми ковшей. Наиболее распространены ковши
со свободной разгрузкой с внутренней сторо-
ны (см. рис. 2.2.57, в). В течение операции
копания грунт удерживается благодаря форме
и размеру ковша. При огибании цепями при-
водных звездочек 6 ковш 7, закрепленный на
звеньях цепи только в передней части, опроки-
дывается, его хвостовая часть при этом подни-
мается и разгружает грунт на конвейер 2. Для
работ с липкими грунтами применяют само-
очищающиеся ковши. Цепь с такими ковшами
состоит из чередующихся звеньев двух типов:
первое звено представляет собой ковш без
задней стенки, второе - холостое, своим про-
должением образующее заднюю стенку ковша.
При набегании холостого звена на приводной
барабан задняя стенка поворачивается и вы-
талкивает грунт из ковша. Реже встречаются
ковши со свободной разгрузкой внутрь рабо-
чего органа.
На многих современных цепных тран-
шейных экскаваторах вместо ковшей установ-
лены комбинированные устройства (см. рис.
2.2.56, в), каждое из которых состоит из ароч-
ного козырька 4, с закрепленными на нем рез-
цами 2, и скребка 11 для выноса грунта, что не
отражается на копании грунта, но обеспечива-
ет более удобную его разгрузку. В пределах
траншеи грунт удерживается от просыпания
стенками и грудью забоя, а на выходе из тран-
шеи - лотком, заканчивающимся в начале зо-
ны разгрузки.
Для повышения эффективности разра-
ботки грунта на всех описанных рабочих орга-
нах используют специальную расстановку
резцов. При этом все ковши рабочего органа
разделяются на идентичные последовательные
группы. Таких групп может быть две и более.
Внутри каждой группы ковшей резцы расстав-
лены так, что каждый из них перемещается по
своей траектории. Например, при двухгруппо-
вой расстановке резцов на 14-ковшовом рабо-
чем органе по следу резцов первого ковша
перемещаются лишь резцы восьмого и т.д. По
ширине кромки ковша резцы расставлены
примерно с одинаковым шагом.
Для разработки легких грунтов исполь-
зуются безрезцовые ковши.
Цепные скребковые рабочие органы при-
меняют для рытья узких траншей. Грунт раз-
рабатывают резцы 13 и 14 (см. рис. 2.2.56, г),
скребки 12 удаляют его из траншеи. Число
резцов, приходящихся на один скребок, опре-
деляется шириной траншеи. Внутри группы
резцы различаются расстоянием между режу-
щими кромками и располагаются последова-
тельно от самого узкого до самого широкого.
Для увеличения глубины копания рабо-
чие органы некоторых экскаваторов могут
быть удлинены специальным оборудованием,
состоящим из рамы-вставки, дополнительных
роликов, скребков, резцов и звеньев цепи.
Для разработки траншей в прочных и
мерзлых грунтах применяют цепи, к звеньям
которых крепятся каретки, с установленными в
них зубьями по специальной схеме. Для наре-
зания в таких грунтах щелей используют баро-
вый рабочий орган. Он представляет собой
бесконечную цепь, звенья которой - кулачки,
с закрепленными в них сменными зубьями.
Цепные рабочие органы по сравнению с
роторными имеют меньшие массу и габарит-
ные размеры, однако большую энергоемкость
копания.
218
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Фрезерный рабочий орган применяют для
прокладки узких траншей в прочных и мерз-
лых грунтах, а также для рытья каналов
(в двухфрезерных и плужно-фрезерных экска-
ваторах). Таким рабочим органом является
диск с закрепленными на его периферии рез-
цами (см. рис. 2.2.56, д), разрабатывающими
грунт и выносящими его на поверхность.
Кроме рассмотренных основных рабочих
органов на экскаваторах непрерывного дейст-
вия применяют откосообразователи и зачист-
ные устройства. Откосообразователи исполь-
зуют при прокладке траншей в обрушающихся
грунтах (ножевые и цепные) и рытье каналов
(шнековые и плужные). Ножевые откосообра-
зователи, используемые роторными траншей-
ными экскаваторами, представляют собой но-
жи, неподвижно закрепленные на кронштей-
нах с обеих сторон рамы ротора под некото-
рым углом к его плоскости.
Цепные траншейные экскаваторы обору-
дуются активными откосообразователями в
виде двух цепей с резцами, закрепленными в
их звеньях. Каждая цепь одним концом закре-
плена на коромысле, качающемся относитель-
но рамы рабочего органа, а вторым - на паль-
це, эксцентрично расположенном на вращаю-
щемся натяжном колесе. Более эффективны
цепные откосообразователи, так как они про-
пиливают грунт. В обоих случаях разработан-
ный грунт обрушается вниз, захватывается
ковшами (скребками) и выносится на разгрузку.
Шнековые и плужные откосообразовате-
ли - рабочие органы соответственно шнекоро-
торного и плужно-фрезерного каналокопате-
лей - отделяют грунт от массива и подают его
на ротор.
Зачистные устройства служат для зачи-
стки и сглаживания с одновременным уплот-
нением дна траншей и каналов, а также отко-
сов последних.
В качестве устройств для транспорти-
рования грунта на экскаваторах непрерывного
действия применяют ленточные, скребковые,
винтовые конвейеры, а также отвалы и метатели.
Ленточные конвейеры, получившие наи-
большее распространение, делятся на прямо-
линейные, криволинейные и двухсекционные
складные. Конвейеры последних двух типов
могут быть установлены для отсыпки грунта с
обеих сторон траншеи (канала), поэтому они
нашли наибольшее применение среди экскава-
торов продольного копания. Некоторые моде-
ли экскаваторов оснащены трехсекционными
складными конвейерами. Конвейер состоит из
резинотканевой ленты, служащей несущим
элементом, рамы, барабанов, опорных и под-
держивающих роликов, системы очистки ба-
рабанов и ленты.
У реверсивных двухсекционных и криво-
линейных конвейеров оба концевых барабана
имеют натяжные устройства, поэтому натяж-
ным может быть любой из них в зависимости
от того, с какой стороны траншеи происходит
выгрузка грунта. На двухсекционных конвейе-
рах с центральным приводом барабанов на
границе секций устанавливают промежуточ-
ный барабан, на конвейерах с раздельным при-
водом барабан заменяется опорным роликом.
Все барабаны двухсекционных конвейеров
приводные. Криволинейные конвейеры могут
иметь один или два приводных барабана.
На скребковых экскаваторах устанавли-
вают винтовые конвейеры, которые отодвига-
ют грунт в сторону от траншеи. Фрезерные
экскаваторы для этой же цели оборудуют от-
валами. На некоторых экскаваторах устанав-
ливаются метатели в виде лопастных бараба-
нов, отбрасывающих грунт по обе стороны
траншеи. В комплекте с метателями применя-
ют отражатели для регулирования дальности
отбрасывания грунта.
Роторные и фрезерные траншейные
экскаваторы. Роторные траншейные экска-
ваторы (рис. 2.2.58) предназначены для рытья
траншей различного назначения в талых грун-
тах категорий 1-4 и мерзлых грунтах и пред-
ставляют собой самоходную машину, состоя-
щую из двух основных частей: тягача 1 и ра-
бочего оборудования. В отечественных экска-
ваторах в качестве тягачей применяют пере-
компонованные тракторы или специальные
тягачи, использующие узлы промышленных
тракторов. Рабочее оборудование включает
ротор 2, конвейер 3 (чаще реверсивный), ра-
му 4, зачистное устройство 5, съемный ноже-
вой откосообразователь, механизм подъема
рабочего оборудования 6 и механизм переме-
щения конвейера. Среди современных отече-
ственных экскаваторов различают навесные и
полуприцепные. У полуприцепных экскавато-
ров рабочий орган сзади опирается на колесо
или лыжу.
ЭКСКАВАТОРЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
219
Рис. 2.2.58. Роторный навесной траншейный экскаватор ЭТР-204А
Привод ходовой части, ротора и конвейе-
ра осуществляется через механические, гидро-
или электромеханические трансмиссии. Для
оптимизации режима работы экскаватора в
различных условиях работы трансмиссия
обеспечивает несколько скоростей рабочего
передвижения или их плавное изменение, а в
некоторых случаях несколько скоростей ленты
конвейера и частот вращения ротора. Для пе-
редвижения на транспортных скоростях ис-
пользуют тракторную многоскоростную ре-
версивную коробку передач, а для увеличения
числа возможных рабочих скоростей ее до-
полняют многоскоростным механическим хо-
доуменьшителем. Бесступенчатое регулирова-
ние рабочих скоростей обеспечивается гидро-
или электромеханическим ходоуменьшителем.
Привод ходового устройства в рабочем режи-
ме экскаваторов с электромеханическим ходо-
уменьшителем обеспечивается электродвига-
телем, а экскаваторов с гидромеханическим
ходоуменьшителем - гидромотором, в кото-
рый подается рабочая жидкость от регулируе-
мого насоса.
В отечественных экскаваторах применя-
ют механический или электромеханический
привод ротора. Для уменьшения скручиваю-
щих деформаций ротора вращающий момент
передается ему через два зубчатых венца, ус-
тановленных на роторе с обеих сторон. Раз-
ветвление потока мощности происходит в раз-
даточной коробке. Зубчатые венцы набирают
из отдельных сегментов путем их наклепки на
несущие кольца ротора. Изготовленный таким
способом венец имеет большие погрешности в
зацеплении, которые усугубляются при экс-
плуатации вследствие деформаций ротора.
Этим обусловлена необходимость введения в
раздаточную коробку дифференциального ме-
ханизма. Для предохранения трансмиссии от
поломок при встрече ротора с непреодолимым
препятствием предусмотрена муфта предель-
ного момента.
Навесные экскаваторы ЭТР-204А,
ЭТР-223А и ЭТР-224А имеют идентичные
конструкции на базе переоборудованного
трактора Т-170. Двигатель с коробкой передач
и кабина вместе с лонжеронами вынесены
вперед относительного гусеничного хода.
Опорная площадь гусеничного хода увеличена
путем удлинения гусеничных тележек и уве-
личения ширины башмаков гусениц. Для уве-
личения силы тяги с одновременным умень-
шением скорости передвижения в трансмис-
сию трактора добавлены бортовые редукторы.
Все эти модели имеют общую кинемати-
ческую схему. Привод гусениц на транспорт-
ном ходу осуществляется от двигателя через
коробку передач и бортовые редукторы. При
рабочем движении экскаватора поток мощно-
сти от двигателя через коробку передач посту-
пает в раздаточную коробку, в которой он
делится на три части: 1) на привод ходового
устройства; 2) через предохранительную муф-
ту в дифференциальный редуктор привода
ротора; 3) на привод насоса автономной гид-
росистемы экскаватора. Раздаточная коробка
позволяет получить две частоты вращения
ротора и обеспечивает его реверсирование. От
дифференциального редуктора вращающий
момент через цепные передачи, редукторы и
шестерни передается на зубчатый венец рото-
ра. Так как взаимное расположение тягача и
рабочего оборудования нестационарно, для
220
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
передачи движения ротору применяют двух-
ступенчатую цепную передачу с плавающим
блоком звездочек.
Конвейеры экскаваторов ЭТР-204А,
ЭТР-223А и ЭТР-224А расположены внутри
ротора на специальных катках и могут отсы-
пать грунт по обе стороны траншеи. Конвейер
экскаватора ЭТР-204А криволинейный, а экс-
каваторов ЭТР-223А и ЭТР-224А двухсекцион-
ный складной. Для удерживания отвальной
секции в рабочем положении используется
канатоблочная система, управляемая гидроци-
линдром. Привод конвейеров осуществляется
гидромоторами. Зачистной башмак является
одновременно зачистным устройством и зад-
ней опорой.
Полуприцепной экскаватор ЭТР-253А со-
стоит из тягача, созданного на базе дизель-
электрического трактора ДЭТ-350, и рабочего
оборудования, задняя часть которого опирает-
ся на грунт через колесо, а передняя соединена
с тягачом через сцепное устройство, позво-
ляющее рабочему оборудованию поворачи-
ваться в плане относительно тягача. Измене-
ниям подверглась трансмиссия трактора: для
передвижения на транспортных скоростях
введена механическая передача, для получе-
ния рабочих скоростей в электросхему трак-
тора добавлен магнитный усилитель. Транс-
миссия ротора расположена в его полости и
состоит из электродвигателя, предохрани-
тельной муфты, раздаточной коробки с диф-
ференциальным механизмом и шестерен,
зацепляющихся с венцами ротора. Оба бара-
бана двухсекционного конвейера приводятся
электродвигателями через редукторы. Гидро-
система экскаватора состоит из систем подъ-
ема рабочего оборудования и конвейера. При
работе на участках с низкой несущей способ-
ностью грунта на дне траншеи в дополнение к
колесу устанавливают две лыжи.
Экскаватор ЭТР-254А состоит из тягача,
разработанного на базе узлов тракторов К-701
и Т-130, и рабочего оборудования полу при-
цепного типа. Привод всех механизмов меха-
нический. В качестве рабочего органа исполь-
зуется ротор с двухрядным расположением
ковшей. Конвейер двухсекционный складной.
Фрезерный траншейный экскаватор
ЭТР-134 предназначен для прокладки узких
траншей в прочных и мерзлых грунтах, при
этом он может буксировать кабелеукладчик
(рис. 2.2.59).
Экскаватор состоит из гусеничного тяга-
ча У и рабочего оборудования в виде фрезы 2,
зачистного башмака 3 и отвалов 4, установ-
ленных на общей раме 5. Сцепное устройство
позволяет рабочему оборудованию поворачи-
ваться относительно тягача в плане. Отвалы
служат для отодвигания вынесенного зубьями
фрезы грунта от бровки траншеи. В транс-
портное положение рабочее оборудование
переводится при помощи механизма подъема,
приводимого гидроцилиндрами 6. При транс-
портном передвижении гусеничные цепи при-
водятся от двигателя через раздаточную ко-
робку, карданный вал, коробку передач, зад-
ний мост и бортовые редукторы. Движение на
рабочих скоростях обеспечивается гидромеха-
ническим ходоуменыпителем. Фреза приво-
дится от высокомоментного гидромотора через
редуктор.
Фрезерный траншейный экскаватор ТМК-2
базируется на колесном тягаче КЗКТ-538ДК.
Спереди экскаватора установлено бульдозер-
ное оборудование, позволяющее производить
ряд вспомогательных операций: расчистку и
планировку местности, засыпку траншей и др.
В качестве транспортирующего устройства
ЭКСКАВАТОРЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
221
на раме рабочего оборудования установлены
барабанные метатели с отражателями грунта.
В остальном конструкция рабочего оборудо-
вания экскаватора ТМК-2 идентична конст-
рукции рабочего оборудования экскаватора
ЭТР-134.
Цепные траншейные экскаваторы.
Обычно эти экскаваторы выпускают на базе
колесных или гусеничных тракторов. Они
предназначены для разработки траншей с ров-
ными стенками и дном в талых грунтах кате-
горий 1-4, а также в прочных и мерзлых грун-
тах. Рабочее оборудование включает цепной
рабочий орган, конвейер, механизм подъема
рабочего органа и дополнительное оборудова-
ние. Тягач и рабочее оборудование соединяют
по навесной схеме.
Экскаватор ЭТЦ-165А (ЭТЦ-1609) исполь-
зуют для прокладки траншей под укладку
кабеля и трубопроводов небольшого диамет-
ра в минеральных грунтах категории 1-3
(рис. 2.2.60). В качестве тягача используется
трактор МТЗ-82 2, дополненный гидромеха-
ническим ходоуменьшителем, обеспечиваю-
щим рабочие скорости экскаватора, и редук-
тором 7 привода рабочего органа. Рабочее
оборудование представляет собой цепной
скребковый рабочий орган 4, винтовой кон-
вейер 6, зачистной башмак 5, гидроцилиндр
подъема рабочего органа 3. Цепь приводится в
движение от вала отбора мощности трактора
через редуктор 7 привода рабочего органа и
предохранительную муфту. В зависимости от
ширины разрабатываемой траншеи цепь осна-
щают определенным комплектом резцов и
скребков.
Винтовой конвейер приводится в дейст-
вие с помощью рабочей цепи. Его положение
относительно рамы рабочего органа изменяет-
ся в зависимости от глубины копания. В пе-
редней части экскаватора расположено буль-
дозерное оборудование с отвалом 7, который
поворачивается на 45° и выдвигается в сторону
за колесо трактора, что позволяет повысить
производительность на засыпке траншеи при
движении экскаватора параллельно траншеи.
Экскаватор ЭТЦ-160Л базируется на
тракторе ЛТЗ-55А или ЛТЗ-60АВ и имеет кон-
струкцию, аналогичную конструкции экскава-
тора ЭТЦ-165 А.
Экскаватор ЭТЦ-208В предназначен для
разработки траншей в мерзлых и особо проч-
ных грунтах (рис. 2.2.61). Тягач - доработан-
ный трактор 2 Т-170, к заднему мосту которого
прикреплен редуктор, предназначенный для
привода рабочего оборудования и обеспечения
рабочего передвижения. К корпусу редуктора
прикреплены рабочий орган 5, скребковый
конвейер 3 и гидроцилиндры подъема 4 ра-
бочего органа. Спереди трактора установлен
Рис. 2.2.60. Цепной траншейный экскаватор ЭТЦ-165А
222
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАНТИИ
противовес 1. Цепь рабочего органа состоит из
звеньев гусеничной цепи трактора Т-100, к
которым крепятся каретки с установленными в
них резцами и скалывающими клиньями.
Рабочий орган приводится от вала отбора
мощности трактора через редуктор и фрикци-
онную предохранительную муфту. Редуктор
позволяет получить две скорости перемещения
рабочей цепи и ее реверс. Привод конвейера
осуществляется гидромотором через плане-
тарную передачу. Скорости рабочего передви-
жения экскаватора реализуются с помощью
гидромеханического ходоуменыпителя.
Экскаватор ЭТЦ-208Е (модификация
экскаватора ЭТЦ-208Д) используют для наре-
зания щелей в мерзлых и прочных грунтах. Его
рабочее оборудование - баровый рабочий ор-
ган, зачистное устройство и гидроцилиндр
подъема рабочего органа. Конвейер отсутствует.
Цепные траншейные экскаваторы - осно-
ва экскаваторов-дреноукладчиков, применяе-
мых в мелиоративном строительстве. Экскава-
торы-дреноукладчики разрабатывают за один
проход траншею и укладывают на ее дно ке-
рамические или пластмассовые дренажные
трубы с одновременной изоляцией их фильт-
рующим материалом. Экскаватор-дреноуклад-
чик состоит из траншейного экскаватора, при-
цепного или навесного трубоукладочного обо-
рудования, расположенного сзади рабочего
органа, а также дополнительного оборудова-
ния (системы подачи труб, автоматического
выдерживания уклона дрены). Некоторые мо-
дели экскаваторов-дреноукладчиков оснащены
отвальным конвейером, служащим для засып-
ки выкопанной траншеи с уложенной дреной.
Экскаваторы-каналокопатели. Они пред-
назначены для рытья за один проход каналов
полного профиля, не требующих доработок
дна и откосов.
Плужно-фрезерные экскаваторы служат
для нарезки каналов в грунтах категорий 1 и 2.
Рабочий орган такого каналокопателя состоит
из фрезы 1 с рыхлителями 4 (рис. 2.2.62, а),
плужного откосообразователя 5, отбойных по-
воротных щитков и рамы. Откосообразователь
состоит из ножа, прорезающего один из отко-
сов канала, и отвальной поверхности, по кото-
рой отделенный от массива грунт подается на
фрезу, с опережением прорезающую противо-
положный откос. Фрезой грунт отбрасывается
на берму канала. Дальность отбрасывания
грунта регулируется щитками. Преимущество
плужно-фрезерного каналокопателя - низкая
энергоемкость копания. Однако из-за повы-
шенных тяговых сопротивлений применение
такого экскаватора при рытье каналов глуби-
ной более 0,5 м нецелесообразно.
ЭКСКАВАТОРЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
223
Рис. 2.2.62. Схемы разработки грунта плужно-фрезерным (а), двухфрезерным (б) и
шнекороторным (в) экскаваторами:
1 - фреза; 2 - центральная призма грунта; 3 - носок зачистного устройства;
4 - рыхлитель; 5 - плуг; 6 - шнек; 7 - конвейер; 8 - ротор
Двухфрезерные экскаваторы предназна-
чены для рытья осушительных каналов в грун-
тах 1 категории. В зимнее время машины мо-
гут работать при промерзании грунта на глу-
бину до 15 см. Рабочий орган таких экскавато-
ров представляет собой две наклонные фрезы
1 (рис. 2.2.62, б), каждая из которых прорезает
щель вдоль откоса канала при поступательном
движении машины. Подрезанная центральная
призма грунта 2 под действием силы тяжести,
рыхлителей и зачистного устройства обруша-
ется на фрезы и выносится на бермы.
Шнекороторные экскаваторы предна-
значены для прокладки каналов в грунтах ка-
тегорий 1-3. Рабочее оборудование состоит из
центрального ротора 8 (рис. 2.2.62, в), двух
наклонных шнековых откосообразователей 6,
двух конвейеров 7 и зачистного устройства.
Ротор прорезает первоначальную траншею по
оси канала, а откосообразователи, представ-
ляющие собой конические винтовые конвейе-
ры с закрепленными на их лентах ножами,
разрабатывают грунт вдоль откосов и смещают
его к ковшам ротора, которые захватывают его
и передают на конвейер. Ленты шнеков в про-
цессе резания не участвуют, а служат лишь для
транспортирования разработанного ножами
грунта. В конструкции системы навески рабо-
чих органов предусмотрена возможность из-
менения ширины по дну и крутизны откосов
каналов.
Цепные экскаваторы поперечного копа-
ния. Наиболее распространенные экскаваторы
поперечного копания - карьерные и мелиора-
тивные (рис. 2.2.63). Многие карьерные экска-
ваторы применяются для планировки откосов
земляных сооружений в грунтах категории 1-3.
Такие экскаваторы имеют, как правило, рель-
совый ход и электрический многомоторный
привод, так как предназначены для стационар-
ной работы. Ковшовая цепь 1 движется в же-
стких направляющих, что обеспечивает хоро-
шее заполнение ковшей и позволяет точно
регулировать толщину стружки.
Мелиоративные экскаваторы предназна-
чены для очистки и восстановления мелиора-
тивных каналов. Конструктивные особенно-
сти этих экскаваторов - раздвижной гусенич-
ных ход, позволяющий опираться при раздви-
нутых гусеницах на две бермы канала, и сво-
бодно провисающая ковшовая цепь с принуди-
тельной очисткой ковшей, что позволяет очи-
щать каналы, заполненные водой, и при лип-
ких, переувлажненных грунтах.
Тенденции развития экскаваторов не-
прерывного действия. Основными направле-
ниями развития экскаваторов непрерывного
действия являются повышение их производи-
тельности, надежности, универсальности,
уровня автоматизации, уменьшение энергоем-
кости выполняемых ими работ. Повышение
производительности и снижение энергоемко-
сти достигаются совершенствованием рабочих
процессов. Перспективными являются новые
способы разработки грунта, использование
рабочих органов с гравитационной и инерци-
онной разгрузкой, повышение рабочих скоро-
стей. Использование эффекта обрушения грунта
снижает энергетические затраты на его разра-
ботку. Увеличение показателей надежности воз-
можно применением более совершенных конст-
руктивных решений, современных материалов
224
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
и унифицированных комплектующих изделий.
Расширение области их применения достига-
ется использованием различных видов сменно-
го рабочего оборудования, обеспечивающих
разработку мерзлых грунтов, траншей различ-
ной ширины и т.д., а также созданием малога-
баритных машин. Повышение уровня автома-
тизации - важный фактор роста производи-
тельности и облегчения труда оператора -
достигается применением систем автоматиче-
ского регулирования положения рабочего обо-
рудования и лазерных систем управления кур-
сом машины.
Расчет основных показателей экскава-
торов непрерывного действия. Техническая про-
изводительность роторных траншейных экска-
ваторов и шнекороторных каналокопателей ог-
раничена выносной способностью ротора, м3/ч:
П = 6QVKnzKjK-,
где Ук - вместимость ковша, м3; nz - число
разгрузок ковшей в единицу времени, мин-1;
nz = z np; z - число ковшей на роторе; ир - час-
тота вращения ротора, мин-1; kn - коэффици-
ент наполнения рабочих емкостей, зависящий
от характера грунта, толщины срезаемой
стружки, длины и формы забоя; к? - коэффи-
циент разрыхления грунта.
Максимальная частота вращения ротора
определяется из условия попадания грунта на
конвейер:
30
^pmax ~ ГТ ". ’
^psmv
где 7?р - радиус ротора по зубьям ковшей, м
(рис. 2.2.64).
Рекомендуемая частота вращения ро-
тора ир =(0,5...0,б)иртах, а его радиус
Лр = (0,87...0,93)//тах,
где //щах - максимальная глубина отрываемой
траншеи, м.
Высота ковша, м,
/гк = (0,5...0,б)В,
где В - ширина траншеи, м.
Ширина ковша, м,
Вк = (о,9...о,95)в.
Скорость рабочего хода, м/ч,
vx=77T/F,
где F - площадь поперечного сечения выем-
ки, м2.
ЭКСКАВАТОРЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
225
Рис. 2.2.64. Параметры ротора
траншейного экскаватора
Техническая производительность цепных
траншейных экскаваторов и экскаваторов-дре-
ноукладчиков с ковшовым рабочим органом
также ограничена выносной способностью:
3600Kvn£H
ГТ -_______К Р н
где vp - скорость резания грунта, м/с; i - шаг
установки ковшей, м.
Ширина ковша, м,
Вк = В - а,
где а = 0,06...0,1 - уширение ковша за счет
козырька или боковых зубьев, м.
Рекомендуемый угол наклона ковшовой
рамы а = 45...50°.
Для этих значений угла следует прини-
мать, м, \ = (1,1...1,2)гб, где Гб - радиус
приводной звездочки или радиус вписанной
окружности многоугольника приводного бара-
бана, м.
Толщина снимаемой стружки грунта, м,
vY sin В
s=—--------,
60nz
где Р - угол наклона получаемой поверхности
забоя к горизонту; nz = 60vp/z.
Техническая производительность цеп-
ных траншейных экскаваторов со скребковым
рабочим органом, м3/ч,
3600W/vn£H
тт _ Р н
где b, h' - соответственно ширина и высота
транспортирующих скребков, м.
Затраты мощности на привод экскавато-
ра складываются из затрат мощности на при-
вод рабочего органа 7Vpo, транспортирующего
устройства и ходового устройства Nxo,
кВт:
N=N +N +N
Затраты мощности на привод ротора ро-
торных траншейных экскаваторов и шнекоро-
торных каналокопателей, а также цепного ра-
бочего органа складываются из затрат на ко-
пание грунта N*, черпание грунта, разработан-
ного откосообразователями N4, подъем грунта
до точки разгрузки Nn и разгон грунта Np:
^ро = лГк+лГч+^п+лгр;
3600F1]
J7T*e(F-Fpo)
4 3600М] ’
П ЗбООг)^ F J’
N = П^,
р 3600-211
где К - энергоемкость копания, кН/м2; Fpo -
часть площади поперечного сечения, отрывае-
мая непосредственно рабочим органом, м2;
Т| - КПД рабочего органа; 8 - отношение энер-
гоемкостей черпания и копания; р - плотность
грунта, т/м3; Н- глубина выемки, м; h - высо-
та подъема груза над дневной поверхностью до
точки разгрузки.
Затраты мощности на привод прямоли-
нейного ленточного конвейера
J’iy "¥л»
где W - сопротивление движению ленты, кН;
ул - скорость ленты конвейера, м/с.
Сопротивление движению ленты вклю-
чает:
сопротивление на холостом ходу
W* = mkTq'lG);
8 - 1317
226
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
в зоне загрузки грунта
ИС = —5—77-gp—(<£> + /)cosa;
3 5400 т v/ ’
в зоне разгона грунта
r Vji V.—(® + /)cosa;
р 3600 /cos a-sin a
сопротивление в зоне установившегося
движения
Wv = —!— 77Tgp—cocosa;
y 3600 T vn
сопротивление подъему грунта
1 h .
Wn =-----77Tgp—sma;
3600 v„
сопротивление очистителей принимается
Wo = 0,5 кН.
Здесь т - число конвейеров на машине;
- коэффициент, учитывающий влияние ба-
рабанов; q' - вес единицы длины ленты кон-
вейера, кН; / - длина конвейера по осям бара-
банов, м; со — коэффициент сопротивления
перекатыванию роликов; /1 - длина зоны раз-
грузки, м; V] - средняя скорость грунта в зоне
разгрузки, м/с; /- коэффициент трения грунта
по резиновой ленте; a - угол наклона конвейе-
ра; ул - скорость ленты конвейера, м/с; /3 -
длина участка установившегося движения
грунта в конвейере, м.
При этом коэффициент кТ = 1 + 6,5е"°’055/,
скорость Vj = y2g(f cos a - sin a)Zj£^,
где ky - коэффициент учета послойного дви-
жения грунта в зоне загрузки.
Длина Z3=Z
где /2 - длина участка разгона грунта по кон-
вейеру, м:
V2 — V?
_______л 1________
2 2g(/cosa-sina)
Мощность, затрачиваемая на передвиже-
ние экскаватора,
=7Vx/rlx,
где Т - необходимая сила тяги, кН; Т|х - КПД
ходового устройства.
Составляющими силы тяги (кН) для ро-
торных траншейных экскаваторов являются:
суммарная горизонтальная проекция сил копа-
ния и черпания ковшами рабочего органа Гро,
сила резания грунта зачистным устройством
Т3, сила резания грунта ножевыми откосообра-
зователями То, сила сопротивления передви-
жению ходового устройства Тх:
_ ПТК( 2ф3 . 2ф,^
Г_о =—-— cos——+ vsin—— х
р0 3600^ 3 3 )
Fpo + (/** ~ Fpo ) е .
T3=0,0\FK3;
т0 = k0(f - f^);
T*=f mg + Tpo
. 2<p3 2<p,
sin——-vcos——
3 3
2ф3 . 2ф3
cos——+ vsin——
3 3 J
где ф3 - угол забоя; v - соотношение нормаль-
ной и касательной сил; К3 - энергоемкость
резания грунта зачистным устройством, кН/м2;
Ко - энергоемкость резания грунта ножевым
откосообразователем, кН/м2; / - коэффициент
сопротивления передвижению; m - масса ма-
шины, т.
Для цепных траншейных экскаваторов
Гро и Гх определяются следующим образом:
т =£i£(cos(p+vsin(p)Fpo +^~fpo^e ;
р 3600V 1 vpF
f sincp-vcosq?
/1 . >
coscp+vsmcpj
где ф - угол наклона рабочего органа к верти-
кали.
В табл. 2.2.15 приведены значения пара-
метров грунтов, необходимых для расчета
экскаваторов непрерывного действия.
МАШИНЫ ДЛЯ РАЗРАБОТКИ МЕРЗЛЫХ ГРУНТОВ
227
2.2.15. Параметры грунтов для расчета экскаваторов непрерывного действия
Параметр Категория грунта
1 2 3 4 5-8
р, т/м3 1,4...1,9 1,6...2 1,7...2,1 1,8...2,2 1,9...2,6
0,9... 1,2 0,8... 1,25 0,82... 1,4 0,85...1,15 1... 1,2
К. 1,08...1,17 1,14...1,28 1,24... 1,3 1,26... 1,32 1,33...1,37
К, кН/м2 ПО...160 160...270 210...390 370...670 600... 3500
К,,, кН/м2 40... 50 50... 100 75...200 150...300 —
К„ кН/м2 5...15 10...20 15...30 25...40 —
vp 0...0,8 0...0,7 0...0,7 О...О,5 —
е 0,8... 1 0,4... 0,5 0,2... 0,3 0,1...0,2 -
(0 0,04. ..0,06 0,06...0,15
kv 0,4... 0,7
2.2.9. МАШИНЫ ДЛЯ РАЗРАБОТКИ
МЕРЗЛЫХ ГРУНТОВ
Климатические и погодные условия на
значительной части территории Российской
Федерации предопределяют большую вероят-
ность того, что в ходе земляных работ могут
встретиться сезонно- и вечномерзлые грунты,
по физическим свойствам (в том числе и проч-
ности) существенно отличающиеся от грунтов
при положительной температуре. Для разра-
ботки таких грунтов широко используются
тяжелые типоразмерные группы землеройной
техники общего назначения, а также специаль-
но созданные машины.
Особенности рыхлителей статического
действия. Для рыхления мерзлых грунтов
применяют сверхтяжелые (сила тяги более
300 кН), тяжелые (сила тяги 200...300 кН) и
средние (сила тяги до 200 кН) рыхлительные
агрегаты. Сезонномерзлые грунты разрабаты-
вают однозубыми рыхлителями на гусеничных
тягачах классов 10-20. Вечномерзлые грунты
категорий 5 и 6 трудности разрабатывают
рыхлителями на тягачах классов 20-30 для
грунтов, а грунты и породы категории 7 и бо-
лее высокой - машинами класса более 30. На-
конечники зубьев для рыхления мерзлых грун-
тов изготовляют из хромокремнемарганцевых
и хромоникелевых сталей, твердость которых
после закалки достигает 600 НВ.
Ряд моделей статических рыхлителей
оборудуют дисковыми расширителями реза,
обеспечивающими нужную ширину прорези за
один проход. Наконечник рыхлителя прорезает
грунт, а расположенные сзади по бокам уши-
рители в форме косых клиньев и дисковых
элементов скалывают грунт в сторону его от-
крытой поверхности. Ширина реза дискового
уширителя может превышать 400 мм.
Особенности рыхлителей динамиче-
ского действия. В ряде случаев динамическое
воздействие на мерзлый грунт более эффек-
тивно, чем его статическое разрушение. Ма-
шины ударного действия могут оснащаться
рабочим органом, падающим под действием
собственного веса или забиваемым ударной
массой, являющейся частью гидромолота и
гидропневмомолота. Рабочий орган машины
ударного действия, выполненный в виде клина
или конуса (реже шара), может свободно под-
вешиваться на канатах к стреле экскаватора
или подъемного крана или перемещаться по
направляющим. Разрушение мерзлого грунта
машинами ударного действия эффективно,
если глубина зоны напряжения, формирую-
щейся в грунте при ударе, соответствует глу-
бине его промерзания. При рыхлении вечно-
мерзлого грунта это условие не соблюдается,
поэтому эффективность его рыхления машинами
ударного действия недостаточно высокая.
Забиваемые рабочие органы обычно
имеют форму клина и погружаются в грунт с
помощью молотов с дизельным, гидравличе-
ским и пневматическим приводом, а также
вибромолотами. По имеющимся данным угол
заострения клина должен составлять 25...35°.
Если в конструкции рыхлителя предусмотрено
устройство для создания дополнительной си-
лы, отрывающей грунт в сторону свободной
поверхности при забивании клина, то по усло-
вию прочности угол заострения должен со-
ставлять 7... 10°.
8*
228
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Анализ физических процессов, происхо-
дящих при разрушении мерзлого грунта уда-
ром, свидетельствует, что падающие рабочие
органы эффективны при рыхлении грунтов,
слой сезонного промерзания которых не пре-
вышает 0,5 м. Забиваемые рабочие органы
применимы для рыхления грунтов с глубиной
промерзания до 1,2 м. Клинья долотообразной
формы с острыми гранями и углом заострения
7... 10° расходуют примерно в 3 раза меньше
энергии, чем клинья с углом заострения
25...35°. Однако объем вытесняемого грунта
при этом мал, поэтому шаг перемещения клина
при рыхлении уменьшается. Реакция грунта,
приложенная к поверхности клина, стремится
сдвинуть рабочий орган в сторону забоя, что
создает значительные динамические нагрузки
на металлоконструкцию направляющего уст-
ройства и базовой машины. Если направляю-
щие крепятся к базовой машине только в одной
точке, то динамические нагрузки на базовую
машину снижаются, кроме того, это приводит к
сколу большего объема грунта за один удар.
Вибрационные машины разрушают мерз-
лый грунт также в результате динамического
воздействия. Благодаря вибрации трение рабо-
чего органа при внедрении в грунт снижается,
в результате чего сопротивление уменьшается
в 2-3 раза. Частота колебаний рабочего органа
составляет 120 Гц, энергия одного импульса
достигает 30 кДж. По способу взаимодействия
вибратора и забиваемого органа различают
машины, в которых эти два элемента связаны
жестко (вибрационные), через амортизаторы
(вибромолоты) и не связаны вообще (частото-
ударные).
В вибрационных рыхлителях под дейст-
вием знакопеременной вынуждающей силы
клин совершает колебания, передающиеся
грунту. В частотоударных рыхлителях пружи-
ны аккумулируют часть энергии вынуждаю-
щей силы вибратора, а затем передают ее ра-
бочему органу, усиливая удар. Регулируемый
зазор между бойком и наковальней позволяет
изменять число ударов независимо от частоты
колебаний вибратора.
Оборудование, разрушающее грунт от-
рывом, предназначено для рыхления вечно-
мерзлого грунта категорий 5 и 6 в труднодос-
тупных местах и оборудовано винтовым и/или
клиновым рабочим органом. Оно может изго-
товляться в виде ручного инструмента или как
навесное к трактору и одноковшовому экска-
ватору.
Для разрушения сезонномерзлого слоя
грунта толщиной до 0,8 м применяют клино-
вое рабочее оборудование, закрепляемое на
базовом гусеничном тракторе вместо бульдо-
зера. Клин вдавливается в сезонномерзлый
грунт под действием силы тяги базового тягача
при движении вперед и взламывает грунт,
поднимаясь вверх с помощью гидроцилинд-
ров. При завинчивании рабочего органа в
грунт с одновременным приложением и вра-
щающего момента, и осевой силы клин затяги-
вается в мерзлый грунт до тех пор, пока не
происходит отрыв от массива конусообразного
элемента грунта.
В открытом забое клин, вдавливаемый
напорным усилием винтовой поверхности,
скалывает элемент грунта в сторону открытой
поверхности. Винтоклиновые рабочие органы
создают безударную разрушающую нагрузку,
причем на базовую машину приходится ее
незначительная часть, а энергоемкость разруше-
ния грунта существенно ниже, так как оно про-
исходит в результате деформации растяжения.
Основные параметры винтоклинового
рабочего органа определяются следующими
соотношениями (рис. 2.2.65):
0 = 63^;
tB = 0,80;
^кр “ ^нап^ср tg (Фет + Ф1) »
Dc = 0,71£>;
ср ’
Рис. 2.2.65. Винтоклиновой рабочий орган
для разрушения мерзлых грунтов
МАШИНЫ ДЛЯ РАЗРАБОТКИ МЕРЗЛЫХ ГРУНТОВ
229
h .
ОТ tg(q>2+<Pi) 2’
Лк - ’
£>0 =(4...6)Z>,
где D - диаметр винта, м: TVnp - мощность при-
вода оборудования, Вт; t3 - шаг винтовой ли-
нии, м; Л/кр - вращающий момент, необходи-
мый для внедрения винтового органа в грунт,
Нм; Риал - наибольшая напорная сила средне-
го диаметра винта, Н; Dcp - средний диаметр
винта, м; фст - угол внешнего трения грунта
по стали; ф1 - угол подъема винтовой линии;
ф2 - Уг°л наклона винтовой лопасти в зоне
отрыва грунта; Лот - глубина отрыва элемента
грунта, соответствующая минимальной энер-
гоемкости процесса, м; Рос - осевая сила, не-
обходимая для отрыва элемента от массива
грунта, Н; Do - диаметр отрываемого элемента
грунта, м; стр - предел прочности грунта при
растяжении, Па.
Щелерезные машины ослабляют монолит
грунта, разрезая его верхний промерзший слой
грунта на блоки. При последующем разруше-
нии такого монолита механическими или бу-
ровзрывными методами щели ограничивают
распространение разрушающих деформаций и
служат концентраторами напряжения, прово-
цирующими растрескивание монолита мерзло-
го грунта при относительно небольших затра-
тах энергии. В качестве щелерезных машин
применяется баровое рабочее оборудование,
навешиваемое на гусеничный или колесный
трактор, или траншейные роторные экскавато-
ры, оснащенные специальными режущими
зубьями. Основной недостаток щелерезных
машин - невозможность работы на высоко-
прочных и завалуненных вечномерзлых грун-
тах. Размеры щелей зависят от технических
возможностей используемой техники, но в
любом случае следует стремиться к минимиза-
ции их ширины. В грунтах категорий 5-9
обычно нарезают параллельные щели, а на
более прочных грунтах щели - в продольном и
поперечном направлениях.
Баровый рабочий орган имеет цепь со
сменными резцами, огибающую плоскую ра-
бочую раму, верхний конец которой снабжен
ведущей звездочкой, а нижний - с ведомой
звездочкой, опущен в прорезаемую щель. Ра-
бочая рама закреплена на раме гусеничного
трактора и может подниматься и опускаться
под действием гидроцилиндров, соединяющих
ее с трактором. По длине рамы цепь опирается
на поддерживающие ролики. С помощью гид-
роцилиндров подъема-опускания раму с це-
пью (бар) можно прижимать к стенке забоя,
увеличивая тем самым эффективность процес-
са резания мерзлого грунта. Эвакуация грунта
из забоя осуществляется резцами. Увеличение
угла наклона баровой цепи к горизонту сопря-
жено с увеличением сцепного веса агрегата,
уменьшением длины рабочего органа и габа-
ритных размеров машины. Чтобы исключить
заклинивание цепи, резцы на цепи устанавли-
вают в шахматном порядке.
Основные параметры баровой установки
определяются следующими соотношениями:
+ ^о +0,5Z>i
sin а
Вщ =0,12...0,15 м;
Ь = Вт/п-,
Л = (1,8...2,5)д;
Т> Р + Р
1 — 1 дв 1 пр ’
где L - длина бара, м; Нщ - глубина прорезае-
мой щели, м; Но - высота оси ведущей звез-
дочки над поверхностью грунта, м; D\ - диа-
метр ведущей звездочки, м; а - угол наклона
цепи к горизонту, °; Вщ - наименьшая ширина
прорези; b - ширина прорези, создаваемой
одним резцом, м; п - число продольных линий
резания; h - ориентировочная толщина струж-
ки, срезаемой одним резцом, м (точное значе-
ние определяется соотношением скоростей
движения рабочей цепи и базовой машины);
Т - сила тяги базового тягача, Н; Рда - сопро-
тивление передвижению, Н; - необходимая
сила прижатия рабочего органа к стенке забоя, Н.
Благодаря расстановке в шахматном по-
рядке резцы баровой цепи работают в услови-
ях полублокированного или свободного реза-
ния, что снижает нагрузку на каждый из них.
Для уменьшения рабочих усилий желательно,
чтобы резец имел полукруглую режущую
кромку, клиновидную переднюю часть, задний
угол 10... 15°, передний угол 20...25°. Режущие
кромки резцов армируются твердыми сплава-
ми, в частности, ВК8 и ВК15.
230
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Для разрушения вечномерзлых грунтов
категорий 5-7 могут применяться роторные
щелерезные машины, в том числе с дисковыми
шарошками. Шарошки устанавливаются в
шахматном порядке по краям ротора, в сред-
ней части которого расположены лопатки,
эвакуирующие грунт из щели. Дисковые ша-
рошки работают в условиях полублокирован-
ного резания, их шаг и шаг лопаток можно
регулировать, изменяя положение точек их
крепления на дисках ротора. Удельная нагруз-
ка, передаваемая на грунт шарошками, уста-
новленными с возможностью осевого враще-
ния, увеличивается в несколько раз, а путь их
трения по грунту на один-два порядка меньше,
чем у резцов баровых машин, что позволяет в
2-3 раза увеличить производительность наре-
зания щелей.
Передняя кромка ковша траншейных ро-
торных экскаваторов благодаря наличию зубь-
ев не участвует в разрушении вечномерзлого
грунта. Эффективность работы определяется
соотношением скоростей ротора и машины,
числом резцов, их размерами и схемой уста-
новки на роторе. При обычной ступенчато-
шахматной схеме расположения резцы имеют
угол резания 40...60° и задний угол 10... 15°.
Ширина резцов составляет 20...60 мм, а ско-
рость резания 0,5...4 м/с. С позиций мини-
мальной энергоемкости процесса разрушения
грунта соотношение глубины резания h, шага
резания t и ширины резца b определяется со-
отношением:
f = (0,5...0,8) h.
Землеройные машины непрерывного
действия ковшового типа обеспечивают высо-
кую производительность и хорошее измельче-
ние извлекаемого грунта, который можно ис-
пользовать для обратной засыпки, но не могут
разрабатывать вечномерзлые грунты со значи-
тельными по размерам каменистыми включе-
ниями.
2.2.10. МАШИНЫ ДЛЯ УПЛОТНЕНИЯ
ГРУНТОВ И МАТЕРИАЛОВ
Уплотнение представляет собой важную
часть технологии строительства. Под уплотне-
нием подразумевается повышение плотности
материала под действием внешних сил. От
того, как запроектированы и реализованы ра-
боты по уплотнению, зависят надежность и
качество законченного объекта. При этом
стоимость уплотнения составляет обычно ме-
нее 5 % общих строительных расходов. Пра-
вильно выполненное уплотнение позволяет
существенно повысить несущую способность
и устойчивость сооружаемой насыпи, увели-
чить ее непроницаемость и в большинстве
случаев практически исключить вероятность
просадки грунта. В результате грунт насыпи
оказывается достаточно прочным, чтобы про-
тивостоять воздействию постоянных нагрузок
и движению транспортных средств. В итоге
расходы на содержание улиц, дорог и аэро-
дромов значительно сокращаются.
Для возведения насыпей используют раз-
личные материалы - глину, суглинок, супесь,
каменную наброску. Грунт может быть укреп-
лен цементом, известью или органическими
вяжущими. Все большее распространение по-
лучают такие материалы, как шлак, зола уноса,
промышленные отходы, а также различные
продукты переработки. Иногда уплотнению
подвергают штабеля угля для предупреждения
их самовозгорания.
Уплотнение грунта в насыпях может
происходить под действием собственного веса
и давления, оказываемого на грунт проезжаю-
щими транспортными средствами. Однако этот
процесс весьма длителен, и поэтому в совре-
менном строительстве применяют искусствен-
ное уплотнение.
Влияние свойств и состояния грунтов
и материалов на степень их уплотнения.
Степень и качество уплотнения грунтов, осно-
ваний и покрытий при дорожном строительст-
ве зависят как от способов их уплотнения,
применяемых уплотняющих машин, так и от
физико-механических свойств и состояния
грунтов и материалов. Решающее влияние на
качество уплотнения грунтов оказывают их
структура, связность и влажность W.
Плотность грунта 8И, зависящая от влаж-
ности W и плотности твердой фазы 8 (ске-
лета) грунта, вычисляется по формуле
где 8 - плотность грунта, равная отношению
его массы к объему, г/см3.
Требования к уплотнению земляного по-
лотна нормируются по плотности скелета
грунта, которую выражают в долях макси-
МАШИНЫ ДЛЯ УПЛОТНЕНИЯ ГРУНТОВ И МАТЕРИАЛОВ
231
мальной плотности 8тах, соответствующей
стандартному уплотнению. Последнее опреде-
ляется по стандартной методике в лаборатор-
ных условиях для грунтов оптимальной влаж-
ности 1У0.
Отношение 8Л / 8тах называют коэффици-
ентом уплотнения грунта к и по его значе-
нию определяют плотность грунта в насыпях:
8Л — £8тах.
Оптимальной влажностью грунта Wo
называют влажность, при которой требуемое
уплотнение грунта может быть достигнуто при
меньшей затрате механической работы по уп-
лотнению по сравнению с другими влажно-
стями. Эта влажность близка к среднему зна-
чению влажности грунта в период выполнения
земляных работ во второй и третьей климати-
ческих зонах России.
В табл. 2.2.16 приведены значения опти-
мальной влажности и максимальной плотности
грунтов при строительстве автомобильных
дорог.
При строительстве автомобильных до-
рог требуется обеспечивать уплотнение земля-
ного полотна до значений к, приведенных в
табл. 2.2.17.
Если при работе землеройных и земле-
ройно-транспортных машин возникающие в
грунте напряжения всегда превышают предел
его прочности ор, то при работе уплотняющих
2.2.16. Значения оптимальной влажности WQ
и максимальной плотности грунтов 6тах
Грунт Оптималь- ная влаж- ность FK0, % Максимальная ПЛОТНОСТЬ 5так« при стандартном уплотнении, г/см3
Песчаный 8...12 1,80...1,88
Супесчаный 9...15 1,85...2,08
Суглинистый 12...15 1,85...1,95
Тяжелосуг- линистый 16....20 1,67... 1,69
Пылеватый 16...22 1,61...1,80
Суглинистый пылеватый 18....21 1,65...1,74
Глинистый 19....23 1,58...1,70
машин напряжения в грунте во избежание его
разрушения должны быть меньше предела
прочности (табл. 2.2.18).
Напряжения от собственного веса грунта
возрастают примерно пропорционально глу-
бине расположения слоя. Внешние нагрузки
создают напряжения, затухающие на некото-
рой глубине от поверхности. При невысоких
насыпях напряжения от проезжающих транс-
портных средств распространяются в подсти-
лающий грунт и могут вызвать его уплотнение
и просадку насыпи. Поэтому подстилающие
насыпь рыхлые грунты до начала работ по
2.2.17. Требуемый минимальный коэффициент уплотнения к земляного полотна
автомобильных дорог усовершенствованных покрытий
Часть насыпи Глубина располо- жения слоя от поверхности по- крытия, м Коэффициент уплотнения к=Ъп/ Smax покрытий
обычных облегченных и переходного типа
Дорожно-строительные и климатические зоны
II, III IV, V II, III IV, V
Верхняя Нижняя: неподтапли- ваемая подтапли- ваемая До 1,5 1,0...0,98 0,98...0,95 0,98...0,95 0,95
1,5...6 6,0... 12 0,95 0,98 0,95 0,95 0,95...0,90
1,5...6 6,0...12 0,98...0,95 0,98 0,95
0,98
Примечание. Бблыпие значения степеней уплотнения следует принимать для цементобетонных по-
крытий и цементогрунтовых оснований и усовершенствованных облегченных покрытий.
232
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
2.2.18. Пределы прочности грунтов, МПа
Тип грунта Уплотнение катками на пневмо- шинах Трамбо- вание
Малосвязный (пес- 0,3...0,4 0,3...0,7
чаный, супесчаный) Среднесвязный (суглинок) 0,4...0,6 0,7...1,2
Высокой связности 0,6...0,8 1,2...2,0
(тяжелоглинистый) Весьма связный 0,8...1,0 2,0...2,3
отсыпке земляного полотна следует предвари-
тельно уплотнить. Для определения необходи-
мой степени уплотнения грунтов высоту насы-
пи разделяют на несколько зон и для каждой
из них устанавливают требуемую степень уп-
лотнения в соответствии с действующими в ее
пределах напряжениями.
В верхнем слое насыпи толщиной до 1,5 м
действуют статические и динамические на-
пряжения от проезжающих транспортных
средств. В этом же слое интенсивно протекают
процессы увлажнения и просыхания грунта.
В средних слоях насыпей на глубине до 6 м
водный режим относительно стабилен, а на-
пряжения от собственного веса грунта и внеш-
них нагрузок малы. Поэтому в пределах этой
зоны может быть допущена несколько мень-
шая степень уплотнения грунта, чем в верхних
слоях. Для нижних слоев насыпей, располо-
женных на глубине более 6 м, в которых грунт
при кратковременных подтапливаниях может
подвергаться капиллярному увлажнению и
последующему просыханию, требования к
степени уплотнения грунтов близки к требова-
ниям для верхних слоев.
Качество уплотнения во многом зависит
от правильного выбора толщины уплотняемо-
го слоя грунта. Оптимальной толщиной уплот-
няемого слоя h0 считается толщина, при кото-
рой грунт уплотняется до требуемой плотно-
сти. Слой грунта толщиной h0 находится в
пределах глубины активной зоны Но, на кото-
рую еще распространяется действие уплот-
няющей нагрузки, а деформация грунтов в
процессе их уплотнения по глубине распреде-
ляется более или менее равномерно.
В тех случаях, когда при уплотнении
грунтов требуемая плотность не превышает
95 % максимальной плотности 5^^, т.е. равна
0,958^^, оптимальная толщина слоя может
быть принята равной глубине активной зоны:
h0 = Но. Если требуемая плотность составляет
(0,98... 1,Опятах, то оптимальная толщина слоя
равна 1/2 глубины активной зоны. Такая плот-
ность может быть достигнута и при толщине
слоя, равной глубине активной зоны, но при
большем числе проходов уплотняющей машины.
Снижение толщины уплотняемого слоя грунта
по сравнению с h0 при сохранении той же уп-
лотняющей нагрузки и том же давлении рабо-
чего органа на грунт приводит к излишней
затрате механической работы, необходимой
для уплотнения единицы объема грунта.
В табл. 2.2.19 приведены формулы для
расчета оптимальной толщины уплотняемого
слоя грунта.
2.2.19. Формулы для расчета значения h0, см
Каток уплотняющей машины Грунт
связный несвязный
С гладкими вальцами W 1— 0,08—JaR W 1— 0,11—JqR
С кулачковыми вальцами 0,65(/к+0,2^-йр) -
На пневматической шине W 1— 0,17—JCL
Примечание. Обозначения: q - линейное давление от вальца катка, Н/см; R - радиус вальца, см; GK -
нагрузка на пневмоколеса катка, Н; Ьк - минимальный поперечный размер опорной поверхности кулачка,
см; Ар = 5 см - глубина рыхления поверхности грунта кулачком длиной /к.
МАШИНЫ ДЛЯ УПЛОТНЕНИЯ ГРУНТОВ И МАТЕРИАЛОВ
233
В результате уплотнения грунта должна
быть получена не только требуемая плотность,
но и прочная его структура. Это условие вы-
полняется в следующих случаях:
1) максимальное давление (или макси-
мальное напряжение атах, развиваемое на по-
верхности уплотняемого грунта) не превышает
в течение всего времени процесса предела
прочности грунта ср:
^тах < Ср,
2) давление рабочего органа на грунт по-
вышается постепенно от одного прохода катка
к другому или от удара к удару при уплотне-
нии грунтов трамбующей машиной.
Качество уплотнения зависит также от
длительности контакта рабочего органа уплот-
няющей машины с грунтом и, следовательно,
от скоростных режимов работы. Так, при
больших скоростях движения катков вследст-
вие снижения длительности их контакта с
грунтом в последнем формируется менее
прочная структура. С учетом этого фактора
наиболее рациональным скоростным режимом
катков считается такой, когда для первого и
двух последних проходов скорость движения
не превышает 2...2,5 км/ч, а для всех проме-
жуточных проходов составляет 8... 10 км/ч.
При таком режиме работы обеспечивается и
необходимое качество уплотнения грунта, и
достаточно высокая производительность уп-
лотняющей машины.
Способы уплотнения грунта и дорож-
ных покрытий. В дорожном, аэродромном,
гидротехническом и других видах строитель-
ства применяют различные способы уплотне-
ния материалов, наиболее распространенным
среди которых являются статическое (укаты-
вание), вибрационное, ударное и комбиниро-
ванное уплотнение. Рабочие органы уплот-
няющих машин выполняются в виде: плиты
плоского или криволинейного профиля, глад-
ких, кулачковых, решетчатых, пластинчатых,
ребристых вальцов и пневматических шин колес.
Уплотнение материала различными рабочими
органами называют комбинированным.
Выбор способа уплотнения материала
определяется структурой, для которой могут
оказаться эффективными несколько способов
уплотнения. В каждом конкретном случае вы-
бор наиболее эффективного способа уплотне-
ния производится экспериментальным путем.
При укатывании грунтов по ним переме-
щается валец или колесо с пневматической
шиной. В зоне его контакта с поверхностью
грунта происходит необратимая деформация
последнего и его уплотнение под действием
передаваемых через вальцы и колеса нормаль-
ных нагрузок G.
При укатывании грунтов вибрационными
катками помимо веса, передаваемого через
валец, для уплотнения используется возму-
щающая (вынуждающая) сила Рв(0, создавае-
мая вибратором, жестко связанным с вальцом.
В этом случае в зоне контакта вальца с грунтом
действует уплотняющая сила Р = G + Рв(0-
Воздействие на грунт возмущающей силы
имеет свои особенности: под воздействием
вибрации уплотняющей массы, приложенной к
поверхности грунта, частицы грунта приводят-
ся в состояние колебательного движения и
смещения частиц друг относительно друга,
чем достигается лучшее уплотнение грунта.
При трамбовании уплотнение происхо-
дит падающей с некоторой высоты массой
(трамбовочной плиты). В этом случае для уп-
лотнения грунта используется эффект удара.
Наряду с обычными трамбовочными плитами
применяются виброплиты, в этом случае уп-
лотнение грунта осуществляется вибротрамбо-
ванием. Этот процесс отличается от вибраци-
онного уплотнения тем, что трамбовочной
плите сообщаются движения, имеющие харак-
тер ударных импульсов, происходящих с дос-
таточно высокой частотой.
В табл. 2.2.20 приведены значения некото-
рых параметров напряженного состояния грунта
при различных способах его уплотнения.
2.2.20. Параметры напряженного состояния грунта при его уплотнении
Способ уплотнения Параметры напряженного состояния грунта при оптимальной влажности
Максимальное напряжение, МПа Скорость изменения напряженного состояния, МПа/с Общее время напряженного состояния грунта за один цикл, с
Укатывание катками на пневматических шинах Трамбование Вибрирование Вибротрамбование 0,59...0,98 0,49... 1,77 0,03...0,09 0,05...0,09 0,49...5,88 44...197 1,0...9,0 4,5...9,0 0,10...0,40 0,016...0,030 0,01...0,30 0,008...0,011
234
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Укатывание грунта. Уплотняющее
действие катков зависит от максималь-
ных контактных давлений, их распределения
по площади контакта, размеров поверхности
контакта, скорости укатки и числа проходов.
Максимальные контактные давления оказывают
основное влияние на прочность материала. Уве-
личение минимального размера пятна контакта
при постоянном статическом давлении приводит
к увеличению толщины уплотняемого слоя.
Увеличение продолжительности контакта
рабочего органа с материалом, а следователь-
но, уменьшение скорости передвижения поло-
жительно сказывается на качестве уплотнения
материала с вязкими свойствами.
Потребное число проходов катка пк с
гладким вальцом, при котором достигается
необходимая плотность
Га я V/JV
I 81 J
где 8Л - плотность материала после пк прохо-
дов катка по одному следу; 8о - то же, перед
началом уплотнения; 81 - приращение плотно-
сти за первый проход; N - коэффициент, уста-
навливаемый экспериментально; N = 0,10... 0,35.
Статические катки с гладкими вальцами,
катки на пневматических шинах и статические
кулачковые катки типа "шипфут" или "пэд-
фут"1 оказывают на поверхность грунта раз-
личное статическое давление. Катки на пнев-
матических шинах, а также кулачковые катки
типа шипфут и пэдфут помимо давления ока-
зывают на грунт перемешивающее воздейст-
вие. Катки на пневматических шинах облада-
ют также способностью оказывать на поверх-
ность грунта закрывающее или герметизи-
рующее действие.
Пока грунт находится в рыхлом состоя-
нии, он довольно легко поддается сжатию и
пластическая деформация не сопровождается
сколько-нибудь значительной упругой реакци-
ей. По мере постепенного возрастания степени
уплотнения грунт становится все более плот-
ным и упругим. Для расчета напряжений, воз-
никающих в результате уплотнения грунта
статическим гладковальцовым катком и кат-
ком на пневматических шинах на последней
стадии уплотнения, используется теоретиче-
ское положение Буссенеска. Эксперименты по
уплотнению свидетельствуют о том, что вели-
1 Шипфут - кулачок типа "овечья ножка", пэдфут -
кулачок типа опорная подушка или опорная площадка.
чина напряжения сжатия и сдвига в грунте
определяет степень уплотнения на разной глу-
бине под уплотняющей машиной.
В процессе качения вальца, на который
действуют вертикальная нагрузка G и сила
тяги Т, контактные давления на материал дей-
ствуют по дуге, середина которой смещена в
сторону движения относительно линии дейст-
вия силы G. Максимальное напряжение сттах
также смещено в сторону движения.
Под действием сил, приложенных по по-
верхности контакта, материал в различных
зонах деформируется по-разному. Выделяются
три характерные зоны. В первой зоне - началь-
ный момент соприкосновения одной из точек
окружности вальца с поверхностью слоя, ма-
териал частично перемещается в направлении
движения. Для ведущего вальца эти перемеще-
ния относительно малы. Во второй зоне, зоне
максимального давления, горизонтальное сме-
щение материала незначительное, а вертикаль-
ная деформация включает необратимую hH и
обратимую h0 части. В третьей зоне при выходе
исходной точки поверхности вальца из сопри-
косновения с материалом полная деформация
слоя уменьшается на величину обратимой части.
Максимальное контактное напряжение
^тах ~ »
где Лг - безразмерный коэффициент; для не-
подвижного вальца £г = 0,5; стл - линейное
давление, Н/м; Eq - модуль деформации грун-
та, Па; R3 - радиус вальца, м.
Модуль деформации грунта Eq характе-
ризует способность материала сопротивляться
внешней нагрузке. Для грунтов оптимальной
влажности в начале уплотнения модуль Eq = 1...
10 МПа; в конце уплотнения для связных
грунтов Eq = 15...20 МПа, для несвязных грун-
тов Eq = 10... 15 МПа.
Пневматические шины (в отли-
чие от вальцов) под действием нагрузки де-
формируются, и зона действия максимального
давления расширяется. Среднее давление по
площади контакта шины (Па) для обеспечения
уплотнения должно быть не менее
Ор = 5C0tg2^45° ,
где Со - сцепление материала, Па; ф -
угол внутреннего трения материала, °.
Значения Со и ф для начальной и конеч-
ной стадии уплотнения даны в табл. 2.2.21 (по
данным Н.Н. Иванова).
МАШИНЫ ДЛЯ УПЛОТНЕНИЯ ГРУНТОВ И МАТЕРИАЛОВ
235
2.2.21. Показатели материалов для определения сопротивления уплотнению
Материал и слой дорожной одежды ф.° Со, МПа
В начале уплотнения В конце уплотнения
Мелкий песок 30 0,01 0,025
Грунт, укрепленный органическими вяжущими 25 0,03 0,10
Цементогрунтовая смесь 30...35 0,02 0,10
Щебеночное покрытие 40... 45 0,025 0,12
Гравийное покрытие, устроенное смешением на дороге 30 0,04 0,12
Покрытие из щебня, обработанного битумом 45 0,05 0,15
Горячая асфальтобетонная смесь (60... 100 °C) 35 0,02 0,15
Холодная мелкозернистая асфальтобетонная смесь 45 0,01 0,075
Необходимое число проходов пневмоко-
лесного катка по одному следу
"XT
АКтах )
где Рл - коэффициент для расчета числа про-
ходов (табл. 2.2.22); Кк - коэффициент уплот-
нения после пк проходов; Кп - начальный ко-
эффициент уплотнения; АА?тах - максимально
возможное приращение коэффициента уплот-
нения в результате большого числа проходов;
AA?max = 0,42 ...0,02 при соответствующем зна-
чении Кп = 0,6... 1.
Под действием нагрузки, приложенной
на поверхности материала, деформации по
глубине распределяются неравномерно. Глу-
бина активной зоны, на которой деформации
распределяются относительно равномерно,
Яо =2,4—(l-e-2’5<J,n,x/O|,V-^- •
^атах
Уменьшение давления вызывает увеличе-
ние площади контакта колеса с поверхностью,
однако напряжение на поверхности снижается
2.2.22. Значения коэффициентов для расче-
та числа проходов пневмоколесного катка
Скорость катка, км/ч Асфальтобетонная смесь Суглинок, супесь
ки р» к* р»
3...4 0,90 0,31 0,78 0,28
7...8 0,91 0,18 0,80 0,19
11...12 0,91 0,13 0,80 0,13
13...14 0,90 0,12 0,80 0,12
и глубина Hq уменьшается. Глубина Hq изме-
няется также при постоянном давлении возду-
ха в шинах по мере увеличения числа прохо-
дов катка по одному месту. По мере их увели-
чения площадь контакта с материалом умень-
шается и давление увеличивается. При рыхлом
и уплотненном материале площадь контакта
может отличаться в 2 - 3,5 раза.
Такое автоматическое повышение давле-
ния недостаточно для качественного уплотне-
ния материала, поэтому осуществляют посте-
пенное повышение контактного давления от
прохода к проходу путем изменения давления
воздуха в шинах, что является одним из ос-
новных правил при выполнении технологиче-
ского цикла уплотнения. Постепенное повы-
шение давления к концу уплотнения позволяет
избежать одностороннего смещения материала
в поперечном направлении, создать относи-
тельно равномерную осадку во всех сечениях
поперечного профиля дороги и повысить каче-
ство уплотнения.
Трамбование материалов. При сбрасы-
вании массивной плиты на поверхность уплот-
няемого материала с некоторой высоты на-
пряжения нарастают достаточно интенсивно и
достигают больших значений. Зависимость
между напряжением ст и деформацией грунта h
под действием ударного рабочего органа пока-
зана на рис. 2.2.66. В начальный момент кон-
такта (участок 1-2) напряжения увеличивают-
ся настолько быстро, что грунт не успевает
деформироваться в результате появления сил
инерции и вязкого сопротивления. Дальнейшая
осадка грунта связана с потерей кинетической
энергии падающей плиты и со снижением ин-
тенсивности нарастания напряжения. Однако
деформации продолжают увеличиваться и
236
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Рис. 2.2.66. Зависимость между напряжением ст
деформацией h грунта при ударе плиты
достигают максимума уже при пониженном
напряжении. Точка 4 определяет полную де-
формацию грунта. На участке 4-5-6 происхо-
дит восстановление обратимой части дефор-
мации.
Значение напряжений в материале опре-
деляет отрицательное ускорение, которое име-
ет плита при ударе. Максимальное отрица-
тельное ускорение зависит от сопротивления
материала и скорости в момент соприкоснове-
ния с ним. Увеличение плотности и прочности
грунта, т.е. сопротивления, приводит к повы-
шению максимальных отрицательных ускоре-
ний. При скорости удара более 2...4 м/с на
рыхлых грунтах отрицательное ускорение из-
меняется пропорционально скорости. Для
очень рыхлых грунтов максимальное ускоре-
ние составляет около 40 g, в конце уплотнения
оно возрастает в 4 раза. Контактные давления
к концу уплотнения (после многократных уда-
ров) повышаются в 3,5 раза.
Контактное давление Сто (Па) для распре-
деления напряжений по глубине уплотняемого
слоя
| 18HEpaPg
О’о — J 5 »
V(a2+a + l)(3p + l)
где Н - высота сбрасывания плиты, м; Е -
модуль деформации грунта, Па; р - плотность
грунта, кг/м3; a = ст0 /стЛ ; Р = т/тх; oh -
напряжение на глубине Ло от поверхности
грунта, Па; т - масса падающей плиты, кг;
Ш\ = Flp - масса уплотняемого столба мате-
риала, кг; F - площадь плиты, м2.
В результате удара рабочего органа в
грунте возникают колебательные движения.
В начальный момент размах колебаний рабо-
чего органа превышает амплитуду упругих
колебаний поверхности грунта и происходит
его отрыв от поверхности грунта. Это в свою
очередь приводит к последующим ударам ра-
бочего органа по грунту.
Наиболее интенсивные колебания грунта
развиваются в активной зоне, т. е. непосредст-
венно у рабочего органа. Частота собственных
колебаний грунта повышается с удалением от
места удара. В активной зоне колебания про-
исходят с частотой 7... 10 Гц, а на глубине,
в 10 раз большей характерного размера рабо-
чего органа, 20...30 Гц. Частота колебаний со
временем снижается.
Вибрационное уплотнение. Под действи-
ем возмущающей силы, действующей на рабо-
чий орган, имеющей переменное направление,
частицы материала начинают вибрировать.
Амплитуда колебаний материала умень-
шается с увеличением расстояния от вибро-
возбудителя. По глубине уплотняемого слоя
амплитуда колебаний изменяется по закону
А = Аое~х*/’'1,
где Aq - амплитуда колебаний вибровозбудит-
ля, м; X* - коэффициент, зависящий от свойств
уплотняемого материала, м-1; - расстояние
по вертикали от рабочего органа до выбранной
точки, м.
Для песчаных грунтов
л ~ и 1, In
Кк = о,39-------In------------,
v к*1 2vsin—/£м
где п - частота вращения вибровозбудителя, с-1;
v - скорость распространения волн, м/с; для
песка v = 150 ... 200 м/с; h = 2...3 - коэффи-
циент; Z - 1/2 ширины рабочего органа (с виб-
ровозбудителем), м.
Частицы материала имеют различные
геометрические размеры и массу, что способ-
ствует возникновению различных инерцион-
ных сил и относительного перемещения зерен.
Тяжелые зерна при относительно продолжи-
тельном вибрировании опускаются вниз, а
легкие остаются наверху. Такое расслоение
материала недопустимо, так как снижает каче-
ство конструктивного слоя дорожной одежды
или другого сооружения. Существует опти-
мальное время вибрирования, в течение кото-
рого смесь не расслаивается, а достигает наи-
большей плотности. Для цементобетонной
смеси это время составляет 30 с, для асфальто-
бетонной - около 60 с.
МАШИНЫ ДЛЯ УПЛОТНЕНИЯ ГРУНТОВ И МАТЕРИАЛОВ
237
Амплитуда колебаний рабочего органа
вибрационной машины и уплотняемого мате-
риала зависит от частоты вынуждающего воз-
действия. Подобно системам, обладающим
упругими свойствами, в грунтах и других ма-
териалах возникают резонансные явления. При
этом колеблются значительные объемы ма-
териала с большими амплитудами. Вместе с
этим плотность существенно не повышается.
Увеличение вынуждающей силы Рв ведет
к росту амплитуды колебаний. В зависимости
от отношения вынуждающей силы Рв к весу
рабочего органа G один период его колебания
на материале может соответствовать несколь-
ким оборотам дебалансного вала вибровозбу-
дителя. Периодическое изменение вынуж-
дающей силы вызывает изменение деформа-
ции. Однако деформация отстает от соответ-
ствующего изменения напряжения, что обу-
словливает отрыв рабочего органа от мате-
риала при определенных его свойствах даже в
том случае, когда вынуждающая сила меньше
веса.
Контактное давление ств вибрационных
плит определяется по формуле, установленной
опытным путем:
где F - площадь контакта рабочего органа с
2
материалом, м .
Эта формула получена для условия
0<PB/G<12.
Толщина уплотняемого слоя, м,
, гт 0,85(^-525 , „
1g Я =-----—0>4 + lgfimin,
(Уст + 425
где стст - статическое давление на грунт, Па;
аг- содержание глинистых частиц в грунте, %;
Вщш - минимальный размер поверхности кон-
такта рабочего органа с грунтом, м.
Сопротивление перемещению вибраци-
онного рабочего органа определяется трением
его рабочей поверхности о материал.
Особенности комбинированного уплот-
нения. Эффективность уплотнения комбиниро-
ванным методом зависит от зоны действия
нагрузок. Качество уплотнения повышается,
если зоны действия рабочих органов различно-
го вида перекрываются. Перекрытие зон дей-
ствия возможно при различном принципе дей-
ствия рабочих органов, т.е. когда одни рабочие
органы имеют статическое нагружение, а дру-
гие совершают колебательные движения.
Вследствие вибрации частицы материала пе-
ремещаются не только под рабочим органом с
вибровозбудителем, но и в зоне действия ста-
тического рабочего органа. Поэтому под ста-
тическим рабочим органом частицы материала
укладываются более плотно.
Последовательное действие разных рабо-
чих органов обеспечивает повышение эффек-
тивности уплотнения материалов комбини-
рованными катками. Наибольшая плотность
под вибровальцом получается на глубине,
существенно превышающей глубину актив-
ной зоны пневматических шин. В результа-
те сложения действия шин и вибровальца
распределение плотности по глубине материа-
ла получается более равномерным, чем при
действии катка с однотипными рабочими ор-
ганами.
Уплотняющие машины статического
действия. Катки статического действия в за-
висимости от общего веса подразделяются на
типоразмеры - легкие, средние и тяжелые (и
особо тяжелые) массой (с балластом) 6...30 т.
Самоходные катки с гладкими вальцами.
Самоходные катки с гладкими вальцами по
числу и взаимному расположению вальцов
делятся на:
двухосные трехвальцовые с двумя зад-
ними ведущими вальцами, соосно располо-
женными по обе стороны корпуса катка, и с
одним передним ведомым вальцом;
двуосные двухвальцовые с одним или
обоими ведущими мостами;
трехосные с одним задним или со всеми
ведущими мостами.
На рис. 2.2.67 показан трехосный каток с
гладкими жесткими вальцами. Привод к веду-
щим вальцам может быть механическим и
гидромеханическим.
Самоходные катки с гладкими вальцами
применяют преимущественно для уплотнения
гравийно-щебеночных, черных и асфальтобе-
тонных оснований и покрытий.
238
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Рис. 2.2.67. Трехосный самоходный каток с гладкими жесткими вальцами:
а - общий вид; б - механизм поворота катка; 7 - устройство для очистки и смачивания вальцов;
2 - средний валец; 3 - гидравлическая система поворота катка; 4 - рама; 5 - механизм управления; 6 - бак;
7 - топливный бак; 8 - задний валец; 9 - двухступенчатый редуктор; 10 - коробка передач; 77 - передний
валец; 72 - гидроцилиндр управления поворотом катка; 73 - рукав; 14 - распределитель; 75 - тяга
Катки с кулачковыми вальцами. Для уп-
лотнения связных и комковатых грунтов при-
меняются катки с кулачковыми вальцами, ко-
торые могут быть самоходными, полуприцеп-
ными и прицепными. Каток с кулачковыми
вальцами показан на рис. 2.2.68.
Уплотнение грунта при качении кулачко-
вых вальцов происходит под действием нор-
мальных контактных напряжений, возникаю-
щих при вдавливании в грунт кулачков, распо-
ложенных в несколько рядов по образующей
вальца. Напряжения в зоне контакта кулачков
с грунтом в несколько раз больше, чем под
гладкими вальцами. При воздействии кулачков
на грунт уплотняется только та часть грунта,
которая находится ниже плоскости погруже-
ния кулачка, в то время как верхняя часть
грунта разрыхляется.
При работе легких катков давление, ока-
зываемое кулачком на грунт, р = 0,4...2 МПа,
при работе средних катков р = 2...4 МПа, при
работе тяжелых катков р = 4... 10 МПа.
Рис. 2.2.68. Прицепной каток с кулачковыми вальцами среднего типа
МАШИНЫ ДЛЯ УПЛОТНЕНИЯ ГРУНТОВ И МАТЕРИАЛОВ
239
Рис 2.2.69. Схема полуприцепиого катка на пневматических шинах Д-551:
1 - одноосный тягач; 2 - балластные ящики; 3 - тяговая рама; 4 - колесо; 5 - тормозная система
Под кулачками в грунте образуются уп-
лотненные грунтовые ядра, которые в свою
очередь, надавливая на расположенные ниже
части грунта, уплотняют их, как бы усиливая
уплотняющее воздействие кулачков на грунт.
Хотя расчетное удельное давление опре-
деляется в предположении, что вес катка пере-
дается на грунт только через один ряд кулач-
ков, расположенных по образующей, факти-
ческое давление кулачков на грунт будет в
1,5-2 раза ниже расчетного вследствие того,
что с грунтом взаимодействуют и кулачки
соседних рядов.
Минимальный поперечный размер опор-
ной поверхности кулачка Ьк выбирается из
условия
6к>0,25Л„,
где hn - толщина уплотняемого слоя грунта в
плотном теле, см.
Длина кулачка
/к — (й0 + йр) — 2,5 Ью
где h0 - оптимальная толщина слоя грунта в
рыхлом состоянии, см; йр - глубина, на кото-
рой нижний уже ранее уплотненный слой ос-
тался разрыхленным; для катков среднего
класса hp « 5 см.
Длина кулачка 1К и диаметр вальца D оп-
ределяются соотношением
О//к=5,5...7.
Ширина вальца, см, как и для катков с
гладкими вальцами,
В> (1,0... 1,2) D.
Катки на пневматических шинах. Кат-
ки на пневматических шинах выполняются
полуприцепными (рис. 2.2.69), прицепными
(рис. 2.2.70) и самоходными.
Самоходные катки имеют собственный
гидромеханический или гидростатический
привод. Гидромеханическая трансмиссия катка
состоит из повышающего редуктора, гидро-
трансформатора, коробки передач, раздаточ-
ной коробки и карданных передач. Гидросис-
тема катков предназначена для питания гид-
равлического усилителя рулевого управления,
гидротрансформатора и фрикционов механиз-
ма реверса коробки передач.
Ходовая система катков состоит из зад-
него ведущего и переднего ведомого мостов.
Мосты могут иметь жесткую и независимую
подвеску с рычажно-гидравлической подвес-
кой каждого колеса. Прицепные и полупри-
цепные катки обычно имеют независимую
подвеску колес секционного типа: каждое ко-
лесо связано с отдельной секцией, имеющей
возможность вертикального перемещения при
встрече колеса с каким-либо препятствием.
В некоторых конструкциях самоходных катков
Рис. 2.2.70. Схема прицепного катка на
пневматических шинах с независимой подвеской:
1 - запасное колесо; 2 - бетонный балластный блок;
3 - рама катка; 4 - дышло; 5 - колесо
240
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
предусматривается не только вертикальное
перемещение колес, но и поперечное качание
ведомого моста относительно ходовой рамы.
Катки с пневматической шиной приме-
няются для послойного уплотнения связных и
несвязных грунтов, гравийно-щебеночных
материалов, черных смесей и асфальтобетон-
ных оснований. Для уплотнения отсыпных
и предварительно спланированных слоев грун-
та и материалов используются катки комбини-
рованного типа, состоящие из задних колес
с пневматической шиной и переднего метал-
лического вальца, снабженного вибровозбуди-
телем.
Самоходные катки на пневматических
шинах имеют смачивающую систему для ох-
лаждения шин при укатке горячих битумных
покрытий, предотвращения прилипания частиц
грунта к шинам, а также для увлажнения уп-
лотняемого покрытия. Смачивающая система
катков включает баки для воды емкостью
300...600 дм3, расположенные над капотом
передней части катка (или на передней и зад-
ней его части), трубопроводы и распылители.
Давление воздуха в шинах при укатке
связного насыпного грунта не должно быть
ниже 0,3...0,6 МПа, а при уплотнении связ-
ного грунта с ненарушенной структурой -
0,8... 1 МПа.
Пневмосистема катков, состоящая из
компрессора, ресивера, крана для управления
давлением, запорных и предохранительных
клапанов, трубопроводов и гибких шлангов,
служит для централизованного регулирования
давления воздуха в шинах и распыления воды
на колеса под давлением.
Вес полностью загруженного балластом
катка Gmax, отнесенный к числу колес z, дол-
жен соответствовать максимальной допусти-
мой нагрузке <7Д0П на шину при наибольшем
допустимом давлении воздуха в шине:
= ^max /z - ^доп •
По весу GK, приходящемуся на одно ко-
лесо, подбирают пневматические шины.
Тяговый расчет катков. Для самоходных
уплотняющих машин задачей тягового расчета
является определение силы тяги и мощности
двигателя машины, обеспечивающих требуе-
мое уплотнение грунтов и материалов в задан-
ных грунтово-климатических и дорожных ус-
ловиях при движении на транспортных и рабо-
чих скоростях.
Для прицепных и полуприцепных уплот-
няющих машин тяговый расчет позволяет оп-
ределить основные параметры прицепного
(полуприцепного) рабочего оборудования,
которое может агрегатироваться с данным
тягачом, либо решить обратную задачу - по
известным параметрам рабочего уплотняюще-
го оборудования и уплотняемых грунтов и
материалов подобрать нужный тягач.
Суммарное сопротивление самоходной
уплотняющей машины складывается из трех
основных составляющих:
1) сопротивления качению вальцов или
пневматиков катка в процессе уплотнения
грунтов Pf при движении по наклонной плос-
кости с углом а:
Pf= GfKcos а,
где G - общий вес машины с балластом; fK -
коэффициент сопротивления качению; при
первом проходе по рыхлому грунту катков
с жесткими гладкими вальцами fK = 0,15...0,2,
для катков с кулачковыми вальцами fK = 0,25...
0,3, для катков на пневматических шинах fK =
= 0,12...0,15;
2) сопротивления при движении по на-
клонной плоскости Ра = G sin а;
3) сопротивления инерции поступательно
движущейся машины (при разгоне или трога-
нии с места)
G
pj=~h=mb’
о
dv
=-----ускорение машины.
dt
Таким образом, суммарное сопротивле-
ние движению самоходной машины
= Pf+Pa+Pj> или
£Pc=Gvc+Wp. (2.2.32)
где \|/с - коэффициент сопротивления движе-
нию, обусловленного сопротивлениями каче-
ния и подъему; \|/с = /к cos а ± sin а
Эти сопротивления преодолеваются ок-
ружной силой Рк, развиваемой на ведущих
колесах машины,
Рк = Рр~ ^epjpj (2.2.33)
где Рр - движущая сила, подведенная к веду-
щим колесам от двигателя при установившем-
гДе JP
МАШИНЫ ДЛЯ УПЛОТНЕНИЯ ГРУНТОВ И МАТЕРИАЛОВ
241
ся движении машины; Рк = А/Дмт|/г ; -
вращающий момент на валу двигателя; и -
передаточное число трансмиссии машины; Г| -
КПД трансмиссии; г - радиус ведущих колес;
твр - суммарная приведенная (к ведущим
колесам) масса вращающихся частей привода
я г 1 2
и ведущих колес; /иВр = Л +
4- JK —...; 5вр - коэффициент учета инерции
г
вращающихся частей привода и ведущих ко-
лес; 8вр =(гпЪу+т)/т\ и JK - момент
инерции вращающихся частей соответственно
двигателя и ведущих колес.
Заменяя в уравнении (2.2.32) величину
ЕРС величиной Рк по уравнению (2.2.33), по-
лучим:
Рр = + (»»Вр + т), (2.2.34)
ИЛИ
Pp=GVc4-8Bpm/p. (2.2.35)
Уравнения (2.2.34) и (2.2.35) представ-
ляют собой уравнения тягового баланса, пока-
зывающие, как распределяется движущая си-
ла Рр по отдельным видам сопротивления
движению самоходной машины.
Зная величину Рр, Н, и скорость движе-
ния машины V, м/с, можно определить мощ-
ность Np, кВт, подводимую от двигателя к
ведущим колесам, Ур = Рр v/1000, а затем
определить мощность двигателя N*.
Для машин с механической трансмиссией
величины Np и Уд связаны соотношением
а для машин с гидромеханической трансмис-
сией
/Vp = А/дЛгпЛ’
где rim - КПД гидродинамической передачи
трансмиссии.
Для тягачей, агрегатируемых с прицеп-
ным и полуприцепным оборудованием, дви-
жущая сила Рр привода должна быть доста-
точной для преодоления сопротивлений дви-
жению как самого тягача, так и прицепного
оборудования. В этом случае уравнение тяго-
вого баланса может быть представлено в виде
(G^tVct + ^вр^т/р) + (^п Ven + %7р)’
(2.2.36)
где GT и Gn - веса тягача и прицепа; тг и
тп - их массы; \|/ст и <|/сп - коэффициент со-
противления движению соответственно тягача
и прицепа.
Для первого прохода по рыхлому грунту
можно принять = <|/сп = Vc • Разность
между движущей силой Рр и той ее частью,
которая идет на преодоление сопротивления
движению тягача, определяет силу тяги
которая идет на преодоление сопротивления
движению прицепного оборудования в про-
цессе выполнения рабочих операций:
Тк = Рр — (GTV|/C + 8вр /wTJp)‘ (2.2.37)
При движении по горизонтали (а = 0)
Ус=Л и тогда
= (Рр “ 8вр^т7р) “ G-rf* ~ ~
(2.2.38)
Максимально допустимый по двигателю
тягача вес уплотняющего прицепного обору-
дования может быть определен из условия
Gn
= Gnk|/C 4 Jp,
8
отсюда
G„------, (2.2.39)
Jp
Vc+4-
О
или
^-GT(Vc+5B А)
Gn= —------------------;-2-. (2.2.40)
Вес прицепного оборудования, найден-
ный по формулам (2.2.39) или (2.2.40), должен
быть проверен по условию сцепления ведущих
колес тягача при
max ~ GT фсц>
где фсц - коэффициент сцепления ведущих
колес тягача с поверхностью качения:
г - ^т(Р°Ц
°п(сц) ; •
Jp
Vc+ —
g
242
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Если расчетное значение веса Gn окажет-
ся меньше значения, необходимого для эффек-
тивного уплотнения грунта, для чего, как от-
мечалось, давление рабочего органа уплот-
няющей машины на уплотняемый грунт долж-
но быть близко к пределу его прочности, сле-
дует выбрать тягач с другими тяговыми пара-
метрами либо установить, на каких силовых и
скоростных режимах возможно использование
выбранного тягача.
Расчет тяговых параметров машин с
гидрообъемным приводом. Гидросистема са-
моходных уплотняющих машин с гидрообъ-
емным приводом предназначена для питания
рабочей жидкостью гидромоторов механизма
передвижения машины, гидроусилителей ру-
левого управления и гидроцилиндров размы-
кания стояночных тормозов. Для катков с виб-
ровальцами гидросистема, кроме того, питает
рабочей жидкостью гидромотор привода виб-
ровозбудителя.
Расчет тяговых параметров упло!няю-
щих машин ведется в такой последователь-
ности.
1. По заданной нагрузке GK на ведущем
вальце и принятому значению коэффициента
сцепления фсц ведущего вальца с поверхно-
стью качения определяется максимальный
вращающей момент гидромотора для привода
вальца, Н м,
м =
гм «Р
где г - радиус вальца; wp - передаточное число
редуктора вальца.
2. Определяется частота вращения вала
(с-1) гидромотора при максимальной транс-
портной скорости v = vT и максимальной
рабочей скорости v = vpmax (м/с);
лгм
VWp
2лг
3. По принимаемому номинальному дав-
лению рабочей жидкости в гидросистеме рн
определяется перепад давлений Дрм = 0,9 рн
(МПа) на входе в гидромотор и выходе из не-
го, после чего определяется рабочий объем
гидромотора, м3,
у =_______гм
™ 0Д59ДрмП™
где Л гм - гидромеханический КПД мотора.
По значению Кг'м выбирается гидромо-
тор стандартного типоразмера с параметрами
И'М ’ Рн> ^ГМ •
4. Определяется расход рабочей жидко-
сти, потребляемой гидромотором при мак-
симальной транспортной скорости и при мак-
симальной рабочей скорости катка, м3/с:
Qm ~ ^гм^гм/Логм ’
где Логм - объемный КПД гидромотора.
5. Определяется необходимая подача ра-
бочей жидкости гидронасоса по значению
Qm max j М /С,
Qh ~ бмтах /Л ОГН ’
где Л от “ объемный КПД гидронасоса.
6. Определяется рабочий объем гидрона-
соса, м3,
^гн = Qh/пд 9
где ид - частота вращения вала двигателя.
По значению Кг'н выбирается гидронасос
стандартного типоразмера с параметрами Кга,
Рт Пни Qh-
7. Определяется мощность насоса, кВт,
А-а
Л ZH
где Л Ен - общий КПД гидронасоса.
Уплотняющие машины динамическо-
го действия. Вибрационные машины. К вибра-
ционным относятся машины, у которых рабо-
чие органы имеют жесткую связь с источни-
ком энергии (вибровозбудителем) и соверша-
ют вместе с ним колебательные движения.
Вибрационные рабочие органы выполняются в
виде вибровальцов и в виде виброплит. По
типу привода вибровозбудителя различают
механические, электрические, гидравлические
и пневматические. По характеру возбуждае-
мых колебаний вибровозбудители могут быть
с круговыми и направленными колебаниями.
Преимущественное распространение в
уплотняющих машинах получили вибраторы
инерционного действия, создающие возму-
щающую силу при вращении неуравновешен-
ных масс. При этом возмущающая сила P3(t)
может быть круговой, непрерывно изменяю-
щая свое направление, и прямолинейно на-
МАШИНЫ ДЛЯ УПЛОТНЕНИЯ ГРУНТОВ И МАТЕРИАЛОВ
243
правленной. Вибраторы, создающие круговую
возмущающую силу, относятся к типу "деба-
ланс"; вибраторы, создающие направленную
силу, - к типу "самобаланс".
Валец с вибровозбудителем типа самоба-
ланс представляет пустотельный барабан,
внутри которого размещен вибровозбудитель.
Привод механизма вибровозбудителя осуще-
ствляется через клиноременную передачу.
Виброкаток имеет зубчатые муфты включения
вибровозбудителя, управляемые с рабочего
места оператора.
Направленное действие создаваемой
вибратором возмущающей силы осуществля-
ется двумя методами:
- использованием известного свойства
шарнира передавать только те силы, которые
направлены перпендикулярно к его оси;
- применением двух спаренных вибрато-
ров, создающих равные по значению и проти-
воположно направленные возмущающие силы.
Если "нежелательным" направлением их
действия является горизонтальное направле-
ние, то дебалансы каждого из спаренных виб-
раторов наклоняют к горизонту под углом а.
В этом случае векторы возмущающих сил Рв(0
обоих вибраторов могут быть разложены на
горизонтальные Px(f) = PB(r)sina и вертикаль-
ные PyUt) = PB(Z)cosa составляющие. Первые
силы направлены навстречу друг другу либо в
противоположные стороны и взаимно уравнове-
шиваются; вторые (вертикальные составляющие)
имеют одно и то же направление и их сумма
равна PB(r)cosa + PB(r)cosa = 2PB(r)cosa,
т.е. амплитудное значение вертикально на-
правленной возмущающей силы в этом случае
удваивается.
Возмущающая сила, создаваемая самоба-
лансным вибратором,
РВ(Г) = wBco2rsincor,
где тв - масса вращающихся деталей вибрато-
ра; г - эксцентриситет вращающихся деталей
вибратора; со - круговая частота возмущающей
силы.
Колебательное движение системы вибра-
тор - уплотняющий орган может быть описано
дифференциальным уравнением
(т + тв)у + $у + Су = mBco2rsincot,
где т - общая масса уплотняющего органа без
массы т3; С - жесткость упругих связей сис-
темы; р - коэффициент демпфирования, учи-
тывающий сопротивление вязкого трения в
упругих связях и амортизаторе.
Вертикальное перемещение такой систе-
мы в установившемся режиме
у = Язш(о)Г-ф) , (2.2.41)
где А - амплитуда вынужденных колебаний
системы;
Л = - ^--.=3=; (2.2.41)
д/4и20)2 +(Л2 -о2)2
ср - угол сдвига фаз между перемещением ко-
лебательной системы у и смещением дебалан-
сов вибратора;
ср = arctg
к2 -о2
тив
<7 =----------
7И + 7И.
п - относительный коэффициент демпфирова-
ния упругой системы; к - частота собственных
колебаний вибрационного уплотняющего ор-
гана;
к= I —С— .
у т + тв
Так как под действием возмущающей си-
лы вибратора центр тяжести массы т колеба-
тельной системы смещается на величину у,
определяемую уравнением (2.2.41), и получает
при этом ускорение у, то на возбужденную
колебательную систему будет действовать
возмущающая сила
FB(Z) = wBco2r sinco/-wBy....
Возмущающую силу привода в устано-
вившемся режиме колебаний системы найдем,
дважды продифференцировав уравнение (2.2.41)
и заменив величину А ее значением из (2.2.42).
Тогда после преобразований получим:
Ft(f) = mB<i)2rx
|4п2ю2 + к2 -(1-д)ю2
4п2®2 +(к2 — <о2)2
sm(oK-(p).
244
Глава 2.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ И РАСЧЕТА МАШИН
Амплитудное значение возмущающей силы
„ = т „2_ 4и2со2+|?-(1-?>2]2
в V ^v+c*2-®2)2
(2.2.43)
Как видно из выражения (2.2.43), ампли-
тудное значение возмущающей силы привода с
увеличением частоты возмущения возрастает,
достигая в дорезонансной области максимума
при со = к. Дальнейшее увеличение частоты
возмущения приводит к уменьшению возму-
щающей силы.
Наибольшие затраты энергии на поддер-
жание колебаний имеет место при резонансе,
т.е. при со = к. Эти затраты возрастают при
уменьшение вязкого сопротивления, опреде-
ляемого коэффициентом п. Объясняется это
тем, что, как следует из выражения (2.2.42), с
уменьшением значения п возрастает амплиту-
да колебаний, а мощность Nr, затрачиваемая
на поддержание колебаний, пропорциональна
квадрату амплитуды и квадрату частоты воз-
мущающей силы. При резонансе
имеют жесткой связи с источником энергии -
ударной массой. Процесс удара рабочего орга-
на о поверхность грунта может быть описан
уравнением, выражающим теорему о количе-
стве движения:
гуд
^Pdt = mNx - mN2,
о
где т - масса ударного рабочего органа (пли-
ты); Vj и v2 - скорости ударного органа в
начале и в конце удара; ?уд - время удара.
Если принять, что сила удара Р = P(t),
является функцией времени, изменяется по
линейному закону P(t) = 0,5Pmax , а скорость
рабочего органа после удара v2 = 0, то, ин-
тегрируя это уравнение, получим
0’5/^пах^уд — /WV] ,
отсюда
^тах — 2wV]/fyA.
При свободном падении рабочего органа
с высоты Н скорость Vj = yJigH и тогда сила
удара
р
1 max
^л/^^^Дуд •
Для самоходных виброкатков при часто-
те колебаний со = 33,3...75 с-1 амплитуда коле-
баний А = 1...2 мм; для прицепных виброкат-
ков при частоте со = 25...50 с-1 амплитуда ко-
лебаний А = 4...6 мм; для самопередвигаю-
щихся виброплит при со = 10...58 с-1 амплиту-
да колебаний А = 4.. .25 мм.
Следует отметить, что при увеличении
возмущающей силы может возникнуть кратко-
временный отрыв рабочего органа от поверх-
ности грунта. В этом случае гармонические
колебания приобретают беспорядочный харак-
тер, и машина вибрационного действия стано-
вится по существу машиной вибротрамбующе-
го действия.
Трамбовочные машины. Эти машины от-
носятся к классу машин ударного и импульс-
но-ударного действия. Такие машины предна-
значены для послойного уплотнения тяжелых
связных и несвязных грунтов слоями толщи-
ной 1... 1,5 м и более, а также грунтов в естест-
венном залегании.
В отличие от вибрационных машин уп-
лотняющие машины ударного действия не
Максимальное напряжение, возникаю-
щее в грунте под воздействием силы Ртах,
^тах
Лпах _
р Pt
2рсгуд
где Fpo - площадь рабочего органа, контакти-
рующая с поверхностью грунта.
Продолжительность удара при прочих
равных условиях зависит от связности и со-
стояния грунта. При расчете можно принять
для плотных связных грунтов ?уд = 0,011 с, для
плотных несвязных грунтов ?уд = 0,023 с и для
рыхлых несвязных грунтов ?уд = 0,016 с.
Машины со свободно падающим рабо-
чим органом применяются, как правило, для
трамбования горизонтальных поверхностей
грунта. Свободное падение рабочего органа
(трамбующей плиты) с высоты Н может осу-
ществляться с помощью лебедочного привода
канатно-блочного механизма кранов и экска-
ваторов или других специальных механизмов.
СПИСОК ЛИТЕРАТУРЫ
245
Потребный движущий момент на валу
двигателя механизма подъема трамбовочной
плиты весом Gn при пуске определяется по
формуле
^п= — + Ч +
иа„т1 I
- |<°д
д Г 2 2 К
П ) Гр
где Уд - момент инерции вращающихся масс
двигателя; Rq - рабочий радиус барабана ле-
бедки; и - передаточное число редуктора ле-
бедки; ап - кратность грузового полиспаста;
(Од - угловая скорость вала двигателя; Гр - вре-
мя разгона.
Потребная мощность двигателя опреде-
ляется для режима установившегося движения
поднимаемого трамбовочного органа:
Na = ~~s—>
д 1000г|
гдеЛд-вкВт; Gn-eH; v-bm/c.
В машинах ударно-импульсного дейст-
вия вертикальное поступательное движение
трамбующей массе площадью сообща-
ется либо с помощью механизмов, преобра-
зующих вращательное движение ведущего
звена, соединенного с валом двигателя, в по-
ступательное движение трамбующей плиты,
либо с помощью приводов, использующих
энергию взрыва или сжатого воздуха (пневма-
тический привод).
Для оценки уплотняющего эффекта от
ударно-импульсного воздействия рабочего
органа на уплотняемый грунт применяется
показатель, называемый удельным импульсом,
Н/м2,
'
Величина удельного импульса во избе-
жание разрушения грунта не должна превы-
шать предельных значений: для малосвязных
грунтов 4...6 кН/м2; для грунтов средней связ-
ности 6... 10 кН/м2; для грунтов высокой связ-
ности 12...20 кН/м2.
Расчет производительности уплот-
няющих машин. Эксплуатационная произво-
дительность катков, м3/ч,
_L(B-a)hok
Э (L }
где L -длина укатываемого участка в м; В -
ширина укатываемой полосы; а « 0,2 м - вели-
чина перекрытия; Ло - оптимальная толщина
слоя грунта в плотном теле, в м; v - рабочая
скорость катка, м/ч; t - время, затрачиваемое
на разворот катка в конце участка; t « 0,02 ч;
п - необходимое число проходов; к = 0,85 -
коэффициент использования рабочего времени.
Производительность самопередвигаю-
щейся трамбующей машины, м3/ч,
п
где В - ширина трамбующей плиты; v - ско-
рость движения машин в м/ч.
СПИСОК ЛИТЕРАТУРЫ
1. Артемьев К.А. Основы теории копа-
ния грунта скреперами. М.: Машгиз, 1963.148 с.
2. Базанов А.Ф. Подъемно-транспорт-
ные машины. М.: Стройиздат, 1969. 244 с.
3. Базанов А.Ф. Забегалов Г.В. Само-
ходные погрузчики. М.: Машиностроение,
1979. 185 с.
4. Баловнев В.И. Новые методы расче-
та сопротивлений резанию грунтов. М.: Рос-
вузиздат, 1963. 96 с.
5. Векслер В.М., Муха Т.И. Проекти-
рование и расчет перегрузочных машин. Л.:
Машиностроение, 1971. 217 с.
6. Ветров Ю.А. Расчеты сил резания и
копания грунтов. Изд-во Киевского универси-
тета, 1965. 167 с.
7. Гоберман Л.А. Основы теории, рас-
чета и проектирования строительных и до-
рожных машин. М.: Машиностроение, 1988.
С. 465.
8. Дорожные машины. Ч. 1. Машины
для земляных работ / Т.В. Алексеева и др. М.:
Машиностроение, 1972. 504 с.
9. Живейнов Н.Н. Копание грунтов
ковшами гидравлических экскаваторов: Учеб-
ное пособие. М.: МАДИ, 1995. 60 с.
10. Живейнов Н.Н., Карасев Г.Н. Ус-
тойчивость экскаватора И Вестник машино-
строения. 1977. № 11. С. 26 - 30.
11. Заднепровский Р.П. Рабочие органы
землеройных и мелиоративных машин и обо-
рудование для разработки грунтов и материа-
лов повышенной влажности. М.: Машино-
строение, 1992. 176 с.
246
СПИСОК ЛИТЕРАТУРЫ
12. Зеленин А.Н. Основы разрушения
грунтов механическими способами. М.: Ма-
шиностроение, 1968. 375 с.
13. Зеленин А.Н. Резание грунтов. М.:
Изд-во АН СССР, 1959. 345 с.
14. Зеленин А.Н. Физические основы
теории резания грунтов. Л.: Изд-во Ан СССР,
1950. 354 с
15. Зеленин А.Н., Баловнев В.И., Ке-
ров И.П. Машины для земляных работ. М.:
Машиностроение, 1975. 423 с
16. Зеленин А.Н., Карасев Г.Н., Кра-
сильников Л.В. Лабораторный практикум по
резанию грунтов: Учебное пособие для сту-
дентов инженерно-строительных и автомо-
бильно-дорожных вузов. М.: Высшая школа,
1969.310 с.
17. Карасев Г.Н. Как выбрать экскава-
тор? И Строительные и дорожные машины.
1996. №11. С. 2-8.
18. Карасев Г.Н. Критерии оптимизации
параметров экскаватора // Строительные и
дорожные машины. 1992. № 6. С. 5 - 6.
19. Карасев Г.Н. Определение рацио-
нальной формы ковша экскаватора с оборудо-
ванием обратной лопаты И Строительные и
дорожные машины. 2001. № 10. С. 23 - 29.
20. Карасев Г.Н. Технико-экономиче-
ская оценка конструкции строительных экска-
ваторов И Строительные и дорожные машины.
1997. №4. С. 11-15.
21. Наземные тягово-транспортные сис-
темы. Энциклопедия / И.П. Ксеневич, В.А. Го-
берман, Л.А. Гоберман; Под ред. И.П. Ксене-
вич / М.: Машиностроение, 2003. С. 2008.
22. Павлов В.П., Живейнов Н.Н., Ка-
расев Г.Н. Проектирование одноковшовых
экскаваторов с применением ЭВМ и САПР:
Учебное пособие / Под ред. В.П. Павлова.
Красноярск: Изд-во Краснояр. ун-та, 1988.
184 с.
23. Плешков Д.И. Погрузчики строи-
тельные гусеничные и колесные. М.: Высшая
школа, 1967. 134 с.
24. Растегаев И.А. Разработка мерзлых
грунтов в северном строительстве. Новоси-
бирск: Наука, 1992. 351 с.
25. Самоходные пневмоколесные скре-
перы и землевозы / Под ред. Д.И. Плешкова.
М.: Машиностроение, 1970. 272 с.
26. Справочник конструктора дорожных
машин / Под ред. И.П. Бородачева. М.: Маши-
ностроение, 1965. 503 с.
27. В.П. Станевскиий. Совершенствова-
ние рабочего процесса землеройных машин.
Киев: Изд-во Киевского ун-та, 1984. 211 с.
28. Строительные машины: Справочник.
Т. 1: Машины для строительства промышлен-
ных, гражданских сооружений и дорог / Под
общ. ред. Э.Н. Кузина. М.: Машиностроение,
1991.496 с.
29. Хмара Л.А., Колесник Н.П., Ста-
невский В.П. Модернизация и повышение
производительности строительных машин.
Киев: Будвельник, 1992. 152 с.
30. Een dozijn rupsgravers an de (and
gevoeld) // Bouw machines, 1993. № 10 (October).
Раздел 3
СТРОИТЕЛЬНЫЕ ДОРОЖНЫЕ МАШИНЫ
Глава 3.1
ПРОЦЕССЫ ВЗАИМОДЕЙСТВИЯ
РАБОЧИХ ОРГАНОВ МАШИН СО
СТРОИТЕЛЬНЫМИ МАТЕРИАЛАМИ
3.1.1. ФИЗИКО-МЕХАНИЧЕСКИЕ
СВОЙСТВА ЦЕМЕНТО- И
АСФАЛЬТОБЕТОНА
Цементобетон (бетон) - искусственный
строительный материал, получающийся в ре-
зультате перемешивания, укладки, уплотнения
и затвердевания бетонной смеси, состоящей из
щебня или гравия, песка, цемента и воды.
С бетонной смесью взаимодействуют ра-
бочие органы смесителей, бетононасосов, рас-
пределителей бетона, бетоноукладчиков, фи-
нишеров. С одной стороны, бетонная смесь
должна иметь такой состав, чтобы полученный
из нее бетон обладал высокой прочностью, с
другой - желательно иметь такую бетонную
смесь, которую можно укладывать и уплотнять
наиболее простыми и дешевыми способами.
Способность смеси заполнять форму при
определенном способе уплотнения называется
удобоукладываемостью, которая оценивается
показателями подвижности или жесткости.
Подвижность смеси, т.е. ее способность за
определенное время деформироваться под
действием собственного веса, оценивается
величиной осадки конуса ОК (см), отформо-
ванного стандартным способом (рис. 3.1.1, а).
Жесткость смеси Ж, т.е. ее способность со-
противляться уплотняющему воздействию
вибрации, оценивается временем вибрации, в
с, необходимым для выравнивания и уплотне-
ния конуса, отформованного из смеси. Жест-
кость определяется в техническом вискози-
метре (рис. 3.1.1, б) при вибрации с частотой
50 Гц и амплитудой 0,5 мм. Конец опыта от-
мечают по опусканию штанги до риски 1.
Подвижностью оценивают удобоукладывае-
мость более пластичных смесей, а жесткостью -
более густых смесей, которые под действием
веса почти не деформируются. Показатели
удобоукладываемости позволяют классифици-
ровать смеси по консистенции как жесткие, под-
вижные, пластичные или литые (табл. 3.1.1).
Следует отметить, что значения величин ОК и
Ж, а также рекомендации по способу обработ-
ки смесей в разных литературных источниках
существенно различные. В табл. 3.1.1 даны
ориентировочные данные.
Рис. 3.1.1. Схемы определения подвижности (а) и жесткости (6) бетонной смеси
248
Глава 3.1. ВЗАИМОДЕЙСТВИЕ РАБОЧИХ ОРГАНОВ МАШИН С МАТЕРИАЛАМИ
3.1.1. Удобоукладываемость бетонной смеси
Вид смеси ОК, см Ж, с Рекомендуемые способы обработки
Жесткая 0...1 Более 30 Длительное вибрирование под статиче- ским пригрузом, удар, вибропрессова- ние, вибропрокат
Подвижная 1...4 5...30 Комбинация глубинного и поверхност- ного вибрирования, центрофугирование
Пластичная, весьма пластичная 5...9 10...15 Менее 5 Вибрирование, центрофугирование, штыкование
Литая Более 15 - Самоуплотнение
Уплотнение смеси способом, рекомен-
дуемым для более жестких смесей, может при-
вести к ее расслаиванию (рис. 3.1.2). При этом
тяжелые частицы опускаются, а легкие всплы-
вают; вода вытесняется в верхние слои, обра-
зуя поры и полости под крупными кусками
заполнителя. При высыхании такой бетон те-
ряет прочность, особенно в поверхностном
слое, снижается его морозостойкость и сопро-
тивляемость изнашиванию.
Вместе с тем, уплотнение смеси спосо-
бом, рекомендуемым для более пластичных
смесей, не позволяет достичь требуемых плот-
ности и прочности. Дорожные бетонные смеси
должны иметь осадку конуса не более 2...4 см
и жесткость не менее 10...25 с, т.е. относятся к
подвижным или жестким смесям. Для их уп-
лотнения используют глубинные и поверхно-
стные вибраторы. Такой способ уплотнения не
самый простой и дешевый. Возникает вопрос:
почему для покрытий не применяют более
пластичные смеси, например литую смесь,
которая не требует механических способов
уплотнения? Ответ на этот вопрос связан с
прочностью затвердевшей бетонной смеси.
Основным параметром, от которого зави-
сит консистенция смеси, является водоце-
ментное отношение В/Ц, равное отношению
массы воды В к массе цемента Ц. При увели-
чении количества воды при неизменном со-
держании цемента повышается пластичность
смеси (рис. 3.1.3), а следовательно, упрощается
ее укладка. Однако увеличение количества
воды в смеси снижает прочность затвердевше-
го бетона даже в том случае, когда расслаива-
ние не происходит. На рис. 3.1.4 показана за-
висимость марочной прочности бетона (проч-
ности на одноосное сжатие стсж) от водоце-
ментного отношения В/Ц и способа уплотне-
ния. Максимальная прочность, которая может
быть достигнута при правильном выборе спо-
соба уплотнения (огибающая 4), снижается
при увеличении В/Ц.
Если рассматривать любой из способов
уплотнения, например вибрирование, то оче-
видно, что существует оптимальное значение
(В/Ц)опп при котором прочность бетона мак-
симальная. При В/Ц < (В/Ц)опг в смеси после
уплотнения данным способом остаются воздуш-
ные пустоты, а при В/Ц > (В/Ц)от снижение
Рис. 3.1.2. Расслаивание бетонной смеси:
1 - вода; 2 - заполнитель; 3 - цементное тесто
Рис. 3.1.3. Зависимость подвижности смеси ОК
от содержания воды В (данные А.Е. Десова)
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ЦЕМЕНТО- И АСФАЛЬТОБЕТОНА
249
Рис. 3.1.4. Влияние водоцементного отношения
В/Ц н способа уплотнения смеси на прочность
бетона Стсж (данные В. Райхеля н Р. Глатте):
1 - самоуплотнение; 2 - трамбование;
3 - вибрирование; 4 - огибающая
прочности обусловлено повышенным содер-
жанием воды, которая, находясь в порах, пре-
пятствует уплотнению, после высыхания бетон
приобретает пористую структуру.
На рис. 3.1.5 показаны огибающие, объе-
диняющие точки оптимальных значений В/Ц,
но при различных отношениях содержания
цементного камня Кцк (отвердевшего теста из
цемента с водой) и заполнителей. Значение
Кцк = 1 соответствует бетону без заполнителей.
Прочность бетона можно повысить путем уве-
личения содержания в нем цемента. Однако
этот способ неэкономичен ввиду высокой
стоимости цемента по сравнению со стоимо-
стью заполнителей.
Максимальная прочность бетонов при
различных значениях В/Ц может быть опреде-
лена по уравнению Н.М. Беляева:
ОсЖ = стц/[Я(В/Д)л],
где стц - прочность цементного камня на сжа-
тие, МПа; п = 1,5; А = 3,5...4.
В настоящее время для покрытия дорог
применяют смеси с В/Ц < 0,5...0,6. Более же-
сткие смеси используют редко ввиду трудно-
сти их обработки существующими машинами.
Для полной гидратации цемента достаточно
иметь В/Ц = 0,4, а максимальная прочность
бетона достигается при еще более низких зна-
чениях В/Ц несмотря на неполную гидрата-
цию. Например, в работе [6] приводятся ре-
зультаты опытов Д. Роя и Г. Гоуда, которые
при отношении В/Ц = 0,1 получили бетон
прочностью на сжатие 600 МПа! Однако для
Рис. 3.1.5. Зависимости прочности бетона стж от
водоцементного отношения В/Ц и содержания
цементного камня (данные Г.И. Горчакова):
1 - Кцк = 1 (бетон без заполнителя);
2-Vw- 0,5 (50 % заполнителей объема бетона);
3 - Кда = 0,2 (80 % заполнителей)
Рнс. 3.1.6. График твердения бетона во времени т:
1 - в естественных условиях; 2 - при обработке
паром (t = 85 °C); 3 - при температуре 175 °C и
давлении 0,8 МПа
этого потребовалось горячее прессование при
температуре 250 °C и давлении 350 МПа.
Существующая технология укладки по-
крытий обеспечивает их требуемое качество.
Однако дальнейшее повышение прочности
покрытий в связи с увеличением нагрузок на
них может потребовать создания новых ма-
шин, способных укладывать более жесткие
смеси.
После укладки бетон твердеет. Считает-
ся, что в естественных условиях твердения
дорожный бетон достигает марочной прочно-
сти через 28 суток после укладки. При строи-
тельстве дорог желательно сократить сроки
ввода в эксплуатацию уже построенных участ-
ков. Ускорить твердение бетона можно повы-
шением температуры и давления укладки. На
рис. 3.1.6 показаны зависимости по нараста-
нию прочности бетона при различных режи-
мах. В естественных условиях на седьмые су-
тки достигается около 60 % прочности. Такая
же прочность получается через 12 ч обработки
в пропарочной камере (кривая 2). Этот способ
ускорения твердения бетона применяют при
изготовлении бетонных плит.
250
Глава 3.1. ВЗАИМОДЕЙСТВИЕ РАБОЧИХ ОРГАНОВ МАШИН С МАТЕРИАЛАМИ
С одной стороны, при естественном
твердении бетонное покрытие необходимо
предохранять от высыхания, так как вода тре-
буется для гидратации цемента. Этим объясня-
ется наличие специальных машин для нанесе-
ния на покрытие защитных слоев: битумной
эмульсии, полиэтиленовой пленки и т.д.
С другой стороны, излишняя влажность по-
верхности покрытия отрицательно сказывается
на прочности, поэтому используются устрой-
ства для удаления избыточной воды с поверх-
ности покрытия.
Затвердевший дорожный бетон имеет
плотность не менее 2200 кг/м3, прочность на
растяжение при изгибе 1,5...7,5 МПа, на сжа-
тие 7,5...50 МПа. Для верхнего слоя покрытия
не допускается применение бетонов с прочно-
стью на сжатие менее 30 МПа, рекомендуется
марка 400 (40 МПа). Морозостойкость бетона,
оцениваемая числом циклов замерзания и оттаи-
вания, в зависимости от климатического района
должна быть в пределах А/рз = 100...200.
При проектировании нарезчиков швов в
затвердевшем бетоне необходимо учитывать,
что бетон обладает абразивностью. Коэффици-
ент трения алмаза о бетон /= 0,06...0,08 для
природных алмазов и/= 0,1...0,22 для синте-
тических алмазов.
Асфальтобетон - искусственный мате-
риал, получаемый в результате смешивания,
укладки, уплотнения и твердения асфальтобе-
тонной смеси, состоящей из песка, щебня,
минерального порошка и битума. В зависимо-
сти от вида каменных материалов различают
щебеночные, гравийные, подразделяющиеся
на крупнозернистые (размер зерна свыше
40 мм), среднезернистые (размер зерна 20...
40 мм), мелкозернистые (размер зерна 15...
10 мм) и песчаные асфальтобетонные смеси.
Крупность зерен, входящих в состав песчаных
асфальтобетонов, не превышает 5 мм.
В зависимости от марки битума и темпе-
ратуры при выпуске из смесителя и при уклад-
ке в покрытие асфальтобетонные смеси под-
разделяются на горячие, теплые и холодные
(табл. 3.1.2).
В дорожном строительстве применяют
нефтяные дорожные битумы (БНД90/130),
числовые коэффициенты марок которых обо-
значают пределы вязкости, определяемые кос-
венным показателем - глубиной проникания в
битум при температуре 25 °C стандартной
иглы (диаметром 1 мм) пенетрометра под дей-
ствием груза массой 100 г в течении 5 с. Вяз-
кость определяется в градусах пенетрации.
Каждый миллиметр глубины проникания
стандартной иглы соответствует 10 градусам
пенетрации. Чем больше глубина проникания,
тем меньше вязкость битума.
Кроме вязких битумов в строительстве
используют жидкие (разжиженные легкими
фракциями нефтепродуктов) битумы, которые
в зависимости от скорости формирования
3.1.2. Температура нагрева смесей при выпуске из смесителя и при укладке
Смеси Марка битума Температура смеси, °C
при выпуске из смесителя в асфальтоукладчике при укладке
без ПАВ сПАВ без ПАВ сПАВ
Горячие БНД90/130 БНД60/90 БНД40/60 140...160 120...140 120 100
Теплые БНД200/300 110...130 100...120 80 80
БНД130/200 110...130 100... 120 80 80
БГ70/30 80... 100 80...100 70 70
Холодные СГ130/200 90...110 80... 100 70 70
СГ70/130 90...110 80... 100 Не ниже +5 весной
МГ70/130 90... 120 80... 100 и +10 осенью
РЕЗАНИЕ МАТЕРИАЛОВ ДОРОЖНЫХ ПОКРЫТИЙ
251
3.1.3. Механические характеристики строительных материалов
Строительный материал Плотность при укладке, т/м3 Коэффициент трения Удельное сопротивление перерезыванию Коэффициент сопротивления движению шнеков
о сталь внутреннего
Цементобетонная смесь 1,8...2 0,5...0,6 0,5...0,6 столба (6...9) кН/м 4
Асфальтобетонная смесь 2...2,3 0,5...0,6 0,7...0,8 потока 7,5 кПа 5
структуры асфальта подразделяют на три клас-
са: БГ - быстрогустеющие; СГ - густеющие со
средней скоростью; МГ - медленно густею-
щие. Числовые коэффициенты марок битума
этого типа характеризуют условную вязкость,
определяюмую временем истечения 50 мл
битума при 60 °C из вискозиметра диаметром
5 мм. Чем меньше коэффициент марки жидко-
го битума, тем меньше его вязкость.
Равномерное распределение битума в ас-
фальтобетоне решающим образом влияет на
прочность, устойчивость и долговечность по-
крытия. В случае неполного покрытия мине-
ральных зерен битумной пленкой из-за недос-
татка битума или качества перемешивания
асфальтобетон разрушается во влажной среде
вследствие проникания воды через открытые
места на зернах под битумную пленку и вы-
теснения ее с поверхности. Избыток битума
ухудшает равномерность распределения вя-
жущего в асфальтобетоне вследствие мигра-
ции части битума при уплотнении смеси из зон
повышенного напряжения.
Для улучшения сцепления битума с по-
верхностью минеральных материалов приме-
няют поверхностно-активные вещества (ПАВ),
предназначенные для улучшения смачивания
минерального вещества вяжущим, уменьшения
расхода битума, снижения температуры приго-
товления смеси и торможения структурообра-
зования асфальтобетона.
При обработке рабочими органами ма-
шин цементо- и асфальтобетонные смеси под-
вергают различным механическим воздействи-
ям, для реализации которых необходим соот-
ветствующий подвод энергии. Количество
затрачиваемой для этого энергии зависит от
механических характеристик обрабатываемых
материалов, приведенных в табл. 3.1.3.
Помимо указанных в табл. 3.1.3 характе-
ристик смесей строительных материалов для
расчета энергетических параметров машин
используют следующие показатели.
Для цементобетонной смеси - коэффици-
ент сопротивления смеси принудительному
смешиванию К, значения которого приведены
ниже в кПа.
Для бетонной смеси:
жесткой....................64...83
пластичной.................24,5...34
Для раствора:
жесткого...................29...39
пластичного................9,8... 19,6
Для асфальтобетонной смеси при укатке
горячего асфальтобетона катками с гладкими
вальцами коэффициент сопротивления
перекатыванию f имеет приведенные ниже
значения.
Первый проход...................0,12...0,15
Последний проход................0,05...0,06
Допускаемые контактные давления,
МПа, следующие.
В начале уплотнения.............0,4...0,5
В конце уплотнения..............3,0...3,5
3.1.2. РЕЗАНИЕ МАТЕРИАЛОВ
ДОРОЖНЫХ ПОКРЫТИЙ
В цементобетонных покрытиях нарезают
продольные и поперечные швы сжатия и попе-
речные швы растяжения. Швы растяжения
отстоят один от другого на 24...96 м, их шири-
на А/ вычисляется по формулам определения
температурных деформаций. Швы сжатия на-
резают на глубину, равную 0,25...0,3 толщины
покрытия.
Швы нарезают виброножами в свеже-
уложенной смеси или алмазными дисками в
252
Глава 3.1. ВЗАИМОДЕЙСТВИЕ РАБОЧИХ ОРГАНОВ МАШИН С МАТЕРИАЛАМИ
частично или полностью затвердевшем бетоне.
Современные нарезчики швов ДС-133 и
ДС-133-1 имеют рабочие органы в виде алмаз-
ных дисков (рис. 3.1.7). Диски диаметром D
вращаются с частотой п и перемещаются по-
ступательно со скоростью подачи V, нарезая
щель шириной b и глубиной Л.
Согласно исследованиям О.В. Монастыр-
ского и Г.С. Андреева потребная для вырезания
шва мощность (кВт) может быть определена по
удельной эвергоемкости q - 975 кВт ч/м3:
N = qbhN,
где v - скорость подачи инструмента.
Анализ работы нарезчиков швов различ-
ной производительности показал [6], что стои-
мость нарезки швов определяется в основном
стоимостью алмазных дисков. Алмазные диски
стоят дорого, а изнашиваются быстро. Поэто-
му при выборе параметров нарезчиков швов в
первую очередь обращают внимание на сни-
жение изнашивания дисков, которое обуслов-
лено трением алмазных зерен о бетон, раска-
лыванием или вырыванием их из диска. Ос-
новными факторами, влияющими на износ,
являются: коэффициент трения алмаза по бе-
тону/ скорость подачи V, окружная скорость
Vo = TtDn, глубина резания а одной алмазной
частицей, число алмазных зерен т, приходя-
щихся на единицу площади поверхности диска.
Площадь поперечного сечения стружки F,
срезаемой одной алмазной частицей, определя-
ется зависимостью
N^Ja
Чем больше площадь F, тем больше из-
нос диска, так как при ее увеличении возраста-
ет сила, действующая на алмазное зерно.
Рис. 3.1.7. Резание бетона алмазными дисками
Число т зерен не может быть изменено конст-
руктором нарезчика швов, поскольку исполь-
зуются готовые диски. Снижать скорость по-
дачи V нежелательно, так как это приведет к
уменьшению производительности. Следова-
тельно, для снижения износа дисков конструк-
тор имеет возможность выбора диметра диска
и окружной скорости v0. Окружная скорость
не должна превышать 55 м/с, так как жид-
кость, подаваемая к диску для его охлаждения
и снижения коэффициента трения о бетон,
будет отбрасываться от диска, что приведет к
его перегреву и выходу из строя.
Рекомендуются следующие параметры на-
резчиков швов: окружная скорость 40...50 м/с,
скорость подачи 0,5... 1,5 м/мин, расход охлаж-
дающей жидкости 2,5...3 л/мин в расчете на
1 см2 площади режущей части диска.
3.1.3. ТЕПЛООБМЕННЫЕ ПРОЦЕССЫ
ПРИ ИЗГОТОВЛЕНИИ
СМЕСЕЙ ДЛЯ ДОРОЖНЫХ ПОКРЫТИЙ
Тепловые расчеты имеют важное значе-
ние при конструировании дорожных машин и
устройств, осуществляющих нагрев материа-
лов (битумохранилищ, битумоплавильных
котлов и агрегатов, гудронаторов, сушильных
барабанов асфальтовых установок, смесителей
и др.). Их производят для расчета горения,
определения расхода теплоты на подогрев
материала до необходимой температуры, по-
терь теплоты, температуры подогреваемых
материалов и продуктов горения по зонам по-
догрева, расхода топлива на 1 ч работы маши-
ны и на единицу подогреваемой продукции,
необходимых размеров топки и др.
В расчетах дорожных машин использу-
ются основные понятия, закономерности и
методы, излагаемые в теплотехнике: основы
теплопередачи (теплопроводность, конвекция
и излучение), теоретические основы сушки,
расчета горения, его температуры, движения
газов в тепловых установках и устройствах для
перемещения газов.
Процесс горения топлива рассчитыва-
ют для выбора вида топлива и определения его
теплоты сгорания. Из реакций определяют
теоретический и действительный расходы ки-
слорода и воздуха и массовый состав продук-
тов сгорания 1 кг топлива, из уравнений теп-
лового баланса и температуры нагрева продук-
тов сгорания с учетом их теплоемкости как
функции температуры получают теоретиче-
ТЕПЛООБМЕННЫЕ ПРОЦЕССЫ ПРИ ИЗГОТОВЛЕНИИ СМЕСЕЙ ДЛЯ ДОРОЖНЫХ ПОКРЫТИЙ 253
скую и действительную температуры горения
топлива.
Удельную теплоту сгорания 1 кг рабоче-
го состава жидкого и твердого топлива опре-
деляют по формуле Д.И. Менделеева, кДж/кг:
Q = 339Ср + ЮЗОНр + 109(Sp - Ор) - 25 FFp,
где Ср - содержание углерода в рабочем со-
ставе топлива, %; Нр - содержание водорода в
рабочем составе топлива, %; Sp - содержание
серы в рабочем составе топлива, %; Ор - со-
держание кислорода в рабочем составе топли-
ва, %; FTp - содержание влаги в рабочем соста-
ве топлива, %.
Топливом для работы топок сушильных
барабанов и битумонагревательных котлов
служит топочный мазут и газообразное топли-
во (табл. 3.1.4). Для работы форсунок автогуд-
ронаторов и автобитумовозов используют ке-
росин, а для нагрева битума в битумохрани-
лищах - дизельное топливо. Удельная теплота
сгорания керосина и дизельного топлива со-
ставляет 42 000...43 000 кДж/кг топлива.
Реакция окисления углерода в общем ви-
де определяется уравнением
С + С>2 = СО2.
В составе воздуха азот занимает 79 %
объема, а кислород 21 %.
Поскольку объемы молекул газа равны,
то отношения
N2 : О2 = 79 : 21 = 3,76,
следовательно, с одной молекулой кислорода в
зону горения вносится 3,76 молекул азота с
молекулярной массой 28.
С учетом привнесенного азота уравнение
окисления углерода будет иметь вид:
С + О2 + 3,76N2 = СО2 + 3,76N2
или
12С + 32О2 + 3,76-28N2 = 44СО2 + 105,3N2.
После преобразования этого уравнения
можно определить массу кислорода, необхо-
димого для сгорания 1 кг углерода, и массу
азота и углекислого газа (кг), получаемых в
результате реакции горения:
С + 2,67О2 +8,8N2 =3,67СО2 +8,8N2. (3.1.1)
Доля углерода в составе 1 кг топлива
равна Ср/100, поэтому уравнение (3.1.1) при-
водится к виду
СР СР СР
-2- С+2,67— Q, +8,8-2- N =
100 100 100
С_ СР
=3,76-2- СО, +8,8-2- м
100 100
3.1.4. Данные по составу мазута
Нефтеперерабатывающий завод Марка мазута Содержание веществ, % Q, кДж/кг
Ср Нр Sp N2+O2
Московский М-400 84,71 10,71 3,00 1,58 39 900
Новокуйбышевский М-40 86,09 10,81 2,85 0,25 40 320
М-100 86,33 10,31 2,80 0,57 39 900
Омский М-100 85,32 10,47 2,67 1,53 39 740
Орский и Гурьевский М-40 86,47 11,01 1,90 0,62 40 800
Саратовский М-40 85,88 10,95 2,45 0,72 40 150
М-100 86,49 10,03 2,81 0,66 39 600
Сызраньский М-40 86,56 10,67 2,26 0,51 40 500
Уфимский и Ново- М-40 86,10 10,60 2,80 0,50 40 350
уфимский М-200 86,47 10,62 2,21 0,70 39 140
254
Глава 3.1. ВЗАИМОДЕЙСТВИЕ РАБОЧИХ ОРГАНОВ МАШИН С МАТЕРИАЛАМИ
Реакция сгорания водорода и серы про-
текает аналогично:
2Н2+О2=2Н2О;
S + о2 = so2.
После преобразований при сгорании
Нр/100 кг водорода
HD HD HD
-2-Н2 +8-^O2 +26,3-2-N2 =
100 100 100
HD Hn
=9—2-H2O+26,3—2-N2;
100 100
при сгорании Sp/100 кг серы
Sp Sp Sp
-2-S+—O2 +3,28—N2 =
100 100 100
Sp Sp
= 2—2-SO+3,28-2-N2.
100 100
Из уравнений горения компонентов топ-
лива определяем теоретический расход (кг) ки-
слорода и воздуха для сгорания 1 кг топлива:
Ср Нр Sp Op
/W-Q — 2,67--Ь 8--ч-------;
2 100 100 100 100
Ср Нр ср
тт в = 2,67—+ 8— + 8,8— +
100 100 100
Нр Sp °р
+ 26,3— + 4,28— - 4,28—.
100 100 100
Действительный расход воздуха тл в (кг)
для сжигания 1 кг топлива выше теоретическо-
го расхода воздуха:
^д.в= >ит.ва,
где а - коэффициент избытка воздуха для
полного сжигания топлива; для газообразного
топлива а = 1,05... 1,10; для легкого жидкого
(дизельного) топлива а = 1,1...1,2; для мазута
при распыливании паром а = 1,3; для мазута
при распыливании сжатым воздухом и корот-
кофакельном сжигании топлива а = 1,05... 1,10.
Состав и масса (в кг) продуктов сгорания
топлива:
для углекислого газа
3,67 Ср
/и, = -------— :
для водяного пара при распыливании то-
плива воздухом
т -9Н₽+^-
Ш') = У-1---;
100 100
для водяного пара при распыливании то-
плива паром
m!=9i+i+)Ft;
100 100 ф
для азота N2
( Ср Нр Sp Ор)
т, = 8,8—2-+26.3—2-+3.28—2-—3,28—2- а+
I 100 100 100 100 J
ь
юо’
для избыточного кислорода О2
< / Ср Нр Sp-Op
т4 = (а -1) 2,67—+ 8—L + —-£-
Я 100 100 100
для сернистого газа SO2
т5 = 25р/100,
где Иф - расход пара на распыливание топли-
ва; Иф = 0,4...0,8 кг пара/кг топлива.
Общая масса продуктов сгорания, кг,
т = тх + т2 + т3 +т^+т5.
Средняя удельная теплоемкость продук-
тов сгорания, кДж/(кг °С),
с = (/Wiq + т2с2 + т3с3 + /и4с4 +
+ И15С5)£ т’
(3.1.2)
где q,с5 - удельные теплоемкости соот-
ветствующих газов, кДж/(кг °С).
Теплоемкость газов при постоянном дав-
лении зависит от изменения температуры:
для углекислого газа СО2
Ci = 0,87253 + 0,000240615/ =Ai+ Bit;
для водяного пара Н2О
с2 = 1,8334 + 0,0003118/ = Л2 + B2t;
ТЕПЛООБМЕННЫЕ ПРОЦЕССЫ ПРИ ИЗГОТОВЛЕНИИ СМЕСЕЙ ДЛЯ ДОРОЖНЫХ ПОКРЫТИЙ 255
для азота N2
с3 = 1,0241 4- 0,00008855* = А3 + B3t;
для кислорода О2
с4 = 0,9182 + 0,0001065* = А4 + B4t;
для сернистого газа SO2
с5 = 0,6314 4- 0,00015541* = А5 + B5t.
Вся теплота, внесенная в топку, разогре-
вает продукты сгорания до теоретической тем-
пературы горения топлива *т т (°C) в соответ-
ствии с тепловым балансом:
Qm - Qr - - Sm + +
+ m1crtr + №ф!ф = У, wcCpfT т, (3.1.3)
где бвт - количество теплоты, вносимой в топ-
ку; St = 0,03 Q - потери теплоты топкой в ок-
ружающее пространство, кДж/кг топлива; Q* -
потери от химической неполноты сгорания,
кДж/кг топлива; при длиннофакельном сжига-
нии топлива Sx = (0,02...0,03)£), при коротко-
факельном 2х = 0; Sm ~ потери от механиче-
ской неполноты сгорания, кДж/кг топлива; при
длиннофакельном сжигании топлива QM =
(0,03...0,05) Q\ при короткофакельном сжига-
нии топлива Sm = 0; тъ - масса воздуха;
св = 0,963 - удельная теплоемкость воздуха,
кДж/(кг °С); *в = 20 °C; ст = 2,26 - удельная
теплоемкость топлива (мазута), кДж/(кг-°С);
/ит - масса топлива; *т - температура топлива;
для мазута *т = 90...95 °C;
/ф = 2850 - энтальпия пара, кДж/кг пара.
После подстановки всех членов уравне-
ния и преобразований, получается квадратное
уравнение теплового баланса горения в функ-
ции теоретической температуры горения *тт,
решение которого позволяет получить:
(-£±7а2+4а£))
'т.т=----------------(3.1.4)
2а
где а = т\В\ 4- т2В2 + т3В3 4- т4В4 4- т5В5\
b = т\А\ 4- т2А2 4- ту43 4- т4А4 4- т$А5.
Действительная температура горения то-
плива равна температуре горячих газов t'4,
поступающих в сушильный барабан:
Гт.д *4 *т.т (1 — О’),
где с = 0,15 - коэффициент теплоотдачи от
факела лучеиспусканием.
Тепловой расчет сушильного барабана
выполняют с учетом требований процессов
сушки и нагрева минеральных материалов до
температуры 180...220 °C. Эффективная работа
сушильных барабанов зависит от полноты
сгорания топлива и хорошего соприкоснове-
ния минеральных материалов с теплоносите-
лем. Сушильные барабаны работают по проти-
воточному способу: горячие газы и высуши-
ваемые материалы движутся навстречу друг
другу. При тепловом расчете барабана решают
ряд задач: составляют материальный баланс;
определяют необходимое количество теплоты,
температуру горячих газов по длине барабана,
часовой расход топлива, тепловой КПД бара-
бана и объем дымовых газов, а также основные
параметры сушильного барабана.
Материальный баланс сушильного бара-
бана позволяет по заданной производительно-
сти асфальтосмесителя и виду смеси опреде-
лить количество минерального материала,
которое необходимо нагреть, и количество
влаги, которую необходимо выпарить за 1 ч
работы.
Производительность сушильного бараба-
на по сухому материалу, кг/ч,
П = (100077АХ100 - q6 - <7м п)/100, (3.1.5)
где 77э - эксплуатационная производитель-
ность смесителя по выпуску готовой асфаль-
тобетонной смеси, т/ч; кв = 0,85...0,9 - коэф-
фициент использования асфальтосмесительной
установки по времени; q^ - расход битума, %
массы смеси; qu п - расход минерального по-
рошка, % массы смеси.
Значения q^ qu п зависят от вида смеси.
При сушке песка и щебня относительную
влажность W\ по исходному материалу при-
нимают равной 5 %. Количество влаги, кото-
рое необходимо удалить из минерального ма-
териала (кг/ч),
77b = 77(FKi-^2)/(100-^i),
где W2 = 0 - влажность материала после сушки.
Количество влажного материала, посту-
пающего в сушильный барабан, кг/ч,
77в м = П + 77в = П{ 100 + FTi)/l 00.
256
Глава 3.1. ВЗАИМОДЕЙСТВИЕ РАБОЧИХ ОРГАНОВ МАШИН С МАТЕРИАЛАМИ
^7-200 *2 t;
fj 1зона П зона Шзона I Jz
1 'f t 2
Рис. 3.1.8. Схема процесса сушки материала
и определения расхода теплоты по зонам
в сушильном барабане:
1 - минеральные материалы; 2 - горящие газы;
I - зона подогрева материала; II - зона сушки
материала; 111 - зона нагрева высушенного
материала (Л = 20 °C; h = 95 °C; 6 = 180...200 °C)
Расчет сушки и нагрева материала в су-
шильном барабане осуществляют исходя из
предположения, что сушка и нагрев минераль-
ных материалов протекают в три стадии: по-
догрев материалов и влаги, сушка материала
(испарение влаги), нагрев высушенного мате-
риала до рабочей температуры. Сушильный
барабан имеет три зоны (рис. 3.1.8).
Расход теплоты в зоне 1
Qi = Q'i + Q'i = cjl(t2 - ti) + cJ7t(t2 - it),
где Qi - расход теплоты на подогрев мате-
риала за 1 ч работы, кДж/ч; Q” — расход теп-
лоты на подогрев влаги в материале, кДж/ч;
см = 0,837 кДж/(кг°С) - удельная теплоемкость
материала; П - производительность по сухому
материалу, кг/ч; св = 4,1858 кДж/(кг-°С) - удель-
ная теплоемкость воды; /1 = 10 °C - темпера-
тура поступающих материалов; = 95 °C -
температура интенсивного испарения влаги.
Расход теплоты в зоне II
Qn ~ Qn + Qh = Пвг + cJIB(taT — /2),
где Qjj - расход теплоты на выпаривание
влаги из материала, кДж/ч; Q”j - расход теп-
лоты на подогрев паров до температуры дымо-
вых газов, кДж/ч; г = 2269 кДж/кг - теплота
фазового перехода (парообразования); сп =
= 1,926 кДж/(кг °С) - удельная теплоемкость
пара; ta г - температура дымовых газов на вы-
ходе из сушильного барабана; принимаем
7Д.Г = 150...200 °C.
Расход теплоты в зоне III
Qin - СнПЦз -12).
Общее количество теплоты, полезно ис-
пользуемой в барабане, кДж/ч,
£?пол = Qi + Q11 + Q111
Для подсчета потерь теплоты стенками ба-
рабана необходимо определить ориентировочные
параметры барабана. Объем барабана, м3,
Кб = Пв!ту,
где Шу - коэффициент влагонапряжения (ко-
личество влаги, удаляемое из 1 м3 объема ба-
рабана за 1 ч); Шу — 125, 175, 250 кг/(м3ч).
Задавшись диаметром барабана D'6, оп-
ределяют его длину, м,
^6 = ACpZwHga,
где Лср = 0,8Dg - средняя высота подъема
материала полками барабана, м; a = 3...6 ° -
угол наклона барабана к горизонту;
z = 1,75...2,5 - число подъемов и сбрасываний
материала полками за один оборот сушильного
барабана; п - частота вращения барабана, мин-1;
t = 2...4 - время сушки материала в барабане,
мин.
Предварительные расчеты выполняют на
основании приближенных значений диаметра
и частоты вращения барабанов в зависимости
от производительности.
77, т/ч....... 25 50 100 200 400
р',м.......... 1,10 1,40 1,7...1,8 2,4...2,5 2,8
л, мин"1...... 16 12 10 8...9 7...8
Диаметр барабана уточняют по формуле, м,
дб =
/4^
V
При большой разнице D'6 и Dq задаются
новым значением диаметра барабана и расчет
повторяют.
Потери теплоты от стенок барабана в
окружающую среду, кДж,
Qiy = 3600я/)б£,б(7б - /в)я,
где 7б ~ 250 °C - средняя температура стенок
барабана; /в = 20 °C - средняя температура
воздуха; а - коэффициент теплопередачи сте-
нок барабана в окружающую среду, кВт^м^С).
ТЕПЛООБМЕННЫЕ ПРОЦЕССЫ ПРИ ИЗГОТОВЛЕНИИ СМЕСЕЙ ДЛЯ ДОРОЖНЫХ ПОКРЫТИЙ 257
Коэффициент теплопередачи
^ 9,211(/8-Гв)5/4 + ?
3600 (,8-,в)
™ (‘б +273? (4+273?
V 100 ) V 100 J
3600(/5-/„)
Общий расход теплоты в барабане, кДж/ч,
бб — бпол QlV
Температуру горячих газов t'3, и *дг
определяют по зонам сушильного барабана.
При прохождении по сушильному барабану и
охлаждении на 1 °C количество теплоты
(кДж/°С) продуктов изменяется на величину
Qq ~ ~ G.r)>
где /4 - температура горячих газов, посту-
пающих в сушильный барабан; /дг - 200 °C -
температура дымовых газов, которой предва-
рительно задаются.
В зоне III расходуется теплота Qm, теря-
ется наибольшая часть теплоты Qjy и общая
температура горячих газов понижается на
Д*з = (Qm + Qiv)lq®
Следовательно,
= ^4 — До-
определение температуры продуктов
сгорания в начале зоны интенсивного испаре-
ния влаги из материала осуществляют по
уравнению теплового баланса за весь период
испарения (зона /7):
<7о(^з - 0) = Qu + “0)- (3.1.6)
Решая уравнение (3.1.6) относительно t2,
получаем
f2 = + СЛ{2 ~ Q'l У(ЯО +
Материал и влага в зоне I нагреваются
как продуктами сгорания, так и парами воды с
температурой t2, уносимыми из зоны II.
Уравнение теплового баланса для зоны I имеет
вид:
<7о( t2 ~ (д.г) + ~ (д г) — Qi
Из этого уравнения определяют
(д.г = (<?0^2 ~ Qi У(<7о + сп77в)-
Часовой расход топлива определяют при
условии, что прохождение по сушильному
барабану 1 кг продуктов сгорания и охлажде-
ние от /4 до /д г приводят к передаче материа-
лу следующего количества теплоты, кДж/кг:
<7ут ~ ~ Сср1 ^4 ~ Сср2^д.г»
где qx - количество теплоты, выделяющейся в
процессе сгорания 1 кг топлива при темпера-
туре /4, кДж/кг; q2 - количество теплоты, вы-
деляющейся при сгорании 1 кг топлива при
температуре /дг, кДж/кг; сср1 - средняя удель-
ная теплоемкость продуктов сгорания при
температуре t\, кДж/(кг-°С); сср2 - средняя
удельная теплоемкость продуктов сгорания
при 7Д г, кДж/(кг-°С).
Среднюю удельную теплоемкость <?ср1 и
сср2 определяют по формуле (3.1.2).
Продукты сгорания 1 кг топлива прино-
сят в сушильный барабан следующее количе-
ство теплоты (кДж/кг топлива):
бут = + Son,
где Г] = 0,97 - КПД топки.
Часовой расход топлива, кг/ч,
7WT — QfilQyf
Удельный расход топлива т^П = 8,5...
10,5 кг топлива/т высушиваемого материала
(77 - производительность барабана по сухому
материалу, т/ч).
Потери теплоты с дымовыми газами,
кДж/ч,
бдГ = тТ [Есср2(Гд.г - tB) + т2(11 - /2)]>
где /1 = 2850 кДж/кг - энтальпия 1 кг пара
при температуре дымовых газов пара; /2 =
= 84 кДж/кг - энтальпия 1 кг воды.
Тепловой КПД сушильного барабана оп-
ределяют на основании теплового баланса
барабана, который включает полезные затраты
теплоты по зонам, потери и общий расход теп-
лоты. Общий расход Qmr принимают за 100 %.
Часовой расход теплоты
в зоне I
Qi = 100(2/~ cJ^b^2 ~ (дг)У(0^т)>
9 - 1317
258
Глава 3.1. ВЗАИМОДЕЙСТВИЕ РАБОЧИХ ОРГАНОВ МАШИН С МАТЕРИАЛАМИ
в зоне II
Яп = 1 оо[ Q'n - сЛ( *2 -
в зоне III
Qm =
потери теплоты в топке qT = 3 %;
стенками барабана
qJV=
Потери от химической неполноты сгора-
ния qx и механической неполноты сгорания q^
при распыливании топлива паром имеют сле-
дующие значения: gx = 2...3 %, gM = 3...5 %;
при распыливании воздухом и короткофакель-
ном сжигании топлива qx = qu = 0.
Общий расход теплоты, %,
£<7 = Я/+ Яп + Яш + Яш + Ялг+ Я* + Ям + Ят-
Неучтенные потери теплоты, %,
qH = 100 - Zq.
Тепловой КПД сушильного барабана
Птб = qi + яп + яш-
Тепловой расчет топок. Расчет топок
сушильных барабанов асфальтосмесителей,
автогудронаторов, топок битумохранилищ и
битумонагревательных котлов включает опре-
деление: площади поперечного сечения топки
из условия пропуска с необходимой скоростью
воздуха, требуемого для горения топлива; объ-
ема топочного пространства по его удельному
тепловому напряжению; объема топки и ее
длины по объему топочного пространства, а
также потерь теплоты топкой в окружающее
пространство.
Диаметр топки определяют исходя из ус-
ловия пропуска воздуха через поперечное се-
чение топки с определенной скоростью, м:
I 4Й
D =--------5—,
т у3600лув
где Ив = тдви1т/рв - объем воздуха, пропус-
каемого за 1 ч через топку, м3; тд в - действи-
тельный массовый расход воздуха на сжигание
1 кг топлива, кг/кг топлива; тт - часовой рас-
ход топлива, кг; рв = 1,293 - плотность возду-
ха, кг/м3; vB - скорость движения воздуха че-
рез поперечное сечение топки, м/с.
Движение воздуха под действием тяги
вытяжного вентилятора при отсутствии уст-
ройств для принудительного смешивания воз-
духа с распыленным факелом топлива проис-
ходит со скоростью 2...3 м/с. При воздушном
распыливании и интенсификации смешивания
воздуха с распыленным факелом топлива ско-
рость воздуха принимают до 5 м/с.
Объем топочного пространства или объ-
ем зоны горения топлива, м3,
^т.п — О^-^Ятли
где дтп - удельное тепловое напряжение то-
почного пространства, кДж/(м3 • ч).
Удельное тепловое напряжение топочно-
го пространства зависит от типа топки
Ниже приведены значения удельного те-
плового напряжения топочного пространства
различных топок, кДж/(м3 • ч).
Топка:
для автогудронатора................(3...5) • 106
для битумонагревательных
котлов и битумохранилищ..........(5...10) • 106
для сушильных барабанов
асфальтосмесительных
установок........................(20...60) • 106
Для автогудронаторов, битумохранилищ
и битумонагревательных котлов объем топок
равен объему топочного пространства. Для
топок сушильных барабанов характерны высо-
кая интенсивность горения и дожигание топ-
лива непосредственно в сушильном барабане;
объем топки, м3,
Кт=(0,5...0,8)Ктп,
длина топки, м,
£т = 4ИДл£)т2).
В современных топках сушильных бара-
банов отношение длины топки к ее диаметру
Z)T составляет 0,6... 1.
Потери теплоты стенками топки в окру-
жающее пространство, кДж,
С?п.т — ЗбООССт 5*т(/т — /Кож),
где а? - коэффициент теплопередачи стенками
топки, кВт/(м2 °C); ST - площадь поверхности
кожуха топки; /кож - температура кожуха;
tT - температура топки.
ТЕПЛООБМЕННЫЕ ПРОЦЕССЫ ПРИ ИЗГОТОВЛЕНИИ СМЕСЕЙ ДЛЯ ДОРОЖНЫХ ПОКРЫТИЙ 259
Коэффициент теплопередачи
ОСт =1/(1/а + 1СЛ/ХСЛ + 4сб^асб +
Асож^кож + 1/(ак +ал)),
где а = 0,01...0,11 кВт/(м2 • °C) - коэффициент
теплоотдачи от газов к огнеупорной футеров-
ке; /сл = 0,12 м - толщина огнеупорного слоя;
Хсл = 0,001...0,0014 кВт^м2 • °C) - коэффициент
теплопроводности огнеупорного слоя; /асб =
= 0,003 м - толщина асбестового слоя;
Хасб = 0,00015... 0,0002 кВт/(м2 - °C) - коэффи-
циент теплопроводности асбестового слоя;
/кож = 0,005 м - толщина наружного кожуха;
Хкож = 0,046...0,058 кВт/(м2 • °C) - коэффици-
ент теплопроводности стального кожуха;
ак = 0,0042vb°’805/Dt0’195 - коэффициент теп-
лоотдачи от металлического кожуха воздуху
конвекцией при конвективной скорости потока
воздуха vB = 0,1 м/с; ал — коэффициент тепло-
отдачи лучеиспусканием, кВт/(м2 • °C);
ал=[с1((Гкож + 273)/1(Ю)4-
-((/, + 273)/100)4]/(ГКОЖ - Гв);
С1 = 0,0046 кВт/(м2 оС) - коэффициент тепло-
отдачи; 4ож - температура поверхности кожу-
ха топки; /кож = 400...600 °C; tB - 20 °C - тем-
пература воздуха.
Площадь поверхности кожуха топки, м2,
5Т — (л /)кож /4) + я£)кож£т,
где /)кож - диаметр кожуха топки, м; DKOyK =
= £>т + 2/сл.
Тепловой расчет цистерны автогудро-
натора. Для эффективной работы автогудро-
натора необходимо в течение нескольких ча-
сов поддерживать рабочую температуру биту-
ма в цистерне, а при необходимости и подог-
ревать его до рабочей температуры. Тепловой
расчет автогудронатора включает расчет тол-
щины теплоизоляции и отопительной системы,
обеспечивающей нагрев битума в цистерне до
заданной температуры за определенное время.
Расчет теплоизоляции цистерны преду-
сматривает определение толщины слоя изоля-
ции по количеству теплоты, выделяемой биту-
мом при его остывании за 1 ч не более чем на
10 °C; количеству теплоты, которое может
быть передано в окружающую среду через
наружную поверхность цистерны при задан-
ных условиях (рис. 3.1.9).
Рис. 3.1.9. Схема передачи теплоты через стенку:
а - трехслойную плоскую; б - криволинейную
Приравняв количество теплоты, теряемое
битумом, и количество теплоты, проходящее
через стенку цистерны, определяют толщину
слоя изоляции.
Количество теплоты (кДж), выделяемое
при остывании битума за 1 ч,
бе = m6c^tx -12), (3.1.7)
где - масса битума, кг; Cq - удельная тепло-
емкость битума, кДж/(кг °С); Ц = 180 °C -
начальная температура битума; /2 = ПО...
175 °C - температура битума через 1 ч транс-
портирования.
Количество теплоты, теряемое битумом
через внешнюю поверхность в окружающее
пространство, кДж,
2т = 3600а5ц(/б-/в), (3.1.8)
где а - коэффициент теплопередачи, кВт^м2 • °C);
5Ц - площадь поверхности цистерны, м2;
k = (6 + ^)/2 - средняя температура битума, °C;
tB = 10 °C - температура наружного воздуха.
Площадь поверхности эллиптической
цистерны, м2,
5Ц = 25т + 5б,
где Sr = nab площадь эллиптических торцов цис-
терны, м2; 5б - боковая площадь цистерны, м2;
S6 = лАц^2(а2 + Ь2)- J
V 4
£ц - длина цистерны, м; а и b - полуоси эл-
липса торцовых днищ, м.
Коэффициент теплопередачи через трех-
слойную стенку от горячего битума в атмо-
сферу
9*
260
Глава 3.1. ВЗАИМОДЕЙСТВИЕ РАБОЧИХ ОРГАНОВ МАШИН С МАТЕРИАЛАМИ
ат — 1/( 1 /di + /i/Xj + Z2/X2 + /3/Х3 + l/otz)»
где ai = 0,097 кВт/(м2 • °C) - коэффициент
теплопередачи от битума к металлической
стенке цистерны; 1\ = 0,004 м - толщина стен-
ки цистерны; = 0,046...0,058 кВт/(м2 • °C) -
коэффициент теплопроводности стали; /2 -
толщина слоя теплоизоляции, м (неизвестна);
Х2 - коэффициент теплопроводности тепло-
изоляции; для асбеста Х2 = 0,00015...
0,0002 кВт/(м2 • °C); для стекловаты Х2 =
= 0,000044 кВт/(м2 • °C); /3 = 0,001 м - толщина
стенки кожуха; - теплопроводность стали;
а2 = 0,0042 V?’805 / £>ср195 “ коэффициент теп-
лоотдачи от кожуха цистерны наружному воз-
духу, кВт/(м2 оС); vr - скорость движения гуд-
ронатора, м/с; Z)cp - средний диаметр цистер-
ны, м.
При стоянке автогудронатора в безвет-
ренную погоду вместо скорости vr принимают
скорость конвективного движения воздуха
вокруг цистерны; vK = 0,5 м/с. Приравняв пра-
вые части уравнений (3.1.7) и (3.1.8) и решая
их относительно /2, получаем толщину слоя
теплоизоляции:
/2 = Ч360а$ц(,б - tB)/m6c6(ti ~ t2) -
- 1/a!-Z^-Z3/X3 + 1/а3].
Тепловой расчет оборудования для ра-
зогрева асфальтобетонных покрытий. При
проектировании машин для разогрева асфаль-
тобетонных покрытий и просушивания по-
верхностей осуществляется тепловой расчет
оборудования для определения: расхода топ-
лива (газа), времени нагрева т, плотности теп-
лового потока q, скорости движения разогре-
вателя vM.
Время нагрева асфальтобетона на глуби-
ну h до конечной температуры t при нагреве
поверхности покрытия от температуры t0 до
температуры tn:
т = Foh2/a,
где Fo - критерий гомохронности Фурье для
соответствующей глубины; а = 3600Х/(ср) -
коэффициент температуропроводности, м2/ч;
X - коэффициент теплопроводности, Вт/(м • °C);
с - удельная теплоемкость, Дж/(кг • °C); р -
плотность материала покрытия, кг/м3.
При температуре 38 °C коэффициент
температуропроводности для мелкозернистого
асфальтобетона а = 2,1 • 103 м2/ч, для крупно-
зернистого а = 2,64 • 103 м2/ч.
При постоянном тепловом потоке в зави-
симости от безразмерной величины е =
= (t - t0)/(tn - t0) критерий Fo имеет следую-
щие значения:
£....0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Fo... 0,27 0,47 0,78 1,2 2 3,6 7 17,2
Плотность теплового потока на поверх-
ности покрытия определяют из условия посто-
янства теплового потока, Вт/м2,
?=1Д6(/П-/О)^р£.
2д/т
Для горелок с керамическим насадком
при постоянном тепловом потоке высота уста-
новки горелок над покрытием, м,
H = ^32$[q.
Скорость движения базовой машины
(м/ч) зависит от времени t воздействия разо-
гревателя в каждой точке асфальтобетонного
покрытия и длины I блока разогревателя:
vM = Z/т или vm = la/^Foh2).
Скорость движения базовой машины при
увеличении глубины разогрева уменьшается
обратно пропорционально глубине в квадрате.
В зависимости от плотности р и температуры
коэффициент X = 1,0... 1,4 Вт/(м • °C). Удель-
ная теплоемкость изменяется в пределах
0,20... 0,24 Дж/(кг°С), среднее значение
удельной теплоемкости 0,22 Дж/(кг • °C).
3.1.4. ПЕРЕМЕШИВАНИЕ
ДОРОЖНЫХ МАТЕРИАЛОВ
Приготовление бетонной смеси включает
подачу в смеситель исходных материалов,
отдозированных в нужной пропорции, смеши-
вание материалов, выгрузку готовой смеси.
Смешиванием материалов называют
преобразование исходных материалов в каче-
ственно новый материал, свойства которого
резко отличаются от свойств исходных мате-
риалов. Так, при смешивании цемента, песка,
щебня и воды происходят сложные физико-
ПЕРЕМЕШИВАНИЕ ДОРОЖНЫХ МАТЕРИАЛОВ
261
химические процессы, в результате которых
получается качественно новый материал -
бетонная смесь.
Перемешиванием называют процесс, в
результате которого отдельные компоненты
оказываются равномерно распределенными по
всему объему смеси, при этом физико-хими-
ческие процессы не рассматриваются. Одно-
родность смеси - необходимое условие для
получения прочного бетона: крупный и мел-
кий заполнители и цементное тесто должны
быть равномерно распределены по объему
смеси.
Рабочие органы смесителей должны
обеспечивать качественное смешивание. Воз-
действие должно быть таким, чтобы не остава-
лось комков слипшихся цементных частиц.
Если цементные частицы будут разобщены и
каждая частица будет контактировать с водой,
то повысится удобоукладываемость смеси и
прочность бетона. Известно, что кристаллы
гидросиликатов, образующихся при схватыва-
нии бетонной смеси, наиболее активно растут
на зернах песка. Поверхность песчинок, не-
смотря на очистку, всегда покрыта тончайшим
слоем глинистых частиц. Этот слой препятст-
вует прочному контакту между песком и це-
ментным камнем (затвердевшим цементным
тестом). Цементные частицы могут быть по-
крыты тонким слоем частично гидратирован-
ного цемента из-за паров воды, содержащихся
в воздухе. Необходимо подобрать такой режим
смешивания, при котором происходит актива-
ция смеси, т.е. разрушение поверхностного
слоя, покрывающего частицы, в результате
интенсивных соударений и трения частиц в
присутствии воды.
Конструкции бетоносмесителей разнооб-
разны. По принципу действия они подразде-
ляются на два класса: гравитационные и при-
нудительного действия. В гравитационных
смесителях бетонная смесь находится внутри
вращающегося барабана. При вращении смесь
поднимается, а затем падает, перемешиваясь с
нижележащими слоями. В бетоносмесителях
принудительного действия движение смеси
создается лопастями. По режиму работы сме-
сители бывают циклического и непрерывного
действия, по мобильности - стационарные,
передвижные и самоходные. О разнообразии
конструкций бетоносмесителей можно судить
по морфологической матрице, содержащей
1728 вариантов бетоносмесителей принуди-
тельного действия [4], многие из которых ис-
пользуются в производстве. Некоторые из
возможных схем перемешивающих механиз-
мов представлены на рис. 3.1.10.
При смешивании необходимо создавать
такое движение компонентов смеси, чтобы
траектории движения частиц многократно
Рис. 3.1.10. Варианты перемешивающих механизмов:
а - двухвальный, с горизонтальными валами (вид с торца); б - противоточный, с двумя
вращающимися валами и вращающейся чашей; в - роторный; г - планетарно-роторный
262
Глава 3.1. ВЗАИМОДЕЙСТВИЕ РАБОЧИХ ОРГАНОВ МАШИН С МАТЕРИАЛАМИ
пересекались друг с другом и чтобы в смеси-
теле не оставалось зон, в которых смесь не
вовлекалась бы в движение. Это достигается
правильным выбором размеров и углов уста-
новки лопаток и соотношения скоростей дви-
жения элементов перемешивающего механизма.
Рассмотрим перемешивание как преобра-
зование среды из исходного стояния в конеч-
ное. Исходное состояние - отдельные компо-
ненты смеси, отличающиеся друг от друга
какими-либо признаками (плотностью, разме-
рами частиц, химическим составом и т.д.).
Идеальный конечный результат перемешива-
ния - смесь, в которой два любых выделенных
объема имеют одинаковые свойства.
Общие закономерности перемешивания,
не зависящие от свойств материалов и способа
перемешивания, исследованы М.В. Буниным.
Обозначим объем первого материала а
второго - М2. До начала перемешивания эти
материалы занимают в смесителе объемы со-
ответственно Kj и И2 (рис. 3.1.11, а), причем
^=^+^2, (3.1.9)
где И - суммарный объем.
После перемешивания в течение времени
t часть первого материала объемом М перей-
дет в объем К2, а равная ей часть второго ма-
териала перейдет в объем Ух (рис. 3.1.11, 6).
Рассмотрим перенос первого материала в объ-
ем И2, начиная с произвольного момента. За
время dt из Ki в К2 переносится dM^ материа-
ла, причем в dM^ имеются оба вещества про-
порционально их содержанию в объеме У\.
Следовательно, объем первого вещества, пере-
носимого из Ki в И2,
dMxfy^y2) = dMz(Mx-M)/Vx.
Одновременно из К2 в Ух переносится
такой же объем dM^ материала, в котором
содержание первого вещества
- dM^M/У2 .
Таким образом, с учетом прямого и об-
ратного переноса, количество первого мате-
риала, перенесенного в объем У2,
dM - dM}^y2) - dM 1(^2-»^)>
или
... (мх-м м}
dM = dMy\ —1---------.
I V1 V1)
Полный объем dM^ переносимый за
время dt из V\ в У2, можно выразить через
скорость переноса материала и (м3/с), завися-
щую от свойств смеси и конструкции смесителя:
dMY = udt.
В результате получим
dM
---= и
dt
или
dM ( 1 1
dt У2)
М = и—.
У\
Общее решение этого дифференциально-
го уравнения с учетом того, что Мх = и
формулы (3.1.9) имеет вид:
М = С ехр
иУ
vxv2 .
^Vxv2jv.
Постоянную С найдем из начальных ус-
ловий: при t = 0 и М— 0 имеем
C = -VXV2IV
и
м =
V
1 - ехр
иУ
И Уг
а)
v2 И vz
б) в)
При достаточно длительном перемеши-
вании (времени t —> оо) смесь окажется в иде-
альном конечном состоянии (рис. 3.1.11, в),
при котором максимальный объем первого
вещества, перенесенного объем в К2,
Рис. 3.1.11. Схема процесса перемешивания:
а - исходное состояние; б - промежуточное
состояние; в - конечное состояние
^тах
И1И2
V
ПЕРЕМЕШИВАНИЕ ДОРОЖНЫХ МАТЕРИАЛОВ
263
Скорость переноса материала и зависит
от угла установки лопасти и определяется ко-
эффициентом интенсивности циркуляции сме-
си по объему замеса ЛГоб, равным произведе-
нию коэффициентов интенсивности продоль-
ного ТСпр и поперечного Ки смещения:
^об — -^пр^п’
При движении лопасти в смешиваемой
массе перед ней образуется ядро уплотнения, и
сдвиг смеси происходит по боковым граням
этого ядра. Если лопасть установлена под уг-
лом а = 0° к оси вала, то происходит интен-
сивная циркуляция смеси поперек корпуса
смесителя, а вдоль корпуса циркуляция отсутст-
вует. За коэффициент интенсивности поперечно-
го смещения смеси лопастью принимают отно-
шение площади поперечного сечения ядра уп-
лотнения (рис. 3.1.12) при угле а 0° к макси-
мальной площади ядра уплотнения при а = 0°:
Кп = (sin2 у - sin2 a)/sin2 у.
Коэффициент интенсивности продольно-
го смещения смеси Кщ> определяется отноше-
нием разности проекций боковых граней ядра
уплотнения на ось вала к проекции всей лопа-
сти также на ось вала:
£пр = (6, - 62)/60 = tg a/tg у.
Пример расчета процесса перемешивания
при Ki = 2 м3, И2 = 1 м3 и и = 0,05 м3/с показан
на рис. 3.1.13.
В реальных условиях смесеобразования
кроме рассмотренного процесса перемешива-
ния с учетом прямого и обратного переноса
компонентов всегда происходит обратный
процесс - сепарация, т.е. разделение смеси на
компоненты. Например, в гравитационных
смесителях под действием веса и сил инерции
тяжелые частицы стремятся отделиться от
легких. Анализ этого более общего случая по-
казывает, что при наличии сепарации идеаль-
ную смесь невозможно получить даже при вре-
мени /—>оо. В этом случае кривая
асимптотически приближается к прямой
s<vxv2/v.
На рис. 3.1.14 показана зависимость
прочности бетона Об °т длительности переме-
шивания бетонной смеси.
Рис. 3.1.13. График процесса перемешивания:
-----------------без сепарации;
-----------------с сепарацией
Рис. 3.1.14. Зависимость прочности бетона
от времени перемешивания
В начале перемешивания повышение од-
нородности смеси происходит более интен-
сивно, чем в конце процесса. Слишком дли-
тельное перемешивание нецелесообразно, так
как снижение производительности не оправ-
дывается незначительным повышением одно-
родности смеси. Длительность перемешивания
ограничена: 50...75 с при объеме готового за-
264
Глава 3.1. ВЗАИМОДЕЙСТВИЕ РАБОЧИХ ОРГАНОВ МАШИН С МАТЕРИАЛАМИ
меса менее 0,5 м3 и 50... 120 с при большем
объеме.
Для оценки качества смеси предложены
различные критерии, которые позволяют срав-
нить либо однородность смеси с идеальным
конечным результатом, либо расхождение
свойств в двух или нескольких пробах, взятых
из разных участков смеси.
В первом случае однородность смеси
можно оценить критерием
где /см - концентрация компоненты в выделен-
ном объеме; - требуемая концентрация
компоненты (качество смеси тем выше, чем
значение К ближе к 1).
Во втором случае сравнивают результаты
испытаний на подвижность по двум или не-
скольким пробам. Так, в нормах США одно-
родность бетонной смеси оценивают относи-
тельным отклонением осадки конуса двух
проб, взятых из разных областей одного заме-
са. При таком методе возможно случайное
совпадение результатов по двум пробам, в то
время как в других местах объема смеси неод-
нородность свойств может быть выше.
Более совершенная система критериев
однородности смеси предложена М.В. Буни-
ным. Наибольшее применение имеет степень
сепарации
s=fy- -Pcp'h)’
где V - полный объем смеси; п - число компо-
нентов; т - число проб; р - плотность /-й
компоненты на участке j объемом Vj, причем
- средняя плотность ьй ком-
поненты, равная ее массе, отнесенной к пол-
ному объему V; рс = Lpcp, - средняя плотность
смеси, равная сумме масс всех компонентов,
отнесенных к объему V.
Степень сепарации позволяет комплекс-
но оценить однородность смеси по всем ком-
понентам и по всему объему смеси. При пол-
ностью разделенных компонентах (до начала
перемешивания) S = 5тах> для идеальной сме-
си S = 0. Чем меньше S, тем однороднее
смесь. Точность оценки однородности смеси
тем выше, чем больше число т исследуемых
объемов Vj.
Закон изменения степени сепарации в
функции времени перемешивания выражается
формулой
5=5тахГ—+К1е(/Г|+^)' ,
+к2 1
где 5тах - максимальная степень сепарации
до перемешивания; и К2 - постоянные,
зависящие от природы смешиваемых материа-
лов, конструкции и режима работы смесителя.
К2
5 = 5тахТ;-— при /->«, т.е. иде-
А.] + К 2
альный конечный результат 5 = 0 достигается
только при К2 - 0 , что соответствует отсут-
ствию сепарации.
При создании более совершенных смеси-
телей нужно учитывать степень сепарации,
стремясь к ее снижению.
3.1.5. ВЫРАВНИВАНИЕ ПОВЕРХНОСТЕЙ
ДОРОЖНЫХ БЕТОННЫХ ПОКРЫТИЙ
Свежеуложенное или частично затвер-
девшее покрытие подвергают дополнительной
обработке для создания условий нормального
твердения и получения поверхности покрытия
с заданными свойствами. При дополнительной
обработке осуществляются следующие про-
цессы: выглаживание поверхности, удаление с
нее избытка влаги, защита бетона от прежде-
временного высыхания, придание шероховато-
сти. Для этого используют: дорожные фини-
шеры, распределители пленкообразующих
материалов и другие машины.
Выглаживание бетонных поверхностей
применяется не только при строительстве до-
рожных покрытий, но и при производстве бетон-
ных изделий: панелей, дорожных плит и т.д.
Ниже рассмотрены основные способы выгла-
живания бетонных поверхностей.
После выглаживания на поверхности до-
рожного покрытия создается шероховатость с
высотой микронеровностей 1,5...3,5 мм. Было
бы неправильно считать, что цель выглажива-
ния - получение гладкой поверхности. Выгла-
живание способствует повышению прочности,
износо- и морозостойкости покрытия. После
укладки и уплотнения бетонной смеси в по-
верхностном слое имеются мелкие дефекты и
ВЫРАВНИВАНИЕ ПОВЕРХНОСТЕЙ ДОРОЖНЫХ БЕТОННЫХ ПОКРЫТИЙ
265
поры, которые устраняются при выглажива-
нии. Кроме того, рабочий орган выглаживаю-
щей машины удаляет избыток влаги с поверх-
ности дороги. В результате получается по-
верхность, подготовленная для придания ей
требуемой шероховатости.
Выглаживающие рабочие органы в отли-
чие от уплотняющих совершают поступатель-
ные, колебательные или круговые движения на
поверхности покрытия. Создаваемые ими де-
формации охватывают в основном лишь верх-
ний слой на глубину примерно 8...30 мм.
В качестве рабочих органов применяются дис-
ки, валки и брусья.
Диски диаметром 0,25...2 м вращаются с
частотой 3... 12 с-1 при скорости поступательного
движения v = 0,04...0,1 м/с и при давлении
на заглаживаемую поверхность 0,5... 1,5 кПа
(рис. 3.1.15).
Валки (рис. 3.1.16) могут быть непривод-
ными или приводными. Приводные валки
Рис. 3.1.16. Схемы валков:
а - неприводного; б - приводного;
в - установка валка под углом в плане
имеют диаметр 0,2...0,4 м, вращаются с часто-
той 1...25 с-1 при скорости поступательного
движения 0,01...0,1 м/с. Их устанавливают под
углом в плане а или перпендикулярно направ-
лению движения (а = 0°).
Брусья выполняют по различным конст-
руктивным схемам. Наиболее простая схема
бруса цилиндрической формы, совершающего
только поступательное движение со скоростью v
(рис. 3.1.17, а), использована в дорожном фи-
нишере ДС-104А [5]. В схемах брусьев, име-
ющих дополнительные возвратно-поступа-
тельные движения со скоростью Уб, направ-
ленные по оси бруса (рис. 3.1.17, б), конструк-
ция механизма зависит от амплитуды колеба-
ний. Для создания колебаний с малой ампли-
тудой (до 10 мм) используют вибрацию часто-
той 10.... 100 Гц. Вибраторами оснащают также
некоторые дисковые и валковые рабочие орга-
ны выглаживающих машин.
Критерий эффективности выглаживания -
заглаживающая способность 5. Она определя-
ется длиной линии, на протяжение которой
рабочий орган воздействует на точку выгла-
живаемой поверхности. Например, точка А
выглаживаемой поверхности (рис. 3.1.18) дви-
жется относительно бруса по траектории,
форма которой близка к синусоиде. Длина
этой траектории, взятая в пределах ширины
бруса В, равна заглаживающей способности
бруса $ За 1 с брус совершает п поперечных
колебаний и проходит путь со скоростью по-
ступательного движения V, м/с. Путь, равный
ширине бруса В, будет пройден за время
t = B/v, после чего воздействие бруса на данную
точку А прекратится. Таким образом, за время t
рабочий орган совершит nt = Вп/ч колебаний и
Рис. 3.1.17. Схемы брусьев:
а - неприводного; б - с осевыми колебаниями;
в - с дополнительными круговыми движениями
в плоскости поверхности покрытия
266
Глава 3.1. ВЗАИМОДЕЙСТВИЕ РАБОЧИХ ОРГАНОВ МАШИН С МАТЕРИАЛАМИ
Рис. 3.1.18. Схема к определению
заглаживающей способности бруса
пройдет путь В, м. За каждый ход проходится
путь (длина траектории точки А за 1 ход)
1 = К6,
где 8 - величина двойного хода; К - коэффи-
циент, зависящий от формы траектории и ско-
рости поступательного движения. Следова-
тельно,
S = КВдп/ч.
Для рассматриваемого случая К = 1,8.
Аналогичные выкладки позволяют аналитиче-
ски определить заглаживающую способность
для рабочих органов, выполненных по различ-
ным схемам (табл. 3.1.5).
Из табл. 3.1.5 следует, что применять
диски для выглаживания поверхности дорож-
ных покрытий нецелесообразно. При относи-
тельной сложности конструкции их использо-
вание приводит к излишней чистоте поверхно-
сти покрытия. Кроме того, диски наиболее
подвержены износу.
После выглаживания поверхности по-
крытия ему придают шероховатость. Эта опе-
рация выполняется с помощью щеток, уста-
новленных на распределителе пленкообра-
зующих материалов ДС-105А. Щетка движет-
ся по направляющим перпендикулярно на-
правлению движения машины, в результате
чего шероховатость получается в виде рисок,
перпендикулярных оси дороги. При повышен-
ных требованиях к качеству покрытия, напри-
мер взлетно-посадочных полос аэродромов,
для нанесения шероховатости в затвердевшем
бетоне применяют алмазное фрезерование.
3.1.5. Заглаживающая способность рабочих органов (данные А.В. Болотного)
Рабочий орган (рисунок) Расчетная формула S, м (для существующих машин), не более Высота микронеровностей, мм
Диск (3.1.15) v Я 5 = 0,94-2- V 60 Менее 0,5
Валок (3.1.16, а) S = —/Ба vcosa 5 Более 1,0
Валок (3.1.16, б) а = 0 S = 1,8B8h/v 1,5 Более 1,5
Валок (3.1.16, в) а = 0 S=^B V 10 Более 0,5
Примечание. Обозначения: R - радиус диска, м; а - заглубление валка в смесь, м; а - угол уста-
новки валка, °; уд - окружная скорость диска, м/с; vB - окружная скорость валка, м/с; v'6 - скорость враща-
тельной составлявшей движения бруса, м/с.
МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ СТАБИЛИЗИРОВАННЫХ ПОКРЫТИЙ
267
Глава 3.2
ОСОБЕННОСТИ КОНСТРУКЦИЙ
МАШИН И ОБОРУДОВАНИЯ
3.2.1. МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ
СТАБИЛИЗИРОВАННЫХ ПОКРЫТИЙ
Назначением этих машин является: пе-
ремешивание материала на полотне строящей-
ся или ремонтируемой дороги; добавка извести
в дорожную одежду для защиты ее от повреж-
дений при замерзании и оттаивании; укрепле-
ние грунтов минеральными и органическими
вяжущими; разрыхление грунта для ускорения
высыхания; перемешивание неоднородных
грунтовых смесей для выравнивания их струк-
туры при подготовке к уплотнению. Эти же
машины, оснащенные соответствующими ра-
бочими органами, могут использоваться и для
фрезерования поврежденных асфальтобетон-
ных покрытий.
Машины для стабилизации грунта в за-
висимости от производительности могут быть
навесными, прицепными и самоходными. На-
весные и прицепные машины агрегатируются с
промышленными гусеничными тракторами
общего назначения и являются сменным обо-
рудованием. Все механизмы навесных агрега-
тов приводятся от гидросистемы базовой ма-
шины и управляются оператором. Прицепные
агрегаты приводятся от силовой установки
тягача или оборудованы автономным двигате-
лем и управляются либо водителем тягача,
либо собственным оператором. Самоходные
машины монтируются на специальном шасси,
имеющем четыре колеса, из которых ведущи-
ми могут быть два или все четыре колеса, а
управляемыми, как правило, все четыре. Пред-
приятия-изготовители предлагают различные
сочетания числа ведущих и управляемых колес
для одних и тех же моделей машин.
Основным рабочим органом машины для
стабилизации грунта является фрезерный ба-
рабан, обеспечивающий разрыхление старого
покрытия или грунта и перемешивание раз-
рыхленного материала с добавками. Фрезер-
ный барабан представляет собой стальной
пустотелый цилиндр, к наружной поверхности
которого крепятся резцедержатели с резцами.
Длина барабана определяется типоразмером
машины, так как от нее зависит ширина поло-
сы, обрабатываемой машиной за один проход.
Диаметр барабана, форма и размеры резцов, а
также размеры и расположение резцедержате-
лей зависят от с назначения рабочего органа.
Фрезерные барабаны могут быть универсаль-
ными, т.е. пригодными для любого вида работ,
и специализированными, приспособленными
либо к дроблению твердых материалов, либо
рыхлению грунта и перемешиванию его с до-
бавками. Дробящие фрезы оснащают круглы-
ми резцами, свободно вращающимися в гнез-
дах и благодаря этому равномерно изнаши-
вающимися со всех сторон, смесительные фре-
зы - широкими лопатками на длинной стойке,
разрыхляющими грунт на глубину до 500 мм и
более и равномерно перемешивающими его с
добавками.
Расположение резцов по винтовой линии
и в шахматном порядке исключает резкие ко-
лебания нагрузки на детали и узлы привода
рабочего органа и обеспечивает достаточный
объем рабочей камеры при любой глубине
обработки. Конструкция резцедержателя га-
рантирует быструю его замену в полевых ус-
ловиях без больших физических усилий или
применения специального инструмента и обо-
рудования. Пространство вокруг фрезерного
барабана закрыто кожухом, изолирующим
рабочую зону и оборудованным приспособле-
ниями, повышающими эффективность работы
машины. К ним относятся дробящие брусья,
закрепленные на внутренней стороне кожуха,
и откидные фартуки, управляемые гидроци-
линдрами. Изменение расстояния между дро-
бящими брусьями и окружностью вращения
резцов в сочетании с выбором частоты враще-
ния фрезерного барабана позволяет регулиро-
вать степень измельчения обрабатываемого
материала, а изменение высоты нижней кром-
ки фартука обеспечивает контроль превыше-
ния уровня обработанной поверхности над
исходным при прямом и обратном движении
машины. Смещение фрезерного барабана в
поперечном направлении и специальные тор-
цовые резцы позволяют выполнять обработку
участков покрытия за пределами колеи машины,
образуя выемку с ровной боковой кромкой.
К нижним кромкам кожуха с двух сторон
прикреплены опорные лыжи, которые во время
работы скользят по нетронутой поверхности с
обеих сторон обрабатываемой полосы. Благо-
даря этому при увеличении глубины фрезеро-
вания пространство между фрезой и сводом
кожуха (рабочей камерой) увеличивается,
обеспечивая хорошее измельчение возрастаю-
щего количества материала и качественное его
перемешивание с добавками. Несмотря на то,
268
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
что большая масса фрезерного барабана смяг-
чает ударные нагрузки на трансмиссию, а вы-
сокая прочность его элементов делают полом-
ки исключительным явлением, рабочее обору-
дование может оснащаться предохранитель-
ными устройствами, такими как срезные шай-
бы и ограничители вращающего момента, на
случай встречи резцов с массивными недроби-
мыми включениями. Для привода фрезы в
подавляющем большинстве случаев использу-
ется механическая трансмиссия, состоящая из
муфты сцепления, механизма изменения угло-
вой скорости фрезы, цепной или клиноременной
передачи, а иногда, и планетарного редуктора,
встроенного в барабан. Угловая скорость фрезы
регулируется зубчатой коробкой передач, выбо-
ром пары шкивов или гидрораспределителем.
Грунтосмесительные машины дополни-
тельно оборудуются системой трубопроводов
и питателей для подачи в рабочую зону или
распределения по обрабатываемой поверхно-
сти воды, а также минеральных (цемент или
известь) и органических (битум или битумная
эмульсия) добавок. Запас добавок и воды мо-
жет перевозиться в бункерах и резервуарах
машины или в прицепных емкостях, соединен-
ных с машиной гибкими шлангами. Некоторые
машины оборудуются системой предваритель-
ного вспенивания битума, который в таком
состоянии легче перемешивается с грунтом и
другими инертными материалами.
Конструкция шасси и ходовой трансмис-
сии определяется концепцией применения
машины и традициями предприятия-изготови-
теля. Так, регенератор-смеситель RM-350B
Caterpillar (рис. 3.2.1) имеет ведущий передний
мост с блокируемым дифференциалом и
управляемыми колесами, в ступицы которых
встроены бортовые редукторы. Энергия двига-
теля конвертируется насосом и регулируемым
двухскоростным гидромотором, от которого
передается на мост через двухскоростную ко-
робку передач. Задние ведомые и управляемые
колеса крепятся независимо друг от друга на
вертикальных стойках П-образной рампы, ко-
торая средней точкой поперечной балки шар-
нирно крепится к раме машины. Шарнир креп-
ления рампы обеспечивает маневрирование
машины и допускает качание рулевой рампы
относительно рамы машины в поперечной
плоскости на угол ±15°. По заказу машина
может оборудоваться приводом задних колес,
которые в этом случае оборудуются отдель-
ными гидромоторами.
Шасси ресайклера WR 2500 Wirtgen
(рис. 3.2.2) представляет собой раму, опираю-
щуюся на четыре ведущих управляемых коле-
са, ступица каждого из которых крепится к
кронштейну, поворачивающему колесо при
маневрировании и связанному с колонной,
регулирующей положение колеса по высоте.
Машина оборудована гидрообъемной ходовой
трансмиссией и гидрообъемными мотор-
колесами с планетарными бортовыми редукто-
рами. Особенностью шасси ресайклера являет-
ся его способность при необходимости изме-
нять дорожный просвет, поднимая или опуская
раму гидроцилиндрами регулирования колес по
высоте. Колонны передних колес играют роль
подвески на качающихся полуосях, в то время
как задние колонны используются для ручного
или автоматического регулирования глубины
обработки и наклона машины. Автоматические
регуляторы поперечного наклона и высоты сле-
дят за поддержанием заданных значений.
Рис. 3.2.1. Регенератор-смеситель RM-350B Caterpillar
МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ СТАБИЛИЗИРОВАННЫХ ПОКРЫТИЙ
269
Рис. 3.2.2. Ресайклер WR 2500 Wirtgen
Гидравлический рулевой механизм обеих
машин позволяет им маневрировать либо по-
воротом только передних или задних колес,
либо "крабом", либо "колея в колею". Это об-
легчает въезд машины на продольную кромку,
движение по краю откоса или переход на дру-
гую обрабатываемую полосу. Машины обору-
дуются приборами автоматического управле-
ния работой их агрегатов. В число автоматизи-
рованных функций входят регулирование
мощности двигателя и скорости движения
машины в функции нагрузки на рабочем орга-
не, а также частоты вращения фрезерного ба-
рабана в функции толщины и прочности слоя
обрабатываемого материала, возврат колес
машины в положение прямолинейного движе-
ния, отключение насоса ходовой трансмиссии
при торможении, контроль расхода воды и
вяжущих. Фрезерование может вестись при
движении машины в любом направлении, при-
чем направление вращения фрезы остается
неизменным. В некоторых конструкциях это
облегчается поворотом пульта и кресла опера-
тора на 180° и выбором в качестве управляе-
мых передних колес. В таких случаях пово-
ротными всегда являются передние колеса, а
машинист смотрит в направлении движения,
что сокращает время на маневрирование и
повышает безопасность работы.
Представляет интерес отечественная
грунтосмесительная машина (рис. 3.2.3), сня-
тая с производства, которая, несмотря на уста-
ревшие внешнее оформление, органы управле-
ния и трансмиссии отличалась набором про-
грессивных технических решений, позволяв-
шим ей выполнять весь технологический цикл
приготовления грунтовых смесей на полотне
дороги за один проход.
Рис. 3.2.3. Однопроходная грунтосмесительиая машина:
1 - вал привода рабочих органов; 2 - рычаги управления; 5 - двигатель; 4 - емкость для добавок; 5 - рама;
6 - управляемые колеса; 7 - механизм подъема задней части рамы рабочих органов; 8 - двухвальная мешалка;
9 - фрезерный барабан с гибкими лопатками; 10 - механизм привода рабочих органов; 11 - рыхлитель;
12 - механизм подъема передней части рамы рабочих органов; 13 - ведущее колесо
270
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Производительность грунтосмесительной
машины при перемешивании слоя грунта мо-
жет быть определена по формулам:
b3 v А к*
П'= 3600 г1 ф ;
М*пер
й3 Лсл vA к.
П"= 3600 Л ф в,
Н*пер
где ГГ - эксплуатационная производитель-
ность машины, м2/ч; П” - эксплуатационная
производительность машины, м3/ч; Ь3 - шири-
на полосы, обрабатываемой машиной за один
проход, м; ЛСл - толщина слоя грунта, переме-
шиваемого машиной за один проход, м; Уф -
фактическая скорость машины, м/с; Лв -
коэффициент использования времени смены;
[и] = 1...6 - число проходов по одному следу,
необходимое для качественного перемешива-
ния грунта с добавками; Апер = 1,1 - коэффици-
ент перекрытия соседних проходов.
3.2.2. ОБОРУДОВАНИЕ ДЛЯ
ПРИГОТОВЛЕНИЯ АСФАЛЬТО-
И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ
Передвижные асфальтосмесительные
установки. Технологический процесс приго-
товления асфальтобетонных смесей состоит из
следующих основных операций: нагрева биту-
ма; высушивания и нагрева минеральных ма-
териалов; разделения минерального материала
на фракции и дозирования компонентов смеси;
смешивания минеральных материалов с биту-
мом и выгрузки смеси в автосамосвалы или
бункер готовой смеси. Этот технологический
процесс осуществляют на асфальтосмеситель-
ных установках, которые представляют собой
комплекты технологического оборудования
для приготовления асфальтобетонных смесей
из готовых минеральных материалов.
В состав асфальтосмесительной установ-
ки (рис. 3.2.4) входят агрегат питания 1, су-
шильный агрегат 2, пылеулавливающий агре-
гат с устройствами сухой 11 и мокрой 12 очи-
стки, смесительный агрегат 8, бункер 9 готовой
смеси, агрегат 7 минерального порошка, обо-
греваемые битумные цистерны 5, топливный
Рис. 3.2.4. Асфальтосмесительная установка
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 271
бак 10, кабина управления 3. Транспортные
операции на асфальтосмесительной установке
выполняют с помощью ленточных конвейеров,
многоковшовых и винтовых конвейеров, а
также скиповым подъемником. Состав обору-
дования в случае необходимости дополняют
нагревательно-перекачивающим агрегатом 4
битумохранилища и нагревателем 6 битума.
Асфальтоомесительные установки клас-
сифицируют по принципу действия смесителя,
конструктивной компоновке смесительного
агрегата, уровню мобильности и производи-
тельности.
По принципу действия смесителя разли-
чают установки периодического и непрерыв-
ного действия. У первых дозирование, смеши-
вание компонентов и выдача готовой смеси
производятся периодически в виде повторяю-
щихся циклов и готовая смесь выдается от-
дельными порциями-замесами через опреде-
ленные промежутки времени. В установках
непрерывного действия все операции техноло-
гического процесса происходят непрерывно.
Периодически может выполняться лишь вспо-
могательная операция - разгрузка бункеров
готовой смеси в автосамосвалы. Асфальтосме-
сительные установки периодического действия
применяют в тех случаях, когда часто изменя-
ют состав выпускаемых смесей, установки
непрерывного действия - при длительном вы-
пуске смеси одного состава.
По компоновке смесительного агрегата
различают асфальтосмесительные установки
башенного и партерного типов. В первых сбо-
рочные единицы смесительного агрегата рас-
положены одна под другой по вертикали и
компоненты смеси опускаются под действием
веса, во вторых - сборочные единицы смеси-
тельного агрегата расположены на рабочей
площадке одна рядом с другой и связаны меж-
ду собой транспортными средствами. При
этом горячие минеральные материалы подни-
маются несколько раз от одного агрегата к
другому, что увеличивает число транспорти-
рующих машин, затраты энергии на транспор-
тирование материалов и потери теплоты на-
гретыми материалами.
Установки башенного типа занимают
сравнительно небольшую площадь, но отли-
чаются значительной высотой. Они требуют
проведения сложных монтажных и демонтаж-
ных работ, а ремонт на высоте представляет
определенные трудности. При партерном рас-
положении агрегатов требуются большие
площади. Однако наземное исполнение агрега-
тов позволяет монтировать их с помощью
подъемно-транспортных средств меньшей
грузоподъемности, требует устройства менее
сложных фундаментов, что сокращает сроки
установки оборудования асфальтобетонного
завода и пуска его в эксплуатацию.
Для установок непрерывного действия
принята партерная компоновка агрегатов, а для
установок периодического действия - башенная.
На рис. 3.2.5 показаны схемы технологи-
ческих процессов, выполняемых на стацио-
нарных или передвижных асфальтосмеситель-
ных установках. Со склада минеральных мате-
риалов асфальтобетонного завода холодные и
влажные песок и щебень подаются в бункера
агрегата питания 1 одноковшовыми погрузчи-
ками, кранами с грейферным захватом или
конвейерами. В этом агрегате песок и щебень
непрерывно дозируются в соответствии с тре-
буемой подачей и многоковшовым конвейером 2
подаются в барабан сушильного агрегата 3, в
котором песок и щебень высушиваются и на-
греваются до рабочей температуры. Материал
нагревается за счет сжигания в топках су-
шильных агрегатов жидкого или газообразного
топлива. Жидкое топливо хранится в баке 13, в
котором оно нагревается и поступает к фор-
сунке сушильного агрегата. Необходимый для
сгорания топлива воздух подается к форсунке
вентилятором. Образующиеся при сжигании
топлива и просушивании материала горячие
газы и пыль отводятся в атмосферу через пы-
леулавливающие устройства сухой 18 и мок-
рой 19 очистки. Уловленная в устройстве 18
пыль направляется для дальнейшего использо-
вания в смесительный агрегат.
В установке периодического действия
башенного типа (рис. 3.2.5, а) нагретый камен-
ный материал подается конвейером 4 в сорти-
ровочное устройство 7 смесительного агрегата
для распределения на фракции по размерам
зерен. Каждая фракция каменного материала
попадает в соответствующий отсек бункера 8.
Под ним расположен автоматический весовой
дозатор 6 периодического действия, в котором
последовательно взвешиваются отдельные
фракции щебня и песок в соответствии с за-
данной рецептурой смеси и подаются в лопа-
стный смеситель 5.
В установке непрерывного действия пар-
терного типа (рис. 3.2.5, б) нагретые песок и
щебень поступают с конвейера 4 непосредст-
венно в смеситель 5 непрерывного действия.
272
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.5. Схемы технологических процессов, выполняемых
на передвижных асфальтосмесительных установках:
а - периодического действия башенного типа; б - непрерывного действия партерного типа
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 273
Принципиальное отличие смесителя непре-
рывного действия от смесителя периодическо-
го действия состоит в том, что при смешива-
нии компоненты смеси в нем перемещаются
непрерывным потоком от загрузочного к разгру-
зочному концу. На последнем установлен бун-
кер, днище которого перекрывается затвором.
Если технология приготовления смесей
не требует нагрева и просушивания исходных
материалов, то песок, фракции щебня или
грунт в необходимых пропорциях подаются в
смеситель конвейером непосредственно из
агрегата питания.
Необходимый для приготовления смесей
минеральный порошок поступает в смеситель-
ный агрегат из агрегата минерального порошка
77, который включает оборудование для хра-
нения и транспортирования этого материала.
Заданное количество минерального порошка в
смеси обеспечивается дозатором непрерывно-
го или периодического действия, который вхо-
дит в состав агрегата минерального порошка
или смесительного агрегата.
Битум разогревается в битумохранилище
до жидкотекучего состояния нагревательно-пе-
рекачивающим агрегатом 14 и подается в на-
греватель битума 77, где он нагревается до рабо-
чей температуры в трубчатом нагревателе 72.
Затем битум транспортируется насосами по
трубопроводам на хранение в обогреваемые
битумные цистерны 15. Поступающий из на-
гревателя 77 или из битумных цистерн к сме-
сительному агрегату битум дозируется и вво-
дится под давлением в смеситель. Битумные
коммуникации обогреваются жидким теплоно-
сителем, температура которого доводится до
150 °C в нагревателе 16.
Все поданные в смеситель компоненты
смешиваются, и готовая асфальтобетонная
смесь выгружается либо в кузов автосамосва-
ла, либо в ковш 9 скипового подъемника, ко-
торый входит в состав бункера 10 готовой сме-
си. Эти бункера позволяют исключать простои
смесительного агрегата установки в случае
задержки транспортных средств и по прибы-
тии последнего до минимума сократить про-
должительность загрузки. Работой асфальтосме-
сительных установок управляют из кабины 20.
По уровню мобильности установки пе-
риодического и непрерывного действия раз-
личного назначения и производительности
подразделяют на стационарные и передвиж-
ные. Стационарные смесительные установки
предназначены для оборудования постоянно
действующих асфальтобетонных заводов в
городах, населенных пунктах и на крупных
строительных объектах. При сборке стацио-
нарных установок в основном применяют
сварку. Электрооборудование этих установок
не обязательно должно быть выполнено с бы-
строразъемными соединениями.
Передвижные установки при эксплуата-
ции перемещают на различные объекты. Такие
установки составлены из отдельных агрегатов,
которые монтируют и демонтируют с помо-
щью грузоподъемных средств и перевозят с
объекта на объект обычными видами транс-
порта. Электрооборудование передвижных
установок собирают, используя быстроразъем-
ные соединения.
Агрегаты асфальтосмесительной уста-
новки повышенной мобильности (рис. 3.2.6)
смонтированы на отдельных прицепах на
пневмоколесном ходу и составляют в рабочем
положении одну технологическую линию по
приготовлению асфальтобетонной смеси. Мо-
бильность асфальтосмесительных установок
создается также благодаря быстроразъемным
соединениям битумопроводов, топливопрово-
дов, рукавов для подачи минерального порош-
ка, электроцепей (на разъемах типа ШР), с
помощью необходимых грузоподъемных
средств (переносной лебедки, автомобильных
гидравлических домкратов) в установках для
перевода агрегатов из транспортного положе-
ния в рабочее и вследствие отсутствия необхо-
димости в сооружении фундаментов, автоном-
ности в энергоснабжении, небольших габарит-
ных размеров агрегатов установок, позволяю-
щих транспортировать их по автомобильным и
железным дорогам без демонтажа.
Дозирование исходных материалов, сме-
шивание и выдача готовой смеси в накопи-
тельный бункер автоматизированы. Дистанци-
онное управление всеми механизмами агрега-
тов осуществляют из кабины. В системе
управления используют гидравлические ис-
полнительные устройства.
На рис. 3.2.7 показана схема технологи-
ческого процесса приготовления асфальтобе-
тонной смеси в установке повышенной мо-
бильности. Песок и щебень доставляют на
асфальтобетонный завод рассортированными
на фракции 0...5; 5... 15; 15...35 мм и складиру-
ют отдельно на заранее подготовленной пло-
щадке с укрепленным верхним слоем грунта,
обеспечивающей водоотвод. Рассортирован-
ный каменный материал со штабелей в агрегат
274
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.6. Асфальтосмесительная установка периодического действия повышенной мобильности:
1 - кабина управления; 2 - электростанция; 3 - парообразователь; 4 - сушильный агрегат;
5 - смесительный агрегат; 6 - погрузчик; 7 - агрегат питания; 8 - расходная битумная цистерна;
9 - агрегат минерального порошка
Рис. 3.2.7. Схема технологического процесса приготовления асфальтобетонной смеси
в установке периодического действия повышенной мобильности
питания Е может подаваться погрузчиками,
экскаваторами, грузоподъемными машинами,
оборудованными грейферным ковшом, лен-
точными конвейерами и другими погрузочно-
разгрузочными средствами.
Минеральный порошок доставляют к ас-
фальтосмесительной установке цементовозами
и перегружают в емкость передвижного агре-
гата минерального порошка Б. Битум достав-
ляют автобитумовозами с битумной базы вы-
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 275
паренным и нагретым до рабочей температуры
и перегружают в расходную битумную цис-
терну В асфальтосмесительной установки.
Агрегат питания Е состоит из трех бун-
керов, установленных на раме двухосного
прицепа. Предварительно отдозированные
вибропитателями песок и щебень из каждого
бункера поступают на горизонтальный лен-
точный конвейер и далее наклонным конвейе-
ром 14 подаются в сушильный агрегат Д.
Сушильный барабан - цилиндрический
наклонный с подъемно-лопастной системой -
приводится во вращение с помощью открытой
зубчатой передачи от мотор-редуктора. Топка
сушильного агрегата оборудована зажигатель-
ным конусом, устройством регулирования
подвода вторичного воздуха, системами дис-
танционного розжига форсунки и автоматиче-
ского контроля пламени. К раме агрегата кре-
пят топливный бак, который оснащен электро-
нагревателями для подогрева мазута. Сушиль-
ный агрегат оснащен двумя ступенями очистки
отходящих газов: циклонами 3 и барботажно-
вихревым пылеулавливающим устройством 2,
установленным на раме. Пылеулавливающее
устройство А выполнено в виде самостоятель-
ного агрегата на пневмоколесном ходу, под
которым располагают емкость 1 для шлама.
Уловленная пыль из пылесборников сухой
ступени очистки пылеулавливающего устрой-
ства с помощью винтового конвейера подается
в секцию пыли элеватора 12 и далее в расход-
ный бункер 13 пыли.
Смесительный агрегат Г состоит из двух-
секционного складывающегося элеватора для
подачи пыли и нагретых каменных материа-
лов, гирационного грохота 4, бункера 5, разде-
ленного на три отсека, весового дозатора 11
песка и двух фракций щебня, расходных бун-
керов минерального порошка и пыли, весового
дозатора 6 минерального порошка и пыли,
смесителя 10 периодического действия, по-
плавкового дозатора 8 битума, накопительного
бункера 7 для готовой смеси со скиповым подъ-
емником 9.
Высушенные и нагретые до рабочей тем-
пературы каменные материалы элеватором 12
подаются на гирационный грохот 4 и, разде-
ленные на три фракции, попадают в отсеки
бункера 5, каждый отсек которого снабжен
затвором, обеспечивающим подачу каменных
материалов в весовой бункер дозатора 11.
Привод затворов гидравлический.
Расходные бункера минерального по-
рошка и пыли снабжены лопастными затвора-
ми с приводом от мотор-редуктора и указате-
лями уровня. Бункер минерального порошка
оборудован указателями верхнего и нижнего
уровней, а бункер пыли - только верхнего.
Сверху на бункере минерального порошка
установлен фильтр с электромагнитным при-
водом для очистки фильтрующих элементов.
Из отсеков бункера горячих материалов
песок и щебень поочередно поступают в доза-
тор каменных материалов. Минеральный поро-
шок и уловленная пыль поступают в дозатор 6.
Взвешенные песок, щебень, минеральный по-
рошок подаются в двухвальный лопастный
смеситель 10 периодического действия, в ко-
тором через некоторое время с помощью насо-
са подается битум, отдозированный в объем-
ном дозаторе 8.
Автотранспортные средства загружают
готовой смесью только через накопительный
бункер 7 со скиповым подъемником 9.
Расходная битумная цистерна В служит
для временного хранения битума, поддержа-
ния его рабочей температуры и подачи в доза-
тор смесительного агрегата. Битумные комму-
никации асфальтосмесительных установок
обогреваются системой жидкостного обогрева.
Кабина управления установлена на те-
лежке с подрессоренной подвеской оси. К раме
тележки шарнирно прикреплено дышло, кото-
рое в транспортном положении связывает ка-
бину управления с тягачом, а в рабочем поло-
жении служит лестницей. Внутреннее обору-
дование кабины состоит из электрошкафов и
пульта, на котором сосредоточены управление
агрегатами установки и световая сигнализация
контроля работы агрегатов и системы автома-
тики. Кабина оборудована кондиционером
воздуха, системой громкоговорящей связи.
Современная конструкция пульта управления,
удобное мягкое поворотное и регулируемое по
высоте кресло, трехстороннее остекление пе-
редней части кабины, обеспечивающее полный
обзор оборудования, создают оператору хоро-
шие условия работы.
Каждый агрегат асфальтосмесительной
установки повышенной мобильности оборудо-
ван дорожной сигнализацией и оснащен опор-
ными устройствами, разгружающими колес-
ный ход и обеспечивающими устойчивое его
положение во время работы. При транспорти-
ровании агрегатов в сцепе с автомобилем-
тягачом скорость движения по дорогам с усо-
вершенствованным покрытием не должна пре-
вышать 20 км/ч.
276
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.8. Асфальтосмесительная установка непрерывного действия повышенной мобильности
В комплект оборудования асфальтосме-
сительной установки непрерывного действия
повышенной мобильности производительно-
стью 100 т/ч входят (рис. 3.2.8): агрегат пита-
ния 1 с ленточным конвейером 2, сушильный
агрегат 3, смесительный агрегат 6, бункера
готовой смеси 8 со скиповым подъемником 9,
агрегат минерального порошка 10, пылеулав-
ливающий агрегат 11, топливная 4 и расходная
битумная 5 цистерны, кабина управления 7.
Песок и щебень доставляют на террито-
рию асфальтобетонного завода рассортиро-
ванными на фракции 0...5, 5... 10, 10...20,
20...40 мм и загружают в соответствующие
бункера 23 агрегата питания (рис. 3.2.9). Ми-
неральный порошок подают к асфальтосмеси-
тельной установке цементовозами с пневмати-
ческой разгрузкой и перегружают в расходный
бункер 2 вместимостью 20 м3 передвижного
агрегата минерального порошка. Битум достав-
ляют автобитумовозами с битумной базы нагре-
тым до рабочей температуры и перегружают в
расходную битумную цистерну 22 вместимо-
стью 30 т.
Все операции приготовления смеси в ус-
тановке протекают непрерывно. Агрегат пита-
ния состоит из четырех разъемных секций,
каждая из которых включает бункер вмести-
мостью 10 м3 и автоматический ленточный
питатель-дозатор 24. Перед началом работы
устанавливают подачу дозаторов по потребно-
сти тех или иных фракций каменного материа-
ла в соответствии с рецептурным составом
смеси. Отдозированные материалы поступают
на ленту сборного ленточного конвейера 25,
который транспортирует материалы непре-
рывным потоком на ленточный конвейер 27,
подающий их в сушильный агрегат. На при-
поднятом конце конвейера 25 установлена на-
клонная решетка 26, которая отводит негабарит-
ный материал от наклонного конвейера 27.
Передвижной сушильный агрегат уста-
новлен на пневмоколесном прицепе. Для на-
стройки и контроля работы ленточных питате-
лей-дозаторов агрегата питания на раме су-
шильного агрегата имеется контрольное уст-
ройство 13 с весовым бункером и циферблат-
ным указателем массы материала. Поток мате-
риала с конвейера 27 направляется в устройст-
во 13 с помощью перекидной заслонки 28.
После взвешивания его выгружают в автома-
шину и отвозят на склад.
В сушильном барабане 12 диаметром 2,2
и длиной 8 м противоточное движение камен-
ного материала и горячих газов, образуемых
при сжигания мазута, происходит непрерывно.
Мазут, нагретый до температуры 90 °C,
подается в форсунку топочного устройства
сушильного агрегата шестеренным насосом 11
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 277
Рис. 3.2.9. Схема технологического процесса приготовления асфальтобетонной смеси
в установке непрерывного действия повышенной мобильности
из передвижной топливной цистерны 9 вме-
стимостью Ют. Из другого отсека этой цис-
терны шестеренным насосом 8 подается ди-
зельное топливо в систему розжига форсунки,
а шестеренным насосом 10 - жидкий теплоно-
ситель (масло), с помощью которого обогре-
вают битумные коммуникации асфальтосмеси-
тельной установки.
Топка сушильного агрегата оборудована
системами дистанционного розжига форсунки
и автоматического контроля пламени.
Пылеулавливающий агрегат установлен
на индивидуальном пневмоколесном устрой-
стве. Он включает два пылеулавливающих
устройства сухой очистки уходящих газов:
дымосос-пылеуловитель 4 с циклоном рецирку-
ляции 3 и группу циклонов 5. Агрегат работает
так же, как пылеулавливающее устройство
асфальтосмесительной установки. Сухая пыль,
уловленная циклонами, транспортируется вин-
товым конвейером 6 к винтовому конвейеру 7,
с помощью которого она подается в приемный
бункер элеватора 20 смесительного агрегата.
Высушенные и нагретые до рабочей тем-
пературы каменные материалы поступают в
приемный бункер элеватора, а оттуда - в лопа-
стный двухвальный смеситель 17 непрерывно-
го действия. Одновременно с каменными ма-
териалами в смеситель подаются минеральный
порошок и битум. Минеральный порошок по-
ступает в многоковшовый конвейер смеси-
тельного агрегата из расходного бункера 2
278
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
через автоматический ленточный дозатор 1
непрерывного действия. Заданную подачу
дозатора выдерживают путем автоматического
изменения скорости движения ленты.
Расходная цистерна 22 служит для вре-
менного хранения битума и поддержания его
рабочей температуры. Отсюда битум подают в
дозатор 19 смесительного агрегата. Цистерна
теплоизолирована, а внутри нее расположены
12 электронагревателей общей мощностью
84 кВт для поддержания рабочей температуры
битума. Процесс нагрева и поддержания тем-
пературы битума автоматизирован. Битум за-
бирается из цистерны и подается по обогре-
ваемым битумопроводам к смесительному
агрегату шестеренным насосом 21. Для уско-
рения разогрева остывшего битума предусмот-
рена его циркуляция. Уровень битума контро-
лируют визуально по стрелке поплавкового
указателя. Битум непрерывно дозируется по
объему в дозаторе 19 и подается через распы-
лительные форсунки в смеситель. Все компо-
ненты асфальтобетонной смеси смешиваются
непрерывно, и полученная смесь непосредст-
венно из смесителя поступает в автотранс-
портные средства или в скип подъемника 16,
который транспортирует смесь в накопитель-
ные бункера 15 общей вместимостью 100 т.
Процессы дозирования исходных мате-
риалов, смешивания и выдачи готовой смеси в
накопительные бункера автоматизированы.
Система блокировки исключает возможность
получения и выдачи бракованной смеси при
отказе в работе отдельных механизмов. Мине-
ральные материалы подаются в смеситель по
лотку 18, внутри которого установлен флажок
для контроля за потоком материалов. При
уменьшении или прекращении по каким-либо
причинам потока минеральных материалов
флажок опускается и автоматически прекра-
щается подача битума в смеситель.
Кабина управления 14 установлена на те-
лежке с подрессоренной подвеской оси. К раме
тележки шарнирно прикреплено дышло, кото-
рое в транспортном положении связывает ка-
бину управления с тягачом, а в рабочем поло-
жении служит лестницей.
Передвижные агрегаты установки обору-
дованы дорожной сигнализацией, пневматиче-
скими тормозами и оснащены опорными уст-
ройствами, разгружающими колесное ходовое
устройство и обеспечивающими устойчивое
положение агрегатов во время работы.
Часть оборудования установки достав-
ляют на площадку асфальтобетонного завода в
сцепе с автомобилем-тягачом (кабину управ-
ления, топливную цистерну, сушильный и
смесительный агрегаты, агрегат минерального
порошка, пылеулавливающий агрегат и бунке-
ра готовой смеси), а остальное оборудование
перевозят в кузовах автотранспорта.
Производительность асфальтосмеси-
тельных установок. По производительности
асфальтосмесительные установки подразделя-
ют на следующие типоразмеры: 12; 25; 32; 50;
63; 100; 150; 200; 250 и 400 т/ч. Ее определяют
при условии приготовления песчаных или
мелкозернистых смесей с щебнем из исходных
материалов со средней плотностью 1,6 т/м3 и
первоначальной влажностью 5 %.
Эксплуатационная производительность
П асфальтосмесительной установки периоди-
ческого действия, т/ч,
П = 0,067723^/7,
где т3 - масса одного замеса, кг; Къ =
= (0,85...0,9) - коэффициент использования
рабочего времени; Т = t\ + t2 + t3 - продол-
жительность приготовления одного замеса,
мин; здесь - продолжительность загрузки
смесителя материалами; t2 - продолжитель-
ность смешивания; /3 - продолжительность
выгрузки смеси из смесителя.
Для асфальтосмесительной установки
непрерывного действия эксплуатационная
производительность 77, т/ч,
77 = 0,06mcKB/t2,
где тс - масса смеси, находящейся в смесителе, кг.
Время на приготовление одного замеса
песчаной асфальтобетонной смеси в установке
периодического действия составляет 45...60 с.
Продолжительность смешивания для устано-
вок непрерывного действия t2 = 90 с.
Агрегаты питания. Это аккумулирую-
щие бункерные установки, связывающие меж-
ду собой склады холодных сыпучих материа-
лов с основным оборудованием для приготов-
ления асфальтобетонных смесей и предназна-
ченные для непрерывного предварительного
или окончательного дозирования песка и щеб-
ня в соответствии с заданным составом приго-
товляемой смеси и равномерной подачи их в
сушильный барабан или непосредственно в
смеситель при производстве холодных смесей.
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 279
Эти агрегаты состоят из нескольких сек-
ций, каждая из которых включает расходный
бункер для определенной фракции каменного
материала и питатель-дозатор. Отдозирован-
ные материалы из питателей подаются на лен-
ту собирающего ленточного конвейера и на-
правляются в сушильный барабан.
Число бункеров определяется числом
фракций каменного материала и в большинст-
ве случаев колеблется от трех до шести. Вме-
стимость каждого бункера 4... 10 м3. Бункера
агрегата питания загружаются со складов ас-
фальтобетонного завода с помощью пневмоко-
лесных одноковшовых погрузчиков или грей-
ферных кранов. В отдельных случаях приме-
няют бульдозеры, но при этом требуется со-
оружение специальных эстакад или установка
агрегата питания в приямок.
Передвижной трехсекционный агрегат
питания выполнен в виде двухосного безрес-
сорного прицепа (рис. 3.2.10). Бункера 1 уста-
навливают на раме 6 прицепа, которая пред-
ставляет собой пространственную сварную
конструкцию. Стенки бункеров изготовлены
из листовой стали, сверху они закрыты метал-
лическими решетками, которые предотвраща-
ют попадание в них негабаритного материала.
На одной из боковых стенок бункера устанав-
ливают вибрационный сводообрушитель 2.
Под каждым бункером размещают питатель 8,
подающий каменный материал равномерным
потоком на ленту собирающего конвейера 7.
Производительность питателей регули-
руют из кабины управления асфальтосмеси-
тельной установки. Для обслуживания бунке-
ров агрегат питания оборудуют смотровой
площадкой 3 и лестницей 4, а для перевода из
транспортного положения в рабочее - вынос-
ными опорами 5.
1
На агрегатах питания для дозирования
песка и щебня применяют лотковые электро-
вибрационные и ленточные питатели непре-
рывного действия. В электровибрационных
питателях колебательные движения лотка соз-
даются электромагнитным вибратором, что
позволяет легко изменять амплитуду колеба-
ния питателя, а следовательно, скорость пода-
чи материала. Преимущества этих питателей -
отсутствие вращающихся частей, плавное и
практически безынерционное регулирование
подачи.
Электровибрационный питатель состоит
из грузонесущего органа в виде лотка 4
(рис. 3.2.11), снизу которого расположен элек-
тромагнитный вибратор 1. Питатель подвешен
к бункеру 3 с помощью четырех винтовых
пружинных стяжек 2, позволяющих изменять
угол наклона лотка. Пружинные стяжки пере-
дают на несущую конструкцию агрегата пита-
ния нагрузку, но гасят возникающие при рабо-
те вибрации. Колебания лотку сообщаются
вибратором под углом 20...25° к плоскости его
дна. Лоток при каждом колебании перебрасы-
вает находящийся на нем материал на неболь-
шое расстояние вперед, постепенно перемещая
материал. Питатель настраивают на требуемую
подачу, изменяя наклон лотка или напряжение
на катушке вибратора. При отключении вибра-
тора лоток выполняет функцию затвора и ма-
териал располагается на нем под углом естест-
венного откоса.
Ленточные питатели — короткие кон-
вейеры, устанавливаемые непосредственно под
выпускным отверстием бункеров агрегата пи-
тания. Лента 1 под действием сил внешнего
трения захватывает материал из-под бункера и
сбрасывает его через барабан 2 (рис. 3.2.12).
Движущийся материал удерживается от
2 3
Рис. 3.2.10. Передвижной трехсекционный агрегат питания
280
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.11. Электровибрационный питатель
просыпания по бокам бортами ленты. На раме
3 установлены барабаны 2 и 5, между которы-
ми проходит резиновая конвейерная лента 7.
Барабан 5 ведущий и получает движение от
электродвигателя 9 через бесступенчатый вариа-
тор 7 и редуктор 6, которые связаны между
собой клиноременными передачами 4 и 10.
Опорные ролики 77 расположены на близком
расстоянии один от другого и воспринимают
переменное давление от материала, который
высыпается из бункера. Это уменьшает прогиб
ленты и обеспечивает постоянную высоту за-
слонки затвора относительно ленты.
Питатель подвешен к бункеру и раме аг-
регата четырьмя тягами. Дозируемый материал
вытягивается из выпускного отверстия бунке-
ра перемещающейся лентой и у барабана 5
сбрасывается на собирающий конвейер. Натя-
жение ленты регулируют винтовым устройст-
вом, перемещая барабан 2.
2 3
Производительность ленточного питателя П
(т/ч) регулируют, изменяя высоту слоя мате-
риала на ленте и ее скорость:
П = 3600/zftvp,
где h - высота слоя материала на ленте, м;
Ь - ширина слоя, м; v - скорость ленты, м/с;
р - насыпная плотность каменного материала,
т/м3.
Из кабины управления асфальтосмеси-
тельной установкой можно управлять работой
питателя, включая командоаппарат 8, который
изменяет частоту вращения ведущего барабана
питателя путем регулирования передаточного
отношения вариатора.
Сушильные агрегаты. Они предназна-
чены для полного удаления поверхностной,
гигроскопической влаги из песка, щебня и
нагрева их в зависимости от вида приготов-
ляемых смесей до температуры 160... 180 °C.
Сушильный агрегат независимо от вида ас-
фальтосмесительной установки и ее произво-
дительности состоит из сушильного барабана,
систем подачи топлива и воздуха с противо-
точным движением просушиваемого материа-
ла и теплоносителя. В зависимости от степени
мобильности установок выпускают стационар-
ные или передвижные сушильные агрегаты.
Стационарный сушильный агрегат со-
стоит из несущей рамы 20 (рис. 3.2.13), бара-
бана 3, приемного устройства 7, разгрузочной
коробки 7, привода и топочного устройства.
Рис. 3.2.12. Ленточный питатель
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 281
Рис. 3.2.13. Стационарный сушильный агрегат:
1 - приемное устройство; 2, 5 - бандажи; 3 - барабан; 4 - зубчатый венец; б - компенсатор; 7 - разгрузочная
коробка; 8 - топка; 9 - запальник; 10 - форсунка; 11 - топливный бачок; 12 - топливопровод; 13 - лоток;
14,18,19 - ролики; 15 - шестерня; 16 - редуктор; 17 - электродвигатель; 20 - рама
Рама 20, на которой смонтированы все основ-
ные сборочные единицы сушильного барабана,
представляет сложную пространственную кон-
струкцию, сваренную из стальных листов,
проката и гнутых профилей. На фундаментные
блоки раму устанавливают так, чтобы угол
наклона барабана в сторону разгрузки состав-
лял 2,5...3,5°.
Барабан 3 представляет обечайку кругло-
го сечения сварной конструкции из листовой
стали. На наружной поверхности барабана
крепят стальные бандажи 2 и 5 и зубчатый
венец 4 через температурные компенсаторы 6.
Бандажи опираются на четыре опорных ролика
14 и 19, установленных на поперечных уголках
рамы. Барабан перекатывается на роликах под
воздействием вращающего момента, передавае-
мого от электродвигателя 17 через редуктор 16 и
шестерню 75 к зубчатому венцу барабана. От
продольного осевого смещения барабан удер-
живается упорными роликами 18. С внутрен-
ней стороны обечайки барабана по всей длине
крепят лопасти, которые многократно подни-
мают каменный материал и сбрасывают его в
потоки горячих дымовых газов.
Торцы барабана расположены внутри не-
подвижных кожухов приемного устройства 1 и
разгрузочной коробки 7. Между обечайкой
вращающегося барабана и кожухами установ-
лены лабиринтные или секторные уплотнения,
препятствующие пылению и уменьшающие
подсос холодного воздуха. Температуру мате-
риалов на выходе из сушильного барабана
контролируют датчиком температуры, уста-
новленным в ссыпном лотке 13 коробки 7.
Сушильные агрегаты работают на газо-
образном или жидком топливе. В качестве
жидкого топлива применяют мазут, который
хорошо распыляется и сгорает при нагреве до
температуры 95... 105 °C.
Передвижной сушильный агрегат ас-
фальтосмесительной установки непрерывного
действия представляет собой отдельный при-
цеп, состоящий из рамы 10 (рис. 3.2.14), снаб-
женной пневмоколесным ходовым устройством,
барабана 3 с приводом 9; загрузочной 2 и разгру-
зочной 4 коробок и топочного устройства 5.
