/































































































































































































































































































































































Author: Баловнев В.И.
Tags: дороги железные дороги железнодорожное строительство автомобильные дороги дорожное строительство автодорожный транспорт строительные машины
ISBN: 5-217-00090-2
Year: 1988




Text
ДОТ ВУЗОВ
ДОРОЖНО-
СТРОИТЕЛЬНЫЕ
МАШИНЫ
i И КОМПЛЕКСЫ
• МАШИНОС ТРОЕ* »£ •
ДЛЯ ВУЗОВ
ДОРОЖНО -
СТРОИТЕЛЬНЫЕ
МАШИНЫ
И КОМПЛЕКСЫ
Под общей редакцией
д-ра техн, наук, проф. В. И. Баловнева
Допущено Министерством высшего
и среднего специального
образования СССР
в качестве учебника
для студентов вузов,
обучающихся по специальности
"Строительные и дорожные
машины и оборудование”
МОСКВА
«МАШИНОСТРОЕНИЕ»
1988
ББК 39.311-06-5
УДК 625.08 + 625.76.08 (075.8)
Авторы: В. И. Баловнев, А. Б. Ермилов, А. Н. Новиков, Г В. Куста-
рев, В. Ю. Мануйлов, Г. С. Мирзоян, Б. А. Бондарович, С. О. Брайловский,
А. Ульман, Г. С. Тыро
Рецензенты: кафедра строительных и дорожных машин Харьковского
инженерно-строительного института, д-р техн, наук Э. Н. Кузин
Дорожно-строительные машины и комплексы: Учебник
Д69 для вузов по спец. «Строительные и дорожные машины и
оборудование»/!^. И. Баловнев, А. Б. Ермилов, А. Н. Но-
виков и др.; Под общ. ред. В. И. Баловнева. —М.: Маши-
ностроение, 1988. — 384 с.: ил.
ISBN 5-217-00090-2
В учебнике, написанном специалистами СССР при участии специ-
алистов ГДР и ПНР, изложены основы теории и проектирования, осо-
бенности расчета и конструкции машин для строительства и содержания
дорог и аэродромов, восстановления и ремонта дорожных покрытий.
Рассмотрены вопросы применения САПР и ЭВМ при проектировании,
способы обеспечения надежности и оценки эффективности на этапе про-
ектирования, взаимодействие рабочих органов со средой, выбор основ-
ных параметров.
3204010000—086
Д 038 (01)—88 86“88
ББК 39.311-06-5
ISBN 5-217-00090-2 © Издательство «Машиностроение», 1988
ПРЕДИСЛОВИЕ
Строительное, дорожное и коммунальное машинострое-
ние является важной отраслью народного хозяйства. Продукция
отрасли составляет основу комплексной механизации, автомати-
зации и роботизации технологии гражданского, индустриального,
дорожного и аэродромного строительства. Развитие народного
хозяйства страны тесно связано с расширением ати автомобиль-
ных дорог, увеличением объема работ по содержанию, ремонту
и реконструкции действующих магистралей, ссоружению, со-
держанию, ремонту и реконструкции аэродромов. Выполнение
этих мероприятий на базе высокоэффективной дорожно-строитель-
ной техники и оборудования обеспечивает существенную эконо-
мию материальных, энергетических и трудовых ресурсов в народ-
ном хозяйстве страны.
В «Основных направлениях экономического и социального
развития СССР на 1986—1990 годы и на перио; до 2000 года»
указано, что в строительном, дорожном и коммунальном машино-
строении необходимо сосредоточить внимание в первую очередь
на изготовление машин, механизмов, инструментов и других из-
делий, позволяющих существенно повысить технический уровень
строительного производства, резко сократить применение руч-
ного труда. Важно обеспечить производство системмашин, средств
механизации и инструмента, необходимых для комплексной ме-
ханизации строительных процессов. Увеличение объема произ-
водства предстоит обеспечить путем повышения производитель-
ности труда. Необходимо существенно повысить технический уро-
вень и качество выпускаемых машин и оборудования, сократить
сроки проведения научных исследований и разработок на основе
широкомасштабного использования новейших достижений науки
и техники и передового опыта.
Высшей организационной ступенью конструктивных разра-
боток дорожной техники является блочно-модульный метод про-
ектирования на основе САПР. Он обеспечивает значительное
сокращение сроков создания новой техники, повышение степени
унификации и взаимозаменяемости элементов.
Научно-технический прогресс в строительной, дорожном и
коммунальном машиностроении в двенадцатой пятилетке должен
I* з
осуществляться в основном путем технического перевооружения
IIреднрия 1 ии . 1 civicxi |Л1и<-л<_£ ШжСДрСТШС L ПрСП2Г2Д?'г'Т1Г' rrr'
вых технологических процессов и гибких переналаживаемых
систем, механизация и автоматизация, обеспечивающие повышение
производительности труда, увеличение объемов производства,
улучшение качества продукции, экономию материальных и топ-
ливно-энергетических ресурсов. Выполнение отраслью сложных
технических и экономических задач невозможно без надлежащего
решения социальных вопросов, связанных с подготовкой кадров,
повышением их технического уровня, внедрением прогрессивных
форм труда и всемерным улучшением его условий.
Технология дорожного и аэродромного строительства, рекон-
струкции и эксплуатации дорог и аэродромов предусматривает
использование систем машин различного назначения. Законо-
мерности рабочих процессов машин, методы их проектирования
и расчет рассмотрены в настоящем учебнике. Материал соответ-
ствует учебной программе дисциплин и специальности «Строи-
тельные и дорожные машины и оборудование». Основу материала
составляют научные положения по проектированию, теории и
расчету рабочих органов и основных подсистем машин и ком-
плексов.
По назначению и месту в учебном плане автомобильно-дорож-
ных вузов и факультетов этот курс логически связывает между
собой общетеоретические, общеинженерные и отраслевые дисцип-
лины. Такая роль курса определилась с первых этапов организа-
ции подготовки инженера-механика по подъемно-транспортным,
строительным и дорожным машинам и оборудованию. Изучение
материала учебника обеспечивает подготовку специалиста в со-
ответствии с требованиями народного хозяйства.
Современное направление развития дорожных машин— соз-
дание машин многоцелевого назначения, в состав которых вхо-
дит оборудование различного технологического назначения: ре-
жущие, смесительные, распределительные и уплотняющие рабо-
чие органы, а также оборудование для сушки и разогрева мате-
риала. Такое развитие потребовало изменения структуры учеб-
ника. В отдельные главы выделены материалы, касающиеся тео-
рии взаимодействия рабочих органов со средой, а также методы
тепловых расчетов рабочего оборудования, которые являются об-
щими для дорожных машин различного назначения.
Проектирование дорожных машин развивается на основе
широкого использования методов математического, физического
и комбинированного моделирования, оптимизации на базе ЭВМ,
персональных ЭВМ, систем автоматизированного проектирования
(САПР) и научных исследований (АСНИ), обеспечения надежности.
Поэтому в учебнике дан материал по основам использования
в отрасли САПР, методов формирования новых конструктивных
решений и изобретательства, а также материал, касающийся
особенностей расчета на прочность и надежность.
4
В учебнике рассмотрена система показателей оценки эффек-
.„пнпптп vorrmiT Rowwn ntinpirTnnvpMvm мятнику оценивать по
системе показателей — стоимости, производительности, сокра-
щению трудовых, энергетических и материальные затрат, повы-
шению показателей экологической эффективност! и снижению
< гепени загрязнения среды обитания. Последнее связано с тем,
чго на смену преклонению перед природно-преофазовательной
деятельностью человека приходит более осторожный подход к пер-
спективам преобразования окружающего мира на основе раз-
вития науки и техники. Технологический уклад, щязанный с без-
удержным расходом сырьевых и экологических ресурсов планеты,
обнаружил свою несостоятельность. Время дешевизны и доступ-
ности естественных ресурсов уходит в прошлое. Создание новых
конструктивных решений на базе достижений науки и техники
должно быть тесно связано с более строгой оценкой ожидаемого
эффекта и экологического прогноза реализации
Предисловие, главы 1 (кроме п. 1.6), 5, 6 (кромеп. 6.5), 7, 10, а
также п. 3.2, 9.2, 9.3 и 9.4 написаны д-ром техн, наукпроф. В. И. Ба-
ловневым; п. 4.1 —д-ром техн, наук проф. Б. А. Бондаровичем;
п. 4.2. 4.3— канд. техн, наук доц. Г. В. Кустаревым; п. 2.1 —
канд. техн, наук доц. Г. С. Мирзояном; п. 9.1. — канд. техн, наук
доц. А. Б. Ермиловым; п. 6.5 — канд. техн, наук доц. А. Н. Но-
виковым; п. 1.6 — канд. техн, наук С. О. Брайловским; п. 2.2,
2.3 и 2.4 — канд. техн, наук В. Ю. Мануйловым. Гл. 8 напи-
сана д-ром техн, наук проф. А. Ульманом (ГДР); п. 3.1 — д-ром
техн, наук проф. Г. Тыро (ПНР).
Для активизации изучения материала учебника студенту ре-
комендуется воспользоваться вопросами для самоконтроля. Кон-
трольные вопросы по каждой главе даны в приложении.
Изложение всего необходимого материала в ограниченном
объеме встречает существенные трудности. Хоропо представляя,
что научно-методическое совершенствование каждой дисциплины
имеет практически неограниченные возможности, авторы с благо-
дарностью примут все критические замечания читателей.
ГЛАВА 1
ОБЩИЕ ВОПРОСЫ ПРОЕЦИРОВАНИЯ
ДОРОЖНЫХ МАШИН
1.1. ДОРОЖНЫЕ МАШИНЫ — ОСНОВА
КОМПЛЕКСНОЙ МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ СТРОИТЕЛЬСТВА
И ЭКСПЛУАТАЦИИ ДОРОГ И АЭРОДРОМОВ
Дорожные машины в системе народного хозяйства.
Автомобильный и воздушный транспорты являются важными со-
ставными частями народного хозяйства СССР. Решение проблем
интенсификации народного хозяйства в значительной степени
определяется темпами развития сети автомобильных дорог и аэро-
дромов и укрепления производственно-технической базы дорож-
ного хозяйства. Комплексная механизация и автоматизация строи-
тельства и эксплуатации дорог базируется на использовании
систем и комплексов машин, обеспечивающих ускоренное произ-
водство работ по строительству, содержанию и ремонту дорог в
различных климатических условиях.
Создание и производство качественных, высокоэффективных
видов, систем и комплексов машин различного назначения, обес-
печивающих высокое качество работ, существенное повышение
производительности и сокращение материальных, энергетических
и трудовых затрат в строительстве, являются определяющей
задачей строительного и дорожного машиностроения.
Разработка высокоэффективных строительных и дорожных ма-
шин и комплексов обеспечивается научным и производственным
потенциалом научно-производственных и производственных объ-
единений отрасли: «ВНИИстройдормаш», «ВНИИСМИ», «Дор-
маш», «Волгоцеммаш», «ВНИИЗеммаш», Орловского, Брянского,
Челябинского, Кременчугского и др. Существенную помощь
отрасли оказывают ведущие научные школы автомобильно-до-
рожных, политехнических и строительных вузов страны: МАДИ,
ХАДИ, СибАДИ, ЛПИ, ЯПИ, МИСИ, КИСИ, ДИСИ, СПИ и др.
Отечественное строительное и дорожное машиностроение ха-
рактеризуется высоким уровнем концентрации производства и
крупносерийным выпуском основных видов дорожной техники.
Темпы развития строительного и дорожного машиностроения,
технический уровень и качество выпускаемого оборудования
позволяют в основном обеспечивать выполнение растущих объ-
емов работ по строительству и содержанию автомобильных дорог
и аэродромов, капитальному строительству в области промыш-
ленности и сельского хозяйства, а также реконструкции пред-
приятий. Выпуск качественной, высокоэффективной дорожной
6
техники, отвечающей требованиям перспективного развития на-
поиного хозяйства, в значительной степени зависит от качества
продукции смежных отраслей, поставляющих двигатели, базовые
тягачи, приборы автоматики, микропроцессорную технику, бор-
товые ЭВМ и другие комплектующие изделия.
Требования, предъявляемые к дорожным машинам техноло-
гией строительства и эксплуатации дорог и аэродромов. Состав и
структура систем и комплексов дорожных машин определяются
требованиями технологии строительства и эксплуатации авто-
мобильных дорог и аэродромов. Дорожные машины обеспечивают
механизацию и автоматизацию всех технологических операций,
составляющих процессы строительства покрытий, содержания и
ремонта готового сооружения. Основными технологическими опе-
рациями строительства автомобильной дороги (рис. 1.1, а) яв-
ляются подготовка земляного полотна, добыча и приготовление
необходимых строительных материалов и их транспортирование,
постройка водопропускных сооружений, дорожной одежды, пере-
ходов и элементов благоустройства. Основными операциями обес-
печения надежной эксплуатации сооружения (рис. 1.1, б) явля-
ются работы по летнему содержанию дорог, зимнему содержанию
дорог, разметки проезжей части, озеленению, ремонту и рекон-
струкции всех элементов сооружения.
Система машин для комплексной механизации и автоматиза-
ции строительства автомобильных дорог и аэродромов включает
пять основных групп машин, определяемых их технологическим
назначением: для строительства земляного полотна; для строи-
тельства дорожных одежд и покрытий; для строительства водо-
пропускных сооружений (труб, мостов и др.) и укреплений отко-
сов; для добычи и приготовления дорожно-строительных мате-
риалов; технологический транспорт.
Система и комплекс машин для содержания и ремонта автомо-
бильных дорог и аэродромов также состоят из пяти основных
групп машин: для летнего и зимнего содержания; для маркировки
проезжей части, содержания обстановки пути, озеленения и благо-
устройства; для ремонта земляного полотна, сооружений, водо-
отвода и полосы отвода; для ремонта и восстановления дорожных
одежд и покрытий; для ремонта и содержания искусственных со-
оружений.
Конструкция и параметры дорожных машин определяются
специфическими особенностями строительства и каждой операции
технологии производства соответствующих видов работ: линейной
протяженностью работ и их удалением от производственных баз;
частой повторяемостью, цикличностью и синхронизацией опера-
ций; жесткой регламентацией ряда операций во времени (охлажде-
нием асфальтобетонной смеси и др.); увязкой производительности
машин комплекта между собой и со скоростью технологического
процесса; большими объемами транспортных операций; высоким
качеством уплотнения; высокой точностью планировки; обеспече-
7
нием высокой стабильности свойств строительных смесей и дру-
T'TJTV тгипи-гаш- игту иотппчо ттг»П‘ TTPnrtYOпиМЛС’ТР.Ю МЧМРИРИИЯ ИП-
менклатуры ряда смесей и их свойств путем использования гиб-
ких автоматизированных производств (ГАП); увеличением объе-
Ограничения эко-
логические, эконо-
мические, техни-
ческие, социаль-
ные
Ограничения эконо-
мические, технические,
социальные
8
Рис. 1.1. Системные модели комплексной механизации работ и дорожной ма-
шины:
а — по строительству автомобильных дорог; б — по содержанию и ремонту автомобиль-
ных дорог; в — по содержанию автомобильных дорог; г — вариант модели дорожной
машины о выделением основных подсистем
9
g 1.1. Общая классификация дорожных машин
Машины 0‘комплексы машин
Производ- ственное назначение Подъемно- транспортные погрузочно- разгрузочные Для земляных работ Для добычи и Переработ- ки каменных материалов Для пригото- вления це- ментно-бетон- ных смесей Для пригото- вления асфаль- тобетонных смесей Для транс- портирования строительных материалов и смесей Для стр )И- тельства ;е- ментобето! тых и асфальте 5е- ТОННЫХ Ю- крытий
Для строи- тельства ДО- рожных одежд облегченного типа Для уплотнений материалов Для летнего содержания дорог и аэро- ДРОМОВ Для зимнего содержания дорог и аэро- дромов Для ремонта и рекон- струкции дорог И ис- кусственных сооруже- ний Механизированный ин- струмент и отделе1 ные машины
Характер рабочего режима Непрерывного действия Цикличного действия Комбинированного действия
Тип рабочего органа С несколькими рабочими орга- нами С одним рабочим органом узкоце- левого назначе- ния С многоцелевым адаптирующимся ра- бочим органом С комплектом легко заменяемых рабочих орг. нов
Характер передачи энергии к рабочему органу С передачей энергии непосредствен- но к рабочему органу, в том числе для самоходных машин, минуя дви- житель С передачей энер- гии к рабочему ор- гану через движи- тель С комбинированной подачей энергии к рабо* ему органу — непосредственно и через движите. ь
х
Я w
m г!
Р
ф
х
X
ф
*
5
о
Лч
с
я
X
X
X
я
X
2
3
х .4.
х =®
CV г.
X
X
X
45
2
о
X
2
S
2
3 я
U
Ч
X
2
о
X
я
3
я
я
В
<0
я
В
я
S
3
о S
о Ч-/ О
(V 3
2
х 2 X 2
5 § £ в га о ч
н >. о X с ю 2 О
0X0 3
Сь X СХ X
,4 X X 2
О 2 S я 3
ю X
Д
х SJ -Я X X ч s 03 О X ю
х х 5 S
Н X X 45 S о
о га Я 2 с «
45 Я я О о о
О О S О. сх г X О Со устр
2га'' s х 2 S Ж S
s- ex. X о к S я
« 2 ф
х х х х X 2
2 Ф 2 § 2 и О О s & га х ф о X 2 S О X ч 2 © В щ О га О •X о
ЗЯИ U > ,хо и СП X и £• а. &
О (V О Ж “5* 6 S 3
сх с; ex s о га
X X н X X о
« 5 5 <и Й* о.
в
о ч X „ g X н 2 га о х о сх^ £ а> X 2 3
га га ® сх х X X 2 Е X 5? X
X ф 2 О X! . . га X ф о. ф S ч
U га х ч х н о § о
и
X
X
га 2 1 1
о о >х
а. я X о
X X СО 0) о 2 н1
х ч
х га я га & X >*•
X Си X
Ф В 2 >. 2 Ч1 X X J 5 „ и s S 2
U х и U ч о
сз
л X СП о га
X Н X ф 2 х х 2 а D О ш Тип ивод ашин ЕЗ о и 5 га =х ,s о о Н ч о.
и Й " fcX *Й Б * О' н
мов работ по реконструкции
дорог и необходимостью ре-
генерации старого материа-
ла; использованием в каче-
стве строительных материа-
лов отходов производств,
новых перспекгивных мате-
риалов (геотехстиля, поли-
меров, композитов и др.),
а также строительных кон-
струкций высокой заводской
готовности. При требуемом
высоком качестве работ ма-
шины должны обеспечить
существенное сокращение
ручного труда, материаль-
ных и энергетических затрат;
высокую надежность тре-
буемого темпа строитель-
ства; эффективную эксплуа-
тацию сооружения незави-
симо от времени года и кли-
матических условий и пол-
ностью отвечать требованиям
эргономики,
и экологии.
Высокий
тельства и
сооружений
рациональным выбором но-
менклатуры и типоразмера
машин. Для выполнения
ряда технологических опе-
раций дорожного строи-
тельства с успехом исполь-
зуют машины общестрои-
тельного назначения (для
выполнения подготовитель-
ных и земляных работ об-
щего характера, для произ-
водства щебня, получения
и транспортирования цемен-
тобетонных смесей, а также
для уплотнения грунтов
и др.). Работы по строитель-
ству покрытий, эксплуата-
ции сооружений и другие
содержат специфические опе-
охраны труда
уровень строи-
эксплуатации
обеспечивается
11
рации, которые не могут быть выполнены машинами обще-
строительного назначения: точная профилировка основания, ук-
ладка, уплотнение и отделка поверхности уложенных в конструк-
цию сооружения материалов и смесей, точное формирование про-
дольного и поперечного профиля покрытия, все операции по лет-
нему и зимнему содержанию, ремонту и восстановлению покрытий
И др.
Дорожная машина представляет собой агрегат или несколько
агрегатов, оборудованных одним или несколькими рабочими орга-
нами для выполнения одной или нескольких операций технологи-
ческого процесса дорожного или аэродромного строительства в соот-
ветствии с производственными требованиями при минимальных
затратах.
Дорожная машина состоит из ряда основных подсистем
(рис. 1.1, а): технологической (рабочие органы и движитель);
энергетической (двигатель); управления и жизнеобеспечения,
а также обслуживающего персонала. Основными отличительными
признаками дорожной машины являются: наличие специализиро-
ванного рабочего органа, выполнение работ за один цикл и
непрерывность работы. Для размещения рабочих органов имеется
рама оригинальной конструкции; для этого же широко исполь-
зуют стандартные шасси грузового автомобиля, трактора или
колесного тягача. Комплексная механизация и автоматизация
работ по строительству покрытий дорог и аэродромов основана
на рациональном сочетании ряда машин общестроительного на-
значения и специальных дорожных машин.
Общая классификация дорожных машин, определяемая произ-
водственными и конструктивными признаками машин и рабочих
органов, • приведена в табл. 1.1.
1.2. ОСНОВНЫЕ ТЕНДЕНЦИИ РАЗВИТИЯ МАШИН
ДЛЯ СТРОИТЕЛЬСТВА И ЭКСПЛУАТАЦИИ ДОРОГ
И АЭРОДРОМОВ
Анализ тенденции научно-технического прогресса и
достижений технологии индустриального строительства позво-
ляет выделить основные направления в развитии дорожных
машин. Они обусловлены общими тенденциями развития машино-
строения, требованиями научно-технической революции (НТР)
и народного хозяйства страны. Современное состояние НТР
определяется развитием микропроцессорного, роботизационного
и биотехнологического направлений. Использование в машино-
строении микропроцессорной техники обусловило появление по-
коления ЭВМ с искусственным интеллектом. Такие ЭВМ позво-
ляют осуществлять ввод и вывод информации в виде образов и
звуков, а также выполнять операции самопрограммирования.
Роботизация производства основана на реализации достижений
машиностроения, микропроцессорной техники и ЭВМ в автоматах
и роботах. Это приводит к интеллектуализации роботов и обеспе-
12
кивает возможность их эффективного использования в строитель-
стве. Основные направления развития строительного и дорож-
ного машиностроения определяются развитием гехноло! ии до-
рожного и аэродромного строительства и задачами интенсифика-
ции строительного производства.
Первое направление включает проблемы повышения качества,
надежности, конкурентоспособности и экологических свойств
машин. Их показатели реализуются в каждом поколении строи-
тельных и дорожных машин и на более высоком уровне. Главной
задачей этого направления является повышение показателей без-
отказности, долговечности, ремонтопригодности и осуществление
мероприятий технического обслуживания. Все это решается наи-
более экономично и в полном объеме на этапе проектирования и
производства. Для создания высокоэффективных, автоматизиро-
ванных многоцелевых машин требования к надежности и увели-
чению срока службы повышаются.
В новых конструкциях дорожных машин обеспечивается значи-
тельно меньший объем работ по техническому обслуживанию.
Для этого используют оборудование с увеличенным периодом
между операциями по техническому обслуживанию, централизо-
ванным смазыванием и управлением от бортовой ЭВМ, с высоко-
эффективными фильтрами, модульной компоновкой, обеспечи-
вающей легкий доступ к узлам с групповым расположением
элементов, требующих частого обслуживания.
Для обеспечения удобства диагностирования конструкций при-
меняют узлы со встроенными диагностическими системами с ин-
дексацией данных на приборной панели, где указывается место
и характер дефекта, в результате чего экономится время на поиск
и устранение неисправности. Разрабатываются методы и средства
повышения эргономических и экологических качеств машин и
их конкурентоспособности. Широко используют сидения с регу-
лируемыми параметрами, адаптирующиеся системы управления,
активные системы гашения колебаний в широком диапазоне ча-
стот и амплитуд; обеспечивается звукоизоляция кабины, сниже-
ние загазованности и пыли, температурный комфорт. Кабины
оборудуют системой защиты оператора при опрокидывании ма-
шины и падении на кабину посторонних предметов, используют
сигнальные датчики, блокирующие устройства, системы аварий-
ного торможения, проблесковые огни, звуковую сигнализацию
и др.
Для повышения конкурентоспособности машин улучшаются:
эстетическое оформление машин, организация сервисного тех-
нического обслуживания и обеспечения запасными частями.
Новые машины по технико-экономическим показателям должны
превосходить лучшие из существующих и обладать патентной
чистотой.
Второе направление характеризуют проблемы электрониза-
ции, касающиеся широкой автоматизации и роботизации дорож-
13
ных машин на базе достижений микропроцессорной техники и ис-
пользования ЭВМ. Создается автоматизированная техника, обес-
печивающая интенсификацию раоочих и транспортных процессов,
позиционирование рабочих органов и облегчение труда оператора
по управлению агрегатами , оптимальные режимы работы и дистан-
ционное управление машинами. Микропроцессорные системы
с обратными связями обрабатывают сигналы от датчиков по про-
граммам оптимального протекания рабочего процесса. Перспек-
тивное направление составляет роботизация строительного произ-
водства — создание строительных роботов, способных осуществ-
лять все рабочие операции, предусмотренные технологией, авто-
матически без участия человека.
Разработан ряд перспективных электронных устройств и
систем: единые системы управления, в которых датчики устройств
управления и предупредительной сигнализации, а также модули
дисплеев объединены в один блок; устройства с синтезаторами
речи, предназначенные для преодоления затруднений, связанных
с недостаточной быстротой считывания информации с приборов
операторами, потерей четкости зрительного восприятия, а также
избавляющие операторов от необходимости отвлекаться от ви-
зуальных наблюдений за обстановкой при управлении машиной;
вспомогательные устройства, которые позволят даже неопытным
операторам повышать производительность машины; лазерные
устройства для планировочных работ в сочетании с электронными
управляющими системами, обеспечивающими работу в ночное
время, что повышает эффективность использования машин.
Третье направление включает решение проблем дальнейшего
повышения эффективности рабочих органов дорожных машин для
существенного повышения производственно-технологических ка-
честв машины на базе использования достижений науки, техники
и передового опыта. Оно включает два основных поднаправления
совершенствования рабочих органов: на базе традиционных ме-
тодов воздействия на среду и на основе использования новых ре-
сурсосберегающих эффектов. Первый путь охватывает решение
ряда вопросов сегодняшнего дня. Прежде всего требуется созда-
ние дорожных машин большой единичной мощности (400—
1500 кВт). Не менее важной задачей является создание малогаба-
ритной строительной техники мощностью 5—30 кВт как следствие
увеличивающихся объемов рассредоточенных, стесненных и раз-
нообразных работ по реконструкции. Возрастающая стоимость
машин , оснащенных автоматизированными системами, и трудности
с трудовыми ресурсами приводят к необходимости делать машины
с универсальными рабочими органами. Создаются рабочие ор-
ганы, обладающие широким диапазоном применения. Выпус-
каются укладчики дорож:ных материалов с устройствами для вы-
сокого уплотнения, смесители многоцелевого назначения, мани-
пуляторы с челюстным захватом и оборудованием, способным
работать с инструментами различного назначения.
14
Второй путь — создание дорожных мапин, основу рабочих
процессов которых составляют новые физические эффекты, яв-
ляется перспективным направлением, нриоорегае! значение раз-
работка методов интенсификации рабочих процессов при движе-
нии инструмента в среде путем снижения сил трения в резуль-
тате использования: антифрикционных материалов, термических
эффектов, электрофизических методов, оборудования для осуще-
ствления гидравлической и газовоздушной смазки рабочих по-
верхностей. Перспективным является разработка конструкций,
связанных с использованием достижений газо- и гидродинамики
для интенсификации разрушения, уплотнеаия и перемещения
материалов различного вида. Для получения принципиально
новых машин используют новые эффекты.
Четвертое направление касается проблем совершенствования
систем привода и энергетических установок дорожных машин для
дальнейшего сокращения энергетических затрат. Гидрофикация
в комплексе с электронизацией машин обеспечивает существенное
увеличение производительности и снижение неталлоемкости. Ши-
рокие перспективы открывает применение объемного гидропри-
вода и, в частности, с приводом насосов от газотурбинного двига-
теля; гидромеханической трансмиссии с переключением передач
под нагрузкой и возможностью частого реверсирования; высоко-
эффективных фильтров и дополнительного гидрооборудования.
Для совершенствования тепловых систеи дорожных машин
большое значение имеют решение задач по утилизации дешевых
топлив, теплоты отработанных теплоносителей и повышение
эффективности теплоизоляции.
Дизельные двигатели представляют собой в ближайшее время
основной источник энергии дорожной техники. Двигатели с элек-
тронным управлением обеспечивают повышение КПД, экономию
топлива, «чистый выпуск» и снижение шума до 80 дБ. Использо-
вание порошковых материалов позволяет существенно повысить
рабочее давление, температуру и экономичность двигателя. Пред-
полагается использовать газотурбинные двигатели на мобильных
машинах. Реализация направления связана с проблемой созда-
ния экономичной газовой турбины. В перспективе основным источ-
ником энергии могут быть водородные двигатели и топливные
элементы. Основу работы последних составляет химическая ре-
акция между кислородом и водородом с выделением воды. Эта
тенденция обусловлена ужесточением требований по охране ок-
ружающей среды.
Пятое направление определяется решением проблем, связан-
ных с интенсификацией строительства на основе дальнейшего раз-
вития систем машин различного назначения, широкого исполь-
зования методов модульного проектироваыия и унификации,
ресурсосберегающих технологий и создания системы механизиро-
ванного инструмента. На базе модульного проектирования соз-
даются оптимальные структуры систем дорожных машин для раз-
15
личныл условий, типоразмерные ряды, унифици-
рованные конструктивно-размерно-подооные
вается широкая специализация и кооперация производства. Воз-
растающие объемы дорожно-строительных работ в отдаленных
труднодоступных районах требуют развития специальных машин.
Одной из важных задач является создание машин на основе ис-
пользования ресурсосберегающих технологий, принципов сверты-
вания ряда традиционных воздействий в одну операцию и повтор-
ного использования отработанных материалов.
Шестое направление определяет одну из важных тенденций
развития машиностроения как системы производства новой до-
рожной техники и включает проблемы использования средств и
методов автоматизированного проектирования (САПР), автома-
тизированных систем научных исследований (АСНИ) и производ-
ства машин для сокращения времени и затрат, повышения каче-
ства проектно-конструкторских работ и темпов поиска новых ре-
шений. Это направление связано с разработкой технологических
операций строительства на основании использования гибких авто-
матизированных строительных производств (ГАСП).
Седьмое направление касается решения важных задач повыше-
ния эффективности использования дорожной техники посредством
совершенствования структуры подготовки и переподготовки кад-
ров в условиях перестройки народного хозяйства и электрони-
зации производства. Производительность машин с традицион-
ной, не автоматизированной системой управления существенно
зависит от квалификации оператора. Использование системы
автоматического управления (САУ) позволяет обеспечить более
90 % потенциальной производительности машины независимо
от уровня подготовки оператора. Автоматизация управления
машиной требует по-новому организовать систему подготовки
работников различного уровня (инженеров, операторов и налад-
чиков) для создания и эксплуатации машин со встроенным микро-
процессорным оборудованием.
1.3. ОСНОВНЫЕ ПОЛОЖЕНИЯ ПО ПРОЕКТИРОВАНИЮ
ДОРОЖНЫХ МАШИН
Интенсификация и повышение эффективности дорож-
ного хозяйства в значительной степени определяется темпами
совершенствования существующих и создания новых видов тех-
нологических процессов, дорожных машин и комплексов. Дорож-
ные машины и составляющие их подсистемы с течением времени
стареют и заменяются более совершенными. Замысел и первона-
чальная концепция создаваемого объекта в процессе проектиро-
вания развивается, конкретизируется и реализуется в готовую
продукцию. Проектирование в широком понимании этого термина
определяется как процесс целенаправленной деятельности чело-
века, включающий взаимосвязанный комплекс работ, завершаю-
16
щийся созданием промышленной продукции или соответствую-
щей технологии производства нового продукта, удовлетворяю-
щих потребности оощества. проектирование вкдючае! проведе-
ние теоретических и экспериментальных исследований, разра-
ботку технической и в том числе проектной документации, соз-
дание и испытание опытных образцов и предшествует выпуску
сериной продукции.
Задача проектирования заключается в разработке машин и
технологических процессов, обеспечивающих оптимальное выпол-
нение требований производства при экономии материальных,
энергетических и трудовых ресурсов. При этом следует учитывать
совершенство методов расчета, наличие необходимых материалов
и комплектующих элементов и устройств, возможности имею-
щихся лабораторного и производственного оборудования, ЭВМ
и САПР, сроки проектирования. Ускорение темпов научного и
технического прогресса требует повышения качества и предель-
ного сокращения сроков проектирования на базе широкого ис-
пользования методов и средств автоматизированного проектиро-
вания (САПР).
Важной задачей проектирования является разработка техни-
ческой документации, на основе которой осуществляется промыш-
ленное изготовление машины и ее надежная эксплуатация. Тех-
ническая документация состоит из исходной, проектной (кон-
структорской и технологической), рабочей и информационной.
К исходной документации относят заявку на разработку, исход-
ные требования, аванпроект, техническое задание
(ГОСТ 15.001—73*). Конструкторская документация включает:
техническое предложение, эскизный и технический проекты.
Рабочую документацию составляет рабочая конструкторская,
эксплуатационная и ремонтная документация. Информационная
документация включает: карту технического уровня и качества
продукции, патентный формуляр, карту расчета экономической
эффективности и цен, протоколы об испытаниях и др. Состав кон-
структорской документации определяется Единой системой кон-
структорской документации (ЕСКД), которая оформлена в виде
комплекта Государственных стандартов (ГОСТ).
Техническое задание (ТЗ) — это исходный документ для разра-
ботки конструкторской документации. ТЗ разрабатывается на ос-
новании требований заказчика: заявки, аванпроекта, результатов
выполненных научно-исследовательских и экспериментальных ра-
бот. В ТЗ дается наименование машины и область ее использо-
вания, цель и источник разработки, технические требования,
экономические показатели, стадии и этапы разработки конструк-
торской документации, порядок контроля и приемки продукции.
Основные требования, предъявляемые к дорожной машине на
этапе проектирования. Проект должен гарантировать эффектив-
ное и надежное выполнение дорожной машиной заданных функций
и обеспечивать методы и средства контроля и восстановления тех-
17
нического состояния машины в процессе эксплуатации. Требо-
кяиия к млгтшнр оппепеленьт в ТЗ. Основными требованиями яв-
ляются требования к функциональному соответствию конструк-
ции, экономичному использованию сырья, энергии, трудовых ре-
сурсов, к надежности, технологическому и метрологическому
обеспечению, к уровню унификации и стандартизации, безопас-
ности, к охране природы, к соответствию условиям эксплуатации,
техническому обслуживанию и ремонту, эстетическим и эргоно-
мическим показателям, к патентной чистоте и конкурентоспособ-
ности, маркировке машины, транспортированию, хранению и
категории качества.
Стадии и этапы выполнения конструкторской документации
в соответствии с ЕСКД приведены в табл. 1.2.
Техническое предложение (П) содержит технико-экономиче-
ское обоснование целесообразности разработок машины, уточнен-
ные требования к продукции на основании анализа вариантов
возможных технических решений. В зависимости от требований
ТЗ в техническое предложение входит следующая конструктор-
ская документация: чертежи общего вида, габаритный чертеж,
схемы, ведомость документов П, пояснительная записка, расчеты,
патентный формуляр, карта технического уровня.
Эскизный проект (Э) содержит принципиальные конструктор-
ские решения, которые дают общее представление о конструкции
и принципе работы и о ее соответствии назначению, основные
параметры и габаритные размеры. Эскизный проект в дополне-
ние к конструкторским документам (П) содержит программу и
методику испытаний и ведомость покупных изделий.
Технический проект (Т) представляет собой конструкторские
документы, дающие окончательное техническое решение, устрой-
ство и параметры, соответствующие назначению продукции.
Технический проект служит исходным материалом для разработки
рабочей документации. Проект помимо документов (ТЗ) и (Э)
обязательно содержит общий вид машины.
Рабочая конструкторская документация представляет собой
совокупность конструкторских документов, предназначенных для
изготовления, контроля, приемки, поставки, эксплуатации и
ремонта. Документы рабочего проекта содержат чертежи деталей
и сборочных единиц. Карта технического уровня и качества про-
дукции содержит сведения о технико-экономических показателях
продукции, характеризующих ее уровень по сравнению с луч-
шими отечественными и зарубежными аналогами и перспектив-
ными эталонными образцами. Патентный формуляр содержит
сведения о патентной чистоте машины. Нормоконтроль
(ГОСТ 2.111—68*) выполняется на всех стадиях проектирования
с целью установления соответствия в разрабатываемых изделиях
норм и требований ГОСТов, правильности выполнения конструк-
торской документации, высокого уровня унификации и др. Тех-
нологический контроль (ГОСТ 2.121—73) направлен на проверку
В8
1.2. Стадий и этапы выполнения конструкторской документации
разработки 1 - I конструкторской документации и литеры документов 1 | Примечание
Техническое пред- Подбор материалов Разрабатывается,
ложение Разработка технического предло- если предусмотрено
(ГОСТ 2.118—73*) жения (литера документов П) Утверждение технического пред- ложения техническим зада- нием
Эскизный проект Разработка эскизного проекта (ли- Разрабатывается,
(ГОСТ 2.119—73*) тера документов Э) Изготовление й испытание макета (при необходимости) Утверждение эскизного проекта если предусмотре- но техническим за- данием или прото- колом обсуждения ц
Технический проект Разработка технического проекта Разрабатывается,
(ГОСТ 2.120—73*) (литера документов Т) Изготовление и испытание макета (при необходимости) Утверждение технического про- екта если предусмотре- но техническим заданием или про- токолами обсужде- ния П и Э
Рабочая конструк- Разработка конструкторской до- Разрабатывается на
торская документа- кументации (документы без ли- основании утвер-
ция: для опытного образца для серийного про- изводства теры) Корректировка конструкторской документации Приемочные испытания опытного образца Корректировка конструкторской документации (литера докумен- тов Oi) Изготовление и испытания уста- новочной серии Корректировка конструкторской документации по результатам ис- пытаний (литера документов А) Оснащение технологического про- цесса изготовления продукции (ли- тера документов А) жденного проекта
соблюдения в конструкторской документации установленных тех-
нологических норм и требований с учетом современного уровня
развития техники, способов изготовления с использованием
ГАП, эксплуатации и ремонта изделия.
Испытания опытного образца являются важным этапом и
обеспечивают экспериментальную оценку параметров машины.
Итеративный характер процесса проектирования делает необхо-
димым проведение испытаний на каждом этапе создания машины.
Виды испытаний определены системой разработки продукции и
постановки ее на производстве (ГОСТ 15.001—73). Опытный обра-
зец подвергают предварительным и приемочным испытаниям.
Последние могут быть государственными, межведомственными и
ведомственными. Продукцию серийного производства подвергают
19
государственной приемке, приемо-сдаточным и периодическим
411x1 Л1,1. Г С 2 ’ ”лл><"т-ччтт'т ттпклт та ппптпртгтрии
с ГОСТ 25051—82.
Проектирование направлено на создание принципиально новой
машины. В этих условиях важно обеспечить преемственность кон-
струкции путем широкого использования стандартизации модуль-
ного проектирования машин, унификации, нормализации и ти-
пизации.
Стандартизация характеризует деятельность, направленную
на достижение оптимальной степени упорядочения для решения
повторяющихся производственных задач. Стандарт — нормативно-
технический документ, устанавливающий требования к выпускае-
мой продукции, ее проектированию, производству и применению.
Соблюдение государственных стандартов (ГОСТ), международных
стандартов (ИСО, СЭВ), принятых СССР, является обязательным.
Унификация — это процесс уменьшения многообразия конструк-
ций, предназначенных для выполнения одних и тех же или близ-
ких по своему характеру функций. Нормализация характеризуется
применением уже разработанных и освоенных промышлен-
ностью узлов и деталей, материалов, элементов и готовых
изделий.
Типаж дорожных машин определяет технически и экономиче-
ски обоснованную совокупность машин массового и серийного
производств, объединенных общностью назначения и обладающих
прогрессивными техническими показателями. Типаж разделяет
машины на группы, подгруппы, классы, подклассы и др. При
разработке типажа основу составляют базовые модели машин,
которые являются исходными для получения других машин или
модификаций. Основные параметры машин составляют параметри-
ческий ряд предпочтительных чисел. Типаж машин совершенст-
вуется по мере научно-технического развития. Типизация машин
дает возможность получать машины различного назначения, на
основе единого конструктивного решения использовать общие
методы и машинные программы проектирования и расчета машин.
Снижение конструктивной массы машин дает существенный
технико-экономический эффект. Проблема снижения материалоем-
кости продукции строительного и дорожного машиностроения
имеет большое народнохозяйственное значение.
Технологичность конструкции определяется возможностью из-
готовления деталей с наименьшими трудовыми затратами при
рациональном расходовании материала. Конструктор должен от-
четливо представлять наиболее совершенную технологию изго-
товления и сборки каждой разработанной детали. Технологич-
ность машины зависит от уровня технологии и организационной
структуры завода-изготовителя, его станочного парка, а также
масштаба выпуска машины. Требования безопасности и по охране
природы определяют условия обеспечения безопасности при мон-
таже, эксплуатации, обслуживании и ремонте, допустимые уровни
20
звукового давления, вибрации, показатели вредных воздействий
па nfinnanv г., .
Эргономические качества дорожной машины определяются
удобством управления. Высокие эргономические качества способ-
ствуют получению высокой производственной эффективности.
При проектировании дорожную машину рассматривают в совокуп-
ности с оператором, управляющим этой машиной, как единую си-
стему. Учитывают целесообразное распределение функций управ-
ления между машиной и человеком в результате автоматизации
работ, выполняемых по определенному алгоритму. С развитием
автоматизации и кибернетики функции оператора все больше
переходят к машине.
Эстетическими требованиями предусматривается сочетание
удачных технических и художественных решений в конструкциях
машин — обязательные условия повышения их конкурентоспособ-
ности. Красивый внешний вид машины получают в результате ис-
пользования в ходе конструирования определенных эстетических
элементов: симметрии, ритма, контрастности, членения, пропор-
циональности, композиции и цвета. Дизайнеры или специалисты
по художественному проектированию эстетически оформляют ком-
поновки узлов, отдельных деталей и машины в целом. Простран-
ственные рисунки будущей машины разрабатывают в нескольких
вариантах, в ряде случаев создают пространственные масштабные
модели.
Организация управления ходом проектирования основана на
разработке системы сетевого планирования и управления (СПУ)
на базе широкого использования ЭВМ. В системе СПУ инстру-
ментом оперативного управления процессом является сетевой
график, в котором в определенной последовательности и взаимо-
связи представлены все работы, выполнение которых необходимо
для достижения конечной цели.
1.4. ИНТЕНСИФИКАЦИЯ РАЗРАБОТКИ НОВЫХ
ТЕХНИЧЕСКИХ РЕШЕНИЙ
Формирование новых технических решений (ТР) свя-
зано с разработкой рациональных конструктивных схем машин,
определением их параметров и режимов движения рабочих орга-
нов, обеспечивающих повышение качества работ, снижение ме-
таллоемкости, энергоемкости, трудовых затрат и соблюдение норм
экологии. Проблема создания новой машины формулируется как
устранение противоречий между потребностями и способами их
удовлетворения. Интенсификация инженерного творчества на-
правлена прежде всего на то, чтобы заставить проектировщика
думать вслух и дать возможность другим специалистам на базе
широкого использования ЭВМ и САПР участвовать в творческом
процессе. Это позволяет сообщить проектировщику те сведения
и оценки, которые выходят за пределы его знаний и опыта.
21
При проектировании осуществляется общая стратегия твор-
ческой деятельности, включающая выполнение трех основных
процедур' анализа, Xi ritiленсисрикация творче-
ской деятельности при выполнении соответствующих процедур
осуществляется на базе использования ряда частных методов.
Анализ включает методы, обеспечивающие эффективное опреде-
ление независимых компонентов проблемы (объекта), разделение
проблемы на отдельные задачи, поддающиеся решению, и методы
решения. На эгапах анализа и синтеза находят применение ме-
тоды мозговой атаки, синектики, ликвидации тупиковых ситуа-
ций, использования морфологических карт.
Синтез содержит рекомендации и методы по выполнению опе-
раций соединения частей для получения нового эффекта. На этапе
синтеза применяют методы контрольного перечня вопросов, под-
лежащих оценке и важных для аналогичных ситуаций; выбора
критериев оптимальности решения; ранжирования и взвешивания
решений на основании общей шкалы оценок; составления техни-
ческого задания по приемлемому конечному результату; опреде-
ления индекса надежности решения по элементам.
Оценка базируется на системе методов, обеспечивающих изу-
чение и прогноз последствий от практического применения нового
объекта и выявление его технико-экономического значения для
народного хозяйства, а также экологическую безопасность.
Перечисленные методы имеют различную степень распростра-
нения и рассматриваются в специальной литературе [13].
Методы синтеза новых конструктивных решений базируются
на основных принципах конструктивной эволюции технических
систем:
а) переноса решений, заключающегося в переносе наиболее
рациональных и проверенных принципов действия или конструк-
ций из одних объектов в другие;
б) предпочтения, основанного на использовании более новых
физических эффектов;
в) перехода через предел, заключающегося в последовательном
циклическом совершенствовании объекта;
г) начала конструктивной эволюции, основанной на обяза-
тельном наличия у каждого нового ТР предшествующего;
д) механизации и автоматизации, заключающихся в появле-
нии технических объектов, уменьшающих степень участия чело-
века в выполнении требуемой функции;
е) избыточности конструктивных решений, заключающейся
в превышении количества идей и технических решений над коли-
чеством реализованных;
ж) соответствия функции технических решений, которое за-
ключается в том, что каждой функции отвечает определенный на-
бор технических решений, обеспечивающих ее реализацию;
з) относительного существования, заключающегося в том, что
функция имеет большую долговечность, чем техническое решение.
22
Стимулирование выдвижения новых идей и технических ре-
шений часто осуществляют на базе использомния метода мозго-
вой атаки, когда выдвинутые предложения не критикуются, а раз-
виваются. Этим методом можно пользоваться лри решении любых
задач и на любом этапе проектирования, если задача четко сфор-
мулирована. Выявление новых технических решений осуществ-
ляется также методом синектики, который предусматривает ши-
рокое использование аналогий для решений проблемы. Для ориен-
тации своего мышления по решаемой проблемешироко применяют
аналогии четырех типов: прямую (реальнто); субъективную
(телесную); символическую (абстрактную) и фантастическую (не-
реальную).
Применение ЭВМ в решении задач поискового конструирования
основано на использовании трех групп методов: полностью фор-
мализованных методов — алгоритмов, которые могут быть реали-
зованы в виде программ; частично формализованных эвристиче-
ских методов — эвроритмов при частичном использовании ЭВМ;
полностью неформализованных эвристических методов. Простыми
и эффективными являются эвристические мечоды: морфологиче-
ский анализ и синтез технических объектов; методы поискового
конструирования с помощью систематизированных накопителей
информации; методы, основанные на системное анализе функций
объектов; методы использования наборов эвристических приемов;
методы, основанные на использовании банка физических и тех-
нических эффектов и др. Эвристические приемы поиска новых ре-
шений заключаются в использовании предписаний для получения
искомого ТР на базе индивидуальных и межотраслевых фондов
эвристических приемов [18].
Широкое применение находят обобщенные методы поиска но-
вых ТР: метод расчленения объекта на составляющие элементы
(диакоптика) с последующим их объединением в более эффектив-
ную конструкцию; методика функционального анализа на базе
использования морфологических карт и матриц сравнения на базе
системного анализа, предусматривающая расчленение заданной
общей функции технологического процесса, которую должна вы-
полнять машина (исходная цель), на систему частных подфункций,
выполняемых разного уровня звеньями машины; метод ф°РмиР°”
вания новых конструктивных решений посредством анализа и
расчленения математической модели явления, составляющего
основу принципа действия проектируемого объекта. Последний
метод базируется на широком применении методов математиче-
ского моделирования.
Важным фактором ускоренного развития строительного и до-
рожного машиностроения являются изобретательство и рациона-
лизация. Общее руководство делом развития изобретательства
в стране осуществляется Государственным комитетом по делам
изобретений и открытий. При комитете создай институт Патент-
ной экспертизы (ВНИИГПЭ), который организует экспертизу
23
заявок на изобретения. В отрасли етроительного, дорожного
тт пкппгп ^^'шчтппгтплрттия ПХ'КЛВПТТГТ-ВО ччобпетэтельст-
аом осуществляет отраслевое союзное министерство. На предприя-
тиях эту деятельность возглавляет руководитель организации.
Работа над новым конструктивным решением требует четкого
представления о его квалификации как открытия, изобретения
или рационализаторские предложения. Открытие — это факт
установления неизвестных ране$ объективно существующих за-
кономерностей, свойств и явлений материального мира, внося-
щих коренные изменения в уровень познаний. За открытие автор
получает диплом и вознаграждение при его внедрении в народное
хозяйство.
Изобретением является новое, обладающее существенными от-
личиями, техническое решение задачи в любой отрасли народного
хозяйства, дающее положительный эффект. Автору за изобретение
выдается авторское свидетельство и вознаграждение или патент.
Техническое решение может быть признано изобретением, если
оно обладает: новизной, существенными отличиями и дает поло-
жительный эффект при внедрении в народное хозяйство. Автор-
ские свидетельства дают государству право монопольного исполь-
зования изобретения. Патент, в отличие от авторского свидетель-
ства, дает исключительное право монопольного использования
изобретения патентообладателю. Рационализаторским предложе-
нием называют новое техническое решение, являющееся полезным
для организации, где оно подано. За внедрение рационализатор-
ского предложения автор получает вознаграждение.
Высокие требования, предъявляемые к эстетическому оформ-
лению технического изделия, а также к законченности информа-
ции о новых изделиях, определили необходимость ввести право-
вую охрану решений на внешний вид промышленного образца
и товарного знака. Промышленный образец — это новое высоко-
эстетическое решение внешнего вида изделия, пригодное к про-
мышленному осуществлению. Товарный знак — зарегистрирован-
ное оригинальное обозначение товара (услуг), служащее для
отличия однородных товаров (услуг) различных предприятий.
Для признания технического решения изобретением необходимо,
чтобы оно соответствовало установленным требованиям и было
надлежащим образом оформлено и обязательно заявлено. Доку-
менты подаются в Государственный комитет по изобретениям.
В состав документов входят заявление, описание изобретения
с формулой изобретения и чертежами, справка о творческом уча-
стии каждого соавтора. Заявления, поданные от организации,
дополнительно содержат документ о новизне технического ре-
шения, сведения о патентном поиске, ожидаемый техни ко-эконо-
мический эффект. Новые машины и оборудование должны быть
выполнены на уровне изобретения. Автор должен убедиться в этом
на основе анализа патентной информации в данной области тех-
ники. Для интенсификации творческой деятельности изобретатели
24
должны использовать весь набор методов активизации творческого
ппопесса с использованием ЭВМ Улучшение качества продук-
ции или производительности всегда связано с увеличением трудо-
емкости, мощности двигателя, повышением точности, массы и др.
Изобретение прежде всего направлено на устранение такого рода
противоречий.
Методы прогнозирования тенденций развития и изменения
основных параметров дорожных машин на этапе фоектирования.
Важным методом обоснования необходимости создания новых
дорожных машин и изменения параметров традицишных конструк-
ций является научное прогнозирование. Оно дает вероятностное
суждение о будущем с высоким уровнем достоверности и основано
на объективном анализе имеющейся научно-техничеокой инфор-
мации. Существующие методы прогнозирования разделяются на
три группы: эвристические, математические и комбинированные
(рис. 1.2, н). Эвристические методы основаны на использовании
мнений специалистов в соответствующих областяхтехыики, харак-
тер изменения которых не может быть формализован:. Они осно-
ваны на экспертных оценках, составлении сценариев, классифи-
кациях, аналогиях и др. Математические метщы основаны на
использовании приемов формального описания изучаемого про-
цесса. В зависимости от вида математического описания эта
группа методов разделяется на методы моделирсзанися, основан-
ные на решении математических уравнений, и методы экстраполя-
ции или статистические методы, для которых математическим ап-
паратом являются методы максимального правдоподобия и, как
его частный случай, методы наименьших квадрахщ, корреляции
и регрессионного анализа.
По назначению различают исследовательский и нормативный
прогнозы. Исследовательский прогноз основан напредположении,
что в будущем сохранится объективно сложившаяся в данное
время тенденция. При этом широко используют методы экстрапо-
ляции. Нормативный прогноз исходит из решения задач, которые
обеспечивают достижение требуемого результага в будущем.
В технике широко используют методы прогнозирования на базе
обработки патентной информации, в том числе заключающиеся
в экстраполяции тенденций, установленных по щнахмике патен-
тования по конкурирующим типам конструкции. Для повышения
степени достоверности прогноза применяют сочетание: различных
методов прогнозирования. Различают прогнозы краткосрочные
на 5 лет; среднесрочные — на 5—10 лет; долгосрочные — более
чем на 10 лет. Эти сроки обусловлены жизненннм циклом основ-
ных типов дорожных машин. При обосновании необходимости
создания машин оптимальным сроком прогноза является период
в среднем до 15 лет. Достоверность прогноза, стланного на бо-
лее длительный срок, снижается [16].
Моделирование представляет собой процесс изучения проек-
тируемого объекта на модели до его изготовления (рис. 1.2, б).
25
Рис. 1.2. Основные методы прогнозирования (а) и моделирования (б) развития
процессов дорожных машин
Модель — это мысленно представленная (абстрактная) или мате-
риально реализованная (физическая) система, которая способна
замещать объект исследования или наиболее существенную его
часть так, что изучение модели дает необходимую информацию
о новом еще не существующем объекте. Физически подобные мо-
дели имеют ту же физическую природу, что и оригинал; матема-
тически подобные модели при моделировании на ЭВМ основы-
ваются на тождественности математического описания процессов
в модели и оригинале. Выбор типа моделей и их построение яв-
ляются творческим процессом. Модели должны отражать основ-
ные интересующие черты процесса, быть чувствительными к харак-
теристикам, определяющим: ход процесса, и в то же время не быть
чрезмерно сложными. Целесообразно проводить как математиче-
ское, так и физическое моделирование. Это позволяет наиболее
глубоко и всесторонне исследовать проектируемый объект. Важ-
ной проблемой моделирования является установление степени
подобия (соответствия) модели проектируемому объекту [3].
Основные параметры дорожных машин на этапе проектирова-
ния определяются рядом методов: на основании решения анали-
тических уравнений, путем обработки данных экспериментов и
статистической информации, по аналогии и др. Зависимости
26
Модели
б)
между параметрами, полученные на основами статистического
анализа информации, не всегда позволяют дгь надежный прог-
ноз ввиду отсутствия полной информации < количественных и
качественных характеристиках объекта, сведний о серийности
машин и указаний об области применения. Пректирование новой
машины по аналогии основано на принципа действия хорошо
известных и отработанных в существующих конструкциях по-
добных машин. Технические параметры новой машины в этом слу-
чае определяют на базе теории подобия и моделрования. При соз-
дании машин с традиционным принципом взамодействия со сре-
дой методы подобия позволяют формализовав процесс проекти-
рования для использования САПР. Установлнные по аналогии
параметры являются приближенными. Далее праметры корректи-
руют на основании традиционных методов ранета и оптимиза-
ции. Для самоходных дорожных машин соотвествуюидие формулы
27
1.3. Формулы для определения основных технических параметров
Рассчитываемый параметр Определяющий параметр
N т m в
Мощность двигателя W — kJ*1* M7/2
Тяговое усилие Т — kGm k8B3
Масса m машины (рабочего органа) лл6/7 k10T — w3
Объем q среды, взаимодей- ствующий с рабочим орга- ном k13N&/7 klbm —- kiaB3
Ширина В рабочего органа (машины) Скорость и движения в транс- портном режиме Скорость Гр движения в ра- бочем режиме, не более 1,5 м/с Aj17№/7 *W71/3 —
аХ/7 A й23/п1/6 20= Const W/6
связи между параметрами приведены в табл. 1.3. Коэффициенты
пропорциональности устанавливают по параметрам машины, при-
нятой за эталон, для соответствующих условий эксплуатации или
для их усредненных значений, формулы для расчета коэффициен-
тов приведены в табл. 1.4. При установлении статистических за-
висимостей коэффициенты пропорциональности kt рассчитывают
методами теории вероятностей по анализу имеющейся информации.
Скорость движения подобных машин также зависит от основ-
ных технических параметров. Для режима транспортирования
с многочисленными периодами разгона и торможения vH « им&1/2;
для операций взаимодействия рабочих органов с вязкой ньюто-
нианской средой пн для пластичной среды ин ж им.
Приведенные зависимости между основными техническими пара-
метрами машин справедливы для областей, в которых установлены
коэффициенты kt.
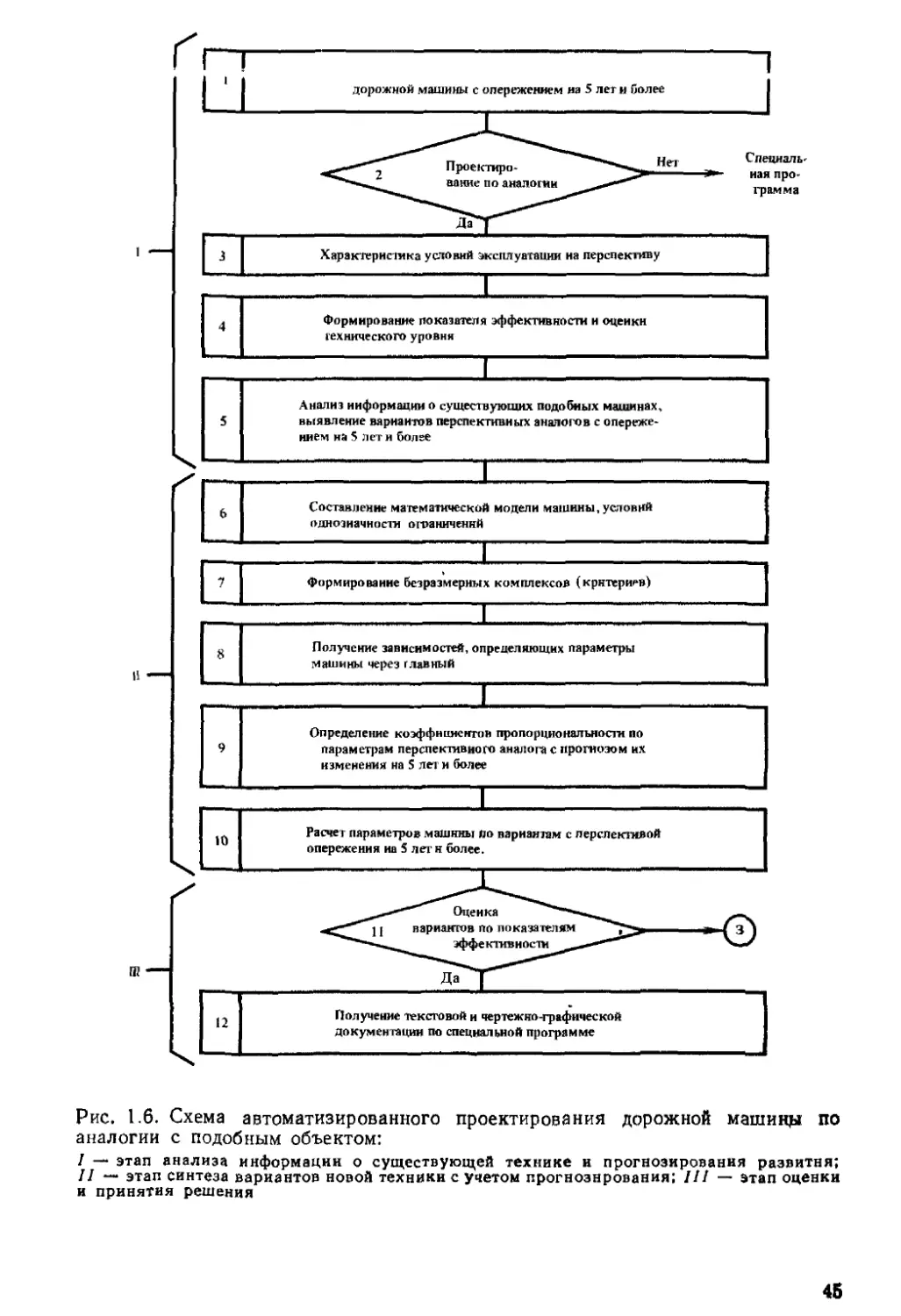
Принятие решения является важным этапом проектирования
и осуществляется руководителем проекта. Подготовка решения
заключается в сопоставлении нескольких альтернативных реше-
ний и выборе наилучшего из них по достижению требуемого эф-
фекта. Последний характеризуется целевой функцией (показателем
эффективности): Y — (АД, где Xi, ..., Хп — независимые пара-
метры, определяющие характеристики проектируемой машины.
Задача принятия решения сводится к оптимизации целевой функ-
ции.
Эффективным средством подготовки оптимальных решений
при проектировании является методология исследования опера-
28
1,4. Значения коэффициентов пропорциональности для (>рожных машин
(устанавливаются по машине-эталону)
Коэффи- циент Определя- ющая зависимость Коэффи- циент Определя- ющая зависимость [ (оэффи- циент Определя- ющая зависимость
М) ту6 ^10 /По тв ^19 Во
*2 ^11 т0 Яо ^20 Во
&3 № #12 т0 а? ^21 То
No _ ^13 Яо №о/7 ^22 ^0 Tt,r
^5 То ^14 Яо То ^23 ^0 1 owo
^6 т0 Яо т0 ^24 А^о Тач'^
*7 П 7о ^16 Яо В2 । ^26 А^о тову2
т„ В8 ^17 Во ^2в А/о тб
т0 ^18 Во T‘f — —
ций, которая представляет собой систему дейсаий, объединенных
единым замыслом и направленных к достижнию определенной
цели. В качестве критерия эффективности ипользуют: вероят-
ность какого-либо события (например, выполвние в срок техни-
ческого задания на проектирование или обспечение заданных
технических характеристик системы), или мгематическое ожи-
дание некоторой случайной величины. Конкетный вид крите-
рия эффективности выбирается в зависимое^ от поставленной
задачи. В ряде случаев условия выполнение операций заранее
неизвестны. Тогда задают вероятность этих уповий и усредняют
критерии эффективности с учетом этих вероятнетей. Для каждого
варианта решения получают один усреднений показатель и
предпочтение отдают варианту, значения пказателя которого
максимальны (или минимальны).
29
Выбор компромиссного решения составляет одну из сложных
задач лпрпяний Комплексную опенку по нескольким
критериям делают путем объединения критериев в один обобщен-
ный. Такой критерий представляют в виде суммы частных кри-
териев, каждому из которых приписывают коэффициенты весо-
мости (коэффициенты влияния). Подобный метод имеет недостатки.
Коэффициенты весомости выбирают произвольно. Представление
обобщенного критерия в виде дроби (числитель ее содержит ве-
личины, увеличение которых желательно, а знаменатель — уве-
личение которых нежелательно) приводит к тому, что недостаток
в одном критерии может быть компенсирован за счет другого.
Одна из основных задач проектирования заключается в полу-
чении оптимального решения, т. е. в достижении заданных или
наилучших характеристик при наименьших затратах времени,
материалов, энергии, денежных средств и др. В качестве целевой
функции широко используют показатели технико-экономической
эффективности и качества машины.
1.Й. СИСТЕМА ПОКАЗАТЕЛЕЙ КАЧЕСТВА
И ТЕХНИКО-ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
ДОРОЖНЫХ МАШИН
Качество изделий дорожного машиностроения опреде-
ляется совокупностью свойств (надежностью, техническими и
экономическими параметрами и др.), характеризующих пригод-
ность изделия удовлетворять потребность потребителя в соответ-
ствии с назначением машины. Качество оценивают показате-
лями качества, которые бывают: единичными (характеризующими
только одно свойство изделия); комплексными (характеризующими
несколько свойств); определяющими (по которым решают оцени-
вать качество); обобщенными (являющимися одновременно и ком-
плексными и определяющими); интегральными (являющимися
наиболее общими технико-экономическими показателями). Ин-
тегральный показатель определяют как отношение полезного
эффекта к суммарным затратам. В технике в качестве такого ин-
тегрального показателя используют приведенные удельные за-
траты (РД-50-149-79).
Показатели, определяющие эффективность дорожных машин,
разделяют на три группы, характеризуемые коэффициентом k
весомости: показатели, определяющие технические и эксплуата-
ционные свойства машины, экономические и конкурентоспо-
собность. Приведенные ниже ориентировочные значения коэффи-
циента k определены экспериментальным путем.
К показателям, определяющим технические и эксплуатацион-
ные свойства машины (k — 0,4), относят: классификационные
(k = 0,016); назначения и технико-экономические (k = 0,072);
надежности (k = 0,076) — ресурс, наработка на отказ, ремонто-
30
пригодность и др.; технологичности (k = 0,036); стандартизации
и унификации (k — 0,04); патентно-правовые(k = 0,036); безопас-
ности {1г — и,Odd); экологические {k — 0,03); эргономические
(k — 0,026); технической эстетики (k = 0,03).
К показателям, определяющим экономические свойства ма-
шины (k = 0,34), относят: затраты на приобретение машины
(k = 0,16) — цена машины, расходы на транспортирование, мон-
таж, наладку; затраты на эксплуатацию (/г = 0,18) — на обслу-
живающий персонал, топливо и смазочные иатериалы, энергию,
основные и вспомогательные материалы.
К показателям, определяющим конкурентоспособность машины
(k = 0,26), относят: условия продажи (k = 0,04) — на основе
товарообмена (k =₽ 0,015), на основе оплати в конвертируемой
валюте (k = 0,006), на основе продажи в кредит (fe = 0,015),
на основе немедленной оплаты (k — 0,004); условия сервисного
обслуживания (k = 0,22) — продолжительность гарантийного об-
служивания (k — 0,021), обеспечение запасными частями ТО
и Р (k = 0,022) и технической документацией (k = 0,021), обу-
чение персонала (k = 0,021), наличие товарного знака (k. — 0,016),
престижность изделия (k = 0,015), уровень рекламнл (Л = 0,02),
сроки поставки (k = 0,021), соответствие нормах* импортера
(k = 0,024) и обычаям его (k = 0,021).
На этапе проектирования широко используют первую группу
показателей, которые определяют технические и эксплуатацион-
ные свойства машины. Такую систему показателей формируют
На базе анализа интегрального показателя —приведенных удель-
ных затрат. Для этого приведенные затраты определялся? для каж-
дой из основных подсистем машины (см. рис 1.1, г). Затраты на
подсистему энергетического обеспечения (двигатель) пропорцио-
нальны установленной мощности двигателей V: для -технологиче-
ской подсистемы — затраты пропорциональны массе машины т;
для подсистемы управления и жизнеобеспечения (кабина, эле-
менты управления) затраты существенно не зависят от N и т
в определенных пределах их изменения; затраты на оператора и
обслуживающий персонал пропорциональны массе машины и
количеству обслуживающего персонала цр. В этом случае приве-
денные удельные затраты (в руб. на единицу продукции) представ-
ляют в виде суммы:
^УД ~ ^0 4“ ^х^уд “К ^2^уд
где ^^^уд — энергоемкость рабочего процесса машин, кВт на единицу производи-
тельности, Nya~ N/П; —материалоемкость рабохего процесса машины,
т на единицу производительности, туд = т/П', п-р[П — величина, обратная вы-
работке, приходящейся на одного рабочего, которая похазывает, сколько рабо-
чих приходится на единицу производительности; П — эхсплуатапиоиная произ-
водительность, единица продукции в единицу времени; Ь^, Ь2, Ь3-размерные
коэффициенты: Ьо — руб. на единицу продукции, Ьг — руб. на единиц, у мощности
в единицу времени, Ь2 — руб. на единицу массы в единицу времени, Ь3 — руб.
на одного человека в единицу времени.
31
В приведенном выражении в виде отдельного множителя выде-
и nJ ТЕ
Zy& = ^Гуд^уд (йр/^О
где % — коэффициент приведения.
В преобразованном виде интегральный показатель включает
в себя обобщенные и частные показатели, характеризующие свой-
ства машины: энергоемкость, материалоемкость, трудовые за-
траты и др. Важное значение имеет обобщенный показатель
оценки по снижению энерго- и материалоемкости и выработки
на одного рабочего:
^Wmn ^уд^уд^р/^ ИЛИ HNmn = ^уд/(^уд^р. уд)>
где Луд — удельная производительность (величина, обратная удельной
материалоемкости), показывающая, сколько единиц производительности при-
ходится на единицу массы машины, Луд = П/т‘, пр. уд — выработка на одного
рабочего, показывающая, сколько единиц производительности приходится на
одного рабочего, пр. уд — ГЦп-р.
Обобщенный показатель nNmn представляет собой отношение
энергоемкости Ууд к удельной производительности, приходя-
щейся на единицу выработки. Величину nNmn можно записать
в форме связи от натуральных показателей:
IlNnM = Nmnjn8.
Производительность дорожных машин является базовым пока-
зателем и основанием для формирования других показателей
Формула для определения производительности объединяет тех-
нико-экономические параметры машины и параметры, определяю-
щие условия ее эксплуатации. Применительно к анализу дорож-
ных машин эксплуатационная производительность несет инфор-
мацию о функциональном назначении и полезности машины, а
также информацию, позволяющую оценить влияние уровня ор-
ганизации работ, квалификации, физического и психического
состояния оператора на эффективность машины.
Производительностью машийы называют количество продук-
ции, выраженное в соответствующих единицах измерения (объема,
массы, площади, длины и др.), которое машина производит в еди-
ницу времени. Производительность зависит от конструктивных
и эргономических параметров машины, условий эксплуатации ее,
а также от квалификации обслуживающего персонала. Различают
три основных вида производительности. Конструктивная произ-
водительность, максимально возможная для данных условий экс-
плуатации, определяется конструктивными параметрами и свой-
ствами среды, с которой машина взаимодействует, без учета по-
терь энергии и материалов.
32
Для машины циклического действия
ГТ W -- П ХГ~!'Т
4 л К ’ t “ ц I ч “к ' r'4iv*' iZ>
где V — расчетный объем материала, перерабатываемого иашиной за один цикл
работы, м8; Тц — время цикла, ч; р — плотность (объемназмасса) материала, т/м8;
для машин непрерывного действия
Пк = ЗбООВс (ма/ч) или Пк = ЗбОО/о (м3/ч),
где В — ширина захвата материала рабочим органом маиины, м; и — расчетная
рабочая скорость перемещения машины или материала, и/с; F — расчетное се-
чение потока материала, м2.
Техническая производительность представшет собой макси-
мально возможную производительность с учетам потерь и изме-
нения структуры материала (разрыхления, уплотнения) , сниже-
ния эффективной мощности и скоростей рабочие операций » а также
степени использования рабочего оборудованш (перекрытие про-
ходов машины, технологические перерывы j работе, коэффи-
циенты наполнения емкостей, бункеров, цистен и др-)- Для оп-
ределения технологической производительности конструктивную
производительность умножают на ряд коэффициентов, учиты-
вающих соответствующие потери (мощности, скорости и Др.):
•^тех = /7к^1^2 ’ ’ ’
где kt < 1.
Эксплуатационная производительность, наиболее близкая к
фактической, учитывает объективные потери рабочего времени
машины в течение смены, сезона работы или ода (время на тех-
ническое обслуживание, ремонт, заправку талибом, холостые
перемещения машины от базы к месту работы ил от одного объекта
работы к другому и др.).
Часовая эксплуатационная производителность
= Т7техЛи. в,
где &и. в— коэффициент использования машины во враени, £И- e < I.
Сменная эксплуатационная производитель гость учитывает ко-
личество часов работы в течение смены и определяется с учетом
потерь времени для конкретных условий испоьзовани я змашины.
Годовая эксплуатационная производительност учитывает сезон-
ность работы и годовой фонд времени машин!.
Выработка на одного рабочего при обосновнии решения о вы-
пуске новой техники является одним из оснсзных показателей.
Он представляет отношение количества продувдии, производимой
дорожной машиной (в час, день, месяц, год), кчислу р аботников,
обслуживающих технику [м3/(ч-чел) или т/ч-чел)]:
Яр. уд = ГМПгр,
где П — производительность машины, единиц продукт» в единицу времени;
Др — число работников, обслуживающих машину.
2 П/р В. И. Баловнева 33
Показатель выработки совпадает по величине с производитель-
иг>гтг.1с ияпшим рггты мятттинл/ пбстп/живярт лпин человек Ньтря-
ботку или производительность труда определяют с учетом всего
персонала: основных и вспомогательных рабочих, а также ин-
женерно-технических работников, непосредственно обслуживаю-
щих машину.
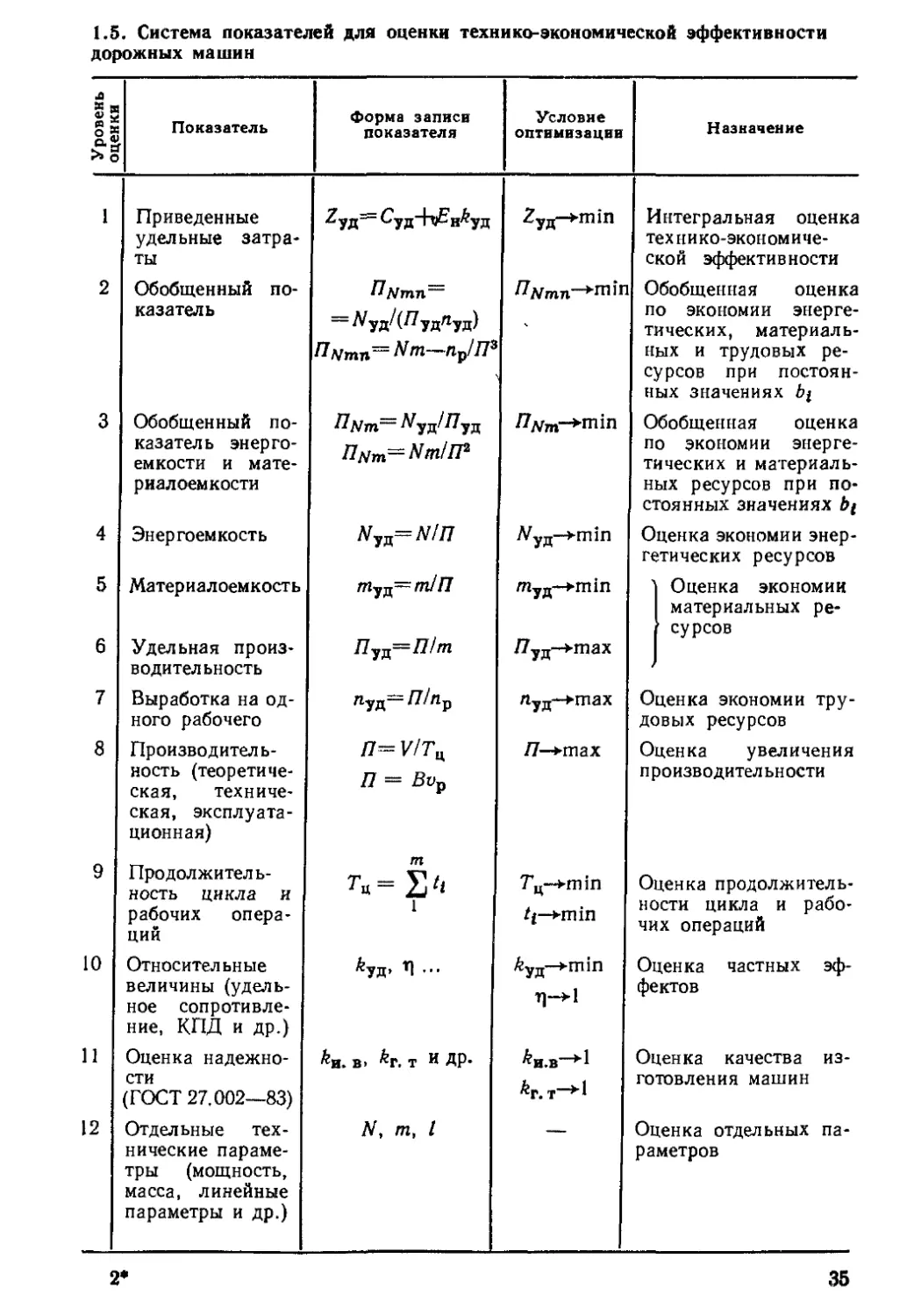
Анализ, интегрального показателя 2уд позволяет получить
систему обобщенных, удельных, относительных и натуральных
показателей, каждый из которых находится в иерархической
связи с другими. Все параметры и показатели нижнего уровня
входят в показатели более высокого. Форма записи и область
применения показателей приведены в табл. 1.5.
Для дорожных машин как восстанавливаемых объектов тех-
ники в качестве показателя надежности применяют коэффициенты
использования дорожной машины по времени 6ИВ, готовности^
и др. Значение каждого из показателей определяют посредством
прямого эксперимента в производственных условиях, теорети-
чески посредством математического моделирования на ЭВМ,
если известны математические выражения зависимостей показа-
телей от влияющих параметров, или посредством физического и
комбинированного моделирования с масштабными моделями, когда
отсутствуют готовые образцы машин. Показатели могут быть оп-
ределены с учетом надежности систем при использовании для
расчетов эксплуатационной производительности. Аналитические
зависимости, определяющие характер изменения рассматривае-
мых показателей от влияющих технических и эксплуатационных
факторов, получены не для всех видов дорожных машин. Их
формирование является важной задачей.
Эффективность дорожных машин с рабочими органами много-
целевого назначения и строительных манипуляторов определяют
на основании системы показателей, приведенных в табл. 1.6,
с учетом вероятности появления видов работ и условий эксплуа-
тации. Предварительную оценку выполняют на основании ана-
лиза обобщенного показателя nNmn путем его сравнения с пока-
зателем для комплекта машин одноцелевого назначения, выпол-
няющих те же работы, что и машины многоцелевого назначения.
Для машины с многоцелевыми рабочими органами показатель nNmn
приводят к виду
п / k \
Е Е ) лррпР
п _ *=1 \/=1______/
й, Q »
Е WitPiPtf
/=1.
где п — число двигателей, установленных на машине; A/j — мощность двигателя
соответствующего рабочего органа; k — число рабочих органов, обеспечивающих
выполнение соответствующих видов работ; m.j— масса рабочих органов и эле-
ментов, обеспечивающих выполнение соответствующих видов работ; тм — масса
базовой машины; пр — число рабочих, обслуживающих машину; рпр — вероят-
34
1.5. Система показателей для оценки технико-экономической эффективности
дорожных машин
1 Уровень | оценки Показатель Форма записи показателя Условие оптимизации Назначение
1 2 3 4 5 6 7 8 9 10 11 12 Приведенные удельные затра- ты Обобщенный по- казатель Обобщенный по- казатель энерго- емкости и мате- риалоемкости Энергоемкость Материалоемкость Удельная произ- водительность Выработка на од- ного рабочего Производитель- ность (теоретиче- ская, техниче- ская, эксплуата- ционная) Продолжитель- ность цикла и рабочих опера- ций Относительные величины (удель- ное сопротивле- ние, КПД и др.) Оценка надежно- сти (ГОСТ 27.002—83) Отдельные тех- нические параме- тры (мощность, масса, линейные параметры и др.) 2уд= Суд-НЕнАуд ^Nmn~ = Луд/(/7удЛуд) П Ктп~ N т—п.р/П3 //Nm~ ^уд^уд nNm^NmllP Nyx=N/n гПуд— т/П Пу^=П/т Tiyj^—П/пр П~ К/Тц П = Bvp т 1 &уд, T) ... ^И. В> ^Г. Т И др. Л/, т, 1 2уд—>min ^Vrnn-+miii nNm-+min Ууд—>min /Пуд—>min /7уД—►max Луд—>max П—►max Т'ц—>min tj—►min Ауд—►min Т)—>1 ^и.в ^г. т—1 Интегральная оценка технико-экономиче- ской эффективности Обобщенная оценка по экономии энерге- тических, материаль- ных и трудовых ре- сурсов при постоян- ных значениях Ь} Обобщенная оценка по экономии энерге- тических и материаль- ных ресурсов при по- стоянных значениях Ь{ Оценка экономии энер- гетических ресурсов Оценка экономии материальных ре- сурсов Оценка экономии тру- довых ресурсов Оценка увеличения п роизводител ьн ости Оценка продолжитель- ности цикла и рабо- чих операций Оценка частных эф- фектов Оценка качества из- готовления машин Оценка отдельных па- раметров
2*
35
ность появления общего числа рабочих, обслуживающих машину одновременно;
б) количество вилов условий эксплуатации (вида грунтов, строительных мате-
риалов и др.); rijg — производительность на каждом виде раоот и при соответ-
ствующих условиях эксплуатации; pj — вероятность появления видов работ;
pg — вероятность появления условии эксплуатации.
При многомоторном приводе п = k, при одномоторном при-
воде п < k.
Предпочтение отдают машине, у которой согласно условию
показатель лучше (см. табл. 1.5).
Определение машины-эталона является важной задачей проек-
тирования. Эталон — это образец машины, предназначенный
в установленном порядке для сравнения с ним нового изделия
(ГОСТ 16504—81). Машину-эталон определяют по показателям
эффективности, приведенным в табл. 1.5, для конкретной типо-
размерной группы при заданных условиях эксплуатации. Рас-
считанные значения показателей располагают в ранжированный
ряд. Максимальное (минимальное) значение показателя опреде-
ляет машину-эталон. Этому показателю присваивается индекс
базового или нормативного.
Оценка технического уровня продукции характеризуется сово-
купностью операций, включающих: выбор номенклатуры показа-
телей, характеризующих совершенство машины, определение зна-
чений показателей и сопоставление их с значениями базовых пока-
зателей эталонного образца (ГОСТ 15467—79). Технический уро-
вень дорожной машины по сравнению с эталоном определяют
по коэффициентам kcp, kT. у на основании известных характеристик
машины, которые содержатся в каталогах, проспектах, отчетах
и др., и заданных условиях эксплуатации (тип материала, объ-
емы и виды работ и др.). Для учета разброса значений определяют
показатель, характеризующий средний уровень машин в данной
типоразмерной группе и условиях эксплуатации:
лср = S пщ,
/=1
где П — значение показателя для t-ro объекта; п — число объектов, составляю-
щих группу.
Вспомогательный коэффициент
^ср = /Шер,
где 77О — минимальное значение показателя, соответствующее базовому норма-
тивному показателю эталона в рассматриваемой группе объектов.
Технический уровень системы определяют по коэффициенту
технического уровня:
^т. у == 7Zo//7j,
где 77f — значения показателя для t-ro варианта разработки и соответствующих
условий эксплуатации.
Показатель &т. у определяет уровень конкретной разработки
по сравнению с эталонным нормативным объектом (табл. 1.6).
36
1.6. Показатель технического уровня дорожных машин
Соотношения между коэффи- циентами и их значения Оценка машины Перспективность машины
^т. у ^ср Ниже среднего уровня Не перспективна
Ат. у ^ср Соответствует среднему уровню То же
^ср ^т. у «С 1 Выше среднего уровня »
^т. у — 1 Соответствует лучшим образцам Малоперспективна
^т. у > 1 Выше лучших образцов Перспективна
Показатель &т. у относят к соответствующим условиям эксплуа-
тации. Приведенные формулы для расчета Лт<у и /гср справедливы,
если уменьшение значений //, указывает на повышение эф-
фективности машины, в противном случае величины kcp и £т. у
определяют на основании обратных зависимостей.
Области рационального применения дорожных машин различ-
ного конструктивного исполнения с учетом фона эксплуатации
целесообразно определять, анализируя выражения равной эф-
фективности, которые формируют на базе аналитических зависи-
мостей соответствующих показателей:
=(%nlPt\ ,
\ I /И \ 1 //2
где III — показатель эффективности процесса; pt — вероятность условий эксплуа-
тации.
1.6. КОНКУРЕНТОСПОСОБНОСТЬ ДОРОЖНЫХ МАШИН
Конкурентоспособность дорожных машин является важ-
ным и специфическим показателем эффективности. Уровень кон-
курентоспособности оценивается для импортируемых машин и
машин, поставляемых на экспорт, для обоснования их приобре-
тения или разработки мероприятий, для повышения их конкуренто-
способности на внешнем рынке, определения перспективных для
экспорта машин и стимулирования сбыта экспортной продукции.
Конкурентоспособность определяется совокупностью потреби-
тельских свойств, необходимых и достаточных для реализации
машины по сопоставимым ценам на конкретном рынке.
Качество экспортной продукции может быть определено систе-
мой показателей, приведенных в п. 1.5. В зависимости от специфи-
ческих особенностей отдельные группы показателей могут отсут-
ствовать. При необходимости вводят дополнительные показа-
тели. Показатели условий продажи, сервисного обслуживания
и престижно-рекламные определяются в баллах экспертами.
37
урртттпгппглбность машин оценивают по комплексному пока-
зателю конкурентоспособности /гк. С>Т0Г ПОКааахсЛо ииЕСЛч.ЛЛ1СТ
как сумму относительных частных показателей с учетом относи-
тельной весомости каждого:
п
===
h=l
где ki — относительные t-e показатели качества рассматриваемой машины; ctj —
коэффициент весомости t-ro относительного показателя качества.
Относительные показатели качества
kt (1.1) или ki = ПlQ/П'} (1.2),
где ГЦ — значение /-го показателя оцениваемой машины; П{0 — значение /-го
показателя машины-эталона.
При использовании показателя, увеличение значения которого
указывает на улучшение качества, принимают зависимость (1.1),
если наоборот, то принимают зависимость (1.2).
По комплексному показателю £к машина может быть отне-
сена к конкурентоспособным при /гк 1 или неконкурентоспособ-
ным при kK < 0,9. Промежуточные значения характеризуют
низкий уровень конкурентоспособности. Комплексный показатель
является необходимым критерием для оценки конкурентоспособ-
ности при условии обязательного соблюдения высокого уровня
каждого частного показателя.
Оценка снижения металлоемкости машин. Прогнозирование
степени снижения конструктивной массы машин при использо-
вании новых материалов приобретает большое значение в про-
цессе выявления и анализа путей повышения конкурентоспособ-
ности. Для самоходных дорожных машин помимо чистой эконо-
мии материалов при снижении массы уменьшаются затраты энер-
гии на передвижение и расход энергии на перевозку, так как тре-
буется меньшая грузоподъемность погрузочных и транспортных
средств и т. д. Снижение массы машин достигается применением
легированных сталей, пластмасс и новых материалов; использо-
ванием в кинематических1 схемах прогрессивных приводов, узлов
бесступенчатого регулирования скоростей и новых видов передач,
применением более точных с использованием ЭВМ методов рас-
чета деталей.
Абсолютное значение сэкономленной массы шсн при замене
материала новым с повышенными прочностными свойствами оп-
ределяется по формулам, зависящим от характера модернизации
оборудования. Если модернизация заключается в изготовлении
элементов из материала более прочного, чем материал традицион-
ной конструкции, то имеет место зависимость
^СН = ^иАз2 (1 &Н2 ^орт)»
д ---------Г57; •
38
При модернизации узла, заключающейся в замене материала
с меньшей ^ло'гно<''гт,тг. чняирнир т...т определяют по фор-
муле:
^сн = ^пАзЗ (1 ^нз ^рт)>
где брт == £р/&а.
Для общего случая, когда одна часть узлов не подвергается
модернизации, другую часть изготовляют из материала более
прочного и третью часть элементов — из материала с меньшей
плотностью:
/72Сн ~ ^21 [&з2 (1 ^н2^срт) “Ь ^зЭ 0 &нз^рт)1-
В приведенных выше формулах приняты следующие обозначения: /п21 —
общая масса машины до модернизации; &32 — коэффициент, учитывающий массу
узлов и элементов машины, которые могут быть изготовлены из материала по-
вышенной прочности и иной плотности; Jfe3B — коэффициент, учитывающий массу
узлов и элементов машины, которые могут быть изготовлены из материала с мень-
шей плотностью и неизменными прочностными свойствами; ЛН2, £нз — коэффи-
циенты, учитывающие характер нагружения соответствующих элементов кон-
струкции; бОрт — коэффициент теоретического возможного снижения массы
узлов и элементов машины при изготовлении их из материала повышенной проч-
ности и иной плотности; 6рт — коэффициент теоретического возможного сниже-
ния массы узлов и элементов при изготовлении их из материала с меньшей плот-
ностью.
Масса машины после модернизации в каждом из рассмотрен-
ных случаев
= тХ1 — тсн.
Значение поправочных коэффициентов kH2. з получают на ос-
новании анализа существующих аналогичных конструкций. Для
элементов конструкции, подвергающихся в основном сжатию—
растяжению, kn = 0,95; для элементов конструкции, работаю-
щих на сжатие с учетом обеспечения устойчивости элементов,
kH = 0,92; для элементов пространственных конструкций, ра-
ботающих на изгиб и кручение, kn — 0,9. Значения коэффициен-
тов &з2, з, определяющих долю элементов, которые подлежат из-
готовлению из различных материалов, рассчитывают на основа-
нии деления машины на подсистемы:
^32 = mzlm^ к3з = гп3/ты,
где — масса узлов и элементов машины, которые могут быть изготовлены
соответственно из материала повышенной прочности и из материала с меньшей
плотностью.
Коэффициент k’i назначают в пределах 0,1—0,2. Значение
коэффициентов ko и устанавливают по предельным значениям
прочности и плотности исходного alt Pi и нового а2, р2 материалов.
При о2 > аг и р2 < pi
ko = a2/ai и k() = р2/рг.
Рассмотренные зависимости характеризует предельное сниже-
ние массы. Рациональное значение а получают, исходя из анализа
39
приведенных затрат. Увеличение капитальных затрат на новый
» гтл « nn.".nAt>4TT^Tr-i пт иг. Огл пг< лпц лгтпид» гчапыг-'гр ИНД- г xrnPTTtf-
чением последних следует ожидать повышение капитальных за-
трат. Эксплуатационные затраты на машину, изготовленную из
более прочностных материалов, снижаются пропорционально
увеличению их прочностных свойств. При определенной проч-
ности приведенные удельные затраты имеют минимальное значе-
ние. Это значение характеризует рациональное значение проч-
ности материала.
1.7. СИСТЕМЫ АВТОМАТИЗИРОВАННОГО
ПРОЕКТИРОВАНИЯ (САПР) СТРОИТЕЛЬНЫХ
И ДОРОЖНЫХ МАШИН
Состояние и развитие дорожной техники характери-
зуется возрастающими темпами производства и усложнением
новых видов машин, а также увеличением объема научно-техниче-
ской информации. Повышается трудоемкость, сложность и стои-
мость новых машин; сокращается время морального старения ма-
шин. Решение проблем повышения темпов и качества проектиро-
вания определяется широким использованием на всех этапах ра-
бот ЭВМ и систем автоматизированного проектирования (САПР).
САПР является организационно-технической системой, включаю-
щей комплекс средств автоматизации проектирования, связанного
со всеми производственными подразделениями проектной органи-
зации (ГОСТ 23501.*0—79). САПР обеспечивает автоматизирован-
ное проектирование путем взаимодействия человека с ЭВМ и
другими автоматизированными системами — научных исследова-
ний (АСНИ), управления (АСУ) и технологической подготовки
производства (АСТПП) [15].
Эффективность САПР определяется высокой степенью автома-
тизации ввода—вывода графической и текстовой информации,
обеспечением активного графического диалога проектировщика
с ЭВМ через дисплеи, а также возможностью использования всех
ранее разработанных программ автоматизированного расчета и
проектирования в едином комплексе. Повышение производитель-
ности труда конструктора при использовании САПР обусловлено
более высокой, чем у конструктора за чертежной доской, сосредо-
точенностью конструктора-оператора за пультом дисплея; исполь-
зованием информационно-поисковых систем .библиотек типовых
элементов, использованием САПР на всех этапах проектирования
от выполненных чертежей до автоматизации подготовки управ-
ляющей информации для станков с числовым программным управ-
лением (ЧПУ) и гибких автоматических производств (ГАП).
Роль человека в САПР определяется гармоничным сочетанием
творческой мысли и интуиции человека с быстродействием, точ-
ностью и неограниченными информационными возможностями
ЭВМ. Проектировщик высокой квалификации должен обеспечить
40
Рис. 1.3. Состав системы автоматизированного проектирования (САПР) НПО
«ВНИИстройдормаш»:
1 — процессор центральной ЭВМ ЕС-1045 (ЕС-2445); 2 — оперативная память (ЕС-3027);
3 — система питания (ЕС-1033/0000); 4 ~ накопитель на магнитной ленте (ЕС-5017);
5 — устройство управления НМЛ (ЕС-5517): 6 — накопитель на магнитных дисках НМД
(ЕС-5056); 7 — устройство управления НМД (ЕС-5551); 8 — устройство ввода с перфо-
карт (ЕС-6012); 9 — устройство ввода с перфоленты (ЕС-6022); 10 — устройство ввода
на перфокарты (ЕС-7010): 11 — устройство вывода на перфоленту (ЕС-7022); 12 — алфа-
витно-цифровое печатающее устройство (ЕС-7032): 13 — пишущая машинка с блоком
управления (ЕС-7077); 14 — рулонный графопостроитель (ЕС-7052); 15 — устройство
управления алфавитно-цифровыми дисплеями (ЕС-7906); 16 —- выносной пульт (алфа-
витно-цифровой дисплей) (ЕС-7066); 17 — комплекс технических средств АРМ/СМ-4620
постановку задач для САПР, уметь использовать существующие
программы и при необходимости разрабатывать новые.
Состав и структура САПР определяются назначением. Системы
автоматизированного проектирования включают различные сред-
ства: технического обеспечения (аппаратуру ввода—вывода циф-
ровой и графической информации, ремонтно-диагностическое
оборудование); программного обеспечения (базовые и прикладные
программы проектирования); информационного обеспечения; ме-
тодического обеспечения (математического и лингвистического);
организационного обеспечения (набор документов, регламенти-
рующих эксплуатацию средств САПР). В отрасли строительного
и дорожного машиностроения Генеральным разработчиком
САПР является НПО «ВНИИстройдормаш». На рис. 1.3 представ-
лены схемы технического обеспечения отдела САПР НПО.
Проектировщик работает с терминалами САПР в интерактив-
ном режиме взаимодействия, состоящем в прямом обмене инфор-
мацией между человеком и ЭВМ. Аппаратурно-программные сред-
ства для такого взаимодействия получили название диалоговых
графических комплексов автоматизированного проектирования,
41
создаваемых на базе больших ЭВМ или миниЭВМ. Задачи, ре-
шаемые САПР, разделяют на полностью и частично формализо-
Периши все неооходимые данные для автомати-
ческого решения по известному алгоритму.
Проектирование дорожно-строительных машин с использова-
нием САПР. Автоматизированное проектирование характери-
зуется тремя режимами работы: режимом формирования облика
объекта, режимом параметрического анализа и режимом оптими-
зации по обобщенной целевой функции. Решение ряда задач ос-
новано на использовании прошлого опыта и аналогий. Разработка
принципов составления программ формирования облика дорож-
ных машин и элементов в САПР является сложной задачей.
Схема процесса формирования облика дорожной машины, сбо-
рочных единиц и отдельных деталей приведена на рис. 1.4. Важ-
ным этапом процесса является формирование математической мо-
дели объекта. Здесь в условия однозначности модели входит
геометрическая характеристика объекта. Следовательно, модель
формирования облика нового объекта уже должна содержать гео-
метрическую характеристику такого объекта, который еще не су-
ществует. Это противоречие преодолевают разными путями. Наи-
более просто задача решается введением в человеко-машинную си-
стему самого проектировщика. Это рационально при создании
принципиально новых машин, работающих на новых физических
эффектах. При проектировании по аналогии с имеющимися образ-
цами, формализация процесса проектирования осуществляется
на основе теории подобия систем и математического моделирова-
ния. Необходимо ориентировать такую программу на формиро-
вание облика перспективных машин с опережением существую-
щих по основным технико-эксплуатационным показателям на
5—10 лет.
Термин облик дорожно-строительной машины определяет ее
математическую модель как систему зависимостей и ограничений,
связывающих конструктивные и эксплуатационные параметры
машины, необходимые и достаточные для формирования техниче-
ской характеристики и чертежей общего вида при заданных ус-
ловиях эксплуатации с выводом на графический терминал. Авто-
матизированное проектирование возможно тогда, когда для соз-
даваемого объекта составлено четкое формальное описание (мо-
дель). Формирование облика дорожной машины или ее рабочего
органа представляет системную задачу по определению необходи-
мого и достаточного (минимального) количества основных пара-
метров, которые позволят однозначно определить форму, размеры
и другие технические параметры проектируемого объекта. При
формировании компоновочной схемы дорожной машины необхо-
димо определить параметры, совокупность которых определяет
особенности этой схемы машины. Процесс разработки облика
новой машины в силу малой изученности процесса ее взаимодей-
ствия со средой полностью не формализуется. Решение такой
42
Информация о перспективных направлениях развития
народного хозяйства, строительного производства,
порожного и аэродромного строительства с
опережением на Э—lu net
ВХОД
ВЫХОД
Технические параметры,
чертежи, графические и
текстовые документы
Рис. 1.4. Системная модель формирования облика дорожной машины, сбороч-
ных единиц и деталей с использованием САПР
задачи возможно в автоматизированных системах с активным
участием квалифицированного конструкторского персонала.
Состав работ, структура и вид моделирующего алгоритма
процесса проектирования определяются в значительной степени
характером постановки задачи. Можно выделить три вида поста-
43
Рис. 1.5. Постановка задачи на проектирование дорожных машин при использо-
вании САПР
новки задач на проектирование дорожной машины или ее элемен-
тов в САПР (рис. 1.5).
Проектирование по аналогии основано на конструктивно-
размерном приближенном подобии дорожных машин. Формализа-
ция процесса достигается наиболее просто на базе теории подобия
и моделирования. Облик машины формируется на основе урав-
нений, определяющих движение для соответствующих режимов
эксплуатации объекта, взаимодействие элементов со средой, на-
пряженное состояние основных элементов объекта, эффективности
как целевой функции подбора рациональных параметров объекта,
ограничений по условиям эксплуатации и однозначности (рельефа,
вида и объема работ, свойства среды, геометрических парамет-
ров и др.). Прототипом облика объекта является образ машины-
эталона, выявленный в результате предварительных исследований.
На основании параметров машины-эталона и критериев подобия
устанавливают значения коэффициентов пропорциональности в
формулах связи между параметрами.
Важной составной частью программы автоматизированного
проектирования по аналогии на основании подобия систем явля-
ется подпрограмма выбора перспективного аналога с опережением
на 5—10 лет. Такую подпрограмму строят на методологии прогно-
зирования систем. Прогноз должен включать определение пер-
спективных с опережением на 5—10 лет характеристик условий
эксплуатации, значений главных параметров и показателей эф-
фективности. Схема проектирования дорожных машин по аналогии
с таким опережением приведена на рис. 1.6. На последующих
этапах проектирования используют стандартные программы оп-
ределения прочностных размеров отдельных узлов и элементов
44
I»
Рис. 1.6. Схема автоматизированного проектирования дорожной машинц по
аналогии с подобным объектом:
I — этап анализа информации о существующей технике и прогнозирования развития;
II — этап синтеза вариантов новой техники с учетом прогнозирования; /// — этап оценки
и принятия решения
45
машины. Проектирование машин на базе сочетания традиционных
w илрыу мртолор яозттейгтяия ня onenv является комбинированной
задачей.
Проектирование дорожной машины, основу рабочего процесса
которой составляют новые физические эффекты, включает мате-
матическую формулировку решаемой задачи; разработку мето-
дики ее решения; моделирующего алгоритма решения и программы;
отделку программы на машине; решения задачи на ЭВ/4 и полу-
чения результата. Операцией, предшествующей формализации
процесса, является составление схемы процесса в виде его систем-
ной модели и анализ результатов физического моделирования.
