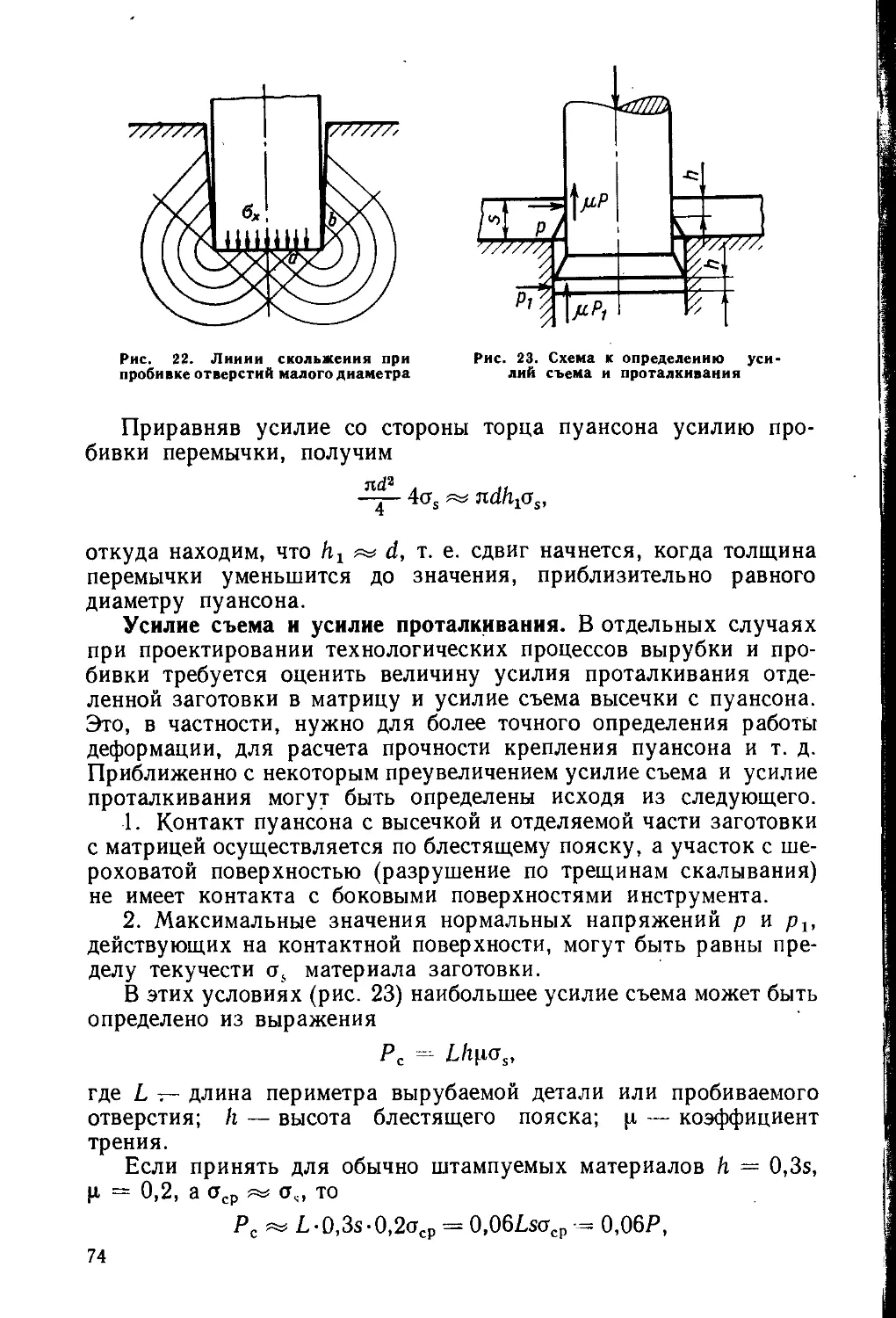
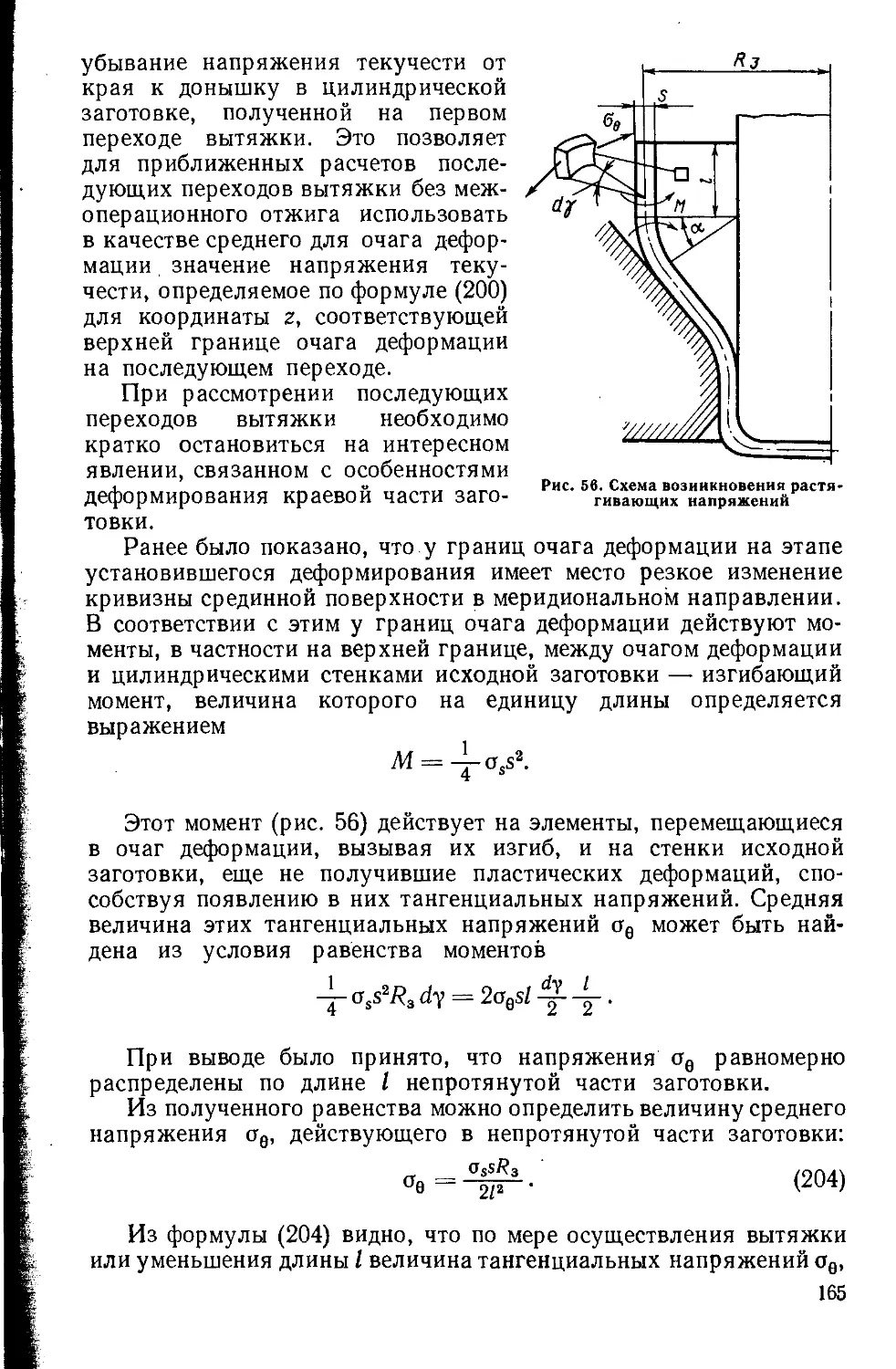
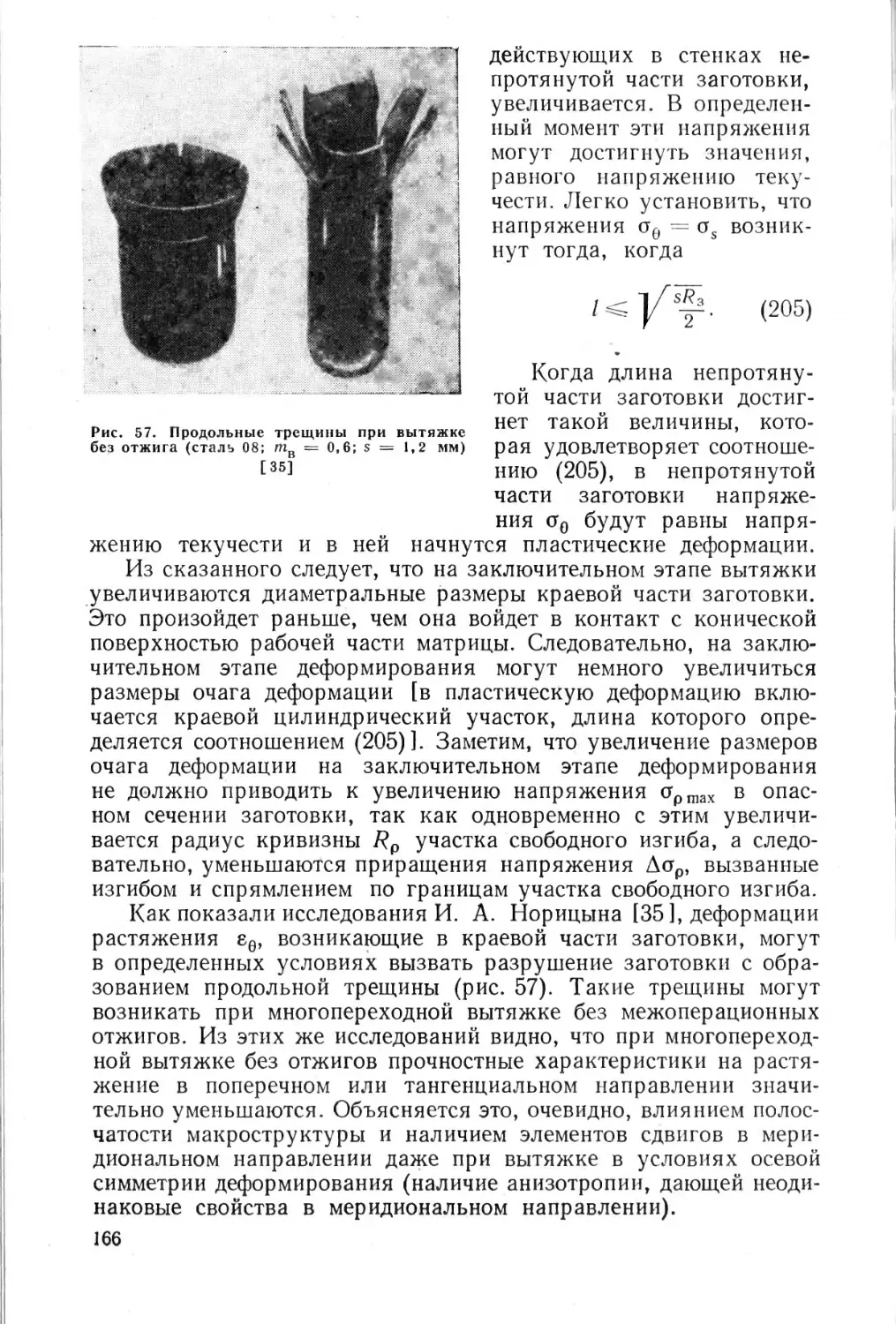
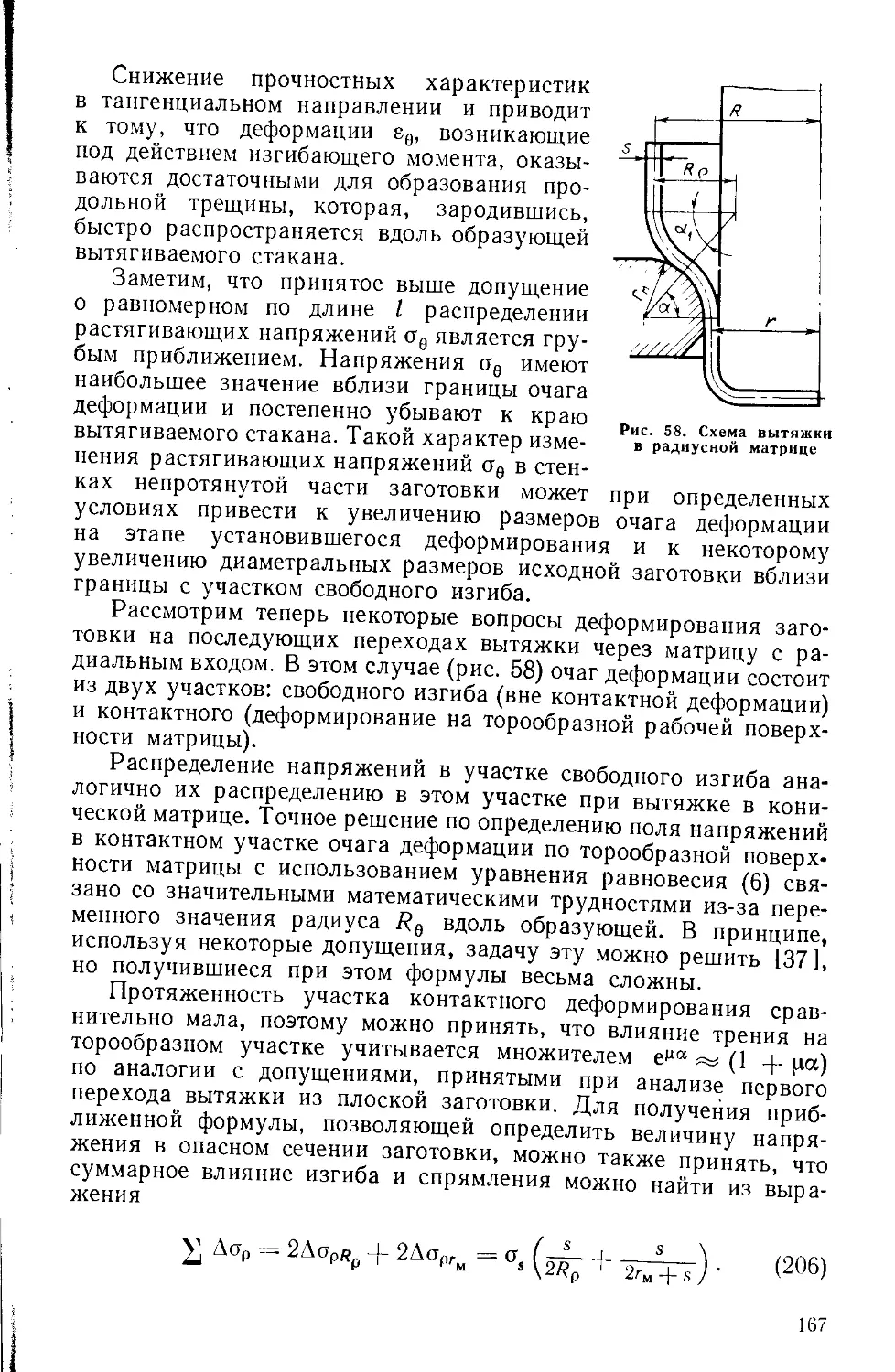
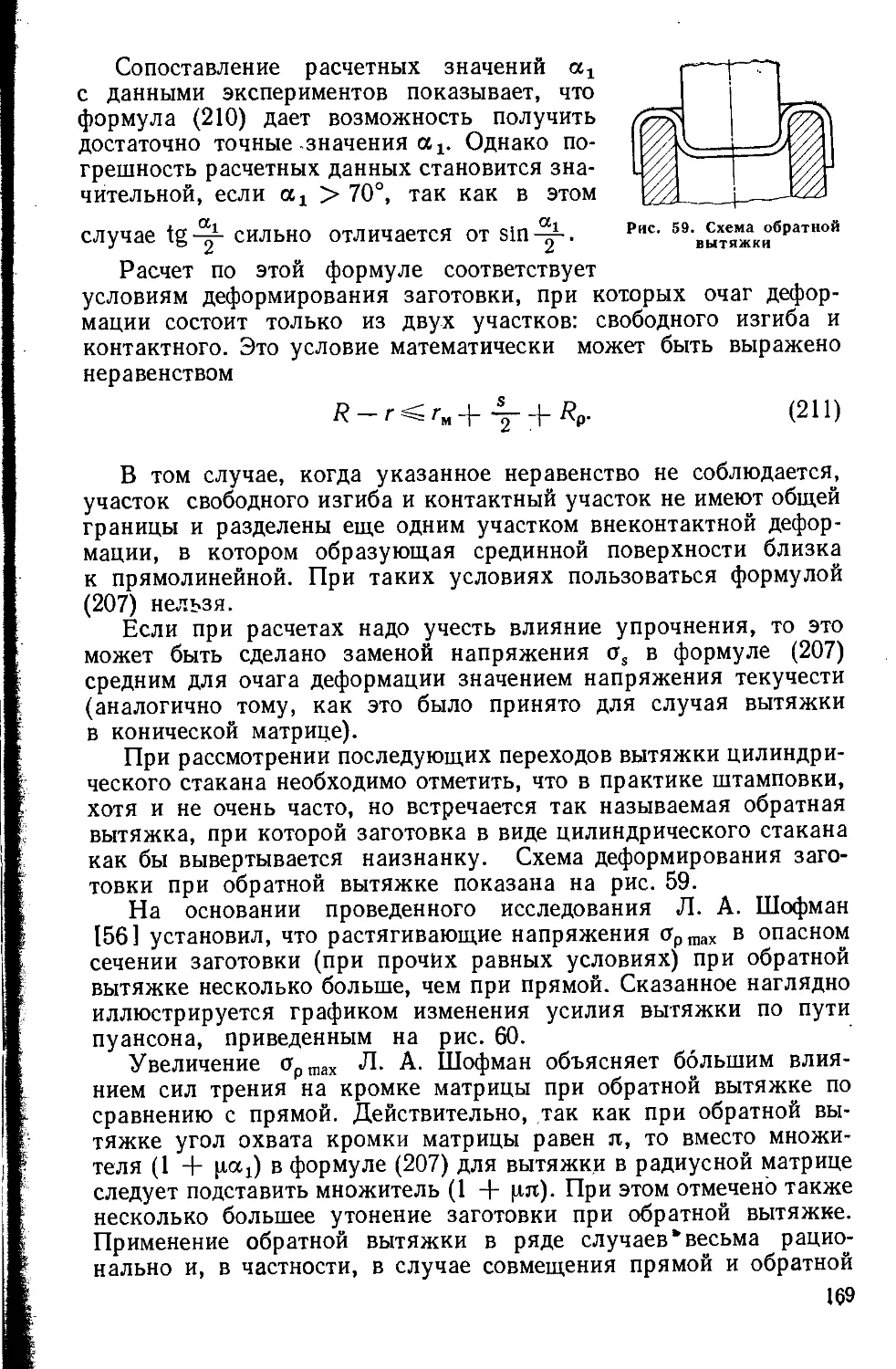
/









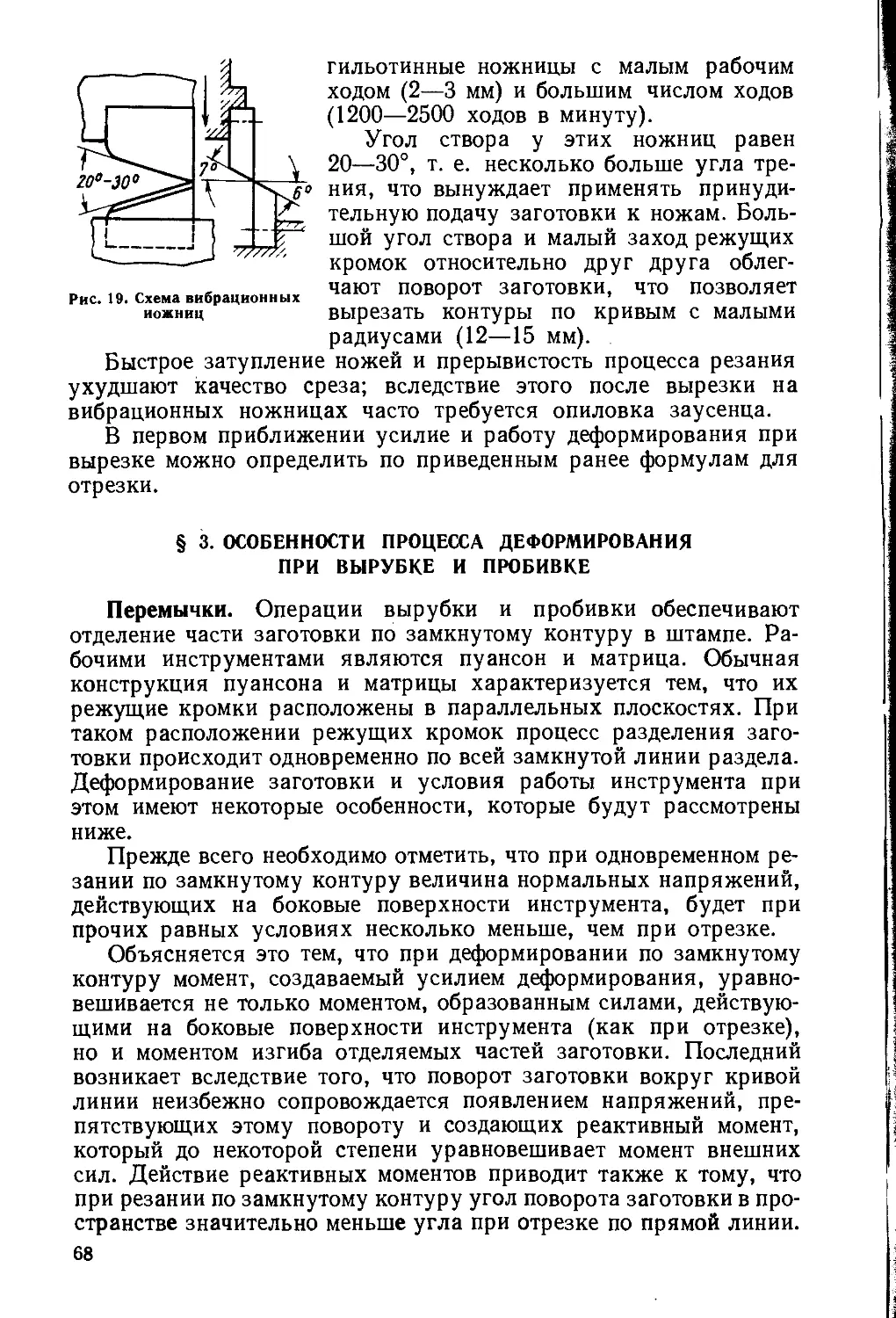




















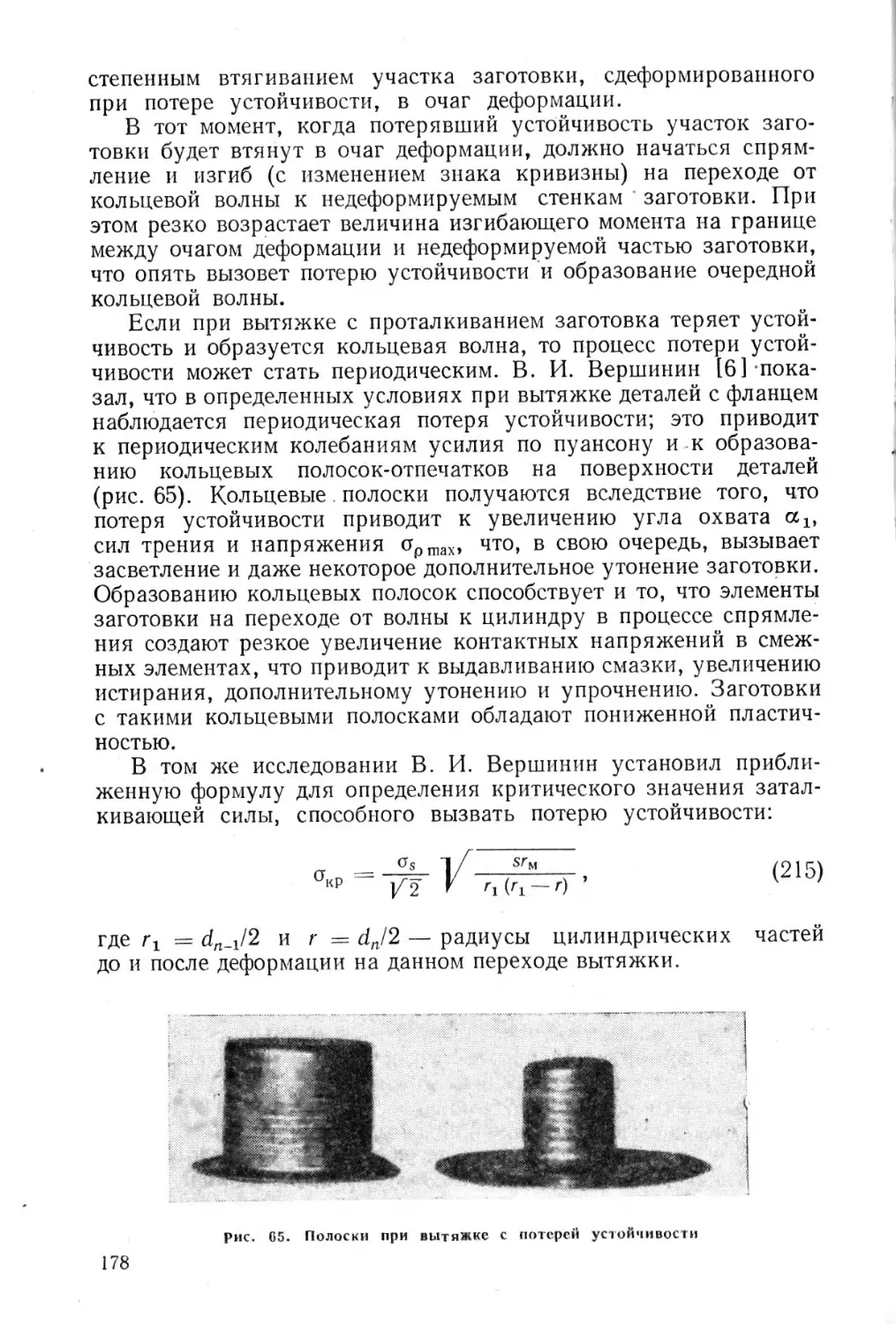
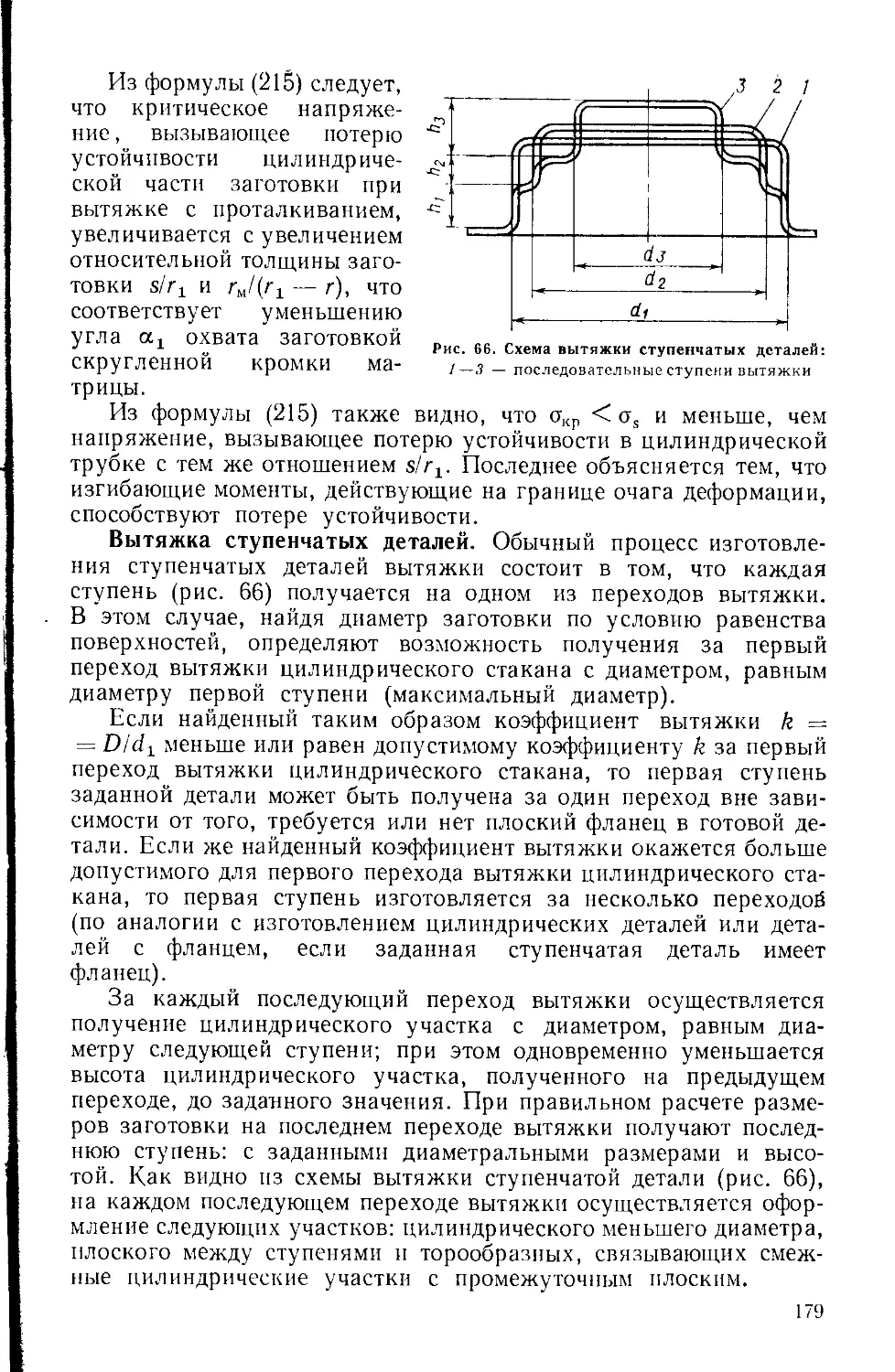
























Text
Е АПОПОВ
ОСНОВЫ ТЕОРИИ
листовой
ШТАМПОВКИ
Е. А. ПОПОВ
ОСНОВЫ ТЕОРИИ
ЛИСТОВОЙ ШТАМПОВКИ
ИЗДАНИЕ ВТОРОЕ, ПЕРЕРАБОТАННОЕ
И ДОПОЛНЕННОЕj
Допущено Министерством высшего и среднего специального
образования СССР в качестве учебного пособия
для студентов вузов, обучающихся по специальности
«.Машины и технология обработки металлов давлением»
Москва
«МАШИНОСТРОЕНИЕ»
1977
/7S&
6П4.2
П58
УДК 621.983.3.001.1 (075.8)
Рецензент
кафедра «Машины и технология обработки металлов давлением»
Московского автомеханического института
Попов Е. А.
П58 Основы теории листовой штамповки. Учебное
пособие для вузов. Изд. 2-е, перераб. и доп. М.,
«Машиностроение», 1977.
278 с. с ил.
В учебном пособии приведен приближенный теоретический анализ
основных операций листовой штамповки, вскрывающий функциональ-
ные зависимости, позволяющие выяснить характер деформирования
заготовки, определить величину допустимой степени деформации и
силовой режим деформирования.
Пособие предназначено для студентов вузов по специальности
«Машины н технология обработки металлов давлением:». Оно может
быть также полезным для инженерно-технических работников, зани-
мающихся вопросами обработки металлов давлением.
п
31205-081
038(01)-77
-081-78
6П4.2
тво «Машиностроение», 1977 г.
ВВЕДЕНИЕ
Листовая штамповка, или штамповка листового материала,
является широко распространенной и весьма прогрессивной раз-
новидностью технологии обработки металла давлением. Исполь-
зуя в качестве исходной заготовки листовой материал (полосу,
ленту, лист), листовой штамповкой можно изготовлять большую
номенклатуру самых разнообразных плоских и пространственных
деталей.
Листовая штамповка находит применение во всех отраслях
производства, связанных с изготовлением металлических деталей.
Особенно большое применение она находит в таких отраслях,
как автомобиле-, тракторо- и самолетостроение, в оборонной
промышленности, приборостроении, при изготовлении предметов
домашнего обихода и т. д.
К числу достоинств листовой штамповки, обеспечивающих
все возрастающее ее применение в промышленности, можно от-
нести следующие. ‘
1. Возможность изготовления деталей с минимальной металло-
емкостью, которую нельзя получить другими способами металло-
обработки.
2. Высокую точность штампуемых деталей, обеспечивающую
их взаимозаменяемость.
3. Хорошее качество поверхности отштампованных деталей
(в условиях холодной штамповки), что наряду с их точностью
позволяет полностью исключить или свести к минимуму обработку
резанием.
4. Сравнительно высокую производительность труда даже
при ручной подаче заготовок.
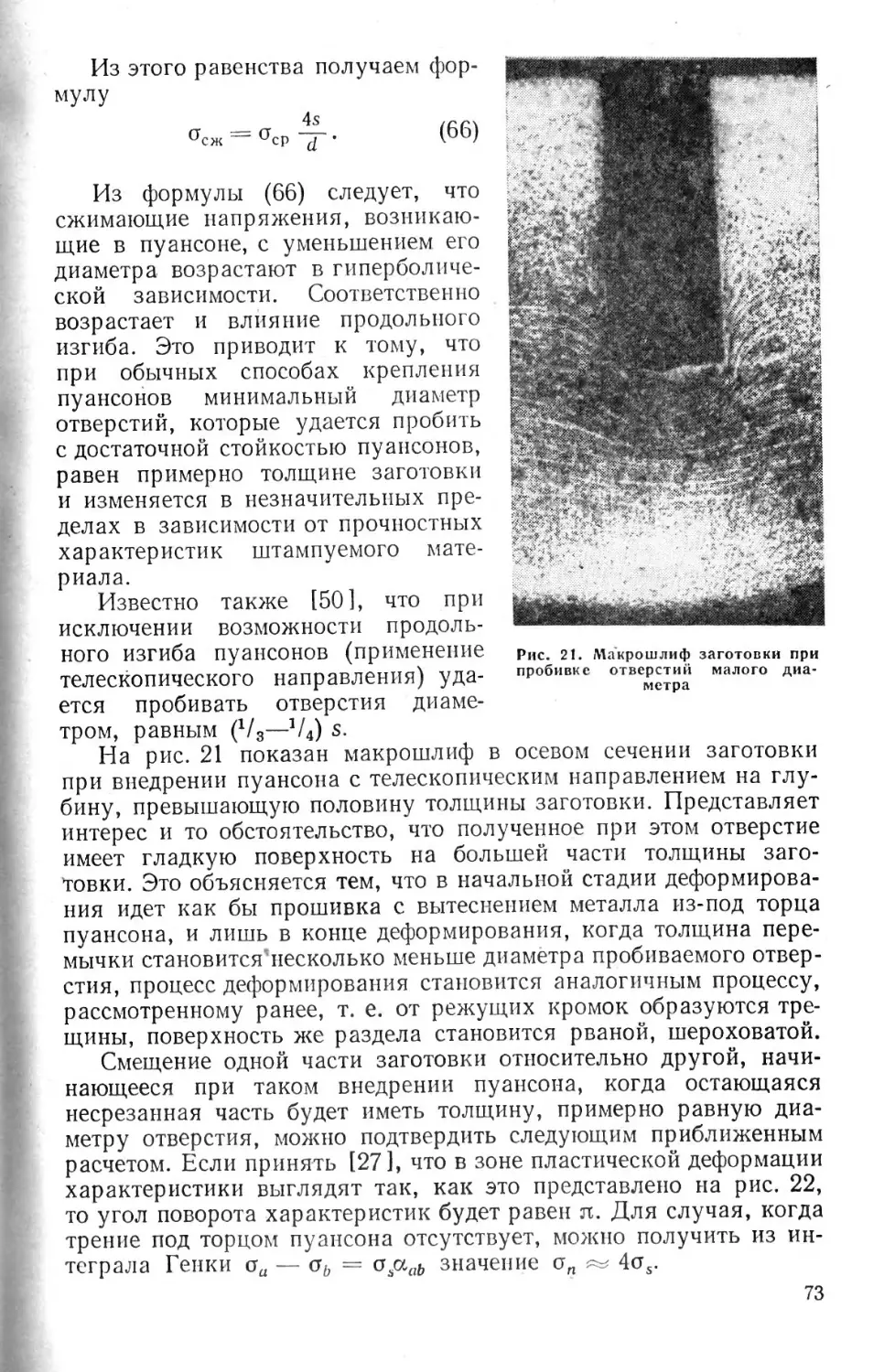
5. Сравнительную простоту механизации и автоматизации
процессов листовой штамповки.
6. Приспособляемость к масштабам производства.
7. Относительно небольшой отход металла.’
8. Возможность получения различных и оптимальных меха-
нических свойств в разных участках деталей, получаемых штам-
повкой.
Некоторые из отмеченных достоинств листовой штамповки
связаны с тем, что формоизменение заготовки осуществляется
1* 3
путем ее пластического деформирования, причем одновременному
деформированию подвергается значительная часть заготовки.
Холодная штамповка, характеризующаяся деформированием
заготовки без предварительного нагрева, обычно сопровождается
упрочнением металла, качество поверхности при этом, как пра-
вило, не ухудшается, а может даже улучшиться по сравнению
с качеством поверхности исходной листовой заготовки.
Изменение механических, а иногда и физико-химических
свойств металла в процессе его пластического деформирования
открывает дополнительные возможности (сверх технологических
и конструктивных возможностей листовой штамповки) создания
максимально облегченных конструкций при заданной их проч-
ности и жесткости.
Совершенствование технологии, конструкций штампов и ис-
пользуемого оборудования привело к тому, что листовая штам-
повка применяется для изготовления деталей самых разнообраз-
ных размеров (от долей миллиметра до нескольких метров) и
конфигураций (от простых плоских деталей до сложных простран-
ственных типа облицовочных деталей автомобиля, самолета или
деталей приборов). Тем не менее процесс развития листовой штам-
повки далеко не завершен; в настоящее время наблюдается тен-
денция все более интенсивного совершенствования способов
штамповки, оснастки и оборудования, применяемых для штам-
повки.
Создаются совершенно новые способы штамповки, например
взрывная и электромагнитная; коренным образом изменяются
обычные способы штамповки введением, например, дифференци-
рованного нагрева заготовки; создаются машины, открывающие
новые технологические возможности, например для давильных
работ с утонением заготовки и т. п.
В этих условиях особенно актуальной становится задача раз-
работки научных основ построения рациональных технологиче-
ских процессов, дающих минимальные трудоемкость и себестоимость
изготовления заданных деталей при наилучшем их качестве.
Технологические процессы листовой штамповки можно разде-
лить на операции, поочередное применение которых позволяет
придать исходной плоской заготовке форму и размеры детали,
заданной к изготовлению.
В основу деления технологических процессов листовой штам-
повки на операции можно положить такие признаки, как харак-
тер формоизменения, схема напряженного состояния и назначение
операции.
Каждая из операций листовой штамповки имеет определенную,
характерную для данной операции схему напряженного состояния
в участке, получающем пластическую деформацию, и присущее
этой операции изменение размеров заготовки. Иногда, как будет
показано ниже, оказывается удобным кроме указанных двух
признаков характеризовать операции еще и по назначению.
4
Все операции листовой штамповки можно объединить в две
группы: разделительные и формоизменяющие. При выполнении
разделительных операций деформирование заготовки происходит
вплоть до разрушения. Для успешного выполнения этих операций
стремятся к максимальной локализации зоны, в которой имеют
место пластические деформации. При выполнении формоизменя-
ющих операций не должно происходить разрушения заготовки.
При этом обычно стремятся к созданию условий, при которых
может быть получено наибольшее формоизменение заготовки без
ее разрушения.
Если в разделительных операциях стремятся к максимальной
локализации очага пластической деформации, то в формоизменя-
ющих операциях стремятся избежать ее. Заметим, что очагом
пластической деформации называется та часть заготовки, пласти-
ческая деформация которой обеспечивает формоизменение, харак-
терное для той или иной операции листовой штамповки.
В классическом виде операции листовой штамповки осуще-
ствляются действием на заготовку двух рабочих инструментов —
пуансона и матрицы. Пуансоном называется инструмент, охваты-
ваемый заготовкой в процессе деформирования, а матрицей —
инструмент, охватывающий заготовку в процессе ее деформиро-
вания.
Степень локализации очага пластической деформации зависит
от размерных характеристик инструмента, в частности, от вели-
чины зазора между матрицей и пуансоном и от радиусов скругле-
ния рабочих кромок пуансона и матрицы. Чем меньше зазор и
радиусы скругления рабочих кромок инструмента, тем (более
подробно об этом будет сказано ниже) больше локализуется очаг
пластической деформации около рабочих кромок пуансона и
матрицы.
В разделительных операциях зазор между пуансоном и матри-
цей обычно составляет десятые или даже сотые доли от толщины
заготовки.
Обычно в формоизменяющих операциях кромки пуансона и ма-
трицы скруглены радиусами, значительно большими толщины заго-
товки; зазор принимается немного большим толщины заготовки.
Дадим краткую характеристику основных разделительных и
формоизменяющих операций листовой штамповки. Из раздели-
тельных операций отметим следующие.
Отрезка — полное отделение части заготовки по незамкнутому
контуру.
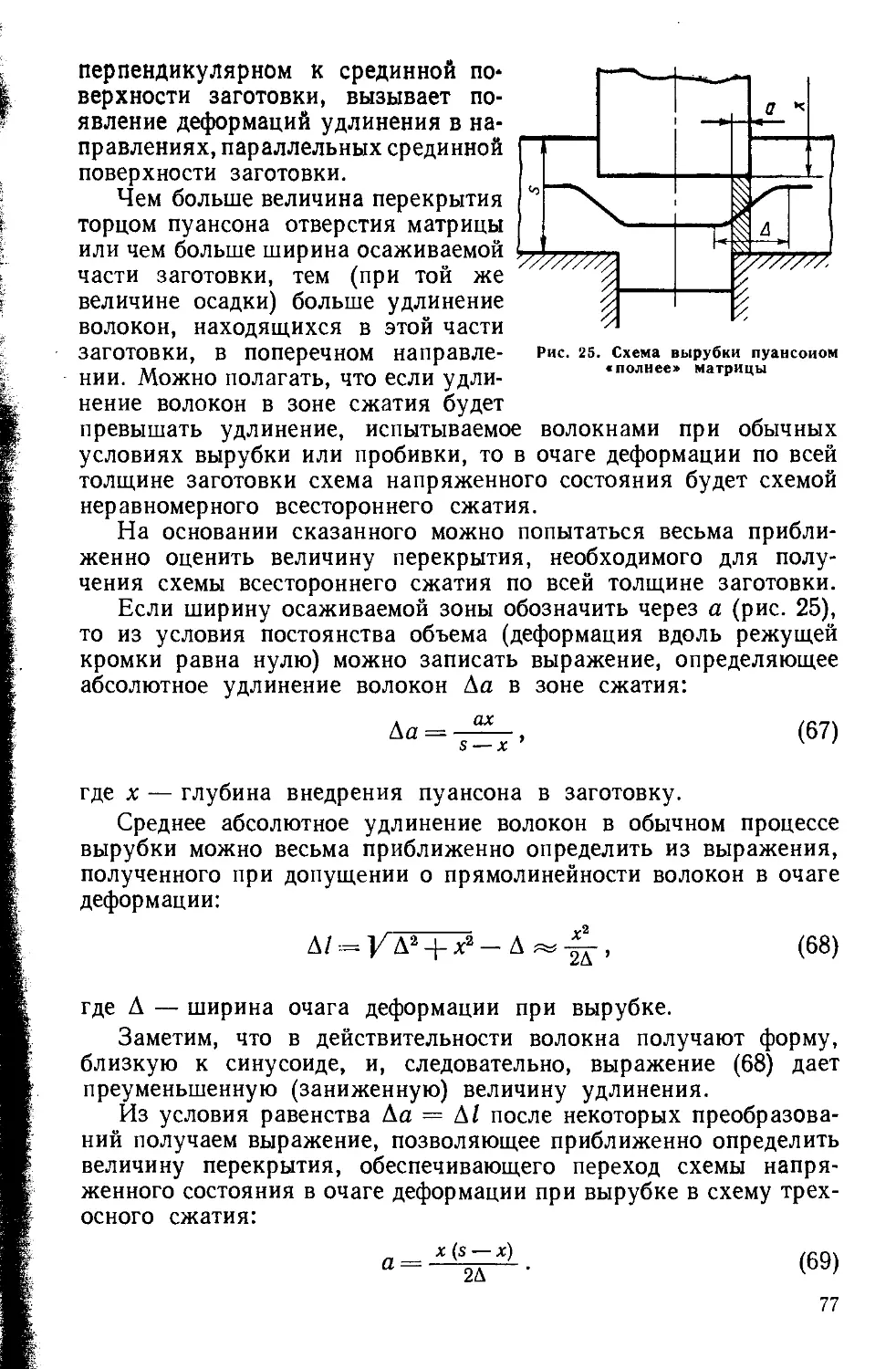
Вырубка — отделение части заготовки по замкнутому кон-
туру в штампе, причем отделенная, смещенная в матрицу часть
заготовки является деталью или полуфабрикатом для последу-
ющей штамповки, механической или иной обработки.
Пробивка — отделение части заготовки по замкнутому кон-
туру в штампе, причем отделенная, смещенная в матрицу часть
заготовки является отходом (получение отверстий).
5
Надрезка — отделение части заготовки по незамкнутому кон-
туру без нарушения связи разделяемых частей заготовки по дру-
гим участкам контура.
Обрезка — отделение краевой части (припуска) полуфабри-
ката, полученного формоизменяющими операциями.
Зачистка — отделение припуска со снятием стружки на боко-
вых поверхностях полуфабриката, полученного вырубкой или
пробивкой отверстия.
Во всех операциях, за исключением зачистки, очаг пластиче-
ской деформации охватывает всю толщину заготовки и имеет
ограниченную, по возможности минимальную протяженность
в плоскости заготовки (в направлении, перпендикулярном к по-
верхности раздела).
В зачистных операциях очаг деформации еще более локали-
зован вблизи режущей кромки и охватывает лишь долю толщины
заготовки; удаление припуска осуществляется срезанием стружки,
аналогично тому как это имеет место при обработке резанием.
Из формоизменяющих операций отметим следующие.
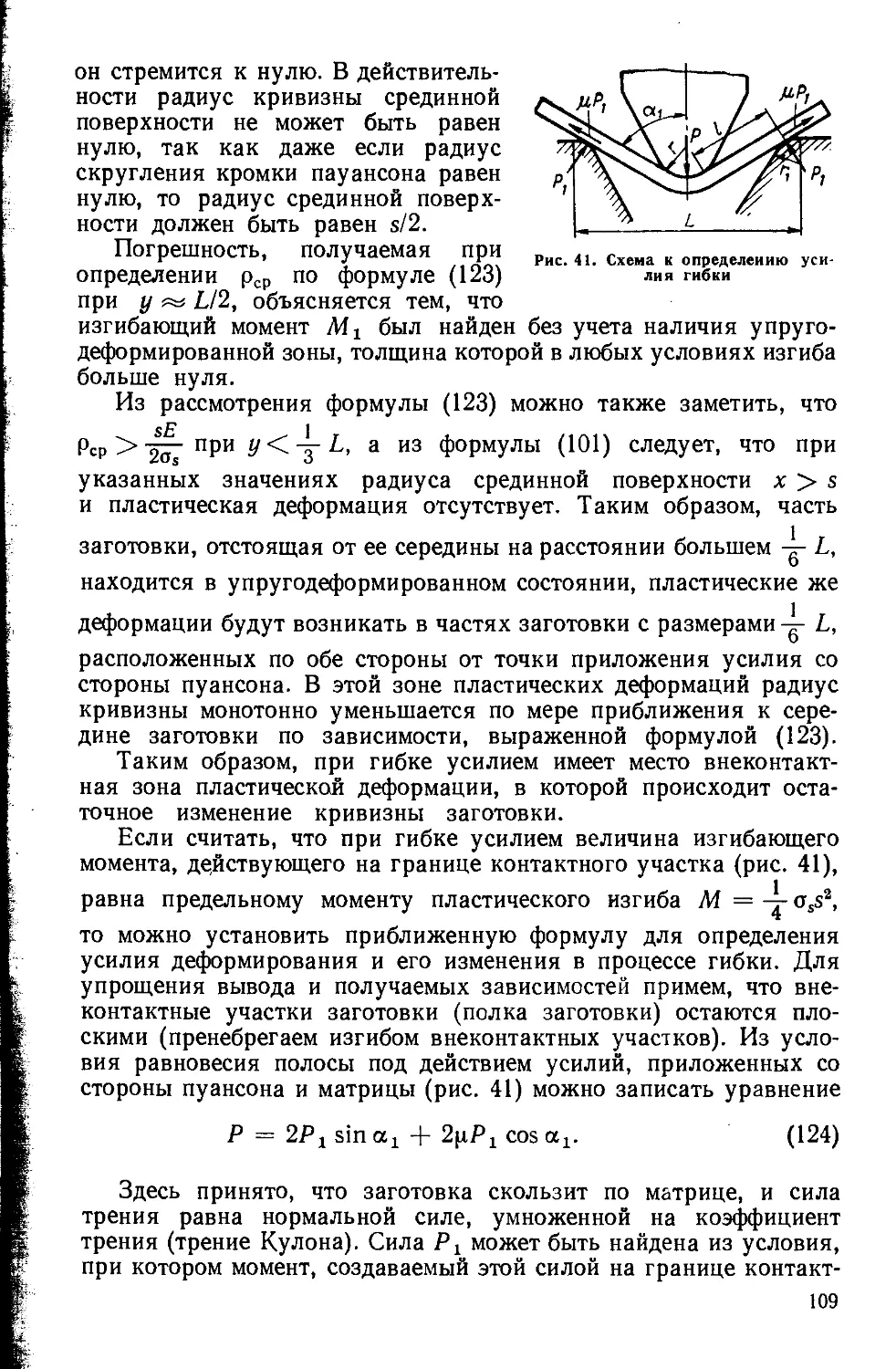
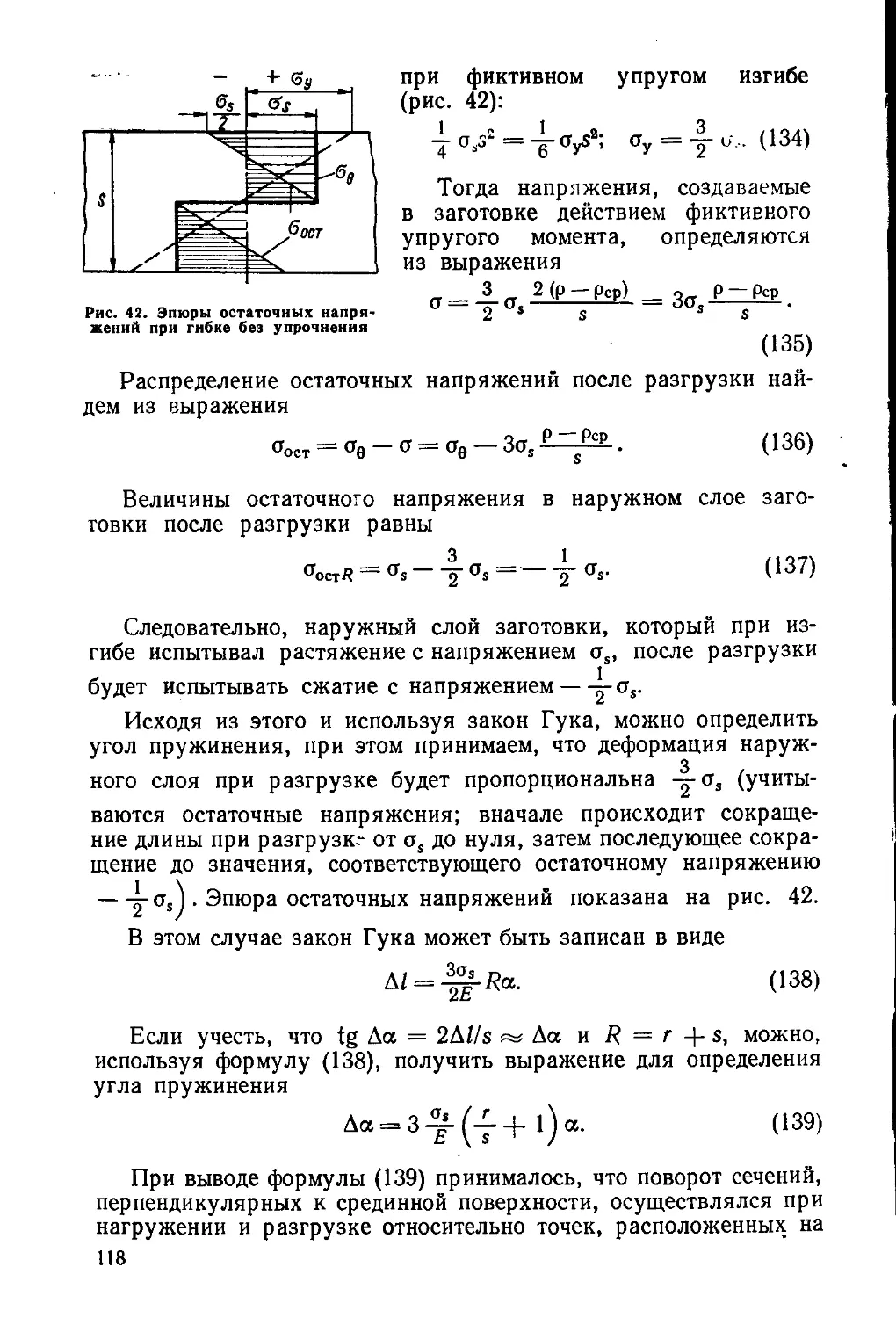
Гибка — изменение кривизны срединной поверхности заго-
товки без существенного изменения ее линейных размеров. Очаг
деформации охватывает всю толщину заготовки и имеет значи-
тельную протяженность в поперечных направлениях, причем
поле напряжений и деформаций переменно по толщине заготовки.
Вытяжка без утонения стенки — превращение плоской заго-
товки в полое изделие или увеличение высоты полого полуфабри-
ката путем протягивания через матрицу с уменьшением попереч-
ных размеров заготовки, но без принудительного ее утонения.
Очаг пластической деформации охватывает периферийные участки
заготовки (фланец), схема напряженного состояния в очаге де-
формации близка к плоской разноименной с меридиональными
растягивающими напряжениями.
Вытяжка с утонением стенки — увеличение высоты полого
полуфабриката за счет уменьшения толщины его стенки. Очаг
деформации обычно охватывает часть заготовки, которая нахо-
дится в зазоре между пуансоном и матрицей и одновременно кон-
тактирует с поверхностями пуансона и матрицы.
Схема напряженного состояния в очаге деформации объемная
разноименная с меридиональными растягивающими напряжениями.
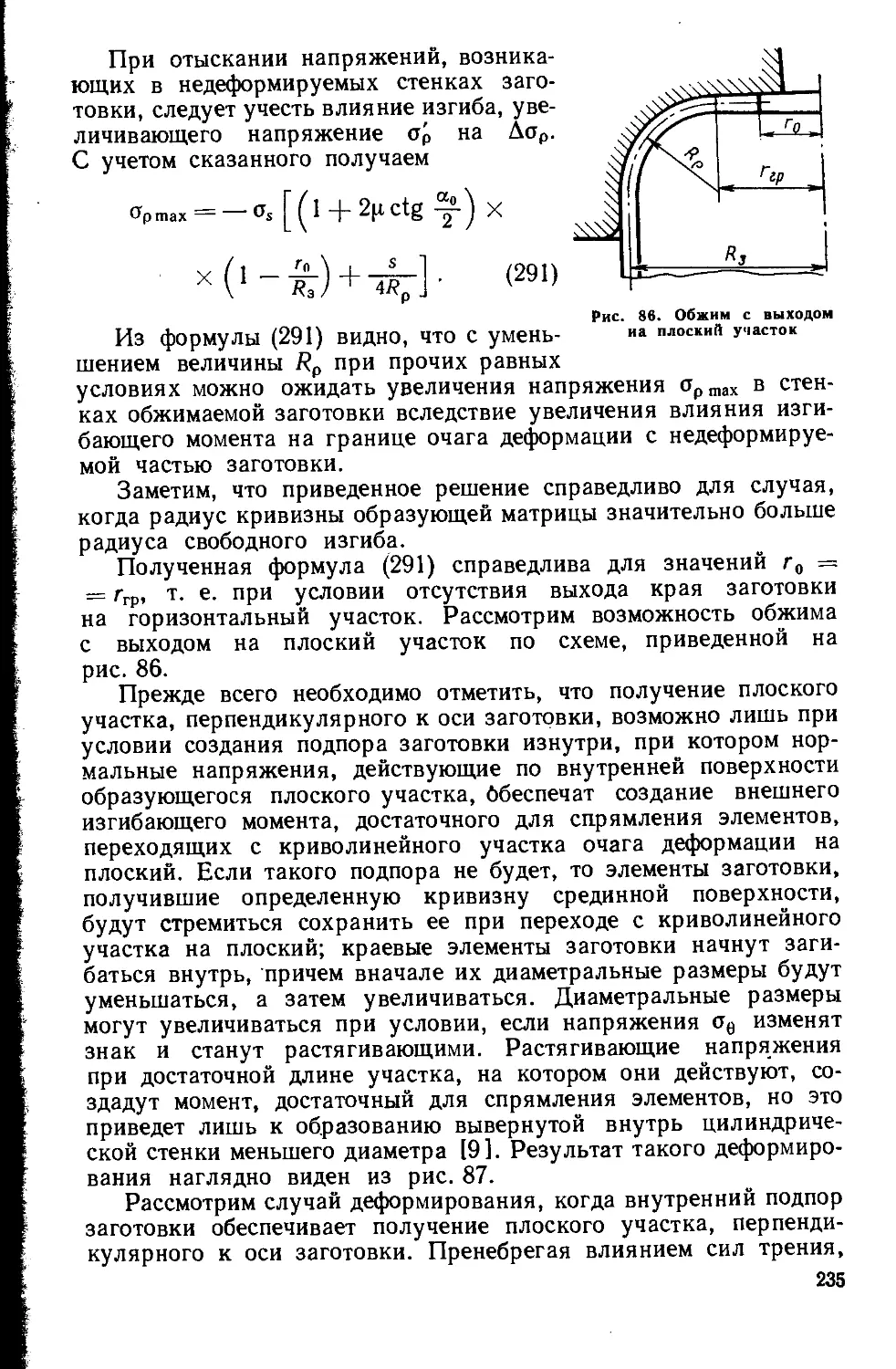
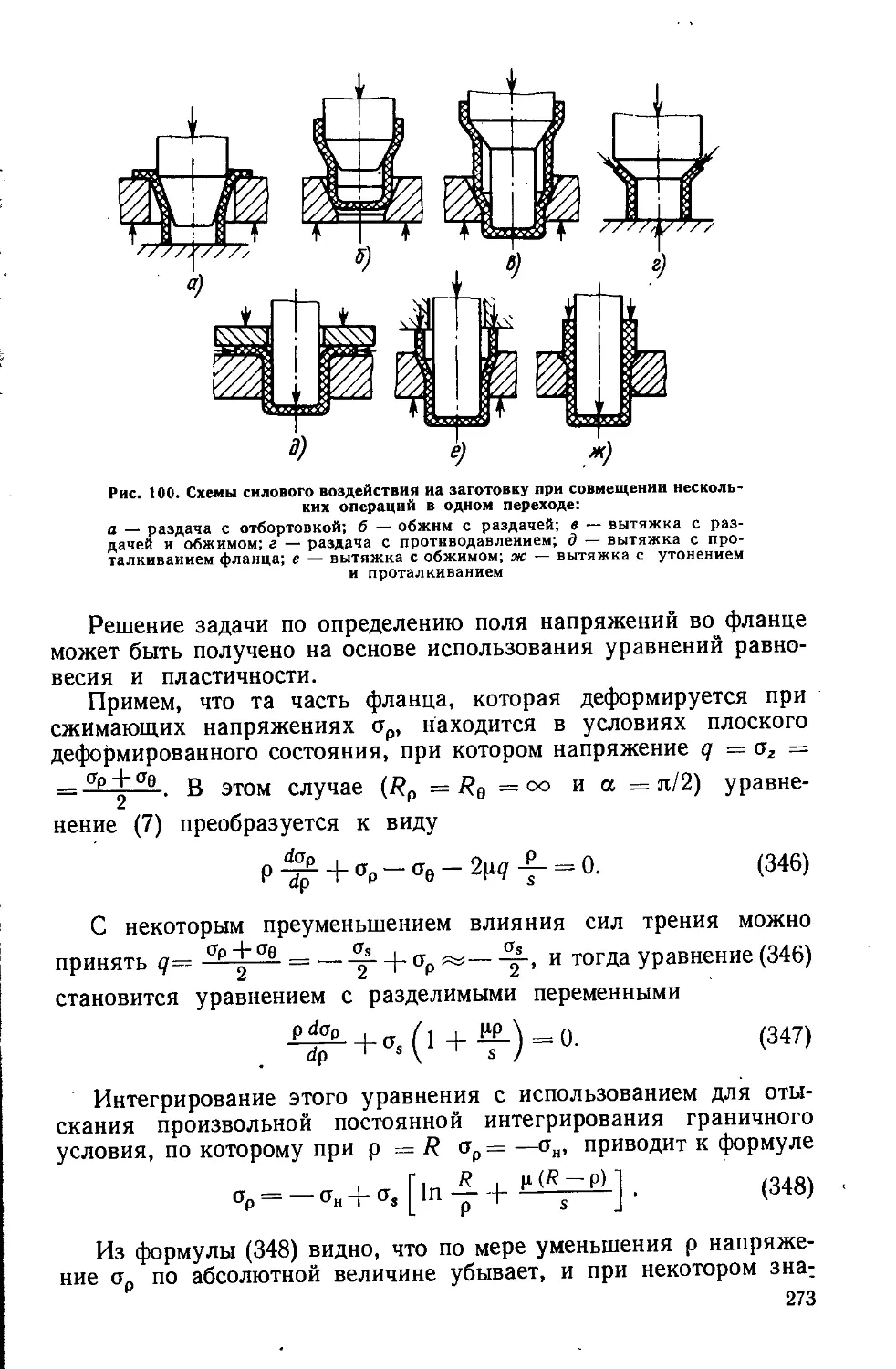
Обжим — уменьшение поперечного сечения краевой части по-
лого полуфабриката путем заталкивания его в сужающуюся
рабочую полость матрицы. Очаг деформации контактирует только
с рабочей полостью матрицы, а схема напряженного состояния
близка к плоской одноименной схеме сжатия.
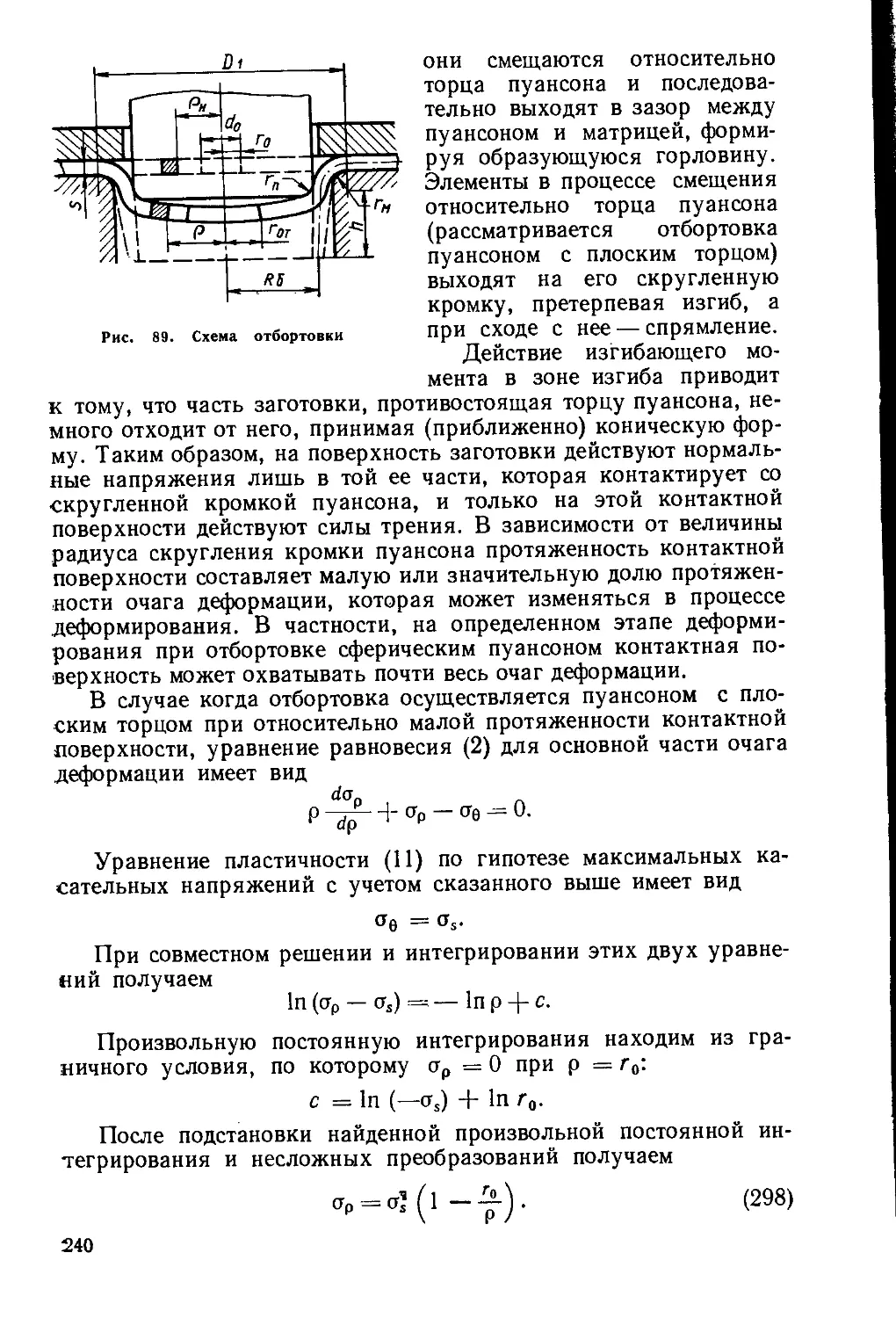
Отбортовка — образование горловин путем вдаливания в ма-
трицу части заготовки, противостоящей отверстию матрицы, с одно-
временным увеличением периметра отверстия, предварительно
пробитого в этой части заготовки. Очаг деформации охватывает
часть заготовки, находящуюся напротив отверстия матрицу,
6
а схема напряженного состояния в нем близка к плоской одно-
именной схеме растяжения.
Раздача — увеличение поперечных размеров краевой части
полого полуфабриката путем внедрения в него пуансона с посте-
пенно увеличивающимися размерами поперечного сечения. Очаг
деформации контактирует только с рабочей поверхностью пуан-
сона, а схема напряженного состояния близка к плоской разно-
именной, с меридиональными сжимающими напряжениями при
опоре заготовки на торец.
Формовка — образование местных выпуклостей за счет умень-
шения толщины заготовки при неизменных ее наружных раз-
мерах.
Очаг деформации обычно охватывает часть заготовки, распо-
ложенную напротив отверстия матрицы, а схема напряженного
состояния близка к плоской одноименной схеме растяжения.
Во всех операциях листовой штамповки поле напряжений и
деформаций неоднородно, т. е. напряжения в очаге деформации
являются функцией координат в каждый момент деформирования;
кроме того, они могут изменяться во времени по мере деформи-
рования заготовки.
Величина и распределение напряжений в очаге деформации
зависят от многих факторов, связанных с размерными характе-
ристиками инструмента, с контактными условиями деформирова-
ния, с температурно-скоростными условиями деформирования и т.п.
При формоизменяющих операциях напряжения и деформации,
которые имеют место в очаге деформации, в большинстве случаев
определяют величину допустимого формоизменения заготовки.
Заметим, что величина допустимого формоизменения в операциях
листовой штамповки ограничивается или разрушением заготовки,
или потерей устойчивости, приводящей к недопустимому иска-
жению формы.
В тех случаях, когда в пределах допустимого формоизменения
заготовки при однократном и одновременном деформировании
не удается получить формоизменение, потребное для получения
заданной детали, выполнение операции разделяется на переходы.
Чем больше потребное формоизменение и чем меньше допу-
стимое формоизменение, тем большее число переходов необходимо
для изготовления данной детали. Следовательно, для сокращения
длительности технологического цикла и уменьшения потребного
числа переходов необходимо максимально увеличить допустимое
формоизменение.
Анализ процесса деформирования заготовки в операциях
листовой штамповки с использованием теории пластичности позво-
ляет оценить характер и степень влияния отдельных факторов
на величину допустимого формоизменения заготовки.
Аналитическое и численное решение задач, связанных с оты-
сканием полей напряжений и деформаций, и определение на основе
этого решения величины допустимой степени деформации с учетом
влияния основных факторов составляет первую задачу, решаемую
теорией листовой штамповки.
Выявление причин брака и борьба с ним вызывают большие
трудности при отладке технологических процессов листовой
штамповки.
Сложность зависимостей и одновременность влияния многих
факторов на процесс деформирования создают большие трудности
в установлении причин возникновения отдельных дефектов,
а иногда и в уяснении механизма их образования. Отсюда второй
задачей, решаемой теорией листовой штамповки, является выяс-
нение механизма деформирования заготовки, оценка характера
и степени влияния отдельных факторов на процесс деформирова-
ния для нахождения причин образования дефектов штампуемых
деталей и способов борьбы с ними.
Точность штампованных деталей, служащая одним из по-
казателей их качества, зависит от условий штамповки и вели-
чин напряжений и деформаций, возникающих в заготовке при ее
деформировании.
Третьей задачей, решаемой теорией листовой штамповки,
является оценка влияния условий деформирования и, в частности,
величины и распределения напряжений, возникающих в заго-
товке при ее деформировании, на точностные показатели полу-
чаемых деталей.
При разработке технологических процессов и их отладке
зачастую возникают трудности, связанные с получением заданных
размерных и прочностных характеристик штампованных деталей.
Это вызвано тем, что поле деформаций, являющееся функцией
поля напряжений, зависит от условий деформирования и может
изменяться в процессе деформирования.
Отыскание поля конечных деформаций или же величины де-
формаций, получаемых любым элементом заготовки в результате
ее деформирования, является четвертой задачей, решаемой в тео-
рии листовой штамповки.
Решение указанных и некоторых других задач может дать
технологам научно обоснованные данные по проектированию и
отладке технологических процессов листовой штамповки.
Следует отметить, что решение этих задач на основе теории
пластичности с учетом одновременного влияния многих факто-
ров наталкивается на значительные математические трудности, не
позволяющие в большинстве случаев получить точные решения
в виде формул, функционально отражающих влияние основных
факторов на процесс деформирования. В то же время такие фор-
мулы представляют особую ценность, так как они позволяют не
только осознать процесс деформирования в той или иной опера-
ции листовой штамповки, но и создать условия для сознательного
управления технологическими процессами.
Трудности, связанные с учетом влияния многих факторов на
процесс деформирования в математическом анализе операций
8
листовой штамповки, привели к тому, что вначале учитывали
лишь некоторые из основных факторов (например, величину фор-
моизменения и трение на контактных поверхностях) при значи-
тельном упрощении формы очага деформации. Полученные за-
висимости давали неточное представление о процессе деформиро-
вания и могли явиться исходными для отыскания формул, позво-
ляющих приближенно определять усилие деформирования.
По мере изучения процесса деформирования в операциях
листовой штамповки и разработки способов учета все боль-
шего числа влияющих факторов в аналитических решениях
последние становились точнее, а главное, они более полно отра-
жали реальные условия деформирования. Увеличивалась и прак-
тическая ценность полученных формул и зависимостей, так как
они позволяли не только более точно оценивать влияние отдель-
ных факторов на величину потребного усилия деформирования,
но и решать другие интересующие технологов вопросы, связанные
с определением допустимой степени деформации, оценкой точности
получаемых деталей и т. п.
Большой вклад в разработку научных основ технологии ли-
стовой штамповки внесли многие отечественные и зарубежные
ученые. Большую ценность представляют труды советских ученых
С. И. Губкина, Л. А. Шофмана, И. А. Норицына, Р. В. Пихтов-
никова, Е. И. Исаченкова, А. Д. Томленова, М. Н. Горбунова,
В. Т. Мещерина, И. П. Ренне и многих других, а также зарубеж-
ных ученых Г. Закса, Э. Зибеля, X. Свифта, Э. Томсена, Ш. Ка-
бояши, В. Джонсона и др.
Теория листовой штамповки продолжает развиваться и со-
вершенствоваться.
В настоящей работе рассмотрены операции листовой штам-
повки с использованием теории обработки металлов давлением
для анализа этих операций и выяснения характера влияния основ-
ных факторов на процесс деформирования.
Так как излагаемые в данной книге материалы предназначены
для использования при чтении курса «Технология холодной
штамповки», а также могут быть полезны широкому кругу инже-
нерно-технических работников, занимающихся холодной штампов-
кой, автор стремился не усложнять аналитические решения и ши-
роко использовать приемлемые допущения и упрощения с тем,
чтобы получить максимально простые зависимости, отражающие
действительные условия деформирования.
Развиваются направления теории листовой штамповки, свя-
занные с учетом таких особенностей, как влияние инерционных
сил и волновых процессов при импульсном нагружении, влияние
анизотропии механических свойств заготовки, переменного тем-
пературного поля и т. п.
ГЛАВА I
ОБЩИЕ ПОЛОЖЕНИЯ
ТЕОРИИ ЛИСТОВОЙ ШТАМПОВКИ
Формоизменение в операциях листовой штамповки осуще-
ствляется под действием внешних сил, вызывающих появление
пластических деформаций.
Даже в разделительных операциях, назначение которых
довести заготовку до разрушения, последнее является заверша-
ющей стадией пластического деформирования. Отсюда' следует,
что математический анализ процесса деформирования во всех
операциях листовой штамповки должен основываться на общих
положениях теории пластической деформации.
Как известно из теории пластических деформаций, математи-
ческий анализ процессов деформирования осуществляется путем
совместного решения уравнений равновесия, уравнения пластич-
ности (предельного состояния), уравнений связи напряжений и
деформаций (или скоростей деформаций), уравнений неразрыв-
ности деформаций и уравнения сплошности. Для отыскания про-
извольных постоянных интегрирования указанных уравнений,
большинство которых задано в дифференциальной форме, исполь-
зются граничные условия, определяемые заданными условиями
деформирования.
Решение этой громоздкой системы уравнений связано с боль-
шими математическими трудностями. Эти трудности усугубляются
тем, что при пластических деформациях отсутствует линейная
связь между напряжениями и деформациями, граничные условия
зачастую меняются по ходу деформирования, а процесс дефор-
мации является немонотонным. Отмеченные трудности вынуж-
дают прибегать при анализе операций обработки металлов
давлением к схематизации процессов деформирования.
Значительно упрощаются решения, если деформирование осу-
ществляется в условиях плоского напряженного или плоского
деформированного состояния или может быть принято с доста-
точной степенью точности происходящим в этих условиях. Поло-
жительной особенностью листовой штамповки, в значительной
степени облегчающей выполнение анализа, является то, что в боль-
шинстве операций схема напряженного состояния может быть
принята плоской с достаточной степенью приближения к реаль-
ным условиям деформирования.
10
Однако даже в этих условиях не могут быть получены строгие
математические решения, особенно в виде аналитических зависи-
мостей без пренебрежения влиянием некоторых факторов и без
значительной схематизации процессов деформирования.
Стремление максимально приблизить принимаемую схему
деформирования к реальной и учесть в решении влияние боль-
шего числа факторов привело к разработке и обоснованию
особых приемов упрощения исходных уравнений, к созданию
способов приближенного учета влияния отдельных факторов на
процесс деформирования.
Схематизация, применяемая при анализе операций листовой
штамповки, различна для разных операций. Это объясняется
и различием схем напряженного состояния, и различной степенью
влияния отдельных факторов на процесс деформирования. Наи-
более грубой схематизацией приходится пользоваться при ана-
лизе разделительных операций листовой штамповки. Объяс-
няется это тем, что действительное поле напряжений и деформа-
ций в разделительных операциях весьма неоднородно и меняется
по ходу деформирования; кроме того, трудно задать определенные
граничные условия.
Значительно проще, с использованием менее грубой схемати-
зации, решаются задачи, связанные с анализом процесса деформи-
рования в формоизменяющих операциях.
С использованием разработанных в теории обработки металлов
давлением способов приближенных решений создана сравнительно
стройная методика анализа формоизменяющих операций листовой
штамповки, позволяющая учесть влияние многих факторов на
процесс деформирования.
Обоснование методики учета влияния отдельных факторов на
процесс деформирования в формоизменяющих операциях листо-
вой штамповки можно найти в работах по теории обработки ме-
таллов давлением [37, 53, 56].
Ниже будут кратко рассмотрены основные уравнения, исполь-
зуемые в анализе операций листовой штамповки, и способы при-
ближенного учета влияния отдельных факторов на процесс де-
формирования.
§ 1. УРАВНЕНИЯ РАВНОВЕСИЯ
Основными исходными уравнениями, используемыми для оты-
скания поля напряжений, являются уравнения равновесия.
В общем случае уравнения равновесия образуют систему трех
дифференциальных уравнений с шестью неизвестными. Эти урав-
нения могут быть составлены для прямоугольной, цилиндриче-
ской и сферической систем координат. Выбор системы координат
определяется характером деформирования заготовки и возмож-
ностью получить максимально простые аналитические зависимости.