Конструкция передвижного сушильного
барабана принципиально не отличается от
конструкции стационарного барабана. Так же как
и стационарный, передвижной сушильный бара-
бан оборудуют системой дистанционного розжи-
га форсунки и автоматом контроля пламени.
Со стороны загрузочной коробки к раме
сушильного барабана крепят весовое устрой-
ство 7 для настройки и контроля работы пита-
телей агрегата питания асфальтосмесительной
установки непрерывного действия.
282
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.14. Передвижной сушильный агрегат асфальтосмесительиой установки непрерывного действия:
1 - весовое устройство; 2,4- загрузочная и разгрузочная коробки; 3 - барабан; 5 - топочное устройство;
6,13 - тележки; 7,12 - опорные стойки; 8,11 - раскосы; 9 - привод; 10- рама
Сушильный барабан представляет собой
систему подъемно-транспортных лопастей 3-5
(рис. 3.2.15), обеспечивающих непрерывное
перемешивание каменного материала при одно-
временном перемещении его вдоль барабана от
загрузочной к разгрузочной коробкам. В су-
шильном барабане материал просушивается и
нагревается при движении горячих газов, радиа-
ции факела форсунки, а также при передаче теп-
лоты материалу от более нагретых лопастей и
обечайки барабана. Условно можно разделить
сушильный барабан по длине на приемную,
конвективную и радиационную части.
В приемной части к обечайке 7 барабана
приваривают приемно-откидные лопасти 5.
Они предназначены для интенсивного пере-
мещения материала в глубь барабана, чтобы
материал не пересыпался обратно в загрузоч-
ную коробку 6. Протяженность приемной час-
ти составляет 0,4...0,7 диаметра барабана для
различных конструкций сушильных агрегатов.
В конвективной части барабана, в кото-
рой происходит интенсивный теплообмен ме-
жду горячими газами и материалом, размеще-
ны подъемные лопасти 4, выполненные в виде
уголков, тонкостенных швеллеров или гнутых
профилей, расположенных по обечайке бара-
бана. Середина барабана свободна. При его
вращении материал поднимается лопастями
вверх и падает, образуя завесу. Прохождение
горячих газов через завесу материалов улуч-
шает теплопередачу, способствует более быст-
рому нагреву. Подъемные лопасти устанавли-
вают по длине барабана в несколько рядов.
Между рядами оставляют небольшие зазоры, и
очередной ряд по окружности обечайки сме-
щается для лучшего перемешивания материала.
В радиационной околотопочной части
барабана материал не должен засыпать факел
форсунки. Вокруг него должна сохраняться
достаточно высокая температура. Такие усло-
вия выполняются при отсутствии в этой части
лопастей или при установке разгрузочных
лопастей 3 с большим шагом по окружности
вдоль продольной оси обечайки. В радиацион-
ной части сушильного барабана продолжается
нагрев материала и его температура доводится
до заданного значения путем передачи тепло-
ты излучением и горячими газами. Нагретый
материал сдвигается в разгрузочную коробку 2
и далее поступает в ковши многоковшового
конвейера 1.
Подъемные и разгрузочные лопасти кре-
пят к обечайке на болтах таким образом, чтобы
сохранялась возможность относительного пе-
ремещения лопастей и обечайки при различ-
ных температурных удлинениях. Короткие
отрезки лопастей можно крепить жестко с по-
мощью сварки.
В сушильном барабане материал пере-
мещается в продольном направлении вследст-
вие того, что каждая частица материала под-
нимается лопастями по окружности обечайки в
плоскости, наклоненной к вертикальной, а
падает вниз вертикально. Таким образом, за
одно падение частица перемещается вдоль
барабана на некоторое расстояние. Скорость
прохождения материала можно регулировать
путем изменения угла наклона барабана с по-
мощью винтовых подъемников или специаль-
ных подкладок. Подъемники оборудованы
указателем положения барабана.
Для вращения сушильного барабана при-
меняют открытую зубчатую передачу, цепной
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 283
Рис. 3.2.15. Сушильный барабан
или фрикционный привод. Приводная шестер-
ня, редуктор и электродвигатель зубчатой пере-
дачи расположены на раме сушильного агрегата.
Цепной привод обеспечивает вращение
барабана с меньшими динамическими нагруз-
ками. Для привода сушильных барабанов при-
меняют звеньевую или роликовую цепь. Она
может полностью охватывать сушильный ба-
рабан или лишь несколько зубьев звездочки в
его нижней части. Такую цепь устанавливают
только под барабаном.
Достоинство фрикционного привода в
том, что он допускает линейные температур-
ные расширения барабана в радиальном и осе-
вом направлениях и не требует специальных
компенсирующих устройств. У сушильного
барабана с фрикционным приводом опорные
ролики одновременно являются и ведущими.
Топочное устройство сушильного агре-
гата предназначено для сжигания топлива и
получения газов высокой температуры для
сушки и нагрева каменных материалов. На
раме 17 агрегата смонтированы топка 20, за-
жигательный конус 7, форсунка 11, устройство
для розжига форсунки и преобразователь пламе-
ни (рис. 3.2.16).
В сушильных агрегатах в качестве топлива
применяют преимущественно мазут. Топка 20
является камерой, в которой жидкое топливо
воспламеняется и частично сгорает. Она со-
стоит из металлической обечайки 3, облицо-
ванной изнутри огнеупорным кирпичом 2 на
растворе мертеля. Зазоры между кирпичами,
которые делают толщиной около 3 мм, запол-
няют раствором из огнеупорной глины с ша-
мотным порошком. Швы каждого ряда сме-
щают, чтобы предотвратить выпадение одно-
временно нескольких кирпичей из обмуровки.
Между металлической обечайкой и обмуров-
кой прокладывают листовой асбест 4, который
компенсирует температурное расширение обе-
чайки и обмуровки при работе топки. Для рав-
номерного износа футеровки топку устанавли-
вают на раме сушильного агрегата на опорных
роликах 21, позволяющих периодически, по
мере появления одностороннего износа, пово-
рачивать ее вокруг продольной оси.
284
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.16. Топочное устройство сушильного агрегата
Топка с одной стороны входит в лаби-
ринт разгрузочной коробки 1, а с другой - к
ней подходит зажигательный конус 7, который
предназначен для поддержания устойчивого
горения форсунки И, и так же как и топка
изнутри обмурован огнеупорным кирпичом 6
на растворе мертеля. В конусе установлены
передний 5 и задний 8 регистры с отверстиями
для входа воздуха. С помощью подвижных
мембран 13 и 18 можно регулировать размер
отверстий для прохождения воздуха, а следо-
вательно распространение пламени.
К задней торцовой стенке зажигательно-
го конуса крепят воздушную форсунку 11 для
распыления жидкого топлива воздухом. Воз-
дух для распыления и сгорания топлива пода-
ется вентилятором в форсунку через патрубок
12. Регулируя количество топлива и посту-
пающего воздуха, устанавливают оптималь-
ный режим работы форсунки, обеспечиваю-
щий необходимую температуру нагрева песка
и щебня.
Для дистанционного розжига форсунки
используют подогреватель 9 с топливным бач-
ком 15, а для автоматического контроля пла-
мени форсунки - фотоэлектрический преобра-
зователь пламени 10.
Топка и зажигательный конус установле-
ны на тележках с катками 22, 19, 16 и 14, что
позволяет легко перемещать топку и конус
вдоль оси для осмотра и ремонта футеровки.
Сушильные агрегаты оборудуют топлив-
ными баками с насосами, фильтрами грубой и
тонкой очистки, нагревателем для мазута, кон-
трольными приборами, регуляторами давления.
Пылеулавливающие агрегаты. Су-
шильные барабаны, грохоты, многоковшовые
конвейеры для горячего песка и щебня, а так-
же минерального порошка - основные источ-
ники пыли при приготовлении асфальтобетон-
ной смеси. Выброс пыли из сушильного бара-
бана составляет в среднем 2...3,5 % общего
количества просушенного материала, т.е. при
производительности асфальтосмесительной
установки 100 т/ч - около 3 т/ч пыли.
Количество пыли, выносимой в атмосфе-
ру при работе асфальтосмесительной установ-
ки, зависит от содержания мелких частиц в
холодных материалах, их влажности и загряз-
ненности, а также от интенсивности теплового
процесса в сушильном барабане и вида приме-
няемого топлива. В сушильном барабане пыль
образуется из мелких частиц, содержащихся в
песке и щебне как мелкая свободная фракция,
и частиц, образовавшихся при перетирании
просушиваемого материала.
Несмотря на тщательную герметизацию
кожухов разгрузочной коробки сушильного
барабана, грохота, дозаторов каменных мате-
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 285
риалов и смесителя, происходит сильное пы-
ление через неплотности в соединениях. Что-
бы предотвратить это, в кожухах создают раз-
режение. Согласно действующим санитарным
нормам допускается концентрация пыли в слое
воздуха на уровне 1,6 м от земли не выше
0,5 мг/м3. Поэтому на асфальтосмесительных
установках применяют мощные пылеулавли-
вающие агрегаты. Так как в пыли содержится
около 50 % (по массе) частиц размером менее
75 мкм, то ее можно использовать для приго-
товления асфальтобетонной смеси в качестве
заменителя минерального порошка.
Современные пылеулавливающие агрега-
ты отличаются сложной конструкцией и по
таким показателям, как масса, габаритные раз-
меры и стоимость, не уступают сушильным
агрегатам, а по установленной мощности элек-
трооборудования значительно их превышают.
Такие агрегаты состоят из пылеулавливающих
устройств сухой и мокрой очистки пылегазо-
вой смеси.
К пылеулавливающим устройствам сухой
очистки воздуха (газов) относятся циклоны,
матерчатые и гравитационные фильтры; к уст-
ройствам мокрой очистки - циклоны-
промыватели, барботажно-вихревые и щеле-
вые устройства.
Из всех способов извлечения пыли из
пылегазовых смесей наиболее распространен
центробежно-гравитационный. Этот способ
реализуется в циклонах (рис. 3.2.17). Пылега-
зовая смесь поступает в циклон через входной
патрубок 4 по касательной к его окружности с
большой скоростью (до 15...20 м/с). Благодаря
такому положению входного патрубка и его
наклону пылегазовая смесь начинает вращать-
ся, опускаясь по винтовой линии. Твердые
частицы под действием центробежных сил
перемещаются в радиальном направлении и,
достигнув стенок корпуса /, соскальзывают вниз
и собираются в герметически закрытом бункере
5. Из бункера через пылеотводящее устройство
6 пыль периодически или непрерывно убира-
ется. Освобожденный от пыли газ отсасывает-
ся вентилятором из циклона через централь-
ную трубу 2 и газовыводящую улитку 3.
Циклон может эффективно отделять
пыль только определенного размера. Предель-
ным является такой размер частиц, при кото-
ром сопротивление движению противодейст-
вует центробежной силе. Степень извлечения
пыли с размером частиц более 10 мкм в ци-
клонах колеблется в пределах 80...98 %. Для
извлечения пыли на асфальтосмесительных
установках применяют одиночные циклоны и
групповые, состоящие из 2, 4, 6 и 8 циклонов.
Циклонная группа из восьми циклонов диа-
метром 800 мм может обеспечить производи-
тельность по газу до 50 тыс. м3/ч.
В групповом циклоне, в состав которого
входят десять циклонов 5, установленных на
раме 1 (рис. 3.2.18), основной поток пылегазо-
вой смеси разделяется на несколько потоков,
направляемых в отдельные циклоны. Выход-
ные отверстия центральных труб всех цикло-
нов соединены верхним газоходом 4, из кото-
рого очищенные газы отсасываются дымосо-
сом-вентилятором 2 и выбрасываются в атмо-
сферу через трубу 3. В бункере 8 собирается
уловленная пыль, которая транспортируется
винтовым конвейером 7. Выпускное отверстие
винтового конвейера перекрыто секторным
затвором-питателем 6.
Для повышения эффективности очистки
газов от пыли некоторые асфальтосмеситель-
ные установки оснащают батарейными цикло-
нами. Размеры батарейных циклонов значи-
тельно меньше размеров групповых циклонов
той же производительности.
Рис. 3.2.17. Схема циклона
286
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.18. Схема группового циклона
Батарейный циклон состоит из набора
циклонов, смонтированных в одном корпусе,
разделенном перегородками на три части
(рис. 3.2.19): корпус 7, бункер 8 для приема
отделенной из газа пыли и коллектор 3 для
отвода очищенного газа. Пылегазовая смесь
через входной патрубок 2 попадает в 19 от-
крытых циклонов. В отличие от обычных ци-
клонов вращательное движение пылегазовой
смеси, необходимое для выделения пыли, дос-
тигается в циклонах не при подводе к ним сме-
си по касательной, а путем установки в каж-
дом циклоне направляющего аппарата в виде
розетки 6. Проходя по розетке, пылегазовая
смесь приобретает вращательное движение.
Частицы пыли под действием центробежных
сил перемещаются в радиальном направлении
и, достигнув стенки 7 конуса, под действием
осевой составляющей скорости опускаются к
вершине конуса, попадая в бункер 8, и удаляются
через люк 9. Очищенный от пыли газ отводится
из циклона через трубу 5 в коллектор 3 и через
штуцер 4 по назначению.
Циклоны всех типов - простые и надеж-
ные пылеулавливающие устройства. Основной
их недостаток - плохое улавливание частиц
пыли размером менее 10 мкм. Поскольку в
дымовых газах, выходящих из сушильного
барабана, содержится значительное количест-
во таких частиц, в настоящее время циклоны
используют в основном для предварительной
очистки.
После предварительного обеспыливания
пылегазовой смеси в циклонах применяют
циклоны-промыватели, барботажно-вихревые
и щелевые пылеулавливающие устройства мок-
рой очистки. В циклоне-промывателе пыль улав-
ливается при ее осаждении на смоченных стен-
ках корпуса под действием центробежных сил и
промывке пылегазовой смеси водой, распыляе-
мой на входном патрубке воздушным потоком.
Циклон-промывателъ состоит из конусо-
образного корпуса-осадителя 7, водонапорного
бачка 8, дымовой трубы 6, установленной на
опору 7, и стоек 2 (рис. 3.2.20). Пылегазовая
смесь поступает в циклон-промыватель по
входному патрубку 10, в котором установлен
водораспылитель 77. Из водонапорного бачка
8 с шаровым клапаном вода по трубе 3 подает-
ся на днище корпуса 9 водораспределителя, по
трубе 5 - во входной патрубок. Пылегазовая
смесь, обтекая водораспылитель 77, разбрыз-
гивает воду на мельчайшие капли. Частицы
пыли увлажняются и, попадая в корпус-
осадитель 7, быстро теряют скорость, опуска-
ются на дно корпуса и стекают в сливной пат-
рубок 13, на котором во избежание подсоса
воздуха установлен гидравлический затвор 72.
Очищенные газы выбрасываются в атмосферу
через дымовую трубу 6.
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 287
Рис. 3.2.19. Схема батарейного циклона
Для более полного улавливания мель-
чайших частиц стенки корпуса циклона непре-
рывно омываются водой, поступающей через
днище корпуса 9 водораспределителя. Избы-
ток воды из бачка 8 уходит по сливной трубе 4
и используется для промывки шламоотводя-
щего устройства.
При скорости пылегазовой смеси на вхо-
де в циклон-промыватель 15...21 м/с степень
извлечения пыли, содержащей до 50...60 % час-
тиц размером менее 10 мкм, может достигать
95 %. При скорости смеси, меньшей 14 м/с,
распыливание воды во входном патрубке пре-
кращается.
Барботажно-вихревые пылеулавливаю-
щие устройства отличаются более высокой
степенью извлечения пыли из горячих газов и
меньшим расходом воды. Кроме того, при
изменении производительности сушильного
барабана эффективность пылеулавливания
заметно не снижается.
Барботажно-вихревое пылеулавливаю-
щее устройство состоит из верхнего и нижнего
корпусов (рис. 3.2.21). Нижний корпус 7 пред-
ставляет собой резервуар, заполненный водой.
Остальное внутреннее пространство разделено
на две камеры: входную камеру А - для пыле-
газовой смеси и выходную камеру Б - для
очищенного газа. Нижние края входной каме-
ры по всей длине погружены в воду, попереч-
ные перегородки камеры исключают возмож-
ность прохода пылегазовой смеси, не касаясь
воды.
288
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Поток пылегазовой смеси подается ды-
мососом-вентилятором под давлением через
входной патрубок 2 в камеру А верхнего кор-
пуса 3. Затем, частично подхватывая воду,
газы поступают в изогнутый канал 5, в кото-
ром происходит барботажно-вихревой процесс,
обеспечивающий плохо смачиваемым частицам
пыли необходимый контакт с водой.
Пылегазовая смесь, проходя через изо-
гнутый канал со скоростью 10... 12 м/с, подхва-
тывает и несет с собой часть воды из нижнего
корпуса. Увлекаемая газом вода перемещается
сначала по нижней направляющей 6 канала,
затем отбрасывается к его верхней направ-
ляющей 4 и при выходе из канала возвращает-
ся в нижний корпус 7, падая водяной завесой.
Таким образом, пылегазовая смесь дважды
проходит через слой воды, очищаясь от пыли.
Уловленная пыль в виде шлама стекает на дно
нижнего корпуса, а газы уходят в атмосферу
через трубу 1. Осевший шлам удаляется из
нижнего корпуса скребковым конвейером.
При работе барботажно-вихревого пыле-
улавливающего устройства уровень воды во
входной камере понижается, а в выходной -
повышается. Для устойчивого потока воды в
изогнутом канале необходимо поддерживать
уровень воды в выходной камере постоянным.
Уровень воды контролируют визуально через
водомерное устройство 9. Потери воды вслед-
ствие ее испарения или выноса со шламом
Рис. 3.2.21. Барботажио-вихревое
пылеулавливающее устройство
восполняются через подпиточный вентиль 10,
а вода из нижнего корпуса сливается через
кран 8.
Щелевое пылеулавливающее устройство
мокрой очистки (рис. 3.2.22) состоит из диф-
фузора 6, корпуса 5 и конуса 8. К корпусу и
конусу подведен водопровод 1 с вентилями 2 и 3.
Через вентиль 2 воду подают в конус для смы-
вания шлама, а через вентиль 3 - в корпус пы-
леулавливающего устройства.
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 289
Рис. 3.2.22. Щелевое пылеулавливающее
устройство
Выпускное отверстие конуса перекрыто
заслонкой 9, которую открывают для выгрузки
шлама через трубу в шламосборник. Отстояв-
шуюся в шламосборнике воду возвращают с
помощью лопастного насоса в корпус пыле-
улавливающего устройства. На корпусе уста-
новлены два подвижных трубчатых колена с
указателями уровня воды и шкала.
Пылегазовая смесь подается дымососом-
вентилятором в корпус через входной патру-
бок 4, проходит слой воды, очищается от пыли
и поднимает этот слой до отметки указателя
"Рабочий уровень". Уловленная пыль в виде
шлама оседает в корпусе и стекает по конусу к
заслонке, а газы уходят в атмосферу через
диффузор и трубу, установленную на нем.
Для осмотра и технического обслужива-
ния пылеулавливающего устройства исполь-
зуют люк 7 и другие, которые в рабочем поло-
жении закрыты крышками.
При использовании пылеулавливающих
устройств мокрой очистки на территории ас-
фальтобетонного завода устраивают отстойни-
ки для осаждения шлама и очистки воды.
Асфальтосмесительные установки осна-
щают специальными пылеулавливающими
агрегатами, состоящими из пылеулавливаю-
щих устройств, описанных выше. В этих агре-
гатах мокрые пылеулавливающие устройства
применяют в качестве второй ступени очистки
дымовых газов после предварительного обес-
пыливания их в циклонах.
Двухступенчатый пылеулавливающий
агрегат с устройствами сухой и мокрой очи-
стки дымовых газов (рис. 3.2.23). В качестве
первой ступени очистки дымовых газов в нем
используют три группы циклонов 6. Каждая
группа состоит из четырех циклонов, соеди-
ненных между собой коллектором. Циклоны
установлены на нижний бункер для уловлен-
ной пыли, а в верхней части соединены между
собой газоходом 5. Направляемая в очистку
пылегазовая смесь распределяется по цикло-
нам. Уловленная пыль собирается в бункере
под циклонами и транспортируется винтовым
конвейером 7 в элеватор афальтосмесительной
установки. Винтовой конвейер приводится во
вращение мотором-редуктором через цепную
передачу. От этого же мотора-редуктора при-
водится во вращение лопастный вал затвора-
питателя.
Из циклонов предварительно очищенный
газ направляется в общий верхний газоход 5, а
из него по трубе 4 дымососом-вентилятором 3
нагнетается в барботажно-вихревое пылеулав-
ливающее устройство второй ступени очистки.
Внутри барботажно-вихревого устройства
проходят пять изогнутых каналов, делящих
корпус на камеры очищенного и загрязненного
газа. Грязь, осевшая на дно, удаляется из пыле-
улавливающего устройства скребковым конвейе-
ром 1. Очищенный газ направляется в дымовую
трубу 2 и выбрасывается в атмосферу.
Передвижной трехступенчатый пыле-
улавливающий агрегат имеет три пылеулавли-
вающих устройства, установленные на раме 1
(рис. 3.2.24): циклон 9 рециркуляции, батарей-
ный циклон 4 и барботажно-вихревое пыле-
улавливающее устройство 2 мокрой очистки.
Пылегазовая смесь из сушильного бара-
бана поступает в дымосос 8, из которого до
14 % поступающих в него газов отводится по
трубе 7 в циклон 9 рециркуляции, в котором
происходит первичная очистка газов от наибо-
лее крупных частиц. Затем газы возвращаются
в дымосос по трубе бис общим потоком газов
направляются по трубе 5 во вторую ступень
очистки - батарейный циклон 4.
Разделение потока пылегазовой смеси
дает возможность использовать для улавлива-
ния частиц пыли циклоны с рациональными
для данной крупности частиц параметрами.
Собранная в циклоне рециркуляции и батарей-
ном циклоне сухая пыль поступает на винтовой
10- 1317
290
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.23. Двухступенчатый пылеулавливающий агрегат
Рис. 3.2.24. Передвижной трехступенчатый пылеулавливающий агрегат
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 291
конвейер 10, которым она отводится через
многоковшовый конвейер в бункер для даль-
нейшего использования. Для уменьшения под-
соса воздуха в выпускных отверстиях цикло-
нов установлены затворы-питатели 11, Из ба-
тарейного циклона газ направляется в барбо-
тажно-вихревое пылеулавливающее устройство 2
мокрой очистки. Дымовая труба 3 высотой
17 м вынесена за пределы агрегата на отдель-
ный фундамент.
Агрегаты минерального порошка. Они
предназначены для приема из стационарных
складов асфальтобетонных заводов или авто-
цементовозов, временного хранения и подачи
минерального порошка в расходный бункер
смесительного агрегата или непосредственно в
смеситель. В этих агрегатах принята башенная
компоновка оборудования. Цилиндрокониче-
ские силосы унифицированы. Вместимость
силоса зависит от производительности асфаль-
тосмесительной установки и находится в пре-
делах 20...50 м3.
Агрегат минерального порошка асфалъ-
тосмесителъной установки периодического
действия состоит из силоса 6 (рис. 3.2.25),
установленного на портале 1, фильтра 8, аэри-
рующего устройства 11, секторного затвора-
питателя 2, винтового конвейера 14 с приво-
дом от пневматической системы.
Силос б представляет металлическую
сварную конструкцию с толщиной стенки
4 мм. К его корпусу приварены фланец для
присоединения аэрирующего устройства 11 и
фланец 9 для установки фильтра. В нижней
конической части силоса ставят побудитель-
ные кольца 4, изготовленные из трубы с отвер-
стиями для выхода воздуха. Воздух, подавае-
мый по рукаву 3 в побудительные кольца, пре-
дотвращает зависание минерального порошка
на стенках конической части силоса. Чтобы
отверстия трубы не забивались минеральным
порошком, кольца 4 заключены в капроновые
чехлы. Силос оборудован указателями нижне-
го 10 и верхнего 7 уровней минерального по-
рошка.
Минеральный порошок загружают в си-
лос из подвижных транспортных средств с
пневматической разгрузкой через трубопровод 5.
Воздух поступает в силос вместе с минераль-
ным порошком и выходит в атмосферу через
фильтр, установленный сверху. Для лучшего
истечения порошка в нижней части силоса
смонтировано аэрирующее устройство. Воздух
для аэрирования материала поступает от ком-
прессора по рукаву 12 через влагомаслоотде-
литель 15 и вентили 16 и 13.
Из силоса минеральный порошок через
затвор-питатель 2 и конвейер 14 поступает в
многоковшовый элеватор, поднимается и ссы-
пается в расходный бункер смесительного
агрегата.
Агрегат минерального порошка асфалъ-
тосмесителъной установки непрерывного
действия предназначен не только для времен-
ного хранения порошка, но и для его дозиро-
вания (рис. 3.2.26). Загруженный в силос 1
минеральный порошок поступает через аэри-
рующее устройство 2 в дозировочный блок 3.
Здесь происходит непрерывное весовое дози-
рование минерального порошка. По лотку 4 он
ссыпается в приемную коробку многоковшо-
вого конвейера смесительного агрегата.
Рис. 3.2.25. Агрегат минерального порошка
асфальтосмесительной установки
периодического действия
10*
292
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.26. Агрегат минерального порошка
асфальтосмесительной установки
непрерывного действия
Дозировочный блок состоит из фермы 4 и
автоматического весового дозатора непрерыв-
ного действия, который соединяется с силосом
через переходный патрубок 5 (рис. 3.2.27).
Дозатор включает два секторных питателя 6 и 8 и
весовой ленточный конвейер 10. Питатели
служат промежуточными элементами между
расположенным выше силосом и конвейером и
предназначены для равномерной подачи мине-
рального порошка из силоса на конвейер 10.
Одновременно питатели играют роль шлюзо-
вого затвора. Чтобы предотвратить пыление,
лента конвейера закрыта кожухом 11. Мине-
ральный порошок питателями подается на
ленту конвейера, который связан с корпусом
питателя 8 подшипниковой опорой 9. Второй
опорой конвейера служит тензометрическое
кольцо 7. Конвейер уравновешен грузом 2,
расположенным на коромысле рычажной пе-
редачи 1.
Подача дозатора регулируется автомати-
чески. При изменении массы минерального
порошка на ленте конвейера изменяются ско-
рость ее движения и частота вращения питате-
лей. Скорость ленты измеряют тахогенерато-
ром. Напряжения, снимаемые с тахогенератора
и тензометрического кольца, подаются на вхо-
ды умножающего устройства. Напряжение на
выходе этого устройства пропорционально
скорости конвейера. В элементе рассогласова-
ния электронной системы регулирования вы-
деляется сигнал рассогласования, который
через регулятор включает цепной пластинча-
тый вариатор. В результате изменяется переда-
точное отношение вариатора, а следовательно,
скорость движения ленты и частота вращения
питателей. Система регулирования построена
таким образом, что при любой массе материа-
ла на ленте устанавливается необходимая ее
скорость и поддерживается заданная подача
дозатора.
Смесительные агрегаты, предназна-
ченные для приготовления асфальтобетонной
смеси, состоят из многоковшовых конвейеров,
сортировочного устройства, дозаторов, смеси-
теля и рамы. В смесительных агрегатах ас-
фальтосмесительных установок периодическо-
го действия эти устройства имеют башенную
компоновку, а на агрегатах установок непре-
рывного действия сортировочное устройство с
питателями и смеситель выполнены раздельно,
имеют партерное расположение и соединены
друг с другом многоковшовым конвейером.
Смесительный агрегат периодического
действия состоит из многоковшового конвей-
ера 6 горячих материалов и двух блоков верх-
него 15 и нижнего 11, установленных на опоры
7 и 10 (рис. 3.2.28). Блок 15 представляет со-
бой пространственную ферму, на верхнем поя-
се которой закреплен грохот 3, а внутри - бун-
кер 2 горячих материалов. На нижнем поясе
крепят электропневматические распределите-
ли, управляющие работой пневмоцилиндров 5
смесительного агрегата. Верхняя площадка с
ограждением 1 служит для осмотра механиз-
мов грохота и многоковшового конвейера го-
рячих материалов.
Многоковшовый конвейер б подает про-
сушенные и нагретые каменные материалы в
грохот или, минуя его, по ссыпному лотку 4 в
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 293
Рис. 3.2.27. Дозировочный блок агрегата минерального порошка:
1 - рычажная передача; 2 - груз; 3 - вариатор; 4 - ферма; 5 - патрубок; 6,8- питатели;
7- тензометрическое кольцо; 9 - опора; 10 - конвейер; 11 - кожух; 12 - звездочка;
13,14,16- цепные передачи; 75 - натяжное устройство
отсек бункера 2. Грохот сортирует нагретые
каменные материалы на отдельные фракции.
Получаемый из грохота песок и три фракции
щебня поступают в соответствующие отсеки
бункера 2. Крупный каменный материал, не
прошедший через сита, по лотку отводится в
бункер негабаритного материала. В этот же
бункер попадают излишки материалов в слу-
чае переполнения отсеков бункера 2.
Разгрузочные отверстия отсеков бункера 2
перекрывают секторными затворами, управ-
ляемыми автоматически с помощью пневмоци-
линдров 5. В корпус каждого отсека бункера 2
вмонтирован датчик уровня. Электроконтакты
датчиков замыкают цепи питания сигнальных
ламп, расположенных на панели в кабине
управления.
Нижний блок смесительного агрегата,
так же как и верхний, представляет собой про-
странственную ферму, внутри которой нахо-
дятся автоматический весовой дозатор 13 ка-
менных материалов, автоматический объем-
ный дозатор битума и двухвальный лопастный
смеситель 9 периодического действия с приво-
дом. Нижний пояс этого блока закрыт насти-
лом, приваренным к швеллерам пояса, и обра-
зует нижнюю площадку.
Весовой бункер дозатора 13 подвешива-
ют к верхнему поясу блока с помощью эле-
ментов рычажной системы 14 и связывают с
циферблатным указателем 72. Загружают этот
бункер, поочередно открывая затворы отсеков
бункера 2. Вместимость бункера дозатора 13
соответствует массе сухих материалов, необ-
ходимых для приготовления одного замеса при
минимальном содержании битума. Компонен-
ты каменных материалов взвешивают с нарас-
тающим итогом: масса песка, масса щебня
фракции 5... 15 мм, масса щебня фракции
15...35 мм, масса минерального порошка и т.д.
Для дозирования битума используют объем-
ный или весовой автоматический дозатор. Не-
обходимые дозы каждой фракции каменного
материала и битума устанавливают из кабины
управления.
294 Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.28. Смесительный агрегат
асфальтосмесительной установки
периодического действия
Взвешенные песок, щебень, минераль-
ный порошок поступают в двухвальный лопа-
стный смеситель 9. Через некоторое время
сюда же с помощью шестеренного насоса по-
дают необходимую дозу битума, отмеренную в
автоматическом дозаторе, которую направля-
ют по обогреваемому битумопроводу 8, при
открывании сливного крана дозатора пневмо-
цилиндром.
Двухвальный лопастный смеситель уста-
новлен на нижнем поясе блока. Оба блока сме-
сительного агрегата скреплены. Они располо-
жены на четырех опорах, которые с помощью
башмаков устанавливают на фундамент и за-
крепляют на нем болтами. Нижний пояс фер-
мы нижнего блока опирается на консольные
кронштейны, укрепленные на опорах. Готовую
смесь выгружают в автосамосвалы либо пода-
ют скиповым подъемником в накопительный
бункер.
Для вертикального перемещения и пода-
чи горячих каменных материалов, минераль-
ного порошка и пыли в сортировочное устрой-
ство или смеситель используют многоковшо-
вые конвейеры. Их тяговым органом служат
Рис. 3.2.29. Многоковшовый конвейер
горячих материалов:
1,18- крышки; 2,10- винты; 3 - кожух;
4 - заслонка; 5 - лоток; б - планка; 7,16- валы;
8- редуктор; 9- клиноременная передача;
11 - плита; 12 - электродвигатель; 13 - рама;
14 - ковш; 75 - цепь; 7 7 - коробка
пластинчатые или сварные круглозвенные це-
пи, на которых смонтированы ковши. Цепной
тяговый орган эффективен при значительных
нагрузках и в зависимости от последних его
выполняют с одной или двумя параллельными
замкнутыми ветвями цепи.
Многоковшовый конвейер горячих мате-
риалов смесительного агрегата асфальтосме-
сительной установки периодического действия
включает раму 13, на верхнем конце которой
установлен грузовой вал 7 с двумя ведущими
звездочками, а на нижнем - натяжной вал 16 с
ведомыми звездочками (рис. 3.2.29). Для со-
хранения теплоты и предотвращения пыления
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 295
конвейер закрыт кожухом 3, который для
удобства монтажа выполнен из отдельных
секций. Верхняя часть конвейера присоедине-
на болтами к раме верхнего блока смеситель-
ного агрегата, нижняя часть - к фундаменту.
К нижней части кожуха прикреплена
приемная коробка 17, в которую подают горя-
чие материалы из сушильного барабана. На-
клонное дно коробки выполнено съемным. Это
позволяет заменять его в случае изнашивания
и облегчает очистку коробки и нижней части
элеватора. Приемную часть конвейера очища-
ют также через отверстия, закрытые крышками
/и 18.
Многоковшовый конвейер снабжен сто-
порным храповым устройством, предохра-
няющим тяговый орган от обратного хода.
В верхней части многоковшового конвейера
устанавливают площадку с лестницей и огра-
ждениями для обслуживания привода.
Ссыпной лоток 5 выполнен так, что при
приготовлении упрощенных смесей песок и
щебень можно подавать с помощью перекид-
ной заслонки 4 в отсек бункера горячих мате-
риалов, минуя грохот. Планкой 6 регулируют
зазор между ковшами и лотком 5, чтобы мате-
риал не просыпался при выгрузке.
Минеральный порошок и пыль подают в
отсеки бункера вертикальным многоковшовым
конвейером, который отличается от рассмот-
ренного выше тем, что тяговые цепи с закреп-
ленными на них ковшами разделены перего-
родкой по всей высоте кожуха, образуя два
конвейера отдельно для минерального порош-
ка и пыли.
Сортировочные устройства используют
для разделения просушенных и нагретых ка-
менных материалов на фракции и кратковре-
менного хранения их в количестве, достаточ-
ном для бесперебойной работы дозаторов и
смесителя (рис. 3.2.30). Они состоят из грохота 2
и рамы 1, которая одновременно является со-
ставной частью бункера 5 для горячих мате-
риалов с опорой 7. Чтобы предотвратить пы-
ление, грохот закрыт кожухом 3, в верхней
части которого сделан проем для установки
ссыпного лотка элеватора. В проеме крепят
прокладки, уплотняющие места соединения
грохота с лотком. Вытяжную трубу подсоеди-
няют к вентилятору отсоса пыли через горло-
вину с фланцем.
Рама 1 представляет собой сваренную из
швеллеров металлоконструкцию, закрытую
настилами и окруженную ограждением, кото-
рое крепят к кронштейнам. На образующейся
площадке можно осматривать механизмы гро-
хота и многоковшового конвейера. К раме
приварены кронштейны 4 для крепления кон-
вейера. Нижней частью рама прикреплена к
бункеру. Сверху в настиле рамы предусмотре-
ны три люка с крышками для осмотра отсеков
бункера. К настилу крепят четыре фланца, на
которых устанавливают сигнализаторы верх-
него уровня каменных материалов в отсеках
бункера.
Бункер 5 представляет сваренную из лис-
товой стали конструкцию в виде усеченной
пирамиды, разделенную внутри перегородка-
ми 9 на четыре отсека. Нижние отверстия от-
секов перекрыты затворами, позволяющими
своевременно подавать каждую фракцию го-
рячих каменных материалов к дозаторам и
прекращать подачу в нужный момент.
Внутренняя поверхность наклонных сте-
нок отсеков в нижней части предохраняется от
абразивного изнашивания каменными мате-
риалами с помощью съемных предохранитель-
ных листов 8. Чтобы бункер не переполнялся,
в верхней части стенки каждого отсека (кроме
отсека негабаритных материалов) сделаны
отверстия для сброса излишков в отдельный
бункер. Каменный материал, не прошедший
через сита грохота, попадает в отсек для нега-
баритных материалов.
В нижней и средней по высоте частях
бункера предусмотрены отверстия с фланцами
для установки указателей, фиксирующих ниж-
ний и средний уровни каменных материалов в
отсеках.
Для осмотра внутренней части бункера,
замены предохранительных листов, наладки
указателей уровня в каждом отсеке приварены
скобы 6, образующие лестницы.
Грохоты имеют просеивающие поверх-
ности в виде решет из листовой стали со
штампованными отверстиями или в виде про-
волочных плетеных сит. При грохочении ка-
менный материал с частицами различной
крупности перемещается по просеивающей
поверхности грохота, состоящей из нескольких
секций с отверстиями (ячейками) различных
размеров. Частицы, размеры которых меньше
этих отверстий, проходят через просеиваю-
щую поверхность и составляют мелкую фрак-
цию, а более крупные частицы сходят с этой
поверхности.
296
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.31. Инерционный грохот
Грохоты предназначены для сортировки
песка и щебня на следующие фракции: 0...5 мм;
5... 10; 10...20; 20...40 мм. При необходимости
устанавливаются сменные сита, установлен-
ные в два яруса, для получения фракций 5... 15
и 15...40 мм.
Инерционные грохоты имеют вибровозбу-
дитель направленных колебаний (рис. 3.2.31). На
горизонтальной неподвижной раме 5 на двух
парах шарнирных рычагов 3, наклоненных под
углом 55° к горизонтали, и пружинных амор-
тизаторах 4 установлена люлька 2 с ситами.
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 297
К ее стенкам прикреплен центробежный виб-
ровозбудитель 1 с двумя дебалансами. Привод
вибровозбудителя состоит из электродвигателя
6, установленного на раме 5, и клиноременной
передачи.
В корпусе вибровозбудителя направлен-
ных колебаний на роликоподшипниках уста-
новлены два одинаковых дебалансных вала
таким образом, что линия, соединяющая их
центры, расположена параллельно шарнирным
рычагам (рис. 3.2.32). Один из валов получает
вращение от электродвигателя через клиноре-
менную передачу и шкив, а второй - от перво-
го вала через пару зубчатых колес с одинако-
вым числом зубьев.
При синхронном разностороннем враще-
нии дебалансов они через каждые четверть
оборота занимают четыре положения. В поло-
жениях I и III центробежные силы инерции
взаимно уравновешиваются, а в положениях II
и IV- складываются. В последнем случае сум-
марная сила инерции направлена перпендику-
лярно шарнирным рычагам, связывающим
подвижную люльку с неподвижной рамой.
Таким образом, люльке грохота передается
только суммарное воздействие инерционных
сил дебалансов, которые вызывают колебания,
направленные под углом 35° к горизонту.
После сортировки каменные материалы
поступают в отсеки бункера, установленного
под грохотом. На выходе материалов из отсе-
ков бункера устанавливают секторные затворы
с электропневматическим приводом. Каждый
затвор соединен со штоком пневмоцилиндра.
Сжатый воздух подают по трубам и рукавам к
пневмоцилиндрам от компрессора. Закрытое
положение затворов контролируют с помощью
конечных выключателей. Требуемое время
истечения каменных материалов достигается
путем регулирования угла раскрытия затворов
с помощью болтов. Если время истечения ка-
кой-либо фракции превышает необходимое, то
угол раскрытия увеличивают.
Дозаторы. Отклонение от заданной дозы
того или иного материала называют погрешно-
стью дозирования, которую выражают в про-
центах. Качество асфальтобетонной смеси в
значительной степени зависит от погрешности
дозирования исходных материалов, которая по
массе минерального порошка и битума не долж-
на превышать ±1,5 %, а песка и щебня - ±3 %.
Дозаторы по принципу действия подраз-
деляются на объемные и весовые, а по харак-
теру работы - цикличного (периодического) и
непрерывного действия. Объемные дозаторы в
отличие от весовых проще по конструкции,
более надежны в работе, но вызывают опреде-
ленные трудности при настройке, требуют
систематической проверки и корректирования.
Погрешность дозирования возрастает с увели-
чением крупности материалов, интенсивности
и высоты его истечения из отсеков бункера
горячих материалов. Поскольку требования к
качеству дозирования составляющих смеси
постоянно повышаются, объемные дозаторы в
основном применяют для дозирования битума,
а также каменных материалов в установках
непрерывного действия.
Весовые дозаторы состоят из трех основ-
ных частей: питающего устройства, грузопри-
емного устройства и измерительного элемента.
Питающие устройства дозаторов могут быть
двух типов: без принудительной подачи мате-
риала (гравитационные), например бункер с
Рис. 3.2.32. Схема действия вибровозбудителя направленных колебаний
298
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
затвором, труба с клапаном, и с принудитель-
ной подачей материалов - ленточные, пла-
стинчатые, тарельчатые, винтовые, вибраци-
онные. Грузоприемные устройства дозаторов
цикличного действия представляют бункера и
бачки; дозаторов непрерывного действия -
конвейеры. Измерительные элементы - глав-
ная часть любого весового дозатора. Вид из-
мерительного элемента (рычажный, квадрант-
ный, пружинный, тензорезисторный, пневма-
тический и гидравлический) в значительной
степени определяет такие качества дозатора,
как погрешность измерения и надежность сис-
темы управления.
В асфальтосмесительных установках
процесс дозирования, начиная с подачи мате-
риала в дозатор, взвешивания заданной дозы и
заканчивая выгрузкой ее в смеситель, проис-
ходит автоматически. Оператор только следит
за работой механизмов и периодически кон-
тролирует массу дозы.
В дозаторах цикличного действия мате-
риалы отвешиваются или отмериваются пе-
риодически в установленных дозах и затем
поступают в смесители периодического дейст-
вия. В дозаторах непрерывного действия мате-
риал подается непрерывным потоком, причем
его количество в потоке все время поддержи-
вается постоянным, соответствующим задан-
ному. Дозаторы непрерывного действия при-
меняют в асфальтосмесительных установках
непрерывного действия.
Блок дозаторов каменных материалов
смесительного агрегата асфалътосмеситель-
ной установки периодического действия пока-
зан на рис. 3.2.33. К сварной раме блока на
грузоприемных рычагах подвешены весовой
бункер 6 дозатора песка и щебня и бункер 4
дозатора минерального порошка. Каждый из
бункеров связан через рычажные весовые ме-
ханизмы 7 и 3 со своими циферблатными ука-
зателями 1 и 2. Отдозированные материалы
выгружаются в смеситель при открывании
выпускных затворов 5 и 8 пневмоцилиндрами
через систему рычагов.
Весовой механизм дозатора цикличного
действия передает нагрузку от весового бункера
5 циферблатному указателю 1 (рис. 3.2.34).
К раме блока дозаторов на подвесках 10 при-
креплена рычажная система, состоящая из
грузоприемных рычагов 3, попарно связанных
между собой поперечинами. Грузоприемные
рычаги воспринимают основную нагрузку от
подвешенного к ним на крючках 4 весового бун-
кера дозатора. Через передаточные рычаги 2 и
8 и тягу 9 нагрузка постепенно уменьшается, и
на циферблатный указатель действует, как
правило, небольшое усилие. На нижнем пере-
даточном рычаге 8 крепят груз 7 для установки
стрелки циферблатного указателя в нулевое
положение при пустом весовом бункере. Регу-
лирование положения стрелки достигается
перемещением груза по рычагу. Для быстрого
гашения колебаний рычажной системы под
циферблатным указателем укреплен демпфер
(успокоитель) 6.
Точное соблюдение требуемых размеров
плеч рычагов и, следовательно, заданного пе-
редаточного отношения весового механизма
достигается устройством в рычагах опор в
Рис. 3.2.33. Блок дозаторов каменных материалов смесительного агрегата
асфальтосмесительной установки периодического действия
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 299
Рис. 3.2.34. Весовой механизм дозатора цикличного действия
виде пар призма - подушка. Все рычаги весо-
вого механизма должны быть расположены
так, чтобы линия призм (воображаемая линия,
проходящая через острия призм рычага) каждого
рычага лежала в горизонтальной плоскости. Это-
го добиваются регулированием длины тяги 9.
В весовых дозаторах цикличного дейст-
вия используют циферблатные указатели, ко-
торые позволяют взвешивать заранее задан-
ными дозами различные фракции каменного
материала, накопленные в весовом бункере и
разгружаемые после каждого взвешивания.
Циферблатные указатели выпускают с задат-
чиком местной (на дозаторе) установки массы,
с задатчиком местной установки массы и дис-
танционным отсчетом показаний, с дистанци-
онной установкой значений массы и дистанци-
онным отсчетом показаний. Дистанционная
передача показаний квадрантного циферблат-
ного указателя осуществляется с помощью
сельсинной пары: сельсина-задатчика и сель-
сина-приемника на стороне дистанционного
циферблатного указателя, работающего в ин-
дикаторном режиме.
На асфальтосмесительных установках
периодического действия используют объем-
ные дозаторы битума, которые подразделяют
на две группы. К первой относятся дозаторы
поплавкового типа, в которых требуемое коли-
чество битума заполняет мерные бачки раз-
личной конструкции и размеров, ко второй -
расходомеры, в которых порции битума вы-
талкиваются из приборов-счетчиков, изме-
ряющих поток битума.
Автоматический объемный дозатор по-
плавкового типа состоит из мерного бачка 3,
металлического поплавка 10, сельсина-датчика 5,
наполнительного 1 и сливного 14 кранов, управ-
ляемых пневмоцилиндрами 2 и 12 (рис. 3.2.35).
Поплавок дозатора связан гибким стальным
канатиком 7 через направляющий блок 6 с
контргрузом 9. На оси направляющего блока
посажен сельсин-датчик, который электриче-
ски связан с сельсином-приемником цифер-
блатного указателя, расположенного в кабине
управления асфальтосмесительной установки.
Необходимая доза битума определяется в за-
висимости от заданного рецепта смеси и уста-
навливается с помощью задающей стрелки с
бесконтактным преобразователем на цифер-
блатном указателе.
Дозирование происходит следующим об-
разом. Пневмоцилиндром 2 открывают кран 1,
и битум заполняет бачок 3. По мере заполне-
ния его поплавок 10 всплывает. Чтобы его не
заплеснуло битумом, внутри бачка установлен
отражатель 11. Подъем поплавка вызывает
поворот сельсина-датчика и соответственно
сельсина-приемника циферблатного указателя.
При достижении заданного объема подается
сигнал на закрытие крана 1. Подача битума в
мерный бачок дозатора прекращается.
300
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.35. Автоматический объемный дозатор
битума поплавкового типа
Через определенное время подается сиг-
нал от реле времени на электропневматиче-
ский клапан управления пневмоцилиндром 12,
который открывает сливной кран, и битум
откачивается из дозатора. По мере уменьше-
ния количества битума в мерном бачке попла-
вок опускается и указывающая стрелка воз-
вращается в нулевое положение.
Чтобы предотвратить перелив битума в
случае нарушения работы системы отсечки
дозы, в мерном бачке установлен дополни-
тельный поплавок 8, связанный с конечным
выключателем рычагом с противовесом.
В случае перелива битума конечный выключа-
тель отключает привод насоса, подающего
битум в дозатор. Излишки битума сливаются в
емкость через патрубок 4.
В нижней части мерного бачка преду-
смотрена масляная рубашка 13 для обогрева
дозатора в начале работы и поддержания
Рис. 3.2.36. Схема дозатора-расходомера битума:
1 - фланец; 2 - рукоятка; 3,8- входное и
выходное отверстия; 4 - перегородка; 5 - насос;
6 - фильтрующий элемент; 7 - фильтр; 9 - кран;
10 - блок управления; 11 - счетчик; 12 - труба;
13,14- трубопроводы
рабочей температуры битума. Масляным по-
догревом оборудованы также краны 1 и 14.
Дозатор-расходомер состоит из шесте-
ренного насоса 5 с приводом, фильтра 7, пере-
пускного крана 9, поршневого счетчика 11с
преобразователем потока и трубопроводов
(рис. 3.2.36).
Фильтрующий элемент выполнен в виде
трубы, в которой по образующей цилиндра
вырезаны окна. На трубе нарезана винтовая
канавка. По ней уложена проволока диаметром
1 мм, образующая щели, через которые фильт-
руется битум. Фильтрующий элемент разделен
непроницаемой перегородкой 4 на две полости
А и Б. Полость А отверстием 8 связана с пере-
пускным краном 9, а полость Б отверстием и
трубопроводом - со всасывающей линией на-
соса 5. Его нагнетающая линия соединена с
краном 9. Третий канал крана соединен со
счетчиком 11. Со стороны смесителя к нему
присоединена распределительная труба 12 с
установленными на ней форсунками.
В счетчике 11 в качестве элемента, отме-
ривающего порции битума, использован пор-
шень. Движение битума заставляет поршень
непрерывно совершать плоскопараллельное
движение в пределах цилиндрической поверх-
ности рабочей камеры; за каждый полный ход
поршня отмеривается объем битума, равный
полезному объему рабочей камеры счетчика.
На оси поршня закреплен счетный диск, кото-
рый проходит через рабочий зазор электронно-
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 301
го бесконтактного преобразователя. Число
проходов счетного диска через этот зазор про-
порционально объему протекающего битума.
Таким образом, поршневой счетчик преобра-
зует поток битума в электрические импульсы,
число которых пропорционально объему про-
ходящего через него битума.
Сравнение объема потока битума, проте-
кающего через счетчик, с заданной дозой и
подача сигнала, управляющего исполнитель-
ным механизмом, который закрывает кран 9
при отмеривании дозы, производится в блоке 10
управления дозатором.
К фильтру 7 присоединены питающий 14
и возвратный 13 трубопроводы, связанные с
нагревателем битума. Фильтр закрыт сверху
съемным фланцем 1. Все трубопроводы,
поршневой счетчик и фильтр снабжены ру-
башками для обогрева горячим маслом.
Разогретый битум, подаваемый из нагре-
вателя по питающему трубопроводу, поступа-
ет в кольцевой зазор между проволочным
фильтрующим элементом 6 и стенкой фильтра.
Очищенный битум из полости Б насосом пода-
ется к крану 9. При подаче битума в смеситель
отверстие 8 перекрыто этим краном и весь
битум через счетчик И подается в трубу 12 с
форсунками, которые распыляют битум в
верхней части смесителя. После впрыска в
смеситель заданной дозы битума по сигналу с
блока 10 управления кран 9 переключается в
положение, при котором весь битум направля-
ется через отверстие 8 в полость А фильтра.
Битум продавливается через фильтрующий
элемент 6, ограничивающий полость А, и по-
дается обратно по возвратному трубопроводу
13 в нагреватель. При загрязнении рабочей
части фильтра цилиндр фильтрующего эле-
мента поворачивают с помощью рукоятки 2 на
180°. Загрязненная часть поверхности становится
на промывку, а чистая - фильтрует битум.
В асфальтосмесительных установках не-
прерывного действия применяют как объем-
ные, так и весовые дозаторы непрерывного
действия. Как правило, для дозирования горя-
чего песка и щебня, а также битума использу-
ют объемные дозаторы, а для дозирования
минерального порошка — как объемные, так и
весовые. Для получения необходимого соот-
ношения масс, составляющих асфальтобетон-
ные смеси, эти дозаторы должны поддержи-
вать постоянную подачу. Таким образом, доза-
торы непрерывного действия представляют
собой питатели с управляемой (регулируемой)
подачей.
Объемный дозатор горячих каменных
материалов асфалътосмесителъной установ-
ки непрерывного действия представляет собой
кареточный питатель, который состоит из ра-
мы 9, стола 7, эксцентрикового механизма 11,
секторного затвора 3 и привода эксцентрико-
вого механизма 11 (рис. 3.2.37).
Рис. 3.2.37. Объемный дозатор каменных материалов
асфальтосмесительной установки непрерывного действия
302
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Внутренняя часть рамы выполнена в виде
бункера, дном которого служит подвижный
стол 7. В верхней части рамы предусмотрена
приемная горловина для подсоединения к од-
ному из отсеков бункера горячих материалов
смесительного агрегата.
Подвижный стол 7 совершает возвратно-
поступательные движения и при каждом двой-
ном ходе выдает определенный объем камен-
ных материалов в приемный бункер много-
ковшового конвейера смесителя. Стол приво-
дится в движение от электродвигателя 13 через
червячный редуктор 12, цепную передачу,
закрытую кожухом 14, эксцентриковый меха-
низм 77 и шатун 10.
Подачу дозатора регулируют путем из-
менения размера щели между столом и нижней
кромкой затвора 3. Затвор состоит из сектора с
кронштейнами и зубчатой пары, связанной с
маховиком 4, в котором устанавливают вруч-
ную заданную рецептуру. Высота подъема
сектора (размер щели) определяется по поло-
жению указателя на шкале, прикрепленной к
сектору. После установки сектора на заданную
высоту вал маховика 4 фиксируют в этом по-
ложении хомутом 5.
Чтобы устранить просыпание каменного
материала через зазоры между боковыми стен-
ками бункера и столом дозатора, на последнем
закреплены уплотнительные планки 6, по од-
ной с каждой стороны. С этой же целью к зад-
ней торцовой стенке бункера крепят подвиж-
ную планку 2. С помощью винта 7 зазор между
столом и торцовой стенкой может быть
уменьшен до минимума.
Смесители асфальтобетонной смеси.
Материалы смешивают в смесителях, которые
состоят из корпуса, двигателя и системы пере-
дач к корпусу или смесительным валам и сис-
темы ввода битума в корпус смесителя. По
способу смешивания смесители подразделяют
на аппараты свободного и принудительного
смешивания. Свободное смешивание осущест-
вляется под действием гравитационных сил
при многократном подъеме и падении компо-
нентов смеси в сушильно-смесительном бара-
бане, вращающемся вокруг горизонтальной
оси. Смесь поднимается на высоту лопастями,
жестко прикрепленными к внутренней поверх-
ности вращающегося барабана. Такие сушиль-
но-смесительные агрегаты просты по конст-
рукции и в работе. Принудительное смешива-
ние осуществляется в двухвальных лопастных
смесителях. Лопасти, воздействуя на неболь-
шие массы смеси, деформируют и перемещают
их. При этом происходит относительный сдвиг
и перемещение частиц также и внутри масс.
У смесителя периодического действия
составляющие смеси загружают отдельными
порциями, которые подают в корпус смесителя
только после выгрузки из него приготовленной
перед этим порции смеси. Рабочий цикл такого
смесителя состоит из трех повторяющихся с
определенным интервалом операций: загрузки,
смешивания и выгрузки смеси. Время смеши-
вания у смесителей периодического действия
37...52 с. Меньшее значение соответствует
времени смешивания крупнозернистой ас-
фальтобетонной смеси, а большее - песчаной.
Время полного цикла составляет соответст-
венно 45...70 с. В смесителях периодического
действия состав смеси и продолжительность
смешивания можно изменять от замеса к заме-
су. В смесителях непрерывного действия по-
ступление компонентов в смеситель и выход
из него готовой смеси происходят непрерывно.
Эти смесители применяют в том случае, когда
требуется длительное время выпускать смесь
одного и того же состава.
Смесительный агрегат асфальтосмеси-
тельной установки периодического действия
включает двухвальный лопастный смеситель 4,
расположенный на сварной раме 7 нижнего
блока (рис. 3.2.38). Лопастные валы приводят-
ся в действие от электродвигателя через редук-
тор 8 и две зубчатые муфты 5. На раме блока
сделан настил из рифленой стали, под которым
установлены пневмоцилиндры 9 и 77 управле-
ния разгрузочным затвором 10 смесителя. На
раме блока установлены дозатор 2 битума и
битумопроводная система, включающая би-
тумный насос 72 с приводом от электродвига-
теля и распределительную трубу 3 с форсун-
ками. Минеральный порошок из дозатора в
корпус смесителя подают с помощью винтово-
го конвейера 6.
Аналогичную компоновку сборочных
единиц блоков имеют смесительные агрегаты
других асфальтосмесительных установок пе-
риодического действия.
Внутренняя поверхность корпуса двух-
вального лопастного смесителя облицована
футеровкой из износостойкой марганцовистой
стали или специального чугуна. Вверху корпус
огражден торцовыми и боковыми стенками.
Для удобства обслуживания смесителя стенки
корпуса выполнены на шарнирах и могут быть
легко открыты. Смеситель можно осматривать
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 303
Рис. 3.2.38. Нижний блок смесительного агрегата
асфальтосмесительной установки периодического действия
Рис. 3.2.39. Смесительный блок асфальтосмесительной установки непрерывного действия
через два окна, закрытых крышками. Корпус
смесителя с внешней стороны оборудован
масляными рубашками для равномерного
обогрева днища. Готовая смесь разгружается
через окно в днище, перекрытое секторным
затвором. Затвором управляют с помощью
пневмоцилиндра, ход штока которого ограни-
чен конечным выключателем.
Смесительный блок асфалыпосмеси-
телъной установки непрерывного действия
включает сварную раму 3 (рис. 3.2.39), на ко-
торой смонтированы смеситель 7 непрерывно-
го действия с приводом и выгрузной бункер 4.
Рама 3 соединена с промежуточной рамой 1 с
одной стороны шарнирно, а с другой - с по-
мощью винта, что дает возможность изменять
угол наклона смесителя до 5°. Наклон смеси-
теля ускоряет прохождение материала.
При работе в смеситель сверху через
патрубок 2 непрерывным потоком поступают
отдозированные в точном соотношении со-
ставляющие, которые, перемещаясь, смеши-
ваются и непрерывно выгружаются в виде
готовой асфальтобетонной смеси в бункер 4.
При отсутствии транспортных средств затвор 5
бункера закрывается с помощью гидроцилинд-
ра 6 и смесь накапливается. Количество смеси
в бункере контролируют указателем уровня.
На выходе из смесителя установлена регули-
руемая заслонка, с помощью которой можно
изменять продолжительность пребывания в
нем смеси.
304
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.40. Двухлопастной смеситель непрерывного действия
Смеситель непрерывного действия вклю-
чает корпус 3 и два горизонтальных лопастных
вала (рис. 3.2.40). Корпус сварной конструк-
ции состоит из вертикальных боковых стенок
и днища, образованного двумя сопряженными
полуцилиндрами, выполненными из листовой
стали. Внутренняя поверхность корпуса обли-
цована сменными футеровочными листами.
Сверху корпус закрыт пыленепроницаемыми
крышками 4. На них установлена распредели-
тельная битумная труба 2 с тремя распыли-
тельными форсунками. Смеситель снабжен
пылесборником 5, который фланцем соединяет
трубу отсоса запыленного воздуха с вентиля-
тором пылеулавливающего агрегата асфаль-
тосмесительной установки. С обеих сторон в
нижней части корпуса предусмотрена масля-
ная рубашка 1 для обогрева днища смесителя.
На каждом лопастном валу закреплены
12 пар лопастей, расположенных по винтовой
линии. Благодаря этому создается интенсивное
встречное движение смешиваемых материалов
в поперечном направлении и они медленно
перемещаются вдоль корпуса смесителя на
выгрузку. Необходимая продолжительность
смешивания достигается тем, что на двух па-
рах лопастей лопатки повернуты в противопо-
ложном направлении по отношению к осталь-
ным лопаткам. Поэтому лопасти перемещают
смесь в сторону загрузочного устройства, вы-
зывая этим торможение потоков. На выходных
концах валов закреплены винтовые лопасти 7
установленные в подшипниках 6, что улучша-
ет заполнение выгрузного бункера асфальто-
бетонной смесью.
Бункера готовой смеси. Они позволяют
в течение определенного времени обеспечи-
вать непрерывную и равномерную работу ас-
фальтосмесительной установки при отсутствии
транспортных средств, продолжать отгрузку
смеси при поломке агрегатов основного техно-
логического оборудования, снижать продол-
жительность загрузки автосамосвалов и отпус-
кать готовую смесь в количествах, не кратных
замесу, увеличивая на 5... 10 % часовую произ-
водительность установки путем сокращения
операций, связанных с остановкой и пуском
агрегатов.
В течение некоторых периодов времени,
продолжительность которых зависит от произ-
водительности смесителя и вместимости бун-
кера готовой смеси, выдача установкой гото-
вой продукции может намного превышать
номинальную производительность смесителя.
Вместимость бункеров зависит от производи-
тельности установки, его назначения, условий
работы. Выпускают односекционные бункера
для одного вида смеси или многосекционные -
для нескольких видов смеси.
В передвижных асфальтосмесительных
установках повышенной мобильности компо-
новка смесительного агрегата исключает вы-
грузку готовой асфальтобетонной смеси непо-
средственно из смесителя в кузов автосамо-
свала, смесь подается в бункер, который кон-
сольно прикреплен к смесительному агрегату.
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 305
Двухсекционный бункер 9 готовой смеси
со скиповым подъемником передвижной ас-
фальтосмесительной установки повышенной
мобильности сварной конструкции крепится
на верхнем поясе рамы нижнего блока смеси-
тельного агрегата (рис. 3.2.41). Верхние стенки
присоединены к нижней части бункера шар-
нирно и образуют загрузочную горловину.
Такое крепление позволяет складывать стенки
при транспортировании. В нижней части бун-
кера предусмотрены две выгрузные горлови-
ны, перекрытые секторными затворами с при-
водом от пневмоцилиндров. Для обогрева бун-
кера на боковых стенках выполнены полости,
в которых установлены электронагреватели.
Асфальтобетонную смесь из смесителя
корпусу жестко, переднюю - с помощью шар-
нира, способствующего повороту оси в плос-
кости, перпендикулярной продольной оси ски-
па. Это позволяет равномерно распределять
нагрузки на ролики при движении скипа. На
корпусе установлены обводные блоки 1 для
запасовки канатов 5. Скип перемещается по
направляющим подскипового пути, который
состоит из двух швеллеров, жестко соединен-
ных листом. Нижняя 3 и верхняя 8 части под-
скипового пути шарнирно соединены со сред-
ней частью 72. В транспортном положении
подскиповый путь складывается.
В стационарных асфальтосмесительных
установках бункера готовой смеси выполняют
в виде самостоятельных агрегатов, располо-
выгружают в скип 2, который представляет женных рядом со смесительными агрегатами,
ковшовую тележку, предназначенную для Такая компоновка позволяет загружать авто-
приема смеси и транспортирования ее в бун- самосвалы смесью непосредственно из смеси-
кер. Скип состоит из корпуса и двух осей, теля или через бункер.
Рис. 3.2.41. Двухсекционный бункер готовой смеси передвижной
асфальтосмесительной установки повышенной мобильности:
1 - обводной блок; 2 - скип; 3, 8,12 - нижняя, верхняя и средняя части подскипового пути;
4,6,7- неподвижные блоки; 5 - канат; 9 - бункер; 10 - электродвигатель; 11 - муфта
306
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
В бункера готовой смеси стационарной
асфальтосмесительной установки входят две
теплоизолированные неподвижные емкости 6
и 9, одна подвижная 75, эстакада 13, скип 16,
две лебедки 18 и 7, лоток 77 (рис. 3.2.42).
В двух емкостях 6, 9 прямоугольного по-
перечного сечения хранят асфальтобетонную
смесь. Нижние части емкостей выполнены в
виде пирамидальных выгрузочных воронок,
выпускные отверстия которых перекрываются
затворами 19 и 27, снабженными электропо-
догревом. Управление затворами каждой ем-
кости - кнопочное с помощью пневмоцилинд-
ров 20, 22 и производится водителем транс-
портного средства при загрузке. Загрузочные
горловины емкостей закрыты подвижными
крышками. Количество смеси в каждой емко-
сти контролируют с помощью сигнализаторов
уровня 2 и 7.
Готовую асфальтобетонную смесь из
смесителя выгружают через подвижную ем-
кость в скип 16, который представляет собой
бункерную тележку. Нагруженный скип пере-
мещают по направляющим швеллерам эстака-
ды с помощью лебедки 7. Тяговый канат 72
лебедки огибает неподвижный блок 3, связан-
ный с эстакадой, и крепится к скипу. При на-
езде на поднятые упоры 5 и 8 его затвор от-
крывается и смесь выгружается в емкость че-
рез открытую горловину. В случае ослабления
натяжения или обрыва каната аварийный ро-
лик 4 нажимает на конечный выключатель,
который разрывает электрическую цепь пита-
ния электродвигателя лебедки подъема скипа.
В лоток выгружают бракованную смесь
или смесь, приготовленную по специальному
рецепту. Над лотком затвор скипа открывается
подвижным упором 10, поднятым с помощью
пневмоцилиндра.
Для выгрузки смеси непосредственно в
транспортные средства скип перемещают
вверх и крепят. Нижнюю часть эстакады под-
нимают с помощью ручной лебедки 18, а ем-
кость 75 отводят по направляющим 14 в сто-
рону эстакады. Конечный выключатель 7 7
исключает возможность пуска лебедки приво-
да скипа.
Бункера готовой смеси оснащены систе-
мой опрыскивания. С ее помощью на внутрен-
ние поверхности скипа или кузова транспорт-
ного средства наносят тонкий слой солярового
масла или дизельного топлива, чтобы предот-
вратить налипание на поверхности асфальто-
бетонной смеси.
Дизельное топливо заливают в расход-
ный бак через сетчатый фильтр. Шестеренный
насос нагнетает топливо в гидролинию опры-
скивания. Топливо поступает из бака через
кран и фильтр в пистолеты-распылители, под-
вешенные на конечных выключателях опор
бункера готовой смеси и смесительного агре-
гата. При снятии пистолета-распылителя с опоры
срабатывает конечный выключатель, включая
электродвигатель привода насоса. Для опрыски-
вания пистолет-распылитель направляют на
Рис. 3.2.42. Бункера готовой смеси стационарной асфальтосмесительной установки
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 307
внутреннюю поверхность кузова или скипа и
нажимают на кнопку. Предохранительный кла-
пан поддерживает давление в гидролиниях сис-
темы опрыскивания в пределах 0,25...0,4 МПа.
Требуемое давление создается путем регули-
рования клапана. При увеличении давления в
системе выше допускаемого клапан перепус-
кает часть потока топлива обратно в бак. За дав-
лением в системе наблюдают по манометру.
Работой бункеров готовой смеси управ-
ляют с центрального пульта асфальтосмеси-
тельной установки из кабины управления.
Дистанционное управление сблокировано с
автоматической системой. Независимо от ре-
жима приготовления смеси загрузка, подъем,
остановка и разгрузка скипа происходят авто-
матически. Схема управления обеспечивает с
помощью переключателя на пульте разгрузку
асфальтобетонной смеси в три адреса: в лоток
промежуточной выгрузки, в первую или во
вторую по ходу емкость. Выбрать адрес раз-
грузки скипа можно только тогда, когда скип
находится внизу под загрузкой. При этом под-
нимается соответствующий подвижный упор
на эстакаде подъемника и скип, дойдя до него,
останавливается над требуемой емкостью для
разгрузки.
Работой скипового подъемника управля-
ют с помощью микровыключателей командо-
аппарата, конечных выключателей подвижных
упоров, реле времени и указателей уровня.
С помощью реле времени задают время раз-
грузки скипа (6... 15 с), после чего он автома-
тически возвращается вниз под подвижную
емкость. Подъем скипа возможен только при
закрытом затворе подвижной емкости и от-
крытом затворе смесителя.
Указатели уровня срабатывают при дос-
тижении готовой смесью верхнего уровня в
емкостях. После заполнения первой емкости
подвижный упор над ней опускается, пропус-
кая скип ко второй емкости. Когда обе емкости
заполнятся, подается сигнал на прекращение
дозирования составляющих в смесительном
агрегате. Оставшиеся замесы (один в скипе, а
другой в смесителе) направляют по одному в
каждую емкость. Указатели уровня установле-
ны так, чтобы в емкостях оставалось место для
одного замеса. Если обрывается канат или
уменьшается его натяжение, а также в случае
аварийного перебега скипа электродвигатель
лебедки автоматически отключается.
Выгрузка готовой смеси из емкостей в
автотранспорт - раздельная. Местное управле-
ние затворами обеих емкостей осуществляется
кнопками, размещенными непосредственно у
емкостей и позволяющими водителю транс-
портного средства самостоятельно загружать
готовую смесь.
Передвижные емкости. На асфальтобе-
тонных заводах и битумных базах для хране-
ния, поддержания температуры и выдачи би-
тума применяют передвижные емкости в виде
большегрузных цистерн с паровым, электриче-
ским, жидкостным или огневым обогревом.
Битумная цистерна с паровым обогре-
вом имеет обечайку 9 (рис. 3.2.43), покрытую
слоем теплоизоляции. Битум в цистерне обог-
ревают паром, подаваемым под давлением
0,8 МПа через трубчатые теплообменники 77,
состоящие из четырех секций, изготовленных
из бесшовных труб.
Битум загружают в цистерну через гор-
ловину, закрытую защитной решеткой 8 и
крышкой 6. Если цистерны установлены на
асфальтобетонном заводе, на котором имеется
битумохранилище, то подающий битумопро-
вод от хранилища подсоединяют к патрубку 4.
Разогретый битум отводят из цистерны по
трубопроводам 2, 73 через фильтры 72. Трех-
ходовой кран 7 позволяет забирать битум из
верхней или нижней трубы (при малом его
количестве).
Уровень битума в цистерне контролиру-
ют поплавковым указателем 5, выполненным в
виде полого цилиндра, связанного рычажной
системой с противовесом-стрелкой. Темпера-
туру битума контролируют термометром 3,
установленным на торцовой стенке цистерны.
Для монтажа цистерны предусмотрены
четыре опоры 10. Сбоку к цистерне крепят
лестницу с площадкой и ограждением 7 для
обслуживания цистерны.
Битумная цистерна с электрическим
обогревом состоит из обечайки, сваренной из
листов углеродистой стали и усиленной поя-
сами жесткости (рис. 3.2.44). Плоские днища с
внутренней стороны имеют по восемь ребер
жесткости, расположенных радиально. Рама
10, на которой установлена цистерна, сварена
из швеллеров и уголков. К передним двум
опорам 77 цистерну крепят болтами, а к зад-
ним - поясами 9, допускающими ее линейное
расширение при нагреве.
Теплоизоляция 73 цистерны состоит из
минераловатных прошивных матов с наруж-
ным защитным слоем из листовой стали, вы-
полненных в виде отдельных блоков,
308
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 309
закрепленных между собой винтами. Внутри
цистерны на всасывающем патрубке установлен
фильтр 72, а для контроля уровня битума -
поплавок 7, прикрепленный штоком в горло-
вине 6 на валике сельсина-задатчика, который
при перемещении поплавка, вращаясь, непре-
рывно подает сигнал на пульт управления об
уровне битума в цистерне.
На переднем днище цистерны закрепле-
ны шесть трубчатых электронагревателей 14,
ртутный термометр для визуального контроля
температуры битума и термопреобразователь 16
для включения трубчатых электронагревателей
и контроля температуры битума на пульте
управления. Температура битума поддержива-
ется автоматически путем периодического
включения электронагревателей. На заднем
днище цистерны имеется люк с крышкой 8,
через который осматривают и очищают
цистерну.
Спереди цистерны на раме установлена
насосная установка, состоящая из шестеренно-
го перекачивающего насоса с приводом от
электродвигателя 2 через клиноременную пе-
редачу 7, проходного 75 и трехходового 3 би-
тумных кранов. Рядом с крышкой горловины
установлен блокирующий кран 4. С левой сто-
роны цистерны установлена лестница для
подъема на площадку обслуживания, ограж-
денную перилами 5.
При загрузке цистерны из битумохрани-
лища или других емкостей, оборудованных
насосными установками, подающий битумо-
провод подсоединяют к свободному фланцу
верхнего блокирующего крана 4. Этот же кран
используют для возврата излишков при подаче
битума из цистерны в нагреватель или дозатор
асфальтосмесительной установки.
Битум из емкостей, не оборудованных
насосными установками, перекачивают с по-
мощью насоса цистерны. При этом открывают
трехходовой кран 3, а проходной кран 75 за-
крывают. Потребителю битум выдается с по-
мощью насоса цистерны через краны 75 и 3.
Для ускорения разогрева остывшего битума
предусмотрена его циркуляция при открытах
кранах 7 5, 3 и работающем насосе.
Битумная цистерна повышенной мо-
бильности с жидкостным обогревом имеет
встроенную топку 77 с наружной рубашкой 7
(рис. 3.2.45). Внутреннее пространство топки
разделено теплообменником 9 на две полости:
нижнюю 10 и верхнюю 3.
Топливная система, включающая фор-
сунку 7 и воздуходувку, может работать на
жидком и газообразном топливе. Образую-
щиеся от сгорания топлива горячие газы пере-
мещаются через нижнюю и верхнюю полости
топки и, обтекая теплообменник, нагревают
циркулирующий в нем жидкий теплоноситель.
Отработавшие газы удаляются через дымовую
трубу 2, а теплоноситель, проходя через ру-
башку топки, нагревается до рабочей темпера-
туры и насосом 72 по трубопроводам 8 на-
правляется в трубчатые теплообменники 4 и 5,
расположенные в отсеках для битума. Из теп-
лообменников 4 и 5 теплоноситель возвраща-
ется в рубашку топки. Бак 6 предназначен для
компенсации тепловых расширений теплоно-
сителя, подпитки и заливки системы.
Рис. 3.2.45. Битумная цистерна повышенной мобильности с жидкостным обогревом
310
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Цистерна оборудована автоматической
аппаратурой, контролирующей температуру
битума и жидкого теплоносителя, а также уст-
ройствами, прекращающими подачу топлива в
форсунку при остановке насоса. Цистерна вы-
полнена так, что можно легко производить
демонтаж и монтаж теплообменников.
Нагреватели жидкого теплоносителя.
В качестве жидкого теплоносителя в асфаль-
тосмесительных установках применяют мине-
ральное индустриальное масло И-20А, которое
можно нагревать до температуры 180 °C.
Асфальтосмесительные установки ком-
плектуют нагревателями жидкого теплоноси-
теля общего назначения, выполненными в виде
отдельных агрегатов и предназначенными для
обогрева битумных цистерн и топливных ба-
ков, элементов битумного оборудования уста-
новок, битумо- и мазутопроводов. При этом
используют огневой или электрический нагрев
жидкого теплоносителя.
Огневой нагреватель жидкого теплоно-
сителя (рис. 3.2.46) состоит из котла 9, топ-
ливной системы, насоса 10 для перекачки теп-
лоносителя, расширительного бака 6, пульта
управления, арматуры и трубопроводов. Все
элементы нагревателя смонтированы на одной
опорной раме 77, что позволяет транспортиро-
вать его без демонтажа (за исключением ды-
мовой трубы 8).
Котел состоит из плотно навитых внутрен-
него 4 и наружного 5 змеевиков, соединенных
последовательно. Нижняя внутренняя полость
змеевиков служит камерой сгорания 72, две
другие являются конвективными ходами ды-
мовых газов. Образующиеся при сгорании
топлива в камере сгорания горячие газы триж-
ды обтекают элементы змеевиков и нагревают
до рабочей температуры циркулирующий по
змеевикам жидкий теплоноситель.
Внутренний змеевик крепят на крюках-
подвесках к наружному змеевику через на-
кладку-стяжку. В горизонтальной плоскости
змеевика также предусмотрены накладки-
стяжки, которые приварены к змеевику в шах-
матном порядке через пять-шесть витков, что
обеспечивает расширение змеевиков при на-
греве.
Котел закрыт двумя кожухами, обра-
зующими полость, через которую засасывается
и подается в подогретом состоянии в камеру
сгорания вторичный воздух, предназначенный
для сжигания топлива.
Топливная система нагревателя состоит
из автоматической форсунки 3, работающей на
дизельном топливе, топливного бака 2, фильт-
ра-отстойника и топливопроводов. В корпусе
форсунки смонтированы топливный насос и
вентилятор, приводимые в движение от одного
электродвигателя. Вторичный воздух подается
в котел вентилятором 7. Количество воздуха
регулируют, открывая или закрывая воздуш-
ные каналы в корпусе форсунки. Поступающее
Рис. 3.2.46. Огневой нагреватель жидкого теплоносителя
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ зц
в топку 13 топливо зажигается искрой от
трансформатора, входящего в комплект обору-
дования форсунки, которая снабжена автома-
тическим запорным клапаном, прекращающим
подачу топлива в топку после ее остановки.
Нагреватель с подсоединенными систе-
мами обогрева битумных коммуникаций ас-
фальтосмесительной установки заполняется
путем прокачивания теплоносителя из транс-
портной емкости шестеренным насосом 10 до
нижней отметки уровня в расширительном
баке 6. Бак предназначен для компенсации
температурных расширений теплоносителя, а
также подпитки системы в случае его утечки.
Бак устанавливают на самой высокой точке
системы циркуляции жидкого теплоносителя.
Воздушная полость бака соединена с атмосфе-
рой через воздухоосушитель 7 для защиты
теплоносителя от попадания в него влаги из
воздуха.
Схема автоматики позволяет контроли-
ровать температуру и давление теплоносителя
на входе в котел и на выходе из него, уровень
теплоносителя в баке 6. При отклонении вы-
ходных параметров от заданных или в случае,
когда перестает гореть пламя, отключается
подача топлива и подается световой сигнал на
пульт управления.
В электрическом нагревателе жидкий
теплоноситель нагревают до рабочей температу-
ры в теплоизолированном баке 10 с помощью
трубчатых электронагревателей 9 (рис. 3.2.47).
Температуру теплоносителя контролируют
термометром 3 и терморегулирующим устрой-
ством 4, которое автоматически включает и
отключает электронагреватели для поддержа-
ния температуры теплоносителя в заданном
диапазоне.
В напорный трубопровод 7 системы
обогрева теплоноситель из бака подается шес-
теренным насосом 5. Отработавший теплоно-
ситель возвращается в бак по сливному трубо-
проводу 8. Давление контролируют маномет-
ром 6. При возрастании давления в системе
обогрева свыше 0,5 МПа насос немедленно
отключается. Электронагреватели включаются
только при включенном насосе, обеспечиваю-
щем циркуляцию теплоносителя в системе
обогрева.
Расширительный бак 1 с воздухоосуши-
телем 2 размещены на площадке смесительно-
го блока асфальтосмесительной установки.
Передвижные бетоносмесительные ус-
тановки. Они предназначены для приготовле-
ния цементобетонной смеси вблизи места ук-
ладки дорожных покрытий в количестве, необ-
ходимом для бесперебойной работы транспор-
тирующих и бетоноукладочных машин. Кон-
структивное исполнение агрегатов передвиж-
ной установки позволяет быстро транспорти-
ровать оборудование с объекта на объект. Не-
зависимо от мощности завода оборудование
демонтируют в течение двух - четырех рабо-
чих смен.
По мощности передвижные бетоносме-
сительные установки подразделяют на сле-
дующие четыре типа: малой мощности - про-
изводительностью 30...40 м3/ч; средней мощ-
ности - производительностью 60...75 м3/ч;
Рис. 3.2.47. Схема электрического нагревателя жидкого теплоносителя
312
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
большой мощности - производительностью
120... 150 м3/ч; сверхмощные - производитель-
ностью 240...300 м3/ч и выше. Передвижные
бетоносмесительные установки состоят из
отдельных блоков, которые транспортируют
автотягачами.
Передвижные бетоносмесительные ус-
тановки непрерывного действия производи-
тельностью 135 и 240 м3/ч предназначены для
приготовления цементобетонных смесей с
осадкой конуса не менее 1...2 см, крупностью
заполнителей до 70 мм при скоростном строи-
тельстве цементобетонных покрытий автомо-
бильных дорог и аэродромов. Они выполнены
по единой конструктивной схеме и отличаются
высокой степенью унификации как по общей
компоновке, так и по основному технологиче-
скому оборудованию.
Установка состоит из блоков (рис. 3.2.48):
3 дозирования песка и щебня, 4 расходного
бункера цемента с дозатором непрерывного
действия, 6 смесительного блока, 7 управления
установкой. Блоки выполнены в виде полу-
прицепов седельного типа на пневмоколесном
ходовом оборудовании. Блоки установки
транспортируют автотягачами. Монтируют
установку одним автомобильным краном гру-
зоподъемностью 25 т или двумя грузоподъем-
ностью 16 т каждый. На металлоконструкциях
блоков смонтировано оборудование, состав-
ляющее единую технологическую линию при-
готовления цементобетонной смеси.
Блок 3 дозирования песка и щебня пред-
назначен для приема, кратковременного
хранения и питания заполнителями бетоносме-
сительной установки. Он состоит из трех рас-
ходных бункеров с подвешенными дозаторами
непрерывного действия. Расходные бункера
загружаются с временных складов бетонного
завода тремя передвижными ленточными кон-
вейерами 1 с приемными бункерами, в кото-
рые составляющие смеси подают фронталь-
ными пневмоколесными погрузчиками 2.
В транспортном положении каждый конвейер
складывается пополам относительно горизон-
тальной оси таким образом, что ведущий бара-
бан с приводом опирается на приемную ворон-
ку; в средней части конвейер крепят к седель-
ному устройству тягача.
Расходные бункера песка и щебня блока
дозирования 3 оборудованы нижним и верх-
ним указателями уровня. При опорожнении
бункера до нижнего уровня автоматически
включается привод конвейера 1, который от-
ключается верхним указателем уровня. Чтобы
предотвратить сводообразование песка, на
стенках расходного бункера установлены виб-
рационные сводообрушители, которые вклю-
чаются одновременно с дозатором песка.
В рабочем положении блок дозирования
песка и щебня опирается на стойки блока рас-
ходного бункера цемента; при транспортиро-
вании блок 3 снимается краном и устанавлива-
ется так, что одной стороной он опирается на
автотягач седельного типа, а второй - на под-
катную тележку.
Рис. 3.2.48. Передвижная бетоносмесительная установка непрерывного действия
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 313
Блок 4 расходного бункера цемента со-
стоит из сварной рамы, на которой размещены
бункер (силос), дозатор непрерывного дейст-
вия, сборный горизонтальный ленточный кон-
вейер 5 и ходовая тележка от полуприцепа
автотягача. В рабочем положении бункер це-
мента установлен вертикально. При транспор-
тировании его поворачивают с помощью крана
относительно шарнира до горизонтального
положения. Дозатор цемента отсоединяется от
силоса и остается подвешенным на металло-
конструкции рамы блока.
Бункер цемента предназначен для прие-
ма, кратковременного хранения, выдачи це-
мента в дозатор и установлен на косоугольной
раме, нижние стойки которой соединены с
рамой блока осями, а верхние прикреплены
болтами. Для устойчивости бункер дополни-
тельно снабжен раздвижными аутригерами. На
его крышке расположены два рукавных
фильтра и верхний указатель уровня. К фланцу
конусной части через воронку и шиберный
затвор подвешен дозатор. Винтовой шиберный
затвор перекрывает поток цемента при ремон-
те дозатора.
Бункер цемента загружают с помощью
сжатого воздуха из автоцементовозов с пнев-
матической разгрузкой или со склада цемента.
Внутри конусной части бункера установлены
семь стабилизаторов истечения материала,
нижний указатель уровня и аэрационный сво-
дообрушитель.
Стабилизатор истечения представляет
полый конус, выполненный из листовой стали,
с отверстиями, шарнирно подвешенный к
кронштейну основанием вниз. К внутренней
поверхности конуса подведен конец трубы;
другой конец этой трубы соединен через об-
ратный клапан с атмосферой. Известно, что
истечению цемента из бункеров препятствует
возникающее в бункере разрежение. Стабили-
затор обеспечивает подвод воздуха в нижнюю
часть бункера. Насыщенный воздухом цемент
стекает по перфорированной поверхности ко-
нуса стабилизатора вниз. Стабилизаторы исте-
чения расположены в нижней части бункера
двумя ярусами в шахматном порядке так, что
рассекают поток цемента и предотвращают
образование сводов.
Указатели уровня цемента позволяют ав-
томатизировать процесс загрузки. Состоит
указатель из корпуса и тормозного гибкого
щупа. В корпусе расположен привод щупа,
состоящий из электродвигателя, микропере-
ключателя, пружины и шариковой муфты для
управления микропереключателем. Корпус с
приводом прикреплен к верхней крышке бун-
кера, а вращающийся щуп расположен внутри
бункера. Работа указателя уровня основана на
задержке материалом вращающихся усиков
щупа, благодаря чему приподнимается чашка
шариковой муфты, которая с помощью пру-
жины управляет микропереключателем. При
освобождении щупа пружина возвращает муф-
ту в исходное положение.
Из бункера цемент подается дозатором
непосредственно на ленту конвейера 5. Запол-
нители из бункеров поступают через дозаторы
на сборный горизонтальный, а затем на на-
клонный конвейер, который подает отдозиро-
ванные составляющие в бетоносмеситель. На-
клонный конвейер закрыт секционным кожу-
хом, предохраняющим сухие составляющие
смеси от атмосферных воздействий. При пере-
воде в транспортное положение он вместе с
кожухом складывается пополам относительно
горизонтальной оси и перевозится седельным
тягачом.
Смесительный блок 6 - гравитационный
бетоносмеситель непрерывного действия с
приемной воронкой, баком для воды, насосом-
дозатором воды, раздаточной тележкой, пове-
рочным дозатором, приводом наклонного лен-
точного конвейера и бетоносмесителя, а также
с ходовой тележкой.
Гравитационный бетоносмеситель не-
прерывного действия состоит из смесительно-
го барабана 3, загрузочной воронки 2, подве-
шенной к балке 1, опорных роликов 5, рамы 4,
разгрузочного лотка 6 и привода (рис. 3.2.49).
Корпус смесителя выполнен цилиндрической
формы. Для качественного смешивания и пе-
ремещения смеси от загрузочного торца к раз-
грузочному к внутренней поверхности бараба-
на крепят плоские лопасти 13, рабочая поверх-
ность которых наплавлена износостойким ма-
териалом.
Внутренняя поверхность барабана обли-
цована износостойкой футеровкой, предохра-
няющей его от преждевременного изнашива-
ния. На внешней поверхности барабана со
стороны загрузки смонтирован на прокладках
опорный бандаж 14. Смесительный барабан име-
ет три точки опоры: две - опорные ролики 5, а
третья - подшипник 9 приводного вала 8. Вал
соединен с барабаном тремя спицами 7, распо-
ложенными под углом 120° одна относительно
другой. Через окна между спицами готовая
314
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.49. Гравитационный бетоносмеситель непрерывного действия
смесь проходит при выгрузке из смесителя.
Чтобы предупредить пыление, предусмотрен
отсос запыленного воздуха из смесителя. Вы-
грузочное пространство бетоносмесителя за-
щищено от распыления бетонной смеси кожу-
хом 12, укрепленным на раме 4.
Смесительный барабан приводится во
вращение от электродвигателя через клиноре-
менную передачу 10 и редуктор И. Его вы-
ходной вал соединен с приводным валом 5
барабана кулачково-дисковой муфтой.
Загрузочная воронка 2 служит для прие-
ма составляющих цементобетонной смеси,
поступающих с наклонного конвейера бетоно-
смесительной установки и из бака для воды.
Система дозирования жидкости состоит
из двух параллельных линий - бака для воды с
постоянным уровнем и насоса-дозатора с дис-
танционным регулированием объемной пода-
чи. Бак для воды обеспечивает постоянный
расход, соответствующий примерно половине
требуемого количества жидкости. Насосом-
дозатором подается недостающая жидкость,
количество которой регулируется в зависимо-
сти от рецептуры смеси.
В рабочем положении бак для воды уста-
новлен вертикально над бетоносмесителем.
При транспортировании по железной дороге и
вдоль трассы строительства бак поворачивают
на шарнирах и укладывают на специальные
стойки, благодаря чему он не превышает
транспортные габариты.
Поверочный дозатор используют для на-
стройки дозаторов непрерывного действия и
их весового контроля. Рама дозатора закрепле-
на на основной раме блока. Во избежание раз-
рушения подвесок при транспортировании
циферблатный указатель отсоединяют от шка-
фа, а весовые рычаги крепят с помощью до-
полнительных стяжек.
Блок управления размещен в вагончике,
разделенном перегородкой на две части, в од-
ной из которых размещены шкафы с силовой и
пускорегулирующей аппаратурой, а в другой -
пульт управления и система автоматического
регулирования.
На пульте управления сосредоточены
приборы, световая сигнализация, ключи и
кнопки управления, а также мнемоническая
схема системы управления, оборудованная
цветными сигнальными лампочками. Мнемо-
ническая схема показывает наличие материала
в расходных бункерах, его прохождение по
технологической цепочке, выполнение опера-
ций отдельными механизмами, положение
раздаточного конвейера. С пульта управления
машинист может контролировать работу всех
механизмов установки и определять неполад-
ки. Вагончик блока управления оснащен ко-
лесным ходовым устройством и может быть
перемещен грузовым автомобилем.
В передвижной бетоносмесителъной ус-
тановке непрерывного действия песок и ще-
бень с открытых площадок подаются погруз-
чиками в приемные бункера 29 загрузочных
конвейеров 1, которыми транспортируются в
расходные бункера 2 блока дозирования
(рис. 3.2.50). Из расходных бункеров материал
поступает на ленты автоматических дозаторов 27
непрерывного действия, а затем на сборный
конвейер 28, с которого перебрасывается на
наклонный конвейер 25. Цемент поступает в
расходный силос 4 из мобильного склада це-
мента с помощью пневмонагнетательной систе-
мы. На силосе установлены указатель уровня 5 и
фильтр 6. В конической части силоса располо-
жены стабилизаторы истечения цемента 3. Из
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ АСФАЛЬТО- И ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ 315
Рис. 3.2.50. Технологическая схема передвижной бетоносмесительной установки непрерывного действия
силоса цемент поступает в дозатор 26 и далее,
одновременно с заполнителями, на наклонный
конвейер, который направляет частично пере-
мешанные сухие составляющие цементобе-
тонной смеси в распределитель 8, соединен-
ный одним рукавом с приемной воронкой 24, а
другим - с поверочным дозатором 7. Из при-
емной воронки материал направляется в бето-
носмеситель 15, привод 16 которого состоит из
редуктора и электродвигателя.
Приготовленный в необходимой концен-
трации раствор с пластифицирующими и воз-
духововлекающими добавками со склада бе-
тонного завода подается в цистерну 22, осна-
щенную указателем уровня 21 и преобразова-
телем 20 плотности раствора. Раствор в цис-
терне перемешивается лопастным смесителем
с приводом 19. Раствор воды с добавками из
цистерн 22 центробежным насосом 23 подает-
ся в расходный бак 11, в котором поддержива-
ется постоянный уровень благодаря свободно-
му сливу избытка раствора обратно в цистер-
ну. Из расходного бака, пройдя через отвер-
стие регулирующего крана 12, дифференци-
альный манометр 10 и запорный клапан 9,
определенное количество раствора поступает
одновременно с сухими составляющими в
приемную воронку бетоносмесителя. Расход-
ный бак соединен трубопроводом через вен-
тель 73 с насосом-дозатором 14, регулирую-
щим подачу раствора.
В бетоносмесителе составляющие цемен-
тобетонной смеси перемешиваются и одно-
временно перемещаются к выходному отвер-
стию, из которого готовая смесь через распре-
делительное устройство 18 раздаточного кон-
вейера поступает в автотранспорт по ленте
конвейера или непосредственно через воронку.
Конвейер перемещается с помощью пневмо-
цилиндра 77. Управление приготовлением
цементобетонной смеси автоматизировано.
Готовая смесь выдается в автомобильный
транспорт машинистом с центрального пульта,
расположенного в блоке управления.
Передвижная бетоносмесительная ус-
тановка периодического действия состоит из
пяти блоков, смонтированных на пневмоко-
лесных тележках (рис. 3.2.51). Первый блок -
трехсекционный расходный бункер 6 для за-
полнителей. Выпускные отверстия секций
бункера перекрыты секторными затворами с
электропневматическим управлением. Секции
расходного бункера заполняются тремя пере-
движными ленточными конвейерами. Ленточ-
ные конвейеры пускаются и останавливаются
по сигналу указателей уровня, размещенных в
секциях расходного бункера. В рабочем поло-
жении расходный бункер заполнителей уста-
навливают краном на базовый блок и крепят
болтами.
Базовый блок бетоносмесительной уста-
новки включает автоматический весовой дозатор
316
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.51. Передвижная бетоносмесительная установка периодического действия
7 цикличного действия для дозирования песка
и щебня, наклонный ленточный конвейер 5 с
шириной ленты 1200 мм для подачи заполни-
телей в бетоносмеситель, расходный бак 10
для воды, емкость 4 для жидких добавок, ком-
прессор 9, водяной насос 11 и циферблатные
указатели 8 и 12 дозаторов цемента и заполни-
телей.
Третий блок состоит из силоса 2 цемента,
весового цикличного дозатора 3 цемента и
узла загрузки бетоносмесителя. Силос цемента
оснащен пневматической системой загрузки из
автоцементовозов. При монтаже оборудования
третий блок поднимают в вертикальное поло-
жение и крепят болтами к базовому блоку ус-
тановки.
Смесительный блок состоит из циклич-
ного гравитационного бетоносмесителя 1 с
приводом и гидроцилиндрами наклона смеси-
тельного барабана, который установлен на
раме двухосного полуприцепа. В рабочем по-
ложении полуприцеп устанавливают на опор-
ную раму и крепят болтами.
Бетоносмесительная установка оснащена
передвижным блоком управления, в котором
установлены силовая панель и центральный
пульт. Управление установкой полностью ав-
томатизировано.
Производительность бетоносмеситель-
ных установок со смесителем периодического
действия, м3/ч,
77ц = Ки/1000,
где V - объем готового замеса, л; п =
= 3600/(/i + (г + 6) - число замесов за 1 ч
работы; здесь t\ - время загрузки; при загрузке
из бункеров время загрузки t\ = 10... 15 с;
tz = 30... 120 с - время перемешивания; /3 -
время разгрузки; для различных смесителей
Г3 = 1О...ЗО с.
Производительность бетоносмеситель-
ных установок непрерывного действия 77н
(м3/ч) равна произведению площади попереч-
ного сечения материала в смесительном бара-
бане F (м2) на скорость осевого перемещения
смеси v (м/с):
77н = 3600FV.
МАШИНЫ ДЛЯ УСТРОЙСТВА ДОРОЖНЫХ ПОКРЫТИЙ
317
3.2.3. МАШИНЫ ДЛЯ УСТРОЙСТВА
ДОРОЖНЫХ ПОКРЫТИЙ
Машины для строительства цементо-
бетонных покрытий. Для строительства це-
ментобетонных покрытий в основном исполь-
зуют машины двух типов: с колесно-рельсо-
вым ходовым устройством с рельс-формами и
с гусеничным ходовым устройством со сколь-
зящими формами. Последние получили наи-
большее распространение и выпускаются в
двух видах: большой производительности для
магистральных дорог и взлетно-посадочных
полос и малой производительности для дорог
местного значения.
Наиболее эффективное скоростное строи-
тельство цементобетонных покрытий осущест-
вляется автоматизированным комплексом ма-
шин со скользящими формами. В комплекс
машин входит группа основных машин и до-
полнительное технологическое оборудование.
Основной группой машин комплекса являются
(рис. 3.2.52): профилировщик основания, рас-
пределитель бетона, бетоноукладчик со сколь-
зящими формами, бетоноотделочная машина и
распределитель пленкообразующих материа-
лов. В дополнительное оборудование входят
конвейер-перегружатель, тележка для арма-
турной сетки, вибропогружатель арматурной
сетки, нарезчики продольных и поперечных
швов, заливщик швов, трейлеры для транспор-
тирования машин комплекса.
Профилировщик дорожных оснований
предназначен для разработки корыта в целин-
ном грунте и профилирования его дна, а также
для окончательного профилирования и уплот-
нения песчаного основания или основания из
грунта, укрепленного вяжущим материалом.
Он оснащен профилирующим и уплотняющим
рабочими органами.
По типу рабочего органа профилировщи-
ки бывают ножевыми и фрезерными. Ножевые
профилировщики снабжены уплотняющим
вибробрусом. Рабочий орган - отвал с профи-
лирующим ножом - окончательно профилиру-
ет основание, срезая излишки грунта и частич-
но его перераспределяя. Механизмом подъема
и опускания отвала регулируют величину за-
глубления. Фрезерный рабочий орган машины
представляет собой отвал с закрепленными на
нем фрезой для профилирования укрепленных
грунтов или шнеком для профилирования пес-
чаных оснований. Сменные резцы фрезы с
пластинками из твердого сплава расположены
по винтовой линии. Конвейер удаляет срезан-
ный материал за пределы основания.
Фрезу и отвал можно настраивать на
плоский и двухскатный поперечные профили
основания. Уплотнение подстилающего песча-
ного основания осуществляется вибробрусом.
Профилировщик основания, показанный
на рис. 3.2.52, а, имеет унифицированное са-
моходное четырехгусеничное базовое шасси с
автоматической следящей системой управле-
ния рабочими органами по заданному курсу и
профилю. Основная рама 7 представляет собой
сварную конструкцию коробчатого сечения.
Установленные соосно две фрезы-шнека 8
предназначены для первоночального фрезеро-
вания, рыхления и распределения грунта осно-
вания по ширине обрабатываемой полосы.
Шнеки 11 удаляют излишки грунта на обочину
дороги или ленту конвейера-перегружателя, а
также распределяют материал по ширине ос-
нования. Фреза и шнек имеют свой независи-
мый и взаимозаменяемый привод.
Бетонораспределителъ принимает смесь
из автосамосвала или автобетоносмесителя и
распределяет ее по дорожному основанию
слоем заданной толщины. Бетонораспредели-
тели непрерывного действия распределяют
смесь, поступающую на основание строящейся
дороги. Они имеют высокую производитель-
ность и требуют четкой организации работ по
доставке смеси к месту ее укладки. Распреде-
лители периодического действия работают
циклично. Новая порция бетона распределяет-
ся по основанию после распределения преды-
дущей порции и передвижения машины на
новую позицию.
По конструкции рабочих органов распре-
делители бывают бункерными, шнековыми,
лопастными, ковшовыми. Бункерные распре-
делители относятся к машинам периодическо-
го действия, остальные - к машинам непре-
рывного действия.
Смесь, выгружаемая распределителем на
дорожное основание, равномерно распределя-
ется в поперечном направлении шнеком, лопа-
стью или ковшом, а предварительно разравни-
вается отвалом. Окончательное профилирова-
ние покрытия осуществляется профилирую-
щими заслонками, которые можно устанавли-
вать на одно- или двухскатный поперечный
профиль покрытия.
Распределитель бетона, показанный на
рис. 3.2.52, б, предназначен для приема бетон-
ной смеси с обочины из самосвалов и распре-
318
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.52. Машины автоматизированного ком плес а для скоростного
строительства цементобетонных покрытий:
а - профилировщик основания; б - распределитель (перегружатель) бетона; в - бетоноукладчик;
7 - кронштейн рамы; 2 - вилка гусеничной тележки; 3 - гусеничная тележка; 4 - силовая установка;
5 - пульт управления; б - рулевой гидроцилиндр; 7 - основная рама; 8 - фреза-шнек; 9 - привод фрезы-шнека;
10 - отвал фрезы-шнека; 77 - шнек; 12 - привод шнека; 13 - отвал шнека; 14 - приемный бункер;
75 - рама транспортера; 16 - блок выдвижного транспортера; 17- генератор привода глубинных вибраторов;
18 - бак для воды; 19 - скользящие формы (боковая опалубка); 20 - рама рабочих органов
МАШИНЫ ДЛЯ УСТРОЙСТВА ДОРОЖНЫХ ПОКРЫТИЙ
319
деления ее по ширине основания. Снизу к ос-
новной раме прикреплены фреза-шнек и отвал.
Конструкция рабочих органов позволяет регу-
лировать положение их краев и середины с
помощью трех гидроцилиндров для получения
одно- и двухскатного профилей покрытия.
Машина оснащена выдвижным конвейером.
Бетоноотделочная машина разравнивет,
профилирует, уплотняет и окончательно отде-
лывает (выглаживает и затирает) повехности
покрытия. Машина такого типа следует за
бетонораспределителем. Она имеет разравни-
вающий, уплотняющий и выглаживающий
органы. Разравнивающий орган - это лопаст-
ный вал, шнек или вибробрус. Для уплотнения
бетонной смеси применяют вибрационный или
трамбующий брусы. Выравнивание и выгла-
живание поверхности бетонного слоя произво-
дятся выглаживающей лентой или брусом,
совершающим качательные движения в гори-
зонтальной плоскости, а также выглаживаю-
щими плитами с вертикальными колебаниями.
Бетоноотделочные машины могут иметь: один
рабочий орган - вибрационный или трамбую-
щий брус; два рабочих органа - уплотняющий
и выглаживающий брусья; три рабочих органа -
разравнивающий, уплотняющий и выглажи-
вающий брусья; четыре рабочих органа - виб-
рационный, трамбующий и разравнивающий
брусья, а также выглаживающую ленту. Тех-
нологическая операция выполняется сразу
несколькими рабочими органами: уплотнение -
вибрационным и трамбующим брусьям, а от-
делка поверхности - разравнивающим брусом
и выглаживающей лентой. Тенденцией разви-
тия этих машин является переход к универ-
сальным рабочим органам, выполняющим
несколько операций.
Бетоноукладчик комплекса, показанный
на рис. 3.2.52, в, служит для разравнивания,
профилирования, уплотнения и отделки бе-
тонной смеси. На основной раме машины за-
креплены шнек 1, отвал шнека 2, глубинные
вибраторы 3, вибробрус-дозатор 4, первый 5 и
второй 6 качающиеся отделочные брусья, пла-
вающая выглаживающая плита 7 и боковые
скользящие формы (рис. 3.2.53). Шнек 1 пред-
назначен для распределения смеси и состоит
из двух независимых частей, имеющих боко-
вой гидравлический привод. Отвал шнека име-
ет плоскую форму и служит для создания под-
пора смеси в шнеке, глубинные вибраторы 3
обеспечивают равномерную плотность смеси
по всей толщине слоя (рис. 3.2.54). Вибраторы
со встроенными асинхронными электродвига-
телями закрепляют на У-образных пружинных
рычагах к состоящей из двух частей трубе,
которая поворачивается вокруг оси горизон-
тальным гидроцилиндром. Частота вибрации
глубинных вибраторов 180 Гц.
Вибробрус-дозатор 4 вторично распреде-
ляет и выравнивает смесь после ее проработки
глубинными вибраторами.
Два качающихся бруса предназначены
для придания покрытию требуемого профиля и
отделки поверхности. Брусья состоят из двух
частей коробчатого сечения. Возвратно-посту-
пательное движение брусьев в поперечном
направлении относительно укладываемого
покрытия осуществляется четырьмя гидромо-
торами. Окончательная отделка поверхности
производится плавающей плитой 7, состоящей
из двух частей. Боковые скользящие формы
формируют боковые поверхности бетонного
покрытия.
Рис. 3.2.53. Схема сил, действующих на рабочие органы бетоноукладчика
320
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Рис. 3.2.54. Схема уплотняющего рабочего органа с поверхностным (а) и глубинным (б) вибратором:
1 - дозирующая заслонка; 2 - вибробрус; 3 - глубинный вибратор; 4 - профилирующая заслонка
Рис. 3.2.55. Схема автоматического контроля положения базового шасси:
1 - стойка-стержень; 2 - поперечная штанга; 3 - датчик уровни с копиром;
4 - нивелирная рейка (репер); 5 - рама планировщика
Бетоноотделочная машина, предназна-
ченная для окончательной отделки поверхно-
сти покрытия и придания ей требуемой тек-
стуры бетона, - многопроходная и смонтиро-
вана на четырехколесном базовом шасси. Сни-
зу к раме на вертикальной поворотной и подъ-
емной цапфе подвешены две дюралевые тру-
бы. Над ними установлены два трубопровода с
запираемыми соплами для смачивания труб.
Трубы перекрывают одна другую и передают
на бетон только свой вес. Сзади к раме крон-
штейнами прикреплено тканевое полотно,
которое орошается водой и передвигается по
поверхности цементобетонного слоя.
Распределитель пленкообразующих ма-
териалов служит для нанесения материалов и
создания на покрытии шероховатой поверхно-
сти. Машина выполнена однопроходной на
самоходном четырехопорном колесном базо-
вом шасси. К основной раме прикреплены две
поперечные траверсы, по которым перемеща-
ется относительно покрытия щетка, создающая
шероховатость поверхности покрытия. К пе-
редней части рамы подвешен барабан для
пленки. Сзади к раме подвешены распредели-
тельная труба для распределения жидких
пленкообразующих материалов и два вынос-
ных сопла для обработки боковых поверхно-
стей покрытия.
Конструктивная особенность комплекса
машин - применение базового самоходного
унифицированного четырехопорного гусенич-
ного шасси и максимальная унификация узлов
привода рабочих органов, гидро- и электро-
оборудования, аппаратуры автоматики и сило-
вых установок. Схема автоматического кон-
троля базового шасси показана на рис. 3.2.55.
Расчет основных параметров рабочих
органов машин для строительства цементо-
бетонных покрытий. Профилировщик с фре-
зерным рабочим органом преодолевает силы
сопротивления (см. рис. 3.2.3): W\ - переме-
щению машины; Wz - резанию грунта фрезой;
- перемещению призмы материала перед
отвалом; W4 - от преодоления сил инерции
машины.
Силы сопротивления и инерции во время
трогания с места определяют, как рассмотрено
выше.
Сила сопротивления резанию грунта
фрезой, кН,
W2 = kfSbzn>
где Лр = 0,7...2,5 - удельное сопротивление
фрезерованию грунта, Па; 5 - толщина срезае-
мой стружки, м; Ь - ширина лопасти, м;
МАШИНЫ ДЛЯ УСТРОЙСТВА ДОРОЖНЫХ ПОКРЫТИЙ
321
гл = za/360 - число лопастей, одновременно
участвующих в процессе фрезерования; z -
число лопастей на роторе: а = arctg (А/г) -
угол контакта лопасти с материалом, °; г -
радиус ротора, м; h - толщина срезаемого
слоя, м.
Сила сопротивления перемещению приз-
мы, кН,
W3 =
где Wnp - масса призмы материала перед отва-
лом, кг; f - коэффициент трения материала
основания.
Возможность передвижения профили-
ровщика массой тпр без пробуксовки следует
проверить по выражению:
Wnpg<Pcu >
где фсц - коэффициент сцепления гусениц с
основанием; + И^гр + Р + Из + Ид;
Иггр = H^Vh/Vq - горизонтальная составляю-
щая резания грунтов; vn - поступательная ско-
рость машины, м/с; v0 - окружная скорость
ротора, м/с; И^гр ~ имеет знак "+" при резании
материала снизу вверх и знак при резании
сверху вниз.
Мощность двигателя, установленного на
профилировщике, кВт,
ДГЕ = М+ЛГ2 + #3.
Мощность, расходуемая на резание мате-
риала основания лопастями фрезы,
Ni = 10~3kpbshzn,
где z - число лопастей на роторе; п - частота
вращения фрезы, с"1.
Мощность, расходуемая на отбрасывание
грунта,
N2=10-3mv2okm6/2,
где т - Ымор - масса грунта, отбрасываемого
фрезой за 1 с, кг; р - плотность материала ос-
нования, кг/м3; v0 - окружная скорость на кон-
цах резцов фрезы, м/с; к0Т^ - коэффициент
отбрасывания; для узких лопастей k0TQ = 0,75,
для широких к0Тб = 1.
Мощность, расходуемая на перемещение
профилировщика,
N3 = 10-Wmax/n.
где vmax - максимальная рабочая скорость
профилировщика, м/с; Т| - КПД трансмиссии
ходового механизма.
Производительность профилировщика, м2/ч,
П = 3600B7CBvn,
где Кв - коэффициент использования рабочего
времени; В - ширина обрабатываемой полосы
за один проход профилировщика, м; vn - ско-
рость профилировщика, м/ч.
Сила, необходимая для перемещения
распределительного бункера, Н,
^6 = P1+P2 + P3,
где Pi - сила сопротивления перерезыванию
столба бетонной смеси; Р2 - сила сопротивле-
ния перемещению бункера по рельсам; Рз -
сила сопротивления сил инерции при трогании
с места.
Сила сопротивления перерезыванию
столба бетонной смеси, Н,
Р1 — ^р.см^»
где ЛрСМ = 6...9 кН/м - удельная сила сопро-
тивления перерезыванию столба смеси, зави-
сящая от ее консистенции.
Сила сопротивления перемещению бун-
кера по рельсам, Н,
Pi = g (тъ + тсм)/
где т«б - масса бункера, кг; тисм - масса смеси,
находящейся в бункере, кг; f = 0,05 - приве-
денный коэффициент сопротивления переме-
щению бункера по рельсам. Сила сопротивле-
ния сил инерции при трогании бункера с мес-
та, Н,
Рз = (rn6 + WcmW^p,
где Vg - скорость передвижения бункера при
распределении смеси, м/с; tp = 0,5... 1,5 - время
разгона машины, с.
Мощность, необходимая на перемещение
бункера, кВт,
N =
Пб
где Т|б - КПД механизма привода перемещения
бункера.
Силы сопротивления при перемещении
самого распределителя складываются из сил
сопротивления передвижению всей машины с
11 - 1317
322
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
преодолением уклона и сил инерции при тро-
гании машины с места. По суммарной силе
сопротивления определяют мощность, необхо-
димую для перемещения распределителя.
Мощность двигателя распределителя вы-
бирают из условия одновременного выполне-
ния рабочих операций по перемещению рас-
пределительного бункера и подъема загрузоч-
ного ковша.
Производительность бункерных распре-
делителей с непосредственной загрузкой бун-
кера, м3/ч,
П = ?>6WVI(tx + t2 + 6),
где V - полезный объем бункера, м; t\ - время
загрузки бункера, с; t2 - время распределения
бетонной смеси и возврата бункера под загруз-
ку, с; t3 - время, затрачиваемое на переход
распределителя на следующую рабочую пози-
цию, с.
Производительность распределителя с
загрузочным ковшом, м3/ч,
П = 3600 K/fa + t2 + t3 + /4),
где - время на перегрузку смеси из загру-
зочного ковша в распределительный бункер, с.
Силы сопротивления (кН) при передви-
жении шнекового распределителя складыва-
ются из силы сопротивления передвижению
машины W\ и силы сопротивления перемеще-
нию призмы бетонной смеси перед профили-
рующими заслонками F\.
^=Wl+Fh
где Fi = 7Игр&Усм;Усм = 0,5...0,6 - коэффициент
внутреннего трения бетонной смеси.
Мощность двигателя (кВт), необходимую
для перемещения машины, определяют, как
рассмотрено в гл. 2. Мощность, необходимая
для обеспечения работы распределительных
шнеков,
— cddBfM g / т| ш,
где а < 1 - коэффициент, учитывающий долю
смеси, перемещаемую непосредственно шне-
ком; П - производительность шнека, кг/с; В -
ширина полосы распределителя, м; fu - коэф-
фициент, характеризующий сопротивление
движению материалов; для бетонной смеси
или липких абразивных материалов = 4, для
гравия, песка, цемента fu = 3,2, для асфальто-
бетона = 5; т|ш - КПД трансмиссии привода
лопастного распределителя.
Сила сопротивления поперечному пере-
мещению бетонной смеси перед распредели-
тельной лопастью, кН,
F2=gpVfCM,
где V - объем смеси перед лопастью или ков-
шом, м; р - плотность смеси, кг/м3.
Сила сопротивления передвижению ка-
ретки с рабочим органом, Н,
f3=(g+f2)^^p,
где G - вес каретки с рабочим органом, Н;
fK = (6...8) ПГ4 м - коэффициент трения каче-
ния катков каретки по направляющим; D -
диаметр ходовых колес каретки, м; fn - приве-
денный коэффициент трения подшипников
катков; fn = 0,05; d - диаметр цапф ходовых
катков каретки, м; р - коэффициент, учиты-
вающий внецентренное по отношению к опор-
ным каткам приложение внешних сил G и F2,
а также перекосы, загрязнения и защемление в
направляющих; р = 1,8...2,5.
Силы сопротивления передвижению рас-
пределителя определяют по формулам, рас-
смотренным выше.
Производительность распределителей
непрерывного действия, м3/ч,
П = hBNpK.^
где h - толщина укладываемого слоя, м; В -
ширина слоя, м; vp - рабочая скорость, м/ч.
Бетоноотделочная машина преодолевает
следующие силы: сопротивления передвиже-
нию машины, перемещению призмы бетонной
смеси, силы трения рабочих органов по бетон-
ной смеси и инерционное сопротивление.
Сила сопротивления перемещению приз-
мы бетонной смеси, образующейся перед ра-
бочим органом (лопастным валом, уплотняю-
щим и выглаживающим брусьями):
^4 = (Ир+ Ку+ rB)gp/CM,
где Ир, Иу, Ив - объем призм волочения соот-
ветственно перед разравнивающим, уплот-
няющим и выглаживающим рабочими органа-
ми, м3; р = (1,8...2)103 - плотность бетонной
смеси, кг/м3.
МАШИНЫ ДЛЯ УСТРОЙСТВА ДОРОЖНЫХ ПОКРЫТИЙ
323
Сила трения рабочих органов при их пе-
ремещении по бетонной смеси
F$ = (отр + »»у +
где 7Ир, тиу, тв - массы рабочих органов маши-
ны, кг; Ур.о = 0,5 - коэффициент трения рабоче-
го органа по бетонной смеси.
Сила инерционного сопротивления, воз-
никающего при трогании машины с места,
F6 =
где vp - рабочая скорость перемещения маши-
ны, м/с; Zp = 1,5...2,0 с - время разгона машины.
Общее сопротивление
F£ = ^ + F4 + F5 + F$.
Силу тяги необходимо проверить на воз-
можность ее реализации по условиям сцепления.
Мощность двигателя бетоноотделочной
машины (Вт) складывается из мощности, рас-
ходуемой на передвижение машины, привод
рабочих органов и вспомогательных механизмов.
Мощность расходуемая на передви-
жение машины, определяют, как рассмотрено
выше.
Мощность на привод вибробруса опреде-
ляют по эмпирической формуле
Мф В — kF9
где к - удельный расход энергии, Вт/м2;
к = (1... 1,3) 103; F- площадь вибробруса, м2.
Мощность привода трамбующего бруса
расходуется на подъем бруса и преодоление
сил сопротивлений трения в цапфах привода:
Л^пр.в = (wBga + Pfdn.)—,
Пв
где тив - масса вибробруса, кг; а - амплитуда
колебаний бруса, м; /= 0,005...0,01 - коэффи-
циент трения опор вибровала; Р - возмущаю-
щая сила возбудителя бруса, Н; d - диаметр
цапф возбудителя, м; п - частота колебаний
бруса, с-1; г|в - КПД привода бруса.
Суммарная сила сопротивления попереч-
ным колебаниям
Fq = (F4 + ОТ^)Цр.о.
Мощность, необходимая для работы бру-
са с поперечными колебаниями,
^бп ~aF] ^кол ДИН / Л б ’
где а = 0,4...0,7 - амплитуда поперечных коле-
баний, м; икол - частота поперечных колебаний,
1/с; Т|б - КПД привода бруса; KWH = 1,5...2 - ко-
эффициент динамичности.
Общая мощность двигателя бетоноотделоч-
ной машины с учетом мощности привода вспо-
могательных механизмов системы управления
=Z# + #B+Wn,
где EW = + Wnp.,, + //„p g 4- N^, NB =
= (3...5) 103 Вт - мощность привода вспомога-
тельных механизмов; Nn = (5...7)103 Вт - мощ-
ность привода гидросистемы управления.
Производительность бетоноотделочной
машины зависит от числа проходов, необхо-
димых для отделки покрытия:
п __ 3600Z£B
Z^ +Ц/у2 +nZ0/vTp ’
где Z - длина обрабатываемого участка, м;
Zo = Z + Zn + Zp - длина пути одного хода, м;
Zn = 1 м - длина перекрытия участка; Zp - рас-
стояние между первым и последним рабочими
органами; Vi - скорость машины при первом
проходе, м/с; п - число повторных проходов;
Vi - скорость машины при последующих про-
ходах, м/с; Утр - транспортная скорость задне-
го хода, м/с.
Минимальная ширина бруса femin из ус-
ловия равномерного уплотнения слоя по всей
глубине должна быть больше или равна тол-
щине слоя h, т.е. femin > h.
Длина основания вибробруса определя-
ется шириной укладываемой полосы. Поступа-
тельную скорость машины выбирают исходя
из условия обеспечения минимально необхо-
димого времени вибрирования:
V ~‘ fe/Zmin»
где Ь - выбранная ширина вибробруса, м;
Zmin - минимально необходимое время вибри-
рования смеси, с.
Для уплотнения пластичных бетонов
время вибрирования должно быть не менее
15 с и для уплотнения жестких бетонных сме-
сей 15...30 с. При вибрации от нескольких виб-
роэлементов синхронность их работы обеспе-
чивают применением жесткой кинематической
связи между отдельными виброэлементами.
11*
324
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Машины для строительства асфальто-
бетонных покрытий. Классификация ас-
фальтоукладчиков. Распределение, укладка и
частичное или полное уплотнение асфальтобе-
тонных смесей осуществляются асфальтоук-
ладчиками. Их раличают по производительно-
сти, конструкции ходового устройства и рабо-
чих органов (рис. 3.2.56). По весу асфальтоук-
ладчики бывают тяжелого и легкого типов.
Тяжелые асфальтоукладчики производитель-
ностью 100...400 т/ч и более имеют массу
10...30 т. Они предназначены для больших
объемов работы при ширине полосы до 15 м.
Вместимость приемного бункера тяжелых
асфальтоукладчиков может достигать 10 м3.
Они работают с автосамосвалами грузоподъ-
емностью 25 т. Легкие асфальтоукладчики
производительностью 50... 100 т/ч и массой
2,5...8 т предназначены для выполнения работ
небольших объемов.
Рис. 3.2.56. Классификация машин для укладки асфальтобетонных смесей
(по типоразмерам ширина х толщина укладки):
/-3000 х 100 мм; II-5000 х 200 мм; III- 8000 х 300 мм; IV-12 000 х 300 мм и более
МАШИНЫ ДЛЯ УСТРОЙСТВА ДОРОЖНЫХ ПОКРЫТИЙ
325
Для строительства дорог местного значе-
ния, городских улиц и площадей имеются ав-
томатизированные гусеничные асфальтоук-
ладчики с переменной шириной укладки.
Асфальтоукладчики выполняют следую-
щие операции: прием асфальтобетонной смеси
в бункер из автосамосвалов на ходу без оста-
новки машины, транспортирование смеси к
уплотняющим органам, дозирование, распре-
деление смеси по ширине укладываемого по-
крытия и предварительное или окончательное
ее уплотнение.
Устройство асфальтоукладчиков
(рис. 3.2.57). Современные асфальтоукладчики
в качестве силовых установок используют
дизельные двигатели. Ходовое колесное уст-
ройство включает задний мост с одной парой
ведущих пневматических колес и передний
мост на управляемых колесах. Колеса имеют
постоянный контакт с грунтом благодаря ка-
чающейся оси впереди и равномерному
распределению нагрузки на ось. Хорошему
сцеплению с основанием способствует запол-
нение ведущих колес водой. При плохом со-
стоянии основания и малом сцеплении вклю-
чается блокировка дифференциала. Траки ук-
ладчиков с гусеничным ходовым устройством
покрыты резиновыми плитами, обеспечиваю-
щими хорошее сцепление с грунтом. Машина
может передвигаться по свежеуложенному
дорожному покрытию.
Гидравлическая система служит для при-
вода вибраторов уплотняющих рабочих орга-
нов, управления гидромуфтами и включения
гидроцилиндров подъема боковых стенок бун-
кера и рабочих органов, а также для управле-
ния гидроцилиндрами автоматики. Рабочие
органы состоят из обогреваемой виброплиты и
трамбующего бруса 9 с отражательным щитом.
Они имеют плавающую подвеску и с помощью
тяговых брусьев 8 шарнирно прикреплены к
раме асфальтоукладчика.
Рис. 3.2.57. Асфальтоукладчик с гусеничным ходовым устройством:
1 - два скребковых конвейера с гидроприводом и независимым управлением; 2 - шиберная заслонка
с гидравлическим независимым управлением; 3 - двигатель с шумопоглощающим капотом; 4 — пульт
управления; 5 - коробка передач с дифференциалом и тормозом; 6 — устройство для централизованного
смазывания подшипников; 7 - гидроцилиндры подъема и опускания бруса; 8 - тяговый брус; 9 - основной
вибротрамбующий брус с резонансными вибраторами и электронагревом выглаживающей плиты;
10 - телескопический гидроцилиндр выдвижения бруса; 11 - выдвижной брус; 12 - два шнековых
распределителя с независимым гидроприводом; 13 - гусеничное ходовое устройство с резиновыми
грунтозацепами и долговечной смазкой; 14- подвижные стенки бункера
326
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
Контроль за количеством смеси в шнеко-
вой камере производится двумя датчиками,
установленными у концов распределительных
шнеков. По сигналам датчиков с помощью
гидроцилиндров, работающих в автоматиче-
ском режиме, осуществляется подъем - опус-
кание шиберных заслонок 2, соответственно
увеличивающих или уменьшающих подачу
питателей. Такое регулирование позволяет
исключить переполнение шнековой камеры
смесью и уменьшить налипание материала на
элементы конструкции.
Автоматическая следящая система "ста-
билослой" для обеспечения ровности покрытия
работает по сигналам датчиков продольного и
поперечного профиля. Асфальтоукладчиками
управляет оператор с одного из двух постов,
расположенных с левой и правой стороны ма-
шины. Они имеют дублированное ручное
управление с гидромеханическими передачами
и поворотный пульт 4 с кнопками включения
исполнительных органов асфальтоукладчиков.
Укладчики имеют высокую эксплуатаци-
онную готовность благодаря быстрому и про-
стому уходу, поскольку снабжены встроенным
оборудованием для централизованного авто-
матического смазывания всех подшипников,
входящих в контакт с горячим материалом.
Гусеничное ходовое устройство имеет
элементы соединения с бессменным смазоч-
ным материалом. Уровень масла в коробке
передач контролируется с рабочего места опе-
ратора. Все быстро изнашивающиеся детали -
выглаживающие листы, листы конвейера и
лопасти - закреплены винтами, что обеспечи-
вает их быструю замену. В конструкциях ук-
ладчиков применено большое число унифициро-
ванных стандартизированных узлов и деталей.
Асфальтобетонная масса, доставляемая
автосамосвалами, выгружается в приемный
бункер укладчика, затем питателями подается
к шнеку, распределяющему массу равномерно
по всей ширине. После этого смесь частично
или полностью уплотняется трамбующим бру-
сом и выравнивается выглаживающей плитой.
При необходимости окончательное уплотне-
ние осуществляется моторными катками.
В качестве рабочего органа на самоход-
ных асфальтоукладчиках применяют системы
брус - плита двух типов для предварительного
и высокого уплотнения (рис. 3.2.58). В первом
случае система состоит из трамбующего бруса
и выглаживающей плиты, во втором включает
несколько уплотняющих элементов различно-
го типа. По характеру колебаний различают
системы с качающимся брусом, который ко-
леблется в горизонтальной плоскости в на-
правлении, перпендикулярном направлению
движения асфальтоукладчика, и с трамбую-
щим брусом, который колеблется в вертикаль-
ной плоскости. Последний получил наиболь-
шее распространение. Эксцентриковый вал
трамбующего бруса имеет гидропривод, обес-
печивающий бесступенчатое регулирование
частоты колебаний. Это позволяет подобрать
наилучший режим при изменении условий
работы (вида укладываемого материала, тол-
щины слоя или скорости движения асфальто-
укладчика). Асфальтоукладчики могут иметь
распределительную и уплотняющую системы
переменной ширины. Механизм изменения
ширины гидравлический.
Машина для устройства асфальтобетон-
ного покрытия, входящая в состав автоматизи-
рованного комплекса для скоростного строи-
тельства дорог, предназначена для приема из
автосамосвалов асфальтобетонных смесей,
распределения по ширине и уплотнения с од-
новременной отделкой поверхности покрытия.
Рабочее оборудование навешивается на про-
филировщик на типовом четырехопорном гу-
сеничном шасси.
Многоцелевые укладчики с оборудова-
нием высокого уплотнения строительных сме-
сей обеспечивают качественные укладку и
уплотнение уложенных как цементо-, так и
Рис. 3.2.58. Уплотняюще-выглаживающий
рабочий орган высокого уплотнения
асфальтоукладчика:
1 - распределительный шнек; 2 - трамбующий брус
предварительного уплотнения; 3 - основной
трамбующий брус; 4 - виброплита с синфазными
вибраторами; 5 - привод трамбующих брусьев;
6 - гидроцилиндр подъема и опускания бруса
МАШИНЫ ДЛЯ УСТРОЙСТВА ДОРОЖНЫХ ПОКРЫТИЙ
327
Рис. 3.2.59. Схема изменения ширины укладки при помощи
гидравлической системы выдвижения брусьев:
а - минимальная ширина (рабочие органы сложены); б - средняя ширина (рабочие органы выдвинуты);
в - средняя ширина (рабочие органы сложены, установлены съемные части); г - максимальная ширина
(рабочие органы выдвинуты, установлены съемные части); 1 - основные распределительные шнеки;
2 - основной вибротрамбующий брус; 3 - телескопические гидравлические цилиндры выдвижения секций;
4 - выдвижные вибротрамбующие секции; 5 - съемные участки шнеков; 6 - вибротрамбующие съемные части
асфальтобетонных смесей без существенной
перестройки рабочих органов. Благодаря объ-
емному гидроприводу их можно применять в
различных вариантах с обычным стандартным
брусом, обеспечивающим только предваритель-
ное уплотнение, с гидравлически регулируемым
выдвижным брусом и с брусом, обеспечиваю-
щим высокое уплотнение (рис. 3.2.59, а-г).
Такой брус обеспечивает хорошую укладку и
уплотнение как толстых, так и тонких слоев с
цементным и битумным вяжущим материалом.
Он эффективно уплотняет жесткий трудно
перерабатываемый материал. Благодаря со-
кращению времени на уплотнение такой брус
позволяет уплотнять тонкие асфальтобетонные
слои в холодное время года.
Для укладки цементобетонных смесей на
асфальтоукладчике устанавливается скользя-
щая опалубка. Кроме того, обязательна уста-
новка систем автоматического выдерживания
заданных профилей покрытия. Дозирующие
шиберные заслонки пластинчатого питателя
имеют независимое бесступенчатое регулиро-
вание по высоте посредством гидроцилиндров.
Система выдвижения бруса состоит из
двухступенчатой выдвижной телескопической
трубы с устройством для фиксации от поворо-
та. Нагрев уплотняющих элементов трамбую-
щего и вибрационного брусьев в ряде случаев
осуществляется электрическими нагревателя-
ми. Преимущество электронагрева заключает-
ся в его равномерности и исключении перегре-
ва отдельных участков.
Брус высокого уплотнения - перспектив-
ное оборудование. Он содержит агрегаты
предварительного и дополнительного уплот-
нения. Агрегат предварительного уплотнения
состоит из трамбовки и виброплиты. Планка
трамбовки движется вниз и вверх посредством
эксцентрикового привода. Длина хода трам-
бовки не зависит от степени плотности укла-
дываемого материала; она постоянна и состав-
ляет 4 или 8 мм. В нижнем положении трам-
бовки нижние кромки планки трамбовки и
плоскость основания вибрационного бруса
находятся на одинаковом уровне. Частота уда-
ров трамбовки регулируется бесступенчато до
1800 ударов в 1 мин. Вибрацию возбуждает
импульсный гидропривод, воздействующий на
упругоподвешенную массу внутри бруса. Под
действием синфазных вибровозбудителей вер-
тикального действия брус колеблется с часто-
той 68 Гц. Амплитуда колебаний массы воз-
буждения регулируется бесступенчато от 0 до
5 мм. Ширина выглаживающей плиты 300 мм.
Агрегат дополнительного уплотнения
представляет собой расположенные друг за
другом прессующие планки, обеспечивающие
максимальное уплотнение, и второй вибраци-
онный брус. Прессующие планки прижимают-
ся поршнями цилиндров к покрытию. Они
постоянно контактируют с покрытием. Давле-
ние прессования планок не зависит от длины
хода, как в трамбовках с эксцентриковым при-
водом, а определяется их опорными поверхно-
стями и действующей силой. Опускающиеся
вниз поршни цилиндров передают силу в виде
импульсов давления на прессующую планку.
Импульсы давления генерируются посредст-
вом поворотного золотника. Частоту импуль-
328
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
сов можно изменять от 35 до 70 Гц изменени-
ем частоты вращения вала гидромотора, кото-
рый связан с поворотным золотником. Сила
прижатия двух прессующих планок больше
собственного веса бруса.
Первая прессующая планка имеет малую
опорную поверхность и поэтому высокое дав-
ление на покрытие. Следующая за ней вторая
прессующая планка имеет большую опорную
поверхность, она стабилизирует достигнутый
результат уплотнения. Давление регулируется
независимо для обеих планок в пределах 5...
15 МПа. При одинаковом давлении первая
планка обеспечивает более высокую силу
прессования. Две прессующие планки нагре-
ваются электрическими стержнями так же, как
и планки трамбовки.
Для выглаживания поверхности покры-
тия вслед за прессующими планками установ-
лен второй вибрационный брус. Он отличается
от первого более узкой выглаживающей по-
верхностью и имеет меньший вес. Уплотняю-
щая сила бруса повышается синфазными виб-
ровозбудителями вертикального действия.
Второй брус свободно движется по высоте, он
плавает на уплотненном покрытии. Согласо-
ванная работа каждого из элементов обеспечи-
вает оптимальное уплотнение всех укладывае-
мых слоев. Толщина укладываемого слоя ре-
гулируется изменением угла наклона к гори-
зонту трамбовки и первого бруса с помощью
гидроцилиндров. Ширина выглаживающей пли-
ты бруса 200 мм, нагрев плиты электрический,
через внутренние нагревательные стержни.
Асфальтоукладчики с многоцелевыми
брусьями высокого уплотнения существенно
экономят трудовые, энергетические и матери-
альные ресурсы. Из технологического процес-
са в ряде случаев могут быть исключены уп-
лотняющие катки. При уплотнении с помощью
бруса высокого уплотнения исключено боко-
вое вытеснение материала, имеющееся обычно
при укатке катками. Это позволяет экономить
4...6 % материала.
Многоцелевой брус обладает высокой
чувствительностью к нарушению рецептуры
уплотняемого материала. Это приводит к не-
обходимости предъявлять высокие требования
к точности дозирования и качеству смеси. Не-
обходимо также обеспечить брус надежным
механизмом для регулирования и настройки
режимов работы каждого из уплотняющих
элементов в зависимости от изменения свойств
уплотняемого материала. Целесообразно обес-
печить такую настройку автоматически в про-
цессе работы без остановки машины.
Расчет основных параметров рабочих
органов машины для строительства асфаль-
тобетонных покрытий. Исходными парамет-
рами для расчета являются ширина и толщина
укладываемого слоя покрытия, необходимый
темп производства работ, параметры, характе-
ризующие свойства укладываемого материала.
При проектировании выполняют: расчет тех-
нической производительности и параметров
отдельных рабочих органов; тяговый расчет в
рабочем и транспортных режимах; определе-
ние кинематических параметров гидросистемы
и мощности; выполняют расчет на прочность и
надежность.
Производительность пластинчатого пи-
тателя, т/ч,
77 = ТЛ'Ро^Лу,
где F - площадь сечения материала, ограни-
w 2
ченная высотой подъема заслонки, м ,
v = 0,5...0,6 - скорость движения скребковой
цепи питателя, м/с; ро = 1,8 - насыпная плот-
ность укладываемой смеси, т/м3; к\ = 0,8 - ско-
ростной коэффициент производительности;
ку = 1,05 - коэффициент уплотнения смеси.
Площадь (м2) сечения материала опреде-
ляют исходя из заданной производительности:
F = 77/(ур0Л1Лу).
При заданной ширине питателя Вп нахо-
дят высоту поднятия заслонки, м, h3 = F/Bn.
Производительность распределяющего шнека, т/ч,
Пш = 3600 £»щ 7шир<ЛЛз,
где Dm = 0,2...0,4 — диаметр шнека, м; tm «
- шаг шнека; п = 70...80 с-1 - частота вра-
щения шнека; кп = 0,9 - коэффициент сниже-
ния производительности вследствие проскаль-
зывания и прессования материала; к3 = 0,7 -
коэффициент заполнения сечения.
Производительность укладчика непре-
рывного действия, т/ч,
77у — BchfNyPyK^
где Вс - ширина слоя, м; hc - толщина уклады-
ваемого слоя, м; vy - рабочая скорость уклад-
чика, м/ч; ру - насыпная плотность уплотнен-
ного материала, т/м3; Кв = 0,8.
Возможную ширину укладки (м) опреде-
ляют, задаваясь рабочей скоростью и толщи-
ной укладки:
МАШИНЫ ДЛЯ УСТРОЙСТВА ДОРОЖНЫХ ПОКРЫТИЙ
329
Вс = 77y/(Acvypy/CB).
Тяговый расчет выполняют для опреде-
ления силы тяги развиваемой приводом ас-
фальтоукладчика, необходимой и достаточной
для преодоления сил сопротивлений, возни-
кающих при работе машины:
где Е FFC = + FF2 + FF3 4- W4.
Суммарная сила сопротивления (Н) пе-
редвижению складывается из сил сопротивле-
ния: W\ передвижению самого асфальтоук-
ладчика; W2 трения рабочих органов по укла-
дываемой смеси; Из сопротивления переме-
щению призмы смеси перед рабочими органа-
ми асфальтоукладчика и W4 сопротивления
перемещению самосвала.
Сила сопротивления передвижению ас-
фальтоукладчика в рабочем режиме определя-
ется по известным зависимостям.
Сила трения рабочих органов по уклады-
ваемой смеси
^=Ср.о/,
где Gp.o - вес рабочих органов и механизмов,
воспринимаемый покрытием через выглажи-
вающую плиту, Н; f - коэффициент трения
скольжения рабочих органов по укладываемой
смеси.
Сила сопротивления перемещению приз-
мы смеси перед рабочими органами укладчика
^3 = ^цр/см»
где Сцр - вес призмы смеси, Н; fCM = 0,8 - ко-
эффициент внутреннего трения укладываемой
смеси.
Вес призмы, кН,
1 2
^пр “ ^’^с^прРо£>>
где /*пр - высота призмы, м.
Сила сопротивления передвижению при
толкании самосвала
fF4 = (Ga + GCM)(4±/),
где Ga - вес заправленного самосвала, Н;
GCM - вес смеси в кузове в момент начала вы-
грузки, Н;/с = 0,02...0,03 - коэффициент со-
противления перекатыванию колес самосвала;
i - уклон.
Так как коэффициент сопротивления пе-
рекатыванию колес с жесткими шинами по
щебеночному основанию может быть больше,
а действительный вес самосвала может превы-
сить конструктивный, то принимают fK = 0,06.
Принимают также, что максимальный угол
продольного уклона дороги при работе на ра-
бочих режимах / = 6°, при транспортных пере-
ездах i = 10°. Коэффициент сопротивления
перекатыванию колес машины в этом случае
/к=0,03.
Суммарное сопротивление по сцеплению
S ^сц — Рсц фсц>
где Рсц - нагрузка, приходящаяся на ведущий
мост в рабочем режиме на различных уклонах,
Н; фсц = 0,3...0,5 - коэффициент сцепления
ведущих колес с основанием для щебеночного
или асфальтобетонного основания.
Общая мощность (кВт) складывается из
мощности, необходимой на привод питателей
N{, шнеков 7V2, трамбующих брусьев 2V3, виб-
рационных плит N4:
ЕМ = 4- n2N2 4- n3N3 4- n4N4,
где п2, п3, п4 - число соответственно пита-
телей, шнеков, трамбующих брусьев, вибраци-
онных плит.
Мощность привода питателей
М = ^Уц/Сдин/1000,
где JV - сила сопротивления перемещению
смеси и цепей со скребками, Н; vu = 0,5...0,6 -
скорость движения цепи, м/с; = 1,2... 1,3 -
коэффициент динамичности.
Сила сопротивления перемещению
W= bhjLf^pog,
где b - ширина питателей, м; h3 - высота щели
под заслонкой, м; L - длина питателя, м;
= 0,2...0,3 - коэффициент сопротивления
транспортированию.
Мощность привода распределяющих
шнеков
N2 = a77£o)igA71000,
где а = 0,6 - коэффициент, учитывающий рас-
ход смеси; П - производительность шнеков,
кг/с; L - максимальный путь перемещения
смеси, м; ©! = 5 - коэффициент, характери-
зующий свойства смеси; К3 = 1,5 - коэффици-
330
Глава 3.2. ОСОБЕННОСТИ КОНСТРУКЦИЙ МАШИН И ОБОРУДОВАНИЯ
ент запаса, учитывающий возможный подпор
смеси под действием питателя.
Мощность привода трамбующего бруса
расходуется на преодоление сил трения об
асфальтобетонную смесь и выглаживающую
плиту, а также на преодоление сил сопротив-
ления среды при ее уплотнении подошвой
трамбующего бруса.
Сила трения трамбующего бруса об ас-
фальтобетонную смесь при его возвратно-
поступательном движении, Н,
где FTnp - сила сопротивления перемещению
призмы смеси перед брусом без учета влияния
части смеси, увлекаемой отражательным щи-
том, Н; f = 0,5...0,6 - коэффициент трения
бруса по смеси.
Сила сопротивления перемещению приз-
мы смеси
^пр “ ^прУсм»
где Gnp - вес призмы смеси, Н;Усм = 0,7.. .0,8.
Вес смеси, находящейся перед брусом, кН,
^пр— ^пр^'прРо£>»
где Дщ - длина призмы, м.
Сила трения о выглаживающую плиту
^пл — (Дтр “* ^пр)Убр>
где Snp - сила поджатия пружины, Н;
Убр = 0,2...0,3 - коэффициент трения трам-
бующего бруса о плиту.
Суммарное сопротивление трению
F= F^ + F^
где Др - сопротивление трамбующего бруса.
Работа суммарной силы трения за один
оборот вала привода, Н • м,
?1тр— ^вХДр,
где е = 0,005...0,007 - эксцентриситет вала
привода трамбующего бруса, м.
Удельное сопротивление смеси при дви-
жении бруса вниз при малой его ширине при-
нимают постоянным, что равно давлению под
кромкой выглаживающей плиты р = 0,01 МПа.
Суммарная сила воздействия бруса на смесь
при его движении вниз, Н,
/>=Р1^бр,
где Др - bd- площадь контакта трамбующего
бруса со смесью, м2; d = 0,015 м - ширина
кромки борта бруса.
Смесь частично уплотняется скосом пли-
ты, поэтому ширину рабочей кромки прини-
мают равной толщине ножа: d= t.
Работа уплотнения смеси за один оборот
вала привода, Н • м,
Лу = 4еР.
Суммарная работа, Н • м,
А Атр+Ау.
Мощность, расходуемая на работу трам-
бующего бруса, кВт,
W3 = рЛлбр/1000,
где р = 1,3... 1,4 - коэффициент, учитывающий
неравномерность нагрузки из-за инерции бру-
са; Ибр = 25...35 - частота вращения вала при-
вода бруса, с-1.
Мощность привода виброплиты (кВт)
определяют по эмпирической формуле
ТУд — Луд FВф пд,
где Луд = 1,2...1,6 - эмпирический коэффициент,
кВт/м2; FB пл = /пл^пл - площадь контакта виб-
роплиты с асфальтобетоном; - длина пли-
ты, м; Дл - ширина плиты, м.
СПИСОК ЛИТЕРАТУРЫ
1. Болотный А.В. Заглаживание бетон-
ных поверхностей. Л.: Стройиздат, 1979. 128 с.
2. Дорожные машины. Ч. 2 И Машины
для устройства дорожных покрытий: Учебник
для вузов / К.А. Артемьев и др. М.: Машино-
строение, 1982. 396 с.
3. Ждановский Б.В. Механическая об-
работка бетона и железобетона алмазным ин-
струментом. М.: Стройиздат, 1982. 111 с.
4. Живейнов Н.Н. Машины для устрой-
ства цементобетонных покрытий. М.: МАДИ,
1986. 87 с.
5. Новиков А.Н. Машины для строи-
тельства цементобетонных дорожных покры-
тий. М.: Высшая школа, 1985. 302 с.
6. Строительные материалы / Под ред.
Г.И. Горчакова. М.: Высшая школа, 1982. 352 с.
7. Дорожно-строительные машины и
комплексы / Под общ. ред. В.И. Баловнева.
Омск: Изд-во СибАДИ, 2001. 528 с.
Раздел 4
МАШИНЫ ДЛЯ СОДЕРЖАНИЯ
И РЕМОНТА ДОРОГ
Глава 4.1
ОСОБЕННОСТИ УСТРОЙСТВА И
РАСЧЕТА МАШИН ДЛЯ ЛЕТНЕГО
СОДЕРЖАНИЯ ДОРОГ
4.1.1. ЗАГРЯЗНЕНИЯ ДОРОГ И МАШИНЫ,
ИСПОЛЬЗУЕМЫЕ ДЛЯ ИХ УДАЛЕНИЯ
Смет - загрязнения на автомобильных
дорогах и городских территориях. Загрязнения
на дорожном покрытии увеличивают про-
скальзывание колес автомобильного транспор-
та, особенно в сырую погоду. Качественная
очистка дорожных покрытий может повысить
коэффициент сцепления колес с дорогой на
12... 15 % и среднюю скорость движения
транспорта, снизить непроизводительные по-
тери энергии на пробуксовывание колес. В за-
грязнениях на поверхности дороги 10...40 %
составляют мелкодисперсные пылеватые час-
тицы, которые при движении транспорта
взвешиваются в воздухе на высоту до 1,5...2 м.
Скорость осаждения частиц диаметром 0,1 мм
составляет 0,3 м/с, а диметром 10"3 мм умень-
шается до 3 • 105 м/с. Запыленность воздуха
над дорогой существенно снижает долговеч-
ность автомобильных двигателей и ухудшает
безопасность и санитарные условия на дорогах.
Источником образования загрязнений
являются:
1) продукты фрикционного износа авто-
мобильных шин и дорожных покрытий, кото-
рый происходит вследствие пробуксовки при
движении деформируемых колес по дорожно-
му покрытию;
2) пыль и твердые частицы, выпадающие
из атмосферы;
3) продукты ветровой и водяной эрозии
почв и грунтов на обочинах и откосах автодо-
рог, уличных газонах;
4) загрязнения, заносимые автотранспор-
том с грунтовых дорог, строительных площа-
док и дворовых территорий;
5) потери грузов и эксплуатационных ма-
териалов, перевозимых автотранспортом;
6) остаточные загрязнения после стаива-
ния снежно-ледяных накатов и сугробов на
обочинах дорог.
Гранулометрический состав дорожных
загрязнений представлен в табл. 4.1.1. Наибо-
лее распространены загрязнения диаметром
0,26...0,5 мм. Средний статистический диаметр
частиц по содержанию составляет 0,375 мм.
Характеристика дорожных згарязнений
приведена ниже.
Плотность р, кг/м3:
для городских условий........... 1000
для грунтовых наносов, со-
стоящих в основном из песча-
ных глинистых частиц...... 1500... 1600
Коэффициент внутреннего трения
загрязнений f.................. 0,45.. .0,5
Коэффициент внешнего трения за-
грязнений по стальной и асфальтобе-
тонной поверхности /........... 0,5 5... 0,6
Коэффициент аэродинамического
сопротивления для воздушного по-
тока систем вакуумной транспорти-
ровки смета.................... 0,23
4.1.1. Гранулометрический состав
дорожных загрязнений
Диаметр частиц загрязнений, мм Содержание частиц, %
0...0,14 3,7
0,15...0,25 17,6
0,26...0,5 58,9
0,51...1 16,8
1...1,5 1,9
1,5...2 0,5
2...3 0,4
3...5 0,2
332
Глава 4.1. МАШИНЫ ДЛЯ ЛЕТНЕГО СОДЕРЖАНИЯ ДОРОГ
Для удаления загрязнений с твердых до-
рожных и аэродромных покрытий, очистки
городских территорий, сбора и транспортиро-
вания смета используют подметально-убороч-
ные машины, а для поливки и мойки дорож-
ных покрытий, поливки зеленых насаждений,
тушения пожаров, подвоза воды и других спе-
циальных видов работ - поливочно-моечные.
Подметальные машины отделяют и пе-
ремещают смет без его подборки косоустанов-
ленной цилиндрической щеткой в сторону от
направления движения машины. Поэтому их
используют преимущественно для подметания
загородных дорог, внутридворовых террито-
рий. Современные подметально-уборочные
машины должны обеспечивать также обеспы-
ливание воздушной среды в полосе дороги.
Более высокое качество очистки обеспе-
чивают вакуумно-уборочные машины, осна-
щенные вакуумным подборщиком и пневма-
тической системой транспортирования смета в
бункер-накопитель, и вакуумно-подметальные
машины, на которых вакуумный подборщик
используют в комбинации с подметальными
щетками. По качеству очистки вакуумно-
подметальные машины имеют преимущество,
так как щетки эффективно подают смет в ва-
куумный подборщик. Однако вакуумно-убо-
рочные машины могут работать на более вы-
соких скоростях с большей производительно-
стью, поскольку скорость их движения не ог-
раничена максимальной скоростью взаимодей-
ствия ворса щеток с дорогой. Мощные ваку-
умно-уборочные машины применяют для лет-
ней очистки наряду со струйными уборочными
машинами, оснащенными газоструйным со-
плом и аналогичным по конструкции газо-
струйным снегоочистителем. Общим недос-
татком машин с вакуумным подборщиком или
газоструйным соплом является высокая энер-
гоемкость рабочего процесса.
4.1.2. ПОЛИВОЧНО-МОЕЧНЫЕ МАШИНЫ
Классификация поливочно-моечных
машин. По назначению поливочно-моечные
машины разделяют на специализированные
поливочные и моечные и наиболее распро-
страненные универсальные поливочно-моеч-
ные (рис. 4.1.1). Поливочно-моечные машины
базируются на автомобильных шасси, а также
на грузовых полуприцепах и прицепах. По
типу насосной установки поливочно-моечные
машины можно разделить на машины с низким
(до 1 МПа) и с высоким давлением воды (бо-
лее 1 МПа). Повышенное давление воды при
мойке дорожных покрытий позволяет умень-
шить расход воды на единицу площади покры-
тия вследствие более высокой кинетической
энергии водяных струй, однако требует допол-
нительных конструктивных мер, предупреж-
дающих преждевременное дробление этих
струй и их аэродинамическое торможение.
Рабочее оборудование. Поливочно-моеч-
ные машины оборудованы сменными рабочи-
ми органами в виде щелевых поливочных и
моечных насадков. Поливочные насадки
обычно устанавливают симметрично относи-
тельно продольной оси машины, повернутыми
вверх под углом 15...20° и более к горизонту и
разворачивают в стороны на угол 10°.
Моечные насадки обычно устанавливают
повернутыми вниз под углом 10... 12° к гори-
зонту и несимметрично повернутыми вправо
относительно продольной оси машины для
перемещения смываемых загрязнений с про-
езжей части дороги в сторону дорожного лот-
ка, откуда загрязнения удаляются с помощью
подметально-уборочных машин. Поливочно-
моечные машины снабжают двумя передними
или двумя передними и одним боковым моеч-
ными насадками; в последнем случае можно
значительно увеличить ширину мойки дорож-
ного покрытия.
К основным видам рабочих органов от-
носится также водяная моечная рампа в виде
горизонтальной трубы с форсунками. Угол
установки форсунок водяной рампы относи-
тельно горизонтального дорожного покрытия
существенно больше, чем у моечных насадков,
а длина моющих секторов меньше, что обеспе-
чивает более высокую скорость водяных струй
на линии встречи с дорожным покрытием и
соответственно меньший расход воды на еди-
ницу площади дорожного покрытия. Главный
недостаток водяной рампы заключается в том,
что ширина мойки обычно не превышает габа-
ритов машины, тогда как при использовании
насадков ширина мойки в 1,5-2,5 раза больше
габаритной ширины машины и достигает
6...8 м.
В последнее время на поливочно-моеч-
ных машинах применяют водяное сопло для
мойки дорожных лотков, что позволяет созда-
вать при движении машины вдоль лотка пере-
мещающийся водяной вал. Накапливающийся
избыток воды с мусором периодически уходит
в сточные колодцы ливневой канализации.
ПОЛИВОЧНО-МОЕЧНЫЕ МАШИНЫ
333
Рис. 4.1.1. Классификация поливочио-моечных машин
Дополнительное оборудование поливоч-
но-моечных машин включает передний косо-
устаноленный отвал снегоочистителя, цилинд-
рическую подметальную щетку со стальным
или синтетическим ворсом. Некоторые зару-
бежные модели поливочно-моечных машин
оборудованы водосгонным косоустановлен-
ным ножом, что улучшает качество очистки
сильно загрязненных поверхностей и позволя-
ет уменьшить удельный расход воды. Допол-
нительное оборудование используется для
поливки зеленых насаждений и тушения
пожаров.
Рабочее оборудование поливочно-моеч-
ной машины содержит сварную цистерну с
верхней горловиной и нижним центральным
клапаном с механическим, гидравлическим и
электрогидравлическим управлением из каби-
ны водителя для перекрытия подачи воды к
насосу. Центральный клапан оборудован сет-
чатым фильтром. Центробежный водяной на-
сос с приводом от коробки отбора мощности
устанавливают на раме автомобиля. Сечение
трубопроводов должно обеспечивать скорость
воды не менее 0,2...0,3 м/с при минимальных
местных сопротивлениях. Поливочные и мо-
ечные насадки имеют шарнирное или конус-
ное крепление для установки под необходи-
мыми углами во взаимно-перпендикулярных
плоскостях.
Расчет поливочно-моечной машины.
Проектирование поливочно-моечной машины
включает: определение рациональных пара-
метров процесса поливки и мойки дорожного
покрытия и баланса мощности; расчеты водя-
ной системы и гидрооборудования, цистерны,
нагрузок на оси, тягово-динамический, устой-
чивости и управляемости машины, производи-
334
Глава 4.1. МАШИНЫ ДЛЯ ЛЕТНЕГО СОДЕРЖАНИЯ ДОРОГ
тельности и др. Главным параметром поли-
вочно-моечной машины является вместимость
цистерны.
При определении параметров процесса
мойки дорожного покрытия необходимо, за-
даваясь параметрами насосной установки и
водяной системы машины, найти эффектив-
ную ширину мойки Ви (см. рис. 4.1.2) или ре-
шить обратную задачу. Взаимодействие мою-
щих секторов с дорожным покрытием проис-
ходит по прямой (реже ломаной) линии C\D2,
участок C2D\ которой определяет необходи-
мое минимальное перекрытие моющих секто-
ров. Центральный угол каждого моющего сек-
тора ф = 50...60° определяется рациональной
конструкцией моющих насадков. Вдоль линии
встречи C\D2 образуется водяной вал, который
движется поступательно со скоростью, равной
скорости машины vM, и одновременно смеща-
ется вдоль этой линии встречи со скоростью
v = vM sin Р,
где Р - угол между линией встречи и перпен-
дикуляром к направлению движения машины.
Свободно лежащие на дороге загрязне-
ния захватываются и уносятся водяным валом.
Рис. 4.1.2. Схема взаимодействия
моечного оборудования
с дорожным покрытием
В установившемся режиме мойки равно-
весие линии встречи C\D2 определяется ра-
венством количества движения насыщенного
загрязнениями водяного вала в направлении
векторов скоростей vM и vM sin Р и проекций
на эти направления результирующих количе-
ства движения секторов, которые в наиболее
простом случае направлены вдоль биссектрис
А\Е\, А2Е2 каждого моющего сектора и равны
0,5wvCTp(l + cosa), где т - масса расходуе-
мой воды через соответствующий насадок в
течение промежутка времени /; т = Qt \ a -
угол наклона биссектрис А\Е\, А2Е2 к гори-
зонтали; vCip - скорость элементарной водяной
струи моющего сектора в точке £; Q- расход
воды, кг/с.
Необходимо учитывать, что скорость vCip
значительно меньше начальной скорости v0
струи, м/с, в критическом сечении насадка:
v0 =100n720pg/pB ,
где ц - гидравлический коэффициент расхода;
ц = 0,8...0,95; р - давление воды на входе в
насадок, МПа; р > 0,3 МПа; рв - плотность
воды; рв = 1000 кг/м3.
Снижение скорости vCip обусловлено
увеличением площади каждого моющего сек-
тора, перпендикулярной его биссектрисе А\Е\
или А2Е2, пропорционально удлинению этой
биссектрисы. В направлении движения маши-
ны скорость vCip геометрически суммируется
со скоростью vM = 3...6 м/с. Условие равнове-
сия количества движения воды по линии
встречи C\D2 позволяет определить оптималь-
ный угол поворота этой линии:
п х sin 8
р = arctg--------------,
cos8 + vM/vcip
где 8 - угол поворота биссектрисы моющего
сектора относительно направления машины.
Зная угол Р, можно определить ширину
Вм мойки, а также объемный расход воды qB 0
на единицу площади мойки, зависящий от
удельной массовой загрязненности дорожного
покрытия qc. При использовании моющих
насадков, давлении р = 0,3...0,4 МПа и qc =
= 0,1 кг/м2 обычно принимают qB 0 = 1 кг/м2.
Уменьшение количества движения моющих
ПОЛИВОЧНО-МОЕЧНЫЕ МАШИНЫ
335
секторов по сравнению с оптимальным, равно-
весным значением, например, вследствие па-
дения расхода Q или давления р приводит к
прорыву загрязненной воды из водяного вала
под моющие секторы и резкому ухудшению
качества мойки дорожного покрытия; увели-
чение этого количества движения обеспечива-
ет рост объема водяного вала и переход систе-
мы в новое равновесное состояние с увеличен-
ной шириной Вм мойки. Ограничением в по-
следнем случае является устойчивость водя-
ных струй при повышенном давлении р.
Гидравлический расчет водяной системы
поливочно-моечной машины базируется на
уравнении Бернулли:
10 Рв
Рн = Р +---— х
2g
X у2 “VH + X
где Pw> р - давление воды соответственно на
выходе из насоса и на входе в моечные или
поливочные насадки, МПа; vH, v - скорость
водяного потока соответственно на выходе из
насоса и в критическом сечении насадка, м/с;
V, - скорость водяного потока в отдельном
/-м участке трубопровода; 8/, X/ - коэффициен-
ты соответственно местных сопротивлений и
скоростных потерь /-го участка; Zz, dt - соот-
ветственно длина и диаметр /-го участка тру-
бопровода.
Уравнение тягово-динамического балан-
са поливочно-моечной машины имеет вид:
97,4AT/T]W
W < СЛрМсц *----------— > (4 11)
Wi
где W - сопротивление движению машины, Н;
GM - вес машины с полной цистерной, Н; Кр -
коэффициент распределения веса машины с
полной цистерной на ведущую ось; определя-
ется на основании расчета координат центра
масс машины; Kj - коэффициент перераспре-
деления веса машины на ведущую ось вслед-
ствие действия инерционных сил при разгоне;
Kj = 1,1... 1,3 (большее значение принимают
при движении на низших передачах); фсц -
коэффициент сцепления; при движении в ра-
бочем режиме по влажной поверхности дороги
Фсц = 0,4...0,6, а в транспортном режиме по
сухой поверхности фсц = 0,7...0,8; N№ - номи-
нальная мощность двигателя, кВт; / и -
передаточное отношение и КПД трансмиссии
машины при движении на соответствующей
передаче; п№ - частота вращения вала двига-
теля при номинальной мощности, мин-1; гк -
динамический радиус качения ведущего коле-
са, м.
Сопротивление движению W (Н) опреде-
ляют отдельно для рабочего и транспорт-
ного fTrp режимов:
^раб = (/к + (ц + $вр J
= См(/к + 'д + Sipj'/g) + ^,(Vtp + Vb)2>
где fK - коэффициент сопротивления качению
колес машины; fK = 0,02; /д - уклон дороги;
/д = 0,07...0,09; 8вр и З'вр - коэффициенты
учета вращающихся масс при движении соот-
ветственно с рабочей и транспортной скоро-
стями машины с полной цистерной; 8вр = 1 +
+ 0,05(1 + /2) GM / (7ф; Оф - вес машины с фак-
тической загрузкой цистерны; j nJ' - ускоре-
ние машины при движении соответственно на
низших и высших передачах; j = 1,7...2 м/с2 и
j '= 0,15... 0,3 м/с2; Утр - транспортная скорость
машины; vB - скорость встречного ветра;
vB = 3... 5 м/с; FB - коэффициент аэродинами-
ческого торможения машины; FB=1,8...
3,6 Н • с2/м2.
Уравнение мощностного баланса поли-
вочно-моечной машины для рабочего и транс-
портного режимов с учетом потерь мощности
на пробуксовывание колес машины имеет вид:
„ , 10;й>, .
РвЛпрЛн ’
N >
J ’ ДВ.Тр -
Ю'Хутр
(1-8)^
где Т].^ и Т|^р - КПД трансмиссии при дви-
жении машины соответственно с рабочей vM и
транспортной Утр скоростями; Т|пр ~ КПД при-
вода водяного насоса; Т|н - объемный КПД
насоса; Т|н = 0,6...0,75; 8 - коэффициент бук-
сования; 8 = 0,15... 0,2.
336
Глава 4.1. МАШИНЫ ДЛЯ ЛЕТНЕГО СОДЕРЖАНИЯ ДОРОГ
Техническая производительность поли-
вочно-моечной машины, м2/ч,
77т =3600(2?-Z?nep)vM,
где В - ширина поливки или мойки дорожного
покрытия, м; Впер - ширина перекрытия про-
ходов машины; Впер = 0,1... 0,2 м; vM = 3... 6 м/с.
Эксплуатационная производительность,
м2/ч,
77э=3600^нрЛв/(^П.
где V - полезная вместимость цистерны, м3;
Кн - коэффициент наполнения цистерны;
Кп = 0,9...0,95; Кв - коэффициент использова-
ния машины по времени; Кв = 0,85; qB - норма
расхода воды; при мойке qB = 1 кг/м2; при по-
ливке qB = 0,25 кг/м2; Т - цикл разлива цистер-
ны, с; Т = t\ + /2 + 2/3 + /4; t\ - время разлива;
t\ = VKHKt/(BqBvM\, Kt - коэффициент, харак-
теризующий неравномерность движения ма-
шины вследствие маневрирования; Kt = 1,2;
при работе в ночное время Kt = 1; t2 - время
наполнения цистерны; /3 - время пробега ма-
шины к месту заполнения цистерны; /4 -
вспомогательное время.
Коэффициент, характеризующий эф-
фективность очистки дорожного покрытия
поливочно-моечными и подметально-убороч-
ными машинами,
Хэф= 1 -<7осТ/<7н^0,8--0,85.
где qH и qocr - соответственно начальное и
остаточное количества загрязнений на единицу
площади дорожного покрытия, кг/м2; при рас-
четах обычно принимается qH = 0,1 кг/м2.
4.1.3. ПОДМЕТАЛЬНО-УБОРОЧНЫЕ
МАШИНЫ
Классификация подметально-убороч-
ных машин показана на рис. 4.1.3.
Рабочие органы подметально-убороч-
ных машин. Ими могут быть цилиндрические,
конические (лотковые) и ленточные щетки.
Цилиндрические щетки диаметром окружно-
сти вращения до 1 м имеют горизонтальную
ось вращения. Конические (лотковые) щетки с
ворсом, расположенным по образующей по-
верхности конуса с углом при вершине при-
мерно 60° и осью вращения, наклоненной под
углом 5...7° к вертикали, предназначены для
направленного отброса смета. Ленточные щет-
ки в виде бесконечной цепи с закрепленными
на ней щеточными секциями, которые одно-
временно с отделением смета от дороги транс-
портируют его в бункер, наименее распростра-
нены вследствие малой надежности и эффек-
тивности.
На малогабаритных машинах для уборки
тротуаров, особенно с навесным и прицепным
рабочим оборудованием, используют односту-
пенчатую систему транспортирования смета в
бункер непосредственно ворсом щетки: пря-
мым забросом или когда бункер расположен
сзади щетки (рис. 4.1.4), обратным забросом
(через себя). Для этих способов характерна
малая вместимость бункера (до 1 м3). Кроме
того, последний способ требует более высокой
окружной скорости щетки и восстановления
изношенного ворса. Наиболее широко исполь-
зуют многоступенчатое механическое транс-
портирование смета с параллельным оси вра-
щения цилиндрической щетки шнековым под-
борщиком и цепочно-скребковым конвейером.
Недостатки такой системы заключаются в ее
низкой надежности и большой металлоемкости.
Перспективным является механическое
транспортирование смета в бункер промежу-
точным лопастным метателем. При щеточно-
вакуумном (пневматическом) транспортирова-
нии вспомогательная цилиндрическая щетка
уменьшенного диаметра подает смет в ваку-
умный подборщик; на машинах может быть
установлен также промежуточный конвейер.
В струйно-вакуумном подборщике вместо
щеточного ворса используют сдувающие со-
пла, воздушные потоки которых обеспечивают
отрыв загрязнений от дорожного покрытия и
перемещение их к всасывающему трубопрово-
ду. Отделение крупного смета в бункере обес-
печивается гравитационным способом. Пыле-
ватые частицы задерживаются тканевыми
фильтрами с устройствами для их периодиче-
ской регенерации встряхиванием, вибрацией,
обратной продувкой и др. При струйно-ва-
куумной системе транспортирования через
фильтр в атмосферу выбрасывается не более
20...26 % воздуха, остальная его часть без очи-
стки от пыли подается в сдувающие сопла, час-
тично замыкая систему циркуляции воздуха.
Способы разгрузки подметально-убо-
рочных машин. Ими являются: гравитацион-
ный - смет высыпается из бункера под дейст-
вием собственного веса при открытии люка
или задвижек; самосвальный - поворотом бун-
кера или контейнера; принудительный - эжек-
ПОДМЕТАЛЬНО-УБОРОЧНЫЕ МАШИНЫ
337
Рис. 4.1.3. Классификация подметально-уборочных машин
тированием вбок или назад с помощью под-
вижной стенки-выталкивателя с механическим
или гидравлическим приводом. При неболь-
шом объеме бункера (до 2...3 м3) целесообраз-
на разгрузка смета непосредственно на обслу-
живаемом участке. Поэтому некоторые маши-
ны оборудуют сменными стандартными кон-
тейнерами, а также механизмами выгрузки
смета в контейнер или в приемный бункер
мусоровоза. В качестве дополнительного обо-
рудования подметально-уборочных машин
используют выносной вакуумный подборщик
для уборки опавших листьев и загрязнений из
труднодоступных мест, электромагнитный
брус для подбора металлического мусора на
шоссейных дорогах, аэродромах и др.
338
Глава 4.1. МАШИНЫ ДЛЯ ЛЕТНЕГО СОДЕРЖАНИЯ ДОРОГ
Рис. 4.1.4. Схемы рабочего оборудования подметально-уборочных машин:
а - с прямым забросом смета; б - с обратным забросом смета; в - с забросом смета лопастным метателем;
г - с забросом смета ленточной щеткой; д - со шнековым и цепочно-скребковым транспортерами;
е - со щеточно-вакуумным подборщиком и гравитационным отделением смета;
ж - со струйно-вакуумным подборщиком и инерционным отделением смета;
1 - бункер; 2 - цилиндрическая щетка; 3 - лопастной метатель; 4 - ленточная щетка;
5 - скребковый транспортер; 6 - шнек; 7 - всасывающий трубопровод; 8 - фильтр;
9 - напорный трубопровод; 10 - вакуумный вентилятор; 11 - вакуумный подборщик;
12 - сдувающие сопла; 13 - циклон; 14 - коническая щетка
По способу обеспыливания воздушной
среды при подметании различают влажное
обеспыливание путем мелкодисперсного раз-
брызгивания воды под давлением 0,2...0,3 МПа
через форсунки перед подметальными щетка-
ми и пневматическое обеспыливание, совме-
щенное с вакуумной системой транспортиро-
вания смета. Норма расхода воды при влажном
обеспыливании составляет 0,02...0,025 кг на
1 м2 поверхности дороги; при увеличении рас-
хода происходит прилипание смета к щетке и
дорожному покрытию и резкое снижение ка-
чества подметания. Перспективным является
термовлажное обеспыливание подачей пара в
зоны интенсивного пылеобразования.
В качестве базовых машин для монтажа
подметально-уборочного оборудования при-
меняют маневренные автомобили малой и
средней грузоподъемности, самоходные шас-
си, колесные тракторы, а также одноосные или
двухосные прицепы.
Расчет подметально-уборочной маши-
ны включает: определение рациональных па-
раметров процесса взаимодействия рабочих
органов с дорожным покрытием и нагрузок на
оси машины; выбор базовой машины; расчет
систем транспортирования смета, разгрузки
его и обеспыливания; прочностные расчеты
кузова и рабочих органов; тягово-динами-
ческие расчеты; определение баланса мощно-
сти и производительности; расчеты маневрен-
ности, устойчивости, управляемости и др.
При взаимодействии цилиндрической
щетки с дорожным покрытием можно выде-
лить четыре характерных положения отдель-
ных прутков (рис. 4.1.5). В начале контакта
очередного прутка ворса с дорогой (положе-
ние I) под действием растягивающей центро-
бежной силы он занимает радиальное положе-
ние под углом Р, к оси. По мере дальнейшего
поворота щетки с угловой скоростью со проис-
ходит изгиб прутка и накапливание в нем по-
тенциальной энергии упругой деформации
(положение II), при этом ворс перемещает
своими концами загрязнения вдоль дорожного
покрытия. В конечный момент контакта с до-
рогой пруток находится в изогнутом состоя-
нии (положение III), затем резко разгибается,
отбрасывая загрязнения и смет со скоростью
vc под углом а = 20° к горизонту, вновь зани-
мает радиальное положение IV. За время воз-
врата прутка ворса в радиальное положение
щетка успевает совершить поворот на некото-
рый угол X. Радиальное положение IV является
средним, относительно которого пруток опре-
деленное время совершает затухающие изгиб-
ные колебания в плоскости вращения щетки.
Начальная скорость отбрасывания смета опреде-
ПОДМЕТАЛЬНО-УБОРОЧНЫЕ МАШИНЫ
339
Рис. 4.1.5. Схема взаимодействия
цилиндрической щетки с дорожным покрытием
ляется скоростью выпрямления ворса, которую
можно найти по эмпирической зависимости
vc = 1,5 со/? +1,6 м/с,
где со - угловая скорость щетки, рад/с; R -
радиус вращения щетки, м.
При движении машины скорость отбра-
сывания смета определяется геометрической
суммой скоростей выпрямления ворса и по-
ступательного движения машины, м/с:
< =7vc + VM +2vcvM cosa .
Для определения силовых и энергетиче-
ских параметров рабочего процесса цилиндри-
ческой подметальной щетки рассмотрим изгиб
прутка ворса в квазивертикальном положении,
когда касательная к прутку в начале координат
точки О, совпадающей с точкой заделки ворса
в барабан, направлена вертикально вдоль оси у
и начальный угол в месте заделки ф0 = тс/2
(положение II). Можно принять обоснованное
экспериментально допущение, что этому по-
ложению прутка ворса соответствует макси-
мальная вертикальная реакция Р, его взаимо-
действия с дорожным покрытием. Кроме силы
Pj на конец прутка действует внешняя гори-
зонтальная сила трения его о дорожное покры-
тие Pjf3, где/i - коэффициент трения ворса о
дорожное покрытие; для высокоуглеродистой
стальной проволоки f3 = 0,34, для малоуглеро-
дистой Ув = 0,4, для синтетического ворса
Ув = 0,41. Действующими на пруток ворса
инерционными силами и собственным весом
пренебрегаем. Изгибающий момент в произ-
вольном поперечном сечении прутка с коор-
динатами х, у, Н • м,
Mi = pi (хк - *)+(ук - у) >
где хк — расстояние между концом прутка и
вертикальной осью у\ у* - расстояние между
ободом барабана и горизонтальной поверхно-
стью дороги; ук = S - h; S - свободная длина
прутка ворса; S = R-R6;R6- радиус барабана
цилиндрической щетки; h - деформация ворса.
Дифференциальное уравнение, описы-
вающее форму изогнутого упругого прутка
ворса, имеет вид:
с/ф _ Mj
-ds~~Ej'
где ф - текущий угол между касательной к
прутку и горизонталью; Mj - единичный изги-
бающий момент, Н • м; Е - модуль упругости
ворса; для стальной проволоки Е = 2,1 • 105 МПа;
для синтетического ворса £ = (7,1... 8) 103 МПа;
J - момент инерции поперечного сечения
прутка относительно оси, перпендикулярной к
плоскости вращения; для ворса круглого сече-
ния / = 0,25тсгв4; гъ - радиус поперечного
сечения прутка.
Тогда
Используя выражения 0 = тс / 2 - ф ;
0к=тс/2-фк; ф = ЛЗ,8тф = dScosB , по-
лучим
dd &
Jcos0-/Bsin0-cos0K + /Bsin0K у2^
(4.1.2)
, cos 0c® I Ed
dy — I . — I j
^cos0-/Bsin0-cos0K +/Bsin0K y2^
где фк, 0K - углы наклона соответственно к
горизонтали и вертикали, касательной к концу
прутка ворса.
В результате интегрирования для средне-
го значения коэффициента трения f3 в общем
виде
Pt= 0,691 EJS6 * В * / у*.
Предельный угол поворота торцового се-
чения прутка ворса
0К = arcsin[0,21(57 ук)10],
340
Глава 4.1. МАШИНЫ ДЛЯ ЛЕТНЕГО СОДЕРЖАНИЯ ДОРОГ
откуда следует ограничение
sin0K<l; ук> 0,855. (4.13)
При деформации ворса щетки h = S - ук
больше предельно допустимой, т.е. при
h > 0,155 ворс или начинает скользить по до-
рожному покрытию боковой стороной,
уменьшая тем самым свободную длину 5 до
значения, обеспечивающего указанное нера-
венство (4.1.3), или, в особых случаях, всту-
пают в силу другой, более сложный закон из-
гибной деформации ворса.
При интегрировании в пределах угла Р
поворота щетки от начала до конца контакта
прутка ворса с дорожным покрытием за время
контакта t - p/со имеем среднее значение вер-
тикальной реакции
^СР=М>
где Хр - интегральный коэффициент; можно
принять Хр « 0,6.
Для определения суммарного значения
вертикальной реакции Р щетки в целом необ-
ходимо определить число прутков ворса, по-
стоянно находящихся в контакте с дорожным
покрытием в процессе подметания:
iK = iu — =—2,6arccos Ук + ,
к ц2л 2л R
где Р « 2,6Р для цилиндрических щеток с ра-
диальным ворсом.
Общее число ворса цилиндрической
щетки /ц определяют из условия перекрытия
следов ворса на дорожном покрытии как по
ширине щетки, так и в радиальной плоскости
вращения:
. ________гсВпХрУм
Ук +^б
R
где Вп - ширина полосы подметания, м; Кр -
коэффициент неравномерности расположения
ворса на образующей поверхности барабана
щетки; Кр = 2...2,5; vM - рабочая скорость ма-
шины при подметании; vM = 0,7...6 м/с.
Для эффективной работы щетки необхо-
димо соблюдать соотношение (toR = 2vM, а при
обратном забросе смета cnR = 4,5vM.
ц
2,6 arccos
гвюЯ
Суммарная вертикальная реакция, Н,
Р = 0,17£7-Сгц arccos Л+ /?б .
Л8 R
Для определения момента упругой де-
формации ворса цилиндрической щетки вос-
пользуемся выражением (4.1.2) и преобразуем
его к виду:
_^Р = /2£х
dS N EJ (4.1.4)
x^sin(p-/Bcos(p-cos0K + /Bsin0K.
Тогда реактивный момент сопротивления
прутка ворса изгибной деформации в месте
заделки в барабан при ф = фо = л/2, Н • м,
Mi = yj2PiEJ(l + /Bsin0K —cos0K .
Для цилиндрической щетки в целом по-
сле подстановки значения Pj получим
53
M = 0,583£J—гх
Ук
х J(1 + f К - arccos +
где К = sin0K =O,21(S/yK)10.
Вращающий момент привода цилиндри-
ческой щетки определяется суммой моментов
сопротивления трения ворса о дорожное по-
крытие, деформации ворса, не зависящей от
сил трения, и аэродинамического сопротивле-
ния вращению щетки. Поскольку две послед-
ние составляющие не превышают 5...7 % вра-
щающего момента при окружной скорости
щетки до 4...6 м/с, мощность привода цилинд-
рической щетки с достаточной степенью точ-
ности определяется выражением, кВт,
= PfB(R-h)<oK3an /(1000т]ц),
где Кзяп - коэффициент запаса мощности для
преодоления инерционных сил в неустано-
вившемся режиме вращения, сил деформации
ворса и аэродинамического сопротивления;
Хзап = 1,1; Лц ~ КОД привода цилиндрической
щетки.
При взаимодействии конической лотко-
вой щетки с дорожным покрытием можно вы-
делить три характерных положения отдельных
ПОДМЕТАЛЬНО-УБОРОЧНЫЕ МАШИНЫ
341
прутков ворса (рис. 4.1.6). Вследствие наклона
оси вращения под углом у к вертикали с доро-
гой контактирует только часть ворса (макси-
мум - 1/2 общего количества). До контакта с
дорогой прутки ворса изгибаются в радиаль-
ной плоскости распределенной центробежной
силой инерции (Н • м), которая может быть
принята неизменной вдоль прутка длиной S:
‘7cp = 2wB®2*cp/S>
где тв - масса прутка ворса, кг; о - угловая
скорость щетки, рад/с; Rcp - средний радиус
вращения прутка, м.
Начало контакта ворса с дорогой (поло-
жение Г) характеризуется изгибной деформа-
цией ворса в радиальной плоскости и танген-
циальном направлении, причем в положении II
при максимальной вертикальной деформации
соответственно максимальной будет изгибная
деформация. На пруток ворса действует верти-
кальная реакция дороги Pj и тангенциальная
сила трения PjfB, которая в положении II на-
правлена перпендикулярно плоскости чертежа.
Действием силы трения в радиальной плоско-
сти можно пренебречь, что приводит к завы-
шению расчетного значения вертикальной
реакции Ph Однако если при определении си-
лы Pj одновременно пренебречь тангенциаль-
ным изгибом прутка ворса, который увеличи-
вает силу Pj, то погрешности от двух этих до-
пущений взаимно компенсируются. При даль-
нейшем повороте конической щетки деформа-
ция ворса в вертикальном направлении и его
изгибная деформация уменьшаются, и в поло-
жении III, диаметрально противоположном
Рис. 4.1.6. Схема взаимодействия конической
лотковой щетки с дорожным покрытием
положению I, имеем Л = 0. Поскольку дефор-
мация ворса в процессе вращения щетки изме-
няется непрерывно от нуля до максимума и
вновь до нуля, а не скачкообразно, как у ци-
линдрической щетки, то рациональным явля-
ется расчет отброса смета в горизонтальном
направлении только под действием радиаль-
ных и тангенциальных сил инерции.
Используя дифференциальное уравнение
формы изогнутого упругого прутка ворса
(4.1.4) и пренебрегая собственным весом прут-
ка, получим уравнение изгибной деформации
ворса в радиальной плоскости:
ф _ 1
~dS~~EJ
Pt{xK -х)+^-(ук -у)
(4.1.5)
Интегрируя его в пределах от х = 0, у - 0
до х = хк, у = ук, получим выражение для вер-
тикальной реакции, Н, действующей на пруток
ворса:
Pt = 4,8410-2£7^=- I—,
Ук V #ср
где S - свободная длина прутка ворса, м.
Среднее интегральное значение единич-
ной вертикальной реакции по длине дуги кон-
такта ворса конической щетки с дорожным
покрытием может быть принято равным
0,65Р/. Для определения вертикальной реакции
конической щетки в целом необходимо учиты-
вать количество ворса i*, находящегося в кон-
такте с дорожным покрытием:
Р = 0,657/ /к = 0,657/ /КР / 2л ,
где Р - центральный угол контакта ворса с
дорожным покрытием в плоскости вращения
щетки, зависящий от угла наклона оси ее вра-
щения у и отношения вертикальной деформа-
ции ворса Л к радиусу вращения R, в опти-
мальном случае Р = л; /к - количество ворса
щетки; определяется из условия перекрытия
следов ворса на дорожном покрытии;
‘к = 2nvM /( JBco).
В общем виде
Р = 510’3£ЛкР^- 1^.
Ук V ^ср
342
Глава 4.1. МАШИНЫ ДЛЯ ЛЕТНЕГО СОДЕРЖАНИЯ ДОРОГ
Момент сопротивления вращению кони-
ческой щетки от действия тангенциальной
силы трения Pf3 ворса о дорожное покрытие
при радиусе вращения ворса R, Н • м,
M = 5 10-3£JZKP/?/B^- 1^.
Ук N 9сР
При наличии в конической щетке не-
скольких концентричных рядов ворса необхо-
димо определить значения Р и М для каждого
у-го ряда ворса, так как каждый ряд характери-
зуется своими значениями среднего и макси-
мального радиусов вращения и высоты ук.
В этом случае при одинаковой свободной дли-
не 5 ворса во всех рядах имеем:
п
P = 5 lQ-3EJiK^S54SEjYy-V/ >
7=1
м = 5• 10'3£ЛКР/В55 JseJY.
J=1
где п - число концентричных рядов ворса ко-
нической щетки; и = 2... 3.
Момент привода вращения конической
щетки определяется в общем виде суммой
моментов тангенциальных сил трения и де-
формации ворса, реактивного момента отбра-
сывания смета и аэродинамического сопротив-
ления. Поскольку основное влияние на энерго-
емкость процесса подметания оказывают тан-
генциальные силы трения, мощность привода
конической щетки с достаточной точностью
определяется выражением, кВт,
^=Р/вМзап/(1000Лк),
где Хзап - коэффициент, характеризующий
запас мощности для преодоления инерцион-
ных сил в неустановившемся режиме враще-
ния и прочих неучтенных сил сопротивления;
Хзап = 1,1... 1,2; Т|к- КПД привода конической
щетки.
Мощность привода системы влажного
обеспыливания, кВт,
^в.о — Ю ^О^м^оР/СРв^прЛн)’
где Bq - ширина полосы обеспыливания на
10...20 % больше ширины подметания, м;
до - удельный расход воды при обеспылива-
нии; д0 = 0,025...0,035 кг/м2; р - давление во-
ды в системе обеспыливания, МПа; Г|пр - КПД
привода; Г|н - объемный КПД водяного насоса;
Т]н = 0,65... 0,75.
Вместимость водяного бака системы
обеспыливания, м3,
Кв = 50VM^0 /(Рв*н),
где tQ — продолжительность опорожнения
водяного бака, равная или кратная продолжи-
тельности наполнения бункера сметом, с; кн -
коэффициент наполнения бака; ки = 0,9...0,95.
Вместимость бункера для смета, м3,
И) “ ^nVM^c^n /(рс^н.б)’
где дс - норма загрязненности дорожного по-
крытия; в лотковой части дороги дс = 0,1...
0,15 кг/м2; tn - время наполнения бункера
сметом, равное или кратное продолжительно-
сти смены с учетом непроизводительных
потерь времени, с; рс - плотность смета; рс =
= 1000 кг/м3; Хнб - коэффициент наполнения
бункера сметом; Кп б = 0,85.. .0,9.
Уравнение тягово-динамического балан-
са, расчет сопротивления движению подме-
тально-уборочной машины и уравнение ее
мощностного баланса в транспортном режиме
аналогичны рассмотренным выше для поли-
вочно-моечной машины.
Сопротивление движению при подмета-
нии дорожного покрытия, Н,
И'раб = <?м (/ + гу + Звр7 ! g) + (Л + Рк )/в >
где Рц, Рк - вертикальные силы взаимодейст-
вия соответственно цилиндрической и кониче-
ской щеток с дорогой, Н.
Уравнение мощностного баланса в рабо-
чем режиме, кВт,
^дв
, Ю~ЧабУм
0-8)Птр
+ N + 7VK +
Ц л
+ ^В.О + всп + ^тр >
где N3Cn - мощность привода вспомогательно-
го оборудования (шестеренного насоса гидро-
системы управления и др.); - мощность
привода системы транспортирования смета в
бункер.
При использовании вакуумной системы
обеспыливания и транспортирования смета
ТРАНСПОРТИРОВАНИЕ СМЕТА ПНЕВМАТИЧЕСКИМ ТРАНСПОРТОМ
343
вместо NB 0 и 2Vip подставляют мощность при-
вода вентилятора вакуумной системы:
^вак — QPb /(ЛвЛпрХ
где Q - расход воздуха, обеспечиваемый вен-
тилятором, м3/с; р3 - разрежение воздуха на
входе в вентилятор, кПа; Г|в - объемный КПД
вентилятора; Г|пр - КПД привода вентилятора.
Расход воздуха, м3/с,
Q — -^зал^п^м^с /(НкРв.п)’
где Цк - коэффициент, характеризующий до-
пустимую массовую концентрацию твердых
частиц, транспортируемых потоком воздуха;
цк = 0,05...0,1; рвп - плотность воздуха в ва-
куумном подборщике; Кзяп - коэффициент
запаса.
Плотность воздуха в вакуумном подбор-
щике, кг/м3,
Рв.п =Рв(Ра-РП)/Ра,
где ра - атмосферное давление, кПа; рп - раз-
режение воздуха в вакуумном подборщике,
кПа.
Скорость воздушного потока на входе во
всасывающий трубопровод определяется из
условия равновесия частицы смета под дейст-
вием противоположно направленных сил:
веса
~Рс
и аэродинамической силы
Рл = ndc2cp,n/g(v,-v0)2,
где dc - средний статистический диаметр час-
тицы смета, м; с - аэродинамический коэффи-
циент; для частиц шарообразной (в среднем)
формы с = 0,23; vB - скорость воздушного по-
тока, м/с; Vo - начальная скорость движения
частиц, м/с.
При Vo = 0
vb — сд/#б/срс /рв.п ’
где К3 с - коэффициент запаса скорости, обес-
печивающий движение частиц смета во всасы-
вающем трубопроводе; Кз с = 1,25.
Для подметально-уборочных машин
vB « 50 м/с; для аэродромных вакуумно-убо-
рочных машин vB = 100 м/с.
Эксплуатационная производительность
подметально-уборочной машины, м2/ч,
77э = 3600КбрЛнб^в/(дс7),
где Къ - коэффициент использования машины
по времени; Кв = 0,75...0,95; Т- цикл подме-
тания; Т = t\ + t2 + 6 + 2/4 + t5; t\ - время не-
прерывного подметания; t\ = ^бРс^н.б/^сДЛ'м),
с; t2 - время заправки водяного бака, с; t3 -
время опорожнения бункера для смета, с; Ц -
время пробега к месту опорожнения бункера и
заправки водяного бака, с; /5 - вспомогатель-
ное время, с.
4.1.4. ТРАНСПОРТИРОВАНИЕ СМЕТА
ПНЕВМАТИЧЕСКИМ ТРАНСПОРТОМ
Установки пневматического транспорта
применяют для перемещения по трубам в на-
копительный бункер смета, образованного при
работе подметально-уборочных машин.
Расчет скоростей. При транспортирова-
нии частицы смета находятся во взвешенном
состоянии, при котором подъемная сила вос-
ходящего потока воздуха уравновешивает их
вес. Минимальная скорость воздуха, при кото-
рой все частицы материала находятся во взве-
шенном состоянии, называется скоростью ви-
тания vBHT. Она может быть определена из рав-
новесия сил:
G-G0-P = 0, (4.1.6)
где G = pgnd3 /б - вес частицы; d- диаметр
частицы, м; р - плотность частицы; Go =
= pBg7cJ3/6 - выталкивающая сила Ар-
химеда; рв - плотность воздуха; Р =
= 0,5A^cpB5midvB - подъемная сила восходя-
щего потока; Smid - площадь "миделевого"
сечения, т.е. площадь проекции тела на плос-
кость, нормальную к потоку, м2; Кс - коэффи-
циент аэродинамического сопротивления.
Решение уравнения (4.1.6) относительно
скорости потока воздуха vB = vBIfT, при которой
частицы материала находятся во взвешенном
состоянии, дает
VbhT=3-63J^TV^- <4L7>
V ЛсРв
Учитывая, что плотность воздуха рв яв-
ляется малой величиной по сравнению с плот-
ностью частицы р и что транспортируемые
344
Глава 4.1. МАШИНЫ ДЛЯ ЛЕТНЕГО СОДЕРЖАНИЯ ДОРОГ
частицы имеют произвольную форму, отлич-
ную от шарообразной, формула (4.1.7) примет
вид:
виг=3,63
*сРв ’
где d3 =^6V/ti - диаметр эквивалентного
шара; V - объем частицы, отличающейся от
шарообразной формы.
Скорость витания - исходная величина при
расчетах сопротивлений движению материала с
помощью восходящего потока в вертикальных
трубопроводах. Однако, как показали исследова-
ния, при расчетах сопротивлений движению
материала с помощью восходящего потока воз-
духа в вертикальных трубопроводах следует
исходить из скоростей трогания увитлр, которые
значительно превышают скорость витания.
Эту скорость принимают минимальной для
транспортирования материала и определяют ее
согласно расчетной схеме (рис. 4.1.7, а).
На частицу, прилипшую к стенке верти-
кального трубопровода, действуют следующие
силы: Р - сила давления воздушного потока,
направленная перпендикулярно площади по-
перечного сечения частицы; N - сила аэроди-
намического давления воздуха, обтекающего
боковую поверхность частицы; G - вес части-
цы; F- сила трения частицы о стенку трубы.
Сила трения частицы о стенку трубы
F = fN = 0,5fSv2^,p„
где f- коэффициент трения скольжения части-
цы о боковую поверхность трубы; S - площадь
обтекаемой боковой поверхности частицы;
Утр.в - начальная скорость воздуха, транспор-
тирующего частицу в вертикальном трубопро-
воде.
Сила давления воздушного потока в вер-
тикальном трубопроводе
Р = OjSXgSmjdV.jp врв.
Тогда уравнение равновесия сил, дейст-
вующих на частицу, прилипшую к стенке вер-
тикального трубопровода, запишется в сле-
дующем виде:
G = 0,5v?pB(^cSinid-/S)pB.
Откуда скорость воздуха при отрыве час-
тицы от стенки трубопровода
I 2G
vTO в =---------------• (4-1 -8)
WKJ^-fS)
Аналогично согласно расчетной схеме,
показанной на рис. 4.1.7, б, составляют урав-
нение равновесия для случая движения в гори-
зонтальном трубопроводе и получают форму-
лу для определения минимальной скорости
движения воздуха
--------J------. (4.1.9)
P.(*Aid ~fS)
«)
Рис. 4.1.7. Схема сил, действующих на частицу, прилипшую к стенке трубопровода:
а - вертикального; б - горизонтального
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА СНЕГА
345
Из сравнения формул (4.1.8) и (4.1.9)
следует, что
v /v = ^l~f
утр.г' ¥тр.в У? •
На практике, как правило, трасса пневма-
тического перемещения сыпучих материалов
состоит из вертикальных и горизонтальных
участков. Для расчета таких трасс следует
определять скорость движения воздуха, необ-
ходимую для транспортирования смета в вер-
тикальном трубопроводе, и на основании при-
веденных выше формул определять скорость
на горизонтальных участках пневмосистемы.
Расчет вакуумного вентилятора. При
расчете пневмосистемы подметально-убороч-
ных машин с вакуумной транспортировкой
смета при известной скорости потока воздуха
определяются параметры вакуумного вентиля-
тора и проходное сечение трубопроводов.
Мощность привода вентилятора, кВт,
У = -^5-,
ПоПпр
где Q - объемная подача воздуха, обеспечи-
ваемая вентилятором, м3/с; рв = 5...20 кПа -
разрежение воздуха на входе в вентилятор;
Г|о = 0,65...0,85 - объемный КПД вентилятора;
Г] пр - КПД привода вентилятора.
Необходимая объемная подача воздуха Q
определяется условием обеспечения мини-
мальной скорости воздуха в щели между доро-
гой и кожухом щеток:
Q = nQt,
где П - периметр кожуха щеток, м; Qi - коли-
чество воздуха, которое необходимо отсасы-
вать через 1 м периметра кожуха щеток;
согласно опытным данным Qi = 0,18...
0,2 м3/с на 1 м.
В то же время объемная подача воздуха
(м3/с) должна обеспечивать производитель-
ность машины по уборке смета:
/э _ г' BnvMqQM
*2 ^зап ’
МкРв.п£
где Хзап = 1,1... 1,2 - коэффициент запаса по
расходу воздуха; Вп - ширина подметания, м;
vM - скорость перемещения подметально-убо-
рочной машины, м/с ; дсм = 0,15 - удельная
загрязненность дорожного покрытия, кг/м2;
цк = 0,05...0,1 - коэффициент массовой концен-
трации твердых частиц, транспортируемых пото-
ком воздуха; рв п - плотность воздуха в вакуум-
ном подборщике, кг/м3; рвп = рв(ра ~р„)/ра;
рв = 1,2 кг/м3 - плотность воздуха при нор-
мальном атмосферном давлении и температуре
15 °C; р& - атмосферное давление, кПа;
рп - разрежение воздуха в вакуумном подбор-
щике, кПа.
Вентилятор всасывает воздух через щели
в кожухе щеток, а затем через фильтрующую
систему выбрасывает его в атмосферу. При
этом возникают местные и линейные сопро-
тивления, обусловленные прохождением воз-
духа через щели кожуха, надщеточное про-
странство, бункер, воздухопроводы, фильтры и
т.д. Сумма этих сопротивлений, возникающих
на всасывающей и напорной линиях системы,
а также скоростной напор под кожухом щеток
должны равняться полному напору, развивае-
мому вентилятором:
2
Я=УА+—-
2g
где У, h - сумма местных сопротивлений,
возникающих на всасывающей и напорной
линиях системы, значение которых определя-
ют по соответствующим формулам гидравлики.
При определении сопротивлений фильт-
ров необходимо учитывать, что во время рабо-
ты машины оно изменяется. Чистые фильтры
имеют минимальное сопротивление, которое
затем постепенно увеличивается по мере их
запыленности в результате работы машины.
Таким образом, напор Н должен разви-
ваться вентилятором при необходимой для
работы системы подаче воздуха Q. По полу-
ченным значениям Н и Q выбирают вентиля-
тор пневмосистемы.
Глава 4.2
ОСОБЕННОСТИ УСТРОЙСТВА И
РАСЧЕТА МАШИН ДЛЯ ЗИМНЕГО
СОДЕРЖАНИЯ ДОРОГ
4.2.1. ФИЗИКО-МЕХАНИЧЕСКИЕ
СВОЙСТВА СНЕГА
Снег составляет в среднем 26...30 % го-
дового количества осадков. Физико-механи-
ческие свойства снега зависят от различных
природно-климатических и технологических
факторов и существенно влияют на эффектив-
ность работы снегоочистителей. Наиболее
346
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
важными свойствами снега являются плот-
ность, сопротивление резанию, углы естест-
венного откоса, внутреннего и внешнего тре-
ния, твердость, влажность, коэффициенты
сцепления и сопротивления перекатыванию
колесного и гусеничного движителей.
Плотность снега рсн является домини-
рующим фактором в процессах его разработки
вследствие того, что вес и сила инерции снега
составляют наибольшую долю в общем балан-
се сил его сопротивления разработке. Плот-
ность свежевыпавшего снега, который обычно
убирают в процессе патрульной снегоочистки,
существенно зависит от температуры воздуха
(табл. 4.2.1).
Твердость снега (МПа) характеризует
его сопротивление внедрению твердого тела
(штампа, конуса и др.) и измеряется отноше-
нием силы внедрения к площади поверхности
давления.
Сопротивление резанию снега характери-
зует интегральную силу противодействия сне-
га при отделении его от массива широким пло-
ским ножом и образовании сливной пластич-
ной стружки или стружки, состоящей из эле-
ментов скола (сдвига) снега. Сопротивление
резанию зависит от объемных сил трения и
поверхностных сил сцепления между собой
фрагментов снега. Для стружки сдвига сопро-
тивление резанию в общем виде описывается
законом Кулона:
т = a tg р + с,
где т - касательные напряжения в плоскости
сдвига, МПа; а - нормальные напряжения в
плоскости сдвига, МПа; р - угол внутреннего
трения материала; с - структурное сцепление
фрагментов материала, МПа.
Влажность снега характеризует относи-
тельное содержание жидкой фазы и влияет на
сцепление, углы внешнего и внутреннего тре-
ния, адгезионные свойства снега, а также
способность прилипания его к поверхностям
рабочих органов снегоуборочных машин.
В среднем относительная влажность снега
составляет 10... 12 %, для крупнозернистого
снега при температуре, близкой к 0 °C, дости-
гает 20%, а для свежевыпавшего снега -
40...45 %.
Угол 8 внешнего трения снега характери-
зует отношение силы его трения о стальные
элементы рабочих органов снегоуборочных
машин к нормальным силам, действующим на
эти поверхности. Эквивалентом угла 8 являет-
ся коэффициент внешнего трения /i = tg 8
(табл. 4.2.2). С увеличением плотности снега
Рсн угол внешнего трения снижается вследст-
вие увеличения площади контакта снежных
кристаллов с поверхностью трения при более
плотной их упаковке. С повышением темпера-
туры угол внешнего трения уменьшается до
определенного предела, соответствующего
температуре -4 °C, вследствие ослабления сил
структурного сцепления, а затем вновь начи-
нает возрастать из-за увеличения адгезии
(прилипания и примерзания) к металлической
поверхности.
Угол р внутреннего трения характеризу-
ет отношение силы трения снега по снегу к
нормальной силе, действующей на поверх-
ность трения (табл. 4.2.3).
4.2.1. Механическая характеристика снега
Характер снежного покрова Плотность рсн, кг/м3 Твердость при температуре -1...-20 °C, МПа Сопротивление резанию, МПа
Очень рыхлый, свежевыпавший 10...200 0,02 0,001
Рыхлый, слабоуплотненный, свеже- выпавший обвалованный 220...300 0,2...0,6 0,005.0,01
Уплотненный, слежавшийся 300...400 0,3.1,5 0,1...0,025
Старый слежавшийся 480...520 0,4...0,2 0,025...0,08
Мелкозернистый лавинный, уплотненный накат 550...700 0,4...3 0,1...0,5
Снежно-ледяной накат 700...950 - 1...2,5
ПЛУЖНЫЕ СНЕГООЧИСТИТЕЛИ
347
4.2.2. Значения коэффициента внешнего
трения снега f\ прн разных значениях его
плотности и температуры
Плотность, кг/м3 Коэффициент tg 8 внешнего трения при температуре, °C
+2...-1 -4 -16...-30
80... 120 0,18 0,10 0,14
150...200 0,11 0,08 0,10
250...300 0,09 0,07 0,08
350...400 0,075 0,05 0,06
450 0,056 0,04 0,05
480 0,05 0,03 0,04
520 0,04 0,025 0,03
550 0,03 0,015 0,02
4.2.3. Значения коэффициента внутреннего
трення/2 снега при разных значениях его
плотности и температуры
Плотность, кг/м3 Коэффициент tg р внешнего трения при температуре, °C
+2...0 -1...-6 Ниже-10
120 0,24 0,29 0,34
200 0,3 0,33 0,36
300 0,35 0,39 0,46
400 0,4 0,44 0,5
500 0,43 0,49 0,53
560 0,45 0,5 0,57
Эквивалентом угла р является коэффи-
циент внутреннего трения/2 = tg р. В отличие
от многих других материалов, у которых углы
8 и р пропорциональны один другому, угол
внутреннего трения р снега увеличивается с
ростом плотности вследствие повышения
площади взаимного контакта кристаллов. Уве-
личение сил структурного сцепления также
является причиной роста угла р с понижением
температуры снега.
Угол естественного откоса снега опре-
деляется его способностью к сползанию по
наклонной плоскости под действием собствен-
ного веса. В лабораторных условиях угол есте-
ственного откоса определяют отсыпкой мате-
риала с некоторой высоты на горизонтальную
плоскость. При этом искомый угол является
углом наклона образующей отсыпанного кону-
са к горизонту. Угол естественного откоса
зависит от угла внутреннего трения и сцепле-
ния снега. Поэтому для наиболее вероятных
условий разработки его можно принимать рав-
ным углу внутреннего трения р.
Коэффициент f сопротивления перека-
тыванию колесного и гусеничного движителей
определяет касательную силу сопротивления
движению Pf в зависимости от нормальной
нагрузки Р на движитель: Pf=fP. Коэффици-
ент f увеличивается с уменьшением плотности
и твердости снега, что связано с углублением
колеи, продавливаемой движителем по снеж-
ной поверхности. При движении колеса
по дороге, покрытой слоем снега толщиной
2...3 см,/= 0,025...0,03.
Коэффициент сцепления фсц характери-
зует отношение максимальной касательной
силы, развиваемой колесным или гусеничным
движителем, к нормальной нагрузке на движи-
тель. Для колесного движителя коэффициент
сцепления фсц = 0,2...0,35 и при температуре,
близкой к 0 °C, фсц = 0,1... 0,2; для гусеничного
движителя фсц = 0,4...0,8.
4.2.2. ПЛУЖНЫЕ СНЕГООЧИСТИТЕЛИ
Плужные снегоочистители предназначе-
ны для очистки дорог и аэродромов от свеже-
выпавшего и слежавшегося снега путем пере-
мещения его отвалом, установленным под
углом к направлению движения машины, в
боковой вал или баллистическим отбрасыва-
нием под действием инерционных сил.
Классификация плужных снегоочи-
стителей (рис. 4.2.1) [1]. Плужные снегоочи-
стители, сдвигающие снег по ширине захвата
в виде снежного вала, используют при расчи-
стке дорог после снегопада. Для патрульной
очистки дорог во время снегопада от свежевы-
павшего снега применяют плужно-щеточные
снегоочистители, оборудованные помимо пе-
реднего отвала цилиндрической щеткой, уста-
новленной под углом 60° к направлению дви-
жения машины для зачистки слоя снега тол-
щиной 1...2 см после прохода отвала, а также
скоростные плужные снегоочистители, отбра-
сывающие снег на расстояние до 10... 15 м
(рис. 4.2.2).
348
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
Рис. 4.2.1. Классификация плужных снегоочистителей
Плужные снегоочистители сдвигающего
действия базируются на гусеничных и колес-
ных тракторах и тягачах, автомобилях и авто-
грейдерах и обеспечивают разработку снега
толщиной 0,3...0,4 м со скоростью до 2...3 м/с
в колесном варианте и толщиной до 1...1,5 м
со скоростью до 1 м/с в гусеничном варианте.
Плужно-щеточные снегоочистители в
основном базируются на колесных тракторах,
автогрейдерах и автомобилях и разрабатывают
свежевыпавший снег толщиной 0,2...0,4 м со
скоростью 2,5...5,5 м/с.
Скоростные плужные снегоочистители
базируются на автомобилях и разрабатывают
свежевыпавший снег толщиной 0,2...0,4 м со
скоростью более 7 м/с. Скоростные снегоочи-
стители в основном применяют на загородных
дорогах для отбрасывания снега за один про-
ход за обочину дороги и в придорожный кювет.
Оборудование плужных снегоочисти-
телей. По типу рабочего органа плужно-
щеточные и скоростные снегоочистители бы-
вают одноотвальные, а снегоочистители сдви-
гающего действия - как одноотвальные, так и
ПЛУЖНЫЕ СНЕГООЧИСТИТЕЛИ
349
Рис. 4.2.2. Схемы действия плужных снегоочистителей:
а - одноотвального на автомобиле или колесном тракторе;
б - одноотвального скоростного с дополнительным открылком;
в - плужно-щеточного;
г - двухотвального тракторного
4
с двумя симметрично установленными углами
перед отвалами. Отвалы снегоочистителей
могут иметь жесткое крепление или возмож-
ность изменения угла установки в плане: с
определенным шагом с помощью жестких
фиксаторов или бесступенчато с помощью
гидроцилиндров управления.
В качестве дополнительного оборудова-
ния снегоочистителя применяют дополнитель-
ные боковые открылки, увеличивающие ши-
рину захвата, опорные устройства в виде
стальной лыжи или опорных колес, позволяю-
щих отвалу копировать рельеф дороги при
плавающем положении гидроцилиндров подъ-
ема, механизм изменения углов резания и на-
клона отвала в вертикальной плоскости в соот-
ветствии с изменением прочности и плотности
снега, а также предохранительное устройство,
которое уменьшает динамическую нагрузку на
рабочее оборудование снегоочистителя при
наезде отвалом на непреодолимое препятствие
(бордюрный камень, крышку канализационно-
го люка и др.).
Расчет плужного снегоочистителя. Ди-
намическую нагрузку (Н) определяют из усло-
вия реализации максимальной силы тяги ма-
шины по сцеплению вследствие кратковре-
менного буксования движителя при наезде на
препятствие:
Лдин ^дин^ м^р^/ф сц»
где £дан - коэффициент динамичности; для
снегоочистителей = 1,5...2; остальные
обозначения приведены при расчете поливоч-
но-моечной машины; см. уравнение (4.1.1).
Коэффициент динамичности
*дин=1 +----—-----J— >
дан KpKf(pcjGMg
где GM - вес машины, Н; vM - скорость движе-
ния машины, м/с; С - приведенная суммарная
жесткость системы, С-1 = С”^ + С~р ; Смк -
жесткость металлоконструкции рабочего орга-
на, Н/м; Спр - жесткость препятствия, Н/м.
Таким образом, динамическая нагрузка
снижается при установке в металлоконструк-
ции предохранительных элементов уменьшен-
ной жесткости: пружинных или гидропневма-
тических амортизаторов, подпружиненных
ножевых секций отвала с возможностью их
плоскопараллельного рычажного смещения
вверх и в стороны в плоскости отвала или по-
ворота этих секций в продольной или попе-
речной плоскостях отвала. Кроме того, амор-
тизирующее действие оказывает упругий нож
отвала, изготовленный из листовой резины
толщиной 40... 50 мм.
Расчет плужного снегоочистителя вклю-
чает: определение рациональных параметров
процесса взаимодействия рабочего органа со
снегом и геометрических параметров рабочего
350
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
органа, расчет нагрузок на оси колесной
машины или гусеничное ходовое оборудова-
ние и баланса мощности; прочностной расчет
рабочего органа по напряжениям, возникаю-
щим в элементах конструкции при действии
динамической нагрузки; тягово-динамические
расчеты; расчеты продольной, поперечной и
курсовой устойчивости и систем управления;
определение производительности и др.
При работе плужного снегоочистителя
сдвигающего действия перед отвалом, уста-
новленным под углом захвата ф к направле-
нию движения машины, образуется призма
волочения, которая непрерывно пополняется
за счет вырезаемой отвалом стружки снега,
перемещается вдоль отвала к его заднему кон-
цу и образует при сходе с отвала боковой
снежный вал (рис. 4.2.3, а). Снежный вал в
момент схода с отвала имеет треугольное се-
чение с гипотенузой отсыпания, наклоненной
к горизонту под углом естественного откоса,
примерно равным углу р внутреннего трения
снега, и высотой, равной высоте призмы воло-
чения 7/пр < Н, где Н - высота отвала. В уста-
новившемся режиме работы площадь попереч-
ного сечения бокового вала равна площади,
вырезаемой отвалом стружки снега с поправ-
кой на коэффициент £рых разрыхления снега
при резании:
0,5Hn2pctg р = ВЛКрых,
где В - ширина резания; В = Zsin ф; I - длина
отвала; Л - толщина снежного покрова.
б)
Рис. 4.23. Схема взаимодействия отвала снегоочистителя
со снегом при малой скорости движения:
а - параметры отвала при малой рабочей скорости;
б - схема сил сопротивления в плане
ПЛУЖНЫЕ СНЕГООЧИСТИТЕЛИ
351
Текущая высота призмы волочения Ну, м,
в прямоугольной системе координат по длине
отвала 1Х
Ну — tg р sin ф .
Таким образом, зависимость высоты Ну и
длины Ну ctg р призмы волочения от длины
отвала снегоочистителя имеет вид параболы, а
площади поперечного сечения призмы Fx,
перпендикулярного к поверхности отвала, от
длины отвала - прямой. Скорость, м/с, пере-
мещения призмы волочения вдоль отвала зави-
сит от скорости машины vM и угла 5 внешнего
трения снега по металлу и постоянна по его
длине:
соз(ф + 5)
При ф = 71 / 2 - 5 движение снега вдоль
отвала прекращается, происходит увеличение
призмы волочения с образованием снежных
валов по обе стороны отвала.
Уравнивая объем снега, вырезаемый из
массива за единицу времени некоторым участ-
ком отвала длиной х, и объем, проходящий за
это же время через поперечное сечение приз-
мы на длине х, получим текущее значение
площади Fx поперечного сечения призмы во-
лочения и после интегрирования его по длине
отвала - объем призмы волочения, м3:
B2AALblx cos 5
у _________Рых_____
пр 28ШфСО8(ф + 3)
Так как плотность снега в призме меньше
(уменьшение учитывается коэффициентом
Хрых), чем до взаимодействия с отвалом, то
масса, кг, призмы волочения
т £2ApCHcos8
пр 28ШфСО8(ф + 3) ’
где рсн - плотность снега в естественном зале-
гании до взаимодействия с отвалом, кг/м3.
Координата центра масс призмы волоче-
2
ния снега определяется выражением хц = — х.
Следовательно, центр масс призмы волочения
на косоустановленный отвал удален на
2/3 длины отвала от его переднего конца. Это
важно для оценки продольной и курсовой ус-
тойчивости снегоочистителя.
Суммарное сопротивление, возникающее
при работе плужного снегоочистителя, Н,
= ^рез + ^пр + И^под +
+ ^пер + ^ин + й^тр + й^м.
Сопротивление снега резанию направле-
но вдоль оси движения машины:
Wpc3 = Kpe3Bh, (4.2.1)
где Хрез - удельное сопротивление снега реза-
нию (см. табл. 4.2.1).
Сила сопротивления И^р, возникающая в
результате трения призмы волочения разраба-
тываемого снега о поверхность снежного мас-
сива приложена к центру масс А призмы и на-
правлена в сторону, противоположную вектору
абсолютной скорости Ущ, движения призмы
(рис. 4.2.3, б). В проекции на ось движения
машины сопротивление призмы волочения
= «nptgpsin((p + 5).
Силу инерции снега необходимо
учитывать для плужных и плужно-щеточных
снегоочистителей, имеющих достаточно высо-
кую рабочую скорость vM > 1,5...2 м/с. Сила
возникает вследствие затрат энергии на
разгон снега при переходе из неподвижного
массива в движущуюся призму волочения.
Вдоль оси движения машины
И'ин = 5ЛРснум s“2 <PZ(2g) • <4-2-2)
Сопротивления Wnoa подъему стружки
снега вверх по отвалу и Wnep перемещению
призмы волочения вдоль отвала определяются
нормальной к отвалу составляющей активных
сил и Пассивным давлением от веса
призмы на лобовую поверхность отвала можно
пренебречь. Нормальная к отвалу составляю-
щая сил инерции и трения призмы волочения
р = ВЛрснУ2 sin2 ф + B2ApCHtgpcos2 8
н 2g 2sin фсоз(ф + 3)
(4.2.3)
Тогда сопротивление перемещению
призмы вдоль отвала в проекции на ось дви-
жения машины
^nep = ^Htg8C0S ф.
Нормальная составляющая силы на лобо-
вую поверхность ножа отвала
Рн = Рн sin а,
352
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
где а - угол резания снега в вертикальной
плоскости.
Сила сопротивления подъему стружки
снега на лобовую поверхность ножа равна сумме
сил трения стружки по ножу PHsinatg8 и
стружки по внутренней поверхности ее кон-
такта с призмой волочения Ри sin a tg р. Тогда
суммарное сопротивление подъему стружки в
проекции на горизонтальную ось движения
машины
И'под = O,5P„(tg р + tg 6) sin 2a sin <p.
При большой толщине снежного покрова
h = м сопротивление подъему стружки
будет в основном определяться весом стружки
и пассивным давлением на отвал со стороны
снежного забоя.
Сопротивление перемещению отвала
снегоочистителя по заснеженной поверхности
дороги при установке его в плавающее поло-
жение
WTp = Gotg5,
где Go - вес отвала, Н.
При использовании опорных колес отва-
ла коэффициент трения tg 8 заменяется коэф-
фициентом сопротивления качению опорных
колес.
Сопротивление движению базовой ма-
шины определяют аналогично сопротивле-
нию движения поливочно-моечной машины
(вес отвала при этом не учитывают). Уравне-
ние тягово-динамического баланса также ана-
логично уравнению тягово-динамического
баланса для поливочно-моечной машины. Од-
нако коэффициент Хр распределения веса ма-
шины по осям различен для рабочего и транс-
портного режимов, так как при работе вес от-
вала не действует на оси машины, а передается
непосредственно на дорогу. Уравнение мощ-
ностного баланса учитывает только затраты
энергии на преодоление суммарного сопро-
тивления W, возникающего при работе плуж-
ного снегоочистителя.
Продольная горизонтальная устойчи-
вость плужного снегоочистителя определяет-
ся равенством разворачивающего момента от
действующих на отвал составляющих сил со-
противления и удерживающего момента от
действующих на движитель машины сил со-
противления боковому скольжению R\ и Т?2
(рис. 4.2.4).
Рис. 4.2.4. Расчетная схема продольной горизон-
тальной устойчивости плужного снегоочистителя
Особенность расчета состоит в том, что
сила сопротивления призмы волочения
приложена к центру масс А призмы, силы ре-
зания И^рез, инерции снега Wm, трения отвала
приложены к середине отвала, а силы
подъема стружки №п0Л и перемещения струж-
ки вдоль отвала Wncp частично приложены к
точке, являющейся проекцией центра массы
призмы на поверхность отвала, а частично к
середине отвала и действуют в плоскости от-
вала. Это заставляет учитывать разные плечи
составляющих сил сопротивления при опреде-
лении разворачивающего момента. Действие
продольных составляющих сил сопротивления
асимметрично продольной оси машины, что
создает дополнительный удерживающий мо-
мент, противоположный моменту от действия
боковых сил. Сила трения отвала в данном
случае направлена перпендикулярно продоль-
ной оси машины и также создает удерживаю-
щий момент. С учетом изложенного получают
уравнения, определяющие условия равновесия
моментов относительно центров передней и
задней осей машины. Силы сопротивления
боковому скольжению колес передней R\ и
задней оси Т?2:
= (Gm - G0)(l - Хр) фсц;
~ (GM — G0)Xp<pcu,
где GM и Go - вес соответственно машины в
целом и отвала.
Для плужного снегоочистителя, смонти-
рованного на гусеничной машине, удержи-
вающий момент сопротивления боковому
скольжению гусениц принимают
ПЛУЖНЫЕ СНЕГООЧИСТИТЕЛИ
353
0,25(GM (лОДтфбою
где /оп - длина опорной поверхности гусениц;
фбок - коэффициент бокового сцепления гусе-
ниц с опорной поверхностью; фбок » 0,5фсц.
Расчеты плужно-щеточного снегоочи-
стителя дополнительно содержат расчет ци-
линдрической щетки, который отличается от
расчета щетки подметально-уборочной маши-
ны наличием сопротивления резанию снега
щеточным ворсом:
рез ~ -^рез^^о»
где Ло - толщина слоя снега на дороге после
прохода отвала; hQ = 0,01... 0,05 м.
Мощность привода цилиндрической
щетки, кВт,
Мх = (Р/в + ^рез^0)(Я “ h) СО/^зап / (1000Г|ц),
где Р - вертикальная реакция взаимодействия
щетки с дорогой, Н; /ъ - коэффициент трения
ворса; / - длина щетки, м; h - деформация вор-
са щетки без учета толщины h0, м.
Суммарное сопротивление, возникающее
при работе плужно-щеточного снегоочистите-
ля, Н,
^п.щ=ИГ+КрезВЛо,
где W - суммарное сопротивление плужного
снегоочистителя.
В уравнениях продольной устойчивости
плужно-щеточного снегоочистителя необхо-
димо дополнительно учитывать разворачи-
вающий момент от действия боковой силы
/СрезВЛ0 ctg X (гДе ~ Угол установки щетки
относительно продольной оси машины), при-
ложенной к середине щетки, и удерживающий
момент от приложенной к этой же точке силе
PfB трения ворса о дорожное покрытие. Отно-
сительно центра передней оси момент боковой
силы, действующей на щетку, противоположен
моменту боковой силы, действующей на отвал;
относительно центра задней оси эти моменты
совпадают по направлению. Кроме того, если
передние колеса плужно-щеточного снегоочи-
стителя с межосевым расположением щетки
взаимодействуют с дорогой, покрытой слоем
снега толщиной Ло, то задние колеса взаимо-
действуют с полностью очищенным дорожным
покрытием, т.е. имеют более высокий коэффи-
циент сцепления.
Процесс взаимодействия отвала скоро-
стного плужного снегоочистителя со снегом
характеризуется отсутствием призмы волоче-
ния снега, а также значительными инерцион-
ными силами и зависящими от них силами
трения, которые действуют непосредственно в
плоскости отвала. Снег вырезается отвалом в
виде стружки, которая перемещается вверх по
отвалу и одновременно вдоль отвала. Достиг-
нув верхнего края отвала, снег выбрасывается
под углом а = 45° к горизонту и под углом Р к
направлению движения машины со скоростью
vM (рис. 4.2.5, а), продолжая полет по балли-
стической траектории. Рассмотрим две парал-
лельные одна другой системы координат. На-
чало одной системы О совмещено с передним
краем отвала, а начало другой О' - с произ-
вольной точкой схода снега с отвала. В пере-
мещаемой вместе с отвалом системе координат
поток снега при сходе с отвала имеет относи-
тельную скорость v0. Проекции этой скорости
на оси координат
nx = v0 cos a cos Р;
Уу = vo C0S а sin Р’
vz = v0 sin а.