Расчет действующих нагрузок и расчет на прочность строитель-
ных и дорожных машин и их элементов в САПР осуществляют на
базе проблемно-ориентированных программных моделей, разра-
ботанных НПО «ВНИИстройдормаш». Программы позволяют
осуществить: расчеты динамических и статических произволь-
ных шарнирно-сочлененных механизмов; динамические расчеты
приводов, трансмиссий и систем управления (механических, гид-
ромеханических и объемных гидравлических приводов колесных
машин и др.) [23].
Эффективное использование методологии и технических средств
САПР при создании строительных и дорожных машин требует
развития работ по формированию методической, алгоритмичес-
кой и программной документации для всех этапов проектиро-
вания.
ГЛАВА 2
ОСОБЕННОСТИ ПРИВОДА, СИСТЕМ УПРАВЛЕНИЯ,
ХОДОВЫХ УСТРОЙСТВ И БАЗОВЫХ ТЯГАЧЕЙ
ДОРОЖНЫХ МАШИН
2.1. ОСОБЕННОСТИ ПРИВОДА ДОРОЖНЫХ МАШИН
Привод дорожной машины представляет собой двига-
тель и связанные с ним устройства, предназначенных для получе-
ния и преобразования энергии и передачи ее исполнительным ор-
ганам машины. Характерными особенностями привода основных
дорожных машин являются: необходимость одновременного при-
вода большого числа исполнительных механизмов, работающих
независимо один от другого, многомоторность привода, т. е. на-
личие на машине нескольких приводящих двигателей; необходи-
мость использования для передачи к исполнительным органам
различных видов энергии — механической, электрической, ме-
ханической энергии жидкости и газа; сложность и разветвленность
кинематических схем; необходимость управлять скоростью и мо-
ментом на исполнительных органах при переменном и случайном
внешнем воздействии, необходимость эффективной и надежной
работы на открытом воздухе в широком диапазоне внешней тем-
пературы ив условиях запыленности. Сложность и разветвленность
кинематических схем дорожных машин обусловлены разделением
потока мощности от приводящего двигателя к различным испол-
нительным и рабочим органам. Это особенно характерно для
сложных машин, составляющих комплект для строительства
цементобетонных дорог, например, профилировщика оснований
(рис. 2.1, ау б). Машина имеет два контура многомоторного гид-
ропривода: один для привода каждой из четырех опорных кон-
сольных рам и гидроцилиндра рулевого управления машиной,
другой для привода каждой из четырех гусеничных тележек,
правой и левой частей фрезы и шнека.
Дорожные машины эксплуатируются в разнообразных клима-
тических условиях. На крайнем Севере в холодное время года тем-
пература опускается до —60 °C, а в жарком, тропическом климате
поднимается до +55 °C при относительной влажности до 90 %.
Это предъявляет высокие и специальные требования к системам
охлаждения и пуска двигателей. Наиболее широко на дорожных
машинах применяют поршневые двигатели: карбюраторные и
дизельные. Дорожные машины оборудуют также источниками
запасенной энергии — аккумуляторами. Электроаккумуляторы
применяют для пуска двигателей внутреннего сгорания, привода
47
Рис. 2.1. Схема гидрооборудования профилировщика оснований комплекта
машин для скоростного строительства автомобильных дорог:
а — привод хода и рабочих органов; 6 — привод системы управления; 1,3 — гидромо-
торы привода гусеничной тележки; 2 — гидромотор привода правой фрезы; 4 — тепло-
обменник; 5 — гидронасос привода правой фрезы; 6 — гидронасос привода правого
шнека; 7 — гидронасос привода левой фрезы; 8 — гидронасос привода гусеничных теле-
жек; 9 — гидронасос привода левого шнека; 10 — гидробак; 11 — фильтр; 12 — золот-
ники управления потоком рабочей жидкости; 13 — гидромотор привода левого шнека;
14 — гидронасос; 15 — электрогидравлическне клапаны; 16 — гидроцилиндр подъема
стойки консольной рамы; 17 — клапан ручного управления; 18 — гидроцилнндр руле-
вого управления
48
рабочих органов и передвижения. Аккумуляторы со сжатым га-
зом используют в основном для вытеснения жидких компонентов
технологических материалов (битума, краски и др.).
Для повышения экономичности силового оборудования в на-
стоящее время разрабатывают конструкции с двигателем внутрен-
него сгорания и аккумулятором энергии, работающими вместе.
В этом случае аккумулятор запасает энергию, выделяемую на
режимах торможения маховых масс машины, и отдает ее потреби-
телю вместе с двигателем внутреннего сгорания, частично раз-
гружая его, на режимах разгона.
Двигатель дорожной машины должен удовлетворять основным
требованиям: обеспечивать эффективность работы самой машины,
экономию энергетических ресурсов и массы всего привода, вклю-
чая передачу от приводящего двигателя к исполнительным органам.
Выбор двигателя внутреннего сгорания осуществляют по основ-
ным техническим показателям: номинальной мощности ЛГ, ча-
стоте вращения коленчатого вала п, массе т и удельному расходу
топлива ge.
Требуемая мощность двигателя NnB = где k3 —
коэффициент запаса, для тракторных дизелей k3 — 1,17 ... 1,25,
для автомобильных карбюраторных двигателей k3 = 1,11 ... 1,17.
Максимальную мощность на валу двигателя определяют как
сумму мощностей тах, вычисленных при максимальных значе-
ниях моментов (усилий) на рабочих органах:
п
Nт max = Zj NI max-
f=l
По вычисленной мощности двигателя из каталогов подбирают
двигатели, мощности которых не менее ЛГДВ. При сравнении ме-
жду собой дизельных и карбюраторных двигателей с одинаковой
мощностью следует учитывать, что на их выходные характери-
стики [функции М — f (п)1, а также топливную экономичность
значительно влияет характер нагружения. Влияние характера
нагружения двигателя внутреннего сгорания может быть оценено
коэффициентом вариации нагрузки
kv = S/x,
где S — среднее квадратичное отклонение случайной нагрузки;
Л — среднее арифметическое значение случайной величины нагрузки;
xt — значения случайной величины; п — число значений (наблюдений) случай-
ной величины.
49
При kv не более 0,1—0,15 в первом приближении в качестве
приводящего может быть использован карбюраторный двигатель;
при оольших значениях /ev — дизельный.
Одинаковые по номинальной мощности и типу воспламенения
горючей смеси двигатели сравнивают по наименьшему удельному
расходу топлива. При равенстве удельных расходов топлива вы-
бирают двигатель меньшей стоимости, а при одинаковой стои-
мости — меньшей массы.
Дизель-электрический агрегат выбирают по выходной мощно-
сти Пг генератора, которая должна быть не ниже, чем суммарная
п
мощность 2 Мал. дв i электродвигателей, установленных на ра-
i
бочих органах:
И
> £ ^эл. дв Ь
4=1
где п — число одновременно работающих электродвигателей.
Источником сжатого воздуха, используемого для привода
пневмодвигателей, являются компрессоры, привод которых (Осу-
ществляется от двигателей внутреннего сгорания или от электро-
двигателя. Компрессор выбирают по требуемой подаче воздуха,
максимальному рабочему давлению, условиям привода. Двига-
тель привода компрессора подбирают по мощности Мдв, обеспе-
чивающей выполнение условия: NaB NK, где WK — мощность,
необходимая для привода компрессора.
Передача дорожной машины представляет собой систему
механизмов для подведения и преобразования крутящего
момента от двигателя к исполнительному органу. Особенностями
передач дорожных машин являются: применение сложных, раз-
ветвленных схем, в которых поток мощности от одного приводя-
щего двигателя передается нескольким исполнительным органам
одновременно или последовательно по циклу; применение на одной
машине нескольких независимых систем привода; обеспечение ре-
версивного движения; преимущественное использование испол-
нительных двигателей вращательного типа для привода активных
рабочих органов (фрез, роторов, барабанов, шнеков, колес и звез-
дочек движителей) и возвратно-поступательного типа для управ-
ления положением рабочих органов в пространстве (гидроци-
линдры подъема, опускания и поворота рабочих органов); необ-
ходимость автоматического управления режимами работы машины
и положением рабочих органов в пространстве.
Двигатель и передача составляют привод дорожной машины,
который классифицируют по количеству и виду передаваемой
энергии, а также по типу двигателя — электромеханический,
дизель-механический, дизель-гидравлический, электрогидравли-
ческий, турбомеханический, одномоторный (с одним двигателем)
и многомоторный (с несколькими двигателями). По виду переда-
50
ваемой энергии передачи разделяют на механическую, электри-
ческую, гидравлическую, пневматическую и комбинированную.
Привод дорожных машин имеет подсистему управления иирго-
выми ЭВМ и микропроцессорами; устройства, предохраняющие
передачи и приводящий двигатель от перегрузок; устройства,
обеспечивающие работоспособность и заданный ресурс силовой
части передачи (системы охлаждения, смазочные системы, фильтры
и другие вспомогательные системы); средства контроля за про-
цессами и диагностики, обеспечивающие эффективное функцио-
нирование передачи (датчики и указатели температуры, давления,
силы тока, уровней жидкости и масла).
Передачу выбирают исходя из назначения машины, области
ее применения, соответствия заданным требованиям по экономич-
ности, массе, надежности, стоимости и эксплуатационным затра-
там. Экономичность передач определяется КПД т], а также пока-
зателем удельной массы km — m/N (tn — масса передачи, N —
мощность). Предельно возможные усилия, развиваемые передачей
на единицу активной поверхности, оценивают параметром пре-
дельной силовой напряженности. Для механической передачи
предельная силовая напряженность ограничена допускаемыми
напряжениями на кручение и изгиб; для электрической — маг-
нитными силами, действующими между ротором и статором;
для гидрообъемных и пневматических — максимальным рабочим
давлением.
Перегрузочная способность двигателей приводов в статическом
режиме характеризуется коэффициентом приспосабливаемости
^пр ~ Л4щах/Л4н»
где 7Итах и Мп — соответственно максимальный и номинальный моменты на валу
исполнительного двигателя.
Чем больше £пр, тем большая перегрузка допускается при-
водом.
Регулируемые передачи оценивают по диапазону регулирова-
ния частоты вращения и скорости выходного звена исполнитель-
ного органа, определяемого в виде отношения nmax/nmlI1, vraax/^min»
где Пщах, Утах и nmm> ^mm — максимальная и минимальная со-
ответственно частота вращения, скорость выходного звена испол-
нительного механизма передачи при постоянном значении переда-
ваемой мощности.
Исходными данными для предварительного выбора типа пере-
дачи дорожных машин являются: передаваемая мощность, необхо-
димость регулирования скорости и момента на исполнительном
органе; характер нагружения исполнительного механизма (по-
стоянный, переменный, знакопеременный); расстояние между
приводящим и исполнительным двигателями, необходимость ав-
томатического управления режимами работы исполнительного
механизма и его положением в пространстве; тип передачи машины-
51
аналога и требования по унификации с передачами, установлен-
ными на проектируемой машине для привода других исполни-
тельных органов, а также с передачами одинаковой мощности и
назначения, используемых на других машинах (модульный прин-
цип проектирования передач с учетом внутри- и межвидовой уни-
фикаций машин).
На основании анализа исходных данных, конструкции пере-
дач машин-аналогов, предпочтительных областей применения пе-
редач предварительно выбирается один или несколько типов
возможных вариантов передач. Окончательно тип передачи вы-
бирают по удельным приведенным затратам. В состав рабочей
документации машины включают ее принципиальную кинемати-
ческую, гидравлическую и другие схемы. Разработка принци-
пиальной схемы (рис. 2.2) включает предварительный и повероч-
ный расчеты передачи. Полученные в процессе проектирования
параметры передачи должны обеспечить выполнение машиной
всех технологических операций, а также заданных в техническом
задании технических показателей (производительность, рабочие
и транспортные скорости, сила тяги, усилие на рабочем органе,
время цикла тц, ресурс, уровень автоматизации управления ра-
бочими процессами и др.) и экономических (лимитная цена, се-
бестоимость разработки единицы продукции).
Механические передачи служат для передачи усилия от при-
водящего двигателя к исполнительному органу с помощью меха-
нического взаимодействия деталей (зубчатых колес, цепей, шки-
вов, ремней, валов и др.). Для повышения эффективности работы
ступенчатых механических трансмиссий применяют механизмы,
обеспечивающие переключение передач под нагрузкой без выклю-
чения главной муфты сцепления.
Гидравлические передачи в зависимости от вида энергии по-
тока рабочей жидкости, преобразуемой в механическую работу,
разделяют на гидродинамические и объемные. Рабочей жидкостью
в гидродинамической и объемной передачах являются минераль-
ные масла. Гидродинамическая передача со-
стоит из лопастных колес с общей рабочей полостью, в которой
крутящий момент передается за счет изменения момента коли-
чества движения рабочей жидкости. Основными элементами гид-
родинамической передачи являются гидромуфты или гидротранс-
форматор. При установке гидротрансформатора совместно с ме-
ханической коробкой скоростей передача называется гидроме-
ханической.
Объемный гидропривод представляет совокупность одного
или нескольких объемных гидродвигателей, приводящих в движе-
ние рабочие органы машин посредством движения рабочей жидко-
сти под давлением.
Расчет гидропередач заключается в выборе нормализованных
и определении основных технических характеристик вновь проек-
тируемых гидроэлементов, а также установления соответствия
52
Исходные 4AHW.IP
Рис. 2.2. Схема проектирования пере-
дач дорожных машин
Рис. 2.3. Схема проектирования
объемных гидропередач дорожных ма-
шин
53
режимов работы этих гидроэлементов допускаемым (рис. 2.3).
Исходными данными при расчете гидропередач являются: назна-
чение передачи, тип исполнительного движения, усилие и скорость
на исполнительном органе, требования надежности, стандарти-
зации и унификации, требования автоматизации и др. Стандарт-
ными элементами, выбираемыми из каталогов, являются: насосы,
гидромоторы, гидрораспределители, гидроклапаны, регуляторы
потока, теплообменники, фильтры, гидравлические шланги и ру-
кава, средства контроля (датчики и указатели). Гидроцилиндры
проектируют индивидуально по нормалям с учетом внутри- и
межвидовой унификаций. Вновь проектируемыми элементами
являются: гидробак, трубопроводы и их соединения. Основные
характеристики этих элементов (линейные размеры, емкость для
гидробаков) должны соответствовать нормалям.
Насосы и гидромоторы выбирают с учетом их назначения по
передаваемой мощности jV (кВт), определяемой при предваритель-
ном расчете для схемы насос—гидромотор по формулам:
для насоса
V* == (2.1)
Где т] — общий КПД гидропередачи;
для гидромотора
= Мр. „а>р. ,/(100011»), (2.2)
где Л1р. 0 — расчетный момент сопротивления на рабочем органе, Н-м; ир. 0 —
расчетная угловая скорость рабочего органа, рад/с; Г]р — КПД передачи между
рабочим органом и валом гидромотора, ориентировочно т]р = 0,9--0,95.
По технической характеристике выбранного гидромотора опре-
деляют его рабочий объем Уом (ь^/об), полный т]м и гидромехани-
ческий т)гм. м КПД, номинальное и максимальное давление (Па).
Работа гидродвигателя в наиболее оптимальном, соответствую-
щем максимальному КПД, нагрузочном режиме обеспечивается
установкой между гидродвигателем и рабочим органом механиче-
ской передачи, передаточное отношение которой
₽ АРмЛр^омЛгм. м/(2л) ’
где Дрм — номинальный перепад давления в гидромоторе, Па.
По технической характеристике выбранного насоса определяют
его рабочий объем Уон (м3/об), общий т]н и гидромеханический
Лгм. н КПД, номинальное и максимальное давление (Па), но-
минальную частоту вращения вала пн (об/с).
Номинальный перепад давления (МПа) в гидромоторе зависит
от нагрузки на рабочем органе и определяется по формуле
^р^омЛгм. мЛр/^л) ( )
54
Подача насоса (м8/с) в зависимости от частоты вращения его
поиводного вала
Qh = V Он^нЦУн» (2.5)
где Дун — объемный КПД насоса, дн = т]унЛгм. н-
Мощность (кВт), развиваемая насосом:
JVh-PhQh-IO-3, (2.6)
где ря — давление на выход е из насоса, Па.
При использовании в качестве гидродвигателей гидроцилинд-
ров исходными данными для их проектирования являются усилие
Р (Н) на штоке и скорость v его движения, принимаемая равной
0,3—0,5 м/с. По усилию Р из нормалей определяют основные ха-
рактеристики гидроцилиндров (диаметры поршня и штока, ход
штока). Усилие (Н) выдвижения штока гидроцилиндра
= (2-7)
где рп, рш — соответственно максимальное давление в поршневой и штоковой
(равное ~0,34-0,5 МПа) полостях, Па; D, d — подбираемое по нормалям диа-
метры соответственно поршня и штока, м; т]ц — механический КПД гидроци-
линдра, т] = 0,85-^0,95.
При вытягивании усилие (Н), развиваемое гидроцилиндром
двустороннего действия:
Р = [(Рш ~ Рп) D* - М2] Ли- (2-8)
Полезный объем гидробака, проектируемого для гидропере-
дачи с разомкнутой циркуляцией:
уб = (804-180) QH.
Полученное значение Уб округляют до ближайшего большого
из нормализованного ряда. Расчеты выполняют с использованием
САПР.
2.2. ХОДОВЫЕ УСТРОЙСТВА ДОРОЖНЫХ МАШИН
Ходовое устройство (движитель) дорожных машин обе-
спечивает передвижение машины в рабочем и транспортном режи-
мах путем преобразования крутящего момента двигателя в силу
тяги. На дорожных машинах применяют в основном гусеничные,
колесные с пневмошинами, комбинированные колесно-гусеничные
и колесно-рельсовые ходовые устройства.
Особенностью гусеничного ходового устройства дорожных
машин является применение двух-, трех- и четырехгусеничных
движителей. Двухгусеничное оборудование используют на базо-
вых тягачах и асфальтоукладчиках, трех- и четырехгусеничное —
на машинах для строительства, ремонта и восстановления покры-
тий дорог. Особенностями колесного ходового устройства до-
рожных машин являются: применение различных колесных схем;
55
Рис. 2.4. Основные схемы колесных на п^евмошинах и гусеничных движите-
лей дорожных машин:
а—д — машины для скоростного строительства дорог с цементобетониым покрытием;
е—и — катки; к—л — асфальтоукладчики; м — машины для ремонта асфальтобетонных
покрытий методом восстановления; схемы гусеничных движителей; н — жесткая; о —
полужесткая; п — упругая балансирная; р — индивидуальная; 1 — ведомое колесо;
2 — ведущее колесо; 3 — металлический валец; 4 — направляющее колесо (ленивая);
5 — гусеничная тележка; 6 — поддергивающие катки; 7 — ведущая звездочка; 8 — опор-
ный каток; 9 — рессора; 10 — каретка-балансир; 11 — тор
установка на одной машине колес, различающихся диаметром,
рисунком протектора и материалом; использование колесного дви-
жителя не только для передвижения, но и в качестве рабочих ор-
ганов (рис. 2.4).
Гусеничный движитель обеспечивает более низкое (до 0,02—
0,03 МПа) по сравнению с колесным (до 0,1—0,4 МПа) давление
56
на грунт и реализует большее тяговое усилие. Пневмоколесныи
rtnuwuTO nt, n^onvnnDou TTTTlf
нами с низким (0,15—0,25 МПа) и средним (0,3—0,4 МПа) дав-
лением, которое приближенно принимают на 20—30 % ниже
давления колеса на грунт. Проходимость колесных движителей
повышают путем применения специальных протекторов и цепей,
надеваемых на пневматические колеса. Жесткие металлические
колеса применяют в машинах, передвигающихся по предвари-
тельно уложенным рельсам, а также на катках в качестве рабо-
чих органов — вальцов.
Для повышения проходимости и снижения давления на грунт
разрабатывают другие специальные типы движителей: лыжно-
катковый, винтовой, шнекогусеничный и др. Расширяется об-
ласть применения оборудования на воздушной подушке.
В строительных и дорожных машинах используют иногда и дру-
гие типы движителей. Для уплотняющих машин применяют ша-
гающее с опорными лыжами и комбинированное шагающе-колес-
ное устройство. Они имеют низкое давление на грунт, что позво-
ляет применять эти машины для уплотнения свежеотсыпанного
рыхлого грунта с малой несущей способностью. Шагающие дви-
жители бывают с механическим и гидравлическим приводом. Раз-
мер шага 0,6—2 м для тяжелых машин. Скорость перемещения
до 0,3 км/ч. Ограничением для шагающего движителя является
предельный угол подъема — до 15°.
Гусеничные движители по типу подвески могут быть с жест-
кой (рис. 2.4, н), полужесткой (рис. 2.4, м), упругой (балансир-
ной с каретками — рис. 2.4, п) и упругой (эластичной) инди-
видуальной (рис. 2.4, р) и комбинированной подвеской. Ряд
дорожных машин (снегоочистители,, болотоходы) для уменьше-
ния массы, снижения давления на грунт и повышения проходи-
мости оборудуют резинометаллическими лентами.
Движители дорожных машин выбирают в зависимости от наз-
начения машины. Важными параметрами движителя являются
давление на грунт, развиваемое тяговое усилие и касательные
напряжения при различных скоростях движения, проходимости
и др. Проходимость машин связана со средним давлением (МПа)
на грунт, определяемым для двухгусеничных машин по формуле:
7ср = G.10-e/(2W),
где G — вес машины, воспринимаемый опорной поверхностью гусениц, Н; b
и I — соответственно ширина и длина опорной поверхности одной гусеницы, м.
Тяговый расчет включает в себя определение основных пара-
метров силовой установки, обеспечивающих требуемые тяговые
характеристики, тягового усилия, максимальных рабочих и тран-
спортных сопротивлений, мощности и крутящего момента двига-
теля и др. Исходными данными при расчете являются: требования
к машине и рабочим органам со стороны технологического про-
цесса, параметры рабочего органа, тип движителя, коэффициенты
57
Рис. 2.5. Схема сопротивлений при движении четырехгусеничной дорожной
машины на прямолинейном участке (а) и на подъеме (б)
сопротивлений, скорости движения и др. Может быть решена и
обратная задача. По заданным тяговым характеристикам опреде-
лить возможные скорости движения и другие параметры рабочего
оборудования.
Тяговое усилие, которое должно развиваться движителем,
определяют по сопротивлениям, возникающим в рабочем и транс-
портном режимах движения машины. Расчетными являются ра-
бочий (тяговый) и транспортный режимы работы. Сопротивлением
воздуха в рабочем режиме движения дорожных машин пренебре-
гают.
Общая сила (Н) сопротивления движению машины в рабочем
режиме
+ + (2.9)
где И7К — сила сопротивления перекатыванию, Н; И7П — сила сопротивления
при движении на подъем (спуск), Н; Ц7И — сила сопротивления преодолению
сил инерции, Н; — горизонтальная суммарная сила сопротивления, возни-
кающая при взаимодействии рабочих органов с обрабатываемой средой (методы
ее определения рассмотрены в соответствующих разделах).
В транспортном режиме работы общая сила сопротивления
движению гусеничной машины
WT = В7К ± + Wи, (2.10)
где 1Ги — сопротивление преодолению сил инерции при разгоне до транспорт-
ной скорости.
Сопротивлением воздуха для гусеничных машин пренебрегают.
Силы сопротивления IFK и Wa для транспортного и рабочего
режимов определяют аналогично.
Сила сопротивления перекатыванию движителя (рис. 2.5, а)
пропорциональна силе, нормальной к опорной поверхности, т. е.
WK = Gf cos а,
где G — вес машины, воспринимаемый опорной поверхностью гусениц, Н; f —
коэффициент сопротивления перекатыванию, для гусениц с опорными катками
на подшипниках качения f = 0,054-0,08, для гусениц на подшипниках скольже-
ния /—0,09—0,12; а — угол наклона местности, °.
58
Сила сопротивления при движении на подъем (спуск)
fnwr 9 5 СП
Wn = ±G sin a « Ga, (2.11)
где a — уклон местности, a — tg a « sin a.
При движении на спуск значение силы в Wn вводят со знаком
минус.
Сила сопротивления преодолению сил инерции
F, = (2.12)
где g — ускорение свободного падения, g = 9,81 м/с8; бвР — коэффициент, учи-
тывающий вращающиеся массы; '/ — ускорение, м/с8, / = с/тр (о — скорость
машины после разгона, м/с; тр — время разгона, тр = 2-т-5 с).
Для гусеничных машин коэффициент
6вр = 1,2 + 0,002/а;
для пневмоколесных машин
«вр=1 +0,05(1 +Й)С/Оо,
где i — общее передаточное отношение от двигателя к валу ведущей звездочки
гусеничной цепи; tH — передаточное отношение трансмиссии; G и Go — соответ-
ственно вес машины с полной (нормальной) нагрузкой и с нагрузкой, отличаю-
щейся от нормальной, Н.
Условие движения пневмоколесной машины при работе имеет
вид
(т) < Т’дв ** СкФсц,
Где Тдв — тяговое усилие на движителе, обеспечиваемое двигателем, Н, Тдз =
*= А/дэ-103TiTp/tiM (Мдв — номинальная мощность двигателя, кВт; т]тр—КПД
Трансмиссий; им — рабочая скорость машины, м/с); би — нагрузка, приходя-
щаяся на задний мост, Н; <рсц — коэффициент, характеризующий сцепление ко-
лесного движителя с грунтом.
Для расчета усилий, действующих на элементы опорных
устройств, а также устойчивости машины находят распределение
Нагрузок по осям ходового устройства. Эти нагрузки рассчиты-
вают для транспортного и рабочего режимов машины (рис. 2.6).
В транспортном режиме рассматривают случай, когда рабочие
п
ррганы машины подняты (рис. 2.6, а). Из уравнения Xj /И, = 0
i
Относительно заднего моста В находят нагрузку #Лтр, приходя-
щуюся на передний мост в транспортном режиме. Нагрузку, при-
ходящуюся на задний мост, находят из уравнения /?Втр =
— /?Лтр-
Распределение нагрузок по осям в рабочем положении опреде-
ляют для двух случаев: в первом — рабочие органы опущены
Иа основание, во втором — один из мостов вывешен, а машина
Опирается на другой мост и рабочий орган. В первом случае
(рис. 2.6, б) из суммы моментов S/Vfj исключают моменты сил
59
5)
Рис. 2.6. Схема распределения масс машины:
а — в транспортном положении: б — ъ рабочем положения; Мх — трактора (без гидро-
системы рабочего органа); М, — механизма отбора мощности; М» — центрального ре-
дуктора с муфтой; At. — бортового редуктора; Af, — корпуса фрезы; Mt — фрезы:
At, — опорного устройства; Mt — гидроходоуменьшителя: Mt — гидросистемы рабочего
органа; М10 — пневмосистемы
тяжести элементов рабочего оборудования; во втором—для
определения составляют сумму моментов относительно то-
чки С опоры, действующих на основание рабочих органов ма-
шины. Нагрузку на опорную поверхность элементов рабочих
органов в точке С находят из уравнения 7?Ср — G — Rap-
Определив RAp и RCp, находят нагрузки, приходящиеся на
один опорный элемент. Максимальную нагрузку на шину опре-
деляют при вывешивании заднего моста /?мп1аХ ~ Rap!^ макси-
мальная нагрузка на один опорный элемент рабочего органа
шах = Rcpft- Если нагрузка на 35 % превышает допустимую
60
для соответствующих шин при скорости 35 км/ч, то вывешивание
о п IfArr?. X Г ГХ \ТЛ CW Т'Т’Т TP -Н vrt TZn 'Г Y> Г1И J Cl t!”J ’ Y fV
Устойчивость самоходных дорожных машин. Машины с навес-
ным оборудованием разогревателя, дорожной фрезы, снегоочисти-
теля, маркировочной машины и др. рассчитывают на продольную
и поперечную устойчивость в рабочем и особенно в транспортном
режимах. Исходными данными для расчета являются масса всей
машины и основных элементов и агрегатов, координаты центров
масс, колея, база, радиус поворота, коэффициент продольного и
поперечного сцепления колес с основанием.
Поперечная устойчивость является одним из важных качеств
самоходной дорожной машины. Поперечная устойчивость харак-
теризуется следующими показателями: и3 — максимальная кри-
тическая скорость начала заноса машины при движении по окруж-
ности, м/с; и0 — максимальная критическая скорость начала опро-
кидывания машины при движении по окружности, м/с; |3;) —
максимальный критический угол косогора, определяющий на-
чало поперечного скольжения колес при движении поперек на-
клонной поверхности; — максимальный критический угол ко-
согора, определяющий начало опрокидывания машины поперек
движения.
Исходными параметрами для определения критических зна-
чений п3, п0, р3 и ₽0 являются: радиус 7?mln поворота продоль-
ного движения машины; В — колея; (рсц — коэффициент попереч-
ного сцепления колес при движении по сухой поверхности; коор-
динаты /г, hi центра тяжести основных элементов и подсистем
машины. Из уравнения суммы моментов сил инерции относительно
линии опрокидывания при криволинейном движении машины по
Дуге радиусом 7?min
Е == т
определяют вертикальную координату , расположения центра
^тяжести машины:
^ц. т = S М
ТДе — суммарная масса машины, ~ (пц — масса отдельных эле-
ментов).
Критическую максимальную допустимую скорость движения
Определяют из условий предотвращения опрокидывания:
> ^ОПр»
1*де 2Иуд — момент, удерживающий машину от опрокидывания, Л1уД = M^gB/2;
^опр — момент опрокидывания под действием центробежной силы инерции,
Мопр ~ т/R mln
Из неравенства /Иуд > /Иопр по условию опрокидывания опре-
деляют значение критической скорости:
О© ~ К” т)>
61
Критическую скорость по условию заноса определяют из не-
^сц
где Рсц — сила сцепления при боковом скольжении колес; Рц — центробежная
сила инерции.
Исходя из этого условия,
Из < £ФсцЯ mln* (2.13)
Критический угол поперечного наклона дороги по условию
скольжения машины определяют из неравенства:
^сц.укл ^кас>
где Рсц. унл — сила сцепления машины на уклоне, Рсц. уНЛ = Gj. cos р3Фсц
(Gv — mvg)\ P,.Qr, — касательная составляющая силы тяжести, сдвигающая
' лл кв с
машину, Рнас = G2 sin р3.
Из этого условия определяют
Рз < arctg фсц. (2.14)
Критический угол поперечного уклона дороги 0О по условию
опрокидывания определяют из неравенства:
^уд -'> ^опр»
где Л4уД — момент, удерживающий машину от опрокидывания, Муд =
= Gz cos Ро (23/2); Мопр — момент опрокидывания, Мопр = G2 sin РОЛЦ т.
Исходя из этого условия,
ро < arctg [В/(2ЛЦ. т)1. (2.15)
2.3. СИСТЕМЫ УПРАВЛЕНИЯ, АВТОМАТИЗАЦИЯ
, И РОБОТИЗАЦИЯ ДОРОЖНЫХ МАШИН
Системы управления дорожных машин обеспечивают
автоматизированное, автоматическое или ручное управление ма-
шиной и отдельными исполнительными органами в рабочем и
транспортном режимах работы.
Особенностями систем управления дорожных машин являются:
необходимость одновременно управлять несколькими парамет-
рами (курсом, поперечным и продольным уклоном, оптимальной
с минимальным расходом топлива загрузкой приводящего двига-
теля, подачей и температурой технологических материалов и др.);
независимое одно от другого регулирование контуров; компенса-
ция воздействия на объекты управления возмущающих нагрузок от
неровности почвы, неоднородности разрабатываемой среды и рас-
пределяемых технологических материалов, температуры окру-
жающего воздуха и скорости ветра; использование в системе уп-
равления бортовых ЭВМ; регулирование параметров в широком
диапазоне времени (от десятых долей секунды до нескольких
62
часов). Системы управления на дорожных машинах бывают ме-
ханическими гиппавлическими пневматическими и комбини-
рованными.
Наиболее распространенными на дорожных машинах являются
насосные гидравлические, в частности объемные гидросистемы
управления рабочими органами, которые в отличие от механиче-
ских снижают металлоемкость, обеспечивают повышение произ-
водительности и позволяют более эффективно регулировать поло-
жения в пространстве.
Особенностями объемных гидросистем управления рабочими
органами дорожных машин являются: широкое использование
гидросистем базовых тракторов; преимущественное применение
гидродвигателей возвратно-поступательного типа и полнопоточ-
ных разомкнутых схем; использование нерегулируемых насосов
и гидродвигателей, а также дроссельного регулирования скорости.
Для дистанционного управления золотниками и гидрораспредели-
телями применяют электрический, гидравлический или комбини-
рованный (электрогидравлический и электропневматический) тип
управления. Пневматические системы обеспечивают управление
тормозами, муфтами, привод стеклоочистителей и включение пнев-
матического сигнала.
Механические, гидравлические и пневматические системы уп-
равления рассчитывают по формулам, используемым соответст-
венно в расчетах механических, гидравлических и пневматических
систем. Для повышения эффективности работы на дорожных ма-
шинах широкое применение находит автоматизация рабочих
процессов. Для автоматического управления положением (позици-
рованием) рабочих органов дорожных машин применяют следящие
системы: бескопирные, копирные и комбинированные. Важным
элементом этих систем является датчик, устанавливаемый на ра-
бочем органе машины. Датчик реагирует на изменение положе-
ния рабочего органа относительно задаваемого и вырабатывает
сигнал рассогласования, который после усиления и преобразова-
ния подается на исполнительный механизм, перемещающий ра-
бочий орган, и датчик до момента исчезновения рассогласования.
Бескопирные системы («Профиль-1», «Профиль-10», «Авто-
план», «Стабилоплан») предназначены для автоматической стаби-
лизации углового положения рабочего органа при планирова-
нии поверхности. В этих системах датчики углового положения
(маятник, уровень, сообщающиеся сосуды) реагируют на угловые
смещения рабочего органа относительно вертикали (заданное по-
ложение).
Копирные системы отличаются тем, что в них датчик опреде-
ляет смещение исполнительного органа относительно копирной
(опорной) базы, ориентируемой вдоль трассы параллельно уклону
и курсу дороги, траншеи и др. Копирной базой служит визирная
ось, задаваемая с помощью визирок или оптической трубы теодо-
лита: натянутая проволока (трос); опорная под движителем ма-
63
Рис. 2.7. Схема автоматического управления продольным и поперечным укло-
нами асфальтоукладчика:
1 — электрический разъем; 2 — датчик поперечного уклона; 3, 4 — лыжи длиной соот-
ветственно 2 и 7 м; 5 — копнрный трос; 6 — поворотный кронштейн; 7 — датчик; 8 —
датчик продольного уклона с лыжей; 9 — блок сравнения; 10 — распределительная
коробка; // — предохранители; 12 — гндроцнлиндр; 13 — гидрозамок; 14 ~ гидро-
золотник с электромагнитным управлением; 15 — переключатель режима работы (руч-
ной, автоматический); 16 — манометр; 17 — блок дистанционной настройки датчика
поперечного уклона
шины поверхность, радиолуч и световой луч. Чувствительными
элементами, вырабатывающими сигнал рассогласования, явля-
ются в этих системах соответственно глаз оператора, скользящий
по проволоке щуп, приемная антенна и фоточувствительные
элементы. Получили распространение копирные системы, работаю-
щие по копирному тросу. Их применяют на асфальтоукладчиках,
а также на машинах для скоростного строительства дорог.
Комбинированные (двух контурные) системы «Профиль-2»,
64
«Профиль-20», «Стабилослой-20» включают в себя копирную си-
гтрму с птуповым датчиком (ДШ) на базе копирного троса и бес-
копирную систему с маятниковым датчиком углового положения
(ДУП). Двухконтурные системы «Профиль-2», «Профиль-20» при-
меняют для стабилизации заданного положения рабочего ор-
гана по высоте и в поперечной плоскости. Копирная система обе-
спечивает регулирование одного конца рабочего органа по высоте,
а бескопирная — его угловую стабилизацию.
В процессе работы асфальтоукладчика, оборудованного си-
стемой автоматики (рис. 2.7), неровность поверхности воспри-
нимается чувствительными элементами датчика продольного ук-
лона 5 и поперечного уклона 2. Продольный уклон задается с по-
мощью натянутого троса 5 или определяется уклоном базовой
поверхности, по которой скользит в зависимости от ее ровности
датчик с лыжей и лыжа 3 или 4. Поперечный уклон задается
дистанционно с помощью блока 17 настройки. Датчик 8 закреп-
лен на поворотном кронштейне 6, вертикальная стойка которого
регулируется по высоте так, чтобы обеспечить эффективную ра-
боту датчика продольного уклона при различных уровнях базо-
вой поверхности. Настройка датчика 5 на заданный уклон соот-
ветствует отклонению его чувствительного элемента по отноше-
нию к тросу или лыже на 45°.
При отклонении действительного профиля уложенного покры-
тия от заданного срабатывает соответствующий датчик 8 или 2.
Сигнал от датчиков поступает на блок 9 сравнения, который по-
дает команду через распределительную коробку 10 на гидрозолот-
ники 14 с электромагнитным управлением. Гидрозолотники 14
обеспечивают подачу рабочей жидкости от насоса гидросистемы
в гидроцилиндры 12 управления положением вибробруса. Гидро-
цилиндры 12 поднимают или опускают вибробрус в соответствии
с заданным профидем покрытия. Скорость движения гидроци-
линдров пропорциональна отклонению действительного профиля
от заданного.
Комплекс машин для скоростного строительства дорожных
одежд с цементобетонным покрытием оборудован системой авто-
матики типа «Профиломат», обеспечивающей автоматическое со-
блюдение машинами заданного курса, продольного и поперечного
уклонов.
Копирные системы автоматики имеют существенные недостатки:
применение их возможно только при линейном производстве ра-
бот, повышенная трудоемкость подготовительных работ по уста-
новке копирного троса, появление недопустимых погрешностей
в работе копирно-щуповой системы управления в результате про-
висания троса, колебания щупа, ошибки высотной привязки.
В качестве жесткой опорной базы используют подготовленное
дорожное основание, дорожное покрытие, бордюрный камень.
Возмущающее воздействие на чувствительный элемент (датчик)
в этом случае передается через промежуточный механизм, обкаты-
3 П/р В- И. Вааоааева
65
4
Рис. 2.8. Схема автоматического выдерживания продольного (а) и поперечного
(б) уклонов рабочим органом машины для фрезерования дорожных покрытий:
I бязевая плоскость; 2 — щуп; 3 — блок сравнения действительного значения с за-
данной к датчик; 4 — датчик; S управляющий золотник; 6 — гидроцилнндр; 7 —
цифровой задатчяк уклона
вающий базовую поверхность. Для обкатывания базовой поверх-
ности используют лыжу, тележку на рамках с выравнивающим
рычажным механизмом, балку с шарнирной подвеской.
На машинах для холодного фрезерования дорожных покры-
тий, чтобы выдерживать продольный уклон, глубину фрезерования
на левой и правой сторонах устанавливают отдельно в зависи-
мости от базовой плоскости (рис. 2.8, а). Заданный уклон устанав-
ливают через кривошипные рукоятки и регистрируют на шкалах.
Фрезы поднимают и опускают с помощью двух гидроцилиндров,
управляемых через золотники устройством, сравнивающим дей-
ствительную и заданную величины. При отсутствии на одной сто-
роне машины базовой плоскости или в случае необходимости вы-
держивания задаваемого поперечного профиля поверхности до-
рожного покрытия используют регулятор поперечного уклона,
который автоматически сохраняет заданный поперечный уклон
независимо от установленной глубины фрезерования. Регулятор
поперечного уклона монтируют как на левой, так и на правой сто-
ронах машины (рис. 2.8, б).
Наиболее прогрессивными и широко применяемыми в настоя-
щее время являются лазерные системы управления. Лазерные
системы основаны на широком использовании микроэлектроники,
интегральных схем, микропроцессоров, логических, запомина-
ющих и вычислительных устройств. Эти системы могут быть ис-
пользованы для управления группой дорожных машин на боль-
ших площадях и расстояниях (до 500 м) при высоких скоростях
движения, пространственной автоматической ориентации рабочих
органов, регулирования курса машин и высотного положения ра-
бочего органа по заданной программе. Применение лазерных си-
стем при линейных работах позволяет обеспечить одновременное
управление курсом машины и толщиной укладываемого слоя.
Опорной базой управления в этом случае может служить сектор-
ная в горизонтальной плоскости или крестообразная форма излу-
чения, образованная пересечением двух секторов.
66
Рис. 2.9. Схемы лазерного сканирующего (а) координатора и растрового авто-
координатора (б):
' - лазерный излучатель, 2 — формирователь оптического луча; 3 — датчик положения
:„бочего органа; 4 — фотоприемник; 5 — блок усиления электрического сигнала; S —
>лектронный ключ; 7 — цифровое измерительное устройство; S — кривая фотоприемника;
« -- рабочий орган машины; 10 растровый излучатель; П—12 — фильтры частот
н 13—14—детекторы; 15— усилительно-множительное устройство
Комплексная автоматизация успешно осуществляется на базе
разработки и широкого применения лазерных координаторов для
управления рабочими органами дорожных машин. Лазерные ска-
нирующие координаты (рис. 2.9, а) просты в изготовлении и на-
стройке и могут быть двухкоординатными при одном излучателе.
Растровые автокоординаторы (рис. 2.9* б) можно использовать
для программного управления рабочими органами дорожных
машин. Для дорожных машин целесообразно иметь единый ба-
зовый унифицированный излучатель многоцелевого назначения и
на этой основе формировать, например, лазерный сканирующий
излучатель с коллиматорной оптикой и лазерный излучатель
прожекторного типа. Для дорожных машин, положение рабочих
органов которых характеризуется единой координатой, перспек-
тивным оборудованием являются р адиоан ал из аторные коорди-
наторы.
Наиболее перспективным направлением автоматизации дорож-
ных и строительных машин является их роботизация, которая
основана на использовании роботов с различным технологиче-
ским оборудованием и единым управлением от ЭВМ и встроенных
микропроцессоров. Наиболее эффективным является не единичное
применение роботизированной системы — дорожно-строительной
машины, а создание роботизированных комплексов для всего
1ехнологического процесса. Согласно ГОСТ 25686—85 роботом
называют автоматическую машину, представляющую собой сово-
купность манипулятора и перепрограммируемого устройства уп-
равления для выполнения в производственном процессе двигатель-
ных и управляющих функций, аналогичных функциям человека
при перемещении предметов производства и оснастки. Под пере-
программируемостью робота понимают его свойства менять управ-
ляющую программу автоматически с помощью оператора. Наи-
более характерной является способность манипулятора захваты-
з*
67
вать и удерживать предметы. Применение на дорожных машинах
роботов и создание роботизированных и полностью автоматизи-
рованных гибких управляемых от ЭВМ систем является одним из
перспективных направлений развития дорожно-строительной тех-
ники. Оно позволит получить существенную экономию материаль-
ных, энергетических и трудовых ресурсов в народном хозяйстве.
2.4. ОСОБЕННОСТИ ВЫБОРА БАЗОВЫХ ТЯГАЧЕЙ
ДОРОЖНЫХ МАШИН
Рабочее оборудование мобильных дорожных машин
устанавливают на транспортном средстве, обеспечивающем пере-
движение этого оборудования и выполнение соответствующих
технологических операций. Используемое транспортное средство
является базой дорожной машины. Особенностью базовых тран-
спортных средств (шасси) дорожных машин является широкое при-
менение специальных шасси, промышленных гусеничных и колес-
ных тракторов, тягачей и автомобилей.
Мобильность базовых шасси — это достаточная транспортная
скорость (до 40 км/ч) в сочетании с малой (0—0,5 км/ч) скоростью
рабочего движения. Эффективность использования применяемых
машин при строительстве и ремонте улиц различной ширины,
дорог, проездов, тротуаров, дворов может быть обеспечена только
при условии их высокой маневренности. Базовое шасси должно
обеспечить максимальный комфорт и благоприятные условия ра-
боты оператора за счет легкого (без значительных физических
усилий) управления; достаточной обзорности, освещенности (в ноч-
ное время) рабочих органов и объекта работы; удобного сидения,
снижающего утомляемость оператора; удобной кабины, защищаю-
щей оператора от шума и вибрации.
Базовое шасси должно быть простым в эксплуатации, иметь
минимальное число точек для обслуживания и легкий доступ
к ним. Шасси должно также удовлетворять требованиям техниче-
ской эстетики; внешний вид должен быть привлекательным, иметь
художественную выразительность. Силовая установка базового
шасси должна обеспечивать возможность привода рабочего обо-
рудования дорожных машин, стоящих неподвижно у объектов
обслуживания (трамбовок, бурильно-крановых машин). В тран-
спортном режиме в ряде случаев приходится затрачивать допол-
нительную мощность на привод специального оборудования (ме-
шалок в автобетоносмесителях и др.). При работе в тяговом режиме
с повышенным сопротивлением обрабатываемой среды базовое
шасси должно обеспечить эффективное сцепление машин с дорож-
ным покрытием и условие проходимости.
Широкое применение на дорожных машинах находят гусе-
ничные и колесные тягачи, последние разделяют на одноосные,
двухосные и специальные. Одноосные тягачи обычно являются
передней ведущей и управляемой осью. Самостоятельно без ра-
68
бочего оборудования одноосный тягач передвигаться не может.
На одноосных тягачах устанавливают оборудование катка, аэро-
дромной уборочной машины. Одноосные тягачи в комплекте с ра-
бочим агрегатом быстроходны, маневренны, удобны, а двигатель
расположен рядом с ведущей осью, что упрощает трансмиссию.
Главным параметром, по которому формируют типоразмерный
ряд колесных и гусе-
ничных тракторов, яв-
ляется тяговый класс,
определяемый номи-
нальным тяговым уси-
лием базовой модели.
В качестве базы до-
рожных, а также машин
для содержания и ре-
монта дорог широко ис-
пользуют автомобили,
шасси автомобилей,
автомобилей - самосва-
лов, автомобилей повы-
шенной проходимости
со всеми ведущими ко-
лесами и увеличенным
числом осей, а также
седельные тягачи.
Главный параметр
автомобилей и шасси
автомобилей — грузо-
подъемность. Главный
параметр седельных тя-
гачей — нагрузка на
седельно-сцепное ус-
тройство. При создании
Рис. 2.10. Схема алгоритма выбора базового
тягача дорожных машин
различных типов до-
рожных машин прихо-
дится дорабатывать при-
меняемые шасси в со-
ответствии с требованиями, предъявляемыми к данному типу
машины: устанавливать двигатель взамен или дополнительно
к имеющемуся, дополнительно правый руль с системой управле-
ния, ходоуменьшитель или демультипликатор; стабилизаторы
рессор, дополнительные средства для предохранения трансмис-
сии от перегрузок на малых скоростях движения; усиливать рес-
соры; предусматривать в кабине управление всеми дополнитель-
ными узлами и агрегатами. При невозможности использования
серийно выпускаемых тяговых и транспортных средств в качестве
базы дорожных машин разрабатывают специальные гусеничные и
колесные шасси с использованием агрегатов и узлов серийно вы-
69
пускаемых тяговых средств или с узлами собственного изготов-
ления. Применение серийно выпускаемых для тракторов и тя-
гачей узлов и агрегатов (модулей) повышает уровень унификации,
надежности и снижает стоимость специализированных шасси.
Для машин, не работающих в тяговом режиме, изготовляют соб-
ственные гусеничные и колесные шасси.
Базовое шасси выбирают в соответствии с заявкой заказчика
на новую продукцию на основе результатов выполненных предва-
рительно научно-исследовательских и экспериментальных работ,
научного прогнозирования, анализа передовых достижений и
технического уровня отечественной и зарубежной техники.
Особенности выбора базового тягача дорожных машин следую-
щие. Первоначально заполняют информационную матрицу, в ко-
торой отмечают соответствие технических характеристик серийно
выпускаемых тягачей и тракторов требуемым для разрабатывае-
мой машины. В первой строке матрицы указывают задаваемые
для вновь разрабатываемой машины технические требования к ба-
зовому тягачу. В остальных строках регистрируют соответственно
выполнение или невыполнение заданных требований со стороны
серийно выпускаемых тракторов. После заполнения матрицы в ее
последнем столбце отмечают серийные тягачи и тракторы, которые
удовлетворяют всем заданным требованиям. Если ни один из
серийно выпускаемых тракторов и тягачей не удовлетворяет всем
заданным техническим и экономическим требованиям, необходима
разработка собственной базы. В качестве первоначальных кон-
структивных решений компоновки новой базы должны быть пре-
жде всего использованы агрегаты и узлы серийно выпускаемых
тракторов и тягачей, которые обеспечивают выполнение каждого
отдельного технического требования (рис. 2.10).
I ЛАВА 3
• *-i »* >iLA/aWlUU UVSIUOL4 ОапПЛ1иДЕПЪ4ОНД
РАБОЧИХ ОРГАНОВ И ОБОРУДОВАНИЯ
ДОРОЖНЫХ МАШИН СО СРЕДОЙ
3.1. ОСНОВЫ ТЕОРИИ МЕХАНИЧЕСКОГО ВЗАИМОДЕЙСТВИЯ
РАБОЧИХ ОРГАНОВ СО СРЕДОЙ
Сопротивления, возникающие в процессе взаимодейст-
вия инструмента дорожной машины со средой, описываются си-
стемой уравнений, структура и состав которой зависят от вида и
свойств среды и характера действия инструмента. Рабочая среда,
в которой происходит движение исполнительного рабочего органа,
накладывает на движение инструмента геометрические и кинема-
тические ограничения.
При составлении расчетной схемы принимают во внимание,
что при действии на среду инструментом (отвалом, ножом, зубом,
лопастью и др.) над системой среда—инструмент располагается
массив материала, который был предварительно разрушен инст-
рументом (призма волочения). Поверхности скольжения, по ко-
торым происходит отделение элемента материала от массива, в каж-
дом случае имеет форму, соответствующую направлению движе-
ния с наименьшим сопротивлением.
Напряжения, возникающие на поверхности инструмента, кон-
тактирующего со средой, могут быть установлены на основании
использования реологических моделей состояния среды, методов
механики сплошной среды и, в частности, сыпучей среды со сцеп-
лением, а также методов, основанных на экспериментальных ис-
следованиях.
Определение напряжений на основании анализа реологи-
ческих моделей. Наглядное представление о характере изменения
напряжений ?и деформаций среды в зависимости от вариаций,
определяющих ее физико-механические свойства при механическом
воздействии, дают реологические модели. Последние представляют
среду в виде упрощенных механических моделей, составленных
из механических элементов, каждый из которых или их сочетание
дают представление об основных свойствах среды и характере на-
пряженно-деформированного состояния под действием внешних
нагрузок.
Простейшие реологические модели (табл. 3.1) могут быть
использованы при изучении общих закономерностей процессов
взаимодействия рабочих органов со средой. Обычно их исполь-
зуют как вспомогательное средство, облегчающее представление
о поведении материала под внешним воздействием, характер из-
71
8.1. Основные виды реологических моделей
Р<ХМ|ЛГЯЧР"КЯО unnnif.
Моделируемая Наимено-
среда Механическая Математическая
форма запись ванне модели
Упругая 1 \л о—е£; т=у<7 Гука
Пластическая Ж Т='ГПЛ Сен-Вена
Вязкая 6 - - dv т=т| ”2^" Ньютона
г иГ **“
Упругопластиче- ская т=тпл; т?=уб Прандтля
Упруговяэкая:
с релаксацией у & du „ х=т1 . T=?G Максвелла
напряжения 02
У dv Фойгта
с запаздывани-
ем деформаций * 1 гг dz
11 6
с явлением пол- У T=yG; T=°ViGi-b Кельвина
эу чести ^~8 . du +Ч-2Г
У пруговяэкопла- стическая У .. b{£3pV »*- ^yG; t«?1Gi+ +хпл Бингама
ж
Упруговязкопла- У * A/Sbi У T=yG; t—ViGj-b Шведова
этическая релакси- рующая -Нпл, ^^ПЛТ
, dv +ч —
72
менения которого трудно представить при рассмотрении сложной
математической модели. Идеальной среде, представляемой в виде
реологической модели, присваивают имя ученою, исследовав-
шего-впервые характер изменения напряженно-деформированного
состояния такого материала под нагрузкой. Реологическую мо-
дель состояния упругого материала обозначают символом у и
называют моделью Гука. Такую модель представляют в виде
пружины, которая характеризует свойства упругости.
График зависимости напряжения от деформации при нагру-
жении и снятии нагрузки имеет прямолинейный вид и определя-
ется законом:
о = £е,
где Е — модуль упругости; в — относительная деформация.
Модель идеально пластического или жесткопластического ма-
териала представляют в виде ползуна, перемещающегося по по-
верхности без смазочного материала (сухое трение). Такую мо-
дель называют моделью Сен-Венана и обозначают символом ж.
Материал такого типа под действием внешней нагрузки не де-
формируется до тех пор, пока напряжение не превысит определен-
ного предела пластичности тпл. Условие наступления пластиче-
ской деформации как остаточной деформации сдвига определя-
ется соотношением тпл = Gy (где G — модуль сдвига; у—де-
формация сдвига). Пластический материал с упрочнением условно
представляют в виде набора подобных единичных моделей, соеди-
ненных стержнями.
Модель идеально вязкого тела представляют в виде поршня
с отверстиями, движущегося в цилиндре, заполненном жидкостью.
Такую модель называют Ньютоновой и обозначают символом в.
Работа внешних сил, затрачиваемая на преодоление сил трения
со смазочным материалом, превращается в теплоту и является
необратимой. Напряжения в вязкой модели пропорциональны
градиенту скорости приложения нагрузки:
где Т| — коэффициент динамической вязкости; и — скорость перемещения; г —
расстояние.
Сложные реологические модели в виде механического соче-
тания простых моделей позволяют с большим приближением опи-
сывать свойства реальных сред. Их составляют путем параллель-
ного или последовательного соединения простых реологических
моделей (см. табл. 3.1).
Общее реологическое уравнение, пригодное для рассмотрения
различных реологических моделей, записывают в виде следую-
щей аддитивной функции:
t - тт = (?у 4- ПУ “ Т’р'Г = G(y + Tpy) - ТрТ,
где т — напряжение; тт — предел текучести; у — скорость деформирования;
Гр — время релаксации, Гр = t]/G.
73
Рис. 3.1. Реологические модели процессов взаимодействия рабочих органов
дорожных машин со средой:
S) г)
а — зуб рыхлители фрезы; б элемент дробящего устройства; в •— лопасть смесителя;
в — уплотняющая плита
Процесс послойного рыхления или фрезерования среды при
ее отделении от массива и перемещения перед рабочим органом
в виде призмы волочения можно представить сложной реологиче-
ской моделью (рис. 3.1, а). Первая модель жх является пластиче-
ской моделью Сен-Венана и имитирует призму, вторая, состоя-
щая из набора элементов ж2, у, в, представляет собой упруго-
вязкопластическую модель. Она имитирует процесс отделения
элемента среды от массива. Напряжение в такой системе определя-
ется зависимостью
— Ту -|- Тт. Ж1 = ж2 Тт, в-
Деформация системы описывается уравнением
Ух Уу 4~ Ут. н<2'
Процесс дробления также можно представить в виде упруго-
вязкопластической модели (рис. 3.1, б). Элемент у имитирует
мгновенную упругую деформацию материала под нагрузкой.
Элементы в и ж моделируют проявление жесткопластических
н вязких свойств материала. Для хрупких материалов модель пре-
образуется в жесткопластическую путем изъятия из системы демп-
фирующего элемента в.
Напряжение в системе
Тт. зк -j- Тт< в -
Деформация материала под действием нагрузки в соответствии
с функционированием модели
Ух -Уу 4 Ут.в =Уу4Ут.яг
Смешивание строительных материалов можно представить
схематично на базе реологической модели, приведенной на
рис. 3.1, в. Реологическая модель процесса смешивания содержит
жесткопластический элемент ж и вязкий в, соединенные парал-
лельно.
74
Рис. 3.2. Схема взаимодействия со средой рыхлительного элемента:
а — прямоугольный зуб; б — конический зуб
Напряжение в системе
т — тж тв.
Для определения деформаций
Y = Тж = Тв-
Процесс уплотнения можно представить одной из многочис-
ленных моделей, имитирующих протекание сдвиговых деформа-
ций под действием статической нагрузки (рис. 3.1, г). Модель
состоит из элементарных моделей, характер которых рассмотрен
ранее.
Определение напряжений, возникающих на поверхности ин-
струмента при работе в среде, на основании теории предельного
равновесия сыпучей среды со сцеплением или пластичной среды.
Основные положения теории предельного равновесия примени-
тельно, к определению пассивного давления на подпорные стенки
заключаются в следующем. При нарушении равновесия сопро-
тивление сдвигу для связной среды описывается следующей за-
висимостью:
тп = on tg р 4-
где — касательное напряжение в рассматриваемой точке среды; сгл — нор-
мальное напряжение; р — угол внутреннего трения; си — коэффициент сцепле-
ния между частицами среды.
Среду, в которой отсутствует сцепление (сш = 0), называют
идеально сыпучей; среду с большим сцеплением, в которой от-
сутствует трение между частицами (р = 0, а сш ф 0), называют
идеально связной. При известных внешних условиях на контуре
могут быть определены искомые давления среды на инструмент
для каждого из рассматриваемых случаев. Среда, оказывающая
давление на поверхность инструмента, занимает полуплоскость
75
и ограничена осью у, вдоль которой равномерно распределено
нормальное давление р (рис. 3.2, а).
При малых углах наклона поверхности к горизонту (поло-
гие стенки) формулы для определения нормальных и касательных
напряжений на поверхности инструмента, соприкасающейся со
средой, имеют следующий вид:
ап = [ух 4- cwctgp (1 — 1/Л1) + р];
= Xa[yx4-cectgp(l — IMi) 4-р];
1 — sin р cos 2ctn
Ai =------i---;--J
1 1 — sin p
sin p sin 2ap
2 1 — sin p *
где у — удельный вес среды; x — текущая координата по вертикали; р — дав-
ление, равномерно распределенное по внешней поверхности; <хр — угол наклона
поверхности инструмента, контактирующей со средой в поверхности к горизонту
(угол резания). '*
Для крутых и промежуточных наклонных стенок формулы для
определения нормальных напряжений в замкнутой форме по-
лучены для невесомой среды:
Оп = А9 [сщ ctg р (1 — 1 /Дз) 4- р];
bi = 44[cwctgp(l - 1/Лз) 4-Р1;
л cos б (cos б 4- К sin1 р — sin’ б) /о , » . . sin6\ .
л«------1— ехР (2“р - » + « + arcsln ,tap) tg р:
Л sin б (cos б 4-Ksina р — sin* б) /о . « . sin6\,
Л‘ =----*----Г-Та/------------ ехР (2“р ~ " + « + arcsln tgp,
где б — угол внешнего трения.
Зависимости справедливы при р > б. В этом диапазоне углов
наклона стенок при приближенном анализе давление среды мо-
жет быть учтено введением
Р = Ро + Т*-
Для глубин резания, имеющих место при работе зуба фрезы
дорожной машины, вторым слагаемым можно пренебречь. Фор-
мула может быть использована для приближенных расчетов.
Для частного случая, когда ар = 904, масса среды ограничена
по контуру прямой, наклонной к горизонту под углом внутрен-
него трения р и б <! р, формулы для определения напряжений
на поверхность стенки имеют вид:
о — ух cos2 р 4- р;
тп = ух sin р cos р 4- (р 4- са ctg р) tg р.
76
Определение напряжений на основании эмпирических зави-
симостей. Силы сопротивлений, возникающих при взаимодей-
ствии инструмента дорожной машины со средой, можно
тать на основании установленных закономерностей изменения оп
и тп. Сила сопротивления определяется характером функции
an = f (х). Вид последней может быть установлен эксперименталь-
ным путем. Экспериментальную математическую модель — опи-
сание устанавливают в виде степенного полинома путем реали-
зации плана многофакторного эксперимента. Такая регрессион-
ная модель имеет вид:
<*п = Оо + &ix + а2хъ...
Наиболее часто имеют место случаи: 1) а2 ~ 0; 2) аг = 0;
3) а0 = 0, а2 = 0; 4) а0 = 0, ах = 0. В качестве простой модели
используют выражение, которое имеет место при взаимодействии
инструмента с сыпучей средой со сцеплением:
°п = «о + atx.
При a-L = Лгу а0 = Л((1 — 1/Л*) сы ctg р уравнение принимает
вид зависимости, которая следует из теории предельного состоя-
ния сыпучей среды со сцеплением. Коэффициенты определяют
из уравнений, рассмотренных выше. При At =
оп = At [ух + сы ctg р (1 — 1/Лх) 1.
Определение сопротивлений, возникающих при взаимодействии
рабочих органов дорожной машины со средой, базируется на ана-
лизе схемы, приведенной на рис. 3.2, а.
Сопротивление движению прямоугольного зуба рыхлителя
с лобовой поверхностью, установленной под углом ар к горизонту.
Нормальную составляющую dN и результирующую dQ элемен-
тарной силы сопротивления на лобовой грани определяют сле-
дующим образом:
dN = on dl dr, dQ = dN/(cos 6X),
где dl = dx/(sin ap); 6X — угол трения грунта о поверхность зуба, °.
Горизонтальная составляющая силы сопротивления на лобо-
вой грани
dPpl = dQ cos Pi,
где Pj = 90° — (<Xp 4- 6i).
На основании изложенного
где ар — угол резания.
Так как cos рх = sin (ар + 6J, получаем
dPpl = (1 + ctg ар tg 6i) ап dx dz.
77
Влияние краевого эффекта в первом приближении определяют
величиной, эквивалентной усилиям, действующим на часть резца
риоииа jrfijUrtht nUi руЖСНИЯ Инструмента
в среду, т. е. b = В + 2/г.
Подставляя значение оп и b в формулу для определения dP
и интегрируя ее, получаем полное сопротивление:
В+2Й
Pp^a+ctgaptgeiMi |
о
'h 1
' J [т* +vtgp (1
о
dz
^или
Рр, = АМВ +2h)h[Q )c„ctg(l
X-)]
где Ла = (1 + ctg ар tg 6J.
При равномерно распределенной нагрузке р вдоль оси у,
например, от призмы волочения
Гр, = А.А (В + 2Л)Л [4 + ctgр (1 - -1-) + р]. (3.1)
Если высота проекции лезвия инструмента на вертикаль
меньше глубины погружения (Ан < А), то при hB < h давление
пласта
Рпл = Р 4- ТЛ (h ~~ 1Я sin ap),
где уг — удельный вес грунта; kp ~ (I + sin р)/(1 — sin р); /н — ширина ин-
струмента в поперечном сечении.
Значение РР1 в первом приближении можно установить по
формуле
[у/н sin an / 1 \ 1
---+ с<,> Ctg р (1 — ) + /7ПЛ] . (3.2)
Для малых глубин резания, которые имеют место при фрезе-
ровании, считают, что напряжение с увеличением глубины су-
щественно не изменяется, так что an = ~ const. В этом слу-
чае для прямоугольного резца с углом резания ар — 90°
(рис. 3.2, а)
B+2h ft
Р — | j о0 dxdz или Р — a^hlB -f- 2А). (3.3)
о о
Сопротивление движению зуба фрезы, выполненного в виде
конуса с углом при вершине fJ (рис. 3.2, б). Предполагаем, что
при малых глубинах резания напряжение с увеличением глубины
существенно не изменяется, так что ап — a0 — const. Горизон-
те
ч
Рис. 3.3. Схема взаимодействия отвального и распределительного рабочего
органа со средой:
а — перемещение призмы; б — движение пласта по криволинейной поверхности отвала
тальная составляющая сопротивления для одного резца с учетом
краевого эффекта в рассматриваемом случае
B+h х
j Ja0cos-|“^l +tgptg-|-)dxdz или
о о
р -= <jq ctg (1 -h tg р tg .ХЦА)*-,
«v \ A J it
Полученные зависимости дают достаточно точные результаты
при (й/й) < 0,3. С увеличением глубины погружения резца при
b — const возрастает влияние краевого эффекта.
Приближенный расчет горизонтальной составляющей сопро-
тивления для одного резца любой формы при рыхлении или фре-
зеровании асфальтобетонных покрытий может быть выполнен
на основании эмпирической зависимости:
Р = kF, (3.4)
где k'— эмпирический коэффициент, для разогретого асфальтобетона k ~-
= 0,44-1,0 МПа; F — площадь вырезанной стружки.
Определение сопротивлений перемещению отвального или от-
вально-распределительного рабочего органа в рабочей среде.
Сопротивление от передвижения призмы перед отвалом, имею-
щим криволинейную поверхность с постоянным радиусом кри-
визны (рис. 3.3), определяется горизонтальной составляющей.
Элементарное сопротивление, действующее на элемент поверхности
скольжения:
dPn = on cos (<в/2 — ф) dldz,
где оп — нормальное напряжение, возникающее на рассматриваемой поверх-
ности; а) — центральный угол цилиндрической поверхности; ср — угол, опреде-
ляющий положение элемента на поверхности; dl — Rdtp (₽ — радиус кривизны
поверхности).
79
Для данного случая ап = cos1 р?рх -Ь P (где ур — удельный
вес разрыхленного грунта). Тогда
dP ~ ур cosa р (х + Я/2) R cos (ш/2 — <р) dtp dz,
где х — R sin (<р — а>/2).
Горизонтальная составляющая сопротивления призмы воло-
чения при интегрировании в пределах от 0 до В и от 0 до w
Aip = Ypcos^-Tp, (3.5)
где В — ширина резания; Н — высота призмы.
Когда призма перемещается перед отвалов в виде единого
целого, сопротивление может быть определено по формуле
/’пр = Vyft (3.6)
где V — объем призмы для отвальных органов, V =» B№/(2tgp); у — удельный
вес материала; / — коэффициент трения материала призмы по основанию.
Сопротивление движению пласта среды по отвалу. Предпо-
лагается, что среда, составляющая пласт, несжимаема, [так что
в процессе движения претерпевает изменение только форма пласта,
и размеры его на этом этапе анализа известны. Элементарный объем
движущегося пласта и силы, действующие на него, приведены на
рис. 3.3, б. Вырезанный элемент находится под действием следую-
щих сил: силы dG тяжести, сил dNlit действующих на пласт со
стороны окружающей среды, силы dPa инерции (касательная и
нормальная составляющие), силы dTla трения и dNa3 сопротив-
ления, являющихся следствием изгиба пласта. Расчетная схема
соответствует движению пласта снизу вверх. В этом случае пласт
находится под действием внешнего давления оЛ1, оп4, распреде-
ленного по поверхности скольжения, силы Ро, препятствующей
движению пласта, и силы Рпв, действие которой обусловливает
движение пласта в указанном направлении и которую требуется
определить. Параметры, характеризующие протекание про-
цесса (физико-механические свойства среды, закон распределения
давлений аП! сила Ро и размеры пласта), известны. Принимаем,
что сцепление между частицами среды на поверхностях сколь-
жения отсутствует, характер распределения давления призмы на
отвал соответствует давлению на подпорную стенку по теории
предельного состояния сыпучей среды: весом пласта пренебрегаем.
Изменение давления на поверхность отвала устанавливают на
базе теоретической модели:
ап = Л( [урх + ^pCtgp (1 - +р].
Величину р определяют так:
где Н — высота призмы перед отвалом, равная высоте последнего.
80
Рис. 3.4. Схема движения лопасти смеси-
теля в смешиваемой среде
Остальные обозначения приве-
дены ранее.
Исходное уравнение для опре-
деления Т имеет вид:
^--Ttg6 = o„/?B(tg6 + tgp).
Решение уравнения определя-
ется видом функции изменения нор-
мального давления оп в зависимости
от х или текущего угла ф.
Если on = atx, то для расчетов
можно рекомендовать формулу
Рпл = (tg б + tg р) а^ВНЧь arcsln (1 4- tg б arcsln -f-
4- (1 + 2 tg 6 arcsln .
С учетом веса движущегося пласта формула имеет вид:
Рил = (tg б + tg р) axBH*k arcsln^- (1 4~ tg б arcsln 4
4- Pe (1 -f- 2 tg 6 arcsln 4- ypBaH,
где a — толщина пласта; yp — удельный вес среды, составляющей пласт.
Анализ полученного выражения позволяет сделать вывод,
что при k = (R/H) 0,94-1,1 влияние кривизны поверхности
скольжения на сопротивление движению пласта по отвалу неве-
лико. В этом случае формула для сопротивления движения пласта
по поверхности скольжения упрощается.
Для оп = при R ^5 Н и аг = ур cos’ р
Ры = (tg в + tg р) у „ cos’ р + />0.
С учетом веса пласта при Ро = 0
^пл = (tg б 4- tg р) ур cos8 р —2~ 4- урВаН.
(3.7)
Сопротивление движению лопасти или пластины в среде, под-
вергаемой смешению, определяют в соответствии со схемой
(рис. 3.4). При работе в среде, когда о = о0, с учетом поправки
61
на краевой эффект горизонтальная составляющая сопротивления
J3+2A а
Р = j J o0cosa(l ^tgptga)dxdz
о о
или
Р = a0cosa(l 4- tgptga)h(b 4-2Л), (3.8)
где сг0 — напряжение на поверхности контакта пластины со средой; a — угол
установки лопасти к направлению движения; Л — длина лопасти по радиусу;
Ь — ширина лопасти.
Приближенный расчет сопротивления движению лопасти в ра=
бочей среде выполняют по формуле
Р = cos a (1 4- tgptga)6/i, (3.9)
где k — эмпирический коэффициент сопротивления, для цементобетонной
смеси k= 0,01 -*-0,3 МПа.
Приближенные расчеты могут быть выполнены с использова-
нием реологических моделей. Соответствующие реологические
коэффициенты определяют для каждого вида смеси эксперимен-
тально.
3.2. ТЕПЛОВЫЕ ПРОЦЕССЫ НАГРЕВА И СУШКИ
В ДОРОЖНЫХ МАШИНАХ
При конструировании дорожных машин и устройств,
осуществляющих нагрев материалов (битумохранилищ, битумо-
плавильных котлов и агрегатов, гудронаторов, сушильных ба-
рабанов асфальтовых установок, смесителей и др.), тепловые рас-
четы имеют важное значение.
В этих расчетах рассматриваются следующие вопросы: рас-
чет процесса горения; определение расхода теплоты для подо-
грева материала до необходимой температуры; определение по-
терь теплоты; определение температуры подогреваемых материалов
и продуктов горения по зонам подогрева; определение расхода
топлива на 1 ч работы машины и на единицу подогреваемой про-
дукции; определение необходимых размеров топки, пылеулавли-
вающих и обезвоживающих устройств и др.
В тепловых расчетах дорожных машин использованы основные
понятия, закономерности и методы расчета, излагаемые в тепло-
технике: основы теплопередачи (теплопроводность, конвекция и
излучение); теоретические основы процесса сушки; расчет про-
цесса горения; расчет температуры горения; расчет движения
газов в тепловых установках и устройствах для перемещения га-
зов.
Тепловые расчеты дорожных машин включают расчет про-
цесса горения топлива, тепловой расчет битумохранилища, теп-
ловой расчет автогудронатора, тепловой расчет сушильного ба-
рабана и топки асфальтосмесительной установки, расчет асфальто-
разогревателя.
82
Процесс горения топлива рассчитывают в такой последователь-
ности: выбирают вид топлива и определяют его теплоту сгорания;
мл реалции процесса трении определяю! 1еире1ическии и дей-
ствительный расходы кислорода и воздуха и массовый состав
продуктов горения от сгорения 1 кг топлива; из уравнений тепло-
вого баланса и температуры нагрева продуктов сгорания с учетом
их теплоемкости как функции температуры определяют теорети-
ческую и действительную температуры горения топлива.
Удельную теплоту сгорания рабочего состава топлива (кДж/кг)
для жидких и твердых видов топлива определяют по формуле
Д. И. Менделеева:
Qp. н = 339 Ср + 1030 Нр + 109 (Sp - Ор) - 25 Wp,
где Ср — содержание углерода а рабочем составе топлива, %; Нр — содержа-
ние водорода в рабочем составе топлива, %; Sp — содержание серы в рабочем
составе топлива, %; Ор — содержание кислорода в рабочем составе топлива,
%; Wp — содержание влаги в рабочем составе топлива, %.
Топливом для работы топок сушильных барабанов и битумо-
нагревательных котлов служит топочный мазут и газообразное
топливо. Для работы форсунок автогудронаторов и автобитумо-
возов используют керосин, а для нагрева битума в битумохрани-
лищах — дизельное топливо. Удельная теплота сгорания керо-
сина и дизельного топлива составляет 43 000—42 000 кДж/кг
топлива. Реакция окисления углерода в общем виде определяется
уравнением С + О2 — СО2. В составе воздуха азот занимает
79 % объема, а кислород 21 %. Поскольку объемы молекул газа
равны, то отношения N2 : О2 — 79 : 21 = 3,76, следовательно,
с одной молекулой кислорода в зону горения вносится 3,76 моле-
кул азота с молекулярной массой 28.
С учетом привнесенного азота уравнение окисления углерода
будет иметь вид
С + О2 + 3,76N2 = СО2 + 3,76N2
или
12С + 32О2 + 3,76-28N2 - 44СО2 + 105,3N2.
Преобразовав это уравнение, определяют массу кислорода,
необходимую для сгорания 1 кг углерода, и массу азота и угле-
кислого газа (кг), получаемых в результате реакции горения:
С + 2,67Оа + 8,8N2 - 3,67СО2 + 8,8N2.
Доля углерода в составе I кг топлива равна Ср/100. Поэтому
уравнение приводят к виду
+ 2,67 О, + 8,8 N, - 3,76 СО, + 8,8 N,.
Реакция сгорания водорода и серы протекает аналогично:
2Н2 О2 — 2НаО; S 4~ Оа — SO2.
83
После преобразований получают: при сгорании Нр7100 кг
водорода
WH> + 8W°» + 26'3WN» = 9WH>° + 26’3WN>:
при сгорании Sp/ЮО кг серы
Sn Sn St) Sn St)
тй s + КЙ °° + 3>28 ra>N“ - 2 fi£so» +3-28 n2.
Из уравнений горения компонентов топлива определяем тео-
ретический расход (кг) кислорода и воздуха для сгорания 1 кг
топлива:
Л C'l Ср Нр Sp Op
/пт. о = 2,67 100 + 8 юо + Too ГосГ ’
. = 2,67 + 8 + 8,8 + 26,3 + 4,28 - 4,28
Действительный расход воздуха /ид. в (кг) для сжигания
1 кг топлива выше теоретического расхода воздуха:
/Ид. в == /Ит. в ®»
где а — коэффициент избытка воздуха для полного сжигания топлива, для газо-
образного топлива сс = 1,054-1,10, для легкого жидкого (дизельного) топлива
а — 1,14-1,2, для мазута при распыливании паром а = 1,3; для мазута при рас-
пиливании сжатым воздухом и короткофакельном сжигании топлива а= 1,05-е-
1,10.
Состав и масса (кг) продуктов сгорания топлива:
для углекислого газа
тА = 3,67Ср/100;
для водяного пара при распыливании топлива воздухом
Л нр wp
“ 9 100 100 ’
для водяного пара при распыливании топлива паром
т . WP I W
9 100 100
где 1^ф — расход пара на распиливание топлива, 1Гф = 0,44-0,8 кг пара/кг
топлива;
для азота
/Из = (б,8 -у—- 4- 26,3 -f- 3,28 - 3,28 -y—j а +
для избыточного кислорода
/п4 (а 1) (2,67 100 4- 8 100 4- i00
84
для сернистого газа SOa
/пь = 2Ьр/100.
Общая масса продуктов сгорания (кг)
S т ~ mi 4- т3 4- тз 4~ тл 4~тъ-
Важно соблюдение равенства JJ/n = тд, в4 1, отклонение
должно быть не более 0,030 кг.
Средняя удельная теплоемкость продуктов сгорания
[кДж/(кг-°С)1
сср = (miCi + /паса 4- /ПзС, 4- /п4с4 4- т6съ)/ £ т.
где clt са, с9, сЛ, с* — удельная теплоемкость соответствующих газов, кДж/(кг-°С).
Теплоемкость газов при постоянном давлении зависит от из-
менения температуры:
для углекислого газа СОа
Ci = 0,87253 + 0,000240615/ = 4- Bit;
для водяного пара НаО
с2 = 1,8334 + 0,0003118/ = Ла 4 Ва/;
для азота Na
с3 = 1,0241 4- 0,00008855/ = Л8 4 В3/;
для кислорода Оа
с4 = 0,9182 4- 0,0001065/ = 4- B^t;
для сернистого газа SOa
сБ = 0,6314 4- 0,00015541 / = Л6 4 В61
Вся теплота, внесенная в топку, разогревает продукты сго-
рания до теоретической температуры горения топлива т (°C)
в соответствии с тепловым балансом:
Qp, н Qt Qx Qm 4~ ™в. дСв^в 4~ Ст/т 4- WqIq = 2 mc^t^' т,
где QT — потерн теплоты топкой в окружающее пространство, кДж/кг топлива,
QT = 0,030Qp. н; Qx — потери от химической неполноты сгорания, кДж/кг
топлива, при длиннофакельном сжигании топлива Qx = (0,024-0,03) Qp. н,
при короткофакельном Qx = 0; QM — потери от механической неполноты сгора-
ния, кДж/кг топлива, при длиннофакельном сжигании топлива QM = (0,034-
0,05) Qp. и, при короткофакельном сжигании топлива QM = 0; св удельная
теплоемкость воздуха, tB = 20 °C; ст — удельная теплоемкость топлива (мазута),
ст == 2,26 кДж/(кг*°С); tT — температура топлива, для мазута /т = 904-95 °C;
1ф — энтальпия пара, /ф = 2850 кДж/кг пара.
Левая часть уравнения определяет количество теплоты, вно-
симое в топку с каждым килограммом топлива и обозначаемое
через Qnp. Преобразовав это уравнение, получают уравнение
теплового баланса процесса горения в функции теоретической
температуры горения:
Qnp = { S т lwi (^14" Bitv, т) 4- т? (^а “h B3t4, т) 4"
4~ тз (Лз 4~ B3t^ т) 4~(^4 4~ В^ т) 4~ ть (Л6 4- Вв/Т. т)] ^т. т)/ S т
или
Qnp = /?. т {ni\Bi 4- ГП2В2 4" ^зВ^ 4- т±В\ 4- /П5Л&) 4~
4~ ^т. т (^1^14“ 4- т3А3 4- /П4Л4 4~ /тцДз).
85
Обозначив через а выражение тгВг + т2Ва + пгъВ3 -Ь /я4В4 -|-
+ т-Д, а через Ъ выражение mtAt + пцА? 4- т3А3 + т4Д4 -|-
тъАь, имеем
g/ф. т И- ф —- Qnp ” О-
Из решения полученного квадратного уравнения находят
теоретическую температуру горения:
Гт. т = (—b ± y^ + 4«QHp)/2a.
Действительная температура горения топлива равна темпера-
туре горячих газов t\, поступающих в сушильный барабан:
^д = ^ = *ф.т[1 ~а], (3.10)
где а — коэффициент теплоотдачи от факела лучеиспусканием, о =0,15.
Тепловой расчет сушильного барабана выполняют с учетом
требований процессов сушки и нагрева минеральных материалов
до температуры 180—220 °C. Эффективная работа сушильных
барабанов зависит от полноты сгорания топлива и хорошего со-
прикосновения минеральных материалов с теплоносителем. Су-
шильные барабаны работают по противоточному способу: горячие
газы и высушиваемые материалы движутся навстречу один дру-
гому.
При тепловом расчете барабана решают ряд задач: составляют
материальный баланс; определяют необходимое количество те-
плоты, температуру горячих газов по длине барабана; часовой
расход топлива, тепловой КП барабана и объем дымовых газов,
а также основные параметры сушильного барабана.
Материальный баланс сушильного барабана позволяет по
заданной производительности асфальтосмесителя и виду смеси
определить количество минерального материала, которое необ-
ходимо нагреть, и количество влаги, которую необходимо выпа-
рить за 1 ч работы.
Производительность сушильного барабана по сухому мате-
риалу (кр/ч):
П = ЮОО^-100"^"17” (3.11)
где П9 — эксплуатационная производительность смесителя по выпуску готовой
асфальтобетонной смеси, т/ч; kB — коэффициент использования асфальтосмеси-
тельной установки по времени, feB — 0,854-0,9; q$ — расход битума, % от массы
смеси; qu, п — расход минерального порошка, % от массы смеси.
Значения qG, qM,a задаются видом смеси. При сушке песка
и щебня относительную влажность сел по исходному материалу
принимают равной 5 %. Количество влаги, которую необходимо
удалить из .минерального материала (кг/ч):
77 = п
в 100 —’
где £оа -- влажность материала после сушки, ©8 = 0.
86
Рис. 3.5. Схемы процесса сушки материала и определения расхода теплоты по
зонам в сушильном барабане:
I — эона подогрева материала; // ~ эона сушки материала; 111 — эона нагрева высу-
шенного материала; ™ 20°; tt ~~ 95°; ft = 180 «•200°
Количество влажного материала (кг/ч), поступающего в су-
шильный барабан:
Расчет процесса сушки и нагрева материала в сушильном
барабане осуществляют исходя из предположения, что процесс
сушки и нагрева минеральных материалов протекает в три ста-
дии: подогрев материалов и влаги, сушка материала (испарение
влаги), нагрев высушенного материала до рабочей температуры.
Сушильный барабан разбивают на три зоны: зона / — подогрев
материала и влаги; зона // — сушка материала; зона /// — на-
грев высушенного материала (рис. 3.5).
Расход теплоты в зоне 1
Qi = Qi + Qi = смЛ (/2 - 6) + свЛв & ™ 6),
где QJ — расход теплоты на подогрев материала за 1 ч работы, кДж/ч; Qj —
расход теплоты на подогрев влаги в материале, кДж/ч; см — удельная тепло-
емкость материала, см ~ 0,837 кДж/(кг-°C); П — производительность по сухому
материалу, кг/ч; св— удельная теплоемкость воды, св = 4,1858 кДж/(кг*°С);
/х — температура поступающих материалов, ~ 10 °C; tt — температура интен-
сивного испарения влаги, -- 95 °C.
Расход теплоты в зоне II
Qu == Qii -f- Qu = Лвг (^д. г — ^2),
где Qj'j — расход теплоты на выпаривание влаги из материала, кДж/ч; —
расход теплоты на подогрев паров до температуры дымовых газов, кДж/ч;г —
теплота фазового перехода (парообразования), г = 2269 кДж/кг; сп — удельная
теплоемкость пара, сп — 1,926 кДж/(кг-°С); /д. г — температура дымовых газов
на выходе из сушильного барабана, принимаем t — 150-*-200 °C.
Расход теплоты в зоне III
Qin = смП (4 ~~ 4)»
Общее количество теплоты (кДж/ч), полезно используемой
в барабане:
Qsoa — Qi 4- Qii 4™ Qin»
87
Для определения потерь теплоты стенками барабана необ-
ходимо опоелелить ооиентиоовочные паоаметпы бапабана Объем
барабана (м3)
Vc = njtnVt (3.12)
где ту — коэффициент влагонапряжения — количество влаги, удаляемое иэ
1 м3 объема барабана за 1 ч; ту = 125, 175, 250 кг/(м3*ч).
Задавшись диаметром барабана £>б, определяют его длину (м):
L6 = Лор tg aznt = 0,8De tg aznt (3.13)
где Аср — средняя высота подъема материала полками барабана, м, ЛСр = 0,80^;
а — угол наклона барабана к горизонту, а = 3-т-6°; z — число подъемов н сбра-
сываний материала полками за один оборот сушильного барабана, г = 1,754-2,5;
л — частота вращения барабана, об/мин; t — время сушки материала в бара-
бане, t = 2-ь4 мин.
Предварительные расчеты выполняют на основании прибли-
женных значений диаметра и частоты вращения барабанов в за-
висимости от производительности:
П, т/ч.....................
Dq, м......................
л, об/мин .................
25 50 100 200 400
1,10 1,4 1,7—1,8 2,4—2,5 2,8
16 12 10 8—9 7—8
Диаметр барабана (м) уточняют по формуле
D„ = /41/б/я£б. (3.14)
При большой разнице Пб и задаются новым значением
диаметра барабана и повторяют расчет.
Потеря теплоты (кДж) стенками барабана в окружающее про-
странство
Qiv = 3600лПб£б (/б — /в) а,
где /б — средняя температура стенок барабана, fg = 250 °C; — средняя тем-
пература воздуха, = 20 °C; а — коэффициент теплопередачи стенками барабана
в окружающее пространство, кВт/(мя-°С).
Коэффициент теплопередачи
9,211((0-^ + 16,74г[(А+-зу_(А+^у]
а~ 3600(/б — /в)
Общий расход теплоты в барабане (кДж/ч)
Фб ~ Q.TLOJL "h Qiv-
Температуру горячих газов /3» /2 и /д. г определяют по зонам
сушильного барабана. При прохождении по сушильному барабану
и охлаждении на 1 °C количество теплоты (кДж/°С) продуктов
изменяется на
<7о = Рб/(^4 tn. г),
где — температура горячих газов, поступающих в сушильный барабан; г —
температура дымовых газов, которой предварительно задаются, г = 200 °C.
88
В зоне III расходуется теплота QIn, теряется наибольшая
ПЯГТК ТРППЛТМ От,. W Л^ТПЯСТ трмпррятуря rnpcrnov г^пп.г, пл-/,тт
жается на
А^ ,= (Qm 4- Qiv)/9o*
Следовательно,
й = /4 — А^э.
Определение температуры продуктов сгорания в начале зоны
интенсивного испарения влаги из материала осуществляют по
уравнению теплового баланса за весь период испарения (зона II}'.
9о (^з — = Qii + cuIIB (fa — ti)>
Решая уравнение относительно & получают
г = ^°*э + с"^в*2 ~~ в»
2 Чо Ч" СаП в
Материал и влага в зоне I нагреваются как продуктами сгора-
ния, так и парами воды, уносимыми из второй зоны с темпера-
турой ^2» и уравнение теплового баланса для зоны имеет вид:
9о (ti г) “Н са11а (?2 ^д. г) = Qi.
Из уравнения определяют
, + спЛв*2 ~
Фо + СпЛв *
Часовой расход топлива определяют при условии, что про-
хождение по сушильному барабану 1 кг продуктов сгорания и
охлаждение от до £д. г приводят к передаче материалу следую-
щего количества теплоты (кДж/кг):
9ут = 91 — 92 = Сср1^4 — Сср2^д. г>
где — количество теплоты, выделяющейся в процессе сгорания 1 кг продук-
тов при температуре кДж/кг; qt — количество теплоты, выделяющейся в про-
цессе сгорания 1 кг продуктов при (д. г, кДж/кг; сср1 — средняя удельная тепло-
емкость продуктов сгорания при t[, кДж/(кг-°С); сср1 — средняя удельная тепло-
емкость продуктов сгорания при /д. г, кДж/(кг-°С).
Среднюю удельную теплоемкость сср1 и ссра определяют по фор-
муле, рассмотренной выше.
Продукты сгорания топлива 1 кг топлива приносят в сушиль-
ный барабан следующее количество теплоты (кДж/кг топлива):
Рут «= 9ут S т + Qp. я<н]т, (3.15)
где т|т — КПД топки, Ят = 0,97.
Часовой расход топлива (кг/ч)
О», = <?«/<?„• (3.16)
89
Удельный расход топлива в кг на 1 т высушиваемого материала
♦»» > J1 V” ичтЯПпйч? П - ППОИЧНО-
дительность барабана по сухому материалу, т).
Потери теплоты с дымовыми газами (кДж/ч)
рд. Г = [2 ^^'ср2 (^Д. Р ^в) 4“ (Jl ” ^2)]» (3.17)
расхода
Расход
где /| — энтальпия I кг пара при температуре дымовых гаэов, /j — 2850 кДж/кг
пара; /« -=- энтальпия 1 кг воды. /в = 84 кДж/кг
Тепловой КПД сушильного барабана определяют на основа-
нии теплового баланса барабана, который включает определение
полезных затрат теплоты по зонам, потерь и общего
теплоты. Общий расход Рр.я /пт принимают за 100 %.
теплоты в первой зоне (%)
?I _ г) 10о.
Qp. H«*T
во второй зоне (%)
?п =
в третьей зоне (%)
Qu + УГ» (4 4) доф.
Qp. нЛ*т
?Н1 == <5рнтт’ 100:
потери теплоты в топке q7 — 3 %;
стенками барабана (%)
Viv 100.
*ср* Н"* Т
Потери от химической неполноты сгорания дх (%) и механи-
ческой неполноты сгорания qM (%) при распиливании топлива
паром имеют следующие значения: qT — 2~-3 %, qK = 3-J-5 %;
при распиливании воздухом и короткофакельном сжигании
топлива <?х = 0.
Общий расход теплоты (%)
5 Я ~ 4i 4~ Qu 4~ Яш 4" Ягу 4* ^д. г + 4~ Ям + Ят*
Неучтенные потери теплоты (%)
qa = 100 —
Тепловой КПД сушильного барабана
“Пт. б = Яг 4~ Яи 4- Яш*
Определение основных размеров сушильного барабана. Мине-
ральные материалы сушатся при ссыпании их с подъемно-сбра-
сывающих лопастей барабанов. Горячие газы проходят через
поток падающих материалов, обдувают зерна материала и пере-
дают им свою теплоту. Чем больше скорость движения горячих
газов, тем быстрее передается теплота материалу и повышается
90
производительность сушильного барабана. Следствием этого яв-
ляется вынос большого количества пыли с дымовыми гачами
Диаметр сушильного барабана Dq определяют из условия вы-
хода газов из сушильного барабана со скоростью ид. г по фор-
муле (м)
= '3600л (1 од r’i ’ 1
где Уд.Г1 — объем дымовых газов на выходе из сушильного барабана, ма/ч; Р —
коэффициент заполнения барабана материалом, р==0,1ч-0,3, наиболее часто
Р = 0,1-=-0»15; для малых барабанов ид, гт — 1-ьЗ м/с; для больших барабанов
Од в рj —- 3 ч- 6 м/с.
Объем горячих газов (м’/ч), проходящих по барабану и пере-
дающих теплоту материалу, зависит от температуры газа в соот-
ветствующей зоне: для зоны I
Д.г1 Р1 ' р8 + Ра ' р4 + рв / + р, J V + 273 /’
для зоны //
Иг.гпЧ^(^ + ^ + ^ + -7г + -7п) + 44 (’ + 2Тз);
ДЛЯ ЗОНЫ III
где Pi> .Р»> Р*> P# “ 'плотность газов, кг/м», для углекислого газа pt —
==« 1,977 кг/м3, для водяного- рг 0,865 кг/м», для азота р3 = 1,251 кг/м3,
для кйсл-орОДа =*= 1Д29 кг/м3, для сернистого газа рь === 2,926 кг/м3, для воз-
дух» (свесь газов) ру =* 1,293 кг/м».
Объем и Длину барабана определяют по объему материала
в каждой зоне барабана. Для этого для каждой зоны находят
среднюю разность температур между теплоносителем и материа-
лом (средний температурный напор), объемный коэффициент
теплопередачи и скорость газов в конец каждой зоны. Тогда
объем (м») нагреваемого материала в зоне в общем виде
VM.8 = Q8/(3600oVaAQ,
где Q8 — действительный расход теплоты по зонам сушильного барабана с уче-
том температур горячих тазов в каждой зоне, кДж; aVs — объемный коэффициент
теплопередачи, кВт/(м3-°С); Д/а — температурный напор в зоне, °C.
Действительный расход теплоты (кДж) для зоны I
Qui ~ Qi + Qn ~ сп77в (it — /д, г);
для зоны II
Qjsxi = Qii 4~ сп^в (^2 — ^);
для зоны III
Qffin — Qin-
91
Объемный коэффициент теплопередачи [кВт7(ма*°С) ]
— 4J,i I Г. 8»
где Уд. г., — скорость газов в конце каждой эоны, м/с.
Скорость газов для зоны I
0д.г1 = 4Уд.г 1/[3600л£>б(1 - ₽)];
для зоны II
Иг.г II - 4УГ.Г п/[3600я2?§ (1 - ?)];
для зоны III
Уг.гш = 4Уг.г1П/[3600яР§(1 - 0)].
Температурный напор между теплоносителем и материалом
на границах зон: для зоны I /д. г — 4 и 4 — 4>
для зоны II 4 — 4 и й — 4»
для зоны III 4 — 4 и 4 — 4-
Если отношение температурных напоров на границе зоны
меньше двух, то средний температурный напор зоны определяют
как среднеарифметическое значение на границах зоны больше
двух, средний перепад температур определяют как среднелога-
рифмическое значение разностей температур на границах зоны;
например, для зоны I при [(4 — 4)/(4.г — 4)1 <2
А4 = [(4-^) + (/д.г-4)]/2;
для зоны II при [(# — 4)/(4 — 4)1 > 2
д f ____________________ (4 — 4) — (4 — 4)
11 2,31g[(4-4)/(4-4)r
Если [(4 — 4)/(4 — 4)1 < 2, то средний температурный на-
пор определяют как среднеарифметический. Также определяют
температурный напор для зоны III в зависимости от перепадов
4 — 4 и 4 — 4: это отношение для зоны III меньше двух:
А/ш — [(4-4) + (4 — 4)1/2.
Условный объем (м8) минерального материала по зонам для
зоны I
Vmi — [Qi — спПв(4 — 4-г)]/(3600а иА4);
для зоны II
Умп = [Qii + СпПв (4 — 4)]/(3600avnA4i);
для зоны III
Ум ш — <2ш/(36ОО42и щА/щ).
Суммарный объем материала (м3)
Е Vm = V«i + ^«h+VmHi; (3.19)
объем барабана (м3)
V, = Е Vm/₽;
(3.20)
92
длина барабана (м)
1о~4У0/(яЖ (qo1)
В действующих сушильных барабанах L$IDq = 3,5-—4,5.
Тепловой расчет топок сушильных барабанов асфальтосмеси-
телей, автогудронаторов, топок битумохранилищ и битумона-
гревательных котлов включает в себя определение поперечного
сечения топки из условия пропуска с необходимой скоростью
воздуха, нужного на горение топлива; объема топочного про-
странства по удельному тепловому напряжению топочного про-
странства; объема топки и ее длины по объему топочного про-
странства, а также потерь теплоты топкой в окружающее про-
странство.
Диаметр (м) топки определяют исходя из условия пропуска
воздуха через поперечное сечение топки с определенной ско-
ростью:
3600лив ’ <3,22)
где Ув — объем воздуха, пропускаемого за 1 ч через топку, м8, VB «=
— Отд. втт/рв (/Пд. в — действительный массовый расход воздуха на сжигание
1 кг топлива, кг/кг топлива; /пт — часовой расход топлива, кг; рв — плотность
воздуха, рв — 1,293 кг/м8); — скорость движения воздуха через поперечное
сечение топки, м/с.
Движение воздуха под действием тяги вытяжного вентилятора
при отсутствии устройств для принудительного смешивания воз-
духа с распыленным факелом топлива происходит со скоростью
2—3 м/с. При воздушном распыливании и интенсификации сме-
шивания воздуха с распыленным факелом топлива скорость
воздуха принимают до 5 м/с.
Объем (м3) топочного пространства или объем зоны горения
топлива
^т.п = Рр.н^т/?т.п» (3.23)
где Чт. п — удельное тепловое напряжение топочного пространства, кДж/(к?*ч),
Удельное тепловое напряжение топочного пространства за-
висит от типов топок: для топок автогудронатора q?. п = (34-5) X
Х10в кДж/(м3-ч); для топок битумонагревательных котлов и
битумохранилищ qT,n = (54-10) 10е кДж/(м3-ч); для топок су-
шильных барабанов асфальтосмесительных установок qv п =
= (204-60) 10е кДж/(м3-ч).
Для автогудронаторов, битумохранилищ и битумонагреватель-
ных котлов объем топок равен объему топочного пространства.
Для топок сушильных барабанов характерны высокая интенсив-
ность процесса горения и дожигание топлива непосредственно
в сушильном барабане; объем топки (м3)
V» = (0,5 4-0,8) Ут>п, (3.24)
93
длина топки (м)
L.1 — Т » Т/^Ъ4>Т^.
В современных топках сушильных барабанов отношение длины
топки к ее диаметру равно 1,0—0,6.
Потери теплоты (к ж) стенками топки в окружающее про-
странство
Qn.T = 3600flTST (^Т.д ^кож)>
где ат — коэффициент теплопередачи стенками топкн, кВт/(ма-°С); 5Т — пло-
щадь поверхности кожуха топки; ZK0JK — температура кожуха.
Коэффициент теплопередачи
т 1/а1 + ^слАсл ~Ь ^асбАасб + ^кожАкож + !/(ак + ал) *
где а, — коэффициент теплоотдачи от газов к огнеупорной футеровке,
кВт/(м®-°С), oq = 0,01-^0,11 кВт/(ма-°С); /сл— толщина огнеупорного слоя, м,
/сл=0,12 м; 1СЛ— коэффициент теплопроводности огнеупорного слоя, 1СЛ =
= 0,001 -4-0,0014 кВт/(м*°С); Zaco — толщина асбестового слоя, м, /асб == 0,003 м;
ХаСб — коэффициент теплопроводности асбестового слоя, ХаСс — 0,00015-4-
0,0002 кВт/(м-°С); /кож — толщина наружного кожуха, м, /нож = 0,005 м;
Хнож — коэффициент теплопроводности стального кожуха, А.Кож == 0,046-4-
0,058 кВт/(м-°С); ак — коэффициент теплоотдачи от металлического кожуха
воздуху конвекцией; ак = 0,0042V°,80S/D^JI86 при конвективной скорости потока
воздуха ив — 0,1 м/с; а л — коэффициент теплоотдачи лучеиспусканием,
кВт/(м«-°С),
, //кож+ 273\4 //в + 273)\4
100 ) V 1оо'~/
л ^кож
(сх—коэффициент теплоотдачи, q — 0,0046 кВт/(м2-°С); ^Кож—температура
поверхности кожуха топки, ZKO>K — 400-j-600 °C; ZB — температура воздуха,
ZB = 20 °C).
Площадь (м8) поверхности кожуха топки
Sr = (лОкож/4) 4~ JiD кож^-т, (3.26)
где £>кож — диаметр кожуха топки, м, DKOJK = DT + 2ZCJI.
Эффективная работа автогудронатора требует в течение не-
скольких часов поддерживать рабочую температуру битума
в цистерне, а при необходимости и подогревать битум до рабочей
температуры. Тепловой расчет автогудронатора включает расчет
толщины теплоизоляции и отопительной системы, обеспечивающей
нагрев битума в цистерне до заданной температуры за определенное
время.
Расчет теплоизоляции цистерны предусматривает определение
толщины слоя изоляции по количеству теплоты, выделяемой
битумом при его остывании за 1 ч не более чем на 10 °C; количеству
теплоты, которое может быть передано в окружающую среду через
наружную поверхность цистерны при заданных условиях. При-
94
«) S)
Рис. 3.6. Схема передачи теплоты”
д через плоскую трехслойную стенку; 6 через криволинейную трехслойную стенку
равняв количество теплоты, теряемое битумом, и количество
теплоты, проходящее через стенку цистерны, определяют толщину
слоя изоляции.
Количество теплоты (кДж), выделяемое при остывании битума
за 1 ч:
<20 =х /пбс0 (G — Q,
где /по — масса битума, кг; eg— удельная теплоемкость битума, кДж/(кг-°С);
— начальная температура битума, tr 180 °C; tt — температура битума че-
рез 1 ч транспортирования, 1704-175 °C.
Количество теплоты (кДж), теряемое битумом через внешнюю
поверхность в окружающее пространство:
== 3600а5ц (/б *—/в),
где а — коэффициент теплопередачи, кВт/(мв-°С); — площадь поверх-
ности цистерны, мв; — средняя температура битума, °C; fg ~ 4- /а)/2;
— температура наружного воздуха, °C, /в = 10 °C.
Площадь (м2) поверхности эллиптической цистерны
5ц = 25т 4~ Sg, z
где ST — площадь эллиптических торцов цистерны, мв, ST = Jtafr; Sg — боковая
площадь цистерны, м’, Sg — л£ц j/*2 (а1 + 6а) — (£ц — длина ци-
стерны, м; а и b — полуоси эллипса торцовых днищ, м).