Для упрощения решений, связанных с анализом процесса
деформирования, желательно, без особого ущерба для точности
11
решений, упростить исходные уравнения равновесия и, в част-
ности, уменьшить число неизвестных, входящих в эти уравне-
ния.
Возможность использования упрощенных уравнений равнове-
сия должна быть обоснована при рассмотрении каждой конкрет-
ной операции листовой штамповки. Однако для отдельных групп
операций листовой штамповки можно использовать одинаковые
приближенные уравнения равновесия. Эта возможность обуслов-
ливается сходством размерных характеристик очага деформаций
и характера приложения внешних сил.
Например, для таких операций, как вытяжка без утонения
стенки, отбортовка, обжим, раздача, формовка, размеры очага
деформации вдоль срединной поверхности заготовки и радиусы
кривизны срединной поверхности обычно значительно больше
толщины заготовки. При таких размерных характеристиках
очага деформаций величины напряжений, перпендикулярных
к срединной поверхности заготовки, малы по сравнению с напря-
жениями, действующими параллельно касательным к срединной
поверхности, и схема напряженного состояния с достаточной точ-
ностью может быть принята плоской.
Для плоского напряженного состояния уравнения равнове-
сия в полярных координатах имеют вид
P-v+-a0- + Gp-Ge = O;
(1)
д°е , ^ре ,2 _ а
<30 + Р др + 2тР0 ~ °-
Из приведенных уравнений видно, что для плоского напря-
женного состояния дифференциальные уравнения равновесия
представляют собой систему из двух уравнений с тремя неизвест-
ными.
В случае осесимметричного деформирования при плоском
напряженном состоянии уравнения (1) заменяются одним урав-
нением (в этом случае тр0 = 0 и напряжения являются функцией
одной координаты)
da0
Р ^r + Gp-G0==o- ®
Здесь Ор и <т0 — нормальные напряжения, действующие в мери-
диональном (радиальном) и широтном (окружном) направле-
ниях; тр9 = т0р — касательные напряжения, действующие на
площадках, перпендикулярных к широтному и меридиональному
направлениям.
Уравнения относятся к плоской заготовке или плоскому
участку очага деформации, срединная поверхность которого
совпадает с плоскостью р, 0.
12
Для пространственной заготовки или пространственного уча-
стка очага деформации два уравнения равновесия, полученные
проектированием сил, действующих на бесконечно малый эле-
мент, на направления, касательные к срединной поверхности,
должны быть дополнены третьим, получаемым проектированием
сил на перпендикуляр к срединной поверхности. В этом случае
для тонкой заготовки, у которой радиусы кривизны срединной по-
верхности больше пяти толщин, с достаточной точностью можно
использовать известные уравнения равновесий для тонкостенных
оболочек.
Например, для очага деформации (или его части), облада-
ющего осевой симметрией и неизменной по координате р толщи-
ной, уравнения равновесия образуют следующую систему:
dc0
Р-1Г + Ст₽-Сте = о;
а
ар , <Т9 <ТК __ п
RP Re s -
Здесь р — расстояние элемента от оси симметрии; /?р и /?0 —
радиусы кривизны срединной поверхности элемента в меридио-
нальном и широтном сечениях; ок — нормальное напряжение,
действующее на контактной поверхности; s — толщина заго-
товки.
Заметим, что приведенные уравнения равновесия получены
для случая положительных знаков напряжений (растягивающие)
и приращения напряжений в положительном направлении коорди-
натных осей.
Уравнения (3) получены для случая, когда одна из поверх-
ностей заготовки нагружена контактными напряжениями, что,
как правило, имеет место при вытяжке без утонения, обжиме,
раздаче, отбортовке, формовке. При радиусах кривизны средин-
ной поверхности, значительно превышающих толщину заготовки,
величина стк значительно меньше напряжений, действующих вдоль
срединной поверхности, и напряжения стр и ст0 по толщине заго-
товки изменяются незначительно.
С учетом сказанного [как это было сделано при выводе урав-
нений (3)1 все силы могут быть отнесены к срединной поверх-
ности .
Приведенные уравнения равновесия могут быть использованы
для установления поля напряжений в очаге деформаций при
формоизменяющих операциях лишь в том случае, если толщина
заготовки постоянна или ее изменением по координатам в исход-
ном состоянии и в процессе деформирования можно пренебречь.
Уравнения равновесия содержат неизвестных больше, чем
уравнений. Так, уравнения (1) или (3) образуют систему двух
уравнений с тремя неизвестными, а уравнение (2) содержит два
неизвестных.
13
Дополнительное использование уравнения пластичности де-
лает задачу статически определимой и в принципе позволяет
получать замкнутые решения.
Однако допущение о постоянстве толщины заготовки, дела-
ющее возможным использование приведенных уравнений равно-
весия для отыскания поля напряжений, далеко не во всех слу-
чаях дает достаточно точное решение. Действительно, в условиях
плоского напряженного состояния деформация в направлении,
в котором главное нормальное напряжение равно нулю, может
быть равна нулю лишь в том случае, когда два других главных
нормальных напряжения равны по абсолютной величине и про-
тивоположны по знаку (в условиях плоского напряженного со-
стояния имеет место плоская деформация, для которой среднее
напряжение равно полусумме крайних).
В реальных операциях листовой штамповки, когда напряже-
ния, действующие в очаге деформации, являются функцией
координат, условие плоской деформации может быть реализовано
лишь в некоторых точках очага, в других же толщина заготовки
в процессе деформирования будет изменяться. Это приведет к тому,
что толщина заготовки в очаге деформации будет переменной,
являясь некоторой функцией координат.
При осесимметричном деформировании заготовки, поскольку
напряжения являются функцией только координаты р, толщина
может быть также функцией координаты р. В этом случае [291
уравнения равновесия (3) имеют несколько иной вид
dffp р ds
Р ~ = 0;
„ (4)
°р °е______<*к _ п
RP f Re s ~ и-
Как видно, изменяется лишь уравнение равновесия, получае-
мое при проектировании сил на касательную к срединной поверх-
ности в меридиональном сечении заготовки.
Приведенные два уравнения содержат четыре неизвестных (<тр,
°0> °к. s), являющихся функцией координаты р. Дополнительное
использование уравнения пластичности не делает задачу стати-
чески определимой.
В данном случае для отыскания поля напряжений требуется
использование уравнения связи, а иногда и уравнений совмест-
ности деформаций.
Если при этом учесть, что толщина в данной точке опреде-
ляется координатой р, которая изменяется в процессе деформиро-
вания, то можно представить, насколько сложна задача опреде-
ления поля напряжений. Для некоторых операций точные реше-
ния могут быть получены методами численного интегрирования
при заданных условиях деформирования и при учете ограничен-
ного числа факторов, влияющих на процесс деформирования.
14
Например, задача по определению поля напряжений в очаге де-
формации при обжиме с учетом изменения толщины заготовки
была решена А. А. Ильюшиным [23]. Решение было найдено
методом численного интегрирования без учета влияния таких су-
щественных факторов, как трение, упрочнение и т. п.
Такие решения, несмотря на их научную ценность, имеют
ограниченное использование в практике листовой штамповки.
Так как в реальных условиях на процесс деформирования одно-
временно влияет значительное число факторов, максимально
полезными будут те решения, которые наиболее полно отражают
это влияние. В связи с тем, что точные решения этой задачи весьма
сложны, необходимо изыскивать способы приближенного учета
влияния основных факторов на процессы деформирования.
Ниже будут изложены существующие способы учета влияния
указанных факторов на процесс деформирования.
§ 2. МЕТОДИКА УЧЕТА ВЛИЯНИЯ СИЛ ТРЕНИЯ
НА ПОЛЕ НАПРЯЖЕНИЙ
у В процессе деформирования определенные участки поверх-
ности заготовки контактируют с поверхностями рабочего инстру-
мента.
В общем случае на контактных поверхностях могут действовать
нормальные и касательные напряжения, вызванные силами
трения.
В большинстве операций холодной листовой штамповки нор-
мальные контактные напряжения сравнительно невелики. В опе-
рациях вытяжка без утонения стенки, обжим, отбортовка, раз-
дача, формовка контактной поверхностью может являться лишь
одна из поверхностей заготовки, в то время как другая свободна
от внешних нагрузок; в этом случае нормальные напряжения
обычно не превышают десятых долей напряжения текучести.
При вытяжке с утонением нормальные напряжения могут дости-
гать значений напряжения текучести. Лишь в разделительных
операциях нормальные контактные напряжения могут значи-
тельно превосходить по абсолютной величине напряжение теку-
чести .
Влияние касательных напряжений на величину и распреде-
ление напряжений в очаге деформации может быть существенным
при сравнительно больших (по отношению к толщине заготовки)
поперечных размерах очага деформации. Сказанное характерно
для формоизменяющих операций листовой штамповки.
Операции, в которых поверхности заготовки смещаются отно-
сительно поверхности инструмента, обычно осуществляются с при-
менением смазки. Удачно подобранная смазка образует слой,
разделяющий поверхности заготовки и инструмента и предотвра-
щающий возникновение сухого трения. Этот слой приводит к зна-
чительному уменьшению коэффициента трения, благодаря чему
15
касательные напряжения на контактной поверхности не дости-
гают предельного значения касательного напряжения в условиях
пластических деформаций.
При малых значениях коэффициента трения и соответственно
касательных напряжений, действующих на контактной поверх-
ности, вполне допустимо использование закона Кулона для опре-
деления сил трения, применяемого в механике для абсолютно
жестких тел. По этому закону сила трения пропорциональна
нормальному усилию, причем коэффициент пропорциональности
и есть коэффициент трения р.
Переходя от сил к напряжениям, получаем, что
тк = рстк,
где тк — касательное напряжение, действующее на контактных
поверхностях и вызываемое силами трения; р — коэффициент
трения.
Одной из существенных задач, решаемых при отыскании поля
напряжений с учетом действия сил трения, является установле-
ние границ контактных поверхностей. Сложность этой задачи
обусловлена тем, что в формоизменяющих операциях на место-
положение и протяженность контактных поверхностей оказывают
влияние изгибающие моменты, а также изменение толщины
заготовки в процессе деформирования. Действительно, при резком
изменении кривизны заготовки возникает обычно внеконтактный
участок очага деформации, называемый также участком свобод-
ного изгиба. Методика определения размеров и формы участка
свободного изгиба будет рассмотрена ниже. Наличие участков
свободного изгиба обычно несколько уменьшает протяженность
контактной поверхности. Многими исследователями (в частности,
С. И. Губкиным [14], Г. Заксом [18]) при анализе ряда формо-
изменяющих операций не учитывалось влияние участков свобод-
ного изгиба. Это снижало точность полученных функциональных
зависимостей, однако в отдельных случаях погрешность была
весьма незначительной.
Изменение толщины в процессе деформирования может ска-
заться на местоположении и протяженности очага деформа-
ции.
В частности, при вытяжке с прижимом цилиндрического ста-
кана из плоской заготовки, как было показано С. И. Губкиным
[14], толщина заготовки во фланце изменяется, причем наиболь-
шее утолщение наблюдается у края фланца. Благодаря этому
при параллельных рабочих плоскостях прижима и матрицы силы
трения, возникающие при перемещении фланца, будут приложены
по периферийной части заготовки. В этом случае влияние трения
на поле напряжений может быть выявлено, если при анализе
в решении учесть действие сил трения в граничных условиях,
используемых для отыскания произвольных постоянных интегри-
рования дифференциальных уравнений равновесия.
16
Следующей существенной задачей, которую приходится ре-
шать при анализе процесса деформирования с учетом действия
сил трения, является определение величин нормальных напряже-
ний, действующих на контактных поверхностях. При отыскании
точных решений необходимо, как это подробнее показано далее,
учитывать действие изгибающих моментов и перерезывающих сил
на величину нормальных контактных напряжений, возникающих
в процессе деформирования.
Точное определение нормальных контактных напряжений
требует решений, проводимых по моментной теории оболочек.
Эти решения сложны, но при использовании некоторых допуще-
ний и упрощений в отдельных случаях удается получить замкну-
тые решения.
Если используется безмоментная теория оболочек, то опре-
деление нормальных контактных напряжений не вызывает боль-
ших трудностей и осуществляется для случаев деформирования
при наличии осевой симметрии с помощью второго уравнения
равновесия из системы уравнений (4).
По найденным величинам нормальных контактных напряже-
ний можно с использованием закона Кулона определить величину
касательных напряжений, действующих на контактной поверх-
ности. В операциях, имеющих осевую симметрию деформирования,
контактные касательные напряжения направлены по касательной
к образующей заготовки. Действие этих касательных напряжений
должно быть учтено при составлении уравнений равновесия.
Относя все силы к срединной поверхности, что допустимо при
сравнительно больших радиусах кривизны [37], и проектируя
силы на касательную к срединной поверхности в меридиональ-
ном сечении для осесимметричной оболочки постоянной толщины,
можно получить следующее уравнение равновесия с учетом дей-
ствия сил трения:
dop р
Р - J 1- ; = 0, (5)
1 dp 1 Р ° “ к s sin а ’ ' '
где а — угол между касательной к срединной поверхности заго-
товки в меридиональном сечении в данной точке очага деформа-
ции и осью симметрии.
Подставляя в формулу (5) значение ак, определяемое из вто-
рого уравнения системы (4), можно получить синтезирующую
запись уравнения равновесия для случая осесимметричного
деформирования тонкостенной заготовки:
+ <Тр — <Т0
___ РР ( аР I _ л
sin а \ Rp "г" Rq )
(6)
Заметим, что
ний нормальных
-----------1
БИБЗИЗПГ* 1
уравнение получено для положительных значе-
напряжений и для оболочки одинакового знака
17
кривизны в меридиональном и широтном сечениях, обращенной
выпуклостью от оси симметрии.
Уравнение является общим уравнением равновесия для формо-
изменяющих операций листовой штамповки с осевой симметрией
деформирования при наличии сил трения на одной из контактных
поверхностей. В это уравнение радиусы кривизны следует под-
ставлять со своими знаками (если центр кривизны находится
с наружной стороны оболочки в меридиональном ее сечении, то
радиус считается отрицательным).
В общем случае радиусы /?р и 7?0 могут являться функцией
координаты р или а; для получения замкнутых решений жела-
тельно иметь аналитическое выражение этой функциональной
зависимости. Кроме того, для решения уравнения (6) необходимо
задать функциональную зависимость а = f (р). Если эти функ-
циональные зависимости заданы, то уравнение (6) можно привести J
к виду, при котором оно будет содержать лишь два неизвестных ар 4
и <г0, являющихся функцией одной координаты.
Использование кроме (6) уравнения пластичности, устанавли-
вающего связь между напряжениями ор и а0 и напряжением
текучести, делает статически определимой задачу отыскания
поля напряжения с учетом действия распределенных сил трения.
Если оболочка имеет переменную толщину, то уравнение
равновесия имеет вид
р _^р_ + (Т /1 + _ст----------ЕР_(_£р_+_£е_\==0. (6')
' dp 1 Р\ 1 sdp ) н sin а \ Rp 1 R0 ) ' '
Уравнение (6') может быть решено совместно с уравнением
пластичности, если задана зависимость толщины заготовки от
координаты s = f (р). Однако в ряде случаев дополнительное
использование уравнения связи, как будет показано далее, поз-
воляет на основе уравнений типа (4) и (6') решать задачи по оты-
сканию поля напряжений в заготовке с учетом влияния измене-
ния ее толщины в процессе деформирования.
h В тех случаях, когда контактное напряжение создается не
только напряжениями ар и а0, но и внешними силами (например,
действием прижима), трущимися поверхностями становятся обе
поверхности заготовки, а в уравнении равновесия должно быть
учтено влияние удельного усилия q, создаваемого внешними
силами. Уравнение равновесия в этом случае может быть пред-
ставлено в виде
о daP 1 „ a HP ( 2q <тр <т0 \
р dp +аР sin a + + ~R^) “°-
Заметим, что при решении задачи по определению полей напря-
жений следует учитывать, что q всегда сжимающее напряжение,
имеющее знак минус.
18
§ 3. УРАВНЕНИЯ ПЛАСТИЧНОСТИ
ПРИМЕНИТЕЛЬНО К ОПЕРАЦИЯМ ЛИСТОВОЙ ШТАМПОВКИ
Из сказанного выше следует, что в ряде случаев для отыскания
поля напряжений достаточно использовать уравнения равновесия
и пластичности.
Рассмотрим кратко существующие формы записи уравнения
пластичности, которые могут быть использованы при анализе
операций листовой штамповки.
Как известно, для пластичных металлов достаточно точно
условия перехода от упругих деформаций к пластическим отра-
жает гипотеза постоянства максимальных касательных напряже-
ний и так называемая энергетическая гипотеза.
По первой гипотезе пластическое состояние наступает и под-
держивается, если одно из максимальных (главных) касательных
напряжений достигнет величины, численно равной половине
напряжения текучести.
По второй гипотезе пластическое состояние наступает и под-
держивается, если работа формоизменения достигает определен-
ной величины или если касательное напряжение, действующее на
октаэдрической площадке, достигнет величины, численно равной
/2
“ CTs (CTs — напряжение текучести).
В общем случае для объемной схемы напряженного состояния
математическая запись условия пластичности (уравнения пластич-
ности) по гипотезе постоянства максимальных касательных на-
пряжений имеет вид
Og = —
°2 ± CTs>
= — tfs,
(8)
а по энергетическому условию
V(<h - + (о2 - о3)2 + (о8 ~ CTi)2 = *s» (9)
где стх, аа, <т3 — главные нормальные напряжения.
Как видно, гипотеза постоянства максимальных касательных
напряжений выражается тремя уравнениями, причем для возник-
новения пластического состояния достаточно, чтобы удовлетво-
рялось хотя бы одно из трех уравнений (8).
Уравнение пластичности по энергетическому условию имеет
более сложный вид, однако оно охватывает все схемы напряжен-
ного состояния при любых соотношениях между главными нор-
мальными напряжениями.
При совместном решении уравнений равновесия и уравнения
пластичности (9) в отдельных случаях возникают значительные
математические трудности из-за нелинейной связи главных нор-
19
мальных напряжений с напряжением текучести. Для упрощения
решений можно использовать уравнение пластичности по энер-
гетическому условию в виде
0! — Оз = ₽os, (10)
где 01 и 03 — крайние главные напряжения; р — коэффициент,
учитывающий влияние среднего главного напряжения и меня-
ющийся в пределах от р = 1 для случая, когда два напряжения
равны между собой, до р = 2/V3 =^1,15 при плоской деформации.
При неоднородном поле напряжений в очаге деформации коэф-
фициент р является функцией координат. Однако, допуская при
решении задач небольшую погрешность, можно принять вели-
чину р постоянной и средней для всего очага деформации (исполь-
зование теоремы о среднем значении). Среднее значение коэффи-
циента р может быть определено или как среднее арифметическое
предельных значений возможного изменения коэффициента р
в очаге деформации, или как среднее интегральное значение р
для всего очага деформации.
Для большинства формоизменяющих операций листовой штам-
повки влиянием напряжений 0К и тк на направления главных
осей и на условие перехода в пластическое состояние можно пре-
небречь в силу их малости и считать, что очаг деформации имеет
плоскую схему напряженного состояния.
Для плоского напряженного состояния уравнения пластич-
ности. имеют несколько иной вид.
Если принять 02 = 0, то по гипотезе постоянства максималь-
ных касательных напряжений имеем
0! —- Оз = ± ns;
01 = ± 0S;
03 == —
(П)
Первое уравнение относится к разноименной, а два других —
к одноименным схемам напряженного состояния (0j и 03 — глав-
ные нормальные напряжения, действующие вдоль срединной
поверхности заготовки).
Если принять 02 = 0, то по энергетической гипотезе после
несложных преобразований формулы (9) получаем
а? — 010з + 0з = 0s- (12)
Упрощенная запись уравнения пластичности по энергетиче-
скому условию имеет вид, аналогичный уравнениям (11), но с вве-
дением коэффициента р перед напряжением текучести.
В координатах 0Х — 03 уравнения (11) представляют собой
уравнения сторон шестиугольника, вписанного в эллипс, опре-
деляемый уравнением (12).
Я0
В формоизменяющих операциях с осевой симметрией дефор-
мирования главными нормальными напряжениями являются ме-
ридиональное ор = 0! и широтное ов = о3 напряжения.
В некоторых случаях, как, например, при вытяжке коробча-
тых деталей, схема напряженного состояния может быть при-
нята плоской, однако направления главных осей неизвестны.
В этом случае при анализе процессов деформирования приходится
пользоваться уравнениями равновесия и пластичности не в глав-
ных нормальных напряжениях, а в компонентах тензора напря-
жений (в нормальных и касательных напряжениях).
Уравнения пластичности для плоского напряженного состоя-
ния в компонентах тензора напряжений по гипотезе постоянства
максимальных касательных напряжений имеют вид
(Ojc - Од) 4" 4Тху = Os,
— + -у "У(<Jx — Off)2 4* ^Тхд ~ — as> (12)
- о,)2 + 4т^ = ± а».
Первое уравнение относится к разноименной, а два последу-
ющих — к одноименным схемам напряженного состояния.
Для этого же случая уравнение пластичности по энергетиче-
скому условию имеет вид
Ojc 4“ 0у — ОхОу 4* ЗТху = os. (14)
Из приведенных формул видно, что для плоского напряжен-
ного состояния уравнения пластичности в компонентах тензора
напряжений имеют примерно одинаковую сложность по обоим
условиям пластичности.
В листовой штамповке встречаются случаи, когда условия
деформирования близки к схеме плоской деформации (изгиб ши-
рокой заготовки, отрезка и т. д.).
Для плоской деформации, как известно, среднее главное нор-
мальное напряжение равно полусумме крайних; при этом уравне-
ния пластичности в компонентах тензора напряжений прини-
мают вид:
по условию постоянства максимальных касательных напря-
жений
(ст* — 0у) 4~ 4тху = Ом (15)
по энергетическому условию
(Ох — Оу) 4* 4Тху = -g- <js. (16)
При анализе операций листовой штамповки (в зависимости
от условий деформирования) из приведенных уравнений пластич-
ности следует выбрать то, которое даст более простое решение,
так как разница в величинах напряжений, определенных по фор-
мулам, найденным с использованием двух указанных условий
пластичности, невелика. Однако следует помнить, что энергети-
ческое условие пластичности точнее, чем условие постоянства
максимальных касательных напряжений, по крайней мере для
обычно штампуемых материалов.
В тех случаях, когда контактные напряжения становятся со-
измеримыми с напряжениями ар и а0 (малые радиусы кривизны,
значительные усилия прижима), точность решения может быть
повышена, если использовать уравнения пластичности для объем-
ной схемы напряженного состояния. В этом случае точное решение
должно учитывать переменность напряжений ар, а0 и аг (где az —
напряжение, перпендикулярное срединной поверхности) по тол-
щине заготовки. Однако для приближенных решений допустимо
осреднение напряжений по толщине и отнесение всех сил к средин-
ной поверхности, как это сделано в § 2. В качестве среднего
значения о2 при наличии одной контактной поверхности может
быть принято аг = -i-oK, где ак определяется из второго урав-
нения системы (3), а при наличии внешних сил от прижима аг =
~ *7 "Ь
Приведенные уравнения пластичности справедливы для изо-
тропного металла. Листовой металл иногда имеет значительную
анизотропию механических свойств, что желательно учитывать
при анализе. Уравнения пластичности для анизотропного металла
были предложены Р. Хиллом [57], а решения с учетом анизотро-
пии применительно к листовой штамповке разрабатывались
в трудах [8, 53 др. ].
§4 МЕТОДИКА УЧЕТА ВЛИЯНИЯ УПРОЧНЕНИЯ
НА ПОЛЕ НАПРЯЖЕНИЙ
Для операций листовой штамповки характерно, что поле на-
пряжений и деформаций неоднородно. Различные точки очага
деформации получают различные деформации, а в условиях хо-
лодной деформации — и различное упрочнение. В этом случае
напряжение текучести является функцией координат и при
совместном решении уравнений равновесия, и уравнения пластич-
ности в последнем напряжение текучести следует считать пере-
менным и зависящим от координат данного элемента очага дефор-
мации.
Решение задачи по отысканию поля напряжений с учетом
влияния упрочнения встречает значительные математические
трудности. Наибольшие трудности создает взаимозависимость
полей напряжений и деформаций. Действительно, при деформи-
ровании с упрочнением напряжения, вызывающие деформацию,
зависят от значения напряжения текучести в различных- точках
очага, которое, в свою очередь, зависит от деформаций, получае-
мых элементами очага.
22
Точное решение указанной задачи может быть получено для
данных частных условий лишь методом численного интегрирова-
ния, если рассматривать процесс деформации во времени. При-
ближенно задача может быть решена методом последовательных
приближений, когда вначале определяется поле напряжений без
учета влияния упрочнения и по нему, используя уравнение связи,
находится поле деформаций, по которому устанавливаются зна-
чения напряжения текучести в очаге деформации. Далее решается
задача по отысканию нового поля напряжений с учетом найденной
зависимости напряжения текучести от координат и т. д.
Однако оба эти способа сложные и не позволяют получить
замкнутые решения в виде аналитических зависимостей, харак-
теризующих поле напряжений с учетом основных влияющих
факторов.
Необходимость получения сравнительно простых аналитиче-,
ских решений приводит к изысканию более простых способов
учета влияния упрочнения на поле напряжений в очаге дефор-
мации. Такие способы были разработаны и частично обоснованы
в работах [14, 37 и др.].
Ниже кратко описаны существующие способы учета влияния
упрочнения на поле напряжений, позволяющие получать сравни-
тельно простые замкнутые решения.
Для получения решений, дающих аналитическое выражение
поля напряжений с учетом упрочнения, необходимо в первую
очередь иметь аналитическое выражение кривой упрочнения (за-
висимости напряжения текучести от деформации).
Кривые упрочнения могут быть построены в координатах
напряжение текучести — относительная деформация, напряжение
текучести — истинная (логарифмическая) деформация и, наконец,
напряжение ткучести — интенсивность деформаций (может вы-
ражаться в относительных или логарифмических деформациях).
Выбор той или иной кривой упрочнения зависит от заданной
точности и простоты решения, а также от величины деформаций
и соотношения между ними.
Изменение напряжения текучести в процессе деформирования
более точно характеризует кривая упрочнения в координатах
напряжение текучести as — интенсивность деформации е;, по-
тому что по этой кривой напряжение текучести зависит от всех
трех главных деформаций. Если деформации сравнительно неве-
лики (меньше 0,1—0,2), то интенсивность деформаций можно
определять по относительным деформациям. Если же деформации,
получаемые элементами очага деформации, значительны, то сле-
дует пользоваться логарифмическими деформациями. По усло-
вию постоянства объема сумма трех главных логарифмических
деформаций равна нулю. Равенство нулю суммы трех главных
относительных деформацийТможет использоваться с достаточной
точностью лишь при небольших пластических деформациях.
Заметим, что условие постоянства объема необходимо для
23
отыскания деформаций и соотношений между их величинами.
Использование кривой упрочнения в координатах os — е4 при
анализе операций обработки металлов давлением приводит к боль-
шим математическим трудностям, даже если зависимость напря-
жения текучести от интенсивности деформаций задана простой
аналитической функцией. Трудности эти обусловлены сложной
функциональной связью деформаций между собой.
Лишь при плоской деформации (одна из главных деформаций
равна нулю, а две другие равны между собой и противоположны
по знаку) или в линейной схеме напряженного состояния (две
главные деформации равны между собой, а в сумме равны третьей
деформации с обратным знаком) соотношения между деформациями
достаточно простые, что несколько упрощает использование
кривой упрочнения в координатах <js—ez.
Более простые, хотя и менее точные, решения могут быть
получены при использовании кривых упрочнения в координатах
напряжение текучести — максимальная по модулю деформация.
В этом случае для отыскания напряжения текучести в любой
точке очага деформации необходимо знать лишь одну максималь-
ную деформацию, величина которой, как функция координат
элементов заготовки, может быть сравнительно просто рассчитана.
Кривые упрочнения в координатах напряжение текучести —
относительная деформация могут быть двух видов в зависимости
от возможных пределов изменения величины деформации. Условно
различают кривые упрочнения первого вида, в которых теорети-
чески возможными пределами изменения деформации являются
ноль и бесконечность, например относительное удлинение е =
= * , и второго вида, в которых теоретически возможными
•о
пределами изменения деформации являются ноль и единица, напри-
мер относительное уменьшение площади поперечного сечения при
испытании на растяжение ф = , где 10 и Fo — исходные зна-
чения длины и площади поперечного сечения образца при линей-
ном растяжении, а I и F — текущие значения этих же величин.
Использование кривых упрочнения первого или второго вида
при анализе операций обработки давлением зависит от типа
максимальной деформации, которую получают элементы очага
деформации. Если в той или иной операции максимальная де-
фюрмация в очаге положительная (растяжение), то удобнее поль-
зоваться кривой первого вида, если наибольшая по абсолютной
величине деформация отрицательна (сжатие) — кривой второго
вида. Если же имеющаяся в распоряжении кривая упрочнения не
соответствует максимальным деформациям, возникающим в очаге
деформации, то необходимо использовать коэффициент для пере-
вода одних деформаций в другие, получаемый из условия постоян-
ства объема (например, ф = ~1 4-е) ’
24
Заметим, что если оценивать влияние упрочнения по макси-
мальной деформации и если значения последней могут быть най-
дены в любой точке очага деформации, то вполне допустимо ис-
пользование кривых в координатах напряжение ткучести — отно-
сительная деформация даже для больших конечных деформаций.
Действительно, при построении таких кривых упрочнения вели-
чина напряжения текучести устанавливалась в зависимости от
одной относительной деформации для любого возможного ее зна-
чения.
Кривые упрочнения, как характеристику данного металла
в его данном состоянии, обычно получают на основании спе-
циально проведенных испытаний, в которых схема напряженного
состояния должна быть близка к линейной или плоской, а поле
напряжений — однородно.
Использование экспериментальных кривых упрочнения при
анализе процесса деформирования неизбежно приводит к необхо-
димости численного интегрирования.
Стремление получить решения в виде формул требует аппрокси-
мации экспериментальных кривых некоторыми функциональными
зависимостями. Кривые упрочнения можно аппроксимировать
различными функциями, однако желательно, чтобы эти функции
были по возможности простыми.
Как показано многими исследователями [14, 56 и др. ], доста-
точно высокую точность аппроксимации действительной кривой
упрочнения дает степенная зависимость вида
а, = А (в)», (17)
где Ann — коэффициенты, отыскиваемые по экспериментальной
кривой упрочнения; е — текущее значение максимальной по-
модулю деформации любого вида, принятого при построении этой
кривой (относительная, логарифмическая и т. п.).
Используя закономерности, установленные Кербером, С. И.Губ-
кин и другие исследователи выявили возможность^установления
связи между коэффициентами А ив/г и константами, получаемыми
из испытания на растяжение; при этом была получена кривая,
достаточно точно аппроксимирующая действительную кривую
упрочнения.
В частности, кривую упрочнения второго вида было пред-
ложено аппроксимировать кривой, описываемой уравнением
_ <Тв ( 'Р \
1—Фш \ Фш /
где ав — предел прочности; фш — относительное уменьшение
площади поперечного сечения к моменту начала образования
шейки; ф — текущее значение относительной деформации вто-
рого вида.
25
Аналогичные уравнения могут быть получены для кривых
упрочнения по деформации первого вида, а также по логарифми-
ческим деформациям.
Одним из недостатков приведенных степенных функций, опи-
сывающих кривые упрочнения, является то, что они не показывают
наличия предела текучести, а дают плавное уменьшение напря-
жения текучести до нуля при устремлении деформации к нулю.
Возможно, что в некоторых случаях было бы целесообразно
использовать для кривых упрочнения выражения типа
<г, = <тт + В(е)'", (19)
где от — предел текучести.
Здесь при устремлении деформации к нулю напряжение
текучести становилось бы равным пределу текучести.
В ряде случаев степенная аппроксимация кривой упрочнения
приводит к сложным дифференциальным уравнениям, интегриро-
вание которых представляет большие трудности.
Для упрощения решений можно воспользоваться еще более
простой, хотя и менее точной, линейной аппроксимацией кривой
упрочнения вида
= ато + Пъ, (20)
где от0 — так называемый экстраполированный предел теку-
чести; П — модуль упрочнения (тангенс угла наклона прямой
упрочнения к оси, деформаций); в — максимальная по модулю
деформация того или иного вида.
В частности, для кривой упрочнения второго вида линейная
аппроксимация (при замене кривой упрочнения касательной
к ней, проведенной в точке, соответствующей началу образова-
ния шейки) может быть представлена в виде
as— + (1—-фш)2 “ (1-фш)* ( 2Фш + Ф)- (21)
При сравнительно малых деформациях замена кривой упроч-
нения касательной в точке начала образования шейки может
привести к значительным погрешностям при определении вели-
чины напряжения текучести. Для случаев, когда в очаге дефор-
мации величины пластических деформаций сравнительно малы,
Е. Н. Мошнин [33], предложил аппроксимировать кривую упроч-
нения не касательной в точке начала образования шейки, а не-
которой прямой, пересекающей действительную кривую упрочне-
ния и дающей наименьшие от нее отклонения в диапазоне возмож-
ных для данной операции значений деформации. Им же предло-
жена замена кривой упрочнения тремя ломаными линиями,
из которых одна совпадает с прямой Гука.
Выбор кривой упрочнения и типа ее схематизации зависит
от исследуемой операции, требуемой точности анализа и простоты
получаемых зависимостей. Этот выбор является первым этапом
26
в отыскании решений, отражающих влияние упрочнения на поле
напряжений и процесс деформирования.
Следующей задачей, решаемой при рассмотрении процесса
деформирования с учетом влияния упрочнения, является отыска-
ние поля деформаций.
Как уже отмечалось, отыскание действительного поля дефор-
маций в операциях листовой штамповки является весьма слож-
ной задачей.
При поисках простых решений необходимо прибегать к не-
которым допущениям, не слишком искажающим действительные
условия деформирования заготовки, но позволяющим в первом
приближении найти поле деформаций или же значения деформа-
ций в функции координат.
При выяснении допущений, которые могут быть приняты для
получения сравнительно простых выражений, связывающих дефор-
мации с координатами, можно принять следующие рекомендации.
Для отдельных формоизменяющих операций с осевой симме-
трией деформирования (обжим, раздача), в которых в качестве
исходной используется цилиндрическая тонкостенная заготовка,
а в промежуточной и конечной стадиях деформирования форма
заготовки определяется размерами инструмента, максимальную
деформацию в любой точке найти сравнительно просто. Такой
' максимальной деформацией является окружная (тангенциальная)
деформация.
Действительно, для любого кольцевого элемента, контакти-
г рующего с инструментом в очаге деформации, задано его рас-
стояние от оси р; известно также, что исходный радиус этого эле-
мента равен радиусу /?3 (половине диаметра) исходной заготовки.
Следовательно, известна величина окружной деформации
Но радиус р одновременно является и координатой элемента,
а следовательно, получается связь максимальной деформации
с координатами элемента х.
В некоторых операциях, например при вытяжке цилиндриче-
•ского стакана из плоской заготовки, изменение площади поверх-
ности заготовки сравнительно невелико, и в первом приближении
Сможет быть принято условие постоянства толщины для отыскания
j Значений тангенциальной деформации в любой точке фланца.
* Для более сложных условий деформирования, для которых
. максимальные деформации однозначно не определяются координа-
тами рассматриваемого элемента и толщина заготовки значительно
^’изменяется (например, отбортовка) при отыскании поля дефор-
маций, допустимо вначале решать задачу без учета влияния упроч-
1 При обжиме ед будет максимальной деформацией, строго говоря, лишь
ДЧЯ той чдсти очага деформации, где | о„ I <: -i- os.
* ’ 4
27
нения и изменения толщины, а затем приближенно отыскивать
поля деформаций по найденному полю напряжений и, наконец,
находить простейшие функции для приближенного определения
величин максимальных деформаций в функции координат.
Использование этих и других приемов отыскания зависимостей,
характеризующих приближенное поле деформаций, будет пока-
зано ниже при анализе отдельных операций листовой штамповки,
Г Если известны величины деформаций в функции координат,
то, используя одну из возможных аппроксимаций кривой упроч-
нения, можно получить выражение, определяющее величину на-
пряжения текучести в функции координат.
JПодставляя полученное значение напряжения текучести в урав-
нение пластичности и решая его совместно с уравнениями равно-
весия, можно отыскать поле напряжений с учетом влияния на
него упрочнения металла.
§ 5. МЕТОДИКА УЧЕТА ВЛИЯНИЯ ИЗГИБА
НА ПОЛЕ НАПРЯЖЕНИЙ
В тех случаях, когда при деформировании оболочек имеет
место не только изменение размеров элементов по срединной
поверхности, а также изменение их кривизны, необходимо учи-
тывать влияние изгибающих моментов на поле напряжений.
Действительно, на изменение кривизны элементов затрачивается
работа, что приводит к изменению энергетического баланса про-
цесса деформирования. Такой процесс деформирования должен
рассматриваться как процесс деформирования тонкостенной обо-
лочки под одновременным действием продольных сил, моментов
и перерезывающих сил. F* г " '
Теория деформирования оболочек при одновременном действии
сил и моментов разрабатывалась многими учеными [4, 7' и др. ].
Большой вклад в теорию пластического деформирования оболочек
действием сил и моментов внес А. А. Ильюшин [23].
В общем виде уравнения равновесия элементов пространствен-
ной оболочки при одновременном действии сил и моментов весьма
сложны и содержат неизвестных больше, чем имеется уравнений,
поэтому их решение без использования уравнений связи и сов-
местности деформаций невозможно.
Более просты уравнения равновесия для осесимметричного
деформирования оболочек. Для этого случая дифференциальные
уравнения равновесия, как приведено в работах И. И. Казаке-
вича [25] и В. И. Вершинина [6], имеют вид
* Afgil + t,R„sin« - W i = 0;
+ | (22)
^Ё-^^sma + ^-o,
28
где т1У та, qx и tly t2 — безразмерные значения моментов, пере-
резывающей силы и продольных сил, действующих в меридио-
нальных (1) и широтных (2) направлениях (или плоскостях);
а — угол между касательной к срединной поверхности в меридио-
нальном сечении и осью симметрии; р — радиус поперечного
сечения (расстояние от оси симметрии до рассматриваемого эле-
мента); Rp — радиус кривизны элемента в меридиональном сече-
нии; Pi — меридиональная составляющая контактного напряже-
ния; рп — составляющая контактного напряжения, перпендику-
лярная к срединной поверхности; os — напряжение текучести;
s — толщина оболочки.
Верхний знак в уравнениях (22) соответствует оболочке,
обращенной выпуклостью от оси симметрии, а нижний — обо-
лочке, обращенной выпуклостью к оси симметрии.
Выражения безразмерных сил и моментов через размерные
имеют следующий вид:
t -= Т1,г • т — Л?1,2 • а = ® -
1,2 ass ’ 1,2 s2 ’ ass ’
°ST
где Л,2» Afli2 и Q — размерные силы и моменты, действующие
в меридиональном и широтном направлениях (плоскостях), отне-
сенные к единице длины.
Применительно к формоизменяющим операциям листовой
штамповки, как было указано ранее, соотношение между нор-
мальной и касательной составляющей контактного напряжения
может быть установлено с помощью коэффициента трения Pi —
= РРп-
В формоизменяющих операциях листовой штамповки обычно
более значительно изменяется кривизна в меридиональном на-
правлении по сравнению с ее изменением в широтном направле-
нии. Кроме того, как правило, приходится решать задачу по
определению изменения меридионального напряжения в очаге
деформации, а на величину напряжения, действующего в меридио-
нальном направлении, моменты, действующие в широтном сече-
нии, оказывают меньшее влияние, чем моменты, действующие
в меридиональном сечении.
Все сказанное позволяет без большой погрешности пренебречь
в уравнениях (22) слагаемыми, содержащими момент т2, дей-
ствующий в широтном сечении. Заметим также, что силы Тг
и 7\ являются единичными силами, приходящимися на единицу
длины сечения; при делении их на произведение s-1 (толщина
на единицу длины) получим среднее по сечению значение меридио-
нального’и 'широтного нормального напряжения <тр и <т0. __ _
С учетом^сказанного уравнения (22) можно записать в не-
сколько иной форме, выразив силы через напряжения. В этом
29
случае, считая, что тг ж 0, уравнения равновесия могут быть
записаны в виде
d<rp о о
р -з—I- о — Од 4- т п - - .-up —г— = 0;
' dp • р 01 Rp sin a s sin а
аР . Оа . dt Т , Р -
-н—И ~ег— sin а ---------sin а--— = 0;
Rp Ro dp р s’
dM . M sp n
—;—----------4— r = 0,
dp 1 p sin а ’
(23)
где т — среднее по толщине значение касательного напряжения,
перпендикулярного к срединной поверхности и вызванного дей-
ствием перерезывающей силы т = QJs.
Сравнивая уравнения (23), (3) и (4), можно заметить, что
первые два уравнения системы (23) отличаются от соответству-
ющих уравнений (4) и (5) слагаемыми, отражающими влияние
перерезывающих сил т, имеющих место при деформировании
одновременным действием сил и моментов. Следует также иметь
в виду, что напряжения ар и о0, которые при деформировании
одновременным действием сил и моментов переменны по толщине,
в уравнениях (23) являются средними значениями этих напря-
жений по толщине.
Система уравнений (23) в отличие от уравнений (3) и (4) имеет
еще и третье уравнение, связывающее величину перерезывающих
сил с моментами, действующими в меридиональном сечении.
Система трех уравнений (23) содержит пять неизвестных;
дополнение этой системы уравнением пластичности не делает
ее статически определимой.
Решения указанной системы уравнений могут быть получены
лишь в некоторых частных случаях или при использовании опре-
деленных допущений. Например, если принять, что давление р,
действующее на контактной поверхности, равно нулю (что имеет
место в участках свободного изгиба), то число неизвестных (ар,
а0, т и Л4) становится равным числу уравнений [три уравнения
(23) и одно уравнение пластичности ], и система в принципе может
быть решена. Как показано В. И. Вершининым [6], эта система
уравнений может получить квадратурное решение при условии,
что момент М или касательное напряжение т, вызванное дей-
ствием перерезывающей силы, заданы какой-либо определенной
функцией координаты.
Одновременное действие продольных, поперечных сил и мо-
ментов должно сказаться и на уравнении пластичности.
При деформировании одновременным действием сил и моментов
напряжения, действующие в оболочке, переменны по ее толщине.
В соответствии с этим уравнения пластичности в их обычном
написании могут быть использованы лишь для бесконечно малых
элементов, выделенных по толщине оболочки. Однако, как пока-
зано в работах А. А. Ильюшина [23], для установления условий
30
перехода в пластическое состояние оболочки по всей толщине
можно воспользоваться интегральными суммами элементарных
сил, действующих по толщине оболочки. При этом возникает
возможность установить соотношение между силами и моментами,
соответствующее переходу в пластическое состояние всех элемен-
тов по толщине заготовки или же пластической деформации всей
оболочки, у которой изменяются продолные размеры и кривизна
срединной поверхности. Тогда условие перехода оболочки в пла-
стическое состояние может быть записано не соотношением между
напряжениями в точке, а в виде конечного соотношения между
силами и моментами, действующими в меридиональных и широт-
ных сечениях оболочки.
В общем виде конечное соотношение сил и моментов весьма
сложно и позволяет получать решения лишь с использованием
методов численного интегрирования. Лишь в некоторых частных
случаях деформирования конечное соотношение сил и моментов
имеет сравнительно простой вид. Например, для случая, когда
ti = 0 и изменение кривизны в широтном направлении незначи-
тельно, А. А. Ильюшин при использовании энергетической гипо-
тезы получил конечное соотношение сил и моментов, которое
имеет вид
/2 I „2 ,
‘2 + “J" Ш1 == 1.
Сложные выражения конечного соотношения сил и моментов
приводят к необходимости изыскивать более простые прибли-
женные зависимости, позволяющие решать задачи в замкнутом
виде.
Упрощения, предложенные в работах И. И. Казакевича [251,
В. Прагера [46] и др., по существу связаны с аппроксимацией
действительной поверхности предельного состояния более про-
стыми геометрическими фигурами. В частности, при использова-
нии гипотезы максимальных касательных напряжений, когда
влиянием момента, действующего в широтном направлении, можно
пренебречь, И. И. Казакевичем получены следующие конечные
соотношения сил и моментов:
Т ) (24)
t2 = + П sign t2, J
где коэффициенты | и п имеют следующие значения: если <
< 0, то при 0 < | ^ | < 0,5 £ = 0,6, п = 0,8 и при 0,5 < | | <
’ <1,0 £ = 1,0, п = 1,0; если trt2 > 0, то при 0 < | | <0,5
Б = 0,4, п = 0,8 и при 0,5 < | | < 1,0 £ = 0,0, п = 1,0.
Использование дробных коэффициентов в конечном соотно-
шении сил и моментов, предложенном И. И. Казакевичем, зна-
- чительно усложняет решения.
В. И. Вершинин показал, что без большой погрешности можно
F осуществить дальнейшее упрощение выражений для конечного
31
соотношения сил и моментов, которые для тех же условий дефор-
мирования имеют вид:
для одноименной схемы напряженного состояния
mi=7} (25)
для разноименной схемы напряженного состояния
mi — ± (I — /?);
1.
(26)
Если выразить силы и моменты через средние по толщине
значения меридионального а„ и тангенциального о0 напряжений,
то конечные соотношения (25) и (26) могут быть представлены
в виде:
для одноименной схемы напряженного состояния
М = -£г- (о2 — о*);
4о, I» р; (27)
oe = as;
для разноименной схемы напряженного состояния
М = (<32 — в2\\
4а’ 1 P? (28)
Op ~ °e = ± as-
При сопоставлении уравнений (27) и (28) с уравнениями пла-
стичности (И), установленными по гипотезе максимальных каса-
тельных напряжений, можно заметить, что уравнения, связыва-
ющие нормальные напряжения с напряжением текучести, иден-
тичны, но в уравнениях (27) и (28) имеются дополнительные урав-
нения, связывающие напряжения с моментами.
Заметим, что в уравнениях (11) напряжения являются глав-
ными и равномерно распределенными по толщине оболочки, а
в уравнениях (27) и (28) средними по толщине оболочки значе-
ниями нормального и широтного напряжений.
Для решения задачи по определению поля напряжений недо-
статочно систем уравнений (23) и (27) или (28), так как в них
число неизвестных превосходит число уравнений. В. И. Вершинин
показал, что решения могут быть получены для участков свобод-
ного изгиба (р = 0) или при допущении линейности изменения т
или М в очаге деформации (или его участке).
Решения с использованием уравнений (23), (27) или (28) до-
вольно сложны, а конечные зависимости громоздки. Однако
решения по моментной теории могут использоваться при необхо-
димости достаточно точного определения изменения напряжений
по координатам, формы участка свободного изгиба, распределения
нормальных напряжений на контактных поверхностях и т. п.
32
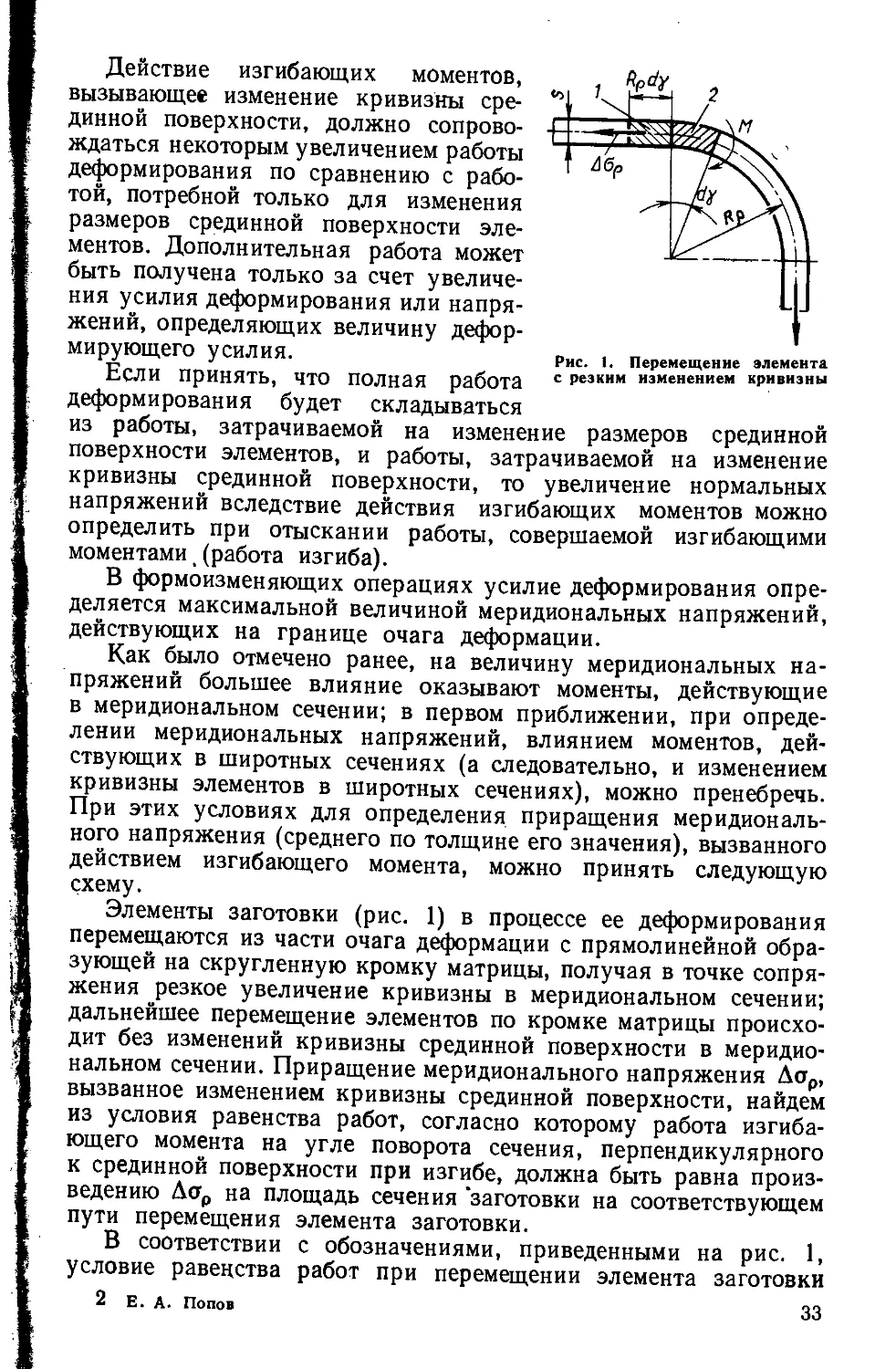
Рис. 1. Перемещение элемента
с резким изменением кривизны
Действие изгибающих моментов,
вызывающее изменение кривизны сре-
динной поверхности, должно сопрово-
ждаться некоторым увеличением работы
деформирования по сравнению с рабо-
той, потребной только для изменения
размеров срединной поверхности эле-
ментов. Дополнительная работа может
быть получена только за счет увеличе-
ния усилия деформирования или напря-
жений, определяющих величину дефор-
мирующего усилия.
Если принять, что полная работа
деформирования будет складываться
из работы, затрачиваемой на изменение размеров срединной
поверхности элементов, и работы, затрачиваемой на изменение
кривизны срединной поверхности, то увеличение нормальных
напряжений вследствие действия изгибающих моментов можно
определить при отыскании работы, совершаемой изгибающими
моментами, (работа изгиба).
В формоизменяющих операциях усилие деформирования опре-
деляется максимальной величиной меридиональных напряжений,
действующих на границе очага деформации.
Как было отмечено ранее, на величину меридиональных на-
пряжений большее влияние оказывают моменты, действующие
в меридиональном сечении; в первом приближении, при опреде-
лении меридиональных напряжений, влиянием моментов, дей-
ствующих в широтных сечениях (а следовательно, и изменением
кривизны элементов в широтных сечениях), можно пренебречь.
При этих условиях для определения приращения меридиональ-
ного напряжения (среднего по толщине его значения), вызванного
действием изгибающего момента, можно принять следующую
схему.
Элементы заготовки (рис. 1) в процессе ее деформирования
перемещаются из части очага деформации с прямолинейной обра-
зующей на скругленную кромку матрицы, получая в точке сопря-
жения резкое увеличение кривизны в меридиональном сечении;
дальнейшее перемещение элементов по кромке матрицы происхо-
дит без изменений кривизны срединной поверхности в меридио-
нальном сечении. Приращение меридионального напряжения Д<гр,
вызванное изменением кривизны срединной поверхности, найдем
из условия равенства работ, согласно которому работа изгиба-
ющего момента на угле поворота сечения, перпендикулярного
к срединной поверхности при изгибе, должна быть равна произ-
ведению ДОр на площадь сечения "заготовки на соответствующем
пути перемещения элемента заготовки.
В соответствии с обозначениями, приведенными на рис. 1,
условие равенства работ при перемещении элемента заготовки
2 Е. А. Попов 33
из Положения 1 в положение 2 (считая, что длийа элемён^а 6 ме-
ридиональном направлении не изменяется, так как учитывается
только работа изгиба) может быть записано в виде
Aops7?p dy = М dy,
откуда
Аар = ^-. (29)
Величина момента М, действующего в меридиональном сече-
нии, зависит от величины меридиональных нормальных напря-
жений ор и уменьшается с увеличением абсолютного значения
последних. Однако, как показано в работе [41], даже при значи-
тельных (в условиях формоизменяющих операций листовой
штамповки) меридиональных напряжениях величина изгиба-
ющего момента уменьшается незначительно по сравнению с мо-
ментом, возникающим при чисто пластическом изгибе полосы без
упрочнения. Объясняется это в какой-то мере тем, что влияние
меридиональных напряжений ор на величину момента частично
компенсируется упрочнением при изгибе, дающим увеличение
напряжения текучести, а следовательно, и момента.
Из сказанного следует, что величина момента (в первом при-
ближении), действующего в месте резкого изменения кривизны,
может быть приближенно определена по формуле (вывод этой
формулы будет приведен ниже в главе, посвященной анализу
процесса гибки)
М = -J- oss2.
Заметим, что силы и моменты относятся к единице длины в на-
правлении, перпендикулярном к меридиональному сечению.
После подстановки приведенного значения момента в формулу
(29) и небольших преобразований получим
Д°р = <- <3°)
Следовательно, резкое изменение кривизны в меридиональном
сечении от нуля до конечного заданного значения или наоборот
приводит к увеличению среднего по толщине значения меридио-
нального напряжения на величину, определяемую выражением
(30). Аналогичные формулы были также получены в работах
Л. А. Шофмана [56], Ш. Гелей [11] и др.
Задача оценки влияния изгиба на величину меридиональных
напряжений осложняется в том случае, когда изменение радиусов
кривизны срединной поверхности не определяется однозначно
рабочим инструментом.
Ранее было отмечено, что действие изгибающих моментов при
деформировании оболочек может привести к образованию так
называемых участков свободного изгиба, в которых деформация
34
Рис. 2. Схема определения
радиуса свободного изгиба
происходит без воздействия контактных
напряжений. Кривизна оболочки в этих
участках не определяется рабочими по-
верхностями инструмента, а возникает
в результате совместного действия сил и
моментов.
В общем случае кривизна участков сво-
бодного изгиба переменна и является
функцией координат. Однако, как пока-
зал В. И. Вершинин [6], кривизна осе-
симметричных оболочек в меридиональном
сечении для большей части участка сво-
бодного изгиба изменяется незначительно.
Это позволяет в первом приближении
принять, что для всего участка свободного
изгиба радиус кривизны в меридиональ-
ном сечении имеет постоянную величину.
Величина этого радиуса кривизны мо-
жет быть приближенно определена при
использовании дополнительных допуще-
ний или же при некоторой схематизации
условий деформирования.
Рассмотрим условия равновесия элементарной полоски (рис. 2)
участка свободного изгиба, ограниченной двумя меридиональными
плоскостями с углом dy между ними и двумя коническими поверх-
ностями, перпендикулярными к срединной поверхности заготовки,
проходящими через границы участка свободного изгиба.
Так как изменение меридиональных ар и широтных а0 напря-
жений в участке свободного изгиба незначительно, то примем,
что напряжения ар одинаковы на границах этого участка, а на-
пряжения ае равномерно распределены по боковым поверхностям
выделенного элемента. На границах участка свободного изгиба
действуют изгибающие моменты и перерезывающие силы. Дей-
ствие изгибающих моментов вызывает изменение кривизны сре-
динной поверхности элементов, перемещающихся из недеформи-
руемой части заготовки в участок свободного изгиба на верхней
границе и из участка свободного изгиба в другой участок очага
деформации. Так как в первом случае имеет место изгиб (увеличе-
ние кривизны), а во втором — спрямление (уменьшение кривизны),
то знак изгибающих моментов на границах участка свободного
изгиба должен быть одинаковым. Перерезывающие силы, действу-
ющие на границах участка свободного изгиба, уравновешивают
действие сил, образованных напряжениями ар и ае.
Примем, что кривизна срединной поверхности в меридиональ-
ном сечении участка свободного изгиба определяется действием
моментов М и сил, образованных напряжениями ар и а0, и что
величина этой кривизны определяется условием равенства мо-
ментов, действующих по границам участка свободного изгиба, и
2* 35
моментов, создаваемых элементарными силами, образованными
напряжениями ар и о0.
Примем, кроме того, что длина участка свободного изгиба
в меридиональном сечении I = 7?ра Rp sin а.
При принятых допущениях уравнение равновесия, выражен-
ное через моменты относительно сечения О—О, может быть за-
писано в виде
OpS7?3 dy (1 — cos a) Rp 2oes/?psin а Q Rp -S1”-cc = 2M.
Если принять, что
M^-^-oss2R3dy,
то после некоторых преобразований полученное выражение при-
водится к виду квадратного уравнения относительно радиуса Rp:
R2pae sin2 а + 2RpapR3 (1 — cos а) — ossR3 = 0.
При решении этого квадратного уравнения с использованием
знака плюс перед корнем получим
V a2pR23 (1 - cos а)2 + aeassR3 sin2 а - apR3 (1 - cos а)
a0sin2a •
Формула (31) позволяет определить радиус кривизны участка
свободного изгиба в меридиональном сечении с учетом одновре-
менного действия напряжений ар, а0 и моментов, действующих
по границам этого участка.
Для частного случая, когда ар 0, од os, формула (31)
преобразуется к виду
R = ; (32)
Р sin a v ’
в том же случае, когда а0 0, формула (31) приводится к неопре-
деленности вида после раскрытия которой по правилу Ло-
питаля получаем
= <33)
В приведенных формулах R3=D312 — радиус широтного
сечения заготовки (половина диаметра).
Формула (33) справедлива и для случая, когда =£ 0, а ар
значительно и первое слагаемое под корнем больше второго.
Убедиться в справедливости сказанного можно, если преобразо-
вать выражение (31), заменив корень его приближенным значе-
нием вида
36
Заметим, что формула (31) установлена для одноименной
схемы напряженного состояния и для оболочки, имеющей одина-
ковый знак кривизны в меридиональном и широтном направле-
ниях. Для разноименной схемы напряженного состояния или для
оболочки, имеющей разный знак кривизны в меридиональном
н широтном сечениях, знак перед вторым членом числителя сле-
дует изменить на обратный.
Формулы (32) и (33) при определении радиусов свободного
изгиба для случаев, когда меридиональные или широтные напря-
жения равны нулю, практически совпадают с формулами, полу-
ченными В. И. Вершининым для тех же случаев по моментной
теории оболочек.
Значения радиусов свободного изгиба, определяемых по фор-
мулам (32) и (33), являются средними для основной части участка
свободного изгиба. Минимальные значения радиуса кривизны
срединной поверхности участка свободного изгиба в меридиональ-
ном сечении можно также получить из условий равновесия, при-
няв, что моменты, создаваемые напряжениями ар и ое, уравнове-
шиваются одним моментом М. При этом допущении после анало-
гичных преобразований может быть получена формула для слу-
чая ар О
н для случая а0 <=« О
^4oP(i-cosa)- <33')
Если по приведенным формулам определить радиус участка
свободного изгиба и найденное значение подставить в формулу
(30), то можно найти приращение меридионального напряжения,
вызванное изгибом или спрямлением на границах участка свобод-
ного изгиба, если кривизна изменяется от нуля до конечного зна-
чения или от конечного значения до нуля. Последнее следует
из того, что формула (30) была установлена для случая, когда
кривизна изменяется от нуля до конкретного значения или же
когда радиус срединной поверхности изменяется от бесконечности
до значения 7?р и наоборот.
В то же время могут быть случаи когда смещение элементов
в очаге деформации сопровождается резким изменением радиуса
кривизны срединной поверхности, но не от бесконечности, а от
одного конечного значения радиуса до другого.
Используя ту же схему приближенного определения прираще-
. ння меридионального напряжения, можно оценить степень влия-
' ния изгиба на величину меридионального напряжения при резком,
но конечном изменении радиуса кривизны меридионального се-
чения заготовки.
Рис. 3. Перемещение элемента с ко*
нечным изменением кривизны
На рис. 3 дана схема смещения
элемента при конечном изменении
радиуса кривизны. Если, как и
раньше, принять, что при перемеще-
нии элемента из положения 1 в поло-
жение 2 размеры его по срединной
поверхности не изменяются, то можно
установить соотношение между угла-
ми и d0g:
р
Р«
Угол dy поворота сечений, пер-
пендикулярных к срединной поверх-
ности, при переходе элемента из по-
ложения 1 в положение 2 можно
выразить через отношение линейных
размеров:
, dl
dv = -jr-
2
Величина dl может быть найдена*из соотношения
dl = (RP, + -^-) - (/?₽, + 4-) d₽i =
(р \
Тогда выражение для определения dy может быть представлено
в виде
(р \
1- -f-\d&.
р» )
Условие равенства работ может быть записано в виде
Aops7?P1 dp2 = At dy.
Подставив в это равенство найденное значение dy и приняв,
что изгибающий момент определяется выражением
М = <J,S2,
4 s
после несложных преобразований получим
— 4 °s (1
ар» \
*р,
(34)
Нетрудно заметить, что при 7?Р1 =оо формула (34) переходит
в установленную ранее формулу (30).
38
Формула (34) выведена для случая, когда смежные участки
имеют одинаковые знаки кривизны срединной поверхности. Если
смежные участки имеют разный знак кривизны, то знак перед
вторым членом в скобках в формуле (34) должен быть изменен
на обратный.
Если кривизну срединной поверхности обозначить т| = 1/Rp,
то формула (34) может получить несколько иной вид:
Лар = ^-0,3^-^). (34')
Приращение меридионального напряжения, вызванное изги-
бом, пропорционально изменению кривизны срединной поверх-
ности в меридиональном сечении.
Изложенное позволяет предложить следующую методику при-
ближенной оценки влияния изгиба на поле напряжений.
1. Очаг деформации разбивается на участки, имеющие по-
стоянную (или незначительно меняющуюся) кривизну срединной
поверхности в меридиональном сечении заготовки.
При наличии внеконтактных участков очага деформации (уча-
стков свободного изгиба) по приведенным формулам определяется
среднее значение радиуса кривизны срединной поверхности в ме-
ридиональном сечении.
2. Для каждого из таких участков очага деформации совмест-
ным решением уравнений равновесия и уравнения пластичности
находится в функции координат характер изменения меридио-
нального напряжения.
3. Устанавливается направление возрастания абсолютного зна-
чения меридионального напряжения в очаге деформации.
4. Влияние изгиба на распределение меридиональных напря-
жений в очаге деформации учитывается при определении гранич-
ных условий на стыке смежных участков разной кривизны.
При этом считается, что на стыке таких участков, в точке резкого
изменения кривизны в меридиональном сечении, напряжение ар
скачкообразно увеличивается по модулю на Дсгр, определяемое по
приведенным ранее формулам.
Заметим, что в действительности на стыке участков не может
быть ни резкого изменения кривизны, ни соответствующего ему
резкого изменения напряжения сгр. Однако предложенная ме-
тодика позволяет находить весьма простые решения и в то же
время обеспечивает удовлетворительную точность при оценке
влияния изгиба на поле напряжений.
§ 6. МЕТОДИКА УЧЕТА ВЛИЯНИЯ ИЗМЕНЕНИЯ
ТОЛЩИНЫ ЗАГОТОВКИ В ПРОЦЕССЕ ДЕФОРМИРОВАНИЯ
НА ПОЛЕ НАПРЯЖЕНИЙ
Ранее было отмечено, что в процессе деформирования толщина
заготовки может изменяться. Изменение толщины, являясь функ-
цией поля напряжений и величины тангенциальной деформации,
39
получаемой данным элементом заготовки, в свою очередь вызы-
вает изменение напряжений, действующих в очаге деформации.
Отыскание поля напряжений в формоизменяющих операциях
листовой штамповки с учетом влияния изменения толщины заго-
товки может быть осуществлено методом численного интегриро-
вания. Однако такие решения весьма трудоемки и не дают воз-
можности получить общее замкнутое решение.
Как показано в работах Н. Н. Малинина [29, 31], для неко-
торых операций при использовании определенных допущений
могут быть получены замкнутые решения, позволяющие уста-
новить поле напряжений с учетом изменения толщины заготовки
в процессе деформирования. Решения эти могут быть найдены
с использованием теории течения, в которой уравнение связи за-
писывается в виде соотношения между напряжениями и прираще-
ниями деформации или скоростями деформаций, а не в виде соот-
ношения между напряжениями и деформациями, как это прини-
мается по деформационной теории.
Однако и в этих случаях полученные замкнутые решения
(уравнения проинтегрированы) являются настолько сложными,
что значения напряжений в очаге деформации приходится опре-
делять численным интегрированием.
При решении по деформационной теории для приближенной
оценки влияния изменения толщины заготовки на величины на-
пряжений, действующих в очаге деформации, может быть исполь-
зован метод последовательных приближений. По этому методу
вначале решается задача по отысканию поля напряжений в очаге
деформации с учетом влияния основных
акторов при условии
постоянства толщины заготовки. Далее по найденному полю на-
пряжений и заданному формоизменению заготовки находятся
значения толщин заготовки в очаге деформации при условии, что
это изменение определялось действием напряжений, найденных
ранее без учета изменения толщины. Затем решается задача по
отысканию корректированного поля напряжений для очага де-
формации, имеющего переменное значение толщины заготовки.
При необходимости точность решений может быть повышена
путем дальнейших аналогичных последовательных прибли-
жений.
Однако метод последовательных приближений может привести
к замкнутым решениям в виде формул, показывающих изменение
напряжений по координатам с учетом влияния действующих
факторов лишь при использовании допущений и аппроксимаций,
упрощающих решение. Основными из этих допущений и аппрокси-
маций являются следующие.
1. Допущение о простом нагружении, когда напряжения
в точке меняются пропорционально одному параметру.
2. Допущение о постоянстве соотношения между напряжениями
для данного элемента в процессе деформирования при нестациог
парном очаге деформации.
40
3. Допущение об осреднении напряжений, действующих на
рассматриваемый элемент в процессе его перемещения в стацио-
нарном очаге деформации.
4. Аппроксимация найденной зависимости толщины заготовки
от координаты аналитической функцией, делающей уравнения
(4) интегрируемыми и по возможности не слишком искажающей
действительное изменение толщины в очаге деформации.
Поясним понятия стационарного и нестационарного очага
деформации.
Нестационарный очаг деформации характеризуется тем, что
его размеры изменяются в процессе деформирования. Этот очаг
обычно заключен между недеформируемой частью заготовки и ее
свободным ненагруженным краем (например, первый переход
вытяжки из плоской заготовки, отбортовка, обжим и раздача без
образования цилиндрической части нового диаметра и т. п.).
Стационарный очаг деформации характеризуется постоян-
ством формы и размеров в процессе деформирования и обычно
заключен между недеформированной частью заготовки и частью,
которая получила заданную деформацию и сохраняет свои новые
размеры в процессе последующего деформирования (последующие
операции вытяжки, обжим и раздача с образованием цилиндриче-
ской части нового диаметра и т. п.).
В формоизменяющих операциях листовой штамповки стацио-
нарный очаг деформации, как правило, возникает после некото-
рого этапа деформирования, характеризующегося нестационар-
ностью очага деформации, причем нестационарный очаг деформа-
ции может быть ограничен свободным краем заготовки (обжим
и раздача краевой части цилиндрической заготовки), а иногда
недеформированными частями заготовки (начальная стадия де-
формирования в последующих переходах вытяжки).
В некоторых случаях (последующие переходы вытяжки ци-
линдрических стаканов) процесс деформирования завершается
переходом от стационарного очага деформации к нестационарному.
При нестационарном очаге деформации изменение координаты
рассматриваемого элемента заготовки в процессе деформирования
сопровождается одновременным изменением размеров очага де-
формации. Вследствие этого величины напряжений, действующих
на элемент, сравнительно мало изменяются в процессе деформи-
рования заготовки [37]. В стационарном очаге деформации и
поле напряжений стационарно. Напряжения являются функцией
координат и изменяются монотонно от одной границы очага де-
формации до другой.
Элементы заготовки в процессе ее деформирования переме-
щаются в стационарном очаге деформации, имеющем постоянные
размеры, и последовательно испытывают действие меняющихся
по величине напряжений, соответствующих различным положе-
ниям элемента в этом очаге. Таким образом, перемещение эле-
мента заготовки в стационарном очаге деформации сопровождается
41
значительным изменением величин напряжении, воздействующих
на этот элемент и вызывающих его деформирование.
Из сказанного следует, что при решении задач по отысканию
изменения толщины заготовки должны использоваться различные
допущения, зависящие от того, стационарен очаг деформации
или нет.
На основании изложенных общих соображений рассмотрим
более конкретно возможные способы решения задачи и по отыска-
нию поля напряжений с учетом изменения толщины в процессе
деформирования.
В общем случае изменение размеров элемента заготовки наи-
более точно характеризуется уравнением связи, дающим соотно-
шение между напряжениями и скоростями деформаций (или при-
ращениями деформаций), так как за небольшой промежуток вре-
мени или при малых величинах деформаций условие совпадения
главных осей напряжений и деформаций и постоянства величин
главных нормальных напряжений справедливо даже для немоно-
тонных процессов деформирования при сложном нагружении.
Это уравнение связи может быть записано в виде
(Ур - (У2
(У0 ~~~ (У2 tf&Q dfiz
где Ор, а0 и а2 — напряжения, действующие соответственно в ме-
ридиональном и широтном направлениях, а также перпендику-
лярно срединной поверхности заготовки; dep, de0 и de2 — при-
ращение деформаций в тех же направлениях.
Для тонкостенных оболочек в формоизменяющих операциях
листовой штамповки с осевой симметрией деформирования ука-
занные напряжения можно считать главными, а схему напряжен-
ного состояния можно принять плоской (о2 = 0).
Если пренебречь упругими деформациями, то условие постоян-
ства объема может быть записано в виде
dep -|- de0 + dez = 0, (36)
Для плоского напряженного состояния из уравнений (35) и
(36) после несложных их преобразований можно получить фор-
мулу, дающую связь между приращениями деформаций dez, de0
и соответствующими напряжениями,
сто
(35)
ds2 = o~ de0. (37)
z (Ур — 2П0 0 v 7
Если принять, что деформации по толщине постоянны (пре-
небречь изгибными деформациями), то приращения деформаций
могут быть найдены из выражений
de0 = ; de — — ,
° р ’ z s >
где s — толщина данного элемента заготовки; ds — изменение
толщины элемента при изменении расстояния его от оси симме-
Трий £ на dp (перемещение рассма1рийаемог6 элемента в очаге
деформации на dp).
Используя приведенные выражения для деформаций, уравне-
ние (37) можно написать в несколько ином виде:
ds ____ ар +
s ~~ стр — 2 Qg
dp
р
(37')
Покажем возможность получения замкнутого решения для
случая деформирования оболочки без трения (р = 0) или без
контактных напряжений (участок свободного изгиба). Для этого
случая уравнение равновесия (4) может быть записано в несколько
ином виде:
d^
dp
sdp
При совместном решении уравнений (4') и (37') после некоторых
преобразований получаем
Р -Л + 2-5--------р-9 9 = 0
ар 1 Стр — 2ад
(38)
Это уравнение содержит два неизвестных: <гр и <г0. Следова-
тельно, для решения задачи необходимо дополнительно исполь-
зовать уравнение пластичности. В частности, если использовать
уравнение пластичности (12) по энергетическому условию пластич-
ности без учета влияния упрочнения, уравнение (38) может быть
преобразовано к виду
(39)
Уравнение (39) легко интегрируется и после некоторых даль-
нейших преобразований может быть приведено к виду
к
1_J£+ * arcsin-^=-<r,lnp + c. (40)
2 V 4сг? КЗ 2<*s
Полученное выражение после отыскания из граничных усло-
вий значения произвольной постоянной интегрирования позволяет
установить поле напряжений в осесимметричной оболочке, дефор-
мируемой без упрочнения при отсутствии сил трения, но с учетом
изменения толщины заготовки в процессе деформирования. Не-
достатком этого выражения является его сложность и невозмож-
ность выразить напряжение явной функцией координаты.
Более простые, хотя и менее точные, решения могут быть полу-
чены приближенно, если определить изменение толщины заготовки
в очаге деформации с тем, чтобы затем аппроксимировать простой
аналитической функцией зависимость толщины от координаты.
Изменение толщины заготовки в очаге деформации может быть
найдено интегрированием уравнения (37'):
я
In gp+go dP
so J aP —2ae p ’
r0
(41)
где Si — значение толщины Элемента с первоначальной толщи-
ной s0, которое он получит при изменении координаты р от г0
до R (при перемещении элемента в процессе деформирования из
точки с координатой г0 в точку с координатой R).
Так как напряжения ар и а0 являются некоторой функцией
координаты р, то при использовании теоремы о среднем значении
интегрируемой функции выражение (41) может быть представлено
в виде
in ( gp + g° ) In
so \ tfp — / cp Го
(42)
или же в несколько измененном виде
(42')
где
— среднее значение данной функции в пре-
делах изменения координаты рассматриваемого элемента от г0
до R.
Среднее значение данной функции может быть в первом при-
ближении найдено по значениям напряжений, определенным без
учета изменения толщины заготовки в процессе деформирования.
В процессе деформирования координата р данного рассматри-
ваемого элемента заготовки изменяется. При нестационарном
очаге деформации указанное изменение сопровождается изменением
размеров очага деформации, а так как значения напряжений
в данном элементе определяются по существу расстоянием от
свободного контура заготовки, то в первом приближении можно
принять, что в процессе деформирования напряжения, действу-
ющие на рассматриваемый элемент, не изменяются (изменение
координаты свободного контура в процессе деформирования про-
исходит одновременно с изменением координаты рассматривае-
мого элемента и однозначно ему).
При таких допущениях среднее значение показателя степени
в выражении (42') может быть найдено по величинам напряжений,
действующих на рассматриваемый элемент в начальной или
конечной стадии деформирования. Значения напряжений целе-
сообразно определять при максимальной величине очага дефор-
мации; если в процессе деформирования размеры очага деформа-
ции убывают (вытяжка плоской заготовки, отбортовка), то напря-
жения следует определять в начальной стадии деформирования,
44
J
если увеличиваются (обжим, раздача) — в конечной стадии де-
. формирования.
Если подставить найденные значения ар и а0 в формулу (42')»
то можно найти выражение, определяющее зависимость толщины
от координаты р для любого (в том числе и для конечного) момента
деформирования.
Зная зависимость толщины от координаты р, можно для дан-
ного момента деформирования найти поле напряжений в заготовке
переменной толщины, используя для этого уравнение (4) или (6'),
в зависимости от того, учитываются в анализе силы трения или нет.
Уравнение (6') при использовании полученной таким образом
зависимости s = f (р) и уравнения пластичности становится ста-
тически определимым; решение его позволит найти поле напря-
жений с учетом влияния изменения толщины. В отдельных слу-
чаях для упрощения интегрирования уравнения (6') допустимо
аппроксимирование найденной функции s = f (р) другой, дающей
более простые и легко интегрируемые выражения. Возможность
таких упрощений будет рассмотрена ниже при анализе отдельных
операций листовой штамповки.
При анализе операций со стационарным очагом деформации
может быть принята аналогичная последовательность решения
с той лишь разницей, что при отыскании значений толщины
в очаге деформации должны быть использованы другие допуще-
ния. Действительно, перемещение элемента заготовки в стацио-
нарном очаге деформации сопровождается значительным изме-
нением соотношения между напряжениями, действующими на
рассматриваемый элемент, поскольку эти напряжения являются
функцией координат, а координаты элемента изменяются при его
перемещении в очаге деформации. В этом случае при отыскании
среднего значения соотношения между напряжениями, входя-
щего в формулу (42'), можно принять, что это среднее значение
. является средним арифметическим соотношением между напря-
жениями, действующими на рассматриваемый элемент в его на-
чальном и конечном положениях. При этом, как и раньше, соот-
ношение между напряжениями может определяться в качестве
первого приближения на основе поля напряжений, найденного
без учета изменения толщины заготовки в процессе деформирова-
ния.
Изложенные основные положения о процессе деформирования
заготовки в операциях штамповки, а также общие соображения
относительно методики приближенного учета влияния основных
факторов на процесс деформирования в дальнейшем будут исполь-
зованы при анализе основных операций листовой штамповки.
Как будет показано, несмотря на приближенность учета влия-
ния основных факторов на поле напряжений изложенными ме-
тодами, получаемые решения достаточно точно отражают реаль-
ный процесс деформирования.