Абсолютная скорость снега учитывает
также скорость перемещения машины vM вдоль
осих:
vxa =vx + vM =vocosacosp + vM;
vya=v>,; Vza=Vz.
При расчетах принимают, что относи-
тельная скорость v0 примерно равна скорости
машины vM. Тогда абсолютная скорость, м/с,
снега, равная геометрической сумме векторов
\уа, Vza:
va = vM д/2(1 + cos a cos P) . (4.2.4)
Дальность отбрасывания снега отвалом
скоростного снегоочистителя в направлении,
перпендикулярном оси движения машины, м,
/max =^/(v*/g)sm2asmp,
где Ki - коэффициент, учитывающий умень-
шение дальности отбрасывания вследствие
аэродинамического сопротивления; опреде-
ляется по эмпирической зависимости
Kj = /Л(6,2д/Лрсн) = 0,5...0,75; h - толщина
снежного покрова, м.
12 - 1317
354
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
Рис. 4.2.5. Расчетная схема отвала снегоочистителя отбрасывающего действия:
а - конический отвал; б - схема действия сил на отвал
Отвал скоростного снегоочистителя, вы-
полненный в виде конической поверхности с
переменным по длине отвала радиусом кри-
визны, установлен под острым углом захвата
ф = 20...40° к направлению движения машины
и под углом резания Ор = 35...40° к горизон-
тальной поверхности дороги. Угол наклона
верхней кромки отвала к горизонтальной по-
верхности 8 = 65° - ф. Угол Ц наклона к гори-
зонтальной линии, касательной к верхней кром-
ке отвала, можно определить из выражения
ц = 1 + 0,6ф + 0,0063ф2.
Высоту 77пер переднего конца косоуста-
новленного отвала принимают на 0,1 м боль-
ше, чем номинальную толщину h снежного
покрова.
Высота заднего конца отвала, м,
нзла = нпер + в^-,
И БШф
где В - ширина захвата отвала, м.
Радиус кривизны отвала, м,
R = Н / (2 cos 0,5Ор).
Суммарное сопротивление, возникающее
при работе скоростного плужного снегоочи-
стителя (рис. 4.2.5, б), Н,
JV=Wpe3+Wnoa+WMp+Wm +
+ W036+lVTp+Wu+Wt.
Сопротивление снега резанию FFpe3 опре-
деляют по (4.2.1). Сопротивления №пол подъе-
му стружки снега вверх по отвалу и пе-
ремещению снега вдоль отвала зависят от ин-
тегрального значения силы Wo, действующей
на криволинейную лобовую поверхность отва-
ла со стороны стружки снега. Центробежная
сила, действующая на элементарную массу
снега в процессе ее движения вверх по отвалу,
dP = dmv2u I Rcd ,
ц vti vp 7
где dm - элементарная масса снега; vCH - ско-
рость движения снега по отвалу; приближенно
vCH ~ vM; Яср - средний радиус кривизны отва-
ла; 7?ср — О,5(7?пер + Лзад)-
Элементарная масса снега
dm =—
£8Шф
где В - ширина захвата отвала; dx - элемен-
тарное угловое перемещение снега по отвалу
относительно центра его кривизны.
Элементарная центробежная сила dP^
действует по нормали к поверхности отвала,
определяет силу трения снега при движении
вверх по отвалу, касательную к его лобовой
поверхности и равную t/Putg8. Геометриче-
ская сумма векторов dPn и JPutg 8 определяет
равнодействующую элементарной силы тяже-
сти снега на отвал dPJ cos 8 в плоскости,
перпендикулярной его поверхности. Проекция
этой равнодействующей элементарной силы на
горизонталь
dWQ = -^-sin(aD +8 + т) =
° cosS р
BRaohf>mN2u (4-2.5)
=------------sin(aB +5 + т)А,
g sin ф cos 8
РОТОРНЫЕ СНЕГООЧИСТИТЕЛИ
355
где т - текущий центральный угол перемеще-
ния элементарной массы вверх по криволи-
нейной поверхности отвала; а<т<тг-|1-ар.
Интегрируя (4.2.5) в пределах изменения
текущего угла т, получают горизонтальную
силу, действующую на отвал :
Wo =
2^fficp^PcHVM
gsincpcosS
cos(0,5|i + ap)x
x cos(0,5|i - ap - 5).
Проекция силы Wo на направление дви-
жения машины равна сопротивлению движе-
ния снега вверх по отвалу:
^под= JPoSincp.
В свою очередь, сила Wo определяет силу
трения снега при его движении вдоль отвала,
которая в проекции на ось движения машины
^пер= ^otgScOSCp.
Действующую на отвал силу инерции
снега, вырезаемого из массива, определяют
аналогично силе инерции снега для снегоочи-
стителя сдвигающего действия:
w __ sin2 q>
ин sin2 (ср + 5)2g cos2 5
Реактивная сила отбрасывания снега от-
валом определяется кинетической энергией
(Дж), получаемой потоком снега при сходе с
отвала в относительном и переносном движе-
ниях за единицу времени:
где т - масса снега, сходящая с отвала за еди-
ницу времени, кг; т = BhN^pzn/g.
Разделив значение единичной кинетиче-
ской энергии Е на относительную скорость
схода снега с отвала, равную скорости машины
vM, получим с учетом (4.2.4) в проекции на ось
движения машины
^отб = ЙЛРсн VM 0 + cos a cos Р) cos р/g .
Сопротивления трения отвала по за-
снеженной поверхности дороги и WM переме-
щению базовой машины, а также уравнения
тягово-динамического и мощностного баланса
скоростного снегоочистителя и снегоочисти-
теля сдвигающего действия аналогичны.
Аэродинамическая сила (как для транс-
портного режима)
^B = ^.(v„ + vB)2sin49,
где FB - коэффициент аэродинамического тор-
можения; vB - скорость встречного ветра.
В расчете продольной горизонтальной
устойчивости скоростного плужного снего-
очистителя удерживающий момент, опреде-
ляемый силой трения отвала о дорогу и
силами сопротивления боковому скольжению
движителя машины R\ и R2, такой же, как у
тихоходного снегоочистителя. Разворачиваю-
щий момент является алгебраической суммой
моментов от действующих на отвал сил сопро-
тивления снега: боковых составляющих сил
резания снега №рез, подъема стружки И^П0Д,
перемещения снега вдоль отвала И^перз боковой
и продольной составляющих реактивной силы
отбрасывания снега №Отб- Поскольку точное
определение координат расположения центра
масс снега на отвале и центра масс потока сне-
га, сходящего с отвала, затруднено, прибли-
женно полагаем, что силы РКП0Д и №пер прило-
жены к середине отвала, а сила - к задне-
му концу отвала. В целом такое допущение
несколько увеличивает запас устойчивости
машины.
Техническая производительность плуж-
ных снегоочистителей при патрульном содер-
жании дорог, м2/ч,
77т = 3600(В - Bnep)vM,
где Впер - ширина перекрытия проходов;
Впер = 0,2...0,3 м.
При уборке снега после снегопада, м3/ч,
77т = 3600(В - Bnep)AvM.
Работа скоростных снегоочистителей
также оценивается по эффективной произво-
дительности, м4/ч,
^эф — ^т4па№
где /тах - дальность перемещения снега в на-
правлении, перпендикулярном движению ма-
шины.
Показатель 77Эф позволяет с учетом про-
межуточных циклов переброски снега оцени-
вать число параллельных проходов снегоочи-
стителя, необходимых для очистки автомо-
бильных дорог или взлетно-посадочных полос
и рулежных дорожек аэродромов большой
ширины.
4.2.3. РОТОРНЫЕ СНЕГООЧИСТИТЕЛИ
Роторные снегоочистители предназначе-
ны для очистки дорог и аэродромов от снега
путем роторного разгона снега и перемещения
12*
356
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
его по баллистической траектории за пределы
очищаемой поверхности или через направ-
ляющий аппарат в кузов транспортного средст-
ва. Главным параметром роторных снегоочи-
стителей является производительность, по ко-
торой их разделяют на легкие (до 200 т/ч), сред-
ние (до 1000 т/ч) и тяжелые (более 1000 т/ч).
Средняя ширина захвата роторных снегоочи-
стителей 2,5...3,2 м; толщина разрабатываемо-
го снежного покрова до 1,2...2 м; дальность
отбрасывания снега дорожных снегоочистите-
лей 18...20м, аэродромных - до 50...60м;
рабочая скорость 0,3... 5 км/ч.
Классификация роторных снегоочи-
стителей (рис. 4.2.6). При разработке снега
малой плотности применяют плужно-роторные
снегоочистители с роторно-лопастным метате-
лем, расположенным соосно направлению
движения машины, и одним несимметричным
относительно продольной оси машины или
двумя симметричными отвалами. Такую же
область применения имеют роторно-торцовые
снегоочистители совмещенного действия, ко-
торые разрабатывают снежные забои непо-
средственно торцами лопастных роторов, вы-
брасывающих затем снег в сторону от направ-
ления движения машины. Роторно-торцовые
снегоочистители бывают однороторные, обычно
монтируемые на малогабаритных шасси для
уборки тротуаров, и двухроторные, у которых
оси вращения лопастных роторов параллельны
оси движения машины.
Рис. 4.2.6. Классификация роторных снегоочистителей
РОТОРНЫЕ СНЕГООЧИСТИТЕЛИ
357
Рабочие органы роторных снегоочи-
стителей. Для разработки снега средней плот-
ности (рсн = 200...300 кг/м3) применяют шне-
короторные снегоочистители с двумя шнеко-
выми питателями и более, расположенными в
вертикальной плоскости, параллельной оси
движения машины. Шнеки транспортируют
снег к середине рабочего органа и забрасыва-
ют его в расположенный с тыльной стороны
роторно-лопастной метатель. Шнеки питателя
могут быть установлены как горизонтально,
так и под углом к поверхности дороги. Снег
большой плотности (рсн >300 кг/м3) целесооб-
разно разрабатывать фрезерно-роторными
снегоочистителями или фрезерными совме-
щенного действия, у которых достаточно вы-
сокая окружная скорость фрезы обеспечивает
одновременно выброс снега через направляю-
щий патрубок в заданном направлении без
использования отдельного лопастного ротора
(рис. 4.2.7). Фрезерный питатель выполнен в
виде трех- или четырехзаходной фрезы лен-
точного (пустотелой) или барабанного типа,
когда винтовые лопасти фрезы жестко закреп-
лены на барабане.
По типу трансмиссии снегоочистители
изготовляют с однодвигательным приводом,
когда двигатель базовой машины или специ-
альный двигатель, установленный на грузовой
платформе базового автомобиля, используют
одновременно для движения машины и приво-
да рабочего органа, а также с двухдвигатель-
ным приводом (раздельно ходового устройства
и рабочего органа).
В качестве дополнительного оборудова-
ния роторных снегоочистителей применяют
направляющий аппарат выброса снега для
погрузки его в городских условиях в транс-
портные средства, регуляторы окружных ско-
ростей питателя и метательного аппарата, уст-
ройства для обрушения верхнего свода снеж-
ного забоя при большой толщине снежного
покрова и лидерного разрушения снежного
забоя при повышенной прочности снега. Энер-
гоемкость рабочего процесса питателя и мета-
тельного аппарата можно снизить применени-
ем систем газовой смазки поверхностей трения
снега о рабочие органы. Например, путем га-
зовой смазки поверхности неподвижного ко-
жуха метателя можно на 20...40 % уменьшить
энергоемкость привода лопастного ротора.
Попутный поддув аппарата выброса по-
зволяет примерно на 20 % повысить дальность
метания снега за счет уменьшения аэродина-
Рис. 4.2.7. Схемы рабочих органов роторных снегоочистителей:
а - шнекороторный; б - с ленточной фрезой; в - с барабанной фрезой; г - с рыхлящим валом;
д - с пропеллером; е - с выступающим шнеком и газоструйной интенсификацией отбрасывания снега
358
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
мического сопротивления на начальном участ-
ке баллистической траектории полета, где снег
имеет наиболее высокую скорость, а следова-
тельно, максимальны силы аэродинамического
сопротивления. В качестве источника газа
используют воздуходувку, которая может быть
установлена соосно лопастному ротору, но
имеет более высокую частоту вращения. По-
вышение эффективности прохода снега от
фрезерного или шнекового питателя в мета-
тельный аппарат обеспечивает забрасывающее
устройство, например, в виде смонтированного
на валу питателя дополнительного лопастного
барабана.
Расчет роторного снегоочистителя.
Проектирование роторного снегоочистителя
включает: определение рациональных пара-
метров процессов взаимодействия питателя и
метательного аппарата со снегом; кинематиче-
ский, энергетический и прочностной расчеты
рабочего органа, элементов его конструкции и
системы управления; определение нагрузок на
оси колесной машины или гусеничное ходовое
устройство; тягово-динамические расчеты;
определение баланса мощности; расчеты даль-
ности метания снега, продольной и попереч-
ной вертикальной устойчивости машины; оп-
ределение производительности. При проекти-
ровании снегоочистителей должны быть учте-
ны требования, предъявляемые к машинам,
предназначенным для эксплуатации в районах
с холодным климатом.
При работе наиболее распространенных
шнекороторных и фрезерно-роторных снего-
очистителей в процессе поступательного пе-
ремещения машины перед рабочим органом
образуется снежный забой, в котором правая и
левая половины шнеков или фрезы вырезают
серповидные стружки снега. Достаточно высо-
кая частота вращения питателя обеспечивает
распределение снега под действием центро-
бежных сил по окружности вращения шнека
или фрезы и одновременное перемещение сне-
га в осевом направлении к середине рабочего
органа, для чего правая и левая половины пи-
тателя имеют противоположное направление
винтовых лопастей. В средней части корпуса
рабочего органа выполнено окно, через кото-
рое снег забрасывается винтовыми лопастями
в метательный аппарат, получая в момент схо-
да с винтовых лопастей ускорение в радиаль-
ном, тангенциальном и осевом направлениях
относительно питателя.
В метательном аппарате снег поступает
на лопасти ротора, транспортируется ими по
неподвижному цилиндрическому кожуху в
виде призмы волочения перед каждой лопа-
стью с одновременным перемещением вдоль
лопастей в радиальном направлении и выбра-
сывается из метателя под действием центро-
бежных сил через направляющий патрубок.
В первую очередь покидают лопасти метателя
в тангенциальном направлении при достиже-
нии направляющего патрубка фрагменты сне-
га, находящиеся у поверхности кожуха, со
скоростью, равной окружной скорости ротора.
Затем происходит сход с лопастей более уда-
ленных от края фрагментов снега с абсолют-
ной скоростью (м/с), равной геометрической
сумме окружной скорости ротора vp и ради-
альной скорости Ул, приобретенной этими
фрагментами к моменту схода с лопасти:
V = д/v^+v^ .
Максимальная дальность транспортиро-
вания снега метателем ограничена аэродина-
мическим сопротивлением и составляет в
среднем не более 50...60 м независимо от
максимальной частоты вращения лопастного
ротора.
При работе роторно-лопастного мета-
тельного аппарата на фрагмент снега, дви-
жущийся вдоль лопасти и одновременно вра-
щающийся вместе с ротором, действуют сила
инерции Рин, противоположная направлению
движения, радиально направленная центро-
бежная сила Рц, перпендикулярная направле-
нию движения кориолисова сила Рк и силы
трения Ртр фрагмента о лопасть, определяемые
действием составляющих сил Рц и Рк, нор-
мальных к поверхности лопасти (рис. 4.2.8, а).
Действием веса фрагмента снега и силы тре-
ния, обусловленной им, можно пренебречь.
Тогда уравнение равновесия фрагмента снега
при движении вдоль лопасти будет иметь вид
Рт = Рц COS р + Putg 5 sin р - Рк tg 5,
где Р - текущий угол между лопастью и ра-
диусом вращения, проходящим через фрагмент
снега на лопасти; 5 - угол трения снега по
металлу.
В дифференциальном виде, учитывая,
что
Рнн=т~^-'у Pu=m(Si2Px'’ РК=^П1(Й — ,
ИИ Л2 ц х к dt
РОТОРНЫЕ СНЕГООЧИСТИТЕЛИ
359
Рис. 4.2.8. Схемы взаимодействия со снегом:
а - роторно-лопастного метателя; б - шнекового и
фрезерного питателей
где х - текущее расстояние фрагмента снега от
начала координат Oi вдоль оси х; Rx - теку-
щий радиус вращения фрагмента относительно
точки О; Rx = л/х2 + г2 ; г - радиус ступицы
ротора; г = R - /л; /л - длина лопасти; со - уг-
ловая скорость, получим
d?X 2 2 х с • « Л* о
—z- = <o х-со rtg5sina-2co—tgo .
dt1 dt
Для радиально установленной лопасти
a = 0 и дифференциальное уравнение движе-
ния принимает вид
с/2х 2
—т- = со х - 2cotgo— .
dt1 dt
Одним из основных геометрических па-
раметров метательного аппарата является угол
фр разгрузки ротора, характеризующий угол
поворота лопасти и необходимый для полного
схода с нее снега. Это центральный угол уста-
новки выбросного направляющего патрубка.
Для наименее благоприятных условий угол
разгрузки ротора (рад)
ср > 0,25л 1 -
1-а;
1 - 4-arctga,
где ау - коэффициент, учитывающий влияние
трения снега о лопасть; приближенно ау =
= (1 + tg 8)"1 = 0,8...0,95.
Радиус R ротора определяется техниче-
ской производительностью снегоочистителя
77т и окружной скоростью ротора vp, которая в
свою очередь выбирается в зависимости от
дальности отбрасывания снега, м:
я=--------------------5-,
l,8PcH^Hvpftp(l-V)
где Кн - коэффициент наполнения ротора сне-
гом, зависящий от скорости vp и физико-
механических свойств снега, при vp = 13,5...
20 м/с и рсн = 300...500 кг/м3; Кн - 0,25...0,5;
большее значение соответствует меньшей
скорости vp; fep - ширина лопасти ротора, м;
К\ - коэффициент, зависящий от угла разгруз-
ки и угла внешнего трения снега; К\ = R / г =
= 0,5[exp(cppav) + ехр(-фряу)] = 2,2... 2,5.
Длина лопасти ротора, м,
ln=R(\-K?Y
Ширина лопасти ротора, м,
bp = 2RKB,
где Кв - коэффициент ширины ротора; Кв =
= 0,325...0,375.
Число лопастей ротора выбирают из со-
отношения (2л/фр) < пп < 12. Наиболее рас-
пространенные роторные снегоочистители
имеют шесть - восемь лопастей.
Частота вращения ротора, мин"1,
п = 30vp/(tJ?).
Теоретическая производительность мета-
тельного аппарата снегоочистителя, м3/с,
Массовая производительность метателя
77м связана с технической производительно-
стью 77т снегоочистителя соотношением
77т < З,6/Снрсн/7М.
Дальность отбрасывания снега ротором
является важным показателем работы снего-
очистителя, в ряде случаев существенно
влияющим на технологичность применения
машины и ее эксплуатационную производи-
тельность, учитывающую число параллельных
проходов машины. В оптимальном варианте
360
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
снег должен сразу отбрасываться за пределы
очищаемой дороги или взлетно-посадочной
полосы аэродрома без промежуточных перева-
лок. Для малых снегоочистителей с дально-
стью отбрасывания / < 8 м и малой начальной
скоростью выброса снега V < 8... 10 м/с можно
использовать формулу для расчета дальности
отбрасывания без учета аэродинамического
сопротивления:
. v2sm20 .. „ а
1 =------+ #otg0,
g
где v - начальная скорость выброса снега, м/с;
0 - начальный угол выброса снега относитель-
но горизонта; Но - высота точки схода центра
масс призмы снега с лопасти ротора относи-
тельно поверхности падения снега, м.
Для дорожных роторных снегоочистите-
лей с дальностью отбрасывания снега I < 25...
30 м и 0 = 46° используют упрощенную эмпи-
рическую зависимость, учитывающую аэроди-
намическое сопротивление:
/ = 0,085v2 1-
0,0106V
Vo,ooipCH/c,
где Кп - коэффициент наполнения ротора
снегом.
Наиболее универсальной является фор-
мула, полученная на основе анализа внешней
баллистики дисперсного тела, отброшенного
под углом 0 к горизонту при действии аэроди-
намического сопротивления:
; 4ЯфРснСО8О,50?
Зсрв
. ( v COS0 . v 'I
xln 1 + KV-------arctg/C L
V cosO,50 )
где 7?ф - средний статистический радиус
фрагмента снега, для наиболее вероятных ус-
ловий работы снегоочистителя при рсн = 250...
450 кг/м3; Яф = 0,015...0,035 м; большим зна-
чениям рсн соответствуют меньшие значения
радиуса R$; с - аэродинамический коэффици-
ент, для шарообразной в среднем формы
фрагментов снега с = 0,23; рв - плотность воз-
духа, рв = 1,2 кг/м3; Kv - скоростной коэффи-
циент;
l3cpB sin 0,50
у ^фРсн£
cos 0,50.
Следует отметить, что скорость выброса
снега из метательного аппарата снегоочисти-
теля не всегда тождественна окружной скоро-
сти ротора vp и может отличаться от нее на
5... 10 % и более в зависимости от геометриче-
ских параметров метательного аппарата, физи-
ко-механических характеристик снега, а также
вектора начальной скорости входа снега в ме-
тательный аппарат. Снижение скорости вы-
броса по сравнению со скоростью vp особенно
заметно у снегоочистителей совмещенного
действия и в этом случае может составлять
50 % вследствие резкого поворота отбрасы-
ваемого потока снега в направляющем аппара-
те (рис. 4.2.9).
На дальность отбрасывания снега суще-
ственно влияет ветер. Отбрасывать снег следу-
ет преимущественно по направлению ветра,
отбрасывать снег против ветра можно только
при его скорости vB < 5 м/с, иначе использова-
ние роторных снегоочистителей неэффектив-
но. Дальность отбрасывания с учетом скорости
ветра определяется эмпирической зависимо-
стью, м:
/в =/(1 ± 0,lvB).
Увеличение дальности отбрасывания при
использовании попутного поддува воздуха в
метательном аппарате для снижения аэроди-
намического сопротивления на начальном
участке траектории полета снега можно опре-
делить по эмпирической зависимости
Рис. 4.2.9. Зависимости дальности / отбрасывания
снега от окружной скорости ротора vp:
1,2- теоретические, без учета аэродинамического
сопротивления (кривая 7) и с учетом его
(кривая 2) (рсн = 300 кг/м3,7?ф = 0,03 м);
3-6- экспериментальные для снегоочистителя
соответственно фрезерно-роторного,
шнекороторного, роторно-торцового и
фрезерного совмещенного действия
РОТОРНЫЕ СНЕГООЧИСТИТЕЛИ
361
А/= 0,08Vn 9дР“ц’9,
где уПОд - скорость воздушного потока при
попутном поддуве; упод « 100 м/с.
При работе шнекового и фрезерного пи-
тателя вырезаемые из забоя фрагменты снега
формируют перед наружным краем винтовой
лопасти спиралевидную призму волочения.
Винтовая лопасть отделяет от забоя стружку
снега толщиной h (см. рис. 4.2.8, б). В гори-
зонтальной плоскости скорость резания снега
определяется геометрической суммой посту-
пательной скорости снегоочистителя vM и осе-
вой скорости перемещения снега винтовой
лопастью v0. Угол подъема наружного края
винтовой лопасти питателя
где tn - шаг винтовой лопасти; Rn - радиус
окружности вращения питателя; для шнека
Rn = 0,2...0,25 м; для фрезы Rn > 0,477 В; В -
ширина захвата фрезы.
Для рекомендуемых значений шага шнеко-
вого питателя tn = (1,6...2)ЯП 8 = 14,2... 17,6°;
для фрезерного питателя 8 = 25...30°.
Оптимальная окружная скорость шнеко-
вого и фрезерного питателя v = со7?п =8... 10 м/с.
Увеличение скорости v приводит к ухудше-
нию забрасывания снега в метательный аппа-
рат и нелинейному повышению энергоемкости
рабочего процесса. Ширина винтовой лопасти
шнека в радиальном направлении
~ ~ *в,
где RB - радиус вала шнека, который опреде-
ляется по условию прочности при изгибе и
скручивании.
Ширина винтовой лопасти фрезы, м,
^=b+27Vtg8 sina ,
где Ь - поступательная подача фрезы на один
оборот, м; b = 27rvM/(coz); z - число заходов
фрезы; z = 2... 4.
Для барабанной фрезы радиус барабана
Rq = R — йф.
Уравнение баланса мощности роторного
снегоочистителя, кВт,
А/да > ЛГр + Nn + Nncp + NBcn,
где АГда - установочная мощность двигателя
базовой машины или двигателей (при много-
двигательной схеме привода); Np - мощность
привода лопастного ротора; - мощность
привода питателя; Nncp - мощность, затрачи-
ваемая на перемещение машины; NBCn - затра-
ты мощности на привод вспомогательного
оборудования (насоса гидросистемы, воздухо-
дувки и др.).
Мощностной расчет роторного снего-
очистителя. Мощность привода лопастного
ротора метательного аппарата, кВт,
^p = /C3an(M+^ + №)/T]p,
где А?зап - коэффициент запаса мощности на
преодоление сил трения снега о лопасти, аэро-
динамические потери, подъем снега ротором и
др.; Хзап = 1,1... 1,15; Т]р - КПД привода лопа-
стного ротора; т|р = 0,9...0,95; N\ - мощность,
затрачиваемая на сообщение снегу кинетиче-
ской энергии; W2 - затраты мощности на пре-
одоление сил трения снега о неподвижный
кожух метательного аппарата; - мощность,
теряемая при ударе лопастей ротора о снег.
Элементарная кинетическая энергия
фрагмента снега при вылете из метательного
аппарата, Н • м,
dE = 0,5dmv2,
где dm - элементарная масса фрагмента, кг;
dm = bppCHpdpdq> / g; р - текущее расстояние
от центра масс фрагмента до оси вращения ло-
пастного ротора, м; ф - текущий угол поворота
ротора, рад; vp - абсолютная текущая скорость
фрагмента, м/с; vp = (oR-Jl + а2 - а2р2 / R2 .
Тогда интеграл кинетической энергии
разгона снега за единицу времени
лл2г>2 2яЯ/ 2 2 А
г _ РрРсн® R Г п 2 _ avP
1 III*'' э
R2 J
pdpdcp.
После интегрирования и необходимых
преобразований получаем
Nt = 1,36-10“3
<o2R2nT
g
X
X [1 + a2 -0,5a2(l-^f2)].
362
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
Мощность, затрачиваемая на преодоле-
ние сил трения, кВт,
N _ co27?277Ttg5 1-с;3
2 ioog i-c;2’
где 8 - угол внешнего трения снега;
сх = [1-^н(1-^Г2)]'0,5.
Мощность, теряемая при ударе лопастей
о снег, кВт,
М=0,78 10-3
*^р + *^сн
где Jp - момент инерции ротора, кг • м2; JCH -
момент инерции снега, кг • м2, поступающего
внутрь лопастного ротора за один оборот, от-
носительно оси вращения ротора;
Лн=2^г(1 + ^Г1)-
3,6gco
Поскольку Jp » JCH, имеем
N3 = 0,78 10-3JCH®3.
Для роторно-торцовых снегоочистителей
необходимо дополнительно учитывать затраты
мощности (кВт) на резание снега лопастными
роторами:
N4 =10-3^pe3vM/?2(l-^"2),
где Хрез - удельное сопротивление снега реза-
нию, МПа; vM - рабочая скорость снегоочисти-
теля, м/с.
Мощность, расходуемая на привод шне-
кового или фрезерного питателя, кВт,
#п = (Мп + #2п) / Пп,
где Мп - затраты мощности на вырезание сне-
га из массива; N2n - затраты мощности на пе-
ремещение снега питателем; Г|п - КПД приво-
да питателя; Г|п = 0,8.. .0,9.
Силу трения винтовой лопасти о поверх-
ность снежного массива принимают равной
нулю.
Принимаем момент сопротивления от
сил резания снега питателем, действующим на
расстоянии от оси вращения питателя, равным
1/2 толщины вырезаемой стружки снега, м,
Лп = 2nvM/((0nz),
^р.п ^рез^л.п^п
где соп - угловая скорости питателя, рад/с;
z - число заходов винтовой лопасти питателя.
В результате получим выражение для оп-
ределения мощности резания снега питателем,
кВт,
Мп = Ю“3Л/соп =
= Ю’3РрП(7?псоп - rcvM/z) tg(a + 5),
где М- момент привода питателя, Н • м; Rn -
радиус окружности вращения питателя, м;
Рр.п - суммарная сила сопротивления снега
резанию винтовой лопастью питателя.
Суммарная сила, Н,
_ 2 10 я Xpe3XnBvMzn
2”в — ’
conz/n cos a
где Ьлп - ширина стружки снега, вырезаемой
одним витком лопасти питателя, м; ЬЛЛ1 =
= TiRn / cos a; zB - число витков лопасти пита-
теля; zB = В/tn’, В - ширина захвата питателя,
м; zn - число винтовых рабочих органов пита-
теля; для фрезы zn = 1; для шнекового питателя
zn = 2...3; tn - шаг винтовой лопасти питателя, м.
Затраты мощности на перемещение снега
питателем пропорциональны силе трения сне-
га, возникающей в свою очередь под действи-
ем центробежных сил в процессе перемещения
вдоль оси питателя. Для шнекового питателя
#2п = 1,39 • 10’3 gton^n#Ttgptg(a + S)
2п ’ gtga
Для фрезерного питателя вследствие то-
го, что со стороны снежного забоя происходит
трение снега по снегу, а со стороны кожуха
фрезы - трение снега по металлу:
N2n = 1,39 10"3х
х ^X#T(tgP + tg5)tg(a + S)
2gtga
где p - угол внутреннего трения снега.
Для ориентировочных расчетов можно
также использовать эмпирические зависимо-
сти. Мощность привода лопастного ротора,
кВт,
#р = 2,72 • 10~3 о2 R2n.K/g,
где К - эмпирический коэффициент, завися-
щий от окружной скорости ротора vp = соХ и
РОТОРНЫЕ СНЕГООЧИСТИТЕЛИ
363
свойств снега; К = 0,95... 1,3 при vp = 12...
22 м/с и рсн = 350 кг/м3; меньшие значения
соответствуют большей скорости vp.
Мощность привода шнекового питателя,
кВт,
Np = аПт + NOi
где а - эмпирический коэффициент, возрас-
тающий с увеличением плотности снега;
а = 0,0147...0,0257 кВт • ч/т при рсн = 350...
450 кг/м3; No - потери мощности, обратно
пропорциональные частоте вращения шнека;
No = 5,1... 3,3 кВт при пп = 300... 500 мин-1.
Уравнение тягово-динамического балан-
са роторного снегоочистителя аналогично
рассмотренным выше для других машин, од-
нако сопротивление, преодолеваемое снего-
очистителем в рабочем режиме, имеет иную
структуру:
Wx + W2 + JV3 + JV4,
где W\ - сопротивление врезанию в снежный
массив горизонтальных и вертикальных ножей
рабочего органа, Н; = 106A?pe3F; А?рез -
удельное сопротивление снега резанию, МПа;
F - площадь проекции ножей на вертикальную
плоскость, перпендикулярную оси движения
машины, м2; JV2 ~ сопротивление скольжению
рабочего органа по поверхности дороги, Н;
^4 = ^р.оtg5; Gpo - вес рабочего органа, Н;
J¥3 - сопротивление перемещению базовой
машины, Н; Ид - сопротивление лобового
взаимодействия винтовой лопасти питателя со
снежным забоем, Н.
Сопротивление Ид можно определить,
используя выражения для составляющих мощ-
ности привода шнекового или фрезерного пи-
тателей. В радиальной плоскости вращения
питателя тангенциальная составляющая сил
резания снега винтовой лопастью полностью
зависит от взаимодействия со снежным забо-
ем. При высоте забоя, равной высоте питателя,
Лр = ^1п/(шпЛп).
Тангенциальная составляющая сил пере-
мещения снега винтовой лопастью вдоль по-
верхности снежного забоя для шнекового пи-
тателя
Рх пер = ^2п/(2соп^п)
и для фрезерного питателя
Л пер = W2ntgp/[<0nfln(tgp + tgS)].
Суммарную тангенциальную силу взаи-
модействия винтовой лопасти питателя со
снежным забоем Рх = Рт р + Рх пер можно рас-
сматривать как активную силу, а равную ей
реактивную силу - как тангенциальную силу
внутреннего трения снега в забое под действи-
ем напорной силы Ид. Тогда
W - + ^пер
4 tgp tgp
Техническая производительность ротор-
ного снегоочистителя, т/ч,
ПТ — 3,6577vMpCH,
где Н- толщина снежного покрова, м.
При проектировании роторных снегоочи-
стителей должно соблюдаться соотношение
77т<77п<77р,
где 77п, 77р - производительность соответст-
венно питателя и метательного аппарата, т/ч.
Ширину захвата рабочего органа ротор-
ного снегоочистителя принимают больше ши-
рины базовой машины на 0,15...0,2 м в каж-
дую сторону.
КПД снегоочистителей позволяет оце-
нить эффективность выполнения рабочими
органами операций отделения снега от масси-
ва, транспортирования его к лопастному рото-
ру и сообщения снегу кинетической энергии.
Внутренний КПД
Т| I = 2,72 •
где ЛГда - мощность двигателя привода рабочих
органов или установочная мощность двигателя
базовой машины, кВт; - КПД трансмиссии
привода рабочих органов; = 0,9.
Внутренний КПД позволяет оценить по-
тери энергии внутри рабочего органа между
приводом и направляющим патрубком мета-
тельного аппарата. Для современных снего-
очистителей с одним двигателем на базе гусе-
ничных тракторов T|i = 0,5...0,6, на базе авто-
мобилей Т|! = 0,65...0,75, для двухдвигатель-
ных снегоочистителей Т| i = 0,85... 0,9.
Критерием оценки общей эффективности
рабочих органов, включая операцию отбрасы-
вания снега, является внешний КПД:
Т|2 = 2,72 • 10’377TZ/(^r]ip),
где I - действительная средняя дальность от-
брасывания снега ротором, м.
364
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
При малой дальности отбрасывания I
наибольшее влияние на величину т|2 оказыва-
ют потери энергии на резание снега и транс-
портирование его к метательному аппарату.
При большом значении I определяющее влия-
ние оказывает аэродинамическое сопротивле-
ние. Для средней дальности отбрасывания
снега внешний КПД современных роторных
снегоочистителей Т|2 = 0,33...0,43. Внешний
КПД позволяет в первом приближении обос-
новать выбор рационального режима работы
снегоочистителя - скорости машины, м/с:
vH = 102^T|ipT]2/(/B//pCH).
Уменьшение дальности отбрасывания
снега до пределов, допускаемых технологиче-
скими условиями работы снегоочистителя,
позволяет при той же мощности двигателя
существенно повысить его производитель-
ность и снизить удельную энергоемкость.
Расчет на прочность рабочего оборудо-
вания роторного снегоочистителя включает
для лопастного ротора проверку напряжений в
лопасти в месте ее крепления к валу, расчет
муфты предельного момента или предохрани-
тельных элементов в приводе ротора. Расчет
шнекового питателя проводится по методике
для подъемно-транспортных машин. Подвеску
рабочего органа роторного снегоочистителя и
плужного снегоочистителя рассчитывают ана-
логично.
При конструировании снегоочистителей
необходимо принимать во внимание следую-
щее: разрыхляющее устройство не должно пре-
пятствовать свободному перемещению выре-
занного снега к ротору; путь снега от разрых-
ляющего устройства к ротору должен быть ко-
ротким и по возможности прямолинейным;
ротор желательно выполнять в виде диска с
лопастями специального профиля; должна быть
предусмотрена надежная система контроля и
сигнализации за работой ротора и режущих
органов; передний мост тягача в транспортном
положении должен допускать перегрузку до
30 %; все мосты ходового устройства должны
быть ведущими; должна быть обеспечена бло-
кировка дифференциалов; снегоочиститель
должен иметь большой диапазон изменения
рабочих скоростей (при уборке снега толщиной
0,1.. .0,2 м и плотностью 70...200 кг/м3 рабочая
скорость снегоочистителя должна быть до
50 км/ч, а при работе на плотном снеге -
0,3 км/ч и менее); колея передних и задних
колес должна быть одинаковой; двигатель
привода рабочих органов желательно распола-
гать за задней осью машины; должны быть
обеспечены обдув передних стекол кабины и
надежная очистка их от снега, обогрев кабины,
нормальная видимость из кабины водителя
вперед и назад в рабочем и транспортном по-
ложениях, освещение фронта работ фарами-
искателями, управляемыми из кабины водителя.
Роторные снегоочистители развиваются
по следующим направлениям: увеличение
производительности, повышение рабочих ско-
ростей, создание рабочих органов, позволяю-
щих разрабатывать снег различной прочности,
повышение надежности рабочего оборудова-
ния, снижение энергоемкости, увеличение
дальности отбрасывания снега, повышение
уровня технического обслуживания, компью-
теризации и эргономических свойств.
4.2.4. СКАЛЫВАТЕЛИ-РЫХЛИТЕЛИ
УПЛОТНЕННОГО СНЕГА
Машины этого типа обеспечивают ска-
лывание уплотненного снега. При условии
использования рекомендаций технологии по
снижению сил смерзания льда с дорожным
покрытием с помощью реагентов они произво-
дят также скалывание слоя льда толщиной до
30...40 мм. По характеру воздействия на ска-
лываемую среду они разделяются на скалыва-
тели с рабочим органом активного и пассивно-
го типов. В настоящее время изготовляются
скалыватели-рыхлители с рабочим органом
пассивного типа в виде ножа-гребенки.
При встрече ножа скалывателя со слоем
уплотненного снега наблюдаются два случая
разрушения снега, которые обусловлены его
физико-механическими свойствами и, в част-
ности, степенью уплотнения, определяющей
плотность и прочность снега. Так, отделение
уплотненного снега высокой плотности и
прочности происходит по наклонным поверх-
ностям, расположенным под углом к дорож-
ному покрытию, близким к 30°. В этом случае
на машину действует вертикальная сила, вы-
зывающая выглубление (всплывание) рабочего
органа. А при скалывании уплотненного снега
слоем большой толщины плотностью не более
0,4...0,45 г/см3 и скалывании при положитель-
ной температуре наблюдаются изменение на-
правления вертикальной реакции и тенденция
заглубления рабочего органа. Уплотненный
снег в этом случае при действии на него ножа
легко сминается и отделяется слоями большой
высоты.
СКАЛЫВАТЕЛИ-РЫХЛИТЕЛИ УПЛОТНЕННОГО СНЕГА
365
Плужно-щеточный снегоочиститель.
Смонтирован на базе трактора МТЗ-80 или
МТЗ-52 (рис. 4.2.10). Оснащен рабочим орга-
ном пассивного типа. Спереди снегоочистите-
ля установлен отвал 7, сзади - цилиндрическая
щетка 6. Между передней и задней осями
трактора на Н-образной раме коробчатого се-
чения смонтировано устройство 4 для скалы-
вания уплотненного снега, которое представ-
ляет собой два гребенчатых ножа (с двусто-
ронней заточкой) с просветом между ними
500 мм (табл. 4.2.4). При движении снегоочи-
стителя вперед ножи скалывают уплотненный
снег двумя полосами (шириной 600 мм каж-
дая) и сдвигают его в сторону. Оставшаяся
полоса уплотненного снега убирается при по-
следующем проходе машины. Для предохра-
нения элементов металлоконструкций от по-
ломок при ударах на раме скалывателя уста-
новлены два пружинных амортизатора с фик-
саторами. Толщина скалываемого слоя снега
регулируется винтами в кронштейнах, закреп-
ленных на основной раме. Гидропривод снего-
очистителя с гидросистемой трактора обеспе-
чивают подъем и опускание скалывающего
устройства, снегоуборочного отвала и цилинд-
рической щетки. Управляют навесным обору-
дованием из кабины ручным гидрораспредели-
телем.
Расчет скалывателей уплотненного снега
состоит из тягового расчета машины, опреде-
ления особенностей работы машины в случае
неустановившегося движения, расчета устой-
чивости и расчета основных узлов и деталей на
прочность.
Тяговый расчет выполняется с учетом
конструктивных соображений и параметров
машины: ширины захвата, толщины скалывае-
мого снега, сцепного веса машины и т.д. На
основании тягового расчета, если это необхо-
димо, корректируют принятые конструктив-
Рис. 4.2.10. Снегоочиститель Д-447М:
1 - снегоуборочный отвал; 2 - гидросистема;
3 - трактор "Беларусь-МТЗ-50/52";
4 - устройство для скалывания уплотненного снега;
5 - грузы; 6 - цилиндрическая щетка
4.2.4. Техническая характеристика
скалывающего оборудования
Показатель Д-447М КО-707
Базовое шасси Трактор Трактор
МТЗ-50/52 МТЗ-80
Скалыватель: число ножей 2 2
длина ножа, мм 600 600
Угол, °: установки ножей в плане (к оси) 90 90
резания (к поверх- ности дороги) 60 60
Максимальная высота убираемого уплот- ненного снега, мм 100 109
ные параметры. Затем анализируется работа
машины при неустановившемся режиме, т.е.
когда ножи скалывателя встречают перемен-
ное (по величине) сопротивление скалыванию
снега вследствие изменения прочностных
свойств или толщины слоя снега.
Расчет дает возможность определить, по-
зволяют ли выбранные параметры машины, а
именно ее сцепной вес, жесткость подвески,
рабочая скорость и др., скалывать уплотнен-
ный снег при условии изменения реактивных
сил по пути перемещения машины. Затем вы-
полняют расчет устойчивости, позволяющий
связать данные по массе машины, конструк-
тивные особенности ходовых колес с тяговы-
ми показателями работы скалывателя.
Расчет на прочность выполняют по дан-
ным тягового расчета, формулам и методам
сопротивления материалов и деталей машин.
Силы, действующие на нож скалыва-
теля. Как показывают наблюдения при работе
машины, имеют место два случая скалывания,
отличающиеся направлением и величиной
действующих на нож сил. Наиболее распро-
страненным случаем является скалывание уп-
лотненного снега, повышенной плотности с
включениями льда, обладающего высокими
прочностными свойствами. В этом случае уп-
лотненный снег скалывается, как правило, по
наклонным плоскостям, составляющим с по-
верхностью дороги угол, близкий к 30°. Про-
ектируем на оси х и у действующие на инст-
румент реакции (рис. 4.2.11, а):
366
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
Рис. 4.2.11. Схема действия сил при скалывании уплотненного снега:
а - высокой прочности; б - неодинаковой прочности
= Rx + Fcosp; £r = fly + Fsmp,
где Rx = R sin P; Ry = R cos P; F = Rf.
При работе машины сумма проекций ре-
акций на горизонтальную ось составляет силу
сопротивлений FTC, возникающих при скалы-
вании, а на вертикальную ось - вертикальную
реакцию R* на машину:
Wc = R (sin Р +/i cos Р); (4.2.6)
RB = R (cos P -fi sin P). (4.2.7)
Другой случай имеет место, когда скалы-
вается снег небольшой плотности, залегающий
высоким слоем, с неоднородными и невысо-
кими прочностными свойствами или снег при
температуре, близкой к О °C.
При действии ножа в этом случае снег
легко сминается и скалывается слоями значи-
тельной высоты (рис. 4.2.11, б). Проекция дей-
ствующих на инструмент реакций на оси х иу
в этом случае будет выражаться:
^^ = 7?X + Fcos8; ^y = Fsin5-^,
где 7?x = 7?sin8; Ry = Rcos5 и F = Rf.
Тогда
Wc = R (sin 8 +/i cos 8) (4.2.8)
и
RB = R (cos 8 -f sin 8). (4.2.9)
Из выражений (4.2.6) - (4.2.9) следует,
что при скалывании слоистого снега реакция
RB изменяет не только свою величину, но и
направление по сравнению с процессом ска-
лывания уплотненного снега с высокими
прочностными свойствами. Поэтому при ска-
лывании слоистого снега имеет место тенден-
ция к заглублению ножа машины, что сущест-
венно влияет на работу машины. Нож, посте-
пенно заглубляясь, встречается со слоем снега
возрастающей высоты, что вызывает увеличе-
ние сил FTC и 7?в, машина постепенно снижает
скорость и останавливается.
Для определения величин JVC и RB ис-
пользуют полученный опытным путем коэф-
фициент сопротивления скалыванию Кск.
Составляющую Rx можно выразить так:
— bhCpKCK.
Тогда
R bhcnKCK
R = х — СР СК •
sin Р sin Р
^ср^ск
sin 8 sin 8
Здесь b - ширина захвата скалывателя,
см; Лср - средняя высота скалываемого слоя,
см; обычно принимают Лср = 2...4 см.
Движение машины в условиях измене-
ния сопротивлений. Во время работы маши-
ны могут иметь место два случая движения:
1) установившееся, когда действующие на
машину реактивные силы полностью уравно-
вешиваются силой тяги и весом машины;
2) неустановившееся, когда происходит ска-
лывание слоя уплотненного снега переменной
толщины или прочностных свойств; при этом
нарушается равновесие действующих сил,
машина получает ускорение или замедление.
Установление характера движения ма-
шины в случае неустановившегося режима
имеет большое практическое значение, так как
позволяет установить пределы изменения ско-
рости в зависимости от реакции скалываемого
снега или пределы допустимых изменений
реакций при возможных скоростях скалыва-
ния.
СКАЛЫВАТЕЛИ-РЫХЛИТЕЛИ УПЛОТНЕННОГО СНЕГА
367
Дифференциальное уравнение движения
скалывателя в направлении осей х и у имеет
вид (рис. 4.2.12, а):
m^- = T-Wx-Wc-,
dt2
d2y
т 2 = + К + ^з.к +
at
где Т - сила тяги машины; W\ - сила сопро-
тивления перекатыванию колес; Wc - сила
сопротивления, возникающая при скалывании
снега; G - вес скалывателя; Rn к, R3 к - реакции
на колеса машины; RB - вертикальная реакция,
возникающая при скалывании снега.
Очевидно, что при установившемся дви-
жении все силы и реакции взаимно уравнове-
шиваются и уравнения будут иметь вид:
d2x
tn—z- = 0
dt2
J2 у
dt2
и
ИЛИ
d2x _ d2y
dx
~dt~N,i
В случае неустановившегося движения
необходимо учесть, что в результате измене-
ния реакций, действующих на нож скалывате-
ля, изменяется реакция, приходящаяся на ко-
леса. Очевидно, что если слой скалываемого
снега будет увеличиваться по высоте, то воз-
растет вертикальная реакция, действующая на
нож скалывателя, что немедленно вызовет
изменение реакций, приходящихся на колеса.
Это, в свою очередь, приведет к деформации
шин и рессор базового шасси и, следовательно,
к изменению положения ножа скалывателя.
Для упрощения задачи полагаем, что при
изменении деформации шин и рессор машина
перемещается без углового поворота относи-
тельно центра тяжести и тяговые ресурсы
машины определяются сцепным весом
(рис. 4.2.12, б).
Составим дифференциальные уравнения
движения скалывателя для этого случая:
d2x
m- = (G-R,)fai-GfK-We-,
dt2
w , 2 = — ^n K k — ’
at
где Rp - реакция, возникающая в рессорной
подвеске и в шинах в результате перемещения
центра тяжести машины; Rp = еуа; е - приве-
денная жесткость рессор и шин; а - коэффи-
циент, учитывающий соотношение перемеще-
ния центра тяжести машины и подвески колес;
для скалывателей а « 1.
Реакции Wc и RB можно выразить:
6/?CD^CK
=--h-(sinp+/icos₽);
SinP
bh.nK.„
/?B=-^!-(cosp-/1smp).
smp
В случае неустановившегося движения
высота слоя снега
h = hcp + сх-у,
где с - угловой коэффициент, характеризую-
щий изменение высоты слоя снега по мере
перемещения машины.
Рис. 4.2.12. Схемы действия сил:
а - при установившемся движении; б - при неустановившемся движении
368
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
Считаем, что высота слоя снега
Лср = const. Тогда неуравновешенная часть
составляющих реакций будет:
= Z,*CK(cx-jO(sinр + f cos р).
sinp
Лв1=^ск^2)(Со8Р_/151пр).
sinp
Обозначим:
^i2 = -^r(sm р + /] cos р);
WSinP
A =-^McosP-/1Smp);
wsinp
(G - Лв2)<рсц - G/K - 1Fc2 = Qxm,
где Rtf и Frc2 - силы, возникающие при скалы-
вании слоя снега постоянной толщины Лср.
Тогда дифференциальные уравнения бу-
дут иметь вид:
-f = й-(^-у)(^2+фсц^22);
dt
<12У „2/ ч
—у = -еау + Кг (ex - у).
Приведенные выше уравнения являются
системой совокупных дифференциальных
уравнений, решая которые, получим:
еа + К% - n
X =--Г2~“
Г -П
!2 ГQ{n2 cosrt vM sinrt
x r
ea + K^ - n
r2-n2
Q{r2 cos nt у м sin nt
q2^2c
п
<ae+K№^c’
Я2&2С
n = +.
Qi=e^2c;
= K2c + ae + K\ + X^c(pCIl;
q2 =K2eae + K2cae<pcu.
Практический интерес представляет так-
же скорость
--= —1---x------£X
dt r2-n2
_ Q[n2 sin rt vM cos rt
x r ?
(ea + K2 -n2)n
2 2 ~
Г -n
/2
Qxr sxnnt у M cos nt
x Я2К1С n
Рассмотрим часто встречающийся слу-
чай, когда отсутствует избыточная тяга, т.е.
Qi = 0. В этом случае дифференциальные
уравнения имеют вид:
d2x v2, X
—т=~К1 (СХ~У) ’
dt
^У rz2/ X
—^- = -eay + K2(cx-y).
at
Решая эти дифференциальные уравнения,
получим:
vM(ea+K2 -n2) .
x = ----L sm nt -
n(r2-n2)
(4.2.10)
. , sinrZ;
r(r2 -n2)
QI / 2 2 \
у =----------z~ \n cos rt-r cos nt -
g2(r2+n2)V ’
vm^2c (sinr/ sinn/'j Q{
vuK2c(sinnt sinrt}
У = ~Т 22-----------; (4.2.11)
r -n \ n r )
dx vAea + Kj-n2]
= — = ——z—4s-----L cos nt -
I \ n <4212>
_^K}-r )cosK
r -nl
СКАЛЫВАТЕЛИ-РЫХЛИТЕЛИ УПЛОТНЕННОГО СНЕГА
369
Из выражений (4.2.10)-(4.2.12) следует,
что некоторые члены независимо от величины
t почти не влияют на результаты вычислений.
Поэтому для упрощения расчета с достаточной
степенью точности можно использовать сле-
дующие формулы:
х = -
sinrf
УмК2С t
у =----” . sin rt;
r(r2-n2)
2 2
г -п
cos rt.
V
Выше отмечалось, что при скалывании
уплотненного снега небольшой плотности и
снега слоистого с неоднородными прочност-
ными свойствами, реакция 7?в изменяет свое
направление. В результате этого при разруше-
нии слоя снега большой высоты наблюдается
постоянное углубление ножа, сопровождаю-
щееся уменьшением скорости машины.
В этом случае с учетом принятых ранее
упрощений дифференциальное уравнение
движения машины будет иметь вид:
т^- = (G + Яв)/сц - (G + Яв)/К - ,
dr
dP'y
т~7Т = ~G + ^п.к + к ” *в + Яр •
dt
Решая эти уравнения, а также отбрасывая
те члены, которые не влияют на величины х, у
и vx, получим для определения их следующие
формулы:
VMSinrf ( 2
—-------T-\ea + Ki
v е”1' I
2«i(n +«1 )V
ЛкЛдСзМ/ vMKlceni‘
+ 2пх(гх+пх)
vM cosr^
2^2
V2C- 2 (ea + K4 ~ n\ )*
2(r!2+«i2)V '
Здесь
g7 = qscea-, q5 = q6c + K^+ea-
д5=К42Фсц-*7к-К2;
£2 = ЬК<ж (sina + /] cos a) ;
wsina
=_J^LcK_(yjsina_C0sa)
wsina
Скалыватели-рыхлители с рабочим орга-
ном пассивного типа монтируются на шасси
трактора и работают они обычно в диапазоне
перегрузки внешней характеристики двигате-
ля, т.е. при изменении скорости движения ма-
шины вращающий момент, развиваемый дви-
гателем, почти не меняется. Таким образом,
можно принимать с достаточным основанием,
что сила тяги Q\ остается постоянной в
некотором диапазоне скоростей, равном
Yx/vM > 0,65.
Приведенные выше формулы, в которых
не учитывается изменение силы тяги, при
уменьшении скорости vx являются справедли-
выми только в приведенном диапазоне изме-
нения скорости. Следует также иметь в виду,
что полученные выше формулы были выведе-
ны в предположении, что буксование колес
отсутствует. Это имеет место только при усло-
вии плавного увеличения нагрузки, что соот-
ветствует рассматриваемым случаям работы
машины, когда скалывается постепенно увели-
чивающийся слой снега.
На рис. 4.2.13 приведены результаты оп-
ределения vM и хм для машины Д-447 в зави-
симости от характеристик изменения толщины
слоя снега при скалывании снега с высокими
прочностными свойствами и Q\ = 0.
Тяговый расчет скалывателя. При ра-
боте машины возникают сопротивления, обу-
словленные процессом скалывания и переме-
щением скола в сторону. Сопротивление уп-
лотненного снега скалыванию, Н,
FT1 — bhqpKm
370
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
Рис. 2.4.13. Графики для скалывателя машины Д-447:
а - = б - уЛм =/(0
0)
Сопротивление от трения ножа о снег, Н,
гу
«2 = -г^/1 cosp = bhcpKcJlCtgР.
snip н
Общее сопротивление, возникающее при
скалывании снега и трении ножа о снег, Н,
Wc = Wx + W2 = ^4^(sinP + /) cosp);
snip
bhc„KCK
fFc' == ф (sin8 + /] cos5).
sinS
Сопротивление движению машины, H,
где т - масса скалывателя, кг.
Суммарная сила тяги, необоходимая для
работы скалывателя,
wT=wc+w2.
Мощность, необходимая для работы ска-
лывателя, кВт,
N
ск 1000т| ’
где г| - КПД передачи от двигателя к ведущим
колесам.
Устойчивость скалывателя в работе.
Условия устойчивости при работе скалывателя
сводятся к следующему.
1. Сила, необходимая для работы маши-
ны, должна быть меньше силы сцепления ко-
лес с дорогой, т.е.
< Рсцфсц,
где Рсц - сцепной вес машины, Н; Рсц =
= 7?в к - Я' ; 7?в к - реакция веса, приходящаяся
на ведущие колеса, Н; Я' - часть вертикаль-
ной реакции, возникающей при скалывании,
приходящаяся на ведущие колеса, Н.
2. Часть вертикальной реакции, дейст-
вующей на нож скалывателя и приходящейся
на управляемые колеса, должна быть меньше
реакции дороги на эти колеса, т.е.
KRy к < Ry к — ,
где К - коэффициент запаса управляемости;
К = 0,2...0,25; Ryк - реакция дороги на управ-
ляемые колеса, Н; R* - часть вертикальной
реакции, возникающей при скалывании, при-
ходящаяся на управляемые колеса, Н.
3. Момент, возникающий в результате
несовпадения равнодействующей от сопротив-
лений скалыванию с продольной осью маши-
ны, должен восприниматься боковыми силами
сцепления колес (рис. 4.2.14) так:
Wca<M,
где М = S\C - при проверке устойчивости пе-
редних колес; М = S2c - при проверке устой-
чивости задних колес; Sj и S2 - боковые силы
сцепления колес; а - расстояние от оси до точ-
ки приложения силы; с - расстояние между
осями колес.
В свою очередь боковые силы сцепления
S, =/(7^-/0; 52=/Рсц>
где f- коэффициент трения скольжения колес.
МАШИНЫ ДЛЯ БОРЬБЫ С ГОЛОЛЕДОМ
371
Рис. 2.4.14. Схема для определения
боковой устойчивости
При определении S2 следует учитывать
часть величины Рсц, свободную от используе-
мых для продольной силы тяги. Обычно
Si < S2, поэтому условие устойчивой работы
будет выражаться так:
Wca<f(RyK-R^c.
Фактически, кроме сил сцепления, пово-
роту машины препятствует сила трения ножа о
снег. Таким образом, приведенное неравенство
обеспечивает некоторый запас устойчивости.
Производительность скалывателя.
Техническая производительность скалывателя,
получаемая при непрерывной работе машины
и скалывании бесконечно длинной полосы
снега, м2/ч,
77т = 36006vM.
При определении эксплуатационной
производительности следует учитывать
уменьшение ширины захвата машины вследст-
вие необходимости перекрытия смежных про-
ходов, а также использование машины во вре-
мени. Таким образом, эксплуатационная про-
изводительность, м2/ч,
Пэ = 3600(6
где 61 - перекрытие смежных проходов, м;
61 = 0,1... 0,3 м; К3 = 0,75... 0,85.
Так как обычно дорога очищается за не-
сколько проходов и высота слоя снега на доро-
ге превышает расчетную, фактическая экс-
плуатационная производительность машины,
м2/ч,
П'э = 3600(6 - 6j) vM —,
n
где n - число проходов, необходимых для пол-
ной очистки дороги.
4.2.5. МАШИНЫ ДЛЯ БОРЬБЫ
С ГОЛОЛЕДОМ
Машины для борьбы с гололедом бывают
с механическим, физико-термическим и хими-
ческим способом воздействия на гололед. При
содержании дорожных покрытий применяют в
основном распределители противогололедных
материалов с химическим воздействием на
гололед, т.е. распределители по поверхности
покрытия песка и др.
Специальное оборудование этих машин
состоит из кузова 11 для технологических ма-
териалов, скребкового конвейера 2, распреде-
лительного устройства, привода и гидросисте-
мы. Распределители часто оснащают дополни-
тельным оборудованием: щеточным устройст-
вом и снежным плугом 8, конструкции кото-
рых аналогичны оборудованию подметально-
уборочных машин (рис. 4.2.15).
Рис. 4.2.15. Распределитель противогололедных материалов (пескоразбрасыватель):
1 - редуктор привода конвейера; 2 - разбрасывающий диск; 3 - редуктор диска;
4 - гидромотор привода диска; 5 - гидромотор привода конвейера; 6 - щетка;
7 - цепная передача; 8 - плуг; 9 - конвейер; 10 - решетка; 11 - кузов
372
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
Рабочее оборудование распределителя
монтируют на базе грузового автомобиля. На
автомобиль устанавливают специальный ку-
зов-бункер 11 сварной конструкции объемом
2,2...3 м3. Боковые, передняя и иногда задняя
стенки кузова расположены под углом для
лучшего перемещения песка вниз к конвейеру
и далее к распределительному устройству.
В днище кузова расположен скребковый кон-
вейер 9, ведомый вал и механизм натяжения
которого смонтированы в передней части ку-
зова. Скребковый конвейер служит для подачи
материала к распределительному устройству,
установленному в задней части кузова. Задний
борт машины имеет отверстие для выхода
скребкового конвейера, с которого материал
поступает в направляющую воронку. Из во-
ронки противогололедный материал поступает
в распределительное устройство, как правило,
дискового типа. Диск вращается с частотой
1,7...8 мин"1, и под действием центробежных
сил материал веером рассеивается по покры-
тию. Ширина полосы распределения материа-
ла составляет 4...8 м.
Привод рабочего оборудования машины
может быть механическим или гидравличе-
ским. В механическом приводе вращающий
момент передается от основного автомобиль-
ного двигателя через коробку отбора мощно-
сти, карданные передачи, цепные и зубчатые
редукторы к ведущему валу скребкового кон-
вейера, распределительного диска и щеточного
устройства. В машинах с гидравлическим при-
водом вращающий момент от двигателя авто-
мобиля передается на гидросистему, приводя-
щую в движение скребковый конвейер и диск.
Гидропривод обеспечивает возможность плав-
ного бесступенчатого изменения скорости
скребкового конвейера и частоты вращения
распределительного диска, что позволяет ус-
танавливать необходимую плотность распре-
деления материалов (30...500 г/м3) и ширину
обработки покрытия без изменения скорости
движения автомобиля.
В последнее время для борьбы с гололе-
дом все более широкое применение находят
жидкие реагенты, для распределения которых
могут быть использованы поливочно-моечные
машины или специальные распределители.
Производительность пескоразбрасывате-
лей определяют так же, как и самоходных ма-
шин непрерывного действия, с учетом потерь
на загрузку кузова противогололедным мате-
риалом, переезд машины в загруженном и раз-
груженном состоянии и другие вспомогатель-
ные операции. Средняя производительность
машин для распределения противогололедных
материалов составляет 20...90 тыс. м2/ч.
Применение пескоразбрасывателей на
аэродромах крайне нежелательно. Особенно
это противопоказано на аэродромах для само-
летов с турбореактивными двигателями. При-
менение таких машин в аэропортах следует
ограничить подъездными дорогами.
Для удаления гололедной пленки и
снежно-ледяного наката, образующихся на
поверхности аэродромных покрытий, приме-
няют так называемые тепловые машины.
Принцип работы тепловых машин заключается
в воздействии на обледенелое покрытие высо-
котемпературного скоростного потока продук-
тов сгорания топливовоздушной смеси, по-
ступающей из турбореактивного двигателя,
установленного на специальной раме автомо-
биля.
Для повышения эффективности процесса
удаления льда с покрытия на ряде тепловых
машин устанавливают дополнительно источ-
ники инфракрасного излучения. Лед прозрачен
для инфракрасных лучей. Поэтому инфракрас-
ное излучение, генерируемое излучателем,
свободно проходит через слой льда к гранич-
ной поверхности покрытия, которая, будучи
непрозрачной, поглощает лучи и нагревается.
Тепло от поверхности покрытия в свою оче-
редь передается к пограничному слою льда,
что приводит к подплавлению последнего и к
полному ослаблению сил, связывающих лед с
покрытием. Газовоздушная струя вследствие
аэродинамического напора взламывает подта-
явший лед и уносит его с поверхности.
Производительность тепловых машин
рассчитывают аналогично производительности
снегоочистителей.
В настоящее время известно несколько
конструкций тепловых машин, имеющих об-
щую принципиальную схему работы и отли-
чающихся главным образом конструктивным
оформлением. Все они в качестве рабочего
органа имеют турбореактивный или турбовин-
товой двигатель, установленный на погрузчи-
ке, автомобильном шасси или специальной
тележке. Для соответствующего формирования
и направления горячих газов двигатели снаб-
жают специальным насадком.
Машина работает следующим образом.
Горячие газы, обладающие большой скоро-
стью, направляют на тонкий слой льда и рас-
МАШИНЫ ДЛЯ БОРЬБЫ С ГОЛОЛЕДОМ
373
плавляют его. Слои льда большей высоты рас-
плавляются частично и под действием скоро-
стного напора отрываются от поверхности до-
рожного покрытия и отбрасываются в сторону.
Несмотря на то, что эти машины доволь-
но широко распространены, они обладают
серьезными недостатками: низким коэффици-
ентом полезного использования топлива, вред-
ным воздействием горячей струи газов на до-
рожное покрытие и сравнительно небольшой
производительностью.
Основы расчета машин для борьбы с
гололедом. При проектировании выполняют:
расчет основных параметров и режимов рабо-
ты исполнительных органов и машины в це-
лом, ее производительности; тяговый расчет;
расчет на прочность ее основных узлов.
Исходными данными для расчета обычно
являются технические показатели работы ма-
шины, которые задаются при ее проектирова-
нии. К таким показателям относят: ширину
обработки покрытия, рабочую скорость маши-
ны, плотность посыпки, ее равномерность по
обрабатываемой полосе и т.д.
Основные параметры и режимы работы
исполнительных механизмов (разбрасывающе-
го диска и питающих диск устройств) опреде-
ляют на основании анализа движения песка по
разбрасывающему диску и в воздухе, распо-
ложения диска на машине и по отношению к
питателю.
На основании установленных параметров
и режимов работы, а также заданных техниче-
ских показателей выполняют тяговый расчет и
определяют мощность, необходимую для ра-
боты распределителя. Данные тягового расчета
и полученные параметры и режимы работы
машины используют при определении произво-
дительности и расчете на прочность машины.
Определение основных параметров и
режимов. Выше отмечалось, что материалы по
дорожным покрытиям распределяются при
помощи горизонтально расположенного диска
с вертикальной осью вращения. Диск имеет
ребра, в результате чего при его вращении
частицы материала, подаваемые на диск пита-
телем, вовлекаются во вращение, приобретают
скорость и, покидая диск, распределяются
широкой полосой по поверхности дороги за
машиной.
Движение частиц материала по диску яв-
ляется весьма сложным процессом, происхо-
дящим под действием сил, зависящих от мно-
гочисленных факторов. Частица материала,
попадая на диск, начинает двигаться по нему
до встречи с ребром. На характер движения по
диску влияет скорость встречи частиц с дис-
ком и место встречи по отношению к положе-
нию ребра. Влияние этих факторов на характер
относительного движения частицы по диску
при встрече с ребром ограничивается обычно
условиями, установленными эксперименталь-
ным путем.
По диску вдоль его ребра частицы мате-
риала движутся под действием центробежных
и аэродинамических сил, сил трения и сил
взаимодействия частиц между собой. Наи-
большее влияние на характер движения оказы-
вают центробежные силы и силы трения. По-
этому для упрощения решения задачи частица
рассматривается только под действием этих
сил и допускается некоторое искаженное по-
ложение отклоненных ребер.
Дифференциальное уравнение движения
частицы радиусом г0 вдоль ребра диска, рас-
положенного под некоторым углом фо к ради-
альному положению (рис. 4.2.16), имеет сле-
дующий вид:
d2x
т—^ = Pucos<p-(PK -Pusin<p)/-Gf,
at
(4.2.13)
где Рц - центробежная сила инерции; Рц =
= то2г; Рк - кориолисова сила инерции;
dx
Рк = 2то— ; G - вес частицы; /- коэффици-
ент трения материала о сталь; ш - угловая ско-
рость диска.
374
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
Принимая во внимание, что
х . sin ф0
СО8ф = — И 81Пф= —---------
Г Г
2К '
дифференциальное уравнение (4.2.13) прини-
мает такой вид:
d2x л r dx о 2 у г
—5- + 2го/— -сГх = (о r0sm<p0/-gf.
dt dt
После решения этого уравнения путь,
проходимый частицей в относительном дви-
жении, можно выразить так:
x=r0COS(Po + /:i|
2К 1
к,.
Для определения дальности полета час-
тицы необходимо знать скорость относитель-
ного движения
_ dx (rQ СО8ф0 +
”1 2К
Здесь
K = yjf2+i ; Ki =rosin<po/ + g/-^-.
(О
Эти уравнения получены для положения
ребер, отклоненных назад. Если ребра откло-
нены вперед, то следует учесть что ф = -ф и
фо = -фо- Тогда выражения для х и vx получат
вид:
х _ Г0СО5ф0+Л'1 | +
2К 1
+ (К - /)е-(0(А'+/)'|- Кх ;
ГрСозфо + ^^г 2\
х 2К \ J /
Л ш | V V I •
Здесь
Ki =-r0/sin(p0-^-.
(О
Для радиального положения ребра при
ф = 0 и фо = 0 имеем:
V
х
= !0±KL(K2_f2\
2К ' ’
А Ш 1 V V
где Л) =-g/7 со2.
Вес G частицы весьма мал по сравнению
с другими силами, поэтому обычно принимают
G = 0. В этом случае К\ = 0. Тогда получим
следующие формулы для радиального поло-
жения ребра:
х = -^-(Л' + /)е0>(А'-/)г
2К 1
+(/Г-/)е_<'>(*+/)'};
vx=-^-k2-/2)x
2К~ ’
A UJ I V V I .
Для определения ширины посыпки и
размещения полосы относительно оси машины
необходимо знать угол разгрузки. Под углом
разгрузки понимают угол, на который должен
повернуться диск для того, чтобы частица ма-
териала, находясь на наименьшем расстоянии
от оси вращения диска, успела его покинуть.
Очевидно, в этом случае х = R.
Анализируя полученные формулы для
определения х, можно установить, что второй
член, стоящий в скобках, весьма мало влияет
на величину х.
Если принять 1 = 0, то в этом слу-
чае ошибка не превысит 1 %. Тогда
fl = -^(£ + /)e“'1(W); ®Г = 0,
где 0 - угол разгрузки.
Угол разгрузки при радиальном положе-
нии ребра и при 0 = 0
1 t 2KR
-----In--------.
K-f r<j{K+f)
(4.2.14)
Принимая те же допущения, получим уг-
лы разгрузки для ребра:
МАШИНЫ ДЛЯ БОРЬБЫ С ГОЛОЛЕДОМ
375
отклоненного назад
) 1 In 2ВД+*1)
K-f r0(^ + /)(COS(Po+/sin<p0) ’
отклоненного вперед
I = 1 In 2ВД-*1)
K-f ro(£ + /)(cos<Po-/sin<p0)’
Здесь
Rx =7^2 "'о2 sin2 Фо “'bcos9o •
Анализ этих формул показывает, что
обычно
>R> Rx+kx
СОБфо - f 8Шф0 СОБфо + f 8Шф0
Таким образом 0В > 0 > 0Н и, следова-
тельно, наименьший угол разгрузки может
быть получен в том случае, если ребра уста-
новлены на разбрасывающем диске отклонен-
ными назад.
Для определения относительной скоро-
сти, с которой частица покидает диск, необхо-
димо знать время t\, требуемое для перемеще-
ния частицы по диску.
Для облегчения расчетов на рис. 4.2.17, а
приведена зависимость R/rQ = fit) при различ-
ных, обычно встречающихся угловых скоро-
стях о и при/= 0,5 (для влажного песка сред-
ней крупности). Пользуясь известными значе-
ниями R, rQ и со, можно получить величину t, и
подставив ее в уравнение для nx, определить
скорость nx в момент отделения частицы мате-
риала от диска.
На рис. 4.2.17, б приведена зависимость
vx/r0 = /(0 ПРИ различных значениях со, ис-
пользование которой позволяет найти по из-
вестной величине t значение vx.
Перемещение частицы по диску является
относительным движением, а вращательное
движение диска переносным. Поэтому в мо-
мент отделения частицы от диска она имеет
скорость
Va = vnep + vx, (4.2.15)
где vnep - окружная скорость диска, vnep = юг.
Рис. 4.2.17. Зависимости пути, проходимого
частицей по диску (а) и скорости частицы (б)
от времени t
Во время распределения материалов ма-
шина двигается со скоростью vM. Таким обра-
зом, отделившись от диска, частица по отно-
шению к дорожному покрытию будет иметь
скорость v = va + vM . Покинув диск, частица
материала перемещается в воздухе. Во время
полета в воздухе на частицу действует вес G и
сила сопротивления воздуха. Анализируя воз-
можные границы изменения числа Рейнольдса
Re и пользуясь результатами эксперименталь-
ного определения коэффициента сопротивле-
ния движению частицы материала в воздухе
С = /(Re), можно сделать вывод, что для рас-
сматриваемого случая величина С не зависит
от числа Re.
Дифференциальные уравнения движения
частицы в воздухе будут иметь вид (рис. 4.2.18):
_ d2y „ „
т—г = -7? • т—^- = С?-ЯУ,
dt2 х dt2 у
где Rx и Ry - проекции силы сопротивления
воздуха на ось соответственно х и у.
Упрощая задачу для получения конечно-
го решения, принимаем, что величины Rx и Ry
определяются проекциями скорости движения
на координатные оси, а не ее величиной.
Рис. 4.2.18. Схема действия сил при движении
песка в воздухе
376
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
Тогда
2 2
R=c^^-F и R=C^-F,
2 у 2
где рв - плотность воздуха; F - площадь про-
екции частицы на плоскость, нормальную к
направлению движения; чх и Ny - проекции
скорости движения на оси координат.
Тогда дифференциальные уравнения бу-
дут иметь такой вид:
dv.. о
= -^=S-X,v„
гае
2т
Решение этих дифференциальных урав-
нений дает:
1 1 гл 1
х =— lnX\v Г +-------- ;
I М
(4.2.16)
где V - начальная скорость частицы.
Определение дальности полета, т.е. вели-
чины х, возможно, если известна продолжи-
тельность полета t. Время t можно определить,
использовав уравнение, считая у, равным вы-
соте размещения разбрасывающего диска над
поверхностью дороги Н.
Для упрощения расчетов на рис. 4.2.19
приведена зависимость Н -fit), полученная
при решении уравнения (4.2.16) на основа-
нии экспериментальных данных при С = 0,4;
Jcp = 0,002 м.
Рис. 4.2.19. Зависимость пути If опускания
частицы песка от времени t
Используя графики безразмерных траек-
торий движения частицы в воздухе, В.П. Со-
рока вычислил дальность ее полета с учетом
того, что
R=Kxm—v и R=Kxm—v.
х 1 dt у 1 dt
Полученная таким образом дальность
полета в сравнении с вычисленной по приве-
денным выше формулам дает отклонение не
превышающее 4 %.
Распределение химических материалов.
В современных условиях, когда объемы работ
по распределению химических материалов
начинают превышать работы, связанные с по-
сыпкой дорог песком, все большее значение
приобретает равномерность их распределения
по ширине обрабатываемой полосы. При при-
менении химических материалов размеры час-
тиц колеблются в сравнительно узких преде-
лах, поэтому, как показывают наблюдения, в
соответствующем положении частицы при
встрече с диском распределяются на равных
расстояниях от центра диска. В этом случае
можно представить линию встречи частиц с
дорожным покрытием в виде окружности.
В связи с этим распределение материала по
ширине обрабатываемой полосы будет нерав-
номерным, при этом неравномерность будет
увеличиваться от оси машины к границам об-
рабатываемой полосы (рис. 4.2.20).
Коэффициент равномерности распреде-
ления материала
Рис. 4.2.20. Схема распределения химического
материала
МАШИНЫ ДЛЯ БОРЬБЫ С ГОЛОЛЕДОМ
377
На границе обрабатываемой полосы
р
sin а
Опыт уборочных работ показывает, что
допустимая неравномерность может быть
выражена коэффициентом равномерности
Кр = 1,25. Такой коэффициент может быть
обеспечен при принятом характере распреде-
ления, если угол а = 53°. Следовательно, час-
тицы материала должны сбрасываться по дуге
с углом, равным 74°.
При проектировании машины необходи-
мо решать два основных вопроса, определяю-
щих параметры и режимы работы разбрасы-
вающего диска: получение заданной ширины
обрабатываемой полосы и обеспечение надле-
жащей равномерности плотности посыпки, а
также расположения полосы относительно оси
машины. Очевидно, что решение этих вопро-
сов связано с выбором места подачи материала
на диск. В том случае, если материал и диск
будут встречаться при больших скоростях, то
при соударении наблюдается отскакивание
частиц и их выпадение на небольших расстоя-
ниях от диска.
Исследованиями В.П. Сороки установле-
но, что во избежание этого явления, частицы
материала должны попадать на те площади
диска, где окружная скорость меньше 8 м/с.
Таким образом, зона подачи материала на диск
должна быть удалена от оси вращения не бо-
лее, чем на г' = 8/(0. Кроме того, для пере-
мещения частиц к периферии они должны
поступать на диск не ближе, чем на расстояние
от его центра, г” = (1,1... 1,2)г0.
Приведенные соотношения позволяют
определить зону, в которой должно находиться
место подачи материала (рис. 4.2.21). Положе-
ние окна, через которое материал поступает на
диск, и форма этого окна могут быть в первом
приближении выбраны исходя из следующих
соображений.
Используя формулу (4.2.14) для опреде-
ления угла разгрузки, например, при радиаль-
ном положении ребер, и понимая под rQ удале-
ние частицы материала от оси вращения диска,
можно определить угол поворота диска, необ-
ходимый для перемещения любой частицы из
зоны подачи материала на диск к его перифе-
рии. Крайние положения места схода частиц с
диска должны составлять такой угол, который
Рис. 4.2.21. Схема подачи песка на диск
приемлем по заданным показателям равномер-
ности распределения материала. Зная направ-
ление вылета частиц материала на границах
сектора, по приведенным выше формулам и
принятой высоте расположения диска над по-
верхностью дороги можно определить даль-
ность полета частиц и, следовательно, ширину
полосы, которая обрабатывается машиной.
Следует иметь в виду, что найденное та-
ким образом положение места подачи мате-
риала на диск является приближенным и
должно быть уточнено при наладке опытного
образца.
Определение мощности, потребной для
работы специального оборудования распре-
делителей. Во время работы машины энергия
затрачивается на приведение в действие меха-
низмов, обеспечивающих подачу материала на
разбрасывающий диск, и на вращение самого
диска. Потребная мощность на привод специ-
ального оборудования
#<, = #„ +Д/д, (4.2.17)
где Nn - мощность, потребная для привода
механизма подачи материала на диск; NA -
мощность для привода разбрасывающего
диска.
Наиболее распространены два способа
подачи материала на диск. При одном из них
материал подается с помощью наклонного
лотка, совершающего колебательные движе-
ния, при другом с этой целью используют
скребковый конвейер. Лоток, как известно,
колеблется при помощи кулачкового механиз-
ма относительно оси опоры лотка, размещен-
ной в передней его части. Принимая во внима-
ние малые углы отклонения лотка, можно сле-
дующим образом связать угловые перемеще-
ния лотка и кулачка.
378
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
Линейное перемещение лотка в зоне дейст-
вия кривошипа при его перемещении на угол ф
х = е(1 - cos ф),
где г - радиус кулачка, м; е - эксцентриситет
оси кулачка, м.
Угол отклонения лотка а » х /1.
Тогда
а = у(1-созф),
где / - расстояние кривошипа до оси поворота
лотка, м.
Учитывая, что ф = COZ,
а =—(1-coscor).
Дифференцируя а по t, получим
da е
----------= ®1 =— CD Sin ф
dt 1 I v
и
d2a е о
---r- = Ei =—(О СОЗф.
dt2 I
Определим работу, которая совершается
при движении лотка,
dAn = М da,
где М - момент внешних сил, действующий
относительно оси поворота, Н м.
Но известно, что М = Jt\, где J - момент
инерции системы относительно оси поворота
лотка. Тогда, учитывая величину da, можно
выразить
е2 э
dAn = J-p® зшфсозф^ф .
Интегрируя, получим
е2 о 1 о
Ап =J—(d2-sin2ф + С .
I2 2
При движении лотка от крайнего поло-
жения до осевого, т.е. за 1/4 оборота кривоши-
па, наращивается кинетическая энергия, что
сопровождается расходованием энергии двига-
теля. При движении от осевого положения
лотка до следующего крайнего кинематиче-
ская энергия системы уменьшается. При нали-
чии жестких связей освобождающаяся энергия
расходуется на трение и нагревание.
Поэтому при определении секундной ра-
боты следует учитывать только 1/2 количества
оборотов кулачка в 1 с, а интегрировать при
определении Ал в пределах от 0 до л/2:
л
2 1 2 2 „2
. ге 21-2 1 г £ со
А = J-^-co —sin ф = ----.
I2 2 о I2 2
Мощность, расходуемая на приведение
этого механизма в действие, кВт,
_ 2Алпк
" 6104Л1’
где пк - частота вращения кулачка, мин"1; Т| i -
КПД передачи от двигателя к механизму пода-
чи материала.
Подставляя значение Ал, получим
.. . е2 2 пк
Nn = .
п I2 6-io4m
Чтобы воспользоваться формулой, необ-
ходимо знать момент инерции системы, т.е.
лотка вместе с находящимся на нем материа-
лом. Наблюдение за работой механизма пода-
чи позволяет считать, что на лоток опирается
только часть находящегося на нем материала.
Это объясняется наличием наклонных стенок
бункера и сводообразованием. В первом при-
ближении можно считать, что на лоток опира-
ется столб материала, равный по высоте 1/2
высоты слоя материала в бункере.
Скребковый конвейер, размещенный на
дне бункера, увлекает скребками материал и
перемещает его к диску. Поскольку на матери-
ал, движущийся со скребками, давит слой ма-
териала, находящийся над ним в бункере, то
помимо сопротивлений, обусловленных непо-
средственной работой конвейера, будет дейст-
вовать сдерживающая сила, вызванная трени-
ем неподвижного и движущегося слоев мате-
риала.
В общем виде искомая мощность, кВт,
Wn
N
100041
где W - сопротивление движению цепи кон-
вейера, Н; vT - рабочая скорость конвейера,
м/с.
Сопротивление движению цепи (пренеб-
регая сопротивлением на холостой ветви) на
горизонтальных участках
МАШИНЫ ДЛЯ БОРЬБЫ С ГОЛОЛЕДОМ
379
где qn - нагрузка от перемещаемого конвейе-
ром материала, Н/м; f - коэффициент трения
материала о сталь; qK - нагрузка от частей кон-
вейера, Н/м; fK - коэффициент сопротивления
движению конвейера; q^ - нагрузка от непод-
вижного материала, расположенного над пе-
ремещающимся материалом, Н/м (как указы-
валось выше, толщину слоя материала, оказы-
вающего давление, следует принимать равной
1/2 наибольшей толщины слоя материала в
бункере); f” - коэффициент внутреннего
трения материала; L - длина рассматриваемого
участка; к - коэффициент, учитывающий со-
противление в подшипниках звездочек и от
перегиба цепи.
При расчетах рекомендуется принимать:
f = 0,5; f” = 1;Ук ~ 0,11. ..0,13 для цепей с
ходовыми роликами; fK = 0,25 для цепей, дви-
жущихся скольжением; к= 1,25.
Мощность, необходимая для привода
диска,
Mic= ^ск + Мр + NB + Ny,
где NCK - мощность, необходимая для сообще-
ния материалу скорости; - мощность, не-
обходимая для преодоления сил трения при
движении материала по диску; NB - мощность,
обусловленная сопротивлением воздуха при
вращении диска; Ny - мощность, обусловлен-
ная потерями при ударе материала о диск.
Составляющие мощности NB и Ny малы
по сравнению с NCK и N^, поэтому обычно
принимают NB = Ny = 0.
Скорость в момент отделения частицы
материала от диска определяется по (4.2.15),
или
Va = ^ер + V* + 2vnepvx COS^y ± <p0^ ;
для радиального положения ребра
у = 4-
va у vnep vjc •
Как отмечалось, при определении х и vx
можно пренебречь членом в связи с
его малостью. Тогда скорость частицы в отно-
сительном движении
vx = <n(K-f)x.
Расход энергии при сообщении частицам
материала скорости va при радиальном поло-
жении ребер диска, Вт,
Т z
ок 2 >
ИЛИ
7’c=7i+7’2=^(v2nep+vb.
Очевидно, что
т\ =mcv^l2 = mc&2R2l2,
где тс - масса материала, поступающая на
диск в 1 с, кг.
С достаточной для практических расче-
тов точностью
= те(й2 (К - f)2 R2/2.
Тогда энергия
TCK=mc(»2R2{l + (K-f)2}/2,
или мощность, кВт,
m^2R2{l + (K-f)2}/2
ск 1000т]2
где Т|2 - КПД передачи от двигателя к разбра-
сывающему диску.
Потери энергии, обусловленные трением
материала о детали диска, во время его отно-
сительного движения возникают в результате
действия веса и кориолисовой силы инерции.
Учитывая, что вес во много раз меньше силы
инерции, им обычно пренебрегают.
Потери энергии в результате трения
материала можно выразить
dT^ = Fdx,
где F = 2mct &— .
Q dt
Расстояние от середины окна до оси дис-
ка jj = (г* + г')/2. Так как
^- = vx=a(K-f)x,
at
получим, dT^ = 2mcfa2(K - f)xdx. Тогда
R
= 2mcfa2(K - f) jxdx,
n
380
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
или
TTp=Wc/(o2(^-/)(/?2-r12).
Мощность, кВт,
Масса песка, поступающая на диск, кг,
mc = q'Bv„,
где q* - плотность распределения материала,
кг/м3; В - ширина обрабатываемой полосы, м.
Тогда мощность, кВт,
ЛГдс=^ум(02Л2[1 + (^-/)2] +
( г2 1
+ 2f(K-f) 1—2=- -----—
I R2J 2000г|2
Мощность, необходимая для работы рас-
пределителя, кВт,
^Е = АдС + ^п + ^м,
где NM - мощность, необходимая для переме-
щения машины.
Определение производительности ма-
шин для распределения технологических
материалов. Производительность распредели-
телей, м2/ч,
77 = ^,
Tq
где И - полезный объем кузова распределите-
ля, кг; q - плотность посыпки, кг/м2; Т - про-
должительность одного цикла работы машины,
мин.
Продолжительность цикла, мин,
Т — /р + /Пог + /пер»
где /р - продолжительность одной посыпки;
/пог - продолжительность погрузки материала
на складе в бункер машины; /пер - продолжи-
тельность переездов от места работы к складу
материалов и обратно, включая время, необхо-
димое для маневрирования во время погрузки
на складе.
Продолжительность одной посыпки, мин,
₽ 60gBvM
где Кр - коэффициент, характеризующий рав-
номерность движения машины во время рабо-
чего цикла и изменяющейся по величине в
зависимости от местных условий (интенсивное
движения транспорта, наличия перекрестков,
светофоров и т.д.); Кр = 1,0... 1,2; В - средняя
ширина посыпки дороги, м; vM - скорость
движения машины во время работы, м/с.
Продолжительность погрузки материала
на складе, мин,
/ = Vtr
‘пог г ‘пог >
где t'nor - продолжительность погрузки 1 т
материала на складе.
4.2.6. СНЕГОУБОРОЧНЫЕ МАШИНЫ
Снег, предварительно собранный в валы
и кучи, погружают в транспортные средства
снегопогрузчиками. Универсальные снего-
погрузчики позволяют грузить также сыпучие
материалы (песок, хлориды и др.), применяе-
мые при содержании городских улиц, проездов
и площадей. Снегопогрузчики являются ма-
шинами непрерывного действия, монтируются
на шасси автомобилей и тракторов, конструк-
цию которых дорабатывают для установки
специального оборудования, или на специаль-
ных шасси с использованием унифицирован-
ных агрегатов и узлов автомобилей. Универ-
сальные погрузчики монтируют также на ко-
лесных тракторах. Специальное оборудование
снегопогрузчиков состоит из питателя, конвей-
ера и механизмов привода рабочих органов.
Из питателей снегопогрузчиков (рис. 4.2.22)
наибольшее распространение получили лапо-
вые питатели, устанавливаемые на лопате (ра-
ме питателя) перед машиной. Они состоят из
рамы, диска, балансира и двух лап одинаковой
конструкции. На диске эксцентрично установ-
лена ось балансира, который своим П-образ-
ным пазом входит в направляющий сухарь,
установленный на лопате. При вращении диска
балансир совершает колебательные, а лапа
захватывающие движения. В последних конст-
рукциях машин применяют лаповые питатели,
у которых балансир шарнирно соединен с ка-
чающимся рычагом. Погрузчики с лаповыми
питателями используют обычно при снего-
погрузке. Двигаясь вперед, снегопогрузчик
отделяет из вала лапами питателя снег, кото-
рый подает на скребковый конвейер и загру-
жает в транспортные средства.
СНЕГОУБОРОЧНЫЕ МАШИНЫ
381
Рис. 4.2.22. Схемы питателей снегопогрузчиков:
а - лаповый с направляющим сухарем; б - лаповый с качающим рычагом; в - фрезерный;
1 - лопата; 2 - лапа; 3 - ось балансира; 4 - балансир; 5 - конвейер; 6 - направляющий сухарь;
7 - ведущий диск; 8 - качающий рычаг; 9 - фреза; 10 - кожух фрезы
Универсальные снегопогрузчики, ис-
пользуемые также для погрузки сыпучих мате-
риалов, имеют питатель фрезерного типа (две
фрезы ленточного типа, расположенные сим-
метрично относительно оси машины), уста-
новленный спереди машины. Фрезы питателя -
двухзаходные с правым и левым направлением
спирали. При движении машины вперед, снег
отделяется лопастями фрезы от массива, пере-
мещается с правой и левой стороны вала к
центру машины, где попадает на конвейер и
подается к транспортным средствам.
Снегопогрузчики, как правило, одномо-
торные, т.е. рабочее оборудование и привод
ведущих колес шасси приводится в движение
от одного двигателя.
В качестве снегопогрузчиков использу-
ются также роторные снегоочистители, обору-
дованные погрузочным желобом.
Основы расчета снегопогрузочных
машин. Проектирование снегопогрузчиков
включает определение сил, возникающих во
время работы машины, необходимой мощно-
сти, а также расчета на прочность важнейших
узлов и деталей машины.
У машин с питателем лапового типа во
время рабочего хода лапы возникают боковые
силы, в связи с этим возникает необходимость
проверки его устойчивости. При расчете ус-
тойчивости желательно определение условий
всплывания лопаты снегопогрузчика с питате-
лем лапового типа с помощью формул для
скалывателей-рыхлителей уплотненного снега.
При этом обычно принимают, что в основании
вала залегает слой уплотненного снега плотно-
стью 0,45 г/см3. Снегопогрузчики с рабочим
органом в виде фрезы обычно выполняют та-
ким образом, чтобы нижняя кромка ножа ко-
жуха питателя размещалась на одной высоте с
внешней кромкой лепестка фрезы, поэтому
нож кожуха снегопогрузчиков этого типа при-
нимают разгруженным.
Различие в принципах действия основно-
го рабочего органа погрузчика-питателя обу-
словливает своеобразие расчета этих машин.
Кроме того, как указывалось выше, машины
такого типа различаются конструкцией транс-
портирующих устройств. В связи с этим ниже
приводится раздельно методика расчета снего-
погрузчиков с питателями лапового и фрезер-
ного типов.
Расчет снегопогрузчиков с питателями
лапового типа и скребковым конвейером.
Тяговый расчет снегопогрузчиков. Во время
работы машины лопата рабочего органа вреза-
ется в вал снега. Лапы питателя поочередно
отделяют от вала некоторые объемы снега,
перемещают его по поверхности лопаты на
скребковый конвейер, который транспортиру-
ет снег в кузов нагружаемого автомобиля.
При работе питателя возникают следую-
щие сопротивления (Н). Сопротивление среза-
нию объема снега лапами питателя
W\ = Shz^Kzp,
где 5 - ширина (размер в направлении подачи)
полосы снега, срезаемого лапой за рабочий
ход, м; Аср - средняя высота срезаемого объема
снега, м.
Приближенно можно считать
~ VM /^п ’
где пп - количество рабочих ходов лапы в 1 с.
Сопротивление перемещению срезанного
объема снега по поверхности лопаты к конвейеру
Иг = тис cos у + sin у) g, (4.2.18)
где у - угол наклона лопаты к горизонту;
mz - масса снега, срезаемого за рабочий
ход лапы и перемещаемого к конвейеру, кг;
тис = 5Аср5рсн/2 ’ & ~ ширина захвата снего-
погрузчика, м; рсн - плотность снега, кг/м3.
382
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
Работа, совершаемая лапой питателя за
один рабочий ход, Дж,
{D
где li - длина пути перемещения снега лапой к
конвейеру после срезания, м; - коэффи-
циент, учитывающий действие динамических
нагрузок;/Сдан = 1,6... 1,7.
Сопротивление перемещению снега кон-
вейером
W3 =/ig7MKcosP,
где Р - угол наклона конвейера к горизонту;
тк - масса снега, находящегося на конвейере;
тик = 77Ch^/vi ; ^сн - производительность
снегопогрузчика, кг/с; L - длина рабочей части
конвейера, м; Vi - скорость конвейера, м/с.
Сопротивление при подъеме снега
^4 = gwKsinp.
Сопротивление, возникающее при дви-
жении конвейера,
W5=fgmllcosP,
где 7ИЦ - масса цепи конвейера со скребками;
f - коэффициент сопротивления движению
конвейера.
Мощность, необходимая для преодоле-
ния всех перечисленных выше сопротивлений,
передаваемая от двигателя погрузчика с по-
мощью коробки отбора мощности, кВт
N , (^3+^4+^s)vle
1 ЮООтц Ю00Т12
где 8 - коэффициент, учитывающий сопротив-
ление в подшипниках звездочек конвейера;
8 = 1,25; Т| 1 - КПД трансмиссии от двигателя к
питателю; Т]2 - КПД трансмиссии от двигателя
к конвейеру.
Кроме того, при работе снегопогрузчика
возникают следующие сопротивления, кото-
рые преодолеваются силой тяги, развиваемой
ведущими колесами.
Сопротивление врезанию лопаты в вал
снега
^6=^ср^р>
где hcp - средняя высота срезаемого лопатой
слоя снега, м.
Сопротивление перемещению лопаты
= тл(/г + 0g,
где тп - масса лопаты, приходящаяся на до-
рожное покрытие, кг; /з - коэффициент трения
металла о дорожное покрытие; i - уклон мест-
ности, выраженный через синус угла наклона.
Сопротивление перемещению машины
^8 = - mJ + Og,
где тм - полная масса снегопогрузчика, кг.
Мощность, необходимая для привода ве-
дущих колес машины, кВт,
N _(^6+^7+^8)Ум
2 1000Т)
где Г| - КПД передачи от двигателя к ведущим
колесам.
Суммарная мощность, необходимая для
обеспечения работы снегопогрузчика,
Расчет устойчивости снегопогрузчика.
Устойчивая работа снегопогрузчика достига-
ется при выполнении следующих условий.
1. Сила тяги, необходимая для работы
машины, должна быть меньше сил сцепления
ведущих колес с дорожным покрытием:
^6 + ^7 + ^8 < ^сцфсц,
где (7СЦ - сцепной вес машины, Н.
2. Момент от реакции, действующей на
лапу питателя, и возникающий при срезании
объема снега, должен восприниматься боко-
выми силами сцепления колес с дорогой
(рис. 4.2.23).
При проверке устойчивости передних
колес
R(a + с) <
при проверке устойчивости задних колес
Rxa<S2c,
Рис. 4.2.23. Схема для определения
боковой устойчивости погрузчика
СНЕГОУБОРОЧНЫЕ МАШИНЫ
383
где 51 и 52 ~ боковые силы сцепления;
51 = R{fi и S2 = ^2/1; и Т?2 _ реакции,
приходящиеся соответственно на передние и
задние колеса и неиспользованные для силы
тяги; /1 - коэффициент трения скольжения
колес.
Расчет снегопогрузчиков с фрезерным
питателем и ленточным конвейером. Во
время работы фрезерного питателя возникают
следующие наиболее значительные сопротив-
ления.
Сопротивление срезанию снега лопастя-
ми фрезы. Каждая лопасть фрезы вырезает
некоторый объем снега переменного сечения.
Размер с, характеризующий это сечение, явля-
ется переменной величиной (рис. 4.2.24):
e = r + c1sin0--Jc2sin20 + r2-с2 , (4.2.19)
где Cj - подача питателя за его один оборот;
Ci = vM/nn; пП- частота вращения питателя, с-1.
Анализируя выражение (4.2.19), можно
сделать вывод, что с достаточной точностью
члены, стоящие под корнем, могут быть при-
няты равными г2. Тогда
с= Ci sin0.
В том случае, если фреза выполняется
многозаходной, то каждая лопасть будет выре-
зать объем
Cl=VM/«nZ,
где z - число заходов лопастей фрезы.
Сопротивление при срезании снега явля-
ется переменной величиной:
Wi = Ь\сК^ = ftiCiKcpSinO.
Рис. 4.2.24. Схема резания снега фрезой
Элементарная работа, затрачиваемая при
срезании объема снега лопастью,
dA = Widl.
Принимаем dl = RdQ. Тогда
dA = b 1 CiKcp R sin 0 dd.
Отсюда работа силы резания, затрачи-
ваемая при повороте лопасти на один оборот,
Дж,
00
Лез = blciKcpR JsinOdO.
о
После интегрирования получим
Арез ^1/ССрЛ(1 COS 0О),
или, подставляя значение с у
Лез =biCiK Z?-^-(l-COSe0).
nnz
Здесь bi - ширина полосы, вырезаемой
лопастью питателя, м; 0о - угол, определяю-
щий высоту разрабатываемого слоя снега.
Обычно принимают В « 2b i.
Затраты энергии на сообщение отде-
ленному от массива объему снега скорости
отбрасывания. Каждая лопасть при повороте
на один оборот срезает объем снега
во
V = Fbi = cfyR JsmOdS;
о
И=7?61(1 -cos0o)cb
Срезанный объем снега двигается впере-
ди лопасти с некоторой скоростью
vcpsina
а sin(a + Р) ’
где vcp - окружная скорость фрезы; a - угол
наклона винтовой линии фрезы; Р - угол, со-
ставленный направлением вектора скорости va
и плоскостью, перпендикулярной оси враще-
ния фрезы.
Пренебрегая изменением угла Р за пери-
од перемещения частицы снега к конвейеру и
принимая его равным начальному р0 = я/2 - а,
получим скорость va = vcp sin а. Тогда энергия
на сообщение скорости отбрасывания объему
снега, вырезанному лопастью фрезы за один
оборот, Дж,
384
Глава 4.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ ДОРОГ
. Z>,7?3(1-COS0O) 2ъг -2
Лск = ——------------— CipCH(0 Кы sin а
VK 2 11 VH vK
_ woT?2co2/CCK sin2 а
Аж ~ ~ ’
где рсн - объемная масса снега, находящегося
в валу, кг/м3; со - угловая скорость фрезы, 1/с;
Кск - коэффициент, учитывающий распреде-
ление снега по витку; Кск = 0,8... 1,0; тио - мас-
са снега, подаваемого лопастью фрезы за один
оборот, кг.
Затраты энергии при транспортировке
снега. Снег срезается лопастью фрезы по всей
ее ширине и затем перемещается к середине
машины к конвейеру. При определении затрат
при транспортировке снега фрезой к конвейеру
принимают, что он расположен по захвату
машины равномерно.
Работа, затрачиваемая при перемещении
снега в единицу времени,
Лп=77с/2В/2.
Из расчета болтовых соединений извест-
но, что полезная работа зависит от работы,
которую необходимо затратить, т.е.
= tg(a + <p)
^общ пп . >
tga
где a - угол подъема винтовой линии; ср - угол
трения снега о металл.
Следовательно, необходимая мощность,
кВт,
N _ 77c/2Bgtg(a+ р) _
Tp 2000тц tga
= Д2/?(1 - cos e0)c,nnzpCH/2g tg (a + p)
2000т]! tga
Кроме того, при работе фрезерного пита-
теля имеют место затраты энергии, связанные
с дроблением отделяемых объемов снега, пре-
одолением трения при перемещении снега
относительно лопасти фрезы, но обычно в
связи со сравнительно небольшой величиной и
сложностью их оценки эти затраты не учиты-
вают.
При работе ленточного конвейера возни-
кает сопротивление при подъеме снега, Н,
»2 = g'WKSinP,
где тк = ПеЬ1\х.
Сопротивление при движении ленты
конвейера
W3 = (0 cos Р (тил + тк +mpon)g,
где (0 - коэффициент сопротивления в ролико-
вых опорах ленточного конвейера; со = 0,02...
0,04; тл - масса ленты конвейера; трол - масса
поддерживающих роликов.
Мощность, необходимая для привода пи-
тателя и конвейера, передается от двигателя с
помощью соответствующих механизмов:
n ^A^ + A^zn,, । (W2+W3)vx ]N
1 1000гц 1000г)2 1р'
Кроме того, во время работы машины
часть возникающих сопротивлений преодоле-
вается силой тяги, развиваемой ведущими
колесами снегопогрузчика.
Сопротивление перемещению питателя
W4 = m„(f3 + i)g,
где тп - масса питателя, приходящаяся на
дорожное покрытие.
Сопротивление перемещению машины
^5 = (ти - тп)(Асач + i)g-
При резании снега фрезой, от возникаю-
щих реакций появляется горизонтальная со-
ставляющая, однако значение ее небольшое.
К тому же следует иметь в виду, что при высо-
те h вала меньше радиуса R фрезы составляю-
щая реакция будет направлена в сторону дви-
жения снегопогрузчика. Поэтому обычно со-
противление, возникающее при работе питате-
ля, преодолеваемое силой тяги, в расчетах не
учитывается.
Мощность, необходимая для привода,
ведущих колес машины, кВт,
jy _(^4+^)Ум
2 1000т]
Суммарная мощность, потребная для
обеспечения работы снегопогрузчика
#Е = М+#2.
Производительность снегопогрузчика.
Техническая производительность при непре-
рывной погрузке снега из бесконечного вала,
м3/ч,
77т = 3600feBAcpvM,
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА ДОРОЖНЫХ ПОКРЫТИЙ
385
где Ь3 - средняя ширина погружаемого вала
или ширина захвата машины, если последняя
меньше ширины вала, м; hzp- средняя высота
погружаемого вала, м.
При определении эксплуатационной
производительности принимают во внимание
конечные размеры снежного вала по длине и
перерывы в работе, обусловленные необходи-
мостью маневрирования при подъездах и отъ-
ездах автомобилей от снегопогрузчика. Разли-
чают эксплуатационную производительность
при полной и частичной обеспеченности ма-
шинами для погрузки снега. Эксплуатационная
производительность при полной обеспеченно-
сти машинами под погрузку выражается, м3/ч,
Пэ ~ ^b^cpvm(3600 — ^м^ман)^в ’
где - продолжительность маневрирова-
ния автомобилей при подъезде к погрузчику и
отъезде, с; пи - число машин, нагружаемых в
течение 1 ч; К3 - коэффициент использования
снегопогрузчика во времени; Къ = 0,75...0,85.
Эксплуатационная производительность
при неполной обеспеченности машинами под
погрузку, м3/ч,
77' = ^AdVm (3600 “ "м^ман “ *интХв ,
J D vp MV М Mdn Ип1 / D у
где /инт - продолжительность простоев снего-
погрузчика в связи с ожиданием машин под
погрузку, с.
Важнейшее значение для эффективного
использования снегопогрузчиков имеет уста-
новление числа машин, выделяемых под по-
грузку: Пэ = nJIM.
Производительность автомобилей на вы-
возе снега, м3/ч,
п _____________3600И____________
М t -4- t' 4-/ 4- / -i- t" ’
‘пог ‘ман ' ‘пер ‘раз ман
где V - объем снега, перевозимого автомоби-
лем, м3; /пог - продолжительность погрузки
одного автомобиля с учетом простоев в связи с
перерывами в работе снегопогрузчика, с; /пер -
продолжительность переездов автомобиля от
места погрузки к месту разгрузки и обратно, с;
/раз - продолжительность разгрузки автомоби-
ля, с; /*ан - продолжительность маневрирова-
ния автомобиля при разгрузке, с.
Число машин, требуемых под погрузку
"м — /^м •
Глава 4.3
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ
РЕМОНТА ДОРОЖНЫХ ПОКРЫТИЙ
Машины и оборудование, предназначен-
ные для ремонта дорожных покрытий, выпол-
няют работы по разрушению покрытий, транс-
портированию и распределению битума, разо-
греву асфальтобетонных смесей, заделке тре-
щин, ремонту швов, текущему и ямочному
ремонту и др.
Машины для восстановления и рекон-
струкции дорожных н аэродромных покры-
тий подразделяют на две группы: 1) с холод-
ным удалением ремонтируемого слоя покры-
тия - холодный ресайклинг; 2) с горячим уда-
лением ремонтируемых слоев - горячий ре-
сайклинг.
Машины с холодным ресайклингом
предназначаются для ремонта цементобетон-
ных и асфальтобетонных покрытий. Ремонт
асфальтобетонных покрытий в этом случае
осуществляется без предварительного разогре-
ва покрытия. Технологический процесс, вы-
полняемый машиной, включает: фрезерование
ремонтируемой поверхности покрытия, добав-
ление нового вяжущего, перемешивание полу-
ченной смеси, укладка смеси, ее распределе-
ние и уплотнение. Количество добавляемого
вяжущего (битума, эмульсии, цементно-
водной суспензии) контролируется микропро-
цессором машины для обеспечения высокого
качества получаемого покрытия. Такие маши-
ны могут быть использованы для выполнения
как комплекса технологических операций, так
и отдельных (только для удаления, стабилиза-
ции и др.).
Технология горячего ресайклинга.
Машины, работающие по схеме горячего ре-
сайклинга, предназначены в основном для
ремонта асфальтобетонных покрытий. Техно-
логический процесс, выполняемый машиной,
включает следующие операции: разогрев (ре-
пластификацию) поверхности покрытия на
требуемую глубину; добавление вяжущего,
свежей асфальтобетонной смеси; перемешива-
ние и получение нового материала; укладку
смеси и ее уплотнение. Качество добавления
вяжущего и новой порции асфальтобетонной
смеси также контролируется микропроцессо-
ром машины.
13 - 1317
386
Глава 4.3. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА ДОРОЖНЫХ ПОКРЫТИЙ
Ремонт асфальтобетонных покрытий
осуществляется широко распространенными
способами: восстановления слоя покрытия или
"ремикс". В последнем случае покрытие пере-
рабатывается и улучшается таким образом,
чтобы оно полностью соответствовало требо-
ваниям нового покрытия. Способ "ремикс"
экономичен, не оказывает вредного влияния на
окружающую среду, позволяет экономить
строительный материал и сокращает сроки
ремонтных работ (рис. 4.3.1).
Весь процесс восстановления осуществ-
ляется за один рабочий проход непосредствен-
но на проезжей части дороги в процессе дви-
жения машины. Прогрев покрытия осуществ-
ляется до температуры 140... 170 °C. Масса
покрытия размягчается. Батареи инфракрас-
ных излучателей, питаемых пропаном, пере-
дают необходимую для этого тепловую энер-
гию. Нагревательные элементы располагаются
по заданной ширине участка дороги. Давление
газа каждого из нагревательных элементов
регулируется отдельно.
Рыхление размягченного покрытия осу-
ществляют вращающимися шнеками со спи-
рально размещенными твердосплавными зубь-
ями до требуемой глубины. Рабочая ширина
регулируется бесступенчато автоматически.
Планирующие ножи снимают слой покрытия,
а разрыхленная смесь подается в смеситель.
Регенерацию старого асфальта осуществ-
ляют путем добавления в смеситель порции в
виде минеральной добавки и вяжущего. Кор-
ректирующая добавка смешивается со смесью
из покрытия в смесителе принудительного
действия. Добавочную смесь транспортируют
к машине на грузовиках и загружают в прием-
ный бункер. Подвод к смесителю и дозировка
осуществляются через скребковый конвейер
с регулируемой скоростью движения. Вяжу-
щее, находящееся в обогреваемом баке на ус-
тановке, дозируется и взбрызгивается с помо-
щью насоса с регулируемой частотой враще-
ния. Готовая смесь поступает на спланирован-
ное и разогретое основание в виде продольной
кучи.
Ограничения
Укладка и
предварительное
уплотнение
Нагрев
полотна
Добавка и
смешивание
присадок
Рыхление
Нагрев
Выход L
1 Вход
Рис. 4.3.1. Технология горячего восстановления асфальтобетонных покрытий:
а - технологическая схема; б - системная модель;
7 - бункер для смеси; 2 - емкость для битума; 3 - топливный бак; 4 - бункер-дозатор;
5 - емкость для газа; 6 - двигатель; 7 - платформа для пульта управления;
8 - трамбующий брус; 9 - шнековый распределитель;
10 - смеситель; 11,13- блоки нагревательных элементов; 12 - рыхлитель покрытия
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА ДОРОЖНЫХ ПОКРЫТИЙ
387
Укладка восстановленного материала
осуществляется с помощью плавно регулируе-
мого трамбующего бруса в соответствии с
профилем полотна. Раздельный нагрев полотна
обеспечивает хорошее сцепление слоев за счет
укладки ’’горячего по горячему". Окончатель-
ное уплотнение покрытия производится до-
рожными катками. Такая машина позволяет
восстанавливать дорожные покрытия как без
добавки новой смеси, так и с добавкой без
перемешивания. Регенерацию асфальтобетон-
ной смеси путем перемешивания применяют
тогда, когда технология допускает использо-
вание материала старого покрытия с обогаще-
нием его новым материалом.
В группу машин для восстановления ас-
фальтобетонных покрытий входят разогрева-
тели, фрезерные машины, разогреватели-пла-
нировщики и разогреватели-терморемонтеры.
По типу нагревателя машины разделяют на
жидко-, газотопливные и электрические. Такие
машин могут быть ручными, прицепными и
самоходными.
Разогреватели. Разогреватели асфаль-
тобетонных покрытий с устройствами ин-
фракрасного излучения монтируют на базе
автомобилей, колесных тракторов и специаль-
ных шасси. Основные преимущества исполь-
зования инфракрасных нагревателей следую-
щие: защита от выгорания органического свя-
зующего материала из верхнего слоя асфаль-
тобетонного покрытия; сокращение продолжи-
тельности разогрева благодаря малому терми-
ческому сопротивлению пограничного слоя
излучаемому потоку теплоты. Энергия излуче-
ния поглощается непосредственно поверхно-
стью и глубинными слоями асфальтобетонного
покрытия, причем излучения проникают тем
глубже, чем меньше длина их волн.
Режим инфракрасного разогрева состоит
из двух периодов: разогрева поверхности по-
крытия до температуры не менее 180 °C и
дальнейшего регулируемого нагрева покрытия
по всей его толщине (при постоянной темпера-
туре на поверхности покрытия) до температу-
ры 60...80 °C на стыке покрытия с основанием.
Ремонтируемый участок дорожного покрытия
разогревается с помощью блока горелок, уста-
навливаемых над поверхностью покрытия на
расстоянии 10...20 см, для создания плотности
теплового потока радиационного излучателя у
поверхности разогреваемого покрытия до
79...81,4 кВт/м2 (для конвекционных 40...
46,5 кВт/м2).
Газовые нагреватели инфракрасного из-
лучения имеют простое устройство и обслу-
живание, широкое регулирование мощности
излучения путем изменения давления газа,
подводимого к смесителю горелки. Их недос-
татки заключаются в возможном задувании
пламени при ветре скоростью более 6...8 м/с,
небольшом сроке службы, необходимости
дополнительных мероприятий по технике
безопасности.
Основным элементом асфальторазогре-
вателей является газовая горелка инфракрас-
ного излучения с керамическим и металличе-
ским излучателем. Газовоздушная смесь сго-
рает на поверхности излучателя в тонком слое,
передавая ему основную часть теплоты, про-
дуктов сгорания. Излучатель раскаляется до
температуры 850...900 °C и становится источ-
ником инфракрасного (теплового) излучения.
Металлические излучатели по сравнению с
керамическими имеют более низкую чувстви-
тельность к механическим воздействиям,
меньшую стоимость, высокий срок службы.
При текущем ремонте асфальтобетонных по-
крытий дорог используют асфальторазогрева-
тели инфракрасного излучения с газовыми
излучателями.
Электрические нагреватели более долго-
вечны, менее чувствительны к воздействиям
ветра и отрицательной температуры окру-
жающего воздуха. В качестве электрических
нагревателей применяют кварцевые инфра-
красные излучатели и трубчатые металличе-
ские типа ТЭН. Такие нагреватели обладают
рассеянным излучением, поэтому для создания
направленного лучистого потока их помещают
в рефлектирующее устройство.
Терморемонтеры выполняют одновре-
менно полный комплекс технологических опе-
раций по разогреву и рыхлению асфальтобето-
на, добавлению новой смеси с перемешивани-
ем со старой смесью или без перемешивания и
профилированию с предварительным уплотне-
нием. Оборудование монтируют на специаль-
ном шасси (рис. 4.3.2). Такая машина работает
в двух режимах. Режим без перемешивания
смеси в смесителе включает следующие опе-
рации: нагрев ремонтируемого участка ас-
фальтобетонного покрытия; рыхление разогре-
того слоя; распределение, планирование и вы-
равнивание размельченной старой асфальтобе-
тонной смеси; добавление новой асфальтобе-
тонной смеси; распределение новой асфальто-
13*
388
Глава 4.3. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА ДОРОЖНЫХ ПОКРЫТИЙ
Рис. 4.3.2. Машина для термического восстановления и ремонта асфальтобетонных покрытий:
1 - приемный бункер с транспортирующим устройством для новой смеси; 2 - конвейер;
3 - дозирующее устройство; 4 - резервуары для сжиженного газа; 5 - двигатель;
6 - трамбующий брус и выглаживающая виброплита; 7 - распределительный шнек; 8 - колесо;
9 - смеситель; 10 - планирующий отвал; 11 - шнековое (фрезерное) устройство; 12 - рыхлитель;
13 - второй нагревательный блок; 14 - первый нагревательный блок
бетонной смеси; предварительное уплотнение
старой и новой смесей. При перемешивании
смеси в смесителе предусматривается выпол-
нение следующих операций: нагрев асфальто-
бетонного покрытия; рыхление разогретого
слоя; сбор размельченной старой асфальтобе-
тонной смеси в смеситель; добавление в сме-
ситель новой асфальтобетонной смеси; пере-
мешивание старой и новой смесей в смесителе;
распределение и профилирование восстанов-
ленной асфальтобетонной смеси; предвари-
тельное ее уплотнение.
Технологическое назначение машины
предусматривает наличие следующего его
оборудования: газового оборудования; рыхли-
теля; подборщика; переднего бункера; транс-
портирующего, смесительного и распредели-
тельного устройств. Газовое оборудование
включает резервуары 4 для сжиженного газа,
испаритель, систему газопроводов, инфра-
красные излучатели (горелки), регулирующую
и контрольную аппаратуру и устройство для
разжигания горелок. Газовое оборудование
обеспечивает разогрев асфальтобетонного
покрытия до 60 °C на глубине 3...4 см при
температуре на поверхности не выше 180 °C и
обогрев отдельных узлов и агрегатов машины
для предотвращения остывания новой и вос-
станавливаемой асфальтобетонной смеси.
Вместимость резервуара для газа 6 м3, поверх-
ностная плотность теплового потока инфра-
красных излучателей не менее 10... 16 кВт/м2.
Горелки объединены в секции и блоки с пода-
чей газа раздельно в каждую секцию. Высота
установки блока горелок в рабочем положении
над поверхностью покрытия регулируется в
пределах 50...250 мм.
Рыхлитель 12 обеспечивает разрыхление
нагретого асфальтобетонного покрытия до
кусков размером не более 50 мм. Глубина
рыхления разогретого покрытия 40 мм. Рабо-
чая ширина рыхлителя 2,5; 3,1; 3,6; 3,85 м.
Конструкция рыхлителя позволяет осуществ-
лять пропуск люков колодцев. В качестве рых-
лителя может быть использована фреза.
Подборщик материала отвального типа
предназначен для сбора взрыхленной асфаль-
тобетонной смеси и подачи ее в смесительное
устройство при работе в режиме перемешива-
ния. Одновременно он обеспечивает профили-
рование поверхности покрытия. Рабочая ши-
рина подборщика равна ширине рыхлителя.
Приемный бункер 1 асфальтобетонной
смеси вместимостью 7 т имеет управляемые
базовые стенки, что обеспечивает полное его
опорожнение.
Конвейер 2 перемещает новую асфальто-
бетонную смесь от приемного бункера 1 к до-
зирующему устройству 3, которое регулирует
количество подаваемой смеси. Во избежание
охлаждения пространство, в котором переме-
щается новая смесь, обогревается инфракрас-
ными излучателями.
Смесительное устройство 9 с двумя ло-
пастными валами осуществляет перемешива-
ние восстановленной и новой асфальтобетон-
ной смесей. Работа обеспечивается на всех
режимах движения машины при любом соот-
ношении компонентов. Смеситель обогревает-
ся также инфракрасными излучателями.
Распределительный шнек 7 распределяет
асфальтобетонную смесь по ширине ремонти-
руемой полосы покрытия заданной толщины и
профиля. Рабочая ширина устройства 2,5; 3,1;
3,6; 3,85 м.
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА ДОРОЖНЫХ ПОКРЫТИЙ
389
Трамбующий брус и выглаживающая
виброплита 6 предназначены для уплотнения
уложенной смеси (частота колебаний 1500...
3500 мин-1). Обогрев поверхности плиты осу-
ществляется газовыми горелками. Рабочая
ширина уплотняемой полосы равна ширине
распределителя. Трансмиссия и ходовое уст-
ройство обеспечивают перемещение машины с
рабочей скоростью до 3 м/мин и транспортной
до 7 км/ч. Машину на большие расстояния
транспортируют на буксире (с отключенной
коробкой передач) или на трейлере. Управле-
ние осями машины может осуществляться как
совместно, так и раздельно. Колеса оборудова-
ны стояночными тормозами. При максималь-
ной скорости машины, максимальной глубине
разогретого покрытия 40 мм расход новой
смеси достигает 40 кг/м2. Управление положе-
нием рабочих органов, регулирование подачи
новой смеси и управление ходовыми коле-
сами - гидравлическое. Рабочими органами
управляют с двух постов.
Терморемонтеры с ограниченным ком-
плектом рабочих органов оборудованы до-
рожной фрезой и нагревательным устройством
(рис. 4.3.3). Они являются самоходными агре-
гатами. Терморемонтер имеет ширину фрезе-
рования 1 м при глубине до 45 мм. Рабочая
скорость машины достигает 6 м/мин, а транс-
портная - до 18 км/ч. Нагрузка на переднюю и
заднюю оси соответственно 23 и 17 кН, масса
машины достигает 4 т, мощность двигателя
37 кВт. Нагревательное устройство состоит из
блока предварительных и системы основных
излучателей.
Барабанная фреза представляет собой
цилиндр, на котором закреплены сменные
стальные держатели. В держателях установле-
ны твердосплавные ножи. Барабан фрезы вра-
щается в направлении, противоположном на-
правлению движения машины. К агрегату при-
креплены два стабилизатора, представляющие
собой дополнительную опору на полотно до-
роги. Стабилизаторы управляются гидроци-
линдрами. Глубина фрезерования может изме-
няться.
Для фрезерования применяют различные
резцы (рис. 4.3.4): четырехгранные; заострен-
ные, применяемые для нанесения шероховато-
сти на полотно; круглые, с помощью которых
фрезеруют бетонные дорожные покрытия. При-
вод ходового устройства осуществляется по-
средством гидромеханической передачи на две
приводные оси. Это обеспечивает плавное регу-
лирование скорости движения от 0,1 м/мин до
6 км/ч.
Фрезерные рабочие органы являются
важным рабочим оборудованием при ремонте
и реконструкции покрытий автомобильных
дорог и аэродромов. Их используют в качестве
самостоятельных агрегатов для рыхления и
удаления материала с ремонтируемого участка
или встраивают в машины-комбайны для вы-
полнения всего цикла операций по ремонту
дорожных покрытий методом холодного фре-
зерования. Фреза представляет собой барабан с
укрепленными на нем специальными рыхля-
щими резцами. Ширина фрезы легко изменя-
ется путем закрепления на барабане дополни-
тельных сегментов (шириной 0,3 м). Для обес-
печения точности глубины фрезерования ее
располагают между задними колесами маши-
ны так, чтобы оси задних колес и фрезы сов-
падали (рис. 4.3.5, а). В этом случае при наезде
на препятствие величина заглубления фрезы не
меняется.
Рис. 4.3.3. Машина для разогрева и фрезерования асфальтобетонных покрытий:
1 - место оператора; 2 - привод и фреза для отделения разогретого асфальтобетона; 3 - ходовое устройство;
4 - двигатель; 5 - резервуары для газообразного топлива; 6 - нагревательное устройство
390
Глава 4.3. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА ДОРОЖНЫХ ПОКРЫТИЙ
Рис. 4.3.4. Резцы барабанных фрез машин
для терморемонтеров:
а - четырехгранный; б - заостренный;
в - круглый с элементами крепления в гнезде;
1 - твердый сплав; 2 - основание резца;
3 - держатель; 4 - упругое кольцо
Рис. 4.3.5. Схема обеспечения постоянства
глубины фрезерования:
а - ось барабана фрезы совмещена с осью задних
колес; б - ось барабана фрезы О\ не совмещена
с осью О задних колес
Если эти оси не совпадают, то по закону
рычага глубина фрезы увеличивается или
уменьшается пропорционально расстоянию
(21<9 (рис. 4.3.5, б). При этом для точного пози-
ционирования фрезы машина должна быть
обеспечена системой автоматического нивели-
рования.
В целях универсализации машины заднее
правое колесо машины можно повернуть и
разместить перед фрезой, что позволит осуще-
ствлять фрезерование у кромки бордюра.
Нивелирующие устройства обеспечивают
разрыхление материала на требуемую глубину
(от нескольких миллиметров до десятка сан-
тиметров). Фрезерный рабочий орган обычно
изготовляют различной ширины и конфигура-
ции, что обеспечивает их гибкое использова-
ние для выполнения работ различного назна-
чения.
Фрезы, предназначенные для удаления
ремонтируемых слоев дорожных покрытий,
шириной 350...500 мм монтируются на трех-
колесном шасси, а шириной 1000 мм - на че-
тырехколесном шасси. Максимальная глубина
фрезерования достигает 100 и 280 мм при ско-
рости передвижения 1...10 м/мин. Фрезерный
барабан вращается навстречу движению ма-
шины с частотой 100...200 мин-1.
На барабан фрезы закреплены резцедер-
жатели, в которые вставляются резцы с твер-
досплавными наконечниками (рис. 4.3.6). Рез-
цы разрыхляют материал покрытия, превращая
его в конгломерат мелких гранул. Гранулиро-
ванный материал используют для приготовле-
ния свежей смеси в асфальтосмесительной
установке или на асфальтобетонных заводах в
качестве добавок при получении новой ас-
фальтобетонной смеси.
Рис. 4.3.6. Резцы для разрушения (фрезерования)
автодорожных и аэродромных покрытий
из асфальтобетона (а) и цементобетона (б)
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА ДОРОЖНЫХ ПОКРЫТИЙ
391
Привод - гидравлический на все колеса и
фрезу. Техническая характеристика фрезерных
машин приведена в табл. 4.3.1.
Фрезы оборудуются конвейером для по-
грузки снятого материала в транспортные
средства.
Машина для фрезерования разогретых
асфальтобетонных покрытий смонтирована
на пневмоколесном тягаче и перемещается к
месту работы своим ходом со скоростью до
30 км/ч. При этом фрезы находятся в транс-
портном положении. Подготовка к работе за-
ключается в опускании фрезы в рабочее поло-
жение, причем резцы не должны касаться по-
верхности покрытия, при этом рабочий орган
устанавливается на опорные ролики.
Машина следует за асфальторазогре-
вателем на расстоянии не более 15 м. Водитель
из кабины контролирует скорость движения
машины и направление, а также поднимает
рабочий орган при возникновении препятствий
(люков канализационных, телефонных и дру-
гих колодцев, решеток ливневой канализации
и др.). Глубина фрезерования регулируется с
помощью регулировочных винтов опорных
роликов. Первоначальное заглубление фрезы
производят на месте. В процессе работы регу-
лирование глубины не требует остановки ма-
шины. Допускается перекос фрезы в направле-
нии, поперечном движению машины, в преде-
лах 10°. Удаленную массу вывозят на асфаль-
тобетонные заводы.
Асфалъторазогреватели, используемые
только для разогрева асфальтобетонного по-
крытия до требуемой температуры монтируют
на шасси автомобиля грузоподъемностью
3...5 т (рис. 4.3.7). Для обработки участков
асфальтобетонных покрытий на асфальтора-
зогревателях установлены газовые горелки
инфракрасного излучения. При необходимости
возможна добавка новой асфальтобетонной
смеси. Уложенная смесь уплотняется. Такие
машины используют для сопряжения полос
ранее сооруженного покрытия с новым, а так-
же для проведения текущего ремонта малых и
средних карт дорожного покрытия.
4.3.1. Техническая характеристика фрезерных машин с цилиндрической барабанной фрезой
Показатель Тип фрезы
Л С Т
Мощность двигателя, кВт 30...35 70... 80 100...150
Масса машины рабочая, кг 400...450 7300... 11 300 15 000... 16 800
Ширина фрезерования, мм 350 500 1000
Глубина фрезерования, мм 10...100 10...280 20... 300
Привод фрезы Механический Механический или гидравлический Механический
Количество ходовых колес 3 3 4
Гидравлический привод хо- довых колес На переднее колесо На все колеса На все колеса
Скорость движения, м/мин 1 10 -
Рис. 4.3.7. Машина для разогрева асфальтобетонного покрытия:
1 - базовый тягач; 2 - резервуар для топлива; 3 - нагревательные блоки в транспортном положении;
4 - нагревательные блоки в рабочем положении
392
Глава 4.3. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА ДОРОЖНЫХ ПОКРЫТИЙ
Расчет терморемонтеров. При состав-
лении тягового баланса передвижения машины
собственным ходом в транспортном режиме
руководствуются известными методами. Кро-
ме того, самоходные машины проверяют на
поперечную устойчивость.
Общее сопротивление в рабочем режиме
IV (Н) определяют в зависимости от числа
рабочих органов и характера их действия. Для
терморемонтеров, оснащенных полным ком-
плектом рабочих органов, общее сопротивле-
ние состоит из следующих сопротивлений:
ходового устройства при перемещении маши-
ны Wi, устройства для рыхления разогретого
асфальтобетона рыхлителем И2, устройства
для фрезерования; устройства для планировки
разогретого асфальтобетона Из; виброплиты
(выглаживающей плиты) И4; трамбующего
бруса Иб; шнека И7. Сопротивления рассчи-
тывают по формулам:
= [(GM + Ga6) - (Gp + Сгф + G0TB +
+ Gruj + Сгтр.б + Gnp + Gm)]^± /);
^2 = = кфЬфИ-
^4 — ^л^отв + Gnp/ф,
^5 ~ ^пл/пл + Gnp/ф,
^6 — Gyp .б/гр.б + Gnp/ip,
И7 — кр ШЬШИШ + Gnpfnp,
где GM, Ga6, Gp, Стф, G0TB, G^, Gyp б, Gnp, Gm —
вес соответственно машины, асфальтобетона в
приемном бункере, рыхлителя, фрезы в сборе,
отвала, плиты, трамбующего бруса, призмы
перед соответствующим рабочим органом,
шнека; f - коэффициент сопротивления пере-
движению ходового устройства, Н; i - уклон
поверхности; z3 - число зубьев рыхлителя; Р3 -
сопротивление рыхлению одним зубом; Р3 =
= 15...30 Н; £ф - удельное сопротивление фре-
зерованию разогретого асфальтобетона, Мпа;
£ф = 50...60 МПа; Ь$ - ширина фрезерования,
м; h - глубина фрезерования, м; кл - удельное
линейное сопротивление, Н/м; кп = 10...20 кН/м;
^отв - длина отвала, - коэффици-
енты сопротивления движению по разогретому
асфальтобетону призмы;/^ = 0,7...0,9; =
=/пр = 0,5...0,7; £рШ - удельное сопротивление
срезанию разогретого асфальтобетона шнеком;
&р Ш = 1 МПа; 6Ш, - соответственно ширина
захвата и глубина резания шнека, м.
Для машин, имеющих полный комплект
рабочих органов, общее сопротивление
1
для машин, имеющих только фрезерный рабо-
чий орган, учитывают два первых слагаемых:
^=[(См+Саб)-^ф](/±0 + ^-
Вес призмы волочения срезаемого мате-
риала покрытия
Gnp=0,6(tf-A)2pgZ,
где Н, L - соответственно высота и длина от-
вала, м; h - глубина резания, м; р - плотность
материала покрытия; для асфальтобетона
р = 2200...2300 кг/м3.
Должно быть соблюдено условие пре-
дотвращения буксования ведущих колес и
обеспечения тяги двигателем.
Коэффициент сцепления фсц зависит от
типа и состояния покрытия.
Значения коэффициента сцепления фсц
приведены ниже (в скобках для влажных чис-
тых асфальтобетонных покрытий, без скобок -
для цементобетонных).
Сухое .................
Влажное чистое.........
Грязное, снежное.......
Обледенелое ...........
Сила тяги, Н,
Тт = ЮООА^Птр /(птгК),
где N№ - номинальная мощность двигателя,
кВт; *тр - передаточное отношение трансмис-
сии; «тр - частота вращения коленчатого вала
двигателя при номинальной мощности, с-1; гк -
силовой (динамический) радиус ведущих ко-
лес, м; Т|тр - КПД трансмиссии.
Силовой (динамический) радиус гк коле-
са (расстояние от дороги до оси катящегося
колеса) может быть принят равным статисти-
ческому радиусу гс колеса (расстоянию от до-
роги до оси неподвижного колеса).
Энергетический баланс машин составля-
ют, суммируя мощности, необходимые для
обеспечения работы отдельных агрегатов и
рабочих органов машины. Для терморемонте-
ра, имеющего полный комплект рабочих орга-
0,7... 0,8
0,5...0,6 (0,4...0,5)
0,2... 0,3
0,1...0,2
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА ДОРОЖНЫХ ПОКРЫТИЙ
393
нов, общая мощность N% включает мощности
на привод: ходового устройства в рабочем
режиме Ni с учетом преодоления сопротивле-
ний рабочих органов, препятствующих рабо-
чему движению машины; фрезы N2; вибраци-
онной плиты N3; трамбующего бруса jV4; сме-
сителя N5; шнека N6 и ленточных питателей
N7. Мощности (кВт) определяют по формулам:
6
У их
М =----------; ^2= ——~> или
10001^(1-5) 1000т|пф
^2 = ^Уд фй/гуф; N3 = #вб zb6;
^4 “ -^тр.б^тр б? -^5 — ^см^^дУд?
jy _ -^щ кщ щ .
6 ’ 3600пш ’
П 2
где vp - рабочая скорость машины, м/с; 5 -
коэффициент буксования; (Оф - угловая ско-
рость фрезы; (Оф = 0... 1,5 1/с; R$ - радиус
фрезы по режущим зубьям, м; 7Ууд ф - удельная
мощность на фрезерование разогретого
асфальтобетона, кВт / м3; #уд ф = 3600...
4700 кВт ч/м3; Уф - линейная скорость зуба
фрезы, м/с; N3 - мощность для привода одного
вибровозбудителя с дебалансом 1,5...2 мм,
кВт; tVb6 = 1... 1,5 кВт; zbq - число вибровозбу-
дителей на виброплите; - удельная мощ-
ность на привод трамбующего бруса, кВт/м;
Хтр.б = 0,4...0,6 кВт/м; _ длина трамбую-
щего бруса, равная ширине укладки, м; £2СМ -
вместимость смесителя, т; Кл - коэффициент
динамичности при пуске смесителя под за-
грузкой; Кл = 2...2,5; Ул - линейная скорость
конца лопасти, м/с; К - коэффициент, учиты-
вающий напор смеси при движении машины;
К = 3; Пш - производительность шнека, т/ч,
равная производительности машины по уклад-
ке смеси; к^ - коэффициент сопротивления
при работе шнека; кш = 4...5; zm - число шне-
ков; Ьш - длина шнека; Т|ш - КПД привода
шнека; Пк - производительность ленточного
конвейера по укладке; кК - коэффициент со-
противления конвейера; кК = 2...3; LH, Zrop -
длина соответственно наклонного и горизон-
тального участков конвейера, м; Н - высота
подъема конвейера, м.
Вместимость смесителя, т,
Scm = Ясм' / 60,
где 77см - производительность смесителя с
учетом добавки новой смеси; 77см = Пм t; Пм -
производительность машины по фрезерова-
нию, т/ч; t - время нахождения материала в
смесителе, мин.
Эксплуатационная производительность
асфальтонагревателей, м2/ч,
77э — 36QQSqKh .ЛД'п .з + ^раз + ^ман + ^пер + ^ус.з),
^раз = S6/Bvp;
^пер ^ср/^тр.ср?
где Sq - площадь блока горелок, м2;
^и.п - коэффициент использования нагревае-
мой площади; Ки - коэффициент использова-
ния машины по времени; tn 3 - затраты времени
на подготовительно-заключительные опера-
ции; /раз - продолжительность нагревания од-
ной ремонтной карты, с; /ман - продолжитель-
ность маневрирования при установке зонта
или блока над ремонтируемой картой, с;
/пер - затраты времени при переездах машины
к новому объекту ремонта, с; /ус 3 - затраты
времени на установку заграждений, с; В - ши-
рина блока, м; vp - рабочая скорость машины,
м/с; Vip.cp - средняя транспортная скорость
асфальторазогревателя, м/с.
Машины для транспортирования и
распределения битума широко используют
при ремонте асфальтобетонных покрытий ме-
тодами поверхностной обработки. Машины
этого типа и основы их расчета рассмотрены
выше. Для поверхностной обработки асфаль-
тобетонных покрытий применяют также спе-
циальные машины, обеспечивающие розлив
битуминозных материалов и распределение по
ним щебня. Щебнераспределитель безрамной
конструкции с несущим бункером состоит из
бункера, шнека, высевающего барабана с при-
водом, механизма регулирования высева, ко-
лес с крыльями, дышла, стояночной опоры,
площадки оператора, электрооборудования.
Шнек состоит из двух частей, которые имеют
лопатки разного направления, при вращении
шнека обеспечивающие перемещение щебня
от середины к краям бункера. Шнек распреде-
ляет щебень по ширине бункера и препятству-
ет его зависанию над барабаном. Норма высева
щебня регулируется изменением щели между
барабаном и пятью заслонками, установлен-
ными на шарнирах в нижней части бункера.
394
Глава 4.3. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА ДОРОЖНЫХ ПОКРЫТИЙ
Для транспортирования и укладки би-
тумных шламов применяют монтируемое на
автомобилях-самосвалах или на прицепе к
колесным тракторам специальное оборудова-
ние. Оно агрегатируется с тракторами класса
0,9... 1,4. Для распределения битумных шла-
мов к цистерне сзади прикрепляют распреде-
литель. Внутри цистерны смонтирован вал-
побудитель. На выходном патрубке заднего
днища цистерны установлен затвор, которым
регулируют расход смеси.
Машины для заделки трещин и ре-
монта швов обеспечивают очистку трещин от
грязи, продувку их сжатым воздухом, просуш-
ку, грунтовку стенок и заполнение их масти-
кой. Окончательной операцией является по-
сыпка обработанной поверхности песком или
высевками щебня. Эти машины бывают руч-
ными, перемещаемыми на тележке, прицеп-
ными и самоходными. Для разделки трещин
применяют ручной механизированный инст-
румент - пневмоломы, пневмомолотки, перфо-
раторы и элетромолотки. Машины для заделки
трещин в дорожных покрытиях монтируют на
шасси стандартных автомобилей. Они состоят
из цистерны для битума, двух бункеров для
песка, механизма поворота бункера, системы
розлива битума, пневмо-, топливо- и гидросис-
тем, специальной кабины, левого, правого,
боковых и заднего ящиков и электрооборудо-
вания.
Эти машины выполняют комплекс работ,
включающий подготовительные, основные и
завершающие операции, разделенные некото-
рыми промежутками времени. Запас необхо-
димых для заливки трещин материалов позво-
ляет машине, как правило, обслуживать не-
сколько объектов, поэтому в цикл работ вклю-
чают затраты времени на переезд от одного
объекта к другому.
При заливке трещин расходуются битум
или мастика, а также присыпочный материал.
Обычно машины такого типа конструируют
так, чтобы емкости для битума и присыпочно-
го материала во время работы опорожнились
одновременно или в одной из емкостей оста-
валось минимальное количество материала
при опорожнении другой. В связи с этим про-
изводительность машины для заливки трещин
определяется вместимостью емкости для тех-
нологического материала, которая опорожня-
ется первой.
Эксплуатационная производительность
машины для заливки трещин, м/ч, если сначала
опорожняется емкость для битума,
77э = 3600Кдаи/(д67’ц);
если сначала опорожняется емкость для при-
сыпочного материала, то
Лэ = 3600Иа,Л^и/(дамГц),
где Тц — tn з + ^прод + Азал + Ajac + ^ус.з + ^пер +
+ ^загр + ^дв> ^п.м - вместимость соответст-
венно цистерны для битума и кузова для при-
сыпочного материала, л; К3, К" - коэффициен-
ты заполнения емкости соответственно цис-
терны и бункера; q& qn м - средний удельный
расход соответственно битума и присыпочного
материала, л/м; Ки - коэффициент использова-
ния машины по времени; tn,3 - продолжитель-
ность подготовительно-заключительных опе-
раций в течение цикла работы машины, с;
^прод - продолжительность операции по про-
дувке и подготовке трещин к заливке в течение
всего цикла, с; /зал, /зас - продолжительность
операций соответственно по заливке трещин
битумом или мастикой и засыпке залитых
трещин присыпочным материалом в течение
цикла работы, с; tyc 3 - затраты времени на
установку заграждений и их снятие, с; /пер -
суммарная продолжительность переездов от
одного объекта к другому, с; /загр - затраты
времени, необходимого для загрузки цистерны
и кузова, с; t№ - затраты времени, связанные с
движением от места загрузки к месту работы, с.
Ряд параметров определяются по формулам:
Gan Ян 3 Giep ~ Giep ^пер »
^дв — (А +^2)/^тр.ср »
где qH - средняя производительность битумно-
го насоса, л/с; /пер - среднее суммарное рас-
стояние перемещения машины при переездах,
м; V - средняя скорость движения машины при
переездах, м/с; 1\ и I2 - расстояние соответст-
венно от последнего места работы к месту
заполнения машины материалами и обратно к
новому месту работы, м; v^cp - средняя
транспортная скорость машины, м/с.
Расчет силовых и энергетических пара-
метров машин для заделки трещин и ремонта
швов выполняется аналогично расчету машин
подобного типа.
Оборудование для разрушения дорож-
ных покрытий. Широкое применение для
разрушения покрытий находят ручной механи-
зированный инструмент и специальное обору-
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА ДОРОЖНЫХ ПОКРЫТИЙ
395
дование, смонтированное на автомобилях,
прицепах, тракторах и специальном шасси.
Оборудование для работ по замене бордюрно-
го камня монтируют на тягачах и одноковшо-
вых экскаваторах. Классификация машин при-
ведена на рис. 4.3.8. Наиболее распространен-
ным оборудованием для разрушения малых
объемов твердых покрытий являются ручные
электрические, пневматические и гидравличе-
ские отбойные молотки и ломы. Широко ис-
пользуются кирковщики, которые взламывают
асфальтобетонное покрытие на всю его тол-
щину при движении машины вперед. Для
взламывания асфальто- и цементобетонных
покрытий применяют также автобетоноломы
на автомобильном шасси и гидромолоты на
экскаваторном шасси.
Автобетонолом представляет собой
пневмомолот с компрессорной станцией, уста-
новленной на поворотной платформе, которая
смонтирована на неподвижной раме и прикре-
плена к лонжеронам базового шасси. На ней
расположены также механизмы поворота и
управления, пневмолинии, сиденье оператора.
На раме закреплен пневмомолот двойного
действия с ударным наконечником, имеющий
энергию удара 6 кДж при частоте 40 ударов в
1 мин. Рабочее оборудование может поворачи-
ваться на 180° и обрабатывать полосу покры-
тия шириной 3,7 м.
Гидромолот состоит из неподвижной ра-
мы и каретки с поворотной рамой, на которой
размещен ударный механизм и гидропривод.
Ударная часть массой 200 кг перемещается
гидроцилиндром. Гидромолот оснащен гидро-
аккумулятором и гидроамортизатором. Энер-
гия удара 10...20 кДж, частота удара в 1 мин
соответственно 180... 100.
Рис. 4.3.8. Классификация машин и оборудования для разрушения твердых покрытий
396
СПИСОК ЛИТЕРАТУРЫ
Для срезания старого асфальтобетонного
покрытия можно также использовать фрезер-
ные машины для разрушения мерзлых высоко-
прочных грунтов.
Расчет самоходных машин для ремонта
включает выполнение тягового и энергетиче-
ского балансов. Силу тяги определяют при
условии, что распределение битума из загру-
женных битумом емкостей производится
при рабочем и транспортном режимах. Для
установления энергетического баланса опре-
деляют мощность, расходуемую во время
распределения вяжущих материалов по по-
верхности дорожного покрытия. Затраты мощ-
ности на преодоление сопротивления при дви-
жении машины и на привод битумного насоса
рассчитывают методами, рассмотренными
выше.
Проектирование машин и оборудования
начнется с изучения научно-технической и
патентной информации, анализа тенденций и
результатов прогнозирования с опережением
на 5-10 лет. Синтез нового решения выпол-
няют на базе методов, обеспечивающих уско-
рение формирования такого решения. Расчет-
ную и графическую документацию выполняют
с использованием ЭВМ и САПР. Новое конст-
руктивное решение должно превосходить
лучшие современные аналоги с существенным
опережением по техническим параметрам и
показателям эффективности.
После определения основных конструк-
тивных параметров выполняют расчет на
прочность и надежность по методике, затем
осуществляют оценку технического уровня и
конкурентоспособности.
СПИСОК ЛИТЕРАТУРЫ
1. Дорожно-строительные машины и
комплексы / Под ред. В.Н. Баловнева. Омск:
Изд-во СибАДИ, 2001. 528 с.
2. Евстифеев В.Н. Трубопроводный
транспорт пластичных и сыпучих материалов в
строительстве. М.: Стройиздат, 1989. 247 с.
3. Ермилов А.Б. Расчет и проектирова-
ние машин для летнего содержания дорог. М.:
МАДИ, 1988. 89 с.
4. Ермилов А.Б. Расчет и проектирова-
ние снегоочистителей. М.: МАДИ, 1989. 107 с.
5. Зенков Р.Л., Ивашков И.И., Коло-
бов Л.Н. Машины непрерывного транспорта.
М.: Машиностроение, 1987. 431 с.
6. Калинушкин М.П., Орловский З.Э.,
Сегаль И.С. Пневматический транспорт в
строительстве. М.: Госстройиздат, 1961. 162 с.
7. Карабан Г.Д., Баловнев В.И., За-
сов И.А. Машины для содержания и ремонта
автомобильных дорог и аэродромов. М.: Ма-
шиностроение, 1975. 368 с.
8. Машины для содержания и ремонта
автомобильных дорог и аэропортов. М.: Ма-
шиностроение, 1975. 367 с.
9. Машины для строительства и содержа-
ния дорог и аэродромов / Под ред. А.З. Шарца.
М.: Машиностроение, 1985. 336 с.
10. Эксплуатация специальных автомо-
билей для содержания и ремонта городских
дорог / Под ред Л.Л. Афанасьева. М.: Транс-
порт, 1983. 344 с.
11. Эксплуатация специальных автомо-
билей для содержания и ремонта городских
дорог: Практическое пособие / В.И. Баловнев,
Г.Л. Карабан, И.А. Засов и др. М.: Транспорт,
1992. 263 с.
Раздел 5
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ БУРОВЫХ РАБОТ
Машины для буровых работ в строитель-
стве в зависимости от назначения изготовляют
следующих типов: бурильные машины для
бурения скважин, предназначенные для взрыва
мерзлых и скальных грунтов (горных пород) в
строительстве; бурильно-крановые и оборудо-
вание для бурения скважин, как правило, шне-
ковые бурильные станки и установки опор,
свай, столбов в строительстве.
Глава 5.1
СВОЙСТВА ГОРНЫХ ПОРОД И
ГРУНТОВ, КЛАССИФИКАЦИЯ
СПОСОБОВ БУРЕНИЯ И
ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ
5.1.1. ФИЗИКО-МЕХАНИЧЕСКИЕ
СВОЙСТВА ГОРНЫХ ПОРОД И ГРУНТОВ
Буровые работы выполняют для образо-
вания шпуров и скважин при геологической
разведке, взрывании при добыче полезных
ископаемых подземным и открытым способом,
для водоснабжения, понижения уровня грун-
товых вод, формирования свай в грунте и др.
Горные породы и грунты характеризуются
плотностными, упругими, прочностными, теп-
ловыми, электрическими, магнитными, радиа-
ционными и другими свойствами. Основные
физико-механические свойства горных пород
(грунтов) приведены ниже.
Плотность, т/м3.............. 1,1... 4,7
Модуль продольной упругости
(модуль Юнга), МПа........... 5 • 103...
1,5 • 105
Коэффициент Пуассона......... 0,15... 0,3 8
Предел прочности, МПа:
при сжатии, менее............. 5 Ю2
при растяжении, менее....... 20
Коэффициент теплопровод-
ности, Вт/(м °C)............. 0,2... 10
Удельная теплоемкость,
кДж/(кг °С).................. 0,5... 1,5
Коэффициент температурного
линейного теплового расши-
рения, 1/°С................. 2 10"6...
4 1СГ*
Удельное электрическое
сопротивление, Ом • м....... 10~2... 1012
Относительная диэлектрическая
проницаемость............... 2... 3
Скорость продольных волн, км/с 0,3... 7
Горные породы как объект физического и
механического воздействия разделяют на
скальные, полускальные, плотные, мягкие,
сыпучие, разрушенные, мерзлые. В группу
горно-технологических свойств пород входят
обобщающие характеристики их разрушаемо-
сти механическими способами: показатели
дробимости одиночным ударом; абразивность;
контактная прочность; твердость; буримость;
взрываемость.
Грунты - это горные породы, образую-
щие поверхностные слои земли и составляю-
щие кору выветривания, которые могут слу-
жить основанием или материалом для соору-
жений.
По происхождению, состоянию и меха-
нической прочности грунты разделяют на
скальные и нескальные. Скальные грунты по
величине временного сопротивления одноос-
ному сжатию в водонасыщенном состоянии
подразделяются на очень прочные Rc > 120 МПа,
прочные 7?с = 50...120 МПа, средней прочности
7?с = 15...50 МПа, малопрочные RC = 5..A5 МПа
и полускальные Rc < 5 МПа.
К горно-техническим свойствам грунтов
относятся степень выветренности, грануло-
метрический состав разрыхленной массы, раз-
рыхляемость, сопротивляемость грунтов реза-
нию и копанию, время бурения шпура глуби-
ной 1 м и др. Горно-технологические парамет-
ры являются комплексными показателями и
используются для выбора и расчета произво-
дительности различных горных и строитель-
ных машин, в том числе буровых, транспорт-
ных, погрузочных, погрузодоставочных.
398
Глава 5.1. СВОЙСТВА ГОРНЫХ ПОРОД И ГРУНТОВ
Для выбора рациональных методов и ме-
ханизмов разрушения применяют различные
классификации горных пород по горно-техно-
логическим свойствам. В горном деле повсе-
местно применяют классификацию М.М. Про-
тодьяконова по коэффициенту крепости
f= Псж/Ю;
где асж - временное сопротивление одноосно-
му сжатию, МПа.
Коэффициент крепости f хорошо корре-
лирует практически со всеми горно-техноло-
гическими свойствами горных пород и грунтов.
Для расчета параметров буровзрывных
работ используют категории трещиноватости
массива по классификации межведомственной
комиссии по взрывному делу.
5.1.2. КЛАССИФИКАЦИЯ
СПОСОБОВ БУРЕНИЯ
Бурение - процесс образования горной
выработки (шпура, скважины, ствола) пре-
имущественно круглого сечения за счет раз-
рушения горной породы на забое с удалением
продуктов разрушения.
Шпур - цилиндрическая горная выра-
ботка диаметром до 65 мм и глубиной до 5 м.
Скважина - цилиндрическая горная вы-
работка диаметром более 65 мм.
По назначению скважины разделяют
следующим образом:
исследовательские, предназначенные для
исследования земной коры;
эксплуатационные разработочные - для
разработки месторождений нефти, газа и воды;
строительные - для строительства раз-
личных сооружений (мостов, причалов, фун-
даментов и оснований, подземных хранилищ
для жидкостей и газов, водовозов и др.);
горно-технические, которые делятся на
взрывные (наибольший объем бурения среди
всех видов скважин - около 50 млн. м в год),
замораживающие, тампонажные, вентиляци-
онные, водоотливные, закладочные и др.
Ствол - цилиндрическая горная выра-
ботка диаметром, как правило, более 1 м. Глу-
бина ствола определяется назначением.
Способы бурения шпуров и скважин
можно подразделить на две группы: 1) меха-
нические; 2) термические, гидравлические,
электрофизические, комбинированные и др.
В настоящее время подавляющий объем буре-
ния шпуров и скважин производится механи-
ческим способом. Из немеханических спосо-
бов в промышленности используется лишь
термический, который применим лишь в гор-
ных породах определенного минералогическо-
го состава.
При механическом способе бурения раз-
рушение породы на забое шпура или скважи-
ны происходит за счет механического внедре-
ния специального инструмента. По характеру
работы инструмента в забое и приложению
силовых нагрузок механический способ буре-
ния может быть ударным, ударно-вращатель-
ным и комбинированным (рис. 5.1.1).
Схемы разрушения пород забоя скважи-
ны при различных способах бурения приведе-
ны на рис. 5.1.2.
При вращательном бурении разрушение
породы на забое скважины происходит за счет
движения инструмента, имеющего форму рез-
ца, по винтовой линии (рис. 5.1.2, а). Такое
движение является результатом сочетания
вращательного и поступательного движений.
Вращательно-поступательное движение инст-
румента в забое шпура или скважины осуще-
ствляется за счет приложения к буровому ин-
струменту вращающего момента и осевых сил
Рос. Ударные нагрузки отсутствуют.
При ударном бурении инструмент, зато-
ченный в виде клина, внедряется в породу под
действием ударной нагрузки, направленной по
оси шпура или скважины (рис. 5.1.2, г). В этом
случае осевая статическая нагрузка Рос незна-
чительная (перфораторы) или отсутствует
(ударно-канатное бурение). Инструмент после
совершения удара отскакивает от забоя и дол-
жен быть повернут на некоторый угол для
нанесения удара по новому месту на забое.
Вращающий момент Т, необходимый для по-
ворота, незначителен. Ударная масса может
быть совмещена с инструментом (долотом,
буром) или разъединена. Первый случай реа-
лизуется при ударно-канатном бурении, вто-
рой - в перфораторах.
В перфораторах ударный механизм и ме-
ханизм вращения совмещают в одном корпусе.
Ударник под действием давления воздуха или
масла разгоняется и наносит удар по буровому
инструменту. Механизм вращения приводится
в действие за счет энергии поршня при обратном
КЛАССИФИКАЦИЯ СПОСОБОВ БУРЕНИЯ
399
Рис. 5.1.1. Способы бурения
Рис. 5.1.2. Схемы разрушения пород забоя скважин при различных способах бурения:
а - вращательном; б - вращательно-ударном; в - ударно-вращательном; г - ударном; А - силовой импульс;
Рос - осевая сила, действующая на инструмент; Т - окружная сила при вращении инструмента; 1 - разрушение
породы за счет среза; 2 - разрушение породы ударной нагрузкой и вибрацией инструмента
400
Глава 5.1. СВОЙСТВА ГОРНЫХ ПОРОД И ГРУНТОВ
его ходе. Перфораторы, у которых вращение
инструмента производится отдельным двига-
телем с редуктором, называют перфораторами
с независимым вращением бура. По роду под-
водимой энергии перфораторы подразделяют
на пневматические, гидравлические и
электрические.
Удаление буровой мелочи из шпуров
(скважин) производится сжатым воздухом,
водой, воздушно-водяной смесью или вакуу-
мом, т.е. осуществляется бурение с промыв-
кой, продувкой, с воздушно-водяной смесью и
с пылеотсосом.
Перфоратор по сути является машиной
ударного действия, так как у него ударная за-
бойная мощность Ny составляет 95 % мощно-
сти, расходуемой на бурение. Имеется группа
машин, реализующих ударный способ буре-
ния, у которых ударная мощность Ny составля-
ет 90 % и более общей мощности, расходуемой
на забое, т.е. Ny = \0NB (NB - вращательная
мощность).
При вращательно-ударном бурении ре-
жущая часть коронки внедряется в породу под
действием осевой силы и ударной нагрузки с
одновременным вращением инструмента, за
счет чего происходит скалывание породы
(рис. 5.1.2, б). Такой вид бурения позволяет
подвести к забою наибольшее количество
энергии, поэтому вращательно-ударное буре-
ние отличается высокой производительностью.
Для этого вида бурения NB > Ny. Вращательно-
ударное бурение применяют для пород крепо-
стью /= 6... 14.
При бурении пород высокой крепости
разрушение происходит преимущественно за
счет ударной нагрузки. На вращение инстру-
мента затрачивается меньшая мощность, а осевая
сила уменьшается, так как ее большое значение
не способствует внедрению в породу инструмен-
та и вызывает его повышенное изнашивание.
В таких машинах Ny > NB (рис. 5.1.2, в). Типич-
ными машинами ударно-вращательного дейст-
вия являются погружные пневмоударники.
В таких машинах буровой инструмент (корон-
ка) и ударный механизм находятся у забоя
скважины, а вращение бурового става произ-
водится отдельным двигателем.
Таким образом, в зависимости от распреде-
ления забойной мощности способы бурения клас-
сифицируют следующим образом (табл. 5.1.1):
5.1.1. Относительные значения осевой силы
Рос, вращательной мощности 7VB и ударной
мощности Nr при различных способах бурения
Способ бурения
Относительный
показатель
Осевая силаРос
I
Мощность:
вращательная
^в=ЯМф)
ударная Ny
вращательный , Р);
Ny =0;
вращательно-ударный NB > Ny;
ударно-вращательный Ny > IONB.
5.1.3. ТЕРМИЧЕСКИЙ (ОГНЕВОЙ)
СПОСОБ РАЗРУШЕНИЯ ГРУНТА
В настоящее время термический способ
бурения скважин высокотемпературными га-
зовыми струями является одним из наиболее
перспективных способов немеханического
разрушения горных пород. Схема термическо-
го бурения показана на рис. 5.1.3. Этот способ
используется при бурении и расширении
скважин на открытых работах, а также при
добыче и обработке блочного камня.
Первичной энергией при термической
отбойке является химическая и тепловая. При
быстром нагревании поверхности некоторых
пород до температуры 372...592 °C от них
ТЕРМИЧЕСКИЙ (ОГНЕВОЙ) СПОСОБ РАЗРУШЕНИЯ ГРУНТА
401
3
Кислород
или Воздух
2
Рис. 5.1.3. Схема термического бурения:
1 - корпус горелки; 2,3- трубопроводы;
4 - кожух; 5 - форсунка; 6 - камера сгорания;
7 - сопло; 8 - башмак
откалываются тонкие чешуйки. Этот процесс
называется термическим разрушением. От-
слаивание частиц происходит под влиянием
термических напряжений, появляющихся в
результате дифференциального температурно-
го расширения кристаллов и зерен, состав-
ляющих породу.
Дифференциальное температурное рас-
ширение возникает под влиянием нескольких
факторов: высоких термических градиентов,
фазовых изменений, различия коэффициентов
теплового расширения минералов, входящих в
состав породы, удаления кристаллизационной
воды, нагревания жидкостных и газообразных
включений и химического распада минералов.
Одним из наиболее важных механизмов
термического разрушения является то, что при
превращении кварцита из модификации "аль-
фа" в модификацию "бета" при температуре
571 °C его объем увеличивается на 82 %. При
такой температуре большинство пород склон-
но к термическому разрушению. Особенно
сильно поддаются термическому разрушению
породы, содержащие кварц или другие сили-
катные компоненты.
Многие породы не будут разрушаться
при нагревании, так как наведение термиче-
ских напряжений происходит слишком мед-
ленно. При нагревании таких пород будут воз-
никать температурные напряжения, достаточ-
ные для ослабления или разрушения связей
между кристаллами и зернами. Этот процесс,
названный термической деградацией, может
понизить прочность пород на 50...75 %.
Эффективность термического бурения
уменьшается при снижении температуры газов
и теплопроводности породы, а также при ее
оплавлении и пластичности. Поэтому термиче-
ское бурение эффективно в породах, в состав
которых входит кварц, не теряющий при на-
грузке хрупкости. Нецелесообразно термиче-
ское бурение железистых и трещиноватых
пород.
Для огневого бурения разработаны и при-
меняются следующие виды станков: СБО-1Б
(кислородный), СБО-120/20 (в кислородном и
воздушном исполнении), СБТМ-20 и СБО-5
(воздушные). Глубина бурения этими станка-
ми составляет 16...20 м, их установленная
мощность 80... 176 кВт, масса 20... 58 т.
Несмотря на преимущества кислородного
варианта (скорость бурения выше на 20...50 %),
он обладает существенными недостатками:
более высокими себестоимостью бурения и
опасностью при эксплуатации и другими по
сравнению с воздушным вариантом.
Среднесменная скорость бурения на раз-
личных предприятиях в кварцитах и желези-
стых кварцитах изменяется от 9... 10 до 22...
25 м/смену, а часовая скорость чистого буре-
ния - от 3,5 до 8 м/ч.
402
Глава 5.1. СВОЙСТВА ГОРНЫХ ПОРОД И ГРУНТОВ
5.1.4. БУРОВОЕ ОБОРУДОВАНИЕ,
ПРИМЕНЯЕМОЕ ПРИ РАЗЛИЧНЫХ
СПОСОБАХ БУРЕНИЯ
Вращательный способ бурения резани-
ем производится сверлами и станками враща-
тельного действия. Это оборудование изготов-
ляется с электрическим, гидравлическим или
пневматическим приводом. Наибольшее рас-
пространение получил электрический привод,
так как электрическая энергия в 15 раз дешев-
ле пневматической. Электрические вращатель-
ные бурильные машины применяют для бурения
пород слабой и средней крепости с /< 6...7
(групп 6, 7).
Сверла - буровые машины, применяемые
для бурения шпуров резцами в соединении с
витыми штангами. Их подразделяют на руч-
ные и колонковые. Наибольшее распростране-
ние получили ручные электросверла, которы-
ми бурят шпуры диаметром 40...45 мм в поро-
дах с коэффициентом крепости f < 3. Они
имеют массу 12...24 кг, частоту вращения
шпинделя 400... 1200 мин"1, мощность элек-
тродвигателя не более 1,6 кВт.
Станки вращательного бурения приме-
няются для бурения скважин в слабых породах
(кроме шарошечных буровых станков), коэф-
фициент крепости которых6...7.
На открытых горных работах при враща-
тельном бурении резанием скважин диаметром
115... 160 мм используют инструмент из рез-
цовых коронок со шнековым буровым ставом.
Для бурения скважин диаметром 115 мм при-
меняют станки массой до 2 т с ходовым уст-
ройством шагающего типа, а скважин диамет-
ром 125... 160 мм - станки типа 1СБР-125,
СБР-160 и другие массой до 12 т, мощностью
вращателя 40 кВт, частотой вращения бурово-
го инструмента 120...200 мин"1. Станки снаб-
жены гусеничным ходом.
Станки СБШ для бурения долотами ша-
рошечного типа с воздушной очисткой сква-
жин нашли наибольшее распространение в
горной промышленности. На открытых горных
работах такими станками бурят скважины
диаметром 160...320 мм, глубиной до 40 м,
частотой вращения долота 80...200 мин"1.
Масса станков составляет 20... 130 т. Их при-
меняют для бурения взрывных скважин по
породам с коэффициентом крепости/= 6... 18
и более.
Ударное бурение осуществляют перфо-
раторами на открытых горных работах при
добыче блочного камня и для обеспечения
выполнения различных вспомогательных ра-
бот (дробления негабаритов, шпур для подвес-
ки кабелей и т.п.).
Ручными перфораторами бурят шпуры
диаметром 30...56 мм, глубиной до 4 м, ко-
лонковые и телескопные - шпуры и скважины
диаметром 40...85 мм и глубиной до 25 м.
Коэффициент крепости пород, в которых воз-
можно использование перфораторов, f= 6...20
и более.
В зарубежной практике колонковые пер-
фораторы массой 108...600 кг устанавливают
на пневмоколесные или гусеничные шасси и
ими бурят скважины в породах любой крепо-
сти диаметром 56... 125 мм и глубиной до 30 м.
Вращательно-ударный способ бурения
требует больших осевых сил, поэтому машины
этого типа имеют большую массу и высокую
стоимость. Такими машинами с колесными
или гусеничными тележами бурят шпуры диа-
метром 40...65 мм, глубиной до 4 м. Глубина
бурения определяется длиной лафета машин,
так как бурение производится цельными штан-
гами. Машины вращательно-ударного дейст-
вия целесообразно применять для бурения в
породах с коэффициентом f= 6... 12.
Ударно-вращательный способ реализу-
ется станками типа СБУ, которые оборудуются
погружными пневмоударниками и используются
для бурения скважин диаметром 105... 160 мм и
глубиной до 40 м в породах с коэффициентом
/=6...2О.
В табл. 5.1.2 приведены условия рацио-
нального применения бурового оборудования
на открытых разработках.
УСТАНОВКИ И СТАНКИ УДАРНОГО И УДАРНО-ПОВОРОТНОГО ДЕЙСТВИЯ
403
5.1.2. Возможности применения бурового оборудования на открытых разработках
Способ бурения Буровое оборудование Масса, т Диаметр бурения, мм Глубина бурения, м Коэффициент крепости пород f
Вращательный Станки вращательного бурения: резцами со шнековым ставом 2,3...25 ПО...160 30 0,5...4
шарошками 20... 120 160...320 40 6...20
Ударно- вращательный Станки с погружными пневмоударниками 3...30 85...200 30 10...20
Станки с перфораторами с независимым вращением бура 0,5...10 40... 100 30 8...20
Ударный Буровые установки с пер- фораторами 0,5...10 40... 85 20 6...20
Станки ударно-канатного бурения 10...24 150...300 40 6...20
Глава 5.2
БУРИЛЬНЫЕ МАШИНЫ ДЛЯ БУРЕНИЯ
СКВАЖИН В СТРОИТЕЛЬСТВЕ
5.2.1. УСТАНОВКИ И СТАНКИ
УДАРНОГО И УДАРНО-ПОВОРОТНОГО
ДЕЙСТВИЯ
Пневматические перфораторы ударно-
поворотного действия. В России и странах
СНГ изготовление перфораторов регламенти-
ровано стандартами. В зависимости от массы,
условий применения и конструкции механизма
поворота бура перфораторы подразделяют на
три группы: переносные, телескопные и ко-
лонковые. Первые две группы перфораторов
реализуют ударный (ударно-поворотный) спо-
соб бурения, а колонковые, имеющие незави-
симое вращение бура, относятся к механизмам
ударно-вращательного бурения.
Переносные пневматические перфорато-
ры используют для бурения горизонтальных и
нисходящих шпуров. Для облегчения работы
их применяют с пневмоподдержками.
Перфоратор состоит из цилиндра, голов-
ной части с воздушным краном и рукояткой
управления 8, ствола 5 с буродержателем 6,
скрепленного стяжными болтами 4 (рис. 5.2.1).
Внутри цилиндра размещены: воздухораспре-
делительное устройство, поршень, геликои-
дальный винт и водяная трубка. На выхлопную
Рис. 5.2.1. Переносной перфоратор
404
Глава 5.2. БУРИЛЬНЫЕ МАШИНЫ ДЛЯ БУРЕНИЯ СКВАЖИН В СТРОИТЕЛЬСТВЕ
горловину цилиндра крепится глушитель шума 3,
на нижнем приливе цилиндра размещено виб-
рогасящее устройство 1. В конце рабочего
хода поршень наносит удар по хвостовику
буровой штанги. При обратном ходе поршень
с геликоидальным винтом поворачивает со-
пряженные с ним буксы и буровую штангу.
Автоматическую подачу воздуха при рабочем
и холостом ходе осуществляют клапаном воз-
духораспределительного устройства.
Сжатый воздух поступает в перфоратор
из шахтной магистрали через патрубок 2. Воз-
душный кран имеет четыре положения: полная
работа, забуривание, останов и интенсивная
продувка. Промывочную воду подводят к пер-
форатору от водяной магистрали через кран 7,
патрубок 9 и водяную трубку. Блокировочное
устройство обеспечивает автоматическое
включение и отключение воды при запуске и
остановке перфоратора. Все переносные пер-
фораторы имеют виброзащитное устройство и
глушитель шума.
В качестве основного параметра перфо-
ратора принята энергия удара поршня. В ус-
ловное обозначение переносного перфоратора
входят: 1) буквы П - перфоратор; П - пере-
носной; 2) цифры - энергия удара, развиваемая
поршнем, Дж; 3) буквы В - пылеподавление
водой; Б - с боковой промывкой; С - с про-
дувкой.
В табл. 5.2.1 приведена техническая ха-
рактеристика переносных перфораторов.
Для телескопных и колонковых перфора-
торов основным типажным показателем при-
нята масса. Машины этих типов имеют цен-
тральную промывку.
Станки ударно-канатного способа бу-
рения. Разновидностью ударного способа раз-
рушения пород является ударно-канатное бу-
рение скважин (рис. 5.2.2). При этом способе
5.2.1. Техническая характеристика перфораторов
Тип перфоратора Масса, кг Длина, мм Расход воздуха, м3/мин Частота удара, с"1 Энергия удара, Дж Мощность, кВт Вращающий момент, Н • м Диаметр коронки, мм Осевая сила подачи, Н Ход телескопа, мм Максимальная глубина бурения, м
ПП-36В 24 705 2,8 Перен 38,83 осные । 36 гсерфор 1,6 аторы 20 32...40 830 — 2
ПП-50В1 30 717 3,4 37 54 2,2 20 36...40 800 - 3
ПП-54В1 31,5 820 4,1 39,16 55,5 2,36 29,43 40... 46 1190 - 4
ПП-54ВБ1 31,5 895 4,1 39,16 55,5 2,36 29,43 40... 46 1190 - 4
ПП-63В 33 860 3,85 30 63,74 2,2 26,93 40... 46 910 - 5
ПП-63ВБ 33 920 3,85 30 63,75 2,2 26,93 40... 46 910 - 5
ПП-63С 33 750 3,85 30 63,74 2,2 26,93 40... 46 910 - 5
ПП-63П 33 880 3,85 30 63,74 2,2 26,93 40... 46 910 - 5
ПП-63СВП 33 880 3,85 30 63,74 2,2 26,93 40... 46 910 - 5
ПП-60НВ* 22 635 - 40 60 - 25 32...40 1000 - 2
ПП-80НВ* 30 700 - 33 76 - 45 До 46 1000 - 9
ПТ-38 38 - 3,3... 3,4 Телеск 40 :опные 46 перфод 2,2 >аторы 20 36...40 1350 650 4
ПТ-48А 48 1470 5,8 43,3 86,3 3,9 32,3 52...85 1650 760 15
♦Перфораторы имеют встроенный вращатель.
УСТАНОВКИ И СТАНКИ УДАРНОГО И УДАРНО-ПОВОРОТНОГО ДЕЙСТВИЯ
405
Рис. 5.2.2. Схема станка ударно-канатного
бурения:
1 - буровой снаряд; 2 - головной ролик на мачте;
3 - мачта; 4 - оттяжной ролик на балансирной раме;
5 - направляющий ролик; 6 - инструментальный
барабан; 7 - ударный вал; 8 - шатун кривошипно-
шатунного механизма
тяжелый буровой снаряд 1 (инструмент массой
600...2500 кг) свободно падает с высоты
0,3... 1 м на забой скважины. Затем на канате
снаряд при помощи балансирного устройства
поднимается над забоем и вновь свободно па-
дает. Во время подъема благодаря упругой
развивке каната и специальной конструкции
канатного замка снаряд поворачивается на
некоторый угол.
Механическое оборудование состоит из
главного вала, барабанов (рабочего и жело-
ночного), долбежного и вспомогательного
механизмов. Все механизмы станка приводят-
ся в действие от главного вала посредством
зубчатых передач и фрикционных муфт. Источ-
ником энергии является асинхронный двигатель
переменного тока. Буровой снаряд состоит из
долота, ударной штанги и канатного замка.
Техническая характеристика станков удар-
но-канатного бурения приведена в табл. 5.2.2.
В 50-х годах XX века на карьерах цвет-
ной и черной металлургии станки ударно-ка-
танного бурения были заменены на шарошеч-
ные как более производительные.
5.2.2. Техническая характеристика станков ударно-канатного бурения
Показатель БС-1М УГБ-ЗУК УГБ-4УК
Диаметр скважины, мм:
начальный 300 600 900
конечный 300 345 345
Максимальная глубина бурения, м 100 100 200
Масса бурового снаряда, кг 2000 1500 2500
Частота ударов бурового снаряда в 1 мин 45...52 40... 50 40... 50
Ход снаряда, мм 560...760 500... 800 500...800
Грузоподъемность барабана, т
инструментального 5 2 3,2
желоночного 1 1,2 2
талевого - 2 3,2
Диаметр каната, мм
инструментального 30 21,5 26
желоночного 15,5 15,5 17,5
талевого - 15,5 21,5
406
Глава 5.2. БУРИЛЬНЫЕ МАШИНЫ ДЛЯ БУРЕНИЯ СКВАЖИН В СТРОИТЕЛЬСТВЕ
Продолжение табл. 5.2.2
Показатель БС-1М УГБ-ЗУК УГБ-4УК
Грузоподъемность мачты, т 5 15 25
Высота мачты, м 15,5 13 16
Мощность электродвигателя, кВт 55 22 40
Способ передвижения Самоход- ный гусе- ничный Несамоходный колесный
Основные параметры в транспортном положении, мм: (длина х ширина х высота) 8860х х3430х х3800 8500х х2300х х2900 ЮОООх х2640х х3500
Масса станка, кг 24 000 8000 12 730
522. УСТАНОВКИ И СТАНКИ УДАРНО-
ВРАЩАТЕЛЬНОГО БУРЕНИЯ
Как уже отмечалось, при ударно-враща-
тельном бурении jVy > N*.
В соответствии с этим пневматические ко-
лонковые перфораторы и бурильные головки
относятся к классу ударно-вращательных.
Их техническая характеристика приведена в
табл. 5.2.3. Эти бурильные машины устанавли-
ваются на буровые станки и бурильные уста-
новки (каретки) и применяются в основном
для выполнения буровых работ в подземных
условиях.
Гидравлические перфораторы. До не-
давнего времени в качестве энергоносителя,
приводящего в действие бурильные механиз-
мы, служил сжатый воздух. За последние три
десятилетия производительность пневматиче-
ских средств бурения шпуров и скважин уве-
личилась в 3 раза, главным образом за счет
применения самоходных механизмов враща-
тельно-ударного действия, погружных пнев-
моударников и совершенствования конструк-
ции бурильных машин.
Возможности совершенствования пнев-
матического привода практически использова-
ны и замена его гидравлическим приводом, в
котором в качестве энергоносителя служит
минеральное масло, позволит значительно
снизить удельные энергозатраты и повысить
производительность оборудования. Кроме
того, отказ от сжатого воздуха на бурение соз-
дает предпосылки для ликвидации компрес-
сорного хозяйства и полной электрификации
горнодобывающего производства.
Применение гидравлических бурильных
установок и буровых станков соответствует
общей тенденции развития горной техники -
увеличения производительности и мощности
двигателей.
Замена сжатого воздуха гидравлической
жидкостью позволила увеличить подводимое к
буровым машинам давление от 0,5...0,7 до
25...30 МПа и благодаря этому повысить энер-
гию удара поршня-ударника до 500...4000 Дж,
а частоту ударов от 3000 до 9000... 12 000 в
1 мин.
Современные горные машины представ-
ляют собой сложные электромеханические
агрегаты и условием их высокопроизводитель-
ной и надежной работы является качество из-
готовления механического, гидравлического и
электрического оборудования. Усложнение
конструкции и управление горными машинами
вызывает необходимость автоматизации про-
цесса бурения. Уже созданы полностью авто-
матизированные бурильные установки, управ-
ление которыми производится с помощью
микропроцессоров.
Преимуществами гидроперфораторов по
сравнению с пневматическими являются:
возможность подвести к буровому инст-
рументу в 2-3 раза большую мощность и уве-
личить скорость бурения по разным оценкам в
1,5-3 раза;
более высокий (45 % по сравнению с
15 %) КПД;
УСТАНОВКИ И СТАНКИ УДАРНО-ВРАЩАТЕЛЬНОГО БУРЕНИЯ
407
5.2.3. Техническая характеристика пневматических перфораторов и бурильных головок
Показатель Перфоратор Бурильная головка
ПК-60А ПК-75А БГП БГА
Масса, кг 60 75 135 140
Длина, мм 600 700 725 1070
Расход воздуха, м3/мин 9,1 13 14 10
Мощность, кВт 5,25 8Д 10,1 3,5
Энергия удара, Дж 95 176 190 83
Вращающий момент, Н • м 160 255 255 216
Диаметр коронки, мм 40... 65 45...85 40... 57 42... 52
Максимальная глубина буре- ния, м 25 50 5 5
Осевая сила подачи, кН 8 10 11 6
потребление (вместо пневматической)
более дешевой электрической энергии;
благоприятная форма ударного импульса
единичного удара, что увеличивает стойкость
бурового инструмента;
возможность регулирования, в том числе
автоматического, энергии удара, частоты уда-
ров и частоты вращения буровой штанги в
процессе бурения;
меньшая масса и размеры при одинако-
вой мощности;
меньший (на 5... 10 дБА) уровень шума;
лучшие санитарно-гигиенические усло-
вия труда за счет уменьшения выхлопа и во-
домасляных паров или его исключения.
К основным недостаткам гидравлических
перфораторов следует отнести:
более сложное изготовление и высокую
стоимость;
сравнительно сложное обслуживание и
ремонт, что требует высокой квалификации
обслуживающего персонала;
низкую эффективность передачи энергии
жидкостью на значительное расстояние, что
вызывает необходимость оснащения каждого
бурового агрегата индивидуальным приводом
и сливным баком, за счет чего увеличиваются
габаритные размеры бурового агрегата и его
стоимость.
Несмотря на большие начальные капи-
тальные затраты, связанные с введением гид-
равлического бурового оборудования, эконо-
мия энергии и высокая производительность
позволяют быстро окупить их.
Крупнейшими производителями гидро-
перфораторов в Европе, да и во всем мире
является корпорация Сандвик - Тамрок (Шве-
ция - Финляндия) и Атлас - Копко (Швеция).
Техническая характеристика мощных
гидроперфораторов этих фирм для открытых
горных работ и строительства приведены в
табл. 5.2.4.
Погружные пневмоударники. Пневмо-
ударники выпускают двух типов: с индексом П
для открытых горных работ и с индексом ПП -
для подземных. Цифра, стоящая в условном
обозначении после букв - диаметр скважин в
мм, а следующая - ударная мощность, кВт.
Пневмоударник П 125-2,8, позволяющий бу-
рить скважины диаметром 105...200 мм, имеет
золотниковое воздухораспределение по схеме
"золотник на поршне" (рис. 5.2.3). Весь отра-
ботанный воздух из рабочих цилиндров про-
ходит к забою скважины через центральное
отверстие в долоте 1, что позволяет хорошо
очищать забой скважины. Детали пневмоудар-
ника соединяют с помощью винтовых соеди-
нений с проволочной вставкой. Долото 1 в
буксе 2 крепят с помощью байонетного соеди-
нения, основанного на применении стальных
шариков. Техническая характеристика пнев-
моударников приведена в табл. 5.2.5.
Буровые станки с погружными
пневмоударниками. Бурение скважин на от-
крытых разработках станками с погружными
5.2.4. Техническая характеристика гидроперфораторов зарубежных фирм
Модель Диаметр шпура, скважины, мм Масса, кг Энергия удара, Дж Число ударов, мин-1' Параметры системы гидроударника Ударная мощность, кВт Вращающий момент, Н • м Частота вращения штанги, мин"1 Длина, мм
Давление, МПа Расход, л/мин
HL-300 34...64 94 Тан дрок (Финля 16 ндия) 8 245 700
HL-438 38...57 112 225 3200 7,5...16,5 96 14,5 245 0...300 957
HL-500 51...89 130 17,5 16 400/630 1000
HL-600 64...102 180 17 16,5 670 1031
HL-850 76... 127 257 520 2300 9...13 18 450/1800 0...230/0...50 1060/1250
HL-1000 89...152 290/300 15 1055/1380 1140/1165
HL-1000C 89...115 290/300 545... 595 1980...2200 15 65 18...22 1380 0...150 1140/1165
HL-4000 178...230 1100 1125 11...14 75 3900 0...60
СОР-1238МЕ 76...115 151 Ат л; 2400...3600 ic-Копко (Ш 25 веция) 15 850 0...150 1002
СОР-1550 76...127 160 2400...3600 23 20 740 1100
СОР-1838НЕ 76... 102 174 2280...2880 25 19 980 0...140 1098
СОР-4050 89... 127 320 240...3600 25 40 1320 0...300 1297
Глава 5.2. БУРИЛЬНЫЕ МАШИНЫ ДЛЯ БУРЕНИЯ СКВАЖИН В СТРОИТЕЛЬСТВЕ
УСТАНОВКИ И СТАНКИ УДАРНО-ВРАЩАТЕЛЬНОГО БУРЕНИЯ
409
765
Рис. 5.2.3. Пневмоударник П125-2,8:
1 - долото; 2 - букса; 3 - кольцо; 4 - проволока; 5 - ударник; 6 - цилиндр;
7 - распределительная трубка; 8 - седло; 9 - ниппель; 10 - переходник; 11 - шарик
5.2.5. Техническая характеристика пневмоударников
Показатель П-105-2,6 П-125-3,8 П-160-5,5 П-200 П-160-В П-125-В
Диаметр долота, мм 105 125 160 200 160 125
Наружный диаметр пневмоударника, мм 96 112 140 175 145 112
Длина пневмоударника (без долота), мм 657 652 740 900 790 819
Масса ударника, кг 3,0 5,6 н,з 19,3 н,з 17,5
Ход ударника, мм - 100 - - 115 105
Число ударов, с"1 27 21 21 10 31 31
Энергия удара, Дж 96 190 280 420 340 770
Ударная мощность, кВт 2,6 3,8 6 7,9 24 24
Номинальное давление (рабочее) сжатого воздуха, мм 0,5 0,5 0,5 0,5 1,7 1,7
Расход сжатого воздуха, м-1/мин 5,5 7,0 12 18 24 24
Масса пневмоударника, кг 22,6 30 57 ПО 52 39
пневмоударниками имеет ряд преимуществ:
разрушение породы в процессе бурения произ-
водится ударным механизмом, не требующим
большого давления на забой скважины, вслед-
ствие чего момент, необходимый для враще-
ния инструмента, так же незначителен, что
позволяет иметь станки малой массы и бурить
скважины с минимальными искривлениями;
ударный механизм прост и надежен в работе;
скорость бурения мало зависит от глубины
скважины; бурение производится сравнитель-
но недорогим инструментом; станки просты по
устройству и удобны в обслуживании.
В табл. 5.2.6 даны основные параметры
станков ударно-вращательного бурения с по-
гружными пневмоударниками.
Основными показателями станков типа
СБУ являются следующие.
Диаметр скважины, мм....... 100 125 160
Глубина бурения вертикальных
скважин, м, не менее....... 32 52 32
Ресурс до первого капитального
ремонта, ч, не менее......... 630 750
Техническая производительность,
м/ч, не менее, в породах с
коэффициентом f
10...12.......................... 18
12...14.......................... 15
14...16.......................... 12
16...18........................... Ю
410
Глава 5.2. БУРИЛЬНЫЕ МАШИНЫ ДЛЯ БУРЕНИЯ СКВАЖИН В СТРОИТЕЛЬСТВЕ
5.2.6. Основные параметры работы станков ударно-вращательного бурения
с погружными пневмоударниками
Показатель СБУ-125 СБУ-160 СБУ-200
Диаметр скважины, мм 105; 125 160 200
Глубина бурения, м 24 32 32
Масса станка, т 5 16 35
Привод станка Дизельный Электрический
Коэффициент крепости пород/ 10...16 12...18 12...18
Рис. 5.2.4. Станок СБУ-100Г:
1 - приводная часть; 2 - система пылеудаления; 3 - податчик;
4 - вращатель; 5 - гусеничный ход; 6 - домкрат
Станок СБУ-100П позволяет бурить
скважины с коэффициентом крепости пород
/= 6...20 диаметром 100 мм, глубиной 24 м.
Станок имеет колесно-шинный ход. Рабочий
орган состоит из пневмоударника, податчика и
механизма заливания мачты. Система сухого
пылеулавливания обеспечивает надежное пыле-
подавление. Вариант станка на гусеничном ходу
выпускают под маркой СБУ-ЮОГ (рис. 5.2.4).
Буровой станок СБУ-125-24 позволяет
бурить скважины диаметром 105... 125 мм на
глубину 24 м. Станок состоит из ходовой части
гусеничного типа, мачты, вращателя, бурового
става, пневмоударника, кассетирующего уст-
ройства, механизма подачи, кабины с пультом
управления, гидросистемы, пневмосистемы,
электрооборудования и системы пылепо-
давления. От двигателя имеется отбор мощно-
сти на маслонасосную станцию. Вращатель
бурового става состоит из планетарного редук-
тора и двухскоростного двигателя. Кассета
станка вмещает восемь штанг длиной по 3 м.
В нижней части мачты имеются люнет и гид-
розажимы. Для страгивания резьбы бурового
става служит ключ с гидроцилиндром. Станок
оборудован цепным автоподатчиком с червяч-
ным редуктором. Привод податчика пневмати-
ческий.
Система сухого пылеулавливания состо-
ит из циклона, четырех мультициклонов и
матерчатого фильтра. Станок питается сжатым
воздухом от передвижного компрессора.
УСТАНОВКИ И СТАНКИ УДАРНО-ВРАЩАТЕЛЬНОГО БУРЕНИЯ
411
Более мощный станок СБУ-125У-52 по-
зволяет бурить скважины глубиной до 52 м.
Скважины диаметром 125 мм бурят пневмо-
ударниками, а диаметром 160 мм - резцовыми
коронками. Станки рассмотренных типов при-
меняют на карьерах малой мощности для от-
бойки руды, экранирования взрывов, отстрой-
ки бортов карьеров. Целесообразно их приме-
нение на карьерах по добыче строительных
материалов. Имеется переносной вариант этих
станков СБУ-100Н. Его применяют в местах, в
которых применение самоходных установок
затруднено. Техническая характеристика бу-
ровых станков приведена в табл. 5.2.7.
5.2.7. Техническая характеристика буровых станков
Показатель СБУ-100Г-35 СБП-100П-35
Условный диаметр скважины, мм 105; 125 105; 125
Глубина бурения, м, не менее 35 35
Угол наклона скважины к вертикали, ° 0; 15; 30 0; 15; 30
Модель пневмоударника П-105С; П-125 П-105; П-125
Способ установки и уборки буровых штанг Ручной
Установленная мощность на станке, кВт 24 24
Тип применяемого компрессора ПВ-10 ПВ-10
Частота вращения бурового става, с"1 0,77 0,77
Номинальный крутящий момент, Н • м 830 830
Предел силы подачи, кН, не менее:
вверх 6 6
вниз 8,5 8,5
Длина хода подачи, мм 1050 1050
Скорость подачи, м/мин 0...60 0...60
Диаметр штанги, мм 89 89
Длина штанги, мм 950 950
Масса штанги, кг 10,8 10,8
Число штанг в комплекте или кассете 30 30
Тип ходовой части Гусеничный Пневмоколесный
База, мм 1520 1320
Клиренс, мм 250 265
Ширина, мм 1880 1510
Давление на грунт, МПа 0,055 -
Скорость передвижения, км/ч 0,83 1,05
Преодолеваемый уклон, ° 20 20
Подача вентилятора, м3/мин 20 20
Площадь фильтров тонкой очистки, м2 2,4 2,4
Основные размеры станка в транспортном положении, мм
(длина х ширина х высота) 4000x2300x2340 4000x2300x2400
Масса станка, т 5 4
412
Глава 5.2. БУРИЛЬНЫЕ МАШИНЫ ДЛЯ БУРЕНИЯ СКВАЖИН В СТРОИТЕЛЬСТВЕ
Продолжение табл. 5.2.7
Показатель СБУ-100Н-35 СБП-125А-32 СБУ-125У-52
Условный диаметр скважины, мм 105 100; 125 125; 160
Глубина бурения, м, не менее 35 32 52
Угол наклона скважины к вертикали, ° 0; 15; 30 0; 15; 30 0...45
Модель пневмоударника П-105С П-125 П-125
Способ установки и уборки буровых штанг Ручной Механизированный
Установленная мощность на станке, кВт 4 40 90
Тип применяемого компрессора ПВ-10 ПВ-10 ПВ-10
Частота вращения бурового става, с"1 0,77 0,375; 0,75 0,52... 1,04; 1,04... 1,5; 1,5...2,25
Номинальный вращающий момент, Н * м Предел силы подачи, кН, не менее: 830 2500 3000
вверх 6 25 50
вниз 8,5 25 70
Длина хода подачи, мм 1050 4000 4250
Скорость подачи, м/мин 0...60 0...25 0...25
Диаметр штанги, мм 89 89 89
Длина штанги, мм 950 4000 4250
Масса штанги, кг 10,8 53 90
Число штанг в комплекте или кассете 30 8 14
Тип ходовой части Салазки Гусеничный
База, мм 2275 1800 2170
Клиренс, мм - 250 250
Ширина, мм 1000 1600 2140
Давление на грунт, МПа - 0,09 0,09
Скорость передвижения, км/ч 0,76 0,9 0,9
Преодолеваемый уклон, ° - 15 15
Подача вентилятора, м3/мин - 20 -
Площадь фильтров тонкой очистки, м2 Основные размеры станка в транспортном положении, мм — 74 —
(длина х ширина х высота) 2620x1000x1080 4200x3020x7100 5500x3200x2100
Масса станка, т 0,5 9 13,5
Определенный интерес с точки зрения
унификации представляет использование в
конструкциях буровых станков в качестве базы
шасси строительных машин (экскаваторов,
тракторов и автомобилей).
Например, буровой станок 5СБУ-100-35,
предназначенный для пневмоударного бурения
вертикальных и наклонных взрывных скважин
на открытых горных работах, на строительных
площадках и дорожном строительстве, в каче-
УСТАНОВКИ И СТАНКИ УДАРНО-ВРАЩАТЕЛЬНОГО БУРЕНИЯ
413
стве базы имеет трактор ДТ-75М. На базе
трактора монтируется навесное буровое обо-
рудование и пылеподавляющая установка.
В задней части трактора смонтированы буро-
вая рама с вертикальной стойкой, маслобак,
редуктор от вала отбора мощности, вентилятор
пылеулавливающей установки, в передней -
блок циклонов и рукавных тканевых фильтров
тонкой очистки пылеулавливающей установки.
На вертикальной стойке буровой рамы кон-
сольно закреплен рабочий орган - буровой
станок НКР-100М, у которого электродвига-
тель привода вращателя заменен на гидродви-
гатель, приводимый во вращение от маслона-
соса, установленного на редукторе вала отбора
мощности.
Рабочий орган можно передвигать по
вертикальной стойке и поворачивать вокруг
консоли в вертикальной плоскости, перпенди-
кулярной к продольной оси трактора, создавая
угол наклона скважин от 0 до 90° к вертикали.
Управление процессом бурения смонтировано
на буровой раме, здесь же расположена пло-
Диаметр скважины, мм....................................
Глубина бурения, м......................................
Направление бурения к вертикали, °:
в плоскости, перпендикулярной к продольной оси трактора
в плоскости вдоль продольной оси трактора...........
Основные параметры рабочего органа:
тип.................................................
привод вращателя.......................................
Частота вращения бурового става, с-1.......................
Подача бурового става на забой.............................
Ход подачи, мм.............................................
Сила подачи, кН............................................
Тип пневмоударника......................................
Тип буровой коронки......................................
Длина буровой штанги, мм.................................
Диаметр буровой штанги, мм.............................
Расход сжатого воздуха, м3/мин
Номинальное давление сжатого воздуха, МПа................
База станка...............................................
Основные размеры, мм
(длина х ширина х высота
В качестве рабочего органа у части стан-
ков 5СБУ-100-35 применены буровые станки
СБУ-100Н с гидрофицированным приводом вра-
щателя. Наклонные скважины такими станками
можно бурить только в плоскости вдоль про-
дольной оси трактора до угла 30° к вертикали.
Буровые станки с перфораторами. На-
чиная с 60-х годов, научно-технический про-
гресс в области бурения на отечественных карь-
ерах базировался на создании мощных высоко-
производительных станков вращательного дейст-
щадка, с которой бурильщик производит на-
ращивание бурового снаряда, сборку и разбор-
ку става. Буровые штанги укладываются на
лоток, смонтированный над кабиной трактора.
На месте бурения скважин станок устанавли-
вается на домкратах.
Пылеулавливание - сухое, с применени-
ем пылеотсасывающего вентилятора: из пыле-
приемного колпака над устьем скважины бу-
ровая мелочь отсасывается по гофрированному
рукаву в двухступенчатый циклон грубой очи-
стки, откуда запыленный воздух просасывает-
ся через тканевые фильтры тонкой очистки, а
очищенный - выходит из вентилятора в атмо-
сферу. Привод вентилятора - от редуктора
вала отбора мощности через повышающую
клиноременную передачу. Конструкция пыле-
улавливающей установки позволяет направ-
лять пылевоздушный поток помимо рукавных
фильтров во избежании их зашламовывания
при бурении влажных и обводненных пород.
Техническая характеристика станка
5СБУ-100-35 приведена ниже.
105
35
0...90
0...90
Буровой станок НКР-ЮОМ
Гидродвигатель
1,3
Автоматически пневмоцилиндрами
365
0...6
П105-2,3 (П125-2,8)
К105К (К125К)
1200
63
7
0,5
Трактор ДТ-75М
5500 х 2860 х 3500
вия и шарошечных долот. В результате к нача-
лу 90-х годов шарошечное бурение с диамет-
ром скважин 250 мм стало основным на карье-
рах. Вместе с тем, существует необходимость в
скважинах уменьшенного диаметра (до 150 мм),
особенно при освоении небольших месторож-
дений с коротким сроком возврата инвести-
ций, при разработке сложноструктурных ме-
сторождений, в гражданском и промышленном
строительстве, строительстве дорог и др.
414
Глава 5.2. БУРИЛЬНЫЕ МАШИНЫ ДЛЯ БУРЕНИЯ СКВАЖИН В СТРОИТЕЛЬСТВЕ
5.2.8. Техническая характеристика буровых станков с гидравлическими перфораторами
Показатель ROC-712H ROC-310H ROC-820H ROC-920H "Зоомтрак" ЕН "Зоомтрак" DDH844 "Герберт"
Атлас - Копко Тамрок
Диаметр скважин, мм 48...89 64...115 64...115 64...115 32...102 64... 140 178...226
Глубина бурения, м 20 25 "S 20 30 30 30
Модель перфоратора СОР-Ю38Н СОР-Ю38Н СОР-Ю38Н СОР-Ю38Н HL-438 HL-844 HL-400
Рабочее давление, МПа 15...25 15...25 15...25 15...25 15...20 15...20 14...18
Диаметр штанги, мм 32 38 45 45 32 45 152
Длина штанги, м 3,66 3,66 6,1 6,1 3,6 3,6 6
Сила подачи, кН 4,5 4,5 7 7 4,5 4,5 7
Установленная мощ- ность двигателей, кВт 115 115 115 115 115 163 382
Масса станка, т 7,5 9 8,7 15,8 5,5 12,5 48
Отечественная промышленность не вы-
пускает производительные станки такого типа,
а существующие станки типа СБУ-100, -125,
предназначенные для бурения скважин диа-
метром 100... 125 мм, не могут сравниться ни
по производительности, ни по надежности с
зарубежными образцами, оснащенными гид-
равлическими перфораторами.
В настоящее время ведущее положение в
мире на рынке буровых станков с гидравличе-
скими перфораторами занимают фирмы Тамрок
и Атлас - Копко. Данные о станках, выпускае-
мых этими фирмами, приведены в табл. 5.2.8.
5.2.3. СТАНКИ ВРАЩАТЕЛЬНОГО
БУРЕНИЯ
Шарошечные буровые станки. В на-
стоящее время шарошечное бурение стало
основным и составляет около 80 % общего
объема буровых работ на карьерах. Шарошеч-
ные буровые станки используются также при
строительстве каналов, гидротехнических со-
оружений, сооружений способом "стена в
грунте", взрывного рыхления мерзлых горных
пород и др.
Принцип шарошечного бурения заклю-
чается в следующем: от станка через буровой
став шарошечному долоту передается вра-
щающий момент и осевая сила. При перекаты-
вании шарошки по забою под действием осе-
вой силы и вращающего момента порода раз-
рушается за счет вдавливания, удара и, нако-
нец, резания. Соотношение различных видов
разрушения зависит от конструкции шарошки
(формы зубьев, конфигурации шарошек) и от
расположения ее осей как в плане, так и в вер-
тикальных плоскостях. При определенной
форме и ориентации осей шарошек преобла-
дают элементы вдавливания и удара зубьев о
породу. В этом случае шарошечное бурение
ближе к ударно-вращательному способу. При
смещении оси шарошки относительно оси
долота (в плане) происходит проскальзывание
шарошек по забою, и тогда могут преобладать
явления резания породы.
Удаление продуктов разрушения произ-
водят сжатым воздухом или водой, поступаю-
щим к забою через буровой став.
В зависимости от условного диаметра
скважин отечественной промышленностью
выпускаются шарошечные станки следующих
типоразмеров: СБШ-160, СБШ-200, СБШ-250,
СБШ-320 и СБШ-400.
Типы и основные параметры шарошеч-
ных буровых станков приведены в табл. 5.2.9.
Буровой станок СБШ-160-32 предназна-
чен для бурения вертикальных и наклонных
взрывных скважин в породах с коэффициен-
том крепости f < 16 преимущественно на от-
крытых работах в строительстве. База станка -
трактор Т130-1Г, на котором монтируются
СТАНКИ ВРАЩАТЕЛЬНОГО БУРЕНИЯ
415
5.2.9. Техническая характеристика шарошечных буровых станков
Показатель 2СБШ-200-32 (2СБШ-200Н) 4СБШ-200-40 ЗСБШ-200-60 (ЗСБШ-200Н) СБШ-250 МНА-32 (СБШ-250МН) СБШ-250-55 СБШ-320-36
Диаметр долота, мм 215,9 215,9 215,9 244,5 244,5 320
244,5 244,5 244,5 269,9 269,9
Глубина бурения, м 32 40 60 32 55 36
Направление бурения к вертикали, ° 0; 15; 30 0; 15; 30 0; 15; 30 0; 15; 30 0; 15; 30 0
Длина буровой штанги, м 8 8 12(8) 8 10 17,5
Ход непрерывной подачи, м 1 1 1 8 10 17,5
Осевая сила, кН 300 300 300 300 300 600
Частота вращения долота, с-1 0,2...0,4 0,25...2,5 0,2...2,5 0,2...2,5 0,2...2,5 О...2,1
Вращающий момент на вращателе, кН • м 6,65...2,15 3,2...5,2 6,0 4,2 4,2 8,7
Мощность электродвига- телей, кВт:
установленная; 350 380 400 400 400 712
вращателя; 60 52 68 68 68 100
компрессора; 200 200 200 200 200 2x200
хода 32 44 44 44 44 44
Шасси Э-1252 УГ-60 Э-1602 УГ-60 УГ-70 ЭГ-40
Скорость передвижения, км/ч 0,6 0,77 0,75 0,74 0,84 0,33
Давление гусениц на грунт, МПа 0,1 0,1 0,1 0,12 0,12 0,11
Основные размеры, мм:
длина х ширина х высота 9180х х4600х х 13 840 10 200х х5000х 14 300 10 ЮОх х5300х х 18 400 9200х х5450х х15 350 11 200х х5240х Х17 730 12 500х х5450х х25 200
Масса, т 55 59 62 71,5 85 ПО
навесное буровое оборудование, компрессор и
пылеподавляющая установка. Навесное обору-
дование распределено в основном на передней
и задней навесках. Передняя навеска собрана
на раме, на которой смонтированы топливный
бак, передние гидродомкраты, раздаточная
коробка, компрессорное оборудование и
электрогенератор с электрощитом. Наличие
муфты сцепления дает возможность произво-
дить включение и выключение генератора и
компрессора при работающем дизеле. Снару-
жи передняя навеска закрыта шумопогло-
щающим капотом, функции которого также
выполняет топливный бак.
416
Глава 5.2. БУРИЛЬНЫЕ МАШИНЫ ДЛЯ БУРЕНИЯ СКВАЖИН В СТРОИТЕЛЬСТВЕ
Задняя навеска смонтирована на двух
подрамниках, опирающихся на гусеничные
тележки и корпус заднего моста трактора. На
каждом подрамнике закреплено по домкрату.
Собственно буровое оборудование объе-
динено в буровой раме, которая связана с не-
сущими подрамниками с помощью силовых
рычагов и пары гидроцилиндров наклона. На-
веска буровой рамы позволяет устанавливать
ее для наклонного бурения под углом к верти-
кали в обе стороны: к станку и от станка. Раз-
мещенное на буровой раме оборудование со-
стоит из собственно рамы, вращателя, гидро-
цилиндров выдвижения и подачи, кассетного,
зажимного и центрирующего устройств. При-
вод вращателя - от гидромотора.
Наращивание и разборка бурового става
механизировано с помощью кассетного, за-
жимного и центрирующего устройств. Пыле-
подавляющая установка, смонтированная на
левом подрамнике задней навески, включает
пылеприемник, отводной рукав, два фильт-
рующих блока и вентилятор с приводом от
электромотора. Гидравлическая система обо-
рудована подогревателями, кабина машиниста
отапливается, поэтому при запуске станка в
условиях низких температур окружающего
воздуха обеспечивается возможность предва-
рительного прогрева гидросистемы. Питание
электрической системы осуществляется от
синхронного генератора трехфазного перемен-
ного тока напряжением 380 В и тракторных
источников постоянного тока напряжением 12 В.
Кабина образована из тракторной путем дора-
ботки и остекления задних панелей и крыши и
выполнения сиденья поворотным с фиксацией
в двух положениях, соответствующих буре-
нию и передвижению самоходом. Кроме пуль-
та управления внутри кабины, на станке пре-
дусмотрен наружный пульт, с помощью кото-
рого управляют операциями подачи на забой и
подъема бурового става. Техническая характе-
ристика станка СБШ-160-32 приведена ниже.
Условный диаметр скважины, мм.................
Максимальная глубина бурения, м...............
Угол наклона скважины к вертикали, °..........
Породоразрушающий инструмент..................
Привод вращения бурового става................
Частота вращения, с-1 ........................
Подача бурового става.........................
Сила подачи на забой (максимальная), кН.......
Ход непрерывной подачи, мм....................
Тип компрессора...............................
Подача компрессора, м3/мин....................
Мощность синхронного генератора ЕСС 5-62-4М101, кВт
Тип пылеподавляющей установки.................
Углы проходимости, °............................
Основные размеры (транспортные), мм.............
Масса станка, т.................................
Объем заправочных емкостей, л:
топливный бак...................................
гидравлическая система......................
масляная система компрессора................
масляная ванна воздухоочистителя компрессора
вращатель...................................
редуктор привода гидронасосов...............
редуктор привода компрессора и генератора...
База............................................
160
32
0...30
Шарошечные долота диаметром 146... 165 мм
Гидравлический
О...2,5
Гидравлическая
150
2938
Винтовой, маслозаполненный 14-ВК
9
12
Сухая, двухступенчатая, с циклонным и рукав-
ными фильтрами
25
7660 х 3140 х 3900
25,5
380
480
100
1,6
20
12
5
Гусеничный трактор Т-130.1-Г или Т-130.1-Г1
Станок 2СБШ-200-40 смонтирован на
ходовой тележке 1 (рис. 5.2.5), состоящей из
гусеничного хода с индивидуальными приво-
дами каждой гусеницы и платформы. На пе-
редней части платформы находится разъемная
мачта 13, состоящая из двух частей: основания
и собственно мачты. На мачте монтируют узлы
рабочего органа 72. В ее основании установле-
на коробка передач 3, которая при наличии
сменной пары шестерен обеспечивает четыре
диапазона частоты вращения бурового инст-
румента.
СТАНКИ ВРАЩАТЕЛЬНОГО БУРЕНИЯ
417
Рис. 5.2.5. Станок 2СБШ-200-40
В качестве привода рабочего органа ис-
пользуют электродвигатель постоянного тока,
который обеспечивает бесступенчатое регули-
рование частоты вращения в пределах каждого
диапазона. Вращающий момент и осевая сила
передаются на буровой инструмент посредством
гидропатрона 6. Два напорных гидроцилиндра
производят подачу бурового инструмента на
забой. К мачте крепят кассету 9, в которой
размещают комплект буровых штанг. Поворот
кассеты осуществляют гидроцилиндром. На
коробке передач смонтирован механизм свин-
чивания - развинчивания 4, состоящий из гид-
роцилиндра и кранового механизма. Спуско-
подъемные операции производят при помощи
лебедки 8 и вертлюга 77, подвешенного на
талевом блоке и перемещающегося по направ-
ляющим мачты. К вертлюгу подвешивают
буровой став 10.
Смену долот производят с помощью при-
способления 2, прикрепленного к основанию
мачты. Подъем и опускание мачты производят
двумя гидроцилиндрами 75. Горизонтирование
станка осуществляют тремя гидроцилиндрами
77. Буровую мелочь из скважины удаляют с
помощью пневмосистемы 14. Запыленный
воздух очищают пылеулавливающей установ-
кой 7. Управление станком осуществляют из
кабины 16. Буровой став состоит из комплекта
буровых штанг и шарошечного долота, наруж-
ный диаметр штанг 180 мм.
Техническая производительность наибо-
лее распространенных шарошечных буровых
станков по породам различной крепости со-
ставляет не менее, чем приведенной в
табл. 5.2.10.
Шнековые буровые станки для горных
работ. Станки этого типа относятся к станкам
вращательного бурения, режущими в основ-
ном лопастными долотами со шнековой и
шнеко-воздушной очисткой скважин. Эти
станки широко применяют в угольной про-
мышленности при бурении скважин в мягких
породах с коэффициентом f < 6. Механизм
разрушения при вращательном бурении носит
характер периодического скола с резкими ко-
лебаниями сил на лезвиях инструмента.
5.2.10. Значения технической производительности, м3/ч, шарошечных буровых станков
Шарошечный буровой станок 6...8 8...10 10...12 12...14 14...16 16...18
СБШ-200-32 24 22 16 14 - -
СБШ-200-40 22 18 14 12 - -
СБШ-250-32 - - - 15 12 10
СБШ-250-55 26 22 18 - - -
14- 1317
418
Глава 5.2. БУРИЛЬНЫЕ МАШИНЫ ДЛЯ БУРЕНИЯ СКВАЖИН В СТРОИТЕЛЬСТВЕ
Шнек представляет собой бурильную
трубу с навитой на нее стальной лентой. Шне-
ки имеют резьбовое соединение или элемента-
ми фигурного сечения.
При шнековом бурении применяют уста-
новки с повышенным вращающим моментом и
ходом подачи 1,8...3 м. Частота вращения шне-
ков диаметром до 100 мм может составлять
150...500 мин"1, а диаметром 150...200 мм -
80... 150 мин"1. Техническая характеристика
перечисленных станков 1СБР-125, СВБ-2М,
СБР-160А-24, СБР-200-50 (СБШК-200-50) при-
ведена в табл. 5.2.11.
Буровой станок 1СБР-125 смонтирован
на раме. Подвеска с буровым снарядом пере-
мещается по направляющим мачты. На гори-
зонтальной части рамы размещены механизм
шагания, привод механизма шагания с лебед-
кой подъема подвески, элементы управления,
механизм компенсации длины каната и меха-
низмы поворота станка, наклона мачты, бло-
кировки включения вращателя, а также кассе-
ты с набором шнековых штанг.
5.2.11. Техническая характеристика шнековых буровых станков
Показатели 1СБР-125 2СБР-125 СВБ-2М СБР-160А-24 СБР-200-50 (СБШК-200-50)
Условный диаметр скважин, мм 120 115; 125 160 160; 200 160; 200
Глубина скважины, м 25 30 25 24 50
Направление бурения к вертика- ли, ° 0 0; 15; 30 0; 15; 30 0; 15; 30 0; 15; 30
Частота вращения бурового сна- ряда, с"1 3,7 4,2 2; 3,3 1,7; 2,3; 3,3 0,05...3
Вращающий момент, кН • м - 1,8 10 12 4,4...9,7
Скорость подачи, м/с 0,04 0,37 0,04 0,05 0,03...0,48
Осевое давление, кН 10 40 50 65 200
Длина штанги, м - 1,85 1,75 8,25 12
Диаметр шнековой (числитель) и гладкой (знаменатель) штанги, мм - 107/57; 120/65 155/76 155/70 208/108
Скорость передвижения, км/ч - 4,3 1,36 0,9 0,8
Давление на грунт, МПа - 0,08 0,05 0,06 0,1
Установленная мощность, кВт:
двигателей 24,8 98 61 105 337
вращателя 22 40 40 36; 40; 50 -
ходового оборудования - 26 14 2 • 14,5 -
Ход станка Ша- гающий Гусеничный, специальное шасси
Преодолеваемый уклон, ° - 15 18 15 12
Основные размеры в рабочем положении, мм
(длина х ширина х высота) ЗЗбОх х1970х х4250 5200х х3250х х7200 4300х х2850х х3070 7080х х3400х х 12 925 ЮЗООх х4900х Х18 200
Масса, т 2,3 10 9,25 25 48,2
СТАНКИ ВРАЩАТЕЛЬНОГО БУРЕНИЯ
419
Буровой станок СБР-160А-24 является
наиболее совершенным. Он бурит скважины
диаметром 160 мм на глубину до 24 м. Станок
имеет увеличенный вращающий момент, при-
нудительное давление на забой, обогрев и может
эксплуатироваться при температуре -40 °C.
Мачта 7 длиной 11 м позволяет применять
штанги длиной 8,2 м (рис. 5.2.6). Она выпол-
нена в виде пространственной фермы прямо-
угольной формы сечения. Внутри мачты по
направляющим перемещается вращатель, ко-
торый состоит из двухскоростного асинхрон-
ного электродвигателя и редуктора. Внутри
мачты помещают кассету с запасными буро-
выми штангами. В нижней части мачты имеет-
ся штанговый захват, который состоит из вил-
ки и гидроцилиндра. Вилка перемещается в
направляющих пазах нижнего люнета.
Этот станок имеет канатную систему по-
дачи, а барабан лебедки - два привода, один из
которых имеет систему плавного регулирова-
ния. Лебедка подъема вращателя оборудована
электрическим тормозом, электромагнитной
муфтой и электродвигателем постоянного тока
П-41. Подъем и опускание мачты производят с
помощью электрогидравлической системы,
которая обеспечивает выполнение следующих
операций: подъем и опускание мачты, гори-
зонтирование станка, перемещение штанг,
захват штанг, работу гидроцилиндров враща-
теля. Станок имеет гусеничный ход от экскава-
тора Э-303 с индивидуальным приводом каждой
гусеницы от электродвигателя АОС2-61-4, вра-
щающий момент от которого передается ходо-
вым звездочкам через цилиндрический редук-
тор с передаточным отношением 180. Произ-
водительность станка при бурении скважины
диаметром 160 мм составляет 100 м/смену в
породах с коэффициентом крепости /= 6, а в
породах более мягких (с f = 2...4) - 120...
240 м/смену.
Рис. 5.2.6. Буровой станок СБР-160А-24:
1 - мачта; 2 - кабина; 3 - машинное отделение; 4 - рама; 5 - гусеничный ход
14*
420
Глава 5.2. БУРИЛЬНЫЕ МАШИНЫ ДЛЯ БУРЕНИЯ СКВАЖИН В СТРОИТЕЛЬСТВЕ
Станок СБР-200-50 (СБШ-12-200-50)
применяется главным образом на угольных
разрезах для бурения вертикальных и наклон-
ных скважин с углом наклона до 30° режущим
инструментом и шарошками. Первыми бурят
скважины в породах с коэффициентом крепости
f< 6, а шарошками - в породах с/= 4... 10. На
станке установлен вращатель с высокомомент-
ным гидродвигателем. Подачу бурового става
на забой осуществляют с помощью двух гид-
роцилиндров. Штоки гидроцилиндров связаны
с гидравлическим захватом. Инструмент по-
дают шагами с величиной хода 1 м, причем пе-
рехват снаряда осуществляют автоматически.
Станок снабжен гидравлическим механизмом
Коэффициент крепости породы f.........
Количество бурового инструмента:
долот ............................
штанг.............................
Производительность, м/смену...........
Производительность станков СБР-160 в
породах с коэффициентом f = 3 составляет
162 м/смену.
Шнековые буровые станки для строи-
тельства. Буровые работы в строительстве
проводят при инженерно-геологических изы-
сканиях, водоснабжении, водопонижении,
установке опор линий электропередачи и свя-
зи, ограждений, при подготовке ям для посад-
ки растений и др. В процессе бурения образу-
ются цилиндрические полости, называемые
шпурами, скважинами и ямами. При строи-
тельстве объектов коммунального назначения
диаметры и глубины бурения не превышают
значений, приведенных в табл. 5.2.12.
В зависимости от глубины бурения и
массы машины условно подразделяются на
легкие (глубиной бурения до 5 м), средние
(глубиной бурения до 20 м), тяжелые (глуби-
ной бурения более 20 м). По типу несущего
шасси машины могут быть смонтированы на
базе автомобилей, тракторов, экскаваторов,
стреловых кранов, а также на специальных
шасси.
Наибольшее распространение в строи-
тельстве получили машины вращательного
действия. Так, шнековые буровые станки по-
зволяют бурить скважины увеличенного диа-
метра (до 1000 мм). Как правило, в качестве
базового шасси используются автомобили.
страгивания резьбы для разборки бурового
снаряда.
Продукты разрушения удаляют шнеком,
сжатым воздухом или в комбинации того и
другого с использованием системы сухого
пылеподавления. Аппаратура управления
станком размещена в кабине. Последняя вы-
полнена с максимальными комфортными ус-
ловиями: имеет защиту от шума и калорифер-
ную установку для обогрева. Для предотвра-
щения попадания пыли в кабину предусмотрен
наддув атмосферного воздуха.
Расход бурового инструмента станком
СВБ-2М на 1000 м скважин и его производи-
тельность в зависимости от коэффициента
крепости пород приведены ниже.
1...2 3 4 5
... 0,5 1...2 4 5...7
... 0,25...0,3 1,2...1,6 4...5 5...6,7
.... 160 100 50 25
5.2.12. Параметры бурения при
строительстве объектов
коммунального назначения
Бурение Диаметр, мм Глубина, м
Скважины 300 30
Шпура 75 8
Ямы 2000 6
Бурильная машина МРК-690А непрерывно-
го бурения предназначена в основном для рытья
колодцев диаметром 690 мм на глубину 3,5 м. На
раме базового автомобиля ЗИЛ-431410 установ-
лена неповоротная рама, на которой размеще-
ны мачта бурильного оборудования, узлы ме-
ханической трансмиссии, обеспечивающие
привод бурильного инструмента, коробка и
угловой редуктор, соединенные карданными
валами, гидрооборудование и пульт управле-
ния. На мачте расположен ведущий вал и вра-
щатель. Мачта соединена с рамой шарнирно.
В рабочее и транспортное положение мачту
переводят с помощью гидроцилиндра. При
бурении машину устанавливают на гидроопо-
ры. Шнек защищен ограждением. Машина
оснащена указателем центра бурения, исполь-
зуемым при наведении шнека на ось скважи-
СТАНКИ ВРАЩАТЕЛЬНОГО БУРЕНИЯ
421
ны. Подачей бурильного инструмента на забой
при бурении управляют с помощью механизма
подачи и гидроцилиндра.
У бурильной машины МБК в качестве ба-
зового оборудования шасси использован авто-
мобиль КрАЗ-260Г с колесной формулой 6x6.
Техническая характеристика бурильной маши-
ны МБК-1 приведена ниже.
Глубина бурения, м:
без телескопа..........
с телескопом.........
с наращиванием секций
шнека................
Диаметр бура, мм.......
Мощность гидропровода
вращения шнека, кВт....
Масса, кг..............
Габаритные размеры, мм
5
10
100
450/650/800/1000
75
22 000
13 500x2700x4000
Бурильная машина БГМ-1 на базе авто-
мобиля ЗИЛ-131Н с колесной формулой 6x6
позволяет бурить скважины диаметром 150 и
600 м на глубину бурения до 30 м. Техниче-
ская характеристика этой машины приведена
ниже.
Монтажная база.............................
Перевозка инструмента......................
Диаметр бурения, мм:
скважин шнековым способом в сочетании с
ударно-канатным...........................
шурфов....................................
Глубина бурения, м:
скважин.....................................
шурфов....................................
Частота вращения инструмента, с-1:
вправо .....................................
влево ....................................
Подача вращателя...........................
Длина хода вращателя, мм...................
Осевая сила на забой, кН...................
Система подъема............................
Сила подъема вверх, кН.....................
Скорость перемещения каретки вверх, м/с:
медленно ...................................
быстро....................................
Скорость перемещения каретки вниз, м/с:
медленно ...................................
быстро....................................
Мачта......................................
Высота мачты, мм:
минимальная...............................
максимальная..............................
Грузоподъемность мачты, т..................
Максимальная глубина
бурения, м................... 30,0
Диаметр бура, мм.................. 150/300
Эксплуатационная
производительность, м/ч...... И...14
Направление бурения
от горизонта, °.............. 0... 120
Масса навесного оборудования, кг 3700
Масса снаряженной машины
(включая трех чел.), кг...... 9900
Буровые установки типа ЛБУ-50 ис-
пользуются в геологоразведке и предназначены
для вращательного и ударно-канатного бурения в
породах с коэффициентом f< 4 в зависимости от
вида применяемого инструмента:
ЛБУ-50А - для бурения артезианских и
гидрогеологических скважин;
ЛБУ-50Ш - для бурения шурфов;
ЛБУ-50Г - для бурения артезианских и
гидрогеологических скважин и шурфов.
Эти установки также могут быть исполь-
зованы для выполнения буровых работ раз-
личного вида и в строительстве. Техническая
характеристика установки ЛБУ-50 приведена
ниже.