Коэффициент теплопередачи через трехслойную стенку от
горячего битума воздуха (рис. 3.6)
=________________1______________
l/ai + GAi 4~ + G/1» 4- ’
где ах — коэффициент теплопередачи от битума к металлической стенке цистерны,
04 = 0,097 кит/(мв-°С); 1г — толщина стенки цистерны, 1Г — 0,004 м; lj — коэф-
фициент теплопроводности стали, 1Х = 0,046 :-0,058 кВт/(м-°С); /2— толщина
слоя теплоизоляции, м (неизвестна); — коэффициент теплопроводности тепло-
изоляции, для асбеста Ха = 0,00015—0,0002 кВт/(м*°С), для стекловаты =
= 0,000044 кВт/(м-°С), lt — толщина стенки кожуха, /а “ 0,001 м; 1а — тепло-
95
Рис. 3.7. Схема отопительной системы с жаровыми трубами:
1 — жаровая труба; 2 — стационарная горелка; 3 — вентиль стационарной горелки*.
4 — распределительный вентиль; 5 — переносная горелка; 6 — вентиль переносной го*
релкн; 7 — шланг переносной горелкк; 8 — баллон переносной горелки; 9 — вентиль
воздухопровода; 10 — тонкий вентиль; И — топливный бак
проводность стали; а. — коэффициент теплоотдачи от кожуха цистерны наруж-
ному воздуху, кВт/(м*-°С); а,=0,0042и0г,805/£)^196 (ог — скорость движения гуд-
ронатора, м/с; Dcp — средний диаметр цистерны, м).
Для условий стоянки автогудронатора в безветренную по-
году вместо скорости ог принимают скорость конвективного дви-
жения воздуха вокруг цистерны ии = 0,5 м/с. Приравняв правые
части уравнений для Q6 и QT и решая их относительно /а, полу-
чают толщину теплоизоляции:
I 1 Г звооЗц (fg /д) 1 Ji_____________G 1 1 /j gyj
Отопительная система (рис. 3.7) автогудронаторов, битумо-
возов и нагревателей битума состоит из двух жаровых труб,
горелок, топливного бака, топливопроводов и системы подачи
топлива. Система предназначена для нагрева битума до 160 °C
и поддержания его рабочей температуры. Расчет отопительной
системы включает в себя определение количества теплоты, не-
обходимой для подогрева битума за конкретное время; теплоты
сгорания и часового расхода топлива; количества теплоты, пере-
даваемой* от горячих газов к битуму через жаровые трубы. При-
равнивая количество теплоты, необходимой для нагрева битума,
и количество теплоты, проходящей через стенку жаровой трубы,
определяют площадь жаровых труб. При известной длине жаровых
труб, их форме и площади находят диаметр жаровых труб.
Расчет ведут исходя из того, что температура в цистерне
гудронатора должна повыситься со 120 до 180 °C за 0,5 ч при
вместимости цистерны до 10 000 л или за 1 ч при вместимости
96
Рис. 3.8. Схема основных этапов на-
грева битума в битумохранилище:
1 —- ОСНОВНОЙ отсек, Л
отсек; 3 — жаровые трубы битумонагре-
вательного агрегата; 4 — битумонагрева-
тельный агрегат; 5 — змеевики нагрева
битума в дополнительном отсеке; б —
змеевики нагрева битума в основном от-
секе; = 10°; tt = 50+60°; tt = 80+95°;
ti — 140+160°
цистерны более 10 000 л. Коли-
чество теплоты (кДж), необхо-
димой для нагрева битума за
0,5 ч:
Qn = ^бСб (^2 ^1)»
Количество теплоты, вырабатываемое отопительной системой
за 1 ч при тб < 10 000 кг Qo. с = 2Qn; при тй 10 000 кг
Qo. с — Qn-
Расход топлива отопительной системой автогудронатора, кг/ч:
Qt.O.C ~ Qo.c/Qnofl»
где фпол — количество полезной теплоты от сжигания 1 кг топлива, кДж/кг.
Количество полезной теплоты зависит от теплоты сгорания
топлива и суммы потерь тепла. Теплоту сгорания Qp. н (кДж)
легкого жидкого топлива принимают по таблицам. Потери теплоты
при работе форсунок составляют: от химической неполноты
сгорания = 2-—3 %; от механической неполноты сгорания
~ 5 %; потери форсункой в открытое пространство дЛ —
= 6—8 %; потери с дымовыми газами qK. г = 15-4-20 %. Общие
потери теплоты (%)
S Яп = Ях + Ям + ЯЛ + Яц.г-
Полезная теплота (кДж) от сжигания 1 кг топлива
О = о
ХПОЛ - Чр.Н I IQQ I •
Расход топлива при огневом нагреве битума в битумохрани-
лище и битумонагревательном котле определяют аналогично.
Жаровые трубы автогудронаторов имеют U-образную форму.
Длину каждой ветви жаровых труб принимают равной 0,8 длины
цистерны. Общая длина жаровых труб (м)
где г — число жаровых труб, г = 2.
Диаметр жаровых труб автогудронатора т = 0,12~-0,15 м.
Тепловой расчет битумохранилища включает в себя определе-
ние площади поверхности нагревателей, необходимой для на-
грева битума за 1 ч, количества теплоты, необходимой для на-
грева битума от начальной температуры до температуры t3,
4 П/р В И Баловне»а
97
и часовые потери теплоты из битумохранилища. Одновременно
пийипптпт и-лнгтпукттию типа нагревателя и вид теплоносителя,
определяют площадь и размеры нагревателя и расход энергии
(рис. 3.8).
Битум представляет собой аморфное вещество с плавным
изменением вязкости от твердого состояния при 4 = 5 °C до
жидкотекучего при 4 = 160 °C. Количество полезной теплоты
(кДж), расходуемой на нагрев битума, равно сумме расходов
теплоты для нагрева битума до температуры пластического тече-
ния /2 — 50--60 °C в основном отсеке Q01 и для нагрева до тем-
пературы перекачивания 4 = 80-j-100°C в дополнительном от-
секе (Q„i):
Рпол — Pol 4* Рд1 = П [(сб 4~ св®}(4 ~ 4) 4~ (сб ~Ь свю) (4 — 4)1»
где П — производительность битумонагревательной системы, кг/ч; се — удель-
ная теплоемкость битума, кДж/(кг-°С); св — удельная теплоемкость воды, св =
= 4,1868 кДж/(кг-°С); © — относительное содержание воды в битуме; 4 — тем-
пература битума в основном отсеке в начале нагрева, 4 = 5 °C.
Теплоемкость битума в зависимости от температуры имеет
следующие значения:
/с, °C .... 1—20 30—60 60—100 100—150 150—180
сС1 кДж/(кг-°С) 1,1—1,25 1,25—1,45 1,45—1,65 1,65—1,85 1,85—2,2
Производительность нагревательной системы битумохрани-
лища определяется часовой потребностью в битуме для работы
асфальтосмесительных установок и автогудронаторов с запасом
на 25 %.
Потери теплоты происходят при нагреве битума в основном
и дополнительном отсеках битумохранилища: из дополнительного
отсека в основной отсек, из дополнительного и основного отсеков
в соседние отсеки; через наружные стенки и днище в почву и
зеркалом битума в воздух.
Потеря теплоты (кДж) из дополнительного отсека в основной
является частично восполнимой потерей:
Qn. г = 720ахЗп (4 — 4)»
где — коэффициент теплопередачи из дополнительного отсека в основной че-
рез перегородку, кВт/(ма-°С); 5П — площадь перегородки между дополнитель-
ным и основными отсеками, м’.
Коэффициент теплопередачи
1 l/ai + 4тДст + ’
где cq и аа — коэффициенты теплоотдачи от битума к материалу перегородки и
обратно, «1 = <хг = 0,097 кВт/(ма-°С); /ст — толщина перегородки (кирпич,
бетон), /Ст = 0,2 м; Хст — коэффициент теплопроводности перегородки, 1ст =
= 0,00075 кВт/(ма-°С).
98
Площадь перегородки, разделяющей отсеки (м2):
*Sn — ^б>
где I — длина отсека; Ло — глубина битумного резервуара, м.
Глубина Лб зависит от количества битума в отсеке битумо-
хранилища. Максимальная глубина битумного резервуара не
превышает 3 м. Потеря теплоты (кДж/ч) в соседние отсеки Q3
равна сумме потерь из основного отсека Qo3 и дополнительного
отсека фдз:
Qa = Qoa Фдз = 3600ах [ 5б.о (t* — ^1) 4" S ^б.д (^з — ^1)1»
где 2} $б. о — суммарная площадь боковых перегородок основного отсека, м8,
с учетом уровня битума площадь одной перегородки $б.о ~ V*6 (Ьо — ширина
основного отсека, м); 2}^б.д — суммарная площадь боковых перегородок до-
полнительного отсека, м2, с учетом уровня битума площадь одной перегородки
5Д. б “ ^д^б (£д — ширина дополнительного отсека, м).
Потеря теплоты через наружные стенки и днище в почву Q4
равна сумме потерь из основного отсека и дополнительного
отсека Q;iI:
Qi= Qo4 + Сд4 ~ 3600 [(-$б.о 4~ Уд. о) °2 (^2 — 4) 4-
4" ( S ^б. д 4- 2 Уд.д) а3 4з — 4)],
где У 5б. о, 5 5д. о — суммарные площади контакта с грунтом боковых сте-
нок и днища основного отсека, м8; 2 <$б.д» 2j 5д.д — суммарные площади кон-
такта с грунтом боковых стенок и днища дополнительного отсека, м8; а2 — коэф-
фициент теплопередачи из основного отсека в почву, кВт/(м8-°С); а3 — коэффи-
циент теплопередачи из дополнительного отсека в почву, кВт/(м8- С).
Коэффициенты теплопередачи в почву
________________________________1_____________
2,3 1/а1 + 4тАст Н” ^изАиа + ^пАп ’
где /из — толщина пористой изоляционной засыпки (шлак) между стенкой биту-
мохранилища и грунтом, 1КЗ = 0,3 м; 1ИЗ — коэффициент теплопроводности за-
сыпки, Хиз = 0,0014 кВт/(м-°С); /п — длина теплового потока в почве при уста-
новившемся режиме, м; Хп — коэффициент теплопроводности почвы, Дп =
= 0,0023 кВт/(м-°С).
Длина теплового потока в грунте зависит от температуры
битума в отсеках. При определении а2 длина теплового потока
/п = 6 м, при определений а3 — 1п — 10 м.
Потери теплоты (кДж/ч) зеркалом битума в воздух Qb равны
сумме потерь из основного отсека Qo6 и дополнительного отсека
0ц5-
Qo = Qo5 4" Фд5 == 3600оСЭрр [(4 — tB) So + (t3 — tB) 5Д],
где азер — коэффициент теплоотдачи от зеркала битума в воздух, ааер =
= 0,00015 кВт/(м8-°С); fB— температура воздуха в битумохранилище, tB =
= 20 °C; So — площадь зеркала битума основного отсека, м8; 5Д — площадь
зеркала битума дополнительного отсека, м2.
4'
99
Суммарные потери теплоты (кДж/ч)
2j Qhot — Qfl.r + Qs Q« + QB-
Общее количество теплоты (кДж/ч), необходимое для работы
битумохранилища:
Qo6m = Qnt^ Qhot-
Общее количество теплоты, расходуемое в основном отсеке:
Qo6nj. о = Q014" Qos 4" Qoi 4" Qos-
Общее количество теплоты, расходуемое в дополнительном
отсеке:
Qo6m.fl — Qfll Ч~ Qh2 + Qfl» + Qfl4 + QnS-
Расчет площади поверхности нагревателей. При нагреве теп-
лоноситель направляется сначала в змеевики системы обогрева
дополнительного отсека, а затем в змеевики основного отсека
(см. рис. 3.8).
При паровом нагреве площадь (м2) нагрева змеевиков допол-
нительного отсека
£ _ ___________Робщ. д_______
3600ах (<п*~** + -Н2Г"--) ’
где aj—коэффициент теплопередачи змеевиков (стальная труба), кВт/(м2-°С),
определяемый по формуле для а1( в которой аг = 11,1 кВт/(м*-°С) при паровом
теплоносителе, /ст = 0,005 м, Хст = 0,046 кВт/(м-°С), <Ха = 0,097 кВт/(м2-°С);
fn. с— температура пара на входе в змеевик, /п, в = 160-4-170 °C при р =
— 0,64-0,8 МПа; /п. н — температура пара на выходе из змеевиков дополнитель-
ного отсека; /п. н= 120 °C при р = 0,2 МПа.
По диаметру трубопроводов змеевика парового обогрева d3 —
= 50,8—76,2 мм определяют длину змеевиков Z3.
Площадь нагрева змеевиков в основном отсеке (м2)
о _____________Робщ. о_______
3бооа1(^А+^) ’
где fli—коэффициент теплопередачи змеевиков, кВт/(м’-°С), определяемый по
формуле для о., в которой аг = 11,1 кВт/(м2-°С), /ст = 0,005 м, Хст =
= 0,046 кВт/(м-С), а2 — 0,053 кВт/(м2-°С); — температура конденсата, fK =
= 854-95 °C.
При масляном обогреве принимают: аг = 0,12 кВт/(м2-°С);
/п.в = 270 °C; tn. н = 150 °C; tK = 60 °C.
При огневом нагреве битума в основном отсеке битумохрани-
лища дополнительный отсек не используют. Общий нагрев би-
тума до температуры текучести t2 = 60 °C производится одновре-
менно с использованием парового или масляного обогрева, а для
местного разогрева битума до температуры перекачивания 4
используют огневой способ.
100
Площадь нагрева жаровой трубы (м5*)
о ____ ^обш.Д ig 10г. т *»)/Од.г — I8)J
ж'т 1565аж.т [(fr.T -13) - (/д.г - Ml ’
где ?г. т—температура горения топлива, <г. т — 1300-=-1400 °C; tn. г — темпе-
ратуры дымовых газов, 4. Р = 3004-400 °С,‘ <гж.т — коэффициент теплопередачи
жаровой трубы, кВт/(м2- С), определяемый по формуле для Oj, в которой ==
= 0,024-0,067 кВт/(м’-°С), /ст = 0,0054-0,006 м, Хст = 0,046 кВт/(м-°С), Oj =
--= 0,097 кВт/(мя-°С).
Диаметр жаровой трубы Рж. т — 0,54-0,6 м.
Определение расхода теплоносителя. При паровом нагреве
необходимое количество пара (кг/ч)
л Собщ. о + Qo6m. д
Vn —-------/ „ 7 »
где — энтальпия 1 кг пара при рабочем давлении 0,8—1,2 МПа, кДж/кг,
принимается по данным таблиц состояния пара или диаграмм; /а — энтальпия
отработанного пара, /3 = 5004-600 кДж/кг.
При масляном нагреве часовой расход масла (кг/ч)
О = Фобщ- О Qoflm- д
“ СМ (^М.В - ^м.н) ’
где см — удельная теплоемкость масла, см = 1,84-2,1 кДж/(кг-°С); tM, в — тем-
пература масла на входе в змеевики битумохранилища, /м. в == 2504-270 °C;
/м. н — температура масла на выходе из змеевиков битумохранилища,/м.н =
= 1604-180 °C.
Подачу масляного насоса подбирают по часовому расходу
масла Пм с запасом 10—20 %. По подаче насоса определяют про-
ходные сечения маслопроводов и змеевиков.
Битумонагреватель используют для обезвоживания битума
и нагрева его до рабочей температуры /4 = 160-4-180 °C. Полезная
теплота (кДж/ч) в битумонагревателе, работающем при атмосфер-
ном давлении:
Qb. о ~ Qi 4~ Qii = П tor 4~ /7сб (/4 — ^з)>
где г — удельная теплота парообразования, г = 2269 кДж/кг.
В битумонагревателе закрытого типа при нагреве битума
паробитумная смесь нагревается до рабочей температуры 160 °C,
а давление в системе возрастает до 0,05—0,6 МПа. Количество
полезной теплоты в закрытом битумонагревателе
Qh.3 = Qi 4~ Qii 4~ Qiii — ^tor -f- Пс$ (f4 — 1“з) 4~ Псп (^4 — ^з)ы»
где сп — удельная теплоемкость пара, сп = 1,926 кДж/(кг-°С).
С учетом потерь теплоты стенками битумонагревателя общий
расход теплоты при предварительных расчетах
Qo6m. Н = 1 »2QhB4,
где (?нач — полезная теплота нагревателя (закрытого или открытого типа),
кДж/ч,
101
Птупшчпь пплрпхности жаровых труб битумонагревателей опре-
деляют по формуле, рассмотренной выше при условии нагрева
обезвоженного битума. При нагреве обводненного битума про-
изводительность снижается вследствие низкой скорости удаления
паров воды из вязкого битума, имеющего температуру НО—
120 °C. Скорость удаления паров воды, отнесенная к площади
жаровой трубы, составляет 8—12 кг/м2 при обезвоживании неф-
тяных дорожных битумов и 4—6 кг/м2 при обезвоживании моди-
фицированных (улучшенных) полимерными материалами нефтя-
ных дорожных битумов.
Тепловой расчет битумопроводов включает в себя расчет по-
терь теплоты в битумопроводе. Это необходимо для определения
общего расхода теплоты и выбора теплогенератора (парового
котла, нагревателя масла). Расчет передачи теплоты через пло-
ские трехслойные перегородки приведен выше. Коэффициент
теплопередачи определяют аналогично рассмотренному ранее.
Изменение температуры слоев перегородки в этом случае имеет
линейный характер. При расчете потерь теплоты стенками ци-
стерны автогудронатора ее поверхность принимают за плоскую,
поскольку площади поверхности цистерны и кожуха мало раз-
личаются. Однако при увеличении кривизны теплопередающей
поверхности разница между площадью обогревающей рубашки
битумопровода и площадью кожуха теплоизоляции возрастает.
Изменение температуры по толщине стенки имеет криволинейный
характер. При малой толщине стенки обогревающей рубашки
принимают температуру /2 постоянной по толщине и равной тем-
пературе теплоносителя, а количество теплоты (кДж), теряемое
через слой теплоизоляции битумопровода:
п 3600 • 2л£ (As — 4) Аиз
Q6. пр - 2 3 lg
где L — длина битумопровода, м; — температура стенки обогревающей ру-
башки, °C; fj — температура кожуха, °C; А.из — коэффициент теплопроводности,
кВт/(м-°С); R — наружный радиус теплоизоляции, м; г—внутренний радиус
теплоизоляции, м.
Тепловой расчет оборудования для разогрева асфальтобетон-
ных покрытий. При проектировании машин для разогрева асфаль-
тобетонных покрытий и просушивания поверхностей основной
задачей является тепловой расчет оборудования для разогрева
с целью определения расхода топлива (газа), времени нагрева т,
плотности теплового потока q, скорости движения разогрева-
теля пм.
Расход газа за 1 ч работы блока горелок (м3/ч) определяют
исходя из предельной тепловой нагрузки горелок и плотности
теплового потока газа.
Число газовых баллонов определяют исходя из числа одно-
временно работающих горелок zr и времени т работы без пере-
зарядки. Количество газа в баллоне (кг)
Qi = УбРж. г«
102
где Vq — вместимость баллона, для пятидесятилитровых баллонов принимаем
"у Л, г-цтцчцрннлга гача, о^, «=0.5 кг/л.
Вместимость (м8) каждого баллона по газообразной фазе
= ft7pr,
где рг —- плотность паров газа, рг = 2,2 кг/м8.
Если вместимость баллонов Уг = VpZQ, то время непрерывной
работы горелок
т == Vjqtt
где 9Г — расход газа за 1 ч работы блока горелок, м’/ч.
Температура поверхности /п при постоянстве теплового по-
тока изменяется по закону
tn = + b V f /
где — начальная температура асфальтобетона, принимаемая по глубине по-
стоянной; b — параметр; т — время нагрева, ч.
Время нагрева асфальтобетона на глубину h до конечной тем-
пературы
т — Fo Л27а,
где Fo — критерий гомохронности Фурье для соответствующей глубины; а —
коэффициент температуропроводности, мг/ч, а — 3600 Х/(ср) (X — коэффициент
теплопроводности, Вт/(м-°С); с — удельная теплоемкость, Дж/(кг-°С); р — плот-
ность материала покрытия, кг/м8).
При температуре 38 °C коэффициент температуропроводности
для мелкозернистого асфальтобетона составляет 2,1 • 10-3 м2/ч,
для крупнозернистого 2,64-10‘3 м2/ч.
При постоянном тепловом потоке в зависимости от безразмер-
ной величины hi = (/ — /0)/(4г — 4) критерий Fo имеет следую-
щие значения:
м
Fo .
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
0,27 0,47 0,78 1,2 2 3,6 7 17,2
Плотность теплового потока (Вт/м2) на поверхность покрытия
определяют из условия
постоянства теплового потока:
q — 1,16 (/п — t0) YлХср/(2 j/t ).
Для горелок с керамическим насадком при постоянном тепло-
вом потоке высота (м) установки горелок над покрытием
Н = V320/д.
103
Скорость движения базовой машины (м/ч) зависит от вре-
ЧЖОТТ ТТ VS т> ГТ- ^, -tr-r Т> Ч-Л г, zs Л г*.»» V» л
ного покрытия и длины I блока разогревателя:
ом = Их или ум = lai(Fo/z2).
Скорость движения базовой машины при увеличении глубины
разогрева уменьшается обратно пропорционально квадрату глу-
бины. В зависимости от плотности р и температуры X = 1,0-4-
1,4 Вт/(м-°С). Удельная теплоемкость изменяется в пределах
0,20—0,24 Дж/(кг-°С), среднее значение удельной теплоемкости
0,22 Дж/(кг-°С).
Проектирование асфальторазогревателей предусматривает
также определение мощности для привода рабочего оборудования,
расчет устойчивости, тяговый расчет, расчет на прочность эле-
ментов машины согласно положениям, рассмотренным в гл. 2 и 4.
ГЛАВА 4
ubfcCliЬЧLnйс, пАДс/кйиСТИ ЭЛЕМЕНТОВ И СИСТЕМ
ДОРОЖНЫХ МАШИН В ПРОЦЕССЕ ПРОЕКТИРОВАНИЯ
4.1. ОСНОВНЫЕ ПОНЯТИЯ ТЕОРИИ НАДЕЖНОСТИ
Сохранение в процессе эксплуатации способности вы-
полнять требуемые технологические процессы является одной из
основных задач повышения качества дорожной машины. Комплекс
свойств, обеспечивающих эту способность машины, определяется
показателями надежности.
Надежность — свойство объекта выполнять заданные функции,
сохраняя во времени в заданных пределах значения установлен-
ных эксплуатационных показателей, соответствующие заданным
режимам и условиям использования, технического обслуживания,
хранения и транспортирования. Под эксплуатационными показа-
телями подразумеваются производительность, скорость и др.
Надежность является комплексным свойством, которое в за-
висимости от назначения объекта и условий его эксплуатации
включает безотказность, долговечность, ремонтопригодность, со-
храняемость. Безотказность — свойство объекта непрерывно со-
хранять работоспособность в течение некоторого времени или
некоторой наработки. Долговечность характеризует способность
объекта сохранять работоспособность до наступления предель-
ного состояния при установленной системе технического обслу-
живания и ремонта.
Ремонтопригодность характеризует приспособленность объекта
к предупреждению и обнаружению возникновения отказов, по-
вреждений и устранению их последствий путем проведения тех-
нического обслуживания и ремонта. Сохраняемость — свойство
объекта непрерывно сохранять исправное и работоспособное
состояние во время и после хранения и транспортирования.
Понятие отказа является одним из основных в теории надеж-
ности. Отказ — событие, заключающееся в нарушении работо-
способности объекта. Под работоспособностью понимают состоя-
ние объекта, при котором он способен выполнять заданные функ-
ции, сохраняя значения заданных параметров в пределах, уста-
новленных нормативно-технической документацией. Наработка —
это продолжительность или объем работы объекта. Наработка
объекта от начала эксплуатации до предельного состояния назы-
вается техническим ресурсом (ресурсом). В отличие от ресурса
под сроком службы понимают календарную продолжительность
105
Рис. 4.1. Графики функций распределения (а) и реализации случайных про-
цессов (б):
1 — вероятности безотказной работы; 2 — вероятности отказа; 3 -* плотности распреде-
ления наработки на отказ; 4 — стационарный; 5 — нестационарный первого типа; 6 —
нестационарный второго типа; 7 — нестационарный третьего типа
эксплуатации объекта от начала эксплуатации до наступления
предельного состояния. Под предельным состоянием понимают
состояние объекта, при котором его дальнейшая эксплуатация
должна быть прекращена вследствие неустранимого нарушения:
нарушения требования безопасности, изменения заданных пара-
метров за установленные пределы, снижения эффективности ниже
допустимой.
Объекты условно разделяют на элементы и системы. Система —
это устройство, имеющее самостоятельное конструктивное и экс-
плуатационное назначение, состоящее из соединенных между собой
элементов (комплекс машин, машина, узел). Элемент — конструк-
тивно самостоятельная часть системы, выполняющая требуемые
функции (деталь, узел, группа узлов, машина).
Показатель надежности — это количественная характеристика
одного или нескольких свойств, определяющих надежность объ-
екта. Показатели надежности делятся на единичные и комплекс-
ные: единичный показатель характеризует одно свойство надеж-
ности, комплексный показатель — несколько свойств, состав-
ляющих надежность объекта.
В качестве основных показателей надежности дорожных ма-
шин и узлов принимают следующие: гамма-процентный ресурс Т?,
средний ресурс до капитального ремонта Тк или до списания Тс,
коэффициент технического использования Кт. и или коэффициент
готовности Лг, удельные суммарные трудоемкости ремонта или
технического обслуживания. Эти показатели связаны с другими
показателями: вероятностью безотказной работы Р (/), наработ-
кой на отказ tK или наработкой до отказа элементов /д.
Вероятность безотказной работы элемента Р (/) — это вероят-
ность того, что элемент будет работоспособным в течение задан-
ного интервала времени, или вероятность того, что за заданный
интервал времени не произойдет отказа. Длительность времени
безотказной работы элемента Т — случайная величина.
Наиболее полными характеристиками случайных величин яв-
ляются законы распределения. Законом распределения или инте-
гральной функцией случайной величины Т принято называть
106
невозрастающую функцию Р (/). выражающую вероятность не-
равенства Т > t, следовательно, безотказность представляет ин-
тегральную функцию рас и ределения (рис. 4.1, и). Тик как работа
и отказ являются противоположными состояниями, то р (() +
р F (t) = 1, где F (£) — функция ненадежности.
Вероятность безотказной работы можно оценить как отноше-
ние числа элементов, проработавших весь заданный срок без
отказов, к общему числу элементов, поставленных на испы-
тание.
При достаточно большом числе элементов можно определить
статистическую оценку вероятности безотказной работы
Р* (<) = (ЛГ„ - п (<))/ЛГ0,
где п (/) — число отказавших элементов.
Статистическая оценка вероятности отказа
F* (/) - п
Частота отказов в единицу времени
а (/) - п Ы).
Для достаточно большого No плотность распределения нара-
ботки на отказ или дифференциальная функция распределения
/ (0 = п ДО.
Интенсивность отказов
X (t) = п (t)/(N (О Д/),
где N (t) = N0--n (t).
Средний ресурс до списания (или капитального ремонта)
f tf(t)dt — J P(t)dt,
о о
где f (f) — плотность распределения ресурса; t — ресурс до списания или капи-
тального ремонта; Р (/) — интегральная функция вероятности распределения
ресурса.
Гамма-процентным ресурсом называют наработку, в течение
которой объект не достигнет предельного состояния с заданной
вероятностью у (%).
Гамма-процентный ресурс определяют из уравнения
p(7’<’> = -rao- = 1-f(T^
где Р (Ту) — вероятность того, что за ресурс Ту объект не достигнет предель-
ного состояния; F (Ту) — вероятность достижения предельного состояния.
Отсюда
т
со л у
Ту о
107
Коэффициент технического использования
V _ ___
и п >
Г+ S (Тр + Тт.0Ь
i=l
где Т — суммарное время пребывания объекта в работоспособном состоянии;
Тр — время ремонта; Тт. 0 — время технического обслуживания.
Коэффициент готовности
Кг =------£-------,
т + 2 I
i=l
m
где У] Твн i—суммарное время внепланового восстановления.
Коэффициент готовности численно равен вероятности того,
что объект будет работоспособным в произвольный момент вре-
мени между плановыми ремонтами и техническим обслуживанием.
4.2. ВЛИЯНИЕ ПРОЧНОСТИ, СОПРОТИВЛЕНИЯ
УСТАЛОСТИ и износостойкости
НА НАДЕЖНОСТЬ ЭЛЕМЕНТОВ ДОРОЖНЫХ МАШИН
Решение задач, связанных с обеспечением долговеч-
ности дорожных машин, требует знания физических причин воз-
никновения отказов. Причины появления отказов различны,
различна их физическая природа.
Особенности расчетов долговечности дорожных машин обус-
ловлены:
наличием и одновременной работой у многих машин несколь-
ких рабочих органов и приводов, содержащих большое число
элементов; применением вибрационных устройств, нагружающих
элементы с высокой частотой, что может приводить к быстрому
накоплению усталостных повреждений, взаимодействием рабочих
органов с абразивной средой высокой твердости в условиях по-
вышенных температур, приводящих к быстрому изнашиванию
элементов.
Таким образом, основные виды отказов элементов и систем
дорожных машин возникают в результате потери прочности,
усталости, изнашивания. Эти процессы зависят от режимов на-
гружения машин и характеристик материалов, из которых изго-
товляют элементы и системы машин.
При определении нагрузок, действующих на элементы до-
рожных машин, используют конкретные аналитические и эмпи-
рические зависимости, характеризующие работу машин. Основу
многих зависимостей, определяющих максимальные нагрузки,
составляет выражение
— КдРС>
где Рд — динамическая нагрузка; Рс — статическая номинальная нагрузка;
Кд — коэффициент динамичности.
108
Величины PCi являются функциями многих аргументов:
физических свойств среды, парзметров и режимов рабочих органов
n iviaiunn. opnk-ii 1 мpkjutjTiiKj ikcuvAiДд Z -
катков и дорожных фрез Д, = 1,54-2,5, асфальтоукладчиков
Кя = 1,5-4-1,7, рабочих оргаюв грунтосмесительных машин, ре-
жущих грунт, Кд = 1,54-2; измельчающих грунт Кд = 1,2-s— 1,3;
перемешивающих материалы Кд = 14-1,2.
При использовании расчепных зависимостей получают при-
ближенные значения нагрузок Реальные нагрузки в результате
случайного изменения многих факторов являются также случай-
ными. Для их определения применяют вероятностный анализ
с использованием ЭВМ. Основными характеристиками случайных
нагрузок и случайных процессов являются: математическое ожи-
дание; дисперсия; корреляциошая функция; спектральная плот-
ность. Если имеется совокупность из п реализаций случайного
процесса х (/), то в каждом сечении можно определить частное
математическое ожидание, найти дисперсию и распределение слу-
чайной величины. Математическое ожидание — это предел, к ко-
торому стремится среднее значение случайной величины; при
п —> ОО
тх=~ £ xt.
п c=i
Дисперсия случайной величины
п
<=1
Характеристикой рассеивания случайной величины служит
также среднеквадратическое отклонение SX~^DX или коэффи-
циент вариации = Sx/mx.
Для оценки структуры процесса, взаимосвязи между значе-
ниями процесса в различные моменты времени используют авто-
корреляционную функцию /С(т) или нормированную автокор-
реляционную функцию R (т):
п
к(Т) = _1_ 2 (х[0 - тх) (х (t — т) - тх),
/=1
где т — интервал времени, т — tt — /х.
При т = О К (0) = Dx.
Нормированная автокорреляционная функция
/?(т)=К(т)/Х(0).
Если математическое ожидание и дисперсия случайного про-
цесса не зависят от времени, а корреляционная функция не зави-
сит от положения точек /2, 1 зависит от т, то такой случайный
процесс является стационарннм. Если характеристики случай-
109
ного процесса не изменяются от реализации к реализации, то
такой случайный процесс является эргодическим.
гт , . - *> - - Л
/ДЛЛ dncUMdd Tduuniuiu vuviaricl 'laniiui о upuu^va наудд)
с корреляционной функцией применяют спектральную плотность
п
S (о>) = -?£- 2 к СО. cos (<о (/ДО),
Л=1
где со — частота процесса; /С 'т)< — значение корреляционной функции в опре-
деленный момент (i Af)-
Нормированная спектральная плотность
$ (cd) = S (<o)/Dx.
Функция S (со) характеризует распределение энергии процесса
по непрерывным частотам и позволяет оценить ширину основного
спектра частот, среднюю частоту процесса. При вычислении зна-
чений mxt Dx, К (т), S (со), R (т) используют численные методы
и получают так называемые оценки этих характеристик. При этом
процессы квантуют, т. е, разделяют, дискретизируют; п — Tf&t,
где Т — длительность реализации; А/ — шаг квантования.
Часто процессы нагружения в узлах дорожных машин яв-
ляются нестационарными. Нестационарные процессы нагружения
можно разделить на три типа (рис. 4.1, б): процесс, математиче-
ское ожидание которого зависит от времени, а дисперсия посто-
янна; процесс, дисперсия которого изменяется во времени, а ма-
тематическое ожидание постоянно; процесс, математическое ожи-
дание и дисперсия которого зависят от времени. Для проведения
анализа нестационарных процессов применяют методы: центри-
рование флюктуаций (высокочастотных составляющих); выделе-
ние тренда (низкочастотных составляющих); нормирование слу-
чайных флюктуаций. Случайные процессы можно представить
в виде суммы флюктуаций хф и трендов хт.
Для первого типа флюктуации случайного процесса являются
стационарными, для второго и третьего — нестационарными по
дисперсии. Они подлежат нормированию или преобразованию:
Хф -*О-*ф.Н1
где х0 — средняя (огибающей) процесса; хф. н — нормированная флюктуация,,
Флюктуация процесса третьего типа имеет зависимость, близ-
кую к функциональной от значения тренда:
Хф ХтЛф.н.
Для полного описания процессов определяют: дисперсию и кор-
реляционную функцию нормированных случайных флюктуаций;
дисперсии, амплитуды трендов зависимости изменения трендов.
Если тренды являются детерминированными (функции времени),
то это периодически нестационарные случайные процессы. Полное
и точное описание процессов изменения нагрузок и получение
сведений об их статистических характеристиках достигается на
основе экспериментальных исследований.
ПО
a.)
Рис. 4.2. Распределения параметров /? и о (а) и выбросы случайного процесса
х (/) на уровне о и распределения / (о) (б):
1,2 — площади, характеризующие вероятности отказов; 3, 4 — распределения пара-
метра при относительно высокой и низкой технологии изготовления
Прочность элементов. Модель возникновения внезапного от-
каза в общем виде представлена следующим условием:
7? < о,
где R — сопротивление элемента разрушению (предел текучести или прочности);
а — напряжение в элементе.
Если R > о, то имеется условие сохранения прочности.
Причиной нарушения условия сохранения прочности, т. е.
причиной отказа, могут быть: конструктивные, технологические
дефекты, нарушение правил эксплуатации. В зависимости от
соотношений R и а может наблюдаться полный отказ, разрушение
(хрупкие материалы) или могут возникать остаточные пластиче-
ские деформации. Для конкретного элемента значение R — по-
стоянно, но в общем случае (для совокупности элементов) зна-
чения R имеют разброс и являются случайными величинами
с соответствующим распределением. Экспериментально установ-
лено, что для R может быть принято нормальное распределение.
Распределение / (R) и коэффициент вариации vR существенно
зависят от технологии изготовления.
В то же время действующее напряжение так же не является
постоянным как для конкретного элемента, так и для их совокуп-
ности. В общем случае, в элементах дорожно-строительных машин
напряжение может быть охарактеризовано как случайный про-
цесс (рис. 4.2, а). Основной характеристикой случайного про-
цесса о (/) при анализе внезапных отказов является среднее число
«выбросов» пд этого процесса в единицу времени за некоторый
уровень о. Для этого используют формулу Райса 2л ]/ [к0(х>]т=оехр где Rg (т) — корреляционная функция; Кд (т) — ляционной функции. Г L 2S* J’ вторая производная корре"
Ш
При и = д получаем среднюю частоту процесса:
Среднюю частоту процесса можно определить эксперимен-
тально, тогда
па —пехр
(<* — <*) 1
2S2 J
Таким образом для определения па нужно знать статистиче-
ские характеристики напряжений: среднее о, дисперсию, коэф-
фициент вариации или среднеквадратическое отклонение Sa,
корреляционную функцию или среднюю частоту п. Надежность
по распределению случайных напряжений оценивают на основе
предположения, что напряжение о и сопротивление R разрушению
независимы. Распределения f (R), f (о) подчиняются нормальному
закону. Рассмотрим функцию, характеризующую условие проч-
ности, Н = R — о. Среднее значение Н = R — о. Дисперсия
DH = Dr + Da = Sfi + S| = S2H.
Функция f (H) подчиняется нормальному закону распреде-
ления:
Характеристикой безопасности называют следующее выра-
жение:
_ £ — а = Н
Ч* /Sjj+SJ За
где ув — величина, обратная коэффициенту вариации величины Н.
Коэффициент запаса прочности
Кп = R&
Величина уб связана с Кп:
*п-1
тде v^, — коэффициенты вариаций сопротивления разрушению и напряжений.
Исходя из уб и л получают выражение для определения ин-
тенсивности отказов или средней частоты отказов:
X = nQ exp (— у§/2),
где Q = 1//1 + (SR/SO)2.
Вероятность безотказной работы
Р (/) = exp (— Xf).
112
Надежность сложнонапряженных элементов оценивают по
эквивалентным напряжениям. Условием сохранения прочности
считают
R ^экв •
Отказ возникает при 2? < стэкв.
Наиболее точно и полно сложнонапряженное состояние опи-
сывается объединенной теорией прочности. Третья теория проч-
ности по сравнению с объединенной дает погрешность 7 %, но
позволяет значительно упростить расчет. В соответствии с третьей
теорией прочности
оэкв = /а2+(2т)2.
Возможны различные сочетания нагрузок, из которых следует
выделить два основных случая.
1. Действуют только нормальные напряжения (растягивающая
или сжимающая сила и изгибающий момент) аэкв = + ст2.
2. Действуют нормальные и касательные напряжения (растя-
гивающая или сжимающая сила и крутящий момент)
аэкв /а 4- (2т)’ .
Среднее значение эквивалентных напряжений для этих случаев:
О ^ЭКВ = Н" ^2,
2) аэкв = /оа + (2fj*.
Дисперсии напряжений определяют методом линеаризации
выражения
Тогда
О экв ~ ^а1 + ^сг2-
2) Da экв = ( r d Y 2т = . .У 4£)х
f а экв (у _2 + (2i)2 у а Т _а (2^2 I
Средняя частота эквивалентного процесса
или, зная средние частоты процессов отдельных напряжений:
”1^01 ^2^02 .
Dai •+• Doa ’
_ ' Лn2d2Dg + (2t)24Dx
4) «экв у asDa + (2f)a 4DX ’
113
Часто нагрузки на элементах конструкций дорожно-строи-
тельных машин являются нестационарными. При расчетах проч-
ности в этом случае используют принцип приведения нестацио-
нарного процесса к стационарному для того, чтобы использовать
те же зависимости. Отличие заключается в том, что расчетный
ресурс изменяется и определяется выражением
/р ~ tKp,
где Кп — коэффициент режима, определяемый по таблицам, номограммам, =
= О 4-1.
Если ресурс можно представить суммой отдельных периодов
работы
т
1=1
т
то вероятность безотказной работы Р — П Рь
где т — число видов работ, условий.
Отсюда
(т
— У? ъж
z=l
Если при этом можно выделить наиболее нагруженный режим
с интенсивностью отказов Хр:
(т
~ Мр S aibi
1=1
где
Л; — ti/tp, bi — hilt-p.
Более точно расчет ведется путем статистического моделиро-
вания на ЭВМ.
Под обеспечением прочности понимают установление уровня
напряжения, которое будет действовать на элемент и соответ-
ствовать нормативному уровню надежности. Исходя из этого на-
пряжения определяют геометрические параметры элементов.
1. Задается нормативный уровень вероятности безотказной
работы Ро.
2. Определяется характеристика безопасности
3. Определяется коэффициент запаса
„ 1 + Ve
Аг -------------------------
4. Рассчитывается средний уровень напряжений
а = Я/Лп.
114
Рис. 4.3. Схема определения распре-
делений ресурсов:
1 птмлгттчтп пт-Пя Hvqnirw-'.fl
долговечности; 2 — область частично
ограниченной долговечности; 3 — кри-
вая усталости
Сопротивление усталости.
Сопротивление усталости — это
свойство детали противостоять
усталости. Усталостью называ-
ют процесс накопления повреж-
дений под действием переменных
напряжений. Усталость рассматривается как постепенный отказ.
Причина усталости в том, что напряжения, возникающие в эле-
менте, периодически превышают определенное значение (предел
выносливости), а каждое такое превышение оказывает повре-
ждающее воздействию на элемент. Повреждения постепенно на-
капливаются, достигнув предельного значения, приводят к пол-
ному разрушению или появлению трещин недопустимых размеров.
В общем случае модель отказа в результате усталости можно
представить в виде
п
Еб(=б„,
/=1
где Gn — предельное значение повреждений; Gj — повреждения на отдельных
этапах работы.
Скорость накопления повреждений в течение каждого от-
дельного этапа
gt = Gn/Nt,
где Nt — число циклов, необходимых для достижения предельного поврежде-
ния Gn при режимах и условиях, соответствующих f-му этапу работы.
Тогда модель отказа
п
^tg,»Kt=GK.
где N^t — число циклов действующих напряжений на »-м этапе работы.
Скорость накопления повреждений и ресурс зависят от Nt
циклов, которое в свою очередь определяется действующей ампли-
тудой напряжений ог и пределом выносливости.
Предел выносливости — это максимальное напряжение сг_ь
от действия которого не возникают разрушения при практически
неограниченном числе циклов. Это число называют базовым
числом циклов Nq « 107. Число циклов от напряжений of,
а также предел выносливости определяют по кривым уста-
лости, которые получают экспериментально. Кривая усталости —
это графическая зависимость сг( от или от Nt (рис. 4.3).
Для удобства построений чаще используют зависимости сгг —
== f (1g Ni) или o(/a_j = f (1g Nt).
115
Часть кривой усталости, где at > а_ъ аппроксимируется
степенной зависимостью. На этом участке справедливо выражение
где т — показатель степени, зависящий от свойств материала, размеров, формы
и технологии изготовления элементов, характера режима нагружения, темпера-
туры и др., у образцов без концентраторов напряжение т = 6-? 12, у элементов
с концентраторами т — З-т-8.
С позиций оценки надежности представляет интерес наклон-
ный участок.
Влияние состояния и качества поверхности детали на предел
выносливости учитывают коэффициентами качества поверхности,
определяемыми экспериментально. В результате определяют пре-
дел выносливости конкретной детали о_1д.
В общем случае предел выносливости — случайная величина
вследствие разброса характеристик материала. Экспериментально
определено, что значения предела выносливости подчиняются
закону нормального распределения или закону Вейбулла. При
оценке сопротивления усталости часто задачу сводят к необходи-
мости определения функции ресурса элемента, если известно,
что на элемент действует гармоническая, симметричная нагрузка
аа. Возможны два основных случая, которые следуют из общей
схемы формирования отказов по усталости (см. рис. 4.3).
Первый — амплитуда напряжения ста пересекает все совокуп-
ности левых ветвей, т. е. лежит выше максимально возможного
предела выносливости. Этот случай — полностью ограниченной
долговечности. Дифференциальные и интегральные кривые рас-
пределения ресурса имеют обычный вид. Второй — амплитуда
напряжений пересекает часть левых ветвей кривой усталости,
т. е. проходит ниже максимума вдоль предела выносливости.
Это случай частично ограниченной долговечности. В этом случае
от усталости разрушится лишь та часть элементов, линии которых
пересечены. Дифференциальные и интегральные кривые распре-
деления ресурса имеют характерный участок с постоянными зна-
чениями. В первом случае в области полностью ограниченной
долговечности справедливо выражение
о-1д = ога V= <р (N),
где N — число циклов до разрушения.
При частоте п изменения напряжения ресурс определяется
выражением Т = N/n. Поэтому при известном п необходимо найти
распределение 7V, тогда Т определяется распределением N.
В теории вероятностей известно
fW^f [<p(JV) ф' (АД.
Отсюда
:= <*а ех __ (да уЗД-д-1д)а
5_1д^/2л Н [ 25 _2.1 J’
116
где <у_1д> ^-1д — среднее значение, среднеквадратическое отклонение предела
выносливости детали.
Коэффициент вариации предела выносливони
у-1д = 5_1д/о_1д.
Для расчетов используют коэффициент запаса по сопротив-
лению усталости
Ку = й_1д/сга,
а также характеристику безопасности
= (7WT- /Cy)/(Kyv.ln).
Зависимость количества циклов до разрушения от этих величин
^-^о(1+^_1дГКу.
Вероятность безотказной работы
Р = 0,5 [1 + Ф (у0)],
где Ф (Yg) — функция Лапласа.
Для построения функций распределения в области частично
ограниченной долговечности можно использовать те же зависи-
мости, но не на всем интервале чисел N, а до No, после которого
долговечность можно считать неограниченной, а вероятность
безотказной работы постоянной Р (AZ0).
Коэффициент вариации предела выносливости
- £ - ——
V—1д — у Vi 4” Vs 4" va + * экв»
где Vi — коэффициент вариации пределов выносливости деталей, изготовленных
из металла одной плавки, = 0,03-4-0,07. v2 — коэффициент вариации средних
пределов выносливости из металла одной марки, но разных плавок, v2 = 0,05-4-
0,1; va — коэффициент вариации размеров детали, va = 0,024-0,1; Y^b—
коэффициент вариации эквивалентного напряжения.
Нагрузки чаще всего имеют случайные амплитуды и могут
иметь несимметричный характер. Во всех этих случаях необхо-
димо определять характеристики гармонических детерминирован-
ных напряжений с симметричным циклом оэкв эквивалентных
по разрушающему воздействию случайных' напряжений и исполь-
зовать их при определении коэффициента запаса
Ку = й_1Д N /N о /(Тэкв*
Для линейного накопления повреждений и степенного урав-
нения кривой усталости о”— const, а эквивалентного напря-
жения
т Г~! п . 1
Цэкв = 1/ I S Ci'Ni ) аМ0 •
V \i=i / I
Суммирование следует проводить по всем напряжениям, пре-
вышающим 0,5о_1д.
117
Коэффициент а — 1 при линейной зависимости накоплений
повреждений, в других случаях его значение уменьшается до 0,2.
Прп дсп*.1иии псшрмгкений, асимметрия цикла коюрых слу-
чайна, определяют приведенную амплитуду симметричного цикла:
Оцр = О/ + рхОс,
где ас — среднее напряжение цикла; — i-я амплитуда цикла; Pi— коэффи-
циент асимметрии, рх = 0,1-~0,3.
Для случайного процесса с постоянной асимметрией цикла
т / ( п \ I
Оэкв = Р1О 4- |/ £ (ffNij аК> >
где д — среднее напряжение процесса.
При действии на элемент нагрузки в виде блока, т. е. набора
симметричных циклов с разной амплитудой <jt:
где q — число блоков нагружения за весь срок служба; 4 — относительная
длительность Лй нагрузки, ti — Ngi/Ng', Wo — общее число циклов повторения
амплитуды всех уровней в блоке нагружения.
Для случайного стационарного нормального процесса
Оэкв = (/пТ (т 4- 2) Р (V2, т 4 2))/а#0 4 PiQ,
где Sa — среднее квадратичное отклонение; т — показатель кривой усталости;
п — средняя частота процесса; Y (т 4- 2) — 1, 3, ...t (т — 2) т /4/2 при
нечетном значении т, Y (т + 2) = 2/п/2 (т/2) при четном значении т; Р (V3,
т, 4- 2) — табулированная функция х2 — распределение Пирсона; Wo — базо-
вое число циклов; pi — коэффициент чувствительности; о — среднее напряжение.
Надежность от усталостного разрушения обеспечивается, если
напряжения в элементе не превышают определенного уровня,
при котором в течение заданного ресурса с заданной вероятностью
не возникает усталостного разрушения.
При полностью ограниченном ресурсе коэффициент запаса
прочности
к — v" W/W0
Лу 1+V6V_1A ’
где ye — характеристика безопасности, определяемая из уравнения: Ф (уб) = •
= 2Р — 1.
Средний ресурс по числу циклов находят при v_ln = 0:
N = N0K?-
При частично ограниченной долговечности N = N9
= 1/(1 - Yov-u),
а средний ресурс оценивать не требуется.
Далее определяют уровень напряжений по коэффициенту
запаса. Уровень напряжений с симметричными амплитудами-
сга ~ в—хд/Ку-
118
Рис, 4.4, Модели динамики изнашивания ли- Л
нейная (/), нелинейная (2, 3, 4) и общая модель
а •—• приработка; б — установившееся изнашивание;
в — катастрофическое изнашивание
Износостойкость элементов. Наибо-
лее характерным для дорожных ма-
шин является абразивное изнашива-
ние. Абразивное изнашивание про-
исходит в результате микрорезания или многократного микро-
скопического деформирования металла абразивными телами.
Это наиболее характерно для элементов рабочих органов
(фрезы, шнека, зубьев, детали ходового устройства и др.),
которые непосредственно взаимодействуют с абразивными сре-
дами. Различают изнашивание в абразивной среде, которое ха-
рактеризуется микрорезанием, и контактно-абразивное изнаши-
вание, которое характеризуется усталостью.
Микрорезание возникает при отношении твердости поверхно-
стного слоя детали к твердости абразива Н1Н& < 0,5, а усталость
при Н/На > 0,7.
Основной количественной характеристикой изнашивания
служит линейный износ детали:
ДА = А2 — Ах,
где hit /ц — размеры детали.
Можно применять другие характеристики: объемный, массо-
вый износ, а также интенсивность изнашивания
/ = Ah/AL,
где АЛ — линейный износ; AL — путь трения.
Динамику процесса изнашивания характеризует скорость из-
нашивания
I = ДА/А/,
где А/—время изнашивания.
Наиболее характерны пять основных моделей динамики из-
нашивания (рис. 4.4). Первая, наиболее простая — линейная
модель (кривая /). Скорость изнашивания i = const.
Длительность работы может быть определена как
t = AA/i.
Вторая модель характеризуется приработкой с последующей
постоянной скоростью изнашивания (кривая 2). Это наблюдается
в шарнирных соединениях, подшипниках скольжения.
Третья модель с монотонно снижающейся скоростью изнаши-
вания (кривая 3), что характерно для подшипников скольжения,
шестерен. Четвертая характеризуется увеличением скорости из-
нашивания (кривая 4). Наиболее общая модель (кривая 5 —
кривая Лоренца) включает три стадии (рис. 4.4): а — приработку;
б — установившееся изнашивание; в — катастрофическое из-
нашивание.
119
Для участка б можно определить ресурс (без учета
г = <ЛпР — tg ф; tg ф = I.
Катастрофическое изнашивание может начаться при увеличе-
нии зазора в сочленении вследствие нарушения условий трения
или изнашивания обработанного слоя поверхности детали. Пары
трения часто работают с перерывами. В этом случае кривая износа
имеет ступенчатый вид и модель отказа
N
ti == ^пр»
где N — число циклов за весь ресурс; tj — длительность /'-го цикла; ij — ско-
рость изнашивания в /-м цикле; Лпр — максимальный износ.
Если t} = TfJt тогда ресурс
| п _
Т ~ Лпр J f jij = hUpji,
где fj — относительная длительность /-го цикла; i — средняя скорость изнаши-
вания.
При оценке работоспособности механизма необходимо уста-
новить предельно допустимые значения износа Лгпр. Имеются
нормативы на предельные износы для ограниченной номенклатуры
деталей. При занижении значений срок службы деталей исполь-
зуется неполностью (потери основных фондов затрат); при за-
вышении — возрастает доля аварийных ремонтов вследствие от-
казов в межремонтный период (повышаются текущие затраты),
т. е. вообще существует оптимизационная задача определения Лпр.
Возможно установление /гпр из условий прочности, так как умень-
шение размера детали в результате изнашивания приводит к сни-
жению прочности. По израсходовании запаса прочности можно
получить Лпр для тихоходных передач. Для быстроходных передач
следует учитывать еще повышение динамических нагрузок за счет
увеличения зазоров
Р = Р0 + Рд,
где Ро — расчетная нагрузка; Рл — динамическая составляющая, Рд = f (А)
(Д — зазор).
Для реверсивных передач на зазор влияет износ четырех
поверхностей зубьев. Предельный износ можно установить также
из условия точности или многозвенных механизмов (цепей, гусе-
ничных цепей). Из условия суммарного износа Л < 5-*-6 %,
т. е. предельное удлинение цепей (Lmax — L)/L с 0,05.
Наиболее точно устанавливают предельные износы экспери-
ментально. Возможны другие случаи выбора и определения пре-
дельного износа по предельному снижению производительности,
увеличению энергоемкости, невыполнению заданных функций.
120
Рис. 43. Общая схема возникно-
вения ггказов и определения рас-
пределения ресурсов при изнаши-
вании
Следующей задачей является
ОПрРЦРЛРНИ? скорости ИАНЯТПИВЯ-
ния, которая может быть рассчи-
тана по зависимости
i = aN^/FK^,
где а — коэффициент пропорционально-
сти, определяют по справочным данным;
;VTp — мощность трения; F — площадь
контакта трущихся элементов; Кл —
коэффициент запаса износа стойкости.
При этом мощность трения
= fipRVt
где /Тр — коэффициент трения; R —
усилие, действующее перпендикулярно
к относительному перемещению (силе нормальной давления); v — скорость
относительного перемещения.
Коэффициент запаса износостойкости
Ки = еи/<7и,
где ея, qn — относительные значения износостойкости детали и изнашивающей
способности среды.
Значение ея определяют экспериментально в зависимости от
материала деталей, а также имеются справочные данные о ней.
Относительную изнашивающую способность можно опреде-
лять произведением
= АСдКрКа,
где Кц — коэффициент, характеризующий давленв на поверхности трения;
JKp — коэффициент, оценивающий твердость и форм}абразивных зерен, опреде-
ляющих характер разрушения (микрорезание или устлость); Ка— коэффициент,
учитывающий степень закрепленности абразива в среде.
Оценка надежности элементов при изнашивании производится
на основе рассмотрения общей схемы возникновения отказа
(рис. 4.5). Отказ элемента возникает при дстижении предельного
значения ЛпР. Модель отказа h (/) = i (/ — /0) + h0 ЛцР.
Безотказная работа обеспечивается при условии
h (/) = i (t — /0) + Ао <апр,
где t — текущее время; — время обкатки (прирабггки); h$ — износ в период
обкатки.
При изнашивании в абразивной среде кожно считать /0 — 0;
Ло — О- При контактно-абразивном изнапивании /0 мало по
сравнению с t Тогда it + Ло < hnp- Но параметры i, h0, hap
в общем случае величины случайные. Поэтому ресурс деталей Т
тоже случайная величина:
г = (Л„р - h')/i
и поэтому существует плотность распределения f (7).
121
В общем случае для описания f (Г) при коэффициенте вари-
«nww ресурса ‘'Р < 0,33 iicnc.’iL.cyicT нормальное распределение,
а при ¥ > 0,33 — гамма-распределение.
При нормальном распределении скорости' изнашивания
Р (Т) - 1 - Ф [<Яо + Тт - Лир)/(ГТ¥)].
Средний ресурс
У' (^пр —' ^о) __ АНКщ
~~ " ап
Коэффициент вариации ресурса
т = /ЧЪ + Ч'!. + YS 4- П + п. + п» + Пр.
где — коэффициент вариации предельного износа, который зависит от тех-
нических допусков и качества изготовления, Ч^дд = 0-т-0,2; Т — коэффициент
вариации относительной износостойкости, при контактно-абразивном изнашива-
нии Теи — 0,03ч-0,08, в абразивной фазе Чгеи = 0,08-4-0,15; Чг,у — коэффициент
вариации удельной мощности трения (зависит от скоростей машины), 4\ =
= 0,2-т-0,3; Yxa — коэффициент вариации абразивности, в абразивной среде
YKa = 0,2 -е-0,33, при контактно-абразивном изнашивании Ч'/сд = 0; Ч^д —
коэффициент вариации давления, в абразивных средах Ч'/сд = 0, при контактно-
абразивном изнашивании ЧгДд = 0,15-S-0.25; Тхр == 0,1-0,2 — коэффициент
вариации твердых включений.
Под обеспечением надежности следует понимать определение
необходимой износостойкости элементов и размеров износостой-
кого покрытия, при которых в течение заданного ресурса с задан-
ной вероятностью не наступит предельный износ.
Запас по износу
ho ~ ЛПр = U ?¥ — ITу>
где £/i_y — параметр, определяемый по таблице функции Лапласа — соответ-
ствует вероятности Ф (С^.у) = 1 — у (? — нормативный уровень вероятности
безотказной работы); Ту — гамма-процентный ресурс.
Обеспечение и повышение надежности производятся на основе
конструктивных мероприятий, применения новых износостойких
материалов, улучшения смазочных материалов, компенсации из-
носа, контроля за износом, применения безызносного трения.
4.3. ОПРЕДЕЛЕНИЕ НАДЕЖНОСТИ СИСТЕМ
Расчет надежности системы заключается в определении
вероятности Р (t) безотказной работы всей системы по значениям
вероятности безотказной работы каждого элемента.
Расчет включает в себя: расчленение сложной системы на
отдельные элементы, определение вероятности безотказной работы
элементов, составление структурной схемы и ее расчет. Все эле-
менты системы можно разделить на группы: элементы, отказы
которых не влияют на работоспособность изделия- элементы,
122
работоспособность которых практически не изменяется (корпуса
малонагруженные детали); элементы, ремонт и регулирование
которых возможны при работе изделия или во время остановок;
элементы, отказ которых приводит к отказам изделия.
Количество, степень, характер расчленения зависят от кон-
кретной решаемой задачи. Нужно стремиться разбить систему
на элементы, отказ одного из которых не будет влиять на отказ
других. Это позволяет упростить расчет. Тогда, при условии, что
отказ одного элемента выводит из состояния работоспособности
всю систему, структурная схема представляется последовательным
соединением элементов, а вероятность безотказной работы системы
в этом случае равна произведению вероятности безотказной
работы элементов:
п
Р(Р) = РУР„..Р„ = П Р'.
При одинаковой надежности элементов
Системы, состоящие из элементов высокой надежности, могут
обладать низкой надежностью вследствие наличия большого
числа элементов, отказ которых приводит к отказу всей системы.
Например: если Pt = 0,99 и п = 50, то Р (/) == (0,99)60 = 0,6; если же
п = 400, то Р (/) = (0,99)4<ю = 0,018.
Если причина отказа системы связана с внезапными отказами
(по прочности), которые подчиняются экспоненциальному закону,
Pt = P(t) = П = е-(\+*«+- -+М' =
f=i
Если в приводе машины выйдет из строя любая шестерня,
муфта, насос и др., то весь привод перестанет функционировать.
Конструктивно эти элементы не обязательно должны быть соеди-
нены последовательно, но структурная схема изображена после-
довательным соединением элементов.
В общем случае для каждого элемента характерна определенная
кривая распределения наработки и ресурсов (t), которая может
быть получена на основе анализа модели возникновения отказа.
Поэтому следует учитывать, что при изменении времени t, в тече-
ние которого рассматривается работа системы, изменяется и зна-
чение Pt для каждого элемента.
Для повышения надежности систем можно применить резер-
вирование, т. е. создавать дублирующие элементы. При выходе
из работоспособного состояния одного элемента его функции
выполняет дублер и система не прекращает работы. Структурная
схема в этом случае представляется параллельно соединенными
123
Рис. 4.6. Построения структурных схем надежности в зависимости от конструк-
тивной схемы и вида отказа:
а—в — параллельное соединение фильтров гидросистемы; г~д — последовательное сое-
динение; а, г — конструктивные схемы; б, д — структурные схемы отказ — засорение;
в. е — структурные схемы отказ — разрыв
элементами. Отказ будет иметь место при условии отказа всех
элементов. Вероятность совместного проявления отказов
F(0 = F1F,...F. = n F,,
Г=1
а вероятность безотказной работы
P(0=i-f(0=l-n (1-р,).
?=1
Например, если вероятность безотказной работы элемента Рг = 0,9 и п = 3,
то Р (0 = 0,999, т. е. Р (?) резко повышается.
Поэтому возможно создание надежных систем из малонадеж-
ных элементов, работоспособное состояние каждого из которых
обеспечивает работоспособное состояние системы.
Различают нагруженный, облегченный и ненагруженный ре-
зервы. Облегченный резерв, когда резервные элементы до момента
включения находятся в облегченном режиме работы и вероятность
их отказа в этот период мала. Ненагруженное резервирование
(резервирование замещением), когда резервные цепи находятся
в отключенном состоянии и включаются в том случае, если основ-
ной элемент отказывает. Построение структурных схем надеж-
ности зависит не только от конструктивной схемы, но и от вида
отказа (рис. 4.6). Поэтому необходимо четко формулировать, что
подразумевается под отказами элементов и системы. Возможно
определение требований к надежности систем по ремонтопригод-
ности и предельному состоянию.
Показателем ремонтопригодности системы является относи-
тельный уровень (ранг) ремонтных затрат
Rt — ^il^K.-рг
где Zi — затраты на восстановление работоспособности при Лм отказе; ZK р —
уровень затрат капитального ремонта, ZK, р ~ Za -f- Zp + ZC6 + (Zn — эа-
124
Рис. 4.7. Структурная схема системы по ремонто-
пригодности с рангами ремонтных затрат элементов:
1 R, — 1; 2 — R, 0,6; 3 —• R, == 0,3; 4 R* = 0,1
траты на подготовительные операции — очистку,
мойку, слив горючего; 2р—затраты на разборку;
2Сб — затраты на сборку; Z3 — затраты на заклю-
чительные операции — регулирование, испытания).
Возможные ситуации: а — Zt ZK р;
б~0 <Zi <ZK.P.
Считают, что случай а характеризует
ремонтную ситуацию или событие предельного состояния, т. е.
Необходимо определить вероятность возникновения событий
достижения предельного состояния.
Составляют структурные схемы надежности систем по ре-
монтопригодности и производят их анализ. Элементы, имеющие
в системе Rt 1, в структурной схеме соединяют последова-
тельно. Элементы, имеющие Rt < 1, соединяют параллельно,
образуя подсистемы (ремонтные комплекты) так, чтобы минималь-
i ~ min
ное число рангов давало бы суммарный ранг, > 1.
Например, машина состоит из четырех узлов. При этом известны ранги для
каждого узла: = 1; R2 = 0,6; R3 = 0,3; R4=0,l. Структурная схема
(рис. 4.7) состоит из параллельно включенных элементов 2, 3, 4, образующих
подсистему, к которой последовательно подключен элемент /. Вероятность до-
стижения предельного состояния рассчитывают по зависимости
Р (Т?) = [1 -(1 - Ра) (1 - Р8) (1 - Р4)],
где Plt Pt, Р3, Рц — вероятности возникновения ремонтных ситуаций.
Надежность систем, в том числе и машин в целом, определяют
также экспериментальными методами. Наиболее эффективны ме-
тоды ускоренных автоматизированных испытаний с применением
специальных стендов и управляющих ЭВМ, а также имитацией
характера изменения нагрузок в условиях эксплуатации.
ГЛАВА 5
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ ДОБЫЧИ
И ПЕРЕРАБОТКИ КАМЕННЫХ МАТЕРИАЛОВ
5.1. МАШИНЫ ДЛЯ ДОБЫЧИ КАМЕННЫХ МАТЕРИАЛОВ
Большое количество каменных материалов, необхо-
димых для строительства дорожных одежд различных типов,
добывается путем разработки месторождений открытым способом
в карьерах. Работы по добыче строительного камня, залегающего
массивами, включают бурение шурфов и скважин для размещения
зарядов взрывчатых веществ, взрывание породы, дробление круп-
ных камней (монолитов), погрузку и транспортирование взорван-
ной породы из карьера. Производство буровых работ в карьерах
осуществляется пневматическими перфораторами (бурильными
молотками) и буровыми станками. Бурильные молотки применяют
для бурения шпуров диаметром до 75 мм и глубиной до 5—7 м,
а станки — для бурения скважин диаметром более 75 мм и глу-
биной 10—300 м. При разработке каменных карьеров скважины
обычно бурят на глубину не более 30 м. Бурение станками на-
зывают глубоким бурением. Бурение состоит из операций: раз-
рушения породы, отделения ее частиц от общего массива и удале-
ния разрушенной породы из скважин.
Разрушение горных пород при бурении шпуров и скважин
осуществляют механическими и физико-химическими методами.
К механическим методам относят ударно-поворогное, вращатель-
ное и ударно-вращательное бурение. Удар но-поворотное бурение
производят инструментом, выполненным в виде клина. Последний
внедряется в породу под действием кратковременной ударной
нагрузки, направленной по оси скважины. После удара инстру-
мент приподнимается над забоем, поворачивается на некоторый
угол и наносит удар по новому месту в забое, Последующими
ударами скалываются элементы породы в открытую сторону.
Отделенная порода удаляется из забоя. Ударно-поворотное буре-
ние осуществляется перфораторами и станками ударно-канатного
бурения.
Перфораторы (рис. 5.1) представляют собой бурильный моло-
ток, работающий от сжатого воздуха или сжагой жидкости и
снабженный механизмом поворота бура. По условиям применения
и способу установки перфораторы разделяют на ручные, теле-
скопные и колонковые. Перфоратор имеет цилиндр, в котором
под действием сжатого воздуха, поступающего через воздухо-
126
Рис. 5.1. Схема перфоратора:
/ — хвостовик бура; 2 — выпускной клапан; 3 — цилиндр;
4 — поршень-Ооек; 6, Ь, а — каналы; 7 — клапан
распределительное устройство, движется
поршень-боек. В конце рабочего хода пор-
шень-боек ударяет по хвостовику бура. Воз-
духораспределительное устройство может
быть клапанным или золотниковым.
Расчет основных параметров перфора-
тора. Основной характеристикой рабочего
процесса и области применения перфора-
тора является мощность, которая опреде-
ляется энергией одного удара и частотой
ударов в единицу времени.
Мощность перфоратора (кВт)
М = Лп/1000,
где А — кинетическая энергия, развиваемая порш-
нем при рабочем ходе, Дж, А = гли2/2 (т — масса
поршня, кг; v — скорость поршня в конце рабочего
ударов поршня, п ~ 30-J-40 Гц.
хода, м/с); л — частота
Условно принимая время рабочего хода /р равным времени
холостого хода /х, частоту ударов (Гц) определяют по формуле
п = 1/(^р + *х) = 1/(20-
При равномерно ускоренном движении поршня время (с)
t = /ЗДа,
где S — ход поршня, м; а — ускорение поршня, м/с®, а — Р/т = риЕР/Цт)
(Р — сила, действующая на поршень, Н; р — давление воздуха, Па; D — диа-
метр поршня, м).
Подставляя значение а, получают выражение для определения
частоты ударов (Гц) поршня:
л = 0,3/ P/(Sm).
Следовательно, частоту ударов поршня перфоратора можно
повышать уменьшая ход S и массу т и увеличивая диаметр
поршня. Современные перфораторы имеют отношение D/S«2.
Перфораторы работают при номинальном рабочем давлении
воздуха р = 0,5 МПа. При работе перфоратора шпуры от буровой
мелочи очищают водой или сжатым воздухом.
Простая конструкция, обслуживание и независимость от
источников энергии привели к широкому распространению на
карьерах строительных материалов станков ударно-канатного
бурения.
Рабочий процесс станка ударно-канатного бурения сводится
к периодическому подъему бурового снаряда, который при сво-
127
5-. j+lzQ" 3
Рис. 5.2. Схема станков шарошечного бу-
ПрНИЯ-
I — редуктор; 2 — электродвигатель; 3 — коне-
чные выключатели; 4 — буровой став; 5 — вер-
тлюг; 6 — гидропатрон; 7 — шток; 8 — полый
шпиндель; 9 — гндроцилнндр
бодном падении наносит удар по дну
скважины, разрушая породу. Масса
бурового снаряда 500—3000 кг, вы-
сота подъема 0,6-—1,2 м с частотой
ударов около 60 в минуту.
Наибольшее распространение по-
лучили машины вращательного и
ударно-вращательного бурения (рис.
5.2). Вращательное бурение осуще-
ствляется путем приложения к бу-
ровому инструменту вращающего
момента и осевого усилия. Под
действием осевого усилия инстру-
мент внедряется в породу. Затем при
одновременном действии этого уси-
лия и вращающего момента происходит разрушение породы, ко-
торое можно представить как чередование деформаций сжатия и
скалывания (сдвига) после достижения предельного состояния.
Периодичность сколов и крупность элементов стружки зависят
от параметров рабочего органа и свойств разрушаемой породы.
При добыче нерудных материалов широкое распространение
получило шарошечное бурение взрывных скважин. Принцип
шарошечного бурения сводится к вращению долота, оснащенного
шарошками-конусами с зубьями. Последние свободно посажены
посредством подшипников на цапфы и при вращении долота
перекатываются по забою — дну скважины. При этом зубья под
действием осевого давления, передаваемого через буровой став,
внедряются в породу и производят ее разрушение. Продукты
разрушения из скважины удаляются сжатым воздухом или про-
мывочной водой. После полного заглубления рабочего органа
производится наращивание бурового става. Развинчивание и
свинчивание штанг производится с помощью редуктора и гидро-
ключа. Наибольшее распространение получили трехшарошечные
долота, хотя в некоторых случаях находят применение долота
с одной, двумя, четырьмя и более шарошками.
Ударно-вращательное бурение осуществляется вращением
бурового става, принудительной статической подачей бура на
забой и одновременной работой погружного пневмоударника.
Станок и кинематика его рабочего органа аналогичны конструк-
ции и кинематике станка вращательного бурения. Вместо шаро-
128
щечного долота буровой став снабжен пневмоударником, работа-
ющим от сжатого воздуха. Этим же воздухом очищается
скважина от разрушенной нириды.
Физико-химические способы бурения бывают термическими,
взрывными, гидравлическими и др. Процесс разрушения горной
породы при термическом бурении основан на действии высоко-
температурного газового потока на забой скважины. Нагреву
подвергается слой породы небольшой толщины. В породе возни-
кают термические напряжения, которые пропорциональны раз-
ности температур смежных слоев. Происходит эрозия верхнего
слоя, и продукты разрушения выносятся газовым потоком из
скважины. Рабочим органом является горелка, в камере которой
температура газов достигает 2500—3500 °C, а скорость их исте-
чения 1800—2000 м/с. В качестве горючего может быть исполь-
зовано любое жидкое топливо (керосин, бензин, солярное масло)
в смеси с окислителем — кислородом, воздухом, азотной кис-
лотой.
Взрывной метод бурения сводится к разрушению породы
взрывами зарядов ВВ небольшой мощности, подаваемых с опре-
деленной частотой в скважину вместе с промывочной жидкостью.
Гидравлический способ разрушения пород струей воды, вылета-
ющей из сопла гидромонитора со скоростью 60 м/с при давлении
3 МПа, используют при разработке обычных грунтов. Для раз-
рушения скальных пород давление в струе должно быть 50 МПа
и более. Электрогидравлический способ разрушения заключается
в периодически повторяемых высокоимпульсных разрядах между
контактами электрической цепи в жидкости.
5.2. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
КАМЕННЫХ МАТЕРИАЛОВ
Измельчение является процессом последовательного
уменьшения размеров кусков твердого материала от первоначаль-
ной крупности до требуемой. При производстве щебня в резуль-
тате измельчения получается готовый продукт. В других случаях
этот процесс является подготовительным для дальнейшей пере-
работки, например, при производстве цемента. В зависимости от
начальной и конечной крупности кусков материала различают
два основных вида процесса измельчения: дробление и помол.
В зависимости от крупности конечного продукта различают:
дробление — крупное (размер кусков 100—350 мм), среднее (40—
100 мм), мелкое (5—40 мм); помол — грубый (размер частиц 5—
0,1 мм), тонкий (0,1—0,05 мм), сверхтонкий (менее 0,05 мм).
Свойства измельчаемых материалов и требования к продуктам
дробления. Сырьем при производстве многих строительных мате-
риалов служат горные породы. Основные физико-механические
свойства горных пород, влияющие на технические параметры
перерабатывающих машин, определяют следующие характери-
5 П/р В И. Баловнева
129
стики: прочность, хрупкость, абразивность, крупность, плот-
ность, удельный вес.
— biiucuurxwt- it> юрний иириды coupoiинаягься раз-
рушению под действием внутренних напряжений, возника-
ющих в результате внешней нагрузки или других причин.
Предел прочности при сжатии (МПа)
^сж = Z5//7»
где Р — разрушающее усилие, Н; F — площадь поперечного сечения, м>.
Испытанию подвергают не менее пяти образцов с последу-
ющим определением среднеарифметического значения. По пределу
прочности при сжатии горные породы разделяют на категории:
особо прочные от 250 МПа и более, прочные 150—250 МПа; сред-
ней прочности 80—150 МПа; мягкие — менее 80 МПа. Важным
показателем прочности горной породы является также прочность
на разрыв.
Хрупкость характеризуется способностью горной породы раз-
рушаться при ударной нагрузке без заметных пластических
деформаций. Хрупкие горные породы обладают малой разницей
между пределом прочности при сжатии и пределом прочности при
растяжении. Хрупкость горной породы определяют на копре
числом ударов гири массой 2 кг, падающей каждый раз с высоты,
превышающей на 1 см высоту предшествующего удара до раз-
рушения образца. По показателю хрупкости, определяемой чис-
лом ударов, породы разделяют на очень хрупкие (до 2 ударов),
хрупкие (2—5 ударов), вязкие (5—10 ударов), очень вязкие
(более 10 ударов).
Абразивность характеризуется способностью материала
изнашивать рабочие органы машин. Абразивность горных пород
важно знать при определении рациональной области использова-
ния оборудования для переработки пород. По методике
ВНИИстройдормаша 10 категорий показателя абразивности опре-
деляют износом эталонных бил в граммах, отнесенных к 1 т пере-
работанного материала, с помощью прибора, представляющего
собой роторную дробилку, при окружной скорости 30 м/с. Не-
абразивные материалы категории 0 (тальк, аргиллит) имеют пока-
затель абразивности 1 г/т, малоабразивные категории I—Ш
(известняк, мрамор, алевролит) 1—8 г/т, среднеабразивные кате-
гории IV—VI (известняк, песчаник, кирпич) 8—65 г/т, высоко-
абразивные категории VII—IX (гранит, базальт, кварцит) 65—
500 г/т.
Крупность кусков обозначают линейными размерами: дли-
ной а, шириной b и толщиной с. Основным показателем является
диаметр кусков: среднеарифметический d = -4- (а + b + с),
О
среднегеометрический d == abc или диаметр окружности,
описанный вокруг ширины и толщины куска, d — УЬ2 + с2.
130
Зерновой состав продукта измельчения определяют путем
оассева пробы на наборе сит с круглыми отверстиями. Масса
пробы (кг) при оценке продукта дробления
М = 0,02da 4- 0,5d,
.де d — максимальный размер зерна; мм.
Материал определенной крупности, проходя через набор сит,
задерживается последним. Вся проба разделяется на несколько
классов. При рассеве пробы на наборе сит с круглыми отверстиями
диаметром 5, 10, 15, 20 мм образуются классы 0—5 (или —5);
5—10; 10—15; 15—20. Остаток на сите 20 мм называют классом
+20. Отдельные классы взвешивают и определяют их средне-
арифметическое по числу проб процентное содержание по отно-
шению к общей массе пробы.
Степень измельчения определяет отношение средневзвешенных
размеров кусков исходного материала и готового продукта t =
— Средневзвешенный размер
A + * * * +
«с. в 100 ’
где — средний размер классов; mi — содержание данных классов, %.
Распространенными строительными материалами являются
щебень (3—70 мм), гравий (3—150 мм) и песок (до 5 мм).
Теоретические основы дробления и измельчения каменных ма-
териалов. Энергия, необходимая для измельчения материала,
зависит от ряда факторов: прочности, хрупкости, однородности
исходного материала, его влажности, размера, формы, взаимного
расположения кусков, метода дробления, вида и состояния рабо-
чей поверхности машины и др. Аналитические зависимости, уста-
навливающие связь между расходом энергии на измельчение
и физико-механическими свойствами измельчаемого материала
и параметрами конечного продукта, носят приближенный ха-
рактер.
Для определения энергии, необходимой для измельчения,
разработано несколько гипотез: первая говорит о пропорциональ-
ности энергии вновь образованной поверхности (первая гипотеза
измельчения — гипотеза поверхностей); вторая — о пропорци-
ональности энергии объемам или массам дробных тел (вторая
гипотеза — объемов); третья, комбинированная гипотеза говорит
о пропорциональности энергии измельчения образующимся по-
верхностям и объемам дробимых тел.
Первая гипотеза, трактующая о пропорциональности работы,
расходуемой на измельчение материала вновь образованной по-
верхности, была выдвинута в 1867 г. П. Риттингером. Эту законо-
мерность представляют в виде соотношения
А = k AF,
где к — коэффициент пропорциональности; AF — приращение поверхности.
5* 131
Из гипотезы следует, что для разделения куба со стороны,
равной единиц0, г>ттттг»т< ттплекости требуется работа, равная А,
а для дробления куба со степенью измельчения i = 2, г. е. чтобы
сторона полученных: кубиков была равна V2 первоначального
размера, нужны три плоскости и, следовательно, требуется ра-
бота, равная ЗЛ. В результате деления куба тремя плоскостями
получится 2® — 8 кубикОв (см. рис. 5.3, е). При степени измельче-
ния 1 = 3 потребуется шесть плоскостей и работа, равная 6Л.
В этом случае получится З3 — 27 кубиков. Степень измельчения in
требует 3 (in — 1) плоскостей и работы ЗЛ (in — 1); степень из-
мельчения im требует 3 (Zw — 1) плоскостей и работы ЗА (im — 1).
Следовательно, Лп — 3>4 (in — 1); Ат — ЗЛ (im — 1). Боль-
шие степени измельчения позволяют пренебречь цифрой 1 в скоб-
ках. Тогда
________in
Ат im
Обычно принимают, что начальный (исходный) размер куска
одинаков и равен JD. 'Тогда = Dldn и im = Dld^. Отсюда
dnjd-nt т* e.
An _____ in dm
Am im dn
Следовательно, работа, затраченная на измельчение, прямо
пропорциональна степени измельчения или обратно пропорцио-
нальна размеру частиц готового продукта.
Один кусок материала кубической формы размером D имеет
поверхность 6D2 при измельчении этого куска до размера d, т. е.
со степенью измельчения i = Did получим Z3 кубиков, каждый
из которых имеет поверхность 6da. Вновь образованная поверх-
ность AF определяется формулой:
Д7 = 6d2ia — 6П2 = 6Р2 (i — 1).
По первой гипотезе работа, необходимая для дробления одного
куска размером D при степени дробления i:
А = k&D* (д — 1) или Л = kJ)* (Z — 1).
При дроблении не одного куска, а М килограммов материала,
или Af/p (м3) (где р — плотность материала, кг/м3) при среднем
размере куска материала Dср, количество дробимых кусков равно
Л4/(р£>ср). Если работа дробления одного куска равна Ak-JJ^ (i —
— 1), то работа дробления Af/(pD|p) кусков определяется фор-
мулой
Л _ Ъ (i-l)M .
Р Z)c jj
л и (i—
при = A=kp>——.
Р ^ср
Здесь ряд параметров [степень дробления г, средневзвешенный
размер куска исходного материала £)ср, количество раздробле-
ного материала М (кг) I отражают процесс дробления н в каждом
случае заданы. Существенные трудности представляют опре-
132
деление коэффициента пропорциональности fep между затраченной
работой и вновь обнаженной поверхностью.
Вторая гипотеза говорит о том, что энергия, необходима»
для одинакового изменения формы геометрически подобных и
однородных тел, пропорциональна объемам или массам этих тел.
Эта гипотеза названа гипотезой объемов. Гипотеза базируется
на основных положениях теории упругости. В 1885 г. Ф. Кик
предложил определять работу деформации исходя из закона уп-
ругой деформации Гука о = Ее по формуле
А = oaW(2E), полученной из отношений А = Р Ы/Ъ,
где а — напряжение, возникающее при деформации, Па; V — объем деформи-
руемого тела, м3; Е — модуль упругости, Па; Р = оР; А/ = crZ/E; V — /8; е =
= AZ/Z — относительная деформация (AZ — упругая деформация, м; I — обоб-
щенный линейный размер тела, м).
В. Л. Кирпичев предложил эту зависимость раньше Ф. Кика,
основываясь на теории подобия:
Лг _
ла “ Vs ~ М, ’
где и Alj — массы тел.
Вторую гипотезу измельчения называют законом Кирпичева —
Кика. Работа А равна произведению силы Р на путь S, который
при измельчении равен абсолютной деформации тела. Так как
деформация тела по закону Гука пропорциональна его линейным
размерам /, то
_ Zn . . лп PnSn _ Vn_______________
Zm Pm ’ Am Рщ^т Vm 1A
ш tn
Из закона Кирпичева — Кика следует, что усилия, необхо-
димые для измельчения, прямо пропорциональны площадям
поперечных сечений, а затрачиваемая работа — объемам тел.
Работа измельчения одного куска размером D при этом будет
А = k2D3,
где k2 — коэффициент пропорциональности.
Измельчение материала со средним размером кусков Dop
требует работы:
А = k2D3cv д3..«при = k3 А = k3M.
Р ср р р
Если общая степень измельчения, равная i — DG^/dGpt дости-
гается за п стадий дробления и в каждой стадии частная степень
измельчения одинакова и равна г, то i == г'1, а работа на каждой
стадии измельчения одинакова и равна At = kaM. Общая работа
А = £ At = п/г3М, где п = 1g z/lg г. Принимают &3/lg г = kK
и получают формулу закона Кирпичева — Кика
А — kKAl 1g Е)СрД2ср.
133
Считают, что гипотезы Кирпичева — Кика и Риттингера спра-
ведливы для разных стадий ччмрпьчрния Гипотеза Кирпичева —
Кика определяет энергию, затрачиваемую на упругую деформа-
цию материала, и не учитывает вновь образованной поверхности,
и потому справедлива для процессов дробления, где основная
энергия тратится на деформацию материала. Гипотеза Риттингера
не учитывает затраты энергии на упругую деформацию и под-
ходит для процессов помола, где преобладает истирание с ин-
тенсивным образованием новых поверхностей.
П. Ребиндер в 1940 г. предложил формулу расхода энергии
при измельчении, в которой объединены работа, затрачиваемая
на деформацию разрушаемых кусков, и работа, затрачиваемая
на образование новых поверхностей:
А == k AV + о AF,
где А, а — коэффициенты пропорциональности; ДУ — объем деформируемого
тела; AF — площадь вновь образованной поверхности.
Формула не получила распространения ввиду отсутствия
надежных рекомендаций по определению коэффициентов пропор-
циональности.
В 1951 г. Ф. Бонд выдвинул гипотезу, названную третьей
гипотезой измельчения, в которой объединены две первые гипо-
тезы:
А = ---о,
\ <^ср ^ср /
где Ад — коэффициент пропорциональности.
А. К- Рундквист, преобразовав данную формулу для случая
измельчения материала, пришел к обобщенному выражению:
4 = (Г”1 - 1)
Исследования НПО «ВНИИстройдормаш» показали, что с уче-
том дополнительных факторов, действующих в реальных усло-
виях, последняя формула может быть приведена к виду, пригод-
ному для расчета мощности привода дробилок. Установлено, что
применительно к процессу дробления в щековых дробилках
п = 1,5.
Обобщающая гипотеза дробления. Более общая гипотеза из-
мельчения может быть сформулирована на основе развития
положений В. Кирпичева о применении теории подобия к анализу
процесса дробления. Развитие гипотез дробления основывается
на рассмотрении более общего исходного положения, что сопро-
тивление при дроблении определяется не только видом (природой)
сил, но и характером приложения разрушающих сил к дробимому
телу и вероятностью появления соответствующих сопротивле-
ний [3]. Важно учитывать и возможность применения для ана-
лиза процесса принципа независимости сил.
134
На основании этих положений общая сила сопротивления при
разрушении твердого тела может быть определена в виде
суммы сил:
^сопр. др = Р1Р1 + ?2р2 + РзРз + Р^Р^
где Pi — сила сопротивления, обусловленная проявлением сил, пропорциональ-
ных объему дробимого тела; Ра — сила сопротивления, обусловленная действием
поверхностных сил, которые характеризуются предельными значениями сил
сцепления между структурными элементами тела и пропорциональны площади
дробимого тела; — сила сопротивления, пропорциональная единице длины
и действующая в области ребра элемента; — силы сопротивления, действую-
щие сосредоточенно и при вершинах элементов, не зависящие от размеров тела
и определяющиеся процессом смятия; р1г рг, ря, рл определяют вероятности
появления соответствующих сил в процессе дробления.
Степень проявления каждого вида сил изменяется в процессе
измельчения тела. Ограничением гипотезы является требование
сохранения качественного подобия процесса разрушения дроби-
мых тел при изменении их линейных размеров в процессе дроб-
ления.
Если известны силы сопротивления дроблению на заверша-
ющем этапе измельчения, то силы сопротивления дроблению
исходного продукта на основании теории подобия можно опре-
делить по формуле
Р = PKin,
где р — сила сопротивления дроблению исходного продукта, Н; Рк — сила со-
противления измельчению конечного продукта на конечном этапе, Н; i — сте-
пень измельчения, Z = ^cpiMipa (^cpi — средний размер исходного продукта, м;
— средний размер конечного продукта дробления, м); п — показатель сте-
dcpa — средний размер конечного продукта дробления, м); п —
пени, экспериментальная величина.
Энергия
АдР — РKin Al,
таз Al — перемещение при дроблении, м.
Сила сопротивления измельчению
+4^-+р*р*
Показатель степени п зависит от величины и
появления сил сопротивления различного вида и
мельчения:
вероятности
степени из-
п = 1g B/lg i,
где в = (Р1Р1 + РзРз + РзРз + Р&Р^Рце
Перемещение (м) на основании гипотезы линейно деформиру-
емого тела
А/ — Бщ
где а — предел прочности, МПа; Ея — модуль деформации, МПа.
Энергия дробления
А др = РBdOp
135
Средние за процесс значения величин Ргр1, Р2р2^ РъРъ> Р&Р&
могут быть опоелелены экспериментально для каждого конкрет-
ного материала путем дробления кусков различного размера
произвольной формы в лабораторных условиях. Величины Рг
могут быть определены на основании теорий прочности. Однако
расчет вероятностей их появления встречает существенные труд-
ности. Поэтому экспериментальный метод следует считать более
пред почтител ьным.
Энергия дробления зависит от степени измельчения, показа-
тель степени при которой — переменная величина и может изме-
няться от 3 до 0. Анализ полученных выражений показывает, что
показатель п зависит от характера действующих сил и их при-
ложения, вероятности появления сопротивлений, степени дробле-
ния, а также от прочностных свойств дробимого материала. Если
размеры конечного продукта сопоставимы с размерами исходного
материала, доминируют силы Р2. Силы тяжести также могут
оказывать влияние на сопротивление дроблению. В этом случае
3 > 2. Для среднего дробления доминирующими могут
оказаться силы Р2 и Р3, пропорциональные линейным размерам
в квадрате и в первой степени. В этом случае 2^>л:> 1, Для
тонкого измельчения доминируют силы Р4 и Р3, первая из которых
не зависит от линейных размеров и определяется сопротивлением
смятия материала в точках контакта. В этом случае 1 п 0.
Обобщенная гипотеза может быть положена в основу анализа
методов, направленных на повышение эффективности процесса
измельчения и выявления условий для интенсивного воздействия
сил разрушения на каждый элемент исходного продукта, работы
в узком диапазоне изменения исходного гранулометрического
состава и расположения зерен дробимого материала тонким слоем;
максимального количества точек контакта между телами; суще-
ственного увеличения количества зон активного воздействия на
измельчаемый материал в единицу времени; получения необходи-
мых сил воздействия дробящего тела на разрушаемый материал
и изменения в заданных пределах развиваемых условий и харак-
тера их воздействия; высокой технической и технологической
надежности при минимальной загрязненности продукта; мини-
мального расхода материальных и энергетических ресурсов.
Существующие методы измельчения требуют дальнейшего совер-
шенствования. Создание новых систем требует более детального
теоретического и экспериментального анализа процесса измельче-
ния на различных его стадиях.
Классификация методов и машин для измельчения материалов.
В зависимости от назначения и принципа действия машин, пред-
назначенных для измельчения материалов, используются следу-
ющие методы разрушения: раздавливание (рис. 5.3, а), ударное
воздействие (рис. 5.3, б), раскалывание (рис. 5.3, в), излом
(рис. 5.3, а), истирание (рис. 5.3, д). При этом одновременно
могут реализоваться несколько методов, например раздавливание
136
f Ж )
шш.
Рис. 5.3. Схемы основных методов механи-
ческого измельчения:
а — раздавливание; б — удар; в —• раскалывание;
г излом; д —1 истирание; е —’ схема разделе-
ния куба на части при дроблении
и истирание, удар и истирание и др. Необходимость в различных
методах измельчения, а также в различных по принципу действия
конструкциях и размерах машин для измельчения вызывается
многообразием свойств и размеров измельчаемых материалов,
а также различными требованиями к крупности готового продукта.
Применяемые для измельчения машины разделяют на дробилки
и мельницы.
Дробилки по принципу действия разделяют на щековые
(рис. 5.4, а), в которых материал подвергается раздавлива-
нию, раскалыванию и частично истиранию между двумя
плитами-щеками при их периодическом сближении; конусные
(рис. 5.4, б), в которых материал разрушается в процессе раз-
давливания, излома и частичного истирания между двумя кони-
ческими поверхностями, одна из которых движется эксцентрично
по отношению к другой, осуществляя непрерывное дробление
материала; валковые (рис. 5.4, в), в которых материал раздавли-
вается между двумя валками, вращающимися навстречу один
другому (иногда валки вращаются с разной частотой и тогда
раздавливание материала сочетается с истиранием); ударного
действия, которые, в свою очередь, бывают молотковыми
(рис. 5.4, г) и роторными (рис. 5.4, д); в молотковых дробилках
материал измельчается в основном ударом шарнирно подвешенных
молотков, а также истиранием, в роторных дробление осуще-
ствляется за счет удара жестко прикрепленных к ротору бил,
удара материала об отражательные плиты и ударов кусков мате-
риала один о другой.
Ряд измельчающих машин (бегуны и дезинтеграторы) можно
отнести к дробилкам и к мельницам, так как их применяют для
грубого помола и для мелкого дробления.
Мельницы по принципу действия разделяют на барабанные
(рис. 5.4, е—з), в которых материал измельчается во враща-
137
Рис. 5.4. Схемы принципов действия машин для дробления:
а “ щековая дробилка; б —• конусная; в — валковая; Ударного действия; в —- молотко-
вая дробилка; д — роторная для помола каменных матьриалов; мельницы* е — вращаю-
щиеся с мелющими телами; ж — вибрирующие с медЮЩИмн теЛами; з — истиранием
частиц материала друг о друга; а — среднеходные рол^ковые; к ударные; л —• струй-
ные
138
КИцемся (рис. 5.4, е) или вибрирующем (рис. 5.4, ж) барабане
помощью загруженных в барабан мелющих тел или без Них
‘дарами и истиранием частиц материала один о другой и о футе-
ровку барабана (рис. 5.4, а); среднеходные, в которых материал
умельчается раздавливанием и частичным истиранием между
Уким-либо основанием и рабочей поверхностью шара, вал^а,
©лика (в ролико-маятниковой мельнице (рис. 5.4, и) ролик при-
нимается центробежной силой к борту чаши и измельчает мате-
риал, попадающий между бортом и роликом); ударные
рис. 5.4, к), в которых материал измельчается ударом шарнирных
1Ли жестко закрепленных молотков (продукт, достигший опре-
уленной тонины помола, выносится из зоны действия молот^ов
оздушным потоком); струйные (рис. 5.4, л), где материал измель-
чается в результате трения и соударения частиц материала одна
О другую, а также о стенки камеры при движении частиц пОд
Действием воздушного потока, имеющего большую скорость.
* Перечисленные способы измельчения относятся к методу меха-
нического измельчения под воздействием рабочего органа на
|йатериал или частиц материала одна на другую. Существуют
Методы измельчения материалов, основанные на других физи-
ческих явлениях: с помощью электрогидравлического эффекта
/Путем осуществления высоковольтного разряда в жидкости, уль-
тразвуковых колебаний, быстросменяющихся высоких и низких
Температур, лучей лазера, энергии струи воды и др.
Машины для измельчения материалов должны иметь простую
’Конструкцию, обеспечивающую удобство и безопасность обслу-
живания; минимальное число изнашивающихся легко заменяемых
Деталей; предохранительные устройства, которые при превыше-
нии допустимых нагрузок должны разрушаться (распорные плиты,
«Срезные болты и др.) или деформироваться (пружины), предотвра-
щая поломки более сложных узлов. Конструкция должна отре-
пать санитарно-гигиеническим нормам звукового давления, виб-
рации и запыленности воздуха.
Щековые дробилки. Щековые дробилки применяют для круп-
ного и среднего дробления. Принцип работы щековой дробилки
Заключается в следующем. В камеру дробления, имеющую форыу
Клина и образованную двумя щеками, из которых одна в боль-
шинстве случаев является неподвижной, а другая подвижной,
Подается материал, подлежащий дроблению. Клинообразная
форма камеры дробления обеспечивает расположение более круп-
ных кусков материала сверху, менее крупных — внизу. Подвиж-
ная щека периодически приближается к неподвижной. ПрИ
сближении щек (ход сжатия) куски материала подвергаются
дроблению. При отходе подвижной щеки (холостой ход) куски
материала подвигаются вниз под действием силы тяжести и За-
нимают новое положение или выходят из камеры дробления,
если их размеры стали меньше наиболее узкой части камеры,
ПДЗЫТЗиСГЛ ой выходной щелью. Затем цикп повторяется.
(39
Рис. 5.5. Кинематические схемы щековых дробилок:
а с простым и б «=* сложным движением подвижной щеки; 1 « етанина; 2 —« непод-
вижная и 3 — подвижная дробящие плиты; 4 >— ось подвижной щеки; 5 подвижная
щека с простым движением; 6 — передняя распорная плнта; 7 “* задняя распорная плита;
8 м шатун; 9 — эксцентриковый вал шатуна; 10 — механизм регулирования размера
выходной щели; 11 устройство силового замыкания звеньев механизма подвижной
щеки; 12 распорная плита; 13 —> подвижная щека со сложным движением; 14 эксцен-
триковый вал подвижной щеки со сложным движением
В зависимости от кинематических особенностей механизма
щековые дробилки разделяют на две основные группы: дробилки
с простым движением подвижной щеки, у которых движение
подвижной щеки осуществляется от кривошипа, при этом траек-
тории движения точек подвижной щеки представляют собой части
дуги окружности; дробилки со сложным движением подвижной
щеки, у которых кривошип и подвижная щека образуют единый
элемент, в этом случае траектории движения точек подвижной
щеки представляют собой замкнутые кривые, чаще всего эллипсы.
В дробилке с простым движением (рис. 5.5, а) подвижная
щека подвешена на неподвижную ось. Шатун дробилки верхней
головкой шарнирно соединен с приводным эксцентриковым валом.
Внизу в шатун шарнирно упираются две распорные плиты, одна
из которых противоположным концом упирается в нижнюю часть
подвижной щеки, другая — в регулировочное устройство. При
вращении эксцентрикового вала подвижная щека получает кача-
тельное движение по дуге окружности' с центром в оси подвеса.
Наибольший размах качания (ход сжатия) имеет нижняя точка
подвижной щеки. За ход сжатия подвижной щеки’ принимают
проекцию траектории движения данной точки на нормаль к не-
подвижной щеке. Срок службы дробящих плит при прочих равных
условиях зависит от вертикальной составляющей хода. На дро-
билках с простым движением при малой вертикальной составля-
ющей хода сжатия дробящие плиты служат больше, чем на дро-
билках со сложным движением, где этот ход больше. Схема обес-
140
Рис. 5.6. Щековая дробилка со сложным движением щеки
печивает большой выигрыш в силе в верхней части камеры дробле-
ния (рычаг второго рода). Недостатком дробилок с простым
движением является малый ход сжатия в верхней части камеры
дробления. Сюда попадают крупные куски материала, для надеж-
ного захвата и дробления которых необходим большой ход.
В дробилках со сложным движением (рис. 5.5, б) подвижная
щека шарнирно подвешена на эксцентричной части приводного
вала. Внизу подвижная щека шарнирно опирается на распорную
плиту. Другим концом распорная плита опирается на регулиро-
вочное устройство. Эта дробилка проще по конструкции, ком-
пактнее и у нее меньшая металлоемкость. Траектория движения
подвижной щеки представляет собой замкнутую кривую. В верх-
ней части камеры дробления эта кривая — эллипс, приближа-
ющийся к окружности, в нижней части — сильно вытянутый
эллипс.
Главным параметром щековых дробилок является В X L —
произведение ширины В приемного отверстия на длину L камеры
дробления. Ширина приемного отверстия — расстояние между
дробящими плитами в верхней части камеры дробления в момент
максимального отхода подвижной щеки. Этот размер определяет
максимальную крупность кусков, загружаемых в дробилку:
Ртят = 0,85 В. Длина камеры дробления L определяет, сколько
кусков диаметром £>шах может быть загружено одновременно.
Важным параметром щековой дробилки является также ширина b
выходной щели. Она определяется как наименьшее расстояние
между дробящими плитами в камере дробления в момент макси-
мального отхода подвижной щеки. Ширину выходной щели
можно изменять регулировочным устройством. Это позволяет
изменять крупность готового продукта или поддерживать круп-
ность постоянной независимо от степени износа дробящих плит.
Станина щековой дробилки со сложным движением подвижной
щеки (рис. 5.6) сварная. Ее боковые стенки соединены между
141
Рис. 5.7. Дробящая плита (а) и параметры'рифления для плит с трапецеидаль-
ной (б) и треугольной формой рифлений (в)
собой передней стенкой 1 коробчатого сечения и задней балкой 4*
Последняя также является корпусом регулировочного устройства-
Над приемным отверстием укреплен защитный кожух 2, пред-
отвращающий вылет кусков породы из камеры дробления. По-
движная щека 9 представляет собой стальную отливку, которая
расположена на эксцентричной части приводного вала 3. В нижний
паз вставлен сухарь для упора распорной плиты 8. Другим концом
распорная плита упирается в сухарь регулировочного устрой-
ства 5 с клиновым механизмом. Замыкающее устройство состоит
из тяги 7 и цилиндрической пружины 6. Натяжение пружины
регулируют гайкой. При ходе сжатия пружина сжимается. Стре-
мясь разжаться, она способствует возврату щеки и обеспечивает
постоянное замыкание звеньев шарнирно-рычажного меха-
низма — подвижной щеки, распорной плиты, регулировочного
устройства. Предохранительное устройство представляет собой
распорную плиту, которая ломается при нагрузках, превышающих
допустимые (например, при попадании в камеру дробления не-
дробимых предметов). Более рациональными являются предохра-
нительные устройства, которые не разрушаются при повышении
нагрузок. Такие устройства бывают пружинными, фрикционными,
гидравлическими. Жесткость пружин должна обеспечивать работу
дробилки при обычных нагрузках. При попадании в камеру
дробления недробимых предметов пружины сжимаются на вели-
чину, необходимую для поворачивания эксцентрикового вала
при остановившейся подвижной щеке.
142
В щековых дробилках при-
меняют гидравлические предо-
хранительные устройства, по-
зволяющие перейти к нормаль-
ному режиму работы автома-
тически, без остановки дробил-
ки. Существуют предохрани-
тельные устройства, в которых
использован гидропневматиче-
ский аккумулятор. При пере-
грузке жидкость перетекает из
цилиндра в аккумулятор через
отверстие с относительно боль-
шим сечением, что обеспечивает
быстрое срабатывание устрой-
ства. Обратно в цилиндр масло
проходит через канал с умень-
шенным проходным сечением,
постепенно восстанавливая пер-
воначальное положение. Для
регулирования ширины выходной
Рис. 5.8. Схема захвата дробимого
тела
щели в щековых дробил-
ках применяют обычно клиновой механизм. Дробящие плиты
10 и 11 являются основными рабочими органами щековых
дробилок. Они сменные быстроизнашивающиеся. Расход ме-
талла на дробящие плиты составляет около одной трети
всех расходов на дробление. Плиты щековых дробилок изгото-
вляют из высокомарганцовистой стали, обладающей высокой
износостойкостью. Конструкция дробящей плиты определяется
ее продольным и поперечным профилями (рис. 5.7). Рабочую часть
плиты делают рифленой и редко для первичного (грубого) дробле-
ния — гладкой. От продольного профиля дробящих плит зависит
угол захвата, величина криволинейной или параллельной зоны
и другие параметры камеры дробления, влияющие на процесс
дробления. Рифления трапецеидальной формы (тип /) применяют
для предварительного дробления в дробилках с приемным отвер-
стием шириной 250 и 400 мм; рифления треугольной формы (тип 1Г)
используют для предварительного дробления в дробилках с прием-
ным отверстием шириной 500 мм и более и для окончательного
дробления в дробилках с приемным отверстием шириной 250,
400 и 600 мм. Шаг t и высоту h рифлений (м) для обоих профилей
в зависимости от ширины Ъ выходной щели рекомендуется опре-
делять по выражению t = 2h — Ь.