II
as
ГЛАВА II
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
§ 1. МЕХАНИЗМ ДЕФОРМИРОВАНИЯ
В РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЯХ
В разделительных операциях листовой штамповки отделение
одной части заготовки от другой осуществляется относительным
смещением этих частей в направлении, перпендикулярном к пло-
скости заготовки. Это смещение в начальных стадиях характери-
зуется пластическим деформированием, но завершается обяза-
тельно разрушением.
Для уменьшения искажений заготовки, вызываемых пластиче-
скими деформациями, стремятся локализовать очаг пластической
деформации, чему способствует уменьшение радиусов скругления
рабочих кромок инструмента и уменьшение зазора между пуансо-
ном и матрицей.
Наличие зазора приводит к тому, что силы, приложенные к за-
готовке со стороны матрицы и пуансона, образуют момент, равный
произведению равнодействующих элементарных сил, действу-
ющих от пуансона и матрицы на плечо несколько большее, чем
зазор г. Наличие момента вызывает поворот в пространстве отде-
ляемых частей (при отрезке) или изгиб заготовки (при вырубке
и пробивке). Это в свою очередь, приводит к резкой неравномер-
ности распределения нормальных напряжений на контактных
поверхностях. Нормальные напряжения увеличиваются от нуля
по мере приближения к режущим кромкам до максимума вблизи
последних. Неравномерность распределения напряжений на кон-
тактных поверхностях вызывает неравномерность распределения
напряжений в слоях, параллельных плоскости листа, и в толщине
заготовки.
Согласно принципу Сен-Венана о локальности эффекта само-
уравновешивающихся внешних нагрузок, по которому неравно-
мерность распределения напряжений, вызванная действием со-
средоточенных сил, быстро убывает по мере удаления от точки
приложения этих сил, в разделительных операциях по мере уда-
ления от режущих кромок в толщину заготовки неравномерность
распределения напряжений уменьшается, а протяженность зоны
пластических деформаций в направлениях, перпендикулярных
к направлению внешних сил резания, увеличивается. Отсюда
следует, что очертания очага деформации в разделительных опе-
рациях, как это подтверждается опытом (рис. 4), приближенно
46
имеют вид, показанный на рис. 5.
Неравномерности распределения на-
пряжений в очаге деформации соответ-
ствует неравномерность распределения
величин деформаций. Максимальная
величина деформаций будет вблизи ре-
жущих кромок; по мере удаления от них
в толщину заготовки и в направлениях,
перпендикулярных к линии действия
внешних сил, величина деформаций
уменьшается. Можно полагать, что
в слоях заготовки, первоначально парал-
лельных плоскости листа, наибольшая
величина меридиональной деформации ер
будет в элементах, расположенных
вблизи поверхности, соединяющей ре-
жущие кромки рабочего инструмента.
Деформация ер на этой поверхности
переменна, минимальное значение соот-
Рис. 4. Изменение макрострук-
туры при вырубке
ветствует середине толщины, а увели-
чивается ойа по мере приближения
рассматриваемых слоев к режущим кромкам. Такому характеру
распределения деформаций способствует также и то обстоятель-
ство, что очаг пластической деформации зарождается вблизи
режущих кромок и проникает на все большую глубину по мере
внедрения режущих кромок в заголовку. При определенном вне-
дрении режущих кромок очаги пластической деформации, воз-
никающие у режущих кромок, сольются, образуя единый очаг,
пронизывающий всю толщину заготовки.
С момента образования единого очага деформации начинается
остаточное смещение одной части заготовки относительно другой
в направлении, перпендикулярном к плоскости заготовки. По мере
увеличения смещения величины деформаций, возникающие в очаге
деформации также увеличиваются, причем наиболее интенсивно
вблизи поверхности, соединяющей режущие кромки инструмента.
Каждый металл без разрушения спосо-
бен воспринять пластическую деформацию
/ ]" определенной величины, которая зависит
/ । &///////////"' от свойств металла и схемы напряженного
1 ‘ состояния. В соответствии с этим и в разде-
лительных операциях без снятия стружки
при достижении определенной величины
пластической деформации может начаться
разрушение. А так как максимальная де-
формация имеет место вблизи режущих
кромок, то и разрушение может начаться
в первую очередь в элементах, располо-
женных вблизи режущих кромок инстру-
Рис. 5. Схема очага деформа-
ции в разделительных опера-
циях
47
Рис. 6. Зарождение трещины х режу-
щей кромки
заусенца, особенно в случае
мента. При этом следует иметь
в виду, что величина предельной
(без разрушения) пластической де-
формации зависит от схемы напря-
женного состояния и величины
действующих напряжений и увели-
чивается с увеличением шарового
тензора сжатия. Именно поэтому
разрушение должно начаться не
в элементах, расположенных под
(или над) торцом рабочего инстру-
мента, а в элементах, противостоя-
щих свободным поверхностям (при
положительном зазоре), где вели-
чина сжимающих напряжений
меньше. Это обстоятельство на-
глядно подтверждается фотогра-
фией, показывающей макрошлиф
участка заготовки у режущей
кромки в момент начала образо-
вания трещины (рис. 6). Этим же
объясняется появление торцового
притупления режущих кромок.
Приведенные соображения и данные позволяют воссоздать
картину процесса деформирования в разделительных операциях
без снятия стружки. В начальных стадиях пластическая деформа-
ция сосредоточивается у кромок, которые внедряются на некото-
рую глубину в металл. Очаги деформации от режущих кромок
увеличиваются, продвигаясь в толщину заготовки, до смыкания.
Дальнейшее внедрение режущих кромок вызывает пластическую
деформацию по всей толщине заготовки, обусловливающую сме-
щение одной части заготовки относительно другой. В этой стадии
деформирования имеет место или только пластическая деформация
[51 ], или уже начинается разрушение слоев заготовки, но только
тех, которые приходят в непосредственное
соприкосновение с режущей кромкой.
При смещении одной части заготовки
относительно другой в результате дейст-
вия момента, образованного вертикаль-
ными силами Р (рис. 7,15), заготовка стре-
мится повернуться и на боковых поверхно-
стях смещаемых частей возникают гори-
зонтальные силы Т, прижимающие заго-
товку к боковым поверхностям режущего
инструмента. Эти силы при смещении
режущего инструмента относительно заго-
товки сглаживают поверхность, образуя
блестящий поясок на поверхности среза.
Рис. 7. Схема определения
величины оптимального за-
зора
48
Как только будет достигнута предель-
ная величина деформации в слоях заго-
товки, расположенных вблизи от режущих
кромок, последние разрушаются, образуя
трещины, быстро развивающиеся в тол-
щину заготовки.
Благодаря расклинивающему действию
сил Р и Т образующаяся трещина не-
сколько разворачивается к свободной по-
верхности. Слияние этих трещин в разде-
лительных операциях без снятия стружки
завершает процесс отделения одной части
заготовки от другой.
Однако слияние трещин может про-
изойти не при всех условиях деформи-
Рис. 8* Схема распростране-
ния трещин при малом зазоре
рования. Если принять (следуя методике В. П. Романов-
ского [50]), что трещины имеют прямолинейную образующую,
наклоненную под углом (3 к оси инструмента (рис. 7), а глубину
внедрения режущей кромки до появления трещины обозначить
через Л, то величина зазора между режущими инструментами z,
обеспечивающего слияние трещин, идущих от режущих кромок,
может быть найдена из простой геометрической зависимости
z - (s — h) tg (3,
где s — толщина заготовки.
Как показали опыты [50], средняя величина угла |3 колеблется
от 4 до 6°, уменьшаясь с увеличением прочностных характеристик
материала заготовки. В то же время глубина внедрения h до появ-
ления трещин колеблется от 0,1 до 0,5 толщины заготовки, увели-
чиваясь с увеличением пластичности материала заготовки (с умень-
шением прочностных характеристик).
С учетом приведенных данных можно сделать вывод, что мини-
мальная величина зазора, обеспечивающая слияние трещин, раз-
вивающихся от режущих кромок, уменьшается с повышением
пластичности штампуемого металла (с уменьшением прочностных
характеристик).
Минимальный зазор, обеспечивающий совпадение трещин
в разделительных операциях, называют оптимальным зазором.
Уменьшение зазора по сравнению с оптимальным значением при-
водит к тому, что трещины, развивающиеся от режущих кромок,
не встречаются и поверхность среза получается рваной с поясками
дополнительных срезов перемычек между трещинами (рис. 8).
При увеличении зазора относительно оптимального трещины
по-прежнему сливаются, однако при этом возрастает наклон
поверхности среза к оси (разница в поперечных размерах заго-
товки или отверстия), а также увеличиваются искажения, вызван-
ные действием момента (так как плечо, на котором действуют
силы, увеличивается с увеличением зазора).
49
Путь пуансона
j:____________
Рис. 9. Графики изменения усилия
по пути в разделительных операциях:
1 — малопластичный металл; 2 и 3 —
пластичный металл
Необоходимо отметить, что при
отрезке действие момента вызы-
вает поворот отдельных частей
заготовки относительно линии от-
резки; величина поворота ограни-
чена и должна определяться ра-
венством момента сил резания Р
и реактивного момента, образо-
ванного давлением заготовки на
боковые поверхности режущего
инструмента Т. При вырубке и
пробивке момент сил резания вы-
зывает прогибы в отделяемой и
остающейся на матрице частях за-
готовки, величина которых также
определяется равенством актив-
ного и реактивного моментов. Реактивный момент в данном
случае будет образован не только моментом сил, вызванных дав-
лением заготовки на боковые поверхности инструмента, но и мо-
ментами сил, возникающих в изгибаемых частях заготовки.
Изложенное относительно процесса деформирования заготовки
в разделительных операциях без снятия стружки позволяет перейти
к изучению силовых условий деформирования. Типовые графики
изменения усилия по пути при вырубке с нормальным и умень-
шенным зазорами, а также при пластичном и малопластичном
материале приведены на рис. 9.
Из графиков видно, что в начальных стадиях деформирования
усилие возрастает медленно (смятие и образование очага деформа-
ции с врезанием кромок), а затем быстро (процесс сдвига одной
части относительно другой). При определенной глубине внедре-
ния усилие резко падает для малопластичных материалов или
плавно изменяется, имея максимум, для пластичных материалов.
Однако и для пластичных металлов при определенной величине
внедрения режущих кромок усилие резко падает до значения,
соответствующего усилию проталкивания. Это происходит при
величине пути, значительно меньшем толщины заготовки. Однако
такой характер изменения усилия по пути имеет место при опти-
мальном зазоре. Когда зазор меньше оптимального, то, во-первых,
увеличивается максимальное значение усилия и, во-вторых, не
наблюдается резкого уменьшения усилия после начала образования
трещин. По мере дальнейшего внедрения режущих кромок умень-
шение усилия происходит рывками, ступенчато. Очевидно, резкое
уменьшение усилия при нормальном зазоре объясняется слиянием
трещин, идущих от режущих кромок, а ступенчатое уменьшение
усилия при малом зазоре — несовпадением трещин и тем, что
требуется определенное усилие для срезания и проталкивания
поясков между трещинами. Таким образом, при величине
зазора меньше оптимального усилие деформирования увеличи-
60
вается незначительно, но существенно возрастает работа дефор-
мации.
Представляет интерес увеличение усилия деформирования в на-
чальных стадиях разделения, когда площадь среза уже начинает
уменьшаться. Одной из причин этого может быть упрочнение
металла, которое наиболее интенсивно происходит в начальных
стадиях деформирования.
Примем, что кривая упрочнения второго рода описывается
уравнением
пв / JL\ 1-М?ш
1 Фш \ Фш /
(43)
где (тв — предел прочности; фш — относительное уменьшение
площади поперечного сечения образца при испытании на растяже-
ние к моменту начала образования шейки.
Эквивалентной деформацией при вырубке может быть принята
деформация уменьшения площади среза
где Fq — sL\ F = (s — x) L\ s — толщина заготовки; L — длина
линии резания; х — глубина внедрения режущей кромки.
В этих условиях ф = x/s.
При пластической деформации по гипотезе максимальных
касательных напряжений
Ч 2 *
Примем, что имеет место чистый сдвиг, и по поверхности,
соединяющей режущие кромки, действует rs (главные оси на-
клонены под углом ~ 45° к оси инструмента). Тогда усилие дефор-
мирования Р равно
Р Р (s — х) = F0(l — ф).
Подставляя os из формулы (43), получаем
р <7в (1 —-ф) / Ф \
2 1 — фш \ Фш /
(44)
Из полученной формулы видно, что Р О при ф = 0 и при
ф = 1. Отсюда следует, что кривая Р = f (ф) имеет максимум.
Чтобы установить, какому значению ф = x/s соответствует макси-
i мум усилия, необходимо приравнять нулю первую производную
усилия Р по деформации ф (dP/dty = 0).
51
Нетрудно убедиться, что в этом случае максимум усилия дол-
жен соответствовать значению ф = фш. Из формулы (44) можно
установить (после подстановки в нее значения ф = фш), что
/’max ~ Т = V LSO«- <44')
Проведенный анализ является приближенным; это подтвер-
ждается, в частности, тем, что действительное значение Ртах не-
сколько больше величины, полученной по формуле (44')- При-
ближенность приведенного анализа обусловлена принятыми до-
пущениями, основными из которых являются следующие: равно-
мерность распределения деформаций (а следовательно, и упроч-
нения) по толщине; постоянство направления главных осей по
толщине заготовки и в процессе деформирования; совпадение
траекторий максимальных касательных напряжений с поверхно-
стью, соединяющей режущие кромки верхнего и нижнего инстру-
мента.
Неточность полученной формулы подтверждается еще и тем,
что при отсутствии упрочнения (фш = 0), т. е. при т5 = сг5/2 =
— const, она показывает уменьшение усилия с самого начала
пластического деформирования (Ртах при ф = x/s == 0), что не
соответствует действительности. Проведенные опыты по вырубке
в свинце (который при комнатной температуре и малой скорости
деформации почти не упрочняется) показали, что усилие вначале
возрастает до максимума, а потом уменьшается, причем Ртах имеет
место при х —- s, но так как свинец весьма пластичен, то усилие
после Ртах снижается плавно почти до ф — 1 (трещины не обра-
зуются).
Можно полагать, что неточность полученной формулы связана
главным образом с допущением о постоянстве направления глав-
ных осей в процессе деформирования. В действительности вслед-
ствие влияния недеформируемых участков по мере внедрения
режущих кромок главные оси будут поворачиваться, и направле-
ние одной из них будет близко к направлению касательных к изо-
гнутым в процессе деформирования элементарным слоям заго-
товки.
На рис. 10 дана макроструктура заготовки, получившей дефор-
мацию, соответствующую началу образования трещины. Благо-
даря наличию неметаллических включений в макроструктуре
образовавшиеся трещины развивались по границам слоев и вызы-
вали их отделение.
Из рисунка видно, что в процессе деформирования смещение
одной части заготовки относительно другой приводило к растяже-
нию слоев, а интенсивное их утонение — к разделению, при ко-
тором толщина трещины увеличивалась. Основываясь на этом,
можно принять весьма приближенную схему деформирования,
при которой в направлении касательной к изогнутым слоям будут
52
действовать напряжения,
равные напряжению теку-
чести (схема напряженного
состояния близка к линей-
ной). Примем, что наклон
этих касательных к гори-
зонтали постоянен на по-
верхности среза для всех
слоев и возрастает от нуля
до максимума в процессе
деформирования; тогда
(рис. 11) усилие деформи-
рования определится по
формуле
P=o's(s — х) Esin а, (45)
где a — угол между каса-
тельной, проведенной к
слою в точке его пересече-
ния с поверхностью, соеди-
няющей режущие кромки,
и горизонталью.
В процессе деформи-
рования по мере увеличе-
ния х угол а будет уве-
личиваться.
Рис. 10. Разрушение с расслоением
Если принять, что ширина зоны пластических деформаций
равна Д, то
sin a
С учетом этого формула для определения усилия дефор-
мирования будет иметь вид
Рис. II. Схема к определению
усилия деформирования
Из этой формулы ВИДНО, ЧТО Р = 0
при х = s и х = 0. Следовательно, кри-
вая изменения усилия по пути должна
иметь максимум (даже при постоянной
величине напряжения текучести), кото-
рый обусловлен поворотом главных
осей в процессе деформирования.
Любопытно отметить, что из фор-
мулы (45') следует, что величина уси-
лия зависит от ширины зоны пласти-
53
ческой деформации А и увеличивается с уменьшением ЙО-
следней.
Формулы (44) и (44') являются приближенными, так как они
выведены с использованием очень грубых допущений. Однако
они вскрывают физическую сущность того, что максимальное
усилие деформирования возникает при определенной глубине
внедрения режущих кромок в заготовку, а не в начале деформи-
рования, когда площадь среза максимальна. Как следует из
приведенных формул, это явление объясняется большой интен-
сивностью упрочнения в начальных стадиях деформирования и
поворотом главных осей в процессе деформирования заготовки.
Приведенный анализ позволяет также выяснить причину раз-
личия кривых усилие — путь для пластичного и хрупкого мате-
риала. Первую кривую характеризует резкое снижение усилия
деформирования, наблюдаемое после достижения максимальной
величины (после плавного снижения от Ртах), вторую — резкое
снижение усилия от Ртах. Очевидно, это объясняется различием
в пластичности материала. В первом случае пластичность исчер-
пывается и образуются трещины при значительной деформации,
величина которой больше, чем та, которая соответствует возник-
новению Ртах, определенному без учета возможного разрушения
по формуле (44) или (45'), а во втором случае разрушение начи-
нается при меньшей деформации, чем деформация, соответству-
ющая возникновению Ртах. Заметим, что в данном случае допу-
стима аналогия с испытанием на растяжение, когда пластичный
металл образует шейку и разрушается после достижения макси-
мального усилия, а хрупкий разрушается без образования шейки.
Из сказанного, в частности, следует, что высота блестящего
пояска для пластичных материалов может быть несколько больше
глубины внедрения режущей кромки, соответствующей максимуму
усилия деформирования.
Рассмотрим теперь еще некоторые явления, связанные с изме-
нением зазора между режущими кромками.
Ранее было показано, что слишком малый зазор приводит
к образованию рваной поверхности среза. Однако в разделитель-
ных операциях величина зазора оказывает влияние и на некоторые
показатели процесса деформирования. Увеличение зазора сверх
оптимальных значений увеличивает вероятность образования
торцового заусенца. Действительно, с увеличением зазора уве-
личивается изгибающий момент и его влияние на процесс дефор-
мирования, благодаря которому величина растягивающих напря-
жений у свободных поверхностей возрастает. При значительных
растягивающих напряжениях трещина образуется не от режущих
кромок, а от свободной поверхности, создавая торцовый заусе-
нец. Образованию торцового заусенца способствует также при-
тупление режущих кромок, которое, уменьшая концентрацию
напряжений (сжимающих) у режущих кромок, увеличивает
растягивающие напряжения вблизи свободных поверхностей.
54
Кроме того, зазор оказывает влияние на величину максимального
усилия деформирования и на распределение нормальных напряже-
ний на контактных поверхностях.
С уменьшением зазора уменьшается плечо, а следовательно,
и величина изгибающего момента, благодаря чему уменьшается
изгиб (или поворот) заготовки в процессе деформирования. Как
следствие этого, уменьшается влияние растягивающих напряже-
ний, растет шаровой тензор сжатия, уменьшается ширина зоны
пластической деформации и возрастает концентрация нормальных
напряжений у режущей кромки. Благодаря росту концентрации
напряжений, уменьшению растягивающих напряжений и ши-
рины зоны пластических деформаций, как это следует из формулы
(45')» увеличивается усилие деформирования. Таким образом,
для уменьшения усилия деформирования желательно увеличение
зазора; однако пределы его допустимого увеличения ограничи-
ваются опасностью появления торцового заусенца, а также увели-
чением искажений (изгиба) заготовки вследствие возрастания
момента.
Увеличение нормального контактного напряжения у режущих
кромок с уменьшением зазора приводит к более быстрому их
смятию (притуплению), а следовательно, к ускоренному выходу
из строя режущего инструмента. Нужно отметить, что с уменьше-
нием зазора по сравнению с его оптимальным значением увеличи-
вается износ боковых поверхностей режущего инструмента. Это
объясняется увеличением поверхности трения при появлении
поясков вторичного среза, увеличением сил трения вследствие
заклинивания срезанных перемычек между трещинами и роста
нормальных напряжений на боковых поверхностях.
При рассмотрении механизма процесса резания без снятия
стружки необходимо обратить внимание и на то, что вблизи
поверхности среза образуется участок, в котором при резании
имели место пластические деформации и в котором при холодной
деформации имело место упрочнение. Наличие упрочненной зоны
у поверхности среза может быть нежелательным, если при после-
дующем деформировании периметр заготовки увеличивается (от-
бортовка), если наклепанные участки в условиях эксплуатации
детали получают переменные (циклические) нагрузки или если
деталь работает в агрессивной среде. В первом случае вследствие
снижения пластичности при упрочнении наклепанный участок
при деформировании растяжением быстрее разрушается; во вто-
ром случае вследствие значительных остаточных напряжений
может уменьшиться усталостная прочность и снижается сопротив-
ление коррозии, что приводит к разрушению детали. Размеры
наклепанной зоны в разделительных операциях могут быть уста-
новлены экспериментально в результате исследования микро-
структур (по вытянутости зерен), измерением твердости (которая
г увеличивается с упрочнением), по глубине стравливания (накле-
панный металл стравливается интенсивнее) и размерам зерен
k 55
1
Рис. 12. Укрупненные после рекристаллизации зерна по границе
очага деформации
после рекристаллизации (участки с критической степенью де-
формации, равной 5—7%, дадут резкое увеличение размеров
зерен; рис. 12).
Опытами установлено, что протяженность зоны пластических
деформаций увеличивается с увеличением зазора, с ростом при-
тупления режущих кромок; обычно ширина этой зоны больше
для мягких металлов, чем для твердых. Объясняется это тем, что
с уменьшением зазора и притупления кромок растет концентра-
ция напряжений у режущих кромок, а следовательно, умень-
шается ширина наклепанной зоны вследствие большей локально-
сти распределения деформаций. Более мягкие металлы дают боль-
шее смятие металла под инструментом, что увеличивает ширину
контактного участка, а это одновременно с ростом глубины вне-
дрения до появления трещин приводит к увеличению ширины
наклепанного слоя. Как показали опыты, ширина наклепанного
слоя от поверхности раздела колеблется от 0,3 до 0,5 толщины
заготовки.
Величины деформаций в зоне пластических деформаций изме-
няются от нуля на границе зоны до максимума вблизи поверхно-
сти разделения, причем интенсивность увеличения деформаций
по мере приближения к поверхности раздела возрастает по закону,
близкому к степенному. Распределение прочностных свойств,
измененных в результате упрочнения, аналогично распределению
деформаций в указанной зоне. Последнее обстоятельство весьма
важно при. назначении величины припуска под зачистку или
механическую обработку. Припуск, назначаемый для удаления
наклепанного слоя, будет определяться условиями последующей
штамповки или работы детали; величина его может составлять
определенную долю ширины наклепанного слоя (удаление поло-
56
Рис. 13. Схема резки иа гильотинных ножни-
цах:
/ — прижим; 2 — верхний нож; 3 — нижний
нож
Ножницы — специализи-
рованная машина, позволя-
ющая вести отрезку полос
(заготовок) разной ширины
и длины, а также вырезку
заготовок различной конфи-
гурации и размеров.
По характеру движения
режущих кромок различают
ножницы с поступательным
и вращательным движением
режущих кромок.
Ножницы с поступательным движением режущих кромок?могут
иметь параллельные режущие кромки ножей или наклонные с уг-
лом а между ними (углом створа; рис. 13). Последний тип ножниц
обычно называют гильотинными.
Отрезка на ножницах с поступательным движением режущих
кромок. Наклонное расположение режущих кромок уменьшает
усилие резания (уменьшается площадь, по которой идет разделение
частей заготовки в данный момент), но одновременно увеличивает
путь деформирования. Если считать, что угол створа а 0 не
изменяет величину сопротивления деформированию аср, а усилие
определяется произведением <гср на площадь прямоугольного
треугольника (рис. 13) с катетами з и s/tga, то формула для опре-
деления усилия отрезки на гильотинных ножницах может быть
представлена в виде
_ <7ср$2
— 2 tg a '
(48)
Формула справедлива до значений s/tg a < L (L — длина
линии реза или длина отрезаемой полосы). Формула для опреде-
ления усилия отрезки на гильотинных ножницах может быть
установлена и другим способом.
Примем, следуя Б. П. Звороно [21], что работа деформирова-
ния при отрезке ножницами с параллельными режущими кром-
ками равна работе деформирования при отрезке на гильотинных
ножницах; тогда
А = XsLocphk = PL tga,
откуда получаем
Р = Л^£1. (49)
Здесь L tg a — величина рабочего хода при отрезке на гильотин-
ных ножницах.
Нетрудно заметить, что если АЛ = -g- з, то формула (49)
переходит в формулу (48).
58
Однако, как показали исследования Б. П. Звороно, условие
равенства работ в данном случае является неточным, так как
при отрезке на гильотинных ножницах часть работы затрачивается
на изгиб отрезаемой полосы, причем доля этой работы увеличи-
вается с увеличением угла а.
На основании опытных данных Б. П. Звороно предложил учи-
тывать влияние изгиба на усилие отрезки с помощью множителя
(1 + 0,05а). Если при этом принять, что произведение \k = 1,
то конечная формула для отрезки на гильотинных ножницах
(по Б. П. Звороно) будет иметь вид
Р = (1+0,05а)
(50)
На основании приведенных формул можно сделать вывод,
что для уменьшения усилия желательно максимально увеличить
угол а, однако на практике угол створа гильотинных ножниц
небольшой (а — 2-4-4°) и увеличивается в этих пределах с увели-
чением толщины разрезаемой заготовки. Это объясняется следу-
ющим.
1. Угол а должен быть меньше угла трения с тем, чтобы заго-
товка не выжималась из-под режущих кромок. Если принять
|* = 0,1, то а < 6°.
2. С увеличением угла а возрастает рабочий угол кривошип-
ного механизма, а также работа деформирования, что неблаго-
приятно сказывается на условиях работы ножниц.
3. С увеличением угла а возрастают потери на изгиб, а также
искажения отрезаемой полосы.
В своих работах А. Н. Малов [28 ] приводит следующие эмпи-
рические формулы, позволяющие определить прогиб полосы У
и угол скручивания полосы 0 (рис. 14):
A^0,01aL 0 0,003Ls
(51)
где N, s, L, В в мм; а н 0 в град; б — относительное удлинение
разрезаемого материала в %.
Наличие угла a *> 0 повышает плавность нагружения ножниц,
уменьшает вибрацию, удлиняет срок службы деталей ножниц.
Рис. 14. Схема изгиба и скручивания полосы при отрезке
59
Рис. 16. Схема резания на ди-
сковых ножницах
Приняв, что os«« 0,8ов = —, после
некоторых преобразований получим
т = (-|- + о,26)р-4-р«
~(4- + °,1)л
Из полученного соотношения видно,
что прижим существенно уменьшает
боковое усилие. Если принять, что
z 0,04s, то при отрезке без прижима
Т 0,ЗР, а при отрезке с прижимом
Т^0,14Р. Сходные значения бокового
усилия несколько иным способом были
получены А. И. Целиковым 154].
При отрезке на ножницах с наклонным расположением режу-
щих кромок точка приложения силы в процессе резания будет
смещаться вдоль ножей. Это, в свою очередь, при большой длине
и недостаточной жесткости ножей будет вызывать разную вели-
чину их прогиба, а следовательно, и переменное (по длине ножей)
увеличение исходного зазора между ними.
Отрезка на ножницах с вращательным движением режущих
кромок. При отрезке на дисковых ножницах вращением дисковых
ножей осуществляется не только разделение заготовки, но и ее
подача к ножам. Другой особенностью дисковых ножниц является
возможность осуществления на них разделения заготовки при
неограниченной по существу длине линии разделения. Характер
разделения заготовки на дисковых ножницах и принятые обозна-
чения размеров показаны на рис. 16.
Прямолинейность линии отрезки обеспечивается упором раз-
деляемых частей заготовки в плоские боковые поверхности ножей.
Для увеличения площади контакта заготовки с боковыми поверх-
ностями ножей режущие кромки заходят одна за другую на ве-
личину перекрытия а, обычно составляющую 0,2—0,4 s.
Зона резания односторонне смещена от линии центров ножей.
Установим, формулы для определения силовых условий резания
на дисковых ножницах с одинаковыми диаметрами ножей.
Довольно строгий анализ силовых условий резания на диско-
вых ножницах был проведен А. И. Целиковым [54]. Ниже дается
упрощенный анализ силовых условий резания с использованием
некоторых положений, принятых А. И. Целиковым.
Допустим, что вертикальное усилие (действующее в данном
Случае параллельно линии центров) определяется произведением
площади, деформируемой в данный момент, на сопротивление
срезу оср.
Так как радиус дисковых ножей Р значительно больше тол-
щины заготовки, а угол захвата а относительно мал, то площадь
62
Среза может быть приближенно Определена как площадь треуголь-
ника (при условии замены дуги окружности хордой)
F — -^у (sin а — sin ах).
Из геометрических условий получаем, что
-у = R (cos ах — cos а).
После подстановки значения 7? = f (s) из полученного соотно-
шения в формулу для определения площади получим
р___ s2 (sin а — sin ах) _
4 (cos ах — cos а)
„ _ . а — ах а 4- ах
з2• 2 sin ——3- cos.-X-J- j2
, „ , а 4- а, а — а, . х а 4- а, ’
4 • 2 sin —- sin —5- 4 tg ——L
тогда усилие отрезки
Так как при расчете по приведенной формуле усилия отрезки
на дисковых ножницах требуется дополнительно определить
углы а и а1( то попытаемся заменить тригонометрические функ-
ции углов через размерные характеристики s, a, R. Ввиду относи-
тельно малой величины углов а и ах примем, что
tg1 « tg-у + tg«Sin -у- + Sin .
Из геометрических соотношений получаем
-у = ₽(1 - cosax) = 27? sin2-у;
— = R (1 — cos а) = 2R sin2 .
После определения из
sin -у формулу (54) можно
2 (Ks+ а +Уа) К ’
Из формулы (55) видно, что усилие отрезки увеличивается
; с уменьшением относительной толщины s/R и относительной
63
полученных соотношении sin -у и
представить в виде
S2<Tnn Vr
величины захода режущих кромок ножей a/R. Заметим, что
уменьшению s/R и a/R соответствует уменьшение углов а и а1.
Представляет интерес оценка величины потребного крутящего
момента для отрезки на дисковых ножницах. Величину крутящего
момента можно определить исходя из того, что он может быть равен
или произведению касательной силы Рт на радиус ножа, или
произведению силы резания Р на расстояние между направлением
ее действия и центровой линией. Определим величину момента
по последнему условию
М = Р/,
где I — плечо действия силы Р относительно оси вращения ди-
скового ножа.
Плечо I приближенно определяется из выражения
:.sRSin^4p-. (56)
Тогда, подставляя в формулу для определения величины мо-
мента значение усилия отрезки Р из формулы (54) и величину
плеча из соотношения (56), получим
,» ct -4- a, а -4— ot, .
М = COS - 7s - • = 5е— cos -7s - • • (57)
4 2 8 2 '
Заметим, что при использовании полученных формул для
расчета или выбора ножниц следует учитывать влияние притупле-
ния кромок, неравномерности механических свойств и толщины
заготовки на усилие резания. Влияние этих факторов может
быть учтено введением множителя k = 1,1-т-1,3 (аналогично
тому, как это было принято для случая отрезки на ножницах
с поступательным движением режущих кромок). Если разделение
листа на полосы осуществляется одновременной отрезкой несколь-
кими парами дисковых ножей, укрепленных на двух параллель-
ных осях, то в формулы для определения усилия и момента следует
ввести коэффициент п, равный числу пар ножей.
При отрезке на дисковых ножницах имеет место изгиб полосы,
вызывающий увеличение усилия отрезки. Влияние изгиба на
усилие отрезки можно приближенно учесть эмпирическим коэф-
фициентом, предложенным Б. П. Звороно, по аналогии с форму-
лой (50).
С учетом сказанного формулы для определения усилия и
момента резания имеют вид
р-—^ЙЕ^-<1+°’05а); (58>
4tg^b
М = 4- kn&Dfj'p (1 4- 0,05а) cos . (59)
64
Из формул (58) и (59) видно, что с увеличением углов а и ах
усилие отрезки и потребный для отрезки момент уменьшаются,
хотя интенсивность уменьшения Р и М различная. В диапазоне
обычно применяемых углов (относительно небольших) величина
момента изменяется незначительно, а при том же изменении углов
усилие отрезки изменяется в значительно большей степени.
Из сказанного можно было бы сделать вывод о целесообразности
увеличения углов а и ах, осуществляемого (при данной толщине
заготовки) уменьшением диаметра ножей и увеличением захода
(перекрытия) режущих кромок а. Однако увеличение углов а
и ах ограничивается тем, что при этом создается возможность
проскальзывания ножей и значительного изгиба отрезаемых по-
лос. Наименьшие значения диаметров ножей можно установить
из условий отсутствия проскальзывания.
Для того чтобы в процессе резания заготовку не выталкивало
из-под ножей, необходимо угол наклона контактной поверхности
брать меньше угла трения. Это же условие может быть записано
неравенством
, а-4- а,
p>tg—t-L
для случая, когда оба ножа принудительно вращаются.
Ранее было показано, что
tg а ~ sin + sin = —= (/s + fl + ]<а).
Подставляя это значение в неравенство (60) и заменяя
= D/2, после несложных преобразований получаем
(60)
R =
(61)
Если перекрытие отсутствует (а = 0), то формула (61) получает
вид
Из формулы (61) следует, что отношение D/s, необходимое для
резания без проскальзывания, увеличивается с уменьшением
коэффициента трения и с увеличением перекрытия ножей а.
При отсутствии перекрытия и изменении коэффициента трения
от 0,2 до 0,1 значение D/s, найденное по формуле (61'), увеличи-
вается от 12,5 до 50.
Для обеспечения нормальных условий резания на дисковых
ножницах рекомендуется брать D > 30-т-70$ [13, 50 и др.].
Вырезка. Вырезка — операция, предназначенная для полу-
чения плоских деталей или заготовок для последующей штамповки.
3 Е. А. Попов 65
Вырезка характеризуется отделением части заготовки по замкну-
тому контуру с помощью ножниц, следовательно, процесс резания
происходит последовательно по всей линии отрезки. Вырезка
осуществляется универсальным инструментом и целесообразна
в мелкосерийном и штучном производстве, когда изготовление
специализированного инструмента (штампов) экономически не
оправдано. Вырезка может осуществляться на гильотинных ножни-
цах отрезкой излишних участков заготовки. Однако на гильотин-
ных ножницах можно изготовить только заготовки с выпуклым
контуром, очерченным прямыми линиями. Более сложные кон-
туры могут быть получены вырезкой на дисковых и вибрационных
ножницах.
Дисковые ножницы для вырезки отличаются от рассмотренных
ранее дисковых ножниц для отрезки тем, что осевые линии ножей
наклонены к плоскости листа под углом, отличным от 90° (обычно
оси наклонены под углом 45° к листовой заготовке). Как и при
отрезке, вращение дисковых ножей обеспечивает не только разде-
ление заготовки на части, но и подачу ее к ножам. Однако при
вырезке осуществляется не только подача заготовки к ножам,
но и ее поворот относительно ножей, что приводит к получению
криволинейности линии вырезки и в конечном итоге к разделению
заготовки по замкнутому контуру. Обычно заготовка поворачи-
вается относительно ножей вручную, и лишь при вырезке по кругу
этот поворот механизируется закреплением в зажимах (способных
поворачиваться) определенной части заготовки. Радиус заготовки,
вырезанной по кругу, будет равен расстоянию от центра закрепле-
ния заготовки до режущих кромок ножей. Регулирование этого
расстояния позволяет вырезать на дисковых ножницах заготовки
различного диаметра.
Вырезку желательно осуществлять при таких условиях реза-
ния, которые обеспечивали бы достаточно легкий поворот заго-
товки относительно ножей и на достаточно большой угол, ибо
от величины последнего зависит минимальный радиус кривизны
контура, получаемого вырезкой. Достаточная легкость поворота
заготовки относительно ножей может быть достигнута следующим
образом.
1. Режущие кромки ножей не доходят одна до другой (не
имеют перекрытия) по вертикали, причем минимальный зазор с
между ними по вертикали (рис. 17) берут равным с 1/3-н1/4 s.
Ранее было указано, что разделение заготовки завершается при
внедрении режущих кромок на глубину, равную высоте блестя-
щего пояска h, причем величина h обычно меньше половины тол-
щины заготовки. Зазор с между кромками гарантирует разделение
заготовки и в то же время облегчает поворот заготовки относи-
тельно ножей, уменьшая площадь контакта заготовки с боковой
поверхностью ножа.
2. Наклонное расположение осевых линий ножей позволяет
придать их боковым поверхностям форму конической поверхности
66
(рис. 17). Конусность боковых поверхностей
позволяет поворачивать разрезаемую заго-
товку относительно ножей и изменять ра-
диус кривизны линии реза от бесконечности
до значения, определяемого кривизной кони-
ческой боковой поверхности ножа, точнее,
до максимального радиуса кривизны проек-
ции режущей кромки на плоскость листа.
Проекция режущей кромки ножа на пло-
скость листовой заготовки представляет со-
бой эллипс. Из схемы на рис. 18 видно,
что проекции режущих кромок ножей обра-
зуют два эллипса с минимальным зазором,
Рис. 17. Эскиз иожей
для вырезки:
7 — материал заготовки
величина которого
равна рекомендуемым значениям для зазоров между режущими
кромками. Заметим, что при вырезке зазор z между режущими
кромками ножей часто устанавливают несколько большим, чем
при отрезке, доводя его до 0,2—0,25s для облегчения поворота
заготовки относительно ножей; при этом наблюдается некоторое
ухудшение качества среза.
В качестве первого приближения можно принять, что макси-
мальный радиус кривизны проекции режущей кромки равен ми-
нимальному радиусу кривизны вырезаемого контура и определя-
ется из выражения
р = а2 _ 202 _ D
Kmin — b — 4D sin р ~ 2 sin р ’
(62)
где D — диаметр
ножа к плоскости
Рис. 18. Схема к опреде-
лению #mln при вырезке
3*
дискового ножа; р — угол наклона оси
листа.
При р = 45° минимальный радиус кри-
визны контура /?mln = 0.71D. Полученная
формула является приближенной. •
Как показала практика, величина /?т1п
зависит не только от угла р и диаметра но-
жей, но и от толщины заготовки, уменьшаясь
с уменьшением последней. Влияние толщины
на величину /?т1п объясняется, очевидно,
тем что с уменьшением толщины умень-
шается площадь поверхности соприкоснове-
ния заготовки с боковой поверхностью ножей
в зоне резания, что при том же усилии
поворота заготовки увеличивает смятие ее
о нож и угол поворота заготовки относи-
тельно ножей.
Для вырезки кроме дисковых ножниц
с наклонным расположением осей применяют
так называемые вибрационные ножницы
(рис. 19). Они представляют собой небольшие
67
Рис. 19. Схема вибрационных
ножниц
гильотинные ножницы с малым рабочим
ходом (2—3 мм) и большим числом ходов
(1200—2500 ходов в минуту).
Угол створа у этих ножниц равен
20—30°, т. е. несколько больше угла тре-
ния, что вынуждает применять принуди-
тельную подачу заготовки к ножам. Боль-
шой угол створа и малый заход режущих
кромок относительно друг друга облег-
чают поворот заготовки, что позволяет
вырезать контуры по кривым с малыми
радиусами (12—15 мм).
Быстрое затупление ножей и прерывистость процесса резания
ухудшают качество среза; вследствие этого после вырезки на
вибрационных ножницах часто требуется опиловка заусенца.
В первом приближении усилие и работу деформирования при
вырезке можно определить по приведенным ранее формулам для
отрезки.
§ 3. ОСОБЕННОСТИ ПРОЦЕССА ДЕФОРМИРОВАНИЯ
ПРИ ВЫРУБКЕ И ПРОБИВКЕ
Перемычки. Операции вырубки и пробивки обеспечивают
отделение части заготовки по замкнутому контуру в штампе. Ра-
бочими инструментами являются пуансон и матрица. Обычная
конструкция пуансона и матрицы характеризуется тем, что их
режущие кромки расположены в параллельных плоскостях. При
таком расположении режущих кромок процесс разделения заго-
товки происходит одновременно по всей замкнутой линии раздела.
Деформирование заготовки и условия работы инструмента при
этом имеют некоторые особенности, которые будут рассмотрены
ниже.
Прежде всего необходимо отметить, что при одновременном ре-
зании по замкнутому контуру величина нормальных напряжений,
действующих на боковые поверхности инструмента, будет при
прочих равных условиях несколько меньше, чем при отрезке.
Объясняется это тем, что при деформировании по замкнутому
контуру момент, создаваемый усилием деформирования, уравно-
вешивается не только моментом, образованным силами, действую-
щими на боковые поверхности инструмента (как при отрезке),
но и моментом изгиба отделяемых частей заготовки. Последний
возникает вследствие того, что поворот заготовки вокруг кривой
линии неизбежно сопровождается появлением напряжений, пре-
пятствующих этому повороту и создающих реактивный момент,
который до некоторой степени уравновешивает момент внешних
сил. Действие реактивных моментов приводит также к тому, что
при резании по замкнутому контуру угол поворота заготовки в про-
странстве значительно меньше угла при отрезке по прямой линии.
68
К При изготовлении деталей небольших и средних размеров вы-
ft рубка осуществляется из полосы или ленты, причем между кон-
J турами двух смежных вырубаемых заготовок, контуром заго-
? товки и краями полосы обычно остается перемычка. С целью эко-
|номии металла следует стремиться к сближению контуров смеж-
ных заготовок и уменьшению ширины полосы, т. е. уменьшению
минимальных значений перемычек, остающихся между контурами
заготовок и краями полосы.
Однако уменьшение перемычек сверх определенных пределов
может отрицательно сказаться на стойкости инструмента и каче-
стве поверхности среза. Объясняется это тем, что при излишне
малых значениях перемычек нормальные напряжения, действую-
щие на боковую поверхность пуансона, будут неравномерно рас-
пределены по периметру вырубаемой заготовки.
Ранее было показано, что вблизи поверхности разделения воз-
никает зона пластических деформаций, ширина которой переменна
по толщине и в среднем равна ~0,5s.
Давление, оказываемое разрезаемой заготовкой на боковые
поверхности режущего инструмента, до некоторой степени опре-
деляется сопротивлением деформированию пластически- и упруго-
деформированных частей заготовки. Изменение граничных условий
в очаге пластических деформаций неизбежно вызовет изменение
величин действующих в нем напряжений. Отсюда следует, что
если границы заготовки будут приближаться к границам очага
пластических деформаций (упругодеформированная зона умень-
шается), то в этом очаге будут изменяться напряжения, а следо-
вательно, будут изменяться и напряжения, действующие на бо-
ковых поверхностях инструмента.
Можно полагать, что для того чтобы напряжения, действую-
щие на боковые поверхности заготовки, имели незначительное
изменение по периметру отделяемой заготовки, необходимо мини-
мальную ширину перемычки принимать больше ширины зоны
пластических деформаций. Отсюда следует практическая реко-
мендация о том, что минимальную ширину перемычки следует
принимать примерно равной толщине заготовки.
При ширине перемычек меньшей толщины заготовки возра-
стает вероятность затягивания металла в зазор между пуансоном
и матрицей с образованием торцового заусенца. Для увеличения
жесткости высечки (отхода) и уменьшения опасности затягивания
металла в зазор при штамповке заготовок толщиной менее 1 мм
ширину перемычки рекомендуется принимать большей, чем тол-
щина металла.
Рекомендуемые значения ширины перемычки зависят также
от точности и типа подачи полосы. С уменьшением точности подачи
ширину перемычки следует увеличивать, чтобы колебания шага
•подачи не приводили к уменьшению ширины перемычки сверх
допустимых минимальных значений. Если же используется крюч-
ковая подача, при которой перемещение полосы на шаг подачи
69
осуществляется приложением усилия к перемычке, ширину по-
следней (для обеспечения ее достаточной жесткости) приходится
увеличивать в 2—3 раза.
Способы уменьшения усилия. При вырубке и пробивке с доста-
точно большой протяженностью линии реза усилие деформиро-
вания становится настолько большим, что вопрос о его уменьше-
нии приобретает особую актуальность. Как и при отрезке, умень-
шения усилия деформирования можно добиться применением ско-
сов на пуансоне или матрице.
Возможность применения симметричных скосов, при которых
горизонтальные проекции усилий резания, действующих на на-
клонно расположенных рабочих кромках инструмента, взаимно
уравновешиваются, позволяет немного увеличить углы скоса
по сравнению с углами, используемыми при отрезке.
Применение симметричных скосов благоприятно сказывается
на условиях работы инструмента из-за отсутствия боковых усилий,
действующих на инструмент, а также на качестве штампуемых
деталей благодаря большей возможности поддерживать постоян-
ный по периметру кромок зазор между паунсоном и матрицей.
Применение скосов неизбежно вызывает появление деформа-
ции изгиба в той части заготовки, которая контактирует с инстру-
ментом, имеющим скосы. Для того чтобы нарушения плоскостно-
сти при резании наклонными режущими кромками возникали
в отходе, следует при вырубке делать скосы на матрице (уходящая
в матрицу часть заготовки опирается на плоский торец пуансона),
а при пробивке — на пуансоне (деталь, в которой пробивается
отверстие, опирается на плоский рабочий торец матрицы, а ухо-
дящая в матрицу часть заготовки, являющаяся отходом, получает
искажения вследствие резания наклонными режущими кромками
пуансона).
Исключением из этого правила является процесс штамповки
деталей типа втулок или хомутиков, в котором гибка совмещается
с вырубкой. В этом случае скосы на пуансоне обеспечивают не
только уменьшение усилия резания, но и заданное изменение кри-
визны срединной поверхности части заготовки, уходящей в ма-
трицу (рис. 20).
Процесс деформирования заготовки, отделяемой паунсоном со
значительными углами скоса, весьма сложен. Отделяемая часть
заготовки испытывает воздействие моментов, расположенных
в плоскости, перпендикулярной к линии реза, благодаря наличию
зазора между режущими кромками и тому, что нормальные на-
пряжения на контактных поверхностях распределены по неко-
торой площади, граничащей с режущими кромками. Под действием
этих моментов заготовка получает поперечный прогиб (нарушение
прямолинейности образующей).
Кроме того, при значительных углах скоса неизбежно должен
появиться участок внеконтактного изгиба, который и приводит
к изменению кривизны срединной поверхности отделяемой части
70
заготовки. Действительно, в про-
цессе вырубки паунсоном с на-
клонными режущими кромками
срединная поверхность должна
повернуться на угол а — наклона
режущей кромки (в недеформиро-
ванной части срединная поверх-
Рис. 20. Схема вырубки с гибкой
ность параллельна кромке ма-
трицы, в конце зоны резания каса-
тельная к срединной поверхности
параллельна режущей кромке пуансона). Этот поворот срединной
поверхности не может в силу сплошности заготовки произойти
в одной точке, следовательно, появляется зона с плавным изме-
нением кривизны срединной поверхности.
Задача по определению изменения кривизны срединной по-
верхности в зоне резания наклонными режущими кромками весьма
сложна и пока не имеет решения.
Приближенно радиус кривизны срединной поверхности при
резании наклонными режущими кромками может быть определен
при следующих допущениях: кривизна срединной поверхности
в зоне изгиба постоянна; участок свободного изгиба ограничен
с одной стороны границей очага деформации в зоне резания и
с другой стороны точкой сопряжения дуги постоянного радиуса
срединной поверхности со срединной поверхностью недеформируе-
мой части заготовки. При этих условиях можно записать следую-
щее:
h = R (1 — cos а), (63)
где h — высота блестящего пояска, возникающего в зоне резания
(внедрение режущей кромки, соответствующее разделению заго-
товки); R — средний радиус кривизны срединной поверхности;
а — угол наклона режущей кромки.
Формула (63) может быть преобразована к виду
sin 2 “ у 2R* (64)
Из формулы видно, что при данной толщине заготовки радиус
ее кривизны после отделения тем меньше, чем больше угол а.
В МВТУ им. Баумана И. И. Казакевичем была проведена
работа по исследованию вырубки пуансонами со значительными
углами скоса. На основании проведенных работ И. И. Казаке-
вичем была предложена следующая формула:
sin Т- = - (65)
где ha = h + (s — h) sin a — глубина внедрения режущей
кромки до появления трещин при угле а; с — величина попереч-
ного прогиба.
Рис. 21. Макрошлиф заготовки при
пробивке отверстий малого диа-
метра
осевом сечении заготовки
Из этого равенства получаем фор-
мулу
Ос ж = O'er • (66)
Из формулы (66) следует, что
сжимающие напряжения, возникаю-
щие в пуансоне, с уменьшением его
диаметра возрастают в гиперболиче-
ской зависимости. Соответственно
возрастает и влияние продольного
изгиба. Это приводит к тому, что
при обычных способах крепления
пуансонов минимальный диаметр
отверстий, которые удается пробить
с достаточной стойкостью пуансонов,
равен примерно толщине заготовки
и изменяется в незначительных пре-
делах в зависимости от прочностных
характеристик штампуемого мате-
риала.
Известно также [50], что при
исключении возможности продоль-
ного изгиба пуансонов (применение
телескопического направления) уда-
ется пробивать отверстия диаме-
тром, равным (Ч3—д/4) s.
На рис. 21 показан макрошлиф в
при внедрении пуансона с телескопическим направлением на глу-
бину, превышающую половину толщины заготовки. Представляет
интерес и то обстоятельство, что полученное при этом отверстие
имеет гладкую поверхность на большей части толщины заго-
товки. Это объясняется тем, что в начальной стадии деформирова-
ния идет как бы прошивка с вытеснением металла из-под торца
пуансона, и лишь в конце деформирования, когда толщина пере-
мычки становится несколько меньше диаметра пробиваемого отвер-
стия, процесс деформирования становится аналогичным процессу,
рассмотренному ранее, т. е. от режущих кромок образуются тре-
щины, поверхность же раздела становится рваной, шероховатой.
Смещение одной части заготовки относительно другой, начи-
нающееся при таком внедрении пуансона, когда остающаяся
несрезанная часть будет иметь толщину, примерно равную диа-
метру отверстия, можно подтвердить следующим приближенным
расчетом. Если принять [27 ], что в зоне пластической деформации
характеристики выглядят так, как это представлено на рис. 22,
то угол поворота характеристик будет равен л. Для случая, когда
трение под торцом пуансона отсутствует, можно получить из ин-
теграла Генки оа — значение оп 4as.
73
Рис. 22. Линии скольжения при
пробивке отверстий малого диаметра
Рис. 23. Схема к определению уси-
лий съема и проталкивания
Приравняв усилие со стороны торца пуансона усилию про-
бивки перемычки, получим
4os ndhjas,
откуда находим, что /ц d, т. е. сдвиг начнется, когда толщина
перемычки уменьшится до значения, приблизительно равного
диаметру пуансона.
Усилие съема и усилие проталкивания. В отдельных случаях
при проектировании технологических процессов вырубки и про-
бивки требуется оценить величину усилия проталкивания отде-
ленной заготовки в матрицу и усилие съема высечки с пуансона.
Это, в частности, нужно для более точного определения работы
деформации, для расчета прочности крепления пуансона и т. д.
Приближенно с некоторым преувеличением усилие съема и усилие
проталкивания могут быть определены исходя из следующего.
1. Контакт пуансона с высечкой и отделяемой части заготовки
с матрицей осуществляется по блестящему пояску, а участок с ше-
роховатой поверхностью (разрушение по трещинам скалывания)
не имеет контакта с боковыми поверхностями инструмента.
2. Максимальные значения нормальных напряжений р и рг,
действующих на контактной поверхности, могут быть равны пре-
делу текучести материала заготовки.
В этих условиях (рис. 23) наибольшее усилие съема может быть
определено из выражения
Рс - Lhpas,
где L — длина периметра вырубаемой детали или пробиваемого
отверстия; h — высота блестящего пояска; р — коэффициент
трения.
Если принять для обычно штампуемых материалов h. — 0,3s,
р = 0,2, а осР а„ то
Рс L-0,3s-0,2trcp = 0,06Lsocp — 0,06Р,
74
т. е. усилие- съема в данном случае составляет 6% усилия вы-
рубки. Усилие съема и усилие проталкивания обычно выражают
в долях или в процентах от усилия вырубки (пробивки).
Формула для определения усилия съема является весьма при-
ближенной, поэтому нельзя считать, что найденное осредненное
соотношение между усилием съема и усилием вырубки справе-
дливо для всех случаев штамповки. Действительно, величина
коэффициента трения существенно зависит от условий смазки,
рода трущихся материалов и чистоты поверхности инструмента,
а нормальное напряжение на блестящем пояске при съеме — от
величины перемычек при вырубке и от конфигурации детали.
При штамповке с рассечкой перемычки усилие съема близко к нулю,
при штамповке с перемычками оно возрастает с увеличением ши-
рины перемычки. Кроме того, усилие съема зависит от характера
изменения перемычки вдоль периметра детали (усилие меньше
при прямолинейной перемычке постоянной ширины, чем при пере-
мычке, ограниченной криволинейными контурами и имеющей
минимальную ширину лишь в одной или нескольких точках).
При проталкивании силы трения действуют по блестящему
пояску в высечке и по блестящему пояску в отделенной части
(рис. 23). Поэтому можно было бы считать, что усилие проталки-
вания должно быть вдвое больше усилия съема. Однако резуль-
таты экспериментальных работ и практические данные показы-
вают, что усилие проталкивания обычно незначительно больше
усилия съема. Это можно объяснить тем, что при штамповке попе-
речные размеры отделяемой части обычно значительно больше
ее толщины, и нормальные напряжения, действующие на пояске
матрицы, уменьшаются за счет прогиба заготовки. В то же время
при съеме небольшие перекосы отхода относительно пуансона
резко увеличивают контактную поверхность и нормальные на-
пряжения, действующие по поверхности пуансона, что способ-
ствует увеличению усилия съема. Усилия съема и проталкивания
зависят еще и от величины зазора между пуансоном и матрицей.
Действительно, было показано [22], что величина зазора влияет
на величину и характер упругого изменения размеров детали и
отверстия, а следовательно, и на величину нормальных напряже-
ний, возникающих на контактных поверхностях, определяющих
величину усилий съема и проталкивания.
Повышение качества поверхности среза. В плоских деталях,
получаемых из листового металла, часто требуется хорошая чи-
стота боковой поверхности и повышенная точность поперечных
размеров. Указанное может быть достигнуто увеличением высоты
блестящего пояска до толщины заготовки или применением от-
делочных операций после вырубки, которые улучшают качество
поверхности среза и обеспечивают перпендикулярность боковой
поверхности к плоскостям вырубленной детали.
Увеличение высоты блестящего пояска может быть осуще-
ствлено в случае, если трещины опережающего разрушения воз-
75
Рис. 24. Схема образования трещины
при вырубке в матрице со скруглен-
ной кромкой
мок. Притупляется кромка
никнут при большей, чем в обычных
условиях, глубине внедрения режу-
щих кромок.
Увеличение глубины внедрения
режущих кромок до начала образова-
ния трещин может быть достигнуто
или уменьшением деформаций вблизи
режущей кромки, или увеличением
пластичности металла. И то и другое
используется в листовой штамповке
для улучшения качества поверхности
среза. Первое осуществляется умень-
шением концентрации напряжений и
неравномерности деформаций за счет
притупления одной из режущих кро-
рабочего инструмента, образующего
у детали на поверхности среза блестящий поясок, высоту которого
желательно увеличить (пуансона при пробивке или матрицы при
вырубке). Притупление кромки уменьшает концентрацию напря-
жений вблизи нее и значение наибольших деформаций, возникаю-
щих около режущей кромки, что приводит к образованию тре-
щины при несколько большей глубине внедрения, чем при острой
режущей кромке.
Отсюда следует, что трещина в этом случае зарождается у ос-
трой режущей кромки и, пронизывая толщину заготовки, выходит
на притупленную режущую кромку. Образующийся при этом
избыток металла (рис. 24) наволакивается на боковую поверхность
при дальнейшем продвижении инструмента и тем самым увели-
чивает высоту блестящего пояска.
Следует еще раз подчеркнуть, что притупляется только одна
из режущих кромок; вторая должна оставаться острой во избе-
жание образования торцового заусенца у деталей.
Второе направление, связанное с увеличением пластичности,
при холодной листовой штамповке (без нагрева) — это умень-
шение влияния растягивающих напряжений на процесс дефор-
мирования, или (что то же самое) увеличение шарового тензора
сжатия, действующего в очаге деформации.
В настоящее время есть два способа существенного уменьшения
влияния растягивающих напряжений: вырубка с отрицательным
зазором и вырубка со сжатием.
Вырубка с отрицательным зазором, или, как ее еще называют,
«вырубка пуансоном полнее матрицы», характеризуется тем, что
часть заготовки вблизи поверхности раздела заключена между
торцами паунсона и матрицы и деформируется под действием нор-
мальных напряжений сжатия, приложенных по обеим поверхно-
стям заготовки и противостоящих друг другу. Эта часть заготовки
по существу находится в условиях сжатия или осадки между
параллельными плоскостями. Деформация сжатия в направлении,
76
Рис. 25. Схема вырубки пуансоном
«полнее» матрицы
перпендикулярном к срединной по-
верхности заготовки, вызывает по-
явление деформаций удлинения в на-
правлениях, параллельных срединной
поверхности заготовки.
Чем больше величина перекрытия
торцом пуансона отверстия матрицы
или чем больше ширина осаживаемой
части заготовки, тем (при той же
величине осадки) больше удлинение
волокон, находящихся в этой части
заготовки, в поперечном направле-
нии. Можно полагать, что если удли-
нение волокон в зоне сжатия будет
превышать удлинение, испытываемое волокнами при обычных
условиях вырубки или пробивки, то в очаге деформации по всей
толщине заготовки схема напряженного состояния будет схемой
неравномерного всестороннего сжатия.
На основании сказанного можно попытаться весьма прибли-
женно оценить величину перекрытия, необходимого для полу-
чения схемы всестороннего сжатия по всей толщине заготовки.
Если ширину осаживаемой зоны обозначить через а (рис. 25),
то из условия постоянства объема (деформация вдоль режущей
кромки равна нулю) можно записать выражение, определяющее
абсолютное удлинение волокон Да в зоне сжатия:
а ах.
S —
(67)
где х — глубина внедрения пуансона в заготовку.
Среднее абсолютное удлинение волокон в обычном процессе
вырубки можно весьма приближенно определить из выражения,
полученного при допущении о прямолинейности волокон в очаге
деформации:
Д/ = /Д*+^-Д~-^-, (68)
где Д — ширина очага деформации при вырубке.
Заметим, что в действительности волокна получают форму,
близкую к синусоиде, и, следовательно, выражение (68) дает
преуменьшенную (заниженную) величину удлинения.
Из условия равенства Да = Д/ после некоторых преобразова-
ний получаем выражение, позволяющее приближенно определить
величину перекрытия, обеспечивающего переход схемы напря-
женного состояния в очаге деформации при вырубке в схему трех-
осного сжатия:
а = ~-2?Х) ' (69)
77
Наибольшая величина перекрытия будет необходима, как это
следует из формулы (69), при х — s/2:
с2
«max • (69 )
Если принять приближенно, что Д s, то величина перекры-
тия, необходимого для получения схемы всестороннего сжатия,
будет приблизительно равна ainax 0,12s. Примерно такие же
значения перекрытия для чистовой вырубки рекомендуются в ра-
боте [50].
Отсутствие растягивающих напряжений в очаге деформации
при вырубке с отрицательным зазором резко повышает пластич- .
ность материала и позволяет, как показывает практика, получать
гладкую блестящую боковую поверхность у вырубленной детали
практически по всей толщине заготовки.
Изменение схемы напряженного состояния, естественно, ска-
зывается на усилии деформирования, которое при вырубке с отри-
цательным зазором в 2—2,5 раза больше, чем при вырубке с нор-
мальными зазорами. Заметим, что усилие интенсивно возрастает
с увеличением ширины осаживаемой зоны. Одновременно с уве-
личением усилия возрастают и сжимающие напряжения, дей-
ствующие вдоль срединной поверхности заготовки, что может
привести к увеличению искажений вырубаемой детали.
Все это делает нерациональным увеличение ширины осажи-
ваемой зоны сверх минимальных значений, необходимых для по-
лучения достаточно чистой боковой поверхности.
Естественно, что при вырубке с отрицательным зазором пуан-
сон не может проходить в отверстие матрицы, и торец пуансона
в процессе вырубки не должен доходить до торца матрицы на
некоторую величину. Чем меньше расстояние (недоход), на кото-
рое торец пуансона не дойдет до торца матрицы (конечное значе-
ние высоты осаживаемой части заготовки), тем больше усилие
деформирования (аналогично тому, как это бывает при обычной
осадке); но одновременно чем меньше указанная величина недо-
хода, тем больше высота гладкой блестящей поверхности.
Эти соображения принимаются во внимание при определении
рациональной величины недохода йн. При этом следует учитывать
также возможность отделения вырубаемой детали от полосы.
Отделение вырубаемой детали от полосы может быть осуществлено,
если усилие съема будет больше усилия среза перемычки, связы-
вающей деталь с полосой и имеющей толщину hH. Действительно,
при обратном ходе ползуна высечка (полоса), удерживаемая на
пуансоне, начинает подниматься, в то время как вырубленная
деталь будет удерживаться в матрице силами трения. Указанное
условие может быть математически записано (для круглой детали
диаметром d) в виде
pcrHnd (s — hH) > асрл dhu, (70)
78
где р, — коэффициент трения; s — толщина заготовки; стн — нор-
мальное напряжение, действующее на боковой поверхности
пуансона; hH — величина недохода (толщина перемычки); оср —
сопротивление срезу.
После несложных преобразований получаем формулу, опреде-
ляющую величину недохода, которая обеспечивает разрушение
перемычки, связывающей деталь с полосой:
пср 4" Н°н
(71)
Если принять, что он os, оср «=< os И |1 = 0,15, то из фор-
мулы (71) получим, что hH ==£ 0,1s. В реальных условиях величина
недохода пуансона до матрицы должна быть примерно равна 0,1 —
0,2s, и, следовательно, такой же будет высота шероховатой по-
верхности у вырубленной детали.
Разновидностью вырубки с отрицательным зазором является
вырубка ступенчатым пуансоном (рис. 26), у которого диаметр
цилиндрической части у торца несколько меньше диаметра отвер-
стия матрицы. Половина разницы диаметров ступеней примерно
равна определенному ранее отрицательному зазору а. Высота /ц
цилиндрической части меньшего диаметра несколько меньше вы-
соты блестящего пояска при обычной вырубке. В этих условиях
вначале внедряется торцовая часть пуансона, как при обычной
вырубке, но чуть раньше чем может появиться трещина, вступает
в действие ступенька на пуансоне, которая сжимает заготовку
так же, как при вырубке с отрицательным зазором, исключая
возможность появления трещины. В конце деформирования тор-
цовая часть пуансона заходит в отверстие матрицы, окончательно
отделяя вырубаемую часть от полосы [26].
Рассмотрим теперь вырубку со сжатием [50].
На рис. 27 приведена схема штампа для вырубки со сжатием.
Как видно из схемы, в этом штампе обеспечивается зажатие заго-
товки в зоне очага деформации по обеим поверхностям — между
79
торцом матрицы и прижимом и между торцом пуансона и выталки-
вателем. Зажатие заготовки исключает ее изгиб в процессе вы-
рубки, что способствует уменьшению угла наклона трещин опере-
жающего разрушения к боковой поверхности пуансона. Следо-
вательно, поверхность раздела становится почти перпендикуляр-
ной к плоскости заготовки. Уменьшение изгибающих моментов
и воздействие сжимающих напряжений, приложенных к тем по-
верхностям, которые являются свободными в обычных условиях
вырубки, приводит к увеличению сжимающих напряжений, дей-
ствующих в направлении, перпендикулярном к срединной поверх-
ности. Если эти напряжения будут больше напряжения текуче-
сти, то по условию пластичности напряжения, действующие вдоль
срединной поверхности, также станут сжимающими. Это приводит
к увеличению пластичности, а следовательно, к увеличению вы-
соты блестящего пояска и к более позднему образованию трещин
опережающего разрушения.
Отметим, что, по имеющимся данным [50], усилие вырубки
со сжатием примерно в 1,5—2 раза больше, чем усилие деформи-
рования при обычной вырубке.
Для большей локализации сжимающих напряжений вблизи
поверхности раздела рабочий торец прижима делают ступенчатым;
для локализации очага пластических деформаций и уменьшения
смещения заготовки в процессе вырубки на прижиме предусма-
тривают зуб, врезающийся в заготовку и препятствующий тече-
нию металла от поверхности рездела.
ГЛАВА III
ГИБКА
Операция гибки приводит к изменению кривизны срединной
поверхности в одной плоскости (плоскости изгиба), в то время
как в плоскости, перпендикулярной к плоскости изгиба, кривизна
срединной поверхности остается равной нулю или лишь незна-
чительно изменяется.
Изменение кривизны срединной поверхности может осуще-
ствляться только при переменных деформациях по толщине. Пере-
менность деформаций по толщине может иметь место тогда, когда
напряжения, вызывающие деформации, также переменны по тол-
щине. Переменность напряжений по толщине может являться
результатом приложения к деформируемой заготовке изгибающего
момента.
Для осуществления изгиба к заготовке необходимо как мини-
мум приложить изгибающий момент, хотя в общем случае изгиб
может быть осуществлен одновременным действием моментов, про-
дольных и поперечных сил.
Для того чтобы установить основные закономерности, упра-
вляющие процессом изгиба, выявить поле напряжений и деформа-
ций, целесообразно вначале рассмотреть-идеализированный слу-
чай изгиба действием только одного изгибающего момента.
При изгибе моментом продольные и поперечные силы отсут-
ствуют, кривизна срединной поверхности постоянна в любой
момент деформирования. С достаточной степенью точности можно
считать справедливой гипотезу плоских сечений или же гипотезу
постоянства нормалей. По этой гипотезе считается, что сечения,
перпендикулярные к срединной поверхности заготовки, остаются
плоскими в процессе изменения кривизны при изгибе.
§ 1. ПОЛЕ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ
ПРИ ИЗГИБЕ МОМЕНТОМ
Вначале рассмотрим изгиб моментом широкой полосы, у ко-
торой деформации в направлениях, перпендикулярных к плоско-
сти, в которой происходит изменение кривизны срединной поверх-
ности, могут быть приняты равными нулю. Далее будет показано,
81
что это допущение справедливо для средней части изгибаемой
полосы, а краевые ее участки испытывают более сложное дефор-
мирование.
Изменение кривизны заготовки может происходить тогда,
когда одна часть заготовки по толщине испытывает удлинение
в тангенциальном направлении, а другая — сжатие.
Примем, что в какой-то момент деформирования, когда наруж-
ная и внутренняя поверхности имели радиусы кривизны соот-
ветственно R и г, слой, который в данный момент не испытывает
ни удлинения, ни укорочения (нейтральный слой), имеет радиус
кривизны рн. Тогда слои, для которых R > р > рн, будут испы-
тывать удлинение в тангенциальном направлении (е0 > 0), а слои
для которых рн > р > г, испытывают сжатие (ей < 0)..
Деформации е0 могут быть вызваны действием напряжений
о0, которые будут положительными (растягивающими) для R >
P > рн и отрицательными (сжимающими) для р„ > р > г.
При наличии кривизны, отличной от нуля, за счет надавливания
слоев друг на друга появятся радиальные напряжения ор, кото-
рые будут сжимающими для зоны тангенциального растяжения
и для зоны тангенциального сжатия.
Распределение напряжений по толщине может быть найдено
из совместного решения дифференциальных уравнений равнове-
сия и уравнения пластичности.
В рассматриваемом случае, учитывая постоянство кривизны
заготовки по углу, для анализа поля напряжений целесообразно
принять полярную систему координат. При этом следует учесть,
что при изгибе моментом, ввиду отсутствия перерезывающих сил,
напряжения ор и о0 являются главными нормальными напряже-
ниями. Для этого случая уравнение равновесия имеет вид
Р^-+^р-<т9 = °. (72)
Для упрощения написания полученных формул и учитывая,
что среднее главное нормальное напряжение оказывает сравни-
тельно малое влияние на условие перехода в пластическое состоя-
ние, решение найдем с использованием гипотезы максимальных
касательных напряжений.
Для рассматриваемого случая изгиба уравнение пластичности
по этой гипотезе может быть представлено в виде
Ор — о9 == ± os, (73)
где знак минус относится к зоне растяжения в тангенциальном
направлении, а знак плюс — к зоне сжатия в тангенциальном
направлении.
При совместном решении уравнений (72) и (73) и использова-
нии граничных условий, по которым при р = R и р = г напря-
82
жения Op — 0, получаем формулы, показывающие распределение
напряжений стр и ст0 по толщине заготовки:
зона растяжения
стп = — ст. In —;
р s р
ое = os (1 - In ;
зона сжатия । (?4)
ст„ = — оч In —;
Р 9 Г
°е = — (1 + In •
Из формул (74) видно, что напряжения стр возрастают по абсо-
лютной величине по мере удаления от поверхностей заготовки
в ее толщину.
На нейтральной поверхности при р = рн напряжения стр,
определяемые из формул (74) для зон растяжения и сжатия, равны
между собой. Если приравнять эти напряжения, получим
ст. 1п — = os In —.
s Рн s Г
Из этого выражения легко получить формулу для определения
радиуса нейтральной поверхности, найденную И. П. Ренне [48 ]
и Р. Хиллом [57 ]:
Рн = VRr. (75)
В тех случаях, когда отношение радиусов, находящееся под
знаком логарифма, незначительно отличается от единицы, можно
заменить логарифм первым членом разложения логарифма в ряд
по соотношению типа
In х = In [1 + (х — 1)] х — 1.
С учетом указанного разложения формулы (74) могут быть за-
писаны в несколько ином виде:
зона растяжения
зона сжатия
Любопытно отметить, что, используя приближенные формулы
(74') и приравнивая значения напряжений ор для зон растяжения
и сжатия при р — рн, получаем ту же формулу (75) для определе-
ния радиуса нейтральной поверхности.
Из формул (74) и (75) можно найти наибольшую (по абсолют-
ному значению) величину ор, действующую на нейтральной по-
верхности:
Ортах~-4-П51П“Г- (76>
Приближенное значение того же напряжения, получаемое при
использовании уравнений (74'), определяется из уравнения
Ортах— 1)- (76')
Для того чтобы легче было оценить величину (Jpmax, примем
R = г + s (s — толщина заготовки) и применим разложение
корня в ряд по выражению
тогда формула (76') может быть преобразована к виду
Opmax —-Os^r- (77)
Из формулы (77) видно, что при r/s > 5 максимальная (по
абсолютному значению) величина <гртах не превышает 1/10 на-
пряжения текучести; и в этом случае с достаточной степенью
точности влиянием напряжений <гр на величину тангенциальных
напряжений можно пренебречь, а напряжение о0 принять по-
стоянным, равным по абсолютному значению напряжению теку-
чести.
Из формулы (75) можно установить, что нейтральная поверх-
ность смещена относительно срединной к внутренней поверхности
заготовки. Для наглядности найдем отношение разницы радиусов
срединной и нейтральной поверхностей с к толщине заготовки s
р I г
и примем во внимание, что гср = —— и R = г Ц- s;
с = Др__Рщ = +-Д- j/2-L (78)
При расчете по формуле (78) видно, что при r/s > 5 смещение
нейтральной поверхности от срединной составляет меньше Vioo
толщины заготовки. Следовательно, в этом случае с достаточной
степенью точности можно считать, что нейтральная поверхность
заготовки совпадает со срединной.
84
Рис. 28. Эпюры напряжений при гибке:
а — изгиб при r/s >5; б — прн r/s = 1;----------изгиб без
упрочнения; ----- изгиб с упрочнением
Из формулы (78) видно, что чем меньше отношение r/s, тем
больше смещение нейтральной поверхности заготовки относи-
тельно срединной; при r/s —> 0 это смещение стремится к s/2.
Полученные формулы позволяют установить распределение
напряжений по толщине заготовки.
На рис. 28 представлены эпюры напряжений 'ор и ой при из-
гибе моментом для случаев, когда r/s > 5 и r/s < 1. Из эпюр
видно, что при изгибе моментом по малому радиусу без упрочне-
ния на поверхностях заготовки тангенциальное напряжение равно
os; по мере удаления от свободных поверхностей напряжение ое
убывает в зоне растяжения и возрастает по абсолютному значению
в зоне сжатия.
Отметим, что разный характер изменения напряжения ое
по радиусу р для зоны растяжения и сжатия объясняет причины
смещения нейтральной поверхности заготовки от срединной.
Действительно, при изгибе моментом продольные силы отсутствуют,
а следовательно, площади эпюры oe = f (р) для зон растяжения
и сжатия должны быть равны. Так как в зоне растяжения напря-
жение о0 по мере удаления от наружной поверхности убывает
от значения ое = os, а в зоне сжатия по мере удаления от вну-
тренней поверхности возрастает от | oe | = os, то для равенства
площадей эпюр протяженность зоны растяжения в радиальном
направлении должна быть больше протяженности зоны сжатия
в том же направлении.
Отметим, что эпюры, представленные на рис. 28, являются
несколько схематизированными, так как на них отсутствует уча-
сток упругих деформаций вблизи нейтральной поверхности. В дей-
ствительности напряжения ов меняют свою величину и знак
вблизи нейтральной поверхности не мгновенно, а плавно по ли-
нейной зависимости, соответствующей закону Гука в зоне упругих
деформаций. При r/s < 5 протяженность зоны упругих деформа-
ций невелика, и, например, при определении величины изгибаю-
щего момента ею можно пренебречь. Однако чтобы на нейтральной
85
поверхности деформации равнялись нулю, необходимо, чтобы
напряжения ор и ой на той же поверхности были одинаковыми ’
по величине и знаку. Это обстоятельство не вскрывается приве-
денными эпюрами напряжений, построенными без зоны упругих
деформаций.
В том случае, когда изгиб осуществляется со значительным
изменением кривизны заготовки, в средней ее части появляется
зона, в. которой нарушается монотонность деформации.
Действительно, при изгибе в зоне растяжения элементарные ]
слои заготовки получают деформацию растяжения в тангенциаль- |
ном направлении, а следовательно, по условию постоянства объ- (
ема — деформацию сжатия в радиальном направлении. В зоне
сжатия знаки тангенциальных и радиальных деформаций обратны,
т. е. элементарные слои в радиальном направлении будут полу-
чать деформации удлинения (утолщения).
Зона растяжения будет как бы утоняться в процессе изгиба,
а зона сжатия утолщаться. Следовательно, в процессе изгиба сре-
динная поверхность будет не все время совпадать с одним и тем же
материальным слоем, а будет как бы смещаться по слоям в напра-
влении к внутренней поверхности заготовки. Если принять, что
нейтральная поверхность в любой момент деформирования совпа-
дает со срединной поверхностью, то между слоем, совпадающим
со срединной поверхностью заготовки в начале изгиба, и слоем,
с которым будет совпадать срединная поверхность в конце изгиба,
появится зона, в которой слои заготовки вначале испытывают сжа-
тие, а затем растяжение в тангенциальном направлении. Дру-
гими словами, в процессе изгиба в этой зоне немонотонной дефор-
мации слои переходят из зоны сжатия в зону растяжения по мере
того, как срединная поверхность меняет свое положение относи-
тельно материальных слоев, составляющих изгибаемую заготовку.
Размеры зоны немонотонной деформации возрастают, если при
изгибе имеет место ощутимое смещение нейтральной поверхности
относительно срединной поверхности заготовки. В этом случае
нейтральная поверхность, разграничивающая зоны тангенциаль-
ного растяжения от тангенциального сжатия, смещается к вну-
тренней поверхности таким образом, что толщина зоны, в кото-
рой имеет место тангенциальное растяжение (в которой слои уто-
няются), становится больше, чем толщина зоны с тангенциаль-
ным сжатием (в ней слои утолщаются).
Наличие зоны немонотонной деформации приводит к тому,
что при изгибе, строго говоря, нельзя принимать допущения о том,
что поворот сечений, перпендикулярных к срединной поверхности,
при малом изменении кривизны происходит относительно опреде-
ленного материального слоя, длина которого на данном этапе
деформирования не изменяется.
Действительно, как следует из сказанного ранее, в процессе
изгиба одновременно осуществляются два взаимно связанных
между собой процесса: изменение кривизны заготовки и смещение
86
нейтральной поверхности внутри деформируемой заготовки, т. е.
переход нейтральной поверхности с одного материального слоя
на другой. Оба эти процесса непрерывны и происходят одновре-
менно.
Изменение знака тангенциальных деформаций в зоне немоно-
тонной деформации вследствие эффекта' Баушингера может ска-
заться на величине и распределении напряжений. Решения с уче-
том влияния эффекта Баушингера довольно сложны [61 ], и ре-
зультаты могут быть получены лишь численным интегрированием.
При изгибе моментом без упрочнения и без учета влияния
эффекта Баушингера, как показал Р. Хилл [57], толщина заго-
товки не изменяется.