Шасси автомобиля ЗИЛ-131
На специально оборудованном прицепе 2НП-4
198
1050
50
15
0,23; 0,63; 1,05; 1,68; 0,63
0,63
Гидравлическая
3250
56,5
Г идравлическая
157
0.. ..0,016
0..Д26
0...0,047
0..Д26
Телескопическая с гидравлическим подъемом
5060
8310
5
422
Глава 5.2. БУРИЛЬНЫЕ МАШИНЫ ДЛЯ БУРЕНИЯ СКВАЖИН В СТРОИТЕЛЬСТВЕ
Грузоподъемность лебедки, т
Диаметр стального каната, мм
Масса ударного снаряда, кг
Привод
Основные размеры в транспортном положении, мм
(длина х ширина х высота)
Масса установки с автомобилем, кг
По требованию заказчика заводом вместе
с установкой поставляется один, два или три
комплекта бурового инструмента:
для сооружения гидрогеологических или
разведочных скважин вращательным способом
с отбором керна съемным грунтоносом;
то же в сочетании с ударно-канатным
способом;
для сооружения шурфов.
Буровые станки типа БТС-150, сконст-
руированные на базе тракторов Т100М или
Т130-1-Г1 (станок БТС-150М), предназначены
для бурения вертикальных и наклонных
взрывных скважин в породах с коэффициен-
том крепости f < 12 преимущественно шаро-
шечным способом (табл. 5.2.13). Резцово-
шнековый буровой снаряд (два шнека и доло-
то), входящий в комплект бурового оборудо-
вания, предназначен для бурения мягких пород
до группы 4 (/< 2) на глубину до 3 м.
На тракторном шасси монтируется на-
весное буровое оборудование: сварная конст-
рукция, закрепленная на раме тележки тракто-
ра, с шарнирно навешанной буровой рамой,
2,5
13,5
500
От двигателя автомобиля ЗИЛ-131
8380 x2315 x2546
3316
подвижный вращатель, цилиндр подачи, кас-
сета с буровыми штангами и пылеулавливаю-
щая установка. Вращатель - одноступенчатый
цилиндрический редуктор с полным шпинде-
лем, через который в буровой став подается
сжатый воздух. Перемещение и рабочая пода-
ча вращателя по раме выполняются гидроци-
линдром подачи. Значения силы и подачи ре-
гулируются с помощью распределителя и ре-
гулятора потока (дросселя). Кассета - бара-
банного типа, в ячейках барабана размещены
восемь штанг. Штанги подаются к оси сква-
жины гидроцилиндром и вручную, поворотом
барабана вокруг его оси. Пылеулавливание -
сухое с применением отсасывающего вентиля-
тора, буровая мелочь, выносимая сжатым воз-
духом из скважины, отводится через пыле-
сборник по рукаву в бункер осадительной ка-
меры. Управление станком при бурении вы-
полняется с выносного пульта, блокировка
исключает самопроизвольное передвижение
трактора. Для горизонтирования машины слу-
жат три гидродомкрата. Буровой станок об-
служивают машинист и помощник.
5.2.13. Техническая характеристика бурового станка
Показатель БТС-150 БТС-150М
Диаметр скважины при бурении, мм:
шарошечном 150 150
шнековом 200 200
Глубина скважины при бурении, м:
шарошечном 23 24
шнековом 3,5 3,5
Направление бурения к вертикали, ° 0...30 0...30
Диаметр штанг, мм:
гладкой 121 121
шнековой 200 200
Длина штанг, мм 2006 2006
Число штанг:
гладких 8 12
шнековых 2 2
СТАНКИ ВРАЩАТЕЛЬНОГО БУРЕНИЯ
423
Продолжение табл. 5.2.13
Показатель БТС-150 БТС-150М
Основные параметры бурового инструмента:
рабочий ход подачи, мм 2155 2155
осевая сила на забой, кН 113 113
скорость подачи, м/с 0,1 0,1
частота вращения, с-1 1,8; 3,3 2; 3,8
скорость подъема, м/с 0,15 0,1
Расход сжатого воздуха, м3/с 0,17 0,17
Скорость передвижения станка на первой передаче, км/ч 2,36 2,36
Подъем, преодолеваемый станком, ° 20 20
Установленная мощность, кВт Основные размеры станка, мм: 80 118
длина:
в рабочем положении 6600 6600
в транспортном положении 6160 6160
ширина 3080 3100
высота:
в рабочем положении 5800 5750
в транспортном положении 3600 3620
Масса станка при полностью заправленных емкостях, т 20 22,7
Масса навесного оборудования, т 8,3 8,56
Для подготовки ям при посадке крупно-
мерных саженцев, при установке блоков коло-
дезных облицовок и в ряде других случаев
используются ямокопатели. Рабочий орган
ямокопателя навешивается к пневмоколесному
трактору тягового класса 14 кН сзади с помо-
щью рамы. Привод вращения рабочего органа
осуществляется от вала отбора мощности
трактора через конический редуктор. Перевод
ямобура из транспортного положения в рабо-
чее производится с помощью тяги, соединен-
ной с рабочим оборудованием через шарнир.
Глубина ямы зависит от типа почвы, по-
роды и размеров корневой системы древесно-
кустарниковых растений. Например, при по-
садке саженцев лесных культур диаметр ямы
составляет 250...600 мм при глубине до 500 мм.
Глава 5.3
БУРИЛЬНО-КРАНОВЫЕ
МАШИНЫ (БКМ)
Бурильно-крановые машины применяют
при бурении скважин для установки опор,
свай, столбов, стоек, при строительстве и ре-
монте линий электропередач, радиотрансляци-
онных, телеграфно-телефонных линий связи,
при возведении фундаментов различных со-
оружений, при обустройстве дорог, в мелиора-
тивном строительстве, при бурении взрывных
скважин при строительстве каналов взрывами
на выброс в нескальных грунтах. Главный
параметр этих машин - глубина бурения. По
этому параметру все бурильно-крановые ма-
шины классифицируют на типоразмеры.
В зависимости от глубины бурения бурильно-
424
Глава 5.3. БУРИЛЬНО-КРАНОВЫЕ МАШИНЫ (БКМ)
крановые машины подразделяются на легкие,
средние и тяжелые.
5.3.1. БКМ НА БАЗЕ АВТОМОБИЛЕЙ
В городском строительстве наибольшее
применение нашли легкие бурильно-крановые
машины (рис. 5.3.1), которые монтируются на
автомобилях повышенной проходимости, от-
личаются высокой производительностью,
большой скоростью передвижения и манев-
ренностью. Они имеют унифицированное ра-
бочее оборудование, особенностью которого
является совмещение функции механизма по-
дачи и бурильной штанги в одном узле, поме-
щенном внутри трубчатой мачты и называемой
гидравлической бурильной штангой.
Рабочий орган 5 (бур) приводится во
вращение от двигателя автомобиля через
раздаточную коробку 7 с помощью механиче-
ской трансмиссии 6 и вращателя 4. Гидравли-
ческая система обеспечивает бесступенчатое
возвратно-поступательное движение гидрав-
лической штанги 3 с буром 5, а также перевоз
рабочего органа в рабочее положение и обрат-
но. Сила подачи бура составляет 16...40 кН при
частоте вращения 1,2...3 с-1. Машина оборудо-
вана специальным крановым устройством 2 и
червячной реверсивной лебедкой 8 грузоподъ-
емностью 1,25...2 т. Каждая машина имеет три
сменных бура с резцами, у которых режущие
кромки армированы твердым сплавом для бу-
рения талых грунтов и грунтов с сезонным
промерзанием.
Отечественная промышленность выпускает
большое количество моделей бурильно-крановых
машин на базе автомобилей (табл. 5.3.1).
5.3.2. БКМ НА БАЗЕ ТРАКТОРОВ
Выпускаемые промышленностью модели
машин, назначение, область применения,
внешний вид и краткая техническая характе-
ристика приведены в табл. 5.3.2.
Рис. 5.3.1. Бурильно-крановая машина:
а - общий вид; б - кинематическая схема привода рабочего органа
5.3.1. Техническая характеристика бурильно-крановых машин на базе автомобилей
Показатель БМ-302Б БКМА-1,0/3,5 СКБМ-1 СКБМ-2 БМК-3/3 БКМ-1501
Базовое шасси ГАЗ-66-40 ЗИЛ-433362 ЗИЛ-131Н ЗИЛ-49420 ЗИЛ-131 КрАЗ- 65101
Максимальная глу- бина бурения, м 3 3,5 4,5 4,5 3,0 1,5
Диаметр бурения, мм 250; 500; 800 300; 500; 800; 1000 350...600 350 360; 500; 630; 800 360; 630
БКМ НА БАЗЕ ТРАКТОРОВ
425
Продолжение табл. 5.3.1
Показатель БМ-302Б БКМА-1,0/3,5 СКБМ-1 СКБМ-2 БМК-3/3 БКМ-1501
Г рузоподъемность кранового обору- дования, т 1,2 2,0 3,0 0,6...3,0 1,25 3
Высота подъема крюка, м 4,3 12,5 12,5 6,8 10
Угол наклона бура (вперед, назад), ° 30/8
Максимальный вылет, м 10,4 10,4
Скорость транспор- тирования, км/ч 50 50 50
Масса, т 3,88 7,94 10,425 11,2 8,5 24
Габаритные раз- меры, мм 7080х х2500х х3400 7000х х2500х х3700 7000х х2500х х3700 8300х х2500х х3700 13 500х х2500х хЗбОО
5.3.2. Техническая характеристика и назначение
бурильно-крановых машин на базе тракторов
Наименование Модель
БМ-205В БКМ-211 БМ-305А
Трактор МТЗ-80/82 с унифи- цированной кабиной и дополнительным рабочим оборудова- нием (бульдозерным с неповоротным отвалом) "Беларусь" ДТ-75МВ
Производительность, шт./ч 5,28 - 4,47
Глубина бурения, м 2 2 3
Диаметр скважины, м 0,36; 0,5; 0,63
Грузоподъемность крано- вого оборудования, т 1,25
Габаритные размеры, мм 6,02 х 2,012 х 3,4 6,02 х 2,012 х 3,4 7,4 х 2,56 х 3,5
Масса, т 5,81 5,81 9,15
Назначение Для бурения скважин в талых грунтах с сезонным промерзанием при температуре внешней среды - 40...+40 °C и установке опор при строительстве и ремонте линий электропередач и связи. Для бурения скважин под свайные фундаменты, столбов ограждений, при посадке деревьев
426
Глава 5.3. БУРИЛЬНО-КРАНОВЫЕ МАШИНЫ (БКМ)
5.3.3. БКМ НА БАЗЕ ЭКСКАВАТОРОВ И
СТРЕЛОВЫХ КРАНОВ
Машины этого типа используются для
устройства буронабивных свай при сооруже-
нии фундаментов, бурении лидерных скважин
для забивных свай, при сооружении стен в
грунте и строительстве подземных сооруже-
ний открытым способом.
Оборудование для устройства бурона-
бивных свай. Буронабивные сваи используют в
тех случаях, когда забивные сваи по грунто-
вым или другим условиям применять невоз-
можно (вблизи существующих зданий и со-
оружений, в местах, где забивка свай недопус-
тима из-за высокого уровня звукового давле-
ния, в твердых глинистых грунтах и др.). Набив-
ные сваи изготовляют диаметром 60...2200 мм
при глубине заложения до 60 м.
Технологический цикл возведения на-
бивных свай включает две основные операции:
бурение ствола скважины под сваю и его бето-
нирование. Защита стенок скважины от воз-
можного обрушения достигается с помощью
обсадных неизвлекаемых или инвентарных
извлекаемых труб, а также избыточным давле-
нием глинистого раствора или воды. Наиболее
трудоемкой и продолжительной операцией,
составляющей около 60% общего времени
цикла, является бурение ствола скважины.
Установка с буровым оборудованием
вращательного действия представляет собой
стреловой гусеничный кран 1 (рис. 5.3.2), на
крюке которого подвешен рабочий орган, вы-
полненный в виде подвески 2, присоединенной
к штанге 3 со стабилизатором 4. К стабилиза-
тору крепится электропривод 5 с ковшовым
буром 8.
На электроприводе с помощью шпонок
подвижно закреплен переходник б, входящий в
зацепление с обсадным патрубком 9, разме-
щенным на кондукторе 10, укрепленном в
грунте с помощью анкерных штырей 11.
Штанга 3 - труба квадратного сечения, к кото-
рой снаружи полками вдоль оси приварены
четыре уголка. Для обеспечения подвижной
связи с кондуктором 10 (по мере прохождения
скважины) штанга снабжена стабилизатором 4
в виде цилиндра, в верхнем дне которого име-
ется квадратное отверстие для прохода штан-
ги. Стабилизатор соединен с переходником 6,
выполненным в виде кольца, на нижнем торце
которого имеются выступы для связи с обсад-
ным патрубком 9 и фиксатором 7, которые
стопорят переходник на электроприводе.
Рис. 5.3.2. Установка с подвесным оборудованием
для устройства буронабивных свай
Электропривод ковшового бура пред-
ставляет собой мотор-редуктор с двухступен-
чатой планетарной передачей. С учетом про-
ходки скважины в жидкой среде электропри-
вод заключен в герметический колокол. На
выходном валу мотор-редуктора крепится
ковшовый бур. Ориентация бура на ось сква-
жины достигается с помощью обсадного пат-
рубка 9, снабженного воронкой с выступами
для соединения с переходником и двумя
шпонками, входящими в пазы кондуктора.
Установка СО-2 для установки свай
диаметром 500...600 мм с уширенным основа-
нием до 1800 мм при длине до 30 м применима
без обсадных труб (рис. 5.3.3). Базовой маши-
ной служит экскаватор Э-1252 или гусеничный
кран ДЭК-251, на котором смонтированы
стойки 2 с буровым навесным оборудованием.
БКМ НА БАЗЕ ЭКСКАВАТОРОВ И СТРЕЛОВЫХ КРАНОВ
427
Рабочий орган - шнековый бур 8. При устрой-
стве уширения вместо него устанавливают
механический расширитель цикличного дейст-
вия, состоящий из бадьи с откидным днищем и
укрепленных на ней раздвижных ножей. Он
может быть применен в качестве рабочего
оборудования для лидерного бурения скважин
диаметром 120; 200; 350 мм для забивных ко-
провых установок.
Установка УРП-1 для свай диаметром
500... 1400 мм с уширенным основанием ис-
пользуется без осадных труб (рис. 5.3.4). Базо-
вая машина - экскаватор Э-1254 или кран
НКГ-25 с навесным буровым оборудованием.
Рабочий орган - ковшевой бур 4. Ротор уста-
новки с базовой машиной не связан и распо-
ложен на опорном столе 6, размещенном на
поверхности грунта. Это позволяет применять
базовый кран не только при бурении, но и при
бетонировании скважин. Штанга с буровым
оборудованием при этом снимется с крана.
Установка С БУ-2 для свай диаметром
500... 1000 мм длиной до 25 м с уширением
применяется без осадных труб. На базовой
машине 8 подвешен рабочий орган с электро-
Рис. 5.3.3. Установка СО-2:
7 - отклоняющий ролик; 2 - стойка; 3 - оголовок;
4 - каретка; 5 - электропривод; 6 - телескопическая
шнековая колонна; 7 - очиститель; 8 - буровой
инструмент; 9 - кондуктор с перехватом;
10 - домкрат; 77 - рама; 72 - базовая машина
Рис. 5.3.4. Буровая установка УРП-1:
7 - вертлюг; 2 - штанга; 3 - поводок; 4 - ковшовый
бур; 5 - переходник; 6 - стол с ротором;
7 - электропривод; 8 - базовая машина; 9 - аутригер
Рис. 5.3.5. Буровая установка СБУ-2:
7 - кожух; 2 - штанга; 3 - кабель; 4 - каретка;
5 - стойка; 6 - кондуктор; 7 - штыри; 8 - базовая
машина; 9 - электропривод; 10- малая колонка;
7 7 - муфта; 72 - опора; 13 - ковшовый бур; 14- вставка
А-А
приводом 9, полой колонной с кареткой 4,
муфтой 77, штангой 2, опорой 72 и ковшевым
буром 73 (рис. 5.3.5).
Установка МБС-17-А с навесным обору-
дованием на гусеничном кране со сменным
оборудованием является наиболее мощной из
отечественных. На одной стреле подвешена
телескопическая штанга бурения скважин в
мягких грунтах ковшовым буром, а на другой -
428
Глава 5.3. БУРИЛЬНО-КРАНОВЫЕ МАШИНЫ (БКМ)
5.3.3. Техническая характеристика буровых установок,
используемых при строительстве фундаментов
Показатели Модели бурового оборудования
МБУ-1,2 МБС-1,7 МБС-1,7А СО-1200
Диаметр, м:
скважины 1,2 1,7 1,7 1,2
уширения - 3,5 3,5 3
Глубина бурения, м 32 28 27 24
Вращающий момент ротора, кН • см 4,0 9,85 9,85 6,86
Мощность двигателя привода ротора, кВт 44 2-45 2-45 75
Масса станка и базовой машины, т 52 70 60 54
грейфер или долото для ударно-канатного бу-
рения твердых и скальных грунтов. Диаметр
ствола набивной сваи 1700 мм, диаметр уши-
рения 3,5 м, глубина бурения до 27 м.
Рассмотренные буровые установки име-
ют электродвигатели мощностью 55...80 кВт, а
МБС-17-А - и дизель мощностью 88 кВт.
Буровые установки для бурения сква-
жин диаметром 1,2...1,7 м при строительстве
фундаментов используют оборудование, ос-
нащенное ковшевым буром и уширителем
(табл. 5.3.3).
Буровое оборудование МБУ-1,2, навеши-
ваемое на экскаваторный кран Э-1258, состоит
из консоли с ротором, обеспечивающим вра-
щение телескопической штанги, которая под-
вешена к стреле крана. На нижнем конце
штанги закреплен ковшовый бур с открываю-
щимся днищем, в котором расположены ножи,
осуществляющие срезку грунта с забоя разра-
батываемой скважины. Это оборудование
МБУ-1,2 успешно использовали для бурения
скважин диаметром 1,2 м и глубиной до 32 м
при сооружении фундаментов мостов через
р. Десенку. Для предотвращения обрушения
мелких песков в полость разрабатываемых
скважин доливали воду до уровня, превы-
шающего на 4 м уровень грунтовых вод.
Буровое оборудование станка МБС-1,7,
навешиваемое на гусеничный кран 1, включает
(рис. 5.3.6): консоль, закрепляемую шарнирно
у основания стрелы 2 крана; ротор, установ-
ленный на консоли; телескопическую штангу
3, проходящую через отверстие в роторе и
подвешенную при помощи вертлюга за внут-
реннюю секцию к тросу главной лебедки кра-
на; ковшовый бур 6, закрепленный к низу
внутренней секции штанги. Для повышения
эффективности вращательного бурения преду-
смотрено принудительное нагружение штанги
во время ее вращения с помощью двух гидрав-
лических домкратов, которые создают силу
0,12 МН.
Чтобы не допустить обрушение грунта с
боковой поверхности разбуриваемой скважи-
ны, в ее полость доливают воду до уровня, на
4 м превышающего отметку акватории или
грунтовых вод. Иногда для этой цели вместо
воды используют глинистый раствор. Устье
скважины крепят инвентарным патрубком.
Бурение скважины начинают с погруже-
ния в грунт патрубка, затем по мере удаления
ковшовым буром грунта в скважину доливают
до заданного уровня воду или глинистый
раствор.
Оборудованием МБС-1,7 и МБС-1,7А
можно бурить скважины в нескальных грунтах
со скоростью 3...5 м/ч.
В случае необходимости на оборудова-
нии МБС-1,7 используют уширитель, который
раскрывается под действием веса штанги и
закрывается под действием веса уширителя,
ковша и разбуренного грунта. С применением
оборудования МБС-1,7 построены фундамен-
ты путепроводов, эстакад и мостов, в том чис-
ле мосты через реки Даугаву, Обь и др.
В настоящее время вместо оборудования
МБС-1,7 применяют модернизированное обо-
рудование МБС-1,7А, отличающееся от него
тем, что штангу и ротор можно отклонять к
стреле базового крана, обеспечивая работу
крана с долотом или грейфером. Оборудование
МБС-1,7 и МБС-1,7А используется для буре-
ния вертикальных скважин.
БКМ НА БАЗЕ ЭКСКАВАТОРОВ И СТРЕЛОВЫХ КРАНОВ
429
Рис. 5.3.6. Навесное буровое оборудование
МБС-1,7 (МБС-1,7А):
1 - кран-экскаватор; 2 - стрела; 3 - телескопическая
штанга; 4 - ротор с электроприводом; 5 - грейфер;
б - ковшовый бур
Оборудование СО-1200, навешиваемое на
стрелу 1 кран МКГ-25 или ДЭК-251, состоит
из буровой штанги 2, на нижнем конце кото-
рой жестко укреплен герметически закрытый
электропривод 7 с ковшовым буром 8
(рис. 5.3.7). Реактивный момент от электро-
привода передается через фиксатор 3 штанги
2, концы которого упираются в выступы ин-
вентарной трубы или патрубка 4, крепящего
устье скважины 6. В фиксаторе имеется цен-
тральное отверстие, для обеспечения свобод-
ного перемещения штанги в продольном на-
правлении. Передача реактивного вращающего
момента от электропривода на фиксатор осу-
ществляется через прорезанные в нем про-
дольные шлицы и шпонки, приваренные вдоль
боковой поверхности штанги.
Ковшовый бур имеет откидное дно для
выгрузки разработанного грунта. В случае
необходимости вместо бура к электроприводу
присоединяют механический уширитель
диаметром 3 м.
1 - стрела крана; 2 - штанга; 3 - фиксатор штанги;
4 - инвентарный патрубок; 5 - штырь; б - скважина;
7 - электропривод; 8 - ковшовый бур
Оборудованием СО-1200 можно бурить
скважины в сухих и обводненных грунтах. Оно
успешно применялось при строительстве фун-
даментов зданий КамАЗа и Атоммаша. В на-
стоящее время в стране используются не-
сколько десятков СО-1200. Это оборудование
можно также применять для устройства на-
клонных скважин при условии обсадки их
инвентарными трубами на всю глубину.
Преимущество СО-1200 по сравнению с
другими широко применяемыми моделями
навесного оборудования состоит в совмеще-
нии бура и его привода со штангой, свободно
подвешиваемой к крюку крана, который не
подвергается воздействию реактивного момен-
та, воспринимаемого обсадной трубой. Благо-
даря этому в качестве базовой машины для
подвешивания СО-1200 можно использовать
любой кран с необходимой грузоподъемно-
стью и длиной стрелы. Не менее важным об-
стоятельством, выгодно отличающим это обо-
рудование от другого аналогичного назначе-
ния, является свободная подвеска оборудова-
ния, не требующая строго горизонтального
положения крана во время бурения скважин,
что значительно облегчает эксплуатацию обо-
рудования и способствует повышению произ-
водительности труда.
430
Глава 5.4. БУРОВОЙ ИНСТРУМЕНТ
5.3.4. Буровые машины, используемые для рытья глубоких траншей
Показатель Модель
СВД-500 СВД-500Р УБС-1
Ширина траншеи, м 0,5... 0,6 0,5... 0,7 0,55...0,7
Глубина траншеи, м 30 50 25
Базовая машина Экскаватор Э-625Б Специальная
Комплектующее оборудование Компрессор ДК-9-2; установка 4СГУ-2-2
Масса, т:
общая 35 45 47
навесного оборудования 15 - -
Группа разрабатываемого грунта До категории 8 (/< 10)
Численность обслуживаемого персонала, чел. 4 4 1 4
Форма разрабатываемых траншей в плане Длинные Прямолинейные
Виды глины для приготовления глинистой суспензии Бенонитовая
В случае необходимости базовый кран
может быть использован для установки арма-
турного каркаса и укладки бетонной смеси.
Для этого оборудование СО-1200 укладывают
на грунт или оставляют в специально пробу-
ренной для этой цели скважине.
В практике строительства используется
ряд траншеекопателей для рытья глубоких
траншей: буровые и бурофрезерные машины с
транспортировкой разработанного грунта эр-
лифтом моделей СВД-500, СВД-500Р и УБС-1
(табл. 5.3.4).
Глава 5.4
БУРОВОЙ ИНСТРУМЕНТ
5.4.1. БУРОВЫЕ КОРОНКИ
ДЛЯ ПЕРФОРАТОРОВ
Для горной промышленности выпуска-
ются коронки следующих типов (рис. 5.4.1):
долотчатые, армированные призматиче-
скими твердосплавными пластинками с клино-
вой породоразрушающей поверхностью (КДП);
крестовые, армированные призматиче-
скими твердосплавными пластинками с клино-
вой породоразрушающей поверхностью (ККП);
трехперые, армированные цилиндриче-
скими твердосплавными вставками (штырями)
с клиновой породоразрушающей поверхно-
стью (КТШ);
коронки с цилиндросферическим твердо-
сплавным вооружением, у которого породо-
разрушающие поверхности выполнены в виде
сферы (КНШ).
Формы головок показаны на рис. 5.4.1.
Соединение коронок с буровой штангой
может быть конусным и резьбовым (рис. 5.4.2).
Конусное соединение применяют при бурении
перфораторами с энергией удара до 120 Дж,
т.е. для переносных и телескопных. Угол
Рис. 5.4.1. Формы головок буровых коронок
БУРЫ, БУРОВЫЕ ШТАНГИ, СОЕДИНИТЕЛЬНЫЕ МУФТЫ И ХВОСТОВИКИ
431
Рис. 5.4.2. Соединение короиок со штангами
(D - диаметр коронки; d - диаметр основания;
d\ - диаметр основания конуса; j2 - диаметр
верхней части конуса; - диаметр резьбы;
Н- высота коронки; h - высота конуса;
hi - длина нарезки):
а - конусное; б - резьбовое
конусности составляет 2°36'...6° на сторону,
обычно применяют угол конусности 3°30'.
Резьбовое соединение используют для мощ-
ных перфораторов. К резьбовым соединениям
предъявляются следующие требования: легкое
разъединение элементов, возможно меньшие
потери ударного импульса при прохождении
через соединение, высокая прочность и изно-
состойкость.
Корпусы коронок изготовляют из стали
марок 35ХГСА, 20Х2Н4А и 18Х2Н4МА и
после пайки вставок из твердого сплава под-
вергают термической обработке с целью по-
вышения прочности и получения твердости
35...45 HRC. Призматические пластинки впаи-
вают в корпус коронки, цилиндрические
вставки соединяют с корпусом при помощи
пайки или запрессовки. Нагрев при пайке про-
изводят ТВЧ.
5.4.2. БУРЫ, БУРОВЫЕ ШТАНГИ,
СОЕДИНИТЕЛЬНЫЕ МУФТЫ
И ХВОСТОВИКИ ДЛЯ ПЕРФОРАТОРОВ
Буровой став, состоящий из хвостовика 3,
соединительных муфт и буровых штанг 2,
служит для передачи ударного импульса и
вращающего момента от машины в горную
породу (рис. 5.4.3). Цельные буры могут быть
со стальной закаленной головкой и головкой,
армированной твердым сплавом. В зависимо-
сти от мощности перфоратора и глубины бу-
рения применяют буры из шестигранной стали
с диаметром вписанной окружности 19; 22; 25;
28; 32; 35 мм и из круглой стали диаметром 32;
38; 44 и 51 мм.
Для соединения хвостовика и буровых
штанг применяют круглую и трапециевидную
резьбы. Круглая резьба более технологична в
изготовлении, но быстро изнашивается при
большой энергии ударника перфоратора.
В табл. 5.4.1 приведены параметры круглой
резьбы различного диаметра.
При производстве буров и буровых
штанг широкое распространение получила
сталь 5С2. В настоящее время при производстве
буровых штанг освоен метод поперечно-винто-
вой прокатки стали 28ХГНЗМ, которая имеет
лучшее сопротивление усталости, чем сталь
5С2. Для повышения прочности и износостой-
кости буровых штанг применяют цементацию
и нитроцементацию с последующей закалкой
Рис. 5.4.3. Составной бур:
1 - коронка; 2 - штанга; 3 - соединительные муфты; 4 - хвостовик
5.4.1. Параметры круглой резьбы для соединения хвостовика и буровых штанг, мм
Номинальный размер резьбы Наружная резьба Внутренняя резьба
Номинальный диаметр Предельное отклонение диаметра Номинальный диаметр Предельное отклонение диаметра
27 27 -0,13 24,1 +0,13
31 31,34 -0,15 28,36 +0,25
38 37,99 -0,20 35,01 +0,25
432
Глава 5.4. БУРОВОЙ ИНСТРУМЕНТ
и отпуском. Внутренний канал фосфатируют
для лучшей защиты от коррозии.
Хвостовики отличаются большим разно-
образием конструкций. Их изготовляют из той
же стали и по той же технологии, что и буро-
вые штанги. Лучшими показателями по пере-
даче ударных импульсов обладают хвостовики
с одинаковыми площадями поперечных сече-
ний ударного и резьбового концов. Для эффек-
тивной передачи силовых импульсов при бу-
рении в крепких породах необходимо иметь
длину хвостовика, равную трем длинам бойка-
ударника, а при бурении слабых пород реко-
мендуется применять хвостовики, длина кото-
рых меньше длины бойка. Это приводит к рас-
тягиванию ударного импульса во времени и
уменьшает его амплитуду.
Соединительные муфты для пневматиче-
ских и гидравлических буровых машин враща-
тельно-ударного действия с большой энергией
удара изготовляют из высоколегированных
сталей 12ХНЗА, 40ХМА и др. Твердость мате-
риала муфты должна быть не менее 45 HRC.
Для муфт могут быть использованы стали
12ХНЗМ и 28НГНЗМ, которые применяются
для изготовления высокопрочных буровых
штанг, хвостовики таких сталей необходимо
подвергать объемной закалке.
Муфты рукавного типа со сплошной
резьбой по всей длине применяют для перфо-
раторов с энергией удара до 150...200 Дж
(рис. 5.4.4, а).
Преимущества муфт этого типа - не-
большая стоимость и высокая прочность ввиду
отсутствия ступеней и переходов; недостаток -
возможность перемещения муфты по штанге.
Для буровых машин с энергией удара до
250 Дж целесообразно использовать муфты с
центральной проточкой полумостового типа
(рис. 5.4.4, б), а для более мощных машин -
мостового типа (рис. 5.4.4, в). Завинчивание и
развинчивание муфт этих типов требует мень-
ших усилий, чем муфт с центральной проточ-
кой. Кроме того, исключается их перемещение
по штанге.
а) б)
«)
Рис. 5.4.4. Соединительные муфты
5.4.3. ДОЛОТА И БУРОВЫЕ ШТАНГИ
ДЛЯ ПНЕВМОУДАРНИКОВ
Долото представляет собой короткий
стержень, который служит для передачи удар-
ного импульса от хвостовика к забою скважи-
ны. Различают следующие элементы долота
(рис. 5.4.5): корпус 7, который несет на себе
хвостовик 2, который воспринимает удары
поршня-ударника. Головная часть долота 3
формируется пластинками из твердого сплава
4, которые вместе с передними гранями голов-
ки 5 заканчиваются лезвием 6.
Типы долот определяются числом и рас-
положением лезвий (рис. 5.4.6). Долота с опе-
режающим лезвием получили наибольшее
распространение. К их достоинствам следует
отнести удобство при забуривании и более
высокую скорость бурения, так работа боковых
лезвий облегчается созданием в центре долота
дополнительной обнаженной плоскости.
В табл. 5.4.2 приведена характеристика
серийно выпускаемых долот.
Буровые штанги для станков типа
НКР-100М изготовляют из стали 35СГ или
36Г2С. Штанги подвергают закалке при тем-
пературе 600 °C (в водной среде) с последую-
щей нормализацией при температуре 900 °C.
Размеры труб для изготовления штанг приве-
дены в табл. 5.4.3.
Рис. 5.4.5. Сплошное долото
БУРОВОЙ ИНСТРУМЕНТ ДЛЯ ШАРОШЕЧНОГО БУРЕНИЯ
433
Рис. 5.4.6. Типы долот:
а - однолезвийное; б - крестовое; в - с двумя боковыми лезвиями и центральным опережающим лезвием;
г - с тремя боковыми лезвиями и центральным опережающим лезвием; д - с четырьмя боковыми
лезвиями и центральным опережающим лезвием
5.4.2. Характеристика серийно выпускаемых долот
Показатель Долото
К28 К100В БК105 БК-155 К105 К-105К К-125 БК-125К К-160 К-НШ 105У
Диаметр, мм:
номинальный 85 106 155 105 125 160 108
хвостовика 50 50 70 52 62 82 52
Длина, мм 123 180 220 155 185 245 176
Длина хвостовика, мм 68 ПО 140 90 ПО 140 102
Число боковых лезвий, вста- вок штырей 4 3 4 4 4 4 14
Число опережающих лезвий Нет 1 1 Нет Нет Нет Нет
Масса твердого сплава, г 340 246 457 281 425 820 326
Диаметр центральных кана- лов, мм 10 22 24 32 20
Масса долота, коронки, кг 3,1 3,5 9,2 3,0 5,6 12,5 5,0
Тип пневмоударника М29Т П-75, М-48, МП-3 М-32К П-105 П-125 П-160 П-105-2,6
5.4.3. Размеры труб, применяемых для изготовления штанг
Наружный диаметр, мм Толщина стенки, мм Внутренний диаметр, мм Масса 1 м гладкой трубы
50 5,5 33 6,04
63,5 6,0 51,5 8,51
73 7,0 59 11,4
89 8,0 63 16,0
434
Глава 5.4. БУРОВОЙ ИНСТРУМЕНТ
5.4.4. БУРОВОЙ ИНСТРУМЕНТ
ДЛЯ ШАРОШЕЧНОГО БУРЕНИЯ
Шарошечное долото - породоразрушаю-
щий инструмент, состоящий из корпуса и ша-
рошек, свободно вращающихся на цапфах
(рис. 5.4.7).
Шарошка 2 является рабочей частью до-
лота и представляет собой стальной корпус в
виде конуса, армированный твердосплавными
зубками. Зубки при перекатывании шарошек
по забою скважины внедряются в породу под
воздействием осевой силы и производят ее
разрушение. Буровой шлам удаляется сжатым
воздухом или промывочной жидкостью.
Верхняя часть корпуса долота заканчива-
ется резьбовым ниппелем 7, который соединя-
ет долото и бурильные трубы. При вращении
колонны бурильных труб вращаются корпус
долота и шарошки.
Шарошки изготовляют из легированных
малоуглеродистых цементуемых конструкци-
онных сталей. Для увеличения твердости по-
верхность шарошек цементуют на глубину
1,5...2 мм, а затем закаливают до твердости
57...62 HRC. После термической обработки
беговые дорожки шлифуют.
Долота классифицируют по числу шаро-
шек: одно-, двух-, трех-, четырех- и многоша-
рошечные долота. Наиболее распространены
трехшарошечные долота. Многошарошечные
долота применяют для бурения скважин боль-
шого диаметра (600 мм и более). В зависимо-
сти от условий применения долота могут быть
зубчатыми, зубчато-штыревыми и штыревыми.
Долота различают по геометрии наружной
поверхности шарошек: с одно- и многоконус-
ными шарошками, самоочищающегося и не-
самоочищающегося типа, со смещенными
осями и без смещения осей.
Промышленностью выпускается 13 типов
трехшарошечных долот (ГОСТ 20692-2003).
Каждый тип долота предназначен для бурения
пород с определенными свойствами (табл. 5.4.4).
Условное обозначение изготовителя долота
ставят на долоте и в паспорте на него. В ус-
ловное обозначение долота входит также бук-
ва, обозначающая способ удаления продуктов
разрушения из забоя скважины: П- продувкой
сжатым воздухом или аэрированной жидко-
стью; Г- гидромониторной промывкой.
Долота с телами качения в одном или бо-
лее упорных подшипниках скольжения или без
них обозначают буквой В, на одном радиаль-
ном подшипнике качения и одном и более
упорном - Я, на двух и боле радиальных под-
шипниках скольжения с одним или более
упорным - Л, с центральной продувкой - Я, с
боковой продувкой - ЯГ, римской цифрой III
указывается число шарошек. Пример: Ш-244,
5ОК-ПВГ - трехшарошечное долото, диамет-
ром 224,5 мм, для особо крепких пород с боко-
вой продувкой, с подшипниками качения.
Рис. 5.4.7. Шарошечное долото:
1 - лапа; 2 - шарошка; 3 - роликовый подшипник;
4 - замковый шариковый подшипник; 5 - штырь
твердого сплава в обратном конусе; 6 - штыри в
основных конусах; 7 - резьбовой ниппель;
8 - цапфа; 9 - канал для продувки
БУРОВОЙ ИНСТРУМЕНТ ДЛЯ ШНЕКОВОГО БУРЕНИЯ
435
5.4.4. Типы долот, применяемых для бурения определенных горных пород
Буквенное обозначе- ние типа долота Горная порода, для бурения в которой предназначено долото Ориентиро- вочный коэффици- ент крепости пород/
М Мягкие - легкая песчанистая глина, мел, гипс 1...2
М3 Мягкая абразивная - слабосцементированные песчаники, мергель 2...3
МС Мягкая с пропластками средней твердости - мел с прослойками песчаников, каменная соль с прослойками ангидридов 4...6
МСЗ Мягкая абразивная с твердыми пропластками - песчано-глинистые сланцы, плотные глины с прослойками песчаников 4...6
С Средней твердости - плотные глины, глинистые сланцы, известняки средней твердости 4...6
СЗ Средней твердости абразивная - песчаники, песчанистые сланцы 4...6
СТ Средней твердости с пропластками крепких пород - песчаники с прослойками гипса, известняки с прослойками гипса, ангидриды 4...6
Т Твердая - плотные известняки, твердые сланцы, аргиллиты 6...8
ТЗ Твердая абразивная - доломитизированные окварцованные извест- няки, плотные песчаники, сиениты, вторичные кварциты 8...12
ТК Твердая с пропластками крепких пород - известняки с пропластка- ми доломитов, известняково-глинистые сланцы, магнетиты 8...10
ткз Твердая абразивная с пропластками крепких пород - окварцованные известняки с пропластками окременелых пород, доломитизирован- ные известняки 10...12
к Крепкая - окременелые известняки, доломиты, перидотиты, грано- диориты, средние граниты 10...12
ок Очень крепкая - граниты, кварциты, диабазы, базальты, джеспилиты 12—20
5.4.5. БУРОВОЙ ИНСТРУМЕНТ
ДЛЯ ШНЕКОВОГО БУРЕНИЯ
Буровой инструмент станков вращатель-
ного (шнекового) бурения на открытых разра-
ботках состоит из нескольких последовательно
соединенных штанг и долота. Долота со
сплошной режущей кромкой применяют при
бурении пород вскрыши и по углям. Они
имеют большую длину режущей кромки, что
обусловливает малое значение осевой силы, при-
ходящейся на 1 см длины лезвия, высокую тру-
доемкость армировки и значительный расход
твердого сплава. Корпус долота СВБ-23-03М2
отливают из стали 35Л (рис. 5.4.8, а), а режу-
щие и боковые грани долота армируют пла-
стинками из твердого сплава ВК8.
436
Глава 5.4. БУРОВОЙ ИНСТРУМЕНТ
Рис. 5.4.8. Долота со сплошными лезвиями и съемными резцами
5.4.5. Техническая характеристика штанг для шнекового бурения
Показатель СВБ-2М СБР-160 2СБР-125
Наружный диаметр по спирали, мм 155 155 120
Рабочая длина штанги, мм 1785 8190 4200
Полная длина штанги, мм 1845 8250 4290
Шаг спирали, мм 105 120 96
Размер трубы, мм 76x7 70x10 55x8
Масса, кг 38 270 48
С целью уменьшения энергоемкости
процесса разрушение породы на забое скважи-
ны целесообразно создавать разрыв сплошно-
сти забоя. В этом отношении эффективны до-
лота со съемными резцами (рис. 5.4.8, б). Каж-
дое долото армируют шестью - восемью
резцами.
Штанги буровых станков передают вра-
щающий момент на резец, осевую силу на
забой и выдают из скважины буровую мелочь.
Штанга представляет собой металлическую
трубку, на которую по винтовой линии нава-
рены металлические полосы. Шаг спирали
шнека выбирают в зависимости от частоты вра-
щения штанг. Для пород мягких и влажных шаг
спирали I = (0,5...0,7) D, где D - диаметр шне-
ка. Для сухих и крепких пород I - (0,86... 1) D.
В табл. 5.4.5 приведена характеристика штанг
для различных станков.
5.4.6. БУРОВОЙ ИНСТРУМЕНТ
ДЛЯ БУРИЛЬНО-КРАНОВЫХ МАШИН
Для бурильно-крановых машин исполь-
зуется различный буровой инструмент. Лопа-
стной бур применяют главным образом на легких
бурильно-крановых машинах. Он имеет винто-
вые лопасти для накопления и последующего
выноса грунта из скважины, которые выпол-
няют литыми вместе с остовом, соединяемым с
бурильной штангой, либо приваривают к осто-
ву. Для разрушения грунта к лопасти винтами
крепят резцы, а к нижней части остова бура с
помощью пальца - забурник. Для предотвра-
щения просыпания грунта при его подъеме на
поверхность к лопастям шарнирно крепят за-
слонки.
Средние и тяжелые машины комплекту-
ют набором бурильного инструмента, основ-
ными видами которого являются шнековый и
ковшовый буры, оснащаемые также резцами и
СПИСОК ЛИТЕРАТУРЫ
437
забурником. Бурение шнековым буром в зави-
симости от конструкции машины и глубины
скважин может осуществляться как непрерыв-
но на всю длину скважины, так и циклично в
грунтах, устойчивых к обрушению.
Ковшовый бур и грейфер применяют
преимущественно в сыпучих грунтах при бу-
рении с использованием обсадных труб. Кон-
струкция ковшового бура предусматривает
возможность разгрузки породы путем механи-
ческого открытого днища.
Машины тяжелого типа, как правило, ос-
нащают ударными (рис. 5.4.9, д) и шарошеч-
ными (рис. 5.4.9, ж) долотами для бурения
валунных, гравийно-галечниковых отложений
и скальных пропластков. Основными элемен-
тами шарошечного долота являются три - пять
шарошек-конусов с несколькими рядами зубь-
ев на поверхности, разрушающими грунт.
СПИСОК ЛИТЕРАТУРЫ
1. Авдеев Ф.А., Барон BJL, Гуров Н.В.,
Кантор В.Х. Нормативный справочник по
буровзрывным работам. М.: Недра, 1986.
2. Иванов К.И., Латышев В.А., Анд-
реев В.Д. Техника бурения при разработке
месторождений полезных ископаемых. М.:
Недра, 1987.
3. Глотов Н.М., Силин К.С. Строи-
тельство фундаментов глубокого заложения.
М.: Транспорт, 1985.
4. Клейн Г.К., Черкасов И.И. Фунда-
менты городских транспортных сооружений.
М.: Транспорт, 1985.
5. Глазов А.А., Манахов Н.А., Пан-
кратов А.В. Строительная дорожная и специ-
альная техника отечественного производства:
Краткий справочник. М.: ЗАО "Бизнес-Арсе-
нал”, 2000.
Раздел 6
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ СВАЙНЫХ РАБОТ
Глава 6.1
ТИПЫ СВАЙ И ОСОБЕННОСТИ
ИХ УСТАНОВКИ
Сваи и столбы по способу их установки
можно разделить на набивные, винтовые и
забивные. Набивные сваи и столбы изготовля-
ют непосредственно в грунте на месте устрой-
ства фундамента: пробуривают скважины,
которые затем заполняют бетоном. При необ-
ходимости в скважины ставят арматурные
каркасы. Такие сваи широко распространены в
отечественной и зарубежной строительной
практике. Их часто называют "буронабивны-
ми" или "буровыми" сваями. Винтовые сваи в
готовом виде погружают в грунт путем завин-
чивания.
Забивные сваи в готовом виде погружают
в грунт путем забивки, вибропогружения,
вдавливания, завинчивания и др. К этой группе
свай относят деревянные, железобетонные
сплошного сечения, стальные из прокатных
профилей, а также железобетонные и стальные
оболочки без заполнения их внутренней по-
лости бетоном.
6.1.1. БУРОНАБИВНЫЕ СВАИ
Буронабивные сваи используют в тех
случаях, когда забивные сваи по грунтовым
или другим условиям применять невозможно
(вблизи существующих зданий и сооружений,
в местах, где забивка свай недопустима из-за
высокого уровня звукового давления, в твер-
дых глинистых грунтах и т.д.). Диаметр на-
бивных свай - 60...2200 мм при глубине зало-
жения до 60 м.
При возведении буронабивных свай за-
щита стенок скважины от возможного обру-
шения достигается с помощью обсадных неиз-
влекаемых или инвентарных извлекаемых
труб, а также созданием избыточного давления
глинистого раствора или воды. Наиболее тру-
доемкая и продолжительная операция, состав-
ляющая около 60 % общего времени цикла -
бурение ствола скважины. Для бурения сква-
жин под сваи используют бурильно-крановые
машины СО-2, УРП-1, СБУ-2, МБУ-1,2,
МБС-1,7, МБС-1,7А и СО-1200.
Вначале с помощью бурильно-крановой
машины по оси скважины устанавливают кон-
дуктор с обсадным патрубком и закрепляют
его анкерными штырями. В обсадный патру-
бок вводят ковшовый бур до упора его днища
в грунт, строго соблюдая при этом соосность
патрубка и бура; при этом ребра переходника
входят в зацепление с ребрами обсадного пат-
рубка. Затем, приподняв ковшовый бур, вклю-
чают электропривод и начинают бурение с
постепенной подачей бура в забой. При запол-
нении корпуса бура срезанным грунтом вклю-
чают электропривод, поднимают рабочий ор-
ган, выводят его из обсадной трубы и с помо-
щью стрелы базовой машины отводят в сторо-
ну для разгрузки грунта. Эти операции повто-
ряют до достижения проектной отметки сква-
жины (рис. 6.1.1, а). Бетонирование скважины
производят после демонтажа рабочего органа
кондуктора и обсадного патрубка. Для бетони-
рования установка комплектуется воронкой с
бетоноводом, через который бетонная смесь из
загруженной емкости, подвешенной на вспо-
могательном крюке базовой машины, поступа-
ет в скважину, заполняя ее (рис. 6.1.1, б).
Корневидные буронабивные сваи тре-
буют специального оборудования и малогаба-
ритных буровых станков, которыми бурят
скважины в устойчивых грунтах без крепле-
ния, а в неустойчивых - под защитой глини-
стого раствора. Скважины очищают от бурово-
го шлама и опускают арматурный каркас. Ино-
гда вместо арматуры используют обсадную
трубу, но, как правило, ее извлекают, одно-
временно заполняя скважины цементно-пес-
чаным раствором. Раствор заполняет все не-
ровности внутренней поверхности скважины, а
избыток его проникает в поры грунта. Это обес-
печивает прочное сцепление сваи с грунтом.
ВИНТОВЫЕ СВАИ
439
Рис. 6.1.1. Этапы изготовления
буронабивных свай:
а - бурение скважины; б - заполнение ее бетоном
6.1.2. ВИНТОВЫЕ СВАИ
Крупные винтовые сваи издавна исполь-
зуют в портовом строительстве при залегании
опорного слоя грунта под мощной толщей ила.
Такие сваи, но гораздо меньших размеров мо-
гут служить опорами малонагруженных фун-
даментов пассажирских платформ на пучини-
стых и набухающих грунтах. Кроме того, они
удобны для различных временных сооружений
и подкрепления существующих зданий в каче-
стве инвентарных многократно используемых
элементов. Применять металлические винто-
вые сваи можно в дисперсных талых грунтах
без твердых включений и агрессивных солей и
грунтовых вод. В постоянных сооружениях
они нуждаются в защите от влияния блуж-
дающих токов. Главные преимущества малых
винтовых свай - быстрота устройства и боль-
шое сопротивление выдергиванию, которое
позволяет использовать их в качестве анкеров.
Винтовая свая в нижней части имеет вин-
товую металлическую лопасть 2 (рис. 6.1.2),
которая обеспечивает погружение сваи путем
вращения. В эксплуатационных условиях ло-
пасть способна передавать на грунт значитель-
ные нагрузки, так как диаметр ее превышает
диаметр скважины. В практике строительства
Рис. 6.1.2. Винтовая свая с металлической
оболочкой ствола:
1 - стол; 2 - винтовая лопасть; 3 - шаг винта лопасти;
4 - наконечник; 5 - оголовок
известны случаи применения винтовых свай,
имеющих диаметр лопастей до 3 м при глуби-
не до 50 м. Несущая способность винтовых
свай достигала 15 МН.
Винтовые лопасти чаще всего изготов-
ляют литыми или сварными. Винтовые сваи
погружают в грунт как в вертикальном, так и в
наклонном положении (с наклоном до 1 : 3) с
помощью специального механизма - кабестана.
В ряде случаев, особенно при строитель-
стве малоэтажных зданий и временных соору-
жений в мягких грунтах, можно использовать
металлические винтовые сваи. Винтовая свая
конструкции В.Н. Железкова отличается от
других удачной геометрией винтовой лопасти и
наконечника, внедряемого в грунт (рис. 6.1.3),
Рис. 6.13. Нижняя часть металлической винтовой
сваи системы В.Н. Железкова:
1 - ствол; 2 - главная лопасть; 3 - острие сваи;
4 - усиливающая накладка
440
Глава 6.1. ТИПЫ СВАЙ И ОСОБЕННОСТИ ИХ УСТАНОВКИ
Рис. 6.1.4. Винтовая свая на базовой машине, завинчиваемая в грунт:
1 - базовый автомобиль; 2 - тросовый кабестан, надетый на ствол сваи; 3 - держатель;
4 - нижняя часть сваи; 5-лебедка
благодаря которым свая без вертикальной при-
грузки ввинчивается в грунт.
Сваи завинчивают с помощью лебедки 5,
установленной на базовом автомобиле КрАЗ-255
(рис. 6.1.4), на платформе которого крепится
держатель 3 для удержания завинчиваемой
сваи в вертикальном положении. Его изготав-
ливают из трубы, внутренний диаметр которой
больше наружного диаметра ствола сваи на
20...30 мм и имеет раскрывающуюся конст-
рукцию для охвата ствола.
Сваю вращают с помощью тросового ка-
бестана 2 диаметром не менее 1500 мм, надетого
на ее ствол. Вращающий момент до 35 кН • м
достаточен для завинчивания свай на глубину
3,5...4 м. Трос на кабестан наматывают вруч-
ную (всего 10... 12 витков). В процессе завин-
чивания требуется две-три перепасовки троса.
Время завинчивания одной сваи составляет
30...40 мин (для пяти человек).
При завинчивании свай с диаметрами
ствола 203 мм и лопасти 800 мм при шаге вин-
товой лопасти 200 мм используют в качестве
базового автомобиля "Урал-375Е". На нем
монтируют два гидрокабестана непрерывного
действия и гидрокран с внешними опорами.
Одновременно завинчивают две сваи - верти-
кально или под углами 15 и 30°. Время завин-
чивания двух свай на глубину до 3,5 м состав-
ляет 40 мин.
6.1.3. ЗАБИВНЫЕ СВАИ
Деревянные сваи. К преимуществам де-
ревянных свай относятся их небольшая масса,
достаточно высокая прочность и простота из-
готовления. Для погружения деревянных свай
не требуется тяжелого оборудования. Дере-
вянные сваи трудно забиваются в крупнозер-
нистые и гравелистые пески и почти не заби-
ваются в гравий и гальку.
Они могут загнивать в зоне переменной
влажности, если расположены выше горизонта
грунтовых вод. Для избежания этого в посто-
янных сооружениях головы свай должны быть
расположены всегда ниже горизонта самых
низких вод не менее чем на 0,5 м. К недостат-
кам деревянных свай относится также ограни-
ченность их размеров в случае изготовления из
одиночных бревен и связанная с этим их низ-
кая несущая способность. Число свай в фунда-
менте обычно получается большим.
Железобетонные сваи сплошного сече-
ния. Их изготовляют на заводах железобетон-
ных конструкций или полигонах. На месте
постройки сваи погружают путем забивки, с
применением вибраторов или вдавливанием.
Основной недостаток железобетонных свай -
их большая масса. При большой длине и зна-
чительных размерах поперечного сечения для
подъема и погружения свай требуется тяжелое
крановое и сваебойное оборудование. Поэтому
длина таких свай не превышает 24 м. Железо-
бетонные сваи чаще всего имеют квадратное
или прямоугольное сечение.
Пирамидальные и булавовидные сваи.
Их используют в специфических грунтовых
условиях. Погружение сваи производится
свайными молотами или вибропогружателями
и может сопровождаться опасными сотрясе-
ниями близко расположенных зданий. Железо-
бетонные пирамидальные сваи длиной 2...8 м в
верхнем конце имеют сечение от 60 х 60 до
ЗАБИВНЫЕ СВАИ
441
80 х 80 см. К низу свая сужается с углом при
вершине 12... 14°. Сечение у подошвы сваи
7 х 7 см и больше. Арматурой сваи может
служить один продольный центральный стер-
жень и несколько сеток в головной части сваи.
Такие сваи применяют, если в верхней части
грунтового основания лежит более прочный
грунт, чем в нижней. При расчете несущей
способности свай учитывают верхнюю ее
часть длиной до 6 м. В частности, пирами-
дальные сваи можно применять в лессовых
малопросадочных грунтах. Пирамидальные
сваи сильно уплотняют верхний слой грунта,
увеличивая его несущую способность. В твер-
дых и полутвердых глинистых грунтах может
потребоваться предварительная проходка
скважин на глубину, равную 30...45 % от дли-
ны сваи.
К специальным конструкциям железобе-
тонных свай заводского изготовления, погру-
жаемых в грунт без создания опасных динами-
ческих нагрузок на окружающие сооружения,
относятся составные сваи из длинных или ко-
ротких секций, которые применяют в двух
случаях: 1) при необходимости пробить на-
сквозь мощную толщу слабого грунта и упе-
реть конец сваи в надежный твердый подсти-
лающий слой; 2) при подводке свай под суще-
ствующие фундаменты.
Буровые сваи с уширениями (рис. 6.1.5).
Такие сваи успешно применены при строи-
тельстве многих крупных мостов. Для устрой-
ства вертикальных и наклонных свай исполь-
зуют агрегат, смонтированный на базе универ-
сального полноповоротного копра СССМ-680.
Установка обеспечивает устройство свай глу-
биной до 40 м, диаметром ствола 1...1,6 м и
диаметром уширения до 3,5 м. Минимальный
диаметр ствола определяется шириной фрезы.
Для фрезы новейшей конструкции минималь-
ный диаметр ствола составляет 1,35...1,45 м.
Скважины и полости уширений бурят с
помощью специальной роторной установки.
Грунты при бурении разрушаются вращаю-
щейся фрезой 2 (рис. 6.1.6), которая при этом
заполняется разработанным грунтом и при-
поднимается вместе с ним. Стенки скважин
можно крепить с помощью глинистого раство-
ра, избыточного давления воды в скважине
или применением обсадных труб.
Рис. 6.1.5. Положение буровой сваи с уширенным
основанием в конце бурения:
1 - буровая колонна; 2 - насос; 3 - направляющая;
4 - стойка с ножами
Рис. 6.1.6. Фреза и уширитель для изготовления свай
системы ЕЛ. Хлебникова
442
Глава 6.2. ОБОРУДОВАНИЕ ДЛЯ ЗАБИВНЫХ СВАЙ
Бурить скважины для свай под защитой
обсадных труб целесообразно при большой
глубине воды, наличии значительных гравий-
но-галечниковых прослоек, набухающих глин,
карстовых полостей и при выполнении работ
рядом с существующими сооружениями.
Уширение разбуривают путем раскрытия
ножей уширителя 1. Бетонируют сваи методом
вертикально перемещающейся трубы. Перед
бетонированием в скважину опускают каркас
из арматуры периодического профиля. Защит-
ный слой должен быть не менее 10 см. Приме-
нение арматуры периодического профиля
обеспечивает ее необходимое сцепление с бе-
тоном, уложенным подводным способом над
слоем глинистого раствора. Производительность
агрегата 5... 10 м скважины в смену, масса копра
60 т, масса навесного оборудования 16 т.
Глава 6.2
ОБОРУДОВАНИЕ ДЛЯ
ЗАБИВНЫХ СВАЙ
6.2.1. НАПРАВЛЯЮЩИЕ УСТРОЙСТВА
Направляющие устройства предназначе-
ны для установки и фиксирования в проектном
положении погружаемых свай и оболочек. Их
роль особенно важна в начальный период по-
гружения, когда защемление низа свай и обо-
лочек в грунте незначительно, и они вместе с
установленным на них погружающим меха-
низмом находятся в неустойчивом равновесии,
из которого их может вывести незначительное
препятствие под наконечником. Особенно
важна роль направляющих устройств для свай
и оболочек, погружаемых в наклонном поло-
жении.
В зависимости от размеров и массы свай
и оболочек, глубины их погружения и физико-
механических свойств грунтов применяют
направляющие устройства разных типов, в том
числе копры, навесное копровое оборудова-
ние, каркасы, кондукторы. Среди этого обору-
дования выделяют копры на рельсовом ходу и
безрельсовые, навесное или сменное копровое
оборудование, устанавливаемое на самоход-
ных машинах.
Копры и копровое оборудование разных
типов и конструкций выпускают для погруже-
ния преимущественно свай длиной 6...25 м и
более. Тип и модель копра и копрового обору-
дования выбирают в зависимости от числа,
длины и массы свай. Для погружения свай
длиной до 12 м, применяемых в фундаментах
промышленных и гражданских сооружений,
применяют копровое оборудование на базе
тракторов, экскаваторов и автомобилей. Наи-
более распространены копры, устанавливае-
мые на тракторах. Универсальные копры уста-
навливаются на тележки, перемещаемые по
рельсам. Такие копры применяют для погру-
жения свай длиной 12...25 м при строительстве
больших мостов, крупных промышленных и
гидротехнических сооружений. Копровое обо-
рудование на базе экскаваторов и кранов выпус-
кается в виде навесных и подвесных копровых
стрел. Техническая характеристика рельсовых
копров на тележках приведена в табл. 6.2.1,
а навесных копров и копровых стрел -
в табл. 6.2.2.
Из рельсовых копров наиболее совер-
шенными являются универсальные полнопо-
воротные самоходные копры (рис. 6.2.1). Та-
кие копры обеспечивают забивку как верти-
кальных, так и наклонных свай большой дли-
ны. Значительный вылет копровой стрелы,
возможность его изменения и полный поворот
копра позволяют обслуживать при одном по-
ложении рельсовых путей большую площадь
свайного поля.
Полноповоротные рельсовые копры,
предназначенные только для погружения вер-
тикальных свай (рис. 6.2.2), в отличие от уни-
версальных имеют постоянный вылет копро-
вой стрелы. Их обычно используют для забив-
ки свай паровоздушными молотами одиночного
действия и трубчатыми дизельными молотами.
Копры на неповоротных тележках
(рис. 6.2.3) применяют для погружения верти-
кальных и наклонных свай длиной 12... 18 м,
расположенных в плане линейно, на значи-
тельную протяженность. При использовании
таких копров на многорядном свайном поле
приходится более часто делать рихтовку рель-
совых путей (на каждый ряд свай), чем при
работе поворотных копров.
Чтобы повысить маневренность, а следо-
вательно, производительность неповоротных
копров, их устанавливают на подвижные (тра-
версные) тележки, которые строительные ор-
ганизации часто изготовляют собственными
силами. В таких случаях длину тележки назна-
чают исходя из необходимости перекрывать
котлован по меньшей его стороне.
6.2.1. Техническая характеристика рельсовых копров на тележках
Показатель Самоходные копры на полноповоротных тележках для погружения свай Копры на неповоротных тележках для погружения свай
вертикальных и наклонных вертикальных вертикальных и наклонных вертикальных
С-955 С-908 СП-56 СП-55 КП-20 ПМК-3-12 С-1006 СП-46 С-427 С-428 С-429
Максимальная длина по- гружаемой сваи, м 12 16 20 25 12 20 12 11,5/17,5 8 10 13
Высота копра, м 18,3 23 28,2 36,2 19,5 28,1 18,6 17,4/23,4 12 14,4 18
Грузоподъемность, т: 10 14 20 30 12 21 10 9,5 2,0 4,0 7,5
на подъеме сваи 4 ‘ 7 9 13 6 9 4 4,5 - - -
Наибольший наклон стрелы: вперед 8:1 8:1 8:1 8:1 — — 8:1 8:1 — — —
назад 3:1 3:1 3:1 3:1 - - 3:1 3:1 - - -
вправо-влево 30:1 30:1 30:1 30:1 - - 30:1 - - - -
Вылет от оси вращения до оси сваи, м 6,25 6,25 9 9 4,2 4,5 6,25 — — — —
Изменение вылета стрелы, м 1,2 1,2 1,2 1,35 - - 1,2 1 - - -
Ширина колеи, м 4 4 6 6 4,5 4,5 4 5...5,5 5,5 5,5 5,5
Масса копра без молота и противовеса, кг 23 800 24 300 45 000 60 000 22 100 32 500 19 200 11 000 1980 2990 1750
Суммарная мощность элек- тродвигателей, кВт 28,6 46 66 89 49,2 78,2 46 15,6 — — —
Скорость, см/с: подъема молота 16,7 33...40 10,8...13,3 10,8.-13,3 20...25 25 — — — — —
подъема сваи 16,7 33...40 16,5...2О 16,5...2О 26...33 25 - - - - -
передвижения по рельсам 16,7 16,7 5-16,7 5 29 35 - - - - -
НАПРАВЛЯЮЩИЕ УСТРОЙСТВА 443
6.2.2. Техническая характеристика навесных копров и копровых стрел
Показатель Копры навесного типа на базе Навесные копровые стрелы на базе
тракторов экскаваторов автомоб илей экскаваторов автокранов
С-878, С-714 С-878М СП-49 С-860 СП-50 СП-51 СА-8 Э-652 Э-505, Э-652 Э-1003, Э-1004 Э-1252 Э-1254, Э-1258 УСА, К-104 УКГА, К-52
Максимальная дли- на погружаемой сваи, м 8 10 12 8 12 16 8 7 10...12 15...16 16 16...20 10 7
Грузоподъемность, т 7 8,5 И 10 10 15 7,5 3,5...4 6,5...7 10...11 16,5 20 5,4 1,8
Наибольший наклон стрелы, °: вперед 13 10 10 7 7 7 15 — — — — — — —
назад 20 20 20 15 18,5 18,5 20 - - - - - - -
вправо-влево 7 7 7 5 5 1,5 7 - - - - - - -
Вылет от оси враще- ния до оси сваи, м 6,2 4,6 5,1 5,6... 4,75 4,85 5,0
Изменение вылета направляющей стре- лы, м 0,7 0,4 0,4 0,7 1,05 1,2 0,5 6,1
Масса машины, кг 17 400 19 100 22 000 27 000 45 000 60 500 13 900 - - - - - - -
Глава 6.2. ОБОРУДОВАНИЕ ДЛЯ ЗАБИВНЫХ СВАЙ
НАПРАВЛЯЮЩИЕ УСТРОЙСТВА
445
Рис. 6.2.1. Схема универсального
полноповоротного самоходного копра
(С-955, С-908, СП-55 и СП-56):
1 - базовая ходовая тележка; 2 - поворотная
платформа; 3 - контргруз; 4 - гидроцилиндр наклона
стрелы; 5 - параллелограммо-шарнирное устройство;
6 - гидроцилиндр выдвижения стрелы; 7 - головка
стрелы; 8 - копровая стрела; 9 - рельсовый путь
Рис. 6.2.3. Схема копра на неповоротной
тележке СП-46 (С-532):
1 - ходовая тележка; 2 - выдвижная рама;
3 - контргруз; 4 - гидроцилиндр наклона;
5 - копровая стрела; 6 - головка стрелы;
7 - направляющие; 8 - рельсовый путь
Рис. 6.2.2. Схема полноповоротного
рельсового копра КП-20:
1 - направляющая стрела; 2 - свая; 3 - паровоздушный
молот; 4 - кабина; 5 - противовес; 6 - подкрановый
путь; 7 - ходовая тележка; 8 - поворотная платформа
Копровое оборудование состоит из на-
правляющих стрел, которые навешивают или
подвешивают к тракторам, экскаваторам, кра-
нам или автомобилям. Навесные стрелы в ра-
бочем положении (в процессе погружения
свай) не опираются на грунт (рис. 6.2.4, а), а
подвесные - опираются на него нижним кон-
цом (рис. 6.2.4, б). В первом случае требуемое
положение нижнего конца стрелы фиксируется
с помощью телескопической распорки, во вто-
ром - фиксация обеспечивается путем опоры
низа стрелы на грунт, при этом на грунт пере-
дается давление от веса стрелы, благодаря
чему можно выполнять работы по установке и
погружению более тяжелых вертикальных и
наклонных свай.
Навесные стрелы обеспечивают погру-
жение свай на вылетах от оси вращения экска-
ватора до 6 м, подвесные стрелы - до 10 м, но
при условии опоры их низа на грунт при уста-
новке и погружении свай, вследствие чего
производительность копровых установок с
подвесными стрелами меньше, чем с навесными.
Навесные стрелы на тракторах применя-
ют при погружении свай длиной до 12 м. Наи-
более часто для навески стрел используют
гусеничные экскаваторы и краны, реже авто-
мобильные краны.
446
Глава 6.2. ОБОРУДОВАНИЕ ДЛЯ ЗАБИВНЫХ СВАЙ
Рис. 6.2.4. Направляющие копровые стрелы:
а - навешиваемая на кран; б - подвешиваемая к крану; 1 - кран; 2 - навесная стрела; 3 - молот;
4 - свая; 5 - телескопическая распорка; 6 - подвесная стрела; 7 - опорная пята
Кроме гусеничных и автомобильных
кранов используют портальные краны для
навески на них копровых стрел. Для ускорения
работ по забивке свай создан копер-кран ПКК
с двумя копровыми стрелами, каждая из кото-
рых предназначена для забивки молотом
УР-1250 свай длиной до 12 м, как в вертикаль-
ном, так и в наклоном до (4 : 1) положении.
Масса копра-крана 48,5 т.
В подавляющем большинстве случаев
строительства фундаментов и опор проектное
положение свай и оболочек обеспечивают
применением стационарных или переставных
направляющих каркасов, а также специальных
кондукторов.
6.2.2. СВАЙНЫЕ МОЛОТЫ
По роду привода свайные молоты разде-
ляют на механические (подвесные), паровоз-
душные, дизельные молоты (дизель-молоты) и
вибромолоты. Работа механического, паровоз-
душного и дизель-молота состоит из чере-
дующихся холостого и рабочего ходов, т.е.
подъема и падения ударной части молота. Ос-
новные параметры молотов - вес их ударной
части и число ударов, наносимых по свае в
единицу времени.
Механические молоты. Простейший
механический подвесной молот представляет
собой металлическую отливку массой 0,25...4 т.
Молот имеет направляющие, которыми он
Рис. 6.2.5. Подвесной молот для забивания свай
скользит по стрелам копра (рис. 6.2.5). Подни-
мается молот лебедкой, установленной на ко-
пре или кране. Высота подъема подвесного
молота составляет 1,5...3 м, а число ударов -
10...18 в 1 мин.
Подвесные молоты просты по конструк-
ции, но производительность их невысокая.
Поэтому применяют такие молоты при не-
большом объеме работ, когда невыгодно ис-
пользовать более совершенное оборудование.
СВАЙНЫЕ МОЛОТЫ
447
Паровоздушные молоты. Они работают
от пара или сжатого воздуха без каких-либо
переналадок при перемене источников энер-
гии. Эти молоты разделяются на две группы:
простого (одностороннего) действия и двойно-
го (двустороннего) действия.
Рабочий ход ударной части молота про-
стого действия происходит лишь под действи-
ем веса: работа пара или сжатого воздуха ис-
пользуется только для подъема ударной части,
т.е. при холостом ходе. В молотах двойного
действия работа пара или сжатого воздуха
используется как при холостом, так и при ра-
бочем ходе. Она сообщает ударной части мо-
лота дополнительное ускорение и этим увели-
чивает энергию удара.
Паровоздушный молот простого дейст-
вия состоит из корпуса, внутри которого рас-
положен паровоздушный цилиндр, имеющий
внизу утолщение с круглым вертикальным
отверстием для штока 2 поршня 4 (рис. 6.2.6).
Сверху цилиндр закрыт крышкой, закреплен-
ной по окружности шпильками или болтами.
На крышке размещена головка 7 паровоздухо-
распределительного устройства. Шток имеет в
нижней части ввинченный наконечник 9 для
центрирования и опирания на сваю. С помо-
щью прилива 5 и закрепляющих планок молот
фиксируется в направляющих стрелах копра.
Отверстие 1 в нижней части корпуса служит
для спуска конденсата из цилиндра, а отвер-
стие 3 - для выхода пара. Для закрепления
поршня со штоком в цилиндре при транспор-
тировании молота служит стопор. В головке
паровоздухораспределительного устройства
размещены двухходовой поворотной кран 8 с
рычагом и патрубок для соединения с паровоз-
душным шлангом.
После установки молота на сваю и от-
крытия рычагом двухходового крана, верхняя
полость цилиндра разобщается с атмосферой,
и в него поступает пар или сжатый воздух, под
давлением которого на внутреннюю кольце-
вую поверхность крышки 6 корпус молота
поднимается до тех пор, пока верхняя полость
цилиндра не сообщается с атмосферой через
отверстие в головке. После переключения
двухходового крана 8 пар или сжатый воздух
из верхней полости цилиндра выходит в атмо-
сферу, и молот под действием собственного
веса падает. Вес молота 1...6 т, число ударов в
Рис. 6.2.6. Паровоздушный молот
простого действия
1 мин от 10... 15 при ручном управлении до
30...40 при полуавтоматическом.
Достоинства паровоздушных молотов
простого действия - простота конструкции
и небольшой "мертвый" вес (вес молота, не
используемый для удара), значительная работа
удара (15...90 кДж). Недостаток молотов этого
типа - малое число ударов в единицу времени,
а также небольшие потери энергии на пре-
одоление сопротивления выпуску пара из
цилиндра.
Паровоздушный молот двойного дейст-
вия (рис. 6.2.7) имеет корпус, состоящий из
нескольких частей, образующих цилиндр 2 и
полость (камеру) 77, в которой перемещается
боек 7. Сверху цилиндр закрыт крышкой 3 с
проушиной 4 для подъема и опускания молота.
Внизу корпуса имеется кольцевая крышка 73,
опирающаяся на шабот 14, передающий удар
свае. Направляющие фиксируют молот на свае,
обеспечивая его устойчивое положение в работе.
448
Глава 6.2. ОБОРУДОВАНИЕ ДЛЯ ЗАБИВНЫХ СВАЙ
Рис. 6.2.7. Паровоздушный молот
двойного действия:
1 - боек; 2 - цилиндр; 3 - верхняя крышка цилиндра;
4 - проушина; 5 и 7 - каналы; 6 - золотник;
8 - нижняя крышка; 9 - шток золотника; 10 - шток
поршня; 11 - камера; 12 - гайка; 13 - нижняя
кольцевая крышка; 14- шабот
Паровоздухораспределительное устрой-
ство состоит из золотниковой камеры, отлитой
вместе с корпусом цилиндра, и цилиндриче-
ского золотника с двумя парами пазов, разме-
щенных соответственно положению каналов 5
и 7, соединяющих полости цилиндра с золот-
никовой камерой, а через нее с подводящим и
выпускным патрубками. Положение золотника
изменяется поворотом его на 45° с помощью
штока 9 и гайки 12, укрепленной на ударной
части молота.
Молоты двойного действия производи-
тельнее молотов простого действия, но рассчи-
таны на забивку свай массой до 6...7 т. Мерт-
вый вес этих молотов составляет до 70 %. Мо-
лоты двойного действия позволяют забивать
наклонные сваи и работать без копра благода-
ря тому, что направляющими рабочей части
молота поршня-ударника служит корпус ци-
линдра.
Общий недостаток паровоздушных мо-
лотов - их низкий КПД и большой расход
пара (до 1200 кг/ч) или сжатого воздуха (до
17 м3/мин).
Техническая характеристика свайных па-
ровоздушных молотов приведена в табл. 6.2.3.
Дизельные молоты. Дизель-молоты наи-
более распространены в строительстве. Они
предназначены для забивки в грунт железобе-
тонных и металлических свай при устройстве
свайных оснований фундаментов, в строитель-
стве гидротехнических сооружений. Основные
их преимущества - независимость от внешних
источников энергии, быстрота подготовки к
работе, небольшая стоимость изготовления,
простота и удобство эксплуатации, высокая
производительность.
В дизель-молотах энергия сгорающих га-
зов передается непосредственно ударной час-
ти; в связи с чем их КПД выше, чем паровоз-
душных молотов. Эти молоты работают по
принципу двухтактных дизельных двигателей.
Из различных конструкций дизель-моло-
тов наибольшее применение получили штан-
говые и трубчатые. Штанговый дизель-молот
состоит из поршневого блока, ударной части,
направляющих штанг, траверсы, опоры и топ-
ливной системы (рис. 6.2.8). Поршневой блок в
виде поршня 13 с пятой 1 опирается на сфери-
ческий подпятник и наголовник 16, посредст-
вом которого молот фиксируется на свае. По-
лый поршень в верхней части имеет выточки
для компрессионных колец 12. В центре днища
поршня установлена форсунка, соединенная
топливопроводом с насосом высокого давле-
ния. В основании 2 закреплены две штанги 4,
скрепленные сверху траверсой 6. Штанги слу-
жат направляющими для цилиндра 10, пред-
ставляющего собой стальную отливку, являю-
щейся ударной частью молота. Палец 9, закре-
пленный на цилиндре, служит для его подъе-
ма, а штырь 11 - для воздействия на рычаг 14
топливного насоса 15. Под траверсой распо-
ложен подвижной захват (кошка) 8, на котором
размещен крюк с рычагом 7.
СВАЙНЫЕ МОЛОТЫ
449
6.2.3. Техническая характеристика свайных паровоздушных молотов
Показатель Одиночного действия Двойного действия
СССМ-570 С-276А (СССМ-582) С-811А (СССМ-680) С-812А СССМ-708 С-32 С-231 С-997
Масса ударной части, кг 1800 3000 6000 8000 680 655 ИЗО 2250
Энергия удара, кДж 26,5 40,2 (38,2) 80,5 98,1 11,0 15,6 17,7 16,7... 26,5
Число ударов в 1 мин 30 40...50 (30) 40...45 (30) 35...40 140 125 95... 112 100... 105
Высота подъема ударной части, мм 1500 1370 (1300) 1370 1370 406 525 508 460
Общая масса молота, кг 2700 4250 8200 (8680) 11 000 2963 4095 4650 5200
Высота молота в рабочем положе- нии, мм 4840 4650 (4635) 4730 (4960) 4730 2490 2390 2765 3000
Ориентировочная длина погружае- мых свай (железо- бетонных) сплош- ного сечения, м 3...8 9...12 13...16 17...20 3...8 3...8 9...12 9...12
Примечание. В скобках приведены модели молотов, имеющих сходные параметры с основными, а
также те характеристики, которые отличаются от характеристик молотов основных моделей.
Рис. 6.2.8. Штанговый дизель-молот
Перед началом работы молота, закреп-
ленного в направляющих копра и установлен-
ного на свае, цилиндр находится в верхнем
положении и удерживается крюком 5 за палец 9.
Поворотом рычага 7 вниз крюк отцепляется, и
происходит рабочий ход. Цилиндр под дейст-
вием собственного веса падает, скользя по
направляющим штангам 4, и наносит удар
фасонными выступами по пяте 1. Во время
рабочего хода в полость цилиндра входит
поршень, и воздух в цилиндре сжимается.
В конце хода штырь 11, нажимая на рычаг 14,
приводит в действие топливный насос, плун-
жер которого подает под давлением топливо
по трубопроводу к форсунке 3. Топливо рас-
пыляется и под действием высокой температу-
ры сжатого воздуха воспламеняется. В резуль-
тате под давлением расширяющихся газов
цилиндр поднимается по направляющим. Вы-
сота подъема цилиндра, определяющая энер-
гию удара при рабочем ходе, регулируется
количеством топлива, подаваемого насосом.
В трубчатом дизель-молоте ударная
часть - массивный удлиненный поршень,
15 - 1317
450
Глава 6.2. ОБОРУДОВАНИЕ ДЛЯ ЗАБИВНЫХ СВАЙ
Рис. 6.2.9. Трубчатый дизель-молот:
1 - крышка; 2 - крюки; 3 - направляющий цилиндр;
4 - стопорный болт; 5 - топливный бак;
6 - предохранительная скоба; 7 - топливный насос;
8- выхлопные патрубки; 9- регулировочный рычаг;
10-штырь-фиксатор; 11 - шабот
имеющий кольцевую выточку для фиксирова-
ния его в верхнем положении перед началом
работы (рис. 6.2.9). Ударная головка имеет
шаровую поверхность. Направляющий ци-
линдр имеет форму трубы, открытой сверху, и
опирается нижней частью на основание (ша-
бот) 11. Сферическое углубление в шаботе
выполнено по форме головки поршня. В него
топливо подается насосом низкого давления.
Штырь-фиксатор 10 служит для фиксирования
молота на свае. В нижней части цилиндра рас-
положены патрубки, через которые удаляются
из цилиндра продукты сгорания и в него по-
ступает атмосферный воздух.
Рабочий ход происходит при движении
вниз поршня, который перед этим удерживает-
ся в верхнем положении за кольцевую выточку
кулачком захватного устройства, входящего в
продольную щель корпуса молота. В процессе
движения поршня патрубки 8 закрываются,
после чего начинается сжатие воздуха. Одно-
временно приводится в действие топливный
насос, подающий топливо в сферическое уг-
лубление шабота. Удар падающего поршня по
шаботу передается свае. Одновременно проис-
ходит разбрызгивание топлива в кольцевой
камере сжатия и его самовоспламенение в воз-
духе, нагретом вследствие сжатия. Под давле-
нием расширяющихся газов поршень подни-
мается (холостой ход). По сравнению со штан-
говыми трубчатые дизель-молоты более про-
сты по конструкции и в эксплуатации.
В табл. 6.2.4 приведена техническая ха-
рактеристика дизель-молотов, выпускаемых
отечественной промышленностью.
Тип молота выбирают с учетом энергии
его удара. Необходимую для погружения сваи
6.2.4. Техническая характеристика дизель-молотов
Показатель Трубчатые Штанговые
СП-75 СП-76 СП-77 СП-78 СП-79 СП-60 СП-6В
Энергия удара при работе в вертикальном положении, кДж 40 40 82 115 160 17,5 60
Высота подбрасывания удар- ной части, мм 3000 3000 3000 3000 3000 1300 2400
Число ударов, мин-1 42 42 42 42 42 56 50
Масса забиваемой сваи, т 1,2...3,0 1,3...5 2,5...6,5 3,5...8 10 - 1,2...3,2
Средний расход топлива, кг/ч 6,1 6,4 11,8 17 19 1,7 12
ОБОРУДОВАНИЕ СТАТИЧЕСКОГО ВДАВЛИВАЮЩЕГО ДЕЙСТВИЯ
451
Продолжение табл. 6.2.4
Показатель Трубчатые Штанговые
СП-75 СП-76 СП-77 СП-78 СП-79 СП-60 СП-6В
Диаметр каната для крепле- ния наголовника, мм 11,5 14 17 19 20 - -
Диаметр цилиндра, мм - - - - - 145 345
Ход поршня, мм - - - - - 155 500
Диаметр забиваемых свай, см Габаритные размеры, мм — — — — — 18...22 —
(длина х ширина х высота) 800х 800х 920х 1000х ЮООх 500х 870х
хбООх хбООх х750х х950х х950х х560х xllOOx
х4500 х4500 х5200 х5500 х5500 Х1980 х4540
Масса ударной части, т 1,25 1,8 2,5 3,5 5 2,4 2,5
Масса молота, т 2,7 3,85 5,5 7,7 10 3,5 4,2
энергию удара в зависимости от сопротивле-
ния грунта ориентировочно можно определить
по эмпирической формуле
Э = 25Рпр,
где Э - энергия удара молота, Дж; Рпр - пре-
дельная нагрузка на сваю, кН, обусловленная
сопротивлением грунта.
В зарубежной практике строительства
фундаментов применяются более тяжелые
сваебойные дизель-молоты с массой ударной
части до 15 т, энергией удара до 361 кДж, при
их массе до 36,6 т.
6.2.3. ОБОРУДОВАНИЕ СТАТИЧЕСКОГО
ВДАВЛИВАЮЩЕГО ДЕЙСТВИЯ
Вдавливаемые сваи в основном приме-
няют при усилении фундаментов реконструи-
руемых зданий. Это обусловлено тем, что ста-
тические способы погружения свай, к которым
относится вдавливание, не вызывают динами-
ческих и вибрационных воздействий, что ис-
ключает неравномерную осадку, разрушение,
появление трещин и др. В этом случае также
отсутствует необходимость в усиленном арми-
ровании ствола сваи, особенно ее головной
части, а марки бетона могут быть понижены.
При вдавливании гарантируется высокая точ-
ность погружения.
Для вдавливания свай в зависимости от
условий могут быть использованы машины на
базе тракторов, экскаваторов или стреловых
кранов. В табл. 6.2.5 приведены основные дан-
ные сваезабойных машин (без молота) на базе
тракторов, серийно выпускаемых отечествен-
ной промышленностью.
Все известные установки такого типа
можно разделить на два класса: 1) вдавливаю-
щие сваи для нового строительства вблизи
эксплуатирующихся зданий и сооружений или
внутри реконструируемых объектов, при от-
сутствии большой стесненности; 2) все мало-
габаритные мобильные вдавливающие устрой-
ства, с помощью которых можно работать в
стесненных условиях, в том числе под стеной
сооружения, в подвале, на свайном ростверке,
фундаменте и т.п.
Установка, показанная на рис. 6.2.10,
вдавливает сваи без направляющих. Она со-
стоит из двух решетчатых рам 1 с площадками
для размещения груза 5 массой 180 т. Свая 3
(или ее элемент) заводится в гидравлический
рабочий орган, зажимается по боковым граням
гидродомкратом 6, расположенным горизон-
тально, и погружается под действием вертикаль-
но направленной силы от двух домкратов 4.
Штоки вертикально действующих домкратов
соединены между собой балкой 2, поэтому при
синхронном движении штоков гидродомкра-
тов вниз сваи вдавливаются.
Если свая освобождена (зажим от гори-
зонтально расположенных домкратов снят), а
штоки вертикально поставленных домкратов 4
15*
452
Глава 6.2. ОБОРУДОВАНИЕ ДЛЯ ЗАБИВНЫХ СВАЙ
6.2.5. Техническая характеристика сваезабойных машин (без молота) на базе тракторов
Показатель Модель/трактор
С-870 Т-100М С-714 ТО-1224 С-878 Т-ЮОМГС С-878М Т-ЮОМГП СП-49 (СА-12) Т-100МБГП
Длина свай, м 8 8 8 10 12
Грузоподъемность, т 5,5 7 7 8,5 11
Мощность двигателя, кВт 108 108 108 108 108
Рис. 6.2.10. Схема установки для вдавливания свай
поднимаются, то установка совершает холо-
стой ход. При необходимости вместо холосто-
го хода можно извлечь погруженную в грунт
сваю. Габаритные размеры установки зависят
от необходимой пригрузки и составляют в
плане 3 х 9 м при глубине Л = 3 м. Максималь-
ная вдавливающая сила 2 МН, производитель-
ность - две-три сваи в смену. Для восприятия
реактивных сил используется как сама уста-
новка массой около 30 т, так и съемный при-
груз, состоящий из необходимого числа бло-
ков массой по 5 т. Хотя эта установка несамо-
ходная и имеет невысокую производитель-
ность, благодаря обеспечению большой силы
вдавливания ее использование в работах по
реконструкции необходимо.
Мобильная сваевдавливающая установка
УСВ-120 сконструирована на базе экскаватора
ЭО-6122. Максимальная сила вдавливания
1800 кН. Установкой можно вдавливать желе-
зобетонные призматические сваи с попереч-
ным сечением 30 х 30; 35 х 35 и 40 х 40 см
длиной 4... 16 м, в том числе и наклонные.
Вдавливание одной сваи длиной 12 м сечением
35 х 35 см производится за 1 ч. Установку об-
служивают два оператора. На большие рас-
стояния она может транспортироваться трей-
лером. Масса экскаватора 56,3 т, масса навес-
ного оборудования 43 т.
Установка для вдавливания свай УБПС-640
основана на принципе боковой передачи вер-
тикальных сил на сваю с помощью гидродом-
кратов. Однако реактивная сила передается не
на громоздкое загрузочное устройство, а на
железобетонную плиту, расположенную под
вдавливающей установкой. При использова-
нии этой сваевдавливающей установки внача-
ле устанавливается железобетонная плита (ко-
торая затем станет ростверком) с окнами для
анкеров и свай.
Сваи погружаются гидросистемами со
скоростью 1 м/мин. Максимальная сила по-
гружения, которую может создавать установка,
составляет 640 кН. Установка УБПС-640 мо-
жет вдавливать и железобетонные длинномер-
ные сваи, когда высота помещения это позво-
ляет. В стесненных условиях могут использо-
ваться составные сваи, но в этом случае возни-
кает проблема рационального стыка.
ОБОРУДОВАНИЕ СТАТИЧЕСКОГО ВДАВЛИВАЮЩЕГО ДЕЙСТВИЯ
453
Вдавливающий гидроцилиндровый агре-
гат УПИ сконструирован на базе гидрофици-
рованного трактора Т-100МГП. Рабочим орга-
ном навесного сваевдавливающего оборудова-
ния служит гидродомкрат с силой вдавливания
680 кН, которая контролируется по манометру,
и ходом поршня 112 см. Реактивная сила вос-
принимается специальной стойкой и передает-
ся инвентарному анкерному устройству. Ско-
рость погружения свай установкой УПИ зна-
чительно увеличивется, если они вдавливают-
ся через лидерную скважину, образуемую
трубчатым лидером диаметром до 650 мм и
длиной 3 м. Установка характеризуется высо-
кой маневренностью, пониженной металлоем-
костью и силой вдавливания, в 1,5...2 раза
больше, чем у аналогичных установок.
В ряде случаев вместо монтажа тяжелых
загрузочных устройств используют домкраты,
которые опираются на стены реконструиро-
ванного сооружения. На этом принципе осно-
вано вдавливание составных железобетонных
свай "Мега" отдельными элементами. Такие
сваи изготовляют из сборных железобетонных
элементов длиной 80... 100 см квадратными с
поперечными сечениями 20 х 20 и 30 х 30 см
или круглыми со сквозным каналом по оси
элемента диаметром 75... 100 мм. Круглые эле-
менты в стесненных условиях работы легче
перекатывать.
Под несущей стеной разрабатывают
траншею шириной 1 м и глубиной не менее
1,5 м и устраивают в стене выравнивающую
распределительную балку из металла или же-
лезобетона, которая равномерно распределяет
нагрузку от домкрата при нагружении сваи.
Нижний (первый) элемент сваи с острием ус-
танавливают на дно траншеи под выравни-
вающую балку и вдавливают строго верти-
кально в грунт основания с помощью гидро-
домкрата. Домкрат размещают между элемен-
том сваи и выравнивающей балкой.
Когда нижний элемент сваи вдавлен,
домкрат и подкладки убирают и на торец пер-
вого элемента устанавливают очередной эле-
мент сваи. На торцовые поверхности соприка-
сающихся элементов укладывают выравни-
вающий цементный или известковый раствор,
а в месте стыковки монтируют соединитель-
ную гильзу. В других конструкциях элементы
свай соединяют с помощью закладываемых в
гнезда торца вертикальных штырей диаметром
40...50 мм. Стыковка и погружение элементов
свай производятся до тех пор, пока свая не
достигнет необходимой несущей способности,
что можно установить по манометру.
Последним устанавливают головной эле-
мент сваи, размеры которого значительно уве-
личены по сравнению с размерами рядовых
элементов. При этом нагрузка на домкрате
должна превышать расчетную в 1,8 раза. По-
сле этого достигнутую нагрузку фиксируют с
помощью стальных балок или специальных
подпорок.
Когда головной элемент оказывается
полностью заклиненным, домкрат демонтиру-
ют. В отверстия, находящиеся в центре вдав-
ленных элементов, опускают арматуру, а затем
инъектируют раствор цемента. Пространство
между подпорками или стальными балками
омоноличивают тощим бетоном марки 50.
Опытные данные свидетельствуют о том, что
допускаемая нагрузка на висячие сваи сечени-
ем 30 х 30 см составляет 400 кН, а на сваи се-
чением 20 х 20 - около 200 кН. Расстояние
между осями свай под стеной обычно состав-
ляет 1,3...2 м.
Распределителем давления от домкрата
на фундамент служит наддомкратная распре-
делительная балка, высота которой зависит от
прочности материала и нагрузки на сваю. Са-
мое рациональное в этой технологии вдавли-
вания элементов свай из труб - размещение
гидродомкрата. Если при вдавливании свай
"Мега" домкрат после погружения каждого
элемента снимают, с тем чтобы снова устано-
вить его на голову нового элемента, то в этом
случае корпус домкрата приваривается к над-
домкратной балке и все время вдавливания
висит над сваей.
Опыт работ по вдавливанию свай свиде-
тельствует о том, что его целесообразно про-
водить в насыпных, слабых водонасыщенных
грунтах и в связных грунтах с показателем
текучести > 0,3. В песчаных грунтах, а также
неоднородных напластованиях с плотными
прослойками и прочными включениями без
проведения специальных мероприятий (про-
ходка лидерной скважины, рыхление шнеком,
подмыв, антифрикционные смазки) вдавлива-
ние свай не рекомендуется.
454 Глава 6.3. ОБОРУДОВАНИЕ ВИБРАЦИОННОГО И КОМБИНИРОВАННОГО ДЕЙСТВИЯ
Глава 6.3
ОБОРУДОВАНИЕ ВИБРАЦИОННОГО
И КОМБИНИРОВАННОГО
ВИБРОВДАВЛИВАЮЩЕГО ДЕЙСТВИЯ
6.3.1. ВИБРАЦИОННЫЙ МЕТОД
ПОГРУЖЕНИЯ СВАЙ И ОБОЛОЧЕК
Вибрационный метод погружения свай,
оболочек и шпунта в отечественной практике
широко применяют при строительстве инже-
нерных сооружений. В песчаных грунтах он
обеспечивает большую скорость погружения и
увеличивает несущую способность свай, чем
при забивке. В глинистых грунтах предпочти-
телен метод забивки свай, так как вибрацион-
ный метод снижает их несущую способность и
менее производителен по сравнению с вибра-
ционным.
Тонкостенные железобетонные оболочки
диаметром меньше 0,8 м погружают в не-
скальные грунты на значительные глубины
вибрационным методом, в то время как забив-
ка конструкции таких размеров затруднена.
Принцип работы одночастотного вибра-
тора, используемого для погружения свай,
показан на рис. 6.3.1. При вращении дебалан-
сов в разные стороны с одинаковой частотой
возникают центробежные силы, направленные
по радиусам, проходящим через центры тяже-
сти дебалансов. Эти силы можно разложить на
вертикальные и горизонтальные составляю-
щие. Горизонтальные составляющие переда-
ются корпусу вибратора и взаимно уравнове-
шиваются. Вертикальные составляющие скла-
дываются и дают продольную возмущающую
силу, изменяющуюся по закону синуса. Ам-
плитуда возмущающей силы
Ра = Мс<р2,
где Мс - статический момент дебалансов отно-
сительно оси вращения; ф - угловая скорость
дебалансов (частота).
Если вибратор установить на головную
часть погружаемой сваи, то она вместе с ним
будет совершать вынужденные колебания. При
колебаниях силы трения по боковой поверхно-
сти сваи уменьшаются и при какой-то частоте,
когда возмущающая сила превысит предель-
ные силы трения, произойдет срыв сваи. Если
вес сваи и вибратора достаточен для преодо-
ления лобового сопротивления грунта, то свая
будет погружаться в грунт.
Воздействие вибраций, кроме того, раз-
жижает водонасыщенные грунты и значитель-
но снижает их лобовое сопротивление. Грунт
уподобляется вязкой жидкости, в которую под
действием внешних сил погружается свая.
6.3.2. ВИБРАЦИОННЫЕ МАШИНЫ
По виду динамического воздействия виб-
рационные машины подразделяют на две
группы: вибрационно-ударного действия (виб-
ромолоты), которые кроме периодических
возмущающих сил наносят по погружаемому
телу периодические удары; чисто вибрацион-
ного действия (вибропогружатели).
Вибрационные машины приводятся от
электродвигателей. По конструкции различают
вибропогружатели простейшего типа и с под-
рессорной пригрузкой. Техническая характе-
ристика вибрационных машин приведена в
табл. 6.3.1.
Вибромолоты. Вибромолот состоит из
литой ударной части 2 с прикрепленными к
ней двумя вибростойкими электродвигателями 3,
на валах роторов которых насажаны эксцен-
трики 4; рабочих пружин 5, соединяющих
ударную часть с опорной плитой 6 наковальни 7
Рис. 6.3.1. Принципы работы одночастотного вибратора
6.3.1. Техническая характеристика вибрационных машин
Показатель Низкочастотные вибропогружатели Высокочастотные вибропогружатели Вибромолоты
ВП-1 (С-1ОООЗ) ВП-3 ВП-ЗМ ВП-30А ВП-80 ВУ-1,6 ВП-160 ВП-170 ВПП-2А (В-401) оо оо о m ВМ-7 С-836 С-467М ВМД-56 ВМС-1
Мощность электродвига- теля, кВт 60 100 100 100 100/1 25 150 160 160 40 50/80 14 26 44 44 56
Возмущающая 381 500 981 981
сила, кН 186 423 432 473 647 877 1244 1244 245 255/393 68,7 142 214 173 122
561 892 1568 1665
Статический момент деба- лансов (массо- вый), кг • м 93 236 202 202 275 345,5 352 501,2 10 62/38 322 1440 - 1660 -
Число оборо- 414 408 404/808 408
тов (ударов молотов) в минуту 420 408 408 464 505 465 545 481 449/898 505/1010 475 550 1500 485/975 1450 485 490 980 730
Амплитуда колебаний (без сваи), мм 20,4 35 36,2 34,2 30 31 31,4 37,6 14,3 14,8/9,1 - - - - -
Масса вибро- погружателя, кг 4500 8000 7200 6100 9180 11200 11200 13300 2500 4200 1400 4600 6500 3000 4900
Габаритные размеры в пла- не, мм 1150х х875 1540х х1560 1550х х1410 1822х х1759 1955х х1447 3080х х2618 2050х х1226 2050х х1420 1260х х800 1485х х1450 1150х х1050 3200х х1400 ЗОООх х1500 1230х хЮОО 1670х х1560
Высота, мм 1668 2130 2100 1980 2432 1910 3326 3750 2250 985 1100 1050 1300 1800 1370
ВИБРАЦИОННЫЕ МАШИНЫ 455
456 Глава 63. ОБОРУДОВАНИЕ ВИБРАЦИОННОГО И КОМБИНИРОВАННОГО ДЕЙСТВИЯ
Рис. 6.3.2. Вибромолот
с наголовником 8, предназначенных для со-
единения опорной плиты вибромолота с по-
гружаемым элементом и передачи ему удар-
ных импульсов (рис. 6.3.2).
При синхронном вращении эксцентриков 4
в разные стороны возникает направленная по
оси погружаемого элемента периодическая
возмущающая сила, под действием которой
ударная часть колеблется на пружинах, нанося
удары бойком по наковальне. Вследствие того,
что наковальня жестко соединена с наголовни-
ком, но свободно проходит в отверстие опор-
ной плиты вибромолота, ударные импульсы
плитой не воспринимаются, а передаются не-
посредственно погружаемому элементу через
наголовник.
Вибропогружатели. Метод погружения
свай вибрированием основан на значительном
уменьшении сопротивления грунта вследствие
ослабления связи между частицами грунта в
зоне распространения колебаний. При этом
уменьшаются и силы сцепления между грун-
том и сваей. Вибропогружатель сочетает на-
правленное вибрирование с ударом, вызывае-
мым возмущающей силой дебалансов.
Вибропогружатели простейшего типа.
Все части вибропогружателя соединены между
собой и с погружаемым телом в единое целое
(рис. 6.3.3, а). Преимущество погружателей
простейшего типа - простота конструкции,
недостаток - невозможность раздельного
управления амплитудой вибрации и значением
погружающего давления.
Электродвигатель в вибропогружателе
простейшего типа работает в тяжелых условиях,
Рис. 6.3.3. Схемы вибрационных машин
для погружения свай и шпунта:
а - простейшего типа; б - с подрессоренной
пригрузкой
так как он вместе с вибратором совершает
колебания такой же интенсивности, что и по-
гружаемая свая. При увеличении частоты ко-
лебаний этот недостаток проявляется особенно
сильно. В связи с этим вибропогружатели про-
стейшего типа имеют частоту вибрирования,
не превышающую 600...800 мин-1.
Вибропогружатели типа ВП (ВП-1, ВП-3,
ВП-30, ВП-80, ВП-160, ВП-170) и ВУ-1,6 ис-
пользуют для погружения железобетонных
свай и оболочек. Принципиальная схема низ-
кочастотного вибропогружателя типа ВП-1,
использованная как основа для конструирова-
ния и других машин этого типа, изображена на
рис. 6.3.3, а. Вибропогружатели ВП-160 и
ВП-170 можно устанавливать по два на обо-
лочку. В этом случае они должны работать син-
хронно.
Вибропогружатели с подрессорной при-
грузкой. В таких вибропогружателях электро-
двигатель с пригрузочными плитами изолиро-
ван от вибратора системой эластичных пружин
(рис. 6.3.3, б). При работе груз с электромото-
ром совершает незначительные колебания.
Вибропогружатели с подрессорной пригрузкой
применяют для погружения легких свай и
шпунта.
Вибрационно-ударные погружатели. Они
передают погружаемому элементу вибрации и
совершают по нему периодические удары. При-
меняют их для погружения металлического
шпунта и свай сплошного сечения.
ВИБРОВДАВЛИВАЮЩИЕ УСТАНОВКИ
457
6.3.2. Техническая характеристика вибропогружателей для оболочек большого диаметра
Диаметр оболочки, м Мягкопластичные глины и суглин- ки, рыхлые пески Тугопластичные глины, суглинки, пески средней плотности Полутвердые глины и суглинки, плотные пески
Глубина погружения, м
До 15 До 25 До 15 До 25 До 15
Тип вибропогружателя
1,0...1,2 ВП-30, ВП-3 ВП-30 ВП-30 ВП-80 ВП-80
1,2...1,6 ВП-30 ВП-80, ВУ-1,6 ВП-80, ВУ-1,6 ВУ-1,6 ВУ-1,6
1,6...2,0 ВУ-1,6, ВП-80 ВУ-1,6, ВП-160 ВУ-1,6, ВП-160 ВУ-1,6, ВП-170 ВУ-1,6, ВП-170
2,0...3,0 ВП-160 ВП-170 ВП-170 2ВП-170 2ВП-170
Вибропогружатели ВП-1, ВП-3 и ВП-30
применяют для погружения стального шпунта,
железобетонных свай сплошного сечения и
оболочек диаметром менее 1 м. Тип вибропог-
ружателя для погружения оболочек большого
диаметра рекомендуется выбирать, используя
данные табл. 6.3.2.
Организация работ вибропогружателей
сходна с организацией работ при забивке свай
молотами. Вибропогружение свай производят
с применением копров или кранов, оборудо-
ванных копровыми стрелами, при этом вибро-
погружатель перемещается вдоль направляю-
щей стрелы с помощью установленных на его
корпусе роликов. Если основная стрела не
приспособлена для перемещения роликов виб-
ропогружателя, то устраивают еще короткую
стрелу, которая в свою очередь может пере-
мещаться по стреле копра.
При работе с краном, не имеющим на-
правляющих стрел, используют направляющие
каркасы, как и при забивке свай молотами
двойного действия.
6.3.3. ВИБРОВДАВЛИВАЮЩИЕ
УСТАНОВКИ
Вибровдавливающие установки ВВПС-20/11
и ВВПС-32/19 предназначены для погружения
свай длиной соответственно 6 и 7 м. Погружение
свай осуществляется при одновременном дей-
ствии вибрации и вертикальной силы вдавли-
вания. Вибрационные силы создаются вибро-
погружателем с подрессорной пригрузкой, а
осевое давление складывается из массы сваи,
вибропогружателя и части массы копровой
установки.
Обе установки имеют одинаковое уст-
ройство и различаются только базовыми ма-
шинами и техническими характеристиками.
В качестве базовых машин используют трак-
торы Т-130.1.Г-1 для ВВПС-20/11 и Т-140 для
ВВПС-32/19.
Техническая характеристика установок
приведена в табл. 6.3.3.
6.3.3. Техническая характеристика
вибровдавливающих установок
Показатель ВВПС- 20/11 ВВПС- 32/19
Максимальная длина погружаемых свай, м 6 7
Максимальная масса погружаемых свай, т 2,0 2,8
Сила пригрузки, кН ПО 180
Давление на грунт, МПа 0,07 0,09
Вынуждающая сила погружателя, кН 200 200
Мощность электродви- гателя, кВт 40 75
Масса установки с по- гружателем, т 23,8 28,7
Допустимая скорость передвижения, км/ч 2,4...5,4 2,4...5,4
458
СПИСОК ЛИТЕРАТУРЫ
Копровое оборудование состоит из зад-
ней и передней рам, мачты, лебедки с электро-
двигателем, канатно-блочной системы вдавли-
вания, генератора и вибропогружателя. На
задней раме расположено силовое оборудование:
синхронный генератор мощностью 66 кВт, вра-
щающийся от ВОМ трактора, и двухбарабан-
ная электрическая реверсивная лебедка с тяго-
вым усилием на барабанах 40 кН. Один бара-
бан лебедки используется для перемещения
вибропогружателя, другой - для создания при-
грузочного усилия.
На переднюю раму установки опирается
мачта, на которой расположены блоки канат-
ной системы вдавливания. На опорах передней
рамы поворачивается мачта при переводе ее из
транспортного положения в рабочее и обратно.
В комплект установки входят также
трубчатые лидеры для продавливания лиди-
рующих скважин в плотных грунтах. Управле-
ние установкой может осуществляться из ка-
бины трактора или снаружи, для чего преду-
смотрены два щита управления.
При погружении свай в плотные грунты
трубчатым лидером продавливают лидирую-
щую скважину. Затем на нее устанавливают
жестко соединенную с вибропогружателем
сваю и вдавливают ее вместе с лидером.
СПИСОК ЛИТЕРАТУРЫ
1. Глотов Н.М., Силин К.С. Строитель-
ство фундаментов глубокого заложения. М.:
Транспорт, 1985. 248 с.
2. Коновалов П.А. Основания и фунда-
менты реконструируемых зданий. 2-е изд.,
перераб. и доп. М.: Стройиздат, 1988. 287 с.
3. Клейн Г.К., Черкасов И.И. Фунда-
менты городских транспортных сооружений.
М.: Транспорт, 1985. 223 с.
4. Костерин Э.В. Основания и фунда-
менты. 2-е изд, перераб. и доп. М.: Высшая
школа, 1978. 375 с.
5. Строительные машины и оборудова-
ние / Макаров В.И. и др. Л.: Стройиздат, 1973.
287 с.
Раздел 7
МЕТАЛЛОКОНСТРУКЦИИ СТРОИТЕЛЬНЫХ,
ДОРОЖНЫХ И КОММУНАЛЬНЫХ МАШИН
Глава 7.1
ТИПЫ МЕТАЛЛОКОНСТРУКЦИЙ И
МЕТОДЫ ИХ РАСЧЕТА
На металлоконструкции (несущие конст-
рукции) строительных, дорожных и комму-
нальных машин монтируют рабочие органы, а
также все механизмы и сборочные единицы.
Их масса составляет почти 1/2 общей массы
машин.
Несущие конструкции строительных, до-
рожных и коммунальных машин специфичны
как по форме, так и по характеру восприни-
маемых нагрузок. При работе их конфигурация
не остается постоянной, а внешние воздейст-
вия на рабочий орган (например, на ковш экс-
каватора) непрерывно изменяются по величине
и направлению. Кроме того, металлоконструк-
ции некоторых машин многофункциональны и
при различном сменном рабочем оборудова-
нии испытывают качественно различные воз-
действия.
Металлоконструкции имеют разнообраз-
ные соединения между составляющими их
элементами, в том числе и упругоподатливые
(с помощью каната, пружины и др.). Широкое
применение получили соединения в виде гид-
роцилиндров, которые одновременно изменя-
ют кофигурацию конструкции и воздействия
на нее.
7.1.1. ТИПЫ МЕТАЛЛОКОНСТРУКЦИЙ
Несущие конструкции разделяют на ба-
лочные, рамные, решетчатые и листовые.
Балочные конструкции. К таким конст-
рукциям относятся: телескопические стрелы
кранов; стрелы и рукояти экскаваторов; хреб-
товые балки автогрейдеров; стрелы бетонона-
сосов; металлоконструкции ходовых устройств
машин и др. По виду поперечного сечения
балки разделяют на прокатные и составные.
Прокатные балки отличаются простотой кон-
струкции и малой стоимостью, однако ввиду
ограниченности их сортамента и несоответст-
вия геометрических характеристик сечений
условиям нагружения большого распростране-
ния не получили.
По форме сечения различают балки с от-
крытым (типа швеллеров, двутавров, уголков)
и замкнутым профилями. Последние получили
преимущественное распространение благодаря
лучшим условиям защиты металла от коррозии
и способности сопротивляться не только изги-
бающим, но и крутящим моментам. Так как
изгибающие моменты, действующие во взаим-
но-перпендикулярных плоскостях, как прави-
ло, неодинаковы, часто применяют балки пря-
моугольного коробчатого сечения. При при-
близительном равенстве изгибающих момен-
тов используют балки трубчатого сечения.
Рамные конструкции. В любой машине
имеются рамные базовые несущие конструк-
ции неизменной формы. Многообразие их
форм можно свести к следующим типовым:
рамы, имеющие развитые формы в направле-
нии одной из плоскостей пространства (рамы
машин и оборудования для устройства и ре-
монта дорожных покрытий); пространствен-
ные рамы, воспринимающие пространственно
ориентированные нагрузки (например, метал-
локонструкция автогрейдера); рамные элемен-
ты которых при выполнении основных функ-
ций машины изменяют положение друг отно-
сительно друга (например, металлоконструк-
ция скрепера).
Форма рамной конструкции (рамы) и ее
расчетная схема определяются назначением
машины. Например, несущая конструкция
рабочего оборудования бульдозера или рыхли-
теля представляет собой рамную конструкцию,
способную изменять форму в процессе экс-
плуатации, что необходимо для изменения
положения рабочего органа в пространстве.
Рамные конструкции подобного типа харак-
терны для машин с навесным оборудованием,
когда рабочие органы устанавливаются на
базовых тягачах при помощи специальной
металлоконструкции. В этом случае узлы рам
выполняют в виде цилиндрических или сфери-
460
Глава 7.1. ТИПЫ МЕТАЛЛОКОНСТРУКЦИЙ И МЕТОДЫ ИХ РАСЧЕТА
ческих шарнирных соединений, которые в
расчетах можно представить в виде жестких
узлов или шарнирных сочленений.
Рамы большинства машин и оборудова-
ния для устройства и ремонта дорожных по-
крытий представляют собой сварную конст-
рукцию из продольных и поперечных балок,
образующих систему перекрестных балок.
В общем случае такие системы многократно
статически неопределимы. Их точный расчет
весьма трудоемок, особенно для конструкций,
имеющих кроме основных несущих балок ряд
дополнительных элементов в виде вспомога-
тельных кронштейнов и раскосов. В то же
время, принимая во внимание вспомогатель-
ную роль дополнительных элементов, в неко-
торых случаях можно рассчитывать основной
несущий контур, составленный из продольных
и поперечных балок, что увеличивает запас
прочности.
Решетчатые конструкции. Решетчатой
конструкцией (фермой) называется стержневая
система, сохраняющая геометрическую неиз-
меняемость при замене всех жестких узлов
шарнирами. Металлоконструкции решетчатого
типа применяют в машинах реже, чем рамные,
листовые и балочные. Металлоконструкции
машин воспринимают переменные во времени
напряжения, что приводит к усталости мате-
риала и уменьшению их долговечности. По-
этому часто, несмотря на большую массу, от-
дают предпочтение конструкциям листового и
балочного типа, у которых по сравнению с
решетчатыми выше сопротивление усталости.
Примеры решетчатых конструкций -
стрелы кранов и драглайнов, фермы, мачты
копровых и буровых установок и т.д. Решетча-
тая конструкция состоит из стержней, узлов и
опорных связей. Конструктивные элементы -
пояса, раскосы, стойки, соединительные эле-
менты (косынки, фланцы). Пространственные
решетчатые конструкции выполняют с совме-
щенными и несовмещенными в смежных гра-
нях узлами. Каждая плоскость конструкции
может иметь соединительные решетки различ-
ных типов.
Наибольшее распространение при изго-
товлении решетчатых конструкций получили
уголковые и трубчатые профили. При выпол-
нении пояса из уголкового профиля элементы
решетки изготовляют из уголкового или труб-
чатого круглого профилей, а при выполнении
пояса из трубчатого круглого профиля решет-
ки изготовляют тоже из трубчатого круглого
профиля.
Листовые конструкции. В практике
строительно-дорожного машиностроения ши-
рокое распространение имеют бункера, цис-
терны цилиндрической и эллиптической фор-
мы, выполненные на базе автомобиля или в
виде прицепа к седельному автомобилю-
тягачу. Конструкция цистерн обеспечивает
выгрузку и погрузку сыпучих и жидких мате-
риалов пневматическим и гидравлическим
способами, что обусловливает необходимость
расчета цистерн на прочность при действии
внутреннего давления и на устойчивость фор-
мы при действии внешнего давления.
Бункера представляют собой сосуды,
имеющие вверху загрузочные, а внизу разгру-
зочные отверстия. Конструкция, форма и раз-
меры сечений бункеров зависят от многих
факторов: компоновки сооружения, массы и
физических свойств (крупности, плотности,
углов естественного откоса) хранимых мате-
риалов, способов загрузки и разгрузки, типа
несущих конструкций. По форме сечений бун-
кера разделяют на прямоугольные, круглые и
корытообразные. Для хранения больших объе-
мов сыпучих материалов применяют силосы,
которые имеют высокую цилиндрическую
часть, и подвесные бункера с гибкими стенка-
ми параболического очертания.
Элементы металлоконструкций. Не-
сущие конструкции получают из различных
прокатных профилей, выпускаемых промыш-
ленностью: двутавров (ГОСТ 8239), швеллеров
(ГОСТ 8240), угловой равнополочной
(ГОСТ 8509) и неравнополочной (ГОСТ 8510)
стали, стальных труб, листовой и широкополо-
совой стали. Их применяют самостоятельно
или в составе сечений более сложной конфи-
гурации (рис. 7.1.1).
Использование стандартных профилей -
не всегда наилучшее решение для металлокон-
струкций строительных и дорожных машин.
Стандартные профили типа двутавра и швел-
лера имеют массивные полки и тонкие стенки,
в результате чего обладают большим момен-
том инерции сечения в вертикальной плоско-
сти. Они обеспечивают большое сопротивле-
ние изгибу балок, воспринимающих силы тя-
жести и другие нагрузки, действующие пер-
пендикулярно полкам. Такой тип нагружения
характерен для строительных конструкций и
не типичен для несущих конструкций строи-
МЕТОДЫ РАСЧЕТА МЕТАЛЛОКОНСТРУКЦИЙ
461
пг
а)
Рнс. 7.1.2. Рукоять экскаватора и эпюра моментов от нагрузок, воспринимаемых ее конструкцией
тельных и дорожных машин, которые подвер-
жены действию нагрузок в различных плоско-
стях и изменяются как по значению, так и по
направлению. Поэтому рациональные формы
поперечных сечений несущих элементов кон-
струкций машин, как правило, отличаются от
стандартных форм прокатных профилей.
Наиболее распространены гнуто-сварные
и сварные профили (рис. 7.1.1, г, д'), изготов-
ляемые из листовой стали. Они обладают ря-
дом преимуществ: относительной простотой
изготовления; рациональностью форм попе-
речных сечений; возможностью получения
балок с переменными по длине сечениями,
эстетичностью конструкций. Применение гну-
то-сварных профилей позволяет снизить массу
металлоконструкций, например форма рукояти
экскаватора такой конструкции приблизитель-
но соответствует эпюре действующих на нее
моментов М (рис. 7.1.2), что способствует бо-
лее равномерному распределению напряжений
по различным сечениям и приводит к эконо-
мии металла.
7.1.2. МЕТОДЫ РАСЧЕТА
МЕТАЛЛОКОНСТРУКЦИЙ
Металлоконструкцию машины рассчи-
тывают для обеспечения ее прочности в рабо-
чем и нерабочем состояниях в течение срока
службы. Рабочим считают состояние, в кото-
ром машина производит работу или перемеща-
ется с помощью собственных механизмов, а
нерабочими - состояния при монтаже, демон-
таже, перевозке и испытаниях. Расчет содер-
жит проверки прочности элементов металло-
конструкций на однократное действие наи-
больших нагрузок и на сопротивление устало-
сти от многократного действия различных
нагрузок, ожидаемых за срок службы машины.
Существует три метода расчета металло-
конструкций машин: по допускаемым напря-
жениям, по предельному состоянию и на на-
дежность.
Расчет по допускаемым напряжениям.
В основе расчета по допускаемым напряжени-
ям лежит гипотеза идеально упругого тела, для
которого закон Гука о прямой пропорциональ-
ности между напряжениями и деформациями
считается справедливым до начала текучести
материала:
о<[о]=оп/п, (7.1.1)
где о - напряжение от действия основных и
случайных или аварийных нагрузок; [о] - до-
пускаемое напряжение; оп - предельное на-
462
Глава 7.1. ТИПЫ МЕТАЛЛОКОНСТРУКЦИЙ И МЕТОДЫ ИХ РАСЧЕТА
пряжение для данного материала; для пла-
стичных материалов - это предел текучести от,
для хрупких - временное сопротивление при
растяжении ов; п - коэффициент запаса проч-
ности, который устанавливается на основании
опытных данных применительно к машине
конкретного вида.
При расчете на устойчивость или сопро-
тивление усталости формула (7.1.1) принимает
вид
о < ф[о], или о<у [о],
где ф и у - коэффициенты, учитывающие сни-
жение допускаемого напряжения в задаче со-
ответственно устойчивости и усталостного
разрушения конструкции.
При таком методе расчета применяют
единый коэффициент запаса прочности, кото-
рый не оценивает переменность и статистиче-
скую природу параметров, определяющих
поведение конструкции. Это приводит в ряде
случаев к неправильной оценке ее несущей
способности (завышенному или заниженному
запасу прочности).
Расчет по предельному состоянию.
Этот метод расчета основан на анализе про-
цессов перехода конструкции в одно из пре-
дельных состояний, при котором она теряет
способность сопротивляться внешним воздей-
ствиям или перестает удовлетворять предъяв-
ляемым к ней требованиям функционального
назначения. Применительно к металлоконст-
рукциям строительных, дорожных и комму-
нальных машин эти два вида предельного со-
стояния определяются:
1) несущей способностью (прочностью,
устойчивостью и сопротивлением усталости) -
конструкция теряет способность сопро-
тивляться внешним воздействиям или в ней
возникают такие остаточные деформации,
при которых она перестает удовлетворять
предъявляемым к ней эксплуатационным
требованиям;
2) чрезмерными деформациями от дейст-
вия статических или динамических нагрузок -
конструкция сохраняет прочность и устойчи-
вость, но появляются необратимые деформа-
ции или колебания, вследствие чего она пере-
стает удовлетворять предъявляемым к ней
эксплуатационным требованиям.
Расчетной формулой для оценки пре-
дельного состояния металлоконструкции по
несущей способности является:
<, сткку = Rky , (7.1.2)
где о, - напряжение в данной точке, вызывае-
мое действием одной из расчетных нагрузок;
и, - коэффициент возможного превышения
расчетной нагрузки (собственного веса и веса
груза, статических и динамических воздейст-
вий); от - нормативный предел текучести для
стали; к - коэффициент, учитывающий слу-
чайное изменение сопротивления материала;
по рекомендациям ЦНИИСа к = 0,9 для стали
СтЗ; к = 0,85...0,75 для более прочных сталей;
к = 0,75 для стального литья; R - расчетное
сопротивление материала; ку - коэффициент
условий работы конструкций; ку = ку\ку2 со-
гласно РД 24.220.03-90; £yi - коэффициент
ответственности, значение которого зависит от
области применения и целевого назначения
элемента конструкции; = 0,85... 1,05; ку2 -
коэффициент, учитывающий особенности ра-
боты элемента или части металлоконструкции;
ку2 = 0,35...0,9; для металлоконструкций
строительных и дорожных машин коэффици-
ент ку можно определять по нормам СНиПа
П-А 10-71.
Коэффициенты возможной перегрузки
для металлоконструкций башенных кранов
определяются по РД 24.220.03-90, а для ма-
шин других типов по нормам СНиПа П-6-74, в
которых значения этих коэффициентов диф-
ференцированы по типам нагрузки: щ = 1,1
для весовой нагрузки конструкции; п2 = 0,4 для
снеговой нагрузки; п3 = 1,2 для ветровой на-
грузки; и4 = 1...1,3 для весовой нагрузки обо-
рудования, расположенного на конструкциях;
п5 = 1,05... 1,4 для весовой нагрузки подни-
маемого груза (большие значения для меньшей
грузоподъемности); щ = 1,05... 1,4 для верти-
кальных динамических нагрузок; Пу = 1,1 для
горизонтальных динамических нагрузок и т.д.
Расчет конструкции по развитию чрез-
мерных деформаций или колебаний не отлича-
ется в принципе от соответствующей проверки
по методу допускаемых напряжений:
f
fp< И, или —
где и |7] - соответственно расчетное и до-
пускаемое время затухания колебаний конст-
рукций; fll и \f!I\ - соответственно расчетный
/
I
СТАТИЧЕСКИЕ НАГРУЗКИ, ДЕЙСТВУЮЩИЕ НА МЕТАЛЛОКОНСТРУКЦИИ
463
и допускаемый относительный прогиб; f - про-
гиб; I - длина конструкции.
Расчеты по второй группе предельного
состояния проводят при коэффициентах пере-
грузки, равных единице, т.е. по нормативным
нагрузкам. При расчете на сопротивление ус-
талости коэффициент перегрузки больше еди-
ницы только для постоянных нагрузок, а для
изменяющихся нагрузок коэффициенты пере-
грузки принимают равными единице.
Расчет на надежность. Металлоконст-
рукции строительных, дорожных и комму-
нальных машин рассчитывают на надежность
исходя из следующего условия: если в течение
некоторого срока службы Тсл вероятность то-
го, что напряжение о в конструкции не превы-
сит характеристику прочности R не менее, чем
заданная вероятность безотказной работы Ртсл,
то надежность конструкции обеспечена;
Р(ст < Я)Гсл> РТсп.
Расчет на надежность - развитие метода
предельных состояний, и пока не получил ши-
рокого распространения. Обоснованию пока-
зателей надежности металлоконструкции
строительных и дорожных машин посвящены
работы [2-4]. Однако в настоящее время от-
сутствует достаточное количество информа-
ции для определения соответствующих коэф-
фициентов, характеризующих возможные пе-
регрузки для дорожных и строительных машин
различных типов, поэтому часто используют
метод расчета по допускаемым напряжениям.
Глава 7.2
ПРОЕКТИРОВАНИЕ
МЕТАЛЛОКОНСТРУКЦИЙ
7.2.1. СТАТИЧЕСКИЕ НАГРУЗКИ,
ДЕЙСТВУЮЩИЕ НА
МЕТАЛЛОКОНСТРУКЦИИ МАШИН
Нагрузки, действующие на стационар-
ные конструкции. При проектировании ста-
ционарных конструкций, таких как несущие
конструкции асфальтосмесительных устано-
вок, необходимо руководствоваться нормами
СНиПа 11-6 "Нагрузки и воздействия". Со-
гласно этим нормам все нагрузки разделяются
на постоянные и временные. К постоянным
нагрузкам относится вес сооружения, а к вре-
менным - длительные (вес стационарного обо-
рудования, давление жидкостей, газов и сыпу-
чих тел в емкостях, температурные воздейст-
вия и др.), кратковременные (вес людей, на-
грузки от подъемно-транспортного оборудова-
ния, снеговые и ветровые, монтажные) и осо-
бые нагрузки (сейсмические, взрывные и т.д.).
Нагрузки разделяют на нормативные и
расчетные. Нормативные нагрузки и их соче-
тания устанавливаются нормами на проекти-
рование в виде численных значений или рас-
четных формул. Расчетные нагрузки прини-
маются равными соответствующим норматив-
ным нагрузкам, умноженным на коэффициент
перегрузки п, учитывающий возможность пре-
вышения нормативной нагрузки. При расчетах
на усталостную долговечность принимают
п = 1, а при расчетах на прочность п > 1.
Нагрузки, действующие на несущие
конструкции машин. При проектировании
несущих конструкций машин нагрузки разде-
ляют на основные (нормативные), случайные и
аварийные. К основным нагрузкам относят
нагрузки, действующие на металлоконструк-
цию в условиях ее нормальной эксплуатации; к
случайным - совокупность одновременно дей-
ствующих нагрузок в сочетании, наихудшем
для прочности рассчитываемого элемента кон-
струкции; к аварийным - нагрузки, вероят-
ность появления которых мала и которые яв-
ляются следствием выхода из строя ответст-
венных элементов.
Так, при проектировании металлоконст-
рукции рабочего оборудования одноковшового
универсального экскаватора основные нагруз-
ки - вес элементов рабочего оборудования,
сила сопротивления копанию грунта, а также
вес грунта в ковше или груза. Случайными
являются нагрузки, характеризуемые некото-
рым статистическим распределением, напри-
мер нагрузка, вызванная неожиданным упором
рабочего оборудования в непреодолимое пре-
пятствие с учетом возникающих при этом ди-
намических нагрузок.
Для выполнения проектных расчетов
принципиальное значение имеет правильный
выбор расчетных сочетаний действующих
нагрузок. В тех случаях, когда машина работа-
ет в относительно стабильных условиях экс-
плуатации и имеется статистический материал
о значениях действующих нагрузок, их рас-
четные сочетания регламентированы нормами
или методиками расчета, например,
РД 24.220.03-90 "Машины строительные и
дорожные. Нормы расчета". Для большинства
строительных дорожных и коммунальных ма-
шин такие нормы отсутствуют и расчетные
464
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
комбинации нагрузок определяются при про-
ектировании конкретной машины.
Общий принцип определения расчетных
сочетаний нагрузок состоит в том, что проек-
тируемая конструкция не должна разрушаться
от однократного действия случайных нагрузок
и длительного действия основных. Поэтому
при прочностных расчетах и расчетах на ус-
тойчивость исходят из наиболее неблагопри-
ятного сочетания случайных и основных (мак-
симальных) нагрузок. При расчете на уста-
лость конструкции исходят из эквивалентной
нагрузки - условной нагрузки с постоянной
асимметрией цикла, эквивалентной по интен-
сивности накопления усталостных поврежде-
ний действительной нагрузке.
Рассмотрим расчет нагрузок, действующих на
зуб рыхлителя (рис. 7.2.1). Основные нагрузки, дей-
ствующие на зуб, - горизонтальная РТ и вертикаль-
ная Рв - составляющие силы копания. При продви-
жении зуба в грунте составляющие силы копания
периодически изменяются во времени t по значению
вследствие выкалывания перед зубом элементов
грунтовой стружки. В момент скола сила копания
снижается на 30...50 % по сравнению с максималь-
ным значением. Силы Рт и Рв можно определить по
формулам, известным из теории резания грунтов,
или по материалам экспериментальных исследова-
ний.
Для расчета на усталость основную нагрузку
заменяют эквивалентной синусоидальной нагрузкой,
коэффициент асимметрии которой
Р ~ Рплах / -^гиш»
где Pnnin и Рртах. ~ соответственно минимальное и
максимальное значение горизонтальной составляю-
щей силы копания.
Определив эквивалентную нагрузку, дальней-
ший расчет выполняют по методике расчета устало-
стной долговечности, изложенной ниже.
Рнс. 7.2.1. Нагрузки, действующие
на зуб рыхлителя
Для расчета на прочность необходимо вы-
брать наиболее опасное сочетание нагрузок, дейст-
вующих на зуб. Они возникают при реализации
максимальной мощности базового трактора и трак-
тора-толкача, когда зуб упирается в непреодолимое
препятствие. Расчет выполняют для тех положений
рабочего оборудования, при которых в рассчиты-
ваемом элементе конструкции следует ожидать по-
явления наибольших напряжений. Согласно нормам
РД 24.220.03-90 при расчете зуба на упор в препят-
ствие при одновременном выглублении его из грун-
та нагрузка Рг (кН) равна сумме максимальной силы
тяги Т базового трактора, силы трактора-толкача
и динамической нагрузки:
Рт = 0,7(Т + Гт) + O^GC/g ,
где Т = (G + Ръ )ф; ф - коэффициент сцепления
гусениц с опорной поверхностью; V - скорость рых-
лителя (в момент удара принимается равной скоро-
сти тягача на первой передаче), м/с; G - эксплуата-
ционный вес тягача и рабочего оборудования, кН;
С - приведенная жесткость оборудования рыхлите-
ля, кН/м; g- ускорение свободного падения, м/с2.
Вертикальная нагрузка Ръ определится из
уравнения моментов относительно точки Л:
Рв =(Ga + Prh + TTC)/b.
7.2.2. РАСЧЕТНЫЕ СХЕМЫ ЭЛЕМЕНТОВ
При расчете на прочность элементов ме-
таллоконструкций строительных, дорожных и
коммунальных машин и оборудования исполь-
зуют их расчетные схемы, в которых идеали-
зируют элементы, их соединения и опорные
устройства. Расчетные схемы могут представ-
лять собой системы различного вида: шарнир-
но-стержневые, рамные, пластинчатые и др.
По геометрическим параметрам различают
следующие элементы систем: стержни, длина
которых I значительно больше размеров попе-
речного сечения Л(/ > ЮЛ); пластины (листы),
толщина которых значительно меньше длины
и ширины, и массивные элементы, размеры
которых в трех направлениях имеют один по-
рядок. Несущие конструкции строительных,
дорожных и коммунальных машин в основном
состоят из стержневых (балки, стойки, брусья
и др.) и пластинчатых (ковши, отвалы, бункера
и др.) элементов.
Все реальные конструкции пространст-
венны: они имеют пространственные опорные
закрепления и несут пространственную на-
РАСЧЕТНЫЕ СХЕМЫ ЭЛЕМЕНТОВ
465
грузку. Расчет пространственной системы на-
много сложнее, чем плоской, но в раде случаев
его можно упростить путем разложения на
плоские системы.
Так, при расчете рамных конструкций на
основе принципа независимости действия сил
внутренние силы в элементах рам определяют
дифференцированно, т.е. от внешних нагрузок,
линии действия которых расположены в плос-
кости рамы, и от сил, линии действия которых
расположены перпендикулярно плоскости
рамы.
Расчетная схема средней секции рамы
рабочих органов бетоноукладчика ДС-11
(рис. 7.2.2).
Секция состоит из трех поперечных пря-
моугольных балок коробчатого сечения, к ко-
торым приварены четыре продольные балки,
установленные с одинаковым интервалом
(система перекрестных балок). Конструкция
симметрична относительно продольной оси хх.
При расчете таких систем на нагрузку,
действующую в плоскости рамы, узлы счита-
ют жесткими, а на нагрузку, действующую из
плоскости, полагают, что между перекрещи-
вающимися в узле балками имеется только
шарнирная связь (рис. 7.2.2, б). Таким образом,
в последнем случае раму рассматривают как
систему, состоящую из простых балок, вос-
принимающих только изгибающие моменты.
Влиянием крутящих моментов в балках одного
направления при изгибе перпендикулярных им
балок перенебрегают. Такое допущение оправ-
дано в тех случаях, когда жесткости при кру-
чении GJk //, (Jk - модуль упругости второго
рода), приходящиеся на единицу длины эле-
ментов балок одного направления, значитель-
но меньше жесткостей при изгибе EIx[lj (1Х -
момент инерции), приходящихся на единицу
длины I, элементов балок другого направле-
ния. Это наблюдается при изготовлении рам из
прокатных балок открытого профиля. Так, для
швеллера N22 при Д = 2110 см4 и Л = 7,48 см4
и равных расстояниях между узлами в перпенди-
кулярных направлениях EIx/(GJk)-705. В рас-
чете приняты модуль упругости Е = 2,1-105 МПа
и модуль сдвига G = 0,8-105 МПа.
По концам внешних поперечных балок
установлены проушины крепления рамы рабо-
чих органов к основной раме бетоноукладчика.
На эти балки опираются продольные балки,
которые являются опорными для внутренних
поперечных балок. Каждая из балок рамы,
кроме двух внутренних поперечных, имеет по
два опорных узла и является статически опре-
делимой. Внутренние поперечные балки опи-
раются на продольные в трех точках и имеют
по одной лишней связи.
Вследствие симметрии конструкции ра-
мы рабочих органов и расположения техноло-
гического оборудования на ней относительно
поперечной оси хх нагрузки, воспринимаемые
рамой, считают симметричными. На рис. 7.2.2, а
представлена схема нагрузок, действующих на
среднюю секцию рамы рабочих органов: Р\ -
вес виброзаслонки и нагрузка от передней
секции рамы, которая крепится фланцами к
передним торцам поперечных балок средней
секции; Мi и - моменты, определяемые
смещением центра тяжести передней секции
Рис. 7.2.2. Схемы средней секции рамы рабочих органов бетоноукладчика:
а - расчетная; б - основная
466
Глава 12. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
относительно фланца крепления; Р2 - нагрузка
от задней секции рамы, которая прикреплена к
торцам поперечных балок средней секции; М2
и Л/4 - моменты, определяемые смещением
центра тяжести задней секции относительно
фланцев крепления; Р3, Р4 и /7 - нагрузки от
скользящей формы; Р5 и Р6- нагрузки от ка-
чающихся брусьев; и М6 - моменты, воз-
никающие в продольных балках в местах кре-
пления гидроцилиндров подъема качающихся
брусьев.
При расчете статически неопределимых
систем перекрестных балок используют метод
сил. Выбор основной системы сводится к уда-
лению лишних шарнирных связей и замене их
равными противоположно направленными
неизвестными сосредоточенными силами.
На рис. 7.2.2, б представлена основная
система рассчитываемой секции рамы, две
лишние неизвестные связи приняты равными
Хх ввиду симметричного положения их отно-
сительно продольной оси хх рамы.
В дальнейшем расчет проводят по обыч-
ной схеме: составляют каноническое уравне-
ние; строят эпюры изгибающих моментов от
действия единичных сил Хх и внешних нагру-
зок, приложенных к основной системе расчет-
ной схемы рамы; определяют коэффициенты
канонического уравнения, после подстановки
которых в уравнение находят значение неиз-
вестной Хх; строят суммарные эпюры изги-
бающих моментов. После построения эпюр
изгибающих моментов в раме рабочих органов
от действия вертикальных и горизонтальных
нагрузок по максимальным моментам выявля-
ют опасные сечения конструкции и проверяют
их прочность с учетом суммарного воздейст-
вия нагрузок.
Расчетная схема рамы автогрейдера
(см. рис. 7.2.3).
Особенность составления расчетной схе-
мы металлоконструкции автогрейдеров - не-
обходимость учета изменчивости относитель-
ного пространственного взаимного положения
ее элементов: основной рамы, тяговой рамы и
отвала. Основная несущая металлоконструк-
ция автогрейдера - основная сварная рама, на
которой монтируются все силовые агрегаты,
рабочее и ходовое оборудование. Передней
частью рама опирается на переднюю ось
(рис. 7.2.3, а). Головкой 3 она крепится к буль-
дозеру или кирковщику, к заднему листу го-
ловки приварена опора шарового шарнира
тяговой рамы. Хребтовая балка 2 выполнена в
виде изогнутого бруса, в средней части кото-
рого размещены кронштейны крепления гид-
роцилиндров подъема тяговой рамы.
Подмоторная часть 1 состоит из двух
лонжеронов, соединенных между собой в зад-
ней части поперечной балкой, в передней -
трубой, которая одновременно служит баком
гидросистемы. На эту часть рамы монтируют-
ся двигатель, кабина, капот, коробка передач,
баки, снизу она опирается на два поперечных
цилиндрических шарнира, которые являются
осями правого и левого балансиров.
Многообразие операций, выполняемых
автогрейдером, обусловливает множество по-
ложений рабочего органа относительно рамы
и, следовательно, нагрузок, действующих на
нее. Это значительно усложняет поиск расчет-
ного положения элемента конструкции рамы
при расчете ее на прочность. Расчетное поло-
жение характеризуется максимальным напря-
жением в рассчитываемом месте конструкции
при упоре рабочего органа в непреодолимое
препятствие с учетом ограничений, определяе-
мых мощностью энергетической установки,
параметрами предохранительных устройств
гидросистемы управления, положением рабоче-
го органа, параметрами ходового оборудования
и характеристиками опорной поверхности.
Нагрузки, действующие на раму авто-
грейдера передаются от ходовых устройств и
тяговой рамы. Для учета влияния сил на што-
ках гидроцилиндров управления тяговой ра-
мой и реакций в шаровом шарнире необходи-
мо знать их пространственное положение, ко-
торое задается координатами точек их крепле-
ния к основной и тяговой рамам автогрейдера.
Линии действия сил на штоках гидроцилинд-
ров совпадают с прямыми ААХ, ВВ\, СВ\
(рис. 7.2.4, а) и определяются косинусами уг-
лов между этими прямыми и осями координат.
Для прямой АА\
cosa^ = (хА-x^/Laa^, cosp,4 = (уА -УахУЬаа{,
COS — (zA ~ Za ХУЬАА j j
где Laa j - длина отрезка АА i.
Аналогичным образом определяют на-
правляющие косинусы для прямых ВВХ СВХ.
При заданных геометрических парамет-
рах машины известны и постоянны координа-
ты точек А и В крепления гидроцилиндров
подъема и опускания тяговой рамы, точки С
РАСЧЕТНЫЕ СХЕМЫ ЭЛЕМЕНТОВ
467
Рис. 7.2.3. Рама автогрейдера (а) и ее расчетная схема (0)
крепления цилиндра выноса тяговой рамы в
сторону к основной раме, точки О крепления
тяговой рамы к основной.
Координаты точек Ах и Вх крепления
гидроцилиндров подъема к тяговой раме опре-
деляют ходом штоков гидроцилиндров подъе-
ма (ААХ, ВВХ) и выноса в сторону тяговой ра-
мы (СВХ).
К постоянным размерам относятся также
длины , La^q=Lb^q, конструктивные
параметры тяговой рамы.
Для определения направления действия
сил на штоках гидроцилиндров по заданным
длинам их выдвижения находят координаты
точек А\ и ВРешение поставленной задачи
начинают с вычисления координат точки, ко-
торую можно рассматривать как точку пересе-
чения трех сфер радиусами ОВХ, ВВХ и СВХ с
центрами соответственно в точках О, В, С.
Уравнения сфер имеют вид:
ХВ] + Увх + (ZBX ~zo)2
(*в, -хв)2 + (у-Ув)2 +
+ (zBt ~zo)2 = I^BBi ’
(хв, -хс)2 + (уВ1 -Ус)2 +
+ (zbx ~zc)2 = Lcbx-
Решая полученные уравнения, определя-
ют координаты точки Вх(хВ}, уВ}, zB}) кре-
пления гидроцилиндра к тяговой раме.
Точка Л1 находится на пересечении трех
сфер радиусами Rx = Л0Л1, R2 = ^аах >
7?з = ЬА^ с центрами соответственно в точ-
ках О, А, Вх. Уравнения этих сфер имеют вид:
ХАХ + Уах + (ZAX ~ ZQ )2 = L2QAx J
468
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
Рнс. 7.2.4. Координаты шарниров тяговой и основной рам автогрейдера (а) и схема сил,
приложенных к тяговой раме (б)
(xAl -хА)2 + (уAl -УА)2 +
+ (ZAX ~ zА)2 = ^ААХ >
~хв1)2+(К4| ~УвхУ +
+ (ZAX =^Л1В1-
После того как найдены направления сил,
действующих на штоках цилиндров, можно
вычислить и их значения. При этом силы, дей-
ствующие на отвал, и координаты точки их
приложения считаются заданными, опреде-
ленными из условия упора рабочего органа
автогрейдера в непреодолимое препятствие с
учетом ограничений, перечисленных выше.
- Рассматривая равновесие тяговой рамы в
координатах х, у, z, можно записать следую-
щую систему уравнений (рис. 7.2.4, б):
= + ?ах + ?вх + ?сх + Л)х = 0;
= РУ + РАу + РВу + РСу + PGy = °;
= + pbz + pcz + Л)г - О;
HMx=Pzy + Pyz-PAyzAx ~PA2ZAX ~
~PByzBx ~PcyzBx - PoyzQ+ рс2Увх +
+ Рв2Увх =0;
Y,My =~Pxz-P2x-PA!yAl -PBxBx ~
~^CZXBX +PbxzB} +?CxzBx +^0xz0 =0;
ЦМ^=-рхУ + Рух + РАхУАх +PAyxAl -
~РвхУвх +рвухВх ~РсхУвх +PCyxBx =0>
РАСЧЕТНЫЕ СХЕМЫ ЭЛЕМЕНТОВ
469
где х, у, z - координаты точки приложения
равнодействующей сил, действующих со сто-
роны непреодолимого препятствия на отвал;
РОх, РОу, PQz - составляющие реакции, воз-
никающей в переднем шаровом шарнире креп-
ления тяговой рамы к основной; РАх, РАу) РА?
Рвх, Рву, Рв? Рс? Рсу, Рсг - составляющие
сил, действующих соответственно в цилиндрах
подъема и выноса в сторону тяговой рамы.
Зная углы между направлениями сил на
штоках цилиндров и осями координат, можно
записать:
Рах = Ра coscu ; РАу = РА cosp^;
Ра, =Ра^а-,
рвх = рв cosas; Рву = рв cos₽fl;
рвг = рв C0SYe; рсх = Pc cosac;
РСу = рс cos₽c; Рс, = Рс C0SYc,
где РА, Рв, Рс ~ силы на штоках цилиндров.
Подставив эти значения в систему урав-
нений и произведя необходимые алгебраиче-
ские преобразования, можно получить систему
из шести уравнений с шестью неизвестными,
три из которых - силы на штоках гидроцилин-
дров, а три - силы, действующие в шаровом
шарнире крепления тяговой рамы к основной.
Учитывая нагрузки, воспринимаемые ра-
мой от элементов конструкции автогрейдера:
распределенную нагрузку q от веса рамы, веса
двигателя Рда, трансмиссии Р^ и кабины Рк,
реакции в местах крепления тяговой рамы Pq,
РА, Рв и Рс, а также реакции в местах крепле-
ния рамы к передней оси автогрейдера Рех,
Ре^> Pez и к осям балансирной тележки правого
P'nx ’ PNy ’ Р'ыг > MN и леВ0Г0 PNX’ PNy’
PNz, MN бортов, расчетную схему рамы
можно представить в виде, показанном на
рис. 7.2.3, б.
Расчет рамы удобнее начать с передней
части, внутренние силы в которой определяют
так же, как для консольной балки. Для этого
строят эпюры изгибающих моментов в верти-
кальной и горизонтальной плоскостях и кру-
тящих моментов. Находят опасные сечения и
суммарные напряжения, действующие в них, с
учетом напряжений от продольных сил. Каса-
тельными напряжениями от поперечных сил в
расчете пренебрегают. Затем сравнивают сум-
марные приведенные напряжения с допускае-
мыми.
Труднее рассчитывать подмоторную
часть рамы, в которой имеется замкнутый кон-
тур (рис. 7.2.5, а), который при нагружении
пространственной системой сил шесть раз
статически неопределим. Неизвестные силы,
подлежащие определению при расчете, могут
быть выявлены анализом основной системы
замкнутого контура, показанной на рис. 7.2.5, б.
После решения канонических уравнений стро-
ят суммарные эпюры моментов, действующих
на подмоторную часть рамы, выявляют опас-
ные сечения и проверяют на прочность.
Расчет тяговой рамы аналогичен расчету
основной, так как здесь также имеется замкну-
тый контур.
Рис. 7.2.5. Расчетные схемы подмоторной части рамы автогрейдера:
а - исходная; б - основная
470
Глава 12. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
Расчетные схемы металлоконструкции
скрепера (рис. 7.2.6). При работе на машину
действуют вес тягача и скрепера с грунтом (7,
значение и точка приложения которых извест-
ны. На ноже ковша возникает сила сопротив-
ления копанию или реактивная сила Р от упо-
ра в непреодолимое препятствие, которая в
общем случае может быть направлена под произ-
вольным углом а к горизонту (рис. 7.2.6, а). Ее
находят из условия полной остановки скрепера
при реализации тяговых возможностей. Обыч-
но скреперы не обеспечивают полного запол-
нения ковша без дополнительного толкача
(дополнительной толкающей силы Т). На ко-
лесах тягача и скрепера действуют вертикаль-
ные реакции R\ и R2, силы сопротивления пе-
рекатыванию и сила тяги Т\ тягача скрепера,
максимальное значение которой Т\ = 7?1ф, где
ср - коэффициент сцепления шины тягача
скрепера с опорной поверхностью.
Вертикальные реакции не проходят через
ось колес, а смещены относительно нее на
величину, определяемую трением качения,
однако ввиду малого ее значения смещением
реакций можно пренебречь. Так как силы со-
противления перекатыванию малы по отноше-
нию к другим силам, ими то же можно пренеб-
речь.
Таким образом, неизвестными внешними
силами являются вертикальные реакции R\ и
Т?2, возникающие на передних и задних колесах,
и сила Р на ноже ковша, которые определяются
из уравнений согласно расчетной схеме:
= Pcosa-Tj-TcosP = 0;
^У = 0; Rx +R2 +/>sina + 7’sinP-G = 0;
^Мл=0; Ga + Tbsin$-Rxl -
- 7\ (ctga -h)-T cos P(ctga - d) = 0.
Рис. 7.2.6. Схема сил, действующих на скрепер (а); расчетные схемы сил, действующих на тягач (б),
ковш (в), тяговую раму (г)
РАСЧЕТНЫЕ СХЕМЫ ЭЛЕМЕНТОВ
471
При расчетах следует учитывать ограни-
чение максимальной тяги скрепера по мощно-
сти N его двигателя:
Л]тах
где Т| - КПД трансмиссии скрепера; -
минимальная скорость движения скрепера на
низшей передаче.
Силы, действующие непосредственно на
раму, определяют из условия равновесия тяга-
ча (рис. 7.2.6, в). Влияние отброшенного скре-
пера заменяется реакциями Re, Rk и дейст-
вующими на тягач в седельном устройстве.
Составляя уравнения суммы проекций на оси х
и у сил и момента относительно точки К, по-
лучают
re = [GM (ai + а2 ) - (фЛ, + а{ )]//г2 >
Rk = [^1Ф(Л| + Лг) + - &м(«1 + «2)^ J
FK =Gm
где G^~ вес тягача.
Из условия равновесия ковша (рис. 7.2.6, в)
при рассмотрении суммы моментов относи-
тельно точки D крепления тяговой рамы к
ковшу определяют силы в механизме подъема
ковша:
2РЦ = Ьк+Л+л2/г+р(ЛрсО8а-/рзта)+
+Т(1Г sin Р+hj- cos р)]//ц,
где Рц - сила на штоке гидроцилиндра подъе-
ма ковша; GK+r - вес ковша с грунтом.
Составляют расчетную схему тяговой
рамы скрепера с учетом всех сил, действую-
щих на нее (рис. 7.2.6, г), при этом реактивные
силы в упряжных шарнирах рамы представля-
ют в виде проекций на оси х, у, z.
Составляющие реакций в упряжных
шарнирах, перпендикулярные плоскости рамы,
Rbz и Rqz вследствие симметрии точек прило-
жения действующих нагрузок и рамы равны:
КВг = RDz = [(Л£ + Rk )sin У “ Fk C0S У]/2 +
+ Рц cos(8 - у).
Составляющие реакций упряжных шар-
ниров в плоскости рамы RB*, RDx, RBy, Rpy
определяют от действия сил, приведенных в
плоскость рамы. В этом случае расчетная схе-
ма рамы (рис. 7.2.7, а) будет один раз статиче-
ски неопределимой, и искомые неизвестные
рассчитывают методом сил. Реакция хобота
рамы, действующая на поперечную балку (см.
рис. 7.2.6, г и рис. 7.2.7, а),
Я1 = (RE + AK)cos у + FK siny.
Составляющая силы на штоке гидроци-
линдра подъема ковша, действующая в плос-
кости рамы,
р’ц = Pusin(8-y).
Рис. 7.2.7. Расчетные схемы тяговой рамы (а) скрепера, боковых ребер жесткости ковша (б) и
задней стенки ковша (в)
472
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
Хобот рамы рассчитывают как кривой
брус на изгиб от действия силы Re, Rk и Fk.
Поперечная балка рамы находится в
сложно напряженном состоянии под действи-
ем крутящего момента (см. рис. 7.2.6, г)
ЭДф — ^Dz Ki
а также изгибающих моментов в плоскостях ху
nxz:
= RDyh + RDx(b/2)-Pasinb[(b/2)-bl]-,
Мт = RDz (b/2)-Ра cosSRh/z)-*,].
Упряжные тяги рассчитывают на изгиб в
плоскостях zx и ху с учетом продольных сил
и RBx.
Ковш скрепера представляет собой обо-
лочку незамкнутого профиля. Его можно рас-
считать на основе приближенных методов
конечных элементов или разностей. Возможен
упрощенный расчет, основанный на принципе
функционального деления элементов конст-
рукции ковша, согласно которому пластинча-
тая конструкция ковша выполняет функции
стенок, ограничивающих объем набранного
грунта от просыпания, и должна рассчиты-
ваться как бункерное устройство.
Ребра жесткости конструкции остова
ковша служат для передачи сил, развиваемых
тягачом и толкачом, к ножу скрепера. В таком
случае остов ковша рассчитывают как про-
странственную комбинированную балочно-
рамную конструкцию. Подножевую плиту
представляют в виде балки, защемленной в
местах приварки к боковым стенкам, и рассчи-
тывают на изгиб от действия горизонтальной и
вертикальной составляющих силы Р по фор-
мулам сопротивления материалов.
Буфер рассматривают как плоскую фер-
му, силы в стержнях которой определяют лю-
бым известным методом. Верхние и нижние
стержни буфера прикреплены к задним балкам
ковша и нагружают их силами, равным силам
в стержнях и действующими по направлению
стержня. Напряжения в задних балках опреде-
ляют, рассматривая их как защемленные в
местах приварки к боковым стенкам. На проч-
ность проверяют также сварные швы в местах
крепления буфера к задним балкам и задних
балок к боковым стенкам.
Систему боковых ребер жесткости остова
ковша представляют в виде плоской рамной
конструкции, воспринимающей нагрузки, при-
ложенные в плоскости рамы (рис. 7.2.7, б: Р3 и
7?з - реакции в местах крепления соответст-
венно гидроцилиндра подъема заслонки и пе-
редней заслонки к ковшу; 51 и - силы в
стержнях буфера). Из-за наличия двух замкну-
тых контуров расчетная схема рамы из боко-
вых ребер жесткости ковша будет 6 раз стати-
чески неопределима.
Заслонку скрепера рассчитывают по мак-
симальной силе ее подъема на штоке гидроци-
линдра, развиваемой в момент упора заслонки
в твердый предмет при ее закрытии. Из суммы
моментов относительно шарнира заслонки
определяют силу на ее кромке. Из уравнений
суммы проекций на оси находят составляющие
реакции в шарнире.
Заднюю стенку рассчитывают на проч-
ность для случая ее заклинивания (рис. 12.1, в)
при упоре в непреодолимое препятствие А.
Гидроцилиндр выдвижения развивает макси-
мальную силу РцС, которая воспринимается
направляющими роликами. Нагрузка на ролик
Л2=Л1-
Эта же сила действует на направляющую
раму задней стенки. На прочность проверяют
опасные сечения направляющей рамы, место ее
приварки. Проверяют также прочность щита.
Следует отметить, что для каждого кон-
кретного места металлоконструкции скрепера
существуют свои расчетные положения, ха-
рактеризующиеся наибольшим внутренним
усилием. Поэтому при расчете необходимо
находить расчетное положение, соответст-
вующее рассматриваемому элементу конст-
рукции. Так, расчетное положение сечения
приварки подножевой плиты к боковым стен-
кам ковша определяется таким направлением
линии действия силы Р (см. рис. 7.2.6, а), при
котором достигается максимальное ее значе-
ние. При этом с учетом ограничения силы тяги
по мощности двигателя угол наклона линии
действия силы Р к горизонту
а =
Ga+T(6sinP+JcosP)+-^-j h-—
= arctg----------------ХпшЛ---Ф.
с I Tcosp+-^- I
I V •
\ min J
Расчетная схема металлоконструкции
рыхлителя. Навесные рыхлители крепятся к
РАСЧЕТНЫЕ СХЕМЫ ЭЛЕМЕНТОВ
473
остову базового тягача или к корпусу его зад-
него моста при помощи трех- или четырех-
звенной подвески. Наибольшее распростране-
ние получила четырехзвенная подвеска рыхли-
теля, обеспечивающая постоянный или мало
изменяющийся угол рыхления.
Навесное рыхлительное оборудование с
четырехзвенной подвеской рыхлителя
Д-652АС состоит из нижней 1 и верхней 4 рам,
рабочей балки 3, рабочих органов-зубьев 2 и
гидросистемы управления с гидроцилиндрами
5 (рис. 7.2.8). Нижняя рама 1 представляет
собой две параллельные тяги, соединенные
цилиндрическими шарнирами с рабочей бал-
кой 3 коробчатого сечения, сваренной из двух
гнутых листов. Передние концы тяг рамы 1
соединяются с трактором двумя цилиндриче-
скими шарнирами, пальцы которых проходят
через проушины тягача и серьги гидроцилинд-
ров 5 подъема - опускания рыхлителя.
Верхняя рама 4 представляет собой свар-
ную конструкцию, передние концы тяг кото-
рый соединены цилиндрическими шарнирами
с проушинами тягача, а задние - с верхними
кронштейнами рабочей балки 3. Задние про-
ушины верхней рамы 4 соединены с крон-
штейнами рабочей балки длинной осью, на
выступающих концах которой расположены
серьги штоков гидроцилиндров 5.
При определении числа степеней свобо-
ды системы навески рыхлителя к тягачу мест-
ную кинематическую свободу флюгерного
крепления рабочего органа (зуба к рабочей
балке) не учитывают. Система статически не-
определима и имеет четыре лишние связи, для
определения сил в которых надо ввести до-
полнительные уравнения, одним из которых
является равенство сил в гидроцилиндрах
управления рыхлителем, так как они имеют
одинаковые параметры, и равенство давлений
в одноименных полостях гидроцилиндров, так
как они гидравлически связаны:
Рщ = Рц2 = Рц/2.
Расчет элементов металлоконструкций
рыхлителя начинают с определения реакций
опор и силы на штоке гидроцилиндра Рц.
В узле 1 (рис. 7.2.8, б) неизвестными являются
реакции Zb Хь моменты MZ}, МХ}; в
узле 2-Z2, Х2, У2, М12, МХ2-
Равнодействующую сил со стороны пре-
пятствия, приложенную к конструкции обору-
дования в произвольной точке А с координа-
тами х, у, z, перенесем в точку В плоскости
симметрии рыхлителя, расположенную на оси
рабочей балки, координаты которой
Хв = rcosa, YB = О, ZB = -rsina (где г и a см.
рис. 7.2.8, а). При этом моменты от приведен-
ных сил:
Рис. 7.2.8. Оборудование рыхлителя (а) и его расчетная схема (б)
474
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
MxB = -Pzy- Ру (z - rsina);
МуВ = -Pz(x- rcosa) - Рх (z - rsina);
Mb = - Px У+ Py (x ~ rcosa).
Рассмотрим отдельно равновесие систе-
мы под действием сил в плоскости симметрии
xOz (рис. 7.2.9). Для этого проведем сечение
I-I и составим уравнения равновесия левой
части подвески рыхлителя, из которых следует:
514= Рх /cos a - MyB/(Hcosa);
523 = (PZ rcosa - Px rsina + MyB)/(Hcosa);
РЦ = (РХ sina - Pz cosa)/sin0,
где 514 и 52з - силы в тягах, соединяющих узлы
соответственно 1 и 4 и 2, 3; sin 0 = //cos a /Z.
Тогда
Рц = (Рх sin a - Pz cos a)Z/(//cos a).
Длина гидроцилиндра Z в зависимости от
угла наклона рам рыхлителя (см. рис. 7.2.8, а):
I = у/н2 + г2 -2//rsina .
Зная величины 52з, 5i4 и Рц, определяют
реакции опор 1 и 2 в узлах крепления рыхли-
теля к тягачу в плоскости xOz:
Хх=-Рх -MyB/H-r(Pxsina- Pzcos a)///;
Z] =-Pz[(rsina)///-l]+
+ tg a (pxr sin a + MyB )/H;
X2= MyB jH + r (Px sin a - Pz cos a)/Я;
Рис. 7.2.9. Нагрузки, действующие в плоскости
симметрии иавески рыхлителя
Z2 = Pz(r sin а)/Я -
- tg a(pxr sin a + MyB )/H.
Рассмотрим равновесие системы рыхли-
теля при действии сил и моментов вне плоско-
сти его симметрии. Из расчетной схемы
(рис. 7.2.10, а) следует, что в точке В к подвес-
ке рыхлителя приложены нагрузки Ру, МхВ,
MzB, воспринимаемые цилиндрическими опо-
рами 1 и 2; реакции в которых МХр MZv Ki,
МХ2, MZ2, Y2. Для определения трех лишних неиз-
вестных реакций используем метод сил. Основ-
ная система представлена на рис. 7.2.10, б. Здесь
Х} , Х2, Х3 - основные неизвестные, опре-
деляемые методом сил.
Рис. 7.2.10. Нагрузки, действующие вне плоскости симметрии иавески рыхлителя
РАСЧЕТНЫЕ СХЕМЫ ЭЛЕМЕНТОВ
475
После составления и решения канониче-
ских уравнений находят значения X*, Х2 и
Х3 и строят действительные суммарные эпю-
ры изгибающих и крутящих моментов, дейст-
вующих в элементах конструкции подвески
рыхлителя вне плоскости ее симметрии. Затем
по найденным значениям реакций в шарнире
2(МХ2=Хх ; Y2 = Х2 ; М2 = ) из уравне-
ний равновесия подвески рыхлителя опреде-
лим реакции в цилиндрическом шарнире опо-
ры 7
Yt = Ру - Y2;
МХ1 = -МхВ + Ру rsina - Мх2;
Мг1=-МгВ + Pyrcosa-Mx2.
По реакциям опор в цилиндрических
шарнирах, изгибающих и крутящих моментов,
продольным силам в элементах конструкции
подвески рыхлителя определяют опасные се-
чения и максимальные напряжения.
Зуб рыхлителя рассчитывают как про-
стую балку, которая в зависимости от конст-
рукции узла крепления может быть защемлена
одним концом или установлена на двух опорах
с цилиндрическими шарнирами.
Наибольшие нагрузки в элементах кон-
струкции рыхлителя возникают при упоре зуба
рыхлителя в непреодолимое препятствие. При
этом наибольшая сила тяги соответствует по-
ложению линии действия и направлению рав-
нодействующей реакции отпора непреодоли-
мого препятствия на конструкцию трактор -
рыхлитель. Помимо этого нагрузка в конкрет-
ном элементе конструкции рыхлителя зависит
от положения рабочего оборудования в про-
странстве.
Применение известных аналитических и
графических методов строительной механики
(линии влияния и окружности влияния) для
определения наихудшего случая нагружения
элемента конструкции рыхлителя невозможно
ввиду непостоянства максимальной реакции со
стороны препятствия, зависящей от места со-
прикосновения оборудования рыхлителя с
препятствием и направления ее действия. Эту
реакцию необходимо определять с учетом
мощности двигателя тягача, сцепного веса
тягача, по условиям опрокидывания тягача
относительно контура опорной поверхности,
юза ходового оборудования тягача в направле-
нии отпора со стороны препятствия, разворота
тягача относительно точки соприкосновения с
препятствием и срабатывания предохрани-
тельных клапанов в гидросистеме рабочего
оборудования рыхлителя.
Поиск расчетного положения конкретно-
го элемента конструкции сопряжен с выполне-
нием огромного числа однотипных вычисли-
тельных операций определения максимального
напряжения в рассчитываемом элементе при
переменных значениях координат х, у, z точки
контакта препятствия с рабочим оборудовани-
ем, углов, определяющих положение линии
действия реакции отпора в пространстве, и
угла, характеризующего положение рабочего
оборудования рыхлителя относительно тягача.
В этом случае для решения поставленной за-
дачи целесообразно использовать ЭВМ.
Нагрузки, действующие на П-образные
рамы (табл. 7.2.1). Рамы П-образного типа -
распространенный элемент металлоконструк-
ций строительных, дорожных и коммунальных
машин. Основные геометрические характери-
стики этих рам - ширина Z, длина h и моменты
инерции поперечных сечений продольной Ц и
поперечной /2 балок. Очевидно загруженность
элементов металлоконструкций рамы будет
зависеть как от способа крепления концов ра-
мы в точках А и Д, так и от места приложения
сосредоточенной нагрузки Р на поперечной
балке, определяемое долей а от размера Z.
Различие в выборе расчетного эквива-
лента опорного устройства приводит к значи-
тельному различию в загруженности всей ра-
мы. При расчете одной и той же рамы с одина-
ковой нагрузкой, но с различными расчетными
схемами максимальный изгибающий момент в
поперечной балке отличается в зависимости от
принятой расчетной схемы на 30...35 %
(рис. 7.2.11). Значительное различие в загру-
женности обнаруживается и в продольных
балках. Отсюда следует необходимость обос-
нованного выбора расчетного эквивалента
опорных устройств. Кроме опорных устройств
на нагруженность рамы П-образной формы
может оказать влияние соотношение ее длины
и ширины и соотношение жесткостей попе-
речного сечения ее продольных и поперечных
балок.
Наиболее распространенные конструк-
ции опорных устройств П-образных рам вы-
полняются в виде цилиндрических шарниров,
в которых предусмотрены технологические
радиальные и осевые зазоры (рис. 7.2.12).
476
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
7.2.1. Нагрузки, действующие на П-образные рамы
Рис. 7.2.11. Варианты расчетных схем и загруженности П-образной рамы:
а - статически определимая система; б, в - статически неопределимые системы
В этой связи часто встречаются расчетные
схемы П-образных рам в виде статически опре-
делимых систем, так, опора А (см. табл. 7.2.1,
вариант I) имеет две реактивные связи по вер-
тикальному и горизонтальному направлениям,
а опора D - одиночную связь.
Рис. 7.2.12. Схема крепления конца
продольной балки рамы
цилиндрическим шарниром
Исследованиями установлено, что при
увеличении нагрузки эквивалентная расчетная
схема П-образной рамы может изменяться в
зависимости от значений радиального и осево-
го зазоров и от состояния поверхности дета-
лей, образующих опорный узел, оцениваемого
коэффициентом трения f. Причина этого -
линейные и угловые деформации опорных
концов П-образной рамы в процессе загруже-
ния (рис. 7.2.12).
В табл. 7.2.1 представлены возможные
варианты расчетных схем П-образных рам с
опорами в виде цилиндрических шарниров.
В варианте II учитывается появление в оди-
ночной опорной связи силы трения F^, пре-
пятствующей перемещению опоры в осевом
направлении под действием нагрузки Р, вос-
принимаемой рамой.
В варианте III при восприятии нагрузки
Р в результате линейной деформации опорно-
го конца рамы исчерпывается осевой зазор в
опоре D. Расчетная схема становится статиче-
ски неопределимой с одной лишней опорной
связью RrD.
РАСЧЕТНЫЕ СХЕМЫ ЭЛЕМЕНТОВ
477
В варианте IV при увеличении нагрузки
на раму в результате угловой деформации
опорного конца исчезает радиальный зазор в
опоре D. Статически неопределимая расчетная
схема в этом случае приобретает вторую лиш-
нюю опорную связь Мр.
Схема V статически неопределимая с од-
ной лишней опорной связью. Она получается в
случае, когда при росте нагрузки на раму в
результате угловой деформации опорного кон-
ца исчезает радиальный зазор в опоре D, а
осевой зазор еще есть. При этом в опоре D
возникает сила трения F^, препятствующая
осевому перемещению этого опорного конца.
В варианте VI при восприятии нагрузки
на опорах А и D все зазоры исчезли. Система
статически неопределима с тремя лишними
опорными связями.
В варианте VII с двумя лишними опор-
ными связями при восприятии нагрузки в обе-
их опорах А и D выбраны радиальные зазоры.
В опоре D имеется осевой зазор и поэтому
здесь действует сила трения препятст-
вующая перемещению этого опорного конца.
Сила трения, возникающая при осевом
перемещении опорного конца рамы,
Лр=ль/,
где f - коэффициент трения между поверхно-
стями оси и проушины.
В случае, когда сила трения, препятст-
вующая боковому перемещению опорного
конца рамы, превышает распорное усилие,
расчетные схемы II, V и VII трансформируют-
ся в схемы соответственно III, IV и VI.
Представленные выше предпосылки к
определению загруженности плоских
П-образных рам при восприятии нагрузок в
плоскости рамы были экспериментально про-
верены, что позволило констатировать сле-
дующие положения:
1) при расчете П-образных рам с опора-
ми в виде цилиндрических шарниров и нали-
чии в них осевых и радиальных зазоров необ-
ходимо учитывать возможность перехода
опорного устройства одного вида в другое в
процессе увеличения действующей нагрузки, в
противном случае возможна трех-
четырехкратная ошибка при определении на-
пряжений в продольной балке рамы;
2) при расчете статически определимых
П-образных рам необходимо учитывать влия-
ние силы трения, возникающей в подвижной
опоре, на загруженность рамы. Неучет этого
положения может привести к занижению на
300...500 % расчетных напряжений продоль-
ной балки и к завышению на 35...40 % расчет-
ных напряжений в поперечной балке;
3) наиболее нагруженное состояние
продольных балок (толкающих брусьев буль-
дозера) П-образной рамы наблюдается в слу-
чае приложения силы Р на расстоянии al от
рассчитываемой балки (см. табл. 7.2.1). Коэф-
фициент а при этом определяется по специ-
альным формулам для каждой эквивалентной
расчетной схемы и зависит от соотношения
моментов инерции продольной и поперечной
балок и от отношения длины и ширины рамы.
Неучет этого положения может привести к
занижению на 200...250 % расчетных напряже-
ний в продольной балке.
Металлоконструкции строительных, до-
рожных и коммунальных машин представляют
собой системы, состоящие из стержней произ-
вольно ориентированных в пространстве. При
этом нагрузка, прикладываемая к рабочему
оборудованию машины, может изменять раз-
личным способом свое местоположение и ори-
ентацию в пространстве. Кроме того, в отли-
чие от плоских систем выборка зазоров проис-
ходит при повороте пальца цилиндрического
шарнира вокруг двух осей. Все это усложняет
методику выбора эквивалентных расчетных
схем. Однако условия перехода от одной рас-
четной схемы к другой остаются такими же,
как и для плоских систем:
1) уменьшение радиального и осевого
зазора в узле цилиндрического шарнира;
2) появление силы трения, направлен-
ной вдоль оси цилиндрического шарнира.
Отличительная особенность расчета про-
странственных систем - необходимость учета
суммарной реакции, перпендикулярной оси
цилиндрического шарнира, при определении
силы трения. Расчет этих систем требует вы-
полнения огромного числа вычислительных
операций, сопряженных с определением экви-
валентной расчетной схемы в зависимости от
значения воспринимаемой системой нагрузки.
Все это предопределяет необходимость ис-
пользования вычислительной техники и спе-
циальных вычислительных программ.
478
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
7.2.3. ПРЕДЕЛЬНЫЕ СТАТИЧЕСКИЕ
НАГРУЗКИ ПРИ СТОПОРЕНИИ
РАБОЧЕГО ОРГАНА
Загруженность любого элемента метал-
локонструкции строительных, дорожных и
коммунальных машин зависит от величины,
направления и места приложения внешней
нагрузки, создаваемой рабочим органом при
выполнении операций. После составления
расчетной схемы определяют взаимосвязь ме-
жду внешней нагрузкой и напряжениями или
деформациями в рассчитываемом месте конст-
рукции. Затем анализируют расчетную схему
навесного оборудования и определяют поло-
жение, при котором наблюдается максималь-
ная загруженность рассчитываемого элемента.
При решении такой задачи необходимо
знание закона изменения значения максималь-
но возможной нагрузки на рабочем оборудо-
вании в зависимости от места приложения и
направления ее действия. Максимально воз-
можная нагрузка на рабочем оборудовании
определяется параметрами устройства подвода
энергии к рабочему органу.
В большинстве случаев эта нагрузка соз-
дается опорно-ходовым устройством тягача,
возможности которого определяются мощно-
стью силовой установки привода ходового
оборудования, распределением вертикальных
реакций между колесами, типом колесной
схемы и тягово-сцепными свойствами колеса
на опорной поверхности для колесного тягача
или законом распределения давления гусениц
на опорную поверхность и ее тягово-сцепными
свойствами. Кроме того, при определении мак-
симального значения нагрузки необходимо
учитывать ограничения по опрокидыванию
тягача относительно ребер его опорного кон-
тура и ограничение по мощности энергии ис-
точника.
Предельные нагрузки навесного обо-
рудования пневмоколесного тягача. На
рис. 7.2.13 представлена расчетная схема для
определения максимальной нагрузки на рабо-
чем оборудовании четырехколесного тягача с
бездифференциальным приводом на каждое
колесо при встрече его с непреодолимым пре-
пятствием при прямолинейном движении. Тя-
гач. Место контакта с препятствием обозначе-
но координатами хр, ур, zp . Составляющие
равнодействующей реакции препятствия Р по
осям х, у, z
Рх =PcosPcos(o;
Ру = PsinPcos®;
Pz = Psinco,
где СО - угол между равнодействующей силой
Р и опорной поверхностью тягача; Р - угол
между проекцией равнодействующей силы Р
на опорную поверхность и осью х.
Рис. 7.2.13. Схема сил, воспринимаемых колесами тягача при встрече с препятствием
(все колеса ведущие)
ПРЕДЕЛЬНЫЕ СТАТИЧЕСКИЕ НАГРУЗКИ ПРИ СТОПОРЕНИИ РАБОЧЕГО ОРГАНА
479
Оси х и у системы координат определяют
плоскость опорной поверхности тягача. При
наличии уклона опорной поверхности относи-
тельно горизонта в продольном и поперечном
направлениях составляющие веса тягача с на-
весным оборудованием определяются форму-
лами:
Gx = Gsiny; Gy = GsinS,
где у и 8 - углы соответственно продольного и
поперечного уклона опорной поверхности.
Составляющая веса тягача, перпендику-
лярная опорной поверхности
Gz =G\/1—sir? у—sir? 8.
Координатами центра тяжести тягача с
навесным оборудованием являются xG, yG, zG.
Вертикальные реакции опорной поверхности
на колеса тягача q2, Цз, q4; реакции грунта
на колесо, действующие в плоскости опорной
поверхности, определяемые силой тяги, разви-
ваемой соответствующим колесом t\, t2, t3, t4,
реакции грунта в плоскости опорной поверх-
ности, направленные по касательной к траек-
тории движения соответствующего колеса при
повороте тягача относительно препятствия ть
т2, Ъ, т4, противодействующие развороту тя-
гача относительно препятствия; боковые реак-
ции грунта на колесо в плоскости опорной
поверхности, противодействующие боковой
составляющей Ру равнодействующей реакции
препятствия на тягач т^, т^, т7з, т определя-
ется по расчетной схеме (рис. 7.2.14) при усло-
вии их равенства на колесах одной оси тягача:
ТУ1= ТУ2’ ХУЗ = ХУ4'
Рис. 7.2.14. Схема сил на колесах тягача
при восприятии боковой нагрузки Ру
Для случая Xi = х2 и х3 = х4
т =р -Р Хз - т =р ^р—
* ГУ „ > ХУ2 ГУ 2L
2L
х х =_р
* у 2L ’ * у 2L
где L - продольная база тягача.
Нагрузка, воспринимаемая навесным обо-
рудованием, создается ходовым оборудованием
тягача и определяется ограничениями системы
двигатель - движитель - опорная поверхность.
Такими ограничениями являются:
условие достаточности мощности двига-
теля когда предельная сила тяги, создаваемая
двигателем на колесах при движении со скоро-
стью, соответствующей ступени коробки пере-
дач;
условие опрокидывания тягача относи-
тельно ребер опорного контура, которыми
являются линии, соединяющие между собой
точки контакта колес 1-2, 2-4, 1 - 3 и 3 - 4
на опорной поверхности;
условие буксования ведущих колес тягача.
Условие достаточности мощности дви-
гателя тягача. Максимальная сила тяги, раз-
виваемая двигателем тягача при заданной ско-
рости движения v, определяется выражением
Т = N л
V
где N - мощность двигателя, кВт; Т| - КПД
трансмиссии ходового оборудования.
По условию достаточности мощности
двигателя составляющая силы, реализуемой
тягачом на препятствии вдоль оси х, равна
Px = T-Pf-Gx,
где Pf= (Gz — Pz)f- сопротивление движению
колес тягача; f - коэффициент сопротивления
движению колеса тягача.
Подставив значения Рх, Pz, Gx и Gz, по-
лучим
D о М]
Pcospcos© =-^--
- G(f д/1 — sin2 у-sin2 8 + sin у) + Pf sin co.
В результате предельная по условию
мощности двигателя максимальная сила, реа-
лизуемая тягачом на препятствии
480
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
— - G(f Jl-sin2 y-sin23 + sin у)
P = ^---------------------------.
cosPcosco- f sin©
Случай, когда знаменатель этого выра-
жения равен нулю, соответствует перпендику-
лярному к оси х направлению действия равно-
действующей реакции Р со стороны препятст-
вия на тягач. При отрицательных значениях
знаменателя ограничение по условию мощно-
сти двигателя тягача также отсутствует.
Условие опрокидывания тягача относи-
тельно ребер опорного контура. Опорным
контуром являются линии, соединяющие точ-
ки центров контактной площадки колес 1-2,
2-4, 1-ЗиЗ -4, ограничивающие опорный
контур тягача. Рассмотрим условие опрокиды-
вания относительно ребра 1-2. При этом момен-
ту сил, действующему против часовой стрелки
относительно осей ординат (см. рис. 7.2.13), при-
своим положительное значение.
Момент силы реакции препятствия отно-
сительно ребра 1-2
^11-2=Ъ*р-Л(*р + ^/2)]-
Если значение этого момента отрица-
тельное, то условие опрокидывания тягача
относительно ребра 1 - 2 не анализируется, так
как в этом случае опрокидывание возможно
только при повороте относительно ребра 3-4
по часовой стрелке. Момент сил, препятст-
вующих повороту относительно ребра 1-2
M"2=-[Gz(xc+Ll2) + GxzG\.
Предельное состояние по условию опро-
кидывания тягача относительно ребра 1-2
описывается уравнением
М\_2+М}\2=0. (7.2.1)
Максимальная реакция препятствия по
условию опрокидывания тягача относительно
ребра 1-2
Р _gfe+^A|i-sin2Y-sin28+zcsiiry
maX (хР +Z/2)sm®-zPcos®cosp
При вычислении максимальной силы от-
пора препятствия в случае отрицательного
значения СО необходимо учитывать возмож-
ность действия этой силы внутри опорного
контура:
-Z/2< (xp+Z/2)—-—cos|3 <Z/2.
L J
В этом случае опрокидывание относи-
тельно ребер 1-2 и 3-4 невозможно, и опреде-
ление максимальной силы отпора препятствия
по условию опрокидывания относительно этих
ребер не производится. Аналогично получают
математические модели для определения мак-
симального значения реакции препятствия по
условию опрокидывания тягача относительно
ребер 1-3, 2-4 и 3-4.
Условие буксования тягача. При встрече
пневмоколесного тягача с препятствием воз-
можно проскальзование колес относительно
опорной поверхности и максимальную силу
реакции препятствия на тягач необходимо
определять по условию буксования колес.
В теории расчета тракторов максимальная сила
тяги по условию буксования
Tmax = (Gz - Pz)ty\^,
где ф - коэффициент, учитывающий долю
составляющей сил, перпендикулярных опор-
ной поверхности и приходящихся на ведущие
колеса; цт - коэффициент сцепления пневмо-
колеса с опорной поверхностью в продольном
направлении, определяемый опытным путем
для шин различных конструкций при движе-
нии по различным опорным поверхностям.
При встрече тягача с препятствием воз-
можно восприятие нагрузки несимметричной
по отношению к оси симметрии ходового обо-
рудования и произвольной по направлению
действия. В таком случае возможно проскаль-
зование колеса по направлению, несовпадаю-
щему с направлением продольного движения
тягача. Для анализа этого явления необходимо
знать закон изменения коэффициента сцепле-
ния ц колеса с опорной поверхностью в зави-
симости от угла 0 направления его скольжения
по отношению к продольной оси движения.
Опыт изучения процессов резания грунта
косо поставленными ножами позволяет пред-
положить возможность уменьшения коэффи-
циента сцепления пневмоколеса с опорной
поверхностью при отклонении направления
его скольжения от продольной оси движения в
случае ориентации грунтозацепов колеса пер-
пендикулярно оси движения. И, наоборот, при
косо поставленных грунтозацепах колеса воз-
можно увеличение коэффициента сцепления в
указанных выше условиях.
ПРЕДЕЛЬНЫЕ СТАТИЧЕСКИЕ НАГРУЗКИ ПРИ СТОПОРЕНИИ РАБОЧЕГО ОРГАНА
481
Закон изменения значения коэффициента
сцепления от направления скольжения пред-
ставим уравнением эллипса в полярных коор-
динатах
ц= МтМб-----------=, (7.2.2)
где Цб - коэффициент сцепления колеса с
опорной поверхностью в направлении, пер-
пендикулярном продольному; 0 - угол между
направлением возможного скольжения пнев-
моколеса и направлением движения тягача, т.е.
направлением действия реализуемой им силы
тяги.
При встрече препятствия, смещенного
относительно продольной оси симметрии тя-
гача, каждое его колесо в месте контакта с
опорной поверхностью воспринимает сле-
дующие нагрузки: вертикальную д, (см.
рис. 7.2.13), индекс i которой соответствует
номеру колеса; реакцию т,- -опорной поверх-
ности на колесо, противодействующую его
повороту относительно точки контакта тягача
с препятствием; возникающую на ведущем
колесе силу тяги tf, боковую реакцию Tyi грун-
та на колесо в плоскости опорной поверхно-
сти, противодействующую боковой состав-
ляющей Ру равнодействующей реакции пре-
пятствия на тягач.
Равнодействующая этих сил согласно
расчетной схеме (рис. 7.2.15)
Рк =
= +т? +тя +2т/т> cos a, -2Visina, •
Предельное состояние на ьм колесе по
условию скольжения наступит, когда дос-
тигнет значения д,|Л. Для определения этого
положения необходимо знать величину q, и
функциональную связь между силой t, и реак-
цией т, противодействия его повороту относи-
тельно препятствия.
Значение q, определяется системой четы-
рех уравнений, три из которых уравнения ра-
венства нулю суммы моментов относительно
ребер опорного контура 2-4 и 3-4 (ХМ2-4 = О
и ТМз-4 = 0) и равенства нулю суммы проекций
на ось z действующих на тягач сил (jLz = 0).
Четвертое уравнение можно получить из рас-
смотрения перемещения точки пересечения
диагоналей, соединяющих узлы крепления
колес тягача (рис. 7.2.16). При этом допускает-
ся, что жесткость металлоконструкции рамы
тягача в вертикальном и горизонтальном на-
правлениях значительно превышает жесткость
шин, и перемещениями, вызванными дефор-
мацией рамы, можно пренебречь. Вертикаль-
ные деформация шин
5, = qt/Ch
где С, - жесткость шины ьго колеса по верти-
кальному направлению.
В результате система уравнений для оп-
ределения вертикальных реакций q, на колесах
тягача запишется в следующем виде:
~(<7i + + (В/2 + ye)Gz - G^g + PyZp -
-(В/2 +ур) Pz = 0;
+ + Gxzg + (LU - Xg)Gz-
- PxZp - (L/2-Хр) Pz = 0;
<7i + <72 + <7з + <74 + Pz~ Gz == °;
q\ ICi^q^lC^ — q^/Ci, +<74 /Cj = 0.
Для определения функциональной связи
между силой тяги каждого колеса и реакцией
Т/ противодействия повороту относительно
препятствия можно использовать свойство
Рис. 7.2.15. Определение равнодействующей сил,
действующих в опорной плоскости i-го колеса
Рис. 7.2.16. Расчетная схема к определению
вертикальных реакций на колесах тягача
16- 1317
482
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
упругих деформаций шин колес при воспри-
ятии нагрузок по любым направлениям. В таком
случае сила противодействия каждого колеса Т/
повороту прямо пропорциональна его расстоя-
нию г, от точки контакта с препятствием:
Т) Т2 _ Т3 Т4
И г2 г3 Ц ’
Для простоты изложения расчетную схе-
му сил, действующих в плоскости опорной по-
верхности колес (рис. 7.2.17), можно рассмотреть
при условии отсутствия боковой составляющей
когда тп=т№=тл=ту4=0.
Согласно расчетной схеме уравнение
моментов сил, действующих в опорной плос-
кости колес тягача, относительно точки кон-
такта рабочего оборудования с препятствием
при равенстве сил тяги на каждом из его колес
(6 = h = h = h ~ t) имеет вид
(ti - rsinaO ri +(т2 - fsina2) г2 +
+ (т3 - rsina3) г3 + (т4 - /sina4)r4+A/G = О,
где Mg - момент, создаваемый составляющи-
ми веса тягача Gx и Gy относительно препятст-
вия, sin а, = (у,-ур)/г,. .
Силы каждого колеса Т/, препятствующие
повороту тягача, можно выразить через силу
одного из колес (например с учетом их
взаимосвязи, определяемой упругостью шин
при восприятии боковых нагрузок:
Т2=1Л;Тз=1Л;Т4=1Л. (7.2.3)
И И И
Подставив значения Т/ и sina, в уравне-
ние моментов, после преобразований получим
—-4УР)+Мв = ° •
В результате имеем для тягача со всеми
ведущими колесами с симметричной колесной
схемой:
для колеса 1
_^Ур~^У^~мс
Т1= 2>2
для колеса 2 путем аналогичных рассуж-
дений получим
_<4ур-^У^~мв
для колеса 3
<АУр
тз =-------ФН---------гз;
для колеса 4
_^Ур~Цу^~мс
Т4 V* 2
В общем виде для /-го колеса
(АУр-^У^-Мо
Я?
Условие предельного состояния /-го ко-
леса по скольжению pf — q^.
Y
Рнс. 7.2.17. Расчетная схема к определению реакций в плоскости опорной поверхности колес
(все колеса ведущие)
ПРЕДЕЛЬНЫЕ СТАТИЧЕСКИЕ НАГРУЗКИ ПРИ СТОПОРЕНИИ РАБОЧЕГО ОРГАНА
483
Коэффициент ц определяется выражени-
ем (7.2.2) в зависимости от направления дейст-
вия равнодействующей сил т, и ti9 COS0 и
sin 0 которой к оси х определяется из анализа
треугольника, составленного векторами сил
phTj и^(рис. 7.2.18):
. ^cosa, г -т sin a,
sm0, =—-------cos0, = -—
Pi Pi
Тогда в выражение (7.2.2) преобразуется
к виду:
+ту sina,)2
Учитывая, что Ц = pjqi, запишем урав-
нение для определения tf в следующем виде:
H2T2cos2a, + + Ъ sina,)2 = <7,2Ц?|4 >
(7-2.4)
в которое подставляются
xi = ait-bi-,
где а, = (4уР - £ у,)г,/£ г/,
/>, =Мсг^^г?
В результате получается квадратное
уравнение для определения максимальной по
условию буксования силы тяги на i-м колесе.
Это уравнение записано для случая, когда дру-
гие колеса тягача не буксуют, и сила тяги на
всех колесах одинаковая. После его решения
для каждого колеса и сопоставления предель-
ных значений сил тяги можно установить ко-
лесо тягача, которое при меньшей силе тяги
начнет буксовать.
С момента достижения предельного со-
стояния на каком-либо колесе дальнейшее
увеличение силы тяги, реализуемой на препят-
ствии, происходит в новых условиях. Сила
тяги увеличивается вследствие ее роста на
колесах, на которых предельное состояние по
сцеплению еще не достигнуто. При этом си-
лы тяги и противодействия повороту тягача на
колесе, на котором достигнуто предельное
состояние, остаются постоянными.
На следующем этапе решения задачи оп-
ределения предельной нагрузки необходимо
изменять условия для составления уравнения
равновесия моментов сил, действующих в
плоскости опорной поверхности тягача. Так,
при достижении предельной силы тяги по
скольжению на четвертом колесе уравнение
моментов сил относительно точки контакта с
препятствием примет вид:
-(tj H-sina^ -(т2 +sina2)r2 -
-(т3 + sina3)r3 -(т4 +sina4)r4 +MG =0.
Силы тяги на колесах, неподверженных
буксованию, равны (t\ = t2 = (з = t), сила тяги
на четвертом колесе f4 определяется из урав-
нения (7.2.4), а т4-выражением
Т4 ^4^4 ^4»
где а, = (4уР - £ у, )г4 /£ г} ;
ft, = MGr4/£r,2.
Проведя аналогичные приведенным вы-
ше рассуждения, получим
3
где М = MG - (т4 + /48та4)г4.
Очевидно, что формула для определения
величины г, сохранила прежний вид. Измени-
лись только коэффициенты а, и bf.
Рис. 7.2.18. Расчетная схема к определению
равнодействующей сил на i-м колесе
Подставив значения этих коэффициентов
в уравнение (7.2.4) и решив его 3 раза для каж-
дого колеса, можно рассчитать следующее
колесо, которое при меньшей силе тяги t дос-
тигнет предельного состояния.
Таким образом после многократного ре-
шения уравнения (7.2.4) и выполнения опера-
ций сопоставления можно определить значе-
16=
484
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
ние составляющих максимальной по условию
буксования реакции на рабочем оборудовании
при встречи тягача с непреодолимым препят-
ствием:
Рх = 6 + h +13 + t4 + TiSinai + x2sina2 +
+ T3sina3 + T4sina4;
Py = Ticosai + x2cosa2 + T3COSOC3 + x4cosa4;
Pz = Gz-q\ -qi-qi-q*-
На основе представленного анализа
взаимодействия колес с опорной поверхностью
при встречи тягача с непреодолимым препят-
ствием в ГТУ МАДИ разработана математиче-
ская модель, алгоритм и вычислительная про-
грамма для определения максимального значе-
ния реакции препятствия на тягач. Вычисли-
тельная программа позволяет определить пре-
дельные нагрузки на рабочем оборудовании
четырехколесного тягача различного конст-
руктивного исполнения в зависимости от ко-
лесной схемы, наличия или отсутствия диффе-
ренциальной передачи, жесткостных и геомет-
рических параметров колесного хода (12 вари-
антов конструктивного исполнения).
Расчеты с использованием этой програм-
мы позволили сделать следующие выводы.
1. При прямолинейном движении тягача
и встрече препятствия, смещенного относи-
тельно продольной плоскости симметрии хо-
дового оборудования, в месте контакта пре-
пятствия с навесным оборудованием тягача
возникает боковая реакция препятствия Ру как
следствие появления на колесах касательных
реакций т„ уравновешивающих разворачи-
вающий относительно препятствия момент.
2. При определении предельных нагру-
зок навесного оборудования тягача отсутству-
ет необходимость во введении ограничения на
их величину по опрокидыванию тягача отно-
сительно какого-либо ребра опорного контура.
3. Смещение точки контакта навесного
оборудования в сторону от продольной плос-
кости симметрии ходового оборудования тяга-
ча ведет к снижению нагрузок, воспринимае-
мых его конструкцией, определяемых буксо-
ванием колес. При этом значение суммарной
силы тяги колес тягача ограничивается только
достаточностью мощности энергоустановки и
может быть в 1,4 - 1,5 раз выше предельной
силы тяги при буксовании, соответствующей
расположению точки контакта с препятствием
в продольной плоскости симметрии ходового
оборудования.
4. При встрече препятствия вне про-
дольной плоскости симметрии ходового обо-
рудования тягача смещение точки контакта с
препятствием ниже опорной поверхности ко-
лес ведет к увеличению предельных нагрузок
рабочего оборудования. При смещении точки
контакта с препятствием в обратном направле-
нии значения предельных нагрузок навесного
оборудования изменяются незначительно.
Предельные нагрузки навесного обо-
рудования гусеничного тягача. Расчетная
схема для определения максимальной нагруз-
ки на рабочем органе, реализуемой движите-
лем гусеничного тягача, представлена на
рис. 7.2.19.
Предельное состояние тягача рассматри-
вается при равномерном движении, поэтому
силы инерции в расчетной схеме не учитыва-
ются. Учет этих сил предполагается при даль-
нейшем анализе максимальных нагрузок на
базе динамического расчета.
При встрече тягача с препятствием в
произвольной точке и под произвольным уг-
лом в месте контакта его с конструкцией на-
весного оборудования возникает сила, величи-
на которой определяется ограничениями сис-
темы двигатель - движитель - опорная по-
верхность. Такими ограничениями являются:
предельная сила тяги, развиваемая двига-
телем тягача при движении со скоростью, со-
ответствующей ступени коробки передач, т.е.
условие достаточности мощности двигателя
тягача;
опрокидывание тягача относительно реб-
ра АА\ опорного контура гусеничного движи-
теля;
опрокидывание тягача относительно реб-
ра ВВ\,
опрокидывание тягача относительно реб-
ра АВ;
опрокидывание тягача относительно реб-
ра А1В1;
буксование гусеничного движителя в ус-
ловиях разворота тягача относительно препят-
ствия.
Рассмотрим особенности составления
математической модели по последнему огра-
ничению.
Условие буксования при развороте гусе-
ничного тягача относительно препятствия.
Для анализа буксования при развороте тягача
относительно препятствия введем следующие
допущения:
ПРЕДЕЛЬНЫЕ СТАТИЧЕСКИЕ НАГРУЗКИ ПРИ СТОПОРЕНИИ РАБОЧЕГО ОРГАНА
485
Рис. 7.2.19. Схема сил, воспринимаемых гусеничным тягачом при встрече с препятствием:
q - нормальное давление элементарной площадки dx и dy гусеничного трака на опорную поверхность; а - угол
между радиусом г возможной траектории движения элементарной площадки относительно препятствия и осью
х; т - реактивная сила грунта на элементарную площадку гусеничного трака, ориентированная в направлении
противоположном возможному ее скольжению относительно опорной поверхности при поворотне тягача
относительно препятствия. Направление действия силы т перпендикулярно радиусу г, соединяющему точку
встречи препятствия с центром элементарной площадки; t - продольная реактивная сила от грунта на
элементарную площадку гусеничного трака, вызванная натяжением опорной ветви гусеницы при движении
тягача. Значение силы t не меняется по длине гусеницы на участках, где результирующая реактивная сила
грунта на элементарную площадку гусеницы не превышает предельного значения по скольжению
относительно опорной поверхности; точки Л, А ь В, В\ - вершины прямоугольника опорного контура тягача;
Яа, Яв и qB\ - нормальное давление гусеничного трака соответственно в вершинах опорного контура тягача
Л, А1, В и В\, L и b - соответственно длина и ширина гусеницы; В - поперечная база тягача
поверхности грунта и гусениц плоские;
грунт в пределах опорной поверхности
гусениц однородный, упругий, зависимость
деформации грунта от воспринимаемого им
давления линейная;
гусеничная цепь, лежащая на грунте,
считается жестким телом;
давление по длине и по ширине гусениц
распределяется по линейному закону;
коэффициент трения между башмаком
гусеницы и грунтом по разным направлениям
перемещения не одинаков;
рама машины абсолютно жесткая.
При развороте тягача относительно пре-
пятствия элементарная площадка гусеницы
вовлекается в круговое движение относитель-
но места контакта с препятствием, радиус тра-
ектории которой г определяется расстоянием
между проекцией на опорную поверхность
точки контакта тягача с препятствием Сху,
координаты которой хр, ур и центром элемен-
тарной площадки размером dx х dy с коорди-
натами х, у (рис. 7.2.20)
r=-J^~xp)t +(у-УрУ
Рис. 7.2.20. Схема сил, действующих
на элемент гусеницы
486
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
Предельное состояние при развороте тя-
гача относительно препятствия наступает в
момент, когда на каждой элементарной пло-
щадке гусениц результирующая реактивных
сил от грунта р = т 4-1 достигнет величины
где t - элементарная реактивная от грунта
сила, противодействующая силе тяги и на-
правленная по ходу движения тягача; Т -
элементарная реактивная от грунта сила, про-
тиводействующая развороту тягача и перпен-
дикулярная радиусу г; цб - коэффициент тре-
ния гусеницы по направлению действия рав-
нодействующей элементарной силы р, опреде-
ляемому углом 0;
|>е НтНб
-Jl4sin20 + |4 cos20
где Цт - коэффициент трения гусеницы вдоль
ее продольной оси; Цб - коэффициент трения
гусеницы в направлении, перпендикулярном
продольной оси.
Давление элементарной площадки гусе-
ницы на опорную поверхность изменяется по
закону
q = qo+kxx + kyy,
где д0 - среднее давление на опорную поверх-
ность гусеницы, определяемое условием рав-
номерного распределения давлений от дейст-
вия нормальной к опорной поверхности реак-
ции тягача; кх и ку - коэффициенты пропор-
циональности давления гусениц соответствен-
но по координате хи у.
Элементарная реактивная от грунта сила
t по направлению движения тягача определя-
ется горизонтальным прессованием грунта
зацепами гусениц в направлении, обратном
движению трактора. В случае отсутствия про-
скальзывания относительно грунта всех эле-
ментарных площадок сила t по длине гусеницы
постоянна. При достижении предельного по
проскальзыванию состояния какого-либо уча-
стка гусеницы эта сила постоянна по длине
гусеницы на той ее части, которая неподвер-
жена скольжению, а на скользящих участках
гусеницы значение реактивной силы t по длине
гусеницы вычисляется в соответствии с усло-
вием предельного состояния.
Максимальная сила Рх, реализуемая пра-
вой и левой гусеницами тягача на препятствии,
состоит из суммы всех элементарных сил и
проекций Т/ на продольную ось тягача, опреде-
ляемых проскальзыванием элементарных
площадок относительно грунта:
= £// +ZT-Sina<>
где а, угол между радиусом траектории воз-
можного движения i-й элементарной площад-
ки и осью х выбранной системы координат
(см. рис. 7.2.20).
Определим максимальную силу, разви-
ваемую гусеничным тягачом, из условия воз-
можности его разворота относительно препят-
ствия. Уравнение равновесия моментов всех
сил в плоскости опорной поверхности гусениц
относительно точки контакта тягача с препят-
ствием для случая, когда предельное состояние
по скольжению на любой из элементарных
площадок обеих гусениц не достигнуто, имеет
вид
-^r,/,sina, -Gy(xG -Хр)+
+ 6х(Уа-Ур) = (>-
В этом случае = tn = const для любой
элементарной площадки обеих гусениц. Тогда
уравнение равновесия имеет вид
sina* “ХГ'Т' ~GAXG -*p) +
+ ^*0?с-Ур) = О-
Здесь приняты следующие обозначения:
г, - расстояние от точки контакта тягача с пре-
пятствием до центра элементарной i-й пло-
щадки с размерами сторон dx и dy и координа-
тами центра площадки х, и у,; а, - угол между
осью х и радиусом rh
. ✓ < ✓ р
sina, = ;
^(xi-xp)2+(yi-yp)2
где хр и ур- координаты точки контакта рабо-
чего оборудования тягача с препятствием; т, -
элементарная реактивная от грунта сила, про-
тиводействующая развороту тягача и перпен-
дикулярная радиусу г,.
ПРЕДЕЛЬНЫЕ СТАТИЧЕСКИЕ НАГРУЗКИ ПРИ СТОПОРЕНИИ РАБОЧЕГО ОРГАНА
487
Согласно допущениям о пренебрежении
упругими деформациями гусениц в плоскости
опорной поверхности и прямой пропорцио-
нальности реактивных сил от грунта его де-
формации касательная сила т, пропорциональ-
на расстоянию Г/, т.е. расстоянию от точки
контакта с препятствием до ьй элементарной
площадки:
xi/r, = ^„lrn-, х, =^nrilrn,
где и гп - соответственно касательная со-
ставляющая реактивной силы грунта и рас-
стояние от препятствия до заданной и-ой эле-
ментарной площадки гусеницы, равновесие
которой оценивается по предельному состоя-
нию.
В таком случае уравнение равновесия
моментов по развороту тягача можно предста-
вить через составляющие реактивной силы
грунта на п-й площадке в следующем виде:
-tn^ri sin a,-~^r2-Gy(xG-Хр)+
Гп
+ Gx(yG~yp) = Q-
Из этого выражения получим
'Л Iosina,
~ V 2
Lr‘
6у(хв-хр)-Сх(ус-Ур)
Дальнейшее рассмотрение решения по-
ставленной задачи для простоты изложения
продолжим для условия установки тягача на
горизонтальной опорной поверхности. Тогда
Gy - Gx = 0, а
sina< /Z/-2 •
Рассмотрим треугольник, составленный
векторами элементарных сил рп, tn и т„. При
положительном значении ур и указанном на-
правлении тягача имеем
Р» = ('» + sina„у- + (т„ cosa„У ,
ИЛИ
Л» = 6? + sin ^п •
Подставим в это выражение полученное
выше значение т„, обозначив
4>=-'-nZ'/Sina//2X-
Тогда
Рп = (1 + 2 sin ос п Ап + Ап).
Отсюда
^-±1 Рп
V (l+2sina„4i + Ajj )
Физике процесса взаимодействия гусе-
ниц тягача с опорной поверхностью согласно
принятому положительному направлению осей
координат (см. рис. 7.2.19) соответствует ре-
шение
tn=~ I Р" -•
У (l + 2sina„^„ + Л2)
Предельное значение реакции грунта на
элементарную л-ю площадку определяется
выражением
Рп ~ Яп\^п^
где qn =qQ+kxxn +кууп\ - коэффициент тре-
ния между элементарной площадкой гусеницы
и грунтом по направлению действия равнодей-
ствующей элементарной силы рп, определяе-
мому углом 0„ (см. рис. 7.2.20);
„ __________НтНб__________
Ни /—z - ~ “ •
7n;sin2е„+Цбсоз 9„
Еще раз рассмотрим треугольник, со-
ставленный векторами элементарных сил Рп, tn
и тп. Согласно теореме синусов
^и _______Рп____________________
sin Qn sin(90 + a„) sin(90 - an - 0„)
или
^n _ Pn _________tn_____
sin 0„ cos a„ cos(a n + 0„)
Отсюда:
sinG„ =T„cosa„/p„ и
cos G„ = -jpl-x2„cos2a„ /p„ .
После подстановки значений sin9„ и
cos6n в выражение для вычисления имеем
ц РлМтМб
^ц2т2соз2ал+Цб(гп-Tn cos2 a„)
488
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
Учитывая, что = PtJqn, получим
р =_____________?пРлНтЦб____________
д/ц2т2 cos2 <х„ + ц|(р2-г2 cos2 а„)
После преобразований предельная рав-
нодействующая реактивных сил на п-й эле-
ментарной площадке гусеницы в зависимости
от направления действия и давления, прихо-
дящегося на эту площадку, определится выра-
жением
рп =—+*» cos2 а(ц^ +ц2) .
Нб
Подставим это значение рп в формулу
для расчета tn и, учитывая, что = Antn,
получим
I 2 • 2 2 2
L . .2 Нб sm ап +Rtcos ай
1 + 2sm а„ А„ + А* ---5—^1-------5-
Мб
(7.2.5)
В случае цт = цб = Ц имеем
t„ =- д"Ит (7.2.6)
д/14-28тал^ +А%
По этим формулам можно определить
предельную силу тяги tn при скольжении п-й
элементарной площадки гусеницы при усло-
вии отсутствия его на других площадках и
равном распределении силы тяги по длине
гусениц. Согласно этим формулам состояние
скольжения возможно на одной или несколь-
ких элементарных площадках, расположенных
на одинаковом расстоянии от препятствия и
воспринимающих одинаковое давление. Пол-
ное буксование, или юз гусениц, при этом не
происходит. Оно возникает при увеличении
силы тяги в момент, когда состояние скольже-
ния наступит на всех элементарных площадках
гусениц. Нарастание силы тяги будет происхо-
дить при постоянных значениях реактивных
сил на элементарных площадках, в которых
уже было достигнуто скольжение, и равном
распределении силы тяги по длине части гусе-
ницы, неподверженной скольжению.
В этом случае уравнение равновесия мо-
ментов сил относительно точки контакта с
препятствием, действующих в плоскости
опорной поверхности, примет вид:
sina<" - —-
rn
- Gy (XG - xp )+ Gx (tg - Ур ) = °’ (7-2-7)
где rz>z sin azn - сумма произведений ука-
занных величин (расстояний от точки контакта
с препятствием до продольных составляющих
реактивных сил грунта на элементарных пло-
щадках) без учета площадок, в которых уже
достигнуто предельное по скольжению со-
стояние; - сумма квадратов расстоя-
ний от точки контакта с препятствием до
центров элементарных площадок без учета
площадок, в которых уже достигнуто предель-
ное по скольжению состояние; ~
=rm -tni rni sinan/) - сумма моментов,
создаваемых реактивными силами грунта на
элементарных площадках, в которых уже дос-
тигнуто предельное по скольжению состояние;
rnz ^z sinam - момент, создаваемый про-
дольной составляющей реактивной силы грун-
та на элементарной площадке, в которой уже
достигнуто предельное по скольжению со-
стояние; xnirni - момент, создаваемый каса-
тельной составляющей реактивной силы грун-
та на элементарной площадке, в которой уже
достигнуто предельное по скольжению со-
стояние.
Из уравнения (7.2.7), обозначив
Гп^п Sina«
"=- хг. ’
х ~Gy(xG ~xp) + Gx(yG -J'p)] -
следует т„ =({„А^ +М).
Подставим полученное значение в
уравнение, описывающее связи сторон тре-
угольника, составленного векторами элемен-
тарных сил рп, tn и тп:
ПРЕДЕЛЬНЫЕ СТАТИЧЕСКИЕ НАГРУЗКИ ПРИ СТОПОРЕНИИ РАБОЧЕГО ОРГАНА
489
Рп=^2+Мп+л/)2 +
+ Л/) sina„.
Учитывая, что
Рп = —
Нб
'п = (tnAin *"
получим
2 2 2
^пМ'тМ'б +
+ (tnAin + M)2cos2a„(^ -ц?)/ц2б =
~ + ^fn^in + (tnAin + М) sin an,
Решение этого уравнения имеет вид
где
_ b-Jb2 +ас
tn ~
а
a = l + 2smanAin 4-Я2™
Ь = М
sma„ + 4,
(7.2.8)
2
1—cos a.
2 2 А
Нб-Нт .
'п 7 р
Мб )
2
i 2 Цб“Н:
1-cos аи
Нб
(2 2 A
1-со82апЦб .
Мб )
При М = 0 и цт=цб=|л выражение
(7.2.8) принимает вид (7.2.6), при М 0 и
Нт = И б ~ И выражение (7.2.8) имеет вид
M(sma„ + Ain)-^M2(sina.„ + Ain)2 + (д2ц2-M2)(l + 2sina„A,„ + А2„)
1 + 2sinctnAin 4- Ain
Определение предельной продольной ре-
акции грунта tn на л-й элементарной площадке
гусеницы получим при известном законе рас-
пределения давлений на ее опорную поверх-
ность, характеризующемся коэффициентами
до, кх и ку, которые определяются при рас-
смотрении условия равновесия тягача на опор-
ной поверхности из уравнений LZ = О,
1Мх=о,1Му=о.
Коэффициент
00 =-^7,
(7.2.9)
где Q - составляющая реакции тягача, перпен-
дикулярная опорной поверхности;
Q = G^l-sin2 y-sin2S - Р sin со.
Коэффициент
кх =Шу/Ь1?,
где Му - момент относительно оси у всех сил,
действующих на тягач;
Му =Gl zG siny+ xG^l-sin2 у-sin2 8 l4-
+ P(zp COSPcOSCO-Xp sin co).
Коэффициент
6MX
2+зв(в-й)] ’
где Mx - момент относительно оси x всех сил,
действующих на тягач;
Мх = G^zg sin8 4- yGд/1-sin2 y-sin2T) 4-
4- P(zp sin P cos co - yP sin co).
Представленные выражения для опреде-
ления коэффициентов go, кх и ку позволяют
вычислить давление в каждой точке гусеницы,
а значит и предельную сдвиговую элементар-
ную силу р только для случаев, когда вся
опорная поверхность гусеницы воспринимает
положительное (согласно расчетной схеме)
давление грунта. Отрицательное давление со-
гласно физике явления свободного опирания
гусеницы на грунт невозможно. Получение
отрицательных давлений свидетельствует о
неполном использовании опорной поверхно-
сти гусениц, поэтому необходим расчет, опре-
деляющий границы ее активной части, вос-
принимающей нагрузку, и новые значения
коэффициентов д0, кх, ку. В этом случае вы-
числения ведутся в такой последовательности:
490
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
определяется положение общего центра
тяжести эпюр давлений обеих гусениц на
опорную поверхность;
вычисляются отдельно для левой или
правой гусеницы координаты центра тяжести
эпюр давлений на опорную поверхность;
находится положение на опорной по-
верхности линии, проходящей через координа-
ты центров тяжести эпюр давлений, и коорди-
наты точек пересечения ее с линиями, ограни-
чивающими опорный контур тягача;
вычисляется длина активной части гусе-
ниц, на которую тягач опирается при воспри-
ятии нагрузки;
находится положение линии, ограничи-
вающей активную часть гусениц, и вычисля-
ются координаты пересечения ее с линиями
опорного контура тягача;
определяется максимальное давление на
участке опорной поверхности гусеницы,
имеющем закон изменения давлений в виде
треугольной эпюры;
по известным значениям ординат трех
точек эпюры распределения давлений от гусе-
ниц на опорную поверхность определяются
коэффициенты д0, кх и ку уравнения, описы-
вающего закон изменения давлений гусениц на
опорную поверхность при отрыве части ее от
грунта.
Представленные выше математические
модели позволяют разработать алгоритм и
программу вычислений для определения пре-
дельной нагрузки, воспринимаемой навесным
оборудованием гусеничного тягача при встре-
че с непреодолимым препятствием в произ-
вольной точке и по произвольному направле-
нию.
Согласно РД 24.220.03-90 металлоконст-
рукции и детали машин рассчитывают на
прочность по максимальным нагрузкам с уче-
том коэффициентов динамичности.
7.2.4. ДИНАМИЧЕСКИЕ НАГРУЗКИ
Согласно исследованиям динамических
процессов к основным параметрам машины и
ее рабочего процесса, влияющими на динами-
ческие нагрузки, относятся: масса машины и
ее распределение в конструкции; характери-
стика и основные параметры двигателя; тип и
передаточные числа трансмиссии; сцепной вес
и сцепные качества движителей и поверхно-
стей качения; тип и параметры привода управ-
ления; тип и параметры рабочего органа, опре-
деляющие величину и интенсивность возрас-
тания сопротивлений на нем; жесткость метал-
локонструкций рабочего оборудования и дета-
лей, соединяющих его с тягачом; свойства
разрабатываемого материала и применяемые
приемы управления машиной, а также случай-
ных препятствий при выполнении рабочим
органом операций, для которых предназначена
машина.
В отличие от строительных конструкций,
для которых динамические нагрузки опреде-
ляются внешними динамическими воздейст-
виями, в металлоконструкциях строительных,
дорожных и коммунальных машин они обу-
словлены также внутренними динамическими
воздействиями. Внутренние динамические
воздействия - сила или момент, развиваемые
двигателем машины. При этом внешние воз-
действия на металлоконструкцию (например,
сила инерции при подъеме груза, сопротивле-
ния на рабочем органе и др.) определяются
характеристикой двигателя, т.е. законом изме-
нения его частоты вращения от момента со-
противления на валу.
При работе отдельных механизмов ма-
шины силовое воздействие от двигателя или
тормоза передается на металлоконструкцию
через систему привода механизма, жесткость
элементов которого значительно превышает
жесткость металлоконструкции. Поэтому без
снижения практической точности расчетов
металлических конструкций можно не учиты-
вать упругость жестких передач.
Массы элементов привода механизмов
строительных, дорожных и коммунальных
машин, приведенные к рассчитываемому эле-
менту металлоконструкции, могут достигать
90 % и более общей суммарной массы.
В таких случаях при составлении расчетных
схем определения динамических нагрузок
можно пренебрегать массой металлоконструк-
ции, что в значительной степени упрощает
расчет.
Динамические нагрузки, воспринимае-
мые металлоконструкцией - следствие взаи-
модействия исполнительных рабочих органов
машины со средой или перемещаемым пред-
метом в условиях неустановившегося режима
движения. Для строительных, дорожных и
коммунальных машин можно выделить три
характерных случая возникновения динамиче-
ских нагрузок:
режим неустановившегося движения
(разгон - торможение) в условиях одновре-
ДИНАМИЧЕСКИЕ НАГРУЗКИ
491
менного движения всех масс привода меха-
низма;
двухэтапный режим движения, когда
массы машины и тел-объектов воздействия
вовлекаются в движение не одновременно, а
по мере выбора слабины или зазоров; затем все
массы одновременно участвуют в двйжении;
внезапный удар о непреодолимое препят-
ствие или обрыв какого-либо элемента конст-
рукции (например, каната грузоподъемного
механизма).
Расчетная динамическая схема, т.е. мо-
дель реальной системы, должна удовлетворять
двум главным требованиям: во-первых, долж-
на быть в известной мере адекватна реальной
системе и отражать ее основные физические
свойства; во-вторых, должна быть не очень
сложной, чтобы решение динамической задачи
оказалось не слишком трудоемким. Всякое
усложнение расчетной схемы должно быть
оправдано получением необходимого для дан-
ного случая более точного решения. В то же
время упрощение расчетной схемы не должно
приводить к искажению реального физическо-
го процесса.
В расчетах строительных, дорожных и
коммунальных машин часто используют од-
номассовую (с одной степенью свободы) сис-
тему с приведенной массой Мп и приведенной
жесткостью Сп. Точкой приведения массы и
жесткостей является элемент конструкции, на
котором определяется величина внешнего ди-
намического воздействия.
Приведенную жесткость металлоконст-
рукции определяют через податливость конст-
рукции 8ц в направлении действия динамиче-
ской нагрузки:
Сп=1/8П.
Податливость 8Н - значение деформа-
ции металлоконструкции при восприятии еди-
ничной нагрузки по направлению действия
динамической нагрузки.
Применение одномассовых систем ха-
рактерно при анализе динамических процес-
сов, сопровождаемых резким (ударным) изме-
нением внешних воздействий на металлокон-
струкцию, например при встрече рабочего
органа машины с непреодолимым препятстви-
ем или при подъеме груза механизмом с пер-
воначально ослабленным тросом.
При анализе динамических процессов,
сопровождаемых одновременным движением
всех масс системы, применяют двухмассовые
системы (с двумя степенями свободы). Эле-
мент приведения масс - рассчитываемый на
прочность элемент конструкции.
Трехмассовые и более эквивалентные
расчетные схемы используют при наличии в
многомассовой системе вязкопластичных свя-
зей между отдельными массами (гидромуфт,
амортизаторов и др.). Реакции связей в этом
случае зависят не только от деформативных
свойств системы, но и от ее скоростных харак-
теристик.
Критерий эквивалентности одно-, двух-,
трехмассовой системы действительной много-
массовой системе - равенство сумм кинетиче-
ских и потенциальных энергий этих двух сис-
тем. В результате такого упрощения динами-
ческие нагрузки определяются с меньшей точ-
ностью, так как не учитываются гармоники
высокочастотных колебаний, получаемые при
решении многомассовой системы. Так как
гармоники высоких частот затухают быстрее,
чем низкочастотные составляющие достигнут
существенного значения, основное влияние на
прочность конструкции оказывают медленно
затухающие колебания низшей частоты. Прак-
тически в большинстве случаев достаточно
ограничиться рассмотрением только основной
низшей частоты.
Для определения нормальных макси-
мальных нагрузок на рабочее оборудование
машин для земляных работ, когда интенсив-
ность возрастания сопротивлений копанию
значительно меньше (не менее чем на один
порядок) жесткости металлоконструкций ра-
бочего оборудования, рекомендуется пользо-
ваться расчетными положениями одномассной
жесткой системы. При этом динамическая
нагрузка Рр 0, действующая на рабочий орган
при копании грунтов при движении на низших
передачах и ограничении сцепления движите-
ля с грунтом, определяется формулой
Рр.о=Л + Ун^Й,
где Рх - сила, реализуемая тягачом по направ-
лению оси х и определяемая в зависимости от
места приложения и направления действия
равнодействующей сил сопротивления копа-
нию; vH - начальная скорость движения тягача;
А - интенсивность возрастания сопротивления
копанию; т - общая масса машины.
Динамическая нагрузка на детали креп-
ления рабочего органа к раме базовой машины
492
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
Рб=Л+(^-^р.о)ун
где 7Ир 0 - масса рабочего органа.
Динамическая нагрузка на прицепное
устройство
Рп=Рх+(т-/ип)ун
где тп - масса прицепной части землеройной
машины.
Для определения динамической нагрузки,
возникающей при встрече рабочего органа с
непреодолимыми препятствиями, рекоменду-
ется пользоваться расчетными положениями
одномассовой жесткой системы для тягача с
навесным рабочим оборудованием и двухмас-
совой эквивалентной системой для тягача с
прицепным рабочим органом.
Динамическая нагрузка, действующая на
рабочий орган тягача с навесным оборудова-
нием,
^р.о = Рх + VH>
где
Сп =-----—----приведенная жесткость
С + Смк
препятствия и металлоконструкции рабочего
органа; С - жесткость препятствия; Смк - же-
сткость конструкции рабочего органа.
Динамическая нагрузка, воспринимаемая
элементами крепления навесного рабочего
оборудования,
^5 Рх + VHWp.o) ’
Динамическая нагрузка, действующая на
прицепное рабочее оборудование,
^р.о — Рх + VH»
на прицепное устройство
где ТП\ - масса тягача; ти2 - масса прицепной
части рабочего оборудования; Стр - жесткость
тяговой рамы прицепного рабочего оборудо-
вания.
Ниже приведены значения жесткости не-
которых препятствий, кН/см.
Сосновая свая с заделкой нижнего конца, в
которую ударяет рабочий орган на высоте
15 см от заделки при диаметре сваи, см:
30.............................. 17,3
70............................. 93
Кирпичный столб шириной 65 см и площа-
дью поперечного сечения 3900 см2, в кото-
рый ударяет рабочий орган на высоте 15 см
от заделки.............................. 181,5
Камень (гранит) шириной 50 см, в который
ударяет рабочий орган.................... 1300
7.2.5. ОЦЕНКА ДОЛГОВЕЧНОСТИ
ЭЛЕМЕНТОВ ПРИ УСТАЛОСТНОМ
РАЗРУШЕНИИ
В металлоконструкциях рабочего обору-
дования строительных, дорожных и комму-
нальных машин наиболее нагружены участки,
расположенные в непосредственной близости
к сварным узлам шарнирных соединений. Они
определяют усталостную долговечность ме-
таллоконструкций рабочего оборудования в
целом.
Для расчета усталостной долговечности
необходимо иметь следующие исходные дан-
ные:
марку стали сварного узла и ее характе-
ристики (предел текучести сут, предел вынос-
ливости СУ-i, коэффициент чувствительности
металла к асимметрии цикла \|/);
конструктивную схему сварного узла, его
размеры и параметры, коэффициент концен-
трации напряжений Ка, начальное остаточное
напряжение стос н;
метод технологической упрочняющей
обработки сварного узла и коэффициенты,
характеризующие эффективность его приме-
нения (коэффициенты корректировки сут, <j_lf
СТос н»
планируемый срок службы сварного узла
Т,ч;
нагрузки, воспринимаемые сварным уз-
лом (режим нагружения).
Учитывая, что коэффициент концентра-
ции напряжений KQ в сварных узлах строи-
тельных, дорожных и коммунальных машин,
предел текучести стт и предел выносливости
(J-1 материала конструкции - случайные вели-
чины, возникает необходимость в вероятност-
ной оценке усталостной долговечности рас-
считываемого узла. Для этого надо знать ко-
ОЦЕНКА ДОЛГОВЕЧНОСТИ ЭЛЕМЕНТОВ ПРИ УСТАЛОСТНОМ РАЗРУШЕНИИ
493
эффициенты вариации указанных случайных
величин vK° , , vCT . Кроме того, необхо-
димо указать вероятность неразрушения Р
изделия в планируемый период работы, обос-
нование которой должно быть произведено
экономически. Значения коэффициентов Ка и
КС2 и вариации приведены в табл. 7.2.2.
Для определения значений эффективных
коэффициентов концентрации, соответствую-
щих иным вероятностям их появления, реко-
мендуется зависимость
К'а = Ka[l+UPvKa),
где Up - квантиль нормального распределения
при вероятности Р, значения которого приве-
дены ниже.
Формирование расчетных режимов на-
гружения. Как уже отмечалось, нагружения
узлов металлоконструкций представляют со-
бой случайные процессы, и анализ результатов
действия напряжений необходимо произво-
дить на основании статистических данных.
Для анализа усталостной долговечности
конструкций используют схематизацию про-
цессов, цель которой - получение функции
распределения амплитуд напряжений, эквива-
лентных данному случайному процессу по
степени вносимого усталостного повреждения.