Расчет основных параметров щековых дробилок. Исходными
данными для расчета дробилок являются заданный типоразмер
дробилки В X L, максимальная крупность кусков в исходном
материале /)Шах, требуемая максимальная крупность готового
продукта dmax, прочность материала асж и производитель-
ность /7.
143
Ширина приемного отверстия (м) должна обеспечить свободный
пркрм кугкпв максимальной крупности: В £>mf)x/0,85. Для
дробилок, работающих в автоматических линиях, ширина (м)
В > Вшах/0,5.
Ширина в (м) выходной щели при использовании стандартных
дробящих плит связана с максимальной крупностью кусков в го-
товом продукте зависимостью b = б?тах/1,2.
Угол захвата, т. е. угол между неподвижной и подвижной
щеками (рис. 5.8, а), должен быть таким, чтобы находящийся
между ними материал при нажатии разрушался и не выталкивался
наверх. На кусок, зажатый между щеками, действуют усилия Р
и равнодействующая В (Я) этих усилий, причем
Я = 2Р sin а/2.
Силы трения, вызванные сжимающими усилиями, действуют
на кусок материала против направления его относительной ско-
рости, поэтому при выталкивании куска вверх они будут на-
правлены вниз. Массой куска пренебрегают. Кусок материала при
сжатии не будет выталкиваться вверх, если удерживающие силы F,
вызываемые силами трения, будут больше или равны выталкива-
ющей силе R:
2fP cos а/2 2Р sin а/2 или f tg а/2.
Введя вместо коэффициента трения / равную ему величину
tg Ф, где ф — угол трения, получим
tg ф tg а/2 или 2ф а.
Дробление возможно тогда, когда угол захвата равен или
меньше двойного угла трения а <1 2ф. Если а > 2ф, то кусок
будет выжат вверх и не раздавлен. Исследования показали, что
угол 18—19° обеспечивает работу крупных щековых дробилок
в тяжелых условиях: увеличение угла захвата приводит к сни-
жению производительности, уменьшение угла захвата вызывает
увеличение размеров и массы дробилки.
Ход подвижной щеки или ход сжатия материала определяет
ее основные технико-эксплуатационные показатели. Ход щеки S
должен быть не меньше необходимого хода сжатия материала
до разрушения (м):
8 > 8Я,
где е = осж/Е — относительное сжатие (осж — напряжение сжатия, Па; Е —
модуль упругости, Па); D — размер куска, м.
Оптимальные значения хода сжатия (м) для щековых дробилок
с различной кинематикой определены экспериментально.
Для дробилок со сложным движением
8ВХ = (0,06-н0,03)В; 8Н = 7 + 0,106;
для дробилок с простым движением
8ВХ = (0,01 -н 0,03) В; 8Н = 8 + 0,266,
где В, b — размеры приемного отверстия и выходной щели, м; 8ВХ — ход сжа-
тия в верхней точке камеры дробления, м; SH — ход сжатия в нижней точке, м.
144
Частота вращения эксцентрикового вала или число качаний
подвижной щеки должны быть оптимальными. Их определяют
исходя из анализа движения материала в нижней части камеры
дробления (рис. 5.8, б). Принимают b — е -f- SH, где е — рас-
стояние между дробящими плитами в момент их максимального
сближения; 5Я — ход подвижной щеки в нижней точке камеры
дробления. За время отхода подвижной щеки от неподвижной
кусок под действием силы тяжести должен опуститься на h и
выйти из камеры дробления. Поэтому частота вращения эксцен-
трикового вала должна быть такой, чтобы время t отхода щеки
было равно времени, необходимому для прохождения свободно
падающим телом пути h. При большей частоте вращейия вала
дробилки кусок материала не успеет выпасть из дробилки и
вторично поступит в контакт с дробящими плитами. Если частота
вращения будет меньше необходимой, то уменьшится число
выпадающих кусков в единицу времени и соответственно произ-
водительность дробилки.
Частота вращения эксцентрикового вала п, об/с, время отхода
щеки равно времени половины оборота, т. е. t = 0,5/п с.
Из рис. 5.8, б следует, что h = SH/tg а, где а — угол захвата.
По закону свободного падения путь h, пройденный телом за время
/, равен h = gt2!^ где g — ускорение свободного падения. Из
равенства выражении для h получают ~ откуда t =
_ / \1/2_ 0.5
\ g tg а / п '
Следовательно, необходимая частота вращения вала (об/с)
Формула не учитывает действия силы трения кусков материала
один о другой и о дробящие плиты. Поэтому в формулу вводят
поправки. НПО «ВНИИстройдормаш» предложил следующие эм-
пирические зависимости для расчета частоты вращения вала
щековых дробило^ со сложным и простым движением подвижной
щеки, учитывающие влияние силы трения материала о дробящие
плиты: для дробилок с шириной приемного отверстия В — 600 мм
и менее п — 17ZT0’3 об/с (где b в миллиметрах); для дробилок с шири-
ной приемного отверстия В = 900 мм и более п — 13б“0’3 об/с.
Производительность щековых дробилок определяют исходя
из условия, что разгрузка материала из выходной щели дробилки
происходит только при отходе подвижной щеки и при этом
за один оборот вала из дробилки выпадает некоторый объем V
(м3) материала, заключенный в призме высотой h (см. рис. 5.8, б).
При частоте вращения п вала (об/с) производительность дро-
билки (м3/с)
77 — pnV,
где ft — коэффициент, учитывающий разрыхление материала призмы, по опыт-
ным данным р = 0,4-4-0,45.
145
Объем V (м8) призмы определяется ее параметрами (см.
рис. 5.8, б): высотой hf нижним основанием трапеции, равным е,
верхним основанием, равным е + 8Н = Ь, и длиной L, равной
длине камеры дробления. Площадь трапеции (м2) F = (е + b) h/2;
высота (м) h = SH/tg ос; объем (м3)
у __ рт _ (е + Ь)
К tL 2tga •
Следовательно, производительность (м5/с)
J7 — (е ~Н
2 tga
Предложена формула, в которой учитываются некоторые
дополнительные параметры, влияющие на производительность:
_ cSopLbn (В + Ь)
2Doptga
где с —• коэффициент кинематики, для дробилок с простым движением с ~ 0,84,
для дробилок со сложным движением с= 1; SCp— средний (эквивалентный)
ход щеки, м, Scp = (SH + SBX)/2; L — длина приемного отверстия, м; Ь — ши-
рина выходной щели, м; п — частота вращения вала дробилки, об/с; В — ши-
рина приемного отверстия, м; DCp — средневзвешенный размер кусков в исход-
ном материале, м; а — угол захвата, °.
Для дробилок с приемным отверстием шириной 600 мм и менее
размер кусков £)ор принимают равным ширине В приемного
отверстия, для дробилок с приемным отверстием шириной 900 мм
и более, работающих на «рядовой» горной массе, Dcp = 0,3—-0,4 В.
Мощность двигателя (Вт) определяют на основании гипотезы
Кирпичева — Кика по формуле
V __ ^пр^рстсж11Е^'л /гл2 ^2
К--------12ЁЙ---- ^ср ~~ *
где £пр — коэффициент пропорциональности, учитывающий прочность мате-
риала в зависимости от его размеров; kp — коэффициент, учитывающий исполь-
зование полной длины камеры дробления; асж — предел прочности дробимого
материала, Па; L — длина камеры дробления, м; п — частота вращения эксцен-
трикового вала, об/с; Е — модуль упругости, Па; £>ор — средняя крупность
кусков в исходном материале, Dcp = 0,5£>max м; dop — средняя крупность кус-
ков готового продукта, м.
Мощность электродвигателей, полученная по приведенной
формуле, для щековых дробилок близка фактической. Для проч-
ных, но хрупких материалов формула дает завышенный результат.
Сила Р дробления и место ее приложения являются исходными
данными при определении усилий в деталях дробилки. На силу
дробления влияет прочность материала и характер разрушения
куска породы при дроблении. Основным видом разрушения яв-
ляется разрушение от напряжений растяжения. Дробимый кусок
зажимается между ребрами рифлений дробящих плит, а при
таком характере нагрузки по плоскости, соединяющей ребра
неподвижной и подвижной дробящих плит, в куске возникают
146
растягивающие напряжения, вызывающие его разрушения по
этой плоскости.
Согласно теории упругости растягивающие напряжения (Па)
по сечению куска, сжимаемого между ребер:
Ор = 2P/(nF),
где Р — сила сжатия, Н; F — площадь разрыва, ма.
Если все дробящее пространство условно заполнено кусками
шарообразной формы, то суммарная нагрузка на дробя-
щую плиту (Н)
n2oD
р ~ ь______~ F
Тдр — « g гдр>
где k — коэффициент, учитывающий разрыхление и одновременность раздавли-
вания в пределах одного качания щеки, k ~ 0,34-0,4; FHp — активная площадь
дробящей плиты (участвующей в дроблении), м2.
Для пород с пределом прочности не выше 300 МПа принимают
максимальную нагрузку, равную 2,7 МН. Учитывая, что в дро-
билку могут попасть недробимые тела, расчетная нагрузка (МН)
должна быть увеличена в 1,5 раза, т. е.
лаар
Рраоч g Fдр ИЛИ При k = 0,3 Ррасч == 4,1/*др.
Нагрузка на дробящую плиту распределяется неравномерно.
Для определения усилий в элементах дробилки равнодействующую
нагрузку на дробящую плиту принимают условно приложенной
к середине дробящей плиты по высоте.
В щековой дробилке разрушение материала происходит при
приближении подвижной щеки к неподвижной, т. е. примерно
в течение половины оборота эксцентрикового вала. Работа дробле-
ния совершается как за счет энергии двигателя, так и за счет
кинетической энергии маховика. Угловая скорость маховика
уменьшается при этом от сотах до comin- При холостом ходе энергия
двигателя расходуется лишь на увеличение кинетической энергии
маховика и угловая скорость последнего повышается от wmni
ДО юшах. Колебания угловой скорости задаются степенью не-
равномерности вращения маховика 6, для щековых дробилок
принимают 6 = 0,015~-0,035.
Энергия (Дж), накапливаемая маховиком за время холостого
хода, равна половине работы дробления. Тогда
р _ А ___ УдвЛ
2 ~ 2п '
где т] = 0,65ч-0,85.
Так как £ = JcocP6 — 4Лт2п2б, то момент инерции махо-
вика (кг-м2)
J = Е/4л2п26.
Конусные дробилки. При переработке различных горных
пород на всех стадиях дробления широко используют конусные
дробилки. В зависимости от назначения их разделяют на дробилки
147
Рис. 5.9. Схемы конусных дробилок круп-
ного (а), среднего и мелкого (б) дробления;
конструкция дробилки среднего дробления
с опорой подвижного конуса на подшипник
качения (е):
1 консольный вал; 2 корпус конуса; 3
дробящий конус; 4 сменный неподвижный
дробящий конус; 5 корпус неподвижного ко-
нуса; в опорное кольцо; 7 » прижимные и
предохранительные пружины; 8 » коническая
шестерня; 9 приводной вал; 10 « эксцентри-
ковая втулка; 11 — эксцентриковый стакан
148
°) Л в)
производительность 150—2300
Рис. 5.10. Расчетные схемы для
определения производительности
конусных дробилок крупного (а) и
среднего и мелкого (б) дробления;
действия сил дробления (в) на под-
вижный конус
для крупного (ККД), сред-
него (КСД) и мелкого (КМД)
дробления. Дробилки ККД
характеризуются шириной
приемной щели и в зави-
симости от типоразмера мо-
гут принимать куски горной
породы размером 400—
1200 мм, имеют разгрузоч-
ную щель 74—270 мм и
м3/ч. Дробилки КСД прини-
мают куски размером 60—300 мм, размер их разгрузочной
щели 12—60 мм, производительность 12—580 м3/ч. Дробилки
КМД принимают куски размером 35—100 мм; имеют разгрузоч-
ную щель размером 3—15 мм, производительность 12—220 м3/ч.
В конусных дробилках материал разрушается в камере дроб-
ления, образованной двумя коническими поверхностями, из кото-
рых одн£ (внешняя) неподвижная, а другая (внутренняя) подвиж-
ная. Кинематические схемы конусных дробилок показаны на
рис. 5.9, а (схема ККД) и рис. 5.9, б (тема КСД и КМД). По-
движный конус жестко закреплен на валу, нижний конец которого
вставлен в эксцентриковую втулку 4 так, что ось вала образует
с осью вращения (осью дробилки) некоторый угол, называемый
углом прецессии. У дробилок ККД вал подвижного конуса шар-
нирно прикреплен сверху к траверсе. Подвижный конус дробилок
КСД и КМД опирается на сферический подпятник. Вал конуса
не имеет верхнего крепления — это дробилки с консольным
валом. Эксцентриковая втулка получает вращение от приводного
устройства, при этом подвижный конус получает качательное
(гирационное) движение. У дробилок ККД центр О качания
находится наверху в точке подвеса, у дробилок с консольным
валом он также находится наверху в точке пересечения оси вала
и оси дробилки. При работе дробилки ось вала описывает кони-
149
ческую поверхность с вершиной в точке О. При этом подвижный
конус как бы перекатывается по неподвижному через слой мате-
риала и осуществляет непрерывное дробление материала. В дей-
ствительности подвижный конус совершает более сложное движе-
ние. Конусная дробилка в принципе работает так же, как и щеко-
вая, с той лишь разницей, что дробление в конусной дробилке
происходит непрерывно.
Привод дробилок мелкого дробления осуществляется одним
электродвигателем. На дробилках для крупного дробления уста-
навливают второй двигатель пуска дробилок, если камера дробле-
ния заполнена материалом, т. е. находится «под завалом». Для
пуска дробилки «под завалом» гидравлическая опора системы
подвижного конуса обеспечивает быстрое опускание конуса и
ликвидацию заклинивания материала в камере дробления. Макси-
мальное усилие сжатия дробимого материала в камере дробления
машины определяется упругой силой амортизационных пружин.
Если усилия дробления превышают расчетные, например, при
попадании в камеру дробления недробимых предметов, то пру-
жины дополнительно сжимаются, опорное кольцо вместе с не-
подвижным конусом приподнимается, разгрузочная щель увели-
чивается и недробимый предмет выходит из дробилки. Применение
гидравлики и гидропневматики повышает надежность работы
предохранительного устройства, значительно упрощает и об-
легчает регулирование разгрузочной щели.
Расчет основных параметров. Условия дробления материала
в конусных и щековых дробилках подобны, поэтому методы
расчета параметров этих машин во многом аналогичны.
Угол захвата в конусных дро.билках (рис. 5.10, а), т. е. угол
между дробящими поверхностями подвижного и неподвижного
конусов, так же как и в щековых дробилках, не должен превышать
двойного угла трения 2(р, т. е. 0 + 01 < 2<р. У конусных дробилок
крупного дробления угол захвата принимают равным 21—23°;
у дробилок среднего и мелкого дробления он составляет 12—18°
в зависимости от типа футеровок.
Частоту вращения эксцентриковой втулки (об/с) для дробилок
ККД определяют так же, как и для щековых, т. е. из условия
обеспечения максимального пути h для свободно падающего
куска дробимого материала за время в течение которого экс-
центриковая втулка совершает половину оборота:
п ~ 0,5 //(2Л).
Из анализа следует, что с = h tg 0, d = h tg 0X, c + d =
= S - 2e = h (tg 0 + tg 0J.
Следовательно,
h =
Тогда tgP + tgPi ’
n = 0,78 /(tg 0 + tg 0x)/e ,
где e — эксцентриситет, расстояние от оси дробилки 00 до оси конуса О'О1.
150
Частоту вращения, полученную по приведенной формуле,
уменьшают на 10 %, так как фактически материал тормозится
о стенки конусов и скорость его движения вниз уменьшается.
Частоту вращения эксцентриковой втулки дробилок КСД
и КМД определяют из условий, что кусок дробимого материала
в камере дробления скользит вниз по наклонной поверхности
дробящего конуса (силы инерции не учитываются) только под
действием силы тяжести; за время прохождения параллельной
зоны кусок дробимого материала должен быть хотя бы один раз
сжат дробящими поверхностями конусов.
Длину параллельной зоны для дробилок среднего дробления
принимают равной, как правило, где D — диаметр по-
движного конуса, м. В этом случае частота вращения эксцентри-
ковой втулки (об/с)
п > 7,5 / (sin у — f cos y)/D ,
Для конусных дробилок мелкого дробления, имеющих значи-
тельно ббльшую длину параллельной зоны, принимают эту же
частоту.
Производительность конусных дробилок крупного дробления
определяют из условия, что за один оборот вала из дробилки
выпадает кольцо материала сечением (м2)
F = [(г + S) + z] h/2,
где z — размер разгрузочной щели — расстояние между дробящими конусами
при их максимальном сближении, м.
Средний размер выпадающего кольца принимается прибли-
женно равным диаметру подвижного конуса внизу DH. При этом
объем кольца V (м8)
V = 2л£) <г + е)е___
v tgp + tgp! ’
где е — эксцентриситет вала на уровне разгрузочной щели, м; 0, 0г — углы обра-
зующих дробящих конусов к вертикали, °.
Производительность дробилки (м3/с)
Л = или Л =
где V — объем кольца материала, выпадающий за один оборот втулки, м8; р, —
коэффициент рыхления материала; п — частота вращения втулки, об/с.
Производительность конусных дробилок среднего дробления
рассчитывают при условии, что за один оборот эксцентриковой
втулки кусок материала проходит длину параллельной зоны.
Тогда за один оборот из дробилки (рис. 5.10, б) выгрузится порция
материала объемом (м8)
V = nzlD сч,
I — длина параллельной зоны, м; Z)04 — диаметр окружности, описываемой
центром тяжести сечения материала, заключенного в параллельной зоне.
151
Для упрощения расчета принимают £)сч = D (где D — диа-
МР'ТП ППППГЖИЛГП ТГПЧЧСй) ТпгЧЯ ПППМЧВПДНТРП1ЧЧ0Г,'г^ ДПпбиПКИ
(м3/с)
П = pwcnzlD,
где р — коэффициент рыхления, ц = 0,45.
Силу дробления Ря для дробилок среднего и мелкого дробления
определяют исходя из условий, создаваемых предварительной
затяжкой амортизационных пружин. Считают, что сила этой
затяжки при нормальной работе дробилки удерживает верхнюю
часть машины (опорное кольцо) в постоянном контакте с корпусом
дробилки.
Расчетная схема для определения равнодействующей усилия
дробления Рд изображена на рис. 5.10, в.
Из уравнения моментов всех сил относительно точки А полу-
чают
п (бв 4~ Рп21) Р
д” Lp+/^ ’
где GB — сила тяжести верхней части дробилки, Н; Рп — усилие предваритель-
ной затяжки одной пружины, Н; zx — число пружин; 7? — расстояние от оси
дробилки до точки А, м; Lp, Lp — плечи сил относительно точки А, м; f — коэф-
фициент трения подвижного конуса о дробимый материал.
Мощность двигателя рассчитывают исходя из условий, что
энергия двигателя расходуется на преодоление моментов равно-
действующей сил дробления и трения в опорах [5]. Расчет ведут
по эмпирическим формулам.
Потребляемая мощность при работе конусной дробилки круп-
ного дробления МдР (кВт) пропорциональна квадрату диаметра
основания подвижного конуса D (м), эксцентриситету е (м) в пло-
скости разгрузочной щели и частоте вращения п9 эксцентриковой
втулки (об/с). При коэффициенте перегрузки /гд = 1,5
NnB = 1,5МДР =1,5- 60££>2епэ,
где k — коэффициент, характеризующий перерабатываемые породы; для проч-
ных пород k ~ 24.
Мощность двигателя дробилок КСД и КМД (кВт)
Мдв ж 12,6£>Ч.
Если известны размеры исходного материала D и готового
продукта d, то мощность привода дробилок КСД и КМД можно
определить аналогично мощности щековых дробилок.
Конусная дробилка имеет две неуравновешенные вращающиеся
массы: подвижный конус и эксцентриковую втулку. При работе
эти массы создают большие инерционные силы, которые необхо-
димо уравновесить, чтобы уменьшить нагрузки на детали машины
и фундамент. Расчет инерционных сил и уравновешивание для
конусных дробилок выполняют аналогично расчету и уравновеши-
ванию щековых дробилок [5].
152
9)
Рис. 5.11. Схемы валковых дробилок:
а — установка подвижного предохранительного валка; б — кинематическая схема дро-
билки с валками, связанными один с другим шестернями с удлиненными зубцами; в —>
с приводом валков от отдельных электродвигателей; г — через редуктор и карданные
валы; д — расчетная схема валковой дробилки; 1 — ведущий валец; 2 — ведомый валец;
3 •— пружина; 4 —- опора с горизонтальным перемещением; 5 — Шестерня с удлиненным
зубом; 6 карданный вал; 7 — редуктор
Валковые дробилки. Рабочим органом валковой' дробилки
являются вращающиеся цилиндрические валки. Материал по-
дается сверху, затягивается между валками или валком и футе-
ровкой камеры дробления и дробится. Валковые дробилки при-
меняют для среднего и мелкого дробления материалов в основном
средней прочности (до асж — 150 МПа) на гладких и рифленых
валках и мягких (до осж — 80 МПа) — на зубчатых валках. По
конструктивному исполнению валковые дробилки бывают одно-,
двух- и четырехвалковые (рис. 5.11). В последнем случае одна
пара валков располагается над другой. Поверхности валков бы-
вают гладкие, рифленые, ребристые и зубчатые. Сочетания дро-
бящих'поверхностей могут быть различными: например, оба валка
могут иметь гладкую поверхность, или один гладкую, другой
рифленую и др. Валковые дробилки традиционного исполнения
имеют небольшую производительность и неравномерный износ
поверхности бандажей по длине валка, что затрудняет поддержа-
ние зазора между валками в необходимых пределах. Трудоемким
в изготовлении и эксплуатации является узел специальной зуб-
чатой передачи вращения от одного валка к другому. Максимально
153
возможный размер (диаметр d) куска материала, подлежащего
дроблению, зависит от диаметра D валка. Чем больше диаметр
валка, тем больше может быть кусок исходного материала и сте-
пень дробления. Чем меньше длина валка, тем равномернее из-
нос рабочей поверхности и меньше нагрузка на детали дробилки.
Длина валков дробилки бывает меньше диаметра, равна ему
или больше.
Валковые дробилки эффективно перерабатывают материалы,
склонные к налипанию или содержащие липкие включения.
Налипший на поверхность валков материал срезается очистными
скребками и отводится в сторону. Применение конусных дроби-
лок в этих условиях вызывает частые простои, связанные с дли-
тельной и трудоемкой работой по очистке камеры дробления.
Конструкция валковых дробилок и их обслуживание проще кон-
струкции и обслуживания конусных дробилок. Наиболее распро-
странены двухвалковые дробилки (рис. 5.11, д). Валки вра-
щаются навстречу один другому и дробят попавший между ними
материал, раздавливая его при этом и частично истирая. Подшип-
ники вала одного из валков опираются на пружины и могут пере-
мещаться. При попадании недробимого предмета один валок мо-
жет отойти от другого и пропустить недробимый предмет, после
чего под действием пружин возвратиться в исходное положение.
Привод валков осуществляется от двигателя через клиноременную,
шестеренчатую или цепную передачи. Приводится во вращение
один валок, другой связан с первым шестернями с удлиненными
зубьями или цепной передачей, допускающими отход валков при
пропуске недробимых предметов (см. рис. 5.11, а). Такое кине-
матическое решение сложно, оно не обеспечивает нормальную
работу шестерен с удлиненными зубьями в условиях динамиче-
ских нагрузок и абразивной пыли.
В последнее время стали делать привод каждого валка от
электродвигателя (см. рис. 5.11, б) или через редуктор и кардан-
ные валы (см. рис. 5.11, s). Существенное усовершенствование
узла привода и передачи вращения с одного валка на другой дости-
гается при использовании для передачи вращения в двух- и трех-
валковых дробилках комплекта автомобильных колес, которые
за счет деформации шин обеспечивают надежное сцепление при
изменении расстояния между осями валков.
Для переработки глиняной массы и удаления из нее камней
применяют так называемые дезинтеграторные вальцы.
В валковых дробилках изнашивается средняя часть бандажей
(по длине), поэтому крупность дробленого продукта получается
неравномерной.
Расчет основных параметров. Угол захвата в валковых дро-
билках — это угол между двумя касательными к поверхности
валков в точках соприкосновения с дробимым материалом. На
кусок дробимого материала (см. рис. 5.11, 5), имеющего форму
шара и массу т, которой ввиду ее малости пренебрегают, дей-
154
ствуют нормальные силы Р от обоих валков и силы трения, рав-
ные fP (где f — коэффициент трения материала о валок). Анало-
гичная схема сил действует и на другой валок.
Кусок затягивается валками, если 2Pf cos a 2Р sin а или
f 2s tg а. Но f — tg <р, значит а ф. Так как 0 = 2а, то р С
«3 2а. Угол захвата у валковых дробилок для нормального про-
цесса дробления не должен превышать двойного угла трения, так
же как для щековых и конусных дробилок.
Размер куска, захватываемого валками, можно определить
исходя из условия, что при известных диаметре D валка, диа-
метре d куска материала и ширине а — выходной щели, имеет
место соотношение
(~т т) cos 05 = + "Г или (£ + d) c°s а = D 4- а.
При делении правой и левой части уравнения на d получают
(-r+l)cosa = —.
Так как степень измельчения в валковых дробилках в среднем
равна 4, то a/d = 0,25:
D cos а — 0,25
d 1 — cos а
Для прочных пород принимают коэффициент трения / = 0,3,
для влажной глины f = 0,45. При таких значениях f угол а
будет соответствовать 16° 40' и 24° 20', а для прочных пород
D/d = 17, для влажных глин D/d = 7,5. Обычно для гладких
валков принимают D/d = 20, для зубчатых и рифленых валков
D/d = 2-4-6.
Частота вращения валка п определяет надежный захват куска
материала без повышенного скольжения.
Частота вращения валков (об/с)
пс 102,5///(ргЮ),
где f — коэффициент трения материала о валок; d — диаметр куска исходного
материала, м.
Для уменьшения износа бандажей и более устойчивой и спо-
койной работы валковой дробилки окружная скорость валков
должна быть 2—7 м/с.
Для определения и nmax частоты вращения валков реко-
мендуют следующие эмпирические зависимости: nmln = 1/D и пт;1Х —
= 2/D. '
Производительность валковых дробилок вычисляют, пред-
ставляя процесс дробления как движение ленты из дробимого
материала между валками. За один оборот валка объем ленты
материала (м3), прошедший через выходную щель:
155
V = nDLa,
где D — диаметр валка, м; L — длина валка, м; а — ширина выходной щели, м.
При частоте вращения валка п (об/с) производительность дро-
билки (м3/с)
П = y>TcDLan.
Для прочных материалов принимают р> = 0,2-нО,3, для влаж-
ных вязких р> = 0,4ч-0,6.
При работе машины на прочных материалах под действием
усилий дробления предохранительные пружины несколько де-
формируются и валки расходятся. Поэтому в расчетах ширину
выходной щели принимают равной 1,25а. В формулу вводят также
плотность р (кг/м3) дробимого материала. Тогда производитель-
ность валковой дробилки (кг/с)
П = l,25nDLanpp.
Сила Р (Н) дробления зависит от нагрузки, которая создается
пружинами предохранительного устройства. Среднее значение
этой нагрузки, зависящей от многих факторов, вычисляют при-
ближенно:
Д*ср = ^ож^Р* =
где асж — предел прочности материала на сжатие, Па; р. — коэффициент разрых-
ления материала, для прочцых пород р = 0,2-т-0,3, для глины р — 0,4-?0,6; L —
длина валка, м; I — длина дуги валка на участке измельчения материала, м,
1= Ra. (R — радиус валка, м; а — угол, соответствующий дуге длиной I, рад).
При дроблении прочных материалов а — 16° 40', I = 0,29/?; при переработке
глин а = 24° 20', I = 0,43/?.
В расчетную формулу необходимо дополнительно ввести коэф-
фициент X, учитывающий одновременность раскалывания. Для
пород средней прочности и прочных X 0,02.
С учетом X среднее усилие дробления (Н)
Рор = огД/рХ.
При захвате валками кусков материала Рср вызывает силу
трения, равную f Рй9 (где f — коэффициент трения, f = 0,3-4-
0,45).
Мощность двигателя валковой дробилки с учетом затрат
мощности на преодоление всех сопротивлений при работе машины
= № + ВД1,
где Nlt — мощности, расходуемые соответственно на дробление с учетом тре-
ния материала о валок и на трение в подшипниках; т] — КПД передачи,
т]= 0,95.
156
С учетом Рор мощность, необходимая для дробления (Вт):
= 2^noLl^,kfRt
а мощность, необходимая на преодоление трения в подшипниках
двух валков (Вт):
JV2 — 2 1^,
где dm — диаметр шейки валка, м; /д — коэффициент трения качения, приведен-
ный к валу, 0,001; 6 — нагрузка на подшипники, Н, G = Q2 + -?ср (Q —
сила тяжести валка, Н).
Следовательно,
NnB = 2яя (pLlpkfR + б/шДС) т|.
Если фактическая степень дробления известна, то необходи-
мую мощность электродвигателя можно определить, пользуясь
формулой, рекомендованной для определения мощности электро-
двигателя щековой дробилки.
Бандаж валка делают из отдельных секторов, что позволяет
быстро, не разбирая дробилки, заменять износившиеся его части.
Бандажи изготовляют из марганцовистой стали.
Для переработки глиняной массы и удаления из нее камней
применяют так называемые дезинтеграторные вальцы. Они сос-
тоят из двух валков: валок большего диаметра имеет гладкую
поверхность; валок меньшего диаметра на рабочей поверхности
имеет ребра высотой 8—10 мм. Частота вращения ребристого и
гладкого валков соответственно 8,3—10 и 0,8—1 об/с.
Для переработки глиняной массы предназначены также дыр-
чатые вальцы конструкции ВНИИстройдормаша. Они состоят из
тихоходного и быстроходного валков, каждый из которых при-
водится во вращение от отдельного электродвигателя через ре-
дуктор (быстроходный валок) и через редуктор и зубчатую пе-
редачу (тихоходный валок).
Дробилки ударного действия. В дробилках ударного действия
материал разрушается под действием механического удара, при
котором кинетическая энергия движущихся тел полностью или
частично переходит в энергию их деформации и разрушения.
В этих дробилках возникающие усилия дробления в основном
уравновешиваются силами инерции массы самого куска. Дробилки
ударного действия применяют в основном для измельчения мало-
абразивных материалов средней прочности (известняка, доломи-
тов, мергеля, угля, каменной соли и др.). В некоторых случаях
дробилки ударного действия используют и при переработке мате-
риалов с повышенной прочностью и абразивностью (например,
асбестовых руд, шлаков и др.). У этих машин большая степень
157
Рис. 5.12. Основные схемы молотковых
и роторных дробилок:
а —< однороторные; 6 — двухроторные одноступенчатого дробления; в *=• двухроторные
двухступенчатые; г —• реверсивные; 1 — молоток; 2 —• ротор; 3 —• била; 4 —* отража»
тельные плиты; 5 —• механизм регулировки зазора между бнламн и плитами
дробления (до 50), что позволяет сократить число стадий дробле-
ния; большая удельная производительность (на единицу массы
машины); простая конструкция и она удобна в обслуживании;
имеет избирательность дробления и более высокое качество гото-
вого продукта по форме зерен.
158
По конструкции основного узла — ротора дробилки ударного
действия бывают двух основных типов: роторные и молотковые.
Роторные дробилки имеют массивный ротор, на котором жепко
закреплены сменные била из износостойкой стали. В молотковых
дробилках дробление осуществляется за счет кинетической энер-
гии молотков, шарнирно подвешенных к ротору.
Материал в дробилки загружается сверху. Падая под дейст-
вием силы тяжести, он подвергается ударам бил или молотков
быстро вращающегося ротора. В результате куски материала раз-
рушаются, их осколки разлетаются широким сектором (около 90°)
и отбрасываются на футеровку — отбойные плиты или колос-
ники, образующие камеру дробления. Ударяясь о футеровку,
осколки материала дополнительно измельчаются и, отражаясь,
снова попадают под удары ротора. Измельченные до определен-
ного размера куски материала высыпаются через разрузочную
щель или щели колосниковой решетки.
В некоторых случаях кусок материала, получив эксцентри-
чный удар, начинает вращаться вокруг своего центра тяжести со
скоростью, близкой к скорости рабочего органа дробилки (примерно
30 м/с) и разрушается под действием центробежных сил, которые
в куске материала вызывают напряжения — 10 МПа, превы-
шающие предел прочности при растяжении для многих горных
пород.
Разнообразие схем (рис. 5.12, а—г) роторных и молот-
ковых дробилок вызвано различным назначением дробилок. Наи-
более распространенными являются однороторные дробилки
(рис. 5.12, а). Двухроторные дробилки одноступенчатого дробле-
ния (рис. 5.12, б) применяют тогда, когда требуется большая про-
изводительность. Оба ротора дробилки работают самостоятельно,
и исходный материал поступает равномерно на оба ротора. Двух-
роторные дробилки двухступенчатого дробления (рис. 5.12, в)
применяют тогда, когда необходимо совместить две стадии дроб-
ления.
Для лучшего использования рабочей поверхности бил и мо-
лотков применяют реверсивные дробилки (рис. 5.12, а). Эти дро-
билки имеют симметричную камеру дробления и могут работать
при различных направлениях вращения ротора, что позволя-
ет использовать билы и молотки с двух сторон без переуста-
новки.
Главными параметрами дробилки ударного действия являются
диаметр и длина ротора, которые входят в ее условное обозначе-
ние.
Билы и молотки роторных и молотковых дробилок должны
обладать высокой износостойкостью, выдерживать большие удар-
ные нагрузки и нагрузки от центробежных сил и легко заме-
няться. При разработке конструкции бил и молотков обеспечи-
вается возможность их многократного использования.
159
ростей тел после удара к
Рис. 5.13. Схема для определения произво-
дительности роторной дробилки
Расчет основных параметров.
Удар по куску дробимого материала
в дробилках ударного действия за-
нимает промежуточное положение
между упругим и неупругим уда-
ром. Степень приближения к тому
или иному виду удара принято
характеризовать коэффициентом k
восстановления.
Значение коэффициента k опре-
деляется отношением разности ско-
разности скоростей тел до удара, т. е.
_ pi —ра
По— Ио ’
где Hi — скорость движения тела 1 массой тг (ротор) после удара; — скорость
движения тела 2 массой (дробимый материал) после удара; и0 — скорость дви-
жения тела 1 до удара; — скорость движения тела 2 до удара.
Если k = 1, удар называется упругим, если k = 0 — неупру-
гим. Все промежуточные случаи называют упруго-пластичным
ударом.
Экспериментами установлено, что при разрушении камня уда-
ром количество энергии (Дж), отдаваемой камню,
А-ЬА^М^
+ т2)л
где fej — 0,9-~0,95.
Учитывая, что в роторных дробилках масса ротора mt значи-
тельно больше массы камня т2 и отношение т^т^ можно принять
равным нулю, получим
А = 2kim2vo-
Дробление материала в ударных дробилках начинается только
при сообщении ему определенной энергии.
Критерием оценки эффективности ударного воздействия по
камню является С — константа, характеризующая горную по-
роду (определяется опытным путем). Если для данной горной по-
роды она меньше своего постоянного значения, то камень не раз-
рушается; если больше, то удар происходит с разрушением, т. е.
С < dv2,
где d — размер частицы; v — скорость удара; z — показатель степени, по опыт-
ным данным z < 2.
160
Критический размер пуска, при котором он разрушается [51:
d„p = гзо,
РОр
где ар — предел прочности материала при растяжении, Па; р — плотность дро-
бимого материала, кг/мЗ; ир — скорость удара, принимаемая равной окружной
скорости ротора, м/с.
Критическую скорость ивр для конкретного вида материала и
заданной крупности продукта дробления 4 определяют из приве-
денного выше соотношения:
Овр= 1,75.10-“
Для определения производительности анализируют процесс
разгрузки материала из камеры дробления (рис. 5.13). В камере
дробления над ротором постоянно находится масса дробимого
материала, которая под действием гравитационных сил с некоторой
скоростью ив опускается на ротор. Последний при каждом про-
ходе била подобно фрезе отделяет некоторый объем (м3) мате-
риала:
V = ЛЬрЛ, м3,
где А — горизонтальная проекция дуги, м; £р — длина ротора, м; h — толщина
стружки по вертикали, определяемая как путь свободно падающих кусков за
время поворота ротора от одного била до соседнего, м.
На основании этого выражения определяют производитель-
ность в единицу времени (м®/с):
П = 4Lp/mz,
где п— астота вращения ротора, об/с; z— число рядов бил [5].
При определении мощности двигателя привода дробилки
следует учитывать, что роторные и молотковые дробилки имеют
большую степень дробления и производят сравнительно мелкий
продукт. Результаты, близкие к фактическим, можно получить
вычисляя мощность (Вт) по формуле НПО «ВНИИстройдормаш»,
разработанной на основе гипотезы поверхностей:
N ^др/7(г-1)3600
^ср'Пдр'Ппр ’
где ТСдр — энергетический показатель, характеризующий прочность материала,
при Ор = 3000 Па Ц7др = 2,53 Вт-ч/м2, при ор == 16 400 Па 1Гдр = 40 Вт-ч/м2;
П — производительность дробилки, м3/с; I — степень дробления; Оср — средне-
взвешенный размер исходного материала, м; т}др — КПД дробилки, т]др =
= 0,75-4-0,95; т)пр — КПД привода, для клиноременной передачи привода дро-
билки т]пр = 0,924-0,96.
Мощность двигателей молотковых дробилок (кВт) можно также
определять по эмпирическим формулам:
= 9D2Lpn или = (360 -н 540) Ш,
где D — диаметр ротора, м; £р — длина ротора, м; п — частота вращения ротора,
об/с; i — степень дробления; П — производительность, т/с.
6 П/р В. И Баловнева
161
Установлено, что за один удар кусок материала на частицы
менее критического размера не дробится. Необходимо не менее
трех ударов, чтобы все частицы продукта дробления были бы не
больше критического размера. Крупность продукта дробления
контролируется выходной щелью. Для дробилок мелкого и сред-
него дробления размер щели близок к заданному максимальному
размеру dniax зерна.
Опыты показывают, что размеры кусков, прошедших через
колосниковые решетки, достигают 1,5—1,7 зазора между колосни-
ками. Поэтому при настройке дробилки на режим работы, обеспе-
чивающий выход продукта крупностью до dm,„. зазор (мм) оп-
ределяют по формуле
5В - ^„/(1,54-1,7).
Для рациональных скоростей ротора 20—40 м/с время соуда-
рения камня и била ротора составляет 0,0011—0,0008 с, проме-
жутки времени между отдельными ударами 0,024—0,012 с. Следо-
вательно, энергия ротора дробимому материалу передается за
весьма короткое время, а накапливается ротором за время, в де-
сятки раз более длительное (при холостом пробеге ротора). Для
расчета момента инерции ротора пренебрегают энергией, полу-
чаемой ротором от двигателя в момент удара, и принимают, что
вся энергия, поглощаемая камнем, используется только из запаса
кинетической энергии ротора и всех вращающихся с ним масс.
Запас энергии должен быть достаточным, чтобы скорость ротора
при попадании наибольших кусков не уменьшалась больше, чем
допускается.
Момент инерции ротора
•^р ~ 5pDp/(2coH6),
где Sp — максимальный ударный импульс, Н-с; шн — средняя угловая скорость
ротора, рад/с; 6 — неравномерность вращения ротора, представляющая собой
отношение разности максимальной и минимальной угловых скоростей ротора,
принимаем б = 0,01 ~-0,03.
Для камня массой тк, имеющего начальную скорость в направ-
лении удара, равную нулю, с ротором, движущимся со скоро-
стью ир и обладающим массой, превышающей массу тн, ударный
импульс (Н-с) при центральном ударе
Sp == /пкир(1
при внецентренном ударе
с „ ткС,Р(1 +
р “ 1+(е/г)2 ’
где k — коэффициент восстановления; е — эксцентриситет ударной силы относи-
тельно центра масс куска, м; г — радиус инерции массы куска, м.
Машины и оборудование для помола материалов. Важным
технологическим процессом при производстве минерального по-
рошка, цемента, извести, исходного продукта для керамических
162
Рис. 5.14. Схема сил, действующих на барабанную мельницу:
I — схема движения шаров в барабане
изделий и др. является измельчение различных материалов до
частиц размером не более десятых долей миллиметра. Энергоем-
кость процесса помола большая. Однако на измельчение материа-
лов расходуется лишь часть энергии, потребляемой помольной
машиной. Значительная часть ее теряется в виде теплоты, на
изнашивание рабочих органов и др. Тонкому измельчению под-
вергаются большие массы материалов (сотни миллионов тойн).
Поэтому важны работы по совершенствованию этого оборудо-
вания.
В современном производстве для помола используют барабан-
ные (шаровые и стержневые), средн входные, ударные, вибрацион-
ные и струйные машины. В барабанных мельницах материал из-
мельчается внутри полого вращающегося барабана, в котором
помещены мелющие тела (шары, стержни). При вращении барабана
мелющие тела и материал сначала движутся по круговой траек-
тории, а затем, отрываясь от стенки, падают по параболе. Помол
материала осуществляется в результате истирания при относи-
тельном перемещении мелющих тел и частиц материала, а также
ударов тел по материалу при падении их с некоторой высоты.
Барабанные мельницы классифицируют: по режиму работы на
мельницы периодического и непрерывного действия; по способу
измельчения — сухого и мокрого помола; по способу загрузки и
разгрузки материалов — с загрузкой и разгрузкой через люк,
с загрузкой и разгрузкой через пустотелые цапфы, с загрузкой
через цапфу и разгрузкой через стенки барабана.
Барабан мельницы приводится во вращение через зубчатый
венец или через центральную цапфу. Они могут работать в откры-
том или замкнутом цикле. В последнем случае выведенный из
мельницы материал подвергается сортировке (сепарации), и
крупные частицы (негабарит) возвращаются в мельницу на до-
мол. Шаровые мельницы характеризуются внутренним диаметром
барабана и его рабочей длиной.
Расчет основных параметров. При небольшой .угловой скорости
барабана циркуляция материала не будет интенсивной, так как
6:
163
мелющие тела (шары), поднимаясь на некоторую высоту, скаты-
ваются по поверхности контура материала без удара (рис. 5.14).
При слишком большой угловой скорости шары, находясь под
действием значительных центробежных сил, не будут отрываться
от стенок в верхней точке, так как сила инерции Рин превышает
силу тяжести G, т. е. Раи > G или mg. Отсюда критиче-
ская угловая скорость (рад/с)
«кр = Vrg/R>
где g — ускорение свободного падения, м/с®; R — радиус удаления шара от
центра барабана, м.
Оптимальной угловой скоростью считают такую, при которой
шар имеет максимальную высоту Н падения, определяемую ко-
ординатами точки А отрыва шара от стенок и точки В встречи шара
после падения с окружностью барабана.
Отрыв шара от стенок в точке А будет тогда, когда G cos а
Ран или mg cos а ma)2R.
Угловая скорость (рад/с) при этом
со = y^g cos a/R .
Наивыгоднейший угол отрыва шара от поверхности а =
= 54° 40х. Подставив значение оптимального угла отрыва в фор-
мулу угловой скорости cd, находят оптимальную угловую ско-
рость барабана (рад/с):
сеопт = 2,38/)Лр.
Перегружать и недогружать мельницу шарами нерационально.
Шары должны занимать 0,3—0,35 объема барабана.
При работе барабанных мельниц энергия расходуется на подъ-
ем шаров и сообщение им кинетической энергии, так как после па-
дения шаров их окружная скорость равна нулю и шары вновь
приходится вовлекать в движение.
Работа (Дж), затрачиваемая на подъем шаров:
Лх = l,3mmgP,
где /пш — масса шаров, кг.
Кинетическая энергия (Дж), сообщаемая загрузке:
Л, = « одт^я.
Суммарная работа (Дж), затрачиваемая на один цикл движения
шаров,
Лх == А1 -|- Ла = 1,5/пш£.Рх.
где — внутренний радиус барабана, м.
За один оборот барабана загруженный материал и шары со-
вершают несколько циркуляций. Число циклов условного слоя
164
загруженного материала и шаров радиусом /?0 « 0,86/? за один
оборот барабана
z = п/(0,61л) 1,64.
Время цикла t = 0,61/л.
Мощность (кВт) двигателя привода барабанной мельницы
с учетом массы измельчаемого материала (принимаемой обычно
равной 0,14 массы шаров)
АГ Лсог __ 0,45/пш£Я1®
N ~ 2Л1000Т) “ lOOOri ’
где т) — КПД привода.
Масса шаров (кг)
тш = <pppn/?2L, кг,
где <р — коэффициент заполнения загрузкой барабана, ф = 0,3; р — коэффи-
циент пустотности загрузки, ц = 0,57; р — плотность мелющих тел, для сталь-
ных шаров р = 7800 кг/м3; L — длина мельницы, м.
Сверхтонкое измельчение осуществляют высокоскоростными
аппаратами. В определенных условиях выгодно использовать
вибрационные мельницы. При помоле до крупности частиц 1 —
10 мкм эффективность таких мельниц выше, чем у шаровых. Вы-
сокие скорости удара (до нескольких сотен метров в секунду)
сравнительно просто достигаются при движении частиц в струях
сжатых газов или пара (в струйных мельницах). Особенно эф-
фективны струйные мельницы, когда недопустимо загрязнение
измельчаемого материала продуктами изнашивания мелющих
тел. В промышленности строительных материалов применяют
вибрационные мельницы двух типов: инерционные (рис. 5.15)
и гирационные.
Вибрационные мельницы могут работать в режимах сухого
и мокрого помола. При непрерывном измельчении вибрационная
мельница работает в замкнутом цикле. Обычно частоту и ампли-
туду колебаний задают из технологических соображений, а де-
балансный момент (Н-м) вибратора рассчитывают по формуле
Л4В = gmBR = gmzA,
где тв — масса вибратора, кг; R — радиус центра тяжести дебаланса, м; А —
амплитуда колебаний, м.
Суммарная масса (кг) колеблющейся системы
тх = тк + тв + (ти + тш),
где — масса корпуса мельницы, кг; kn — коэффициент присоединения сы-
пучей массы загрузки к колебаниям, ka = 0,25-4-0,3; ти, тт — масса измель-
чаемого материала и мелющих тел, кг.
Мощность (кВт), потребляемая мельницей, расходуется на
сообщение колебаний системе и потери на трение в подшипниках:
£пЛ1п(а3£,и
м _____________0 в __________
кол gG[i +^(1 + и)2] ю3 '
165
Рис. 5.15. Вибрационные мельницы
инерционного типа:
а — общий вид; б — схема сил; 1 — корпус;
2—дебалансный вал; 3 — подшипники: 4 —
двигатель; 5 — опорные пружины
где ka — экспериментальный коэффици-
ент, характеризующий частоту колеба-
ний и степень заполнения мельницы
загрузкой; <в — угловая скорость; kq —
коэффициент, характеризующий вид ме-
лющих тел, частоту колебаний и измель-
чаемый материал; р— относительная масса загрузки, р = (/пм + тш)/тк;
G — сила тяжести колеблющихся масс, Н.
Мощность (кВт), раходуемая на трение:
Атрш fD^n^R
2л1000 “ 2000
Работа (Дж), затрачиваемая на трение в подшипниках вибра-
тора за один оборот вала:
Лтр =
где f — коэффициент трения в подшипниках; Dn — диаметр внутреннего кольца
подшипников, м.
По данным ВНИИТИСМ принимают kq = 0,4-r0,3; kQ —
= 0,1н-1,2; f = 0,010-4-0,006; р — 2,41-4-2,23 соответственно при
(а = 157-4-314 рад/с.
Струйные мельницы. В струйных мельницах измельчение про-
исходит в результате соударений частиц в точках пересечения
струй и в вихрях турбулентного потока. По виду энергоносителя
эти мельницы разделяют на воздухоструйные и пароструйные
166
5.3. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ СОРТИРОВАНИЯ
И ОБОГАЩЕНИЯ МАТЕРИАЛОВ
Машины для сортирования материалов. Исходное сырье
производства строительных материалов представляет собой не-
однородную по крупности смесь, содержащую различные примеси
и включения. В процессе переработки сырье необходимо разделить
на сорта по крупности, удалить из материала примеси и включе-
ния. Принципы действия основного оборудования для этого меха-
нический, гидравлический и аэрационный. Наиболее распростра-
ненный способ сортирования сыпучих материалов — механиче-
ский.
Сортирование производят на плоских или криволинейных
поверхностях с отверстиями определенного размера. Такой про-
цесс называется грохочением, а машины и устройства для этого —
грохотами. Сыпучая смесь, поступающая на грохот, называется
исходным материалом. Зерна материала, размер которых превы-
шает размер отверстий поверхности грохочения, остаются на этой
поверхности и называются надрешетными или верхним классом;
зерна материала, прошедшие через отверстия, — подрешетными
или нижним классом. Одна поверхность грохочения разделяет
исходный материал на два класса. Если сортируемый материал
последовательно проходит и поверхностей грохочения, то в ре-
зультате получают п 4- 1 классов.
Просеивающей поверхностью грохотов является колосниковая
решетка, решето или сито, которые располагаются горизонтально
или под углом к горизонту и приводятся в колебательное состоя-
ние. Благодаря колебательным движениям просеивающей поверх-
ности материал, поступающий на нее, перемещается к разгрузоч-
ному концу грохота.
Различают сухой и мокрый способы грохочения. При мокром
способе исходный материал поступает на грохот в виде пульпы
или в сухом виде и на грохоте орошается водой. При таком гро-
хочении материал не только разделяется по крупности, но и про-
мывается.
Процесс грохочения принято оценивать двумя показателями:
производительностью, т. е. количеством поступающего на гро-
хот исходного материала в единицу времени, и эффективностью
грохочения — отношением массы материала, прошедшей сквозь
отверстия сита, к массе материала данной крупности, содержа-
щейся в исходном продукте.
Грохоты с плоскими рабочими органами. Рабочей частью
грохота является просеивающая поверхность, которая может
быть выполнена в виде сита (плетеной проволочной сетки), решета
(стального листа с отверстиями или колосниковой решетки).
Сита различают по способу плетения, форме ячейки (квадрат-
ная и прямоугольная), сечению проволоки (круглая и специаль-
ного профиля), форме проволоки (предварительно изогнутая
167
и прямая). Сварное сито изготовляют на месте эксплуатации из
стальных прутков диаметром 7—8 мм и размером ячеек 60—100 мм.
Долговечность сита зависит от материала, из которого оно из-
готовлено, и в значительной степени от того, как оно закреплено
в грохоте. Слабый натяг сита приводит к «подхлестыванию»
сита, в результате чего проволока сита быстро ломается.
Разработаны новые просеивающие поверхности на основе
резонирующих ленточно-струнных сит (РЛСС). Ленты-струны
при работе грохота совершают продольные, поперечные и поворот-
ные колебания, причем в результате эффекта резонанса амплитуда
этих колебаний в 2—3 раза выше амплитуды колебаний короба
грохота, что обусловлено близостью частот колебаний короба и
собственной частоты лент-струн под нагрузкой. Для защиты
лент-струн от ударов в зоне загрузки на длине 1 м установлена
пластина из конвейерной резинотканевой ленты толщиной 15 мм.
Вибрационные грохоты бывают легкие, средние и тяжелые. По
конструкции грохоты разделяют на гирационные (рис. 5.16, а),
инерционные (рис. 5.16, б), самобалансные (рис. 5.16, в) и резо-
нансные.
В промышленности строительных материалов используют
средние и тяжелые грохоты.
Исследованиями во НПО «ВНИИстройдормаш» установлено,
что наиболее эффективными опорами грохотов являются пневмо-
баллонные амортизаторы. Пневмобаллонные опоры имеют нелиней-
ную упругую характеристику и с возрастанием колебаний при
резонансе жесткость увеличивается. Один тип пневмобаллонной
168
опоры при изменении внутреннего давления может быть исполь-
зован для различных нагрузок при различных параметрах коле-
баний.
Находят применение грохоты, у которых колебания просеи-
вающей поверхности вызываются электромагнитным вибратором.
В таких грохотах отсутствуют вращающиеся части, колебание
сообщается только просеивающей поверхности, а короб (рама)
остается неподвижным.
Теория грохочения базируется на вероятностном характере
процесса прохождения зерна сквозь отверстие просеивающей по-
верхности. Шарообразное зерно вертикально падает на просеи-
вающую поверхность с квадратными отверстиями. При этих ус-
ловиях вероятность прохождения зерна сквозь отверстие будет
определяться как отношение числа случаев т прохождения зерна
сквозь отверстие к общему числу всех случаев п [5].
Просеивание зависит от соотношения размеров d зерна и от-
верстия Z и не зависит от их абсолютных размеров. Незначительное
увеличение диаметра зерна d более 0,75/ вызывает необходимость
существенного увеличения числа отверстий на сите для прохож-
дения его сквозь сито.
Расчет основных параметров, определяющих эффективность
и производительность грохочения, включает определение раз-
меров просеивающих поверхностей, частоты и амплитуды коле-
баний, углов наклона грохота, направления вращения вала вибра-
тора, траектории движения сита и мощности на привод грохота.
Оптимальное соотношение ширины и длины просеивающих по-
верхностей вибрационных грохотов принимается равным 1 : 2,5.
У колосниковых грохотов тяжелого типа оптимальным является
соотношение 1 : 2.
Экспериментально установлено, что отверстия сита не заби-
ваются зернами, т. е. происходит самоочищение его, если высота
подбрасывания зерен над поверхностью сита h 0,4/. Исходя
из этого условия рассчитывают максимальную скорость движения
просеивающей поверхности. Для грохотов с просеивающей по-
верхностью, расположенной в горизонтальной плоскости с на-
правленными колебаниями под углом у к горизонту, скорость
колебательного движения (м/с)
u sm у r 6 ’
при у л? 35°
n0 = 7,72/h;
для наклонных грохотов
v0 = -yr2g/icosa;
при a = 20°
v0 = 4,28}Лh,
где a — угол наклона просеивающей поверхности к горизонту (рис. 5.17).
169
Рис. 5.17. Определение максимальной скорости движения материала по наклон-
ной просеивающей поверхности (а); график скорости перемещения материала
по колосниковой поверхности (б)
Если на грохоте установлено два или три яруса сит, то скорость
рассчитывают по ситу с наибольшим размером отверстий. По вы-
численной скорости колебаний сит (м/с) определяют основные
параметры колебаний грохота:
и0 = а®,
где а — амплитуда колебаний, м; со — угловая частота колебаний, Гц.
При назначении амплитуды колебаний надо учитывать ряд
ограничений. Установлено, что ускорение грохота при колеба-
ниях, превышающее 80 м/с2, приводит к быстрому выходу из строя
узлов грохота и возникновению трещин в коробе. Так как ускоре-
ние грохота w = <о2а (м/с2) увеличивается пропорционально ам-
плитуде колебаний и квадрату частоты колебаний, амплитуда
должна быть такой, чтобы ускорение не превышало 80 м/с2.
С уменьшением угла наклона грохота к горизонту снижается
скорость перемещения материала по ситу, в результате чего воз-
растает эффективность грохочения при одновременном сниже-
нии производительности. У наклонных грохотов угол наклона
может изменяться от 0 до 30°.
При изменении направления вращения вала вибратора наклон-
ных грохотов с круговыми и эллиптическими колебаниями с пря-
мого движения материала до ситу грохота на противоположное
эффективность грохочения улучшается, но одновременно сни-
жается производительность.
Производительность (м3/ч) грохотов товарного и промежуточ-
ного грохочения НПО «ВНИИстройдормаш» рекомендует опреде-
лять по формуле
П = qFk^^tn,
где q — удельная производительность грохота для определенного размера отвер-
стий сит при а= 18°, для квадратных сечений 5—70 мм в свету q =
= 124-82 м3/(ч-ма);
170
F — площадь грохочения; kx коэффициент, характеризующий угол наклона
грохота; для горизонтального грохота kx = 1, при а = 9-4-22° = 0,45ч-1,37;
,t2 - коэффициент, характеризующий содержание нижнего класса в исходном
материале, при Сн = 10-4-90 % йз = 0,58-4-1,25; ^ — коэффициент, характе-
ризующий содержание в нижнем классе зерен размером меньше половины одного
отверстия сита, при СН1 (3) — 10-4-90 % k3 = 0,63-4-1,35; т — коэффициент,
характеризующий неравномерность питания и зернового состава материала,
форму зерен и тип грохота, для горизонтального виброгрохота т = 0,8 (гра-
вий), т — 0,65 (щебень); для наклонного виброгрохота т = 0,6 (гравий), т ==
= 0,5 (щебень).
Качество получаемого продукта зависит от размера I отвер-
стий сит [51.
Производительность (т/ч) колосниковых грохотов при исполь-
зовании их для предварительного грохочения в качестве грохо-
тов-питателей рассчитывают по скорости перемещения материала
по просеивающей поверхности:
П — 3600В/щр&,
где В — ширина грохота, м; h — условная высота слоя материала на колосни-
ковом грохоте, h — 0,24 м; v — средняя скорость перемещения материала по
грохоту, м/с; v = да 0,045 м/(с-°); а — угол наклона колосников, °];
при большом содержании в горной массе камней диаметром более 700 мм и зна-
чительной загрязненности и крупнокусковости глины выбранную скорость сле-
дует уменьшить на 20 %; р — насыпная плотность материала, т/м3; А — коэф-
фициент, характеризующий вид просеивающей (в данном случае колосниковой)
поверхности, для каскадной k = I, для плоской k~ 0,85, для криволинейной
k = 1,5.
При определении мощности двигателя учитывают, что при
грохочении мощность расходуется на преодоление трения в под-
шипниках грохота, а также в опорах и сочленениях; на тран-
спортирование материала и прохождение зерен сквозь отверстия
сита:
Nобщ == Nтр Ч- Nгр"
Мощность (кВт), расходуемая на преодоление трения в ролико-
подшипниках (Вт):
дг _ МТр<В
ТР ~ 1000 ’
где /Итр — момент трения, Н-м, Л4тр = FmpD/2 (Fm — нагрузка на подшип-
ники, Н; Ц — приведенный коэффициент трения, для подшипников рачения
ц — 0,005-4-0,001; D — диаметр вала, м). '
Сила инерции (Н), развиваемая массой дебалансов т, Fmm-
— т (а + е) <о2 (а — амплитуда колебаний короба грохота; е —
эксцентриситет дебалансов; ш —частота вынужденных колебаний).
Мощность (кВт), затрачиваемая на перемещение и сортирова-
ние материала (при коэффициенте загрузки короба грохота, не
превышающем 0,5), изменяется прямо пропорционально массе
материала, находящегося на грохоте [5]:
= 2.31П (с. + -^-) р/(о£),
171
где I — длина грохота, м; П — производительность грохота по исходному пита-
нию, м3/с; Св — содержание верхнего класса в исходном материале, %; Ся —
содержание нижнего класса в исходном материале, %; р — плотность сортируемого
материала, кг/м3; v — скорость перемещения материала по ситу, м/с; Е — эффек-
тивность грохочения, %.
Потери энергии в электродвигателе учитываются его КПД.
5.4. ДРОБИЛЬНО-СОРТИРОВОЧНЫЕ УСТАНОВКИ
И ЗАВОДЫ
Каменные материалы перерабатывают на специализи-
рованных дробильно-сортировочных установках и заводах, ко-
торые по степени подвижности разделяют на стационарные, полу-
стационарные (инвентарные, сборно-разборные), передвижные и
плавучие.
Дробильно-сортировочные заводы разделяют: по объему вы-
пускаемой продукции (мощности) на заводы малой производитель-
ности (до 50—100 тыс. м3 в год), заводы средней производитель-
ности (100—250 тыс. м3 в год) и заводы большой производитель-
ности (более 250 тыс. м3 в год); по схеме технологического про-
цесса — на заводы, работающие по открытому или замкнутому
циклу; по расположению в отношении рельефа местности — на
заводы, расположенные на горизонтальной площадке с горизон-
тальной компоновкой оборудования, и заводы с вертикальной
схемой компоновки.
Открытым циклом называют такой цикл, при котором дроби-
мый материал на каждой стадии проходит через дробилку только
один раз и сверхмерный материал не поступает для дополнитель-
ного дробления. Более равномерный продукт получается при замк-
нутом цикле дробления, когда сверхмерный материал поступает
для повторного дробления и грохочения.
На дробильно-сортировочном заводе материал измельчается
в несколько стадий с применением различных дробильных машин,
которые выбирают в зависимости от свойств исходного материала.
Число стадий дробления назначают исходя из требуемой степени
дробления. Так, при общей степени дробления = 20 и степени
дробления, которую можно получить на одной машине для боль-
шинства дробильного оборудования 3—7, нужно применить две
стадии дробления, например с измельчением на первой стадии
- 3 и на второй г2 = 7. Тогда /г = = 3’7 = 21.
Принципиальная схема трехстадийного процесса переработки
горных пород на дробильно-сортировочном заводе показана на
рис. 5.18. Горная масса поступает в бункер 1 и питателем 2 по-
дается на предварительное сортирование, которое производится
на тяжелых колосниковых грохотах 3, Из исходной горной массы
отбирается материал, не требующий дробления в машинах пер-
вой стадии. В зависимости от степени загрязнения нижний про-
дукт может быть направлен на дальнейшее дробление или исклю-
чен из процесса переработки. Верхний продукт поступает в дро-
172
Рис. 5.18. Принципиальная схема трехстадийного процесса переработки гор-
ных пород
билку 4 первичного (крупного) дробления, где размер отдельных
кусков уменьшается до 125—250 мм. Это обеспечивает нормальную
работу дробилок последующей стадии,
Нижний продукт после предварительного сортирования и ма-
териал, прошедший первую стадию дробления, подают на гро-
хот 5 для промежуточного сортирования, назначение которого —
исключить из потока материала продукт, не требующий перера-
ботки в машине 6 второй стадии дробления. Это снижает нагрузку
на дробилку вторичного (среднего) дробления и уменьшает пере-
измельчение материала. На этой стадии дробления устанавливают
одну или несколько дробилок для среднего дробления и получают
куски размером 46—125 мм. Нижний продукт первого грохота 5
для промежуточного сортирования и продукт, прошедший дро-
билку 6 второй стадии дробления, поступают на второй грохот 7
для промежуточного сортирования. Дробилка 8 для мелкого дроб-
ления, установленная на третьей стадии, перерабатывает до то-
варного размера 40 мм материал, полученный на предыдущих ста-
диях. Для этого в зависимости от вида горной породы применяют
конусные, молотковые и роторные дробилки для мелкого дроб-
ления.
После дробилки третьей стадии материал поступает на гро-
хот 9 поверочного (контрольного) грохочения и на грохот 10
окончательного сортирования. На этом грохоте верхнее сито уста-
навливают на максимальный размер фракции готового продукта.
С этого сита верхний продукт, т. е. зерна размером больше 40 мм
возвращаются в дробилку третьей стадии. Так осуществляется
замкнутый цикл дробления. Применение замкнутого цикла по-
вышает (на 25—30 %) производительность дробилок последней
стадии, так как допускает их работу с более широкими выходными
щелями. Кроме того, замкнутый цикл позволяет более точно вы-
держать требования по допустимому закрупнению готового про-
дукта.
Для определения крупности и количества перерабатываемого
материала, проходящего через операции технологического про-
173
Рис. 5.19. Зависимость суммарного
выхода верхнего класса (%) от круп-
HUC1H В ДОЛЯХ ШИрИНЫ р аЗГру ЗО'ИЮИ
щели щековых и конусных дробилок
цесса, и соответствующего обо-
рудования, рассчитывают ка-
чественно-количественную схе-
му процесса. Схему, показы-
вающую крупность материала
после каждой отдельной опера-
ции, называют качественной.
Для расчета качественно-
количественной схемы необхо-
димо знать характеристики крупности исходной горной массы, а
также характеристики дробленого продукта после каждой стадии
дробления. Для точного расчета схем эти данные определяют опыт-
ным путем для каждого конкретного месторождения. Для прибли-
женного расчета можно пользоваться типовыми кривыми грануло-
метрического состава исходной горной массы и продуктов дробле-
ния различных дробилок. На рис. 5.19 кривые /, 2, 3 характери-
зуют гранулометрический состав соответственно для прочных
горных пород, а также для горных пород средней и слабой проч-
ности.
Автоматизация дробильно-сортировочных заводов. Дробильно-
сортировочное предприятие представляет собой единую поточно-
транспортную систему (ПТС). Производственные процессы выпол-
няются без участия обслуживающего персонала в автоматизиро-
ванном режиме. Особенностью, осложняющей автоматизацию
дробильно-сортировочного завода, является необходимость обес-
печения дистанционного и автоматического управления не только
пуском и остановкой машин и механизмов, но и автоматического
регулирования режимов переработки материала на различных ста-
диях процесса в зависимости от изменения количества и каче-
ства поступающего сырья; а также защиты оборудования при рез-
ких отклонениях режимов работы. Управление автоматизирован-
ным дробильно-сортировочным заводом осуществляется с цен-
трального диспетчерского пульта. Такое управление называется
централизованным автоматизированным (ЦАУ). Требования к схе-
мам ЦАУ изложены в Нормах технологического проектирования.
Автоматизация процессов переработки горных пород с пол-
ным выводом обслуживающего персонала из зон повышенного
шума, вибрации и пылеобразования является важнейшим меро-
приятием по улучшению труда обслуживающего персонала, от-
вечающим современному уровню развития техники и требованиям
экологии.
Локализация пыли в установках дробления осуществляется
системой аспирации с агрегатами аспирации, которые включают
гидрообеспыливание (оросительные устройства), аспирируемые
174
герметические укрытия на всех участках активного пылеобразо-
вания; очистители аспирируемого воздуха перед выбросом его
в атмосферу. Используют мокрый способ очистки аспирацион-
ного воздуха с установкой пылеуловителей на открытой пло-
щадке.
Годовая производительность дробильно-сортировочных уста-
новок по готовой продукции (м3/год)
^гот ^дв^^гот/(ргот^яр)>
где /7др — часовая производительность головной щековой дробилки, т/ч; 1 —
годовой фонд чистого рабочего времени, ч; Агот — выход готовой продукции,
£гот — 0,914-1; ргот — средняя насыпная плотность щебня, т/м8; Анр — коэффи-
циент неравномерности подачи горной массы, &нр = 1,15.
Максимальная часовая нагрузка на оборудование определяется
расчетной максимальной производительностью головной дро-
билки (т/ч) при переработке прочных изверженных пород:
/^ДР = пР^др^ф^кр^влэ
где Пп — паспортная производительность дробилки, м3/ч; р — насыпная плот-
ность, т/м8; Адр — поправочный коэффициент на дробимость материала, £др =
= 0,9; кф — поправочный коэффициент, учитывающий форму дробимого мате-
риала, йф = 0,954-1; Акр — поправочный коэффициент на крупность материала,
feKp = 0,97; йвл — поправочный коэффициент на влажность дробимого материала,
kBn = 0,984-1.
ГЛАВА 6
МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ
И ТРАНСПОРТИРОВАНИЯ БЕТОННЫХ СМЕСЕЙ
И РАБОТЫ С БИТУМОМ
6.1. МАШИНЫ И ОБОРУДОВАНИЕ
ДЛЯ ПРИГОТОВЛЕНИЯ ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ
Цементобетонные смеси и строительные растворы пред-
ставляют собой смеси, состоящие из вяжущих веществ (цемента,
извести) и заполнителей (щебня, гравия и песка, а также легких
материалов: шлака, пемзы, керамзита). В результате химической
реакции между вяжущими веществами и водой образуется цемент-
ный (известковый) камень, заполняющий пространство между
щебнем и песком. Для экономии вяжущего материала и получе-
ния более прочного бетона так подбирают компоненты смеси,
чтобы между ними было наименьшее количество пустот. На тех-
нологию приготовления цементобетонных смесей большое влия-
ние оказывает количество вяжущего вещества и воды, которые
в основном определяют подвижность и укладываемость смеси и
прочность затвердевшего бетона. Затвердевший бетон характери-
зуется «маркой», т. е. пределом прочности образцов на сжатие
в 28-дневном «возрасте». На прочность бетона влияет однород-
ность смеси, зависящая от качества перемешивания.
Приготовленйе (смешивание) цементобетонных смесей и рас-
творов осуществляется в бетоно- и растворосмесителях. Смеши-
ванию сопутствуют вспомогательные операции: дозирование, за-
грузка составляющих и выгрузка готовой смеси. Устройства для
осуществления вспомогательных операций могут быть выполнены
в одном агрегате со смесителем или самостоятельно и входить в ком-
плект соответствующего оборудования смесительного завода.
Смесители классифицируют по ряду признаков (рис. 6.1).
Смесители бывают стационарными и передвижными. Передвижные
смесители применяют на объектах с небольшими объемами работ,
стационарные — на заводах. По способу смешивания различают
смесители принудительного действия и гравитационные. Принуди-
тельное смешивание осуществляется при вращении лопастей или
других элементов в неподвижной емкости — барабане (рис. 6.2),
а в гравитационных смесителях — в результате подъема и сбрасы-
вания смеси внутри вращающегося барабана (рис. 6.3). Гравита-
ционные смесители проще по конструкции и способны перемеши-
вать бетоны с более крупным заполнителем. По режиму работы
смесители бывают цикличного и непрерывного действия. Смеси-
тели цикличного действия работают последовательными циклами.
176
Рис. 6.1. Классификация машин и оборудования для приготовления цементо-
бетонных смесей
Каждый цикл состоит из операций загрузки, перемешивания и
выгрузки готовой смеси. В смесителях непрерывного действия
поступление компонентов и выход готовой смеси происходит не-
прерывно. Эти машины отличаются большой производительно-
стью. Главным параметром смесителей непрерывного действия
является их производительность.
Гравитационные бетоносмесители обеспечивают перемешива-
ние компонентов в барабанах, к внутренним стенкам которых при-
креплены лопасти. При вращении барабана смесь поднимается
лопастями на некоторую высоту и затем падает вниз. При этом
образуются определенные радиальные и осевые потоки движения
смеси, благодаря чему различные частицы материала равномерно
перераспределяются по объему замеса. Однородность смеси обес-
печивается при 30—40 циклах подъема и сброса.
Гравитационные бетоносмесители непрерывного действия
обычно имеют цилиндрический барабан с горизонтальной осью.
177
Рис. 6.2. Двухвальный смеситель с горизонтальными валами непрерывного
действия:
а — схема смесителя; 1 — двигатель; 2 — клиноременная передача; 3 — редуктор; 4 —»
зубчатая передача; б — разгрузочный затвор; 6 — лопастные валы; 7 — лопасть, 8 —
корыто смесителя. Схема движения смеси в корпусе смесителя: б — противоточная;
в — поточно-контурная
Рис. 6.3. Бетоносмеситель с двухконусным барабаном:
а — общий вид; б — схема устройства смесительного барабана: 1 — станина; 2 — стойка;
3 — пневмоцнлиндр; 4 — кронштейн; 5 — шип траверсы; 6 — барабан; 7, 15 — обод; 8 —
зубчатый венец; 9 — электродвигатель; 10 — опорные ролики; И — упорный ролик;
13 — траверса; 13, 14 — лопасти
178
Рис. 6.4. Схемы неопри
кидных бетоносмесиге-
а — реверсивного, б —
свыгруэочным лотком
а) 5)
Такие смесители непрерывно загружают сверху через загрузочную
воронку, готовая смесь также непрерывно выгружается с противо-
положного конца. Производительность регулируют, меняя произ-
водительность дозаторов. Такие бетоносмесители хорошо зареко-
мендовали себя при приготовлении смеси одной марки. При
переналадке на смесь новой марки они уступают смесителям цик-
лического действия. Бетоносмесители изютовляют с наклоняю-
щимися и ненаклоняющимися барабанами. Смесительные барабаны
могут быть грушевидной, конусной и цилиндрической формы.
— По способу выгрузки гравитационные смесители бывают:
опрокидными, в которых выгрузка замеса осуществляется накло-
ном барабана в сторону выгрузочного отверстия; реверсивными,
выгружаемыми в результате обратного вращения, чго обеспечи-
вает движение материала в сторону выгрузочного 01верстия;
с вводным лотком, по которому смесь выгружается из барабана
(рис. 6.4).
Цикличные бетоносмесители с принудительным смешиванием
материалов разделяют на чаше- и корытообразные (лотковые).
В чашеобразных корпус выполнен в виде чаши цилиндриче-
ской формы с одним или несколькими перемешивающими ва-
лами. В корытообразных бетоносмесителях корпус оснащен од-
ним или двумя перемешивающими лопастными валами Бетоно-
смесители принудительного смешивания более производительны,
они обеспечивают приготовление смесей высокой жесткости, чего
нельзя достичь в гравитационных бетоносмесителях.
Бетоносмесители с эксцентрично расположенными валами раз-
деляют на прямоточные и противоточные с вращающейся или
неподвижной чашей. Прямоточные имеют направление вращения
лопастного вала, которое совпадает с направлением движения
смешиваемых материалов, обеспечиваемого вращающейся чашей
или лопастями, которые закреплены на траверсе В противоточ-
ных бетоносмесителях вращающаяся чаша или траверса со скреб-
ками направляет смешиваемые материалы к лопастным валам,
вращение которых противоположно вращению чщии или траверсы.
Смешивающие аппараты чашеобразных бетоносмесителей вы-
полняют планетарно-роторными и роторными. Роторные чаше-
образные бетоносмесители более просты по конструкции, чем пла-
нетарно-роторные, так как не имеют вращающихся лопастных
валов. Смешивающие лопасти расположены на разных расстоя-
ниях от оси чаши так, чтобы при вращении ротора они перекры-
вали всю площадь смесительного пространства (рис. 6.5). Такие
бетоносмесители хорошо работают при приготовлении подвижных
179
z?
Рис. 6.5. Роторный смеситель с вертикальным валом:
а — общий вид; б — лопастной аппарат; 1 — лопастной аппарат; 2 — электродвигатель;
3 — пульт управления; 4 — крышка чаши; 5 — редуктор;6 — неподвижный корпус-чаша;
7 — пневмоцилиндр затвора; 8 — затвор; 9 — держатель лопасти; 10 — водило; 11 —
лопасть для очистки обечайки внутреннего стакаиа: 12 — амортизатор; 13 — регулиро-
вочный винт; 14 — лопасть для очистки стенок корпуса
бетонных смесей и строительных растворов. Смеситель представ-
ляет собой корпус с вертикальной осью, внутри которого со ско-
ростью 6—8 м/с вращается ротор. Исходные материалы после
дозирования загружают сверху через отверстие в крышке кор-
пуса, выгрузка готовой смеси производится через дно корпуса.
Двухвальные и одновальные смесители лоткового типа обес-
печивают приготовление любых смесей, включая бетонные на
пористых заполнителях плотностью менее 1000—1200 кг/м3.
В двухвальных лотковых смесителях вращающиеся в противо-
положных направлениях валы с лопастями, расположенными по
прерывистой винтовой линии, создают перекрестное перемещение
смешиваемых материалов от стенок к центральной части корпуса
вверх, откуда материалы, опускаясь под действием сил тяжести,
возвращаются от центра к периферии. Всплывание легких фрак-
ций заполнителей при этом исключается. При такой схеме пере-
мещения путь, проходящий частицами приготовляемой смеси, со-
кращается и снижается энергоемкость процесса.
Корпуса лотковых смесителей вместе с разгрузочными затво-
рами выложены внутри легкосменяемой облицовкой, изготовлен-
ной из стали, полимеров, керамики, базальта. В некоторых кон-
струкциях двухвальных лотковых смесителей готовая продук-
ция выгружается при разъеме дна корпуса, создаваемого по-
воротом двух половин корпуса вокруг валов в противоположных
направлениях на некоторый угол. Это позволяет сократить время
180
выгрузки готовой смеси до 5—7 с, что в 4—5 раз меньше про-
должительности выгрузки готовой смеси из роторных смесителей.
Возможны различные схемы установки лопастей на валах
смесителей непрерывного действия. При поточной схеме лопасти
на обоих валах обеспечивают поступательное движение смеси
от загрузочного отверстия смесителя к разгрузочному. При по-
точно-контурной схеме лопасти одного вала перемещают смесь
в сторону разгрузочного отверстия, а другого вала — в обратном
направлении. В поточно-контурной схеме корпус установлен
с наклоном в сторону разгрузки под углом а = 3°.
Исследования влияния частоты п вращения лопастных валов
на степень сепарации смеси показали, что превышение п выше
некоторого «критического» значения приводит к росту неоднород-
ности смеси на выходе из смесителя. Этого не наблюдается, если
частота вращения п валов не достигает критических значений,
но и при этом степень неоднородности в зоне выхода из смесителя
несколько повышается.
Вибрационные смесители обеспечивают интенсификацию пере-
мешивания жестких бетонных смесей. При вибрировании разру-
шаются структурные связи смеси, и она становится более теку-
чей, при этом улучшается использование вяжущих свойств це-
мента, так как при соударении частиц с них удаляются продукты
гидратации и в реакцию вступают новые поверхности. Однако
некоторыми исследованиями установлено, что применение вибра-
ции для перемешивания смесей, содержащих большое количе-
ство воды, существенно не увеличивает прочность бетона, в то
время как энергозатраты при виброперемешивании увеличиваются
в 1,5—2 раза. Виброперемешивание экономически выгодно при
приготовлении жестких бетонных смесей с мелкозернистыми за-
полнителями. Вибрация может передаваться смеси через корпус
смесителя или через лопасти (рис. 6.6, а).
В гравитационных и лотковых смесителях готовят смеси с наи-
большей крупностью заполнителей до 150—180 мм. Наименьшую
энергоемкость 1,1—1,3 кВт/м3 имеют гравитационные смесители.
Среди смесителей принудительного действия менее энергоемки
лотковые смесители (3,2—3,35 кВт/м3) по сравнению с тарельча-
тыми смесителями (3,5—4 кВт/м3). Большую эффективность имеют
лотковые двухвальные смесители перед тарельчатыми и лотко-
выми одновальными. Гравитационные смесители эффективны при
приготовлении подвижных смесей с осадкой конуса 3—5 см и
больше с наибольшей крупностью заполнителей до 180 мм.
По сравнению с тарельчатыми смесителями роторного типа
применение лотковых двухвальных смесителей снижает энергоем-
кость смешивания на 20 % и сокращает расход цемента на 50 кг/м3.
Перспективы развития бетоносмесителей. Разработаны новые
комбинированные смесители (рис. 6.6, б) для приготовления раз-
личных бетонных смесей. Смеситель представляет собой барабан,
состоящий, из двух полусфер, одна из которых жестко связана
181
Рис 6 6. Схемы смесителей интенсифицирующего действия’
а — двухвальный роторный вибросмеситель; б — комбинированный смеситель, в — сме-
ситель с гибким корпусом: 1 — рама, 2 — опорные пружины, 3 — электродвигатель
привода дебалансного вала; 4 — барабан, 5 — трубчатый вал, 6 — дебалансный вал,
7 — лопасть, 8 — стакан, 9 — приводной шкив, 10 — дебаланс, 11 — электродвигатель
привода лопастного вала, 12, 13 — полусферы, 14 — приводной вал, 15, 17 — смеситель-
ные лопасти, 16 — резиновое уплотнение, 18 — неподвижная рама, 19 — подвижная
рама, 20 — гибкий корпус смесителя; 21 — ось поворота, 23 — опора корпуса, 24 —
центральный конус; 25 — кривошип; 26 — механизм опрокидывания, 27 — приводной
вал с электродвигателем, 28 — опорный подшипник
с приводным горизонтальным валом. Полусферы соединены между
собой герметизированным резиновым уплотнителем, обеспечи-
вающим передачу крутящего момента от одной полусферы к дру-
гой. Приготовление смеси осуществляется во вращающемся бара-
бане с помощью расположенных внутри обеих полусфер смеси-
тельных лопастей. Загрузка исходных компонентов осуществ-
ляется через торцовое отверстие левой полусферы, по окончании
смешивания правая полусфера отводится по валу вправо и через
образовавшийся кольцевой разъем выгружается готовая смесь.
Считают, что в таких смесителях можно получить смеси любой
удобоукладываемости с наибольшей крупностью заполнителей
до 150 мм при сокращении энергоемкости, времени приготовления
смеси и ее разгрузки.
В условиях, требующих повышенной однородности смеси,
находят применение безлопастные смесители с гибким корпусом
или спирально-вихревые смесители. Такой смеситель (рис. 6.6, в)
182
»| bl' . имеет смонтированный
g) на валу наклонный
под определенным уг-
лом к горизонту металлический диск. По окружности диска жестко
укреплен гибкий конический корпус, в верхней части которого
закреплено металлическое кольцо. Для предотвращения образо-
вания «мертвых зон» и вихреобразования в центре наклонного
диска установлен конус. Безлопастные смесители с гибким кор-
пусом обеспечивают по сравнению со смесителями традиционных
типов меньшую продолжительность приготовления смесей (10—
30 с). Смесители имеют большую металлоемкость и значительные
размеры при ограниченной вместимости (до 0,5 м3).
В качестве защитной футеровки в смесителях широко исполь-
зуют полимер-резиновые материалы, которыми облицовываются
лопасти и внутренние полости смесителей Помимо увеличения
срока службы смесителей в 1,5—2 раза улучшаются санитарно-
гигиенические условия труда обслуживающего персонала. При
работе смесителей с металлической футеровкой на частотах 500—
4000 Гц уровень звукового давления превышает нормативный,
а при замене металлической футеровки полимер-резиновой уровень
звукового давления снижается до уровня, допускаемого санитар-
ными нормами.
Расчет основных параметров гравитационных смеситель-
ных машин (рис. 6.7). Главным параметром гравитационных бе-
тоносмесителей циклического действия является объем готового
замеса V3 (л), который для машин, выпускаемых промышленно-
стью, представляет собой размерный ряд: 65, 165, 330, 500, 800,
1000, 2000, 2600, 3000 л. При этом между объемом готового за-
меса и объемом сухих компонентов, загружаемых в барабан на
один замес Узаг, существует зависимость VB = VBarkB. с {kB, с —
183
коэффициент выхода смеси, для бетонных смесей &в. 0 = 0,65 -?•
0,70 и для растворов k^. 0 ~ 0.85-^0,95) Геометрический объем
смесительного барабана Уг в 2—3 раза больше Узаг. Это соотно-
шение существенно влияет на качество смешивания. Высота ло-
пастей для различных точек лопасти по ее длине различна.
Высота лопасти от поверхности барабана
(Dx — диаметр сечения барабана, в котором определяется высота
лопасти).
Частоту вращения смесительного барабана п (об/с) опреде-
ляют исходя из условия предотвращения отрицательного влия-
ния центробежных сил, прижимающих частицы смешиваемых
компонентов к стенкам барабана. Уравнение равновесия частицы,
лежащей на поверхности лопасти, имеет вид
mg sin а — mgp cos а + m^R,
где т ~ масса частицы, кг; g — ускорение свободного падения; а — угол наклона
лопасти к горизонту, а = 45°; р — коэффициент трения смеси о сталь, jx = 0,6;
со — окружная скорость барабана, м/с; R — радиус внутренней поверхности
барабана, м.
Следовательно,
, 1 X л2/г3 п
g (sin а - cos а) = R,
где п — в об/мин.
Отсюда
п = 30 Y(sin а — И cos <z)/jR •
Приближенная формула имеет вид
п = / 400/Drp,
где Огр — диаметр цилиндрической части барабана.
Мощность двигателя для привода барабана гравитационного
бетоносмесителя расходуется на подъем смешиваемого материала
и преодоление сил сопротивлений, возникающих при вращении
барабана (силы сопротивления трению от качения бандажей по
опорным роликам, силы сопротивления трению в подшипниках
роликов, силы сопротивления в трансмиссии).
Угол ф, связан с углом наклона к горизонту поверхности
материала в барабане. Считают, что угол ф равен углу естествен-
ного откоса материала: ф= 40-^45°. Сила сопротивления, соз-
даваемая смещением материала и приведенная к ободу бандажа,
(Н):
TW __ бц&ц Ч~ бк^К
где бц, бк — силы тяжести материала в цилиндрической и конической частях
барабана, Н; &ц, &к — плечи сил тяжести материала в цилиндрической и кони-
ческой частях барабана, м; R — радиус барабана, м; 6 — толщина бандажа, м.
184
Сила тяжести материала в цилиндрической части барабана
где Ед — площадь сечения снеси в цилиндрической части барабана, ма; /ц —
длина цилиндрической части барабана, ы; р — плотность сухой смеси, р =
= 14004-1500 кг/м®.
Площадь (м2) определяют как площадь кругового сегмента:
Ф “ sin 0)»
где Р — угол, рад.
Сила тяжести (Н) материала в конических частях барабана
GH = V b&vPS б?ц.
Плечо силы тяжести материала в цилиндрической части ба-
рабана (м)
= Уц sin ф,
где ?/ц — расстояние от оси барабана до центра масс материала в цилиндрической
части барабана, м,
4 R sin (Зр/2)
Рц== 3 р — sin Р ’
Плечо силы тяжести материала в конической части барабана
(м)
Ьн = ув sin ф,
где дк — расстояние от оси барабана до центра масс материала в конической
части барабана, м, ук = R — 2/Зй.
Сила сопротивления (Н) трению от качения бандажа по роли-
кам и сила сопротивления трению в подшипниках роликов, при-
веденные к ободу бандажа:
пу __ G0M + k ( G0M + Gg ..
3 cos а £ -J- 6 ' cos а ’
где G0M — сила тяжести смеси, Н, GCM = V8arpg; Gg — сила тяжести барабана, Н;
а — угол установки роликов, °, а = 30°; k — коэффициент трения качения, м,
k = 0,0024-0,005; рх — коэффициент трения скольжения в подшипниках роли-
ков; dz — диаметр оси ролика, м; dr — диаметр ролика, м.
Мощность привода смесительного барабана (кВт)
М = + F2) u/IOOOt],
где v — окружная скорость бандажа барабана, м/с; т) — КПД трансмиссии ба-
рабана.
Расчет основных параметров и мощности привода бетоносме-
сителей принудительного действия. Производительность сме-
сителей цикличного действия (м3/ч)
П = Vz,
где V — объем готового замеса, м8; z — число циклов в 1 ч.
185
Число циклов (ц/ч)
z = 3600//,
где t — длительность цикла (интервал между замесами), с, t ~ /3 + /Пер + /р
(/а — время на загрузку смесителя, с, /3 = 10-7-20 с; /Пер — время на перемеши-
вание, с, /Пер = 60ч-90 с; /р — время на выгрузку готовой смеси и возврат ба-
рабана в исходное положение с, /р = Юч-20 с).
Эксплуатационную производительность за смену (м3/смену)
определяют по количеству часов Т в смену с учетом коэффициента
использования времени kB = 0,8-?-0,9:
77э = FITkB.
Обозначая через п число смен работы в течение года, полу-
чают годовую производительность /7ГОД (т/год):
/7Г0Д “ 77в/тйгод,
где Агод — коэффициент использования времени в течение года, Агод= 0,8-~0,85.
По заданному объему продукции в течение года и режиму ра-
боты (Т, п) можно определить необходимый объем готового замеса
смесителя (м3)
у = Т7Г0Д
Т игАвАгод
Производительность (м3/ч) лопастных смесителей непрерыв-
ного действия в общем виде
П = 3600Fyoc,
где F — площадь поперечного сечения потока материала в смесителе, ма; оос —
осевая скорость движения материала, м/с.
С некоторым допущением рабочие органы лопастного смеси-
теля можно рассматривать как винтовой конвейер с винтовыми
лопастями. Осевая скорость движения материала (м/с) зависит
от окружной скорости лопастей, их формы и схемы установки:
Voc = tg 0,
где kB — коэффициент возврата смеси вследствие перемешивания, Ав — 0,68ч-
0,75; Ап — коэффициент, характеризующий винтовые лопасти; и — окружная
скорость лопастей, м/с, v — ©/? (и — угловая скорость лопастного вала, рад/с;
Я — радиус наружной кромки лопасти, м); 0 — угол подъема винтовой линии,
образуемой лопастями, tg р = //(2л/?) (/ — шаг винта лопастей, м).
Коэффициент представляет собой отношение площади
проекции лопастей на винтовую поверхность к площади сплош-
ной винтовой поверхности в пределах одного шага. При прямо-
угольных лопастях отношение площадей можно заменить отноше-
нием проекций ширины лопастей на винтовую линию к длине
винтовой линии. Тогда
п 2л/?/соз р *
где b — ширина лопасти, м; а — угол наклона лопасти к винтовой поверхности,с;
и Zj — число лопастей в пределах одного шага соответственно с положитель-
ным и отрицательным углами установки.
186
На основании рассмотренного получают формулу для опреде-
ления производительности (м8/ч)
П = —g— cos a (zt — z2) sin рян,
где — коэффициент заполнения смесителя, обычно kn = 0,5-е-0,6.
С увеличением угловой скорости производительность повы-
шается. Однако с возрастанием скорости продвижения смеси
уменьшается время смешения, что влияет на качество перемеши-
вания. Чтобы обеспечить стабильность качества перемешивания
при изменении угловой скорости лопастных валов, необходимо
увеличить длину смесителя или изменить схему установки лопа-
стей.
Мощность двигателя привода лопастных смесителей расхо-
дуется на преодоление сопротивлений деформированию массы
лопастями и перемещение материала в корпусе смесителя. Для
предварительных расчетов рекомендуется пользоваться упро-
щенной методикой, основанной на том, что все виды сопротивлений
оцениваются экспериментальным удельным сопротивлением дви-
жению лопасти в смеси (см. п. 3.1).
На основании зависимости, рассмотренной ранее, получают
формулу для определения мощности (кВт), необходимой для вра-
щения вала с z лопастями:
_ kb cos т (Я2 — /?2) &zkB
7V1“ 2-1000 ’
где k — удельное сопротивление движению лопасти в смеси, Н/ма; b — ширина
лопасти, м; у — угол между плоскостью лопасти и осью вала; /?н, /?в — наруж-
ный и внутренний радиусы лопасти, м; и — угловая скорость вала, рад/с; z —
число лопастей на валу; £н — коэффициент заполнения материалом барабана
смесителя.
Значения k для бетонных смесей определены эксперимен-
тально: для пластичных смесей k = 3 104 Н/м2, для жестких сме-
сей k = 5,5-104 Н/м2.
Мощность двигателя роторных бетоносмесителей также можно
определить по приведенной формуле. Мощность (кВт), необходи-
мую для транспортирования смеси, определяют по методике рас-
чета винтовых конвейеров:
Л7 - npLtitg
2 3,6-10® ’
где П — производительность смесителя, м3/ч; р — насыпная плотность, кг/м3;
L — длина корыта смесителя, м; и — коэффициент сопротивления движению,
для глины со = 4ч-5,5.
Мощность двигателя (кВт)
Мдв = (jvx + jv,)4
где T] — КПД привода.
187
Исследованиями НПО «ВНИИстройдормаш» на основе ана-
лиза размерностей установлена зависимость для расчета мощ-
ности (кВт) двухвальных горизонтальных бетоносмесителей не-
прерывного действия:
N = (28-:-30) -Ln-°>3d2>3,
где L — длина смесителя, м; d — диаметр лопасти, м; п — частота вращения
вала, об/мин.
Параметры лотковых смесителей можно также определить по
эмпирическим формулам:
для двухвальных смесителей
т = 5,1V0-76, N = 34 V0’98, I = 1,55 V0-3,
а = 0,85V0,3, г = 0,55 V0,3;
для одновальных смесителей
т = 4,3V0’98, JV = 36V1’06, Z=1,35V°’35, r==0,71V°’4,
где m— масса смесителя, т; N — мощность двигателя, кВт; I—длина кор-
пуса, м; а — межцентровое расстояние (между двумя валами смесителя), м;
г — радиус окружности, описываемый лопастью, м; V — объем готового за-
меса, м3.
Частота вращения лопастных валов п и шаг t лопастей опреде-
ляются соотношениями: п < 30/)/г и t = (0,68-^0,82) г.
Динамические нагрузки, действующие в период неустановив-
шегося движения лопастного вала (при разгоне, стопорении),
рассчитывают на основании методов, рассмотренных ранее.
Вибрационное перемешивание интенсифицирует смешивание
исходных материалов, а также приготовление смесей, получение
которых в традиционных смесителях невозможно (например, дис-
персно-армированные бетонные смеси), сокращает время приготов-
ления смесей, повышает производительность. Исследованиями
установлено, что параметры вибрационных воздействий (частота со
и амплитуда а) должны быть такими, чтобы их сочетание обеспечи-
вало значительное снижение вязкости смеси. Рекомендуются сле-
дующие соотношения: асо2 ж 100-г250 м/с2; а2 со3 « 50-^-150 м2/с3.
В вибросмесителях должно быть предусмотрено сочетание
принудительного перемешивания материалов с вибрационным
воздействием. Предпочтительным является кинематическое воз-
буждение вибратора, которое обеспечивает постоянство пара-
метров вибрации и возможность динамической балансировки.
Интенсивность виброперемешивания оценивают показателем
И = kF/Vt
где k — коэффициент, характеризующий интенсивность вибрирования, за ко-
торую можно принять амплитудное значение ускорения колебаний; F — излу-
чающая вибрацию поверхность; V — объем смеси.
188
Максимальные ускорения колебаний, обеспечивающие эф-
фективность приготовления смеси и удовлетворяющие требованиям
долговечности смесителя, составляют 160—150 м/с2. При этом
время перемешивания не превышает 40 с.
6.2. ЗАВОДЫ И ПЕРЕДВИЖНЫЕ УСТАНОВКИ
ДЛЯ ПРИГОТОВЛЕНИЯ ЦЕМЕНТОБЕТОННЫХ СМЕСЕЙ
Технологический процесс сооружения бетонных по-
крытий начинается с приготовления бетонной смеси, состав ко-
торой определяет качество сооружения. Смесительные установки
и заводы в дорожном строительстве готовят до 240 м3/ч цементо-
бетонных смесей. Передвижные бетонные заводы бывают двух
исполнений: блочном и транспортном. Блочное исполнение
заводов предусматривает монтаж оборудования на самостоятель-
ных жестких рамах. Каждая отдельная группа механизмов (блок)
должна допускать перевозку на прицепах-тяжеловозах. Такое ис-
полнение позволяет предельно сократить время на монтаж, де-
монтаж и транспортирование оборудования. Бетонные заводы
включают дозировочное и смесительное отделение, склад це-
мента, погрузочно-транспортировочное оборудование, силовую
и насосную станции или заменяющие их трансформаторную под-
станцию и линии водопровода. Вода также может подвозиться
автоцистернами. Силовое, насосное и конвейерное оборудования,
входящие в комплект завода, также изготовляются в транспорт-
ном исполнении. Заводы должны обеспечивать работу комплекта
с линейным бетоноукладочным оборудованием.
Эффективное использование высокопроизводительных комплек-
тов машин для производства бетонных смесей требует организа-
ции притрассовых передвижных цементобетонных заводов на базе
смесителей принудительного и гравитационного перемешивания
производительностью не ниже 120 м3/ч цикличного (рис. 6.8) и
непрерывного (рис. 6.9) действия.
Бетоносмесительный завод включает в себя следующие основ-
ные блоки: смеситель; дозировочный агрегат минеральных
материалов; дозировочный агрегат цемента; три ленточных
питателя; инвентарный склад цемента; емкость для воды; агре-
гат приготовления добавок; два пульта управления (самой уста-
новки и склада цемента). На смесителе установлен дозатор
воды, под ним — ленточный транспортер выдачи смеси в автомо-
били-самосвалы, а сзади — тарировочное устройство для проверки
работы дозаторов. Дозировочные агрегаты включают в себя три
расходных бункера для заполнителей с дозаторами и расходный
бункер для цемента с дозатором и автоматическими указателями
нижнего и верхнего уровня цемента. Полная загрузка расход-
ного бункера обеспечивает 30—60 мин работы установки. Дозато-
ры, установленные под расходными бункерами, подают отдозиро-
ванный цемент и заполнитель на горизонтальный транспортер,
189
Рис. 6.8. Схема бетоносмесительного узла с двумя смесителями принудительного
действия
1 — смеситель с вертикальным лопастным валом; 2 — дозатор воды; 3 — многофрак-
ционный дозатор заполнителей для последовательного взвешивания до шести компонен-
тов; 4 — бак для воды; 5 — бункера; 6 — циклон; 7 — силос; 8 — труба пневмоподачи
цемента; 9 — сводообрушитель; 10 — дозатор цемента; 11 — винтовой питатель; 12—
ленточный питатель; 13 — бункер готовой смеси; 14 ~ сборная двухрукавная воронка;
15 — поворотный ленточный питатель заполнителей; 16 — ленточный транспортер за-
полнителей: 17 — компрессор для пневмоуправления
откуда сухие составляющие бетонной смеси поступают на наклон-
ный конвейер и с него в смеситель. Инвентарный склад цемента
вместимостью 300 т состоит из восьми вертикальных металличе-
ских емкостей, оборудованных указателями нижнего и верхнего
уровней и пневмоподъемниками, передающими цемент в расходный
бункер. Емкость для воды и агрегат приготовления добавок вме-
щают по 9 т жидкости и оборудованы насосами для ее перекачки.
Расходный склад заполнителей (песка и двух фракций щебня)
применяется открытого штабельного типа с разделительными
вертикальными стенками (или без них) и располагается рядом
со смесительной установкой.
Бетоносмесительная установка малой производительности
предназначена для рассредоточенных строительных объектов и
представляет собой партерную самомонтирующуюся установку
мобильного исполнения с автоматическим и дистанционным
управлением, выполненную в двух модификациях: для работы при
отрицательных (до —15 °C) и положительных температурах.
190
Рис. 6.9. Схема двухступенчатого автоматизированного бетонного завода непре-
рывного действия для приготовления бетона 12 марок по перфокартам:
1 — бункера для заполнителей: 2 — дозаторы заполнителей непрерывного действия;
3 — ленточный транспортер заполнителей; 4 — наклонный ленточный транспортер; 5 —
тарировочный дозатор цикличного действия: 6 — дозатор цемента; 7 — бункер для цемента;
8 — фильтр цементного бункера; 9 — сборная воронка; 10 — смеситель непрерывного
действия; 11 —блок управления; 12 — водяной насос-дозатор
Производительность установки при положительных температурах
составляет 12 т/ч, при отрицательных — 5 т/ч.
Установка состоит из блока технологического оборудования
с кабиной оператора; склада цемента и склада заполнителей бе-
тонной смеси. Блок технологического оборудования выполнен
с теплоизоляцией и оснащен пневмоколесным ходовым устрой-
ством. Он состоит из основной и опорной рам, на которых смон-
тировано все оборудование. Склад заполнителей можно переобору-
довать из трехсекционного секторного исполнения со стреловым
скрепером (при работе летом) в обогреваемый бункерный (для ра-
боты при отрицательной температуре). Бункерный склад снаб-
жают системой подогрева заполнителей. Склад цемента силосного
типа выполнен в виде самостоятельного узла. Он снабжен наклон-
ным шнековым питателем.