Решение это основывается на том, что длина материального
слоя, совпадающего с нейтральной поверхностью, не изменяется
при изменении угла изгиба на бесконечно малую величину, по-
ворот сечений осуществляется относительно нейтральной поверх-
ности без нарушения их плоскостности. Примем, что на каком-то
этапе деформирования угол а увеличился до значения а + da
и что при изгибе центр кривизны остается постоянным. При таком
условии изменение угла а на da приведет к тому, что каждый мате-
риальный слой заготовки сместится в направлении к центру кри-
визны. При этих допущениях (рис. 29) можно записать, что
рна - Pi (а + da) = (рн - duPii) (а ф- da). (79)
Пренебрегая бесконечно малыми высших порядков, после
несложных преобразований получаем выражение для определения
смещения слоя, совпадавшего с нейтральной поверхностью при
угле а:
d«pH = P1,-^-/^^. <8°)
87
При плоской деформации площадь любого слоя в плоскости
чертежа остается неизменной в процессе деформирования. Из
этого условия для любого текущего радиуса можно записать
(Р - Р.) t±&<x = [Р - du„ - (р, - du^)] х
х1р-^+(р.-ч„)1 (a+(fa) (81)
Используя соотношение (80), раскрывая скобки и пренебрегая
бесконечно малыми высших порядков, после преобразований по-
лучаем формулу (82) для определения смещения du0 любого мате-
риального слоя при увеличении угла а на da;
Нетрудно заметить, что смещение наружного слоя (р = R) и
внутреннего слоя (р = г) одинаково и равно
= = (83)
Из равенства смещений наружного и внутреннего слоев сле-
дует, что при принятых допущениях толщина заготовки в про-
цессе изгиба не изменяется.
Заметим, что так как , то материальный слой,
с которым совпадала нейтральная поверхность при угле а,’после
увеличения а на da приблизится к наружной поверхности, в то
время как сама нейтральная поверхность перейдет на другой
материальный слой имеющий радиус
Рн, = — duR) (г — dur).
(84)
Учитывая равенство duR — dur и разлагая корень в ряд полу'
чаем
Рн, = VRr — {R 4- г) duR s^yRr —
(7? + г) duR _ (R + г)2 da
4/^7 «•
(85)
Нетрудно заметить, что рн, < рх = — I^Rr и в про-
межутке pi—рн, образуется элементарный участок зоны немоно-
тонной деформации. Однако длины слоев/совпадающих с радиу-
сами pi и рн,, при увеличении угла а на da отличаются на беско-
нечно малую величину второго порядка.
Вывод о постоянстве толщины при изгибе моментом справедлив
только при принятых допущениях.
88
Показано, что при изгибе с упрочнением толщина несколько
уменьшается [55]. Учет эффекта Баушингера в зоне немонотон-
ной деформации также выявляет возможность некоторого умень-
шения толщины заготовки в процессе изгиба [61 ].
Для более детального рассмотрения полей напряжений и де-
формаций при изгибе широкой полосы моментом определим вели-
чину напряжений о2, действующих вдоль образующей срединной
поверхности.
В той части заготовки, где справедливы условия плоской де-
формации, напряжения о2 могут быть найдены из условия
= (86)
Используя выражения (74), после некоторых преобразований
получаем:
для зоны тангенциального растяжения
а2 = 4°41“21п4’); (87)
для зоны тангенциального сжатия
(88)
Так как на боковых поверхностях изгибаемой полосы напря-
жения о2 должны быть равны нулю, то, следовательно, при изгибе
широкой полосы должны быть зоны, в которых по мере удаления
от боковых поверхностей полосы напряжений о2 изменяются от
нуля до значений, определяемых выражениями (87), (88).
Приведенный анализ полей напряжений при изгибе широкой
полосы был выполнен без учета влияния упрочнения. В то же
время упрочнение может существенно сказаться на величинах
напряжений, действующих в изгибаемой полосе.
Для отыскания поля напряжений при изгибе с упрочнением
необходимо, чтобы была задана кривая упрочнения материала
заготовки и, кроме того, было известно распределение деформаций
по толщине.
Точное и замкнутое решение указанной задачи крайне сложно,
во-первых, вследствие того, что кривая упрочнения по сравнению
с действительной кривой может быть задана в аналитическом виде
лишь с определенной погрешностью. Во-вторых, получение точ-
ного решения затруднено из-за сложности определения действи-
тельного поля деформаций даже при использовании гипотезы пло-
ских сечений. Трудность эта связана с наличием рассмотренной
ранее зоны немонотонной деформации.
Как было показано, в зоне немонотонной деформации элементы
заготовки попеременно испытывают сжатие и растяжение в тан-
генциальном направлении, упрочнение же этих слоев будет опре-
деляться суммарными значениями деформаций сжатия и растяже-
89
ния. Вместе с тем смещение нейтральной поверхности по материаль-
ным слоям, составляющим заготовку, приводит к тому, что точки
поворота сечений в процессе изгиба смещаются по этим слоям
в направлении к внутренней поверхности заготовки. Это приводит
к сложному изменению деформаций отдельных слоев по мере изме-
нения кривизны заготовки или же увеличения угла а. Однако,
учитывая, что зона немонотонной деформации при г > s сравни-
тельно мала, а аналитическая зависимость напряжения от дефор-
мации обычно приближенна, можно для получения замкнутых
решений принять, что деформации в любой точке изгибаемой заго-
товки приближенно определяются из условия, при котором поворот
сечений в процессе изгиба осуществлялся относительно слоя, с ко-
торым совпадает нейтральная поверхность в конечный момент
деформирования. При этом приближенно считаем, что при изгибе
длина слоя по нейтральной поверхности в конечный момент де-
формирования остается неизменной.
При таких допущениях величины относительных линейных 80
и логарифмических 60 деформаций в тангенциальном направлении
могут быть определены из соотношений
о Ра Рна Р 1 .
СП —1 ' ‘ 1 .
Рн® Рн
Использование относительных деформаций для оценки влияния
упрочнения на величины напряжений, возникающих в заготовке
при изгибе, связано с некоторыми трудностями. Действительно,
относительная деформация е0 в зоне растяжения соответствует
кривой упрочнения первого рода (возможные пределы изменения
деформации от нуля до бесконечности), в то время как относи-
тельная деформация е0 в зоне сжатия соответствует кривой упроч-
нения второго рода (возможные пределы изменения деформации
от нуля до единицы). Для использования в анализе одной кривой
упрочнения необходимо (как, в частности, сделано И. П. Ренне
[48 ]) привести деформации к одному роду, т. е. выразить, напри-
мер, деформацию первого рода через деформацию второго рода.
Это связано с некоторым усложнением математических выкладок
и получаемых аналитических зависимостей. Этого можно избежать,
если использовать логарифмические деформации. •
Уравнение прямой, аппроксимирующей кривую упрочнения
в логарифмических координатах, применительно к анализу про-
цесса изгиба может быть записано в виде
os = от0 ±/7 In у-, (90)
Рн
где от0 — экстраполированный предел текучести (значение на-
пряжения текучести, отсекаемое прямой на оси ординат при
90
р = рн); П — средний модуль упрочнения (тангенс угла наклона
прямой к оси деформаций).
Знак плюс относится к зоне растяжения, где тангенциальная
деформация положительна (р > рн), знак минус — к зоне сжатия,
где тангенциальная деформация отрицательна (р < рн).
При аппроксимации кривой упрочнения степенной зависимо-
стью уравнение аппроксимирующей кривой может быть записано
в виде
(91)
При использовании условия, по которому в точке начала обра-
зования шейки изменение усилия равно нулю, и очевидного ра-
венства <yBF0 = ошЛш (где ош и Fm — напряжение текучести и
площадь поперечного сечения образца при линейном растяжении
в момент начала образования шейки) можно найти значения ко-
эффициентов Лип:
(92)
В приведенных соотношениях /ш является длиной расчетной
базы с исходным размером /0 в момент начала образования
шейки.
Используя выражения (90) и (91), можно найти распределение
напряжений в изгибаемой заготовке с учетом упрочнения металла
в процессе деформирования.
При использовании уравнения равновесия (72) и замене в урав-
нении пластичности напряжения текучести os его значением из
выражения (90) получаем дифференциальное уравнение
<93>
где знаки плюс относятся к зоне тангенциального растяжения,
а знаки минус — к зоне тангенциального сжатия.
После интегрирования уравнения (93) и использования гра-
ничных условий, по которым для зоны тангенциального растяже-
ния ор = 0 при р = R, а для зоны тангенциального сжатия
Ор = 0 при р = г, находим формулы, характеризующие распре-
91
деление напряжений ор и ое при гибке моментом с учетом упроч-
нения:
для зоны растяжения
для зоны сжатия
°р (°т° + 2 n pr / п г ’
Ое = —[От0 (1 4-1П-Н} +4(21п-^ + 1п-^ 1п^
0 |_ ™ \ 1 г J ' 2 \ р 1 pr R /
(94)
Как видно,- полученные формулы переходят в формулы (74)
при /7 = 0 (деформирование без упрочнения с заменой экстра-
полированного предела текучести от0 на напряжение текучести
или же на обычный предел текучести os).
При использовании формул (94) можно определить радиус
нейтральной поверхности. Если приравнять, как и ранее, напря-
жения Ор для зон растяжения и сжатия при р = рн, то после
преобразований получаем
Так как нулю может быть равен только второй множитель, то
при упрочнении с линейной зависимостью напряжения текуче-
сти от логарифмической деформации радиус нейтральной поверх-
ности имеет ту же величину, что и при изгибе без упрочнения,
и определяется по формуле (75).
И. П. Ренне [48] установил, что радиус нейтральной поверх-
ности не зависит от упрочнения в случае, когда учитывается упроч-
нение линейной зависимостью напряжения текучести от относи-
тельной деформации (кривая второго рода).
Линейная аппроксимация кривой упрочнения с меньшей точ-
ностью характеризует изменение напряжений текучести от дефор-
мации по сравнению со степенной зависимостью. Учитывая ска-
занное, можно по формуле (91) решить задачу по отысканию поля
напряжений с учетом упрочнения при использовании степенной
аппроксимации зависимости напряжения текучести от логарифми-
ческой деформации.
В этом случае совместное решение уравнения равновесия (72)
и уравнения пластичности (73), в котором напряжение текучести
определяется по формуле (91), приводит к дифференциальному
уравнению типа
р~7Г = ± ( ± 1п(95)
r dp ~ \ Рв /
92
Здесь, как и ранее, знаки плюс относятся к зоне тангенциаль-
ного растяжения, а знаки минус — к зоне тангенциального сжа-
тия. Интегрирование уравнения (95) с использованием граничных
условий, по которым ор = 0 при р = R и р = г, приводит к фор-
мулам вида: •
для зоны растяжения
для зоны сжатия
Полученные формулы характеризуют изменение напряжений
Ор и о0 по толщине изгибаемой заготовки с учетом влияния упроч-
нения по кривой, выражающей напряжение текучести степенной
функцией от логарифмической деформации. Нетрудно заметить,
что и при такой кривой упрочнения радиус нейтральной поверх-
5 ности определяется по формуле, идентичной формуле (75).
[ Идентичность формул для определения радиуса нейтральной
f, поверхности, получаемых при использовании различных анали-
| тических зависимостей напряжения текучести от деформации,
I1 позволяет утверждать, что и в реальных условиях деформирования
| упрочнение не будет оказывать заметного влияния на положение
I нейтральной поверхности в изгибаемой заготовке.
Г Из указанных формул видно, что упрочнение способствует
К увеличению неравномерности распределения напряжений по тол-
К щине заготовки и особенно сильно сказывается на величине тан-
I генциальных напряжений.
к На рис. 28 были приведены эпюры распределения напряжений
» <Тр и- о0 по толщине заготовки при г > 5s, когда влиянием на-
К пряжений ор можно пренебречь, и при относительно малом r/s
К (для объемной схемы напряженного состояния) для горячей де-
К формации, когда упрочнение отсутствует, и для гибки с упрочне-
К нием. В последнем случае напряжения определялись по фор-
К мулам (94).
К Зная распределение напряжений по толщине заготовки, можно
определить величину изгибающего момента, потребного для осу-
ИЙцествления пластического изгиба.
К В общем случае величина изгибающего момента может быть
Влайдена как сумма моментов, создаваемых напряжениями ав,
определяемых интегралами вида j о0р dp для участков, в кото-
рых знак напряжений а0 и характер функциональной зависимо-
сти а0 = f (р) постоянны. В тех случаях, когда радиус кривизны
сравнительно большой и зона упругих деформаций составляет
значительную долю толщины заготовки, интегрирование прихо-
дится вести по четырем участкам: двум упругой деформации с раз-
ными знаками о0 и двум пластической деформации с разными зна-
ками о9. Вывод формул для определения величины изгибающих
моментов дан во многих работах, в частности, этому вопросу боль-
шое внимание уделено Е. Н. Мошниным [33].
Рассмотрим вначале изгиб без упрочнения, когда зона упругих
деформаций пренебрежимо мала.
Если изгиб осуществляется по сравнительно большому ра-
диусу, когда нейтральная поверхность совпадает со срединной
поверхностью заготовки (рн = ^ +-|-= #----деформиро-
вание происходит без упрочнения, а толщина упругодеформи-
руемого слоя мала, то величина изгибающего момента для еди-
ницы ширины заготовки определяется из выражения
R Рн
Р . н D2 п2 п2 1,2
M=jaspdp4-j (— as)pdp = as------------------=
₽н г
_ (R — Рн) (R + Рн) — (Рн — Г) (Рн + г) _
— °s о —
= SOs
# + рн — Рн — г __ S2
4 > 4 ’
(97)
При изгибе без упрочнения по сравнительно малому радиусу,
когда нейтральная поверхность значительно смещается относи-
тельно срединной поверхности, величина изгибающего момента
определяется аналогично предыдущему, однако значения о0 для
зон сжатия и растяжения должны быть взяты из формул (74):
М = os
R Рн
J 0 ~ 1пТ*) pdp~ J 0 + In 7~) pdp
Рн г
( Рн , Rr
s \ 2 1П р*
R2 - 2р2н +?
4
(98)
При подстановке в полученное выражение значения рн из
формулы (75) находим, что при изгибе по малому радиусу без
упрочнения смещение нейтральной поверхности от срединной
поверхности заготовки не сказывается на величине изгибающего
94
момента. Действительно, после подста-
новки рн = VRr в выражение (98) полу-
чаем
М = 4- o.s2,
4 5
т. е. момент определяется из того же выра-
жения (97), что и в случае изгиба, когда
напряжения <тр пренебрежимо малы.
Пользуясь полученными формулами,
можно оценить изменение изгибающего
момента с изменением кривизны первона-
чально плоской заготовки.
Рис. 30. Эпюра напряжений
°q при упругопластическом
изгибе
Вначале по мере увеличения кривизны заготовка деформируется
упруго; при этом момент определяется по известной формуле
М = -Las2.
О
(99)
Напряжение о, действующее в поверхностных слоях заготовки,
может увеличиваться по мере увеличения кривизны до значения,
равного пределу текучести металла (a as).
Когда в поверхностных слоях тангенциальное напряжение
достигнет значения предела текучести, дальнейшее увеличение
кривизны приведет к тому, что от наружной и внутренней поверх-
ностей заготовки к ее середине начнут распространяться пласти-
ческие деформации, приводящие к уменьшению доли толщины
заготовки, испытывающей только упругие деформации.
Эпюра распределения напряжений а0 по толщине заготовки
для упругопластического изгиба без упрочнения показана на
рис. 30.
Если долю толщины заготовки, испытывающую упругие де-
формации, обозначить через х, то момент упругопластического
изгиба может быть определен по формуле
M = -^asx2 + 4-as(s2-x2) = -^- [3 - (4-)2] • (ЮО)
Заметим, что для упругого изгиба при х — s формула (100)
переходит в формулу (99), а при х = 0 — в формулу (97) для
пластического изгиба, когда упругодеформируемая зона исчезает.
Если принять, что переход от упругих деформаций к пласти-
ческим возникает при a0 = as, где as при изгибе без упрочнения
представляет собой физический или условный предел текучести,
то величину х можно связать с радиусом кривизны срединной по-
верхности, используя закон Гука:
2^- = -^- ИЛИ Х = 2Рер-^-, (101)
где Е — модуль упругости.
95
0,2
Подставляя найденное зна-
чение х в формулу (100), полу-
чаем
(100')
ко
2,0 ~
(Jcp
Рис. 31. График зависимости момента о>
относительного радиуса:
==г— без упрочнения;------------с упроч-
нением
S
= И
момента
соответствующая этому
будет определяться формулой (102)
Из формулы (100') видно,
что момент увеличивается по
мере уменьшения радиуса кри-
визны срединной поверхности
вплоть до т = 0, когда рср =
моменту величина изгибающего
Мщах —
(Ю2)
Величина момента, определенная по формуле (102), незначи-
тельно отличается от момента, определяемого по формуле (97).
На величину изгибающего момента в условиях холодной де-
формации существенное влияние оказывает упрочнение, способ-
ствующее увеличению момента по сравнению со значениями, опре-
деленными по формуле (100'), причем разница этих моментов уве-
личивается по мере уменьшения . Схематично это показано
на рис. 31.
Используя формулы для определения о0 = f (р) при деформи-
ровании с упрочнением, нетрудно найти формулы для определения
величины изгибающего момента при гибке с упрочнением. Такие
формулы приведены в работе [33], поэтому в данной книге вывод
их не дается. При рассмотрении изгиба широкой полосы следует
отметить еще одну особенность деформирования, связанную с дей-
ствием напряжений ст,, направленных вдоль образующей средин-
ной поверхности.
Как следует из формул (87), (88), напряжения стг имеют разные
знаки в зоне растяжения и сжатия. Отсюда следует, что напря-
жения стг образуют изгибающий момент, стремящийся создать
в заготовке поперечный прогиб (изменить прямолинейность обра-
зующей срединной поверхности). Величина этого изгибающего
момента в 2 раза меньше изгибающего момента, образованного
напряжениями ст9.
Отсутствие внешнего изгибающего момента, уравновешиваю-
щего действие внутреннего момента, образованного напряжениями
о2, делает систему неуравновешенной и приводит к тому, что
напряжения стг должны стать равными нулю. Однако'при отсут-
ствии напряжений <3t изгиб заготовки должен сопровождаться
96
возникновением деформаций в направле- z—
нии z (деформаций сжатия в зоне тан- / ---
генциального растяжения и деформаций /
удлинения в зоне тангенциального ежа- ^==———//
тия). Разные знаки деформаций 8Z должны
привести К тому, ЧТО образующая средин- Рис- 32- Схема искажения за-
J r J г _ готовки при изгибе
ной поверхности получит кривизну обрат-
ного знака по сравнению с кривизной сре-
динной поверхности в тангенциальном направлении. Радиус кри-
визны срединной поверхности в тангенциальном направлении
должен стать переменным вдоль образующей. Однако в тех слу-
чаях, когда зона изгиба в тангенциальном направлении граничит
с упруго деформируемыми частями заготовки, переменность ра-
диуса кривизны вдоль образующей может быть лишь при нерав-
номерном удлинении срединной поверхности вдоль образующей
в тангенциальном направлении. Сопротивление удлинению сре-
динной поверхности в тангенциальном направлении приведет
к возникновению продольных сил. Эти силы действуют в танген-
циальном направлении и препятствуют неравномерному удлине-
нию срединной поверхности в этом направлении, что приводит
к возникновению напряжений ог и к образованию момента, дей-
ствующего в плоскости, перпендикулярной к плоскости р—0.
Сказанное объясняет, почему напряжения аг от нуля на боко-
вых поверхностях заготовки будут увеличиваться по мере удале-
ния от них до значений, определяемых формулами (88), соответ-
ствующих условиям плоской деформации.
В соответствии с изложенным условия плоской деформации
будут соблюдаться лишь на некотором удалении от боковых по-
верхностей заготовки, прямолинейность образующей будет иметь
место лишь на участке плоской деформации, а краевые части заго-
товки получат искажения, схематично показанные на рис. 32.
Рассмотренная методика анализа процесса изгиба моментом
может быть использована также для анализа изгиба биметалли-
ческой полосы, состоящей из двух слоев металла с разными меха-
ническими свойствами.
Если при гибке без упрочнения принять, что слой металла,
обращенный к наружной поверхности, имеет напряжение теку-
чести Os, а слой, обращенный к внутренней поверхности, — ol,
то напряжения ор находим из выражений:
зона растяжения
,. R
(Ур —- (У5 1п -~ ,
зона сжатия
Ор = — о£ 1п у-.
(74")
97
4 Е. А. Попов
Если нейтральная поверхность совпадает с границей между
слоями, то из условий равенства напряжений ор для зон сжатия
и растяжения можно найти формулу, определяющую положение
нейтральной поверхности:
(75')
Нетрудно заметить, что при u' = o£ = us формула (75') пере-
ходит в формулу (75).
Если граничная поверхность не совпадает с нейтральной по-
верхностью [что можно проверить по формуле (75') ], то анализ
несколько осложняется, так как решение приходится проводить
с учетом трех участков, разделяемых граничной и нейтральной
поверхностями. Используя условие равенства напряжений ор
на граничной и на нейтральной поверхностях, можно получить
формулы для определения радиусов нейтральной поверхности h
(75")
Используя полученные формулы, можно аналогично предыду-
щему найти зависимости, определяющие изменение напряжения
ав по толщине, а затем и величины изгибающих моментов.
§ 2. ОСОБЕННОСТИ ИЗГИБА ТОНКОЙ ПОЛОСЫ НА РЕБРО
Ранее был рассмотрен изгиб широкой полосы моментом, при
котором схема напряженного состояния объемная, а полоса при
достаточном удалении от краев изгибается в условиях плоской
деформации, t
Если изгибается моментом узкая полоса, т. е. заготовка с раз-
мерами, значительно меньшими в направлении z, чем в радиаль-
ном направлении, то схема напряженного состояния изгибаемой
заготовки близка к плоской, при которой напряжения ог можно
принять равными нулю.
1 В решении указанной задачи принимала участие по линии студенческого
научного общества И. Н. Давыдова.
98
Рнс. 33. Схема изгиба полосы на ребро
д-д
Анализ изгиба узкой полосы дан в работе [15]; интересный
анализ, основанный на теории течения, был проведен Н. Н. Ма-
лининым [29].
Если узкая полоса изгибается при большом радиусе кривизны,
когда напряжения ор 0, то схема напряженного состояния
с достаточной степенью точности может быть принята линейной.
При сравнительно малых радиусах кривизны напряжения ор
могут достигать значительной величины; при этом схема напря-
женного состояния в изгибаемой заготовке будет плоской. В ли-
стовой штамповке изгиб узкой полосы обычно относится к слу-
чаю, когда вырубленная полоска толщиной s0 изгибается в пло-
скости заготовки; размер по толщине будет совпадать с направле-
нием z (рис. 33).
Рассмотрим случай, когда отношение rib таково, что напря-
жения ор оказывают заметное влияние на поле напряжений.
Напряжения ор и ов, как и ранее, определяются из совме-
стного решения уравнения равновесия и уравнения пластичности.
Так как толщина s = f (р), то уравнение равновесия следует
использовать в §иде (4) для заготовки переменной толщины.
В точной постановке изменение толщины зависит от совмест-
ного действия напряжений ор и о0, и решение может быть полу-
чено по теории течения численным интегрированием. Прибли-
женное решение в аналитических функциях можно получить,
если принять, что напряжение ор не влияет на изменение толщины
(деформации соответствуют линейной схеме напряженного со-
1 \ D
стояния ер = ег =---2~ев )• “ этом случае зависимость толщины
от координаты р получает вид (считая, что при р = рн s = s0)
s = s0]/-^-; (103)
4'
99
производная
t— Wf’ <104)
Подставляя полученные выражения s и в уравнение (4)
получаем
р^- + 4-ст0 = о- (Ю5)
По гипотезе максимальных касательных напряжений, прини-
мая во внимание, что для зоны тангенциального растяжения край-
ними напряжениями являются <тр и сге, а для зоны сжатия сгг = О
и сг0, уравнения пластичности должны быть записаны в виде:
зона растяжения
(106)
зона сжатия
O0 = -Os. (107)
I Подставляя значение <т0 из уравнений пластичности в урав-
нение равновесия (105) и выполняя интегрирование с использо-
ванием для отыскания произвольной постоянной интегрирования
граничных условий, по которым ор = 0 при р = R и при р = г,
получаем следующие формулы, позволяющие оценить распределе-
ние напряжений по ширине .изгибаемой на ребро заготовки:
зона растяжения
<тр = -2<т,(1- /-Ь); (108)
зона сжатия
<тр = -2<т,(г- /у). (109)
Радиус нейтральной поверхности и в этом случае может быть
найден из условия равенства напряжений Ор для зон сжатия и
растяжения на нейтральной поверхности. Приравняв ор в фор-
мулах (108) и (109), после преобразований получаем рн = ]/Rr,
т. е. радиус нейтральной поверхности при изгибе узкой полосы
на ребро определяется по той же формуле, что и для изгиба широ-
кой полосы. Объясняется это тем, что переменность толщины спо-
собствует уменьшению рн, а отличие схем напряженного состоя-
ния — увеличению рн по сравнению с изгибом широкой полосы,
и эти влияния взаимно компенсируются.
Формулы (108) и (109) являются приближенными, так как
при их выводе пренебрегаем влиянием ор на изменение толщины
в процессе изгиба (это влияние при малых радиусах изгиба может
быть существенным), а также и вследствие того, что при их выводе
не учитывалось влияние упрочнения. Влияние упрочнения можно
учесть аналогично тому, как это было сделано при анализе про-
цесса изгиба широкой полосы.
100
Рассматривая особенности изгиба тонкой полосы на ребро,
необходимо отметить, что заготовка в процессе изгиба может
потерять устойчивость с нарушением плоскостности заготовки.
§ 3. ОСОБЕННОСТИ ИЗГИБА УСИЛИЕМ
В листовой штамповке гибка осуществляется действием на за-
готовку изгибающих усилий.
В общем случае гибка может осуществляться одновременным
действием моментов, продольных и поперечных сил; однако в од-
них случаях преобладающее влияние на процесс деформирова-
ния оказывают продольные силы, а в других — поперечные силы.
В соответствии со сказанным рассмотрим отдельно гибку про-
дольными и поперечными силами.
Типовыми примерами гибки продольными силами являются
гибка с растяжением и гибка со сжатием (рис. 34). Из схемы
видно, что для обеспечения равновесия заготовки необходимо,
чтобы в зоне изгиба на внутреннюю (рис. 34, а) или на наружную
(рис. 34, б) поверхность действовали нормальные напряжения со
стороны пуансона или матрицы. Действие продольной силы дол-
жно отразиться на распределении напряжений по толщине заго-
товки и на величине изгибающего момента, требуемого для изме-
нения кривизны срединной поверхности.
Рассмотрим изгиб полосы без упрочнения при одновременном
действии изгибающего момента М и продольной силы N, следуя
методике Н. И. Безухова.
При изгибе моментом интегральная сумма по толщине заго-
товки элементарных сил, вызванных напряжениями о0, равна
/ к \
нулю I J oedp = 0 I. При одновременном действии момента и
\г /
продольной силы эта интегральная сумма должна быть равна
продольной силе
п
tf==j aedp. (ПО)
Вследствие этого доля толщину заготовки, в которой напря-
жения о0 имеют тот же знак, что и напряжения, вызываемые дей-
ствием продольной силы,
должна быть больше поло-
вины толщины заготовки. При
этом нейтральная поверх-
ность будет смещена от сре-
динной поверхности заго-
товки даже в том случае,
если напряжениями ор мо-
жно пренебречь.
Рис. 34. Схема гибки с растяжением (и) и со
сжатием (б)
101
Рис. 35. Распределение напряжений
при изгибе с растяжением
На рис. 35 показано распределе-
ние напряжений по толщине заго-
товки при изгибе полосы моментом
и продольной растягивающей силой
без учета влияния надавливания
слоев заготовки друг на друга, упроч-
нения, перерезывающих сил и кон-
тактных напряжений. В этом случае
по гипотезе максимальных касатель-
ных напряжений в зоне пластиче-
ских деформаций о0 = ±os. Кроме
того, примем, что зона упругих деформаций пренебрежимо мала.
Обозначим расстояние между нейтральной и срединной по-
верхностью заготовки через с, тогда
r = R — s; рн = Я — -у- с. (111)
Величина продольной силы может быть выражена через раз-
мер с:
Напомним, что выводы сделаны для единицы ширины заго-
товки. Подставляя в выражение (111) найденное значение с и
считая, что N = a0cps, получаем
_ R + r <t9cps
Рн 2 2as
(ИЗ)
где о0 ср — среднее по толщине напряжение, вызванное действием
продольной силы.
Из рассмотрения формулы (113) видно, что при о0ср = о,
нейтральная поверхность смещается на внутреннюю поверхность
заготовки.
Заметим, что если вместо растягивающей продольной силы
будет приложена сжимающая продольная сила АГ, то это приведет
к изменению знака о0ср; согласно формуле (113) радиус нейтраль-
ной поверхности будет увеличиваться по сравнению с радиусом
срединной поверхности, т. е. в этом случае нейтральная поверх-
ность будет смещаться к наружной поверхности заготовки.
Продольная сила оказывает влияние и на величину изгибаю-
щего момента. Степень этого влияния можно оценить следующим
образом.
Из условия, при котором сумма моментов, действующих на
заготовку в рассматриваемом сечении, равна нулю, можно за-
писать
м + м N = МОу
(П4)
102
где М — внешний изгибающий момент; MN — момент, созда-
ваемый продольной силой N-, приложенной к заготовке; Мо —
момент, создаваемый напряжениями ое.
Величина момента Ма может быть найдена из выражения
| Л ₽н
= J aspdp+J (—os)pdp =
Рн r
= (R* - 2р„ + г2) = -J- [s* + 4с (R + г - с)]. (115)
Величина момента MN относительно центра кривизны средин-
ной поверхности заготовки равна
М^ЛГ^^с^ + г). (116)
После подстановки значений М0 и MN в выражение (114)
находим формулу для определения величины внешнего момента
., ( s2 ,\ / s2 № \ ..,
М = о. ( ------с2) = а Н--------7-z- . (117)
s \ 4 j s I 4 4CT2 I ' '
' ' \ s /
При N = 0 формула (117) переходит в формулу (97), а при
N = —oss внешний изгибающий момент равен нулю (вне зави-
симости от знака продольной силы). Следовательно, с увеличением
абсолютной величины продольной силы изгибающей момент,
потребный для пластического изгиба заготовки, уменьшается.
Полученные зависимости справедливы (с достаточной сте-
пенью точности) для гибки без упрочнения по большому радиусу,
когда влиянием напряжений ор можно • пренебречь. Подобные
зависимости могут быть получены и для объемной схемы напря-
женного состояния.
Приведем пример решенйя задачи по определению радиуса
нейтральной поверхности для гибки моментом и продольной си-
лой для объемной схемы на-
пряженного состояния.
Как показано на рис. 36, для
соблюдения условий равновесия
при наличии растягивающих
продольных сил, действующих
на изгибаемую (уменьшающую
радиус кривизны) заготовку,
необходимо, чтобы на внутрен-
ней поверхности заготовки были
приложены сжимающие напря-
жения ок (контактные напряже-
ния по пуансону). Связь между
растягивающими напряжения-
Рис. Зв. Схема сил при изгибе с растяже-
нием
103
MH <>0lp, вызванными действием продольной силы А/ 'и напря-
жениями <ук, находим из условия равновесия сил
2ав cPs = V
отсюда следует, что
<*к ае ср ~ 11 ®)
Решая совместно уравнение равновесия и уравнение пластич-
ности для зоны растяжения [р > рн] и используя граничное усло-
вие, по которому ор = 0 при р = R, получаем формулы, анало-
гичные формулам (103) для изгиба моментом.
Однако для зоны сжатия (р < рн) должно быть принято иное
граничное условие, отличное от граничного условия при изгибе
моментом, а именно р = г и ар ~ —ок.
Использование такого граничного условия для отыскания
произвольной постоянной интегрирования уравнения, получен-
ного из уравнений равновесия и пластичности, позволяет для
этого случая гибки получить формулу, характеризующую рас-
пределение напряжения • в зоне сжатия:
= — fosln— 4-аЛ . (119)
р \ Л г 1 к /
Приравнивая значения ор для зон сжатия и
при р = рн находим, что
растяжения,
(120)
Если же заменить экспоненциальную функцию первыми двумя
членами разложения в ряд (е* «а 1 + х)> то формула (120) может
быть упрощена
(120')
Из рассмотрения формул (120) и (120') видно, что они переходят
в формулу (75) при ок = <те ср = 0 и что по мере увеличения этих
напряжений нейтральная поверхность все больше смещается от
положения, соответствующего гибке моментом (без продольных
сил), к внутренней поверхности заготовки.
Заметим, что формулы (120) и (120') справедливы и для слу-
чая, когда продольная сила N (обратного знака) создает отри-
цательные сжимающие напряжения. В этом случае знаки перед
а0ср и стк должны быть изменены на обратные (напряжения ок
должны быть приложены на наружной поверхности).
104
Отметим, что эти формулы установлены для изгиба, дающего
в процессе деформирования увеличение кривизны. Если же в про-
цессе деформирования имеет место спрямление (увеличение кри-
визны), то знаки изгибающих моментов должны быть обратными,
в соответствии с чем зоны тангенциального растяжения и сжатия
изменят свое положение относительно поверхностей заготовки
(зона тангенциального растяжения обращена к центру кривизны
и граничит с внутренней поверхностью заготовки). При этом
растягивающие напряжения <теср, вызванные продольной силой,
будут увеличивать радиус нейтральной поверхности, а сжимаю-
щие — уменьшать.
Интересно отметить, что при спрямлении
становятся растягивающими, т. е. получают
знаку напряжений ор при изгибе.
Совместное решение уравнений равновесия
при спрямлении моментом радиус нейтральной поверхности
определяется тем же выражением (75), что и при изгибе моментом.
Следовательно, для спрямления при одновременном действии
сил и моментов формула (120') может быть записана в несколько
ином виде:
напряжения ор
знак, обратный
показывает, что
Рн-
Rr_____
<*0 ср
Cfsr
(120")
В формулу (120") напряжение оеср подставляется с тем же
знаком, что и знак продольной силы, вызывающей эти напряжения.
Из рассмотрения полученных формул видно, что величина
смещения нейтральной поверхности зависит от величины танген-
циального напряжения ое ср, создаваемого продольной силой.
Из формул (120), (120') и (120") нетрудно установить, что для
смещения нейтральной поверхности на внутреннюю поверх-
ность заготовки (рн = г) необходимо, чтобы <тв ср Qs> а Для
смещения нейтральной поверхности на наружную поверхность
заготовки овср « —os.
Действительно, из формулы (120) при р = г получаем
qe cps
= In— = In .
GSr . J Г Г Г
Из этого следует, что с точностью до последующих членов
разложения логарифма отношения наружного радиуса ^внутрен-
нему среднее тангенциальное напряжение равно напряжению
текучести.
Дополнительное смещение нейтральнойтповерхности, вызван-
ное действием продольных сил или контактных напряжений на
поверхности заготовки, изменяет соотношение размеров зон рас-
12 3^
30
20
10
w
20
100
62
Рис. 38. График изменения
деформаций при изгибе:
1 — 5 — последовательные
положения заготовки; 20 —
70—номера участков по дли-
не заготовки (/ю = 2 мм);
сплошные линии — для верх-
него слоя; штриховые —
для^ нижнего слоя образца
60
штамповки — влиянием касательных напряжений на процесс
деформирования в силу их малости можно пренебречь.
Рис. 38 дает наглядное представление о последовательности
деформирования и о распределении деформаций в заготовке.
При рассмотрении кривых изменения относительных деформаций
в наружных и внутренних слоях заготовки можно заметить, что
деформации весьма неравномерны по длине заготовки; наиболь-
шие деформации наблюдаются вблизи средней части заготовки,
к которой приложено усилие со стороны пуансона; деформации
убывают к краям заготовки; протяженность зоны пластических
деформаций увеличивается по мере опускания пуансона; в сред-
ней части заготовки деформации увеличиваются по мере опуска-
ния пуансона до определенных пределов.
Заметим, что в проведенных опытах (рис. 39) не было уста-
новлено заметного искривления прямолинейных рисок, нанесен-
ных на боковые поверхности заготовки. Это еще раз свидетель-
ствует о том, что касательные напряжения оказывают незначи-
тельное влияние на процесс деформирования.
Рис. 39. Изменение рисок на боковой поверхности
107
Рис. 40. Очаг деформации при гибке усилием [33]
При изгибе усилием (см. рис. 37), так же как и при изгибе
моментом, пластические деформации начинаются от поверхност-
ных слоев заготовки. Но так как момент, вызванный действием
поперечных сил, является переменным по длине заготовки, то
и глубина проникновения зоны пластических деформаций (в тол-
щину) также переменна по длине заготовки.
На рис. 40 показаны формы и развитие очага пластической
деформации при гибке усилием по мере увеличения кривизны
заготовки [33].
Различная глубина проникновения зоны пластических дефор-
маций по длине заготовки свидетельствует, в частности и о том,
что кривизна заготовки в процессе изгиба также переменна.
Используя полученные выражения (100) и (101), связываю-
щие момент с кривизной заготовки для упругопластического из-
гиба, попытаемся установить характер изменения кривизны по
длине заготовки при изгибе усилием. Действительно, фор-
мулы (100) и (101) можно преобразовать, выразив радиус кри-
визны срединной поверхности в функции момента:
хЕ sE 12Л4
В то же время значение момента, переменное по длине, для
схемы сил, показанной на рис. 37, определяется выражением
Ми = 2М1-^~, (122)
где — момент, действующий посередине длины заготовки
в точке приложения усилия по пуансону; у — расстояние от опоры,
L — расстояние между опорами.
Если принять, что максимальный момент, действующий по-
середине длины заготовки, равен = -^-ass2, то формула (121)
может быть представлена в ином виде, позволяющем выразить
значение радиуса кривизны в функции координаты у, т. е. по
длине заготовки:
^ = йК3-6т- <|23>
Из рассмотрения формулы (123) видно, что с увеличением у
радиус кривизны срединной поверхности убывает, и при у —> L/2
108
он стремится к нулю. В действитель-
ности радиус кривизны срединной
поверхности не может быть равен
нулю, так как даже если радиус
скругления кромки пауансона равен
нулю, то радиус срединной поверх-
ности должен быть равен s/2.
Погрешность, получаемая при
определении рср по формуле (123)
при у L/2, объясняется тем, что
Рис. 41. Схема к определению уси-
лия гибки
изгибающий момент был найден без учета наличия упруго-
деформированной зоны, толщина которой в любых условиях изгиба
больше нуля.
Из рассмотрения формулы (123) можно также заметить, что
sE 1
рср >при г/<-у£, а из формулы (101) следует, что при
указанных значениях радиуса срединной поверхности х > s
и пластическая деформация отсутствует. Таким образом, часть
заготовки, отстоящая от ее середины на расстоянии большем -g- L,
находится в упругодеформированном состоянии, пластические же
деформации будут возникать в частях заготовки с размерами L,
расположенных по обе стороны от точки приложения усилия со
стороны пуансона. В этой зоне пластических деформаций радиус
кривизны монотонно уменьшается по мере приближения к сере-
дине заготовки по зависимости, выраженной формулой (123).
Таким образом, при гибке усилием имеет место внеконтакт-
ная зона пластической деформации, в которой происходит оста-
точное изменение кривизны заготовки.
Если считать, что при гибке усилием величина изгибающего
момента, действующего на границе контактного участка (рис. 41),
равна предельному моменту пластического изгиба М = ass2,
то можно установить приближенную формулу для определения
усилия деформирования и его изменения в процессе гибки. Для
упрощения вывода и получаемых зависимостей примем, что вне-
контактные участки заготовки (полка заготовки) остаются пло-
скими (пренебрегаем изгибом внеконтактных участков). Из усло-
вия равновесия полосы под действием усилий, приложенных со
стороны пуансона и матрицы (рис. 41) можно записать уравнение
Р = 2РХ sin + 2р/\ cos 04.
(124)
Здесь принято, что заготовка скользит по матрице, и сила
трения равна нормальной силе, умноженной на коэффициент
трения (трение Кулона). Сила может быть найдена из условия,
при котором момент, создаваемый этой силой на границе контакт-
109
ного участка, равен предельному моменту пластического изгиба
без упрочнения
P1Z = -loss2&, (125)
где b — ширина полосы.
Плечо, на котором действует сила Рх, определяется из геоме-
трических соотношений
1 = Г-^-гсозах + гЛ!-cosoi)! (126)
где
Is - , s
Г = Г„+-2-; Гх = Гм + т.
Здесь гп — радиус скругления кромки пуансона; гм — радиус
скругления кромки матрицы.
После несложных преобразований формул (125) и (126) полу-
чаем
р Gssty (sin «! + ц cos at) sin /197i
L — 2r cos -|- 2rt (1 — cos aj '
В этой формуле изменение усилия по ходу деформирования
определяется изменением угла аь который по мере опускания
пуансона уменьшается от ах = 90° до значения, заданного при
гибке.
Если пренебречь влиянием трения и принять, что радиусы
скругления кромок пуансона и матрицы одинаковы (гг = г),
то формула (127) имеет более простой вид
Р = - ^^.sin2gi—. (127')
L + 2г — 4г cos '
Так как sinax с уменьшением угла от = 90° убывает, а
cosax при том же изменении угла увеличивается, то можно ожи-
дать, что кривая изменения усилия по углу ах (по ходу пуансона)
имеет максимум. Физически это соответствует тому, что в началь-
ной стадии деформирования плечо I уменьшается, что увеличи-
вает силу Рх, но одновременно уменьшается проекция силы на
вертикаль.
Для того чтобы облегчить исследование формулы (127') на
экстремум, запишем ее в несколько ином виде
р___GssPb_____sin2 СС|___ (127")
Г + 2 — 4cosa,^
Считаем, что при заданных геометрических размерах инстру-
мента при изгибе без упрочнения первый множитель постоянен;
тогда для отыскания угла ах, соответствующего максимуму уси-
110
лия, производную по второго множителя формулы (127")
приравняем нулю:
sin2 а,
-4-2 — 4 cos а,
г '
2 — 4созаг^ 2 sin coso^ — sin2 аг4 sin аг
7~L V
(---1- 2 — 4 cos a, )
\ r )
Считая, что sinaj^O (после приравнивания нулю числи-
теля полученной дроби и замены sin 2«! = 1 —cos2 «J, полу-
чаем квадратное уравнение, решение которого дает
c°s“‘-tGs-+1>/t(£+1)!-1- <128>
Так как cosai < 1, то при решении действителен только знак
минус перед корнем. Полученная формула (128) при заданном
отношении L/r позволяет найти угол а1, соответствующий макси-
муму усилия гибки.
Формулу (128) можно упростить, используя разложение корня
в ряд:
• (128')
Тг +1
Из формул (128) и (128') видно, что чем больше отношение Ur,
тем при большем значении угла (при меньшем ходе) наступает
максимум усилия гибки.
Следовательно, даже при гибке без упрочнений максимум уси-
лия возникает при определенном ходе пуансона. Естественно,
что упрочнение, способствующее увеличению изгибающего мо-
мента в процессе изгиба, в свою очередь будет увеличивать ход
пуансона от начала деформирования, соответствующий возник-
новению максимума усилия деформирования. Задача определе-
ния усилия в конечный момент гибки в закрытых штампах ста-
новится статически неопределимой, так как плечо изгибающей
силы стремится к нулю. Величина максимального усилия гибки
в упор существенно зависит от настройки штампа, колебаний
толщины заготовки, жесткости' пресса.
111
§ 4. ВОПРОСЫ ТЕХНОЛОГИИ ГИБКИ
При проектировании технологических процессов, в которых
применяются операции гибки, технологам приходится решать
многие вопросы, основными из которых являются следующие:
1) определение размеров заготовки; 2) определение минималь-
ного радиуса изгиба; 3) определение углов пружинения и разра-
ботка мероприятий, позволяющих уменьшить величину углов
пружинения.
Практика штамповки показывает, что расчет размеров заго-
товки из условия неизменности длины ее срединной поверхности
(длина развертки по средней линии равна длине заготовки) в от-
дельных случаях не обеспечивает заданной точности линейных
размеров и приводит к необходимости использования доделоч-
ных операций механической обработки.
Причину погрешности указанного метода расчета легко по-
нять, если обратиться к рассмотренному ранее механизму дефор-
мирования при изгибе по малому радиусу. Действительно, при
изгибе по малому радиусу, когда смещение нейтральной поверх-
ности относительно срединной поверхности заготовки значительно,
последняя в процессе деформирования находится в зоне танген-
циального растяжения и соответственно удлиняется в этом на-
правлении.
В связи с этим при малых радиусах изгиба расчет длины за-
готовки из условия ее неизменности (по средней линии) дает не-
которое увеличение фактических линейных размеров отштампо-
ванной детали по сравнению с расчетными. Это обстоятельство
привело к необходимости введения понятия о нейтральной по-
верхности деформаций, т. е. о поверхности, длина которой в тан-
генциальном направлении равна длине соответствующего участка
плоской заготовки. В этом случае длину заготовки находим из
уравнения
п п—1
L = S at -f- ljPHAaz> (129)
где а, — длины прямолинейных участков штампуемой детали;
рнд и аг — соответственно радиусы нейтральной поверхности
деформаций и углы между нормалями к срединной поверхности,
проведенными от границ криволинейного участка (в радианах)
для угловых участков штампуемой детали.
Как было показано ранее, разные знаки радиальной деформа-
ции в зонах тангенциального растяжения и сжатия приводят
к возникновению участка немонотонной деформации, в котором
слои заготовки попеременно испытывают сжатие и растяжение
в тангенциальном направлении. Если нейтральная поверхность
незначительно смещена от срединной поверхности заготовки, то
длина заготовки по средней линии изменяется также незначи-
тельно. В том же случае, когда нейтральная поверхность заго-
112
товки значительно смещена от срединной поверхности, послед-
няя в процессе изменения кривизны все время находится в зоне
тангенциального удлинения (переходит на слои, уже перешед-
шие из зоны сжатия в зону растяжения и получившие некоторую
остаточную деформацию удлинения в тангенциальном направле-
нии).
При значительном смещении нейтральной поверхности от
срединной последняя совпадает со слоем, получившим удлинение
в тангенциальном направлении (срединная поверхность удли-
няется), а слой, в котором суммарная тангенциальная деформа-
ция равна нулю (нейтральный слой деформации), должен нахо-
диться между срединной и нейтральной поверхностями в конеч-
ный момент деформирования (радиус нейтральной поверхности
деформаций несколько больше радиуса нейтральной поверхности
напряжений, если под этой поверхностью понимать такую, кото-
рая определяется условием равенства радиальных напряжений
для зон сжатия и растяжения).
При гибке усилием, как было показано ранее, радиус кри-
визны срединной поверхности по длине является переменным,
а следовательно, и величина смещения нейтральной поверхности
напряжений от срединной также будет переменна по длине за-
готовки. Это смещение имеет максимум в зоне контакта заго-
товки с пуансоном и уменьшается по мере удаления от этой зоны.
Отсюда следует, что и нейтральная поверхность деформаций будет
расположена не на одинаковом расстоянии от срединной поверх-
ности, т. е. будет иметь переменный радиус кривизны по длине
заготовки.
Учитывая, что пластический изгиб охватывает часть длины,
превышающую длину угловой части (контактирующей со скруг-
ленной кромкой пуансона), и что во внеконтактных участках из-
гиба также наблюдается некоторое удлинение срединной поверх-
ности, можно при определении длины заготовки заменить в фор-
муле (129) радиус рнд радиусом рн, величина которого находится
по формуле (75).
Возможность замены рид на рн при определении длины заго-
товки подтверждается тем, что при гибке по малому радиусу
имеет место утонение заготовки, а при расчете рн утонение не
учитывается, что дает завышенное значение рн по сравнению
с действительным и приближает расчетное значение нейтрального
радиуса напряжений к действительному значению радиуса ней-
тральной поверхности деформаций. Таким образом, при опреде-
лении длины заготовки с приемлемой для расчетов точностью
можно принять, что в выражении (129) рнд = рн.
То обстоятельство, что при гибке усилием зона пластического
изгиба ограничена упругодеформированными участками заго-
товки, должно приводить к возникновению касательных напря-
жений тр0 и к появлению сдвиговых деформаций, нарушающих
условие постоянства кривизны слоев заготовки в зоне изгиба.
113
Действительно, тангенциальная деформация растяжения (или
сжатия) должна сопровождаться появлением радиальной дефор-
мации обратного знака. Следовательно, в зоне растяжения во-
локна сжимаются, в зоне сжатия в радиальном направлении они
утолщаются. Эти же волокна, переходя в зону упругих деформа-
ций, не претерпевают остаточного изменения толщины.
Разница величины радиальных деформаций на стыке зон пла-
стического и упругого изгиба должна обусловливать появление
сдвиговых деформаций. При гибке усилием, как было показано
ранее, переход от зоны пластического к зоне упругого изгиба
приводит к тому, что радиус кривизны срединной поверхности
плавно изменяется по длине заготовки от минимального значе-
ния в угловой части до бесконечности. При этом величины сдвиго-
вых деформаций, вызванных переменностью радиальных дефор-
маций по длине заготовки, незначительны и обычно в листовой
штамповке не учитываются.
Рассмотрим, чем определяется минимально допустимая ве-
личина внутреннего радиуса изгиба.
Из анализа процесса изгиба видно, что наибольшую танген-
циальную деформацию получает наружная поверхность заго-
товки, деформирующаяся под действием только тангенциальных
растягивающих напряжений (узкая полоса) или же растягиваю-
щих напряжений а0 и аг (широкая полоса). Известно также, что
для каждого металла и для каждой схемы напряженного состоя-
ния имеется своя допустимая величина деформации, выше кото-
рой начинается разрушение. Известно и то, что чем больше влия-
ние растягивающих напряжений на процесс деформации, тем
меньше величина допустимой деформации. Следовательно, при
изгибе можно ожидать, что разрушение начнется на наружной
поверхности заготовки, где растягивающие напряжения оказы-
вают наибольшее влияние на процесс деформации (сжимающее
напряжение ор = 0), а деформации растяжения максимальны.
Величина деформации 80, возникающей в наружном слое, опреде-
ляется радиусом кривизны срединной поверхности или же радиу-
сом внутренней поверхности заготовки.
Если принять, что поворот сечений происходит относительно
срединной поверхности заготовки, то величина 80 приближенно
(не учитывается влияние зоны немонотонной деформации) может
быть определена из соотношения
Величина допустимой деформации наружного слоя прибли-
женно соответствует величине максимальной деформации в шейке
при испытании на растяжение [28, 50]. Принимая во внимание,
что линейная деформация растяжения связана с деформацией
114
уменьшения площади
соотношением, можно
После несложных
лучаем
поперечного сечения приведенным ниже
определить минимальный радиус изгиба
Ф
0 1 —ф
(131)
преобразований формул (130) и (131) по-
_ 1 —2ф
mln 2ф
(132)
где ф — относительное сужение при испытании на растяжение.
Из формулы (132) видно, что чем пластичнее металл, т. е.
чем больше относительное сужение, тем меньшим может быть
принят внутренний радиус в участке изгиба (радиус пуансона).
При ф = 0 (хрупкий металл) изгиб невозможен; по формуле (132)
радиус г = оо, а при ф = 0,5 можно практически осуществлять
гибку при радиусе скругления рабочей кромки пуансона, равном
нулю. Об этом, в частности, свидетельствуют и практические
рекомендации, приведенные В. П. Романовским в работе [50].
Однако следует отметить, что допустимый радиус изгиба
зависит не только от механических характеристик материала
заготовки. Большое влияние оказывает также расположение ли-
нии изгиба относительно направления прокатки и наличие зау-
сенцев после вырубки заготовок [28].
Известно, что характеристики пластичности в прокатанном
металле, имеющем полосчатость макроструктуры, векториальны.
Значения показателей пластичности выше вдоль направления
прокатки (вдоль волокон, образованных вытянутыми прядями
неметаллических включений) и меньше поперек волокон. Отсюда
следует практическая рекомендация: минимальный радиус при
гибке, когда растягивающие напряжения а0 действуют вдоль
волокон, может быть примерно в 1,5—2 раза меньше, чем при
гибке, когда напряжения а0 действуют перпендикулярно направ-
лению волокон.
Если при вырубке заготовки для последующей гибки возни-
кают торцовые заусенцы, то их величина и расположение могут
оказывать существенное влияние на величину допустимого ра-
диуса. Тонкие острые заусенцы, сильно упрочненные и неров-
ные, являются участками резко пониженной пластичности: раз-
рушаясь, они могут служить источниками трещин, развивающихся
в заготовке и приводящих к ее разрушению. Отсюда следует
практическая рекомендация, заключающаяся в том, что при на-
личии у заготовки заметных торцовых заусенцев, расположенных
при изгибе на наружной стороне (в зоне тангенциального растя-
ткения), допустимый внутренний радиус должен быть в 2—3 раза
больше, чем при изгибе заготовки без заусенцев или в случае их
расположения на сжатых слоях.
115
Вследствие того что при гибке усилием распределение дефор-
маций е0 неравномерно в угловой"части (см. рис. 38) и максимум
деформации имеет место по биссектрисе угла, разрушение обычно
начинается вблизи биссектрисы. В этом месте деформации даже
при постоянном радиусе скругления кромки пуансона увеличи-
ваются до некоторого предела по мере увеличения угла а, что
приводит к зависимости минимально допустимого радиуса от
угла а, с увеличением которого радиус также несколько увели-
чивается.
Заметим, что на величину допустимого минимального радиуса
оказывает влияние ширина заготовки. Как было показано ранее,
с увеличением ширины заготовки напряжения аг возрастают
от нуля для узкой полосы до значений, определяемых условиями
плоской деформации. С увеличением растягивающих напряже-
ний сгг на наружной поверхности снижается пластичность, опре-
деляемая величиной деформации до разрушения. Этим и объяс-
няется, что допустимый радиус при гибке широкой полосы не-
сколько больше, чем при гибке узкой полосы, и что образование
трещины при гибке широкой полосы (без заусенцев и наклепан-
ного слоя у боковых поверхностей) начинается в средней (по ши-
рине) части, а не с краю заготовки.
На величину минимального радиуса можно воздействовать
изменением схемы напряженного состояния (гибкой со сжатием,
стесненным изгибом и т. п.).
Переменное по дуге угловой части распределение деформаций,
а следовательно, и переменное по дуге значение конечной тол-
щины приводит к тому, что если внутренняя поверхность при
штамповке получает форму и размеры, соответствующие размерам
рабочей части пуансона, то наружная поверхность — некоторую
естественную форму, зависящую от характера изменения тол-
щины по дуге. Если при гибке по цилиндрической внутренней
поверхности аппроксимировать наружную поверхность дугой
окружности, то наружная и внутренняя поверхности будут иметь
разные центры кривизны, а не один, как при гибке моментом.
Это приводит к необходимости при конструировании деталей,
получаемых гибкой, назначать размеры по внутренней поверх-
ности угловых участков (по пуансону), а не по наружной.
Значительные трудности при проектировании и отладке тех-
нологических процессов, в которых применяются операции гибки,
заключаются в необходимости обеспечения высокой точности
угловых размеров отштампованных деталей. Связано это с тем,
что при снятии внешних деформирующих усилий упругие дефор-
мации при разгрузке вызывают большие угловые деформации.
При разгрузке слои заготовки, находящиеся в зоне тангенциаль-
ного растяжения, укорачиваются, а слои, находящиеся в про-
цессе деформирования в зоне сжатия, удлиняются.
Разные знаки деформаций по толщине заготовки приводят при
разгрузке к тому, что сечения, перпендикулярные к срединной по-
116
верхности заготовки, поворачиваются; это обусловливает изме-
нение угловых размеров и кривизны срединной поверхности и
заготовки.
{^Выясним характер и степень влияния основных факторов
на величину угла пружинения.
Начнем с рассмотрения упрощенной схемы, т. е. с гибки ши-
рокой полосы моментом при достаточно больших радиусах кри-
визны, когда влиянием напряжений ор на процесс деформирова-
ния можно пренебречь. Примем, что упрочнение отсутствует и что
зона упругих деформаций по толщине заготовки пренебрежимо
мала.
Считая справедливой гипотезу плоских сечений при нагруже-
нии и при разгрузке, можно прийти к заключению, что в заго-
товке при разгрузке после изгиба должны возникнуть остаточные
напряжения первого рода. Действительно, каждый слой заго-
товки (если бы он не был связан с соседними) при разгрузке от
напряжения, соответствующего пределу текучести, должен полу-
чить деформацию укорочения, абсолютная величина которой
по закону Гука определяется выражением
(133)
здесь знак минус соответствует зоне тангенциального растяжения,
а знак плюс — зоне сжатия.
В то же время из гипотезы плоских сечений следует, что де-
формации слоев должны находиться в линейной зависимости не
от радиуса р, а от расстояния до нейтральной поверхности, кото-
рую в рассматриваемом случае с достаточной степенью точности
можно принять совпадающей со срединной поверхностью заго-
товки.
В условиях сплошности заготовки упругие деформации пол-
ностью не снимаются при разгрузке; взаимное влияние слоев
заготовки должно привести к возникновению остаточных напря-
жений, которые оставят одни слои несколько растянутыми, а
другие несколько сжатыми, с тем чтобы изменение деформаций
по толщине при разгрузке удовлетворяло линейной зависимости е0
от расстояния рассматриваемого слоя до срединной поверхности.
Величины остаточных напряжений можно определить с помощью
теоремы о разгрузке [23]. Применительно к гибке из теоремы
о разгрузке следует, что величина остаточных напряжений оп-
ределяется как разность напряжений, действующих при нагру-
жении, и условных напряжений, которые могли возникнуть в за-
готовке, если бы она получила только упругие деформации под
действием момента, численно равного моменту при пластическом
изгибе.
Из условия равенства момента пластического изгиба без упроч-
нения и фиктивного момента упругих деформаций изгиба можно
найти величину напряжения оу в поверхностных слоях заготовки
117
Рис. 42. Эпюры остаточных напря-
жений при гибке без упрочнения
при фиктивном упругом изгибе
(рис. 42):
4 °^г = 4 сту = 4 ° (134)
В
упругого
из
SI
Тогда напряжения, создаваемые
заготовке действием фиктивного
момента, определяются
выражения
S
2 (р — Рср) __ р — Рср
s s S
(135)
Распределение остаточных
напряжений после разгрузки най-
дем из выражения
Оост = ов - а = Оа - 3os . (136)
VvT (7 (7 □ <j ' z
Величины остаточного напряжения в наружном слое заго-
товки после разгрузки равны
Оосгя = os — 4 = — 4" CTs’ U37)
Следовательно, наружный слой заготовки, который при из-
гибе испытывал растяжение с напряжением os, после разгрузки
л 1
будет испытывать сжатие с напряжением—g-Oj.
Исходя из этого и используя закон Гука, можно определить
угол пружинения, при этом принимаем, что деформация наруж-
ного слоя при разгрузке будет пропорциональна (учиты-
ваются остаточные напряжения; вначале происходит сокраще-
ние длины при разгрузка от os до нуля, затем последующее сокра-
щение до значения, соответствующего остаточному напряжению
—Tas) • Эпюра остаточных напряжений показана на рис. 42.
м у
В этом случае закон Гука может быть записан в виде
Д/ = -^-/?а. (138)
Если учесть, что tg Да = 2Д Z/s Да и R = г -|- s, можно,
используя формулу (138), получить выражение для определения
угла пружинения
Да = 3-^-f—4-а. (139)
Е \ s 1 /
При выводе формулы (139) принималось, что поворот сечений,
перпендикулярных к срединной поверхности, осуществлялся при
нагружении и разгрузке относительно точек, расположенных на
118
срединной поверхности. Нетрудно убедиться, что это предполо-
жение не является абсолютно точным.
Действительно, так как длина наружного и внутреннего слоев
заготовки различна, то и абсолютные величины их деформаций
(даже при одинаковом диапазоне изменения напряжений, дей-
ствующих в этих слоях) не могут быть одинаковыми. Следова-
тельно, если гипотеза плоских сечений справедлива, то для того
чтобы упругие деформации на наружном и внутреннем слоях за-
готовки были различны, необходимо осуществлять поворот се-
чений относительно точек, не расположенных на срединной по-
верхности. При r/s > 1, в чем легко убедиться, разница в значе-
ниях деформаций наружного и внутреннего слоев заготовки мала
и допущение о повороте сечений относительно точек, расположен-
ных на нейтральной поверхности, с достаточной степенью точ-
ности соответствует действительному процессу деформирования.
Анализ был проведен без учета влияния упрочнения; в то же
время упрочнение должно оказывать заметное влияние на вели-
чину угла пружинения. Для определения характера влияния
упрочнения на величину угла пружинения и приближенной оценки
степени этого влияния примем, что напряжение текучести нахо-
дится в линейной зависимости от величины тангенциальной де-
формации. Тогда эпюра распределения напряжений по толщине
заготовки будет иметь вид, показанный на рис. 28, максимальное
напряжение, действующее в растянутом слое, будет равно
*
С© max “ ^тО “Ь П 2r | s ’ (
где <JTo — экстраполированный предел текучести, соответствую-
щий началу пластических деформаций;' П — модуль упрочнения.
Исходя из принятой эпюры распределения напряжений
(рис. 43), можно найти величину изгибающего момента
М = о 0s2 + 4- П -у! s2-
4 ти ’6 2г 4- s
(141)
Считая по-прежнему, что
грузки
его к
SI
фиктивный момент упругой раз-
определяется выражением М = и приравнивая
моменту по формуле (141), находим
О | ]ГТ S
— Т ат0 + 77‘27+1'
По аналогии с предыдущим
можно определить угол пружи-
нения
Да =
(142)
Gg
Рис. 43. Эпюры остаточных напряжений
при гибке с упрочнением
119
Из рассмотрения формул (139) и (142) видно, что на величину
угла пружинения существенное влияние оказывает отношение
предела текучести к модулю упругости (упрочнение повышает
предел текучести). Следовательно, наклепанный металл пру-
жинит больше, чем отожженный. Высокопрочные цветные ме-
таллы, имеющие предел текучести, близкий к пределу текучести
стали, но значительно меньший модуль упругости, пружинят
больше, чем сталь.
Значительное влияние на величину угла пружинения оказы-
вает также относительный радиус изгиба r/s и угол а, причем
увеличение обеих этих величин (приводящее к увеличению длины
зоны пластических деформаций) способствует росту угла пружи-
нения. Можно также заметить, что более интенсивно упрочняю-
щиеся материалы имеют большее пружинение.
Однако из формул (139) и (142) нельзя получить достаточно
точные значения углов пружинения применительно к гибке уси-
лием и в штампах. Объясняется это тем, что при выводе формул
был принят ряд допущений, вносящих неточности; кроме того,
не были учтены некоторые особенности гибки усилием, оказываю-
щие существенное влияние на величину углов пружинения.
акторов и допущений отметим сле-
В
числе таких неучтенных
дующие.
1. При гибке усилием распределение деформаций переменно
по длине заготовки.
2. Действительный очаг пластической деформации прости-
рается за зону контакта заготовки с пуансоном; полки заготовки
также деформируются, в том числе и пластически.
3. Поле напряжений в заготовке принято приближенным без
учета влияния зоны упругих деформаций по толщине (для гибки
по большому радиусу) и смещения нейтральной поверхности
от срединной (при гибке по малому радиусу).
4. Упрочнение учтено весьма приближенно, так как в дей-
ствительности оно дает увеличение напряжения текучести с рос-
том деформации по зависимости, более близкой к степенной, чем
к линейной.
5. В анализе не было принято во внимание влияние контакт
ных напряжений.
Учесть все перечисленные
факторы в анализе пока не пред-
ставляется возможным. Однако некоторые из указанных факто
ров влияют на величину углов пружинения весьма значительно.
Особенно большое влияние оказывают внеконтактные участки
изгиба. Например, при гибке V-образных деталей с подчеканкой
деформирование внеконтактных участков может резко изменить
величину углов пружинения. Особое внимание на это было обра-
щено Б. В. Рябининым. В частности, Б. В. Рябининым было по-
казано, что'изменение усилия подчеканки существенно сказывается
на величине углов пружинения. На рис. 44 представлены графики
изменения углов пружинения при увеличении усилия подчеканки.
120
Г* ^Из’рассмотрения этих гра-
фиков [видноДчто^с- увеличе-
нием усилия подчеканки угол
пружинения уменьшается,
причем в определенных усло-
виях он может стать даже
отрицательным, т. е, при раз-
грузке угол между полками
не увеличивается, а умень-
шается.
Интересно и то, что при
малых значениях rls 1
наблюдается сложное изме-
нение угла пружинения, при
котором с ростом усилия под-
чеканки угол пружинения
вначале уменьшается, а за-
тем немного увеличивается.
Следует отметить также и то,
что начиная с определенных
значений усилия подчеканки
дальнейшее его увеличение
не изменяет угол пружине-
ния. При гибке с подчекан-
кой это объясняется дефор-
мированием участков внекон-
тактного изгиба.
На рис. 45 дана схема
деформирования заготовки
Рис. 44. Графики зависимости угла пружи-
нения Да от усилия подчеканки:
1 — сталь 10; 2 — сталь 45; 3 — сталь 20;
4 — сталь 25; 5 — сталь 35; 6 — сталь У9;
Р — полное усилие гибки; Рг — усилие гибки
без подчеканки (по Б. В. Рябинину)
в начале подчеканки. Так как участки заготовки, граничащие
с контактной зоной деформирования, имеют тот же знак кри-
визны, что и контактный участок заготовки, подчеканка приводит
к спрямлению внеконтактных участков, т. е. как бы к их изгибу
в обратном направлении. При этом зона тангенциального рас-
тяжения возникает уже вблизи внутренней поверхности заго-
товки, а зона сжатия — вблизи наружной.
a) б)
Рис. 45. Схемы формоизменения при гибке:
а — с одним; б — с двумя участками спрямления
121
При разгрузке в полках растянутые слои будут сокращаться
по длине, а сжатые — удлиняться, что приведет к возникновению
угловых деформаций, причем по схеме на рис. 45, а угловая дефор-
мация спрямленных полок уменьшает угол, т. е. как бы сводит
полки.
В этом случае общий угол пружинения может быть выражен
разностью между углом пружинения контактной (угловой) части
и углом пружинения полок
Доь = ДоЬурЛ Даполок. (143)
Естественно, что чем больше деформации спрямления (а они
увеличиваются с увеличением усилия подчеканки), тем больше
абсолютное значение угла пружинения полок. Однако это увели-
чение может иметь место лишь до полного спрямления. Указан-
ными причинами объясняется уменьшение общего угла пружи-
нения с ростом усилия подчеканки и то, что начиная с определен-
ных значений усилия подчеканки дальнейшее его увеличение
не изменяет угол пружинения. Как следует из формулы (142),
угол пружинения угловой части уменьшается с уменьшением r/s,
что и приводит при данном угле пружинения полок к уменьшению
общего угла пружинения с одновременным убыванием значе-
ний r/s.
Своеобразное изменение угла пружинения для малых значе-
ний r/s (см. рис. 44) объясняется тем, что при некоторых значе-
ниях r/s и L/s может осуществляться деформирование по схеме
на рис. 45, б. По этой схеме на стадии спрямления образуется
участок изгиба со знаком кривизны, обратным знаку кривизны
основного участка изгиба. Спрямление этого участка с обратным
знаком кривизны при дальнейшей подчеканке приводит к появ-
лению растягивающих напряжений в наружных слоях заготовки
и сжимающих во внутренних, что при разгрузке дает пружине-
ние с увеличением угла а между полками, а следовательно, обу-
словливает увеличение угла пружинения.
Было проведено аналитическое решение задачи по определе-
нию углов пружинения при гибке V-образных деталей с подче-
канкой, учитывающее пружинение полок. Была получена фор-
мула (144), позволяющая определить значение гп, при котором
общий угол пружинения близок к нулю [36]:
— cos-^-
„-------Цг ” 4 <144>
ЗоТ0а cos — + 6оТ0 sin —
При выводе этой формулы кривая упрочнения аппроксимиро-
валась линейной зависимостью.
Внеконтактные участки изгиба оказывают влияние на ве-
личину угла пружинения и при гибке П-образных деталей. В этом
случае на величину угла пружинения влияет зазор между пуан-
122
соном и матрицей и подчеканка сред-
ней части заготовки.
Из схемы, данной на рис. 46, вид-
но, что уменьшение зазора z может
привести к спрямлению полок заго-
товки при протягивании их через
зазор, т. е. внеконтактные участки
изгиба полок получат деформацию
с увеличением радиуса кривизны,
что и обусловит возникновение Даполок
обратного знака. Таким образом,
Ри:. 46. Схема гибки П-образных
деталей
с уменьшением зазора (соответственно при более полном спрям-
лении полок) общий угол пружинения уменьшается. Аналогично
влияет на общий угол пружинения и правка средней части
заготовки.
Заметим, что для получения угла пружинения, близкого
к нулю (полки параллельны), иногда при правке прибегают
к искусственному увеличению обратного изгиба средней части,
предусматривая поднутрение в пуансоне и выпуклость в донной
части матрицы или на торце выталкивателя.
Приведенные сведения о характере влияния основных факто-
ров на величину угла пружинения дают представление о неко-
торых способах воздействия на эти углы для обеспечения заданной
точности деталей. Однако невозможность точного аналитического
определения углов пружинения приводит к необходимости экспе-
риментальной отладки технологического процесса штамповки для
обеспечения заданной точности.
В связи с этим представляет интерес вопрос отыскания воз-
можностей воздействия на процесс гибки с тем, чтобы без отладки
процесса обеспечить получение заданной угловой точности дета-
лей. Этого можно достигнуть, если резко уменьшить углы пружи-
нения. Уменьшение углов пружинения можно обеспечить или
корректировкой конструкции детали, или созданием таких усло-
вий гибки, при которых пружинение значительно снижается.
В первом случае уменьшение уг-
Рис. 47. Деталь: ребром жест-
окости
лов может быть достигнуто, если
в угловых частях штампуемых дета-
лей предусмотреть одновременную
выштамповку ребер жесткости и гиб-
ку. Конструкция детали с ребром
жесткости показана на рис. 47. В этом
случае ребра жесткости препятствуют
изменению угла между полками, не
допускают разгрузку в зоне изгиба
и резко уменьшают величину угла
пружинения (правда, остаточные
напряжения в зоне изгиба значи-
тельно возрастают).
123
Во втором случае уменьшение углов пружинения достигается
значительным уменьшением величины изгибающего момента,
требующегося для деформирования.
При рассмотрении процесса гибки с одновременным действием
продольных сил и моментов было показано, что величина изги-
бающего момента уменьшается с увеличением продольной силы,
обеспечивающей возникновение тангенциальных напряжений,
приближающихся по абсолютной величине к напряжению те-
кучести.
С уменьшением величины изгибающего момента, требуемого
для заданного изменения кривизны, будет уменьшаться и угол
пружинения, причем если изгибающий момент равен нулю, то
все слои заготовки только растянуты или только сжаты до оди-
накового по величине напряжения; при разгрузке наблюдаются
линейные деформации, а угловые (пружинение) отсутствуют.
В практике листовой штамповки значительного уменьшения
углов пружинения можно добиться применением гибки с растя-
жением или со сжатием.
Следует отметить, что полностью исключить угловое пружи-
нение при гибке с растяжением и со сжатием затруднительно,
так как на величину угла пружинения могут оказывать влияние
упрочнение и силы трения. Гибка характеризуется наличием
деформации 80, переменной по толщине. При гибке с упрочнением
этому будут соответствовать и разные по величине значения
напряжения текучести, даже в том случае, когда вся толщина
заготовки находится только под воздействием растягивающих
напряжений. Различие при разгрузке значений напряжения
текучести неизбежно вызовет некоторую угловую деформацию.
Стремясь максимально уменьшить углы пружинения при гибке
по большому радиусу (когда пружинение особенно велико), в са-
молетостроении используют гибку с растяжением и с нагревом
заготовки до температур, превышающих температуру рекристал-
лизации, когда упрочнение отсутствует (практически это может
быть осуществлено для цветных металлов, у которых темпера-
туры рекристаллизации сравнительно невелики).
Влияние сил трения на величину углов пружинения рассмо-
трим на примере гибки со сжатием (рис. 48).
Из условия равновесия элемента под действием приложен-
ных к нему сил (при справедливости закона трения Кулона)
можно записать
sbdo0cp — [lo^bRda,,
где b —. ширина полосы.
Интегрируя это выражение и используя граничное условие,
при котором а0ср = о^ при а = л/2, получим
°0ср = —О1-р0к4(т~(145>
124
Формула (120) для случая
гибки со сжатием получает вид
рк-/«гехр (£^)_
= У Rrexp^. (146)
Здесь уже учтено, что ок отри-
цательно.
Отсюда следует, что для
смещения нейтральной поверх-
ности на наружную поверхность
заготовки (рн = R) требуется,
чтобы ок удовлетворяло соотно-
шению
Рис. 48. Схема гибки со сжатием
ок = Os 1п -у .
Подставляя найденное значение ак с учетом его действитель-
ного знака в формулу (145), получаем
аеср = —+ H у 1п4- (147)
Заметим, что если в формуле (120) принять рн = R, то можно
получить
р
о„ = — о. In — .
к s г
Произведя разложение логарифма в ряд по соотношению
lnA = inl+_s^,
г г • г
формулу (147), можно представить в виде
Г R ( я \1
авср = —
(148)
Из рассмотрения формулы (148) видно, что напряжение ст0ср
зависит от угла а и увеличивается по абсолютному значению
с увеличением последнего.
Если принять, что напряжение £4 = crs (знак 04 учтен ранее),
то формула (148) может быть записана в виде
oecp = -os[l-p4(-|-a)]. (149)
125
Из формулы (149) видно, что если при а = л/2 напряжение
сг0ср = —os, то по мере уменьшения а напряжение о0ср убывает
по абсолютной величине, а следовательно, становится недоста-
точным для смещения нейтральной поверхности на наружную по-
верхность заготовки. Очевидно, что в этих условиях уменьшить
угол пружинения до нуля не представляется возможным, так
как М + 0 при рн < R.
Для обеспечения условия, при котором сгвср = —crs при а — О,
необходимо, чтобы заготовка получила пластическую деформа-
цию сжатия. В этом случае за счет упрочнения и увеличения пло-
щади поперечного сечения заготовки с увеличением а могут быть
созданы условия, обеспечивающие во всех сечениях заготовки
напряжения о0ср = —а$.
FJIABAJIV
ВЫТЯЖКА
Вытяжкой осуществляется получение полых пространствен-
ных деталей из плоской листовой заготовки.
При вытяжке пуансон оказывает давление на среднюю часть
заготовки и втягивает ее в матрицу; при этом периметр заго-
товки уменьшается. В заготовке под действием пуансона возни-
кают меридиональные растягивающие напряжения, обеспечи-
вающие втягивание периферийной части заготовки в матрицу.
Вытяжкой получают детали различных конфигураций в плане и
профилей в осевом сечении. Различают первый переход вытяжки,
превращающий плоскую заготовку в пространственную деталь
или полуфабрикат, и последующие переходы, в которых происхо-
дит дальнейшее формоизменение полого полуфабриката, т. е.
увеличение его высоты при одновременном уменьшении попереч-
ного сечения.
Обычно вытяжка осуществляется с помощью матрицы и пуан-
сона; рабочие кромки их скруглены дугами окружностей, радиусы
которых в несколько раз больше толщины заготовки.
Процесс вытяжки достаточно сложен. Проектирование и от-
ладка технологических процессов с операциями вытяжки часто
связаны с большими трудностями. При вытяжке возможное
формоизменение заготовки, как правило, ограничивается ее раз-
рушением в том месте, где действуют наибольшие по величине
растягивающие напряжения стршах, поэтому при изучении опе-
рации вытяжки особое внимание будет уделено выяснению фак-
торов, влияющих на величину стршах, и оценке степени этого влия-
ния.
Анализ процессов вытяжки начнем с наиболее простого слу-
чая вытяжки цилиндрического стакана из плоской круглой за-
готовки.
§ 1. ВЫТЯЖКА ЦИЛИНДРИЧЕСКОГО СТАКАНА
ИЗ ПЛОСКОЙ ЗАГОТОВКИ
В начальной стадии деформирования пуансон, оказывая дав-
ление на центральную часть заготовки, вызывает ее прогиб, так
как усилия, действующие со стороны пуансона и матрицы, сме-
щены в радиальном направлении и образуют изгибающий момент.
127
Рис. 49. Схема вытяжки плоской
заготовки без прижима
Дальнейшее опускание пуансона при-
водит к возникновению меридиональ-
ных растягивающих напряжений,
достаточных для перевода фланца
заготовки (части, противостоящей
плоскости матрицы) в пластическое
состояние. С этого момента начи-
нается втягивание заготовки в ма-
трицу с образованием боковых по-
верхностей вытягиваемого стакана
при одновременном уменьшении диа-
метра заготовки. Однако изгибающий
момент в части заготовки, прилегаю-
щей к скругленной кромке матрицы,
продолжает действовать, так как
переход элементов фланца на скруг-
ленную кромку матрицы должен со-
провождаться значительным измене-
нием радиуса кривизны срединной
поверхности этих элементов.
В промежуточной стадии деформирования заготовка прини-
мает форму, показанную на рис. 49.
Действие меридиональных растягивающих напряжений ар
приводит к тому, что во фланце в тангенциальном (широтном)
направлении возникают сжимающие напряжения <т0. Совместное
действие этих напряжений обеспечивает втягивание фланца в от-
верстие матрицы. Так как поверхности заготовки во фланце сво-
бодны от внешних напряжений, а толщина заготовки мала по
сравнению с ее диаметром, то напряженное состояние во фланце
может быть с достаточной степенью точности принято плоским
разноименным. Для отыскания поля напряжений во фланце необ-
ходимо решить совместно уравнение равновесия и уравнение
пластичности. Учитывая наличие осевой симметрии деформиро-
вания, уравнение равновесия для заготовки постоянной толщины
может быть записано в виде
Р + °р-°е = °’ (150)
Уравнение пластичности по гипотезе максимальных касатель-
ных напряжений без учета влияния упрочнения для рассматри-
ваемого случая имеет вид
0р 00 ' 0S’
(151)
здесь растягивающее напряжение стр является максимальным,
а сжимающее <те — минимальным главным нормальным напря-
жением.