Схематизацию случайного процесса произво-
дят на основе следующих предпосылок:
1) характер изменения напряжения меж-
ду смежными экстремальными значениями не
влияет на сопротивление усталости материала,
поэтому различные формы циклов рассматри-
вают как эквивалентные;
2) изменение частоты нагружения в дос-
таточно широких пределах не влияет на сопро-
тивление усталости;
7.2.2. Значения коэффициентов концентрации напряженийКа иКа2н вариации
(по РД 2201-3-85)
Сварное соединение стд, МПа ко ка2 Ука
Стыковое* 400 1,2 1,05 0,1
600 1,25 1,07 0,12
800 1,3 1,1 0,14
Нахлесточное 400 1,55 1,05 1,3 0,12
600 1,7 1,07 1,4 0,125
800 1,85 1,1 1,5 0,16
Тавровое 400 1,6 1,05 1,3 0,1
600 1,75 1,07 1,4 0,1
800 1,9 1,1 1,5 0,14
♦При полном проваре и отсутствии смещения свариваемых кромок.
Примечания. 1. В числителе указаны значения вдоль швов кроме его концов, в знаменате-
ле - значения на концах швов.
2. При выводе концов швов нахлесточных или тавровых соединений за пределы свариваемых элемен-
тов коэффициент концентрации К'^ = 0,5 (1 + ).
3. Значения Ка соответствуют вероятности их появления Р = 0,5.
494
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
3) произвольное, в том числе случайное,
чередование циклов напряжений с различной
амплитудой и асимметрией можно заменить
упорядочным чередованием циклов, эквива-
лентным по степени повреждения.
Существует несколько методов схемати-
зации процессов нагружения, к которым отно-
сятся методы максимумов, экстремумов, раз-
махов, полных циклов с различными видоиз-
менениями. Экспериментальными исследова-
ниями доказано преимущество метода полных
циклов, рекомендованного РД 2201-3-79. Чис-
ло блоков нагружения за срок службы Т
\ = Tlt&. (Т2ЛО)
Учитывая число блоков нагружения X за
весь срок службы, рассчитывают коэффициент
режима нагружения а, соответствующий мак-
симальному напряжению блока нагружения
суд, по формуле
^-.пРл
a-inp^s
(7.2.11)
где m - показатель степени в уравнении кри-
вой усталости; СУ_1пр/ и п, - данные корреляци-
онной таблицы; <j_inp - приведенное к симмет-
ричному циклу напряжение, соответствую-
щее максимальному размаху напряжений
блока нагружения; Nq = 2106 - базовое число
циклов.
При проектировании металлоконструк-
ций строительных, дорожных и коммунальных
машин расчет на усталостную долговечность
может производиться для проверки способно-
сти металлоконструкции не разрушаться в
течение заданного интервала времени при вос-
приятии переменных нагрузок или для оценки
вероятного срока службы изделия при воспри-
ятии нагрузок, изменяющихся во времени по
заданному закону.
В первом случае расчет сводится к со-
поставлению максимального напряжения бло-
ка нагружения с предельным напряжением
материала конструкции (см. 7.1.2). При этом
коэффициент снижения предельного напряже-
ния у определяют по формулам:
_ 2о_1к_________1_________
ст а[(1 - 7?)+ <|/(1+ /?)]’
еСЛИ | Ощах I > I ^min I »
у = —------------------------, (7.2.12)
qt а[(1-Л) + М/(1+ /?)]’
еСЛИ | O*min I > I ^max I ?
где значения <j_1k и а вычисляют при аргумен-
тах, равных математическим ожиданиям.
При несоблюдении указанного условия
вводят изменения в конструкцию сварного
узла или предусматривают упрочняющую тех-
нологическую обработку, направленную на
повышение усталостной долговечности. Затем
производят перерасчет для проверки эффек-
тивности мероприятия по повышению устало-
стной долговечности.
Во втором случае расчета усталостной
долговечности сопоставляют вероятный срок
службы Тр изделия по чистому времени рабо-
ты с заданной вероятностью неразрушения Р с
экономически обоснованным сроком службы
[7], т.е.
[Т]>ТР. (7.2.13)
Вероятный срок службы Тр изделия оп-
ределяют через вероятную циклическую дол-
говечность Np при известном числе повреж-
дающих циклов п и длительности реализации
блока нагружения:
Тр=—Ч- (7.2.14)
п
Циклическую долговечность сварного
узла при заданной вероятности Р в условиях
восприятия переменных нагрузок находят из
зависимости
In NP = М (In #) - UPS(\n N), (7.2.15)
где Л/(1п N) - математическое ожидание
логарифма циклической долговечности изде-
лия при заданном режиме нагружения, выра-
женной через количество циклов блока нагру-
жения;
M(lnW) = ln_^6°-|K п (7.2.16)
и определяемый по математическим ожидани-
ям величин СУ-1, KQ и стт; <j_lnpz - напряжение,
приведенное к симметричному циклу напря-
жений, соответствующих максимальному раз-
маху напряжений блока нагружений; ^(In/V) -
дисперсия логарифма циклической долговеч-
ОЦЕНКА ДОЛГОВЕЧНОСТИ ЭЛЕМЕНТОВ ПРИ УСТАЛОСТНОМ РАЗРУШЕНИИ
495
зации случайного процесса нагружения свар-
ного узла.
2. По данным корреляционной таблицы
строят гистограмму распределения макси-
мальных напряжений и определяют напряже-
ние перегрузки стп.
3. Вычисляют параметры сопротивления
усталостному разрушению:
корректируют параметры материала и
сварного узла после упрочняющей технологи-
ческой обработки (если она была): ст» ст_ь Стосн,
К<» Vot, va_b v^CT(no таблицам РД 2201-3-85);
определяют вторичное остаточное на-
пряжение:
СТос СТт/А^ Нп, еСЛИ -^Чу(Оос.н"^"Фп) > ^т>
СТос ^ос.н, еСЛИ ^Сст(СТос Н"^"СТП) <
находят предел выносливости сварного узла
ct_ik=q_i/A:o-\|/q0C;
определяют показатель степени т кривой
усталости
- lgg'-iK)/(lgCT, -lgq-iK),__________________
по формуле (7.2.12) определяют коэффи-
циент у снижения предельного напряжения;
сопоставляют максимальное напряжение
Стд блока нагружения с предельным напряже-
нием материала конструкции. Принимают
решение о необходимости изменения сварного
узла. В случае произведенных изменений вы-
полняют поверочный расчет в указанной выше
последовательности.
6. Оценивают вероятный ресурс сварного
узла:
по данным п. 3 и 4 с использованием вы-
ражения (7.2.16) определяют математическое
ожидание логарифма ресурса изделия Л/ (luZV),
выраженного числом циклов нагружения;
по формуле (7.2.17) рассчитывают дис-
персию логарифма циклической долговечно-
сти;
определяют квантиль нормального рас-
пределения Up, соответствующий заданной
вероятности Р\
по выражению (7.2.15) вычисляют лога-
рифм циклической долговечности 1пУ сварно-
го узла при заданной вероятности и соответст-
вующее ему значение Np,
по формуле (7.2.14) находят вероятный
срок службы сварного узла и сравнивают его с
ности, значение корня квадратного из которой
(среднее квадратическое отклонение) согласно
РД 2201-3-85 можно определить по формуле
S(lnN) = -^-(a'v2 +Р)1/2; (7.2.17)
Кс°-\К
vKq - коэффициент вариации эффективного
коэффициента концентрации; а' и Р - коэф-
фициенты, определяемые по таблицам в зави-
симости от группы стали и вида напряженного
состояния; для одноосного напряженного со-
стояния а' = 0,3 и Р = 0,002 для сталей СтЗ,
09Г2, 09Г2С, 14Г2, 15ХСНД, 10ХСНД,
а' = 0,25 и Р = 0,0025 для сталей 15Г2АФД,
16Г2АФ, 18Г2АФ; а' = 0,17 и р = 0,004 для
сталей 12Г2СМФ, 14Х2ГМР, 14ХМНДФР.
Общий порядок расчета усталостной
долговечности следующий.
1. По данным обработки осциллограмм,
соответствующих одному блоку нагружения,
составляют корреляционную таблицу схемати-
т = (0,05ст'_1К+ lf2)(lgCT/
где о'_1К = (c'-i - yom)/[(l - yXJ; о„ -
перегрузочное напряжение.
4. Вычисляют параметры режима слу-
чайного нагружения:
определяют число блоков нагружения X
по (7.2.10).
из корреляционной таблицы исключают
амплитуды циклов нагружения, меньшие
0,5ст_и;
определяют число п повреждающих цик-
лов в блоке нагружения
и = и4 +и5 +и7 +и8 + ^9 +ин + ...;
вычисляют сумму повреждающих воз-
действий в одном блоке нагружения
V ст™ и,;
<пр/ » ’
по формуле (7.2.11) определяют коэффи-
циент а режима нагружения.
5. Проверяют условия неразрушения
сварного узла при восприятии переменных
нагрузок в течение заданного срока службы:
определяют максимальное напряжение
<3р блока циклов нагружения;
находят коэффициент R асимметрии
цикла, соответствующего максимальному раз-
маху напряжений в блоке нагружения;
496
Глава 7.2. ПРОЕКТИРОВАНИЕ МЕТАЛЛОКОНСТРУКЦИЙ
экономически рациональным сроком службы
[см. выражение (7.2.13)]. При необходимости
разрабатывают мероприятия для повышения
срока службы.
Оценка надежности при механическом
изнашивании. Износостойкость элементов ха-
рактеризуют интенсивностью изнашивания I.
Линейный износ детали W определяют в зави-
симости от интенсивности изнашивания /,
скорости относительного перемещения тру-
щихся поверхностей i и времени работы t по
формуле
W = lit.
Вероятность безотказной работы по кри-
терию изнашивания определяется по квантилю
нормального распределения (табл. 7.2.3)
и -
yjn2vl+vj
7.2.3. Нормальное распределение вероятности безотказной работы
Квантиль Up Вероятность безотказной работы P(t) Квантиль ир Вероятность безотказной работы P(t)
0 0,5 -1,751 0,96
-0,1 0,5398 -1,8 0,9641
-0,126 0,55 -1,881 0,97
-0,2 0,5793 -2,0 0,9772
-0,253 0,60 -2,054 0,98
-о,з 0,6179 -2,1 0,9821
-0,385 0,65 -2,17 0,985
-0,4 0,6554 -2,2 0,9861
-0,5 0,6915 -2,3 0,9893
-0,524 0,70 -2,326 0,99
-0,6 0,7257 -2,4 0,9918
-0,674 0,75 -2,409 0,992
-0,7 0,7580 -2,5 0,9938
-0,8 0,7881 -2,576 0,995
-0,842 0,8 -2,6 0,9953
-0,9 0,8159 -2,652 0,996
-1,0 0,8413 -2,7 0,9965
-1,036 0,85 -2,748 0,997
-1,1 0,8643 -2,8 0,9974
-1,2 0,8849 -2,878 0,998
-1,282 0,9 -2,9 0,9981
-1,3 0,9032 -з,о 0,9986
-1,4 0,9192 -3,090 0,999
-1,5 0,9332 -3,291 0,9995
-1,6 0,9452 -3,5 0,9998
-1,645 0,95 -3,719 0,9999
-1,7 0,9554 - -
СПИСОК ЛИТЕРАТУРЫ
497
где рд = Sh /А - коэффициент вариации раз-
мера детали; Sh = + S*T ~ среднее квад-
ратическое отклонение начального зазора;
5ВТ - среднее квадратическое отклонение диа-
метра соответственно вала и втулки; принима-
ется равным 1/6 части соответствующего до-
пуска; А = йн - йпр - среднее предельно до-
пустимое уменьшение размера; йн - среднее
значение начального зазора; йпр - предельно
допустимый зазор, а в случае увеличения (на-
пример, зазора) А = йпр - йн ; п = — ус-
lit
ловный коэффициент запаса по износу; I -
среднее значение интенсивности изнашивания;
V/ - коэффициент вариации интенсивности
изнашивания.
СПИСОК ЛИТЕРАТУРЫ
1. Волков Д.П. Динамика и прочность
одноковшовых экскаваторов. М.: Машино-
строение, 1965. 463 с.
2. Гоберман Л.А. Основы теории, рас-
чета и проектирования строительных и дорож-
ных машин: Учебник для техникумов. М.:
Машиностроение, 1988. 464 с.
3. Карасев Г.Н. Расчет предельных на-
грузок пневмоколесного тягача // Строитель-
ные и дорожные машины. 2002. № 4. С. 36 -
41.
4. Ряхин В.А., Мошкарев Г.Н. Долго-
вечность и устойчивость сварных конструкций
строительных и дорожных машин. М.: Маши-
ностроение, 1984. 232 с.
5. Справочник конструктора дорожных
машин / Под ред. И.П. Бородачева. М.: Маши-
ностроение, 1973. 504 с.
6. Строительная механика и металло-
конструкции строительных и дорожных ма-
шин: Учебник / Н.Н. Живейнов, Г.Н. Карасев,
И.Ю. Цвей. М.: Машиностроение, 1988. 280 с.
7. Тракторы: Теория: Учебник /
В.В. Гуськов и др; Под общ. ред. В.В. Гусько-
ва. М.: Машиностроение, 1988.
8. Федоров Д.И., Бондарович Б.А. На-
дежность рабочего оборудования землеройных
машин. М.: Машиностроение, 1981. 280 с.
9. Машины строительные и дорожные:
Нормы расчета. РД 24.220.03-90.
10. Холодов А.М. Основы динамики
землеройно-транспортных машин. М.: Маши-
ностроение, 1968. 156 с.
Раздел 8
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬ-
НЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
Глава 8.1
ОБЩИЕ СВЕДЕНИЯ О БЕТОНЕ,
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЯХ И
МАШИНАХ ПО ИХ ИЗГОТОВЛЕНИЮ
8.1.1. ОСНОВНЫЕ ВИДЫ БЕТОНА И
ЖЕЛЕЗОБЕТОНА
Бетон, железобетон и составляющие их
материалы. В строительстве используются
как отдельные строительные материалы (це-
мент, песок, щебень, стальная арматура и др.),
так и изготовляемые из них бетонные и желе-
зобетонные изделия.
Бетон - искусственный камневидный
строительный материал, состоящий из затвер-
девшей смеси вяжущего вещества с водой,
заполнителей и, в необходимых случаях, доба-
вок. До затвердевания эта смесь называется
бетонной смесью. Ее приготовляют смешива-
нием в бетоносмесителях, укладывают в фор-
мы и уплотняют. Смесь твердеет в естествен-
ных условиях или подвергается тепловой об-
работке, ускоряющей процесс твердения.
Железобетон - конструктивное соеди-
нение бетона и стальной арматуры, монолитно
сцепленных при твердении бетонной смеси и
совместно работающих в изделии или конст-
рукции. Благодаря почти одинаковым темпе-
ратурным коэффициентам линейного расши-
рения бетона и стали их совместная работа
(без скольжения арматуры в бетоне) не нару-
шается при повышении температуры до
100 °C, что важно при определении режимов
тепловой обработки железобетонных изделий.
Конструкции из бетона и железобетона
могут быть: сборными, монтируемыми из
предварительно изготовленных изделий; мо-
нолитными, изготовляемыми на месте строи-
тельства бетонированием в заранее устанавли-
ваемой опалубке; сборно-монолитными, соче-
тающими сборные железобетонные элементы
и монолитный бетон.
Предварительно-напряженный желе-
зобетон - разновидность железобетона, в ко-
тором предварительно в процессе изготовле-
ния или возведения конструкции создаются
напряжения сжатия в бетоне всего сечения или
его части от арматуры, растянутой в пределах
упругости (до напряжения, не превышающего
предела текучести стали), с передачей сил на-
тяжения на бетон.
Заполнитель для бетона - рыхлая смесь
зерен природного или искусственного проис-
хождения. Заполнители подразделяют по
крупности: мелкие (песок) - с частицами раз-
мером 0,16...5 мм; крупные (щебень или гра-
вий) - с частицами размером 5...70 мм.
Искусственные заполнители получают из
природного сырья и отходов промышленности.
В строительстве используют преимуще-
ственно минеральные вяжущие вещества: це-
мент, гипсовые, известь и др.
Цемент - искусственный неорганиче-
ский порошкообразный вяжущий материал,
обладающий способностью при взаимодейст-
вии с водой образовывать пластичную массу
(цементное тесто), которая со временем пре-
вращается в камневидное тело. Начальную
потерю подвижности теста называют схваты-
ванием.
Применямые в строительстве бетоны
классифицируют по следующим признакам:
основному назначению, средней плотности,
виду вяжущего, виду и крупности заполните-
ля, структуре, условиям уплотнения. По сред-
ней плотности р (объемной массе) бетоны
подразделяют: особо легкие (р < 500 кг/м3);
ячеистые - газо-, пенобетон, керамзитобетон и
др.; легкие (р < 2000 кг/м3), ячеистые и на по-
ристых заполнителях - керамзито-, шлакопем-
зобетон; тяжелые (р = 2000...2600 кг/м3) -
обычные и мелкозернистые на плотных запол-
нителях; особо тяжелые (р > 2600 кг/м3).
В зависимости от средней прочности на
сжатие стсж бетоны подразделяют на классы: от
В 0,35 (стсж = 0,501 МПа) до В 80 (стсж =
= 104,8 МПа).
ОСНОВНЫЕ ВИДЫ БЕТОНА И ЖЕЛЕЗОБЕТОНА
499
8.1.1. Характеристика бетонных смесей
Марка Жесткость по вискозиметру, с Марка Подвижность ОК(РК), см
Сверхжесткая < сжз СЖ2 СЖ1 Жесткая бет Ж4 ЖЗ Ж2 Ж1 бетонная смесь Более 100 51...100 Не более 50 онная смесь 31...60 21...30 11...20 5...10 Подвижная б( П1* П2 ПЗ П4 П5 ггонная смесь 1...4 5...9 10...15 16...20 (26... 30) 21 и более (31 и более)
♦ Жесткость на более 4с.
Примечание. При определении марок сверхжестких смесей применяется пригруз массой 13 кг, а
жестких смесей - пригруз массой 2,75 кг.
По степени готовности бетонные смеси
подразделяют следующим образом: готовые к
употреблению бетонные смеси и сухие. К тех-
нологическим показателям бетонных смесей
относятся: расслаиваемость, сохраняемость
свойств во времени, объем вовлеченного воз-
духа и водоотделение.
Готовая бетонная смесь подразделяется
по маркам в соответствии с марками удобоук-
ладываемости по ГОСТ 10181-2000 по жест-
кости (с), измеряемой техническим вискози-
метром, или подвижности (см) по осадке ОК
или расплыву конуса РК (табл. 8.1.1).
Подвижность, жесткость бетонной смеси
и их изменение во времени имеют большое
значение в выборе конструкции и параметров
оборудования для ее транспортирования, ук-
ладки и уплотнения, а также формования бе-
тонных и железобетонных изделий с опреде-
леннными густотой армирования и сечениями
для прохождения смеси в форме, а также воз-
можности немедленной распалубки отформо-
ванных изделий. В зависимости от сохраняе-
мости С бетонные смеси делят на классы:
С = 1 - низкой сохраняемости (менее 20 мин),
С = 2 - средней сохраняемости (21...60 мин),
С = 3 - высокой сохраняемости (более 60 мин).
Бетонные и железобетонные изделия.
Бетонные и железобетонные изделия подраз-
деляют на плоскостные, линейные, блочные,
объемные, трубчатые и специальные. К пло-
скостным изделиям относятся (рис. 8.1.1)
Рис. 8.1.1. Виды бетонных и железобетонных изделий
500
Глава 8.1. ОБЩИЕ СВЕДЕНИЯ О БЕТОНЕ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЯХ
8.1.2. Условные обозначения арматурной стали
Арматурная сеть Обозначение Пример обозначения
Стержневая: класс класс по гарантированному значению пре- дела текучести (физическому или условно- му) с доверительной вероятностью 0,95 термомеханически и термически обработан- ная специального назначения (северного испол- нения) свариваемая повышенной стойкости против коррозион- ного растрескивания под напряжением А I...VII A-I...A-VII
Число в МПа (Н/мм2) А240.А800
т А600, A-IV
с АсЗОО, Ас-П, А500С, А600С*
К А600К
Проволока: холодного волочения диаметром 3... 10 мм: гладкая периодического профиля класс прочности по гарантированному зна- чению условного предела текучести В
& 68 В-I, В-П, Вр-I, Вр-П
Число в МПа (Н/мм2) В1500 ВрбОО
Канат: число проволок в поперечном сечении К К7, К19
♦ Новые виды с низким содержанием углерода и марганца.
Примечание. Канаты поставляют в мотках или на барабанах, проволоку - в мотках массой до 1,5 т.
сплошные 15, пустотные 14 и ребристые /2 и
13 плиты покрытий и перекрытий, панели 1
стен, перегородок и др.; к линейным - колон-
ны 4, сваи, балки И, фермы 10 и др; к блоч-
ным - фундаментные блоки 2 и 7, мелкораз-
мерные стеновые бетонные камни 6, бортовые
камни 8 и камни 9 мощения дорог и др.; к объ-
емным - санитарно-технические кабины, сек-
ции вентиляционных шахт, блоки комнат и
гаражей, элементы силосов и др.; к трубча-
тым - напорные и безнапорные раструбные и
безраструбные бетонные и железобетонные
трубы 5, цилиндрические и конические опоры
линий электропередач и др.; к специальным -
изделия иных очертаний, формы и назначения,
например, лестничные марши 3.
Арматурные стали и изделия. В желе-
зобетонных изделиях применяют стержневую
и проволочную углеродистую или низколеги-
рованную арматурную сталь различных клас-
сов и назначения и канаты (табл. 8.1.2).
Стержневая арматура различных классов
поставляется определенных диаметров, мм,
приведенных ниже.
А-I (А240), А-Ш (А400), АТ-ШС (АТ400С),
А500С..................................... 6...40
А-П (А300), Ат-IV (АтбОО), At-IVC
(АтбООС).................................. 10...40
Ас-П (АсЗОО), A-IV (А600), At-IVK
(А600К), A-V (А800), Ат-V (Ат800), At-VI
(AtIOOO), At-VIK (AtIOOOK), Ат-VII
(Ат1200)................................ 10... 32
Ат-VK..................................... 18...32
A-VI(AIOOO)............................... 10...22
Стали класса A-I (А240) имеют круглое
сечение с гладкой поверхностью, остальные
стали класса А - периодический профиль. Они
представляют собой круглые стержни с двумя
продольными ребрами и поперечными высту-
пами, идущими по трехзаходной винтовой
линии. Номинальные диаметры стержней пе-
риодического профиля соответствуют номи-
нальным диаметрам равновеликих по площади
поперечного сечения гладких стержней. Пре-
дельные отклонения номинального диаметра
арматурных стержней периодического профи-
ля различных класов находятся в пределах от
+0,4...-1,1 мм, а номинальной высоты профи-
ля -0,25... 1 мм.
Арматурную сталь классов А-I и А-П
диаметром до 12 мм, класса А-Ш диаметром
ОСНОВНЫЕ ВИДЫ БЕТОНА И ЖЕЛЕЗОБЕТОНА
501
до 10 мм включительно и класса А-Ш диамет-
ром 6...8 мм поставляют в мотках и мерных
или немерных прутках длиной 6... 12 м, ос-
тальную арматуру - в прутках. Арматура в
прутках длиной до 26 м может быть поставлена
по специальному заказу. Кривизна прутков не
должна превышать 0,6 % измеряемой длины.
Свариваемость и механические свойства
арматурных сталей обеспечиваются техноло-
гией их изготовления и соблюдением требова-
ний по химическому составу. Арматурную
сталь класса А-Ш при применении в предвари-
тельно напряженных железобетонных издели-
ях подвергают упрочнению вытяжкой в холод-
ном состоянии для повышения предела теку-
чести. Такую арматурную сталь обозначают
индексом А-Шв.
Арматурные сварные сетки представ-
ляют собой плоскостную конструкцию из вза-
имно перпендикулярных продольных и попе-
речных стержней, пересечения которых соеди-
нены точечной контактной сваркой.
В зависимости от диаметра стержней сетки
(мм) их подразделяют следующим образом.
Тяжелые (диаметр стержней в одном
направлении), не менее.................. 12
Легкие................................... 3...10
Пространственные арматурные карка-
сы применяют для армирования плоскостных
железобетонных панелей, длинномерных ли-
нейных (колонн, ригелей, балок, свай) и ци-
линдрических (труб, опор линий электропере-
дач, свай) изделий. Каркасы могут быть изго-
товлены из гнутых сеток, нескольких плоских
сеток, а также цилиндрической или иной фор-
мы. На рис. 8.1.2 показаны каркасы: из сеток и
стержней для плоскостного железобетонного
изделия из изогнутой сетки 1 - 3, 4, 6\ из про-
дольных стержней и изогнутых хомутов 5, с
продольными и поперечными сваренными или
связанными прутками или из двух продольных
сеток и поперечных прутков 7; квадратный 8 и
цилиндрический 9 с поперечной арматурой,
навитой на продольные прутки. Арматура кар-
касов может быть соединена контактной то-
чечной электросваркой или вязкой. Каркасы
изделий с продольными напрягаемыми прут-
ками изготавливают без сварки арматурных
пересечений.
Закладные детали, предназначенные
для соединения железобетонных изделий при
монтаже сборных зданий, могут быть: сварные
12, штампованные 11 и штампосварные. Свар-
ные детали представляют собой тавровое или
нахлесточное соединение пластин, отрезков
полосовой, угловой или другой стали с анкер-
ными стержнями, служащими для закрепления
Рис. 8.1.2. Виды арматурных каркасов и закладных деталей
502
Глава 8.1. ОБЩИЕ СВЕДЕНИЯ О БЕТОНЕ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЯХ
деталей железобетонных изделий. Штампо-
ванные детали выполняют из пластин, анкер-
ные концы которых штампованием разрезаны
на отогнутые полосы со сферическими релье-
фами. К закладным деталям относятся плоские
или пространственные петли 10, изготовлен-
ные изгибом стержневой арматуры. Они слу-
жат для строповки железобетонных изделий
при транспортировании или для соединения
изделий друг с другом при монтаже здания.
При изготовлении пространственных ар-
матурных каркасов стержневая арматура в
точках пересечения, неудобных или недопус-
тимых для сварки, связывается вязальной про-
волокой с помощью ручного или механизиро-
ванного инструмента, а также может соедиять-
ся специальными пружинными скобами, изго-
товляемыми на станках-автоматах. Такие со-
единения арматуры могут применяться и в
иных случаях, обоснованных экономически и
допустимых техническими условиями на изго-
товление соответствующих арматурных сеток
или каркасов.
8.1.2. ОБЩИЕ СВЕДЕНИЯ
О ПРОИЗВОДСТВЕ И ОБОРУДОВАНИИ
Производство строительных материалов,
бетонных, железобетонных и других строи-
тельных изделий организуется в основном на
специализированных предприятиях: заводах
железобетонных изделий, железобетонных
труб, крупнопанельного домостроения и др.
Процесс изготовления железобетонных
изделий разделен на основной, вспомогатель-
ные и обслуживающие технологические про-
цессы.
Основной технологический процесс по-
лучения готовой продукции на заводах строи-
тельных изделий - процесс их изготовления
определенной формы, размеров, а также меха-
нических и физико-химических свойств. Он
состоит из процессов получения материалов и
полуфабрикатов по отдельным переделам (из-
готовление арматуры, приготовление бетонной
смеси, формование изделия и др.).
Способы производства. Наиболее рас-
пространенная форма технологического про-
цесса - поточное производство с использова-
нием основных принципов его построения:
специализации, пропорциональности и парал-
лельности, прямоточности, непрерывности,
ритмичности и автоматизации.
Различают четыре основных способа ор-
ганизации технологического процесса произ-
водства изделий: стендовый, агрегатно-поточ-
ный, конвейерный и полуконвейерный.
Стендовый способ характеризуется тем,
что все основные технологические операции
изготовления изделия (например, подготовка
форм, формование, тепловая обработка) про-
изводятся на стационарных постах, на которые
перемещается оборудование и подаются все
необходимые материалы (арматура, бетонная
смесь и др.). Стендовый способ удобен для
изготовления нестандартной и крупногабарит-
ной продукции с применением сравнительно
простого оборудования, но требует больших
площадей.
Агрегатно-поточный способ заключа-
ется в том, что изделие пооперационно, без
принудительного ритма, изготовляется на од-
ном или нескольких постах (например, подго-
товительном, формовочном, тепловой обра-
ботки), составляющих технологическую ли-
нию, с перемещением форм грузоподъемными
кранами. Агрегатно-поточный способ по срав-
нению со стендовым позволяет варьировать
время выполнения отдельных операций, бла-
годаря установке нескольких постов для вы-
полнения наиболее трудоемких и продолжи-
тельных из них.
Конвейерный способ производства ха-
рактеризуется производством изделий с их
перемещением и последовательным выполне-
нием технологических операций с принуди-
тельным ритмом. Этот способ применяется
при массовом изготовлении однотипных изде-
лий и характеризуется сравнительно высокой
степенью механизации производства и произ-
водительностью. Его недостаток - трудность
переналадки на изготовление изделий различ-
ных типов и большая металлоемкость обору-
дования. Конвейерным способом изделия мо-
гут изготовляться как в горизонтальном, так и
в вертикальном положении (например, на кас-
сетно-конвейерных линиях).
Полуконвейерный способ основывается
на принципе конвейерного, но с выполнением
части операций каким-либо другим способом.
Производственная мощность предпри-
ятия - максимально возможный годовой вы-
пуск продукции заданной номенклатуры при
полном использовании основного технологи-
ческого оборудования. Она определяется мощ-
ностью главных цехов, выпускающих продук-
цию в законченном виде (например, формо-
вочных).
ОБЩИЕ СВЕДЕНИЯ О ПРОИЗВОДСТВЕ И ОБОРУДОВАНИИ
503
Наибольшая потребная мощность пред-
приятия с наименьшими затратами на произ-
водство продукции и обеспечением ее спроса и
конкурентноспособности достигается разра-
боткой технологичных в изготовлении изде-
лий, проектированием оптимальных техноло-
гических процессов и производительного обо-
рудования, его правильной эксплуатацией и
эффективной организацией работы.
Машины и комплексы машин технологи-
ческих линий для производства строительных
материалов и изделий из них, как правило,
имеют большие габаритные размеры и массу.
Значительная часть основных машин выпол-
няют работу с материалами (цементом, запол-
нителями из горных каменных пород), подвер-
гающими их элементы интенсивному абразив-
ному изнашиванию, пылящими (цементом),
налипающими на рабочие органы и затверде-
вающие на них (бетонная смесь), что необхо-
димо учитывать при определении конструкции
машин и их эксплуатации.
Конструирование машин и их элементов,
кинематические расчеты, расчеты на проч-
ность и определение нормируемых показате-
лей качества продукции выполняются по об-
щим машиностроительным принципам и нор-
мам с уточнениями, связанными с особенно-
стями производства строительных изделий в
условиях закрытого помещения или открытого
полигона завода.
Особенности приводов машин. В ма-
шинах для производства строительных изде-
лий и материалов используют электро-, гидро-
и пневмопривод. Использование двигателей
внутреннего сгорания недопустимо внутри
помещений, грузы транспортируются грузо-
подъемными кранами, специальными устрой-
ствами и самоходными тележками с электро-
приводом или электрокарами. Электропривод
применяют в основном индивидуальный, а в
некоторых случаях - групповой или многодви-
гательный.
При взаимосвязанной работе комплексов
оборудования, в частности бетоносмеситель-
ных, широко применяется электроника и про-
граммное управление, что является перспек-
тивным направлением.
Гидро- и пневмоприводы используют в
основном с гидрооборудованием, применяе-
мом в станкостроительной промышленности.
Насосные гидроприводы могут быть низкого
(до 1,6 МПа), среднего (1,6...6,3 МПа) и высо-
кого (6,3...63 МПа) давления.
В большинстве машин, для которых от-
сутствуют жесткие ограничения по габарит-
ным размерам, применяют гидроприводы с
давлением 6,3... 12,5 МПа, создаваемым пла-
стинчатыми и шестеренными насосами. Гид-
роприводы с давлением 25...63 МПа, создавае-
мым поршневыми насосами, используют в
установках, в которых требуются большие
рабочие усилия при малых габаритных разме-
рах, например, в гидродомкратах для натяже-
ния арматуры напряженно-армированных же-
лезобетонных изделий.
Наибольшее распространение получили
гидроприводы с разомкнутой циркуляцией, в
которых рабочая жидкость (масло) насосом
подается из гидробака и вновь сливается в него
из гидросистемы. Применяются стандартные
насосные установки, выпускаемые заводами
станкостроительной промышленности, с опре-
деленными подачей насоса и составом аппара-
туры регулирования и управления, дополняе-
мой другой необходимой аппаратурой. Разра-
батываются и специальные насосные установ-
ки. При этом учитывается большая протяжен-
ность трубопроводов до рабочих органов и
гидроцилиндров машин, возможность пооче-
редного привода нескольких машин, а также
отсутствие во многих случаях ограничений по
габаритным размерам насосных установок.
В таких случаях целесообразно применение
простых по конструкции насосных установок
без принудительного охлаждения масла, но с
гидробаками повышенной емкости.
Пневмоприводы оборудования в основ-
ном используют при давлении сжатого воздуха
до 0,6 МПа. Они позволяют эффективно авто-
матизировать и механизировать машины и
технологические линии благодаря простоте
конструкции, надежности в работе и возмож-
ности питания сжатым воздухом как от цен-
трализованной компрессорной станции, так и
от автономных компрессорных установок.
В основном применяются регулируемые пнев-
моприводы поступательного движения (пнев-
моцилиндры) с разомкнутой циркуляцией ра-
бочей среды. Используются стандартная пнев-
моаппаратура, пневмоцилиндры односторон-
него действия, одностороннего действия с
пружинным возвратом, двустороннего дейст-
вия с одно- или двусторонним штоком, мем-
бранные и шиберные, а также планстинчатые
пневмомоторы (например, в пневматических
вибраторах).
504
Глава 8.1. ОБЩИЕ СВЕДЕНИЯ О БЕТОНЕ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЯХ
Развитие оборудования для изготовле-
ния строительных изделий происходит на
базе имеющегося опыта и достижений маши-
ностроения. Оно во многом определяется тен-
денциями развития строительства и исполь-
зуемых строительных материалов и изделий.
При сокращении сроков строительства
зданий из сборного железобетона и возраста-
нии строительства из сборно-монолитного
железобетона и других строительных изделий
и материалов, повышении требований к
уменьшению потерь теплоты через ограждаю-
щие конструкции и повышению архитектур-
ной выразительности строений, создается со-
ответствующее оборудование и трансформи-
руется концепция организации на заводах про-
изводства строительных изделий и материалов
в направлении повышения технологической
гибкости, автоматизации и эксплуатационной
производительности машин и линий. Автома-
тизация технологических процессов и их про-
граммное управление в наибольшей степени
используются в бетоносмесительных установ-
ках различной мощности, которые могут быть
мобильными, располагаемыми вблизи
строящихся объектов.
Применение в строительстве сухих сме-
сей позволяет со сравнительно малыми трудо-
затратами получать бетонную и растворную
смесь в транспортируемых смесителях и вы-
полнять бетонные работы непосредственно на
строительстве. Выполнение таким образом
наливных полов поверх панелей перекрытий
позволяет отказаться от трудоемкой и недоста-
точно эффективной отделки соответствующих
поверхностей панелей или их шлифования на
заводе.
Производство различных по размерам,
форме и видам отделки фасадной поверхности
панелей наружных стен перспективно на тех-
нологически гибких линиях и формовочных
постах. Панели наружных стен выполняются
многослойными с утеплителем, что требует
укладки бетонной смеси в два слоя с исключе-
нием соединения слоев "мостиками холода" и
проникновения бетонной смеси в утеплитель
при ее виброуплотнении.
Перспективны здания с вентилируемым
фасадом, когда долговечный и экологически
чистый утеплитель навешивается с наружных
сторон стен и защищается навесными плитка-
ми, располагаемыми от него с зазором. Обли-
цовочные плитки изготовляют методом прес-
сования, экструзии или прокатки из мелкозер-
нистых цветных бетонов с мраморной или
гранитной крошкой.
Для повышения теплозащитных качеств
стен домов, особенно в малоэтажном строи-
тельстве, перспективно их выполнение из
ячеисто-бетонных блоков - газо- и пенобетон-
ных, позволяющих исключить в качестве уте-
плителя стен недолговечные и вредные по
выделениям в эксплуатации материалы на
основе пенополистирола. Блоки могут изго-
товляться в формах, полностью определяющих
конфигурацию и точность их размеров, и по
технологии, при которой массивы из ячеистого
бетона после их формования в форме и пред-
варительной тепловой обработки разрезаются
на блоки струнно-резательными машинами с
отклонениями размеров не более ±1,5 мм. Вы-
сокая точность размеров позволяет при кладке
стен избежать толстых растворных соедини-
тельных швов, а применять цементные клеи,
обеспечивая красивый вид стен дома и их
меньшую теплопроводность. Совершенствова-
ние технологии и оборудования перспективно
по обоим направлениям изготовления блоков и
более крупных изделий типа армированных
панелей с автоклавной или безавтоклавной
тепловой обработкой в зависимости от имею-
щихся условий, типа и объема строительства и
требований потребителей. Перспективно и
оборудование, позволяющее изготовлять слои-
стые ячеисто-бетонные блоки (в середине из
менее плотного, а по внешним сторонам из
более плотного бетона), что увеличивает их
теплоизоляционные качества при сохранении
несущей способности.
Панели внутренних стен изготовляют в
основном в стационарных кассетных установ-
ках и реже на кассетно-конвейерных и других
типах линий. Перспективны кассетные уста-
новки челночного или иного типа, позволяю-
щие за счет широкой раздвижки стенок улуч-
шить условия труда при формовании по срав-
нению со стационарными кассетами и умень-
шить металлоемкость и занимаемую площадь
по сравнению с кассетно-конвейерными ли-
ниями. При этом актуально создание высоко-
частотных долговечных вибраторов и вибро-
гребенок для эффективного уплотнения бетон-
ной смеси вертикально формуемых изделий.
Для уплотнения бетонной смеси изделий в
горионтальном положении перспективны виб-
роплощадки без многозвенных соединитель-
ных элементов (соединительных валов вибра-
торов и муфт), снижающих надежность их
работы.
ОБЩИЕ СВЕДЕНИЯ О ПРОИЗВОДСТВЕ И ОБОРУДОВАНИИ
505
Оборудование для изготовления мелко-
размерных вибропрессованых изделий (пус-
тотных блоков, камней мощения и др.) разви-
вается по пути создания оборудования различ-
ной мощности и степени его автоматизации.
Перспективно оборудование, позволяющее
изготовлять многослойные изделия и изделия с
цветной внешней поверхностью посредством
применения окрашенных смесей или слоев с
мраморной и гранитной крошкой, а также с
пропиткой наружных поверхностей таких из-
делий, как облицовочная плитка домов с вен-
тилируемым фасадом и бетонной черепицы
водонепроницаемым составом.
В производстве арматурных изделий пер-
спективны многоточечные сварочные машины
с автоматизированной переналадкой на изго-
товление сеток с стержнями различного диа-
метра и расстояниями между ними. В таких
машинах целесообразно применять электроме-
ханический привод. Это повышает экономич-
ность и технологическую гибкость сварочных
машин и автоматических линий, в которые они
входят.
При производстве железобетонных на-
порных труб эффективен способ виброгидро-
прессования и др., а для безнапорных труб -
виброуплотнения ввиду меньшей мощности
его электропривода. При этом актуально
уменьшение шумового воздействия вибраци-
онных машин.
Технологическая гибкость, надежность и
малая энергоемкость оборудования для произ-
водства строительных изделий повышают их
эксплуатационные показатели и конкурентно-
способность.
Основные параметры машин и линий.
Теоретическая (конструктивная) произво-
дительность Пк - производительность за 1 ч
непрерывной работы при расчетных скоростях
работы машины или линии для изготовления
продукции определеных параметров. Для ма-
шин и линий цикличного действия:
Пк = 60 qn,
где q - число единиц продукции за один рабо-
чий цикл в м или штуках; п - число рабочих
циклов, выполняемых машиной или линией в
1 мин.
Для машин и линий, выдающих продук-
цию непрерывном потоком,
77K = 3600gv,
где Q - количество продукции в тех же едини-
цах на 1 м длины потока продукции (материала);
v - скорость движения потока продукции, м/с.
Техническая производительность П? -
максимально возможная для машины или ли-
нии в данных производственных условиях
производительность при непрерывной работе
за 1 ч (без простоев). Она определяется пра-
вильно выбранным режимом работы и нагруз-
ки на рабочие органы:
^=77^=77^1-^),
где К\ < 1 - коэффициент, учитывающий кон-
кретные условия работы; - усредненные
относительно 1 ч работы затраты времени на
вспомогательные операции (например, подачу
арматуры в сварочную машину, наладку обо-
рудования при неизменных параметрах про-
дукции).
Эксплуатационная производитель-
ность Пэ - фактическая производительность с
учетом всех перерывов в работе машины. Она
может быть выражена за различное время ра-
боты (среднечасовая Пэч, среднесменная Пэс,
среднегодовая Пэг) в зависимости от проведе-
ния конкрентных расчетов производства и
режима работы оборудования.
Перерывы в работе можно выразить ко-
эффициентами понижения производительно-
сти К1 < 1: Кх, учитывающем подготовку обо-
рудования к работе и проведения его техниче-
ского обслуживания; К2, учитывающему на-
дежность оборудования в работе; К3, учиты-
вающему переналадку оборудования на изго-
товление изделий с различными параметрами;
К4, зависящему от технологии выполнения
работ (например, необходимость перемещения
бетоноукладчика от поста загрузки его бункера
бетонной смесью до формовочного поста);
К5, обусловленному организационными при-
чинами (например, при прекращении подачи
воды, электроэнергии, сжатого воздуха, за-
держке подачи перерабатываемого материала),
зависящими от нечеткой организации работ
или поломок оборудования, предназначенного
для обеспечения работы машины и линии, для
которых определяется производительность;
К6, связанному с организацией труда и отдыха
рабочих.
Среднечасовая эксплуатационная произ-
водительность
Пэч = ПуКхК2К3К4К5Кв,
506
Глава 8.1. ОБЩИЕ СВЕДЕНИЯ О БЕТОНЕ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЯХ
а среднегодовая
Лэг — Лэч'Л,
где tc - время работы оборудования за сутки, ч;
число рабочих суток в год Тг = 260 - То; То -
длительность (в сутках) плановых остановок
оборудования на ремонты; по нормам проек-
тирования предприятий сборного железобето-
на ОНТП То = 7 для агрегатно-поточных и
стендовых линий, кассетных установок, цехов
и установок товарного бетона и раствора; То =
= 13 для конвейерных линий. Для установок и
линий, расположенных на полигонах кругло-
годичного действия, То увеличивается на 20 %.
Время на технические осмотры и мелкий
текущий ремонт оборудования не учитывается
при их выполнении в третью нерабочую смену
и в выходные дни.
Не оговаривая вид производительности,
как правило, подразумевают конструктивную
производительность ("быстродействие") ма-
шины.
При определении рациональной конст-
рукции и оптимальных параметров оборудова-
ния для изготовления сборных железобетон-
ных и других строительных изделий (номенк-
латуры и параметров изготовляемых изделий,
способа их изготовления, типов и мощности
приводов, рабочих органов и их скоростных
параметров, степени механизации и автомати-
зации работы оборудования, его компоновки и
допускаемых габаритных и иных размеров,
надежности и др.) учитывают имеющие при-
чинно-следственные связи, производственные,
эксплуатационные и другие факторы, ранжи-
руемые в зависимости от их значимости.
Главный фактор Ф1 - номенклатура и
параметры изготовляемых изделий: материал,
габаритные размеры, допуски на них и специ-
фические требования. Изделия анализируют с
точки зрения возможности и технологичности
их изготовления и уточняют конструкцию
отдельных элементов или изделий в целом,
если это допускается без ухудшения их функ-
циональности или архитектурной выразитель-
ности (например, возможное введение уклонов
стенок изделия, улучшающих его распалубку).
Другими факторами являются:
Ф2 - обеспечение требуемой производи-
тельности, исходя из рыночных потребностей
или мощности предприятия, на котором уста-
навливается оборудование, с созданием запаса
изделий для обеспечения безостановочной
работы машин, линий и цехов, использующих
данное оборудование при возможных останов-
ках его из-за поломок и по другим причинам
(например, создание запаса арматурных изде-
лий на 8 ч работы формовочного оборудования
предприятия);
Фз - требования безопасности, санитар-
ные, экологические и эргономические требо-
вания;
Ф4 - условия установки и эксплуатации
оборудования в цехе (в том числе отдельно
или в комплексе с другими машинами);
Ф5 - допускаемые цены занимаемых
площадей, энергии;
Фб - технологические возможности заво-
да-изготовителя машин, характеристики ком-
плектующих стандартных изделий;
Ф7 - требования надежности и ремонто-
пригодности в условиях заводов ЖБИ;
Фе - требования по обеспечению патен-
тоспособности или патентной чистоты;
Ф9 - необходимая технологическая гиб-
кость оборудования, возможность его перена-
ладки для изготовления изделий с различными
параметрами;
Фю - простота наладки и эксплуатации
оборудования;
Фп - наличие и технические характери-
стики аналогов и другие факторы.
Технический уровень и качество машин
оценивают применительно к оборудованию
для производства сборного железобетона в
соответствии с ГОСТ 2.116 по группам основ-
ных показателей в функции от факторов на-
значения: 771 = У(Фь Ф2, Фе, Ф9, Фю); эко-
номного использования сырья, материалов и
энергии П2 =ДФ4, Фб» Фб); надежности 773 =
= ДФ2, Ф4, Фб> Ф7); эргономических 774 =
= ДФ3, Ф4); эстетических П5 = ДФ3, Фб);
технологичности 776 = ДФ5, Фб); стандартиза-
ции и унификации Т77 = ДФ5, Фе); патенто-
правовых 778 =У(Ф9); безопасности П9 =ДФ3,
Ф4, Ф7, Фю), экономических 77ю =У(Ф1...Ф1о,
Фп); экологических 7711 =У(Фз)-
На основе обработки статистических
данных по экспериментам, испытаниям и экс-
плуатации оборудования и его аналогов опре-
деляют их фактическую производительность,
надежность и другие параметры и проводят
конструкторские разработки с синтезом прин-
ципиально новых решений для нового или
ОБЩИЕ СВЕДЕНИЯ О ПРОИЗВОДСТВЕ И ОБОРУДОВАНИИ
507
модернизируемого оборудования и определе-
нием параметров машин расчетным путем в
соответствии с техническим заданием.
При конструировании машин и опреде-
лении их оптимальных параметров и системы
показателей, влияющих на их экономическую
эффективность, может быть принята схема,
представленная на рис. 8.1.3; принципиальная
схема многовариантного технико-экономи-
ческого анализа (ТЭА) проектируемой маши-
ны показана на рис. 8.1.4.
Система показателей, определяющая
экономическую эффективность машины,
включает в себя сферу организации научно-
технических работ (СОНТ) и производства и
сферу эксплуатации.
За критерии оптимальности варианта
оборудования и его параметров можно прини-
мать сравнительные расчетные приведенные
затраты на единицу производительности или
другого определяющего параметра: в сфере
производства оборудования Зп и его эксплуа-
тации Зэ:
Зп = Сп + ЕКП -> min, Зэ = Сэ + ЕКЭ -> min,
где Сп и Сэ - себестоимость изготовления обо-
рудования и его годовой эксплуатации; Кп и
К3 - единовременные вложения соответствен-
но в производство и эксплуатацию оборудова-
ния; Е - коэффициент экономической эффек-
тивности капитальных вложений.
Используют также и сравнение при про-
чих равных условиях технических показателей
(производительности, металлоемкости и др.) с
аналогами оборудования.
При критериальной оценке вариантов
оборудования и его параметров по минимуму
приведенных затрат на единицу продукции
следует при определении и учете производи-
тельности анализировать и находить ее опти-
мальное значение, требуемое по условиям
эксплуатации, запросам потребителей и соот-
ветствующим бизнес-планам, но не обязатель-
но по уровню возможного достижения ее мак-
симального значения, которое может привести
к простоям соответственно большего по стои-
мости оборудования и фактическим неокупае-
мым или долговременно окупаемым затратам
и уменьшить прибыль, получаемую потреби-
телем.
Рис. 8.1.3. Система показателей, определяющих экономическую эффективность машин
508
Глава 8.2. ДРОБИЛЬНОЕ, СОРТИРОВОЧНОЕ И ОБОГАТИТЕЛЬНОЕ ОБОРУДОВАНИЕ
Рис. 8.1.4. Укрупненная схема проведения ТЭА машины на стадии проектирования
Проверку конструктивных решений с за-
мерами фактических параметров машин про-
водят на экспериментальных механизмах, а
также при приемочных и контрольных испы-
таниях опытного и серийного оборудования на
заводах стройиндустрии.
Глава 8.2
ДРОБИЛЬНОЕ, СОРТИРОВОЧНОЕ,
ПОМОЛЬНОЕ И ОБОГАТИТЕЛЬНОЕ
ОБОРУДОВАНИЕ
Дробильное и сортировочное оборудова-
ние используют для производства щебня, гра-
вия и песка различных фракций. Поступающие
из карьеров загрязненные каменные материалы
подвергают обработке, которая включает сле-
дующие основные операции: предварительное
сортирование для отделения мелочи перед
первичным дроблением, дробление сырья для
получения требуемых по крупности фракций
щебня; сортирование продуктов дробления на
заданные фракции; промывку от глинистых,
илистых и других загрязнений; транспортиро-
вание и складирование готовой продукции.
Конструкция оборудования, его тип и па-
раметры зависят от свойств перерабатываемо-
го материала и степени его переработки.
Процесс механического разрушения
твердых тел характеризуется степенью из-
мельчения (дробления) i, которая определяется
отношением средних размеров материала до
измельчения и после него: i = Dcp/dcp. Разли-
чают дробление крупное (Jcp = 100...350 мм),
среднее (Jcp = 40... 100 мм) и мелкое
(б7ср = 5...40 мм). В большинстве современных
дробилок степень дробления i < 30...40. При
собственно измельчении получают продукт
размером менее 5 мм.
Помол материала осуществляется в
мельницах, он может быть грубым (Jcp >
> 0,1 мм), тонким (Jcp = 0,1...0,05 мм) и сверх-
тонким (Jcp < 0,05 мм). Исходя из предела проч-
ности на сжатие асж, горные породы классифи-
цируют на особо прочные (асж > 250 МПа),
прочные (150...250 МПа), средней прочности
(80... 150 МПа) и мягкие (асж < 80 МПа).
По показателю абразивности И, выра-
жаемому в граммах износа эталонных бил,
отнесенных к 1 т раздробленного материала,
материалы делятся на неабразивные (И = 1 г/т),
малоабразивные (И = 1...8 г/т), средней абра-
зивности (И = 8...65 г/т), высокой абразивно-
сти (И= 65...500 г/т) и очень высокой абразив-
ности (И > 500 г/т). К малоабразивным мате-
риалам относятся известняк, мелкозернистый
песчаник, к высокоабразиным - гранит, ба-
зальт, кварцит, прочный песчаник, известняк
высокой прочности.
Поступающий из карьеров материал и
продукт дробления представляет собой зерно-
ДРОБИЛЬНОЕ ОБОРУДОВАНИЕ
509
вые смеси, состоящие из различных по разме-
ру частиц (от пылевидных до кусков размера-
ми 300... 1200 мм). Смеси разделяют на фрак-
ции двумя методами: сортировкой на просеи-
вающей поверхности с калиброванными от-
верстиями - грохочением (для разделения час-
тиц и кусков размером более 3 мм) и сорти-
ровкой в жидкой или воздушной среде в ре-
зультате различной скорости осаждения час-
тиц разной крупности - классификацией (для
разделения песков на фракции размером менее
3 мм).
8.2.1. ДРОБИЛЬНОЕ ОБОРУДОВАНИЕ
Щековые дробилки. Их применяют для
крупного и среднего дробления прочных и
абразивных горных пород типа гранита, диаба-
за и песчаника. Дробление подаваемого через
загрузочное отверстие размером L х В мате-
риала происходит между двумя прямоуголь-
ными плитами-щеками 7 и 2, одна из которых
совершает колебательное движение. Дробилки
различают по характеру этого движения.
В дробилках с простым движением (рис. 8.2.1, а)
подвижной щеки 2 ее точки совершают дви-
жение по дугам окружностей, а в дробилке со
сложным движением щеки 2 (рис. 8.2.1, б) ее
точки движутся по замкнутым эллиптическим
траекториям.
Кинематика рабочего органа дробилки
определяет соотношения размеров ходов х
подвижной щеки в ее верхней и нижних час-
тях, а также составляющие ходов в горизон-
тальной и вертикальной плоскостях. В щеко-
вой дробилке со сложным движением щеки
ход верхней части подвижной щеки больше,
чем нижней, а в дробилке с простым движени-
ем - наоборот. Это обеспечивает дробилке со
сложным движением щеки более эффективное
дробление в верхней зоне и способствует по-
вышению производительности. Однако верти-
кальная составляющая хода подвижной щеки
со сложным движением больше, чем при про-
стом движении, что приводит к большему из-
нашиванию дробящих плит в дробилках со
сложным движением щеки при прочих равных
условиях. Поэтому дробилки с простым дви-
жением щеки применяют в основном для
дробления прочных и высокоабразивных гор-
ных пород типа гранита (предел прочности на
сжатие асж < 350 МПа, 7)ср = 750... 1300 мм,
i = 3...5), а дробилки со сложным движением
для дробления пород средней прочности и
абразивности (асж < 250 МПа, 7)ср > 750 мм,
/ = 4...8).
Дробилки со сложным движением щеки,
благодаря их подвеске на валу и более просто-
му приводу имеют меньшие массу и габарит-
ные размеры. Ввиду этого они нашли широкое
распространение на передвижных дробильно-
сортировочных установках для дробления
прочных материалов средней абразивности.
На щеках дробилок устанавливают дро-
бящие плиты с рифленой рабочей поверхно-
стью, повышающей эффективность дробления
и уменьшающей их абразивное изнашивание.
Плиты изготовляют из износостойкой высоко-
марганцовистой стали, обладающей способно-
стью к упрочнению в холодном состоянии в
результате наклепа. При больших выходных
щелях используют более крупные рифления.
Требуемый размер в щели устанавливают гид-
родомкратами и фиксируют прокладками и
клиньями.
Рис. 8.2.1. Схемы щековых дробилок с простым (а) и сложным (0 движением подвижной щеки
510
Глава 8.2. ДРОБИЛЬНОЕ, СОРТИРОВОЧНОЕ И ОБОГАТИТЕЛЬНОЕ ОБОРУДОВАНИЕ
Механизмы привода подвижной щеки
могут быть двух типов: с распорными плитами
и с непосредственным приводом от эксцентри-
кового вала. На концах вала установлены ма-
ховики, один из которых выполняет функцию
ведомого шкива. Маховики связаны с эксцен-
триковым валом фрикционными муфтами,
которые обеспечивают защиту деталей дро-
билки от перегрузки в случае попадания не-
дробимых тел. Привод дробилки осуществля-
ется с помощью главного и вспомогательного
разгонного электродвигателей.
В дробилках с простым движением щеки
и непосредственным приводом для защиты
элементов конструкции от перегрузки кроме
фрикционных муфт предусмотрены фиксаторы
подвижной щеки, состоящие из электродвига-
теля, электромагнита, штока и пружины. Пре-
дохранительное устройство срабатывает при
возрастании токовой нагрузки на электродви-
гатель. Некоторые дробилки со сложным дви-
жением щеки имеют рычажно-пружинный
предохранитель на шкиве-маховике.
Основные направления совершенствова-
ния щековых дробилок связаны с оптимизаци-
ей формы камеры дробления и выбором пара-
метров траектории движения подвижной щеки
для повышения производительности, умень-
шения износа рабочих органов, удобства их
регулирования и обслуживания, а также по-
вышения качества дробленого материала. Тех-
ническая характеристика щековых дробилок
приведена в табл. 8.2.1.
Расчет основных параметров. Размеры
приемного отверстия дробилки определяют
размеры дробимых кусков материала. Камера
дробления к низу сужается под углом а захва-
та до выходной щели (L х Ь), определяющей
размеры дробленого материала (рис. 8.2.1).
Зерновой состав продукта дробления, как и для
других дробилок, представляется кривыми
распределения, отдельные показатели которых
могут быть вычислены.
На материал, зажатый между щеками,
действуют силы: вес G, сила нажатия подвиж-
ной щеки Р, реакция неподвижной щеки Р\ и
силы трения материала о дробящие плиты Т
(равнодействующая сила R). Чтобы материал
при сжатии разрушался, а не выталкивался из
8.2.1. Техническая характеристика щековых дробилок
Показатель С простым движением щеки Со сложным движением щеки
СМД-1 ПА СМД-117А СМД-116 СМД-110А
Размер приемного от- верстия Вх£, мм 900x1200 1500x2100 250x400 600x900
Производительность Q, м3/ч 180 600 7,0 75
Наибольший размер кусков исходного мате- 750 1300 210 510
риала, мм Ширина выходной щели Ь, номинальная, мм Диапазон регулирова- 130 180 40 100
ния ширины выходной ±35 ±45 ±20 ±40
щели, мм Мощность основного электродвигателя, кВт Габаритные размеры, ПО 250 17 75
мм 5300x6000x4000 7500x7000x6000 1400x1300x1500 3000x2500x2600
(длинах ширинах высота) Масса, т 63,2 250 3,0 18,5
Примечание. К этому размерному ряду относятся дробилки: с простым качанием щеки
СМД-184 (Q = 180 м3/ч), СМД-118А (Q - 380 м3/ч); со сложным движением щеки СМД-108А (Q = 18 м /ч),
СМД-109 А (0 = 35 м3/ч).
ДРОБИЛЬНОЕ ОБОРУДОВАНИЕ
511
камеры дробления вверх угол а < 2ф, где ф -
угол трения материала о дробящие плиты;
обычно а = 15...20°.
Максимальная крупность дробленого
продукта, мм,
<ах =KpK,^t/2f+(b + hy ,
где Кр = 0,7Кг - коэффициент, учитывающий
конфигурацию рифлений плит; для треуголь-
ных рифлений Кр = 0,7; Кг - коэффициент,
учитывающий вид горной породы; для кварци-
та и базальта Кг = 1,1; для гранита Кг = 1; для
известняка Кг = 0,8; t - шаг рифлений, мм; h -
высота рифлений, мм; h « Z/2; b - ширина вы-
ходной щели, мм.
Средневзвешенный размер дробленого
продукта dCB = 0,65b для дробилок с шириной
приемного отверстия 600 мм и менее; dC3 = 0,86
для дробилок с шириной приемного отверстия
900 мм и более.
Теоретическая производительность ще-
ковых дробилок, м3/ч,
Q = l,8103CScpLZ>n(B + 6)/(2£>CBtga),
где С - коэффициент кинематики; при простом
движении щеки С = 0,84, при сложном С = 1;
5ср - средний ход щеки, равный полусумме
значений ходов сжатия вверху 5В и внизу 5Н
камеры дробления, м; L и В - соответственно
длина и ширина приемного отверстия, м; b -
ширина выходной щели, м; п - частота враще-
ния эксцентрикового вала, с-1, DCB - средне-
взвешенный размер кусков исходного мате-
риала, м; для дробилок с шириной приемного
отверстия 600 мм и менее принимают DCB = В;
для дробилок с В > 900 мм, работающих на
рядовой горной массе, £>св = (0,3...0,4)В.
Конусные дробилки. Их применяют для
дробления прочных и высокопрочных горных
пород на различных стадиях дробления
(табл. 8.2.2). Степень дробления конусных
дробилок крупного дробления (ККД) i = 3...5,
среднего (КСД) i = 3...6, мелкого (КМД) при
работе дробилки в открытом цикле i — 4...6, а
при работе в замкнутом цикле с грохотом
i = 5...8. В размерный ряд этих дробилок вхо-
дят также дробилки с приведенной ниже про-
изводительностью, м3/ч.
КСД = 900..
КСД =1200.
КСД = 1750.
КСД = 2200.
КМД =1750
КМД = 3000
30...70
77...115
170... 320
360...610
95...130
360... 520
Конусные дробилки характеризуются
диаметром основания дробящего конуса, зна-
чения которого приведены ниже, мм.
ККД........... 500,900,1200,1500
КСД и КМД..... 600, 900, 1200, 1750, 2200, 3000
Дробилки КСД и КМД подразделяются
на дробилки грубого (Г) и тонкого (Т) дробле-
ния.
Рис. 8.2.2. Схемы конусных дробилок крупного дробления (а), среднего и мелкого дробления (6)
512
Глава 8.2. ДРОБИЛЬНОЕ, СОРТИРОВОЧНОЕ И ОБОГАТИТЕЛЬНОЕ ОБОРУДОВАНИЕ
Дробление материала в конусных дро-
билках (рис. 8.2.2) осуществляется непрерывно
между двумя футерованными усеченными
конусами 7 и 2, расположенными один в дру-
гом, при круговом движении внутреннего ко-
нуса 2, закрепленного на валу, нижний конец 4
которого установлен в эксцентриковую при-
водную втулку 3. В камере дробления 5 между
конусами одновременно образуются диамет-
рально противоположные зоны сближения
(дробление) и отхода (разгрузка) конусов, пе-
ремещающиеся по окружности с частотой
вращения эксцентрикового вала дробилки.
Верхнее кольцеобразное сечение камеры
дробления - приемное отверстие, нижнее -
выходная щель Ь, которая измеряется в зоне
сближения конусов.
В дробилке ККД вал подвижного конуса
закреплен шарнирно вверху в точке О
(рис. 8.2.2, а), являющейся центром качания
конуса. В дробилках КСД и КМД подвижный
конус 2 не имеет верхнего крепления
(рис. 8.2.2, б). Нижний конец его вала 4 сво-
бодно вставлен в коническую расточку экс-
центриковой втулки 3, ось которой наклонена
к оси дробилки под углом 5 = 2...2,5° и пере-
секается с осью дробилки над зоной приемного
отверстия.
В конусных дробилках для смазывания
трущихся частей осуществляется жидкое цир-
куляционное смазывание под давлением. Сма-
зочная система оборудована электроподогре-
вателями масла в зимнее время и контрольны-
ми приборами, регистрирующими давление,
температуру и расход масла.
Совершенствование конусных дробилок
характеризуется введением гидро- и пневмо-
гидравлических устройств регулирования вы-
ходной щели для защиты от поломок.
В конусных инерционных дробилках ти-
па КИД на валу привода дробящего конуса
установлен центробежный дебалансный виб-
ровозбудитель, что позволяет получать гото-
вый продукт в виде дробленого песка, извест-
ковой муки и различных минеральных и ме-
таллических порошков.
Теоретическую производительность ко-
нусных дробилок (м3/с) определяют по объему
порции материала, выдаваемой за один цикл
дробления:
Q = \\.nnblD,
где ц = 0,45 -коэффициент разрыхления; п -
частота вращения конуса, с-1; b - ширина вы-
ходной щели, м; I - длина выходной щели, м;
D - диаметр основания дробящего конуса, м.
Роторные дробилки. Роторные дробил-
ки относятся к дробилкам ударного действия и
предназначены для дробления малоабразивных
горных пород средней прочности типа извест-
няка, доломита, мергеля, гипса. По технологи-
ческому признаку различают роторные дро-
билки крупного, среднего и мелкого дробле-
ния. Дробилки крупного дробления предна-
значены главным образом для первой стадии
дробления, дробилки среднего и мелкого
дробления - для последующих стадий дробле-
ния. Наибольшее распространение получили
однороторные нереверсивные дробилики с
отражательными плитами (табл. 8.2.3).
8.2.2. Техническая характеристика конусных дробилок
Показатель КСД-600 ксд-зооо КМД-1200 КМД-3000
Диаметр основания дро- бящего конуса, мм 600 3000 1200 3000
Производительность Q, м3/ч Ширина приемного от- 12...40 700... 1100 220...260 360...520
верстия на открытой сто- роне, мм Размер наибольшего кус- 75 600 100 220
ка исходного материала, мм 60 500 80 180
Мощность, кВт 30 500 75 500
Габаритные размеры, мм (длинах ширинах высота) 1800x1600x1600 7000x5500x6500 3500x2500x3100 7000x5500x7100
Масса, т 5 250 22 250
ДРОБИЛЬНОЕ ОБОРУДОВАНИЕ
513
Роторные дробилки по сравнению со ще-
ковыми и конусными более производительны,
имеют меньшие массу и габаритные размеры,
проще в изготовлении и обслуживании, менее
чувствительны к попаданию недробимых
предметов, обладают избирательностью дроб-
ления и обеспечивают выход щебня лучшей
формы (больше кубообразных кусков). Основ-
ной недостаток роторных дробилок, препятст-
вующих их широкому распространению, -
небольшой ресурс бил, которые необходимо
часто заменять при дроблении более прочных
материалов.
Главные параметры роторных дробилок -
диаметр Dp и длина ротора Lp.
В однороторной дробилке СМД-86А
крупного дробления две камеры дробления
образуются ротором 6, отражательными пли-
тами 1 и 4 и боковыми стенками корпуса
(рис. 8.2.3). Ротор состоит из корпуса, имею-
щего продольные пазы для установки бил 5,
торцовых дисков и вала и приводится во вра-
щение асинхронным электродвигателем с фа-
зовым ротором через клиноременную переда-
чу. Работа ротора дробилки происходит при
больших окружных скоростях (20...50 м/с).
Для уравновешивания роторы при изготовле-
нии проходят статическую балансировку на
горизонтально расположенных ножах, а диа-
метрально противоположные била подбирают
одинаковыми по массе и размерам.
Корпус дробилки состоит из станины 7,
верхней неподвижной 8 и откидной 3 частей.
Для повышения срока службы внутреннюю
поверхность торцовых дисков и преддробиль-
ную часть корпуса ротора наплавляют твер-
дым сплавом.
Отражательные плиты снабжены пру-
жинными возвратно-регулировочными уст-
ройствами 2 с резиновыми амортизаторами,
что позволяет плите отойти от ротора в случае
возникновения ударных перегрузок при попа-
дании в камеру дробилки недробимых предме-
тов, а затем вернуться в исходное положение.
Первая отражательная плита может быть под-
нята с помощью возвратно-регулировочного
устройства, поднятого до совмещения со вто-
рой плитой, и дробилка превращается в одно-
камерную, обладающую наибольшей произво-
дительностью.
8.2.3. Техническая характеристика однороторных дробилок
Показатель Среднего и мелкого дробления Крупного дробления
СМД-75А СМД-94 СМД-85А СМД-87
Размеры ротора, мм: диаметр 1000 1250 800 2000
длина 1000 1250 630 1600
Производительность Q, 135 200 60 370
м3/ч Размеры приемного от- верстия, мм: продольный 1000 1250 630 1600
поперечный 500 600 550 1400
Наибольший размер ис- ходного материала, мм 300 375 400 1100
Мощность, кВт 125 200 40 250
Габаритные размеры, мм (длинах ширинах высота) 2700x2800x2100 3400x3200x2800 2500x1700x2150 5600x3600x4400
Масса, т 10 18 6 68
Примечания: 1. В размерный ряд входят дробилки СМД-86А (Q = 135 м3/ч) и СМД-95
(Q = 200 м3/ч). 2. Число рядов бил у дробилок обычно составляет 2...6. У дробилки СМ Д-86 А три ряда выдвиж-
ных бил, изготовляемых из износостойкой высокомарганцовистой стали 110Г13Л.
17 - 1317
514
Глава 8.2. ДРОБИЛЬНОЕ, СОРТИРОВОЧНОЕ И ОБОГАТИТЕЛЬНОЕ ОБОРУДОВАНИЕ
6 5
Рис. 8.2.3. Однороторная дробилка крупного дробления
Конструктивные схемы роторных дроби-
лок, основанные на принципе дробления мате-
риала под действием механического удара, а
не сжатия, могут быть различными. По этому
принципу работают и молотковые дробилки,
которые отличаются тем, что молотки-билы
закреплены шарнирно.
При совершенствовании конструкции ро-
торных дробилок повышается их износостой-
кость и простота обслуживания, широко при-
меняется гидропривод.
Максимальный размер куска продукта
дробления
4nax = 10,65Cp/(pVp1,5) + 0,56,
где Ср - предел прочности горной породы при
растяжении, МПа; р - плотность дробимого
материала, т/м3; vp - окружная скорость бил
ротора, м/с; b - наименьший размер выходной
щели, мм.
Производительность, м3/ч,
e = 480(Zp£>p1-5/vp°-35z°’5)^,
где z - число рядов бил; к$ - коэффициент,
зависящий от положения отражательной пли-
ты; = 1,7...2,0 для дробилок крупного дроб-
ления; кр = 1,1 для дробилок среднего и мел-
кого дробления.
Валковые дробилки. Их применяют для
среднего и мелкого дробления как твердых мате-
риалов прочностью на сжатие псж < 150 МПа,
так и мягких и хрупких материалов прочно-
стью асж < 80 МПа.
Подаваемый в дробилку материал затя-
гивается цилиндрическими валками, вращаю-
щимися навстречу друг другу, раздавливается,
частично истирается между ними и выгружа-
ется. Наибольшая крупность исходного мате-
риала в дробилках с гладкими валками состав-
ляет 1/20 их диаметра, а в дробилках с рифле-
ными или зубчатыми валками - 1/6.
Основные параметры валковых дроби-
лок - диаметр D и длина L валков. Частота
вращения валков, с-1,
^тах — 102,5 V//(pDJ),
где /= 0,3...0,45 - коэффициент трения мате-
риала о поверхность валков; d - средний раз-
мер частиц материала, м.
Для уменьшения износа и динамических
нагрузок окружная скорость валков должна
быть < 6 м/с. Ориентировочная производи-
тельность, м3/с,
СОРТИРОВОЧНОЕ И ОБОГАТИТЕЛЬНОЕ ОБОРУДОВАНИЕ
515
Q = VnkpK \,25TiDLbnkp,
где V - объем материала, выходящего из дро-
билки за один оборот валка, м3; к? = 0,2...0,6 -
коэффициент разрыхления материала; 1,25 -
коэффициент, учитывающий увеличение вы-
ходной щели при отходе валков; Ь - ширина
выходной щели, мм.
8.2.2. СОРТИРОВОЧНОЕ И
ОБОГАТИТЕЛЬНОЕ ОБОРУДОВАНИЕ
Грохоты. Они предназначены для грохо-
чения сыпучих материалов с насыпной плот-
ностью до 2,8 т/м3 и подразделяются на валко-
вые, дуговые, барабанные и наиболее распро-
страненные вибрационные (табл. 8.2.4). В за-
висимости от насыпной плотности сорти-
руемого материала грохоты подразделяют на
легкие (Л), средние (С) и тяжелые (Т) для ма-
териалов с насыпной плотностью соответст-
венно до 1,4; 1,8 и 2,8 т/м3. Вибрационные
грохоты подразделяются: по виду колебаний
рабочих органов (коробов) на грохоты с цир-
куляционными круговыми или эллиптически-
ми и направленными колебаниями; по способу
возбуждения колебаний - с силовым (центро-
бежным) и кинематическим возбуждением
(эксцентриковые грохоты); по характеру на-
стройки - зарезонансные и резонансные; по
числу колеблющихся масс - одно- и много-
массными; по числу сит - одно- и многосит-
ные. Наибольшее распространение вследствие
простоты конструкции получили одномассные
грохоты с зарезонансной настройкой.
Виброгрохоты с центробежным возбуж-
дением колебаний имеют постоянный статиче-
ский момент дебалансов и соответственно
постоянную вынуждающую силу
F = (X + O,15wM)xaco2,
где тК - масса короба грохота; тм - масса ма-
териала; хл - амплитуда колебаний; со2 - часто-
та колебаний.
Амплитуда хй колебаний короба грохота
зависит от массы материала тм, находящегося
на ситах. Это предъявляет повышенные требо-
вания к равномерности подачи на них мате-
риала для избежания завалов.
Эксцентриковые грохоты имеют жесткое
кинематическое возбуждение, амплитуда ко-
лебаний их коробов равна эксцентриситету
эксцентрикового вала независимо от количест-
ва материала на ситах.
Горизонтальные грохоты с направлен-
ными колебаниями имеют бблыпую эффек-
тивность грохочения, чем наклонные. Вибро-
возбудитель для них выполняется двухваль-
ным с синхронизацией посредством зубчатой
передачи. Вибропривод горизонтальных гро-
хотов сложнее, чем грохотов с круговыми ко-
лебаниями. Поэтому горизонтальные грохоты
8.2.4. Техническая характеристика вибрационных грохотов
Показатель ГСС-32 ГИТ-42 ГИС-42 ГИС-72
Размеры просеивающей поверхности, мм (шири- нахдлина) 1250x3000 1500x3750 1500x3750 2500x6000
Размер загружаемого ма- териала, мм До 100 До 100 200 150
Число ярусов сит 2 1 2 2
Угол наклона просеи- вающей поверхности, 0 0 10...30 10....25 10...25
Частота колебаний, Гц 12,5 13,3 16,0 16,5
Амплитуда колебаний, мм 9 3,5...4 4... 4,2 4
Установленная мощность, кВт 5,5 17 10 30
Габаритные размеры, мм (длинах ширинах высота) 3750x1930x1500 3050x2200x1500 4500x2400x1300 6700x3036x3250
Масса, кг 2200 5600 3300 9000
Примечание.В размерный ряд входят также грохоты ГИС-52 и ГИС-62.
17*
516
Глава 8.2. ДРОБИЛЬНОЕ, СОРТИРОВОЧНОЕ И ОБОГАТИТЕЛЬНОЕ ОБОРУДОВАНИЕ
применяют в тех случаях, когда необходима
повышенная эффективность грохочения или
при ограничениях по высоте, например, в пе-
редвижных дробильно-сортировочных уста-
новках.
Просеивающие сита выполняют штампо-
ванными, проволочными или прутковыми и
колосниковыми. Штампованные сита изготов-
ляют из стальных листов с просеченными в
них отверстиями. Такие сита наиболее долго-
вечны, но имеют относительно малую свето-
вую поверхность. При круглых отверстиях
диаметром 10...80 мм она составляет около
50 %. В проволочных или прутковых ситах
световая поверхность не превышает 70 %. Раз-
мер отверстий прутковых сит обычно 60...
100 мм, колосниковых более 80 мм. Просеи-
вающие сита выполняют также из резины и
полимеров, они обладают большей износо-
стойкостью, чем стальные, однако недостаточ-
но прочные. Для устранения этого недостатка
резиновые сита изготовляют со стальной арма-
турой.
Грохот тяжелого типа ГИТ-42 (СМД-113)
состоит из короба 7, быстросъемных колосни-
ков 2, установленных двумя ступенями, вибро-
возбудителя 5, привода 4 с клиноременной пе-
редачей и пружинных опор 3 (рис. 8.2.4). Щель
между колосниками в направлении движения
материала расширяется, благодаря чему он не
забивается камнями. Грохот приводится в ко-
лебательное движение вибровозбудителем с
дебалансами на концах вала, вращение которо-
го осуществляется через клиноременную пере-
дачу с ведомым шкивом, установленным экс-
центрично относительно оси вала грохота та-
ким образом, чтобы при работе в установив-
шемся режиме его ось оставалась в простран-
стве неподвижной.
Подвеска на цилиндрических пружинах в
поворотных кронштейнах позволяет устанав-
ливать грохот под различными углами накло-
на. Жесткость упругих опор грохота подбира-
ют из расчета, чтобы собственная частота их
колебаний была значительно меньше частоты
вынуждающей силы дебалансов. Это обеспе-
чивает глубоко зарезонансную настройку сис-
темы, чем достигается стабильность колебаний
инерционных грохотов. При рабочем режиме
система находится в динамическом уравнове-
шенном состоянии, так как в зарезонансной
области короб и дебалансы движутся в проти-
вофазе.
В опорах грохотов применяют также
пневматические упругие элементы, представ-
ляющие собой одно- или двухполостные рези-
нокордовые оболочки, в которые нагнетается
Рис. 8.2.4. Колосниковый инерционный грохот ГИТ-42
СОРТИРОВОЧНОЕ И ОБОГАТИТЕЛЬНОЕ ОБОРУДОВАНИЕ
517
воздух под давлением до 0,5 МПа. Такие опо-
ры обладают малой жесткостью и высокой
диссипацией энергии, обеспечивая хорошую
виброизоляцию и снижение при выбеге грохо-
тов амплитуды их колебаний при проходе ре-
зонансной частоты. Удовлетворительная виб-
роизоляция несущих конструкций достигается
при ш/шо - 5, где о - частота вынужденных
колебаний; а)0 - частота собственных колеба-
ний грохота на опорах.
Виброгрохоты широко используют для
промывки материалов от засорения илистыми
и пылевидными частицами, а также для обез-
воживания щебня.
Расчет основных параметров. Процесс
грохочения оценивается эффективностью и
производительностью. Размеры зерен исход-
ного материала крупнее размера ячейки сита
грохота называют надрешетным или верхним
классом. Разделение материала происходит
при его движении по просеивающей поверхно-
сти (ситу, решетке) грохота. Не все частицы
нижнего класса успевают пройти через ячейки
сита, особенно, так называемые, трудные зер-
на, размер которых близок к размеру ячейки.
Полнота разделения исходного материа-
ла на грохоте оценивается эффективностью
грохочения - отношением массы материала,
прошедшего через отверстие сита, к массе
материала данной крупности, содержащегося в
исходном материале. Для производительности,
не превышающей расчетную, она принимается
постоянной и определяется на основе
эмпирических зависимостей:
Е = еК\К2К3,
где е - эталонное значение эффективности
грохочения (при средних условиях); для гори-
зонтальных и наклонных виброгрохотов соот-
ветственно для щебня е = 0,89 и 0,86 %, для
гравия е = 0,91 и е = 0,87 %; К\ - коэффици-
ент, учитывающий угол наклона грохота а
(для наклонных грохотов); К2 - коэффициент,
учитывающий содержание зерен нижнего
класса (Сн, %) в исходном материале; К3 -
коэффициент, учитывающий содержание в
нижнем классе средних зерен, размер которых
меньше половины размера отверстия сита
(Со,5н> %)• Значения К\, Сн, К2 и К3 при
различных значениях угла а приведены ниже.
Угол
наклона а, °... 0 9 12 15 18 21 24
К\.......... 1,0 1,07 1,03 1,03 1,02 0,96 0,88
Сн.......... 20 30 40 50 60 70 80
К2.......... 0,86 0,9 0,94 0,97 1,00 1,015 1,02
К3'......... 0,9 0,5 0,98 1,00 1,01 1,02 1,03
Производительность виброгрохотов для
рассева щебня и гравия, м3/ч,
Q = qFKlK2K3m,
где q - удельная производительность грохота
для определенного размера отверстий сит,
м3/(чм2); F - площадь грохочения, м2; К\ -
коэффициент, учитывающий угол наклона
сита; для горизонтального грохота = 1; К2 -
коэффициент, учитывающий процентное со-
держание зерен нижнего класса в исходном
материале Сн; К3 - коэффициент, учитываю-
щий содержание в нижнем классе зерен разме-
ром меньше 1/2 отверстия сита; т - коэффи-
циент, учитывающий неравномерность пита-
ния виброгрохота и зерновой состав материа-
ла, форму зерен и тип грохота; для наклонных
т = 0,6 для гравия, т = 0,5 для щебня; для го-
ризонтальных т - 0,65 для гравия, т = 0,8 для
щебня.
Значения q, Кь К2 и К3 приведены ниже.
Размер квадратного
отверстия сита, мм......
д, м3/(ч-м3)............
Угол наклона сита а, °..
К\......................
Содержание в исходном
материале зерен нижнего
класса, %...............
К2......................
Содержание в нижнем
классе зерен размером
меньше 1/2 отверстия, % ...
К3......................
5 10 16 20
12 23 37 43
9 14 18 22
0,45 0,73 1,0 1,37
10 30 50 90
0,58 0,76 0,92 1,25
10 30 50 90
0,63 0,82 1,0 1,37
Классификаторы. Они предназначены в
основном для разделения песков по крупности
или выделения из песков мелкой фракции (ме-
нее 0,15 мм), а также для их промывки и обез-
воживания до влажности IV < 18...20 %. Клас-
сификаторы подразделяют на механические -
винтовые, реечные, дражные, чашевые и др.;
гидравлические - горизонтальные, вертикаль-
ные и центробежные - циклоны. Рабочие ор-
ганы в механических классификаторах - спи-
рали, гребковые рейки и скребки, установлен-
ные на бесконечной ленте или цепи.
Для обогащения песков наибольшее рас-
пространение получил винтовой классифика-
518
Глава 8.2. ДРОБИЛЬНОЕ, СОРТИРОВОЧНОЕ И ОБОГАТИТЕЛЬНОЕ ОБОРУДОВАНИЕ
тор (рис. 8.2.5, а), который состоит из рамы 1 с
промывочной ванной 4, установленного на-
клонно, и размещенного в ней в подшипнико-
вых опорах 3 одного или двух винтов 5 с при-
водом на верхнем конце вала 6 и механизмом
подъема 7 - на нижнем. Подъем винта позво-
ляет производить пуск классификатора под
нагрузкой без очистки ванны от песка. Загруз-
ка ванны песком производится в ее нижней
части, выгрузка - через отверстие 2.
Исходный материал подается вместе с
водой в нижнюю часть ванны. Крупные части-
цы оседают на дно, мелкие, взмученные вра-
щением винта, непрерывно выносятся потоком
воды через порог 8 ванны. Крупные частицы
перемещаются в верхнюю часть ванны, обез-
воживаются и разгружаются через отверстие
на дне ванны. Классификаторы характеризу-
ются следующими параметрами: диаметром
винта (750... 1500 мм); частотой вращения вин-
та (0,085...0,43 с-1), углом наклона корыта
(10...25°), производительностью (< 2000 т/ч) и
мощностью электродвигателей (например, для
вращения до 13,5 кВт и подъема винта до
0,6 кВт). Эффективность классификации пес-
ков в этих машинах не превышает 70 %.
Производительность винтовых класси-
фикаторов для песка, т/ч,
Q = 5,45/иО3и (р/2,7) Ка ,
где т - число винтов; D - диаметр винта, м;
п - частота вращения винтов, мин-1; р - плот-
ность классифицируемого материала, т/м3;
АГа = 1,12...0,94 при углах наклона ванны со-
ответственно а = 14...20°.
Вертикальный гидроклассификатор име-
ет нижний патрубок 7 (рис. 8.2.5, б), через
который в него подается шламовая пульпа под
давлением 30... 100 кПа. Проходя диффузор 4,
пульпа поступает в разделительную камеру 3,
в которой частицы распределяются по крупно-
сти. Вода для образования восходящего потока
подается в классификационную камеру 5 по
трубопроводу 6. Частицы песка, скорость па-
дения которых меньше скорости восходящего
потока, отводятся по трубе 1 через верхний
сливной коллектор 2, а крупные - через выпу-
скное отверстие 8 классификационной камеры
на дальнейшее обезвоживание до определен-
ной влажности. Производительность некото-
рых вертикальных классификаторов достигает
2000 м3/ч по исходной пульпе и до 400 м3/ч по
исходному песку.
Центробежные классификаторы (цен-
трифуги и гидроциклоны) применяют в основ-
ном для разделения частиц с граничным диа-
метром 5...500 мкм. Эффективность разделе-
ния материала определяется соотношением
скоростей выпадения (осаждения) частиц и
скоростью подачи пульпы. Наибольшее рас-
пространение получили гидроциклоны, в ко-
торых пульпа подводится тангенциально с
определенной скоростью под давлением
30... 180 кПа. Гидроциклон имеет корпус с
конической нижней и цилиндрической верхней
частями с внутренней поверхностью, покры-
той износостойкой футеровкой. Граница раз-
деления регулируется давлением на входном
патрубке и не превышает 0,5 мм по крупности
Рис. 8.2.5. Схемы классификаторов:
а - винтового; б - вертикального; I, IV, V- песок; II - пульпа; III - слив; VI - вода
СОРТИРОВОЧНОЕ И ОБОГАТИТЕЛЬНОЕ ОБОРУДОВАНИЕ
519
материала. При уменьшении диаметра циклона
эффективность разделения материала повыша-
ется. Гидроциклоны имеют приведенные ниже
параметры.
Диаметр, мм:
гидроциклона D................... 250,350, 500,
750,1000
питающего патрубка d\...... (0,1... 0,2)7)
сливного патрубка <У2...... (0,2... 0,5)1)
Производительность 77, м3/ч..... 17,5... 600
Эффективность классификации, %,
не более........................ 75
Производительность гидроциклона, т/ч,
П = kddxNр,
где к = 250...300 - опытный коэффициент;р -
давление в питающем патрубке, МПа.
Оборудование для воздушной сепара-
ции. Воздушные (пневматические) проходные
и циркуляционные сепараторы применяют для
сепарации порошкообразных материалов
крупностью менее 1 мм в помольных установ-
ках при производстве цемента, извести, гипса
и других материалов. При использовании в
качестве теплоносителя горячих газов в них
производятся одновременно сушка и класси-
фикация материалов.
В проходном пневматическом сепараторе
исходный материал проходит с воздушным
потоком через питающий патрубок 1 с дрос-
сельной заслонкой, по регулируемым направ-
ляющим лопастям 4, проходит во внутренний
конус 3, в котором из него выпадают мелкие
частицы и отводятся по патрубку 6 (рис. 8.2.6).
Выпадающие из-за расширения канала в кор-
пус 2 крупные частицы отводятся по патрубку
7, а воздух - по патрубку 5. Недостаток такого
сепаратора - повышенный расход сжатого
воздуха.
Рис. 8.2.6. Схема проходного сепаратора:
I- крупный сорт; 77- мелкий сорт;
777 - воздух с исходным материалом
Циркуляционные сепараторы с разбра-
сывающим диском и крыльчаткой, в которых в
один агрегат объединены вентилятор, создаю-
щий избыточное давление воздуха, сепари-
рующее и осадительное устройства, более
компактны и экономичны ввиду меньшего
расхода сжатого воздуха.
Пневматические сепараторы имеют при-
веденные ниже параметры.
Диаметр, мм........................ З...6,5
Производительность по цементу, т/ч 15... 170
Частота вращения ротора, с-1....... 0,15...4
Расход газа, м3/ч.................. (95...365)103
Мощность электродвигателей, кВт... 9...380
Оборудование для обогащения мате-
риалов. К оборудованию для обогащения не-
рудных строительных материалов относятся
машины для промывки, осадочные машины,
установки для разделения в тяжелых жидко-
стях и др. В промышленности нерудных
строительных материалов наибольшее распро-
странение получили корытные, барабанные и
вибрационные промывочные машины (мойки).
Промывка основана на разрушении кус-
ков материала с глиной в воде при интенсив-
ном трении всего материала в промывочной
машине и сливе воды со взвешенной в ней
глиной. Значения удельного расхода энергии
(кВт ч/т) приведены ниже.
Для легкопромываемого материала, менее 0,25
Для среднепромываемого.............. 0,25...1,0
Для труднопромываемого............... 1. ..2
Для весьма труднопромываемого, более ... 2
Корытная мойка представляет собой ус-
тановленную под углом 7... 12° ванну (корыто)
с вращающимися в противоположных направ-
лениях двумя валами с лопастями, служащими
для перемешивания и трансформации мате-
риала. Различные корытные мойки характери-
зуются приведенными ниже параметрами.
Производительность, т/ч.............. 100... 150
Диаметр, описываемый лопастями, мм 1200... 1400
Частота вращения валов, с-1.......... 0,15...0,25
На дробильно-сортировочных заводах
корытные мойки устанавливаются, как прави-
ло, на последних стадиях переработки мате-
риала для промывки щебня (гравия) крупно-
стью < 60 мм.
Барабанная мойка представляет собой
вращающийся барабан (сплошной, перфориро-
ванный и комбинированный) диаметром до 4 м
и длиной до Юм, установленный на ролики
под углами до 7° к горизонтали. В таких мой-
ках промывают материал крупностью до
400 мм при производительности до 500 т/ч.
520
Глава 8.2. ДРОБИЛЬНОЕ, СОРТИРОВОЧНОЕ И ОБОГАТИТЕЛЬНОЕ ОБОРУДОВАНИЕ
Барабан вращается от привода либо через
зубчатую передачу (с зубчатым венцом на
барабане), либо через ролики. Внутри барабана
устанавливают брызгальные устройства, лопа-
сти, специальные ножи и другие приспособле-
ния для воздействия на материал, который
загружается с одного конца барабана и раз-
гружается с другого (через разгрузочный лоток
или с помощью элеваторного колеса).
Вибрационная мойка применяется для
материалов различной трудности промывания.
Легкопромываемый материал чаще обрабаты-
вается на вибрационных грохотах с системой
орошения, труднопромываемый - промывают
в вибрационных мойках, состоящих из перфо-
рированных в нижней части трубчатых ванн,
вибровозбудителя и привода. Ванны устанав-
ливаются на пружинных амортизаторах, гори-
зонтально или с небольшим уклоном. На раз-
грузочном конце ванн имеются пороги для
материала.
Вибромойки характеризуются приведен-
ными ниже параметрами.
Производительность, м3/ч.......... 20... 100
Крупность промываемого щебня, мм ... 20... 150
Амплитуда колебаний, мм........... 5...6
Частота колебаний, Гц............. 15...16
Продолжительностью промывки, с.... 25...35
Расход воды, м3/ч................. 40... 100
Мощность электродвигателей привода,
кВт............................... 20...40
Дробильно-сортировочные заводы и
установки. Дробильно-сортировочные заводы
для производства щебня, гравия и песка под-
разделяются на стационарные и перебазируе-
мые сборно-разборные. Они выполняются по
высотной или ступенчатой схеме и предусмат-
ривают дробление горного сырья по открыто-
му или замкнутому циклу со схемой дробле-
ния, включающей несколько последователь-
ных стадий, число которых и типы дробилок
определяются исходя из крупности горной
породы и готовой продукции и физико-
механических свойств дробимого материала.
В схеме предусматриваются операции грохо-
чения, которое бывает предварительным, кон-
трольным и окончательным, а также мойка и
обезвоживание материала.
Дробильно-сортировочное установки
представляют собой готовые к эксплуатации
комплекты машин и оборудования, обеспечи-
вающие полностью или частично определен-
ные технологические операции переработки
сырья. Они подразделяются на установки ма-
лой (до 10 м3/ч), средней (до 50 м3/ч) и боль-
шой (свыше 50 м3/ч) производительности, ко-
торая может достигать 500 м3/ч и более. Уста-
новки классифицируются: по степени мобиль-
ности - самоходные, передвижные, транспор-
тируемые, стационарные; по технологии -
крупного, среднего, мелкого, первичного, вто-
ричного, третичного дробления; по виду шас-
си - пневмоколесные, гусеничные, с гидравли-
ческим шагающим механизмом, на рельсовом
ходу; по виду перерабатываемого материла -
изверженных, осадочных и гравийно-песчаных
пород и различных отходов промышленного
производства.
В зависимости от вида горной породы,
требований к крупности товарных фракций
щебня и производительности из различных
агрегатов и отдельных машин компонуют раз-
личные технологические линии. Сборно-
разборные дробильно-сортировочные установ-
ки требуют наименьших капитальных затрат
при строительстве и сроков ввода их в экс-
плуатацию, благодаря чему возрастает тенден-
ция их использования при совершенствовании
конструкции отдельных агрегатов и машин,
особенно в части их надежности и удобства в
работе.
8.2.3. ОБОРУДОВАНИЕ ДЛЯ ПОМОЛА
СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
Помол строительных материалов для их
измельчения до частиц размером менее деся-
тых долей миллиметра применяют при произ-
водстве как цемента, извести, гипса, так и
строительных изделий из различных строи-
тельных материалов. Крупность исходного
материала не превышает 25 мм для известняка,
30 мм для мягкого известняка и углей, 15 мм
для цементного клинкера и 10 мм для твердых
активных и инертных добавок при помоле
цементного клинкера.
Для помола материалов используют ба-
рабанные, среднеходные, ударные, вибраци-
онные и струйные мельницы. Помол материа-
лов в мельницах требует большой энергоемко-
сти. Для устранения пылевыделения и отвода
теплоты при помоле цементного клинкера и
других пылящих материалов мельницы снаб-
жаются аспирационным устройством, состоя-
щим из вентилятора, фильтра и осадительных
циклонов.
ОБОРУДОВАНИЕ ДЛЯ ПОМОЛА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
521
В барабанных мельницах материал из-
мельчается внутри полого вращающегося ба-
рабана с мелющими телами (чугунными и
стальными шарами, стержнями), которые вме-
сте с измельчаемым материалом сначала дви-
жутся по круговой траектории вместе с бара-
баном в его верхнюю зону, а затем падают по
кривой, близкой к параболе. Часть материала,
расположенная ближе к оси вращения бараба-
на, скатывается вниз до подхода к верхней
зоне. Материал измельчается в результате ис-
тирания при относительном перемещении ме-
лющих тел и частиц материала, а также вслед-
ствие их соударений.
Барабанные мельницы классифицируют:
по режиму работы - периодического и непре-
рывного действия; по способу помола - сухого
и мокрого помола; по характеру работы -
мельницы, работающие по открытому и замк-
нутому циклу; по форме мелющих тел - шаро-
вые, стержневые и самоизмельчения (без ме-
лющих тел); по способу разгрузки - с механи-
ческой и пневматической разгрузкой; по кон-
струкции загрузочного и разгрузочного уст-
ройств - с загрузкой и выгрузкой через люк, с
загрузкой и выгрузкой через полые цапфы, с
периферийной разгрузкой; по конструкции
привода - с центральным и периферийным
приводом. Мельницы с относительно корот-
ким барабаном называют шаровыми, а мель-
ницы с длиной, превышающей в 4-5 раз диа-
метр, - трубными.
Тонкость помола материала влияет на
качественные характеристики получаемого
продукта. Так, при увеличении тонкости помо-
ла цемента на 60...70 % почти в 2 раза повы-
шается его марка и сокращается время тверде-
ния, что используется при изготовлении
строительных изделий. Для особо тонкого
измельчения материала применяют вибраци-
онные и струйные мельницы.
Из барабанных мельниц наиболее эффек-
тивными являются трубные многокамерные,
вследствие большей длины барабана и его
разделения на две - четыре камеры с помощью
решетчатых поперечных перегородок. Камеры
загружают различными мелющими телами
уменьшающихся размеров по направлению от
загрузки материала к его выгрузке. Три каме-
ры футеруются волнистыми броневыми пли-
тами, что способствует подъему мелющих
шаров, а четвертая наибольшей длины - глад-
кими плитами, облегчающими равномерное
перекатывание цилиндрических мелющих тел,
разделена продольными перегородками на
пять частей, что повышает интенсивность по-
мола и снижает удельный расход потребляе-
мой энергии. Готовый продукт поступает на
склад, а недоизмельченный материал - в боко-
вой сборник на доизмельчение.
Эффективность помола в мельницах за-
висит от траектории движения мелющих тел и
материала. При небольшой угловой скорости
барабана материал и мелющие тела будут под-
ниматься на небольшую высоту, а затем ска-
тываться по стенке и слоям материала, не про-
изводя удара. При слишком большой (крити-
ческой) скорости сок, мелющие тела под дейст-
вием центробежной силы прижимаются к
внутренним стенкам барабана и вращаются
вместе с ним, не производя помола материала:
где R - радиус вращения мелющего тела, м.
Оптимальная угловая скорость со0 бара-
бана определяется из условия обеспечения
максимальной высоты падения мелющих ша-
ров:
со0 =2,38/4r.
Мощность электродвигателя привода
вращения барабана, кВт,
0,39 w7?gco/(lOOOr|),
где т - масса загрузки, равная сумме масс
шаров и материала, обычно составляет 14 %
массы шаров, т = 1,1 рЯ2Лрцф; L - длина
помольной камеры мельницы, м; р - плотность
мелющих тел; для стальных шаров р =
= 7800 кг/м3; ц = 0,57 - коэффициент пустотно-
сти загрузки; ф = 0,3 - коэффициент заполне-
ния барабана при загрузке; Г| - КПД привода.
Производительность шаровых мельниц
зависит от свойств материала, тонкости его
помола, режима работы, равномерности за-
грузки и других факторов. При мокром помоле
производительность мельниц на 20...25 %
выше, чем при сухом. Производительность
шаровых мельниц (по сухому материалу), т/ч,
Пм = Q,231^LmuKMK ТКЭ.
где D - внутренний диаметр барабана (за вы-
четом толщины футеровки), мм; L - внутрен-
няя длина барабана, м; тм - масса загружен-
522
Глава 8.2. ДРОБИЛЬНОЕ, СОРТИРОВОЧНОЕ И ОБОГАТИТЕЛЬНОЕ ОБОРУДОВАНИЕ
ных в мельницу мелющих тел, кг; Км — коэф-
фициент размолоспособности материала; Кт —
коэффициент помола, зависящий от остатка Ос
материала на сите; Кэ - коэффициент эффек-
тивности.
Значения коэффициентов Км, Кт и Кэ
приведены ниже.
Коэффициент помола КТ при остатке на ci
Коэффициент размолоспособности Км
Для цементного клинкера (принимается
за эталон)........................... 1
Для извести.......................... 1,5... 1,8
Для известняка....................... 0,8... 1,8
Для доменного гранулированного шлака 0,5... 1,1
Для сланцевой золы.................. 0,5... 0,8
Для кварцевого песка................ 0,6... 0,7
№ 0,08
Ос,%........ 2 5 8 10 14 18 25 30 35
КТ.......... 0,59 0,77 0,91 1 1,17 1,34 1,64 1,86 2,08
Зависимость между удельной площадью поверхности Fy и остатком Ос на сите № 0,08 сле-
дующая.
Fy, м2/кг 300 400 500 600 300 400 500 600 400 500 600
Ос, % Материал ... 20 15 10 Известь 6 12 8 6 4,5 Известково-песчаное вяжущее 9 7 5 Известково-зольное и известково-шлаковое вяжущее
Коэффициент эффективности Кэ
Мельница двухкамерная .... С однократным прохождением
материала в открытом цикле
при помоле:
сухом мокром
Кэ.............................. 0,9 1,08
Шаровая двухкамерная мельница 1456А,
предназначенная для сухого измельчения не-
рудных материалов малой и средней твердо-
сти, имеет следующие параметры.
Производительность при измельчении
извести с песком в соотношении 1:1, т/ч 8
Размеры, мм:
внутренний диаметр барабана без
футеровки, мм................... 1512
длина барабана, мм.............. 5605
Номинальный объем барабана, м3...... 8
Частота вращения барабана, с-1...... 0,52
Установленная мощность, кВт......... 132
Габаритные размеры, м.............. 12x2,7x2,3
Масса, т............................ 39,5
Совершенствование шаровых мельниц
идет по пути использования конструкционых
материалов повышенной износостойкости,
изменения режима работы и характера движе-
ния мелющих тел, а также установки в зоне
помольной камеры дополнительных перегоро-
док или элементов, интенсифицирующих воз-
действие на измельчаемый материал и сни-
жающих энергозатраты при его измельчении.
Вибрационные мельницы разделяют на
инерционные и гирационные. Инерционная
мельница состоит из подпружиненного корпу-
С многократным прохождением
материала сухого помола с
сепараторами или классификаторами
1,2
са, в котором на подшипниках установлен
дебалансный вал, создающий при вращении
двигателем высокочастотную вибрацию кор-
пуса с размалываемым материалом. Мельницы
могут быть с мелющими телами и без них.
Барабан гирационный мельницы приво-
дится в круговое колебательное движение экс-
центриковым валом, на котором он установ-
лен. В некоторых вибромельницах применяют
несколько помольных камер. Коэффициент
загрузки барабана в среднем равен 0,7...0,8.
Характеристика вибрационных мельниц при-
ведена в табл. 8.2.5.
Для лучшей виброизоляции несущих
конструкций жесткость корпуса назназначает-
ся такой, чтобы отношение частоты вынуж-
денных колебаний о к частоте собственных
колебаний (0о было со/<х>0 < 4, вибромельница
обычно работает в зарезонансном режиме.
Частоту и амплитуду колебаний задают из
технологических соображений, а рассчитыва-
ют дебалансный статический момент вибрато-
ра. Недостаток вибромельниц - повышенный
уровень шума, изнашивание частей их крепле-
ний под действием вибрации, нагрев корпусов,
а также вибровоздействие на фундаменты и
обслуживающий персонал, если не принять
соответствующие меры.
ОБОРУДОВАНИЕ ДЛЯ ТРАНСПОРТИРОВКИ И УКЛАДКИ СМЕСЕЙ
523
8.2.5. Характеристика вибрационных мельниц при сухом помоле клинкера
до частиц размером 20...40 мкм
Показатель М= 50 М =400 М= 1000 М =2700
Производительность, т/ч 0,1...0,2 0,4 6...10 27
Объем корпуса V, м3 0,05 0,4 1 27
Амплитуда колебаний а, мм 4 3,5 4,5 14
Частота вращения со, с-1 - 25 16 10
Мощность двигателя N, кВт 10 28 160 420
Струйные мельницы разделяются на воз-
духо- и пароструйные. В противоточной
струйной (эжекторной) мельнице материал из
бункера поступает в разгонные трубки,
встречной подачей сжатого воздуха подхваты-
вается им и направляется в помольную камеру,
в которой измельчается при соударении частиц
во встречных вихревых потоках со скоростью
200...400 м/с. Продукт помола выносится в
сепаратор, присоединенный к корпусу мель-
ницы. Сжатый воздух подается вентилятором
или компрессором. В струйной мельнице с
плоской помольной камерой материал подает-
ся сжатым воздухом, подхватывается энерго-
носителем, измельчается в ней в процессе кру-
гового движения. Недостаток струйных мель-
ниц - большой расход сжатого воздуха или
пара на 1 т размолотого материала. С увеличе-
нием тонкости помола энергозатраты пропор-
ционально возрастают.
Глава 8.3
ОБОРУДОВАНИЕ
ДЛЯ ПРИГОТОВЛЕНИЯ,
ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ
БЕТОННЫХ И РАСТВОРНЫХ СМЕСЕЙ
Стационарные бетоносмесительные
установки (БСУ) предназначены для приго-
товления бетонных смесей и растворов. В их
состав входят приемные, складские и транс-
портные устройства для образования запаса
компонентов смеси, оборудование для их до-
зирования, смесительное оборудование, обо-
рудование для выдачи готовой смеси, электро-
оборудование с системой автоматики для кон-
троля и управления технологическими процес-
сами, обеспылевающее оборудование. Инвен-
тарные и передвижные бетонорастворосмеси-
тельные установки могут иметь только часть
этих устройств.
На БСУ осуществляются следующие ос-
новные технологические процессы: прием
сырьевых материалов - разгрузка и транспор-
тирование заполнителей (включая их подогрев
и рыхление в холодное время года), вяжущих
материалов и добавок в расходные бункера и
емкости; дозирование компонентов смеси, их
смешивание; выгрузка готовой смеси.
БСУ классифицируют по ряду признаков:
назначению, способу перебазирования - ста-
ционарные, инвентарные, передвижные; годо-
вому объему производства смеси - малой про-
изводительности (до 100 тыс.м3), средней
(100...300 тыс.м3) и большой (более 300 тыс.м3
в год); принципу работы - цикличного или
непрерывного действия; по компоновке обору-
дования - одно-, двухступенчатые; по способу
управления производственным процессом -
механизированные, автоматизированные и
заводы-автоматы.
При одноступенчатой (высотной) ком-
поновке оборудования исходные материалы
поднимаются однократно, а затем под дейст-
вием силы тяжести ступенчато опускаются в
соответствующие отделения БСУ, где произ-
водится их дозирование, смешивание и вы-
грузка готовой смеси в транспортное или фор-
мовочное оборудование (рис. 8.3.1). Цемент со
склада последовательно подается через его
улавливатель 16 в расходный бункер 19, доза-
тор 21, сборную воронку 3 и смесители 2. За-
полнители подаются со склада ленточными
конвейерами 13 в бункер с двухрукавной теч-
кой 12, далее через поворотную воронку 11,
расходные бункера 5, дозаторы 4 в сборную
воронку 3 и смесители 2. Вода и жидкие до-
бавки из резервуаров 17 и 18 подаются в доза-
тор 22, сборную воронку 3 и смесители 2. Из
смесителей готовая бетонная смесь выдается
через воронку 1. Для улавливания пыли и от-
ходов предусматриваются фильтры 6, вентиля-
524Глава 8.3. ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
торы 8, передаточный конвейер 14, циклон 75
и аспирационная система 20. Для предотвраще-
ния слеживания песка устанавливают сводооб-
рушители 9 с вибраторами 10. Для контроля за-
полняемости силосов служат указатели уровня 7.
При двухступенчатой {партерной) ком-
поновке оборудования сыпучие материалы
поднимаются дважды, первоначально в рас-
ходные бункера и силосы и вторично из них в
дозаторы и далее вниз в смесители. Такая ком-
поновка требует большего числа механизмов и
площадей, но строительные и монтажные ра-
боты проще благодаря меньшей высоте соору-
жений.
Системы автоматизации БСУ различ-
ные. Надежна в эксплуатации система
"Цикл-БС", выполненная на элементах про-
мышленной пневмоавтоматики УСЭ ППА.
Один комплект системы обеспечивает автома-
тизацию одной дозировочно-смесительной
секции (оборудованной одним дозатором це-
мента, двумя дозаторами жидкости, тремя
двухкомпонентными дозаторами заполнителей
и двумя смесителями), но эта система автома-
тизации не обеспечивает коррекции состава
бетонной смеси в зависимости от влажности
заполнителей. Наиболее перспективна автома-
тизация на базе микропроцессоров. Входящая
в комплексы управления цифровая ЭВМ реа-
лизует алгоритм оптимизации состава бетона,
обрабатывает результаты оценки свойств ис-
ходных материалов и на основе этой информа-
ции определяет их дозы. В цифровую ЭВМ
вводят результаты измерения зернового соста-
ва заполнителей и их влажности, удельной
площади поверхности песка, тонкости помола
цемента и его марку. Система обеспечивает
автоматизированный контроль подвижности
бетонной смеси. Результаты расчета выдаются
из ЭВМ в аналоговое управляющее устройст-
во, которое обеспечивает прием информации о
взвешиваемых дозах компонентов, ее хране-
ние, а также управление дозированием компо-
нентов и приготовлением бетонных смесей.
Погрешность дозирования вяжущих, воды,
добавок составляет ±1 %, заполнителей ±2 %.
Система управления любого уровня ав-
томатизации должна обеспечивать требуемую
точность дозирования; возможность задания
20 и более составов бетонной смеси; время
цикла дозирования не более 30 с, а перестрой-
ки заданной дозы 2...5 с; коррекцию дозы воды
в зависимости от влажности заполнителей;
высокую надежность блоков и узлов управле-
ния технологическим оборудованием; кон-
троль, учет и регулирование загрузки бунке-
ров, силосов и резервуаров для хранения мате-
риалов и их поступление со складов в транс-
портирующие устройства и расходные емкости
БСУ; визуальный контроль за ходом техноло-
гического процесса; вывод на дисплей (свето-
вое табло) сведений о дате и времени приго-
товления смеси, адресах потребителей, про-
изводительности, количестве израсходованных
8.3.1. Схема бетоносмесительной установки
с одноступенчатой (высотной) компоновкой
оборудования
ОБОРУДОВАНИЕ ДЛЯ ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
525
материалов, простоях оборудования и т.д. От-
клонения в точности дозирования цемента и
воды на ±2 % могут привести к изменению
прочности бетона в среднем на ±5 %, а удобо-
укладываемости смеси на ±15...20 %. Повыше-
ние точности дозаторов в комплексе с обору-
дованием, подающим в них материалы, а так-
же применение систем автоматики - важное
направление их совершенствования.
Согласно нормам технологического про-
ектирования ОНТП расчетное число замесов в
1 ч для тяжелых и растворных смесей на плот-
ных заполнителях с автоматизированным до-
зированием составляющих следующее: бетон-
ных смесей (жестких и подвижных), изготов-
ляемых в смесителях принудительного дейст-
вия - 35; бетонных смесей, изготовляемых в
смесителях гравитационного действия, при
объеме готового замеса 500 л и менее, под-
вижностью 1...4 см - 25, подвижностью
5...9 см - 27, подвижностью 10 см и более -
30, при тех же подвижностях смеси и при объ-
еме замеса более 500 л - соответственно 20, 22
и 25, для растворной смеси - 25. Нормируемое
и расчетное число замесов легких бетонных
смесей в бетоносмесителях принудительного
действия с автоматическим дозированием со-
ставляющих меньше, чем для тяжелых бетон-
ных смесей. Нормативные требования учиты-
ваются при разработке как БСУ в целом, так и
отдельных видов смесительного и дозировоч-
ного оборудования.
По схеме подвески весовых бункеров
различают рычажные и безрычажные дозаторы
на тензометрических преобразователях. В по-
следних масса материала воспринимается тен-
зорезисторами и преобразуется в электриче-
ские сигналы, которые передаются в систему
автоматики БСУ. Точность их дозирования
выше, чем дозаторов с рычажной системой.
Дозаторы для заполнителей в виде лен-
точных конвейеров, установленные на опоры с
тензометрами, позволяют совмещать дозиро-
вание материала с его последующей подачей в
смеситель.
Производительность бетоносмеситель-
ных и растворосмесительных цехов рассчиты-
вают по максимальной часовой потребности в
бетонных и растворных смесях. При этом су-
точный коэффициент неравномерности выдачи
бетонной смеси принимается 0,5...0,8.
Производительность бетонорастворных
установок, м3/год,
77 = Vczcn4KBKHTr,
где Ис - объем готового замеса, м3; zc - число
смесителей; пч - число замесов в 1 ч; Кп = 0,8 -
часовой коэффициент неравномерности выда-
чи готовой смеси; Тг - расчетный годовой
фонд работы оборудования, ч.
Склады заполнителей (щебня, песка) для
БСУ классифицируют по следующим основ-
ным признакам: по способу выгрузки заполни-
телей из транспортных средств - с использо-
ванием саморазгрузки под действием силы
тяжести; с принудительной выгрузкой маши-
нами сталкивающего или черпающего видов;
по конструкции средств загрузки емкостей для
хранения заполнителей - с приемными уст-
ройствами и комплексом машин для штабели-
рования, без приемных устройств с непосред-
ственной подачей материалов из транспортных
средств в емкости для хранения, с применени-
ем комплексов машин, выполняющих опера-
ции загрузки и штабелирования; по способу
хранения заполнителей - открытые, закрытые
и полузакрытые; по типу емкостей - штабель-
ные, бункерные, полубункерные, штабельно-
бункерные, силосные и комбинированные.
Склады цемента бетонных и растворных
заводов и БСУ оснащены в основном механи-
зированным и автоматизированным оборудо-
ванием с силосами цилиндрической формы,
переходящей в нижней части в коническую.
Их классифицируют по следующим призна-
кам: по конструкции силосов - на металличе-
ские и железобетонные; по привязке к транс-
портным коммуникациям - на притрассовые
(прием цемента только из автоцементовозов) и
прирельсовые (прием цемента из автоцементо-
возов и из специализированных железнодо-
рожных транспортных средств); по суммарной
вместимости силосов - 50...4000 т и более; по
способу подачи цемента в надбункерное отде-
ление бетоносмесительных цехов - пневмати-
ческой и механической подачей; по способу
управления - механизированные (с местным
управлением) и автоматизированные.
Транспортные линии складов могут ра-
ботать в трех режимах перемещения цемента:
загрузки в силосы, подачи в надбункерное
отделение БСУ и перекачки для предотвраще-
ния его слеживания.
Производство сухих строительных
смесей (ССС). Сухие строительные смеси
приготовляют в заводских условиях из мине-
рального вяжущего (цементного, известкового,
гипсового) или полимерного связующего, на-
полнителей и заполнителей и добавок (моди-
8.3. ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
фикаторов, полимеров, проитвоморозных,
красителей и др.) по различной рецептуре и
составу (от крупнозернистых бетонных с лег-
кими или щебеночными заполнителями до
мелкозернистых). На месте употребления ССС
в смесителях (как правило, небольшой произ-
водительности) перемешиваются с водой до
требуемого водовяжущего отношения или
консистенции и применяются при выполнении
бетонных, штукатурных, кладочных, плиточ-
ных работ, устройства наливных слоев покры-
тий полов, заделки стыков и при других рабо-
тах. Заблаговременная доставка ССС на объект
и их длительное хранение без потери качества
благодаря использованию транспортабельных
емкостей-контейнеров, специальных силосов
или многослойных бумажных и полиэтилено-
вых мешков обеспечивают независимость про-
ведения строительных работ от регулярности
поставок.
Производство ССС складывается из ряда
основных технологических операций, выпол-
няемых на заводах. Схема линии малой произ-
водительности представлена на рис. 8.3.2. Из
крытого склада 1 сухой песок подается на гро-
хот 2 его первичного просеивания и далее в
сушилку 3 непрерывного действия с регули-
руемым тепловым процессом, где он просуши-
вается до влажности 0,1...0,5 %, а затем через
вибросито 4 подается в бункера 7. Из них пе-
сок поступает в весовые дозаторы 8 с автома-
тическим прекращением подачи по достиже-
нии требуемой порции по команде, получае-
мой от тензодатчиков дозаторов. Со склада 5
добавки подаются на пост их фасовки 6. Вя-
жущие из силосов 9 подаются на вибросита 10
для их просеивания и далее в весовые дозато-
ры 11. Отдозированные составляющие ССС
поступают в смеситель /2 и после смешивания
фасуются с дозированием по весу на автома-
тической фасовочной установке 13 в мешки,
которые транспортируются ленточными кон-
вейерами и далее автокарами на склад 14 гото-
вой продукции.
Производство ССС предъявляет повы-
шенные требования к технологическому про-
цессу, комплексу оборудования в целом и к
отдельным машинам по экологии и охране
труда, особенно по предотвращению пыления
материалов и сухой смеси, которые не должны
увлажняться. Подачу вяжущих предпочти-
тельней осуществлять вибропитателями, пнев-
мотранспортом или винтовыми конвейерами в
закрытом корпусе. Заполнители подают лен-
Рис. 8.3.2. Схема линии по производству сухих
строительных смесей малой производительности
точными конвейерами, снабженными магнит-
ными сепараторами для отделения посторон-
них металлических предметов, ковшовыми
элеваторами и др. Для обслуживания бункеров
и вибрационных питателей применяют рукав-
ные фильтры и вентиляторы.
Точность дозирования составляющих
ССС влияет на их качество и экономию вяжу-
щих. Для этого применяется весовое дозирова-
ние и электронные тензодатчики с автоматиза-
цией и компьютеризацией всего процесса при-
готовления ССС.
Заводы по приготовлению ССС - высо-
коавтоматизированные предприятия, осна-
щенные микропроцессорной системой управ-
ления производством и роботами-автоматами
для выполнения отдельных технологических
операций. Все производство работает по опре-
деленной программе с обеспечением пуска,
настройки и контроля всех технологических
операций и оборудования. Наиболее распро-
странены заводы ССС производительностью
50... 100 тыс.т в год, как отвечающие специфи-
ческим особенностям изготовления продук-
ции, ее транспортирования и использования у
потребителей. С увеличением мощности заво-
да повышается его оснащенность оборудова-
нием по хранению и переработке сырья. Заво-
ды производительностью 100 тыс.т ССС в год,
как правило, оборудованы крытыми складами
для хранения заполнителей, отделениями из-
вестигашения, дробления и подготовки доба-
вок.
8.3.1. СМЕСИТЕЛИ И ДОЗАТОРЫ
Для приготовления бетонов и растворов
методом смешивания исходных материалов
(щебня, песка, цемента, воды и др.) применяют
СМЕСИТЕЛИ И ДОЗАТОРЫ
527
различные растворо- и бетоносмесители. Ос-
новные факторы, определяющие принцип их
действия, конструкцию и параметры, - состав
и свойства требуемой смеси, технология ее
приготовления и условия эксплуатации.
Классификация смесителей. Смесители
классифицируют по следующим признакам: по
технологическому назначению для приготов-
ления бетонных смесей различных видов бето-
на (тяжелого, легкого ячеистого и т.п.), рас-
творосмесители для приготовления строитель-
ных растворов, бетонорастворосмесители для
приготовления бетонных смесей и строитель-
ных растворов; по характеру работы - циклич-
ные и непрерывного действия; по способу
смешивания - гравитационные барабанные и
принудительного действия; по конструкции
рабочих органов - с грушевидным или цилин-
дрическим барабаном, с двухконусным бара-
баном, с вертикально расположенными смеси-
тельными валами (тарельчатого типа) и с гори-
зонтально расположенными смесительными
валами (лоткового типа); по конструкции пе-
ремешивающих рабочих органов - роторные,
планетарно-роторные, турбулентные, с отки-
дывающимися лопастями и одновальные; по
способу перебазирования - передвижные и
стационарные.
Схемы смесителей основных типов цик-
личного действия показаны на рис. 8.3.3, а - д,
а непрерывного действия - на рис. 8.3.3 е, ж.
У смесителей цикличного действия кор-
пус неподвижен, а вращаются закрепленные на
валах лопасти.
Основные параметры смесителей цик-
личного действия - объем готового замеса и
вместимость по загрузке, которые указывают-
ся дробью. Продолжительность смешивания
бетонных смесей зависит от вида заполнителей
и типа смесителей (табл. 8.3.1 и табл. 8.3.2).
Рис. 8.3.3. Схемы смесителей:
а - гравитационного (барабанного) в положении I смешивания и II разгрузки; б - принудительного действия с
вертикально расположенным центральным валом привода и соединенными с ним лопастями (тарельчатыми);
в - тарельчатого роторно-планетарного с вертикально расположенным центральным валом привода и
соединенными с ним лопастями и дополнительным валом с лопастями и приводом вращения от центрального
вала через планетарный редуктор; гид- принудительного действия (лопатковые) с горизонтально
расположенными смесительными валами соответственно одновального и двухвального; е - принудительного
действия; ж - гравитационного действия (корпус 1 вращающийся, с закрепленными на его внутренней
поверхности лопастями 2); 1 - корпус; 2 - лопасть; 3 - загрузка материала; 4 - выгрузка смеси
8.3.1. Рекомендуемая продолжительность смешивания бетонных смесей (с)
на плотных заполнителях в стационарных смесителях
Вместимость смесителя по загрузке, л Гравитационных смесей марок по удобоукладываемости Принудительного действия смесей всех марок по удобоукладываемости
Ж1,П1 П2 ПЗ...П5
750 и менее 90 75 60 50
750... 1500 120 105 90 50
Св. 1500 135 135 120 50
528 Глава 8.3. ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
8.3.2. Рекомендуемая продолжительность смешивания (с) бетонных смесей
на пористых заполнителях в смесителях принудительного действия
Вместимость смесителя по загрузке, л Средняя плотность бетонной смеси, кг/м3
1600 и более 1400... 1600 1000... 1400 1000 и менее
750 и менее 105 120 150 180
750... 1500 120 150 180 210
Св. 1500 135 180 210 240
Примечания: 1. Значения продолжительности смешивания приведены для смесей на пористых
заполнителях марки П1. 2. Для смесей марок П2, ПЗ, П4 и П5 продолжительности смешивания уменьшают
соответственно на 15, 30, 45 и 50 с. 3. Для смесей марок Ж1, Ж2, ЖЗ и Ж4 продолжительность смешивания
увеличивают соответственно на 15,30,45 и 60 с.
Цикличные смесители наиболее распро-
странены. Смесители непрерывного действия
применяют в основном при производстве од-
номарочного бетона (гидротехнического, до-
рожного) в больших количествах. В гравита-
ционных смесителях исходные компоненты
смеси при их смешивании поднимаются во
вращающемся барабане, на внутренней футе-
рованной поверхности которого жестко закре-
плены лопасти, и затем под действием веса
падают вниз. К преимуществам гравитацион-
ных смесителей относятся простота конструк-
ции, возможность приготовления смесей с
наибольшей крупностью заполнителей (до
120... 180 мм), сравнительно незначительное
изнашивание рабочих органов, малая энерго-
емкость и простота эксплуатации. Их недоста-
ток - плохое смешивание жестких бетонных
смесей и смесей на пористых заполнителях.
Внутренний диаметр цилиндрической
части барабана гравитационного смесителя, м,
D = (1,65...1,75)/3^,
где V3 - вместимость смесителя по загрузке, м3.
Производительность гравитационного
смесителя (и смесителей других типов), м3/ч,
П = У3гКвКи/1000,
где z = 3600/(^1+ t2+ t3 + f4) - число замесов в
1 ч; t\, t2, t3, Ц - продолжительность соответст-
венно загрузки, смешивания, выгрузки и воз-
врата барабана в исходное положение или за-
крытия затвора; = 10... 15 с, t2 = 60... 120 с;
6 = 15...25 с, = 10...20 с; К3 = 0,65...0,7 -
коэффициент выхода бетонной смеси;
Ки = 0,85...0,9 - коэффициент использования
смесителя во времени.
Мощность N (кВт) электродвигателя
привода вращения барабана с перемешиваемой
смесью расходуется на подъем материала во
вращающемся барабане TVj и на преодоление
трения в его механизмах вращения N2. Мощ-
ность 7V\ определяется из условия, что число
циркуляций смеси за один оборот барабана
равно двум:
М = 2,2 Рс R /7/1000,
где 2,2 - переводной коэффициент от упрощений
исходных математических выражений;
Рс - вес бетонной смеси, Н; R - внутренний ра-
диус цилиндрической части барабана, м; п - час-
тота вращения барабана, с-1; Рс = V3pgK3 /1000;
р - плотность бетонной смеси, кг/м3; р = 500...
1800 кг/м3 для легких бетонов; р = 2200...
2500 кг/м3 для тяжелых.
Для смесителя с барабаном, опирающим-
ся на ролики,
N2 =(РС + Р6Х*б +rM(1000rcosp),
где Pg - вес барабана, Н; Rq = (1,05... 1,1 )г2 -
радиус бандажа, м; R - внутренний радиус
цилиндрической части барабана, м; г =
= (0,15...0,2)7?б - радиус опорного ролика, м;
п - частота вращения барабана, с'1; ц =
= 0,0008...0,001 - коэффициент (плечо) трения
качения, м; [J = 30...36° - угол установки опор-
ных роликов на траверсе бетоносмесителя.
Для смесителя с барабаном, установлен-
ным на центральной цапфе,
N2 = (Рс + Рб)/ГоЛ/1000,
где / = 0,01...0,015 - коэффициент трения ка-
чения, приведенный к валу подшипника опор-
ного устройства; г0 = (0,06...0,08)7? - радиус
цапфы опорного вала, м.
СМЕСИТЕЛИ И ДОЗАТОРЫ
529
Мощность электродвигателя
N = (М+#2)/т]>
гдет] = 0,75...0,85 - КПД.
Смесители принудительного действия
с вертикальным валом ротора с лопастями
применяют для приготовления бетонных и
растворных смесей практически любой под-
вижности и жесткости. Они подразделяются на
роторные роторно-планетарные и турбулент-
ные.
Роторный смеситель СБ-138Б
(рис. 8.3.4) состоит из неподвижного цилинд-
рического корпуса 1 с разгрузочным отверсти-
ем в днище и секторным затвором 8, повора-
чиваемым пневмоцилиндром; лопастного
смешивающего механизма 6 роторного типа с
пружинной подвеской смесительных лопастей
9; крышки 3 смесителя с аспирационным пат-
рубком и загрузочными патрубками 2 для по-
дачи воды, цемента и заполнителей; привода с
электродвигателем 4, специальной муфтой и
планетарным редуктором 7; электро- и пнев-
мооборудования 5. Поверхность корпуса за-
щищена износостойкой футеровкой. Пружин-
ная подвеска лопастей предохраняет редуктор
и другие части смесителя от поломок при за-
клинивании крупных кусков материалов.
Для повышения скорости и однородности
смешивания бетонной смеси применяют ро-
торные бетоносмесители с двумя валами, вра-
щающимися в разные стороны. Каждый вал
имеет две - четыре смесительные лопасти,
которые с первым вращательным движением
перекрывают все днище бетоносмесителя.
Вращающийся скребок ускоряет разгрузку
смеси через секторный затвор.
В роторно-планетарных смесителях в
отличие от роторных кроме ротора с лопастя-
ми, закрепленными неподвижно на централь-
ном вращающемся валу привода, имеются
дополнительные лопасти со своими вращаю-
щимися вертикальными валами, отстоящими
от центрального вала и с помощью планетар-
ной зубчатой передачи вращающимися в про-
тивоположном направлении относительно
вращения центрального вала. Роторно-
планетарные смесители по сравнению с ротор-
ными позволяют интенсифицировать переме-
шивание бетонной смеси и повысить ее каче-
ство, но они сложнее, тяжелее, дороже ротор-
ных и менее надежны в эксплуатации из-за
наличия дополнительного планетарного редук-
тора. Масса (т) смесителей с объемом по за-
грузке 1500 л приведена ниже.
Роторно-планетарный СМЖ-866
(БП-1500)..................... 6,5
Роторный СБ-138Б.............. 3,65
Гравитационный СБ-153А........ 2,7
Турбулентные смесители предназначены
для приготовления строительных растворов и
отличаются от роторных повышенной часто-
той вращения ротора (5...9 с-1), закрепленного
на центральном валу, отбрасывающего компо-
ненты смеси под действием центробежной
силы.
К преимуществам смесителей принуди-
тельного действия относятся большая эффек-
Рис. 8.3.4. Бетоносмеситель принудительного действия СБ-138Б
530Глава 8.3. ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
тивность смешивания жестких бетонных сме-
сей и меньшая продолжительность смешения,
к их недостаткам - ограничение крупности
заполнителей, интенсивное изнашивание ра-
бочих органов (лопастей и футеровки корпуса)
и большая энергоемкость.
Частота вращения ротора (с-1): роторных
смесителей п? = (0,35...0,65)д//?7» турбулент-
ных ир = (4,5... 10) , где 7?ч - радиус ча-
ши, м. Диаметр ротора турбулентных смесите-
лей dp = (0,6...0,8)7?4.
Мощность электродвигателя привода ро-
тора смесителя, кВт,
Nq = р£Яс и/1000т],
где р = (18...75)103 - удельное сопротивление
смеси вращению лопастей, Па; S = XKr/vc, где
S - общая площадь проекций лопастей на
плоскость, параллельную направлению их
вращению, м2; X = 0,5...0,6 с-1 - критерий эф-
фективности роторных смесителей; Кг - объем
готового замеса, м3; vc = 2® 7?с/3 - средняя
окружная скорость лопастей, м/с; Rc » 0,657?ч -
средний радиус вращения лопастей, м; п -
частота вращения лопастей, с-1; Г| = 0,75...
0,85 - КПД привода.
В лотковых цикличных смесителях при-
нудительного действия (типа СБ-163) с двумя
вращающимися навстречу друг другу горизон-
тальными валами, смесительные лопасти раз-
мещены по винтовым линиям таким образом,
что лопасти одного вала входят в промежутки
между лопастями другого вала. Такие смеси-
тели по сравнению с роторными имею'; мень-
шую энергоемкость, но менее эффективны при
приготовлении смесей на пористых заполните-
лях плотностью 1000... 1200 кг/м3.
Бетоно- и растворосмесители различного
типа и конструктивного исполнения эффек-
тивно применяются для приготовления бетон-
ных и растворных смесей в определенных диа-
пазонах номенклатуры составляющих мате-
риалов, удобоукладываемости получаемой
смеси, требуемой производительности в зави-
симости от условий эксплуатации. Ввиду этого
основная тенденция развития бетоносмесите-
лей известных и совершенствуемых типов идет
по пути повышения их эксплуатационной на-
дежности, а также учета экологических и эрго-
номических факторов. Различные типы удоб-
ных в эксплуатации портативных растворос-
месителей требуются для получения растворов
из сухих смесей при строительстве.
Дозаторы для сыпучих материалов и
жидкостей. Дозаторы служат для дозирования
составляющих компонентов (в частности, бе-
тонных смесей) в заданной пропорции и коли-
честве с требуемой точностью. Отклонение
количества материала от заданной его дозы
называется погрешностью дозирования (%).
По характеру действия дозаторы подраз-
деляются на цикличные и непрерывные.
В цикличных дозаторах подача материала в
емкость дозатора прекращается после дости-
жения заданного количества материала, тре-
буемого для одного цикла приготовления сме-
си. После этого материал выдается из емкости
дозатора и цикл дозирования повторяется.
Дозаторы непрерывного действия регулируют
поток непрерывно подаваемого материала,
обеспечивая его подачу с заданной производи-
тельностью.
По принципу действия дозаторы подраз-
деляются на объемные и весовые (массовые).
Первые отмеривают материал по объему, вто-
рые - по массе. Наиболее точное дозирование
материалов достигается цикличными весовы-
ми дозаторами.
Объемный цикличный дозатор-питатель
ящичного типа выполнен в виде открытого
сверху и снизу ящика, за верхней гранью зад-
ней стенки которого закреплен горизонталь-
ный лист. В положении загрузки питатель рас-
полагается открытой частью под выходным
отверстием бункера с дозируемым материа-
лом, а нижнее отверстие перекрывается сто-
лом. После заполнения ящика материалом,
поступающим из бункера самотеком, ящик
сдвигается в сторону выдачи материала. При
этом выходное отверстие бункера перекрыва-
ется листом ящика, а объемная доза материала
ссыпается за пределы стола в приемное уст-
ройство.
В качестве объемного дозатора непре-
рывного действия может использоваться лен-
точный питатель с- заслонкой, регулирующей
высоту слоя подаваемого материала.
По принципу управления дозаторы могут
быть с ручным, дистанционным, автоматиче-
ским и полуавтоматическим управлением. При
дистанционном управлении все операции по
дозированию материалов производятся с пуль-
та управления по циферблатным указателям
массы материала. При автоматическом дози-
ровании в цикличных дозаторах все операции
СМЕСИТЕЛИ И ДОЗАТОРЫ
531
дозирования осуществляются без участия опе-
ратора. В дозаторах непрерывного действия
регулирование их производительности осуще-
ствляется автоматическим регулированием
толщины слоя подаваемого материала и скоро-
стью подачи. При полуавтоматическом управ-
лении часть операций выполняется с автома-
тическим управлением (например, отмерива-
ние дозы материала и прекращение его пода-
чи), а часть - при дистанционном управлении
(например, включением устройств, подающих
материал, и устройств выгрузки материала из
дозатора).
Вода и растворы с добавками дозируются
объемными дозаторами сифонного типа и ем-
костями с поплавком, который при достиже-
нии верхнего заданного уровня включает вы-
пускной клапан и выключает подачу раствора в
емкость. Дозаторы-расходомеры различной кон-
струкции устанавливаются на трубопроводе.
Весовые дозаторы цикличного действия
дозируют либо один компонент (однокомпо-
нентные), либо последовательно два компо-
нента (двухкомпонентные) смеси. Дозирова-
ние может осуществляться в одну стадию или
для повышения точности - в две последова-
тельно выполняемые стадии: грубое и тонкое
взвешивание. Грубое взвешивание происходит
при максимальной производительности уст-
ройства, подающего материал в емкость доза-
тора, а тонкое - при производительности в
2 - 10 раз меньшей. При подаче материала
двумя устройствами (например, винтовыми
конвейерами) подача одним из них прекраща-
ется на конечной стадии процесса. При грубом
взвешивании набирается 93...96 % заданной
массы материала, а при тонком оставшиеся
7...4 %.
Весовые дозаторы с электронным управ-
лением, как правило, устанавливаются на тен-
зодатчиках с трехточечным опиранием и соот-
ветствующим суммированием массы материа-
ла или подвешиваются на устройстве с одним
тензодатчиком.
Весовой дозатор для работы в комплексе
автоматического дозирования материалов с
управлением от пульта дозировочно-
бетоносмесительного отделения представляет
собой бункер 3 (рис. 8.3.5), опирающийся че-
рез тензодатчики 6 на кольцевую раму 5, кото-
рая подвешивается на тягах 7 к балкам или
опирается на расположенные внизу металло-
конструкции. Дозируемый материал (цемент,
песок, щебень) подается в бункер через ворон-
ку 9 или иное устройство и гибкий пылеза-
щитный рукав 8, не оказывающий недопусти-
мого влияния на точность взвешивания мате-
риала. Отдозированный материал выдается из
бункера при открывании его затвора 1 пневмо-
цилиндром 2, управляемым пневмораспреде-
лителем 4. В качестве весоизмерительной сис-
темы используют тензометрические датчики
силы, равномерно распределенные по кольцу
(через 120°). Напряжение постоянного тока
тензодатчиков около 10 В. Для дешифровки
электронного сигнала тензодатчиков и выдачи
управляющего сигнала используется весовой
терминал с контроллером. Дозатор может быть
подвешен к одному тензодатчику, располагае-
мому по вертикальной оси, проходящей через
центр тяжести бункера с дозируемым материа-
лом. При использовании в качестве емкости
для дозирования материала протяженных уст-
ройств (например, ленточного конвейера для
дозирования песка) может применяться опира-
ние и на большее число тензодатчиков. В этом
случае дозирование материала и его подача в
смеситель производятся одним конвейером.
Такое совмещение операций может осуществ-
ляться и при подаче материала в смеситель 4
бункером 1 (рис. 8.3.6), перемещающемся по
направляющим 2 посредством канатного при-
вода с двумя барабанами 5. В нижнем положе-
нии I бункер опирается на тензодатчики, по-
зволяющие последовательными взвешивания-
ми дозировать несколько компонентов бетон-
ной смеси. Затем бункер перемещается вверх,
Рис. 8.3.5. Весовой бункерный дозатор
532Глава 8 3. ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
Рис. 8.3.6. Скиповый дозатор
на участке от положения II до положения III
его затвор постепенно открывается и материал
высыпается в смеситель через направляющий
патрубок 3, предотвращающий пыление мате-
риала.
Дозаторы непрерывного действия (одно-,
двухагрегатные) представляют собой какой-
либо питатель или их комбинацию, в которых
автоматически поддерживается постоянная
заданная производительность Q, пропорцио-
нальная массе материала тм, находящегося на
рабочем органе устройства, и скорости v его
движения. Поддержание Q - const при воз-
можных изменениях плотности материала
можно осуществлять: 1) по массе материала,
поддерживая постоянную скорость V, измеряя
тм и изменяя производительность устройства,
питающее дозатор материалом; 2) по скорости
перемещения материала, измеряя тм и воздей-
ствуя на привод дозатора для изменения v;
3) по массе и скорости перемещения материа-
ла, измеряя и изменяя оба параметра (тим и v).
Все способы требуют измерения массы мате-
риала, находящегося на его весовом питателе.
Для этой цели используются различные, но
чаще ленточные питатели с весовым роликом
или консольной подвеской.
На рис. 8.3.7 представлена схема одноаг-
регатного дозатора с консольным ленточным
питателем 6 и регулированием по массе мате-
риала при v = const. Положение груза 1 на
консольной подвеске выбирается таким, чтобы
/Игр/ = тД\. Если плотность материала возрас-
тает, то /им увеличивается по сравнению с за-
данной и консоль 2 поворачивается относи-
Рис. 8.3.7. Схема одноагрегатного весового
дозатора непрерывного действия с консольным
ленточным питателем
тельно точки 0 по часовой стрелке на некото-
рый угол. При этом рычажная система 3 опус-
кает шибер 5, уменьшая толщину слоя мате-
риала h, снижая значение ты до заданного.
Если плотность материала уменьшается, то все
происходит в обратном порядке. При опреде-
лении геометрических параметров питателя-
дозатора ось 0 его подвески располагается под
центром тяжести материала, находящегося в
бункере 4, что исключает его влияние на взве-
шивание. Точность дозирования дозатора та-
кого типа составляет ±(2,5...3,0) %.
Основные требования к конструкции до-
заторов следующие: точность и быстрота до-
зирования; возможность использования при
различных системах управления работой обо-
рудования дозировочного отделения и процес-
сом дозирования материалов, в том числе в
электронных программируемых системах;
надежность и стабильность работы без потери
точности дозирования.
8.3.2. МАШИНЫ И ОБОРУДОВАНИЕ
ДЛЯ ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ
СЫПУЧИХ МАТЕРИАЛОВ, БЕТОННЫХ И
РАСТВОРНЫХ СМЕСЕЙ
При производстве строительных изделий
и конструкций для транспортирования, про-
межуточного хранения и укладки бетонных и
растворных смесей применяют бадьи, накопи-
тельные бункеры, самоходные бункеры, бето-
нораздатчики и бетоноукладчики.
Бадья - емкость для приема, транспорти-
рования с помощью отдельного транспортного
устройства (крана, тележки, автомобиля и др.)
и выгрузки смеси, в том числе и в форму для
формуемого изделия. Выгрузочное отверстие
бадьи закрывается затвором с ручным приво-
дом.
ТРАНСПОРТИРОВАНИЕ И УКЛАДКА СЫПУЧИХ МАТЕРИАЛОВ И СМЕСЕЙ
533
Накопительный бункер - стационарно
установленная емкость для приема, промежу-
точного хранения и выгрузки смеси.
Самоходный бункер - самоходная маши-
на с емкостью для приема, транспортирования
и выгрузки смеси. Выгрузочное отверстие
накопительного и самоходного бункеров за-
крывается затвором с механизированным при-
водом. Самоходный бункер может иметь раз-
личные исполнения: с емкостью, закрепленной
неподвижно на раме, или с помощью привода,
перемещаемого относительно нее (самоходный
портальный бункер).
Бетонораздатчик - самоходная машина
с емкостью для приема и рабочими органами
для регулируемой выдачи смеси, но без ее
распределения в форме. Бетонораздатчик име-
ет механизированный затвор бункера или пи-
татель, привод для передвижения и другие
механизмы.
Бетоноукладчик - самоходная машина с
емкостью для приема и рабочими органами
для регулируемой подачи бетонной смеси и ее
распределения в форме. Бетоноукладчик имеет
раму с приводом для передвижения, бункер,
механизированный затвор или питатель пода-
чи смеси, устройство для распределения смеси
в форме, а в некоторых исполнениях и допол-
нительные устройства: уплотнительные (вибро-
насадок, скользящий виброштамп, переставной
вибробрус) и для отделки поверхности изделия
(заглаживающий брус, валок, диск) и др.
В зависимости от укладываемой смеси
используют бетоно-, растворо-, фактуро-, бе-
тонофактуро- и бетонораздатчики и бетоноук-
ладчики. В формовочном процессе применяют
и другие машины.
Ленточные конвейеры применяют для
транспортирования смесей для их подачи в
несколько мест плужковым сбрасывателем или
механизмом бетоноукладочного устройства
(например, в бетоноукладчике для кассетных
установок). Следует отметить тенденцию к
снижению их использования ввиду опасности
изменения свойств транспортируемой смеси
при аварийной остановке конвейера, малой
гибкости в отношении изменения зон ее пода-
чи и ограничения объема подачи смеси за ко-
роткое время.
Бетоно- и растворонасосы - устройства
для приема смеси, ее транспортирования под
давлением и выдачи в месте бетонирования.
Их применяют в основном в монолитном
строительстве для подачи подвижных смесей.
Автобетоносмесители используются для
транспортирования бетонных и растворных
смесей на большие расстояния; при транспор-
тировании смесь подвергается перемешиванию
во вращающемся барабане, что предотвращает
ее расслоение.
В специальных формовочных машинах
совмещается перемешивание сухих строитель-
ных смесей с водой и выдача их в формы.
Бункера. В бетоноукладчиках и бетоно-
раздатчиках в основном применяют сваренные
из стальных листов прямоугольные (в плане)
комбинированные бункера, позволяющие по-
лучить наибольшую вместимость при опти-
мальном использовании площади в плане, и
бункера цилиндроконической формы, в кото-
рых смесь менее зависает. На зависание смеси
или материала в бункере влияет угол наклона
пересечения двух граней его пирамидальной
части. Так, у бункеров для малоподвижной
бетонной смеси, выходное отверстие которых
закрыто питателем, этот угол к горизонтали
должен быть не менее 70°, а пересечение гра-
ней скруглено стальной накладкой с зачисткой
сварных швов.
При определении геометрических харак-
теристик бункеров для различных материалов
учитывают углы естественного откоса в покое
и в движении, коэффициент трения по стенкам
бункера, влажность, липкость, а также плот-
ность в свободно насыпанном состоянии этих
материалов.
Для уменьшения давления материала на
затвор или питатель бункера, устранения за-
стойных зон и замедления истечения материа-
ла (особенно сыпучего) нижнее разгрузочное
отверстие бункеров бадей может быть смеще-
но в сторону выгрузки материала, нижняя
часть задней стенки выполнена наклонной.
Для устранения зависания материала в бункере
на его стенке устанавливают вибрационные
побудители (электромеханические вибраторы),
вибрация от которых передается на стенки
бункера, или вибрирующий орган, размещае-
мый в толще материала внутри бункера. Во
время вибрации коэффициенты трения, на-
пример песка по стали, и внутреннего трения
уменьшаются в 40 и более раз, а зависший в
бункере материал приходит в движение. Одна-
ко при выходном отверстии бункера, перекры-
том питателем, время вибрирования должно
быть минимальным ввиду опасности уплотне-
ния материала в бункере и возможности его
зависания.
534 Глава 8.3. ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
Затворы бункеров. Они предназначены
равномерного потока материала; простота,
для открывания и закрывания выпускного от-
верстия бункера для сыпучего или пластично-
го материала при его самотечной разгрузке. В
зависимости от принципа действия затворы
могут быть подразделены на три группы:
1) поперечной отсечки, у которых рабочая
часть затвора пересекает поток материала, -
шиберные, секторные, поворотные, пальцевые;
2) поперечной отсечки качением, у которых
отсекание материала происходит при качении
рабочей части затвора в плоскости поперечно-
го сечения потока материала, - шторковые,
гусеничные; 3) отсечки подпором, у которых
рабочая часть затвора движется навстречу
потоку материала и перекрывает отверстие, -
клапанные и цепные затворы. Могут быть и
комбинированные затворы.
К затворам предъявляются следующие
требования: отсутствие просачивания мате-
риала при закрытом затворе; безопасность и
обеспечение санитарных условий труда (пре-
дотвращение пыления, повышенного уровня
шума); быстрота открывания и закрывания
(четкость отсечки); регулирование пропускной
способности; обеспечение при необходимости
прочность и жесткость конструкции; надеж-
ность в эксплуатации и легкость в обслужива-
нии; минимально возможные массы и размеры
(особенно по высоте).
Основные типы затворов представлены
на рис. 8.3.8. Шиберные гильотинный затвор 1
и подсечной 2 применяют для материалов от
среднекускового до зернистого (без пылевид-
ной фракции); поворотные горизонтальный,
цилиндрический или конический 3, поворот-
ный вертикальный конусный 4 и поворотный
наклонный конусный 5 - для материалов от
зернистого до пылевидного, хорошо сыпучего;
секторные прямой 6 и обратный 7 - для мате-
риалов от среднекускового до зернистого, не
содержащего пылевидную фракцию; челюст-
ной 8 - для материалов от среднекускового до
зернистого с небольшим количеством пыле-
видной фракции и малопластичных смесей;
пальцевый 9 - для материалов от весьма круп-
нокусковых до крупнокусковых тяжелых
(обычно комбинируют с лотком-заслонкой);
шторковый 10 - для материала малого и сред-
него насыпного веса, а также пластичных
смесей.
Рис. 8.3.8. Типы затворов бункеров:
1-10- первой группы; 77, 72 - второй группы; 13-16- третьей группы; 7- открытый; 77- закрытый
ТРАНСПОРТИРОВАНИЕ И УКЛАДКА СЫПУЧИХ МАТЕРИАЛОВ И СМЕСЕЙ
535
Для работы с подвижными растворами с
осадкой конуса 14... 18 см могут использовать-
ся секторный затвор с выходной щелью пере-
менного сечения (например, треугольного),
трубчатый затвор с пережиманием гибкой тру-
бы приводными зажимами и другие специаль-
ные типы затворов.
Гусеничный ленточный затвор 11 ис-
пользуют для липких, связных и слеживаю-
щихся материалов, а гусеничный пластинча-
тый 12 - для связных и слежавшихся материа-
лов большой насыпной массы с остроуголь-
ными кусками. Лотковый затвор 13 предназна-
чен для материалов - от среднекускового до
пылевидного, клапанный 14 - для материалов
от мелкокускового до пылевидного и полу-
связного, конусный 75 - для материалов от
мелкокускового до пылевидного, а также жид-
ких пульп, цепной 16 - от весьма крупнокус-
кового до крупнокускового тяжелых мате-
риалов.
Питатели. Питателем называется уст-
ройство, предназначенное для принудительной
непрерывной равномерной или дискретной
порционной подачи материала из бункера.
Питатели должны удовлетворять требованиям,
предъявляемым к затворам, а кроме того,
должны поддерживать заданную производи-
тельность при подаче материала в различные
приемные устройства.
Питатели для непрерывной подачи мате-
риала подразделяют на четыре основные груп-
пы: 1) с тяговым органом - ленточные, пла-
стинчатые, цепные, скребковые; 2) вращаю-
щиеся - винтовые, тарельчатые, барабанные,
секторные; 3) с колебательным движением -
качающиеся, плунжерные, маятниковые, виб-
рационные; 4) пневматические; 5) дискретной
порционной подачи материала.
Ленточный питатель имеет прорези-
ненную ленту 3, огибающую два барабана -
приводной, вращаемый приводом, и натяжной
(рис. 8.3.9, а). Рабочая (верхняя) ветвь ленты
опирается на ролики или на металлический
лист. У ленточного питателя объемного дози-
рования производительности на некотором
расстоянии от выпускного отверстия бункера 4
установлена заслонка 2, регулируемая по вы-
соте для образования копильника 1 материала
и зазора h2 между ее нижней кромкой и по-
верхностью, подающей материал ленты 3. Пе-
ред заслонкой слой материала в копильнике
имеет практически постоянную высоту что
определяет постоянство производительности
питателя, без ее зависимости от изменяющейся
высоты материала в бункере по мере его опо-
рожнения.
Дополнительная заслонка может распо-
лагаться перед выпускным отверстием бункера
и использоваться для предотвращения само-
произвольного истечения материала из бунке-
ра при его загрузке посредством уменьшения
высоты отверстия (щели) или его полного за-
крытия. Ширина b потока выдаваемого мате-
риала определяется боковыми бортами, поло-
жение которых при необходимости может
регулироваться в зоне копильника их поворо-
том в горизонтальной плоскости.
Производительность ленточного питате-
ля, т/ч,
Q = 3600 pbh2Ni,
где V - скорость ленты, м/с; р - насыпная
плотность транспортируемого материала, т/м3;
i - понижающий коэффициент.
Скорость ленты питателей V = 0,05...
0,45 м/с. Нижнее значение скорости выбирают
для транспортирования тяжелых и абразивных
материалов. Ширина ленты обычно 400...
1400 мм. При плоской ленте и наличии регу-
лирующей заслонки принимают i ~ 0,9...0,95,
учитывая проскальзывание материала относи-
тельно ленты, для ленты с желобом при отсут-
ствии регулирующей заслонки i - 0,75...0,8.
Производительность ленточных питате-
лей не превышает 30 т/ч. Их применяют для
подачи как сухих, так и влажных зернистых
материалов, а также малопластичных бетон-
ных смесей (с осадкой конуса не более 5...
6 см). Лента питателя по условиям эксплуата-
ции должна иметь верхние резиновые обклад-
ки толщиной не менее 3...6 мм. При транспор-
тировании влажных и липких материалов при-
меняют очистные устройства ленты обычно в
виде резиновых скребков, установленных под
нижней частью приводного барабана.
Пластинчатый питатель имеет настил
из стальных пластин 1 (рис. 8.3.9, б), перекры-
вающих друг друга и прикрепленных к звень-
ям двух тяговых цепей, приводимых в движе-
ние приводными звездочками 2. Цепи снабже-
ны опорными роликами, которые катятся по
направляющим шинам. Скорость ленты обыч-
но принимают в пределах v = 0,02...0,25 м/с, а
ширина b = 400... 1300 мм. Пластинчатые пи-
татели используют для транспортирования
разнообразных насыпных материалов, в том
числе абразивных и глинистых, но чаще всего
536 Глава 8-3- ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
Рис. 8.3.9. Питатели:
а - ленточный; б - пластинчатый; в - винтовой; г - тарельчатый; д - лопастной секторный; е - маятниковый
секторный питатель-затвор; ж - плунжерный; з - качающийся подвесной наклонный; и - встряхивающий;
к - вибрационный
тяжелых крупнокусковых. По расположению горизонтальные, наклонные и комбинирован-
настила питателя в пространстве различают ные горизонтально-наклонные питатели.
ТРАНСПОРТИРОВАНИЕ И УКЛАДКА СЫПУЧИХ МАТЕРИАЛОВ И СМЕСЕЙ
537
Цепной питатель имеет ряд бесконеч-
ных приводных цепей, расположенных перед
выпускным затвором бункера над его спуск-
ным лотком. При вращении приводного бара-
бана материал захватывается цепями и пере-
мещается вниз. Питатели могут использовать-
ся для кусковых, а также мелкозернистых ма-
териалов, обладающих связностью. Обычно
ширину желоба питателей принимают
200... 1700 мм, а угол его наклона, зависящий
от коэффициента трения материала по дну
желоба, - 25... 40°.
Винтовой питатель применяют для пе-
ремещения хорошо сыпучих материалов от
мелкокусковых до пылевидных, но не обла-
дающих большой твердостью и абразивностью
(рис. 8.3.9, в). Перемещаемый винтом материал
интенсивно перемешивается, что может быть
использовано при разработке технологии его
подачи, например, при формовании строитель-
ных изделий.
Производительность горизонтальных или
пологонаклонных (под углом Р < 20°) винто-
вых питателей конвейеров, т/ч,
Q = 2820 Z)25«<ppC,
где D - диаметр винта, м; S - шаг винта, м;
ф = 0,7... 1,0 (при отсутствии промежуточных
опор) - коэффициент наполнения желоба; п -
частота вращения винта, с"1; для хорошо сы-
пучих материалов п = 0,6... 1,5 с"1, для мате-
риалов пониженной подвижности п - 0,5...
0,6 с"1.
Диаметр винта D обычно выбирают из
ряда 150, 200, 250, 300 и 400 мм, при шагах S =
= 120, 160, 200, 240 и 320 мм. Длина винтовых
двухопорных питателей 1... 5 м, а при установ-
ке промежуточных опор - до 12 м и более.
Питатель может располагаться горизонтально,
наклонно вниз и вверх.
Поправочный коэффициент С зависит от
угла Р; при Р = 0; 5; 10; 15 и 20° коэффициент
С = 1; 0,9; 0,8; 0,7 и 0,6. Во избежание накоп-
ления груза у промежуточных подшипников
винта принимают коэффициент наполнения
ф = 0,4 для легких неабразивных материалов и
ф = 0,125 для тяжелых абразивных грузов (це-
мента, песка, золы, шлака). Наибольшую до-
пустимую частоту вращения лтах винта уста-
навливают по эмпирической формуле
«max = , где А = 65 для легких неабра-
зивных; А = 30 для тяжелых и абразивных
материалов.
При выполнении винтовых питателей с
корпусом в виде цельной трубы следует учи-
тывать возможность ее забивания транспорти-
руемым материалом. Для предотвращения
этого винт может быть выполнен с перемен-
ным шагом S, меньшее значение которого
принимают в зоне загрузки. Диаметр винта
можно плавно уменьшать от краев загрузочно-
го отверстия к его середине.
При определении мощности привода
вращения винта конвейера учитывают даль-
ность перемещения материала в горизонталь-
ном и вертикальном направлениях, наличие
разгрузочных устройств и давление материала
на винт в зоне выпускного отверстия устрой-
ства для его хранения (бункера, силоса).
Для вертикальных винтовых конвейеров
(угол наклона Р = 20...40°) принимают часто-
ту вращения винта больше необходимой для
создания достаточной центробежной силы,
прижимающей материал к внутренней поверх-
ности корпуса и обеспечивающей его переме-
щение винтом вверх.
Тарельчатый питатель работает по
принципу сбрасывания материала скребком 1 с
горизонтально вращающегося диска 2, распо-
ложенного под выпускным отверстием бунке-
ра 3 (рис. 8.3.9, г). Он применяются для работы
с различными насыпными грузами (от крупно-
кусковых до мелкозернистых), а также плохо-
сыпучими при достаточно большом размере
выпускного отверстия бункера. Наиболее рас-
пространены тарельчатые питатели диаметром
600... 1300 мм с частотой вращения диска
0,003...0,017 с"1. Производительность тарель-
чатого питателя (т/ч) регулируется изменением
высоты слоя материала на диске:
Q = 3600 ith2np(Dxl2 + A/3tga)/tga,
где h - высота расположения нижней кромки
манжеты над диском, м; п - частота вращения
диска, с"1; a - угол естественного откоса на-
сыпного материала, лежащего на диске, °; D\ -
диаметр патрубка, м.
Барабанный питатель имеет вращаю-
щийся вокруг горизонтальной оси цилиндри-
ческий или граненый барабан. При его враще-
нии материал вовлекается из нижней части
бункера в движение со скоростью, определяе-
мой окружной скоростью барабана (обычно
0,025...! м/с). Питатель может выполняться с
538 Глава 8.3. ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
барабаном, расположенным вблизи регули-
рующей заслонки, или с опущенным бараба-
ном. При опущенном и вынесенном вперед
барабане нагрузка на него и приводная мощ-
ность уменьшаются, но увеличиваются габа-
ритные размеры. Барабанные питатели приме-
няются в основном для подачи сыпучих мате-
риалов (от пылевидных до среднекусковых), а
с цилиндрическим барабаном в бетоноуклад-
чиках - умеренно пластичных и жестких бе-
тонных смесей. Недостаток питателей с ци-
линдрическим барабаном - наличие застойной
зоны материала в нижней части задней стенки
бункера. Производительность барабанного
питателя, т/ч,
Q = 3600 TthbDnpq,
где h - толщина слоя материала, увлекаемого
барабаном (высота выходного отверстия бун-
кера), м; b - ширина выпускного отверстия
бункера (рабочая длина барабана), м; D - диа-
метр барабана, м; п - частота вращения бара-
бана, с"1; ф - коэффициент производительно-
сти; обычно ф = 0,7.
Лопастной секторный питатель пред-
ставляет собой расположенный под выходным
отверстием бункера 1 вращающийся верти-
кальный или горизонтальный барабан 2
(рис. 8.3.9, д), на котором расположен ряд ра-
диальных лопастей, создающих несколько
отсеков-ячеек (3...12). При вращении барабана
(окружная скорость на конце лопасти 0,025...
1 м/с) отсеки заполняются материалом, прохо-
дя под выходным отверстием бункера, и вы-
сыпают материал в выходное отверстие. Лопа-
стной питатель применяют для подачи и дози-
рования мелкозернистых и порошкообразных
сильнопылящих материалов, склонных к произ-
вольному истечению, так как питатель полно-
стью закрывает выходное отверстие бункера.
Производительность питателя, т/ч,
Q = 3600 zFlpnk,
где z - число отсеков-ячеек барабана; F - пло-
щадь сечения отсека, м2; / - рабочая длина
барабана по оси, м; п - частота вращения ба-
рабана, Гц; к - коэффициент заполнения объе-
мов секторов, зависящий от конструкции пита-
теля, частоты его вращения и свойств пода-
ваемого материала; в среднем принимают
к = 0,8.
При увеличении частоты вращения рото-
ра до некоторого значения происходит практи-
чески полное наполнение секторов материа-
лом, и коэффициент заполнения приближается
к к = 1, а при дальнейшем увеличении частоты
вращения он уменьшается. Максимальная
производительность питателя обычно достига-
ется на наибольшей частоте вращения бараба-
на, при которой к = 0,5.
Маятниковый секторный питатель-
затвор имеет сектор 1 (рис. 8.3.9, е), который
при работе качается на шарнире 2, поперемен-
но открывая и закрывая выпускное отверстие
бункера. Питатель может быть выполнен и с
челюстным затвором.
У лоткового питателя такую функцию
выполняет лоток. Привод качающегося затвора
может быть электромеханическим с криво-
шипно-шатунным механизмом, гидравличе-
ским или пневматическим. Истечение мате-
риала из маятниковых затворов циклическое,
зависящее от степени и продолжительности
открытия лотка, и может управляться автома-
тически или вручную. Маятниковый и лотко-
вый питатели удобны для подачи в дозатор
сыпучего материала малыми объемами для
обеспечения точности его дозирования.
Плунжерный питатель представляет со-
бой поршень 1 (рис. 8.3.9, ж), расположенный
под нижней частью бункера 2 и совершающий
возвратно-поступательные перемещения. При
нахождении бункера в крайнем левом положе-
нии материал высыпается из отверстия бунке-
ра на неподвижный стол 3, а при движении
плунжера вправо за передней кромкой стола
высыпается в приемное устройство. Питатель
точно дозирует подачу материала, но при его
работе возникают большие сопротивления. Его
применяют для подачи мелкоабразивных, хо-
рошо сыпучих мелкозернистых материалов.
Производительность плунжерного пита-
теля по объему подаваемого материала дости-
гает 2...8 м3/ч и определяется по формуле
(? = 3600£йД$ир, (8.3.1)
где к = 0,8... 1 - коэффициент подачи (ис-
пользования объема); имеет меньшие значения
при большей частоте хода поршня и более
крупном материале; h - высота бортов, м; S =
2г - ход плунжера, м; п - частота ходов плун-
жера, Гц; b - ширина плунжера, м.
Ящичный (засыпной) питатель объемно-
го дозирования является модификацией плун-
жерного питателя. Он представляет собой от-
крытый сверху и снизу ящик с верхним гори-
зонтальным листом за задней стенкой. При
ТРАНСПОРТИРОВАНИЕ И УКЛАДКА СЫПУЧИХ МАТЕРИАЛОВ И СМЕСЕЙ
539
нахождении на поддоне под выходным отвер-
стием бункера ящик заполняется материалом,
при его выходе из-под бункера материал вы-
сыпается, а отверстие бункера закрывается
листом. Питатели такого типа применяют,
например, в установках для изготовления мел-
ких строительных изделий методом вибро-
прессования, при котором форма засыпается из
бункера за одно- или многоразовое перемеще-
ние ящика над пресс-формой.
Качающийся кареточный питатель объ-
емного дозирования материла представляет
собой подвижный горизонтальный стол с бо-
ковыми бортами, образующими желоб, и со-
вершающий прямолинейные возвратно-посту-
пательные перемещения в горизонтальной
плоскости. При этом материал пересыпается
через переднюю крышку стола. Питатель при-
меняют для равномерной подачи хорошо сы-
пучих мелких и крупных материалов размером
до 750 мм. Высоту желоба принимают при-
мерно равной ширине несущей части стола
(300... 1500 мм), амплитуду качания обычно
50...200 мм, частоту 0,17... 1 Гц. Производи-
тельность кареточного питателя определяют
по (8.3.1), где к = 0,7... 1.
Качающийся подвесной наклонный пи-
татель под выходным отверстием бункера 1
имеет наклонный или горизонтальный стол 2
с подвешенным задним концом, совершаю-
щий возвратно-поступательные перемещения
(рис. 8.3.9, з). Питатель используется для по-
дачи различных сыпучих материалов, в том
числе жестких бетонных смесей. Производи-
тельность питателя регулируют изменением
частоты и амплитуды его колебаний, угла на-
клона стола ф и изменением высоты слоя ма-
териала заслонкой, которую можно использо-
вать и для предотвращения произвольного
истечения материала из бункера (особенно при
его загрузке). Производительность питателя
Q = 3600 bhSnqp,
где ф = 1 - эмпирический коэффициент.
Встряхивающий питатель имеет лоток 1
(рис. 8.3.9, и), закрепленный на упругих рессо-
рах 3, отклоненных от вертикали на угол Р, и
приводящийся в колебательное движение по-
средством кривошипно-шатунного механизма
2. Колебания лотка происходят в плоскости,
наклонной к его горизонтальному дну 4 также
на угол Р, вследствие чего сила трения мате-
риала о дно лотка при его ходе вперед больше,
чем при ходе назад. Материал при движении
лотка вперед увлекается силой трения о дно, а
при обратном ходе лотка скользит по дну,
продолжая двигаться по инерции. Производи-
тельность встряхивающих питателей, т/ч,
Q = 3600 Wivcpp,
где b - ширина лотка, обычно b = 0,8... 1,6 м;
h - высота слоя материала в лотке, м; h при-
нимается не меньше размера кусков материа-
ла; для зернистых пылевидных материалов h =
= 0,02...0,03 м; для мелкокусковых h =
= 0,04...0,06 м, для средне- и крупнокусковых
h = 0,1 ми более; vcp = 14w/JtgP - средняя
скорость движения материала по лотку, м/с;
п - частота вращения кривошипа, Гц; г - ради-
ус кривошипа, м; f\ - коэффициент трения
насыпного материала по лотку, уменьшаемый
на 10...30 % по сравнению с коэффициентом
трения покоя или уточняемый опытным путем.
Частота вращения кривошипа выбирается
из условий получения требуемой производитель-
ности, но без отрыва (подбрасывания) материала
от дна лотка: Зо/д/rtgP < Зо/+ ^rtgP .
Угол Р = 16...20°. Обычно амплитуда качания
желоба 30...50 мм при частоте колебаний
2,5...4 Гц, производительность Q = 0,9... 1,2 т/ч.
Встряхивающие питатели применяют для
транспортирования плохо сыпучих материа-
лов.
Вибрационные питатели получили
большое распространение для подачи как сы-
пучих, так и пластичных материалов. Питатель
имеет лоток 1 с вибратором 3, подвешенным к
расходному бункеру на тягах 2 с пружинами-
амортизаторами (рис. 8.3.9, к). Питатель доста-
точно точной и регулируемой производитель-
ностью имеет вибраторы, создающие направ-
ленные колебания под углом (Р = 20...25°) к
днищу лотка обычно с частотой 50 Гц и ам-
плитудой до 2 мм. В этом случае перемещение
материала осуществляется по тому же прин-
ципу, что и во встряхивающем питателе. Про-
изводительность питателя регулируется изме-
нением амплитуды или частоты колебаний
лотка и угла его наклона к горизонту, а также
изменением высоты потока материала при
помощи регулирующей заслонки. В некоторых
случаях применяют вибролотки упрощенной
конструкции, на днище которых устанавлива-
ются серийные вибраторы с вращающимся
540 Глава 8-3- ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
дебалансами, не создающими направленных
колебаний лотка.
Производительность вибрационного пи-
тателя, т/ч,
Q = 3600 bhnSipp,
где b - ширина лотка; обычно b — 400...
800 мм, м; h - высота слоя материала в лотке,
м; п - частота колебаний лотка, Гц; 5 - ход
лотка (берется несколько меньше, чем ход
якоря электровозбудителя, а когда он неизвес-
тен, не более 4 мм, м; ф - эмпирический коэф-
фициент.
Производительность питателей достигает
200 т/ч и более. Вибрационные питатели при-
меняют для транспортирования пылевидных,
сыпучих, мелкозернистых и кусковых мате-
риалов (крупностью зерен до 50...700 мм), а
также жестких бетонных смесей. При их при-
менении следует принимать меры для предот-
вращения самоистечения легкоподвижных
транспортируемых материалов. В строительст-
ве применяют в основном одномассные нере-
версивные вибропитатели. В различных отрас-
лях промышленности используют многопри-
водные вибропитатели (конвейеры) для пере-
мещения по горизонтали или с небольшим
наклоном, а также винтовые для перемещения
материалов по вертикали вверх.
Самоходные бадьи и бункера. Бадья с
секторным затвором, открываемым вручную с
помощью рычага или пневмоцилиндра, с виб-
ратором-побудителем, установленным в ниж-
ней части стенки бункера или с затворами дру-
гих типов используются как на строительной
площадке, так и на маломеханизированных
формовочных постах заводов по производству
железобетонных и других изделий, а также для
подачи формовочной смеси от смесительного
отделения к формовочным постам.
Для транспортировки бетонной или рас-
творной смеси от бетоносмесительного отде-
ления и ее выгрузки в бункер бетоноукладоч-
ной машины служат самоходные бункера, пе-
ремещающиеся по бетоновозным эстакадам.
Самоходный бункер с плоским шторковым
затвором, передвигающийся по двухрельсово-
му пути, компонуют для увеличения емкости
перевозимой смеси с бункером-прицепом,
имеющим секторный затвор. Приводы затвора
и передвижения бункера электромеханические
с подачи электроэнергии через подвесной гиб-
кий кабель. Бункера (вместимостью 2,4 и
1,2 м3 и скоростью передвижения 0,7 и 1 м/с)
используют для подачи формовочной смеси из
смесительного отделения в одну или несколь-
ко фиксированных точек ее выгрузки, где они
автоматически останавливаются.
Для адресной подачи бетонной смеси от
бетоносмесительного отделения на большие
расстояния в различные точки формовочных
цехов применяют подвесные самоходные бун-
кера, перемещающиеся с большой скоростью
по одно- или двухбалочному пути и управляе-
мые автоматически по заданной программе
через шинопровод.
Челюстная самоходная бадья (бункер) 2
вместимостью 2 м3 с челюстным затвором 4
включает две ходовые тележки 1 и электро-
оборудование 3 (рис. 8.3.10). В стыке между
челюстями затвора предусмотрено уплотнение
из резины для предотвращения утечки бетон-
ной смеси. Самоходный опрокидной бункер 2
вместимостью 1 м3, с механизмом его поворо-
та 3 также имеет ходовые тележки 4 и элек-
трооборудование 1 (рис. 8.3.11). Оба эти бун-
кера включают электромеханический привод
затвора или поворота бункера и систему
управления. Транспортная скорость бункеров
1,7 м/с, замедленная 0,4 м/с. Опрокидной бун-
кер более надежен в работе (особенно при
Рис. 8.3.10. Челюстная самоходная бадья
ТРАНСПОРТИРОВАНИЕ И УКЛАДКА СЫПУЧИХ МАТЕРИАЛОВ И СМЕСЕЙ
541
Рис. 8.3.11. Самоходный опрокидной бункер
транспортировании подвижных бетонных сме-
сей) благодаря отсутствию утечек и просыпа-
ний, возможных через затвор. Такая конструк-
ция более перспективна. Опрокидной бункер
может иметь и большую вместимость (исполь-
зуются также сцепки двух бункеров).
Для передачи самоходных бункеров с
одного подвесного рельсового пути на другой
служит передаточное устройство. Оно состоит
из рамы на ходовых колесах, приводов пере-
движения и фиксатора, предназначенного для
точной фиксации устройства в заданном месте,
и двухшвеллерного подвесного участка пути
для самоходного бункера при его сходе с ос-
новного пути. (Возможно использование и
поворотного круга.)
Для подачи бетонной смеси от бетоно-
возной эстакады к посту формования может
использоваться самоходный портал с установ-
ленными на нем бункерами, которые при не-
обходимости перемещаются по рельсовому
пути в поперечном направлении относительно
направления перемещения портала. Примене-
ние самоходных бункеров в комплексе с само-
ходными порталами и другими устройствами
позволяет полностью механизировать и авто-
матизировать скоростную адресную подачу
бетонной смеси от бетоносмесительного отде-
ления к формовочным постам, расположенным
в различных местах цеха.
Бетонораздатчики и бетоноукладчики.
На рис. 8.3.12 представлена схема бетонораз-
датчика с самоходной рамой 3, бункером 1 с
вибратором-побудителем 2 и ленточным пита-
телем 4. Возможно применение вместо лен-
точного питателя секторного, челюстного,
барабанного, лопастного или затвора иного
типа с ручным или механизированным откры-
ванием выходного отверстия. Выбор типа за-
твора и его параметров определяется свойст-
вами подаваемой формовочной смеси (видом
вяжущего, гранулометрическим составом,
удобоукладываемостью, быстротой схватыва-
ния), влияющими на возможность утечки сме-
си через зазоры между корпусом бункера и
затвором или зависания в бункере, а также на
стабильность и производительность ее выдачи
из бункера.
При необходимости формования изделий
несколькими различными формовочными сме-
сями (по составу или удобоукладываемости) в
бетонораздатчике предусматривают соответст-
вующее число бункеров с затворами требуемо-
го типа. Для подачи бетонной смеси в стендо-
вые формы различных железобетонных изде-
лий со сложной конфигурацией или имеющих
небольшие размеры проемов для прохода бе-
тонной смеси используют бетонораздатчики с
консольным расположением питателя или с
распределительной воронкой.
Рис. 8.3.12. Схема портального бетоиораздатчика
542 Глава 8 3 ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
Консольный ленточный бетонораздат-
чик СМЖ-71А в основании рамы башенного
типа имеет приводы ее передвижения по рель-
совому пути и поворота платформы (на угол
до 340°), на которой расположен бункер кони-
ческой формы с ленточным конвейерным пи-
тателем (длиной около 4 м), приводами дви-
жения его ленты (шириной 500 мм) и поворота
консольной рамы-стрелы с питателем в верти-
кальной плоскости (на угол до 15°). Передви-
жение бетонораздатчика, а также поворот и
подъем стрелы питателя позволяют располо-
жить патрубок в различных точках по высоте
(например, при формовании балок различной
или переменной высоты) и в плане (например,
при формовании в горизонтальном положении
раскосных ферм). Вместимость бункера бетоно-
раздатчика 1,8 м3, колея 1000 мм, масса 6700 кг.
При формовании железобетонных труб 2
в вертикальных формах 3 с уплотнением бе-
тонной смеси посредством центрального виб-
ровала 7 (рис. 8.3.13), расположенного во
внутреннем сердечнике формы, и верхнего
пригрузочного кольца 7, эффективно примене-
ние бетоноукладчика с бункером 6, установ-
ленном на поворотной консоли 5, вращающий-
ся приводом 4, лоток 8 которого подает бетон-
ную смесь по кольцу между сердечником и
формой.
Рис. 8.3.13. Бетоноукладчик
с вращающимся лотком
В некоторых случаях при формовании
труб большого диаметра бетоноукладчик вы-
полняют с поворотным ленточным конвейе-
ром и расположенным под ним поворотным
ленточным конвейером меньшей длины или
вращающимся лотком.
Бетоноукладчик СМЖ-166Б с двумя бун-
керами 7 и 2 (рис. 8.3.14) вместимостью 2,5 и
1,25 м3, ленточными питателями 3 и 6 и пово-
ротной виброворонкой 4 применяют для фор-
мования железобетонных изделий шириной до
3600 мм произвольной конфигурации и с пе-
ремычками различной ширины и расположе-
ния между проемами. Это достигается сочета-
нием передвижения бетоноукладчика по рель-
совому пути вдоль формы, поперечным пере-
мещением бункера с питателями и воронкой
по рельсовому пути, проложенному на бетоно-
укладчике в поперечном направлении, и пово-
ротом воронки на угол ±90° вокруг вертикаль-
ной оси. Выходное отверстие 7 воронки 2 вы-
полнено в виде прямоугольника (рис. 8.3.15),
поэтому при ее соответствующем повороте
укладывается полоса бетонной смеси различ-
ной ширины (от размера меньшей стороны
прямоугольника до размера его диагонали).
Поверхность отформованного изделия допол-
нительно разравнивается и заглаживается бру-
сом 5 (см. рис. 8.3.14) бетоноукладчика, вместо
которого может быть применен и заглажи-
вающий валок. Скорости передвижения бето-
ноукладчика 0,08; 0,16 и 0,31 м/с, тележки
0,14 м/с, колея 4500 мм, масса 9500 кг, теоре-
тическая производительность 30 м3/ч.
Бетоноукладчик СМЖ-69Б с одним бун-
кером вместимостью 2,1 м3 и ленточным пита-
телем шириной 2000 мм (со скоростью ленты
0,21 м/с) укладывает бетонную смесь через
прямоугольную воронку, длина которой равна
ширине формуемого изделия или несколько
меньше ее. Применение таких бетоноукладчи-
ков рационально для формования изделий без
проемов, например, многопустотных плит
перекрытий.
В некоторых случаях применяют бетоно-
укладчики, в которых вместо широкой вибро-
воронки с вибраторами малой мощности уста-
навливают вибронасадок, уплотняющий бе-
тонную смесь посредством интенсивного виб-
ровоздействия сверху на нее и на форму, но
при этом создается повышенный уровень шу-
ма, поэтому такие бетоноукладчики имеют
ограниченное применение.
ТРАНСПОРТИРОВАНИЕ И УКЛАДКА СЫПУЧИХ МАТЕРИАЛОВ И СМЕСЕЙ
543
Рис. 8.3.14. Бетоноукладчик СМЖ-166Б
Рис. 8.3.15. Схема работы поворотной заслонки
Винтовой (шнековый) бетонораздатчик
СМЖ-96 применяют для подачи в узкие про-
емы подвижных бетонных смесей с мелким
заполнителем, например, при формовании
железобетонных труб в вертикальном положе-
нии формы с внутреннем сердечником. В зави-
симости от толщины стенки трубы и интен-
сивности виброуплотнения бетонной смеси
регулируют производительность винтового
питателя (3,5... 10 т/ч). Бетоноукладчик состо-
ит из бункера вместимостью около 1,2 м3, ус-
тановленного на передвижной раме-тележке,
винтового питателя длиной 3,5 м с его приво-
дом от многоскоростного асинхронного элек-
тродвигателя. Для побуждения истечения бе-
тонной смеси и очистки бункера и винтового
питателя от остатков бетонной смеси по окон-
чании формования служит электромеханиче-
ский вибратор-побудитель, установленный на
стенке бункера.
При формовании железобетонных труб в
горизонтальном положении (например мето-
дом центрифугирования) применяют ленточ-
но-винтовые бетонораздатчики с ленточным
питателем конвейерного типа (длина консоли
конвейера, проходящая внутри формы, более
5 м) и шириной ленты, зависящей от внутрен-
него диаметра формуемых труб, 500...900 и
1000... 1400 мм.
Ленточно-винтовой (шнековый) бетоно-
раздатчик (СМЖ-354, СМЖ-425 и др.) состоит
из самоходной тележки 8 (рис. 8.3.16) с приво-
дом, бункера 5 с винтовым питателем 4 и рас-
положенного под ними ленточного конвейера-
питателя 3, промежуточной подъемной рамы 7
(для установки питателя винтами на необхо-
димую высоту, зависящую от диаметра фор-
муемой трубы 2), площадки обслуживания б и
шкафов с электрооборудованием. Управление
комбинированным ленточно-винтовым пита-
телем предусматривает автоматически контро-
лируемое последовательное включение лен-
точного, а затем винтового и выключение сна-
чала ленточного, а затем винтового питателей.
Это необходимо для предотвращения зависа-
ния смеси в бункере и опасности ее скопления
в зоне выхода из винтового питателя. Установ-
ка комбинированного питателя вместо одного
ленточного питателя стабилизирует истечение
бетонной смеси из бункера с узкой выходной
щелью благодаря ворошению смеси в нижней
части вращающимся винтом, обеспечивающе-
му сравнительно стабильную производитель-
ность подачи смеси (14 м3/ч для питателя с
лентой шириной 250 мм и 26,5 м3/ч при ленте
544 Глава 8.3. ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
Рис. 8.3.16. Ленточно-винтовой (шнековый) бетонораздатчик
шириной 400 мм и их скоростях соответствен-
но 1,64 и 0,98 м/с). При формовании бетоно-
раздатчик совершает возвратно-поступа-
тельные перемещения с прохождением лен-
точного конвейера внутрь трубы с ограждени-
ем 1. Он может и останавливаться при необхо-
димости сосредоточенной подачи бетонной
смеси в раструбную часть формы.
В рассматриваемом случае геометриче-
ские размеры формы (большая длина и не-
большие внутренние диаметры) и технология
(формование при горизонтальном расположе-
нии формы) предопределяют геометрические
параметры рабочих органов бетонораздатчика
и его конструктивную схему в целом.
Формы для изготовления бетонных и
железобетонных изделий. Формы определяют
конфигурацию и размеры формуемых в них
изделий. Стальные формы в производстве
сборного железобетона составляют до 60...
70 % общей металлоемкости оборудования.
Конструкция форм должна обеспечить их наи-
меньшую массу, трудоемкость изготовления и
эксплуатации и наибольшую долговечность,
определяемую числом оборотов за срок служ-
бы, при сохранении прочностных показателей
и точности изготовляемых изделий.
Классификация форм. По назначению
различают формы для изготовления бетонных
изделий из тяжелого, легкого и ячеистого бе-
тона, железобетонных плит перекрытий (с
ненапряженным и напряженным армировани-
ем), стен, ферм, подкрановых балок, ригелей,
мелких блоков, камней мощения, бортовых
камней дорог, труб и др.
По способу использования в технологи-
ческом процессе изготовления изделий разли-
чают формы стационарные неподвижные, ста-
ционарные поворотные (при стендовом мето-
де) и перемещаемые (при агрегатно-поточном
или конвейерном методах).
По геометрическим признакам формы
делят на линейные при I > 2b, b < 2h’, плоско-
стные - I < 2b, b > 2h, вертикальные h > 2b,
I < \5h, где I, b,h- суммарная длина, ширина
и высота размещаемых в формах изделий в
положении формования.
К функциональным элементам формы-
вагонетки для изготовления ненапряженных
изделий относятся (рис. 8.3.17, а): поддон 1 -
несущая, обеспечивающая жесткость формы,
ее неразъемная часть с днищем, на котором
располагается изготовляемое изделие; борто-
вые элементы (бортоснастка) 2, 4, 6... 10, слу-
жащие для обрамления боковых граней и про-
емов изделий (откидные, отодвижные, съем-
ные борта и вкладыши); замковые устройства
3, 11 для фиксации и крепления бортов, вкла-
дышей и других элементов; колеса 5; элементы
форм для их строповки, опирания, сборки и
распалубки изделий. В формы для изготовле-
ния предварительно напряженных железобе-
тонных изделий входит оснастка 12, 13 для
натяжения, закрепления и передачи натяжения
арматуры с формы на бетон (рис. 8.3.17, б).
В качестве замковых соединений бортов
обычно применяют неподверженные самораз-
винчиванию при вибрации форм винтовые
замки с трапецеидальной резьбой Тг32х6, а для
крепления вкладышей - винтовые замки с
резьбой Тг24х5. При тепловой обработке изде-
лий в термоформах в них могут предусматри-
ваться теплоизолирующая обшивка трубы и
регистры для разводки и подачи пара, регуля-
торы температуры и устройства для размеще-
ния контрольных кубов бетона.
ТРАНСПОРТИРОВАНИЕ И УКЛАДКА СЫПУЧИХ МАТЕРИАЛОВ И СМЕСЕЙ
545
Рис. 8.3.17. Формы для изготовления:
а - наружных стеновых панелей; б - двухместная для длинномерных предварительно напряженных изделий
Конструктивно в формах различают
главные балки жесткости, силовые элементы,
воспринимающие силы натяжения арматуры,
второстепенные балки жесткости, ребра жест-
кости и др. В поддоне могут совмещаться бал-
ки жесткости, силовые элементы, обшивка и
борт-стенки. Для снижения прогиба форм под
рабочей нагрузкой могут быть применены
напряженные тяги, расположенные в нижней
части поддона и создающие его предваритель-
ный выгиб, противоположный рабочему про-
гибу. Под конструктивной формой поддона
понимается конфигурация и взаимное распо-
ложение балок жесткости, силовых элементов
и обшивки, а под конструктивной схемой
формы - тип поддона в сочетании с видом
бортовой оснастки (откидные борта, съемные
вкладыши и т.д.).
По конструкции бортоснастки и поддона
различают формы (рис. 8.3.18): 1) с откидны-
ми, отодвижными или съемными бортами и
вкладышами, удаляемыми после набора изде-
лием прочности; 2) с упругими бортами и
стенками; 3) с поддоном, бортоснастка кото-
рых удаляется до твердения изделия; 4) с же-
стко соединенной с поддоном бортоснасткой,
имеющей уклоны (до 1:10) для обеспечения
распалубки изделия формы-матрицы; 5) с гиб-
ким поддоном, выгиб которого используется
для распалубки; различные формы для напря-
женно-армированных изделий.
По восприятию силы натяжения армату-
ры различают формы: с силовым поддоном,
силовыми бортами, силовой рамой, имеющие
несколько силовых элементов.
По характеру работы силового элемента
поддоны классифицируют на центрально-
обжатые, если относительно центра тяжести
сечения эксцентриситет равнодействующей
сил натяжения арматуры равен нулю (е = 0);
внецентренно обжатые выгибаемые, если рав-
нодействующая расположена ниже (е < 0), и
внецентренно обжатые изгибаемые (е > 0).
По способу уменьшения или исключения
изгиба форм различают их поддоны по форме
с подобранным положением центра тяжести
сечения, с преднапряженными тягами, с ка-
чающимися упорами, пригруженные и со сме-
щенными опорами.
Рис. 8.3.18. Схемы форм по конструкции
бортоснастки и силовых элементов
18 - 1317
546 Глава 8 3 • ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
Формы подразделяют на индивидуаль-
ные (в одной форме формуют одно изделие),
групповые (в одной форме одновременно фор-
муют несколько изделий) и переналаживаемые
(в одной форме поочередно формуют несколь-
ко различных изделий).
В зависимости от тепловой обработки
изделий различают термоформы, в которых
пар подается в борта и поддон, и обычные
формы, которые вместе с изделиями помеща-
ют в камеры тепловой обработки.
Требования, предъявляемые к формам.
Размеры форм должны быть равны номиналь-
ным размерам и соответствовать классу точно-
сти изделий, изготовляемых в этих формах,
допускаемые отклонения форм - требованиям
чертежей.
Это предопределяет требования к изго-
товлению форм, которое, как правило, осуще-
ствляется в специализированных цехах с при-
менением специальной оснастки, кондукторов
и автоматической сварки частей форм из лис-
товой прокатной стали с изогнутыми про-
фильными элементами, швеллерами и другими
деталями. Поддоны, борта, разделители, про-
емообразователи и вкладыши форм должны
изготовляться из стали марки СтЗ или других
марок с механическими свойствами и свари-
ваемостью не ниже чем у стали СтЗ. Борта и
проемообразователи формы обрабатываются
по верхним и нижним кромкам, рабочие по-
верхности бортов и поддонов не обрабатыва-
ются и не отжигаются после сварки. Недопус-
тимые геометрические отклонения поддонов
исправляются по методу местных точечных
нагревов газовыми горелками или иными спо-
собами.
Качество поверхности изделия зависит от
чистоты соответствующих поверхностей эле-
ментов формы, которые при эксплуатации
должны очищаться от бетонной смеси и пре-
дохраняться от ее налипания смазыванием.
Для этого применяются различные смазочные
материалы. Распространена обратная эмульсия
ОЭ-2, приготовленная на установке СМЖ-18Б
из эмульсола и известкового раствора, пере-
мешиваемых в двух ее смесителях с электро-
механическими приводами. Смесители обору-
дованы трубчатыми электронагревателями для
подогрева смазки и поддержания ее темпера-
туры в пределах 50...60 °C. Смазка подается к
постам смазывания форм по трубопроводу и
наносится на их поверхность удочкой с распы-
лителем в виде сопла, к которому по одной
трубке подводится смазка, а по другой - сжа-
тый воздух.
Кроме стальных форм в незначительных
количествах используются формы деревянные,
стеклопластиковые и железобетонные с поли-
мерными покрытиями. Для получения изделий
с гладкими и рельефными поверхностями пер-
спективны комбинированные формы, в кото-
рых стальной поддон покрывается рельефооб-
разующими сменяемыми матрицами из поли-
уретана. Возможно покрытие рабочих поверх-
ностей стальных форм стеклопластиком.
При формовании изделий по литьевой
технологии утечки бетонной смеси в зазоры
между поддоном и бортами формы предот-
вращаются введением резиновых уплотни-
тельных полос, закрывающих эти зазоры.
Деформации формы. При эксплуатации
формы подвергаются различным статическим
вибрационным и другим динамическим воз-
действиям, воспринимаемым ее силовым эле-
ментом - поддоном. Рациональна конструкция
поддона широких форм с верхним листом и
раскосной решеткой, располагаемой между
продольными и поперечными балками, обла-
дающей высокой жесткостью на изгиб и кру-
чение. Расчет поддонов ведется по деформаци-
ям. При этом определяется изгиб (прогиб, вы-
гиб) конструкции, сближение упоров на уров-
не равнодействующих усилий в предваритель-
но напряженной арматуре и прогиб свободного
угла поддона при диагональном опирании
формы.
Деформация формы - это постоянно
действующий фактор, во многом определяю-
щий качество железобетонных изделий. Вели-
чины деформаций зависят от конструкции
формы и ее жесткости на изгиб и кручение;
характер деформаций определяется техноло-
гическими эксплуатционными факторами:
способом и силой натяжения арматуры, спосо-
бом перемещения (по путям конвейера или
грузоподъемным краном), способом укладки
бетонной смеси и т.п.
Начальная деформация (искривления,
прогиб) - начальные (до приложения нагрузок)
искривления поддона и бортов, образующиеся
при изготовлении формы и под действием ее
веса в зависимости от качества изготовления
(основной фактор), жесткости, схемы опира-
ния формы и отметок опор. Расчетные дефор-
мации возрастают, когда начальные искривле-
ния поддона или борта имеют тот же знак, что
и деформация от расчетной нагрузки. В част-
ТРАНСПОРТИРОВАНИЕ И УКЛАДКА СЫПУЧИХ МАТЕРИАЛОВ И СМЕСЕЙ
547
ности, это является одной из основных причин
разброса начального прогиба изделий с обыч-
ным армированием и конечного выгиба пред-
варительно напряженных изделий.
Расчетная деформация (укорочение,
прогиб, выгиб, кручение, изгиб бортов) обу-
словлена приложением к форме силы натяже-
ния арматуры и веса бетонной смеси, а также
давления вибрируемой или литой бетонной
смеси на борта. При натяжении арматуры,
фиксируемой в напряженном состоянии в упо-
рах формы, она сжимается (когда равнодейст-
вующая сил натяжения совмещена с центром
поперечного сечения формы) или сжимается и
изгибается, когда эта сила приложена внецен-
тренно.
Послеформовочная деформация (изме-
нение изогнутой поверхности поддона) возни-
кает при транспортировании формы с издели-
ем захватом за четыре точки и при ее установ-
ке на рельсовый путь или на три опоры в каме-
ре тепловой обработки.
Диагональная деформация (кручение)
возникает при различной длине ветвей стропов
траверсы или захвата для транспортирования
форм, из-за различных отметок рельсов или
опор, а также диаметров и расположения колес
формы.
Температурная деформация (удлине-
ние, прогиб, укорочение, выгиб) связана с по-
вышением температуры при тепловой обра-
ботке, неравномерным прогревом формы по
высоте, понижением температуры и неравно-
мерным остыванием формы по высоте. Она
является одной из основных причин появления
трещин в изделии.
Разгрузочная деформация возникает при
передаче предварительного напряжения арма-
туры на бетон (удлинение, выгиб или прогиб)
и извлечении изделия из формы (выгиб). От-
пуск натяжения арматуры в формах для изде-
лий, имеющих торцовые и поперечные ребра,
может привести к заклиниванию изделия и
появлению в нем трещин, что устраняется вы-
полнением ребер изделия с соответствующими
распалубочными уклонами.
Конструированием формы необходимо
обеспечить ее минимальную деформативность
при минимально возможной металлоемкости,
что достигается следующим:
выбором конструктивной схемы формы,
обеспечивающей совмещение (или приближе-
ние) центральной оси поперечного сечения ее
силовых элементов с осью равнодействующей
силы от напряженной арматуры или другими
конструктивными решениями;
обеспечением достаточной жесткости
формы на изгиб и кручение;
минимальным числом разборных элемен-
тов;
выбором схемы опирания формы, кото-
рая в условиях эксплуатации приводит к наи-
меньшим деформациям под нагрузкой и при
перемещениях формы;
принятием такого сечения и конструкции
формы, которые полностью или частично ис-
ключают ее изгибные деформации при тепло-
вой обработке бетона;
выбором конструкции формы и ее эле-
ментов, технологичных для их изготовления, с
получением максимальной точности размеров
и минимальных деформаций;
уточнением конструкции формуемого
изделия и повышением его технологичности.
Технологические эксплуатационные тре-
бования, ведущие к ограничению нежелатель-
ных деформаций форм, следующие:
схемы опирания форм при их транспор-
тировании и установке на постах должны быть
близки друг к другу;
допускаемую разность отметок опор сле-
дует ограничивать значениями, которые ис-
ключают неприемлемое искривление поддона;
операции по предварительному напряже-
нию арматуры в форме и передаче этих на-
пряжений на бетон предпочтительно выпол-
нять с одновременным натяжением и отпуском
натяжения всей арматуры, особенно арматуры
большого диаметра, каждый элемент которой
создает значительное натяжение относительно
суммарного усилия натяжения.
Расчет форм на прочность и деформатив-
ность проводят согласно нормативным доку-
ментам и уточнениям, связанным с особенно-
стями конструкции формы и ее эксплуатации.
Трехточечное опирание поддонов форм
при двухрельсовых путях по сравнению с че-
тырехточечным позволяет исключить искрив-
ления поддона, обусловленные разностью в
отметках рельсовых путей или стыков рельсов.
Наиболее распространенное конструктивное
решение - четыре колеса, два из которых рас-
полагаются на балансирной балке. Система
трехточечного опирания поддона при совпаде-
нии его продольной оси с осью рельсового
пути по сравнению с трехточечным опиранием
посредством расположения двух колес на од-
ной длинной стороне поддона, а третьего - на
18*
548 Глава 8.3. ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
противоположной стороне позволяет при
длинных поддонах (4...7 м) выполнить поддон
менее жестким благодаря меньшим консолям
свободных углов и поэтому сэкономить ме-
талл, необходимый для его изготовления. При
поперечном перемещении формы-вагонетки
три колеса с тем же эффектом могут закреп-
ляться на коротких сторонах поддона, и при
этом отпадает необходимость в балансирной
балке. Следует учитывать нагрузки на поддон
при его транспортировании грузоподъемным
краном и установке в ямную камеру тепловой
обработки, когда нагрузка на него передается
через другие точки.
Расчет загруженного поддона по его де-
формации производят с учетом возможной
неточности установки опор в ямной камере,
когда он опирается на три точки. При этом
основная нагрузка воспринимается двумя опо-
рами, расположенными по диагонали, а реак-
ция третей опоры мала.
Конструкция форм для специальных из-
делий (труб, балок, ферм и др.) во многом оп-
ределяется технологией их изготовления и
эксплуатирующимся совместно с ними обору-
дованием. Для повышения жесткости формы
она может выполняться с бортами приварен-
ными к поддону с образованием распалубоч-
ного уклона около 1:10. При неприемлемости
уклона для формуемого изделия, формы могут
выполняться с упругими бортами, образуемы-
ми при изготовлении формы изгибом верхнего
листа поддона по боковым сторонам на угол
менее 90°. Перед формованием изделия борт
поджимается с изгибом в пределах упругих
деформаций стали на угол 90°. При распалубке
борта отходят от граней изделия и оно выни-
мается из формы.
Исходя из изгиба стали в пределах упру-
гих деформаций формы выполняют с изгибае-
мым поддоном для одновременного формова-
ния в ней нескольких длинномерных изделий
(типа свай), разделяемых перегородками. Для
извлечения изделий из формы при распалубке
поддон изгибается в поперечном направлении
в пределах упругих деформаций, благодаря
чему перегородки наклоняются, образуя зазо-
ры до боковых сторон изделий. После прекра-
щения изгиба поддона он возвращается в ис-
ходное положение.
При проектировании и изготовлении
форм руководствуются стандартами.
Тенденции развития типов и конструк-
ции форм определяются общим развитием
производства бетонных и железобетонных
изделий для сборного и сборно-монолитного
строительства, а также малоэтажного строи-
тельства из мелких блоков. При массовом про-
изводстве однотипных и близких по конструк-
ции и геометрическим параметрам изделий
целесообразны узкоспециализированные фор-
мы для агрегатно-поточного и конвейерного
методов организации технологического про-
цесса. При этом необходимо предусматривать
возможность переналадки или модернизации
форм для выпуска изделий другого типа в пре-
делах габаритных размеров поддона.
Необходимы и сравнительно быстро пе-
реналаживаемые формы, например с частично
или полностью переставной бортовой оснаст-
кой с ее магнитным креплением на поддоне,
что позволяет переходить на формование из-
делий других типоразмеров в зависимости от
спроса рынка.
Перспективны комбинированные меха-
низированные посты для стендового производ-
ства железобетонных изделий, выполняемые в
виде стационарной формы с закрепленным на
ней виброуплотняющим устройством. Это
позволяет исключить транспортирование фор-
мы с изделием, являющейся одной из главных
причин деформации форм и изделия, а также в
ряде случаев уменьшить занимаемую оборудо-
ванием площадь. При этом крупногабаритные
линейные изделия изготовляются в горизон-
тально расположенных стационарных непод-
вижных формах, а плоскостные - в стационар-
ных поворотных формах с переналаживаемой
или сменной оснасткой, с формованием изде-
лия в горизонтальном положении и его пово-
ротом после твердения бетона в вертикальное
положение, а затем съемом с формы и транс-
портированием на пост отделочных операций
или на склад.
В связи с расширением производства из-
делий из ячеистого бетона актуально усовер-
шенствование форм с надежными в эксплуата-
ции уплотнениями соединений бортов с под-
доном для предотвращения утечек литой ячеи-
сто-бетонной смеси при резательной техноло-
гии. Эта же задача стоит и при изготовлении
пенобетонных и газобетонных блоков с фор-
мованием их в формах без последующей раз-
резки отформованного массива, но при этом
форма должна быть выполнена с точностью,
обеспечивающей точность линейных размеров
блоков с отклонениями не более ±1 мм, что
позволяет укладывать их при строительстве с
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОГО БЕТОНА
549
соединением цементным клеем, а не на тол-
стом слое раствора. Актуально изготовление
из ячеистых бетонов неармированных и арми-
рованных панелей различных размеров и про-
изводство соответствующих форм.
8.3.3. ОБОРУДОВАНИЕ
ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОГО
БЕТОНА И ИЗДЕЛИЙ ИЗ НЕГО
Ячеистый бетон имеет структуру с рав-
номерно распределенными замкнутыми воз-
душными порами диаметром 0,1...3 мм, зани-
мающими 20...90 % его объема. Это достига-
ется в результате затвердевания поризованной
смеси, состоящей из вяжущего, кремнеземи-
стого компонента, порообразователя, химиче-
ских добавок (или без них) и воды.
Классификация ячеистого бетона. По
способу порообразования ячеистые бетоны
подразделяют на газо-, пено- и поробетоны.
При получении газобетона его поры создают
введением в бетонную смесь газообразующих
веществ (алюминиевой пудры, пергидроля и
др.), при изготовлении пенобетона - предвари-
тельно приготовленную пену, при производст-
ве поробетона в бетоносмесители специальной
конструкции вводят все ее компоненты и по-
рообразователь, а затем перемешивают их.
В качестве вяжущего применяют цемент, из-
весть кипелку, шлак, гипс и их смеси в различ-
ных сочетаниях, в качестве кремнеземистого
заполнителя - кварцевый песок, кислую золу
уноса. Ячеистые бетоны имеют различное на-
значение и плотность: конструкционные
(плотность р = 1000... 1200 кг/м3), теплоизоля-
ционные (р = 350...500 кг/м3) и конструкцион-
но-теплоизоляционные (р = 500... 1000 кг/м3).
По условиям твердения ячеистые бегоны
подразделяют на автоклавные окончательно
твердеющие в среде насыщенного водяного
пара при давлении 0,8... 1,2 МПа и температуре
180... 190 °C, и неавтоклавные, твердеющие в
естественных условиях, при электропрогреве
или при пропаривании в среде насыщенного
водяного пара при атмосферном давлении.
Отпускная влажность ячеисто-бетонных изде-
лий не должна превышать (по массе): 25 % для
ячеистых бетонов на основе песка и 35 % для
тех же бетонов на основе зол и других исполь-
зуемых отходов производства.
По назначению ячеистые бетоны подраз-
деляют на конструкционные (р = 1000...
1200 кг/м3, конструкционно-теплоизоля-
ционные (р = 600...900 кг/м3) и теплоизоляци-
онные (р = 350...500 кг/м3).
Неавтоклавные ячеистые бетоны приме-
няют в основном для изготовления стеновых
блоков и других мелких изделий, а также для
теплоизоляции. Автоклавные ячеистые бетоны
применяют для изготовления как мелких изде-
лий, так и панелей различного назначения.
Приготовление ячеисто-бетонной сме-
си. Процесс приготовления ячеисто-бетонной
смеси включает: прием, подачу и помол сырь-
евых материалов до требуемой дисперсности
(для бетонов неавтоклавного твердения при-
меняют немолотые или частично молотые
кремнеземистые заполнители); подготовку
алюминиевой суспензии или водного раствора
пенообразователя; дозирование сырьевых
компонентов в требуемых количествах; пере-
мешивание отдозированных компонентов
сырьевой смеси в смесителях специальной
конструкции. Для дозирования компонентов
применяют весовые дозаторы с электронно-
тензорезисторными устройствами с точностью
для вяжущих ±1 %, а для кремнеземистого
компонента ±2 %.
Прием материалов с автомобильного и
железнодорожного транспорта и их транспор-
тирование к различному оборудованию осуще-
ствляется камерными и винтовыми пневмона-
сосами, вибропитателями, ленточными и вин-
товыми конвейерами и др.
Сырьевые компоненты размалывают в
шаровых мельницах по одной из схем: отдель-
ный сухой помол вяжущих (извести, шлака
или золы) и песка и мокрый помол остальной
части песка; совместный сухой помол всех
компонентов (кроме порообразователя и в
отдельных случаях портландцемента). Тон-
кость помола материалов характеризуется
удельной поверхностью или остатками на сите
008 и устанавливается технологическим рег-
ламентом. Последовательность загрузки ком-
понентов газобетонной смеси в работающий
смеситель следующая: песчаный шлам-вода-
добавки, или вода-сухой песок, или зола-
вяжущие-добавки. После перемешивания в
течение 2 мин в смеситель подают суспензию
алюминиевой пудры и смесь перемешивают
еще 1...2 мин.
Приготовление пенобетонной смеси про-
изводят в смесителе, состоящем из пеногене-
ратора и смесительного устройства. В пеноге-
нераторе из водного раствора пенообразовате-
ля приготовляют пену, а в смесителе - раствор
550 Глава 8-3. ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
из вяжущего, кремнеземистого компонента и
воды. Пену выгружают в смеситель, переме-
шивают с раствором в течение 1,5...2 мин и
заливают в формы или выгружают в устройст-
во для заливки (в устройстве пенобетонная
смесь не должна находиться более 30 мин).
Формование изделий. В зависимости от
вида ячеистого бетона и принятого технологи-
ческого регламента, изделия формуют литье-
вым, вибрационным или ударным способами.
На рис. 8.3.19 представлен пост литьево-
го формования ячеисто-бетонных изделий
безавтоклавного твердения. Смешивание ком-
понентов смеси в течение 6...7 мин произво-
дится в смесителе 4 (типа ИБ-97Б) лопастями
вращающегося горизонтального вала. Этот
смеситель может применяться и на постах для
формования изделий по вибрационной или
ударной технологии. Смеситель 4 от места
загрузки и смешивания компонентов смеси
перемещается по рельсовому пути 3 к формам
2, в которые приготовленная смесь подается
самотеком из патрубков 7 корпуса смесителя.
При приготовлении смеси ее отдозированные
компоненты поступают в смеситель через пат-
рубки 5, на которые при этом опускается гер-
метизатор 6. Добавки и пенообразователь мо-
гут быть поданы непосредственно в смеситель.
Доза воды поступает через герметизатор из
бака 8 для ее нагрева. Песок со склада подает-
ся на ленточный конвейер-дозатор 10, уста-
новленный на опоры с тензометрами, цемент -
из силоса 13 винтовым питателем 12 в тензо-
метрический бункерный дозатор 11. При необ-
ходимости в тот же дозатор последовательно
могут подаваться и другие материалы, напри-
мер зола уноса, для чего дополнительно ставят
силос с винтовым питателем. Отдозированный
песок поступает в герметизатор через воронку
9, а цемент - из бункерного дозатора через
патрубок. Управление оборудованием поста в
автоматическом или ручном режиме осущест-
вляется с пульта 7.
Формование газобетонных изделий на
виброплощадке или на ударной площадке по-
зволяет уменьшить в смеси количество воды
затворения, снизить предельные напряжения
сдвига, сократить усадку смеси и интенсифи-
цировать процесс вспучивания и структурооб-
разования, благодаря чему значительно сокра-
щается время первой стадии тепловой обра-
ботки или выдерживания массива перед его
разрезкой. После укладки смеси необходимо
оберегать форму от сотрясений, которые могут
Рис. 8.3.19. Схема поста формования
ячеисто-бетонных изделий
вызвать осадку массива изделия до схватыва-
ния вяжущего.
Формование может быть осуществлено
по одной из технологических схем: агрегатно-
поточной в индивидуальных формах; агрегат-
но-поточной с механизированной разрезкой
массива; конвейерной с механизированной
разрезкой массива. Изделия с наибольшей
точностью размеров (до ±1...1,5 мм) могут
быть получены разрезкой массива рабочим
органом со стальными струнами диаметром
0,6... 1,2 мм, совершающими возвратно-посту-
пательное движение. Более точная разрезка
массива достигается короткими струнами, для
чего широкий, но небольшой по высоте массив
перед его разрезкой в некоторых производст-
вах поворачивают на 90°.
С учетом используемых материалов, тех-
нологического регламента и принятого техно-
логического процесса проектируется оборудо-
вание и предприятия для изготовления строи-
тельных изделий из ячеистого бетона.
На рис. 8.3.20 приведена принципиальная
технологическая схема изготовления изделий
из автоклавного газобетона по резательной
технологии. Со склада песок через расходный
бункер подается в дозатор и в шаровую мель-
ницу мокрого помола, в которую через дозатор
поступает вода. Приготовленный шлам и вода
подаются в смеситель.
В шаровую мельницу сухого помола по-
даются песок и известь. Сухая молотая смесь
через гомогенизатор, расходный бункер и до-
затор поступает в смеситель, куда подается
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОГО БЕТОНА
551
Рис. 8.3.20. Принципиальная технологическая схема изготовления изделий из автоклавного
ячеистого бетона по резательной технологии
также цемент. Через дозатор или иным спосо-
бом в смеситель подают порции воды, алюми-
ниевой пудры, смеси поверхностно-активных
веществ (ПАВ) с водой. Приготовленная смесь
заливается в предварительно смазанные фор-
мы. Массив выдерживается на постах выдерж-
ки или в камерах предварительной тепловой
обработки до приобретения достаточной пла-
552 Глава 8-3- ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ СМЕСЕЙ
этической прочности, после чего отсоединяет-
ся бортовая оснастка формы, и на машине с
него срезается верхняя часть (горбушка). От-
ходы разбавляются водой в установке и на-
правляются в усреднительную емкость, а мас-
сив разрезается струнами поперек и вдоль на
блоки или другие виды изделий. Разрезанный
массив на поддоне формы транспортируется в
автоклавы. После тепловой обработки под
давлением изделия извлекаются из автоклава,
снимаются с поддона и транспортируются на
посты контейнеризации и на склад готовой
продукции.
При изготовлении ячеисто-бетонных ар-
мированных панелей для внутренних несущих
стен, перегородок и перекрытий жилых и об-
щественных зданий арматурные стальные сет-
ки, каркасы, закладные детали и соединетель-
ные накладки перед укладкой в формы покры-
ваются антикоррозийным покрытием, в каче-
стве которого применяют холодную цементно-
битумную, цементно-полиэтирольную, горя-
чую ингибированную сланцебитумную, це-
ментную или латексно-минеральную мастики.
Изделия типа панелей могут проходить через
участки укрупнительной сборки, отделки и
комплектовки.
Основное оборудование. Расчет проект-
ной мощности предприятий производится ис-
ходя из производительности автоклавов, кото-
рые могут быть тупиковыми и проходными.
Производительность последних на 20 % боль-
ше за счет сокращения времени загрузки.
Годовая производительность автоклава, м3,
а=иа7’гад>
где Иа - объем изделий в автоклаве, м3; Та -
продолжительность цикла автоклавной обра-
ботки, включая время на загрузку и выгрузку,
ч; Тт - годовой фонд чистого времени работы
оборудования (зависит от номинального годо-
вого фонда рабочего времени, коэффициентов
технического использования оборудования,
готовности участка и отдельных машин техно-
логической линии, использования смежного
времени), ч; Кп = 0,975...0,99 - коэффициент,
учитывающий потери. Для приготовления
газобетонной смеси и ее заливки в формы мо-
жет использоваться виброгазобетоносмеситель
СМС-40Б (рис. 8.3.21). Он состоит из само-
ходного портала 7, на котором через амортиза-
торы 2 установлен корпус 4 с неподвижными
отбойными лопастями 3 и вертикального вала
5 с лопастями б, вращаемого приводом 8. Ло-
пасти установлены попарно по винтовой ли-
нии, образуя двухлопастной пропеллер. Ин-
тенсивному перемешиванию смеси способст-
вует вибрация корпуса барабана, создаваемая
вибраторами 7. В нижней части барабана на-
ходятся два сливных патрубка с резиновыми
рукавами, сжимаемыми рычажной системой с
пневмоцилиндром. При прекращении сжатия
рукавов смесь истекает из корпуса смесителя,
попадая на наклонные лотки с отверстиями и
теряя скорость, обусловленную ее гидростати-
ческим давлением, заполняет форму. Приме-
няются и другие типы смесителей.
Теоретическая производительность по
максимальному числу замесов в 1 ч:
Q = 60/(П + t2 + t3 + t4 + t5 + t6 + h),
Рис. 8.3.21. Виброгазобетоносмеситель СМС-40
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОГО БЕТОНА
553
где - время загрузки шлама и воды; =
= 1 мин; t2 - время загрузки вяжущих; t2 =
= 1... 1,5 мин; t3 - время перемешивания; /3 <
< 2 мин; Ц - время загрузки алюминиевой сус-
пензии; /4 = 0,5 мин; t5 - время перемешива-
ния; = 1... 3 мин; - время выгрузки смеси в
форму; <2 мин; tq - время возврата смеси-
теля на пост загрузки.
Промывку смесителя следует произво-
дить при его простое более 1 ч. Промывочные
воды целесообразно использовать для приго-
товления шлама из отходов смеси.
При изготовлении ячеисто-бетонных из-
делий их массив можно разрезать на отдель-
ные блоки и обрабатывать. Линия разрезки
"Экстра-блок"ДА65А производительностью до
75 тыс. м3/год включает: машину снятия гор-
бушки и горизонтальной разрезки ХБ153А;
машину боковой калибровки и нарезки пазов
ХБ154А; машину поперечной разрезки и фре-
зерования пазов ХБ155В. На линии обрабаты-
ваются массивы газобетона длиной 3660, ши-
риной 640 и высотой 670, 870 и 970 мм, разре-
заемые на мелкие блоки в пределах размеров
массива, а также на стеновые перегородки
толщиной 50 мм. Точность изготовляемых
блоков достигается регулированием положе-
ния струн, их натяжением и небольшим рас-
стоянием между их опорами. При снятии гор-
бушки, боковой калибровке и нарезке пазов
массивы на поддонах перемещаются цепным
конвейером со скоростью 5,8 м/мин. Попереч-
ная разрезка и торцовая калибровка происхо-
дят при остановке конвейера. Массив разреза-
ется продавливанием гладкой струны диамет-
ром 0,6 мм, натягиваемой пневмоцилиндром,
от пневмоцилиндров работают и очистители
струн. Горбушка снимается проволочной фре-
зой (диаметр проволоки 2 мм), вращающейся с
частотой 240 мин-1 от привода с электродвига-
телем мощностью 2,2 кВт. Наибольшая высота
срезаемой горбушки 50 мм.
Отходы калибровки и разрезки удаляют-
ся двумя ленточными конвейерами в смеси-
тельную камеру для приготовления из них
шлама плотностью до 1350 кг/м3, который
пневматическим камерным насосом перекачи-
вается в смесеприготовительное отделение.
При изготовлении пенобетонных блоков
по литьевой резательной безавтоклавной тех-
нологии не практикуется горизонтальная раз-
резка отформованного массива из-за склонно-
сти к слипанию его материала с повышенным
содержанием цемента. С учетом этого, а также
небольших размеров разрезаемых массивов
выполняются резательные машины соответст-
вующей конструкции.
При агрегатно-поточном производстве
пенобетонных блоков по литьевой неавтоклав-
ной технологии с продольной и поперечной
вертикальной разрезкой отформованного мас-
сива формы с массивами изделий по мере за-
полнения смесью на посту формования пере-
носятся в свободную ямную камеру первой
стадии тепловой обработки массива, закрыва-
ются крышкой, кромки которой заходят в пе-
сочный герметизирующий затвор. После пред-
варительной тепловой обработки и распалубки
массив изделия на поддоне транспортируется
на линию продольной и поперечной разрезки
на мелкие блоки, а затем в свободную ямную
камеру для окончательной тепловой обработки
блоков. В каждой ямной камере размещаются
в два яруса четыре поддона с блоками. Поддо-
ны опираются на автоматически поворачи-
вающиеся под их воздействием кронштейны
пакетировщика.
Для производства изделий из автоклав-
ного газобетона с формованием массивов в
бортовой оснастке форм с доавтоклавной раз-
резкой на мелкие блоки в производственном
корпусе предусматривают смеситель, борто-
вую оснастку форм со сменными поддонами,
резательную установку, тупиковые или про-
ходные автоклавы, передаточный мост, авто-
клавные вагонетки, кран грузоподъемностью
не менее 3,2 т, захваты для поддонов и мелких
блоков. Массивы формуются по литьевой тех-
нологии из перемещающегося по рельсовому
пути гидродинамического смесителя в распо-
ложенные по обеим его сторонам формы. По-
сле вспучивания смеси и набора массивом
пластической прочности 20...30 кПа открыва-
ют борта формы, массив на поддоне перено-
сится на стол резательной установки и фикси-
руется на нем. С массива срезается верхняя
вспученная часть и механизмами со струнами
производится его продольно-горизонтальная и
поперечная разрезка на блоки размерами
300x300x600 или 200x300x600 мм, массой до
25 кг. Поддон с разрезанным массивом пере-
гружают краном на автоклавную вагонетку.
Автоклавные вагонетки с массивами подаются
в автоклавы передаточным мостом, имеющим
привод для передвижения по рельсам, меха-
низм фиксации на постах его остановки для
закатывания на рельсы рамы моста вагонетки с
массивом и перед автоклавами для ее скатыва-
ния, перекидной мостик между рельсами моста
и автоклавов, толкатель для приема и сталки-
вания вагонеток и пульта управления. После
554
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
окончания автоклавной обработки поддон с
изделиями переносится на склад готовой про-
дукции.
Общая тенденция развития производства
ячеисто-бетонных изделий безавтоклавного и
автоклавного твердения - создание и совер-
шенствование технологий и оборудования для
получения на заводах малой и большой мощ-
ности изделий различной плотности, прочно-
сти и точных по размерам. При точности раз-
меров стеновых блоков с отклонениями не
более ±1,5 мм возможна их укладка при возве-
дении стен с применением тонкого слоя це-
ментного клея, что повышает теплозащитные
показатели стены по сравнению с показателя-
ми при укладке неточных блоков с применени-
ем раствора.
Глава 8.4
ОБОРУДОВАНИЕ
ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ
ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОНА
Технологический процесс и производи-
тельность комплекса и отдельных машин ар-
матурного производства определяются но-
менклатурой и числом изготовляемых армиро-
ванных железобетонных изделий, т.е. потреб-
ностями формовочного производства (без уче-
та товарной арматуры). Процесс носит ком-
плексный характер, стадийные технологиче-
ские процессы во многом взаимосвязаны.
Арматурная сталь поставляется в виде
прутков (стержней) или мотков. Из стержней
заготовляют мерные стержни на отрезных
станках, из мотков - мерные стержни на пра-
вильно-отрезных станках, строповочные петли
10 (см. рис. 8.1.2) на станках-автоматах и ли-
ниях, пространственные арматурные конст-
рукции плоскостных 7, линейных и трубчатых
9 изделий на автоматических линиях; автома-
тических и других установках, плоские сетки -
на автоматических линиях. Стержни исполь-
зуют для получения изогнутых стержней на
универсальных станках, каркасов 7, 7 и 9 на
универсальных установках или линиях, пло-
ских сеток на поточных автоматических лини-
ях, для изготовления изогнутых сеток 3 и кар-
касов. Арматурные изделия направляются в
формовочный цех или на промежуточный
склад.
Производство арматурных изделий в ар-
матурном цехе заводов крупнопанельного до-
мостроения железобетонных изделий или на
централизованном арматурном заводе опреде-
ляется конкретными условиями, с учетом тех-
нико-экономической эффективности, стоимо-
сти изготовления изделий требуемой номенк-
латуры и условий их транспортирования и
сбыта.
В состав оборудования арматурного цеха
входят правильно-отрезной станок, ножницы
отрезки стержневой арматуры, станок для гиб-
ки арматурных стержней, одноточечная свароч-
ная машина, полуавтоматическая и автоматиче-
ская линия для изготовления арматурных сеток
(с контактной сваркой пересечений арматурных
стержней), машина для гибки арматурных се-
ток, горизонтальная и вертикальная установки
для сборки и сварки объемных арматурных
каркасов, установки для заготовки стержневой
арматуры, транспортная тележка, а также до-
полнительное арматурное оборудование.