Передвижные смесительные установки для приготовления
смесей из грунтов и каменных материалов, укрепленных неорга-
ническими вяжущими материалами. Основания под цементобетон-
ные покрытия при скоростном строительстве автомобильных дорог
и аэродромов рекомендуется сооружать из несвязных несцемен-
тированных обломочных грунтов, каменных материалов и отхо-
дов промышленности, включая золошлаковые смеси из отвалов
тепловых электростанций (ТЭС), укрепленных неорганическими
вяжущими материалами. Для приготовления смесей используют
смесители принудительного перемешивания, а также смесители
свободного перемешивания для приготовления смесей на основе
песчано-гравийных, песчано-щебеночных, грунтогравийных и
грунтощебеночных материалов, а также с использованием граве-
191
Рис. 6.10, Структурно-элементная схема комплекса аппаратуры для автомати-
зации бетоносмесительных установок:
Л б — датчики положений рабочих органов; 2 — датчик скорооти ленты транспортера:
3 — датчик контроля толщины слоя материала на транспортерах; 4, 5 -» датчики пре*
дельного уровня материала в бункерах, 7, 14, 15, 19 — цилиндры управления затворами
бункеров, 7/, 12, 13 — дозаторы с циферблатными указателями; 8 датчик авар ийной
перегрузки дозаторов, 9 — датчик разгрузки дозаторов, 10 датчик задания массы
порции, 16 — сборная воронка, 17 — смеситель; 18 — бункер готовой смеси; 20 — на-
бор схемных элементов для управления подачи материалов в расходные бункера (КАК-
ТУС), 21 — управление операциями дозирования, перемешивания и выдачи готовой
смеси (УНИБЛОК), 22 — дистанционные указатели работы основных элементов авто-
матики, 23 — подсистема управления от жетонов и перфокарт (СУЗИ)
листых, крупных и средних песков и золошлаковых смесей из
отвалов ТЭС.
Смесительные установки состоят из агрегата питания, аг-
регата-дозатора цемента, конвейера, смесительного агрегата
и пульта управления. Производительность таких смеси-
192
Рис. 6.11. Дозаторы непрерывного действия для сыпучих материалов’
а — одноступенчатый с электрической связью датчика и регулятора, б — одноступенча-
тый с электронной системой регулирования, в — Двухступенчатый с вибропитателем н
электронной системой регулирования, 1 — весовой транспортер, 2 — регулируемая
заслонка, 3 — дополнительный привод заслонки, 4 — усилитель, 5 — датчик массы,
б — тензометрический датчик, 7 — вариатор, 8 — командоаппарат, 9 — двигатель;
10 — редуктор; П — вибролотковый питатель, 12 ~~ бункер, 13 — электромагнитный
вибратор, 14 —• магнитный усилитель, 15 — электронный усилитель, 16 —< индуктив-
ный датчик
тельных установок зависит от крупности обрабатываемого мате-
риала: до 170 м3/ч(на каменных материалах), до 40—70 м3/ч (на
пылеватой супеси).
Скоростное строительство магистральных дорог требует созда-
ния грунтосмесительных установок большой производительности
(200—240 м3/ч) при влажности грунта 7—10 %.
Типы и основные параметры цементобетонных заводов оп-
ределяются производительностью завода, способом транспортиро-
вания смеси, климатическими условиями. Удельные капиталовло-
жения на крупных заводах меньше, чем на мелких заводах той же
суммарной производительности. Стоимость децентрализованных
хозяйств на 20—30 % превышает сметную стоимость центрального
завода. Целесообразность того или иного типа завода должна
быть выявлена в результате технико-экономического анализа.
При выборе смесительной машины кроме технологических сообра-
жений необходимо сопоставить их технико-эксплуатационные пока-
затели: энергоемкость, металлоемкость, удельную производитель-
ность.
Требуемая производственная вместимость (по выходу) смеси-
тельных машин
и — /7рЮ00
где 77г — годовая производительность завода, мз/год, г — число замесов (цикл
в час); g’c — число часов в смене, С — число смец в сутках, — число рабочих
дней в году, kc, kr — коэффициенты использования машин соответственно в смену
и в течение года.
7 П/р В И Балов и ев а . 193
Число смесительных машин
т - V/V„,
где Уо — объем принятой машины, л.
Дозировочное и другое вспомогательное оборудование выби-
рают в соответствии с принятой маркой смесительной машины,
схемой компоновки узла и применяемой системы автоматизации
технологического процесса. Структурная схема комплекса аппа-
ратуры для автоматизации бетоносмесительных установок при-
ведена на рис. 6.10. Принципиальные схемы автоматических
дозаторов непрерывного действия даны на рис. 6.11.
При эксплуатации оборудования заводов необходимо выпол-
нять общие требования техники безопасности, относящиеся к лю-
бой строительной машине, а также специфические требования.
При этом особое внимание следует обращать на состояние фрик-
ционных муфт и тормозов, конечных выключателей и стопорных
устройств, так как неудовлетворительная их работа может при-
вести к авариям и травмам.
6.3. МАШИНЫ И ОБОРУДОВАНИЕ
ДЛЯ ТРАНСПОРТИРОВАНИЯ БЕТОННЫХ СМЕСЕЙ
Продукция смесительных заводов доставляется по-
требителям в виде готовой бетонной смеси, сухой смеси авто-
самосвалами и автобетоновозами, а также автобетоносмесителями,
готовая смесь транспортируется автомобилями-самосвалами с цен-
тральной или боковой выгрузкой и специальными бетоновозами
с побудителями и без побудителей. Автобетоновозы с побудите-
лями транспортируют смесь на расстоянии до 25—30 км (не более
1—1,5 ч), а без побудителей до 5 км. Такие автобетоновозы по
сравнению с автобетоносмесителями обеспечивают перевозку жест-
ких бетонных смесей и увеличение коэффициента использования
грузоподъемности машин благодаря отсутствию дополнительного
оборудования водяной системы.
Автобетоновозы без побудителя отличаются простотой кон-
струкции. Кузов автобетоновоза поворачивается гидроцилиндрами
под любым углом (в диапазоне 180°) на любую сторону и назад.
В качестве дополнительного оборудования автобетоновоз имеет
съемный желоб, используемый при укладке смеси в узкую опа-
лубку или при выдаче ее в бадью. Ряд автобетоновозов унифици-
рован; они работают в режиме автобетоносмесителя. В этом случае
вода для затворения подается в смесительный барабан одновре-
менно с загрузкой автобетоновоза компонентами сухих бетонных
смесей. Перемешивание производится по пути следования к объ-
екту выдачи. Они работают при температуре окружающего воз-
духа в диапазоне (—40)—(+40) °C. Их элементы утеплены тепло-
изоляционным слоем из пенополиуретана.
194
ЗиЗА
Рис 6 12 Аътобегоносмеситель
1 - рычаг управления декомпрессором, 2 — бак для
воды, 3 — ведомая звездочка, 4 главный подшип-
ник барабана, 5 — смесительный барабан, 6 — бан-
даж, 7 — загрузочное устройство, 8 — лестница,
9 — рычаг управления муфтой сцепления, 10 — ры-
чаг управления подачей топлива, И — рычаг управ-
ления механизмом реверсировании редуктор?, 12 —
рама, 13 — шасси, 14 — контрольно-измерительная
аппаратура, 15 -- редуктор привода барабана, 16 —
устройство для поворота лотка, 17 - лоток, 18 —
опорвые ролики
Автобетоновозы принадлежат к ти-
пу машин большой грузоподъемности,
рабочим органом которых является
барабан сигарообразной формы. Обору-
дование автобетоновозов смонтировано
на специальном седельном полуприцепе к тягачам. Автобетон о-
возы могут загружаться от специальных установок передвижных
или стационарных бетонных заводов, приспособленных для выдачи
готовых и сухих бетонных смесей в автобетоносмесители.
Автобетоносмесители применяют как для транспортирования
готовой бетонной смеси, получаемой на заводах и установках
товарного бетона, так и для приготовления бетонной смеси из
сухих компонентов, загружаемых в его барабан. Применение
автобетоносмесителей значительно увеличивает расстояния транс-
портирования бетонной смеси. Автобетоносмесители выпускают
на шасси грузовых автомобилей типа КамАЗ, КраЗ и др., на
которых монтируют смесительный барабан с его приводом, си-
стему подачи воды, загрузочное и разгрузочное устройства и
рычаги управления смесительным барабаном (рис 6.12 и 6.13).
Смесительный, барабан имеет три точки опоры, в передней части
он через цапфу опирается на главный опорный подшипник, а в зац-
ней части через бандаж — на два опорных ролика. Две винтовые
лопасти обеспечивает захват компонентов из горловины и по-
дачу изнутри барабана, гравитационное смешивание и выдачу
готовой смеси через лоток на ленточный конвейер или бетонона-
сос, в бадью или непосредственно к месту укладки. Разгрузка
195
Разгрузку
Рис. 6.13. Кинематическая схема автобетояосмесителя:
1 — насос Для подачи воды; 2 — ведомый шкив; 3 — натяжной ролик; 4 — двигатель:
5 — муфта сцепления; 6 — карданный вал; 7 — редуктор; 8 — цепная передача; 9 —
главный опорный подшипник; 10 — барабан; 11 — бандаж; 12 — опорный ролик
барабана автобетоносмесителя производится при обратном вра-
щении барабана.
Система подачи воды состоит из бака, насоса, дозатора и на-
садка, направляющего струю воды внутрь барабана. Вода в сме-
сительный барабан подается в момент приготовления смеси;
после выгрузки барабан промывается. Экономически выгодным
являются автобетоносмесители объемом готового замеса 3—Юм3.
Мощность двигателя привода барабана 6—7 кВт на 1 м3 готового
замеса, частота вращения барабана 3—18 об/мин. Барабаны авто-
бетоносмесителей имеют меньший диаметр, большую длину, чем
барабаны стационарных смесителей, и характеризуются большим
коэффициентом загрузки, принимаемым равным 0,8—0,9.
Расчет основных параметров бетоносмесителей, установлен-
ных на автобетоносмесителях, выполняют по формулам, рассмо-
тренным выше. Динамический расчет и определение показателей
надежности выполняют методами, рассмотренными в гл. 4. Тяго-
вый и энергетический баланс, расчет продольной и поперечной
устойчивости осуществляют на основании методов, изложенных
в гл. 2.
6.4. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ РАБОТЫ С БИТУМОМ
Рабочая температура битумных материалов определяет
способ их перевозки, хранения и подачи потребителю. Рабочая
температура твердых нефтяных битумов 130—180°, твердых слан-
цевых битумов ПО—130 °C, жидких битумов колеблется от 10—20
до 60—120 °C, каменноугольных и торфяных дегтей, применяе-
мых в дорожном строительстве, 40—120 °C.
196
Рис. 6.14. Классификация битумохранилищ
Наиболее сложных устройств требует битумное хозяйство при
применении твердых нефтяных и сланцевых битумов. Доставка
этих материалов с мест их добычи и переработки производится
в специальных вагонах-цистернах или бункерных полувагонах.
Цистерны наполняют битумом при температуре около 200°. При на-
личии термоизоляции битум в течение 8—10 дней сохраняет
температуру, обеспечивающую его текучесть и слив из цистерн
самотеком. Через 8—10 дней битум застывает и для слива его
необходимо подогреть до температуры текучести (60—80 °C).
Широко применяют бункерные полувагоны с четырьмя опро-
кидывающимися бункерами. Бункера двухстенные, с расстоянием
между стенками. Бункера заполняются горячим битумом, кото-
рый в пути застывает. При разгрузке в полости между стенками
подают пар. В местах соприкосновения с внутренней стенкой тон-
кий слой битума расплавляется. При опрокидывании бункера
битум вываливается из него. Применение бункерных полуваго-
нов в летнее время затруднительно, так как битум находится
в текучем состоянии. Для подогрева битумных материалов перед
разгрузкой из цистерн и полувагонов в хранилище получили
распространение передвижные парообразователи, применяемые
также для местного подогрева битума в хранилищах временного
типа, не снабженных постоянной системой подогрева.
Классификация битумохранилищ. Хранилище представляет
собой резервуар вместимостью 100—3000 т, который предназна-
чен для хранения битума и его подогрева до температуры 80—
100°, обеспечивающей возможность перекачки его насосами в на-
греватель битума, или до рабочей температуры 130—180°. Хра-
197
тарного
нилища должны предохранять битум от обводнения и загрязне-
ния, сводить к минимуму потери при хранении.
По конструкции и назначению хранилища бывают постоянного
и временного типов, закрытые и открытые (рис. 6.14). В зави-
симости от положения резервуара относительно поверхности
земли различают хранилища подземного, ямного, полуямного и
наземного типов. В хранилище подземного типа резервуар нахо-
дится ниже поверхности земли. Хранилища этого типа устраи-
вают закрытыми. В хранилищах ямного типа резервуар пред-
ставляет собой котлован. В таких хранилищах постоянного типа
стенки устраивают из бетона или железобетона, а дно укрепляют
слоем цементного бетона. В хранилищах полуямного типа резер-
вуар частично находится в котловане, а частично в насыпи, об-
разуемой в грунте, вынутом из котлована (рис. 6.15). Такую
конструкцию применяют при близком расположении грунтовых
вод и для уменьшения объема земляных работ. В хранилищах
наземного типа резервуар находится на поверхности земли. При-
меняют их при близком стоянии грунтовых вод.
В зависимости от наличия подогрева и его устройства разли-
чают хранилища без подогрева, с местным подогревом и с общим
подогревом. В хранилищах без подогрева для забора битума
применяют передвижные устройства — змеевики и парообразо-
ватели. В хранилищах с местным подогревом система подогрева
состоит из змеевиков, по которым пропускают теплоноситель. Обес-
печивается подогрев битума, непосредственно прилегающего к на-
гревательному устройству. В хранилищах с общим подогревом
постоянная система подогрева обеспечивает подогрев всего би-
тума, находящегося в хранилище, до состояния текучести, а части
его, стекающей в малый резервуар, до температуры, обеспечи-
вающей перекачивание насосами. Эти хранилища часто имеют
две системы змеевиков. В зависимости от вида теплоносителя
различают хранилища с паровым, масляным, газовым и огневым
подогревом.
198
Получили распространение хранилища линейной планировки
г параллельным или последовательным расположением основных
и дополнительных отсеков. Выполняют их в основном из сборных
железобетонных элементов. Днище основных отсеков имеет уклон
в сторону дополнительных отсеков. Перекрытие резервуара должно
исключать попадание внутрь осадков. Общий подогрев основных
отсеков паровой, реже — масляный. Для местного нагрева би-
тума применяют паровой, огневой и электрический нагрев. При ли-
нейной планировке хранилищ сокращаются простои железно-
дорожного транспорта под разгрузкой.
Обогрев инвентарных хранилищ осуществляют посредством
масляного, реже — парового и электрического нагрева. Элек-
трические нагреватели применяют только для поддержания ра-
бочей температуры битума. При малой площади нагрева и высо-
кой температуре нагревателей в битуме образуются смолоподоб-
ные соединения. Электронагреватели применяют открытого типа.
Они состоят из несущего элемента — асбоцементной трубы с на-
витой по наружной поверхности нихромовой спиралью из ленты.
Перед работой нагреватель должен быть погружен в битум,
а при работе не должен оголяться. Нагреватели с высокой про-
водимостью из стальной проволоки диаметром 5—6 мм пред-
ставляют собой спираль, вставленную в асбоцементную трубу;
концы проволоки пропущены через стенку трубы и закреплены.
Пластинчатые (пакетные) нагреватели изготовляют из листовой
гофрированной жести. Коаксиальные (соосные) пакетные нагре-
ватели состоят из отдельных элементов, собранных в ряд по
40—50 шт. и соединенных последовательно. Трубчатые электро-
нагреватели (ТЭН) представляют собой трубку из мягкой стали,
реже — красной меди или латуни, внутри которой находится
спираль из нихрома. Пространство между спиралью и трубкой
заполнено тонкомолотым электроизоляционным материалом. За-
траты на энергию при электрическом нагреве битума больше, чем
затраты на огневой нагрев.
Системы огневого нагрева применяют в битумохранилищах
для нагрева битума до температуры перекачивания, в битумона-
гревательных котлах для обезвоживания и нагрева битума до
рабочей температуры, а в автобитумовозах и автогудронаторах
для поддержания рабочей температуры битума. Системы огне-
вого нагрева битума просты по конструкции, надежны в эксплуа-
тации, имеют малую металлоемкость. Для нагрева битума в би-
тумохранилищах наиболее простой и безопасной является система
с зоной горения топлива в жаровой трубе. Система состоит из
горизонтальной жаровой трубы, вертикальных труб — воздухо-
проводящей и вытяжной, пропущенных через кровлю битумо-
хранилища.
Основные размеры битумохранилищ определяют исходя из
вместимости Q. Колодец должен вмещать битума не меньше,
чем его расходуют 'за рабочую смену. При определении размера
199
Рис. 6.16. Битумный насос низкого дав-
ления:
1 I— заглушка; 2 — крышка насоса; 3 — верх-
ний патрубок; 4 — корпус насоса; 5 ~ под-
вод пара в паровую рубашку; 6 — отверстие
выдачи битума
колодца исходят из высоты И от
дна колодца до уровня битума
в большом резервуаре. Высоту
эту обычно принимают равной
1—1,5 м. При расчете принима-
ют, что приток битума в колодец
из большого резервуара отсут-
ствует.
Принимают, что расход р за смену 1 т битума при температуре
25° С имеет объем 1 м8, коэффициент его расширения а — 0,0017.
Увеличение объема (м3) битума при повышении рабочей темпе-
ратуры до 180°С
ДУ = 0,0017 {t — 25°) Р,
где /= 180° С.
При рабочей температуре объем битума, расходуемого за
смену (м3):
Vt = Р 10,0017 (/ — 25°) 4- 1].
Объем колодца (м3)
Ук = У*.
При квадратном сечении колодца Ук = а2Н, откуда
а=
Количество битума, находящегося в колодце, незначительно
и составляет не более 1—2 % общего объема битумохранилища.
Поэтому при дальнейших расчетах исходят из общей вместимости
битумохранилища Q (т). Тогда объем битума (м3), находящегося
в большом резервуаре при температуре текучести (60° С):
Урез = Q [0,0017 (60° — 25°) 4- 1 ].
Основные внутренние размеры битумохранилища: глубину Н,
длину L и ширину В определяют исходя из объема битума, на-
ходящегося в большом резервуаре, Урез. Высоту И не рекомен-
дуется брать меньше 1—1,5 м. Верхний край резервуара должен
возвышаться над уровнем битума на 0,2—0,3 м.
Расчет параметров битумного насоса. На битумных базах и
асфальтобетонных заводах битум транспортируется по трубам.
Перекачку битума осуществляют насосы с внешним зацеплением
(рис. 6.16). В процессе транспортирования битума по трубам
его температура снижается, а вязкость повышается. Целесооб-
разно битум перекачивать при температуре не ниже 90°С. При
температуре около 100 °C обводненный битум перекачивать трудно.
200
Насос перекачивает значительную часть паров воды. Обогрев
битумных насосов осуществляется па,ром или горячим маслом,
которые подаются в специальные полости в корпусе битумного
насоса, или насосом, установленным непосредственно в перека-
чиваемом горячем битуме. Поскольку битум, особенно обводнен-
ный, плохо всасывается битумными насосами, сопротивление
входных патрубков должно быть как можно меньше, а насосы
необходимо располагать на уровне днища цистерны. Для биту-
мохранилищ применяют погружаемые насосы с приводом через
трансмиссионный вал от электродвигателя. Существует внутрен-
ний и наружный обогрев трубопроводов. При наружном обогреве
трубопроводы для подачи битума имеют наружную рубашку
для обогрева и теплоизоляцию. Для обогрева битумопроводов
часто применяют пар.
Диаметр трубопроводов определяют по заданной скорости
v (м/с) движения битума по трубопроводу. При применении
битумных насосов низкого давления (до 0,5 МПа) скорость движе-
ния битума по трубопроводу принимают равной 3—4 м/с, при
применении битумных насосов высокого давления (до 2,5 МПа)
скорость движения битума 5—6 м/с/
Внутренний диаметр (м) битумопровода
d = 4/7/пи,
где П — секундный расход битума (подача насоса), м3/с; и — скорость движе-
ния битума по битумопроводу, м/с.
Для ламинарного режима потери давления (МПа) на 1 м
длины трубопровода
ртр = 0,32vu/gd2,
где v — коэффициент кинематической вязкости битума, мв/с; g — ускорение
свободного падения.
Для турбулентного режима потери давления (МПа) на 1 м
длины трубопровода
рТр = 0,01Xu3/2dg,
где X — коэффициент сопротивления трубы, зависящий От шероховатости сте-
нок и степени их загрязнения, при диаметре трубы 0,057 — 0,150 м для новых
труб X = 0,02804-0,0237, загрязненных X — 0,03734-0,0311, для старых X ~
0,0506 4- 0,0428.
При общей длине битумопровода L (м) потери давления на
трение в трубе (МПа)
Рп = ^Ртр-
Сопротивления битумопроводов движению битума зависят от
вязкости битума и характера течения, определяемого числом
Рейнольдса по формуле Re = vd/v.
При Re < 2320 режим движения жидкости ламинарный, при
2320 < Re < 13 000 режим движения битума неустойчивый, при
201
Re > 13 000 режим движения битума турбулентный. Местные
потери напора в кранах, коленах и фильтрах (м):
Лм = £0,0h2/2g,
где £ — коэффициент местного сопротивления.
Коэффициент сопротивления | в коленах трубопроводов за-
висит от угла поворота колена (°). При угле поворота 20 и 180°
коэффициент £ соответственно 0,09 и 3. Коэффициент сопротивле-
ния в отводах зависит от соотношения диаметра трубы и радиуса
отвода при d/R = 0,4 = 0,14, при d/R ~ 2 | = 2. Коэффициент
сопротивления пробковых кранов в зависимости от угла а пово-
рота проходного сечения пробки к оси трубы принимает следующие
значения: при а — 5° £ = 0,05; при а — 45° £ = 31,2; при а =
= 65° £ = 486. Для полностью открытого вентиля коэффициент
сопротивления принимается g = 0,6.
Зная потери на трение в трубопроводе рп, сумму местных
сопротивлений и высоту подачи битума или рабочее давление
в битумопроводе рр д, находят давление битума (МПа), которое
должен создавать насос:
Рр 1 1 (ра 4” Рм Ч~ Рр. д) >
где 1,1 — коэффициент запаса.
Мощность двигателя (кВт), необходимая для привода насоса:
N = ppQt/104
где рр — давление битума, МПа; (?т — теоретическая подача насоса, м3/с; т] —
КПД передачи от двигателя к насосу, т] = 0,84-0,85.
Параметры насоса выбираются по подаче, задаются модулем,
числом зубьев и частотой вращения шестерни. Модули шестерен
битумных насосов принимают в пределах 10—20 мм.
Наружный и начальный диаметры шестерен насоса (мм)
Dn — т (z + 2); De ~ mz,
vjifi т — модуль зуба мм; г — число зубьев шестерен, принимаемое равным 8,
10 и 12.
Частота вращения шестерен насоса (об/с)
где v0K — окружная скорость вершин зубьев шестерен, м/с, у битумных насо-
сов v0K = 1,54-2 м/с при перекачивании битума температурой 90—95 °C и иОк =
= 24-3,5 м/с при перекачивании обезвоженного битума и подаче его под давле-
нием.
Ширина шестерен (мм)
В = kBm,
где Ав — коэффициент ширины шестерен, = 84-12.
Теоретическая подача битумного насоса (м3/мин)
QT = lQ~9DefnBn.
202
Рис. 6.17. Классификация машин для транспортирования и распределения би-
тума и вяжущих материалов
Действительная подача насоса (м8/мин)
Qd ~ ОгЛоб»
где т)об — объемный КПД насоса.
Для насосов низкого давления, применяемых для перекачи-
вания обводненного битума, = 0,7-г-0,75, а для насосов высо-
кого давления при подаче битума в смеситель ~ 0,9-=-0,95.
Тепловой расчет битумохранилищ рассмотрен ранее в п. 3.2.
Оборудование для разогрева битума до рабочей температуры.
Нагреватели битума могут быть оборудованы обогревательными
устройствами в виде топок для твердого, жидкого и газообразного
топлива, из которых горячие газы проходят по жаровым трубам
и дополнительным газоходам, установленным внутри котла, и
змеевиками для пропуска пара или масла, расположенным внутри
котла. При определении количества полезной теплоты необходимо
иметь в виду, что в котел в большинстве случаев поступает битум,
подогретый до температуры 80—100° С, и в котле происходит только
его подогрев до рабочей температуры (140—160° С). Тепловой расчет
см. в п. 3.2.
Машины и оборудование для транспортирования и распреде-
ления битума (автобитумовозы и автогудронаторы) (рис. 6.17).
Для распределения на поверхности дорожного покрытия битум-
ных вяжущих материалов как горячих (битум, деготь), так и хо-
лодных (эмульсии, разжиженные битумы и дегти, мазут, нефть)
ровным слоем в определенных количествах (от 0,5 л/м2 и более)
предназначены автогудронаторы (гудронаторы). Для обеспечения
достаточного проникания битума в глубь обрабатываемого ще-
203
Рис. 6.18. Схемы машин для транспортирования и разлива битума:
а — автобитумовоэ; б — автогудронатор: / — базовое шасси; 2 — указатель уровня;
3 — цистерна; 4 — термометр; 5 — люк; 6 — горелка; 7 — сливной трубопровод; 8 —
опорное устройство; 9 — огнетушитель: 10 — заливной люк; 11 — топливная система;
12 — стояночный тормоз; 13 — штурвал открытия клапана; 14 — рычаг большого ко-
леса: 15 — рычаг управления правым краном; 16 двигатель; 17 — распределительная
система
беночного слоя распределение производится под давлением 0,2—
0,6 МПа, что способствует лучшему сцеплению битумного мате-
риала со щебнем. Гудронаторы классифицируют по назначению —
гудронаторы строительные и ремонтные. Строительные гудро-
наторы обычно имеют бак вместимостью 3000 л и выше (до
20 000 л), а ремонтные — бак небольшой вместимостью (до 400 л).
Гудронаторы бывают ручными, смонтированными на ручной
двухколесной тележке (ремонтные); прицепными, смонтирован-
ными на автомобильном прицепе или на специальной тележке,
присоединяемой к большегрузной цистерне; полуприцепными,
смонтированными на полуприцепе седельного типа; самоходными,
смонтированными на шасси грузового автомобиля (автогудронаторы)
(рис. 6.18). Рабочие операции в авто гудронаторе осуществляются
с помощью насоса. Компрессорные гудронаторы наполняются
в результате разрежения, создаваемого в цистерне с помощью
компрессора, а распределение производится под давлением сжатого
воздуха в цистерне.
204
Автогудронаторы применяют при постройке щебеночных и
гравийных покрытий способами поверхностной обработки, про-
питки и смешения на месте. Они должны обеспечивать: забор
материала на битумной базе из нагревателей битума и битумо-
хранилищ; сохранение температуры битумного материала в ци-
стерне при транспортировании его без подогрева и подогрев мате-
риала до t = 160-4-180 °C; возможность транспортирования би-
тумных материалов на значительные расстояния; равномерность
распределения битумных материалов с точным регулированием
норм разлива на единицу поверхности; распределение материала
под давлением. Основными частями гудронатора являются: ци-
стерны для битумного материала; отопительная система; цирку-
ляционно-распределительная система, посредством которой осу-
ществляется циркуляция материалов при подогреве и их распре-
деление; битумный насос с приводом от коробки передач автомо-
биля или от отдельного двигателя; система управления; шасси,
на котором установлены агрегаты.
Цистерна имеет теплоизолирующий слой, проложенный между
стенками цистерны и кожухом для предохранения вяжущего ма-
териала от остывания. Внутри цистерны имеются перегородки для
уменьшения силы удара жидкости о стенки во время движения
автогудронатора. Сверху расположен загрузочный люк с филь-
тром. Цистерна имеет указатель уровня, термометр с выводом
сигнала на панель. Внутри цистерны установлены жаровые трубы
и сливная труба. Нагревательная система автогудронатора имеет
две форсунки. Для разогрева битума в трубах и в насосе имеется
переносная форсунка. Горячие газы, образующиеся при сгора-
нии топлива, проходят по жаровым трубам, разогревают вяжущий
материал и выходят через дымовую трубу.
Распределительная система автогудронатора (рис. 6.19) позво-
ляет выполнять следующие операции: перекачивать горячий или
холодный вяжущий материал из котла в цистерну; перемешивать
материал во время подогрева; распределять вяжущий материал
через сопла распределительных труб; распределять вяжущий
материал через ручной распределитель и с перепуском части его
в цистерну; отсасывать остатки вяжущего материала из распреде-
лительной системы; перекачивать вяжущий материал из одной
емкости в другую; освобождать цистерну от остатков вяжущего
материала. Распределительные трубы предназначены для равно-
мерного разбрызгивания вяжущего материала по покрытию.
В отверстия труб вставлены сопла. Распределительные трубы
можно поднимать и опускать на нужную высоту, а также повора-
чивать соплами вверх по окончании розлива, чтобы битум не
затекал в сопла и не застывал в них.
Прицепные гудронаторы позволяют использовать для пере-
возки битума цистерны, более простые, чем у автогудронатора,
и обслуживать одним гудронатором несколько цистерн. Прицеп-
ной распределитель битума имеет оборудование для розлива
205
Рис. 6.19. Дозировочно-распределительная система автогудронатора:
/ — люк; 2 — краны; 3 — штуцер; 4 — трубопровод соответственно выдачи и приемный;
5 — циркулярный кран; 6 — система обеспечения расхода на единицу длины; 7 — вы-
ходной вал: 8 — солнечные шесгеоин, 9 — ось сателлитов; 10 — расходомер; 11 —
вариатор; 12 - опорное колесо; 13 - распределитель. 14 -- битумный насос
вяжущих материалов, двигатель, насос и распределительную
систему. Принцип его работы не отличается от работы описанного
выше автогудронатора. Распределитель соединен с цистерной
гибким рукавом.
Автобитумовоз (см. рис. 6.18, а) предназначен для транспор-
тирования и разогрева битума и своей системы распределения не
имеет. Он-может работать с прицепным гудронатором. Важным
вопросом при конструировании гудронаторов является обеспече-
ние возможности регулирования нормы удельного расхода би-
тума при распределении.
Удельный расход битума qyn (л/м2) зависит от скорости v (м/мин)
движения автомобиля, подачи насоса QH (л/мин) и длины L (м)
распределительной трубы:
Яуд ~~
Для увеличения qya необходимо повысить QH при сохране-
нии v и L или при постоянных QH и L уменьшить и.
Автоматическое устройство контроля удельного расхода би-
тума представляет собой расходомер жидкости объемного типа.
Расходомер включен в систему, через которую жидкость проте-
кает из цистерны к распределительным трубам. При вращении
ротора счетчика вращается тахогенератор и по шкале логометра,
связанного с тахометром, определяют - удельные расходы жид-
кости.
Производительность автогудронаторов (л/ч) зависит от уда-
ленности битумной базы от места розлива, а также от органи-
зации работ по розливу и набору битума:
П - 601/^/Г,
206
где V — полезная вместимость цистерны гудронатора, л; k3 — коэффициент
использования по времени, k3 = 0,85-4-0,95; Т — время, затрачиваемое авто-
гудронатором на один рейс, мин.
Время, затрачиваемое автогудронатором на один рейс:
t=Zh+4L6o+41-60+/p+z»+("-
Vp Уд г
где /н — время, затрачиваемое на набор битумного материала, мин, tR = 104-
4-15 мин; Li — расстояние от базы до места работ, км; сг — скорость движения
груженого гудронатора, км/ч, vr = 204-25 км/ч; vn — скорость движения
порожнего гудронатора, принимают vu = 304-40 км/ч; tp — время, затра-
чиваемое на распределение материала, fp = V7QH, при V — 3000 л £р= 34-5 мин,
при V — 5000 л /р = 44-8 мин; /м — время, затрачиваемое на маневры на базе
и у места розлива, /м= 44-6 мин; tn — время, затрачиваемое на подготовку
к распределению, /п = 54-10 мин.
Для обеспечения бесперебойной работы автогудронатора число
обслуживающих его битумонагревателей должно составлять (при
одинаковой вместимости)
= Тн/Г,
где Тя — время на нагрев битума в одном нагревателе, ч; Т — время на один
рейс гудронатора, ч.
Расчет насосной установки включает в себя определение:
необходимых наибольшей подачи насоса и мощности двигателя
для его привода.
Подача насоса (л/мин) для обеспечения работы гудронатора
Qh max ~ *7уд тах^-^полн»
где 9уД тах — наибольший удельный расход; v — рабочая скорость гудронатора
при распределении, соответствующая дуд тах, м/мин; £п0Лн — полная длина
распределительных труб, м.
По QHInax подбирают подачу насоса.
Мощность двигателя насоса определяют по методике, рас-
смотренной выше. При этом рр должно быть таким, чтобы после
преодоления всех сил сопротивлений, возникающих в циркуля-
ционно-распределительной системе, разливаемый материал по-
ступал на дорогу под соответствующим давлением.
Исходя из наибольшей подачи насоса qR max (л/с) и трубы наи-
меньшего диаметра dmln из труб, входящих в циркуляционно-
распределительную систему, определяют наибольшую скорость
движения битума:
По v находят число Рейнольдса Re и потерю напора ртр на
единицу длины.
Коэффициенты местного сопротивления циркуляционно-рас-
пределительной системы автогудронатора определяют при входе
трубопровода наполнения в насос (^ = 1); при выходе из насоса
в трубопровод (g2 = 1); при проходе через повороты труб (£3 =
207
Рис. 6.20. Классификация асфальтосмесительных установок
= 1-: 3); при проходе через большой и малый трехходовые краны
(£д ~ £5 = 1,5); при проходечерез сопла распределительной трубы
(Ь = 1,5).
Тепловой расчет автогудронаторов приведен в разделе
«Теоретические основы рабочих процессов дорожных машин».
Тяговый и энергетический баланс, расчет продольной и попереч-
ной устойчивости, динамический расчет и определение надежности
осуществляют методами, рассмотренными в гл. 2 и 4.
6.5. МАШИНЫ И ЗАВОДЫ ДЛЯ ПРИГОТОВЛЕНИЯ
АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ И ВОССТАНОВЛЕНИЯ
СТАРОГО АСФАЛЬТОБЕТОНА
Асфальтосмесительные установки (асфальтосмесители)
предназначены для приготовления асфальтобетонных и асфальто-
вых смесей. В асфальтосмесительных установках осуществляются
следующие операции: сушка материалов, сортирование и дозиро-
вание его, дозирование битума, подача материалов из дозаторов
208
в смеситель и их перемешивание. Нагрев битума осуществляется
вне смесителя — в битумохранилищах и нагревателях битума.
Смесь должна име1ь 1емпературу: при использовании нефтяных
битумов 130—160° С. При использовании сланцевых битумов тем-
пература смеси должна быть НО—130 °C. Перегрев смеси не
допускается, поэтому необходим тщательный контроль за режимом
подогрева минеральных и битумных материалов.
Асфальтосмесительные установки классифицируют по техно-
логическому процессу; по общей конструктивной схеме и по кон-
структивному оформлению отдельных узлов (рис. 6.20). По вре-
мени проведения дозирования и способу перемешивания разли-
чают две группы смесителей: с дозированием минеральных мате-
риалов до сушки вне смесителя со свободным перемешиванием
и с дозированием минеральных материалов после сушки и их
принудительном перемешивании. Асфальтосмесительные установки
бывают четырех типов: малой (до 40 т/ч), средней (50—100 т/ч)
и большой производительности (150—350 т/ч) и производитель-
ностью более 400 т/ч. Производительность асфальтосмесительных
установок является главным параметром.
Асфальтосмесительные установки бывают передвижными, по-
лу стационарными и стационарными. Передвижные установки
используют в основном при строительстве и ремонте дорог и про-
чих сооружений тогда, когда отсутствуют постоянно действующие
асфальтобетонные заводы (АБЗ) или когда их создание экономи-
чески нецелесообразно. Асфальтосмесительные передвижные уста-
новки кроме ходового устройства оснащают механизмами само-
монтажа и демонтажа. Асфальтосмесителъные установки полуста-
ционарного типа предназначены для постоянно действующих или
редко перебазируемых асфальтобетонных заводов. По конструк-
тивной компоновке асфальтосмесительного агрегата установки
разделяют на башенные и партерные.
По технологии смешивания различают асфальтосмесительные
установки периодического и непрерывного действия.
Освоено производство сбор но-разборных асфальтосмеситель-
ных установок ДС-117-2Е, Д-617-2,, Д-645-2Г и ДС-84-2. При
влажности каменных материалов 5 % их производительность
соответственно 25, 50, 100, 200 т/ч и установленная мощность
двигателей 141, 315, 402, 783 кВт; длина (диаметр) сушильного
барабана соответственно 5,6 (1,4), 7 (1,8), 8,4 (2,2), 10 (2,8) м.
В основу конструкций современных установок положен принцип
модульного агрегатирования с учетом взаимозаменяемости де-
талей, узлов и отдельных агрегатов. Степень унификации в сред-
нем составляет 80 %. Обеспечена автоматизация операций дози-
рования, выдачи готовой смеси и нагрева минеральных мате-
риалов. Установки имеют высокие эргономические показатели.
Асфальтосмесительные установки состоят из следующих агре-
гатов: питания, сушильного, топливного, пылеотделительного,
смесительного, минерального порошка, бункера готовой смеси,
209
расходных емкостей для битума, нагревателя битума, кабины
управления. Агрегаты имеют блочную конструкцию. Агрегат
питания служит для предварительного дозирования песка и
щебня ленточными, питателями и равномерной подачи их в су-
шильный барабан. Современный агрегат питания состоит из ряда
блоков. Каждый блок включает в себя бункер требуемой вмести-
мости, ленточный питатель с вариатором для плавного регу-
лирования производительности, вибро побудитель для предот-
вращения зависания материала на стенках бункера, решетку
над бункером, исключающую попадание негабаритного материала.
Настройка дозы, управление и контроль за работой питателей
осуществляются дистанционно из кабины оператора. Каждый
блок включается оператором по мере необходимости.
Сушильный агрегат, основным компонентом которого является
сушильный барабан, предназначен для сушки и нагрева до ра-
бочей температуры каменных материалов. До поступления в ба-
рабан материалы проходят через колосниковый грохот. Здесь
отсеиваются негабарит и инородные тела. В выпускаемых бара-
банах нагрев осуществляется форсункой с двумя сменными на-
садками для «тяжелого» и «легкого» топлива. Работу форсунки
регулируют дистанционно, изменяя положения заслонок первич-
ного и вторичного воздуха, и краном топлива. В кабине оператора
расположены приборы контроля расхода воздуха и топлива,
температуры отходящих газов и каменных материалов, автомати-
ческого контроля и поддержания пламени в сушильном барабане.
Выпаривание поверхностной и гигроскопической влаги и на-
гревание песка и щебня до температуры 160—250 °C в сушильных
барабанах происходит в основном вследствие радиационного
излучения факела пламени и конвективного переноса теплоты от
горячих газов материалу. Контакт минеральных материалов
с горячими газами происходит при многократном подъеме лопа-
стями и сбрасывании их в поток горячих газов; при этом дости-
гается равномерное распределение материала по поперечному
сечению барабана. Барабаны бывают с противоточной и поточной
сушкой. При поточной сушке горячие газы и высушенный мате-
риал движутся в одном направлении, при противоточной мате-
риалы и газы движутся в противоположных направлениях.
Коэффициент использования теплоты горячих газов в барабанах
с противоточной сушкой выше, чем в барабанах с поточной сушкой.
Цилиндрический сушильный барабан опирается на опорные
ролики через бандажи. Они прикреплены к наружной поверхности
барабана через компенсаторы температурных деформаций бара-
бана и бандажей. Цилиндрические обечайки барабанов изготов-
ляют сварными. Упругие эллиптические компенсаторы исполь-
зуют на сушильных барабанах малых диаметров. Упругие тан-
генциальные компенсаторы применяют на сушильных барабанах
любых диаметров. Их крепят к обечайке сваркой или болтами.
Процесс регулирования жестких регулируемых компенсаторов
210
Рис. 6.21. Загрузочные устройства сушильных барабанов:
а ‘-ссыпной лоток; б —• ленточный конвейер; в виброжелоб; / — сушильный бара-
бан; 2 — дымовая коробка
трудоемкий. При больших диаметрах во избежание деформации
обечайки шаг установки компенсаторов должен быть не более
2—2,5 ширины компенсатора; пояс обечайки в зоне крепле-
ния компенсаторов изготовляют шириной (4—5) b и толщиной
(1,5—2)6 (Ь—ширина бандажа; 6—толщина стенки барабана).
Шарнирные тангенциальные компенсаторы применяют на сверх-
мощных сушильных барабанах.
Со стороны дымовой коробки барабаны имеют отверстие для
загрузочного устройства. Последнее состоит из лотка, проходя-
щего через дымовую коробку и установленного под углом 60—70°
к горизонтальной оси для предотвращения зависания материала.
Для облегчения выхода газов из сушильного барабана материал
подают в нижнюю часть барабана конвейером или виброжелобом.
Возможна загрузка барабанов с помощью кольцевого элеватора
(рис. 6.21).
Барабан внутри разделен на три зоны. В первой зоне длиной
0,5—0,8 диаметра барабана расположены винтовые отбрасываю-
щие лопасти, приваренные к обечайке барабана, обеспечивающие
перемещение материала от загрузочного торца и предотвращаю-
щие его пересыпание обратно в загрузочную коробку. Угол подъ-
ема отбрасывающих лопастей составляет 45—60° к продольной
оси барабана. Вторая зона имеет подъемно-сбрасывающие ло-
пасти, параллельные оси барабана. Перемещение материала вдоль
оси обеспечивается наклоном барабана к горизонту под углом
3—6°. Производительность изменяют, меняя угол наклона.
Подъемно-сбрасывающие лопасти бывают корытообразными
мелкими (рис. 6.22, а); закрытыми глубокими (рис. 6.22, б);
криволинейными мелкими (рис. 6.22, в); серповидными
(рис. 6.22, а); закрытыми мелкими (рис. 6.22, д); закрытыми глу-
хими (рис. 6.22, е); плоскими радиальными (рис. 6.22, яс); пло-
скими отклоненными вперед (рис. 6.22, з) или назад по ходу
движения (рис. 6.22, и) и др. Закрытые глубокие лопасти имеют
размеры: / = 0,2£); = 0,085Z>; d — 0,6£); а = 25—30°. Лопасти
устанавливают в несколько рядов по длине барабана. В соседних
рядах их смещают на полшага. Длина лопастей в осевом направ-
211
Рис. 6.22. Схема расположения лопастей сушильного барабана:
/ — торец барабана с загрузочным отверстием; 2 — отверстие для выхода отработав-
ших газов; 3 — отбрасывающие лопасти; 4 — подъемно-сбрасывающие лопасти, 5 —
обечайка барабана; 6 — разгрузочные лопасти; 7 — отверстие для выхода высушен-
ного материала
лении I = 0,6н-0,8 м. Лопасти холодной части барабана прива-
рены, а в горячей части прикреплены болтами во избежание
деформации вследствие неравномерного нагрева лопастей и обе-
чайки. В третьей зоне длиной 0,4—0,6 диаметра барабана осу-
ществляется разгрузка и там устанавливают плоские лопасти
под углом 20—30° к оси барабана, что ускоряет продвижение ма-
териалов и предохраняет их от пережога радиационным излуче-
нием. Здесь расположены также серповидные лопасти, которые
проносят материал над факелом и ссыпают его по периферии фа-
кела. Серповидная форма лопастей целесообразна при малых
размерах топки и камеры сгорания топлива в барабане.
Вращение сушильного барабана осуществляется шестеренча-
тым, цепным или фрикционным приводом.
Каждый бандаж барабана опирается на два опорных ролика’.
Для снижения контактных напряжений ролики устанавливают
попарно на балансирных опорах. Один из бандажей снабжают
также двумя упорными роликами в виде дисков, закрепленных
на осях, которые расположены с обеих сторон бандажа. Это пред-
отвращает смещение барабана вдоль оси.
212
8
6 7
Рис. 6.23. Разгрузочные устройства сушильных барабанов:
а — ссыпной лоток; б — ротационный элеватор; / — горячий элеватор; 2 — разгрузоч-
ный короб; 3 — барабан; 4 — ссыпной лоток; 5 — приемная воронка; 6 — роторный
элеватор; 7 — обечайка сушильного барабана; 8 — топка
Разгрузочный торец барабана входит в кожух разгрузочной
коробки. Для барабанов малых диаметров применяют простые
и надежные разгрузочные коробки с гравитационным ссыпанием
материала, минуя топку, из барабана на лоток. Последний уста-
новлен под углом 45° к горизонтальной оси, что обеспечивает
свободное ссыпание сухого материала в приемную воронку горя-
чего элеватора. Такая система имеет большую длину лотка и
требует заглубления приемной воронки горячего элеватора. Ба-
рабаны больших диаметров разгружаются при помощи встроен-
ного роторного элеватора (рис. 6.23).
Со стороны разгрузочной коробки барабана установлена
топка. Околотопочную зону сушильного барабана с внутренней
стороны облицовывают плитами из жаростойкой стали. Топку
изготовляют из листовой стали и внутри облицовывают огнеупор-
ным кирпичом или жаростойким бетоном. Применяют необлицо-
ванные кирпичом топки из жаростойкой стали. Режим горения и
полнота сгорания топлива зависят от конструкции топки и фор-
сунки, а также способа распыла топлива. На эффективность
работы топливной системы влияет предварительный подогрев
топлива и воздуха, поступающего в форсунки. Для нагрева
топлива используют паровые или масляные теплообменники,
а также теплоту отработавших газов из сушильного барабана.
Смесительный агрегат обеспечивает сортировку нагретых ка-
менных материалов, их дозирование и перемешивание, а также
выдачу смеси. В современных установках для подачи в агрегат
песка и щебня применяют вертикальный элеватор, а для их рас-
сева гирационный грохот. Дозирование минерального порошка
и каменных материалов осуществляется в отдельных дозаторах,
дозы компонентов смеси устанавливаются из кабины оператора;
битум вводится в смеситель под давлением 0,5 МПа через центро-
213
бежные форсунки; ввод каменных материалов в весовой дозатор
при приготовлении асфальтобетонных смесей III и IV марок осу-
ществляется, минуя грохот.
Установки имеют приборы для контроля температуры в бун-
кере горячих материалов. Дозирование жидкого вяжущего ма-
териала и жидких активизирующих добавок в асфальтосмеситель-
ных установках осуществляют дозаторами объемного типа и рас-
ходомерами. Объемный дозатор поплавкового типа имеет простую
и надежную в работе конструкцию.
Приготовление асфальтобетонных смесей осуществляется в ло-
пастных смесителях принудительного смешивания, которые раз-
деляют на смесители периодического и непрерывного действия.
Смесители имеют корытообразное днище-корпус, боковые и тор-
цовые стенки, два вала с лопастями, синхронно вращающихся
внутри корпуса навстречу один другому. Лопасти закреплены на
валах посредством кронштейнов и расположены попарно, причем
каждая пара лопастей повернута относительно другой пары на
угол <ркр = 90° смещения кронштейнов в смесителях периоди-
ческого действия. По отношению к оси вана лопасти закрепляют
на кронштейны под углом а, чаще всего равным 45°, что обеспе-
чивает перемещение материала не только в плоскости вращения
лопастей, но и вдоль корпуса смесителя.
Смесители периодического действия имеют более короткий
корпус, чем смесители непрерывного действия, материал загру-
жается через люк в кожухе смесителя. Готовая смесь разгружается
через открываемое днище-затвор. Существуют противоточная и
поточно-контурная схемы движения смеси. При противоточной
схеме лопасти установлены на валах так, что их вращение обес-
печивает движение смеси от торцов смесителя к центру. В центре
смесь собирается конусом и веерообразно растекается с вершины
конуса. Центральные лопасти полностью загружены, лопасти
у торцовых стенок загружены меньше.
Поточно-контурная схема обеспечивает движение смеси вдоль
валов. По одному валу смесь смещается в одну сторону, по-дру-
гому — в противоположную. В конце валов одна-две пары от-
бойных лопастей отгребают смесь от торцов и передают с одного
на другой вал. Образуется замкнутое движение смеси по кон-
туру — большой круг циркуляции. В средней части смесителя
лопасти валов смещают смесь в разные стороны, что приводит
к возникновению малых кругов циркуляции и более быстрому
распределению компонентов по объему замеса. Лопасти по всей
длине валов загружаются одинаково, изнашивание днища и ло-
пастей идет равномерно. Однако лопастные валы нагружены зна-
чительными осевыми силами.
Затворы лопастных смесителей периодического действия бы-
вают трех типов: шиберными (выдвижными), секторными (пово-
ротными) и створчатыми, которые разделяют на грейферные и
лепестковые. Вибрационное перемешивание приводит к повыше-
214
Рис. 6.24. Нагреватель
битума:
1 — цистерна; 2 — отсек
готового битума; 3 — ко-
жух; 4 — расходная каме-
ра; 5, 6, 9 — насосные уста-
новки; 7 — теплообменник;
8— электронагреватели; 10 —
пароотделитель; 11 — ка-
мера для предотвращения
конденсации паров воды и
возврата излишков битума
от потребителя; 12 — топ-
ливная система
нию качества асфальтобетонной смеси и более долговечной работе
асфальтобетонного покрытия. По сравнению с традиционным
этот метод не получил распространения в основном вследствие
низкой долговечности деталей смесителя. Технология беспыльного
приготовления асфальтобетонной смеси осуществляется на осно-
вании использования двух способов. По первому способу мине-
ральные материалы соединяются с битумом в двухвальном лопаст-
ном смесителе до сушки. По второму способу минеральные мате-
риалы с битумом соединяются в процессе сушки и нагрева мате-
риала в сушильно-смесительном барабане.
Бункер готовой смеси обеспечивает бесперебойную работу
установок при временном отсутствии автотранспорта. Существую-
щие агрегаты имеют бункеры вместимостью 30, 50 и 100 т. Бун-
керы готовой смеси оборудованы скиповыми подъемниками. Агре-
гат минерального порошка предназначен для временного хра-
нения и подачи заполнителя в смесительный агрегат. Для предот-
вращения зависания минерального порошка в емкости широко
используют аэрацию воздухом и механические ворошители.
Нагреватель битума (рис. 6.24) предназначен для обезвожи-
вания и нагрева вяжущего материала до рабочей температуры.
Способ обезвоживания заключается в смешении обводненного
вяжущего материала с более горячим обезвоженным и последую-
щим направлением битумной смеси на пароотделение.
Основными составными частями нагревателя битума являются
цистерна, теплообменник, пароотделитель, насосные установки
и топливная система. Цистерна разделена перегородкой на два
отсека, сообщающихся между собой под перегородкой, где про-
ходят жаровые трубы. В ее верхней части установлена камера
для предотвращения конденсации паров воды внутри цистерны
и возврата излишков битума от потребителя. Теплообменник
служит для смешения обводненного предварительно нагретого
до состояния текучести битума с уже обезвоженным, более горя-
чим битумом. Пароотделитель разбрызгивающего типа пред-
215
ставляет собой цилиндрическую горизонтальную обогреваемую
камеру, на торцах которой с одной стороны предусмотрено щеле-
вое сопло, с другой — наклонная перегородка. Топливная система
включает в себя выносную топку с форсункой, подогреваемую
емкость для мазута, топливный насос, регулятор давления,
электроподогреватель, вентилятор и топливопроводы.
Асфальтобетонная смесь, находящаяся в бункере готовой
продукции, охлаждается. Горячая смесь при выпуске должна
иметь температуру 140—160 °C. В бункере при хранении допу-
стимо снижение температуры смеси на 25° в течение 12—16 ч.
Для замедления охлаждения смеси в бункере герметизируют
затворы и обогревают выпускную воронку. Предпочтительна
полная загрузка бункера. Это уменьшает отношение охлаждаемой
поверхности к объему смеси. Выгрузка готовой смеси осуще-
ствляется в автотранспорт как из бункера готовой смеси, так
и непосредственно из смесителя. Параметры термоизоляции бун-
кера определяют методами, рассмотренными выше.
Контрольно-диагностические системы асфальтосмесительных
установок обеспечивают повышение качества асфальтобетонных
смесей. Для оперативного контроля за ходом технологического
процесса и техническим состоянием узлов и агрегатов оборудо-
вания используют автоматизированные системы. При этом сокра-
щаются работы по определению физико-механических свойств
исходных материалов и готовой смеси и обеспечивается своевре-
менное техническое обслуживание оборудования. Контрольно-
диагностические системы измеряют и регистрируют на бумажной
ленте в цифровой форме данные о ходе процесса. Системы функцио-
нально состоят из двух автономных подсистем контроля и записи:
параметров непрерывных рабочих процессов и параметров перио-
дических рабочих процессов (дозирование компонентов асфальто-
бетонной смеси).
После удаления старого асфальтобетона из ремонтируемого
участка его используют повторно. При регенерации используют
два метода горячей и холодной повторной переработки на месте
или в стационарных смесительных установках. Регенерация
материала асфальтобетонных покрытий методом холодной пере-
работки в стационарных смесительных установках заключается
в размельчении обломков и смешивании с добавлением эмульсии;
смешивании полученного после холодного фрезерования мате-
риала в стационарных смесительных установках с добавлением
эмульсий. Холодную регенерацию используют для сооружения
покрытий с малым движением и нагрузкой, дорог в сельской
местности и др.
Широкое распространение получила регенерация материала
асфальтобетонных покрытий методом горячей переработки. Горя-
чая регенерация производится в существующих смесительных
установках периодического действия. Эти установки при неболь-
ших затратах могут быть переоборудованы в регенерационные.
216
Рис. 6.25. Основные схемы установок для восстановления старого асфальто-
бетона:
а — традиционная установка с подачей старого асфальтобетона в двух технологических
зонах; б — с косвенным нагревом старого асфальтобетона от перегретого нового мате-
риала; е — сушильный барабан с горелкой в защитном кожухе; г — с загрузкой старого
асфальтобетона в средней части барабана; д — с двумя барабанами; е — с коаксиаль-
ными барабанами; ж — с теплообменными трубками; 1 — бункер с измельченным ста-
рым асфальтобетоном; 2 — бункер с новым минеральным материалом; 3 — сушиль-
ный барабан; 4 — смеситель принудительного действия с дозатором; 5 — битум; 6 —
транспортное средство; 7 — горелка с защитным экраном; 8 — сушильный барабан
с загрузкой в средней части; 9 — сушильный барабан с нагревом от горячих газов от
первого материала; 10 — сушильный барабан для нового материала; 11 — сушильный
барабан Для старого асфальтобетона; 12 — барабан с теплообменными трубками; 13—
обогащение битумом
Метод позволяет использовать 20—30 % снятого асфальтобе-
юна. Асфальтобетон в кусках предварительно подвергается из-
мельчению в дробилках. Материал, полученный с помощью хо-
лодного фрезерования, не измельчается, а добавляется к свежим
и уже прошедшим через сушильные барабаны минеральным мате-
риалам, потом направляется в дозаторы и, наконец, непосред-
ственно в смеситель с принудительным перемешиванием
(рис. 6.25, а). По другим схемам загрузки в процессе смешивания
происходит теплообмен между перегретыми в барабане мине-
ральными материалами и снятым материалом, подаваемым в хо-
лодном состоянии. Это оказывает минимальное вредное воздей-
ствие на вяжущий материал. Добавляемое количество ограничено
теплоемкостью минеральных материалов, временем, имеющимся
217
Рис. 6.26. Схема технологического процесса установки для восстановления
старого асфальтобетона с подачей битума в среднюю зону сушильно-смеситель-
ного агрегата:
1 — агрегат питания; 2 — агрегат минерального порошка; 3 — нагреватель жидкого
теплоносителя; 4 — кабина управления; 5 — емкость для битума; 6 — счетчик битума;
7 — топливный бак; 8 — вентилятор форсунки; 9 — дымосос; 10 — вихревой пылеуло-
витель; 11 — система водоснабжения; 12 — пылеотделитель; 13 — бункер выгрузки вос-
становленной смеси; 14 — накопительный бункер восстановленной готовой смеси; 15 —
система опрыскивания; 16 — сушильно-смесительный агрегат с подачей битума в сред-
нюю зону барабана; 17 — весовой ленточный конвейер
для теплообмена, и содержанием воды в добавляемом материале.
При высоких температурах возможно повреждение вяжущего
материала в старом асфальтобетоне.
Горячая регенерация в специальных барабанах смеситель-
ных установок позволяет перерабатывать до 100 % старого ас-
фальтобетона без добавления (или с добавлением) новых заполни-
телей, битума и регенерирующих средств (рис. 6.26). Материал на-
гревается путем теплообмена от перегретого щебня и косвенным
путем. При непосредственном нагреве барабаны одновременно
загружаются старым асфальтобетоном и новыми материалами.
Горелка находится в начале барабана, материал и пламя напра-
вляются параллельно оси барабана (см. рис. 6.25, в). Для обеспе-
чения качества смеси и уменьшения загрязнения воздуха уста-
навливают защитный экран перед пламенем горелки. Он пре-
пятствует непосредственному контакту материала с пламенем.
Модификацией метода является раздельная подача старого
218
асфальтобетона и минерального сырья. При этом новый мине-
ПЭ МЯТАПия гт как и лбмпил гпппрпгяртло РпаДеЙпТВИ!О ОТ'
крытого пламени в первой трети барабана, старый асфальто-
бетон добавляется в центре его, а битум в его последней трети
(см. рис. 6.25, г). Теплообмен путем перегрева щебня основан на
использовании двух последовательно включенных барабанов (см.
рис. 6.25, д). В первом новые минеральные материалы подвер-
гаются сушке, перегреваются и затем подаются во второй барабан.
В него подводится горячий воздух из первого. В смесителях
с двумя коаксиальными барабанами (барабан в барабане) (см.
рис. 6.25, е) старый асфальтобетон и минеральные материалы
также подаются раздельно. Новые минеральные материалы высу-
шиваются во внутреннем барабане. Старый асфальтобетон посту-
пает в промежуток между внутренним и наружным барабаном,
не соприкасаясь с пламенем. В конце внутреннего барабана рас-
плавленный асфальтобетон соединяется с перегретым минераль-
ным сырьем и перемешивается. Косвенный нагрев осуществляется
расплавлением старого асфальтобетона с помощью теплообменных
трубок, через которые пропускается нагретый воздух (см.
рис. 6.25, ж). Однако более низкие температуры и большая про-
должительность процесса теплообмена снижают производитель-
ность установок. Косвенный нагрев полнее отвечает требованиям
охраны окружающей среды. Существуют установки, в которых
сочетаются перечисленные методы. Оборудование для регенерации
асфальтобетонных покрытий на месте в передвижных установках
рассмотрено в разделе «Машины для содержания и ремонта по-
крытий дорог и аэродромов».
Расчет основных параметров сушильного барабана и смеси-
теля асфальтосмесительных установок. Расчет основных пара-
метров сушильного агрегата включает в себя: определение
размеров барабана (расчет уточняют по методике, рассмотрен-
ной в п. 3.2; определение сопротивлений вращению; расчет
мощности и определение параметров газоочистительных ус-
тройств.
Объем сушильнрго барабана (м8) определяют на основании
заданной производительности
17 вл со/7
==“Л~==“’
где ТГВЛ — количество удаленной влаги, кг/ч; А — количество влаги, удаляе-
мой из 1 и8 барабана за 1 ч, кг/(м3-ч); со — влажность материала, подлежащего
сушке; П — производительность барабана, кг/ч.
Для барабанов с хорошо оборудованной тягой значения А
могут быть приняты в пределах 125—175—250 кг/(м3-ч).
Длину барабана находят из условий движения просушивае-
мого материала внутри барабана и времени, необходимого для
просушки. При вращении барабана частицы материала подни-
219
Рис. 6.27. Схема сил для расчета сушильного барабана:
а •= сопротивление подъему материала при вращении барабана; б распределение дав-
ления на опорные ролики при неподвижном барабане
маются лопастями и падают по вертикали вниз. За одно падение
они перемещаются на расстояние
АВ = Лср tg а,
где Лср — средняя высота подъема, м, /icp = 0,6£>б (Dq — диаметр барабана).
Обозначая через t время пребывания материала в барабане,
необходимое для его подогрева (2—4 мин), и через т — число
падений частицы материала за один оборот барабана (т = 1,7-=-
2,5), получают выражение для определения длины барабана (м):
L6 = ^ср tg ап/,
где п — частота вращения барабана, об/мин, зависящая от диаметра барабана
при окружной скорости; и = 0,754-0,85 м/с, п — 84-16 об/мин; а — угол наклона
барабана к горизонту, а = 34-5°.
Так как Лср = f (£>б)» то исходя из существующих размеров
барабанов асфальтосмесительных установок необходимо вы-
брать Dfj.
Обычно в сушильных барабанах асфальтосмесительных уста-
новок отношение
1 . ±
£б 4^7*
Окончательно значения D6 и L6 уточняют в результате тепло-
вого расчета.
Частота вращения барабана (об/мин) после определения L6
может быть уточнена по формуле:
n = L6l{tmhcp tg а).
При работе сушильного барабана энергия затрачивается на
преодоление сил следующих сопротивлений: подъема материала
внутри барабана Wi, трения качения бандажей по роликам W2;
трения в цапфах опорных роликов №3 (рис. 6.27).
220
Для расчета сил трения качения бандажей по роликам и в цап-
фах опорных роликов определяют силу (Н), с которой барабан
давит на ролики:
^ = (Gm + <?6)/(2pCOST),
где GM — сила тяжести материала в барабане, Н; Go — сила тяжести барабана, Н;
гр — число опорных роликов, zp = 4; у = 30°.
Сила тяжести материала в барабане (Н)
См = —4-^- 0pMg.
где Dg, Lg — диаметр и длина барабана, м; р — коэффициент заполнения ба-
рабана материалом, р= 0,14-0,2; рм — плотность высушиваемого материала,
кг/м8, рм = 1700 кг/м8; g— ускорение свободного падения, м/с®.
При применении балансирных опор сила, с которой барабан
давит на ролик:
р = ? = Gp
6 2 cos a 2zpcosycosa ’
где 2а — центральный угол расположения роликов на балансирной опоре.
Сила (Н) сопротивления от трения качения бандажей по ро-
ликам, приведенная к радиусу ведущего элемента:
+ вб) (^бнд + Г)
R3. в r cos у ’
где /?бНд — радиус бандажа, м; г — радиус опорного ролика, м; kr — коэффи-
циент трения качения бандажа по ролику, м; /?3. в — радиус зубчатого венца
барабана, м.
Сила (Н) сопротивления от трения качения в цапфах опорных
роликов, приведенная к радиусу ведущего элемента:
__ (Gm + Gp) ^tr
3 r0R^ в cos у ’
где k2 — коэффициент трения качения подшипника опорного ролика, м; г0 —
радиус цапфы опорного ролика, м.
Силу сопротивления подъему материала IFj лопастями вра-
щающегося барабана определяют из условия равенства моментов
сил, действующих на барабан при подъеме материала:
Afj = GMb = IFitfa. в, отсюда IFi = GMb/R3, в,
где — момент сил на подъем материала, Н-м; GM — сила тяжести материала
в барабане, Н; b — плечо силы тяжести материала относительно вертикальной
оси барабана, м.
Смещение b центра масс материала относительно оси барабана
зависит от его режима работы, определяемого частотой вращения
барабана (рис. 6.28).
Частота вращения барабанов (об/мин)
п = к/уЧГь,
где k — коэффициент режима работы барабана, для медленновращающихся
барабанов k = 8-Ю, для быстровращающихся k — 14-5-16, для барабанов, вра-
221
Рис. 6.28. Схема опре-
деления центра масс ма-
териала в медленно-вра-
щающемся (а) и в быстро-
вращающемся (б) бара-
бане
щающихся с промежуточной скоростью, k= 10--14; Rq— внутренний радиус
барабана, м.
При медленном вращении поперечное сечение материала в ба-
рабане принимают за сплошной сегмент, центр масс которого
находится от центра барабана на расстоянии, равном радиусу
Плечо b (м) силы тяжести материала определяют из условия, что
при вращении барабана сегмент материала повернут относительно
вертикальной оси на угол 0М = 454-50°:
b = sin 0М = (0,7 -н 0,77) 7?б.
Для быстровращающихся барабанов материал в барабане
подхватывается полками и распределяется кольцевым сектором
с центральным углом сектора сом « 180°. Внутренний радиус
(м) кольцевого сектора материала
г« = Л(,1/1-2р/!под/₽с,
где £под — доля материала, поднимаемого лопастями от общего количества; 0С —
коэффициент заполнения кольцевого сектора материалом, 0С = 0,8ч-0,95.
Плечо (м) силы тяжести материала относительно вертикальной
оси барабана
t 4 4
“ Зя д2 2 •
'б 'вн
Окружное усилие (Н) на зубчатом венце будет для медленно-
вращающегося барабана
Wi = 0,75GM^6/^3. в>
для быстровращающегося барабана
W 4G* 30 ₽б~4
1 ЗлЯ8, в 30j/g +2k flj~4 *
Окружное усилие на преодоление сил сопротивлений Wlt
W2 и И7а:
S Г-ITj + F. + F,.
Окружная скорость приводного венца (м/с)
f8. в = aR* вП/30.
222
Мощность, необходимая для
привода сушильного барабана
(кВт):
АГ - Е Wv._ ,/(1000т1),
где т] — КПД привода барабана.
Расчет лопастных смесителей
для приготовления асфальтобе-
тонных смесей включает в себя
расчет массы замеса, определение г, _ „
r г Рис. 6.29. Схема для определения
размеров, кинематических пара- параметров смесителя
метров и мощности привода сме-
сителя. Основными параметрами лопастного смесителя является
масса замеса, размеры смесителя (рис. 6.29) и длительность сме-
шивания.
Ориентировочно массу замеса (кг) определяют исходя из за-
данной производительности:
т3 = /7/ц/(3600Лв),
где — длительность цикла, с; йв — коэффициент использования смесителя по
времени, k3 = 0,85.
Длительность цикла работы смесителя
— ^3 + ^см + ^р>
где t3 — время загрузки смесителя, t3= 5 с; ?см— длительность смешивания, с;
/р — время разгрузки, зависящее от конструкции затвора смесителя, fp » 5 с.
Первоначально длительность смешивания задается. При по-
точно-контурном смешивании /см & 30 с.
Размеры смесителя определяют следующим образом.
Межцентровое расстояние валов смесителя (м)
aw — 27? cos <р,
где R — радиус корпуса смесителя, м; <р — угол между горизонтальной линией
и линией, соединяющей ось вала со средней линией кромки днища.
На практике <р — 404-50°. При этом межцентровое расстояние
валов (м)
= (1,414-1,53) 7?;
ширина корпуса смесителя (м)
Ьк = 27? + aw = (3,41 v- 3,53) 7?;
длина корпуса смесителя
/к = Ькф = (3,41 4- 3,53) 7?ф,
где ф — коэффициент, характеризующий форму корпуса смесителя, ф = 1К/ЬК,
ф = 0,74-1,4 чаще ф = 0,854-1.
223
Площадь (м2) поперечного сечения рабочей части корпуса
смесителя (ниже уровня осей валов)
S = (2,8544-2,933) №.
Масса замеса
^8 = VPiPcm " *S/KpipCM,
где Pi — коэффициент заполнения корпуса смесителя материалом, ₽!= 1; рсм —
плотность смеси, рСм = (1600-ь 1700) кг/м8;
ИЛИ
т3« 10№<рр1Рсм.
Отсюда определяют радиус корпуса смесителя (м)
= >/т3/(10фР1рсм).
Действительная частота вращения лопастных валов (об/мин)
лд = (15,3-н 16,5)/^/№
Фактическая длительность смешивания (с)
__ 60 Г Igo.03— 1g (1 — iA) •
*ф.См-Пд[ lg(l—fe0<5) J’
где lA — относительная концентрация компонента в зоне действия одного из
лопастных валов, для неблагоприятного случая = 0; — коэффициент,
характеризующий поперечный обмен, k0$ — 0,044-0,05.
По фактической длительности смешивания определяют дли-
тельность цикла массу замеса, радиус корпуса и межцентровое
расстояние осей лопастных валов. По межцентровому расстоянию
валов Па, выбирают параметры шестерни привода редуктора (м):
aw — zm,
где z — число зубьев приводного зубчатого колеса редуктора; т — модуль
зуба колеса, м.
По параметрам шестерен приводного редуктора уточняют <р,
Ьк, /к. S, V и т3. Высоту лопастей h и ширину b выбирают исходя
из следующих ограничений. Если битум поступает самотеком или
разбрызгиванием под небольшим давлением (0,3—0,4 МПа), то
принимают h = 0,5/?; b — 0,427?. При подаче битума в смеси-
тель под большим давлением (1,5—2 МПа) h = 0,357?; b = 0,577?.
Длина корпуса смесителя в зависимости от параметров лопа-
стей и их числа гл
/к = 2/х + b cos а + (b cos а + /) (гл — 1).
Из этой формулы находят число парных (или одиночных)
лопастей на одном валу:
_ lK cos а . <
л b cos а +1 ’
где li — зазор между крайней лопастью и торцовой стенкой смесителя, = 74-
10 мм; b — ширина лопасти, мм; а — угол наклона лопастей к оси вала, а =
= 314-45°; I — зазор между боковыми кромками соседних лопастей (по оси
вала), I = 40-ь50 мм.
224
Если zn незначительно отличается от целого числа, то можно,
изменяя I и Ь, получить целое число zn. Если расхождение будет
большим, то задаются новым значением ф.
Качество смешивания оценивается степенью равномерности
распределения компонентов по всему объему и равномерности об-
волакивания всех зерен минерального материала битумной плен-
кой. Скорость равномерного распределения компонентов по объему
замеса зависит от угла а установки лопасти к оси вала для обес-
печения высокой скорости циркуляции смеси в продольном и
в поперечном направлении, и способа ввода минеральных мате-
риалов в смеситель, а также от схемы движения смеси в корпусе
смесителя. На практике а — 45°, что несколько превышает опти-
мальное значение. При а = 45° несколько меньше скорость попе-
речной циркуляции и больше скорость продольной циркуляции.
Последнее целесообразно для удлиненных смесителей, когда
отношение длины корпуса /к к ширине корпуса Ьк больше еди-
ницы, т. е. lH/bK > 1.
Лопасти, погружаясь в смесь, сдвигают ее в продольном и
поперечном направлениях, разрыхляют и подбрасывают материал
смеси вверх. Чем меньше угол установки лопасти к оси вала и
больше частота вращения лопастных валов, тем больше развит
верхний слой частиц, называемый кипящим слоем. Кипящий
слой образуется, когда общая высота подбрасывания частиц смеси
над уровнем осей валов hA — (1,1-4-1,3) R (здесь R— радиус
лопасти) и высота падения частиц смеси = (1,3-4-1,5) R, а ок-
ружная скорость конца лопасти будет равна или больше скорости
оседания частиц, т. е.
0л > 0ос или (OR = gt,
где ол — скорость конца лопасти, м/с, ил ~ to/?; иос — скорость оседания частиц
смеси с общей высоты падения частиц смеси Йй, м, оос = gt-, to — угловая ско-
рость конца лопасти, рад/с; R — радиус внешней кромки лопасти, м; g — уско-
рение свободного падения, м/с2; t — время падения частиц с высоты hit с.
Окружная скорость конца лопасти (м/с)
ул = 0)7? = (1,61-=- 1,73)
При смешивании песчаных мелкозернистых смесей лопастные
валы имеют нормальную частоту вращения, при смешивании
среднезернистых и крупнозернистых смесей — пониженную ча-
стоту вращения, когда ил < 2,7 м/с.
Мощность,- необходимую для привода лопастных асфальто-
'месителей, определяют по методике, аналогичной методике опре-
деления мощности привода для смесителей бетона.
Мощность, необходимую для привода лопастных валов сме-
сительного агрегата (кВт), определяют и по эмпирической формуле
в зависимости от массы замеса:
при QM < 1400 кг N = 0,036QM;
при QM > 1400 кг N — 30 + 0,018QM,
i де С?» — масса замеса, кгв
П/р В В Баловвева
5)
Рис. 6.30. Схемы пылеосадительных камер:
а —> простая гравитационная пылеосадигельная камера; б полочная гравитационная
пылеосадительная камера; в — циклон, 1 — пылеосадительная камера; 2 ~ пылесбор-
ный бункер; 3 — шнек для удаления пыли; 4 —• полки; 5 —< механизм отряхивания пыли
Тепловой расчет сушильного барабана и расчет топки вы-
полняют по методике, рассмотренной выше. Динамические на-
грузки в элементах привода барабана и смесителя при неустано-
вившемся движении определяют по методике, рассмотренной
в гл. 4.
Пылеулавливающие агрегаты асфальтосмесительных установок
предназначены для очистки дымовых газов, удаляемых из су-
шильного барабана и других подсистем, от пыли, утилизации и
подачи пыли в агрегат для последующего дозирования и ввода
в смесь в качестве заполнителя. Пыль, уносимая из сушильного
барабана, составляет 6—8 % массы высушиваемого песка. Запы-
ленность выбрасываемых газов достигает 300—400 г/м3 при до-
пустимой запыленности не более 150 мг/м3. Пыль -выделяется при
работе горячего элеватора, грохота, дозаторов и смесителя. Во из-
бежание выделения пыли агрегатами все щели надежно уплот-
няют, а под кожухами агрегатов создают разрежение путем от-
соса воздуха (аспирации). Для очистки от пыли дымовых газов
и аспирационного воздуха применяют различные пылеосадитель-
ные камеры (рис. 6.30). Схемы пылеулавливания бывают одно.^
ступенчатыми и двухступенчатыми. Одна ступень предназначена
226
для улавливания крупных частиц пыли, вторая для улавливания
мелких частиц.
Для улавливания пыли на асфальтосмесительных установках
используют центробежные аппараты (циклоны). Степень улавли-
вания частиц пыли размером 0,01—0,02 мм в циклонах составляет
0,85—0,95. Распространение получили циклоны НИИОГАЗ. Ос-
новным параметром циклонов является диаметр D корпуса,
остальные параметры зависят от диаметра. Скорость движения
газов во входном патрубке равна 12—22 м/с, а в выходном па-
трубке 5—10 м/с. При движении газов с большой скоростью во
входном патрубке частицы пыли под действием центробежных
сил отбрасываются к стенкам корпуса, оседают вниз и ссыпаются
в пылесборник, откуда удаляются шнеком. Чем меньше диаметр D
корпуса циклона, тем выше эффективность улавливания частиц.
Улавливание пыли с частицами менее 0,05 мм эффективно
осуществляется аппаратами мокрой пылеочистки [5].
Пылеулавливающие агрегаты современных установок произ-
водительностью до 25 т/ч имеют две ступени «сухой» очистки:
первая состоит из дымососа пылеуловителя с циклоном-рецирку-
лятором, вторая — из нескольких циклонов. В установках про-
изводительностью до 100 т/ч используют также две ступени
очистки: первая — «сухая» — осуществляется в шести или десяти
циклонах; вторая — «мокрая» — ударно-инерционного действия.
В установках производительностью более 100 т/ч применяют
три ступени очистки. Степень очистки — 99,5 %.
Предварительная очистка газов от крупной пыли размером
более 100 мкм обеспечивает защиту технологического оборудова-
ния от газоабразивного изнашивания, так как крупные частицы
вызывают наиболее интенсивное изнашивание. В качестве уст-
ройств предварительной очистки газов используют прямоточно-
осевые циклоны. Уловленную пыль возвращают не в горячий
элеватор, а непосредственно в сушильный барабан; этим устра-
няется необходимость в дополнительном оборудовании (винтовом
конвейере, пневмотранспорте и др.).
Расчет системы пылеулавливающих устройств предусматри-
вает определение количества очищаемых газов, выбор схемы и
подбор числа очистительных аппаратов. Объем дымовых газов
и воздуха (м8/ч), который необходимо очищать от пыли:
v», = Уд.Л + 3600 S
где Уд. г — объем Умовых газов, удаляемых из сушильного барабана, м3/ч;
kx — коэффициент подсоса воздуха через разгрузочную и дымовую коробки,
kx = 1,24-1,3; У SH — суммарная площадь смотровых окон, неплотностей и
щелей, м2; цн — скорость воздуха, проходящего через неплотности и смотровые
окна, м/с, ин = kp 2рр. к/рв (£р — коэффициент расхода воздуха, — 0,64-0,8;
Рр. к — разрежение под кожухами, необходимое для предотвращения выбива-
ния воздуха через неплотности, к = 24-5 Па; рв — плотность воздуха, кг/м8,
рв = 1,29 кг/м3).
8*
227
Асфальтосмесительные установки вследствие большого сопро-
тивления пылеосадительных аппаратов оборудуют дымососом-
вентилятором. Выбор дымососа осуществляют по конструкции
пылеосадительных аппаратов первой и второй ступени. Дымосос
устанавливают перед мокрой ступенью пылеочистки. Развиваемое
дымососом давление (Па), равное потерям давления в системе
движения газа, можно определить по формуле
Рд = (Р/ + S Рм + Рвн + Рс. б + Pi + Pii)>
где k—коэффициент запаса, k= 1,25—1,5; pf— потери давления на трение
в Газоходах, Па; 2 Ры — суммарные потери давления от местных сопротивле-
ний, Па; рвн — внутренние потери давления в дымососе, Па, рзя = 1,3рвых
(Рвых — потери давления в выходном патрубке дымососа, Па); рс.о — потери
давления в сушильном барабане, Па; pj, рц — потери давления на первой и
второй ступенях пылеотделения, Па.
Потери давления на трение в газоходах (Па)
_ . г 4/
Р/ — А-т 2 D г’
где Хт— коэффициент трения газов, Хт = 0,01-5-0,015; од. г—скорость газов
в газоходах, с?д>г — 5-5-10 м/с; I — длина газохода, м; D — диаметр газохода, м.
Сумма потерь давления (Па) от местных сопротивлений
рм — грд г/2,
где £ — коэффициент сопротивления, зависящий от угла а поворота трубы, при
а = 20° £ = 0,046; при а == 160° £ = 2,84.
Потери давления в выходном патрубке дымососа (Па)
Рвых — гРд г/2.
Потери давления, затрачиваемого на продвижение горячих
газов через поток падающих материалов, в медленновращающихся
сушильных барабанах рСгб = 50—s—100 Па, в быстровращающихся
барабанах рс.б = 100-5-150 Па.
По выбранной конструкции аппаратов первой и второй сту-
пени пылеотделения определяют давление рд. С учетом произ-
водительности и давления по каталогам подбирают марку и тип
дымососа и определяют его КПД.
Мощность (кВт) двигателя, необходимая для работы дымососа:
дг___________________________УрчРд
д~ З.б-Ю’тюбПм ’
где т)0б — объемный КПД дымососа; т]м — КПД механической передачи от дви-
гателя к дымососу.
При нагреве битума посредством системы жаровых труб дви-
жение дымовых газов обеспечивается естественной тягой дымовой
трубы или сочетанием дымовой трубы и работы вентилятора
распыливания топлива (17].
ГЛАВА 7
МАШИНЫ И АВТОМАТИЗИРОВАННЫЕ КОМПЛЕКТЫ
МАШИН ДЛЯ СТРОИТЕЛЬСТВА ПОКРЫТИЙ
АВТОМОБИЛЬНЫХ ДОРОГ И АЭРОДРОМОВ
7.1. АВТОМАТИЗИРОВАННЫЕ КОМПЛЕКТЫ МАШИН
ДЛЯ СТРОИТЕЛЬСТВА
ЦЕМЕНТОБЕТОННЫХ ПОКРЫТИЙ
Состав комплектов машин для строительства цементо-
бетонных покрытий. Машины для строительства цементобетон-
ных покрытий в основном выпускают двух типов: машины с ко-
лесно-рельсовым ходовым устройством (для их работы необхо-
димо наличие рельс-форм) и машины со скользящими формами
с гусеничным ходовым устройством. Последние получили наи-
большее распространение и их выпускают двух размеров: боль-
шой производительности для строительства магистральных дорог
и взлетно-посадочных полос и малой производительности для
дорог местного значения.
Наиболее эффективно скоростное строительство цементобе-
тонных покрытий осуществляется автоматизированными ком-
плектами машин со скользящими формами. Комплект машин со-
ставляют группа основных машин и дополнительное технологи-
ческое оборудование. Основной группой машин комплекта яв-
ляются: профилировщик основания (рис. 7.1, а), распределитель
бетона (рис. 7.1, б), бетоноукладчик со скользящими формами
(рис 7.1, в), бетоноотделочная машина и распределитель пленко-
образующих материалов. В дополнительное оборудование входят:
конвейер-перегружатель, тележка для арматурной сетки, вибро-
погружатель арматурной сетки, нарезчики продольных и попереч-
ных швов, заливщик швов, трейлеры для транспортирования
машин комплекта.
Профилировщики дорожных оснований предназначены для
разработки корыта в целинном грунте и профилирования его дна,
а также для окончательного профилирования и уплотнения песча-
ного основания или основания из грунта, укрепленного вяжущим
материалом. Они оснащены профилирующим и уплотняющим
рабочими органами.
По типу рабочего органа профилировщики бывают ножевыми
и фрезерными. Ножевые профилировщики снабжены уплотняющим
вибробрусом. Рабочий орган — отвал с профилирующим ножом.
Он окончательно профилирует основание, срезая излишки грунта,
и частично его перераспределяя. Механизмом подъема и опускания
регулируют высоту заглубления. Фрезерный рабочий орган ма-
шины представляет собой отвал с закрепленными на нем фрезой
229
для профилирования укрепленных грунтов или шнеком для про-
филирования песчаных оснований. Сменные резцы фрезы с пла-
стинками из твердого сплава расположены по винтовой линии.
Транспортер удаляет срезанный материал за пределы основания.
Фрезу и отвал можно настраивать на плоский и на двух-
скатный поперечные профили основания. Уплотнение под-
стилающего песчаного основания осуществляется вибробрусом.
230
f7
Рис. 7.1. Машины автоматизированного комплекта для скоростного строитель-
ства цементобетонных покрытий:
а 1— профилировщик основания; б — распределитель (перегружатель); в — бетоноуклад-
чик; 1 — кронштейн рамы; 2 — вилка гусеничной тележки; 3 — гусеничная тележка;
4 — силовая установка; 5 —> пульт управления; 6 — рулевой гидроцилиндр; 7 — основ-
ная рама; 8 — фреза-шнек; 9 — привод фрезы-шнека; 10 —• отвал фрезы-шнека; 11 —
шнек; 12 — привод шнека; 13 отвал шнека; 14 — приемный бункер; 15 — рама транс-
портера; 16 — блок выдвижного транспортера; 17 — генератор привода глубинных
вибраторов; 18 бак для воды; 19 —< скользящие формы (боковая опалубка); 20 <—> рама
рабочих органов
Бетонораспределители принимают смесь из автосамосвалов
или автобетоносмесителей и распределяют ее по дорожному
основанию слоем заданной толщины. Распределители являются
машинами непрерывного и периодического действия. Бетоно-
распределители непрерывного действия распределяют смесь, по-
ступающую на основание строящейся дороги. Они имеют высокую
производительность и требуют четкой организации работ по до-
ставке смеси к месту ее укладки. Распределители периодического
действия работают циклично. Новая порция бетона распределяется
по основанию после распределения предыдущей порции и передви-
жения машины на новую позицию.
По конструкции рабочих органов все распределители бывают
бункерными, шнековыми, лопастными, ковшовыми. Бункерные
распределители относятся к машинам периодического действия,
остальные — к машинам непрерывного действия.
Смесь, выгруженную распределителем на дорожное основание,
равномерно распределяют в поперечном направлении шнеком,
лопастью или ковшом и предварительно разравнивают отвалом.
Окончательное профилирование покрытия осуществляется профи-
лирующими заслонками, которые можно устанавливать на одно-
скатный или двухскатный поперечный профиль покрытия.
231
Рис, 7.2, Схема автоматического контроля положения базового шасси:
I — стойка-стержень. 2 — поперечная штанга, 3 — датчик уровня с копиром; 4 — ниве*
лирная рейка (репер); S — рама планировщика
Бетоноотделочные машины осуществляют разравнивание, про-
филирование, уплотнение и окончательную отделку (выглажива-
ние и затирку) поверхности покрытия. Машины данного типа
следуют за бетонораспределителем. Бетоноотделочная машина
имеет разравнивающий, уплотняющий и выглаживающий органы.
Разравнивающий орган—это лопастный вал, шнек или вибро-
брус. Для уплотнения бетонной смеси применяют вибрационный
или трамбующий брусья. Выравнивание и выглаживание поверх-
ности бетонного слоя производится выглаживающей лентой или
брусом, совершающим качательные движения в горизонтальной
плоскости, а также выглаживающими плитами с вертикальными
колебаниями. Бетоноотделочные машины имеют один рабочий
орган — вибрационный или трамбующий брус, два рабочих
органа — уплотняющий и выглаживающий брусья, три рабочих
органа — разравнивающий, уплотняющий и выглаживающий
брусья, четыре рабочих органа — вибрационный, трамбующий и
разравнивающий брусья, а также выглаживающую ленту. Техно-
логическая операция выполняется сразу несколькими рабочими
органами: уплотнение — вибрационным и трамбующим брусьями,
а отделка поверхности — разравнивающим брусом и выглажи-
вающей лентой. Идет переход к универсальным рабочим органам,
выполняющим несколько операций.
Профилировщик основания, входящий в комплект, имеет
унифицированное самоходное четырехгусеничное базовое шасси
с автоматической следящей системой управления рабочими орга-
нами по заданному курсу и профилю (см. рис. 7.1, а). Основная
рама представляет собой сварную конструкцию коробчатого
сечения. Установленные соосно две фрезы предназначены для
первоначального фрезерования, рыхления и распределения грунта
основания по ширине обрабатываемой полосы. Шнеки удаляют
излишки грунта на обочину дороги или ленту конвейера-пере-
гружателя, а также распределяют материал по ширине основания.
Каждая фреза и шнек имеют свой независимый и взаимозаменяе-
мый привод.
232
2 — отвал шнека;
Рис. 7.3. Схема действующих сил на рабочие органы бетоноукладчика:
/ — шнек; 2 — отвал шнека; 3
первичный качающийся брус; 6
глубинный вибратор; 4 —• вибробрус-дозатор; 5 “•
вторичный качающийся брус; 7 —* выглаживаю-
щая плита
Рис. 7.4. Схема уплотняющего рабочего органа с поверхностным (а) н глубин-
ным (б) вибратором:
/ — дозирующая заслонка; 2 вибробрус; 3 -- глубинный вибратор; 4 профили-
рующая заслонка
Распределитель комплекта (см. рис. 7.1, б) предназначен для
приема бетонной смеси с обочины из самосвалов и распределения
ее по ширине основания. Снизу к основной раме прикреплены
фреза-шнек и отвал. Конструкция рабочих органов позволяет
регулировать положение их краев и середины с помощью трех
гидроцилиндров для получения одно- и двухскатного профилей
покрытия. Машина оснащена выдвижным транспортером.
Конструктивной особенностью комплекта является применение
базового самоходного унифицированного четырехопорного гусе-
ничного шасси и максимальная унификация узлов привода ра-
бочих органов, гидро- и электрооборудования, аппаратуры авто-
матики (рис. 7.2) и силовых установок.
Бетоноукладчик комплекта (см. рис. 7.1, а) служит для раз-
равнивания, профилирования, уплотнения и отделки бетонной
смеси. На основной раме машины закреплены шнек, отвал шнека,
глубинные вибраторы, вибробрус-дозатор, первый и второй ка-
чающиеся отделочные брусья, плавающая выглаживающая плита
и боковые скользящие формы (рис. 7.3). Шнек предназначен для
распределения смеси и состоит из двух независимых частей,
имеющих боковой гидравлический привод. Отвал шнека имеет
плоскую форму и служит для создания подпора смеси в шнеке.
Глубинные вибраторы обеспечивают равномерную плотность смеси
по всей толщине слоя (рис. 7.4). Вибраторы с встроенными асин-
хронными электродвигателями закрепляют на У-образных пру-
233
жинных рычагах к состоящей из двух частей трубе, которая по-
ворачивается вокруг оси горизонтальным гидроцилиндром. Ча-
стота вибрации глубинных вибраторов 180 Гц.
Вибробрус-дозатор вторично распределяет и выравнивает смесь
после ее проработки глубинными вибраторами.
Два качающихся бруса предназначены для придания покрытию
требуемого профиля и отделки по поверхности. Брусья состоят
из двух частей коробчатого сечения. Возвратно-поступательное
движение брусьев в поперечном направлении относительно укла-
дываемого покрытия осуществляется четырьмя гидромоторами.
Окончательная отделка поверхности производится плавающей
плитой, состоящей из двух частей. Боковые скользящие формы
формируют боковые поверхности бетонного покрытия.
Бетоноотделочная машина предназначена для окончательной
отделки поверхности покрытия и придания ей требуемой тек-
стуры бетона. Машина многопроходная и смонтирована на че-
тырехколесном базовом шасси. Снизу к раме на вертикальной
поворотной и подъемной цапфе подвешены две дюралевые трубы.
Над ними установлены два трубопровода с запираемыми соплами
для смачивания труб. Трубы перекрывают одна другую и передают
на бетон только свой вес. Сзади к раме кронштейнами прикреплена
тканевая драга, которая орошается водой и передвигается по
поверхности цементобетонного слоя.
Распределитель пленкообразующих материалов служит для
нанесения материалов и создания на покрытии шероховатой
поверхности. Машина выполнена однопроходной на самоходном
четырехопорном колесном базовом шасси. К основной раме при-
креплены две поперечные траверсы, по которым перемещается
относительно покрытия щетка, создающая шероховатость поверх-
ности покрытия. К передней части рамы подвешен барабан для '
пленки. Сзади к раме подвешены распределительная труба для
распределения жидких пленкообразующих материалов и два
выносных сопла для обработки боковых поверхностей покрытия.
Расчет основных параметров рабочих органов машин для
строительства цементобетонных покрытий. Профилировщик с фре-
зерным рабочим органом преодолевает силы сопротивления:
Wr — перемещению машины; — резанию грунта фрезой;
W3 — перемещению призмы материала перед отвалом; ТГ4 — от
преодоления сил инерции машины.
Силу сопротивления перемещению машины определяют так,
как указано выше.
Сила сопротивления резанию грунта фрезой (Н)
W2 = kpsbzn,
где kp — удельное сопротивление фрезерованию грунта, £р = 0,74-2,5 Н/м3;
$ — толщина срезаемой стружки, м; b — ширина лопасти, м; гл — число ло-
пастей, одновременно участвующих в процессе фрезерования, гл = га/360 (г —
число лопастей на роторе; а — угол контакта лопасти с материалом, °, а =
~ arctg (Д/г); г — радиус ротора, м; h — толщина срезаемого слоя, м).
234
Сила сопротивления перемещению призмы (Н)
3 ~~~ '^црёр-гр»
где тПр —- масса призмы материала перед отвалом, кг; g — ускорение свобод-
ного падения; цгр — коэффициент трения материала основания.
Силу сопротивления при преодолении сил инерции во время
трогания с места определяют так же, как было рассмотрено выше.
Возможность передвижения профилировщика массой /пПф без
пробуксовки следует проверить по выражению:
/Ппф^Фсц >
где <рСц — коэффициент сцепления гусениц с основанием; = Wg ± TFsrp +
+ Wjjrp — горизонтальная составляющая резания грунтов, Warp =
= un/v0 (здесь t»n — поступательная скорость машины, м/с; ч0 — окружная
скорость ротора, м/с); 1Г2Гр имеет знак «плюс» при резании материала снизу
вверх и знак «минус» при резании сверху вниз.
Мощность двигателя (Вт), установленного на профилировщике,
расходуется на резание (Л\) и отбрасывание (М2) материала фрезой
и на преодоление сопротивления при перемещении машины в про-
цессе работы (N3):
Ns = Nr + + М3.
Мощность (Вт), расходуемая на резание материала основания
лопастями фрезы:
/Vi — kpbshzn,
где г — число лопастей на роторе; п — частота вращения фрезы, об/с.
Мощность, расходуемая на отбрасывание грунта:
М2 = ти^отб/2,
где т — масса грунта, отбрасываемого фрезой за 1 с, кг, т = Ь Л оп р (р — плот-
ность материала основания, кг/м8); о0 — окружная скорость на концах резцов
фрезы, м/с; £отб — коэффициент отбрасывания, принимаем для узких лопастей
^отб = 0.75, для широких £Отб = 1-
Мощность, расходуемая на перемещение профилировщика:
М 3 = W х^тах/В.
где ®тах — максимальная рабочая скорость профилировщика, м/с; т] — КПД
трансмиссии ходового механизма.
Производительность профилировщика (м2/ч)
П = 3600Вйвцц,
где k3 — коэффициент использования рабочего времени; В — ширина обрабаты-
ваемой полосы за один проход профилировщика, м.
Усилие (Н), необходимое для перемещения распределитель-
ного бункера:
Гб - Л + Р2 + Р3,
где Pj_ — сила сопротивления перерезыванию столба бетонной смеси, Н; Pg —
сила сопротивления перемещению бункера по рельсам, Н; Ря — сила сопротив-
ления сил инерции при трогании с места, Н.
235
Сила сопротивления перерезыванию столба бетонной смеси (Н)
Pi = &р. см&»
где Ар. см —- удельная сила сопротивления перерезыванию столба смеси, зави-
сящая от консистенции, Ар. см — 6-=-9 кН/м.
Сила сопротивления перемещению бункера по рельсам (Н)
Ръ = g + тсм) Д
где g — ускорение свободного падения, g = 9,81 м/с’; т$ — масса бункера, кг;
тсМ — масса смеси, находящейся в бункере, кг; f — приведенный коэффициент
сопротивления перемещению бункера по рельсам, f = 0,05.
Сила сопротивления сил инерции при трогании бункера
с места (Н)
^^('Иб+'Исм)-?"»
где ос скорость передвижения бункера при распределении смеси, м/с; /р —
время разгона машины, = 0,54-1,5 с.
Мощность, необходимая на перемещение бункера (Вт):
Лб
где т)б — КПД механизма привода перемещения бункера.
Силы сопротивления при перемещении самого распределителя
складываются из сил сопротивления передвижению всей машины
с преодолением уклона и сил сопротивления сил инерции при
трогании машины с места. Определяют их так, как указано выше.
По суммарной силе сопротивления определяют мощность,
необходимую для перемещения распределителя.
Мощность двигателя распределителя выбирают из условия
одновременного выполнения рабочих операций по перемешиванию
распределительного бункера и подъема загрузочного ковша.
Производительность бункерных распределителей с непосред-
ственной загрузкой бункера (м3/ч)
П ------ 3600 И(4 + 4 + *з),
где V — полезный объем бункера, м3; — время загрузки бункера, с; tg — время
распределения бетонной смеси и возврат бункера под загрузку, с; ta — время,
затрачиваемое на переход распределителя на следующую рабочую позицию, с.
Производительность распределителя с загрузочным ковшом
(м8/ч)
П = 3600 + /2 + /3 + /4).
где время на перегрузку смеси из загрузочного ковша в распределительный
бункер, с.
Силы сопротивления (Н) при передвижении шнекового рас-
пределителя складываются из силы сопротивления передвижению
236
машины IFi и силы сопротивления перемещению призмы бетонной
смеси перед- профилирующими заслонками
+ Flt
где F1 = mrpg цсм; Нем — коэффициент внутреннего трения бетонной смеси,
Нем = 0,54-0,6.
Мощность двигателя, необходимую для перемещения машины,
определяют так, как описано выше.
Мощность (Вт), необходимая для обеспечения работы распре-
делительных шнеков:
Мщ СьПВ >
где а — коэффициент, учитывающий долю смеси, перемещаемую непосредственно
шнеком, а < 1; П — производительность шнека, кг/с; В — ширина полосы рас-
пределителя, м; со — коэффициент, характеризующий сопротивление движению
материалов, для бетонной смеси или липких абразивных материалов w = 4,
для гравия, песка, цемента со = 3,2, для асфальтобетона со = 5; т)ш — КПД
трансмиссии привода лопастного распределителя.
Сила сопротивления поперечному перемещению бетонной смеси
перед распределительной лопастью (Н)
^*2 = £»Р^НсМ>
где V — объем смеси перед лопастью или ковшом, м9; р — плотность смеси, кг/м9.
Сила сопротивления передвижению каретки с рабочим орга-
ном (Н)
Л = (С + Р2) (# + /т-)₽.
где G — сила тяжести каретки с рабочим органом, Н; k — коэффициент трения
качения катков каретки по направляющим, k ~ (6-=-8) 10"4 м; D — диаметр
ходовых колес каретки, м; f — приведенный коэффициент трения подшипников
катков, f = 0,05; d. — диаметр цапф ходовых катков каретки, м; 0 — коэффи-
циент, учитывающий внецентренное по отношению к опорным каткам приложе-
ние внешних сил G и Л2, а также перекосы, загрязнения и защемление в направ-
ляющих Р — 1,84-2,5.
Сила сопротивления передвижению распределителя опреде-
ляют по формулам, рассмотренным выше.
Производительность распределителей непрерывного дейст-
вия (м3/ч)
П = hBvykv,
где h — толщина укладываемого слоя, м; В — ширина слоя, м; цр — рабочая
скорость, м/ч; kB — коэффициент использования рабочего времени машины.
Бетоноотделочная машина преодолевает следующие силы
сопротивления: передвижению машины, перемещению призмы
бетонной смеси и трению рабочих органов по бетонной смеси,
инерционное сопротивление.
Сила сопротивления (Н) перемещению призмы бетонной смеси,
образующейся перед рабочим органом (лопастным валом, уплот-
няющим и выглаживающим брусьями):
?4. = (Vp + Уу + VB)£PJXCM,
237
где Vp, Vy, VB — объемы призм волочения перед разравнивающим, уплотняю-
щим и выглаживающим рабочими органами, м3; р — плотность бетонной смеси,
р (1,3-г-2) 10* КГ/Ы“, РсМ “— Ки^ффйЦИtn I btij ipehncFw IpCHrln vCTOIIrxQI* С'ЛССК.
Сила сопротивления (Н) трения рабочих органов при их
перемещении по бетонной смеси
Рь = («р + /Пу + mB) £Цр, 0,
где /Пр, /Пу, /пв — массы рабочих органов машины, кг; цр. 0 — коэффициент
трения рабочего органа по бетонной смеси; рр. 0 = 0,5.
Сила инерционного сопротивления (Н), возникающего при
трогании машины с места:
Fe = mup//p,
где цр — рабочая скорость перемещения машины, м/с; /р — время разгона ма-
шины, fp = 1,54-2,0 с.
Общее сопротивление
F2 = Wr + Л + Fb + Л.
Тяговое усилие необходимо проверить на возможность его
реализации по условиям сцепления.
Мощность двигателя бетоноотделочной машины складывается
из мощности, расходуемой на передвижение машины, привод
рабочих органов и вспомогательных механизмов.
Мощность Л/х, расходуемая на передвижение машины, опреде-
ляют, как указано выше.
Мощность (Вт) на привод вибробруса определяют по эмпири-
ческой формуле
AfBp. в = kF,
где k — удельный расход энергии, Вт/м8, k — (1,04-1,3) 10s; F — площадь вибро-
бруса, м8.
Мощность (Вт) привода трамбующего бруса расходуется на
подъем бруса и преодоление сил сопротивлений трения в цап-
фах привода:
#пР. б = + nfPd) ,
Чб
где mgp — масса бруса, кг; а — амплитуда колебаний бруса, м; / — коэффициент
трения опор вибровала, /= 0,0054-0,01; Р— возмущающая сила возбудителя
бруса, Н; d — диаметр цапф возбудителя, м; п — частота колебаний бруса, об/с;
Яб — КПД привода бруса.
Суммарная сила сопротивления поперечным колебаниям
Pi = № + mBg) Цр.о.
Мощность (Вт), необходимая для работы бруса с поперечными
колебаниями;
= 4aF7nKOnVn6,
где а — амплитуда поперечных колебаний, м, а = 0,44-0,7; пкол — число по-
перечных колебаний, 1/с; т]д — КПД привода бруса.
238
Общая мощность (Вт) двигателя бетоноотделочной машины
с учетом мощности привода вспомогательных механизмов системы
управления
Afi = 2] У + ЛГв + ^п>
где W -f- Л/Пр. в+ Л^пр. б+ #б. п; Л^в—мощность привода вспомогатель-
ных механизмов, Мв = (Зч-5) 103 Вт; Уп — мощность привода гидросистемы
управления, Na = (54-7) 10* Вт.
Производительность (м/ч) бетоноотделочной машины зави-
сит от числа проходов, необходимых для отделки покрытия:
д =________3600/feB___
= io/01 + nli/v2 4- n/o/Отр ’
где I — длина обрабатываемого участка, м; 1О — длина пути одного хода, м,
Zo = Z + Zn +/р (Zn— длина перекрытия участка, Zn ~ 1 м! 1р— расстояние
между первым и последним рабочими органами); — скорость машины при пер-
вом проходе, м/с; п — число повторных проходов; иа — скорость машины при
последующих проходах, м/с; »тр — транспортная скорость заднего хода, м/с.
Минимальная ширина бруса &ю1п из условия равномерного
уплотнения слоя по всей глубине должна быть больше или равна
толщине слоя h, т. е. &mln h.
Длина основания вибробруса определяется шириной уклады-
ваемой полосы. Поступательную скорость машины выбирают
исходя из условия обеспечения минимально необходимого вре-
мени вибрирования:
где Ь — выбранная ширина вибробруса, м; /шщ — минимально необходимое
время вибрирования смеси, с.