128
Совместное решение уравнений (150) и (151) дает дифферен-
циальное уравнение
dop = -os^. (152)
Интегрирование уравнения (152) с использованием граничного
условия, по которому при р = R (по контуру заготовки) сгр = 0,
позволяет получить формулу для определения величины ор
в функции радиуса
ffp = ffslny. (153)
Из уравнения пластичности находим формулу для определения
величины сг0 в функции радиуса
^0 = —(154)
Как видно из формулы (153), во фланце при сгр < crs может
происходить пластическая деформация, в то время как для начала
пластического деформирования донной части (плоское растяже-
ние) или образующейся стенки (линейное растяжение) необхо-
димо, чтобы сгр — crs. Из этой же формулы видно, что напряже-
ние ар увеличивается с уменьшением текущего радиуса р.
Формулы (153) и (154) могут быть использованы для оценки
величины изгибающего момента, действующего на переходе от
фланца, к торообразной части заготовки, контактирующей со
скругленной кромкой матрицы.
Так как напряжения сг8 действуют в широтных направлениях
по конической поверхности, то они образуют относительно кромки
матрицы момент, уравновешивающий изгибающий момент, изме-
няющий кривизну срединной поверхности элементов при их пе-
реходе на скругленную кромку матрицы.
Рассматривая равновесие секторного элемента фланца, вы-
деленного двумя плоскостями, проходящими через ось симметрии
и составляющими между собой угол dy, можно установить (см.
рис. 49), что элементарный момент, образованный силами от на-
пряжений сг0, может быть записан в виде
dM6 = 2aes-Q—^-£^-, (155)
в ° sm а 2 sm а ' '
где а — угол между образующей конуса и осью симметрии.
Подставив в выражение (155) значения сг0 из формулы (154)
и приняв в первом приближении, что угол а постоянен по радиусу
(фланец принимает коническую форму с прямолинейной обра-
зующей), a os и dy не зависят от радиуса, можно определить ве-
личину момента, созданного действием напряжений сг0 [для
этого интегрируем уравнение (155) в пределах от р = R до р = г 1.
5 Е. А. Попов 129
Заметим, что между углами dQ и dy существует соотношение
dft = cos ctdy (из условия, что pdy = со^-а dbj
R R
м, = J <шв - „У* J (»- In Я + Шр) (р - г№ =
г г
= CTsS <*y _ (R2~r- - Г2 In -£-) . (156)
2 tg a sin а \ 2 г ) ' '
Момент, отнесенный к единице длины в широтном направле-
нии по кромке матрицы, определяется по формуле
— r2ln—V (157)
1 rdy 2r tg a sin а \ 2 г ) ' '
Зная г, a, s и crs (из опытов), по формуле (157) можно опре-
делить величину момента, действующего у кромки матрицы и
вызывающего подъем фланца до угла конусности а.
В проведенных опытах по определению величины изгибающего
момента [411 использовались низкоуглеродистая сталь, медь,
свинец и такие размерные характеристики заготовок, при которых
фланец не терял устойчивости. При этом установили, что вели-
чина момента, определенная по формуле (157) с точностью до 20%,
равна моменту М = <jss2, т. е. моменту изгиба полосы единич-
ной ширины без учета упрочнения, утонения заготовки, и влияния
упругодеформированного слоя. Этот вывод несколько парадокса-
лен, так как в сечении, прилегающем к кромке матрицы, дей-
ствуют растягивающие напряжения <зр, приводящие к появлению
продольной силы, а последняя, как было показано ранее, умень-
шает величину изгибающего момента. Объяснить это противоре-
чие в какой-то степени можно тем, что уменьшение момента от
действия продольной силы компенсируется упрочнением, даю-
щим увеличение <rs, а также не учтенным в анализе действием мо-
ментов в широтном направлении.
Опытами было также установлено, что хотя в действитель-
ности кривизна срединной поверхности заготовки в меридиональ-
ном сечении непостоянна (немного увеличивается по мере прибли-
жения к кромке матрицы), образующая фланца незначительно
отличается от прямой.
Если принять, что М = ass2 и М = Мъ то после неслож-
ных преобразований из этого равенства можно вывести формулу,
позволяющую приближенно определить угол конусности, полу-
чаемый фланцем заготовки при вытяжке:
tgasina = 4-(^--1-21п4). (158)
130
Зная поле напряжений во фланце, можно найти поле дефор-
маций.
Уравнение связи напряжений и деформаций применительно
к деформированию фланца при oz = О (считая, что в процессе
деформирования Op/o0 = const для каждого элемента) имеет вид
= eP.--g£. (159)
Об е0 — ez
Из условия постоянства объема имеем 8р = —80 — ег. Под-
ставляя найденное выражение 8р в уравнение (159), получаем
Ор е0 + 2ez (159')
00 80—8z ‘ v '
Обозначив отношение Ор/о0 = а, после некоторых преобразо-
ваний формулы (159') получим
е2 = — 4~^ее- <16°)
Отсюда следует, что при а = 0 (у края заготовки) ez =-е0,
т. е. имеет место линейная схема сжатия в тангенциальном на-
правлении, дающая утолщение заготовки.
Так как линейная схема напряженного состояния у края за-
готовки имеет место на протяжении всего процесса вытяжки, то,
заменив относительные деформации через логарифмические, можно
получить формулу, определяющую конечную толщину края вы-
тянутого стакана (при изменении радиуса заготовки от R до г):
SK = S0 j/'-y = SO (161)
Утолщение заготовки при вытяжке возникает в той части,
у которой деформации 8Z и е0 обратны по знаку.
Выражение
после подстановки в него значений стр и ст0 из формул (153) и (154)
может быть представлено в виде
1п Я
------Ц?-. (162)
1 - In —
Р
Величина а является отрицательной. Поэтому для изменения
знака деформации ег необходимо; чтобы а < —1. Радиус, разгра-
ничивающий зону утолщения от зоны утонения заготовки при
вытяжке, может быть найден из условия, при котором а = —1.
5* 131
Рис. 50. Схема вытяжки с прижимом
Тогда из формулы (162) найдем,
что радиус, разграничивающий
области утонения и утолщения,
равен
о “ Vi =Д-°'60те- <|63>
В процессе вытяжки при р >
> 0,6077? заготовка утолщается,
а при р < 0,6077? утоняется.
Вытяжка заготовки по приведенной схеме без дополнительной
опоры фланца может осуществляться лишь при определенных
размерных характеристиках фланца, обеспечивающих отсутствие
складкообразования. Сжимающие напряжения сг0, действующие
во фланце при определенных условиях, могут привести к потере
его устойчивости с образованием в радиальных направлениях
волн или складок.
В литературе имеются достаточно точные, но вместе с тем и
довольно сложные решения [561, с помощью которых можно найти
.условия потери устойчивости фланца. Кроме того, имеются упро-
щенные, приближенные зависимости, позволяющие определить
возможность складкообразования. Естественно, что устойчивость
фланца будет тем больше, чем больше толщина заготовки при
данном диаметре или ширине фланца. Для первого перехода вы-
тяжки в матрице с плоским рабочим торцом условие вытяжки без
складок можно записать в виде [56]
D — d < (184-22) s,
(164)
где D — диаметр заготовки; d — диаметр вытягиваемого ста-
кана.
Если же неравенство (164) не удовлетворяется, т. е. D — d >
> 18—22s, то, возможно, образование складок и вытяжку целе-
сообразно вести с прижимом. На рис. 50 представлена схема
вытяжки с прижимом (заметим, что в зависимости от условий вы-
тяжки в промежутке от D — d = 18s до D — d — 22s может
быть, а может и не быть складкообразования).
Более точный анализ потери устойчивости фланца заготовки
при вытяжке, проведенный Л. А. Шофманом [56], показал, что
интенсивность упрочнения металла в процессе деформирования
оказывает влияние на склонность к складкообразованию. Было
установлено, что более интенсивно упрочняющиеся металлы ме-
нее склонны к складкообразованию и предельное отношение s/D
для них меньше, чем для менее интенсивно упрочняющихся ме-
таллов. Заметим, что по мере деформирования интенсивность
упрочнения уменьшается, поэтому можно считать, что заготовки
из наклепанного (упрочненного) металла более склонны к складко-
образованию, чем заготовки из отожженного металла.
132
Рассмотрим подробнее влияние основных факторов на поле
напряжений для наиболее общего случая — первого перехода
вытяжки с прижимом.
Как видно из схемы (рис. 50), на заготовку в процессе дефор-
мирования воздействуют со стороны пуансона тянущая сила,
создающая меридиональные растягивающие напряжения, уси-
лие прижима Q, прижимающее фланец к плоскости матрицы,
силы трения, приложенные к нижней и верхней плоскостям фланца,
и силы трения, действующие на внутренней поверхности при ее
скольжении по кромке матрицы. Кроме того, в местах резкого
изменения кривизны срединной поверхности (изгиб при входе
элементов на скругленную кромку матрицы и спрямление при
сходе элементов со скругленной кромки матрицы) на процесс
деформирования значительное влияние оказывают изгибающие
моменты.
Попытаемся учесть влияние отмеченных факторов на поле
напряжений в очаге деформации.
В том случае, когда плоскости прижима и матрицы, по кото-
рым скользит заготовка, параллельны, можно считать, что вслед-
ствие более интенсивного утолщения краевой части заготовки уси-
лие прижима не будет равномерно распределяться по всей пло-
скости фланца, а его действие будет сосредоточено по некоторому
кольцевому участку, граничащему с краем заготовки. Отсюда
следует, что при вытяжке с прижимом на основную часть фланца
не действуют нормальные напряжения, вызываемые усилием при-
жима. В то же время, как будет показано далее, усилие прижима
сравнительно невелико и даже на части фланца не может создать
нормальных напряжений, соизмеримых с пределом текучести.
Следовательно, и при вытяжке с прижимом допускается, что схема
напряженного состояния плоская.
Вследствие более интенсивного утолщения краевой части за-
готовки силы трения, вызванные действием прижима, будут со-
средоточены у краевой части фланца. Это обстоятельство позво-
ляет приближенно учесть влияние сил трения во фланце в гранич-
ных условиях.
Действительно, силы трения, приложенные к верхней и ниж-
ней плоскостям фланца вблизи его края, вызовут появление рас-
тягивающих напряжений в радиальном направлении у края
заготовки.
Величину этих
пряжений можно
усредненных по толщине растягивающих на-
определить из выражения
= 2pQ = pQ
тр 2nRs ntfs
можно принять (рис. 50), что при отыскании
(165)
В этом случае
произвольной постоянной интегрирования уравнения (152) гра-
ничное условие при р = R имеет вид
Ор = <JTp.
133
После интегрирования получаем
ap = asln — + (166)
Р s р 1 3tRs ' '
Формула (166) позволяет установить распределение напряже-
ний в плоской части заготовки.
Как было показано в гл. I, влияние изгиба на величину ме-
ридиональных напряжений может быть оценено поправкой на
изгиб Аар, на которую ступенчато увеличивается меридиональное
напряжение в зоне изгиба и спрямления. Применительно к рас-
сматриваемому процессу вытяжки, при радиусе скругления
кромки матрицы гм значение Аор может быть определено по фор-
муле
= (167)
Гм + Т
Влияние трения на кромке можно приближенно учесть мно-
жителем ец“ (по аналогии с множителем, учитывающим влияние
трения при скольжении ремня по шкиву). В этом случае величина
напряжения ор, действующего на границе участка, контакти-
рующего со скругленной кромкой матрицы и центральной частью
заготовки, будет определяться выражением
<тр=Лт51п — + (168)
р s pt 1 nRs 1 4 s v '
\ Гм + '2‘/
В том случае, когда угол охвата заготовкой скругленной
кромки матрицы достигает значения а = л/2, а рх — г, возникает
участок спрямления элементов при переходе их в стенки обра-
зующегося стакана. В этом случае к членам, находящимся в скоб-
ках формулы (168), следует прибавить Аор для учета влияния
спрямления, а в показатель степени подставить а = л/2. Тогда
максимальную величину растягивающего напряжения, действую-
щего на границе пластически деформируемой части заготовки,
можно определить по формуле
овт„-о,(1п4+^+^)А (169)
Формулу (169) можно упростить, если, учитывая малые зна-
чения коэффициента трения р при вытяжке, заменить экспонен-
циальную функцию первыми двумя членами разложения ее в ряд
по соотношению
еи 2 1 + 1 + 1,6р.;
в этом случае формула (169) имеет вид
оР„ = а,(1п4+^ + ^)(1+1,61.). (169')
134
При вытяжке особо тонкого материала (s < 0,2 мм) характер
складкообразования изменяется (складка образуется в виде
черточек, вытянутых в радиальном направлении), и для этого
случая более правильно принимать силы трения, равномерно
распределенные по плоскости фланца. В этом случае решение
может быть получено с использованием уравнения равновесия (7),
в котором следует принять Rp = Re = оо и а = л/2. Решая это
уравнение равновесия совместно с уравнением пластичности (151)
Q t
и принимая <? = —= const, получаем
°Р = °S 1° у + ns (£2 _ f2) (# ~ Р)
при р == г и, учитывая изгиб и трение на кромке матрицы ана-
логично предыдущему, получаем
<Т0 max = os (1п -----~ ) (1 + 1 ,6р). (169")
р max s у г ' Л (R 4- г) sas 1 2rM + S / ' 1 ’ г' 4 ’
Из сопоставления формул (169") и (169') видно, что при рас-
пределенных силах трения влияние трения под прижимом больше,
(р I г \
—2~ < Ч
в случае, если усилие прижима Q одинаково, что в принципе не
должно иметь место, так как оно зависит от относительной тол-
щины.
|t В формулу (169') входит усилие прижима Q, величину кото-
рого находим по данным, приведенным в справочной литературе.
Минимальную величину усилия прижима, необходимую для пред-
отвращения складкообразования при вытяжке цилиндрических
стаканов, можно также найти по приближенной эмпирической
формуле, полученной на основании обработки опытных данных:
Q = 0,l (1 (по)
Если для приближенных расчетов принять, что Ршах =
= nds (k — 1) ов, а для более точных Pmax = ndsapmax и исполь-
зовать формулы (169) и (170), можно решить получающееся при
этом уравнение относительно ортах.
В 4юрмуле (170) принято k = Did = R/r (D — исходный
диаметр заготовки; Ршах— максимальное усилие_ вытяжки).
Приведенный анализ был выполнен без учета упрочнения, но
он позволяет оценить влияние некоторых факторов на величину
растягивающего напряжения, действующего в опасном сечении
заготовки.
Из формулы (169') видно, что величина коэффициента тре-
ния р оказывает влияние на оршах, причем с увеличением р на-
пряжение в опасном сечении возрастает. Отсюда следует, что для
135
улучшения условий вытяжки необходимо применять смазки,
обеспечивающие минимальные значения коэффициента трения.
Из формулы (169') также следует, что увеличение усилия
прижима приводит к росту напряжений в опасном сечении, и,
следовательно, для уменьшения растягивающего напряжения
в опасном сечении желательно, чтобы усилие прижима было ми-
нимально необходимым для предотвращения складкообразования.
Пользуясь формулой (170) и приближенной формулой макси-
мального усилия вытяжки, можно показать, что при оптималь-
ном усилии прижима напряжение в опасном сечении зависит от
отношения s/D. Действительно,
2И(2 (1 ~ i) k2nds {k ~ П _
°TP nDs nDs
= 0,2pk(k- 1 - 18£-^)<rB. (171)
Следует отметить, что напряжение, вызываемое действием сил
трения на фланце, определялось для начального периода вытяжки,
когда р —R = D/2. Из формулы (171) видно, что приращение
напряжения в опасном сечении от действия сил трения на фланце,
равное <гтр, возрастает с уменьшением относительной толщины
заготовки s/D. Другими словами, чем меньше толщина заготовок,
при прочих равных условиях, тем больше опасность их разруше-
ния при вытяжке; при этом величина допустимого коэффициента
вытяжки k = Did должна быть меньше, чем для более толстых
заготовок. Однако это справедливо для случая, когда действие
сил трения сосредоточено у края заготовки.
В опытах, проведенных А. Г. Овчинниковым, было показано,
что применение прижима, обеспечивающего уменьшение зазора
между прижимом и матрицей по мере приближения к рабочей
кромке матрицы, позволяет получить коэффициенты вытяжки на
особо тонком металле (s =0,1 -4-0,3 мм, относительная толщина
s/D = 0,0005н-0,003), равные примерно тем, которые могут быть
получены при s/D 0,01 -4-0,02.
Из формул (170) и (171) видно, что при D — d = 18s усилие
прижима Q и соответственно напряжение трения <гтр становятся
равными нулю. Это соответствует условиям вытяжки, при кото-
рых складкообразование отсутствует и прижим не нужен [соот-
ветственно он не применяется и при D — d < 18s, когда по фор-
муле (170) получаются отрицательные значения усилия прижима].
При анализе формулы (169) можно заметить, что на величину
напряжения в опасном сечении значительное влияние оказывает
относительный радиус скругления рабочей кромки матрицы rjs.
Если при ги ~ (8—10) s (обычно эти значения гы рекомендуется
применять при вытяжке) составляющая от изгиба и спрямления
на кромке меньше 0,05as, то при уменьшении радиуса до гм =
= (1—2) s эта составляющая возрастает до (0,2—0,3) os, т. е.
136
достигает сравнительно больших величин. Можно также заме-
тить, что при гм - О составляющая от изгиба и спрямления стре-
мится к пределу текучести, что указывает на невозможность вы-
ТЯЖКИ 11П — —»0 При Opniax = as> в этих УСЛОВИЯХ ВЫТЯЖКЭ
переходит в пробивку).
Следует отметить, что с уменьшением гм увеличиваются нор-
мальные напряжения на кромке матрицы; это способствует вы-
жиманию смазки и увеличению коэффициента трения.
Из сказанного можно сделать вывод, что при вытяжке для
уменьшения растягивающего напряжения в опасном сечении же-
лательно максимально увеличивать радиус скругления кромки
матрицы. Однако увеличение этого радиуса ограничивается тем,
что чем больше гм, тем скорее (при большей ширине непротянутой
части фланца) фланец выйдет из-под прижима на кромку матрицы.
При отсутствии же воздействия прижима на фланец заготовки в по-
следнем может начаться складкообразование.
Воспользовавшись формулами (168) и (169), можно с каче-
ственной стороны оценить характер изменения основных состав-
ляющих напряжения артах, действующего в процессе вытяжки
в опасном сечении заготовки.
По мере втягивания заготовки в отверстие матрицы наруж-
ный диаметр ее D уменьшается, что приводит к уменьшению основ-
ной составляющей артах, оценивающей влияние ширины фланца
(<rs In -т- .
Одновременно то же изменение наружного диаметра заготовки
при постоянном усилии прижима приводит к некоторому увели-
чению составляющей 2p.Q/nDs, учитывающей влияние сил тре-
ния на фланце заготовки.
Так как втягивание заготовки сопровождается увеличением
угла а охвата кромки матрицы, то в начальном периоде вытяжки
(до а = л/2) наблюдается возрастание сил трения на кромке
матрицы, способствующих увеличению растягивающего напря-
жения в опасном сечении. И, наконец, с окончанием охвата за-
готовкой скругленной кромки матрицы появляется участок спрям-
ления, который увеличивает растягивающее напряжение в опас-
ном сечении на величину Д<тр.
Следовательно, в процессе вытяжки некоторые составляю-
щие артах уменьшаются, другие увеличиваются, что приводит
к сложному изменению напряжения, действующего в опасном
сечении. Максимум этого напряжения может не совпадать с нача-
лом пластического деформирования фланца при его наибольшем
диаметре, а может возникать в некоторой промежуточной фазе
деформирования.
Однако наибольшее влияние на смещение максимума растя-
гивающих напряжений, действующих в опасном сечении заго-
товки, оказывает упрочнение металла в процессе деформирова-
137
ния. Точное решение задачи по определению поля напряжений
в заготовке при вытяжке с упрочнением связано со значительными
трудностями.
Основная трудность заключается в том, что при вытяжке де-
формации во фланце являются весьма сложной функцией коор-
динаты р вследствие изменения толщины заготовки под действием
напряжений стр и <т0.
Однако, учитывая, что в начальной стадии деформирования,
когда можно ожидать увеличения напряжения аршах, действую-
щего в опасной зоне, абсолютное изменение толщины сравни-
тельно невелико и в одной части заготовки толщина увеличивается,
а в другой уменьшается, можно принять условие, при которое
площадь поверхности заготовки в процессе вытяжки остается
неизменной. Из этого условия можно найти поле деформаций.
Главной и наибольшей по абсолютной величине для большей
части заготовки является деформация тангенциального сжатия е0.
В связи с этим, если использовать для учета влияния упрочнения
кривые, построенные в координатах напряжение текучести —
линейная деформация, то в качестве деформации, определяющей
величину напряжения текучести, целесообразно принять дефор-
мацию тангенциального сжатия е0. Следует отметить, что более
точная оценка влияния деформаций на величину напряжения
текучести с помощью интенсивности деформаций вызывает боль-
шие математические трудности при решении задачи по определе-
нию поля напряжений с учетом упрочнения.
При определении поля напряжений с учетом упрочнения были.
найдены поля напряжений путем осреднения величины танген-
циальных деформаций по ширине фланца в произвольный момент
деформирования [35, 40, 56]. Однако есть решения, выполненные
без осреднения, в которых напряжение текучести в уравнении
пластичности принималось зависящим от координаты р. Такие
решения получены для простейшей (линейной) связи между на-
пряжением текучести и деформаций [52].
Для выяснения характера влияния упрочнения на изменение
напряжения в опасном сечении в процессе вытяжки проведем
упрощенный приближенный анализ. Установим соотношение,
определяющее зависимость относительной тангенциальной де-
формации е0 от текущей координаты, для фланца заготовки, на-
ружный радиус которого в процессе вытяжки уменьшился от
исходного значения Ro До значения R в данный момент деформи-
рования.
В процессе деформирования исходный радиус произвольного
элемента также уменьшился от исходного значения рн до теку-
щего значения р в данный момент деформирования.
Из условия постоянства площади поверхности заготовки при
вытяжке можно записать
я(^-р2) = я(^-р*).
138
Из приведенного равенства находим
ри = /я§ + р’-К\
(172)
Подставляя найденное Выражение для рн в формулу, опреде-
ляющую величину относительной деформации в тангенциальном
направлении, получаем
р Рн —~Р _ ।____________Р_______
9' Рн + — R® '
(173)
Из рассмотрения формулы (173) видно, что величина е0 при
Д7? = ко — R имеет минимальную величину у края заготовки и
постепенно увеличивается к отверстию матрицы.
Значение 80 у края заготовки определяется при р = 7?:
80« =
Ro-R
Ro
AR
Ro
— х.
(174)
Так как е0 = f (р), то и напряжение текучести, изменяющееся
при упрочнении, будет переменно по ширине фланца в любой
момент деформирования. Для более точного анализа начального
периода деформирования, когда величины деформаций сравни-
тельно невелики, можно использовать степенную зависимость
напряжения текучести от координат. Однако в этом случае вслед-
ствие сложности зависимости (173) получить простые замкнутые
и достаточно точные решения (избегая численного интегрирова-
ния, которое, в частности, использовалось Л. А. Шофманом [56])
затруднительно даже при осреднении величины е0 по ширине
фланца.
Для приближенной оценки влияния упрочнения на вели-
чину Ортах примем, что напряжение текучести постоянно по ши-
рине фланца и его величина определяется величиной тангенциаль-
ной деформации краевого элемента заготовки (174). При таком
допущении получится несколько преуменьшенная количествен-
ная оценка влияния упрочнения на величину ортах.
Так как мы приняли в качестве деформации, определяющей
степень упрочнения, деформацию тангенциального сжатия, то
следует использовать кривую упрочнения второго рода, которая
при степенной зависимости имеет вид
= __7 ее \ —
1 ~ \ /
= —. (175)
1 — 'Рш \ 'Рш/
Формула (175) позволяет найти значение напряжения теку-
чести при заданном относительном смещении края фланца.
139
После подстановки найденного значения напряжения текучести
в формулу (153) при р = г найдем величину растягивающего на-
пряжения в опасном сечении с учетом упрочнения при заданном
смещении края заготовки, но без учета влияния трения и изгиба:
И>
ш
Ор.
<Тв / X \ 1-Ц’ш , Я
1 Ч’ш \ Ч’ш/ Г
(176)
Учитывая, что R = Ro — AR, можно произвести следующее
преобразование множителя в формуле (176):
Г \ г г ) г \ Ro )
= 11! А In fl =1п^-Х.
Г \ Ro ) Г Ro г
р
После замены In — его найденным приближенным значением
формула (176) принимает вид
Чщ
'-Ч’ш
_ _ <Тв
Р* 1 - Ч’ш
(176')
— х
Как видно из формулы (176'), с увеличением относительного
смещения кромки х один множитель увеличивается, а другой
уменьшается, причем <тр = 0 при х = 0 в начале вытяжки и при
х=1п-у- в конце вытяжки. Следовательно, зависимость
стР1 = f (х) должна иметь максимум.
Учитывая сказанное, можно попытаться найти значение х,
соответствующее максимуму <тР1, приравняв нулю производную
dfjpjdx — 0:
%
dx
<Тв
1 ~''Рш
/ X \ М,
. 1 Ч’ш \ Ч’ш /
После некоторых упрощений находим
, (In- х\ - 1 = 0
(1 — \ г )
и окончательно получаем
х = фшIn
(177)
140
Из формулы (177) можно установить (что соответствует дей-
ствительности), что смещение края фланца заготовки, соответ-
ствующее возникновению наибольшего растягивающего напря-
жения в опасном сечении, тем больше, чем интенсивнее упроч-
няется металл заготовки в процессе деформирования (напомним,
что чем интенсивнее упрочняется металл, тем больше деформа-
ция, соответствующая началу образования шейки фш).
Значение напряжения оР2 в момент, соответствующий мак-
симуму, можно найти, если в формулу (176') подставить значе-
ние х из формулы (177) и провести несложные преобразования:
1—
Ор2 = Ов(1пй) ш In & = ов (1п &)• ; (178)
здесь, как и ранее, принято, что k = R0/r.
Эта сравнительно простая формула (178) позволяет прибли-
женно определить наибольшее растягивающее напряжение, возни-
кающее в опасном сечении при вытяжке заготовки с учетом упроч-
нения.
Заметим, что показатель степени равен единице для неупроч-
няющегося материала и увеличивается с увеличением интенсив-
ности упрочнения. Отсюда следует, что-интенсивность упрочне-
ния может по-разному влиять на отношение оР2/ов в зависимости
от значения коэффициента вытяжки k. При значениях коэффи-
циента вытяжки k < 2,7, когда величина, возводимая в степень,
меньше единицы, увеличение интенсивности упрочнения приво-
дит к уменьшению отношения оР2/ов. Это улучшает условия
вытяжки и позволяет без разрушения получить большие значе-
ния k. При больших значениях k, когда возводимая в степень
величина больше единицы, увеличение интенсивности упроч-
нения приводит к увеличению отношения ор,/ов. До настоящего
времени из-за отсутствия достаточно точных решений характер
влияния интенсивности упрочнения на отношение оР2/ов в опас-
ном сечении выявлен недостаточно точно.
Если аналогично предыдущему учесть влияние сил трения
под прижимом и на кромке матрицы, а также влияние изгиба и
спрямления, то формула для определения наибольшего напря-
жения в опасном сечении оршах может быть записана в виде
®р шах ’
ов (In k)1 1|’ш In k
. 2p,Q . <TsS
nDs 2rM -|- s
(1+ 1.6И). (179)
Если же с некоторым преувеличением принять, что изгиб
и спрямление имеют место в уже упрочненном металле, то в со-
ставляющей, учитывающей влияние изгиба и спрямления, можно
141
Заменить ds на <тв. Тогда формула (179) может быть записана в бо-
лее простом виде
max ’ СТВ
г—Ч’ш
(In k)
+ W (179-)
Формула (179') позволяет определять максимальное значе-
ние напряжения в опасном сечении заготовки.
Если же необходимо определять изменение напряжения в опас-
ном сечении по мере деформирования, то, используя формулу (176')
и учитывая аналогично влияние трения и изгиба, можно получить
следующую формулу:
max ’ <*в
‘ (lnfe-x) +
1 — \ ’1’ш/ ' 1
2p.Q s
irDsaB 2rM s
(1+ 1,6р).
(180)
Формулы (179) и (180) могут быть использованы для при-
ближенного расчета величины допустимого формоизменения заго-
товки. Если считать, что при вытяжке разрушение заготовки
имеет место тогда, когда напряжение в опасном сечении достиг-
нет величины, равной пределу прочности, то по формуле (179')
можно найти предельный коэффициент вытяжки, при котором
заготовка будет находиться на грани возможного разрушения.
Для этого необходимо приравнять <тршах = <тв и решить полу-
чившееся уравнение относительно коэффициента вытяжки k:
k _ exp Г (- -1 ______1
PL\l + 1.6n 2rM + s nDsaB ) J'
Сходная формула была получена И. А. Норицыным [35].
Отметим, что многочисленные экспериментальные данные и
производственный опыт показывают, что величина коэффициента
вытяжки k = DJd, позволяющего получать детали без разру-
шения заготовки, для обычно применяемых в штамповке мате-
риалов колеблется в сравнительно узких пределах (fe = 1,8-i—2,0).
При том же условии, когда аршах = ств> из формулы (180)
можно найти перемещение фланца х, которое наблюдается до
начала разрушения при вытяжке с коэффициентами большими,
чем допустимые для втягивания в матрицу всего фланца.
Из формулы (180) невозможно аналитически в явном виде
выразить перемещение х вследствие наличия дробных степеней.
При k > 2, когда вытяжка на проход невозможна и величины
смещения х < In k, формулу (180) (с незначительным снижением
точности расчетных данных) можно упростить с тем, чтобы в яв-
ном виде получить выражение, определяющее величину смеще-
ния х.
142
Действительно, если в формуле (180) принять In k — х «=
In k, то после несложных ее преобразований можно получить
выражение
Нщ
(1 9~3— • (181)
чш[\ In/г / \ 1 4- 1,6р. лйз<тв 2rM4-s/J ' '
Формула (181) в явном виде выражает величину допустимого
смещения края заготовки при заданных условиях вытяжки для
случаев, когда полностью втянуть весь фланец не представляется
возможным.
Формула (181), в частности, показывает, что возможное сме-
щение края заготовки без ее разрушения убывает почти в гипер-
болической зависимости с увеличением коэффициента вытяжки
и существенно зависит от интенсивности упрочнения, причем
с уменьшением интенсивности упрочнения (с уменьшением фш)
величина допустимого смещения края заготовки также умень-
шается. Заметим, что в тех случаях, когда величина х, опреде-
ленная по формуле (181), будет равна величине х, определенной
по формуле (177), мы получаем точку, разграничивающую область
возможной вытяжки на проход с образованием цилиндрического
стакана от области, в которой может быть только незавершенная
вытяжка с частичным втягиванием заготовки в матрицу и с неко-
торым изменением диаметра фланца.
При значениях коэффициента вытяжки k меньших, чем те,
которые соответствуют этой граничной точке (точка, при которой
перемещение края фланца не может вызвать напряжение оршах >
> ов), возможна полная вытяжка заготовки с образованием
цилиндрического стакана.
В приведенном анализе было принято, что as постоянно по
ширине фланца и равно напряжению текучести в краевой части
фланца. Приближенное решение с учетом переменности танген-
циальной деформации по ширине фланца может быть получено,
если заменить функцию (173) двумя членами разложения ее в ряд
е0 = 1---------р = 1---------------, - 1------1 -
1Л?о + Р2-Я2 , / ^-Я2
И + —Пр*~
L *2о~*2 j .
у1 2р2 ) 2р2 ’
Подставляя найденное значение 8е в формулу (175) и заменяя
в уравнении (152) значение os полученным выражением, нахо-
дим
М>ш
Ап ' р2_р2 \ 'Фш
_ <тв 1 (152»
143
Интегрирование данного уравнения приводит к формуле
Наибольшее значение оР1 имеет место при р = г:
(176")
где обозначено у — RQ/R.
Формула (176'), как и формула (176"), показывает, что ортах
равно нулю в начале вытяжки (у = 1) и в конце вытяжки (у =
= R0/r), и, следовательно, напряжение ар тах по ходу вытяжки
должно иметь максимум. Приравняв dap max/di/ — 0, находим
значение уэ, соответствующее этому моменту:
(177')
Так как
может быть
__ Ro______Ro ____ 1
Z R R0 — bR~l-x’
преобразовано к виду
то выражение (177')
(177")
Формула (177"), как и формула (177), показывает, что сокра-
щение диаметра заготовки, соответствующее экстремальному зна-
чению напряжения ар тах, возрастает с увеличением интенсив-
ности упрочнения и коэффициента вытяжки.
Заметим, что использование двух членов разложения в ряд
функции (173) дает некоторое преуменьшение е0, вследствие чего
это решение приемлемо при больших значениях k (вытяжка
с широким фланцем).
Проведенный анализ показал, что при вытяжке растягиваю-
щее напряжение в опасном сечении вначале обычно увеличивается
до некоторого максимального значения, а потом, к моменту завер-
шения втягивания фланца в отверстие матрицы, уменьшается
до нуля. Одновременно выявлены факторы, способствующие
увеличению напряжения ор тах в опасном сечении изначальных
стадиях деформирования.
В связи с изложенным следует уточнить понятие опасного
сечения. В приведенном анализе считалось, что опасным сечением
144
является сечение, определяемое радиусом получаемого цилиндри-
ческого стакана; в данных ранее формулах максимальное зна-
чение ор тах определялось при р = г. Это справедливо для того
этапа деформирования, когда завершен охват заготовкой скруг-
ленной кромки матрицы (а = л/2). Однако для начального пе-
риода деформирования такое определение опасного сечения будет
недостаточным. Действительно, в начальный период деформи-
рования, когда заготовка только начинает втягиваться в матрицу,
часть заготовки, находящаяся в промежутке между контактными
зонами по пуансону и матрице, получает пластические деформа-
ции и в ней напряжение ар продолжает увеличиваться по мере
уменьшения текущего радиуса р. В этих условиях можно ожи-
дать, что наибольшая величина растягивающего напряжения ор
будет действовать на границе контактной зоны поверхности
заготовки со скругленной кромкой пуансона.
Возрастание напряжения <трв зоне контакта заготовки с пуан-
соном затруднено вследствие действия сил трения на контактной
поверхности, а также изгиба заготовки на кромке пуансона,
что препятствует течению металла из-под торца пуансона. По
мере увеличения угла а охвата заготовкой кромки матрицы,
а соответственно и кромки пуансона радиус, координирующий
опасное сечение, увеличивается, достигая наибольшего значения
р = г к моменту завершения охвата заготовкой кромок пуансона
и матрицы.
Если учесть, что деформация утонения (как было показано
ранее) тем больше, чем больше растягивающее напряжение ор
(по сравнению с абсолютным значением о0), то в опасном сече-
нии, как это в действительности и получается, утонение будет
максимальным. Минимальная толщина стенки у вытянутого
стакана, как правило, наблюдается на переходе от скругленной
по кромке пуансона части к цилиндрическим стенкам стакана;
разрушение заготовки обычно происходит по этому месту. После
завершения охвата заготовкой скругленной кромки матрицы
опасное сечение для всего последующего процесса вытяжки ос-
тается на переходе от скругленной по пуансону части к стенкам
вытягиваемого стакана.
Проведенный анализ позволяет судить о характере измене-
ния усилия вытяжки по пути деформирования.
Если известно напряжение <тртах, действущее на границе
очага пластической деформации (в опасном сечении), то усилие
вытяжки может быть определено по формуле (рис. 51).
Р = 2 wrpsap max sin а, (182)
где а — угол между направлением действия напряжения <тртах
и горизонталью (этот угол равен углу охвата заготовкой скруг-
ленных кромок пуансона и матрицы, если образующая заготовки
в зазоре между пуансоном и матрицей прямолинейна).
145
р
Рис. 51. Схема деформирования в начальном Рнс. 52. Графики усилия по пути при
периоде вытяжки вытяжке
Заметим, что в начальных стадиях вытяжки, когда охват
заготовкой скругленной кромки пуансона не завершен, напря-
жение ор тах должно определяться с учетом влияния изгиба на
кромке пуансона. Если принять, что приращение напряжения Ср
вследствие изгиба на кромке пуансона определяется величиной
Аор =-^-os——- (аналогично тому, как учитывался изгиб
г" +т
на кромке матрицы), то формула для определения <тр шах, напри-
мер формула (180), должна быть записана в виде
&р max
2p.Q S . S
nDsaB 2rM + s 4rn + 2s
(1 + 1,6ц). (180')
Из формулы (182) следует, что в начале вытяжки, когда угол а
близок к нулю, усилие будет равно нулю даже при значитель-
ных величинах напряжения ор шах. По мере вытяжки угол а
увеличивается, а соответственно возрастают проекции элемен-
тарных сил, вызванных действием напряжений ор шах, и усилие
вытяжки. При малом изменении сгршах в начале вытяжки можно
ожидать, что максимум усилия наступит при полном охвате кро-
мок пуансона и матрицы, т. е. при а = л/2, чему соответствует
путь деформирования, равный h — rn + ru + s. Отмеченное ранее
увеличение напряжения ор шах в начальных стадиях вытяжки
может сместить положение максимума усилия на графике уси-
лие — путь.
Для более интенсивно упрочняющегося металла максимум
усилия смещается в направлении большей величины хода пуан-
сона.
На рис. 52 приведены типовые графики изменения усилия по
пути. Первый график показывает изменение усилия по пути при
146
нормальном Зазоре и Характеризуется наличием одного макси-
мума, соответствующего примерно рабочему ходу пуансона,
равному сумме радиусов скругления кромок пуансона и матрицы.
Второй график показывает изменение усилия по пути при малом
зазоре и характеризуется наличием второго максимума, соот-
ветствующего этапу принудительного утонения краевой части
заготовки, утолщенной при вытяжке.
На всем пути деформирования усилие больше при меньшем
зазоре вследствие увеличения угла охвата кромки матрицы.
Ранее было показано, что элементы заготовки, у которых
р > О,6О7/?о, в процессе вытяжки утолщаются и наибольшее
утолщение получает край заготовки. Принудительное утонение
сопровождается увеличением нормальных напряжений на кон-
тактных поверхностях, а последнее вызывает повышенный износ
инструмента и ускоренное «налипание» металла заготовки на
поверхности инструмента, что приводит к появлению продольных
царапин на деталях.
Заметим, что при значительном принудительном утонении
второй максимум усилия может стать больше первого и привести
к отрыву донной части заготовки в заключительной стадии вы-
тяжки. Учитывая сказанное, следует выбирать зазор таким, чтобы
он не вызывал принудительного утонения краевой части заго-
товки.
Ранее было показано, что максимальное значение толщины
края заготовки определяется соотношением
SK = S0 •
Следовательно, для того чтобы исключить при вытяжке прину-
дительное утонение, необходимо зазор между пуансоном и мат-
рицей z определять из условия
z>s0|^. (183)
Рассматривая процесс деформирования на первом переходе
вытяжки, необходимо сделать некоторые дополнительные разъяс-
нения относительно расчетного определения изменения толщины
в процессе деформирования.
1. При точном решении задачи определение изменения тол-
щины в любой точке фланца по соотношению (160) является весьма
сложным. Объясняется это тем, что благодаря изменению размеров
заготовки и наличию удлинения элементов в меридиональном
направлении соотношение между напряжениями ор и о0, дей-
ствующими на данный элемент, является переменным по ходу
вытяжки. Это приводит к необходимости решения задачи методом
численного интегрирования. Приближенное решение, как это
было отмечено в гл. I, может быть найдено-при допущении о по-
стоянстве соотношения между напряжениями ор и о0, действую-
147
щими на рассматриваемый элемент (в качестве этих напряжений
можно принять значения сгр и <т0, действующих на данный эле-
мент в начальном периоде деформирования). Такое допущение,
как было показано в [42], позволяет определить конечные зна-
чения толщины в любой точке вытянутого стакана с приемлемой
для практических расчетов точностью.
2. На изменение толщины при вытяжке значительное влияние
может оказывать изгиб и спрямление элементов при их переходе
на скругленную кромку матрицы и при сходе с нее.
Как было показано в гл. III, изгиб при значительном смеще-
нии нейтральной поверхности относительно срединной может
приводить к заметному изменению толщины заготовки. Было
установлено, что на величину смещения нейтральной поверх-
ности заготовки от срединной оказывает влияние относительный
радиус кривизны внутренней поверхности r/s, величина и знак
продольных сил, действующих на заготовку в процессе изгиба.
Однако этот анализ был проведен применительно к изгибу, когда
тангенциальная деформация равна нулю (изгиб широкой полосы)
или когда напряжения а2 == О (изгиб узкой полосы). В то же время
изгиб, наблюдающийся при вытяжке, неизбежно сопровождается
тангенциальной деформацией, определяющей заданное формо-
изменение заготовки. При некоторых допущениях было показано
[42], что тангенциальная деформация сжатия, наслаиваясь на
деформацию изгиба и радиального удлинения, приводит к тому,
что при вытяжке изменение кривизны элементов заготовки при
переходе их из фланца на скругленную кромку матрицы проис-
ходит при незначительном смещении нейтральной поверхности
от срединной (при значениях rM/s, применяемых при штамповке).
Несколько иначе обстоит дело при деформировании элемен-
тов в участке спрямления. При перемещении элементов заготовки
со скругленной кромки матрицы в ее цилиндрическую часть (при
переходе в образующуюся стенку стакана) тангенциальная де-
формация близка к нулю (изменения диаметральных размеров
почти не происходит) и процесс деформирования становится
весьма близким к спрямлению широкой полосы при одновремен-
ном действии продольных сил и моментов. В этом случае смещение
нейтральной поверхности от срединной значительно и можно
ожидать существенного изменения толщины элементов в про-
цессе их спрямления. Опытами по ступенчатому деформированию,
в которых проводилось наблюдение за изменением толщины от-
дельных элементов в процессе их перемещения относительно
матрицы, было установлено [42], что изгиб при входе на скруг-
ленную кромку матрицы дает небольшое дополнительное изме-
нение толщины. Значительное же изменение толщины наблю-
дается при сходе элементов со скругленной кромки матрицы.
Можно попытаться приближенно оценить величину изменения
толщины элементов при их спрямлении. Ранее при анализе про-
цесса изгиба полосы было показано (см. стр. 105), что смещение
148
нейтральной поверхности при одинаковых значениях продоль-
ной силы и минимальных радиусов кривизны одинаково при
изгибе и спрямлении.
Для упрощения рассуждений проведем анализ, заменив спрям-
ление изгибом. Были установлены формулы, позволяющие опре-
делить величину радиуса нейтральной поверхности. Приняв
в качестве первого приближения, что нейтральная поверхность
напряжений и деформаций имеет одинаковый радиус кривизны,
можно из условия постоянства объема записать следующее ра-
венство:
pcps2 dtp = pHsx dtp,
где pcp — радиус срединной поверхности, которая при изгибе
и спрямлении удлиняется; рн — радиус нейтральной поверхности,
длина которой остается неизменной при изгибе и спрямлении;
sx — толщина до изгиба; s2 — толщина после изгиба; dtp — угол
между плоскостями, перпендикулярными к срединной поверх-
ности, ограничивающими рассматриваемый элемент в его изог-
нутом состоянии.
Из приведенного равенства получаем
s2 = S1£4 (184)
Рср
где
, si
Рср гм -]- 2 •
Величина рн при одновременном действии продольной силы
и момента определяется для изгиба по формуле (120). Если для
случая вытяжки принять, что растягивающее напряжение, вызван-
ное деформированием фланца, приближенно определяется выра-
жением
1 Я
°0ср —' °р — Ш т >
то эта формула легко преобразуется к виду
Рн= Л £Гм+-^м-> (185)
г )Г”
где R— радиус, фланца заготовки в момент, когда рассматри-
ваемый элемент сходит со скругленной кромки матрицы; г —
радиус вытягиваемого стакана.
Как было показано ранее, спрямление при одновременном
действии продольной растягивающей силы приводит к тому, что
радиус нейтральной поверхности становится больше радиуса
срединной поверхности и последняя удлиняется, вызывая уто-
149
нение. В этом случае изменение толщины можно определить по
формуле (184); при этом рср переходит в числитель, а рн — в зна-
менатель.
Из формулы (185) видно, что большее утонение дает спрям-
ление в начале вытяжки, когда текущее значение коэффициента
вытяжки R/r максимально (растягивающие напряжения, дей-
ствующие на спрямленный элемент, максимальны). Кроме того,
дополнительное утонение, создаваемое спрямлением, возрастает
с уменьшением относительного радиуса скругленной кромки
матрицы rjs.
Естественно, что дополнительное утонение заготовки при-
водит к изменению площади ее поверхности, и, например, умень-
шение радиуса скругления кромки матрицы, как это известно
из практики, влечет за собой некоторое увеличение высоты вытя-
гиваемого стакана. Однако этот путь увеличения высоты вытя-
гиваемого стакана допускается, если коэффициент вытяжки зна-
чительно меньше предельного, так как уменьшение радиуса ru/s
увеличивает растягивающее напряжение, действующее в опасном
сечении.
Ранее было отмечено, что условие неизменности площади
поверхности заготовки в процессе вытяжки является прибли-
женным. Одну из интересных попыток учесть изменение площади
поверхности заготовки при вытяжке сделал Л. А. Шофман [56].
Им предложена формула
= Fo (0,95 + , (186)
где Ft — площадь поверхности вытянутого стакана; Fo — пло-
щадь исходной заготовки.
Формула (186) показывает, что при малых значениях коэф-
фициента вытяжки, коэффициента р и при больших значениях
относительного радиуса скругления кромки матрицы ru/s пло-
щадь поверхности заготовки в процессе вытяжки может умень-
шиться (превалирует утолщение заготовки), и, наоборот, уве-
личение коэффициента вытяжки, коэффициента р и уменьшение
относительного радиуса скругления кромки матрицы приводит
к увеличению площади поверхности заготовки при вытяжке.
Такой характер влияния указанных факторов, как это ясно из
предыдущего, связан с тем, что увеличение коэффициента вы-
тяжки k — R/r, коэффициента трения и уменьшение ru/s способ-
ствует увеличению растягивающих напряжений в опасном сече-
нии и размеров зоны, в которой имеет место уменьшение толщины
заготовки при вытяжке.
Формула (186) является эмпирической и справедлива для ре-
альных процессов вытяжки с прижимом, когда коэффициент тре-
ния не^ равен нулю.
Рассматривая изменение толщины заготовки при вытяжке,
необходимо отметить, что уменьшение ее наблюдается и при из-
150
гибе по скругленной кромке пуансона. В начальной стадии де-
формирования, когда заготовка начинает охватывать скруглен-
ную кромку пуансона, элементы ее получают резкое изменение
кривизны срединной поверхности в меридиональном направлении.
Изгиб элементов заготовки на кромке пуансона происходит
в условиях действия значительных растягивающих напряжений,
что приводит к существенному смещению нейтральной поверх-
ности от срединной и соответственно к утонению заготовки.
Утонение заготовки, которое возрастает с уменьшением относи-
тельного радиуса скругления кромки пуансона rjs, уменьшает
площадь ее поперечного сечения, передающего усилие, потребное
для втягивания фланца в матрицу. Естественно, что при том же
усилии, потребном для втягивания фланца заготовки в матрицу,
дополнительное утонение на кромке пуансона приводит к увели-
чению напряжений ор, действующих в утоненном участке, а сле-
довательно, к увеличению опасности отрыва донышка заготовки.
Это обстоятельство вынуждает скруглять кромки пуансона
достаточно большим радиусом, изгиб по которому дает незначи-
тельное дополнительное утонение заготовки. Обычно радиус
скругления рабочей кромки пуансона принимают равным или
незначительно меньшим радиуса скругления рабочей кромки
матрицы. Некоторое уменьшение радиуса скругления кромки
пуансона по сравнению с радиусом скругления кромки матрицы
допустимо, так как силы трения, действующие в этом месте на
контактной поверхности заготовки, препятствуют удлинению
элементов заготовки в меридиональном направлении, а следо-
вательно, возрастанию утонения.
§ 2. ПОСЛЕДУЮЩИЕ ПЕРЕХОДЫ ВЫТЯЖКИ
ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
В предыдущем параграфе говорилось о том, что при вытяжке
цилиндрического стакана из плоской заготовки можно без разру-
шения вытянуть заготовку с ограниченной шириной фланца,
определяемой величиной допустимого коэффициента вытяжки.
В соответствии с этим при вытяжке из плоской заготовки можно
получить детали с ограниченными отношениями высоты к диа-
метру.
Если же задано получить детали с отношением высоты к диа-
метру большим, чем получают без разрушения при вытяжке
из плоской заготовки, то приходится расчленять процесс вытяжки
на несколько переходов. В этом случае на последующих пере-
ходах вь!тяжки в качестве заготовки используется цилиндриче-
ский полуфабрикат, полученный на предыдущем переходе вы-
тяжки,
На последующих переходах происходит формоизменение про-
странственной заготовки в виде цилиндрического стакана, что
приводит kJ существенному отличию процесса деформирования
151
и поля напряжений от рассмотренной ранее вытяжки из плоской
заготовки.
На форму очага деформации и распределение напряжений
в нем существенное влияние оказывает конфигурация рабочей
полости матрицы. В практике штамповки большее применение
получили матрицы с конической и с торообразной рабочей частью,
имеющей образующую в виде дуги окружности.
Начнем рассмотрение процесса деформирования заготовки на
последующих переходах с вытяжки в конической матрице. В на-
чальной фазе деформирования заготовка контактируете матрицей
по узкому пояску, а пуансон воздействует на центральную зону
донной части заготовки. По мере продвижения пуансона донышко
заготовки прогибается, одновременно увеличивается ширина зоны
контакта с матрицей, причем внутренняя ее граница постепенно
приближается к поверхности пуансона. При определенном ходе
пуансона донная часть заготовки войдет в цилиндрический поясок
матрицы и внутренняя граница очага деформации будет иметь
минимальные размеры. При дальнейшем перемещении пуансона
элементы заготовки втягиваются в зазор между боковыми по-
верхностями пуансона и цилиндрической поверхностью пояска
матрицы, образуя стенки вытягиваемой детали или полуфабри-
ката для последующих вытяжек.
Перемещение элементов заготовки вдоль конической поверх-
ности матрицы должно приводить к переходу элементов из ци-
линдрической части заготовки в коническую часть очага дефор-
мации. Этот переход сопровождается резким изменением кривизны
срединной поверхности элементов заготовки. Изменение кри-
визны срединной поверхности элементов осуществляется под
действием изгибающих моментов. Все это приводит к тому, что
между недеформируемой цилиндрической частью исходной заго-
товки и конической контактной частью очага деформации обра-
зуется участок внеконтактной деформации, или участок свобод-
ного изгиба. После получения внутренней границей очага дефор-
мации минимальных размерив и окончания формирования участка
свободного изгиба наступает этап деформирования, в котором
размеры очага деформации остаются неизменными, а процесс
деформирования характеризуется переходом элементов из неде-
формируемой части заготовки в очаг деформации, перемещением
элементов заготовки в очаге деформации, с одновременным изме-
нением их размеров и переходом этих элементов из очага де-
формации в стенки вытягиваемого стакана.
Эту фазу деформирования, когда размеры очага деформации
остаются постоянными, условимся называть установившимся
этапом процесса деформирования. Установившийся этап про-
цесса деформирования наблюдается лишь до тех пор, пока ци-
линдрическая часть исходной заготовки имеет достаточную вы-
соту. На рис. 53 показана схема установившегося этапа процесса
деформирования заготовки. С момента, когда пластические де-
152
формации охватят краевую часть заготовки
и упругодеформируемая или, как мы ее
называли, недеформируемая цилиндрическая
часть исходной заготовки исчезает, опять
начинается этап неустановившегося процесса
деформирования, при котором изменяются
размеры очага деформации. Этап неустано-
вившегося процесса в конечной стадии де-
формирования отличается от этапа неустано-
вившегося процесса в начальной стадии тем,
что в начале деформирования очаг деформа-
ции заключен между упругодеформируемыми
частями и имеет две границы, а в конце
деформирования очаг деформации ограничен
свободной поверхностью заготовки и грани-
цей с упругодеформированной частью за-
готовки.
Можно полагать, что растягивающее на-
Рис. 53. Схема деформи-
рования на последующих
переходах вытяжки в ко-
нической матрице
пряжение в опасном сечении заготовки,
ограничивающее величину формоизменения
заготовки, допустимого без разрушения, уве-
личивается с увеличением размеров очага
деформации. Отсюда следует, что при оценке величины возмож-
ного формоизменения заготовки на последующих переходах
вытяжки наибольший интерес представляет отыскание поля
напряжений в очаге деформации на установившемся этапе про-
цесса деформирования.
Достаточно точный анализ поля напряжений может быть
выполнен по моментной теории оболочек, причем раздельно для
внеконтактного и контактного участков деформирования. Реше-
ние по моментной теории оболочек представляет особый интерес
еще и потому, что позволяет выяснить некоторые особенности
процесса деформирования, которые нельзя уловить при решении
по безмоментной теории оболочек.
Так, например, И. И. Казакевич [25] на основании решения
по приближенной теории оболочек показал, что действие моментов
может существенно сказаться на распределении нормальных кон-
тактных напряжений в коническом участке очага деформации.
При определенных условиях в некоторых участках конической
части очага деформации можно наблюдать снижение нормальных
контактных напряжений до нуля при одновременном увеличении
нормальных напряжений в смежных контактных участках. Од-
нако, как показано В. И. Вершининым [61, при отыскании поля
напряжений и величины напряжения в опасном сечении прибли-
женные решения с использованием уравнений безмоментной
теории оболочек с учетом влияния моментов на поле напря-
жений в граничных условиях дают незначительную разницу
в числовых значениях определяемых напряжений по сравне-
153
нию с приближенным решением по моментной теории обо-
лочек.
Учитывая сказанное, проведем по принятой в данной книге
приближенной методике анализ процесса деформирования заго-
товки на последующем переходе вытяжки для установившегося
этапа деформирования. По этой методике необходимо дать раз-
дельное решение для участков свободного изгиба и контактного
деформирования заготовки.
Найдем распределение напряжений в каждом из указанных
участков очага деформации без учета влияния упрочнения и
изменения толщины заготовки в процессе деформирования.
Участок свободного изгиба имеет криволинейную образую-
щую, кривизна которой изменяется от нуля на границах участка
свободного изгиба до некоторой максимальной величины в ее
средней части. В. И. Вершинин [61, проводя анализ по приб-
лиженной моментной теории пластически деформируемых обо-
лочек, показал, что на большей части участка свободного изгиба
радиус кривизны срединной поверхности получает незначитель-
ные изменения вдоль образующей и средняя его величина с до-
статочной степенью точности определяется по формуле (32) для
случая, когда меридиональные напряжения близки к нулю (что
справедливо для участка свободного изгиба при вытяжке, так
как он находится вблизи от границы участка очага деформации,
не нагруженной меридиональными силами).
Формула (32) для принятых на рис. 53 обозначений имеет вид
г> _ УЯзз
sin а '
(187)
Следовательно, участок свободного изгиба можно представить
в виде участка с постоянным радиусом кривизны срединной по-
верхности, определяемым по формуле (187), и с резким изменением
радиуса кривизны срединной поверхности до бесконечности на
переходе от участка свободного изгиба в недеформируемую ци-
линдрическую часть заготовки и в коническую часть очага де-
формации.
В гл. I было найдено уравнение равновесия (6) для элемента
пространственной оболочки. Но так как в участке свободного
изгиба заготовка не соприкасается с поверхностями инструмента,
то нормальные и касательные напряжения на поверхности заго-
товки отсутствуют. Следовательно, в уравнении (6) для данного
участка следует принять р. = 0, тогда это уравнение становится
аналогичным уравнению (2) или уравнению (150) для вытяжки
плоской заготовки.
Используя, как и ранее, уравнение пластичности по гипотезе
постоянства максимальных касательных напряжений, получаем
дифференциальное уравнение (152), интегрирование которого
дает выражение
ар = —os In р + с. (188)
154
Произвольная постоянная интегрирования с для участка сво-
бодного изгиба может быть найдена из граничного условия. Так
как переход элементов заготовки из недеформируемой части
в очаг деформации сопровождается уменьшением радиуса кри-
визны срединной поверхности в меридиональном сечении от бес-
конечности до Rp, определяемого по формуле (187), то в качестве
граничного условия можно принять, что при р = R3 (на границе
очага деформации) величина ар должна быть равна Дар, т. е.
приращению напряжения ар, вызываемому изгибом элементов
заготовки. Величина Дар определяется из выражения (30). Ис-
пользуя указанное граничное условие, находим
с = os In R3 4- .
Подставляя найденное значение с в выражение (188), получим
°P = °sln-y- + os-^-. (188')
Формула (188') позволяет установить распределение напря-
жений в первом участке очага деформации.
Распределение напряжений во втором (коническом) участке
очага деформации может быть также найдено при совместном
решении уравнения равновесия и уравнения пластичности.
Для конического участка при Rp = оо и R0 = p/cos а урав-
нение равновесия (6) преобразуется к виду
Используя уравнение пластичности сгр—сг0 = us, уравне-
ние (189) можно преобразовать, исключив напряжение а0:
dap
Р + + Н ctg а) —<зрц ctg а — °. (190)
Разделяя переменные и выполняя интегрирование, получаем
и
1п [арц ctga — as (1 -ф pctga)] = lnptga -ф^. (191)
Произвольная постоянная интегрирования находится из ус-
ловия, при котором величина напряжения ар при р = Rx (на
границе первого и второго участков очага деформации) должна
быть равна напряжению ар, определяемому по формуле (188)
при подстановке в нее значения р = Rlt плюс приращение напря-
жения Дар ?= ass/4Rp, найденное по формуле (30).
Необходимость увеличения ар, определяемого по формуле (188),
на Дар вызвана тем, что при переходе элементов заготовки из
155
первого участка очага деформации во второй имеет место спрям-
ление, при котором радиус кривизны срединной поверхности
увеличивается от /?р до бесконечности.
После определения произвольной постоянной интегрирования
и подстановки найденного значения в формулу (191) и неслож-
ных преобразований получаем
Формула (192) позволяет установить распределение напря-
жений ор в коническом участке очага деформации.
Далее можно было бы, используя уравнение равновесия (6),
решать задачу по отысканию распределения напряжений в торо-
образной части заготовки на скругленной кромке матрицы.
Однако такое решение вызывает большие сложности [37]. Так
как при вытяжке в конической матрице торообразная часть очага
деформации составляет обычно малую долю всего очага деформа-
ции, то без большой погрешности дополнительное влияние трения,
изгиба и спрямления при перемещении элементов по скругленной
кромке матрицы можно учесть аналогично тому, как это было
сделано при анализе первого перехода вытяжки. Необходимость
дополнительного учета сил трения в торообразном участке вызы-
вается тем, что протяженность зоны контакта в нем (в меридио-
нальном направлении) больше, чем протяженность части кони-
ческой поверхности с тем же изменением радиуса р (от границы
торообразного участка с коническим до точки сопряжения торо-
образного участка с цилиндрической стенкой образующегося
стакана).
Кроме того, нормальные напряжения на контактной поверх-
ности торообразного участка больше, чем на коническом участке,
так как кривизна его в обоих главных направлениях отлична
от нуля.
Разница в площадях, а следовательно, и в силах трения приб-
лиженно пропорциональна углу охвата, равному углу конус-
ности а.
На скругленной кромке матрицы имеет место изгиб и спрям-
ление каждого элемента, проходящего через кромку матрицы,
с изменением радиуса кривизны срединной поверхности от оо
до гм + “|- ПРИ изгибе иотгм-|--|- до оо при спрямлении.
Влияние изгиба и спрямления на величину максимального
напряжения, возникающего на границе очага деформации, можно
156
учесть увеличением напряжения ор, найденного без учета влия-
ния изгиба и спрямления, на величину
2До0 = 9-S(Tl .
р 2гм + s
Дополнительное влияние сил трения на кромке матрицы можно
приближенно учесть множителем ер“ (1 ра).
При этом формула для определения ортах, действующего
при р = г, может быть получена в виде
и
I /, R3 , S \ / Г \ fg “ S
+ (ln“Rr+ 2^) \~RT) + 2rM + s
(1 + pa). (193)
Формула (193) без особого ущерба для точности может быть
упрощена.
Учитывая, что Rp определяется формулой (187), можно пре-
образовать выражение, заключенное в скобках:
Л I s \ _ s . 7?3 — 7?р (1 — cos а)
V 2RP ) ~ 27?р 1П R3
s г Rp п , 2 а s sin а
+ о 2 Sin2 -X- = -------7=-
2Rp R3 2 2 R3s
9,2 a 1/ s / sin a
R3 sin a 2 К R3 \ 2
(194)
Так как угол a обычно меньше 60°, то в выражении (194)
' сь 1 1
может быть принято, что cos -у -|------— ^2, и тогда оно
C0S-2-
получит вид
(^In-^--4-^-) = 2 j/-^-sin—. (194)
Подставив полученное выражение в формулу (193), имеем
Г и
S
2гм Н- s
(1 4- Н“)-
(193')
157
В формуле (193') можно дополнительно принять, что
м. м
/ г \tga / \tga
(-£— \ \~R~) ’ так как такая замена мало изменит рас-
четную величину Ортах-
Действительно, во-первых, разница между Л?3 и мала,
а, во-вторых, подстановка = 7?3 несколько увеличивает пер-
вое слагаемое, но одновременно уменьшает второе. При такой
подстановке формула для определения apmax получит вид
(1 + pa). (195)
Пользование формулой (195) усложняется тем, что приходится
возводить дробные величины в дробные степени.
Учитывая, что при вытяжке со смазкой и с обычно применяе-
мыми углами конусности величина p/tg а значительно меньше
единицы, можно без большой погрешности заменить степенную
функцию первыми членами разложения ее в ряд с последующей
заменой логарифмической функции также первыми членами раз-
ложения в ряд
(196)
Если произвести указанную подстановку и принять, что
2 sin sin а, то после небольших преобразований получим
^р max —~ <*s
(! +-tgT-KT79Cosa)
+ V ^Tsina +-27ГТт](1 + (195')
Формула (195'), несмотря на проведенные упрощения, пра-
вильно отражает характер влияния основных факторов на вели-
чину напряжения артах, действующего в опасном сечении заго-
товки. В частности, можно заметить, что с увеличением угла a
составляющие, учитывающие влияние трения в конической по-
лости матрицы, уменьшаются, в то время как составляющие,
учитывающие влияния изгиба, увеличиваются. Учитывая разные
знаки изменения отдельных составляющих, можно полагать, что
158
имеются оптимальные значения угла конусности матрицы, при
которых напряжение аршах при прочих равных условиях имеет
минимальную величину.
Для отыскания значения оптимальных углов конусности
матрицы следует производную приравнять нулю, т. е. d<jpmaJdci=
= 0.
При отыскании оптимального угла конусности матрицы не
будем учитывать влияние трения на кромке матрицы и примем
условно, что (1 -фра) 1. При этом допущении значение про-
изводной имеет вид
rftfpmax _ .. (1 г \ ,,
Из уравнения (197) в явном виде выразить угол а невозможно,
однако без большого ущерба для точности это уравнение можно
значительно упростить. Действительно, если учесть, что
а <60° и -^-<0, 1, то —_а -4- sin а,
Яз sin2 а Т R3
и последним слагаемым можно пренебречь. Тогда уравнение (197)
может быть приведено к следующему равенству:
Равенство (197') может быть использовано для отыскания
величины оптимального угла а методом последовательных приб-
лижений. В тех случаях, когда необходимо хоть приближенно,
но быстро найти величину оптимального угла конусности мат-
рицы, можно в равенстве (197') принять cos а 1; тогда формула
для определения оптимального угла конусйости матрицы полу-
чает максимально простой вид
su,a_ ]/.&.(!—ф). (198)
Из формулы (198) можно видеть, что оптимальный угол конус-
ности матрицы увеличивается с увеличением коэффициента тре-
ния, с уменьшением относительной толщины s/R3 и с увеличением
коэффицйента вытяжки k = R3/r. Такой характер влияния этих
основных факторов на величину оптимального угла конусности
матрицы объясняется тем, что с увеличением коэффициентов
трения и вытяжки увеличивается суммарная сила трения, дей-
ствующая на боковую поверхность заготовки в очаге деформации,
что, в свою очередь, при той же составляющей от изгиба увели-
чивает оптимальный угол. Увеличение s/Rs при тех же состав-
159
Рис. 54. Зависимость составляющих
ар max от угла “
ляющих от трения смещает оптималь-
ный угол в сторону меньших значе-
ний. Это наглядно (с качественной
стороны) иллюстрируется рис. 54,
где напряжение артах условно подра-
зделяется на три составляющих:
1) характеризующую идеальный про-
цесс деформирования без влияния
, / , /?3 \
трения и изгиба ( = os In —;
2) учитывающую влияние трения на
величину Орщах'. 3)’ учитывающую
влияние изгиба и спрямления на ве-
личину Ортах*
Так как в реальных условиях вытяжки величины, входящие
в формулу (198), составляют обычно р = 0,05 -^-0,10, s/Z?3 =
= 0,1 4-0,01 и Rjr = 1,2-s-l,5, то, пользуясь формулой (198),
можно определить приближенный диапазон изменения величин
оптимальных углов конусности матрицы на последующих пере-
ходах вытяжки. При указанных пределах изменения значений ц,
s/R3 и Rjr оптимальный угол а, рассчитанный по формуле (198),
колеблется в пределах 10—35°.
Заметим, что с увеличением угла а (оптимального) погреш-
ность формулы (198) увеличивается вследствие принятых при ее
выводе допущений (cos а «П; 1 -ф ра 1). При определенных
условиях расчет по формуле (198) может привести к тому, что
sin а = 1, т. е. а = л/2 или sin а >1, что практически невоз-
можно. Это свидетельствует о том, что формула при а > 60°
неверна, а следовательно, ею можно пользоваться лишь тогда,
когда значения а не превышают 60°. Заметим, что приаопт> 60°
следует проверить целесообразность вытяжки через матрицу
со скругленной рабочей кромкой без конической части [37 ]
(вытяжку через радиусную матрицу).
В то же время сопоставление значений ссопт, рассчитанных
по формуле (198), с экспериментальными данными, в частности
с данными И. А. Норицина (351, показывает вполне приемлемую
точность значений оптимального угла конусности матрицы, полу-
ченных по указанной формуле.
В числе факторов, существенно влияющих на величину егртпах,
необходимо отметить такой фактор, как упрочнение, не учтенный
в предыдущем анализе.
Значительную трудность при попытке аналитически решить
задачу по определению поля напряжений в очаге деформации на
последующих переходах вытяжки с учетом упрочнения вызывает
то обстоятельство, что заготовка, полученная в предыдущих
переходах вытяжки, может иметь переменное значение напря-
жения текучести вдоль образующей.
160
Для более наглядного рассмотрения указанного обстоятель-
ства разберем задачу по определению изменения напряжения
текучести вдоль образующей стакана, полученного из плоской
заготовки за первый переход вытяжки.
Примем, что радиус скругления кромки пуансона равен нулю
и что толщина заготовки в процессе вытяжки не. изменяется.
Тогда из условия равенства площадей можно записать следующее
равенство:
№ + 2nrz — пр2,
где г — радиус боковой поверхности вытянутого стакана; z —
расстояние рассматриваемого элемента, после того как он перей-
дет в стенки стакана от донышка вытянутого стакана; р — те-
кущее значение радиуса, координирующего кольцевой элемент
во фланце.
Если принять, что деформация тангенциального сжатия 80 —
Р —г
= — определяет изменение напряжения текучести вслед-
ствие упрочнения и что деформация тангенциального сжатия
по упрочняющему эффекту эквивалентна относительному сужению
площади поперечного сечения при испытании на растяжение, то
можно воспользоваться кривой упрочнения второго рода [фор-
мула (18)] с подстановкой ф = ее = 1---Если
р2 = г2 4- 2rz, то можно получить формулу
:0 = 1 — -----= 1------— 1 .
^+2гг /14-2-?-
выразить
(199)
При k < 2 (обычно имеет место в практике) с погрешностью,
не превышающей —20% для краевых элементов и значительно
меньшей для элементов, более удаленных от края заготовки,
можно воспользоваться разложением корня по соотношению
/14-2^^14-^-;
тогда выражение (199) может быть представлено в виде
= 099')
Подставляя значение 80 = ф из выражения (199') в фор
мулу (18), получаем
• Г 2 ]
S 1 -----Фш L (f 4* z) Фш J
(200)
Полученная формула приближенно (вследствие принятых
допущений и упрощений) дает представление о том, как распре-
делены значения напряжения текучести в стенках вытянутого
6 Е. А Попов 161
стакана при степенной зависимости напряжения текучести от
деформации. Из формулы (200) видно, что по мере удаления от
донышка заготовки (по мере увеличения z) напряжение текучести
возрастает, т. е. степень упрочнения металла етенок стакана тем
больше, чем ближе расположен рассматриваемый элемент к краю
вытянутого стакана.
В силу специфики принятой кривой упрочнения [формула (18)]
формула (200) дает неверный результат при z = 0 и указывает
на то, что у донышка, где'деформация отсутствовала, напряжение
текучести равно нулю. В действительности в точках, которые не
испытывали деформацию при вытяжке, напряжение текучести
должно соответствовать пределу текучести недеформируемого
металла. Но эта погрешность быстро уменьшается по мере уве-
личения деформации или в нашем случае по мере увеличения
координаты z.
Заметим, что в действительности изменение напряжения теку-
чести вдоль стенки стакана, вытянутого из плоской заготовки,
будет еще более сложным, чем то, которое определяется выра-
жением (200), так как на величину деформации е0 оказывают
влияние не учтенные в приведенном приближенном анализе
факторы, а именно радиус скругления кромки пуансона и нерав-
номерное изменение толщины заготовки по высоте.
Если теперь стакан, полученный за первый переход вытяжки
из плоской заготовки, подвергнуть вытяжке на втором переходе,
то в очаг деформации будет последовательно поступать все более
упрочненный металл, требующий для своего деформирования
все больших по величине напряжений.
Если после первого перехода вытяжки полуфабрикат не отжи-
гается, то на последующем переходе вытяжки можно ожидать
увеличения напряжения в опасном сечении, а следовательно,
и увеличения усилия вытяжки по мере протягивания заготовки
через матрицу (несмотря на то, что размеры очага деформации
на установившемся этапе деформирования остаются практически
неизменными).
Отметим, что в реальных условиях вытяжки увеличению
напряжения оршах в опасном сечении и усилия по мере деформи-
рования заготовки в последующих переходах вытяжки способ-
ствует и то, что толщина стенки в протягиваемой заготовке пере-
менна и увеличивается от дна к краю. Действительно, если тол-
щина исходного стакана увеличивается по мере приближения
к краевой части, то в процессе вытяжки в очаг деформации будут
перемещаться элементы со все большей толщиной, для дефор-
мирования которых требуется все возрастающее усилие.
Изложенное наглядно иллюстрируется графиками изменения
усилия вытяжки по пути пуансона, приведенными на рис. 55.
Из графиков видно, что отжиг значительно уменьшает усилие
вытяжки и что усилие интенсивнее возрастает при вытяжке заго-
товки без отжига между переходами, чем при вытяжке заготовки,
162
Рис. SS. Графики усилия по пути иа втором переходе вытяжки:
без отжига; ------отжиг при 700° С и нормализация
при 930° С (сталь 08кп) [561
отожженной после первого перехода. Разная интенсивность воз-
растания усилия и является следствием того, что при вытяжке
без отжига росту усилия способствует увеличение напряжения
текучести и толщины по мере приближения к краю исходного
стакана, а при вытяжке отожженного стакана влияет только
увеличение толщины вдоль образующей стакана.
Увеличение усилия деформирования к концу вытяжки при-
водит к тому, что на последующих ее переходах разрушение
заготовки обычно происходит не в начальном, а в конечном пе-
риоде., Разрушение происходит, как правило, вблизи перехода
от скругленной по кромке пуансона части заготовки к стенкам
вытягиваемого стакана, т. е. в участке с минимальной толщиной,
получаемой от предыдущей вытяжки.
Несмотря на указанную сложность точного решения задачи
с учетом влияния упрочнения на величину аршах, действующего
в опасном сечении, можно попытаться хотя бы приближенно
учесть это влияние. Вначале рассмотрим случай, когда на по-
следующем переходе вытяжки деформируется отожженный полу-
фабрикат (заготовка), имеющий одйнаковые напряжения теку-
чести по всей заготовке.
Для упрощения решения примем вместо степенной линейную
аппроксимацию кривой упрочнения, по которой применительно
к вытяжке уравнение (20), определяющее зависимость напряже-
ния текучести от деформации, может быть представлено в виде
os = ат0 H&Q. (201)
Для отожженной заготовки на границе очага деформации
с недеформируемой частью исходной заготовки (при р = /?3;
80 — 0) напряжение текучести равно as mln = от0. Максимальное
напряжение текучести будет иметь место в элементах, получив-
ших наибольшую тангенциальную деформацию, т. е. на границе
очага деформации со стенками вытягиваемого стакана (при р — г).
6* 163
Величина этого максимального напряжения текучести, опреде-
ляемая по формуле (201), равна
Если принять, что изменение напряжения текучести в очаге
деформации подчинено линейной зависимости от координаты р,
то среднее для всего очага деформации значение напряжения
текучести определяется как полусумма минимального и макси-
мального значений напряжения текучести по границам очага
деформации:
<^s ср ’ ^тО
(202)
Подставляя найденное значение ascp вместо os в формулу (195)
или (195'), можно получить выражения, приближенно учиты-
вающие влияние упрочнения на величину арп1ах, действующего
в опасном сечении заготовки (отожженной) на последующих
переходах вытяжки.
Например, подставляя oscp в формулу (195'), получаем
Из формулы (203) видно, что вследствие упрочнения возра-
стает ор niax > причем тем больше, чем больше коэффициент вы-
тяжки k — R3/r и модуль упрочнения 77.
Сложнее учесть влияние упрочнения на последующих опера-
циях вытяжки без межоперационных отжигов. В этом случае
необходимо суммировать изменения напряжения текучести, полу-
ченные заготовкой на предыдущих переходах вытяжки, с изме-
нением напряжений текучести, создаваемым в данном переходе
вытяжки.
Следует отметить, что при вытяжке без межоперационных
отжигов неравномерность значений напряжений текучести в очаге
деформаций меньше, чем при вытяжке отожженной заготовки.
Действительно, после ' первой вытяжки из плоской заготовки
напряжение текучести в стенках вытянутого стакана умень-
шается от края к донышку. В то же время деформация на после-
дующем переходе вытяжки увеличивается в очаге деформации
от края к донышку, а следовательно, приращение напряжения
текучести, возникающее в этом переходе, также увеличивается
от края к донышку.
Таким образом, прирост напряжения текучести при деформи-
ровании на последующем переходе в какой-то степени компенсирует
164
убывание напряжения текучести от
края к донышку в цилиндрической
заготовке, полученной на первом
переходе вытяжки. Это позволяет
для приближенных расчетов после-
дующих переходов вытяжки без меж-
операционного отжига использовать
в качестве среднего для очага дефор-
мации значение напряжения теку-
чести, определяемое по формуле (200)
для координаты г, соответствующей
верхней границе очага деформации
на последующем переходе.
При рассмотрении последующих
переходов вытяжки необходимо
кратко остановиться на интересном
явлении, связанном с особенностями
деформирования краевой части заго-
рие. 56. Схема возникновения растя-
гивающих напряжений
ТОВКИ.
Ранее было показано, что у границ очага деформации на этапе
установившегося деформирования имеет место резкое изменение
кривизны срединной поверхности в меридиональном направлении.
В соответствии с этим у границ очага деформации действуют мо-
менты, в частности на верхней границе, между очагом деформации
и цилиндрическими стенками исходной заготовки — изгибающий
момент, величина которого на единицу длины определяется
выражением
М = oss2.
Этот момент (рис. 56) действует на элементы, перемещающиеся
в очаг деформации, вызывая их изгиб, и на стенки исходной
заготовки, еще не получившие пластических деформаций, спо-
собствуя появлению в них тангенциальных напряжений. Средняя
величина этих тангенциальных напряжений о0 может быть най-
дена из условия равенства моментов
ass% dy = 2a0s/ Q
При выводе было принято, что напряжения о0 равномерно
распределены по длине I непротянутой части заготовки.
Из полученного равенства можно определить величину среднего
напряжения о0, действующего в непротянутой части заготовки:
ов = • (204)
Из формулы (204) видно, что по мере осуществления вытяжки
или уменьшения длины I величина тангенциальных напряжений о0,
165
Рис. 57. Продольные трещины при вытяжке
без отжига (сталь 08; гнв = 0,6; s = 1,2 мм)
[35]
действующих в стенках не-
протянутой части заготовки,
увеличивается. В определен-
ный момент эти напряжения
могут достигнуть значения,
равного напряжению теку-
чести. Легко установить, что
напряжения ст,-, — о возник-
нут тогда, когда
Когда длина непротяну-
той части заготовки достиг-
нет такой величины, кото-
рая удовлетворяет соотноше-
нию |205), в непротянутой
части заготовки напряже-
ния о0 будут равны напря-
жению текучести и в ней начнутся пластические деформации.
Из сказанного следует, что на заключительном этапе вытяжки
увеличиваются диаметральные размеры краевой части заготовки.
Это произойдет раньше, чем она войдет в контакт с конической
поверхностью рабочей части матрицы. Следовательно, на заклю-
чительном этапе деформирования могут немного увеличиться
размеры очага деформации [в пластическую деформацию вклю-
чается краевой цилиндрический участок, длина которого опре-
деляется соотношением (205) ]. Заметим, что увеличение размеров
очага деформации на заключительном этапе деформирования
не должно приводить к увеличению напряжения артах в опас-
ном сечении заготовки, так как одновременно с этим увеличи-
вается радиус кривизны Rp участка свободного изгиба, а следо-
вательно, уменьшаются приращения напряжения Дар, вызванные
изгибом и спрямлением по границам участка свободного изгиба.