8.4.1. ПРАВИЛЬНО-ОТРЕЗНЫЕ СТАНКИ,
НОЖНИЦЫ И МАШИНЫ
ДЛЯ ГИБКИ СТЕРЖНЕВОЙ СТАЛИ
Правильно-отрезные станки. Они
предназначены для заготовки прутков (стерж-
ней) различной длины из мотков круглой ар-
матурной стали. При этом выполняются опе-
рации размотки арматуры из мотка, ее правки,
отрезки на прутки требуемой длины и их сброс
в накопительное устройство.
На технико-экономическую эффектив-
ность работы правильно-отрезных станков в
наибольшей степени влияет точность отрезае-
мых прутков по длине. Допускаемые отклоне-
ния по длине для арматурных конструкций
составляют +5...-10 мм, а для основных сеток
сборного железобетона по их ширине +3...
-10 мм и по длине +5...-10 мм. Прутки могут
смещаться при изготовлении сетки или друго-
го арматурного изделия, поэтому отклонения
их длины должны быть в пределах +3...-5 мм и
прямолинейности в пределах 1...4 мм надлине
6 м. При недостаточной точности прутка по
длине дополнительно отрезают его конец на
ножницах, что приводит к соответствующим
трудозатратам и отходам арматуры.
По принципу устройства и работы пра-
вильно-отрезные станки выполняют по четы-
рем основным схемам (рис. 8.4.1): 1) с непре-
рывной подачей арматуры из мотка 1 ролика-
ми трения 3 и ее отрезкой вращающимися но-
жами 5, срабатывающими от счетчика длины с
роликовым механизмом 4; 2) с непрерывной
подачей арматуры до упора 8 или 77 с конеч-
ПРАВИЛЬНО-ОТРЕЗНЫЕ СТАНКИ, НОЖНИЦЫ И МАШИНЫ ДЛЯ ГИБКИ СТАЛИ
555
ным выключателем 9 и отрезкой арматуры
гильотинными ножницами; 3) с непрерывной
подачей арматуры и ее отрезкой ножницами 13
сопровождения; 4) с цикличной подачей арма-
туры и ее отрезкой гильотинными ножни-
цами 7.
Схемы правильно-отрезных станков.
В роликовых механизмах подачи арматура
зажимается между вращающимися роликами 3
и перемещается в приемное устройство 6 не-
прерывно. Цанговые и эксцентриковые меха-
низмы 75 обычно применяют в станках с цик-
личной подачей арматуры с помощью возврат-
но-перемещающейся каретки 76 до упора 77.
Длина заготовленных прутков определяется
ходом каретки. При ходе каретки в обратном
направлении арматура не подается назад бла-
годаря саморазжатию зажимов и работе не-
подвижно закрепленных зажимов 14 противо-
положного действия, препятствующих пере-
мещению арматуры в этом направлении.
Подаваемую с мотков арматурную сталь
правят (выпрямляют) многократным последо-
вательным изгибом в многороликовом 72, ба-
рабанном 2 или комбинированном механизме.
Многороликовые механизмы обычно приме-
няют в станках для заготовки коротких арма-
турных прутков (длиной до 600...800 мм), ко-
гда их местные изгибы не играют большой
роли в последующем использовании такой
арматуры. Обычно многороликовые механиз-
мы состоят из двух блоков-рядов свободно
вращающихся роликов, расположенных вза-
имно перпендикулярно. В каждом ряду имеет-
ся не менее двух неподвижно закрепленных и
поджимных роликов, между которыми про-
пускется арматура. Степень ее деформации
регулируется установочным перемещением
поджимных роликов. Барабанный правильный
механизм 2 включает два ряда нажимных эле-
ментов (кулачков, фильер), расположенных в
гнездах вращающегося барабана, через кото-
рый протягивается выпрямляемая арматура.
Она подвергается многократному последова-
тельному изгибу в радиальных направлениях,
проходя между кулачками. При переходе на
правку другой арматуры положение кулачков
может изменяться в радиальном направлении,
благодаря чему изменяется величина ее мест-
ных прогибов. Комбинированный правильный
механизм включает роликовый и барабанный
механизмы.
Выправленная арматура подается в при-
емное устройство б, которое представляет со-
бой закрытый направляющий желоб с откры-
вающимся днищем или открытый сверху ка-
нал, предотвращающий ее прогиб.
Отмеривающий длину прутка механизм
8, 11 может быть роликовым 4 и концевым 8,
77. В роликовом механизме 4 длина прутка за
цикл его подачи отмеривается по числу пово-
ротов измерительного ролика определенного
диаметра, вращаемого подаваемой арматурой
силами трения, создаваемыми поджимным
свободно вращающимся роликом 3. В конце-
вом механизме подача арматуры прекращается
при достижении ее конца определенного по-
ложения. Применяются шомпольные и флаж-
ковые механизмы. В шомпольном механизме
77 арматура упирается в торец шомпола 10,
расположенного в желобе приемного устрой-
ства и соединенного с конечным выключате-
лем 9. Шомпол переставляют по приемному
устройству, задавая длину отрезаемого прутка.
Флажковый отмеривающий механизм имеет
флажок 8, поворачивающийся на оси под дей-
ствием подаваемой арматуры и воздействую-
щей на конечный выключатель 9.
Механизм отрезки может быть с вра-
щающимися ножами 5, гильотинным 7 и но-
жами сопровождения 73. Механизм отрезки с
вращающимися ножами представляет собой
два противоположно расположенных диска с
закрепленными на них ножами. Проходящая
между дисками арматура без ее остановки
отрезается ножами при повороте дисков с ок-
556
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
ружной скоростью, равной или несколько
большей скорости подачи арматуры. Меха-
низм отрезки с гильотинными ножами состоит
из неподвижного втулочного ножа, в отвер-
стии которого проходит арматура, и приводно-
го рычажного или прямолинейно перемещаю-
щегося ножа. В механизме отрезки с вращаю-
щимися ножами подвижный и неподвижный
ножи расположены на отрезной каретке, кото-
рая во время отрезания прутка перемещается
со скоростью, равной скорости арматуры. Та-
кой механизм отрезки наиболее сложен по
конструкции, но имеет преимущество при по-
даче арматуры с большими скоростями (до
150...200 м/мин), обеспечивая при этом высо-
кую точность прутков по длине и не повреж-
дая их поверхность благодаря воздействию на
нее кулачков правильного вращающегося ба-
рабана при остановке подачи арматуры в тече-
ние некоторого времени срабатывания меха-
низма отрезки (как это наблюдается в меха-
низмах с отрезкой в упор). В некоторых случа-
ях могут предъявляться повышенные требова-
ния к предотвращению повреждений такого
рода, принимая во внимание и то, что пра-
вильно-отрезные станки применяются не толь-
ко в строительной индустрии.
Механизм сброса отрезанного прутка со-
держит поворотную планку, которая открывает
снизу желоб или выталкивает пруток из канала
приемного устройства.
Механизмы с вращающимися ножами не
обеспечивают требуемой точности прутков по
длине (при длине 6 м ее отклонения могут
достигать ±20 мм и более). На точность длины
влияет время срабатывания роликового счет-
чика длины арматуры и механизмов отрезки, а
также проскальзывание арматуры в подающих
роликах. Эти факторы не остаются постоян-
ными и зависят от точности изготовления ме-
ханизмов станка, их наладки и степени износа.
Ввиду этого правильно-отрезные станки с
вращающимися ножами в основном заменены
станками с отрезкой арматуры в упор, которые
наиболее распространены при подаче армату-
ры диаметром 3...16 мм со скоростью 30...
120 м/мин. Принцип отрезки арматуры вра-
щающимися ножами может применяться в
основном в станках для заготовки коротких
арматурных прутков, а также в станках для
производств, в которых не требуется высокая
точность прутков по длине.
Правильно-отрезной станок СМЖ-357
состоит из размоточного устройства (вертуш-
ки), на котором размещают моток арматуры,
ограждения, корпуса с механизмами подачи,
правки и отрезки арматуры, электрошкафа,
устройства приема подаваемой арматуры и
механизмов отмеривания требуемой длины
прутка и сброса отрезанного прутка из прием-
ного устройства в лоток-накопитель. Вертушка
представляет собой свободно вращающуюся
вокруг вертикальной оси с притормаживанием
корзину для мотка или вращающийся вокруг
горизонтальной оси барабан. Станок имеет
механизм отрезки прутков в упор. Приемно-
выдающее устройство и лоток-накопитель
набираются из секций длиной по 2 м в зависи-
мости от требуемой наибольшей длины заго-
тавливаемых прутков. Привод станка осущест-
вляется посредством двух электродвигателей.
Правильный барабан станка представляет
собой полый вал 3 (рис. 8.4.2), вращающийся в
подшипниках 2. По оси барабана на концах
установлены фильеры 7, а в средней части 4 и
б, положение которых регулируется в ради-
альном направлении механизмом с винтом 7 и
двуплечным рычагом 5 при наладке станка в
зависимости от диаметра и марки стали арма-
туры.
Рис. 8.4.2. Правильный барабан правильно-отрезного станка СМЖ-357
ПРАВИЛЬНО-ОТРЕЗНЫЕ СТАНКИ, НОЖНИЦЫ И МАШИНЫ ДЛЯ ГИБКИ СТАЛИ
557
В правильном барабане число кулачков
(фильер) составляет 3...10, обычно их пять.
Большее число кулачков целесообразно при
правке арматуры малого диаметра с высоким
пределом текучести, а также при скорости
подачи арматуры более 100 м/мин. При мень-
шем числе кулачков сокращается длина бара-
бана, улучшаются условия его балансировки и
уменьшается мощность привода. Шаг кулач-
ков барабана е принимают в зависимости от
максимального диаметра арматуры, который
определяет и ее минимальный рекомендуемый
диаметр: е = (9... 10)</max, d^n » 0,4</тах-
Оптимальная частота вращения барабана
(мин-1) определяется по эмпирической формуле
Иб = (Уп е3От/9 Е <7)103,
где vn - скорость подачи, м/мин; е - шаг ку-
лачков, мм; от - предел текучести стали арма-
туры, МПа; d - диаметр арматуры, мм; Е -
модуль упругости стали арматуры, МПа.
Сила поджима верхних роликов должна
быть достаточной для создания силы трения
между роликами и арматурой, не меньше тре-
буемой силы подачи Рп и регулируемой для
возможности ее изменения при подаче армату-
ры разного диаметра и класса. Наиболее рас-
пространены эксцентриковые поджимы с пру-
жинами.
Число пар подающих роликов зависит от
необходимой силы подачи, при которой во
избежание недопустимой степени поврежде-
ния поверхности арматуры контактные напря-
жения между роликами и арматурой не пре-
вышают (2...3) от. Обычно в станках для арма-
туры диаметром d = 8... 10 мм принимают одну
или две пары подающих роликов, а для арма-
туры d < 16 мм - две пары, с расположением
одной пары перед правильным барабаном, а
другой - после него. Следует учитывать, что
при установке более одной пары роликов
трудно синхронизировать подачу арматуры
всеми парами роликов. На это влияют неоди-
наковое изнашивание роликов, разница диа-
метров арматуры по длине, а также возможный
поворот арматуры вокруг своей оси (особенно
периодического профиля). Диаметр подающих
роликов ориентировочно Dn = (10... 15)<7max.
Скорость подачи арматуры, м/с,
Vn — 71 Dn Пр kc,
где Пр - частота вращения роликов, с-1; кс =
= 0,95...0,98 - коэффициент проскальзывания
арматуры относительно роликов.
Теоретическую (конструктивную) произ-
водительность (т/ч) станка определяют из его
безостановочной работы в течение 1 ч:
ПК = 0,06 vn q К*,
где vn в м/мин; q - масса 1 м арматуры расчет-
ного диаметра, кг; Кк = Пр/(ир + ирез) - коэффи-
циент, учитывающий конструктивные особен-
ности станка; пр - число оборотов подающих
роликов за 1 мин; /рез - продолжительность
остановки подачи арматуры в процессе реза-
ния, мин; Ирез = Пр /рез - ЧИСЛО оборотов ПО-
дающих роликов за время остановки подачи
арматуры при ее отрезке; для станков с отрез-
кой арматуры без остановки или уменьшения
скорости ее подачи ирез = 0 и Кк = 1.
Техническую производительность Пт
(т/ч) станка определяют с учетом затрат вре-
мени на установку мотка на размоточное уст-
ройство, на заправку конца арматуры в пра-
вильный барабан и механизм подачи и на на-
ладку его механизмов в зависимости от диа-
метра, длины и материала заготовляемых
прутков:
77т 0,06 тпы1/цм,
где тм - масса мотка, кг; - время перера-
ботки одного мотка арматуры расчетного диа-
метра, МИН, /(щ WM/Vn Q ty~^~ /ост,
ty, t(b ti - затраты времени на вспомогательные
операции: соответственно на установку нового
мотка арматуры, наладку станка по диаметру
арматуры и по длине отрезаемых прутков
(табл. 8.4.1); /ост - общая потеря времени на
остановку подачи арматуры в процессе пере-
работки одного ее мотка на прутки длиной
ZH0M, мин; /н - время наладок станка в зависи-
мости от длины заготовляемых прутков.
При использовании многоскоростного
станка учитывают время переработки армату-
ры различных диаметров и сталей на рекомен-
дуемых скоростях.
При использовании правильно-отрезных
станков в арматурных цехах заводов железобе-
тонных изделий и необходимости заготовки
прутков различного диаметра и длины практи-
куется обслуживание одним рабочим несколь-
ких правильно-отрезных станков, каждый из
которых налаживается на длительную заготов-
ку прутков одного диаметра и длины. Благода-
ря этому во многом исключаются переналадки
станков и увеличивается их техническая про-
изводительность.
558
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
8.4.1. Время, затрачиваемое на вспомогательные операции
при работе правильно-отрезных станков, с
Диаметр арматуры, мм ty при установке мотка id h
вручную краном
4 120 90 120...150 90...120
6 140 ПО 120...150 90...120
8 150 120 120...150 90...120
10 175 145 150...200 75...90
12 200 170 150...200 75...90
14 240 210 150...200 75...90
16 280 250 200...240 60...75
19 360 350 200...240 60...75
Среднечасовую эксплуатационную про-
изводительность 77эч (т/ч) станка определяют с
учетом внутрисменных и организационных
перерывов - остановок станка для замены ку-
лачков барабана, на изменение режима работы,
на технические осмотры и устранение неис-
правностей, на чистку и смазывание механиз-
мов, другие перерывы за смену работы (8 ч) в
расчете на работу за 1 ч:
Пзч — KJly,
где К3 = 0,7...0,9 - коэффициент потери време-
ни на внутрисменные и организационные пе-
рерывы.
Эксплуатационная годовая производи-
тельность
Пзг = Кг n34tr = 0,943 Пзч 8-262,
где 262 - число рабочих дней в году; 8 - число
часов работы в одну смену.
При работе в большее число смен годо-
вая производительность соответственно уве-
личивается.
При предварительном определении необ-
ходимого числа станков для переработки годо-
вого объема арматуры используют формулу
МСт ^общ -^с/Уп
где £общ - суммарная длина перерабатываемой
арматуры за 1 год по усредненному диаметру, м
(усредненный диаметр определяют исходя из
объемов переработки арматуры каждого диа-
метра); Ко = 0,5...0,6 - общий понижающий
коэффициент, учитывающий указанные затра-
ты и потери времени.
Правильно-отрезные станки - относи-
тельно сложные машины, требующие приме-
нения износостойких материалов, что повыша-
ет их надежность в эксплуатации. В то же вре-
мя они применяются на заводах железобетон-
ных изделий в большом количестве, что
предъявляет к ним определенные требования и
создает предпосылки для удешевления их про-
изводства. Станки должны отвечать требова-
ниям эргономики, экологии и техники безо-
пасности. При их разработке уделяют особое
внимание уменьшению их уровня шума, что
является некоторым ограничением (наряду с
обеспечением безопасности) повышения ско-
рости подачи арматуры и соответствующей
частоты вращения правильного барабана.
Кроме того, необходимо обеспечить отсос
окалины, образующейся при правке арматуры,
автоматическую блокировку, предотвращаю-
щую работу станка при открытых ограждениях
подающих роликов и правильного барабана,
удобство и безопасность заправки конца арма-
туры в подающее устройство, а также удобство
наладки и ремонта станка.
Наиболее экономичной является специа-
лизация станков для заготовки арматурных
прутков по диаметру, длине и марке стали с
объединением различных станков в типажный
ряд, охватывающий заготовку практически
всех требуемых видов прутков. Такой типаж-
ный ряд составляют, например, станки И-6119,
СМЖ-357, ГД-162 и АКС-500 (табл. 8.4.2).
При разработке станков кроме выполне-
ния рассмотренных выше требований решают-
ся вопросы совершенствования их электротех-
нической части применением микропроцес-
сорных схем, введением автоматических сис-
тем переналадки станка и задания чисел тре-
буемых прутков с автоматической остановкой
станка и указания числа заготовленных прут-
ков на электронном табло.
ПРАВИЛЬНО-ОТРЕЗНЫЕ СТАНКИ, НОЖНИЦЫ И МАШИНЫ ДЛЯ ГИБКИ СТАЛИ
559
8.4.2. Параметры правильно-отрезных станков
Показатель ИВ-6118 СМЖ-357 ГД-162-01 АКС-500
Диаметр арматуры, мм:
гладкой 2,5...6 4...12 5...16 3...6
периодического профиля — 6...10 5...12 —
Длина стержней, мм: 50...900 500... 12000 100...9000 50... 800
отклонение на базе 6 м ±4 +3;-5 ±3 ±3
Частота вращения правильного бара-
бана, с-1 83; 42 40; 20 33; 17 —
Скорость подачи арматуры, м/мин 30; 40; 60; 31; 45; 63; 30; 45; 60; 30
90 95 90
Число протягиваемых проволок 1 1 1 2; 3; 4
Мощность электродвигателей, кВт 12,0 12,6 25,5 —
Масса, кг 2600 2300 5400 1100
Ножницы отрезки арматурной стали.
Ножницы отрезки стержневой арматурной
стали подразделяются (рис. 8.4.3): стационар-
ные 1 - 5, 9 (станки); подвижные 6, 11 и руч-
ные переносные 7, 8, 10, 11. По виду ножей и
траектории их движения различают ножницы:
гильотинные, с ножами, перемещающимися
возвратно-поступательно 1-4, 7; рычажные,
или аллигаторные 5, 6, 9; секторные 10 и дис-
ковые трения 11 с отрезкой арматуры вра-
щающимся с большой скоростью стальным
диском трения. Ножи могут быть плоскими 1 -
3, 5, 6; секторными 10 и втулочными 4, в кото-
рых один или оба ножа (неподвижный и под-
вижный) выполнены в виде втулок. Ножницы
Рис. 8.4.3. Виды ножниц для отрезки арматуры
могут быть механизированными 1 - 7, 9, 11 с
электромеханическим, гидравлическим, пнев-
матическим или комбинированным приводом,
а также с ручным приводом 8-10.
Техническая характеристика ножниц
СМЖ-322Б, СМЖ-175А и СМЖ-133А приве-
дена в табл. 8.4.3.
В ножницах гильотинного типа отрезае-
мый стержень диаметром d\ или d2 размещают
между неподвижным 1 и подвижным ножом 2
(рис. 8.4.4), который при перемещении отреза-
ет стержень, опирающийся при этом противо-
положным концом в упор 3.
Ножницы СМЖ-322Б включают корпус
2 с редуктором, электромеханический привод,
кулисный механизм и механизм управления
(рис. 8.4.5). Закрепленный на кулисе 6 под-
вижный нож 3 приводится в движение элек-
тродвигателем 1 через клиноременную пере-
дачу, ведомый шкив которой служит махови-
ком, зубчатые передачи редуктора, работаю-
щие в масляной ванне с принудительной цир-
куляционной смазочной системой, и эксцен-
триковый вал, взаимодействующий с кулисой.
Рис. 8.4.4. Схема отрезки арматуры ножницами
гильотинного типа
560
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
8.4.3. Техническая характеристика стационарных ножниц
Показатель СМЖ-133А СМЖ-175А СМЖ-322Б
Максимальная сила на ножах, кН 590 1860 530
Максимальный диаметр разре- заемой арматуры, мм, с вре- менным сопротивлением сгв, МПа: 460 40 80 40
590 40 70 40
880 32 60 32
Частота ходов ножа в 1 мин 10...15 3...9 42
Рабочая длинахширина ножей, мм 110x18 110x35 110x40
Мощность электродвигателя, кВт 5,5 7,5 5,5
Привод Гидравлический Гидравлический Механический
Габаритные размеры, мм 1620x480x925 1605x595x1520 1620x685x1340
Масса, кг 600 1100 1340
Рис. 8.4.5. Ножницы СМЖ-322Б
Ввиду того, что арматура отрезается за
счет не только номинальной мощности элек-
тродвигателя, но и накапливаемой вращаю-
щимся маховиком кинетической энергии (что
позволяет уменьшить установленную мощ-
ность электродвигателя привода по сравнению
со станками, не имеющими в приводе махови-
ка), арматура большого диаметра и прочности
должна подаваться на резку реже, чем то до-
пускает частота ходов кулисы.
Ножницы имеют управляемую муфту с
поворотной шпонкой 7, благодаря чему они
могут работать в режимах непрерывных и
одиночных резов (с остановкой после каждой
отрезки арматурного стержня). Для переклю-
чения муфты с помощью рукоятки управления
на требуемый режим работы служит механизм,
содержащий рычажную систему с кулачками,
электромагнит и конечный выключатель.
Шпонка муфты поворачивается под действием
ПРАВИЛЬНО-ОТРЕЗНЫЕ СТАНКИ, НОЖНИЦЫ И МАШИНЫ ДЛЯ ГИБКИ СТАЛИ
561
пружины, при этом эксцентриковый вал со-
единяется с последней шестерней редуктора и
приводится во вращение. В подобных ножни-
цах с этой целью применяются муфты и иной
конструкции. Ножницы оснащены широкими
(40 мм) плоскими ножами 3 и 4, что уменьша-
ет их изнашивание и повышает качество среза
арматуры. Они имеют четыре рабочие плоско-
сти и режущие кромки и могут переставляться
с поворотами на 90° по мере износа.
При необходимости получения среза
стержня повышенного качества, могут быть
установлены ножи с полукруглой режущей
поверхностью. Полное предотвращение отгиба
конца отрезанного стержня, перпендикуляр-
ность плоскости среза к оси стержня и отсут-
ствие заусенцев достигаются установкой в
ножницах механизма подпора 5 (противодав-
ления) отрезаемого стержня.
Электрооборудование ножниц включает
защитную и пусковую электроаппаратуру,
аппаратуру управления и контроля.
Ножницы СМЖ-175А имеют раму, на
которой установлены ее части. В литом корпу-
се размещен рабочий гидроцилиндр, на штоке
которого закреплен нож, перемещающийся в
вертикальном направлении, а в верхней части
корпуса установлен поддерживающий армату-
ру ролик и неподвижный нож, положение ко-
торого может регулироваться в зависимости от
диаметра отрезаемого стержня. Гидропривод
станка состоит из электродвигателя, соединен-
ного упругой втулочно-пальцевой муфтой с
гидронасосом (давлением до 32 МПа, расхо-
дом 35 л/мин), гидробака, гидроаппаратуры и
трубопроводов.
Гидропривод ножниц СМЖ-133А с гори-
зонтальным перемещением подвижного ножа
от гидроцилиндра имеет эксцентриковый
поршневой насос, соединенный с маслобаком
через муфтовый кран, гидрораспределитель,
предохранительный гидроклапан, гидроклапан
давления, манометр и фильтр.
Стационарные аллигаторные ножницы
имеют корпус 2 (рис. 8.4.6), в котором разме-
щены: горизонтальный неподвижный нож 5,
подпружиненный ролик 6 для опирания арма-
турных стержней, качающийся от привода
верхний нож 3, привод и механизм с выдвиж-
ным клином 7 для распределения стержней в
один ряд на неподвижном ноже и их прижима
сверху. Привод верхнего ножа осуществляется
от электродвигателя / через клиноременную
передачу на маховик и передаточный меха-
низм с клиновидной, а для предохранения от
перегрузок - фрикционной муфтой. Механизм
распределения и прижима стержней переме-
щается синхронно с подвижным ножом. Нож-
ницы имеют ручное и ножное 4 управление.
Смазочная система их трущихся частей функ-
ционирует от одного насоса.
Такие ножницы целесообразно приме-
нять при большом объеме заготовки арматур-
ных стержней, когда наиболее полно проявля-
ется их преимущество, заключающееся в од-
новременной отрезке нескольких стержней.
Обычно аллигаторные арматурные ножницы
имеют ножи длиной 300 мм, ножи большей
длины менее удобны в работе.
Рис. 8.4.6. Аллигаторные ножницы
562
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
При распределении арматурных стерж-
ней в один ряд и их прижиме возможно одно-
временное отрезание нескольких стержней не
только ножницами аллигаторного типа.
В ножницах с горизонтальным расположением
ножей стержни 1 подаются по роликам 2
(рис. 8.4.7), воздействующим на них сверху
поворотным прижимом 3, распределяются в
один ряд и сдвигаются в поперечном направ-
лении к ножу 5 гидроползуном 4.
Механизированное распределение стерж-
ней для отрезки значительно облегчает пере-
работку арматуры больших диаметров и
массы.
В предназначенную для этой цели ста-
ционарную установку входят: несколько
двухъярусных стеллажей емкостью до 10 т для
размещения запаса стержневой арматуры
двух - четырех различных диаметров; счетный
желоб, в который сбрасываются арматурные
стержни, подлежащие отрезке; рычажные
сбрасыватели стержней из желоба на подаю-
щий роликовый конвейер, работающие от
пневмо- или гидропривода; подающий при-
водной роликовый конвейер шириной 200...
300 мм, перемещающийся со скоростью до
75... 100 м/мин; ножницы; откидные измери-
тельно-сбрасывающие упоры с приводом от
пневмо- или гидроцилиндров, расположенные
с шагом около 1 м; накопители стержней,
имеющие (за исключением крайнего) поворот-
ные от пневмо- или гидроцилиндров направ-
ляющие для отрезанных стержней.
Во время отрезки стержней передняя
часть роликового конвейера опускается, что
предотвращает возможность отскока отрезае-
мых стержней и способствует долговечности
ножей. Приблизительная длина отрезки
стержней устанавливается откидными упорами
и корректируется перемещением ножниц.
Производительность установки составляет
30...50 т перерабатываемой арматуры за 8 ч
работы и зависит от диаметра и длины заго-
тавливаемых стержней. Для снижения уровня
шума при работе установки вместо роликовых
устанавливают ленточные конвейеры.
В резательно-измерительных тележках
совмещаются операции заготовки и транспор-
тирования арматурных стержней. На раме те-
лежки располагаются от одного до трех непри-
водных роликовых конвейеров, лебедка, нож-
ницы, отмеривающее устройство и рычажные
сбрасыватели. Точность отрезки стержней по
длине зависит от точности расположенных в
одной плоскости их передних торцов, так как
по выступающему концу одного из стержней,
транспортируемых лебедкой, дается команда
на отрезку и тогда отдельные стержни после
общей отрезки оказываются короче. Установки
могут оснащаться приводными роликовыми
конвейерами, посредством которых стержни
после отрезки отводятся от ножей ножниц. Их
выполняют как стационарными, так и переме-
щающимися по рельсовому пути в направле-
нии, перпендикулярном направлению переме-
щения стержней по конвейерам. Передвижные
установки применяют не только для подачи
стержней из различных мест склада, но и для
их доставки на посты дальнейшей переработки
или на склад готовой продукции.
Ручные переносные ножницы СМЖ-549
выполнены в виде соединенных осью рычагов
с ножами секторного типа и шарнирно соеди-
ненных с ними рукояток. Они предназначены
для отрезки арматуры ав = 590 МПа диамет-
ром до 6 мм. Масса ножниц около 4,8 кг.
Рис. 8.4.7. Ножницы с горизонтальным расположением ножей
ПРАВИЛЬНО-ОТРЕЗНЫЕ СТАНКИ, НОЖНИЦЫ И МАШИНЫ ДЛЯ ГИБКИ СТАЛИ
563
Арматурные гидравлические ручные
ножницы СМЖ-214А имеют режущую голов-
ку, соединенную одним гибким рукавом высо-
кого давления с передвижной насосной уста-
новкой. Подвижной нож перемещается при
отрезке под давлением масла на поршень гид-
роцилиндра головки, а возвращается в исход-
ное положение пружиной. Максимальный
диаметр отрезаемой арматуры класса А-I со-
ставляет 12 мм, класса А-Ш - 10 мм. Масса
отрезной головки 5,3 кг. В других ножницах
поршень с ножом перемещаются под давлени-
ем рабочей жидкости в обе стороны.
Пневмогидравлические ножницы имеют
привод от пневмогидравлического усилителя,
в одном корпусе которого совмещены пневмо-
цилиндр большого диаметра и гидроцилиндр
меньшего диаметра с замкнутой гидросисте-
мой с рукавом высокого давления между гид-
роцилиндром и отрезной головкой.
Электромеханические ручные ножницы
имеют режущую головку с малогабаритным
электродвигателем, который приводит в дей-
ствие гидротолкатель с подвижным ножом. В
передней части головки установлены непод-
вижный нож и упор для отрезаемого арматур-
ного стержня. Ножницы управляются микро-
переключателем, к которому подводится элек-
трокабель небольшого диаметра практически
неограниченной длины, что удобно в работе,
особенно на строительной площадке. При
диаметре отрезаемой арматуры до 12 мм масса
отрезной головки составляет около 6,2 кг (раз-
виваемая сила резания около 80 кН), а при
диаметре до 20 мм масса головки 11,4 кг (раз-
виваемая сила резания до 150 кН).
На строительных площадках применяют
малогабаритные переносные гидравлические
ножницы массой 30...40 кг с гидроприводом
высокого давления, позволяющие отрезать
арматуру диаметром до 40 мм.
Пилы трения с быстро вращающимся
стальным диском применяют в основном для
отрезки отдельных стержней или пакетов ар-
матуры небольшого диаметра. Так пила трения
СМЖ-606 предназначена для отрезки двух
пакетов проволок диаметром 3 мм (по 44 про-
волоки в каждом пакете), применяемых для
напряженного армирования железобетонных
шпал. Пила имеет отрезной диск диаметром
650 мм, вращающийся с окружной скоростью
92,5 м/с от электродвигателя мощностью
6,3 кВт. Электродвигатель и диск смонтирова-
ны на ползуне и могут перемещаться с помо-
щью одного пневмоцилиндра на расстояние
500 мм, а с помощью другого в перпендику-
лярном направлении на 100 мм.
Пила СМЖ-619 предназначена для разре-
зания пакетов проволок, но между шпалами
при их распалубке после формования и твер-
дения. Режущая головка пилы закреплена на
поворотном кронштейне и, кроме того, может
перемещаться в перпендикулярном направле-
нии. Недостаток пил трения - повышенный
уровень шума, для уменьшения которого при-
меняются шумозащитные кожухи.
Отрезные комбинированные станки
(пресс-ножницы) предназначены для отрезки
сортового и фасонного проката (швеллерного,
углового, круглого, квадратного) и листа с
пределом прочности стали до 500 МПа, а так-
же для пробивки отверстий и треугольной вы-
сечки.
Пресс-ножницы СМЖ-652 предназначе-
ны для резки сортового и фасонного проката
(швеллерного, углового, круглого, квадратно-
го) и листа с пределом прочности до 500 МПа,
а также для пробивки отверстий и треугольной
высечки. Они содержат кулису с ножами и
ползун с дыропробивателем и вырубными
ножами. Ползун совершает возвратно-
поступательные движения, а кулиса - кача-
тельные относительно неподвижного пальца.
Ходы ползуна и кулисы могут быть как оди-
ночными, так и непрерывными. Комбиниро-
ванные пресс-ножницы НВ-5222 по назначе-
нию и устройству аналогичны ножницам
СМЖ-652 (табл. 8.4.4).
Определение основных параметров ар-
матурных ножниц. Теоретическая производи-
тельность (т/ч) арматурных механических
ножниц определяется из условий их непре-
рывной работы в течение 1 ч при заготовке
арматурных стержней определенного диаметра
и длины:
П = 3,6ти//ц,
где т - масса отрезаемой за один цикл арма-
туры, кг; /ц - продолжительность цикла отрез-
ки, с.
Техническая и эксплуатационная произ-
водительность рассчитываются с учетом вре-
мени наладки ножниц на отрезку арматуры
различного диаметра и длины, а также внутри-
сменных и организационных перерывов. Про-
должительность цикла отрезки арматуры, с,
= 1 /пък,
564
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
8.4.4. Техническая характеристика
пресс-ножниц СМЖ-652 и НВ-52222
Показатели СМЖ-652 НВ-5222
Размеры отрезаемого проката, мм: диаметр круглой стали 40 50
сторона угловой равнобокой стали 34 45
сторона квадрата 90x90 125x125
толщина листовой стали, мм 13 16
толщинах ширина полосы, мм 20x40 18x90
Швеллер № 12 № 18
Диаметр пробивае- мого отверстия (глу- биной 15 мм), мм 20 32
Рабочая сила на ножах, кН 33 53
Частота ходов кули- сы, ход/мин ДО 9 до 17
Установленная мощ- ность, кВт 2,2 4,8
Габаритные размеры, мм, длина х ширина х х высота 1500 х 580 х 1780х 1030х
х 1250 X 1855
Масса, кг 1300 2500
где пъ - частота вращения рабочего вала стан-
ка, с-1; к = 0,15...0,30. Коэффициент к исполь-
зования максимальной частоты ходов подвиж-
ного ножа при непрерывных ходах ножа зави-
сит от времени подачи очередного стержня на
отрезку, а при одиночных ходах - от частоты
включения в работу ножа муфтой.
Ход ножа L при отрезке круглой стали
L = (0,63...0,66)4
где d - диаметр отрезаемой арматуры.
При резании мягкой стали ход ножей на
15...20 % больше.
Сила резания арматуры, действующая на
неподвижный и подвижный параллельные
ножи, Н,
Рр ~ S cfb кп,
где 5 - суммарная площадь поперечного сече-
ния отрезаемой арматуры, м2; ав' = 0,58ав -
временное сопротивление стали срезу, Па; ав -
временное сопротивление стали при растяже-
нии, Па; кн= 1,2... 1,25 - коэффициент, учиты-
вающий притупление ножей.
В случае, когда подвижный нож не па-
раллелен неподвижному ножу, сила резания
Рр = 1,75Л d aB7tga,
где h = (0,09...0,38)tZ- глубина проникновения
ножа в арматуру; d - диаметр арматуры, м;
a = 10... 15° - угол наклона подвижного ножа.
При непосредственном воздействии ра-
бочего органа привода станка на подвижный
нож, например гидроцилиндра в станках с
гидроприводом, воздействующая на нож сила
создается гидроцилиндром:
Рн = Рр^з = Р SJC3,
где р - давление рабочей жидкости (масла) в
гидроцилиндре, Па; Sn - площадь поршня гид-
роцилиндра, м2; К3 = 1,1... 1,15 - коэффициент
запаса. Скорость движения подвижного ножа и
частоту его ходов принимают в зависимости от
условий эксплуатации, а также исходя из кон-
структивных и технологических требований.
По этой скорости и требуемой силе Рн, опре-
деляют диаметр гидроцилиндра и параметры
насоса (подачу, рабочее давление).
Для механических ножниц, например
СМЖ-322Б, при определении установленной
мощности электродвигателя привода учиты-
вают момент инерции маховика, позволяюще-
го уменьшить эту мощность. Требуемая мак-
симальная мощность электродвигателя, кВт,
N'3 = 1,4-10”5 АрПк/чу,
где Яр = jFS'iP - работа резания, Дж; п - часто-
та ходов подвижного ножа, мин-1; к = пр/п =
= 0,15...0,3 - коэффициент, учитывающий
вращение маховика с частотой им, мин-1; пр -
фактическая частота резов арматуры, мин-1;
Г| - КПД привода станка, учитывающий тре-
ние в передачах, направляющих элементах и в
подшипниках; F - площадь поперечного сече-
ния отрезаемой арматуры, мм2; Sj - рабочий
ход ножа, мм; р - удельная работа резания,
принимаемая в зависимости от временного
сопротивления ав (МПа) отрезаемой стали
разрыву, Дж/мм2. Для ав = 375; 540; 590; и
780 МПа значения соответственно р = 0,096;
0,102; 0,124 и 0,15.
ПРАВИЛЬНО-ОТРЕЗНЫЕ СТАНКИ, НОЖНИЦЫ И МАШИНЫ ДЛЯ ГИБКИ СТАЛИ
565
Момент инерции (кг м2) маховика ориен-
тировочно определяют по формуле
/=90Лр/им25,
где пм - частота вращения маховика, мин-1;
8 = 0,4 - коэффициент, учитывающий нерав-
номерность вращения маховика при электро-
двигателе с повышенным скольжением.
По определенному моменту инерции ма-
ховика рассчитывают его ширину, наружный и
внутренний диаметры и массу и проверяют
мощность выбранного электродвигателя по
условиям его допустимых паспортных пере-
грузок и времени разгона при пуске.
При расчете основных параметров дис-
ковых пил для резания арматуры диаметром d,
принимают диаметр диска D = 8d + 300, мм;
толщина диска b = D/200 (чем выше окружная
скорость диска, тем эффективнее процесс ре-
зания, но возрастает и опасность разрыва дис-
ка от действия центробежных сил). Макси-
мально допускаемая окружная скорость диска
(м/с) v = ^Rz /0,65 . При выборе Rz учитыва-
ют тяжелые условия работы режущего диска,
вибрацию, местный перегрев, возможность
задевания за бетон или форму. Для стали диска
с временным сопротивлением св < 360 МПа
принимают Rz < 90 МПа. В этом случае допус-
тимая максимальная окружная скорость диска
vmax = 115 м/с. Для диска диаметром D (мм)
его оптимальная окружная скорость
V = 0,051) + 60.
Мощность электродвигателя (кВт) опре-
деляют по эмпирической формуле
N= (£ivn6n5cosa + 0,465 lO-6/)^2)/^,
где К\ = 0,02 - коэффициент, характеризую-
щий отрезаемый материал (сталь); vn - ско-
рость подачи диска, мм/с; bn = b + 0,021) -
ширина прорези, мм; 5 - хорда дуги контакта
пилы с разрезаемым материалом, мм; a - угол
соприкосновения диска с разрезаемым мате-
риалом, град; Уд - действительная окружная
скорость диска, м/с; Г| - КПД механизма при-
вода пилы.
Скорость подачи пилы принимают рав-
ной 10...80 мм/с, она тем выше, чем больше
окружная скорость диска. При ее определении
учитывают силу подачи, которая для резания
одной проволоки
Р = Kz vJnji b S(cos2 a/f - sin22a/2),
где Kz = 2,04 - коэффициент для холодного
резания металла; f= 0,1...0,2 - коэффициент
трения.
При одновременном резании нескольких
проволок силу подачи соответственно увели-
чивают.
Машины для гибки стержневой арма-
туры. Машины для холодной гибки арматур-
ной стержневой стали подразделяются на уни-
версальные и специализированные. Принцип
работы универсальной гибочной машины ос-
нован на изгибе арматурного стрежня в одной
плоскости вокруг пальца, расположенного по
оси поворотного диска с опиранием при пово-
роте диска неизгибаемой части арматуры на
неподвижный палец, установленный за диском
на станине станка. Радиусы изгиба арматуры
различного диаметра регулируются изменени-
ем диаметра центрального пальца и переста-
новкой пальцев диска и станины. Угол изгиба
регулируется изменением угла поворота диска.
Специализированные машины применя-
ются при изготовлении в больших количествах
однотипных изделий с изгибом стержневой
арматуры в одной или нескольких плоскостях.
В них используются различные органы: пере-
мещающиеся возвратно-поступательно пуан-
соны, поворотные рычаги, барабанные меха-
низмы и другие, а также и поворотные диски с
гибочными пальцами. В машинах применяется
электромеханический, гидравлический и
пневматический приводы в зависимости от
условий их эксплуатации и диаметров изги-
баемой арматуры.
Универсальная гибочная машина СМЖ-
17ЗА включает станину 3 (рис. 8.4.8), распо-
ложенный на ней привод с электродвигателем,
клиноременной передачей, зубчатыми переда-
чами и червячным редуктором, на выходном
валу которого закреплен диск 2 с центральным
цилиндрическим пальцем 6. На диске выпол-
нены четыре отверстия 7/ на различных рас-
стояниях от оси его вращения, в одно из кото-
рых вставляется палец 1. Для увеличения диа-
метра изгиба арматуры на центральный палец
6 можно надеть втулку 10, для уменьшения
диаметра он заменяется пальцем меньшего
диаметра или двухзубой вилкой. При изгибе,
лежащая на роликах 13 арматура 4 опирается
на палец 5, который можно переставлять в
отверстия брусков 12 станины.
566
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
Рис. 8.4.8. Универсальная гибочная машина
СМЖ-173А
Для получения требуемого угла изгиба
арматуры с автоматической остановкой гибоч-
ного диска в нем предусмотрено 48 отверстий,
в два из которых вставлены командные кулач-
ки 8 и 14, а на станине установлены конечные
выключатели 7 и 9. При повороте диска на
установленный угол один из кулачков воздей-
ствует на конечный выключатель, автоматиче-
ски переключающий привод на обратное вра-
щение диска, осуществляемое до нажатия вто-
рого кулачка на другой конечный выключа-
тель, после чего диск останавливается в ис-
ходном положении. Машина имеет небольшую
массу (380 кг), проста в изготовлении и экс-
плуатации, но отличается малой производи-
тельностью и сравнительно длительным вре-
менем переналадки.
Тенденциями развития гибочных машин
являются: повышение надежности их механи-
ческой части в эксплуатации; ускорение пере-
наладки машин для изготовления различных
арматурных изделий; создание параметриче-
ских рядов машин на основе метода агрегати-
рования унифицированных узлов, аппаратуры
и систем управления с различной степенью
автоматизации работы.
Автоматизированная гибочная машина
имеет пульты и педали управления. Про-
граммный блок позволяет выполнять последо-
вательные изгибы арматурного стержня на
несколько (до трех - десяти) различных углов.
Гибка выполняется автоматически при нажа-
тии педали, без перестановки ручки задания
изгиба. Программирование углов, направлений
и последовательности изгибов арматурного
стержня, соответственно ступенчато передви-
гаемого в продольном направлении, осуществ-
ляется с помощью перфокарт со стандартными
программами изгиба, либо по программам,
задаваемым на месте эксплуатации машины на
нейтральных перфокартах, перфорируемых по
соответствующему коду. Масса автоматизиро-
ванных машин такого типа для изгиба армату-
ры диаметром 55...80 мм составляет
1200...3700 кг. Поворотный диск приводится
от самотормозящего электродвигателя через
предохранительную муфту и расположенный в
закрытом корпусе многоступенчатый редуктор
с централизованной смазочной системой зуб-
чатых передач и подшипниковых опор валов.
Машины с поворотным диском имеют приспо-
собления для изготовления арматурных ци-
линдрических спиралей и четырехугольных
хомутов.
Для изготовления различных арматурных
изделий из проволочной арматуры диаметром
4... 12 мм методом последовательных изгибов в
одной плоскости применяют машины-автома-
ты с подачей арматуры с мотков, а в некото-
рых моделях машин - с подачей мерных прут-
ков диаметром до 18 мм. В такой машине ар-
матура подается роликами трения через блок
правильных роликов, регулируемый упор (в
некоторых машинах через фильеру) и отрезное
устройство на гибочное устройство с поворот-
ным диском, где последовательно изгибается
по заданной программе на требуемые углы (до
±180...200°) и отрезается. Машина имеет циф-
ровое программное управление и соответст-
вующую аппаратуру. Длина участков подавае-
мой и изгибаемой арматуры контролируется
электронным счетчиком числа оборотов роли-
ка подающего механизма, что обеспечивает
получение изделий с допуском ±1,5...±3 мм на
длины их сторон. В автоматическом режиме
машина изготовляет заданное число изделий и
останавливается. Переналадка машины на из-
готовление другого изделия осуществляется с
пульта управления и занимает 30... 120 с.
В большинстве машин такого типа при-
меняется гидропривод, позволяющий бессту-
пенчато изменять скорости механизмов в зави-
симости от арматуры, ее диаметров и размеров
изготовляемого изделия. При изгибе изделий
больших размеров частоту вращения гибочно-
го диска необходимо уменьшить из-за значи-
тельных маховых моментов сторон изделия,
расположенных на большом расстоянии от оси
вращения диска. В различных машинах длина
ПРАВИЛЬНО-ОТРЕЗНЫЕ СТАНКИ, НОЖНИЦЫ И МАШИНЫ ДЛЯ ГИБКИ СТАЛИ
567
сторон изогнутого изделия составляет 40...
900 мм, число гибов арматуры в одном изде-
лии - от 1...6 до 1...14 с допуском по углу ±3°.
Скорость подачи арматуры регулируется в
пределах 20...55 м/мин, а в некоторых маши-
нах достигает 90 м/мин. Одновременно в раз-
ных машинах может изгибаться от одного до
14 арматурных прутков. Мощность электро-
двигателей привода 2,2... 11 кВт, а масса ма-
шин 2300...6300 кг. Техническая производи-
тельность наиболее мощных машин за 8 ч ра-
боты с арматурой 6 мм достигает 1800 кг, а с
арматурой диаметром до 12 мм - 7000 кг.
Определение основных параметров ги-
бочных машин. Изгиб арматуры можно рас-
сматривать как упругопластический. Пружи-
нение изогнутых изделий зависит от марки
стали, диаметра и радиуса изгиба, что должно
учитываться при определении параметров
станков, их наладке на требуемый угол изгиба
арматуры и уточняться экспериментальными
изгибами арматуры данной партии поставки.
В зависимости от диаметра d и марки стали
арматуры требуется соблюдать минимальные
внутренние диаметры D и максимальные углы
а ее изгиба (рис. 8.4.9, табл. 8.4.5).
Частоту вращения гибочного диска уни-
версальных станков обычно принимают не
более 14...20 мин-1, что в основном определя-
ется требованиями безопасности работы.
Момент М силы сопротивления изгибу
(Н м) зависит от диаметра неподвижного цен-
трального пальца, вокруг которого изгибается
арматура, а также от других факторов:
М = k[ki + k2d/(r + J)]FFdB,
где к - коэффициент, учитывающий местную
кривизну арматуры, трение по ней пальца и
начальное повышение изгибающего момента
при пластическом изгибе стали; для гладкой
стали к = 1,2; к\ - коэффициент, характери-
зующий форму поперечного сечения изгибае-
мого изделия; при изгибе круглой арматуры
к\ = 1,7; к2 - коэффициент, характеризующий
металл арматуры; для стали большой прочно-
сти (А-Ш) к2 = 0,7, меньшей прочности (A-I)
к2 = 0,6; d - диаметр стержня, м; г - внутрен-
ний радиус изгиба арматуры, м; ав - временное
сопротивление стали, Па; W - 0,1 d3 - момент
сопротивления арматуры диаметра d, м3.
Мощность привода гибочного станка,
кВт,
N = Л/и/160г|,
где п - частота вращения гибочного диска, с-1;
Г| - КПД передач от электродвигателя к гибоч-
ному поворотному диску.
Часовая техническая производитель-
ность, т/ч,
77т = 0,06тИ1//ц,
где т - масса изгибаемого стержня, кг;
/ц = 6 + t2 + t3 - время работы с одним стерж-
нем, с; /1 - время подачи прутка на станок;
t2 = а/360 п - время гибки прутка; t3 - время
Рис. 8.4.9. Допускаемые параметры
изгиба прутков
8.4.5. Допускаемые минимальные диаметр и угол гибки стержневой арматуры
Параметр Класс арматуры
A-I, В-1 А-П А-Ш
Минимальный диаметр гибки прутка диа- метром d, мм: ^<20 2,5d 4d 6d
^>20 2,5d 6d 3d
Максимальный угол гибки, ° Не ограничен 90 90
568
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗД ЕЛИЙ
съема прутка со станка; а - угол изгиба прут-
ка, °. Время Г] и /2 принимают по соответст-
вующим нормативам в зависимости от массы и
длины прутков.
8.4.2. ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ
АРМАТУРНЫХ СЕТОК, КАРКАСОВ И
ЗАКЛАДНЫХ ДЕТАЛЕЙ
Машины для контактной сварки. Ар-
матурные сетки и каркасы из горячекатаной
гладкой стали или стали периодического про-
филя и обыкновенной проволоки в большинст-
ве случаев изготовляют, соединяя пересечения
стержней контактной точечной сваркой. Она
производится сжатием стержней в месте пере-
сечения между электродами, после чего под-
водится электрический ток, который проходит
по цепи через свариваемое пересечение во
время сварки непрерывно или импульсами.
Сопротивление в месте пересечения стержней
во много раз превышает сопротивление на
остальных участках цепи прохождения тока,
поэтому в точке пересечения интенсивно вы-
деляется теплота, и под действием сил сжатия
стержни свариваются. После этого ток отклю-
чают и снимают силу сжатия.
Машины для сварки сеток бывают ста-
ционарные, когда сварочные узлы монтируют
в неподвижной станине, и подвесные, когда
сварочные клещи, подвешенные к раме сва-
рочной установки, можно перемещать относи-
тельно свариваемого изделия. Подвод тока к
свариваемой арматуре в машинах может быть
двусторонним, при котором он подводится к
каждому из двух пересекающихся стержней
через электроды от сварочного трансформато-
ра, и односторонним, при котором ток подво-
дится с одной стороны к двум одинаково на-
правленным стержням от трансформатора.
Машины для контактной сварки могут
быть одно- и многоточечными (многоэлек-
тродными). Одноточечные машины имеют
одну пару электродов, с помощью которых
можно одновременно сваривать одно пересе-
чение стержней, многоточечные - несколько
пар электродов, с помощью которых можно
одновременно сваривать несколько пересече-
ний арматурных стержней. Приводы машин
могут быть механическими, гидравлическими,
пневматическими и пневмогидравлическими.
При сварке сеток их последовательно пе-
ремещают на расстояния, равные шагам между
поперечными стержнями, подают поперечную
арматуру в зону сварки между верхними и
нижними электродами.
Основные требования к конструкции
машин - обеспечение прочности свариваемых
пересечений арматурных стержней и точности
размеров свариваемой сетки. При установке
сварочной машины в составе автоматической
линии в ее электросхеме должны быть преду-
смотрены командные и блокировочные эле-
менты для включения в требуемый момент
других машин линии. В некоторых случаях
целесообразно привод этих машин осуществ-
лять от вала отбора мощности сварочной ма-
шины.
Основные параметры режимов точечной
контактной сварки пересечений арматурных
стержней - сила сварочного тока /, его напря-
жение Е, установленная мощность трансфор-
маторов машины с использованием его опре-
деленной ступени, время сварки (выдержка
под током) t, на которое настраивают регуля-
тор времени, сила сжатия стержней электро-
дами Р3, которая устанавливается регулирова-
нием пневматической, гидравлической или
пружинной систем поджатия электродов, и
площадь контактной поверхности электродов
(чаще по диаметру DK контаката).
При прохождении электрического тока в
цепи выделяется количество теплоты, Дж,
Q = I2Rt,
где I - сила тока, A; R- суммарное сопротив-
ление цепи, Ом; t- время прохождения тока, с.
При сварке крестообразного пересечения
арматурных стержней сопротивление
R = +Е2+Е3+Е4+Е5,
где R\, R5- переходные сопротивления между
электродами и свариваемыми стержнями; R2,
Т?4 - сопротивления стержней; R3 - то же, ме-
жду стержнями.
Необходимая сила сварочного тока во
вторичной цепи (включает все токопроводя-
щие детали после первичных витков транс-
форматора)
/ = £2/7(Л + Лвт)2+Ли2 ,
где Е2 - напряжение холостого хода вторичной
цепи, В; R - суммарное сопротивление цепи,
Ом; 7?вт - сопротивление вторичной цепи, Ом;
7?и - индуктивное сопротивление вторичной
цепи, Ом. Напряжение холостого хода во вто-
ричной цепи
ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ АРМАТУРНЫХ СЕТОК, КАРКАСОВ И ЗАКЛАДНЫХ ДЕТАЛЕЙ 559
Е2 — ^2 Ei/j?!,
где Ej - напряжение первичной цепи, В;
«1, п2 - число витков соответственно первич-
ной и вторичной обмоток трансформатора.
При выборе вторичного напряжения учи-
тывают возможность сварки стержней с ока-
линой на поверхности или с некоторой корро-
зией, когда следует предусматривать повы-
шенное напряжение или двухимпульсную
сварку. В некоторых машинах оговаривается
недопустимость такой сварки, что бывает
трудно выполнимым в условиях их реальной
эксплуатации на заводах железобетонных из-
делий.
Требуемая для сварки сила тока зависит
от класса арматурной стали свариваемых
стержней, их диаметров и соотношения этих
диаметров. При меньшем диаметре di свари-
ваемых стержней (А-I и В-I), равном 10 мм, и
соотношении их диаметров к - d\/d2 = 1 реко-
мендуемая минимальная сила тока /2 = 4,9 кА,
а при к = 0,33 сила тока 12 = 8,6 кА. Для арма-
турной стали классов А-П, А-Ш при d\ = 10 мм
и к = 1 сила тока /2 = 8 кА, а при к = 0,33 сила
тока/2 = 12,4 кА.
Следует предусматривать возможность
сварки и на жестких режимах, с большей си-
лой тока, в результате чего уменьшается время
сварки и соответственно увеличивается произ-
водительность сварочной машины. Однако
большая сила сварочного тока требует боль-
шей мощности трансформаторной подстанции,
от которой ток подается к машине, что не все-
гда возможно. По этим причинам следует ре-
гулировать время выдержки свариваемых
стержней под током.
При выборе сварочного трансформатора
учитывают режим работы сварочной машины,
характеризующийся коэффициентом продол-
жительности включения
ПВ = Гр 100 %/(Гр + Гп),
где /р - время работы трансформатора; tn -
время его простоя.
В паспорте трансформатора указываются
его мощность при определенной продолжи-
тельности включения. Если фактический ре-
жим работы сварочной машины характеризу-
ется меньшим ПВ трансформатора по сравне-
нию с его паспортным ПВ, то трансформатор
может быть выбран соответственно меньшей
мощности по сравнению с фактическим по-
Рис. 8.4.10. Величина осадки стержней
свариваемых вкрест контактной сваркой
требляемой мощностью. Во время пауз в рабо-
те трансформатор успевает охладиться.
Сила сжатия электродов зависит от диа-
метра меньшего из свариваемых стержней и
соотношения их диаметров. Например, при
диаметре стержней d\ = 10 мм и соотношении
к — d\ld2 — 1 рекомендуемая сила сжатия элек-
тродов Р = 5,2 кН, при к = 0,5...0,25 сила
Р = 2,5 кН.
Величина осадки (мм) для двух свари-
ваемых стержней (рис. 8.4.10): h = (d\+di) —
-(а + b' + b").
При сварке двух стержней с нормируе-
мой прочностью оптимальные значения hid
должны находиться в требуемых пределах: при
к = 1 для стали класса A-I hld = 0,25...0,5, при
к - 0,33 hld\ = 0,18...0,4, для стали класса
А-Ш, при тех же к, h/d\ = 0,4...0,8 и 0,3...0,62.
Рекомендации приводятся в соответствующих
инструкциях и уточняются на практике.
Производительность сварочной машины
определяет производительность автоматиче-
ской линии в целом. Однако эксплуатационная
производительность не прямо пропорциональ-
на конструктивной производительности (быст-
родействию машины), так как на сварочной
машине могут изготовляться сетки различных
типоразмеров (по диаметрам свариваемой ар-
матуры, расстояниям между свариваемыми
стержнями, ширине и длине сеток). Поэтому
одно из наиболее важных эксплуатационных
качеств машин - быстрота их переналадки на
сварку различных сеток. В некоторых маши-
нах переналадка автоматизируется в опреде-
ленных пределах.
Одноточечная сварочная машина вклю-
чает контактор 13 (рис. 8.4.11), переключатель
12 ступеней, аппаратуру управления, свароч-
ный трансформатор 11, выводные колодки 10
которого соединены с токопроводами 7, 9 и 14,
имеющие в верхней части гибкую шину 8,
570
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
Рис. 8.4.11. Схема одноточечной
сварочной машины
верхнюю 6 и нижнюю 75 консоли, электродо-
держатели 5 и 16 с электродами 1 и 4, между
которыми зажимаются свариваемые арматур-
ные прутки 2 и 3.
Размеры и сечения вторичного контура,
включающего все токопроводящие детали
после первичных витков трансформатора, оп-
ределяют общее сопротивление, при увеличе-
нии которого для получения номинального
сварочного тока требуется повышать напряже-
ние вторичной обмотки трансформатора, а
вместе с тем и электрическую мощность ма-
шины.
Многоточечные сварочные машины со-
держат ряд неподвижных электродов, закреп-
ленных на станине, и ряд подвижных электро-
дов, перемещающихся от индивидуальных
пневмо- или гидроцилиндров или подпружи-
ненных электродов, располагаемых на общей
перемещаемой балке.
Многоточечная машина МТМ-160 пред-
назначена для контактной сварки арматурных
сеток шириной до 3800 мм с максимальным
диаметром продольных гладких арматурных
стержней до 12 мм и поперечных до 10 мм.
В машину входят следующие основные узлы:
станина; каретка для перемещения сваривае-
мой сетки, два пневмоцилиндра для ее пере-
мещения; два пневмоцилиндра с опускающи-
мися вилками для изменения хода каретки;
18 пневмоцилиндров для перемещения 36-ти
верхних электродов (по два электрода на од-
ном коромысле, закрепленном на штоке пнев-
моцилиндра); приемное устройство с филье-
рами для поперечных арматурных прутков;
сварочных трансформаторов; механизм подачи
поперечной арматуры; верхние и нижние элек-
троды; пневмосистема, электрооборудование и
система охлаждения. Механизм подачи попе-
речной арматуры в направляющие фильеры
приемного устройства состоит из двух элек-
тродвигателей с досылающим и подающим
роликами и других деталей.
Сварочные трансформаторы на машине
могут включаться все одновременно (сварка в
одну очередь) или поочередно тремя группами
по 12 трансформаторов в каждой (сварка в три
очереди). Включение трансформаторов по
очереди уменьшает производительность ма-
шины, но значительно уменьшает и потреб-
ляемую из сети мощность (700 кВ А при уста-
новленной мощности 1900 кВ А), что необхо-
димо учитывать при работе на заводах железо-
бетонных изделий, мощность трансформатор-
ных подстанций которых часто ограничена.
При одновременном включении сварочного
тока на нескольких машинах, работающих от
одной сети, может колебаться напряжение
тока, что приводит к некачественной сварке
арматуры. Во избежание этого в цехе с не-
сколькими сварочными машинами предусмат-
ривают автоматическую блокировку, предот-
вращающую одновременное включение сва-
рочного тока на машинах.
При определении условий работы маши-
ны руководствуются следующими рекоменда-
циями. В арматурной сетке допускаются про-
дольные прутки различных диаметров, но их
соотношение должно быть не более 2:1, при
этом два прутка, свариваемых одним транс-
форматором, должны быть одного диаметра.
Соотношения диаметров продольных и попе-
речных прутков могут быть в пределах от 3:1
до 1:2. Изменение силы на электродах в преде-
лах 1...5 кН зависит от изменения давления
воздуха, поступающего к пневмоцилиндрам,
соответственно от 0,1 до 0,5 МПа. Время свар-
ки может изменяться от 0,04 до 1,35 с. При
этом подбирается время сжатия электродов (до
включения сварочного тока) и время проковки
(выдержки сваренных пересечений под давле-
нием после выключения сварочного тока).
Вторичное напряжение в зависимости от
установки одной из восьми ступеней транс-
форматора может изменяться от 2,87 до 6,31 В.
Многоточечная сварочная машина
МТМ-88 предназначена для контактной сварки
арматурных сеток шириной до 3800 мм с мак-
симальным диаметром продольных гладких
стержней до 12 мм и поперечных до 10 мм.
Расстояние между электродами 50 мм, они
соединены с трансформаторами. Отличитель-
ная особенность этой машины - перемещение
всех основных рабочих органов от единого
электромеханического привода, рассчитанного
на сварку сеток с технической производитель-
ностью до 45 циклов в 1 мин. Исполнения ме-
ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ АРМАТУРНЫХ СЕТОК, КАРКАСОВ И ЗАКЛАДНЫХ ДЕТАЛЕЙ 571
ханизмов машины предусматривают подачу
поперечной арматуры диаметром до 6 мм с
невращающегося мотка, а диаметром 6... 10 мм
мерными прутками из фронтального бункера с
рассекателем, расположенным в середине
верхней части бункера.
Привод машины осуществляется элек-
тродвигателем постоянного тока мощностью
30 кВт. Система управления приводом позво-
ляет изменять частоту вращения электродвига-
теля, а следовательно, скорость перемещения
рабочих органов.
Машина типа МТМ-88 по техническим
параметрам значительно превосходит машину
МТМ-160, особенно при ее компоновке в со-
ставе линии с комплексом дополнительных
машин, но имеет большую стоимость и требу-
ет больших технологических возможностей
завода-изготовителя.
Подвесные сварочные машины со сва-
рочными клещами позволяют производить
контактную сварку пересечений арматурных
стержней, расположенных в различных местах
свариваемого арматурного каркаса. Сварочные
клещи КТП-8-6 с осевым ходом электродов
состоят из турели 5, корпуса 4 с закрепленным
на нем электрододержателем 9 с неподвижным
электродом 7, пневмоцилиндром 6 с электро-
додержателем 3 и подвижным электродом 2,
рукоятки 7 и кнопки 8 включения тока
(рис. 8.4.12).
Основное требование к подвесной сва-
рочной машине - легкость манипулирования
клещами, что достигаетя шарнирной подвес-
кой с использованием пружинного компенса-
тора их массы.
Контактная стыковая сварка применя-
ется в основном для соединения встык стерж-
невой арматуры с последующей безотходной
резкой заготовок мерной длины и реализацией
отходов арматуры. Параметрами режима сты-
ковой сварки стержней 2, зажимаемых в губ-
ках-электродах 1 сварочной машины, являются
(рис. 8.4.13): установочная длина /у; длина
участка оплавления 70ПЛ и осадки Zoc (в том
числе под током Z'c); сварочный ток, характе-
ризуемый мощностью машины и настройкой
трансформатора на определенную ступень для
обеспечивания устойчивого оплавления без
предварительного подогрева, а также скоро-
стями оплавления и осадки. Если мощность
контактной стыковой машины недостаточна
для сварки стержней заданных диаметров, то
для арматуры из стали классов A-I, А-П и А-Ш
можно выполнять сварку оплавлением с пред-
варительным подогревом. При применении
специального устройства, обеспечивающего
предварительный нагрев стержня большего
диаметра, допускается применять отношение
d'Jdn >0,3...0,8.
Сварку арматуры из стали разных клас-
сов между собой выполняют на режимах, вы-
бранных для арматуры из стали более высоко-
го класса. В соединениях стержней, рассчи-
Рис. 8.4.12. Сварочные клещи КТП-8-6 с осевым ходом электродов
572
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
Рис. 8.4.13. Схема установки стержней
под контактную стыковую сварку
тайных на эксплуатацию при вибрационной
нагрузке, место сварки подвергают механиче-
ской обработке: удаляют грат, затем наждач-
ным кругом № 36 в продольном относительно
оси стержней направлении обтачивают по-
верхность соединения. Риски и участки цвета
побежалости на обтачиваемом соединении не
допускаются.
Машины и линии для изготовления
арматурных сеток. При определении конст-
рукции и параметров оборудования поточных
линий для изготовления арматурных сеток со
сваркой пересечений арматурных стержней
методом контактной сварки на многоточечных
сварочных машинах проводят взаимовлияю-
щее согласование и определение параметров
арматурных сеток 77с и параметров машин
линий 77м, т.е. 77с =У(ЯН) и Пы = fillа). Пара-
метры сеток регламентируются исходя из рас-
ширения технических возможностей машин и
влияющих на производительность линий фак-
торов от их переналадок при ограничениях,
создаваемых требованиями по армированию
железобетонных изделий и расходу арматур-
ной стали. Унификация расстояния между
стержнями и их диаметров позволяет оптими-
зировать расстояния между электродами много-
точечных сварочных машин и упростить их
переналадку для изготовления различных сеток.
Расстояния (шаги) S между продольными
стержнями взаимосвязаны с оптимальными
модульными шагами и конструкцией электро-
дов многоточечных сварочных машин, а шаги
Si между поперечными стержнями находятся в
функциональной зависимости с ходами карет-
ки подачи сетки. Размеры выпусков а попе-
речных и а\, ^2 продольных стержней предо-
пределяются факторами армирования изделий
и, в свою очередь, определяют требования к
электродной части сварочных машин, их воз-
можной переналадке и к приводу каретки, а
также к конструкции и параметрам отрезных
устройств сеток в линиях по их изготовлению.
Структурная схема технологического
процесса с максимальным числом операций
изготовления сеток на поточной линии, с кон-
тактной сваркой крестообразных арматурных
пересечений на многоточечной сварочной ма-
шине представлена на рис. 8.4.14. Непрерыв-
но-поточная многопредметная, переналажи-
ваемая в определенных пределах линия пред-
назначена для изготовления сеток с различны-
ми длиной L и шириной Ь, диаметрами про-
дольных d и поперечных d\ стержней и рас-
стоянием (шагами) S и между ними. Пере-
мещение изготовляемой сетки - пульсирую-
щее шаговое, автоматически регулируемое
работой сварочной машины, взаимосвязанной
с оборудованием линии.
Процесс расчленяется на ручные (Р),
машинные (М) и автоматические (А) операции
*о, •••> Xj на оборудовании ..., л, за время
/о, . tj' *оь *02 - подача продольной и попе-
речной арматуры к устройствам 1в, 1с и 2в, 2с;
Х\, х2- подача арматуры с устройств 1в, 1с и
2в, 2с в сварочную машину 3; Хз - сварка на
машине 3 сетки с ее автоматическим шаговым
перемещением; х4, х$ - продольная разрезка и
поперечная отрезка сеток ножницами 4 и 5;
*6 - пакетирование сеток пакетировщиком 6;
Рис. 8.4.14. Схема технологического процесса изготовления сварных арматурных сеток
ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ АРМАТУРНЫХ СЕТОК, КАРКАСОВ И ЗАКЛАДНЫХ ДЕТАЛЕЙ 573
Ху - транспортирование пакета сеток от паке-
тировщика. В общем виде время изго-
товления одной сетки определяется суммой
затрат времени на отдельные операции:
Х/ = ?п/«п + 'oi/«l + tm.ln2 +'з +
+ *4 + t5 +t6 + ty/пъ ,
где щ, П2, Пз, пп - число сеток, изготовляемых
за одну из соответствующих операций; 1П -
время переналадки оборудования линии для
изготовления сеток другого типа.
Время можно уменьшить (соответ-
ственно увеличив производительность линии)
сокращением времени операций /0> tt и со-
вмещением операций посредством их парал-
лельного или параллельно-последовательного
выполнения.
В зависимости от назначения и технико-
экономических факторов линии классифици-
руют на основные типы: автоматические (А) и
полуавтоматические (ПА) с ручными (Р) или
автоматическими (А) операциями (рис. 8.4.15,
табл. 8.4.6), структурные схемы которых яв-
ляются вариациями общей структурной схемы.
Во всех линиях применяется многото-
чечная сварочная машина 3, на которой свари-
вается арматурная сетка, перемещемая в про-
дольном направлении на один шаг (время
сварки одной сетки f3). Укладка продольной d
и поперечной d\ арматуры (в количестве, не-
обходимом для изготовления щ или и2 сеток)
на столы 1с, лотки 2с или вертушки 1в, 2в про-
изводится грузоподъемными кранами за время
*oi и /02 (время, приходящееся на одну сетку,
и *02/^2)- Перед сваркой очередной сетки
продольная арматура в виде прутков подается
ti t пз
W НЧ*2
toi'пг Hit^
НН——н
Н I------It-
toz;n2 Htj
’ p|tf| : n3
HI I------lt-
t02 :n2 ^5
^6
Рис. 8.4.15. Типы линий для изготовления сварных сеток
574
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
8.4.6. Типы линий для изготовления сеток
Подача в сварочную машину арматуры Разрезание сетки
продольная поперечная Пакетирование
Линия по Вид арматуры продольное поперечное
рис. 8.4.15 Стержни (прутки) Мотки Стержни (прутки) Мотки
Типы линий
Р А А Р А А А А А
/(ПА) //(ПА) ///(ПА) /К (А) V (А) VI (А) VII (А) VIII (А) ЩА) ^А) + + 4- 4- + 4- 4- 4- 4- + + + 4- 4- 4- 4- 4- 4- 4- + 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4-
Примечание. Знаком "+" отмечена выполняемая операция.
за время t\ со стола 1с вручную (линии I и II)
или механизмом М (линии IV, IX), а с мотков -
из вертушек 1в (через правильное устройство
1п (линии V - VII). Поперечная арматура пода-
ется в процессе сварки сетки механизмом Зм
сварочной машины из ее бункера 2с для
стержней (линии I, II, IV, IX) или из вертушек
2в механизмом 2м через правильное устройст-
во 2п (линии VI, VII) за время t2, совмещаемое
с временем сварки сеток. Время /4 разрезки,
/5 отрезки ножницами 4, 5 и пакетирования
сеток пакетировщиком 6 во всех линиях со-
вмещается с временем 13 их сварки. Пакет се-
ток числом п3 от пакетировщика транспорти-
руется грузоподъемным краном или иным
способом за время /7 (отнесенное к одной сетке
В линиях, в которых сетки принимаются
на стол длиной до 12... 18 м по две и более по
ширине без переналадок для приема сеток
различной ширины, больше времени затрачи-
вается на поочередный съем сеток со стола и
соответствующую остановку линии. В этом
случае целесообразно применение пакетиров-
щика с цепным конвейером. Линии типов 1-Х
различают по составу оборудования, техноло-
гической гибкости, циклограммам работы,
степени механизации и автоматизации.
Линия типа I - наименее производитель-
на, но удобна в переналадке на изготовление
сеток с различными параметрами. Линия II
производительнее за счет автоматизированной
подачи поперечных стержней, которая может
быть боковой или фронтальной. Линия IV с
автоматической подачей продольных стержней
наиболее производительна, но сложна по кон-
струкции и в переналадке. Линии III, V - IX
имеют примерно одинаковую высокую произ-
водительность ввиду совмещения операций
3 - 6, но менее удобны в переналадке, чем
линия II. Линии III и VII имеют удвоенную
теоретическую производительность при воз-
можном изготовлении двух сеток по ширине,
но повышенную сложность оборудования.
В линиях могут устанавливаться и другие ма-
шины и механизмы. Так, для образования
плотного транспортного пакета сетки через
одну могут поворачиваться на угол 180° кан-
тователем, устанавливаемым вместе с пакети-
ровщиком.
Кантователь сеток выполняют по различ-
ным схемам. Прост по конструкции кантова-
тель, выполненный в виде поперечных пово-
ротных рычагов, расположенных в исходном
положении в пазах горизонтального стола для
приема сеток от сварочной машины.
Стол имеет боковую наклоненную под
тупым углом к его горизонтальной поверхно-
сти стенку. Поданная на стол сетка поднимает-
ся рычагами до упора в стенку, поворачиваясь
на угол более 90°. При возврате рычагов в
исходное положение сетка под действием соб-
ственного веса скользит по наклонной стенке
ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ АРМАТУРНЫХ СЕТОК, КАРКАСОВ И ЗАКЛАДНЫХ ДЕТАЛЕЙ 575
вниз и занимает горизонтальное положение на
столе кантователя, повернувшись на 180°.
Кантователь без переналадок позволяет канто-
вать сетки различных размеров.
Недостатками такой конструкции являет-
ся немеханизированный съем сеток со стола и
их укладывание в пакет, а также некоторый
шум, создаваемый скольжением сеток по бо-
ковой стенке кантователя.
Большей механизацией и автоматизацией
процесса кантования сеток и их укладки в
транспортный пакет отличается кантователь с
соответствующими механизмами кантования и
пакетирования.
Кантователь имеет захваты сетки, закре-
пленные на вспомогательной раме, которая
шарнирно установлена на основной раме и
может поворачиваться относительно нее на
180°. Основная рама поворачивается на угол
90°.
Поступившая от сварочной машины на
пакетировщик сетка сбрасывается им вниз, а
следующая за ней очередная сетка захватыва-
ется кантователем, поднимается, переворачи-
вается на 180°, снова укладывается на пакети-
ровщик и сбрасывается им вниз на первую
сетку. Процесс повторяется. Возможно обра-
зование пакета сеток и не под пакетировщи-
ком, а с его боковой стороны, посредством
выполнения вспомогательной рамы, с соответ-
ствующим поворотом.
В зависимости от ширины и массы сеток
для их приема от сварочной машины приме-
няют пакетировщики различной конструкции:
с раздвижными плоскими или трубчатыми
направляющими, по которым сетка скользит,
свешиваясь и прогибаясь серединой и боковы-
ми сторонами (для легких широких сеток); с
раздвижными или поворотными уголковыми
направляющими, в некоторых случаях для
одновременного приема нескольких сеток по
ширине (для узких сеток). Прием на столы и
роликовые конвейеры в основном применяют
при большой номенклатуре сеток.
Машина для возможной намотки сетки с
диаметром продольной арматуры до 6...8 мм в
рулон имеет консольный приводной вал с под-
водимой к его концу поворотной опорой. Ко-
нец сетки закрепляется на валу и при его вра-
щении сетка наматывается в рулон. После
окончания намотки отводится опора консоли
вала и рулон стягивается специальной тележ-
кой.
Параметрический ряд основных линий
отечественного производства определен в за-
висимости от наибольшей ширины В сеток.
Вспомогательные параметры - наибольшие
диаметры продольных d и поперечных d\
стержней (табл. 8.4.7).
Производительность линий во многом
определяется производительностью и техноло-
гической гибкостью сварочной машины.
8.4.7. Параметрический ряд линий для изготовления сеток
Группа и Номер группы ряда
номер ряда, мм 1 2 3 4 5 6 7 8
В, мм 600 800 1650 2000 2650 3050 3150 3800
J; d\, мм 6; 8 25; 14 40; 14 8; 6 8; 6 40; 14 8; 6 12; 10
Модель ли- ний 7971(до 500 мм МТМ- 244) 7728А/3 7728А/4 7728А/5 7728А/6 7850 7974 КТМ-3201 7974 7975/1 7975/2 7880/1 7880/2
Модель мно- готочечной сварочной машины МТМ- 244, МТМ- 305, МТМ- 307 мтм- 292, МТМ- 207 МТМ- 35, КТС-08 МТМ- 289 мтм- 166 МТМ-32 мтм- 308 АТМС- 14x75-7- 2, МТМ- 160, МТМ-88
576
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
Линия 7975/1 типа V (А) с эксплуатаци-
онной производительностью Пэ < 210 м/ч
имеют следующие параметры: В < 3800 мм,
d < 12 мм, d\ < 10 мм, S = 100...400 мм, Si =
= 50...300 мм (до трех различных шагов в пре-
делах одной сетки). Продольная арматура к
электродам сварочной машины 3 подается с
двенадцати двухъярусных, свободно вращаю-
щихся вертушек 1 (рис. 8.4.16), каждая из ко-
торых вмещает по два мотка арматуры массой
до 1,5 т. Арматура проходит к электродам
многоточечной сварочной машины через пра-
вильное устройство 2 с пятироликовыми пра-
вильными блоками, расположенными в двух
взаимно перпендикулярных плоскостях и пе-
реставляемыми по ширине для обеспечения
различного шага между продольными стерж-
нями сетки. Сварочная машина МТМ-160 име-
ет расположенные с шагом 100 мм 36 пар сва-
рочных электродов с подводом тока от 18 сва-
рочных трансформаторов общей мощностью
1425 кВ А. Для ограничения потребляемой
мощности до 475 кВ-А предусмотрено вклю-
чение трансформаторов в три очереди. Сила
номинального сварочного тока 12,5 кА, наи-
большая сила сжатия электродов 5 кН. Пере-
мещения балок с верхними электродами и ка-
ретки шагового перемещения свариваемой
сетки осуществляются механизмами с приво-
дом от пневмоцилиндров. Поперечная армату-
ра подается роликовым механизмом с элек-
тромеханическим приводом из бункера, распо-
ложенного с боковой стороны машины. Пода-
ча поперечной арматуры с помощью фрон-
тального бункера предпочтительней, посколь-
ку уменьшается ширина машины. Однако сле-
дует учитывать, что фронтальные бункера с
механизмами подачи арматуры либо имеют
сложную конструкцию, либо ограниченное
применение из-за нестабильной работы при
подаче длинных поперечных прутков (более
3000 мм) небольшого диаметра (менее 6 мм).
Ввиду этого перспективны сварочные машины
в двух исполнениях механизма подачи попе-
речных стержней - бокового или фронтально-
го, а также с подачей поперечной арматуры с
мотка.
Выходящее из сварочной машины полот-
но сваренной сетки в автоматическом режиме
разрезается ножницами 4 на карты требуемой
длины, которые укладываются в транспортный
пакет пакетировщиком 5 с трубчатыми на-
правляющими, автоматически раздвигаемыми
пневмоцилиндрами.
Для изготовления в автоматическом ре-
жиме сеток эффективного армирования с уко-
роченными и смещенными через один к боко-
вым сторонам изделия поперечными стержня-
ми из стали периодического профиля приме-
няют в основном механизмы четырех типов
(рис. 8.4.17) к многоточечным сварочным ма-
шинам АТМС14х75-7-2 и МТМ-160.
Прутки 2 арматуры из копильника 1 по-
даются роликами 3 поочередно до поворотной
звездочки 4 и, минуя ее зубья, до упора 5
(рис. 8.4.17, а). Эксперименты показали, что до
30 % прутков не доходят на 20...30 мм до упо-
ра 5 при малой скорости подачи, либо отска-
кивают от торца звездочки 4 на 20...40 мм при
увеличении этой скорости. В этом механизме
важен подбор оптимальной скорости. В меха-
низме, показанном на рис. 8.4.17, б, прутки 2
из бокового копильника автоматически пооче-
редно подаются основными роликами 3 до
промежуточного поворотного упора 7, за до-
сылающие ролики 6, а ими до упора 5. Этим
исключается влияние скорости подачи на точ-
ность расположения прутков по ширине сеток,
устанавленной равной скорости подачи, пре-
дусмотренной в сварочной машине, и не
уменьшает ее производительности. Этот меха-
низм получил наибольшее распространение.
Рис. 8.4.16. Линия 7975/1 для изготовления сварных сеток
ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ АРМАТУРНЫХ СЕТОК, КАРКАСОВ И ЗАКЛАДНЫХ ДЕТАЛЕЙ 577
армирования с укороченными поперечными стержнями
В механизме, показанном на рис. 8.4.17, в,
арматура с мотка на невращающемся разматы-
вателе 8 роликами 3 подается через правиль-
ное устройство 9 барабанного типа до пово-
ротного упора 7, отрезается ножницами 10 и
прутки через один подаются досылающими
роликами 6 до упора 5.
В механизме, показанном на рис. 8.4.17, г,
арматурные прутки 2 во фронтальном бункере
располагают со смещением относительно оси
сварочной машины и через один подают сразу
к ее электродам либо после предварительного
перемещения прутка поворотным толкателем
11с пневмоприводом до упора 5.
Механизм типа б) с подачей прутков из
бокового бункера-копильника требует наи-
меньших переделок серийной сварочной ма-
шины АТМС 14x75-7-2, механизм типа в) по-
зволяет отказаться от правильно-отрезных
станков, а механизм типа г) уменьшает габа-
ритную ширину сварочной машины, но неста-
билен при работе с относительно тонкими и
длинными прутками (диаметром 4 мм и дли-
ной 3200 мм и более). Выбор типа механизма
зависит от условий данного предприятия и
параметров сеток.
Теоретическая или конструктивная про-
изводительность поточной линии ТУкл (м/ч)
определяется теоретической производительно-
стью (быстродействием) сварочной машины
77тл = [бО — У (/Oi + ^02 + h
Эксплуатационная среднечасовая произ-
водительность 77ЭЛч определяется с учетом всех
перерывов в работе для устранения неисправ-
ностей оборудования, проведения его техниче-
ского обслуживания, отдыха операторов, внут-
77кс, выраженный в метрах общей длины изго-
товленной сетки за 1 ч, если остальное обору-
дование линии в процессе сварки сеток не тре-
бует остановок сварочной машины, которые
учитываются коэффициентом Kq:
Пкл = Kq S\H 60,
где Si - шаг между поперечными стержнями
сетки, м; п - число сварочных циклов в минуту
для изготовляемой сетки.
Параметр п зависит от величины шагов
Si, определяющих длину ходов каретки сва-
рочной машины, от диаметров d и d\ и марки
стали (М) свариваемых стержней:
n d, dh М).
Время сварки /св = fid, di} М). На время
/св влияет и число очередей (одна - три) после-
довательных включений групп электродов и
соответствующих сварочных трансформато-
ров.
При расчете технической производитель-
ности 77тл учитываются остановки работы из-
за конструктивных особенностей линии в це-
лом и входящего в нее оборудования, в том
числе усредненное относительно 1 ч работы
время (в мин) /оь ^02> h, h, h и время tn налад-
ки оборудования для изготовления сеток, не
отличающихся по параметрам:
+ +t7 + ...+fn)]/60 = *Лкл-
рисменных и организационных перерывов
(прекращения подачи электроэнергии или во-
ды для охлаждения сварочной машины) и по
другим причинам, учитывающихся коэффици-
ентом Кэ = 0,7...0,8; 77элч = Кэ Пт. Учитывается
19 - 1317
578
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
и усредненное время переналадки машин и
линии в целом для изготовления различных
сеток (по ширине В, шагам S и Si и диаметрам
dnd\ стержней).
Расчет эксплуатационной годовой произ-
водительности принципиально не отличается
от обобщенного для различных видов обору-
дования.
Для совершенствования конструкции ли-
ний в целом и входящего в них оборудования
необходимо решать вопросы их технологиче-
ской гибкости и ускорения переналадки с тех-
нико-экономическим обоснованием прини-
маемых решений в зависимости от требуемой
производительности, обусловленной условия-
ми применения линий и номенклатурой изго-
товляемых сеток.
В многоточечной сварочной машине
МТМ-88, предназначенной для изготовления
сеток тех же параметров, что и машина
МТМ-160, значительно повышена ее теорети-
ческая и эксплуатационная производительно-
сти. Это достигнуто применением электроме-
ханического привода перемещения балки
верхних электродов и каретки перемещения
сетки, благодаря чему в 1,5-2 раза повышено
быстродействие машины. Расположение элек-
тродов кубической формы с шагом 50 мм
(вместо 100 мм) позволяет сократить время
переналадки машины для изготовления сеток с
различными шагами между продольными
стержнями. Перспективны исполнения маши-
ны с боковой подачей поперечной арматуры с
мотка или из фронтального бункера, в том
числе и для сеток эффективного армирования.
На базе сварочной машины МТМ-88 вы-
полнена автоматическая 7880/1 (VII) и полуав-
томатическая 7880/2 (VI) линии, которые целе-
сообразно использовать для изготовления ар-
матурных сеток на централизованных заводах
большой мощности.
Линия 7880/1 включает двенадцать
двухъярусных вертушек для продольной арма-
туры диаметром до 6 мм, боковую вертушку
(или размоточное устройство) для подачи по-
перечной арматуры того же диаметра, пра-
вильное устройство, сварочную машину, нож-
ницы продольной и поперечной отрезки сеток,
досылатель сеток и пакетировщик для пакети-
рования одной или двух сеток по ширине.
Линия 7880/2 имеет столы и устройство
для подачи в сварочную машину продольных
арматурных стержней диаметром до 12 мм,
боковую вертушку для подачи поперечной
арматуры диаметром до 6 мм, сварочную ма-
шину, досылатель сеток и пакетировщик.
Для изготовления сеток различных по
ширине и диаметрам арматуры целесообразно
использование соответствующих многоточеч-
ных сварочных машин с требуемым числом и
мощностью сварочных трансформаторов, а
также соответствующим конструктивным ис-
полнением. Для изготовления легких узких
сеток различной номенклатуры используют
одноточечные сварочные машины общего на-
значения, которые оснащаются кондукторами
для раскладки продольных арматурных стерж-
ней, а также специализированные сварочные
машины и линии, в которых продольная и по-
перечная арматура подаются с мотков. Для
изготовления легких сеток длиной до 3800 мм
можно использовать автоматические линии с
многоточечной машиной соответствующей
ширины (МТМ-160) и разрезкой сеток на уз-
кие полосы. Такой метод производителен, но
следует учитывать большую требуемую мощ-
ность сварочной машины. При изготовлении
сеток с продольными стержнями диаметром
более 6...7 мм их подают в сварочную машину
не с мотков, а в виде стержней.
В линии 7728AJ4 (II) для изготовления се-
ток длиной 4000...7200 мм (в зависимости от
исполнения пакетировщика) и шириной до
800 мм продольные стержни диаметром 12...
25 мм подаются в сварочную машину со стола
и стойки, а поперечные диаметром 4... 12 мм -
через ее фронтальный бункер. Сваренные сет-
ки перемещаются от сварочной машины досы-
лателем на пакетировщик рычажного типа с
уголковыми направляющими, позволяющим
одновременно пакетировать до четырех сеток
по ширине. Пакетирование производится на
платформе тележки, имеющей ширину, кото-
рая больше ширины сетки, что позволяет не
останавливать работу линии при выкатывании
тележки из-под пакетировщика с очередным
пакетом сеток.
При изготовлении сеток с продольными
арматурными стержнями периодического про-
филя диаметром до 40 мм на конструкцию
машин линии влияет большая масса отдельных
стержней и сетки в целом. Важное значение
имеет механизированная подача продольных
стержней в сварочную машину и прием сва-
ренной сетки на пакетировщик без ее скольже-
ния по направляющим для предотвращения их
повышенного изнашивания. Для подачи
стержней можно использовать вспомогатель-
ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ АРМАТУРНЫХ СЕТОК, КАРКАСОВ И ЗАКЛАДНЫХ ДЕТАЛЕЙ 579
ный самоходный портал, захватывающий кле-
щевыми зажимами за концы разложенные в
ряд арматурные стержни и перемещающий их
до электродов сварочной машины. Вместо
рычажного пакетировщика с направляющими
скольжения тяжелые сетки может принять
роликовый конвейер или цепной пакетиров-
щик, состоящий из двух боковых бесконечных
втулочно-роликовых цепей, на 1/2 контура
соединенных свободно вращающимися роли-
ками. Сетка принимается на ролики пакети-
ровщика в их верхнем положении и опускается
на нижний настил, под которым проходят ро-
лики при движении цепей. Таким образом тре-
ние скольжения сетки по направляющим заме-
няется на трение ее качения по роликам.
Для экономии металла тяжелые сетки
можно изготовлять со стержнями различного
диаметра в пределах одной сетки. В многото-
чечной сварочной машине МТМ-35, предна-
значенной для изготовления сеток шириной
140.. 1450 мм с продольными стержнями диа-
метром 12...40 мм и поперечными 6... 14 мм,
это достигается перемещением общей балки с
расположенными на ней верхними электрода-
ми и индивидуальными вертикальными пере-
мещениями нижних электродов с приводом от
отдельных пневмоцилиндров. В зависимости
от требований производства возможны и дру-
гие исполнения линий для изготовления арма-
турных сеток, например, не с пакетированием
легких сеток в транспортный пакет, а со сво-
рачиванием свариваемого полотна сетки в
рулон.
Машины для гибки арматурных сеток.
Для холодной гибки арматурных сеток в кар-
касы различной конфигурации используют
специализированные и универсальные маши-
ны (станки). Специализированные машины
рассчитаны на изготовление в больших коли-
чествах изогнутых сеток одного типа или ог-
раниченной номенклатуры. Их рабочие органы
выполняются в виде гибочных балок или пу-
ансонов, перемещающихся от механического
привода, пневмо- или гидропривода. Гибочные
машины классифицируют по видам и числу
рабочих органов для изгиба сеток требуемой
конфигурации (рис. 8.4.18): а) со столом 3,
прижимной подвижной балкой 1 и закреплен-
ной на ней поворотной гибочной балкой 2; б) с
прижимной неподвижной балкой 4 и поворот-
ной балкой, закрепленной на станине; в) с
прижимной балкой 7 и двумя гибочными по-
воротными балками 2; г) с кулачками 5 для
последовательной гибки стержней сетки при
ее перемещении вдоль ряда кулачков; д) с мат-
рицей 6 и подвижным штампом 7; е) с матри-
цей 6 и тянущими крюками 8; ж) с неподвиж-
ными крюками-роликами 9 и гибочной балкой,
ось поворота которой совмещена с осью роли-
ков; 5) с неподвижными крюками-роликами и
гибочной балкой со смещенной осью поворо-
та; и) с прижимными подвижными крюками-
роликами 10 и поворотной гибочной балкой;
к) с двумя рядами крюков-роликов 9 и двумя
поворотными балками 2; л) со столом 3, шаб-
лоном 12 и двухшарнирными поворотными
балками 2 и 77; м) с гибочными валками 13 и
74; н) с поворотным диском 75, упором 18,
центральным 77 и гибочным 16 пальцами. Мо-
гут быть и другие схемы гибочных машин, оп-
ределяемых конфигурацией изогнутой сетки.
Машины типов аиб применяют в основ-
ном для гибки сеток на угол до 90°. Изгибае-
мая сетка подается в щель между прижимной
балкой и столом, что неудобно при больших
размерах сетки. Машина типа в может быть
использована как индивидуально, так и в со-
ставе автоматизированной линии со сваркой
плоской сетки на многоточечной сварочной
машине. Необходимость изгиба на линии
длинных сеток сразу по всей их длине может
привести к созданию тяжелых и энергоемких
гибочных механизмов. В этом случае целесо-
образно использовать способ последователь-
ной гибки прутков сетки пуансонами-
кулачками, которые расположены на различ-
ных расстояниях до края сетки (тип г). Однако
при этом способе трудно обеспечить точность
гибки. Его недостатком является также изна-
шивание кулачков от трения с сеткой при ее
перемещении. Машины типов д и е применяют
при массовом изготовлении однотипных сеток.
На машине по типу д можно изгибать сетки
сложного профиля, например, для лестничных
железобетонных маршей.
При изготовлении каркасов различной
конфигурации с последовательной гибкой
сеток на несколько углов или в замкнутый
контур целесообразно применять машины, в
которых сетка подается сверху и заводится
изгибаемыми стержнями за крюки, а после
изгиба стержни выводятся из крюков и сетка
снимается.
На машине типа ж с неподвижными
крюками 9 (которые могут быть выполнены с
роликами на концах) и гибочной балкой, ось
поворота которой совмещена с осью роликов,
19*
580
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
Рис. 8.4.18. Рабочие органы машин гибки арматурных сеток
изгибают сравнительно узкие сетки, так как в
этом случае поворотная балка может иметь
только две опоры, расположенные вне ширины
сетки. При большом расстоянии между опора-
ми балка может при работе прогибаться и из-
гибать сетку в средней части на меньший угол,
чем по краям. Поэтому для гибки широких
сеток ось поворота гибочной балки распола-
гают ниже сетки так, что опорные шарниры
балки не мешают продвижению сетки под
крюками при ее укладке на машину. По схеме
типа з выполнена большая часть универсаль-
ных гибочных машин, в которых сменные
крюки имеют гибочные ролики различного
диаметра, чем обеспечивается требуемый ра-
диус изгиба стержней.
Универсальные гибочные машины вы-
полняют также с несколькими рядами крюков
с роликами. Машина типа к с двумя рядами
крюков и двумя гибочными балками позволяет
изгибать сетки с двух сторон. При этом для
изгиба сеток различных размеров не требуется
переналаживать станок, а расстояние до ото-
гнутой части сетки устанавливается ее пере-
мещением по столу и последовательной гиб-
кой балками. Такие машины можно применять
и для получения сеток с зигзагообразным про-
филем. Точность гибки сеток повышают, вы-
полняя крюки 10 подвижными, в результате
чего они прижимают сетку к столу без зазора
(тип и), По такой схеме выполнены машины
7251А и СМЖ-353. Для гибки одинаковых
сеток в замкнутый профиль можно использо-
вать машины типа л.
Для гибки плоских сеток в криволиней-
ные каркасы, в том числе с переменным ра-
диусом изгиба, служат машины, в которых
сетка изгибается между двумя приводными
валками 13, подающими сетку и вертикально
перемещающимся подвижным валком 14 (тип
м), благодаря чему регулируется радиус изгиба
сетки. По такой схеме выполнен станок СМЖ-
34, изгибиающий по параболе сетки для желе-
зобетонных лотков. Для гибки криволинейных
сеток используют и машины типа д. При этом
вместо штампа 7 могут использоваться под-
пружиненные свободно вращающиеся валки.
Машина типа н работает аналогично универ-
сальным станкам для гибки арматурных прут-
ков.
Сетки треугольной или иной формы мо-
гут изготовляться на машине с гибочными
пуансоном и матрицей, устанавливаемой в
составе оборудования для сварки плоских се-
ток, что позволяет автоматизировать процесс и
получить большую производительность при
наименьших трудозатратах.
Параметры допустимых изгибов сеток
при различных диаметрах изгибаемых стерж-
ней приведены на рис. 8.4.19: а) место изгиба
стержней сетки удалено от перпендикулярных
к ним стержней, расположенных с внутренней
ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ АРМАТУРНЫХ СЕТОК, КАРКАСОВ И ЗАКЛАДНЫХ ДЕТАЛЕЙ 581
Рис. 8.4.19. Параметры допускаемых изгибов сеток
стороны; б) то же, с наружной стороны;
в) место изгиба стержня совпадает с перпенди-
кулярным стержнем, расположенным с внут-
ренней стороны; для сталей классов A-I, В-1
D > 4d', для сталей класса А-Ш D = 8d\ г) то
же, стержень с наружной стороны; д) то же,
при большом диаметре прямого стержня;
ё) изгиб сетки на 180°; для сталей классов A-I,
В-I D > 2,5d (d, d\ - диаметры изогнутого и
прямого стержней; D - внутренний диаметр
изогнутого стержня).
Если стержни сетки изгибаются по ра-
диусу меньше допустимого или на угол боль-
ше допустимого, то это может привести к об-
разованию трещин или к повышенным внут-
ренним напряжениям, ввиду чего возникает
опасность разрушения армируемого железобе-
тонного изделия особенно при знакоперемен-
ных и динамических нагрузках.
В соответствии с данными рекомендация-
ми определяются соответствующие параметры
рабочих органов машин для гибки сеток.
Универсальный станок СМЖ-353 для
гибки арматурных сеток выполнен из трех
секций. При длине изгибаемой стороны сетки
до 3 м используют головную секцию машины,
до 6 м - головную секцию с одной и до 9 м - с
двумя дополнительными секциями. На одной
секции машины возможен изгиб сеток с 30
стержнями диаметром 4 мм из стали класса В
на угол 180°, из стали класса А-Ш диаметром
6...8 мм на угол 120°, с 20 стержнями диамет-
ром 12 мм на угол 90°.
Головная секция станка СМЖ-353 снаб-
жена пультом 6 управления (рис. 8.4.20), меха-
низмом установки угла гибки и пусковой элек-
троаппаратурой, а в остальном конструкции
секций идентичны. Каждая секция состоит из
рамы 13 со столом 16, гибочной балки 5, меха-
низма прижима сетки 1, пневмоцилиндров 9,
пневматического и электрического 7 оборудо-
вания и упоров 10.
На сварной раме с помощью рычагов
шарнирно подвешена гибочная балка, выпол-
ненная из трубы. Она соединена со штоками
пневмоцилиндров, установленных на концах
нижних рычагов И. Рычаги соединены с вер-
тикальными регулируемыми по длине тягами
12, несущими траверсу 15 с крюками 3 для
прижима сетки. Крюки снабжены цилиндриче-
скими пальцами диаметром 20 мм, прижи-
мающими сетку к раме за продольные стерж-
ни, вокруг пальцев изгибают сетку гибочной
балкой. На пальцы можно устанавливать
сменные втулки диаметром 30, 40 или 50 мм.
Крюки при необходимости переставляют
вдоль траверсы, что позволяет изгибать сетки с
различными расстояниями между стержнями.
На гибочной балке установлены гибочные
втулки 4, ее положение регулируется в зави-
симости от диаметра изгибаемых стержней
сетки перемещением по рычагам 2. В машине
предусмотрен ресивер 14, а для управления с
пульта 6 - пневмораспределитель 8. При изги-
бе сетка прижимается к столу крюками 3 и
изгибается втулками поворачиваемой пневмо-
цилиндрами балки 5.
Машины с гидроприводом поворота бал-
ки предназначены для изгиба сеток со стерж-
нями диаметром 12...40 мм. Изгиб сеток на
различные углы автоматизирован. Станок
такого типа имеет станину в виде балки
582
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
Рис. 8.4.20. Станок СМЖ-353 для гибки сеток
с двумя опорами. В верхней части балки ста-
нины выполнена продольная прорезь для пере-
ставных (в зависимости от расстояний между
продольными стержнями изгибаемой сетки)
кронштейнов с консольно расположенными
цилиндрическими пальцами различного диа-
метра в зависимости от диаметра изгибаемых
арматурных стержней. Станок имеет устройст-
во для автоматического поворота гибочной
балки с закрепленными на ней гибочными
втулками на требуемые углы.
Станки с несколькими гибочными балка-
ми изгибают сетки в нескольких местах. Их
целесообразно использовать при изготовлении
большого числа однотипных арматурных кон-
струкций.
Вместо гидропривода в гибочных стан-
ках некоторых типов применяют электромеха-
нический привод.
Установки для сборки и сварки объ-
емных арматурных каркасов линейных и
плоскостных железобетонных изделий. Объ-
емные арматурные каркасы плоскостных же-
лезобетонных изделий получают сваркой пло-
ских сеток или отдельных стержней с распо-
ложенными перпендикулярно к ним узкими
сетками или стержнями. Их можно сваривать
на специальной многоточечной сварочной
машине, имеющей верхние, промежуточные и
нижние электроды. Продольные стержни по-
следовательно перемещаются и свариваются
контактной сваркой с поперечно расположен-
ными узкими сетками, которые подаются меж-
ду верхними и нижними рядами продольных
стержней. На такой сварочной машине изго-
товляют однотипные каркасы массового про-
изводства.
При производстве объемных каркасов
плоскостных железобетонных изделий различ-
ных размеров и номенклатуры применяют
подвесные сварочные машины. В зависимости
от расположения кондуктора различают верти-
кальные и горизонтальные установки для
сборки и сварки таких каркасов.
Линейные установки предназначены для
получения объемных арматурных каркасов с
небольшими размерами в поперечном сечении.
Они включают монорельс с подвешенной к
нему сварочной машиной, которая может пе-
ремещаться в продольном направлении. Рядом
с монорельсом по всей его длине располагает-
ся поворотный или неповоротный кондуктор.
Длинномерные каркасы изготовляют гибкой
плоской сетки с замыканием концов попереч-
ных стержней отгибом, сваркой или вязкой.
Арматурные каркасы колонн состоят из
ствола, который представляет собой объемную
конструкцию длиной 6 м из продольных
стержней, расположенных в поперечном сече-
нии по прямоугольнику, и сваренных с ним по
периметру прямоугольника, поперечных
стержней длиной 300 мм или хомутов. При их
производстве рекомендуется применять кон-
тактную сварку, которая не пережигает свари-
ваемую арматуру и позволяет механизировать
процесс изготовления. К стволу колонны дуго-
вой сваркой приваривают пластины оголовни-
ка, консоли и закладные детали.
Арматурные каркасы линейных элементов
для удобства работы и повышения производи-
тельности могут изготовляться на нескольких
последовательно работающих машинах.
ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ АРМАТУРНЫХ СЕТОК, КАРКАСОВ И ЗАКЛАДНЫХ ДЕТАЛЕЙ 533
Комплекс оборудования 7973 для изго-
товления каркасов железобетонных колонн
длиной до 12 м, поперечным сечением
210x210 и 300x300 мм, с четырьмя или восе-
мью продольными стержнями из стали класса
А-Ш диаметром 16...40 мм и поперечной арма-
турой из стали класса А-I диаметром 6,8 и 10 мм
состоит из установки СМЖ-767 для сварки
каркасов стволов колонн и стенда СМЖ-768
для их доработки. При вращении оправки с
закрепленными в ней продольными арматур-
ными стержнями и их перемещении в про-
дольном направлении на них по спирали нави-
вается поперечная арматура, подаваемая с
мотка. Контактная сварка производится во
время остановок вращения оправки. Свароч-
ный агрегат имеет две сварочные головки с
прямолинейным ходом электродов. Для пре-
дотвращения провисания каркаса в средней его
части предусмотрена поддерживающая опора.
Скручивание каркаса, возникающее при его
вращении, автоматически устраняется меха-
низмом с пневмоцилиндром во время остано-
вок для сварки. На стенде СМЖ-768 ствол
каркаса дополняется закладными деталями,
сетками косвенного армирования и другими
арматурными элементами.
Влияние деформаций изгиба поперечной
арматуры исключается на установках, в кото-
рых к продольным пруткам привариваются
отрезанные поперечные прутки или подавае-
мая с мотков арматура, отрезаемая при подаче
в зону сварки. При этом поперечная арматура
перестает быть замкнутым хомутом и требует-
ся сварка арматурных пересечений с норми-
руемой прочностью. Установка такого типа
сложна по конструкции. Ввиду сравнительно
частого расположения продольных стержней
трудно выполнить достаточно мощные сва-
рочные головки, что снижает надежность их
работы.
Стволы каркасов колонн можно изготов-
лять в два этапа. Сначала на многоточечной
сварочной машине сваривают плоские сетки,
которые затем располагают в кондукторе одну
параллельно другой и соединяют между собой
поперечными прутками. Поперечные прутки с
продольными стержнями сваривают подвесной
сварочной машиной с пружинной подвеской
для обеспечения легкости манипулирования.
Поперечные прутки можно сваривать с
выступающими концами поперечных стерж-
ней плоских сеток диаметром до 14 мм, при-
меняя легкие сварочные клещи. По такому
принципу выполнены установки СМЖ-107 и
СМЖ-109 для сварки колонн и ригелей.
Простым по применяемому оборудова-
нию является изготовление каркаса с заготов-
кой поперечной арматуры навивкой с мотка на
сердечник требуемой формы (например, квад-
ратный для каркасов железобетонных свай) с
последующим надеванием образовавшегося
пакета с торца на установленные в проектное
положение продольные арматурные стержни,
растягиванием пакета по спирали вдоль
стержней и соединением с ними поперечной
арматуры контактной сваркой или вязкой.
При производстве каркасов сложного ар-
мирования и широкой номенклатуры продоль-
ную и поперечную арматуру соединяют руч-
ной вязкой с применением специального инст-
румента или пружинными скобами, получае-
мыми изгибом на автоматах стальной прово-
локи небольшого диаметра.
При производстве арматурных каркасов
плоскостных железобетонных изделий необ-
ходимо на основе стандартных арматурных
сеток изготовить плоский или объемный арма-
турный каркас, приварив к сетке подвесными
сварочными машинами отдельные стержни,
петли и другие арматурные элементы. Для
вырезки отдельных стержней при образовании
проема применяют ручные ножницы.
Для сборки и сварки арматурных карка-
сов используют вертикальные, горизонтальные
и поворотные установки.
Вертикальная двусторонняя установка
СМЖ-286А имеет две вертикально располо-
женные сварные рамы 7, на каждой из которых
находятся направляющие для размещения
подвижной площадки 8 с устанавливаемым на
ней кондуктором для сборки каркасов
(рис. 8.4.21). Подъем и опускание площадки,
перекатывающейся в направляющих на коле-
сах, осуществляется электромеханическим
приводом 9 с подъемной втулочно-роликовой
цепью и двумя противовесами, подвешенными
на стальных канатах. Напротив каждой под-
вижной площадки на колоннах размещен мо-
норельс 4, на котором с помощью кареток уста-
новлены две подвесные сварочные машины 2
МТП-806 со сварочными клещами 1 КТП-8-6.
На одном конце каната 6 подвешены клещи, а
на другом - контргруз. Подвесная сварочная
машина перемещается вдоль монорельса при-
водом 3, вращающим барабан с канавкой для
намотки стального каната 5.
584
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
Рис. 8.4.21. Вертикальная двусторонняя установка СМЖ-286А
Благодаря перемещению площадок с
кондукторами в вертикальном и подвесных
сварочных машин в горизонтальном направле-
ниях места пересечения арматурных стержней
находятся в положении, удобном для контакт-
ной сварки клещами. Поворот консоли подвес-
ки клещей создает дополнительные удобства
при сварке рядом расположенных пересечений
арматуры.
Вертикальная односторонняя установка
СМЖ-56Б унифицирована с установкой СМЖ-
286А. Она содержит одну подъемную площад-
ку и соответственно один монорельс с двумя
подвесными сварочными машинами. Эту уста-
новку целесообразно применять при неболь-
ших объемах работ по изготовлению каркасов,
а также в узких арматурных цехах.
Горизонтальная установка СМЖ-54Б
предназначена для изготовления каркасов
сравнительно небольших размеров. Она вклю-
чает: стол, который может поворачиваться
вокруг вертикальной оси на угол до 360° и
перекатывается вручную на 1700 мм на коле-
сах по направляющим, закрепленных на фун-
даменте; поворотную консоль с подвесной
сварочной машиной, закрепленной на ее ко-
лонне. Клещи на стальном канате подвешены
на стреле.
Характеристика установок для сборки и
сварки арматурных каркасов приведена в
табл. 8.4.8.
Однотипные пространственные арматур-
ные каркасы плоскостных железобетонных
изделий изготовляют на автоматических спе-
циализированных линиях с модернизируемы-
ми многоточечными сварочными машинами.
В этом случае повышенная производитель-
ность и малые трудозатраты - определяющие
факторы применения таких линий. В свароч-
ной машине изменяется электродная часть, а в
линии устанавливается механизм для подачи
поперечных плоских вертикально располагае-
мых каркасов, автоматически свариваемых с
продольной проволочной арматурой в объем-
ный каркас.
Выбор для изготовления арматурных
каркасов плоскостных железобетонных изде-
лий универсальной установки со сварочными
клещами или автоматической линии с много-
точечной сварочной машиной зависит от объ-
ема производства однотипных каркасов.
В случае малых объемов или частых перенала-
док дорогостоящая автоматическая линия име-
ет значительные простои.
ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ АРМАТУРНЫХ СЕТОК, КАРКАСОВ И ЗАКЛАДНЫХ ДЕТАЛЕЙ 535
8.4.8. Параметры установок для сборки и сварки арматурных каркасов
Показатель СМЖ-54В СМЖ-56В СМЖ-286В
Число одновременно изготовляе- мых каркасов Диаметры свариваемой арматуры, 1 1 2
мм 5 + 5...12+12
Наибольшие размеры каркасов, мм (длинахширинах высота) ЗОООхЗОООхЗОО 7200x3600x300 7200x3600x300
Наибольшая масса каркасов, кг Установленная мощность транс- 150 150 150x2
форматоров, кВ А Установленная мощность электро- 170 170 340
двигателей, кВт — 3,5 7,6
Габаритные размеры, мм (длинах ширинах высота) 6420x4200x3500 8400x7390x4600 8400x7070x4600
Масса, кг 670 3150 6600
Машины для изготовления арматур-
ных каркасов железобетонных труб и свай.
При изготовлении арматурных каркасов нена-
пряженных железобетонных труб используют
способ, заключающийся в продольной подаче
расположенных по окружности продольных
стержней с одновременным их вращением
вокруг центра окружности, навивкой на
стержни по спирали поперечной арматуры,
сматываемой с мотков и ее сваркой в точках
пересечения с продольными стержнями. Этот
способ в автоматическом режиме применяют
при изготовлении цилиндрических труб с ко-
ническим раструбом. При ступенчатом рас-
трубе автоматический процесс изготовления
каркаса прерывается в момент перехода к из-
готовлению раструбной части. При изготовле-
нии каркасов труб не требуется равнопроч-
ность сварных соединений и свариваемой ар-
матуры, достаточна монтажная прочность,
необходимая для транспортирования каркаса и
сохранения его размеров при формовании тру-
бы. Поэтому можно использовать способ не-
прерывной навивки поперечной арматуры, при
котором время сварки относительно мало.
Этот способ применяют также при изготовле-
нии арматурных каркасов цилиндрических и
квадратных в поперечном сечении свай.
Установка СМЖ-117Б предназначена
для изготовления арматурных каркасов безна-
порных железобетонных труб длиной 5 м с
раструбом конической формы и диаметром
400... 1500 мм. Каркасы имеют различное не-
четное число продольных стержней, которое
не регламентируется каким-либо модулем.
Продольная арматура используется в виде
мерных прутков, а поперечная - в виде прово-
локи, сматываемой с мотков.
Установка включает приводную план-
шайбу 4 и ее привод (рис. 8.4.22), тянущую
тележку 10, электропривод 12 тележки, син-
хронизатор вращения планшайбы, сварочный
агрегат 75, вертушки 16 для поперечной арма-
туры и электрооборудование с пультами
управления 13 и 14. Планшайба выполнена в
виде диска, установленного на роликовые опо-
ры и жестко соединенного с валом 2, задний
конец которого опирается на подшипник стой-
ки 7. Привод планшайбы осуществляется от
четырехскоростного электродвигателя через
промежуточные передачи и зубчатый венец 6.
Применение многоскоростного электродвига-
теля позволяет изменением частоты вращения
планшайбы при изготовлении каркасов раз-
личных диаметров поддерживать практически
одинаковое во всех случаях число сварок в
1 мин, что необходимо для стабильной работы
применяемого электрооборудования. На при-
водной планшайбе закреплена сменная цилин-
дрическая оправка 5, имеющая направляющие
для ориентации продольных арматурных
стержней, которые также поддерживаются
распределительными кольцами 3, установлен-
ными на валу планшайбы.
Тележка 10 перемещается на катках в
продольных направляющих 77 установки.
В верхней части тележки расположен шпин-
дель 9, на котором установлены сменные тя-
нущие конусные оправки 8 с быстродейст-
586
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
Рис. 8.4.22. Установка СМЖ-117Б для изготовления арматурных каркасов железобетонных труб
вующими шариковыми зажимами для закреп-
ления передних концов продольных стержней
каркаса 7. Для предотвращения скручивания
свариваемого каркаса вращение с приводной
планшайбы передается на конусную оправку с
помощью синхронизирующего вала. Привод
тележки осуществляется от электродвигателя
постоянного тока, обеспечивающего бессту-
пенчатое регулирование скорости перемеще-
ния тележки при сварке каркасов, и асинхрон-
ного электродвигателя для ускоренного воз-
врата тележки в исходное положение.
Сварочная головка сварочного агрегата
15 имеет два точечных электрода сопровожде-
ния, закрепленных на концах штоков плун-
жерных гидроцилиндров, рабочие полости
которых соединены с пневмогидравлическими
усилителями, работающими от общей пневмо-
системы цеха. Гидроцилиндры закреплены так,
что могут поворачиваться на шарнирах в вер-
тикальной и горизонтальной плоскостях. Это
создает нормальные условия сварки пересече-
ния арматуры с его сопровождением электро-
дом во время вращения с приводной планшай-
бой и продольного перемещения с тянущей
планшайбой.
При подаче масла в гидроцилиндры под
давлением, развиваемым усилителем от пнев-
мосистемы, электроды прижимаются к двум
пересечениям продольной и спиральной арма-
туры, на них подается сварочный ток, и без
остановки вращения и протягивания каркаса
эти пересечени свариваются. Сварочная голов-
ка закреплена на суппорте продольной подачи,
который может перемещаться от винтовой
передачи по направляющим поворотной рамы.
Сварочные автоматические установки
применяют для изготовления арматурных кар-
касов железобетонных труб и свай с числом
продольных стержней обычно кратным шести.
Такая установка содержит станину с катушка-
ми 9 для продольных проволок, неподвижную
планшайбу 4 с приводом 5 раздвигания на-
правляющих трубок и вращающуюся план-
шайбу со сварочной головкой 3 и катушкой 2
поперечной проволочной арматуры, а также
приемный стол. На станине размещаются ка-
тушки (6, 12 или 24) с намотанной на них про-
волокой. Число катушек зависит от вида изго-
товляемого каркаса 1 и типа машины.
Механизм 7 подачи продольных прово-
лок смонтирован на стойке. Каждая проволока
подается через направляющие ролики 8 специ-
альными зубчатыми шестернями 6, выполнен-
ными с выемкой по диаметру и насечкой в ее
средней части. Вращение на шестерни переда-
ется от электродвигателя-редуктора, в торце
которого установлен вспомогательный элек-
тродвигатель с тахогенератором и электромаг-
нитной муфтой для корректирования частоты
вращения основного электродвигателя. Ско-
рость подачи продольных проволок может
изменяться в диапазоне 0,3...3 или 0,25...
2,5 м/мин.
Вращающаяся планшайба опирается на
ролики. На торце планшайбы установлены
сварочные ролики, система их охлаждения,
сварочный трансформатор и катушка 2 с попе-
речной проволокой. При сварке каркаса эти
части, включая сварочные ролики, вращаются
вокруг продольных проволок каркаса, пода-
ваемых в осевом направлении. При образова-
нии раструба сварочные ролики перемещаются
по планшайбе в радиальном направлении от
расположенного на ней специального привода
с винтовой парой, работающего синхронно с
раздвиганием ползунов в неподвижной план-
шайбе.
ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ АРМАТУРНЫХ СЕТОК, КАРКАСОВ И ЗАКЛАДНЫХ ДЕТАЛЕЙ 537
Рис. 8.4.23. Автоматическая установка для изготовления арматурных каркасов железобетонных труб
Ток к сварочным роликам подводится по
гибким кабелям, помещенным в резиновый
шланг, охлаждаемый водой. На машине два
ролика - сварочный и контактный. Цепь тока
замыкается через направляющую кулачка.
Охлаждающая система состоит из насоса
для перекачки циркуляционной воды, радиато-
ра с вентилятором и системы трубопроводов,
создающих замкнутую гидросистему. Некото-
рые участки трубопроводов выполнены из
прозрачной пластмассы, что позволяет визу-
ально контролировать наличие воды и ее цир-
куляцию в системе.
Машина управляется с пульта по про-
грамме изготовления различных раструбов
каркасов. Автоматизация изготовления каркаса
и переналадки машины позволяет значительно
повысить ее производительность. Максималь-
но может свариваться до 220 точек в 1 мин.
Однако малое время сварки арматурных пере-
сечений ограничивает ее применение сталями
с содержанием углерода не более 0,15...0,2 %.
Необходим и специальный сварочный транс-
форматор, допускающий 40...60 % рабочего
времени в цикле.
Для повышения возможностей сварочно-
го процесса и уменьшения продолжительности
включения сварочных трансформаторов сва-
рочные машины выполняют с несколькими
трансформаторами и сварочными головками
сопровождения, перемещающимися некоторое
время вместе со свариваемым пересечением
стержней. По такому принципу выполнена
установка СМЖ-420 для сварки арматурных
каркасов железобетонных труб диаметрами
1400, 1600, 2000 и 2400 мм и длиной до 5 м.
Она работает с подачей продольной арматуры
диаметром 6 мм и поперечной арматуры диамет-
ром 8 мм с мотков. Число продольных стержней
в каркасе может быть равным 12 или 24.
Установка СМЖ-420 включает 24 вер-
тушки для мотков продольной арматуры сва-
риваемого каркаса, роликовые устройства ее
правки, механизм ее подачи, сварочный агре-
гат, механизм навивки поперечной арматуры,
приемные направляющие и электрооборудова-
ние. Поперечную арматуру на перемещающие-
ся продольные стержни каркаса навивают с
катушки, расположенной на вращающемся
диске, который размещен соосно с окружно-
стью расположения сварочных головок.
Сварочный агрегат представляет собой
подвижный портал, на нем по окружности
расположены 24 сварочные головки, ток к
которым подводится от нескольких трансфор-
маторов. Они могут одновременно переме-
щаться в радиальных направляющих с помо-
щью винтовых передач, устанавливаясь по
размерам в соответствии с диаметром изготов-
ляемого каркаса.
Машины для изготовления сварных кар-
касов с подачей продольной арматуры с мот-
ков имеют более высокую техническую произ-
водительность и позволяют не использовать
правильно-отрезные станки для заготовки
прутков. Однако они сложнее по конструкции
и могут иметь большее число неполадок в экс-
плуатации, что уменьшает их эксплуатацион-
ную производительность.
588
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
Переналадка машин на изготовление ар-
матурных каркасов различных диаметров зна-
чительно ускоряется при использовании для
опирания продольной арматуры раздвижных
кулачков в планшайбе. Однако такой механизм
можно применять только при модульном из-
менении числа стержней в каркасе.
Сварка точечным электродом сопровож-
дения более сложная, чем роликовым, однако
при ее применении качество сварки лучше,
особенно сталей с повышенным содержанием
углерода, и более экономично использование
электрода, который используется почти полно-
стью.
Автоматизация работы машины повыша-
ет производительность, но увеличивает и ее
стоимость. Поэтому она может дать ощутимые
преимущества только при больших объемах
производства каркасов. На практике наиболь-
шее распространение получили полуавтомати-
ческие машины.
Определение параметров установок для
сварки арматурных каркасов железобетонных
труб. Расчет начинают с выбора максимально
допустимого числа сварок в 1 мин q. Его опре-
деляют по эмпирическим формулам на основе
изучения опыта эксплуатации таких установок
и рекомендуемого времени сварки пересече-
ний арматуры данного диаметра, например для
установки СМЖ-117А q = 120 сваркам в
1 мин. Затем определяют соответствующую
частоту вращения и, (мин-1) планшайбы для
каждого каркаса труб в зависимости от числа
продольных стержней kt в каркасе: nt = q/k,. Из
соотношения частот вращения л/тах и л,тт
соответственно наибольшего и наименьшего
каркасов определяют требуемый диапазон т
регулирования частоты вращения планшайбы:
При выборе типа привода учитывают,
что условиям регулирования скоростей может
отвечать многоскоростной асинхронный элек-
тродвигатель или регулируемый привод с
электродвигателем переменного или постоян-
ного тока. В зависимости от выбранного типа
привода уточняют действительные частоты
вращения планшайбы.
Скорость подачи (м/мин) тележки, тяну-
щей каркас при сварке цилиндрической части
каркаса, или суппорта при сварке его кониче-
ской части, определяют в зависимости от шага
е, спирали каркаса (м), числа заходов z спира-
ли и частоты вращения каркаса: vz = e^z.
На установке СМЖ-117А число z = 2.
Ввиду изменения величин изменя-
ется V/. Для ее подбора удобно иметь регули-
руемые приводы, позволяющие бесступенчато
регулировать скорость подачи каркаса или
суппорта.
Скорость обратного холостого хода те-
лежки не регламентируется какими-либо тех-
нологическими ограничениями. Поэтому для
уменьшения времени простоя установки целе-
сообразно выбрать высокую скорость возврата
тележки, для чего в приводе применяют также
асинхронный электродвигатель. В установке
СМЖ-117А отношение скорости холостого
хода тележки к ее рабочей скорости составляет
приблизительно десять.
Мощность привода планшайбы должна
быть достаточной для сматывания проволоки с
мотка, преодоления сопротивления при прохо-
де ее через огибные ролики и выпрямления
при вытягивании вращающейся планшайбой, а
затем изгиба на планшайбе. Целесообразно
использовать эмпирические данные: при пода-
че двух проволок диаметром 8 мм стали класса
А-Ш, в установке СМЖ-117А сопротивление
Рп подачи составляет около 9 кН. Вращающий
момент (Н м) на планшайбе радиусом R (м)
намотки арматуры: Мп = PnR.
Мощность электродвигателя определяют
исходя из вращающего момента, частоты вра-
щения планшайбы и КПД привода. При пуске
электродвигателя привода вращения планшай-
бы, имеющей сравнительно большой диаметр
и массу, необходимо учитывать ее момент
инерции и момент инерции других частей,
приведенный к валу электродвигателя. Мощ-
ности приводов перемещения тележки опреде-
ляют исходя из сопротивлений протаскиванию
продольных арматурных прутков в направ-
ляющих трубках, скорости перемещения те-
лежки и сопротивления ее перекатыванию.
Устройство для поджатия электродов при
сварке рассчитывают исходя из рекомендуе-
мых сил сжатия арматурных пересечений про-
волок каркаса.
Теоретическую, или конструктивную
производительность определяют для каждого
типа каркаса исходя из его длины Д, шага
спирали е;, числа заходов z спирали. Число
витков спирали с учетом двух дополнительных
концевых витков: = [Д /(ze;)]+ 2 .
ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ АРМАТУРНЫХ СЕТОК, КАРКАСОВ И ЗАКЛАДНЫХ ДЕТАЛЕЙ 539
Время необходимое для изготовления
одного каркаса, определяют исходя из частоты
гц его вращения с планшайбой:
=^/«i
При определении вспомогательного вре-
мени в начале изготовления каркаса учитыва-
ют время, затрачиваемое на совмещение при-
водимой и тянущей оправок, заправку про-
дольных прутков, их закрепление на тянущей
оправке, возможную правку концов прутков,
установку спирали поперечной проволоки под
электроды и приварку первой точки. В конце
изготовления каркаса учитывают время на
пережег спирали электродами, отвод суппорта,
стягивание каркаса с приводной планшайбы,
раскрепление продольных прутков, съем кар-
каса с установки и его транспортирование в
сторону. Время возврата тележки в исходное
положение обычно совмещается с другими
операциями. Учитывают также прочие затраты
времени: на установку нового мотка проволо-
ки, транспортирование продольных прутков,
перерыв в работе.
Оборудование для изготовления за-
кладных деталей. Для изготовления сварных
закладных деталей 12 (см. рис. 8.1.2), пред-
ставляющих собой соединение стержневой
арматуры диаметром d с пластинами стального
проката толщиной S, в зависимости от вида
этого соединения применяют следующие виды
сварки: автоматическую (d = 8...40 мм) и полу-
автоматическую (d < 16 мм) тавровых соеди-
нений под флюсом (Sid > 0,5...0,75), контакт-
ную по рельефу (d = 6...20 мм, 5 = 6...8 мм) и
полуавтоматическую в среде углекислого газа
с отверстиями различного вида (d = 10...28 мм,
S < 6 мм); ванную одноэлектродную и ручную
дуговую многослойными швами (d = 16...
40 мм, S/d> 0,5); тавровую ручную дуговую с
отверстием в пластине и валиковыми швами
(d = 8...40 мм, 5 > 6...8 мм); ручную дуговую
нахлесточными протяжными швами (d =
= 10...40 мм, 5 = 0,3d, но более 4 мм); полуав-
томатическую контактную по одному или
двум выштампованным рельефам (d = 6...
14 мм, 5 >4...6 мм).
Для заготовки стержневой арматуры ис-
пользуют правильно-отрезные станки и маши-
ны для отрезки и гибки стержней. Листовой
прокат отрезают гильотинными ножницами, на
прессах и комбинированными ножницами. На
двух последних выштамповываются рельефы
(пуклевки), пробиваются или высверливаются
отверстия в листах.
Автоматическая дуговая сварка тавровых
соединений применяется при серийном произ-
водстве закладных деталей. Параметрами ре-
жима сварки являются продолжительности
горения дуги при неподвижном стержне /свь
при подаче стержня /св2, осадки под током /св3
и осадки при выключенном токе t3.
В автомате АДФ2001 эти параметры на-
страивают регулятором времени. Для d =
= 16 мм сила тока = 1,5...2,5 кА при пере-
менном и 1КЗ = 1,1... 1,8 кА при постоянном
токе, /СВ1 =4 с, /св2 = 2 с. Для сварки пластину
закладной детали устанавливают на токопод-
вод стола станка и прижимают стаканом для
флюса, приводимым в действие рычагом с
пневмоцилиндром. Стержень закрепляют в
губках зажимного устройства. Одновременно
автоматически срабатывает дозатор флюса,
который ссыпается в стакан к основанию
стержня. В момент возбуждения дуги стержень
отрывается от пластины на заданную величину
начального дугового промежутка с помощью
пневмоцилиндра отрыва и осадки стержня (на
время 1...8 с для d = 8...40 мм). Затем стержень
(в течение 2...24 с для d = 18...40 мм) шагами
подается в зону горения дуги и погружается
под током в ванну расплавленного металла на
величину требуемой осадки (11... 18,5 мм в
зависимости от значения d). По окончании
сварки закладная деталь освобождается из
зажимов.
Контактная рельефная сварка тавровых и
нахлестных закладных деталей производится
на одноточечных сварочных машинах, верх-
ний электрод которых заменяют специальным
электродным устройством, обеспечивающим
зажатие привариваемого стержня и подвод
тока. В процессе сварки торец стержня, сопри-
касающийся с рельефом пластины, нагревается
проходящим через него током и при темпера-
туре 900.. 1100 °C осаживается с заданной си-
лой на высоту рельефа. Для сварки стержней
диаметрами d = 10...20 мм с пластинами тол-
щиной 5 = 4... 10 мм сила сварочного тока
I = 15...26 кА, выдержка под током /св =
= 0,6... 3,4 с, сила сжатия электродами
Рэ = 4...16кН.
Для изготовления штампованных заклад-
ных деталей из стальной полосы толщиной
590
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
4...8 мм и шириной 25...75 мм используют
прессы с силой до 1000 кН, оснащаемые
штампами. При этом выполняются операции
отрезки полосы, продольной разрезки на длину
концов детали, их отгиб и пуклевка. Изготов-
ление закладных деталей при их унификации
целесообразно автоматизировать, а при массо-
вом производстве совместно с прессами при-
менять манипуляторы.
8.4.3. ОБОРУДОВАНИЕ ДЛЯ ЗАГОТОВКИ И
НАТЯЖЕНИЯ АРМАТУРЫ
ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Предварительно напряженные железобе-
тонные изделия и конструкции изготовляют с
натяжением арматуры на затвердевший бетон
или на упоры с последующей передачей сил
натяжения на изделие после его твердения.
Натяжение арматуры на затвердевший бетон
производят при изготовлении железобетонных
конструкций большой длины (типа ферм),
составляемых из отдельных балок пролетов
мостов или конструкций, собираемых из от-
дельных элементов.
Наибольшее распространение получило
изготовление железобетонных изделий с натя-
жением арматуры на упоры в перемещаемых
формах по агрегатно-поточной или конвейер-
ной технологии или в стационарных формах на
стендах с упорами, закрепленными на фунда-
менте. При натяжении на бетон применяют
высокопрочную проволоку в виде пучков и
арматурные канаты, при натяжении на упоры -
стержни, высокопрочную арматуру в виде
проволочных пакетов или отдельных проволок
и арматурные канаты.
Арматурные работы включают операции
по заготовке напрягаемой арматуры и вспомо-
гательных элементов, ее соединению, укладке
и натяжению.
При напряженном армировании затвер-
девшего бетона в большинстве случаев в нем
оставляют каналы, в которые укладывают за-
готовленную арматуру, затем она натягивает-
ся, анкеруется по торцам изделия и покрывает-
ся бетоном, подаваемым в каналы. Применяют
и метод непрерывной навивки напрягаемой
проволочной или канатной арматуры по внеш-
ней поверхности изделия с последующим на-
несением защитного слоя бетона.
Натяжение арматуры на затвердевший
бетон осуществляют механическим или элек-
тромеханическим способами, а на упоры -
механическим, электротермическим или элек-
тромеханическим способами. Механический
способ натяжения заключается в растяжении
арматуры под действием прикладываемой к
ней силы гидравлическими и механическими
домкратами, грузовыми устройствами, лебед-
ками с динамометрами, а также непрерывной
навивкой. Электротермический способ осуще-
ствляется удлинением арматуры, нагреваю-
щейся при пропускании через нее электриче-
ского тока. Электротермомеханический способ
представляет собой совокупность механиче-
ского и электротермического способов.
Способ натяжения арматуры выбирают в
зависимости от ее вида и технологического
процесса изготовления предварительно напря-
женных железобетонных изделий.
Стержневую горячекатаную и термиче-
ски упрочненную арматуру из стали классов
А-Ш, A-IV, Ат-V диаметром 8...22 мм реко-
мендуется натягивать электротермическим или
механическим способом, а диаметром 25...
40 мм - механическим; высокопрочную арма-
турную проволоку из углеродистой стали Вр,
арматурные канаты К-7 и К-19, стержневую
термически и термомеханически упрочненную
арматуру классов Ат-IV и At-VII, горячеката-
ную арматуру из стали класса A-VI - механи-
ческим способом. Электротермический способ
допускается для натяжения горячекатаной
арматуры из стали класса A-VI, а также терми-
чески и термомеханически упрочненной арма-
туры из стали классов Ат-VI и At-VII и прово-
локи класса Вр при напряжениях от натяжения
соответственно не более 700 и 800 МПа. Этот
способ позволяет уменьшить механическую
составляющую общей силы натяжения и веро-
ятность обрыва арматуры при ее натяжении.
При изготовлении железобетонных кон-
струкций на длинных стендах рекомендуется
применять арматурные пакеты проволоки
класса Вр с натяжением механическим спосо-
бом. На коротких стендах допускается приме-
нение сваренной в плети упрочненной вытяж-
кой стержневой арматуры из стали классов
А-Шв и арматуры классов A-V, A-VI.
Заготовка стержневой арматуры за-
ключается в отрезке стержней требуемой дли-
ны и образовании на их концах временных
анкеров или установке инвентарных зажимов,
которые служат для захвата при натяжении и
закреплении натянутой арматуры в упорах
ОБОРУДОВАНИЕ ДЛЯ ЗАГОТОВКИ И НАТЯЖЕНИЯ АРМАТУРЫ
591
стендов, форм или поддонов до приобретения
бетоном изделий прочности, достаточной для
восприятия сил обжатия и исключения про-
скальзывания арматуры в бетоне. Стержневые
плети большой длины получают соединением
стержневой арматуры 1 из стали классов A-IV,
А-V и A-VI посредством стыковой сварки,
сваркой с накладными стержнями, опрессов-
кой соединительных обойм 2 (рис. 8.4.24) или
резьбовыми втулочными муфтами, предпочти-
тельней с конической резьбой. Соединение
сваркой стержней термически и термомехани-
чески упрочненной арматуры из стали классов
Ат-IV...Ат-VII не допускается.
Отрезать стержневую арматуру из стали
классов А-Шв, A-IV, A-V, A-VI, Ат-IV, At-V,
At-VI и At-VII следует в холодном состоянии
ножницами или дисковыми пилами трения.
Допускается газокислородная отрезка стерж-
ней.
Концевые анкеры стержней могут быть
одноразового использования (спрессованная
шайба 8, высаженная головка 4 с опорной
шайбой 5, приваренные к стержню коротыши
7 из арматурной стали; обжатая спираль 6) и
различные зажимы многоразового использова-
ния, которые состоят из корпуса 3 и соединен-
ных с ним по коническим поверхностям под-
вижных губок, охватывающих стержень внут-
ренними поверхностями, имеющими попереч-
ную насечку.
Сила на временных концевых анкерах
должно быть не меньше силы, соответствую-
щей 0,9ав стали стержня.
Опрессованные в холодном состоянии
шайбы применяют для арматуры всех классов
диаметром d < 22 мм, а приваренные короты-
ши - d < 40 мм.
Спирали из горячекатаной арматурной
стали класса А-I, полученные навивкой на
стержень с обжатием на прессах силой до
2 МН, применяют для арматурных стержней из
стали классов A-IV, Ат-IV, А-V, A-VI, At-VI и
At-VII диаметром d= 8... 18 мм.
Высаженные головки образуют горячей
высадкой концов арматурных стержней диа-
метром d < 40 мм из стали классов А-Шв, A-IV
и А-V с нагревом до 1100 °C и термически
упрочненной арматуры классов Ат-IV, At-V и
At-VI-до 950 °C.
Машина СМЖ-128В для высадки анкеров
выполнена с закрепленным на раме высадоч-
но-зажимным устройством, перемещающимся
от ходового винта на роликах по направляю-
щим швеллерам и фиксирующимся в требуе-
мом положении. Зажим стержня и высадка
головок производятся пневмоцилиндрами.
Предусмотрена высадка головок на стержнях
из стали классов А-Шв, A-IV, А-V, А-VI диа-
метром d = 20...25 мм и на стержнях классов
Ат-V, At-VI - d= 10... 18 мм. Длина стержней
L = 5590...7500 мм. Производительность при
стержнях d = 10 мм - 150 шт./ч, при d = 25 мм -
95 шт./ч. На машине установлены два транс-
форматора общей мощностью 70 кВ А.
Для того чтобы отклонения удлинения
&L натянутых стержней были в допускаемых
Рис. 8.4.24. Концевые и соединительные анкеры стержневой арматуры
592
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
пределах, необходимо выдерживать длину L\
отрезаемых прутков 3 (рис. 8.4.25), правиль-
ность их укладки в губки 2 машины 1 для вы-
садки анкеров и расстояния Ly между упорами
4 формы 5. Эти расстояния регулируют про-
кладками, устанавливаемыми между упорами
4 и накладками 7, изготовляемыми для повы-
шения их износостойкости из стали, термооб-
работанной до твердости 40...50 HRC. Рас-
стояние по торцам губок машины
L2 = Ly- Д/ + к,
где к - величина, учитывающая глубину от-
верстия для арматуры в упорах формы или
высоту инвентарной шайбы.
Длина заготовки
L\ — L2 + 2а,
где а - припуск на образование анкерной го-
ловки. Он должен обеспечить нормальное за-
полнение металлом формообразующей части
губок с учетом зазора между ними и высадоч-
ным пуансоном и подбирается опытным путем
в зависимости от диаметра стержней, измене-
нием соотношения между размерами п и т.
Длина L\ « 7 м заготовок должна выдер-
живаться с отклонениями не более ±2 мм.
Для опрессовки на арматурных стержнях
втулочных и спиральных анкеров применяют
различные специализированные машины и
прессы общего назначения. Опрессовочная
машина МО-6 для опрессовки анкеров на
стержнях d= 10...22 мм имеет пневмоцилиндр
с рычагами-усилителями и обжимными губка-
ми, а в другом исполнении - гидроцилиндр без
рычажной системы. Максимальная сила опрес-
совки 2 МН. Машина МОГ-150 для стержней
d= 18 мм имеет гидропривод, сила опрессовки
1,2 МН. Полушайбы опрессовочных втулок
изготовляют на прессах, а спиральные анке-
ры - на машинах, которые вытягивают арма-
туру с мотка, правят ее, навивают спираль и
отрезают ее в размер с обеспечением пер-
пендикулярности торца оси спирали. По срав-
нению с высаженными головками применение
обжимных шайб и спиралей более трудо- и
металлоемко, но при этом практически на из-
меняются механические характеристики арма-
туры, что важно при применении арматурных
Рис. 8.4.25. Схема укладки стержня на высадочную машину
ОБОРУДОВАНИЕ ДЛЯ ЗАГОТОВКИ И НАТЯЖЕНИЯ АРМАТУРЫ
593
сталей, частично теряющих прочность при
горячей высадке головок.
Для стержневой арматуры группового
силового натяжения требуется обеспечить
расстояние между опорными поверхностями
анкерных устройств с отклонениями не более
± 0,03 ДР (где ДР - упругое удлинение арма-
туры при натяжении).
Заготовка проволочной и канатной арма-
туры включает операции размотки, отмерива-
ния длины, набора пакетов и устройство вре-
менных концевых анкеров или установку ин-
вентарных зажимов. Затем арматурные пакеты
транспортируются и укладываются в формы.
На линии СМЖ-213 в зависимости от ее
исполнения заготовляют проволоки d = 5 и
6 мм, длиной до 6 м, а также канатную армату-
ру d= 6; 7,59; 12 и 15 мм, длиной до 24 м. Ар-
матура подается с вертушки из мотка ролико-
вым механизмом подачи в закрытом канале с
отрезкой "в упор", чем обеспечивается требуе-
мая точность отрезков арматуры по длине.
Скорость подачи арматуры 30 или 60 м/мин.
Арматурные пакеты проволоки и канатов
длиной до 100 м для длинных пакетных стен-
дов заготовляют с их опиранием на столы ус-
тановок при протягивании с торможением
многороликовым устройством или тормозами
на вертушках мотков. В случае заготовки про-
волок с предельным отклонением по длине
более ± 0,03 ДР перед групповым натяжением
пакета предварительно выравнивают по длине
отдельные проволоки или канаты их раздель-
ной подтяжкой силой, соответствующей 10 %
контролируемого напряжения для предотвра-
щения их обрывов при общем натяжении.
Проволочная арматура может закреп-
ляться в конусном клиновом или плоском за-
жиме со скошенными рабочими гранями кли-
на, а при натяжении пакетом - в колодке с
зажимными плитами, имеющими волнистую
рабочую поверхность, которыми изгибаются и
защемляются концы арматуры на некотором
участке. В установке СМЖ-604 сила опрессов-
ки зажимных головок с волновыми зажимами
струнопакетов для железобетонных шпал с
диаметром арматуры 5 мм, создаваемое двумя
гидроцилиндрами, равна 6 МН.
При закреплении проволочной арматуры
с помощью высаженных в холодном или горя-
чем состоянии анкерных головок они опира-
ются на формы через закаленные втулки. На
станке СМЖ-155 производится холодная вы-
садка головок на проволоках d = 4...5 мм по-
средством зажатия проволоки в губках и удара
по ее концу пуансоном, совершающим 20 хо-
дов в 1 мин от электромеханического привода
с маховиком (рабочий ход пуансона 6 мм,
мощность электродвигателя привода 2,8 кВт).
Горячую высадку концевых и промежу-
точных головок производят на электрических
установках с контролем температуры и време-
ни нагрева проволок. При допускаемой высад-
ке концевых головок на стыкосварочных ма-
шинах МС-802 и МС-1202 с предварительным
подогревом и оплавлением без контроля тем-
пературы и времени прочность проволоки
уменьшается в зоне анкера на 10... 15 %. Диа-
метр внутренней головки должен быть в пре-
делах 1,6... 1,85 d, а угол наклона опорной по-
верхности головки к плоскости упора -
25...35°.
Расчет оборудования для натяжения
арматуры. При механическом натяжении ар-
матуры ее удлинение, м,
М = PLIFE, или М = а ЫЕ,
где а - контролируемое напряжение, МПа; Р -
сила натяжения арматуры, кН; F - площадь
поперечного сечения напрягаемой арматуры,
м2; L - длина напрягаемой арматуры по внут-
ренним граням анкеров, м; Е - модуль упруго-
сти напрягаемой арматуры, МПа.
При натяжении арматуры до напряже-
ний, превышающих 0,7 нормативного сопро-
тивления, соответствующего ат, при опреде-
лении удлинений необходимо учитывать пер-
воначальные потери напряжений от пластиче-
ских деформаций арматуры. В этом случае
контролируемые удлинения увеличиваются на
5...10 %.
Силу тяги гидродомкрата принимают на
15...20 % больше проектной силы натяжения
арматуры, а ход поршня определяют по фор-
муле S = <зЫЕ + О,О6Р. Давление рабочей
жидкости в гидросистеме выбирают из ряда
стандартных давлений (2,5; 6,3; 10 МПа и т.д.)
исходя из силы натяжения арматуры:
Ртах = 2)0/4
где f — площадь поперечного сечения напря-
гаемой арматуры, м2, Г| = 0,94...0,96 - КПД,
учитывающий потери на трение в элементах
гидродомкрата.
По Ртах рассчитывают площади поршня
и штока.
594
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
Наименьшее время / натяжения
проволок достигается при наибольших скоро-
стях перемещения поршня со штоком гидро-
цилиндра В прямом Vnp max И возвратном V06max
направлениях. Это важно при индивидуальном
натяжении проволочной арматуры на длинных
протяжных стендах. Однако при высокой ско-
рости и соответствующей скорости натя-
жения соответственно быстро возрастают на-
пряжения арматуры и затрудняется контроль
точности измерения концевой силы натяжения
в системе гидродомкрат - манометр (допус-
каемое отклонение силы натяжения
(-5...+10%). Кроме того, при повышенной
скорости напряжения арматуры создаются
условия, при которых неупругие свойства ар-
матуры (релаксация, ползучесть) увеличива-
ются, что необходимо дополнительно учиты-
вать при разработке технологии натяжения
арматуры. Точность и равномерность натяже-
ния арматуры - один из основных технологи-
ческих факторов, влияющих на трещиностой-
кость и жесткость предварительно напряжен-
ных железобетонных изделий.
Противоречие в определении оптималь-
ной скорости натяжения арматуры разрешает-
ся в способе двухстадийного натяжения. На
первой стадии (с высокой скоростью V0 выби-
рается провисание проволок и производится их
начальное натяжение до напряжения Qi с ав-
томатическим переходом на вторую стадию (с
уменьшенной скоростью v2) натяжения до
максимального ртах (напряжение в проволоках
а2)-
В двухпроволочном гидродомкрате
6130С гидросистема выполнена с блоком из
двух объемных насосов: с большой подачей Q\
и малым давлением р\ и малой подачей Q2 и
большим давлением р2.
При натяжении проволоки закрепляются
в зажимах на концах стального каната, оги-
бающего блок, расположенный на конце штока
натяжного гидроцилиндра, что обеспечивает
уравнивание сил натяжения проволок. Сила
натяжения воспринимается через упоры гид-
роцилиндра анкерными колодками и упорами
стенда. Гидроцилиндр подвешен на канате к
стойке тележки и может перемещаться по вы-
соте в положение для натяжения очередных
проволок.
Рабочая жидкость направляется в полос-
ти гидроцилиндра распределителями. В уста-
новке применен комбинированный объемный
насос, состоящий из блока аксиально-
поршневого насоса с подачей 3 л/мин при дав-
лении 10 МПа и пластинчатого насоса
(22 л/мин, 2,5 МПа), гидроклапана давления и
дросселя. В гидросистеме установлены мано-
метр, а непосредственно у рабочей полости
гидроцилиндра градуированный манометр для
контроля силы натяжения, предохранительный
и обратный клапаны.
При возврате поршня в исходное поло-
жение и на первом этапе натяжения, когда
выбирается провисание уложенных вдоль
стенда проволок, поршень перемещается при
суммарной подаче насосов (25 л/мин), а при
достижении давления в гидросистеме 2,2...
2,5 МПа гидроклапан давления под действием
этого давления автоматически переключает
пластинчатый насос на слив рабочей жидкости
в бак (с небольшим противодавлением, созда-
ваемым дросселем) и дальнейшее натяжение
проволок происходит при контроле давления
по манометру при медленном его повышении,
определяемом малой подачей (3 л/мин) только
аксиально-поршневого насоса.
Ббльшая часть процесса натяжения и
возврат поршня происходят на скорости более
чем в 7-8 раз превышающей скорость послед-
ней стадии натяжения и релаксационной пере-
тяжки. На первом этапе проволоки натягива-
ются со скоростью 0,055 м/с, на втором -
0,0065 м/с, а возврат поршня натяжного гид-
роцилиндра в исходное положение осуществ-
ляется со скоростью 0,047 м/с.
При натяжении стержневой арматуры,
особенно длинномерной, применяют гидродом-
краты, работающие по принципу "перехвата".
Гидродомкрат СМЖ-84 состоит из ци-
линдра 4 (рис. 8.4.26), поршня 5 с двусторон-
ним полым штоком 3, задней 2 и передней 6
крышек и упора 7. В задней части полого што-
ка и в передней части упора 7 расположены
подпружиненные трехгубчатые цанговые за-
жимы 1 и 8 арматуры.
Гидродомкрат СМЖ-84 с максимальной
силой тяги 1 МН рассчитан на натяжение
стержневой арматуры d= 16...40 мм неограни-
ченной длины при ходе поршня 125 мм и дав-
лении рабочей жидкости в гидросистеме до
25 МПа.
Для натяжения арматуры применяется
гидродомкрат СМЖ-82 с поршнем и односто-
ронним штоком, на конце которого размеща-
ется устройство для захвата конца напрягае-
ОБОРУДОВАНИЕ ДЛЯ ЗАГОТОВКИ И НАТЯЖЕНИЯ АРМАТУРЫ
595
Рис. 8.4.26. Гидродомкрат СМЖ-84
мой арматуры. Ход поршня соответствует уд-
линению арматуры при натяжении. На перед-
ней крышке гидроцилиндра располагаются
упоры. Сила натяжения арматуры гидродом-
кратом СМЖ-82 составляет до 630 кН при
давлении масла в гидросистеме до 40 МПа,
ходе поршня 320 мм.
При изготовлении на стендах с непод-
вижными упорами 3 и 7 напряженно-
армированных железобетонных изделий с
большой суммарной силой одновременного
натяжения нескольких напрягаемых арматур-
ных элементов (проволок, канатов, стержней)
6 применяют групповое натяжное устройство
(рис. 8.4.27). Оно объединяет несколько гид-
родомкратов 2, перемещающих подвижные
упоры 7, соединенные тягами 8 (в некоторых
случаях через динамометр 4) с анкерной пли-
той 5, и натягивают закрепленную в ней арма-
туру. Это позволяет на базе одного гидродом-
крата (в том числе и грузового типа) создавать
различные по мощности унифицированные
натяжные устройства.
Гидродомкраты двойного действия, на-
пример СМЖ-81, применяют при натяжении
проволочной арматуры на бетон (рис. 8.4.28).
Гидродомкрат состоит из гидроцилиндра 3 с
задней крышкой 1 и передней крышкой-
обоймой 4, на которой с помощью плоских
клиновых зажимов закрепляются располагае-
мые концентрически натягиваемые проволоки
11. В полом штоке 2 размещены ограничи-
тельная втулка 5 и малый поршень 6 с пружи-
ной 8 и оголовком 9 на штанге 7 и штырем 10
запрессовки анкерной конический пробки кре-
пления арматуры в отверстии канала для рас-
положения пакета проволок в изделии. Рабо-
чая жидкость подается в полость I домкрата,
Рис. 8.4.27. Групповое натяжное устройство
596
Глава 8.4. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ИЗДЕЛИЙ
цилиндр 4 с обоймой 5 перемещаются по што-
ку 3, натягивая арматуру с силой, контроли-
руемой по манометру. Поддерживая давление
в полости 7, рабочую жидкость подают в по-
лость малый поршень перемещается и
штырем 10 запрессовывается пробка крепле-
ния арматуры. После снятия давления в полос-
тях I и III рабочую жидкость подают в полость
II. Тянущий цилиндр возвращается в исходное
положение. Одновременно под действием
пружины в исходное положение возвращается
и малый поршень.
Гидродомкратом СМЖ-81 одновременно
натягиваются со скоростью 0,0015 м/с 24 кон-
центрически расположенные проволоки диа-
метром 5 мм с общей силой до 630 кН и силой
запрессовки до 220 кН. Ход поршня натяжения
320 мм, поршня запрессовки 50 мм. Давление
масла в гидросистеме до 40 МПа.
Электротермическое натяжение арма-
туры (проволочной и стержневой) в основном
применяют при массовом изготовлении пред-
варительно напряженных многопустотных
плит перекрытий, дорожных плит и других
изделий длиной до 12 м, а в некоторых случа-
ях - для изделий длиной до 24 м. Арматурные
стержни с анкерами на концах нагревают элек-
трическим током, укладывают в форму или на
поддон, с расположением анкеров за упорами,
препятствующими укорочению арматуры при
остывании, в которой при этом возникает
предварительное напряжение растяжения. При
отрезке анкеров соответствующая сила сжатия
передается на изделие после его формования и
твердения бетона. Во избежание снижения
условного предела текучести и временного
сопротивления арматуры температуру ее на-
грева Т и максимально допустимую темпера-
туру ?шах с отклонением не более ± 20 °C, а
также время нагрева t устанавливают в зави-
симости от класса стали (табл. 8.4.9).
Рис. 8.4.28. Гидродомкрат двойного действия
8.4.9. Параметры нагрева стержней из различных сталей
Класс анкерной стали Температура нагрева, °C Время нагрева /, мин
Т Тщах
A-I, A-IV, Ат-IV, A-V 400 500
A-VI 450 500 0,5...5
Ат-V, At-VI, At-VII 400 450
Ат-Шс, А-Ш 350 450
В-И, Вр-И при диа- метре, мм:
4 300 350 0,1...0,5
5 300 400 0,1...0,8
6 300 450 0,1...1
Примечание. Температура Тщах может быть повышена до 500 °C для сталей классов Ат-IV и
Ат-VII. Расчетное сопротивление арматуры R при этом снижается на 10 %.
ОБОРУДОВАНИЕ ДЛЯ ЗАГОТОВКИ И НАТЯЖЕНИЯ АРМАТУРЫ
597
Температуру нагрева, необходимую для
удлинения напрягаемой арматуры, определяют
по формуле
“ ДД/Ад + То,
где /к - длина нагреваемого участка арматуры
или расстояние между токоподводящими кон-
тактами; То - температура окружающей среды;
а - температурный коэффициент линейного
расширения стали.
Установка для электротермического уд-
линения стержней СМЖ-129В имеет подвиж-
ный и неподвижный контакты, электрокон-
тактные прижимы стержней, электрооборудо-
вание, пневмооборудование и др. По мере на-
грева стержни удлиняются, давая возможность
пневмоцилиндру подвижного контакта пере-
мещать его рамку. По достижении требуемого
удлинения стержней их нагревание автомати-
чески прекращается. Нагретые стержни сни-
маются с установки и укладываются в упоры
поддонов. Установка предназначена для одно-
временного нагрева двух стержней d = 10...
25 мм длиной не менее 7200 мм при длине
нагреваемой части 3240...6120 мм. Сила при-
жима стержней к контактам 2 кН, расход сво-
бодного воздуха не более 0,5 м3/ч, установлен-
ная мощность трансформаторов 40 кВ А.
Специализированная установка ДМ-2 для
заготовки арматурных стержней при изготов-
лении многопустотных плит перекрытий более
механизирована и автоматизирована. В авто-
матическом режиме выполняются следующие
операции: отбор стержней со стеллажа и их
отрезка на требуемую длину, высадка анкер-
ных головок, электронагрев стержней и их
укладка в упоры поддонов.
Способ электротермического напряжен-
ного армирования по сравнению с механиче-
ским натяжением арматуры позволяет повы-
сить производительность, особенно при массо-
вом изготовлении однотипных изделий, одна-
ко требует повышенного расхода электроэнер-
гии и пригоден не для всех марок стали.
При армировании железобетонных изде-
лий проволоками d = 4 и 5 мм и канатами
d = 6; 7,5 и 9 мм методом непрерывной навив-
ки кроме механического натяжения применя-
ют электромеханическое натяжение, которое
позволяет уменьшить число обрывов арматуры
при навивке.
Контролируемое напряжение а состоит
из механического ам и электротермически) аэ
напряжений: а = ам + аэ. Максимальная тем-
пература электронагрева арматуры при этом
способе Ттах < 350 °C, а напряжение а долж-
но соответствовать условиям безопасности
намотки с учетом влияния повышенной темпе-
ратуры на относительно тонкую арматуру.
Арматурно-навивочные машины навива-
ют с напряжением проволочную или канатную
арматуру вокруг специальных штырей или
упоров формы, а также на внешнюю поверх-
ность железобетонного изделия после его
твердения. Напряжение арматуры создается ее
механическим натяжением или его комбина-
цией с предварительным электронагревом.
В арматурно-намоточной машине для плоско-
стных железобетонных изделий арматура по-
дается с мотка 1 через правильное устройство
2, подающее и тормозное устройство 3, грузо-
вое устройство 4 для механического натяже-
ния на подвижную пиноль 8, которой арматура
Рис. 8.4.29. Схема арматурно-намоточной машины для плоскостных изделий
598
Глава 8.5. ВИБРАЦИОННОЕ ОБОРУДОВАНИЕ ДЛЯ УПЛОТНЕНИЯ БЕТОНА
навивается на огибаемые ею штыри поддона 9
(рис. 8.4.29). Арматура проходит через участок
от блока 5 до блока 6, на котором она нагрева-
ется током, подаваемым от сварочного транс-
форматора 7.
Арматурно-навивочная машина СМЖ-
360А навивает арматурный канат диаметром
6 мм на внешнюю поверхность железобетон-
ного элемента сборного элеватора. Арматура
натягивается под действием веса клети с гру-
зом, подвешенным на натягиваемой арматуре
и перемещающимся в направляющих, в зави-
симости от длины вытягиваемой арматуры при
вращении прямоугольного в сечении элемента
силоса с диаметром навивки до 3000 мм.
В машине применен комбинированный способ
натяжения арматуры: механический (сила на-
тяжения 26,4 кН) и электронагревом до темпе-
ратуры 300...400 °C от трансформатора (сила
16,5 кН). Установленная мощность электро-
двигателей машины 20,8 кВт, трансформато-
ра-82 кВА.
Развитие оборудования для механическо-
го натяжения арматуры следует по пути созда-
ния гидродомкратов с повышенным до 40 МПа
и более давлением в гидросистеме, что позво-
ляет уменьшить их массу и размеры. Но это
предъявляет и повышенные требования к каче-
ству изготовления гидродомкратов и обеспе-
чению герметичности и надежности соедине-
ний подводов рабочей жидкости. Перспектив-
но применение гидроаппаратуры притычного
исполнения и соответствующих гидропанелей
вместо трубопроводов.
Применение электротермического натя-
жения арматуры в конкретных случаях воз-
можно после анализа расходов на электроэнер-
гию. Совмещение механического и электро-
термического способов позволяет уменьшить
число обрывов натягиваемой навивкой арма-
туры и повысить производительность обору-
дования.
Глава 8.5
ВИБРАЦИОННОЕ ОБОРУДОВАНИЕ
ДЛЯ УПЛОТНЕНИЯ БЕТОНА ПРИ
ФОРМОВАНИИ ЖЕЛЕЗОБЕТОННЫХ И
БЕТОННЫХ ИЗДЕЛИЙ
8.5.1. ОСНОВЫ ВИБРАЦИОННОГО
ФОРМОВАНИЯ ИЗДЕЛИЙ
При вибрационном формовании изделий
применяются вибрационные машины или ме-
ханизмы с преднамеренным возбуждением
механических колебаний рабочих органов.
Динамика вибрационных машин опи-
рается на теорию колебаний линейных и нели-
нейных систем. В вибрационных машинах
используется кинематическое и силовое воз-
буждение колебаний. При кинематическом
возбуждении колебаний задается закон движе-
ния какого-либо элемента машины, а при си-
ловом - к элементу машины прикладывается
сила, изменяющаяся по определенному закону.
Некоторые типы вибрационных машин могут
быть представлены в виде диссипативной сис-
темы (т.е. системы, характеризующейся рас-
сеянием энергии) с одной степенью свободы и
центробежным возбуждением колебаний. На
рис. 8.5.1. приведена модель такой системы,
состоящей из тела 4 массой т, которое может
совершать движение в направлении оси х в
идеальных (не создающих сопротивления)
направляющих 2. С неподвижной стенкой 6
тело 4 соединено упругим элементом 1 с ко-
эффициентом жесткости с и демпфером 5 с
коэффициентом сопротивления Ь. На теле 4
расположен дебаланс 3 массой ти0> т.е. разба-
лансированное тело, центр тяжести которого
не совпадает с осью вращения (эксцентриситет
г). При вращении дебаланса с частотой со воз-
никает центробежная сила Fa = т$ г со2.
Проекция этой силы на ось х - вынуж-
дающая сила F, вызывающая движение тела 4
за текущее время t.F = FacosoA
Рассеяние энергии на модели осуществ-
ляется демпфером 5. В линейной постановке
задачи сила сопротивления движению, разви-
ваемая демпфером, принимается линейно-
вязкой. Если принять, что источник энергии,
Рис. 8.5.1. Модель системы с одной степенью
свободы и центробежным возбуждением
колебаний
ОСНОВЫ ВИБРАЦИОННОГО ФОРМОВАНИЯ ИЗДЕЛИЙ
599
обусловливающий вращение дебаланса, обла-
дает неограниченным ее запасом, то при со-
ставлении соответствующего дифференциаль-
ного уравнения и выполнении математических
преобразований получаем формулы для опре-
деления коэффициента h затухания и частоты
о>о собственных колебаний системы:
h = Ы[2(т + ти0)]; = ^с1(т + 1По) .
Установившиеся вынужденные колеба-
ния системы описываются уравнением:
х = ха cos(<or-<p),
где ха - амплитуда колебаний; со - сдвиг фаз
между вынужденными колебаниями амплиту-
ды и вынуждающей силой.
Амплитуда колебаний - абсолютное зна-
чение наибольшего отклонения от среднего
положения при синусоидальных колебаниях.
При несинусоидальных колебаниях использу-
ют термин "полуразмах колебаний". Макси-
мальное значение амплитуды колебаний:
*ашах = т0 г (й2/2(т + Ото) h -J(®o - Л2) .
Максимальная амплитуда достигается
при резонансной частоте
®р = ®о/-2Л2 > <оо.
Резонанс в системе возможен только при
h < (Oq /V2 . При h = 0 и с течением времени t
значение xflmax —>00.
На рис. 8.5.2 представлены амплитудно-
частотная (АЧХ) и фазочастотные характери-
стики системы с одной степенью свободы и
центробежным возбуждением колебаний. Об-
ласть / на АЧХ, в которой (0 < (00, является
областью дорезонансных режимов, область II,
в которой со > со0, - областью зарезонансных
режимов. Заштрихованную область дорезо-
нансных режимов (со « со о) называют обла-
стью резонансных режимов. В вибрационных
машинах наиболее широко применяется дале-
ко зарезонансная настройка, когда со » соо, а
ха ~ хст - амплитуде колебаний при соо = 0 и
h = 0, т.е. система не обладает жесткостью с и
сопротивлением b\ хст = mQrl(m + тио)-
Рис. 8.5.2. Амплитудно-частотные (а) и
фазочастотиые (б) характеристики системы с
одной степенью свободы и центробежным
возбуждением колебаний
Используют и резонансную настройку
машин, что обусловлено использованием в
приводе вибрационных машин асинхронных
электродвигателей, характеристики которых
не позволяют стабильных режимов работы
машин в близкой к резонансу зарезонансной
области.
Необходимую для поддержания колеба-
ний в системе среднюю мощность привода виб-
рационной машины определяют по формуле
Ncp = [тог2 ®5/4(от + т0(со2 - ®о)] sin2Ф •
Максимум мощности в дорезонансном
режиме (при со < соо) рассеивается в системе
при sin2cp = 1 (ф = 45°), а в зарезонансном ре-
жиме (при со > <оо) при sin2<p = -1 (ф - 135°).
При определении мощности Nn привод-
ного электродвигателя дополнительно учиты-
вают КПД механизмов привода вибромашины
и трение в подшипниках вибровозбудителей.
По расположению излучающей поверхности
рабочего органа виброустройства относитель-
но бетонной смеси формуемого изделия разли-
чают три основных вида уплотнения: поверх-
ностное - излучающая поверхность представ-
ляет собой плоскость и располагается сверху;
глубинное - излучающая поверхность (обычно
цилиндрическая) располагается внутри масси-
600
Глава 8.5. ВИБРАЦИОННОЕ ОБОРУДОВАНИЕ ДЛЯ УПЛОТНЕНИЯ БЕТОНА
ва бетонной смеси, объемное - излучающая
поверхность повторяет конфигурацию фор-
муемого изделия. Объемное формование желе-
зобетонных изделий в формах получило наи-
большее распространение. Применяют и ком-
бинированные виды уплотнения.
Режимы вибрационного формования.
Процесс уплотнения бетонной смеси, которая
состоит из крупного заполнителя и цементно-
песчаного раствора с вкраплениями пузырьков
воздуха, условно разделяют на две стадии:
1) резкое падение вязкости рыхлонасыпной
бетонной смеси и перемещение крупных и
мелких частиц заполнителя с их относитель-
ным проскальзыванием и образование плотной
макроструктуры бетона (его структурного
каркаса). Продолжительность этой стадии со-
ставляет около (0,5... 1) Ж (жесткость Ж, см.
табл. 8.1.1); 2) дальнейшее сближение частиц
заполнителя между собой, разжижение смеси и
удаление из нее частиц воздуха. Смесь уплот-
няется, ее плотность по сравнению с первона-
чальной возрастает в 1,6 - 1,65 раза. Продол-
жительность стадии (1... 4)Ж.
При уплотнении подвижных смесей (П2-
П4) четкого разделения на стадии не наблюда-
ется ввиду скоротечности процесса (3...5 с).
Для вибрационного формования приме-
няют оборудование с вибрационным, ударно-
вибрационным и ударным характером уплот-
няющих воздействий. Рабочие органы вибра-
ционных формовочных машин при отсутствии
формы с бетонной смесью совершают гармо-
нические колебания относительно положения
равновесия. Значения их виброперемещений,
виброскоростей и виброускорений совершают
Марка смеси................... П4 ПЗ
Ускорение, м/с2............... 1 2
Размах перемещений делят на верхнюю
Ав и нижнюю Ан составляющие соответствен-
но положению рабочего органа - верхнему и
нижнему, а отношение между ними Ап/Ав оп-
ределяют как коэффициент асимметрии.
При асимметричных режимах колебаний
ускорением, осуществляющим уплотнение
смеси, считают максимальное (пиковое) уско-
рение виброплощадки в крайнем нижнем по-
ложении Ан. Верхняя составляющая при
Лв > 1g создает условие для перекомпоновки
частиц и ускорения уплотнения. Асимметрич-
ные колебания позволяют без повышения час-
тоты увеличивать значение уплотняющего
положительного ускорения до величины
10...15g.
гармонические колебания относительно поло-
жения равновесия. При виброускорениях
больше 7g, направленных противоположно
инерционным силам, приложенным к частицам
бетонной смеси, происходит отрыв бетонной
смеси от поддона формы, который приводит к
подсосу воздуха и к ее расслоению и разрых-
лению. Уплотняющая способность формую-
щих машин возрастает с ростом ускорений
гармонических колебаний рабочих органов до
7g. При этом максимальное значение амплиту-
ды колебаний хв = 7g/co2.
Эффективность виброформования изде-
лий зависит от интенсивности и продолжи-
тельности воздействия рабочего органа вибро-
машины на уплотняемую бетонную смесь.
Интенсивность вибрационного воздей-
ствия приближенно может оцениваться двумя
основными показателями в зависимости от
размера амплитуды А перемещений и частоты
вращения соо: максимальным ускорением коле-
баний (интенсивность по ускорению)
Ив = Лео3 и значением пропорциональной
мощности колебаний рабочего органа машины
ян=лл2®3).
Продолжительность формования зави-
сит от конфигурации и размеров изделий и их
отдельных элементов, насыщенности армату-
рой, вида арматуры, вида оборудования, ин-
тенсивности вибрационного воздействия на
смесь и ее удобоукладываемости. Рекомендуе-
мые ускорения колебаний при формовании
изделий из бетонных смесей различной удобо-
укладываемости при частоте вибрирования
50 Гц приведены ниже.
П2 Ш Ж1 Ж2 ЖЗ Ж4
2,5 3 4 5 6 7
Литые бетонные смеси марки П4 обла-
дают пониженными значениями вязкости и
сцепления. Для исключения расслоения их
рекомендуется уплотнять при гармонических
колебаниях частотой не более 25 Гц и ускоре-
нием до (1,5...2g). При формовании крупно-
размерных изделий рекомендуется учитывать
волновые явления, связанные со скоростью
распространения колебаний с и частотой /
Длина волны L = df
В зависимости от состава, показателей
удобоукладываемости, времени выдерживания
до начала формования изделий и стадии про-
цесса уплотнения реологические свойства
(вязкость цементного раствора, силы трения и
ОСНОВНОЕ ВИБРОФОРМОВОЧНОЕ ОБОРУДОВАНИЕ
601
сцепеления между частицами заполнителя,
тиксотропные превращения смеси, целост-
ность упруговязких каналов цементного рас-
твора) бетонной смеси изменяются. Ввиду
этого во многих случаях эффективно оборудо-
вание с двухчастотными и переменными пара-
метрами вибрационных колебаний (частоты,
амплитуды) или их сочетанием с ударным
характером воздействия на жесткую бетонную
смесь при формовании железобетонных изде-
лий. При ударно-вибрационных колебаниях в
момент соударения рабочего органа с ограни-
чителем происходит резкое изменение скоро-
сти, в результате чего возникают большие
ударные ускорения даже при низкочастотном
приводе.
8.5.2. ОСНОВНОЕ ВИБРОФОРМОВОЧНОЕ
ОБОРУДОВАНИЕ
Классификация виброформовочного
оборудования. Основными классификацион-
ными признаками виброформовочного обору-
дования являются: способ формования, харак-
тер и направленность колебаний, соотношение
вынужденных и собственных частот колеба-
ний, тип вибровозбудителя, число колеблю-
щихся масс.
Машины вибрационного формования
можно подразделить: по способу - вибрацион-
ные площадки (виброплощадки), установки с
горизонтальными колебаниями, виброштампы,
в том числе скользящие виброштампы, вибро-
протяжные устройства, скользящие виброна-
садки, глубинные вибромашины, вибросердеч-
ники, формовочные устройства комбиниро-
ванных типов; по характеру и направленности
колебаний - на гармонические и негармониче-
ские с направлением колебаний в вертикаль-
ной или горизонтальной плоскостях, с про-
странственными и многокомпонентыми коле-
баниями; по соотношению вынужденных и
собственных частот - на резонансные и заре-
зонансные вибромашины с дебалансами, элек-
тромагнитным, кривошипно-шатунным и ком-
бинированным возбудителем колебаний; по
типу вибровозбудителя - на дебалансные, кри-
вошипные, электромагнитные, гидравличе-
ские; по числу колеблющихся масс - на одно-,
двух- и трехмассные вибромашины, по конст-
руктивному исполнению - на рамные и блоч-
ные; по способу крепления форм - на машины
с механическим, пневмомеханическим, гидро-
механическим, электромагнитным креплением
и без крепления.
Виброплощадки (рис. 8.5.3). Отличи-
тельный признак виброплощадок - вовлечение
в колебания формы 2 с бетонной смесью, уста-
новленной на рабочем органе 1 машины, кото-
рый может быть выполнен в виде сплошной
рамы с вибровозбудителями 3 или из несколь-
ких вибросекций (виброблоков).
Виброплощадка с круговыми колебания-
ми имеет сплошную раму на упругих опорах с
прикрепленными к ней одним или нескольки-
ми вибровозбудителями (рис. 8.5.3, а). Такая
виброплощадка имеет ограниченное примене-
ние и используется в основном для формова-
ния изделий небольших размеров и масс (вы-
сотой h ~ 0,2 м, т < 1 т) с амплитудой колеба-
ний Ао = 0,3...0,5 мм и частотой/= 45...50 Гц.
Рис. 8.5.3. Схемы основных видов виброплощадок
602
Глава 8.5. ВИБРАЦИОННОЕ ОБОРУДОВАНИЕ ДЛЯ УПЛОТНЕНИЯ БЕТОНА
Виброплощадка с вертикально направ-
ленными колебаниями (рис. 8.5.3, б) состоит из
ряда секций с унифицированными вибробло-
ками, синхронные колебания которых обеспе-
чиваются установкой синхронизатора с зубча-
тыми передачами соединительных валов виб-
роблоков. Виброплощадки такого типа приме-
няют для формования плоских изделий (Л =
= 0,3...0,4 м) из малоподвижных и умеренно
жестких бетонных смесей. Параметры верти-
кальных колебаний: амплитуда А3 = 0,4...
0,6 мм, частота /= 50 Гц. К таким вибропло-
щадкам относятся СМЖ-187А, СМЖ-200Б,
СМЖ-199А, СМЖ-164 грузоподъемностью 10,
15, 24 и 40...56 т.
Виброплощадка с многокомпонентными
колебаниями (рис. 8.5.3, в) представляет собой
раму с укрепленным на ней вибровозбудите-
лем с вертикальным валом 3. Она применяется
для формования изделий из подвижных и ли-
тых бетонных смесей. Параметры колебаний:
амплитуда горизонтальных колебаний АГ =
= 0,6...0,8 мм, вертикальных колебаний А3 =
= 0,2...0,4 мм, частота колебаний/= 24...25 Гц.
Виброплощадка горизонтального дейст-
вия (рис. 8.5.3, г) представляет собой двух-
массную систему, состоящую из резонансной
активной массы, на которой закреплен вибро-
возбудитель, и пассивной массы, включающей
раму и форму с бетонной смесью. Обе массы
соединены между собой упругими связями,
жесткость выбирается из условия обеспечения
работы виброплощадки в околорезонансном
режиме колебаний. Опоры активной и пассив-
ной масс - мягкие упругие элементы, обеспе-
чивающие виброизоляцию фундамента. Виб-
ровозбудители могут создавать как направлен-
ные (продольно-горизонтальные), так и эллип-
тические колебания формы. Виброплощадки
применяются для формования длинномерных
изделий. Параметры колебаний: амплитуда
(полуразмах) Ао = 0,4...0,8 мм, частота f =
= 45...50 Гц.
Ударно-вибрационная площадка
(рис. 8.5.3, д) состоит из колеблющихся в вер-
тикальном направлении рамы с формой и
уравновешивающей рамы. Между ними распо-
ложены поддерживающие упругие связи и
буфера, соударяющиеся при встречном движе-
нии колеблющихся рам. Уравновешивающая
рама установлена на упругие опоры. Колеба-
ния возбуждаются кривошипно-шатунным
приводом с упругим шатуном. Площадка при-
меняется для формования изделий из малопод-
вижных и жестких бетонных смесей. Парамет-
ры колебаний: виброперемещения Aq = 4...
10 мм, частота ударов/= 10... 15 Гц. К площад-
ке такого типа относится площадка СМЖ-460
грузоподъемностью 15 т.
Ударно-вибрационная площадка
(рис. 8.5.3, е) состоит из отдельных блоков, на
которых закреплены ограничители колебаний.
При колебаниях форма отрывается от ограни-
чителей и при встречном движении происхо-
дит ее соударение с ограничителями блоков.
Приводом являются вибровозбудители с кру-
говым вращением дебалансов. Площадка при-
меняется для формования изделий из подвиж-
ных и малоподвижных смесей. Параметры
колебаний: амплитуда Ао = 0,8... 1 мм, частота
/=25 Гц.
Ударная (кулачковая) площадка
(рис. 8.5.3, ж) содержит раму для крепления
формы, кулачковые валы с приводом и соуда-
ряющиеся устройства. Движение рамы с фор-
мой обеспечивается ее подъемом с помощью
кулачков (или другими устройствами, напри-
мер с гидроприводными цилиндрами) на за-
данную высоту и последующим свободным
падением на ограничительные элементы, уста-
новленные на опорной раме. Площадка приме-
няется для формования изделий из умеренно
жестких и жестких бетонных смесей. Режимы
колебаний: высота подъема рамы с формой
3...7 мм, частота ударов 2...4 Гц.
Многокомпонентная маятниковая виб-
роплощадка (рис. 8.5.3, з) содержит силовую
раму, опирающуюся на ряд расположенных по
ее продольной оси несущих упругих опор и
находящуюся в таком неустойчивом равнове-
сии, нижние поверхности ее боковых сторон в
нагруженном положении виброплощадки рас-
полагаются с зазором около 8... 10 мм над бо-
ковыми упругими опорами, а рама имеет воз-
можность поворота в вертикальной попереч-
ной ее оси плоскости. Материал всех опор -
резина средней твердости. На каждой боковой
стороне рамы смонтирован дебалансный виб-
ровозбудитель колебаний, вал которого приво-
дится во вращение через расположенную гори-
зонтально клиноременную передачу от уста-
новленного на фундаменте электродвигателя.
При необходимости формования изделий дли-
ной около 6 м и более в продольном направле-
нии дополнительно к силовой раме располага-
ОСНОВНОЕ ВИБРОФОРМОВОЧНОЕ ОБОРУДОВАНИЕ
603
ются с определенными интервалами две и бо-
лее дополнительные опорные рамы, устанав-
ливаемые на идентичные упругие опоры, но не
имеющие вибровозбудителей.
При поочередном включении на 10... 15 с
приводов центробежных одновальных вибро-
возбудителей (одновременно они не работают)
вибрирующая рама попеременно ударяется о
правые и левые боковые амортизаторы с час-
тотой вращения дебалансов вибровозбудите-
лей, благодаря чему создается многокомпо-
нентный виброударный режим колебаний ра-
мы и установленной на ней формы с бетонной
смесью, что позволяет применять такие вибро-
площадки для формования плосокостных, ли-
нейных и других железобетонных изделий из
умеренно жестких бетонных смесей. Режимы
колебаний: высота подъема боковин ±3 мм,
частота ударов 50 Гц, ускорение (2,8...3,2)g.
Виброплощадки такого типа СМЖ-868,
СМЖ-869, СМЖ-870 и их модификации име-
ют установленную мощность электродвигате-
лей 2x7,5 кВт (при грузоподъемности 5 и 10 т)
и 2x11 кВт (при грузоподъемности 15, 20, 25 и
30 т).
Расчет параметров виброплощадок с
вертикально направленными колебаниями,
работающих в далеко зарезонансном режиме,
обычно производится по заданной грузоподъ-
емности (кг):
/Игр /Иф + /Иб.с>
где 7Иф и тиб.с - массы соответственно формы и
бетонной смеси. Вибрируемая масса
тв = тк + Отф + ki от6 с.+ к2 ти'пр,
где тк - масса колеблющихся частей вибро-
площадки (суммарная масса виброблоков или
вибростолов); к\ - коэффициент присоедине-
ния массы бетонной смеси, в основном зави-
сящий от густоты армирования формуемого
изделия; для малоармированных изделий к\ =
= 0,25...0,3, для густоармированных к\ =
= 0,3...0,4; к2 = 0,1 - коэффициент присоеди-
нения массы пригруза; /и'пр - масса пригруза
(если он имеется). Обычно тв «(l...l,l)jWjp.
Статический момент массы дебалансов
S (кг м), при которых выдерживается принятое
значение ха, определяют в зависимости от
суммарной массы /и0 дебалансов вибропло-
щадки и угла ф = 145... 160°:
S = mQ г = ха/ив/со8ф,
где г - радиус от оси вращения дебаланса до
его центра тяжести.
Мощность приводных электродвигателей
N№ = (S <о3/2 Т)т Т] с) (fd, + ха sintp),
где Г|т = 0,96 - КПД трансмиссии; Г|с ® 0,9 -
КПД синхронизатора;/= 0,005 (при жидкост-
ной смазке) - приведенный к валу условный
коэффициент трения скольжения подшипни-
ков качения; с1ъ - диаметр шейки вала под
подшипниками.
Затем определяют коэффициент жестко-
сти опорных упругих элементов, которые
должны обеспечить необходимую по санитар-
ным нормам виброизоляцию рабочих мест и, в
то же время, надежную устойчивость всей
машины.
Для резонансных виброплощадок с гар-
моническими горизонтально направленными
колебаниями (рис. 8.5.4), имеющих две колеб-
лющиеся массы Ш\ и т2, упруго опирающиеся
на фундамент мягкими виброизолирующими
упругими элементами Соп и связанные между
собой упругими связями, расчет параметров
производится по заданной грузоподъемности,
амплитуде вибросмещений формы у1а и часто-
те ее колебаний со.
Суммарная масса, кг,
т2 = /Икор + Мф + kim6 с+ ^"Мр,
где /икор - масса корпусной части; для вибро-
площадок грузоподъемностью до 10 т прини-
мают /икор = 0,15 /Игр, а свыше 10 т /икор =
= 0,12 /Игр.
Реактивная масса
/И1 = /и2/£,
где £ = Ш\/т2 « 0,1...0,15 - отношение реак-
тивной и активной масс системы. Коэффици-
ент жесткости С упругой системы (Н м), обес-
печивающий близкую к резонансу дорезонанс-
ную настройку машины, необходимую для ста-
бильной ее работы, определяют по формуле:
Рис. 8.5.4. Расчетная схема двухмассной
виброплощадки с горизонтально направленными
колебаниями
604
Глава 8.5. ВИБРАЦИОННОЕ ОБОРУДОВАНИЕ ДЛЯ УПЛОТНЕНИЯ БЕТОНА
C = (W2<02/Y2Yc2)^/(1+^
где ус - поправка к коэффициенту жесткости
упругой системы; при £ = 0,1 значение ус =
= 0,89, а при £ = 0,15 значение ус = 0,93.
Статический момент S (кг м) массы деба-
лансов при относительном затухании р =
= Л/соо ~ 0,05
S = (1 + ®у2т2+^2h2
Мощность 7УСр, необходимая для поддер-
жания колебаний, и мощность электродвигате-
лей ТУдв определяют по формулам:
Ncp = S2<o2p/^ ^[(l/y2 - I)2 + 4р2//];
Wp + ^трУПсЛт-
Расчет ударно-вибрационных вибропло-
щадок зависит от их типа и конструктивных
особенностей.
Поверхностные вибромашины. По-
верхностные вибромашины характеризуются
взаимодействием их рабочего виброоргана с
бетонной смесью, уплотнение которой произ-
водится в форме 3 через горизонтальную, на-
клонную или вертикальную поверхность фор-
муемого изделия (рис. 8.5.5). Процесс формо-
вания осуществляется: воздействием рабочего
органа по всей площади изделия - машины пол-
ного воздействия (вибропрессы, виброштампы);
последовательным уплотнением при взаимном
перемещении машины и изделия - машины по-
следовательного воздействия (рис. 8.5.6).
Вибропрессы и виброштампы уплотняют
засыпанную в форму 3 (см. рис. 8.5.5) дозиро-
ванную бетонную смесь 2 посредством верти-
кально опускаемого в нее вибрируемого рабо-
чего органа, благодаря чему смесь приводится
Рис. 8.5.5. Схемы поверхностных вибромашин
полного воздействия:
а - одномассный вибропресс; б - двухмассный
виброштамп; в - одномассный вибропресс с пневмо-
нии гидровибропригрузом; 1 - вибропригруз;
2 - бетонная смесь; 3 - форма для изделия;
4 - двухмассный вибропригруз; 5 - пневмо- или
гидровибропригруз
Рис. 8.5.6. Схемы поверхностных вибромашин по-
следовательного действия:
а - скользящий виброштамп;
б - вибропротяжное устройство
в состояние текстропного разжижения и при-
нимает необходимую форму под воздействием
вертикальной рабочей нагрузки. В качестве
рабочего органа в одномассном вибропрессе
используется вибропригруз 1 (рис. 8.5.5, а),
пневмо- или гидропригруз 5 (рис. 8.5.5, в) в
двухмассном виброштампе - двухмассный
вибропригруз 4 (рис. 8.5.5, б).
Вибропрессы зарубежных фирм и отече-
ственных предприятий (например, марок
ВИП4М-ВИП12М с установленной мощно-
стью электродвигателей 6...22 кВт) широко
используются для изготовления тротуарных
камней и плиток различной конфигурации,
бортовых камней дорог, стеновых пустотных
блоков и других мелких изделий, формуемых в
различном количестве за один формовочный
цикл из мелкозернистых сверхжестких бетон-
ных смесей (жесткостью Ж = 60... 100 с) в фор-
мах-матрицах с немедленной распалубкой.
Требуемая сила прессования создается, как
правило, воздействующими на рабочий орган
гидроцилиндрами. Режим колебаний: ампли-
туда 1,2...2 мм, частота /= 50 Гц. Давление
рабочего органа на бетонную смесь до
0,025 МПа.
Вибропресс имеет раму 1 (рис. 8.5.7),
вибростол 2 для размещения поддона 8 и фор-
мы-матрицы 3, прессующий рабочий орган 7,
перемещающийся от гидроцилиндра 6, бункер 5
ОСНОВНОЕ ВИБРОФОРМОВОЧНОЕ ОБОРУДОВАНИЕ
605
Рис. 8.5.7. Схема вибропресса
и ящичный питатель 4 для подачи смеси в
форму-матрицу, установленную на подавае-
мый под нее поддон 8.
Формующая машина с вибропротяжным
устройством (см. рис. 8.5.6, б) включает пор-
тал 5 с бункером 1, из которого бетонная смесь
поступает в вибробункер 4, укладывается с
профилированием, уплотняется и заглаживает-
ся скользящим виброштампом 2 и стабилиза-
тором с пружинными опорами на раму. Могут
использоваться и другие устройства, заглажи-
вающие поверхность изделия 3.
При определении оптимальных парамет-
ров рабочих органов поверхностных виброма-
шин частота их колебаний ш устанавливается
в зависимости от жесткости Ж смеси (при воз-
растании Ж возрастает со), а амплитуда коле-
баний в зависимости от высоты h формуемого
изделия с учетом выбранных частот (при воз-
растании h возрастает и амплитуда).
Для рабочего органа виброштампа и виб-
ропресса целесообразна двухмассная система.
На нижней массе Ш\ устанавливается вибро-
возбудитель, а верхняя - т2 служит для созда-
ния необходимого статического давления.
Коэффициент жесткости упругих элементов
С (Н/м) между верхней и нижней массами
рассчитывается из условия виброизоляции:
С = ти2(02/(50...100). Суммарная масса опреде-
ляется в зависимости от высоты формуемого
изделия, его площади, объема смеси, вытес-
няемой из виброштампа и ее плотности.
Рабочий орган машин последовательного
действия со скользящим виброштампом вы-
полняется обычно одномассным с вибратором
2 (см. рис. 8.5.6, а), в продольном сечении в
виде профильной лыжи 1, а в поперечном се-
чении повторяющий конфигурацию формуе-
мого изделия 3. Форма продольного профиля
содержит криволинейный наклонный и гори-
зонтальный участки. Ориентировочно отноше-
ние длины горизонтального участка К по дли-
не L составляет 1:3, превышение высоты пе-
редней точки криволинейной части профиля
над высотой задней равно 0,5Л, угол наклон-
ной части 3...5°, ширина вибролыжи на 20...25
мм меньше ширины формуемого изделия.
Мощность привода перемещения вибро-
лыжи (скользящего виброштампа) вдоль фор-
муемого изделия со скоростью V расходуется
на перемещение массы призмы бетонной сме-
си в бункере при коэффициенте ее внутреннего
трения /1 = 0,7...0,8 и на преодоление силы
трения нижней плоскости стальной лыжи о
бетонную смесь/2 = 0,5...0,7, при этом коэф-
фициент f2 может значительно уменьшаться
при вибрировании лыжи, но и возрастать до
значения 0,7...0,8 при трогании лыжи с места.
Эффективны скользящие виброштампы с
переменными параметрами колебаний по дли-
не их рабочей поверхности в направлении пе-
ремещения относительно формуемого изделия
(с большей амплитудой колебаний в передней
зоне уплотнения бетона и меньшей - в задней
зоне заглаживания поверхности изделия), соз-
даваемых из-за переменного по профилю в
поперечном сечении виброштампа участков
уплотнения и заглаживания бетона и несим-
метричного расположения вибровозбудителя.
Вибронасадки. В отличие от скользящих
виброштампов вибронасадки при перемеще-
нии в процессе формования изделия вдоль
формы опираются на верхние кромки ее бор-
тов. Благодаря этому вибровоздействие на
бетонную смесь осуществляется не только на
поверхность изделия, но и через вовлекаемую
в вибрацию форму.
Вибронасадок с проемом между двумя
вибробрусами, имеющими соединенные вала-
ми, дебалансы, вращающиеся электродвигате-
лем через клиноременную передачу с их син-
хронизацией шестеренчатым редуктором, при
перемещении вдоль формы в прямом или об-
ратном направлении передает на нее верти-
кально направленные колебания, эффектив-
ность которых зависит от мощности вибровоз-
будителей и жесткости опирания формы на
фундамент. Вибронасадок создает повышен-
ный уровень шума, ввиду чего его обычно
применяют при небольших значениях ампли-
туды колебаний для уплотнения относительно
тонкого верхнего слоя бетона при формовании
трехслойных железобетонных панелей со
606
Глава 8.5. ВИБРАЦИОННОЕ ОБОРУДОВАНИЕ ДЛЯ УПЛОТНЕНИЯ БЕТОНА
средним слоем утеплителя (для этого может
применяться и переставной вибропригруз) или
как направляющая бетон виброворонка (в этом
случае обычно используют вибраторы общего
назначения с круговыми колебаниями).
Комбинированный вибронасадок состоит
из двух вибробрусьев 3 и 2 (рис. 8.5.8), нижние
рабочие плиты которых размещены внахлест-
ку, разделены резиновой прокладкой и накло-
нены под углом 4° к горизонтальной наружной
поверхности формуемых изделий. Они имеют
раздельные пружинные виброопоры и вибро-
возбудители с электроприводами, создающие
круговые колебания с частотой 70 Гц передне-
го вибробруса 3 и вертикально направленные
колебания с частотой 50 Гц заднего вибробру-
са 2. Вибронасадок опирается на борта формы
только нижней скругленной кромкой заднего
вибробруса.
При скорости перемещения данного виброна-
садка 0,4 м/мин, за один проход возможно
формование в стендовых формах из малопод-
вижной бетонной смеси (1...3 см) плоскостных
железобетонных изделий 1 со стенкой толщи-
ной 40 мм и продольными и поперечными
ребрами 5 высотой до 350 мм. Это достигается
благодаря предварительному разжижению
бетонной смеси 4 и транспортному эффекту
из-за горизонтальной составляющей круговых
колебаний переднего вибробруса, принуди-
тельно подпитывающего бетонной смесью
зону его уплотнения задним вибробрусом,
имеющим вертикально направленные колеба-
ния. Однако такой вибронасадок с наклоном
брусьев, способствующим уплотнению бетона
с различной высотой элементов изделия, соз-
дает затруднения для предотвращения просы-
пания бетона за борта формы и оставляет при
формовании слой бетона в 2...3 мм на ее бор-
тах, что необходимо учитывать при определе-
нии их высоты.
Вибровозбудители общего назначения.
Это вибровозбудители одиночных стандарт-
ных виброформ различных изделий (устанав-
ливаются на их бортах), кассетных установок
(устанавливаются на разделительных стенках,
на опалубочной оснастке при монолитном
строительстве и в других устройствах для уп-
лотнения бетонных смесей). Они устанавли-
ваются на бункерах и течках для устранения
зависания в них материалов и побуждения
истечения бетонной смеси из бункера при
формовании изделий методом подвижных
щитов, используются в качестве вибропривода на
вибротранспортирующих машинах (виброкон-
вейерах, вибропитателях и на виброгрохотах).
По принципу возбуждения колебаний
вибровозбудители подразделяют на две основ-
ные группы: с центробежным и электромаг-
нитным возбуждением.
Центробежные вибровозбудители под-
разделяют по виду привода: с пневматическим
и электрическим приводами, по направлению
генерируемых колебаний; с круговыми и эл-
липтическими колебаниями (последние вы-
полняются с маятниковой подвеской либо
двухвальными), по частоте генерируемых коле-
баний; с пониженной частотой (о = 25...40 с-1),
нормальной частотой (о = 50...80 с-1) и повы-
шенной частотой (о = 100...350 с-1) колебаний.
Наиболее распространены вибровозбуди-
тели с электрическим приводом с питанием от
промышленной сети переменного тока (220...
380 В) и пониженного напряжения (36 В).
Рис. 8.5.8. Комбинированный виброиасадок
ОСНОВНОЕ ВИБРОФОРМОВОЧНОЕ ОБОРУДОВАНИЕ
607
Вибровозбудителъ общего назначения с
круговыми колебаниями состоит из корпуса, в
котором установлен статор трехфазного асин-
хронного электродвигателя с короткозамкну-
тым ротором, закрепленным на валу, мощно-
стью 0,25... 1,5 кВт. На консолях вала со шпо-
ночным соединением попарно установлены
неподвижно закрепленный и регулируемый
дебалансы, закрытые крышками. Крепление
вибровозбудителя осуществляется болтами,
для чего в его лапах предусмотрены отверстия.
Для повышения надежности на практике часто
вводится дополнительное крепление вибро-
возбудителя при помощи хомутов, охваты-
вающих его корпус.
Амплитуда колебаний рабочих органов,
приводимых от центробежных вибровозбуди-
телей, определяется вынуждающей силой
тиог(О2, 3...34 кН, которая может изменяться
поворотом дебалансов с ограничением наи-
большего значения в зависимости от продол-
жительного или повторно-кратковременных
режимов работы.
Отечественные вибровозбудители (виб-
раторы) с круговыми колебаниями выпускают-
ся с частотой колебаний 25 и 50 Гц (один тип
вибратора - с частотой 100 Гц).
Для уплотнения бетонной смеси часто
оптимальны частоты колебаний более 50 Гц.
При этом необходимо обеспечить долговеч-
ность подшипников вибраторов, что определя-
ет тенденции развития их конструкции.
Двухвальный вибровозбудителъ генери-
рует направленные колебания при трех усло-
виях (рис. 8.5.9, а): валы должны вращаться в
противоположных направлениях с одинаковой
скоростью, т.е. синхронно и противофазно
(<Х>1 = -со2); в любой момент времени текущие
углы поворота дебалансов и - ф2* должны
быть равны между собой, т.е. вращение валов
должно происходить синфазно; центробежные
силы Fx и F2, создаваемые дебалансами
валов, должны быть равными по значению.
Тогда проекции центробежных сил на ось х в
любой момент времени взаимоуравновешива-
ются, а на ось z - складываются и создают
результирующую вынуждающую силу, пер-
пендикулярную плоскости, в которой лежат
оси вращения дебалансов, и приложенную в
точке А. Значение вынуждающей силы изме-
2 2
няется от +тигсо до -тго , проходя через
нулевое значение, но ее направление не откло-
няется от оси z.
При отсутствии кинематической связи
между валами их синхронизация ненадежна,
ввиду чего двухвальные вибраторы применяют
совместно с шестеренчатыми синхронизатора-
ми на различных вибрационных машинах, в
частности на виброплощадках с направленны-
ми колебаниями.
Маятниковый вибровозбудителъ
(рис. 8.5.9,б), генерирующий направленные
колебания, состоит из вибровозбудителя 1
круговых колебаний, соединенного осью 0
шарнирно через резинометаллические упругие
элементы и подшипники с основанием 2. Тогда
направленные колебания генерируются в слу-
Рис. 8.5.9. Схемы вибровозбудителей направленных колебаний
608
Глава 8.5. ВИБРАЦИОННОЕ ОБОРУДОВАНИЕ ДЛЯ УПЛОТНЕНИЯ БЕТОНА
чае, если ось дебалансного вала 01 проходит
через центр качания (удара) маятника, а упру-
гие и диссипативные связи маятника с рабочим
органом равны нулю. При моменте инерции I
маятника массой тх относительно оси 0 рас-
стояние
I = ll(mxa- gcosa)co2 ® Ix/(mxa).
Электромагнитные вибровозбудители по
принципу действия разделяются на одно- и
двухтактные. Однотактные вибровозбудители
имеют один электромагнит /, который закреп-
лен на якорной части 2 (рис. 8.5.10). Корпус 3,
соединяющийся с рабочим органом 4 оборудо-
вания, снабжен ярмом электромагнита 5. Кор-
пусная и якорная части соединены упругими
элементами 6 (витыми цилиндрическими пру-
жинами сжатия). При протекании по обмотке
электромагнита 1 пульсирующего тока, в мо-
мент его прохождения якорная часть 2 притя-
гивается электромагнитом к корпусной. Их
обратный ход совершается под действием уп-
ругой силы пружин 6, которые одновременно
обеспечивают резонансный режим работы
вибровозбудителя.
Двухтактные вибровозбудители имеют
два электромагнита, которые поочередно при-
тягиваются якорной и корпусной частями то в
одну, то в другую сторону. Упругие элементы
служат для обеспечения резонансной настрой-
ки режима работы вибровозбудителя. Рабочий
орган крепится к корпусной части.
Благодаря простоте конструкции, мень-
шим габаритным размерам и массе по сравне-
нию с двухтактными вибровозбудителями в
качестве вибровозбудителей общего назначе-
ния применяются однотактные электромаг-
нитные вибровозбудители. По сравнению с
центробежными электромагнитные вибровоз-
Рис. 8.5.10. Схема электромагнитного
одноконтактного вибровозбудителя
будители более надежны и долговечны благо-
даря отсутствию в них трущихся частей, по-
зволяют плавно регулировать амплитуду коле-
баний рабочих органов в широком диапазоне,
но значительно больше по массе и габаритным
размерам. Электромагниты не способны раз-
вивать большую вынуждающую силу из-за
значительных потерь в воздушном зазоре, что
предопределяет настройку электромагнитных
вибровозбудителей на околорезонансный ре-
жим с коэффициентом резонансного усиления
не менее 8... 10. Поэтому область их примене-
ния ограничивается случаями, когда диссипа-
ция энергии относительно невелика. Чаще
всего их используют в качестве вибропривода
вибротранспортирующих машин и в некото-
рых других случаях.
Глубинные вибромашины. Глубинные
вибромашины отличаются тем, что их рабочий
орган погружается непосредственно в массив
уплотняемой бетонной смеси. Конструктивно
рабочие органы выполняются цилиндрически-
ми с круговыми колебаниями или плоскост-
ными - с направленными. Глубинные вибрато-
ры целесообразно применять для уплотнения
бетонной смеси подвижностью 1...6 см. Зона
уплотнения характеризуется радиусом R или
дальностью действия L, зависящихся в основ-
ном от диаметра d или ширины рабочего орга-
на b\ R = (4...5)d; L = (1,5...2)b. Глубинные
вибромашины разделяют на ручные (массой
3...30 кг, производительность 5..30 м3/ч) и под-
весные (массой 100...800 кг, производительно-
стью 100...800 м3/ч). Они выполняются со
встроенным (с частотой тока 200 Гц) или вы-
несенным (с частотой тока 50 Гц) электродви-
гателем, вращающим дебалансный или плане-
тарный вибровозбудитель, частота колебаний
которого 180...330 Гц.
В вибровозбудителях с корпусом малого
диаметра невозможно получить значительную
вынуждающую силу из-за ограниченности
размеров дебалансов и соответственно малости
их статического момента. В этом случае высо-
кая эффективность уплотнения бетонной сме-
си может быть достигнута повышением часто-
ты колебаний. Для этого в приводе вибровоз-
будителей устанавливают высокочастотные
асинхронные электродвигатели с частотой
тока 150...200 Гц, работающие от промышлен-
ной сети через преобразователи частоты, что
усложняет их эксплуатацию.
ОСНОВНОЕ ВИБРОФОРМОВОЧНОЕ ОБОРУДОВАНИЕ
609
Иногда применяют вибровозбудители с
приводом дебалансного вала от электродвига-
теля через мультипликатор (повышающий
редуктор), но они обладают повышенной мас-
сой и малой долговечностью.
Глубинные пневматические вибровозбу-
дители позволяют получить большую частоту
виброколебаний, но менее экономичны по
сравнению с вибровозубудителями, имеющи-
ми электропривод, ввиду большого расхода
воздуха. Отечественные глубинные виброма-
шины имеют корпус диаметром 38... 133 мм,
мощность 0,55... 1,5 кВт, создают вынуждаю-
щую силу 3...8 кН.
Масса бетонной смеси, колеблющейся с
вибровозбудителем,
тиб.с~InDLph /3,
где DnL - соответственно диаметр корпуса и
длина вибровозбудителя, м; р - плотность
бетонной смеси, кг/м3; h = 0,04...0,05 - толщи-
на бетонной смеси, колеблющейся с вибровоз-
будителем, м.
Вибросердечники применяют при формо-
вании пустотных бетонных и железобетонных
изделий. При формовании труб используют
цилиндрические (возможна некоторая их ко-
нусность для облегчения распалубки трубы) и
цилиндрические с раструбообразователем сер-
дечники длиной, равной длине труб, обычно
формуемых в формах в вертикальном положе-
нии, а в некоторых случаях - в горизонталь-
ном. По оси трубы и сердечника, внутри него
располагается вибровал с общим приводом
нескольких соединенных дебалансов, создаю-
щих круговые колебания сердечника, пере-
дающиеся на укладываемую сверху бетонную
смесь. Верхняя часть трубы на конечной ста-
дии формования подпрессовывается кольце-
вым вибропригрузом. После виброформования
производится немедленная распалубка труб.
Трубы и кольца изготовляют также в
виброформах с навесными вибраторами или в
виброформах с комбинацией уплотнения с
помощью упрощенного вибросердечника с
навесными внутри него вибраторами. При
таком способе распалубка изделий произво-
дится, как правило, после полного твердения
бетона. Трубы и кольца изготовляются и на
специальных виброплощадках в вертикальном
или горизонтальном положении.
Тенденция развития вибрационного обо-
рудования для уплотнения бетона при формо-
вании различных бетонных и железобетонных
изделий и в монолитном строительстве предо-
пределяется малой энергоемкостью процесса
виброуплотнения бетона.
При создании и эксплуатации виброма-
шин и работающего с ними оборудования
(прежде всего форм) наибольшую трудность
представляет повышение их долговечности,
уменьшение уровня шума и защита от него
обслуживающего персонала.
В этом отношении наиболее благоприят-
ны для эксплуатации машины для изготовле-
ния мелких изделий повышенной плотности
(облицовочных плиток, камней мощения),
работающие по принципу прессования мате-
риала под большим давлением без вибрации.
Однако такие машины имеют повышенную
энергоемкость, а оснастка - повышенную мас-
су ввиду необходимости восприятия действую-
щих на нее сил при прессовании материала.
Оборудование для производства мел-
ких изделий. Метод вибропрессования ис-
пользуется для изготовления пустотных стено-
вых блоков, например, размером 400х200х
х200 мм, камней мощения различной конфи-
гурации, бордюрных камней для дорог и дру-
гих мелких изделий.
В качестве материалов для формовочной
смеси используется песок (фракции до 2 мм),
крупный заполнитель (щебень, гравий, извест-
няк, керамзит, зола, шлак, мраморная крошка и
т.д., фракциями не более 11 мм). Смесь - же-
сткая, цемента расходуется 5... 12 % ее массы,
воды - 5...7 %. Для получения цветных изде-
лий используются неорганические пигменты
(до 6 %). Для уменьшения расхода пигмента
изделия по высоте могут выполняться двух-
слойными: с верхним окрашенным слоем тол-
щиной 10... 15 мм и нижним неокрашенным,
что обеспечивается соответствующей конст-
рукцией вибропрессов, выполняющих уплот-
нение в два этапа.
Формование изделий на вибропрессе
(рис. 8.5.11). Поддон 3 подается на вибростол
5 вибропресса. Форма-матрица 4, образующая
наружные вертикальные поверхности изделий,
при опускании траверсы 7 устанавливается на
поддон. Вибропуансон 6, образующий внут-
ренние полости формуемых изделий, с травер-
сой 8 находится в верхнем положении. Мер-
ный ящик 9 бункера 7 перемещается в зону
формования и заполняет форму-матрицу бе-
тонной смесью, совершая возвратно-поступа-
тельные движения при ворошении смеси в нем
рыхлителем. Затем ящик возвращается в ис-
20- 1317
610
Глава 8.5. ВИБРАЦИОННОЕ ОБОРУДОВАНИЕ ДЛЯ УПЛОТНЕНИЯ БЕТОНА
ходное положение под бункер, а в форму-
матрицу опускается вибропуансон, заглубля-
ется в смесь и образует пустоты в изделиях
при работе вибраторов вибростола. Изделия
распалубливаются при подъеме формы-
матрицы и вибропуансона. Поддон с распа-
лубленными изделиями перемещается с вибро-
стола конвейером 2 в пакетировщик-накопи-
тель.
Для перемещения рабочих органов в
вибропрессах обычно применяют гидроцилин-
дры.
Вибропрессы используются в формовоч-
ных линиях с комплектами оборудования раз-
личной степени механизации и автоматизации.
Автоматическая линия с тупиковыми
туннельными камерами тепловой обработки,
отражающая современный уровень и тенден-
ции развития наиболее производительных ли-
ний, показана на рис. 8.5.12.
От бетоносмесительной установки фор-
мовочная смесь подается в расположенный над
формовочным конвейером 2 бункер 3, а из
него ящичным питателем - в форму-матрицу
вибропресса 4. В случае брака при их формо-
вании или распалубке и разрушения изделия
смесь возвращается в бетоносмеситель, кото-
рый рекомендуется устанавливать вблизи виб-
ропресса, но так, чтобы это не мешало обслу-
живанию машин. Поддоны с немедленно рас-
палубленными изделиями последовательно
передаются к пакетировщику-подъемнику 6 с
цепным вертикальным подъемным шаговым
Рис. 8.5.11. Вибропресс для производства
мелких изделий
Рис. 8.5.12. Автоматическая линия
для изготовления мелких изделий
вибропрессованием
конвейером. Пакетировщик набирает пакет
поддонов с изделиями (обычно в 8... 12 эта-
жей), опирающихся на планки. С передаточной
тележки 8 съезжает многоярусный вильчатый
погрузчик 7, снимает поддоны с изделиями и
возвращается на тележку, которая перемеща-
ется по рельсовому пути и останавливается
перед загружаемым туннелем ряда тепловых
камер 5.
Погрузчик съезжает с тележки, транспор-
тирует пакет поддонов с изделиями в туннель
на требуемые длину и уровень и возвращается
на тележку. Тележка перемещается к разгру-
жаемому туннелю, забирает крайний верти-
кальный ряд поддонов с затвердевшими изде-
лиями, транспортирует их к конвейеру 10 по-
дачи готовых изделий, устанавливает на по-
лочные опоры цепных конвейеров пакетиров-
щика-снижателя 9 и возвращается на переда-
точную тележку, которая перемещается к кон-
вейеру 2. Пакетировщиком-снижателем 9 под-
доны с изделиями 11 последовательно опус-
каются на конвейер 10. Манипулятор (пор-
тального или поворотно-консольного типа)
захватами с гидроприводом сдвигает изделия,
сплачивая их ряд, и устанавливает на транс-
портный поддон 12, а следующий ряд, сплачи-
вет и поворачивает на 90° вокруг вертикальной
оси, устанавливая ряды изделий в плотный
пакет, перемещаемый на транспортном поддо-
не по конвейеру 13 на пост перевязки метал-
лической лентой или упаковки в пленку и на
ПРОИЗВОДСТВО ПЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
611
склад готовой продукции. Освободившиеся от
изделий формовочные поддоны подаются по-
перечным конвейером на кантователь 1 (под-
доны имеют две рабочие поверхности, что
уменьшает их изнашивание). После очистки
вращающейся щеткой поддоны подаются по-
перечным конвейером в копильник 14, из ко-
торого по одному выдаются на формовочный
конвейер 2 и к вибропрессу. Цикл работы по-
вторяется.
Работа линии и отдельных машин авто-
матизируется на базе микропроцессорной тех-
ники. Электрооборудование и пульты управ-
ления размещаются в отдельном застекленном
звукоизолированном помещении. В камерах
тепловой обработки, как правило, применяется
глухой пар, трубопроводы распложены по
боковым сторонам и в нижней части отсеков.
Системы тепловой обработки с проходными
камерами и естественное твердение изделий
применяют при наличии соответствующих
площадей.
Методом вибропрессования могут изго-
товляться бетонные изделия, имеющие слож-
ную конфигурацию нижней поверхности, на-
пример, навесные плитки для облицовки вен-
тилируемых фасадов зданий или цементно-
песчаная черепица с волнообразным попереч-
ным сечением. Однако изготовление таких
относительно тонкостенных (толщиной 12...
16 мм) бетонных изделий целесообразнее осу-
ществлять на полуконвейерных и конвейерных
линиях с формованием методом прокатки за
один проход формующими вращающимися
валками на подаваемых под них со скоростью
0,08...0,12 м/с металлических поддонах. Диа-
метр уплотняющего валка D выбирают в зави-
симости от толщины h черепицы: D = 100...
120 мм при h = 10 мм, D = 130... 160 мм при h =
= 12 мм. Отношение окружной скорости вра-
щающегося валка к скорости прокатки vB/Vnp =
= 5... 10. Привод подачи поддона выполняют
гидравлическим или электромеханическим с
кривошипно-шатунным механизмом, обеспе-
чивающими точность его шагового перемеще-
ния в зависимости от длины изготовляемого
изделия и преодоления силы сопротивления
перемещению, возникающей при прокатке
бетона. Для создания оптимальных условий
формования изделий автоматически поддер-
живают высоту слоя бетонной смеси в бункере
формующей установки перед роликами.
Глава 8.6
ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ
ДЛЯ ИЗГОТОВЛЕНИЯ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
8.6.1. ПРОИЗОВДСТВО плитных
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Плитным, или плоскостным называет-
ся изделие, в котором его ширина равна или
больше 1/2 длины и в 2 раза или более превы-
шает его толщину. Плитные железобетонные
изделия с ненапряженным и напряженным
армированием применяются в жилищном,
промышленном и гражданском строительстве
(в сборном и сборно-монолитном), а также при
строительстве дорог и специальных сооруже-
ний. В крупнопанельном домостроении - это
панели наружных и внутрених стен, покрытий
и перекрытий (сплошные, ребристые, много-
пустотные).
В зависимости от требуемого числа, но-
менклатуры, размеров и других факторов
плитные изделия изготовляют по стендовому,
агрегатно-поточному, полуконвейерному и
конвейерному способам с применением раз-
личного оборудования.
Кассетные установки. Формование из-
делий в вертикальном положении в отсеках,
образуемых стенками кассет кассетных уста-
новок, позволяет получать изделия с четкими
ровными ребрами, точными размерами по
длине, ширине и толщине, а также гладкими
лицевыми поверхностями. Прогрев изделий в
кассете осуществляется контактным способом
с быстрым подъемом температуры в ее паро-
вых отсеках до 100 °C за 1 ч, что возможно
благодаря ограничению температурных де-
формаций бетона стенками кассеты. К недос-
таткам способа относится необходимость про-
хождения бетонной смеси в отсеки шириной
60...200 мм, между жесткой паровой стенкой и
гибким листом, на котором закреплены вибра-
торы. При этом движению бетонной смеси
препятствуют размещенные в отсеке арматур-
ный каркас, проемообразователи, закладные
детали и другие элементы оснастки. Ввиду
этого необходимо использовать при формова-
нии подвижные бетонные смеси (подвижно-
стью 6... 16 см) с большим водосодержанием,
что приводит к перерасходу цемента. Кроме
того, поверхности отформованных изделий
имеют многочисленные мелкие поры и рако-
вины, вследствие чего необходима шпатлевка
лицевых поверхностей панелей.
20*
612 Глава 8.6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
В стендовых кассетных установках
формование и последующая термообработка
изделий происходят одновременно в несколь-
ких вертикальных отсеках (рис. 8.6.1). Уста-
новка состоит из кассеты I и распалубочной
машины II. В кассете имеется неподвижная I,
разделительные 2 стенки, эжектор, тепловые
отсеки 3, подвижная стенка 4, рабочие борта и
гидрозатвор с отводом конденсата. Подача
пара, отсос паровоздушной среды и отвод кон-
денсата осуществляются через коллекторы.
При эжекторной подаче пара обеспечивается
циркуляция паровоздушной среды. Для авто-
матического соединения и распалубки кассеты
предусмотрены замки.
Разделительные стенки выполнены из
прокатного листа толщиной 24 мм. При длине
5500...7500 и высоте 3000...3500 мм листы
обладают гибкостью, благодаря которой они
волнообразно колеблются с амплитудой
0,05...0,15 мм вибраторами мощностью 0,4...
0,8 кВт с вращающимся дебалансом (частотой
50 Гц, возмущающей силой 2,5...6 кН). Вибра-
торы с вертикальной осью вращения располо-
жены с боковых сторон листов, вне зоны их
рабочей поверхности, на расстоянии 500...
700 мм от их боковой кромки.
В начале работы все стенки кассеты,
кроме неподвижной, отведены в крайнее по-
ложение. Поверхности стенок раздвинутого
отсека смазываются, устанавливается арматура
и закладные детали. Затем подвижные стенки с
помощью распалубочной машины сдвигаются,
перекатываясь на роликах, замком соединяют
стационарную стенку со смежной промежу-
точной стенкой, разъединяют замок, соеди-
няющий эту промежуточную стенку со сле-
дующей тепловой, и отодвигают полученный
пакет в крайнее положение. Цикл повторяется
до оснащения всех отсеков арматурой и за-
кладными деталями. После этого кассета за-
полняется бетоном при периодическом вклю-
чении на 2...3 мин (общее время формования и
вибрации 15...30 мин) вибраторов. Для повы-
шения эффективности вибрирования раздели-
тельных листов частично предотвращают их
защемление посредством распорных конусов с
передачей распорных сил на тепловые стенки.
Элементы бортоснастки выполняются с мину-
совым допуском в 2...3 мм, а образовавшийся
зазор перекрывается уплотнительными втул-
ками. В тепловые отсеки подается пар давле-
нием не более 0,015 МПа. По окончании твер-
дения бетона изделия снимаются подъемным
краном при обратной последовательности ото-
двигания стенок кассеты.
Машина для механизированной сборки и
распалубки кассет содержит опорные балки 7,
рычажный механизм, служащий для запира-
ния, распалубки и сборки кассеты, запорные
складные рычаги 6, вертикальные стойки (ша-
тунов) 10, синхронизирующую балку, меха-
низмы первичного и вторичного запирания 8,
амортизаторы 5 и гидроцилиндр 9. Предохра-
нение кассеты от самопроизвольного раскры-
тия в процессе формования и термообработки
изделий осуществляется двумя автоматиче-
скими механизмами запирания пакета. Меха-
низм первичного запирания предотвращает
самопроизвольное складывание рычагов (при
отключении гидропривода насосной установ-
ки) из-за смещения (эксцентриситета) их цен-
трального шарнира вниз относительно осей их
крайних шарниров. Рычажный механизм вто-
ричного запирания имеет подпружиненные
крюки, поворачивающиеся под действием тя-
говой оси гидроцилиндра. Предусмотренные
механизмы запирания обеспечивают предот-
Рис. 8.6.1. Кассетная установка и распалубочная машина в сборе
ПРОИЗВОДСТВО ПЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
613
вращение самопроизвольного раскрытия кас-
сеты и безопасность работы обслуживающего
персонала, для чего служит и система управ-
ления распалубочной машины, которая может
быть приведена в действие только при вклю-
чении привода одновременно с двух пультов,
расположенных с обеспечением обзора всех
отсеков кассетной установки.
Для нескольких кассетных установок, с
учетом неодновременности их работы, преду-
сматривается одна насосная установка (рабо-
чим давлением 4,9 МПа, расходом масла по-
груженного в бак лопастного насоса 50 л/мин).
С учетом этого и протяженности трубопрово-
дов до гидроцилиндров распалубочных машин
(до 25...40 м) принята повышенная вмести-
мость маслобака (200 л), что позволяет не пре-
дусматривать принудительного охлаждения
масла. Управление работой гидроустановки и
гидроцилиндров осуществляется дистанцион-
но с пультов управления, расположенных у
соответствующих кассетных установок, где
располагаются и гидрораспределители.
Выполненная по рассмотренному прин-
ципу кассетная установка, включающая двена-
дцатиотсечную кассету СМЖ-3312 с вибрато-
рами ИВ-104 (по одному с каждой стороны
разделительного листа) и распалубочную ма-
шину СМЖ-ЗЗПВ, предназначена для формо-
вания плоскостных железобетонных изделий с
наибольшей длиной 6000, высотой 3000 и
толщиной 120 мм. Она имеет массу около
125 т, масса кассеты 102,5 т, распалубочной
машины 20,2 т.
Рассмотренная кассетная установка име-
ет небольшой проем (около 0,85 м) отсеков
при установке в них арматурных каркасов и
закладных деталей, что создает неудобства в
работе обслуживающего персонала. Ввиду
этого и для устранения других недостатков
созданы другие типы кассетных машин, кото-
рые также используются в производстве круп-
ногабаритных железобетонных плоскостных
изделий.
Расчет сил. Горизонтальная сила, кото-
рую необходимо преодолеть при перемещении
кассет по направляющим, Н,
Р\ = mgtdflD^ + 2/K/Dp)P,
где т - масса перемещаемых частей кассет, кг;
d - диаметр оси, на которой вращается ролик,
м; jDp - диаметр ролика, м; / = 0,015 - приве-
денный к валу коэффициент трения в ролико-
вых подшипниках качения ролика; fK = 0,001 -
коэффициент трения качения ролика по на-
правляющей, м; Ур = 3 - коэффициент, учиты-
вающий трение реборд роликов о призматиче-
ские направляющие.
При выборе значений/с nfp учитывается
возможность загрязнения направляющих бето-
ном. Сила Pi действует на подвижную стенку
в плоскости расположения направляющих, она
должна преодолеваться при перемещении под-
вижных частей кассет гидроцилиндром с ры-
чажной системой.
После заполнения отсеков кассеты бе-
тонной смесью на подвижную стенку дейст-
вуют силы гидростатического давления, рав-
нодействующая которых Р2 находится на 1/3
ее высоты от нижней кромки:
P2 = £2pgH2B/2,
где Р2 - коэффициент запаса, учитывающий
действие инерционных сил на подвижную
стенку при включенных вибраторах; р - плот-
ность бетонной смеси, кг/м3; Н, В - соответст-
венно высота и ширина изделия, м.
Силы Р\ и Р2 действуют разновременно.
Они воспринимаются рычажной системой,
которая рассчитывается по большей из них с
учетом указанных точек их приложения.
Кассетно-конвейерные линии. Кассет-
но-конвейерной называют поточную линию,
на которой плоскостные железобетонные из-
делия формуют в вертикальном положении в
опалубке типа кассетной и в процессе произ-
водства перемещают с заданным ритмом часть
опалубки с изделиями или без них, к другим
технологическим постам. Кассетно-конвей-
ерные линии позволяют сохранить преимуще-
ства кассетной стендовой технологии, устра-
нить некоторые ее недостатки и значительно
повысить производительность. Кассетно-
конвейерные линии различаются по конструк-
тивно-технологическим признакам, опреде-
ляющим их исполнение и применение.