Для уплотнения пластичных бетонов время вибрирования
должно быть не менее 15 с и для уплотнения жестких бетонных
смесей 15—30 с. При вибрации от нескольких виброэлементов
синхронность их работы обеспечивают применением жесткой ки-
нематической связи между отдельными виброэлементами.
7.2. МАШИНЫ ДЛЯ ПОСТРОЙКИ АСФАЛЬТОБЕТОННЫХ
ПОКРЫТИЙ
Распределение, укладка и частичное или полное уплот-
нение асфальтобетонных смесей осуществляются асфальтоуклад-
чиками. Укладчики разделяют по производительности, конструк-
ции ходового устройства и рабочих органов (рис. 7.5). По произ-
водительности асфальтоукладчики бывают тяжелого и легкого
типов. Тяжелые асфальтоукладчики производительностью 100—
400 т/ч и более имеют массу 10—30 т. Они предназначены для
работ больших объемов при ширине полосы до 15 м. Вместимость
приемного бункера тяжелых асфальтоукладчиков может дости-
гать 10 м3. Они работают с автосамосвалами грузоподъемностью
239
Асфальт» бетоноукладчики
Рис. 7.5. Классификация машин для укладки асфальтобетонных смесей. Ши-
ринах толщина укладки (по типоразмерам):
/ — 3000X 100 мм; // — 5000X200 мм; /// — 8000X300 мм; /V — 12 000X300 мм а
более
25 т. Легкие асфальтоукладчики производительностью 50—
100 т/ч и массой 2,5—8 т предназначены для выполнения работ
небольших объемов.
Для строительства дорог местного значения, городских улиц
и площадей созданы автоматизированные гусеничные асфальто-
укладчики с переменной шириной укладки.
Асфальтоукладчики выполняют следующие операции: прием
асфальтобетонной смеси в бункер из автосамосвалов на ходу без
остановки машины, транспортирование смеси к уплотняющим
органам, дозирование, распределение смеси по ширине уклады-
ваемого покрытия и предварительное или окончательное уплотне-
ние смеси.
Современные асфальтоукладчики имеют в качестве силовых
установок дизельные двигатели. Ходовое устройство (рис. 7.6)
включает в себя задний мост с одной парой ведущих пневматиче-
240
Рис. 7.6. Основные схемы асфальтоукладчиков с различными ходовыми устрой-
ствами:
а — гусеничным; б — колесным; / — два скребковых транспортера с гидроприводом
и независимым управлением; 2 — шиберные заслонки с гидравлическим независимым
управлением; 3 — двигатель с шумопоглощающим капотом; 4 — пульт управления;
5 — коробка передач с дифференциалом и тормозом; 6 — устройство для централизо-
ванного смазывания подшипников; 7 — гидроцилиндры подъема и опускания бруса;
8 — тяговый брус; 9 — основной вибротрамбующий брус с резонансными вибра-
торами и электронагревом выглаживающей плиты; 10 — телескопический гидроцилиндр
выдвижения бруса; 1! — выдвижной брус; 12 — два шнековых распределителя
с независимым гидроприводом; 13 — гусеничное ходовое устройство с резиновыми грун-
тозацепами и долговечной смазкой; 14 — передние управляемые колеса с плавающей
осью; 15 — управляемые стенки бункера; 16 — ведущие колеса с пневматическими
шинами, заполняемыми водой
241
ских колес и передний мост на управляемых колесах. Колеса имеют
постоянный контакт с грунтом благодаря качающейся оси впереди
и равномерному распределению нагрузки на ось. Хорошему
сцеплению с основанием способствует заполнение ведущих колес
водой. При плохом состоянии основания и малом сцеплении
включается блокировка дифференциала. Траки укладчиков с гу-
сеничным ходовым устройством покрыты резиновыми плитами,
обеспечивающими хорошее сцепление с грунтом. Машина может
передвигаться по свежеуложенному дорожному покрытию.
Гидравлическая система служит для привода вибраторов
уплотняющих рабочих органов, управления гидромуфтами и
включения гидроцилиндров подъема боковых стенок бункера и
рабочих органов, а также для управления гидроцилиндрами авто-
матики. Рабочие органы состоят из обогреваемой виброплиты
и трамбующего бруса с отражательным щитом. Они имеют плава-
ющую подвеску и с помощью тяговых брусьев шарнирно прикреп-
лены к раме асфальтоукладчика. Контроль за количеством смеси
в шнековой камере производится двумя датчиками, установлен-
ными у концов распределительных шнеков. По сигналам датчиков
с помощью гидроцилиндров, работающих в автоматическом ре-
жиме, осуществляется подъем—опускание шиберных заслонок,
соответственно увеличивающих или уменьшающих подачу пита-
телей. Такое регулирование позволяет исключить переполнение
шнековой камеры смесью и уменьшить налипание материала на
элементы конструкции.
Автоматическая следящая система «Стабилослой» для обеспе-
чения ровности покрытия работает по сигналам датчиков про-
дольного и поперечного профиля. Асфальтоукладчиками управ-
ляет оператор с одного из двух постов, расположенных с левой
и правой стороны машины. Они имеют дублированное ручное
управление с гидромеханическими передачами и поворотный
пульт с кнопками включения исполнительных органов асфальто-
укладчиков. Укладчики имеют высокую эксплуатационную го-
товность благодаря быстрому и простому уходу. Они имеют встроен-
ное оборудование для централизованного автоматического смазы-
вания всех подшипников, входящих в контакт с горячим мате-
риалом. Гусеничное ходовое устройство имеет элементы соедине-
ния с бессменным смазочным материалом. Уровень масла в ко-
робке передач контролируется с рабочего места оператора. Все
быстро изнашивающиеся детали — выглаживающие листы, листы
конвейера и лопасти закреплены винтами, что обеспечивает
их быструю замену. В конструкциях укладчиков применено боль-
шое количество унифицированных, стандартизированных узлов
и деталей.
Асфальтобетонная масса, доставляемая автосамосвалами, вы-
гружается в приемный бункер укладчика, затем питателями
подается к шнеку, распределяющему массу равномерно по всей
ширине. После этого смесь частично или полностью уплот-
242
Рис. 7.7. Уплотняюще-йыгла-
живающий рабочий орган вы-
LuKorO у
укладчика:
/ — распределительный шнек;
2 — трамбующий брус предвари-
тельного уплотнения; 3 — основ-
ной трамбующий брус; 4 — вйбро-
плита с синфазными вибраторами;
5 — привод трамбующих брусьев;
б — гндроцилнндр подъема я опу-
скания бруса
няется трамбующим бру-
сом и выравнивается вы-
глаживающей плитой. При
необходимости окончатель-
ное уплотнение осуществ-
ляется моторными катками. В качестве рабочего органа на
самоходных асфальтоукладчиках применяют системы брус —
плита двух типов для предварительного и высокого уплот-
нения (рис. 7.7), В первом случае система состоит из трамбу-
ющего бруса и выглаживающей плиты, во втором включает
в себя несколько уплотняющих элементов различного типа. По
характеру колебаний различают системы с качающимся брусом,
который колеблется в горизонтальной плоскости в направлении,
перпендикулярном направлению движения асфальтоукладчика,
и с трамбующим брусом, который колеблется в вертикальной
плоскости. Последний получил наибольшее распространение.
Эксцентриковый вал трамбующего бруса имеет гидропривод,
обеспечивающий бесступенчатое регулирование частоты колеба-
ний. Это позволяет подобрать наилучший режим при изменении
условий работы (вида укладываемого материала, толщины слоя
или скорости движения асфальтоукладчика). Асфальтоукладчики
могут иметь распределительную и уплотняющую системы перемен-
ной ширины. Механизм изменения ширины гидравлический.
Машина для устройства асфальтобетонного покрытия, входя-
щая в состав автоматизированного комплекта для скоростного
строительства дорог, предназначена для приема из автосамосвалов
асфальтобетонных смесей, распределения по ширине и уплотне-
ния с одновременной отделкой поверхности покрытия. Рабочее
оборудование выполнено в виде навесного оборудования к про-
филировщику на типовом четырехопорном гусеничном шасси.
Многоцелевые укладчики с оборудованием высокого уплотне-
ния строительных смесей обеспечивают качественную укладку и
высокое уплотнение уложенных как цементо-, так и асфальто-
бетонных смесей без существенной перестройки рабочих органов.
Машины имеют объемный гидропривод. Это позволяет применять
машины в различных вариантах с обычным стандартным брусом,
обеспечивающим только предварительное уплотнение, с гидравли-
чески регулируемым выдвижным брусом и с брусом, обеспечива-
ющим высокое уплотнение (рис. 7.8, а—г). Такой брус обеспечи-
243
Рис. 7.8. Схема изменения ширины укладки при помощи гидравлической си-
стемы выдвижения брусьев:
1 — основные распределительные шнеки; 2 — основной внбротрамбующий брус; 3 —
телескопические гидравлические цилиндры выдвижения секций; 4 — выдвижные вибро-
трамбующие секции; 5 — съемные участки шнеков; 6 — вибротрамбующие съемные
части
вает хорошую укладку и уплотнение как толстых, так и тонких
слоев с цементным и с битумным вяжущим материалом. Он эффек-
тивно уплотняет жесткий, трудно перерабатываемый материал.
Благодаря сокращению времени на уплотнение такой брус
позволяет уплотнять тонкие асфальтобетонные слои в холодное
время года. Для укладки цементобетонных смесей на асфальто-
укладчике устанавливается скользящая опалубка. Кроме того,
обязательна установка систем автоматического выдерживания
заданных профилей покрытия. Дозирующие шиберные зас-
лонки пластинчатого питателя имеют независимое и бессту-
пенчатое регулирование по высоте посредством гидроцилиндров.
Система выдвижения бруса состоит из двухступенчатой вы-
движной телескопической трубы с устройством для фиксации от
поворота. Нагрев уплотняющих элементов трамбующего и вибра-
ционного брусов в ряде случаев осуществляется электрическими
нагревателями. Преимущество электронагрева заключается в рав-
номерном распределении теплоты и исключении перегрева от-
дельных участков.
Брус высокого уплотнения является перспективным оборудо-
ванием. Он состоит из двух агрегатов для предварительного и
дополнительного уплотнения. Агрегат предварительного уплот-
нения состоит из трамбовки и виброплиты. Планка трамбовки
движется вниз и вверх посредством эксцентрикового привода.
Длина хода трамбовки не зависит от степени плотности уклады-
ваемого материала; она постоянна и составляет 4 или 8 мм. В ниж-
нем положении трамбовки нижние кромки планки трамбовки
и плоскость основания последующей вибрационного бруса на-
ходятся на одинаковом уровне. Частота ударов трамбовки регу-
лируется бесступенчато до 1800 ударов в минуту. Вибрацию воз-
буждает импульсный гидравлический привод, воздействующий на
упруго подвешенную массу внутри бруса. Под действием синфаз-
ных вибровозбудителей вертикального действия брус колеблется
244
с частотой 68 Гц. Амплитуда колебаний массы возбуждения ре-
гулируется бесступенчато от 0 до 5 мм. Ширина выглаживающей
плиты 300 мм.
Агрегаты дополнительного уплотнения следуют за агрегатом
предварительного уплотнения и представляют собой располо-
женные друг за другом прессующие планки, обеспечивающие
максимальное уплотнение, и второй вибрационный брус. Прессу-
ющие планки прижимаются поршнями цилиндров к покрытию.
Они постоянно остаются в контакте с покрытием. Давление прес-
сования планок не зависит от длины хода, как в трамбовках с экс-
центриковым приводом, а определяется их опорными поверх-
ностями и действующей силой. Нажимающие вниз поршни ци-
линдров передают силу в виде импульсов давления на прессу-
ющую планку. Импульсы давления генерируются посредством
поворотного золотника. Частоту импульсов можно изменять от
35 до 70 Гц посредством изменения частоты вращения вала гидро-
мотора, который связан с поворотным золотником. Сила их при-
жатия, воздействующая на две прессующие планки, больше соб-
ственного веса бруса.
Первая прессующая планка имеет малую опорную поверхность
и тем самым высокое давление на покрытие. Следующая за ней
вторая прессующая планка имеет большую опорную поверхность,
она стабилизирует достигнутый результат уплотнения. Давление
регулируется независимо для обеих планок от 5 до 15 МПа. При
одинаковом давлении первая планка обеспечивает более высокое
усилие прессования ввиду меньшей опорной поверхности. Две
прессующие планки нагреваются электрическими стержнями так
же, как и планки трамбовки.
Для выглаживания поверхности * покрытия вслед за прессу-
ющими планками установлен второй вибрационный брус. Он отли-
чается от первого более узкой выглаживающей поверхностью и
имеет меньший вес. Уплотняющая сила бруса повышается син-
фазными вибровозбудителями вертикального действия. Второй
брус свободно движется по высоте, он плавает на уплотненном
покрытии. Согласованная работа каждого из элементов обеспечи-
вает оптимальное уплотнение всех укладываемых слоев. Измене-
ние толщины укладываемого слоя осуществляется изменением
угла наклона к горизонту трамбовки и первого бруса с помощью
гидроцилиндров. Ширина выглаживающей плиты бруса — 200 мм,
нагрев плиты электрический через внутренние нагревательные
стержни.
Асфальтоукладчики с многоцелевыми брусьями высокого уплот-
нения обеспечивают существенную экономию трудовых, энерге-
тических и материальных ресурсов. Из технологического процесса
в ряде случаев могут быть исключены уплотняющие катки. При
уплотнении с помощью бруса высокого уплотнения исключено
боковое вытеснение материала, имеющееся обычно при укатке
катками. Это экономит 4—6 % материала.
245
Многоцелевой брус обладает высокой чувствительностью к на-
рушению рецептуры уплотняемого материала. Это приводит
к необходимости предъявлять высокие требования к точности
дозирования и качеству смеси. Необходимо также обеспечить брус
надежным механизмом для регулирования и настройки режимов
работы каждого из уплотняющих элементов в зависимости от
изменения свойств уплотняемого материала. Целесообразно обес-
печить такую перестройку автоматически в процессе работы
без остановки машины.
Расчет основных параметров рабочих органов машины для
строительства асфальтобетонных покрытий. Исходными пара-
метрами для расчета являются: ширина и толщина укладываемого
слоя покрытия, необходимый темп производства работ, параметры,
характеризующие свойства укладываемого материала. Расчет
предусматривает: определение технической производительности
и параметров отдельных рабочих органов, выполнение тягового
расчета в рабочем и транспортных режимах, определение кинема-
тических параметров гидросистемы и мощности. Затем выполняют
расчет на прочность и надежность.
Производительность (т/ч) пластинчатого питателя
П =
где F — площадь сечения материала, ограниченная высотой подъема заслонки, м’;
v — скорость движения скребковой цепи питателя, v = 0,5н-0,6 м/с; р0 — на-
сыпная плотность укладываемой смеси, р0 = 1,8 т/м3; — скоростной коэффи-
циент производительности, = 0,8; ky — коэффициент уплотнения смеси,
Лу = 1,05.
Площадь (м2) сечения материала определяют исходя из за-
данной производительности
F = ///(upo^fey).
При заданной ширине питателя определяют высоту поднятия
заслонки (м)
= F/Bn,
где Ва — ширина питателя.
Производительность (т/ч) распределяющего шнека
77 ш = ЗбООРш/шЯроЛгЛз.
.где £)ш — диаметр шнека, — 0,2-е-0,4 м; — шаг шнека, /ш « Гш; п —
частота вращения шнека, п — 70 4-80 об/с; kn — коэффициент снижения произ-
водительности вследствие проскальзывания и прессования материала, ka =
= 0,9; k3 — коэффициент заполнения сечения, — 0,7.
Производительность (т/ч) укладчика непрерывного действия
77 у = BchcvypKk3,
где Вс — ширина слоя, м; hc — толщина укладываемого слоя, м; гу — рабочая
скорость укладчика, м/ч; рк — насыпная плотность уплотненного материала,
т/м3; kB — коэффициент использования рабочего времени, feB = 0,8.
246
Возможную ширину укладки (м) определяют, задаваясь рабо-
чей скоростью и толщиной укладки:
В 0 = /7y/(/ict>ypH^B).
Тяговый расчет выполняют для установления развиваемого
приводом асфальтоукладчика тягового усилия, необходимого и
достаточного для преодоления сил сопротивлений, возникающих
при работе машины:
Г>2П где Е W’c = F1 + r, + r,+ W’4.
Суммарная сила сопротивления передвижению складывается
из сил сопротивлений: передвижению самого асфальтоукладчика
трению рабочих органов по укладываемой смеси W2; пере-
мещению перед рабочими органами асфальтоукладчика призмы
смеси Ws и перемещению от толкания самосвала
Сила сопротивления передвижению асфальтоукладчика в рабо-
чем режиме определена выше.
Сила сопротивления трению рабочих органов по укладываемой
смеси
~ Gp. о/р>
где Gp, 0 — сила тяжести рабочих органов и механизмов, воспринимаемая покры-
тием через выглаживающую плиту, Н; /р — коэффициент трения скольжения
рабочих органов по укладываемой смеси.
Сила сопротивления перемещению призмы смеси перед ра-
бочими органами укладчика
Ц73 — GppPnp,
гДе Gnp — вес призмы смеси, Н; Цдр — коэффициент внутреннего трения уклады-
ваемой смеси, р.Пр = 0,8.
Вес призмы (кН)
Gnp = "g"-Sc^npPog’j
где Япр — высота призмы, м.
Сила сопротивления передвижению при толкании самосвала
W4 = (Ga -j- Gag) (/к ± 0,
где Ga— вес заправленного самосвала, Н; Gag— вес смеси в кузове в момент
начала выгрузки, Н; /н — коэффициент сопротивления перекатыванию колес
самосвала, fK = 0,024-0,03.
Так как коэффициент сопротивления перекатыванию колес
с жесткими шинами по щебеночному основанию может быть выше
и действительный вес самосвала может превысить конструктивный,
принимают /к = 0,06. Принимают также, что максимальный угол
продольного уклона дороги при работе на рабочих режимах ра-
вен 6°, при транспортных переездах 10°. Коэффициент сопротив-
ления перекатыванию колес машины в этом случае fK = 0,03.
247
Суммарное тяговое усилие по сцеплению
4J Г сц /’сцФсц»
где Рсц — нагрузка, приходящаяся на ведущий мост в рабочем режиме на раз-
личных уклонах, Н; фСц — коэффициент сцепления ведущих колес с основанием,
для щебеночного или асфальтобетонного основания, фсд = 0,34-0,5.
Общая мощность складывается из мощности, необходимой на
привод питателей Nlf шнека N2, трамбующих брусьев Л/8, вибра-
ционных плит N4:
Zj Af / = i 4~ nzN2 -|- n3N8 -j- n4N4,
где nlt /ij, ng, n4 — число соответственно питателей, шнеков, трамбующих брусьев,
вибрационных плит.
Мощность привода питателей (кВт)
Ni = Wvkn/10Q0,
где W — сила сопротивления перемещению смеси и цепей со скребками, Н; и —
скорость движения цепи, м/с,|П — 0,54-0,6 м/с; Ад — коэффициент динамичности,
принимают Лд — 1,24-1,3.
Сила сопротивления перемещению (кН)
W = bh3La>p0g,
где b — ширина питателей, м; Л3 — высота одели под заслонкой, м; L — длина
питателя, м; со — коэффициент сопротивления транспортированию, при-
нимают со = 0,24-0,3.
Мощность привода распределяющих шнеков (кВт)
Л/2 = ссЛГсо^Кз/ЮОО,
где а — коэффициент, учитывающий расход смеси, а = 0,6; П — производи-
тельность шнеков, кг/с; L — максимальный путь перемещения смеси, м; («х —
коэффициент, характеризующий свойства смеси, сог = 5; в формулу введен коэф-
фициент запаса 1,5, учитывающий возможный подпор смеси под действием
питателя.
Мощность привода трамбующего бруса расходуется на преодо-
ление сил трения об асфальтобетонную смесь и выглаживающую
плиту, а также на преодоление сил сопротивления среды при ее
уплотнении подошвой трамбующего бруса.
Сила трения (Н) трамбующего бруса об асфальтобетонную смесь
при его возвратно-поступательном движении
•^трамб
где П7Пр — сила сопротивления перемещению призмы смеси перед брусом без
учета влияния части смеси, увлекаемой отражательным щитом, Н; /х — коэффи-
циент трения бруса по смеси, /х — 0,54-0,6.
Сила сопротивления перемещению призмы смеси (Н)
^пр = ^прИпр»
где бПр — вес призмы смеси, Н; |АПр — коэффициент внутреннего трения уклады-
ваемой смеси, р.Пр — 0,74-0,8.
248
Вес смеси, находящейся перед брусом (кН):
Qnp ~ ,
где Лпр — высота призмы, м; Lnp — длина призмы, м.
Сила трения о выглаживающую плиту (Н)
^пл == (*^пр + пр) f бр>
где 5Пр — усилие поджатия пружины, Н; fop — коэффициент трения трамбу-
ющего бруса о плиту, fop = 0,24-0,3.
Суммарное сопротивление трению (Н)
^тр ~ Fтрамб Лих-
Работа суммарной силы трения за один оборот вала привода
(Н.м)
А — 4eFTp,
где е — эксцентриситет вала привода трамбующего бруса, е = 0,0054-0,007 м.
Удельное сопротивление смеси при движении бруса вниз
при малой его ширине принимают постоянным, что равно давле-
нию под кромкой выглаживающей плиты р = 0,01 МПа. Суммар-
ная сила воздействия бруса на смесь при его движении вниз (Н)
Р = РЛр,
где /^бр — площадь контакта трамбующего бруса со смесью, м®, F$p — bd (d —
ширина кромки борта бруса, d = 0,015 м).
Смесь частично уплотняется скосом плиты, поэтому ширину
рабочей кромки принимают равной толщине ножа d — t.
Работа уплотнения смеси (Н-м) за один оборот вала привода
Дуп = 4еР.
Суммарная работа (Н-м)
А ^тр Н-
Мощность, расходуемая на работу трамбующего бруса (кВт):
N3 = рЛлвр/1000,
где Р — коэффициент, учитывающий неравномерность нагрузки за счет инерции
бруса, Р — 1,34-1,4; ngn — частота вращения вала привода бруса, ngp ~
== 254-35 об/с.
Мощность привода виброплиты и вибробруса (кВт) опреде-
ляют по эмпирической формуле
JV4 = пл,
где £уд — эмпирический коэффициент, £уд = 1,24-1,6 кВт/м®; FB< пл — пло-
щадь контакта виброплиты с асфальтобетоном, FB,njI =/ПЛ6ПЛ (/пл — длина
плиты, м; дПл — ширина плиты, м).
Расчет динамических нагрузок, действующих в элементах
привода рабочих органов и ходового устройства, и определение
показателей надежности осуществляют методами, рассмотрен-
ными в гл. 4.
249
7.3. МАШИНЫ И КОМПЛЕКТЫ ДЛЯ СТРОИТЕЛЬСТВА
УСОВЕРШЕНСТВОВАННЫХ ПОКРЫТИЙ
ОБЛЕГЧЕННОГО ТИПА
При постройке покрытий из стабилизированных грун-
товых, гравийных материалов, из «черного» щебня, а также при
строительстве усовершенствованных покрытий (асфальтобетонных
и бетонных) перемешивание материалов является одним из основ-
ных процессов. В соответствии с технологией производства работ
машины для перемешивания на месте по назначению классифици-
руют на машины для приготовления смеси на дороге и машины
для приготовления смеси в стационарных смесительных установ-
ках (рис. 7.9).
Машины для приготовления смесей на дороге разделяют на
многопроходные и однопроходные. Многопроходные машины вы-
полняют необходимый комплекс технологических операций по
приготовлению смесей за несколько проходов по одному следу.
К машинам этой группы относят ножевые смесители и фрезы.
Однопроходные грунтосмесительные машины выполняют одно-
временно все операции по приготовлению смесей за один проход.
По типу рабочих органов смесительные машины делят на ножевые,
фрезерные, барабанные и лопастные. Ножевые и фрезерные рабо-
Рис. 7.9. Классификация машин для строительства покрытий облегченного типа
250
Рис. 7.10. Схема воздействия на сре-
ду при различных направлениях дви-
жения нубьев фрезы.
а — вниз; б — вверх; I — дозатор вяжу-
щего материала; 2 — вал ротора; 3 — ло-
пасть; 4 — кожух
2 3 14
51
чие органы устанавливают на машинах, работающих по способу
перемешивания на дороге. Лопастные и барабанные рабочие органы
имеют машины, работающие в стационарных условиях. Ножевые
смесители могут быть одноножевыми и многоножевыми. В качестве
одноножевых смесителей используют отвалы автогрейдеров. К не-
достаткам одноножевых смесителей следует отнести невысокую
производительность вследствие большого числа проходов при
приготовлении смеси и низкое ее качество.
Дорожные фрезы состоят из базовой, машины, рабочего органа
с трансмиссией и дозировочно-распределительной системы. Фрезы
отличаются мощностью силового оборудования, шириной и глу-
биной обработки грунтового слоя, конструкцией фрезерного
ротора, компоновкой рабочего оборудования на базовой машине.
Ротор дорожной фрезы предназначен для размельчения грунта
и перемешивания его с вяжущими материалами. Ротор расположен
перпендикулярно продольной оси машины. По длине вала ротора
установлены лопасти, смещенные одна относительно другой на
определенный угол. В сечении ротора могут быть расположены
две, три или четыре лопасти. На роторе образуются двух-, трех-
или четырехзаходные винтовые линии. В зависимости от кон-
структивного исполнения лопастей возможно различное крепление
ножей: жесткое, шарнирное и упругое. Роторы дорожных фрез
обрабатывают грунт в направлении сверху вниз, осуществляя
резание от дневной поверхности грунта, или снизу вверх от
нижней части грунтового слоя к дневной поверхности. Схема
резания грунта определяет место подачи вяжущего материала
под кожух фрезы. Кожух ротора образует рабочую камеру, в ко-
торой происходит измельчение грунта и перемешивание его
с вяжущими материалами, и формирует поверхность слоя грун-
товой смеси. Он может быть выполнен плавающим или жестко
закрепленным. Качество измельчения грунта ротором дорожной
фрезы зависит в большей степени от постоянства размеров стру-
жек, срезаемых лопастями при поступательном движении ма-
шины (рис. 7.10).
Основными параметрами фрезы являются скорость резания,
толщины срезаемой стружки грунта за один оборот ротора, по-
ступательная скорость, мощность силовой установки и произво-
дительность фрезы.
По частоте вращения ротор дорожной фрезы относится к ра-
бочим органам, имеющим повышенные скорости резания в пре-
делах 9—14 м/с. В дорожных фрезах отечественного производства
251
диаметр ротора составляет 700—900 мм. Частота вращения ро-
тора (об/с)
Л Урез/ ,
где ореэ — скорость резания, м/с; D — диаметр ротора.
Толщина срезаемой стружки должна находиться в пределах
2—5 мм. Меньшее значение толщины стружки относится к связ-
ным грунтам. На толщину срезаемой стружки влияет число ло-
пастей в поперечном сечении ротора и рабочая поступательная
скорость фрезы (м/с)
оп = hxnz,
где h1 — толщина стружки, м; п — частота вращения рабочего ротора, об/с;
z — число лопастей в сечении ротора.
Для равномерного распределения нагрузок на роторе необ-
ходимо расположить лопасти по ширине рабочего органа так,
чтобы в каждый момент времени в контакте с грунтом находи-
лось постоянное число режущих кромок. Такому требованию
более или менее удовлетворяет винтовое расположение лопастей.
Мощность расходуется на передвижение машины, фрезерова-
ние грунта и работу дозирующей системы. Мощность, расходуемая
на резание грунта (Вт):
Ni = Pobhhjzn,
где Ро — удельное сопротивление грунта резанию, Па; b — ширина лопасти, м;
Л — глубина резания, м; hr — толщина стружки, м; г — число лопастей на ро-
торе; п — частота вращения, об/с.
Удельное сопротивление грунтов резанию зависит от вида
обрабатываемого грунта. При расчетах принимают значение
этого сопротивления в зависимости от категории грунта: для
грунта категории I 0,07—0,08 МПа; категории II 0,13—0,14 МПа
и категории III 0,2—0,22 МПа. При фрезеровании предварительно
разрыхленного грунта эти значения уменьшают на 15—20 %.
Мощность (Вт), расходуемая на отбрасывание грунта,
Л/2 = Ло/П1>оЖр/2 = k0BhvnvlKpp/2,
где k0 — коэффициент отбрасывания, для узких лопастей k0 = 0,75, для широ-
ких лопастей k0 = 1,0; т — масса грунта, отбрасываемая за 1 с, кг; оонр —
окружная скорость на концах лопастей, м/с; В — ширина захвата фрезы, м;
р — плотность грунта, кг/м3.
Мощность (Вт), затрачиваемая на перемещение фрезы:
N* ~ Gfvu,
где G — сила тяжести машины, Н; / — коэффициент сопротивления перекаты-
ванию.
Мощность (Вт), расходуемая на преодоление сопротивления
трению в трансмиссии вала отбора мощности ротора:
Nt = (N, + N,) (1 - п,).
где гц — КПД трансмиссии.
252
Рис. 7.11. Компоновка рабочего оборудования однопроходных грунтосмеси-
тельных машин:
/ — гусеничный тягач: 2 — рыхлитель; 3 — фреза; 4 — распределительная труба для
жидких вяжущих материалов и воды; 5 — двухвальный смеситель; б — двухроторный
фрезерный смеситель; 7 — каток на пневматических шинах; 8 — вибробрус; 9 — смеси-
тельный ротор; 10 — силовая установка, дозаторы н расходные емкости для жидких и
порошкообразных вяжущих материалов; 11 — гусеницы полуприцепа; 12 — расходная
емкость; 13 — дозатор-распределитель цемента; 14 — пневмоколеса
Общая мощность (Вт) двигателя
ЛГд. = ^1 + ЛГ, + -^ + ^,
где т|4 — КПД трансмиссии тягача.
Максимальный крутящий момент (Н-м) на валу фрезерного
ротора
где — мощность двигателя дорожной фрезы, Вт; л частота вращения
ротора; об/с; т]8 — КПД трансмиссии от двигателя до ротора; 1гл — коэффициент
динамичности, Лд = 1,54-2,0.
Производительность фрезы на различных технологических
операциях (измельчение грунта, перемешивание смеси) (м8/с)
П — Vjjh (В Ьи) къ!п2,
п2 — число проходов фрезы по одному следу, n2 = 2—5; k3 — коэффициент
использования машины внутри смены по времени, kB — 0,84-0,85; Ьа — размер
перекрытия полос, м, &п= 0,14-0,2 м.
Машины для строительства дорог облегченного типа. Много-
кратная обработка грунта удлиняет технологический цикл. Это
приводит к снижению физико-механических показателей грунта,
укрепленного вяжущими материалами. Основные операции про-
цесса приготовления смеси из укрепленного грунта грунтосмеси-
тельные машины выполняют одновременно и за один проход.
Однопроходные грунтосмесители (рис. 7,11) представляют собой
многороторную передвижную машину или комплект из двух
машин. Они одновременно осуществляют профилирование, измель-
чение грунта, ввод в него вяжущего материала, перемешивание
смеси и распределение ее по ширине обрабатываемой полосы.
253
Рис. 7,12. Грунтосмесительная машина, входящая в комплект машин для строи-
тельства усовершенствованных покрытий облегченного типа:
1 — двигатель; 2 — вибробрус; 3 — гидроцилнндр подъема и опускания рабочего органа,
4 — рабочий орган — распределительный шнек; S — система подачи воды
Сооружение усовершенствованных дорог облегченного типа
методом смешения на месте осуществляется комплектом машин
в составе профилировщика оснований — распределителя вяжущего
материала и машины для смешения грунта с вяжущим материа-
лом и уплотнения смеси (рис. 7.12). Машины полностью унифи-
цированы, состоят из общих модулей: ходового устройства, основ-
ной рамы, подвески рабочих органов, гидропривода и автомати-
зированной системы управления. Они различаются рабочими
органами. Машины имеют двухгусеничное ходовое устройство,
жестко соединенное с рамой. Они оснащены автоматическими сле-
дящими системами продольного и поперечного профиля и движе-
ния по курсу, что обеспечивается копирной струной. Мощность
силовой установки 152 кВт. Профилировщик-распределитель
предназначен для профилирования земляного полотна и насып-
ных уплотненных оснований, распределения, погрузки в транс-
портные средства или отсыпки в отвал дорожно-строительных
материалов. Рабочий орган — ротор с режущими и перемеща-
ющими лопастями подает грунт на нижний транспортер, распо-
ложенный между гусеничными тележками. Далее материал по-
дается на поворотный верхний транспортер. Рабочий орган и гу-
сеничные тележки имеют независимый реверсивный гидропривод
от насосов переменной подачи.
Грунтосмесительная машина предназначена для перемешива-
ния материалов основания с минеральными вяжущими материа-
лами, распределения привозных сыпучих дорожно-строительных
материалов и предварительного их уплотнения. Рабочие органы
установлены с помощью параллелограммных тяг В автоматиче-
254
еком режиме гидроцилиндры обевиечивают необходимый уровень
и поперечный уклон рабочего органа й выдерживание курса ма-
шины, соответствующие положению копирной струны и задан-
ному поперечному уклону. Машина имеет рабочие органы двух
типов: смесительный и распределительный. Смесительный рабо-
чий орган производит перемешивание материала основания с ми-
неральными вяжущими материалами за один проход машины
путем встречного перемещения смеси в каждой из шести секций,
образуемых на трубе ротора дисками-перегородками. Толщина
слоя определяется положением регулируемого по высоте отвала.
Расчет мощности включает определение мощности, необходи-
мой для привода рабочих органов машины. Для четырехротор-
ного смесителя
N А/рев + Nизм ^меш 4“ ^пер “Ь ^тр>
где Npe8 — мощность, затрачиваемая на резание грунта; /УИ8М — мощность,
затрачиваемая на измельчение грунта; ?/меш — мощность, затрачиваемая на
перемешивание компонентов смеси; А/пер — мощность, затрачиваемая на переме-
щение грунтосмесителя; /VTp — мощность, затрачиваемая на преодоление тре-
ния в передачах.
Мощности Мрез» Мгер и Мтр рассчитывают по методике, при-
нятой при расчетах мощностей дорожных фрез. Принимают
Мизм = (0,2-4-0,3) Мрез. Мощность (кВт), затрачиваемую на при-
вод валов смесителя, определяют по методике расчета'мощности
двухвальных лопастных смесителей:
при массе замеса т < 1400 кг
Ммего = 0,0015gwn;
при массе замеса т > 1400 кг
Ммеш — о (13 -+- 0,0006gm),
где g — ускорение свободного падения, м/с2; v — действительная окружная ско-
рость на концах лопастей, м/с; т — масса замеса, кг.
Полный максимальный крутящий момент (Н-м)
_ ^рез^1 । Nизм^а । А/меш^з
«1*11 "аПг пэ*1а ’
где А/рез, А/Изм, А'меш — в Вт; klt k2, k3 — коэффициенты динамичности соот-
ветственно на первом, втором и третьем рабочих органах, kr = = /г3 = 1,2-е-2;
/Ц, /г2, па — частота вращения соответствующих валов рабочих органов, об/с;
Лх. Па» *1з — КПД передач.
ГЛАВА 8
МАШИНЫ ДЛЯ УПЛОТНЕНИЯ ДОРОЖНО
СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
Для строительства дорог и покрытий аэродромов при-
меняют главным образом свежеприготовленные бетонные смеси,
грунтовые цементо- и битуминозные смеси и другие материалы.
Для получения наиболее плотной упаковки частиц материала и
увеличения сцепления между ними дорожно-строительные мате-
риалы уплотняют. Процесс уплотнения, выполняемого путем ста-
тического и динамического воздействий, существенно влияет на
эксплуатационную прочность отдельных строительных элементов
и сооружения в целом. При уплотнении сокращаются воздушные
включения в свежеприготовленных бетонных смесях; из цементо-
бетонных смесей удаляется избыточная вода, которую добавляют
для приготовления бетонной смеси и хорошей ее обрабатывае-
мости, но которая не используется для схватывания цемента.
При уплотнении насыпных материалов и грунтов естественного
залегания, а также щебня уменьшаются поры, а при уплотнении
влажного материала также сокращается содержание воды. Уплот-
нение битуминозных смесей ведет к уменьшению воздушных
включений, а также к увеличению сцепления между частицами,
составляющими смесь.
По принципу действия рабочих органов уплотняющих машин
различают следующие основные методы уплотнения (рис. 8.1):
укатка (рабочий орган — уплотняющий каток перемещается по
уплотняемому материалу) (рис. 8.2, а); трамбование — ударное
воздействие (уплотнение достигается периодическими ударами
уплотняющего элемента по уплотняемому материалу) (рис. 8.2, а);
вибрационные воздействия (материалу сообщают кратковременные,
следующие один за другим импульсы) (рис. 8.2, б). Существуют
также машины, основанные на комбинировании указанных прин-
ципов действия: вибрационные катки, виброударное оборудование,
вибрационное трамбование и др. Статическим воздействием яв-
ляется укатка; к динамическим воздействиям относятся все
остальные методы.
Процесс уплотнения строительных материалов является важ-
ной технологической операцией строительства автомобильных
дорог и взлетно-посадочных полос аэродромов. Высокая плотность
материала достигается правильным выбором методов уплотнения,
параметров применяемых машин и режимов уплотнения.
256
Рис, 8,1. Классификация машин для уплотнения дорожно-строительным мате-
риалов и грунтов
Давления на поверхности контакта рабочих органов машин
с уплотняемой средой не должны быть выше пределов прочности
среды. Они должны постепенно повышаться от прохода к проходу
или от удара к удару. При высоких давлениях на поверхности
контакта рабочих органов с материалом возникает пластическое
течение (выдавливание) материала из-под рабочих органов. При
укатке это влечет за собой волнообразование.
Наличие битума приводит к образованию между частицами
минерального материала вязкопластических связей, что требует
при уплотнении многократного приложения циклических нагру-
зок. Укладка и уплотнение горячих смесей производится при тем-
пературе 160 °C, теплых смесей — при более низких температу-
рах. По мере уплотнения и остывания смеси ее вязкость повы-
шается, поэтому важно успеть уплотнить смесь до требуемой
плотности до ее охлаждения
9 П/р В. И. Баловнева
257
—
/77г
Рис. 8.2. Методы уплотнения и рабочие органы уплотняющих машин:
а — укатка; б >— вибрирование; а —1 трамбование; г — вибротрамбованне; 1 — ве-
дущий валец статического действия; 2 — прицепной валец статического действия; 3 —
ведущий валец вибрирующего действия; 4 — прицепной валец вибрирующего действия;
б <— трамбующая плита; 6 — вибрирующая или внбротрамбующая плита: М момент;
G — сила тяжести катка; Л — деформация материала; Р — тяговое усилие, — вра-
щающаяся масса дебаланса; © — частота вращения; «т — масса трамбующей плиты;
Н высота падения плиты
Качество уплотнения оценивается коэффициентом уплотнения
^у = Рп/рст, гДе рп, рст — плотность смеси после прохода катка
и при уплотнении стандартным способом.
Кроме критерия ky для оценки физико-механических свойств
асфальтобетона в покрытии используют показатель водонасы-
щения, условную пластичность и др.
Бетонная смесь состоит из большого количества коллоидов —
измельченных, некристаллизующихся частиц, выделяющихся
в виде аморфной массы. В присутствии жидкой фазы (воды) эти
частицы образуют студни-гели, в которых они связаны с водой
и друг с другом (вода заполняет все промежутки между неподвиж-
ными частицами), или золи — системы, по внешнему виду ана-
логичные растворам, но отличающиеся от них малой устойчи-
востью. При встряхивании связи между отдельными частицами
ослабевают, гели переходят в золи, происходит разжижение —
тиксотропия бетонной смеси. В период такого разжижения уплот-
няемость бетонной смеси существенным образом улучшается.
После прекращения вибрирования золи снова переходят в гели.
8.1. МАШИНЫ СТАТИЧЕСКОГО ДЕЙСТВИЯ
ДЛЯ УПЛОТНЕНИЯ МАТЕРИАЛОВ
Катки являются наиболее распространенными и про-
стыми машинами для уплотнения дорожно-строительных материа-
лов. Катки классифицируют по давлению, способу перемещения,
числу расположения и конструкции вальцов.
258
Катки имеют один или чаще несколько уплотняющих вальцов.
В процессе прокатывания вальцов по поверхности обрабатывае-
мого материала, нанесенного слоями, происходит уплотнение под
действием собственного веса катка, а при необходимости под
действием дополнительных вибраций. В зависимости от формы
вальца и связанной с этим спецификой воздействия на уплотняе-
мый материал катки используют для уплотнения связного и
несвязного грунта, а также битуминозной смеси и щебня. Вальцы
выполняют обычно в виде гладких цилиндрических барабанов,
кулачковыми, решетчатыми с плитками по поверхности обода, в
виде набора на оси колес с пневматическими шинами дисков и
сегментов, а также компакторными и специальной формы.
Гладкие вальцы (рис. 8.3, а) представляют собой барабан
цилиндрической формы. Их уплотняющее воздействие обеспечи-
вается собственным весом катка, который можно увеличить до-
полнительным балластом (это относится также и к другим валь-
цам). Катки бывают: легкими — распределенная нагрузка менее
40 кН/м, масса 5 т, мощность двигателя до 20 кВт; средними —
распределенная нагрузка 40—60 кН/м, масса 6—10 т, мощность
двигателя 25—30 кВт; тяжелыми — распределенная нагрузка
свыше 60 кН/м, масса более 10 т. Легкие катки применяют для
предварительного уплотнения оснований и покрытий. Средние
катки служат для промежуточного уплотнения оснований и по-
крытий, а также для окончательного уплотнения покрытий облег-
ченного типа. Тяжелые катки используют для окончательного
уплотнения гравийных и щебеночных оснований и асфальтобе-
тонных покрытий. По числу и расположению вальцов катки могут
быть: одновальцовые, с поддерживающими вальцами или коле-
сами; двухвальцовые с одним или двумя ведущими вальцами;
трехвальцовые двухосные; трехвальцовые двухосные с дополни-
тельным вальцом малого диаметра; трехвальцовые трехосные
с одним или тремя ведущими вальцами.
Катки бывают самоходными и прицепными. Для получения
необходимого уплотнения материала обычно требуется несколько
проходов: число их зависит от типа катка, свойства укатываемого
материала и толщины слоя.
Одновальцовые катки относят к каткам легкого типа. Двига-
тель и трансмиссию иногда располагают внутри вальца, а рычаги
управления выносят на рукоятку дышла, с помощью которого
вручную выполняют повороты катка. Поддерживающие вальцы
или колеса делают управляемыми.
Двухвальцовые катки (тандем) имеют вальцы одинаковой ши-
рины и бывают легкого, среднего и тяжелого типов (рис. 8.4, а).
Один из вальцов является управляемым, может поворачиваться
вокруг вертикальной оси. Валец состоит из двух одинаковых
секций, сидящих на общей оси. Секции имеют возможность сво-
бодно вращаться вокруг оси, что облегчает поворот катка и пре-
дотвращает сдвиг уплотняемого материала. В связи с необходи-
9*
259
Рис. 8.3. Схемы укатывающих рабочих органов:
а >*• гладкобарабанный укатывающий элемент; б м кулачковый укатывающий элемент;
в —- укатывающий элемент а решетчатым колесом; г укатывающий элемент на пневмо-
колесах; д — укатывающий элемент с плитками, шарнирно присоединенными к ободу
колеса; е —< дисковый укатывающий элемент; яс сегментный укатывающий элемент;
з •=- компакторный валец; и — валец о набором многоугольных дисков
мостью поворота ширина вальца не может быть больше 1300 мм,
иначе на поверхности покрытия появятся дефекты. Подвеска
переднего управляемого вальца обеспечивает поперечный наклон
его в вертикальной плоскости на угол до 30—35° при наездах
одной стороной на препятствия.
Двухвальцовые двухосные катки имеют вальцы одинаковой
ширины. Оба вальца часто выполняют ведущими, что улучшает
260
Рис. 8.4. Схемы основных типов катков:
а о гладкими вальцами и последовательным расположением (тандем); б — комбиниро-
ванный с пневмоколесным и барабанным (сменным) вальцом и шарнирно-сочлененной ра-
мой; в — кулачковый для уплотнения мусора с шарнирно-сочлененной рамой; / — веду-
щие вальцы; 2 <— управляемые вальцы; 3 —< сменный уплотнительный валец; 4 — базо-
вая машина; 5 ~ защитные броневые листы; 6 « очистные скребки; 7 — задний кулач-
ковый валец; 8 « передний кулачковый валец; 9 —• отвал
качество укатки. Диаметры обоих вальцов таких катков одина-
ковые. Привод ведущего вальца (вальцов) осуществляется от
гидродвигателя.
Трехвальцовые двухосные катки выполняют среднего и тяже-
лого типов. Диаметр задних ведущих вальцов примерно в 1,3—
1,6 раза больше диаметра переднего и через них передается 2/3
веса катка. Распределенная нагрузка от задних вальцов в 2 раза
больше нагрузки от переднего вальца. Уплотнение материала
производится в основном задними вальцами. Задняя ось снаб-
жена дифференциалом, что позволяет легко проходить по кривым
малого радиуса без повреждения уплотняемого покрытия. Ши-
рина переднего вальца такая, что при движении катка его след
перекрывается задними вальцами на 100 мм с каждой стороны.
Каток имеет высокую поперечную'устойчивость. Такое располо-
жение вальцов способствует хорошей компоновке отдельных
агрегатов, что облегчает доступ к ним Большой диаметр веду-
щих вальцов улучшает качество укатки и дает возможность легко
преодолевать встречающиеся сопротивления. Однако для обеспе-
261
чения необходимой и одинаковой плотности слоя по всей ширине
дорожного основания или покрытия таким каткам требуется
большее число проходов, чем каткам типа тандем.
Трехвальцовые трехосные катки имеют вальцы одинаковой
ширины и выполняются тяжелого, реже — среднего типа. Наи-
более совершенным является каток со всеми ведущими вальцами.
Один из ведомых вальцов (передний) свободно перемещается
в вертикальной плоскости, что позволяет при транспортном поло-
жении копировать профиль дороги, не загружая раму. При не-
обходимости валец может быть зафиксирован в определенном
положении. Такая конструкция обеспечивает безволновую укатку
покрытия и соответствующее рациональное перераспределение
веса по вальцам. Ведущий валец расположен на оси, которая
закреплена неподвижно в опорах рамы. Ведомые валЬцы разде-
лены на две одинаковые секции, вращающиеся независимо одна
от другой на общей оси. В трансмиссии катка предусмотрен цен-
тральный реверсивный механизм, совмещенный с муфтой сцепле-
ния и обеспечивающий плавное переключение с переднего хода
на задний, независимо от скорости движения. Поворот ведомых
вальцов осуществляется от гидропривода.
Катки имеют приспособление для очистки и смачивания
вальцов; тент, предохраняющий водителя от солнечных лучей и
атмосферных осадков. Механизмы управления (поворотом катка,
реверсивным механизмом, переключением передач, тормозом,
агрегатами двигателя) сосредоточены на рабочем месте водителя.
Ряд катков имеют два раздельных сиденья. Все механизмы управ-
ления расположены у каждого сиденья, причем одноименные ме-
ханизмы сблокированы.
Кулачковые катки имеют кулачковые вальцы (рис. 8.3, б).
Последние представляют собой гладкий цилиндрический барабан,
на поверхности которого в несколько рядов укреплены выступы
(кулачки). Напряжения на поверхности контакта кулачков
с грунтом в несколько раз больше, чем напряжения на поверх-
ности контакта с катком с гладкими вальцами. Поэтому кулач-
ковые катки эффективны только при уплотнении связных грун-
тов, преимущественно комковатых. На несвязных грунтах вслед-
ствие высоких напряжений грунт интенсивно перемещается из-
под кулачков в стороны и вверх. При работе кулачки врезаются
в грунт на значительную глубину. Уплотняется грунт, который
расположен ниже плоскости погружения кулачков, а верхняя
часть грунта при этом разрыхляется. Это верхняя часть слоя
может быть уплотнена лишь после отсыпки поверх нее нового
слоя грунта.
Ввиду интенсивного уплотнения нижней части слоя заглубле-
ние кулачков по мере увеличения числа проходов постепенно
уменьшается. При кулачковых катках легкого и среднего типов
толщина верхней неуплотненной части слоя сравнительно неве-
лика и составляет 4—6 см. Подавлению кулачковые катки разде-
262
ляют на легкие (р = 0,4-=-2 МПа); средние (р = 2-4-4 МПа); тяже-
лые (р = 4-s-lO МПа). При большем и меньшем давлении эффект
уплотнения снижается. Для грунтов оптимальной влажности
рекомендуют следующие значения давлений: для легких и сред-
них суглинков (в том числе и пылеватых) 0,7—1,5 МПа, для
средних и тяжелых суглинков 1,5—4 МПа; для тяжелых суглин-
ков и глинистых грунтов (в том числе пылеватых) — 4—6 МПа.
Кулачки бывают симметричной и асимметричной формы.
Вальцы кулачкового типа в ряде случаев работают с вибрацией.
Под действием собственного веса катка и вынуждающей силы
вибровозбудителя кулачки проникают в грунт, а на опорных
базовых поверхностях возникают высокие давления. В начале
уплотнения валец погружается в грунт до поверхности обода.
С повышением плотности увеличивается несущая способность
грунта, и валец поднимается вверх. В отличие от гладких вальцов
в этом случае уплотнение происходит снизу вверх. Движение
кулачков сквозь верхние слои грунта оказывает дополнительное
разрыхляющее действие. Это позволяет использовать кулачковые
вальцы для уплотнения как слабосвязных, так и хорошо связных
грунтов. Однако при этом верхний слой грунта остается неуплот-
ненным. Его уплотняют при следующей засыпке и при окончатель-
ном уплотнении с помощью катков с гладкими вальцами или
катков на пневматических шинах.
Катки с решетчатыми вальцами (см. рис. 8.3, в) имеют опор-
ную поверхность в виде решетки. Последняя состоит из перепле-
тенных прутьев профильной стали или же из отдельных сегментов
листовой стали. В процессе укатывания осуществляется также
разминающее воздействие. Небольшая базовая поверхность ре-
шетки обеспечивает высокие контактные давления. Это вызывает
размельчение верхних слоев материала. Решетка имеет квадрат-
ные отверстия со сторонами квадрата 15 или 20 см. Масса катка
с балластом составляет 15—30 т. Каток может уплотнять грунт
слоями толщиной до 40 см. Эти катки бывают самоходными.
Решетчатые катки применяют при уплотнении разнообразных
грунтов (песков, супеси, суглинков и глины), в том числе и грун-
тов с включениями валунов размером до 40—50 см. Широко при-
меняют эти катки при уплотнении грунтов в зимних условиях
с включениями мерзлых комьев размером до 60 см. Производи-
тельность решетчатого катка на 20—30 % выше, чем у катков на
пневматических шинах такой же массы.
Катки на пневматических шинах (рис. 8.3, а) оснащают пне-
вматическими колесами с гладкой или профилированной рабочей
поверхностью. Кроме статического эффекта уплотнения, явля-
ющегося результатом воздействия собственного веса катка вслед-
ствие упругой деформации пневматических шин, возникает сдви-
говой эффект уплотнения, который способствует удалению жидко-
сти и воздуха из уплотняемого материала. Для изменения кон-
тактного давления пневматических шин на уплотняемый мате-
263
риал в зависимости от этого материала изменяют размер контакт-
ной поверхности шины путем варьирования давления воздуха
в шине. Катки на пневматических шинах эффективно уплотняют
несвязные, слабосвязные, а также связные грунты с оптимальным
содержанием воды. Пневмокатки с гладкой рабочей поверхностью
используют для уплотнения асфальтобетонных и битуминозных
смесей. Прицепные катки на пневматических шинах предназна-
чены для уплотнения грунтов аэродромов. Их масса достигает
100, 120 т, а в отдельных случаях и 200 т. Наибольшее распро-
странение получили катки массой 20—25 и 40—50 т. Оптимальная
толщина уплотняемых слоев для т'аких катков больше, чем при
уплотнении гладкими и кулачковыми катками. Кроме того, для
доведения грунтов до одной и той же плотности требуется меньшее
число проходов, что повышает производительность катков.
Наибольшее распространение получили катки с независимой
подвеской отдельных колес, что обеспечивает равномерное уплот-
нение грунта, а при неровной поверхности предохраняет шины от
перегрузки. Ось каждого колеса жестко связана с балластным
контейнером, передняя часть которого шарнирно подвешена
к траверсе рамы машины. Каток состоит из следующих основных
узлов: рамы, силовой установки, трансмиссии, задних ведущих
мостов, управляемого моста, рулевого управления, системы регу-
лирования давления воздуха в шинах, тормозов, гиросистемы,
смачивающего устройства, электрооборудования, а также бун-
кера для балласта. Управляемый передний мост имеет три ко-
леса, расположенных в шахматном порядке по отношению к ве-
дущим колесам. Рулевое управление — механическое с гидро-
усилителем. Одно рулевое колесо находится в кабине, второе —
на открытой площадке справа от кабины. Система регулирования
давления позволяет из кабины водителя изменять давление воз-
духа в шинах во время работы катка. Снижение давления в ши-
нах приводит к уменьшению давления шин на грунт и улучшает
проходимость катка по рыхлому грунту.
Катки с плитами оборудованы вальцами, представляющими
собой цилиндрический барабан небольшой ширины, на поверх-
ности которого расположены плитки по всей его ширине. Эти
вальцы через плитки оказывают статическое воздействие на
материалы с усилием, направленным вертикально к поверхности
укладываемого материала, горизонтальных смещений укладывае-
мого материала не происходит. Катки с плитками, шарнирно
присоединенными к ободу колеса, предназначены для уплотнения
слабосвязных и сыпучих грунтов.
Катки с дисковыми вальцами (см. рис. 8.3, г) оборудованы
вальцами, состоящими из дисков различного диаметра, установ-
ленных на одной оси. К началу уплотнения валец погружается
в уплотняемый материал так, что все диски находятся в контакте
с материалом. С увеличением степени уплотнения валец подни-
мается вверх и с материалом контактируют только диски с боль-
264
тпим диаметром. Это увеличивает контактное давление. Дисковые
вальцы применяют для уплотнения несвязных и слабосвязныл
грунтов.
Катки с сегментными вальцами (см. рис. 8.3, ж) оборудованы
гладкими барабанами, на ободе которых имеются сегменты Ука-
тывающий валец погружается в грунт по обод барабана. Затем он
поднимается наверх, к поверхности прилегают только плиты,
и контактное давление увеличивается. Сегментные вальцы при-
меняют для уплотнения таких же материалов, что и дисковые
вальцы.
Катки компакторного типа имеют вальцы (см. рис. 8.3, з),
представляющие собой цилиндрический барабан, на поверхности
которого в несколько рядов приварены кулачки симметричной
формы. По сравнению с кулачковыми вальцами, на которые по-
хожи комп акторные по своей конструкции, последние имеют мень-
шую ширину и меньшее число рядов с кулачками. Уплотнение
происходит под действием силы тяжести катка, а также в резуль-
тате сминающего воздействия кулачков. Кроме того, благодаря
тому, что последние врезаются в укатываемый материал с большой
скоростью, возникает динамическое воздействие на материал
(ударные нагрузки), поэтому для таких катков вибровозбудители
не требуются. Высокие рабочие скорости компакторных катков
обусловливают их применение при уплотнении больших площа-
дей грунта, а также для уплотнения мусорных свалок.
Катки из многоугольных дисков (см. рис. 8.3, и) набирают
из элементов, расположенных на одной оси один за другим или
смещенных один относительно другого. Диски передают грунту
сжимающие и сминающие усилия. Возникают дополнительные
ударные нагрузки на материал, являющиеся результатом высо-
ких рабочих скоростей (до 40 км/ч). Края многоугольных дисков
быстро изнашиваются, но их легко заменять. Специальные вальцы
применяют аналогично компакторным вальцам.
Укатывающие элементы катков, за исключением комбиниро-
ванных, имеют одну и ту же форму и часто одинаковые размеры,
как, например, тандемные, трехосные и четырехвальцовые катки.
Комбинированные катки имеют уплотняющие органы различной
формы. В результате комбинации уплотняющих элементов (пнев-
мошин с гладкобарабанными вальцами, кулачковыми или решет-
чатыми укатывающими элементами как со статическим, так и
вибрирующим воздействием последних) во время укатывания одно-
временно появляются различные эффекты и достигается высокая
степень уплотнения.
Гладковальцовые катки с пневмовакуумным балластным уст-
ройством позволяют интенсифицировать уплотнение асфальтобе-
тонного покрытия. Каток снабжен балластной камерой, которая
подвешена к основной раме. Внутренняя полость камеры соеди-
нена с компрессором. Между камерой и дорожным покрытием
существует зазор, перекрываемый специальным эластичным уст-
265
ройством. Пригрузка вальцов прямо пропорциональна разреже-
нию воздуха в камере и площади ее поверхности. Поверхность
асфальтобетонного слоя при проходе катка с включенной балласт-
ной камерой подвергается вакуумированию, что, как полагают,
улучшает физико-механические свойства асфальтобетона.
Расчет основных параметров катков статического действия.
Существенными характеристиками процесса статической укатки
являются контактное давление вальцов на уплотняемый материал,
возникающее в материале напряжение, а также работа уплотне-
ния. Были проведены широкие исследования процессов уплотне-
ния материалов пневмоколесами гладких вальцов.
Контактное давление рк (МПа) между статически действующим
вальцом и укатываемым материалом рассчитывают на основании
заданной нагрузки на валец катка GB и площади контактной
поверхности SK:
Рк = G3/SK.
Для гладких вальцов при расчете используют не контактное
давление, а распределенную нагрузку q (Н/м), приходящуюся
на единицу ширины вальца Вв:
q = Gb/Bb.
Распределенная нагрузка q не должна превышать предельного
значения, зависящего от свойств укатываемого материала, ско-
рости и характера движения вальцов. Нарушение этого положе-
ния приводит к возникновению значительных сдвиговых напря-
жений в материале, снижению его несущей способности. Предель-
ные значения контактных давлений зависят от типа укатываемых
вальцов.
При движении катка, особенно при неустановившемся, возни-
кают также горизонтальные силы. Они характеризуются распре-
деленной горизонтальной нагрузкой qr. Значение q? для пластич-
ных и жестких смесей не должно превышать qT = (0,25ч-0,5)<? [28].
Для определения глубины воздействия вальца (м) рекомен-
дуют следующие отношения:
для гладких вальцов
Ъ = (o.i
где 0,1—коэффициент для связных грунтов; 0,12 — для несвязных грунтов!
W — влажность, %; Wo — оптимальная влажность, %; /?в — радиус вальца, м|
для пневмокатков
Л0=2,4-^-(1-е^М)У
где [рк] — предельное контактное давление, Па; рк—максимальное контактное
давление, Па.
Работа Ау (Дж) при уплотнении статической нагрузкой при
увеличении контактного давления от 0 до рк зависит от характера
266
деформации грунта. Расчет ведут для упрощенной линейной
характеристики при остаточной деформации hi
4, = p„V/2,
где V — объем деформируемого материала, м8, V = B^hL? (Ly — длина укаты-
ваемой полосы, м).
Тяговый расчет катка проводят для установления соответствия
развиваемого тягового усилия в рабочем и транспортном ре-
жимах возникающим сопротивлениям. При работе катка возни-
кают следующие сопротивления движению. Сопротивление
(Н) перекатыванию при уплотнении зависит от типа катка
и свойств уплотняемого материала. Для гладких вальцов без
вибрации при уплотнении грунтов
1=1
где zB — число вальцов; kj — коэффициент, для ведущего вальца = 2, для
прицепного вальца Щ = 14-2; GB — сила тяжести, приходящаяся на ось катка
с балластом, Н; hi — глубина погружения вальца, при проектировании прини-
мают hi = 0,024-0,05 м; /?в — радиус вальца, м;
при уплотнении асфальтобетонных и битуминозных смесей
1Г1г = 4-Вв(1--^)(2й+Л),
где h' — толщина уплотняемого слоя, м; Вв — ширина вальца, м; рв1, рВ2 —
плотность смеси в начале и в конце уплотнения, кг/м3; рг, ра — давление в на-
чале и в конце уплотнения, Па, 0,5 (рг + ра) = ^b/(Bb/s) (Is — проекция кон-
тактной линии на горизонтальную поверхность, м);
при уплотнении катками с пневматическими шинами
^1у = ^в^у,
где ky — коэффициент сопротивления, для насыпного, связного грунта ky =
“0,124-0,22, для битуминозной смеси fey =0,1.
Для вальцов других типов нет достаточно надежных отноше-
ний, позволяющих рассчитывать сопротивления при уплотнении.
Сопротивление 1Г2у от уклона рассчитывают независимо от формы
вальцов по формуле, приведенной ранее.
Кроме сопротивлений, возникающих при уплотнении и от
уклона, возникают также сопротивления трению в опорах валь-
цов, сопротивление повороту на криволинейных участках и со-
противление сил инерции.
После расчета мощности N проверяют окружное усилие на
ведущих вальцах Рокр. Оно должно удовлетворять соотношению
2 окр» ^окр = ^сцНсц,
где Осц — сцепной вес катка, включая балласт, Н; р.сц — коэффициент сцепле-
ния между ведущими вальцами и укатываемым материалом, гладких вальцов
с грунтом |лСп = 0,64-0,8, катков на пневмошинах с влажным несвязным грун-
том р.Сц = 0,44-0,55, катков на пневмошинах с битуминозной смесью рсц =
= 0,34-0,4.
267
Техническую производительность /7Т по уплотнению опреде-
ляют как по площади поверхности, уплотняемой в единицу вре-
мени, так и по объему материала, уплотняемого в единицу времени:
Лт = (Вв — ав) vK/z (ма/ч); /7Т = (Вв — яв) vKh'/z (м3/ч),
где Вв — ширина укатываемой полосы, равная ширине вальца, м; ав — размер
перекрытия предыдущего прохода, ав = 0,054-0,1м; ик — рабочая скорость,
для катка с гладкими вальцами ик = 1,5-=-3 км/ч, для кулачковых катков пк =
= 44-5 км/ч, для катков с пневматическими шинами пк = 34-10 км/ч; г — число
проходов; h’ — толщина уплотняемого слоя, м.
8.2. МАШИНЫ ДИНАМИЧЕСКОГО ДЕЙСТВИЯ
ДЛЯ УПЛОТНЕНИЯ МАТЕРИАЛОВ
Уплотнение методами динамического воздействия осу-
ществляется посредством трамбующих, вибрационных и комбини-
рованных машин. Трамбующие машины уплотняют материал
ударом падающего груза по его поверхности. Передача энергии
уплотняемому материалу происходит от верхних слоев так же,
как у катков с гладкими вальцами. Трамбующий орган представ-
ляет собой плиту квадратной, прямоугольной или круглой формы.
По конструкции рабочего органа различают четыре основные
группы трамбующих машин: трамбующие машины со свободным
падением уплотняющего груза-плиты с некоторой высоты, взрыв-
ные трамбовки, автотрамбовки и пневматические трамбовки.
В трамбующих машинах со свободным падением груза в исходную
позицию плита поднимается с помощью канатного механизма,
кулачковой или реечной передач. Взрывные трамбовки уплотняют
материал падающим грузом, получающим энергию в результате
сгорания продуктов горения. Автотрамбовки уплотняют мате-
риал за счет веса падающего груза. В исходное положение груз
возвращается под действием кулачкового или кривошипно-шатун-
ного механизмов. Пневматические трамбовки осуществляют уплот-
нение за счет энергии падающего груза и сжатого воздуха. Возвра-
щение трамбующего элемента в исходное положение обеспе-
чивается энергией сжатого воздуха.
Частота ударов трамбующих плит зависит от конструкции трам-
бующего механизма. Для трамбовки с канатно-механическим при-
водом частота составляет 10 уд/мин, а у пневматических трамбо-
вок — до 1000 уд/мин. Механизмы с частотой ударов свыше
1000 уд/мин называют вибрационными или виброударными трам-
бовками.
По принципу действия к трамбовкам свободного падения отно-
сят катки, оборудованные вальцами с падающими грузами, у ко-
торых во время движения катка падающие элементы поднимаются
вверх, затем после достижения определенной высоты под дей-
ствием собственной силы тяжести скользят вниз по направля-
ющим и ударяют по грунту. Трамбовки используют для уплотне-
ния связных и несвязных грунтов большой толщины. Для уплот-
268
Рис, 8.5, Основные схемы вибрационных уплотняющих устройств:
а =- вибрирующий брус; б — вибрирующая плита; в •— внутренний вибровозбудитель
с двухопориой осью дебаланса; г — внутренний вибровозбудитель с шарнирным деба-
лансом, обкатывающийся по внешнему опорному кольцу; 5 — внутренний вибровозбу-
дитель с шарнирным дебалансом, обкатывающийся по центральной цапфе; 1 — брус;
2 — вибровозбудитель с электрическим приводом; 3 —• плита основания; 4 — дебаланс
вибровозбудителя; б — клнноременная передача; 6 — двигатель; 7 — направляющая
штанга; 8 <— упругое крепление; 9 приводной вал; 10 — поверхность вибратора; 11 —*
двухопорный вал дебаланса; 12 шарнир; 13 вращающееся кольцо подшипника;
14 _ дебаланс; 15 •— цапфа
нения засыпки из горной породы служит оборудование к экскава-
торам копрового типа, оснащенное трамбующей плитой. Кроме
названных конструкций рабочих органов трамбующих машин, на
асфальтоукладчиках используют оборудование в виде трамбу-
ющих брусьев. Их используют также в бетоноотделочных машинах
в качестве органов уплотнения. Они обеспечивают уплотнение
по всей ширине укладываемого полотна. Расчет сопротивлений
и мощности при работе трамбующих брусьев рассмотрен выше.
Вибрационные машины (рис. 8.5) уплотняют материал энер-
гией импульсов, следующих один за другим с короткими про-
межутками. Они сообщают частицам материала ускорение. Воз-
никающие силы инерции отдельных частиц не одинаковы ввиду
различия массы частиц уплотняемого материала. После преодоле-
ния действующих между частицами сил трения и сцепления про-
исходит относительное движение частиц, что и приводит к уплот-
нению. Эффект уплотнения вибрацией уменьшается с увеличением
сил сцепления. Длительное вибрационное воздействие особенно
на свежеприготовленную бетонную смесь ведет к ее расслоению
и уменьшению прочности.
Вибрационные самоходные катки с гладкими вальцами массой
6—8 т предназначены для уплотнения дорожных покрытий из
асфальтобетонных, щебеночных и других материалов. Высокий
эффект уплотненных дорожных покрытий достигается путем виб-
рационного воздействия ведущего вальца на уплотняемую среду.
Вибрационный валец представляет собой пустотелый барабан,
в торцы которого вмонтированы ступицы. В ступицах вальца на
269
Рис. 8.6. Пневмогидравлическая схема изменения амплитуды колебаний вибро-
вальца посредством регулирования жидкости в дебалансе вибровозбудителя
вальца катка:
1 — задатчик величина амплитуды; 2 — переключатель «Вибрация—Статик»; 3 ” трех*
позиционный электропневматический золотник; 4 — воздушный бачок; 5 — бак с рабо-
чей жидкостью; 6 — гидропривод дебаланса вальца; 7 — балансная труба; 8 — деба-
лансная труба; 9 лампа контроля процесса перемещения жидкости между трубами
дебаланса
роликоподшипниках установлены валы с грузами. Секции вибро-
возбудителя соединены между собой промежуточным валом с соб-
людением синхронности расположения грузов.
Виброкатки оборудуют устройством для регулирования из
кабины амплитуды колебаний вибровальца. При этом не требуется
остановки для изменения массы и эксцентриситета вибровозбуди-
теля. Обеспечивается ступенчатое регулирование амплитуды коле-
бания. Кроме этого, в зависимости от уплотняемого материала
регулируется частота колебаний рабочего органа (16—36 Гц)
и рабочая скорость передвижения (0—5 км/ч).
Действие одной из таких систем основано на применении де-
баланса в виде двух труб, заполняемых рабочей жидкостью
(рис. 8.6). Обе трубы имеют полости одинакового объема, но де-
балансная труба массивнее балансной. Полости труб в их средней
части сообщаются между собой, а с торца посредством трубопро-
водов соединены с баком, разделенным на две герметические сек-
ции. Секции бака через трехпозиционный золотник с электриче-
ским управлением связаны а пневмосистемой катка. Управляя
золотником с помощью задатчика амплитуды, можно изменять
степень заполнения каждой из труб рабочей жидкостью, создавая
тем самым требуемый дебаланс.
Применение замкнутых схем гидропривода хода и вращения
вибровозбудителя вальца катков позволяет обеспечить регулиро-
вание частоты от 25—50 Гц и изменения направления вращения
гидромоторов путем изменения направления потока рабочей
жидкости реверсированием насосов. Это исключает необходимость
введения в схемы специальных распределительных устройств}-
270
уменьшает объем рабочей жидкости в гидроприводе, а также массу
и размеры гидропривода путем увеличения частоты вращения
основных насосов. Насосные станции катков состоят из насосов
привода хода (заднего моста и вальца) и привода вибровозбуди-
теля вальца, насоса гидроруля и сдвоенного пластинчатого насоса
подпитки гидросистемы. Гидросистема предусматривает автомати-
ческое отключение вибровозбудителя в момент изменения направ-
ления движения катка.
Валец приводится двумя гидромоторами через ступенчатый
цилиндрический редуктор (одна ступень планетарная). Он снаб-
жен встроенным вибровозбудителем с приводом от гидромотора.
Резинометаллические амортизаторы сдвига изолируют раму вальца
от вибрации.
Рабочие органы в виде вибрирующих брусьев, вибрирующих
плит и глубинных вибраторов широко используют в уплотняющих
машинах для строительства дорог и аэродромов. Вибрирующие
брусья являются узлами, встроенными в бетоноотделочные и
асфальтоукладочные машины. Вибрирующие плиты и глубинные
вибраторы являются самостоятельными машинами. Исключение
составляют глубинные вибраторы, применяемые для уплотнения
свежеприготовленной бетонной смеси на укладчиках со скользя-
щей опалубкой. Для повышения производительности устанавли-
вают до шести вибрационных плит в ряд на одной раме, которую
монтируют на самоходном шасси.
Для уплотнения цементобетонных смесей дорожных покрытий
широко используют глубинные и поверхностные вибраторы.
Поверхностный способ уплотнения представляет собой вибра-
ционное, виброударное и статическое воздействие на поверхность
уплотняемого слоя посредством рабочих органов машин различ-
ного типа: вибробруса, виброударных и статических плит. Ра-
бочие органы такого типа не обеспечивают проработку нижних
слоев и жестких бетонных смесей с осадкой стандартного конуса
Яб, с с 2 см. Кроме того, они имеют ограниченную скорость
движения. Вибрационные рабочие органы поверхностного действия
имеют дебалансные электромеханические и гидравлические воз-
будители колебаний (вибровозбудители) общего назначения. Виб-
рационные брусы и плиты воздействуют на уплотняемый мате-
риал сверху. Если брус или плита постоянно соприкасаются
с уплотняемым материалом, то имеет место контактная вибрация
или вибрация с пригрузкой. Если же возникает отрыв бруса
или плиты от уплотняемого материала, то имеет место вибро-
ударное воздействие. У вибробруса возбуждение колебаний осу-
ществляют с помощью установленных на нем валов с эксцен-
трично вращающимися массами (см. рис. 8.5, а). Виброплиты
(см. рис. 8.5, б) оснащены одним или двумя вибровозбудителями.
Привод осуществляется от электродвигателя или гидромотора.
Глубинный способ обеспечивает вибрационное воздействие на
бетонную смесь внутри уплотняемого слоя посредством действия
271
Рис. 8.7, Определение работы
уплотнения и напряжения сжатия
в контактной поверхности трам-
бовка — грунт при ударе
глубинных вибраторов. На
машинах для скоростного
строительства покрытий ус-
танавливают пакет глубин-
ных вибраторов, располо-
женных один от другого на
расстоянии 0,6—0,53 м. Мощ-
ность одного вибратора составляет 2—3 кВт, вынуждающая сила
7—8 кН при амплитуде 0,1—1,5 мм и частоте колебаний 180—200 Гц.
Для уплотнения каменной крошки глубиной до 4 м исполь-
зуют тяжелые вибрационные плиты с рабочей массой до 8 т,
включая балласт, которые подвешивают к стреле экскаватора
или грузоподъемного крана. Глубинные вибраторы погружают
в уплотняемый материал (в свежеприготовленную бетонную смесь)
полностью или же частично при малой толщине уплотняемого
слоя. Возбуждения колебаний у глубинного вибратора вызываются
вращающимся дебалансом, установленным в обойме вибратора
жестко или подвижно (см. рис. 8.5, в—д). Привод дебаланса осу-
ществляется от электродвигателя, гидромотора или сжатым воз-
духом.
Определение основных параметров машин динамического дей-
ствия для уплотнения материалов. Важнейшими характеристи-
ками процесса трамбования являются: трамбующий импульс;
удельный трамбующий импульс; работа на уплотнение; кине-
тическая энергия системы трамбовка—среда при ударе; сжима-
ющее напряжение на контактной поверхности трамбовки с грун-
том, возникающее при ударе; длительность удара; КПД процесса
трамбования и толщина прорабатываемого слоя материала.
Трамбующий импульс (Н-с)
I = j Ру dt = mv (t>i — v2),
где Ру — сила удара; т — длительность удара; тт — масса трамбовки; —
скорость удара трамбовки; п2 — скорость трамбовки после удара, и2 = 0.
При свободном падении с высоты подъема (Н)
= У2gH (м/с); I = mr y^2gH (Н-с).
Отношение трамбующего импульса к площади ST рабочей
поверхности называется удельным трамбующим импульсом /.
272
Эта величина является базовой при определении эффекта уплот-
нения (Н-с/м2):
.__ I ___тт У 2gH
Рекомендуемое значение удельного трамбующего импульса i
(0,8 -*-0,9) U1, где |7] — предельное значение удельного импуль-
са, при котором наступает разрушение грунта.
Модель, приведенная на рис. 8.7, позволяет рассчитывать
работу на уплотнение. При уплотнении грунтов и аналогичных
материалов можно воспользоваться следующей формулой:
где о0 — напряжение сжатия при ударе, Па; h — толщина слоя материала, м;
Е — модуль упругости материала, Па; ах — отношение напряжений в крайних
верхних и нижних слоях материала, ах — а0/анижн.
Кинетическая энергия системы трамбовка—материал в момент
удара (Дж) определяется на основании закономерностей теории
удара:
А = тг8Н
к 1 -j-WiM/(3mT) ’
где тхм — масса слоя материала высотой h, находящегося под трамбовкой.
Напряжение сжатия при ударе (Па) на поверхности контакта
трамбовки с материалом при Лу = Лк
/6EmrgH 1
Svh [1 + mXM/(3mT)] [1 + (1/ах) + (1 + «?)Г
Длительность удара (с) при п0
, _ 2/пт y'ZgH
уд ~ 0OST
КПД процесса трамбования
__ тТ
4“ тш/3
Глубина воздействия трамбовки для связных грунтов
Л„ = l.lB.^CW'/W'oXl
где Вт min — наименьшая длина стороны опорной плиты трамбовки; W, ТГ0 —
влажность и оптимальная влажность грунта.
Длина стороны или диаметр (м) трамбующей плиты при толщине
слоя засыпки h
(0,8-4-1,0) Л.
Масса (кг) трамбующего органа
/ит да (1 -т* 2) 5^/zppp,
где Ргр — плотность грунта, кг/м8.
273
т Рис. 8.8. Реологическая модель виброэлемент —
уплотняемая среда; т — колеблющаяся масса
грунта
Техническая производительность
трамбующей машины
/7т = (Вт — ат) uT/z (м2/ч);
/7Т = (Вт — ат) v^h/z (м3/ч),
где Вт — ширина утрамбованной полосы;
z/z //'/ /77'7/7 /// /Т/У^"/// h — толщина слоя засыпки; аТ — размер пе-
рекрытия предыдущего прохода, ат = 100-4-150 мм; vT — скорость движе-
ния трамбовки, определяемая как произведение числа ударов в единицу
времени на длину передвижения плиты за это время, м/ч; г — число проходов.
Параметры вибрационных машин определяют, рассматривая
колебательный процесс системы. Существует некоторое время Т,
для которого при любом t выполняется условие / (t + Т) = I (t).
Поэтому Т называют периодом колебаний. Величину, обратную
периоду колебаний, называют частотой колебаний: / = МТ.
В вибрационной технике период колебаний измеряется в секун-
дах; частота f имеет размерность герц (Гц).
Угловая частота со связана с частотой /:
со = 2л/ или о = 2п!Т.
Скорость и ускорение при гармонических колебаниях изме-
няются во времени с той же частотой, что и перемещение I (/).
Амплитуда скорости и ускорения равны соответственно соЛ и со2 А.
Параметры вибрационного рабочего органа определяют при
рассмотрении системы вибрирующий элемент — уплотняемый ма-
териал как реологической упруговязкой модели (рис. 8.8). Для
использования этой модели необходимо знать жесткость матери-
ала см, постоянную затухания колебаний feM, а также вовлекае-
мую в колебание массу тм.
Жесткость (Н/м)
Са~ i,i3ZsK~ мУ
где 5К — площадь контактной поверхности виброуплотняющего элемента; £м —
модуль упругости материала.
Постоянная затухания колебаний
где Vf — скорость распространения поперечных волн в грунте, м/с, = VGM/pM
(GM — модуль сдвига материала, Па; рм — плотность материала, кг/м8).
Масса материала (кг), вовлекаемого в колебание:
= (£р~~£м)/*^в э,
где Ср — жесткость рамы катка, Н/м; тв, э — масса вибрирующего элемента, кг;
сов — собственная круговая частота системы материал — вибрирующий элемент,
тв = сы^тм "Г тк> — масса вибрационной машины (виброкатка), кг]’
274
Уплотняющее воздействие виброкатка как в режиме вибра-
ций с пригрузом, так и при отрыве вальцов от поверхности ха-
рактеризуется мощностью вибраций Мв (Вт). Эта величина опре-
деляется нагрузкой GB на ось, максимальной вертикальной ампли-
тудой колебаний атах и частотой / возбуждения:
Мв = GBamaxf.
Чем больше мощность, тем выше результаты уплотнения.
Режим вибрации с отрывом вальцов отличается от режима вибра-
ции с пригрузом фазой отрыва вибрирующего элемента. Эффек-
тивность процесса оценивают по импульсу удара и импульсу
энергии. Определение необходимой для этого расчета скорости
удара теоретическим путем усложняется вследствие колебаний
по оси х и у, а также влияния скорости продвижения вперед
и направления вращения дебалансов вибровозбудителя.
Мощность привода вибровозбудителя вибрационного глад-
кого вальца (Вт)
N ъ = (Nкол Мт. в) &т/т],
где А^кол — полезная мощность колебаний; в — мощность на преодоление
сил трения в опорах вибровозбудителя; /гт — коэффициент учета доли мощности
на преодоление сил трения в грунте, а также поглощение энергии материалом,
Ат = 1,44-1,5; т] — суммарный КПД привода.
Мощность (Вт), необходимая для уплотнения:
#У = 0,3(ДГКОЛ + МТ.В),
При уплотнении вибровальцом доминирует вертикальная по-
лезная мощность колебаний Мколу по отношению к горизонталь-
ной полезной мощности колебаний Мколх. Для приблизительного
решения достаточно учитывать только влияние вертикальных
колебаний. В этом случае
^коп ^кол у = ОДДвын 31П ОС,
где -Рвын — вынуждающая сила, Н, Рвын = Л4д1]а (ср + см)/(тв 4- тм)[Мд —
момент дебаланса, кг-м; т] — отношение, т] — со/соа (со — частота вынужденных
колебаний, Гц; со2 — частота собственных колебаний, Гц); ср, см — жесткость
соответственно рамы катка и колеблющегося материала, Н/м; та — масса валь-
ца, кг; тм— масса уплотняемого грунта, кг]; а — вертикальная амплитуда
вальца,м; а — угол фазы между амплитудой вынуждающей силы и вертикальной
амплитудой вальца.
Мощность (Вт), затрачиваемая на преодоление сил трения
в опорах вибровозбудителя:
^Т. В == ^,57^ВЫН^Ртр^ВЮ
где jxTp — коэффициент, характеризующий трение в подшипниках качения,
Цтр = 0,005н-0,007; dBH — внутренний диаметр подшипника.
При обработке поверхности вибрационной плитой уплотнение
вызывается воздействием высокочастотных импульсов на уплот-
няемый материал. Расчет параметров вибрационной плиты, каки
расчет виброкатка, выполняют при условии, что среда также
заменяется упруговязкой реологической моделью (см. рис. 8.8).
275
Виброплиты, как правило, работают в режиме отрыва плиты от
уплотняемой поверхности. Поэтому для определения эффекта
уплотнения необходимо учитывать ударную силу Руд (Н) и удар-
ный импульс (Н-с):
уд /«О. /уд == «П.
где йгп. в — масса плиты и вибровозбудителя; х, £ — вертикальная скорость я
ускорение плиты при ударе по материалу.
Удельный вес по отношению к поверхности опорной плиты
для легких виброплит (собственная масса 50 кг) составляет 2—
3 кН/м2, для средних виброплит (собственная масса 100—800 кг)
5—15 кН/м2, для тяжелых виброплит (собственная масса 1—5 т)
16—25 кН/м2.
Для уплотнения бетонной смеси амплитуда вынужденных ко-
лебаний вибробруса яв.бр должна быть не менее 0,3 мм. Расчет-
ная амплитуда колебаний (м)
« °в‘ бр
[ю/(2п3)] sin а ’
где п3 — коэффициент затухания колебаний, п3 = 1/125 Гц.
Необходимый кинетический момент (кг-м)
2 = ^В. 6pj
где тв. бр — масса вибробруса, кг.
Число устанавливаемых вибровозбудителей
^в 2 Мк/Мк1,
где Л1К1—кинетический момент одного вибровозбудителя, кг-м.
Амплитуду вынужденных колебаний, необходимую для прора-
ботки бетонной смеси требуемой толщины h, определяют по эм-
пирической зависимости
«в. бр = О,1Л2е°»1Л/(со/в),
где tB — время вибрирования, /в 30 с.
Амплитуда колебаний вибробруса изменяется в пределах
0,02 < ав. бр < 1,0 см.
Мощность (кВт), затрачиваемая на привод вибровозбудителя:
МВ. gp = м^РВ£1Н>
Коэффициент nN определяется экспериментально как отноше-
ние необходимой для привода вибровозбудителей мощности N3
к общей вынуждающей силе РВЫн- Коэффициент nN принимает
значение: для легких виброплит (РВЫн < 5 кН) nN = 2,24-
3 кВт/(10 кН), для средних виброплит (Рвын < 65 кН) nN =
= 1,8--т-2,6 кВт/(10 кН), для тяжелых виброплит (РВЫв — 904-
200 кН) nN — 1,54-1,9 кВт/(10 кН).
276
Производительность при уплотнении (м^/с)
п — В v
где Вв — ширина виброплиты, м; ав — скорость передвижения, м/с, ав =
= 6—25 м/мин; h — толщина уплотняемого слоя, м; г— число проходов,
z — 1.
При работе асфальтоукладчика расчет параметров вибробруса
выполняют для случая его работы в режиме отрыва от поверх-
ности уплотнения. Чтобы получить хороший эффект уплотнения,
вибробрус для уплотнения асфальтобетонных смесей должен быть
выполнен в виде двухмассовой системы. В качестве модели для
битуминозной смеси также служит упруговязкая реологическая
модель,
Жесткость асфальтобетонной смеси (Н/м)
Саб = Е аб^пл/^у’
где Еа$ — модуль упругости асфальтобетонной смеси, Па; Зпл — контактная
площадь плиты, ма; hy — средняя толщина уплотняемого слоя, м, hy =
= 0,5 фнеупл ^упл);
Постоянная затухания колебаний
&аб ~ аб^пл/^Ь
где vf — скорость распространения поперечной волны в смеси.
Массу уплотняемой смеси, вовлекаемую в колебание, рассчи-
тывают так же, как и в расчете для уплотнения грунта:
_ 1
^аб — з ^1аб>
где т1аб — масса находящейся под вибрационным брусом уплотняемой битуми-
нозной смеси.
Расчет ударной силы Руд и импульса удара /уд вибробруса
массой тв. бр ведут аналогично расчету вибрационной плиты:
Руд = ^В. бр^’ ^уд = ^В. бр”^'
Совершаемая по отношению к колеблющейся массе работа
уплотнения (Вт-с/кг)
^у = /^В. брР/(^В. бр^в. бр)>
где /VB. бр — полезная мощность вибробруса, необходимая для уплотнения, Вт;
L — длина уплотняемого слоя, м; vB. бр — скорость укладки, м/с.
Из этого выражения следует, что в сравниваемых условиях
большая толщина слоя требует меньшей по отношению к массе
затраты, чем тонкий слой.
Удельную работу уплотнения (Дж/м2) как отношение работы
к поверхности, уплотняемой вибробрусом, определяют по фор-
муле
= 1 Отв, бр л .2
У‘УД 2 Вв. бр ^в. бр ’
где Вв, бр — ширина вибробруса, м; л — число проходов в единицу времени, 1/с.
277
При движении вибробруеа в процессе уплотнения перед ним
образуется небольшой валик из уплотняемой смеси с собственным
весом <?Др. Сопротивление передвижению этого материала
Л1р = QipPnpj
где р.Пт) — коэффициент внутреннего трения асфальтобетонной смеси, цпр ~
= 0,7-Й), 8.
Сопротивление (Н) передвижению разогретого вибробруса по
уплотняемой асфальтобетонной смеси
^в.бр & ^в. брМ“в. бр>
где (?в. бр — вес вибробруса, Н; рв. бр — коэффициент трения разогретого
вибробруса по уплотняемой смеси, рв.бр = 0,5-5*0,6.
Мощность (кВт), необходимая для перемещения вибробруса:
^В. 0р ~ *$в, бр^В»
где SB. бр — общая площадь основания вибробруса, контактирующая со смесью,
м2; ns—коэффициент, представляющий отношение мощности к опорной пло-
щади вибробруса, контактирующей с материалом, определяют экспериментально:
Пз — 5^8 кВт/м2.
Производительность вибробруса при уплотнении определяют
так же, как и для виброплиты, с учетом, что z = 1 и скорость
движения вперед не более 20 м/мин. Для определения асфальто-
бетонной массы, вовлекаемой в колебание, пока нет достаточно
точных математических отношений.
Мощность двигателя для привода вибровозбудителей бруса
определяют исходя из экспериментально определенного значения:
2—3 кВт на 1 м2 опорной площади бруса.
Производительность при уплотнении определяют аналогично
производительности виброплит, при однослойной укладке z =
= 1. Рабочая скорость бетоноотделочной машины составляет
2 м/мин.
Глубинные вибраторы характеризуются центробежной силой
и амплитудой колебаний.
Центробежная сила (Н)
Рцв = 'ПдбГдб®2,
где Отдб — масса вращающегося дебаланса, кг; гдб — расстояние от центра
тяжести дебаланса до оси вращения, м; со — частота вынужденных колебаний, Гц.
Эта зависимость действительна и для наружных вибраторов
с жестким или шарнирным дебалансом, применяемым для вибро-
брусьев и виброплит.
Существенными параметрами в приведенной формуле для рас-
чета глубинного вибратора являются статический момент тдбгдб и ус-
корение Гдбо>2. Центробежная сила Рцб идентична вынуждающей си-
ле Л)ын* Амплитуду колебаний (м) по периметру поверхности виб-
ратора, пренебрегая затуханием вибраций, определяют по фор-
муле
Oq = ШдбГ дб/^вб>
где fnse — масса вибратора, кг.
278
Мощность (Вт) двигателя глубинного вибратора
^ Вб. гл k-1 (-^кол ф" тр)>
где kr — 1,1; А^кол — мощность, затрачиваемая на колебания, 7УКОЛ =
= О,5РЦбйо со sin (р [со — угловая скорость дебаланса; со = 2лпдб (пдб — частота
вращения дебаланса, об/с, пдб — Пд для дебаланса с жесткой опорой; пд —
частота вращения вала привода внутреннего вибровозбудителя); ф—фазовый угол ].
Фазовый угол определяют по формуле
ср — arctg
D^Lb6D'
W (лПвб + Иб)
где DB6, LB6 — диаметр и длина вибратора, м; D' — коэффициент затухания
колебаний, D' — (3-4-5) 10~2 Н-с/м3; /пвб — масса вибратора относительно
плоскости воздействия вынуждающей силы, кг; mg — масса бетонной смеси, вовле-
каемая в колебание относительно амплитуды колебаний внутреннего вибро-
возбудителя, кг.
Мощность на преодоление сил трения в опорах вибратора
определяется для двух случаев: дебаланса с жесткой опорой и
откатываемого дебаланса.
Для дебаланса с жесткой опорой следует учитывать трение
в подшипниках качения:
•^тр ~ -^ОпРоП
где РОп — опорная реакция; роп —- коэффициент трения в подшипниках каче-
ния, роп = 0,001-4-0,002; dB — внутренний диаметр подшипника.
Для обкатываемого дебаланса необходимо учитывать трение
качения между взаимодействующими телами:
Л/^тр = ^рО) = ^ном/р®>
где ЛТр — момент фрикционного ролика, Н-м; Рпом—номинальное усилие на
подшипники скольжения, Н, для ф — 180° Рном ~ Рцб: fp — коэффициент трения
качения, /р = йр Кгк (&р—коэффициент пропорциональности, &р=0,0002mHg;
гк — радиус кривизны между телами качения, м).
Значения мдб и гк определяют следующим образом: для де-
баланса, обкатывающегося по внешнему вращающемуся кольцу:
_ ла . __ Dd ,
Лдб D/d — 1 ’ Г« 2(D—d)’
для дебаланса, обкатывающегося по центральной цапфе:
_ «а . „ _ Dd
"нб~ 1— D/d ’ Г« 2(d — D)*
где D — диаметр кольца или цапфы; d — диаметр дебаланса.
Производительность (м3/с) при уплотнении глубинным виб-
ратором
77рл-2г^/(/1 + /2),
279
где гх — радиус действия внутреннего вибровозбудителя, м, при РВб = 25 мм
г, — 804-150 мм, при £>вб : 50 мм г, - 1504-250 мм, при D^q — 75 мм г* —
— 2504-300 мм, при 7)вб= Ю0 мм г1= 3004-450 мм; h — толщина уплотняемого
слоя бетонной смеси, м; — время вибрации, для пластичного и жесткого бе-
тона = 54-30 с; /а — время перехода к новому месту уплотнения, t2 = 34-8 с.
Расчет виброизоляции рабочего места оператора. Параметры
вибрации на раме машины и рабочем месте оператора должны быть
ограничены. Действуют обязательные технические и санитарные
нормы, ограничивающие вибрацию, передаваемую на оборудование
и обслуживающий персонал. При расчете виброизоляции машин
амплитуда (смещение) колебаний на раме машины не должна
превышать 0,005 см. На рабочем месте оператора амплитуда
колебаний во всех случаях должна соответствовать санитарным
нормам и быть в 5,5 раз меньше /амплитуды колебаний рамы.
Уплотняющие элементы (вибрационный брус и др.) подвеши-
вают к раме машины на резинометаллических амортизаторах,
сгруппированных в подвески. При расчете амортизаторов опре-
деляют допустимую статическую деформацию, допустимую проч-
ность крепления резины к металлу и допустимые значения ампли-
туд вынужденных колебаний рабочего органа и рамы машины.
Статическая деформация амортизаторов (м)
fa = Ра^аК^аРа^а)»
где Ра — статическая нагрузка, приходящаяся на всю подвеску, Н", Ьа — тол-
щина резинового слоя, м; па — число амортизаторов; Fa — площадь попереч-
ного сечения амортизаторов, м2; Са — модуль статического сдвига, МПа, Са =
= 0,54-0,7 МПа.
Напряжение на отрыв в плоскости сцепления резины с метал-
лом
Осц ~ Рд^а/(2^а^а) [^доп»
где Рд — динамическая нагрузка, Н; Wa — момент сопротивления сечения ре-
зинового элемента, Й7а = 0,Id3 (d —диаметр амортизатора, м); Од0П — допускае-
мое напряжение на отрыв при пределе прочности на отрыв 1,5 МПа, одоп =
= 0,5 МПа.
Для установленного из условий прочности и допустимой ста-
тической деформации числа амортизаторов па с известной жест-
костью каждого амортизатора са рассчитывают амплитуду ар
вынужденных колебаний системы на раме машины и определяют
соответствие ее принятым техническим нормам, а также амплитуду
цв. бр вынужденных колебаний уплотняющего бруса с тем, чтобы
она была не ниже требуемой для уплотнения бетона.
Расчет виброизоляции рамы машины. Расчетной схемой вибро-
изоляции рамы машины является схема, при которой машину
(раму-брус) рассматривают как систему с двумя степенями сво-
280
боды (двухмассовую систему). Условие амортизации рамы машины
т(ля предохранения оборудования от вибрации записывают в сле-
дующем виде:
Р В. бр &В. бр/Пд. бр
Шбр®3 Й*б
гДе Рв. бр — вынуждающая сила вибробруса, Н; Шбр — масса машины, кг;
тв. бр — масса вибробруса, кг.
Затем по числу принятых амортизаторов определяют амплитуду
вынужденных колебаний уплотняющего бруса.
Максимально допустимое значение жесткости амортизаторов
(Н/м)
шах ~ 0» 18GnJI
где С?пл — вес площадки с оператором, Н; g = 9,81 м/с8.
Конструкция амортизатора должна обеспечивать соблюдение
расчетных величин.
ГЛАВА 9
МАШИНЫ И ОЭОРУДОВАНИЕ ДЛЯ СОДЕРЖАНИЯ
И РЕМОНТА АВТОМОБИЛЬНЫХ ДОРОГ
И ПОКРЫТИЙ АЭРОДРОМОВ
9.1. МАШИНЫ ДЛЯ ЛЕТНЕГО СОДЕРЖАНИЯ
АВТОМОБИЛЬНЫХ ДОРОГ И ПОКРЫТИЙ
АЭРОДРОМОВ
Поливочно-моечные машины предназначены для по-
ливки и мойки дорожных покрытий, поливки зеленых насажде-
ний, тушения пожаров, подвоза воды и других специальных видов
работ. В зимнее время поливочно-моечные машины используют
в качестве базовых машин для навески плужно-щеточного обо-
рудования снегоочистителей.
По назначению поливочно-моечные машины разделяют
(рис. 9.1) на специализированные поливочные и моечные и наи-
более распространенные универсальные поливочно-моечные. По-
ливочно-моечные машины базируются на автомобильных шасси,
а также на грузовых полуприцепах и прицепах. По типу насос-
ной установки поливочно-моечные машины можно разделить на
машины с низким (до 1,0 МПа) и с высоким давлением воды (бо-
лее 1,0 МПа). Повышенное давление воды при мойке дорожных
покрытий позволяет уменьшить расход воды на единицу пло-
щади покрытия вследствие более высокой кинетической энергии
водяных струй, однако требует дополнительных конструктивных
мер, предупреждающих преждевременное дробление этих струй и
их аэродинамическое торможение.
Поливочно-моечные машины оборудованы сменными рабочими
органами в виде щелевых поливочных и моечных насадков. По-
ливочные насадки обычно устанавливают симметрично относи-
тельно продольной оси машины, повернутыми вверх под углом
15—20° и более к горизонту и разворачивают в стороны на угол 10°.
Моечные насадки обычно устанавливают повернутыми вниз
под углом 10—12° к горизонту (рис. 9.2) и несимметрично повер-
нутыми вправо относительно продольной оси машины для пере-
мещения смываемых загрязнений с проезжей части дороги в сто-
рону дорожного лотка, откуда загрязнения удаляются с помощью
подметально-уборочных машин. Поливочно-моечные машины снаб-
жают двумя передними или двумя передними и одним боковым
моечными насадками; последний вариант позволяет значительно
увеличить ширину мойки дорожного покрытия.
Кроме того, к основным видам рабочих органов относится
водяная моечная рампа в виде горизонтальной трубы с форсун-
ками, установленной под углом в плане, равным 70—80°, к про-
282
дольной оси машины. Угол установки форсунок водяной рампы
относительно горизонтального дорожного покрытия существенно
больше, чем у моечных насадков, адлина моющих секторов меньше,
что обеспечивает более высокую скорость водяных струй на линии
встречи с дорожным покрытием и соответственно меньший расход
воды на единицу площади дорожного покрытия. Главный недо-
статок водяной рампы заключается в том, что ширина мойки
обычно не превышает габаритной ширины машины, тогда как при
использовании моечных насадков ширина мойки в 1,5—2,5 раза
больше габаритной ширины машины и достигает 6—8 м.
В последнее время на поливочно-моечных машинах применяют
принципиально новый вид рабочего органа — водяное сопло для
мойки дорожных лотков. Такое сопло позволяет создать при дви-
жении машины вдоль лотка перемещающийся водяной вал. На-
капливающийся избыток воды с мусором периодически уходит
в сточные колодцы ливневой канализации.
Рис. 9.1. Классификация поливочно-моечных машин
283
Рис. 9.2. Схема взаимодейст-
вия моечного оборудования с до-
рожным покрытием
ный расход воды. Дополнительным
Дополнительное обору-
дование поливочно-моеч-
ных машин включает пе-
редний косоустановлен-
ный отвал снегоочистителя,
цилиндрическую подме-
тальную щетку со сталь-
ным или синтетическим
ворсом. Некоторые зару-
бежные модели поливочно-
моечных машин оборудо-
ваны водосгонным косоу-
становленным ножом, что
улучшает качество очи-
стки сильно загрязнен-
ных поверхностей и по-
зволяет уменьшить удель-
также является оборудо-
вание для поливки зеленых насаждений и тушения пожаров.
Рабочее оборудование поливочно-моечной машины содержит
сварную цистерну с верхней горловиной и нижним центральным
клапаном с механическим, гидравлическим и электрогидравличе-
ским управлением из кабины водителя для перекрытия подачи
воды к насосу. Центральный клапан оборудован сетчатым фильт-
ром. Центробежный водяной насос с приводом от коробки отбора
мощности устанавливают на раме автомобиля. Сечение трубопро-
водов должно обеспечивать скорость воды не менее 0,2—0,3 м/с
при минимальных местных сопротивлениях. Поливочные и моеч-
ные насадки имеют шарнирное или конусное крепление для уста-
новки под необходимыми углами во взаимно перпендикулярных
плоскостях.
Расчет поливочно-моечной машины включает определение ра-
циональных параметров процесса поливки и мойки дорожного
покрытия и баланса мощности, расчеты водяной системы и гидро-
оборудования, цистерны, нагрузок на оси, тягово-динамические,
устойчивости и управляемости машины, производительности и др.
Главным параметром поливочно-моечной машины является вме-
стимость цистерны.
При определении параметров процесса мойки дорожного по-
крытия необходимо, задаваясь параметрами насосной установки
и водяной системы машины, найти эффективную ширину мойки
Вм (см. рис. 9.2) или решить обратную задачу. Взаимодействие
моющих секторов с дорожным покрытием происходит по прямой
(реже ломаной) линии C^D^, участок которой определяет
284
необходимое минимальное перекрытие моющих секторов. Цен-
тральный угол каждого моющего сектора <р = 50-4-60° определя-
ется рациональной конструкцией моющих насадков. Вдоль ли-
нии встречи СХР2 образуется водяной вал, который движется
поступательно со скоростью, равной скорости машины им, и од-
новременно смещается вдоль этой линии встречи со скоростью
v = им sin р, где р — угол между линией встречи и перпендику-
ляром к направлению движения машины. Свободно лежащие на
дороге загрязнения захватываются и уносятся водяным валом.
В установившемся режиме мойки равновесие линии встречи
СХР2 определяется равенством количества движения насыщенного
загрязнениями водяного вала в направлении векторов и
им sin Р и проекций на эти направления результирующих коли-
чества движения моющих секторов, которые в наиболее простом
случае направлены вдоль биссектрисы АЁ каждого моющего сек-
тора и равны 0,5/постр (1 + cos а), где т — масса расходуемой
воды через соответствующий насадок в течение промежутка вре-
мени /, т — Qt’, а — угол наклона биссектрисы АЕ к горизон-
тали; пстр — скорость элементарной водяной струи моющего
сектора в точке Ё.