Как показали исследования И. А. Норицына [35], деформации
растяжения е0, возникающие в краевой части заготовки, могут
в определенных условиях вызвать разрушение заготовки с обра-
зованием продольной трещины (рис. 57). Такие трещины могут
возникать при многопереходной вытяжке без межоперационных
отжигов. Из этих же исследований видно, что при многопереход-
ной вытяжке без отжигов прочностные характеристики на растя-
жение в поперечном или тангенциальном направлении значи-
тельно уменьшаются. Объясняется это, очевидно, влиянием полос-
чатости макроструктуры и наличием элементов сдвигов в мери-
диональном направлении даже при вытяжке в условиях осевой
симметрии деформирования (наличие анизотропии, дающей неоди-
наковые свойства в меридиональном направлении).
16Ь
Рис. 58. Схема вытяжки
в радиусной матрице
при определенных
очага деформации
Снижение прочностных характеристик
в тангенциальном направлении и приводит
к тому, что деформации е0, возникающие
под действием изгибающего момента, оказы-
ваются достаточными для образования про-
дольной трещины, которая, зародившись,
быстро распространяется вдоль образующей
вытягиваемого стакана.
Заметим, что принятое выше допущение
о равномерном по длине I распределении
растягивающих напряжений а0 является гру-
бым приближением. Напряжения о0 имеют
наибольшее значение вблизи границы очага
деформации и постепенно убывают к краю
вытягиваемого стакана. Такой характер изме-
нения растягивающих напряжений о0 в стен-
ках непротянутой части заготовки может
условиях привести к увеличению размеров
на этапе установившегося деформирования и к некоторому
увеличению диаметральных размеров исходной заготовки вблизи
границы с участком свободного изгиба.
Рассмотрим теперь некоторые вопросы деформирования заго-
товки на последующих переходах вытяжки через матрицу с ра-
диальным входом. В этом случае (рис. 58) очаг деформации состоит
из двух участков: свободного изгиба (вне контактной деформации)
и контактного (деформирование на торообразной рабочей поверх-
ности матрицы).
Распределение напряжений в участке свободного изгиба ана-
логично их распределению в этом участке при вытяжке в кони-
ческой матрице. Точное решение по определению поля напряжений
в контактном участке очага деформации по торообразной поверх-
ности матрицы с использованием уравнения равновесия (6) свя-
зано со значительными математическими трудностями из-за пере-
менного значения радиуса Re вдоль образующей. В принципе,
используя некоторые допущения, задачу эту можно решить [37],
но получившиеся при этом формулы весьма сложны.
Протяженность участка контактного деформирования срав-
нительно мала, поэтому можно принять, что влияние трения на
торообразном участке учитывается множителем е^“ ==« (1 4~ ца)
по аналогии с допущениями, принятыми при анализе первого
перехода вытяжки из плоской заготовки. Для получения приб-
лиженной формулы, позволяющей определить величину напря-
жения в опасном сечении заготовки, можно также принять, что
суммарное влияние изгиба и спрямления можно найти из выра-
жения
X + 2ЛО„, _ 0, Q-i + . (206)
167
При таких допущениях формула Для определения величины
напряжения crp тах, действующего в опасном сечении заготовки,
получит вид
артах = as 2rM 4- S ) ’ (207)
где ах — угол между осью симметрии и касательной, проведенной
в меридиональном сечении к образующей заготовки в точке
сопряжения участков свободного изгиба и контактного деформи-
рования.
Особенностью вытяжки через матрицу с радиальным входом
является то, что угол ах не определяется однозначно размерами
матрицы. Величина угла ах может быть определена по формуле,
полученной из очевидных геометрических соображений:
cos ах = 1-----. (208)
Rp 4~<м + ~2~
В этой формуле величины R, г, гм и s задаются размерами
заготовки, матрицы и принятым коэффициентом вытяжки, а ве-
личина Rp определяется по формуле (32), которая для данного
случая имеет вид
R0=-XRs-. (209)
Согласно формуле (209) Rp = / (ах), следовательно, из фор-
мулы (208) можно получить угол ах в неявном виде. Однако,
подставляя значение Rp из формулы (209) в формулу (208) и при-
нимая tg-у-^sin-y-, получаем после несложных преоб-
разований квадратное уравнение относительно sin-y-, решение
которого позволяет получить формулу, в которой sin у- =
= f (R; г; rM; s) выражен в явном виде:
sin . (210)
Для нахождения величины напряжения оргаах при вытяжке
в матрице с радиальным входом необходимо по формуле (210)
определить величину ах, затем по ах — величину Rp по фор-
муле (209), а по найденным значениям ах и Ro, пользуясь фор-
мулой (207), определить аргаах.
Анализируя формулу (210), можно установить, что величина ах
зависит от размеров заготовки, от коэффициента вытяжки и от
величины радиуса скругления рабочей кромки матрицы.
168
Рис. 59. Схема обратной
вытяжки
Сопоставление расчетных значений 04
с данными экспериментов показывает, что
формула (210) дает возможность получить
достаточно точные значения а х. Однако по-
грешность расчетных данных становится зна-
чительной, если > 70°, так как в этом
случае tg-^- сильно отличается от sin-у-.
Расчет по этой формуле соответствует
условиям деформирования заготовки, при которых очаг дефор-
мации состоит только из двух участков: свободного изгиба и
контактного. Это условие математически может быть выражено
неравенством
R-r^rM+±- + Rp. (211)
В том случае, когда указанное неравенство не соблюдается,
участок свободного изгиба и контактный участок не имеют общей
границы и разделены еще одним участком внеконтактной дефор-
мации, в котором образующая срединной поверхности близка
к прямолинейной. При таких условиях пользоваться формулой
(207) нельзя.
Если при расчетах надо учесть влияние упрочнения, то это
может быть сделано заменой напряжения os в формуле (207)
средним для очага деформации значением напряжения текучести
(аналогично тому, как это было принято для случая вытяжки
в конической матрице).
При рассмотрении последующих переходов вытяжки цилиндри-
ческого стакана необходимо отметить, что в практике штамповки,
хотя и не очень часто, но встречается так называемая обратная
вытяжка, при которой заготовка в виде цилиндрического стакана
как бы вывертывается наизнанку. Схема деформирования заго-
товки при обратной вытяжке показана на рис. 59.
На основании проведенного исследования Л. А. Шофман
[56] установил, что растягивающие напряжения аргаах в опасном
сечении заготовки (при прочих равных условиях) при обратной
вытяжке несколько больше, чем при прямой. Сказанное наглядно
иллюстрируется графиком изменения усилия вытяжки по пути
пуансона, приведенным на рис. 60.
Увеличение aptnax Л. А. Шофман объясняет большим влия-
нием сил трения на кромке матрицы при обратной вытяжке по
сравнению с прямой. Действительно, так как при обратной вы-
тяжке угол охвата кромки матрицы равен л, то вместо множи-
теля (1 4- pccj) в формуле (207) для вытяжки в радиусной матрице
следует подставить множитель (1 + рл). При этом отмечено также
несколько большее утонение заготовки при обратной вытяжке.
Применение обратной вытяжки в ряде случаев‘весьма рацио-
нально и, в частности, в случае совмещения прямой и обратной
169
Путь пуансона
Рис. 60. Графики усилия по пути
при прямой (/) и обратной (2)
вытяжке [56]
вытяжки в одном штампе при изготовлении цилиндрических
деталей, при вытяжке деталей с криволинейной образующей
и при вытяжке деталей типа днищ.
§ 3. ВЫТЯЖКА ОСЕСИММЕТРИЧНЫХ
НЕЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
В технологии холодной штамповки значительное место зани-
мает изготовление осесимметричных деталей, имеющих форму,
отличную от формы цилиндрических деталей.
Типовыми представителями таких деталей являются детали
с широким фланцем, ступенчатые, конические, с криволинейной
образующей, со сферическим дном и т. д. Изготовление этих дета-
лей имеет свои специфические особенности, связанные с особен-
ностями процесса деформирования. Для сознательного управ-
ления технологическими процессами изготовления таких деталей
желательно ознакомиться с особенностями деформирования заго-
товки и факторами, влияющими на допустимую величину формо-
изменения заготовки и качественные показатели деталей, полу-
чаемых вытяжкой из плоской заготовки. Так как изготовление
указанных типовых деталей имеет свои специфические особен-
ности, ознакомимся с этими особенностями и элементами расчетов
применительно к изготовлению отдельных типовых деталей.
Вытяжка деталей с широким фланцем. Цилиндрическая деталь
с фланцем представляет собой продукт незавершенной вытяжки,
когда заготовка не полностью протягивается через матрицу.
В тех случаях, когда коэффициент вытяжки, определяемый как
отношение диаметра заготовки к диаметру цилиндрической части
вытягиваемой детали, меньше или равен допустимому коэффи-
циенту вытяжки на первом переходе изготовления цилиндриче-
ского стакана, изготовление детали с фланцем не представляет
затруднений. Действительно, в этом случае напряжение оргаах
в опасном сечении на протяжении всего процесса вытяжки не
достигает величины, способной вызвать разрушение заготовки.
Следовательно, процесс вытяжки может быть остановлен в любой
промежуточной фазе деформирования и при любом значении
диаметра фланца Оф (в пределах d < Оф < D).
170
Напомним, что Диаметр Заготовки приближенно определяется
из условия равенства площади заготовки площади поверхности
детали, заданной для изготовления.
В тех случаях, когда коэффициент вытяжки, потребный для
изготовления заданной детали, становится больше допустимого
коэффициента вытяжки для первого перехода изготовления
цилиндрического стакана, возможное формоизменение заготовки
становится, ограниченным. Процесс вытяжки таких деталей свя-
зан с определенными трудностями.
Вытяжка деталей, при которой на первом переходе значение
коэффициента вытяжки таково, что делает полное протягивание
заготовки через матрицу невозможным, называется вытяжкой
детали с широким фланцем.
При проектировании технологического процесса изготовления
деталей с широким фланцем в первую очередь следует проверить,
возможно ли изготовление заданной детали за один переход
вытяжки.
. Ранее было показано, что если вытяжка напроход невозможна,
то допустимо некоторое уменьшение диаметра заготовки без
разрушения.
Формула (181) позволяет определить величину относительного
смещения края фланца (х = Д#//?о) Д° возникновения опасности
разрушения заготовки при вытяжке с коэффициентами большими
допустимых для вытяжки напроход. Величина х стремится к нулю
при значениях коэффициента вытяжки, стремящихся к беско-
нечности, и монотонно возрастает по мере уменьшения коэффи-
циента вытяжки. При определенном значении коэффициента
вытяжки величина х может стать равной значению х, определяе-
мому по формуле (177); тогда максимальное значение ортах
в процессе вытяжки достигнет величины, равной пределу проч-
ности. Если же величина х, определенная по формуле (181),
становится больше величины х, определенной по формуле (177),
то это свидетельствует о том, что в любой фазе деформирования
напряжение ортах не достигает значения, равного пределу проч-
ности, и вытяжка напроход становится возможной. Таким обра-
зом, на первом переходе вытяжки деталей с широким фланцем
в зависимости от величины коэффициента вытяжки может быть
получено относительное смещение фланца
О < х < фш 1п&. (212)
Пользуясь формулой (181) для заданных условий вытяжки
(p, Q, r„/s, ав, фш) и коэффициентом вытяжки, найденным из
условия равенства поверхностей заготовки и детали, можно
определить величину относительного смещения х, соответствую-
щего возникновению напряжения в опасном сечении, равного
пределу прочности. Если принять, что площадь поверхности
заготовки в процессе вытяжки не изменяется, радиусы скругления
кромок пуансона и матрицы одинаковы и втянутая в матрицу
171
Гп=г„
Рис. 61. Схема R бйределенню
высоты части заготовки, втя-
нутой в матрицу
часть заготовки имеет цилиндрический участок, то можно опре-
делить высоту части заготовки, втянутой в матрицу. При этих
условиях может быть найдена формула, позволяющая определить
высоту цилиндрической части детали, получаемой за первый
переход вытяжки из плоской заготовки
h = xkR + 0,86rM. (213)
Принятые в формуле (213) обозначения даны на рис. 61.
Формулу (213) можно преобразовать к виду, позволяющему
определять относительную высоту втянутой части заготовки:
= 0,5аг^2 + 0,86. (213')
Заметим, что полученное по формуле (213') значение отно-
сительной высоты части заготовки, втянутой в матрицу, будет
несколько меньше достижимого. Объясняется это тем, что при
деформировании заготовки с коэффициентами вытяжки боль-
шими допустимых на первом переходе вытяжки цилиндрического
стакана зона, в которой происходит уменьшение толщины заго-
товки, возрастает. При этом в процессе деформирования наблю-
дается некоторое увеличение площади поверхности заготовки,
что должно привести к соответствующему увеличению относи-
тельной высоты части заготовки, втянутой в матрицу.
Если расчеты, проведенные с использованием формул (181),
(213) и (213'), покажут, что заданные размеры hid. для детали
с фланцем больше размеров, получаемых расчетом по приведен-
ной методике, то такая деталь не может быть изготовлена одно-
переходным процессом вытяжки. В этом случае необходимо осу-
ществлять вытяжку за несколько пере-
ходов.
Особенность построения переходов
при вытяжке деталей с широким флан-
цем заключается в том, что диаметр
заготовки будет изменяться лишь на
первом переходе вытяжки, а на после-
дующих переходах наружный диаметр
фланца не изменяется (рис. 62).
Такое построение переходов дикту-
ется стремлением уменьшить величину
г J J Рис. 82. Схема вытяжки деталей
растягивающего напряжения, действу- с широким фланцем
172
ющего в опасном сечении заготовки, за счет уменьшения размеров
очага деформации.
Уменьшение размеров очага деформации достигается тем, что
периферийная часть фланца не переводится в пластическое со-
стояние, а остается упругодеформированной с неизменным наруж-
ным диаметром. Последующие операции вытяжки уменьшают
диаметр цилиндрической части заготовки, образованной на пре-
дыдущем переходе вытяжки; при этом одновременно увеличи-
вается высота цилиндрической части и ширина фланца.
Увеличение ширины фланца при неизменном наружном диа-
метре происходит вследствие изменения внутреннего диаметра
фланца путем перехода части поверхности, втянутой в матрицу
на предыдущем переходе, во фланцевую часть заготовки на данном
переходе вытяжки. Так как часть заготовки, переходящая во
фланец на предыдущем переходе, была обтянута по кромке мат-
рицы и имела определенный радиус кривизны срединной поверх-
ности в меридиональном сечении, то при переходе во фланец эта
часть заготовки должна получить спрямление.
Отсюда следует, что диаметральные размеры границы пласти-
чески деформируемой части заготовки на последующих переходах
вытяжки деталей с широким фланцем должны быть больше раз-
меров границы между плоской частью фланца и торообразной
частью заготовки, контактирующей со скругленной кромкой
матрицы на предыдущем переходе вытяжки.
Учитывая сказанное, можно отметить, что размеры очага де-
формации на последующих переходах вытяжки деталей с широким
фланцем значительно изменяются. Вначале, когда заготовка
с фланцем начинает втягиваться в матрицу, размеры очага дефор-
мации увеличиваются (по аналогии с начальным периодом дефор-
мирования на последующих переходах вытяжки цилиндрических
деталей). В случае вытяжки деталей с фланцем при достаточной
высоте цилиндрической части может наступить этап установив-
шегося деформирования, когда размеры очага деформации, гра-
ничащего с цилиндрической частью исходной заготовки и цилин-
дрической частью, образованной в данном переходе, остаются
постоянными. После того как верхняя граница очага деформации
подойдет к торообразной части заготовки, образованной по кромке
матрицы на предыдущем переходе вытяжки, размеры очага де-
формации опять начнут увеличиваться; увеличение происходит
до тех пор, пока верхняя граница очага не подойдет к плоской
части фланца заготовки, деформируемой на данном переходе.
Естественно, что увеличение размеров очага деформации
в заключительной фазе деформирования должно сопровождаться
увеличением напряжения оршах в опасном сечении заготовки,
а следовательно, и усилия вытяжки.
В стадии установившегося деформирования напряжение ор тах
в опасном сечении в силу идентичности условий деформирования
должно быть равным напряжению сгрп1ах при деформировании
173
Заготовки На последующих переходах вытяжки цилиндрический
деталей.
Так как при вытяжке деталей с широким фланцем обычно
применяют матрицы с торообразной рабочей поверхностью (ра-
диусные матрицы), то напряжение арп1ах на этапе установившегося
деформирования может быть найдено по формуле (207).
Наибольший интерес с точки зрения оценки величины допу-
стимого формоизменения представляет определение величины аршах
в последний момент деформирования, когда размеры очага дефор-
мации максимальны, а соответственно максимально и напря-
жение Оршах в опасном сечении заготовки.
Следует отметить, что определение величины напряжения ар,
необходимого для спрямления торообразного участка заготовки,
переходящего в плоскую часть фланца, представляет значитель-
ные трудности. Исходя из анализа процесса изгиба полосы с рас-
тяжениём, можно было бы считать, что для полного спрямления
заготовки могут потребоваться напряжения, близкие к напря-
жению текучести. Однако, учитывая, что спрямление сопровож-
дается элементами втягивания заготовки (деформация е0 является
деформацией сжатия), можно полагать, что действие сжимающих
напряжений а0 будет способствовать уменьшению величины ар,
необходимой для спрямления торообразной части заготовки. Кроме
того, следует учитывать, что при вытяжке деталей с широким
фланцем последний в заключительной стадии деформирования
подвергается обычно правке, т. е. сжатию между матрицей и при-
жимом, что также способствует уменьшению напряжения ар,
необходимого для спрямления.
Из сказанного можно допустить, что изменение кривизны
в торообразном участке при его спрямлении будет вызывать уве-
личение меридионального напряжения на величину 2Дор, где Дар
определяется по формуле (30). Спрямление торообразного участка
происходит одновременно по двум его границам, что и учитывается
при определении влияния спрямления на величину меридиональ-
ного напряжения.
Учитывая, что в заключительной стадии условия деформиро-
вания имеют некоторое сходство с условиями деформирования
плоской заготовки (изгиб, спрямление и трение на кромке мат-
рицы, уменьшение диаметральных размеров любого кольцевого
элемента в очаге деформации), можно воспользоваться некото-
рыми зависимостями, установленными при анализе первого
перехода вытяжки цилиндрического стакана.
Однако имеются некоторые специфические особенности, кото-
рые следует учесть при установлении формулы для определе-
ния ортах в заключительной фазе вытяжки деталей с широким
фланцем. К ним относятся, во-первых, меньшее влияние трения
под прижимом вследствие того, что толщина заготовки в очаге
деформации меньше, чем по краю фланца, который не получает
пластических деформаций на последующих переходах вытяжки;
174
во-вторых, разные граничные условия. Если на первом переходе
вытяжки цилиндрического стакана очаг деформации охватывает
весь фланец и мы считаем, что на краю фланца действуют напря-
жения атр, вызванные трением под прижимом, то в случае де-
формирования заготовки на последующих переходах вытяжки
деталей с широким фланцем граница очага пластических дефор-
маций находится во фланце, что делает граничные условия менее
определенными.
Для приближенных расчетов в качестве граничного условия
может быть принято, что на границе очага пластических дефор-
маций при р — Г1 + гМ1 напряжение ар = 2А ар (гх — радиус
цилиндрической части заготовки после предыдущего перехода
вытяжки и гМ1 — радиус скругления кромки матрицы предыду-
щего перехода). Тогда, используя указанное граничное условие
и методику, принятую при анализе первого перехода вытяжки
цилиндрического стакана, можно записать
+ (214)
где /?гр = Г1 + гм — наружная граница очага деформации.
Формула (214) учитывает размеры очага деформации или же
(р \
спрямление торообразного
участка заготовки 2г s ’ изгиба и спрямления на кромке
матрицы ( 2г S-|-s ) и тРение на кРомке матрицы (1 +1,6р).
Если радиусы скругления кромок матриц предыдущего и
рассматриваемого перехода одинаковы, а отношение
7? гр _ dn-i + 2гм,
г ~ dn ’
то формула (214) получает более простой вид
(214')
где dn_r — диаметр цилиндрической части заготовки после пре-
дыдущего перехода; dn — диаметр цилиндрической части, полу-
чаемой на данном переходе.
При сопоставлении формулы (214') с формулой (207), кото-
рая при R/r = drt_1/drt определяет величину ортах на этапе
установившегося деформирования, можно заметить, что напря-
жение артах в заключительной фазе деформирования на после-
дующих переходах вытяжки деталей с широким фланцем зна-
чительно больше Ортах на этапе установившегося деформирования.
В связи с этим для оценки возможности формоизменения, опре-
деляемого коэффициентом вытяжки k = dn_Jdn, следует поль-
зоваться формулами (214) и (214').
175
Рис. 63. Схема вытяжки с про-
талкиванием
В этих формулах не учитывалось
влияние упрочнения на величину сгр тах,
что несколько снижает точность опре-
деления допустимого коэффициента вы-
тяжки. Влияние упрочнения можно
приближенно учесть, если вместо crs
в эти формулы подставить среднее для
очага деформации напряжение теку-
чести, определяемое по кривым упроч-
нения, и использовать найденные (пусть
даже приближенно по условию постоян-
ства поверхности) значения деформа-
ций е0 по границам очага дефор-
мации.
Вытяжка деталей с широким фланцем чаще всего (на много-
позиционных прессах — как правило) осуществляется с так назы-
ваемым проталкиванием, при котором на краевую фланцевую
часть заготовки действуют осевые силы, заталкивающие заготовку
в матрицу. Усилие заталкивания создается пружинным или
резиновым устройством (буфером) или же пневматической подуш-
кой (рис. 63).
Планка (прижим), воздействующая на краевую часть заго-
товки в процессе вытяжки, перемещается относительно пуан-
сона и останавливается в последнем периоде деформирования,
упираясь в неподвижную относительно пуансона опору, с этого
момента начинается правка фланца, разглаживающая кольце-
вую волну, остающуюся после перехода торообразного участка
заготовки на плоскую часть фланца. В промежуточных стадиях
деформирования заталкивающая осевая сила создает сжимающие
напряжения, действующие в меридиональном направлении, кото-
рые при данном коэффициенте вытяжки могут привести к умень-
шению растягивающих напряжений ортах, действующих в опас-
ном сечении заготовки.
Однако, как показал В. И. Вершинин, растягивающие на-
пряжения артах в опасном сечении заготовки за счет действия
заталкивающей силы могут уменьшаться лишь при определен-
ных условиях. Было показано, что при данном коэффициенте
вытяжки заталкивающая сила уменьшает напряжение crpmax,
в тем большей степени, чем меньше угол ах охвата заготовкой
скругленной кромки матрицы. При определенном значении ах
заталкивающая сила не сказывается на величине crpmax, дей-
ствующего в опасном сечении. Кроме того, увеличение заталки-
вающей силы сверх определенных пределов способствует увели-
чению напряжения ортах, а следовательно, и увеличению опас-
ности разрушения заготовки при вытяжке.
Из формулы (210) видно, что при вытяжке на радиусной мат-
рице угол существенно зависит от величины радиуса скругле-
ния кромки матрицы и уменьшается с увеличением последнего.
170
Заметим также, что для вытяжки с затал-
киванием формула (210), строго говоря,
неприемлема, так как при наличии про-
дольной силы радиус нейтральной поверх-
ности должен определяться по формуле(31),
а не по формуле (209), причем с увеличе-
нием заталкивающей силы радиус свобод-
ного изгиба уменьшается. Однако если
даже учитывать изменение радиуса свобод-
ного изгиба под действием усилия затал-
кивания, то для большего снижения на-
пряжений Ортах в опасном сечении при
Путь пуансона
Рис. 64. График усилия по
пути при вытяжке с протал-
киванием
вытяжке с заталкиванием следует макси-
мально (насколько позволяет конструкция штампуемой детали)
увеличивать радиус скругления рабочей кромки матрицы.
Следует отметить, что заталкивающая сила может существенно
уменьшить напряжения артах лишь на этапе установившегося
деформирования. Однако эта сила почти не оказывает влияния
на величину напряжения в опасном сечении на заключительном
этапе деформирования, когда торообразная часть заготовки пере-
ходит в плоскую часть фланца. Наглядно это иллюстрируется
графиками изменения усилия на пуансоне по ходу вытяжки
(рис. 64). Так как в опытах для создания заталкивающей силы
использовался пружинный буфер, а усилие пружины возрастало
по мере ее сжатия, то значительное снижение усилия по пуансону
наблюдалось в конце этапа установившегося деформирования.
Исследование последующих переходов вытяжки деталей с ши-
роким
ланцем при наличии заталкивающей силы позволило
В. И. Вершинину установить еще одно интересное обстоятель-
ство. При определенной величине заталкивающей силы наблю-
дается потеря устойчивости в цилиндрической части вытягивае-
мой заготовки с образованием кольцевой выпуклости на переходе
от участка свободного изгиба к недеформируемой^цилиндриче-
ской части заготовки. *
То, что заготовка в первую очередь теряет устойчивость вблизи
участка свободного изгиба, объясняется действием изгибающих
моментов на границе этого участка, способствующих (как было
рассмотрено ранее, стр. 167) увеличению диаметра заготовки.
Увеличение диаметральных размеров заготовки на участке
потери устойчивости ограничивается действием возникающих
в процессе потери устойчивости тангенциальных растягивающих
напряжений ое и изгибающих моментов.
В результате при потере устойчивости образуется кольцевая
волна, имеющая тот же знак кривизны в меридиональном сече-
нии, что и на участке свободного изгиба. Это приводит к резкому
уменьшению величины изгибающих моментов на границе между
участком свободного изгиба и недеформируемой частью заготовки.
В таких условиях дальнейшее деформирование происходит с по-
177
степенным втягиванием участка заготовки, сдеформированного
при потере устойчивости, в очаг деформации.
В тот момент, когда потерявший устойчивость участок заго-
товки будет втянут в очаг деформации, должно начаться спрям-
ление и изгиб (с изменением знака кривизны) на переходе от
кольцевой волны к недеформируемым стенкам заготовки. При
этом резко возрастает величина изгибающего момента на границе
между очагом деформации и недеформируемой частью заготовки,
что опять вызовет потерю устойчивости и образование очередной
кольцевой волны.
Если при вытяжке с проталкиванием заготовка теряет устой-
чивость и образуется кольцевая волна, то процесс потери устой-
чивости может стать периодическим. В. И. Вершинин [6] -пока-
зал, что в определенных условиях при вытяжке деталей с фланцем
наблюдается периодическая потеря устойчивости; это приводит
к периодическим колебаниям усилия по пуансону и к образова-
нию кольцевых полосок-отпечатков на поверхности деталей
(рис. 65). Кольцевые. полоски получаются вследствие того, что
потеря устойчивости приводит к увеличению угла охвата аь
сил трения и напряжения орп1ах, что, в свою очередь, вызывает
засветление и даже некоторое дополнительное утонение заготовки.
Образованию кольцевых полосок способствует и то, что элементы
заготовки на переходе от волны к цилиндру в процессе спрямле-
ния создают резкое увеличение контактных напряжений в смеж-
ных элементах, что приводит к выдавливанию смазки, увеличению
истирания, дополнительному утонению и упрочнению. Заготовки
с такими кольцевыми полосками обладают пониженной пластич-
ностью.
В том же исследовании В. И. Вершинин установил прибли-
женную формулу для определения критического значения затал-
кивающей силы, способного вызвать потерю устойчивости:
,<р К2
(215)
где rr = dn_r/2 и г = dn/2 — радиусы цилиндрических частей
до и после деформации на данном переходе вытяжки.
178
Рис. 65. Полоски при вытяжке с потерей устойчивости
Из формулы (215) следует,
что критическое напряже-
ние , вызывающее потерю
устойчивости цилиндриче-
ской части заготовки при
вытяжке с проталкиванием,
увеличивается с увеличением
относительной толщины заго-
товки s/r± И Гм/(Гх — г), что
соответствует уменьшению
угла охвата заготовкой
скругленной кромки ма-
Рис. 66. Схема вытяжки ступенчатых деталей:
1—3 — последовательные ступени вытяжки
трицы.
Из формулы (215) также видно, что акр < os и меньше, чем
напряжение, вызывающее потерю устойчивости в цилиндрической
трубке с тем же отношением s/ г±. Последнее объясняется тем, что
изгибающие моменты, действующие на границе очага деформации,
способствуют потере устойчивости.
Вытяжка ступенчатых деталей. Обычный процесс изготовле-
ния ступенчатых деталей вытяжки состоит в том, что каждая
ступень (рис. 66) получается на одном из переходов вытяжки.
В этом случае, найдя диаметр заготовки по условию равенства
поверхностей, определяют возможность получения за первый
переход вытяжки цилиндрического стакана с диаметром, равным
диаметру первой ступени (максимальный диаметр).
Если найденный таким образом коэффициент вытяжки k =
= D/dx меньше или равен допустимому коэффициенту k за первый
переход вытяжки цилиндрического стакана, то первая ступень
заданной детали может быть получена за один переход вне зави-
симости от того, требуется или нет плоский фланец в готовой де-
тали. Если же найденный коэффициент вытяжки окажется больше
допустимого для первого перехода вытяжки цилиндрического ста-
кана, то первая ступень изготовляется за несколько переходов
(по аналогии с изготовлением цилиндрических деталей или дета-
лей с фланцем, если заданная ступенчатая деталь имеет
фланец).
За каждый последующий переход вытяжки осуществляется
получение цилиндрического участка с диаметром, равным диа-
метру следующей ступени; при этом одновременно уменьшается
высота цилиндрического участка, полученного на предыдущем
переходе, до заданного значения. При правильном расчете разме-
ров заготовки на последнем переходе вытяжки получают послед-
нюю ступень: с заданными диаметральными размерами и высо-
той. Как видно из схемы вытяжки ступенчатой детали (рис. 66),
на каждом последующем переходе вытяжки осуществляется офор-
мление следующих участков: цилиндрического меньшего диаметра,
плоского между ступенями и торообразных, связывающих смеж-
ные цилиндрические участки с промежуточным плоским.
179
В этих условиях, как и при вытяжке детали с широким флан-
цем, размеры очага деформации переменны по ходу деформирова-
ния и достигают наибольших размеров в конце деформирования.
В промежуточных стадиях деформирования очаг деформации имеет
участок свободного изгиба, граничащий с цилиндрическим участ-
ком, полученным на предыдущем переходе вытяжки.
В конце деформирования участок свободного изгиба исчезает
и заготовка обтягивается по пуансону, принимая его очертания.
Используя принятую в данной книге методику анализа опе-
раций вытяжки, можно определить величину напряжения ортах,
действующего в опасном сечении заготовки на последующих пе-
реходах вытяжки ступенчатой детали в заключительной фазе
деформирования (без учета влияния усилия подчеканки или
правки).
В последнем периоде деформирования очаг деформации со-
стоит из трех участков: торообразного, контактирующего со
скругленной кромкой пуансона, плоского в промежутке между
торообразными участками, и торообразного, контактирующего
со скругленной кромкой матрицы. Если по аналогии с предыду-
щим учесть влияние изгиба и спрямления на кромке пуансона и
матрицы, трение на контактных поверхностях в торообразных
участках и величину формоизменения (коэффициент вытяжки),
то можно написать формулу, определяющую приближенно вели-
чину растягивающего напряжения в опасном сечении:
[!"%+ -2^(1 + ‘.ВД <' +
(216)
В этой формуле учтено, что изгиб и спрямление, а также тре-
ние на кромке пуансона имеют место вблизи наружной границы
очага деформации, следовательно, их влияние можно учесть в гра-
ничных условиях (аналогично тому, как, например, учитывалось
влияние сил трения, действующих в плоской части фланца, при
деформировании заготовки на первом переходе вытяжки цилиндри-
ческих стаканов).
Из формулы (216) видно, что дополнительный участок трения
с большим углом охвата, дополнительный изгиб и спрямление
(обычно по радиусам меньшим радиусов свободного изгиба) при-
водят при вытяжке ступенчатых деталей к несколько большим рас-
тягивающим напряжениям в опасном сечении по сравнению с на-
пряжениями при вытяжке цилиндрических стаканов на последую-
щих переходах при одном и том же коэффициенте вытяжки k =
— dn^/dn.
Описанный способ получения ступенчатых деталей не является
единственным. В определенных условиях ступенчатые детали
изготовляют из плоской заготовки за один переход вытяжки.*
Это становится возможным, если коэффициент вытяжки, равный
180
Отношению диаметра заготовки к минимальному диаметру (диа-
метру последней ступени вытягиваемой детали), меньше допусти-
мого коэффициента вытяжки цилиндрического стакана из плоской
заготовки.
Действительно, в указанном случае растягивающие напряже-
ния, действующие в опасном сечении до начала образования сту-
пеней (по минимальному диаметру штампуемой ступенчатой де-
тали) будут несколько меньше напряжений при вытяжке с тем
же коэффициентом цилиндрического стакана. Уменьшение растя-
гивающих напряжений частично объясняется уменьшением влия-
ния сил трения на кромке матрицы вследствие меньшего угла
охвата заготовкой скругленной кромки матрицы. Из-за несколько
уменьшенных напряжений ор уменьшается и утонение. Следова-
тельно, одновременное оформление ступеней в заключительной фазе
деформирования, происходящее в основном за счет местного уто-
нения без значительного радиального смещения элементов заго-
товки и при незначительном сокращении диаметра фланца (если
штампуется ступенчатая деталь с фланцем), может не вызвать
разрушения. В связи со сказанным особый интерес представляет
эмпирическая формула, выведенная работниками Горьковского
автозавода [50], которая позволяет оценить возможность вытяжки
ступенчатой детали за один переход:
где /1г и — высоты и диаметры ступеней, начиная от ступени
наибольшего диаметра.
Если величина т, рассчитанная по формуле (217), равна или
больше величины, обратной допустимому коэффициенту вытяжки
т = 1/Аг для первого перехода вытяжки цилиндрических деталей,
то вытяжка такой ступенчатой детали возможна за один переход
из плоской заготовки.
По этой формуле вытяжка может оказаться возможной даже
тогда, когда DJdn > k, т. е. больше допустимого коэффициента
вытяжки цилиндрической детали из плоской заготовки.
Эта формула, проверенная практикой, позволяет в ряде слу-
чаев значительно упростить технологический процесс штамповки
ступенчатых деталей.
Вытяжка конических деталей. Вытяжка конических деталей,
как и вытяжка деталей рассмотренных ранее типов, может осу-
ществляться за один переход или за несколько переходов. При од-
нопереходной вытяжке коническая деталь изготовляется из плос-
кой заготовки. При этом особенностью деформирования заготовки
является то, что в промежуточных стадиях деформирования уча-
сток заготовки, находящийся между зонами контакта, по кромкам
пуансона и матрицы, имеет значительную протяженность. В этом
181
участке ййгбтовка деформируется при отсутствии йнёшйик сил Ий
ее поверхностях. Главными напряжениями, действующими на
элементы заготовки в указанном участке, являются меридиональ-
ные и широтные напряжения; влияние изгибающих моментов,
действующих по границам участка, становится значительно мень-
шим по мере удаления от его границ.
При таких условиях деформирования указанный участок дол-
жен получать кривизну срединной поверхности в меридиональном
сечении, отличную от нуля.
Действительно, условие равновесия элементов заготовки в дан-
ном участке при проектировании сил на нормаль к срединной по-
верхности может быть представлено уравнением
Это уравнение может быть преобразовано к виду
Из уравнения (218') видно, что элементы заготовки получат
нулевую кривизну (7?р = оо) лишь в том случае, если о0 = О
при Ор =/= 0. Следовательно, образующая заготовка в зазоре между
пуансоном и матрицей может быть прямолинейна только при ши-
ротных напряжениях о0, равных нулю. Из рассмотрения этого же
уравнения видно, что кривизна элементов заготовки в указанном
участке в широтном и меридиональном направлениях может иметь
одинаковые знаки в случае, если напряжения ар и а0 имеют раз-
личные знаки, и, наоборот, если напряжения ар и а0 имеют оди-
наковые знаки, то знаки кривизны срединной поверхности в ме-
ридиональном и широтном направлениях будут различными.
Вытяжка конической детали из плоской заготовки за один
переход возможна, если напряжение оршах, действующее в опасном
сечении, не превосходит напряжения текучести (или, в крайнем
случае, предела прочности).
Опасным сечением, как и ранее, будет наружная граница зоны
контакта заготовки со скругленной кромкой пуансона.
Во всех точках заготовки с радиусами, большими радиусов
указанной границы, напряжения ор при вытяжке должны быть
меньше напряжения текучести. Отсюда из условия пластичности
следует, что в участке заготовки, находящемся в зазоре между
пуансоном и матрицей, будут действовать сжимающие напряже-
ния о0 в тангенциальном направлении.
Разный знак напряжений ар и а0 приведет к тому, что обра-
зующая заготовки будет выпуклой с таким же знаком кривизны,
что и в широтном направлении (рис. 67).
Из приведенной схемы видно, что в начальных стадиях дефор-
мирования очаг деформации может быть разделен на три участка:
плоская часть фланца (при вытяжке с прижимом), участок заго-
182
товки, контактирующий с рабочей кром-
кой матрицы, и участок заготовки,
деформирующийся без воздействия по-
верхностных сил в зазоре между пуан-
соном и матрицей.
При определении напряжения crpmax,
действующего в опасном сечении, можно
последовательно отыскать поля напря-
жений в каждом из трех участков,
используя в качестве граничных усло-
вий равенство меридиональных напря-
жений на границе смежных участков.
Если силы трения под прижимом
отнести к краевой части заготовки, то может быть получено
выражение (188), характеризующее распределение напряжений
в плоской части фланца:
1 Я .
Стр = CFsln —+
2nQ
nDs
Участок, контактирующий со скругленной кромкой матрицы,
нагружен касательными напряжениями по внутренней поверх-
ности, вызванными трением о кромку матрицы, а на границах
с плоской частью фланца и частью заготовки, деформирующейся
в зазоре между пуансоном и матрицей, — изгибающими момен-
тами, вызывающими резкое изменение кривизны срединной по-
верхности элементов при их входе на скругленную кромку ма-
трицы и при сходе с нее. Если учесть влияние трения на кромке
матрицы, а также влияние изгиба и спрямления аналогично тому,
как это было принято при анализе вытяжки цилиндрических дета-
лей, то можно найти значение напряжения ар действующего на
внешней границе участка, деформирующегося в зазоре между пу-
ансоном и матрицей:
Gp = os fin —4- -4^-+ -о-А—'j (1 + иа). (219)
р \ Ргр nDsas 1 2rM + s ) ' 1 г ’
Из совместного решения уравнения равновесия (7) при р. = О
и уравнения пластичности (151) получаем дифференциальное урав-
нение, интегрирование которого дает выражение (188), характе-
ризующее распределение напряжений ар в участке, деформирую-
щемся без воздействия поверхностных сил:
ор = — os 1п р + с.
Произвольная постоянная находится из условия: при р —
= ргр напряжение <тр равно напряжению сгр, определяемому по
формуле (219). После подстановки найденного значения с в выра-
«183
жение (188) можно получить формулу для определения напря-
жения CTpmax, действующего в опасном сечении при р = г(см.
рис. 67):
О. [(1П-Д-+ +
+ -2СТг)<|+1“) + >п ^]- (220)
В процессе вытяжки некоторые величины, входящие в формулу
(220), изменяются, в частности радиусы R и ргр уменьшаются:
Prp = Ri — ''„sin а,
где — внутренний радиус плоской части матрицы; г„ — ра-
диус скругления рабочей кромки матрицы; а — угол охвата за-
готовкой кромки матрицы.
Радиус при этом немного увеличивается:
ri = r + гп sin
где г — радиус плоской части торца пуансона.
Следует отметить, что на величину орп1ах оказывает влияние
упрочнение, которое не учтено в формуле (220), но может быть при-
ближенно учтено по аналогии с тем, как это сделано для первого
перехода вытяжки цилиндрического стакана. Изменение вели-
чины Орщах по ходу вытяжки для рассматриваемого случая опре-
делить довольно сложно. Однако из сопоставления формул (220)
и (169') можно заключить, что при прочих равных условиях на-
пряжение Ортах Для вытяжки конической детали несколько
меньше, чем для вытяжки цилиндрической детали из плоской
заготовки.
Из сказанного следует, что для вытяжки конических деталей
за один переход допустимый коэффициент вытяжки, определяемый
как отношение диаметра заготовки к минимальному диаметру по-
лучаемой конической детали, приближенно будет равен допусти-
мому коэффициенту вытяжки цилиндрических стаканов из плоской
заготовки.
Заметим, что образующая заготовки в зазоре между пуансоном
и матрицей не прямолинейна, поэтому приходится осуществлять
вытяжку конических деталей не напроход, а в так называемую
глухую матрицу, для того чтобы на последнем этапе деформирова-
ния прямолинейность образующей достигалась правкой заготовки
между коническими поверхностями пуансона и матрицы. В тех
случаях, когда необходимо как можно более точно выдержать пря-
молинейность образующей, приходится углы конусности пуансона
и матрицы брать неодинаковыми, учитывая, что краевая часть
заготовки утолщается, а часть заготовки у донышка в процессе
деформирования утоняется.
184
Рис. 68. Схема вытяжки конических деталей:
1—3 — последовательные ступени вытяжки
При рассмотрении процесса однопереходной вытяжки кони-
ческих деталей необходимо отметить, что в определенных усло-
виях часть заготовки, находящаяся в зазоре между пуансоном и
матрицей, может терять устойчивость. Как было показано ранее,
в этой части заготовки действуют сжимающие тангенциальные на-
пряжения <т0, которые могут вызвать потерю устойчивости. Сле-
дует также отметить, что вероятность образования продольных
складок в зазоре между Пуансоном и матрицей меньше, чем во
фланце заготовки при вытяжке без прижима. Объясняется это
тем, что часть заготовки, находящаяся в зазоре между пуансоном
и матрицей, в промежуточных фазах деформирования заключена
между участками, в которых потери устойчивости не происходит
(донная часть и плоская часть фланца под прижимом).
В тех случаях, когда коэффициент вытяжки, рассчитанный из
отношения диаметра заготовки к диаметру донной части детали,
заданной к изготовлению, превышает значение допустимого коэф-
фициента для первого перехода вытяжки цилиндрического ста-
кана, а также когда заготовка при вытяжке получает значитель-
ную потерю устойчивости, при которой подчеканка в заключитель-
ной фазе деформирования не может выправить образующиеся
складки, изготовление конических деталей приходится осущест-
влять за несколько переходов.
В зависимости от размерных характеристик штампуемых кони-
ческих деталей применяются различные варианты многопереход-
ной вытяжки (рис. 68).
При малых углах конусности а и значениях hld2, при которых
коэффициент вытяжки k = d-Jd^ не превышает значений, допус-
каемых для последующей вытяжки цилиндрических стаканов,
изготовление конических деталей осуществляется путем получе-
ния за необходимое количество переходов цилиндрического ста-
кана с диаметром, равным наибольшему диаметру конической де-
тали, и затем превращением за один переход вытяжки цилиндри-
ческой заготовки в коническую деталь. Связь между размерными
характеристиками детали, позволяющими использовать указан-
ный вариант вытяжки, может быть приближенно выражена следую-
185
щим соотношением, установленным из очевидных геометричес-
ких соображений:
й = 17 = 1+т*«'‘«Л»” '<221)
где &доп — допустимое значение коэффициента вытяжки на после-
дующих переходах вытяжки цилиндрического стакана.
Иногда этот вариант вытяжки видоизменяется, и заготовку
получают за счет предварительных переходов вытяжки в виде
цилиндрического стакана с диаметром, немного меньшим макси-
мального диаметра конической детали. Тогда в последнем пере-
ходе вытяжки диаметр краевой части заготовки несколько уве-
личивается (раздается), что создает силу, заталкивающую заго-
товку в матрицу и обеспечивающую уменьшение растягивающих
напряжений в опасном сечении. В этом случае могут быть достиг-
нуты значения коэффициента вытяжки k = djd^, несколько
большие допустимых значений k на последующих переходах вы-
тяжки цилиндрических деталей.
Второй вариант многопереходной вытяжки конических дета-
лей характеризуется тем, что за предварительные переходы полу-
чают ступенчатую деталь, у которой касательная к наружному
контуру имеет тот же угол наклона к оси симметрии, что и обра-
зующая конической детали, заданной к изготовлению. На послед-
нем переходе вытяжки как бы спрямляется образующая, т. е.
ступенчатая заготовка превращается в коническую деталь. За-
метим, что при таком спрямлении образующей диаметральные
размеры выступающих частей контура уменьшаются, а диамет-
ральные размеры внутренних угловых участков ступеней увели-
чиваются. Уменьшение диаметральных размеров при малой от-
носительной толщине заготовки может привести к потере устой-
чивости с образованием продольных складок.
Для уменьшения зндчения тангенциального сжатия выступаю-
щих участков контур заготовки рекомендуется вписывать в кон-
тур детали (см. рис. 68), т. е. предусматривать у первой ступени
диаметр, который был бы меньше максимального диаметра кони-
ческой детали. При использовании такой заготовки фланец раз-
мещается на плоскости матрицы, и величины вертикальных сме-
щений ступеней при спрямлении образующей будут минималь-
ными, а соответственно будет меньшим и тангенциальное сжатие
выступающих участков контура заготовки по сравнению с заго-
товкой, расположенной в матрице таким образом, что фланец не
доходит до его плоскости.
При таком варианте вытяжки значительные трудности вызы-
вает устранение следов перехода от одного участка к другому.
Действительно, при переходе от одной ступени к другой имеются
торообразные участки, оформившиеся по скругленным кромкам
пуансона и матрицы. Спрямление участков на последнем переходе
вытяжки конической детали может быть достаточно полно осу-
186
ществлено, если в заключительной фазе деформирования (при
подчеканке) в заготовке будут действовать большие меридиональ-
ные растягивающие напряжения. Однако увеличение меридио-
нальных растягивающих напряжений может привести к разруше-
нию заготовки в опасном сечении. Для достаточно полного вы-
прямления торообразных участков, когда требуется высокая чи-
стота поверхности и прямолинейность образующей, приходится
прибегать к заключительным отделочным операциям, например
к проглаживанию поверхности на токарно-давильных станках.
Третий вариант вытяжки конических деталей (см. рис. 68)
характеризуется постепенным образованием конической поверх-
ности заданной детали, когда каждый последующий переход как
бы наращивает конический участок.
Построение переходов в данном случае сходно с- построением
переходов при вытяжке деталей с широким фланцем, где каждый
последующий переход увеличивает ширину фланца без изменения
его наружного диаметра. При вытяжке конических деталей по
третьему варианту наружные размеры заготовки также не изме-
няются, но на последующих переходах вытяжки увеличиваются
размеры конической поверхности, причем угол наклона образую-
щей к оси симметрии равен углу, заданному в готовой детали. Этот
вариант вытяжки позволяет получить лучшее качество поверх-
ности, чем предыдущий, так как спрямление торообразного уча-
стка при его переходе в конический может быть осуществлено при
наличии достаточно больших меридиональных растягивающих
напряжений, и вместе с тем угол поворота при спрямлении меньше,
чем в предыдущем варианте.
Разновидностью вытяжки конических деталей является вы-
тяжка деталей, у которых цилиндрическая стенка сопрягается
с плоским дном участком, имеющим форму усеченного конуса.
Своеобразной особенностью процесса деформирования является
то, что местоположение опасного сечения может изменяться.
В начале процесса деформирования, когда центральная часть за-
готовки находится под воздействием плоского торца пуансона,
опасное сечение находится на границе плоского участка торца
пуансона с коническим (радиус 1\). Перемещение пуансона отно-
сительно матрицы приводит к тому, что часть заготовки, находя-
щаяся в зазоре между пуансоном и матрицей, получает прибли-
женно коническую форму (см. рис. 67) с постепенно уменьшаю-
щимся углом а. В определенный момент деформирования угол а
станет равен углу конусности пуансона, и этот участок окажется
нагруженным напряжениями нормальными и касательными,
вызванными силами трения. Действие сил трения, а также изгиб
заготовки по кромке, сопрягающей конический участок с цилин-
дрическим (радиус г2), приведут к тому, что пластическое дефор-
мирование конического участка прекратится и опасное сечение пе-
реместится от радиуса к радиусу г2. Таким образом, возможность
вытяжки деталей с коническим дном определяется двумя усло-
187
виями: 1) отсутствием разрушения заготовки в сечении с радиу-
сом до момента, когда заготовка охватит коническую часть пуан-
сона; 2) отсутствием разрушения в сечении с радиусом г2 при по-
следующем втягивании фланца заготовки *в матрицу.
Угол конусности пуансона ак, при котором опасное сечение
перейдет от радиуса гх к радиусу г2 без разрушения заготовки,
может быть найден при использовании следующих соображений
и допущений. К моменту охвата заготовкой конической части
пуансона напряжение в сечении, имеющем радиус rlt не должно
превзойти ов.
В этом случае смещение края фланца может быть найдено по
формуле (181). Если дополнительно принять, что в промежутке
от гх до г2 заготовка утоняется, причем минимальная толщина при
р = rt определяется соотношением smln = s0 (1 — фш), соответ-
ствующим деформации до предела прочности при плоском дефор-
мированном состоянии, а при р = г2 толщина равна s0, то увели-
чение поверхности заготовки в зазоре между пуансоном и матри-
цей (от до г2) может быть приближенно оценено коэффициентом,
2s 2
равным-----г-5--= -ц—j—. С учетом отмеченных допущений
г so-rsmln *—тш
может быть получена формула для определения ак
sin ак
(rg_,j) (2 —ярш)
2(г»-г»н-2^х) •
Формула получена по существу из условия постоянства объема.
Как видно из формулы, допустимое значение ак уменьшается
с увеличением интенсивности упрочнения и увеличением смеще-
ния края заготовки х, которое зависит не только от фш, но и от
ряда других параметров. Как было отмечено ранее, после образо-
вания конической части опасное сечение перемещается из р = t\
в р =г2, и если коэффициент вытяжки, определенный как отноше-
ние k = Rolr^ близок к предельному для вытяжки цилиндрических
деталей с плоским дном, целесообразно проверить не достигает ли
в этом опасном сечении <тр шах величины, равной <тв по описанной
ранее методике для случая вытяжки деталей с плоским дном.
Вытяжка сферических деталей. Вытяжка сферических деталей
или деталей, имеющих не плоскую, а выпуклую донную часть,
характеризуется значительными пластическими деформациями,
получаемыми донной частью заготовки. Здесь, как и при вытяжке
конических деталей, имеется плоский участок очага деформации,
находящийся под прижимом; участок заготовки, контактирующий
со скругленной кромкой матрицы; участок в зазоре между пуан-
соном и матрицей, деформирующийся без воздействия поверх-
ностных сил, и еще участок заготовки, контактирующий с выпук-
лым торцом пуансона и также получающий пластические дефор-
мации. Следовательно, при вытяжке сферических деталей вся
вытягиваемая заготовка получает значительные пластические де-
формации.
188
Рис. 69. Схема начала вытяжки
сферических деталей
Особенность вытяжки сферических
деталей по сравнению с однопереходной
вытяжкой конических деталей заклю-
чается в том, что размеры участка за-
готовки, деформирующегося в зазоре
между пуансоном и матрицей в началь-
ном периоде деформирования,-больше,
чем при вытяжке конических деталей,
но уменьшаются более интенсивно по
мере перемещения пуансона. В самом
начале вытяжки пуансон касается лишь
центральной части заготовки, и ширина
части заготовки, деформируемой «на ве-
су», почти равна половине диаметра матрицы. Это приводит к тому,
что в части заготовки, противостоящей отверстию матрицы,
имеются различные схемы напряженного состояния. Если для
всей части заготовки, противостоящей отверстию матрицы, мери-
диональные напряжения являются растягивающими, то напря-
жения ае являются сжимающими вблизи кромки матрицы и ста-
новятся растягивающими в центральной части заготовки.
Из формулы (220), установленной для участка заготовки, де-
формирующегося в зазоре между пуансоном и матрицей при вы-
тяжке конических деталей, видно, что с уменьшением гх напря-
жение Орщах возрастает и можно найти такое значение г[, при
котором напряжение apmax = as- При этом знечении радиуса г{
по уравнению пластичности напряжение ае станет равным нулю.
Дальнейшее уменьшение радиуса р < г\ приведет к тому, что
напряжение ое станет растягивающим и сжато-растянутая схема
перейдет в схему двухосного растяжения. При изменении знака
напряжения ае изменяется и знак кривизны образующей (рис. 69).
Как показывает анализ процесса деформирования свободной обо-
лочки в схеме двухосного растяжения [37] и как это можно заме-
тить из уравнения равновесия (218'), знаки кривизны срединной
поверхности в меридиональном и широтном направлениях в дан-
ном случае различны, а соотношение напряжений ар и ае зависит
от соотношения радиусов кривизны Rp и Re.
То обстоятельство, что при вытяжке сферических деталей пла-
стическую деформацию получает и донная часть заготовки, причем
в схеме двухосного растяжения она утоняется, приводит, как
правило, при вытяжке к небольшому увеличению поверхности за-
готовки. Интенсивное утонение заготовки может привести при вы-
тяжке к разрушению центральной части заготовки. При вытяжке
с очень малыми коэффициентами трения (особенно при вытяжке
жидкостью, выполняющей роль пуансона) разрушение может про-
изойти на вершине куполообразной донной части детали. При на-
личии трения по пуансону участки заготовки, контактирующие
с рабочим торцом пуансона, испытывают действие сил трения, за-
трудняющих перемещение заготовки относительно пуансона,
189
Рис. 70. Схема штампа для вытяжки
деталей типа диищ [56]
с цилиндрическими стенками
уменьшающих утонение по вер-
шине (которая в первую очередь
контактирует с пуансоном), что
приводит к смещению опасного
сечения от вершины. Сечение, по-
лучающее минимальную толщину,
по которому может произойти раз-
рушение при вытяжке сфериче-
ских деталей, расположено при-
мерно на радиусе, составляющем
х/3—х/4 радиуса цилиндрической
части пуансона.
При вытяжке деталей со сфе-
рическим дном, сопрягающимся
(#сф = d/2), коэффициент вытяжки
k = D3/d имеет примерно те же допустимые значения, что и при
однопереходной вытяжке цилиндрических деталей с плоским дном.
Особые трудности возникают при вытяжке деталей типа днищ,
у которых радиус донной части больше половины диаметра детали,
а высота цилиндрической части сравнительно мала. В этих слу-
чаях возрастает опасность потери устойчивости неопертой части
заготовки, деформирующейся в зазоре между пуансоном и ма-
трицей.
Опытами установлено [561, что деталь со сферическим дном
может быть получена без складок, если 100 1,3 (/?сф —
радиус сферической донной части детали). Л. А. Шофман указы-
вает, что при вытяжке в глухую матрицу, когда образующиеся
складки выпрямляются на заключительном этапе деформирова-
ния между поверхностями пуансона и матрицы, можно исполь-
зовать заготовки с отношением 100 "> 0,85.
Ксф
Учитывая возможность складкообразования при вытяжке сфе-
рических деталей, часто приходится увеличивать усилие при-
жима для уменьшения величины сжимающих напряжений ае,
что приводит к увеличению опасности разрушения. В этих случаях
допустимый коэффициент вытяжки сферических деталей будет не-
сколько меньше коэффициента вытяжки цилиндрических деталей.
Примером оригинального способа вытяжки деталей типа днищ,
в значительной степени уменьшающего возможность складкооб-
разования, может служить способ вытяжки, предложенный
Л. А. Шофманом и П. И. Локотошом [56], который совмещает
в себе прямую и обратную вытяжку (рис. 70). При этом способе
вытяжки перетягивание заготовки через кромку кольцевого пуан-
сона приводит к увеличению растягивающих напряжений в дон-
ной части, а это уменьшает величину сжимающих напряжений и,
следовательно, опасность складкообразования. В то же время
уменьшение ширины фланцевой части, подвергающейся в началь-
190
ном периоде деформирования прямой вытяжке, повышает ее устой-
чивость, образующиеся при этом наибольшие складки поддаются
выправлению при протягивании заготовки через зазор между пуан-
соном и матрицей.
Особенности вытяжки сферических деталей в значительной
степени распространяются на вытяжку деталей с криволинейной
образующей (типа отражателей). Однако в тех случаях, когда по
условиям разрушения заготовки не удается получить деталь за
один переход, применяется многопереходная вытяжка.
Многопереходная вытяжка деталей с криволинейной образую-
щей может быть осуществлена аналогично многопереходной вы-
тяжке конических деталей с получением ступенчатой заготовки
и последующим выпрямлением ступеней подчеканкой.
Однако в отдельных случаях рационально изготовлять детали,
применяя обратную вытяжку с постепенным (от перехода к пере-
ходу) увеличением высоты заготовки при одновременном умень-
шении радиуса кривизны на вершине.
Пример многопереходной вытяжки детали с криволинейной
образующей и с использованием обратной вытяжки приведен на
рис. 71 [56].
Вытяжка коробчатых деталей. При вытяжке рассмотренных
ранее типовых осесимметричных деталей процесс деформирования
характеризовался наличием осевой симметрии деформирования,
при которой напряжения являлись функцией только одной коор-
динаты р и не зависели от угла, координирующего рассматривае-
мый элемент. Однако в практике листовой штамповки встречается
значительное количество деталей, при изготовлении которых осе-
Dn = 3S0; S„=1
Рис. 71. Схема обратной вытяжки детали с криволинейной обра-
зующей [56]
191
Рис» 72» Схема смещений элементов
при плавном изменении кривизны
контура отверстия матрицы
в ая'си мметр и я дефор ми ро в ан и я'отсу т-
ствует. Отсутствие осевой симметрии
деформирования приводит к тому, что
направления, нормальные к контуру
отверстия матрицы, перестают быть
главными, а следовательно, напря-
жения ор, действующие по нормали
к контуру отверстия матрицы при
вытяжке плоской заготовки, и напря-
жения а0, перпендикулярные к пер-
вым, уже не являются главными
нормальными напряжениями. Это
обстоятельство существенно ^ослож-
няет анализ процесса деформирова-
ния заготовки при вытяжке неосесимметричных деталей.
Рассмотрим вначале случай, когда радиус контура отверстия
матрицы плавно изменяется вдоль контура (рис. 72). Выделим во
фланце заготовки два соседних элемента 1, 2, находящиеся на
одинаковом удалении от контура отверстия матрицы. Условимся
называть направления, перпендикулярные к контуру отверстия
матрицы, радиальными, а направления, перпендикулярные к ра-
диальным и расположенные в плоскости заготовки, — тангенци-
альными. Примем далее, что элементы при вытяжке перемещаются
в радиальных направлениях и что изменением толщины заготовки
в процессе деформирования можно пренебречь. Тогда из условия
постоянства площади поверхности заготовки можно найти вели-
чины смещения элементов dx к кромке матрицы при втягивании
заготовки в матрицу на величину dh (заметим, что величина dh
эквивалентна ходу пуансона и постоянна по контуру). Если пре-
небречь влиянием радиуса скругления кромки матрицы на вели-
чину смещения элементов, то найдем смещение первого элемента
dxx из выражения (222), а смещение второго элемента dx2 — из
выражения (222'):
dx^-^dh-, (222)
dx2 =
гdr
г х + dr
dh.
(222')
Из рассмотрения формул (222) и (222') видно, что изменение
радиуса кривизны контура отверстия матрицы приводит к изме-
нению величины смещений элементов, удаленных от кромки ма-
трицы на одинаковую величину х.
В силу сплошности заготовки разница в смещениях смежных
элементов должна привести к возникновению сдвиговых деформа-
ций в этих элементах (см. рис. 72). Угол сдвига tfy может быть
с некоторым приближением определен по выражению
dy = . (223)
192
Приближенность этого выражения, кроме оговоренных до-
пущений, вызывается еще и тем, что при его получении не учиты-
валось влияние соседних элементов на величину смещений.
Если определять сдвиги по смещениям средних точек элемен-
тов, то практически получится то же выражение (223).
Подставляя значения и dx2 из выражений (222) и (222')
в выражение (223) и принимая, что rdq> = d%, где | — криволи-
нейная координата контура отверстия матрицы (расстояние
вдоль контура отверстия от какой-либо произвольной точки),
после некоторых преобразований получим
dy = , I А2 dh. (223')
(r+*) d6
Из формулы (223') видно, что при постоянстве радиуса кри-
визны контура отверстия матрицы (dr/d% = 0) сдвиговая дефор-
мация равна нулю и процесс деформации получает осевую симмет-
рию. Можно также заметить, что сдвиговая деформация увели-
чивается с увеличением градиента Изменения радиуса кривизны г
вдоль контура отверстия матрицы.
Разность смещений и наличие сдвиговой деформации показы-
вает, что в радиальных направлениях действуют касательные на-
пряжения т, вызывающие сдвиговую деформацию. Попытаемся
приближенно определить величину касательных напряжений,
действующих в радиальных направлениях.
В рассматриваемом случае деформирования уравнение пластич-
ности для плоской задачи по гипотезе максимальных касательных
напряжений [формула (13)] имеет вид
(<Jp — ое)* = 0s — 4т*. (224)
С другой стороны, уравнение связи при одновременном дей-
ствии нормальных и касательных напряжений может быть запи-
сано в виде
gp~ge- = — = const. (225)
е0 — е0 у v ’
Если принять, что толщина изменяется незначительно, то
ер = —ве; тогда уравнение (225) приводится к виду
ар-ав = -4т-^-. (225')
Величина тангенциальной деформации (без учета влияния
сдвиговой деформации) может быть приближенно определена из
следующего соотношения:
7 Е. А. Попов
193
Из формул (224) и (225') после несложных преобразований
можно найти касательное напряжение в функции отношения тан-
генциальной и сдвиговой деформации
азовании
п
После подстановки значения е0 из соотношения (226) и у из
выражения (223') в формулу (227) и несложных
получаем
(227')
а в первом При-
на величину ка-
Формула (227') позволяет выявить характер,
ближении и степень влияния основных факторов
сательных напряжений, действующих в радиальном направлении
при вытяжке неосесимметричных деталей. Из формулы (227') также
видно, что величина касательных напряжений равна нулю на
кромке матрицы (при х = 0) и возрастает по мере удаления от
нее. На величину касательного напряжения значительное влияние
оказывает градиент изменения радиуса вдоль контура отверстия
матрицы. С увеличением степени изменения радиуса г вдоль кон-
тура отверстия матрицы (с увеличением drldfc,) величина касатель-
ных напряжений возрастает. При мгновенном изменении радиуса
кривизны от конечного значения до бесконечности (при dr/d£, =
— оо), что может иметь место в точке сопряжения криволинейной
части контура с прямолинейной, величина касательного напря-
жения возрастает до максимально возможного в условиях пласти-
ческих деформаций значения, равного половине напряжения те-
кучести.
Как видно из приведенного анализа, величины смещений то-
чек фланца, равно удаленных от контура отверстия матриц,
зависят от кривизны контура этого отверстия в данном месте.
Отсюда следует, что если необходимо в результате вытяжки
получить деталь без фланца и с постоянной по периметру высотой,
необходимо ширину фланца брать переменной по контуру загото-
вки. Действительно, если в каком-либо месте заготовки ширина
фланца равна В, а соответствующий радиус кривизны контура
отверстия матрицы г, то из выражения (222) можно найти высоту
детали после вытяжки
л в
о о
194
После интегрирования в ука-
занных пределах получаем
/1 = В + 4-. (228)
Из формулы (228) видно, что
при г = оо удлинение фланца
отсутствует и для получения де-
тали рысотой h ширину фланца
следует брать В = h (в случае
гибки). С уменьшением радиуса
величина АВ = В^Ъг возрастает,
поэтому ДЛЯ получения заданной Рис. 73. Схема вытяжки коробчатых
ВЫСОТЫ h ширину фланца еле- деталей
дует уменьшить. Легко заметить,
что при г =]= сю ширина фланца, необходимая для получения за-
данной высоты детали h, может быть найдена из выражения
В = /г2 + 2rh - г.
(228')
Заметим, что формула (228') может быть-также получена непо-
средственно из условия равенства поверхностей при допущении,
что точки фланца смещаются в радиальных направлениях. Есте-
ственно, переменность ширины фланца и радиуса г по контуру дол-
жна привести к тому, что величины ор, действующие по внутрен-
нему контуру фланца, будут переменны.
Рассмотрим деформирование заготовки при вытяжке коробча-
той детали. На рис. 73 показана часть заготовки, граничащая
с угловой частью контура отверстия матрицы. Как видно из схемы,
при вытяжке коробчатых деталей контур отверстия матрицы со-
стоит из прямых линий и дуг окружности. Таким образом, в угло-
вых участках радиус кривизны контура отверстия постоянен
(г = гу), а в прямолинейных равен бесконечности. Из проведен-
ного ранее анализа можно сделать вывод, что на участке заготовки,
противостоящем угловой части матрицы, так же как и на участ-
ках заготовки, противостоящих прямолинейным частям контура
отверстия матрицы, касательные напряжения в радиальных на-
правлениях равны нулю, и лишь вдоль радиуса, проходящего
через точку сопряжения угловой части контура, с прямолинейной
действуют в радиальном направлении касательные напряжения,
равные т = <rs/2.
Из-за сплошности металла сдвиговая деформация не может ло-
кализоваться на стыке между участками заготовки, противостоя-
щими угловой и прямолинейной частям контура отверстия ма-
трицы. Сдвиги, возникающие на стыке указанных участков, не-
избежно вызывают сдвиги в соседних элементах, и касательные
напряжения т будут действовать не только на стыке участков, но
и на определенном удалении от него. Можно полагать, что макси-
7* 195
мальная величина касательных напряжений т будет на стыке
между угловым и прямолинейным участками заготовки, и вели-
чина т убывает по мере удаления от стыка в обе стороны (в угловую
и прямолинейную часть, т. е. в противостоящую прямолинейной
части контура отверстия). Если, как было показано ранее, каса-
тельные напряжения должны возрастать по мере удаления от кон-
тура отверстия матрицы, то можно считать, что они являются
неизвестными функциями двух координат—угла и радиуса [т =
= f (р, 6)]. Точное решение задачи по отысканию поля напряже-
ний во фланце при вытяжке коробчатых деталей весьма сложно;
это объясняется неясностью граничных условий, неизвестностью
интенсивности убывания касательныого напряжения по мере
удаления от стыка и большой сложностью отыскания зависимо-
сти т = f (6).
При решении частной задачи по выявлению характера измене-
ния напряжений ар вдоль контура отверстия матрицы и влияния
напряжений т на величину ар можно попытаться схематизировать
условия деформирования и использовать ряд допущений.
В числе допущений, упрощающих решение задачи, примем,
что ширина фланца постоянна, касательные напряжения являются
функцией угла 6 и не зависят от радиуса р, зависимость напряже-
ний т от угла 6 линейна. При этом в полярных координатах урав-
нения равновесия (1) для угловой части имеют вид
^(Тр । [ л,
р ~д£~ + + 10" "" °’
+ 2т = 0. (229)
Линейную зависимость т от координаты 9 можно представить
выражением (в силу симметрии условий деформирования на бис-
сектрисе угла касательное напряжение т должно быть равным
нулю при 6 = 0)
т=_а
2 а
(230) •
где знак минус означает, что касательное напряжение действует
в отрицательном направлении координаты р.
Зависимость (230) показывает, что на стыке участков при
6 = а т = ars (где ts = os/2 является максимально возможной
величиной касательного напряжения в условиях пластических
деформаций); коэффициент а < 1 показывает, насколько каса-
тельное напряжение на стыке меньше ts. Подставляя значение т
из выражения (230) в уравнения (229), получим
гд<тр .
Р-"а?- + ар-ае
acs
2а
дв
0 л
-aos —= 0.
(229')
196
Эти два уравнения имеют три неизвестных <тр, <т0, т, поэтому
задача становится статически определимой при использовании
уравнения пластичности (224), которое с учетом выражения (230)
получит вид
ap-a0 = as)/l -4Г- (231)
Решение первого уравнения равновесия (229') с уравнением
пластичности и интегрирование полученного дифференциального
уравнения по переменной р (при этом функции угла 9 считаются
постоянными) дает
= (У 1 -^-)lnp + f(6). (232)
Для нашей задачи произвольная функция интегрирования мо-
жет быть найдена из граничных условий, по которым при р = R
(на краю заготовки) напряжения <тр = 0:
Лв) = а,(]/ 1 -^)lnR.
После подстановки найденного значения произвольной функ-
ции интегрирования в выражение (232) окончательно получим
а _ “К* (233)
ps\F а2 2а/р ' '
Напряжение а0 может быть найдено или из уравнения пластич-
ности по известному ор, или путем интегрирования второго урав-
нения равновесия системы (229') с последующим отысканием новой
произвольной функции f (р). Так как мы ставили задачу выяснить
характер изменения напряжения ар по контуру фланца, то отыс-
кивать о9 не будем.
Значение напряжения оР1, действующего на входе в матрицу
в ее угловой части, может быть найдено из формулы (233) после
подстановки в нее значения р = гу (гу — радиус контура отвер-
стия матрицы в ее угловой части):
«..="#-Т-8гН- (233'*
Из формулы (233') видно, что напряжение оР1 на входе в ма-
трицу имеет максимальное значение по биссектрисе угла (при
9 = 0) и постепенно убывает по мере приближения к стыку между
угловым и прямолинейным участками.
Можно также отметить, что напряжение оР1 по биссектрисе
угла возрастает с увеличением коэффициента вытяжки k = R/ry
и с уменьшением коэффициента а, характеризующего величину
касательного напряжения, действующего на стыке между угловым
и прямолинейным участками.
197
Напряжение стрп1ах, действующее по биссектрисе, находим из
формулы (233') при 0 = 0:
СТР max = CTs (1 2а”) ’ (234)
Попытаемся выяснить пределы возможного изменения коэф-
фициента а, входящего в формулы (233) и (234).
Величина коэффициента а при вытяжке овальных деталей
должна быть функцией интенсивности изменения радиуса отвер-
стия матрицы вдоль его контура, а при вытяжке коробчатых де-
талей — функцией отношения длины прямолинейного участка
контура к радиусу гу и коэффициента вытяжки.
Можно полагать, что при убывании градиента изменения ра-
диуса Г1 вдоль контура (переход от овала, например, к кругу) или
же при уменьшении размеров прямолинейных участков до нуля
при вытяжке коробчатых деталей коэффициент а стремится к нулю,
так как при этом сдвиги в радиальных направлениях отсутствуют.
Из формулы (233') видно, что в указанных условиях напряжение
стР1 становится независимым от угла 0 [осесимметричное дефор-
мирование], и формула для определения напряжения стр, на входе
в матрицу при а = 0 переходит в формулу (153), найденную для
случая вытяжки цилиндрического стакана из плоской заготовки
без учета влияния трения, изгиба и упрочнения.
Несколько сложнее установить максимально возможную ве-
личину коэффициента а. Естественно, что максимального значе-
ния коэффициента а можно ожидать, когда сдвиги, имеющие ме-
сто на стыке углового и прямолинейного участков, будут макси-
мальными. А это может быть в случае, если участки фланца, про-
тивостоящие прямолинейным участкам контура отверстия ма-
трицы, не будут удлиняться в радиальном направлении.
В то же время, как было отмечено ранее, сдвиги на стыке
углового и прямолинейного участков распространяются в обе сто-
роны от линии стыка, и зона пластической деформации частично
охватывает участки, противостоящие прямолинейным участкам
контура отверстия матрицы. Рекомендации по определению кон-
тура заготовки, приводимые на основании результатов экспери-
ментов и производственного опыта [50], и, в частности, рекомен-
дации Б. П. Звороно [20], позволяют приближенно принять, что
пластическая деформация распространяется в обе стороны от ли-
нии стыка на одинаковое расстояние. Отсюда следует, что каса-
тельное напряжение, действующее на стыке, не может достигать
значения, равного половине напряжения текучести, так как эле-
менты, расположенные вблизи стыка будут, получать не только
сдвиговые, но и линейные деформации ер и е9 в тангенциальном и
радиальном направлениях. В первом приближении можно при-
нять, что на стыке величина сдвиговой деформации уменьшается
вдвое за счет большей протяженности зоны деформирования в тан-
генциальном направлении в реальных условиях по сравнению
198
с гипотетическими условиями деформирования, когда в прямо-
линейном участке заготовки пластические деформации отсут-
ствуют (на границе упругодеформируемой части с пластически-
деформируемой частью касательное напряжение имеет макси-
мально возможную величину, равную половине напряжения
текучести).
На основании высказанных соображений можно считать, что
в случае, когда прямолинейные участки заготовки имеют пласти-
чески деформируемые части, граничащие со стыками угловых
участков, но разделены упругодеформированной частью по всей
ширине фланца, касательное напряжение, действующее на стыке
угловых и прямолинейных участков, достигает максимальной ве-
личины, равной половине xs или четверти напряжения текучести.
При этом максимально возможная величина коэффициента а
при вытяжке коробчатых деталей составляет 0,5.
Если принять, что а — 0,5 и а = л/4, то по формуле (234)
находим напряжение opmax = 0,682os In
Если же принять, что apmax = as, то максимальная величина
коэффициента вытяжки при вытяжке коробчатых деталей равна
k = R!ry = 4,3. Найденное значение коэффициента вытяжки
при выводе формулы (234) является преувеличенным, так как не
было учтено увеличение аР1, вызванное влиянием сил трения,
изгиба и спрямления. Тем не менее полученные результаты сви-
детельствуют о том, что найденные формулы не только позво-
ляют выяснить характер влияния градиента изменения кривизны
контура отверстия матрицы на изменение величины напряже-
ния apmax, действующего в опасном сечении, но и со сравнительно
небольшой погрешностью оценить величину этого напряжения.
Последнее в какой-то степени подтверждается тем, что в реальных
условиях производства при вытяжке коробчатых деталей удается
получать коэффициент вытяжки, равный k = Rlry = 3,5 -=-4,0.
Проведенный анализ показал, что при вытяжке коробчатых
деталей в угловых участках действуют значительно большие рас-
тягивающие напряжения <тр, чем в прямолинейных участках.
При вытяжке тонкостенных коробок различное упругое сокра-
щение радиальных размеров в угловых и прямолинейных участ-
ках при разгрузке приводит к возникновению в плоских стенках
вытянутой коробки меридиональных сжимающих напряжений,
способных вызвать упругий прогиб стенок (образуются так назы-
ваемые «хлопуны»).
§ 4. ВЫТЯЖКА С УТОНЕНИЕМ
Рассмотренные ранее разновидности вытяжки относились
к вытяжке без принудительного утонения заготовки. Изменение
толщины происходило вследствие действия напряжений ар и ае
и без силового воздействия на поверхности заготовки. При вы-
тяжке без утонения зазор между пуансоном и матрицей обычно
199
берется несколько большим, кем максимальное значение толщины
края заготовки, где утолщение наибольшее.
При вытяжке с утонением стенки величина зазора между пу-
ансоном и матрицей меньше толщины заготовки. В этом случае
возникает участок очага деформации, в котором заготовка дефор-
мируется, сжимаясь между боковыми поверхностями пуансона и
матрицы.
Принудительное утонение заготовки в зазоре между пуансоном
и матрицей может быть и на первом и на последующих переходах
вытяжки из плоской заготовки, причем при последующих опера-
циях вытяжки внутренний диаметр заготовки может претерпевать
большее или меньшее изменение.
Вытяжка с утонением стенки, как правило, применяется при
изготовлении деталей с большим отношением высоты к диаметру,
для которых требуется или допускается, чтобы толщина донышка
была больше толщины стенок.
Достоинством вытяжки с утонением стенки является возмож-
ность получения за один переход приращения отношения высоты
к диаметру, большего, чем при вытяжке без утонения стенки.
Причины этого будут рассмотрены ниже. Вытяжка с утонением
стенки позволяет получать деталь, толщина стенки которой умень-
шается к краю (применение конического пуансона), что расширяет
возможности вытяжки.
В своем классическом виде, используемом чаще всего в произ-
водстве, вытяжка цилиндрических деталей с утонением стенки
применяется как последующая операция, в которой незначительно
уменьшается внутренний диаметр заготовки (зазор между боко-
вой поверхностью пуансона и внутренней поверхностью цилин-
дрической заготовки сравнительно мал).
На рис. 74 дана схема деформирования заготовки при вытяжке
с утонением. Как видно из схемы, силы трения в очаге деформа-
ции, где заготовка сжимается между пуансоном и матрицей, имеют
различные направления. Поскольку заготовка смещается отно-
сительно матрицы в направлении движения пуансона, силы тре-
ния, действующие на наружной поверхности заготовки, имеют
направление, обратное направлению движения пуансона. Удли-
нение заготовки при утонении приводит к тому, что в очаге де-
формации она скользит вверх по пуансону, а силы трения на
внутренней поверхности заготовки действуют в направлении дви-
жения пуансона. Силы трения на наружной поверхности заготовки
способствуют увеличению растягивающих напряжений, дей-
ствующих в стенках протянутой части заготовки, а силы трения
на внутренней поверхности заготовки как бы разгружают опасное
сечение, уменьшая растягивающие напряжения в стенках протя-
нутой части заготовки. Эта особенность вытяжки с утонением
стенки и является основной причиной наличия сравнительно боль-
ших допустимых деформаций и значительного приращения отно-
сительной высоты заготовки за один переход.