Комплекс оборудования СМЖ-776 —
СМЖ-782 горизонтально замкнутой кассетно-
конвейерной линии с двухстадийной тепловой
обработкой предназначен для изготовления пане-
лей внутренних стен размером до 7,2x3 м, а ком-
плекс оборудования СМЖ-776.01 — СМЖ-782 —
для изготовления сплошных панелей перекры-
тий размером до 6,6x3,6 м. Оборудование и
компоновка комплексов и соответствующих
линий во многом унифицированы. Комплекс
занимает площадь 18x108 м.
614 Глава 8.6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Конвейерная линия включает три поста
формования, линию подготовки форм, тун-
нельные камеры тепловой обработки изделий
и две тележки, передающие на посты формо-
вания формы-вагонетки и проталкивающие их
в камеры тепловой обработки. В линию подго-
товки входят следующие посты: 1) распалубки
и съема готовых изделий, оборудованный ме-
ханизмами распалубки; 2) чистки форм-
вагонеток; 3) смазывания форм-вагонеток; 4 и
5) установки арматурных каркасов и заклад-
ных деталей; на последнем посту осуществля-
ется также подогрев форм-вагонеток.
Формовочная установка СМЖ-776 со-
стоит из рамы 1 с сердечником 3 (рис. 8.6.2),
шарнирно закрепленных на ней двух бортов 2
и 4 с вибраторами, механизма распалубки,
механизма подключения пара, привода враще-
ния соединенных между собой валами одно-
вальных вибраторов и насосной установки для
привода гидроцилиндра механизма поворота
бортов и распалубки. При закрывании бортов
одновременно происходят следующие опера-
ции: отрыв формы-вагонетки от рельсов, под-
жим формы к борту, а затем к сердечнику
формовочной установки. При этом механизм
распалубки обеспечивает надежное закрыва-
ние формы между бортом и сердечником. Рас-
палубка осуществляется в обратном порядке.
На установке одновременно формуются четы-
ре изделия, ее производительность до 4 м3/ч,
масса 64 т, установленная мощность электро-
двигателей 19 кВт.
1
Рис. 8.6.2. Формовочная установка СМЖ-776
Бетоноукладчик СМЖ-777 состоит из
самоходной платформы, перемещающейся по
рельсовому пути эстакады, и самоходной те-
лежки, перемещающейся в поперечном на-
правлении и несущей бункер вместимостью
2 м3. Выходное регулируемое отверстие бун-
кера перекрывается затвором, выполненным в
виде поворотного сегмента круга.
Распалубочное устройство СМЖ-778 ра-
ботает от двух гидроцилиндров с захватами и
рычажной системы. При распалубке происхо-
дит плоскопараллельное перемещение изде-
лия, которое, опираясь на нижний поворотный
борт оснастки, выходит из боковых вертикаль-
ных бортов формы-вагонетки. Наибольшая
сила распалубки 28 кН, время распалубки око-
ло 8 с.
Машина СМЖ-779 для чистки и смазы-
вания формовочной установки имеет раму на
ходовых колесах, на которой установлен меха-
низм чистки в виде двух капроновых щеток
длиной 2900 мм, расположенных вертикально
по высоте очищаемых бортов и совершающих
с помощью привода круговые перемещения в
плоскости очищаемой поверхности. Машина
имеет также систему нанесения смазки на эти
поверхности. Производительность машины
составляет 40 м2/мин при скорости перемеще-
ния 0,11 м/с. Расстояние между двумя одно-
временно очищаемыми бортами оснастки
470...650 мм. Частота колебаний щеток
150 мин-1. Установленная мощность 3 кВт.
Форма-вагонетка СМЖ-780 (и ее моди-
фикации) состоит из вертикально расположен-
ного теплового отсека с формообразующими
боковыми стенками и нижним бортом и двух
колесных тележек. Для компенсации неровно-
стей рельсового пути и неточной установки
тележек одна из них закреплена на нижней
части теплового отсека шарнирно. В форме-
вагонетке одновременно формуются два изде-
лия. Ее масса 10,7 т, рабочее давление пара в
тепловом отсеке 0,03 МПа.
Передаточная тележка СМЖ-781 пред-
ставляет собой раму на четырех колесах, на
которой размещены механизмы и приводы ее
перемещения, двух толкателей и двух фикса-
торов для двух форм-вагонеток. Рабочая ско-
рость передвижения тележки 0,24 м/с, замед-
ленная 0,06 м/с. Перемещение формы-
вагонетки на расстояние 9390 мм производит-
ся толкателем автоматически за четыре рабо-
чих хода. Скорость перемещения толкателем
при рабочем ходе 2440 мм равна 0,11 м/с, при
ПРОИЗВОДСТВО ПЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
615
холостом - 0,22 м/с. Наибольшее расчетное
усилие толкания 100 кН. Масса тележки 16 т,
установленная мощность электродвигателей
39,2 кВт.
Механизм подключения пара СМЖ-782
служит и для слива конденсата из теплового
отсека формы-вагонетки после предваритель-
ной тепловой обработки отформованных изде-
лий. На посту формования к фланцам теплово-
го отсека формы-вагонетки пневмоцилиндром
механизма подключения пара прижимается (с
силой 3 кН) плита с резиновым уплотнением,
после чего открывается вентиль подачи пара.
При этом рычажная система механизма прохо-
дит на 5... 10 мм за "мертвую точку" и при по-
нижении или отсутствии давления в пневмоси-
стеме отхода плиты от фланцев и утечки пара
не происходит.
Кассетно-конвейерная линия длиной 84 м
имеет расчетную производительность 50 тыс.м3
в год при изготовлении панелей внутренних
стен и перегородок размерами 7,2x3x0,16 м и
до 55 тыс.м3 в год - панелей перекрытий раз-
мерами до 6,6x3,6x0,16 м. Масса комплекса
оборудования линии около 624 т. Такая высо-
кая производительность при сравнительно
большой занимаемой площади и массе обору-
дования не всегда оправдана экономически,
что необходимо учитывать при ее установке.
Другие типы кассетно-конвейерных ли-
ний различаются принципами их компоновки,
методами формования и уплотнения бетонной
смеси, способами и режимами тепловой обра-
ботки изделий, конструктивными решениями
основных механизмов технологического обо-
рудования и другими особенностями.
Вертикально замкнутая кассетно-кон-
вейерная линия с поступательным перемеще-
нием в вертикальном положении сборно-
разборного пакета односторонних щитов с их
горизонтальным расположением на участке
подготовки предназначена для изготовления
панелей перекрытий размерами 5690х
хЗО 10x160 мм, применяемых для сейсмостой-
ких домов.
Скомплектованный с арматурным карка-
сом и закладными деталями щит подается на
первый кантователь, который поворачивает
его в вертикальное положение и устанавливает
на опоры пакета. При перемещении пакета на
шаг расположения в нем щитов автоматически
закрываются четыре замка по торцовым гра-
ням щита, соединяющие щит с пакетом. Для
восприятия сил от распорного давления бетон-
ной смеси тремя щитами ее укладывают на
пост в третий от начала пакета формовочный
отсек, подавая к посту формования бадьями и
уплотняя глубинными вибраторами или виб-
роштыком.
Тепловая обработка отформованных из-
делий производится в течение 7 ч контактным
способом с электронагревом щитов, для чего в
них смонтированы электронагреватели (ни-
хромовые полосы). В конце пакета зона тепло-
вой обработки заканчивается, происходит ав-
томатическое открытие замков, крайний щит
отрывается от изделия, поворачивается вторым
кантователем в горизонтальное положение,
снижателем устанавливается на конвейер воз-
врата, расположенный под кассетно-конвей-
ерной линией, перемещается в ее начало,
подъемником подается на уровень конвейера
подготовки и поступает на пост чистки и смаз-
ки. Изделие мостовым краном снимают с поста
распалубки и транспортируют на промежуточ-
ный склад.
Линия компактна, удобна для оснащения
щита в горизонтальном положении сложными
арматурными изделиями, но вместе с тем в ней
недостаточно эффективен способ укладки и
уплотнения бетонной смеси, недостаточно
надежны в эксплуатации автоматические зам-
ки и значительно заглубление в фундамент.
Кассетно-конвейерная линия с попереч-
ным перемещением форм в камере 75 тепловой
обработки представляет собой горизонтально
замкнутый конвейер с двумя передаточными
тележками 2 и 77 (рис. 8.6.3). Отдельно распо-
ложен пост 7 переоснастки форм при измене-
нии типа изготовляемого изделия. Вертикаль-
ная форма выполнена с нижним опиранием и
односторонне расположенной оснасткой. Тех-
нологические операции производятся последо-
вательно на постах: 3 - открывание бортов и
распалубка; 4 - чистка форм и закрывание
бортов; 5 - смазывание и дополнительная пе-
реоснастка форм; 6 - 8 - установка арматуры,
закладных деталей и элементов электропро-
водки. Затем форма 10 передается тележкой 77
на формовочный пост 73, оснащенный вибро-
уплотняющим устройством, бетоноукладчи-
ком 14 и устройством для подачи в бункер
бетонной смеси. Пост огражден шумозащит-
ным кожухом 72. Бетоноукладчиком бетонная
смесь укладывается в формовочный отсек,
образуемый между бортоснасткой, формуемой
и гладкой стенкой предыдущей формы с изде-
лием. Форма с отформованным изделием по-
616 Глава 8.6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
дается в камеру 15, в которой располагается
пакет форм, перемещающийся по мере подачи
очередной формы. По выходе из камеры фор-
ма распалубливается, изделие транспортирует-
ся грузоподъемным краном с помощью тра-
версы, а распалубленная форма перемещается
на участок подготовки форм к формованию
тележкой 2 или на пост переоснастки 1. Линия
располагается в пролете 18 м, занимая длину
около 40 м.
Кассетно-конвейерная линия челночного
типа для изготовления панелей внутренних
стен и перегородок размерами 7200х3680х
х120 мм включает челночную кассету СМЖ-
857, распалубщик кассеты СМЖ-858 и бетоно-
укладчик СМЖ-859 (табл. 8.6.1). На рис. 8.6.4
представлена схема двух челночных кассетных
линий и двух постов 4 со шпаклевочными ма-
шинами СМЖ-3232А. Челночная кассета 1
состоит из десяти промежуточных стенок,
опорных стенок, восьми гидроцилиндров, двух
насосных установок и других частей. Стенки с
74-мя навесными вибраторами общего назна-
чения ИВ-1 ПА установлены внизу каретками
на направляющих, образуя двенадцать формо-
вочных отсеков, разделенных на два модуля по
шесть отсеков, каждый из модулей может ра-
ботать индивидуально.
Разделительные стенки кассеты очища-
ются, смазываются и оснащаются в отсеках,
раздвинутых на расстояния большие, чем в
стационарных кассетах, что способствует
удобству и безопасности работы. После этого
стенки кассеты распалубщиком 2 собирают в
пакет и дооснащают. С захватами гидроцилин-
дров кассеты соединяются тяги, включается
гидростанция и пакет стенок одного из моду-
Рис. 8.6.3. Кассетно-конвейерная линия с поперечным перемещением форм
Рис. 8.6.4. Схема кассетно-конвейерной линии челночного типа
ПРОИЗВОДСТВО ПЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
617
8.6.1. Техническая характеристика оборудования челночной кассетно-конвейерной линии
Показатель СМЖ-857 СМЖ-858 СМЖ-859
Производительность, м3/год Установленная мощность электро- двигателей, кВт Габаритные размеры, мм (длинахширинах высота) Масса, т 12 600 48,7 8050x8600x4350 114,4 7,5 3300x12450x4595 8,3 п,з 5565x12710x6800 17,6
лей кассеты обжимается. Бетонная смесь пода-
ется в отсеки кассеты бетоноукладчиком 3 и
виброуплотненяется навесными вибраторами,
периодически включаемыми на 30...40 с. Мо-
дули кассеты бетонируют независимо друг от
друга. После окончания бетонирования в по-
лости стенок кассеты по трубопроводу 6 уст-
ройством 7 подают пар под давлением до
0,01 МПа и производится тепловая обработка
изделий. По ее окончании убираются тяги об-
жима кассеты и распалубщиком 2 откатывают
опорную стенку от пакета. Изделие на после-
дующей стенке в это время удерживается эле-
ментом безопасности. Оно снимается мосто-
вым краном 5 из отсека и цикл съема повторя-
ется со всеми изделиями.
В принятой системе обжима кассеты не-
обходимо поддерживать силу сжатия пакета
гидроцилиндрами. В состав челночной кассеты
входят два гидропривода, каждый из которых
работает на один из двух ее модулей.
Для перемещения при распалубке и
сборке стенки челночной кассеты внизу опи-
раются на катки. В этом случае необходим
расчет на устойчивость крайней стенки,
имеющей наибольшую толщину и несущей
при распалубке консольно расположенное
изделие. Следует учитывать также возможное
предельное отклонение центра тяжести кассе-
ты из-за выборки зазора над колесом.
Распалубщик СМЖ-858 челоночной кас-
сеты П-образной конструкции предназначен
для ее распалубки и транспортирования разде-
лительных стенок формовочных отсеков, а
также в качестве обслуживающей площадки
при съеме изделий мостовым краном. Он пе-
редвигается со скоростью 0,2 м/с двумя раз-
дельными приводами с электродвигателями
мощностью по 3 кВт каждый. На нижней части
портала расположены выдвижные скалки, ра-
ботающие от электродвигателя мощностью
0,55 кВт с зажимами соответствующих боко-
вых кронштейнов стенок кассеты при их
транспортировании. Распалубщик останавли-
вается в промежуточном положении по коман-
дам от установленных на нем конечных вы-
ключателей, срабатывающих от смонтирован-
ных на стенках кассеты упоров.
Бетоноукладчик СМЖ-859 портального
типа передвигается со скоростью 0,2 м/с от
двух приводов, унифицированных с привода-
ми распалубщика СМЖ-858. По рельсовому
пути верхней платформы портала бетоноук-
ладчика со скоростью 0,15 м/с перемещается
бункер для бетонной смеси вместимостью
2,4 м3, снабженный вибратором общего назна-
чения и затвором в виде поворотного сегмента
круга с приводом его открывания, позволяю-
щим регулировать интенсивность истечения
смеси из бункера, а также выполненной в виде
короба течкой для направления подачи смеси в
отсек.
Челночная кассетно-конвейерная линия и
входящее в ее состав оборудование сравни-
тельно просты по конструкции и занимают
небольшие площади.
Челночные кассетно-конвейерные линии
могут иметь различные конструктивные и
компоновочные решения. Для улучшения ус-
ловий труда и тепловой обработки перспектив-
но исполнение линии с расположенными выше
уровня пола отдельными боковыми камерами
тепловой обработки и постами переоснастки, в
которые стенки кассеты с изделиями переме-
щаются с помощью передаточной тележки.
Конвейерные линии для изготовления
плитных железобетонных изделий в гори-
зонтальном положении. Их классифицируют
по различным признакам линий в целом, тех-
нологических постов и оборудования: по тех-
нологическим возможностям - специализиро-
ванные и универсальные (с градацией в зави-
симости от возможности изготовления изделий
различных типоразмеров); по расположению
технологических постов и камер тепловой
обработки - горизонтально или вертикально
618 Глава 8.6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
замкнутые; по направлению передачи форм-
вагонеток в позицию перед камерой тепловой
обработки и после нее - с вертикальным, гори-
зонтальным или наклонным направлением; по
расположению камер тепловой обработки - в
цехе или за пределами цеха; по числу ярусов
камер тепловой обработки - с одно- и много-
ярусными камерами (камеры тепловой обра-
ботки могут быть не только туннельными, но и
кольцевыми).
Типы конвейерных линий, комплексы
оборудования и конструкции отдельных ма-
шин определяются в зависимости от парамет-
ров изготовляемых плитных изделий, видов
отделки их поверхностей и требуемой произ-
водительности, с учетом производства различ-
ных железобетонных изделий, общей техноло-
гической схемы и компоновки оборудования и
линий на проектируемом конкретном или ти-
повом заводе при их возможной унификации в
конструктивном и компоновочном исполне-
нии.
Комплекс оборудования 7981/1 (рис. 8.6.5)
конвейерной поточной линии для изготовле-
ния одно- или трехслойных панелей наружных
стен размерами до 6600x3100x600 мм произ-
водительностью до 40 000 м3 в год в зависимо-
сти от компоновки и состава оборудования
располагается в цехах пролетом 18 или 24 м с
двумя мостовыми кранами грузоподъемностью
16 т при высоте подкрановых путей 8,15 м.
Конвейерная линия состоит из двух па-
раллельных технологических ветвей с рельсо-
выми путями для перемещения форм-
вагонеток 5 (с поддоном СМЖ-805 с формой)
и перпендикулярно к ним расположенных
рельсовых путей для перемещения передаточ-
ных тележек 1 (рис. 8.6.5).
Технологические посты располагаются
на полу цеха, туннельные одноярусные камеры
тепловой обработки изделий выполнены под-
земными. Две камеры вместимостью по десять
форм предназначены для нагрева и изотерми-
ческой выдержки изделий, а камера пяти
форм - для охлаждения. Из подземной камеры
форма извлекается подъемником 11 (СМЖ-
789-01), поднимается и подается толкателем на
следующий пост этой ветви линии. При этом
все формы от этого поста перемещаются на
один шаг.
В форме отвинчиваются винтовые угло-
вые замки бортов и борта открываются уст-
ройством 12 (СМЖ-793). С помощью консоль-
ного крана 14 с форм снимаются проемообра-
зователи. Форма с изделием поворачивается
кантователем 13 (СМЖ-439А) на угол до 96°,
изделие снимается с формы мостовым краном
с помощью траверсы СМЖ-257Б и транспор-
тируется в вертикальном положении на линию
отделки 10 СМЖ-3100. Здесь производятся
окраска изделий в два цвета водоэмульсион-
ными красками, отделка декоративной крош-
кой на клеющей основе с ее нанесением на
затвердевшую предварительно очищенную
поверхность, обнажение декоративного запол-
нителя.
Форма чистится и смазывается или пере-
дается для переоснастки и заменяется формой
75, переоснащенной для изготовления изделий
иной марки (без потери времени на остановку
линии). Устройством 17 (СМЖ-793) закрыва-
ются и скрепляются борта формы; в форму
укладываются арматурные каркасы и детали.
Укладка бетонной смеси производится на пол-
ную высоту однослойного изделия или перво-
го слоя трехслойного изделия бетоноукладчи-
ком 18 (СМЖ-787) с уплотнением бетона на
виброплощадке 19 (СМЖ-773 или другого
типа) в форме, опущенной на нее с помощью
подъемных рельсов (СМЖ-806). На следую-
щих постах этой ветви линии укладывается
утеплитель трехслойных панелей. Затем фор-
мы по одной передаются приводом СМЖ-790
на передаточную тележку 1 (СМЖ-444-02) и
транспортируются на ней на пост второй ветви
конвейерной линии. По ее рельсовому пути
формы-вагонетки последовательно перемеща-
ются приводом СМЖ-790. В форму укладыва-
ется верхняя арматура и подъемными рельсами
2 (СМЖ-806) она опускается на виброплощад-
ку 3 (СМЖ-773). В нее бетоноукладчиком 4
(СМЖ-787-01) укладывается верхний слой
раствора и уплотняется на виброплощадке
или с помощью переставного поверхностного
вибробруса бетоноукладчика. Изделие выдер-
живается и после этого его верхняя поверх-
ность заглаживается отделочной машиной 7
(СМЖ-461), при этом форма-вагонетка удер-
живается от смещения по рельсам фиксатором
20 (СМЖ-788), который выполнен в виде упо-
ра, поворачиваемого в одну сторону переме-
щающейся формой-вагонеткой и гидроцилин-
дром зажимного рычага. Гидропривод обору-
дования работает от насосных станций 6 и 16
(СМЖ-3003В). Форма снимается подъемником
8 (СМЖ-789) и опускается им в одну из камер
тепловой обработки, которая затем закрывает-
ся затвором 9 (СМЖ-791). Прошедшие тепло-
1 2 3 4 5 6 7 8 9 10 21
15
Рнс. 8.6.5. Комплекс оборудования 7981/1 конвейерной линии для изготовления панелей наружных стен
ПРОИЗВОДСТВО ПЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ 619
620 Глава 8.6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
вую обработку изделия передаются в формах-
вагонетках передаточной тележкой 21 (СМЖ-
444-02) в камеру охлаждения изделий, а из нее
извлекаются подъемником 11.
Комплекс оборудования 7981/2 полукон-
вейерной линии для изготовления элементов
кровли размерами до 6600x3600x600 мм про-
изводительностью до 26 000 м3 в год имеет три
технологических поста с перемещением форм
приводом 4 (СМЖ-790) и ямные камеры теп-
ловой обработки изделий (рис. 8.6.6). Формы с
изделиями из ямной камеры транспортируются
и устанавливаются на первый пост мостовым
краном с помощью автоматического захвата 10
(СМЖ-50В), фиксируются на посту фиксато-
ром 3 (СМЖ-788). Устройством 1 (СМЖ-793)
открываются борта формы, и мостовым кра-
ном,оснащенным траверсой 9 (СМЖ-257Б),
изделие снимается с поддона 7 (СМЖ-805-01)
формы, которая очищается и смазывается.
Устройством 1 закрываются ее борта и замки.
На втором посту в форму укладывается арма-
тура. На третьем посту бетоноукладчиком 8
(СМЖ-787) в форму укладывается бетонная
смесь, которая уплотняется на виброплощадке
6 (СМЖ-773), комплектуемой подъемными
рельсами 5 (СМЖ-806) с насосной установкой
2 (СМЖ-3003В). Форма с отформованным
изделием переносится мостовым краном в
ямные камеры, оснащенные пакетировщиками
11 (СМЖ-293А-4) с автоматическими крон-
штейнами.
Комплекс оборудования 7981/3 полу кон-
вейерной линии для изготовления различных
изделий размерами до 6600x3100x350 мм про-
изводительностью до 12 000 м3 в год имеет
пять технологических постов и ямные камеры
тепловой обработки изделий. В состав ком-
плекса входит то же оборудование, что и в
комплекс 7981/2, а также отделочная машина
СМЖ-461. Кроме того, может устанавливаться
камнешлифовальный станок СМР-013А для
шлифования наружной поверхности изделия.
В линиях 7981/1, 7981/2 и 7981/3, пред-
назначенных для производства различных
плитных плоскостных железобетонных изде-
лий, применено унифицированное технологи-
ческое оборудование, что облегчает его изго-
товление на машиностроительных заводах и
эксплуатацию на предприятиях стройиндуст-
рии.
Подъемник СМЖ-789 включает само-
ходный передаточный мост (основная скорость
передвижения 12 м/мин, вспомогательная
6 м/мин), подъемное рычажное устройство и
платформу с толкателем. Подъемник СМЖ-
789-01 выполнен в стационарном исполнении
(без передаточного моста). На платформе
подъемника размещается передаваемая форма-
вагонетка с изделием. Толкатель представляет
собой каретку, установленную на катках в
направляющих платформы и перемещаемую
приводом, состоящим из гидромотора, редук-
тора и цепной передачи. Он рассчитан на про-
талкивание форм-вагонеток общей массой до
350 т (сила толкания 70 кН) со скоростью
6 м/мин. Рычажное устройство для подъема
платформы с приводом подъема от двух гид-
роцилиндров на высоту до 3200 мм со скоро-
стью 2 м/мин и опускания со скоростью
2,5 м/мин рассчитано на подъем формы с изде-
лием общей массой до 25 т со скоростью
6 м/мин. Насосная установка (давлением рабо-
чей жидкости до 16 МПа) располагается на
опорной раме передаточного моста.
Рис. 8.6.6. Комплекс оборудования 7981/2 для изготовления элементов кровли
ПРОИЗВОДСТВО ПЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
621
Конструкция подъемника с механизмом
подъема рычажного типа обеспечивает подъем
платформы без применения направляющих,
усложняющих конструкцию и уменьшающих
эксплуатационную надежность машины.
Устройство СМЖ-793 для открывания и
закрывания поперечных и продольных бортов
форм представляет собой рычажные механиз-
мы с приводом от гидроцилиндров. При работе
устройства форма-вагонетка фиксируется фик-
сатором СМЖ-788.
Бетоноукладчик СМЖ-787 оснащен дву-
мя ленточными питателями и поворотной виб-
роворонкой, вибробрусом и заглаживающим
роликом. Это позволяет укладывать в формы
сравнительно жесткие бетонные смеси, уплот-
нять верхний слой бетона изделия не исполь-
зуя виброплощадку, а последовательно пере-
ставляя вдоль изделия вибробрус (что исклю-
чает или ограничивает проникновение бетон-
ной смеси в утеплитель), а затем предвари-
тельно заглаживать поверхность отформован-
ного изделия роликом.
В бетоноукладчике СМЖ-787-01 нет
вибробруса и заглаживающего ролика, а вме-
сто одного из бункеров с ленточным питате-
лем установлен бункер с трубчатой пережим-
ной течкой для подачи литой бетонной смеси.
Это позволяет производить укладку бетонных
смесей различной жесткости и пластичности
питателем или с помощью течки и повысить
технологическую гибкость линии в целом.
Подъемные рельсы СМЖ-806 поднимают
и опускают формы-вагонетки с изделием об-
щей массой до 30 т на высоту 150 мм со скоро-
стями 0,005 и 0,008 м/с на посту виброплощад-
ки. Они состоят из четырех отдельных пово-
ротных балок с участками рельсового пути
длиной 1450 мм, стыкующихся со стационар-
ными рельсами для перемещения форм-
вагонеток вдоль технологических постов.
В комплексе с виброплощадками для пе-
ремещения формы-вагонетки на большую вы-
соту применяются механизмы с двумя отрез-
ками боковых подъемных рельсов, длины ко-
торых несколько больше базы ее колес. Каж-
дый из рельсов перемещается двумя гидроци-
линдрами с вертикальным ходом штоков. Та-
кая система требует синхронизации работы
гидроцилиндров для устранения возможных
перекосов и заклиниваний в направляющих
механизма.
Кантователь СМЖ-439А поворачивает
форму с изделием из горизонтального положе-
ния на угол 45, 72 или 90°. Он состоит из
опорной рамы, закрепленной на фундаменте
анкерными болтами и шарнирно соединенной
с рамой платформы с рельсами, механизмов
фиксации формы на платформе, гидроцилинд-
ров поворота платформы, насосной станции
(с рабочим давлением 12,5 МПа) и электро-
оборудования с пультом управления. Для пре-
дотвращения инерционных перемещений фор-
мы-вагонетки в момент остановки привода
конвейера на рельсах предусмотрены углубле-
ния для западания в них колес. При кантова-
нии форма-вагонетка удерживается механиз-
мами фиксации с гидроцилиндрами и запор-
ными рычагами, заходящими за упоры, распо-
ложенные в ее нижней части. При возврате
платформы в исходное горизонтальное поло-
жение срабатывают гидрораспределители,
управляющие гидроцилиндрами механизмов
фиксации, форма освобождается от зажима
рычагами и может сниматься с кантователя
или передаваться на следующий пост конвей-
ерной линии. Два гидроцилиндра двусторон-
него действия поворота платформы выполне-
ны телескопическими. На них установлены
напорные золотники с обратным клапаном
(гидрозамки) с управлением от давления рабо-
чей жидкости в напорном трубопроводе, что
обеспечивает запирание выхода жидкости из
подштоковой полости гидроцилиндра при от-
сутствии давления и исключает самопроиз-
вольное опускание платформы при отключе-
нии привода насосной станции или при ава-
рийных ситуациях с разрывом трубопроводов.
Гидрозамки устанавливаются и на других ма-
шинах кантования или подъема груза для
обеспечения безопасности работы.
Поддон СМЖ-805, применяемый на раз-
личных конвейерных линиях, представляет
собой коробчатую конструкцию с размерами в
плане 7790x3160 мм, установленную на четы-
ре свободно вращающихся колеса, два из ко-
торых смонтированы в свободно качающейся
вертикальной балке. Благодаря трехточечному
опиранию поддона, при некоторых неровно-
стях рельсового пути не теряется контакт ко-
лес с рельсами и уменьшается деформация
поддона. Верхняя часть поддона закрыта
сплошным листом, образующим нижнюю
часть (дно) формы. Для формования одного
или двух изделий на поддоне устанавливаются
откидные борта, соединяемые винтовыми зам-
ками. Поддон с бортовой оснасткой образует
форму-вагонетку.
622 Глава 8-6- ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
На нижней части поддона предусмотре-
ны упоры для толкателей передаточной тележ-
ки СМЖ-444, подъемника СМЖ-798 и привода
СМЖ-790 конвейера, а также для взаимодей-
ствия с кантователем СМЖ-439А и фиксато-
рами форм на отдельных постах конвейерной
линии. При определении расположения упоров
на поддоне рассчитывается величина и число
ходов толкателей для шагового перемещения
формы-вагонетки от одного поста конвейерной
линии до другого при взаимной увязке этих
ходов с расположением упоров на оборудова-
нии и фиксаторов на технологических постах.
Изменяя расположение оборудования и
исключая некоторые машины или добавляя
новые, компонуют различные конвейерные
линии. Планировочные решения завода в це-
лом, его размещение на строительной площад-
ке, характеристики грунта, производитель-
ность и особенности технологии производства
различных железобетонных изделий влияют на
исполнение линий, особенно камер тепловой
обработки.
Линия с расположением технологических
постов в крайнем цехе завода со щелевыми
камерами тепловой обработки, вынесенными
за пределы цеха и расположенными на нуле-
вой отметке, позволяет экономить затраты на
строительство завода и не размещать камеры
под землей, что важно и при близком распо-
ложении грунтовых вод. На верхней части
камер может быть организовано складирова-
ние строительных материалов или изделий.
Однако при этом увеличивается общая пло-
щадь, занимаемая линией, а камеры тепловой
обработки требуют дополнительной теплоизо-
ляции. Для экономии площади можно исполь-
зовать многоярусные камеры тепловой обра-
ботки. В этом случае необходим анализ при-
нимаемых решений, учитывающий усложне-
ние конструкции и эксплуатации многоярус-
ных подъемников-снижателей, необходимость
теплоизоляции ярусов камер друг от друга и
ограничение использования мостового крана
для транспортирования изделий и материалов
по длине цеха.
При расчете производительности линий
учитывают транспортные операции, произво-
дительность отдельных машин и возможность
выполнения различных технологических опе-
раций одновременно на нескольких постах. По
этим показателям конвейерная поточная линия
7981/1 лучше полуконвейерных линий 7981/2
и 7981/3. В то же время, две последние линии
имеют меньший набор оборудования и обла-
дают большей технологической гибкостью,
благодаря чему они могут быть рекомендова-
ны для меньших объемов производства изде-
лий при их большем разнообразии.
При определении экономической эффек-
тивности линии учитывают как их производи-
тельность, сложность и количество машин, так
и занимаемую площадь. По этому показателю
кассетно-конвейерные линии с поперечным
перемещением форм и челночного типа имеют
преимущество по сравнению с кассетно-
конвейерной линией СМЖ-776 - СМЖ-782.
Применение гидропривода в челночной линии
упрощает конструкцию машин и линии в це-
лом.
Оборудование и линии для изготовления
изделий в вертикальном положении занимают
меньшую площадь, чем в горизонтальном. Но
в последнем случае можно изготовлять более
сложные изделия, в том числе панели с утеп-
лителем. Все это необходимо учитывать при
проектировании линий и отдельных машин.
Оборудование и технологические ли-
нии для изготовления многопустотных па-
нелей перекрытий. При изготовлении много-
пустотных предварительно напряженных па-
нелей перекрытий шириной до 2980, длиной
до 7160 и толщиной до 220 мм могут приме-
няться различные технологии и оборудование
в зависимости от типа изделия и требуемой
производительности.
Для образования пустот в панелях служат
трубчатые пустотообразователи диаметром в
основном 159 или 127 мм, а также пустотооб-
разователи иной формы поперечного сечения.
Различают активные и пассивные пустотооб-
разователи. Внутри активных пустотообразо-
вателей располагаются три - четыре одноваль-
ных центробежных дебалансных вибровозбу-
дителя, соединенных упругими муфтами и
валами. Они приводятся во вращение асин-
хронными электродвигателями, при этом соз-
даются круговые виброколебания пустотооб-
разователей. Корпуса вибровозбудителей мо-
гут устанавливаться на внутренней поверхно-
сти пустотообразователя без зазора либо для
облегчения монтажа и демонтажа с зазором
(дебалансно-планетарные возбудители, в кото-
рых корпус подшипниковых опор дебаланса
при его вращении может свободно обкаты-
ваться по внутренней цилиндрической поверх-
ности пустотообразователя).
ПРОИЗВОДСТВО ПЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
623
В эксплуатации проще пассивные пусто-
тообразователи, которые не содержат вибро-
возбудителей. Уплотнение бетонной смеси
панели осуществляется виброплощадкой и
вибропригрузочным щитом. При этом следует
учитывать большую эффективность вибро-
площадок, создающих не только вертикально
направленные колебания, но и горизонталь-
ные, что способствует продвижению бетонной
смеси под пассивный пустотообразователь.
Параметры вибровозбудителей, разме-
щаемых в активных пустотообразователях,
рассчитывают как и для глубинных вибровоз-
будителей с дебалансным центробежным при-
водом. Принцип действия дебалансно-
планетарного и глубинного вибровозбудителя
с наружной обкаткой аналогичны. Однако в
данном случае бегунок-корпус подшипника
может свободно вращаться относительно вала,
поэтому частота колебаний пустотообразова-
теля равна частоте вращения дебалансного
вала, а не частоте обкатки.
Согласно экспериментальным данным
давление извлечения пустотообразователей из
отформованного изделия р = 5 кПа. Необхо-
димая для извлечения пустотообразователей
сила
F=pS,
где S - суммарная площадь контакта с бетон-
ной смесью извлекаемых пустотообразовате-
лей; у круглых пустотообразователей
S’ = nDLz\ D - внешний диаметр пустотообра-
зователя; L - длина плиты; z - число извлекае-
мых пустотообразователей.
Максимальное значение силы F необхо-
димо при страгивании и в начале перемещения
пустотообразователей, в дальнейшем ее значе-
ние уменьшается. В связи с этим извлечение
пустотообразователей целесообразно произво-
дить в два этапа: в начале извлекать их боль-
шее число, затем меньшее. В этом случае элек-
тродвигатель привода каретки перемещения
пустотообразователей работает с меньшими
перегрузками в начале их извлечения.
При формовании многопустотной панели
бетонная смесь должна пройти в узких арми-
рованных щелях между стенками формы и
пустотообразователями. Для этого пригодна
бетонная смесь с мелким заполнителем, размер
зерен которого не должен превышать 1/2 ши-
рины щели между пустотообразователями.
Пластичная бетонная смесь не может приме-
няться при немедленной распалубке изделий
из-за опасности обрушения бетона. При фор-
мовании многопустотных панелей с немедлен-
ной распалубкой применяют бетонные смеси с
жесткостью Ж > 18...27 с и используют при-
груз изделия сверху щитом или виброщитом.
Действие пригруза может усиливаться введе-
нием между ним и формой дополнительных
прижимных устройств для создания давления
на поверхность изделия в пределах 0,005...
0,01 МПа в зависимости от жесткости бетон-
ной смеси.
Комплекс оборудования для изготовления
железобетонных предварительно напряжен-
ных многопустотных панелей перекрытий
длиной 6; 6,3 или 7,2 м, шириной 1,2 или 1,5 м
и высотой 0,22 м организован по агрегатно-
поточной схеме производства. Его состав,
компоновка в цехе, технологический процесс и
техническая характеристика зависят от но-
менклатуры изделий и необходимой мощности
производства.
После чистки и смазывания поддона на
него укладываются арматурные сетки и стерж-
ни. С помощью автоматического захвата под-
дон подается в зону действия самоходного
портала. На посту формования с вибропло-
щадкой самоходный портал переносит его на
пост формования.
На поддон устанавливается бортовая ос-
настка, заводятся пассивные пустотообразова-
тели формовочной машины и бетонная смесь
укладывается бетоноукладчиком (СМЖ-69Б)
при его перемещении вдоль изделия. После
окончания укладки смеси производится ее
уплотнение на блочной виброплощадке СМЖ-
187Г грузоподъемностью Юте вертикально
направленными колебаниями и креплением
поддона с подмагнитными плитами восемью
электромагнитами. Применяют и вибропло-
щадки упрощенной конструкции без соедини-
тельных валов вибраторов и электромагнитов.
Затем на панель укладывается вибрационный
пригруз, включаются вибраторы и извлекают-
ся пустотообразователи. После снятия бортос-
настки поддон с отформованным изделием
устанавливается на один из ярусов автомати-
ческих кронштейнов пакетировщика в камере
теплообработки. На пост формования подается
следующий поддон и цикл повторяется.
Готовое изделие после контроля, ремонта
(если это необходимо) и выдержки укладыва-
ется на самоходную тележку и вывозится на
склад готовой продукции.
624 Глава 8 6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Анкерные головки на концах стержней
можно образовывать методом горячей высад-
ки, а также холодным обжатием шайб или
спиральных анкеров. Электротермическое
натяжение продольной стержневой арматуры
осуществляется на установке СМЖ-129В.
Возможно механическое натяжение арматуры
с помощью гидродомкратов или канатной ар-
матуры методом непрерывной навивки.
Поддон СМЖ-548А имеет четыре испол-
нения для изготовления стандартных панелей
высотой 220, шириной 1190 или 1490 мм и
длиной 5980 или 6280 мм (рис. 8.6.7). Он со-
стоит из рамы 1 с верхним стальным листом 2,
приваренных к ней упоров 5 для закладки в
них концов с анкерами напрягаемой арматуры,
фаскообразователей 4, подмагнитных плит и
кронштейнов 3 для установки и фиксации бор-
товой оснастки, а также поддона с отформо-
ванной панелью в ямной камере теплообработ-
ки. При напряжении продольной арматуры 6
поддон под действием сил натяжения с точка-
ми их приложения выше его верхнего листа
стремится прогнуться. Для предотвращения
этого к нижним полкам его продольных швел-
лерных балок приваривают предварительно
напрягаемые стержни, чтобы момент от дейст-
вия сил их напряжения уравновешивал момент
от сил натяжения продольной арматуры пане-
ли. Может использоваться и поддон без пред-
варительно напряженных стержней, но при
этом значительно возрастает его масса из-за
необходимости соответствующего увеличения
момента сопротивления его поперечного сече-
ния при изгибе под воздействием сил от на-
пряженной арматуры, собственного веса и веса
изделия.
Бортоснастка СМЖ-600А предназначена
для работы в комплекте с поддоном СМЖ-
548А и пустотообразователями формовочной
машины СМЖ-227Б, с которыми образует
форму для изготовления панели перекрытия.
Она представляет собой раму с четырехгран-
ным проемом, в торцовых поперечных балках
которой предусмотрены пазы для укладки ар-
матуры и отверстия для прохождения пустото-
образователей, а к продольным балкам шар-
нирно крепятся борта с накладками на рабочих
поверхностях, образующими шпоночные пазы
в формуемых панелях.
Самоходный портал СМЖ-228Б имеет
привод передвижения и расположенные на его
верхней площадке привод подъема поддона и
бортоснастки и привод подъема виброщита.
Грузоподъемность портала 6 т, установленная
мощность электродвигателей 10 кВт, скорость
передвижения 0,3 м/с.
Формовочная машина СМЖ-227Б состо-
ит из каретки 4 (рис. 8.6.8), привода 1 ее пере-
мещения, пустотообразователей 5, закреплен-
ных на каретке с помощью штырей, левой и
правой швеллерных опор 2, цепи для ее пере-
мещения, опор 6 пустотообразователей со
звездочками, упоров 7 и 8 для поддона и пуль-
та управления с электрооборудованием. Пус-
тотообразователи - трубы диаметром 159 мм
без обработки по наружному диаметру, что не
создает препятствий для их извлечения из от-
формованной плиты, находящейся в бортосна-
Рис. 8.6.7. Поддон СМЖ-548А
Рис. 8.6.8. Формовочная машина СМЖ-227Б
ПРОИЗВОДСТВО ПЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
625
стке и под пригрузом. Они соединяются с ка-
реткой штырями, входящими в специальные
гнезда 5, и обеспечивают в начальный момент
их извлечение из отформованного изделия при
одновременном страгивании с места сначала
четырех пустотообразователей, а затем трех из
семи. Сила (до 6,9 кН) для извлечения из изде-
лия пустотообразователей развивается приво-
дом. Скорость их перемещения 0,17 м/с (в не-
которых машинах до 0,1 м/с), установленная
мощность электродвигателей 15,2 кВт.
Вибропригрузочные щиты СМЖ-
228Б.100 и СМЖ-228Б.101 представляют со-
бой раму из швеллеров, с приваренными лис-
тами. На их верхней части установлены элек-
тромеханические вибраторы общего назначе-
ния ИВ-107.
Для уменьшения крановых транспортных
операций и трудозатрат многопустотные пли-
ты перекрытий изготовляют на полуконвейер-
ных и конвейерных линиях.
В полуконвейерной линии плиты формуют
на участке с агрегатно-поточным способом
производства, а распалубку и подготовку форм
производят конвейерным способом. Ямные
камеры тепловой обработки располагаются
вдоль противоположной стены цеха и обору-
дуются крышками с механизированным от-
крыванием и закрыванием поворотом с помо-
щью гидропривода. В открытом положении
крышки занимают вертикальное положение
вдоль стены цеха, не мешая транспортирова-
нию поддонов с изделиями мостовым краном.
Конвейерная линия выполняется с рядом
последовательных технологических постов и
параллельно или внизу расположенной щеле-
вой камерой тепловой обработки.
При формовании на стационарной фор-
мовочной машине и поддонах определенной
длины изготовляются плиты одинаковой дли-
ны, что не всегда отвечает запросам потреби-
телей. Перспективны работы по изготовлению
на таких постах плит различной длины, что
может быть достигнуто установкой на поддоне
промежуточных поперечных бортов и удли-
ненных захватов арматуры или отрезкой плит
вращающейся дисковой алмазной пилой. При
этом необходимо уменьшать отходы арматуры
(диаметр которой для более коротких плит
может быть уменьшен) и отходы плит в целом.
Оборудование и технологические ли-
нии для стендового изготовления железобе-
тонных изделий методом непрерывного
формования. Методом непрерывного формо-
вания на длинных стендах изготовляют раз-
личные предварительно напряженные прово-
лочной или канатной (но не стержневой) арма-
турой изделия постоянного поперечного сече-
ния по их длине, чаще всего многопустотные,
сплошные и ребристые в продольном направ-
лении плиты перекрытий и покрытий и неко-
торые типы балок.
Стенд состоит из четырех - шести па-
раллельно расположенных на балках монолит-
ной плиты формовочных полос длиной
100... 150 м. На балках уложены сваренные
между собой стальные листы толщиной 15...
20 мм, служащие основанием для формуемых
изделий. Между опорными балками распола-
гаются трубы-радиаторы для пропускания
теплоносителей (пара, воды, масла) при тепло-
вой обработке изделий или нагреватели иных
систем. В торцах стенда расположены соеди-
ненные с плитой силовые упоры, восприни-
мающие усилия от напрягаемой арматуры.
В состав комплекта основного техноло-
гического оборудования входят: свободно
вращающиеся разматыватели (вертушки) для
проволочной или канатной арматуры; машина
для протягивания арматуры вдоль стенда; гид-
родомкраты для предварительного и оконча-
тельного натяжения арматуры; формующая
машина; пила с вращающимся алмазным дис-
ком для разрезки изделий и анкерные устрой-
ства для арматуры; бадья для подачи бетонной
смеси в бункер формующей машины; различ-
ные погрузчики, кантователи; машина для
раскладки и сматывания теплоизолирующей
ткани, которой покрываются изделия при их
тепловой обработке, и др. Машины перестав-
ляются краном с одной полосы стенда на дру-
гую, на которых последовательно выполняют-
ся технологические операции.
Формующая машина при работе переме-
щается вдоль полосы стенда со скоростью
0,7...2 м/мин, регулируемой в зависимости от
параметров формуемого изделия и конструк-
ции рабочего органа. Непрерывное формова-
ние предъявляет повышенные требования к
составу бетонной смеси и сохранению посто-
янства ее удобоукладываемости. Ввиду этого
целесообразно расположение бетоносмеси-
тельного узла вблизи стенда и подача бетон-
ной смеси в формовочную машину бункерами
адресной подачи.
Существуют различные конструкции
формующих машин, с использованием не-
скольких способов уплотнения бетонной сме-
626 Глава 8 6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
си: поверхностное и глубинное вибрационное,
ударно-вибрационное и экструзионное. В боль-
шинстве машин используются комбинации
каких-либо двух или трех этих способов.
В машине с двумя поверхностными виб-
раторами формование изделия на поддоне 1
стенда, с расположенной над ним напряжен-
ной арматурой 2 (рис. 8.6.9, а), бетонная смесь
для нижнего слоя изделия подается из бункера
3. Ее уплотнение осуществляется поверхност-
ным виброуплотнителем 4 и активными пусто-
тообразователями 11. С мотка 6 подается ар-
матурная сетка. Из бункера 7 в формовочную
камеру поступает второй слой бетонной смеси,
уплотняемый поверхностным высокочастот-
ным виброуплотнителем 8. Стабилизирующие
плиты 5 и 9 улучшают уплотнение бетонной
смеси, а кроме того, исключают выдавливание
бетонной смеси из под виброуплотнителей,
чем обеспечивается заданная толщина фор-
муемого изделия. Его поверхности отделыва-
ются вращающимися валками 10.
В машине с тремя ступенями уплотнения
бетонной смеси на стенде она подается из бунке-
ров 2, 5 и 8 и последовательно уплотняется по-
верхностными высокочастотными вибрацион-
ными устройствами 3, 6 и 10 (рис. 8.6.9, б). До-
полнительно верхний слой плиты уплотняется
ударно-вибрационной трамбовкой 9, а его по-
верхность стабилизируется плитой. Для фор-
мования многопустотных плит на балках 4 и 7
устанавливаются пассивные пустотообразова-
тели 11.
В машине с поршневым экструдером бе-
тонная смесь из бункера 3 поршнем 1 экстру-
дера под давлением подается в формовочную
камеру (рис. 8.6.9, в). Возвратно-поступатель-
ное движение поршня 1 обеспечивается ры-
чажным механизмом и гидроцилиндром 2. В
формующей камере осуществляется высоко-
частотное вибрационное воздействие на бе-
тонную смесь от поверхностного уплотнителя
4 и жестко связанных с ним пустотообразова-
телей 5.
В перемещающейся вдоль стенда машине
с винтовыми (шнековыми) экструдерами пус-
тотообразователи 8 передней части, находя-
щейся под бункером 4 (рис. 8.6.9, г), выполне-
ны в виде конического винта с постоянным
шагом винтовой линии и имеют стабилизи-
рующие концевые части 7, соединенные с ос-
новной частью через резиновые втулки. Все
винты вращаются в одном направлении от
привода 3 через цепную передачу. Два смеж-
ных винта имеют правое и левое направление
винтовой линии. Во внутренней части винто-
вых пустотообразователей установлены цен-
тробежные вибровозбудители, с приводом от
высокочастотных (150...270 Гц) электродвига-
телей 2 через полые валы пустотообразовате-
лей. За бункером установлен высокочастотный
поверхностный виброуплотнитель 5, а за ним -
стабилизирующая плита 6.
Бетонная смесь под действием собствен-
ного веса попадает на витки винтов, которые
нагнетают ее в формовочную камеру, где она
Рис. 8.6.9. Схемы формующих машин для стендового изготовления железобетонных
изделий методом непрерывного формования
ПРОИЗВОДСТВО ПЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
627
уплотняется под действием осевой силы от
винтов, вибрации и поверхностного уплотне-
ния. Невибрирующие стабилизирующие части
7 пустотообразователей калибруют отверстия
формуемой плиты и предотвращают обруше-
ние бетона, а стабилизирующая плита 6 загла-
живает верхнюю поверхность изделия.
В машинах смесь может нагнетаться вин-
тами через сектор уплотнения низкочастотной
вибрацией, достигая окончательной плотности.
Уплотнение смеси может осуществляться мно-
гократно повторяющимися боковыми сдвига-
ми слоев шарнирно закрепленными в нижней
части боковыми стенками, отклоняющимися
на угол 10... 15° с частотой 0,16...0,35 Гц, и
верхнего прессующего давления.
В машинах непрерывного формования
формующие камеры образуются поддоном-
стендом, скользящей бортоснасткой, которая
крепится на раме машины, уплотняющими
устройствами и пустотообразователями. Такая
машина имеет ребордные колеса, а формовоч-
ные полосы стендов снабжены призматиче-
скими направляющими, по которым она пере-
мещается от приводов. Машины с винтовыми
экструдерами чаще всего движутся под дейст-
вием сил реакции, возникающих при нагнета-
нии бетонной смеси в формующую камеру. В
этом случае они могут снабжаться тормозами,
создающими дополнительную силу сопротив-
ления перемещению, изменяя которую можно
регулировать скорость движения машин и
давление в формующей камере.
Лучшее качество изделий, особенно в зо-
не их боковых сторон, достигается при формо-
вании машинами с экструзионными винтовы-
ми рабочими органами. Однако винты подвер-
гаются повышенному изнашиванию.
Для отрезки изделия требуемых размеров
из отформованной на стенде бетонной полосы
применяют отрезной станок с алмазным вра-
щающимся диском диаметром около 1200 мм.
Портал станка может перемещаться по рельсо-
вому пути стенда на колесах, а диск с карет-
кой - в поперечном направлении и поворачи-
ваться с головкой вокруг вертикальной оси на
угол 0...1800. Это позволяет разрезать отфор-
мованное изделие в продольном, поперечном
направлении и под углом к поперечному на-
правлению. Скорость разрезки бетона -
0,5...2,5 м/мин, мощность электродвигателя
около 55 кВт.
По сравнению с агрегатно-поточным
производством многопустотных панелей пере-
крытий их производство способом непрерыв-
ного формования на стенде менее производи-
тельно (оборачиваемость одной полосы стенда
0,6... 1 суток при трехсменной работе), требует
повышенного стабильного качества бетонной
смеси и ее составляющих и соответствующих
площадей стенда (особенно его длины). Сле-
дует учитывать также отходы бетонной смеси
в начале формования и другие производствен-
ные факторы, повышенное изнашивание ре-
жущих дисков с алмазной рабочей частью,
пустотообразователей и расход теплоты на
обработку изделий, которая передается к изде-
лию через слой бетона и лист поддона. Кроме
того, затруднено армирование изделий нена-
пряженной арматурой и образование шпоноч-
ных углублений на боковых поверхностях
панелей перекрытий. При разрезке изготов-
ленной полосы на изделия различной длины
при едином армировании всей полосы армату-
ра перерасходуется в коротких изделиях с
меньшей несущей способностью и меньшим
армированием. Отсутствие монтажных петель
в изделиях требует применения специальных
траверс, что затрудняет транспортирование и
монтаж панелей.
К преимуществам способа непрерывного
формования относятся: повышенное качество
изготовляемых изделий, особенно верхней
поверхности; возможность получения изделий
практически любой длины и даже с косым
срезом торцов благодаря отрезке плит пилой;
меньшая трудоемкость изготовления панелей;
отсутствие металлоемких форм, а также воз-
можность изготовления на стенде не только
различных многопустотных панелей, но и тав-
ровых балок и других линейных изделий.
Вибропрокатные станы. Вибропрокат-
ные станы применяют для изготовления гип-
собетонных или железобетонных изделий.
Технология изготовления гипсобетонных
плоскостных изделий (типа перегородок дли-
ной до 6, высотой 3,1 м и толщиной 5... 12 см)
основана на их формовании на верхней ветви
цепного пластинчатого конвейера с непрерыв-
ной подачей компонентов смеси, их пермеши-
вании с водой в смесителе непрерывного дей-
ствия с горизонтальным лопастным валом,
подаче им приготовленной смеси на началь-
ный участок верхней ветви конвейера шири-
ной 3600 мм, с закрепленной на ней бортовой
оснасткой, распределением смеси по ширине
конвейера с помощью винтового устройства
или плужкового распределителя и последую-
628 Глава 8 6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
щим уплотнением распределенной смеси свер-
ху ленточно-валковым силовым уплотнителем.
Перегородки подвергаются тепловой обработ-
ке и снимаются с конвейера в его конце.
В стане реализованы следующие преимущест-
ва изготовления гипсобетонных изделий: дос-
таточность их уплотнения поверхностным
силовым безвибрационным органом и быстро-
та схватывания и твердения гипсобетонных
смесей. Производительность стана 30...60 м/ч
плит, выдаваемых с интервалом 6... 12 мин.
Вибропрокатный стан для изготовления
железобетонных изделий, включая керамзито-
бетонные панели наружных стен, во многом
аналогичен стану для изготовления гипсобе-
тонных изделий. Конвейер выполнен с тремя
тяговыми втулочно-роликовыми цепями, на
которых шарнирно закреплены стальные зве-
нья ленты и устанавливается бортовая оснаст-
ка для формования различных изделий. Дви-
жение ленты со скоростью 10...60 м/ч осуще-
ствляется приводом через приводную звездоч-
ку, а натяжение - натяжной станцией. Ско-
рость движения ленты зависит от параметров
изготовляемых изделий и определяет произво-
дительность стана.
В начале конвейера от бетона очищаются
звенья формовочной ленты и оснастка, кото-
рые смазываются. Затем укладываются арма-
турный каркас и закладные детали.
Стан снабжен бетоносмесительным уз-
лом непрерывного действия. Дозаторы дози-
руют компоненты формовочной смеси, кото-
рые смешиваются в двухвальном смесителе
непрерывного действия. Смесь поступает в
стационарный бетоноукладчик и распределя-
ется по ширине ленты с помощью плужкового
распределителя, совершающего возвратно-
поступательные перемещения в направлении,
перпендикулярном направлению движения
ленты конвейера. Одновальный бетоносмеси-
тель служит для приготовления фактурного
цементно-песчаного раствора.
Вибрационная уплотнительная балка
имеет шесть опорных лыж, по которым сколь-
зит лента. Одноосные вибровозбудители соз-
дают колебания находящегося над балкой уча-
стка ленты с частотой 4000 мин-1 и амплиту-
дой около 0,5 мм. Поверхность отформован-
ных изделий заглаживается двумя устройства-
ми, каждое их которых состоит из двух брусь-
ев с вибровозбудителями общего назначения и
совершает противофазное возвратно-поступа-
тельное движение поперек ленты с частотой
двойных ходов каждой балки 94 в 1 мин.
После формования и заглаживания на
ленте конвейера изделия поступают в камеру
пропаривания, где они прогреваются при тем-
пературе 98 °C: изделия из тяжелого бетона
прогревают в течение 2 ч, а из керамзитобето-
на 3,5...4 ч. Для предотвращения соприкосно-
вения с паровой средой и создания пригруза на
начальной стадии нагрева изделие сверху при-
крывают бесконечной прорезиненной лентой,
которая прижимается к поверхности изделия
пятью - шестью пригрузочными валами. При
тепловой обработке, с короткими сроками
прогрева железобетонных изделий, предопре-
деляемых требуемой производительностью и
скоростью движения ленты стана, для дости-
жения 70 %-ной марочной прочности бетона
требуется повышенный расход цемента. Это
ограничивает применение станов для изготов-
ления железобетонных изделий.
При выходе изделий из камеры их по-
верхность шпатлюется. Готовое изделие пода-
ется на роликовый конвейер, скорость которо-
го превышает скорость движения ленты стана.
Стендовое изготовление плитных из-
делий на специлизированных постах. Стен-
довое производство плитных изделий на спе-
циализированных постах и их транспортиро-
вание грузоподъемным краном осуществляют-
ся в большинстве случаев в горизонтальном
положении. Уплотнение бетона изделий про-
изводится вибраторами, установленными на
форме для изделия, глубинными вибраторами
или вибраторами формовочной машины.
Технология стендового производства же-
лезобетонных изделий без использования кан-
тователя и грузоподъемного крана для извле-
чения отформованных изделий из формы и для
их транспортирования в вертикальном поло-
жении может быть реализована с применением
поворотных форм-поддонов. Технологическая
линия обычно выполняется с двумя рядами
поддонов 3 и транспортной тележкой 1 между
ними (рис. 8.6.10). Изделие формуется на на-
ходящемся в горизонтальном положении под-
доне 3 с бортовой оснасткой 2. После тверде-
ния бетона отформованного изделия поддон
поворачивается в вертикальное положение
гидроцилиндрами 6. Раскрывается бортовая
оснастка, изделие закрепляется на транспорт-
ной тележке 1 и поддон возвращается в исход-
ное положение. Таким же образом произво-
дится формование изделия и на поддоне 5,
расположенном с другой стороны тележки, и
распалубка этого изделия. На склад готовой
ПРОИЗВОДСТВО ПЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
629
Рис. 8.6.10. Схема машины
непрерывного формования на стенде
продукции тележкой одновременно транспор-
тируются в вертикальном положении два изде-
лия. Тележка перемещается по рельсовому
пути 4 от лебедки или от иного привода.
Для уплотнения бетона при формовании
изделия на нижней части поддона предусмат-
риваются вибраторы 8 (могут применяться и
глубинные вибраторы). Для тепловой обработ-
ки изделий применяют трубчатые термореги-
стры 7. Теплоносителем служит пар, вода или
масло. Электронагреватели могут быть уста-
новлены сверху изделия (колпак с инфракрас-
ными излучателями).
Бортоснастка выполяется с основными
бортами и прикрепленными к ним сменными
бортами в зависимости от размеров и типа
формуемого изделия. На практике применяют-
ся поддоны с оснасткой для формования пане-
лей шириной до 4 и длиной до 12,5 м, а в неко-
торых случаях и большей длины. Формуются
как однослойные, так и трехслойные панели с
утеплителем.
Оборудование для изготовления изде-
лий по литьевой технологии. При литьевой
технологии изготовления железобетонных и
бетонных изделий применяют подвижные сме-
си марки по удобоукладываемости П4 и П5 с
осадкой стандартного конуса 20...31 см. Такие
смеси приготовляют с повышенными расхода-
ми воды и быстротвердеющего цемента, с
применением суперпластификаторов и водо-
удерживающих добавок, способствующих
уменьшению водоцементного отношения и
предотвращения расслоения.
Применение литых бетонных смесей в
ряде случаев позволяет исключить из техноло-
гического процесса виброплощадки или огра-
ничить время их работы, что приводит к
улучшению санитарных условий труда благо-
даря уменьшению уровней шума и вибрации,
уменьшению трудоемкости отделки верхней
поверхности формуемого изделия. При неко-
торых видах производства, в частности при
формовании газо- и пенобетонных изделий,
применение литых смесей является единствен-
но возможным.
В то же время повышаются требования к
точности изготовления форм, особенно в месте
примыкания рабочих кромок бортов к поддону
формы и соединения в углах продольных и
поперечных бортов, для исключения утечки
бетонной смеси между этими частями форм.
Утечек можно избежать в формах с бортами,
приваренными к поддону. Сварной шов следу-
ет располагать с наружной стороны бортов, так
как его расположение со сторон изделия при-
водит к поломке его граней при распалубке.
Для обеспечения распалубки борта устанавли-
вают с распалубочным уклоном около 1:10.
Однако такое решение не всегда допускается
конструкцией изделия. Приваривание части
бортов с выполнением остальных подвижными
(отодвижными) или откидными не решает
проблемы полностью.
К формам с упруго работающими при
распалубке бортами или поддоном относятся
многоместные формы с гибким поддоном для
изготовления длинномерных изделий типа
свай. Поддон при распалубке изгибается вы-
пуклой стороной вверх, благодаря чему прива-
ренные борта поворачиваются на некоторый
угол, создавая распалубочные уклоны.
При разборной форме герметизация сты-
ков нижней кромки откидных или отодвижных
бортов с поверхностью поддона достигается
установкой уплотнителей в виде полосовой
резины, закрепляемой в нижней части борта и
закрывающей зазор. Возможна и обклейка
стыков элементов формы клейкими лентами
одноразового использования.
В бетоноукладочных машинах применя-
ются затворы бункеров, не допускающие утеч-
ки смеси при их закрытом положении (напри-
мер, поворотные секторные затворы, поворот-
ные затворы с открывающейся треугольной
щелью) или распределительные гибкие рукава,
пережимаемые в закрытом положении зажи-
мом с приводом от пневмоцилиндра.
Для транспортирования литой бетонной
смеси применяют самоходные бункера с пово-
ротной цельной емкостью (например, само-
ходный опрокидной бункер СМЖ-798).
Интенсивность твердения бетонов тем
ниже, чем выше водоцементное отношение и
чем больше подвижность бетонной смеси.
630 Глава 8.6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Литые смеси имеют замедленное структурооб-
разование в начальный момент твердения. Это
требует увеличения времени предварительной
выдержки отформованного изделия при тем-
пературе окружающей среды 18...20 °C и
уменьшенной скорости подъема температуры
при последующей тепловой обработке.
Таким образом, изготовление изделий по
литьевой технологии упрощает производство
ввиду возможного исключения или уменьше-
ния вибрации для уплотнения смеси и распре-
деления смеси по форме благодаря ее текуче-
сти, но требует определенной конструкции
форм, специальных бетоноукладчиков и бадей,
а также соответствующих режимов твердения
бетона.
8.6.2. ИЗГОТОВЛЕНИЕ ЖЕЛЕЗОБЕТОННЫХ
ШПАЛ, БАЛОК И ФЕРМ
Комплекс оборудования по изготовле-
нию железобетонных шпал. Железобетонные
шпалы представляют собой изделие с прово-
лочной или стержневой предварительно на-
пряженной арматурой и закладными деталями
для крепления рельсов.
Комплекс оборудования по изготовле-
нию агрегатно-поточным способом армиро-
ванных проволочной арматурой шпал длиной
2,7 м типа UIC-IV для магистральных желез-
нодорожных путей обеспечивает выполнение
всех технологических операций, начиная от
заготовки арматуры и заканчивая испытания-
ми и штабелированием шпал.
Шпалы изготовляют в десятигнездовых
двухрядных формах 3955/34. Араматурную
сталь в виде мотков проволоки диаметром
5 мм класса Вр подают на установку СМЖ-626
перемотки на катушки, которые затем мосто-
вым краном устанавливают на бухтодержатель
СМЖ-603. Проволоку с 48-ми катушек (одна
шпала армируется 24-мя проволоками) про-
пускают через тормозные ролики и распреде-
лительное устройство, обеспечивающее про-
ектное положение проволок в шпале, обжима-
ют в головном пакете волнистыми рабочими
поверхностями пластин зажимного устройства
на установке опрессовки СМЖ-604 и фикси-
руют пакет винтами.
Зажимные головки с пакетом пластин и
зажатыми в нем проволоками перемещают
конвейером СМЖ-608 вытяжки струнопакетов
на длину пяти шпал. Затем устанавливают
рядом и опрессовывают в установке СМЖ-604
проволоки в двух зажимах (концевом и голов-
ном), а проволоки между ними разрезают дис-
ковой пилой трения СМЖ-606. Струнопакет
предварительно натягивают специальной тра-
версой и устанавливают на подготовленную к
работе форму.
Форму с двумя уложенными в нее стру-
нопакетами передают тележками на устройст-
во с гидродомкратом СМЖ-611 окончательно-
го натяжения струнопакетов и перемещают
для формования. Для сокращения цикла фор-
мования его производят в два этапа: без при-
груза бетоноукладчиком СМЖ-612 и уплотне-
ния виброплощадкой СМЖ-601, затем виброу-
плотнением виброплощадкой СМЖ-601 с при-
грузом СМЖ-602.
Форма с отформованными изделиями по-
ступает в камеру тепловлажностной обработ-
ки, а с затвердевшими изделиями - на кантова-
тель СМЖ-618, где с помощью натяжного уст-
ройства снимается натяжение струнопакетов.
Форма поворачивается кантователем на угол
180°. Струнопакеты разрезают между шпалами
дисковой пилой трения СМЖ-619 по местам
перемычек между торцами шпал. Штабеля из
20 шпал передают на стеллажи для выдержки,
после которой их вывозят на склад готовой
продукции. После распалубки формы, чистки
и смазывания она снова подается установкой
СМЖ-601 на пост укладки струнопакетов. Для
накопления и сборки двух пакетов зажимных
головок (по 20 штук в каждом) и их передачи с
помощью траверсы СМЖ-623 на механизм
СМЖ-605 установлен конвейер сборки СМЖ-
622 и стойки гайковертов СМЖ-627. Для
подъема и опускания форм на транспортные
роликовые конвейеры служат подъемная балка
СМЖ-616 и подъемник СМЖ-617 с приводом
от гидронасосной установки СМЖ-3003Б-01.
Установка и съем форм на постах осуществ-
ляются с помощью автоматической траверсы
СМЖ-630.
Испытания шпал на трещиностойкость
производят на гидропрессе СМЖ-625, осна-
щенном двумя крайними гидроцилиндрами
для испытания подрельсовых сечений шпалы,
создающими силу 130 кН, и одним средним
гидроцилиндром для испытания шпалы в
среднем сечении, создающим силу 120 кН.
В прессе предусмотрены гидропневмоаккуму-
ляторы, восполняющие утечки рабочей жидко-
сти в гидроцилиндрах и гидрораспределителях
на период отключения насоса при достижении
требуемой испытательной нагрузки и умень-
ИЗГОТОВЛЕНИЕ ШПАЛ, БАЛОК И ФЕРМ
631
тающие пульсацию давления в гидросистеме.
Отключение нарастания давления в гидросис-
теме по достижении требуемого значения
осуществляется с помощью электроконтакт-
ных манометров. Испытуемая шпала устанав-
ливается в требуемое положение, поднимается
гидроцилиндром к верхним опорам станины
(при испытании среднего и подрельсового
сечений штоки гидроцилиндров прижимают
шпалу к нижним опорам), развивая при этом
необходимое давление.
Процесс изготовления струннобетонных
шпал, относящихся к наиболее надежным и
долговечным в эксплуатации, имеет высокую
степень механизации и автоматизации. Для
создания требуемых больших рабочих сил
соответствующие машины гидрофицированы.
Производительность комплекса оборудо-
вания для изготовления железобетонных шпал
составляет по бетону 25 000 м3 в год, масса
оборудования 513,4 т, установленная мощ-
ность 295 кВт. Применение комплекса эконо-
мически целесообразно при изготовлении
струнобетонных шпал в большом объеме.
Роторные установки по сравнению с аг-
регатно-поточными занимают меньшую пло-
щадь и имеют меньшие трудозатраты на изго-
товление единицы продукции. На таких уста-
новках изготовляют и другие виды строитель-
ных изделий (балки, брусья, сваи и т.д.).
Установки представляют собой ротор с
шаговым вращением вокруг горизонтальной
оси с формами-кассетами, расположенными на
его внутренней или наружной стороне. За один
поворот ротора за 4...6 ч совершается полный
цикл производства шпал. Посты укладки арма-
туры, ее натяжения на бетон, формования,
распалубки, очистки и смазывания форм раз-
мещены на неподвижном фундаменте внутри
ротора. Камеры тепловой обработки находятся
по ходу вращения ротора на части длины его
окружности.
На длинных стендах изготовляют стру-
нобетонные шпалы. Арматура распределяется
по всей длине стенда, производится ее натяже-
ние гидродомкратами, формование шпал, их
тепловая обработка и распалубка после твер-
дения.
Выбор и обоснование способа изготовле-
ния шпал зависят от их конструкции (включая
армирование) и требуемого объема производ-
ства при обеспечении высокого качества.
Машины и технологические линии для
изготовления железобетонных балок и
ферм. По способу выполнения предваритель-
ного напряжения арматуры железобетонные
балки и фермы подразделяют на изготовляе-
мые с натяжением на бетон и на упоры.
Натяжение арматуры на бетон произво-
дится на строительной площадке гидродом-
кратами двойного действия, осуществляющи-
ми натяжение арматуры и ее заанкеривание в
торцовых зонах балки или фермы пробковым
анкером. После этого напряженная арматура
предохраняется от коррозии посредством инъ-
екции под давлением в канал ее размещения
цементно-песчаной смеси.
Балки и фермы с натяжением арматуры
на упоры изгтовляют в заводских условиях.
Независимо от их конструктивных особенно-
стей ряд технологических операций выполня-
ется при любом способе производства: заго-
товка арматурных каркасов ненапряженной
арматуры и закладных деталей; заготовка на-
прягаемой арматуры и ее укладка; натяжение
арматуры, установка каркасов ненапрягаемой
арматуры и закладных деталей; приготовление
бетонной смеси и доставка ее к месту формо-
вания; укладка и уплотнение бетонной смеси;
тепловая обработка; передача обжатия на за-
твердевший бетон; распалубка изделий; чист-
ка, смазка и сборка форм.
В зависимости от вида напрягаемой ар-
матуры (стержни, проволока или канаты), спо-
соба ее натяжения (гидродомкратом, непре-
рывной навивкой или электронагревом) и типа
стенда (длинный - протяжной или пакетный,
короткий - силовая форма), применяют те или
иные машины для заготовки арматуры и ее
напряжения.
Заготовка стержневых плетей выполня-
ется на различных установках. Поступающие
со склада очищенные и выправленные стержни
стыкуются на стыкосварочном аппарате в не-
прерывную плеть. На пресс-ножницах они
разрезаются на стержневые плети заданной
длины и на их концах выполняются анкеры.
Сваренные плети могут подаваться в силовую
форму или на стенд для натяжения.
Заготовка проволочной или канатной ар-
матуры (применяемой в качестве напрягаемой)
при изготовлении изделий на протяжных стен-
дах производится протягиванием вдоль стенда.
На протяжных стендах трудно обеспечить
одинаковость длин заготавливаемых проволок,
поэтому выполняют их индивидуальное натя-
жение, или натяжение с приспособлениями,
компенсирующими разницу длин и предот-
вращающих обрыв проволок меньшей длины.
632 Глава 8 6 ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
При изготовлении балок и ферм на па-
кетных стендах заготовка пакетов проволоч-
ной и канатной арматуры производится на
специальных установках. Принцип их работы
во многом аналогичен принципу заготовки
пакетов на протяжных стендах, но длины про-
волок в пакете отличаются меньше благодаря
их протягиванию на опорном столе механиз-
мом с тяговой цепью. Это позволяет произво-
дить одновременное групповое натяжение
арматуры на пакетном стенде гидродомкратом.
При изготовлении балок, ферм и других
подобных изделий на коротких стендах на-
пряжение арматуры производят гидродомкра-
тами или электротермическим способом.
Короткий стенд для изготовления в го-
ризонтальном положении двух сегментных
ферм пролетом 24 м имеет железобетонную
балку 8 сечением 1,2x1,1 м, воспринимающую
силу от натяжения арматуры (рис. 8.6.11). По
обе ее стороны на бетонном основании распо-
лагаются стальные формы. Стенд огражден
железобетонной двойной стенкой с проклад-
кой изоляционного слоя. После бетонирования
ферм стенд накрывают крышками, образуя
пропарочную камеру. С одного торца балки 8
установлена неподвижная упорная балка 6 с
короткими штангами-захватами 10 для напря-
гаемой арматуры. На противоположном торце
балки размещены такая же неподвижная балка
6 и подвижная поперечная балка 4, установ-
ленная на катках и имеющая натяжные штан-
ги-захваты 2. Между балками 6 и 4 располо-
жены два короткоходовых гидродомкрата 5
типа ДГ-200 грузоподъемностью по 200 т.
Возврат балки в исходное положение осущест-
вляется третьим гидродомкратом 3, установ-
ленным с ее противоположной стороны.
После укладки стержневой арматуры 9 в
тяги-захваты подвижной и неподвижной балок
производят ее одновременное натяжение дву-
мя гидродомкратами 5. Сначала выполняют
слабое монтажное натяжение, а после установ-
ки арматурных каркасов и закладных деталей -
полное, до проектного значения силы. В пазы
1 штанг 2 вставляют фиксирующие клинья,
сбрасывают давление рабочей жидкости в гид-
родомкратах и передают силу от натянутой
арматуры на упорную балку 6. После этого
фермы 7 бетонируют, накрывают стенд крыш-
кой и проводят тепловую обработку. В стендах
такого типа достаточно закрепление упорной
балки только посередине, она свободно пере-
мещается при тепловой обработке, благодаря
чему снижаются потери напряжения от пере-
пада температур.
В силовых формах, расположенных в
пропарочных камерах, изделия изготовляют
так же, как на коротких стендах. Заготовку
стержневых плетей длиной 24,5 м со стыковой
сваркой арматуры из стали классов А-Шв,
A-IV и А-V диаметром 12...40 мм и высадкой
анкерных головок производят на установке
СМЖ-524. Для изготовления плетей с другими
типами анкеров применяются соответствую-
щие линии. Электронагрев менее экономичен
по расходу энергии, однако он позволяет обес-
печить напряжение арматуры с меньшим чис-
лом обрывов. При натяжении на упоры формы,
размещенной внутри камеры тепловой обра-
ботки, потери от перепада температур практи-
чески исключаются.
Изделия типа ферм и балок могут изго-
товляться на стендах в два и более ярусов, в
специальных кассетных и других установках.
При изготовлении ферм по агрегатно-
поточной технологии в силовых перемещае-
мых формах для уплотнения бетонной смеси
применяют виброплощадки грузоподъемно-
стью 12...20 т.
Рис. 8.6.11. Стенд для изготовления ферм
ПРОИЗВОДСТВО ОБЪЕМНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
633
Расчет стенда. Основные расчетные ве-
личины при определении производительности
цеха для изготовления изделий - длительность
технологического цикла (оборота) на стенде и
число технологических линий или стендов.
Для определения длительности оборота на
длинных стендах принимают схему раскладки
изделий, на основании которой определяют их
число, бетонируемое на линии за один техно-
логический цикл (оборот) и объем работ на
линии с составлением ведомости трудовых
затрат и построением графика работы цеха в
течение шести дней, после чего определяется
оборот каждой линии стенда. Оборот стенда,
сут.,
О=А/В,
где А - число дней, на которое построен гра-
фик; В - число полных циклов по графику.
Число оборотов технологической линии в те-
чение года
Н = Т/О,
где Т- расчетное число рабочих дней в году.
Производительность линии, м3 в год,
ГЦ=НКУ,
где К - число форм на линии; V - объем одно-
го изделия, м3.
Производительность цеха в год
П = П\ + Т?2 +...+ Пп,
где 771, Пъ Пп - производительность от-
дельных технологических линий в цехе.
Обычно общая продолжительность цикла
изготовления балок и ферм на линейных стен-
дах 36...40 ч, на коротких стендах и в силовых
формах 24 ч.
Производство железобетонных ригелей и
колонн может быть организовано по стендо-
вому, агрегатно-поточному способу или на
полуконвейерной линии. Перспективно изго-
товление колонн в групповых формах с гибким
в поперечном направлении поддоном, позво-
ляющим облегчить их распалубку. Изготовле-
ние колонн кольцевого сечения практикуется с
формованием на клиноременных и роликовых
центрифугах, но может быть осуществлено и
иным способом.
8.6.3. ПРОИЗВОДСТВО ОБЪЕМНЫХ
СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
Оборудование для изготовления объ-
емных железобетонных и гипсобетонных
санитарно-технических кабин, шахт лифтов
и вентиляционных блоков. Объемные желе-
зобетонные и гипсобетонные монолитные и
сборные элементы крупнопанельных домов
(санитарно-технические кабины, шахты лиф-
тов, вентиляционные блоки) изготовляют на
заводах с применением специализированного
оборудования и технологических линий.
Комплект оборудования (массой 250 т)
для изготовления объемных железобетонных
монолитных элементов крупнопанельных до-
мов с широким шагом производительностью
7400 м3 бетона в год (11 660 изделий), распо-
лагаемый в цехе шириной 18 м и длиной 144 м,
включает: стендовые установки СМЖ-339,
СМЖ-341 и СМЖ-342 для формования блоков
санитарно-технических кабин типа "колпака"
(монолитных объемных блоков со стенками и
потолочной частью, а днищем формуемым
отдельно); установку СМЖ-343 для формова-
ния блоков шахт лифтов; формы СМЖ-345 для
вентиляционных блоков; линию СМЖ-474
отделки кабин с приводным тележечным кон-
вейером и насосную установку СМЖ-346 для
централизованного привода гидроцилиндров
нескольких формовочных установок, имею-
щих индивидуальные блоки гидроаппаратуры
распределения и управления; установку СМЖ-
18А для приготовления эмульсионной смазки,
бадью СМЖ-219В для бетона и выпрессовоч-
ную траверсу СМЖ-587. Транспортные опера-
ции осуществляются с помощью двух мосто-
вых кранов, траверс СМЖ-347 и самоходной
тележки СМЖ-151.
Формовочные установки для блоков са-
нитарно-технических кабин унифицированы
по конструкции. Установка СМЖ-339 предна-
значена для изготовления блоков 1СК24 мас-
сой 3200 кг, высотой 2310 мм и размерами в
плане 2730x1600 мм. Масса установки
13 600 кг, высота 3910 мм, размеры в плане
4530x3400 мм, установленная мощность
22 кВт. Установка состоит из следующих ос-
новных частей (рис. 8.6.12): опорной рамы;
вибростола 6 с вертикально направленными
колебаниями, создаваемыми дебалансными
вибраторами 9, соединенными карданными
валами 10, и вращающимся через шестеренча-
тый синхронизатор 7 электродвигателем 8;
закрепленных на вибростоле вкладышей для
образования двух разобщенных внутренних
полостей кабины; охватывающей вкладыши
выпрессовочной рамы 5; наружных бортов 1 и
2, соединенных шарнирно с выпрессовочной
634 Глава 8-6- ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
рамой и с наклонными тягами 4, а по углам
соединяемых между собой винтовыми замками
3. На опорной раме установлены два гидроци-
линдра 12, которые через систему кинематиче-
ски связанных рычагов 11, вала и тяг обеспе-
чивают вертикальное без перекосов перемеще-
ние выпрессовочной рамы с одновременным
поворотом бортов.
При формовании боковых стенок сани-
тарно-технических кабин с подачей бетонной
смеси подвижностью по осадке конуса 5...
12 см из бадьи СМЖ-219 включают виброп-
лощадку, передающую колебания на стенки
через вибровкладыши, а затем формуют пото-
лочную стенку изделия. Закончив формование,
в тепловые отсеки вибровкладышей пускают
пар, давлением не более 0,0025 МПа и произ-
водят тепловую обработку изделия, открывают
замки бортов и изделие перемещают вверх
относительно вкладышей (имеющих уклон
15 мм на длине 2310 мм) гидроцилиндрами
выпрессовочной рамы с бортами и площадка-
ми обслуживания. Борта при этом рычажной
системой поворачиваются и раскрываются,
извлекая из стенок изделия вентиляционные и
дверные проемообразователи, размеры кото-
рых определяют необходимую высоту подъема
выпрессовочной рамы и рабочий ход гидроци-
линдров. Они создают силу выпрессовки до
400 кН при давлении в гидросистеме до
10 МПа. После выпрессовки кабина снимается
с установки и транспортируется мостовым
краном.
Форма СМЖ-345 предназначена для од-
новременного изготовления четырех вентиля-
ционных блоков высотой 2790 мм и размерами
в плане по 1360x240 мм, имеющих сквозные
вентиляционные отверстия. Она состоит из
неподвижной части в виде крестовины с дни-
щем, имеющим проемы для вертикальных
пустотообразователей с установленными на-
верху вибраторами, а также поворотных и от-
кидных бортов. После формования и тепловой
обработки пустотообразователи выпрессовы-
ваются из изделия траверсой СМЖ-587, наве-
шиваемой на крюк мостового крана. Изделия
транспортируются после открывания бортов
формы мостовым краном с помощью траверсы
СМЖ-347, имеющей основную балку с захват-
ным кронштейном, в котором предусмотрено
три строповочных отверстия для крюка мосто-
вого крана, что позволяет транспортировать
изделия со смещенным центром тяжести. На
основной балке установлены две поперечные
балки, на каждой из которых размещены по
две переставные обоймы с крюками для транс-
портирования санитарно-технических кабин,
тюбингов и шахт лифтов и по одной подвеске
для транспортирования вентиляционных бло-
ков.
Рис. 8.6.12. Установка для формования санитарно-технических кабин СМЖ-339
ПРОИЗВОДСТВО ОБЪЕМНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
635
Совершенствование конструкции стендо-
вых формовочных установок направлено на
улучшение их эксплуатационных качеств.
В некоторых установках вместо винтовых зам-
ков применяются клиновые с запиранием гид-
роцилиндрами. Гидроцилиндры используются
и для отрыва бортов от изделия при его распа-
лубке. Борта выполняются отодвижными, ме-
жду ними и вкладышами образуется большее
пространство для улучшения условий труда
при навешивании на борта арматуры и заклад-
ных деталей. Навесные вибраторы на бортах
позволяют уменьшить глубины приямков под
установками.
При большей производительности, обос-
нованной экономически, целесообразно ис-
пользование конвейерной технологии изготов-
ления объемных элементов домов на горизон-
тально замкнутых или челночных линиях.
Применяются также карусельные установки с
размещением форм на периодически повора-
чиваемой приводом платформе, с последова-
тельным выполнением технологических опе-
раций с неподвижных площадок обслуживания
во время ее остановок.
Гипсобетонные объемные элементы из-
готовляют на оборудовании, в основном ана-
логичном рассмотренному, но формовочная
смесь приготовляется из сухих компонентов с
затворением водой и перемешиванием в непо-
средственной близости от постов формования,
что определяется быстрым (в течение 20...
25 мин) схватыванием и твердением смесей на
основе гипса.
Оборудование для изготовления изде-
лий объемного сборного домостроения и
специальных железобетонных изделий. На
заводах объемно-блочного домостроения изго-
товляют монолитные керамзитобетонные объ-
емные блоки размером на комнату. Блоки
имеют пять совместно формуемых в форме
граней, шестая грань (пол, потолок или наруж-
ная стена) формуется отдельно и соединяется с
монолитной частью, как правило, сваркой за-
кладных деталей. В зависимости от того, какая
грань изготовляется отдельно, монолитные
блоки принято называть "колпак", "стакан" и
"лежащий стакан". После формования и твер-
дения монолитной части блока из него извле-
кают внутренний опалубочный сердечник в
сторону открытой части. Стенки сердечника
имеют распалубочный уклон до 20 мм на всю
длину. Формовочные установки отличаются по
принципу работы или отдельными конструк-
тивными элементами.
Установка для формования объемных
блоков типа "колпака" имеет четыре наруж-
ных щита с гидроприводом их перемещения.
Щиты поворачивают в горизонтальное поло-
жение и в установку с боковой стороны по
рельсовому пути на тележке вводят сердечник,
укомплектованный арматурным каркасом,
закладными деталями и плитным утеплителем
со стороны наружной (фасадной) стены. После
фиксации сердечника в формовочной установ-
ке щиты поворачивают в рабочее вертикальное
положение и соединяют по углам клиновыми
замками. Бетонная смесь укладывается бето-
ноукладчиком в формовочные полости и уп-
лотняется расположенными на щитах навес-
ными вибраторами. После бетонирования пли-
ты потолка "колпак" накрывают теплоизоля-
ционным щитом, включают электронагревате-
ли, размещаемые в сердечнике, и производят
предварительную тепловую обработку. Затем
раскрывают щиты и сердечник с "колпаком"
перемещают в камеру термосного выдержива-
ния, после окончания которого изделие вы-
пре ссовывается.
Эффективна организация производства
объемных блоков на технологических линиях,
работающих по агрегатно-поточной схеме с
элементами конвейеризации. Линии включают
виброформовочные установки, передаточную
тележку с толкателем, туннельную пропароч-
ную камеру, устройство для выпрессовки сер-
дечников, конвейер подготовки поддонов и
сердечников, кондукторы для сборки про-
странственных арматурных каркасов и другое
оборудование.
Установка для формования блока типа
"лежащего стакана" состоит из трех верти-
кально расположенных щитов, соединенных
замками с приводом от гидроцилиндров, сер-
дечника и поддона, перемещающихся с помо-
щью самоходной тележки с толкателем. Одна
тележка обслуживает четыре формовочные
установки. На наружных сторонах щитов ус-
тановлены вибраторы. Для извлечения сердеч-
ника внутренние грани продольных стен, пола
и потолка предусмотрены с уклоном 20 мм на
всю их длину. После подачи в установку на
тележке поддона с сердечником и установлен-
ным на нем арматурным каркасом закрывают
щиты и производят бетонирование керамзито-
бетоном с осадкой конуса 20...22 см, заливая
его через одну из щелей между сердечником и
щитом. Сначала формуются стены и нижняя, а
затем потолочная часть изделия. В установке
636 Глава 8.6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
происходит предварительное твердение блока,
а окончательное, вместе с поддоном и сердеч-
ником - в туннельной камере.
Формование блока фасадной поверхно-
стью вниз позволяет получать на ней разнооб-
разную отделку хорошего качества. В то же
время возникают трудности при прохождении
бетонной смеси в нижнюю часть изделия, осо-
бенно при задержке формования и уменьше-
нии пластичности смеси.
Производительность цеха по изготовле-
нию объемных домостроительных элементов
зависит от числа и производительности фор-
мовочных постов, остального оборудования и
камер тепловой обработки.
Применение объемных блоков повышает
степень заводской готовности элементов сбор-
ных домов и ускоряет их возведение. Эти пре-
имущества сопоставляются с недостатками их
перевозки, хранения на строительной площад-
ке при задержке строительства, а также боль-
шими расходами материалов.
Объемные четырехгранные пустотелые
элементы сборных элеваторов изготовляют
посредством формования в стендовых формах
железобетонных сердечников с последующей
навивкой на них поперечной напрягаемой ар-
матуры. Навивка арматурного каната диамет-
ром 6 мм производится арматурно-намоточной
машиной СМЖ-360А. Принцип работы маши-
ны заключается в навивке сматываемой с ка-
тушек арматуры на вращающийся объемный
элемент силой натяжения до 26,5 кН и допол-
нительной силой до 16,5 кН, получаемой после
остывания на сердечнике нагреваемой в про-
цессе навивки арматуры электрическим током
(порядка 400 А). Производительность установ-
ки - два каркаса в 1 ч при максимальном ра-
диусе навивки до 3 м и высоте до 2370 мм.
Железобетонные объемные блок-боксы
зданий двух типоразмеров газораспредели-
тельных станций формуются в виде коробча-
тых изделий с днищем и вертикальными
сплошными стенками толщиной 100 мм, не
имеющими уклонов. Потолочная часть с кры-
шей формуется отдельно. Габаритные размеры
первого здания 6550x3200x2780 мм, масса
15 т; второго 5150x3200x2780 мм, масса 12,7 т.
Здания имеют дверные, оконные и вентиляци-
онные отверстия, а также отверстия для под-
вода и отвода газа. Для формования использу-
ются специальные формовочные установки
3735/5 массой 28,6 т и 3735/4 массой 24,4 т.
Каждая установка включает виброударную
многокомпонентную виброплощадку маятни-
кового типа со сплошным столом 3
(рис. 8.6.13), опирающимся по средней осевой
линии на ряд шарнирных упругих опор 1 из
резины. По краям стола располагаются ряды
упругих опор, устанавливаемых с зазором
4... 12 мм до его днища, что необходимо для
создания виброударного режима уплотнения
бетона формуемого изделия. В центре боковых
сторон стола закреплено по одному дебаланс-
ному одновальному вибровозбудителю 2 с
приводом через клиноременную передачу от
установленных на фундаменте двух электро-
двигателей мощностью по 11 кВт, работающих
поочередно. На вибростоле установлена бор-
товая оснастка, состоящая из наружных пово-
ротных бортов 4, соединяемых винтовыми
угловыми замками, и внутреннего сборного
сердечника, угловые стойки и щиты которого
соединяются клиновыми замками и диаго-
нальными стяжками. В начале формуется
днище блок-бокса при работе виброплощадки,
а затем его вертикальные стенки при пооче-
редных кратковременных включениях на 5...
10 с ее электродвигателей приводов вибровоз-
будителей и дополнительном уплотнении бе-
тона стенок глубинными вибраторами. Такой
режим формования позволяет избежать выте-
кания разжижаемой вибрацией подвижной
бетонной смеси (ОК 8... 10 см) из-под нижних
кромок внутренних щитов на поверхность
пола отформованного днища блок-бокса, кото-
рое возможно при длительном включении виб-
роплощадки.
После твердения бетона изделие распа-
лубливается и снимается с поста. В него уста-
навливается газораспределительная аппарату-
ра, навешиваются двери, устанавливается и
закрепляется крыша, выполненная в виде же-
Рис. 8.6.13. Установка для формования
блок-боксов газораспределительной станции
ТЕПЛОВАЯ ОБРАБОТКА И ОТДЕЛКА БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
637
лезобетонной плиты, формуемой в отдельной
форме на виброплощадке или на стендовом
посту.
На установках различной конструкции
формуют также монолитные железобетонные
гаражи и другие объемные строительные изде-
лия.
В большинстве случаев крупногабарит-
ные объемные железобетонные изделия и из-
делия с утепленными трехслойными стенами
выполняют сборными из отдельно формуемых
плоскостных элементов, соединяемых посред-
ством сварки по закладным деталям.
8.6.4. ТЕПЛОВАЯ ОБРАБОТКА И ОТДЕЛКА
БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ
ИЗДЕЛИЙ
Тепловая обработка. Производитель-
ность и площадь предприятий по производству
бетонных и железобетонных изделий во мно-
гом зависит от скорости твердения бетона,
которую ускоряют раздельно или комбиниро-
ванно тремя способами. При физико-
технологическом способе применяют быстро-
твердеющие цементы, жесткие бетонные сме-
си, их виброактивацию и вибропомол цемента.
При химическом способе в бетонную смесь
вводят разные добавки (хлориды кальция, на-
трия и др.), способствующие активации ее
твердения. Ускорение твердения бетонной
смеси этим способом приводит к уменьшению
ее подвижности, что необходимо учитывать
при последующем формовании изделий.
Тепловая обработка - наиболее эффек-
тивный способ ускорения твердения бетона.
Различают следующие ее виды: острым (непо-
средственно соприкасающимся с бетоном) или
глухим (в закрытых трубопроводах и нагрева-
телях) паром при нормальном атмосферном
давлении и температуре среды 60... 100 °C; в
автоклавах при давлении до 0,8... 1,5 МПа и
температуре пара 175...200 °C; в закрытых
формах с контактной передачей теплоты от
разных источников через ограждающие бетон
поверхности форм; электронагревателями,
расположенными вне изделия; электрическим
током, проходящим через бетон изделия; ин-
дукционным током; в среде продуктов сгора-
ния природного газа; за счет солнечной энер-
гии; предварительным разогревом бетонной
смеси перед ее укладкой в формы и другие
виды.
Тепловую обработку проводят в тепло-
вых устройствах для уменьшения времени
твердения бетона при достижении заданных
распалубочной, передаточной и отпускной
прочности при допускаемых, экономически
обоснованных расходах топливно-энергети-
ческих ресурсов, а также затрат на изготовле-
ние и эксплуатацию оборудования. Значения
прочности бетона устанавливают согласно
нормам технологического проектирования,
уточняемым технологическим регламентом в
зависимости от типа изделия, его армирования
и процесса изготовления. В соответствии с
этим, учитывая активность вяжущих, толщину
прогреваемых элементов изделия и другие
факторы, устанавливают оптимальные значе-
ния длительности, температурно-влажностных
и других параметров режима тепловой обра-
ботки: предварительное выдерживание или его
отсутствие, подъем температуры, изотермиче-
ский прогрев и охлаждение. Длительность цикла
тепловой обработки выражают суммой соответ-
ствующих его периодов: т = тпод + тго + тох.
Например, режим тепловой обработки изделий
с ненапряженным армированием толщиной
160...300 мм из тяжелого бетона класса В25 с
изотермической выдержкой при температуре
80...85 °C может составлять 10 ч (3 + 5 + 2),
что позволяет достигать 1,5...2 оборотов теп-
ловых агрегатов в сутки.
Для предварительно напряженных конст-
рукций при изготовлении на стендах режим
может быть следующим: подъем температуры
до 80 °C за 1 ч, изотермическое выдерживание
при 80 °C в течение 6,5 ч, остывание за 1,5 ч.
Бетон должен иметь прочность, не допускаю-
щую проскальзывания в нем напряженной
арматуры при отрезке анкеров.
При изготовлении изделий из ячеистого
бетона по резательной технологии их тепловая
обработка может производиться последова-
тельно в двух тепловых агрегатах. В первом
агрегате массив изделий твердеет в формах с
бортами до прочности, обеспечивающей сня-
тие бортов, но допускающей после этого раз-
резку массива на блоки струнами. Во втором
агрегате блоки на поддоне твердеют до проч-
ности, обеспечивающей их съем с поддона и
транспортирование, при этом могут использо-
ваться и автоклавы.
Параметры режима тепловой обработки
обеспечиваются конструкцией и теплоизоля-
638 Глава 8.6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
цией тепловых агрегатов, а также системой
автоматического или упрощенного управления
процессом и контролем за ним.
Ямные камеры тепловой обработки пе-
риодического действия различных типов ис-
пользуются при агрегатно-поточном способе
производства изделий из тяжелого и легкого
бетонов. Тепловлажностная обработка изделий
в этих камерах происходит конвективно со
стороны их открытых поверхностей и кондук-
тивно со стороны формы или поддона. Камера
может располагаться как ниже, так и выше
нулевой отметки пола цеха. Она образуется
вертикальными стенками и полом, съемными
или отворотными крышками, устанавливае-
мыми на верхнюю часть стенок через водяной
или песочный затвор. В камере располагается
система нагревателей, работа которых, как
правило, управляется автоматически по про-
грамме с контролем температуры и времени
режима тепловой обработки. Внутренние раз-
меры камеры объемом Кк определяются габа-
ритными размерами изделий объемом Ки, а
также необходимостью получения максималь-
ного коэффициента заполнения камеры ак =
= Гц/Ик —> max. При этом необходимо оста-
вить между изделиями с поддоном или форма-
ми зазоры, достаточные для равномерного
распределения тепловых потоков: от пола до
нижней поверхности нижнего изделия или
поддона не менее 150 мм; между изделиями по
вертикали не менее 30 мм; между верхним
изделием и крышкой не менее 50 мм.
Для облегчения и ускорения установки
форм с изделиями в камеру и их выгрузки
применяют пакетировщик: на стенках камер
закрепляют опорные стойки с кронштейнами,
автоматически поворачиваемыми поддонами
форм при опускании или подъеме. При этом
формы с изделиями, как правило, транспорти-
руют при помощи автоматического захвата
(траверсы), подвешиваемого к крюку мостово-
го крана.
Туннельные одно- и многоярусные и про-
ходные камеры непрерывного действия при-
меняют в основном при конвейерном способе
производства изделий. В одноярусных камерах
высотой до 1 м исключаются перепады темпе-
ратур среды в их поперечном сечении и соз-
даются одинаковые температурно-влажност-
ные условия твердения для каждого изделия.
Камера разделяется по длине на зоны по-
догрева изделий, изотермического прогрева и
остывания. Длина камеры
£к = £фИ + (и+1)7ь
где £ф - длина формы с изделием; п - число
форм по длине камеры; 1Х - расстояние между
формами.
Число форм и камер рассчитывают исхо-
дя из производительности технологической
линии и цикла тепловой обработки изделий,
строят циклограмму, учитывающую формова-
ние изделий на линии в две смены, а их тепло-
вую обработку в три смены.
В комплект оборудования туннельных
камер тепловой обработки входят передаточ-
ные тележки форм-вагонеток, располагаемые в
начале и в конце камер (для многоярусных
камер предусматривается их перемещение по
высоте), механизмы перемещения форм-
вагонеток в камерах и теплотехническое обо-
рудование (с учетом и разделения камер на
зоны).
Шторный разделитель СМЖ-432 предна-
значен для разделения различных зон тепло-
влажностной обработки в туннельной камере
шириной 4500, высотой 3600 или 4700 мм для
железобетонных труб, располагаемых в ней в
вертикальном положении. Разделение осуще-
ствляется шторой, выполняемой из рулонной
резины или соединяемых по ширине вулкани-
зацией конвейерных лент.
Затвор для закрывания щелевой камеры
(шириной 4500 и высотой 1000 мм) тепло-
влажностной обработки железобетонных изде-
лий, перемещаемых на формах-вагонетках по
рельсовому пути, выполняется поворотным.
Он работает от привода СМЖ-791 с электро-
двигателем мощностью 2,2 кВт. На выходном
валу червячного редуктора закреплен рычаг,
соединенный тягой с затвором. Время откры-
вания затвора составляет 3 с, на другом - за-
креплены пластины, взаимодействующие с
конечными выключателями крайних положе-
ний затвора.
В тупиковых камерах изделия загружают
и выгружают с одной стороны (например, па-
кет мелких вибропрессованных блоков на ав-
томатически перемещающейся по заданной
программе тележке с вильчатым захватом под-
дона). При проходных камерах изделия на
формах-вагонетках загружаются с одной сто-
роны и выгружаются с другой.
В некоторых случаях, например при
предварительной тепловой обработке изделий
из газобетона, ее могут проводить в отдельных
помещениях, в которые заходит оператор для
ТЕПЛОВАЯ ОБРАБОТКА И ОТДЕЛКА БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
639
определения степени твердения изделий и их
готовности для проведения последующих тех-
нологических операций (в данном случае для
разрезки массива газобетона на блоки).
Теплотехническим расчетом камер любо-
го типа определяют количество теплоты, необ-
ходимой для тепловой обработки изделий.
Составляя тепловой баланс камеры, рассчиты-
вают удельный расход теплоты на единицу
продукции, ее максимальный часовой расход,
требуемое количество пара, электроэнергии
или природного газа и выбирают подводящую,
нагревательную, регулирующую и контроль-
ную аппаратуру. Следует учитывать, что в
камерах периодического действия часовой
расход теплоты для подогрева изделий может
в 5 - 15 раз превышать расход теплоты при
изотермическом прогреве. Учитывают также
тепло, выделяемое бетоном при его твердении.
В кассетах изделия подвергаются кон-
тактному нагреву с трех сторон, а верхняя от-
крытая поверхность, составляющая 2...3%
суммарной поверхности изделия, накрывается
теплоизолирующим материалом для предот-
вращения высыхания бетона. Не более чем
через два изделия в кассете располагают теп-
ловые отсеки, в которых поддерживается тем-
пература 80...95 °C. Например, режим тепло-
вой обработки изделий толщиной 100...200 мм
из тяжелого бетона класса В25 может состав-
лять 8,5 ч (1 + 3,5 + 4). Теплоносителем служит
паровоздушная смесь. Давление пара перед
исполнительным механизмом обычно поддер-
живается 0,02...0,025 МПа, а в тепловых отсе-
ках кассеты допускается 0,015 МПа. Потеря
давления в узле регулирования обычно состав-
ляет 0,005...0,006 МПа, в конденсатопроводе за
гидрозатвором давление атмосферное.
Число кассетных установок, в каждой из
которых изготовляется по 8... 14 изделий, рас-
считывается исходя из заданной программы их
выпуска и длительности цикла изготовления,
определяемого технологическим регламентом
по тепловой обработке и временем сборки
кассеты, формования, распалубки изделий и
других операций.
В кассетно-конвейерных линиях изделия
подвергаются двухстадийной тепловой обра-
ботке: 1) контактному нагреву в течение 1,5...
2 ч до приобретения прочности, необходимой
для открывания наружных щитов и дальней-
шего транспортирования в вертикальном по-
ложении на форме-вагонетке, имеющей верти-
кальную стенку; 2) тепловой обработке в ка-
мере до приобретения бетоном изделий распа-
лубочной прочности, позволяющей снять из-
делие с формы-вагонетки.
В автоклавах тепловой обработке паром
под давлением подвергают такие материалы,
как силикатный кирпич и ячеистый бетон. Ее
проводят в автоматическом режиме в несколь-
ко стадий. Например, для ячеистого теплоизо-
ляционного бетона плотностью 400...500 кг/м3
общая продолжительность тепловой обработки
может составлять 8 ч: подъем давления до
1,1 МПа (1 ч); выдержка 6 ч; снижение давле-
ния пара от 1,1 до 0,3 МПа (0,5 ч) и от 0,3 до
0,1 МПа (0,5 ч). Температура в автоклаве дос-
тигает 180... 190 °C.
Автоклавы типов АП и АТ состоят из
сварного цилиндрического корпуса 1 диамет-
ром 2,0; 2,6 или 3,6 м с толщиной стенки 18,2 и
28 мм и овальных торцовых крышек 6
(рис. 8.6.14). Одна или обе крышки тупиковых
(АТ) или проходных (АП) автоклавов повора-
чиваются гидроцилиндрами 9 и запираются
байонетным затвором, скошенный зуб кольца
7 которого при его повороте механизмом 8
заходит за выступ фланца крышки, перемещая
ее в осевом направлении и образуя замок.
Внутри барабана уложен рельсовый путь 4,
который перекидным мостиком соединен с
рельсовыми путями цеха или передаточной
тележки для транспортирующих изделия ваго-
неток. Автоклав оснащен предохранительным
клапаном, манометром, автоматизированной
системой 2 продувки и слива конденсата, уст-
ройствами для контроля разности температур
между верхними и нижними точками внутрен-
ней поверхности корпуса и автоматического
регулирования технологического процесса
запаривания изделий. К одной из расположен-
ных в середине фундаментных опор 3 автоклав
крепится наглухо, а на другие опоры он опира-
ется при помощи роликов 5, что позволяет
компенсировать температурные изменения
длины корпуса. При использовании несколь-
ких автоклавов может быть установлена одна
гидростанция для привода всех гидроцилинд-
ров.
640 Глава 8.6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Рис. 8.6.14. Автоклав
ТЕПЛОВАЯ ОБРАБОТКА И ОТДЕЛКА БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
641
Техническая характеристика автоклавов приведена ниже.
Внутренний диаметр, мм 2 2 2 2,6 3,6
Длина рабочей части Z, м 17 19 19 19 27
Рабочее давление, МПа, не более 1,2 1,2 1,6 1,2 1,2
Рабочая температура, °C 191 191 203 191 191
Колея рельсового пути, мм 750 750 750 900 1524
Габаритные размеры при закрытых крышках, м: длина L и зазор:
АТ 1,5 1,5 1,6 2 2,5
АП 2 2 2,1 2,5 3,1
ширина 2,5 2,5 2,5 3,2 4,2
высота 3,5 3,5 3,5 4 4,2
Масса, т:
АТ 24,4 26,6 29,9 42,3 114,4
АП 28,3 30,4 34,8 51,5 132
Работа автоклава автоматизирована. По-
сле его загрузки вагонетками с изделиями за-
крывается крышка и автоматически дается
разрешение на поворот байонетного кольца,
после поворота которого включается система
автоматического регулирования запаривания
изделий. По ее окончании, выпуска из авто-
клава пара и конденсата и получения разреше-
ния от блокировочного устройства байонетное
кольцо поворачивается, крышка открывается и
стопорится хомутом. После выдачи вагонеток
с изделиями из автоклава возможен следую-
щий цикл работы.
В некоторых случаях тепловую обработ-
ку проводят в термоформах, оснащенных по-
лостями для подачи в них теплоносителя. Тер-
моформы устанавливают в вертикальные паке-
ты, что позволяет прогревать бетон со всех
сторон.
При изготовлении изделий в стендовых
(например, поворотных) формах теплоноси-
тель подводят к форме, а на длинных стендах
прогревают верхнюю часть формовочной по-
лосы, что повышает расход тепловой энергии.
Перспективное направление тепловой
обработки бетонов - создание тепловых агре-
гатов и систем с применением локальных
энергетических установок, от которых тепло-
носитель (вода, пар) транспортируется по теп-
лопроводам небольшой протяженности, что
значительно уменьшает потери теплоты. Кон-
вективно-лучистый обогрев осуществляют
электронагревателями, смонтированными на
стенках и днище камеры тепловой обработки.
При этом конструкция камеры должна обеспе-
чивать режим тепловлажностной обработки,
задаваемый обычно по температуре среды и
времени, а также предотвращать потери в ней
влажности.
Тепловая обработка железобетона в среде
продуктов сгорания природного газа позволяет
исключить применение пара из общей котель-
ной и сделать систему тепловлажностной об-
работки автономной, используя для этой цели
теплогенератор и получая значительную эко-
номию тепловой энергии.
Для ямной пропарочной камеры 1 с желе-
зобетонными изделиями 2 применяют тепло-
генератор 5, в котором установлена газовая
горелка 7 и через переходник 8 - рециркуля-
ционный вентилятор 4. В системе предусмот-
рен также газопровод 10 вытяжной вентиляции
с шибером 9, подающий 6 и обратный 3 газо-
ходы (рис. 8.6.15).
Применяются и другие виды тепловой
обработки и соответствующее оборудование,
которое выбирается из условий обеспечения
твердения изделий при наименьших расходах
тепловой энергии и обеспечения требований
технологии производства строительных изде-
лий.
Предварительный разогрев бетонной
смеси с помощью электроэнергии или пара
Рис. 8.6.15. Схема тепловлажностной обработки
железобетонных изделий в ямной камере
21 - 1317
642 Глава 8 6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
целесообразен в сочетании с последующей
ускоренной тепловой обработкой изделий,
особенно при недостатке площади для агрега-
тов тепловой обработки. При разогреве смеси
до 50 °C общее время подъема температуры и
изотермической выдержки сокращается до 2 ч
для бетонов класса В25 и на 1 ч для бетонов
класса ВЗО.
Разогрев бетонной смеси с помощью
электроэнергии посредством электродов в
бункерах емкостью 1...1,5 м3, размещаемых у
постов формования, требует большой мощно-
сти (350...400 кВ-А) и соответствующей элек-
трозащиты, что является недостатком этого
способа.
Проще использование водяного пара или
горячей воды для разогрева смеси до 40...70 °C
в процессе ее приготовления в бетоносмесите-
ле. Однако в процессе транспортирования и
укладки разогретая бетонная смесь относи-
тельно быстро теряет свою подвижность. По-
этому увеличивают начальную подвижность
смеси или повышают интенсивность ее уплот-
нения при укладке. Применение предвари-
тельного разогрева смеси перспективно при
таких технологических схемах производства
(например, формование изделий в термофор-
мах), в которых время от окончания приготв-
ления смеси до начала формования и после
формования до начала тепловой обработки
изделия не превышает 10...20 мин.
Отделка железобетонных изделий. На
лицевых поверхностях железобетонных и бе-
тонных изделий не допускаются или ограни-
чиваются по размерам раковины, открытые
воздушные поры, наплывы бетона или впади-
ны. Эти дефекты могут частично предотвра-
щаться на поверхностях изделий, примыкаю-
щих при формовании к поверхности оснастки
посредством применения соответствующих
паст или смазок форм, водной пластификацией
нижнего слоя бетонной смеси непосредствен-
но перед ее укладкой, применением высоко-
частотных и виброударных режимов уплотне-
ния и др. Полное устранение дефектов поверх-
ностей железобетонных изделий достигается
их отделкой в заводских условиях или на
строительной площадке. Ее выполнение на
заводе должно быть экономически обосновано
при сопоставлении с отделкой в условиях
строительства. В заводских условиях она про-
водится в процессе или после формования
изделий и неполного или полного твердения
бетона. В условиях строительства отделка мо-
жет производиться шпатлеванием и затиркой,
а также заливкой горизонатльных поверхно-
стей полов раствором на основе сухих цемент-
но-песчаных смесей, с последующей отделкой
дисковыми или лопастными мобильными ма-
шинами и инструментом.
При изготовлении в вертикальном поло-
жении в кассетных установках панелей внут-
ренних стен на их поверхностях образуются
мелкие раковины, которые устраняются после
твердения шпатлеванием.
При формовании железобетонных изде-
лий в формах в горизонтальном положении их
нижняя часть может соединяться с отделоч-
ными материалами, цветным бетоном, на ней
могут образовываться рисунки и рельефы от
матриц из штампованной стали, резины, поли-
мерных и других материалов. Для получения
поверхности с обнаженным крупным заполни-
телем укладывают слой бетонной смеси с за-
медлителем твердения и последующим удале-
нием ослабленной растворной части бетона
механическими щетками или струей воды (ме-
нее трудоемкий способ) после его тепловой
обработки.
Верхняя поверхность изделия может ка-
либроваться и заглаживаться перемещающим-
ся вдоль нее различными рабочими органами:
двумя брусьями, совершающими встречные
возвратно-поступательные движения в попе-
речном направлении; вращающимся валком;
вращающимся диском; последовательно двумя
этими рабочими органами или рабочими орга-
нами других типов.
В зависимости от типов изделий реко-
мендуется шероховатость их поверхностей от
2,5...5,5 до 0,3...0,6 мм в соответствии с клас-
сами шероховатости от 1Ш до 4Ш. Для по-
верхностей изделий, обращенных внутрь жи-
лых или производственных помещений, а так-
же для всех изделий в дальнейшем окраши-
ваемых или оклеиваемых рекомендуется ше-
роховатость класса ЗШ (0,6... 1,2 мм на базовой
длине замера 100 мм), для бетонных полов
общественного пользования (лестничных
маршей и площадок и т.д.) - класса 2Ш
(1,2...2,5 мм).
Эффективность воздействия заглажи-
вающего органа на заглаживаемую поверх-
ность, называемая заглаживающей способно-
стью рабочего органа, в основном определяет-
ся длиной линии So (м), на протяжении кото-
рой рабочий орган воздействует на каждую
точку (элементарную площадку) обрабатывав-
ТЕПЛОВАЯ ОБРАБОТКА И ОТДЕЛКА БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИИ
643
мой поверхности с учетом возникающей при
этом силы трения. Длина линии воздействия
50 =/vpvMB),
где vp - собственная скорость рабочего органа;
vM - скорость поступательного движения ма-
шины; В - ширина или длина рабочего органа.
Для рабочего органа в виде бруса, кото-
рый по отношению к направлению машины
совершает возвратно-поступательные движе-
ния,
5бр= 1,8 ВЪп/ч^
где п - частота двойных ходов бруса, с-1; В -
ширина бруса, м; 8 - величина ходов бруса, м;
vM - скорость движения заглаживающей ма-
шины, м/с.
Обычно 5бр 1,5 м.
Брус применяется для калибрования и
предварительного заглаживания поверхности
изделия, формуемого из бетонных смесей с
показателем удобоукладываемости от
Ж1 (5... 10 с) до Ш (4 с, осадка конуса 1...4 см),
с получением шероховатости класса 1Ш
(2,5...5,5 мм). Его параметры: ширина
В = 200...300 мм, частота ходов поперечного
движения п = 1...2 ходов/с при смещении за
один ход / = 0,06...0,15 м, давление на обраба-
тываемую поверхность изделия р = 0,3...
0,5 МПа. Для уравновешивания инерционных
сил целесообразно совмещение в рабочем ор-
гане двух брусьев, совершающих возвратно-
поступательные перемещения в противопо-
ложных направлениях.
Заглаживающая способность вращающе-
гося валка, расположенного перпендикулярно
к направлению движения машины,
SB =vBV5a/vM ,
где vB - окружная скорость валка, м/с; D -
диаметр валка, м; а - глубина погружения
валка в бетонную смесь, м.
Обычно SB < 3 м.
Валок применяется для калибрования,
предварительного и окончательного заглажи-
вания поверхности изделия, формуемого из
бетонных смесей с показателем удобоуклады-
ваемости Ж1, Ш с получением шероховатости
класса 2Ш (1,2...2,5 мм) и Ж2, ЖЗ (11...30 с) с
получением шероховатости класса 1Ш
(2,5...5,5 мм). Параметры валка: диаметр
220...370 мм; окружная скорость 5,9...6,25 м/с;
скорость передвижения 1 ...3,5 м/с; масса на 1 м
длины валка 100... 150 кг/м. Брус или валок
могут устанавливаться как на специальной
отделочной машине, так и на бетоноукладчи-
ках.
Средняя заглаживающая способность
диска, м,
5Д = 0,94 уд R/vM,
где уд - окружная скорость диска, м/с; R -
радиус диска, м.
Диск применяется для окончательного
заглаживания поверхности изделия, обычно
после ее предварительного заглаживания бру-
сом или валком. Показатель удобоукладывае-
мости бетонной смеси от ЖЗ до Ш с получе-
нием шероховатости классов 2Ш, ЗШ. Пара-
метры диска: диаметр 400... 1300 мм, окружная
скорость 9... 15 м/с, р = 0,6... 1 МПа, скорость
перемещения 0,07...0,1 м/с.
Изделия, отформованные из подвижных
бетонных смесей, следует выдерживать в те-
чение времени, необходимого для достижения
требуемой для отделки структурной прочно-
сти, как правило 30 мин.
Отделочная машина СМЖ-461 в качест-
ве рабочих органов имеет валок 2 (рис. 8.6.16),
используемый для предварительной отделки
поверхности отформованных железобетонных
изделий с наибольшей шириной до 3600 мм и
заглаживающий диск 5 для ее окончательной
отделки. Машина перемещается со скоростью
0,1 м/с вдоль изделия при калибровании и за-
глаживании поверхности валком диаметром
200 мм, вращающимся с частотой 20 с-1 и пе-
риодически останавливается при ее отделке
диском диаметром 1000 мм, вращающимся с
частотой 60 с-1 и перемещающимся с кареткой
3 по направляющим портала 1 машины в попе-
речном направлении со скоростью 0,1 м/с.
Давление диска на отделываемую поверхность
изделия регулируется в пределах 20...200 Па
механизмом его подъема 4 с пружинным под-
жимом. Мощность электродвигателей приво-
дов, кВт, приведена ниже.
Передвижения машины.............. 3
Передвижения каретки диска....... 3
Вращения и подъема валка......... 3 и 1
Вращения и подъема диска......... 4,5 и 1
Масса машины, кг................. 6800
21*
644 Глава 8 6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Рис. 8.6.16. Отделочная машина СМЖ-461
Высота расположения заглаживаемой по-
верхности изделия может находиться в преде-
лах 330...780 мм, что предусмотрено регулиро-
ванием положения валка и диска по высоте.
Производительность машины 0,04 м2/с загла-
живаемой поверхности изделия.
Пост отделки одной или двух поверхно-
стей панелей внутренних стен и панелей пере-
крытий размерами до 7,2x3,6 м, которые при
изготовлении в кассетных установках могут
иметь мелкие поверхностные раковины и тре-
щины, включает: кантователь СМЖ-ЗЗЗЗА с
двумя поворотными платформами; две шпак-
левочные машины СМЖ-3232А; растворона-
сос для подачи шпаклевочной массы; площад-
ку обслуживания с пультом управления. Плат-
формы кантователя поворачиваются гидроци-
линдрами. Подлежащая отделке панель уста-
навливается мостовым краном на первую по-
воротную платформу кантователя, находя-
щуюся в наклонном (близко к вертикальному)
положении. Она поворачивается в левое гори-
зонтальное положение, при котором одна по-
верхность панели обрабатывается шпаклевоч-
ной машиной, перемещающейся по рельсово-
му пути. По окончании обработки платформа
поворачивается в наклонное положение и па-
нель снимается краном. При необходимости
обработки второй поверхности, панель пере-
кладывается краном на вторую платформу и
поворачивается с ней в правое горизонтальное
положение, при котором вверху оказывается
противоположная поверхность панели, обраба-
тываемая шпаклевочной второй машиной,
перемещающейся по второму рельсовому пу-
ти. Затем платформа поворачивается в наклон-
ное положение и панель снимается краном.
Шпаклевочная машина СМЖ-3232А
предназначена для механизированной отделки
(шпаклевки) железобетонных панелей стен
перекрытий и внутренних стен шириной до
3600 мм после тепловой обработки бетона.
Отделка производится в следующем порядке.
На поверхность горизонтально расположенно-
го изделия растворонасосом с подачей 2 м3/ч,
оборудованным виброситом и рукавом с бес-
компрессорным соплом, подается раствор.
Отделка производится за два прохода машины
вдоль изделия: вперед со скоростью 6,6 м/мин
и назад со скоростью 12,9 м/мин. При первом
проходе затирающий механизм в виде двух
поперечно перемещающихся от эксцентрико-
вого механизма заглаживающих брусьев, с
закрепленными на них полосками резины,
двигая перед собой валик шпаклевочной мас-
сы, растирает ее и втирает в поры и раковины.
Расположенные на шпательной балке сменные
шпатели из тонколистовой стали предвари-
тельно заглаживают зашпаклеванную поверх-
ность. При ускоренном возврате машины зати-
рочный механизм поднимается и шпатели
производят окончательное чистовое заглажи-
вание поверхности изделия. Рабочий орган
может подниматься на высоту 780 мм, а шпа-
тельная балка и ручной привод вертикального
перемещения для регулирования силы нажатия
шпателей - на поверхность изделия.
ТЕПЛОВАЯ ОБРАБОТКА И ОТДЕЛКА БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
645
Линия отделки и комплектации панелей
наружных стен СМЖ-463 - СМЖ-468 работа-
ет по принципу конвейерного шагового пря-
молинейного перемещения в вертикальном
положении изделий длиной 1230...7200, высо-
той 2580...2980 и толщиной 250...400 мм к ос-
нащенным соответствующим оборудованием
постам. Предусмотрена отделка панелей, об-
лицованных керамической плиткой, обнаже-
нием фактурного слоя, окраской и нанесением
мелкозернистого заполнителя. Операции вы-
полняются на пяти постах линии, расположен-
ных с шагом 8440 мм. Линия состоит из транс-
портного устройства (конвейера) СМЖ-463 с
металлоконструкцией, подъемными площад-
ками для оборудования и рабочих, моечной
машины (возможно с обнажением заполните-
ля) СМЖ-464, установки для нанесения грунта
СМЖ-465 или машины для окраски СМЖ-466,
устройств для нанесения мелкозернистых по-
крытий СМЖ-468 и сушки СМЖ-467. Произ-
водительность линии 80 м2 отделанных пане-
лей в 1 ч. Установленная мощность электро-
двигателей 31,7 кВт, масса 41 т.
В семипостовом исполнении линии для
обеспечения окраски панелей в два цвета (вто-
рой цвет через трафарет) на линии устанавли-
ваются две машины для окраски и два устрой-
ства для сушки.
Транспортное устройство СМЖ-463
предназначено для перемещения вдоль постов
с ритмом работы 15 мин панелей в положении,
близком к вертикальному (с наклоном 2°), со
скоростью 0,2 м/с с помощью цепного ролико-
вого конвейера с опорами для панелей. Для
опирания панелей различной высоты на стой-
ках металлоконструкции установлены обрези-
ненные ролики.
На подъемной площадке для оборудова-
ния грузоподъемностью 800 кг размещена
перемещающаяся вдоль нее и изделия со ско-
ростью 0,1 м/с каретка с закрепленным на ней
тем или иным отделочным механизмом и
пульт управления. Грузоподъемность площад-
ки для рабочих 400 кг. На металлоконструкции
устройства предусмотрены вертикальные на-
правляющие для роликов, закрепленных на
торцах площадок, перемещающихся по высоте
изделий со скоростью 0,1 м/с при помощи ка-
натов, на блоках металлоконструкции и бара-
бане лебедки. Для предотвращения падения
площадок при обрыве каната предусмотрены
автоматически действующие ловители.
Моечная машина СМЖ-464 предназна-
чена для смыва бумаги с облицовочной плитки
или обнажения крупного заполнителя на лице-
вой поверхности панели. Она устанавливается
на каретке площадки для оборудования уст-
ройства СМЖ-463. Рабочий орган машины
имеет металлическую и расположенные над
ней капроновые щетки, вращающиеся с часто-
той 3 с-1 от привода с мотор-редуктором мощ-
ностью 4 кВт, и два сопла с системой подачи
горячей воды. К обрабатываемой поверхности
панели щетки прижимаются пневмоцилиндром
с регулируемой силой. Моечная машина, пере-
двигаясь вдоль панели, смывает бумагу с об-
лицовочной плитки или обнажает заполнитель
при помощи металлической щетки. По окон-
чании обработки полосы вдоль панели рабо-
чий орган автоматически останавливается и
опускается вниз. При его обратном ходе обра-
батывается следующая полоса поверхности, а
предыдущая зачищается капроновой щеткой.
Установка для нанесения грунта СМЖ-
465. Предназначена для очистки лицевой по-
верхности от грязи и пыли и нанесения на нее
грунта перед покраской. Для этого предусмот-
рены щетка с частотой вращения 4,7 и 9,5 с-1,
вентилятор отсоса и пистолет грунтовочного
агрегата. Установленная мощность электро-
двигателей 9 кВт. При горизонтальных пере-
мещениях установки очищается полоса пане-
ли, равная диаметру щетки, и наносится грунт
на ранее очищенную полосу.
Машина СМЖ-466 для окраски водо-
эмульсионными составами лицевой поверхно-
сти панели состоит из рамы, смесителя с ба-
ком, блока из двух краскораспылителей с раз-
дельным регулированием давления в каждом
их них и пневмоэлектрооборудования. При
включении краскораспылителей одновременно
в баке вращается вал с перемешивающей крас-
ку крыльчаткой, чем поддерживается ее одно-
родность. Диаметр сменных сопел краскорас-
пылителей 6, 8 и 10 мм. Производительность
машины 90...400 м2/ч, установленная мощ-
ность 4 кВт.
Устройство СМЖ-467 для сушки лице-
вой поверхности панели после грунтовки и
окраски состоит из траверсы, навешиваемых
на нее панелей с трубчатыми электронагрева-
телями (ТЭНами), механизма перемещения
траверсы и устройства рекуперации воздуха.
С тыльной стороны ТЭНы закрыты листом для
их крепления с теплоизоляционным слоем из
минеральной ваты, а с лицевой стороны - сет-
646 Глава 8-6 ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
чатыми ограждениями. При включении ТЭНов
одновременно включаются вентилятор устрой-
ства для рекуперации теплоты на посту и су-
шится лицевая поверхность панели конвекци-
ей и лучеиспусканием по 12 зонам нагрева.
Установленная мощность электроприемников
131,2 кВт, при мощности 144 нагревателей
115,2 кВт.
Устройство СМЖ-468 для нанесения
мелкозернистых покрытий на панели наруж-
ных стен состоит из расходного бункера для
сыпучего материала, эжектора, дозатора и рас-
пылителя.
8.6.5. ИЗГОТОВЛЕНИЕ ТРУБЧАТЫХ
ИЗДЕЛИЙ
Характеристика труб. К трубчатым бе-
тонным и железобетонным изделиям относятся
трубы и кольца различного назначения, столбы
опор линий электропередач и другие пустот-
ные изделия цилиндрической, эллипсной или
другой формы. Согласно нормативным доку-
ментам трубы классифицируются на напорные
виброгидропрессованные, напорные вибро-
гидроуплотненные трехступенчатого изготов-
ления со стальным цилиндром, железобетон-
ные напорные со стальным сердечником (диа-
метром 800 и 1000 мм), железобетонные пред-
варительно напряженные напорные центро-
бежнопрокатные, бетонные и железобетонные
безнапорные.
В зависимости от значения расчетного
внутреннего давления, трубы подразделяются
на безнапорные (р = 0,05 МПа) и напорные
(р = 0,1...2 МПа и более), последние подразде-
ляются на низконапорные (р = 0,1 МПа класса
Н1 пр = 0,3 МПа класса НЗ), средненапорные
(р = 0,5 МПа класса Н5, р = 1 МПа класса
НЮ) и высоконапорные (р = 1,5 МПа класса
Н15, р = 2 МПа класса 20 и р > 2 МПа). По
внутреннему диаметру условно различают
трубы малых (100...500 мм), средних
(600... 1000 мм) и больших (более 1000 мм)
диаметров. По конфигурации концов трубы
разделяют на раструбные (со ступенчатой
формой раструба диаметром 300...2500 мм или
конической диаметром 300... 1500 мм), фальце-
вые диаметром 1750 мм и более и гладкие для
стыкования труб при помощи подвижных
муфт. Трубы могут иметь поперечное сечение
не только круглое, но и круглое с основанием,
овоидальное, эллипсное и др. Трубчатые изде-
лия могут быть не только цилиндрическими,
но и коническими или цилиндрическими с
поясами усиления. По длине различают трубы
короткомерные (1...2,5 м) и длинномерные
(3...8 м и более). Другие трубчатые изделия
могут иметь и большую длину.
Трубы и иные трубчатые изделия арми-
руются различными арматурными каркасами и
дополнительными арматурными элементами, а
напорные трубы могут иметь напряженное
армирование. Трубы изготовляют из железобе-
тона без предварительного напряжения и на-
пряженными, в том числе самонапряженными
при применении напрягающего цемента.
При производстве труб необходимо
обеспечить их прочность, водонепроницае-
мость стенок, точность размеров (особенно по
стыковочным элементам выводов) и другие
параметры, оговариваемые нормативными
документами, для обеспечения их соответст-
вия назначению, эксплуатационной надежно-
сти и долговечности.
Способы формования труб. По способу
формования и уплотнения смеси при произ-
водстве безнапорных труб различают следую-
щие методы: трамбование, осевое прессование,
радиальное прессование, вибрирование (при
вертикальном или горизонтальном расположе-
нии формуемой трубы), центрифугирование,
вибровакуумирование, а также комбинирован-
ные.
Осевое прессование заключается в уп-
лотнении стенок бетонной трубы рабочим
органом в виде вращающегося винта с осевым
перемещением в форме, в которую подается
бетонная смесь. Способ применяется для фор-
мования коротких бетонных труб малых диа-
метров.
Способ центробежного проката заклю-
чается в том, что бетонная смесь подается пи-
тателем 4 в висящую горизонтально на вра-
щающемся валу 3 и вращаемую им форму 1
(рис. 8.6.17). Форма опирается на вал торцо-
выми кольцами качения 2. При ее вращении
бетонная смесь уплотняется под давлением,
созданным валом в зависимости от массы
формы и находящейся в ней бетонной смеси, а
также центробежной силы и вибрации. Одно-
временно валом заглаживается внутренняя
поверхность трубы. Таким способом изготов-
ляют в основном трубы диаметром 1200...
3000 мм. Частота вращения форм для труб
диаметром 1200...2000 мм при загрузке бетон-
ной смеси около 110, при прокатке 450 мин-1.
Диаметр вала 450 мм, мощность электродвига-
ИЗГОТОВЛЕНИЕ ТРУБЧАТЫХ ИЗДЕЛИЙ
647
Рис. 8.6.17. Схема центробежного проката
железобетонной трубы
теля привода 125 кВт, масса центробежно-
прокатной машины около 40 т.
Предварительно напряженные железобе-
тонные напорные трубы изготовляют по трех-
или одноступенчатой технологии. При трех-
ступенчатой технологии каким-либо способом
(например, центрифугированием) формуют
железобетонный сердечник (внутреннюю
часть напорной трубы). На него при второй
стадии процесса навивают по спирали предва-
рительно напрягаемую проволочную арматуру,
которая на третьей стадии процесса покрыва-
ют слоем защитного мелкозернистого бетона.
В качестве сердечника при трехступенчатой
технологии изготовления напорных труб мо-
жет применяться и свариваемая из листовой
стали труба, при вращении покрываемая из-
нутри слоем раствора. Далее на нее также на-
вивается арматура и наносится защитный слой
бетонной смеси.
По одноступенчатой технологии напор-
ные трубы классов НЮ и Н15 чаще всего изго-
товляют способом виброгидропрессования.
Наиболее распространенные способы из-
готовления железобетонных безнапорных труб
следующие: центрифугирование, радиальное
прессование и вибрирование. Во многих слу-
чаях наиболее перспективен, благодаря уни-
версальности и малой мощности приводов
оборудования, способ вибрирования трубы в
вертикальном положении, сочетаемый с виб-
ропрессованием втулочного конца трубы на
конечной стадии ее формования и немедлен-
ной распалубкой отформованной трубы.
Оборудование классифицируется соглас-
но классификации способов изготовления
труб, его назначению и конструкции.
Оборудование для изготовления желе-
зобетонных труб и опор методом центрифу-
гирования. Формование методом центрифу-
гирования трубчатых железобетонных изделий
заключается во вращении формы с поданной в
нее бетонной смесью, при котором смесь под
действием центробежной силы отбрасывается
к внутренней поверхности формы, распределя-
ется по ней и уплотняется.
Методом центрифугирования формуются
различные железобетонные трубчатые изде-
лия: безнапорные трубы и сердечники железо-
бетонных напорных труб, изготовляемых по
трехступенчатой технологии, опоры мостовых
сооружений, опоры линий электропередачи и др.
Для формования труб применяются осе-
вые, клиноременные и роликовые центрифуги
(рис. 8.6.18).
В осевой центрифуге форма закрепляется
между двумя бабками, в одной из которых
располагается привод ее вращения. Перед
Рис. 8.6.18. Схемы центрифуг для формования железобетонных труб:
а - осевой; б - клиноременной; в - роликовый
648 Глава 8-6- ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
формованием бетонная смесь в полном объеме
подается в нижнюю полуформу, которая затем
соединяется с верхней полуформой и устанав-
ливается на центрифугу. При разгоне формы
со смесью необходимо преодолеть сравни-
тельно большой момент сопротивления из-за
сосредоточенной массы бетонной смеси в
нижней полуформе, что приводит к увеличе-
нию мощности привода и его усложнению.
В клиноременных и роликовых центрифугах
этот недостаток устраняется выполнением
формы с открытыми торцами, через которые
бетонная смесь может подаваться порциями
при вращении формы.
В клиноременной центрифуге форма
подвешивается на приводных ремнях, которые
подвержены износу особенно при больших
нагрузках, ввиду чего формы выполняются
облегченными, а формуемые трубы ограничи-
ваются по диаметру и длине.
Более универсальны роликовые центри-
фуги, позволяющие формовать трубы большой
массы и создающие вибрацию формы, способ-
ствующую распределению и уплотнению бе-
тонной смеси. Имеются конструкции центри-
фуг, в которых усиливается эффект вибрации
путем выполнения поперечных канавок на
рабочей поверхности роликов. Однако они
создают повышенный уровень шума в работе.
Возможны различные циклы формования
труб центрифугированием: со ступенчатым
разгоном, послойным уплотнением и др.
Стадиями цикла формования, характери-
зующимися частотой вращения п формы и
временем /, являются: 1) разгона формы от
нуля до частоты ир распределения бетонной
смеси; 2) вращения формы на частоте ир;
3) разгона формы от частоты пр до частоты
смеси; 4) вращения формы на частоте пу уп-
лотнения бетонной смеси; 5) замедления вра-
щения формы от частоты пу до нуля.
Бетонная смесь имеет подвижность 6...
9 см. На стадии распределения необходимо
обеспечить равномерное растекание бетонной
смеси по внутренней поверхности формы без
расслоения по фракциям, что лучше происхо-
дит при минимально возможной частоте враще-
ния формы, нижний предел которой ограничи-
вается обрушением распределяемой смеси.
На стадии уплотнения необходимо боль-
шее значение центробежной силы, что дости-
гается повышением частоты вращения формы,
верхний предел которой ограничивается рас-
слоением смеси, появлением трещин в теле
уплотняемой стенки трубы и др. Смесь загру-
жается в нижнюю часть вращающейся с рас-
пределительной частотой пр формы ленточным
питателем бетоноукладчика, который останав-
ливается при загрузке смеси в раструбную
часть формы или перемещается вдоль формы
при загрузке смеси в ее цилиндрическую
часть.
Физическая сущность метода центри-
фугирования бетонной смеси. На каждую час-
тицу бетонной смеси действует центробежная
сила Рц, увеличивающаяся от Ро по попереч-
ному сечению стенки трубы до Рцтах и сила
тяжести Т (рис. 8.6.19), а при вовлечении во
вращение с формой первого тонкого слоя сме-
си действуют и силы межмолекулярного взаи-
модействия между внутренней поверхностью
формы и частицами смеси. Для вовлечения
частиц бетонной смеси во вращение с формой
необходимо преодолеть предельное напряже-
ние сдвига смеси и силу инерции, возникаю-
щую при переходе частицы из неподвижного
состояния в состояние движения со скоростью,
соответствующей частоте вращения формы.
Ввиду этого при вовлечении во вращение всей
смеси такой переход осуществляется посте-
пенно со сдвигами небольших объемов смеси
относительно друг друга и одновременным
перемещением частиц смеси к наружной по-
верхности трубы под воздействием центро-
бежной силы, возникающей от вращения са-
мой частицы и центробежных сил от частиц,
расположенных ближе к оси вращения формы.
Смесь при этом перераспределяется по внут-
ренней поверхности формы.
Рис. 8.6.19. Схема действия сил
в процессе центрифугирования
ИЗГОТОВЛЕНИЕ ТРУБЧАТЫХ ИЗДЕЛИЙ
649
Из рассмотрения элемента объема а\ &i
в2 а2 вращающейся с частотой смеси следует,
что на расположенную на меньшем радиусе от
оси вращения сторону а\ в\ действует центро-
бежная сила Рц = тгсо2, а на сторону а2 в2 -
сила Рц = Рц + ДРЦ = т(г + Дг)©2. Следова-
тельно, сила внутреннего трения на стороне
элемента смеси а2в2 больше, чем на стороне
а\в\ (принимая даже одинаковыми коэффици-
енты трения или предельного напряжения
сдвига смеси по этим сторонам). При распре-
делении смеси в начальный период наблюда-
ется ее отрывное падение из верхних зон фор-
мы. По прошествии некоторого времени вра-
щения формы бетонная смесь распределяется в
форме и получает первоначальное уплотнение.
Наиболее тяжелые частицы под воздействием
центробежной силы перемещаются в направ-
лении от оси вращения формы к ее внутренней
поверхности, т.е. к наружной поверхности
формуемой трубы, а более легкие частицы и
вода отжимаются к ее внутренней поверхно-
сти. Процесс распределения смеси длится
50.... 100 с. За это время форма совершает
100...350 оборотов в зависимости от диамет-
ров формуемых труб. Бетонная смесь получает
предварительное уплотнение под воздействи-
ем прессующего давления 0,05....0,1 МПа. Ес-
ли частота вращения формы недостаточная, то
процесс распределения бетонной смеси не
завершается, смесь либо не распределяется
равномерно по стенкам формы и сдвигается по
ним в начальный период распределения, либо
находится в неустойчивом состоянии, грозя-
щем ее сдвигом или обрушением из-за каких-
либо дополнительных воздействий (вибрации,
сил инерции). Сдвиги, обрушение бетонной
смеси могут быть предотвращены повышени-
ем частоты вращения формы при распределе-
нии бетонной смеси, т.е. увеличением дейст-
вующего на ее частицы прессующего давле-
ния, что приводит к большему предваритель-
ному уплотнению бетонной смеси и повыше-
нию коэффициента трения между внутренней,
покрытой смазкой поверхностью формы и
прилежащему к нему слою смеси, а также уве-
личению силы внутреннего трения бетонной
смеси, что в целом можно охарактеризовать
повышением условного коэффициента трения.
При вращении формы от точки 1 до точ-
ки 2 в квадранте I находится опасная зона, в
которой смесь может обрушаться и сдвигаться
относительно внутренней поверхности формы.
При повороте формы на угол а в точке А
на частицы бетонной смеси, находящиеся на
внутренней поверхности вращающейся фор-
мы, действуют сила тяжести Т и центробежная
сила уплотнения Рцтах. Составляющая сила Т\
стремится сдвинуть смесь по поверхности сма-
занной формы, а противодействует ей сила
трения Рт. Действующая в секторе между точ-
ками 1 и 2 сила Рт зависит от действующих на
частицу центробежной силы Рц, составляющей
Т2 силы тяжести Т и коэффициента трения f
между бетонной смесью и покрытой смазкой
внутренней поверхностью формы или коэффи-
циента внутреннего сопротивления сдвигу
между внутренними слоями смеси. Для стадии
распределения бетонной смеси в формах ввиду
вероятностного характера возможного обру-
шения смеси, зависящего от многих причин,
оптимальная частота вращения форм задается
(мин-1), как и угловая скорость (рад/с) в %:
Ир= 90/...13о/мин"1;
°>р =9,4/^..ЛЗ,б/^.
При распределении бетонной смеси в
раструбной части трубы необходимо не только
предотвратить обрушение или сдвиг смеси в
поперечном сечении трубы, но и обеспечить
прохождение смеси в осевом направлении в
раструбную часть, что достигается направлен-
ной подачей туда бетонной смеси.
На практике могут наблюдаться обвалы
смеси из-за несоблюдения ее подвижности или
других причин. С учетом этого необходимо
разрабатывать привод центрифуги, который
должен разогнать форму с эксцентрично рас-
положенной обвалившейся смесью до требуе-
мой скорости.
Результирующая центробежная сила при
вращении формы, действующая на элементар-
ное кольцо бетонной смеси радиусом г, тол-
щиной стенки Дг и длиной / = 1 при плотности
смеси р, dP^ = 2np(Oyr2dr. При р = 2500 кг/м3
для бетонной смеси
рц = 833 (г23 - г3)(Оу2/г2, или
Рц = Рц max = 9,310 (г2 — П ) пу ^2»
где рц - прессующее давление (центробежная
сила) Па; рцтах - прессующее давление на
наружной поверхности трубы радиусом r2; rj и
г2 - наружный и внутренний радиусы трубы;
650 Глава 8 6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Пу - частота вращения формы, с-1; ®у-угловая
скорость, рад/с.
Частота вращения формы после распре-
деления бетонной смеси должна плавно повы-
шается до частоты пу, необходимой для созда-
ния прессующего давления примерно равного
0,1...0,12 МПа, которое зависит также от кон-
струкции центрифуги и формы.
Состав оборудования. Технологический
процесс производства железобетонных безна-
порных труб диаметром 500... 1400 мм длиной
5 м мощностью 20 тыс.м3 в год с использова-
нием метода центрифугирования на роликовых
центрифугах включает: контактную электро-
сварку арматурных каркасов на установках
СМЖ-117В, укладку каркасов в формы с по-
мощью мостового крана с траверсой СМЖ-
373; сборку форм СМЖ-202А - СМЖ-406А на
постах СМЖ-122А и СМЖ-123А распалубки,
чистки и смазки форм, а также снятие банда-
жей на стендах СМЖ-119А, СМЖ-121А;
транспортирование форм с каркасом мостовым
краном с траверсой и их установку на центри-
фугу СМЖ-104Б или СМЖ-106 Б; формование
труб на формовочных постах с использовани-
ем роликовых центрифуг и бетоноукладчиков
СМЖ-425 и СМЖ-354 для подачи бетонной
смеси в центрифуги; съем с центрифуг форм с
отформованными трубами и их транспортиро-
вание на стенды СМЖ-119А и СМЖ-121А для
снятия бандажей консольными кранами и на
посты тепловлажностной обработки с кантова-
нием в вертикальное положение; тепловлаж-
ностную обработку в формах в этом положе-
нии посредством пуска острого пара внутрь
трубы; транспортирование форм с затвердев-
шими трубами, их кантование в горизонталь-
ное положение и распалубку на постах СМЖ-
122А и СМЖ-123А; гидроиспытание труб на
установке СМЖ-555; транспортирование и
укладку их мостовым краном на самоходную
тележку СМЖ-151; вывоз труб на склад гото-
вой продукции. Смазка для форм приготовля-
ется на установке СМЖ-18А. Оборудование
размещается в пролете 18x144 м, обслуживае-
мом двумя мостовыми кранами. В каждый
пост формования труб методом центрифугиро-
вания входят бетоноукладчик, центрифуга с
шумоизолирующим кожухом и форма.
Бетоноукладчики СМЖ-425 и СМЖ-354
представляют собой самоходные машины, из
бункера которых бетонная смесь подается вин-
товым (шнековым), а затем ленточным питате-
лями в форму при ее вращении на центрифуге
в режиме распределения бетонной смеси.
Центрифуги СМЖ-104Б для труб длиной
5 м, диаметром 1000... 1400 мм и СМЖ-106Б
для труб диаметром 500...800 мм идентичны по
конструкции и унифицированы по большинст-
ву узлов. Для установки и вращения форм на
раме центрифуги закреплены два свободно
вращающихся ролика, положение которых
может регулироваться их перестановкой. При
этом изменяется расстояние между ними и
приводными роликами, что в комбинации с
подбором диаметров бандажей форм для труб
различного диаметра позволяет получать оп-
тимальный угол (85... 100°) захвата бандажей
форм роликами.
Приводные ролики соединены с электро-
двигателем центрифуги клиноременной пере-
дачей через дифференциал, что позволяет ог-
раничить их проскальзывание относительно
бандажей формы и изнашивание рабочих по-
верхностей роликов и бандажей. Диаметры
последних могут отличаться от номинальных в
пределах допусков на изготовление и вследст-
вие износа. Перспективен привод с индивиду-
альными гидродвигателями на приводные ро-
лики.
Привод центрифуг выполнен с примене-
нием электродвигателя постоянного тока, час-
тота вращения которого регулируется в преде-
лах 1:4 (мощность для центрифуги СМЖ-104Б
равна 55 кВт, а для центрифуги СМЖИОбБ -
42 кВт). Возможно применение и асинхронно-
го электродвигателя с системой регулирования
его скорости. При расчете мощности привода
центрифуг необходимо учитывать график их
работы, рассматривая его различные стадии и
соответствующие частоты вращения формы.
Привод должен обеспечить вращающие
моменты, достаточные для плавного разгона
формы до заданных частот ее вращения, вра-
щение формы на требуемых по технологии
формования труб частотах ир и иу в продолже-
ние необходимого для распределения и уплот-
нения бетона времени, а затем плавное тормо-
жение формы с отформованной трубой без
перегрева приводного электродвигателя.
Требуемая мощность электродвигателя
привода центрифуги при наибольшей угловой
скорости о формы в процессе уплотнения
бетонной смеси, кВт,
# = ^/^^ = ^ + 714
где М - суммарный момент от сил сопротив-
ления вращению, приведенный к валу элек-
ИЗГОТОВЛЕНИЕ ТРУБЧАТЫХ ИЗДЕЛИЙ
651
тродвигателя, Нм; = Мх+ М2-момент от
сил трения в опорах роликов, Н м; - мо-
мент от сил трения вращающейся формы о
воздух, приведенный к валу электродвигателя
(трением о воздух остальных частей можно
пренебречь, ввиду его малости), Н м; со - наи-
большая угловая скорость электродвигателя на
стадии уплотнения бетонной смеси, рад/с;
Т| = 0,8 - КПД передач с учетом потерь в кли-
ноременной передаче, дифференциале и под-
шипниковых опорах; М\ - момент от сил тре-
ния при качении бандажей формы по роликам
(соответствующая сила сопротивления FTi),
Н м; М2 - момент от сил трения в опорах ро-
ликов (соответствующая сила сопротивления
w2y
Сумма сил сопротивления вращению
формы W\ и W2, действующих в точке опира-
ния бандажей формы на ролики,
W2 = zwg(2p +/tZ)Xp/(Dpcosp/2);
сумма моментов от этих сил относитель-
но оси вращения формы
М\ + М2 = wg(2p + fd)D§ Xp/(2Z>pcosp/2);
сумма моментов относительно оси роли-
ков
М{" + М2" = wg(2p +/iZ)/Cp/(2cosp/2).
Сумма моментов (Н м), приведенная к
валу электродвигателя,
Мтр = М^М2 = (М"+ М2")//р,
где т - суммарная масса формы с бетонной
смесью, кг; 0/2 - 1/2 центрального угла между
линиями, соединяющими центр бандажа фор-
мы с центрами опорных роликов; Dq - диаметр
бандажа формы, м; d - диаметр цапфы ролика,
м; Dp - диаметр ролика, м; /= 0,02 - коэффи-
циент трения в подшипниках опор, приведен-
ный к валу опор роликов; ц = 0,008 м - коэф-
фициент трения качения бандажа по ролику
(плечо трения качения); Кр = 1,2 - коэффици-
ент, учитывающий трение боковых поверхно-
стей бандажа формы о реборды роликов; /р -
передаточное число клиноременной передачи.
Мощность привода центрифуги необхо-
димо определять для случая разгона формы с
распределенной в ней бетонной смесью от
частоты вращения пр при распределении бе-
тонной смеси до частоты вращения пу, необхо-
димой для уплотнения смеси. При этом часто-
та вращения повышается примерно в 4 раза.
При переходе от частоты вращения формы пр к
частоте пу мощность электродвигателя приво-
да расходуется в основном на преодоление сил
инерции ускоренно вращающихся масс.
Мощность (Вт) для разгона формы за
время /1 = 1...3 мин,
^ = /(й)у2-Шр2)/Г1.
Сопоставляя мощности N и Np, можно
варьировать время разгона, который должен
быть плавным и не приводить к обрушению
распределенной бетонной смеси.
Мощность привода центрифуги необхо-
димо определять для случая, когда во вра-
щающуюся при частоте пр форму загружена
первая порция бетонной смеси, равная 1/2 объ-
ема формуемой трубы, и эта смесь обрушилась
по какой-то причине. Необходимо разогнать
форму до большей на 10...20% частоты вра-
щения «Р2>«р, но при этом разгоняется не пус-
тая форма, а вращающаяся с эксцентрично
расположенной в ней смесью.
Работа (Дж) при ускоренном вращении
формы с моментом инерции /ф (кг м2)
А = 1ф(а>р22-ар2)/2.
Потребная для разгона формы мощность
(Вт) за время t2
= A/(t2x]) = /ф(й)р22 -сор2)/2г2.
Расположение обрушившейся бетонной
смеси в форме принимается по сегменту, пло-
щадь которого F равна 1/2 площади кольцево-
го сечения трубы, так как загрузка смеси осу-
ществляется двумя равными порциями
F = n(r22-n2)/2,
где Г1 и г2 - наружный и внутренний радиусы
формуемой трубы.
При расстоянии / от оси вращения формы
до центра тяжести сегмента момент от
обрушившегося бетона
Мт = mg I sin(p/2 = Kgp/sin ф/2,
где mg — вес обрушевшегося бетона, Н; V —
объем бетона трубы, м3; р - плотность бетона.
Необходимая для повторного распреде-
ления обрушившейся смеси мощность
#= М6(0р2/т1 = (gKp/sin<p)/(2/2r|).
Общая мощность для рассматриваемого
случая
652 Глава 8.6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
No = #ф+ We = /ф(«>р22 - £Ор2)/(2Г2Г|) +
+ fenp(0p2/sin(p)/(2Z2r|).
В дальнейшем сопоставляют потребные
мощности электродвигателя привода с учетом
механической характеристики электродвига-
теля.
Электропривод выполняют с возможно-
стью контроля частоты вращения ведущих
роликов центрифуги и формы по указателю на
пульте управления при помощи тахогенерато-
ра, соединенного с электродвигателем приво-
да. Предусмотрен и автоматический режим
работы центрифуги последовательно на всех
стадиях процесса центрифугирования с вы-
держиванием скоростных параметров и време-
ни, а также последующего торможения враще-
ния роликов и формы. При этом возможна
запись показателей процесса самописцем на
контрольную ленту. Автоматический контроль
процесса центрифугирования не исключает
визуального контроля за процессом распреде-
ления и уплотнения бетона через открытые
торцы формы вращающейся на роликах цен-
трифуги.
Для уменьшения шумового воздействия
от работающей центрифуги на формовочном
посту предусмотрен шумозащитный кожух,
закрывающий центрифугу и форму во время
формования трубы. В нем предусмотрены две
предохранительные балки для случая аварий-
ного выброса формы с роликов центрифуги.
При работе центрифуги определяют уровни
звукового давления без кожуха, с кожухом и
сопоставляют их с нормативной кривой допус-
тимых уровней звукового давления (Гц) на
различных частотах.
Формы СМЖ-202А, СМЖ-205А, СМЖ-
207А, СМЖ-208А, СМЖ-406А и СМЖ-407
предназначены для формования соответствен-
но железобетонных безнапорных труб с кони-
ческой формой раструба диаметрами условно-
го прохода 500, 600, 900, 1000, 1200, 1400 мм
длиной 5 м. Они идентичны по конструкции.
Форма состоит из двух полуформ с полуколь-
цами и цапфами, соединенных между собой
откидными болтами и направляющими штиф-
тами; съемного раструбообразователя; съем-
ных бандажей и торцовой крышки. Для уплот-
нения разъемов полуформ их продольные со-
единительные фланцы выполнены с уплот-
няющим зубом, предотвращающим утечки
цементного молока через продольные разъемы
полуформ. Неплоскостность продольных
фланцев по размеру допускается не более 1 мм
надлине 1 м.
Требуемая точность форм при изготовле-
нии достигается совместной обработкой полу-
форм, зафиксированных штырями в сборе, с
соблюдением соосности внутренней необрабо-
танной поверхности формы (допускается от-
клонение от цилиндричности 5 мм) и обраба-
тываемымых поверхностей для образования
буртика на втулочном конце трубы и установ-
ки раструбообразователя, а также обрабаты-
ваемых конусных посадочных поверхностей
для бандажей (радиальное биение не более
1...2 мм).
Для роликовых центрифуг достаточна
статическая балансировка форм. Она произво-
дится на заводе-изготовителе форм на стенде с
двумя горизонтальными призматическими
ножами, отклонение рабочих поверхностей
которых допускается не более 0,1 мм на 1 м
длины, а прогиб в их середине при установке
формы наибольшего диаметра - не более
0,03 мм. Коэффициент трения качения форм по
ножам принимается равным 0,03...0,04 мм.
Класс точности балансировки жестких рото-
ров, к которым можно отнести форму, состав-
ляет произведение /сто>тах- Удельный эксцен-
триситет дисбаланса
е„ =
где Д - дисбаланс формы, кг мм; /Иф - масса
формы кг; со - угловая скорость формы, рад/с.
Класс точности балансировки форм мо-
жет быть отнесен к значению = 16...
VI ШЦА
40 мм рад/с. Статическая балансировка формы
производится установкой корректирующих
масс посредством приваривания к конусным
ободам формы грузов, уравновешивающих
статический момент согласно формуле
М = тг,
где т - масса уравновешивающего груза, кг;
г - расстояние от оси формы до центра тяже-
сти уравновешивающего груза, м.
Благодаря балансировке предотвращает-
ся появление центробежной силы Рц, создаю-
щей недопустимую вибрацию и дополнитель-
ную нагрузку на опорные узлы центрифуги:
Р = 7ИГСО2,
где со - угловая скорость вращения формы в
режиме уплотнения центрифугированием,
рад/с.
ИЗГОТОВЛЕНИЕ ТРУБЧАТЫХ ИЗДЕЛИЙ
653
В случае нарушения уравновешенности
формы в процессе эксплуатации из-за ее де-
формирования, повреждений стенок или ребер
и последующего ремонта целесообразно про-
водить статическую балансировку форм со-
вместно с отформованной трубой.
Комплект оборудования железобетон-
ных стоек опор линий электропередач (ЛЭП)
производительностью 5310 м5 в год центрифу-
гированных предназначен для изготовления
стоек длиной 10,11 или 13 м, конусных в про-
дольном и кольцевых в поперечном сечении.
Технологический процесс изготовления стоек
начинается с заготовки арматуры. Для их про-
дольного армирования применяется высоко-
прочная проволока диаметром 5 мм, мерные
прутки которой получают размоткой арматуры
из мотка и мерной отрезкой на линии СМЖ-
21 ЗА. Прутки с надетыми на них анкерными
втулками подаются к станку СМЖ-155, где
холодной высадкой на их концах образуются
анкерные головки. Для поперечного спираль-
ного армирования применяется проволочная
арматура диаметром 3 мм, которая на автома-
тизированном станке заготавливается в виде
пакета конусной спирали с заданным числом
витков. Подготовленная арматура в контейне-
рах подается к посту ее укладки в форму.
Две полуформы с четырьмя полубанда-
жами соединены откидными болтами и цен-
трирующими штырями. Форма имеет подвиж-
ный и неподвижный оголовки, на которых
крепятся продольные проволоки и навешива-
ется спираль поперечной арматуры.
Консольным краном на подвижный и не-
подвижный захваты стенда СМЖ-338А уста-
навливаются концы продольной арматуры и
производится ее натяжение, на 10% превы-
шающее проектное значение и выдерживаемое
в течение 3 мин. Затем натяжение снижается
на 50 % для обеспечения безопасности даль-
нейшей работы. Растягивается спираль попе-
речной арматуры, которая закрепляется на
оголовках формы и скрепляется вязальной
проволокой с продольной арматурой. Устанав-
ливаются монтажные кольца и закладные дета-
ли. Под арматурный каркас на ролики стенда
устанавливается бандажами нижняя полуформа.
Стенд СМЖ-338А для группового натя-
жения продольной арматуры длиной до 15,5 м
состоит из продольных балок 2 (рис. 8.6.20),
неподвижного переставного 1 и подвижного 4
захватов; опор-кантователей 3 со свободно
вращающимися катками для установки на них
полуформы; насосной гидравлической уста-
новки 8', электрооборудования, ограждения 7 и
настила. Подвижный захват имеет переднюю и
заднюю траверсы, соединенные между собой
штангами, которые проходят в направляющих
втулках опорного кронштейна. К передней
траверсе прикреплен захват 4 для оголовка
формы. На задней траверсе 6 посредством ша-
ровых опор установлены штоки гидродомкра-
тов 5. Два гидродомкрата рассчитаны на соз-
дание суммарного максимальной силы натя-
жения арматуры 1100 кН при давлении в их
рабочих полостях 26,5 МПа.
Заполнение нижней полуформы бетон-
ной смесью осуществляется консольным лен-
точным бетоноукладчиком СМЖ-71А, кото-
рый перемещается вдоль полуформы при соот-
ветствующих поворотах стрелы ленточного
питателя. Возможно применение и портально-
го бетонораздатчика с широким ленточным
питателем, развернутым на 90° по отношению
к оси полуформы, что позволяет выдавать в
нее бетонную смесь узкой полосой, не превы-
шающей наименьший диаметр форм 100 мм.
Верхняя полуформа устанавливается и
соединяется с нижней полуформой фланцевы-
ми болтами, а упорные болты завинчиваются
до плотного соприкосновения с фланцем под-
вижного оголовка. Натяжение продольной
Рис. 8.6.20. Стенд СМЖ-338А для натяжения арматуры для производства
железобетонных стоек опор линий электропередач
654 ^ава 8.6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
арматуры для уменьшения релаксации дово-
дится до 110% проектного, довинчиваются
упорные болты и при снижении давления в
гидросистеме сила натянутого пакета про-
дольной арматуры уменьшается до проектного
значения и передается на форму.
Освобожденная от захватов форма мос-
товым краном передается на центрифугу и в
течение 25 мин центрифугируется на четырех
последовательно повышающихся скоростях.
Центрифуга СМЖ-169Б технической
производительностью в смену 16 стоек длиной
до 15,5 м имеет опорную раму 6 с установлен-
ными на ней четырьмя парами опорных роли-
ков (диаметром 500 мм) приводных 2 и сво-
бодно вращающихся 5 (рис. 8.6.21), последние
переставляются в зависимости от диаметра
бандажей (490...800 мм) в формах для различ-
ных стоек. Приводные ролики соединены ме-
жду собой валами с зубчатыми муфтами и
приводятся во вращение с изменяющейся от
0,1 до 6,66 с-1 частотой от двух электромеха-
нических приводов 1 с электромагнитными
муфтами и тахогенераторами. Установленная
мощность электродвигателей центрифуги
44 кВт. На поворотных рычагах над бандажа-
ми форм 4 установлены предохранительные
ролики 3 диаметром 200 мм, с зазором в 30...
40 мм. Длина центрифуги 17200 мм, масса
10300 кг.
После центрифугирования из формы вы-
ливается шлам при ее наклоне и форма с изде-
лием транспортируется в ямные камеры для
тепловой обработки в течение 12 ч. Затем
форма с изделием устанавливается на пост
распалубки, где отвинчиваются упорные бол-
ты и напряжение от продольной арматуры с
формы передается на бетон. Полуформы разъ-
единяются и изделие вынимается из нижней
полуформы.
Полуформы очищаются, смазываются и
транспортируются к стендам натяжения, а
готовые изделия выдерживаются в цехе или на
самоходной тележке СМЖ-151 с прицепом
СМЖ-154А, транспортируются на склад гото-
вой продукции. Необходимое число из партии
стоек опор ЛЭП испытывается на стенде
СМЖ-163А для оценки их прямолинейности,
прочности и жесткости.
При совершенствовании данной техноло-
гии возможна автоматизация технологическо-
го процесса, замена ямных камер на туннель-
ные и выполнение транспортных операций с
минимальным использованием мостовых кра-
нов. Технология производства стоек опор ЛЭП
во многом определяется их конструкцией, ко-
торая может совершенствоваться в направле-
нии повышения надежности и безопасности
опор в эксплуатации. Для этого продольное
армирование стоек может быть комбиниро-
ванным из ненапряженной и напрягаемой
стержневой арматуры диаметрами 14 и 16 мм,
с ее ориентацией в радиальном направлении
распределительными кольцами. Соответствен-
но изменяется конструкция и состав оборудо-
вания для изготовления таких стоек.
При формовании методом центрифуги-
рования получают трубчатые изделия с плот-
ной и ровной наружной поверхностью, что
положительно для изделий, требующих по
условиям эксплуатации прочной и долговеч-
ной наружной поверхности. К таким изделиям
относятся трубчатые опоры мостовых соору-
жений, опоры линий электропередач и другие
изделия подобного использования.
Рнс. 8.6.21. Центрифуга для формования опор линий электропередачи
ИЗГОТОВЛЕНИЕ ТРУБЧАТЫХ ИЗДЕЛИЙ
655
Изготовление безнапорных труб для до-
рожного строительства, водосточных и иного
назначения этим методом целесообразно по
соображениям относительно малой мощности
привода центрифуг, простоте технологии и
возможности производства на роликовых цен-
трифугах труб большой длины в помещениях
небольшой высоты, но при этом надо учиты-
вать большую металлоемкость форм ввиду
необходимости распалубки труб после тверде-
ния бетона, а также загрязнения и неровности
внутренней поверхности труб из-за образую-
щегося при центрифугировании и оседающего
на ней шлама.
Оборудование для изготовления желе-
зобетонных напорных труб с металличе-
ским цилиндром. Комплекс оборудования
2836 для производства железобетонных на-
порных труб на давление 1 МПа диаметром
300...600 мм длиной Юме цилиндром из
стального листа толщиной 1,5 мм производи-
тельностью 157 тыс.м труб в год занимает
производственную площадь 2800 м2. Масса
оборудования 322 т. Производство труб начи-
нается с изготовления спиральношовного ци-
линдра на специальном трубоэлектросвароч-
ном станке, на котором стальные полосы по
швам свариваются контактной электросваркой.
На стенде к цилиндру привариваются конце-
вые обечайки, обеспечивающие стыковку труб
при укладке водоводов. Обечайки изготовляют
из стальной полосы толщиной 4 мм, выполняя
следующие операции: отрезку ножницами
гильотинного типа подаваемой с разматывате-
ля полосы требуемых размеров и ее вальцовка;
сварку встык концов полосы и снятие грата;
зиговку требуемого профиля и растяжку (эс-
пандирование) обечайки для обеспечения тре-
буемых размеров и формы. Две обечайки сва-
риваются на стенде одновременно полуавто-
матами с установкой, сваркой и съемом со
стенда в автоматическом режиме.
Сваренный с обечайками цилиндр пере-
мещается по роликам и испытывается на гер-
метичность на стенде при давлении воды
1 МПа. На автоматической установке для
обезжиривания внутренняя и наружная по-
верхности цилиндра в автоматическом режиме
подвергаются в течение 5...6 мин струйной
обработке содовым или мыльным раствором
при температуре 60...70 °C, а затем обмывают-
ся чистой теплой водой.
Для придания цилиндру жесткости на его
наружную поверхность надевают два торцо-
вых бандажа, которые одновременно являются
формирующими элементами для внутреннего
защитного слоя, и три средних бандажа. За-
щитный слой на внутреннюю поверхность
цилиндра наносится на формовочном посту с
ременной центрифугой двумя ложковыми пи-
тателями и установкой для загрузки ложек
питателей бетонной смесью. Цилиндр с от-
формованным внутренним слоем укладывается
мостовым краном на контейнер и переносится
в один из отсеков ямной камеры для тепловой
обработки. После твердения защитного слоя с
цилиндра снимаются бандажи и он транспор-
тируется к станку для спиральной навивки на
него проволочной арматуры с напряжением
120 МПа.
На приемном устройстве с приводными
роликами цилиндр транспортируется на подъ-
емник к установке для нанесения защитного
наружного слоя бетона толщиной 26 мм, где
он зажимается между бабками с ведущей
планшайбой. На вращаемый и продольно пе-
ремещаемый цилиндр наносится цементное
молоко и бетонная смесь. Затем труба мосто-
вым краном укладывается в контейнер и пере-
носится в ямную камеру тепловой обработки,
по окончании которой поступает на посты
выдержки и самоходной тележкой вывозится
на склад готовой продукции.
В такой технологии с центрифугировани-
ем не применяются формы для труб, что
уменьшает металлоемкость оборудования,
однако повышается металлоемкость самих
труб по сравнению с трубами, армируемыми
арматурными каркасами. При транспортиро-
вании и складировании длинных труб неболь-
шого диаметра необходимы повышенные тре-
бования предосторожности для недопущения
их деформации и повреждения защитного слоя
бетона.
Железобетонные трубы с металлическим
цилиндром диаметром 2...3 м длиной 3...4 м
изготовляют по вибрационной технологии в
вертикально расположенных формах с навес-
ными вибраторами и неподвижным вибросер-
дечником.
Оборудование для изготовления желе-
зобетонных труб методом радиального
прессования. Принцип формования бетонных
и железобетонных труб методом радиального
прессования заключается в распределении
бетонной смеси 5 и уплотнении бетона стенок
8 трубы в вертикально установленной форме 4
роликами 2, вращающейся от приводного вала
656 Глава 8.6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
6 головки 7 (рис. 8.6.22). Головка снабжена
скребковыми лопастями 3, расположенными
на распределительном диске 7, ролики закреп-
лены с возможностью свободного вращения на
осях и имеют распределительные лопасти для
отбрасывания бетонной смеси к стенкам фор-
муемой трубы. В нижней части головки распо-
ложен заглаживающий цилиндр 9. При формо-
вании трубы вращающаяся роликовая головка
постепенно перемещается вверх, равномерно
укатывая подаваемую сверху бетонную смесь
роликами и заглаживая внутреннюю поверх-
ность трубы нижней цилиндрической частью
головки. Раструбная часть соответствующих
труб уплотняется вибрированием. Верхняя
втулочная часть трубы образуется формой, а ее
торец уплотняется и затирается воронкой.
По опытным данным оптимальная ок-
ружная скорость роликовой головки зависит от
внутреннего диаметра формуемой трубы: при
диаметре 200...2000 мм скорость формования
составляет 2,5...4 м/с, что учитывается при
кинематическом расчете проектируемой ма-
шины. Оказываемое роликами давление на
бетон стенки трубы возрастает с увеличением
диаметра трубы и окружной скорости ролико-
вой головки, что учитывается при силовых
расчетах машины.
При формовании железобетонных труб
методом радиального прессования применяет-
ся бетонная смесь жесткостью Ж = 25...40 сле-
дующего рекомендуемого состава из расчета
на 1 м3: цемент марки 500 (500 кг), песок
фракции 0,08...0,5 мм (450 кг), песок фракции
2...4 мм (430 кг), щебень фракции 5... 10 мм
(500 кг), водоцементное отношение 0,37.
Трубоформовочный станок СМЖ-194А
предназначен для формования методом ради-
ального прессования железобетонных рас-
трубных безнапорных труб длиной 2 и 2,5 м, а
унифицированный с ним по конструкции ста-
нок СМЖ-329-01 - труб длиной 3,5 м.
Формование производится в форме, рас-
положенной на поворотном столе по оси роли-
ковой головки. Вторая форма располагается на
противоположной стороне стола. После за-
вершения формования трубы стол поворачива-
ется на 180°, в позицию формования при этом
ставится вторая форма, а первая переходит на
ее место, где производится немедленная рас-
палубка отформованной трубы, которая твер-
деет, оставаясь на поддоне в камере тепловой
обработки.
Рис. 8.6.22. Схема формования трубы
роликовой головкой
Станки радиального прессования при из-
готовлении труб используются в составе ком-
плексов оборудования, включающих ленточ-
ные конвейеры подачи бетонной смеси, авто-
матические захваты форм и труб, формы, под-
доны, камеры тепловой обработки, транспорт-
ные тележки, манипуляторы, кантователи и др.
При формовании роликовая головка
должна полностью выйти из формы, что пре-
допределяет расположение вверху направ-
ляющих и механизмов привода вращения и
подъема головки и соответствующую сравни-
тельно большую высоту станка. Ввиду этого,
как правило, на станках радиального прессо-
вания длина формуемых труб ограничивается
2,5...3,5 м. Наибольшее распространение полу-
чили станки СМЖ-542 для формования желе-
зобетонных цилиндрических безраструбных с
прямыми торцами колец высотой 900 мм
(табл. 8.6.2).
Для изготовления методом радиального
прессования железобетонных колец с фальце-
вым соединением необходимо виброформова-
ние нижней части кольца и выполнять поддо-
ны и верхнюю внутреннюю часть формы с
буртиками, повторяющими конфигурацию
фальцевого соединения, что не всегда эконо-
мически оправдано из-за увеличения металло-
емкости и трудоемкости изготовления обору-
дования.
Станки радиального прессования позво-
ляют с большой производительностью изго-
товлять железобетонные безнапорные трубы с
обеспечением хорошего уплотнения их стенок
и получением гладкой внутренней поверхно-
сти, но для формования раструбной части тру-
бы необходимо виброформование. К недостат-
ИЗГОТОВЛЕНИЕ ТРУБЧАТЫХ ИЗДЕЛИЙ
657
8.6.2. Техническая характеристика станков радиального прессования
Показатель СМЖ-194А СМЖ-329-01 СМЖ-542
Производительность, труб/ч Размеры труб, мм: 20...30 8...10 15...24
внутренний диаметр 300; 400; 500; 600 800; 1000; 1200 700; 1000; 1500
длина Установленная мощность, 2000; 2500 3500 890
кВт Габаритные размеры, мм 55 93 89,2
(длина х ширина) высота от отметки "0" 5600x3600 8450x6300 8450x6300
(без учета приямка) 7935 10 630 6000
Масса, т 12,5 25 16
кам станков следует отнести их большую вы-
соту и соответствующую высоту помещения
для их размещения, что усугубляется дополни-
тельными энергозатратами на отопление тако-
го помещения. Метод радиального прессова-
ния требует значительной мощности привода
станков, вследствие чего их применение огра-
ничено, особенно для формования труб боль-
шого диаметра, при котором возникают труд-
ности с фиксацией арматурного каркаса в
форме для предотвращения его проворачива-
ния и деформирования при формовании.
Оборудование и технологическая ли-
ния для изготовления железобетонных на-
порных труб методом виброгидропрессова-
ния. Напорные трубы в зависимости от значе-
ния расчетного давления в трубопроводе изго-
товляют четырех классов прочности: 0 - на
давление 2 МПа; 1 - на давление 1,5 МПа;
II - на давление 1,0 МПа; III - на давление
0,5 МПа.
Способ изготовления виброгидропрессо-
ванием железобетонных напорных труб, рас-
считанных на внутреннее давление 1,5 МПа и
более, основан на одноступенчатом формова-
нии трубы с напряжением ее арматуры в про-
дольном и поперечном направлениях до твер-
дения бетона и передачей на него сил от этих
напряжений после твердения. Операции фор-
мования, гидропрессования и тепловой обра-
ботки трубы совмещаются на одном посту.
Труба армируется напрягаемыми продольной
проволочной арматурой и цилиндрическим
спиральным проволочным каркасом, витки
проволоки которого соединяются узкими раз-
делительными полосами из жести.
Рис. 8.6.23. Форма для виброгидропрессования труб
658 ^ава 8.6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Форма в сборе для формования трубы
состоит из наружной формы 7 (рис. 8.6.23),
внутреннего сердечника, крестовины 11с уп-
лотнительным кольцом и захватами 8 и рука-
вов высокого давления с трубопроводами 5.
Наружная форма представляет собой состав-
ной стальной цилиндр с продольными проме-
жутками, переходящий в конусную раструб-
ную часть, собираемый из двух или четырех
изогнутых по радиусу обечаек, соединенных
между собой болтами с градуированными
пружинами сжатия. В наружную форму входят
калибрующее 9 и анкерующие продольную
арматуру 6 верхнее 10 и нижнее 1 анкерные
кольца, а с наружной стороны на нее при фор-
мовании трубы навешиваются три-пять пнев-
матических вибраторов. Внутренний сердеч-
ник состоит из полого стального цилиндра 4 с
отверстиями, надетого на него резинового
чехла 3 и раструбообразователя 2. Положение
наружной формы относительно сердечника
фиксируется крестовиной с уплотняющим
кольцом и захватами.
Обжатие бетона кольцевого сечения тру-
бы напряжением 1,5 МПа осуществляется
предварительно напряженной продольной
арматурой из проволоки периодического про-
филя класса Вр диаметром 5 мм. Бетон про-
дольного сечения трубы обжимается при рас-
ширении резинового чехла спиралью прово-
лочной арматуры с напряжением до 18 МПа в
зависимости от диаметра и класса прочности
трубы.
Качество армированных труб зависит от
точности соблюдения расчетного напряжения
продольных стержней и зазора между внут-
ренней поверхностью наружной формы и спи-
ральным каркасом. При отклонении от данных
параметров возможно отслоение защитного
слоя бетона и уменьшение коррозийной стой-
кости арматуры при эксплуатации. Основное
влияние на качество армирования труб оказы-
вает геометрическая точность арматурных
элементов форм, устройств отрезки, захвата и
фиксации продольных стержней при натяже-
нии.
Перспективна конструкция трубы со
спирально-перекрестным армированием про-
волочной арматурой, одновременно создаю-
щим продольное и поперечное напряжение
арматуры бетона и позволяющим уменьшить
расход арматуры и трудоемкость выполнения
арматурных работ, исключить операции заго-
товки и натяжения продольной арматуры и
заменить спиральную навивку поперечной
арматуры на спирально-перекрестную.
Уменьшается и трудоемкость сборки форм.
Структурная схема технологического
процесса производства железобетонных рас-
трубных труб диаметром условного прохода
500... 1000 мм (с производительностью
11 000 м3 в год) представлена на рис. 8.6.24.
1. Заготовка продольных мерных арма-
турных стержней диаметрами 5 и 6, длиной
5352,5363 и 5367 мм с точностью ±0,5 мм,
предопределяемой требуемой точностью их
напряжения в трубе, при натяжении гидродом-
кратом с постоянным фиксированием хода
поршня, производится на установке СМЖ-
213А. Арматура сматывается с мотка привод-
ными роликами трения, подается ими, направ-
ляется в желоба секций приемного стола до
упора в конечный выключатель и отрезается
ножами гильотинного типа. Лучший результат
по точности длины прутков получается при их
отрезании ножами с двух сторон.
2. Анкерные головки на концах заготов-
ленных арматурных прутков образуются их
холодной высадкой посредством одиночного
удара пуансона по концу стержня, зажатого
между неподвижной и подвижной губками
машины СМЖ-155, которая имеет электроме-
ханический привод с маховиком, однооборот-
ную муфту с поворотной шпонкой и криво-
шипно-ползунный механизм, воздействующий
на подвижную зажимную губку и на пуансон
высадки головки, совершающий 20 ходов в
1 мин.
3. Для предотвращения защемлений и
обрывов проволочной арматуры при после-
Рис. 8.6.24. Структурная схема изготовления труб
виброгидропрессованием
ИЗГОТОВЛЕНИЕ ТРУБЧАТЫХ ИЗДЕЛИЙ
659
дующей навивке спирали она предварительно
перематывается с поставляемых металлурги-
ческими заводами мотков на катушки на уста-
новке СМЖ-365 или СМЖ-101. При поставке
мотков с хорошим качеством намотки прово-
локи эта операция может и не выполняется.
4. Разделительные полосы изготовляют
из ленты жести на автоматической установке
СМЖ-312, в состав которой входит пресс КД-
2122 со штампом, катушка для мотка жести,
привод подачи, механизм отрезки и приемный
стол. Разматываемая с катушки лента сначала
изгибается штампом по боковым сторонам, а
затем в ней просекаются язычки. Производи-
тельность установки составляет 50...60 полос/ч
длиной 5200...5250 мм.
5. Спиральные цилиндрические каркасы
изготовляют с отклонениями по диаметру не
более ±2 мм навивкой на автоматических
станках СМЖ-313 (диаметрами D < 1400 мм
из проволоки диаметром d - 3; 4; 5 и 6 мм в
зависимости от диаметром труб) и СМЖ-361
(D < 1600 мм, d- 6 и 8 мм) посредством спи-
ральной (винтовой) укладки проволочной ар-
матуры с помощью продольно перемещаю-
щейся каретки с суппортом и закатки язычка-
ми разделительных полос, уложенных на на-
правляющих вращающегося ротора и симмет-
рично расположенных по окружности. Произ-
водительность станка СМЖ-313А 7... 10, а
станка СМЖ-361 А 6... 10 каркасов за смену.
6. Параллельно собирается наружная
форма. На находящуюся в горизонтальном
положении нижнюю обечайку формы уклады-
вают верхнюю обечайку и соединяют болтами
с пружинами, градуируемыми на стенде
2568/2. На продольные швы формы с внутрен-
ней стороны наклеивается кчейкая лента и
внутренняя поверхность смазывается эмульси-
онной смазкой. В подготовленную наружную
форму со стороны раструбной части вводят
арматурный спиральный каркас, укладывают
продольную арматуру с надетыми на нее ан-
керными втулками и уплотнительными поли-
этиленовыми трубками, вставленными в от-
верстия анкерного кольца, а противоположные
концы арматуры заводят в пазы установленно-
го верхнего анкерного кольца.
Для труб диаметром 1400 и 1600 мм
формы собираются на установке СМЖ-366 для
их вращения.
7. Производится натяжение отдельных
продольных арматурных стержней гидродом-
кратом СМЖ-86А, ход поршня которого обес-
печивает напряжение в продольной мерной
арматуре, равное 65 % нормативного предела
прочности. Перед натяжением арматуры торцы
формы закрывают защитными кольцами для
защиты от ее возможного обрыва. Удлинение
стержня фиксируется втулкой, в которую через
захватную и анкерные втулки упирается выса-
женная головка стержня. Вторая анкерная го-
ловка упирается через анкерную втулку в паз
анкерного кольца. После окончания натяжения
всех стержней наружная форма с помощью
мостового крана с траверсой переводится в
вертикальное положение и переносится в при-
ямок для комплектации.
8. Одновременно подготавливается к
формованию сердечник формы. Резиновый
чехол и раструбообразователь очищаются от
остатков бетона, а резиновые кольца смазыва-
ются мыльной эмульсией. Наружная форма
устанавливается на сердечник и в сборе с ним
транспортируется мостовым краном с травер-
сой на расположенный в приямке пост бетони-
рования труб, где на ее стенки устанавливают
пневмовибраторы ВП-5, а на верхнюю - загру-
зочный конус с вибратором.
9. Форма загружается бетонной смесью,
подаваемой сверху на вибрируемый загрузоч-
ный конус винтовым (шнековым) бетоноук-
ладчиком СМЖ-96А или ленточным бетоно-
укладчиком СМЖ-365. Вибраторы на форме
включаются по ее высоте попеременно в зави-
симости от уровня нахождения в ней смеси.
Вместо пневмовибраторов, создающих
шум со звуковым давлением до 115... 120 дБ А,
применяют виброударную площадку с опор-
ным роликом, позволяющую уменьшить уро-
вень шума до допустимого при одновремен-
ном повышении степени уплотнения бетона.
Применяется также виброплощадка с вибро-
ударным характером колебаний с частотой
24 Гц, амплитудой вертикальных вибросмеще-
ний 0,4...0,6 мм и горизонтальных 0,7... 1,5 мм
или другие типы виброударных многокомпо-
нентных виброплощадок и вибросердечники с
круговыми колебаниями. При этом необходи-
мо проверять крепление форм к виброплощад-
кам и предотвращать возможное подтекание
бетонной смеси из-под форм.
После окончания бетонирования с формы
снимается загрузочный конус и вибраторы, а
защитное кольцо заменяется уплотняющим
кольцом, соединяемым с формой струбцинами.
Форма с трубой переносится мостовым краном
на пост опрессовки и тепловой обработки.
660 Глава 8.6. ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
10. Сердечник формы присоединяют к
установке УГП-38 высокого давления, под
резиновый чехол подается вода, создавая дав-
ление на бетон, повышающееся постепенно в
течение 30 мин до давления опрессовки, рав-
ного 2,84...3,43 МПа.
В состав установки входят резервуар
низкого давления, два баллона высокого дав-
ления (5 МПа), электронасосный агрегат с
подачей 1,6 м3/ч и давлением 25 МПа, ком-
прессор с подачей 10 м3/ч и рабочим давлени-
ем до 3,8 МПа, а также два электроконтактных
манометра. Давление в баллонах и резервуаре
создается компрессором и насосами. Постоян-
ное давление, необходимое для опрессовки
труб, поддерживается регулятором высокого
давления РДЖТ-1 с точностью до ±0,02 МПа.
Под давлением продольные стыки обечаек
формы раздвигаются, сжимая тарельчатые
пружины болтов. При этом продольные арма-
турные стержни перемещаются вместе с обе-
чайками и напрягая бетоном спирально нави-
тую арматуру.
Абсолютное удлинение каждого витка
спирали проволочной арматуры определяется
законом Гука:
AZ = тгст/)к£,
где DK - диаметр каркаса, мм; ст - напряжение
растяжения проволок, мкПа; Е = 1,9-105 мкПа;
максимальное напряжение в проволоке при ее
растяжении ст = 0,65 ств, где ств - временное
сопротивление проволоки, мкПа.
Сила, необходимая для деформации спи-
рального каркаса на величину А/,
Рс = Ttd2Lv/4t,
где d - диаметр проволоки, мм; L - длина тру-
бы, мм; t- шаг спирального каркаса, мм.
Сила, действующая на каждую обечайку
формы от давления опрессовки,
p0 = io6/?1zMi^,
где R1 - внутренний диаметр трубы, Ме-
длина формуемой трубы, м; к\ - коэффициент,
учитывающий число обечаек наружного кар-
каса; при двух обечайках к\ = 2; при четырех
кх = 1,41; к2 = 0,7 - коэффициент, учитываю-
щий нагрузку, воспринимаемую гибким рези-
новым чехлом и бетонной смесью.
11. По окончании подъема давления на
форму надевают брезентовый чехол и начина-
ют тепловую обработку бетона трубы, пуская
пар во внутреннюю полость сердечника и под
чехол до достижения автоматически регули-
руемой температуры паровоздушной среды в
течение 1 ч. Общая продолжительность тепло-
вой обработки для труб диаметром 500 мм
составляет около 5 ч, а для труб диаметром
1200 мм -9... 10 ч.
Для тепловой обработки бетона труб
перспективно применение наружного тепло-
обогрева с установкой соответствующих теп-
лоизолирующих колпаков на формах.
По окончании тепловой обработки в те-
чение 10 мин снижают давление гидропрессо-
вания, отводят воду из под резинового чехла,
снимают его и струбцины крепления формы на
посту опрессовки, после чего форма с трубой
при помощи мостового крана передается на
пост вакуумирования и комплектации.
12. На этом посту сердечник формы под-
ключается к вакуумной установке УВ-05/025-85,
из его внутренней полости удаляются остатки
воды и в ней создается вакуум, благодаря ко-
торому резиновый чехол отделяется от внут-
ренней поверхности трубы. Не позднее, чем
через 1 ч после этого, снимается наружная
форма с трубой, которая транспортируется на
пост распалубки.
Вакуумная установка имеет вакуумный
насос ВН-25 с подачей 0,005 м3/с, создающий
рабочий вакуум 85 %, бак с верхним вакуум-
ным резервуаром вместимостью 0,5 м3 и ниж-
ним резервуаром-отстойником воды вмести-
мостью 0,25 м3.
Сердечник формы остается на посту
комплектации, где он очищается и подготав-
ливается к следующему циклу формования.
При необходимости резиновый чехол ремон-
тируется.
13. На посту распалубки производится
кантование наружной формы с трубой канто-
вателем СМЖ-367 и разборка: отрезка анкер-
ных головок продольной арматуры у раструб-
ного конца трубы; снятие и очистка нижнего
анкерного кольца; съем болтов с пружинами и
верхней полуформы с помощью крана; отрезка
анкерных головок продольной арматуры у
втулочного конца трубы; съем верхнего анкер-
ного и калибрующих колец; извлечение трубы
из нижней наружной полуформы и транспор-
тирование на пост отделки.
14. Выступающие с торцов трубы концы
продольной арматуры отрезаются и выжига-
ются на глубину 10 мм, а углубления затира-
ются цементно-песчаным раствором. При не-
ИЗГОТОВЛЕНИЕ ТРУБЧАТЫХ ИЗДЕЛИЙ
661
обходимости ремонтируется защитный слой
бетона трубы и устраняются другие дефекты
формования. После распалубки труба выдер-
живается на соответствующих постах в тече-
ние трех суток и транспортируется на пост
калибровки ее раструба.
15. Калибровка раструба трубы шлифо-
ванием выполняется для получения точного
размера и формы внутреннего отверстия рас-
труба, обеспечения плотного соединения труб в
трубопроводе посредством резинового кольца.
Машина для шлифовки раструба СМЖ-
540А или 7680 включает механизмы установки
и центровки трубы и шлифования, которое
производится методом радиальной подачи на
всю ширину подлежащей обработке поверхно-
сти раструба шлифовальным камнем шириной
150 мм. Скорость шлифования 38 м/с. Меха-
низм шлифования представляет собой вра-
щающуюся планшайбу, на которой установлен
суппорт со шлифовальной головкой и меха-
низм ее рабочей и холостой подачи в радиаль-
ном направлении, а также система подачи во-
ды охлаждения шлифовального камня. На
планшайбе смонтирован мерительный меха-
низм с роликами, обкатывающимися по шли-
фуемой поверхности и прижимаемыми к ней
пружинами. Механизм установки имеет те-
лежку продольного перемещения для подвода
трубы к планшайбе или отвода от нее и тележ-
ку поперечного перемещения и подъема трубы
с соответствующими приводами, включающи-
ми винтовые передачи.
Средняя производительность двух моди-
фикаций машин для шлифования раструбов за
смену составляет 28 труб диаметром 500...
1200 мм и 26 труб диаметром 800... 1600 мм.
Труба транспортируется мостовым кра-
ном на пост гидроиспытаний на водонепрони-
цаемость и трещиностойкость.
16. Испытания проводятся на установках
двух модификаций: на СМЖ-548 для труб
диаметрами 500... 1200 мм и на 7680 для труб
диаметрами 800... 1600 мм. Принцип работы
установок заключается в зажатии трубы по
торцам головками с крышками и подачей во
внутреннюю полость воды под давлением, с
вытеснением из полости воздуха. Вода подает-
ся насосом низкого давления и большой пода-
чи, автоматически отключающимся по дости-
жении заданного давления, а затем с помощью
регулятора высокого давления (до 1,3 или
1,8 МПа в зависимости от класса и типоразме-
ра серии испытуемых труб). Под давлением
трубы выдерживаются не менее 10 мин, затем
открывается выпускной вентиль и давление
снижается. Подвижная головка отводится от
торца трубы, которая транспортируется мосто-
вым краном на тележку СМЖ-151А для вывоза
готовой продукции на склад. В холодное время
года трубы должны выдерживаться в цехе.
Комплект оборудования для изготовления
железобетонных напорных труб диаметром
500... 1600 мм производительностью 11 000 м3 в
год размещается в пролете 18x144 м.
Оборудование для изготовления труб-
чатых изделий методом вибрирования. Виб-
рирование для уплотнения бетонной смеси
применяют при формовании коротко- и длин-
номерных трубчатых изделий с различной
формой внутренней и наружной поверхностей,
в том числе железобетонных труб диаметром
300...4000 мм, наибольшее значение которого
ограничено трудностями их транспортирова-
ния и укладки. В ряде формовочных машин
вибровоздействие на бетонную смесь сочета-
ется с силовым воздействием.
Машины для формования труб вибраци-
онным способом классифицируют: по распо-
ложению оси формуемой трубы - вертикаль-
ное или горизонтальное; по числу одновре-
менно формуемых труб; по поверхности тру-
бы, через которую вибрация передается на
бетонную смесь - через внутреннюю, наруж-
ную, нижний торец или комбинированное виб-
ровоздействие; по виду вибровозбудителей —
навесной на наружной форме, виброплощадка,
вибропуансон на всю длину трубы, виброго-
ловка, перемещающаяся по оси трубы, комби-
нированный; по виду передаваемых на бетон-
ную смесь колебаний - направленные, круго-
вые, ударные, комбинированные; по способу
распалубки - немедленная или после тверде-
ния бетона трубы; по относительному переме-
щению при формовании трубы или при распа-
лубке элементов формовочной машины и фор-
мы относительно друг друга - перемещение
формы с трубой относительно пуансона или
пуансона относительно них и т.д.
По сравнению с другими способами
формования трубчатых железобетонных изде-
лий вибрирование наиболее распространено
ввиду сравнительно небольшой потребной
мощности, возможности получения гладких
внутренней и наружной поверхностей и раз-
личной формы конфигурации внутренней и
наружной поверхностей изделия, возможности
варьирования подвижностью бетонной смеси,
662 Глава 8-6- ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
конструктивным исполнением формующей
машины и параметрами вибрации в зависимо-
сти от параметров формуемых изделий.
Недостаток способа - повышенный уро-
вень шума вибраторов. Однако этот недоста-
ток в перспективных моделях формующих
машин устраняется посредством размещения
вибрационных органов в шумоизолирующих
приямках, а также внутри формуемой трубы и
ограждения формовочного поста шумоизоли-
рующими и шумопоглощающими стенками.
В перспективных моделях машин осуще-
ствляется немедленная (или после небольшой
выдержки) распалубка, что позволяет умень-
шить число форм в комплекте оборудования и
является общей тенденцией развития конст-
рукции виброформовочного оборудования.
В некоторых случаях для облегчения немед-
ленной распалубки труб и других изделий
предусматривается небольшая конусность их
внутренней и наружной поверхности.
Вертикальная формовочная установка
включает (рис. 8.6.25) площадку 1 с установ-
ленными на ней через упругие опоры 2 диск 4,
вибропуансон 7 с вибровалом 8 и гидроцилин-
драми 3 распалубки; форму 6 с поддоном 5;
раму 9, фиксирующую форму; бетоноукладчик
12 с ленточным питателем 13 и прессующее
устройство 10.
В начале формования форма раструбооб-
разующим поддоном устанавливается на диск
4. При включенном вибровале 8 пуансона бе-
тонная смесь подается бетоноукладчиком в
форму 6. В конце формования бетоноукладчик
перемещается в сторону от трубы и ее верхняя
часть подпрессовывается устройством 10, ко-
торое совершает затирочные вращательные
движения с давлениием на бетон, благодаря
чему обеспечивается точность размеров конца
трубы и плотность бетона. Затем это устройст-
во отводится в сторону и труба, скользя по
пуансону, поднимается гидроцилиндрами 3 и
транспортируется с формой с помощью тра-
версы 11 на пост распалубки. На этом посту
труба выдерживается в течение времени, необ-
ходимого для схватывания бетона. После этого
ослабляются замки полуформ, они освобож-
даются от связей с поддоном-раструбообра-
зователем и снимаются с трубы, которая на
поддоне проходит тепловую обработку до
окончательного твердения бетона, после чего
снимается с поддона.
Расчет параметров вибровозбудителей
проводят по общим формулам для вибрацион-
ного оборудования. При этом учитывают вы-
соту столба бетона в формуемой вертикально
трубе, создающего дополнительные верти-
кальные и распорные силы, увеличивающиеся
в нижней части трубы. Для равномерного уп-
лотнения бетона по высоте трубы целесооб-
разно не только подпрессовывать верхнюю
часть, но и создавать большее вибровоздейст-
вие в верхней зоне, что может достигаться
соответствующей конструкцией пуансона и
вибровозбудителя, а также регулированием
частоты вибрации.
Рис. 8.6.25. Схема установки для виброформования труб в вертикальном положении
ПРОИЗВОДСТВО СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
663
Глава 8.7
ПРОИЗВОДСТВО СТРОИТЕЛЬНЫХ
КЕРАМИЧЕСКИХ МАТЕРИАЛОВ
Основными строительными керамиче-
скими материалами являются кирпич и лице-
вые камни, изготовляемые ив глинистых и
кремнеземистых пород, лессов и промышлен-
ных отходов с минеральными и органическими
добавками или без них, обжигаемые после
формования. Они имеют форму прямоугольно-
го параллелепипеда с пустотами или без них.
В зависимости от вида, назначения и
принятой технологии производства керамиче-
ских стеновых изделий глинистое сырье и до-
бавки подвергаются обработке на соответст-
вующем оборудовании.
Глину со слипшимися или смерзшимися
кусками разрыхляют в двухвальных или одно-
вальных рыхлителях. Рабочими органами
двухвального рыхлителя служат установлен-
ные в бункере два вращающихся от электро-
механического привода вала с билами, распо-
ложенными по винтовой линии. Разбитые ко-
мья глины просыпаются через решетку в дни-
ще бункера. Дезинтеграторы для предвари-
тельного рыхления глин крупностью не более
500 мм состоят из двух вращающихся рыхли-
тельных валов с дисками и ножами. Для выде-
ления из глины каменистых включений с ее
одновременным измельчением применяют
вальцы (один гладкий, а другие ребристые или
винтовые). Для сухого измельчения глин слу-
жат стержневые, центробежные, струйные,
шахтные молотковые мельницы и др. Смеши-
вание керамических масс и пресс-порошков
осуществляется двухвальными лопастными
или другими смесителями, а смешивание шли-
кера - мешалками (пропеллерными с верти-
кальным валом или турбинными).
Для транспортирования глины применя-
ют конвейеры с цепной пластинчатой лентой и
ящичным питателем, днищем которого являет-
ся рабочее полотно конвейера, а также другие
устройства.
Для съема кирпича-сырца с пресса и ук-
ладки его на сушильные или печные вагонет-
ки, автоматы-пакетировщики, роликовые кон-
вейеры и другие устройства используют авто-
маты-садчики.
Изделия из пластичных глин влажностью
18...25 % получают пластическим прессовани-
ем на ленточных прессах различной конструк-
ции (винтовых, безвакуумных и вакуумных);
из глиномасс пониженной влажности (12...
14 %) - жестким прессованием на ленточных
(винтовых) прессах с повышенным давлением
прессования, а из пресс-порошков - полусухим
прессованием на соответствующих прессах.
Производство кирпича методом пласти-
ческого формования включает следующие
операции: приготовление к переработке гли-
няной массы; формование и разрезку бруса;
укладку сырца на транспортные устройства
для сушки, обжига; пакетирование готовых
кирпичей.
Глиняная масса загружается в дробилку,
а затем питателем в глиномешалку и в смеси-
тель с фильтрующей решеткой, а из него - в
ленточный шнековый пресс.
Винтовой ленточный пресс СМК-435 со-
стоит из привода, корпуса, нагнетательного
лопастного валка, винтового вала и цилиндра с
головкой. Нагнетательный валок предназначен
для предотвращения свободообразования и
улучшения подачи глиняной массы к заборной
части винта.
Винтовой ваккумный пресс СМК-217
имеет собственно пресс и совмещенную с ним
двухвальную лопастную глиномешалку с па-
роувлажнителем и устройством отвода кон-
денсата. Для оперативного контроля давления
глиняной массы в головке пресса и подачи
команд на включение и отключение системы
доувлажнения предусмотрен датчик. На кон-
цах валов смесителя установлены фрезы-
измельчители. Корпус смесителя вместе с вин-
товой камерой образует вакуум-камеру. Гли-
няная масса подается в загрузочное отверстие
смесителя, перемешивается лопастями глино-
мешалки, измельчается фрезами, вакуумирует-
ся, доувлажняется паром или водой в заданных
пределах в зависимости от давления прессова-
ния в головке пресса. При помощи двух пи-
тающих валков смесь нагнетается в заборную
часть винтового вала, который подает ее к
головке пресса, уплотняя и выдавливая через
мундштук в виде непрерывного бруса заданно-
го поперечного сечения.
Производительность пресса
Q = 2830И#2 - d2)(S - b)(I - s)/q,
где b = 0,2...0,35 - коэффициент уменьшения
теоретической производительности, уточняе-
мый экспериментально; п - частота вращения
винта, с"1; D и d- соответственно наружный и
664
Глава 8.7. ПРОИЗВОДСТВО СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ
внутренний диаметры винта, м; 5 и Ь - соответ-
ственно шаг и толщина лопасти винта, м;
£ - коэффициент уплотнения глиняной массы;
q = 2,5 м3 - расход массы на 100 шт. кирпи-
ча, м3.
Автомат СМК-163А предназначен для
разрезки выходящего из пресса глиняного бру-
са на части, соответствующие толщине кирпи-
ча (65, 430 и 560 мм). Принцип его работы
основан на поперечной разрезке бруса закреп-
ленной на рамке стальной струной, переме-
щающейся в процессе разрезки со скоростью
перемещения глиняного бруса вдоль него и
возвращающегося в исходное положение над
брусом. Имеются автоматы, в которых для
повышения производительности режущий
орган выполнен с несколькими струнами, что
позволяет за один рабочий ход отрезать от
бруса несколько кирпичей.
При разрезке бруса необходимо: исклю-
чить его деформации, заусенцы и повреждения
углов; обеспечить точность реза, а также
уменьшить силу резания и, соответственно,
увеличить срок службы струн. Для этого опре-
деляют оптимальный угол установки струн по
отношению к брусу и перемещают струну по
определенной не рубящей, а режущей траекто-
рии, например, сегментообразной.
Производство керамического кирпича
полусухого прессования включает: добычу,
переработку и хранение глинистого сырья и
добавок; доставку и обработку сырья; приго-
товление пресс-порошка, его хранение и полу-
сухое прессование; сушку и обжиг кирпича-
сырца; приемку, упаковку, складирование и
отправку потребителю готового кирпича.
В технологии производства глиняного
кирпича полусухого прессования применяют
два основных способа подготовки пресс-
порошков: сушильно-измельчительный (по-
мольный) и шликерный (при помощи башен-
ных распылительных сушилок и реже фильтр-
прессов).
Пресс СМ-301Б предназначен для полу-
сухого прессования полнотелого и пустотелого
кирпича из глиняного порошка влажностью
8... 10 %. В прессе механического коленоры-
чажного типа с двусторонним одноступенча-
тым режимом прессования цикл работы про-
исходит за один оборот коленчатого вала при-
вода.
Производительность колено-рычажных
прессов, шт./ч,
П = ЗбООиг,
где п - число прессований, с; z - количество
одновременно прессуемых изделий.
Для укладки, разгрузки и транспортиро-
вания кирпича при его сушке и разрезке при-
меняется различное оборудование: автоматы
для разрезки и укладки кирпича-сырца на су-
шильные вагонетки; автоматы-садчики для
приема и формирования слоя высушенного
кирпича, его переноса на печную вагонетку и
образования на ней штабеля кирпичей; переда-
точные тележки; пакетировщики кирпича,
автоматы-разгрузчики; толкатели.
Из сушилок и обжиговых печей наиболее
распространены туннельные, в которые пакеты
кирпича-сырца подаются на вагонетках. В цехе
могут параллельно располагаться несколько
туннелей.
Сушильно-обжиговые круговые печи
имеют три вращающиеся круговые платфор-
мы, расположенные на своей концентрической
колее и опирающиеся на ролики, установлен-
ные на стойках в галерее сушилки или печи.
Вращение платформ производится гидроци-
линдрами. При вращении платформы пакет
кирпичей-сырцов на вагонетке попадает в тун-
нель предварительной сушки. После выхода из
туннеля пакет с вагонеткой переставляется
краном на вторую платформу сушки и, пройдя
через туннель, пакет уже без вагонеток подает-
ся краном на платформу обжиговой печи. По-
сле обжига и охлаждения пакет кирпичей в
зоне упаковки обвязывается и передается на
склад. Технологический процесс автоматизи-
рован, оборудование оснащено контрольно-
измерительной управляющей аппаратурой,
обеспечивающей высокую степень безаварий-
ной работы и точное соблюдение технологиче-
ского режима.
Перспективно использование печей с
вращающейся платформой, в которой пакеты
кирпича-сырца подаются и перемещаются на
поддонах без форм-вагонеток, благодаря чему
исключается такой подверженный износу при
высоких температурах элемент, как подшип-
ники колес форм-вагонеток. Прогрессивная
конструкция сушильно-обжиговых камер
должна обеспечить низкий расход энергии с
использованием возврата теплоты, высокую
производительность при малой трудоемкости
и гибкость в работе с изделиями различных
размеров.
Для производства керамических труб
применяется в основном то же оборудование,
что и для производства кирпича. При этом на
ПРОИЗВОДСТВО ЦЕМЕНТА, ИЗВЕСТИ, ГИПСА И ИЗДЕЛИЙ НА ИХ ОСНОВЕ
665
головку пресса устанавливается соответст-
вующий формообразователь.
Формование раструбных труб произво-
дится на вертикальных вакуум-прессах. При-
меняемое с ними в комплексе оборудование
выполняет операции отбора труб от пресса, их
навешивание на каретки цепного подвесного
сушильного конвейера, транспортирование в
процессе сушки и глазурования, перегрузку
высушенных труб с конвейера на печную ва-
гонетку.
Для производства керамических пли-
ток используются роторные мельницы-
мешалки, шаровые мельницы (в том числе
1456А), пропеллерные мешалки, вибросита,
сушильно-печные агрегаты, глазуровочные
конвейеры, манипуляторы и др.
При изготовлении керамической кро-
вельной, ленточной или прессовальной че-
репицы после формования ее транспортируют
в вертикальном положении, например, в U-
образных кассетах, а кантуют и перекладыва-
ют вакуумными передаточными устройствами.
При производстве керамзита, разбитая
на куски не более 100 мм, глина пропускается
через камневыделительные вальцы и направ-
ляется в глиномешалки для первичного пере-
мешивания, увлажнения и прогрева, а затем
дырчатыми вальцами формуется в глиняные
гранулы мелкозернистой структуры. Гранулы
поступают на сушку и частичное обкатывание
во вращающемся сушильном барабане, накло-
ненном под углом 2...6°. Сушка производится
горячими газами, подающимися против на-
правления движения материала. Из сушильно-
го барабана материал при помощи транспорт-
ных устройств поступает в расходные бункера
с тарельчатыми питателями для подачи во
вращающуюся с частотой 1,6...2,5 мин"1 обжи-
говую печь длиной около 40 м при диаметре
2,5 м. Для охлаждения керамзита под печью
устанавливают холодильник с вентилятором:
температура керамзита понижается от
800...900 до 60...80 °C. Керамзит пнев-
мотранспортером подается на устройство для
его разделения на фракции (5, 5... 10, 10...20 и
20.. .40 мм) и на склад.
Керамзитные гранулы применяют для
приготовления керамзитобетонных изделий
(плит, камней), обладающих пониженной теп-
лопроводностью, долговечностью и экологи-
ческой безопасностью.
Глава 8.8
ПРОИЗВОДСТВО ЦЕМЕНТА, ИЗВЕСТИ,
ГИПСА И ИЗДЕЛИЙ НА ИХ ОСНОВЕ
Оборудование для производства це-
мента. Производство цемента включает в себя:
добычу, первичное измельчение сырья в карь-
ере и доставку его на цементный завод; из-
мельчение и усреднение (гомогенизацию) сы-
рья; теплохимическую обработку сырья с по-
лучением клинкера; помол клинкера с добав-
ками с получением цемента; подачу цемента
на склад, его хранение, упаковку и отгрузку.
Для дробления и измельчения сырья
применяют дробилки различных типов, для его
усреднения - гомогенизаторы, а для подсуш-
ки - сушильные барабаны.
Цемент производят мокрым, сухим или
комбинированным способом. При мокром
способе в технологическом процессе исполь-
зуется значительное количество воды при из-
мельчении и помоле исходного сырья. При
обжиге на ее испарение расходуется большое
количество теплоты. При сухом способе ис-
пользуется исходное сырье с природной влаж-
ностью и небольшим добавлением воды в печ-
ных агрегатах вращающихся печей с конвей-
ерными кальцинаторами.
При комбинированном способе сначала
производятся измельчение и помол исходного
сырья по мокрому способу, затем на фильтр-
прессах осуществляется глубокое обезвожива-
ние сырьевого шлама со снижением его влаж-
ности от 35...40 до 15...20 %, а затем выпол-
няется обжиг по сухому способу.
Печной агрегат состоит из вращающейся
печи длиной до 230 м с внутрипечным или
запечным теплообменником, корпус которой
расположен с уклоном 4 % от загрузочной
части к выгрузочной, охладителя клинкера,
устройства для дозирования и подачи сырье-
вой шихты, топливосжигающего устройства,
тягодутьевого оборудования, установки для
очистки и сброса в окружающую среду выхо-
дящих из печи газов и воздуха из охладителя
клинкера и вспомогательного оборудования.
При производстве цемента сухим способом
применяют вращающиеся печи меньшей длины
(60... 100 м) с запечными теплообменниками.
Вращающаяся печь СМЦ-2 (рис. 8.8.1)
длиной 185 м имеет трубчатый корпус 3, тор-
цы которого входят в загрузочную 1 и разгру-
зочную 8 неподвижные головки. Корпус с бан-
дажами 2 опирается на свободновращающиеся
ролики 4.
666 Глава 8 8 ПРОИЗВОДСТВО ЦЕМЕНТА, ИЗВЕСТИ, ГИПСА И ИЗДЕЛИЙ НА ИХ ОСНОВЕ
Рис. 8.8.1. Вращающаяся печь СМЦ-2 для производства цемента
Для предотвращения осевых смещений
корпуса из-за его наклона и температурных
расширений на фундаменте установлены гид-
равлические упоры 5, позволяющие печи сме-
щаться вдоль ее оси и обеспечивать равномер-
ный износ рабочих поверхностей бандажей и
роликов опор. Корпус печи вращается приво-
дом с редукторами и двумя электродвигателя-
ми 7. В конструкции привода предусмотрена
возможность изменения частоты вращения
корпуса, что необходимо для проведения на-
ладочных работ и выбора оптимальных режи-
мов обжига сырья различного качества. Вен-
цовая шестерня 6 закреплена на корпусе по-
средством шарнирных подвесок.
Для защиты от высокой температуры и
износа корпус печи внутри футерован, а раз-
грузочный конец облицован фасонными от-
ливками из жаропрочной стали и соединен с
шахтой холодильника, через торцовую стенку
головки проходит топливная горелка. Шлам
подается через загрузочную головку, которая
служит и пылеосадительной камерой.
Печи работают на угольной пыли, мазуте
и газе. По ходу движения шлама вдоль печи он
проходит зоны испарения (только при работе
по мокрому способу), подогрева (дегидрата-
ции) и декарбонизации, где при температуре
950 °C образуются крупные гранулы материа-
ла. В зоне спекания материал нагревается до
температуры 1450... 1500 °C, переходит в раз-
мягченное состояние и частично плавится.
В конце зоны спекания в печь поступает воз-
дух из холодильника и температура материала
снижается до 1350... 1300 °C, образуется клин-
кер. Печь для обжига клинкера сухим спосо-
бом содержит концевой и запечной дымососы,
циклонный теплообменник с декарбонизато-
ром и, собственно, вращающуюся печь.
Расчет печи. При производстве цемента
мокрым способом (индекс "м") определяют
длину вращающейся печи, м,
Lu = 4ODo КП ;
тепловую мощность, кВт,
УМ=37РО1М*П;
производительность по клинкеру, т/ч,
CM=WM K„/q„,
где Dq - внутренний диаметр (в свету) печи в
зоне спекания, м; рекомендуется принимать
Dq = Dn- 0,5 ; где Dn - внутренний диа-
метр корпуса печи в зоне спекания; Кп =
0,97... 1,03 - поправочный коэффициент на
уточнение эксплуатационных показателей
печей; в большинстве случаев /Сп=1; q -
удельный расход теплоты на обжиг клинкера в
печи, кДж/кг; q = 170FT : W - влажность шла-
ма, %.
Приведенные формулы уточняются при
подробном тепловом расчете.
При производстве цемента сухим спосо-
бом и использовании циклонного теплообмен-
ника (индекс "с") или с реактора-
карбонизатора (индекс "р") длина вращающей-
ся печи, м,
Zc=17D0K„; Zp=19Z)0X'n;
тепловая мощность
Nc =59DgLcK„; Np=5lD$LfK„-,
производительность
Qc = 3,6Ne Kn/qc ; Qp = 3,6Np K„/qp ,
ПРОИЗВОДСТВО ЦЕМЕНТА, ИЗВЕСТИ, ГИПСА И ИЗДЕЛИЙ НА ИХ ОСНОВЕ
667
<7с и <7р - удельный расход теплоты на обжиг
клинкера в печи соответственно с теплообмен-
ником и с реактором-декарбонизатором (без
учета теплоты, подаваемой в последний).
Удельные расходы теплоты qc и qp опреде-
ляются тепловым расчетом или фактическими
замерами.
Для охлаждения клинкера и использова-
ния содержащейся в нем теплоты применяют
преимущественно слоевые колосниковые ох-
ладители (холодильники).
Для помола сырьевых материалов и
клинкера используются мельницы различного
типа, в частности, трубные мельницы и вспо-
могательное оборудование.
Оборудование для изготовления асбе-
стоцементных изделий. Для изготовления
волнистых асбестоцементных листов различ-
ного профиля применяют комплексы оборудо-
вания, включающие манипуляторы и транс-
портные устройства, которыми выполняются
технологические операции формования асбе-
стоцементного наката (сырой заготовки) из
асбестоцементной суспензии на листоформо-
вочной машине, его раскрой на заготовки с
помощью ротационных ножниц, волнирование
заготовок подачей через веерообразно распо-
ложенные профильные цепи, их укладку в
стопы (по 10... 14 шт.) на тележки-формы, па-
ровоздушную и гидротермальную обработку
листов, разборку пачек и укладку листов в
стопу на поддоне.
При продольной разрезке волнируемые
листы калибруются, передаются на стол ук-
ладчика и его вакуумной коробкой переносят-
ся на тележки-формы конвейера твердения,
которые перемещаются внутри по верхнему, а
затем по нижнему ярусу теплоизоляционной
камеры, проходя предварительное твердение в
паровоздушной среде.
При выходе из камеры стопа вильчатым
съемником перемещается на загрузочный кон-
вейер, которым подается к увлажнителю лис-
тов в горячей воде. Из стопы листы по одному
снимаются вакуумным переборщиком и укла-
дываются на разгрузочный конвейер, транс-
портируются к гидроснижателю, укладывают-
ся на поддон в пачку, которая убирается цеп-
ным конвейером выдачи.
При изготовлении плоских асбестоце-
ментных листов после раскроя они не подвер-
гаются волнировке.
Многопустотные асбестоцементные
панели изготовляют методом экструзии на
экструзионном прессе, из которого отформо-
ванный брус (высотой 60... 180 мм и шириной
600 мм) подается со скоростью 0,1 м/с на уста-
новку для его поперечной разрезки на панели
требуемой длины (обычной 6,2 м).
Формирование асбестоцементных труб
с условным проходом 100 и 150 мм, длиной
4 м, а также муфтовых труб к ним производит-
ся на трубоформовочной машине СМА-274.
Принцип ее работы заключается в формирова-
нии из асбестоцементной суспензии, доведен-
ной до необходимой концентрации, элемен-
тарных слоев трубы и их навивки на формат-
ную скалку с одновременным прессованием
роликами. Затем труба снимается со скалки и
транспортируется для твердения.
Оборудование для производства извес-
ти и изделий на ее основе. Известь может
производиться по различным схемам произ-
водства с использованием различного обору-
дования. По одной из схем технологических
линий раздробленный известняк вибрацион-
ным питателем и ленточным конвейером пода-
ется на вибрационный грохот. Мелкие фрак-
ции (отсев) используются для переработки в
известняковую муку, а крупные фракции пе-
ремещаются ленточным конвейером в бункера
с весовыми дозаторами. Силовым подъемни-
ком известняк с топливом засыпается в шахт-
ную вертикальную пересыпную печь, обору-
дованную выгрузочным шлюзовым затвором,
или во вращающуюся печь. Обожженный из-
вестняк подается от печи пластинчатым кон-
вейером в щековую дробилку, а затем верти-
кальным элеватором с помощью тарельчатого
питателя загружается в шаровую мельницу.
Молотая известь винтовым конвейером пода-
ется на склад.
Процесс производства силикатного кир-
пича, пустотелых камней и других изделий
включает в себя добычу и подачу песка, дроб-
ление и размол извести, ее смешивание с пес-
ком и гашение полученной смеси. Смесь вто-
рично перемешивается в двухвальном лопаст-
ном смесителе с доувлажнением до требуемой
при прессовании влажности. Кирпич и камни
прессуются методом полусухого прессования
на механических или гидравлических прессах
с неподвижным или поворотным столом, укла-
дываются на автоклавную вагонетку и загру-
жаются в автоклав, а из него - на склад.
668 Глава 8.8. ПРОИЗВОДСТВО ЦЕМЕНТА, ИЗВЕСТИ, ГИПСА И ИЗДЕЛИЙ НА ИХ ОСНОВЕ
Револьверный пресс СМС-152А, предна-
значенный для формования утолщенного пус-
тотелого силикатного кирпича и одинарного
полнотелого, относится к типу машин с кри-
вошипно-рычажным приводом и периодиче-
ским вращением стола. Прессование кирпича-
сырца - одностороннее одноступенчатое.
Пресс имеет общий привод, механизм прессо-
вания, поворотный стол, механизм выталкива-
ния, регулятор наполнения и стабилизатор
давления, штамп, мешалку, выталкиватель
штампа со съемником и механизмы сбора про-
сыпи. Лопастная мешалка с вертикальным
валом предназначена для подачи и нагнетания
смеси в пресс-формы стола.
Производительность пресса с поворот-
ным столом, шт./ч,
П = ЗбООги,
где z - число пресс-форм стола; п - частота
вращения стола, с"1.
Гидравлический пресс ДО-538 для прес-
сования силикатного кирпича и пустотелых
камней относится к вертикальному типу прес-
сов с подвижным столом. Он состоит из ста-
нины, гидропривода, прессующего цилиндра,
цилиндров выпрессовки, стола, цилиндров его
перемещения, засыпной каретки, механизма
регулирования глубины засыпки и дозатора.
Челночное движение стола с двумя пресс-
формами и автоматизация последовательно
выполняемых технологических операций
обеспечивают высокую производительность
пресса, составляющую 7200 кирпичей/ч.
На базе прессов СМС-152А и ДО-538
созданы автоматизированные комплексы обо-
рудования для изготовления силикатных изде-
лий.
Оборудование для изготовления изде-
лий на основе гипсовых вяжущих. На основе
гипсовых вяжущих изготовляют строительные
изделия различных размеров, формы и назна-
чения: перегородочные и теплоизоляционные
плиты и панели, камни, гисповолокнистые,
гипсокартонные и гипсостружечные листы,
объемные санитарно-технические кабины и др.
Крупнокусковое гипсовое сырье подвер-
гают дроблению и измельчению. Для первич-
ного дробления используют щековые и ротор-
ные дробилки, а для вторичного - валковые.
Тонкое измельчение производят в шаровых,
валковых и других мельницах. Гипсовое сырье
обжигают: фракциями 4...60 мм в конвейер-
ных печах (кальцинаторах), 0...25 мм во вра-
щающихся печах, 0...2 мм в гипсосварочных
котлах, 0...0,2 мм в котлах с мельницами. Пе-
ред обжигом сырье гомогенизируют как по
зерновому, так и по химическому составу. При
приготовлении гипсовых смесей следует учи-
тывать короткий период удобоукладываемости
смеси ввиду ее быстрого схватывания (тверде-
ние отформованного изделия происходит за
8... 15 мин). Рабочие органы смесителей вы-
полняют в виде быстро вращающихся
(30... 1000 мин"1) горизонтальных или наклон-
ных дисков со стержнями, изогнутыми скоба-
ми пропеллеров и др. Дозируемая вода подает-
ся во время работы смесителя. Изделия в зави-
симости от конструкции и принятой техноло-
гии формуют в непрерывном режиме или цик-
лично. При этом выполняются следующие
операции: подготовка формующего оборудо-
вания или материалов (форм, стальных листов
и лент, картонного полотна), укладка и рас-
пределение гипсовой смеси; удаление избытка
смеси и заглаживание поверхности изделия,
уплотнение смеси (прессование, укатка, отсос
воздуха и воды, вибрирование); распалубка
изделий. Массу уплотняют прессами, валками,
отсасывающими установками и другими уст-
ройствами. Вибрирование применяется редко.
При получении пористых тепло- и звукоизоля-
ционных изделий уплотнение массы не произ-
водят. Отформованные изделия подвергают
сушке нагретым воздухом или продуктами
сгорания природного газа.
Изготовление перегородочных плит раз-
мерами до 6000x2950x120 мм в горизонталь-
ном положении на гипсопрокатном стане,
представляющем собой непрерывно движу-
щийся конвейер, применяемый также для из-
готовления железобетонных изделий, отлича-
ется высокой производительностью, но стан
металлоемок и занимает большую площадь.
Более распространены установки, сочетающие
различные более легкие конвейерные устрой-
ства и формующие установки.
Изготовление гипсокартонных листов
основано на размотке картона из рулона и на-
несении на него гипсового раствора, приготов-
ляемого в пеногипсомешалке. Гипсоволокни-
стые листы изготовляют полусухим способом
на автоматизированных линиях посредством
ПРОИЗВОДСТВО ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
669
нанесения настилочной машиной ковра смеси
на конвейерную ленту и его прокатки валками.
Г ипсобетонные санитарно-технические
кабины формуются литьевым способом в
стендовых формовочных установках с приме-
нением кондукторов для сборки арматурных
каркасов. В установку гипсобетонную смесь
подают из гипсобетоноукладчика, имеющего
бункер сухого вяжущего, перемешиваемого с
водой непосредственно перед подачей смеси в
форму. После заливки в форму смесь выдер-
живают до приобретения гипсобетоном проч-
ности 3...4 МПа, а затем изделие распалубли-
вают.