Необходимо учитывать, что скорость истр значительно меньше
начальной скорости струи, м/с, в критическом сечении насадка:
t>o = 100р.-/20р£/рв,
где р> — гидравлический коэффициент расхода, ц = 0,84-0,95; р — давление
воды на входе в насадок, МПа; g — ускорение свободного падения; рв — плот-
ность воды, рв = 1000 кг/м3.
Снижение скорости остр обусловлено увеличением площади
моющего сектора, перпендикулярной его биссектрисе АЕ, про-
порционально удлинению этой биссектрисы. В направлении дви-
жения машины скорость остр геометрически суммируется со ско-
ростью ом = 3-4-6 м/с. Условие равновесия количества движения
воды по линии встречи Ср2 позволяет определить оптимальный
угол поворота этой линии:
Р = arctg- ,
r COS 0 4- Ом/»стр
где 6 — угол поворота биссектрисы моющего сектора относительно направления
движения машины.
Зная угол р, можно определить ширину Вм мойки, а также
объемный расход воды <?в, 0 на единицу площади мойки, завися-
щий от удельной массовой загрязненности дорожного покрытия qc.
При использовании моющих насадков, давлении р = 0,3-4-
0,4 МПа и <?с = 0,1 кг/м2 обычно принимают q3_ 0 рв = 1 кг/м2.
Уменьшение количества движения моющих секторов по сравнению
с оптимальным, равновесным значением, например, вследствие
падения расхода Q или давления р приводит к прорыву загрязнен-
ной воды из водяного вала под моющие секторы и резкому ухудше-
х 285
нию качества мойки дорожного покрытия; увеличение данного
количества движения обеспечивает рост объема водяного вала и
переход системы в новое равновесное состояние с увеличенной ши-
риной 5М мойки. Ограничениями в последнем случае являются
устойчивость водяных струй при повышении давления р.
Гидравлический расчет водяной системы поливочно-моечной
машины базируется на уравнении Бернулли:
где рп, р — давления воды соответственно на выходе из насоса и на входе в моеч-
ные или поливочные насадки, МПа; рв — плотность воды, рв = Ю00 кг/м3;
он, v — скорость водяного потока соответственно на выходе из насоса и в крити-
ческом сечении насадки, м/с; щ — скорость водяного потока в отдельном х'-м
участке трубопровода; If, Xj — коэффициенты соответственно местных сопротив-
лений и скоростных потерь х'-го участка; It, dt — длина и диаметр х-го участка
трубопровода.
Уравнение тягово-динамического баланса поливочно-моечной
машины; ,
W См/СрД^(рсц
97,4У дв^Лтр
пдвгк
где W — сопротивление движению машины, Н; GM — вес машины с полной ци-
стерной, Н; Лр — коэффициент распределения веса машины с полной цистерной
на ведущую ось, определяется на основании расчета координат центра масс ма-
шины; Kj — коэффициент перераспределения веса машины на ведущую ось
вследствие действия инерционных Сил при разгоне, Kj — 1,14-1,3 (большее зна-
чение принимают при движении на низших передачах); (рсц — коэффициент
сцепления, при движении в рабочем режиме по влажной поверхности дороги
Фсц = 0,44-0,6 и в транспортном режиме по сухой поверхности <рсц = 0,74-0,8
Л/дв — номинальная мощность двигателя, кВт; i и Т]тр — передаточное отноше-
ние и КПД трансмиссии машины при движении на соответствующей передаче;
ПдВ — частота вращения вала двигателя при номинальной мощности, об/мин;
гк — динамический радиус качения ведущего колеса, м.
Сопротивление движению W (Н) определяют отдельно для
рабочего Fpa6 и транспортного №тр режимов:
^раб == (f 4- /п 4-
^тр — (/ 4~ 4~ бврГ/£) 4- (итр 4“ ув)2,
где f — коэффициент сопротивления качению колес машины, f = 0,02; х’я —
уклон дороги, хд = 0,074-0,09; 6вр и 6'р — коэффициенты учета вращающихся
масс при движении соответственно с рабочей и транспортной скоростями ма-
шины с полной цистерной, 6вр == 1 0,05 (1 + х2) См/бф (Оф — вес машины
с фактической загрузкой цистерны); g — ускорение свободного падения; / и
/' — ускорение машины при движении соответственно на низших и высших
передачах, / = 1,74-2 м/с2 и /'= 0,154-0,3 м/с2; чТр — транспортная скорость
машины; чв — скорость встречного ветра, гв = 3-4-5 м/с; Fв — коэффициент
аэродинамического торможения машины; Гв = 1,84-3,6 H-cVm2.
286
Уравнение мощностного баланса поливочно-моечной машины
составляют для рабочего и транспортного режимов с учетом по-
терь мощности на пробуксовывание колес машины:
дг Ю -^раб^м ! 103Qp3 I0_aIFTppTp
Лда.р«5&. (1-6)Чтр + РвЧпрЧа ; (1_в)ч;р ’
где Q — массовая подача водяного насоса, кг/с; рв — плотность воды, рв =
= 1000 кг/м3; рн — давление, создаваемое насосом, МПа; г)тр и т1'р — КПД
трансмиссии при движении машины соответственно с рабочей им и транспортной
итр скоростями; т]Пр — КПД привода водяного насоса; t]a — объемный КПД
насоса, Г]н ~ 0,64-0,75; б — коэффициент буксования, б — 0,154-0,2.
Техническая производительность поливочно-моечной машины
(м2/ч)
Птех = 3600 (В ^пер) ум>
где В — ширина поливки или мойки дорожного покрытия, м; Впер — ширина пе-
рекрытия проходов машины, Впер = 0,14-0,2 м; vM — рабочая скорость, vM =
= 34-6 м/с.
Эксплуатационная производительность (м2/ч)
Л9кс = ЗбООУКнРвКвЖП.
где V — полезная вместимость цистерны, м3; Кн — коэффициент наполнения
цистерны, Кн = 0,94-0,95; Кв — коэффициент использования машины по вре-
мени, Кв = 0,85; qB — норма расхода воды, при мойке gB == 1 кг/ма и при по-
ливке дв — 0,25 кг/ма; Т — цикл разлива цистерны, с, Т + /2 + 2/3 + /4
— время разлива, tt — VK^KtlBq^v^ (Kt — коэффициент, характеризующий
неравномерность движения машины вследствие маневрирования, Kt = 1,2,
при работе в ночное время Kt = 1; — время наполнения цистерны; ts — время
пробега машины к месту заполнения цистерны; /4 — вспомогательное время) ].
Коэффициент, характеризующий эффективность очистки до-
рожного покрытия поливочно-моечными и подметально-убороч-
ными машинами:
/Сэф ~ 1 7ост/^н 3,8 — 0,85,
где дн и дост — соответственно начальное и остаточное количества загрязнений
на единицу площади дорожного покрытия, кг/мг, при расчетах обычно прини-
мается qa~ 0,1 кг/ма.
Подметально-уборочные машины предназначены для удаления
загрязнений с твердых дорожных и аэродромных покрытий,
очистки городских территорий, сбора и транспортирования смета.
Загрязнения на дорожном покрытии увеличивают проскальзыва-
ние колес автомобильного транспорта, особенно в сырую погоду.
Качественная очистка дорожных покрытий может повысить коэф-
фициент сцепления колес с дорогой на 12—15 % и среднюю ско-
рость движения транспорта, снизить непроизводительные потери
энергии на пробуксовывание колес. В загрязнениях на поверх-
ности дороги 10—40 % составляют мелкодисперсные пылеватые
частицы, которые при движении транспорта взвешиваются в воз-
духе, преимущественно на высоте до 1,5—2 м. Скорость осажде-
287
Рис. 9.3. Классификация подметально-уборочный машин
ния частиц диаметром 0,1 мм составляет 0,3 м/с, а диаметром
10“3 мм уменьшается до 3«10“6 м/с. Запыленность воздуха над до-
рогой существенно снижает долговечность автомобильных двига-
телей и ухудшает санитарно-гигиенические дорожные условия.
Современные подметально-уборочные машины должны обеспечи-
вать также обеспыливание воздушной среды в полосе дороги.
Классификация подметально-уборочных машин показана на
рис. 9.3. Подметальные машины отделяют и перемещают смет
без его подборки косоустановленной цилиндрической щеткой
в сторону от направления движения машины. Поэтому их исполь-
зуют преимущественно для подметания загородных дорог, внутри-
дворовых территорий и для уборки снега в зимний период.
288
Более высокое качество очистки обеспечивают вакуумно-
уборочные машины, оснащенные вакуумным подборщиком и пнев-
матической системой транспортирования смета в бункер-накопи-
тель, и вакуумно-подметальные машины, на которых вакуумный
подборщик используют в комбинации с подметальными щетками.
По качеству очистки вакуумно-подметальные машины имеют преи-
мущество, так как щетки эффективно подают смет в вакуумный
подборщик. Однако вакуумно-уборочные машины могут работать
на более высоких скоростях с большей производительностью, по-
скольку скорость их движения не ограничена максимальной ско-
ростью взаимодействия ворса щеток с дорогой. Мощные вакуум-
но-уборочные машины применяют для летней очистки аэродромов
наряду со струйными уборочными машинами, оснащенными газо-
струйным соплом и аналогичным по конструкции газоструйным
снегоочистителем. Общим недостатком машин с вакуумным под-
борщиком или газоструйным соплом является высокая энерго-
емкость рабочего процесса.
Рабочими органами подметально-уборочных машин бывают
цилиндрические, конические (лотковые) и ленточные щетки.
Цилиндрические щетки диаметром окружности вращения до 1 м
имеют горизонтальную ось вращения. Конические (лотковые)
щетки с расположением ворса по образующей поверхности ко-
нуса с углом при вершине примерно 60° и осью вращения, накло-
ненной под углом 5—7° к вертикали, предназначены для направ-
ленного отброса смета. Наименее распространены вследствие малой
надежности и эффективности ленточные щетки в виде бесконеч-
ной цепи с закрепленными на ней щеточными секциями, которые
одновременно с отделением смета от дороги транспортируют его
в бункер.
На малогабаритных машинах для уборки тротуаров, особенно
с навесным и прицепным рабочим оборудованием, используют
одноступенчатую систему транспортирования смета в бункер не-
посредственно ворсом щетки — прямым забросом или когда бун-
кер расположен позади щетки (рис. 9.4), обратным забросом «через
себя». Для этих способов характерна малая вместимость бункера
(до 1 м3). Кроме того, последний способ требует более высокой
окружной скорости щетки и компенсации износа ворса. Наи-
более широко используют многоступенчатое механическое транс-
портирование смета с параллельным, оси вращения цилиндриче-
ской щетки шнековым подборщиком и цепочно-скребковым транс-
портером. Недостаток такой системы заключается в ее низкой
надежности и большой металлоемкости.
Перспективным является механическое транспортирование
смета в бункер промежуточным лопастным метателем. При щеточ-
но-вакуумном (пневматическом) транспортировании вспомогатель-
ная цилиндрическая щетка уменьшенного диаметра подает смет
в вакуумный подборщик; на машинах может быть также установ-
лен промежуточный транспортер. В струйно-вакуумном подбор-
10 П/р В. И. Валоввева 289
Рис. 9.4. Схемы рабочего оборудования подметально-уборочных машин:
а — с прямым забросом смета; б — с обратным забросом смета; в — с забросом смета
лопастным метателем, г — с забросом смета ленточной щеткой; д — со шнековым и це-
почно-скребковым транспортерами; е — со щеточно-вакуумным подборщиком и грави-
тационным отделением смета; ж — со струйно-вакуумным подборщиком и инерционным
отделением смета; 1 — бункер; 2 — цилиндрическая щетка; 3 — лопастной метатель;
4 — ленточная щетка: 5 — скребковый транспортер; 6 — шнек; 7 — всасывающий тру-
бопровод; 8 ~ фильтр; 9 — напорный трубопровод; 10 — вакуумный вентилятор; 11 —
вакуумный подборщик; 12 — сдувающие сопла; 13 — циклон; 14 — коническая щетка
щике щеточный ворс заменен сдувающими соплами, воздушные по-
токи которых обеспечивают отрыв загрязнений от дорожного
покрытия и перемещение их к всасывающему трубопроводу.
Отделение крупного смета в бункере обеспечивается гравитаци-
онным способом. Пылеватые частицы задерживаются тканевыми
фильтрами с устройствами для их периодической регенерации
встряхиванием, вибрацией, обратной продувкой и др. При струй-
но-вакуумной системе транспортирования через фильтр в ат-
мосферу выбрасывается не более 20—25 % воздуха, остальная
его часть без очистки от пыли подается в сдувающие сопла, ча-
стично замыкая систему циркуляции воздуха.
Способы разгрузки подметально-уборочных машин бывают:
гравитационный, когда смет высыпается из бункера под дейст-
вием собственного веса при открытии люка или задвижек; са-
мосвальный — поворотом бункера или контейнера; принудитель-
ный — эжектированием вбок или назад с помощью подвижной
стенки — выталкивателя с механическим или гидравлическим
приводом. При небольшой вместимости бункера (до 2—3 м3)
целесообразна разгрузка смета непосредственно на обслуживае-
мом участке. Поэтому некоторые машины оборудуют сменными
стандартными контейнерами, а также механизмами выгрузки
смета в контейнеры или приемный бункер мусоровоза. В качестве
дополнительного оборудования подметально-уборочных машин
используют выносной вакуумный подборщик для уборки опав-
ших листьев и загрязнений из труднодоступных мест, электро-
290
Рис. 9.5. Схема взаимодействия цилин-
дрической щетки с дорожным покрытием:
f V- •« г. tf'rsl!- 7 ,.'Т 3 t»Z4Hл <8 Г гу ^vr-мтр f J
квазивертикальное расположение ворса: III
конец контакта ворса с покрытием; IV — ко-
нец выпрямления ворса
путем мелкодисперсного раз-
магнитный брус для подбора
металлического мусора на шос-
сейных дорогах и аэродромах
и др.
По способу обеспыливания
воздушной среды при подметании
различают влажное обеспыливание
брызгивания воды под давлением 0,2—0,3 МПа через форсунки
перед подметальными щетками и пневматическое обеспыливание,
совмещенное с вакуумной системой транспортирования смета.
Норма расхода воды при влажном обеспыливании 0,02—0,025 кг
на 1 м2 поверхности дороги; при увеличении расхода происходит
прилипание смета к щетке и дорожному покрытию и резкое сни-
жение качества подметания. Перспективным является термовлаж-
ное обеспыливание подачей водяного пара в зоны интенсивного
пылеобразования.
В качестве базовых машин для монтажа подметально-убороч-
ного оборудования применяют маневренные автомобили малой и
средней грузоподъемности, самоходные шасси, колесные тракторы
и одноосные или двухосные прицепы.
Расчет подметально-уборочной машины включает в себя оп-
ределение рациональных параметров процесса взаимодействия ра-
бочих органов с дорожным покрытием и нагрузок на оси машины,
выбор базовой машины, расчет систем транспортирования смета,
разгрузки его и обеспыливания, прочностные расчеты кузова
и рабочих органов, тягово-динамические расчеты, определение
баланса мощности и производительности, расчеты маневренности,
устойчивости, управляемости и др.
При взаимодействии цилиндрической щетки с дорожным покры-
тием можно выделить четыре характерных положения отдельных
прутков ворса (рис. 9.5). В начале контакта очередного прутка
ворса с дорогой (положение /) под действием растягивающей
центробежной силы он занимает радиальное положение под углом
к вертикальной оси. По мере дальнейшего поворота щетки с уг-
ловой скоростью о происходит изгиб прутка и накапливание в нем
потенциальной энергии упругой деформации (положение II),
при этом ворс перемещает своими концами загрязнения вдоль
дорожного покрытия. В конечный момент контакта с дорогой
пруток находится в изогнутом состоянии (положение III), затем
резко разгибается, отбрасывая загрязнения и смет со скоростью vc
под углом а = 20° к горизонту и вновь занимая радиальное по-
ложение (IV). За время возврата прутка ворса в радиальное по-
10*
291
ложение щетка успевает совершить поворот на некоторый угол Л.
Радиальное положение IV является средним, относительно кото-
рою прутик определенное ьремя совершает затухающие изюб-
ные колебания в плоскости вращения щетки. Начальная скорость
отбрасывания смета определяется скоростью выпрямления ворса,
которую можно найти по эмпирической зависимости ос = 1 ,5 со Л! +
+ 1,6 м/с, где со—угловая скорость щетки, рад/с; Р— радиус
вращения щетки, м. При движении машины скорость отбрасыва-
ния смета определяется геометрической суммой скоростей вы-
прямления ворса и поступательного движения машины (м/с):
Со = + Нм + 2осом cos а.
Для определения силовых и энергетических параметров рабо-
чего процесса цилиндрической подметальной щетки рассмотрим
изгиб прутка ворса в квазивертикальном положении, когда каса-
тельная к прутку в начале координат точки О, совпадающей
с точкой заделки ворса в барабан, направлена вертикально вдоль
оси у и начальный угол в месте заделки <р0 = л/2 (положение II).
Можно принять обоснованное экспериментально допущение, что
этому положению прутка ворса соответствует максимальная вер-
тикальная реакция Pt его взаимодействия с дорожным покрытием.
Кроме силы на конец прутка действует внешняя горизонталь-
ная сила трения его о дорожное покрытие, равная Р^в, где /в —
коэффициент трения ворса о дорожное покрытие, для высокоугле-
родистой стальной проволоки /в — 0,34, для малоуглеродистой
/в = 0,4, для синтетического ворса /в = 0,41. Действующими на
пруток ворса инерционными силами и собственной силой тяжести
пренебрегаем. Изгибающий момент (Н-м), в произвольном по-
перечном сечении прутка с координатами (х и у)
Mt = Pt(xK- х)^~ PtfB (у* — у),
где хк — расстояние между концом прутка и вертикальной осью у, ук — расстоя-
ние между ободом барабана и горизонтальной поверхностью дороги, = S—h
(S — свободная длина прутка ворса, S = R — Рц, /?с — радиус барабана ци-
линдрической щетки; h — деформация ворса).
Дифференциальное уравнение, описывающее форму изогнутого
упругого прутка ворса:
d<p _ Mi
"ds"
где ф — текущий угол между касательной к прутку и горизонталью; Mi — еди-
ничный изгибающий момент, Н-м; Е— модуль упругости ворса, для стальной
проволоки Е = 2,1-10® МПа, для синтетического ворса Е = (7,14-8) 10® МПа;
J — момент инерции поперечного сечения прутка относительно оси, перпенди-
кулярной к плоскости вращения, для ворса круглого сечения J — 0,25лгв;
гв — радиус поперечного сечеция прутка.
292
Тогда
у)]-
Используя выражение 9 — л/2 — <р; 0К = л/2 — фк; dy —
= dS sin ф = dS cos 0, получим
dS = — .......d9 ------------1/—
V cos 0 — /в sin 6 — cos 0K + /в sin 0H '
______________cos 0 dQ_________EJ
К cos 0 — /в sin 0 — cos 0B + /в sm 0K ' 2P< *
где <pH, 0h — углы наклона соответственно к горизонтали и вертикали касатель-
ной к концу прутка ворса.
В результате интегрирования для среднего значения коэф-
фициента трения /в получим в общем виде
Pt = 0,691£JS6/y®.
Предельный угол поворота торцового сечения прутка ворса
0К = arcsln [0,21 (5/(/„)”],
откуда следует ограничение
sin 0К < 1; ук > 0,85S.
При деформации ворса щетки h — S — ук больше предельно
допустимой, т. е. при h, > 0,15S, ворс или начинает скользить
по дорожному покрытию боковой стороной, уменьшая тем самым
свободную длину S до величины, обеспечивающей указанное выше
неравенство, или, в особых случаях, вступает в силу другой,
более сложный закон изгибной деформации ворса.
При интегрировании в пределах угла £ поворота щетки от
начала до конца контакта прутка ворса с дорожным покрытием
за время контакта i — 0/ to имеем среднее значение вертикальной
реакции Рср = K^Pt, где — интегральный коэффициент, мо-
жно принять Лр ж 0,6. Для определения суммарного значения
вертикальной реакции Р щетки в целом необходимо определить
число прутков ворса, постоянно находящихся в контакте с до-
рожным покрытием в процессе подметания:
k == Ч 2,6 arccos ,
поскольку для цилиндрических щеток’с радиальным ворсом 0
« 2,60V
Общее число ворса цилиндрической щетки определяют
из условия перекрытия следов ворса на дорожном покрытии как
293
по ширине щетки, так и в радиальной плоскости вращения:
л£>пКр<им
2,6 arccos У-В-+ гво>/?
где Ва — ширина полосы подметания, м; — коэффициент неравномерности
расположения ворса на образующей поверхности барабана щетки, Кр — 24-2,5;
ум __ рабочая скорость машины при подметании, ом — 0,74-6 м/с. Для эффек-
тивной работы щетки необходимо соблюдать соотношение &R — 2им, а при обрат-
ном забросе смета aR — 4,5ум.
Суммарная вертикальная реакция (Н)
Р = 0,17EJ -д-Уц arccos
Ук
Ук Н~
R
Для определения момента упругой деформации ворса цилиндри-
ческой щетки воспользуемся полученным ранее выражением для
dS и преобразуем его к виду:
— А = 1/^4- /Sin (р -/?cos <р — cos 0К 4- fB sin 6К.
Тогда реактивный момент (Н-м) сопротивления прутка ворса
изгибной деформации в месте заделки в барабан при <р = <р0 =
будет __________________________
Мi = /2PtEJ (1 + fB sin 0К - cos ев).
Для цилиндрической щетки в целом после подстановки значе-
ния Pt получим
М => 0,583£J-^- (1 + - /1 - X2) arccos
Ук
где К = Sin 6К = 0,21 (S/yK)10.
Крутящий момент привода цилиндрической щетки определя-
ется суммой моментов сопротивления трения ворса о дорожное
покрытие, деформации ворса, не зависящей от сил трения, и аэро-
динамического сопротивления вращению щетки. Поскольку две
последние составляющие в сумме не превышают 5—7 % крутя-
щего момента при окружной скорости щетки до 4—6 м/с, то мощ-
ность (кВт) привода цилиндрической щетки с достаточной сте-
пенью точности определяется выражением
Л/ц - Pf* (Я - h) соКзап/(1000Пц),
где Лзап — коэффициент запаса мощности для преодоления инерционных сил
в неустановившемся режиме вращения, сил деформации ворса я аэродинамиче-
ского сопротивления, Кзац — 1,1; т)д — КПД привода цилиндрической щетки.
При взаимодействии конической лотковой щетки с дорожным
покрытием можно выделить три характерных положения отдель-
294
Рис. 9,6. Схема взаимодействия ко-
нической лотковой щетки с дорожным
а млр щ -
I, III — начало и конец контакта ворса с
покрытием', II — положение максималь»
ной деформации ворса
ных прутков ворса (рис. 9.6).
Вследствие наклона оси враще-
ния щетки под углом у к вер-
тикали с дорогой контактирует
Только часть ворса, макси-
мум —- половина общего коли-
чества. До контакта с дорогой прутки ворса изгибаются в ради-
альной плоскости распределенной центробежной силой инерции
(Н-м), которая может быть принята неизменной вдоль прутка
длиной S:
9ср ~ 2/nBd)27?Cp/S,
где — масса прутка ворса, кг; ш — угловая скорость щетки, рад/с; Рср —-
средний радиус вращения прутка, м.
Начало контакта ворса с дорогой (положение /) характери-
зуется изгибной деформацией ворса в радиальной плоскости и
тангенциальном направлении, причем в положении II при верти-
кальной деформации h — шах соответственно максимальна изгиб-
ная деформация. На пруток ворса действует вертикальная реак-
ция дороги Pi и тангенциальная сила трения Р^в, которая в по-
ложении II направлена перпендикулярно плоскости чертежа.
Действием силы трения в радиальной плоскости можно пренебречь,
что приводит к завышению расчетного значения вертикальной
реакции Pt. Однако если при определении силы Pt одновременно
пренебречь тангенциальным изгибом прутка ворса, который уве-
личивает силу Pif то погрешности от двух этих допущений взаимно
компенсируются. При дальнейшем повороте конической щетки
деформация ворса в вертикальном направлении и его изгибная
деформация уменьшаются и в положении III, диаметрально
противоположном положению /, имеем h — 0. Поскольку дефор-
мация ворса в процессе вращения щетки изменяется непрерывно
от нуля до максимума и вновь до нуля, а не скачкообразно, как
У цилиндрической щетки, то рациональным является расчет
отброса смета в горизонтальном направлении только под дейст-
вием радиальных и тангенциальных сил инерции.
Используя приведенное выше дифференциальное уравнение
формы изогнутого упругого прутка ворса и пренебрегая собствен-
ной силой тяжести прутка, получим уравнение изгибной деформа-
ции ворса в.радиальной плоскости:
d<p 1
dS ~ EJ
295
Интегрируя данное выражение в пределах от х ~ 0, у = О
по х --- xv. и = получим значение вертикальной реакции (Н),
действующей на пруток ворса:
Pt 4,84-10~W^ 1/
1 У® ' ?СР
где S -- свободная длина прутка ворса, м.
Среднее интегральное значение единичной вертикальной ре-
акции по длине дуги контакта ворса конической щетки с дорож-
ным покрытием может быть принято равным 0,65Pt. Для опреде-
ления вертикальной реакции (Н) конической щетки в целом необ-
ходимо учитывать количество ворса 1кл, находящееся в контакте
с дорожным покрытием:
Р - 0,65Р,/ЙЛ =- 0,65/VKfW
где Р - центральный угол контакта ворса с дорожным покрытием в плоскости
вращения щетки, зависящий от угла наклона оси ее вращения у и отношения
вертикальной деформации ворса h к радиусу вращения R, в оптимальном случае
Р = л, рад; 1и — количество ворса щетки, определяется из условия перекрытия
следов ворса на дорожном покрытии.’
--= 2jwm/04cd).
В общем виде
Р - 5 • 10 3£'Лкр т/ — .
У* г Яср
Момент сопротивления (Н-м) вращению конической щетки от
действия тангенциальной силы трения PtB ворса о дорожное
покрытие при радиусе вращения ворса R:
М-БЛО КАЖ. 4/
У* г ?ср
При наличии в конической щетке нескольких концентричных
рядов ворса необходимо определение значения Р и М для каж-
дого /-го ряда ворса, так как каждый ряд характеризуется сво-
ими значениями среднего и максимального радиусов вращения
и высоты ук. В этом случае при одинаковой свободной длине S
ворса во всех рядах имеем:
р = 5- io-3£j/b₽sVs£/ s
i-i
М = 5- 10-3£Jik₽/»S5/S£J £
/=1
где п — число концентричных рядов ворса конической щетки, п— 2-^3.
Момент привода вращения конической щетки определяется в об-
щем виде суммой моментов тангенциальных сил трения и деформа-
ции ворса, реактивного момента отбрасывания смета и аэродина-
296
мического сопротивления. Поскольку основное влияние на энерго-
емкость пронесся подметания оказывают1 тангенциальные силы
трения, мощность привода (кВт) конической щетки с достаточной
точностью определяется выражением
зап/(1000т]к).
где ЛГзап — коэффициент, характеризующий запас мощности для преодоления
инерционных сил в неустановившемся режиме вращения и прочих неучтенных
сил сопротивления, Кзап ~~ 1,14-1,2; qK — КПД привода конической щетки,
Мощность (кВт) привода системы влажного обеспыливания
^В. О ” 1^3^0^М^0р/(РвЛпр11н)>
где Во — ширина полосы обеспыливания на 10—20 % больше ширины подмета-
ния, м; <70 — удельный расход воды при обеспыливании, q(t ~ 0,0254-0,035 кг/ма;
р — давление воды в системе обеспыливания, МПа; рв — плотность воды, рв ~~
— 1000 кг/м8; Т)Пр — КПД привода; цн — объемный КПД водяного насоса,
Пн = 0,654-0,75.
Вместимость (м3) водяного бака системы обеспыливания
“ #оШ/(рЛ)>
где /0 — продолжительность опорожнения водяного бака, равная или кратная
продолжительности наполнения бункера сметом, с; Ан — коэффициент напол-
нения бака, £и -- 0,9 4-0,95.
Вместимость бункера для смета (м3)
V (5 ВпОм^с/п/(рс/Сн. б)’
где Вп — ширина подметания, м; qc — норма загрязненности дорожного покры-
тия, в лотковой части дороги qc — 0,14-0,15 кг/м2; /п — время наполнения бун-
кера сметом, равное или кратное продолжительности смены с учетом непроизво-
дительных потерь времени, с; рс -- плотность смета, рс -- 1000 кг/м8; Кн, g —
коэффициент наполнения бункера сметом, Кн. — 0,854-0,9.
Уравнение тягово-динамического баланса, расчет сопротивле-
ния движению подметально-уборочной машины и уравнение ее
мощностного баланса в транспортном режиме аналогичны рас-
смотренным ранее расчетам поливочно-моечной машины. Сопро-
тивление (И) движению при подметании дорожного покрытия
Па» = Gm (f + ь + «=р i/g) + (Н + Л.) f..
где Рц, Рц — вертикальные силы взаимодействия соответственно цилиндри-
ческой и конической щеток с дорогой, Н.
Уравнение мощностного баланса в рабочем режиме (кВт)
10-3W'DagvM
Удв 5)^] тр ~ о + ^всп 4" ^тр>
где ЛСсп — мощность привода вспомогательного оборудования (шестеренного
насоса гидросистемы управления и др.); iVTp — мощность привода системы транс-
портирования смета в бункер.
297
При использовании вакуумной системы обеспыливания и
транспортирования смета вместо Л/в. 0 и подставляют мощ-
ность (кВт) привода вентилятора вакуумной системы:
№вак ~ ФРв/СПвЛпр)»
где Q — расход воздуха, обеспечиваемый вентилятором, м3/с; рв — разрежение
воздуха на входе в вентилятор, кПа; г|в — объемный КПД вентилятора; т]пр —
КПД привода вентилятора.
Расход воздуха (м3/с)
Q ~ ^Сзап^п^м^с/СНкРв. п)>
где Вп — ширина подметания, м; р.к — коэффициент, характеризующий допу-
стимую массовую концентрацию твердых частиц, транспортируемых потоком
воздуха, рк = 0,05н-0,1; рв. п — плотность воздуха в вакуумном подборщике;
К3ап — коэффициент запаса.
Плотность воздуха в вакуумном подборщике (кг/м3)
Рв. п ~ Рв (Ра Рп)/Ра»
где ра — атмосферное давление, кПа; рп — разрежение воздуха в вакуумном
подборщике, кПа.
Скорость воздушного потока на входе во всасывающий трубо-
провод определяется из условия равновесия частицы смета под
действием противоположно направленных сил тяжести
Gc = -Q- Jttfcpc,
где dc — среднестатистический диаметр частицы, смета, м,
и аэродинамической силы
Ра = n/g (VB — V,
где с — аэродинамический коэффициент, для шарообразной (в среднем) формы
частиц с = 0,23; ив — скорость воздушного потока, м/с; — начальная ско-
рость движения частиц, м/с.
При Цо — 0
Ов = 1,7Кз. с А4Рс/Рв. п?
где — коэффициент запаса скорости, обеспечивающий движение частиц
смета во всасывающем трубопроводе, с = 1,25.
Для подметально-уборочных машин ив 50 м/с, для аэро-
дромных вакуумно-уборочных машин ив = 100 м/с.
Эксплуатационная производительность (м2/ч) подметально-убо-
рочной машины
/7Э = 3600Убрс/Сн< бКв/(ЧсТ)>
где Кв — коэффициент использования машины по времени, Кв 3=1 0,75—0,95;
Т — цикл подметания, Т — 4 4* t2 -ф- /3 + 2f4 -j- t5; — время непрерывного
подметания, tx = VgpcAn. б/?с^прм» с; h — время заправки водяного бака, с;
/8 — время опорожнения бункера для смета, с; /4 — время пробега к месту опо-
рожнения бункера и заправки водяного бака, с; t6 — вспомогательное время, с.
298
9.2. МАШИНЫ ДЛЯ ЗИМНЕГО СОДЕРЖАНИЯ
АВТОМОБИЛЬНЫХ ДОРОГ И ПОКРЫТИЙ АЭРОДРОМОВ
Физико-механические свойства снега. По территории
СССР снег составляет в среднем 26—30 % годового количества
осадков. Физико-механические свойства снега зависят от различ-
ных природно-климатических и технологических факторов и су-
щественно влияют на эффективность работы снегоочистителей.
Наиболее важными свойствами снега являются плотность, сопро-
тивление резанию, углы естественного откоса, внутреннего и
внешнего трения, твердость, влажность, коэффициенты сцепления и
сопротивления перекатыванию колесного и гусеничного движителей.
Плотность снега является доминирующим фактором в про-
цессах разработки снега вследствие того, что вес и сила инерции
снега составляют наибольшую долю в общем балансе сил его со-
противления разработке. Плотность свежевыпавшего снега, ко-
торый обычно убирают в процессе патрульной снегоочистки, су-
щественно зависит от температуры воздуха (табл. 9.1).
Твердость снега характеризует его сопротивление внедрению
твердого тела — штампа, конуса и др. и измеряется отношением
усилия внедрения к площади поверхности давления, МПа.
Сопротивление резанию характеризует интегральную силу
противодействия снега при отделении его от массива широким
плоским ножом и образовании сливной пластичной стружки или
стружки, состоящей из элементов скола (сдвига) снега. Сопро-
тивление резанию зависит от объемных сил трения и поверхност-
ных сил сцепления между собой фрагментов снега. Для стружки
сдвига сопротивление резанию в общем виде описывается законом
Кулона:
т = о tg р + с,
где т — касательные напряжения в плоскости сдвига, МПа; о — нормальные
напряжения в плоскости сдвига, МПа; р — угол внутреннего трения материала;
с — структурное сцепление фрагментов материала, МПа.
Влажность снега характеризует относительное содержание
жидкой фазы и влияет на сцепление, углы внешнего и внутреннего
9.1. Плотность, твердость и сопротивление резанию снега
Характер снежного покрова Плотность, кг/м’ Твердость при температуре (-1) - (-20) °C МПа Сопротивление резанию, МПа
Очень рыхлый, свежевыпавший 10—200 0,02 0,001
Рыхлый, слабоуплотненный, свежевыпавший обвалованный 220—300 0,2—0,6 0,005—0,01
Уплотненный, слежавшийся 300—400 0,3—1,5 0,1—0,025
Старый слежавшийся 480—520 0,4—0,2 0,025—0,08
Мелкозернистый лавинный, уплотненный накат 550—700 0,4—3 0,1—0,5
Снежно-ледяной накат 700—950 — 1—2,5
299
9.2. Зависимость коэффициента
внешнего трения снега от его
плотности и температуры
9.3. Зависимость коэффициента
внутреннего трения снега от его
плотности и температуры
Плот- ность, кг/м’ Коэффициент внешнего трения tg б при темпе- ратуре, °C Плот- ность, кг/м’ Коэффициент внутреннего трения tg р при темпе- ратуре, °C
(+2)- (-1) —4 (-16)- (-30) (4-2)—0 (-D- (-6) Ниже — 10
80—120 0,18 0,10 0,14 120 0,24 0,29 0,34
150—200 250—300 0,11 0,09 0,08 0,07 0,10 0,08 200 0,3 0,33 0,36
350—400 0,075 0,05 0,06 300 0,35 0,39 0,46
450 480 0,056 0,05 0,04 0,03 0,05 0,04 400 0,4 0,44 0,5
520 0,04 0,025 0,03 500 0,43 0,49 0,53
550 0,03 0,015 0,02 560 0,45 0,5 0,57
трения и адгезионные свойства снега, способность прилипания
его к поверхностям рабочих органов снегоуборочных машин.
В среднем относительная влажность снега составляет 10—12 %,
для крупнозернистого снега при температурах, близких к 0,
достигает 20 %, а для свежевыпавшего снега 40—45 %.
Угол б внешнего трения снега характеризует отношение силы
его трения о стальные элементы рабочих органов снегоуборочных
машин к нормальным силам, действующим на указанные поверх-
ности. Эквивалентом угла б является коэффициент внешнего
трения = tg б. С увеличением плотности снега рсн угол внеш-
него трения снижается вследствие увеличения площади контакта
снежных кристаллов с поверхностью трения при более плотной
их упаковке. С повышением температуры угол внешнего трения
уменьшается до определенного предела, соответствующего тем-
пературе—4 °C, вследствие ослабления сил структурного сцепле-
ния, а затем вновь начинает возрастать вследствие увеличения
адгезии (прилипания и примерзания) к металлической поверх-
ности. Значения коэффициента внешнего трения приведены
в табл. 9.2.
Угол р внутреннего трения характеризует отношение силы
трения снега по снегу к нормальной силе, действующей на поверх-
ность трения. Эквивалентом угла р является коэффициент вну-
треннего трения /2 = tg р. В отличие от многих других материалов,
у которых углы б и р пропорциональны один другому, угол
внутреннего трения р снега увеличивается с ростом плотности
вследствие повышения площади взаимного контакта кристаллов.
Увеличение сил структурного сцепления также является причиной
роста угла р с понижением температуры снега. Значения коэффи-
циента внутреннего трения приведены в табл. 9.3.
Угол естественного откоса снега определяется его способ-
ностью к сползанию по наклонной Плоскости под действием соб-
300
ственного веса. В лабораторных условиях угол естественного
откоса определяют отсыпкой материала с некоторой высоты на
горизонтальную плоскость. При этом искомый угол является углом
наклона образующей отсыпанного конуса к горизонту. Угол
естественного откоса зависит от угла внутреннего трения и сцеп-
ления снега. Поэтому для наиболее вероятных условий разработки
его можно принимать равным углу внутреннего трения р.
Коэффициент f сопротивления перекатыванию колесного и
гусеничного движителей определяет касательную силу сопротив-
ления движению Pj в зависимости от нормальной нагрузки Р
на движитель Pf = fP. Коэффициент f увеличивается с уменьше-
нием плотности и твердости снега, что связано с углублением ко-
леи, продавливаемой движителем по снежной поверхности. При
движении колеса по дороге, покрытой слоем снега толщиной 2—
3 см, f = 0,025-4-0,03.
Коэффициент сцепления <рсц характеризует отношение макси-
мальной касательной силы, развиваемой колесным или гусенич-
ным движителем, к нормальной нагрузке на движитель. Для
колесного движителя коэффициент сцепления <рсц = 0,2-4-0,35 и
при температуре, близкой к 0, <рсц = 0,1-4-0,2; для гусеничного
движителя <рсц = 0,4-4-0,8.
Плужные снегоочистители предназначены для очистки дорог
и аэродромов от свежевыпавшего и слежавшегося снега путем пе-
ремещения его отвалом, установленным под углом к направлению
движения машины, в боковой вал или баллистическим отбрасыва-
нием под действием инерционных сил.
Классификация плужных снегоочистителей приведена на
рис. 9.7. Плужные снегоочистители, сдвигающие снег по ширине
захвата в виде снежного вала, используют при расчистке дорог
после снегопада. Для патрульной очистки дорог во время снего-
пада от свежевыпавшего снега применяют плужно-щеточные снего-
очистители, оборудованные помимо переднего отвала цилиндри-
ческой щеткой, установленной под углом 60° к направлению дви-
жения машины для зачистки слоя снега толщиной 1—2 см после
прохода отвала, а также скоростные плужные снегоочистители,
отбрасывающие снег на расстояние до 10—15 м (рис. 9.8).
Плужные снегоочистители сдвигающего действия базируются
йа гусеничных и колесных тракторах и .тягачах, автомобилях и
автогрейдерах и обеспечивают разработку снега толщиной 0,3—
0,4 м со скоростью до 2—3 м/с в колесном варианте и толщиной
до 1—1,5 м со скоростью до 1 м/с в гусеничном варианте.
Плужно-щеточные снегоочистители в основном базируются на
колесных тракторах, автогрейдерах и автомобилях и разрабаты-
вают свежевыпавший снег толщиной 0,2—0,4 м со скоростью
2,5—5,5 м/с. Скоростные плужные снегоочистители базируются
на автомобилях и разрабатывают свежевыпавший снег толщиной
0,2—0,4 м со скоростью более 7 м/с. Скоростные снегоочистители
в основном применяют на загородных дорогах для отбрасывания
301
Рис. 9.7. Классификация плужных снегоочистителей
снега за один проход за обочину дороги и в придорожный кювет.
По типу рабочего органа плужно-щеточные и скоростные снего-
очистители бывают одноотвальные, а снегоочистители сдвигающего
действия — как одноотвальные, так и с двумя симметрично
установленными углами перед отвалами. Отвалы снегоочистителей
могут иметь жесткое крепление или возможность изменения угла
установки в плане — с определенным шагом с помощью жестких
фиксаторов или бесступенчато с помощью гидроцилиндров управ-
302
— плужно-щеточный; г — двухотвальный
качестве дополнительного обо-
применяют дополнительные бо-
S) &)
Рис. 9.8. Схемы плужных снегоочистителей:
а — одноотвальный на автомобиле или колесном трак-
торе; б — одноотвальный скоростной с дополнительным
открылком; в ---------- "
тракторный
ления. В
рудования
ковые открылки, увеличивающие ширину
захвата снегоочистителя, опорные устройства в виде стальной
лыжи или опорных колес, позволяющих отвалу копировать рельеф
дороги при плавающем положении гидроцилиндров подъема,
механизм изменения углов резания и наклона отвала в вертикаль-
ной плоскости в соответствии с изменением прочности и плотности
снега, а также предохранительное устройство, которое умень-
шает динамическую нагрузку на рабочее оборудование снегоочи-
стителя при наезде отвалом на непреодолимое препятствие (бор-
дюрный камень, крышку канализационного люка и др.).
Динамическую нагрузку (Н) определяют из условия реализа-
ции максимальной силы тяги машины по сцеплению вследствие
кратковременного буксования движителя при наезде на препят-
ствие:
Р ДИН — КдиН^мКрК jTcn,»
где Кдин—коэффициент динамичности, для снегоочистителей Л"дИН = 1,5-ь2;
остальные обозначения приведены в расчетах поливочно-моечной машины.
Коэффициент динамичности ____
V- ___ 1 I___РМ -]/" с
Адин - 1 -I- КрК,Фсц V GMg ’
где GM — вес машины, Н; им — скорость движения машины, м/с; с — приведен-
ная суммарная жесткость системы, с-1 — с“* 4~ с“* (смк — жесткость металло-
конструкции рабочего органа, Н/м; спр — жесткость препятствия, Н/м).
Таким образом, динамическая нагрузка снижается при уста-
новке в металлоконструкции предохранительных элементов умень-
шенной жесткости — пружинных или гидропневматических амор-
тизаторов, подпружиненных ножевых секций отвала с возмож-
ностью их плоскопараллельного рычажного смещения вверх
и в стороны в плоскости отвала или поворота этих секций в про-
дольной или поперечной плоскостях отвала. Кроме того, аморти-
зирующее действие оказывает упругий нож отвала, выполняемый
из листовой резины толщиной 40—50 мм.
303
a — при малой рабочей скорости скоростного снегоочистителя, б — схема сил в плане;
в — схема сил, действующих на отвал в плане при большой рабочей скорости, г — гео-
метрические параметры отвала и потока выброса снега, — угол резания, Ц — угол
наклона отвала, А — центр масс призмы волочения
Расчет плужного снегоочистителя включает в себя определение
рациональных параметров процесса взаимодействия рабочего ор-
гана со снегом и геометрических параметров рабочего органа, на-
грузок на оси колесной машины или гусеничное ходовое оборудо-
вание и баланса мощности, прочностной расчет рабочего органа
по напряжениям, возникающим в элементах конструкции при
действии динамической нагрузки, тягово-динамические расчеты,
расчеты продольной, поперечной и курсовой устойчивости и си-
стем управления, определение производительности и др.
При работе плужного снегоочистителя сдвигающего действия
перед цилиндрическим отвалом, установленным под углом зах-
вата <р к направлению движения машины, образуется призма
304
волочения, которая непрерывно пополняется за счет вырезаемой
отвалом стружки снега, перемещается вдоль отвала к его заднему
концу и образует при сходе с отвала ооковои снежный вал
(рис. 9.9, а). Снежный вал в момент схода с отвала имеет треуголь-
ное сечение с гипотенузой осыпания, наклоненной к горизонту
под углом естественного откоса, примерно равным углу р внутрен-
него трения снега, и высотой, равной высоте призмы волочения
//пр < И, где Н — высота отвала. В установившемся режиме
работы площадь поперечного сечения этого бокового вала равна
площади, вырезаемой отвалом стружки снега с поправкой на
коэффициент КрЫх разрыхления снега при резании:
0,577nPctgp = ВЛ/СрЫХ,
где В — ширина резания, В = I sin <р (Z — длина отвала); Л — толщина снеж-
ного покрова.
Текущая высота призмы волочения Ну (м) в прямоугольной
системе координат по длине отвала 1Х будет
Ну =* / 2/ж/1/(рЬ1Х tg р sin ф.
Таким образом, зависимость изменения высоты Ну и длины
Ну ctg р призмы волочения от длины отвала снегоочистителя имеет
вид параболы, а площади поперечного сечения призмы Fx, пер-
пендикулярного к поверхности отвала, от длины отвала — пря-
мой. Скорость (м/с) перемещения призмы волочения вдоль отвала
зависит от скорости машины vM и угла 6 внешнего трения снега
по металлу и неизменна по его длине:
„ - n cos (Ф + б)
«пр — «м cos s
При ф — —------6 движение снега вдоль отвала прекращается,
происходит увеличение призмы волочения с образованием снеж-
ных валов по обе стороны отвала.
Уравнивая объем снега, вырезаемый из массива за единицу
времени некоторым участком отвала длиной х, и объем, проходя-
щий за это же время через поперечное сечение призмы на длине х,
получим текущее значение площади Fx поперечного сечения при-
змы волочения и после интегрирования его по длине отвала —
объем призмы волочения (м3):
у ___ ВаЛКрых Cos б
пр 2 sin ф cos (<р + 6)
Так как плотность снега в призме меньше (уменьшение учи-
тывается коэффициентом ЛрЫХ), чем до взаимодействия с отвалом,
то масса (кг) призмы волочения в любом случае
= #2Ьрсн cos б
пр 2 sm ф cos (ф + 6) ’
где рсн — плотность снега в естественном залегании до взаимодействия с отва-
лом, кг/м8.
305
Координата центра масс призмы волочения снега определяется
2 ~
выражением хц — -у*1- Следовательно, центр масс призмы воло-
чения на косоустановленный отвал удален на 2/3 длины отвала
от его переднего конца. Это важно для оценки продольной и кур-
совой устойчивости снегоочистителя.
Суммарное сопротивление (Н), возникающее при работе плуж-
ного снегоочистителя:
W = Грез + И7лр + Гпод Н- ^пер + ^ин + FTp + UV
Сопротивление (Н) снега резанию направлено вдоль оси дви-
жения машины:
^рез =
где /Грез — удельное сопротивление снега резанию (см. табл. 9.1).
Сила сопротивления, возникающая в результате тренйя призмы
волочения разрабатываемого снега о дневную поверхность, при-
ложена к центру масс призмы и направлена в сторону, противопо-
ложную вектору абсолютной скорости движения призмы. В про-
екции на ось движения машины это сопротивление (Н) призмы
волочения
Р sin (Ф + fi)-
Силу инерции снега необходимо учитывать для плуж-
ных и плужно-щеточных снегоочистителей, имеющих достаточно
высокую рабочую скорость vM > 1,5-4—2 м/с. Сила В7ИН возникает
вследствие затрат энергии на разгон снега при переходе из не-
подвижного массива в движущуюся призму волочения. Вдоль
оси движения машины
= ВЛрсн^м sin2 T/2g.
Сопротивления В7П0Д подъему стружки снега вверх по отвалу
и перемещению призмы волочения вдоль отвала №пер определя-
ются нормальной к отвалу составляющей активных сил №пр
и №ин. Пассивным давлением от веса призмы на лобовую по-
верхность отвала можно пренебречь. Нормальная к отвалу со-
ставляющая сил инерции и трения призмы волочения
Р — BftpCHt>2M sin Ф I ^2^Рсн tg p cosa 6
H 2g 2 sin (p cos (q> + 6)
Тогда сопротивление (H) перемещению призмы вдоль отвала
в проекции на ось движения машины
Я7 пер = Ря tg 6 COS ф.
Нормальная составляющая силы Рн на лобовую поверх-
ность ножа отвала равна Рн sin а, где а — угол резания снега
в вертикальной плоскости. Сила сопротивления подъему стружки
снега на лобовую поверхность ножа равна сумме сил трения
стружки по ножу Рн sin a tg 6 и стружки по внутренней поверх-
306
Рис. 9.10* Расчетная схема
продольной горизонтальной
устойчивости плужного
снегоочистителя:
А —- центр масс призмы воло-
чения
ности ее контакта , с
призмой волочения РНХ
Xsin atg р. Тогда сум-
марное сопротивление
(Н) подъему стружки
в проекции на гори-
зонтальную ось дви-
жения машины
Гпод = (tg Р + tg 6) sin 2a sin ср.
При большой толщине снежного покрова h— 1-н1,5 м со-
противление подъему стружки будет в основном определяться си-
лой тяжести стружки и пассивным давлением на отвал со стороны
снежного забоя.
Сопротивление (Н) перемещению отвала снегоочистителя по
заснеженной поверхности дороги при установке его в плавающее
положение
№Тр - Go tg 6,
где Go — вес отвала, Н. При использовании опорных колес отвала коэффициент
трения tg б заменяют коэффициентом сопротивления качению опорных колес.
Сопротивление движению базовой машины определяют анало-
гично сопротивлению движения поливочно-моечной машины (вес
отвала при этом не учитывают). Уравнение тягово-динамического
баланса также аналогично уравнению тягово-динамического ба-
ланса для поливочно-моечной машины. Однако коэффициент рас-
пределения веса машины по осям Кр различен для рабочего и
транспортного режимов,так как при работе вес отвала не действует
на оси машины, а передается непосредственно на дорогу. Урав-
нение мощностного баланса учитывает только затраты энергии
на преодоление суммарного сопротивления W, возникающего
при работе плужного снегоочистителя.
Продольная горизонтальная устойчивость плужного снего-
очистителя определяется равенством разворачивающего момента
от действующих на отвал составляющих сил сопротивления и
удерживающего момента от действующих на движитель машины
сил сопротивления боковому скольжению и (рис. 9.10),
Особенность расчета состоит в том, что сила сопротивления
призмы волочения UZnp приложена к центру масс призмы, силы
резания инерции снега №ин и трения отвала 1Утр прило-
жены к середине отвала, а силы подъема стружки 1ГПОд и пере-
мещения стружки вдоль отвала №пер частично приложены к то-
чке, являющейся проекцией центра массы призмы на поверхность
307
отвала, а частично к середине отвала и действуют в плоскости от-
няла Это аястярляет учитывать разные плени составляющих
сил сопротивления при определении разворачивающего момента.
Действие продольных составляющих сил сопротивления асим-
метрично продольной оси машины, что создает дополнительный
удерживающий момент, противоположный моменту от действия
боковых сил. Сила трения отвала Т^тр в данном случае направлена
перпендикулярно продольной оси машины и также создает удер-
живающий момент. С учетом изложенного получают уравнения,
определяющие условия равновесия моментов относительно центра
передней оси машины и относительно центра задней оси машины.
Силы сопротивления боковому скольжению колес передней
и задней оси Т?2:
Ri = — Go) (1 — Кр) фсц; R* = (GM — 60) ЛрФсц,
где GM н Со — вес машины в целом и отвала. ,
Для плужного снегоочистителя, смонтированного на гусенич-
ной машине, удерживающий момент сопротивления боковому
скольжению гусениц принимают равным 0,25 (6М — Go) /0пФбок,
где 1оп — длина опорной поверхности гусениц; <рбок — коэффи-
циент бокового сцепления гусениц с опорной поверхностью,
ФбОК О,5фсц-
Расчеты плужно-щеточного снегоочистителя дополнительно
содержат расчет цилиндрической щетки, который отличается от
расчета щетки подметально-уборочной машины наличием сопро-
тивления резанию снега щеточным ворсом:
^рез = Крез^Ло>
где h0 — толщина слоя снега на дороге после прохода отвала, Ло = 0,01ч-0,02 м.
Мощность привода цилиндрической щетки (кВт)
АГц = + Крез/M (R - h) *>K3an/(1000T]tt),
где Р — вертикальная реакция взаимодействия щетки с дорогой, Н; I — длина
щетки, м; h — деформация ворса щетки без учета толщины Ло, м.
Суммарное сопротивление (Н), возникающее при работе плуж-
но-щеточного снегоочистителя:
^п._щ = + /Срез^А0,
где W — суммарное сопротивление плужного снегоочистителя.
В уравнениях продольной устойчивости плужно-щеточного
снегоочистителя необходимо дополнительно учитывать развора-
чивающий момент от действия боковой силы, равной /Сре3ВЛ0 ctg Л
(где X — угол установки щетки относительно продольной оси
машины) и приложенной к середине щетки, и удерживающий
момент от приложенной к этой же точке силе Р/в трения ворса
о дорожное покрытие. Относительно центра передней оси момент
боковой силы, действующей на щетку, противоположен моменту
боковой силы, действующей на отвал; относительно центра задней
308
оси эти моменты совпадают по направлению. Кроме того, если
передние спирея ппужно-птртлинпгп снегоочистителя с межосе-
вым расположением щетки взаимодействуют с дорогой, покрытой
слоем снега толщиной Ло, то задние колеса взаимодействуют с пол-
ностью очищенным дорожным покрытием, т. е. имеют более
высокий коэффициент сцепления.
Процесс взаимодействия отвала скоростного плужного снего-
очистителя со снегом характеризуется отсутствием призмы воло-
чения снега, а также значительными инерционными силами и за-
висящими от них силами трения, которые действуют непосред-
ственно в плоскости отвала. Снег вырезается отвалом в виде стру-
жки, которая перемещается вверх по отвалу и одновременно вдоль
отвала. Достигнув верхнего края отвала, снег выбрасывается под
углом а = 45° к горизонту и под углом £ к направлению движения
машины со скоростью им (см. рис. 9.9, г), продолжая полет по
баллистической траектории. Рассмотрим две параллельные одна
другой системы координат. Начало одной системы О совмещено
с передним краем отвала, а начало другой О' — с произвольной
точкой схода снега с отвала. В перемещаемой вместе с отвалом
системе координат поток снега при сходе с отвала имеет относи-
тельную скорость и0. Проекции этой скорости на оси координат
ох — у0 cos a cos Р; vy = и0 cos a sin
vz — и0 sin а.
Абсолютная скорость снега учитывает также скорость пере-
мещения машины им вдоль оси X:
ихл =^х + ^м = t>0cosacosp + uM; vya — vy; oza =‘vz.
При расчетах принимают, что относительная скорость и0
примерно равна скорости машины им. Тогда абсолютная скорость
(м/с) снега, равная геометрической сумме векторов 0xa> 0za>
== 0м 1^2 (1 + COS a COS Р).
Дальность (м) отбрасывания снега отвалом скоростного снего-
очистителя в направлении, перпендикулярном оси 'движения
машины:
^шах ~ Кг (Пм/Я)з1п 2а sinp,
где Ki — коэффициент, учитывающий уменьшение дальности отбрасывания
вследствие аэродинамического сопротивления, определяют по эмпирической
зависимости Кi = th (б,2 V"ftpCH) = 0,5-4-0,75 (Л— толщина снежного покрова, м;
Рен — плотность снега, т/м3).
Отвал скоростного снегоочистителя, выполненный в виде ко-
нической поверхности с переменным по длине отвала радиусом
кривизны, установлен под острым углом захвата (р = 20 ’ 40
к направлению движения машины и под углом резания
= 35—40° к горизонтальной поверхности дороги. Угол наклон
верхней кромки отвала к горизонтальной поверхности ? 60
—<р. Угол ц наклона к горизонтальной линии, касательной к
верхней кромке отвала, можно определить из выражения
р = 1 + 0,6ф + 0,0063(ря.
переднего конца косоустановленного отвала
м больше, чем номинальную толщину h снеж-
Высоту Япер
принимают на 0,1
ного покрова.
Высота (м) заднего конца отвала
Л'зад = #пер + &
где В - ширина захвата отвала, м.
Радиус (м) кривизны отвала
R - Н /(2 cos 0,5ар).
Суммарное сопротивление (Н), возникающее при работе ско-
ростного плужного снегоочистителя:
Г = Грез + Гпод Ц Fnep + Гин + ^отб + Wтр + Wм.
Сопротивление снега резанию 1Грез определяют аналогично
сопротивлению резания для снегоочистителя сдвигающего дей-
ствия Сопротивления подъему стружки снега вверх по отвалу
^под и перемещению снега вдоль отвала IFnep зависят от инте-
гральною значения силы Wo, действующей на криволинейную
лобовую поверхность отвала со стороны стружки снега. Центро-
бежная сила (Н), действующая на элементарную массу снега
в процессе ее движения вверх по отвалу:
ц ~ dmvCfJ/RqP,
где dm — элементарная масса снега; исн — скорость движения снега по отвалу,
приближенно 1>ся — пм, /?ср — средний радиус кривизны отвала, J?Cp =
0,5 (^?п₽р ^?зад)
Элементарная масса снега
В/?срАрсн
ат =----------ат,
g simp
где В — ширина захвата отвала; dx — элементарное угловое перемещение снега
по отвалу относительно центра его кривизны.
Элементарная центробежная сила dPn действует по нормали
к поверхности отвала, определяет силу трения снега при дви-
жении вверх по отвалу, касательную к его лобовой поверхности
и равную dPn tg 6. Геометрическая сумма векторов dPn и
dP« tg 6 определяет равнодействующую элементарной силы тя-
жести снега на отвал dPn/cos 6 в плоскости, перпендикулярной
его поверхности. Проекция этой равнодействующей элементарной
силы на горизонталь
d$Q = —sin (ар + 6 т) “ g^cp^CHt)M sin (ар -Г 6 + т) dx,
v cos о ' р ’ 1 > g sm tp cos б ' р ’ ’ ’
ЗЮ
где т — текущий центральный угол перемещения элементарной массы вверх
по криволинейной поверхности отвала, изменяется в пределах ар т л —
— И — «р-
Интегрируя полученное выражение в пределах изменения
текущего угла т, получают горизонтальную силу (Н), действую-
щую на отвал:
25/? ho
cos(°’5^ + “р)cos(0-5н - «Р - 6).
Проекция силы на направление движения машины равна
сопротивлению (Н) движения снега вверх по отвалу:
^под == Го sin <р.
В свою очередь, сила №0 определяет силу трения снега при
его движении вдоль отвала, которая в проекции на ось движения
машины будет
Гпер = Го tg 6 cos ф.
Действующую на отвал силу инерции снега, вырезаемого из
массива, определяют аналогично силе инерции снега при снего-
очистителе сдвигающего действия:
№ин == Bhpcnvl sin2 ф/з1п2(ф 4- 6)/(2gcos26).
Реактивная сила отбрасывания снега отвалом определяется
кинетической энергией (Дж), получаемой потоком снега при сходе
с отвала в относительном и переносном движениях за единицу
времени:
где т — масса снега, сходящая с отвала за единицу времени, кг, т = Bhv^pclllQ,
Разделив значение единичной кинетической энергии £ на
относительную скорость схода снега с отвала, равную скорости
машины цм, получим с учетом значения иа — им / 2 (1 Ц- cos a cos 0)
в проекции на ось движения машины
Готб = ВЛрОн«£ (1 + cos a cos 0) cos 0/g.
Сопротивления трения отвала по заснеженной поверхности
дороги и перемещению базовой машины а также урав-
нения тягово-динамического и мощностного баланса скоростного
снегоочистителя и снегоочистителя сдвигающего действия анало-
гичны.
В расчете продольной горизонтальной устойчивости скорост-
ного плужного снегоочистителя удерживающий момент, определя-
емый силой трения отвала о дорогу УГтр и силами сопротивления
боковому скольжению движителя машины и R2, такой же,
как у тихоходного снегоочистителя. Разворачивающий момент
является алгебраической суммой моментов от действующих на
отвал сил сопротивления снега: боковых составляющих сил ре-
311
зания снега TFpe3, подъема стружки ТГП0Д, перемещения снега
вдоль отвала боковой и продольной составляющих реактив-
ной силы отбрасывания снега 1Fot6. Поскольку точное определе-
ние координат расположения центра масс снега нах отвале и центра
масс потока снега, сходящего с отвала, является затруднитель-
ным, приближенно полагаем, что силы 1ГПОД и Ц7пер приложены
к середине отвала, а сила ТГ0Тб — к заднему концу отвала, В це-
лом такое допущение несколько увеличивает запас устойчивости
машины.
Техническая производительность (м2/ч) плужных снегоочисти-
телей при патрульном содержании дорог
^тех ~ 3600 (В — Впе,р)^м>
где 5пер — ширина перекрытия проходов, Впер ~ 0,2-~0,3 и.
При уборке снега после снегопада
77тех = 3600 (В - Впер)/гом, мэ/ч,
или /7ТСх = 3600 (В — Впер) /шмрсн, т/ч.
По ГОСТ 15840—70 работа скоростных снегоочистителей
также оценивается по эффективной производительности (м4/ч)
77дф ~ Птех^тах»
ГДР Лпах — дальность перемещения света в направлении, перпендикулярном
движению машины.
Показатель /7эф позволяет с учетом промежуточных циклов
переброски снега оценивать число параллельных проходов снего-
очистителя, необходимых для очистки автомобильных дорог или
взлетно-посадочных полос и рулежных дорожек аэродромов боль-
шой ширины.
Роторные снегоочистители предназначены для очистки дорог
и аэродромов от снега путем роторного разгона и перемещения
по баллистической траектории за пределы очищаемой поверхно-
сти или через направляющий аппарат в кузов транспортного
средства. Главным параметром роторных снегоочистителей явля-
ется производительность, по которой их разделяют на легкие
(производительность до 200 т/ч), средние (до 1000 т/ч) и тяжелые
(более 1000 т/ч); средняя ширина захвата роторных снегоочисти-
телей 2,5—3,2 м; толщина разрабатываемого снежного покрова
до 1,2—2 м; дальность отбрасывания снега дорожных снегоочисти-
телей 18—20 м, аэродромных до 50—60 м; рабочая скорость снего-
очистителей 0,3—5 км/ч.
Классификация роторных снегоочистителей приведена на
рис. 9.11. При разработке снега малой плотности применяют
плужно-роторные снегоочистители с роторно-лопастным мета-
телем, расположенным соосно направлению движения машины,
и одним несимметричным относительно продольной оси машины
или двумя симметричными отвалами. Такую же область примене-
ния имеют роторно-торцовые снегоочистители совмещенного дей-
312
Роторные снегоочистители
ствия, которые разрабатывают снежные забои непосредственно
торцами лопастных роторов, выбрасывающих затем снег в сто-
рону от направления движения машины. Роторно-торцовые снего-
очистители бывают однороторные, обычно монтируемые на мало-
габаритных шасси для уборки тротуаров, и двухроторные, у ко-
торых оси вращения лопастных роторов параллельны оси движе-
ния машины.
313
а) ё) в)
ej
Рис. 9.12. Рабочие органы роторных снегоочистителей:
а — шнекороторный; б —• с ленточной фрезой; в — с барабанной фрезой; г — с рыхля-
щим валом; д — с пропеллером; е — с выступающим шнеком и газоструйной интенси-
фикацией отбрасывания снега
Для разработки снега средней плотности рсн ~ 200-г300 кг/м3
применяют шнекороторные снегоочистители с двумя шнековыми
питателями и более, расположенными в вертикальной плоскости,
параллельной оси движения машины. Шнеки транспортируют снег
к середине рабочего органа и забрасывают его в расположенный
с тыльной стороны роторно-лопастной метатель. Шнеки пита-
теля могут быть установлены как горизонтально, так и под углом
к поверхности дороги. Снег большой плотности рсн > 300 кг/м3
целесообразно разрабатывать фрезерно-роторными снегоочисти-
телями или фрезерными совмещенного действия, у которых до-
статочно высокая окружная скорость фрезы обеспечивает одно-
временно выброс снега через направляющий патрубок в заданном
направлении без использования отдельного лопастного ротора
(рис. 9.12). Фрезерный питатель выполнен в виде трех- или четы-
рехзаходной фрезы ленточного (пустотелой) или барабанного
типа, когда винтовые лопасти фрезы жестко закреплены на ба-
рабане.
По типу трансмиссии снегоочистители изготовляют с одно-
двигательным приводом, когда двигатель базовой машины или
специальный двигатель, установленный на грузовой платформе
базового автомобиля, используют одновременно для движения
машины и привода рабочего органа, а также с двухдвигательным
приводом раздельно ходового устройства и рабочего органа.
314
В качестве дополнительного оборудования роторных снего-
очистителей применяют направляющий аппарат выброса снега
для них р у jam ci и ь 1иридскиА услийиял в ipdHciiopiHbie средсхва,
регуляторы окружных скоростей питателя и метательного аппа-
рата, устройства для обрушения верхнего свода снежного забоя
при большой толщине снежного покрова и лидерного разрушения
снежного забоя при повышенной прочности снега. Энергоемкость
рабочего процесса питателя и метательного аппарата можно сни-
зить применением систем газовой смазки поверхностей трения снега
о рабочие органы. Например, путем газовой смазки поверхности
неподвижного кожуха метателя можно на 20—40 % уменьшить
энергоемкость привода лопастного ротора.
Попутный поддув аппарата выброса позволяет примерно на
20 % повысить дальность метания снега за счет уменьшения аэро-
динамического сопротивления на начальном участке баллисти-
ческой траектории полета, где снег имеет наиболее высокую
скорость, и, соответственно, максимальны силы аэродинамического
сопротивления. В качестве источника газа используют воздухо-
дувку, которая может быть установлена соосно лопастному ро-
тору, но имеет более высокую частоту вращения. Повышение эф-
фективности прохода снега от фрезерного или шнекового питателя
в метательный аппарат обеспечивает забрасывающее устройство,
например, в виде смонтированного на валу питателя дополнитель-
ного лопастного барабана.
Расчет роторного снегоочистителя содержит определение ра-
циональных параметров процессов взаимодействия питателя и
метательного аппарата со снегом, кинематический, энергетиче-
ский и прочностной расчет рабочего органа, элементов его кон-
струкции и системы управления, определение нагрузок на оси
колесной машины или гусеничное ходовое устройство, тягово-
динамические расчеты, определение баланса мощности, расчеты
дальности метания снега, продольной и поперечной вертикальной
устойчивости машины, определение производительности. При
проектировании снегоочистителей должны быть учтены требова-
ния, предъявляемые к машинам, предназначенным для эксплуа-
тации в районах с холодным климатом.
При работе наиболее распространенных шнекороторных и фре-
зерно-роторных снегоочистителей в процессе поступательного
перемещения машины перед рабочим органом образуется снежный
забой, в котором правая и левая половины шнеков или фрезы
вырезают серповидные стружки снега. Достаточно высокая ча-
стота вращения питателя обеспечивает распределение снега под
действием центробежных сил по окружности вращения шнека
или фрезы и одновременное перемещение снега в осевом направ-
лении к середине рабочего органа, для чего правая и левая поло-
вины питателя имеют противоположное направление винтовых
лопастей. В средней части корпуса рабочего органа образовано
окно, через которое снег забрасывается винтовыми лопастями
315
в метательный аппарат, получая в момент схода с Винтовых лопа-
стей ускорение в радиальном, тангенциальном и осевом направле-
ниях смнисйгельно пшагеля.
В метательном аппарате снег поступает на лопасти ротора,
транспортируется ими по неподвижному цилиндрическому кожуху
в виде призмы волочения перед каждой лопастью с одновременным
перемещением вдоль лопастей в радиальном направлении и выбра-
сывается из метателя под действием центробежных сил через на-
правляющий патрубок. В первую очередь покидают лопасти ме-
тателя в тангенциальном направлении при достижении направля-
ющего патрубка фрагменты снега, находящиеся у ,поверхности
кожуха, со скоростью, равной окружной скорости ротора. Затем
происходит сход с лопастей более удаленных от края фрагментов
снега)с абсолютной скоростью (м/с), равной геометрической сумме
окр0сной скорости ротора ир и радиальной скорости ил, при-
обретенной этими фрагментами к моменту схода с лопасти:
v = +
Максимальная дальность транспортирования снега метателем
ограничена аэродинамическим сопротивлением и составляет в
среднем не более 50—60 м независимо от максимальной частоты
вращения лопастного ротора.
При работе роторно-лопастного метательного аппарата на
фрагмент снега, движущийся вдоль лопасти и одновременно вра-
щающийся вместе с ротором, действуют сила инерции Ряя, про-
тивоположная направлению движения, радиально направленная
центробежная сила Рц, перпендикулярная направлению движе-
ния кориолисова сила Рк и силы трения фрагмента о лопасть,
определяемые действием составляющих сил Рп и Рк, нормальных
к поверхности лопасти (рис. 9.13, а). Действием силы тяжести
фрагмента снега Оф и силы трения, обусловленной силой тяжести,
можно пренебречь. Тогда уравнение равновесия фрагмента снега
при движении вдоль лопасти будет
Рин = Рц COS 0 — Рц tg б Sin 0 — Ри tg б,
где 0 — текущий угол между лопастью и радиусом вращения, проходящим через
фрагмент снега на лопасти; б — угол трения снега по металлу.
В дифференциальном виде, учитывая, что
Лш = т ; Рц = т<оаРх; Ри = 2тсо-^-,
где х — текущее расстояние фрагмента снега от начала координат вдоль оси X;
Rx — текущий радиус вращения фрагмента относительно точки О, Rx =
= Кх2 4- га; г — радиус ступицы ротора, г = R — 1Я (1Л — длина лопасти);
w — угловая скорость,
получим
— соаг tg б sin а — 2со — tg б.
316
Рис. 9.13. Схемы взаимодействия со снегом:
а — роторно-лопастного метателя; б — шнекового н фрезерного питателей; 1 — ступица
ротора; 2 — лопасть; 3 — неподвижный кожух; 4 — выбросной патрубок; б — призма
волочения снега перед лопастью
Для радиальной установки лопасти а = 0 и дифференциальное
уравнение движения принимает вид
Одним из основных геометрических параметров метательного
аппарата является угол <рр разгрузки ротора, характеризующий
угол поворота лопасти и необходимый для полного схода с лопасти
снега, и является центральным углом, на который опирается
выбросной направляющий патрубок. Для наименее благоприятных
условий угол разгрузки ротора (рад)
<рр > 0,25л f 1 — -.1 2 \ + arctg aD,
\ J /
где av — коэффициент, учитывающий влияние трения снега о лопасть, прибли-
женно av = (1 + tg б)"1 = 0,8-4-0,95.
Радиус 7? вращения ротора определяется технической произ-
водительностью снегоочистителя и окружной скоростью ротора ир,
которая в свою очередь выбирается в зависимости от дальности
отбрасывания снега (м):
п ___________^тех________
где 77тех — техническая производительность машины, т/ч; рсн — плотность
снега, кг/м®; Ли — коэффициент наполнения ротора снегом, зависящий от ско-
рости Ор и физико-механических свойств снега, при — 13.5--20 м/с и рон =
= 300-4-500 кг/м® Ки = 0,25-4-0,5 (большее значение соответствует меньшей
317
скорости Op); Op — окружная скорость ротора, м/с; йр — ширина лопасти ро-
тора, м; Ki — коэффициент, зависящий от угла разгрузки и угла внешнего тре-
ния снега, Лх = -у = и,Ь (ехр (фрОу) -f- exp (—фр^Л s и.
Длина (м) лопасти ротора
l„ = R (1 - КГ1)-
Ширина (м) лопасти ротора
be = 2RKB,
где Кв — коэффициент ширины ротора, Кв ~ 0,3254-0,375.
Число лопастей ротора выбирают из соотношения (2л/срр) <
< пл< 12. Наиболее распространены на практике лопастные роторы
снегоочистителей, у которых шесть — восемь лопастей.
Частота вращения ротора (об/мин)
п ~ 30ир/(л7?).
Теоретическая производительность метательного аппарата
снегоочистителя (м3/с)
Массовая производительность метателя связана с технической
производительностью снегоочистителя соотношением
/^тех 3,6/СнРсн^т"
Дальность отбрасывания снега ротором является важным
показателем работы снегоочистителя, в ряде случаев существенно
влияющим на технологичность применения машины и ее эксплу-
атационную производительность, учитывающую число параллель-
ных проходов машины. В оптимальном варианте снег должен сразу
отбрасываться за пределы очищаемой дороги или взлетно-посадоч-
ной полосы аэродрома без промежуточных перевалок. Для малых
снегоочистителей с дальностью отбрасывания I < 8 м и малой
начальной скоростью выброса снега и -с 8 4-10 м/с возможно
использование формулы для расчета дальности отбрасывания (м)
без учета аэродинамического сопротивления:
I = +На tg е,
где о — начальная скорость выброса снега, м/с; 0 — начальный угол выброса
снега относительно горизонта; g— ускорение свободного падения; — высота
точки схода центра масс призмы снега с лопасти ротора относительно поверх-
ности падения снега, м.
Для дорожных роторных снегоочистителей с дальностью от-
брасывания снега / < 25 4-30 м и 6 = 45° используют упрощенную
318
Рис. 9.14. Зависимости дальности отбрасы:
вания снега от окружной скорости ротора-
1, 2 теоретические, без учета аэродинамиче-
ского сопротивления (кривая Лис учетом его
(кривая 2) (у=300 кг/м*, /?ф=0,03 м); 3, 4, 5, б —
экспериментальные, соответственно, для фрезер-
но-роторного, шнекороториого, роторно-торцово-
го и фрезерного совмещенного действия
эмпирическую зависимость, учиты-
вающую аэродинамическое сопро-
тивление:
I = 0,0850s
0,0106с» \
4/бХ)01рсяК J»
где рсв — плотность снега, кг/м8; Кн — ко-
эффициент наполнения ротора снегом.
Наиболее универсальной является формула, полученная на
основе анализа внешней баллистики дисперсного тела, отброшен-
ного под углом 0 к горизонту при действии аэродинамического
сопротивления:
. 4/?фрон cos 0,50 / cos 6 . v \
/ _ __ In1 4- cos0>50 arctg,
где /?ф — среднестатистический радиус фрагмента снега, для наиболее вероят-
ных условий работы снегоочистителя при рсн = 250 450 кг/м8 /?ф =
— 0,0154-0,035 м (большим значениям рсн соответствуют меньшие значения ра-
диуса 7?ф); с — аэродинамический коэффициент, для шарообразной в среднем
формы фрагментов снега с = 0,23; рв — плотность воздуха, рв = 1,2 кг/м8;
Kv — скоростной коэффициент, К» — v КЗсрв sin О,50/(/?фрсн#) cos 0,50.
Следует отметить, что скорость v выброса снега из метательного
аппарата снегоочистителя не всегда тождественна окружной ско-
рости ротора и может отличаться от нее на 5—10 % и более
в зависимости от геометрических параметров метательного аппа-
рата, физико-механических характеристик снега, а также вектора
начальной скорости входа снега в метательный аппарат. Снижение
скорости выброса v по сравнению со скоростью особенно за-
метно у снегоочистителей совмещенного действия и в этом случае
может составлять 50 % вследствие резкого поворота отбрасыва-
емого потока снега в направляющем аппарате (рис. 9.14).
На дальность отбрасывания снега существенно влияет ветер.
Отбрасывать снег следует преимущественно по направлению
ветра, отбрасывать снег против ветра можно только при его
скорости не более 5 м/с, иначе использование роторных снего-
очистителей неэффективно. Дальность отбрасывания (м) с учетом
скорости ветра определяется эмпирической зависимостью
ZB = Z (1 ±0,1ув),
где ив — скорость ветра, м/с.
Увеличение дальности отбрасывания при использовании по-
путного поддува воздуха в метательном аппарате для снижения
319
аэродинамического сопротивления на начальном участке траек-
тории полета снега также можно определить по эмпирической
зависимое! и
Д/ = 0,08иподРсн’9,
где иПОд — скорость воздушного потока при попутном поддуве, рпод & 100 м/с.
При работе шнекового и фрезерного питателя вырезаемые
из забоя фрагменты снега формируют перед наружным краем
винтовой лопасти спиралевидную призму волочения. Винтовая
лопасть отделяет от забоя стружку снега толщиной h (см.
рис. 9.13, б). В горизонтальной плоскости скорость резания снега
определяется геометрической суммой поступательной скорости
снегоочистителя им и осевой скорости перемещения снега винтовой
лопастью иш. Угол подъема наружного края винтовой лопасти
питателя
e = arcts-sV
где — шаг винтовой лопасти; Rn — радиус окружности вращения питателя,
для шнека Rn 0,2-=-0,25 м, для фрезы > 0,477j5 (В — ширина захвата
фрезы).
Для рекомендуемых значений шага шнекового питателя tn =
— (1,6-5-2)14,2-5-17,6°, для фрезерного питателя е =
- 25-ЗО0.
Оптимальная окружная скорость шнекового и фрезерного
питателя v ~ coRn — 8-И0 м/с. Увеличение скорости v приводит
к ухудшению забрасывания снега в метательный аппарат и не-
линейному повышению энергоемкости рабочего процесса. Ширина
винтовой лопасти шнека в радиальном направлении Ьш — Rn —
— где RB — радиус вала шнека, определяется по условию
прочности при изгибе и скручивании. Ширина (м) винтовой
лопасти фрезы
= Ь + 2 V~Rnb tg 6 sin а,
где b — поступательная подача фрезы на один оборот, м, b — 2лим/(сог) (г — число
заходов фрезы, z = 2-5-4).
Для барабанной фрезы радиус барабана R6 = R — Ьф.
Уравнение баланса мощности роторного снегоочистителя (кВт)
дв Np 4“ Nn 4- Nnep 4" Nвсп>
где #дв — установочная мощность двигателя базовой машины или двигателей
(при многодвигательной схеме привода); А/р — мощность привода лопастного
ротора; Nn — мощность привода питателя; JVnep— мощность, затрачиваемая
на перемещение машины; Увсп — затраты мощности на привод вспомогатель-
ного оборудования (насоса гидросистемы, воздуходувки и др.).
Мощность (кВт) привода лопастного ротора метательного
аппарата
^р-Хвад(^4-^4-ЛГ8)/Лр,
320
где ^ап — коэффициент запаса мощности на преодоление сил трения
о лопасти, аэродинамические потери, подъем снега ротором и др. , Лзап
~ 1,1 : 1,15; т1р КПД привода лопастною роюра, qp — 0,9-г0,95; — мощ-
ность, затрачиваемая на сообщение снегу кинетической энергии; Nt — затраты
мощности на преодоление сил трения снега о неподвижный кожух метательного
аппарата; N3 — мощность, теряемая при ударе лопастей ротора о снег.
Элементарная кинетическая энергия (Н-м) фрагмента снега
при вылете из метательного аппарата
dA = 0,5dmtJp,
где dm — элементарная масса фрагмента, кг; dm = bppCHpt/prf(p/g (р — текущее
расстояние от центра масс фрагмента до оси вращения лопастного ротора, м;
ф — текущий угол поворота ротора, рад); ор — абсолютная текущая скорость
фрагмента, м/с, пр = a>R 1 -|- — a2p2}R2.
Тогда интеграл кинетической энергии разгона снега за еди-
ницу времени
2л R
м ^рРсн*1*3 [' С / 2 °?Р2 \ . ,
— 4^— J J у 1 + а®--------I pd pd qp.
О г
После интегрирования и необходимых преобразований полу-
чаем
Ni = 1,36-10~3—^-т-"[1 +4 - 0,5а3 (1 - КГ2)],
где /7тех — техническая производительность снегоочистителя, т/ч; — отно-
сительная длина лопасти, = R/r.
Мощность (кВт), затрачиваемая на преодоление сил трения
снега о неподвижный кожух:
дг й>2/?а17тех tg б 1
2 W i_c-2 ’
где б — угол внешнею трения снега; сх = [1 — Хв (1 — /С12)1“0,Б.
Мощность (кВт), теряемая при ударе лопастей о снег:
#3 = 0,78-10~8
» р “Г J СИ
где Jp — момент инерции ротора, кг-м2; JCH — момент инерции снега, кг-м2,
поступающего внутрь лопастного ротора за один оборот, относительно оси вра-
щения ротора, JCH = n/?277Tex/(3,6gci)) (1 + Kj1).
Поскольку Jp намного больше JCH, имеем
#з = 0,78 • lO-3JCHco3.
11 П/р В. И. Баловвева
321
Для роторно-торцовых снегоочистителей необходимо допол-
нительно учитывать затраты мощности (кВт) на резание снега
лопастными роторами:
W, = 10Wpe,o„/?2(l-X72),
где /Срез — удельное сопротивление снега резанию, МПа; им —рабочая скорость
снегоочистителя, м/с.
Мощность (кВт), расходуемая на привод шнекового или фре-
зерного питателя:
Л/п = (ЛГ1П 4“ Л/'ап) Л)п>
где Мщ — затраты мощности на вырезание снега из массива; М2П — затраты
мощности на перемещение снега питателем; т]и — КПД привода питателя; т]п =
== 0,8-=-0,9.
Силу трения винтовой лопасти о поверхность снежного массива
принимают равной нулю.
Принимаем момент сопротивления от сил резания снега пита-
телем, действующим на расстоянии от оси вращения питателя,
равном половине толщины вырезаемой стружки снега (м):
Ап = 2лом/(сопг),
где соп — угловая скорость питателя, рад/с; им — рабочая скорость снегоочисти-
теля, м/с; z — число заходов винтовой лопасти питателя.
В результате получим выражение для определения мощности
(кВт) резания снега питателем:
У1П = 1О-’Л4И„ = 10-3Рр. „ - nvM/z) tg (а + 6),
где М — момент привода питателя, Н-м; /?п — радиус окружности вращения
питателя, м; 6 — угол внешнего трения снега; п — суммарная сила сопро-
тивления снега резанию винтовой лопастью питателя.
Суммарная сила (Н)
D if к и _______ 2-10вЛ2КрезДп^им2п
^р. п = Л резС’л. n«nZB = ^„cosa ’
где Ья. п — ширина стружки снега, вырезаемой одним витком лопасти питателя,
м> Ьл. п = лДп/со$ а; 2В — число витков лопасти питателя, гв = Blt^, В — ши-
рина захвата питателя, м; гп — число винтовых рабочих органов питателя, для
фрезы zn = I, для шнекового питателя 2П = 24-3; /п — шаг винтовой лопасти
питателя, м.
Затраты мощности на перемещение снега питателем пропор-
циональны силе трения снега, возникающей в свою очередь
под действием центробежных сил в процессе перемещения вдоль
оси питателя. Для шнекового питателя
м = 1,39.10-3
322
Для фрезерного питателя вследствие того, что со стороны
снежного забоя происходит трение снега по снегу, а со стороны
кожуха фрезы — трение снега по металлу:
ЛГ _ 1 QQ 1 П-8 В®п^п/7тех Р + tg б) tg (а + б)
Л/ап - 1,оУ • 1U 2gtg^ ,
где р — угол внутреннего трения снега.
Для ориентировочных расчетов можно также использовать
эмпирические зависимости. Мощность привода лопастного
ротора (кВт)
Мр = 2,72- lO-3co2/?s/7TeI/</g,
где Птех — техническая производительность снегоочистителя, т/ч; К — эмпири-
ческий коэффициент, зависящий от окружной скорости ротора цр = ю# и свойств
снега, при ир = 124-22 м/с и рсн == 350 кг/м® К = 0,95-4-1,3 (меньшие значения
соответствуют большей скорости ир).
Мощность (кВт) привода шнекового питателя
ЛГИ = аЛте1 +
где а — эмпирический коэффициент, возрастающий с увеличением плотности
снега, при рсн = 3504-450 кг/м8 а — 0,01474-0,0257 кВт-ч/т; No — потери мощ-
ности, обратно пропорциональные частоте вращения шнека, при пп = ЗОО-ь
500 об/мин (54-8,33 об/с"1) = 5,14-3,3 кВт.
Уравнение тягово-динамического баланса роторного снего-
очистителя аналогично рассмотренным ранее случаям для других
машин, однако сопротивление, преодолеваемое снегоочисти-
телем в рабочем режиме, имеет иную структуру:
Т = Ti + Т2 + W3 + Т4,
где IFi — сопротивление врезанию в снежный массив горизонтальных и верти-
кальных ножей рабочего органа, Н, — 10eKpe3F (/(рез — удельное сопро-
тивление снега резанию, МПа; F — площадь проекции ножей на вертикальную
плоскость, перпендикулярную оси движения машины, ма); U7a — сопротивление
скольжению рабочего органа по поверхности дороги, Н, = Gp. о tg 6 (Gp. 0 —
вес рабочего органа, Н); IF8 — сопротивление перемещению базовой машины, Н;
1Д74 — сопротивление лобового взаимодействия винтовой лопасти питателя со
снежным забоем, Н.
Сопротивление Т4 можно определить, используя выражения
для составляющих мощности привода шнекового или фрезерного
питателей. В радиальной плоскости вращения питателя танген-
циальная составляющая сил резания снега винтовой лопастью
полностью зависит от взаимодействия со снежным забоем. При
высоте забоя, равной высоте питателя:
^\р = ^in/^n^n)-
Тангенциальная составляющая сил перемещения снега винто-
вой лопастью вдоль поверхности снежного забоя для шнекового
питателя
Р-r пер — Nзп/(2<Оп^?п)
11
323
и для фрезерного питателя
Рх пер = Л/2П tg р/[Г0иA (tg Р 4 tg 6)].
Суммарную тангенциальную силу взаимодействия винтовой
лопасти питателя со снежным забоем Рх = Рхр 4- Апер можно
рассматривать как активную силу, а равную ей реактивную
силу — как тангенциальную силу внутреннего трения снега в за-
бое под действием напорного усилия (см.,рис. 9.13, б). Тогда
™ _ Рх _ Рт:р + Рх пер
4 tg р “ tg р
Техническая производительность (т/ч) роторного снего-
очистителя
//тех = 3,65//Умрсн,
где Н — толщина снежного покрова, м.
При проектировании роторных снегоочистителей должно соб-
людаться соотношение
/7тех /7 пит //р,
где /7ПИТ, Пр — производительность соответственно питателя и метательного
аппарата, т/ч.
Ширину захвата рабочего органа роторного снегоочистителя
принимают больше ширины базовой машины на 0,15—0,2 м в каж-
дую сторону.
КПД снегоочистителей позволяет оценить эффективность вы-
полнения рабочими органами операций отделения снега от мас-
сива, транспортирования его к лопастному ротору и сообщения
снегу кинетической энергии. Внутренний КПД
41 = 2,72- 10-3Лте1<оа/?2/(^лв»1тр),
где Лгдв ~~ мощность двигателя привода рабочих органов или установочная
мощность двигателя базовой машины, кВт; г]тр — КПД трансмиссии привода
рабочих органов, т]тр ~ 0,9.
Внутренний КПД позволяет оценить потери энергии внутри
рабочего органа между приводом и направляющим патрубком
метательного аппарата. Для современных снегоочистителей с од-
ним двигателем на базе гусеничных тракторов r]i = 0,5 -ь-0,6, на
базе автомобилей гц = 0,065 4-0,075, для двухдвигательных снего-
очистителей T|t = 0,85-40,9.
Критерием оценки общей эффективности рабочих органов,
включая операцию отбрасывания снега, является внешний КПД:
Ч, = 2,72- 10-3n,ex//(tfMnrp).
где I — действительная средняя дальность отбрасывания снега ротором, м.
При малой дальности отбрасывания I наибольшее влияние
на величину т|2 оказывают потери энергии на резание снега и
транспортирование его к метательному аппарату. При болыцом
324
значении / определяющее влияние оказывает аэродинамическое
сопротивление. Для средней дальности отбрасывания снега внеш-
ний КПД современных роторных снегоочистителей ц2 = 0,33 -ь
0,43. Внешний КПД позволяет в первом приближении обосно-
вать выбор рационального режима работы снегоочистителя —
скорости машины (м/с):
Ум = 102Л/пвТ]ТрТ|2/(/.ВЛгрсн).
Уменьшение дальности отбрасывания снега до пределов, до-
пускаемых технологическими условиями работы снегоочисти-
теля, позволяет при той же мощности двигателя существенно
повысить его производительность и снизить удельную энерго-
емкость.
Расчет на прочность рабочего оборудования роторного снего-
очистителя включает в себя для лопастного ротора проверку
напряжений в лопасти в месте ее крепления к валу, расчет муфты
предельного момента или предохранительных элементов в при-
воде ротора. Расчет шнекового питателя проводится по методике,
изложенной в курсе подъемно-транспортных машин. Подвеску
рабочего органа роторного снегоочистителя и плужного снего-
очистителя рассчитывают аналогично.
При конструировании снегоочистителей необходимо принимать
во внимание следующее: разрыхляющее устройство не должно
препятствовать свободному перемещению вырезанного снега к ро-
тору; путь снега от разрыхляющего устройства к ротору должен
быть коротким и по возможности прямолинейным; ротор жела-
тельно выполнять в виде диска с лопастями специального про-
филя; должна быть предусмотрена надежная система контроля
и сигнализации за работой ротора и режущих органов; передний
мост тягача в транспортном положении должен допускать пере-
грузку до 30 %; все мосты ходового устройства должны быть
ведущими; должна быть обеспечена блокировка дифференциалов;
снегоочиститель должен иметь большой диапазон изменения
рабочих скоростей (при уборке снега толщиной 0,1—0,2 м и
плотностью 70—200 кг/м3 рабочая скорость снегоочистителя
должна быть до 50 км/ч, а при работе на плотном снеге 0,3 км/ч
и менее); колея передних и задних колес должна быть одинакова;
двигатель привода рабочих органов желательно располагать за
задней осью машины. Кроме того, должны быть обеспечены обдув
передних стекол кабины и надежная очистка их от снега, обогрев
кабины, нормальная видимость из кабины водителя вперед и
назад в рабочем и транспортном положениях, освещение фронта
работ фарами-искателями, управляемыми из кабины водителя.
Роторные снегоочистители развиваются по следующим на-
правлениям: увеличение производительности, повышение рабочих
скоростей, создание рабочих органов, позволяющих разрабаты-
вать снег различной прочности, повышение надежности рабочего
оборудования, снижение энергоемкости, увеличение дальности
325
Гаэоструйньге снегоочистители
Рис. 9.15. Классификация газоструйных снегоочистителей
отбрасывания снега, повышение уровня технического обслужива-
ния, компьютеризации и эргономических свойств.
Газоструйные снегоочистители предназначены для патрульной
очистки дорог и аэродромов от свежевыпавшего снега воздей-
ствием газовой струи. Характеризуются высокой производитель-
ностью и надежностью рабочего оборудования, большой даль-
ностью отбрасывания снега. Эксплуатационная произво-
дительность аэродромного газоструйного снегоочистителя,
оборудованного газотурбинным двигателем, в 15—18 раз пре-
вышает производительность плужно-щеточного снегоочистителя
в аналогичных условиях работы. К основным недостаткам газо-
струйных снегоочистителей относятся повышенный уровень
звукового давления (до ПО—120 дБ) и большая удельная энерго-
емкость рабочего процесса (примерно в 2 раза выше), чем у меха-
нических снегоочистителей. Поэтому газоструйную снегоочистку
применяют преимущественно в технологических процессах, тре-
326
а — с передним соплом; б — со встречными задними соплами,
в — со вспомогательным отвалом и щеткой, г — гаэоструйно-
щеточный
очистителей:
бующих высокого темпа уборки. Ограниче-
ниями в использовании таких машин явля-
ются также малая толщина убираемого снега
(не более 0,2 м) и возможность обледенения очищаемых покрытий
при воздействии газовой струи в определенном диапазоне темпе-
ратур окружающей среды.
Газоструйные снегоочистители (рис. 9.15 и 9.16) по области
применения и типу бывают вентиляторные (оборудуемые центро-
бежным или осевым вентилятором) и наиболее широко исполь-
зуемые газотурбинные (оборудуемые специальной газовой тур-
биной, чаще — отработавшим летный ресурс турбореактивным
авиационным двигателем), которые служат для очистки от снега
взлетно-посадочных полос и рулежных дорожек аэродромов.
Главным параметром газоструйных снегоочистителей можно счи-
тать расход газа, который определяет дальнобойность газовой
струи и, соответственно, ширину захвата и производительность
снегоочистителя.
Расчет газоструйного снегоочистителя включает в себя выбор
источника сжатого газа, определение рациональных параметров
процесса взаимодействия газовой струи со снегом и твердым
покрытием, энергоемкости рабочего процесса и производитель-
ности снегоочистки,расчеты вспомогательных систем и механизмов
устойчивости машины и управляемости ее с учетом реактивной
тяги, возникающей при работе газоструйного аппарата, тягово-
динамический расчет машины и др.
Для взаимодействия с заснеженным твердым покрытием газо-
вая струя направляется под острым углом к покрытию а « 15°
и распространяется вдоль него, постепенно теряя начальную
скорость и расширяясь под действием сил аэродинамического
сопротивления (рис. 9.17). Трение газовой струи о покрытие
существенно меньше обусловленного турбулентными завихре-
ниями трения на границе с неподвижным атмосферным воздухом
Поэтому эпюра скоростей газовой струи в вертикальной пло-
скости несимметрична, а максимальная скорость нтах газовой
327
Рис. 9.17. Схема взаимодей-
ствия газовой струи с твер-
дым покрытием
струи расположена бли-
же к покрытию.
установки сопла над
покрытием в оптималь-
ном варианте прини-
мают h = 6Ь0, где Ьо —
половина ширины со-
пла. Сопло газоструйно-
го аппарата наиболее ча-
сто имеет плоскую фор-
му, соотношение его
длины и ширины I « ЗЬ0. На срезе сопла газовая струя имеет мак-
симальную начальную скорость и0, которая изменяется в пределах
100—900 м/с для разных типов газовых турбин и режимов их
работы. Абсолютная температура газов на начальном участке
непосредственно у поверхности покрытия скорость газовой струи
резко падает, что затрудняет удаление примерзшего или при-
катанного снега. При увеличении угла а наклона газовой струи
к покрытию снегоочиститель можно использовать в качестве
тепловой машины для удаления гололеда и осушения покрытия.
Эффективность газоструйного снегоочистителя определяется
дальнобойностью газовой струи, т. е. осевой длиной, действующей
в полупространстве газовой струи, на которой запаса ее кинети-
ческой энергии достаточно для полного удаления снега с покрытия
при заданной скорости движения машины. Длина В такого актив-
ного участка газовой струи определяет ширину захвата снего-
очистителя, поскольку газовую струю обычно ориентируют
перпендикулярно к направлению движения машины. Централь-
ный угол расширения газовой струи ф = 24-^34° зависит от ее
температуры и скорости и определяет максимальную эффективную
ширину струи /тах, которая в свою очередь связывает дально-
бойность струи В, ее скорость и поступательную скорость ма-
шины им, так как фрагменты снега должны успевать разгоняться
до скорости струи и на длине В за время i = Скорость
газовой струи их по ее длине Ьх падает в соответствии с законом
их = «о (Ьн/Ьх)0-6, где Ьн — начальный участок струи, м, харак-
теризующийся ядром с постоянной максимальной скоростью
газов и0. На основании законов газовой динамики
, _ г In 6__________0,45_______1-1
н — 0,11 (1 + 0) [ 0 — 1 1 +0,375(б0,75—1) J ’
где 0 — показатель неизотермичности струи, равный отношению ее начальной
абсолютной температуры к абсолютной температуре окружающей среды.
328
Рис. 9.18. Самолет с метеозащитным оборудованием (а) И схема размещения
оборудования (б):
J — самолет; 2 — контейнер с метеопатронами; 3 — грузовой люк; 4 — модуль-кон-
тейнер; 5, 6 — рабочее место операторов; 7 — рабочее место борт^эР°лога; 8 — блистер;
9 — пульт; 10 — устройство выброса; 11 — напольное устройстве’’- 1% — приемная пло-
щадка
При анализе термодинамических процессов в газовой струе
необходимо учитывать изменение ее теплоемкости по длине в связи
с насыщением частицами снега, т. е. рассматривать струю в каче-
стве двухфазной среды.
Для определения дальнобойности струи (м) целесообразно
использовать эмпирическую зависимость
где (?г — массовый расход газа, кг/с; рсн — плотность сЯ^га, кг/м8; и0 — на-
чальная скорость газовой струи, м/с; им — скорость машины, ^м/с; h0 — базовая,
наиболее вероятная толщина снега при патрульной газоструйной снегоочистке,
hn — 10 мм; hCH — толщина снежного покрова, мм.
Массовый расход газа и дальнобойность газовой струи могут
быть существенно повышены при установке на сопло газоструй-
ного аппарата, воздушного эжектора. При эЖекции холодного
атмосферного воздуха снижаются начальные температура и ско-
рость газовой струи. Массовый расход газа (кг/с) на выходе из
эжектора
Qr. э — Qr ( ,
где п — коэффициент эжекции, в оптимальном случае Л = 0,24-0,3.
Расчет газоструйного снегоочистителя на курсовую и попереч-
ную вертикальную устойчивость при работе гаэоструйного аппа-
рата должен учитывать действие реактивной тяги (Н) газоструй-
ного аппарата:
R = 10Qr«0/2g.
Техническая производительность газоструйного снегоочи-
стителя (м2/ч)
77тех = 3600 (В — Впер)ум,
где Вдер — ширина перекрытия проходов снегоочистителя, ВПер = В-
Ограничение выпадения снежных осадков методом метеозащиты.
Служба содержания крупных городов может щироко использо-
329
вать защиту определенной территории или объекта от чрезмерных
атмосферных осадков (снега) путем их искусственного перераспре-
деления в прилегающих районах. Метеозащитное оборудование
размещается на самолетах типа Ан-ЗОМ (рис. 9.18). В зависимости
от выполняемых работ самолет оборудуют модулями-контейне-
рами и двумя наружными контейнерами обтекаемой формы, осна-
щенными устройствами для отстрела метеопатронов ПВ-26. Само-
летные модули-контейнеры предназначены для предполетного
хранения гранулированной углекислоты, доставки, размещения
на борту самолета и ее дозированного сброса для засева облач-
ности.
Самолет Ан-ЗОМ может быть использован в любых климати-
ческих районах с целью вызывания атмосферных осадков для
уменьшения или увеличения снежного покрова, борьбы с лесными
пожарами и для дополнительного прямого орошения сельско-
хозяйственных угодий. Эффективность зависит от степени слож-
ности метеоусловий. Вместимость одного контейнера составляет
130 кг, расход гранул углекислоты 0,8—6 кг/мин, число метео-
патронов — 384. При засеве облачности углекислотой высота
полета до 6000 м, при обработке облачности метеопатронами до
8000 м. Взлетная масса самолета 22 100 кг. Рабочая скорость
до 300—350 км/ч. Методы и оборудование разработаны Главдор-
управлением Москвы, ГосНИИ ГА, ОКБ им. О.К. Антонова.
Опыт длительной эксплуатации говорит о существенном в сред-
нем до 12—18 % уменьшении выпадения осадков в виде снега
за сезон.
9.3. МАШИНЫ И ОБОРУДОВАНИЕ ДЛЯ МАРКИРОВКИ
ПОКРЫТИЙ АВТОМОБИЛЬНЫХ ДОРОГ И АЭРОДРОМОВ
Материалы для маркировки дорожных и аэродромных
покрытий. Важнейшим фактором обеспечения безопасности дви-
жения по автомобильным дорогам и маневрирования самолетов
на аэродромах является горизонтальная маркировка искусствен-
ных дорожных и аэродромных покрытий. Маркировочные знаки-
устройства направляют движение в плоскости проезжей части
и служат для его оптического регулирования. При нанесении
маркировочных линий на проезжей части и у краев автострады
уменьшается вероятность неосторожной смены ряда движения,
в результате чего число дорожных происшествий снижается.
Благодаря маркировке повышается пропускная способность авто-
магистралей. Качественно выполненные маркировочные знаки
придают дороге эстетический вид законченного архитектурного
комплекса.
Виды и цвета маркировки, а также типы линий определены
ГОСТ 13508—74*.
Маркировочный материал должен обладать хорошим оптиче-
ским эффектом, чтобы оптимально быстро передать участнику
движения форму и значение маркировки. Наибольшее распро-
330
странение получили краски, термопластические и пластические
материалы. Маркировочная краска представляет собой комплекс-
ный состав, основными компонентами которого являются напол-
нитель, пигмент, связующее вещество и растворитель. В насто-
ящее время все большим спросом пользуются краски на эпоксид-
ной основе, на основе хлорированной резины, алкидов, каучуко-
вых композиций.