200
На контактных поверхностях
кроме касательных действуют и сжи-
мающие напряжения ав. В осевом
направлении должны возникать рас-
тягивающие напряжения, вызванные
давлением пуансона на донную часть
заготовки. Так как в рассматривае-
мом случае изменение внутреннего
диаметра заготовки незначительно,
то очаг деформации состоит только
из участка утонения. В участке уто-
нения внутренний диаметр не изме- Рис. 74. Схема вытяжки с утоне-
J г « г иием стенки
няется, а наружный при значитель-
ном отношении dn/s претерпевает не-
большие изменения. Это позволяет считать, что деформирование
осуществляется по схеме, близкой к схеме плоской деформации,
для которой среднее напряжение равно полусумме крайних.
Следовательно, напряжение оф, действующее перпендикулярно
к плоскости чертежа (см. рис. 74) или же в тангенциальном
направлении, может определяться соотношением
_ (Тх + <т2
Оф — 2
(235)
где стх и ст2 — главные нормальные напряжения, действующие
в меридиональном сечении заготовки (в плоскости чертежа).
Вопросу установления поля напряжений при вытяжке с уто-
нением стенки посвящено много работ; в них поле напряжений
определялось совместным решением приближенных уравнений рав-
новесия и уравнения пластичности [39 , 56], методом характери-
стик [53, 571 и, наконец, методом работ [47 ]. Проведенные работы
способствовали выяснению реальных условий деформирования;
однако использование в них различных допущений и учет неоди-
накового количества факторов привели к тому, что сами формулы
и получаемые по ним результаты существенно отличаются друг
от друга.
Выясним механизм деформирования при вытяжке с утоне-
нием с учетом влияния основных факторов и стремления получить
максимально простые зависимости с помощью приближенного ме-
тода работ. Так как особый интерес представляет отыскание на-
пряжений, действующих в стенках протянутой части заготовки на
этапе установившегося деформирования, то составляющие работы
деформирования найдем как средние для всего деформируемого
объема, а не для бесконечно малых его объемов, что является
необходимым условием при решении задачи по отысканию поля
напряжений в очаге деформации [471.
Рассмотрим основные составляющие работ внешних и внутрен-
них сил,'"которые могут иметь место при'вытяжке с утонением
стенки (рис. 75). Пуансон, оказывая воздействие на донышко за-
201
Рис. 75. Схема напряжений и смещений
при вытяжке с утонением
готовки, создает в стенках протя-
нутой части заготовки растягива-
ющие напряжения а, (произведе-
ние аг на площадь протянутой
части заготовки дает тянущую
внешнюю силу). Произведение тя-
нущей силы на перемещение пуан-
сона dh дает элементарную работу
тянущей силы. Это же перемеще-
ние пуансона приводит к переме-
щению наружной поверхности за-
готовки в очаге деформации отно-
сительно поверхности матрицы.
На наружной поверхности заго-
товки при ее перемещении в очаге
деформации возникают силы тре-
ния, направление которых обратно
направлению тянущей силы. Если
величину сил трения умножить
на величину соответствующего перемещения, то получим работу
сил трения на наружной поверхности заготовки.
Перемещение пуансона приводит также к перемещению вну-
тренней поверхности заготовки относительно поверхности пуан-
сона, что создает силы трения на внутренней поверхности заго-
товки, ориентированные в направлении тянущей силы. Произве-
дение этих сил на соответствующее перемещение создает работу
сил трения на внутренней поверхности заготовки. Сумма трех
указанных работ составляет работу внешних сил, приложенных
к заготовке в очаге деформации.
Основной составляющей работы внутренних сил является ра-
бота элементарных сил, создаваемых напряжениями ор и сг0, а
также касательными напряжениями, действующими в очаге де-
формации в радиальном и тангенциальном направлениях.
Так как на границах очага деформации происходит изменение
траекторий движения точек заготовки, можно полагать, что
здесь должны действовать касательные напряжения, вызывающие
сдвиг, соответствующий изменению направления движения точек
заготовки в процессе ее деформирования. С учетом сказанного
условие равенства работ внешних и внутренних сил для рассмат-
риваемого процесса вытяжки может быть записано в виде
^Ог ^тр. м ^тр. п = dAap -]- + ^ЛСдв Я ^Асдв г,
(236)
где dAa^ — работа сил, создаваемых напряжениями ог; dATP.M—
работа сил трения по матрице; dATP>n — работа сил трения по
пуансону; dAOp, dAaQ и dAx — работа снл, создаваемых соот-
ветственно напряжениями сг0, сг0 и т в очаге деформации; dAc№R
202
и dAcnBr — работа сдвига на наружной (при р = R) и внутрен-
ней (при р = г) границе очага деформации.
В уравнение (236) включены элементарные работы, соответ-
ствующие перемещению пуансона на бесконечно малую величину
dh. Найдем величины отдельных составляющих, входящих в ра-
венство (236). Следует отметить, что вытяжка с утонением стенки
обычно осуществляется с хорошей смазкой, обеспечивающей
значение коэффициента трения р, <0,1, поэтому касательные
напряжения т, действующие в очаге деформации в радиальном
и тангенциальном направлениях, сравнительно малы и траекто-
рии главных нормальных напряжений незначительно отличаются
от дуг окружностей и радиусов, проведенных из точки пересече-
ния образующих пуансона и матрицы, что делает целесообразным
использование полярной системы координат. При определении
работ принимаем, что размер, перпендикулярный к плоскости
чертежа (см. рис. 75), равен единице.
Нетрудно заметить, что сумма элементарных работ dAOp +
+ dAOe + dAx = dAK представляет собой работу формоизмене-
ния, которая определяется из выражения [52]
Лд= JJJaAdK (237)
v
где V — объем очага пластической деформации.
Если принять, что упрочнение отсутствует, то интенсивность
напряжений ст, = cts = const. Учитывая, что сдвиговые деформа-
ции в очаге сравнительно малы, можно принять, что деформации
8р и 80 являются главными линейными деформациями, а так как
для схемы плоской деформации ер = —е0, то
Определим величины 80 и dV. Радиальное смещение любой
точки в очаге деформации может быть найдено из условия посто-
янства объема (пренебрегаем сдвиговыми деформациями). Если
смещение в радиальном направлении точек вблизи нижней гра-
ницы очага деформации (при р = г) обозначить через dhr, то ра-
диальное смещение точек, лежащих на произвольном радиусе р,
будет равно
dhn = — dhr\
р р г
тогда деформация 80 может быть найдена по величине смеще-
ния dhp:
Очевидно, что элементарный объем любегв элемента будет
равен dV = padp.
203
После подстановки найденных величин в выражение (237)
и вынесения постоянных величин г, dhr, a, os за знак интеграла
получаем интеграл, зависящий только от одной переменной р,
которая для очага деформации изменяется от р — г до р = R.
С учетом сказанного выражение (237) получает вид
л
йДд =1,15osar dhr J =1,15osar dhr In -у-. (237')
Г
Для упрощения примем, что решение идет по гипотезе макси-
мальных касательных напряжений, тогда можно не учитывать
коэффициент Лоде, равный 1,15 для плоской деформации. В этом
случае выражение (237') имеет вид
dA = a ar dhr In —. (237")
Для отыскания элементарных работ трения прежде всего не-
обходимо оценить величины смещений в радиальном направле-
нии точек очага деформации на контактных поверхностях отно-
сительно поверхностей пуансона и матрицы.
Если использовать установленные ранее соотношения, харак-
теризующие изменение величины радиальных смещений в функ-
ции координаты р, то можно установить, что смещение dhp точек
заготовки относительно матрицы уменьшается от dhr (при р = г)
до dh.R — dhr (при р = R), причем направление смещения (при
неподвижной матрице) совпадает с направлением движения пуан-
сона (направлением вытяжки).
Так как пуансон смещается относительно матрицы, а протя-
нутая часть заготовки относительно пуансона неподвижна, можно
принять радиальное смещение точек пуансона постоянным и рав-
ным dhr. Тогда смещение точек заготовки на контактной поверх-
ности относительно точек пуансона определяется разностью сме-
щений точек заготовки и точек пуансона
dhnn = dhn — dhr = — (1 —— ) dhr.
pu ” * \ P / *
Знак минус показывает, что направление смещения точек за-
готовки относительно пуансона обратно направлению смещения
точек заготовки относительно поверхности матрицы.
Полученное соотношение показывает, что при р = г смещение
точек заготовки относительно пуансона равно нулю и что макси-
мальным по абсолютной величине оно будет при р = R.
При точном решении задачи по определению работ сил трения
на наружной и внутренней поверхностях заготовки следовало бы
провести интегрирование, учитывая, что нормальные контактные
напряжения, а следовательно, и элементарные силы трения, так
же как и смещения, являются функциями координаты р.
204
При приближенном решении работу сил трения определим как
произведение величины средней для контактной поверхности силы
трения на величину среднего перемещения.
Если приближенно принять, что ор и о0 являются главными
нормальными напряжениями, то после совместного решения урав-
р 4- Ор — О0 = с уравнением пластич-
ности (ор — о0 = os) и интегрирования получим
, R (, , R \
оп = о, 1п — и о0 = — о, 1 — In — .
р s р a s у р )
При определении среднего для очага деформации напряжения
как среднего арифметического значения напряжения о0 при р =
= R и р = г найдем
/, 1 1 R \
°9 ср — °s 1 2 П г ) ’
В то же время средняя величина смещения на наружной поверх
ности, принимаемая как среднее арифметическое, будет равна
,, _ dhr + dhR _ , г \ dhr
Uft,cp. м 2 \ ' R J 2 *
Используя указанные соотношения и принимая, что длина
контактного участка равна R — г, а также учитывая абсолютную
величину напряжения о0 и считая, что сила трения равна произ-
ведению нормальной силы на коэффициент трения (закон Кулона),
получаем
<МтР.м = (1 - 4 In A) (R - г) (1 + -^) dhr. (238)
Аналогично может быть найдена работа силы трения по пуан-
сону, если принять, что среднее перемещение точек заготовки от-
носительно поверхности пуансона, равное среднему арифметичес-
кому, определяется из выражения
2
С учетом сказанного получаем
<МтР.п = -И-4(1 --Lln4)(R-r)(l ~^-)dhr. (239)
л/- . dhrn Ц- dhRn
ипср. п 2
Теперь определим величину работы сдвига на границах очага
деформации. Если учесть что сдвиг происходит у границы очага
деформации с недеформируемыми частями заготовки, то величина
касательных напряжений равна максимально возможному в усло-
виях пластических деформаций значению касательного напряже-
ния ts = os/2. Если считать, что смещение точек в очаге деформа-
205
ции происходит в радиальных направлениях, то (см. рис. 75) на
границах очага деформации будет наблюдаться резкое изменение
траекторий движения точек. При переходе от вертикального сме-
щения вместе с упругодеформируемой частью к смещению в очаге
деформации (и наоборот) траектория движения точек изменяется
на угол 0 при входе в очаг деформации и при выходе из него, при-
чем угол 0 может изменяться от нуля (вблизи пуансона) до 0 = а
(вблизи поверхности контакта заготовки с матрицей). Это изме-
нение траектории сопровождается появлением тангенциального
смещения точек, которое при заданном радиальном смещении dhR
на наружной границе очага деформации и dhr на внутренней
определяется из геометрических соотношений
dhxR = dhR tg 0 и dhxr = dhr tg 0.
Среднее для всей границы тангенциальное смещение может
быть определено по среднему для очага деформации значению угла
0ср = а/2. В этих условиях работа сдвига по границам очага де-
формации может быть найдена как произведение суммарного уси-
лия сдвига на среднюю величину тангенциального смещения
dA сдв Л Ra dhR tg Ra dhr tg -%- = га dhr tg ;
(240)
dAcaBr = ~radhrtg-^~. (241)
После подстановки найденных составляющих работы в равен-
ство (236) получим
d^ = osar^rlnA+ + dhr-
-4-1п4)^~гФ --^)dhr + osradhri^ =
= abradhr [1ДШ1 _^-In4)(₽-r) + tg-2-l.
(236')
Если принять, что cL4az = (dh — вертикальное пере-
мещение в осевом перемещении) и установить связь между dh и
dhr из условия постоянства объема (Sjdh = radhr), то получим
tL4a = о/a dhr.
После замены в полученном уравнении равенства работ dA^
найденным выражением и сокращения на radhr получаем
<тг = <т5 [1пА + н (1 - -Рп4) + tgU • (242)
206
Для упрощения формулы (242) желательно радиусы /? и т вы-
разить через исходную и конечную толщину заготовки s0 и sv
Нетрудно заметить, что /? — г = и что если заменить
дугу хордой, то можно приближенно принять Ra ?=« —-— и
COST
га —-— После подстановки указанных величин в формулу
COST
^242) и проведения преобразований получим
a2 = os Г1п-^- +-----(l (1 .
z s si 2 sin — ' 2 1 ' ' s° ' 2
(243)
Из рассмотрения формулы (243) видно, что составляющая о2>
учитывающая влияние трения, увеличивается с уменьшением
угла а. Однако при том же изменении угла а составляющая, учи-
тывающая сдвиг на границах очага деформации, уменьшается.
Из сказанного следует, что при вытяжке с утонением стенки
имеются оптимальные значения угла конусности матрицы, при
которых растягивающее напряжение в стенках протянутой части
заготовки имеет минимальную величину. Для определения опти-
мальных углов заменим в формуле (243) sln-^- tg-^- (что при
а < 30° не приводит к значительным погрешностям). Тогда фор-
мула (243) получит вид
Ог = а Г1пА + _Е_(1 _|1пА) (i -^-)+tg .
si 2 tg — ' Z si / \ so / z
(243')
Оптимальное значение угла конусности матрицы аопт может
быть найдено, если производная dajda — 0 [ог определяется
по формуле (243')]:
«= /t(1-t1"v)(1-v) <244>
Из формулы (244) следует, что величина оптимального угла
конусности матрицы возрастает с увеличением коэффициента тре-
ния р и степени деформации при вытяжке, характеризуемой от-
ношением So/Si- Заметим, что так как анализ процесса деформи-
рования при вытяжке с утонением был проведен для плоскодефор-
мированного состояния, формула (244) не вскрывает зависимости
аопт от отношения толщины s0 стенки заготовки к ее диаметру d.
В то же время анализ, проведенный на основе решения прибли-
женных уравнений равновесия и пластичности [56], показал, что
207
оптимальный угол конусности матриц увеличивается с увеличе-
нием отношения s0/d.
Указанный анализ был проведен в предположении, что коэф-
фициенты трения по матрице и пуансону одинаковы. Если же при-
нять, что коэффициент трения заготовки по матрице р, х отличается
от коэффициента трения р2 заготовки по пуансону, то после про-
ведения анализа, аналогичного предыдущему, и использования
принятых раньше допущений и упрощений можно получить фор-
мулу
= + (t~ ') [их-и= +
tg 2
+ -J-(p1 + p2)]+tg-^. (245)
При = р2 формула (245) превращается в формулу (243').
Формула (245) показывает, что увеличение коэффициента трения
по пуансону при том же коэффициенте трения по матрице приво-
дит к уменьшению растягивающего напряжения ог, действующего
в стенках протянутой части заготовки. Однако из этого не следует,
что можно и целесообразно значительно увеличивать коэффициент
трения по пуансону, так как с его увеличением возрастает тепло-
выделение на контактных поверхностях и опасность налипания
металла заготовки на поверхность инструмента, что приводит
к появлению продольных царапин на поверхности детали. В при-
веденном решении не учитывалось упрочнение. Если принять кри-
вую упрочнения по формуле (18) и считать, что средняя по очагу
деформация
то среднее значение напряжения текучести в очаге деформации
будет равно
*111
_ _ пв / Sp $1 \ 1 *ш
°S ср - 1 _ 2sotm /
(246)
Подставляя значения os ср вместо os в формулу (243'), получим
формулу, позволяющую определить величину напряжения о2
в стенках протянутой части заготовки с приближенным учетом вли-
яния упрочнения металла в очаге деформации (при р,х — Иг):
*ш
_ ств 7 Sp — S1 \ 1~*ш v
l-tm \ 2sotm J Л
(247)
208
Величина допустимого утонения, оцениваемая отношением
s0/slt может быть найдена, если в формуле (243') принять oz=as
(без учета влияния упрочнения) или os = ав в формуле (247)
(с учетом влияния упрочнения).
Так как определение усилия при вытяжке с утонением имеет
свою специфику, разберем этот вопрос несколько подробнее. При
рассмотрении воздействия внешних сил, приложенных к пуансону,
можно заметить, что на него действуют две системы сил: на то-
рец — донная часть заготовки, а на боковую поверхность в очаге
деформации — силы трения, вызванные скольжением заготовки
вверх по пуансону. Усилие, действующее на торец пуансона,
уравновешивает силы, вызванные действием растягивающих
напряжений oz в стенках протянутой части заготовки. Следова-
тельно, усилие, приложенное со стороны машины-орудия к пуан-
сону, должно уравновешивать силу, создаваемую растягивающими
напряжениями az, и силу трения, действующую на боковую по-
верхность пуансона.
Если принять, что сила трения, приложенная к боковой по-
верхности пуансона в очаге деформации, равна произведению
коэффициента трения на среднее по очагу значение напряжения о0
и на площадь, то усилие деформирования может быть записано
в виде
Р = ndns1Oz 4- ц2л dno0 ср , (248)
где dn — диаметр пуансона.
После подстановки в полученную формулу значений oz и
a0cp==as(l—T^n"F”) и пРовеДения преобразования получим
формулы для определения усилия вытяжки при щ = ц2 и при
Hi Иг» т. е. когда коэффициенты трения по матрице и пуансону
различны (при преобразованиях принято, что sin а = 2 sin -у X
X cos2 tg-2-) :
Р = л dns1oJ In —
Н
2tg-J-
sg — S1
SjSo
«I
(249)
1п—
S1
Hi ~Ь Нг
Р = л dnSjO,
сЗ — еЗ
SjSo
(250)
Из формул (249) и (250) видно, что при вытяжке с утонением
усилие вытяжки больше, чем произведение напряжения аг на
площадь поперечного сечения протянутой части заготовки. Сле-
довательно, при экспериментальном определении напряжений,
действующих в стенках протянутой части заготовки, нельзя их
209
принимать как частное от измеренного усилия деформирования на
площадь поперечного сечения протянутой части заготовки.
Особый интерес представляет то обстоятельство, что увеличение
значения коэффициента трения по пуансону по сравнению со зна-
чением коэффициента трения по матрице приводит, как это сле-
дует из формулы (245), к уменьшению напряжения аг. Однако,
как видно из формулы (250), усилие вытяжки увеличивается.
В этом случае увеличение усилия вытяжки не свидетельствует
об увеличении опасности разрушения. Указанное обстоятельство
было подтверждено специально поставленными экспериментами
в лаборатории обработки металлов давлением МВТУ им. Баумана.
В частности, там же было проведено исследование вытяжки с уто-
нением стенки через одну, две и три матрицы.
Вытяжка через две матрицы применяется на производстве для
уменьшения разностенности деталей, для уменьшения так назы-
ваемой «горбатости», т. е. искривления оси деталей, а также для
увеличения допустимой степени деформации.
На рис. 76—78 приведены диаграммы изменения усилия вы-
тяжки по ходу пуансона при вытяжке через одну, две и три ма-
210
Р,Н
Ртах = 52000
Рис. 78. Изменение усилия по пути при вытяжке через три
матрицы = 22,45 мм; = 22,25 мм; = 22,05 мм)
трицы и показаны положения заготовки, соответствующие харак-
терным точкам диаграммы. Вытяжка осуществлялась коническим
пуансоном со сравнительно большим радиусом скругления
кромки. Этим, в частности, объясняется и то, что усилие, соответ-
ствующее деформированию донышка, меньше усилия, потребного
для деформирования стенок. Заметим, что в некоторых случаях
при сравнительно толстом и плоском донышке усилие деформиро-
вания в начальной стадии вытяжки может стать больше усилия де-
формирования стенок.
Наличием конусности пуансона, приводящей к уменьшению за-
зора между пуансоном и матрицей, объясняется монотонное во-
зрастание усилия в процессе вытяжки. Как видно из приведенных
диаграмм (рис. 76—78), при вытяжке через две и три матрицы кра-
евая часть заготовки, так же как и часть стенок, прилегающая
к донышку, деформируется последовательно в матрицах, распо-
ложенных одна над другой. Если утонение, получаемое заготов-
кой при вытяжке, постоянно, то усилие деформирования в началь-
ной и конечной стадиях при вытяжке через несколько матриц,
значительно меньше усилия деформирования через одну матрицу.
Наибольшее усилие деформирования при вытяжке через не-
сколько матриц соответствует этапу вытяжки, при котором заго-
товка одновременно деформируется в двух или в трех матрицах.
Это наибольшее усилие при вытяжке, например, через две ма-
трицы при той же степени деформации больше, чем при вытяжке
через одну матрицу. Вместе с тем допустимое утонение при вы-
тяжке через две матрицы больше, чем при вытяжке через одну
матрицу. Сказанное свидетельствует о*том, что увеличение сил
трения по пуансону приводит к уменьшению растягивающих на-
пряжений в протянутой части заготовки и одновременно к увели-
чению усилия вытяжки.
211
Увеличение сил трения при вытяжке через две матрицы объяс-
няется тем, что заготовка в промежутке между очагами деформа-
ции в верхней и нижней матрице смещается вверх по пуансону,
что и вызывает появление дополнительных сил трения, действую-
щих на внутренней поверхности этого участка заготовки. Эти до-
полнительные силы трения особенно сильно увеличиваются при
наличии конусности у пуансона. В этом случае диаметральные
размеры участка заготовки, перемещающегося вверх по пуансону
и заключенного между очагами деформации в верхей и нижней
матрицах, увеличиваются, что увеличивает контактные напряже-
ния на внутренней поверхности, а следовательно, и силы трения.
Заметим, что если коэффициенты трения равны нулю (рх =
= р2 = 0), то при одинаковых утонениях и углах конусности
матриц напряжение ог при вытяжке через две матрицы будет
больше, чем при вытяжке через одну матрицу. Это объясняется
тем, что при вытяжке через две матрицы прибавляются еще две
границы очагов пластических деформаций, на которых совершается
работа сдвига.
Проведенный анализ относился к вытяжке с утонением без
уменьшения внутреннего диаметра заготовки. Если же в процессе
вытяжки внутренний диаметр и толщина стенки заготовки значи-
тельно уменьшаются, то такая вытяжка по существу является
совмещением вытяжки без утонения с вытяжкой с утонением
стенки. В этом случае очаг деформации должен быть разделен на
два участка: вытяжка без принудительного утонения и вытяжка
с утонением стенки.
Распределение напряжений в первом участке может быть най-
дено с помощью установленных ранее формул для последующих
переходов вытяжки цилиндрических деталей без утонения стенки.
Эти же формулы позволят найти величину меридионального ра-
стягивающего напряжения ор, действующего на границах участ-
ков вытяжки без утонения и с утонением. Растягивающие напря-
жения Ор образуют силу, приложенную к наружной границе уча-
стка деформации, в котором заготовка принудительно утоняется.
Напряжение ог, действующее в стенках протянутой части за-
готовки, может быть аналогично предыдущему найдено из
условия равенства работ внешних и внутренних сил на возможных
перемещениях, с той лишь разницей, что в уравнении работ (236)
следует учесть еще одну составляющую работ внешних сил, т. е.
работу сил, образованных напряжениями аргр, действующих на
наружной границе зоны принудительного утонения (в левой ча-
сти уравнений эта составляющая должна быть взята со знаком ми-
нус, так как направление силы, образованной напряжениями оргр,
обратно направлению активной силы, образованной напряже-
ниями аг). Однако, как показал С. А. Валиев [5 ], в определенных
условиях комбинация вытяжки без утонения и с утонением по-
зволяет получить большее увеличение относительной высоты за-
готовки, чем только вытяжка с утонением.
ГЛАВА V
ОБЖИМ
Обжим — операция, предназначенная для уменьшения попе-
речных размеров краевой части полой цилиндрической заготовки.
Деформирование заготовки при обжиме осуществляется одним
рабочим инструментом — матрицей. При обжиме заготовка за-
талкивается в воронкообразную рабочую полость матрицы; при
перемещении относительно нее уменьшаются поперечные размеры
заготовки. Поскольку заготовка заталкивается в матрицу, то
меридиональные напряжения <тр в очаге деформации являются
сжимающими. В то же время поперечные размеры кольцевых эле-
ментов заготовки уменьшаются, что при наличии сжимающих
напряжений ар возможно лишь тогда, когда тангенциальные на-
пряжения а0 в очаге деформации также являются сжимающими.
Внутренняя поверхность заготовки свободна от напряжений,
а контактные нормальные£напряжения ак, определяемые по вы-
ражению (251), получаемому из уравнения (3), при сравнительно
тонкостенной оболочке значительно меньше напряжения теку-
чести:
<’«=sG?+-§•) <251>
Из сказанного следует, что схема напряженного состояния
в очаге деформации близка к схеме плоского напряженного со-
стояния.
Так как у краевой части заготовки напряжения ор равны нулю
и возрастают до максимального значения на входе в матрицу,
то можно считать, что в очаге деформации минимальным будет
напряжение а0, а максимальным — напряжение, действующее
перпендикулярно к срединной поверхности заготовки. Так как
последнее напряжение сравнительно мало и схема напряженного
состояния близка к плоской (влияние напряжений ак на условие
перехода заготовки в пластическое состояние пренебрежимо мало),
то уравнение пластичности по гипотезе максимальных касательных
напряжений для обжима может быть представлено в виде
ае = — os. (252)
213
Так как в очаге деформации действуют только сжимающие
напряжения, то пластичность металла в этих условиях достаточно
велика. Формоизменение заготовки при обжиме обычно ограничи-
вается возможностью потери устойчивости заготовки в процес-
се деформирования, а не возможностью ее разрушения. Одним
из видов потери устойчивости является образование кольцевой
волны (складки) в цилиндрической недеформируемой части за-
готовки под действием меридиональных напряжений <rptnax,
создаваемых в стенках заготовки усилием заталкивания.
Ранее было показано (см. вытяжку с проталкиванием), что
изгибающие моменты на границе очага деформации способствуют
потере устойчивости с образованием кольцевой складки под дей-
ствием сжимающих меридиональных напряжений и что ее обра-
зование обычно начинается вблизи границы очага деформации.
Там же было показано, что величина напряжения, вызывающего
потерю устойчивости, зависит от относительной толщины заготовки
и угла поворота касательной к срединной поверхности в участке
свободного изгиба. Однако для приближенных расчетов, как
показал Ю. А. Аверкиев [1] на основании проведенных опытов
(при ту-100 > 2 ), напряжение Ор тах, вызывающее потерю устой-
чивости с образованием кольцевой складки, может быть принято
равным пределу текучести материала исходной заготовки.
Отсюда следует, что напряжение aptnax, действующее при
обжиме в недеформируемых стенках заготовки, позволяет оценить
не только величину усилия, потребного для обжима, но и величину
допустимого формоизменения заготовки, так как напряжение
Ортах должно увеличиваться с увеличением коэффициента об-
жима, определяемого отношением диаметра заготовки к мини-
мальному диаметру, получаемому в результате обжима, feo6 =
= DJ d0.
Другим видом потери устойчивости заготовки при обжиме
является образование продольных складок в очаге деформации
под действием сжимающих напряжений а0. Вопрос потери устой-
чивости с образованием продольных складок недостаточно иссле-
дован, и в настоящее время трудно дать четкие рекомендации,
касающиеся условий, определяющих возможность потери устой-
чивости. Можно лишь отметить, что вероятность образования
продольных складок в очаге деформации при обжиме возрастает
с уменьшением относительной толщины заготовки sjD3, с увели-
чением разностенности исходной заготовки и зависит от конфигу-
рации рабочей полости матрицы (вероятность образования про-
дольных складок при обжиме в конической матрице несколько
больше, чем при обжиме в матрице с криволинейной образующей,
так как в последнем случае элементы заготовки прижимаются
к поверхности матрицы не только действием напряжений а0,
но также и действием напряжений ар. Заметим также, что веро-
ятность образования продольных складок увеличивается с умень-
214
шением коэффициента трения, так как в этом случае облегчается
тангенциальное смещение элементов заготовки относительно ма-
трицы.
§ 1. ОБЖИМ В КОНИЧЕСКОЙ МАТРИЦЕ
В первый момент деформирования коническая рабочая по-
верхность матрицы начинает давить на краевую часть цилиндриче-
ской полой заготовки. Для начала процесса пластической дефор-
мации с уменьшением диаметра краевой части необходимо, чтобы
тангенциальные напряжения сг0 достигли величины, равной пре-
делу текучести материала заготовки. Так как исходная заготовка
цилиндрическая, то начальный период обжима можно рассма-
тривать как деформирование трубы действием поперечной силы
с удельной величиной (на единицу периметра сечения заготовки) Рх.
Естественно, что единичная продольная сила Р (усилие об-
жима) будет связана с поперечной силой (без учета влияния тре-
ния) соотношением Р = Рх ctg а. В начале пластического дефор-
мирования поперечные размеры краевой части заготовки умень-
шаются. Одновременно радиусы кривизны срединной поверх-
ности в меридиональном сечении уменьшаются от бесконечности,
a Рв в широтных сечениях увеличиваются от значений Рв — D3I2.
Если у края заготовки меридиональные напряжения сгр близки
к нулю, то из уравнения (251) можно установить, что увеличение
радиусов кривизны в широтных сечениях в начале обжима может
привести к некоторому уменьшению усилия деформирования.
Уменьшению усилия в начальном этапе деформирования может
способствовать и то, что по мере уменьшения диаметра краевой
части заготовки изгибающий момент, действующий на границе
очага деформации с недеформируемой частью, будет создаваться
не только горизонтальной проекцией усилия деформирования Рг,
но и вертикальной силой Р. Такое приближенное качественное
рассмотрение начального периода деформирования объясняет
причины того, что при сравнительно больших углах конусности а
начальный этап сопровождается некоторым уменьшением усилия
обжима. В начальном этапе деформирования с матрицей контак-
тирует краевая часть заготовки и осуществляется процесс форми-
рования участка свободного изгиба. Весьма интересный анализ
начального этапа деформирования при обжиме и раздаче был
проведен 3. Марчиняком [60]. После того как участок свободного
изгиба достигает размеров, соответствующих данным условиям
деформирования, он стабилизируется, и начинается образование
участка очага деформации, контактирующего с конической по-
верхностью матрицы.
Нужно отметить, что в начальном периоде образования кон-
тактного участка очага деформации, особенно при больших зна-
чениях угла конусности матрицы, краевая часть заготовки может
немного отходить от поверхности матрицы. Это может происхо-
дить по следующим причинам. Элементы заготовки, перемещаю-
215
щиеся из участка свободного изгиба в участок, контактирующий
с матрицей, имеют в меридиональном сечении определенную кри-
визну срединной поверхности. Для возможности перемещения
элементов заготовки вдоль конической поверхности матрицы
необходимо, чтобы кривизна их срединной поверхности в мериди-
ональном сечении стала равной нулю (чтобы произошло спрям-
ление). Для изменения кривизны срединной поверхности необ-
ходимо действие изгибающего момента. Так как на краевую часть
заготовки не действуют внешние силы, способные вызвать изги-
бающий момент, необходимый для спрямления, то последний
•может быть создан только действием внутренних сил. Такими вну-
тренними силами могут быть элементарные силы, образованные
напряжениями ав, действующими в широтных направлениях
(рис. 79). Так как по краю заготовки меридиональные напряже-
ния ор близки к нулю, то влиянием их на величину момента пла-
стического изгиба можно пренебречь и считать, что Af = -^-assaPi^Y-
Если принять, что радиус кривизны 7?0 = rp/cosa постоянен
для участка длиной I и рг г0 (допущения, которые не вносят
большой погрешности), можно записать условие равенства момен-
тов в виде
2a0sZ-y- = -^-oss2r0 dY-
Если учесть, что dtp = cos ady и ое = <rs, то после простых
преобразований находим
(253)
Г 2 cos a ' '
Таким образом, лишь после того как длина участка очага
деформации, граничащего с участком свободного изгиба, станет
равной длине I, определяемой по формуле (253), начинается спрям-
ление элементов на переходе участка свободного изгиба к смеж-
ному участку очага деформации, и элементы в этом участке будут
скользить по конической поверхности матрицы, испытывая дей-
ствие сил трения. Из формулы (253) видно, что в обычных усло-
виях штамповки длина I сравнительно мала, поэтому без большой
погрешности можно принять, что краевая часть заготовки пол-
ностью контактирует с матрицей. В этих условиях очаг деформа-
ции может быть разделен на два участка: конический, деформиру-
ющийся при наличии сил трения на наружной поверхности,
и свободного изгиба, соединяющий конический участок с недефор-
мируемой частью заготовки. Попытаемся определить для данного
случая деформирования напряжение aptnax, действующее в не-
деформируемых стенках заготовки.
Уравнение равновесия для конического участка без учета
изменения толщины заготовки в процессе деформирования может
быть получено из уравнения (6), в котором для данного случая
216
Принимается = оо; /?0 ==
= р/cos а; а = const:
Р -^-.+ Ор - ов (1 + P'ctg а) = 0.
(254)
После интегрирования (<т0 =
— —as) и отыскания произволь-
ной постоянной из граничного
условия, ПО которому Ор = 0
при р = г0, находим
°р=—°s(l +pctga) (1
(255)
Рис. 79. Схема образования момента, не-
обходимого для спрямления
Значение напряжения ар, действующего в коническом участке
на его границе с участком свободного изгиба, может быть найдено
из формулы (255) при подстановке в нее значения р = Гх (рис. 80):
<*р= — (1 + И ctga) (1 - .
\ '1 /
(256)
Распределение напряжений во втором участке очага деформа-
ции находим, как и ранее, совместным решением уравнения пла-
стичности (252) и уравнения равновесия, которое при р = 0
для участка свободного изгиба может быть получено из уравнения
(6.) Получающееся в этом случае дифференциальное уравнение
имеет вид
^стр dp
•тр 4г °s р
уравнения приводит к выражению
Интегрирование этого
Рис. 80. Схема обжима без выхода
в цилиндр
°р = -tfsH-f •
В процессе деформирования при
переходе элементов заготовки из уча-
стка свободного изгиба в конический,
как уже отмечалось, имеет место
спрямление, при котором радиус
срединной поверхности элементов
в меридиональном сечении увеличи-
вается от Rpi до бесконечности. Если
считать, что изгиб и спрямление
с одинаковыми пределами изменения
радиусов кривизны дают одинаковое
увеличение меридионального напря-
жения на АОр, величина [которого
217
определяется по формуле (30), то можно заключить, что при
отыскании величины в качестве граничного условия может
быть принято условие, по которому для участка свободного изгиба
Ор = Ор _]_ Дор при р — rv Используя это граничное условие,
находим
Ci = <Vi [1 “(I +Hctga) (1 _/L) .
Подставляя найденное значение произвольной постоянной
интегрирования в выражение для определения величины ар в
участке свободного изгиба, получаем
Ор = —os [1 - i 4- (1 4- р. ctga) (1 -
--Г)-Г+47Г-Н (257)
rl / р р J
Для упрощения в третьем и четвертом слагаемых примем
гх/р = 1.
Значение напряжения а'р, действующего в участке свободного
изгиба на его границе с недеформируемой частью заготовки,
определяется по формуле (257) с принятыми упрощениями при
подстановке в нее значения р = Ra:
o'p = -os [1 - -^4-(1 4-nctga) (1 - ^-) 4- -4^-] • (258)
Значение напряжения <тршах, действующего в стенках об-
жимаемой заготовки с учетом изгиба, определится как сумма
напряжения а"р и приращения напряжения Аор:
Пр max = - <TS [ 1 - 4- (1 + И ctg а) (1 - 4- • (259)
Для определения по формуле (259) величины оршах при обжиме
в конической матрице необходимо знать величину радиуса сво-
бодного изгиба.. Так как в данном случае меридиональные напря-
жения, действующие в участке свободного изгиба, существенно
отличаются от нуля, то для определения RP1 следует воспользо-
ваться формулами (33) или (33'). Для более полного учета влия-
ния изгибающих моментов на поле напряжений целесообразно
воспользоваться формулой (33'), по которой получают минималь-
ное значение радиуса кривизны участка свободного изгиба
^=-4ap(1-c-oSa)-
После подстановки значения RPl из формулы (260) в фор-
мулу (259) и принимая, что к участку свободного изгиба прило-
218
жено меридиональное напряжение ор = ор, действующее со сто-
роны конического участка очага деформации, получаем
max —
1 — 4- (1 + ц ctg а) (1 —
— —) 4- 2— (1 — COS а)
Г1 / QS
(261)
После подстановки значения ор из формулы (256) в формулу
(261) получаем
max — <У5
1----4- (1 4- р ctg а) ( 1 ——) (3 — 2 cos а) .
*>3 \ Г1 /
(262)
Значение радиуса гх определяется по соотношению
“ ЯР1 (1 — cos а).
(263)
Так как в обычных условиях обжима радиусы R3 и гг мало
отличаются друг от друга, примем гх = /?3; последнее не должно
вызвать большой погрешности, так как при этом первые слагаемые
в квадратных скобках уменьшаются, а последнее увеличивается.
После такой подстановки получаем
tfpmax = ‘“-<Ts(1 +nctga)fl — (3 —2cosa). (264)
При обжиме изменение толщины заготовки и упрочнение су-
щественно сказываются на величине напряжения ор тах, дей-
ствующего в стенках исходной заготовки и определяющего до-
пустимый коэффициент обжима. Объясняется это следующим.
Напряжения ар и о0 являются сжимающими, следовательно,
в любой точке очага деформации толщина заготовки будет увели-
чиваться по сравнению с исходным значением. Увеличение тол-
щины заготовки в очаге деформации неизбежно приводит к уве-
личению усилия деформирования, а следовательно, и напряжения
ортах, действующего в стенках исходной заготовки.
Упрочнение металла заготовки в процессе деформирования
приводит к тому, что напряжение текучести в очаге деформаций
возрастает, что также вызывает увеличение усилия деформирова-
ния и напряжения артах. Следовательно, упрочнение и утол-
щение способствуют увеличению напряжения ор тах. Для учета
влияния упрочнения необходимо выразить напряжение текучести
в функции коЪрдинаты р и подставить найденную зависимость
в уравнение пластичности с тем, чтобы совместным решением
уравнений равновесия и пластичности найти зависимость, ха-
рактеризующую распределение напряжений в очаге деформации
с учетом упрочнения. При обжиме для большей части очага де-
формации максимальной по абсолютной величине является дефор-
мация тангенциального сжатия, что делает рациональным исполь-
зование при анализе кривых упрочнения второго рода.
219
Если принять линейную аппроксимацию кривой упрочнения
второго рода, то применительно к обжиму значение напряжения
текучести будет определяться уравнением
(265)
Подставляя значение os из уравнения (265) в уравнение пла-
стичности и решая его совместно с уравнением равновесия (254),
можно получить выражение, характеризующее распределение
напряжения в контактном участке очага деформации. При таком
решении влияние упрочнения на величину напряжения <тр тах, дей-
ствующего на границе очага деформации, учитывается множи-
телем, равным отношению среднего арифметического значения
напряжения текучести в очаге деформации (полусуммы макси-
мального и минимального значений напряжения текучести в очаге
деформации) к значению напряжения текучести металла исход-
ной заготовки [2].
В этом случае формула для определения ортах с учетом упроч-
нения может быть получена из формулы (264), если в нее вместо
os подставить среднее значение напряжения текучести для очага
деформации:
max ’
X (1 + р ctga)
(266)
Рассмотрим изменение толщины заготовки в очаге деформации.
В любой промежуточный момент деформирования, когда радиус
края равен г0, элемент, находящийся в очаге деформации и имею-
щий координату р, в результате предшествующего деформирова-
ния получил тангенциальную деформацию б0 =— 1п~* Этот
элемент на предыдущих стадиях деформирования в процессе
перемещения в очаге деформации находился под воздействием
переменного напряжения ор. Однако изменение напряжения
ор, действующего на данный элемент в процессе изменения его
радиуса от 7?3 до р, сравнительно невелико (при обычно исполь-
зуемых значениях коэффициента обжима) и может быть принято
равным напряжению, определяемому по координате р при данном
г о [37]. Значение напряжения ор для элементов^ находящихся
в конической части очага деформации, определяется по формуле
(255). После подстановки значения ор из формулы (255) и <т0 =
— —as в формулу (42') и несложных преобразований получаем
l+(l+lActga)[l—
/Яз \ 2—(l+nctg a)
s==s°\t)
(267)
220
Эта формула с приемлемой точностью позволяет определить
значение толщины в любой точке конической части заготовки
с координатой р и в любой момент деформирования (в том числе
и в конечный) при заданных величинах 7?3, г0, аир.
Заметим, что для края заготовки при р = г0 из формулы (267)
получается формула (268), соответствующая изменению толщины
заготовки при деформировании в линейной схеме напряженного
состояния:
(268)
При малых значениях коэффициента трения и сравнительно
больших значениях а, когда р ctg а << 1, формулу (267) можно
записать в более простом виде
2р—го
/Яз\р+г’ (269)
О — On I 1 •
° \ р )
Формула (269) менее точна, чем формула (267), и не учиты-
вает влияния р, и а на изменение толщины заготовки в процессе
обжима.
Пользоваться формулами (267) и (269) неудобно из-за необ-
ходимости возведения в степень с дробным показателем.
Для приближенных расчетов можно еще упростить формулу
(269), используя разложение в ряд степенной и логарифмической
функций по следующей схеме:
2р —п>
р + 'о
2р — г о
2р (Rs + г») — Rsro —
Р (Р + 'а)
(270)
Попытаемся произвести дальнейшее упрощение выражения
(270). Представим это выражение в виде
s 2р (Ra + Гр) — R3r0 — р2 __ Г . pj?3 4- рг0 —#3г0 — р2 _
° P(P + fo) °L р + 'о P(p + fo) J
(Rs — р) (Р ~ Гд)
Р (Р + 'о)
(270')
При всех значениях р < R3 первое слагаемое в квадрат-
ных скобках больше единицы, в то время как второе слагаемое
при > р > г0 всегда значительно меньше единицы. Следова-
тельно, с погрешностью, которая не превышает 10%, вторым
221
слагаемым в выражении (270') можно пренебречь; тогда формула
(270) примет максимально простой вид
'о
(270")
Нетрудно убедиться, что формула (270") удовлетворяет гра-
ничному условию, при котором s = s0 при р = и что макси-
мальное значение толщины по краю (при р — г0) при коэффици-
енте обжима feo6 = < 2,0 получается с погрешностью [по
сравнению с расчетным по формуле (269)], не превышающей 10%.
Использование формулы (270") позволяет, решить задачу по
отысканию поля напряжений с учетом изменения толщины за-
готовки.
Уравнение равновесия (6') для заготовки переменной тол-
щины в случае обжима в конической матрице (а = const, 7?р =
= оо, а0 — — as) получает вид
Ртг + Ч1 I 0'11 '1'-"»“) <271>
Из формулы (270*) находим, что
ds _ Rs + ^o
dp (р + r0)a °’
а с учетом этого соотношения и формулы (270*) уравнение (271)
может быть преобразовано к виду
Р + °р^7-0 + О + Н ctga) = 0. (272)
При решении этого уравнения получаем
<Jp = —Ml 4-рс1§а)Ц^1п(р + г0) + сЦр
р р
Для отыскания произвольной постоянной интегрирования
используем граничное условие, при котором сгр = 0 при р = г0,
и найдем
с = as (1 4- р ctg a) In 2г0.
После подстановки в найденное выше выражение значения
произвольной постоянной интегрирования и несложных преобра-
зований получаем
ст = —os(l+pctga) (1 +4) (273)
\ р / о
Формула (273) позволяет найти распределение напряжений
Ор в контактном коническом участке с учетом влияния трения
и утолщения заготовки в процессе деформирования при условии,
222
что изменение толщины в очаге деформации определяется зависи-
мостью (270").
Если пренебречь влиянием изгиба и считать, что формула
(273) справедлива до р — R3t то напряжение, действующее на
границе очага деформации с недеформируемой частью заготовки,
будет определяться формулой
Gp = -<ys(l + HCtga) (1— 1п*з±£!1. (274)
Аналогичным образом, используя уравнение (271), может
быть получено решение для случая, когда изменение толщины
заготовки в очаге деформации аппроксимируется линейной функ-
цией координаты р.
Полученное решение [2] дает формулу для определения ве-
личины Ор на границе очага деформации с недеформируемой частью
заготовки без учета влияния участка свободного изгиба:
Го
(275)
Нетрудно убедиться, что
о
о
(276)
Довольно простое приближенное решение с использованием
уравнения (271) получено [38] с использованием допущения о том,
что толщина s = s0
т. е. что соотношение между деформа-
циями соответствует линейной схеме напряженного состояния.
Значения ор (при прочих равных условиях), определенные по
формулам (274) и (275) для коэффициентов обжима ko6 = — < 2,
Г о
отличаются друг от друга не более чем на 5%. Это позволяет сде-
лать вывод, что для определения величины напряжения ор на гра-
нице очага деформации с приемлемой точностью может быть ис-
пользована более простая формула (275).
Интересной особенностью характера изменения толщины за-
готовки вдоль образующей, найденного экспериментально, явля-
ется то, что на некотором удалении от края толщина заготовки
почти постоянна, а при больших значениях коэффициента обжима
^об = (ПРИ малых значениях moG = r$/R3) может даже
немного увеличиваться по мере удаления от края. При прибли-
жении к недеформируемой части заготовки толщина ее интенсивно
уменьшается до исходного значения. Такой характер изменения
толщины в обжатой части заготовки по мере удаления от ее края
объясняется тем, что значение конечной толщины определяется
величиной тангенциальной деформации (уменьшающейся по мере
удаления от края заготовки) и отношением <Тр/сг0, которое воз-
растает по мере удаления от края.
223
Влияние изменения толщины в процессе деформирования при
обжиме на величину ортах может быть выявлено введением мно-
жителя из выражения (276) в формулы, полученные без учета
изменения толщины (по условию постоянства толщины в очаге
деформации).
С учетом сказанного формула (266) может быть представлена
в ином виде:
______Ито 1
ртах ’ 2 1
Го
2ат0
го W 1 1
(277)
Формула (277) позволяет определить величину напряжения
а ах, действующего в стенках недеформируемой части заготовки,
С* *
с учетом величины формоизменения ( 1 ——-J , влияния трения
(1 + |х ctga), изменения толщины заготовки -у(1 + >
изгиба и спрямления на входе в матрицу (3 — 2 cos а), а также
упрочнения 77/от0 при, обжиме в конической матрице без образо-
вания цилиндрической части другого диаметра.
Как видно из рассмотрения формулы (277), напряжение ор тах
увеличивается с увеличением коэффициента обжима ko6 = R3/rQi
коэффициента трения р и интенсивности упрочнения /7/от0,
а также зависит от угла конусности матрицы а.
Рассмотрим несколько подробнее влияние угла а и модуля
упрочнения на величину напряжения ар тах, действующего в
стенках обжимаемой заготовки.
Из формулы (277) видно, что с увеличением угла а множитель,
учитывающий влияние трения, уменьшается, а множитель, учи-
тывающий влияние изгиба, увеличивается. Можно полагать, что
есть оптимальные значения угла конусности матрицы, при кото-
рых напряжение артах имеет минимальную величину при прочих
равных условиях.
Значения оптимальных углов конусности матрицы могут быть
найдены, если производную приравнять нулю dapinax/da = 0.
Однако точное решение получить затруднительно, так как в ре-
зультате дифференцирования получается уравнение вида
Данное уравнение может быть решено приближенно, если при-
нять, что (1 + sin2 a) cos а 1. Нетрудно убедиться, что до
значений а = 60° величина (1 + sin2 а) cos а отличается от еди-
ницы не более чем на 10%. Если использовать указанное прибли-
жение, то для определения величины оптимального угла конусно-
сти матрицы получим весьма простую формулу
sin &опт
(278)
224
Нетрудно установить, что при изменении коэффициента тре-
ния от р = 0,05 до р = 0,15 оптимальный угол конусности
увеличивается от 17 до 25°. Следовательно, при обжиме величина
оптимального угла конусности матриц зависит главным образом
от величины коэффициента трения и увеличивается с увеличением
последнего.
Формула (277) показывает, что напряжение артах увеличи-
вается с увеличением интенсивности упрочнения, характеризуе-
мой в данном случае отношением /7/ат0. Так как была принята
линейная аппроксимация кривой упрочнения, то для повышения
точности расчетов по формуле (277) модуль упрочнения П жела-
тельно определять по кривой упрочнения для диапазона величин
деформаций, отвечающих интересующему нас коэффициенту об-
жима, как тангенс угла наклона к оси деформаций прямой ли-
нии, проведенной от точки, соответствующей пределу текучести,
до точки, соответствующей максимальной ожидаемой при обжиме
деформации краевой части заготовки. При этих условиях можно
выяснить характер влияния механических свойств материала
заготовки на величину допускаемого коэффициента обжима.
Рассмотрим случай, когда допустимый коэффициент обжима
ограничивается потерей устойчивости цилиндрической недефор-
мируемой части заготовки с образованием кольцевой складки
(относительная толщина заготовки такая, что образования про-
дольных складок не происходит).
Как было отмечено ранее, при 100 > 2,0, напряжение,
вызывающее потерю устойчивости с образованием кольцевой
складки, близко к пределу текучести материала заготовки. В этом
случае при артах = —ат0 из формулы (277) (с некоторым пре-
увеличением, так как экстраполированный предел текучести ат0
больше действительного предела текучести) может быть найдено
значение допустимого коэффициента обжима при заданных р
и а и значениях /7/от0. Однако в явном виде решение не может
быть найдено. Тем не менее, как видно из формулы (277), с увели-
чением напряжение артах увеличивается, а следовательно,
с увеличением интенсивности упрочнения коэффициент обжима
feo6 = Должен уменьшаться. Другими словами, допустимое
изменение диаметра заготовки при обжиме уменьшается с увели-
чением интенсивности упрочнения материала заготовки.
Так как по мере деформирования интенсивность упрочнения
уменьшается, можно полагать, что допустимый коэффициент
обжима для заготовок, упрочненных равномерно по длине, будет
больше, чем для отожженных (при обжиме отожженных заготовок
напряжение текучести в очаге деформации по сравнению с пре-
делом текучести в цилиндрической недеформируемой части заго-
товки увеличивается больше, чем при обжиме заготовок, упроч-
ненных равномерно по длине),
ь
х/28 Е. А. Попов 225
Однако отсюда не следует делать заключения, что для обжима
целесообразно применять максимально упрочненные заготовки,
так как с увеличением упрочнения возрастает склонность к обра-
зованию в краевой части продольных складок и трещин.
Необходимо также отметить, что на величину допустимого
коэффициента обжима может существенное влияние оказывать
неравномерность распределения механических свойств по длине
заготовки. Например, при обжиме цилиндрической заготовки,
полученной вытяжкой и не подвергнутой отжигу, допустимый
коэффициент обжима может быть меньше, чем при обжиме заго-
товки, отожженной после вытяжки. Объясняется это тем, что при
вытяжке получается неравномерное упрочнение заготовки и кра-
евая часть цилиндрического стакана, полученного вытяжкой,
более упрочнена (большее значение напряжения текучести os),
чем часть цилиндрической стенки, прилегающей к донышку
заготовки. В этом случае при обжиме деформируется часть заго-
товки, имеющая повышенное значение напряжения текучести,
а часть заготовки, в которой может возникнуть потеря устойчи-
вости, имеет значительно меньшую величину напряжения те-
кучести.
Можно представить и другой случай неравномерного распре-
деления механических свойств по длине заготовки. Если цилин-
дрическая заготовка, равномерно наклепанная по длине, под-
вергнута отжигу только в краевой части, деформирующейся при
обжиме, то напряжение текучести в стенках заготовки, где мо*
жет иметь место потеря устойчивости, будет больше напряжения
текучести части заготовки, деформируемой при обжиме, сопро-
тивление деформированию будет меньше сопротивления потере
устойчивости и можно ожидать увеличения допустимого коэффи-
циента обжима. В этом случае отжиг должен обеспечить плавное
уменьшение напряжения текучести в краевой части заготовки,
подвергаемой обжиму, с тем чтобы увеличение <тртах по мере
деформирования при обжиме сопровождалось увеличением сопро-
тивления потере устойчивости заготовки на границе между очагом
деформации и недеформируемой частью.
Весьма распространенной разновидностью обжима в кониче-
ской матрице является так называемый обжим с выходом в ци-
линдр, когда в результате получается деталь, имеющая у края
цилиндрический участок с диаметром, меньшим диаметра исход-
ной заготовки.
Процесс обжима с получением цилиндрического участка имеет
некоторые особенности деформирования.
Рассмотрим процесс деформирования краевой части заготовки
на этапе образования цилиндрического участка меньшего диа-
метра.
Для образования цилиндрического участка детали элементы
заготовки, перемещающиеся из конического в цилиндрический
участок (в отверстие матрицы), должны изменить форму средин-
226
ной поверхности с конической на цилиндрическую. Это может
быть осуществлено поочередным изгибом и спрямлением. Дефор-
мации изгиба и спрямления вызываются действием изгибающих
моментов. Отсюда следует, что на переходе от конического участка
очага деформации к образующейся цилиндрической части детали
должен появиться участок, в котором деформирование происходит
при активном воздействии изгибающих моментов. Если радиус
скругления кромки на переходе от конической части матрицы
к ее цилиндрическому отверстию мал, то элементы краевой части
заготовки, сходя с конической поверхности матрицы, теряют
контакт с ней и деформируются без воздействия внешних (поверх-
ностных) сил. В этом случае, как было показано ранее, изгибаю-
щий момент может быть образован лишь действием тангенциаль-
ных напряжений. Если тангенциальные напряжения равны на-
пряжению текучести, то для создания момента, необходимого
для пластического изгиба, нужно, чтобы длина участка в мериди-
ональном направлении, деформирующегося без воздействия внеш-
них сил, достигла величины, определяемой формулой (253).
Диаметральные размеры элементов краевой части заготовки,
сходящих с конической поверхности матрицы, уменьшаются;
при этом кривизна срединной поверхности не изменяется до тех
пор, пока длина участка деформирующегося без контакта с ма-
трицей, не станет равной длине, определяемой по формуле (253).
После этого напряжения <те создают момент, достаточный для
изгиба, и радиус кривизны срединной поверхности элементов,
сходящих с конической поверхности матрицы, начнет изменяться
в меридиональном сечении от бесконечности до радиуса свобод-
ного изгиба. Так как напряжения ар в краевой части заготовки
малы, то величина радиуса свободного изгиба может быть опре-
делена по формуле (32) или (32').
После получения элементами определенного радиуса кривизны
срединной поверхности они стремятся сохранить этот радиус.
Учитывая, что по мере деформирования новые элементы, сходя
с конической поверхности матрицы, подвергаются изгибу, сохра-
нение кривизны становится возможным лишь при условии увели-
чения диаметральных размеров краевых элементов заготовки.
Однако увеличение диаметральных размеров возможно лишь
в том случае, если тангенциальные напряжения станут растяги-
вающими. Отсюда следует, что после того как диаметральные
размеры краевых элементов станут минимальными, в них изме-
нится знак тангенциальных напряжений (вместо сжимающих
они станут растягивающими), и соответственно вместо тангенци-
ального сжатия элементы начнут подвергаться тангенциальному
растяжению. Когда длина участка с растягивающими тангенци-
альными напряжениями станет равной длине, определяемой по
формуле (253), тангенциальные напряжения создадут момент,
достаточный для спрямления, т. е. для изменения радиуса кри-
визны срединной поверхности, элементов от радиуса свободного
V28* 227
Рис. 81. Схема дефор-
мирования краевой
части при выходе в
цилиндр
изгиба до бесконечности. С этого момента на-
чнется образование цилиндрической части но-
вого диаметра.
На рис. 81 схематично показана последова-
тельность деформирования краевого участка
заготовки в начале процесса образования ци-
линдрической части нового диаметра, а на
рис. 82 — форма краевого участка заготовки
при обжиме в матрице с малым радиусом
скругления кромки между конической и цилин-
дрической частями матрицы.
Из сказанного следует, что при обжиме
в матрице с малым радиусом скругления кромки
между конической и цилиндрической частями
матрицы цилиндрическая часть, образующаяся
при обжиме, имеет диаметр, меньший диаметра цилиндрической
части матрицы (заготовка отходит от матрицы).
Если принять, что радиус кривизны срединной поверхности
в участке свободного изгиба на переходе от конической к цилин-
дрической части нового диаметра определяется по формуле (32'),
то разница Ad между диаметром отверстия матрицы и диаметром
цилиндрической части детали, получающейся при обжиме, может
быть приближенно определена из соотношения
Ad — 2
Rp (1 — cosa)---7- (1 — cosa)
/ dMs tg -2
— s(l — cosa).
(279)
Схема, объясняющая получение формулы (279), приведена
на рис. 83. При получении формулы (279) с учетом малой вели-
чины Ad вместо неизвестного диаметра d ци-
линдрического участка заготовки при обжиме
в формулу (32') для определения радиуса сво-
бодного изгиба был подставлен диаметр отвер-
стия матрицы dM:
о _ К R3S Кd^s
р /2 sin a 2 sin a ’
Несмотря на проведенные упрощения, фор-
мула (279) дает удовлетворительную точность
значений Ad.
Следует отметить, что диаметр по высоте
цилиндрической части горловины, получаемой
при обжиме в матрице с малым радиусом скруг-
ления кромки между конической и цилиндри-
ческой частями, будет немного изменяться.
Объясняется это изменением условий изгиба
Рис. 82. Обжатая за-
готовка
228
и спрямления по мере увеличения длины
обжатой цилиндрической части (величина
моментов до некоторой степени зависит
от жесткости образующейся цилиндриче-
ской части), а также тем, что в начальном
этапе деформирования изменение толщины
элементов, переходящих в цилиндриче-
скую обжатую часть заготовки, носит пере-
менный характер. Окончательная толщина
элементов, образующих цилиндрическую
часть нового диаметра, определяется сред-
ней величиной напряжений ар, действую-
щих на рассматриваемый элемент при его
перемещении относительно конической
поверхности матрицы. В то же время
Рис. 83. Схема к определен
нию Ad
эта средняя величина ар будет переменна по мере формирования
цилиндрической части нового диаметра. Например, краевые эле-
менты перейдут в цилиндр, деформируясь при напряжениях ор,
близких к нулю; окончательная толщина этих элементов соста-
вляет примерно s0
С другой стороны, элементы, перемеща-
ющиеся в цилиндрическую часть, когда очаг деформации стаби-
лен и цилиндрическая часть уже появилась, будут испытывать
последовательное воздействие ар, изменяющегося в очаге дефор-
мации от aprnax на входе в очаг деформации до ар = 0 на выходе
из него. В этом случае для приближенного определения значения
конечной толщины элементов можно принять, что на протяжении
всего процесса деформирования на элемент действовало сжимаю-
1
щее напряжение ор = ор тах •
Тогда максимальное значение толщины стенки в получаемой
при обжиме цилиндрической части может быть найдено из фор-
мулы (42'), в которой следует принять а0 =—о/, ор ~ оРтах
и р = r0. С учетом сказанного получаем
ртах
$тах
s
°ртах
( /?з \ 4as”bap max
— S0 ~ )
(281)
В обжатой цилиндрической части заготовки значение smax
будет соответствовать расстоянию от края, равному суммарной
конечной длине элементов, составляющих очаг деформации в мо-
мент начала образования цилиндрической части нового диаметра.
Следовательно, на этой длине толщина стенки полученной ци-
линдрической части по мере ее удаления от края будет плавйо
8 Е. А. Попов 229
увеличиваться от s = s0 |/ до smax, а при большем удалении
от края можно ожидать, что толщина стенки, образующейся при
обжиме цилиндрической части, будет оставаться постоянной и рав-
ной примерно smax.
В связи с тем, что обжим в матрице с малым радиусом скруг-
ления кромки между конической и цилиндрической частями
приводит к искривлению краевой части заготовки и к образова-
нию зазора между цилиндрическим пояском матрицы и наружной
поверхностью цилиндрической части детали, заданные размеры
обжимаемых деталей могут быть не выдержаны.
Для получения гладкой цилиндрической части с наружным
диаметром, равным диаметру цилиндрического пояска матрицы,
необходимо, чтобы радиус скругления кромки на переходе от
конической к цилиндрической части матрицы был не менее ради-
уса свободного изгиба краевой части, величина которого опреде-
ляется по формуле (32). В этом случае элементы заготовки, пере-
мещающиеся из конической части очага деформации в образую-
щуюся цилиндрическую часть, не будут терять контакт с матри-
цей, и величина изгибающего момента, потребного для изгиба
и спрямления, достигается не только действием напряжений о0,
но и действием нормальных контактных напряжений, приложен-
ных к поверхности заготовки со стороны матрицы.
При обжиме с выходом в цилиндр увеличение размеров очага
деформации по сравнению с размерами при обжиме без выхода
в цилиндр, а также изгиб и спрямление элементов заготовки при
переходе из конической в цилиндрическую часть очага деформа-
ции должны вызвать увеличение напряжения артах, действую-
щего в недеформируемых стенках обжимаемой заготовки, а следо-
вательно, и усилия обжима. Так как величина dQ сравнительно
мала, можно полагать, что основное влияние на величину оргпах
будут оказывать явления изгиба и спрямления. Влияние изгиба
и спрямления может быть приближенно оценено, если принять,
как это делалось ранее, что действие их увеличивает меридиональ-
ное напряжение на величину Дор, определяемую по формуле (32'):
s
p
ass V2 sin а as
. _ __ _ ___
2 /7^ 1^2
(-82)
Считая, что напряжение ор, действущее в конической части
очага деформации, увеличится на 2 Аор за счет изгиба и спрямле-
ния на выходе из очага деформации, можно получить следующую
формулу [величину 2 Аор следует приплюсовать к <тр, определя-
23 0
ющему напряжение на границе конического участка, см. фор-
мулу (256)1:
(283)
Формула (283) отличается от формулы (277), установленной
для обжима без выхода в цилиндрическую часть, лишь множителем,
учитывающим влияние условий деформирования в конической
части матрицы, т. е. к составляющим напряжения, вызываемым
величиной формоизменения и влиянием трения, добавляются
составляющие, вызываемые изгибом и спрямлением на выходе из
очага деформации.
Способ получения формулы (283) не является строгим, так
как было бы правильнее учесть влияние изгиба и спрямления
в граничных условиях и последовательно отыскивать поле напря-
жений теперь уже в трех участках очага деформации (свободного
изгиба на выходе из матрицы; контактного и свободного изгиба
на входе в матрицу). Следовало бы также учесть влияние протя-
женности участка свободного изгиба на выходе из матрицы и то
обстоятельство, что изгиб и спрямление получают максимально
упрочненные участки заготовки. Однако в этом случае формулы
получаются более громоздкими [371, а разница в результатах
расчета по формуле (283) и по более точным формулам сравни-
тельно невелика. Заметим, что при использовании формулы (283)
в качестве г0 следует брать половину диаметра цилиндрической
части (по срединной поверхности), получаемой при обжиме. На-
пример, при обжиме с малым радиусом скругления кромки ма-
трицы на переходе От конуса к цилиндру величину г0 следует
определять из выражения
г0 =-у (cfM — — s);
здесь Ad определяется по формуле (279), as — из выражения
Из сопоставления формул (277) и (283) можно заметить, что
при прочих равных условиях (в том числе и при равных значе-
ниях R3/rQ) при обжиме с выходом заготовки в цилиндр требуются
большие усилия деформирования из-за влияния дополнительных
деформаций изгиба и спрямления.
Изменение усилия обжима по пути и положение заготовки,
соответствующее характерным точкам этого изменения в процессе
деформирования, показано на рис. 84.
8 231
Рис. 84. График усилия по пути при об-
жиме [2]
На этапе I подгибается крае-
вая часть заготовки, причем
матрица воздействует только
на узкий поясок у края заго-
товки.
В промежутке между кон-
тактным пояском и недеформи-
руемой частью образуется уча-
сток свободного изгиба. Этому
этапу деформирования соответ-
ствует определенное уменьше-
ние интенсивности роста усилия
обжима; при значительных уг-
лах конусности может наблю-
даться появление на графике
усилие — путь участка с уси-
лием, уменьшающимся по ходу
деформирования.
На этапе 77, соответствую-
щем скольжению заготовки по
конической поверхности матри-
цы, из-за уменьшения диаметра краевой части и увеличения раз-
меров очага деформации происходит плавное увеличение усилия
обжима.
На этапе 777, когда край заготовки выходит за пределы кони-
ческой части матрицы, усилие возрастает менее интенсивно, что
объясняется увеличением размеров очага деформации без увели-
чения размеров контактной поверхности, на которой действуют
силы трения, а также тем, что начинающийся изгиб при одинако-
вом ходе матрицы приводит к меньшему изменению диаметра
краевой части заготовки, чем перемещение края в конической
части матрицы.
Начальный период формирования участка спрямления (этап
IV) характеризуется дальнейшим увеличением усилия.
После того как участок свободного изгиба сформировался
и в обжатой части заготовки начал образовываться цилиндриче-
ский участок, усилие обжима достигает максимального значения
(этап V). Этап V деформирования, соответствующий скольжению
края заготовки по цилиндрическому пояску матрицы, характери-
зуется тем, что усилие здесь остается постоянным или незначи-
тельно увеличивается вследствие некоторого увеличения толщины
элементов заготовки, находящихся в очаге деформации.
Если край заготовки скользил по пояску матрицы и соответ-
ственно испытывал действие сил трения, то выход края заготовки
из нее (этап VI) приводит к некоторому уменьшению усилия об-
жима.
Приведенный график изменения усилия по пути наглядно
показывает характер и степень влияния некоторых факторов,
232
учтенных при анализе, и, в частности, влияние изгиба и спрямле-
ния на границах участка свободного изгиба по выходе из матрицы.
Из сопоставления формул (277) и (283) можно сделать вывод,
что оптимальное значение угла конусности матрицы при обжиме
с выходом в цилиндр будет несколько меньшим, чем при обжиме
без выхода в цилиндр. Действительно, при обжиме с выходом
в цилиндр учитывается еще одна составляющая, увеличивающаяся
с возрастанием угла конусности матрицы (составляющая, учиты-
вающая влияние изгиба и спрямления на выходе из матрицы).
Следовательно, угол, соответствующий минимальному значению
функции Opmax = f (а), будет смещаться в сторону меньших
углов.
§ 2. ОБЖИМ В МАТРИЦЕ С КРИВОЛИНЕЙНОЙ
ОБРАЗУЮЩЕЙ
В общем случае при обжиме в матрице с криволинейной об-
разующей радиусы кривизны в меридиональных и широтных
сечениях конечны и являются функциями координат. Так как
оба радиуса RQ и RQ не бесконечны, а напряжения ор и о0 сжи-
мающие, то напряжения на контактной поверхности становятся
зависимыми от обоих напряжений ор и о0, и силы трения на кон-
тактных поверхностях будут больше при обжиме в матрице с кри-
волинейной образующей, чем при обжиме в конической матрице
при примерно равных Ro [см., например, второе уравнение из
системы уравнений (3)].
Исследуем наиболее простой случай обжима, т. е. обжим в ма-
трице с криволинейной образующей постоянной кривизны (рис. 85).
Заметим, что в этом случае методика анализа аналогична мето-
дике при обжиме в матрице с образующей переменной кривизны.
Однако в последнем случае получить простые замкнутые решения
затруднительно.
Уравнение равновесия для элемента про-
странственной оболочки, нагруженной по
поверхности силами трения, установленное
ранее [уравнение (7)1, с учетом а0 =—os
может быть представлено в виде
(284)
В уравнении (284) угол а и радиус р
являются зависимыми переменными, опреде-
ляющими координаты рассматриваемого эле-
мента при 7?р = const. Решение задачи по
определению поля напряжений можно полу-
чить, если принять р = f (а) [1, 37]. Для
Рис. 85. Схема обжима
в матрице с криволиней-
ной образующей
233
рассматриваемого случая может быть получено достаточно про-
стое решение, если воспользоваться обратной заменой и выразить
угол а через радиус р.
Из очевидных геометрических соотношений можно получить
(285)
После подстановки этих соотношений в уравнение (284) по-
лучаем уравнение, в котором р = f (а). Для решения этого урав-
нения необходимо выразить координаты элементов через одну
переменную р или а. В работе [11 приведено решение, в котором
напряжение было выражено в функциях угла а.
Ниже дается иное, приближенное, но весьма простое решение.
Так как обжим обычно ведется со смазкой, дающей р <0,1,
то величина последнего слагаемого в уравнении (284) невелика,
и без большой погрешности, с некоторым преувеличением степени
влияния сил трения, в этом слагаемом можно принять, что ор
—os и & 7?0 = р/cos а. С учетом этих допущений уравне-
ние (284) преобразуется к виду
р + Op -f- (1 + 2р. ctg а) = 0. (286)
Если далее заменить переменный угол а его средним значе-
£ ____________________________г
нием а =а0/2, где a0 = arccos——— > то уравнение (286)
становится дифференциальным уравнением первого порядка с
разделимыми переменными
Р + ар + °s (1 + 2р, ctg — 0.
(287)
Интегрирование этого дифференциального уравнения дает
Произвольную постоянную интегрирования найдем из гранич-
ного условия, по которому при р =г0 ор = 0. После подстановки
произвольной постоянной интегрирования и несложных преобра-
зований получаем
Ор = — о, (1 + 2ц ctg (
(289)
Напряжение Ор на границе очага деформации с недеформиру-
емой частью заготовки при р = Z?s будет равно
Ор = -о; (1 + 2р ctg-^-) (1 - (290)
234
При отыскании напряжений, возника-
ющих в недеформируемых стенках заго-
товки, следует учесть влияние изгиба, уве-
личивающего напряжение ор на Аор.
С учетом сказанного получаем
Сортах —
(291)
Рис. 86. Обжим с выходом
Из формулы (291) ВИДНО, ЧТО С умень- иа плоский участок
шением величины 7?р при прочих равных
условиях можно ожидать увеличения напряжения ортах в стен-
ках обжимаемой заготовки вследствие увеличения влияния изги-
бающего момента на границе очага деформации с недеформируе-
мой частью заготовки.
Заметим, что приведенное решение справедливо для случая,
когда радиус кривизны образующей матрицы значительно больше
радиуса свободного изгиба.
Полученная формула (291) справедлива для значений г0 =
= ггр, т. е. при условии отсутствия выхода края заготовки
на горизонтальный участок. Рассмотрим возможность обжима
с выходом на плоский участок по схеме, приведенной на
рис. 86.
Прежде всего необходимо отметить, что получение плоского
участка, перпендикулярного к оси заготовки, возможно лишь при
условии создания подпора заготовки изнутри, при котором нор-
мальные напряжения, действующие по внутренней поверхности
образующегося плоского участка, Обеспечат создание внешнего
изгибающего момента, достаточного для спрямления элементов,
переходящих с криволинейного участка очага деформации на
плоский. Если такого подпора не будет, то элементы заготовки,
получившие определенную кривизну срединной поверхности,
будут стремиться сохранить ее при переходе с криволинейного
участка на плоский; краевые элементы заготовки начнут заги-
баться внутрь, причем вначале их диаметральные размеры будут
уменьшаться, а затем увеличиваться. Диаметральные размеры
могут увеличиваться при условии, если напряжения о0 изменят
знак и станут растягивающими. Растягивающие напряжения
при достаточной длине участка, на котором они действуют, со-
здадут момент, достаточный для спрямления элементов, но это
приведет лишь к образованию вывернутой внутрь цилиндриче-
ской стенки меньшего диаметра [9]. Результат такого деформиро-
вания наглядно виден из рис. 87.
Рассмотрим случай деформирования, когда внутренний подпор
заготовки обеспечивает получение плоского участка, перпенди-
кулярного к оси заготовки. Пренебрегая влиянием сил трения,
235
Рис. 87. Заготовка, вывернутая обжимом
уравнение равновесия (2) для плоского участка может быть за-
писано (с учетом о0 = —os по уравнению пластичности) в виде
р -%-+=°- (292)
Интегрирование указанного уравнения дает
In (ор
(293)
Если использовать граничное условие, по которому ор = О
при р = г0, то найдем произвольную постоянную интегрирования
с = In os — In —
S r0
(294)
После подстановки значения произвольной постоянной инте-
грирования в найденное выше уравнение находим формулу
1-i'). (295)
На границе криволинейного и плоского участков очага де-
формации при р = ггр напряжение ор гр имеет величину
_ Л го
(296)
При отыскании величин напряжений ор в криволинейном
контактном участке путем интегрирования уравнения (286) можно
принять, что на границе криволинейного и плоского участков при
р = ггр напряжение ор = ор гр -|- Лар, причем последняя со-
ставляющая учитывает влияние спрямления элементов при их
переходе из криволинейного в плоский участок очага деформации.
Производя соответствующие преобразования, можно получить
формулу, определяющую величину напряжения ортах, действу-
ющего в стенках обжимаемой заготовки:
236
Рис. 88. Схема обжима с подпором
[2]
Для получения формулы (297)
следует к орп1ах, определяемому по
формуле (291) при г0 = ггР, приба-
вить напряжения Gprp, найденные
по формуле (296), и Agp == os .
4 кр
Как видно, образование при об-
жиме плоского участка, перпендику-
лярного к оси заготовки, при про-
чих равных условиях увеличивает
напряжение в стенках обжимаемой
заготовки, так так при этом добав-
ляется спрямление, вызывающее до-
полнительное увеличение напряже-
ния Gp max-
IS заключение отметим, что, как
показано Ю. А. Аверкиевым [2], зна-
чительного увеличения допустимого коэффициента обжима
можно достигнуть, если в конструкции штампа предусмотреть
специальные устройства, ограничивающие возможность образо-
вания поперечной складки. Этот способ обжима был назван об-
жимом с подпором. Подпор может быть односторонним, при ко-
тором скользящая по наружной поверхности заготовки втулка
не допускает образования кольцевой поперечной складки с уве-
личением диаметра. При двустороннем подпоре стенка заготовки
находится между наружной скользящей втулкой и центральным
стержнем, ограничивающим возможность образования поперечной
складки с уменьшением размеров заготовки (внутренняя складка).
Схема процесса обжима с подпором показана на рис. 88.
Как показали опыты [2], применение наружного подпора
значительно уменьшает опасность складкообразования. Напри-
мер, при обжиме без подпора в сферической матрице труб-
ных заготовок из низкоуглеродистой стали коэффициент об-
жима составлял 1,4—1,45, а при обжиме с наружным подпо-
ром 1,7—1,9. При обжиме трубчатых заготовок с двусторонним
подпором величина коэффициента обжима доходила до ko6 =
== D3/d0 = 4,0.
Расчеты, полученные по приведенным выше формулам, поз-
воляют заключить, что при обжиме с коэффициентом, превышаю-
щим ko6 = 2,0, напряжения ортах в стенках заготовки превы-
шают напряжения текучести, благодаря чему наблюдается осадка
трубы с увеличением ее толщины. Таким образом, при обжиме
с подпором при значительных коэффициентах обжима цилиндри-
ческие стенки переходят в пластическое состояние. При этом на
поверхностях цилиндрической части заготовок возникают силы
трения, ориентированные на наружной поверхности по направле-
нию движения матрицы, а на внутренней поверхности (при дву-
стороннем подпоре) — обратно направлению движения матрицы.
237
При одностороннем подпоре напряжения в стенках цилиндриче-
ской части заготовки в результате действия сил трения увеличи-
ваются по мере удаления от матрицы, что может вызвать большее
утолщение заготовки вблизи опорной части (там же при потере
устойчивости будет образовываться и внутренняя складка).
Утолщение заготовки, наблюдающееся при обжиме с двусторон-
ним подпором, приводит к заклиниванию ее в штампе между оп-
равкой и втулкой и к увеличению усилия выталкивания заготовки
из втулки.
ГЛАВА VI
ОТБОРТОВКА
Отбортовка — операция получения горловин в плоской или
пространственной заготовке путем вдавливания в отверстие ма-
трицы части заготовки с предварительно пробитым отверстием.
В процессе отбортовки очагом деформации является часть заго-
товки, противостоящая отверстию матрицы, причем в очаге де-
формации длина элементов заготовки увеличивается в тангенци-
альном направлении. Схема процесса деформирования при от-
бортовке приведена на рис. 89.
Вдавливание заготовки в отверстие матрицы (в силу сплош-
ности заготовки) с учетом того, что часть заготовки, находящаяся
на плоскости матрицы (фланец), не должна деформироваться,
вызывает появление меридиональных растягивающих напряже-
ний. Так как тангенциальная деформация е0 является деформацией
растяжения, то и тангенциальные напряжения также являются
растягивающими.
Контактные напряжения являются сравнительно небольшими
и не могут оказывать заметного влияния на переход заготовки
в пластическое состояние, поэтому с достаточной степенью при-
ближения можно считать, что при отбортовке в очаге деформации
схема напряженного состояния близка к плоской схеме двухосного
растяжения. В такой схеме крайними главными нормальными
напряжениями будут: одно из действующих растягивающих на-
пряжений (максимальное) и напряжение, перпендикулярное к
срединной поверхности, равное нулю (минимальное), Так как
у кромки отверстия меридиональное напряжение <тр = 0, то оно
должно быть переменным и изменяться от нуля у кромки отвер-
стия до максимума на границе очага деформации с недеформируе-
мой частью заготовки. Для соблюдения условия пластичности в лю-
бой точке заготовки необходимо, чтобы максимальным главным
нормальным напряжением было тангенциальное напряжение <те.
Рассмотрим процесс деформирования при отбортовке загото-
вок с круглым отверстием, предназначенный для получения ци-
линдрических горловин (бортов), при котором имеется осевая
симметрия деформирования.
Как видно из схемы на рис. 89, при отбортовке диаметральные
размеры кольцевых элементов заготовки увеличиваются; при этом
23»
они смещаются относительно
торца пуансона и последова-
тельно выходят в зазор между
пуансоном и матрицей, форми-
руя образующуюся горловину.