Распространено производство изделий, в
частности сплошных или многослойных с уте-
плителем пазогребневых плит размером до
800x600x1000 мм и большей длины, литьевым
способом в вертикальном положении в много-
местных кассетных формах или на ленточных
конвейерах с боковыми ограничителями.
Для изготовления литьевым способом
полнотелых камней размером 390x190x188 мм
эффективно применение роторных (карусель-
ных) машин, представляющих собой вращаю-
щийся на центральной опоре ротор с располо-
женными по окружности формами, который
периодически останавливается в зависимости
от цикла проведения технологических опера-
ций. На позиции формования форма заливает-
ся из гипсомешалки смесью, которая затирает-
ся заглаживающим устройством. В зоне окон-
чания схватывания гипсовой массы специаль-
ным устройством открывается дно формы,
камни выталкиваются из нее на ленточный
конвейер и подаются им к кривошипному ме-
ханизму, который переталкивает ряд камней
на стол накопителя. Далее камни пакетируют-
ся манипулятором-штабелером.
Развитие производства гипсобетонных
изделий заключается в разработке как их но-
вых типов, так и соответствующего оборудо-
вания, отличающегося высокой степенью ме-
ханизации и автоматизации.
Глава 8.9
ПРОИЗВОДСТВО
ТЕПЛОИЗОЛЯЦИОННЫХ
МАТЕРИАЛОВ
Производство минеральной ваты и
минераловатных изделий. Минеральную
вату, состоящую из тончайших переплетаю-
щихся волокон и мелких стекловидных гранул,
производят из силикатных расплавов горных
пород, металлургических шлаков и других
силикатных промышленных отходов. Из мине-
ральной ваты изготовляют различные тепло-
изоляционные и звукоизоляционные изделия,
из которых наибольшее распространение по-
лучили минераловатные плиты и прошивные
маты на синтетическом связующем.
Производство плит по одной из конвей-
ерных технологических схем включает сле-
дующие основные технологические операции
и оборудование: подготовку, дозирование и
подачу сырьевых материалов в плавильный
агрегат (щековые и молотковые дробилки,
виброгрохоты, конвейеры, расходные бункера,
автоматические весовые дозаторы, ленточные
конвейеры, скиповый подъемник); плавление
сырья в печах или вагранках; непрерывную
дозируемую выдачу силикатного расплава и
его переработку в волокно на волокнообра-
зующих механизмах, чаще всего на валках
центрифуги; подачу и введение синтетическо-
го связующего в минеральную вату насосами и
распылительными форсунками; осаждение и
формирование непрерывно движущегося ми-
нераловатного ковра в камере волокноосажде-
ния с сетчатым конвейером; уплотнение ковра
на центрифуге с валками или на подпрессов-
щике с барабанами и валками; формование
минераловатного слоя требуемой плотности и
толщины и его термообработку с нагревом и
охлаждением в туннельной камере непрерыв-
ного действия с верхним и нижним конвейе-
рами, с шарнирно-звеньевой сеткой, с продув-
кой теплоносителем от тепловой установки;
продольную и поперечную разрезку движуще-
гося ковра и минеральной ваты форматным
станком с камерой охлаждения и механизмами
продольной и поперечной разрезки с дисковы-
ми ножами или толщинной пилой с бесконеч-
ной ленточной пилой; упаковку и складирова-
ние плит.
Боковые обрезки минераловатного ковра
и некондиционные плиты измельчаются на
измельчителе и возвращаются пневмотранс-
портом в камеру волокноосаждения.
Плавление сырья производят в вагранках
или в газовых ваннах, газоэлектрических и
электрических печах. Наиболее распростране-
на вагранка, представляющая собой шахтную
печь, в которую загружается сырье и кокс.
670
Глава 8.9. ПРОИЗВОДСТВО ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
Вагранка СМТ-208 состоит из загрузоч-
ной 5 (рис. 8.9.1), промежуточных 2, 3, 6 и
главной 9 секций, опорной рамы 7, узла вы-
пуска расплава, сливного лотка 11, днища с
механизмом 10 его закрывания, искрогасителя
1 мокрого принципа действия, расположенной
отдельно установки 4 для сепарации пара и
фурменного коллектора 8. Работа вагранки
автоматизирована. В процессе плавления рас-
плав поступает в нижнюю часть вагранки
(горн) 12 и выпускается через летку узла его
выпуска на сливной лоток, а затем направляет-
ся на валки центрифуги или иные волокнооб-
разующие механизмы.
Производительность вагранки 2500...
3200 кг/ч; габаритные размеры 3400х4720х
х2150 мм; масса (с футеровкой) 36 т.
Рис. 8.9.1. Вагранка СМТ-208 для
плавления сырья
Скорость движения конвейеров комплек-
са оборудования для производства минераль-
ных плит на синтетическом связующем, м/мин,
v = n(l-K)/60hpB,
где П - производительность плавильного агре-
гата (вагранки), кг/ч; h - толщина плиты, м;
р - плотность плит, кг/м3; В - ширина мине-
рального ковра, м.
Коэффициент К, учитывающий количе-
ство отходов при переработке расплава в во-
локне, зависит от сырья, состава шихты и типа
плавильного агрегата. Ввиду возможности
изменения значения этого коэффициента и
других параметров технологического процес-
са, главный привод комплекса и приводыкон-
вейеров и передаточных механизмов выпол-
няют с регулируемой скоростью.
Прошивные маты из слоя минеральной
ваты с покровным материалом (рубероидом,
алюминиевой фольгой и др.) или без него с
прошивочным материалом из низкоуглероди-
стой стальной проволоки, растительных воло-
кон, стеклянных нитей или другим применяют
для теплоизоляции промышленного оборудо-
вания и трубопроводов.
Комплекс СМТ-234 для изготовления
вертикально-слоистых теплоизоляционных
прошивочных матов состоит из следующего
оборудования: привода; механизма для разрез-
ки минераловатных плит на полосы дисковы-
ми ножами; структурообразователя с прием-
ным и ускоряющим конвейерами для приема
полос и их поворота на 90°; формовщика с
двумя расположенными одни над другим кон-
вейерами для образования движущегося слоя с
уплотнением полос и наклеивания покровного
материала; механизма рулонирования с ножом
поперечной разрезки, конвейером, кареткой с
дисковым ножом, приводом передвижения
каретки, рулонирующих роликов и датчика
измерения заданной длины отрезанного мата;
устройства для нанесения битума с обогревае-
мым электронагревателями резервуаром,
имеющим дозаторы расплавленного битума,
выдаваемого на покровный материал.
Комплекс оборудования СМТ-247 для из-
готовления теплоизоляционных прошивных
матов состоит из многовалковой центрифуги,
воздушного шкафа, камеры-волоконо-
осаждения, прошивного станка, устройства
поперечной резки, рулонирующего автомата,
ПРОИЗВОДСТВО ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
671
промежуточного конвейера, пневмотранспор-
та, механизма продольной резки, трансмиссии
и приемопередаточного устройства.
Прошивочный станок СМТ-248 предна-
значен для прошивки непрерывно движущего-
ся минераловатного ковра стекложгутом (ро-
вингом). Минераловатный ковер проходит от
промежуточного конвейера между верхними и
нижними транспортирующими роликами. Те-
лежка с расположенной на ней кареткой с иг-
лами совершает рабочий ход со скоростью,
равной скорости транпортирующего ковра.
Одновременно каретка совершает возвратно-
поступательное перемещение в вертикальной
плоскости. В момент подхода игл к верхнему
положению срабатывает нитесбрасыватель,
который сбрасывает стекложгут на крючок
иглы. При движении иглы вниз петля стекло-
жгута протаскивается на крючке через преды-
дущую петлю, образуя однонитьевой цепье-
видный шов. Игла выходит из ковра, тележка
возвращается в исходное положение и процесс
повторяется.
Минераловатные цилиндры и полуци-
линдры изготовляют методом навивки мине-
раловатного ковра в два этапа: 1) получение на
технологической линии рулонов минваты,
содержащей связующее; 2) переработка навив-
кой рулонов с разрезкой ваты. Установка на-
вивки содержит навивной механизм, перфори-
рованную скалку, сетчатый конвейер, гильо-
тинный нож и др.
Оборудование для изготовления агло-
порита. Аглопорит изготовляют из глинистого
сырья. Глина подается в приемный бункер с
рыхлителем, разбивающим комья глины и
направляющий их в приемный бункер, а затем
в ящичный питатель. Питателем сырье подает-
ся в камневыделительные вальцы. Одновре-
менно с глиной подготавливается уголь для
обеспечения однородности его гранулометри-
ческого состава и шихта в результате ее спека-
ния в ленту в агломерационной машине и раз-
деления ленты на большие куски, направляе-
мые в дробилки первичного и вторичного
дробления.
Глинистое сырье гранулируется во вра-
щающемся барабанном грануляторе. Барабан
опирается на ролики и вращается от привода с
закрепленной на его корпусе шестерней. Для
лучшей грануляции сырья внутри барабана
под углом к его оси расположен специальный
лопастной смеситель со смесительным и очи-
стительным валами. Угол наклона лопастей и
частоту вращения валов выбирают с учетом
качества грануляции и производительности
гранулятора.
Агломерационная машина состоит из за-
грузочной и горновой секции с горном, секции
доводки пресса спекания, концевой секции и
промежуточных секций, число которых опре-
деляется площадью спекания (33...60 м2) ших-
ты. Выходящая из машины лента разрушается
с помощью вибробруса с установленным на
нем вибратором направленного действия.
Оборудование для производства вспу-
ченного перлита и изделий на его основе.
Изготовление вспученного перлита включает
следующие операции: дробление в щековых
или молотковых дробилках и рассев перлито-
вой породы на фракции (песка до 1,25 мм,
щебня 2,5... 10 мм); предварительную тепло-
вую подготовку при температуре 300...400 °C
во вращающейся печи; кратковременный об-
жиг для вспучивания в вертикальной или вра-
щающейся печи при температуре 900...
1200 °C и рассев готового продукта.
При тепловой подготовке удаляется
часть структурной (связанной) воды. Печь
длиной около 8 м и диаметром до 1,2 м состо-
ит из футерованного внутри, наклоненного под
углом 2° барабана, камеры загрузки, электро-
механического привода, роликовых опор и
опорно-упорного устройства, топки с топоч-
ным пространством и камерой разбавления,
дутьевого вентилятора и форсунки или горел-
ки. Тепловая обработка производится в тече-
ние 10...30 мин по противоточному принципу:
горячие топочные газы идут навстречу загру-
женной дробленой перлитовой породе.
Для вспучивания песка применяют шахт-
ную печь высотой около 8 м и внутренним
диаметром около 0,6 м. Она состоит из верх-
ней секции с коллектором, камеры дробления,
защитных секций, течек, горелок или форсу-
нок, установленных в ее нижней части. Печь
работает на газообразном или жидком топливе.
Вспучивание перлита происходит во взвешен-
ном состоянии. Измельченный перлит (части-
цами размером 0,16...0,63 мм) подается в печь
672
Глава 8.9. ПРОИЗВОДСТВО ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
через загрузочную течку, находящуюся выше
горелки. Частицы перлита в потоке горячих
газов, создаваемых горелочным устройством,
вспучиваются в течение нескольких секунд и
уносятся с выходящими потоками дымовых
газов в осадительные циклоны-классифи-
каторы. Производительность печи в зависимо-
сти от ее конструкции составляет 10...20 м3/ч.
Для получения вспученного перлитового
песка и крупного щебня используют барабан-
ную печь обжига, представляющую собой
вращающийся наклонный под углом 7° бара-
бан, внутренняя футеровка которого раскаля-
ется от сгорания жидкого или газообразного
топлива в топке. Вспучиваемые песок или ще-
бень постепенно передвигаются от загрузоч-
ной камеры топки к выходу из печи и посту-
пают в бункера, а мелкие частицы уносятся с
дымовыми газами и оседают в циклонах.
Перлитоцементные изделия (плиты, ци-
линдры, сегменты для тепловой изоляции
промышленного оборудования и трубопрово-
дов при температуре изолируемой поверхно-
сти до 600 °C) изготовляют посредством сме-
шивания цемента, перлитового песка, водной
асбестовой пульпы с последующим формова-
нием и сушкой.
При изготовлении перлитоцементных из-
делий выполняются операции подготовки и
дозирования сырьевых материалов (перлито-
вого песка, цемента, водной асбестовой пуль-
пы), приготовление формовочной смеси, фор-
мование изделий на конвейере или прессе.
Асбест обминается 15...20 мин на бегунах при
увлажнении до 30...35 %. Материалы смеши-
ваются в горизонтальной мешалке периодиче-
ского действия или в одновальном винтовом
смесителе непрерывного действия. Отформо-
ванные изделия подвергаются тепловой обра-
ботке в туннельных или конвейерных сушил-
ках.
На битумном связующем выпускаются
перлитобитумные плиты и масса. Изоляцион-
ные плиты изготовляют из вспученного перли-
тового песка, битума, глины, асбеста и других
добавок. Обезвоженный и разогретый до тем-
пературы 150... 160 °C битум смешивают в
лопастной мешалке с глиняным шликером
(глина с водой), разбавляют водой и перекачи-
вают в расходный бак. Битумно-глиняную
массу, асбестовую пульпу и добавки переме-
шивают в баке и подают в смеситель. На ко-
нечной стадии перемешивания подают вспу-
ченный перлит, время перемешивания с кото-
рым не должно превышать 2 мин во избежание
разрушения зерен перлита и увеличения плот-
ности и массы изделий. Плиты формуют на
металлических поддонах или формах, а затем
сушат.
Перлитобитумную массу изготовляют
смешиванием вспученного перлитового песка
с горячим нефтяным битумом и выполняют
изоляционные кровельные покрытия и покры-
тия стальных труб при бескональном способе
или прессованием в формах. Горячая перлито-
вая масса из расходного бункера подается в
пресс. Он состоит из цилиндра и поршня.
Внутренний диаметр цилиндра равен диаметру
трубы с изоляцией. При перемещении трубы
внутри поршня подается перлитобитумная
масса, которая уплотняется им в 1,6...2 раза.
Выходящая из пресса труба с изоляцией по-
крывается пленочным полиэтиленовым или
иным материалом. Перлитовые изделия на
жидком стекле изготовляют перемешиванием
компонентов в растворосмесителе, формова-
ние полученной массы производится прессо-
ванием между двумя движущимися лентами
конвейерной линии при давлении 0,4...
0,5 МПа и тепловой обработкой в конвейерной
сушилке при температуре до 350 °C.
На основе вспученного перлита произво-
дят и другие теплоизоляционные и огнеупор-
ные изделия, в зависимости от компонентов
которых применяется соответствующее обору-
дование и технология изготовления.
Для теплоизоляции в строительстве
большое распространение получили обладаю-
щие малой теплопроводностью ячеистые пе-
нополистерольные, пенополиуретановые и
другие пенопласты, технология получения
которых основана на вспенивании полимеров
газами, получаемыми различными способами
при взаимодействии компонентов смеси и до-
бавок для их производства. Плиты из пенопла-
ста широко используются при изготовлении в
заводских условиях трехслойных железобе-
тонных панелей, наружных стен и других из-
делий, а также в монолитном строительстве.
При изготовлении и применении изделий из
синтетических материалов следует уделять
внимание на обеспечение их долговечности,
огнестойкости, воздухопроницаемости и эко-
логической безопасности.
ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
673
Глава 8.10
ПОДЪЕМНО-ТРАНСПОРТНОЕ
ОБОРУДОВАНИЕ
Для выполнения подъемно-транспортных
операций на заводах по производству строи-
тельных изделий применяют грузоподъемные
и транспортные машины различных типов.
Мостовые краны с управлением из ка-
бины - основное транспортное оборудование в
формовочных цехах заводов по производству
железобетонных изделий агрегатно-поточным
методом, при котором формы и изделия мас-
сой 10...20 т транспортируются на сравнитель-
но большие расстояния при высокой интен-
сивности производства и транспортных опера-
ций. Как правило, формовочный пролет цеха
обслуживается двумя кранами. Они использу-
ются и на складах готовых изделий.
Мостовые краны грузоподъемностью
3...10 т с управлением с пола применяют при
менее интенсивной работе и транспортирова-
нии грузов на небольшие расстояния, напри-
мер, в арматурных цехах.
Козловые краны используют при изго-
товлении и складировании строительных изде-
лий на открытых полигонах.
Консольные краны грузоподъемностью
0,5...3 т применяют для транспортирования
грузов в локальной зоне работы, например для
установки в формы изделий проемообразова-
телей. При необходимости применяют специ-
альные краны с переменной скоростью движе-
ния стрелы - повышенной на большем участке
поворота и замедленной при подходе к месту
установки проемообразователя, что достигает-
ся применением гидропривода с дроссельным
регулированием подачи рабочей жидкости.
При применении консольного крана сле-
дует учитывать необходимость выполнения
массивного фундамента, воспринимающего
момент от поднимаемого груза, что оказывает
влияние на стоимость строительных работ.
При конструировании консольного крана учи-
тывают требование ограничения прогиба стре-
лы, который на ее конце не должен превышать
1:300 ее длины. Для экономичного расходова-
ния материалов колонну крана и стрелу вы-
полняют переменными по поперечному сече-
нию, ввиду чего прогиб стрелы определяют по
формуле с применением соответствующих
интегральных уравнений суммирования про-
гибов ее элементов.
В зависимости от технологического про-
цесса изготовления изделий в одном цехе для
производства железобетонных изделий могут
использоваться несколько типов грузоподъем-
ных кранов и устройств, например: мостовой
кран, полупортальный кран, самоходная бадья
на подвесном рельсовом пути для адресной
подачи бетонной смеси или таль на монорель-
се, транспортная тележка и др.
Для транспортирования форм, изделий и
других грузов используются подвесные к крю-
кам кранов стропы, различные траверсы со
стропами, захватами и крюками, а также авто-
матические траверсы-захваты. Их конструкция
определяется в зависимости от транспорти-
руемых изделий, расположения в них или от-
сутствия строповочных петель, а также воз-
можной автоматизации строповки изделий или
форм.
Траверса СМЖ-257Б грузоподъемно-
стью Ют предназначена для транспортирова-
ния в вертикальном положении железобетон-
ных панелей наружных и внутренних стен,
перекрытий и перегородок (рис. 8.10.1). Она
представляет собой сварную балку 3 коробча-
того сечения, подвешиваемую на крюк грузо-
подъемного крана посредством оси 6. С каж-
дой стороны балки располагаются подвески с
крюками 7 и захватами 2. Подвески устанавли-
ваются в выемках пластин 5 балки в зависимо-
сти от расположения подъемных петель или
болтов и центра тяжести панели. Выпадание
подвесок за балку предотвращается упорами 4
на ее концах.
Автоматический захват позволяет за-
хватывать и освобождать транспортируемый
груз без участия такелажника. Захват состоит
из рамы 7 (рис. 8.10.2), траверсы 2, поворот-
ных захватных крюков 5, шарнирно соединен-
ных с тягами 4, направляющих 8, упоров 7
рамы 6 и механизма 10 фиксации с его деталя-
ми. При транспортировании форм для плоско-
стного изделия механизм фиксации и захват
работают следующим образом. В положении I
захват висит на крюке крана, ползун 77 меха-
низма фиксации упирается в кулачок 72 и
удерживает раму, захватные крюки раздвину-
ты. В положении II рама захвата опирается
упорами 7 на поддон формы 7, упор 73 ползу-
на, двигаясь вниз, поворачивает кулачок (это
необходимо для последующего подъема под-
22 - 1317
674
Глава 8.10. ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
дона), и траверса опирается своим ползуном и
упором на кулачок, захватные крюки раздви-
гаются шире. При подъеме захвата краном
(положение III) ползун поднимается и повора-
чивает кулачок в положение без его соедине-
ния со стойкой 9 рамы, не мешающее переме-
щению ползуна вверх. При подъеме траверсы
тяги поворачивают захватные крюки, которые
сближаются, упираются с боковых сторон в
поддон и захватывают его.
Рис. 8.10.1. Траверса СМЖ-257Б
грузоподъемностью Ют
Рис. 8.10.2. Автоматический захват
Для освобождения от поддона (положе-
ние IV) захват опускается краном до установки
поддона на опоры и далее на расстояние, при
котором поддона касается своими упорами
рама, а траверса продолжает опускаться и че-
рез тяги нажимает на захватные крюки и раз-
водит их, одновременно поворачивая упором
кулачок в положение для фиксации крюков в
разжатом положении (положение Г). Самопро-
извольный поворот кулачка предотвращается
силой трения, создаваемой установленной на
его оси пружиной сжатия.
Для транспортирования железобетонных
труб и других строительных изделий и конст-
рукций применяются другие исполнения авто-
матических захватов, работающих как по вы-
шеописанному, так и по иным принципам.
Специальные траверсы применяются
для транспортирования изделий, не имеющих
грузоподъемных петель, например многопус-
тотных плит перекрытий, изготовляемых на
длинных стендах методом непрерывного фор-
мования. Траверса такого назначения выпол-
нена с захватами I (рис. 8.10.3) на поворотных
балках 2, подвешенных к горизонтальной бал-
ке 4 на цепях 3 с помощью хомутов 5, которые
могут переставляться по балке. Предусмотре-
ны и предохранительные цепи. Балка подве-
шивается к крюку крана. Такие упрощенные
траверсы в основном применяют на строи-
тельных площадках.
В комбинированной самозажимной тра-
версе-захвате (рис. 8.10.4), подвешиваемой к
крюку грузоподъемного крана, предусмотрен
подъем и транспортирование панели I с зажи-
мом по ее боковым сторонам захватами с по-
воротными рычагами 3 или использование для
транспортирования других изделий крюка 6,
установленного в раме 4 траверсы. Это позво-
Рис. 8.10.3. Специальная траверса
ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
675
Рис. 8.10.4. Комбинированная самозажимная
траверса-захват
ляет транспортировать различные грузы без
съема захвата с крюка крана.
После транспортирования панели и ее
установки на опорную поверхность продолжа-
ет опускаться крюк крана, рычаги-захваты 3,
опираясь на поверхность панели скользящими
упорами 2, поворачиваются и отходят от боко-
вых сторон панели, а затем фиксируются в
этом положении эксцентриковыми или иным
фиксатором 5 и не мешают последующему
съему вверх траверсы с панели. Для захвата
следующей панели рычаги освобождаются от
действия фиксатора и зажимают ее за боковые
стороны, поворачиваясь при подъеме траверсы.
Подобные легкие рычажные траверсы
применяют для транспортирования различных
грузов в сопровождении рабочего, рычаги
фиксируются в раскрытом положении ручным
эксцентриковым или иным фиксатором. При-
меняют и траверсы с поворотом рычагов-
захватов электромеханическим или гидравли-
ческим приводом.
Стойки с автоматическими кронштей-
нами для ямных камер (рис. 8.10.5), устанав-
ливаемые в камеры по четыре на один обра-
зуемый многоярусный пакет форм с изделием,
и стойки в комплексе с автоматическим захва-
том при агрегатно-поточном способе произ-
водства железобетонных изделий позволяют
исключить ручные строповочные операции
благодаря совместной автоматической работе
захвата и кронштейнов стоек. На основании
каждой стойки вертикально располагаются два
швеллера 2, между ними на осях установлены
поворотные кронштейны 1 с противовесами-
толкателями 3, которые поворачивают нена-
груженные верхние кронштейны внутрь швел-
леров (положение У). При этом нижние крон-
штейны остаются частично выдвинутыми и
поворачиваются в горизонтальное опорное
положение II под действием веса опускаемой
Рис. 8.10.5. Стойка с автоматическими
кронштейнами для ямных камер
на них формы и, нажимая вверх на располо-
женные над ними противовесы, поворачивают
ими в полувыдвинутое положение II крон-
штейны следующего по высоте уровня. Про-
цесс выдвижения следующих верхних крон-
штейнов повторяется в зависимости от числа
опускаемых форм и рядов кронштейнов.
В положении III верхние кронштейны откиды-
ваются на опоры 4. При подъеме форм верхние
кронштейны поворачиваются под их воздейст-
вием снизу в положение I и затем занимают
исходное положение II.
Расчет крановых операций в цехе и оп-
ределение числа кранов производится согласно
нормам технологического проектирования
предприятий сборного железобетона. Коэффи-
циент использования скорости моста мостово-
го крана при длине перемещения до 10 м при-
нимают равным 0,5, при длине 10...30 м - 0,8,
при длине более 30 м - 1. Коэффициент ис-
пользования скорости тележки крана при дли-
не перемещения до 5 м принимают равным 0,5,
до 15 м- 0,8, более 15 м - 1. Не допускается
складывать время перемещений моста крана и
22*
676 Глава 8.1 °- ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
тележки. Коэффициент использования крана
во времени при одном кране в пролете цеха
принимают не более 0,8, при двух и более кра-
нах - не более 0,7. При обосновании работы
мостовых кранов циклограммами могут быть
приняты более высокие коэффициенты. На
неучтенные крановые операции следует вво-
дить коэффициент 1,1 на время его загрузки.
Нормируется и средняя продолжитель-
ность крановых операций, которая может быть
уточнена расчетом: продолжительность извле-
чения изделия из кассеты, формы или стелла-
жа принимается не более 60 с; установки изде-
лия на стеллаж, в штабель или на тележку с
расстроповкой не более 40 с; время установки
формы в тепловую ямную камеру или подъема
из нее 30 с; время на ручную строповку изде-
лий при одном такелажнике 30 с, при двух
такелажниках 15 с. Расчетная высота подъема
изделия или формы над камерой или виброп-
лощадкой принимается равной 1,56 м.
На конвейерных линиях изготовления
сборных железобетонных изделий для пере-
мещения форм с изделиями в начале и в конце
линий в поперечном направлении к камерам
тепловой обработки и от них используются
передаточные тележки, представляющие собой
перемещающиеся в поперечном направлении
по рельсам самоходные платформы с продоль-
ным рельсовым путем, попеременно стыкую-
щимся с рельсовыми путями технологических
постов конвейерной линии и камер тепловой
обработки. На рельсовый путь платформы ее
приводной кареткой-толкателем форма-
вагонетка закатывается с линии или из камеры
тепловой обработки изделий и выталкивается
на них с противоположных сторон линии и
камеры.
Подъемник СМЖ-438 служит для подъ-
ема и опускания на требуемый ярус щелевых
камер передаточной тележки типа СМЖ-444,
транспортирующей форму-вагонетку с издели-
ем. Он состоит из опорной металлоконструк-
ции с четырьмя стойками, платформы и элек-
трооборудования. На стойках предусмотрены
направляющие для платформы и упоры, фик-
сирующие ее положение на требуемом ярусе.
Привод подъема и опускания платформы (со
скоростью 0,0416 м/с на высоту до ЗОЮ мм)
состоит из электродвигателя, тормоза, двух
последовательно соединенных редукторов,
муфт и грузовой пластинчатой цепи, запасо-
ванной на платформе в четырех точках по по-
лиспасной системе с грузовым натяжением на
холостом участке. Для фиксации платформы
на верхнем и нижнем ярусах на ней преду-
смотрены автоматически переключаемые под-
пружиненные упоры. Масса подъемника 21 т,
установленная мощность электродвигателей
22 кВт.
Передаточная тележка СМЖ-444
предназначена для приема форм-вагонеток
(длиной до 8000 мм, шириной до 3840 мм) с
отформованным железобетонным изделием на
рельсы ее платформы с конвейерной линии его
изготовления, транспортирования в попереч-
ном направлении, заталкивания толкателем в
камеры тепловой обработки (с проталкиванием
форм-вагонеток, находящихся в камере) и
приема из камер после обработки. Тележка
перемещается по рельсовому пути на четырех
колесах электромеханическим приводом на
два колеса. Толкатель выполнен в виде карет-
ки на четырех катках, перемещающейся воз-
вратно-поступательно в направляющих элек-
тромеханическим приводом с втулочно-
роликовой цепью. На толкатель установлены
переключаемые упоры, взаимодействующие с
выступами поддонов перемещаемых форм-
вагонеток. Точная остановка тележки в тре-
буемых местах обеспечивается фиксаторами,
управляемыми электромагнитами. Перед оста-
новками и в начале движения тележка пере-
мещается со скоростью 0,056 м/с, а на большей
части пути - со скоростью 0,244 м/с, с их ав-
томатическим переключением. Наибольшая
длина перемещения формы-вагонетки толкате-
лем за несколько ходов 9000 мм, при одном
его ходе до 5584 мм. Рабочая скорость пере-
движения толкателя 0,1 м/с, холостого хода
0,2 м/с. Наибольшая сила толкания форм-
вагонеток 70 кН. Масса тележки 11 т, установ-
ленная мощность электродвигателей 18 кВт.
В продольном направлении конвейерных
линий формы-вагонетки перемещаются приво-
дами различной конструкции.
Перспективен привод конвейера с упо-
рами-толкателями (рис. 8.10.6), закрепленны-
ми на трубах 2, перемещающихся возвратно-
поступательно в установленных на раме 5 на-
правляющих роликах 1 при помощи втулочно-
роликовой цепи 4 замкнутого контура с бло-
ком 3 из двух огибаемых и одной приводной
звездочки, вращаемой через вал от электроме-
ханического привода, вынесенного за боковую
сторону рельсового пути конвейерной линии.
Привод не имеет натяжной станции и может
устанавливаться в различных линиях в тре-
буемом числе без изменений конструкции.
ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
677
Рис. 8.10.6. Привод конвейера
с упорами-толкателями
Транспортирование бетонной смеси от
бетоносмесителей в формовочный цех осуще-
ствляется ленточными конвейерами, бадьями
или раздаточными самоходными бункерами
различного типа.
Транспортирование изделий в цехе и ме-
жду цехами производится и электрокарами с
вильчатым захватом или с прицепной тележ-
кой на трех обрезиненных колесах, переднее
колесо выполняется свободноповоротным.
Конвейерное транспортирование арма-
турных конструкций и материалов в формо-
вочный цех с конвейерным способом произ-
водства железобетонных изделий большой
мощности применяют при определенности их
формования по последовательности и номенк-
латуре, поскольку уменьшает трудозатраты.
Оно осуществляется канатными или цепными
конвейерами с подвесными тележками, к кото-
рым в вертикальном или горизонтальном по-
ложении подвешиваются транспортируемые
арматурные сетки, каркасы или плиты утепли-
теля.
Вывоз изделий из цеха на склад готовой
продукции производится самоходными тележ-
ками с электромеханическим приводом, рас-
положенным на их платформе, и подводом
тока при помощи гибкого кабеля, укладывае-
мого при размотке на пол, а также тележками с
канатным приводом от специальных лебедок с
барабаном, на котором по винтовой линии
нарезаны канавки для каната, и с огибными
канатными блоками без натяжной станции на
противоположной от лебедки стороне. Натя-
жение каната производится в местах его при-
соединения к тележке. При эксплуатации те-
лежек с гибким кабелем в зимнее время может
быть нестабильной работа кабелеукладчика из-
за попеременного нахождения кабеля в теплом
помещении и на открытом воздухе, где на него
воздействует влага и отрицательная темпера-
тура.
Пневмотранспорт применяют для раз-
грузки цемента из транспортных средств (ва-
гонов, автоцементовозов), его подачи в силосы
склада цемента и для транспортирования со
склада в расходные бункера бетоносмеситель-
ного отделения.
На рис. 8.10.7 представлена схема раз-
грузки цемента из вагона-хоппера и его подачи
в силосы пневмокамерными насосами. Вагон 1
по рельсовому пути 5 перемещается в положе-
ние над двухсекционным приемным бункером
6, располагаемом в приямке. Нижняя часть
бункера соединена двумя пневмокамерными
насосами 7. Цемент самотеком поступает из
вагона в бункер, а из него - в пневмокамерные
насосы, работающие в автоматическом режиме
с помощью комплекта пневмо- и электроаппа-
ратуры 9, к которому сжатый воздух подается
от компрессора 17 по трубопроводу 10. Насо-
сы поочередно через трубопроводы 8 и 18 и
Рис. 8.10.7. Схема пневмотранспорта цемента
678
Глава 8.10. ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
распределительное устройство 19 подают це-
мент по трубопроводу 20 в силос 21 склада
цемента. Распределительное устройство может
выполняться с автоматическими клапанами
или в виде короба с заслонками, вручную пе-
рекрывающими соответствующий трубопро-
вод или открывающими его. Такие короба с
заслонками могут устанавливаться непосред-
ственно у каждого силоса. На силосах преду-
смотрены рукавные фильтры 22. После окон-
чания загрузки силоса цемент может быть по-
дан из него с помощью того же компрессора
77, подающего сжатый воздух по трубопрово-
дам 13 и 15 через распределительное устрой-
ство 14 в пневмокамерный насос 16, которым
цемент через распределительное устройство 12
по трубопроводу 77 подается в расходный
силос 2, а из него выдается по мере необходи-
мости винтовым питателем 4 или питателем
иного типа в дозатор 3 бетоносмесительной
установки или иное устройство.
Для разгрузки цемента из вагонов при-
меняют также разгрузчики всасывающе-
нагнетательного действия, которые состоят из
самоходного заборного устройства, всасы-
вающего трубопровода, камеры фильтров в
сборе с винтовым механизмом выгрузки и
смесительной камерой, нагнетательного тру-
бопровода с обратным клапаном, вакуум-
насоса и электрооборудования.
Для перевозки бестарного цемента и дру-
гих порошкообразных материалов служат ав-
тоцементовозы, которые обычно состоят из
цистерны-полуприцепа и седельного тягача.
Они оборудуются компрессором для выгрузки
цемента из цистерны с помощью гибкого ру-
кава и его перемещения обычно на расстояние
до 50 м, в том числе на высоту до 25 м при
подаче около 1 т/мин.
Загрузка цемента в цистерну осуществ-
ляется гравитационным способом (самотеком)
через загрузочный люк или с помощью ваку-
умной системы, которая позволяет произво-
дить самозагрузку автоцементовоза из любых
емкостей. В последнем случае цистерна вме-
стимостью около 25 т может использоваться
без тягача, но с компрессором и вакуум-
насосом как промежуточная емкость для раз-
грузки в нее цемента из транспортных средств
с последующей пневмотранспортной подачей
цемента в силосы основного склада. По срав-
нению с разгрузкой вагонов пневмокамерными
насосами такая система не требует приямков,
но имеет значительно меньшую производи-
тельность, что приводит к увеличению време-
ни разгрузки цемента из вагонов. Для умень-
шения приямков могут использоваться пнев-
мовинтовые насосы, но они уступают пневмо-
камерным насосам по подаче и долговечности
работы.
Бетононасосы для подачи литых и под-
вижных бетонных смесей широко используют-
ся в монолитном строительстве, но не получи-
ли распространения на заводах по производст-
ву железобетонных изделий ввиду недостаточ-
но больших по объему разовых подач бетон-
ной смеси, после которых требуется прочистка
трубопроводов.
Изготовленные строительные изделия
вывозятся с завода железнодорожным и авто-
мобильным транспортом, в том числе специ-
альными панелевозами в горизонтальном или
вертикальном положении в зависимости от
типа изделий и их армирования. Для ввоза на
завод необходимых для производства строи-
тельных материалов используются железнодо-
рожный транспорт, цементовозы, бортовые
автомашины, самосвалы и др.
При разработке специального нестан-
дартного грузоподъемного и транспортного
оборудования его параметры определяют из
условий выполнения соответствующих опера-
ций за время, обеспечивающее работу без про-
стоев основного технологического оборудова-
ния для изготовления строительных изделий, с
учетом удобства работы, соблюдения правил
конструирования грузоподъемных и транс-
портных машин, а также правил и особенно-
стей их эксплуатации и техники безопасности.
СПИСОК ЛИТЕРАТУРЫ
1. Баловнев В.И., Анферов В.А., Хма-
ра Л.А. Основные напрвления совершенство-
вания шаровых мельниц // Строительные и
дорожные машины. 1990. №7. С. 15-18.
2. Бауман В.А., Быховский И.И. Виб-
рационные машины и процессы в строительст-
ве. М.: Высшая школа, 1977. 255 с.
3. Бауман В.А., Клушанцев Б.В.,
Мартынов В.Д. Механическое оборудование
предприятий строительных материалов, изде-
лий и конструкций. М.: Машиностроение,
1981.324 с.
4. Богданов В.С., Ильин А.С., Не-
смеянов Н.П. Мини-комплексы и мини-
заводы по производству керамических мате-
СПИСОК ЛИТЕРАТУРЫ
679
риалов и изделий. Справ, пособие. М.: Белго-
род: Изд-во БелГТАСМ, 2000. 245 с.
5. Борщевский А.А., Ильин А.С. Ме-
ханическое оборудование для производства
строительных материлов и изделий. М.: Выс-
шая школа, 1987. 368 с.
6. Вибрация в технике: Справочник //
Блехман И.И. и др. М.: Машиностроение, 1981.
509 с.
7. Волков Л.А. Оборудование для про-
изводства арматуры железобетонных изделий.
М.: Машиностроение, 1984. 224 с.
8. Волков Л.А., Казарин С.К. Машины
и оборудование для производства сборного
железобетона. Отраслевой каталог. М.:
ЦНИИТЭстроймаш, 1988, 543 с.
9. Волков Л.А. Наладка оборудования
для производства железобетонных изделий.
М.: Высшая школа, 1989. 264 с.
10. Волков Л.А. Автоматизированные
линии, сварочные машины и оборудование для
изготовления арматурных сеток железобе-
тона // Строительные и дорожные машины.
1992. №9-10. С. 17-19.
11. Волков Л.А. Новое оборудование для
формования железобетонных изделий И
Строительные и дорожные машины. 1998, № 6.
С. 23-26.
12. Волков Л.А. Автоматические поточ-
ные линии и оборудование для изготовления
сеток шириной до 800 мм И Строительные и
дорожные машины. 2000. № 1. С. 36 - 39.
13. Волков Л.А. Состояние производства
оборудования для изготовления арматурных
изделий железобетона И Строительные и до-
рожные машины. 2002. № 7. С. 15-18.
14. Воробьев Х.С. Производство стено-
вых блоков из ячеистого бетона. М.: ВНИИ-
ЭСМ, 1990. 77 с.
15. Гончаревич И.Ф., Сергеев П.Л.
Вибрационные машины, конвейеры, питатели
и вспомогательные устройства. М.: Машино-
строение, 1982. 327 с.
16. Гусев Б.В. и др. Ударно-вибрацион-
ная технология уплотнения бетонных смесей.
М.: Стройиздат, 1982. 150 с.
17. Зенков Р.Л., Ивашков И.И., Коло-
бов Л.Н. Машины непрерывного транспорта.
М.: Машиностроение, 1987. 431 с.
18. Зеленский О.В., Петров А.С. Спра-
вочник по проектированию ленточных конвей-
еров. М.: Недра, 1986. 223 с.
19. Ильин А.С., Лукьянов Н.А., Мали-
новский Г.М. Оборудование для сушки и об-
жига керамических стеновых материалов и
изделий. М.: Объединение ’’Машмир”, 1992.
52 с.
20. Клушанцев Б.В., Косарев А.И.,
Муйземнек Ю.А. Дробилки. Конструкция,
расчет, особенности эксплуатации. М.: Маши-
ностроение, 1990. 320 с.
21. Конструирование машин / Под ред.
К.В. Фролова. М.: Машиностроение, 1994.
671 с.
22. Лапир Ф.А., Нифонтов В.С., Вол-
ков Л.А. Машины и оборудование для произ-
водства сборного железобетона. Отраслевой
каталог. М.: ЦНИИТЭстроймаш, 1983. 552 с.
23. Леонгардт Ф. Напряженно армиро-
ванный железобетон. М.: Госстройиздат, 1983.
245 с.
24. Машиностроение. Энциклопедия.
Т. IV-3. Надежность машин / Под ред.
В.В. Клюева, А.П. Гусенкова, К.С. Колеснико-
ва. М.: Машиностроение, 1998. 592 с.
25. Машиностроение. Энциклопедия.
Т. IV-6. Оборудование для сварки / Под ред.
Б.Е. Патона. М.: Машиностроение, 1999. 495 с.
26. Методы совершенствования машин
и современные проблемы машиноведения /
Под ред. К.В. Фролова. М.: Машиностроение,
1984. 224 с.
27. Носенко Н.Е. Механизация и авто-
матизация производства арматурных работ.
М.: Стройиздат, 1989. 220 с.
28. Паплавскис Я.М., Эвинг П.В., Се-
лезский А.И. и др. Предпосылки дальнейшего
производства и применения ячеистого бетона в
современных условиях И Строительные мате-
риалы, 1996. №3. С. 11-12.
29. Пневмотранспортное оборудова-
ние. Справочник / Под ред. М.П. Калинушки-
на. Л.: Машиностроение, 1986. 286 с.
30. Производство бетонных и железобе-
тонных конструкций / Под ред. Б.В. Гусева и
др. М.: ’’Новый век”, 1988. 383 с.
31. Производство сборных железобе-
тонных изделий. Справочник / Под ред.
К.В. Михайлова, К.М. Королева. М.: Стройиз-
дат, 1989. 447 с.
32. Руденко Н.Ф. и др. Пособие по тех-
нологии формования железобетонных изделий.
М.: Стройиздат, 1988. 112 с.
680
Глава 8.10. ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
33. Савинов О.А., Лавринович Е.В.
Вибрационная техника уплотнения и формо-
вания бетонных смесей. Л.: Стройиздат, 1986.
279 с.
34. Сажнев Н.П., Гончарик В.Н., Гар-
нашевич Г.С. и др. Производство ячеистобе-
тонных изделий (теория и практика). Минск:
Стринко, 1999. 284 с.
35. Свешников В.К. Станочные гидро-
приводы. М.: Машиностроение, 2004. 512 с.
36. Сергеев В.П., Мартынов В.Д., Но-
восельский П.И. Строительные машины и
оборудование. М.: Высшая школа, 1987. 376 с.
37. Спиваковский А.О., Дьячков В.К.
Транспортирующие машины. М.: Машино-
строение, 1983. 487 с.
38. Строительные машины. Справоч-
ник / Под общ. ред. Э.Н. Кузина. М.: Машино-
строение, 1991. Т.1. 84 с.
39. Стройиндустрия и промышленность
строительных материалов. Энциклопедия /
Под ред. К.В. Михайлова. М.: Стройиздат,
1996. 295 с.
40. Тихонов А.Ф., Королев К.М. Авто-
матизированные бетоносмесительные установ-
ки и заводы. М.: Высшая школа, 1990. 191 с.
41. Ухова Т.А. Ячеистый бетон - эффек-
тивный материал для однослойных ограж-
дающих конструкций жилых зданий И Строи-
тельные материалы, 2003. № 10. С. 11-12.
42. Цуранов Л.М, Соколов В.А., Под-
лесных В.А. и др. Рекомендации по отделке
фасадных поверхностей панелей для наруж-
ных стен. ЦНИИЭПжилища. М.: Стройиздат,
1986. 113 с.
43. Цыро В.В. Эффективное использова-
ние природного газа в производстве железобе-
тонных конструкций и строительных материа-
лов // Энергосбережение, 2000. № 6. С. 10-11.
44. Эпштейн Л.И. Оборудование для
производства бетонных стеновых камней. М.:
ЦНИИТЭстроймаш, 1998. 37 с.
45. Юрина Т.В. Стальные формы в
производстве сборного железобетона //
Пермский политехнический институт.
Пермь, 1988. 88 с.
Раздел 9
ЭЛЕКТРИЧЕСКИЕ РУЧНЫЕ МАШИНЫ
Глава 9.1
ОБЩИЕ СВЕДЕНИЯ
О РУЧНЫХ МАШИНАХ
Ручной называется машина, снабженная
встроенным двигателем, вес которой при рабо-
те полностью или частично воспринимается
руками оператора. Движение рабочего органа
(сверла, фрезы, абразивного круга, режущей
цепи, бура, трамбующего башмака и т.п.) в
такой машине осуществляется двигателем, а
подача и управление - воздействием на маши-
ну вручную.
Ручные машины используются там, где
применение стационарного оборудования не-
возможно или нецелесообразно. Наибольшее
распространение эти машины получили в
строительстве при выполнении электромон-
тажных, санитарно-технических и монтажных
работ, а также в различных отраслях машино-
строения и в быту.
Классификация ручных машин. Руч-
ные машины классифицируются по виду ис-
пользуемой энергии, назначению, принципу
действия.
По виду используемой энергии ручные
машины делятся на электрические, пневмати-
ческие, с двигателем внутреннего сгорания,
гидравлические и пороховые. Наибольшее
применение находят электрические и пневма-
тические ручные машины, так как они обла-
дают высокими удельными показателями, про-
стотой конструкции, обслуживания и эксплуа-
тации. Практически равноправное существо-
вание электрических и пневматических руч-
ных машин обусловлено тем, что в зависимо-
сти от условий эксплуатации каждая из них
обладает определенными преимуществами.
Электрические ручные машины (ЭРМ)
более экономичны (КПД их 40...60 %), чем
пневматические (КПД 7... 16 %). Кроме того,
они имеют более широкую область примене-
ния благодаря использованию наиболее рас-
пространенной электрической энергии. В то же
время пневматические ручные машины обла-
дают большей удельной мощностью, они легче
и портативнее электрических, не чувствитель-
ны к перегрузкам. Наибольшее применение
они получили в машиностроении, т.е. там, где
имеется централизованная подача сжатого
воздуха. В строительстве, для ремонтно-до-
рожных работ используются пневматические
молотки, бетоноломы, получающие сжатый
воздух от передвижных компрессорных уста-
новок. Моторизованные и гидравлические
ручные машины используются в тех случаях,
когда на месте их эксплуатации по каким-то
причинам невозможно иметь источники элек-
трической энергии или сжатого воздуха.
Пороховой инструмент применяется в
основном для крепления к стальным, бетон-
ным, кирпичным конструкциям различных
деталей путем забивки (пристрелки) специаль-
ных дюбелей и других крепежных деталей.
По назначению ручные машины могут
быть общего применения, используемые для
обработки различных материалов; для обра-
ботки дерева, металла, каменных и бетонных
материалов, грунта; для сборочных работ.
Классификация ручных машин по назначению,
приведенная на рис. 9.1.1, проведена по видам
технологических операций, выполняемых с их
помощью, и по конструктивным признакам.
По принципу действия ручные машины
делятся на непрерывно-силовые и импульсно-
силовые. К непрерывно-силовым относятся
ручные машины, в которых воздействие на
обрабатываемый объект осуществляется не-
прерывно (сверлильные, фрезерные, шлифо-
вальные машины, дисковые и цепные пилы,
лобзики, рубанки и др.).
К импульсно-силовым относятся ручные
машины, в которых энергия передается обра-
батываемому объекту импульсами. По способу
действия эти машины делятся на машины
ударного действия (молотки, перфораторы,
ударно-вращательные сверлильные ручные
машины, вырубные ножницы) и безударного
682
Глава 9.1. ОБЩИЕ СВЕДЕНИЯ О РУЧНЫХ МАШИНАХ
Ручные машины
Общего применения
Для обработки дерева
Для обработки каменных и
бетонных материалов, грунта
Зачистные и
рубильные молотки
Шлифовальные
отрезные
Для сборочных работ
Гвоздезабивные
Гайковерты
Скобозабивные
Шуруповерты
Дюбельные пистолеты
Шпильверты
Резьбозавертывающие
Муфтоверты
Рис. 9.1.1. Классификация ручных машин по назначению
ТИПЫ ЭЛЕКТРОДВИГАТЕЛЕЙ
683
действия (ножевые ножницы). Ручные машины
ударного действия работают как в чисто удар-
ном режиме (молотки, бетоноломы, трамбов-
ки), так и в ударно-поворотном режиме (пер-
фораторы, ударно-вращательные сверлильные
машины, гайковерты, шуруповерты).
Основные требования, предъявляемые
к ручным машинам. Как изготовление, так и
эксплуатация ручных машин предъявляют к
ним широкий круг требований, обеспечиваю-
щих, с одной стороны, пригодность их для
крупносерийного и массового производства, а
с другой, наилучшие потребительские свойст-
ва, в том числе их безопасность. Требования,
относящиеся к пригодности ручных машин для
крупносерийного и массового производства,
предусматривают высокую технологичность
конструкции, применение для их изготовления
высококачественных материалов, а также вы-
сокий уровень как узловой, так и детальной
унификации, что позволяет не только снизить
себестоимость и трудоемкость изготовления,
но и значительно улучшить технико-эксплуа-
тационные качества машин.
По современным требованиям потреби-
тельского характера ручные машины должны
иметь как можно меньшие габаритные разме-
ры и массу. От этих параметров в значитель-
ной степени зависит утомляемость оператора,
использование ручной машины в труднодос-
тупных местах, а следовательно, эффектив-
ность ее применения.
Компоновка ручной машины, форма,
расположение рукояток и выключателя, а так-
же уравновешенность машины должны быть
такими, чтобы обеспечивать максимальное
удобство в работе.
Ручные машины должны обладать высо-
кой производительностью при высоком каче-
стве выполняемой работы. Это требование
реализуется путем выбора таких выходных
параметров ручной машины, которые обеспе-
чивают оптимальные режимы ее работы.
Кроме того, ручные машины должны
иметь высокие удельные энергетические пока-
затели, быть надежными в работе, удовлетво-
рять различным условиям эксплуатации и
безопасности. Вибро- и шумобезопасность
ручных машин создает реальные условия для
эффективного их использования благодаря
уменьшению утомляемости работающего.
Глава 9.2
КЛАССИФИКАЦИЯ ЭЛЕКТРИЧЕСКИХ
РУЧНЫХ МАШИН И ТРЕБОВАНИЯ,
ПРЕДЪЯВЛЯЕМЫЕ К НИМ
9.2.1. ТИПЫ ЭЛЕКТРОДВИГАТЕЛЕЙ
По роду тока ЭРМ делятся на машины
постоянного и переменного тока, а по типу
электродвигателя - на однофазные коллектор-
ные, трехфазные асинхронные и однофазные
асинхронные (рис. 9.2.1).
ЭРМ изготовляются в основном на базе
однофазного коллекторного электродвигателя
переменного тока напряжением 220 В, часто-
той 50 Гц. Однофазные коллекторные электро-
двигатели характеризуются высокой удельной
мощностью М (на единицу массы), так как
имеют высокую частоту вращения п под на-
грузкой (18 000...22 ООО мин-1), а благодаря
мягкой механической характеристике 1
(рис. 9.2.2) они способны выдерживать кратко-
временные перегрузки. Особенность электо-
двигателей постоянного тока и однофазных
переменного тока - наличие у них специально-
го механического устройства - коллектора.
ЭРМ с коллекторными электродвигате-
лями мобильны в эксплуатации и могут под-
ключаться к сети как осветительной однофаз-
ного тока, так и трехфазного тока без приме-
нения каких-либо вспомогательных устройств.
Их работа не нарушается при значительных
колебаниях напряжения питающей сети. Сила
тока при пуске, как правило, не превышает
четырехкратного номинального значения,
вследствие чего электродвигатель устойчиво
работает при частых пусках. Частота вращения
коллекторного электродвигателя может регу-
лироваться изменением подводимого к нему
напряжения через специальное малогабарит-
ное устройство, размещаемое в рукоятке или
корпусе машины. Различные устройства элек-
тронного регулирования частоты вращения
двигателя позволяют оптимально использовать
ЭРМ на разных режимах работы, а также по-
высить надежность двигателя благодаря воз-
можности плавного пуска, исключающего
значительные пусковые токи. Плавный пуск в
значительной степени уменьшает динамиче-
ские нагрузки на подшипники, а также в об-
мотке якоря двигателя и его коллекторе.
684
Глава 9.2. КЛАССИФИКАЦИЯ ЭЛЕКТРИЧЕСКИХ РУЧНЫХ МАШИН
Рис. 9.2.1. Классификация электрических ручных машин
Рис. 9.2.2. Механические характеристики
электродвигателей ручных машин:
1 - коллекторного однофазного;
2 - асинхронного трехфазного
К недостатку ЭРМ с коллекторным элек-
тродвигателем следует отнести, прежде всего,
радио- и телепомехи, вызываемые коммутаци-
онными процессами при его работе. Для их
снижения, а точнее, доведения до соответст-
вующих норм используются конструкторско-
технологические меры, которые сводятся к
определению оптимального угла сдвига между
осями паза якоря и пластины коллектора, а
также к установке дополнительного устройст-
ва - фильтра для подавления радио- и телепо-
мех в рукоятке или корпусе ручной машины.
Другой недостаток ЭРМ с однофазным
коллекторным двигателем - наличие в конструк-
ции двигателя скользящих контактов коллек-
тора и щеток, снижающих надежность работы.
Однофазный коллекторный двигатель,
применяемый в электрических ручных маши-
нах, состоит из установленных в корпусе непод-
вижного статора 5 и вращающегося якоря 6, раз-
деленных воздушным зазором (рис. 9.2.3).
Статор в сборе с обмоткой устанавливается в
корпусе 4 так, чтобы он не перемещался как в
радиальном, так и в осевом направлении.
В передней части корпуса двигателя имеется
диафрагма 3, * служащая для формирования
потока воздуха, охлаждающего двигатель.
Щеточный узел 7 состоит из обоймы, щетки и
прижимающей щетку к коллектору пружины и
расположен над коллектором. При достижении
предельного износа щетки (в некоторых моде-
лях) срабатывает устройство, вмонтированное
в нее (рис. 9.2.4), и отключает электродвигатель.
Трехфазные асинхронные электродвига-
тели в ручных и переносных машинах приме-
няются в основном с короткозамкнутой обмот-
кой ротора 3 (рис. 9.2.5). В пакете (сердечнике)
статора 2, набранного из листовой электротех-
нической стали, уложена трехфазная обмотка.
Ротор 3 состоит из пакета, набранного также
из листовой электротехнической стали и на-
прессованного на вал. Роль обмотки ротора
выполняют алюминиевые стержни, располо-
женные в пазах пакета и замкнутые по торцам
кольцами. Такую обмотку ротора (беличье
ТИПЫ ЭЛЕКТРОДВИГАТЕЛЕЙ
685
Рис. 9.2.3. Схема однофазного коллекторного двигателя:
1 - подшипниковый щит; 2 - вентилятор; 3 - диафрагма; 4 - корпус;
5 - статор; 6 - якорь; 7 - щеточный узел
Рис. 9.2.4. Устройство для
отключения щетки при
достижении ее предельного
износа:
1 - щетка; 2 - коллектор;
3 - пластмассовый штифт;
4 - пружина
Рис. 9.2.5. Схема трехфазного асинхронного
электродвигателя:
1 - корпус; 2 - статор с обмоткой; 3 - ротор;
4 - вентилятор; 5 - вал; 6 - подшипниковый щит
колесо) обычно выполняют заливкой пазов
расплавленным сплавом алюминия, одновре-
менно отливая замыкающие кольца вместе с
вентиляционными крыльями.
Трехфазные асинхронные двигатели ис-
пользуются в ЭРМ двух модификаций: с нор-
мальной частотой тока 50 Гц и повышенной
частотой тока 200 Гц. Эти двигатели проще по
конструкции и надежнее в работе в сравнении
с однофазными коллекторными.
Механическая характеристика 2 (см.
рис. 9.2.2) трехфазного асинхронного электро-
двигателя жесткая, т.е. частота вращения рото-
ра п почти не зависит от нагрузки (изменяется
в пределах 5 %).
Недостатками трехфазных асинхронных
двигателей являются: малая способность к
перегрузке; высокая чувствительность к коле-
баниям напряжения в питающей сети, так как
мощность на валу пропорциональна квадрату
напряжения; перегрев и снижение надежности
в режиме с частыми пусками.
Для подключения к однофазной сети час-
тотой 50 Гц переносные машины с трехфазным
асинхронным электродвигателем промышлен-
ной частотой 50 Гц снабжаются конденсатора-
ми. В таких машинах асинхронный электро-
двигатель имеет на статоре две обмотки, зани-
мающие одинаковое число пазов и сдвинутые
в пространстве друг относительно друга. Ротор
двигателя короткозамкнутый. Одну из обмоток
статора включают непосредственно в одно-
фазную сеть, а другую - в эту же сеть, но через
рабочий конденсатор.
Переносные машины с трехфазными
асинхронными двигателями включаются в
работу без нагрузки, т.е. вхолостую, поэтому
пусковая емкость не требуется.
686
Глава 9.2. КЛАССИФИКАЦИЯ ЭЛЕКТРИЧЕСКИХ РУЧНЫХ МАШИН
Полезная мощность трехфазного асин-
хронного электродвигателя нормальной часто-
ты при использовании в однофазном конден-
саторном режиме не превышает 70...80 % нор-
мальной мощности при его работе от трехфаз-
ной сети. Его применяют для привода пере-
носных машин (заточных, распиловочных,
универсальных деревообрабатывающих и т.п.),
широко используемых при дачном и сельском
строительстве.
Трехфазные асинхронные электродвига-
тели повышенной частоты тока (200 Гц и бо-
лее) имеют ряд положительных свойств, при-
сущих как коллекторным, так и асинхронным
электодвигателям нормальной частоты. Они
так же, как коллекторные имеют небольшую
массу и габаритные размеры. Вместе с тем они
проще по конструкции, более надежны в экс-
плуатации, а работа при напряжении 36...42 В
гарантирует их полную электробезопасность.
ЭРМ с трехфазными асинхронными дви-
гателями повышенной частоты тока можно
подключать к электросети общего применения,
т.е. с частотой 50 Гц, только через специаль-
ный источник питания - преобразователь час-
тоты. Другой недостаток таких ЭРМ - необхо-
димость оснащения их кабелем большого се-
чения. Такой кабель имеет большую массу и
обладает ограниченной гибкостью, а его длина
должна быть как можно меньше, чтобы не
вызвать неоправданного снижения мощности
двигателя и ухудшения пусковых качеств и
производительности машины.
9.2.2. ОБЕСПЕЧЕНИЕ ЗАЩИТЫ ОПЕРАТОРА
ОТ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ
ТОКОМ (ЭЛЕКТРОБЕЗОПАСНОСТЬ)
В зависимости от метода защиты опера-
тора от поражения электрическим током ЭРМ
делятся на три класса. К классу I относятся
ЭРМ, рассчитанные на напряжение свыше
42 В, у которых защита от поражения электри-
ческим током обеспечивается основной (рабо-
чей) изоляцией деталей, находящихся под на-
пряжением и устройством для заземления.
К классу II относятся ЭРМ, рассчитанные
на напряжение свыше 42 В, у которых защита
от поражения электрическим током обеспечи-
вается как основной, так и двойной или уси-
ленной изоляцией и которые не имеют средств
заземления. Такие машины получили название
"машины с двойной изоляцией". Двойная изо-
ляция включает как основную, так и дополни-
тельную независимую изоляцию, обеспечи-
вающую защиту от поражения электрйческим
током в случае повреждения основной изоля-
ции. Дополнительной изоляцией может быть
пластмассовый корпус машины, изолирующая
втулка, пластмассовая шестерня и др.
Усиленная изоляция - улучшенная ос-
новная изоляция, имеющая механические и
электрические свойства, которые обеспечива-
ют такую же степень защиты от поражения
электрическим током, как и двойная изоляция.
К классу III относятся ручные машины,
предназначенные для работы на безопасном
сверхнизком напряжении (до 42 В) и не
имеющие ни внутренних, ни внешних цепей,
работающих на другом напряжении. Безопас-
ное сверхнизкое напряжение - номинальное
напряжение не более 42 В между проводника-
ми и между проводниками и землей или при
трехфазном питании напряжением не более
24 В между проводниками и нейтралью, при
этом напряжение холостого хода не превышает
соответственно 50 и 29 В.
Если безопасное сверхнизкое напряже-
ние получают преобразованием более высоко-
го напряжения, то это осуществляется посред-
ством безопасного изолирующего трансформа-
тора или преобразователя с раздельными об-
мотками.
Безопасный изолирующий трансфор-
матор - трансформатор, входная обмотка
которого электрически отделена от выходных
обмоток с помощью изоляции, эквивалентной
двойной или усиленной изоляции и предназна-
ченный для питания распределительной цепи
машины или другого оборудования безопас-
ным сверхнизким напряжением.
К ЭРМ предъявляются более жесткие
требования безопасности, чем к большинству
других электроустановок, так как они эксплуа-
тируются как квалифицированными специали-
стами, так и лицами, не имеющими специаль-
ной подготовки. Кроме того, ЭРМ при экс-
плуатации могут подвергаться перегрузкам,
ударам, воздействию пыли, влаги, резким пе-
репадам температур окружающей среды.
Обеспечение надежной защиты операто-
ра от поражения электрическим током - одна
из самых важнейших проблем при конструи-
ровании и изготовлении ЭРМ.
Устройства, предназначенные для обес-
печения электробезопасности ЭРМ, состоят из
нескольких независимых друг от друга эле-
ментов, каждый из которых способен выдер-
жать полную нагрузку, выполнить защитную
ТРЕБОВАНИЯ К МЕХАНИЧЕСКОЙ БЕЗОПАСНОСТИ
687
функцию даже в том случае, если другие эле-
менты окажутся поврежденными.
Для машин класса I элементами защиты
(кроме рабочей изоляции) являются:
защитное заземление путем соединения
металлических деталей машины, доступных
для прикосновения, с заземлителем или нуле-
вым проводом сети;
защитно-отключающее устройство (ЗОУ),
снимающее напряжение с источника питания
машины в случае, когда сила тока утечки в
металлические детали машины достигнет оп-
ределенного значения;
индивидуальные средства защиты (ди-
электрические перчатки, боты, коврики).
Машины классов II и III гарантируют
безопасную работу без заземления и примене-
ния индивидуальных средств защиты или ЗОУ:
класса II с помощью двойной изоляции, а
класса III благодаря питанию безопасным
напряжением (до 42 В).
При конструировании и изготовлении
ЭРМ должны выполняться следующие основ-
ные требования, обеспечивающие безопасную
работу оператора:
исключение возможности случайного
прикосновения к деталям, находящимся под
напряжением;
исключение возможности электрического
удара при разрядке конденсатора, встроенного
в машину;
сведение к минимуму вероятности меха-
нической травмы оператора при работе руч-
ной машиной;
обеспечение надежности средств защиты
оператора от поражения электрическим током
даже в случае возникновения неисправности
ручной машины.
Общие требование безопасности и мето-
ды испытаний ЭРМ установлены ГОСТ
12.2.013.0 (МЭК 745-1).
Для исключения возможности случайно-
го прикосновения к деталям, находящимся под
напряжением, в корпусных деталях (кожухах)
ЭРМ выполняют такие отверстия, через кото-
рые невозможен доступ к деталям (частям),
находящимся под напряжением, а для машин
класса II - также к металлическим частям,
изолированным от частей под напряжением
только основной изоляцией, за исключением
отверстий, необходимых для эксплуатации
машины. Проверку этого требования проводят
испытательными пальцем и щупом. Испыта-
тельный палец имитирует палец человека, а
щуп - случайный предмет (штифт).
В машинах классов I и II недоступными
для прикосновения являются также рабочая
изоляция жил кабеля и проводов внутренних
соединений.
Валы и оси управляющих ручек, рычагов,
кнопок не могут находиться под напряжением.
В ЭРМ класса II конденсатор не может
быть подсоединен к доступным для прикосно-
вения металлическим частям, а их кожухи,
если они выполнены из металла, отделяются от
доступных металлических частей дополни-
тельной изоляцией. Детали, обеспечивающие
защиту от поражения электрическим током,
выполняют из высокопрочных материалов, их
крепление не должно ослабляться при нор-
мальной эксплуатации, а их снятие невозмож-
но без применения инструмента.
9.2.3. ТРЕБОВАНИЯ К МЕХАНИЧЕСКОЙ
БЕЗОПАСНОСТИ
Движущиеся части ЭРМ должны быть
расположены или ограждены так, чтобы при
нормальной эксплуатации исключалась воз-
можность механической травмы оператора.
Защитные устройства должны быть прочными,
а конструкция должна исключать возможность
их удаления без применения инструмента.
Внутренние движущиеся части не могут быть
доступны для прикосновения, а наружные - не
должны иметь острых кромок (кроме режуще-
го инструмента).
Для защиты оператора от механической
травмы выключатель должен располагаться
так, чтобы можно было включить и выключить
машину без уменьшения силы захвата ее рука-
ми, а случайное приведение в действие вы-
ключателя должно быть исключено.
ЭРМ соответствует этому требованию,
если при установке ее на горизонтальную
плоскость в любом положении выключатель
не включается. При заклинивании рабочего
инструмента в обрабатываемой детали машина
остается включенной, создавая угрозу опера-
тору от возникшего реактивного момента. Не-
обходимо как можно быстрей отключить ма-
шину выключателем, который должен обла-
дать достаточной отключающей способно-
стью. Отключающая способность выключателя
считается достаточной, если он останется ис-
правным после 50 включений на номинальное
напряжение при застопоренном электродвига-
теле. Каждый период положения "включено"
должен быть не более 0,1 с, а каждый период
положения "отключено" - не менее 10 с.
688
Глава 9.3. МАШИНЫ С ОДНОФАЗНЫМ КОЛЛЕКТОРНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ
Глава 9.3
МАШИНЫ С ОДНОФАЗНЫМ
КОЛЛЕКТОРНЫМ
ЭЛЕКТРОДВИГАТЕЛЕМ И ДВОЙНОЙ
ИЗОЛЯЦИЕЙ
9.3.1. СХЕМЫ ДОПОЛНИТЕЛЬНОЙ
ИЗОЛЯЦИИ
Существует несколько схем выполнения
дополнительной изоляции в ЭРМ. На рис. 9.3.1
(на примере сверлильной машины) представ-
лены две основные схемы выполнения допол-
нительной изоляции, применяемые в конст-
рукциях ЭРМ. На рис. 9.3.1, а дополнительная
изоляция якоря осуществлена с помощью пла-
стмассового зубчатого колеса 4 первой ступе-
Отличительная особенность ЭРМ с двой-
ной изоляцией (машины класса И) - наличие в
их конструкции двух независимых друг от
друга изоляционных слоев, включающих ра-
бочую и дополнительную изоляции. Рабочая
изоляция ЭРМ с двойной изоляцией принци-
пиально не отличается от изоляции ЭРМ клас-
сов I и II. Дополнительная изоляция осуществ-
ляется путем применения деталей, изготовлен-
ных из полимерных материалов, способных
выполнить защитную функцию в том случае,
если рабочая изоляция окажется поврежденной.
ни редуктора и установки переднего подшип-
ника вала 7 якоря в пластмассовой втулке про-
межуточного щита 2, либо в изготовлении по-
следнего из пластмассы. На рис. 9.3.1, б до-
полнительная изоляция якоря осуществлена с
помощью пластмассовой втулки между валом,
пакетом железа якоря и коллектором. Венти-
лятор также пластмассовый. Дополнительная
изоляция статора осуществляется установкой
статора в пластмассовый корпус /, который
имеет отверстие для заднего подшипника вала
якоря и гнезда для установки щеткодержателей.
б)
Рис. 9.3.1. Схемы выполнения дополнительной изоляции с помощью:
а - пластмассового зубчатого колеса первой ступени редуктора и пластмассового промежуточного щита;
б - пластмассовой втулки между валом якоря, пакетом железа якоря и коллектором:
1 - корпус; 2 - промежуточный щит; 3 - редуктор; 4 - пластмассовое зубчатое колесо; 5 - статор;
6 - якорь; 7 - вал; 8 - выключатель; 9 - конденсатор
СВЕРЛИЛЬНЫЕ МАШИНЫ
689
Дополнительная или усиленная изоляция
щеткодержателей выполняется из термореак-
тивного материала с малой усадкой.
Дополнительной изоляцией выключате-
ля, фильтра подавления теле-, радиопомех,
проводов внутренней проводки являются пла-
стмассовые рукоятки, в которых они разме-
щаются, корпус выключателя, его курок и
фиксирующая кнопка, а также корпус фильтра
(конденсатора).
9.3.2. СВЕРЛИЛЬНЫЕ МАШИНЫ
Электрические сверлильные ручные ма-
шины (ЭСРМ) - наиболее распространенный
вид ручных машин и предназначены для свер-
ления и рассверливания отверстий в изделиях
из различных материалов: металла, дерева,
пластмассы, кирпича, бетона и др.
По конструктивному признаку различают
ЭСРМ одно- и многоскоростные (чаще двух-
скоростные), по принципу действия - враща-
тельного и ударно-вращательного действия.
Большинство ЭСРМ - прямые (сверло распо-
лагается параллельно валу электродвигателя) и
меньше - угловые (сверло устанавливается
перпендикулярно валу двигателя). Угловые
ЭСРМ используются для сверления отверстий
в труднодоступных местах. Многие ЭСРМ
имеют прямое и обратное вращение, осущест-
вляемое путем реверса электродвигателя.
Номинальный ряд ЭСРМ состоит из ма-
шин для сверления отверстий в стали диамет-
ром до 6, 10, 13, 16, 23 и 32 мм. Машины для
сверления отверстий диаметром до 16 мм
снабжаются патроном для крепления сверла,
который устанавливается на шпинделе с по-
мощью резьбы или конуса Морзе (наружного).
У машин для сверления отверстий диаметром
до 32 мм шпиндель в торце имеет осевое ко-
нусное отверстие (внутренний конус Морзе)
для установки сверл с коническим хвостови-
ком, в которое также может быть установлена
оправка с патроном для сверления отверстий
диаметром до 16 мм. Используемые в ЭСРМ
патроны для установки сверл могут быть как с
ключом, так и без него (быстрозажимные).
ЭСРМ служат приводом для различных
приспособлений и насадок, выполняющих
функции пилы, рубанка, лобзика, шлифоваль-
ной машины и т.п. Например, после установки
сверлильной машины в стойку (штатив) полу-
чается настольный сверлильный станок. В соот-
ветствии с международными правилами в пе-
редней части корпуса редуктора сверлильных
машин выполняется цилиндрическая часть
диаметром 43 мм, которая служит базой для
установки приспособлений и насадок, а также
для крепления машины в стойке и установки
боковой рукоятки.
ЭСРМ для сверления отверстий в стали
диаметром до 13 мм в большинстве случаев
имеют основную рукоятку пистолетного типа,
расположенную в задней части корпуса и
предназначенную как для передачи осевого
усилия, так и для удержания машины от дей-
ствия реактивного момента. Низкооборотные
машины оснащаются дополнительной боковой
рукояткой.
ЭСРМ, предназначенные для использо-
вания со сверлом до 16 мм, изготовляют с ру-
кояткой как пистолетного типа, так и с замк-
нутой, а кроме того, снабжаются съемной бо-
ковой рукояткой. ЭСРМ для сверления отвер-
стий в стали диаметром более 16 мм имеют две
рукоятки, размещенные с двух сторон маши-
ны, одна из которых съемная и может быть
установлена в любом положении по отноше-
нию к основной рукоятке. Обязательная при-
надлежность большинства ЭСРМ - указатель
глубины сверления, устанавливаемый на съем-
ной рукоятке или на корпусе машины.
Конструкция рукояток должна быть эр-
гономичной, а размеры плеч должны быть
достаточными для удержания машины при
реактивных моментах, возникающих во время
сверления, а также при заклинивании рабочего
инструмента в обрабатываемом материале.
Реактивный момент (Н • м) зависит от
исполнения машины, от расположения и раз-
меров рукояток и от того, каким образом
удерживается машина при работе (одной или
двумя руками), и не может быть больше
[ГОСТ 12.2.013.1 (МЭК 745-2-1)]:
М D = 400а,
Ртах
где 400 - максимальная сила, действующая по
оси сверлильной машины, которая может дос-
тигаться при сверлении в исключительных
случаях, Н; а - плечо рукоятки, м, измеренное
от оси сверлильной машины до приложения
силы.
Одно- и многоскоростные ЭСРМ выпус-
каются разных типоразмеров и модификаций.
При расчете (выборе) параметров сверлильной
ручной машины определяющим является
690
Глава 9.3. МАШИНЫ С ОДНОФАЗНЫМ КОЛЛЕКТОРНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ
возможность производительного сверления
(рассверливания) отверстия в мягких сталях
(ав < 392 МПа).
Односкоростная и двухскоростная свер-
лильные машины состоят из электродвигателя 1
(рис. 9.3.2, а, б), редуктора 2, рукояток 5 и 10
(основной и боковой), патрона 3 для крепления
сверла и кабеля (шнура) со штепсельной вил-
кой. В основной рукоятке установлен выклю-
чатель 4 для пуска и остановки двигателя. Ре-
дуктор двухскоростной сверлильной машины
имеет механизм переключения скоростей с
низшей на высшую передачу и наоборот.
В некоторых моделях двухскоростных
машин имеется синхронизатор, позволяющий
производить переключение скорости на ходу,
т.е. не выключая двигатель. Электронный ре-
гулятор обеспечивает бесступенчатое регули-
рование частоты вращения двигателя. Такой
регулятор расширяет эксплуатационные воз-
можности сверлильной машины благодаря
оптимальному подбору технологических ре-
жимов сверления.
Наиболее экономична и распространена
схема электронного регулятора с регулируе-
мой по фазе мощностью (выключатели типа
БУЭ, выпускаемые в России, и их аналоги
фирмы Сарах). Эти выключатели позволяют
плавно регулировать частоту вращения (до 70 %
номинальной). Наличие в сверлильных маши-
нах реверса еще больше расширяет возможно-
сти их использования, например для завинчи-
вания и отвинчивания шурупов и винтов.
В табл. 9.3.1 приведена техническая ха-
рактеристика одно- и двухскоростных свер-
лильных машин отечественных и зарубежных
моделей.
ЭСРМ ударно-вращательного дейст-
вия (ЭСРМУ) предназначены для образования
отверстий в строительных материалах (кирпи-
че, бетоне, камне и др.), а при отключении
ударного механизма - в стали с временным
сопротивлением ав < 392 МПа и дереве. Нали-
чие ударного механизма 8 (рис. 9.3.2, в), пере-
дающего ударные импульсы на вращающееся
сверло, значительно повышает производитель-
ность при сверлении бетона, кирпича и т.п. От
перфораторов их отличает простота конструк-
ции ударно-вращательного узла (две торцовые
зубчатые полумуфты - боек, наковальня и
пружина), но по сравнению с перфораторами
ЭСРМУ имеют меньшую (до 3 раз) производи-
тельность (скорость бурения) и требуют боль-
шого усилия нажатия. Это обусловлено тем,
что в ЭСРМУ энергия удара, расходуемая на
нанесение удара по сверлу вдоль оси, сравни-
тельно невелика. ЭСРМУ используются при
выполнении санитарно-технических, электро-
Рис. 9.3.2. Сверлильные ручные машины:
а - односкоростная; б - двухскоростная; в - ударно-вращательная двухскоростная;
1 - электродвигатель; 2 - редуктор; 3 - патрон; 4 - выключатель; 5 - рукоятка;
6 - переключатель скоростей; 7 - рычаг реверса; 8 - ударный механизм;
9 - переключатель режима; 10 - съемная рукоятка
СВЕРЛИЛЬНЫЕ МАШИНЫ
691
9.3.1. Техническая характеристика одно- и двухскоростных электрических
сверлильных ручных машин
Модель, фирма (страна) Диаметр сверления, мм Потребляемая мощность, Вт Частота вращения на холостом ходу, мин-1 Реверс Электронное регулирование Масса, кг
сталь дерево
Д-500ЭР, Интерскол (Россия) 10 20 500 0...2800 + + 1,25
ИЭ-1053Э, КЗМИ (Россия) 10 20 420 0...1600 — + 1,6
GBM10RE, Бош (Германия) 10 25 450 0...1300 + + 1,6
6408, Макита (Япония) 10 25 530 0...2500 + + 1,4
Саратов, СЭМЗ (Россия) 13 30 600 50... 2200 - + 1,75
ДР4700, Макита 13 36 510 0...550 + + 2,0
GBM13-2RE, Бош 13/8 32/20 550 0...550 0...1000 + + 1,95
6310, Макита 13/8 * 32/20 550 0...700 0...2000 + + 2,0
GBM16-2 RE, Бош 16/8 40/20 1500 0...380 0...880 - + 3,7
ИЭ-1305, Ребир (Латвия) 23 50 600 300 4- - 3,9
монтажных и других подобных работах, свя-
занных со сверлением и установкой дюбелей.
Основной параметр ЭСРМУ - наиболь-
ший диаметр образуемого отверстия в стали и
бетоне. Параметрический ряд ЭСРМУ состоит
из машин для сверления стали диаметром до
10, 13 и 16 мм, а для сверления бетона - до 13,
16, 18 и 20 мм. При использовании корончатых
сверл, т.е. высверливании керна, диаметр
сверления по бетону может быть значительно
больше. ЭСРМУ изготовляют как с односко-
ростным, так и с двухскоростным редуктором.
Оснащение ЭСРМУ электронным регу-
лятором частоты вращения позволяет выбрать
необходимую частоту для различных обраба-
тываемых материалов, а благодаря реверсу
сверлильная машина может быть использована
для нарезания резьбы и завинчивания (отвин-
чивания) шурупов и винтов.
Техническая характеристика ЭСРМУ
приведена в табл. 9.3.2.
692
Глава 9.3. МАШИНЫ С ОДНОФАЗНЫМ КОЛЛЕКТОРНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ
9.3.2. Техническая характеристика электрических сверлильных
ручных машин ударно-вращательного действия
Модель, фирма (страна) Диаметр сверления, мм Частота вращения на холостом хо- ду,* мин-1 Частота ударов,* мин-1 Потребляемая мощность, Вт Масса, кг
сталь бетон дерево
"Саратов-2”, СЭМЗ 10 13 20 0...1500 0...22 000 420 1,8
ИЭ-1511БЭ, КЗМИ 10 13 20 0...1580 0...3000 0...23 000 0...45 000 420 1,85
ДУ-600ЭР, Интерскол (Россия) 10 13 20 0...2600 0...48 000 600 1,8
TRU-2-10E, Ребир 10 10 30 0...1450 0...22 000 450 1,75
”Саратов-3", СЭМЗ 13 13 25 0...1400 0...20 000 450 1,85
ИЭ-1511ВЭ, КЗМИ 13 15 25 0...1570 0...3000 0...23 000 0...45 000 500 2,1
TRU-2-13E, Ребир 13 15 30 0...1450 0...21 000 450 1,75
Е-131А, ’’Байкал" (Россия) 16 20 35 0...1200 0...2700 0... 14 500 0...37 500 800 2,5
♦С электронным регулированием.
9.3.3. ДИСКОВЫЕ И ЦЕПНЫЕ ПИЛЫ,
ЛОБЗИКИ, НОЖОВКИ, ФРЕЗЕРНЫЕ
МАШИНЫ, РУБАНКИ
Электрические дисковые ручные пи-
лы предназначены для продольной и попереч-
ной распиловки древесины различных пород
при изготовлении элементов деревянных кон-
струкций, а также других материалов, изготов-
ленных на ее основе (древесно-стружечных,
волокнистых плит и др.).
Пильный диск 5 установлен на выходном
валу редуктора электродвигателя 1 (рис. 9.3.3, а).
Для безопасной работы пильный диск закрыт
неподвижным и подвижным кожухами 2 и 3.
Последний открывает рабочую зону пильного
диска при распиловке и закрывает по ее окон-
чании. Для отвода и выброса стружки в непод-
вижном кожухе имеется канал, заканчиваю-
щийся раструбом, к которому может быть под-
соединено устройство для отсоса стружки.
Неподвижный кожух ограничивает макси-
мальный диаметр пильного диска. На основа-
нии 7 пилы установлены линейка 6 с направ-
ляющей планкой для распиловки без разметки,
устройства для регулирования глубины пропи-
ла и резания под углом. Электропилы с глуби-
ной пропила более 18 мм оснащаются щеле-
вым клином 4, предназначенным для раскли-
нивания. Он должен быть не тоньше пильного
диска и находится не более чем в 5 мм от
зубьев.
Управление пилой во время работы осу-
ществляется двумя ручками передней 8, слу-
жащей в основном для прижатия к обрабаты-
ваемой поверхности, и задней 9 с выключате-
лем для управления и подачи. Выключатель у
электропил не имеет фиксатора включенного
положения, что позволяет быстро остановить
пилу, сняв палец с курка выключателя.
При стационарной работе фиксация
включенного положения выполняется специ-
альной скобой, надеваемой на курок выключа-
теля, а включение пилы производится допол-
нительным выключателем.
ДИСКОВЫЕ И ЦЕПНЫЕ ПИЛЫ, ЛОБЗИКИ, НОЖОВКИ, ФРЕЗЕРНЫЕ МАШИНЫ, РУБАНКИ 593
Рис. 9.3.3. Электрическая дисковая пила (а), форма и углы зубьев пильных дисков для продольной (d) и
поперечной (а) распиловки древесины и с твердосплавными пластинами (г)
В качестве режущего инструмента ис-
пользуются круглые плоские пильные диски
(рис. 9.3.3, б, в), а также с твердосплавными
пластинами шириной режущей кромки не более
3 мм при толщине диска 1,6 мм (рис. 9.3.3, г).
Пильные диски с твердосплавными зубьями
(пластинами) обладают большей стойкостью.
Для уменьшения трения о распиливае-
мый материал зубья пильного диска из инст-
рументальной стали должны быть разведены
на 1/3 высоты зуба: для сухой древесины на
0,4 мм на сторону, а для сырой на 0,6 мм на
сторону.
Форма зубьев и углы заточки пильных
дисков зависят от ориентации волокон древе-
сины относительно поверхности пропила
(продольной, поперечной).
В электропилах, выпускаемых в России,
применяются пильные диски из стали 9ХФ.
Техническая характеристика электриче-
ских дисковых пил отечественных и зарубеж-
ных фирм представлена в табл. 9.3.3.
9.3.3. Техническая характеристика электрических дисковых пил
Модель, фирма Глубина пропила, мм, при угле Диаметр (пильного диска х х отверстия), мм Частота вращения на холостом ходу, мин-1 Потребляемая мощность, Вт Масса, кг
90° 45°
ДП-1200, Интерскол 55 35 165x20 4700 1200 4,5
GKS55, Бош 55 36 170x30 4100 1200 4,7
5603Р, Макита 54 38 165 х 20 5000 1100 4,2
694
Глава 9.3. МАШИНЫ С ОДНОФАЗНЫМ КОЛЛЕКТОРНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ
Продолжение табл. 9.3.3
Модель, фирма Глубина пропила, мм, при угле Диаметр (пильного диска х х отверстия), мм Частота вращения на холостом ходу, мин-1 Потребляемая мощность, Вт Масса, кг
90° 45°
Е-514, ’’Байкал” 65 45 200 х 32 4800 1500 6,0
ИЭ-5119А, КЗМИ 65 55 200 х 32 4700 1750 6,5
GKS66 СЕ*, Бош 66 43 190x30 1800...4100 1600 4,8
5703Р, Макита 66 46 190 х 30 4800 1300 5,2
ДП-1700МЭ**, Интерскол 70 50 200 х 32 4500 1700 5,5
GKS75S, Бош 75 53 210x30 4600 1600 6,9
♦С электроникой, с предварительным выбором частоты вращения.
**С электроникой, с плавным пуском и защитой двигателя от перегрузки.
Электрические цепные пилы приме-
няют при строительстве деревянных сооруже-
ний, а также для распиловки древесины любо-
го профиля, как поперек, так и вдоль волокон.
Цепные пилы могут быть с продольным и по-
перечным расположением двигателя. Послед-
ние несколько короче первых.
Пильная (режущая) цепь 8, надетая на
шину 7 и ведущую звездочку 3, приводится в
движение электродвигателем 1 через редуктор 2
(рис. 9.3.4). Пуск электродвигателя осуществ-
ляется нажатием на курок выключателя 9. При
отпускании рукоятки с выключателем пила
отключается. Для мгновенной остановки цепи
пилы имеется инерционный тормоз, который
срабатывает при отскоке. Цепь имеет ограни-
читель глубины реза, который определяет глу-
бину проникновения зубца в древесину, т.е.
толщину стружки. Натяжение цепи произво-
дится специальным механизмом 4.
Цепные пилы оснащаются электронными
блоками, обеспечивающими плавный пуск,
постоянную скорость протягивания цепи, за-
щиту от перегрузки. Смазывание цепи проис-
ходит непрерывно из бачка, расположенного в
корпусе пилы.
Основной параметр цепных пил - длина
пильного аппарата (шины).
В табл. 9.3.4 приведены основные пара-
метры электрических цепных пил.
Рис. 9.3.4. Электрическая цепная пила:
1 - электродвигатель; 2 - редуктор; 3 - ведущая звездочка; 4 - механизм натяжения цепи; 5 - рычаг тормоза
пилы; 6 - упор; 7 - шина; 8 - пильная цепь; 9 - выключатель
ДИСКОВЫЕ И ЦЕПНЫЕ ПИЛЫ, ЛОБЗИКИ, НОЖОВКИ, ФРЕЗЕРНЫЕ МАШИНЫ, РУБАНКИ 695
9.3.4. Параметры электрических цепных пил
Параметр ПЦ-350 (Интерскол) ЭЛЛИ (ВГМЗ, Россия) KZI-300 (Ребир) GKE35BC* (Бош) ИС3500А (Макита)
Длина пильного аппарата, мм 350 300 300 350 350
Скорость пиль- ной цепи, м/с 7,6 7,6 14 9 13,7
Потребляемая мощность, Вт 1700 1450 1700 1600 1550
Масса, кг 5,5 6 5,5 4,4 4,2
*С электроникой, обеспечивающей постоянную скорость пильной цепи и плавный пуск.
Электрические ручные лобзики (ЭРЛ)
используются для прямолинейного и криволи-
нейного (фасонного) пиления дерева, древес-
но-стружечных плит (ДСП), древесно-волок-
нистых плит (ДВП), пластмасс, черных и цвет-
ных металлов, композиционных материалов.
Рабочим инструментом лобзика служат специ-
альные пилки для резания определенного вида
материала.
Лобзиковая пилка 5, закрепленная в што-
ке 4, приводится в возвратно-поступательное
движение от электродвигателя 1 с помощью
редуктора 2 и кривошипно-кулисного меха-
низма 3 (рис. 9.3.5). Шток с пилкой совершает
колебательное (маятниковое) движение, при
котором пилка то удаляется от поверхности
разрезаемого материала, то приближается к
ней. Маятниковое движение пилки имеет че-
тыре ступени регулирования. Наибольшее
значение колебания пилки устанавливается для
обработки мягких материалов (древесины и
др.), а наименьшее - для твердых материалов.
Тонкие материалы обрабатываются без коле-
бания (маятника) пилки. Опорная плита 7 лоб-
зика может быть повернута по отношению к
пилке на угол 0...450, что необходимо при ко-
сой резке.
В зоне резки лобзик имеет ограждение от
случайного касания пилки во время работы.
Пилка в штоке крепится по-разному при уни-
фицированном ее хвостовике.
Лобзики, изготовляемые в России и на
Украине, позволяют применять пилки фирм
Ребир, Бош, Блек и Деккер, Файн.
Регулирование частоты двойных ходов
штока с помощью устанавливаемых в лобзики
электронных выключателей (блоков) позволя-
ет оптимизировать режимы резания различных
материалов.
Рис. 9.3.5. Электрический ручной лобзик:
1 - электродвигатель; 2 - редуктор; 3 - кривошипно-
кулисный механизм; 4 - шток; 5 - пила; 6 - опорный
ролик; 7 - плита; 8 - выключатель
В табл. 9.3.5 приведена техническая ха-
рактеристика лобзиков отечественных и зару-
бежных моделей.
Электрические ножовки - универсаль-
ные пилы для работы по древесине, пластику,
металлу. Их можно использовать для зачист-
ных работ, сменив рабочий инструмент (пиль-
ные полотна) на рашпиль, напильник, щетку.
Пилка 5, закрепленная в штоке, приводится в
возвратно-поступательное движение электро-
двигателем 7 с помощью кривошипно-кулис-
ного механизма 3 и редуктора 2 (рис. 9.3.6).
Шток 4 с рабочим инструментом может со-
вершать колебательное (маятниковое) движе-
ние, величина которого устанавливается ры-
чажком на корпусе ножовки. В качестве рабо-
чего инструмента используются специальные
пильные полотна (пилки) или другой инстру-
мент с хвостовиком для крепления.
696
Глава 9.3. МАШИНЫ С ОДНОФАЗНЫМ КОЛЛЕКТОРНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ
9.3.5. Техническая характеристика лобзиков
Параметр ИЭ-5202Е-11 (Фиолент, Украина) Е-531А (’’Байкал”) FZT-60 (Ребир) GST100BC (Бош) 4304Т (Макита)
Глубина пропила, мм:
в дереве 60 85 100 ПО ПО
в цветном металле 10 15 20 20 20
в стали 2 8 2 10 10
Потребляемая мощ- ность, Вт 450 550 550 650 600
Частота двойных хо- дов пилки*, мин"1 780...2700 500...3100 550..2400 500...3000 500...3000
Длина хода, мм 26 26 26 26 26
Масса, кг 2,3 2,6 2,0 2,3 2,3
♦Электронное регулирование.
Рис. 9.3.6. Электрическая ножовка
Подвижная опорная пята 6 обеспечивает
надежное прилегание к материалу при работе.
Ступенчатое маятниковое движение пилы
обеспечивает равномерное ее прижатие к об-
рабатываемому материалу, что уменьшает
нагрев полотна и требует меньшей подачи.
Тонкие материалы, в том числе и металлы,
пилятся без маятникового движения. Пуск и
останов ножовки осуществляются выключате-
лем 7. Устанавливаемые в ножовках электрон-
ные регуляторы позволяют регулировать число
двойных ходов в зависимости от обрабатывае-
мого материала.
Техническая характеристика электриче-
ских универсальных ножовок приведена в
табл. 9.3.6.
Электрические фрезерные ручные
машины применяются для фрезерования из-
делий из древесины, в том числе различных
декоративных рисунков, для прорезания пазов
и канавок, снятия фасок, профилирования,
подгонки краев обрабатываемых деталей.
В вертикальной фрезерной ручной машине
фреза 9 с помощью цангового зажима 10 за-
крепляется на выходном валу электродвигате-
ля 7, который установлен на колонках основа-
ния 7 с упором 6 (рис. 9.3.7). Вертикальная
подача фрезы на обрабатываемый материал
осуществляется нажатием через две рукоятки 4
на корпусе двигателя, при этом деформируют-
ся пружины в колонках 5. Глубина фрезерова-
ния устанавливается по шкале 2 и фиксируется
ДИСКОВЫЕ И ЦЕПНЫЕ ПИЛЫ, ЛОБЗИКИ, НОЖОВКИ, ФРЕЗЕРНЫЕ МАШИНЫ, РУБАНКИ 697
9.3.6. Техническая характеристика электрических универсальных ножовок
Параметр ИЭ-5207Э (Ротор, Россия) GSA800PE (Бош) PFZ600 (Бош) JR3020Y-Set (Макита)
Толщина разрезаемой, мм:
древесины 200 220 165 210
стали 20 20 20 20
Потребляемая мощность, Вт 750 800 600 1020
Частота двойных ходов, мин"1 700... 2400* 500...2600* 2600 0...2500*
Ход пильного полотна, мм 30 28 28 30
Масса, кг 3,5 3,4 3,1 3,8
’Электронное регулирование частоты двойных ходов.
Рис. 9.3.7. Электрическая фрезерная ручная машина
ограничителем глубины 3. Для прямолинейно-
го фрезерования используется направляющий
упор 8 со шкалой, устанавливаемый на осно-
вании 7 фрезерной машины. Форма прорезае-
мого паза определяется формой фрезы. Для
криволинейного фрезерования используется
циркульное приспособление.
Пуск и останов двигателя фрезерной ма-
шины производится выключателем 11, распо-
ложенным на корпусе двигателя или в одной
из рукояток. Электронный регулятор, устанав-
ливаемый на фрезерной машине, позволяет
осуществлять плавный пуск двигателя, уста-
навливать оптимальную частоту вращения при
фрезеровании различных материалов.
Для безопасной работы служат: огражде-
ние зоны работы фрезы от случайного касания
ее оператором, которое также защищает его от
стружки; тормоз для мгновенной остановки
двигателя; возможность подсоединения к пы-
леотсосу.
Техническая характеристика вертикаль-
но-фрезерных машин в основном любитель-
ского применения приведена в табл. 9.3.7.
Вертикально-фрезерные машины для профес-
сионального применения имеют потребляемую
мощность до 1850 Вт и массу до 6 кг.
Электрические ручные рубанки пред-
назначены для строгания древесины разных
пород вдоль и поперек волокон при изготовле-
нии элементов деревянных конструкций. Ра-
бочий орган рубанка - барабан 8 с укреплен-
ными на нем ножами 9 (рис. 9.3.8). Барабан
устанавливается в подшипниковых опорах на
корпусе рубанка параллельно оси электродви-
гателя. Вращение от двигателя к барабану
698
Глава 9.3. МАШИНЫ С ОДНОФАЗНЫМ КОЛЛЕКТОРНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ
9.3.7. Техническая характеристика вертикально-фрезерных машин
Параметр МФ-2-620Э (Фиолент) ИЭ-503 (Ребир) Ф-900Э (Интерскол) POF600AC (Бош) Е3620 (Макита)
Максимальный диаметр фрезы, мм 25 20 20 20 20
Максимальная глубина фре- зерования, мм 50 40 40 52 35
Частота вращения фрезы на холостом ходу, мин 4 780... 32 000* 30 000 32 000 12...27 000* 24 000
Потребляемая мощность, Вт 620 550 900 600 860
Масса, кг 2,3 2,35 2,35 2,3 2,4
♦С электроникой, обеспечивающей регулирование частоты вращения фрезы.
Рис. 9.3.8. Электрический ручной рубанок:
1 - двигатель; 2 - ременная передача; 3 - лыжа корпуса; 4 - передняя лыжа; 5 - рукоятка установки
глубины строгания h,6- выключатель; 7 - ручка; 8 - барабан; 9 - нож
осуществляется с помощью ременной переда-
чи. Установка глубины строгания производит-
ся подъемом или опусканием подвижной пе-
редней лыжи 4 по отношению к плоскости
опорной части корпуса. Рубанком можно про-
изводить: строгание плоской поверхности,
снятие кромок (фасок), выборку фальца (чет-
верти), строгание скосов под углом.
При работе стружка из рубанка отводит-
ся по каналу в корпусе к патрубку. Для исклю-
чения разброса стружки при строгании к пат-
рубку подсоединяется мешок или шланг пыле-
соса. Для использования рубанка в стационар-
ном положении его устанавливают ножевым
барабаном вверх с помощью специального
приспособления. При этом ножевой барабан
закрывается подвижным защитным огражде-
нием, а курок выключателя на рубанке блоки-
руется. Ножевой барабан может быть только
круглым, а выступание ножей должно быть
а < 1 мм.
Основной параметр рубанка - ширина
строгания. Наибольшее применение находят
рубанки шириной строгания 82, 102 и 110 мм.
В табл. 9.3.8 приведена техническая ха-
рактеристика электрорубанков отечественных
и зарубежных фирм.
ШЛИФОВАЛЬНЫЕ МАШИНЫ
699
9.3.8. Техническая характеристика электрорубанков
Параметр Е-313 Е-324 IE5709 IE5708C Р2-82 РНО25-82 1923Н 19118
"Байкал" Ребир Фиолент Бош Макита
Ширина стро- гания, мм 82 102 75 ПО 82 82 82 ПО
Глубина стро- гания, мм 0...3 0...2 0...2 0...3,5 0...2 0...3,5 0...3,5 0...2
Глубина вы- борки четвер- ти, мм 0...20 0...20 0...15 0...16 0...13 0...24 0...23 0...23
Потребляемая мощность, Вт 750 750 950 1500 620 850 850 900
Масса, кг 2,9 3,3 4,4 7 3,7 2,9 3,5 4,2
9.3.4. ШЛИФОВАЛЬНЫЕ МАШИНЫ
Они предназначены для шлифования, по-
лирования и зачистки поверхностей. По назна-
чению шлифовальные ручные машины (ШРМ)
подразделяются на радиально-шлифовальные,
плоскошлифовальные и ленточно-шлифоваль-
ные (рис. 9.3.9).
Для радиально-шлифовальных руч-
ных машин рабочим инструментом являются
абразивные круги (ГОСТ 23182) с допустимой
окружной скоростью 40, 50 и 80 м/с.
В отличие от ЭРМ с однофазным коллек-
торным двигателем других типов в радиальных
ШРМ за номинальную частоту вращения при-
нимают частоту вращения круга на холостом
ходу, которая соответствует допустимой ок-
ружной скорости абразивного круга. Это обу-
словлено мерами безопасности (не допустить
разрыва круга). У электрических ШРМ с од-
нофазным коллекторным двигателем, имею-
щем мягкую характеристику, частота враще-
ния под нагрузкой резко уменьшается (до
0,6...0,7 номинальной частоты вращения холо-
стого хода). Поэтому работа радиальной ШРМ
происходит на меньших скоростях, чем допус-
кает абразивный круг. В результате ШРМ
Рис. 9.3.9. Электрические шлифовальные ручные машины:
а - радиальная прямая; б - радиальная угловая; в - плоскошлифовальная; г - ленточно-шлифовальная;
1 - электродвигатель; 2 - редуктор; 3 - кожух; 4 - шлифовальный круг; 5 - выключатель;
6 - платформа; 7 - шлифовальная шкурка; 8 - барабан; 9 - лента
700
Глава 9.3. МАШИНЫ С ОДНОФАЗНЫМ КОЛЛЕКТОРНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ
работает с меньшей производительностью, а
абразивный круг быстрее изнашивается. Для
устранения этого недостатка используются
электронные стабилизаторы частоты вращения
холостого хода, приближая ее к частоте вра-
щения под нагрузкой. При этом снижается
необходимая сила нажатия на абразивный
круг, что уменьшает его износ и утомляемость
оператора. Применение электронных регуля-
торов-стабилизаторов частоты вращения в
ШРМ сдерживается рядом требований и, в
первую очередь, безопасностью при отказе
электроники. ШРМ с электронным регулято-
ром должна иметь в конструкции устройство,
разрывающее провода в цепи питания двигате-
ля или иное устройство, сдерживающее увели-
чение частоты вращения холостого хода.
У прямых ШРМ ось шлифовального кру-
га 4 параллельна или совпадает с осью элек-
тродвигателя 1 (рис. 9.3.9, а). Их используют
для зачистных и обдирочных работ по метал-
лу. Допустимая окружная скорость абразивно-
го круга типа ПП не более 50 м/с. Наибольшее
применение имеют прямые ШРМ с абразив-
ным кругом диаметром 125 и 150 мм, напри-
мер моделей: TSM-150 с кругом диаметром
150 мм, массой 6,2 кг и мощностью
1500 Вт фирмы Ребир и GGS6S с кругом диа-
метром 125 мм, массой 3,9 кг и мощностью
1150 Вт фирмы Бош. Машины с абразивным
кругом диаметром до 80 мм в основном ис-
пользуются для доводочных работ при изго-
товлении технологической оснастки.
У угловых ШРМ абразивный круг 4 рас-
положен под углом 90° к оси электропривода
(рис. 9.3.9, б). Их используют для обдирки,
отрезки, шлифования, чистки щетками по-
верхностей металлоконструкций. С соответст-
вующими алмазными кругами они пригодны
для сухой резки асбоцемента, кирпича и др., а
с полировальными кругами - для полироваль-
ных работ.
Номинальный ряд машин имеет абразив-
ные круги типов 5П и Д диаметром 115, 125,
150, 180 и 230 мм и окружную скорость
80 м/с.
Для безопасного удержания при работе
ШРМ имеет две рукоятки: заднюю с выключате-
лем и боковую, которая может быть установлена
в любое удобное для работы положение.
В угловых ШРМ с кругом диаметром
115 и 125 мм рабочей рукояткой может быть
корпус двигателя (’’хват рукой”), а выключа-
тель ползункового типа расположен в перед-
ней части корпуса. Боковая (дополнительная)
рукоятка может быть установлена в трех по-
ложениях на корпусе редуктора. ШРМ с кру-
гом диаметром 125 и 150 мм могут быть с
классической рукояткой и выключателем в
ней. От случайного включения выключатель
имеет блокировку.
Для удобства работы редуктор угловых
ШРМ может поворачиваться на 90° с фиксаци-
ей положения. Угловые ШРМ с кругом диа-
метром 115, 125 и 150 мм имеют мощность
(потребляемую) 600... 1400 Вт и массу 1,4...2,5 кг.
Угловые ШРМ с кругом диаметром 180 и
230 мм оснащаются мощными электродвигате-
лями (1700...2500 Вт), поэтому они использу-
ются при тяжелых обдирочных, отрезных и
других работах. Крепление рабочего инстру-
мента на шпинделе ШРМ осуществляется с
помощью двух фланцев.
Масса электрических угловых ШРМ с
кругом диаметром 180 и 230 мм составляет
4,2...6,5 кг.
У плоскошлифовалъных ручных машин
(ПШРМ) рабочим инструментом является
платформа 6 с абразивной шкуркой 7, совер-
шающей орбитальное плоскопараллельное
движение от вала электродвигателя 1 и систе-
мы подвески платформы (рис. 9.3.9, в). Листы
шлифовальной шкурки крепятся на платформе
с помощью зажимного устройства или "липуч-
кой". ПШРМ используются для тонкой шли-
фовки поверхностей изделий из древесины,
металла, а также лакокрасочных покрытий.
Наиболее распространенная форма платформы -
прямоугольная.
Основные параметры ПШРМ - размеры
шлифовальной поверхности платформы и ее
ход (диаметр колебательного контура). Для
более тонкого шлифования ход платформы
меньше 1,5...2,5 мм, а для более грубого -
больше 3,5...5 мм. ПШРМ с ббльшим ходом
платформы имеют более мощный двигатель
(до 600 Вт). Такие машины снабжаются пони-
жающим редуктором. Отсос пыли из зоны
шлифования осуществляется дополнительным
вентилятором, установленным на валу, приво-
дящем в движение платформу. Пыль собирает-
ся в пылесборник, подсоединенный к патруб-
ку машины.
Техническая характеристика плоско-
шлифовальных ручных машин представлена в
табл. 9.3.9.
ШЛИФОВАЛЬНЫЕ МАШИНЫ
701
9.3.9. Техническая характеристика электрических плоскошлифовальных ручных машин
ИЭ2401Э ПШМ-180 МПШ28 (Фиолент) GSS16A GSS280AE 9036 9046
Параметр (Иола-К) (Интерскол) Бош Макита
Россия
Потребляе- мая мощ- ность, Вт 175 180 500 150 330 180 600
Частота двойных ходов, мин'1 0... 10 000* 10 000 6000 12 000 5500... 11 000* 12 000 6000
Ход плат- формы, мм 2,4 2 5 2,4 2,4 2,3 5
Размер платформы, мм 93 х 175 90 х 180 115x225 80 х 130 114x226 93 х 185 115x229
Масса, кг 2,4 1,4 3,5 1,3 2,6 1,4 3,0
*С электронным регулятором.
Ленточно-шлифовальные ручные ма-
шины используются для плоского шлифова-
ния больших поверхностей древесины, пласт-
массы, металла. Сущность этого процесса со-
стоит в том, что острые кромки зерен шлифо-
вальной шкурки при движении и нажиме на
обрабатываемую поверхность внедряются,
скоблят и режут ее волокна, снимая тонкий
слой в виде мелких опилок. При черновом
шлифовании применяют крупнозернистые
шкурки для выравнивания поверхности до
плоского шлифования, а при чистовом - мел-
козернистые, при этом достигается высокая
гладкость поверхности. Шлифование ленточ-
ными машинами используется также для обла-
гораживания лаковых покрытий при отделке
изделий из древесины.
Непрерывная шкурильная лента 9 надета
на два барабана 8, один из которых ведущий,
приводимый во вращение электродвигателем
через редуктор (рис. 9.3.9, г). Натяжение ленты
обеспечивается специальным подпружинен-
ным натяжным устройством. Скорость движе-
ния ленты регулируется с помощью электрон-
ного регулятора, во многих случаях совме-
щенного с выключателем. Встроенный венти-
лятор отводит образующуюся при работе пыль
в пылесборник, подсоединяемый к выводному
каналу.
Основной параметр ленточно-шлифо-
вальной машины - ширина ленты.
В табл. 9.3.10 приведена техническая ха-
рактеристика этих машин.
Основными исходными данными для
расчета мощности электродвигателя ленточно-
шлифовальной машины являются размеры
шлифовальной ленты, определяющие площадь
контакта с обрабатываемой деталью, и ско-
рость ее движения (протягивания ленты).
Мощность резания ленточно-шлифоваль-
ной машины, Вт
Wp = Pv,
где Р - касательная сила резания при шлифова-
нии, Н; V - скорость резания (шлифования), м/с.
Касательная сила резания
P=10XM^F,
где Хм ~ коэффициент сцепления шлифоваль-
ной шкурки с обрабатываемым материалом;
для абразивной шкурки Км = 0,28...0,75;
q - давление на площади контакта; q = 1... 50 кПа
(в зависимости от режима шлифования и зер-
нистости шкурки); F - площадь контакта
шлифовальной шкурки с деталью, см2.
Скорость резания при шлифовании дре-
весины и древесных материалов принимают
V = 25...30 м/с, при шлифовании лаковых по-
крытий v = 12... 15 м/с.
Скорость подачи выбирают в зависимо-
сти от плотности обрабатываемого материала,
702
Глава 9.3. МАШИНЫ С ОДНОФАЗНЫМ КОЛЛЕКТОРНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ
9.3.10. Техническая характеристика ленточно-шлифовальных машин
Параметр Е-241А PBS75AE GBS100AE 9911 9402
("Байкал") Бош Макита
Ширина лен- ты, мм 75 75 100 76 100
Скорость движения ленты, м/с 5,2 3,3...5,5* 4,2...7,5* 1,25...4,5* 5 и 5,8
Потребляе- мая мощ- ность, Вт 630 710 1200 650 1040
Масса, кг 3,5 3,2 6,4 2,6 7,3
*С электроникой.
зернистости шкурки, длины зоны контакта ее с
деталью и толщины снимаемого слоя. С уче-
том КПД механической передачи привода
шлифовальной ленты и трения скольжения
оборотной стороны ленты по полозу мощность
электродвигателя, Вт,
где Т] - КПД механической передачи; f- коэф-
фициент трения; для рабочей поверхности
полоза из войлока/= 0,4...0,5; для полоза с
гладкой поверхностью или с антифрикцион-
ным покрытием /= 0,15... 0,2.
9.3.5. НОЖНИЦЫ И КРОМКОРЕЗЫ
Они применяются для резки листового
металла и металлического профиля. Электри-
ческие ножницы могут быть ножевые, выруб-
ные и прорезные (рис. 9.3.10). Наибольшее
применение получили ножевые и вырубные
ножницы и их модификации. Модификацией
ножевых ножниц являются прорезные, а вы-
рубных - кромкорезы, служащие для подго-
товки кромок деталей под сварку. Дисковые
ножницы служат для резки кожи, пластика и
других подобных материалов толщиной до
1 мм. Тип ножниц определяется конструкцией
режущего узла.
Рис. 9.3.10. Электрические ножницы:
а - ножевые; б - вырубные; в и г - прорезные; 7 - электропривод;
2 - редуктор и преобразовательный механизм; 3 - режущий узел
НОЖНИЦЫ И КРОМКОРЕЗЫ
703
Ножевые ножницы имеют режущий
узел (рис. 9.3.11), состоящий из подвижного
ножа 3, который закреплен на ползуне 4 и пере-
мещается относительно неподвижного ножа 7,
установленного на кронштейне (улитке) 2.
Важный параметр ножевых ножниц - зазор
между ножами. От правильного его выбора
зависит сила резания, качество кромки разре-
заемого материала, стойкость ножей. Зазор
(мм) между ножами зависит от толщины раз-
резаемого материала, угла заострения ножей,
механических свойств разрезаемого материала
и может быть определен из выражения:
5 = /z(1-ecos a)sin а ,
где h - толщина разрезаемого материала;
8 - наибольшая глубина внедрения ножа, не-
обходимая для полного среза; 8 = 0,26 для ста-
ли с ствр < 392 Мпа; а - угол заострения но-
жей; а = 5°.
Наиболее распространенное положение
неподвижного ножа ножевых ножниц - под
углом 10° к линии движения подвижного ножа
(рис. 9.3.11, а). Эта схема применена в ноже-
вых ножницах модели ИЭ-5407 (Россия) и в
конструкциях зарубежных фирм. Так как ли-
ния движения подвижного ножа перпендику-
лярна оси электродвигателя, а разрезаемый
материал должен находиться в плоскости пе-
редней грани неподвижного ножа, при работе
ножевые ножницы необходимо вести по разре-
заемому листу с наклоном назад. Вследствие
этого появляется составляющая силы резания,
стремящаяся вытолкнуть разрезаемый лист из
под ножей. Чтобы этого не происходило, опе-
ратор вынужден увеличивать силу подачи.
У режущего узла, показанного на
рис. 9.3.11, б, передняя грань неподвижного
ножа перпендикулярна к направлению движе-
ния подвижного ножа, и этот недостаток от-
сутствует.
Ножевые ножницы с рассмотренными
режущими узлами разрезают листовой матери-
ал (из стали, алюминия и др.) без отходов в
стружку. Техническая характеристика ноже-
вых ножниц отечественных и зарубежных
фирм приведена в табл. 9.3.11.
При резке листа прорезными ножницами
(рис. 9.3.10, в и г) от него отходит полоска шири-
ной, равной толщине подвижного ножа, совер-
шающего движение между двумя неподвижными
ножами. Этими ножницами можно резать как
прямой, так и профилированный листовой ме-
талл по прямой и по кривой с определенным
радиусом. Техническая характеристика прорез-
ных ножниц приведена в табл. 9.3.11.
Мощность электродвигателя ножевых
ножниц может быть определена по силе реза-
ния. Максимальная сила резания, Н,
Рр =Hcp*7tg₽, (9.3.1)
где к = 1,2... 1,3 - коэффициент, учитывающий
неравномерность толщины разрезаемого листа
и механические свойства металла, а также со-
стояние режущих кромок; Л - толщина разре-
заемого листа, мм; тср = (0,75...0,85)ов - со-
противление материала срезу; Р - угол раство-
ра ножей, °.
Рис. 9.3.11. Режущий узел ножевых ножниц:
7 - неподвижный нож; 2 - улитка; 3 - подвижный нож; 4 - ползун
704
Глава 9.3. МАШИНЫ С ОДНОФАЗНЫМ КОЛЛЕКТОРНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ
9.3.11. Техническая характеристика электрических ножниц
Модель, фирма Толщина разрезаемого стального листа при о. - 392 МПа, мм Частота двойных ходов на холостом ходу, мин-1 Потребляемая мощ- ность, Вт Масса, кг
Ножевые ножницы
ИЭ-5410, КЗМИ 2,0 2500 420 2,5
НПЭН-520-2,8*,
Левентин (Россия) 2,8 2400 450 2,8
ИЭ-5407, КЗМИ 3,5 1500 550 4,4
GSC2,8, Бош 2,8 2400 500 2,7
GSC4,5, Бош 4,5 1250 1000 6,9
IS 1600*, Макита 1,6 4000 300 1,7
IS3200, Макита 3,2 1600 660 3,5
Прорезные ножницы
ИЭ-5802, КЗМИ 1,0 2400 230 2,8
GSZ 160*, Бош 1,6 5500 500 1,6
IS 1670*, Макита 1,0 4500 260 1,4
IS 1660*, Макита 1,6 4500 260 1,4
♦Рукояткой является корпус двигателя.
Работа резания за цикл, Дж,
Рр(Я„-8)
1000
(9.3.2)
Л
где //п = Л + а + с- ход верхнего ножа (пол-
зуна), мм; 8 - деформация держателя непод-
вижного ножа, мм; а - расстояние между ре-
жущей кромкой подвижного ножа и верхней
плоскостью листа, мм; с - перебег подвижного
ножа, мм.
Мощность двигателя, необходимая для
совершения работы резания, Вт,
Nm = -*—g , (9.3.3)
дв 60г|
где п - частота двойных ходов подвижного
ножа, мин"1; Т] - КПД передачи.
Для прорезных ножниц с двусторонним
резом значение силы резания удваивается.
Вырубные ножницы имеют режущий
инструмент, состоящий из пуансона и матри-
цы. Расход энергии на резание вырубными
ножницами значительно (в 1,4-4,7 раза)
больше, чем ножевыми, так как они режут
материал на большем участке.
Вырубные ножницы могут быть исполь-
зованы для закрытой резки, т.е. для получения
замкнутого окна (проема) на плоской или кри-
волинейной поверхности. Для этого делают
отверстие необходимого диаметра, чтобы про-
пустить через него режущий механизм.
Режущий механизм вырубных ножниц с
пуансоном-трубкой 3 (рис. 9.3.12, а), движу-
щимся по направляющему стержню 2, который
одновременно служит опорой матрицы 4, осу-
ществляет резание при ходе пуансона вниз.
Ножницы с таким режущим механизмом обла-
дают высокой маневренностью, но применимы
в ножницах, предназначенных для резки
стального листа ав < 392 МПа толщиной до
2,5 мм. Такой режущий механизм имеют элек-
трические вырубные ножницы отечественного
производства ИЭ-5502 и ИЭ-5507, предназна-
ченные для резки (вырубки) листовой стали с
толщиной соответственно 1,0 и 1,6 мм.
Кромкорезы используются для среза
(вырубки) кромок листового металла под свар-
ку. Режущий механизм электрического кром-
кореза ИЭ-6501 состоит из пуансона 3
(рис. 9.3.12, б), закрепленного в ползуне 7,
совершающем возвратно-поступательное дви-
жение, матрицы 4, установленной в направ-
РЕЗЬБОЗАВЕРТЫВАЮЩИЕ МАШИНЫ
705
Рис. 9.3.12. Режущие механизмы ножниц:
а - вырубных; б - кромкореза; 1 - ползун;
2 - стержень; 3 - пуансон; 4 - матрица; 5 - опора матрицы
ляющей скобе 5, величина зева которой регу-
лируется по толщине обрабатываемого листа
при помощи сменных подкладок. Направляю-
щая скоба и матрица сменные и обеспечивают
снятие фаски на кромке листа под определен-
ным углом.
Аналогичная схема режущего механизма
применяется и в кромкорезах модели TKF103
фирмы Трумпф (Германия) и др.
Техническая характеристика электриче-
ских кромкорезов приведена ниже.
Кромкорез ИЭ-6501 TKF103
Толщина разрезаемо- го листа, мм 4...20 4...25
Угол скоса, ° 35, 45, 60 15...60
Максимальная длина скоса, мм 10 10
Частота двойных хо- дов под нагрузкой, мин"1 510 510
Потребляемая мощ- ность, кВт 2,1 2
Масса, кг 13 13,6
Наибольший ход ползуна вырубных
ножниц, мм,
Нп = h + а + с ,
где h — толщина разрезаемого материала;
а - расстояние между режущей кромкой пуан-
сона и верхней плоскостью листа; с - перебег
пуансона в матрицу.
Расчет мощности электродвигателя вы-
рубных ножниц производится после определе-
ния силы резания. Максимальная сила резания
или вырубки, Н,
Рр = kLht^,
где к и тср см. формулу (9.3.1); L - длина пе-
риметра вырубки, мм.
Работа резания за цикл, Дж,
A -XPph
р 1000 ’
где X = 0,24...0,5 - коэффициент глубины зоны
деформации, изменяющийся в зависимости от
разрушаемого материала.
Мощность двигателя определяется по
формуле (9.3.3), где п - частота двойных ходов
пуансона, мин1.
9.3.6. РЕЗЬБОЗАВЕРТЫВАЮЩИЕ
МАШИНЫ
Электрические резьбозавертывающие
ручные машины предназначены для завинчи-
вания и отвинчивания крепежных деталей
резьбовых соединений при монтажных и де-
монтажных работах. Их подразделяют: по виду
завинчиваемых резьбовых крепежных деталей -
на шуруповерты, гайковерты, шпильковерты и
муфтоверты; по конструктивному исполнению -
прямые и угловые; по принципу действия -
безударные (статического действия) и удар-
ные. Резьбозавертывающие ручные машины
статического действия не получили широкого
распространения, так как уступают ударным
по массе и имеют значительный реактивный
момент.
23 - 1317
706
Глава 9.3. МАШИНЫ С ОДНОФАЗНЫМ КОЛЛЕКТОРНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ
Электрический шуруповерт - ручная
машина для завинчивания (отвинчивания) шу-
рупов и винтов и имеющая устройство для
удержания шурупа или винта в положении
перпендикулярном к поверхности, в которую
они ввинчиваются. В зависимости от области
применения различают шуруповерт и шурупо-
верт для СГШ. Первый используется в основ-
ном с шурупами для дерева, а второй - с само-
режущими шурупами. Шуруповерт для рабо-
ты с шурупами для дерева состоит из элек-
тродвигателя 1 (рис. 9.3.13, а), редуктора 2,
муфты включения шпинделя 3, кулачковой
муфты 4 и устройства для удержания шурупов
(винтов, гаек). В рукоятке размещается вы-
ключатель 7 с реверсом и электронным регу-
лятором частоты вращения. При пуске двига-
теля и нажатии на шуруповерт по оси включа-
ется муфта шпинделя и вращающий момент
передается шурупу (винту). Затяжка шурупа
(винта) происходит в результате ударов кулач-
ковой муфты. Момент затяжки регулируется
натяжением пружины 6.
Электрический шуруповерт для работы с
саморежущими шурупами имеет шпиндель-
ноый узел с регулируемым упором И
(рис. 9.3.13, б). При пуске вращение от вала
электродвигателя 7 передается на отвертку 72
через редуктор 2 и кулачковую муфту 3.
В нерабочем состоянии муфта разомкнута.
При заворачивании винта нажатие на шурупо-
верт по оси продолжается. Наступает момент,
когда торец упора 77 доходит до поверхности
материала, в который заворачивается шуруп,
осевое нажатие на отвертку прекращается,
кулачки выходят из зацепления - шуруп за-
вернут. Шуруп удерживается на отвертке
стержневым магнитом 9.
Электрический шуруповерт ИЭ-3604Э
предназначен для работы с шурупами и винта-
ми (болтами, гайками) М4, М5, Мб, а элек-
трошуруповерты ИЭ-3603, ИЭ-3605Э - для
завертывания самосверлящих-самонарезаю-
щих винтов типа СМ диаметром до 6 мм. Кон-
струкции электрошуруповертов зарубежных
фирм также ориентированы на определенный
вид завинчивания. Модели шуруповертов от-
личаются мощностью и скоростью, а также
набором принадлежностей (отверток, ключей,
переходников и др.).
Техническая характеристика электриче-
ских шуруповертов приведена в табл. 9.3.12.
Рис. 9.3.13. Электрические шуруповерты:
а - для шурупов по дереву; б - для саморежущих шурупов; 7 - электродвигатель; 2 - редуктор;
3 - муфта включения шпинделя; 4 - кулачковая муфта; 5 - пружина; 6 - пружина; 7 - выключатель;
8 - рычаг реверса; 9 - магнит; 10 - антимагнитная втулка; 77 - упор; 72 - отвертка
РЕЗЬБОЗАВЕРТЫВАЮЩИЕ МАШИНЫ
707
9.3.12. Техническая характеристика электрических шуруповертов
Модель, фирма Потребляемая мощность, Вт Частота вращения на холостом хо- ду*, мин-1 Диаметр шурупов, мм Масса, кг
самонарезающих обычных
ИЭ-3604Э, КЗМИ 230 0...840 - До 6 1,9
ИЭ-3605Э, КЗМИ 320 0...2850 До 6 (типа СМ) - 1,6
GSR 6-25ТЕ, Бош 520 0...1700 - До 6 1,5
GSR 6-40ТЕ, Бош 500 0...2800 До 6 - 1,5
6800 ДВУ, Макита 350 0...2500 До 6 До 5 1,3
6820 ДВУ, Макита 570 0...4500 До 6 До 5 1,3
*С электронным регулированием.
При больших объемах монтажных работ
электрошуруповерты с ручным сопровождени-
ем шурупов малоэффективны, поэтому неко-
торые западные фирмы выпускают электро-
шуруповерты с магазином, в которых подача
шурупов к отвертке осуществляется с помо-
щью ленты, с закрепленными на ней шурупа-
ми, например фирмы Макита (см. ниже).
Модель.................. 6830 6832
Потребляемая мощность, Вт 470 470
Частота вращения на холо-
стом ходу, мин"1 (с элек-
тронным регулированием) 0... 0...
4700 4700
Размер шурупа, мм....... Ф4х Ф4х
х25-41 х25-57
Масса, кг............... 1,9 2
Электрические гайковерты предназна-
чены для завинчивания (отвинчивания) гаек и
болтов. Среди разнообразных способов сборки
(затяжки) резьбовых соединений наибольшее
применение нашли ударные гайковерты, в
которых реализованы два способа затяжки: по
моменту с использованием торсионов (ударно-
вращательные) и по энергии (работе) ударной
затяжки (редкоударные).
Основное требование, предъявляемое к
ударно-вращательному механизму электриче-
ских гайковертов, - недопустимость работы
двигателя в тормозном режиме во время удара,
так как при мгновенной остановке создается
режим короткого замыкания двигателя.
Ударно-вращательный механизм гайко-
верта, обеспечивающий ударную затяжку по
моменту, имеет различные конструктивные
исполнения и широко применяется в электри-
ческих гайковертах. Он состоит из бойка 2,
кулачки которого взаимодействует с кулачка-
ми наковальни 3 (рис. 9.3.14). На цапфе 4 на-
ковальни имеется квадратная часть для креп-
ления торцовой головки ключа. Пружина 5 на
валу 1 постоянно поджимает боек к наковальне.
После установки гайковерта на затяги-
вающую гайку или болт и включения электро-
двигателя боек и наковальня, находясь в заце-
плении с кулачками, вращаются как единое
целое. Как только моменты сопротивления в
резьбовой паре превысят силу, определяемую
Рис. 9.3.14. Схема ударно-вращательного механизма гайковерта
23*
708
Глава 9.3. МАШИНЫ С ОДНОФАЗНЫМ КОЛЛЕКТОРНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ
предварительным сжатием пружины и углом
наклона спиральных канавок и кулачковых
поверхностей, боек перемещается в осевом
направлении от наковальни, сжимая пружину.
Это перемещение продолжается до тех пор,
пока не расцепятся кулачки. Наступает мо-
мент, когда абсолютная угловая скорость бой-
ка резко возрастает вследствие деформации
пружины, перемещающей боек в сторону на-
ковальни, добавляя к движению вала движение
бойка по винтовой поверхности. Кулачки бой-
ка попадают во впадину между кулачками
наковальни, происходит соударение и переда-
ча момента резьбовому соединению. Энергия
последующих ударов возрастает ввиду умень-
шения податливости затягиваемого резьбового
соединения. Наконец наступает установив-
шийся ударный режим затягивания.
Отвинчивание гайки (болта) происходит
аналогично, при этом бойку сообщается вра-
щение в противоположном направлении путем
изменения направления вращения вала элек-
тродвигателя.
Рассмотренный механизм реализован в
электрических гайковертах ИЭ-3111, ИЭ-ЗПЗА,
ИЭ-3116 с однофазным коллекторным двига-
телем с двойной изоляцией, напряжением
220 В, 50 Гц (класса II) и ИЭ-3114А, ИЭ-3117,
ИЭ-3123 с трехфазным асинхронным двигате-
лем повышенной частоты тока (класса III) и
безопасным напряжением 36...42 В.
Техническая характеристика гайковертов
приведена в табл. 9.3.13.
Редкоударные гайковерты применяют
для тарированной затяжки резьбовых соедине-
ний. В них использован способ затяжки по
энергии (работе). Общие признаки редкоудар-
ных гайковертов независимо от их конструк-
тивного исполнения - высокая энергия и малая
частота ударов. Это позволяет в связи с увели-
чением времени разгона бойка уменьшить
мощность двигателя, а следовательно, габа-
ритные размеры и массу гайковерта.
Схема редкоударного гайковерта пред-
ставлена на рис. 9.3.15. Разгон бойка осущест-
вляется двигателем 1 через редуктор 2 (в неко-
торых конструкциях редуктор может отсутст-
вовать) и фрикционную муфту 3, обеспечи-
вающую постоянное значение разгонного мо-
мента. В редкоударных гайковертах боек
обычно выполняется составным из ведущей
части 4 и ведомых 5 и 13 (в зависимости от
конструкции число последних может быть
различным).
На ведущей и одной из ведомых частей
бойка выполнены наклонные поверхности 6,
между которыми находятся центробежные
грузы 7. На ведомой части 13 имеются кулачки 8,
взаимодействующие с кулачками 9 наковальни,
выполненной как одно целое со шпинделем 10.
После включения двигателя по мере разгона
бойка и роста его угловой скорости растет
центробежная сила, стремящаяся сместить
грузы в радиальном направлении. Это продол-
жается до тех пор, пока равнодействующие
всех сил, приложенных к грузам, равны нулю.
С ростом центробежной силы грузы начинают
смещаться в радиальном направлении и одно-
временно перемещаются в направлении оси х.
В этом же направлении перемещаются сцеп-
ленные между собой ведомые части бойка,
сжимая пружины 11 и 12. Вступают в работу
синхронизирующие элементы, которые расце-
пляют ведомые части. Ведомая часть бойка 5
под действием пружины И движется в обрат-
ном направлении, т.е. в отрицательном направ-
лении оси х, а ведомая часть 13 под действием
осевых сил на угле поворота у перемещается к
наковальне на величину, обеспечивающую
зацепление кулачков по полной высоте.
9.3.13. Техническая характеристика электрогайковертов
Параметр ИЭ-3116 ИЭ-3117 ИЭ-ЗПЗА ИЭ-3114А ИЭ-3111 ИЭ-3123
Диаметр затягиваемой резь- бы, мм 12 12 16 16 22 8...20
Момент затяжки, Н • м 63 63 125 125 250 250
Потребляемая мощность, Вт 215 210 340 310 400 390
Класс защиты II III II III II III
Масса, кг 3,4 3,1 3,5 3,5 5,5 4,5
МОЛОТКИ И ПЕРФОРАТОРЫ
709
12 3 4 5 131211
6 7 8 9 10
Рис. 9.3.15. Принципиальная схема редкоударного гайковерта:
1 - двигатель; 2 - редуктор; 3 - муфта; 4 - ведущая часть бойка; 5 и 73 - ведомые части бойка;
6- наклонная поверхность; 7 - центробежные грузы; 8 - кулачки бойка; 9 - кулачки наковальни;
10 - шпиндель; 11 и 12 - пружины
9.3.14. Техническая характеристика электрических редкоударных гайковертов
Параметр ИЭ-3115Б ИЭ-3118А ИЭ-3121 ИЭ-3119
Диаметр затягиваемой резьбы класса прочности от 3,6 до 6,6 18...30 18...30 16...27 20...36
Энергия удара, Дж 25 25 16 40
Частота ударов, Гц 1,5 1,5 2,5 2
Потребляемая мощность, Вт 420 365 350 450
Класс защиты II III II II
Масса, кг 5,1 5,7 4,3 7,4
Происходит удар, при котором кинетическая
энергия вращающегося бойка передается на
шпиндель 10 и в затягиваемое резьбовое со-
единение. После удара детали ударного меха-
низма возвращаются в исходное положение и
процесс повторяется. Градуирование затяжки
резьбового соединения производится посред-
ством отсчета необходимого числа ударов.
Такой механизм редкоударного гайко-
верта получил различное конструктивное ис-
полнение в электрических гайковертах
ИЭ-3115Б, ИЭ-3118А, ИЭ-3119, ИЭ-3121, ха-
рактеристика которых приведена в табл. 9.3.14.
Основы инженерных расчетов ударно-
вращательных гайковертов (с винтовым пере-
мещением бойка) и редкоударных гайковертов
приведены в работе [7].
9.3.7. МОЛОТКИ И ПЕРФОРАТОРЫ
Молотки, бетоноломы, перфораторы -
ручные машины ударного действия, они пред-
назначены для выполнения строительных,
монтажных и ремонтных работ, связанных с
пробивкой борозд, ниш, разрушением камени-
стого и мерзлого грунтов, асфальтобетона,
кирпичной кладки, бурения отверстий в конст-
рукциях из строительных материалов (кирпи-
ча, бетона, известняка, гранита). Технологиче-
ские операции, выполняемые этими машинами,
осуществляются путем использования удара.
По способу преобразования энергии пи-
тания различают электромеханические и элек-
тромагнитные ручные машины ударного дей-
ствия. В электромеханических ударных руч-
ных машинах передача энергии питания на
рабочий орган осуществляется с помощью
преобразовательных механизмов, преобра-
зующих вращательное движение привода в
возвратно-поступательное бойка. В качестве
привода используется электродвигатель.
В электромагнитных ручных машинах
прямого действия в качестве привода использу-
ется электромагнит, якорь которого является
бойком, совершающим возвратно-поступатель-
ное движение непосредственно под действием
электромагнитных сил. Отсутствие механиче-
ской передачи и преобразовательного меха-
низма - достоинство электромагнитных машин
ударного действия, однако ввиду низкого КПД
электромагнита требуются специальные меры
для устранения перегрева машины.
710
Глава 9.3. МАШИНЫ С ОДНОФАЗНЫМ КОЛЛЕКТОРНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ
Рис. 9.3.16. Схемы электрических молотка (а) и перфоратора (б)
с компрессионно-вакуумным ударным механизмом:
1 - электродвигатель; 2 - редуктор; 3 - редуктор вращения бура; 4 - кривошип;
5 - шатун; 6 - поршень; 7 - боек; 8 - рабочий инструмент; 9 - муфта;
10 - узел крепления рабочего инструмента; 11 - выключатель
Электромеханические молотки и пер-
фораторы. Наибольшее распространение по-
лучили электрические молотки и перфораторы
с однофазным коллекторным двигателем с
двойной изоляцией и с компрессионно-ваку-
умным ударным механизмом (КВУМ), схемы
которых показаны на рис. 9.3.16.
КВУМ могут быть различных модифика-
ций (рис. 9.3.17). КВУМ, показанный на
рис. 9.3.17, а, имеет неподвижный цилиндр, в
котором установлены поршень 2 и боек 4, с воз-
душной подушкой 3 между ними. В стенках ци-
линдра имеются отверстия, через которые воз-
душная подушка периодически сообщается с
атмосферой. При вращении двигателя поршень
совершает возвратно-поступательные движения с
помощью преобразовательного механизма 1
(чаще всего кривошипно-шатунного).
При движении поршня 2 из нижнего по-
ложения в верхнее воздушная подушка между
бойком и поршнем расширяется и боек под
действием разности давления (атмосферного
под бойком и разряжения в полости цилиндра
над бойком) перемещается вслед за поршнем.
Рис. 9.3.17. Схемы компрессионно-вакуумных
ударных механизмов:
а - с неподвижным цилиндром; б - с подвижным
цилиндром; 1 - кривошипно-шатунный механизм;
2 - поршень; 3 - воздушная подушка; 4 - боек;
5 - подвижный цилиндр; 6 - рабочий инструмент
МОЛОТКИ И ПЕРФОРАТОРЫ
711
Пройдя верхнюю мертвую точку, поршень
начинает двигаться вниз, а боек вследствие
сжатия воздушной подушки постепенно теряет
скорость, останавливается, а затем, изменив
направление движения, с нарастающей скоро-
стью падает, нанося удар по хвостовику инст-
румента. Затем цикл повторяется.
Ударный механизм с неподвижным ци-
линдром и легким поршнем прост по конст-
рукции, обеспечивает низкий уровень вибра-
ции и широко применяется в зарубежных и
отечественных конструкциях молотков и пер-
фораторов.
На рис. 9.3.17, б представлен ударный
механизм, боек 4 которого установлен в под-
вижном стаканообразном поршне 5, соединен-
ном с кривошипно-шатунным механизмом 7,
приводящем его в возвратно-поступательное
движение. Между днищем поршня и торцом
бойка имеется воздушная подушка, которая
через отверстия (окна) в боковой поверхности
подвижного цилиндра периодически сообща-
ется с атмосферой. Такой ударный механизм
ввиду определенных качеств (стабильного
запуска на ударный режим при высокой часто-
те ударов и др.) находит все большее примене-
ние в малых молотках и перфораторах с высо-
кой частотой удара.
Электрические молотки используются
для разрушения различных строительных ма-
териалов при выполнении сантехнических,
электромонтажных, дорожных и других рабо-
тах. Главные параметры молотков - энергия и
частота ударов. В качестве привода таких
электромолотков используется однофазный
коллекторный двигатель с двойной изоляцией.
Техническая характеристика электриче-
ских молотков с компрессионно-вакуумным
ударным механизмом приведена в табл. 9.3.15.
Электрические перфораторы отличают-
ся от молотков наличием механизма вращения
бурового инструмента, в котором имеется
муфта предельного момента, ограничивающая
нагрузку на руки оператора при заклинивании
бура в шпуре. Наибольшее применение в пер-
фораторах нашли компактные высоконадеж-
ные шариковые муфты. В ручных перфорато-
рах используется ударно-вращательный прин-
цип бурения, когда под действием ударного
импульса происходит разрушение материала, а
вращение бурового инструмента используется
для установки его лезвия на новое, не разру-
шенное место забоя, а также для удаления бу-
ровой мелочи от места забоя шнековой частью
бура. Такой способ бурения обусловлен не-
большой допустимой по существующим стан-
дартам (не более 200 Н) силой подачи на за-
бой, а следовательно, невысокой мощностью
привода.
С помощью редуктора обеспечивается
непрерывное вращение бурового инструмента,
что повышает его производительность.
Важный параметр перфоратора - частота
вращения бура. Чем она выше, тем эффектив-
нее транспортирование разбуренной мелочи
шнековой частью бура от поверхности забоя и
меньше возможность заклинивания бура в
шпуре. Ограничением является линейная ско-
рость перемещения твердосплавной пластины
режущей части бура относительно стенок
шпура. Это прежде всего касается буров мак-
симального диаметра. Линейная скорость на
периферии твердосплавной пластины не долж-
на превышать 1 м/с. В противном случае износ
пластины по окружности происходит быстрее,
чем торцевой режущей части.
Для обеспечения плавного (без рывков)
бурения, понижения виброактивности, а
9.3.15. Параметры электрических молотков с компрессионно-вакуумным
ударным механизмом
Параметр ЭМО-1,2-15 (Лепсе, Россия) ERA-18 (Дауэр, Латвия) ИЭ-4222 (ИМЗ, Россия)
Энергия удара, Дж 15 18 22
Частота ударов, мин’1 2000 1540 1890
Потребляемая мощность, Вт 1200 1250 1450
Напряжение/частота тока, В/Гц 220/50 220/50 220/50
Масса, кг 9 10 9
712
Глава 93. МАШИНЫ С ОДНОФАЗНЫМ КОЛЛЕКТОРНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ
следовательно, увеличения на 10... 15 % про-
изводительности бурения не менее важен вы-
бор отношения частоты ударов ПуЛ к частоте
вращения бура п0^: С = пуд/п0&
Это отношение выбирается из условия
обеспечения цикличности обработки приза-
бойной поверхности, когда после окончания
каждого предыдущего цикла, она выравнива-
ется в достаточной степени. При этом пара-
хл . , Кп
метр С = 2л/а, где а = - угол поворо-
та лезвия бура между двумя следующими друг
за другом ударами; К, i - целые натуральные
числа. При этом угол поворота лезвия бура за
один цикл обработки а = Кл.
В качестве рабочего инструмента в пер-
фораторах используются шнековые одноза-
ходные (рис. 9.3.18, а) и спиральные двухза-
ходные буры (рис. 9.3.18, б) различных диа-
метров и конструкций как режущей части, так
и элементов шнека, используемого для транс-
портирования разбуренной мелочи. Режущая
часть буров оснащена твердосплавными воль-
фрамо-кобальтовыми пластинами, существенно
увеличивающими их надежность. По конструк-
ции режущей части бура бывают долотчатые
(рис. 9.3.18, в, г), трехлезвийные (рис. 9.3.18, д) и
четырехлезвийные (рис. 9.3.18, е). Две последние
конструкции буров обеспечивают более плав-
ное бурение, меньшую вибрацию корпуса
перфоратора и ббльшую (на 10... 15 %) ско-
рость бурения.
Многие перфораторы имеют два - три
режима работы и могут использоваться как
перфоратор в ударно-вращательном режиме,
как молоток в ударном режиме и как свер-
лильная машина (при вращательном режиме).
Для получения перечисленных режимов пер-
форатор имеет переключатель.
В электрических перфораторах использу-
ется рабочий инструмент с унифицированны-
ми хвостовиками. Техническая характеристика
электрических перфораторов приведена в
табл. 9.3.16.
Рис. 9.3.18. Буры перфораторов:
а - шнековый однозаходный; б - спиральный двухзаходный; в, г - долотчатый;
д - трехлезвийный; е - четырехлезвийный
9.3.16. Техническая характеристика электрических перфораторов
Параметр "Вильва" (ПНППК, Россия) Е117А Е111А ERP-500 (Дауер)
№ ЛЗ
Энергия удара, Дж 1,5 1,75 6 1,5
Частота ударов, мин-1 4300 3600 3000 3600
Диапазон диаметров образуемых отверстий, мм 5...16 ' 5...25 12...40 6...22
Потребляемая мощность, Вт 550 550 1000 500
Масса, кг 2,6 3,1 6,5 3,0
МОЛОТКИ И ПЕРФОРАТОРЫ
713
Расчет компрессионно-вакуумного удар-
ного механизма ручной машины. Задача расче-
та - определение конструктивных параметров
ударного механизма (см. рис. 9.3.17, а): диа-
метра поршня 2, радиуса г кривошипа, началь-
ной длины Hq воздушной подушки, массы
бойка тх в зависимости от требуемой энергии
и частоты ударов.
Принимаем следующие обозначения: Si -
перемещение бойка; Р - избыточное давление
воздуха в камере; Ро - атмосферное давление;
Н - переменное расстояние между поршнем и
бойком; ш - угловая скорость кривошипа; Rx -
коэффициент отскока бойка; F - площадь
поршня; t- время; п - показатель политропы.
Дифференциальное уравнение движения
бойка, составляющее его математическую мо-
дель в безразмерном виде, имеет следующий
вид:
jq = ах — tZj [1 + (1 — cos т) — Xj ]-л ;
условие удара
jq = 0, х1+ = , (9.3.4)
где знак и "+" в последнем уравнении обо-
значают скорость непосредственно перед уда-
ром и после него, точка - дифференцирование
по безразмерному времени т.
Здесь т - безразмерные переменные,
связанные с размерными следующими соот-
ношениями:
т = ш^; xx=Sx/Hq. (9.3.5)
Безразмерные параметры системы ах, а$
определяются соотношениями
FPo г
ах =----ПГ; =----
тхН^2 HQ
(9.3.6)
Система уравнений (9.3.4) составлена
при следующих допущениях: кривошип вра-
щается с постоянной скоростью; утечки возду-
ха из камеры и теплообмен со стенками отсут-
ствуют; трение отсутствует.
Таким образом, для исследования дина-
мики и определения параметров КВУМ имеет-
ся одно уравнение (9.3.4), содержащее только
два безразмерных параметра ах и а$. С учетом
коэффициента отскока бойка Rx их будет три.
Для ЭРУМ Rx = 0,1...0,2 в зависимости от
прочности обрабатываемого материала.
В результате решения уравнения полу-
чают значения безразмерных скорости бойка в
момент удара V и давления Р для конкретных
значений параметров ах, а§, Rx. Дифференци-
руя выражение (9.3.5), можно получить зави-
симость между размерной V и безразмерной v
скоростью.
Для бойка
= Hq®xx либо V = Hq(ov;
где - дифференцирование перемещения по
времени t, V - скорость бойка в момент удара
(размерная). Значения размерного и безраз-
мерного давления воздуха в камере численно
совпадают.
Зная значение безразмерной скорости
бойка в момент удара при заданных парамет-
рах tZi и б?5, можно выбрать параметры ударно-
го механизма для любой заданной энергии и
частоты ударов. Исходными данными в этом
случае будут энергия удара бойка Е, средняя
угловая скорость кривошипа (угловая частота)
со и скорость бойка в момент удара V.
Остальные параметры ударного меха-
низма определятся по следующим формулам:
2Е
— , HQ =
и2
V
(0V
г = asH0 ; F =
ах 2Е(й
v V
Сила давления воздуха, действующая на
„ Н
поршень Р = PqQC - 1), где Pq - 1; X =-;
но
л=1,33.
Общие основы расчета компрессионно-
вакуумных ударных молотков и перфораторов
приведены в работе [21].
Электромагнитные молотки и перфо-
раторы. Принцип действия электромагнитных
ударных ручных машин основан на взаимо-
действии магнитного поля катушки с ферро-
магнитным сердечником, который связан с
бойком. В корпусе молотка установлен удар-
ный узел, имеющий две электромагнитные
катушки Кх и К2 прямого и обратного хода,
магнитопровод, боек 1 и буферный преобразо-
ватель импульсов 2 обратного хода бойка 1
(рис. 9.3.19). Кроме того, имеется узел охлаж-
дения катушек (вентилятор), преобразователь
для питания катушек и выключатель.
714
Глава 9.4. АККУМУЛЯТОРНЫЕ РУЧНЫЕ МАШИНЫ
Ч Ki 1 2 ?
Рис. 9.3.19. Схема электромагнитного молотка
У перфораторов дополнительно имеется
привод вращения бура, который одновременно
служит приводом вентилятора. Кроме того,
перфораторы оснащаются муфтами, ограничи-
вающими максимальный реактивный момент.
Катушки прямого и обратного хода
включают в электрическую схему так, чтобы
они получали питание в разноименные полу-
периоды переменного тока и посредством маг-
нитного поля приводили в движение боек,
который совершает возвратно-поступательное
движение и наносит удары по хвостовику ин-
струмента 4. В задней части ударного узла
расположен подпружиненный массивный
буфер 2, который является импульсным преоб-
разователем обратного хода бойка. Масса бойка
1 и буфера 2, а также жесткость буферной
пружины 3 выбираются так, что переменная
составляющая результирующей силы отдачи,
вызывающая вибрацию корпуса машины, су-
щественно снижается.
Для электромагнитных молотков и пер-
фораторов характерно то, что частота ударов
бойка равна частоте тока питающей сети, т.е.
для переменного тока с частотой 50 Гц она
будет 3000 ударов в 1 мин. Ввиду значитель-
ного теплового напряжения электромагнитно-
го ударного механизма, молотки и перфорато-
ры с этим механизмом имеют повторно-
кратковременный режим эксплуатации.
В табл. 9.3.17 приведена техническая ха-
рактеристика электромолотка ИЭ-4207А и
перфоратора ERP1000 фирмы Дауэр, в кото-
рых реализован ударный механизм электро-
магнитного типа.
Методика инженерного расчета основ-
ных параметров электромагнитных молотков и
перфораторов приведена в работе [2].
9.3.17. Техническая характеристика электромагнитных молотка и
перфоратора фирмы Дауэр
Параметр ИЭ-4207А ERP1000
Энергия удара бойка, Дж 4,8 2,5
Частота ударов, мин-1 3000 3000
Максимальный диаметр бурения, мм 24* 40
Глубина бурения, мм 200* 205
Потребляемая мощность, Вт 600 1010
Напряжение и частота тока, В/Гц 220/50 220/50
Масса, кг 6,9 5,8
*При комплектации молотка приспособлением и инструментом для ручного вращения бура.
Глава 9.4
АККУМУЛЯТОРНЫЕ РУЧНЫЕ
МАШИНЫ
Особенность электрических аккумуля-
торных ручных машин (ЭРМА) - возможность
работы ими в местах, удаленных от стацио-
нарных источников энергии и электрических
сетей, а также в стесненных условиях. Кроме
того, автономность аккумуляторного источни-
ка энергии обеспечивает полную электробезо-
пасность ручной машины (ввиду низкого на-
пряжения и отсутствия связи с электросетью).
ЭРМА с разной степенью эффективности
применяются в строительстве (при монтажных
работах на высоте, в замкнутых пространствах -
металлических резервуарах и др.), в сервисном
и ремонтном деле, в бытовых условиях. Глав-
ный их недостаток - ограниченная емкость
аккумуляторных батарей.
Основная характеристика ЭРМА - спо-
собность выполнения определенного числа
АККУМУЛЯТОРНЫЕ РУЧНЫЕ МАШИНЫ
715
технологических операций (сверления отвер-
стий, завертывание шурупов и т.д.) за одну
зарядку аккумулятора. Эта характеристика
зависит от энергоемкости аккумулятора и оп-
тимально подобранных режимов выполнения
технологической операции.
Для снижения массы применяют элемен-
ты меньших габаритных размеров, а энергоем-
кость увеличивают увеличением числа элемен-
тов, повышая при этом напряжение батареи.
Оптимальность режимов выполнения
технологической операции реализуется ис-
пользованием возможностей ручной машины
(двух-, трехступенчатое редуцирование, элек-
тронное бесступенчатое регулирование часто-
ты вращения, реверсирование и т.п.).
ЭРМА состоит из электродвигателя по-
стоянного тока, редуктора (в большинстве слу-
чаев планетарного), функциональной части,
определяющей назначение машины (сверлиль-
ная, шуруповерт, пила и др.), источника энер-
гии (аккумулятора). Каждая машина снабжает-
ся зарядным устройством.
Электродвигатель ЭРМА - коллектор-
ный, постоянного тока, малогабаритный, ин-
дуктор выполнен на постоянных магнитах,
материалом для которых являются сплавы на
основе редкоземельных элементов, а также
магнитопласты на основе Nd-Fe-B и др. Высо-
кокачественные обмотка якоря и материалы
постоянных магнитов обеспечивают повыше-
ние мощности двигателя.
Электродвигатель состоит из металличе-
ского корпуса, внутри которого крепятся по-
стоянные магниты, а в опорах подшипниковых
щитов устанавливаются якорь и щеточные
узлы. Основной ряд электродвигателей для
ЭРМА изготовляется на 2,4; 3,6; 4,8; 6,0; 7,2;
9,6; 12,0; 14,4; 18 и 24 В.
Аккумуляторный блок служит источни-
ком энергии и составляется из никель-
кадмиевых или никель-водородных элементов
на определенное напряжение. Один элемент,
входящий в аккумулятор, имеет номинальное
напряжение 1,2 В. Жесткость и надежность
соединения элементов обеспечивается сваркой
выводов, размещением их в специальном пла-
стмассовом корпусе, в котором находятся кон-
тактные штыри для соединения с получателем
энергии.
Конструкция элементов аккумулятора
обеспечивает их герметичность и виброзащи-
щенность. Они обладают длительным сроком
службы (1000 и более циклов заряд - разряд),
стабильной работой в диапазоне температур
-20...+50 °C. В лучших из применяемых в руч-
ных машинах аккумуляторах отсутствует "эф-
фект памяти", т.е. их можно заряжать после
частичного разряда без потери емкости.
Никель-кадмиевые аккумуляторы для ис-
пользования в ЭРМА изготовляет ряд зарубеж-
ных фирм, в том числе фирмы Варта, Сафт,
GPBL, Тошиба, Филипс. Такие аккумуляторы
выпускаются в гладких цилиндрических кор-
пусах, что позволяет составлять компактные
блоки.
Блок аккумуляторов присоединяется к
машине с помощью специальных фиксаторов.
Зарядное устройство служит для зарядки
аккумуляторного блока от сети переменного
тока и представляет собой электронное устрой-
ство, обеспечивающее режим зарядки. Дли-
тельный режим - в течение 10... 16 ч, средний -
2...3 ч, быстрый - 1 ч, сверхбыстрый - 10...
20 мин. Реализованы схемные решения: от
наиболее простых - понижающий трансформа-
тор и гасящее сопротивление во вторичной
цепи для ограничения тока заряда (при 16-ти
часовой зарядке), до более сложных - с непре-
рывным контролем напряжения на одном или
нескольких элементах батареи и автоматиче-
ским отключением зарядки при достижении
установленного (опорного) напряжения с кон-
тролем температуры или температурной кор-
рекцией установленного (опорного) напряже-
ния и т.п. Зарядное устройство защищено от
короткого замыкания на контактах аккумуля-
торной батареи.
ЭРМА могут быть с питанием от встро-
енного или присоединяемого аккумулятора, от
"поясного" и автомобильного аккумулятора.
Основную массу выпускаемых ЭРМА со-
ставляют ручные машины с питанием от при-
соединяемого аккумуляторного блока. Но-
менклатура выпускаемых ЭРМА практически
такая же, как ЭРМ с однофазным коллектор-
ным двигателем с двойной изоляцией при по-
требляемой мощности не более 500 Вт.
Наибольшую номенклатуру выпускаемых
ЭРМА имеют зарубежные фирмы Bosch,
Black&Decker, Makita и др. Они выпускают
аккумуляторные сверлильные и шлифовальные
машины, шуруповерты, дисковые пилы, но-
жовки и лобзики, ножницы, перфораторы и др.
716
Глава 9.5. РУЧНЫЕ И ПЕРЕНОСНЫЕ МАШИНЫ С ТРЕХФАЗНЫМ ДВИГАТЕЛЕМ
Глава 9.5
РУЧНЫЕ И ПЕРЕНОСНЫЕ МАШИНЫ
С ТРЕХФАЗНЫМ АСИНХРОННЫМ
ДВИГАТЕЛЕМ
В эту группу машин входят ручные ма-
шины с электродвигателем повышенной часто-
ты тока (200 Гц) и переносные машины с элек-
тродвигателем нормальной частоты тока
(50 Гц).
Ручные машины с электродвигателем
повышенной частоты тока. Они имеют массу
и габаритные размеры, сравнимые с этими
параметрами однофазных коллекторных руч-
ных машин, но проще по конструкции и более
надежны в эксплуатации. Их электробезопас-
ность обеспечивается низким напряжением (не
выше 42 В), а при напряжении выше 42 В -
защитными устройствами, устанавливаемыми
на преобразователях частоты. Вместе с тем
невозможность непосредственного подключе-
ния ручных машин повышенной частоты к
электрической сети общего пользования на-
кладывает определенные ограничения их ши-
рокого применения.
Ручные машины повышенной частоты
тока на напряжение 42 В (класса III) применя-
ются для выполнения работ, требующих по-
вышенной электробезопасности, и подключа-
ются к сети через преобразователь частоты.
Номенклатура их аналогична электрическим
ручным машинам с однофазным коллекторным
двигателем, а конструкции механической части
не имеют принципиального различия.
Номинальный ряд ручных машин класса
III включает: сверлильные машины для сверле-
ния отверстий в стали диаметром до 6; 10; 13 и
22 мм, шлифовальные ручные машины с кру-
гом типа ПП диаметром 150 мм (прямые) с
допустимой окружной скоростью не более
50 м/с и с кругом типа 5П и Д диаметром 180 и
230 мм с окружной скоростью 80 м/с, шурупо-
верты для винтов, болтов и шурупов диамет-
ром до 6 мм, гайковерты для резьб 16; 18...30 и
24...48 мм. Последние два типоразмера гайко-
вертов - редкоударные.
С двигателем повышенной частоты тока и
безопасным напряжением изготовляются руч-
ные машины, работающие с подачей жидкости
в зону обработки. К ним относятся: бороздоф-
резы для прорезки штроб в бетонных и кир-
пичных строительных конструкциях при про-
кладке скрытой проводки, затирочные ручные
машины для затирки мокрой штукатурки и др.
Переносные машины с трехфазным
асинхронным двигателем нормальной час-
тоты тока (50 Гц) и напряжением 220 В.
Особенности переносных машин следующие:
использование в стационарном положении без
закрепления или с закреплением; возможность
перемещения одним человеком и работа под
его контролем; подключение к электрической
сети с помощью электрического шнура (кабе-
ля) с вилкой.
В номенклатуру этих машин входят:
строгальные и рейсмусовые, заточные и шли-
фовальные, дисковые пилы, цепные долбеж-
ные, настольные сверлильные и др. Каждая
зарубежная фирма имеет определенную но-
менклатуру переносных машин. В России вы-
пускаются следующие переносные машины:
одно- и двусторонние заточные (точила) со
шлифовальным кругом диаметром 100...200 мм,
деревообрабатывающие типа ИЭ-6009, рассчи-
танные на глубину пропила до 70 мм и ширину
строгания до 200 мм, настольные сверлиль-
ные и др.
В качестве привода они имеют конденса-
торные, трехфазные асинхронные двигатели,
включаемые в бытовую сеть, а средством за-
щиты - устройство заземления, защитно-от-
ключающее устройство или дополнительная
изоляция.
К этой же группе машин относятся элек-
трические трамбовки, предназначенные для
уплотнения грунта в стесненных условиях,
в основном ударного действия.
Трамбовки ударного действия (ТУД) мо-
гут уплотнять все виды грунтов. Основным
преимуществом ТУД перед катками и виброп-
литами является то, что при малой массе они
способны уплотнять грунты значительной
толщины при высокой производительности.
Приводом в трамбовках может быть электро-
двигатель и двигатель внутреннего сгорания.
Передача энергии трамбующей плите (башма-
ку) осуществляется через упругое звено - воз-
душную подушку или пружину.
В зависимости от области применения
трамбовки ударного действия можно разделить
на малые (до 20 кг), средние (50...75 кг) и тя-
желые (более 100 кг). По способу передвиже-
ния по уплотняемой поверхности ТУД делятся
на ручные и самопередвигающиеся.
В зависимости от конструкции ударного
механизма трамбовки могут быть компресси-
онно-вакуумными и пружинными. Последние
имеют преимущественное применение в сред-
РУЧНЫЕ И ПЕРЕНОСНЫЕ МАШИНЫ С ТРЕХФАЗНЫМ ДВИГАТЕЛЕМ
717
них и тяжелых самопередвигающихся трам-
бовках, а компрессионно-вакуумные - только в
легких ручных трамбовках.
Малогабаритные ТУД массой 15...20 кг
пригодны для уплотнения несвязного грунта
вокруг столбов, жесткого бетона между арма-
турой, грунтовых подсыпок под полы зданий, а
также при ремонте дорог. ТУД массой 70...90 кг
используют для уплотнения несвязного грунта
на глубину до 0,4 м и связного - до 0,3 м при
планировке площадок застройки, засыпке
траншей после прокладки или ремонте подзем-
ных коммуникаций, подготовке оснований под
здания и сооружения.
Тяжелые ТУД массой более 100 кг при-
менимы для уплотнения связного грунта при
толщине слоя подсыпки до 0,4 м, и несвязного
грунта при толщине слоя до 0,6 м. Они позво-
ляют уплотнять грунт при механизированной
отсыпке в условиях, в которых трудно исполь-
зовать мощные грунтоуплотняющие машины.
Электрические трамбовки ударного дей-
ствия ИЭ-4501, ИЭ-4502А, ИЭ-4503 и ИЭ-4504
в качестве привода имеют трехфазный асин-
хронный двигатель на напряжение 220 В и
частоту 50 Гц, а электробезопасность их обес-
печивается надежным заземлением и подклю-
чением к сети через защитно-отключающее
устройство. Кроме того, при работе с электро-
трамбовками оператор должен быть в резино-
вых сапогах, так как эксплуатация их происхо-
дит, как правило, на открытых площадках и на
влажном грунте.
Трамбовка ударного действия с компрес-
сионно-вакуумным ударным механизмом.
В качестве упругого звена в цепи передачи
энергии привода к трамбующему башмаку
используется воздух, поступающий в замкну-
тое пространство, образованное цилиндром и
поршнем, жестко соединенным с трамбующим
башмаком (рис. 9.5.1, а). При работе двигателя
подвижный цилиндр 4 совершает возвратно-
поступательное движение. При перемещении
цилиндра вверх в его полости 6 над днищем
поршня 7 создается разрежение. Под действием
разности атмосферного и остаточного давлений
поршень 7, шток и башмак 8 начинают двигаться
с ускорением вслед за цилиндром.
Рис. 9.5.1. Электрические трамбовки ударного действия:
а-с компрессионно-вакуумным ударным механизмом; б-с пружинным ударным механизмом;
1 - электропривод; 2 - редуктор; 3 - кривошипно-шатунный механизм; 4 - подвижный цилиндр;
5 - ствол; 6 - воздушная подушка; 7 - поршень со штоком; 8 - башмак; 9 - ползун; 10 - цилиндр;
11 - шток; 12 - пружина; 13 - дебаланс; 14 - рукоятка
718
Глава 9.5. РУЧНЫЕ И ПЕРЕНОСНЫЕ МАШИНЫ С ТРЕХФАЗНЫМ ДВИГАТЕЛЕМ
После того как кривошип пройдет верхнюю
мертвую точку, цилиндр перемещается вниз, а
поршень со штоком и башмаком вследствие
сжатия воздушной подушки 6 постепенно те-
ряют скорость, останавливаются и затем, уст-
ремляясь вниз, башмак ударяет по грунту. Далее
цикл повторяется.
Перемещение трамбовки по уплотняемой
поверхности осуществляется с помощью руко-
яток 14 во время отрыва башмака от грунта.
Такой механизм имеют электротрамбовки ИЭ-
4501 и ИЭ-4503 фирмы Дауэр, основные пара-
метры которых приведены ниже.
Электротрамбовка с ком-
прессионно-ударным механизмом ИЭ-4501 ИЭ-4503
Производительность по среднезернистому песку при глубине подсыпки не более 0,3 м, м3/ч 6 4
Диаметр трамбующего башмака, мм 200 140
Частота ударов, мин"1 550 550
Потребляемая мощность, Вт 800 450
Глубина уплотнения, м ... 0,2 0,15
Масса, кг 21 15
К недостаткам трамбовок с компрессион-
но-вакуумным ударным механизмом следует
отнести возможное оседание корпуса машины
во время работы, поэтому ее необходимо под-
держивать во взвешенном Состоянии, но это же
ее свойство облегчает перемещение по уплот-
няемой поверхности.
Трамбовки ударного действия с пружин-
ным ударным механизмом могут быть с линей-
ной и нелинейной связью привода с трамбую-
щим башмаком. ТУД зарубежных фирм имеют
пружинные ударные механизмы, обеспечи-
вающие линейную связь трамбующего башма-
ка с приводом. В этих конструкциях ползун,
• приводящий в движение шток с башмаком,
расположен между пакетами предварительно
поджатых пружин. Для нормальной работы
ударного механизма трамбовки предваритель-
ная деформация пружин должна быть равна их
рабочей деформации, что создает тяжелый
режим работы пружин и ведет к увеличению
массы и габаритных размеров трамбовки.
На рис. 9.5.1, б представлена схема трам-
бовок ИЭ-4502А и ИЭ-4504 с пружинным
ударным механизмом с нелинейной связью
рабочего органа. На трамбующем башмаке 8
закреплены два цилиндра 10, служащие на-
правляющими для штоков 11 и установки под-
жатых пружин 12. Шток через ползун 9 соеди-
нен с кривошипно-шатунным механизмом 3.
На кривошипных валах закреплены массы -
дебалансы 13, центробежная сила которых
суммируется в вертикальном направлении и
снижает вибрацию корпуса трамбовки.
Указанные массы расположены под опре-
деленным углом к кривошипу, а их вращение
синхронизировано двумя шестернями редукто-
ра. Управление трамбовкой осуществляется
рукояткой 14, которая позволяет изменять по-
ложение трамбовки на уплотняемой поверхно-
сти, обеспечивая ее движение (вперед, назад,
на месте).
Пружинный ударный механизм с нели-
нейной связью рабочего органа с приводом и
одномассовый динамический гаситель колеба-
ний корпуса имеет электрическая трамбовка
ИЭ-4505.
Техническая характеристика электро-
трамбовок ударного действия с нелинейной
пружинной связью трамбующего башмака с
электроприводом фирмы Дауэр представлена
ниже.
Электротрамбовка
ударного действия ...
Производительность
по среднезернистому
песку, м3/ч........
Размеры трамбующе-
го башмака, мм.....
Глубина уплотнения, м
Частота ударов, мин"1
Мощность двигателя,
кВт................
Масса, кг..........
ИЭ- 4502А ИЭ- 4504 ИЭ- 4505
22 32 7
350х 480х
х450 х500 0200
0,4 0,5 0,2
560 560 560
1,5 3 0,6
81,5 160 28
Расчет трамбовок ударного действия с
нелинейной пружинной связью трамбующего
башмака с приводом включает: определение
основных параметров трамбующего башмака
исходя из заданных значений ударной мощно-
сти и производительности трамбовки; динами-
ческих параметров трамбовки и параметров
движения основных масс при установившемся
периодическом режиме работы.
К основным параметрам трамбующего
башмака относятся масса, площадь основания,
ударный импульс и частота ударов. При выбо-
ЭЛЕКТРОННЫЕ РЕГУЛЯТОРЫ ЧАСТОТЫ ВРАЩЕНИЯ
719
ре параметров рабочего органа трамбовки ис-
ходят из того, что напряжения на поверхности
грунта не должны превышать предела его
прочности. Наилучший эффект уплотнения
грунта достигается при максимальном напря-
жении
Ошах = (0,8...0,9) Ор, (9.5.1)
где Ор - предел динамической прочности грунта.
Толщина уплотняемого слоя грунта оп-
тимальной влажности при уплотнении его до
плотности, равной 0,95 максимальной стан-
дартной, определяется из выражения:
для связных грунтов
Яг =1,15 1-е_₽4-
I гр >
(9.5.2)
для несвязных грунтов
ЯГ=1,5В 1-е’₽4-
I
(9.5.3)
где В - минимальный поперечный размер
трамбующего башмака; i/ip - отношение
удельного и предельного ударных импульсов;
Р - коэффициент, зависящий от вида грунта и
скорости изменения его напряженного состоя-
ния.
Частота ударов пу трамбующего башмака
по грунту
Иу=^р/', (9.5.4)
где К - коэффициент зависящий от плотности
и вида грунта; при плотности, равной 0,95 мак-
симальной стандартной, для связного грунта
К = 4, для несвязного К = 2.
Число ударов за проход
h = L6Znp /I , (9.5.5)
где £б _ продольный размер трамбующего
башмака; Znp - число проходов трамбовки при
уплотнении; I - длина прыжка трамбующего
башмака.
Длина прыжка трамбующего башмака
/ = 2°--f--sin Р , (9.5.6)
ш
где р - угол наклона корпуса трамбовки;
Р = 10... 15°; со - вынужденная частота колеба-
ний трамбующего башмака.
Формула (9.5.6) действительна, если вре-
мя свободного падения трамбующего башмака
tc = Т/2 = 7г/ш,
где Т- период колебаний трамбующего башмака.
При большом угле наклона корпуса ско-
рость передвижения трамбовки возрастает,
однако появляется возможность возникновения
угловых колебаний корпуса и повышается уро-
вень вибрации корпуса и рукояток управления.
Полный ударный импульс трамбующего
башмака
/п = iF6 = iBL6 = m6v6 , (9.5.7)
где F6 - площадь трамбующего башмака; Vg -
скорость движения башмака.
Порядок определения параметров трам-
бующего башмака трамбовки следующий: при
заданной глубине уплотнения грунта, исполь-
зуя выражения (9.5.1) и (9.5.2), определяют
размеры трамбующего башмака (прямоуголь-
ного или круглого).
По формулам (9.5.3) и (9.5.4) находят
частоту и число ударов по площадке грунта,
длина которой равна продольному размеру трам-
бующего башмака, при числе проходов не менее
двух. По требуемому числу ударов трамбующего
башмака по формуле (9.5.4) определяют величи-
ну удельного ударного импульса трамбующего
башмака. Задаваясь скоростью удара трамбую-
щего башмака Vg = 2,8...3,5 м/с, по формуле
(9.5.7) определяют массу ш^. Зная скорость
удара, массу и частоту ударов трамбующего
башмака, находят энергию удара и ударную
мощность.
Общие основы инженерного расчета
трамбовок ударного действия приведены в
работе [19].
Глава 9.6
ЭЛЕКТРОННЫЕ РЕГУЛЯТОРЫ
ЧАСТОТЫ ВРАЩЕНИЯ
Как уже отмечалось, коллекторный дви-
гатель является основным наиболее массовым
приводом электрических ручных машин. Од-
нако высокая частота вращения на холостом
ходу - причина повышенного уровня шума и
бесполезного расхода энергии, а мягкость ме-
720
Глава 9.6. ЭЛЕКТРОННЫЕ РЕГУЛЯТОРЫ ЧАСТОТЫ ВРАЩЕНИЯ
ханической характеристики не позволяет под-
держивать заданную частоту вращения под
нагрузкой.
При использовании коллекторного двига-
теля, например в сверлильной машине, наблю-
даются следующие недостатки:
пуск машины связан с резким ростом си-
лы тока, намного превышающей номинальное
значение, что приводит к перегреву двигателя,
повышенным нагрузкам на коллектор и щеточ-
ные узлы, перегрузке питающей сети;
при пуске машины на холостом ходу час-
тота вращения п0 соответствует максимальной
частоте вращения двигателя, что не всегда же-
лательно;
работа в режиме холостого хода связана с
бесполезным расходом энергии, шумом и по-
вышенной нагрузкой подшипниковых узлов и
деталей редуктора;
увеличение нагрузки обусловливает па-
дение частоты вращения.
Для устранения этих недостатков необхо-
димы:
оптимизация режима работы коллектор-
ного двигателя;
получение жесткой механической харак-
теристики, т.е. обеспечение постоянства часто-
ты вращения при переменной нагрузке;
плавное регулирование частоты вращения;
повышение надежности и снижение на-
грузок на элементы двигателя и машины в це-
лом путем исключения режима холостого хода
и снижения пускового тока.
Указанные задачи в той или иной степени
решаются путем применения в электрических
ручных машинах современных электронных
регуляторов.
На рис. 9.6.1 представлена классификация
электронных регуляторов.
Ручные регуляторы обеспечивают пуск
коллекторного двигателя с минимальной час-
тотой вращения, благодаря чему снижается
сила пускового тока и исключается режим хо-
лостого хода. Регуляторы могут обеспечивать
одно- или двухполупериодное регулирование
напряжения питания, подводимого к электро-
двигателю. При однополупериодном регулиро-
вании эффективное значение напряжения пи-
тания изменяется только в течение полуперио-
дов одной полярности, а полупериоды другой
полярности нерабочие, т.е. в течение этих полу-
периодов напряжение на двигатель не подается.
Простейшая схема электронного регуля-
тора частоты вращения коллекторного двига-
теля приведена на рис. 9.6.2 Тиристор 1 вклю-
чен последовательно с обмотками двигателя 2,
а его управляющий электрод соединен через
пороговый элемент 3 с ползуном переменного
резистора 4, образующего с конденсатором 5
фазосдвигающую RC-цепь. В зависимости от
Рис. 9.6.1. Классификация электронных регуляторов
ЭЛЕКТРОННЫЕ РЕГУЛЯТОРЫ ЧАСТОТЫ ВРАЩЕНИЯ
721
положения ползуна переменного резистора 4
изменяется величина заряда конденсатора 5, а
следовательно, фаза включения тиристора 1.
Угол открытия тиристора определяется поло-
жением ползуна переменного резистора и, в
свою очередь, определяет значение эффектив-
ного напряжения, подводимого к обмоткам
двигателя. На рис. 9.6.2, б показана диаграмма
напряжения U = f (t), подводимого к двигате-
лю 2 при некотором среднем положении пол-
зуна переменного резистора 4.
Рассмотренная схема используется в мас-
совых курковых регуляторах частоты враще-
ния для плавного регулирования частоты вра-
щения двигателя в пределах части его механи-
ческой характеристики. При этом регулирова-
ние ведется только в одном полупериоде на-
пряжения питания, а второй полупериод пол-
ностью пропускается.
На рис. 9.6.2, в показана диаграмма на-
пряжения питания U -f(t) для двухполупери-
одного регулятора переменного напряжения
при некотором среднем положении его задат-
чика. Такое регулирование менее вредно для
коллектора и щеточного узла электродвигателя
и обеспечивает изменение мощности во всем
диапазоне напряжения питания.
Схема двухполупериодного регулятора
аналогична рассмотренной и отличается ис-
пользованием симистора вместо тиристора.
Симистор переключается в одном направлении
импульсами положительной полярности, а в
другом - импульсами отрицательной полярно-
сти через симметричный диодный переключа-
тель (например, диак) в разные отрезки време-
ни с управлением от фазосдвигающей цепи.
Рис. 9.6.2. Схема однополупериодного
электронного регулятора частоты вращения (а) н
диаграммы напряжения питания двигателя
для однополупериодного регулятора (£) и
двухполупериодного (в):
1 - тиристор; 2 - двигатель; 3 - пороговый элемент;
4 -.переменный резистор; 5 - конденсатор;
6 - резистор
Схемы одно- и двухполупериодного ре-
гулирования частоты вращения применяются в
выключателях фирмы Сарах (Голландия), а
однополупериодное регулирование - в отече-
ственных выключателях типа БУЭ, которые
устанавливаются в электроинструментах.
Использование таких регуляторов расши-
ряет технологические возможности машины
(обработка более широкой гаммы материалов,
засверливание, перемешивание жидкостей и
паст). Кроме того, снижается уровень шума
при пуске, ограничивается сила пускового то-
ка, повышается надежность машины.
Автоматические регуляторы или стаби-
лизаторы частоты вращения - регуляторы с
обратной связью, обеспечивающие поддержа-
ние заданной частоты вращения вала двигателя
при изменяющейся нагрузке.
Стабилизаторы с фиксированной устав-
кой используются в основном в шлифовальных
машинах и обеспечивают получение механиче-
ской характеристики Пф (рис. 9.6.3). При этом
частота вращения Пф, определяемая фиксиро-
ванной уставкой регулятора, меньше частоты
вращения п0 на холостом ходу, Пф < п0, что
позволяет использовать более легкий высокоско-
ростной двигатель без опасности разрыва круга.
В связи с тем, что возможен пробой по-
лупроводникового прибора, осуществляющего
регулирование, регулятор может выйти из
строя и двигатель будет находиться под пол-
ным номинальным напряжением сети. В ре-
зультате двигатель разовьет частоту вращения,
соответствующую режиму холостого хода, что
может привести к разрыву шлифовального
круга. Для полной безопасности на случай вы-
хода регулятора из строя такие машины выпол-
няют со специальными предохранительными
устройствами.
Наибольшее распространение получают
стабилизаторы с задатчиком частоты враще-
ния. Такие стабилизаторы обеспечивают полу-
чение различных частот вращения, П\- п, с
характеристиками, практически параллельны-
ми оси абсцисс, т.е. с рядом жестких механиче-
ских характеристик. Это означает, что устано-
вив заданную частоту вращения, оператор мо-
жет быть уверен, что при изменении нагрузки
частота вращения практически останется по-
стоянной. При этом обеспечивается повыше-
ние производительности и качества, оптимизи-
руется процесс обработки.
722
Глава 9.6. ЭЛЕКТРОННЫЕ РЕГУЛЯТОРЫ ЧАСТОТЫ ВРАЩЕНИЯ
Рис. 9.6.3. Механическая характеристика коллекторного электродвигателя:
а - с однополупернодным регулятором; б - со стабилизатором частоты вращения
Рис. 9.6.4. Схемы автоматического регулятора частоты вращения с задатчиком скорости
(потенциометром) (а) и без задатчика скорости (б) и механические характеристики:
1 - симистор; 2 - обмотка якоря; 3,4- обмотки статора; 5 - задатчик скорости (переменный потенциометр);
I- без регулятора; 77- с регулятором; 777- без стабилизатора; IV- со стабилизатором
Задатчик частоты вращения может быть
ручным, например в виде потенциометра, по-
ложение ручки которого определяет соответ-
ствующую частоту вращения, или микропро-
цессорным. В последнем случае оператор за-
дает не частоту вращения, а исходные данные
(материал детали, диаметр сверла, ступень
редукции), при этом частота вращения выби-
рается микропроцессором и задается стабили-
затору.
На рис. 9.6.4, а приведена схема подсое-
динения сериесного коллекторного двигателя
ручной машины к автоматическому регулято-
ру, обеспечивающая двухполупериодное управ-
ление с обратной связью по скорости с помощью
симистрра 7 и блока управления БУ. При этом
задатчик скорости 5 (потенциометр) позволяет
плавно задавать диапазон требуемых частот
вращения п с достаточно высоким коэффици-
ентом жесткости механических характеристик
под нагрузкой в пределах 8... 15 %. Автомати-
ческий регулятор позволяет с помощью пере-
менного потенциометра получить семейство
скоростных характеристик, отличающихся
соответствующей механической жесткостью.
Оператор может выбрать тот или иной режим
ВИБРОШУМОЗАЩИТА ОПЕРАТОРОВ РУЧНЫХ МАШИН
723
сверления (резания) в зависимости от материа-
ла и получить соответствующее качество тех-
нологического процесса. Такой тип регулятора
применяется в сверлильных машинах ударно-
вращательного действия, перфораторах, нож-
ницах, пилах и др.
На рис. 9.6.4, б представлена схема под-
соединения коллекторного двигателя ручной
машины (углошлифовальной) к электронному
регулятору, выполняющему функции стабили-
затора. В блоке управления стабилизатора БУ,
посредством подстроечного резистора заранее
установлена определенная скорость, автомати-
чески поддерживаемая им под нагрузкой, и
заданная номинальная частота вращения (на-
ружный переменный потенциометр отсутству-
ет). При этом начальная скорость холостого
хода двигателя (машины) из-за блока управле-
ния снижена относительно действительной
частоты вращения холостого хода двигателя на
25...30 %. Под нагрузкой обеспечивается так-
же высокая степень жесткости механической
характеристики (в пределах 8... 12 %).
Стабилизатор благодаря фиксированной
уставке заданной частоты вращения позволяет
получить жесткую механическую характери-
стику, оптимизировать рабочий режим маши-
ны и повысить долговечность и безопасность
работы шлифовального круга при ограничен-
ной частоте вращения холостого хода. Отли-
чительная особенность современных регулято-
ров с обратной связью (в том числе стабилиза-
торов) - отсутствие специальных датчиков
(тахо- фото и других датчиков), значительно
усложняющих конструкцию машины. При
этом использование БУ позволяет с помощью
современных схемотехнических решений вы-
делить из всего множества различных сигна-
лов в цепи обмоток двигателя только один,
ответственный за частоту вращения двигателя.
При этом с помощью фазоимпульсного гене-
ратора при использовании управляющего си-
мистора происходит изменение среднего зна-
чения напряжения на выводах двигателя, чем и
поддерживается заданная частота вращения
двигателя.
Глава 9.7
ВИБРОШУМОЗАЩИТА ОПЕРАТОРОВ
РУЧНЫХ МАШИН
Повышенные уровни вибрации и шума
ручных машин вредно воздействуют на здоро-
вье операторов.
При создании ручных электрических ма-
шин необходимо руководствоваться требования-
ми действующей нормативной документацией,
ограничивающей их уровни шума и вибрации
(рис. 9.7.1).
Сфера создания и производства ручных
машин. Минимизация вибрационной и шумо-
вой активности модели ручной машины конст-
руктивными средствами отражена в работах
[3, 4, 5,6, 11, 13, 20, 25, 26, 31, 32]. Под моде-
лью понимается совокупность экземпляров,
выполненных по одной и той же конструктор-
ской документации и одному и тому же техно-
логическому процессу. Проблемы и вопросы
минимизации виброшумовой активности ручных
машин отражены также в работах [22 и 35].
Вибрационная и шумовая характеристи-
ки модели отражают наиболее вероятные зна-
чения параметров, полученных при фиксиро-
ванных условиях испытаний. В соответствии с
ГОСТ 12.1.012; ГОСТ 17770; ГОСТ 51376-1;
ГОСТ 2.2.030 минимальная доверительная
вероятность при доверительном интервале,
равном ± 0,4 среднего арифметического значе-
ния параметра, установлена на уровне 0,95.
Фиксированные условия испытаний уста-
навливаются в общем виде в ГОСТ 16519;
ГОСТ 16844; ГОСТ 51401 и методиках испы-
таний, аттестованных в установленном поряд-
ке. Проблемы и вопросы испытаний на вибра-
цию и шум и оценки вибрационных и шумо-
вых характеристик моделей ручных машин
отражены в работах [8, 14, 15, 25, 26, 34, 35].
Сфера оценки степени виброшумозащи-
ты операторов ручных машин. В этой сфере
проводится оценка вибрационных и шумовых
характеристик моделей ручных машин упол-
номоченными органами государства (обяза-
тельная сертификация).
Сертификация моделей проводится в со-
ответствии с положениями о данной системе
сертификации. Обязательная сертификация
проводится в соответствии с государственны-
ми стандартами. При сертификации использу-
ется информация производителя, отраженная в
сопроводительной документации на модель
ручной машины о ее виброшумобезопасных
характеристиках.
Сфера эксплуатации. В соответствии с
государственными стандартами и санитарны-
ми правилами все экземпляры каждой модели
ручной машины должны подвергаться перио-
дическому контролю вибрационных и шумо-
вых характеристик, в том числе в условиях
конкретных рабочих мест на производстве.
724
ГЛАВА 9.7. ВИБРОШУМОЗАЩИТА ОПЕРАТОРОВ РУЧНЫХ МАШИН
Рис. 9.7.1. Структурная схема системы виброзащиты операторов
СПИСОК ЛИТЕРАТУРЫ
725
Параметры шума и в особенности ло-
кальной вибрации ручной машины носят сто-
хастический характер [8, 15, 33] и поэтому у
нескольких экземпляров одной и той же моде-
ли в различных условиях эксплуатации вибра-
ционные характеристики могут отличаться
друг от друга до 10 дБ. В связи с этим вибра-
ционные (и отчасти шумовые) характеристики,
полученные на конкретных рабочих местах, не
могут служить характеристиками данной мо-
дели ручной машины, а могут быть отнесены
только к конкретным рабочим местам.
СПИСОК ЛИТЕРАТУРЫ
1. Баландин В.П. и др. Новые отечест-
венные и зарубежные ручные и переносные
электромеханические машины ударного дей-
ствия. М.: ЦНИИТЭСтроймаш, 1976. 57 с.
2. Борисов В.М., Гольдштейн Б.Г.,
Шерман В.Л. Ручные виброзащищенные
электромонтажные молотки и перфораторы с
двойной изоляцией. М.: ЦНИИТЭСтроймаш,
1977. С. 41-52.
3. Быховский И.И., Гольдштейн Б.Г.
Оптимизация средств вибрационной защиты в
ручных машинах. М.: ЦНИИТЭСтроймаш,
1984. 41 с.
4. Быховский И.И., Гольдштейн Б.Г.
Принципы конструирования вибробезопасных
машин. М.: ЦНИИТЭСтроймаш, 1977. 57 с.
5. Быховский И.И., Гольдштейн Б.Г.,
Гоппен А.А. Система обеспечения защиты
оператора ручных машин от вибрации. Вибра-
ции в технике. М.: Машиностроение, 1995.
С. 440-448.
6. Влияние вибрации на организм че-
ловека и проблемы виброзащиты // Тезисы
докладов VI Всесоюзного симпозиума. М.:
Наука. 1982. 88 с.
7. Гельфанд М.Л., Гольдштейн Б.Г.,
Ципенюк Я.И. Вибробезопасные электриче-
ские ударные гайковерты и эффективные спо-
собы их применения. М.: ЦНИИТЭСтроймаш,
1976. С. 36-40.
8. Гиллязутдинова В.Х., Гоппен А.А.
О статистических оценках вибрации ручных
машин // Научно-техническая конференция по
колебаниям механических систем. Киев: Нау-
кова думка, 1971. 27 с.
9. Гольдштейн Б.Г. и др. Электриче-
ские ручные машины с двойной изоляцией. М.:
Машиностроение, 1975. С. 4 - 13, 21 - 26.
10. Гольдштейн Б.Г. Ударно-вибрацион-
ные ручные машины // Вибрации в технике.
М.: Машиностроение, 1981. С. 414-428.
11. Гольдштейн Б.Г., Гоппен А.А. Эф-
фективность виброизоляции корпусов пневма-
тических молотков. Строительные и дорожные
машины. 1983. № 12. С. 21 -22.
12. Гольдштейн Б.Г. и др. Электриче-
ские ручные машины с электронным регулиро-
ванием. М.: ЦНИИТЭСтроймаш, 1986. С. 2- 16.
13. Гоппен А.А., Кронин И.В. Методы
снижения аэродинамического и структурного
шума ручных машин. М.: ЦНИИТЭСтроймаш,
1978. 55 с.
14. Гоппен А.А. Блинов Б.И. Методы и
средства испытаний машин ударного действия.
М.: ЦНИИТЭСтроймаш, 1983. 50 с.
15. Гоппен А.А. и др. О гармонизации
государственных стандартов России, регламен-
тирующих методы и средства испытаний для
определения вибрации на рукоятках ручных ма-
шин, с международными стандартами ИСО 8662.
Безопасность жизнедеятельности. № 2001.11.
С. 44-47.
16. Дольник Е.С., Горник Л.А. Элек-
трические гайковерты ударного действия. М.:
ЦНИИТЭСтроймаш, 1973. С. 5 - 8.
17. Кирюшин Н.М. и др. Грунтоуплот-
няющие машины ударного действия. М.:
ЦНИИТЭСтроймаш, 1972. С. 3 - 10.
18. Никишин Н.И., Кирюшин Н.М.
Ручные машины ударного действия. М,:
ЦНИИТЭСтроймаш, 1985. С. 38 - 43.
19. Никишин Н.И., Простин В.Ф. Руч-
ные машины ударного действия. М.: ЦНИИ-
ТЭСтроймаш, 1985. С. 38-43.
20. Основные направления повышения
технического уровня и качества ручных машин
(механизированного инструмента) // Тезисы
докладов Всесоюзного научно-технического
совещания. М.: ЦНИИТЭСтроймаш, 1982. 111 с.
21. Пятов В.Л. Исследование компрес-
сионно-вакуумного ударного механизма с по-
мощью ЭВМ // Механизированный инстру-
мент и отделочные машины. Вып. 1. М.:
ЦНИИТЭСтроймаш, 1971. С. 5- 11.
22. Разумов И.К. Основы теории энерге-
тического действия вибрации на человека. М.:
1975. 205 с.
23. Риш ин А.Е. Новые конструкции
электрических и пневматических ножниц. М.:
ЦНИИТЭСтроймаш, 1971. С. 16 - 25.
726
ГЛАВА 9.7. ВИБРОШУМОЗАЩИТА ОПЕРАТОРОВ РУЧНЫХ МАШИН
24. Ришин А.Е. Энергетические покате-
ли различных типов механизированных нож*
ниц. М.: ЦНИИТЭСтроймаш, 1971. С. 30-34.
25. Ручные пневматические машины
ударного действия с пониженной вибрацией //
Труды АН СССР. Сибирское отделение. Ин-
ститут горного дела. Новосибирск, 1974. 119 с.
26. Ручные пневматические машины
ударного действия, СССР, Сибирское отделе-
ние, Новосибирск, 1979. 116 с.
27. Савинский Ю.А. и др. Однофазные
коллекторные двигатели для ручных электри-
ческих машин. М.: ЦНИИТЭСтроймаш, 1986.
С. 25-29.
28. Савинский Ю.А., Батуев В.Н.,
Злотников Л.Е. Новое поколение электропри-
водов ручных электрических машин. М.:
ЦНИИТЭСтроймаш, 1990. С. 14- 18.
29. Соловьев А.А., Коротков В.И. На-
ладка деревообрабатывающего оборудования.
М.: Высшая школа, 1982. С. 281 -284.
30. Теньковец В.В., Центер П.И. Осно-
вы теории и эксплуатации герметичнеых ни-
кель-кадмиевых аккумуляторов. Л.: Энерго-
атомиздат, 1985. С. 69 - 84.
31. Фролов К.В., Фурман Ф.А. При-
кладная теория виброзащитных систем. М.:
Машиностроение, 1980. 276 с.
32. Ямпольский Д.З. Моделирование
вибрации отбойного молотка и выбор рацио-
нальных параметров виброзащиты. М.: Инсти-
тут горного дела им. А.А. Скочинского, 1991.
17 с.
33. Gmilbert С, Le Ku ch Н. Isolatihg
shock ahd vibration // Mechanical Engenering.
1982. Vol. 104. N 10. P. 58-63.
34. Griffin, M.J. Measurement, evaluation
and assessment of occupational exposures to hand -
transmitted vibrational // Occupational and Environ-
mental Medicine. 1977. Vol/ 54 (2). P. 73 - 89.
35. Griffin M.J. Hand - book of human vi-
bration. London: Academic Press, 1990. 410 p.
предметный указатель
А
Автобетоносмеситель 533
Автогрейдер 11. База ходового оборудования 163.
Габаритная ширина 163. Особенности компо-
новки движителя 161. Особенности конструк-
ции 160. Расчет основных параметров 162.
Расчет производительности 168. Расчет сил,
действующих на рамы 164
Автоматизация комплексная 28
- машин 28
Автоматизированный комплекс для скоростного
строительства цементобетонных покрытий 318
Агрегат вдавливающий гидроцилиндровый 453
- минерального порошка асфальтосмесительной
установки 291
- пылеулавливающий 284
- передвижной трехступенчатый 389
- смесительный 292
- сушильный 280
- передвижной 281
- стационарный 280
Агрегатирование гусеничного трактора 27
Аппарат роторно-лопастной метательный 358
Арматура стержневая 499
Асфальтоукладчик. Классификация 324. Расчет
основных параметров 328
- с гусеничным ходовым устройством 325
Б
Бадья самоходная 540
Барабан правильный. Расчет 557
- сушильный 283. Тепловой расчет 255
- фрезерный 267
Безопасное сверхнизкое напряжение 686
Безопасность механическая ручных машин. Тре-
бования 687
Бетон 498
- ячеистый. Классификация 498
Бетонораздатчик 533
- винтовой 543
- ленточно-винтовой 543
- портальный 541
Бетонорасп ределитель 317
Бетоноукладчик 533, 542. Схема сил, действующих
на рабочие органы 319
Блок дозаторов каменных материалов асфальтосме-
сительной установки 298
- дозировочный 292
Брусья дробящие 267
Бульдозер 11, 153. Прозводительность 158. Сила
тяги при копании грунта 159
Бункер готовой смеси асфальтосмесительной уста-
новки 304
- самоходный опрокидной 541
- со скиповым подъемником асфальтосмеситель-
ной установки 305
Бур ковшовый 426
- составной 431
Бурение. Способы 399
- вращательное 398
- вращательно-ударное 402
-огневое 401
- скважин. Термический способ 401
- ударно-вращательное 402
- ударное 398,402
- шарошечное 414
В
Вентилятор вакуумный. Расчет 395
Вероятность безоткатной работы по критерию
изнашивания 497
- элемента 91
Весовая влажность грунта 120
Вибратор одночастотный. Принцип работы 454
Вибробрус-дозатор 319
Вибровозбудитель 604
- направленных колебаний 296
- пневматический глубинный 609
Виброгазобетоносмеситель 552
Вибромашина глубинная 608
Вибромельнина 522
Вибромойка 520
Вибронасадок 605
Виброплощадка. Схемы 601. Расчет параметров 603
Вибропогружатель 456
- с подрессорной пригрузкой 456
- простейшего типа 456
Вибросердечник 609
Взаимодействие ковша погрузчика со штабелем
материала 144
- цилиндрической щетки с дорожным покрытием 338
Влажность грунта оптимальная 231
Вместимость ковша экскаватора номинальная
200
Водоцеметное отношение 248
Встреча гусеничного тягача с препятствием.
Схема сил 485
Выравнивание поверхностей дорожных бетонных
покрытий 264
Г
Гайковерт электрический ручной 707
Гибка стержневой стали 554
Гидродомкрат двойного действия 595
- двухпроволочный 594
Гидроклассификатор 518
Гидроперфоратор. Характеристика 408
Гидропривод машин 45
- объемный 45. Классификация 46
- рабочих органов. Классификация 46. Схемы 47
Головка бурильная 406
Горение топлива 252
Грейдер-элеватор. Конструктивные особенности
169. Расчет сил 171
-самоходный 170
Грохот 515 Расчет параметров 517. Техническая
характеристика 515
- вибрационный. Техническая характеристика 515
- инерционный 296
Грунт 397. Классификация 119
-мерзлый 124
- немерзлый. Классификация 123
728
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
д
Датчики САУ 35
Движение машины в условиях изменения сопро-
тивления 366
Деталь закладная 501
Деформация форм 546
Дизель-молот 448
- трубчатый 450
Динамика вибрационных машин 598
Дозатор автоматический объемный битума поплав-
кового типа 300
- весовой 297
Дозатор-расходомер 299
Долговечность элементов металлоконструкций
при усталостном разрушении
Расчет 492
Долото 432. Типы 433
- сплошное 432
- со сплошными лезьвиями и съемными резцами
435
- шарошечное 433
Дробилка валковая 514
- конусная 511. Техническая характеристика 512
-однороторная. Техническая характеристика513
-роторная 512
- щековая 505. Расчет основных параметров 510.
Техническая характеристика 510
Дробильное оборудование 508
Дробильно-сортировочная установка 520
Ж
Железобетон 498
Жесткость бетонной смеси 247
- препятствий 157
Жидкость рабочая 108
- для гидравлических систем 115
3
Загрязнение дорог 331. Гранулометрический состав
331. Характеристика 331
Заполнение ковша грунтом при вращательном
копании 140
Заполнитель для бетона 498
Затвор бункера 534
Заслонка скрепера. Расчет 472
Захват автоматический 673
Зуб корчевателя. Расчет сил 151
- рыхлителя 151. Расчет сил 475
И
Изготовление железобетонных изделий методом
непрерывного формования 625
- напорных труб с металлическим цилиндром ме-
тодом виброгидропрессования 657
- труб методом вибрирования 661
- радиального прессования 655
Изделия асбоцементные 667
- бетонные 499
- железобетонные 500
- керамические 663
- объемного домостроения 635
- на основе гипсовых вяжущих 668
- плитные 611
- трубчатые. Способы формования 646
Излучатель лазерный САУ 34
Износ линейный детали 100
Износостойкость элементов 100
Изоляция ручных машин 688
Инструмент буровой 430
- для бурильно-крановых работ 436
- для шарошечного бурения 433
- для шнекового бурения 435
Инфракрасный разогрев 387
Испытания сертификационные экскаватора на
устойчивость. Требования 207
К
Камера ямная 638
Канат 500
Кантователь арматурных сеток 574
Каркас арматурный. Виды 501
- пространственный 501
Каток. Тяговый расчет 240
- полуприцепной на пневматических шинах 239
- прицепной 239
- уплотняющий 234
Керамзитобетон 498
Классификатор 517. Схемы 518
- центробежный 518
Классификация машин 11
- САУ 29
Классы вязкости моторных масел 111
Ковш 126
- грейферный. Рациональная форма 203
- обратной лопаты 196
- скрепера. Расчет 472
- фронтального погрузчика 174
- экскаватора. Геометрическая вместимость 199.
Эффективность 196
Конвейер 294
Консистенция грунта 120
Конструирование дорожных машин. Тепловые
расчеты 252
Копание грунта 126, 137
Копр на поворотной тележке 445
- на неповоротной тележке 442
- полноповоротный 445
- рельсовый 442. Техническая характеристика 443
- универсальный самоходный 445
Коронка буровая. Типы 430
Корчеватель 11. Особенности конструкции 150. Про-
изводительность 151
Корчеватель-собиратель 11
Коэффициент вариации предела выносливости 99
- готовности 94
- динамичности 94
- запаса износостойкости 12
- размолоспособности 522
- разрыхления различных грунтов 158
- технического использования машины 93
- уплотнения грунта 231
- характеризующий эффективность очистки до-
рожного покрытия поливочно-моечной и подме-
тально-уборочной машин 336
Кран подъемный. Типы 673
Кромкорез 704
Кусторез 11. Расчетные зависимости 148
- с боковой косилкой 149
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
729
Л
Линия для изготовления арматурной сетки 574.
Параметрический ряд 575
- кассетно-конвейерная 613
- конвейерная для изготовления плитных железо-
бетонных изделий 617
Лобзик электрический ручной 695
Лопата экскаватора обратная 192
- прямая 191
М
Мазут. Состав 253
Маневрирование гусеничных машин 154
Масло индустриальное 114
- моторное 108
-трансмиссионное ПО
Масса конструкционная машины 14
- транспортная 14
- эксплуатационная 14
-трактора 21
Материалы. Требования к металлам и сплавам 103
-металлоконструкций 104
-неметаллические 107
- смазочные 108
- теплоизоляционные 669
Машина бетоноотделочная 319
- для борьбы с гололедом 371. Основы расчета 373
- бурильная непрерывного бурения 420
- бурильно-крановая (БКМ) 423. Техническая ха-
рактеристика 425
- для буровых работ 12, 397
- вибрационная 242, 454. Техническая характери-
стика 455
- для восстановления и реконструкции дорожных
и аэродромных покрытий 385
- для гибки арматурных сеток 579
- гибочная для стержневой арматуры 565. Опреде-
ление основных параметров 567
- грунтосмесительная 268
- для заделки трещин и ремонта дорог 394
- для земляных работ 11
- для зимнего содержания дорог 345
- для изготовления арматурных каркасов железо-
бетонных труб и свай 585
- для контактной сварки. Основные параметры 568
- непрерывного действия 13
- для основных работ 13
- отделочная 644
- периодического действия 13
- для подготовительных работ 13
- подметально-уборочная 336
- подъемно-транспортная 12
- поливочно-моечная. Гидравлический расчет во-
дяной системы 335. Классификация 332
- для приготовления стабилизированных покры-
тий 267
- для разогрева и фрезерования асфальтобетонных
покрытий 389
- для разработки мерзлых грунтов 227
- для ручных работ 13. Классификация 682. Ос-
новные требования 683
- сваезабойная 12. Техническая характеристика 452
- сварочная многоточечная 570
- снегоуборочная 380
- для строительства и содержания дорог аэродро-
мов 12
- для строительства цементобетонных покрытий 317
- для транспортирования и распределения битума 393
- для уплотнения грунтов и материалов 230
- уплотняющая 11
- динамического действия 242
- статического действия 237
- ударного действия 244
- формующая 625
- с вибропротяжным устройством 605
- щелерезная для разработки мерзлых грунтов 229
- шпаклевочная 644
- электрическая ручная. Классификация 684
- резьборазвертывающая 705
- фрезерная 696
Мельница барабанная. Классификация 521
- вибрационная 522. Характеристика 523
- гирационная 522
- струйная 523
- шаровая. Производительность 521
- двухкамерная 522
Металлоконструкция. Методы расчетов 461. Про-
ектирование 463.
Типы 459
Механизм подвески рыхлителя 152
Механика разрушения грунта вертикальным
профилем 127
Мини-погрузчик с бортовым поворотом 176
Модель динамики изнашивания 100
- отказа в результате усталости 97
Модуль деформации грунта 234
Мойка барабанная 519
- вибрационная 520
- дорожного покрытия. Определение параметров 334
- корытная 519
Молот дизельный 448
- механический 446
- паровоздушный 447. Техническая характеристи-
ка 449
- подвесной для забивки свай 446
- ручной электромагнитный 713
- электрический 709
- свайный 446
Муфта рукавного типа 432
- соединительная 432
Н
Нагреватель газовый 387
- жидкого теплоносителя 310
- огневой 310
Нагрузки, действующие на П-образные рамы 475
- действующие на раму автогрейдера 466
- действующие на стационарные конструкции 463
-динамические, действующие на металлоконст-
рукцию машин 490
- действующие на прицепное оборудование 492
- действующие на элементы машин 94
- статические, действующие на металлоконструк-
ции машин 463
Надежность машин. Основные показатели 91
Насос регулируемый. Характеристика 55
730
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Нож скалывателя. Действующие силы 365
Ножницы аллигаторные 561
- арматурные. Определение параметров 563
- гидравлические ручные 563
- отрезки арматурной стали 559
- ручные переносные 562
- электромеханические 563
- электрические 702
- стационарные. Техническая характеристика 560
Ножовка электрическая 695
О
Обработка тепловая 637
Оборудование виброформовочное. Классификация
601
- для воздушной сепарации 519
- дробильное 509
- для изготовления закладных деталей 589
- изделий по литьевой технологии 629
- многопустотных панелей перекрытий 622
- копровое 445
- навесное гусеничного тягача. Предельные на-
грузки 484
- пневмоколесного тягача. Предельные нагруз-
ки 478
- для обогащения материалов 519
- подъемно-транспортное 673
- для помола строительных материалов 520
- рабочее сменное для стремительных и дорожных
машин 21
- для разогрева асфальтобетонных покрытий. Теп-
ловой расчет 260
- для разрушения дорожных покрытий 394. Клас-
сификация 395
- рыхлителя. Расчет 473
- статического вдавливающего действия 451
- ходовое пневмоколесное 192
Отвал автогрейдера. Размеры 162
- бульдозера 154
- для бытовых отходов 155
- грейдерный 160
- поворотный 155
- прямой 155
- скоростного плужного снегоочистителя. Про-
цесс взаимодействия со снегом 353
- сферический 155
Отделка железобетонных изделий 642
П
Пакет арматурный 593
Параметры строительных, дорожных и комму-
нальных машин 14
- контролируемые 30
Пенобетон 498
Перемешивание дорожных материалов 261
Перфоратор 400. Техническая характеристика 404
- переносной 404
- пневматический 403
- ручной электромагнитный 713
электрический 711
- телескопический 404
- ударно-поворотный 403
Пила трения 563
- электрическая диковая 693
- цепная 694
Питатель 535. Типы 536
- барабанный 537
- вибрационный 539
- качающийся кареточный 539
- ленточный 535. Производительность 280
- лопастной секторный 538
- лотковый 538
- пластинчатый 535
- плунжерный 538
- тарельчатый 537
- цепной 537
- электровибрационный 280
- ячеистый 539
Планирование грунтов 145
Плотномер динамический 122
Плотность грунта 120
Пневмоколесо автогрейдера 163
Пневмосистема катков 240
Пневмоударник. Характеристика 404
- погружной 407
Погрузчик. Типы 173
Погрузчик-манипулятор 176
Податливость металлоконструкции 491
Подвижность бетонной смеси 247, 499
Подъемник 676
Показатель ремонтопригодности системы 93
Помол 508
- строительного материала. Тонкость 521. Эффек-
тивность 521
Пористость грунта 120
Предел выносливости 98
- прочности грунта 232
- раскатывания грунта 120
Пресс винтовой вакуумный 663
Пресс-ножницы 563
Призма волочения 137. Схема формирования 144
Присадки моторных масел 109
Проволока 500
Производительность теоретическая 15
- эксплуатационная 15, 505
Производство извести 667
- керамзита 665
- керамических плиток 665
- керамического кирпича 664
- строительных материалов. Способы 502
Процесс нагружения узлов дорожных машин
нестационарный 95
- стационарный 95
- эргодический 95
Профилировщик дорожных покрытий 317
Прочность элементов машин 96
Пылеулавливающий агрегат 289
Р
Рабочее оборудование подметально-уборочных ма-
шин 336
- поливочно-моечных машин 332
Рабочий орган баровой 229
- для разрушения мерзлых грунтов винтоклиновой
228
- для землеройных машин. Классификация 125
- машин для строительства цементобетонных по-
крытий. Расчет основных параметров 320
- фрезерный 389
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
731
Разогрев бетонной смесн 641
Разогреватель асфальтобетонных покрытий 387
Разработка забоя 129
Разрушение мерзлых грунтов ударом 134
- пород забоя 400
Распределение ресурса 98
- химических материалов по поверхности дорог 376
Расслаивание бетонной смеси 248
Расчет компрессионно-вакуумного ударного меха-
низма ручной машины 713
-металлоконструкций по допускаемым напряже-
ниям 461
- на надежность 463
- по предельному состоянию 462
- на прочность
- элементов рыхлителя 473
- на усталость 464
- подметально-уборочных машин 338
Регенератор-смеситель 268
Регулятор частоты вращения ручной 720
Режущий периметр ковша 126
Резанне грунта 125. Схема 132
- блокированное 130
- вертикальным профилем 127
- горизонтальным профилем 126
- мерзлого 133
- стружкой 131
- косое 130
- материалов дорожных покрытий 251
Резцы барабанных фрез 390
- для разрушения автодорожных и аэродромных
покрытий 390
Ресайклер 269
Рысканье агрегата 153
Рыхлитель 11, 151, 388. Производительность 153.
Расчет 152
- статического действия. Особенности 227
С
Сваи. Типы 438-441
Свойства горных пород и грунтов 397
Сепаратор проходной 519
- циркуляционный 519
Сетка арматурная 501. Схема технологического
процесса 572
Сила резання 127
Силы, действующие на раму скрепера 471
- действующие на элементы гусеницы 485
Система автоматизированного управления (САУ).
Критерий целесообразности применения 31
- автогрейдером 34
- комплексная 31
Система вакууумная обеспыливания и транспорти-
рования смета 342
- электронного управления трансмиссией 41
Снта просеивающие 516
Скалыватель. Тяговый расчет 369
Скалыватель-рыхлнтель уплотненного снега 364
Скважина 398
Скрепер. Ножевая система 182. Особенности конст-
рукции 181. Производительность 189
- самоходный. Устойчивость 186
Смазка антифрикционная 116
- многоцелевая 117
- низкотемпературная 117
- пластичная 116
Смеситель асфальтобетонной смеси 302
Смесь бетонная. Характеристика 499
Смет 331
Смешивание дорожных материалов 260
Снег. Механическая характеристика 346
Снегоочиститель плужный. Классификация 347.
Расчет 349
- роторный 355. Расчет 358
Снегопогрузчик. Тяговый расчет 381
- с питателем лапового типа и скребковым кон-
вейером. Расчет 381
- с фрезерным питателем и ленточным конвейе-
ром. Расчет 383
Сопротивление от внедрения грунта в призму воло-
чения 140
- внедрению ковша в материал 144
- копанию грунта ковшом скрепера 138
- отвалом бульдозера 139
- материалов уплотнению 235
- резанию 137
- элемента разрушению 96
- усталости 97
Слав буровой 431
Сталь арматурная 499
Стан вибропрокатный 627
Станок буровой. Техническая характеристика 411
- вращательного бурения 414
- с перфоратором 41 3
- с погружным пневмоударником 407
- ударно-вращательного бурения. Основные пара-
метры 410
- ударно-канатного бурения 404
- шарошечный 414. Техническая характеристика
415,418
- шнековый для горных работ 417
- для строительства 420
Станок правильно-отрезной 554. Расчет произво-
дительности 557. Схемы 555
Ствол 398
Степень полноповоротности экскаватора 192
Стопорение рабочего органа. Предельные статиче-
ские нагрузки 478
Стрела навесная 445
- погрузчика 177
Смушка материала в сушильном барабане. Расчет
256
Схватывание цемента 498
Сцепление грунта 122
Т
Тележка передаточная 676
- резательно-измерительная 562
Терморемонтер 387. Расчет 392
- с ограниченным комплектом рабочих органов
389
Траверса 673
Траверса-захват 675
Трактор. Классификация 19. Компоновочные схемы 22
- гусеничный 20
732
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Трактор-погрузчик 24
Трамбование материалов 235
Трамбовка ударного действия (ТУД) переносная 716
Транспорт пневматический 343
Трансформатор безопасный изолирующий 686
У
Угол внутреннего трения 122
- естественного откоса снега 347
Удобоукладываемость бетона 248, 499
Укатывание грунта 234
Уплотнение грунта. Способы 233
- комбинированное. Особенности 237
Управление электрогидравлическое 52
- электронное бульдозером 42
- двигателем 39
- машиной 37
Уравнение мощностного баланса поливочно-
моечной машины 335
- тягово-динамического баланса поливочно-моечной
машины 335
- тягово-динамического баланса роторного снего-
очистителя 363
Условие буксования при развороте гусеничного
тягача 484
- достаточной мощности двигателя тягача 479
- опрокидывания тягача относительно ребер опор-
ного контура 480
Установка асфальтосмеснтельная. Классификация
271. Производительность 278
- непрерывного действия 271
- передвижная 270
- периодического действия 27
- повышенной мобильности 273
Установка бетоносмеснтельная. Производитель-
ность 316
- непрерывного действия 312
- передвижная 311
- стационарная 523. Классификация 523
Установка с буровым оборудованием вращательно-
го действия 426
- для вдавливания свай 452
- вибровдавливающая 457
- кассетная 611
- роторная 631
- для сборки и сварки объемных арматурных кар-
касов 582
- для электротермического удлинения стержней
597
Устойчивость скалывателя 370
Устройство пылеулавливающее барботажно-
вихревое 287
- щелевое мокрой очистки 288
- сортировочное 296
- топочное сушильного агрегата 284
Ф
Формование изделий вибрационное 598
- на вибропрессе 609
- из ячеистого бетона 550
Формирование призмы волочения 144
- расчетных режимов нагружения 493
Формы для изготовления бетонных и железобетон-
ных изделий. Классификация 544. Требования 546
Фреза дробящая 267
Ц
Цемент 498
Цементобетон 247
Центрифуга для формования железобетонных
труб. Схемы 647
Циклон 285
- батарейный 287
- групповой 286
Цнклон-промыватель 287
Цистерна автогрейдера. Тепловой расчет 259
- битумная 307
- повышенной мобильности 309
Ч
Черепица 665
Число пластичности грунта 120
- ударов динамического плотномера 129
Ш
Шарошка 433
Шасси гусеничного бульдозера 154
Шина пневматическая 234
Шлакопемзобетон 498
Шлифовальная ручная машина (ШРМ) 699
- ленточно-шлифовальная 701
- радиально-шлифовальная 699
Шпалы железобетонные. Изготовление агрегатно-
поточным способом 630
Шпур 398
Штанга бурильная гидравлическая 424
- для шнекового бурения. Техническая характери-
стика 436
Шуруповерт 706
Э
Экскаватор 11. Проектирование кабины и органов
управления 193. Рабочее оборудование 193. Рабочие
органы и транспортирующие устройства 216. Расчет
основных показателей 224. Устойчивость 203
- навесной 219
- непрерывного действия 213
- с обратной лопатой. Производительность 208
- плужно-фрезерный 222
- полноповоротный 192
- полуприцепной 220
-универсальный гидравлический 191
- фрезерный траншейный 220
- цепной траншейный 221
Экскаватор-каналокопатель 222
Элекгрйчекая сверлильная ручная машина
(ЭСРМ) 689
- ударно-вращательного действия 690
Элекгробезопасность ручных машин 686
Электродвигатель ручной машины. Типы 683
Элекгрорубанок. Техническая характеристика 699
Энергоемкость разрушения грунта. Определяю-
щие параметры 134
Эффективность грохочения 517
- машин экономическая 503
ПРИЛОЖЕНИЕ
МОТОРНЫЕ, ТРАНСМИССИОННЫЕ МАСЛА И ПАКЕТЫ ПРИСАДОК К НИМ,
ПРОИЗВОДИМЫЕ НПП "КВАЛИТЕТ" ДЛЯ МОБИЛЬНОЙ ТЕХНИКИ
1. Содержание присадок в масле
Марка масла Класс по Обозначение no ГОСТ 17479.1 Содержание присадок в масле, % Моторные масла
SAE API К-485 К-483 К-484 К-61 К-110 ПМС-200А
QUALITET-САТУРН CF-4/SG SAE 5w-40 5w-40 CF-4/SG 33/12/E2/E! - 6,2±0,1 3,0±0,1 До 1,2 До 0,3 0,003... 0,005
QUALITET-САТУРН CF-4/SG SAE 10w-40 10w-40 CF-4/SG 43/12/E2/E! - 6,2±0,1 3,0±0,1 До 1,2 До 0,3 0,003... 0,005
QUALITET-САТУРН CF-4/SG SAE 15w-40 15w-40 CF-4/SG 53/12/E2/E! 7,0±0,2 1,5±0,1 1,5±0,1 До 0,3 До 0,3 0,004... 0,001
Марка масла Класс по Обозначение no ГОСТ 17479.1 Содержание присадок в масле, % Моторные масла
SAE API К-483 К-61 К-110 ПАФ-4 ПМС-200А
QUALITET-АЛЬТАИР М-53/14Г lOw-40 SF/CC 5,/14/Д/Г, 5,5±0,3 До 1,4 До 0,3 0,7±0,2 0,003... 0,005
QUALITET-АЛЬТАИР М-53/12Г lOw-30 SF/CC 53/12/Д,/Г2 5,3±0,3 До 1,4 До 0,3 - 0,003... 0,005
QUALITET-АЛЬТАИР М-63/14Г 15w-40 SF/CC 63/14/Д,/Г2 5,3±0,3 До 1,4 До 0,3 - 0,003... 0,005
QUALITET-АЛЬТАИР 20w-50 SF/CC - 5,3±0,3 До 1,4 До 0,3 0,7±0,2 0,003... 0,005
ПРИЛОЖЕНИЕ
Марка масла Класс по Обозначение no ГОСТ 17479.1
SAE API
= QUALITET-ВЕГА М-8В 20 SD/CB 8/B
Марка масла Класс по Обозначение no ГОСТ 17479.1
SAE API
QUALITET-МЕРКУРИЙ М-8ДМ 20 SD 8/Дг
QUALITET М-10ДМ МЕРКУРИЙ 30 SD ю/д.
QUALITET-KPAC М-8Г2к 20 CC 8/Г2
QUALITET-KPAC М-10Г2к 30 CC 10/Г2
QUALITET-ИЗАР М-8Г2 20 CC 8/Г2
QUALITET-ИЗАР М-10Г2 30 CC 10/Г2
QUALITET-BECTA M-lOBj 30 CB 10/В2
Марка масла Класс по
SAE API Т
QUALITET-АЛИОТ (ТМ-3-18) 85W-90 GL-3 ЗА
QUALITET-АЛИОТ (ТМ-5-18) 85w-90 GL-5
IVldpKd MdvJld К-31
QUALITET МП-К 5,0±0,1
Продолжение табл. П1
Содержание присадок в масле, % Моторные масла
К-471 К-483 А-22 К-110 ПМС-200А
2,2±0,2 0,5±0,2 0,5±0,1 До 0,2 0,003... 0,005
Содержание присадок в масле, % Моторные масла
К-471 К-483 А-22 К-110 ПМС-200А
4,9±0,3 - - До 0,1 0,003... 0,005
4,8±0,3 - - До 0,2 0,003... 0,005
3,5±0,3 - - До 0,2 0,003... 0,005
3,5±0,3 - - До 0,1 0,003... 0,005
2,7±0,3 0,45±0,1 0,2±0,1 До 0,2 0,003... 0,005
2,7±0,3 0,45±0,1 0,2±0,1 0,003... 0,005
2,1 ±0,3 - 0,2±0,1 0,003... 0,005
Содержание присадок в масле, %
Трансмиссионные масла
43 Т-44 К-61 К-110 ПМС-200А
t0,3 - До 0,2 До 0,2 0,003... 0,005
- 5,8±0,3 - До 0,2 0,003... 0,005
Содержание присадок в масле, %
А-22 Компонент АСК
1,0±0,1 3,0±1,0
ПРИЛОЖЕНИЕ
2. Характеристика присадок к маслам
Показатель Марка масла
К-471 К-483 К-484 К-485
Вязкость кинематическая при 100 °C, мм2/с, не более Общее щелочное число, мг КОН/г пакета, не менее Зольность сульфатная, %, не более Массовая доля активных элементов, %, не менее цинка фосфора кальция молибдена азота Обеспечение свойств 100 170 35 1,8 1,5 6,5 Всех необходимых для дизелей 200 115 30 2,1 1,8 3,7 Всех необходимых для карбюраторных двигателей 100 0,5 0,4 0,17 о,з Отвечающих требованиям APISG/CD/CF 100 85 14,5 1,2 1 3,2 Отвечающих требованиям CF/CC и SG/CD
Марка масла Марка масла Марка масла
Показатель Т-43 А-22 (дитиофос- фатная) Показатель К-31 (нейтральный сульфат кальция) Показатель К-61 (загущающая)
Массовая доля, %, не менее: серы фосфора цинка Обеспечение свойств 1,8 1,8 Высоких антиокисли- тельных и смазывающих 7,8 9 Высоких ан- тикоррозион- ных, анти- окислитель- ных и проти- воизностных Кинематическая вязкость при 100 °C, мм2/с, не более Щелочное число, мгКОН/г, не более Массовая доля сульфоната каль- ция, %, не более Зольность суль- фатная, %, не более Обеспечение свойств 100 20 40 10 Высоких моющих и диспергирующих Массовая доля золы, %, не более Растворимость в масле И-20А при 120 °C Внешний вид Обеспечение свойств 0,45 Полная Каучукообразная масса от телесного до светло- коричневого цвета Увеличение вязко- сти минеральных, полу- и синтетиче- ских масел
ПРИЛОЖЕНИЕ
СПРАВОЧНОЕ ИЗДАНИЕ
Ксеневич Иван Павлович, Волков Лев Алексеевич,
Карасев Геннадий Николаевич и др.
МАШИНОСТРОЕНИЕ. ЭНЦИКЛОПЕДИЯ
Том IV-9
СТРОИТЕЛЬНЫЕ, ДОРОЖНЫЕ И КОММУНАЛЬНЫЕ
МАШИНЫ. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
Лицензия ИД № 05672 от 22.08.2001 г.
Редактор З.М. Рябкова
Художественный редактор Т.Н. Галицына
Корректор М.Я. Барская
Инженеры по компьютерному макетированию: И.В. Евсеева, Е.В. Кораблева,
Т.А. Сынкова, М.А. Филатова
Сдано в набор 15.02.2005 г. Подписано в печать 30.06.2005 г.
Формат 70x100 1/16. Бумага офсетная. Гарнитура Times New Roman.
Печать офсетная. Усл/печ. л. 59,8. Уч.-изд. л. 72,7.
Тираж 1000 экз. Заказ 1317
ОАО "Издательство "Машиностроение"
107076, Москва, Стромынский пер., 4
Оригинал-макет подготовлен в Издательско-полиграфическом центре
Тамбовского государственного технического университета
392000, Тамбов, Советская, 106
Отпечатано в ГУП ППП «Типография «Наука» РАН
121099. Москва, Шубинский пер., 6
та
РОССИЙСКАЯ
КАДЕМИЯ НАУ