Применяют и более стойкие материалы: пластины, пленки,
термопластичные вещества, металлические плиты. Резиновые
пластины крепят к бетонным цоколям и армируют стальным
листом и приваренными анкерами, на который вулканизацией
наносят слой белой резины толщиной 2—5 мм. Укладка пластин
на покрытие плохо поддается механизации. Пленки для нанесения
маркировочных знаков изготовляют на резиновой и поливинил-
хлоридной основе. Их достоинства — легкость и быстрота укладки
на покрытие без применения дорогостоящего оборудования.
Сигнофальты представляют собой пигментированный мастико-
вый асфальт, к которому в качестве компонента примешивают
гранулы мраморного щебня. Термопластичные вещества состоят
из термопластичного вяжущего пигмента, светлых и рефлектиру-
ющих наполнителей. Их укладывают на покрытие при температуре
150—220 °C слоем 3—5 мм. Перед укладкой необходимо покрытие
очистить и подгрунтовать для улучшения адгезии термопласта.
Термопласты чувствительны к деформации основания. Полимер-
ные материалы, укладываемые в холодном состоянии, состоят
из одно- или двухкомпонентного вяжущего пигмента, светлых
наполнителей, рефлектирующих материалов и растворителей.
Цветные цементобетоны применяют в виде опыта в ряде стран,
в первую очередь при использовании светлых портланд- и шлако-
портландцементов. В зависимости от интенсивности окрашивания
в цементобетонную смесь добавляют 2—5 % пигмента. Маркиро-
вочные кнопки и костыли изготовляют из металла с плоской и
круглой головкой, а также со светоотражателями (катафотами).
Они служат преимущественно для усиления штриховых марки-
ровочных знаков. Маркировочные знаки из металлических (сталь-
ных) плит применяют для линий продольной и поперечной мар-
кировки дорог. Это было вызвано стремлением увеличить срок
службы знаков. Маркировка из металлических материалов носит
экспериментальный характер.
Средства механизации маркировки классифицируют по следу-
ющим признакам: функциональному назначению, мобильности,
применяемому материалу, способу нанесения знака (рис. 9.19).
Существуют четыре способа механизированного нанесения марки-
ровочных линий и знаков лакокрасочными и термопластичными
материалами: бескомпрессорный, гравитационный, пневмати-
ческий и кинетический.
Бескомпрессорный способ состоит в том, что поток краски из
резервуара поступает к краскораспылителю под давлением и,
331
Рис. 9.19. Классифика-
ция машин для марки-
ровки покрытий дорог и
аэродромов
9.4. Характеристика основных способов нанесения маркировочного материала
Способ Достоинства Недостатки
Бескомпрессорный Простота оборудования Ограниченная область при- менения — малая производи- тельность
Гравитационный То же Малая производительность, большой расход материала, недостаточная четкость кон- туров выполняемых линий
Пневматический Надежность и ремонтопри- годность оборудования; не- высокие требования к об- работке деталей распыли- теля и тонкости фильтра- ции красочного состава Большие потери лакокра- сочного материала, наличие нескольких коммуникацион- ных ветвей
Кинетический Пониженный расход лако- красочных материалов и растворителей; отсутствие ограничительных устройств для формирования боковых контуров линий Относительная сложность оборудования; малый срок службы сопл распыляющих устройств; необходимость жесткой стабильности давле- ния в краскопроводной си- стеме; тонкая фильтрация лакокрасочного материала
разрушаясь в насадке краскораспылителя, истекает из ее выход-
ного отверстия однофазной струей. Давление в краскопроводной
системе создается сжатым воздухом или насосом.
Гравитационный способ заключается в том, что материал, из
которого выполняют маркировочную линию, разогревают до
текучего состояния и он поступает на покрытие самотеком. Фор-
мирование контуров линии происходит за счет высокой конси-
стенции материала и формы выходного отверстия. Гравитацион-
ный способ используют при маркировке термопластичными мате-
риалами.
Пневматический способ распыления лакокрасочных матери-
алов является универсальным. Компрессор засасывает воздух
из атмосферы и подает его под давлением в коммуникации, которые
условно можно разделить на три ветви. По одной ветви сжатый
воздух поступает в резервуар для краски, по другой — в бак для
растворителя, по третьей — к краскораспылителю. У большин-
ства современных краскораспылителей, установленных на само-
ходных маркировщиках, исполнительным механизмом управляют
с помощью пневматической системы, следовательно, к краско-
распылителю подходят две пневматические ветви — одна для
распылейия материала, другая для управления его работой.
Одновременно с подачей сжатого воздуха к краскораспылителю
поступает под давлением лакокрасочный или термопластичный
материал, вытесняемый из резервуаров. В насадке краскораспыли-
333
Рис. 9.20. Основные схемы маркировочных машин:
а — бескомпрессорный; б — пневматический: в — гравитационный; а — кинетический;
1 — резервуар для краски; 2 — ручной насос; 3 проходной кран; 4 — предохрани-
тельный клапан; 5 — манометр; 6 — краскораспылитель; 7 — рычаг управления; 8 —
баллон для сжатого воздуха; 9 — редуктор; Ю — фильтр; It — ресивер; 12 — компрес-
сор; 13 — бак для растворителя; 14 — баллон для сжиженного газа; 15 — масляная
ванна; 16 — резервуар для термопласта; 17 — мешалка; 18 — рычаг управления с за-
слонкой; 19 — бункер; 20 — горелка; 21 — буферная камера; 22 — клапанная коробка
теля струя материала дробится направленным воздушным пото-
ком, и через щелевое отверстие в насадке истекает двухфазная
диспергированная смесь.
Кинетический способ распыления красочных и термопластич-
ных составов заключается в том, что материал поступает в краско-
распылитель под давлением 3—12 МПа, создаваемым в системе
насосной установкой. При истечении струи краски через отверстие
малого сечения в атмосферу в результате резкого перепада да-
влений поток материала дробится на мелкие частицы и образуется
факел. Сравнительная оценка способов и их реализация в кон-
струкциях маркировщиков приведены в табл. 9.4 и на рис. 9.20.
Преимущественное применение получили кинетический и
пневматический способы распыления красочных материалов.
Машины для маркировки дорожных и аэродромных покрытий.
Основными признаками, определяющими условное разделение
маркировщиков на классы, являются назначение машины, объем
и вид выполняемых работ. Маркировочные машины снабжают
334
Рис. 9.21. Маркировочные машины:
а — с кинетическим распылением; б — с термопластичным нанесением слоя; 1 — вынос-
ной краскораспылитель: 2 — базовое шасси; 3 — рабочий орган (краскораспылитель);
4 — визирное устройство; 5 — бак для краски; 6 — газовые баллоны; 7 — котел для ра-
зогрева термопластика; 8 — измерительный орган; & — маркер; Ю — система теплоно-
сителя
несколькими видами рабочего оборудования, что повышает коэф-
фициент их использования. Это может быть оборудование для
производства работ лакокрасочными материалами, термопласти-
ком, двухкомпонентными материалами и др.
Для повышения производительности маркировочных машин,
работающих на горячих термопластиках, применяют специальные
котлы для разогрева термопластика. Требуемая температура
теплоносителя поддерживается автоматически.
Современные маркировочные машины (рис. 9.21) снабжены
системами для управления длиной штрихов и промежутков штри-
ховых линий разметки, для поддержания заданной температуры
разметочных материалов (рис. 9.22) и для управления толщиной
наносимых линий. Недостатком электронных устройств управле-
ния длиной штрихов и промежутков линий разметки, работающих
335
Рис. 9.22. Система теплоносителя мар-
кировочной машины ДЭ-20:
1 • филыр, 2 —< вентиль; а — коллек-
тор; 4 — шланг; 5 — маркер; 6 — труба;
7 — бак; 8 « газовый баллов; 9 насос
от датчиков пройденного пути,
является ограниченная точ-
ность в связи с запаздыванием
срабатывания исполнительного
устройства рабочего органа.
Это особенно сказывается при ведении разметки с высо-
кими скоростями. Для увеличения точности длины штрихов
разработаны устройства автоматического управления с обрат-
ной связью. В форсунку для распыления краски встраивают
датчик моментов фактического открытия и закрытия иглы.
Отсчет длины штриха начинается с момента поступления сигнала
с этого датчика. Разработана система для поддержания постоян-
ной толщины линии разметки, выполняемой красками и распыля-
емыми пластиками. Система представляет собой двухцилиндро-
вый насос, подача которого пропорциональна скорости движения
машины и не зависит от свойств материала. Предусмотрены сред-
ства, исключающие пульсацию подачи разметочных материалов
в форсунку. К недостаткам системы следует отнести относитель-
ную сложность и громоздкость, а также возможность работы
только с пневматическими распылителями.
Создаются автоматизированные машины для выполнения пред-
варительной разметки. Оборудование включает пять телекамер,
установленных по краям машины, два монитора в кабине опера-
тора и автоматическую форсунку для нанесения штрихов длиной
5—120 см с промежутками между ними от 30 см до 30 м. Машина
размечает осевую линию на дорогах шириной до 10 м со ско-
ростью до 32 км/ч на участках с небольшой кривизной и со ско-
ростью до 10 км/ч на крутых поворотах. Создается система для
разметки дорог шириной до 16 м.
Наряду с совершенствованием оборудования для выполнения
разметки традиционными материалами создают новые мате-
риалы и оборудование для их нанесения. Так, одно- и двухкомпо-
нентные пластики не требуют нагрева при нанесении. Оборудова-
ние маркировочных машин для выполнения разметки холодными
пластиками обычно работает по методу экструдирования пла-
стика.
Рабочий орган обеспечивает высокое постоянство толщины
линии при скорости разметки до 6 км/ч. Предложен метод для
выполнения маркировки повышенной долговечности. Готовые
полосы из термопластического материала с помощью специального
устройства укладываются на еще не остывшее дорожное покрытие
перед последним проходом катка и утапливаются катком в ас-
фальт.
336
Рис. 9.23. Схема пневматического краскорас-
пылителя:
1 “ материальное сопло, 2 — виддушншй ка>>йл; 5 -
кольцевой зазор; 4 — камера смешивания; 5 —» вы-
ходное сопло
Качественные и экономические по- 5
казатели дорожной разметки в значи-
тельной степени определяются уров-
нем механизации подготовительных
и вспомогательных операций.
Для сушки и подогрева дорожного
покрытия в целях осуществления раз-
метки в любую погоду применяют
оборудование, в котором сушка про-
изводится газами температурой до
1100 °C, образующимися при сжигании
дозированной смеси пропана, воз-
духа и воды. Машина просушивает
полосу шириной 0,5 м со скоростью до
А
10 м/мин. Для уда-
ления старой разметки наиболее широко распространены
демаркеры, работающие по методу фрезерования. Демаркер
комплектуют четырьмя фрезерными головками, специальной фре-
зой для удаления пластика и стальной щеткой. Недостатком фре-
зерования старых линий и знаков является частичное повреждение
дорожного покрытия. Перспективными являются методы: хими-
ческий, выжигания и комбинированный (фрезерование и последу-
ющая химическая обработка). Удаляют разметку и с помощью
струи воды, подаваемой под давлением до 140 МПа. Установки
можно использовать с водо- и пескоструйной системой, повыша-
ющей их эффективность и экономичность.
Расчет пневматического краскораспылителя. Исходными пара-
метрами для расчета являются физико-механические свойства
краски (плотность, вязкость и др.), ширина маркировки, которая
для автомобильных дорог и аэродромов регламентируется
ГОСТом, норма расхода краски (в среднем 60—70 г на 1 м длины
маркировочной полосы), давление в пневмосистеме, которое может
обеспечить заданный тип компрессора, а также диапазон рабочих
скоростей, обеспечиваемый трансмиссией базовой машины. При
расчете определяют геометрические параметры пневматического
краскораспылителя и факела распыления краски; подачу краски
и сжатого воздуха в единицу времени; объем бака для краски;
мощность привода компрессора; при этом также проверяют раци-
ональность выбора базовой машины по полезной грузоподъем-
ности и устойчивости.
В камеру смешивания пневматического краскораспылителя
эжекторного типа (рис. 9.23) краска поступает через осевое мате-
риальное сопло в результате разрежения, которое составляет
в среднем 12—15 Па. Одновременно через воздушные каналы
337
и кольцевой зазор в камеру смешивания подается сжатый воздух,
давление которого составляет 0,4—0,6 МПа. Диспергирование
краски обеспечивается турбулентными потоками в камере смеши-
вания, после чего двухфазный поток краски и воздуха выбрасы-
вается через выходное сопло в виде факела распыления, имеющего
центральный угол расширения 0.
Массовая подача краски (кг/с)
Q.K = Ю 3<7Utnax-S>
где q — норма расхода краски, г/м2; цтах — максимальная рабочая скорость
маркировочной машины, a max ~ 1,4-*-2,8 м/с (ббльшая скорость соответствует
машинам для маркировки загородных дорог); В — ширина маркировочной ли-
нии, м.
Объемная подача сжатого воздуха (м3/с)
Qb = Qk/(XPb),
где х — массовая концентрация краски в двухфазном потоке после смешивания
с воздухом, у = 9ч-10,5.
Площадь (м2) выходного сечения материального сопла
SM — QK/(о, 1 р ул 20ррк),
где р — гидравлический коэффициент расхода краски, р. ~ 0,5ч-0,7 (меньшее
значение принимают для более вязких красок и жидких термопластиков); р —
давление на срезе материального сопла, Па; рк — плотность краски, кг/м3.
Материальное сопло имеет форму прямоугольной щели шири-
ной h = 2-*-3 мм и длиной Вк = S^/h. Приведенный гидравличе-
ский диаметр (мм) материального сопла
dP = 2ВмМВм 4- h).
Длина камеры смешивания /к. с = edr (е — коэффициент про-
порциональности, е = 3,8ч-4). Угол конусности камеры смеши-
вания в сторону выходного сопла 0 = 12°. Площадь поперечного
сечения выходного сопла SB. с — 2,7SM. Длина канала выходного
сопла /к = Зн-4 мм. Площадь (м2) проходного сечения кольцевого
воздушного зазора
где ръ — давление воздуха, МПа; рв — плотность воздуха, при атмосферном
давлении рв — 1,2 кг/м3; Л — показатель адиабаты расширения воздуха, Л =
= 1,41.
Диаметр (м) каждого из воздушных каналов
/4SK. а/(лпк) «3-10“3,
где пк — число воздушных каналов, пк — 4ч-8.
Длину воздушных каналов принимают в 2—3 раза больше
их диаметра.
338
Мощность (кВт) привода воздушного компрессора
__ Ю3.РВ (Qb + Qbcc)
В’ К TlBTlnp
где Qaen — расход воздуха для вспомогательного оборудования, м’/с; Т]в — объем-
ный КПД компрессора; т)пр — КПД привода компрессора.
Центральный угол 0 факела распыления краски позволяет
найти рациональную высоту Н установки краскораспылителя
над дорожным покрытием. Для диапазона В' = В/Во = 10-4-30,
где В — ширина маркировки; Во — ширина сопла краскораспы-
лителя, угол 0 определяют по формуле:
0 = 2 arctg-----0,64 {В'~ °... = 75 4- 85°.
r ° В'4-3 —1,8/5'4*3,92
Высота (м) установки пневматического краскораспылителя
над дорожным покрытием
Н = (В - B0)/(2tg 0,50).
Расчет кинетического краскораспылителя. Исходные данные
аналогичны данным расчета пневматического краскораспылителя,
только давление краски в системе краскораспыления обеспечи-
вается плунжерным насосом. При расчете определяют подачу
краски, параметры сопла краскораспылителя, плунжерного на-
соса, а также ресивера и гидроаккумулятора, которые обеспечи-
вают сглаживание пульсаций давления в системе подачи краски
и стабильность размеров факела распыления.
Объемная подача краски плунжерным насосом (м3/с)
Qk — Рм6срВ£и/(&к£П0Т),
где им — рабочая скорость машины, м/с; 6ср— средняя толщина маркировки, м,
Scp = (604-80) 1СГв м; В — ширина маркировочной линии, м; kn — коэффициент
изменения толщины слоя краски в маркировочной линии при высыхании, kn —
= 2,25; kK — коэффициент массовой концентрации твердого вещества в краске,
зависящий от ее вязкости, kK = 0,4-ь0,7; &Пот — коэффициент технологических
потерь краски при распылении, Апот = 0,9-4-0,95 (меньшее значение соответствует
крупнопористым цементобетонным покрытиям).
Площадь (м2) выходного отверстия минералокерамического
сопла краскораспылителя
5 _ 1Q~2QK
Р V20рк/Рк ’
где р — гидравлический коэффициент расхода краски через сопло, р = 0,54-0,7;
рк — давление краски на выходе из сопла, рк = 6-4 10 МПа; рк — плотность
краски, кг/м3.
Ширину щели выходного отверстия сопла выбирают в пре-
делах Bq = 1,5 : 2 мм. Ориентировочная высота (м) установки
кинетического краскораспылителя над дорожным покрытием
Н = В/(2 tg 0,50),
где 0— центральный угол факела распыления, 0=514*63°.
339
Частота вращения вала (об/с) плунжерного насоса высокого
давления, обеспечивающего подачу краски к распылителю:
== Фк/(^нЛя)>
где F — площадь плунжера (поршня) насоса, ма; /и — длина хода плунжера, м;
т|н — объемный КПД насоса, на основании экспериментальных данных Т|н =
= (1,07—0,042nH) kv [kv—коэффициент, характеризующий вязкость краски,
kv = 0,55ч-1 (меньшие значения соответствуют вязким краскам — до 0,02 мя/с) ].
Объемный КПД зависит от частоты вращения вала насоса.
Частота вращения вала (об/с)
пн = 12,74 - 4,88 1/6,81 - .
н г FL.kv
Мощность (кВт) привода насоса
V = (L—!2- = ЮаРнФк
Wlnp ПнПпр
где рн —-давление краски на выходе насоса, МПа; т]пр— КПД привода насоса.
Объем (м3) ресивера высокого давления
Vр Дн-^н/(Рв^р)’
где рв — начальное давление воздуха в гидроаккумуляторе, рв = 0,3=0,5 МПа;
kn — коэффициент допустимых колебаний давления на выходе из ресивера, kp =
= 0,05-4-0,1.
Объем (м3) гидроаккумулятора
Vr. а = Пн - 0,87 Г ^зап] ,
1(1 —Т) — 1 J
где т — коэффициент неравномерности давления краски на входе в ресивер вслед-
ствие пульсирующей подачи насоса, т = (pmax — Рт1п)/Ртах (Ртах. Ртт —
соответственно максимальное и минимальное давления краски на входе в реси-
вер); k аап— коэффициент запаса, £зап = 64-8.
Производительность маркировочных машин определяют не-
зависимо от типа их рабочего оборудования. Техническая произ-
водительность (м/ч) пропорциональна рабочей скорости марки-
ровочной машины
77тех “ 3600им,
где — рабочая скорость машины, м/с.
9.4. МАШИНЫ И ОБОРУДОВАНИЕ
ДЛЯ ВОССТАНОВЛЕНИЯ И РЕМОНТА ПОКРЫТИЙ
АВТОМОБИЛЬНЫХ ДОРОГ
Машины и оборудование, составляющие эту группу,
предназначены для выполнения всего комплекса работ, связанных
с ремонтом покрытий автомобильных дорог и восстановлением
асфальтобетонных покрытий. Посредством таких машин выпол-
няют работы по разрушению покрытий, транспортированию
340
Машины дне восстановления асфальтобетонных покрытий
--------------------------!--------------------------
Производительность
Рис. 9.24. Классификация машин и комплектов для восстановления асфальто-
бетонных покрытий
и распределению битума, разогреву асфальтобетонных покрытий
и их восстановлению, заделке трещин, ремонту швов, текущему
и ямочному ремонту покрытий и др.
Машины для восстановления и ремонта асфальтобетонных
покрытий (рис. 9.24) выполняют операции по фрезерованию по-
крытия, удалению старого материала, созданию нового слоя
поверхности покрытия.
Асфальтобетонные покрытия восстанавливают в основном
двумя методами. Первый метод заключается в полной замене
старого материала покрытия новым. Старый материал удаляется
полностью. Метод предусматривает выполнение следующих опера-
ций: разогрев покрытия, фрезерование поверхности, удаление
изношенной части покрытия, восстановление поверхности путем
укладки новой порции асфальтобетонной смеси, уплотнение.
Материал, удаляемый с ремонтируемого участка, после соответ-
ствующей переработки используется повторно при ремонте дорог
местного значения. Второй метод имеет наибольшее распростра-
нение и заключается в обогащении старого материала покрытия
новым. Метод предусматривает выполнение следующих операций:
разогрев покрытия, рыхление ремонтируемого слоя (фрезерова-
341
Рис. 9.25. Машина для термического восстановления и ремонта асфальтобетон-
ных покрытий:
1 — приемный бункер с транспортирующим устройством для новой смеси; 2 —• система
транспортеров; 3 — дозирующее устройство; 4 — резервуары для сжиженного газа;
5 — двигатель; б — трамбующий брус и выглаживающая вяброплнта; 7 — распредели-
тельный шнек; 8 — ходовые передние и задние ведущие мосты; 9 — смеситель; 10 —
планирующий отвал; 11 — шнековое (фрезерное) устройство; 12 — рыхлитель; 13 — вто-
рой нагревательный блок; 14 — первый нагревательный блок
ние), добавление новой порции смеси, при необходимости пере-
мешивание старой и новой смеси, планировка и уплотнение по-
верхности покрытия. Метод регенерации асфальтобетонной смеси
путем перемешивания применяют тогда, когда технология до-
пускает использование материала старого покрытия повторно
с обогащением его новым материалом.
В группу машин для восстановления асфальтобетонных по-
крытий входят разогреватели, фрезерные машины, разогреватели-
планировщики и разогреватели-терморемонтеры. По типу нагре-
вателя машины разделяют на жидкотопливные, газотопливные
и электрические. Рассматриваемые машины могут быть ручными,
прицепными и самоходными (рис. 9.25). Разогреватели асфальто-
бетонных покрытий с устройствами инфракрасного излучения
монтируют на базе автомобилей, колесных тракторов и специаль-
ных шасси. Основные преимущества использования инфракрасных
нагревателей: предохранение от выгорания органического связу-
ющего материала из верхнего слоя асфальтобетонного покрытия;
сокращение продолжительности разогрева благодаря малому тер-
мическому сопротивлению пограничного слоя излучаемому по-
току теплоты. Энергия излучения поглощается непосредственно
поверхностью и глубинными слоями асфальтобетонного покрытия,
причем излучения проникают тем глубже, чем меньше длина их
волн.
Режим инфракрасного разогрева состоит из двух периодов:
разогрева поверхности покрытия до температуры не менее 180 °C
и дальнейшего регулируемого нагрева покрытия по всей его
толщине (при неизменной температуре на поверхности покрытия)
до температуры 60—80 °C на стыке покрытия с основанием. Ремон-
тируемый участок дорожного покрытия разогревают с помощью
блока горелок, устанавливаемых над поверхностью покрытия на
расстоянии 10—20 см для создания плотности теплового потока
342
Рис. 9.26. Кинематическая схема машины:
1 — приемный бункер; 2 — наклонный питатель; 3 — передний мост; 4 — горизонталь-
ный питатель; 5 — комплекс рыхлитель-смеситель; 6 — смеситель; 7 — калорифер;
8 — редуктор привода насосов; 9 — компрессор; 10 — двигатель; 11 — задний мост;
12 — привод щеток; 13 — виброплита; 14 — трамбующий брус; 15 — генератор
радиационного излучателя у поверхности разогреваемого по-
крытия до 79—81,4 кВт/м2 (для конвекционных 40—46,5 кВт/м2).
Газовые нагреватели инфракрасного излучения имеют простое
устройство и обслуживание, широкое регулирование мощности
излучения путем изменения давления газа, подводимого к смеси-
телю горелки. Их недостатки заключаются в возможном задувании
пламени при ветре скоростью более 6—8 м/с, небольшом сроке
службы, необходимости дополнительных мероприятий по технике
безопасности. Основным элементом асфальторазогревателей яв-
ляется газовая горелка инфракрасного излучения с керамическим
и металлическим излучателем. Газовоздушная смесь сгорает на
поверхности излучателя в тонком слое, передавая ему основную
часть теплоты продуктов сгорания. Излучатель раскаляется
343
Рис. 9.27. Машина для разогрева и фрезерования асфальтобетонных покрытий
при ремонте:
/ — место оператора; 2 — привод н фреза для отделения разогретого асфальтобетона,
3 — ходовое устройство; 4 — двигатель; 5 — резервуары для газообразного топлива;
6 — нагревательная система
до температуры 850—900 °C и становится источником инфракрас-
ного (теплового) излучения. Металлические излучатели по сравне-
нию с керамическими имеют более низкую чувствительность
к механическим воздействиям, низкую стоимость, высокий срок
службы.
Разогреватели с электрическими нагревателями более долго-
вечны, менее чувствительны к воздействиям ветра и отрицательной
температуры окружающего воздуха. В качестве электрических
нагревателей применяют кварцевые инфракрасные излучатели
и трубчатые металлические типа ТЭН. Эти нагреватели обладают
рассеянным излучением, поэтому для создания направленного
лучистого потока их помещают в рефлектирующее устройство.
При текущем ремонте асфальтобетонных покрытий дорог исполь-
зуют асфальторазогреватели инфракрасного излучения с газовыми
излучателями.
Терморемонтеры выполняют одновременно полный комплекс
технологических операций по разогреву и рыхлению асфальто-
бетона, добавлению новой смеси с перемешиванием со старой
смесью или без перемешивания и профилированию с предвари-
тельным уплотнением. Оборудование монтируют на специальном
шасси. Такая машина (рис. 9.26) работает в двух режимах. Ре-
жим без перемешивания смеси в смесителе включает следующие
операции: нагрев ремонтируемого участка асфальтобетонного
покрытия, рыхление разогретого слоя, распределение, планирова-
ние и выравнивание размельченной старой асфальтобетонной сме-
си, добавление новой асфальтобетонной смеси, распределение новой
асфальтобетонной смеси, предварительное уплотнение старой и
новой смесей. При перемешивании смеси в смесителе предусматри-
вается выполнение следующих операций: нагрев асфальтобетонного
покрытия, рыхление разогретого слоя, сбор размельченной старой
асфальтобетонной смеси в смеситель, добавление в смеситель новой
асфальтобетонной смеси, перемешивание старой и новой смесей в
344
смесителе, распределение и профилирование восстановленной
асфальтобетонной смеси, предварительное ее уплотнение. Машина
самоходная с пневмоколесным устройством, гидроприводом всех
рабочих органов и гидромеханическим приводом движителя
(рис. 9.27).
Технологическое назначение машины предусматривает наличие
следующих основных рабочих органов: газового оборудования,
рыхлителя, подборщика, переднего бункера, транспортирующего,
смесительного и распределительного устройств. Газовое обору-
дование включает в себя емкость для газа, испаритель, систему
газопроводов, инфракрасные излучатели (горелки), регулиру-
ющую и контрольную аппаратуру и устройство для разжигания
горелок. Газовое оборудование обеспечивает разогрев асфальто-
бетонного покрытия до 60 °C на глубине 3—4 см при температуре
на поверхности не выше 180 °C и обогрев отдельных узлов и
агрегатов машины для предотвращения остывания новой и вос-
станавливаемой асфальтобетонной смеси. Вместимость емкости
для газа 6 м3. Поверхностная плотность теплового потока инфра-
красных излучателей не менее 10—16 кВт/м2. Горелки
объединены в секции и б>доки с подачей газа раздельно в каждую
секцию. Высота установки блока горелок в рабочем положении
над поверхностью покрытия регулируется в пределах 50—250 мм.
Рыхлитель обеспечивает разрыхление нагретого асфальто-
бетонного покрытия до кусков размером не более 50 мм. Глубина
рыхления разогретого покрытия 40 мм. Рабочая ширина рыхли-
теля 2,5; 3,1; 3,6; 3,85 м. Конструкция рыхлителя позволяет
осуществлять пропуск люкрв колодцев. В качестве рыхлителя
может быть использована фреза.
Подборщик материала отвального типа предназначен для сбора
взрыхленной асфальтобетонной смеси и подачи ее в смесительное
устройство при работе в режиме перемешивания. Одновременно
подборщик обеспечивает профилирование поверхности покрытия.
Рабочая ширина подборщика равна ширине рыхлителя.
Передний бункер вместимостью 7 т предназначен для приема
новой асфальтобетонной смеси и имеет управляемые базовые
стенки, что обеспечивает полное его опорожнение.
Транспортирующее устройство (конвейер) предназначено для
перемещения новой асфальтобетонной смеси от приемного бункера
к смесительному устройству или в зону распределения восста-
новленной смеси. Устройство регулирует нормы подачи новой
смеси. Во избежание охлаждения пространство, в котором пере-
мещается новая смесь, обогревается инфракрасными излуча-
телями.
Смесительное устройство с двумя лопастными валами осуще-
ствляет перемешивание восстановленной и новой асфальтобетон-
ной смеси. Работа обеспечивается на всех режимах движения
машины при любом соотношении компонентов. Смеситель обогре-
вается инфракрасными излучателями.
345
Рис. 9.28. Барабанная фреза машины с гидроприводом:
1 — гидродвигатель: 2 — редуктор; 3 —* барабан фрезы; 4 — основание держателя резца;
5 — резец
Распределительное устройство предназначено для распределе-
ния асфальтобетонной смеси на ширину ремонтируемой полосы
покрытия. Оно обеспечивает автоматическое выдерживание за-
данной толщины и профиля распределяемого слоя по всей ширине
ремонтируемой полосы. Рабочая ширина устройства 2,5; 3,1;
3,6; 3,85 м.
Вибротрамбующая плита предназначена для предварительного
уплотнения уложенной смеси. Частота колебаний бруса 1500—
3500 мин-1. Предусмотрен обогрев поверхности плиты газовыми
горелками. Рабочая ширина уплотняемой полосы равна ширине
распределителя. Трансмиссия и ходовое устройство обеспечивают
перемещение машины с рабочей скоростью до 3 м/мин и транспорт-
ной до 7 км/ч. Машину на большие расстояния транспортируют
на буксире (с отключенной коробкой передач) или на трейлере.
Все оси управляемые, управление осями может осуществляться
как совместно, так и раздельно. Колеса оборудованы стояночными
тормозами. При максимальной скорости 3 м/мин, максимальной
глубине разогретого покрытия 40 мм расход новой смеси дости-
гает 40 кг/м2. Рабочими органами управляют с двух постов.
Управление положением рабочих органов, регулирование подачи
новой смеси и управление ходовыми колесами — гидравлическое.
346
Рис. 9.29. Резцы барабанных фрез
машин для терморемонтеров:
а четырехгранный; б заострен
ный; в — круглый с элементами креп-
ления в гнезде; 1 — твердый сплав;
2 — основание резца; 3 —• держатель;
4 >— упругое кольцо
Терморемонтеры о огра-
ниченным комплектом рабо-
чих органов оборудованы
дорожной фрезой и блоком
разогревателей. Они являют-
ся самоходными агрегатами. 6)
Терморемонтер такого типа
состоит из нагревательного устройства, барабанной фрезы, при-
вода и ходового устройства (рис. 9.28). Терморемонтер имеет
ширину фрезерования 1 м при глубине до 45 мм. Рабочая скорость
машины достигает 6 м/мин, а транспортная до 18 км/ч. Нагрузка
на переднюю и заднюю оси соответственно 23 и 17 кН, масса ма-
шины достигает 4000 кг, мощность двигателя 37 кВт. Нагреватель-
ное устройство состоит из блока предварительных и системы
основных излучателей. Барабанная фреза представляет собой
цилиндр, на котором укреплены сменные стальные держатели.
В держателях установлены твердосплавные ножи. Барабан фрезы
вращается в направлении, противоположном направлению дви-
жения машины. К агрегату прикреплены два стабилизатора, пред-
ставляющие собой дополнительную опору на полотно дороги.
Стабилизаторы управляются гидроцилиндрами. Глубина фрезе-
рования может изменяться.
Для фрезерования применяют различные резцы: четырехгран-
ные (рис. 9.29, а), применяемые для нанесения шероховатости
на полотно; круглые (рис. 9.29, в), с помощью которых фрезеруют
бетонные дорожные покрытия. Привод ходового устройства осу-
ществляется посредством гидромеханической передачи на две
приводные оси. Это обеспечивает плавное регулирование скорости
движения от 0,1 м/мин до 6 км/ч.
Машины для фрезерования асфальтобетонных покрытий —
дорожные фрезы применяют при ремонте, которым предусмотрено
удаление материала из ремонтируемых участков покрытия. Ма-
шина для фрезерования разогретых асфальтобетонных покрытий
смонтирована на пневмоколесном тягаче и перемещается к месту
работы своим ходом со скоростью до 30 км/ч. При этом фрезы
находятся в транспортном положении. Подготовка к работе
заключается в опускании фрезы в рабочее положение, причем
резцы не должны касаться поверхности покрытия, а рабочий
орган необходимо устанавливать на опорные ролики.
Машина следует за разогревателем на расстоянии не более
15 м. Водитель из кабины контролирует скорость движения ма-
шины и направление, а также поднимает рабочий орган при
347
Рис. 9.30. Машины для разогрева:
1 — базовый тягач; 2 — емкость Для топлива; 3 — нагревательные блоки в транспортном
положении; 4 — нагревательные блоки в рабочем положении
возникновении препятствий (люки канализационных, телефонных
и других колодцев, решетки ливневой канализации и др.). Глу-
бину фрезерования регулируют с помощью регулировочных вин-
тов опорных роликов. Первоначальное заглубление фрезы произ-
водят на месте. В процессе работы регулирование глубины не
требует остановки машины. Допускается перекос фрезы в на-
правлении, поперечном движению машины, в пределах 10°. Уда-
ленную массу вывозят на асфальтобетонные заводы, где исполь-
зуют вторично.
Асфалыпоразогреватели используют только для разогрева ас-
фальтобетонного покрытия до требуемой температуры. Асфальто-
разогреватели (рис. 9.30) монтируют на шасси автомобиля грузо-
подъемностью 3—5 т. Они работают в комплекте с фрезерными
агрегатами. Для обработки участков асфальтобетонных покрытий
на асфальторазогревателях установлены газовые горелки инфра-
красного излучения. При необходимости возможна добавка новой
асфальтобетонной смеси. Затем уложенная смесь уплотняется.
Такие машины используют для сопряжения полос ранее соору-
женного покрытия с новым, а также для проведения текущего
ремонта малых и средних карт дорожного покрытия.
Расчет терморемонтеров. При составлении тягового баланса
передвижения машины собственным ходом в транспортном режиме
руководствуются методами, рассмотренными в п. 2.2.
Кроме того, самоходные машины проверяют на поперечную
устойчивость. Методика этого расчета рассмотрена в п. 2.2.
Общее сопротивление в рабочем режиме ТГР (Н) определяют
в зависимости от числа рабочих органов и характера их действия.
Для терморемонтеров, оснащенных полным комплектом рабочих
органов, общее сопротивление складывается из следующих со-
противлений: ходового устройства при перемещении машины IFj;
устройства для рыхления разогретого асфальтобетона рыхлителем
W2; устройства для фрезерования 1Г3; устройства для планировки
разогретого асфальтобетона W4; виброплиты (выглаживающей
348
плиты) W5; трамбующего бруса We; шнека W7. Сопротивления
рассчитывают по формулам:
Wl — [(GM (?аб) — (<?к + Оотв + ^пл +
+ Стр. б + Спр + GUI)] (f + i);
W2=z3P3> Wa = kvb^ ^4 = Мотв+Спр/пр;
TIZ в = бпл/пл -|- Gnp/np; W g = GTp. б/тр. б ~Ь Сцр/пр»
1 fcp. Ш^Ш^Ш Ч~ Сцр/цр»
где б^б» бц, бф, бдтр, блл> б^р* б» блр, бит — вес, Н, соответственно Ми-
шины, асфальтобетона в приемном бункере, фрезы, отвала, плиты, трамбующего
бруса, призмы перед соответствующим рабочим органом, шнека; f — коэффициент
сопротивления передвижению ходового устройства; i — уклон поверхности;
z8 — число зубьев рыхлителя; Р9 — сопротивление рыхлению одним зубом,
Р9 = 154-30 Н; kp — удельное сопротивление фрезерованию разогретого асфаль-
тобетона, МПа; kp = 50-г-бО МПа; Ь$ — ширина фрезерования, м; h — глубина
фрезерования, м; kn — удельное линейное сопротивление, кН/м, kn = 10-ь
20 кН/м; &отв — длина отвала, м; /пр, /пл, /тр. б — коэффициенты сопротив-
ления движению по разогретому асфальтобетону призмы,/пр = 0,74-0,9, плиты
и трамбующего бруса /Пл = /тр. б = 0,54-0,7; Ар. ш — удельное сопротивление
срезанию разогретого асфальтобетона шнеком, Ар. ш = 1 МПа; Ьт, Лш — ширина
захвата и глубина резания шнека, м.
Для машин, имеющих полный комплект рабочих органов,
общее сопротивление
7
= 2 rt.;
1
для машин, имеющих только фрезерный рабочий орган, учиты-
вают два первых слагаемых:
= [(GM + Оа6) - Оф] (/ ± /) + W,.
Вес (Н) призмы волочения срезаемого материала покрытия
Gnp = 0,6(H-A)2pgL,
где Н, L — соответственно высота и длина отвала, м; Л — глубина резания, м;
р — плотность материала покрытия, для асфальтобетона р = 22004-2300 кг/м8.
Для предотвращения буксования ведущих колес и обеспечения
тяги двигателем должно быть соблюдено условие, рассмотрен-
ное в п. 2.2.
Коэффициент сцепления ф зависит от типа и состояния по-
крытия: для сухих покрытий ф = 0,7-4-0,8; влажных чистых
ф = 0,5~е-0,6 (0,4—0,5); грязных ф = 0,2^-0,3; покрытых снегом
ф = 0,2ч-0,3; обледенелых ф = 0,1—0,2 (в скобках приведены
значения для влажных чистых асфальтобетонных покрытий, без
скобок—для цементобетонных).
Сила тяги (Н)
^"дв — 159Л/дВ/ТрТ|Тр/(ПдВгк),
где Мдв — номинальная мощность двигателя, кВт; zTp — передаточное отноше-
ние трансмиссии; пдв — частота вращения коленчатого вала двигателя при но-
349
минальной мощности, об/с; гк -- силовой (динамический) радиус ведущих
колес, м; Т]тр — КПД трансмиссии.
Силовой (динамический) радиус гк колеса, т. е. расстояние
от дороги до оси катящегося колеса, может быть принят равным
статическому радиусу гс колеса — расстоянию от дороги до оси
неподвижного колеса.
Энергетический баланс машин составляют, суммируя значения
мощности, необходимые для обеспечения работы отдельных агре-
гатов и рабочих органов машины. Для терморемонтера, имеющего
полный комплект рабочих органов, общая мощность Nz включает
мощности на привод: ходового устройства в рабочем режиме
с учетом преодоления сопротивлений рабочих органов, препят-
ствующих рабочему движению машины; фрезы вибрационной
плиты N3; трамбующего бруса N4; смесителя N6; шнека Ne и
ленточных питателей N4. Мощности (кВт) определяют по форму-
лам:
6
i°p
= 1000-Птр (1 —- 6) ’
JV» = АГ уд. фЬ/Шф, М3 — А/ вб^вб>
*7 К . »7
/V,
. ^ф/?ф
N 2 = ---- или
1 ЮОО'Пп.ф
^4 = ^Стр.б^тр. б» ^5 ~ Фсм^^д^л»
= ЗбОлк + ^гор)
где tip — рабочая скорость машины, м/с; Т|тр — коэффициент полезного действия
трансмиссии ходового устройства; б — коэффициент буксования; <Вф — угловая
скорость фрезы, рад/с, (Оф = (0-~1,5) 1/с; А?ф— радиус фрезы по режущим
зубьям, м; А/у„, ф — удельная мощность на фрезерование разогретого асфальто-
бетона, кВт-ч/м®, А^уд. ф Зб00ч-4700 кВт-ч/м3; Пф— линейная скорость зуба
фрезы, м/с; А/Вб — мощность для привода одного вибровозбудителя с дебалан-
сом 1,5—2 мм, кВт, А/Вб = 14-1,5 кВт; гВб — число вибровозбудителей на вибро-
плите; Ктр.о — удельная мощность на привод трамбующего бруса, кВт/м,
Ктр. б = 0,44-0,6 кВт/м; йтр. о — длина трамбующего бруса, равная ширине
укладки, м; QCM — вместимость смесителя, т; Кд — коэффициент динамичности
Цри пуске смесителя под загрузкой, = 24-2,5; ил — линейная скорость конца
лопасти, м/с; К — коэффициент, учитывающий напор смеси при движении ма-
шины, К = 3; Пт — производительность шнека, т/ч, равная производитель-
ности машины по укладке смеси; km — коэффициент сопротивления при работе
шнека, &ш = 4ч-5; гш — число шнеков; т)ш — КПД привода шнека; /7К — про-
изводительность ленточного конвейера по укладке; kK — коэффициент сопро-
тивления конвейера, kK = 24-3; LH, Lrop — длина наклонного и горизонталь-
ного участков конвейера, м; Н — высота подъема конвейера, м.
Вместимость (т) смесителя
Qcm ~
где Псм — производительность смесителя с учетом добавки новой смеси, /7сМ=
= 1,6ЛМ (/7М—производительность машины по фрезерованию, т/ч); t — время
нахождения материала в смесителе, мин.
Вместимость смесителя не должна превосходить емкость сме-
сителя по загрузке.
350
Мощность двигателя для привода ходового устройства и име-
ющихся рабочих органов машины
7
м = ka Е
1
где k3 — коэффициент запаса, учитывающий расход энергии на освещение, при-
вод щетки и компрессора, kg — 1,44-1,5.
Энергия единичного удара рабочих органов ударного действия
для разрушения покрытий (Дж) с учетом оптимальной ширины
лезвия инструмента, скорости приложения ударной нагрузки
и свойств асфальтобетона:
А = 98kBl,6Rcmf'32lln,
где k — коэффициент, учитывающий форму инструмента, для симметричной
шестигранной пики k — 0,016; В — ширина лезвия инструмента, мм; /?сж —
прочность асфальтобетона на сжатие, принимаем при t — 20 °C /?С}К — 5 МПа,
при t — 50 °C и сухом состоянии покрытия /?сж~ 1*6 МПа; I — температура
асфальтобетонного покрытия, °C; р. — коэффициент, характеризующий асфальто-
бетон, для среднезернистого р = 12,5.
Расчет асфальторазогревателей. Тяговый расчет (баланс) ас-
фальторазогревателей (без срезающих органов) проводится в рабо-
чем и транспортном режимах по общей методике. При наличии
срезающих или разравнивающих рабочих органов общее сопро-
тивление определяют с учетом действующих сопротивлений, рас-
смотренных выше. При расчете энергетического баланса прини-
мают во внимание, что для машин с жидкотопливными и газо-
топливными разогревателями в рабочем режиме мощность при-
водного двигателя затрачивается на передвижение машины и на
привод вентилятора, если его применяют, а при подготовке к ра-
боте — на привод механизмов, осуществляющих установочные
операции по подъему и опусканию рабочих органов и др. При
электрических излучателях в процессе работы затрачивается
дополнительно мощность на привбд генератора, который должен
обеспечить работу всех излучателей. Мощность асфальторазогре-
вателей в транспортном режиме работы определяют по методике,
рассмотренной в п. 2.2.
Машины для транспортирования и распределения битума ши-
роко используют при ремонте асфальтобетонных покрытий мето-
дами поверхностной обработки. Машины этого типа и основы их
расчета рассмотрены выше. Для поверхностной обработки асфаль-
тобетонных покрытий применяют также специальные машины,
обеспечивающие розлив битуминозных материалов и распределе-
ние по ним щебня. Щебнераспределитель — безрамной конструк-
ции с несущим бункером, состоит из бункера, шнека, высева-
ющего барабана с приводом, механизма регулирования высева,
колес с крыльями, дышла, стояночной опоры, площадки опера-
тора, электрооборудования. Шнек состоит из двух частей, которые
имеют лопатки разного направления, при вращении шнека обес-
351
печивающие перемещение щебня от середины к краям бункера.
Шнек распределяет щебень по ширине бункера и препятствует
зависанию щебня над барабаном. Норма высева щебня регули-
руется изменением щели между барабаном и пятью заслонками,
установленными на шарнирах в нижней части бункера.
Для транспортирования и укладки битумных шламов при-
меняют монтируемое на автомобилях-самосвалах или на прицепе
к колесным тракторам специальное оборудование. Оно агрегати-
руется с тракторами класса 0,9—1,4. Для распределения битум-
ных шламов к цистерне сзади прикрепляют распределитель.
Внутри цистерны смонтирован вал-побудитель. На выходном
патрубке заднего днища цистерны установлен затвор, которым
регулируют расход смеси.
Машины для заделки трещин и ремонта швов обеспечивают
очистку трещин от грязи, продувку их сжатым воздухом, про-
сушку, грунтовку стенок и заполнение их мастикой. Оконча-
тельной операцией является посыпка обработанной поверхности
песком или высевками щебня. Эти машины бывают ручными,
перемещаемыми на тележке, прицепными и самоходными. Для
разделки трещин применяют ручной механизированный инстру-
мент — пневмоломы, пневмомолотки, перфораторы и электро-
молотки. Машины для заделки трещин в дорожных покрытиях
монтируют на шасси стандартных автомобилей. Они состоят из
цистерны для битума, двух бункеров для песка, механизма пово-
рота бункера, системы розлива битума, пневмо-, топливо- и гидро-
систем, специальной кабины, левого, правого, боковых и заднего
ящиков и электрооборудования.
Оборудование для разрушения дорожных покрытий. Широкое
применение для разрушения покрытий находят ручной механи-
зированный инструмент и специальное оборудование, смонтиро-
ванное на автомобилях, прицепах, тракторах и специальном
шасси. Оборудование для работ по замене бордюрного камня
монтируют на тягачах и одноковшовых экскаваторах. Классифи-
кация машин приведена на рис. 9.31. Наиболее распространенным
оборудованием для разрушения малых объемов твердых покрытий
являются ручные, электрические, пневматические и гидравличе-
ские отбойные молотки и ломы. Широко используют кирковщики,
которые взламывают асфальтобетонное покрытие на всю его
толщину при движении машины вперед. Для взламывания ас-
фальто- и цементобетонных покрытий применяют также авто-
бетоноломы на автомобильном шасси и гидромолоты на экскава-
торном шасси.
Автобетонолом представляет собой пневмомолот с компрес-
сорной станцией, установленной на поворотной платформе, кото-
рая смонтирована на неподвижной раме и прикреплена к лон-
жеронам базового шасси. На ней расположены также механизмы
поворота и управления, пневмолинии, сиденье оператора. На
раме закреплен пневмомолот двойного действия с ударным нако-
352
Машины и оборудование для разрушения твердых покрытий
Рис. 9.31. Классификация машин и оборудования для разрушения твердых
покрытий
нечником, имеющий энергию удара 6 кДж при частоте 40 ударов
в минуту. Рабочее оборудование может поворачиваться на 180°
и обрабатывать полосу покрытия шириной 3,7 м.
Гидромолот состоит из неподвижной рамы и каретки с пово-
ротной рамой, на которой размещен ударный механизм и гидро-
привод. Ударная часть массой 200 кг перемещается гидроци-
линдром. Гидромолот оснащен гидроаккумулятором и гидро-
амортизатором. Энергия удара 10—20 кДж, частота удара
в минуту колеблется соответственно в пределах 180—100.
Для срезания старого асфальтобетонного покрытия можно
также использовать фрезерные машины для разрушения мерзлых
высокопрочных грунтов.
Расчет самоходных машин для ремонта включает в себя выпол-
нение тягового и энергетического балансов. Тяговое усилие
определяют при условии, что распределение битума из загружен-
ных битумом емкостей производится при рабочем и транспортном
режимах. Для установления энергетического баланса определяют
мощность, расходуемую во время распределения вяжущих мате-
риалов по поверхности дорожного покрытия. Затраты мощности
на преодоление сопротивления при движении машины и на привод
битумного насоса рассчитывают методами, рассмотренными выше.
12 п/р В И Баловнем 353
Машина с оборудованием для рытья ям. При ремонте и содер-
жании дорог, улиц, проездов и дорожной обстановки необходимо
рыть ямы под столбы ограждений, дорожных знаков и для по-
садки зеленых насаждений. Для этого применяют бурильные
машины.
Навесное оборудование бурильных машин монтируют на
шасси автомобилей и колесных тягачах. Они состоят из опорной
рамы, рабочего органа, опорных гидродомкратов, гидропривода
и системы управления. Рабочий орган, в свою очередь, состоит
из вращателя, штанги, опорной трубы, кранового устройства
и ограждения. На хвостовике штанги смонтирован бур. Рабочий
орган поворачивается в продольной плоскости с помощью гидро-
цилиндра. При работе бура гидродомкраты разгружают ходовое
устройство тягача.
Проектирование машин и оборудования, рассмотренное в гл. 9,
начинают с изучения научно-технической и патентной информа-
ции, анализа тенденции и результатов прогнозирования с опере-
жением на 5—10 лет. Синтез нового решения выполняют на базе
методов, обеспечивающих ускорение формирования такого реше-
ния на основании положений, рассмотренных в п. 1.2, 1.3 и 1.4.
Расчетную и графическую документацию выполняют с исполь-
зованием ЭВМ и САПР, как указано в п. 1.7. Новое конструк-
тивное решение должно превосходить лучшие аналоги сегодняш-
него дня с существенным опережением по техническим параметрам
и показателям эффективности.
После определения основных конструктивных параметров вы-
полняют расчет на прочность и надежность по методике, изло-
женной в гл. 4. Затем осуществляют оценку технического уровня
и конкурентоспособности методами, рассмотренными в п. 1.5
и 1.6. Конструкторскую и эксплуатационную документацию
оформляют с обязательным соблюдением ГОСТов, стандартов
СЭВ и ИСО (см. п. 1.3).
ГЛАВА 10
МЕХАНИЗИРОВАННЫЙ ИНСТРУМЕНТ
ДЛЯ ПРОИЗВОДСТВА РАБОТ ПРИ СТРОИТЕЛЬСТВЕ,
ЭКСПЛУАТАЦИИ И РЕМОНТЕ АВТОМОБИЛЬНЫХ
ДОРОГ И ПОКРЫТИЙ АЭРОДРОМОВ
10.1. МЕХАНИЗИРОВАННЫЙ ИНСТРУМЕНТ
С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ
Механизированный инструмент — это ручная машина
различного устройства и назначения, состоящая из двигателя,
передаточного механизма и рабочего органа. Рабочий орган
приводится от двигателя. Удерживание, вспомогательные дви-
жения и управление выполняются вручную рабочим. Механи-
зированный инструмент имеет малые массу и размеры, высокую
надежность; при его эксплуатации обеспечивается полная без-
опасность и высокая экономичность.
Механизированный инструмент широко используют при произ-
водстве ремонтных и отделочных работ различного назначения,
малого объема, в стесненных условиях; для разрушения покры-
тий, уплотнения смесей, механизации сборки и разборки резьбо-
вых соединений и нарезки резьб; для сверления и пробивки
отверстий в металлических конструкциях, кирпичных и бетонных
стенах и перекрытиях, а также для укрепления на них различных
деталей и приборов; для образования заклепочных соединений;
обработки неровных и очистки загрязненных поверхностей, вы-
резания отверстий и других работ.
Классификация механизированного инструмента по трем основ-
ным признакам дана на рис. 10.1. По назначению инструмент
разделяют по видам работ: для обработки металлов, дерева и
камня, для сборочных и монтажных работ, для земляных и буро-
вых работ. Наибольшее распространение получили электриче-
ский, пневматический и гидравлический инструменты.
Электрические сверлильные машины бывают: по размерам вы-
полняемого отверстия — легкие (до 8 мм), средние (до 15 мм),
тяжелые (до 23 мм); по конструкции — обычные и угловые; высо-
кочастотные, низковольтные, с приводом от однофазного двигателя
(напряжение 127 или 220 В) и трехфазного двигателя (напряже-
ние 127 или 220 В) с двойной изоляцией. Все электросверлильные
машины выполнены по единой принципиальной схеме и отли-
чаются одна от другой диаметром сверления, конструктивным
оформлением, размерами, массой, частотой вращения шпинделя
(сверла), мощностью и частотой вращения вала двигателя.
Промышленность выпускает универсальный комплект, вклю-
чающий сверлильную машину и набор сменных головок (насадок):
12*
355
Механизированные ручные инструменты
Рис. 10.1. Классификация механизированного ручного инструмента
гайковерты, ножевые и высечные виброножницы, радиальную
зачистную щетку. Сверлильная машина и сменный гайковерт
этого комплекта показаны на рис. 10.2.
Сверлильная машина имеет рукоятку пистолетного типа,
внутри которой смонтированы выключатель и подвод электро-
проводов. Вал электродвигателя на одном конце имеет крыльчатку
вентилятора, а на другом — нарезанные зубья шестерни, явля-
ющейся ведущей шестерней планетарного редуктора, а также
внутренний конус для установки сверла и поперечное отверстие
для выбивки сверла. Двигатели электроинструментов за исклю-
чением электромагнитных молотков получают питание от сети
переменного тока.
Электроинструмент ударного действия (электрические молотки,
бетоноломы, трамбовки, перфораторы) имеет пружинный и ком-
прессионно-вакуумный ударные механизмы.
В электроинструменте с пружинным ударным механизмом
электродвигатель через кривошипно-шатунный механизм сооб-
щает возвратно-поступательное движение цилиндру, скользя-
356
Рис. 10.2. Универсальная электрическая сверлильная машина (а) и сменная
головка гайковерта к ней (б):
1 втулка (вывинчивается при соединении о гайковертом); 2 — буртик с резьбой для
навинчивания сменных головок; 3 — шпиндель; 4 — планетарный редуктор; 5 — элек*
тродвигатель; 6 — крыльчатка вентилятора; 7 — выключатель; 8 — рукоять; 9 — вал;
10 — импульсно-ударный механизм; 11 •= шпиндель для установки сменных торцовых
ключей
щему в корпусе. Движение цилиндра через пружины, поршень
и шток передается рабочему инструменту. При движении цилиндра
вверх сжимается нижний пакет пружин и шток с рабочим ин-
струментом ускоренно следует вверх. В момент приближения
кривошипа к верхней мертвой точке цилиндр замедляет движение,
верхний пакет пружин начинает сжиматься и скорость штока
с инструментом уменьшается до нуля. Когда кривошип проходит
верхнюю мертвую точку, цилиндр начинает двигаться вниз,
а система поршень—шток с рабочим инструментом под действием
сжатой пружины ударяет по обрабатываемому материалу. Далее
цикл повторяется.
В электроинструменте с компрессионно-вакуумным ударным
механизмом электродвигатель через кривошипно-шатунный меха-
низм сообщает возвратно-поступательное движение цилиндру,
скользящему в корпусе. Внутри цилиндра свободно движется
поршень-ударник, наносящий удары по бойку с закрепленным
на нем рабочим инструментом. При движении цилиндра вверх
в его плоскости над поршнем образуется разрежение. Под дей-
ствием разности давлений — атмосферного и остаточного — пор-
шень также перемещается вверх. Пройдя верхнюю мертвую
точку, цилиндр начинает двигаться вниз, а поршень вследствие
сжатой воздушной подушки постепенно теряет скорость до нуля
357
и затем устремляется вниз, ударяя по бойку g рабочим инстру-
мрнтпм, а через них — по материалу. Далее цикл повторяется.
Электрогайковерты предназначены для сборки и разборки
резьбовых соединений при выполнении монтажно-сборочных и
ремонтных работ в различных областях народного хозяйства.
Они относятся к инструменту ударно-импульсного действия.
Гайковерт состоит из корпуса, шпинделя, ударного механизма,
редуктора и электродвигателя.
Монтажный труборез предназначен для отрезки труб малого
диаметра при выполнении монтажных и ремонтных работ. Трубо-
рез имеет открытый зев, что позволяет отрезать трубу в любом
месте. Привод трубореза осуществляется от сверлильной машины.
Дисковая пила предназначена для резки труб, листового ме-
талла, прутков и профильного проката. Может быть использована
также при выполнении заготовительных, слесарных и монтажных
работ. Пила состоит из шпинделя, редуктора, рабочей рукоятки
корпуса, в котором смонтирован коллекторный однофазный элек-
тродвигатель. Верхняя часть дисковой пилы закрыта кожухом
для предохранения монтажника-оператора от повреждений.
Электровиброножницы предназначены для прямолинейной и
фасонной резки листовой стали толщиной до 2,5 мм средней твер-
дости и листов из цветных металлов. Их можно также использо-
вать при выполнении санитарно-технических, кровельных работ
и при изготовлении вентиляционных изделий. Электровибро-
ножницы имеют подвижный верхний нож со скошенной кромкой,
закрепленный на ползуне, который совершает возвратно-посту-
пательное движение при вращении эксцентрикового валика.
10.2. МЕХАНИЗИРОВАННЫЙ ИНСТРУМЕНТ
С ПНЕВМАТИЧЕСКИМ И ГИДРАВЛИЧЕСКИМ
ПРИВОДОМ
Пневматический инструмент легче электрического и
безопаснее в работе. Пневматический привод используют в инстру-
ментах ударного действия, молотках, трамбовках и др. Пневма-
тический инструмент не боится перегрузок, однако требует при-
менения шлангов высокого давления для присоединения к воз-
душной сети, а также передвижных компрессоров.
Энергия сжатого воздуха, поступающего в пневматический
инструмент, преобразуется в энергию удара или вращения пнев-
матическими двигателями. Управляют пневматическими двига-
телями с помощью клапанных или золотниковых систем
воздухораспределения. КПД пневматического инструмента
невысок (0,08—0,12). По характеру движения рабочего органа
пневматические инструменты бывают вращательного, возвратно-
поступательного, ударно-поворотного и давящего действия.
В пневмоинструменте вращательного действия энергия сжа-
того воздуха преобразуется во вращательное движение ротора
пневматического двигателя и через трансмиссию передается рабо-
358
чему инструменту: сверлу, абразивному кругу, торцовому ключу
и др. В пневмоинструменте возвратно-поступательного действия
энергия сжатого воздуха преобразуется также во вращение ротора
пневмодвигателя, затем через редуктор и эксцентриковый меха-
низм — в возвратно-поступательное движение ползуна, на конце
которого закреплен нож виброножниц, напильник, шабер или
другой инструмент. В пневмоинструменте ударного действия
энергия сжатого воздуха расходуется на удары поршня-ударника
по рабочему инструменту: зубилу, пике, лому, обжимке и др.
Инструмент ударно-поворотного действия отличается от ударного
тем, что имеет в своей конструкции устройства, обеспечивающие
поворот рабочего инструмента одновременно с ударом. Пневмо-
инструмент давящего действия представляет обычный пневмо-
цилиндр, на конце которого монтируют опору для закладной
головки заклепки или рычажные механизмы пневмоприжимов,
клепальных и зажимных скоб и др.
Пневматический инструмент вращательного действия изготов-
ляют с ротационными двигателями и воздушными турбинками.
Ротационный двигатель состоит из статора и ротора, в радиальных
пазах которого перемещаются лопасти. Ось вращения ротора
расположена эксцентрично относительно цилиндрического отвер-
стия статора. Сжатый воздух поступает через отверстие в полости
между лопастями. Ротор вращается благодаря разности давлений
сжатого воздуха на входе и выходе и разности площадей высту-
пающих из ротора лопастей. Каналы соединены с полостью высо-
кого давления, поэтому лопасти постоянно прижимаются к вну-
тренней поверхности статора. При вращении ротора это прижатие
увеличивается за счет центробежной силы лопастей. Частота
вращения ротора до 17 000 об/мин при давлении сжатого воздуха
0,5 МПа.
Для привода пневмоинструмента, работающего на больших
скоростях (шлифовальные машины с малыми диаметрами абразив-
ных головок), применяют воздушные турбинки, которые раз-
деляют на радиальные и аксиальные, имеющие частоты вращения
роторов 15 000—100 000 об/мин при давлении сжатого воздуха
0,5 МПа. Основными элементами воздушных турбинок являются
посаженное на вал рабочее колесо с лопатками и сопловый аппа-
рат. Сжатый воздух направляется сопловым аппаратом на ло-
патки рабочего класса, заставляя его вращаться (рис. 10.3).
Пневматические сверлильные машины изготовляют для свер-
ления отверстий до 9, 12, 15, 22 и 32 мм, масса машин соответ-
ственно 1; 1,55; 2; 5; 9,3 и 12 кг.
Машина для сверления отверстий диаметром до 12 мм в сталях
средней твердости, чугуне и легких сплавах состоит из корпуса,
ротационного пневматического двигателя, планетарного ре-
дуктора, шпинделя, пускового устройства. На машине установлен
глушитель, предназначенный для снижения уровня звукового
давления, создаваемого отработанным воздухом.
359
Б-Б
I^S3
б)
Рис. 10.3. Схемы пневматиче-
ских двигателей:
а — ротацноннсл о, 6 <“ с воздуш-
ной радиальной турбиной; в — О
воздушной аксиальной турбиной;
/ — корпус; 2 — ротор; 3 — ло-
пасть; 4 <— сопловой аппарат; S
рабочее колесо; б — лопатки ра-
бочего колеса: 7 — вал
/-/I
Пневматическая шлифовальная машина состоит из корпуса,
ротационного двигателя, рукоятки с пусковым устройством,
центробежного регулятора частоты вращения шпинделя, шлифо-
вального круга и защитного кожуха.
Пневматический реверсивный гайковерт предназначен для за-
вертывания и отвертывания винтов и гаек. Пневмогайковерт
состоит из рукоятки, крышки и сменного рабочего инструмента
(ключей).
Пневматический инструмент ударного действия составляют
молотки различного назначения — отбойные, клепальные и ру-
бильно-чеканочные, а также бетоноломы, трамбовки, шпало-
подбойки, бучарды и др. Принцип их действия основан на ис-
пользовании энергии удара поршня-бойка, совершающего
возвратно-поступательные движения вдоль канала отвода
инструмента под действием сжатого воздуха. Поршень-боек на-
носит с определенной частотой удары по хвостовику рабочего
инструмента, который совершает полезную работу.
Отбойные молотки применяют для рыхления средней твер-
дости и твердых грунтов, для пробивки углублений, отверстий
и проемов в стенах и перекрытиях, а также для разборки дорож-
ных покрытий. Клепальные молотки, применяемые совместно
с пневматическими поддержками, предназначены для клепки
в горячем состоянии заклепок диаметром 32 мм при сборке раз-
личных металлоконструкций. Рубильно-чеканочные молотки
360
Рис. 10.4. Универсальный рубильно-чеканочный молоток:
а — общий вид; б — рабочий инструмент; 1 — рукоятка; 2 — курок; 3 — золотниковая
коробка; 4 — поршень-боеК; 5 — концевая букса; 6 — сменный рабочий инструмент;
7 — ствол; 8 — золотинк; 9 — клапан; 10 — хвостовик; 11 — стержень; 12 — рабочая
часть (пика, зубило, коронка)
предназначены для зачеканки швов, вырубки пазов и пробивки
отверстий в металле толщиной до 16 мм, а при соответствующей
замене рабочего инструмента — для пробивки углублений, отвер-
стий и проемов в перекрытиях, кирпичных и бетонных стенах,
а также для клепки в горячем состоянии заклепок диаметром
до 12 мм и разборки заклепочных соединений (рис. 10.4).
Бетоноломы применяют для вскрытия бетонных и асфальто-
бетонных дорожных покрытий, пробивки углублений, отверстий
и проемов в бетонных и железобетонных перекрытиях, для рыхле-
ния твердых и мерзлых грунтов при рытье котлованов, траншей
и проходке туннелей. Молоток состоит из ствола, поршня-бойка,
воздухораспределительного механизма (золотниковой коробки
с золотником), рукоятки с клапаном и пусковым курком, сменшн о
рабочего инструмента и концевой буксы для его удержания.
При нажатии на пусковой курок цилиндрический клапан
смещается вниз и сжатый воздух поступает ио каналу в ра< про-
делительный механизм, поочередно направляющий воздух и п щ-
поршневую или подпоршневую полости, в зависимости от положе-
ния поршня-бойка и золотника. В начале рабочего хода порншя-
бойка золотник находится в крайнем правом положении, отрывая
доступ воздуха в полость. Сжатый воздух, воздействуя па юрец
поршня-бойка, толкает его вправо для нанесения удара но хво-
стовику инструмента. В конце рабочего хода поршень-боск от-
крывает выхлопные каналы ствола, давление в полости издает
361
10.1. Коэффициент одновременности fcj для пневматических ручных
инструментов
Число инстру- ментов 1 2 3 4 5 6 7 8 9 10
1 0,9 0,9 0,85 0,82 0,8 0,78 0,75 0,73 0,71
Число инстру- ментов 12 15 20 25 30 40 50 60 70 80
^1 0,68 0,65 0,59 0,55 0,53 0,52 0,51 0,49 0,48 0,47
до атмосферного, вследствие чего золотник перемещается в край-
нее левое положение, открывая доступ воздуха в полость. Под
действием сжатого воздуха поршень-боек начинает двигаться
влево, сжимая отработанный воздух в полости и уравновешивая
золотник. В конце холостого хода поршень-боек вновь открывает
выхлопные каналы ствола. В результате падения давления в по-
лости золотник займет крайнее правое (рабочее) положение и
цикл повторится. Рабочий инструмент воспринимает удары
поршня-бойка и передает его обрабатываемому материалу. Рабо-
чий инструмент состоит из рабочей части (пики, коронки, зубила
и Др.), хвостовика, укрепляемого в концевой буксе молотка и
воспринимающего удары бойка, и средней части —* стержня.
Острие инструмента упрочняют твердыми сплавами.
Современные пневматические молотки при единичном ударе
совершают работу 10—45 Дж и расходуют 0,8—1,25 м3/мин
воздуха при частоте ударов 950—2700 в минуту.
Пиротехнический (пороховой) инструмент работает на исполь-
зовании энергии, высвобождающейся при воспламенении взрыв-
чатой смеси, газа. Пороховой инструмент применяют для крепле-
ния деталей к различным конструкциям, оконцевания жил кабе-
лей, пробивки отверстий в металлоконструкциях, рубки чугунных
труб, излома рельсов и др.
Монтажный пороховой пистолет предназначен для выполнения
креплений различных конструкций и деталей путем забивания
дюбелей в бетонные, железобетонные, кирпичные, шлакобетон-
ные, керамзитобетонные и другие строительные основания. Им
можно производить: несъемные крепления путем непосредственной
«пристрелки» дюбелями-гвоздями к строительному основанию
(без предварительного выполнения отверстий) деталей и кон-
струкций, изготовленных из стали толщиной 1—6 мм, а также
из алюминия и его сплавов, дерева и дереволокнитов, пластмассы
и др.; съемные крепления путем предварительной забивки дюбе-
лей-винтов с последующим закреплением гайками деталей и
конструкций.
362
Пистолет работает, используя энергию расширяющихся поро-
ховых газов. Пистолетом разрешается пользоваться лицам, про-
шедшим инструктаж и имеющим специальное удостоверение на
право эксплуатации пиротехнического инструмента.
Основы расчета ударных пневматических инструментов. Для
расчета пневматического молотка принимают ряд допущений:
1) рабочий ход ударника в пневматическом молотке проис-
ходит при постоянном давлении сжатого воздуха на задний торец
ударника, обращенный к золотниковому устройству;
2) противодавление на передний торец ударника при выпуске
отработанного воздуха постоянно;
3) под действием постоянного давления ударник приобретает
равноускоренное движение.
Усилие Р (Н), действующее на ударник:
Р = FPi = 0,785-107d2pit
где F — площадь ударника, ма, F — n,d?/4', Pi — среднее индикаторное давле-
ние внутри цилиндра молотка при рабочем ходе ударника, МПа, pi —
— (Q,7Pi — 0,115) — давление сжатого воздуха при входе в шланг, МПа);
d — диаметр ударника, м.
Продолжительность рабочего хода ударника
t = 5,09-
где S — номинальный ход ударника, м; туд — масса ударника, кг.
Время рабочего и обратного хода ударника
Т « t + tr ж 2,2t.
Число ударов в секунду
пуд = 8,83-
Работа (Дж) единичного удара (на ударнике)
At = 0,785 10’ d*PiS.
Мощность молотка (кВт)
/Ifl
N ~ ТЙГ “ 6,93.10W/р?5/туд.
Необходимая производительность (м3/с) компрессорной уста-
новки
Q = ank^k^k^
где а — расход воздуха новым пневматическим инструментом, м3/с; п — число
пневматических инструментов; — коэффициент одновременности (табл. 10.1);
fe2 — коэффициент, учитывающий увеличение расхода воздуха в результате изна-
шивания пневматического инструмента, fe2 = 1,1т-1,2; k3 — коэффициент, учи-
тывающий потери воздуха в сети, k3 = 1,2ч-1,35; — коэффициент, учитываю-
щий потери сжатого воздуха от охлаждения его в сети.
363
Мощность (кВт), потребляемая группой электрифицированных
инструментов:
^гр= Лд 5 м
где Т]д — коэффициент одновременности, учитывающий несовпадение работы
всех инструментов во времени, в среднем т]д = 0,6; — потребляемая электро-
двигателем каждого инструмента мощность, соответствующая номинальной за-
грузке, кВт; т|в — коэффициент загрузки, т. е. отношение фактически потребляе-
мой мощности к мощности, подводимой при номинальной нагрузке, для элек-
троинструментов можно принять Т]в = 1.
Тогда
^гр = 0,6 S Pl.
Сила тока (А)
4Р = 0,6 s
где /н — номинальная сила тока, А.
Для инструментов с приводом от однофазного двигателя
N'rp = 0,6U 21„,
где U — номинальное напряжение, В.
Для инструментов с трехфазными двигателями
N'v = = 1,04(7л Е In-
Расчет на прочность и надежность элементов механизирован-
ного инструмента выполняют по методике, рассмотренной в гл. 4.
Оценку технического уровня и конкурентоспособности осуще-
ствляют методами, изложенными в п. 1.5 и 1.6. Техническую
и эксплуатационную документацию оформляют с соблюдением
ГОСТов, стандартов СЭВ и ИСО.
ПРИЛОЖЕНИЕ
ВОПРОСЫ ДЛЯ САМОКОНТРОЛЯ
Глава 1
1.1. Назовите машины и оборудование, входящие в системы
машин для строительства, содержания и ремонта автомобильных
дорог и аэродромов. Дайте схему и характеристику соответствую-
щих системных моделей. Почему развитие техники приводит
к созданию систем дорожных машин?
1.2. Назовите основные признаки классификации дорожных
машин, дайте общую классификацию машин по производственному
назначению. Какую группу машин вы определяете как ведущую
в технологии дорожного строительства? Почему?
1.3. Сформулируйте основные направления развития дорожно-
строительных машин, дайте характеристику каждого из направ-
лений. Какие направления вы считаете актуальными на ближай-
шую перспективу; на более отдаленную? Почему?
1.4. Сформулируйте основные требования, предъявляемые к
дорожной машине при проектировании. Дайте характеристику
требований по модульному проектированию, надежности и тех-
нологическому обеспечению, уровню стандартизации и унифика-
ции, безопасности, экологическим, эргономическим и эстетиче-
ским показателям. Как вы оцениваете важность экологических
показателей? Будет ли в перспективе увеличиваться их значение?
Да? Нет? Почему?
1.5. Объясните значение изобретательской и рационализа-
торской деятельности в развитии строительного и дорожного ма-
шиностроения. В чем различие между открытием, изобретением
и рационализаторским предложением? Перечислите методы ак-
тивизации творческой деятельности при проектировании. В чем
заключаются методы мозговой атаки, синектики? Их достоинства
и недостатки.
1.6. Какое значение имеют методы прогнозирования и моде-
лирования при проектировании дорожных машин? Дайте опре-
деление и классификацию методов. Укажите их достоинства и
недостатки.
1.7. Дайте характеристику системы показателей эффектив-
ности дорожно-строительных машин. Укажите, какие показатели
оценивают машину по совокупности технико-экономических па-
раметров, увеличению производительности, экономии матери-
365
альных, энергетических и трудовых затрат. Как определяется
технический уровень машины?
1 О ГТ _ /"'Л Г-ТТЛ П л тт тл
1.KJ. PjUUIV . A KjnVrtlj rivllUt 1 OAkJCicini-lV V.rilir
обеспечивает существенное повышение эффективности проекти-
рования и качества продукции? Приведите схему системной мо-
дели использования САПР. Укажите достоинства и недостатки
САПР.
Глава 2
2.1. Перечислите характерные особенности привода дорож-
ных машин; сформулируйте требования, предъявляемые к дви-
гателю и передачам дорожных машин. Как выбирают двигатель?
Укажите область применения и схему проектирования объемной
гидропередачи. Как вы будете выбирать насосы и гидродвигатели,
определять усилия в гидроцилиндрах, вместимость гидробака?
2.2. Перечислите типы ходовых устройств, используемых в до-
рожных 'машинах. В чем особенности применения гусеничных
ходовых устройств? Дайте схемы основных типов гусеничных и
колесных движителей.
2.3. В чем заключаются особенности тягового расчета дорож-
ных машин. Как определить силы сопротивления движению ма-
шины в рабочем и транспортном режимах, нагрузки по осям колес-
ного ходового устройства, продольную и поперечную устойчи-
вость дорожных машин.
2.4. Назовите основные типы систем управления дорожных
машин, особенности объемных гидросистем управления, типы сле-
дящих систем управления и основные элементы. Опишите прин-
цип действия и особенности бескопирных систем управления.
В чем особенности копирных комбинированных и лазерных си-
стем управления? В чем вы видите перспективы роботизации до-
рожных машин? Дайте схему алгоритма выбора базового шасси
дорожных машин.
Глава 3
3.1. Перечислите и дайте характеристику основных методов
определения сопротивлений при взаимодействии рабочих орга-
нов дорожных машин со средой. Укажите достоинства и недо-
статки методов.
3.2. Какие основные вопросы решаются при выполнении теп-
ловых расчетов дорожных машин? Как определить основные раз-
меры сушильного барабана, теплоизоляционного слоя?
Глава 4
4.1. Какие свойства включает понятие надежность объекта?
В чем различие свойств безотказности и долговечности объекта?
Перечислите основные показатели надежности.
366
4.2. Какими показателями оценивается безотказность объекта?
Что понимают под ресурсом, гамма-процентным ресурсом? Как
определяют коэффициенты готовности и технического исполь-
зования?
4.3. В результате каких основных процессов возникают от-
казы элементов машин? Как характеризуются нагрузки, дей-
ствующие на элементы машин?
4.4. Какие характеристики оценивают случайные процессы
нагружения? Какие случайные процессы являются стационар-
ными, эргодическими?
4.5. Сформулируйте условия сохранения прочности. Явля-
ются ли характеристики прочности постоянными величинами?
Какие основные характеристики процессов нагружения и проч-
ности нужно знать для определения показателей надежности эле-
ментов? Что понимают под обеспечением надежности эле-
ментов?
4.6. Когда возникает отказ элементов в результате усталости?
Являются ли характеристики сопротивления усталости постоян-
ными величинами? Какие основные характеристики процессов
напряжения и сопротивления усталости нужно знать для опре-
деления показателей надежности элементов?
4.7. Какими основными характеристиками оценивается про-
цесс изнашивания? Какие основные модели изнашивания вы
знаете, какова наиболее общая модель изнашивания элементов?
Являются ли характеристики изнашивания постоянными вели-
чинами? Какие основные характеристики нужно знать для оценки
и обеспечения надежности элементов при изнашивании?
4.8. В чем заключается расчет надежности системы? Как
определяется надежность системы из последовательно соединенных
элементов в структурной схеме? Как определяется надежность
системы из параллельно соединенных элементов в структурной
схеме?
4.9. Что подразумевают под резервированием? Как учитыва-
ется свойство ремонтопригодности при расчете надежности систем,
какие характеристики ремонтопригодности используются в рас-
чете? Какие элементы по уровню ремонтных затрат включают
в структурную схему последовательно и какие параллельно?
Глава 5
5.1. Перечислите основные методы дробления и тонкого из-
мельчения строительных материалов. Назовите основные гипо-
тезы дробления. Как их используют при определении силовых
и энергетических параметров машин для измельчения?
5.2. Дайте определение щековой дробилки со сложным и про-
стым движениями щеки. Как определить основные параметры
дробилки, производительность, мощность привода?
367
5.3. Приведите классификацию и дайте схемы валковых и
конусных дробилок; назовите область их применения. Как опре-
делить основные параметры, производительность, мощность при-
вода?
5.4. Назовите основные типы и дайте схемы роторных и мо-
лотковых дробилок, их назначение. Как определить производи-
тельность и мощность привода?
5.5. Назовите наиболее распространенные методы сортировки
сыпучих материалов. Дайте основные конструктивные схемы;
приведите методы определения основных параметров и произво-
дительности.
Глава в
6.1. Дайте классификацию и схемы машин для приготовления
цементобетонных смесей, область применения гравитационных
смесителей и смесителей принудительного действия. Как опре-
делить мощность их привода, производительность?
6.2. Приведите классификацию битумохранилищ. Как опре-
делить их основные размеры, диаметры трубопроводов, мощность
привода битумного насоса? Какие машины используют для рас-
пределения битума? Определите их производительность, подачу
насоса.
6.3. Дайте классификацию и схемы асфальтобетоносмеситель-
ных установок, назовите составляющие их агрегаты. В чем осо-
бенности установок для регенерации асфальтобетона? Как рас-
считать основные параметры агрегатов установок, мощность при-
вода смесителя, элементов пылеулавливающей системы?
Глава 7
7.1. Назовите основную группу машин для строительства
цементобетонных покрытий, основные машины автоматизирован-
ного комплекта для скоростного строительства. Как определить
сопротивления на рабочем органе и мощность привода профили-
ровщика, распределителя, бетоноотделочной машины?
7.2. Дайте классификацию машин для укладки асфальтобетон-
ных смесей. Что такое брус высокого уплотнения? Укажите его
достоинства, недостатки. Как определить производительность
асфальтоукладчика, сопротивление движению, мощность привода
трамбующего бруса?
7.3. Приведите классификацию машин для строительства по-
крытий облегченного типа, схему грунтосмесительных машин.
Как определить мощность привода фрезы грунтосмесительной
машины, производительность машины?
368
Глава 8
8.1. Дайте общую классификацию машин для уплотнения до-
рожно-строительных материалов, схемы машин статического,
вибрационного и виброударного действия. Укажите их достоин-
ства, недостатки и область применения. Как определить произ-
водительность машины, мощность двигателя для привода машины?
Г л а в а , 9
9.1. Дайте основные признаки и классификацию поливочно-
моечных машин. Как происходит удаление загрязнений в мою-
щем секторе? Почему скорость водяной струи при встрече с доро-
гой меньше, чем в критическом сечении насадка? Как определить
ширину мойки дорожного покрытия?
9.2. Дайте классификацию подметально-уборочных машин.
Как определить вертикальное усилие взаимодействия цилиндри-
ческой и конической щеток с дорогой? Как это усилие изменяется
в зависимости от угла поворота щетки? В чем различие механизмов
отбрасывания смета цилиндрической и конической щетками?
Какими составляющими определяется момент сопротивления вра-
щению подметальных щеток?
9.3. Назовите преимущества и недостатки систем влажного
и пневматического обеспыливания. Как определить скорость
всасывания воздуха при пневматическом обеспыливании?
9.4. Назовите основные признаки и дайте классификацию
плужных снегоочистителей. Как влияет температура на физико-
механические свойства снега, на производительность плужных
снегоочистителей? В чем заключаются различия рабочего процесса
и методик тягового расчета плужных снегоочистителей сдвигаю-
щего и отбрасывающего действия?
9.5. Как вы будете определять динамические нагрузки на ра-
бочие органы снегоочистителей? Почему при работе плужных
снегоочистителей возникает разворачивающий момент? Как опре-
делить массу призмы волочения и сопротивление ее перемещению
отвалом снегоочистителя?
9.6. Дайте классификацию роторных снегоочистителей. Как
определить мощность двигателя, необходимого для привода ро-
тора снегоочистителя? Определите сопротивления, возникающие
при работе роторного снегоочистителя.
9.7. Какие факторы влияют на дальность отбрасывания снега
ротором? Как определить сопротивление внедрению винтовой
лопасти питателя в снежный забой? В чем состоит различие ме-
жду внутренним и внешним КПД роторных снегоочистителей?
9.8. Приведите классификацию газоструйных снегоочистите-
лей. Как изменяется скорость газовой струи по длине ее взаимо-
369
действия с покрытием? Можно ли ограничить выпадение снежных
осадков методом метеозащиты?
9.9. Приведите признаки и дайте классификацию машин для
маркировки покрытий. В чем заключаются преимущества и не-
достатки пневматического и кинетического способов марки-
ровки? Для чего используют ресивер и гидроаккумулятор в си-
стеме кинетического распыления краски?
9.10. Дайте общую классификацию машин для восстановления
асфальтобетонных покрытий. В чем особенности разогревателей
с устройствами инфракрасного излучения и с электрическими
нагревателями? Дайте характеристики терморемонтеров. Как
вы определите составляющие тягового баланса терморемонтера и
энергетического баланса?
Глава 10
10.1. Дайте общую классификацию механизированного инстру-
мента с электрическим, пневматическим и гидравлическим при-
водом. Укажите их достоинства и недостатки.
10.2. Как определить основные параметры пневматического
инструмента ударного действия? Как рассчитать производитель-
ность компрессорной установки и мощность, потребляемую инст-
рументами с электрическим приводом?
СПИСОК ЛИТЕРАТУРЫ
I. Авиационные ГТД в наземных установках/С П. Изотов, В. В. Шашкин,
В. М. Капралов и др. Л.: Машиностроение, 1984. 228 с.
2. Баловнев В. И. Дорожно-строительные машины с рабочими органами
интенсифицирующего действия. М.: Машиностроение, 1981. 223 с.
3. Баловнев В. И. Моделирование процессов взаимодействия со средой
рабочих органов дорожно-строительных машин М . Высшая школа, 1981. 335 с.
4. Баловнев В. И., Ермилов А. Б. Оценка технико-экономической эффек-
тивности дорожно-строительных машин на этапе проектирования. М.: МАДИ,
1984. 102 с.
5. Бауман В. Л., Клушанцев Б. В., Мартынов В. Д. Механическое обору-
дование предприятий строительных материалов, изделий и конструкций. М.:
Машиностроение, 1981. 324 с
6. Васильченко В. А. Гидравлическое оборудование мобильных машин.
М.: Машиностроение, 1983. 301 с
7. Волков Д. П., Николаев С. Н. Надежность строительных машин и обо-
рудования. М.: Высшая школа, 1979. 400 с.
8. Гальперин М. И. Основные процессы и аппараты химической технологии.
Мл Химия, 1981. 383 с.
9. Гроссман Л. Б., Ермак Е. И., Носов П. М. Современные зарубежные
машины для разогрева и рыхления асфальтобетонных покрытий автомобильных
дорог при ремонте. М.: ЦНИИТЭстроймаш, 1979. 47 с.
10. Двигатели внутреннего сгорания/А. С. Хачиян, К. А. Морозов, В. Н. Лу-
канин и др.; Под ред. В. Н. Луканина. М.: Высшая школа, 1985. 310 с.
11. Джонс Дж. К. Методы проектирования. М.: Мир, 1986. 326 с.
12. Ефремов А. Н., Мармалев А. И. Применение лазеров для управления
мелиоративными машинами. М.: ЦБНТИ Минводхоза СССР, 1982,
13. Живейнов Н. Н. Машины для устройства цементобетонных покрытий.
М.: МАДИ, 1986. 86 с.
14. Иванов А. Н., Мишин В. А. Снегоочистители отбрасывающего действия.
М.: Машиностроение, 1981. 159 с.
15. Капустин Н. М., Васильев Г. Н. Системы автоматизированного проекти-
рования. Автоматизация конструкторского и технологического проектирования.
М.: Высшая школа, 1986. 190 с.
16. Керов И. П. Использование математической статистики при перера-
ботке информации о строительных и дорожных машинах. М.: ЦНИИТЭстрой-
маш, 1969. 99 с.
17. Машины для устройства дорожных покрытий/Ki А. Артемьев, Т. В. Алек-
сеева, В. Г. Белокрылое и др. М.: Машиностроение, 1982. 394 с. (Дорожные ма-
шины: В 2 ч.; Ч. II).
18. Новиков А. Н. Машинные методы синтеза новых технических решений
дорожно-строительных машин. М.: МАДИ, 1983. 103 с.
19. Нореиков И. П. Системы автоматизированного проектирования. Прин-
ципы построения и структура. М.: Высшая школа, 1986. 125 с.
20. Путк А. И. Пневмоколесные катки. Таллин: Валгус, 1985. 144 с.
371
21. Расчет и проектирование строительных и дорожных машин иа ЭВМ/Под
ред. Е. Ю. Малиновского. М.: Машиностроение, 1980. 216 с.
22. Рейш А. К. Повышение износостойкости строительных и дорожных
машин. М.: Машиностроение, 1986. 184 с.
23. Ротенберг Р. В. Основы надежности системы водитель— автомобиль — до-
рога— среда. М.: Машиностроение, 1986. 216 с.
24. Руководство по методике предварительной и государственной научно-
технической экспертизы изобретений. М.: ВНИИПИ, 1985. 190 с.
25. Справочник конструктора дорожных машин/Под ред. И. П- Бородачева.
М.: Машиностроение, 1973. 500 с.
26. Строительство автомобильных дорог/Н. Н. Иванов, С. М. Полосни-
Никитин, В. М. Могилевич и др. Под общ. ред. Н. Н. Иванова. М.: Транспорт,
1970. 483 с.
27. Федоров Д. И., Боидарович Б. А. Надежность рабочего оборудования
землеройных машин. М.: Машиностроение, 1981. 280 с.
28. Хазов Б. Ф., Дидусев Б. А. Справочник по расчету надежности машин
на стадии проектирования. М.: Машиностроение, 1986. 214 с.
29. Чуев К). В., Михайлов Ю. Б., Кузьмин В. И. Прогнозирование коли-
чественных характеристик процессов. М.: Советское радио, 1975. 398 с.
30. Эйрис Р., Миллер С. Перспективы развития робототехники. М.: Мир,
1986. 324 с.
31. Электрические ручные машины с двойной изоляцней/Б. Г. Гольдштейн,
М. А. Шнейдерман, Б. М. Левин, К- X. Дубов. М.: Машиностроение, 1975. 232 с.
32. Эксплуатация специальных автомобилей для содержания и ремонта
городских дорог/В. И. Баловнев, Г. Л. Карабан, И. А. Засов и др., М.: Транс-
порт, 1983. 344 с.
СТАНДАРТЫ И РУКОВОДЯЩИЕ ДОКУМЕНТЫ
ГОСТ 2.001—70-
ГОСТ 2.112—73
ГОСТ 30.001—83
ГОСТ ЭД1 7084—85
ГОСТ 7090—72
ГОСТ 9231—80 Е
ГОСТ 10211—76
ГОСТ 12376—71*
ГОСТ 13508—74*
ГОСТ 14916—82
ГОСТ 16705—80*
(СТ СЭВ 3106—81)
ГОСТ 15840—70
ГОСТ 17674—72* Е
ГОСТ 20773—75
ГОСТ 21902—81
ГОСТ 21913—76
ГОСТ 21915—76
ГОСТ 22342—77*
ГОСТ 23080—78*
ГОСТ 25569—82
(СТ СЭВ 3105—81)
ГОСТ 26055—84
РД-22-32—80
РД-50-233—81
Единая система конструкторской документации.
Система стандартов эргономики и технической эстетики.
Основные положения.
Дробилки щековые. Технические условия.
Дробилки молотковые однороторные. Технические усло-
вия.
Смесители лопастные двухвальные. Технические условия.
Молотки и ломы ручные пневматические строительные.
Основные параметры и размеры. Технические требования.
Дробилки однороторные среднего и мелкого дробления.
Технические условия.
Разметка дорожная.
Дробилки. Термины и определения.
Установки асфальтобетонные. Технические условия.
Снегоочистители. Термины и определения.
Площадки вибрационные. Технические условия.
Трамбовки электрические. Технические условия.
Снегоочистители роторные. Основные параметры.
Установки асфальтосмесительные. Типы и основные па-
раметры.
Асфальтоукладчики. Типы и основные параметры. Тех-
нические требования.
Снегоочистители роторные. Общие технические условия.
Снегоочистители роторные. Правила приемки и методы
испытаний.
Асфальтоукладчики. Правила= приемки.
Манипуляторы для строительно-монтажных работ. Общие
технические требования.
Определение эргономических показателей. М.: НПО
«ВНИИстройдормаш!, 1981.
Методические указания (надежность в технике, оценка
параметров машин по опрокидыванию, характеристики
устойчивости).
ПРЕДМЕТНЫЙ указатель
А
Автобетоновозы 198
Автобетоносмесители 195
Автобитумовоз 203
Автогудронатор 205
Автоматизированное проектирование
— интерактивный режим 41
— по аналогии 45
— постановка задачи проектирования 44
— системы САПР 40, 42
— состав и структура САПР 41
Асфальторазогреватели 342
— инфракрасного излучения 342
— расчет 351
— электрические 344
Асфальтоукладчик 239
— автоматизация 64
— классификация 240
— производительность 246
— расчет мощности 248
Б
Базовые шасси дорожных машин 68
— выбор 70
— доработка 69
— требования 68
Барабан сушильный 210
— материальный баланс 86
— тепловой расчет 86, 88, 90
Безотказность 105
Бетонораспределители 231
Бетоносмесители 176
— гравитационные 177
374
— непрерывного действия 176, 177
— принудительного действия 179
— расчет мощности двигателя 185, 187
— роторные 179
— цикличного действия 179
Битумонагревательные котлы 215
Битумный насос 200
Битумопровод
— потери давления 201
— тепловой расчет 102
Битумохранилище
— классификация 197
— тепловой расчет 97
В
Вероятность безотказной работы 106
— гидромотора передачи 54
— двигателя 50, 54
— движителя 49, 57
— насоса гидропередачи 54
Г
Грохоты
— вибрационные 168
— производительность 170, 171
— с плоскими рабочими органами 167
д
Давление в гидросистеме 54
Дальность отбрасывания снега
— лопастным ротором 316, 318—320
— отвалом 309
Деформация ворса щеток 291, 292, 295
Длительность смешивания 223, 224
Дорожные машины
— конкурентоспособность 37
— машина-эталон 36
— область рационального применения 37
— оценка снижения материалоемкости 39
— — технического уровня 36
— производительность конструктивная 32
375
— — техническая 33
----эксплуатационная 33
— система показателей 30, 31, 35
Дробильно-сортировочные заводы
— автоматизация 174
— классификация 172
— схемы дробления 173
Дробилки
— валковые 153
— конусные 147
— мощность двигателя 146, 152, 156
— параметры 143, 150, 154
— производительность 145, 151, 155
— ударного действия 157
— усилия дробления 146, 152, 156
— щековые 139
VI
Износостойкость
— коэффициент запаса 121
— элементов 119
К
Катки
— вибрационные 269
— давление контактное 266
— классификация 258, 259
— комбинированные 265
— мощность двигателя 275
— на пневматических шинах 263
— производительность 274
— с металлическими вальцами 259
---- гладкими 261
----кулачковыми 262
Коэффициенты
— вариации 49
----предела выносливости 117
----ресурса при изнашивании 122
— готовности 108
— динамичности 303
— запаса
----прочности 112
----износостойкости 121
----по сопротивлению усталости 117
376
— теплопередачи 88, 95, 98, 99
— технического использования 108
— эффективности очистки 287
Краскораспылители
— кинетические 339
— пневматические 337
ял
|П
Маркировочные материала 330, 331
Машины
— бетоноукладочные 232
— грунтосмесительные 254
— •— многопроходные 250
— — однопроходные 253
~ длй восстановления асфальтобетонных покрытий 341
— для заделки трещин 352
— для разрушения покрытий 352, 353
— для транспортирования и распределения битума. 351, 35^
— комплект для скоростного строительства цементобетоннУ® покрытий 229
— автоматизация 65
— — бетоноукладчик 233
----— профилировщик основания 232
---- распределитель 233
---- состав 229
---- схема гидрооборудования 48
— маркировочные 332, 340
----— производительность 340
----— рабочее оборудование 335, 337
— подметально-уборочные 287
----классификация 288
----— мощностной бадане 297
-производительность 298
---- рабочее оборудование 289 '
----— тягово-динамический расчет 297
— поливочно-моечные 282
----гидравлический расчет 286
-------классификация 283
— — мощностной баланс 287
----— производительность 287
— — тягово-динамический расчет 286
— уплотняющие 256
— — вибрационные 269
- —— виброударные 268
- статического действия 258
----трамбующие 268
Мельницы для тонкого измельчения 162
— барабанные 163
377
- -- вибрационные 165
— основы расчета 163
— струйные 166
Механизированный инструмент
— с пневматическим приводом
— — гайковерты 360
—---основы расчета 363
----пиротехнический 362
— — сверлильные машины 359
----ударного действия 360
----шлифовальные машины 360
— с электрическим приводом
— ~ виброножницы 358
— — гайковерты 358
— >— дисковая пила 358
— — монтажный труборез 358
— — сверлильные машины 355
----- ударного действия 356
Мойка дорожных покрытий 284, 285
Н
Надежность 105
— показатель (единичный, комплексный) 106
Наработка 105
О
Обеспыливание дорог 291, 297, 298
Ограничение выпадания снежных осадков метеозащитой 329
Отказы 105
— интенсивность 107
— частота
— — в единицу времени 107
— — средняя 112
П
Передачи дорожных машин 50
— гидравлическая 52
— механическая 52
Питатели снегоочистителей 313, 314, 320, 322, 324
Плотность спектральная (нормированная) ПО
Подметальные щетки
— конические 294
378
— ленточные 288
— цилиндрические 291, 294
Предел выносливости 115
Профилировщик основания 229, 232
Процесс случайный
— стационарный 109
— эргодический ПО
Пылеулавливающие агрегаты 226, 228
Р
Рампа водяная 283
Расчет
— давления в гидросистеме 54
— площади поверхности нагревателей 100
— производительности сушильного барабана 86
— процесса горения топлива 83
— распределения нагрузок по осям движителя 59
— расхода теплоносителя 101
— температуры горячих газов 88
— теплоизоляции 94
— тягового баланса 57
— тепловой
оборудования для разогрева покрытий 102
— _ сушильного барабана 86
-топок 93
— устойчивости машины 61
Регенерация асфальтобетона 216
— установка для регенерации 218
Резервирование 123
Ремонтопригодность 105
Ресурс
— гамма-процентный 107
— средний 107
— технический 105
Роторно-лопастной метатель
— дальность отбрасывания 318
— мощность привода 320
— производительность 318
— скорость схода снега 316
— угол загрузки ротора 317
С
Свойства снега
— влажность 299
379
— плотность 299
— сопротивление резанию 299
— углы трения 300
— угол естественного откоса 300
— физико-механические 299
Система машин
— содержания и ремонта дорог и аэР°ДР°М0В 7, 8
— строительства дорог и аэродромов 7, 8
Системы управления дорожных машин
— бескопирные 63
— комбинированные 63, 65
— лазерные 66
— особенности 62
— продольным и поперечным уклоном 64, 66
— следящие 63
Снегоочистители
— газоструйные 326
--- классификация 326
— —
— — рабочее оборудование 327
— — расчет 327
— плужные 301
--- классификация 302
— — коэффициент динамичности 303
---плужно-щеточные 301, 308, 309
— — призма волочения 304, 306
— — продольная устойчивость 307, 30®> 311, 312
— — производительность 312
— — сдвигающего действия 301, 304, 30#
---скоростные отбрасывающего действия 309
---тяговое сопротивление 306, 307, 316, 311
— роторные 312
---классификация 313
---КПД 324, 325
— — мощностной баланс 320 , 323
---производительность 324
--- рабочее оборудование 312, 315
---тягово-динамический расчет 323, 324
Сопротивление усталости 115
Сохраняемость 105
Способы маркировки 331, 334
Станки буровые 126
— ударно-вращательные 128
— ударно-канатные 127
— шарошечные 128
Схема
— алгоритма выбора базового шасси 69
— проектирования передач 53
380
— формирования облика дорожной машины в САПР 43
- по аналогии 45
Т
Терморемонтеры 344, 347
— расчет 348
У
Уровень ремонтных ватрат относительный (ранг) 124
Ф
Фреза дорожная 251
— WSX’KSRJKb
— производительность 253
Функция корреляционная (нормированная) НО
X
Характеристика безопасности 112
ОГЛАВЛЕНИЕ
Предисловие .......................................................... 3
Глава 1. Общие вопросы проектирования дорожных машин.................. 6
1.1. Дорожные машины — основа комплексной механизации
и автоматизации строительства и эксплуатации дорог И
аэродромов .................................................. 6
1.2. Основные тенденции развития машин для строительства И
эксплуатации дорог и аэродромов ............................ 12
1.3. Основные положения по проектированию дорожных машин 16
1.4. Интенсификация разработки новых технических решений 21
1.5. Система показателей качества и технико-экономической
эффективности дорожных машин......................... 30
1.6. Конкурентоспособность дорожных машин............ 37
1.7. Системы автоматизированного проектирования (САПР)
строительных и дорожных машин............................... 40
Глава 2. Особенности привода, систем управления, ходовых устройств и
базовых тягачей дорожных машин....................................... 47
2.1. Особенности привода дорожных машин..................... 47
2.2. Ходовые устройства дорожных машин...................... 55
2.3. Системы управления, автоматизация и роботизация дорож-
ных машин .................................................. 62
2.4. Особенности выбора базовых тягачей дорожных машин 68
Глава 3. Теоретические основы взаимодействия рабочих органов и обо-
рудования дорожных машин со средой .................................. 71
3.1. Основы теории механического взаимодействия рабочих орга-
нов со средой............................................ 71
3.2. Тепловые процессы нагрева и сушки в дорожных машинах 82
Глава 4. Обеспечение надежности элементов и систем дорожных машин
в процессе проектирования........................................... 105
4.1. Основные понятия теории надежности.................... 105
4.2. Влияние прочности, сопротивления усталости и износо-
стойкости на надежность элементов дорожных машин. . . 108
4.3. Определение надежности систем......................... 122
Глава 5. Машины и оборудование для добычи и переработки цаменных
материалов ..................................................... 126
5.1. Машины для добычи каменных материалов............• . 126
5.2. Машины и оборудование для измельчения каменных мате-
риалов .................................................... 129
5.3. Машины и оборудование для сортирования и обогащения ,
материалов................................................. 167
5.4. Дробильно-сортировочные установки и заводы........... 172
382
Глава 6. Машины и оборудование для приготовления и транспортирова-
ния бетонных смесей и работы с битумом............................. 176
6.1. Машины и оборудование для приготовления цементобетон-
ных смесей................................................ 176
6.2. Заводы и передвижные установки для приготовления це-
ментобетонных смесей.................................... 189
6.3. Машины и оборудование для транспортирования бетонных
смесей.................................................... 194
6.4. Машины и оборудование для работы с битумом.......... 196
6.5. Машины и заводы для приготовления асфальтобетонных
смесей и восстановления старого асфальтобетона.... 208
Глава 7. Машины и автоматизированные комплекты машин для строи-
тельства покрытий автомобильных дорог и аэродромов.... 229
7.1. Автоматизированные комплекты машин для строительства
цементобетонных покрытий . j............. 229
7.2. Машины для постройки асфальтобетонных покрытий. . . 239
7.3. Машины и комплекты для строительства усовершенство-
ванных покрытий облегченного типа......................... 250
Глава 8. Машины для уплотнения дорожно-строительных материалов. . 256
8.1. Машины статического действия для уплотнения материалов 256
8.2. Машины динамического действия для уплотнения мате-
риалов .................................................... 268
Глава 9. Машины и оборудование для содержания и ремонта автомобиль-
ных дорог и покрытий аэродромов.................................... 282
9.1. Машины для летнего содержания автомобильных дорог и
покрытий аэродромов....................................... 282
9.2. Машины для зимнего содержания автомобильных дорог и
покрытий аэродромов....................................... 299
9.3. Машины и оборудование для маркировки покрытий
автомобильных дорог и аэродромов.......................... 330
9.4. Машины и оборудование для восстановления и ремонта
покрытий автомобильных дорог.............................. 340
Глава Ю. Механизированный инструмент для производства работ при
строительстве, эксплуатации и ремонте автомобильных дорог
и покрытий аэродромов.............................................. 355
10.1. Механизированный инструмент с электрическим приводом 355
10.2. Механизированный инструмент с пневматическим и гид-
равлическим приводом....................................... 358
Приложение. Вопросы для самоконтроля............................... 365
Список литературы ................................................. 371
Стандарты и руководящие документы ................................. 373
Предметный указатель ............................................ 374