Элементы в процессе смещения
относительно торца пуансона
(рассматривается отбортовка
пуансоном с плоским торцом)
выходят на его скругленную
кромку, претерпевая изгиб, а
при сходе с нее — спрямление.
Действие изгибающего мо-
мента в зоне изгиба приводит
к тому, что часть заготовки, противостоящая торцу пуансона, не-
много отходит от него, принимая (приближенно) коническую фор-
му. Таким образом, на поверхность заготовки действуют нормаль-
ные напряжения лишь в той ее части, которая контактирует со
скругленной кромкой пуансона, и только на этой контактной
поверхности действуют силы трения. В зависимости от величины
радиуса скругления кромки пуансона протяженность контактной
поверхности составляет малую или значительную долю протяжен-
ности очага деформации, которая может изменяться в процессе
деформирования. В частности, на определенном этапе деформи-
рования при отбортовке сферическим пуансоном контактная по-
верхность может охватывать почти весь очаг деформации.
В случае когда отбортовка осуществляется пуансоном с пло-
ским торцом при относительно малой протяженности контактной
поверхности, уравнение равновесия (2) для основной части очага
деформации имеет вид
da0
Р 4- <Тр - ст6 0.
Уравнение пластичности (11) по гипотезе максимальных ка-
сательных напряжений с учетом сказанного выше имеет вид
ае = Os-
При совместном решении и интегрировании этих двух уравне-
ний получаем
In (ffp — as) =. — In р + с.
Произвольную постоянную интегрирования находим из гра-
ничного условия, по которому Стр = 0 при р = г0:
с = In (—as) + In r0.
После подстановки найденной произвольной постоянной ин-
тегрирования и несложных преобразований получаем
ар = а’(1 -Д-). (298)
240
Формула (298) характеризует распределение напряжений в
очаге деформации без учета влияния упрочнения, изгиба, трения,
и изменения толщины заготовки в процессе деформирования.
Используем формулу (298) для приближенного определения поля
деформаций в заготовке при отбортовке. Рассмотрим вначале,
как изменяется толщина заготовки в процессе отбортовки на неко-
тором этапе деформирования, при котором радиус исходного,
отверстия г0 увеличивается на величину а (см. рис. 89) и стано-
вится равным гот (величины а и гот изменяются в процессе дефор-
мирования). Одновременно радиус любого кольцевого элемента
с начальным радиусом рн увеличится до значения р. Примем,
что соотношение между напряжениями <тр и <те, действующими
на рассматриваемый элемент в процессе деформирования, не из-
меняется. Тогда из уравнения связи (35) может быть получена
формула (42), которая для рассматриваемого случая с учетом <те =
= qs может быть записана в виде
qs+qp
(299>
После подстановки значения <тр из формулы (298) в формулу
(299) и некоторых преобразований получим
2Рн-г0
(300)
Из формулы (300) можно заметить, что в процессе отбортовки
при всех значениях рн > г0 имеет место уменьшение толщины
заготовки. Конечное значение толщины у края может быть най-
дено по формуле (300) при р„ = г0 и р = R6 (7?б — радиус по-
лучаемого борта). В этом случае формула (300) преобразуется
в следующую формулу:
51 - s° V "fc
(301)
Формула (300) может быть преобразована для случая, когда
требуется установить распределение толщин в горловине, полу-
ченной при отбортовке. При получении цилиндрического борта
конечные значения радиусов элементов заготовки в очаге дефор-
мации будут равны радиусу полученной горловины р = /?б:
грн-'о
(300')'
Для получения более простой приближенной формулы можно,
воспользоваться разложением степенной и логарифмической функ-
241
щий в ряд, по аналогии с тем, как это было сделано при получе-
нии выражения (270):
S1 = s0[i 4- 2рн~г° in-^l^sJ 1 + 2рн~"> (%-- 1)1. (302)
1 °1Г Рп + ^о fldj L 1 Рн-Но \Яб /J ' ’
Из формулы (302) при рн = г0 (т. е. для края заготовки у от-
верстия) получаем, что
““to+i)- . <303>
Нетрудно убедиться, что формула (303) получается также из
«формулы (301), если в последней заменить корень первым членом
разложения в ряд
/1 +(-£-- 1)^1+т(-^- 1)-
' Кб г \ Аб / ~ \ а6 /
Из полученных формул можно сделать вывод, что при отбор-
товке заготовка во всем очаге деформации утоняется, а следова-
тельно, площадь ее увеличивается. Следовательно, при отбортовке
для отыскания размера отверстия, необходимого для получения
горловины заданного диаметра и заданной высоты, не может быть
использовано условие равенства поверхностей заготовки и детали.
Для выяснения условия, позволяющего определить размеры от-
верстия под отбортовку по заданным размерам борта, проанали-
зируем изменение ширины отбортовываемой части заготовки
в процессе деформирования.
Если принять, что соотношение между напряжениями, дей-
ствующими при отбортовке на любой элемент заготовки в очаге
деформации, остается в процессе деформирования неизменным,
то из уравнения связи (35) для конечных деформаций может быть
получено выражение, связывающее логарифмические деформации
в тангенциальном и меридиональном направлениях:
б = 2<*Р-ое 6 (304)
р 2а0 — 6
где бр = 1п ; б9 = 1п Д/к и Д/н — конечные и начальные
размеры элемента в меридиональном направлении; рк и рн — ко-
нечное и начальное расстояния рассматриваемого элемента от оси
симметрии.
Напряжение ар при отбортовке определяется по формуле (298),
.а напряжение <т9 = <rs и конечное значение радиуса любого эле-
мента равно рк = R6 (R6 — радиус получаемого борта в его ци-
линдрической части). С учетом сказанного формула (304) может
«быть преобразована к виду
In 4т- = - 2г°ГР In . (305)
Д/к Го+Р R6
242
Заменим логарифмические деформации первыми членами раз-
ложения логарифмической функции в ряд
Л/к ^/к
1П -£2-
/?б
Рн
R6
В этом случае, по сути дела, мы переходим от логарифмиче-
ских деформаций к относительным.
После подстановки в уравнение (305) значений относительных
деформаций и несложных преобразований получаем
Кб (рн ~Ь го)
р2 — 2г0р + 3/?бГ0
(306)
Переходя к бесконечно малым величинам, т. е. заменяя Д/к =
= dlK и &l„ = dp, получаем дифференциальное уравнение
dlK = . ^(Рн + ^^Р . (306')
р2 — 2гор + з/?бг0 v ’
R6
Интеграл вида j dlK позволяет определить длину развертки
Го
полученного борта L из участка заготовки шириной R6 — г0,
а следовательно, и изменение размеров заготовки в меридиональ-
ном направлении. Интегрирование дифференциального уравне-
ния (306') в пределах от р = г0 до р = R6 дает
\ З^б'о-zo
+ -/' 4Г°..^arctg /б (307)
Г 3(?бг0 'о г 3/?бг0 Гд J
Так как при R6 с 2г0 логарифмируемое число не превышает
1, 2, а —~ - < 0,5, то без большого ущерба для точности
V ^К6Гд-Гд
в формуле (307) логарифмическая и тригонометрическая функции
могут быть заменены первыми членами разложения по соотно-
шениям типа In х х—1; arctg у «=« у. С учетом указанных
замен после несложных преобразований формула (307) преобра-
зуется к виду
г __ Кб (Кб г0) (/?б ~Ь Згр)
2гр(3/?б-гр)
(308)
Значение конечной длины развертки отбортовываемого участка
сопоставим с его исходным значением ширины с помощью коэф-
фициента с:
L £б(Дб + Зг0)
Кб — г а 2г0 (3/?б — Го)
(309)
243
Из рассмотрения формулы (309) можно заметить, что с = !
при R6 = г0 (ширина отбортовываемой части равна нулю) и при
R6 = 2г 0 (на практике при ширине отбортовываемой части больше
указанной отбортовка обычно не осуществляется). Отсюда сле-
дует что в промежутке между значениями 1 < — < 2 должен
г о
быть, экстремум значения коэффициента с.
Обозначим kn == R6/r0, приравняем нулю производную
deldkn = 0 и найдем, что экстремум соответствует R6 = 1,39 г0.
После подстановки значения R6 = 1,39 г0 в формулу (309) на-
ходим, что в точке экстремума с = 0,97. Следовательно, в пре-
делах от k0 =1,0 до k0 =2,0 максимальная разница между
длиной развертки борта и шириной отбортовываемой части со-
ставляет примерно 3%. Таким образом, для определения диа-
метра отверстия, необходимого для получения горловины задан-
ных размеров, можно с удовлетворительной точностью пользо-
ваться условием равенства длины развертки борта по средней
линии и ширины отбортовываемой части заготовки. Если принять
обозначения, приведенные на рис. 89, то из геометрических соот-
ношений можно получить
do й । (г । s \ л .
2 ' Vм । 2 J 2 ’
d0 = Dv — лг„---y s — 2h. (310)
Из формулы (309) можно также установить, что при R6/r0 >
> 2 коэффициент с > 1. Это объясняется тем, что по мере удале-
ния от края отверстия деформация ер переходит из деформации
сжатия в деформацию растяжения, которая возрастает с последу-
ющим удалением от края отверстия.
Значение радиуса, разграничивающего область, где деформа-
ция бр является отрицательной (укорочения), от области, где
деформация бр является положительной (удлинения), можно
найти, используя формулу (304). Из формулы (304) следует, что
бр =0 при стр =-^-cts, а из формулы (298) находим стр= ~ os при
Р =2г0.
Необходимо отметить, что формула (309) является прибли-
женной не только из-за погрешностей, вносимых принятыми за-
менами сложных функций первыми членами разложения в ряд,
но и из-за того, что в проводимом анализе не учитывалось влияние
некоторых факторов на величины деформаций при отбортовке.
К неучтенным факторам в первую очередь относится относитель-
ный радиус скругления кромки пуансона rjs. Действительно,
элементы заготовки, смещаясь относительно рабочего торца пу-
ансона, получают изгиб при входе на скругленную кромку пуан-
сона и спрямление при сходе с нее (при переходе в цилиндриче-
скую стенку образующейся горловины).
244
Ранее было показано, что изгиб и спрямление в условиях
действия растягивающих продольных сил в меридиональном
направлении вызывают дополнительное утонение заготовки, а сле-
довательно, и увеличение ее поверхности. Дополнительное уто-
нение заготовки, создаваемое изгибом и спрямлением, будет тем
больше, чем меньше относительный радиус, в данном случае чем
меньше rn/s. Уменьшение rn/s приводит к некоторому увеличению
высоты борта при том же значении ширины отбортовываемой
части заготовки. Более точное решение задачи по отысканию
величины коэффициента с, в том числе и с учетом влияния изгиба
и спрямления, дано в работе [43]. Однако проведенный анализ
и результаты опытов, а также практика проектирования техно-
логических процессов, на многих заводах показали, что получен-
ное условие равенства длины развертки борта по средней линии
и ширины отбортовываемой части заготовки является в большин-
стве случаев вполне приемлемым, с погрешностью в пределах
до 10%.
Рассмотрим более подробно определение величины максималь-
ного растягивающего напряжения <тр шах, действующего на гра-
нице очага деформации с недеформируемой частью заготовки.
Прежде всего необходимо отметить, что в начальной стадии де-
формирования заготовки радиус границы между очагом деформа-
ции и недеформируемой частью заготовки является величиной
переменной. Действительно, в начале деформирования пласти-
ческая деформация будет наблюдаться в части заготовки, ограни-
ченной радиусом р = Dx/2, и лишь в части заготовки, опираю-
щейся на плоскую поверхность матрицы, можно считать, что пла-
стические деформации отсутствуют.
По мере того как деформируемая часть заготовки смещается
в отверстие матрицы и возрастает угол охвата заготовкой скруг-
ленной кромки матрицы, граничный радиус будет уменьшаться
(участки, заготовки контактирующие со скругленной кромкой
матрицы, пластических деформаций не получают). К моменту,
когда угол охвата заготовкой скругленной кромки матрицы до-
стигнет величины л/2, радиус, разграничивающий пластическую
и упругодеформируемую области, станет равным 7?б. При отно-
сительно малых (по сравнению с 7?б) радиусах скругления кромки
матрицы и при значительных коэффициентах отбортовки k0 =
= R6lr0 можно в первом приближении пренебречь изменением
радиуса, разграничивающего пластические и упругие области,
и считать, что напряжение <тртах действует на радиусе р =
= R6.
В общем случае на величину аршах могут оказывать влияние
текущее значение коэффициента отбортовки, изгиб и спрямление
элементов при их перемещении относительно торца пуансона,
силы трения, действующие на контактной поверхности заготовки
и пуансона, упрочнение заготовки в процессе деформирования,
а также изменение толщины заготовки в процессе отбортовки.
245
Величина коэффициента отбортовки, благодаря изменению
радиуса отверстия, в процессе деформирования изменяется от
начального максимального значения k0 = R6/r0 до k0 = 1 в
конце деформирования. Одновременно с уменьшением коэффици-
ента отбортовки увеличивается напряжение текучести металла
заготовки вследствие упрочнения. Противоположное влияние
изменения коэффициента отбортовки и упрочнения на величину
ffpmax позволяет предположить, что при отбортовке, так же как
и при вытяжке, напряжение оршах достигнет наибольшей вели-
чины на некотором промежуточном этапе деформирования.
Если принять, что изгиб и спрямление увеличивают напря-
жение на Дор, величина которого определяется по формуле (30),
что трение на кромке пуансона учитывается множителем (1 + ца),
то формула для определения стршах с учетом формулы (298) мо-
жет быть записана в виде
apmax = ns(l -^7 + 2rn + s )
где Гот — текущее значение радиуса отверстия; гп — радиус
скругления кромки пуансона; а — угол охвата заготовкой скру-
гленной кромки пуансона.
В этой формуле не учтено влияние изменения толщины за-
готовки.
Примем, что напряжение текучести определяется степенной
зависимостью от относительной деформации по формуле (18).
При отбортовке максимальной является деформация танген-
циального растяжения ее = р— р"-, наибольшая величина кото-
Рн
рой у кромки отверстия равна гешах = Г°т~-Г(| ; Она убывает
в начальной стадии деформирования с увеличением радиуса р
до нуля при р = R6. Средняя для очага деформации величина
тангенциальной информации приближенно может быть принята
равной полусумме максимального и минимального значений тан-
генциальной деформации
ср = у ее max = —уг = ; (312)
здесь принято, что гот — г0 =а, где а — увеличение радиуса
отверстия в данный произвольный момент деформирования.
Переход от деформации удлинения к деформации уменьшения
площади поперечного сечения элемента легко устанавливается
из условия постоянства объема
а
ф = __ееср_ ____________
ср 1 + ее ср 2г0 + а
(313)
246
После подстановки найденного значения фср в формулу (18)
получаем среднее для очага деформации значение напряжения
текучести в произвольный момент деформирования
(314)
После подстановки os в формулу (311), принимая, что изгибу
и спрямлению в начальной фазе деформирования подвергаются
элементы, не получившие упрочнения, имеем
Op шах
. 1 — 'Фш
а
- Фш (2г0 + а}
1-М?
(315)
где от — предел текучести неупрочненного металла.
Из формулы (315) видно, что с увеличением а первый множи-
тель, учитывающий влияние упрочнения, увеличивается, а вто-
рой уменьшается. Для отыскания величины а, соответствующей
возникновению наибольшего значения ор(Пах на границе очага
пластической деформации, необходимо производную приравнять
нулю (doprnax/da = 0).
Если учесть, что для начального периода деформирования,
когда может иметь место экстремум напряжения ар тах, а
г0, то формула (315) может быть записана в ином виде:
(315')
После дифференцирования уравнения (315') по а при условии
р = 0 (без учета влияния сил трения) и приравнивания произ-
водной нулю получаем
Фш
а \ 1—
)Фш /
2 г офш
2г офш
Ап
^Фш 1 п
R&
После несложных преобразований полученного равенства на-
ходим значение а, соответствующее экстремуму напряжения ар тах:
(316)
247
Если в формулу (315') подставить найденное значение a/R6
из формулы (316), то может быть найдено выражение, позволя-
ющее при принятых допущениях определить экстремальное зна-
чение артах:
р шах
^6 — rQ \
2г0 /
(1 +ра). (317)
Из формулы (316) видно, что для неупрочняющихся матери-
алов (фш _ 0) наибольшая величина ортах будет в самом начале
отбортовки (а = 0) и что с возрастанием интенсивности упрочне-
ния материала заготовки (с увеличением фш) увеличивается
величина а, соответствующая возникновению наибольшего ортпах.
Формула для определения усилия отбортовки имеет вид
Р = 2лЯбзсгр max sin а, (318)
где а — угол между касательной к срединной поверхности за-
готовки на границе очага пластической деформации и перпен-
дикуляром к оси симметрии (угол охвата заготовкой скругленной
кромки матрицы), который определяется по найденному а из
условия равенства длины развертки борта ширине отбортовыва-
емой части. По формуле (318) определяется проекция силы,
вызванной действием напряжений орП1ах, на ось симметрии.
Можно заметить, что угол а в процессе деформирования уве-
личивается от а = 0 в начале деформирования до а = л/2 к мо-
менту завершения охвата заготовкой скругленной кромки матрицы.
Естественно, что при этом усилие отбортовки по ходу пуансона
должно иметь максимум.
Если принять, что при отбортовке пуансоном с плоским тор-
цом максимум усилия соответствует углу охвата а = л/2, то
формула (318) с использованием формулы (315) получает вид
2л/?б$
ЧМ2г0 +а) .
1,6р).
(319)
1
Величина изменения радиуса отверстия а к моменту заверше-
ния охвата заготовкой скругленной кромки матрицы может
быть найдена из условия, по которому ширина отбортовываемой
части равна длине развертки борта по средней линии. Из этого
условия при а = л/2 можно записать следующее равенство:
= 0,57 (гм
гп)Ч~ 1,57s.
(320)
248
Для заданных условий
деформирования значе-
ние а, найденное по фор-
муле (320), следует под-
ставить в формулу (319)
для определения макси- '
мального значения усилия
отбортовки. Однако при-
веденный метод опреде-
ления максимального уси-
Рис. 90. График изменения усилия по пути при
отбортовке (Sg = 2 мм; = 10,5 мм; =
= 28 мм):
лия справедлив для слу-
чая отбортовки пуансоном
с плоским торцом при
сравнительно большой ши-
1 — пуансон цилиндрический,
2 — пуансон сферический, Р
«max = 38 000
max = 20 300 Н
рине отбортовываемого
участка, когда при а — л/2 еще остается плоский участок очага
деформации. Это обычно имеет место при гп
радиус цилиндрической боковой поверхности пуансона) и гм < гп.
Если же радиус скругления кромки пуансона сравнительно боль-
шой или отбортовка осуществляется сферическим или коническим
пуансоном, максимум усилия имеет место при а < л/2. В этом
случае усилие отбортовки значительно меньше усилия отбор-
товки пуансоном с плоским торцом и малыми радиусами скруг-
ления кромок. Типовая диаграмма изменения усилия по пути
при отбортовке заготовок из низкоуглеродистой стали сфериче-
ским пуансоном и пуансоном с плоским торцом наглядно под-
тверждает сказанное выше (рис. 90).
При отбортовке пуансоном с плоским торцом и относительно
малыми значениями радиуса скругления кромки часто на поверх-
ности борта наблюдается образование кольцевой волны (рис. 91).
Такой дефект особенно нежелателен, если полученная горловина
служит для соединения детален по посадке или с помощью резьбы.
Появление такого дефекта объясняется тем, что элементарные
силы, действующие на контактной поверхности по пуансону,
и силы, созданные напряжениями ор, действующими в цилин-
дрических стенках борта, образуют момент, стремящийся ото-
Рис. 91. Формы горловин при малом радиусе скругления кромок пуансона
9 Е. Л. Попов
249
гнуть уже сформированный участок борта и увеличить его диа-
метр. До тех пор, пока напряжение ор, действующее в плоской
части очага деформации, достаточно велико, оно препятствует
отгибанию сформированной части борта. В конце отбортовки,
когда ширина очага деформации становится малой и соответст-
венно малыми будут напряжения ор, действие внешнего изгиба-
ющего момента от усилия отбортовки вызовет появление в стенках
уже образовавшегося борта растягивающих напряжений о0,
достаточных для пластического деформирования. В результате
и образуется такой перелом, т. е. искажение прямолинейности
образующей борта. Искажение увеличивается с увеличением
зазора между пуансоном и матрицей.
Наиболее эффективным способом устранения рассмотренного
дефекта является увеличение радиуса скругления кромки пуан-
сона. При отбортовке сферическим пуансоном такой дефект
исключается. Объясняется это и тем, что в данном случае дей-
ствие тангенциальных растягивающих напряжений в очаге де-
формации способствует более плотному прилеганию заготовки
к пуансону.
При отбортовке одним из наиболее существенных вопросов
является определение величины допустимого коэффициента от-
бортовки. Величина допустимого коэффициента отбортовки чаще
всего ограничивается возможностью разрушения заготовки с об-
разованием трещины, берущей начало от кромки заготовки у от-
верстия и распространяющейся в меридиональном направлении.
Объясняется это тем, что краевая часть заготовки, деформиру-
ющаяся в схеме, близкой к линейному растяжению, получает
наибольшую деформацию. Действительно, тангенциальная де-
формация растяжения может быть найдена из выражения
Др
где ф — относительная деформация второго рода; Др — изме-
нение радиуса, координирующего рассматриваемый элемент в дан-
ный момент деформирования; р — радиус рассматриваемого эле-
мента в данный момент деформирования.
Как видно, величина деформации при постоянном Др уве-
личивается с уменьшением радиуса р и, следовательно, достигает
максимальной величины вблизи кромки отверстия. К этому
следует добавить, что и Др— /(р) увеличивается с уменьшением
радиуса (при малых ор меридиональная деформация отрицательна
и абсолютная - ее величина возрастает с уменьшением ор). По-
следнее обстоятельство, в свою очередь, способствует увеличению
деформации тангенциального растяжения по мере приближения
к кромке отверстия.
Отсюда следует, что когда в кольцевом элементе, граничащем
с отверстием, будет исчерпана устойчивая деформация равно-
мерного удлинения и начнется сосредоточенная локальная де-
250
формация (образование шейки), дальнейшее деформирование при-
ведет к быстрому разрушению этого элемента в образовавшейся
шейке с последующим развитием трещины в меридиональном
направлении. Отсюда допустимый коэффициент отбортовки в пер-
вом приближении может быть определен по величине устой-
чивой деформации до начала образования шейки в условиях
линейного растяжения для данного материала заготовки.
В этом случае можно записать
«Ь _ г°т . 1 Ло
Тш — ~ 1 г »
'от 'ОТ
откуда следует, что коэффициент отбортовки
' h 1 Г°т 1
Го 1-% •
(321)
Однако, как показывает практика штамповки и проведенные
опыты [37], формула (321) не позволяет с достаточной точностью
определить величину коэффициента отбортовки. Это объясняется
следующим. Несмотря на то, что вблизи отверстия схема напря-
женного состояния близка к линейной^ условия деформирования
краевого элемента существенно отличаются от условий деформи-
рования образца при испытании на линейное растяжение. Кроме
того, на величину допустимой деформации краевого элемента
значительное влияние оказывают дополнительные факторы. Про-
веденными исследованиями было установлено, что для данного
металла на величину допустимого коэффициента отбортовки
существенное влияние оказывают состояние металла у кромки
отверстия и отношение толщины заготовки к диаметру исходного
отверстия, в значительно меньшей степени — форма* пуансона
и расположение заготовки в штампе в случае, если отверстие
получено пробивкой.
Влияние состояния металла заготовки у кромки отверстия
и величины s0/d0 наглядно иллюстрируется графиками (рис. 92),
построенными по результатам опытов, проведенных при отбор-
товке заготовок из низкоуглеродистой стали. Данные опытов
показывают, что коэффициент m0T == при отбортовке за-
готовок с отверстиями, полученными пробивкой, больше коэф-
при отбортовке заготовок, в которых отверстия
ициента m0T
S1
получены сверлением с последующими развертыванием и зачист-
кой шкуркой. Объясняется это тем, что (см. гл. II) при пробивке
вблизи поверхности раздела возникает зона упрочненного металла.
Упрочнение снижает пластичность металла, при отбортовке уп-
рочненный слой вблизи отверстия получает наибольшую де-
формацию. Пониженная пластичность металла вблизи отверстия
и является причиной преждевременного разрушения и увеличе-
ния допустимого значения коэффициента /иот.
9*
251
Рис. 92. График зависимости mQT ~ f(so/^o):
отверстия получены пробивкой; О — отверстия получены
сверлением с последующей зачисткой
Из тех же графиков видно, что увеличение отношения s0/d0
способствует уменьшению коэффициента /иот (увеличение допу-
стимой деформации), причем в большей степени для заготовок
с отверстиями, полученными сверлением с развертыванием, по
сравнению с заготовками, в которых отверстия получены про-
бивкой.
Опыты показали, что если наклепанный слой, полученный
при пробивке, удалить рекристаллизационным отжигом или
применением зачистных операций, то значения коэффициента /иот
при прочих равных условиях получаются почти такими же,
как и для заготовок, у которых отверстия получены* сверлением
с последующим развертыванием.
Весьма интересно то обстоятельство, что на величину до-
пустимого коэффициента тот существенное влияние оказывает
отношение толщины заготовки к диаметру исходного отверстия.
К сожалению, точного аналитического решения, позволяющего
оценить влияние отношения s0/d0 на величину коэффициента,
в настоящее время нет. Попытаемся дать приближенное объ-
яснение механизма влияния отношения s0/d0 на величину коэф-
фициента тот.
Рассмотрим два смежных элемента с одинаковыми размерами s
в меридиональном направлении; первый элемент расположен
у кромки - отверстия. В процессе отбортовки диаметральные
размеры этих элементов увеличиваются, причем элемент, рас-
положенный у отверстия, получает большую деформацию, чем
смежный элемент, удаленный от края отверстия.
В какой-то момент деформирования деформация краевого
элемента достигает предельной величины устойчивой деформации
материала заготовки в условиях линейного растяжения. С этого
момента в краевом элементе может начаться образование шейки
(локальная деформация). Образование шейки в краевом элементе
262
должно вызвать в нем возникновение неравномерного распреде-
ления тангенциальных деформаций. За счет локальной деформации
в шейке другие участки краевого элемента, расположенные вне
шейки, должны получать меньшие деформации по сравнению
с деформациями, которые имели бы место при равномерном де-
формировании. В то же время смежный элемент, получивший мень-
шую деформацию, деформируется равномерно, без образования
шейки. В этих условиях на стыке рассматриваемых элементов,
вблизи образующейся шейки, возникнут касательные напряжения,
препятствующие образованию шейки в краевом элементе и соз-
дающие дополнительные растягивающие напряжения в том месте
смежного элемента, которое граничит с участком образующейся
шейки (рис. 93). Если дополнительные растягивающие напряже-
ния, возникающие в элементе, более удаленном от края, не спо-
собны вывести этот элемент за пределы устойчивой деформации,
то он будет продолжать равномерно деформироваться (в танген-
циальном направлении) и тем затруднит образование шейки
в краевом элементе.
Кольцевые элементы заготовки, более удаленные от края
отверстия, получая меньшую деформацию, оказывают сдержи-
вающее влияние на краевые элементы заготовки, препятствуя
возникновению в них локальной деформации, как бы искусст-
венно выравнивая распределение деформаций, даже если величины
этих деформаций в них превышают значение устойчивой деформа-
ции при испытании на линейное растяжение. Степень сдержи-
вающего влияния при прочих равных условиях возрастает с уве-
личением толщины заготовки. Последнее обстоятельство можно
очень приближенно объяснить следующим образом. Обозначим
величину касательного напряжения, действующего на стыке
двух элементов вблизи образующейся шейки, через т; централь-
ный угол, ограничивающий зону действия касательных напря-
жений, через у, а приращение тангенциального напряжения,
возникающее в более удаленном элементе, через До0. Тогда,
приравнивая силы, вызванные действием напряжений т и До0,
можно записать
тгот Vs = До0$2-
Произведем соответствующее
сокращение и выразим значение
радиуса отверстия в данный мо-
мент деформирования гот через
начальный ч радиус отверстия и
коэффициент /иот с помощью соот-
ношения гот = г91тот\ тогда полу-
чим
(322)
Рис. 93. Схема влияния смежных эле-
ментов
253
Если предположить, что для данного металла величины т,
7 и Ао0, необходимые для возникновения локальной деформа-
ции в элементах, более удаленных от края отверстия, являются
постоянными, то из формулы (322) следует, что величина допу-
стимого коэффициента /иот уменьшается по гиперболической
зависимости с увеличением отношения s/d0. Изложенные сообра-
жения имеют целью в какой-то степени выявить сущность влия-
ния отношения s/d0 на величину коэффициента тОт. Вместе с тем
любопытно отметить, что графики mOT = f (s/d0) (см. рис. 92),
полученные экспериментально, имеют характер, близкий к ги-
перболическому.
Кроме отмеченных факторов, оказывающих влияние на ве-
личину допустимого коэффициента отбортовки, остановимся кратко
еще на двух. Кик было указано ранее, на величину допустимого
коэффициента отбортовки некоторое влияние оказывает форма
пуансона. Из результатов проведенных экспериментов установ-
лено, что при отбортовке сферическим пуансоном коэффициент тОт
немного меньше, чем при отбортовке пуансоном с плоским торцом
и сравнительно малыми радиусами скругления кромки. Объ-
ясняется это, вероятно тем, что при отбортовке сферическим
пуансоном часть заготовки, вблизи отверстия контактирует с пу-
ансоном на протяжении всего процесса деформирования, а силы
трения, затрудняя тангенциальное смещение элементов заго-
товки, способствуют выравниванию распределения деформаций
в тангенциальном направлении и затрудняют образование ло-
кальной деформации в краевых элементах. Вследствие этого об-
разование трещин начинается позже, при большем увеличении
диаметр а отверсти я.
Вторым фактором, оказывающим некоторое влияние на ве-
личину допустимого коэффициента отбортовки, является рас-
положение заготовки относительно пуансона. Влияние этого
фактора может проявляться при отбортовке заготовок с отвер-
стиями, полученными пробивкой, и при сравнительно больших
значениях толщины заготовки. В этом случае поверхность среза,
полученная при пробивке, имеет явно выраженный блестящий
поясок и шероховатую поверхность, образованную трещинами,
развивающимися в толщину заготовки.
Проведенные опыты показали, что несколько лучшие усло-
вия отбортовки получаются, когда блестящий поясок заготовки
обращен к матрице. На рис. 94 показаны две заготовки после
отбортовки с почти предельным коэффициентом, причем в одной
из них блестящий поясок был обращен к матрице, а в другой —
к пуансону. Из рисунка видно, что трещины зарождаются на
шероховатой части поверхности среза; это, очевидно, объясня-
ется наличием микротрещин вблизи шероховатой поверхности.
Если учесть, что при отбортовке наружный край борта получает
несколько большую деформацию, чем внутренний, становится
ясным, почему заготовка, расположенная блестящим пояском
254
Рис. 94. Влияние расположения пояска на зарождение трещин
к матрице (блестящий поясок в этом случае граничит с наружной
поверхностью борта), позволяет при прочих равных условиях
получать несколько меньшие значения коэффициента тот по
сравнению с заготовкой, блестящий поясок которой обращен
к пуансону.
Существенное увеличение высоты борта может быть получено
отбортовкой с утонением стенки [3]. В этом случае зазор между
пуансоном и матрицей берется меньше толщины исходной за-
готовки, а рациональной формой рабочего торца пуансона явля-
ется усеченный конус, сопряженный с цилиндрической частью
пуансона горообразным участком (рис. 95).
Допустимое утонение ограничивается тем, что при отбортовке
с утонением разрушение заготовки может иметь место не только
с образованием продольных трещин, идущих от отверстия в за-
готовке, но и путем отрыва отбортовываемой части от остальной
части заготовки, вероятность которого вырастает с увеличением
утонения.
При отбортовке с утонением коническим пуансоном утоне-
ние начинается при подходе скругленной кромки пуансона (на
переходе от конической части к цилиндрической) к скругленной
кромке матрицы, а следовательно, в момент, когда центральная
часть заготовки уже получила определенную деформацию в ус-
ловиях отбортовки без утонения с соответствующим увеличением
Рис. 95. Схема отбортовки с уто-
нением
255
диаметра отверстия в заготовке. Величина ортах в опасном се-
чении (на границе очага деформации с недеформируемой частью
заготовки) может быть найдена по методике, использованной
при анализе вытяжки с утонением, с тем лишь отличием, что
на границе между участком очага деформации, получающим
утонение, и участком, деформирующимся в условиях отбортовки
без утонения, кроме сдвигающих напряжений действуют мери-
диональные растягивающие напряжения о'р, величина которых
может быть найдена по формулам, установленным при анализе
отбортовки без принудительного утонения.
ГВАВА VII
РАЗДАЧА
Операция раздачи предназначена для увеличения диаметра
краевой части полой цилиндрической заготовки (в трубном про-
изводстве также для увеличения диаметра всей трубы). Раздача
осуществляется внедрением в заготовку пуансона с увеличива-
ющимся диаметром по длине. При этом различают два способа
раздачи: путем внедрения пуансона в заготовку, опирающуюся
недеформируемой частью исходного диаметра на плиту (мери-
диональные напряжения сжимающие), или путем протягивания
пуансона через заготовку, удерживаемую с помощью предва-
рительно полученного фланца (меридиональные напряжения рас-
тягивающие).
Первый способ назовем раздачей со сжатием, а второй — раз-
дачей с растяжением. Заметим, что в листовой штамповке в ос-
новном применяется раздача со сжатием, а раздача с растяжением
находит применение в трубном производстве.
Увеличение диаметра заготовки, допустимое за один переход,
при раздаче со сжатием ограничивается разрушением участка
заготовки, получившего наибольшую деформацию (краевая часть
заготовки), или потерей устойчивости недеформируемой ее части.
Разрушение, как и при отбортовке, происходит с образованием
продольной трещины.
При раздаче с растяжением допустимое за один переход уве-
личение диаметра ограничивается возможностью отрыва заго-
товки от фланца или возможностью образования продольных
трещин в участках, получающих наибольшую деформацию тан-
генциального растяжения. Потеря устойчивости и отрыв заго-
товки от фланца определяются величиной меридионального на-
пряжения <тртах, действующего в опасном сечении заготовки.
На рис. 96 показано положение заготовки относительно пуан-
сона при раздаче со сжатием коническим пуансоном с малым
радиусом скругления на переходе от конической к цилиндриче-
ской части. Из схемы на рис. 96 видно, что вначале деформирова-
ния происходит упругое сжатие заготовки; это длится до тех
пор, пока проекция элементарных усилий раздачи на перпен-
дикуляр к оси симметрии не окажется достаточной для начала
пластической деформации.
257
Рис. 96. График изменения усилия
по пути при раздаче
В начале пластической деформа-
ции краевой части заготовки при
значительных углах конусности на-
блюдается некоторое уменьшение
усилия раздачи, объясняемое тем,
что при увеличении диаметра крае-
вой части уменьшается усилие по
пуансону, необходимое для создания
изгибающего момента постоянной
величины. Снижению усилия способ-
ствует и увеличение радиусов кри-
визны /?0 срединной поверхности
в очаге деформации.
По мере увеличения объема очага
деформации и ширины контактной по-
верхности наблюдается сравнительно
интенсивное увеличение усилия
вплоть до того, пока край заготовки
не подойдет к границе между кониче-
ской и цилиндрической частями
пуансона. После этого краевая часть заготовки теряет контакт
с конической частью пуансона, диаметр края заготовки продол-
жает увеличиваться до тех пор, пока длина краевого участка,
не контактирующего с пуансоном, не достигает величины, опре-
деляемой по формуле (253), а момент, образованный силами от
напряжений о0, не достигнет величины, достаточной для изгиба
в меридиональном направлении. Так как величина напряжений
ое вблизи края почти равна os, то формула (253), установленная
для обжима, справедлива и для раздачи. С этого момента деформи-
рования краевая часть заготовки начинает изгибаться, получая
в меридиональном направлении некоторый радиус кривизны.
Так как в этом участке заготовки напряжения ор близки к нулю,
то радиус кривизны в меридиональном сечении (радиус свободного
изгиба) может быть определен по формулам (32) и (32'). Этому
этапу раздачи соответствует плавное уменьшение интенсивности
роста усилия.
Последующее перемещение пуансона относительно заготовки
приводит к тому, что диаметр края заготовки начинает умень-
шаться, причем элементы заготовки, диаметр которых умень-
шается, находятся под воздействием сжимающих напряжений о0
(знак о0 изменяется). Когда сжимающие напряжения о0 обра-
зуют момент, достаточный для спрямления предварительно изо-
гнутых элементов (или после того, как край заготовки упрется
в цилиндрическую поверхность пуансона), наблюдается более
интенсивно возрастание усилия.
После образования недеформируемого участка нового диа-
метра усилие раздачи стабилизируется и наступает этап устано-
вившегося деформирования, при котором размеры очага дефор-
258
мации не изменяются и он с двух
сторон ограничен недеформируемыми
участками заготовки. Как видно из
изложенного, механизм деформиро-
вания при раздаче имеет некоторое
сходство с рассмотренным ранее ме-
ханизмом деформирования заготовки
при обжиме.
Вопросу установления поля на-
пряжений при раздаче посвящено
значительное количество работ [37,
39, 56 и др.]. В настоящей книге для
получения максимально простых за-
висимостей приводится приближен-
ный анализ процесса деформиро-
Рис. 97. Схема деформирования при
раздаче
вания.
Решение проведем для установившегося этапа деформирования,
так как ему соответствует наибольшее усилие деформирования.
Примем, что радиус скругления кромки пуансона на переходе
от конуса к цилиндру близок к нулю. Из рассмотренной схемы
деформирования можно установить, что в общем случае очаг
деформации может состоять из трех участков (рис. 97). Первый
участок — свободного изгиба на выходе из очага деформации,
где напряжения ор близки к нулю. Второй участок — кониче-
ский контактного деформирования.
Третий участок — свободного изгиба на входе в очаг дефор-
мации, где напряжения ар сравнительно велики. Радиусы кри-
визны срединной поверхности в меридиональном сечении для
первого и третьего участков могут быть определены по форму-
лам (32') и (33').
Если учесть обозначения, принятые на рис 97, то формулы
для определения величины радиусов кривизны имеют вид
р К2 sin а ’
ГУ __________Sgs_______
р 4Ор (1 — cos а) ’
(323)
(324)
где Ор — меридиональное напряжение, действующее на границе
третьего и второго участков очага деформации.
Ь Зная радиусы Rp и R'p, нетрудно определить величины радиусов
Rrp и ггр из простых геометрических соотношений:
RrP = RH-^p(l -cosa) = 7?„- (325)
, г. р =Гз + Яр(1 - cosa) = r3 (326)
259
Зная радиусы $гр и ггр, можно найти соотношение между раз-
мерами участков очага деформации.
Если протяженность участков свободного изгиба сравнительно
мала и основную долю очага деформации составляет конический
контактный участок, то можно принять, что силы трения дей-
ствуют во всем очаге деформации (это приведет к некоторому
увеличению расчетного значения оргпах).
Как было показано ранее, для контактного конического уча-
стка уравнение равновесия может быть записано в виде уравне-
ния (254)
Р + «р - о0 0 + И ctg а) = °-
Уравнение пластичности по гипотезе максимальных касатель-
ных напряжений имеет вид
ц0 - цр = as (327)
(тангенциальное растягивающее напряжение о0 является мак-
симальным, меридиональное сжимающее напряжение ор — ми-
нимальным).
Совместное решение уравнения равновесия и уравнения пла-
стичности позволяет получить дифференциальное уравнение
Р "V - арр ctga ~ р ctga) = °’
Разделяя переменные и выполняя интегрирование, получаем
ln[appctga + as(l +pctga)] = lnp + c.
Если не учитывать влияние изгиба на выходе из очага де-
формации, то для отыскания произвольной постоянной интегри-
рования может быть использовано граничное условие, по кото-
рому ор = 0 при р = 7?и. В этом случае произвольная постоян-
ная равна
С= pctga 1П tas(1 +pctga)]-ln/?„.
После подстановки в найденное выше выражение значения
произвольной постоянной интегрирования и несложных преоб-
разований получаем
Формула (328) позволяет определить величину напряжений
ор, действующих в конической части очага деформации, без
учета влияния изгиба и спрямления. Следовательно, эта формула
справедлива для случая раздачи без выхода элементов заготовки
260
в цилиндрическую часть нового диаметра. Если же при раздаче
образуется цилиндрическая часть нового диаметра, то при опре-
делении напряжений ор в коническом участке следует учесть
влияние изгиба и спрямления. Влияние изгиба и спрямления
более точно можно учесть в граничных условиях при определе-
нии величины произвольной постоянной интегрирования [37].
Однако без большой погрешности можно принять, что изгиб
и спрямление элементов на границах первого участка (свобод-
ного изгиба) увеличивают напряжение ор на величину 2Дор.
Если для определения Дор использовать формулу (30) и под-
ставить 2Дор в правую часть выражения (328), то получим
Напряжение на границе третьего участка найдем после под-
становки в формулу (329) значения р = ггр:
+ 2Я0
(330)
Считаем, что изгиб и спрямление элементов заготовки на
границах третьего участка увеличивают ар на 2Дор; определя-
емые по той же формуле (30), причем в качестве радиусов кривизны
следует принимать 7?р, получаемые по формуле (324):
2Дор == 2ор (1 — cosa). (331)
Напряжение apmax, действующее в стенках недеформируемой
части исходной заготовки, можно найти как сумму напряжения,
определяемого по формуле (330) и приращения напряжения от
изгиба и спрямления — по формуле (331), заменяя ггр на г3 ввиду
малой протяженности участка свободного изгиба:
Сортах — Ор Ч- 2(Тр (1 COS 00 =
И
+ гУ (3~2cosa)- (332)
Если радиус Rp заменить его значением из формулы (323),
то формула (332) будет иметь вид
(3 — 2 cos а).
+ У -jT- sin а
Г АИ
(332')
261
Формула (332) имеет сходство с формулой (203), полученной
для последующей вытяжки в конической матрице. Отличие со-
стоит в том, что при раздаче напряжение ор сжимающее, а при
вытяжке ор растягивающее (это учитывается знаком). Кроме
того, отличие состоит в членах, учитывающих изгиб вблизи ма-
лого радиуса заготовки. Если при вытяжке имеется один участок
свободного изгиба, то при раздаче— два, причем второй участок
находится под воздействием значительных по абсолютной величине
напряжений ор. В этом участке изгиб и спрямление при раздаче
(как и при обжиме) учитываются множителем (3—2 cos а), при вы-
тяжке же изгиб и спрямление на кромке матрицы учитываются
s
дополнительным слагаемым as-^—;----
"м “Г s
Формула (332) может быть значительно упрощена, если,
как при анализе последующих переходов вытяжки, воспользо-
ваться заменой степенной и логарифмической функций первыми
членами разложения по
и
/ г. \ ‘8“
соотношению
1п 4-
АИ
_ И ]п Н / Ли ___ | \
tg a r3 tg а \ г3 /
После подстановки полученного выражения в формулу (332')
и некоторых преобразований получаем
_ _ 11 , И \ / Ли I \ |
apmax ф
r3
sin а (3 — 2 cos а).
(333)
Произведенная замена степенной и логарифмической функций
первыми членами разложения приводит к несколько преувели-
ченному значению напряжения Onmax.
Из рассмотрения формулы (333) можно установить, что при
раздаче имеются оптимальные значения угла конусности а (в дан-
ном случае конусности пуансона), которым при прочих равных
условиях соответствует минимальная абсолютная величина оршах.
Наличие оптимальных углов объясняется тем, что с увеличением
угла а составляющая, учитывающая влияние трения, убывает,
в то время как составляющие, учитывающие изгиб и спрямление
на границах участков свободного изгиба, увеличиваются.
Из формул (332') и (333) следует, что при раздаче оптималь-
ные значения углов а составляют примерно 15—25° и увеличива-
ются с увеличением коэффициента трения.
Различные варианты раздачи со сжатием более подробно
рассмотрены в работе [37]. В этой же работе рассмотрены про-
цесс раздачи с растяжением.
262
Полученные формулы для определения величины оршах учи-
тывали влияние трения изгиба и спрямления. В то же время
на величину оршах оказывают влияние и такие факторы, как
переменность толщины заготовки в очаге деформации и упроч-
нение.
Рассмотрим, каким образом и насколько может изменяться
толщина заготовки в процессе раздачи. Как и при обжиме, внеш-
ние силы не воздействуют на край заготовки, и напряжение ор
здесь близко к нулю. Следовательно, краевая часть заготовки
от начала деформирования до выхода в упругодеформируемую
цилиндрическую часть нового диаметра находится в условиях
линейного растяжения с тангенциальными растягивающими на-
пряжениями, равными напряжению текучести. В этом случае дефор-
мация изменения толщины и меридиональная деформация равны
между собой и являются деформациями сжатия, а толщина крае-
вой части определяется по формуле
Si = So V• (334)
г Ки
Напряжение ар по мере удаления от края возрастает по аб-
солютной величине и, являясь сжимающим напряжением, спо-
собствует уменьшению утонения. В точке, где напряжения ар
и о0 равны между собой по абсолютной величине, толщина в про-
цессе деформирования не изменяется. Элементы, деформиру-
ющиеся под действием напряжений, при которых | ар | >• | о0 |,
утолщаются. Отмеченные выше особенности изменения толщины
заготовки могут быть установлены из уравнений связи и формул,
определяющих значения напряжений ор и я0 в функции коорди-
наты.
Для приближенного определения размеров зоны, в которой
толщина заготовки уменьшается, рассмотрим случай раздачи
коническим пуансоном без выхода в цилиндрическую часть,
считая, что основную долю очага деформации составляет контакт-
ный конический участок. Для этого случая распределение напря-
жений ор в очаге деформации характеризуется зависимостью
(328). Если заменить степенную и логарифмическую функцию
первыми членами разложения в ряд аналогично тому, как это
было сделано при преобразовании формулы (332'), то формула
(328) получит вид
0Р = -®.(1+-i|5-)(v-1)' Р28')
Из уравнения пластичности (327) с использованием формулы
(328') получаем зависимость, характеризующую распределение
напряжений о0 в очаге деформации:
(335)
263
Радиус рх, координирующий элемент очага деформации, в ко-
тором толщина не изменяется, может быть найден из условия
равенства абсолютных значений напряжений ор й ое, определя-
емых по формулам (328') и (335). Если приравнять эти напряжения
и произвести несложные преобразования, получим
Rn _ 3 + 2р. ctg а
Pi ~~ 2 + 2р. ctg а ’
Из формулы- (336) видно, что /?„/р1==1,5 прир=0 и что с уве-
личением р, или, точнее, с увеличением р, ctg а величина Rjpt
уменьшается. Так как при раздаче отношение RH/r3 обычно не
превышает 1,5, можно заключить, что основную долю очага де-
формации составляет зона, в которой толщина заготовки умень-
шается. Уменьшение толщины заготовки в очаге деформации
должно приводить к уменьшению значения оршах по сравнению
со значением, определенным по приведенным формулам без учета
изменения толщины.
В то же время вследствие упрочнения напряжение текучести
os возрастает с увеличением деформации, полученной рассматри-
ваемым элементом заготовки. Отсюда следует, что напряжение
текучести в очаге деформации увеличивается от исходного зна-
чения на границе очага деформации с недеформируемой частью
исходной заготовки до максимального значения на краю за-
готовки или на границе первого участка очага деформации
с цилиндрической частью нового диаметра (при р = /?и).
Увеличение напряжения текучести в очаге деформации должно
увеличивать оршах по сравнению со значением, определенным
по приведенным выше формулам без учета влияния упрочнения.
Таким образом, при раздаче, так же как и при отбортовке, влия-
ние утонения заготовки, способствующее уменьшению оршах,
в какой-то степени компенсируется влиянием упрочнения, спо-
собствующего увеличению оргпах. Поэтому установленными ранее
формулами без большой погрешности можно пользоваться для
определения орп1ах в условиях холодного деформирования.
В тех случаях, когда желательно повысить точность расчетов,
влияние изменения толщины заготовки и упрочнения учитыва-
ется аналогично тому, как это было принято при анализе опера-
ции обжима.
Влияние упрочнения учитывается при замене os средним
для очага деформации напряжением текучести, причем это сред-
нее значение напряжения текучести может быть определено как
среднее арифметическое между максимальным и минимальным
значениями напряжения текучести в очаге деформации (при
линейной аппроксимации кривой упрочнения) или как значение
напряжения текучести при деформации, равной средней для
очага деформации е0 (при степенной аппроксимации кривой
упрочнения).
264
Учитывая сказанное применительно, например, к формуле
(333) и используя степенную аппроксимацию кривой упрочне-
ния, можно получить следующую формулу:
_ СТВ Г Яи Г3 1 %1 Г / 1 Н \ 1 \ ,
Ортах- 2(1—4>ш) I ’ЫЯи + Гз)] L \ + tg а г3 +
+ since] (1 + (3-2 COS а). (337)
При выводе формулы (337) было принято
sCP _ 5°+8°1/Л~йг __ 1 Л , 1/2ZV
So 2s0 2(
RH гз
. __ fi0 ср______2лз___ _ Rh ~~ Г 3
CP 1 + е0 ср I , Rh ''з R„ + f3
+ 2r3
Аналогичным образом может быть учтено влияние упрочнения
и изменения толщины заготовки и в других, полученных ранее
формулах. Формулы для определения величины ортах позволяют
оценить возможность выполнения заданной раздачи заготовки
без потери ее устойчивости. В первом приближении, как и при
обжиме, можно считать, что потеря устойчивбсти в стенках ис-
ходной заготовки наступает тогда, когда ортах достигнет вели-
чины, равной значению предела текучести в стенках исходной
заготовки.
Заметим, что при раздаче сопротивление потере устойчивости
при прочих равных условиях несколько больше, Чем при обжиме.
Объясняется это тем, что при обжиме изгибающий момент, дей-
ствующий на границе очага деформации с недеформируемой
частью исходной заготовки, стремится увеличить диаметр заго-
товки, а при раздаче — уменьшить его. В то же время, как это
было установлено при рассмотрении операции обжима, потеря
устойчивости с образованием наружной складки наступает при
меньшем ортах, чем при образовании внутренней склаДки.
Таким образом, то обстоятельство, что при раздаче изгибающий
момент препятствует увеличению диаметра заготовки вблизи
границы очага деформации, несколько повышает сопротивление
устойчивости.
В заключение кратко остановимся на возможности разрушения
краевой части заготовки. Как и при отбортовке, краевая часть
заготовки при раздаче, деформирующаяся в условиях, близких
к линейному растяжению, получает наибольшее тангенциальное
удлинение. При определенной величине этого удлинения в кра-
евой части может начаться местная деформация с образованием
шейки, которая приводит к разрушению; получившаяся трещина
265
Рис. 98. Схема к оценке
влияния смежных элемен-
тов при раздаче
быстро распространяется от края вдоль
образующей заготовки. Рассмотрим, как и
при отбортовке, два смежных элемента, име-
ющих в меридиональном направлении раз-
мер, равный толщине заготовки. Пусть один
из элементов граничит с краем заготовки.
Рассмотрим, насколько могут отличаться
деформации этих элементов при раздаче
коническим пуансоном. Нетрудно убедиться,
что разница в тангенциальных деформациях
элементов будет равна (рис. 98)
Др _s sin а
V ~ Р
(338)
Аее =
Полученная зависимость показывает, что
с уменьшением угла конусности пуансона а
убывает разница в деформациях смежных
элементов, а следовательно, уменьшается
сдерживающее влияние элементов с меньшей деформацией на
возникновение локальной деформации в элементе с большей де-
схематизированной оценки сдерживающего влия-
формацией.
Исходя из
ния менее деформированных слоев на возможность локализации
деформаций (образования шейки) в более деформированных слоях
[45], была получена формула, позволяющая определить допу-
стимое без образования трещин увеличение диаметра заготовки
при раздаче.
В несколько преобразованном виде эта формула имеет следу-
ющий вид
(339)
В соответствии с результатами опытов формула (339) пока
зывает, что допустимое увеличение диаметра заготовки при
раздаче возрастает с увеличением интенсивности упрочнения
металла заготовки (характеризуемой фш), относительной толщины
и угла конусности пуансона. Формула дает удовлетворительную
точность расчетного допустимого увеличения диаметра заготовки,
хотя и не полностью отражает влияние воздействующих на про-
цесс деформирования
f
31
акторов и, в частности, влияние трения.
Опытами было также установлено, что разрушение заготовки
наступает несколько раньше (допустимый коэффициент раздачи &р
несколько меньше) при раздаче с хорошей смазкой, обеспечива-
ющей получение малых значений коэффициента трения, чем
при раздаче с плохой смазкой. Объясняется это, очевидно, тем,
что при малых значениях коэффициента трения облегчается
тангенциальное смещение элементов в процессе образования
266
1
шейки. Наоборот, увеличенные значения коэффициента тре-
ния приводят к тому, что силы трения затрудняют тангенциаль-
ное смещение и, следовательно, затрудняют образование и раз-
витие шейки в краевых элементах.
Однако из сказанного не следует, что при раздаче надо стре-
миться увеличивать коэффициент трения, так как с его увеличе-
нием связаны и другие явления. В частности, с увеличением
коэффициента трения увеличивается усилие раздачи, а следова-
тельно, и вероятность потери устойчивости заготовки. Кроме
того, увеличение коэффициента трения приводит к повышенному
износу инструмента, к увеличению вероятности налипания ме-
талла заготовки на поверхность инструмента с последующим
образованием продольных царапин на детали и т. д.
ГЛАВА VIII
ИНТЕНСИФИКАЦИЯ ПРОЦЕССОВ
ЛИСТОВОЙ ШТАМПОВКИ
В предыдущих главах были рассмотрены основные операции
листовой штамповки и было установлено, что каждая из формо-
изменяющих операций характеризуется допустимым коэффици-
ентом. Были выяснены характер и степень влияния основных
факторов на поле напряжений и величину допустимого формо-
изменения. Основываясь на этих зависимостях, можно установить
оптимальные условия деформирования, при которых может быть
получено максимальное
ормоизменение за каждый переход
штамповки.
С учетом допустимого формоизменения для изготовления де-
талей листовой штамповкой в ряде случаев требуются техноло-
гические процессы с большим количеством операций и пере-
ходов, а соответственно с большим количеством штампов и за-
нятого штамповкой оборудования. В этих случаях для сокра-
щения длительности технологического цикла весьма желательно
существенное увеличение допустимого за один переход формо-
изменения по сравнению с достижимыми в традиционных усло-
виях штамповки.
С этой целью были разработаны и используются в промыш-
ленности особые способы штамповки, условия деформирования
заготовки в которых отличаются от традиционных.
Такие способы штамповки, позволяющие существенно уве-
личить допустимое формоизменение, можно классифицировать
следующим образом.
1. Штамповка с созданием в заготовке неоднородного темпе-
ратурного поля.
2. Штамповка с измененной схемой силового воздействия
на заготовку.
Основная идея интенсификации процессов
листовой штам-
повки по первому направлению состоит в том, что созданием
неоднородного температурного поля уменьшается величина на
пряжения в опасном сечении за счет уменьшения сопротивления
деформированию в очаге деформации при неизменном или даже
увеличенном сопротивлении разрушению или потере устойчи-
вости недеформируемой части заготовки.
* 268
Это может быть достигнуто или нагревом заготовки в очаге
деформации, или принудительным охлаждением той части за-
готовки, прочность или сопротивление потере устойчивости ко-
торой ограничивает величину допустимого формоизменения.
Основная идея интенсификации процессов листовой штам-
повки по второму направлению состоит в том, чтобы изменением
характера приложения внешних сил уменьшить величину напря-
жений, действующих в опасном сечении и ограничивающих
допустимую величину формоизменения. Это может быть достиг-
нуто или приложением внешних сил к границе очага деформации,
остающейся ненагруженной при обычных условиях деформиро-
вания, или изменением знака сил трения таким образом, чтобы
силы трения из фактора, увеличивающего напряжения сгртах,
превратились в фактор, уменьшающий эти напряжения.
Исследованию процессов деформирования заготовки при из-
мененных по первому и второму направлениям интенсификации
процессов листовой штамповки посвящены многочисленные ра-
боты [9, 10, 37 и Др.].
Ниже на примерах анализа отдельных операций при изменен-
ных по
показаны
указанным направлениям условиям деформирования
возможности интенсификации процессов штамповки.
ШТАМПОВКА С ДИФФЕРЕНЦИРОВАННЫМ НАГРЕВОМ
Штамповка с локальным нагревом заготовки была впервые
применена для вытяжки деталей из магниевых сплавов, которые,
имея гексагональную решетку при комнатной температуре, обла-
дают весьма малой штампуемостью. Дальнейшие исследования
[9, 10 и др.] показали, что штамповка с локальным нагревом
заготовки целесообразна и для других металлов и сплавов (глав-
ным образом цветных) и для различных операций штамповки.
Основным способом нагрева заготовки в очаге деформации
является нагрев за счет теплопроводности при контакте заготовки
с нагретым от встроенных нагревательных элементов инстру-
ментом. Желаемое распределение температур в очаге деформа-
ции достигается варьированием расположения нагревательных
элементов, а также охлаждением отдельных участков инстру-
мента, например проточной водой.
Неоднородное поле температур приводит к тому, что напря-
жение текучести crs в очаге деформации становится функцией
координат, что позволяет существенно уменьшить напряжения1,
возникающие в опасном сечении заготовки. Для наибольшего
увеличения допустимого формоизменения в каждой из формо-
изменяющих операций необходимо создать свое оптимальное
распределение crs, а следовательно, и температур в очаге дефор-
мации. Так, например, можно показать, что при вытяжке цилин-
дрических деталей из круглых заготовок оптимальным будет
269
такое распределение температур во фланце, при котором напря-
жение текучести будет являться гиперболической функцией ра-
диуса
(340)
где os0 — значение напряжения текучести на входе в матрицу
(при р = г).
Используя уравнение равновесия (р 4- сгр — = 0) для
осесимметричной задачи, уравнение пластичности ор — ое = ок
и принятое выражение os = f(p), получаем следующее дифферен-
циальное уравнение:
с/Стр
dp
(341)
Интегрирование этого уравнения и использование для оты-
скания произвольной
условия, по ко горому
ар = 0, получаем
постоянной интегрирования граничного
при р ~ R (на внешнем контуре фланца)
(342)
Наибольшее напряжение
р = г) может быть найдено
артах на входе в матрицу (при
по формуле
^ршах
(343)
Из формулы (343) следует, что при принятой зависимости
os = f (р) предельный коэффициент вытяжки, определяемый из
условия орп1ах — os0, будет равен &в - Rlr ---схэ, т. е. теоре-
тически можно за один переход вытягивать цилиндрический
стакан неограниченной длины.
В действительности вследствие влияния трения и изгиба
даже в этом случае коэффициент вытяжки не будет бесконечным.
Если учесть влияние трения изгиба и спрямления аналогично
тому, как это сделано в § 1 гл. IV, а также если считать, что
в рассматриваемом случае упрочнение отсутствует, то формула
для определения <трп1ах может быть представлена в виде
^ршах
F + Ж" + 27^) 0 + 1’6^’ (344)
Как видно из формулы (344), коэффициент вытяжки с учетом
потерь на трение и изгиб не равен бесконечности.
Аналогичное влияние неоднородного поля температур в очаге
деформации на величину предельного формоизменения может
быть и в других формоизменяющих операциях, в которых предель-
ный коэффициент формоизменения ограничивается величиной
напряжения ортах, действующего в опасном сечении [9 ].
270
Рис. 99. Детали, полученные обжимом с местным нагревом
Особенно эффективно влияние локального нагрева в очаге
деформации в операции обжима (рис. 99).
Как видно из рисунка, локальный нагрев (при одновремен-
ном охлаждении недеформируемой части заготовки) позволяет
полностью закрыть образующееся при обжиме отверстие, т. е.
получить коэффициент обжима, равный бесконечности. Обращает
на себя внимание значительное утолщение заготовки. Однако
даже при уменьшении г до нуля толщина не стремится к беско-
нечности. Объясняется это тем, что при большом коэффициенте
обжима (и соответственно утолщении) при расчете изменения
толщины следует учитывать объемность схемы напряженного
состояния. Приближенно это можно осуществить следующим
образом.
При обжиме в конической матрице для краевой части заго-
~ So's sas cos а
товки оп = 0; ок = -тт5- =------.
Если принять, что среднее по толщине напряжение <т2, дей-
ствующее перпендикулярно срединной поверхности, равно о2 =
ок sCTscosa
= ПГ — 2г
условии Ор = (
выражение
то, используя уравнение связи (35) при
и уравнение постоянства объема, получаем
4г — s cos а
(345)
е
Из формулы (345) следует, что приращение деформации из-
менения толщины обратно по знаку приращению тангенциаль-
ной деформации и, следовательно, положительно (толщина уве-
личивается). Кроме того, можно заметить, что по мере уменьше-
ния радиуса края обжимаемой заготовки интенсивность изменения
толщины убывает, и при г = s cos а толщина не должна изме-
няться. Из сказанного следует, что при устремлении г к нулю
271
толщина не стремится к бесконечности, как это следовало бы
по формуле, (268) для линейной схемы напряженного состояния,
а получает ограниченное изменение.
§ 2. ШТАМПОВКА С ИЗМЕНЕННЫМИ СХЕМАМИ
ВНЕШНЕГО ВОЗДЕЙСТВИЯ
Весьма перспективным направлением интенсификации про-
цессов листовой штамповки является изменение схем приложения
внешних сил.
Одним из вариантов таких изменений является совмещение
нескольких операций в одном переходе [37]. Характерными
примерами таких процессов является совмещение в одном пере-
ходе вытяжки с обжимом, раздачи с обжимом, вытяжки с отбор-
товкой и т. п.
При совмещении нескольких операций в одном переходе может
образовываться единый очаг деформации, если совмещаемые
операции дают сходное изменение размеров заготовки.
Так, обжим и вытяжка дают уменьшение поперечных раз-
меров заготовки, и, следовательно, если на центральную часть
воздействовать пуансоном (как при вытяжке), а краевую часть
заготовки заталкивать, как при обжиме, образуется единый очаг
деформации, в одной части которого меридиональные напря-
жения сжимающие (зона обжима), а в другой растягивающие
(зона вытяжки), причем на общей границе этих зон напряжение
о-р = 0.
При совмещении обжима с раздачей образуются два очага
деформации, в одном из которых поперечные размеры заготовки
уменьшаются (обжим), а в другой увеличиваются (раздача).
В обоих очагах меридиональные напряжения сжимающие, причем
напряжения, действующие в участке заготовки между этими
очагами, одинаковы как для обжима, так и для раздачи. В ко-
нечный момент деформирования эти очаги могут сливаться.
Основы анализа процесса деформирования при совмещении
нескольких операций в одном переходе даны в работе [37]. В по-
следнее время значительно увеличились варианты схем, изме-
няющих силовое воздействие на заготовку при листовой штам-
повке. На рис. 100 приведены схемы силового воздействия на
заготовку, позволяющие существенно увеличивать допустимое
формоизменение в одном переходе.
Первый переход вытяжки с проталкиванием фланца наиболее
эффективно реализуется при воздействии на краевую часть за-
готовки давлением жидкости. В этом случае часть фланца будет
деформироваться при сжимающих меридиональных напряжениях.
Деформирование при одновременном действии сжимающих
напряжений ор и о0 дает более интенсивное утолщение заготовки,
для ограничения которого, а также для герметизации фланца
требуется увеличенное по сравнению с обычной вытяжкой уси-
лие прижима.
272
Рис. 100. Схемы силового воздействия иа заготовку при совмещении несколь-
ких операций в одном переходе:
а — раздача с отбортовкой; б — обжнм с раздачей; в — вытяжка с раз-
дачей и обжимом; г — раздача с противодавлением; д — вытяжка с про-
талкиванием фланца; е — вытяжка с обжимом; ж — вытяжка с утонением
и проталкиванием
Решение задачи по определению поля напряжений во фланце
может быть получено на основе использования уравнений равно-
весия и пластичности.
Примем, что та часть фланца, которая деформируется при
сжимающих напряжениях ор, находится в условиях плоского
деформированного состояния, при котором напряжение q — =
^рф£е в этом СЛуЧае _ оо и а = л/2) уравне-
нение (7) преобразуется к виду
Р^ + ар-ае-2^-Г = °- (346)
С некоторым преуменьшением влияния сил трения можно
принять q= gp + - = — -тр + tfp -у-> и тогда уравнение (346)
становится уравнением с разделимыми переменными
P^ + os(l + -^)=0. (347)
Интегрирование этого уравнения с использованием для оты-
скания произвольной постоянной интегрирования граничного
условия, по которому при р = R ор = —он, приводит к формуле
Ор —<-. + <>. [ш^ (348)
Из формулы (348) видно, что по мере уменьшения р напряже-
ние ор по абсолютной величине убывает, и при некотором зна:
273
чении р = pi напряжение ор == 0. При р < рг напряжение ор
положительно, и поле напряжений может быть найдено по фор-
мулам, установленным для первого перехода вытяжки без за-
талкивания фланца.
Радиус рх, разделяющий зоны с разным знаком ор, умень-
шается с увеличением напряжения он, заталкивающего фланец
в матрицу, а следовательно, увеличивается общий коэффициент
формоизменения.
Как видно из изложенного, анализ процессов деформирования
при указанных измененных схемах силового воздействия на
заготовку может быть выполнен по методикам, использованным
при анализе традиционных операций листовой штамповки.
СПИСОК ЛИТЕРАТУРЫ
1. Аверкиев Ю. А. Анализ обжима полых цилиндрических заготовок ма-
трицей с криволинейной образующей. В ки.: Машины и технология обработки
металлов давлением, № 40. М., Машгиз, 1955, с. 73—91 (МВТУ).
2. Аверкиев Ю. А. Анализ обжима полых цилиндрических заготовок кони-
ческой матрицей. — В кн.: Машины и технология обработки металлов давле-
нием, № 42. М., Машгиз, 1955. с. 21—27 (МВТУ).
3. Аверкиев Ю. А., Башков Б. В. Отбортовка с утонением стенки. — «Куз-
нечно-штамповочное производство», № 9, 1976, с. 21—22.
4. Безухов Н. И. Основы теории упругости, пластичности и ползучести.
М., «Высшая школа», 1968. 512 с.
5. Валиев С. А. Комбинированная глубокая вытяжка листовых материалов.
М., «Машиностроение», 1973. 176 с.
6. Вершинин В. И. Вытяжка цилиндрических деталей с фланцем. — «Изв.
вузов. Машиностроение», 1965, № 11, с. 120—124.
7. Вольмир А. С. Устойчивость деформируемых систем. М., «Машинострое-
ние», 1965. 984 с.
8. Головлев В. Д. Расчеты процессов листовой штамповки. М., «Машино-
строение», 1974. 136 с.
9. Горбунов М. Н. Штамповка деталей из трубных заготовок. М., Машгиз,
1960. 190 с.
10. Горбунов" М. Н. Технология заготовительно-штамповочных работ в про-
изводстве летательных аппаратов. М., «Машиностроение», 1970. 351 с.
11. Гелей Ш. Расчет усилий и энергий при пластической деформации ме-
таллов. М., Металлургиздат, 1958. 419 с.
12. Гоффман О., Закс Г. Введение в теорию пластичности для инженеров.
Пер: с англ. Под ред. 3. И. Григолюка. М., Машгиз, 1957. 279 с.
13. Громова А. Н. Заготовительно-штамповочные работы в самолетострое-
нии. М., Оборонгиз, 1947. 423 с.
14. Губкин С. И. Пластическая деформация металлов. В 3-х т. М., «Метал-
лургия», 1960. Т. 1. 376 с.; т. 2. 416 с.; т. 3, 306 с.
15. Давыдов В. И., Максаков М. П. Производство гнутых тонкостенных
профилей. М., Металлургиздат, 1959. 233 с.
16. Давыдов Ю. П., Покровский Г. В. Листовая штамповка легированных
сталей и сплавов. М. Оборонгиз, 1962. 200 с.
17. Жвик И. М., Шаров А. С. Повышение точности и степени деформации
при вытяжке с утонением. — «Кузнечно-штамповочное производство», 1975,
№ 2, с. 20—21.
18. Закс Г. Практическое металловедение. М., ОНТИ, 1938. 244 с.
19. Звороио Б. П. Метод получения отбортованных отверстий. — «Вестник
металлопромышленности», 1937, № 12, с. 81—86.
20. Звороио Б. П. Методы расчета заготовок для вытяжкв прямоугольных
пустотелых изделий. — «Вестиик машиностроения», 1947, № 6, с. 60—62.
21. Звороио Б. П. Расчет и конструирование штампов для холодной штам-
повки. М., Машгиз, 1949. 196 с.
22. Зубцов. М. Е. Листовая штамповка. М., «Машиностроение», 1967.504 с.
275
23. Ильюшин А. А. Пластичность. М. ГИТТЛ, 1948. 376 с.
24. Исаченков Е. И. Штамповка резиной и жидкостью. М., «Машинострое-
ние», 1967 367 с.
25. Казакевич И. И. Расчет процессов осесимметричного деформирования
осесимметричных оболочек. — В кн.: Машины и технология обработки металлов
давлением, № 98. М., Машгиз, 1960, с. 174—202 (МВТУ).
26. Казарцев В. Н., Стеблюк В. И., Смирнягин В. М. Чистовая вырубка
ступенчатым пуансоном. — «Кузнечно-штамповочное производство», 1975, № 7,
с. 19—21.
27. Лисии А. Г. Определение напряжений-на режущей кромке штампа мето-
дом линий скольжения. — «Кузнечно-штамповочное производство», 1964, № 3,
с. 20—22.
28. Малов А. Н. Технология холодной штамповки. М., «Машиностроение»,
1969. 568. с.
29. Малинии Н. Н. Прикладная теория пластичности и ползучести. М.,
«Машиностроение», 1975. 395 с.
30. Малинин Н. Н., Шнршов А. А. Пластический изгиб листа ггои больших
деформациях. — «Изв. вузов. «Машиностроение», 1965, № 8, с. 187—192.
31. Малинин Н. Н. Волочение труб через конические матрицы. — «Известия
АН СССР. Механика», 1965, № 5, с. 122—124.
32. Мещерии В. Т. Экспериментальное исследование влияния изменения
скорости деформирования на коэффициент вытяжки. В кн.: Технология штам-
повки. М., 1953, с. 5—30 (Станкин).
33. Мошиии Е. Н. Гибка, обтяжка и правка на прессах. М., Машгиз, 1959.
360 с.
34. Надаи А. Пластичность и разрушение твердых тел. Пер. с аигл. Под
ред. Г. С. Шапиро. М., Изд-во иностр, лит., 1954. 647 с.
35. Норицыи И. А. Основы теории многооперационной вытяжки листового
металла. — «Труды Моск, вечерн. мех. ин-та», 1955, вып. 2, с. 61—99,
36. Норицыи И. А., Кал пин Ю. Г. Определение угла пружинения при одно-
угловой гибке.—«Вестник машиностроения», № 1, 1968, с. 62—66.
37. Основы теории обработки металлов давлением. Под ред. М. В. Сторо-
жева. М., Машгиз, 1959/ 539 с.
38. Оцхели В. И. К анализу напряженно-деформированного состояния заго-
товки при обжиме. —-В кн.: Машины и технология обработки металлов давле-
нием, № 163. М., «Машиностроение», 1973, с. 174—180 (МВТУ).
39. Перлин И. Л., Ермаиок М. 3. Теория волочения. М., «Металлургия»,
1971. 448 с.
40. Пихтовников Р. В., Завьялова В. И. Штамповка листового металла взры-
вом. М., «Машиностроение», 1964. 175 с.
41. Попов Е. А. Величина изгибающего момента при вытяжке. В кн.: Ма-
шины и технология обработки металлов давлением. М., Машгиз, 1958, с. 95—99
(МВТУ).
42. Попов Е. А. Распределение деформаций при вытяжке листового мате-
риала. — В кн.: Машины и технология обработки металлов давлением, № 40.
М., Машгиз, 1955, с. 37—58 (МВТУ).
43. Попов Е. А. Распределение напряжений и деформаций при отбортовке
круглых отверстий. — В кн.: Машины и технология обработки металлов давле-
нием, № 40. М., Машгиз, 1955, с. 59—72 (МВТУ).
44. Попов Е. А., Вершинин В. И. Определение кривизны участка свободного
изгиба при последующей вытяжке. — В ки.: Машины и технология обработки
металлов давлением. М., «Машиностроение», 1967, с. 106—122 (МВТУ).
45. Попов Е. А., Шевченко А. А. Предельная степень деформации при раз-
даче труб. — «Кузнечно-штамповочное производство», 1970, № 3, с. 9—12.
46. Прагер В., Ходж Ф. Г. Теория идеально пластических тел. Пер. с англ.
М., Изд-во иностр, лит., 1956. 398 с.
47. Ренне И. П. Анализ процесса вытяжки цилиндрических полых тел
с утонением стенки. —«Труды Тульского механического института», М., 1951,
вып. 5, с. 111—151.
276
48. Ренне И. П. Пластический изгиб листовой заготовки. — «Труды Туль-
ского механического института». М., 1950, вып. 4, с. 146—162.
49. Ренне И. П. Изменение толщины листовой заготовки при чистом изгибе.—•
«Труды Тульского механического института», М.‘, 1950, вып. 4, с. 163—176.
50. Романовский В. П. Справочник по холодной штамповке. М., «Машино-
строение», 1971. 782 с.
51. Смирнов-Аляев Г. А., Вайнтрауб Д. А. Холодная штамповка в приборо-
строении. М., Машгиз, 1963. 435 с.
52. Сторожев М. В., Попов Е. А. Теория обработки металлов давлением. М.,
«Машиностренне», 1971. 421 с.
53. Томленое А. Д. Теория пластического деформирования металлов. М., -
«Металлургия», 1972. 408 с.
54. Целиков А. И. Теория расчета и усилий в прокатных станах. М., Метал-
лургиздат, 1962. 492 с.
55. Ширшов А. А. Исследование пластического изгиба листа с учетом упроч-
нения. — «Изв. вузов. Машиностроение», 1965, № 7, с. 168—174.
56. Шофман Л. А. Теория и расчеты процессов холодной штамповки. М.,
«Машиностроение», 1964. 375 с.
57. Хилл Р. Математическая теория пластичности. Пер. с англ. Под ред.
Григолюка. М., Изд-во иностр, лит., 1955. 407 с.
58. Томсен Э., Янг Ч., Кобаяши Ш. Механика пластической деформации при
обработке металлов. Пер. с англ. М., «Машиностроение», 1969. 503 с.
59. Marciniak Z. Mechanika procesow tloczenia blach. Warszawa, 1961, s271.
60. Marciniak Z. Odksztalcenia graniczne przy tloczeniu blach. Wydawni-
ctwa Naukowo—Techniczne. Warszawa, 1971, s. 232.
61. Verguts H., Sowerby R. The pure plastic bending of laminated sheet me-
tals.— «International Journal of Mechanical Sciences», v. 17, N 1, 1975, p. 31—51.
ОГЛАВЛЕНИЕ
Введение ........................................................... 3
Глава I. Общие положения теории листовой штамповки................. 10
§ 1. Уравнения равновесия...................................... 11
§ 2. Методика учета влияния сил трения на поле напряжений ... 15
§ 3. Уравнения пластичности применительно к операциям листовой
штамповки ...................................................... 19
§ 4. Методика учета влияния упрочнения иа поле напряжений ... 22
§ 5. Методика учета влияния изгиба на поле напряжений.......... 28
§ 6. Методика учета влияния изменения толщины заготовки в про-
цессе деформирования на поле напряжений......................... 39
Глава II. Разделительные операции.................................. 46
§ 1. Механизм деформирования в разделительных операциях .... 46
§ 2. Особенности процесса деформироиания при отрезке и иырезке 57
§ 3. Особенности процесса деформирования при вырубке и пробивке 68
Глава III. Гибка................................................... 81
§ 1. Поле напряжений и деформаций при изгибе моментом .... 81
§ 2. Особенности изгиба тонкой полосы на ребро................. 98
§ 3. Особенности изгиба усилием................................. 101
§4. Вопросы технологии гибки ................................ 112
Глава IV. Вытяжка ................................................ 127
§ 1. Вытяжка цилиндрического стакана из плоской заготовки ... 127
§ 2. Последующие переходы вытяжки цилиндрических деталей ... 151
§ 3. Вытяжка осесимметричных нецилиндрических деталей .... 170
§ 4. Вытяжка с утонением........................................ 199
Глава V. Обжим ..................................................... 213
§ 1. Обжим в конической матрице............................... 215
§ 2. Обжим в матрице с криволинейной образующей............... 233
Глава VI. Отбортовка................................................ 239
Глава VII. Раздача ................................................. 257
Глава VIII. Интенсификация процессов листовой штамповки.......... 268
§ 1. Штамповка с дифференцированным нагревом.................. 269
§ 2. Штамповка с измененными схемами внешнего воздействия . . . 272
Список литературы................................................. 275
ИБ № 1412
Евгений Александрович Попов
ОСНОВЫ ТЕОРИИ ЛИСТОВОЙ ШТАМПОВКИ
Редактор издательства Сальникова Н. Г.
Технический редактор Завгородняя И. В.
Корректор Шаруиииа Н. И.
Переплет художника Е> В. Бекетова
Сдано в набор 13/IV 1977 г. Подписано к печати 15/Х 1977 г. Т-16247
Формат бОХЭО’/ц. Бумага типографская Ха 1
Усл. печ. л. 17,5 Уч.-изд. л. 18,85
Тираж 19 800 Заказ 146 Цена 90 к.
Издательство «Машиностроение», 107885, Москва, Б-78,
1-й Басманный пер., д. 3
Ленинградская типография № 6 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144, ул. Моисеенко, 10